/















































































































































































































































































































































































































































































































































































































































































































































































































































































































































































Автор: Поконова Ю.В. Страхов В.И.
Теги: аналитическая химия химия справочник справочник технолога
ISBN: 5-94365-057-1
Год: 2002
Похожие



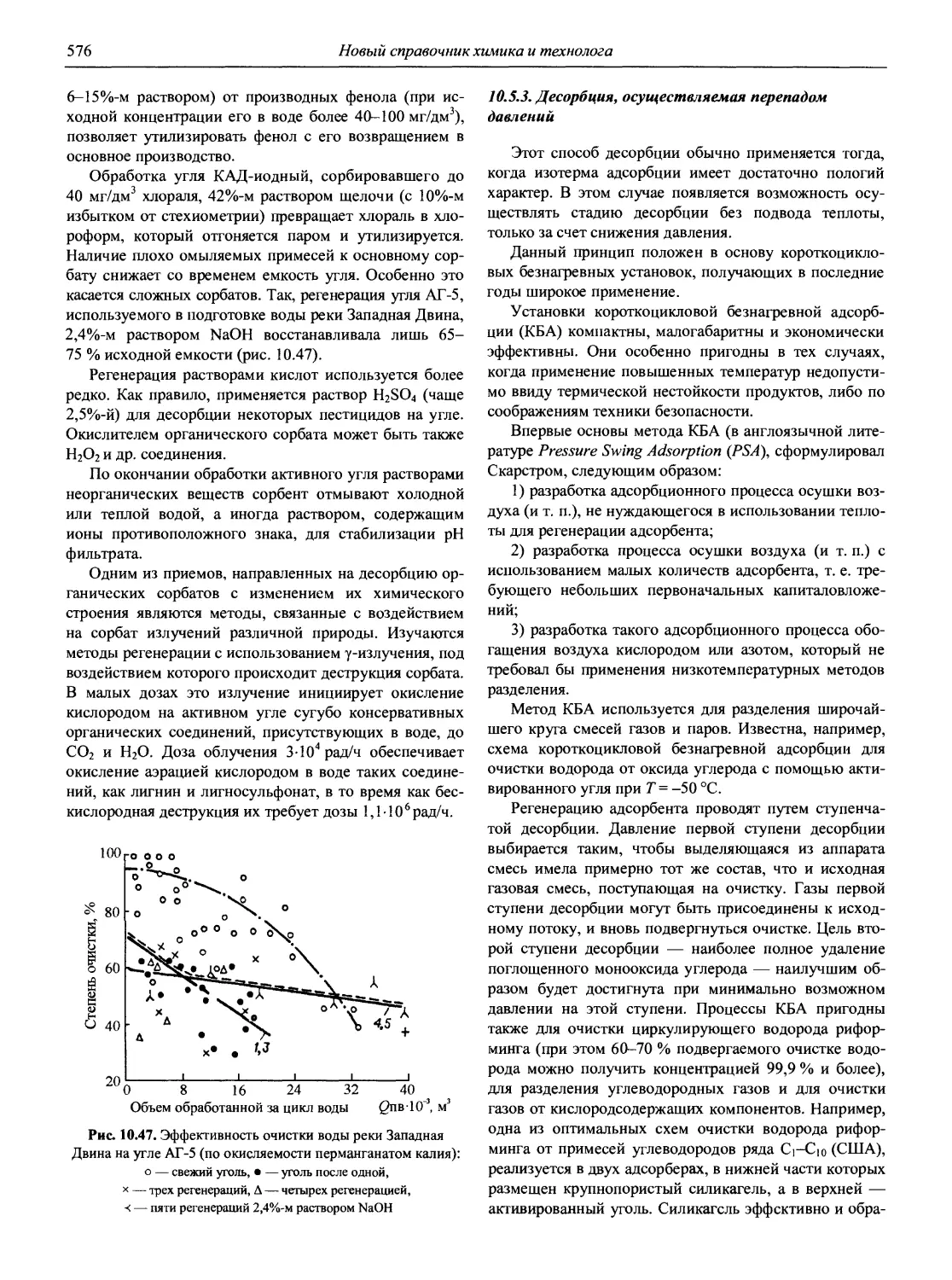
Текст
^ - VAI
P ^ Ы
s.
!-.**--^",т^.-ь-
L -_^_-l .-..тт. -^ Л J
"^ 2 <£ Jxl ^
i — ~ ч.
1= © i" -
>.
r
^?r
- -1 •■ '■. '
'*•:&:&*
--Ш^
, ~--4r-
.■ iU
* '4;
4
>. If*
I I
«и Петер® р
on ~~
ББК
Н72
24.4
24.46
^вия^книг для специалистов
щцл*ымк*шш,,шмл\итмш\,
Авторы:
доц., к.т.н. Апостолов Сергей Александрович
к.т.н., зав. лаб. Бабаш Софрина Ефимовна
Белкина Елена Ильинична
к.т.н. \Беренц Арнольд Давидович]
к.т.н. Боруцкий Павел Николаевич
доц., к.х.н. Быкова Лидия Михайловна
доц., к.т.н. Васильев Юрий Васильевич
проф., д.т.н. Васильев Сергей Николаевич
доц., к.т.н. Гамова Ирина Александровна
доц., к.х.н. Громова Валентина Васильевна
проф., д.х.н. де Векки Андрей Васильевич
проф., д.х.н. Дейнеко Иван Павлович
к.т.н., зав. лаб. Зеленцова Нина Ивановна
с.н.с, к.т.н. Ицко Эдуард Федорович
с.н.с, к.т.н. Калинская Татьяна Владимировна
доц., к.х.н. Кескинов Виктор Анатольевич
к.т.н. Кириллова Наталья Константиновна
Козлов Владимир Алексеевич
доц., к.т.н. Колосенцев Сергей Дмитриевич
к.т.н Ланге Самуил Абрамович
к.т.н. Марышев Владимир Борисович
к.т.н. Медведева Ирина Николаевна
к.т.н. Мельникова Ольга Владимировна
в.н.с., к.т.н. Мухина Тамара Николаевна
к.т.н. Подклетнова Наталья Михайловна
проф. д.т.н. Поконова Юлия Васильевна
проф., д. х.н. Пяртман Андрей Константинович
проф., д.т.н. Розенталь Дмитрий Александрович
проф., д.т.н. Рыбаков Вячеслав Алексеевич
проф., д.т.н. Самонин Вячеслав Викторович
с.н.с, к.т.н. Сараево Татьяна Михайловна
доц., к.т.н. Саратов Иван Емелъянович
доц., к.т.н. Сибаров Дмитрий Андреевич
доц., к.т.н. Соловейчик Эльза Яковлевна
проф., д.т.н. Сороко Валерий Евгеньевич
доц., к.т.н. Сочевко Тамара Ивановна
проф., д.т.н. Спиркин Владимир Григорьевич
доц., д.х.н. Сыроежко Александр Михайлович
к.т.н. Тагильцева Наталья Олеговна
доц., к.т.н. Филатов Борис Николаевич
в.н.с, к.т.н. Фоменко Валентина Николаевна
проф., д.т.н. Чижов I еоргий Иванович
проф., д.т.н. Шабалина Татьяна Николаевна
к.т.н. Школьников Виктор Маркович
доц., с.н.с, к.т.н. Юдкевич Юрий Давидович
Редакторы тома:
проф., д.т.н. Поконова Юлия Васильевна
проф., д.т.н. Страхов Вячеслав Иванович
Н 72 Новый справочник химика и технолога. Сырье и продукты
промышленности органических и неорганических веществ. 4.1. — С.-Пб.:
АНО НПО «Мир и Семья», АНО НПО «Профессионал», 2002. — 988 с.
Справочник в двух частях содержит сведения о сырье и продуктах промышленности органических и
неорганических веществ.
В первой части тома представлены данные о твердом, жидком и газообразном сырье и важнейших
продуктах промышленности неорганических веществ: вяжущих, огнеупорах, керамике, стекле, сорбентах, угле-
графитовых материалах, углеродных адсорбентах. Последний раздел первой части тома (углеродные газы,
нефть) подготавливает читателя к материалам, посвященным сырью и продуктам промышленности
органических веществ, представленным во второй части тома. Редкоземельные элементы представляющие интерес
для производства лазеров, люминофоров и др. материалов, используемых в современных технологических
процессах приведены во второй части тома.
Предназначен для научного и инженерно-технического персонала аналитических лабораторий,
инженеров химиков-технологов, преподавателей и студентов университетов, химико-технологических, химико-
фармацевтических вузов, а также для специалистов смежных профессий.
Новая, наиболее важная для специалистов информация по темам, вошедшим в данный том, будет в
дальнейшем размещаться на сайте издательства www.npomis.com
Все права защищены и принадлежат издателю.
Любое использование материала данной книги, полностью или
частично, без разрешения АНО НПО «Мир и Семья» запрещено
и будет преследоваться по закону.
ISBN 5-94365-057-1
ISBN 5-98371-002-8
© АНО НПО «Мир и Семья», 2002
© АНО НПО «Профессионал», 2002
ОТ ИЗДАТЕЛЬСТВА
Петербургское издательство «Мир и Семья»
предлагает специалистам-химикам и всем заинтересованным
читателям 7-томный «Новый справочник химика и
технолога» (Справочник). («Справочник химика» в 7
томах, под общей редакцией чл.-корр. Б.П.
Никольского, последний раз был переиздан в 1962-1966 годах.)
Название Справочника отражает основную задачу
издателей и авторов: помимо базовых,
«академических», публиковавшихся в научной и справочной
литературе (например, в «Справочнике химика») сведений,
представить в максимально возможном объеме новую
информацию, данные, полученные за последние 40 лет
в области не только химической науки, но и
химических технологий — и таким образом сделать
Справочник интересным, нужным, необходимым широкой
«химической» аудитории — как ученых и студентов,
так и производственников-практиков.
В создании Справочника участвуют крупные
ученые и ведущие специалисты химических отраслей из
Москвы, Санкт-Петербурга, других городов страны
(всего около 250 авторов); материалы являются
оригинальными авторскими разработками либо
подготовлены на основе современной литературы. Справочник
обобщает опыт работы российских и зарубежных
ученых и технологов 2-ой половины XX века и показывает
перспективу развития химической и смежных областей
науки и производства.
В процессе работы неоднократно возникала
необходимость привлечения дополнительных материалов,
разработки новых тем, более расширенного и
углубленного изложения уже включенных в Справочник
разделов. В связи с этим значительно увеличился, по
сравнению с первоначально запланированным, объем
(некоторые тома выйдут в двух книгах), сроки выпуска
данного и следующих томов отодвинулись. Однако
авторско-издательский коллектив считает эти
производственные потери и трудности оправданными
необходимостью оптимального решения заявленной
глобальной задачи.
Продолжает издание том «Сырье и продукты
промышленности органических и неорганических веществ».
Основные темы других томов:
♦ общие сведения о строении и физических
свойствах веществ;
♦ свойства растворов, электродные процессы,
коррозия и противокоррозионные конструкционные
материалы;
♦ современные методы анализа;
♦ процессы и аппараты химических технологий;
♦ вредные химические вещества.
Руководители издательства выражают
благодарность всем тем, без чьей самоотверженной работы
выпуск сего основополагающего труда не состоялся бы.
ПРЕДИСЛОВИЕ
Последние десятилетия прошлого столетия
знаменовались колоссальным ростом потока
научно-технической информации. Россия в этот период переживала
общий упадок экономики, следствием чего явилось
резкое сокращение государственного финансирования
науки, промышленности, издательской деятельности,
новых поступлений научно-технической литературы
из-за рубежа (даже в крупнейшие библиотеки страны).
Изданный 40 лет назад «Справочник химика»
перестал в полной мере отвечать запросам исследователей и
технологов и нуждался в существенной переработке.
«Новый справочник химика и технолога»,
предлагаемый издательствами «Мир и семья» и «Профессионал»,
содержит обновленные данные, современную
терминологию, оценку физико-химических констант
материалов в Международной системе единиц (СИ).
Одной из наиболее актуальных проблем для
современной химии является создание на основе
теоретических и научных исследований высокоэффективных
технологий, позволяющих получать химические
продукты с заданными свойствами. Настоящий том «Сырье
и продукты промышленности неорганических и
органических веществ» выходит в 2-х частях и, в основном,
содержит информационные данные по следующим
направлениям:
- краткое изложение теоретических основ методов
получения химических продуктов;
- подробная характеристика продуктов;
- технологический процесс получения продукта в
промышленных условиях.
С момента выхода в свет первого «Справочника
химика» накопилось огромное количество новых
фундаментальных данных, касающихся теоретических и
практических основ получения продуктов
промышленности неорганических и органических веществ.
Успехи в методах оценки свойств продуктов
позволили более полно их охарактеризовать. Так, в области
органических производств был достигнут
значительный прогресс в исследовании механизма свободнора-
дикальных реакций в растворе, в изучении механизма
электрофильного замещения у насыщенного атома
углерода и нуклеофильного замещения в
ароматическом ряду. В результате успешного изучения влияния
растворителя на скорость реакций диполярные апро-
тонные растворители стали широко применяться в
производственной практике.
В «Новом справочнике химика и технолога»
приводятся данные по свойствам как для традиционных
химических материалов (стекло, керамика, вяжущие
вещества, огнеупоры, нефть, твердые горючие
ископаемые, лаки и краски, продукты основного
неорганического и органического синтеза), так и для материалов
нового поколения (перспективных катализаторов,
сорбентов, радиоактивных соединений, фуллеренов, нано-
материалов, дисперсионных полимерных композиций,
порошковых красок). Природные (растительные)
полимеры и продукты на их основе, получившие признание
в промышленности, представлены в новом справочнике
впервые.
В разделе «Вода и воздух» большое место отведено
нормативам по содержанию в них вредных веществ (и
КЧИ1
органических и неорганических), имеющих как
природное, так и антропогенное происхождение.
Эти нормативные материалы могут послужить
подспорьем при наблюдении, оценке и прогнозе состояния
окружающей среды в связи с хозяйственной
деятельностью человека.
Все эти данные существенно увеличили объем
«Нового справочника химика и технолога» по сравнению
со «Справочником химика» и сделали его доступным
более широкому кругу читателей: ученым,
производственникам, студентам. Авторы будут признательны
читателям за конструктивную критику и пожелания.
Доцент, кандидат химических наук
В.А. Столярова
Издательство с благодарностью примет и учтет
при последующих изданиях все ваши замечания, предложения и пожелания
Раздел 1
ВОДА И ВОЗДУХ
Автор-составитель: проф., д. т. н. В.Е. Сороко
1.1. Вода
Вода является составной частью биосферы, от
которой зависит состояние животного и растительного
мира, а также хозяйственная деятельность человека.
Водные бассейны занимают 70,8 % поверхности
планеты. Более 98 % водных ресурсов характеризуется
повышенной минерализацией воды. Объем пресных
вод составляет 28 млн км3, из которых 15 % доступны
для хозяйственного использования. 14 % запасов
пресной воды приходится на подземные источники.
Мировое потребление природной воды в 2000 г.
оценивают как 7000 км /год.
В промышленности водные ресурсы используют для
выполнения различных функций:
• реагентов химических превращений;
• сред, в которых протекают химические
превращения;
• средств поддержания параметров режима
протекания технологических процессов;
• теплоносителей в энергетических системах;
• средств транспортирования сырья, продуктов и
отходов;
• технологических реагентов при очистке
оборудования, помещений, дорожных покрытий.
Общим направлением водопотребляющих объектов
является минимизация потребления воды на единицу
выпускаемой продукции или для бытовых нужд и
минимизация загрязнения водоемов сточными водами.
Это достигается созданием систем замкнутого водо-
оборота.
Качество природной воды определяется
совокупностью ее свойств, обусловленных концентрацией и
характером содержащихся в воде примесей. В
зависимости от назначения воды к ней предъявляются
определенные требования, устанавливаемые ГОСТами. При
несоответствии воды, поступающей из водоисточника,
требованиям ГОСТа, проводят водоподготовку.
Особые требования предъявляют к питьевой воде,
сумма свойств и состав примесей в которой не должны
оказывать неблагоприятного влияния на здоровье
человека как при употреблении внутрь, использовании в
гигиенических целях, так и при производстве пищевых
продуктов. Эти требования сформулированы в актах
государственного управления. Органом,
утверждающим такие акты, является Департамент
государственного санитарно-эпидемиологического надзора
Минздрава РФ, осуществляющий соответствующий надзор.
Литература
1. Справочник по очистке природных и сточных вод
/ Л.Л. Пааль, Я.Я. Кару, Х.А. Мельдер, Б.Н. Репин.
М.: Высшая школа, 1994. 336 с.
2. Новый справочник химика и технолога. Основные
свойства неорганических и органических и эле-
ментоорганических соединений. СПб.: АНО НПО
«Мир и Семья», 2002. 1276 с.
3. Алексеев А.И., Валов М.Ю., Юзвяк 3.
Физико-химические основы водных систем и правовые
аспекты их использования: Учебное пособие. СПб.:
Химиздат, 2002. 212 с.
4. Алексеев А.И., Валов М.Ю., Юзвяк 3. Критерии
качества водных систем: Учебное пособие. СПб.:
Химиздат, 2002. 212 с.
Таблица 1.1
Перечень действующих государственных
стандартов, применяемых в области
водоснабжения (на 1 января 2001 г.)
ГОСТ
ГОСТ Р 22.6.01-95
ГОСТ Р 51232-98
ГОСТ Р 52209-98
Наименование
Безопасность в ЧС. Защита
системы хозяйственно-питьевого
водоснабжения. Общие
требования
Вода питьевая. Общие
требования к организации и методам
контроля качества
Вода питьевая. Методы
определения содержания хлороргани-
ческих пестицидов
газожидкостной хроматографией
6
Новый справочник
химика и технолога
Продолжение таблицы 1.1 Продолжение таблицы 1.1
ГОСТ
ГОСТ 4389-72
ГОСТ 4974-72
ГОСТ 4979-49
ГОСТ 6055-86
ГОСТ 6709-72
ГОСТ 8.556-91
ГОСТ 9.314-90
ГОСТ 13085-79Э
ГОСТ 13273-88
ГОСТ 18164-72
ГОСТ 18165-89
ГОСТ 18190-72
ГОСТ 18293-72
ГОСТ 18294-89
ГОСТ 18301-72
ГОСТ 18308-72
ГОСТ 18309-72
ГОСТ 18826-73
ГОСТ 18963-73
Наименование
Вода питьевая. Методы
определения сульфатов
Вода питьевая. Методы
определения содержания марганца
Вода хозяйственно-питьевого и
промышленного
водоснабжения. Методы химического
анализа. Отбор, хранение и
транспортирование проб (в части
отбора проб питьевой воды
заменен на ГОСТ 24481-80)
Вода. Единица жесткости
Вода дистиллированная.
Технические условия
ГСИ. Методика определения
состава и свойств проб вод.
Общие требования к разработке
ЕСЗКС. Вода для
гальванического производства и схемы
промывок. Общие требования
Воды минеральные для
экспорта. Упаковка, маркировка, трас-
портирование и хранение
Воды минеральные, питьевые,
лечебные и лечебно-столовые.
Технические условия
Вода питьевая. Метод
определения сухого остатка
Вода питьевая. Метод
определения массовой концентрации
алюминия
Вода питьевая. Методы
определения содержания остаточного
активного хлора
Вода питьевая. Методы
определения содержания свинца,
цинка, серебра
Вода питьевая. Методы
определения массовой концентрации
бериллия
Вода питьевая. Метод
определения остаточного содержания
озона
Вода питьевая. Метод
определения содержания молибдена
Вода питьевая. Метод
определения содержания полифосфатов
Вода питьевая. Методы
определения нитратов
Вода питьевая. Методы сани-
тарно-бактериологического
анализа
ГОСТ
ГОСТ Р 51210-98
ГОСТ Р 51211-98
ГОСТ Р 51212-98
ГОСТ Р 51309-99
ГОСТ Р 51310-99
ГОСТ Р 51392-99
ГОСТ Р 51592-2000
ГОСТ 2761-84
ГОСТ 2874-82
ГОСТ 3351-74
ГОСТ 4011-72
ГОСТ 4151-72
ГОСТ 4152-89
ГОСТ 4192-82
ГОСТ 4245-72
ГОСТ 4386-89
ГОСТ 4388-72
Наименование
Вода питьевая. Метод
определения содержания бора
Вода питьевая. Метод
определения содержания
поверхностно-активных веществ
Вода питьевая. Метод
определения содержания общей ртути
беспламенной атомно-абсорб-
ционной спектрометрией
Вода питьевая. Определение
содержания элементов методом
атомной спектрометрии
Вода питьевая. Методы
определения бензо[а]пирена
Вода питьевая. Определение
содержания летучих галогено-
органических соединений
газожидкостной хроматографией
Вода. Общие требования к
отбору проб
Источники централизованного
хозяйственно-питьевого
водоснабжения. Гигиенические,
технические требования и правила
выбора
Вода питьевая. Гигиенические
требования и контроль за
качеством
Вода питьевая. Методы
определения вкуса, запаха, цветности
и мутности
Вода питьевая. Методы
определения общего железа
Вода питьевая. Метод
определения общей жесткости
Вода питьевая. Метод
определения массовой концентрации
мышьяка
Вода питьевая. Методы
определения минеральных
азотсодержащих веществ
Вода питьевая. Методы
определения содержания хлоридов
Вода питьевая. Методы
определения массовой концентрации
фторидов
Вода питьевая. Методы
определения массовой концентрации
меди
Вода
воздух
7
Продолжение таблицы 1.1 Продолжение таблицы 1.1
ГОСТ
ГОСТ 19355-85
ГОСТ 19413-89
ГОСТ 21.601-79
ГОСТ 21.604-82
ГОСТ 21727-76
ГОСТ 23455-79
ГОСТ 23732-79
ГОСТ 23950-88
ГОСТ 24481-80
ГОСТ 24849-81
ГОСТ 24902-81
ГОСТ 25151-82
ГОСТ 25855-83
ГОСТ 26280-84
ГОСТ 26841-86
ГОСТ 27384-87
ГОСТ 29183-91
ГОСТ 17.1.4.02-90
Наименование
Вода питьевая. Методы
определения полиакриламида
Вода питьевая. Метод
определения массовой концентрации
селена
СПДС. Водопровод и
канализация. Рабочие чертежи
СПДС. Водоснабжение и
канализация. Наружные сети. Рабочие
чертежи
Вода. Вязкость при температуре
20 °С
Препарат «Мастоприм».
Технические условия
Вода для бетонов и растворов.
Технические условия
Вода питьевая. Метод
определения массовой концентрации
стронция
Вода питьевая. Отбор проб
Вода питьевая. Полевые методы
санитарно-микробиологического
анализа
Вода хозяйственно-питьевого
назначения. Общие требования к
полевым методам анализа
Водоснабжение. Термины и
определения
Уровень и расход поверхностных
вод. Общие требования к
измерениям
Режим атомных станций с
кипящими реакторами большой
мощности водохимический.
Показатели качества воды
вспомогательных систем
Режим атомных станций с
кипящими реакторами большой
мощности водохимический. Нормы
качества водного теплоносителя
основного контура системы
управления и защиты, средства
их обеспечения
Вода. Нормы погрешности
измерений показателей состава и
свойств
Вода для
хозяйственно-питьевого обеспечения судов.
Требования к качеству
Вода. Методика спектрофотомет-
рического определения хлоро-
филла-а
ГОСТ
ГОСТ 23268.0-91
ГОСТ 23268.1-91
ГОСТ 23268.2-91
ГОСТ 23268.3-78
ГОСТ 23268.4-78
ГОСТ 23268.5-78
ГОСТ 23268.6-78
ГОСТ 23268.7-78
ГОСТ 23268.8-78
ГОСТ 23268.9-78
ГОСТ 23268.10-78
ГОСТ 23268.11-78
Наименование
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Правила
приемки и методы отбора проб
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения органолептиче-
ских показателей и объема воды
в бутылках
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения двуокиси углерода
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения гидрокарбонат-
ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения сульфат-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения ионов кальция и
магния
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения ионов натрия
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения ионов калия
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения нитрит-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения нитрат-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Метод
определения ионов аммония
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Метод
определения ионов железа
Новый справочник химика и технолога
Продолжение таблицы 1.1
Продолжение таблицы 1.2
ГОСТ
ГОСТ 23268.12-78
ГОСТ 23268.13-78
ГОСТ 23268.14-78
ГОСТ 23268.15-78
ГОСТ 23268.16-78
ГОСТ 23268.17-78
ГОСТ 23268.18-78
Наименование
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Метод
определения перманганатной
окисляем ости
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Метод
определения ионов серебра
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения ионов мышьяка
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения бромид-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения иодид-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Методы
определения хлорид-ионов
Воды минеральные питьевые
лечебные, лечебно-столовые и
природные столовые. Метод
определения фторид-ионов
Таблица 1.2
Перечень международных стандартов
по контролю качества воды
Принятые обозначения:
ПМС — Проект Международного стандарта (стандарт
рассмотрен специалистами и готовится к изданию);
ПК — Проект комитета (стандарт в настоящее время
обсуждается специалистами Технического комитета);
РП — Рабочий проект (стандарт предложен
специалистами для обсуждения).
Если указанные обозначения поставлены в скобки после
обозначения стандарта ИСО, то это означает пересмотр
действующего стандарта.
Международный
стандарт
ИСО 3696-87
ИСО 5663-84
Наименование стандарта
Вода для лабораторного анализа.
Технические условия и методы
испытаний
Качество воды. Определение
азота по Кьельдалю. Метод после
минерализации селеном
Международный
стандарт
ИСО 5664-84
ИСО 5666-1-83
ИСО 5666-2-83
ИСО 5666-3-84
ИСО 5667-1-80
ИСО 5667-2-91
ИСО 5667-3-94
ИСО 5667-4-87
ИСО 5667-5-91
ИСО 5667-6-90
ИСО 5667-7-93
ИСО 5667-8-93
Наименование стандарта
Качество воды. Определение
аммония. Метод дистилляции и
титрования
Качество воды. Определение
общей ртути методом
беспламенной атомной абсорбционной
спектрометрии. Часть 1. Метод
минерализации перманганатом-
пероксибисульфатом
Качество воды. Определение
общей ртути методом
беспламенной атомной абсорбционной
спектрометрии. Часть 2. Метод
минерализации
ультрафиолетовым облучением
Качество воды. Определение
общей ртути методом
беспламенной атомной абсорбционной
спектрометрии. Часть 3. Метод
определения после
минерализации бромом
Качество воды. Отбор проб.
Часть 1. Руководство по
составлению программ отбора проб
Качество воды. Отбор проб.
Часть 2. Руководство по
составлению методик выборочного кон-
тороля
Качество воды. Отбор проб.
Часть 3. Руководство по
хранению и обращению с пробами
Качество воды. Отбор проб.
Часть 4. Руководство по отбору
проб из природных и
искусственных недр
Качество воды. Отбор проб.
Часть 5. Руководство по отбору
проб питьевой воды и воды,
используемой в производстве
пищевых продуктов и напитков
Качество воды. Отбор проб.
Часть 6. Руководство по отбору
проб из рек и водных потоков
Качество воды. Отбор проб.
Часть 7. Руководство по отбору
проб воды и пара котельных
установок
Качество воды. Отбор проб.
Часть 8. Руководство по отбору
проб влажных осадков
Вода и в*
'оздух
9
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ИСО 5667-9-92
ИСО 5667-10-92
ИСО 5667-11-93
ПМС 5667-12
ПК 5667-13
РП 5667-14
ИСО 5813-83
ИСО 5814-90
ИСО 5815-89
ИСО 5961-94
ИСО 6058-84
ИСО 6059-84
ИСО 6060-89
ИСО 6107-1-86
(поправка 1)
ИСО 6107-2-89
ИСО 6107-3-93
ИСО 6107-4-93
ИСО 6107-5-86
(поправка 1)
Наименование стандарта
Качество воды. Отбор проб.
Часть 9. Руководство по отбору
проб морских вод
Качество воды. Отбор проб.
Часть 10. Руководство по отбору
проб сточных вод
Качество воды. Отбор проб.
Часть 11. Руководство по отбору
проб грунтовых вод
Качество воды. Отбор проб.
Часть 12. Руководство по отбору
проб донных отложений
Качество воды. Отбор проб. Часть
13. Руководство по отбору проб из
канализации, водопровода и
связанных с этим загрязнений
Качество воды. Отбор проб.
Часть 14. Руководство по
контролю качества при процедурах
отбора проб
Качество воды. Определение
растворенного кислорода. Иодо-
метрический метод
Качество воды. Определение
растворенного кислорода. Метод
электрохимического датчика
Качество воды. Определение
биохимической потребности в
кислороде через 5 суток (БПК5).
Метод разбавления и засева
Качество воды. Определение
кадмия атомно-абсорбционной
спектрометрией
Качество воды. Определение
содержания кальция. Титримет-
рический метод с применением
ЭТДА
Качество воды. Определение
суммарного содержания кальция
и магния. Титриметрический
метод с применением ЭТДА
Качество воды. Определение
химического потребления кислорода
Качество воды. Словарь. Часть 1
Качество воды. Словарь. Часть 2
Качество воды. Словарь. Часть 3
Качество воды. Словарь. Часть 4
Качество воды. Словарь. Часть 5
Международный
стандарт
ИСО 6107-6-86
(поправка 1)
ИСО 6107-7-90
ИСО 6107-8-93
ПМС 6107-9
ИСО 6222-88
ИСО 6332-88
ИСО 6333-86
ПМС 6340
ИСО 6341-89
(ПМС 6341)
ИСО 6439-90
ИСО 6461-1-89
ИСО 6461-2-86
ПМС 6468
ИСО 6595-82
Наименование стандарта
Качество воды. Словарь. Часть 6
Качество воды. Словарь. Часть 7
Качество воды. Словарь. Часть 8
Качество воды. Словарь. Часть 9.
Полный перечень терминов
ИСО 6107
Качество воды. Определение
количества жизнеспособных
микроорганизмов. Подсчет
колоний после посева внутри или
на поверхности агаровой среды
Качество воды. Определение
железа. Спектрометрический метод
с применением 1,10-фенантро-
лина
Качество воды. Определение
марганца. Спектрометрический
метод с применением формальд
оксима
Качество воды. Обнаружение и
количественное определение
сальмонеллы
Качество воды. Определение
подавления подвижности Dapygia magna
Straus (Cladocera, Cructa-cea)
Качество воды. Определение фе-
нольного индекса с 4-амино-
антипирином.
Спектрометрические методы после перегонки
Качество воды. Обнаружение и
подсчет спор анаэробных сульфит-
восстанавливающих
микроорганизмов (Clostridia). Часть 1. Метод
обогащения в жидкой среде
Качество воды. Обнаружение и
подсчет анаэробных сульфит-
восстанавливающих
микроорганизмов (Clostridia). Часть 2.
Метод мембранной фильтрации
Качество воды. Определение
органических хлорсодержащих
инсектицидов, полихлорированных
бифенилов и хлорбензолов. Газо-
хроматографический метод после
жидкостной экстракции
(жидкость—жидкость)
Качество воды. Определение
общего мышьяка. Спектрофото-
метрический метод с
применением диэтилдитиокарбамата серебра
10
Новый справочник
химика и технолога
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ИСО 6703-1-84
ИСО 6703-2-84
ИСО 6703-3-84
ИСО 6703-4-85
ИСО 6777-84
ИСО 6778-84
ИСО 6878-1-86
ИСО 7027-90
ИСО 7150-1-84
ИСО 7150-2-86
ИСО 7346-1-84
(ПМС 7346-1)
ИСО 7346-2-84
(ПМС 7346-2)
ИСО 7346-3-84
(ПМС 7346-3)
Наименование стандарта
Качество воды. Определение
цианидов. Часть 1. Определение
общего содержания цианидов
Качество воды. Определение
цианидов. Часть 2. Определение легко
выделяемых цианидов
Качество воды. Определение
цианидов. Часть 3. Определение
хлористого циана
Качество воды. Определение
цианидов. Часть 4. Определение
цианидов диффузией при рН = 6
Качество воды. Определение
нитритов. Молекулярно-абсорбцион-
ный спектрометрический метод
Качество воды. Определение
аммония. Потенциометрический
метод
Качество воды. Определение
фосфора. Часть 1.
Спектрометрический метод с применением молиб-
дата аммония
Качество воды. Определение
мутности
Качество воды. Определение
аммония. Часть 1. Ручной
спектрометрический метод
Качество воды. Определение
аммония. Часть 2. Автоматический
спектрометрический метод
Качество воды. Определение
острой летальной токсичности
веществ в отношении пресноводных
рыб (Brachydanio rerio, Hamilton-
Buchanan (Teleostei, Cyprinidae).
Часть 1. Статистический метод
Качество воды. Определение
острой летальной токсичности
веществ в отношении пресноводных
рыб (Brachydanio rerio, Hamilton-
Buchanan (Teleostei, Cyprinidae).
Часть 2. Полустатистический
метод
Качество воды. Определение
острой летальной токсичности
веществ в отношение пресноводных
рыб (Brachydanio rerio, Hamilton-
Buchanan (Teleostei, Cyprinidae).
Часть З. Метод непрерывного
обновления испытательного раствора
Международный
стандарт
ИСО 7393-1-85
ИСО 7393-2-85
ИСО 7393-3-90
ИСО 7704-85
ИСО 7827-94
ИСО 7828-85
ИСО 7875-1-84
ИСО 7875-2-84
ИСО 7887-94
ИСО 7888-85
ИСО 7890-1-86
Наименование стандарта
Качество воды. Определение
свободного хлора и общего
хлора. Часть 1. Титриметрический
метод с применением Л^Д-ди-
этил-1,4-фени лендиамина
Качество воды. Определение
свободного хлора и общего
хлора. Часть 2. Колориметрический
метод с применением МД-ди-
этил-1,4-фенилендиамина для
серийного контроля
Качество воды. Определение
свободного хлора и общего
хлора. Часть 3. Метод иодометриче-
ского титрования для
определения общего хлора
Качество воды. Оценка
мембранных фильтров для
микробиологического анализа
Качество воды. Определение в
водной среде «предельной»
аэробной биодеградации
органических соединений. Метод
анализа растворенного
органического углерода (DOC)
Качество воды. Методы
биологического отбора проб. Руководство
по отбору проб водных бентос-
ных макробеспозвоночных с
помощью сетки
Качество воды. Определение
поверхностно-активных веществ.
Часть 1. Определение анионных
поверхностно-активных веществ
спектрофотометрическим
методом с метиленовым синим
Качество воды. Определение
поверхностно-активных веществ.
Часть 2. Определение неионо-
генных поверхностно-активных
веществ с использованием
реактива Драгендрофа
Качество воды. Определение цвета
Качество воды. Определение
удельной электрической
проводимости
Качество воды. Определение
нитратов. Часть 1.
Спектрометрический метод с 2,6-диметилфенолом
Вода
и воздух
11
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ИСО 7890-2-86
ИСО 7890-3-88
ИСО 7899-1-84
(ПК 7899-1)
ИСО 7899-2-84
ИСО 7980-86
ПМС 7981-1
ПМС 7981-2
РП 7981-3
ИСО 8165-1-92
ПМС 8165-2
ИСО 8192-86
ИСО 8199-88
Наименование стандарта
Качество воды. Определение
нитратов. Часть 2.
Спектрометрический метод с 4-фторфенолом
после дистилляции
Качество воды. Определение
нитратов. Часть 3.
Спектрометрический метод с
использованием сульфосалициловой кислоты
Качество воды. Определение и
подсчет фекальных
стрептококков. Часть 1. Метод обогащения в
жидкой среде
Качество воды. Определение и
подсчет фекальных
стрептококков. Часть 2. Метод мембранной
фильтрации
Качество воды. Определение
кальция и магния. Атомно-
абсорбционный
спектрометрический метод
Качество воды. Определение
шести специфических многоядерных
углеводородов. Часть 1. Метод
тонкослойной хроматографии
Качество воды. Определение
шести специфических
многоядерных углеводородов. Часть 2.
Жидкостная хроматография с
высоким разрешением
Качество воды. Определение
шести специфических
многоядерных углеводородов. Часть 3.
Газохроматографический метод
Качество воды. Определение
отдельных моновалентных
фенолов. Часть 1.
Газохроматографический метод после
концентрирования экстракцией
Качеетво воды. Определение
отдельных моновалентных
фенолов. Часть 2.
Газохроматографический метод после деривации
совместно с хлоридом пента-
фторбензола
Качество воды. Испытание по
ингибированию поглощения
кислорода активированным илом
Качество воды. Общее
руководство по оценке количества
микроорганизмов на культурной среде
Международный
стандарт
ИСО 8245-87
ИСО 8265-88
ИСО 8288-86
ИСО 8466-1-90
ИСО 8466-2-93
ПМС 8466-3
ПК 8466-4
ИСО 8467-93
ПК 8689
ИСО 8692-89
ИСО 9174-90
Наименование стандарта
Качество воды. Руководство по
определению общего
органического углерода (ТОС)
Качество воды. Конструкция и
применение пробоотборника
(батометра) для забора
беспозвоночных животных со дна
обмелевших (мелких) водоемов с
пресной водой
Качество воды. Определение
кобальта, никеля, меди, цинка,
кадмия и свинца. Пламенные атом-
но-абсорбционные
спектрометрические методы
Качество воды. Калибровка и
оценка аналитических методов
определения качества. Часть 1.
Статистический анализ линейной
калибровочной функции
Качество воды. Калибровка и
оценка аналитических методов
определения качества. Часть 2.
Стратегия калибровки для
нелинейных калибровочных функций
Качество воды. Калибровка и
оценка аналитических методов
определения качества. Часть 3.
Метод сложения стандартов
Качество воды. Калибровка и
оценка аналитических методов
определения качества. Часть 4.
Определение пределов
обнаружения (детектирования) и
пределов количественного
определения основным аналитическим
методом
Качество воды. Определение
перманганатного индекса
Качество воды. Оценка качества
воды и растительного и
животного мира (среды) рек путем
подсчета количества
макробеспозвоночных
Качество воды. Испытание инги-
бирования роста пресноводных
водорослей с использованием
Senedesmus Subspicatus и Sele-
nastrum capricornutum
Качество воды. Определение
общего хрома. Атомно-абсорбцион-
ные спектрометрические методы
12 Новый справочник химика и технолога
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ИСО 9280-90
ИСО 9297-89
ИСО 9308-1-90
ИСО 9308-2-90
ПК 9308-3
ПК 9377-1
ПК 9377-2
ИСО 9390-90
ИСО 9391-93
Наименование стандарта
Качество воды. Определение
сульфата. Гравиметрические
методы с применением хлорида
бария
Качество воды. Определение
хлорида. Титрование нитратом
серебра с хроматным индикатором
(метод Мора)
Качество воды. Обнаружение и
количественный анализ
колиформных организмов,
термоустойчивых колиформных
организмов и предполагаемых
Escherihia. Часть 1. Метод
мембранной фильтрации
Качество воды. Обнаружение и
количественный анализ
колиформных организмов,
термоустойчивых колиформных
организмов и предполагаемых
Escherihia coll Часть 2. Метод
наиболее вероятного числа или
многотрубный метод
Качество воды. Обнаружение и
количественный анализ
колиформных организмов,
термоустойчивых колиформных
организмов и предполагаемых
Escherihia coll Часть 3. Перечень
Escherihia coli
Качество воды. Определение
углеводородного индекса (в нефти).
Часть 1. Метод экстракции в
растворитель и гравиметрии
Качество воды. Определение
углеводородного индекса (в нефти).
Часть 2. Метод экстракции в
растворитель и инфракрасной
абсорбции
Качество воды. Определение
бората. Спектрометрический
метод с использованием азоме-
тина — Н
Качество воды. Отбор проб с
больших глубин для
определения макробеспозвоночных.
Руководство по колонизации
(заселению), отбору образцов для
качественного и количественного
анализа
Международный
стандарт
ИСО 9408-91
ИСО 9439-90
ИСО 9509-89
ИСО 9562-89
ИСО 9696-92
ИСО 9697-92
ИСО 9698-89
ИСО 9887-92
ИСО 9888-91
ИСО 9963-1-94
ИСО 9963-2-94
ИСО 9964-1-93
Наименование стандарта
Качество воды. Определение
общей аэробной способности к
биоразложению органических
веществ в водной среде. Метод
определения потребления
кислорода в закрытом респирометре
Качество воды. Оценка
предельной способности органических
веществ к аэробному
биоразложению в водной среде. Метод
анализа выделения двуокиси
углерода
Качество воды. Метод оценки
степени ингибирования
нитрификации микроорганизмами
активного ила в присутствии
химикатов и сточных вод
Качество воды. Определение
адсорбируемых органических
галогенов (АОХ)
Качество воды. Определение
суммарной р-активности в
несоленой воде
Качество воды. Определение
суммарной а-активности в
несоленой воде
Качество воды. Определение
активности трития. Жидкостной
метод сцинтилляционного счета
Качество воды. Оценка аэробной
биодеградации органических
веществ в водной среде.
Полунепрерывный метод активного ила
(SCAS)
Качество воды. Оценка аэробной
способности органических
веществ к биоразложению в водной
среде. Статистический метод
(Метод Зан—Велленса)
Качество воды. Определение
щелочности. Часть 1. Определение
общей и частичной щелочности
Качество воды. Определение
щелочности. Часть 2. Определение
карбонатной щелочности
Качество воды. Определение
натрия и калия. Часть 1.
Определение натрия атомно-абсорбцион-
ным спектрометрическим
методом
Вода и воздух 13
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ИСО 9964-2-93
ИСО 9964-3-93
ИСО 9965-93
ИСО 9998-91
ИСО 10048-91
ИСО 10229-94
ПМС 10253
ИСО 10260-92
ПМС 10301
ИСО 10304-1-92
Наименование стандарта
Качество воды. Определение
натрия и калия. Часть 2.
Определение калия атомно-абсорбцион-
ным спектрометрическим
методом
Качество воды. Определение
натрия и калия. Часть 3.
Определение пламенной эмиссионной
фотометрией
Качество воды. Определение
селена. Атомно-абсорбционный
спектрометрический метод
Качество воды. Руководство по
оценке и контролю сред
микробиологических колоний,
применяемых в опытах определения
качества воды
Качество воды. Определение
азота по Кьельдалю. Метод
после минерализации сплавом
Деварда
Качество воды. Определение
продолжительной токсичности
веществ по отношению к
пресноводным рыбам. Метод оценки
влияния веществ на скорость
роста радужной форели [Oncorhy-
nchus mykiss Вальбаума (Teleostei,
Salmonidae)]
Качество воды. Определение
эффекта замедления роста морских
водорослей при помощи Skleto-
пепие constant и Phaeodactylum
tricornutum
Качество воды. Измерение
биохимических параметров. Спек-
трофотометрические методы
определения концентрации
хлорофилла
Качество воды. Определение
высоколетучих галогенированных
углеводородов. Газохроматогра-
фический метод после
жидкостной экстракции
Качество воды. Определение
растворенных фторида, хлорида,
нитрита, ортофосфата, бромида,
нитрата и сульфата методом
жидкостной ионной хроматографии.
Часть 1. Метод для вод с малыми
степенями загрязнения
Международный
стандарт
ПМС 10304-2
ПМС 10304-3
ПК 10304-4
ИСО 10359-1-92
ИСО 10359-2-94
ИСО 10523-94
ИСО 10530-92
ИСО 10566-94
ПМС 10634
ПК 10695
ПМС 10703
ПК 10704
Наименование стандарта
Качество воды. Определение
растворенных бромида, хлорида,
нитрата, нитрита, ортофосфата и
сульфата методом жидкостной
ионной хроматографии. Часть 2.
Метод для загрязненных вод
Качество воды. Определение
растворенных анионов методом
жидкостной ионной
хроматографии. Часть 3. Определение
хромата, тиоционата и тиосульфата
Качество воды. Определение
растворенных анионов методом
жидкостной ионной
хроматографии. Часть 4. Определение
хлората, хлорида и хлорита в воде с
малыми степенями загрязнения
Качество воды. Определение
фторидов. Часть 1. Метод
электрохимического зонда для мало-
загрязненных вод
Качество воды. Определение
фторидов. Часть 2. Определение
общего содержания
неорганического фтора после выпаривания и
дистилляции
Качество воды. Определение рН
Качество воды. Определение
растворенных сульфидов.
Фотометрический метод с
использованием индикатора метиленового
голубого
Качество воды. Определение
алюминия. Спектрометрический
метод с применением пирокате-
хинового фиолетового
Качество воды. Руководство по
оценке в водной среде
«конечной» биодеградации
малорастворимых органических веществ
Качество воды. Определение
средств защиты растений
Качество воды. Определение
активной концентрации
радионуклидов высокоразрешающей
у-спектроскопией
Качество воды. Определение ра-
дия-226
14 Новый справочник химика и технолога
Продолжение таблицы 1.2 Продолжение таблицы 1.2
Международный
стандарт
ПК 11369-1
ПК 11370
ПМС 11423-1
ПМС 11423-2
РП 11636
ПК 11731
ПМС 11732
ПМС 11733
ПМС 11734
ПМС 11885
Наименование стандарта
Качество воды. Определение
отдельных органических средств
защиты растений. Часть 1. Метод
жидкостной хроматографии
высокого разрешения после
экстракции в системе «твердое
вещество — жидкость»
Качество воды. Определение
отдельных органических средств
защиты растений. Метод
автоматического многократного
определения (AMD)
Качество воды. Количественный
анализ бензола и его
производных. Часть 1. Метод хроматогра-
фического анализа в газовой фазе
после экстракции
Качество воды. Количественный
анализ бензола и его
производных. Часть 2. Метод хроматогра-
фического анализа в газовой фазе
под разрежением
Качество воды. Неметаллические
материалы в контакте с водой,
предназначенной для
потребления человеком. Потенциальный
контроль увеличения водных
микроорганизмов
Качество воды. Определение и
подсчет Legionella
Качество воды. Определение
аммония и азота. Метод проточного
анализа и спектрометрического
определения
Качество воды. Оценка удаления
и биоразложения органических
соединений в водной среде.
Испытание на воспроизведение
активного ила
Качество воды. Определение
«конечного» анаэробного
биоразложения органических соединений
в способном к переработке иле.
Метод измерения
выделяющегося биогаза
Качество воды. Определение 33
элементов атомно-эмиссионной
спектрометрией с индуктивно
связанной плазмой
Международный
стандарт
ПМС 10705-1
ПК 10705-2
РП 10706
ИСО 10707-94
РП 10708
РП 10708
ПК 10709
РП 10710
ПМС 10712
ИСО 11083-94
ПК 11348
Наименование стандарта
Качество воды. Определение и
подсчет бактериорганов (Р-спе-
цифических RNA). Часть 1.
Метод инкубации паразитирующих
микроорганизмов
Качество воды. Определение и
подсчет бактериорганов (F-cne-
цифических RNA). Часть 2.
Метод жидких концентраций
Качество воды. Определение
длительной токсичности
относительно дафний (Daphnia magna Straus)
Качество воды. Определение в
водной среде «конечной»
аэробной биодеградации органических
соединений. Метод определения
биохимического потребления
кислорода (испытание в
закрытом сосуде)
Качество воды. Определение в
водной среде «конечной»
аэробной биодеградации органических
соединений. Метод определения
биохимического потребления
кислорода (испытание в
закрытом сосуде)
Качество воды. Определение в
водной среде «конечной»
аэробной биодеградации органических
соединений. Метод определения
биохимического потребления
кислорода в двухфазном закрытом
сосуде
Качество воды. Определение гадро-
карбоната. Титриметрический метод
Качество воды. Определение ра-
дия-222. Метод подсчета
сцинтилляции в жидкости
Качество воды. Определение ин-
гибирующего действия
компонентов воды на бактерии.
Испытания ингибирования
размножения бактерий (Pseudomonas)
Качество воды. Определение
хрома(У1). Спектрометрический
метод с применением 1,5-дифе-
нилкарбазида
Качество воды. Определение ин-
гибирующего эффекта сточных
вод по свечению Vibrio fischeri
(испытания по свечению бактерий)
Вода
воздух
15
Продолжение таблицы 1.2
Международный
стандарт
ПК 11905-1
ПК 11905-2
ПК 11923
ПМС 11969
ПМС 12020
ПК 12886
ПК 12887
ПК 12889
ПК 12890
ПК 13358
ПМС 13395
ПК 13530
ПК 13641-1
ПК 13641-2
ПК 13829
Наименование стандарта
Качество воды. Определение
азота. Часть 1. Метод окислительной
минерализации персульфатом
Качество воды. Определение
азота. Часть 2. Определение
связанного азота после окисления и
сжигания до двуокиси азота хе-
милюминесцентным методом
Качество воды. Определение
взвешенных частиц
Качество воды. Определение
мышьяка. Метод атомно-абсорб-
ционной спектрометрии
Качество воды. Определение
алюминия. Метод атомно-абсорб-
ционной спектрометрии
Качество воды. Определение
углекислого газа
Качество воды. Определение
индекса насыщения
Качество воды. Определение
активной концентрации стронция-89
и стронция-90 с применением
азотной кислоты
Качество воды. Определение
открытой токсичности веществ но
отношению к зародышам и
малькам пресноводных рыб
Качество воды. Определение
легко выделяемого сульфида
Качество воды. Определение
нитратного и нитритного азота и
их суммарного содержания
проточным анализом
Качество воды. Руководство по
качеству аналитического
контроля при анализе воды
Качество воды. Определение ин-
гибирования активности
анаэробных бактерий. Часть 1.
Испытание по прекращению
анаэробного усвоения
Качество воды. Определение ин-
гибирования активности
анаэробных бактерий. Часть 2.
Предварительное испытание перед
определением анаэробного разложения
Качество воды. Генотоксичность.
Применение сточных вод,
содержащих пробы бактерий
Продолжение таблицы 1.2
Международный
стандарт
ПК 13843
ПК 14402
РП 14403
РП 14442
РП 14592-1
РП 14592-1
РП 14593
РП 14608
РП 14653-1
Наименование стандарта
Качество воды. Руководство по
качеству аналитического
контроля микробиологических методов
Качество воды. Определение фе-
нольного индекса проточным
анализом
Качество воды. Определение
цианида и свободного цианида
проточным анализом
Качество воды. Определение ин-
гибирования роста морских
водорослей в присутствии
малорастворимых органических и
неорганических соединений,
тяжелых металлов и сточных вод
Качество воды. Определение
аэробного биоразложения
органических соединений при низких
концентрациях методом
симуляции выпадения осадка из
поверхностных вод. Часть 1. Метод
взбалтывания в сосуде и покоя
Качество воды. Определение
аэробного биоразложения
органических соединений при низких
концентрациях методом
симуляции выпадения осадка из
поверхностных вод. Часть 2. Метод
симуляции в реке
Качество воды. Определение
способности органических веществ
к конечному аэробному
биоразложению в водной среде. Метод
анализа выделяющегося
неорганического углерода в закрытом
сосуде
Качество воды. Определение А1,
Sb, Ag, As, Ba, Cd, Co, Cu, Sn,
Mn, Mo, Ni, Pb, Se, Ti, V. Метод
атомно-абсорбционной
спектрометрии с электротермической
атомизацией
Качество воды. Определение
15 специфических многоядерных
ароматических углеводородов.
Часть 1. Метод
высокоразрешающей жидкостной
хроматографии с флуоресцентным
детектированием
16
Новый справочник химика и технолога
Продолжение таблицы 1.2
Таблица 1.5
Международный
стандарт
РП 14669
РП
РП
РП
РП
РП
Наименование стандарта
Качество воды.
Токсикологические испытания по отношению к
морским ракообразным
Качество воды.
Токсикологические испытания по отношению к
устрицам {Crassostrea gigas)
Качество воды. Руководство по
консервации и обработке проб
грязи и осадков
Качество воды. Отбор и
обработка проб для биотестирования
Качество воды. Определение
некоторых соединений азота и
фосфора газовой хроматографией
после экстракции в системе
«твердое вещество—жидкость»
Качество воды. Определение
некоторых феноксиалкилкарбоно-
вых кислот газовой
хроматографией и масс-спектрометрией
после экстракции в системе
«твердое вещество—жидкость»
Виды жесткости воды
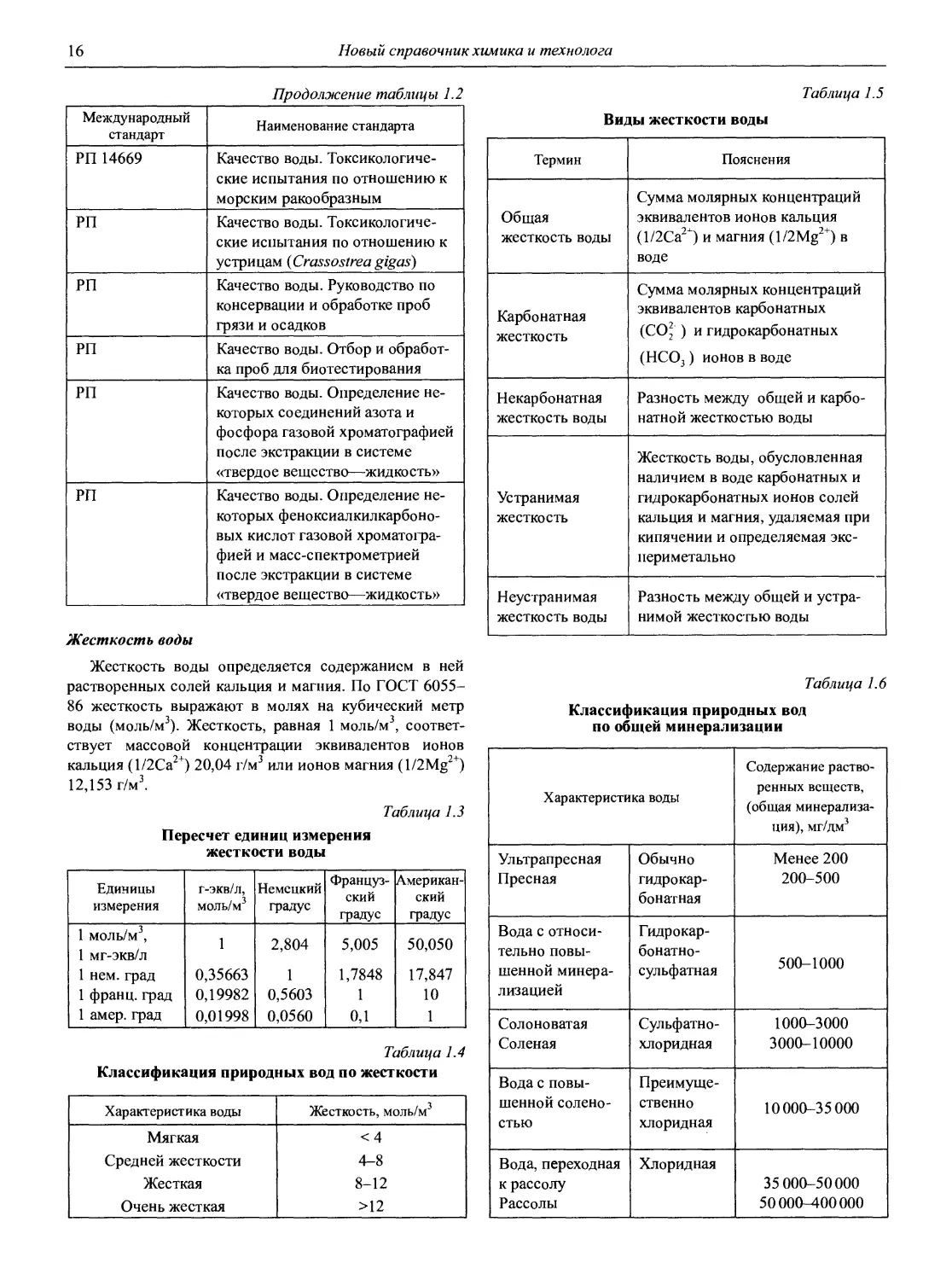
Жесткость воды
Жесткость воды определяется содержанием в ней
растворенных солей кальция и магния. По ГОСТ 6055-
86 жесткость выражают в молях на кубический метр
воды (моль/м3). Жесткость, равная 1 моль/м ,
соответствует массовой концентрации эквивалентов ионов
кальция (1/2Са2+) 20,04 г/м3 или ионов магния (l/2Mg2+)
12,153 г/м3.
Таблица 1.3
Пересчет единиц измерения
жесткости воды
Единицы
измерения
1 моль/м3,
1 мг-экв/л
1 нем. град
1 франц. град
1 амер. град
г-экв/л,
моль/м3
1
0,35663
0,19982
0,01998
Немецкий
градус
2,804
1
0,5603
0,0560
Французский
градус
5,005
1,7848
1
0,1
Американский
градус
50,050
17,847
10
1
Таблица 1.4
Классификация природных вод по жесткости
Характеристика воды
Мягкая
Средней жесткости
Жесткая
Очень жесткая
Жесткость, моль/м3
<4
4-8
8-12
>12
Термин
Общая
жесткость воды
Карбонатная
жесткость
Некарбонатная
жесткость воды
Устранимая
жесткость
Неустранимая
жесткость воды
Пояснения
Сумма молярных концентраций
эквивалентов ионов кальция
(1/2Са2") и магния (l/2Mg2+) в
воде
Сумма молярных концентраций
эквивалентов карбонатных
(COj ) и гидрокарбонатных
(НС03) ионов в воде
Разность между общей и
карбонатной жесткостью воды
Жесткость воды, обусловленная
наличием в воде карбонатных и
гидрокарбонатных ионов солей
кальция и магния, удаляемая при
кипячении и определяемая экс-
периметально
Разность между общей и
устранимой жесткостью воды
Таблица 1.6
Классификация природных вод
по общей минерализации
Характеристика воды
Ультрапресная
Пресная
Вода с
относительно
повышенной
минерализацией
Солоноватая
Соленая
Вода с
повышенной
соленостью
Вода, переходная
к рассолу
Рассолы
Обычно
гидрокарбонатная
Гидрокар-
бонатно-
сульфатная
Сульфатно-
хлоридная
Преимущественно
хлоридная
Хлоридная
Содержание
растворенных веществ,
(общая
минерализация), мг/дм3
Менее 200
200-500
500-1000
1000-3000
3000-10000
10000-35 000
35 000-50000
50000-400000
Вода и воздух
17
Таблица 1.7
Основные требования к качеству
дистиллированной воды (ГОСТ 6709-72)
Наименование показателей
1. Остаток после выпаривания, мг/дм3,
не более
2. Остаток после прокаливания,
мг/дм3, не более
3. Аммиак и аммонийные соли (NH4),
мг/м3, не более
4. Нитраты (N03), мг/дм3, не более
5. Сульфаты (SOj~) , мг/дм3, не более
6. Хлориды (СГ), мг/дм3, не более
7. Алюминий (А1), мг/дм3, не более
8. Железо (Fe), мг/дм3, не более
9. Кальций (Са), мг/дм3, не более
10. Медь (Си), мг/дм3, не более
11. Свинец (РЬ), мг/дм3, не более
12. Цинк (Zn), мг/дм3, не более
13. Вещества, восстанавливающие
Мп04(0), мг/дм3, не более
14. рН воды
15. Удельная электрическая
проводимость при 20 °С, См/м, не более
Нормы
5
1
0,02
0,2
0,5
0,02
0,05
0,05
0,8
0,02
0,05
0,2
0,08
5,4-6,6
5-КГ4
Таблица 1.9
Нормативы содержания в питьевой воде вредных
химических элементов и неорганических веществ
природного и антропогенного происхождения
Таблица 1.
Нормативы безвредности питьевой воды
по обобщенным показателям
химического состава
Показатели
Водородный показатель
Общая минерализация
(сухой остаток)
Жесткость общая
Окисляемость перман-
ганатом
Нефтепродукты,
суммарно
Поверхностно-
активные вещества
анионоактивные
Фенольный индекс
Y-ГХЦГ (линдан)
ДДТ (сумма изомеров)
2,4-Д
Единицы
измерения
Единицы
рН
мг/дм
ммоль/дм
мг/дм
мг/дм
мг/дм3
мг/дм3
мг/дм3
мг/дм3
мг/дм3
Нормативы,
не более
В пределах
6-9
1000-1500
7-10
5
0,1
0,5
0,25
0,0023
0,0023
0,033
Элементы, анионы, вещества
Алюминий (А13+)
Барий (Ва2+)
Бериллий (Ве2+)
Бор (В, суммарно)
Ванадий
Висмут
Вольфрам
Железо (Fe, суммарно)
Европий
Кадмий (Cd, суммарно)
Кобальт
Кремний
Литий
Марганец (Мп, суммарно)
Медь (Си, суммарно)
Молибден (Мо, суммарно)
Мышьяк (As, суммарно)
Натрий
Никель (Ni, суммарно)
Ниобий
Ртуть (Hg, суммарно)
Рубидий
Самарий
Свинец (РЬ, суммарно)
Селен (Se, суммарно)
Серебро
Стронций (Sr2+)
Сурьма
Таллий
Теллур
Фосфор элементарный
Хром (Сг3+)
Хром (Сг6+)
Цинк (Zn2+)
Бромид-ион
Гексанитрокобальтат-ион
Гидросульфид-ион
Нитрат-ион (по NO3)
Нитрит-ион
Персульфат-ион
Перхлорат-ион
Роданид-ион
Норматив,
не более, мг/дм3
0,5
од
0,0002
0,5
од
од
0,05
0,3-1,0
0,001
0,1
10
0,03
0,1-0,5
1,0
0,25
0,05
200
0,1
0,01
0,0005
ОД
0,024
0,03
0,01
0,05
7,0
0,05
0,0001
0,01
0,0001
0,5
0,05
5,0
0,2
1,0
3,0
45,0
3,0
0,5
5,0
ОД
18 Новый справочник
Продолжение таблицы 1.9
Элементы, анионы, вещества
Сульфат-ион (SO*)
Ферроцианид-ион
Фторид-ион (F)
Хлорид-ион (СГ)
Хлорит-ион
Хлорат-ион
Цианид-ион (CN )
Водорода сульфид
Водорода пероксид
Норматив,
не более, мг/дм3
500,0
1,25
1,2-1,5
350,0
0,2
20,0
0,035
0,003
од
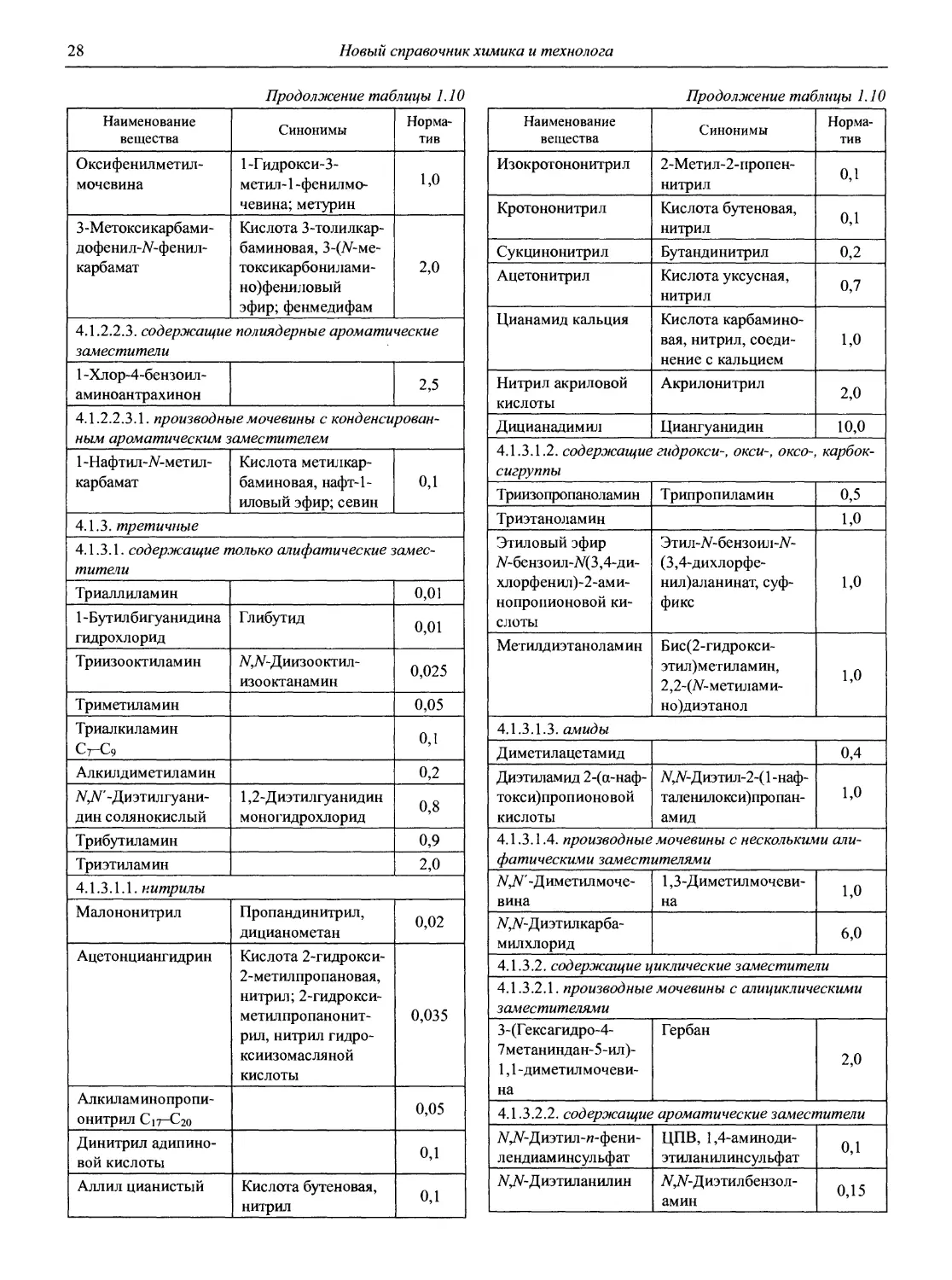
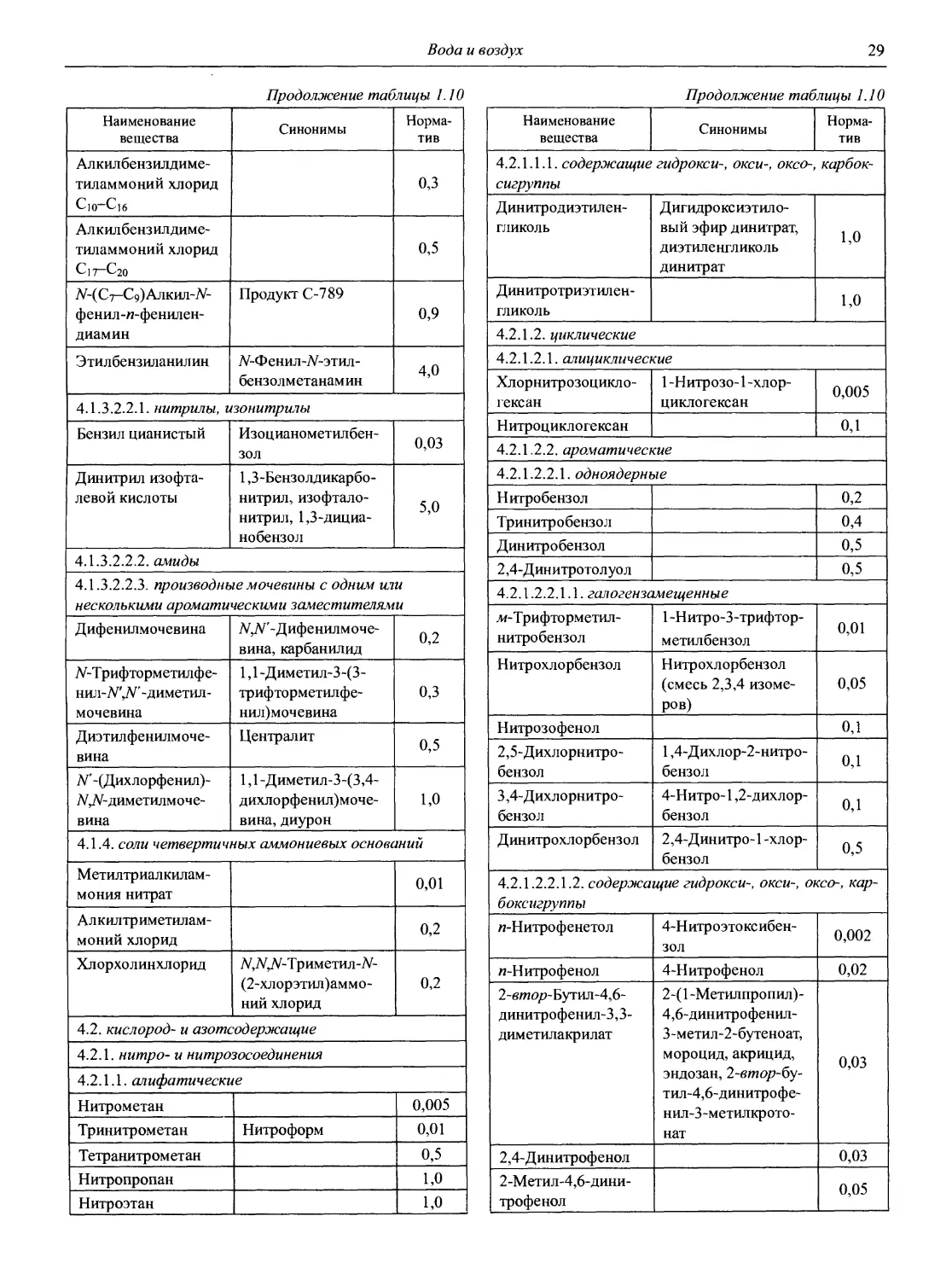
Таблица 1.10
Нормативы (мг/дм3, не более) содержания
в питьевой воде вредных органических веществ
природного и антропогенного происхождения
Наименование
вещества
Синонимы
Норматив
1. Углеводороды
1.1. алифатические
Изопрен
Изобутилен
Бутадиен-1,3
Бутилен
Пропилен
Этилен
2-Метил бута-1,3-
диен
2-Метилпроп-1 -ен
Дивинил
Бут-1-ен
Пропен
Этен
0,005
0,5
0,05
0,2
0,5
0,5
1.2. циклические
1.2.1. алициклические
1.2.1.1. одноядерные
Циклогексен
Циклогексан
Норборнен
Дициклогептадиен
Дициклопентадиен
Тетрагидробензол
Геке агидробензол,
гексаметилен
2,3-Дицик-
ло(2.2.1)гептен
Бицикло(2,2,1 )геп-
та-2,5-диен,
норборнадиен
Трициклодека-3,8-
диен,
За,4,7,7а-тет-
рагидро-4,7-мета-
но-1#-инден
0,02
0,1
0,004
0,004
0,015
1.2.2. ароматические
1.2.2.1. одноядерные
Бензол
Этилбензол
jw-Диэтилбензол
Ксилол
1,3-Диэтилбензол
Диметилбензол
0,01
0,01
0,04
0,05
химика и технолога
Продолжение таблицы 1.10
Наименование
вещества
Диизопропилбензол
Монобензилтолуол
Бутилбензол
Изопропилбензол
Стирол
а-Метилстирол
Пропиленбензол
w-mpem-Бутилтоуол
Толуол
Дибензилтолуол
Синонимы
Ди-1 -метилэтилбензол
З-Бензилтолуол
1-Фенилбутан
Кумол,
1-метилэтилбензол
Винилбензол
(1 -Метилвинил)бен-
зол
1-Фенилпропан
1-(1,1-Диметил-
этил)-4-метилбен-
зол,
1 -метил-4-mpew-
бутилбензол
Метилбензол
[(З-метил-4-бен-
зил)фенил]фенилме-
тан
Норматив
0,05
0,08
0,1
0,1
од
од
0,2
0,5
0,5
0,6
1.2.2.2. многоядерные
Бензо[а]пирен
5- 10^
1.2.2.2.1 бифенилы
Дифенил
Алкилдифенил
Бифенил, фенилбен-
зол
0,001
0,4
1.2.2.2.2 конденсированные
Нафталин
0,01
2. Галогенсодержащие соединения
2.1. алифатические
2.1.1. содержащие только предельные связи
Йодоформ
Тетрахлоргептан
1,1,1,9-Тетрахлор-
нонан
Бутилхлорид
1,1,1,5-Тетрахлор-
пентан
Четыреххлористый
углерод
1,1,1,11 -Тетрахлор-
ундекан
Гексахлорбутан
Гексахлорэтан
1,1,1,3-Тетрахлор-
пропан
1 -Хлор-2,3-дибром-
пропан
1,2,3,4-Тетрахлор-
бутан
Трииодометан
1 -Хлорбутан
Тетрахлорметан
1,2-Дибром-З-хлор-
пропан, немагон
0,0002
0,0025
0,003
0,004
0,005
0,006
0,007
0,01
0,01
0,01
0,01
0,02
Вода и воздух 19
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Пентахлорбутан
Перхлорбутан
Пентахлорпропан
Дихлорбромметан
Хлордибромметан
1,2-Дибром-1,1,5-
трихлорпентан
1,2,3-Трихлорпро-
пан
Трифторхлорпропан
1,2-Дибромпропан
Бромоформ
Тетрахлорэтан
Хлорэтил
1,2-Дихлорпропан
1,2-Дихлоризобутан
Дихлорметан
Дифторхлорметан
Д и фторд и хл орметан
Метилхлороформ
Синонимы
Фреон-253
Трибромметан
Хлорэтан, этилхло-
рид, этил хлористый
2-Метил-1,2-ди-
хлорпроиан
Хлористый метилен
Фреон-22
Фреон-12
1,1,1 -трихлорэтан
Норматив
0,02
0,02
0,03
0,03
0,03
0,04
0,07
0,1
ОД
0,1
0,2
0,2
0,4
0,4
7,5
10,0
10,0
10,0
2.1.2. содержащие двойные связи
Тетрахлорпропен
2-Метил-З-хлор-
проп-1-ен
Р-Хлорпрен
Гексахлорбутадиен
2,3,4-Трихлорбу-
тен-1
2,3-Дихлорбутади-
ен-1,3
1,1,5-Трихлорпен-
тен
Винилхлорид
1,3-Дихлорбутен-2
3,4-Дихлорбутен-1
Аллил хлористый
1,1-Дихлор-4-
метилпентадиен-1,4
Дихлорпропен
3,3-Дихлоризобути-
лен
Метил хлорид
2-Хлорбута-1,3-диен
Перхлорбута-1,3-
диен
2,3,4-Трихлорбут-1-
ен
2,3-Дихлорбута-1,3-
диен
Хлорэтен, хлорэти-
лен
1,3-Дихлорбут-2-ен
3,4-Дих лорбут-1 -ен
З-Хлорпроп-1-ен
Диен-1,4
3,3-Дихлор-2-
метил-1-пропен
0,002
0,01
0,01
0,01
0,02
0,03
0,04
0,05
0,05
0,2
0,3
0,37
0,4
0,4
Наименование
вещества
1,3-Дихлоризобути-
лен
1,1-Дихлор-4-
метилпентадиен-1,3
Синонимы
2-Метил-1,3-
дихлорпроп-1-ен
Диен-1,3
Норматив
0,4
0,41
2.2. циклические
2.2.1. алициклические
2.2.1.1. одноядерные
Гексахлорциклопен-
тадиен
1,1 -Дихлорцикло-
гексан
1,2,3,4,5,6-Гекса-
хлорциклогексан
Перхлорметилен-
циклопентен
Хлорциклогексан
1,2,2,4,5,5-Гекса-
хлор-1,3-
циклопентадиен
Гексахлоран
4-(Дихлорметилен)-
1,2,3,3,5,5-гекса-
хлорциклопентен
0,001
0,02
0,02
0,05
0,05
2.2.1.2. многоядерные
1,2,3,4,10,10-Гекса-
хлор-1,4,4а,5,8,8а-
гексагидро-1,4-
эндо-экзо-5,8-
диметанонафталин
1,4,5,6,7,8,8-Гепта-
хлор-4,7-эндомети-
лен-3а,4,7,7а-тетра-
гидроинден
Р-Дигидрогептахлор
Полихлорпропилен
1,4,4а,5,8,8а-Гекса-
гидро-1,2,3,4,10,10-
гексахлор-1,4,5,8-
диметанонафталин,
альдрин
За,4,7,7а-Тетрагид-
ро-1,4,5,6,7,8,8-геп-
тахлор-4,7-метано-
1Я-инден, гепта-
хлор
2,3,За,4,7,7а-Гекса-
гидро-2,4,5,6,7,8,8-
гептахлор-4,7-мета-
ноинден, дилор
0,002
0,05
0,1
0,2
2.2.2. ароматические
2.2.2.1. одноядерные
2.2.2.1.1. с атомом галогена в ядре
2,5-Дихлор-п-трет-
бутилтолуол
о- Д и хл орбе нзол
Хлор-п-трет-
бутилтолуол
1,2,3,4-Тетрахлор-
бензол
Хлорбензол
2,4-Дих лортолуол
1,4-Дихлор-2-( 1,1 -ди-
метил)-5-метилбен-
зол
1,2-Дихлорбензол
1 -Метил-( 1,1 -диме-
ти лэтил )-2
-хлорбензол
2,4-Дихлор-1-ме-
тилбензол
0,003
0,002
0,002
0,01
0,02
0,03
20 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
1,3,5-Трихлорбензол
о- и и-Хлортолуол
2,3,6-Трихлортолуол
2,3,6-Трихлор-и-
wpew-бутилтолуол
Синонимы
о- и и-Хлорметил-
бензол
Норматив
0,03
0,2
0,03
0,1
2.2.2.1.2. с атомом галогена в боковой цепи
Бензил хлористый
Геке ахлор-л<-кс илол
Гексахлор-и-ксилол
Бензотрифторид
Хл орм етил бензол
1,3-Бис(трихлор-
метил)бензол
1,4-Бис(трихлор-
метил)бензол
Трифторметил
бензол
0,001
0,008
0,03
0,1
2.2.2.2. многоядерные
2.2.2.2.1. бифенилы
Монохлордифенил
Дихлордифенил
Трихлордифенил
Пентахлордифенил
Монохлорбифенил
Дихлобифенил
Трихлорбифенил
Пентахлорбифенил
0,001
0,001
0,001
0,001
2.2.2.2.2. конденсированные
2-Хлорнафталин
0,01
3. Кислородсодержащие соединения
3.1. спирты и простые эфиры
3.1.1. одноатомные спирты
3.1.1.1. алифатические спирты
З-Метил-3-бутен-1 -
ол
Спирт гептиловый
нормальный
3 -Метил-1 -бутен-3 -
ол
Спирт гексиловый
нормальный
Спирт гексиловый
вторичный
Спирт гексиловый
третичный
Спирт октиловый
нормальный
Спирт нониловый
нормальный
Спирт бутиловый
нормальный
Изобутенил
карбинол
Гептан-1-ол, гексил-
карбинол
2-Метилпроп-2-ен-
1-ол, изопреновый
спирт
Гексан-1-ол, амил-
карбинол, пентил-
карбинол
1 -Метилпентан-1 -
ол, гексан-2-ол,
мети л бутил карбинол
2-Метилпентан-2-
ол, флотореагент
ТГС
Октан-1-ол, гептил-
карбинол
Нонан-1-ол, октил-
карбинол
Бутан-1-ол, пропил-
карбинол
0,004
0,005
0,005
0,01
0,01
0,01
0,05
0,01
од
Наименование
вещества
Спирт аллиловый
Спирт изобутило-
вый
Спирт бутиловый
вторичный
Спирт пропиловый
Спирт изопропило-
вый
Спирт' бутиловый
третичный
Спирт пентиловый
Спирт метиловый
Синонимы
Проп-2-ен-1-ол, ви-
нилкарбинол
2-Метилпропан-1 -
ол, изопропилкар-
бинол
Бутан-2-ол, метил-
изобутилкарби нол
Пропан-1 -ол, этил-
карбинол
Пропан-2-ол, диме-
тилкарбинол
w^ew-Бутиловый
спирт, триметилкар-
бинол, 1,1-диметил-
этанол, 2-метилпро-
пан-2-ол
Пентан-1-ол, бутил-
карбинол, амиловый
спирт
Метанол, карбинол
Норматив
0,1
0,15
0,2
0,25
0,25
1,0
1,5
3,0
3.1.1.1.1. галогензамещенные одноатомные спирты
Этиленхлоргидрин
Спирт 1,1,7-тригид-
родекафторгептило-
вый
Спирт 1,1,3-
тригидротетрафтор-
пропиловый
Спирт 1,1,5-тригид-
рооктафторпентило-
вый
Спирт 1,1,9-тригид-
рогексадекафторно-
ниловый
Спирт 1,1,13-три-
гидротетраэйкоза-
фтортрид ецил ов ы й
Спирт 1,1,11-три-
гидроэйкозафторун-
дециловый
Спирт р,р-дихлор-
изопропиловый
1 -Хлор-2-гидрокси-
этан, 2-хлорэтанол,
2-хлорэтиловый
спирт, хлорметил-
карбинол, 1-хлор-
этан-2-ол
П-3
П-1
П2
П-4
П-6
П-5
1,3-Дихлорпропан-
2-ол, дихлоргидрин,
дихлорметилкарби-
нол
од
0,1
0,25
0,25
0,25
0,25
0,5
1,0
Вода
воздух
21
Продолжение таблицы 1.10
Наименование
вещества
Спирт 1,1дигидро-
перфторгептило-
вый
Синонимы
2,2,3,3,4,4,5,5,6,6,7,
7,7-Тридекафторгеп-
тан-1-ол
Норматив
4,0
3.1.1.2. циклические
3.1.1.2.1. алициклические
Циклогексанол
Гексагидрофенол
0,5
3.1.1.2.2. ароматические
3.1.1.2.2.1. одноядерные
3.1.1.2.2.1.1. фенолы
Фенол
м- и п- Крезол
о- и и-Пропилфенол
Алкил фенол
Диметилфенол
м- и и-Метилфенол
1 -Гидрокси-2(и 4)-
пропилбензол
Ксиленол
0,001
0,004
0,01
0,1
0,25
3.1.1.2.2.1.1.1. галогензамещенные
Хлорфенол
Дихлорфенол
Трихлорфенол
0,001
0,002
0,004
3.1.1.2.2.1.2. содержащие гидроксигруппу в боковой
цепи
3.1.1.2.2.1.2.1. галогензамещенные
ЗА Л.2.2.2. конденсированные
а-Нафтол
Р-Нафтол
Нафт-1-ол, 1-нафтол
Нафт-2-ол, 2-нафтол
0,1
0,4
3.1.2. простые эфиры
3.1.2.1. алифатические
Этинилвинилбути-
ловый эфир
Диэтилацеталь
Этоксилат
первичных спиртов
Cl2~C]5
Диэтиловый эфир
Диметиловый эфир
1 -Бутоксибут-1 -ен-
3-ин, бутоксибуте-
лин
1,1 -Диэтоксиэтан
Этоксиэтан
Метоксиметан
0,002
0,1
0,1
0,3
5,0
3.1.2.1.1. галогензамещенные
Р, р-Дихлордиэти-
ловый эфир
1,1 -Оксибис(2-хлор-
этан), хлорэкс
0,03
3.1.2.2. ароматические
Дифенилолропан
л*-Фено кс итолуол
Анизол
4,4-Изопропилиден-
ди фенол
З-Фенокситолуол
Метоксибензол
0,01
0,04
0,05
Продолжение таблицы 1.10
Наименование
вещества
Синонимы
Норматив
3.1.3. многоатомные спирты и смешанные
соединения
3.1.3.1. алифатические многоатомные спирты
2-Метил-2,3-
бутандиол
Пентаэритрит
Этиленгликоль
Глицерин
1,4-Бутиндиол
1,4-Бутандиол
Метилбутандиол
2,2-Диметилолпро-
пандиол-1,3
Этан-1,2-диол
Триоксипропан
Бут-2-ин-1,4-диол
Бутан-1,4-диол
0,04
од
1,0
0,06
1,0
5,0
3.1.3.1. галогензамещенные
Мо нохл орги дри н
З-Хлорпропан-1,2-
диоксибензол
0,1
3.1.3.2. многоатомные фенолы
Пирокатехин
Пирогаллол
Гидрохинон
5-Метилрезорцин
1,2-Бензолдиол, 1,2-
диоксибензол
1,2,3-Триоксибензол
1,4-Диоксибензол
5-Метил-1,3-бензол-
диол
0,1
ОД
0,2
1,0
3.1.3.2.1. галогензамещенные
2,2-Бис-(4-гидрокси-
3,5-дихлорфе-
нил)пропан
Тетрахлордиан
0,1
3.1.3.3. содержащие гидрокси- и оксигруппы
3.1.3.3.1. алифатические
Спирт 2-аллилокси-
этиловый
Диэтиленгликоль
Тетраэтиленгликоль
Пентаэтиленгликоль
2,2'-Оксидиэтанол
2,2'-Оксидиэтилен-
диоксидиэтанол
3,6,9,12-Тетраокси-
тетрадекан-1,14-ди-
ол, этиленгликоль-
тетраоксидиэтило-
вый эфир
0,4
1,0
1,0
1,0
3.1.3.3.2. ароматические
З-Феноксибензило-
вый спирт
З-Феноксифенил-
метанол,
3-фенокси-
фенилкарбинол
1,0
3.2. альдегиды и кетоны
3.2.1. содержащие только одну оксогруппу
3.2.1.1. алифатические
3.2.1.1.1. алифатические соединения только с
предельными связями
22 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Ацетилацетонаты
Антрахинон
Синонимы
9,10-Дигидродиок-
соантрацен,
9,10-антрацендион
Норматив
2,0
10,0
3.2.2.1. галогензамещенные
2,3,5,6-Тетрахлор-я-
бензохинон
2,3-Дихлор-5-ди-
хлорметилен-2-цик-
лопентен-1,4-наф-
тохинон
2,3-Дих лор-1,4-дион
2,3-Дихлор-1,4-наф-
тохинон
1 -Хлорантрахинон
2-Хлорантрахинон
Хлоранил, тетра-
хлорхинон
4,5-Дихлор-2-(ди-
хлорметилен)-4-цик-
лопентен-1,3-дион,
дикетон
р-Хлорантрахи нон
0,01
0,5
од
0,25
3,0
4,0
3.2.2.2. содержащие гидрокси группу
1,5-Дигидроксиан-
трахинон
1,4,5,8-Тетрагидрок-
сиантрахинон
1,2-Дигидроксиант-
рахинон
1,8-Дигидроксиант-
рахинон
1,4-Дихлороксиант-
рахинон
1,5-Дигидрокси-
9,10-антрацендион
1,4,5,8-Тетрагидро-
кси-9,10-антрацендион
1,2-Дигидрокси-
9,10-антрацендион,
ализарин
Дантрон
Хинизарин
0,1
3,0
3,0
0,25
4,0
3.3. карбоновые кислоты и их производные
3.3.1. карбоновые кислоты и их ионы
3.3.1.1. содержащие одну карбоксигруппу
3.3.1.1.1. алифатические
3.3.1.1.1.1. содержащие только предельные связи
Кислота
стеариновая, соль
Кислота октадека-
новая, соль
0,25
3.3.1.1.1.1.1. галогензамещенные
Кислота а,а,р-три-
хлорпропионовая
Кислота хлорэнан-
товая
Кислота монохлор-
уксусная, соль
Кислота хлорунде-
кановая
Кислота 2,2,3-три-
хлорпропионовая
Кислота 7-хлоргеп-
тановая
Кислота хлоруксус-
ная, соль
Кислота 11-хлорун-
декановая
0,01
0,05
0,05
0,1
Наименование
вещества
Диэтилкетон
Метилэтилкетон
Синонимы
Пентан-3-он, 3-ок-
сопентан
Бутан-2-он, 2-оксо-
бутан
Норматив
ОД
1,0
3.2.1.1.1.1. галогензамещенные
Хлораль
Перфторгептаналь
гидрат
Трихлорацетальде-
гид
0,2
0,5
3.2.1.1.1.2. содержащие гидрокси- и оксогруппы
Спирт диацетоно-
вый
4-Гидрокси-4-ме-
тилпентан-2-он
0,5
3.2.1.1.2. содержащие двойную связь
Акролеин
Оксид мезитила
а-Этил- р-акролеин
р-Метилакролеин
Пропеналь,
акриловый альдегид
2-Метилпент-2-ен-
4-он
2-Этилгексеналь
Бут-2-еналь, крото-
новый альдегид,
2-бутеналь
0,02
0,06
0,2
0,3
3.2.1.2. циклические
3.2.1.2.1. алициклические
Циклогексанон
0,2
3.2.1.2.1.1. галогензамещенные
Бромкамфора
0,5
3.2.1.2.2. ароматические
3.2.1.2.2.1. содержащие одноядерные ароматические
заместители
jw-Феноксибензаль-
дегид
Ацетофенон
2,2-Диметокси-1,2-
дифенилэтанон
З-Феноксибензаль-
дегид
2,2-Диметокси-2-
фенилацетофенон
0,02
од
0,5
3.2.1.2.2.1.1. галогензамещенные
jw-Бромбензальдегид
Пентахлорацетофе-
нон
3,3-Диметил-1-
хлор-1 -(4-хлорфено-
кси)бутан-2-он
З-Бромбенз альдегид
1-(Пентахлор-
фенил)этанон
0,02
0,02
0,04
3.2.2. содержащие более одной оксогруппы
Тетрагидрохинон
Глутаровый
альдегид
Циклогексан-1,4-дион, 1,4-диоксоцик-
логексан
Глутаровый диаль-
дегид
0,05
0,07
Вода
воздух
23
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Кислота хлорпел-
ларгоновая
Кислота перфторва-
лериановая
Кислота а-моно-
хлорпропионовая
Кислота гидропер-
фторэнантовая
Кислота перфтор-
энантовая
Кислота 2,2-дихлор-
пропионовая,
натриевая соль
Кислота трихлорук-
сусная, соль
Синонимы
Кислота 9-хлорно-
нановая
Кислота нонафтор-
пентановая, кислота
перфторпентановая
Кислота 2-хлорпро-
пионовая
Кислота 2,2,3,3,4,4,
5,5,6,6,7,7-додека-
фторгептановая
Кислота перфтор-
гептановая
Далапон
Норматив
0,3
0,7
0,8
1,0
1,0
2,0
5,0
3.3.1.1.1.1.2. содержащие ароматические
заместители
3.3.1.1.1.1.3. содержащие гидрокси-, окси- и оксо-
группы
Кислота 5-(2,5-диме-
тилфенокси)-2,2-ди-
метилпентановая
Кислота феноксиук-
сусная
Кислота 2-( а-наф-
токси)-пропионовая
Гемфиброзил
Кислота гликолевая,
фениловый эфир,
кислота гидрокси-
уксусная
Кислота 2-(1-нафта-
линилокси)-ггропио-
новая
0,001
1,0
2,0
3.3.1.1.1.1.3.1. галогензамещенные
Кислота 2,4-дихлор-
феиокси-а-масля-
ная
Кислота 2-метил-4-
хлорфеноксимасля-
ная
Кислота 2,4-дихлор-
фенокси-а-пропио-
новая
Кислота 4-(2,4-ди-
хлорфеиокси)-мас-
ляная, 2,4-ДМ
Кислота 4-(2-метил-
фенокси)-4-хлорбу-
тановая, тропотокс
Кислота 2-(2,4-ди-
хлорфенокси)-про-
пионовая, 2,4-ДП
0,01
0,03
0,5
3.3.1.1.1.2. содержащие непредельные связи
Кислота акриловая
Кислота метакрило-
вая
Кислота пропан-2-
ен-карбоновая
Кислота
2-метилпропан-2-
ен-карбоновая
05
1,0
Наименование
вещества
Синонимы
Норматив
3.3.1.1.1.2.1. оксо- и галогенсодержащие
Кислота а,р-ди-
хлор-р-формил-
акриловая
Кислота 4-оксо-2,3-
дихлоризокротоно-
вая, кислота
мукохлорная
1,0
3.3.1.1.2. циклические
3.3.1.1.2.1. алициклические
Кислота хризанте-
мовая, соль
Кислоты
нафтеновые
Кислота 2,2-диме-
тил-3 -пропенил-1 -
циклопропан-
карбоновая, соль;
Кислота 3-изобуте-
нил-2,2-диметил-1-
циклопропанкарбо-
новая, соль
0,8
1,0
3.3.1.1.2.2. ароматические
Кислота бензойная,
соль
0,6
3.3.1.1.2.2.1. галогензамещенные
Кислота 2-хлорбен-
зойная
Кислота 4-хлорбен-
зойная
Кислота 2,3,6-три-
хлорбензойная
Кислота о-хлорбен-
зойная
Кислота «-хлорбен-
зойная
0,1
0,2
1,0
3.3.1.1.2.2.2. содержащие гидрокси-, окси- и оксо-
группы
Кислота 2-гидрокси-
3,6-дихлорбензой-
ная
Кислота 2-метокси-
3,6-дихлорбензой-
ная
0,5
15,0
3.3.1.2. многоосновные кислоты
3.3.1.2.1. алифатические
Кислота малеиновая
Кислота адипино-
вая, соль
Кислота себацино-
вая
Кислота цис-бутен-
диовая
Кислота гександио-
вая, соль; кислота
1,4-бутандикарбоно-
вая, соль
Кислота 1,8-октан-
дикарбоновая
1,0
1,0
1,5
3.3.1.2.2. ароматические
3.3.1.2.2.1. галогензамещенные
3.3.2. сложные эфиры
24
Новый справочник
химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Синонимы
Норматив
3.3.2.1.1.1.3. содержащие гидрокси-, окси- и оксо-
группы
Этиловый эфир
молочной кислоты
Кислота ацетоук-
сусная, метиловый
эфир
Изопропиловый
эфир молочной
кислоты
Ацетопропилацетат
Кислота 2-гидрокси-
пропановая,
этиловый эфир
Метил ацетоацетат,
метиловый эфир
ацетоуксусной
кислоты
Кислота 1-гидрокси-
пропановая, 1-ме-
тилэтиловый эфир
Кислота уксусная,
4-оксопентиловый
эфир;
4-оксопентиловый эфир
уксусной кислоты
0,4
0,5
1,0
2,8
3.3.2.1.1.1.3.1. галогензамещенных
у-Хлоркротиловый
эфир дихлорфенок-
сиуксусной кислоты
а-Метилбензиловый
эфир 2-хлорацето-
уксусной кислоты
Октиловый эфир
2,4-дихлорфенок-
сиуксусной кислоты
Бутиловый эфир
2,4-дихлорфенокси-
уксусной кислоты
4-Хлорбут-2-енило-
вый эфир 2,4-дихлор-
феноксиуксусной
кислоты;кротилин
Кислота 2-хлор-З-ок-
сомасляная, 1-фе-
нилэтиловый эфир
Кислота 2,4-дихлор-
феноксиуксусная,
октиловый эфир
Кислота 2,4-дихлор-
феноксиуксусная,
бутиловый эфир 2,4-
Д; 2,4-дб
0,02
0,15
0,2
0,5
3.3.2.1.1.2. содержащих двойные или тройные связи
3.3.2.1.1.2.1. одноатомных спиртов
Этилакрилат
Этиловый эфир 3,3-
диметил-4,6,6-три-
хлор-5-гексеновой
кислоты
Бутилакрилат
Метилметакрилат
Кислота акриловая,
этиловый эфир;
этиловый эфир
акриловой кислоты
Кислота 3,3-диме-
тил-4,6,6-трих л ор-
5-гексеновая,
этиловый эфир
Кислота акриловая,
бутиловый эфир;
бутиловый эфир
акриловой кислоты
Кислота 2-метил-
2-пропеновая,
метиловый эфир;
метиловый эфир метак-
риловой кислоты
0,005
0,008
0,01
0,01
Наименование
вещества
Синонимы
Норматив
3.3.2.1. сложные эфиры одноосновных кислот
3.3.2.1.1. алифатических
3.3.2.1.1.1. предельных
3.3.2.1.1.1.1. незамещенных
3.3.2.1.1.1.1.1. спиртов, содержащих только
дельные связи
Метилацетат
Этилацетат
Кислота уксусная,
метиловый эфир;
метиловый эфир
уксусной кислоты
Кислота уксусная,
этиловый эфир;
этиловый эфир
уксусной кислоты
пре-
0,1
0,2
3.3.2.1.1.1.1.2. содержащих двойные связи
г/мс-8-Додецилви-
нилацетат
Винилацетат
Кислота уксусная,
Z-дoдeц-8-eнилoвый
эфир; г-додец-8-
ениловый эфир
уксусной кислоты;
денацил
Кислота уксусная,
виниловый эфир;
виниловый эфир
уксусной кислоты
1-105
0,2
3.3.2.1.1.1.1.3. многоатомных спиртов
3.3.2.1.1.1.1.4. спиртов, содержащих гидрокси
оксогруппы
Этилидендиацетат
Кислота уксусная,
1 -ацетоксиэтиловый
эфир;
ацетоксиэтиловый эфир
уксусной кислоты
-, окси-,
0,6
3.3.2.1.1.1.2. галогензамещенных
2,4,5-Трихлорфено-
ксиэтил-а,а-дихлор-
пропионат
2,4,5-Трихлорфен-
оксиэтилтрихлор-
ацетат
Кислота 2,2-дихлор-
пропионовая, 2-
(2,4,5-трихлорфено-
кси)этиловый эфир;
2-(2,4,5-трихлорфе-
нокси)этиловый
эфир 2,2-дихлор-
пропионовои
кислоты; пентанат
Кислота уксусная,
трихлор-2-(2,4,5-
три-хлорфенокси)-
этиловый эфир;
трихлор-2-(2,4,5-
трихлорфенокси)эти-
ловый эфир
уксусной кислоты;
гексанат
2,5
5,0
Вода и воздух 25
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Бутиловый эфир
метакриловои
кислоты
Метилакрилат
Этиловый эфир
р,р-диметилакрило-
вои кислоты
Синонимы
Кислота метакрило-
вая, бутиловый
эфир
Кислота акриловая,
метиловый эфир;
метиловый эфир
акриловой кислоты
Этиловый эфир
З-метилбут-2-ено-
вои кислоты
Норматив
0,02
0,02
0,4
3.3.2.1.1.2.2. многоатомных спиртов
Монометакр иловый
эфир этиленгликоля
Кислота метакр
иловая, 2-гидроксиэти-
ловый эфир
0,03
3.3.2.1.2. циклических
3.3.2.1.2.1. алициклических
Метиловый эфир
2,2-диметил-З-иро-
пенил-1 -циклопро-
панкарбоновой
кислоты
Кислота 2,2-диме-
тил-3-(2-метил-
проп-1 -енил)-цикл о-
пропан-1 -карбоно-
вая, метиловый
эфир; метиловый
эфир хризантемовой
кислоты; метилхри-
зантемат
0,61
3.3.2.1.2.1.1. содержащих оксогруппы
3.3.2.1.2.2. ароматических
Метилбензоат
Кислота и-толуило-
вая, метиловый
эфир
Кислота бензойная,
метиловый эфир;
метиловый эфир
бензойной кислоты,
необоновое масло
Кислота 4-метил-
бензойная,
метиловый эфир;
метиловый эфир и-толуи-
ловой кислоты
3.3.2.1.2.2.1. с ароматическим заместителе*
спирте
0,05
0,05
i в
3.3.2.2. сложные эфиры двухосновных кислот
3.3.2.2.1. алифатических
3.3.2.2.1.1. предельных
3.3.2.2.1.1.1. алифатических предельных спир
шов
3.3.2.2.1.1.2. непредельных спиртов
3.3.2.2.1.2. содержащих двойные или тройнъ
Диэтиловый эфир
малеиновой
кислоты
Кислота малеино-
вая, диэтиловый
эфир
ie связи
1,0
Наименование
вещества
Синонимы
Норматив
3.3.2.2.2. ароматических
Диметилфталат
Диметиловый эфир
тетрахлортерефта-
левой кислоты
Диметилтерефталат
Кислота фталевая,
диметиловый эфир;
диметиловый эфир
фталевой кислоты
Кислота тетрахлор-
терефталевая,
диметиловый эфир; дак-
тал W-75; хлортал-
диметил
Кислота терефтале-
вая, диметиловый
эфир; диметиловый
эфир терефталевой
кислоты
0,3
1,0
1,5
3.3.3. ангидриды и галогенангидриды
Дихлорангидрид
терефталевой
кислоты
Дихлорангидрид
2,3,5,6-тетрахлор-
терефталевой
кислоты
Дихлорангидрид
изофталевой
кислоты
Кислота терефтале-
вая,
дихлорангидрид; терефталоил-
хлорид;
1,4-бензолдикарбо-
нилдихлорид
Кислота 2,3,5,6-тет-
рахлортерефталевая,
дихлорангидрид;
2,3,5,6-тетрахлор-
терефталоилдихло-
рид; 2,3,5,6-тетра-
хлор-1,4-бензолди-
карбонилдихлорид
Кислота изофтале-
вая,
дихлорангидрид; 1,3-бензолди-
карбонилдихлорид
0,02
0,02
0,08
4. Азотсодержащие соединения
4.1. амины и их соли
4.1.1. первичные
4.1.1.1. содержащие одну аминогруппу
4.1.1.1.1. алифатические
4.1.1.1.1.1. содержащие только предельные связи
Амины Ci6-C2o
Амины Cio-Ci5
Моноизобутиламин
Амины С7-С9
Монопропиламин
Моноэтиламин
wpew-Бутиламин
Монометиламин
2-Метил-1 -пропан-
амин
Пропиламин
Этиламин
Метиламин
0,03
0,04
0,04
0,1
0,5
0,5
1,0
1,0
26 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Изопропиламин
Монобутиламин
Синонимы
Бутиламин
Норматив
2,0
4,0
4.1.1.1.1.1.1. содержащие окси-, оксо- и карбокси-
группы
Изопропаноламин
Моноэтаноламин
1 -Амино-2-гидро-
ксипропан
2-Аминоэтанол
0,3
0,5
4.1.1.1.1.2. содержащие непредельные связи
Моноаллиламин
Аллиламин
0,005
4.1.1.1.1.2.1. содержащие окси-, оксо-, гидрокси- и
карбоксигруппы
Виниловый эфир
м оноэтанолам ина
2-(Этенилокси)этан-
амин, 1 -винилокси-
2-аминоэтан
0,006
4.1.1.1.1.2.2. амиды кислот
Акриламид
Метакриамид
кислота метакриловая,
амид
Метилолметакрил-
амид
Л^У-Диметилами-
нометилакриламид
Пропенамид,
кислота акриловая, амид
Кислота
метакриловая, амид
Кислота 4-гидрокси-
2-метилбутен-2-
овая, амид
КФ-6
0,01
0,1
0,1
2,0
4.1.1.1.2. циклические
4.1.1.1.2.1. ациклические
4.1.1.1.2.2. ароматические
4.1.1.1.2.2.1. одноядерные
Алкиланилин
2,4,6-Триметилани-
лин
Анилин
и-Бутиланилин
л<-Толуидин
и-Толуидин
Мезидин
Фениламин, амино-
бензол
и-Аминобутилбен-
зол
З-Метиланилин
4-Мети ланили н,
и-аминометилбензол
0,03
0,01
0,1
0,4
0,6
0,6
4.1.1.1.2.2.1.1. галогензамещенные
Дихлоранилин
Бромтолуидин
jw-Хлоранилин
и-Хлоранилин
2,4,6-Трихлорани-
лин
Дихлорбензоламин
Бромтолуидин
(смесь о,м,
«-изомеров)
З-Хлорбензоламин
4-Хлорбензоламин
2,4,6-Трихлорбензол-
амин
0,05
0,05
0,2
0,2
0,8
Наименование
вещества
2,4,5-Трихлорана-
лин
Синонимы
2,4,5-Трихлорбензол-
амин
Норматив
1,0
4.1.1.1.2.2.1.2. содержащие гидрокси-,окси-, оксо- и
карбоксигруппы
о-Аминофенол
и-Анизидин
0-Анизидин
и-Фенетидин
и-Аминофенол
Кислота 4-амино-
бензойная
Кислота 5-аминоса-
лициловая
Кислота 3-амино-
бензойная
1 - Амино-2-гидрок-
сибензол, о-гидрок-
сианилин
4-Метоксианилин
2-Метоксианилин
4-Этоксианилин
Кислота 5-амино-2-
гидроксибензойная
0,01
0,02
0,02
0,02
0,05
0,1
0,5
10,0
4.1.1.1.2.2.1.2.1. галогензамещенные
4-Амино-З-хлорфе-
нол
0,1
4.1.1.1.2.2.1.3. амиды кислот
Бензамид
0,2
4.1.1.1.2.2.2. ароматические конденсированные
1 -Аминоантрахинон
10,0
4.1.1.2. содержащие две или более аминогрупп
4.1.1.2.1. алифатические
4.1.1.2.1.1. содержащие только предельные связи
Гексаметиленди-
амин
Гидразин
1,12-Додекамети-
лендиамин
Этилепдиамин
1,6-Диаминогексан
1,12-Додеканди-
амин, 1,12-диамино-
додекан
1,2-Диамипоэтан
0,01
0,01
0,05
0,2
4.1.1.2.1.1.1. содержащие гидрокси-, окси-, оксо- и
карбоксигруппы
Тетраоксипропил-
этилендиамин
Лапромол 294
2,0
4.1.1.2.1.1.2. амиды кислот
4.1.1.2.1.2. содержащие непредельные связи
Диаллиламин
Алкилпропилен-
диамин
0,01
0,16
4.1.1.2.2. ароматические
4.1.1.2.2.1. одноядерные
0-Фенилендиамин
Фенилгидразин
1,2-Диаминобензол,
фенилен-1,2-диамин
0,01
0,01
Вода и воздух 27
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
4,4-Диаминодифи-
ниловый эфир
м, и-Фенилендиамин
Синонимы
4,4'-Оксибис(бен-
золамин)
Диаминобензол, фе-
нилендиамин
Норматив
0,03
0,1
4.1.1.2.2.2. конденсированные многоядерные
1,4-Диаминоантра-
хинон
1,5-Диаминоантра-
хинон
1,4-Диамино-9,10-
антрацендион
1,5-Диамино-9,10-
антрацендион
0,02
0,2
4.1.2. вторичные
4.1.2.1. содержащие только алифатические
заместители
Диизобутиламин
Диметиламин
Изопропилоктаде-
циламин
Диэтилентриамин
Дипропиламин
Диизопропиламин
Этилбутиламин
Дибутиламин
Диэтиламин
Бис(2-метилпро-
пил)амин, 2-метил-
М-(2-метилпропил)-
1 -пропанамин
Af-Изопропилокта-
дециламин
Л/-(2-Аминоэтил)-
1,2-этандиамин,
2,2 '-диаминоди-
этиламин
Л'-Пропил-1
-пропанамин
Af-Изопропил-1 -изо-
пропанамин
Л/-Этил-1 -бутанамин
N- Бутил-1 -бутан-
амин
0,07
0,1
0,1
0,2
0,5
0,5
0,5
1,0
2,0
4.1.2.1.1. содержащие гидрокси-, окси-, оксо-, карбок-
сигруппы
Диэтаноламин
0,8
4.1.2.1.2. оксимы
Ацет оке им
8,0
4.1.2.1.3. гидроксамовые кислоты
4.1.2.2. содержащие циклические заместители
4.1.2.2.1. содержащие алициклические заместители
Л/-Этилциклогексил-
амин
од
4.1.2.2.1.1. производные мочевины с одним алицикли-
ческим заместителем
А А.2.2.2. содержащие одноядерные ароматические
заместители
4-Аминодифенил-
амин
Дифениламин
Af-Фенил-1,4-бен-
золдиамин, N-фе-
нил-и-фениленди-
амин
Af-Фенилбензоламин
0,005
0,05
Наименование
вещества
N- Мети лани лин
Л/-Этил-о-толуидин
Л/-Этил-л*-толуидин
Л/-Этиланилин
Синонимы
Л^-Этил-2-метилани-
лин
З-Метил-Л^-этилани-
лин
Л/-Этилбензоламин
Норматив
0,3
0,3
0,6
1,5
4.1.2.2.2.1. содержащие гидрокси-, окси-, оксо-, кар-
боксигруппы
4-Амино-2-(2-гид-
роксиэтил)-Л^-этил-
анилин сульфит
Af-Ацетаминофенол
Л^-Ацетил-2-амино-
фенол
Кислота уксусная,
(4-гидроксифе-
нил)амид;
парацетамол; 4-ацетамидо-
фенол
0,2
1,0
2,5
4.1.2.2.2.2. оксимы
Цианбензальдегида
оке им, натриевая
соль
я-Хинон диоксим
Циклогексанон оксим
2,5-Циклогександи-
ен-1,4-дион диоксим
0,03
0,1
1,0
4.1.2.2.2.3. амиды кислот
3-Хлор-2,4-диме-
тилвалеранилид
Анилид
салициловой кислоты
Кислота 2-метили-
ентановая, 4-мети л-
3-хлоранилид,солан
од
2,5
4.1.2.2.2.4. производные мочевины с одним
ароматическим заместителем
jw-Трифторметилфе-
нилмочевина
4-Хлор-2-бутинил-
ЛЦЗ-хлорфе-
нил)карбамат
3-Метилфенил-Л/-ме-
тилкарбамат
Изопропилфенил-
карбамат
Изопропилхлорфе-
нилкарбамат
1 -(З-Трифторметил-
фенил)мочевина
Кислота 4-хлорфе-
нилкарбаминовая, 4-
хлорбут-2-инило-
вый эфир; карбин
Кислота метилкар-
баминовая, метил-
фениловый эфир;
дикрезил
Кислота метилкар-
баминовая, изопро-
пиловый эфир
Кислота 3-хлор-
фенилкарбаминовая,
изопропиловый эфир
0,03
0,03
од
0,2
1,0
28
Новый справочник
химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Оксифенилметил-
мочевина
З-Метоксикарбами-
дофенил-Л^-фенил-
карбамат
Синонимы
1-Гидрокси-З-
метил-1 -фенилмо-
чевина; метурин
Кислота 3-толилкар-
баминовая, 3-(Ы-ме-
токсикарбонилами-
но)фениловый
эфир; фенмедифам
Норматив
1,0
2,0
4.1.2.2.3. содержащие полиядерные ароматические
заместители
1 -Хлор-4-бензоил-
аминоантрахинон
2,5
4.1.2.2.3.1. производные мочевины с
конденсированным ароматическим заместителем
1 -Нафтил-Л/-метил-
карбамат
Кислота метилкар-
баминовая, нафт-1-
иловый эфир; севин
0,1
4.1.3. третичные
4.1.3.1. содержащие только алифатические
заместители
Триаллиламин
1 -Бутилбигуанидина
гидрохлорид
Триизооктиламин
Триметиламин
Триалкиламин
С7-С9
А л кил дим етил ам ин
NJV' -Д иэтил гу ани-
дин солянокислый
Трибутиламин
Триэтиламин
Глибутид
Л^Д-Диизооктил-
изооктанамин
1,2-Диэтилгуанидин
моногидрохлорид
0,01
0,01
0,025
0,05
0,1
0,2
0,8
0,9
2,0
4.1.3.1.1. нитрилы
Малононитрил
Ацетонциангидрин
Алкиламинопропи-
онитрил С17-С20
Динитрил адипино-
вой кислоты
Аллил цианистый
Пропандинитрил,
дицианометан
Кислота 2-гидрокси-
2-метилпропановая,
нитрил; 2-гидрокси-
метилпропанонитрил, нитрил гидро-
ксиизомасляной
кислоты
Кислота бутеновая,
нитрил
0,02
0,035
0,05
0,1
0,1
Наименование
вещества
Изокротононитрил
Кротононитрил
Сукцинонитрил
Ацетонитрил
Цианамид кальция
Нитрил акриловой
кислоты
Дицианадимил
Синонимы
2-Метил-2-пропен-
нитрил
Кислота бутеновая,
нитрил
Бутандинитрил
Кислота уксусная,
нитрил
Кислота карбамино-
вая, нитрил,
соединение с кальцием
Акрилонитрил
Циангуанидин
Норматив
0,1
од
0,2
0,7
1,0
2,0
10,0
4.1.3.1.2. содержащие гидрокси-, окси-, оксо-, карбок-
сигруппы
Триизопропаноламин
Триэтаноламин
Этиловый эфир
Л^-бензоил-Л^(3,4-ди-
хлорфенил)-2-ами-
нопропионовой
кислоты
Метилдиэтаноламин
Трипропиламин
Этил-Л^-бензоил-N-
(3,4-дихлорфе-
нил)аланинат,
суффикс
Бис(2-гидрокси-
этил)метиламин,
2,2-(7У-метилами-
но)диэтанол
0,5
1,0
1,0
1,0
4.1.3.1.3. амиды
Диметилацетамид
Диэтиламид 2-(а-наф-
токси)пропионовой
кислоты
Л^Л'-Диэтил-2-( 1 -наф-
таленилокси)пропан-
амид
0,4
1,0
4.1.3.1.4. производные мочевины с несколькими
алифатическими заместителями
Л^Д'-Диметилмоче-
вина
Л^Д-Диэтилкарба-
милхлорид
1,3-Диметилмочеви-
на
1,0
6,0
4.1.3.2. содержащие циклические заместители
4.1.3.2.1. производные мочевины с алициклическими
заместителями
3-(Гексагидро-4-
7 метаниндан-5 -ил )-
1,1 -диметил
мочевина
Гербан
2,0
4.1.3.2.2. содержащие ароматические заместители
N^V-Диэтил-и-фени-
лендиаминсульфат
Л^-Диэтиланилин
ЦПВ, 1,4-аминоди-
этиланилинсульфат
ЛуУ-Диэтилбензол-
амин
0,1
0,15
Вода и воздух 29
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Алкилбензилдиме-
тиламмоний хлорид
Cio~Ci6
Алкилбензилдиме-
тиламмоний хлорид
С17—С 20
ЛГ-(С7-С9)Алкил-ЛГ-
фенил-и-фенилен-
диамин
Этилбензиланилин
Синонимы
Продукт С-789
Л/-Фенил-Л^-этил-
бензолметанамин
Норматив
0,3
0,5
0,9
4,0
4.1.3.2.2.1. нитрилы, изонитрилы
Бензил цианистый
Динитрил изофта-
левой кислоты
Изоцианометил
бензол
1,3-Бензолдикарбо-
нитрил, изофтало-
нитрил, 1,3-дициа-
нобензол
0,03
5,0
4.1.3.2.2.2. амиды
4.1.3.2.2.3. производные мочевины с одним или
несколькими ароматическими заместителями
Дифенилмочевина
Af-Трифторметилфе-
нил-Л/VV'- диметил-
мочевина
Диэтилфенилмоче-
вина
N' -(Дих лорфенил)-
Л^-диметилмоче-
вина
МД'-Дифенилмоче-
вина, карбанилид
1,1-Диметил-3-(3-
трифторметилфе-
нил)мочевина
Центр алит
1,1 -Диметил-3-(3,4-
дихлорфенил)моче-
вина, диурон
0,2
0,3
0,5
1,0
4.1.4. соли четвертичных аммониевых оснований
Метилтриалкилам-
мония нитрат
Алкилтриметилам-
моний хлорид
Хлорхолинхлорид
Л^Д-Триметил-Л/-
(2-хлорэтил)аммо-
ний хлорид
0,01
0,2
0,2
4.2. кислород- и азотсодержащие
4.2.1. нитро- и нитрозосоединения
4.2.1.1. алифатические
Нитрометан
Тринитрометан
Тетранитрометан
Нитропропан
Нитроэтан
Нитроформ
0,005
0,01
0,5
1,0
1,0
Наименование
вещества
Синонимы
Норматив
4.2.1.1.1. содержащие гидрокси-, окси-, оксо-, карбок-
сигруппы
Динитродиэтилен-
гликоль
Динитротриэтилен-
гликоль
Дигидроксиэтило-
вый эфир динитрат,
диэтиленгликоль
динитрат
1,0
1,0
4.2.1.2. циклические
4.2.1.2.1. алициклические
Хлорнитрозоцикло-
гексан
Нитроциклогексан
1 -Нитрозо-1 -хлор-
циклогексан
0,005
0,1
4.2.1.2.2. ароматические
4.2.1.2.2.1. одноядерные
Нитробензол
Тринитробензол
Динитробензол
2,4-Динитротолуол
0,2
0,4
0,5
0,5
4.2.1.2.2.1.1. галогензамещенные
jw-Трифторметил-
нитробензол
Нитрохлорбензол
Нитрозофенол
2,5-Дихлорнитро-
бензол
3,4- Д ихл орнитро-
бензол
Динитрохлорбензол
1 -Нитро-3-трифтор-
метилбензол
Нитрохлорбензол
(смесь 2,3,4
изомеров)
1,4-Дихлор-2-нитро-
бензол
4-Нитро-1,2-дихлор-
бензол
2,4-Динитро-1
-хлорбензол
0,01
0,05
0,1
0,1
0,1
0,5
4.2.1.2.2.1.2. содержащие гидрокси-, окси-, оксо-, кар-
боксигруппы
и-Нитрофенетол
и-Нитрофенол
2-втор-Бутил-4,6-
динитрофенил-3,3-
диметилакрилат
2,4-Динитрофенол
2-Метил-4,6-дини-
трофенол
4-Нитроэтоксибен-
зол
4-Нитрофенол
2-( 1 -Метилпропил)-
4,6-динитрофенил-
З-метил-2-бутеноат,
мороцид, акрицид,
эндозан, 2-втор-бу-
тил-4,6-динитрофе-
нил-3-метилкрото-
нат
0,002
0,02
0,03
0,03
0,05
30 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Индотолуидин
Синонимы
Л/-(4-Амино-3-ме-
тилфенил)-я-бензо-
хинонимин
Норматив
1,0
4.2.1.2.2.1.3.1. галогензсшещенные
4-Хлор-2-нитроани-
лин
2,6-Д ихлор-4-нитро-
анилин
3,5-Динитро-4-ди-
этиламинобензотри-
фторид
3,5-Динитро-4-ди-
пропиламинобен-
зотрифторид
4-Хлор-2-нитробен-
золамин
2,6-Дихлор- 1-нитро-
бензоламин, дихло-
ран, ботран
Нитрофор
2,6-Д инитро-Л^Д-ди-
пропил-4-трифтор-
метиланилин, треф-
лан
0,025
0,1
1,0
1,0
4.2.1.2.2.1.3.2. содержащие гидрокси-, окси-, оксо-,
карбоксигрупп ы
2,4,4-Тринитробенз-
анилид
и-Нитрофенилами-
ноэтанол
Кислота 2,4,6-три-
нитробензойная,
анилид
2-[(4-нитрофе-
нил)амино] этанол,
оксиамин
0,02
0,5
4.2.1.2.2.2. конденсированные ароматические
Динитронафталин
Кислота 1-нитро-
антрахинон-2-кар-
боновая
Кислота 9,10-дигид-
ро-1 -нитро-9,10-ди-
оксо-2-антраценовая
1,0
2,5
4.2.2. эфиры и соли азотной и азотистой кислот
Бутилнитрит
1 -Нитрогуанидин
Кислота азотистая,
бутиловый эфир
0,05
0,1
5. S-содержащие соединения
5.1. тиосоединения
5.1.1. содержащие группу С—S—Н
Метилмеркаптан
Аллилмеркаптан
р-Меркаптодиэтил-
амин
2 -(NJV- Д иэти л ам и-
но)-этантиол
0,0002
0,0002
0,1
5.1.2. содержащие группу С—S—С
Диметилсульфид
З-Метил-4-метил-
тиофенол
2-Метилтио-О-ме-
тилкарбомоилбута-
нон оксим-3
Метилтиометилфе-
нол, 3-метил-4-тио-
анизол
З-Метилтио-2-
бутанон-0-(метил-
аминокарбонил) ок-
сим, дравин 755
0,01
0,01
од
Наименование
вещества
jw-Нитрофенол
о-Нитрофенол
и-Нитроаниазол
2-( 1 -Метилпропил)-
4,6-динитрофенол
Кислота л<-нитро-
бензойная
Кислота и-нитро-
бензойная
Метилэтил-[2-(1-
этилметилпропил)-
4,6-динитрофенил]-
карбонат
о-Нитроанизол
2,4,6-Тринитрофе-
нол
2-[(и-Нитрофенил)
ацетиламино]этан-
1-ол
Синонимы
З-Нитрофенол
2-Нитрофенол
4-Нитрометоксибен-
зол
Диносеб
Кислота 3-нитро-
бензойная
Кислота 4-нитро-
бензойная
Кислота 2-втор-бу-
тил-4,6-динитрофе-
ниловая, изопропи-
ловый эфир; дино-
бутон; ситазол; ак-
рекс
2-Нитроанизол
Кислота пикриновая
Оксиацетиламин
Норматив
0,06
0,05
0,1
0,1
0,1
од
0,2
0,3
0,5
1,0
4.2.1.2.2.1.2.1. галогензсшещенные
и-Нитрофенил-
хлорметилкарбинол
Кислота З-нитро-4-
хлорбензойная
Кислота 5-нитро-2-
хлорбензойная
Кислота 2,5-дихлор-
3-нитробензойная
2,4-Дихлорфенил-4-
нитрофениловый
эфир
4-Нитро-а-хлорме-
тилбензолметанол;
2,4-Дихлор-1 -(4-нит-
рофенокси)бензол,
нитрохлор,токкорн
0,2
0,25
0,3
2,0
4,0
4.2.1.2.2.1.3. содержащие амино-, имино-, диазо-
группы
4-Нитро-Л^,Л^-ди-
этиланилин
2-Нитроанилин
Л/-Нитрозодифени-
ламин
2,4-Динитро-2,4-ди-
азопентан
4-Нитроанилин
Динитроанилин
З-Нитроанилин
о-Нитронилин
Дифенилнитроз-
амин
Л^-Диметил-МД-
динитрометанди-
амин
w-Нитроанилин,
4-нитробензоламин
Динитробензоламин
З-Нитробензоламин,
л<-нитроанилин
0,002
0,01
0,01
0,02
0,05
0,05
0,15
Вода и воздух 31
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
4-Хлорфенил-2,4,5-
трихлорфенилсуль-
фид
Дивинилсульфид
Синонимы
1,2,4-Трихлор-5-
[4-(хлорфенил)тио]
бензолтетразул, ани-
мерт
Винилсульфид, 1,1-
тиобис(этен)
Норматив
0,2
0,5
5.1.3. содержащие группу С—S—S—С
Диметилдисульфид
0,04
5.1.4. содержащие группу C-S
Сероуглерод
1,0
5.1.4.1. производные тиомочевины
^-Пропил-Л^-этил-Л^-
бутилтиокарбамат
Тиомочевина
5'-(2,3-Дихлорал-
лил)-]УД-диизопро-
пилтиокарбамат
5-Этил-#,ЛР-
дипропилтиокарба-
мат
Кислота амилино-
тиоуксусная
1,2-Бис(метоксикар-
бонилтиоуреи-
до)бензол
Кислота бутил-
(этил)тиокарбами-
новая, З-пропило-
вый эфир; тиллам
Тиокарбамид, диа-
мид тиокарбамино-
вой кислоты
Кислота диизопро-
пилтиокарбамино-
вая, 5'-(2,3-дихлор-
проп-2-ениловый)
эфир; авадекс
Кислота дипропилтио-
карбаминовая, S-эти-
ловый эфир; эптам
Карбокс иметилизо-
тиомочевина
Кислота 1,2-фени-
лен-бис(иминокар-
бонотиоил)бискар-
баминовая, диэти-
ловый эфир, тонсин,
немафакс, тиофанат
0,01
0,03
0,03
0,1
0,4
0,5
5.1.4.2. производные дитиокарбсшиновои кислоты
Тетраэтилтиурамди-
сульфид
Кислота N-метилди-
тиокарбаминовая,
JV-метиламинная
соль
Метилдитиокарба-
мат натрия
Этилен-
бис(тиокарбамат)
аммония
Л^Д,Л^,Л^-Тетраэтил-
тиурам дисульфид,
тиурам Е
Кислота метилди-
тио карбам и но в ая,
натриевая соль; кар-
батион
Кислота 1,2-этилен-
бис(тиокарбамино-
вая), диаммониевая
соль
Отсутствует
0,02
0,02
0,04
Наименование
вещества
З'-Этил-./У-этил-./У-
циклогексилтиокар-
бамат
Этилен-
бис(дитиокарбамат),
цинка
Диметилдитиокар-
бамат аммония
Тетраметилтиурам-
дисульфид
Синонимы
Ронит, циклоат
Кислота JV,iV-3TH-
лен-(бисдитиокар-
баминовая),
цинковая соль; цинеб
Кислота диметил-
дитиокарбаминовая,
аммониевая соль
Тетраметилтиурам-
дисульфид, тиурам Д
Норматив
0,2
0,3
0,5
1,0
5.1.4.3. ксантогенаты
Бутилкс антогенат
Изопентилксантоге-
нат
Изопропил кс
антогенат, соль
Этилксантогенат,
соль
Кислота тиолтио-
угольная,
бутиловый эфир
Кислота тиолтио-
угольная, изоамило-
вый эфир; изоамил-
ксантогенат
Кислота тиолтио-
угольная, изопропи-
ловый эфир, соль
Кислота тиолтио-
угольная, этиловый
эфир, соль
0,001
0,005
0,05
0,1
5.1.5. содержащие группу С—N=S
5.1.6. сульфониевые соли
(4-Гидрокси-2-ме-
тилфенил)диметил-
сульфоний хлорид
0,007
5.2. соединения, содержащие серу, непосредственно
связанную с кислородом
5.2.1. сульфооксиды
5.2.2. сульфоны
N-H-Eymji-N-(n-Me-
тилбензолсульфо-
нил)мочевина
]У-Пропил-ЛР-(и-
хлорбензолсульфо-
нил)мочевина
4,4'-Д их лорд ифе-
нилсульфон
4,4'-Диаминодифе-
нилсульфон
1 -Бутил-1 -(и-толил-
сульфонил)мочеви-
на, бутам ид
3-Пропил-1 -[и-хлор-
(фенил)сульфонил]-
мочевина, хлор-
пропамид
1,1 '-Сульфонил-
бис(4-хлорбензол),
ди-4-хлорфенил-
сульфон, бис(и-хлор-
фенил)сульфон
4,4'-Сульфонилди-
анилин
0,001
0,001
0,4
1,0
32 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Бензолсульфамид
Синонимы
Кислота бензол-
сульфоновая, амид
Норматив
6,0
5.2.4.2.2. конденсированные полиядерные
Кислота бис(и-бутил-
анилин)антрахинон-
3,3-ДИсульфоновая,
динатриевая соль
Кислота 1,8-диами-
нонафталин-4-суль-
фоновая
2-Нафтол-6-сульфо-
кислота
Краситель кислоты
антрахиноновый
зеленый Н2С
С-кислота
6-Гидрокси-2-наф-
талинсульфокис-
лота, Р-нафтолсуль-
фокислота, кислота
Шеффера
0,04
1,0
4,0
5.3. эфиры и соли серной кислоты
4-Хлорфенил-4-
хлорбензолсульфо-
нат
2-Аминоэтиловый
эфир серной
кислоты
и-Метиламинофе-
нол сульфат
Алкилсульфаты
Алкилбензолсульфо-
нат триэтаноламина
Эфирсульфонат
Кислота 2-амино-
этилсерная
Метол
0,2
0,2
0,3
0,5
1,0
6. Фосфорсодержащие соединения
6.1. содержащие связь С—Р
6.1.1. фосфины и соли фосфония
Трис(диэтиламино)-
2-хлорэтилфосфин
Дефос
2,0
6.1.2. оксиды третичных фосфинов
Триизопентилфос-
фин оксид
Оксид диоктилизо-
пентилфосфина
Кислота трис(3-ме-
тилбутил)фосфорная
(З-Метилбутил)ди-
октилфосфин оксид
0,3
1,0
6.1.3. фосфонаты
Кислота 2-хлор-
этилфос фоновая,
бис(2-хлорэтило-
вый) эфир
Кислота винилфос-
фоновая, бис(Р,Р-
хлорэтиловый) эфир
О, О- Ди фенил-1 -гид-
рокси-2,2,2-трихлор-
этилфосфонат
0-(2-Хлор-4метил-
фенол)
Диэфир 2-хлорэтил-
фосфоновой
кислоты
0,0-Бис(2-хлор-
этил)винилфосфо-
нат, винифос
(4-Метил-2-хлорфе-
нил)
0,2
0,2
0,3
0,4
Наименование
вещества
Синонимы
Норматив
5.2.3. сульфиновые кислоты и их производные
Кислота и-толуол-
сульфиновая, соль
Кислота 4-метил-
бензолсульфиновая,
соль
1,0
5.2.4. сульфокислоты и их производные
5.2.4.1. алифатические сульфокислоты и их соли
Метилтриалкилам-
моний метилсульфат
Олефинсульфонат
С15~С18
Олефинсульфонат
Ci2~Ci4
Кислота /V-метил-
сульфаминовая
Алкилсульфонаты
0,01
0,2
0,4
0,4
0,5
5.2.4.2. ароматические
5.2.4.2.1. одноядерные
5.2.4.2.1.1. сульфокислоты и соли сульфокислот, не
содержащие иных заместителей, кроме алкила
Алкилбензолсуль-
фонаты
Хлорный сульфонол
0,5
5.2.4.2.1.1.1. содержащие заместители в радикале
1,4-Бис(4-метил-2-
сульфофенилами-
но)-5,8-дигидрокси-
антрахинон,
динатриевая соль
Кислота 4-нитро-
анилин-2-сульфо-
новая, соль
Кислота аминобен-
зол-3-сульфоновая
Кислота 3-нитро-
анилин-4-сульфо-
новая
и-Хлорбензолсуль-
фонат натрия
Краситель
хромовый зеленый
антрахиноновый 2Ж
4-Нитроанилин-2-
сульфокислоты соль
Кислота метанило-
вая, кислота ани-
лин-л/-сульфоновая
Кислота 4-амино-
2-нитробензол-
сульфоновая,
кислота 3-нитросульфо-
ниловая
4-Хлорбензолсуль-
фокислота,
натриевая соль; лудигол
0,01
0,08
0,7
0,9
2,0
5.2.4.2.1.2. эфиры ароматических сульфокислот
5.2.4.2.1.3. галогенангидриды ароматических
сульфокислот
Бензолсульфохло-
рид
Бензолсульфонил-
хлорид
0,5
5.2.4.2.1.4. амиды
н-Бутиламид бен-
золсульфокислоты
Кислота бензолсуль-
фоновая, н-бутил-
амид; Л^-бутилбензол-
сульфамид
0,03
Вода и
Продолжение таблицы 1.10
Наименование
вещества
Оксигексилиденди-
фосфонат
Оксигептилиденди-
фосфонат
Оксиоктилиденди-
фосфонат
Оксинонилиденди-
фосфонат
Кислота оксиэтили-
дендифосфоновая
Кислота 2-хлорэтил-
фосфоновая, 2-хлор-
этиловый эфир
Кислота 2-хлор-
этилфосфоновая
Кислота 2-гидрокси-
1,3-пропиленди-
амин-Л^Л^Л^-тет-
раметиленфосфоно-
вая, натриевая соль
Синонимы
Кислота гидрокси-
этан-1,1 -дифосфо-
новая
Моноэфир 2-хлор-
этилфосфоновой
кислоты
Этрел, этефон, фло-
рел
ДПФ-1Н
Норматив
0,5
0,5
0,5
0,5
0,6
1,5
4,0
4,0
6.2. производные фосфорной и фосфористой кислот
6.2.1. фосфиты
Триметилфосфит
Трифенилфосфит
Диметилфосфит
0,0,0-Трифенил-
фосфит
0,005
0,01
0,02
6.2.2 фосфаты
0,0,0-Трикрезил-
фосфат
0, 0, 0-Трибутил-
фосфат
0,0,0-Триксиле-
нилфосфат
0,0-Диметил-0-[3-
(карб-1 -фенилэто-
кси)пропен-2-ил-2-
фосфат
0,0-Диметил-0-[1-
(2,3,4,5-тетрахлор-
фенил)-2-хлорви-
нилфосфат
0,0,0-Триметил-
фосфат
Триьфезил фосфат
Трибутилфосфат
Триксиленил фосфат
Кислота 3-димето-
ксифосфорилокси-
кротоновая, 1-фенил-
этиловый эфир;
циодрин
Винилфосфат
Триметилфосфат
0,005
0,01
0,05
0,05
0,2
0,3
6.2.2.1. галогензамещенные
0,0-Диметил-( 1 -ги-
дрокси-2,2,2-три-
хлорэтил)фосфонат
Хлорофос
0,05
воздух 33
Продолжение таблицы 1.10
Наименование
вещества
0,0-Диметил-О-
(2,2-дихлорви-
нил)фосфат
Дихлорпропил(2-
этилгексил)фосфат
Синонимы
0-(2,2-Дихлорви-
нил)-0,0-диметил-
фосфат, ДДВФ, дих-
лорфос
Норматив
1,0
6,0
6.2.2.2. тиофосфаты
З'ДЗ'-Трибутилтри-
тиофосфат
О-Крезилдитиофос-
фат
0,0-Диметил-5'-
этилмеркаптоэтил-
дитиофосфат
0,0-Диметил-0-(3-
метил-4-метилтио-
фенил)тиофосфат
0-(4-Метилтиофе-
HWi)-0-ymji-S-npo-
пилдитиофосфат
Кислота бис(2-этил-
гексил)дитиофос-
форная
О^-Диэтил-б'-карб-
этоксиметилтио-
фосфат
О, О- Диметил-З'-карб-
этоксиметилтиофос-
фат
О^-Диметил-З*-
(1,2-дикарбэтокси-
этил)дитиофосфат
0,0-Диэтил-5'-
бензилтиофосфат
Кислота 0-фенил-О-
этилтиофосфорная,
соль
Дибутилдитиофос-
фаты
Дибутилмонотио-
фосфат
Бутифос
Дитиофосфат крези-
ловый
0,0- Диметил-^г-
этилтиоэтил)дитио-
фосфат, М-81
Кислота тиофос-
форная, 0,0-диме-
тил-0-(3-метил-4-
метилтио)фенило-
вый эфир; сульфи-
дофос; байтекс
Болстар, гелотион,
сульпрофос
Кислота дитиофос-
форная, 0,0-бис(2-
этилгексиловый)
эфир
Ацетофос
Кислота (диметок-
ситиофосфорилтио)
уксусная, этиловый
эфир; метил
ацетофос
Кислота 2-(димето-
кситиофосфорил-
тио) бутандионовая,
диэтиловый эфир;
карбофос
^-Бензил-О^-
диэтилтиофосфат,
рицид-П
Кислота дитиофос-
форная-0,0-дибути-
ловый эфир, соль
0,0003
0,001
0,001
0,001
0,003
0,02
0,03
0,03
0,05
0,05
0,1
од
0,1
34 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
0,0-^hmqthr-S-(N-
метилкарбамидоме-
тил) дитиофосфат
0,0-Диметил-0-(4-
цианфенил )тиофос -
фат
0,0-Диметил-0-(3-
метил-4-нитрофе-
нил)тиофосфат
0,0-Диметил-5'-[2-
(JV-метилкарбамо-
илэтилмеркап-
то)этил]тиофосфат
Л^-(р,р-0,0-Диизо-
проиидцитиофос-
форилэтил)бензол-
сульфонамид
Синонимы
0,0-Диметил-5'-[2-
(7У-метиламино)-2-
оксоэтил]дитиофос-
фат, фосфамид, ро-
гор
Цианокс
Метилнитрофос
Кильваль, вамидо-
тион
0,0-Диизопропил-
.S-2-фенилсульфонил-
аминоэтилдитио-
фосфат, префар,
бензулид, бетасан
Норматив
0,03
0,05
0,25
0,3
1,0
6.2.3. амиды фосфорной кислоты
6.2.4. соли фосфорной кислоты и органических
оснований
1,2,4-Триаминобен-
зола фосфат
Кислоты и-амино-
бензойной фосфат
0,01
0,1
7. Гетероциклические соединения
7.1. кислородсодержащие
7.1.1. содержащие трехчленный цикл
Оксид пропилена
Эпихлоргидрин
1,2-Эпоксипропан,
метоксиран
1 -Хлор-2,3-эпокси-
пропан
0,01
0,01
7.1.2. содержащие пятичленный цикл
Дихлормалеиновый
ангидрид
Фуран
2-Метилфуран
Спирт фуриловый
Фурфурол
5-Нитрофурфурол-
ди ацетат
Дихлорбутанди-
оновый ангидрид
Сильнап
Фур-2-илметанол,
2-гидроксиметилфу-
ран, 2-фуранмета-
нол
2-Фуральдегид
(5-Нитро-2-фур-
анил)метандиол
диацетат
0,1
0,2
0,5
0,6
1,0
2,0
7.1.3. содержащие шестичленный цикл
5,6-Дигидро-4-ме-
тил-2//-пиран
Метилдигидропиран
0,0001
Наименование
вещества
Кислота диметил-
дитиофосфорная
5'-(2-Ацетамидо-
этил)-0,О-диметил-
дитиофосфат
Кислота диэтилди-
тиофосфорная
Диэтиддитиофосфат
Синонимы
Кислота 0,0-диме-
тилдитиофос форная
Амифос
Кислота О,О -ди-
этилдитиофосфор-
ная
Кислота диэтилди-
тиофосфорная, соль
Норматив
0,1
0,1
0,2
0,5
6.2.2.2.1. галогензамещенные
О-метил-О-этил-
хлортиофосфат
О-Фенил-О-этил-
хлортиофосфат
0-(4-Бром-2,5-ди-
хлорфенил)-0,0-ди-
метилтиофосфат
Монометилдихлорт
иофосфат
Моноэтилдихлор-
тиофосфат
0-(2,4-Дихлорфе-
нил)-5'-пропил-0-
этилтиофосфат
Диэтилхлортио-
фосфат
Диметилхлортиофо
с фат
0-Метил-0-(2,4,5-
трихлорфенил)-0-
этилтиофосфат
0,0-Диметил-О-
(2,5-дихлор-4-иодо-
фенил)тиофосфат
Диэфир
Бромофос
О-Метилдихлортио-
фосфат
О- Этилдихлортио-
фосфат
Этафос, протиофос,
токутион, бидерон
О, О- Д иэтилхлор-
тиофосфат
0,0-Диметилхлор-
тиофосфат
Трихлорметафос-3
Иодофенфос
0,002
0,005
0,01
0,01
0,02
0,05
0,05
0,07
0,4
1,0
6.2.2.2.2. азотсодержащие
0,0-Диэтил-0-(4-нит-
рофенил)тиофосфат
О^-Диметил-б'-^-
метил-Л/-формил-
карбамоилметил)-
дитиофосфат
0,0-Диметил-0-(4-
нитрофенил)фосфат
Бутиламид О-этил-
.S-фенилдитиофос-
форной кислоты
0-(4-Нитрофенил)-
О,0-диэтилтиофос-
фат, тиофос
О^-Диметил-б'-^-
метил-Л/-формил-
аминометил)дитио-
фосфат, антио
Метафос
О-Этил-б'-фенил-Л/-
бутиламидодитиофо
сфат, фосбутил
0,003
0,004
0,02
0,03
Вода
юздух
35
Продолжение таблицы 1.10
Наименование
вещества
4-Метил-4-гидрок-
ситетрагидропиран
Диметилдиоксан
4-Метил-4-гидрок-
сиэтил-1,3-Диоксан
Синонимы
4-Метилтетрагидро-
4-ол-2#-пиран,
спирт пирановый
5,5-Диметил-1,3-ди-
оксан
4-Метил-4-этанол-
1,3-Диоксан, спирт
диоксановый
Норматив
0,001
0,005
0,04
7.1.4. многоядерные
Хлорэндиковый
ангидрид
Кислота перхлорно-
борн-5-ен-2,3-ди-
карбоновая,
ангидрид
1,0
7.2. азотсодержащие
7.2.1. пятичленный цикл с одним атомом азота
Циклогексилимид
дихлормалеиновой
кислоты
Цимид
0,04
7.2.2. шестичленныи алифатический цикл с одним
атомом азота
Пиперидин
4-Амино-2,2,6,6-тет-
раметилпиперидин
Триацетонамин
Амин триацетон-
амина
2,2,6,6-Тетраметил-
пиперидин-4-он
0,06
4,0
4,0
7.2.3. шестичленныи ароматический цикл с одним
атомом азота
JV-Метилпиридиний
хлорид
Гептахлорпиколин
Геке ахлорпиколин
Гексахлораминопи-
колин
Пентахлораминопи-
колин
Пентахлорпиколин
Тетрахлорпиколин
2,5-Лутидин
а-Пиколин
Пиридин
1 -Мегилпиридиний
хлорид
2-Трихлорметил-
3,4,5,6-тетрахлорпи-
ридин
2-Трихлорметил-
3,4,5-трихлорпи-
ридин
4-Амино-2-трихлор-
метил-3,5,6-три-
хлорпиридин
4-Амино-2-трихлор-
метил-3,5-дихлор-
пиридин
2-Трихлорметил-
дихлорпиридин
1 -Хлор-6-(трихлор-
метил)пиридин
2,5-Диметилпири-
ДИН
2-Метилпиридин
0,01
0,02
0,02
0,02
0,02
0,02
0,02
0,05
0,05
0,2
Продолжение таблицы 1.10
Наименование
вещества
Кислота 4-амино-
3,5,6-трихлорпико-
линовая
4-Амино-3,5,6-три-
хлорпиколинат
калия
Синонимы
Кислота 4-амино-
3,5,6-трихлор-2-
пиридинкарбоновая,
пиклоран, тордон
Кислота 4-амино-
3,5,6-трихлор-2-пи-
ридинкарбоновая,
калиевая соль; хлорамп
Норматив
10,0
10,0
7.2.4. многоядерные с одним атомом азота
5-Ацетокси-1,2-ди-
метил-3-карбэтокси-
индол
6-Бром-5-гидрокси-
3-карбэтокси-1 -ме-
тил-2-фенилтиоме-
тилиндол
2-Хл орцик логек-
с и лтио-Л^-фтали мид
Л/-трихлорметил-
тиофталимид
6-Бром-5-гидрокси-
4-диметиламино-З-
карбэтокси-1 -метил-
2-фенилтиометил-
индол гидрохлорид
0,0-Диметил-5-фта-
лимидометилди-
тиофосфат
Трихлорметилтио-
тетрагидрофтали-
мид
Ацетоксииндол
Тиоиндол
Кислота фталевая,
]У-(2-хлорциклогек-
силимид)
Фталан
Арбидол
Фталофос
Каптан
0,004
0,004
0,02
0,04
0,04
0,2
2,0
7.2.5. пятичленный цикл с несколькими атомами
азота
1,3-Дихлор-5,5-ди-
метилгидантоин
1 -(2-Гидроксипро-
пил)-1 -метил-2-пен-
тадецил-2-имидазо-
2-имидазолиний
метилсульфат
1 -Фенил-3-пиразо-
лидон
5,5-Диметилгидан-
тоин
5,5-Диметил-1,3-ди-
хлоримидазолидин-
2,4-дион, дихлорантин
Карбозолин, СПД-3
Фенидон
Отсутствует
0,2
0,5
1,0
7.2.6. шестичленныи цикл с двумя атомами азота
36 Новый справочник химика и технолога
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Сульфапиридазин
0,0-Диэтил-0-(2-
изопропил-4- метил-
пиримидил-6)тио-
фосфат
Л/-(2-Аминоэтил)пи-
перазин
1-Фенил-4,5-ди-
хлорпиридазон-6
1 -Фенил-4-амино-5-
хлорп иридазон-6
2-Амино-6-хлорпи-
римидин
4-Амино-6-метокси-
пиримидин
Оксиэтилпиперазин
Диэтилендиамин
Синонимы
6-(и-Аминобензол-
сульфамида)-3-ме-
токсипиридазин,
кислота сульфанило-
вая, Л/-(6-метокси-
пиридазин-3-ил)амид
0-(2-Изопропил-6-
метилпиримидин-4-
ил)-0,О-диэтил-
тиофосфат, базудин
1 -(2-Аминоэтил)пи-
перазин
5-Амино-2-фенил-4-
хлорпиридазон-
3(2Я)-он, феназон
6-Хлор-4-пирими-
динамин
Геке агидроп ирази н,
пиперазин
Норматив
0,2
0,3
0,6
2,0
2,0
3,0
5,0
6,0
9,0
7.2.7. шестичленный цикл с тремя атомами азота
2-Хлор-4,6-
бис(этиламино)-
смлш-триазин
2-Хлор-4,6-
бис(этиламино)-
сгш-триазина 2-ок-
сипроизводное
0,0-Диметил-5-
(4,6-диамино-1,3,5-
триазин-2ил-метил)-
дитиофосфат
Циклотриметилен-
тринитроамин
4,6-Бис(изопропил-
амино)-2-(7У-метил-
Л/-цианамино)-1,3,5-
триазин
2-Амино-4-метил-6-
метокси-1,3,5-три-
азин
2,4-Бис(Л/-этилами-
но)-6-хлор-1,3,5-
триазин, симазин
2-Оксипроизводное
симазина
Сайфос, меназон,
сафикол, азадитион
1,3,5-Тринитро-
1,3,5-пергидротри-
азин, гексоген
Метазин
2-Амино-4-метил-6-
метокси-егмш-три-
азин
Отсутствует
Отсутствует
0,1
0,1
0,3
0,4
Наименование
вещества
2-Хлор-4,6-бис(изо-
пропиламино)-
сшш-триазин
2-Метилтио-4,6-ди-
изопропиламино-
сгош-триазин
Кислота циануровая
Синонимы
2,4-Бис(7У-изопро-
пиламино)-6-хлор-
1,3,5-триазин, про-
пазин, симазин
нерастворимый
2-Амино-4-(7У,Л/-ди-
изопропиламино)-6-
метилтио-1,3,5-три-
азин, прометрин
1,3,5-триазин-2,4,6-
(1Я,ЗЯ,5Я)-трион
Норматив
1,0
3,0
6,0
7.2.8. многоядерные с несколькими атомами азота
1,2-Бис(1,4,6,9-тет-
раазотрицик-
ло[4,4,1,1,4,9]-
додекано)этилиден
дигидрохлорид
Дипиридил
1,2,3-Бензотриазол
Ме1ил-Л^-(2-бенз-
имидазолил)кар-
бамат
З-Циклогексил-5,6-
триметиленурацил
1,1 -Димети л-4,4'-ди-
пиридилдимети
фосфат
Д ипирид и лфос фат
Метил-1 -бутилкар-
бомоил-2-бенз-
и м ид азо л карбам ат
Гексаметилентетра-
мин
5-Амино-2-(и-ами-
нофенил)-1 Я-бенз-
имидазол
Триэтилендиамин
ДХТИ 150 А
Бипиридил
Кислота 1Я-бенз-
имидазол-2-ил-кар-
баминовая,
метиловый эфир
З-Циклогексил-6,7-
дигидро-1 Я-цикло-
пентапиримидин-
2,4(ЗЯ,5Я)- дион,
гексилур
Арилат
1,3,5,7-Тетраазотри-
циклодекан,
уротропин, аминоформ,
формин
1,4-Диазобицик-
ло[2,2,2]октан,
ДАВСО
0,015
0,03
од
од
0,2
0,3
0,3
0,5
0,5
1,0
6,0
7.2.9. содержащие более шести атомов в цикле
£-Этил-Л/-гексаме-
тилентиокарбамат
Кислота гексагидро-
1 Я-азепин-1 -тио-
карбоновая 5-этило-
вый эфир; ялан
0,07
Вода
и воздух
37
Продолжение таблицы 1.10 Продолжение таблицы 1.10
Наименование
вещества
Гексаметиленимина
гидрохлорид
Циклотетрамети-
лентетранитроамин
Синонимы
Октагидро-1,3,5,7-
тетранитро-1,3,5,7-
тетразоцин, октаген
Норматив
5,0
0,2
7.3. Чъ-содержащие
2-Хлортиофен
Тетрагидротиофен-
1,1-диоксид
Тиофен
Сульфолан, тетра-
метиленсульфон
Тиофуран
0,001
0,5
2,0
7.4. смешанные
7.4.1. содержащие азот в качестве гетероатомов
Кодеин
Морфин
0,0-Диэтил-5-(6-
хлорбензоксазоли-
нилметил)дитио-
фосфат
Тетрагидро-1,4-
оксазин
Бензоксазолон-2
З-Хлорметил-6-хлор-
бензоксазолон
5-(2,3-Дигидро-3-
оксо-6-хлорбенз-
оксазол-3-ил-
метил)-0,0-
диэтилфосфат, фо-
залон
Бензоксазол-2(3//)-он
6-Хлор-З-хлорме-
тил-2-(ЗЯ)бензокса-
золон
Отсутствует
Отсутствует
0,04
0,04
0,1
0,4
7.4.2. содержащие азот и серу в качестве
гетероатомов
Ди(2-бензтиазо-
лил)дисульфид
2-Бутилтиобензол-
тиазол
3,5-Диметилтетра-
гидро-1,3,5-тиади-
азонтион-2
Бензотиазол
2-Гидроксибензоти-
азол
2-Меркаптобензоти-
азол
2,2'-Дитиодибензо-
тиазол, альтакс
Бутилкаптакс
3,5-Диметилпергид-
ро-1,3,5-тиадиазон-
2-тион, милон, тиа-
зон
2-(ЗЯ)-Гидрокси-
бензотиазолон
Б ензоти азо л-2 -тиол,
каптакс
Отсутствует
0,005
0,01
0,25
1,0
5,0
8. Элементоорганические соединения
8.1. соединения ртути
Этилмеркурхлорид
Гранозан
0,0001
Наименование
вещества
Диэтилртуть
Синонимы
Норматив
0,0001
8.2. соединения олова
Тетраэтилолово
Бис(трибутилолово)
оксид
Трибутилметакрилат-
олово
Дициклогексилолово-
оксид
Трициклогексил-
оловохлорид
Дихлорбутилолово
Диэтилолово ди-
хлорид
Тетрабутилолово
Этилен-бис(тиогли-
колят)диоктилоло-
во
Дибутилоловооксид
Дибутилдилаурат-
олово
Дибудилдиизоок-
тилтиогликолятоло-
во
Диэтилдиоктаноат-
олово
Диизобутилмалеинат-
диоктилолово
Сульфиддибутил-
олово
Трибутилолова
хлорид
Тетраэтилстаннан
Трибутил(2-метил-
1-оксо-2-пропе-
нил)оксистаннан
Дициклогексилок-
состаннан
Дибутилдихлор-
станнан
Дихлордиэтилстан-
нан
Тетрабутилстаннан
Дибутилоксостан-
нан
Бис(додеканоилок-
си)динбутилстан-
нан
Бис(изооктилокси-
карбонилметил-
тио)дибутилстаннан
Диэтил-бис(октано-
илокси)станнан, ди-
этилдикаприлатоло-
во
Дибутилоловосуль-
фид
Хлортрибутилстан-
нан, трибутилхлор-
станнан
0,0002
0,0002
0,0002
0,001
0,001
0,002
0,002
0,002
0,002
0,004
0,01
0,01
0,01
0,02
0,02
0,02
8.3. соединения свинца
Тетраэтил с ви нец
Отсутствует
8.4. соединения мышьяка
8.5. соединения кремния
Трифторпропилси-
лан
.,5
38 Новый справочник
Таблица 1.11
Требования к органолептическим
показателям воды
Показатели
Запах при 20 °С и при
нагревании до 60 °С,
баллы, не более
Вкус и привкус при 20 °С,
баллы, не более
Цветность, градусы, не
более
Мутность по
стандартной шкале, мг/дм3, не
более
Нормативы
2
2
20
1,5
Метод
испытаний
По
ГОСТ 3351-74
По
ГОСТ 3351-74
По
ГОСТ 3351-74
По
ГОСТ 3351-74
Таблица 1.12
Нормативы содержания вредных химических
веществ, поступающих и образующихся в воде
в процессе ее обработки в системе питьевого
водоснабжения
Наименование вещества
Хлор
Хлороформ (при хлорировании
воды)
Озон остаточный
Формальдегид
Полиакриламид
Активированная кремнекислота
(по Si)
Полифосфаты (по Р04~)
Нормативы,
не более, мг/дм3
Суммарно 1,2
Остаточный
свободный в пределах
0,3-0,5
Остаточный
связанный в пределах
0,8-1,2
0,2
0,3
0,05
2,0
10
3,5
Таблица 1.13
Радиационная безопасность питьевой воды
Показатели
Общая а-радиоактивность
Общая ^-радиоактивность
Нормативы,
не более, Бк/дм3
0,1
0,1
Таблица 1.14
Средний элементный состав морской воды
(для морской воды с содержанием хлора 1,9 масс. %)
Элемент
Ag
Концентрация,
мг/дм3
3-10^
Основные соединения и
ионы, в форме которых
элемент находится
в морской воде
AgCl"; AgCl2
химика и технолога
Продолжение таблицы 1.14
Элемент
А1
Аг
As
Au
В
Ва
Be
Bi
Br
С
Са
Cd
Се
С1
Со
Сг
Cs
Си
F
Fe
Ga
Ge
Н
Не
Hg
In
I
К
Кг
La
Li
Mg
Mn
Mo
N
Концентрация,
мг/дм3
0,01
0,6
3 • КГ3
4- 10^
4,6
0,03
6- 10"7
2-10^
65
28
400
1,1-КГ*
4-104
19000
5 - 10 4
5- 10 5
5 • 10^
3- 10~3
1,3
0,01
3- 10~5
1 ■ 10 5
108000
5 • 10 6
3 • 10"5
<0,02
0,06
380
3 - 10^
3 • 10^
0,2
1350
2 • 10'3
0,01
0,5
Основные соединения и
ионы, в форме которых
элемент находится
в морской воде
Аг (газ)
HAs024 ; H2As04 ;
H3As04; H3As03
AuCl4
B(OH)3; B(OH)20
Ba2_; BaS04
Be(OH)+; Be(OH)2
Br
HC03; H2C03; C03 ;
органические соединения
Ca2+ ; CaS04
Cd2" ; CdS04
CI
Co2*; CoS04
Cs
Cu2+; CuS04
F"
Fe(OH)3 (tb.)
Ge(OH)4; Ge(OH)30
H20
He (газ)
HgCl3 ; HgCl2
I03
K+
Кг (газ)
LP
Mg2+; MgS04
Mn2*; MnS04
MoO2/
N03 ; N02 ; NH;;
органические соединения
Вода и воздух
39
Продолжение таблицы 1.14 Продолжение таблицы 1.14
Элемент
Na
Nb
Ne
Ni
0
P
Pb
Ra
Rb
Rn
S
Sb
Sc
Концентрация,
мг/дм3
10 500
1 • 10~5
1 • КГ4
2- 10 3
857000
0,07
1-НГ4
1,0- 10 ,0
0,12
6 • 10"16
885
5 • 10 4
4- 10-5
Основные соединения и
ионы, в форме которых
элемент находится
в морской воде
Na+
Ne (газ)
Ni2-; NiS04
Н20; 02 (газ); SO2, и
другие анионы
НРО2 ; Н2Р04; Р04 ;
Н3Р04
Pb2"; PbS04
Rb~
Rn (газ)
so;
Элемент
Se
Si
Sn
Sr
Th
Ti
Tl
U
V
w
Xe
Y
Zn
Концентрация,
мг/дм3
4 • 10"3
3
3 • 10"3
8
7 10^
1 • 10"3
< 1 • 10"5
3 • 10"3
2 • 10"3
1 • 10"4
1-КГ4
3-10^
0,01
Основные соединения и
ионы, в форме которых
элемент находится
в морской воде
SeO;
Si(OH)4; Si(OH)30
Sr2i; SrS04
ТГ
ио2(со3)^
V02(OH)2
wo;
Xe (газ)
Zn2"; ZnS04
Таблица 1.15
Солевой состав океанской и морской воды
Наименование
Океаны (средние данные)
Балтийское море
Белое море
Каспийское море
Черное море
Общее
содержание солей,
масс. %
3,30-3,74
0,72
2,6-3,0
1,27
1,8-2,2
Химический состав, % от твердой фазы
С1
55,3
55,0
55,2
41,8
55,1
Вг
0,2
ОД
ОД
0,05
0,2
so;
7,7
8,0
7,9
23,8
7,5
СО2
0,2
0,1
0,1
0,9
0,5
Na^
30,6
30,5
30,7
24,5
30,5
К-
1Д
1,0
0,9
0,6
1,2
Са2"
1,2
1,7
1,2
2,6
1,4
Mg2-
3,7
3,5
3,75
5,8
3,7
Таблица 1.16
Солевой состав воды некоторых озер СНГ
Озеро
Байкал (на поверхности)
Байкал (на глубине 1000 м)
Балхаш
Валдайское
Иссык-Куль
Ладожское (на поверхности)
Онежское
Севан
Телецкое (на поверхности)
Чудское
Содержание, мг/дм3
Са2+
15,2
15,2
25,1
29,1
114
7Д
54,2
33,9
12,4
23,9
Mg2-
4,2
4,0
164
3,3
294
1,9
1,6
55,9
2,1
5,2
Na- + К-
6,1
4,9
694
3,5
1475
8,6
1,5
98,7
1,73
П,5
HS03
59,5
58,2
443,8
100,6
240
40,2
20,4
414,7
48,6
112,8
so;
4,9
4,4
893
4,3
2115
2,5
1,3
16,9
2,8
4,0
CI +Br
1,8
2,0
574
4,2
1585
7,7
1,5
62,9
0,8
5,2
Сумма
ионов, г/дм3
91,4
89,5
2843,4
145,0
5823
68
30,2
662
68,43
162,6
40
Новый справочник химика и технолога
Таблица 1.17
Запасы воды на земном шаре
Наименование
Океаны и моря
Озера
Подземные озера
Реки
Болота
Полярный лед
Снежный покров
т (тонн)
1,3- 1018
0,25 • 1015
0,25- 1015
50- 1012
6 1012
3,5- 1015
250 • 109
1.2. Воздух
Воздух является составной частью биосферы,
обеспечивающей жизнь и хозяйственную
деятельность. Суммарная масса земной атмосферы составляет
5,3- 10,5т.
Воздух в промышленности и на транспорте
используют в качестве сырья, реагента, энергоносителя,
транспортирующего агента и др. Интенсивное развитие
промышленности и энергетических производств
сопровождается усилением загрязнения воздушного бассейна.
В индустриальных центрах уровни загрязнения часто
превышают предельно допустимые концентрации и
величины, к которым могут адаптироваться
биологические объекты в целом. Поэтому защита воздушного
бассейна от загрязнений является одной из важнейших
проблем при решении задач обеспечения
экологической безопасности природной среды.
Литература
1. Бретшнайдер Б., Курфюрст И. Охрана воздушного
бассейна от загрязнений / Под ред. проф. А.Ф. Ту-
болкина. Л.: Химия, 1989. 288 с.
Таблица 1.18
Физические константы воздуха
Молярная масса
Плотность сухого воздуха
при давлении 1 атм
при минус 25 °С
при 0 °С
при 20 °С
при 225 °С
Плотность жидкого воздуха
при минус 192 °С
Температура кипения
жидкого воздуха
Критические константы
температура
давление
28,9
1,424 кг/м3
1,2929 кг/м3
1,2047 кг/м3
0,7083 кг/м3
0,96 кг/дм3
-192 °С
-140,63 °С
37,2 атм или
37,89- 105н/м2
Продолжение таблицы 1.18
плотность
Теплота парообразования
при минус 192 °С
Средняя удельная
теплоемкость при давлении 1 атм
с в интервале
температур 0-100 °С
cv в интервале температур
0-1500°С
СР
-*- в интервале темпера-
cv
тур 0-100 °С
Коэффициент
теплопроводности
при минус 190 °С
при 0 °С
при 100 °С
Средний коэффициент
теплового расширения в
интервале температур 0-100 °С
Вязкость
при 0 °С
при 20 °С
Абсолютный показатель
преломления при
нормальных условиях
Диэлектрическая
проницаемость
при 0 °С, давлении 1 атм
при 19 °С, давлении 20 атм
при минус 192 °С,
давлении 1 атм (жидкий воздух)
0,35 кг/дм3 или
350 кг/м3
209,34 кДж/кг
1,011 кДж/(кг • град)
0,8382 кДж/(кг • град)
1,4
0,0779 ДжДм • с • град)
0,0242 Дж/(м • с • град)
0,0314 Дж/(м • страд)
3,67 • 10"3
1,72 • 10~5 Па • с
1,82- Ю-5 Па-с
1,0002936
1,00057
1,0108
1,43
Таблица 1.19
Давление воздуха на различной высоте
h
0
100
200
300
400
500
600
700
Р
101325
100125
98658
97502
96304
95105
93906
92840
h
800
900
1000
2000
3000
4000
5000
Р
91642
90576
89377
78988
69797
61672
53946
Примечание. В таблице давление воздуха/? (Па) на высоте
h (м) над уровнем моря приведены к 0 °С.
Вода и воздух
41
Таблица 1.20
Растворимость воздуха в воде
при различной температуре
В таблице даны значения растворимости воздуха L
(см3/дм3 Н20), свободного от С02 и NH3. Объем воздуха
приведен к температуре О °С и давлению 101 325 Па. Общее
давление воздуха и паров воды 101 325 Па. Приводятся также
данные о содержании кислорода в растворенном воздухе.
т, °с
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
L, см3/дм3 • Н20
29,18
27,69
26,32
25,06
23,90
22,84
21,87
20,97
20,14
19,38
18,68
18,01
17,38
16,79
16,21
15,64
02, об. %
34,91
34,82
34,74
34,65
34,56
34,47
34,38
34,30
34,21
34,12
34,03
33,95
33,86
33,77
33,68
33,60
Таблица 1.21
Поверхностное натяжение о жидкого воздуха на
границе с собственным паром
т, °с
-190,3
-190,3
-190,3
о, Н/м
0,01161
0,01191
0,01251
02, об. %
49,9
67,6
76,45
Примечание. Приводится также содержание кислорода в
жидком воздухе.
Таблица 1.22
Динамическая х\ и кинематическая v вязкость
воздуха при различной температуре
и давлении 1 ат
т, °с
-200
-180
-160
-140
-120
-100
-80
-60
-40
-20
0
Л- 107,Пас
51,5
64,7
77,6
90,4
102,8
115,0
126,9
138,6
150,0
161,0
171,7
v 107, м2/с
10,7
17,1
24,9
34,0
44,6
55,2
69,4
83,6
98,9
115,3
132,8
Продолжение таблицы 1.22
Т,°С
10
20
30
40
60
80
100
120
140
160
180
200
250
300
350
400
450
500
550
600
650
700
800
850
900
950
1000
г| • 107, Пас
176,8
181,9
186,7
191,5
200,8
209,7
218,4
226,7
234,9
243,0
250,8
258,6
277,7
296
313
330
347
362
378
394
409
425
443
456
469
481
493
v 107, м2/с
141,8
151,0
160,3
169,8
189,2
209,2
230,4
252,2
274,5
298,0
321,6
346,5
411,2
480
552
629
711
792
881
974
1070
1172
Таблица 1.23
Динамическая х\ и кинематическая v вязкость
воздуха при температуре 14 °С и
различном давлении
р, ат
1
34,8
50,0
59,0
70,0
80,2
100,3
110,5
113,5
117,0
124,0
128,0
154,0
170,0
187,0
200,0
г|- 107,Пас
177,1
179,4
182,0
184,0
185,6
190,5
195,0
198,7
198,7
198,9
200,6
202,1
211,0
215,7
221,1
224,2
v 107, м2/с
148
4,37
3,02
2,59
2,21
2,01
1,67
1,54
1,51
1,45
1,39
1,36
1,8
1,2
1,04
1,00
42
Новый справочник химика и технолога
Таблица 1.24
Таблица 1.26
Плотность сухого воздуха
Произведение pV для воздуха
Температура, °С
0
2
4
6
8
10
12
14
16
18
20
22
24
26
28
30
32
35
Давление, Па
95904
1,225
1,216
1,208
1,199
1,190
1,182
1,173
1,165
1,157
1,149
1,141
1,134
1,126
1,118
1,111
1,104
1,096
1,086
98568
1,259
1,250
1,241
1,232
1,223
1,215
1,206
1,198
1,189
1,181
1,173
1,165
1,175
1,149
1,142
1,134
1,127
1,116
101325
1,293
1,284
1,275
1,266
1,257
1,247
1,239
1,230
1,221
1,231
1,205
1,197
1,189
1,181
1,173
1,165
1,157
1,146
102564
1,310
1,301
1,291
1,282
1,273
1,264
1,255
1,246
1,238
1,229
1,221
2,212
1,204
1,196
1,188
1,180
1,173
1,161
Примечание. В таблице приводятся расчетные значения
плотности воздуха (кг/м3) при различной температуре (°С).
Таблица 1.25
Плотность воздуха в жидкой и газовой фазах,
находящихся в равновесии
Т,°С
-146
-145
-144
-143
Рж'
кг/м
520
510
500
480
Рг'
кг/м3
175
195
Т, °С
-142
-141
-140,63
Рж'
кг/м3
450
385
350
Рг'
кг/м3
220
250
350
Примечание. Значения критической температуры и
критической плотности выделены курсивом.
Давление, атм
0
1
20
40
60
80
100
0
1
10
20
30
40
50
100
150
200
300
400
600
800
1000
-140
0,488
0,486
0,381
0,113
1,0006
1,0000
0,9948
0,9896
0,9812
0,9753
0,9718
0,9710
0,984
1,010
1,098
1,214
1,470
1,734
1,992
Температура,
-130
0,524
0,523
0,441
0,33
0,201
0,204
1,1838
1,1836
1,1826
1,1818
1,1817
1,1833
1,1867
1,1919
-103,5
0,621
0,620
0,570
0,512
0,457
0,410
0,388
1,3669
1,3671
1,3687
1,3709
1,3762
1,3830
1,3911
1,4006
1,432
1,469
1,561
1,665
1,908
2,158
2,417
°С
-78,5
0,713
0,712
0,678
0,642
0,609
0,580
0,560
1,5501
1,5505
1,5540
1,5583
1,5675
1,5778
1,5893
1,6018
-35
0,872
0,872
0,857
0,839
0,822
0,810
0,802
1,7332
1,7338
1,7388
1,7446
1,7567
1,7697
1,7836
1,7984
1,841
1,884
1,984
2,094
2,328
2,573
2,826
Примечание. Данные приведены для воздуха, не
содержащего С02 и отнесены к значению pV при температуре 0 °С
и давлении 1 атм.
Таблица 1.27
Температура,
°С
-140
-120
-100
-50
0
50
100
150
200
280
Удельная теплоемкость
воздуха с
V
Давление, атм
1
1,0132
1,0090
1,0048
1,0048
1,0048
1,0090
1,0174
1,0258
1,0425
10
1,7082
1,1388
1,0802
1,0216
20
2,6718
1,3481
1,1849
1,0551
1,0425
1,0383
1,0341
1,0341
1,0300
1,0341
40
1,8338
1,3942
1,1472
60
1,1137
1,0886
1,0718
1,0593
1,0509
1,0425
70
3,2531
1,9217
1,3105
100
1,1723
1,1388
1,1053
1,0886
1,0760
1,0551
140
1,1807
1,1388
1,1137
1,0886
1,0634
180
1,2142
1,1681
1,1346
1,1095
1,0760
220
1,2393
1,1891
1,1514
1,1262
1,0844
Примечание. Теплоемкость выражена в кДж/кг • К.
Вода и воздух
43
Таблица 1.28
Относительная влажность воздуха и давление водяного пара над насыщенными растворами
некоторых неорганических веществ
Вещества
Ca(N03)2-
•4Н20
NH4N03
NaCl
NaN03
NH4C1
(NH4)2S04
CO(NH2)2
(NH4)2HP04
KC1
KN03
NH4H2P04
Ca(H2P04)2-
•H20
KH2P04
K2S04
Относительная влажность воздуха над раствором, %
10 °С
75,3
76,1
78,0
79,5
79,8
81,8
88,3
97,0
97,8
97,9
98,0
99,1
15 °С
55,9
69,8
77,0
76,8
79,2
79,3
79,9
86,2
95,6
97,0
98,8
98,4
99,7
20 °С
55,4
66,9
77,6
77,1
79,3
81,0
80,0
83,2
85,7
92,3
91,7
94,1
96,2
98,5
25 °С
50,5
62,7
77,6
74,4
76,0
81,6
75,8
83,49
92,0
91,7
96,0
95,4
98,8
30 °С
46,7
59,4
75,2
72,4
77,2
79,2
72,5
82,8
84,0
90,5
96,6
93,7
92,9
96,5
40 °С
35,5
52,5
74,7
70,1
73,7
78,2
68,0
81,2
87,9
90,3
94,5
92,9
95,7
50 °С
43,4
74,1
67,3
71,3
77,8
62,5
80,0
85,5
88,2
94,6
92,6
95,8
Давление пара над раствором, мм рт. ст.
10 °С
6,88
7,00
7,13
7,27
7,29
7,42
8,07
8,37
8,94
8,95
8,46
9,05
15 °С
7,16
8,95
9,87
9,85
10,15
10,16
10,24
11,05
12,26
12,44
12,67
12,62
12,71
20 °С
9,73
11,74
13,63
13,53
13,92
14,22
14,05
14,59
15,04
15,21
16,10
16,62
16,83
17,90
25 °С
12,04
14,03
18,01
17,53
18,12
19,50
18,06
19,59
21,94
12,91
22,88
22,76
23,56
30 °С
14,38
18,93
23,76
23,07
23,61
25,22
23,09
26,35
26,75
28,84
29,18
29,85
29,60
30,68
40 °С
19,68
29,11
41,37
33,81
40,81
43,32
37,66
44,99
48,67
50,05
52,37
51,46
53,04
50 °С
44,71
68,50
62,21
65,92
71,93
57,77
73,97
78,66
81,56
37,60
85,63
83,56
Таблица 1.29
Относительная влажность воздуха и давление
водяного пара над насыщенными растворами
смесей некоторых неорганических веществ
Продолжение таблицы 1.29
Смеси
NH4N03+CO(NH2)2
NH4N03 + Ca(N03)2 4Н20
Ca(N03)2-4H20 + KN03
Ca(N03)2-4H20+NaN03
NaN03 + CO(NH2)2
Ca(N03)2-4CO(NH2)2 +
+ Ca(N03)2-4H20
Ca(N03)2-4CO(NH2)2 +
+ CO(NH2)2
Ca(N03)2-4CO(NH2)2
Ca(N03)2-4H20 +
+ Ca(H2P04)2H20
Относительная
влажность
воздуха над
раствором, %
18,1
23,5
31,4
37,7
45,6
45,7
56,5
66,7
46,2
Давление
водяного
пара над
раствором,
мм рт. ст.
5,75
7,48
10,00
12,00
14,49
14,56
17,99
21,25
14,71
Смеси
NH4N03 + NaN03
NH4N03 + NH4C1
CO(NH2)2 + NaCl
CO(NH2)2+(NH4)2S04
C0(NH2), + NH4C1
NH4N03 + NH4H2P04
NH4N03 + KN03
C0(NH2)2 + KC1
NH4N03 + (NH4)S04
NaN03 + KN03
CO(NH2)2 +
+ Ca(H2P04)2H20
CO(NH2)2 + KN03
CO(NH2)2 + NH4H2P04
Относительная
влажность
воздуха над
раствором, %
46,3
51,4
52,8
56,4
57,9
58,0
59,9
60,3
62,3
64,5
65,1
65,2
65,2
Давление
водяного
пара над
раствором,
мм рт. ст.
14,75
16,38
16,82
17,95
18,42
18,46
19,07
19,20
19,82
20,55
20,73
20,77
20,77
44
Новый справочник химика и технолога
Продолжение таблицы 1.29
Продолжение таблицы 1.29
Смеси
NaN03 + NaCl
NaCl + NH4C1
CO(NH2)2 + KH2P04
NH4C1 + (NH4)2S04
CO(NH2)2 + K2S04
NaCl + KC1
NH4C1 + KC1
NH4C1 + NH4H2P04
(NH4)2S04 + NH4H2P04
KC1 + KN03
(NH4)2S04 + K2S04
Относительная
влажность
воздуха над
раствором, %
67,5
68,8
70,1
71,3
71,5
72,2
73,5
74,4
75,8
78,6
81,4
Давление
водяного
пара над
раствором,
мм рт. ст.
21,53
21,91
22,32
22,70
22,77
22,98
23,39
23,68
24,13
25,01
25,92
Смеси
KC1+K2S04
КС1 + КН2Р04
KN03+ K2S04
NH4H2P04 +
+ Са(Н2Р04)2Н20
KN03+ КН2Р04
КН2Р04+Са(Н2Р04)2Н20
NH4H2P04 + KH2P04
КН2Р04 + K2S04
Относительная
влажность
воздуха над
раствором, %
83,2
83,4
87,8
88,8
90,1
90,5
91,0
93,8
Давление
водяного
пара над
раствором,
мм рт. ст.
26,48
26,55
27,57
28,26
28,71
28,82
28,98
29,86
Примечание. Приводятся значения при 30 °С для
растворов, содержащих эквимолекулярное количество
растворенных веществ.
Таблица 1.30
Содержание водяного пара в воздухе при насыщении (г/м ).
Давление 101,3 кПа
Температура, °С
десятки
-10
-0
+0
10
20
30
единицы
0
2,15
4,84
4,84
9,38
17,12
30,04
1
1,98
4,47
5,18
9,94
18,14
31,70
2
1,81
4,13
5,54
10,57
19,22
33,45
3
1,66
3,31
5,92
11,25
20,36
35,28
4
1,52
3,52
6,33
11,96
21,55
37,19
5
1,40
3,24
6,76
12,71
22,80
39,19
6
1,28
2,99
7,22
13,51
24,11
41,28
7
1,18
2,75
7,70
14,34
25,49
43,47
8
1,08
2,54
8,22
15,22
26,93
45,75
9
0,98
2,34
8,76
16,14
28,45
48,14
Давление 99,2 кПа
Температура, °С
-15
-10
-5
0
5
10
15
20
25
30
35
Содержание
водяного
пара, г/м3
1,39
2,14
3,24
4,84
6,80
9,40
12,82
17,29
23,03
30,36
39,59
Температура, °С
55
60
65
70
75
80
85
90
95
99,4
| 100
Содержание
водяного
пара, г/м3
104,28
130,09
161,05
197,95
241,65
292,99
353,23
423,07
504,11
586,25
585,24
Температура, °С
140
150
160
170
180
190
200
210
220
230
240
Содержание
водяного
пара, г/м3
525,58
512,64
500,36
488,67
477,55
466,94
456,81
447,13
437,86
428,97
420,45
Температура, °С
280
290
300
350
400
450
500
550
600
650
700
Содержание
водяного
пара, г/м3
389,56
382,55
375,79
345,32
319,47
297,25
277,94
261,00
246,02
232,67
220,69
SO
SO О
V "
~—
4^
i—1 -t^
so -J
"V 4>J
ил ил
U» Ю
Os Os
U» ил
К) Ю
-J H-
ю so
Ю —
i— OO
-J Os
1—' I—1
OO OS
О Ю
1—» 1—'
ил -ti.
ил OO
O Os
1—' 1—'
■* t " t
о о
OO OS
SO
о
ил
-J
Ю
oo
oo
K)
,08
,83
4^
-J
,33
,22
_
UJ
о
SO
о
ил
oo
ил
Ю
4^
oo
Ю
I—*
oo
SO
s/.'
,59
4^
Os
_
_
,26
_
-j
о
о
-J
о
oo
о
SO
ил
-J
SO
,65
,53
_
4^
_
Os
_
61'
_
,13
о
-j
о
о
-J
ил
Os
-U
Ut
ил
,46
,38
W
ил
sO
£
,09
_
о
ил
о
о
-J
о
J^
Ф-
UJ
oo
,32
-J
_
,22
-j
UJ
1—'
,09
,06
_
о
о
о
SO
SO
K>
Os
ил
UJ
1—'
Ю
Os
,22
61'
_
Ul
Ю
_
о
SO
,06
_
,03
.
о
о
о
SO
SO
о
о
SO
-J
-J
Os
о
Ю
<_>
>—■*
~-J
ил
_
К)
,09
о
-J
о
ил
,02
,00
о
SO
oo
К)
о
SO
-J
к>
о
SO
Os
UJ
ил
Ut
",—
UJ
•—*
,09
,07
,05
о
о
о
966
о
979
о
so
Os
о
SO
Ut
Os
О
SO
4^
OO
U\
о
о
~-J
о
,04
_
,02
_
,01
о
966
о
983
о
970
о
958
о
SO
4^
Ut
О
sO
4^
О
О
sO
UJ
4*.
4^
Ut
О
ю
о
о
996
о
986
о
976
о
996
о
956
о
947
о
937
о
SO
к»
оо
о
sO
к>
UJ
о
sO
^^
sO
4^
О
<-*>
SO
-J
о
SO
-J
о
о
962
о
954
о
947
о
940
о
933
о
925
о
919
о
SO
К)
о
SO
о
оо
о
SO
о
Ut
UJ
Ut
о
SO
4^
О
SO
<*J
оо
о
933
о
927
о
922
о
916
о
911
о
906
о
901
о
оо
SO
Ut
О
оо
SO
UJ
о
оо
sO
о
UJ
о
<г>
SO
U\
о
SO
^
о
907
о
903
о
668
о
895
о
891
о
887
о
883
о
оо
оо
о
о
оо
-J
оо
о
оо
-J
Os
К)
Ut
о
оо
SO
о
о
оо
оо
-J
о
884
о
оо
оо
о
878
о
875
о
873
о
870
о
867
о
оо
Os
4^
О
оо
Os
UJ
о
оо
Os
1
t4)
о
О
ОО
Os
--J
О
оо
as
Ut
О
863
о
861
о
859
о
857
о
855
о
853
о
851
о
00
4^
so
О
00
4^
00
О
00
4^
--J
U\
о
оо
4^
-J
О
оо
4^
Os
О
844
о
843
о
841
о
840
о
838
о
837
о
835
о
оо
4^
О
оо
UJ
UJ
о
оо
UJ
UJ
о
о
оо
К)
оо
о
оо
К)
-J
о
826
о
825
о
824
о
823
о
822
о
821
о
820
о
оо
SO
о
оо
^—
SO
о
оо
»—*
оо
U\
о
оо
о
оо
о
о
608
о
809
о
808
о
807
о
908
о
908
о
805
о
оо
о
4^
О
оо
о
4^
О
оо
о
4^
О
о
SO
4^
О
-J
SO
4^
о
793
о
793
о
792
о
792
о
791
о
791
о
790
о
-j
SO
о
о
-J
оо
SO
о
-J
оо
SO
1
Ut
о
оо
о
-J
-J
оо
о
777
о
777
о
777
о
776
о
776
о
776
о
775
о
-j
-j
Ut
О
-J
-J
Ut
О
-J
-J
Ut
1
О
О
Os
К)
о
-J
Os
К)
о
762
о
762
о
762
о
761
о
761
о
761
о
761
о
-j
Os
О
-J
Os
О
О
-J
Os
1
U\
о
-j
4^
-J
О
-J
4*.
-J
О
747
о
747
о
747
о
746
о
746
о
746
о
746
о
-j
4^
Os
О
-J
4^
Os
О
-J
4^
Os
;-з
о
п
о
sO
О
00
о
о
2;
о
о
о
о
^—
о
о
НОС
итель
ная
влажность воз,
05
-е
О
п
s
65
х
о
•ч
о
09
О
*
65
S
п
65
Е
п
•ч
о
•ч
п
<*;
о
•ч
о
09
О
65
а
чз
s
fa
65
09
П
X
S
S
SO
SO
65
^s^
S §
о о
U\ ОО
Ut Ut
sO К)
О О
"►— ^
о о
Ф- О
оо ю
О О
О ОО
О SO
О SO
О О
о о
ьо ю
ил 4^
ЬО 4*.
Os О
ьо —
О ОО
О О
О О
О 1—
so О
оо 4^
-^J ил
р о
ЬО К)
00 UJ
О Ф-
о
К)
1—*
4^
оо
о
о
К)
оо
Os
К)
Os
о
1'0
sO
4^
о
о
SO
ил
-J
0,5
Н-*
4^
SO
о
о
NJ
UJ
-J
Os
Os
О
о
1—*
1—'
ил
О
оо
Os
о
К)
-J
Os
к»
о
о
NJ
-J
UJ
Os
ф-
о
0,3
UJ
ф-
SO
о
о
SO
0,8
SO
1—*
к»
о
о
NJ
NJ
4^
4^
4^
О
О
^
bJ
t4)
I—1
р
4^
О
о
UJ
о
-J
оо
о
о
NJ
Os
-J
Os
К)
о
0,6
w
ил
Os
О
О
ОО
Os
4^
1,683
о
о
N)
1—*
NJ
ил
К)
О
о
"^.
UJ
SO
4^
О
О
SO
4^
О
UJ
ил
О
-J
о
о
NJ
Os
О
Os
Ч fa
ГЬ 05
О
^
-1
2
о
\«
я
^
к
W
о\
\w
-1
£
о\
Nw
кг/
£
W
аз ^
Н л>
S '
Содер
ГО П<
■3 %
05 as
3 Я
я п
^> S
° й
о »
П я
Содер
го па
■5 й
05 а5
я Я
■о 5
я п
^ о
о fa
О g
1
S fa
ГЬ 05
DO
аз fa
-i ?
2 '
n
одерж
го пар
05 as
я Я
■о S
я п
i », 00
° fa
о »
О я
о
п
одерж
го пар
05 (11
° fa
П g
п
g
п
тз
65
S
S
п
09
S
s
о
•ч
о
а
65
43
65
65
н
о
г
09
О
ё
«^
И
п
а
чз
s
s
65
П
т
I
п
X
S
S
а
ил 4^
О ил
ОО OS
К) ил
SO 4^
4^ К)
UJ К>
О О
ил ил
UJ ил
sO UJ
К) Os
UJ -J
ю к>
-J Os
о о
UJ 4^
sO О
Os 4*.
ОО 4^
Ф- О
ОО
о
о
К)
о
о
1—*
4^
о
'IS
1—1
UJ
^—
о
ил
Os
ОО
SO
оо
К)
ил
о
4^
1—*
К)
К)
Os
-J
ил
О
NJ
О
SO
SO
о
н Н
>3 п>
■а 2
Р я
-£ "О
П 05
П
Я 00 О
-й й й
Ч fa гь
О3 » ТЗ
1 § й
S 3 K
гь
н Н
>3 л>
*а 2
05 Я
гь
П 05
П
Я 00 О
0? О fa
х; fa гь
05 » ТЗ
1 о *
2 ° Я
w° Я
гь
н н
>5 л>
-d S
05 Я
гь
П 05
П
Я 00 О
» О fa
43 fa ГЬ
о3 £ чз
— я «
3, о Q
2^3 5
w Я
гь
н н
>5 л>
тЗ S
J* я
гь
П 05
П
Я 00 О
£ О fa
V, *=» £
05 » ТЗ
^§ g
*L3 g
Г5
sV
1
Ul
о
о
о
I—'
о
4^
оо
1
К)
4^
оо
1
Os
о
о
о
о
so
U1
U1
1
UJ
-J
U>
1
-J
о
о
о
о
оо
-J
о
1
4^
SO
U1
1
оо
о
о
о
о
-J
so
к»
1
I—'
Os
^—
Os
1
so
о
о
о
о
-J
NJ
о
1
-J
U>
U>
1
NJ
о
о
о
о
о
Os
Ul
4^
1
оо
Ul
—
о
ухо
3
08
о
■У
05
о
я
08
и
ё
^
05
п
-1
/кг
пв
о
U!
й
£
1
-1
гэ
о
£
я
п>
тз
05
j»
08
Соде
одян
2 "о
3 к
з я
■а *
08 W
о я
s й
Й 2
3 я
Я о
■5 £
05 л>
* S
i
09
65
09
О
W
Уа
«^
И
sa
X
65
сг
в
п
X
х
о
*ч
о
09
о
5а
а
s
т
{
о3
Uj
Uj
1
оо
о
о
о
so
Os
so
1
UJ
оо
1
SO
о
о
о
оо
о
1
,61
1
о
о
о
о
Os
Ul
о
1
,99
1
о
о
о
I—'
U1
о
so
1
UJ
UJ
1
К)
о
о
о
U>
-J
so
1
оо
,50
.
1
UJ
о
о
о
N)
о
о
1
so
SO
К)
1
4^
о
о
о
^—
U1
о
j^
,22
о
ухо
Г)
08
о
3
05
;ухого
воздуха
п
-1
3
08
О
05
, кДж/кг
Г^
п>
£
Я
п>
ратура,
08
Соде
одян
2 "в
3 К
я я
05 я
08 W
IP
Я а
о н;
ия смеси
о пара и
а
4S
Uj
Uj
оо
о
о
UJ
1—*
о
U1
U1
о
UJ
-.1
-J
U1
Os
N)
О
U1
^—
-J
4^
4^
UJ
UJ
оо
оо
UJ
4^
Ul
UJ
К)
Os
u>
^—
о
-J
Ul
о
К)
so
Os
*.
oo
so
oo
Os
-J
UJ
so
Ul
so
*.
SO
u»
Ф-
NJ
to
u>
-J
О
UJ
K)
oo
UJ
ta^
K)
so
Os
-J
о
о
К)
oo
4^
~
SO
u»
-J
-.1
о
u»
Ul
Os
NJ
4^
Os
SO
4^
О
to
UJ
Ul
1—1
UJ
^^
NJ
K)
so
Os
K)
oo
~
Os
Ul
о
К)
Os
-J
U)
u>
oo
oo
so
Os
Os
-J
Ul
U)
4^
4^
4*.
Ui
u>
oo
1—1
UJ
UJ
UJ
K>
so
Os
Ю
oo
1—1
K)
Os
-J
Os
о
о
К)
Ul
к»
to
Os
oo
4*.
1—1
Os
U)
1—1
t/l
о
Ul
4^
N)
1—1
u>
Os
О
u>
—
Ul
K>
oo
о
К)
Os
Os
K)
Ul
Ю
Ul
Ul
о
К)
U)
oo
—
so
-.1
so
u>
Ul
so
Ul
4^
-.1
Os
u>
so
Os
u>
4^.
О
К)
so
-J
Ю
Os
4*.
K)
Ui
О
К)
U)
oo
Ul
о
о
К)
К)
u>
--
к»
-.1
4^.
Ul
Ul
Ul
so
4*.
4^.
-J
u>
-J
to
U)
1—*
so
K)
-.1
so
Ю
.&■
OO
K)
U)
Ul
K)
t4)
U)
4^.
Ul
о
К)
о
so
О
4*.
Os
so
-J
Ui
N)
K»
4^.
^^
OO
U)
4^.
oo
K)
SO
SO
K)
Os
1—1
Ю
U)
NJ
K>
t4)
О
К)
о
so
4*.
О
О
so
О
so
-J
u>
Os
4^.
so
4^.
OO
-J
U)
oo
so
U)
NJ
4^.
K)
-J
OO
K)
4^.
U)
K>
_
Os
K)
о
Ul
so
4^.
u>
ui
О
OO
о
so
О
1—1
Os
О
4*.
Ui
О
u>
Os
О
u>
о
о
К)
Ul
-J
К)
N)
Ui
Ю
о
о
SO
о
oo
о
U)
о
о
Os
Os
oo
K)
SO
Ul
Ul
u>
4*.
^—
Ul
U)
U)
K»
K)
-J
Os
K)
U)
-J
K)
о
-J
oo
4*.
-J
4^.
Os
Os
K)
so
О
Os
u>
oo
—
Ul
Ul
4*.
u>
4^.
О
-J
u>
NJ
Os
K)
-J
K)
UJ
UJ
K)
о
u>
oo
1—1
-J
Os
u>
K)
oo
о
Os
о
oo
о
'
Ul
u>
4*.
4^.
О
О
UJ
NJ
О
К)
Os
-J
to
NJ
OO
K)
о
о
-J
oo
Os
oo
Os
о
К)
-J
о
Ul
-J
-J
oo
Os
Ul
NJ
4*.
UJ
so
u>
UJ
^—
4^.
K)
Os
K»
K)
NJ
Ю
so
Os
-J
4*.
Os
Ui
Ui
-J
K)
Os
О
Ui
4^.
-J
-J
K>
Ui
—*
Ui
UJ
oo
Os
UJ
о
so
K)
Ul
-J
K)
NJ
О
so
U)
-J
~
Os
О
Ui
4^.
K)
Ui
О
Ui
K»
-J
Ul
oo
Ul
о
Ul
UJ
-J
SO
UJ
о
u>
K)
Ul
K»
K)
1—*
Os
oo
SO
Os
oo
Ul
so
Ul
K)
4^.
О
4^.
so
-J
4*.
u>
4^.
so
Ui
UJ
-j
*~~*
Ю
so
-J
K)
4^.
-J
K)
i—*
K»
oo
Ul
Os
Ul
Ul
Os
4*.
OO
K)
u>
о
4^.
Os
-J
K)
so
4*.
OO
Os
UJ
Os
4^.
K)
so
K)
4*.
u>
K)
О
OO
oo
to
Os
to
Ul
u>
4^.
Ul
K)
NJ
о
4*.
u>
-J
"^
Ul
4^.
-J
Os
UJ
Ul
*~~*
K)
oo
Os
K)
u>
oo
K)
о
4*.
-J
oo
Ul
oo
Ul
о
4^.
к»
К)
1—*
о
4*.
о
-J
О
*~~*
4^.
Os
-J
UJ
ui
О
К)
oo
о
К)
u>
u>
К)
о
о
-J
Ul
Ul
Ul
4^.
-J
4^.
О
К)
о
о
u>
-J
Os
OO
Os
4*.
Ui
-J
UJ
4^.
u>
Ю
-J
4*.
K)
NJ
OO
SO
Os
-J
-
Ul
K>
4^.
4^.
u>
-J
so
О
u>
4^.
Os
-J
K>
4^.
4^.
OO
UJ
u>
Os
ю
Os
OO
K)
NJ
4^.
so
Os
-J
-J
so
4*.
UJ
4^.
OO
о
U)
K>
Os
Ul
oo
4^.
u>
oo
UJ
NJ
so
K)
Os
u>
K)
^—
SO
oo
-J
Os
4*.
4^.
Os
u>
oo
u>
-J
о
Ю
so
Os
4*.
4^.
4^.
NJ
so
UJ
NJ
"
Ю
Ul
-J
K)
^—
4^.
OO
u>
Os
о
4^.
NJ
U>
Ui
NJ
OO
OS
О
Ю
Os
Os
UJ
о
4*.
ь—i
so
u>
^—
4^.
Ю
Ui
"
K)
о
SO
-J
SO
Ul
-J
UJ
SO
u>
K>
NJ
Ul
Ul
о
Ю
U)
Os
Ul
4^.
^—
О
UJ
о
-J
K>
4^.
Os
K)
о
4*.
-J
Ui
Ui
u>
UJ
Os
NJ
so
NJ
K>
4^.
О
Ю
о
Os
О
4*.
О
UJ
о
о
К)
4^.
О
К)
о
о
-J
-
4^
SO
UJ
U)
NJ
Os
r—*
so
UJ
о
1—*
oo
Ul
oo
-J
UJ
so
~
K)
SO
u>
K)
UJ
4^.
so
Ui
Os
-J
4^.
Os
UJ
о
NJ
U>
^—
Os
K)
о
1—*
Ul
Ul
-J
U)
UJ
oo
to
K)
oo
Os
K)
K)
oo
so
о
Os
u>
4^.
K»
K)
Os
NJ
о
^—
4*.
^^
о
|_ь
to
КЛ
КЛ
so
UJ
-.1
Ю
K)
-.1
so
K>
K)
U)
oo
Ul
Ul
so
u>
SO
K)
UJ
^—
-J
^—
о
о
о
so
t/l
4^.
Ul
UJ
Os
U)
K)
-.1
Ю
K)
ta^
-J
oo
"—^
Ul
Ul
U)
Ul
K)
о
^—
4^.
о
oo
о
so
oo
о
о
о
о
r-s
n
Отн
итель
ная
05
iOCT
tr
B03J
1
£
^
^3
4S
Вода
воздух
47
Продолжение таблицы 1.33
Температура,
°С
-7
-6
-5
-4
-3
-2
-1
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Содержание
водяного пара,
кг/кг
сухого воздуха
0,002149
0,002343
0,002552
0,002781
0,003030
0,00330
0,00359
0,00390
0,00420
0,00451
0,00485
0,00520
0,00558
0,00598
0,00642
0,00688
0,00736
0,00788
0,00844
0,00902
0,00964
0,01030
0,01100
0,01174
0,01254
0,01337
0,01425
0,01519
0,01618
0,01724
0,01833
0,01951
0,02077
0,02209
0,02347
0,02493
0,02649
0,02814
0,02988
0,03169
0,03364
0,03569
0,0379
Энтальпия смеси
водяного пара и
воздуха, кДж/кг
сухого воздуха
-1,72
-0,21
+ 1,30
2,89
4,52
6,20
7,91
9,71
11,47
12,90
15,11
17,00
18,84
20,98
23,11
25,29
27,51
29,85
32,24
34,33
37,30
40,03
42,71
45,64
48,57
51,92
55,27
58,62
61,96
65,73
69,50
73,69
77,87
82,06
86,67
91,69
96,72
101,74
107,18
113,04
118,91
125,19
131,88
Продолжение таблицы 1.33
Температура,
°С
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
77
78
Содержание
водяного пара,
кг/кг
сухого воздуха
0,0401
0,0425
0,0451
0,0478
0,0506
0,0536
0,0568
0,0601
0,0637
0,0674
0,0714
0,0755
0,0799
. 0,0846
0,0895
0,0947
0,1003
0,1061
0,1123
0,1189
0,1259
0,1333
0,1412
0,1495
0,1585
0,1680
0,1783
0,1888
0,2005
0,2129
0,2260
0,2403
0,2559
0,2721
0,2897
0,3086
0,329
0,352
0,376
0,403
0,432
0,463
0,499
Энтальпия смеси
водяного пара и
воздуха, кДж/кг
сухого воздуха
139,00
146,12
153,66
161,61
169,98
178,78
188,41
198,04
208,50
218,55
230,27
242,42
254,56
267,96
281,77
296,43
312,34
328,25
345,83
364,25
384,77
404,03
425,80
448,82
473,11
499,07
527,54
556,01
588,66
622,16
657,33
696,68
738,97
783,77
830,66
883,41
937,84
996,46
1067,63
1138,81
1214,17
1302,09
1394,20
48
Новый справочник химика и технолога
Продолжение таблицы 1.33
Температура,
°С
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
Содержание
водяного пара,
кг/кг
сухого воздуха
0,538
0,580
0,628
0,683
0,744
0,813
0,894
0,986
1,093
1,219
1,373
1,559
1,794
2,092
2,491
3,05
3,88
5,25
7,94
15,60
198,2
Энтальпия смеси
водяного пара и
воздуха, кДж/кг
сухого воздуха
1498,87
1616,10
1745,90
1892,43
2055,72
2239,94
2457,65
2701,67
2993,56
3328,51
3743,00
4245,42
4873,44
5673,11
6740,75
8248,00
10 467,0
14 151,1
21 352,7
41 909,9
53 130,5
Примечание. Для температур ниже 0 °С в таблице
приведено давление водяного пара, находящегося в равновесии со
льдом.
Таблица 1.34
Среднее содержание основных компонентов
природной атмосферы
(на уровне моря)
Основные газовые
компоненты
Азот
Кислород
Вода
Аргон
Итого
В сухом воздухе
об. %
78,09
20,94
0,93
99,96
кг • м 3
0,895
0,274
0,0152
масс.
%
75,54
23,13
1,28
99,95
Во влажном
насыщенном воздухе при 25 °С
об. %
75,65
20,29
3,12
0,9
99,96
кг • м~3
0,867
0,265
0,023
0,0147
масс.
%
74,08
22,64
1,97
1,26
99,95
Таблица 1.35
Среднее содержание микропримесей
в природной атмосфере
Микропримесные
газовые
компоненты
Диоксид углерода
Неон
Гелий
Метан
Криптон
Оксид диазота
Оксид углерода
Ксенон
Озон
Аммиак
Диоксид азота
Диоксид серы
Пары
органических веществ
Итого
В сухом воздухе
ррт
(по объему)
315
18
5,2
1,0
1,0
0,5
0,1
0,08
0,02
0,01
0,001
0,0002
0,02
340,9312
мг • м 3
567
14,9
0,85
0,656
3,43
0,90
0,429
ррт
(по массе)
478
12,6
0,717
0,554
2,895
0,760
0,200
0,362
0,060
0,010
0,003
0,0009
0,02
496,1819
Таблица 1.36
Среднесуточные предельно допустимые
концентрации вредных веществ в атмосферном
воздухе населенных пунктов
Вещество
Азота диоксид
Азота трифторид
Азота оксид
Акролеин
Акрилонитрил
Аллил хлористый
Альдегид масляный
Альфа-3 (действующее начало —
дихлоруксусный кальций)
Алюминия оксид (в пересчете на
алюминий)
Амбуш
н-Пентил ацетат
Пентилены (смесь изомеров)
Аминтриацетонамин
Аммония нитрат (аммиачная селитра)
Аммония персульфат
Аммония сульфат
Аммофос (монодиаммоний фосфат с
примесью сульфата аммония)
Предельно
допустимые
концентрации,
ПДКсС мг/м3
0,04
0,20
0,06
0,03
0,03
0,01
0,015
0,3
0,01
0,02
0,1
1,5
0,02
0,3
0,030
0,10
0,2
Вода
Продолжение таблицы 1.36
Вещество
5,6-Амино-(2-и-аминофенил)-
бензимидазол
Амины алифатические Ci5-C20
2-Амино-1,3,5-триметилбензол
(мезидин)
Аммиак
Ангидрид вольфрамовый (вольфра-
ма(1У) оксид)
Ангидрид малеиновый (пары,
аэрозоль)
Ангидрид сернистый (серы диоксид)
Ангидрид уксусный
Ангидрид фосфорный
Ангидрид фталевый (пары,
аэрозоль)
Анилин
Арилокс-100
Арилокс-200
Ацетальдегид
Ацетон
Ацетофенон
Бактериальный инсектицидный
препарат (БИП) (действующее начало —
споровокристаллический комплекс
бациллус туренгиеизис, вариант кау-
казикус)
Барий углекислый (в пересчете на
барий)
Белок пыли белково-витаминного
концентрата (БВК)
Бензо[а]пирен (3,4-бензпирен)
Бензин (нефтяной, малосернистый, в
пересчете на углерод)
Бензин сланцевый (в пересчете на
углерод)
Бензол
Бензотиазолилсульфенморфолид
(сульфенамид М)
Битоксибациллин
Биоресметрин
Борат кальция
Бром
Бромнафталин (а-Бромнафталин)
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,01
0,003
0,003
0,04
0,15
0,05
0,05
0,03
0,05
0,1
0,03
0,15
0,15
0,01
0,35
0,003
1,5 • 10"5
микробных
тел/м3
(0,005 мг/м3)
0,004
0,001
0,1 мкг/ЮОм3
1,5
0,05
ол
0,02
4,5 • 104
микробных
тел/м3
(0,0015 мг/м3)
0,04
0,02
0,04
0,004
Продолжение таблицы 1.36
Вещество
jw-Бромфенол
Бромбензол
1-Бромбутан (бутил бромистый)
1-Бромгексан (гексил бромистый)
1-Бромгептан (гептил бромистый)
1 -Бромдекан (децил бромистый)
1-Бром-З-метилбутан (изоамил
бромистый)
1-Бром-З-метилпропан (изобутил
бромистый)
1 -Бромпропан (пропил бромистый)
2-Бромпропан (изопропил
бромистый)
1-Бромпентан (амил бромистый)
о-Бромфенол
и-Бромфенол
1,3-Бутадиен (дивинил)
Бутиловый эфир метакриловой
кислоты
Бутилацетат
Бутилен
Ванадия(У) оксид
Взвешенные вещества*
Винилацетат
Висмута оксид
Водород бромистый
Водород мышьяковистый
Водород фосфористый
Водород хлористый (соляная
кислота) по молекуле НС1
Водород цианистый (синильная
кислота)
Вольфрамат натрия (в пересчете на
вольфрам)
Гаприн (по специфическому белку)
(аллерген)
Гексаметилендиамин
Гексаметиленимин
Предельно
допустимые
концентрации,
ПДКсс мг/м3
0,03
0,03
0,01
0,01
0,01
0,01
0,01
0,01
0,01
0,01
0,01
0,03
0,03
1
0,01
0,1
3
0,002
0,15
0,15
0,05
0,1
0,002
0,001
0,2
0,001
0,1
0,0002
0,001
0,02
* Недифференцированная по составу пыль (аэрозоль),
содержащаяся в воздухе населенных пунктов. ПДК взвешенных
веществ не распространяется на аэрозоли органических и
неорганических соединений (металлов, их солей, пластмасс,
биологических, лекарственных препаратов и др.), для
которых устанавливаются соответствующие ПДК.
50 Новый справочник химика и технолога
Продолжение таблицы 1.36 Продолжение таблицы 1.36
Вещество
0,0-Диметил-0-(2-диэтиламино-6-
метилпиримидил-4)-тиофосфат
(актеллик)
Диметиламинобензолы (диметил-
анилины, ксилидины — смесь мета-,
орто- и пара- изомеров)
Л^Д-Диметиланилин
Л^Д'-Диметилацетамид
4,4-Диметилдиоксан-1,3
0,0-Диметил-5'-С/У-метилкарбамоил-
метил)дитиофосфат
(фосфомид, рогор)
О^-Диметил-З^Л^-метилкарбамоил-
этилтиоэтил фосфат)
0,0-Диметил-5'-(Л/-метил-Л'-формил-
карбамоилметил) дитиофосфат (ан-
тио)
0,0-Диметил-(1-гидрокси-2,2,2-три-
хлорэтил) фосфонат (хлорофос)
Диметиловый эфир ортофталевой
кислоты (диметилортофталат)
Диметилтерефталат
2,6-Диметилфенол (2,6-ксиленол)
Диметилформамид
Диметилэтаноламин
О^-Диметил-З'-этилмеркаптоэтил-
дитиофосфат (М-81,экатин)
Ди-и-ксилилен
Ди-н-пропиламин
Динил (смесь 25 % дифенила и 75 %
дифенилоксида)
Диоксины и фураны (в пересчете на
2,3,7,8- ТХДД)
Дифторхлорметан (фреон-22)
3,4-Д ихл оранил ин
4,4-Дихлордифенилсульфон
4,4-Дихлорфенилтрихлорметилкар-
бинол (кельтан)
Дихлордифторметан (фреон-12)
2,3-Дихлор-1,4-нафтахинон (дихлон)
1,2-Дихлорпропан
2,3-Дихлорпропен
1,3-Дихлорпропен
Дихлорфторметан (фреон-21)
Дихлорэтан
Предельно
допустимые
концентрации,
ПДКсс мг/м3
0,010
0,02
0,0055
0,006
0,004
0,003
0,01
0,01
0,02
0,007
0,01
0,01
0,03
0,06
0,001
0,30
0,20
0,01
0,5 пг/м3
10
0,01
од
0,02
10
0,05
0,18
0,06
0,01
10
1
Вещество
Гексатиурам (50 % тиурама, 30 % гек-
сахлорбензола, 20 % наполнителя)
Гексафторбензол
1,2,3,4,7,7Тексахлорбицикло-(2,2,1)-
гексен-2,5,6-бис(оксиметил) сульфит
(тиодан)
Гексахлорциклогексан (гексахлоран)
Гексахлорэтан
Гексацианоферрат(Ш)калия (красная
кровяная соль)
Гексацианоферрат(П)калия, тригид-
рат (желтая кровяная соль)
Гексен
Гептен
Германия диоксид (в пересчете на
германий)
2-2'-Гидрокси-5'-метилфенилбенз-
триазол (беназол II, тинувин II)
Гидропероксид изопропилбензола
(гидроперекись кумила)
Данитол
Дендробациллин
Диалкиламинопропионитрил
(ИФХАНГАЗ)
Диамид угольной кислоты
(карбамид, мочевина)
4,4-Диаминодифенилсульфон
Диангидрид пиромеллитовой
кислоты
Дибенз(а, п)антрацен
2,2-Дибензтиазолиддисульфид
(альтакс)
1,2-Д ибромпропан
1,2-Дибромпропанол
2,4-Д ибромтолуол
Дивинилбензол технический (смесь
дивинилбензола с этилстиролом) (по
этилстиролу)
1,3-Ди-(2,4-ксилимино)-2-метил-2-
азопропан (митак)
Диметиламин
3,3-Д иметил-1 -(1,2,4-триазолил-1)-1 -
(4-хлорфенокси) бутанол-2 (Триади-
менол)
Предельно
допустимые
концентрации,
ПДКсс мг/м3
0,010
0,1
0,0017
0,03
0,05
0,04
0,04
0,085
0,065
0,04
0,20
0,007
0,005
3-Ю4
микробных
тел/м3
0,01
0,2
0,05
0,01
5,000
0,03
0,01
0,001
0,1
0,01
0,01
0,005
0,010
Вода и
Продолжение таблицы 1.36
Вещество
Диэтиламин
Р-Диэтиламиноэтилмеркаптан
0,0-Диэтил-0-(2-изопропил-4-ме-
тил-6-пиримидил)-тиофосфат (базу-
дин)
Диэтиловый эфир
Диэтилентриамин
Диэтилкетон
Диэтилртуть (в пересчете на ртуть)
0,0-Диэтил-5'-(6-хлорбензоксазони-
лин-3-метил)дитиофосфат (фозалон)
Д иэтилхл ортиофо с фат
Додецилбензол (додецилбензен,
фенилдодекан)
Железа оксид* (в пересчете на
железо)
Железа сульфат* (в пересчете на
железо)
Железа хлорид* (в пересчете на
железо)
Зола сланцевая
Изобутиронитрил
Изоникотиновой кислоты гидразид
(изониазид)
Изопропилбензол (кумол)
Иод
Изопропил-2-( 1 -метил-н-пропил)-
4,6-динитрофенилкарбонат (акрекс)
Ингибитор древесно-смоляной
прямой гонки (по фенолу) (ИДСПГ)
Индия нитрат (в пересчете на индий)
Кадмия иодид (в пересчете на кадмий)
Кадмия нитрат (в пересчете на
кадмий)
Кадмия оксид (в пересчете на
кадмий)
Кадмия сульфат (в пересчете на
кадмий)
Кадмия хлорид (в пересчете на
кадмий)
Калия карбонат (поташ)
Калия ксантогенат бутиловый и изо-
бутиловый
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,05
0,6
0,01
0,6
0,01
0,3
0,0003
0,01
0,01
1,5
0,04
0,007
0,004
0,1
0,01
0,020
0,014
0,03
0,002
0,006
0,005
0,0003
0,0003
0,0003
0,0003
0,0003
0,05
0,050
* При совместном присутствии в атмосферном воздухе
контроль следует проводить по ПДК хлорида железа.
воздух 51
Продолжение таблицы 1.36
Вещество
Калия ксантогенат изопропиловый
Калия ксантогенат этиловый
Кальция ацетат (кальций
уксуснокислый) (по кальцию)
Капролактам (пары, аэрозоль)
Кислота азотная по молекуле HN03
Кислота акриловая
Кислота борная
Кислота а-броммасляная
Кислота валериановая
Кислота капроновая
Кислота масляная
Кислота метакриловая
Кислота метиленбутанбутадионовая
(метиленянтарная, итаконовая)
Кислота муравьиная
Кислота серная по молекуле H2S04
Кислота себациновая
Кислота терефталевая
Кислота уксусная
Кислота циануровая
Кобальта ацетат (в пересчете на
кобальт)
Кобальт металлический
Кобальта оксид
Кобальта сульфат
Ксилол
Липидоцид
Магния оксид
Магния хлорат
Мазутная зола теплоэлектростанций
(в пересчете на ванадий)
Марганец и его соединения (в
пересчете на диоксид марганца)
Меди оксид (в пересчете на медь)
Медь сернистая (в пересчете на
медь)
Медь сернокислая (в пересчете на
медь)
Меди трихлорфенолят медь
Медь хлористая (в пересчете на
медь)
Медь хлорная (в пересчете на медь)
Предельно
допустимые
концентрации,
ПДКсс мг/м3
0,050
0,01
0,012
0,06
0,15
0,04
0,02
0,003
0,01
0,005
0,01
0,01
0,30
0,05
0,1
0,08
0,001
0,06
0,01
0,001
0,001
0,001
0,0004
0,2
3 • 105
микробных тел/м3
(0,003 мг/м3)
0,05
0,3
0,002
0,001
0,002
0,001
0,001
0,003
0,002
0,001
52 Новый справочник
Продолжение таблицы 1.36
Вещество
Мелиорант
2-Меркаптоэтанол (монотиоэтилен-
гликоль)
Метальдегид
Метилакрилат
JV-Метиланилин
Метилацетат
Метилен бромистый
Метилметакрилат
а-Метилстирол
Мильбекс [смесь 1,1-бис-(4-
хлорфенилэтанола), этанола и
4-хлорфенил-(2,4,5-трихлорфенил)
азосульфида]
Молибден и его неорганические
соединения (молибдена трехоксид,
пиромолибдат аммония и др.) (по
молибдену)
Моноизобутиловый эфир этиленгли-
коля (бутилцеллозольв)
Моноизопропиловый эфир этилен-
гликоля (пропилцеллозольв)
Монометиламин
Монопропиламин
Монохлорпентафторбензол
Моноэтаноламин
Моноэтиламин
Мышьяк, неорганические
соединения (в пересчете на мышьяк)
Натрия сульфат
Натрия сульфит
Натрия сульфит-сульфатные соли
Нафталин
1 -Нафтил-]У-метилкарбамат (севин)
Р-Нафтол
а-Нафтахинон
Никель металлический
Никеля оксид (в пересчете на никель)
Никеля растворимые соли (в
пересчете на никель)
Никеля сульфат (в пересчете на
никель)
Нитробензол
л*-Нитробромбензол
JV-Нитрозодиметиламин (диметил-
нитрозамин)
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,05
0,07
0,003
0,01
0,04
0,07
0,04
0,01
0,04
0,1
0,020
0,3
0,5
0,001
0,150
0,1
0,020
0,01
0,003
0,1
0,1
0,1
0,003
0,002
0,003
0,005
0,001
0,001
0,0002
0,001
0,008
0,01
50,0
химика и технолога
Продолжение таблицы 1.36
Вещество
м-Н итрох лорбензо л
о-Нитрохлорбензол
и-Нитрохлорбензол
Озон
2,2'-Оксидиэтанол (диэтиленгликоль)
Олова диоксид (в пересчете на олово)
Олова оксид (в пересчете на олово)
Олова сульфат (в пересчете на олово)
Олова хлорид (в пересчете на олово)
Оловяннокислый натрия гидрат
(в пересчете на олово)
Пиромолибдат аммония (в пересчете
на молибден)
Пенициллин
Пентан
Пентафторбензол
Перметрин
Пивалоилпировиноградной кислоты
метиловый эфир
Пиридин
Поли-2,6-диметил-1,4-фенилен
оксид (полифениленоксид)
Полихлорпинен (смесь
хлорированных бициклических соединений)
Пропилен
Пыль асбестосодержащая (с
содержанием хризотиласбеста до 10 %)
(по асбесту)*
Пыль зерновая
Пыль каинита
Пыль калиманезии (Калимаг-40)
Пыль неорганическая с содержанием
диоксида кремния (%):
выше 70 (динас и др.)
70-20 (шамот, цемент и др.)
ниже 20 (доломит и др.)
Пыль полиметаллическая свинцово-
цинкового производства (с
содержанием свинца до 1 %)
Пыль хлопковая
Пыль цементного производства с
содержанием оксида кальция более
60 % и диоксида кремния более 20 %
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,004
0,004
0,004
0,03
0,200
0,02
0,02
0,02
0,05
0,02
0,1
0,0025
25
0,1
0,020
0,08
0,15
0,005
3
0,060
0,03
0,10
0,15
0,05
0,1
0,15
0,0001
0,05
0,02
* Волокон в мл воздуха.
Вода
воздух
53
Продолжение таблицы 1.36 Продолжение таблицы 1.36
Вещество
Растворитель древесно-спиртовой
марки А (ацетоно-эфирный) (по
ацетону)
Растворитель древесно-спиртовой
марки Э (эфирно-ацетоновый) (по
ацетону)
Растворитель мебельный (АМР-3)
(по толуолу)
Ртуть(1) азотнокислая водная (в
пересчете на ртуть)
Ртуть(П) азотнокислая водная (в
пересчете на ртуть)
Ртуть амидохлорная (в пересчете на
ртуть)
Ртуть двуиодистая (в пересчете на
ртуть)
Ртуть металлическая
Ртути оксид красный (в пересчете на
ртуть)
Ртути оксид желтый (в пересчете на
ртуть)
Ртуть уксуснокислая (в пересчете на
ртуть)
Ртуть хлористая (каломель) (в
пересчете на ртуть)
Ртуть хлорная (сулема) (в пересчете
на ртуть)
Сажа
Свинец и его неорганические
соединения (в пересчете на свинец)
Свинец и его соединения, кроме тет-
раэтилсвинца (в пересчете на свинец)
Свинец сернистый (в пересчете на
свинец)
Селена диоксид (в пересчете на селен)
Смесь постоянного состава на
основе дибутилфенилфосфата (НГЖ-4)
Сероуглерод
Синтетические моющие средства
типа «Кристалл» на основе алкил-
сульфата натрия (по алкилсульфату
натрия)
Скипидар
Спирт пентиловый
Спирт н-бутиловый
Спирт гексиловый
Спирт изобутиловый
Предельно
допустимые
концентрации,
ПДКсс мг/м3
0,12
0,07
0,09
0,0003
0,0003
0,0003
0,0003
0,0003
0,0003
0,0003
0,0003
0,0003
0,0003
0,05
0,0003
0,0003
0,0017
0,05 мкг/м3
0,005
0,005
0,01
1
0,01
0,1
0,2
0,1
Вещество
Спирт изооктиловый (2-этилгекса-
нол)
Спирт изопропиловый
Спирт метиловый
Спирт н-октиловый
Спирт пропиловый
Спирт фуриловый (спирт фурфури-
ловый)
Спирт этиловый
Стирол
Сурьма пятисернистая (в пересчете
на сурьму)
Сурьмы(Ш) оксид (в пересчете на
сурьму)
Таллия карбонат (в пересчете на
таллий)
Теллура диоксид (в пересчете на
теллур)
Тетрагидрофуран
2,2,6,6-Тетраметил-4-оксопиперидин
(тр иацетонам ин)
2,2,6,6-Тетраметилпиперидинамид
2',2',6',6,-тетраметилпиперидиновой
кислоты (диацетам 5)
Тетраметилтиурам дисульфид
(ТМТД, тиурам Д)
Тетрафтор этилен
З-Тетрафторэтоксифенилмочевина
(томилон, тетрафлурон)
Тетрахлорпропен
Тетрахлорэтилен (перхлорэтилен)
Тетрациклин
Тетраэтилтиурамдисульфид (тиурам Е)
1,2,3-Тиадиазонил-5-]У-фенилмоче-
вина (дропп)
Толуилендиизоцианат
Толуол
1,2,4-Триазол
2,4,6-Триамино-сшш-триазин (ме-
ламин, циануртриамид)
Трибромметан (бромоформ)
1,1,3-Трибромпропан (пропилен-
трибромид)
5',5',5'-Трибутилтритиофосфат (бути-
фос)
1,1,5-Тригидрооктафторпентанол
Предельно
допустимые
концентрации,
ПДКес мг/м3
0,15
0,6
0,5
0,2
0,3
0,05
5,0
0,002
0,02
0,02
0,0004
0,5
0,2
0,03
0,05
0,02
0,5
0,06
0,04
0,06
0,006
0,03
0,2
0,02
0,6
0,050
0,010
0,05
0,005
0,01
0,05
54 Новый справочник химика и технолога
Продолжение таблицы 1.36 Продолжение таблицы 1.36
Вещество
1,1,3-Тригидротетрафторпропанал
Трикрезол (смесь изомеров: орто-,
мета-, пара-)
1,2,4-Триметилбензол (псевдокумол)
Три-н-пропиламин
Л/-(3-трифторметилфенил)-Л'',Л''-ди-
метилмочевина (которан)
Трихлорметан (хлороформ)
1,2,3-Трихлорпропан
Трихлорфторметан(фреон-11)
1,1,1 -Трихлорэтан (метилхлороформ)
Трихлорэтилен
Триэтиламин
Углерода оксид
Углерод четыреххлористый
Угольная зола теплоэлектростанций
(с содержанием оксида кальция
35-40 %, дисперсностью до 3 мкм
и ниже, не менее 97 %)
З-Фенокси-а-цианобензиловый эфир
а-изофопил-4-хлорфеноксиуксусной
кислоты (сумицидин, фенвалерат)
Фенол
Феррит бариевый (в пересчете на
барий)
Феррит магний-марганцевый (в
пересчете на марганец)
Феррит марганец-цинковый (в
пересчете на марганец)
Феррит никель-медный (в пересчете
на никель)
Феррит никель-цинковый (в
пересчете на цинк)
Флотореагент ФЛОКР-3 (по хлору)
Флюс канифольный активированный
(по канифоли) (ФКТ)
Формальдегид
Формамид
Фтористые соединения (в пересчете
на фтор):
газообразные соединения:
фтористый водород, четырехфтористый
кремний
хорошо растворимые
неорганические фториды: фторид натрия, гек-
сафторсиликат натрия
плохо растворимые неорганические
фториды: фторид алюминия,
фторид кальция, гексафторалюминат
натрия
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,05
0,005
0,015
0,250
0,05
0,030
0,05
10
0,2
1,0
0,14
3
0,7
0,02
0,01
0,003
0,004
0,002
0,002
0,004
0,003
0,03
0,3
0,003
0,03
0,005
0,01
0,03
Вещество
Фурфурол
Хлор
л<-Хлоранилин
и-Хлоранилин
Хлорбензол
2-Хлорметилфосфоновой кислоты
гексаметилентетрааммоновая соль
(геметрел)
Хлоропрен
Хлортетрациклин (кормовой)
jw-Хлорфенилизоцианат
и-Хлорфенилизоцианат
1-(4-Хлорфенокси)-1-(1,2,4-триазол-
1-ил)-3,3 диметилбутан-2-он (азо-
цен)
и-Хлорфенол
2- Хлорциклогексилтио-Л'-фталамид
(хлор ЦТФ)
Хром шестивалентный (в пересчете
на триоксид хрома)
(3-Циано-3-феноксибензил-3-(2,2-ди-
хлорвинил)-2,2-диметилциклопро-
панкарбоксилат (рипкорд)
Циклогексан
Циклогексанол
TV-Циклогексилбензтиазолсульфен-
амид-2 (сульфенамид Ц)
Цинка оксид (в пересчете на цинк)
Цирконий и его неорганические
соединения (циркония диоксидид,
циркония карбид, циркония нитрид и
др.) (в пересчете на цирконий)
Цинка сульфат
Эпихлоргидрин
Этил хлористый
Этилацетат
Этилбензол
Этилен
Этилена оксид
Этиленимин
Предельно
допустимые
концентрации,
ПДКСС мг/м3
0,05
0,03
0,01
0,01
0,1
0,05
0,002
0,05
0,005
0,0015
0,02
0,003
0,35
0,0015
0,01
1,4
0,06
0,03
0,05
0,010
0,008
0,2
0,2
од
0,02
3
0,03
0,001
1 1 I
К) UJ -&>■
н- Os UJ
© Os SO
Os ^ SO
4^
К) и- H-
O <-л О
1 1 1
К) К) К)
р у> jx
"к) Ъо ^-J
-ь.
тз
а
о,
а
Оу
чз
а
а
О/
+30
■&.
ю
UJ
оо
SO
*.
о
о
+
о
UJ
so
UJ
К)
UJ
U1
SO
UJ
К)
оо
-J
UJ
Os
UJ
SO
о
so
оо
Os
К)
-J
UJ
UJ
U1
so
1—*
Os
-4
SO
К)
Os
о
+29
UJ
so
so
so
о
о
+
К)
so
ы
-.1
о
U1
-J
4^
SO
UJ
К)
-J
UJ
4^
N)
U1
оо
1—1
оо
Os
К)
4^
UJ
1—*
U1
SO
NJ
^
-J
SO
К)
о
+28
UJ
-J
-J
to
UJ
SO
о
о
+
К)
оо
ы
4^
SO
К)
4^
Os
SO
UJ
К)
as
-J
u>
NJ
NJ
Ul
oo
as
oo
Ul
UJ
K)
so
-J
K>
Ul
so
-J
oo
SO
+27
UJ
Ul
Ul
so
1—*
^
о
о
+
К)
-J
UJ
К)
so
К)
Ul
'""*
SO
К»
К)
-J
UJ
о
UJ
SO
NJ
4^
оо
U1
К)
4^
UJ
К)
-J
оо
U1
SO
-J
-J
оо
К)
К)
оо
| +26
UJ
UJ
U1
SO
1—к
Os
о
о
+
К)
Os
ы
1—*
о
U1
оо
SO
SO
К»
К)
4*.
Os
К)
оо
U1
К»
Os
К»
оо
U1
К)
К)
К)
as
1—*
К»
Os
оо
-J
оо
К)
оо
+25
UJ
*—»
-J
to
Ul
4*.
о
о
+
К)
К)
so
1—*
SO
NJ
-J
SO
К»
К)
Os
К)
Os
-J
so
UJ
UJ
оо
4^
К)
К)
К)
К)
4*.
UJ
so
UJ
SO
-J
-J
К)
о
-J
+24
К)
so
оо
U1
so
К)
о
о
+
К)
4*.
К)
-J
4^
U1
so
оо
SO
К»
К)
К)
Os
К)
U1
о
Os
о
4^
оо
4^
К)
К)
К)
NJ
so
К»
-J
Os
-J
-J
SO
Os
+23
К)
оо
1—*
К»
Os
UJ
о
о
+
К)
К)
U1
-J
to
Os
so
SO
К»
К)
Os
К)
UJ
ф*
Os
о
оо
оо
4^
К)
о
~
К)
1—*
UJ
К»
оо
-J
Os
оо
Os
+22
К)
Os
UJ
so
UJ
4^
о
о
+
К)
К)
К)
4^
NJ
Os
о
Os
ЧО
К»
К)
о
Os
К)
1—*
о
о
4^
U1
оо
UJ
ЧО
~
ЧО
о
о
U1
-J
Os
-J
Ul
+21
t4)
■1^.
о
К»
-J
^
о
о
+
К)
К)
NJ
Os
Os
г—*
ЧО
ЧО
U1
К)
о
Os
as
1—*
Ul
оо
UJ
оо
о
оо
Os
as
NJ
-J
Ul
Os
4^
+20
t4)
UJ
UJ
K»
-J
Ul
о
о
+
К)
о
К)
1—*
UJ
К»
оо
ЧО
оо
U1
ЧО
UJ
К»
оо
U1
оо
UJ
Os
ЧО
-J
UJ
К»
ЧО
-J
4^
U1
UJ
+
1ч)
h—'
ЧО
so
4*.
Ul
о
о
+
ЧО
чО
ЧО
ЧО
U1
ЧО
-J
U1
-J
о
о
U1
U1
оо
to
U1
ЧО
Os
1—*
К»
ЧО
UJ
-J
4^
4*.
К)
+18
1ч)
о
Os
Os
1—*
Ul
о
о
+
оо
оо
as
Os
NJ
ЧО
Os
Ul
Os
-J
о
Ul
oo
oo
to
4*.
oo
Ul
о
Os
NJ
о
-J
UJ
UJ
^
+
-J
ЧО
UJ
K»
oo
Ul
о
о
+
-J
-J
4*.
Os
NJ
U)
ЧО
о
Ul
4^.
Ul
-J
K>
ЧО
4^.
oo
u»
-J
UJ
ЧО
ЧО
as
Ul
-J
to
K)
о
+16
oo
1—*
K>
oo
oo
о
о
+
Os
Os
U)
о
Ul
о
ЧО
о
4^.
4^.
4^.
Os
Os
U)
oo
K)
-J
NJ
о
UJ
о
^
-J
1—1
о
ОС
+
-J
о
Os
NJ
4^.
о
о
+
Ul
U)
to
ЧО
Ul
ЧО
о
UJ
4^.
U)
Ul
ЧО
Os
Os
oo
о
Os
1—*
о
о
-J
-J
1—1
ЧО
-J
+
Ul
о
о
Os
о
о
+
4*.
NJ
Os
UJ
^
oo
ЧО
K)
u»
NJ
Os
Os
UJ
Ul
-J
ЧО
о
Ul
1—*
о
Os
UJ
ЧО
-J
о
oo
Ul
■1^.
ЧО
K»
ЧО
Os
о
о
+
U)
U)
UJ
oo
ЧО
UJ
1—*
-J
U)
о
4*.
-.1
о
ЧО
4^.
о
NJ
as
4^.
^^
Os
о
-J
4*.
+
U)
ЧО
ЧО
Os
Ul
о
о
+
К)
NJ
UJ
ЧО
Os
ЧО
oo
о
о
К)
о
о
U)
о
as
-J
оо
оо
UJ
ЧО
4^
Os
4*.
U)
Os
оо
Os
К»
+11
U)
о
Os
U)
4^.
о
о
+
1—*
U1
ЧО
-J
оо
оо
ЧО
К»
о
1—*
UJ
о
оо
-.1
-J
-J
К»
оо
Os
Os
4*.
Ul
Os
Os
Ul
о
+
о
NJ
NJ
as
UJ
as
о
о
+
о
о
-J
о
-J
UJ
oo
oo
oo
ЧО
UJ
U)
1_.
-J
as
as
-J
о
so
oo
as
Ul
u»
ОС
+
SO
1—*
4*.
Os
U)
00
о
о
+
SO
SO
SO
SO
-J
Ul
oo
oo
-J
oo
as
as
4*.
Ul
-.1
Os
4^.
SO
-J
U)
UJ
"%-
Ul
Os
4*.
Ю
Os
+
oo
о
as
Os
■1^.
о
о
+
00
SO
U)
UJ
"►_
oo
-J
Os
о
-J
SO
SO
oo
-.1
Ul
u>
oo
Os
as
as
Ul
Os
U)
^
U)
-I.
so
SO
SO
-J
Ul
о
о
+
-J
oo
Os
Os
4*.
Ul
oo
-J
4*.
SO
-J
U)
UJ
"^
Ul
-J
4^.
Ю
Os
Os
1—*
UJ
"*_
oo
Os
1—1
+
о
+
as
SO
U)
U)
"h-
o
о
+
as
-J
SO
SO
oo
oo
as
u»
SO
as
-J
SO
oo
UJ
-.1
U)
,_.
Ul
Ul
Ul
SO
oo
as
Os
о
1
~
+
00
Os
as
4*.
Ul
о
о
+
-.1
4^.
Os
4*.
oo
oo
Os
Ю
oo
Os
NJ
as
Ul
1—*
-.1
to
о
U)
Ul
о
as
Ul
4^.
Ul
oo
1
u»
+
4^.
oo
~^
U)
~%^
UJ
о
о
+
4*.
Os
SO
U)
~*^
Os
oo
Ul
, ,
-J
Ul
-J
U)
~%^
SO
-.1
о
о
oo
4*.
Ul
UJ
K)
t4)
Ul
Os
1
Ul
+
-J
Ul
so
oo
1—*
о
о
+
Os
U)
SO
oo
4^.
oo
4^
+
о
Os
Ul
1—*
SO
oo
-J
Os
SO
*_
SO
4*.
1—»
U)
K)
u»
Ul
4*.
1
4^.
-J
+
-J
о
Os
4^.
SO
о
о
+
К)
Ul
oo
Os
Ul
NJ
oo
4*.
1
о
4^.
4^.
-J
SO
oo
oo
Os
oo
+
о
u»
Ul
SO
SO
Ul
1—1
1
Os
Ю
+
Os
Ul
UJ
"h-
-J
о
о
+
Ul
4^.
Os
Ul
U)
oo
U)
1
4*.
4^.
NJ
as
Ul
Os
Os
Ul
-k
Ю
UJ
1—*
SO
SO
N)
4^.
oo
1
-.1
-J
о
Os
1—*
U)
"h-
oo
о
о
о
4*.
SO
U)
K)
1—*
oo
1
Ul
u»
oo
Os
Ul
-J
Os
u»
1
Ul
K)
-.1
SO
SO
u»
4*.
Ul
1
SO
u»
1
Ul
Ul
SO
oo
Os
о
о
1
4*.
Ul
UJ
K)
NJ
oo
о
1
Os
u»
4*.
Os
Ul
oo
as
1
Os
SO
K)
t>J
SO
SO
4*.
4^.
to
1
о
1
Ul
1—*
SO
oo
-J
о
о
1
К)
4*.
к*>
К)
U)
-J
SO
1
4*.
oo
u»
о
Os
Ul
SO
Ul
SO
1
oo
Ю
^^
SO
SO
SO
Ul
UJ
SO
1
oo
1
4*.
-J
so
oo
oo
о
о
1
UJ
-J
U)
K)
4^.
-J
oo
1
SO
K)
Os
Os
Os
Ul
as
1
SO
-J
^
-J
UJ
K)
SO
UJ
Ul
1
bo
1
4^.
4*.
UJ
SO
oo
SO
о
о
1
4^.
u»
UJ
UJ
K)
Ul
-J
-J
1
-.1
~
K)
U)
SO
SO
4^
Ul
4*.
1
-
^^
U)
UJ
u»
u»
to
1
Os
~SO
1
UJ
SO
SO
SO
о
о
1
u»
о
Os
Ul
SO
-J
Ul
1
oo
u»
SO
SO
SO
Ul
Ul
1
^
о
as
Os
4^.
K)
-J
1
SO
1
Os
u>
-.1
u»
K)
4^.
о
о
1
Os
К)
Os
Os
as
-J
4*.
1
SO
Ul
-J
U)
K)
SO
4^.
oo
1
-J
SO
SO
oo
K)
U)
1
1
-J
UJ
1л>
t>J
K)
Ul
о
о
1
-J
К)
UJ
SO
SO
4*.
-J
K»
1
p
4^.
Os
Os
U)
4^.
4^.
1
Os
ъ
Ul
U)
.
oo
1
1
oo
u»
о
Os
Ul
SO
о
о
1
oo
К)
1—к
U)
К)
oo
-J
о
1
К)
ъ
1—*
SO
SO
-J
4*.
1
-J
~SO
1
SO
K)
-.1
SO
SO
U)
о
о
1
SO
, .
oo
Os
Os
NJ
Os
oo
1
о
Os
Os
4*.
t>J
-J
1
_SO
oo
1
о
К)
Ul
UJ
K)
-.1
о
о
1
о
, .
-J
t>J
К)
SO
Os
Os
1
"os
-J
SO
SO
oo
w
to
1
1 1
и- Ю
Ui О
, . __
Ui О
SO Os
SO Os
Os 4i-
o о
о о
1 1
Ui О
-J
SO
SO
oo
Ul
1
Температура
воздуха, °С
парциальное
давление
водяных
паров, Па
отн.
влажность, %
точка росы,
°с
парциальное
давление
водяных
паров, Па
отн.
влажность, %
точка росы,
°с
парциальное
давление
водяных
паров, Па
отн.
влажность, %
точка росы,
°с
парциальное
давление
водяных
паров, Па
отн.
влажность, %
точка росы,
°с
о
а,
8,
«ч>
CV
я
о
S
о
^
5
S
л
а
о
•х
S
л>
•а
8
я
о
i
в*
1
г
х
■ s
*> о
2 2
<Ъ X
43 £
65 <Ъ
4 2
ТЗ S
I Л
н
65
ох
и
•I- S
be
о
а
Ой
2
f
О
U1
U1
56 Новый справочник химика и технолога
Продолжение таблицы
Температура
воздуха, °С
-1
0
+ 1
+2
+3
+4
+5
+6
+7
+8
+9
+ 10
+ 11
+ 12
+ 13
+ 14
+ 15
+ 16
+ 17
+ 18
+ 19
+20
+21
+22
+23
+24
+25
+26
+27
+28
+29
+30
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
4 град
парциальное
давление
водяных
паров, Па
133,3
173,29
213,28
253,27
293,26
346,58
386,57
439,89
493,21
546,53
599,85
666,5
733,15
799,8
879,78
959,76
1039,74
1133,05
1226,36
1333
1439,64
1546,28
1666,25
1799,55
1932,85
2066,15
2226,11
2372,74
2546,03
2719,32
2905,94
3105,89
отн.
влажность, %
24
28
32
35
39
42
45
47
49
51
53
54
56
57
59
60
61
62
64
65
65
66
67
68
69
69
70
71
71
72
72
73
точка росы,
°С
-17,2
-14,6
-12,4
-10,4
-8,5
-6,8
-5,3
-3,9
-2,6
-1,3
-од
+ 1,2
2,6
3,9
5,1
6,4
7,6
8,8
10,0
11,2
12,4
13,5
14,7
15,8
16,9
18,1
19,2
20,3
21,4
22,4
23,5
24,6
8 град
79,98
119,97
173,29
226,61
279,93
333,25
399,9
466,55
533,2
613,18
693,16
773,14
866,45
959,76
1066,4
7
11
14
17
20
23
25
27
30
32
34
35
37
39
40
-22,9
-18,1
-14,5
-11,6
-9,1
-7,0
-5,0
-3,2
-1,5
+0,1
1,8
3,4
5,0
6,4
7,9
Психрометрические разности (Тм
5 град
парциальное
давление
водяных
паров, Па
66,65
106,64
146,63
186,62
226,61
279,93
319,92
373,24
426,56
479,88
533,2
599,85
666,5
733,15
813,13
893,11
973,09
1066,4
1159,71
1266,35
1372,99
1479,63
1599,6
1732,9
1866,2
1999,5
2146,13
2306,09
2479,38
2652,67
2839,29
отн.
влажность, %
11
16
20
24
28
32
35
37
40
42
44
46
48
49
51
52
54
55
56
58
59
60
61
61
62
63
64
65
65
66
67
точка росы,
°С
-24,2
-19,9
-16,6
-13,8
-11,4
-9,3
-7,5
-5,9
-4,3
-2,9
-1,5
-0,2
+ 1,2
2,7
4,0
5,4
6,7
8,0
9,2
10,5
11,7
12,9
14,1
15,2
16,4
17,5
18,7
19,8
20,9
22,0
23,2
9 град
53,32
106,64
159,96
213,28
266,6
333,25
399,9
466,55
546,53
626,51
706,49
799,8
893,11
5
8
11
14
17
20
22
24
27
29
30
32
34
-26,0
-19,7
-15,5
-12,2
-9,5
-7,1
-5,0
-3,1
-1,3
+0,4
2,1
3,8
5,4
■'сух)
6 град
парциальное
давление
водяных
паров, Па
79,98
119,97
159,96
213,28
253,27
306,59
359,91
413,23
466,55
533,2
599,85
666,5
746,48
826,46
906,44
999,75
1093,06
1199,7
1306,34
1412,98
1532,95
1666,25
1799,55
1932,85
2092,81
2239,44
2412,73
2586,02
отн.
влажность, %
10
14
19
23
26
29
31
34
36
38
40
42
44
46
47
49
50
51
52
54
55
56
57
58
59
59
60
61
точка росы,
°С
-23,0
-18,6
-15,2
-12,3
-10,1
-8,1
-6,3
-4,6
-зд
-1,6
-0,2
+1,3
2,8
4,3
5,6
7,0
8,3
9,6
10,9
12,2
10,4
14,6
15,8
17,0
18,2
19,3
20,5
21,6
10 град
93,31
146,63
199,95
266,6
333,25
399,9
479,88
559,86
639,84
733,15
6
9
12
15
17
20
22
24
26
28
-21,2
-16,3
-12,6
-9,6
-7,1
-4,9
-2,9
-1,0
+0,8
2,6
7
парциальное
давление
водяных
паров, Па
53,32
93,31
146,63
186,62
239,94
293,26
373,24
399,9
466,55
533,2
599,85
679,83
759,81
839,79
933,1
1026,41
1133,05
1239,69
1346,33
1466,3
1599,6
1732,9
1866,2
2026,16
2172,79
2346,08
/
79,98
133,3
199,95
266,6
333,25
413,23
493,21
573,19
град
отн.
влажность, %
6
10
14
18
21
24
26
29
31
34
36
37
39
41
43
44
46
47
48
49
50
51
52
53
54
55
1 град
5
8
10
13
15
18
20
22
точка росы,
°С
-27,1
-20,8
-16,5
-13,5
-11,0
-8,7
-6,7
-4,9
-3,2
-1,6
-0,1
+ 1,5
3,1
4,6
6,0
7,4
8,8
10,1
11,4
12,7
14,0
15,2
16,5
17,7
18,9
20,0
-22,6
-16,8
-12,8
-9,6
-6,9
-4,6
-2,5
-0,6
Вода и воздух
57
Продолжение таблицы
Температура
воздуха, °С
23
24
25
26
27
28
29
30
Психрометрические разности (7^ - 7^)
8 град
<L> i
О „. й
5 я с й
ч я Й С
3 g 2 .
я § я «
м § s
« 2
с «
1173,04
1279,68
1399,65
1532,95
1666,25
1799,55
1959,51
2106,14
к о
ё *
42
43
44
46
47
48
49
50
о
о
at о
X
Т
о
9,3
10,7
12,0
13,3
14,6
15,9
17,1
18,4
9 град
а 1
о «* й
3 к с «*
4 * Й С
3 S 2 .
g. 1 S S.
Я ^ О
с в
999,75
1106,39
1213,03
1333
1466,3
1599,6
1732,9
546,53
X О
ё ffi
36
37
38
40
41
42
43
44
о
о
о-U
й о
Т
о
6,9
8,4
9,9
11,3
12,7
14,0
15,3
16,6
10 град
О .. й
3 я с «*
£ я Й С
й и 3
s S s в
Ml*
с «
826,46
933,1
1039,74
1146,38
1266,35
1399,95
1532,95
1666,25
ТО
о *
30
31
33
34
36
37
38
39
2
о
й о
Т
О
(-
4,3
5,9
7,5
9,0
10,5
11,9
13,3
14,7
// град
аз г
О .. й
5 я с «*
ч * а с
ей u JS -
I S s g
о. § | »•
™ 2
666,5
759,81
866,45
973,09
1079,73
1199,7
1333
1466,3
о4
А
. (-
S о
о к
5
24
26
27
29
30
32
33
34
о
о
о-U
й о
3*
о
+ 1,3
3,1
4,9
6,6
8,2
9,7
11,2
12,7
Интервал температур — 40 -г-150 °С
Температура
воздуха, °С
40
50
60
70
80
90
100
ПО
40
50
60
70
80
90
100
ПО
120
130
70
80
90
100
ПО
120
130
140
150
Психрометрические разности (7^, - Тпх)
0
парциальное
давление
водяных паров,
Па
7374,156
12331,58
19912,35
31152,21
47334,83
70083,81
101308
20
959,76
2719,32
5678,58
10437,39
17755,56
28739,48
45908,52
66650
97269,01
40
933,1
3785,72
8411,23
15702,74
26500,04
41682,91
63477,46
76044,98
град
отн.
влажность, %
100
100
100
100
100
100
100
град
13
22
28,5
33,5
37,5
41
44
46,5
49
град
3
8
12
15,5
18,5
21
23,5
26
точка росы, °С
40
50
60
70
80
90
100
6,4
22,4
35,2
46,7
57,5
68,2
78,5
88,7
98,9
6,0
28,0
42,5
55,0
66,3
76,9
87,4
97,9
5 град
парциальное
давление
водяных паров,
Па
5273,348
9125,718
15236,19
24460,55
37870,53
57119,05
83579,1
отн.
влажность, %
71,5
74
76,5
78,5
80,0
81,5
82,5
точка росы, °С
33,9
44,1
54,3
64,5
74,6
84,7
94,7
25 град
1412,98
3585,77
7318,17
13250,02
22074,48
35457,8
54433,06
80397,23
11,5
18
23,5
28
31,5
35
38
40,5
12,2
27,1
39,9
51,5
62,2
73,0
83,5
93,6
45 град
1426,31
5611,93
11143,88
20048,32
32751,81
51320,5
75887,69
3
8
11
14
16,5
19
21
12,2
35,0
48,0
60,1
71,2
82,0
92,1
10 град
парциальное
давление
водяных паров,
Па
3545,78
6665
11450,47
18848,62
29819,21
45908,52
68382,9
98841,95
отн. влажность,
%
48
54
57,5
60,5
63
65,5
67,5
69
точка росы, °С
26,9
38,1
48,5
58,8
69,0
79,2
89,3
99,3
30 град
186,62
1892,86
4825,46
9464,3
16822,46
27353,16
42975,92
65503,62
95882,69
1,5
9,5
15,5
20
24
27
30
33
35,3
-15,3
+ 16,6
32,3
44,7
56,5
67,0
77,6
88,2
98,5
50 град
479,88
3159,21
7598,1
15036,24
24820,46
40523,2
61424,64
92816,79
1
4,5
7,5
10,5
12,5
15
17
19,5
-3,5
+24,9
40,6
54,0
64,8
76,2
86,5
97,6
15 град
парциальное
давление
водяных паров,
Па
2132,8
4505,54
8357,91
14169,79
23194,2
36790,8
55719,4
82366,07
отн.
влажность, %
29
36,5
42
45,5
49
52,5
55
51,5
точка росы, °С
18,6
31,0
42,4
52,8
63,3
73,9
84,1
94,3
35 град
493,21
2799,3
6385,07
12263,6
21274,68
34378,07
52600,18
78327,08
2,5
5
13,5
17,5
21
24
26,5
29
-2,8
+23
37,3
49,9
61,5
72,3
82,6
93,0
55 град
1053,07
4558,86
10024,16
18861,95
32418,56
50587,35
76155,62
1,5
4,5
7
9,5
12
14
16
7,7
31,3
45,9
58,8
71,0
81,6
92,2
58
Новый справочник химика и технолога
Продолжение таблицы
г* °
с ч
н ffl
100
по
120
130
140
150
120
130
140
150
140
150
Психрометрические разности (7^, - Тсук)
60 град
о о
§ ё 8*
S § 3 С
g л ffi
С о
ш
2532,7
7158,21
14889,61
25660,25
39750,06
61877,86
А
. (-
О К
§
2,5
5
7,5
9,5
11
13
и
о
3
о
о
о.
а
а
т
g
21,3
39,5
53,9
65,6
75,7
86,7
75 град
2972,59
8104,64
18062,15
30938,93
1,5
3
5
6,5
24,0
41,8
57,8
69,8
90 град
3612,43
9517,62
1
2
27,2
44,9
65 град
§ о
« К Л
Ч * е ей
^ m Л
? й К
В* ч «
2 ч
С о
ш
506,54
3585,77
8931,1
17555,61
30712,32
47601,43
о к
0,5
2,5
4
6,5
8,5
10
и
о
2
о
о
о.
а
а
т
g
-2,5
+28,3
43,7
57,3
69,7
80,1
80 град
999,75
4052,32
12650,17
21421,31
0,5
1,5
3,5
4,5
6,9
29,2
50,5
61,6
95 град
1812,88
7144,88
0,5
1,5
15,9
39,4
70 град
о о
§ ё 8-
г5 « «= л
s g 3 u
S й s
I4!
1439,64
5958,51
13503,29
23487,46
40456,55
f-
o
о
я
с;
в
я
f-
O
1
3
5
6,5
8,5
и
о
2
о
о
о.
а
ы
т
о
(-
12,3
36,1
51,8
63,5
76,2
85 град
1346,33
7224,86
14276,43
0,5
2
3
11,5
39,6
53,0
100 град
2386,07
0,5
20,3
Примечание. В психрометрических таблицах курсивом показаны данные «психрометрической разности», т. е. разности
между показаниями «влажного» и «сухого» термометров.
Раздел 2
МИНЕРАЛЬНОЕ СЫРЬЕ
Автор-составитель: доц., к.х.н. О.В. Мельникова
2.1. Характеристика важнейших видов минерального сырья
Таблица 2.1
Наименование сырья
Ангидрит
Краткая характеристика
Сплошные зернистые мра-
мороподобные массы
сероватого, голубоватого,
белого, красноватого и
фиолетового цветов.
Залегает вместе с гипсом в
виде прослоек и отдельных
участков в пластах гипса
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Ангидрит
CaS04: 70-90 %;
(Si02, Fc203, MgO, А1203)
Основное применение
Производство вяжущих
веществ, бумаги,
комплексное производство
портландцемента и
серной кислоты
ГОСТ 3531-82; ГОСТ 4013-82
Апатитовый
концентрат
Апатито-
нефелиновая руда
ГОСТ 22275-90; ГОСТ
ТУ 2183-039-00203915-
ТУ 113-12-146-91
Асбест (горный лен)
Продукт флотационного
обогащения апатито-
нефелиновой руды;
рассыпчатый светло-серый
порошок
Горная порода в
основном из серо-зеленых
кристаллов апатита и
нефелина
(преимущественно нефелиновые
сиениты, фторсодержа-
щие пегматиты)
Фтороапатит
Ca5F(P04)3;
Р205 =41 %;
CaO ~52 %;
(Нефелин, сфен, эгирин,
ильменит, полевые шпаты)
Апатит Ca5R(P04)3
R — часто F, реже — С1 и
ОН =70%;
Р205 ~ 10-30 %;
Нефелин
(Na, K)AlSi04 ~ 25 %;
(сфен, эгирин, фосфаты
магния и железа, ильменит,
полевые шпаты)
Производство
фосфорных удобрений,
фосфорной кислоты и фосфора.
Попутно извлекаются
титаномагнетит, сфен,
баддслеит, U02
Получение апатитового и
нефелинового
концентратов, производство
фосфора, удобрений;
добавка в шихту при
производстве литейного
фосфористого чугуна.
Получение из нефелина
А1 и А1203
477-82; ГОСТ 3530-82; ТУ 113-12-93-90; ТУ 2111-108-43499406-2000;
99; ТУ 113-12-57-87; ТУ 113-12-83-85; ТУ 113-12-141-90; ТУ 113-12-140-89;
Название объединяет
минералы групп сложных и
цепочечных силикатов,
которые встречаются в
основном в жилах,
секущих ультраосновные
магматические породы
Гидросиликаты магния,
железа и, частично, кальция
и натрия
Используется как
огнестойкий, тепло-и
электроизоляционный и
фильтрующий материал
60
Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
хризотиловый
амфиболовые асбесты
антофиллит-асбест
амозит-асбест
тремолит-асбест
крокидолит-асбест
ГОСТ 12871-93; ОСТ 34-13-
ТУ 21-22-12-86; ТУ 21-12-1
Баритовые руды
ГОСТ 4682-84; ТУ 48-687-
ТУ 6-46-001-88; ТУ 6-944-
Краткая характеристика
Слоистый силикат,
образуется путем
метасоматоза карбонатных и
ультраосновных пород. Главный
источник асбеста
Характерны для
магматических и
метаморфических пород
Встречается в
метаморфических породах.
Длинные цельные волокна
редки, поскольку минерал в
виде жил не встречается
Составляющая
метаморфических пород. Имеет
хорошо выраженную
волокнистую структуру;
лучшие сорта серовато-
белого цвета
Метаморфический
минерал сланцев, мраморов.
Встречается в виде жил с
продольно-волокнистым
строением. Обычно имеет
серебристо-белый цвет,
иногда с зеленоватым
оттенком
Встречается в виде
угловатых кристаллических
зерен, в виде
бесструктурных образований и в
волокнистой форме в
щелочных магматических и
метаморфических
породах. Обычно синего
цвета, при выветривании —
желтовато-бурый
860-79; ТУ 21-22-2-83; ТУ 21
4-75; ТУ 21-22-22-78; ТУ 21
Горная порода
осадочного или гидротермального
происхождения. Примеси
придают рудам
различную окраску. Часто барит
входит в состав
комплексных жил —
сульфидных,
полиметаллических, марганцевых;
баритовые руды встречаются
вместе с витеритом
ВаС03
83; ТУ 39-0147009-060-91; Г
90; ТУ 48-6-102-88
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Хризотил
3MgO • 2Si02 • 2Н20;
Si02 ~ 43 %;
MgO ~40%;
(FeO, Fe203, A1203, CaO)
Цепочечные силикаты
Антофиллит
7MgO • 8Si02 • H20;
Si02 = 50 %;
MgO =30%;
(FeO,Fe203,Al203,CaO)
Жедрит (амозит)
5MgO • 18FeO • 25Si02 • 5H20
Si02 к 50 %;
FeO ~ 35 %;
(Fe203, A1203, CaO)
Тремолит 5MgO • 8Si02 •
• 2CaO • 2H20;
Si02 «60%;
MgO ~ 25 %;
(FeO, Fe203, MnO)
Рибекит(крокидолит)
6FeO-4Fe203- 17Si02-
• 3H20;
Si02 ~ 50 %;
Fe203 ~ 22 %;
FeO -17%;
(MnO, A1203, MgO, Na20)
-22-3-88; ТУ 21-22-4-87; ТУ 21
-22-23-81
Барит
BaS04: 40-99 %;
(Si02, FeS2, Fe203, CaO,
BaC03)
V 48-6-127-91; ТУ 6-10-943-9
Основное применение
Для производства асбе-
сто-технических, асбе-
стоцементных изделий,
тканей,
теплоизоляционных материалов
Для производства
негорючих изделий:
дисковые муфты сцепления,
прокладки, черепица,
стеновые плиты и т. п.
Лучшие сорта — для
производства
текстильных материалов
(асбестовых полотен)
Приготовление «асбе-
стина» (смесь с тальком)
Производство пряжи и
ткани
-22-12-85; ТУ 21-22-6-75;
Производство бариевых
солей, белой
минеральной краски, наполнитель
в производстве резины,
клеенки, бумаги;
текстильная
промышленность; медицина
Э; ТУ 6-09-3502-85;
Минеральное сырье
61
Продолжение таблицы 2.1
Наименование сырья
Бериллиевая руда
Технические условия дейст!
Боксит
озерно-
континентальный:
каменистый плотный
рыхлый
глинистый
морской
плотный или рыхлый
яшмовидный
плотный
мелкобобовый
ГОСТ 3539-82; ГОСТ 6912
ТУ 48-5-250-85; ТУ 48-5-1 f
Боратовая руда
ГОСТ 16108-80; ТУ 113-12
Краткая характеристика
Накопления берилла
происходят в слюдяных
сланцах, грейзенах, а
также пегматитовых
жилах при их десиликации.
Перерабатываются руды,
содержащие не меньше
0,025 ВеО. Обогащением
получают берилловый
концентрат, содержащий
до 10% ВеО
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Берилл
ЗВеО • А1203 • 6Si02;
ВеО ~ 0,02-0,2 %;
(Fe203, FeO, CaO, MgO,
Cr203)
зуют на конкретных месторождениях
Глиноподобная, реже
каменистая порода
(продукт выветривания),
состоящая из гидратов
глинозема и оксидов
железа. Цвет породы
зависит от примесей.
Наиболее
распространены различные оттенки
красного и серого цвета
Минерал темно-красного
цвета с крупно-бобовой
структурой
Продукт разрушения
каменистых бокситов;
постепенно превращается в
глинистую разновидность
Обладает землистой
консистенцией, непластичен,
обычно темно-красного цвета
Вишнево-красная порода с
мелкобобовой структурой
Плотная темно-красная
порода, напоминает
красную уральскую яшму
Темно-красная порода, по
происхождению является
переходной от плотных к
яшмовидным
-74; ГОСТ 972-82; ТУ 12-54-
16-88; ТУ 14-8-43-72 (см. так
Продукт выветривания
водных боратов. Бораты
магния-кальция, натрия-
магния расположены
обычно под пластами га-
лита или гипса
-55-88; СТП 113-12-3-40-86;
Смесь минералов
(диаспор а-АЮОН,
бёмит у-АЮОН,
гиббсит А1(ОН)3,
байерит а-А1(ОН)3);
А1203:~ 36-60%;
(Fe203, Si02, Ti02, CaO,
MgO)
Диаспор А100Н
Диаспор А100Н,
бёмит А100Н
Диаспор А100Н,
бёмит А100Н
Диаспор А100Н
Бёмит А100Н
Диаспор А100Н,
бёмит А100Н
-80; ТУ 48-5-156-86; ТУ 48-5-
же «высокоглиноземистый ко
Ашарит 2MgO • В203 • Н20;
гидроборацит СаО • MgO •
• ЗВ203 • 6Н20;
датолит 2СаО • В203 • 2Si02 •
Н20;
В203 =16-62%;
(MgO, K20, Na20, CaO)
СТП 113-12-3-62-87
Основное применение
Производство бериллие-
вомедных и бериллие-
воалюминиевых сплавов,
атомная техника,
изготовление люминофоров
Производство глинозема,
искусственного корунда,
глинозёмистого цемента,
солей алюминия, красок,
огнеупоров
112-88; ТУ 49-5-158-88;
нцентрат»)
Производство борной
кислоты, буры,
стекольная промышленность.
Отходы производства
используются в качестве
микроудобрений
62 Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
Брусит
Краткая характеристика
Продукт изменения пе-
риклаза MgO в зоне
контактового метаморфизма
известняков
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Брусит
Mg(OH)2;
MgO: не менее 62-64 %;
(FeO, CaO, Si02, ZnO)
Основное применение
Производство вискозы.
Гидрометаллургия урана.
Рафинирование сахара.
Производство пластмасс,
виноделие, керамика,
краски, добавки в
топливо, флюсы, водо- и
газоочистка.
Конструкционный материал
электронного, ядерного и
ракетного оборудования.
Инфракрасная и
ультрафиолетовая оптика. Жаропрочная
теплопроводная
электроизоляция. Специальные
металлургические
огнеупоры (до 2800 °С)
ТУ 14-8-60-72; ТУ 14-8-392-82
Бура (тинкаль)
Осадочная порода
(выпаривание соленых боро-
носных озер)
Бура
Na2[B407(OH)2] • 8Н20;
В203: до 36,6 %
Изготовление моющих
средств, в качестве
консерванта, антисептика,
источника бора, флюса
ГОСТ 8429-77
Высокоглиноземистый
концентрат
Получается в процессе
переработки титано-
цирконсодержащих
песков
Кианит и силлиманит
Al2Si05;
А1203 > 45-57%
Производство
жаропрочной керамики,
огнеупоров
ТУ 48-4-307-74; ТУ 2163-001-42443823-97
Вольфрамит
Встречается в кварцевых
жилах, черных песках,
гранитах, гнейсах
Вольфрамит (Fe, Mn)W04;
Mn =6-18%;
(Sn02, MoS2, As2S3)
Производство вольфрама
ГОСТ 17293-83; ГОСТ 2197-83 (см. также «Шеелит»)
Гематит
Продукт выветривания
магнетита, лимонита,
сидерита
Гематит a-Fe203;
Fe к 70 %;
(Ti, Mg)
Руда железа,
производство красителей,
абразивов
ГОСТ 3540-82; ТУ 14-9-312-86; ТУ 14-9-315-86; ТУ 0711-006-00186826-98; ТУ 0712-007-00186826-98;
ТУ 0722-002-00186803-97; ТУ 14-147-006-96; ТУ 1732-014-00201365-97; ТУ 14-9-315-86; ТУ 14-9-334-87; ТУ 14-9-350-88;
ТУ 14-9-253-83; ТУ 14-9-216-81; ТУ 14-9-348-88; ТУ 14-9-320-86; ТУ 14-9-321-86; ТУ 14-9-224-82;
ТУ 14-9-223-82; ТУ 14-9-217-81; ТУ 14-9-344-88; ТУ 14-9-354-89; ТУ 14-9-167-79; ТУ 14-9-169-79; ТУ 14-9-289-84;
ТУ 14-9-312-86; ТУ 14-9-325-87; ТУ 14-9-359-89; ТУ 14-9-360-89; ТУ 14-9-361-89; ТУ 14-9-259-83; ТУ 14-9-371-90;
ТУ 14-9-263-83; ТУ 14-9-300-85; ТУ 14-9-310-86; ТУ 14-9-93-90; ТУ 14-9-141-77; ТУ 14-9-150-78; ТУ 14-9-336-88;
ТУ 14-9-367-90; ТУ 49-197-90; ТУ 14-9-208-81; ТУ 14-9-288-84; ТУ 14-9-212-81; ТУ 14-9-257-83; ТУ 14-9-302-85;
ТУ 14-9-339-88; ТУ 14-9-345-88; ТУ 14-9-373-90; ТУ 14-9-189-79; ТУ 14-9-237-82; ТУ 14-9-238-82; ТУ 14-9-243-82;
ТУ 14-9-246-82; ТУ 14-9-346-88; ТУ; 14-9-89-75; ТУ 14-9-152-78; ТУ 14-9-155-78; ТУ 14-9-285-84; ТУ 14-9-314-86;
ТУ 14-9-213-81; ТУ 14-9-248-82; ТУ 14-9-322-86; ТУ 14-9-332-87; ТУ 14-9-355-89; ТУ 14-9-357-89; ТУ 14-9-358-90;
ТУ 14-9-366-90; ТУ 14-9-163-78; ТУ 14-9-10-79; ТУ 14-9-196-90; ТУ 14-9-258-83; ТУ 14-9-273-84; ТУ 14-9-351-89;
ТУ 14-9-287-84; ТУ 14-9-280-84; ТУ 14-9-311-86; ТУ 14-9-214-81; ТУ 14-9-234-82; ТУ 14-9-331-87; ТУ 14-9-343-88;
ТУ 14-9-347-83; ТУ 14-9-349-83; ТУ 14-9-370-90; ТУ 14-9-353-89; ТУ 14-9-335-87; ТУ 14-9-274-84; ТУ 14-592-3-90;
ТУ 14-592-4-90; ТУ 14-9-195-90; ТУ 14-9-338-88; ТУ 14-9-184-79; ТУ 14-9-271-83; ТУ 14-9-362-88; ТУ 14-9-377-91;
ТУ 14-273-21-85; ТУ 14-273-22-88
Минеральное сырье 63
Продолжение таблицы 2.1
Наименование сырья
Гипс
Краткая характеристика
Пластовые осадочные
образования. Землистый
кусковой материал
называют «гипсовым камнем»
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Гипс
CaS04 • 2Н20: 65-90 %;
(Si02, Fe203, MgO, А1203)
Основное применение
Производство вяжущих
веществ,
портландцемента, бумаги,
комплексное производство
портландцемента и
серной кислоты,
поделочный камень, удобрение, в
медицине
ГОСТ 4013-82
Глины огнеупорные
Землистые осадочные
породы из глинистых
минералов (слоистые
силикаты алюминия, железа
магния) с размером
частиц < 2 мкм
Водные алюмосиликаты:
каолинит, галлуазит,
гидрослюды,
монтмориллонит; (кварц,
железосодержащие минералы,
органические соединения)
А1203: от 20;
иногда > 45 %;
Производство алюмоси-
ликатных огнеупорных
изделий, неформован-
ных изделий (мертелей,
масс, бетонов),
резинотехнических изделий,
керамики, бумаги, при
нефтепереработке
(носитель катализаторов)
РСТ РСФСР 303-82; ГОСТ 21282-93; ГОСТ 3226-93; ГОСТ 25795-83; ГОСТ 9169-75; ГОСТ 70-32-75;
ГОСТ 3594-93; ГОСТ 28177-89; ОСТ 21-30-77; ОСТ 21-78-88; ОСТ 21-31-77; ТУ 14-8-121-74; ТУ 14-8-152-75;
ТУ 14-8-262-78; ТУ 39-0147001-105-93; ТУ 14-9-364-89; ТУ 39-01-302-77; ТУ 6-12-82-79; ТУ 39-1207-87;
ТУ 113-12-86-89; ТУ 113-12-60-87; ТУ 2-043-1185-87; ТУ 113-12-79-88; ТУ 2.043.0224659.011-90;
ТУ 21-12812-2-90; ТУ 21-0284739-12-90; ТУ 1512-003-45566673-99; ТУ 1513-029-05802299-99;
ТУ 2.043.00224656.068-95; ТУ 4191-001-45812632-2000; ТУ 14-8-216-76; ТУ 14-8-126-74; ТУ 14-8-183-75;
ТУ 14-8-338-80; ТУ 14-8-336-80; ТУ 14-8-218-76; ТУ 14-8-162-75; ТУ 14-8-28-76; ТУ 14-8-108-74; ТУ 21-25-203-78;
ТУ 21-25-228-88; ТУ 21-28-23-75; ТЛЗ 2.4-07-34-88; ТЛЗ 2.10-7-438-88
Графит
метаморфизованные
угли (скрытнокристал-
лические)
чешуйчатые руды
Встречается в
метаморфических породах в виде
листоватых или
чешуйчатых масс
В зависимости от условий
метаморфизма имеется
непрерывный ряд
переходных форм от антрацита
до типичного скрытнокри-
сталлического графита.
Месторождения обычно
имеют форму пластов и
пластовых залежей
Руды образуют
неправильной формы жилы или
рассеяны среди других
пород. Руды подвергают
обогащению с целью
извлечения графита
Аллотропная форма
углерода;
(глины, FeO, Fe203)
Графит: 70-95%;
(зольные примеси, пирит,
слюда, хромит)
Графит: 2-17%;
(зольные примеси, пирит,
слюда, хромит, карбонаты)
Приготовление
графитовых изделий, атомная
техника, литейное дело
(огнеупорный материал),
электротехника,
производство смазочных
материалов, карандашей,
красок
То же
64
Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
плотнокристалличе-
ские руды
Краткая характеристика
Образуют скопления в
форме штоков, гнезд, жил
или же рассеяны среди
всей массы осадочной
породы, чаще всего
известняка
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Графит: 10-13%;
(редко 60-80 %);
(зольные примеси, пирит,
слюда, хромит)
Основное применение
Тоже
ГОСТ 3333-80; ГОСТ 4404-78; ГОСТ 4596-75; ГОСТ 5279-74; ГОСТ 5420-74; ГОСТ 7478-75; ГОСТ 8295-93;
ГОСТ 10273-79; ГОСТ 10274-79; ГОСТ 17022-81; ТУ 19345-83
Доломит
Часто это осадочные
породы соленосных
бассейнов. Встречается в виде
пластов и жил плотного
или пористого строения.
Различают (в зависимости
от соотношения СаО :
: MgO) доломитизирован-
ный магнезит, доломит,
доломитизированные
известняки и мергель
Доломит
СаС03 • MgC03;
MgO: 12-19%;
СаО/ MgO = 1,4-1,7;
(глина, известняк)
Огнеупоры и флюсы в
металлургии,
производство магнезиальных
солеи и металлического
магния, изготовление
термоизоляционных
материалов, строительная,
керамическая,
кожевенная, резиновая и
абразивная промышленность,
производство стекла
ГОСТ 23671-79; ГОСТ 23672-79; ОСТ 21-27-76; ОСТ 14-84-82; ОСТ 14-85-82; ТУ 1125-450-4145-15-90;
ТУ 14-8-232-77; ТУ 14-16-6-83
Дунит
Ультраосновная порода
глубинная,
темно-окрашенная, состоит из
оливина
Оливин (Fe, Mg)2Si04
MgO не < 46 %;
(хромит, магнетит)
Огнеупорная
промышленность для
производства форстеритовых
огнеупоров
СТП 4-102-0036-86
Известняк
Осадочная горная порода.
Окраска известняка
весьма разнообразна и
зависит от посторонних
примесей. Известны три типа
известняков:
кристаллические, органогенные и
известковые руды
Кальцит
СаСОз ~ 50-95 %;
(глина, кварц, доломит,
пирит)
ГОСТ 1208-90; ГОСТ 4415-75; ГОСТ 4416-94; ГОСТ 12085-88; ГОСТ 16426-81; ГОСТ
ГОСТ 27098-86; ОСТ 21-10-83; ОСТ 21-27-76; ТУ 458-15-24-90; ТУ 14-16-6-83; 1
ТУ 2321-002-02069378-97; ТУ 5743-001-10413720-98; ТУ 5743-002-25745876-95;
ТУ 5743-004-00186826-98; ТУ 5743-004-02069378-97; ТУ 5743-007-05346453-96; г
ТУ 5743-012-00186803-95; ТУ 5743-014-05120542-98
Ильменитовые
концентраты
Минерал магматических
и обломочных пород.
Ильменит вкраплен в
габбро, диориты, при
разложении образует Fe203,
Ti02
Ильменит FeTi03;
Ti: 30-60%;
(Mg, Mn)
ГОСТ 22938-78; ГОСТ 27099-86; ТУ 48-4-236-72; ТУ 48-4-267-73
Строительная,
цементная, металлургическая,
стекольная, сахарная
промышленность;
производство соды, хлорной
извести, глинозема,
карбида кальция;
применяется для известкования
почв, в парфюмерии
(мел)
17498-72; ГОСТ 23671-79;
ГУ 0750-093-00187895-97;
ТУ 5743-003-2956580-95;
ГУ 5743-009-05346453-99;
Руда на Ti; Ti02
используется для изготовления
белой краски в качестве
носителя катализатора,
Ti — в сплавах ферроти-
тана, сталях
Минеральное сырье 65
Продолжение таблицы 2.1
Наименование сырья
Калийные руды:
сильвинитовая
карналлитовая
каинитовая
«твердая соль»
Краткая характеристика
Осадочные породы,
образовавшиеся при
испарении морских и озерных
вод; встречаются в виде
пластов и линз. Обычно
окрашены в яркие цвета,
расположенные слоями
Текстура слоистая,
красновато-серые прослойки
сильвина чередуются с серыми,
голубыми или синими
прослойками каменной соли
Окрашена в яркие
желтый, оранжево- и кирпич-
но-красный цвета.
Гигроскопична
Окрашена в разные,
преимущественно темные
цвета. Как правило, имеет
хорошо выраженную
слоистость
Сильвинсодержащие
породы с большим
количеством сернокислых солей
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Сильвинит, карналлит,
каинит или
сильвинсодержащие сернокислые соли
Сильвин
КС1: >22%;
NaCl =70%;
(CaS04, соли магния, глина)
Карналлит КС1 • MgCl2 • 6Н20;
MgCl2 > 24 %;
(CaS04, глина)
Каинит КС1 • MgS04 • ЗН20;
КС1: 10-2 %;
(NaCl, MgCl2, СаСОз,
глина)
Сильвин КС1 ~ 25 %;
(NaCl, CaS04, MgS04,
MgCl2)
Основное применение
Удобрение,
производство хлористого калия и
других соединений калия
Производство магния и
калийных солей
Удобрение,
производство сернокислого калия
Производство
хлористого калия; применяется
как удобрение
ГОСТ 4568-83; ГОСТ 7759-73; ТУ 113-13-22-84; ТУ 113-13-28-83; ТУ 113-13-6-83; ТУ 113-13-27-82;
ТУ 113-13-17-83; ТУ 6-13-12-79; ТУ 6-13-11-79; ТУ 113-13-7-82; ТУ 113-13-8-83; ТУ 113-13-13-82
Каолин
Светло-окрашенная (чаще
всего белая) рыхлая,
тонкодисперсная масса.
Продукт выветривания и
каолинизации изверженных
(полевошпатовых) пород,
входит в состав глин,
мергелей, глинистых
сланцев. Обладает
пластичностью; огнеупорен
Каолинит AJ203 • 2Si02 • 2H20;
Si02 45-80 %;
A1203 15-20%;
(Fe,63, CaO, MgO, K20,
Ti62)
Керамическая,
стекловаренная, бумажная,
резиновая и
мыловаренная
промышленности, производство
огнеупоров, сернокислого
алюминия, глинозема;
наполнитель в
производстве красок, крекинг
и очистка нефти
ГОСТ 212-88-75; ГОСТ 326-76; ГОСТ 12500-77; ГОСТ 19285-73; ГОСТ 19607-74; ГОСТ 19608-84;
ГОСТ 20080-74;ГОСТ 21285-75; ГОСТ 21286-82; ГОСТ 21287-75; ТУ 5729-066-05810793-95;
ТУ 5729-067-05810793-96; ТУ 5729-068-05810793-96; ТУ 5729-069-05810793-96; ТУ 14-8-127-74;
ТУ 14-8-419-83; ТУ 14-8-160-75; ТУ 14-8-561-88; ТУ 14-8-583-89; ТУ 14-8-137-75
Кварцит
Жильный кварц и
кварциты встречаются в виде
плотных, очень твердых
пород; менее прочны
песчаники, которые состоят
из множества зерен
кварца, сцементированных
кварцевым цементом.
Кварциты подразделяются
на кристаллические и
аморфные, опал-кристо-
балитовые (диатомит,
трепел, опока, перлит)
Кварц
Si02: 95-97 %;
(A1203, CaO)
Строительный,
огнеупорный материал;
производство кварцевого
стекла, производство
динасового огнеупора, в
оптических приборах,
радиотехнике,
природный кислотоупор,
носитель для катализаторов
(диатомит)
66
Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
Кварцевый песок
Краткая характеристика
Продукт выветривания
горных пород
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Кварц
Si02: 95-98 %;
(А1203, CaO, MgO)
Основное применение
Производство
силикатного кирпича; в
стекловарении, для испытания
цементов, в
производстве гипса, известково-
силикатных изделий,
абразивов, в
строительных растворах
ГОСТ 22551-77; ГОСТ 9854-81; ГОСТ 22552.2-93; ГОСТ 6139-91; ГОСТ 4417-75; ГОСТ 7031-75; ГОСТ 9077-82;
ГОСТ 8736-93; ГОСТ 25226-96; ГОСТ 12865-67; ГОСТ 10832-91; ТУ 15519-
70; ТУ 2-036-838-90;
ТУ 21-0285122-002-91; ТУ 14-8-99-90; ТУ 14-8-429-83; ТУ 14-8-223-77; ТУ 5726-001-1 1496665-97;
ТУ 2169-037-00203915-2000; ТУ 5717-017-07623170-98
Криолитовая руда
Жилоподобные
скопления в гранитах, минерал
пегматитов
Криолит Na3AJF6 ~ 50-90 %;
(сидерит, CaF2, сульфиды,
Fe+3)
Используется в
металлургии алюминия, для
изготовления молочно-
белого стекла, эмали
ГОСТ 10516-80; ТУ 4-5-130-76; ТУ 6-08-458-80
Лопаритовый концентрат
Продукт обогащения ло-
паритсодержащих
нефелиновых сиенитов и
пегматитов, представлен
вкраплениями серовато-
черных кристаллов
Лопарит
(Na, Cr, Ca)(Nb, Ti, Та)03;
(Nb, Та) до 14%;
Ti: до 40 %;
(РЗ, Sr, К)
Источник Nb, РЗ, Ti, Та,
в виде феррониобия
используется в
металлургии, электротехнике
ОСТ 48-37-72; ТУ 48-4-233-72; ТУ 48-4-300-74
Магнезит
Встречается в жилах
серпентинитов, перидотитов,
пластообразен в
магнезиальных сланцах. Магнезит
встречается
кристаллического или скрытнокрис-
таллического строения. В
зависимости от примесей
может быть от белого до
черного цвета
Магнезит
MgC03;
MgO: 30-48 %;
(CaO, Si02, FeO, NiO)
ГОСТ 328-76; ГОСТ 1216-87; ТУ 14-8-64-73; ТУ 5716-002-21079129-96; ТУ 5716-004
Магнетит
Черный минерал
россыпей, обычен в
изверженных и
термально-измененных осадочных
породах
Магнетит FeFe204;
Fe: до 72 %;
(Ti02, V205, MgO, NiO,
ZnO, MnO)
См. «Гематит»
Марганцевая руда
ГОСТ 324-76; ГОСТ 4418-
Обычно черного, реже
серого или буро-коричневого
цвета. По
минералогическому составу может быть
разделена на оксидную,
карбонатную, силикатную
и смешанную. Различают
руды металлургические и
химические (более
богатые марганцем)
75; ОСТ 149-121-85; ТУ 572S
Пиролюзит Mn02,
браунит Mn203,
гаусманит Mn304;
Mn02: 27-80 %;
МЮ2-34306455-2000; ТУ 5726
Металлургическая
промышленность,
производство сернокислого
магния, огнеупоров,
вяжущих веществ
-21079129-96
Руда железа, ванадиевый
титаномагнетит —
источник Ti02, V205,
используемых в
технологии катализа
Добавка при
производстве специальных сталей и
чугунов, сырье для
производства марганца,
окислитель в производстве
сухих электробатарей,
стекла, эмали, в
медицине, для получения
ферромарганца, в качестве
носителя катализаторов
>-001-45555540-99
Минеральное сырье 67
Продолжение таблицы 2.1
Наименование сырья
Мирабилит
(глауберова соль)
Краткая характеристика
Прозрачные бесцветные
кристаллы мирабилита на
воздухе выветриваются,
покрываясь непрозрачной
коркой безводного
сульфата натрия. Получают
мирабилит из рапы озера
Кара-Богаз-Гол (до 1980
залив Каспийского моря)
и некоторых др. озер
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Мирабилит
Na2S04 - 10Н2О;
в рапе > 96 %;
(NaCl, MgCl2, CaS04,
СаСОз)
Основное применение
Получение безводного
сульфата натрия и
медицинской глауберовой
соли, производство стекла
ГОСТ 6318-77
Молибденовый
концентрат
Продукт обогащения
кварцевых жил гранитов,
пегматитов, содержащих
свинцово-серый MoS2,
часто пласты, линзы, в
зонах его окисления —
СаМо04
Повеллит
СаМо04;
Мо03: до 66 %;
(слюды, CaF2, халькопирит)
Главная руда Мо,
которая используется для
выплавки стали
ГОСТ 212-76; ТУ 1741-004-4300495-99; ТУ 48-14-79
Мышьяковые руды
реальгаро-
аурипигментные
арсенопиритовые
полиметаллические
Продукт
низкотемпературного изменения
мышьяксодержащих
минералов в
гидротермальных месторождениях
Оруднелые,
преимущественно осадочные породы,
песчаники и сланцы.
Наиболее богатые рудные тела
встречаются в известняках
в виде тонких прожилок
Пластовые жилы,
трубчатые тела; залегают в
осадочных и изверженных
породах. Цвет руды от
темно-бурой до зеленовато-
желтой
Тесно связаны с
колчеданными рудами меди, свинца,
цинка и серебра
Характерна зернистая структура руд
Реальгар AS2S2,
аурипигмент AS2S3,
арсенопирит FeAsS;
As: 30-70 %;
(CoS, NiS)
As: от следов до 35 %;
(сланцы и песчанки, FeS2)
As: от следов до 5-10 %;
(Пирит и пирротин)
As: от следов до 35 %
Производство
ядохимикатов, силикатная,
металлургическая, консервная,
химическая,
фармацевтическая промышленности
Производство As203,
желтой краски
Основная руда на As
Попутное извлечение
цветных металлов
ГОСТ 19-73; ТУ 6-09-39-65;
Плавиковый шпат
(флюорит)
Встречается в рудных
жилах, доломитах,
известняках. Бесцветный до
серо-фиолетового.
Различают обыкновенный
флюорит, хлорофан или
пиросмарагд, и ратонит
Флюорит
CaF2: 65-92 %;
(Si02, кальций, доломит,
гипс)
Производство
искусственного криолита,
фтористого натрия, плавиковой
кислоты; в силикатной и
керамической
промышленности, для получения
опалесцирующего стекла,
эмалей, в оптике (лазеры,
мазеры)
ГОСТ 2298-80; ГОСТ 7618-89; ГОСТ 4421-73; ГОСТ 24626-81; ГОСТ 29219-91; ГОСТ 29220-91;
ТУ 48-15-25-90; ТУ 48-15-26-90
68
Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
Поваренная соль
ГОСТ 3536-82; ГОСТ 3537-5
ТУ 113-13-14-82; ТУ 6-13-23
Полевой шпат
Краткая характеристика
Осадочная порода,
бесцветная, примеси придают
ей желтоватый, розоватый,
голубой и другие оттенки.
Различают каменную
(пластовые залежи),
самосадочную, садочную и
выварочную соль,
вулканическую, выцветы
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Галит
NaCl: 93-99 %;
(Na2S04, CaS04, MgS04,
Fe203, KCl, MgCb)
Основное применение
Производство соды,
соляной кислоты, сульфата
натрия, едкого натра,
хлора, белильной
извести; приправа к пище,
консервирующее
дубильное средство
32; ГОСТ 3538-82; ГОСТ 51574-2000; ГОСТ 13830-91; ОСТ 18-87-77; ТУ 113-13-5-83;
-80; ТУ 113-13-05-01-86; ТУ 2111-088-00209527-2000
Встречается в
изверженных породах. Слагает до
50 % объема земной коры.
Окраска шпатов в
зависимости от состава бывает
белая, серая, желтая,
зеленая или красная. Шпаты
подразделяются на
ортоклаз, микроклин, альбит и
анортит. При
расплавлении образуется вязкая
масса; остывая, она
становится стекловидной
Плагиоклазы
(Na, Ca)Al(Al, Si)Si208,
калиевые полевые шпаты
KAlSi308;
Si02: 43-69 %;
A1203: 19-37%;
(MgO, FeO, BaO, SrO,
Rb20, PbO, оксиды РЗЭ)
Производство эмали,
тонкой керамики;
стекольная, строительная,
абразивная
промышленности, иризирующие
разновидности являются
полудрагоценными
камнями
ГОСТ 23034-78; ГОСТ 7030-75; ГОСТ 15045-78; ГОСТ 18451-77; ГОСТ 4422-73; ГОСТ 23034-78; ТУ 21-25-97-77;
ТУ 21-75-158-75; ТУ 21РСФСР-666-75; ТУ 48-3638-4-81; ТУ 21-25-67-75; ТУ 21-25-01-86; ТУ 21-25-02-86
Сера
(природная серная руда)
Обычно
зеленовато-желтого или светло-желтого
цвета. В вулканогенных
месторождениях руда находится
в виде пластов чистой
серы, в осадочных — сера
вкраплена в разные породы
Бедные руды: 8-9 % S,
средние руды: 10-25 % S,
богатые руды: > 25 % S (до
40 %);
(CaO, MgO, Fe203, A1203;
вредные примеси: As, Se,
гипс, битум)
Производство серной
кислоты, сульфат-
целлюлозы,
органических полисульфидов,
дымного пороха, спичек,
красителей, светящихся
красок
ГОСТ 2983-81; ГОСТ 127-76
Серный колчедан
(пирит)
флотационный
углистый
Встречается в породах
различного типа. Часто пирит
— спутник сульфидов в
скарнах, магнетитовых
залежах. Различают кусковой
колчедан, жильный и сы-
пучку (россыпные
месторождения)
Тонкий порошок темно-
серого цвета. Продукт
флотации (отходы)
медных или
полиметаллических руд
Куски-желваки разных
размеров. Получают как
отходы при обогащении
каменных углей. Сера
содержится в виде пирита и
органических соединений
Пирит FeS2;
S: 30-50 %;
(Fe304, соединения Си,
Zn, Pb, As, Au, Co, Bi)
Пирит FeS2;
S: 38^7 %;
(соединения Си, Zn, Pb, As)
Пирит FeS2, уголь;
S:30-50 %;
(соединения Си, Zn, Pb,
Mg)
Производство серы,
серной кислоты,
целлюлозно-бумажная
промышленность, попутное
извлечение Au, Cu, Zn,
Bi
Производство серной
кислоты
Минеральное сырье
69
Продолжение таблицы 2.1
Наименование сырья
Краткая характеристика
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Основное применение
ГОСТ 2613-80; ГОСТ 444-75; ГОСТ 10928-75; ОСТ 48-33-82; ТУ 14-7-9-77; ТУ 117-2-8; ТУ 1731-127-05746371-93
Сидерит
Образуется в
гидротермальных условиях, в
составе рудных жил, среди
осадочных пород в
глинистых отложениях
Сидерит FeC03;
Fe: 48-69 %;
(Mg, Mn,
вредные примеси — Р, S)
Железная руда
См. «Гематит»
Слюда
Слюды — сложные
гидроалюмосиликаты
щелочных и
щелочноземельных элементов.
Встречаются в слюдяных
сланцах, обломочных
породах, пегматитах,
мраморах; бесцветные или
коричневатого, розового,
зеленоватого цвета.
Основные разновидности —
мусковит и флогопит
Мусковит
K2Al4(Si6Al202o)(OH,F)4;
(Li02, Mn02, CaO, Na20,
Rb20, Cs20, BaO, FeO);
Флогопит
KMg3(AlSi301())(OH,F)2
Теплоизоляционный,
электроизоляционный
материал;
резиновая и обойная
промышленность;
сырье на рубидий, литий
ГОСТ 3028-78; ГОСТ 10698-80; ГОСТ 855-74; ГОСТ 7134-82; ГОСТ 13751-86; ГОСТ 13752-86; ГОСТ 14327-82;
ГОСТ 13753-86; ГОСТ 19571-74; ТУ 21-25-60-85; ТУ 21-25-254-85; ТУ 21-25-51-80; ТУ 5725-010-23067159-2000;
ТУ 5725-011-13187253-97
Сода (натрон)
Образуется в соляных
озерах, в виде налетов на
поверхности горных пород
CoflaNa2C03- 10H2O;
Na2C03: до 37 %
Производство мыла; в
химической,
металлургической промышленности
ГОСТ 5100-85; ГОСТ 2156-76; ТУ 6-18-199-74; ТУ 6-18-13-81
Сурьмяные руды
сурьмяный концентрат
флотационный
Представлены серым
стибнитом, вкрапленным
в кварцевые жилы,
значительно реже — в другие
жильные минералы
(кальцит, барит,
флюорит). Различают
сульфидные, окисленные и
смешанные — сульфидно-
окисленные руды
Продукт флотационного
обогащения сурьмяных руд
Стибнит (антимонит) Sb2S3;
бедные руды: 10-25 % Sb;
средние руды: 25-40 % Sb;
богатые руды: 40-60 % Sb;
очень богатые руды:
60-90 % Sb;
(кварц, кальцит, AsS, As2S3,
HgS, PbS)
Стибнит Sb2S3 > 33 %
Главная руда сурьмы;
в металлургии,
производстве красок, спичек, в
резиновой
промышленности, производстве
текстиля (пропитка тканей),
стекольном деле,
медицине
ОСТ 48-101-82; ОСТ 48-35-82
Тальк
(мыльный камень)
Тальк — продукт
гидротермального изменения
богатых магнием
карбонатных и ультраосновных
пород, залегает в виде
крупно- и мелкозернистых
неясно- или скрытнокри-
сталлических масс.
Подразделяется на талькиты и
тальковые камни
Тальк (стеатит)
3MgO • 4Si02 • H20:75-95 %;
(Fe203, CaO)
Наполнитель,
минеральная добавка, термо- и
электроизоляторы, в
производстве мыла,
косметики, смазочный
материал, в лакокрасочной
промышленности, кисло-
то- и огнеупор
ГОСТ 13145-67; ГОСТ 21234-75; ГОСТ 20706-75; ГОСТ 19284-79; ГОСТ 19729-74; ГОСТ 21235-75; ТУ 21-25-159-90;
ТУ 21-25-151-75; ТУ 21-26-201-77; ТУ 21-26-205-79; ТУ 21-25-207-77; ТУ 21-25-208-77; ТУ 21-25-210-78;
ТУ 21-25-213-78; ТУ 21-25-217-78; ТУ 21-40-21-81; ТУ 21-25-1-92; ТУ 5727-001-10733471-99;
ТУ 5727-002-00281950-98; ТУ 5727-003-10733471-2000; ТУ 5727-012-21250238-99
70
Новый справочник химика и технолога
Продолжение таблицы 2.1
Наименование сырья
Тенардит
Краткая характеристика
Тенардит (природный
сульфат натрия) залегает
в виде пластов, линз и
желваков в донных
озерных месторождениях
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Тенардит
Na2S04: > 92 %;
(NaCl, CaS04, Fe203,
CaS04)
Основное применение
Стекольная, целлюлозно-
бумажная и кожевенная
промышленность,
производство сернистого
натрия, красок —
бланфикса и ультрамарина
ГОСТ 6318-77; ГОСТ 21458-75
Фосфорит
Порода осадочного
происхождения. Встречается
в виде пластов или
отдельных камней —
желваков. Различают морские
и континентальные
фосфориты
Фторапатит Ca5F(P04)3;
P205: 5-36 %;
(Кварц, кварцит, доломит,
глауконит, алюмосиликаты
и глины)
Производство
фосфорных удобрений, фосфора,
феррофосфора
См. «Апатит»
Халькопирит
Образуется
магматическим путем, встречается в
жилах гидротермального
типа, осадочных породах
Халькопирит CuFeS2;
Си :Fe-0,05-1,5;
(Селен)
Руда меди
ГОСТ 2028-79; ГОСТ 2029-79; ГОСТ 323-76; ОСТ 48-77-82; ТУ 48-74
Хромитовая руда
Хромит-акцессорный
минерал ультраосновных
магматических пород
темно-коричневого цвета,
образуют россыпи
Хромит FeO • Сг203;
Сг203: 32-60 %;
Сг203: FeO = 2,5;
(Si02, СаО, MgO, Fe304,
А1203, MnO, Ti02, ZnO)
Руда хрома,
производство ферросплавов,
огнеупоров, хромовых солей
и различных хромовых
препаратов(красок,
дубителей)
ГОСТ 325-76; ТУ 14-9-148-78; ТУ 14-9-249-83; ТУ 14-9-1-83; ТУ 14-9-250-83; ТУ 14-9-202-80; ТУ 14-9-148-78;
ТУ 14-9-144-77; СТП 14-102-0036-86;
Целестиновый
концентрат
Продукт обогащения це-
лестинсодержащих
осадочных пород (доломиты,
известняки, мергели)
Целестин
SrC03;
SrO: 56,4 %;
(CaO, BaO)
Важнейшая руда
стронция, источник солей Sr,
которые используются в
пиротехнике, в сахарной,
стекольной,
керамической промышленностях
ГОСТ 2820-73; ГОСТ 2821-75; ТУ 48-4-239-82; ТУ 48-4-383-76; ТУ 609-31-351-91; ТУ 6-08-480-81; ТУ 6-09-4993-81;
ТУ 113-23-10-88; ТУ 113-23-01-10-87
Цинковый концентрат
Продукт обогащения цинк-
содержащих руд (в
основном, цинковой обманки)
Цинковая обманка ZnS
(сфалерит);
Zn: 40-53%;
(Fe203, FeS04, MnS, CdS)
Руда цинка. Служит для
получения Zn, попутно
извлекаются Cd, In, Ga,
PbS.
ZnS используют для
изготовления цинковых
белил,
флюоресцирующих экранов
ГОСТ 3539-82; ОСТ 48-77-82; ОСТ 48-92-75; ОСТ 48-31-81; ТУ 48-6-39-87
Цирконовый концентрат
Продукт обогащения
циркон- и бадделеитсо-
держащих (акцессорные
минералы) магматических
пород
Циркон ZrSi04,
бадделеит Zr02;
Zr: 87-95 %;
(НЮ2, Th02)
Производство
огнеупоров, наполнителей, в
том числе для
аэрокосмической
промышленности
ОСТ 48-82-81
Минеральное сырье
71
Продолжение таблицы 2.1
Наименование сырья
Шеелитовый концентрат
Краткая характеристика
Продукт обогащения ме-
таморфизованных шее-
литсодержащих
известняков, кварцевых жил
Образующий минерал,
содержание минерала или его
компонентов в сырье;
(главные примеси)
Шеелит
CaW04;
W: не менее 60 %;
(Nb, Та, TR)
Основное применение
Важнейшая руда
вольфрама, который используется
в металлургии (твердые
сплавы), электротехнике,
в химической
промышленности; попутно
извлекают олово, молибден
ГОСТ 213-83; ОСТ 48-32-88; ТУ 48-0226-008-82; ТУ 48-14-13-82; ТУ 48-0195-272-85; ТУ 48-14-25-78;
ТУ 48-14-16-83
Эпсомит
(английская соль)
Природный сернокислый
магний. Прозрачный
бесцветный минерал озерных
отложений
Эпсомит
MgS04 • 7Н20: 80-92 %;
(MgCl2)
Применяется в
медицине, красильном деле, при
дублении кож, в
бумажной промышленности
ТУ 6-18-153-82
Примечание. Перечень наименований стандартов и
технических условий, использованных в таблице (принятые
сокращения: РУ — рудоуправление; ГПО — горное
производственное объединение; ГОК — горно-обогатительный комбинат;
ЭМК — электрометаллургический комбинат; Кривбасс —
Криворожский железорудный бассейн; ГОПО •--
горнообогатительное производственное объединение; КБЖРК -
Камыш-Бурунский железорудный комбинат).
ГОСТ 3531-82. Стандартный образец ангидрита AN
ГОСТ 4013-82. Камень гипсовый и гицеоангидритовый
ГОСТ 3530-82. Стандартный образец фосфорита ХФ
ГОСТ 22275-90. Концентрат апатитовый
ТУ 113-12-93-90. Концентрат апатитовый Ковдор-
ского ГОКа
ТУ 2111-108-43499406-2000. Фосфат
агломерированный офлюсованный (аглофос)
ТУ 2183-039-00203915-99. Мука фосфоритная для
промышленной переработки
ТУ 113-12-57-87. Фосмука тонкого помола Чили-
сайского фосрудника
ТУ 113-12-83-85. Фосмука сухого помола
ТУ 113-12-141-90. Фосфориты кусковые,
суспензионные для электротермической переработки
ТУ 113-12-140-89. Фосфориты кусковые,
суспензионные для электротермической переработки
ГОСТ 477-82. Минеральные удобрения —
номенклатура показателей
ТУ 113-12-146-91. Фосфориты Каратау
мелкокусковые для агломерации
ГОСТ 12871-93. Асбест хризотиловый. Общие
технические условия
ОСТ 34-13-860-79. Асбест хризотиловый
ТУ 21-22-2-83. Асбест хризотиловый
порошкообразный
ТУ 21-22-3-88. Асбест хризотиловый обезжелезненный
ТУ 21-22-4-87. Асбест хризотиловый ломкий
мокрого обогащения
ТУ 21-22-12-85. Асбест тонкоизмельченный
ТУ 21-22-6-75. Антофиллит-асбест
ТУ 21-22-12-86. Руда ломкого хризотилового асбеста
ТУ 21-22-14-75. Асбест голубой (родусит-асбест)
ТУ 21-22-22-78. Асбест хризотиловый марки П-3-75
для асбесто-текстильных изделий
ТУ 21-22-23-81. Асбест-наполнитель
ГОСТ 4682-84. Концентрат баритовый
ТУ 48-687-83. Концентрат баритовый флотационный
ТУ 39-0147009-060-91. Утяжелитель баритовый
модифицированный, усовершенствованный
ТУ 48-6-127-91. Барит молотый отбеленный
ТУ 6-10-943-90. Микробарит отбеленный
ТУ 6-09-3502-85. Барий сульфат «НТ» для
резиновой промышленности, квалификации «чистый»
ТУ 6-46-001-88. Барий сернокислый для баритова-
ния бумаги, устойчивый при повышенных
температурах
ТУ 6-944-90. Молотый барит
ТУ 48-6-102-88. Концентрат баритовый для
производства асбестовых технических изделий
ТУ 12-54-80. Концентрат нефелиновый
ГОСТ 3539-82. Стандартный образец боксита ВаН
ГОСТ 6912-74. Глинозем
ГОСТ 972-82. Бокситы, марки
ТУ 48-5-156-86. Бокситы Северо-Онежского
бокситового рудника
ТУ 48-5-112-88. Бокситы Южно-Уральского
бокситового рудника
ТУ 49-5-158-88. Бокситы Краснооктябрьского
бокситового рудника (Казахстан)
ТУ 48-5-250-85. Бокситы маложелезистые Арка-
лыкского месторождения
72
Новый справочник химика и технолога
ТУ 48-5-156-88. Бокситы Северо-Онежского рудника
ТУ 14-8-43-72. Глины бокситовые Аркалыкского
месторождения
ГОСТ 16108-80. Концентрат датолитовый
СТП 113-12-3-40-86. Датолитовая руда
ТУ 113-12-55-88. Боратовая руда
СТП 113-12-3-62-87. Концентрат датолитовый (КСК)
для производства борной кислоты
ТУ 14-8-60-72. Смесь хромито-периклазовая
ТУ 14-8-392-82. Брусит Кульдурского
месторождения
ГОСТ 8429-77. Бура. Технические условия
ТУ 48-4-307-74. Концентрат дистен-силлиманитовый
ТУ 2163-001-42443823-97. Коагулянт-фдокулянт алю-
мокремниевый
ГОСТ 17293-83. Ферровольфрам
ГОСТ 2197-83. Вольфрамовая кислота
ГОСТ 3540-82. Стандартный образец железной
руды 3g
ТУ 14-9-315-86. Руда железная сидеритовая Бакаль-
ского РУ
ТУ 14-9-312-86. Руда железная гематитовая и као-
линит-гематитовая РУ им. Дзержинского (ПО «Крив-
бассруда»)
ТУ 0711-006-00186826-98. Руда железная
агломерационная Стойленского ГОКа
ТУ 0712-007-00186826-98. Концентрат
железорудный агломерационный Стойленского ГОКа
ТУ 0722-002-00186803-97. Отсев железорудных нео-
флюсованных окатышей
ТУ 14-147-006-96. Концентрат железорудный
ТУ 1732-014-00201365-97. Ферроникель. АО
Института ГИПРОникель
ТУ 14-9-315-86. Руда железная сидеритовая Бакаль-
ского РУ
ТУ 14-9-334-87. Руда железная сидеритовая рядовая
Бакальского РУ
ТУ 14-9-350-88. Сидерит дробленый грохоченый
Бакальского РУ
ТУ 14-9-253-83. Кварцит дробленый Бакальского РУ
ТУ 14-9-216-81. Сидерит дробленый доменный Зла-
тоустовского РУ
ТУ 14-9-348-88. Руда железная сидеритовая
агломерационная Златоустовского РУ
ТУ 14-9-320-86. Руды железные Атасуйского ГОКа
ТУ 14-9-321-86. Руды железомарганцевые
агломерационные Атасуйского ГОКа
ТУ 14-9-224-82. Руда железная доменная
Лебединского ГОКа
ТУ 14-9-223-82. Руда железная агломерационная
Лебединского ГОКа
ТУ 14-9-217-81. Руда железная агломерационная
Михайловского ГОКа
ТУ 14-9-344-88. Руда железная агломерационная
Соколовско-Сарбайского ГОПО
ТУ 14-9-354-89. Руда железная агломерационная
Стойленского ГОКа
ТУ 14-9-167-79. Руда железная каолинит-гемати-
товая Криворожского бассейна
ТУ 14-9-169-79. Руда мартитовая РУ им.
Коминтерна ПО «Кривбассруда»
ТУ 14-9-289-84. Руды железные Запорожского
железорудного комбината
ТУ 14-9-312-86. Руда железная гематитовая и као-
линит-гематитовая РУ им. Дзержинского (ПО
«Кривбассруда»)
ТУ 14-9-325-87. Руда сырая магнетитовая ПО
«Кривбассруда»
ТУ 14-9-359-89. Руды железные ПО
«Кривбассруда» и Ингулецкого ГОКа
ТУ 14-9-360-89. Руды железные РУ им. Кирова
(Кривбасс)
ТУ 14-9-361-89. Руды железные РУ им. XX Парт-
съезда (Кривбасс)
ТУ 14-9-259-83. Концентрат железорудный
Азербайджанского ГОКа
ТУ 14-9-371-90. Концентрат обожженного сидерита
Бакальского РУ
ТУ 14-9-263-83. Концентрат железорудный
агломерационный шахты «Северопесчанская» Богословского РУ
ТУ 14-9-300-85. Концентрат железорудный шахты
«Первомайская» Богословского РУ
ТУ 14-9-310-86. Концентрат железорудный шахты
«Северопесчанская» Богословского РУ
ТУ 14-9-93-90. Концентрат железованадиевый Кач-
канарского ГОКа
ТУ 14-9-141-77. Концентрат железорудный
комбината КМАруда
ТУ 14-9-150-78. Концентрат железорудный Ковдор-
ского ГОКа
ТУ 14-9-336-88. Концентрат железорудный обжиг-
магнитного обогащения Лисаковского ГОКа
ТУ 14-9-367-90. Концентрат бурожелезняковый
Лисаковского ГОКа
ТУ 14-9-197-80. Концентрат железорудный
Михайловского ГОКа
ТУ 14-9-208-81. Концентрат железорудный Олене-
горского ГОКа
ТУ 14-9-288-84. Концентрат железорудный
Лебединского ГОКа
ТУ 14-9-212-81. Концентрат железорудный (пульпа)
Лебединского ГОКа
ТУ 14-9-257-83. Концентрат железорудный (продукты
гидрослива, просыпей на фабриках) Лебединского ГОКа
ТУ 14-9-302-85. Концентрат железорудный высокой
чистоты Лебединского ГОКа
ТУ 14-9-339-85. Концентрат железорудный
агломерационный Стойленского ГОКа
ТУ 14-9-345-88. Концентрат железорудный
Соколовско-Сарбайского ГПО
Минеральное сырье
73
ТУ 14-9-373-90. Концентрат железорудный Коршу-
новского ГОКа
ТУ 14-9-189-79. Концентрат железорудный
доменный Таштагольского РУ
ТУ 14-9-237-82. Концентрат агломерационный
Краснокаменского РУ
ТУ 14-9-238-82. Концентрат первичный
Краснокаменского РУ
ТУ 14-9-243-82. Концентрат первичный Ирбинского РУ
ТУ 14-9-246-82. Концентрат первичный Тейского РУ
ТУ 14-9-346-88. Концентраты железорудные,
поставляемые на экспорт
ТУ 14-9-89-75. Концентрат железорудный
офлюсованный (возврат окомкования) Криворожского
СевГОКа
ТУ 14-9-152-78. Концентрат железорудный РОФ-2
Северного ГОКа
ТУ 14-9-155-78. Возврат окомкования (шламы
напольных отстойников Центрального и Северного
ГОКов (Кривбасс)
ТУ 14-9-285-84. Концентрат железорудный
Северного ГОКа
ТУ 14-9-314-86. Концентрат железорудный
офлюсованный углесодержащий Северного ГОКа
ТУ 14-9-213-81. Концентрат железорудный
Полтавского ГОКа
ТУ 14-9-248-82. Концентрат железорудный
Новокриворожского ГОКа
ТУ 14-9-322-86. Концентрат железорудный КБЖРК
ТУ 14-9-332-87. Концентрат железорудный
Центрального ГОКа (Кривбасс)
ТУ 14-9-355-89. Концентрат железорудный Южного
ГОКа (Кривбасс)
ТУ 14-9-357-89. Концентрат железорудный магне-
титовый Ингулецкого ГОКа
ТУ 14-9-358-90. Концентрат железорудный КБЖРК
для производства цемента. ОПП
ТУ 14-9-366-90. Концентрат железорудный
Восточного ГОКа
ТУ 14-9-163-78. Окатыши железорудные
офлюсованные Михайловского ГОКа
ТУ 14-9-10-79. Окатыши железорудные
офлюсованные, поставляемые на экспорт, Михайловского ГОКа
ТУ 14-9-196-90. Окатыши железованадиевые Кач-
канарского ГОКа
ТУ 14-9-258-83. Окатыши железорудные неофлю-
сованные Костомукшского ГОКа, поставляемые на
экспорт
ТУ 14-9-273-84. Окатыши железорудные неофлю-
сованные Костомукшского ГОКа
ТУ 14-9-351-89. Окатыши железорудные
офлюсованные Костомукшского ГОКа
ТУ 14-9-287-84. Окатыши железорудные неофлю-
сованные Лебединского ГОКа
ТУ 14-9-280-84. Окатыши железорудные неофлю-
сованные Оскольского ЭМК
ТУ 14-9-311-86. Окатыши железорудные Соколов-
ско-Сарбайского ГПО
ТУ 14-9-214-81. Окатыши железорудные
офлюсованные Полтавского ГОКа
ТУ 14-9-234-82. Окатыши железорудные
офлюсованные Полтавского ГОКа на экспорт
ТУ 14-9-331-87. Окатыши железорудные
офлюсованные магнезиальные Центрального ГОКа (Кривбасс)
ТУ 14-9-343-88. Окатыши железорудные
офлюсованные магнезиальные с остаточным углеродом
Центрального ГОКа
ТУ 14-9-347-83. Окатыши железорудные
офлюсованные магнезиальные ФОК-1 и ФОК-2 Северного
ГОКа (Кривбасс)
ТУ 14-9-349-83. Окатыши железорудные
офлюсованные магнезиальные СевГОКа (Кривбасс)
ТУ 14-9-370-90. Окатыши железорудные
офлюсованные частично восстановленные с остаточным
углеродом Северного ГОКа
ТУ 14-9-353-89. Агломерат железорудный
офлюсованный Бакальского РУ
ТУ 14-9-335-87. Агломерат железорудный
офлюсованный Гороблагодатского РУ
ТУ 14-9-274-84. Агломерат железорудный неофлю-
сованный Златоустовского РУ
ТУ 14-592-3-90. Агломерат железорудный
доменный офлюсованный Высокогорского аглоцеха
ТУ 14-592-4-90. Агломерат железорудный
доменный офлюсованный Лебяжинского аглоцеха ВРУ
ТУ 14-9-195-90. Агломерат железованадиевый Кач-
канарского ГОКа
ТУ 14-9-338-88. Агломерат железорудный
офлюсованный комбината КМАруда
ТУ 14-9-184-79. Агломерат доменный
офлюсованный Абагурской аглофабрики № 2
ТУ 14-9-271-83. Агломерат доменный Мундыбаш-
ской аглофабрики
ТУ 14-9-362-88. Агломерат железорудный
офлюсованный Южного ГОКа (Кривбасс)
ТУ 14-9-377-91. Агломерат железорудный
офлюсованный магнезиальный Новокриворожского ГОКа
(Кривбасс)
ТУ 14-273-21-85. Агломерат офлюсованный КБЖРК
ТУ 14-273-22-88. Агломерат офлюсованный из
криворожского железорудного сырья КБЖРК
ГОСТ 4013-82. Камень гипсовый и гипсоангидри-
товый. Технические условия
РСТ РСФСР 303-82. Глина гончарная
ТУ 14-8-121-74. Глины огнеупорные Положского
месторождения
ТУ 14-8-152-75. Глины огнеупорные Латненского
месторождения
ТУ 14-8-262-78. Глины огнеупорные Белкинского
месторождения
ТУ 39-0147001-105-93. Глинопорошки для буровых
растворов
74
Новый справочник химика и технолога
ТУ 14-9-364-89. Глинистые связующие материалы
для производства железорудных окатышей
ТУ 39-01-302-77. Бентонит натрия для
комбикормовой промышленности
ТУ 6-12-82-79. Бентонит обогащенный (бентоколл)
ТУ 39-1207-87. Бентонит для шинных резин марки БШ
ТУ 113-12-86-89. Асканит — бентонит
активированный
ТУ 113-12-60-87. Бентонит активированный —
асканит КФ для очистки технологической смазки
ТУ 2-043-1185-87. Глины формовочные
бентонитовые активированные порошкообразные Черкасского
месторождения
ТУ 113-12-79-88. Глина формовочная бентонитовая
активированная порошкообразная Гумбрского
месторождения
ТУ 2.043.0224659.011-90. Глины формовочные
бентонитовые активированные порошкообразные Горбско-
го месторождения
ТУ 21-12812-2-90. Глины бентонитовые Герпегеж-
ского месторождения
ТУ 21-0284739-12-90. Сырье глинистое для
производства керамзитовых гравия, щебня и песка
Технические требования ТЛЗ 2.4-07-34-88. Глины
нонтронитовые
Технические требования ТЛЗ 2.10-7-438-88. Глины
бентонитовые Даш-Салахаинского РУ
Азербайджанского ГОКа
ТУ 1512-003-45566673-99. Глина Трошковского
месторождения
ТУ 1513-029-05802299-99. Суглинки (вскрышная
порода) Троицко-Байновского месторождения
ТУ 2.043.00224656.068-95. Глины огнеупорные
Нижне-Увельского месторождения марки НУФ
ТУ 4191-001-45812632-2000. Бентонит
гранулированный активированный для ухода за домашними
животными
ТУ 14-8-216-76. Глина огнеупорная Суворовского
месторождения
ТУ 14-8-126-74. Глина Пятихатского
месторождения
ТУ 14-8-183-75. Глина огнеупорная Новорайского
месторождения
ТУ 14-8-338-80. Глина Кумакского месторождения
ТУ 14-8-336-80. Глина Берлинского месторождения
ТУ 14-8-218-76. Глина Боровичско-Любытинской
группы месторождений
ТУ 14-8-162-75. Глина Часов-Ярского месторождения
ГОСТ 21282-93. Глины бентонитовые
активированные
ГОСТ 3226-93. Глины формовочные огнеупорные.
Общие ТУ
ГОСТ 25795-83. Сырье глинистое для производства
глинопорошков для буровых растворов. Технические
условия с изменением № 1 от 01.09.89
ОСТ 21-30-77. Глина Артемовского месторождения
ТУ 14-8-28-76. Глины огнеупорные
ГОСТ 9169-75. Сырье глинистое для керамической
промышленности. Классификация
ГОСТ 70-32-75. Глина бентонитовая для тонкой и
строительной керамики
ОСТ 21-78.-88. Сырье глинистое (горные породы)
ТУ 14-8-108-74. Глины огнеупорные Апрельского
карьера
ТУ 21-25-203-78. Глина огнеупорная Веселовского
месторождения
ТУ 21-25-228-88. Глина тугоплавкая Веселовского
месторождения
ТУ 21-28-23-75. Глина Печорского месторождения
ОСТ 21-31-77. Глина Николаевского и Никифорско-
го месторождений
ГОСТ 3594-93. Глина формовочная. Общие
Технические условия
ГОСТ 28177-89. Глина формовочная
ГОСТ 17022-81. Графит. Типы, марки и общие
технические требования
ГОСТ 10274-79. Графит для производства
электроугольных изделий. Технические условия
ГОСТ 10273-79. Графит для изготовления активных
масс щелочных аккумуляторов. Технические условия
ГОСТ 4404-78. Графит для производства
карандашных стержней. Технические условия
ГОСТ 3333-80. Смазка графитовая
ГОСТ 5279-74. Графит кристаллический литейный
ГОСТ 5420-74. Графит скрытнокристалличе-
ский. Технические условия
ГОСТ 8295-93. Графит смазочный
ГОСТ 7478-75. Графит элементный
ГОСТ 4596-75. Графит тигельный
ТУ 19345-83. Гравий и песок шунгизитовые
ОСТ 21-27-76. Породы карбонатные для
производства строительной извести
ТУ 1125-450-4145-15-90. Мука из карбонатных пород
ГОСТ 23671-79. Доломит для стекольной
промышленности. Технические условия
ГОСТ 23672-79. Доломит кусковой и молотый для
стекольной промышленности. Технические условия
ОСТ 14-84-82. Доломит сырой металлургический
ОСТ 14-85-82. Доломит сырой металлургический
ТУ 14-8-232-77. Доломит дробленый для
производства конверторных огнеупоров
ТУ 14-16-6-83. Материалы известковые из
доломитов (флюсов) для известкования кислых почв Данков-
ского доломитового комбината
СТП 4-102-0036-86. Дунит Соловьегорского
месторождения
ГОСТ 27098-86. Стандартный образец известняка
КН-3
ТУ 458-15-24-90. Мел природный высокодисперсный
ОСТ 21-10-83. Мел природный комовой,
дробленый, молотый
ОСТ 21-27-76. Породы карбонатные для
производства строительной извести
Минеральное сырье
75
ГОСТ 17498-72. Мел. Виды, марки и основные
технические требования
ГОСТ 4416-94. Мрамор для сварочных материалов
ГОСТ 16426-81. Крошка мраморная
электротехническая. Технические условия
ГОСТ 22672-79. Известняк для стекольной
промышленности Технические условия
ГОСТ 23671-79. Известняк кусковой для
стекольной промышленности. Технические условия
ГОСТ 1208-90. Мел для резиновой промышленности
ГОСТ 12085-88. Мел природный обогащенный
ГОСТ 4415-75. Мел для электродных покрытий
ТУ 0750-093-00187895-97. Пыль
известняково-известковая
ТУ 2321-002-02069378-97. Мел дисперсионный
Щиловского месторождения
ТУ 5743-001-10413720-98. Карбоксид-Д
ТУ 5743-002-25745876-95. Мел природный комовый,
дробленый и молотый
ТУ 5743-003-2956580-95. Мел природный комовый,
дробленый и молотый
ТУ 5743-004-00186826-98. Мел природный
тонкодисперсный Стойленского ГОКа
ТУ 5743-004-02069378-97. Мел природный
комовый, дробленый и молотый
ТУ 5743-007-05346453-96. Мел природный
комовый, дробленый и молотый
ТУ 5743-009-05346453-99. Мел модифицированный
для пластизолей
ТУ 5743-012-00186803-95. Мел природный комовый
и дробленый
ТУ 5743-014-05120542-98. Мел природный
тонкодисперсный для бумажной промышленности
ГОСТ 22938-78. Технические требования к рутиловым
концентратам для сварочных материалов (электродов)
ТУ 48-4-236-72. Технические требования к ильме-
нитовым концентратам для производства пигментной
двуокиси титана по сернокислой технологии
ТУ 48-4-267-73. Технические требования к ильме-
нитовым концентратам для металлургического
производства титановых шлаков
ГОСТ 27099-86. Стандартный образец ильменит-
магнетитовой руды I МУ
ГОСТ 4568-83. Калий хлористый. Технические
условия
ТУ 113-13-22-84. Хлористый калий
крупнозернистый для сельского хозяйства
ТУ 113-13-28-83. Хлористый калий
крупнокристаллический обеспыленный
ТУ 113-13-6-83. Сильвинит молотый
крупнокристаллический
ТУ 113-13-27-82. Хлористый калий технический
для электрохимических производств
ТУ 113-13-17-83. Сульфат калия для удобрений
ТУ 6-13-12-79. Технические требования на сульфат
калия
ТУ 6-13-11-79. Технические требования на калимаг-
незию
ТУ 113-13-7-82. Технические требования на калий-
но-магниевый концентрат
ТУ 113-13-8-83. Каинит природный
ТУ 113-13-13-82. Смешанная калийная соль
ГОСТ 7759-73. Хлористый магний
ГОСТ 326-76. Стандартный образец каолина КК
ТУ 5729-066-05810793-95. Каолин обогащенный
для производства катализаторов крекинга
ТУ 5729-067-05810793-96. Каолин
дегидрированный для кабельной промышленности
ТУ 5729-068-05810793-96. Каолин прокаленный «КПр»
ТУ 5729-069-05810793-96. Каолин прокаленный
«КПрМ»
ГОСТ 19608-84. Каолин обогащенный для
резинотехнических и пластмассовых изделий
ГОСТ 19607-74. Каолин обогащенный для
химической промышленности
ГОСТ 21286-82. Каолин обогащенный для
керамических изделий
ГОСТ 19285-73. Каолин обогащенный для
производства бумаги и картона
ГОСТ 21285-75. Каолин обогащенный для
косметической промышленности
ГОСТ 212-88-75. Каолин обогащенный для
кабельной промышленности
ГОСТ 12500-77. Каолин обогащенный для
химических средств защиты растений
ГОСТ 20080-74. Каолин обогащенный для
производства электротермического силумина и ультрамарина
ТУ 14-8-127-74. Каолин Владимирского месторождения
ТУ 14-8-419-83. Каолин Кировоградского
месторождения
ТУ 14-8-160-75. Каолин Новоселицкого и Мурзин-
ского месторождений
ГОСТ 21287-75. Каолин обогащенный для
шамотных изделий
ТУ 14-8-561-88. Каолин обогащенный Обозновско-
го месторождения Кировоградской области
ТУ 14-8-583-89. Каолин обогащенный для
производства крента
ТУ 14-8-137-75. Каолин обогащенный Положского
месторождения
ГОСТ 22551-77. Кварцевый песок, молотый
песчаник, кварцит и жильный кварц для стекольной
промышленности. ТУ
ГОСТ 9854-81. Кварциты кристаллические для
производства динасовых изделий. Технические условия
ГОСТ 22552.2-93. Кварцит
ГОСТ 6139-91. Кварцевый песок для стекловарения,
песок стандартный для испытания цементов
ГОСТ 4417-75. Песок кварцевый для сварочных
материалов
ГОСТ 7031-75. Песок кварцевый для тонкой
керамики
76
Новый справочник химика и технолога
ГОСТ 9077-82. Кварц молотый, пылевидный.
Технические условия
ГОСТ 8736-93. Песок для строительных работ.
Технические условия
ГОСТ 25226-96. Песок и щебень перлитовые для
производства вспученного перлита. Технические
условия
ТУ 15519-70. Агат и халцедон технические
ГОСТ 12865-67. Вермикулит вспученный
ГОСТ 10832-91. Песок и щебень перлитовый
вспученный. Технические условия
ТУ 2-036-838-90. Песок кварцевый нормальный
ТУ 21-0285122-002-91. Кварц гранулированный.
Обогащенная кварцевая крупка для производства
кварцевого стекла
ТУ 14-8-99-90. Кварцит месторождения горы
Караульная для производства мергелей
ТУ 14-8-429-83. Песок кварцевый Резниковского
месторождения
ТУ 14-8-223-77. Песок кварцевый Латненского
месторождения
ТУ 5726-001-11496665-97. Кварцевые концентраты
из природного кварца для оптического стекловарения
ТУ 2169-037-00203915-2000. Песок кварцевый
молотый для товаров бытовой химии
ТУ 5717-017-07623170-98. Маршалит
ГОСТ 10516-80. Криолитовый продукт
ТУ 4-5-130-76. ВРК криолит
ТУ 6-08-458-80. Криолитовый продукт
ОСТ 48-37-72. Концентрат пирохлоровый
ТУ 48-4-233-72. Концентрат танталовый
ТУ 48-4-300-74. Концентрат лопаритовый
ГОСТ 328-76. Стандартный образец магнезита МК
ГОСТ 1216-87. Порошки магнезитовые
каустические. Технические условия
ТУ 14-8-64-73. Магнезит сырой дробленый Саткин-
ской группы месторождений
ТУ 5716-002-21079129-96. Утяжелитель буровых
растворов высокомагнезиальной доломитовой УРД
ТУ 5716-004-21079129-96. Минеральный порошок
для асфальтобетонных смесей неактивированный
ГОСТ 324-76. Стандартный образец марганцевой
руды 44-Г
ТУ 5729-002-34306455-2000. Концентраты волла-
стонитовые ВК-1, ВК-2, ВК-3, ВК-4, КВК, ГПК-1,
ГПК-2
ТУ 5726-001-45555540-99. Концентраты волласто-
нитовые
ГОСТ 4418-75. Концентрат марганцево-рудный для
покрытия электродов
ОСТ 149-121-85. Руды марганцевые. Виды продукции
ГОСТ 6318-77. Сульфат натрия. Технические
условия
ТУ 1741-004-4300495-99. Концентрат
молибденовый флотационный
ГОСТ 212-76. Концентрат молибденовый.
Технические условия
ТУ 48-14-79. Промпродукты молибденовые
ГОСТ 19-73. Ангидрит мышьяковистый
ТУ 6-09-39-65. Мышьяк трехсернистый
ГОСТ 2298-80. Стандартный образец флюорита ХЖ
ГОСТ 7618-89. Плавиковошпатовая руда,
концентраты, окатыши и области применения
ГОСТ 4421-73. Концентрат плавиковошпатовый для
сварочных материалов. Технические условия
ГОСТ 24626-81. Окатыши флюоритовые.
Технические условия
ГОСТ 29219-91. Концентраты плавиковошпатовые
кислотоупорные и керамические. Технические условия
ГОСТ 29220-91. Концентраты плавиковошпатовые
для металлургии. Технические условия
ТУ 48-15-25-90. Концентраты плавиковошпатовые
химического обогащения
ТУ 48-15-26-90. Руда плавиковошпатовая
ГОСТ 3536-82. Стандартный образец каменной соли S]
ГОСТ 3537-82. Стандартный образец каменной соли S2
ГОСТ 3538-82. Стандартный образец каменной соли S3
ГОСТ 51574-2000. Соль выварочная. Технические
условия
ТУ 113-13-5-83. Натрий хлористый технический
(отход производства хлористого калия)
ТУ 113-13-14-82. Натрий хлористый технический
для водоочистки котельных установок
ТУ 6-13-23-80. Натрий хлористый, раствор водный
для регенерации ионообменных смол
ГОСТ 13830-91. Соль поваренная пищевая. Общие
технические условия
ОСТ 18-87-77. Соль поваренная кормовая
ТУ 113-13-05-01-86. Хлористый натрий,
получаемый путем растворения галитовых отходов при
переработке сильвинитов
ТУ 2111-088-00209527-2000. Концентрат
минеральный галит (соль каменная для технического применения)
ГОСТ 23034-78. Материалы полевошпатовые и
кварц-полевошпатовые. Типы. Марки и основные
параметры
ГОСТ 7030-75 (с изменением № 1-4 1987, 1989).
Материалы полевошпатовые и кварц-полевошпатовые
для тонкой керамики
ГОСТ 15045-78. Материалы кварц-полевошпатовые
для строительной керамики
ГОСТ 18451-77 (с изменением № 1, 2, 3, 4 1984,
1986). Материалы полевошпатовые и
нефелин-полевошпатовые для стекольной промышленности
ГОСТ 13451-77. Материалы полевошпатовые и кварц-
полевошпатовые для стекольной промышленности
ГОСТ 4422-73. Шпат полевой для электродных
покрытий
ГОСТ 23034-78. Материалы полевошпатовые и
кварц-полевошпатовые для производства
низкотемпературного фарфора
Минеральное сырье
11
ТУ 21-25-97-77. Материалы полевошпатовые
кусковые для производства фарфоровой глазури
ТУ 21-75-158-75. Материалы полевошпатовые
кусковые для производства керамических связок
абразивных кругов
ТУ 9521-98-90 Материалы полевошпатовые для
стекольной промышленности
ТУ 21 РСФСР-666-75. Пегматит дробленый
отсортированный Ладожского карьероуправлсния для
стекольной промышленности
ТУ 48-3638-4—81. Материалы полевошпатовые Бе-
логорского ГОКа для электротехнической и абразивной
промышленности
ТУ 21-25-67-75. Кварц-полевошпатовое сырье
пегматитового месторождения Куру-Ваара
ТУ 21-25-01-86. Пегматит молотый для
антикоррозийных покрытий
ТУ 21-25-02-86. Пегматит дробленый для
химически стойких бетонов
ГОСТ 2983-81. Стандартный образец серной руды
SMa
ГОСТ 127-76. Сера техническая. Технические
условия
ГОСТ 2613-80. Полиметаллические сульфидные
руды SCr
ГОСТ 444-75. Колчедан серный флотационный
ТУ 14-7-9-77. Концентрат пиритный
ТУ 117-2-8. Концентрат гравитационный
золотосодержащий
ТУ 1731-127-05746371-93. Кобальтовый концентрат
ГОСТ 10928-75. Висмут
ОСТ 48-33-82. Концентрат висмутовый
ГОСТ 3028-78. Слюда щипаная
ГОСТ 10698-80. Слюда. Типы, марки и основные
параметры (мусковит)
ТУ 21-25-60-85. Слюда. Промышленный сырец
Мурманских месторождений
ТУ 21-25-254-85 (с изменением № 1, 2). Слюда.
Промышленный сырец Мамско-Чуйских месторождений
ТУ 21-25-51-80 (с изменением № 1). Слюда
молотая для авиационной промышленности
ГОСТ 855-74. Слюда молотая для резиновой
промышленности. Технические условия
ГОСТ 7134-82. Слюда конденсаторов
ГОСТ 13751-86. Слюда обрезная для тепловых
элементов, смотровых окон промышленных печей и
бытовых приборов.
ГОСТ 13752-86. Слюда обрезная для водомерных
колонок котлов высокого давления
ГОСТ 14327-82. Слюда мусковитовая молотая
электродная
ГОСТ 13753-86. Слюда обрезная мусковитовая
молотая для щеткодержателей
ГОСТ 19571-74. Слюда дробленая. Технические
условия
ТУ 5725-010-23067159-2000. Микалес
высокочастотный
ТУ 5725-011-13187253-97. Слюда молотая мокрого
помола для лакокрасочной промышленности «Мика-
текс-Л»
ТУ 6-18-199-74. Сода кальцинированная
гранулированная
ТУ 6-18-13-81. Гидрокарбонат натрия технический
ГОСТ 5100-85. Сода кальцинированная
техническая. ТУ
ГОСТ 2156-76. Натрий двууглекислый
ОСТ 48-101-82. Концентрат сурьмяной.
Технические условия
ОСТ 48-35-82. Сурьма трехсернистая выплавленная
ГОСТ 13145-67. Тальк для кабельной
промышленности
ГОСТ 21234—75. Тальк молотый для керамической
промышленности
ГОСТ 20706-75. Микротальк для кабельной
промышленности
ГОСТ 19284-79. Микротальк для лакокрасочной и
карандашной промышленности
ГОСТ 19729-74. Тальк молотый для производства
резиновых изделий и пластмасс
ГОСТ 21235-75. Тальк и талькомагнезит молотый
для пестицидных препаратов и талькомагнезит
молотый для наполнения
ТУ 21-25-159-90. Тальк молотый из руд Онотского
месторождения для радиоэлектронной и других
отраслей промышленности
ТУ 21-25-151-75. Тальк молотый обожженный из
руд Шабровского месторождения для пластмасс,
лакокрасочной и химической промышленности
ТУ 21-26-201-77. Тальк молотый для лакокрасочной
промышленности
ТУ 21-26-205-79. Тальк молотый из руд Алгуйского
месторождения
ТУ 21-25-207-77. Тальк кусковой Онотского
месторождения для керамических изделий и деталей
электровакуумной, электронной промышленности и
производство молотого талька
ТУ 21-25-208-77. Талькомагнезит кусковой для
производства пестицидных препаратов
ТУ 21-25-210-78. Оталькованная руда Онотского
месторождения для строительной, химической и других
отраслей промышленности
ТУ 21-25-213-78. Руда тальковая Алгуйского
месторождения
ТУ 21-25-217-78. Тальк молотый из руд Онотского
месторождения для пищевой, резинотехнической и
других отраслей промышленности
ТУ 21-40-21-81. Тальк молотый для бытовых нужд
ТУ 21-25-1-92. Тальк рыхлый из руд Киргитейского
месторождения
ТУ 5727-001-10733471-99. Тальк кусковой
Онотского месторождения
ТУ 5727-002-00281950-98. Талькомагнезит
Шабровского месторождения
78
Новый справочник химика и технолога
ТУ 5727-003-10733471-2000. Тальк молотый для
производства пластических масс
ТУ 5727-012-21250238-99. Микротальк для
химической и нефтяной промышленности
ГОСТ 6318-77. Натрий сернокислый
технический. Технические условия
ГОСТ 21458-75. Сульфат натрия
кристаллизационный. Технические условия
ГОСТ 2028-79. Стандартный образец медно-цинко-
вой сульфидной руды РУС-1
ГОСТ 2029-79. Стандартный образец медно-колче-
данной сульфидной руды РУС-2
ГОСТ 323-76. Стандартный образец медной руды
CuPt
ОСТ 48-77-82. Концентраты медные
ТУ 48-74. Руды сульфидные медные и медно-
цинковые
ГОСТ 325-76. Стандартный образец хромовой руды
166-В
СТП 14-102-0036-86. Дунит Соловьегорского
месторождения
ТУ 14-9-249-83. Руда хромовая Донского ГОКа
ТУ 14-9-1-83. Руда хромовая Донского ГОКа
ТУ 14-9-250-83. Концентрат хромовый Донского
ГОКа
ТУ 14-9-202-80. Концентрат хромовый Донского
ГОКа
ТУ 14-9-148-78. Руда хромовая Сарановского
месторождения
ТУ 14-9-144-77. Руда хромовая Сарановского
месторождения
ГОСТ 2820-73. Стронций азотнокислый
ГОСТ 2821-75. Стронций углекислый
ТУ 48-4-239-82. Стронций хромовокислый
ТУ 48-4-383-76. Карбонат стронция
ТУ 609-31-351-91. Стронций фосфорнокислый двух-
замещенный кристаллический для люминофоров
ТУ 6-08-480-81. Стронций углекислый для
люминофоров
ТУ 6-09-4993-81. Стронций углекислый для
люминофоров
ТУ 113-23-10-88. Целеститовый концентрат рудо-
разборный
ТУ 113-23-01-10-87. Целеститовый концентрат
ГОСТ 3539-82. Стандартный образец цинковой
руды ZnU
ОСТ 48-77-82. Концентраты цинковые
ОСТ 48-92-75. Концентрат свинцовый
ОСТ 48-31-81. Концентрат цинковый
ТУ 48-6-39-87. Руда свинцово-цинковая сульфидная
ОСТ 48-82-81. Цирконовый концентрат
ГОСТ 213-83. Концентрат вольфрамовый.
Технические условия
ТУ 48-0226-008-82. Концентрат вольфрамовый
оловосодержащий
ТУ 48-14-13-82. Промпродукт вольфрамовый
ТУ 48-0195-272-85. Концентрат оловянно-вольфра-
мовый
ОСТ 48-32-88. Концентрат оловянный. Технические
условия
ТУ 48-14-25-78. Концентрат шеелитовый
Приморского ГОКа
ТУ 48-14-16-83. Концентрат молибденово-шеели-
товый (промежуточный)
ТУ 6-18-153-82. Технические требования на эпсомит
Минеральное сырье
79
2.2. Требования к качеству минерального сырья
Ниже приводятся требования (на основе
соответствующих ГОСТов и ТУ) к качеству следующих видов
минерального сырья: руды плавикошпатовые, борато-
вая и датолитовая; сера и серный колчедан;
фосфатные руды; концентраты апатитовый, нефелиновый,
дистен-силлиманитовый; бокситы; графит; брусит;
глины; каолины; кварц-полевошпатовые материалы;
Таблица 2.3
Технические требования к качеству боратовой руды
(по ТУ 113-12-55-88)
Показатели
Массовая доля
борного
ангидрита, масс. %,
не менее
Массовая доля
нерастворимого
осадка (Н20),
масс. %, не более
Массовая доля
влаги, масс. % не
более
Размер кусков,
мм, не более
Норма
высшая
13,0
Не нормируется
15,0
250
средняя
11,0
8,0
15,0
250
кварцевый песок и кварциты; мел; известняки;
доломиты; гипс; слюда; асбест; цирконовые концентраты;
марганцевая, висмутовая, оловянная, хромовая, фор-
стеритовая (дуниты) реальгарово-аурипигментная,
медная, вольфрамовая руды; концентраты танталово-
ниобиевые, титановые, целестиновые; руды бериллие-
вых, натриевых, магниевых, бариевых (барит),
калиевых солей.
Таблица 2.2
Таблица 2.4
Минеральный и химический состав среднесортной
датолитовой руды (по СТП 113-12-3-40-86)
Содержание в руде, масс. %
минералов
Датолит
Кальцит
Гранат
Геденбер-
гит
Кварц
Волласто-
нит
40-54
12-23
7-15
5-8
10-12
2-4
компонентов
В203
Si02
СаО
А1203
Fe203 +
+ FeO
MgO
Na20 +
+ к2о
co2
9,3-11,5
35^0
32^0
2-3,5
4-8
До1
До 0,5
5-10
Характеристика технологических типов плавикошпатовых руд
(по ГОСТ 7618-89, 29219-91, 29220-91)
Показатели
классификаций
Массовая доля CaF2 —
флюорита, масс. %
Попутные
(извлекаемые) компоненты
Вкрапленность
основных рудных
минералов, мм
Извлечение минералов
в концентрат, масс. %
Типичные предприятия
по переработке руд
Технологический тип руд
кварц-
флюоритовый
27-80
Свинец, цинк
0,074-0
80-85
Калангуйский
плавико
шпатовый комбинат,
Россия
карбонатно-
флюоритовый
30-60
Свинец, цинк
0,074-0
67-71
Ярославский
горно-обогатительный
комбинат, Россия
барит-
флюоритовый
29^2
Свинец, цинк
0,074-0
77
Ленинабад-
ский
горнохимический
комбинат,
Таджикистан
сульфидно-
флюоритовый
29^2
Свинец, цинк
0,074-0
73
Такобский пла-
викошпатовый
комбинат,
Таджикистан
силикатно-
флюоритовый
30^5
—
0,074-0
78-82
Ярославский
горно-обогатительный
комбинат,
Россия
80
Новый справочник химика и технолога
Таблица 2.5
Требования к сере в зависимости от областей ее применения
(по ГОСТ 127-76)
Сера
Природная:
сорта:
9995
9990
9950
9920
Попутная (газ):
сорта:
9998
9995
9990
9900
Массовая доля элементов, %, не менее
основных
99,95
99,90
99,50
99,20
99,98
99,95
99,90
99,00
попутных
(зола, в том числе
Fe, Mn, Си)
0,03
0,05
0,2
0,4
0,02
0,03
0,05
0,4
вредных Se/As
0,000 / 0,0000
0,000 / 0,0000
0,000 / 0,0000
0,04 / 0,003
- / 0,0000
- / 0,0000
- / 0,0000
- / 0,0000
Области
применения
Целлюлозно-
бумажная,
химическая и
фармацевтическая
промышленность
Сельское
хозяйство, производство
минеральных
удобрений,строительство (дороги)
Практически по
всем направлениям
использования
Таблица 2.6
Серный флотационный колчедан (по ГОСТ 444-75)
Компоненты
Сера в пересчете на сухой колчедан, не менее
Свинец и цинк (в сумме), не более
Влага, не более
Содержание, масс. %
КСФ1
47
1
3,8
КСФ2
45
1
3,8
КСФЗ
42
1
3,8
КСФ4
38
1
3,8
Таблица 2.7
Фосфатное сырье для кислотной переработки
(ТУ 113-12-93-90, ТУ 2183-039-00203915-99 и др.)
Показатели, масс. %
р2о5
R203
F
со2
MgO
СаО
Нерастворимый
остаток
Апатиты (флотоконцентраты)
Хибинское
месторождение
39,4-40,1
1,5-2
3,0-3,2
Отсутствует
0,1-0,2
51-52,5
0,1-0,3
Ковдорское
месторождение
36-38
0,6-1,9
0,8-1,2
1,3-3,5
2-5
49-52,6
0,3-2,7
Фосфориты
Кингисепское
месторождение
28-30
1,5-2,0
2,7-2,9
4-6
1,8-2,5
42-^4
10-15
Каратауское
месторождение
24,5-28,5
2,4-3,3
2,5-2,9
5-8
2-3,5
39,5^3,5
14-16,5
Минеральное сырье
81
Таблица 2.
Сортность фосфатного сырья по показателям
разных месторождений
(ГОСТ 2275-90, ТУ 2183-039-00203915-99,
ТУ 113-12-93-90 и др.)
Таблица 2.10
Концентрат нефелиновый (ТУ 6-12-54-80)
Сорта
Богатые
Средние
Бедные
Убогие
Содержание
р2о5,
масс. %
> 15,0
8,0-15,0
4,0-8,0
4,0
Сорта
1
2
3
Степень
обогатимости
РУД
легкообо-
гатимые
удовлетворительно
обо гатимые
трудно обо-
гатимые
Извлечение Р205 в
концентрат,
масс. %
>90
70-90
<70
Таблица 2.9
Основные показатели обогащения различных
технологических типов фосфатных руд
(по ГОСТ 2275-90, ГОСТ 477-82 и др.)
Показатели
Массовая
доля Р205,
масс. %:
в руде
в
концентрате
Выход
концентрата,
масс. %
Попутная
продукция
Обогатительные
фабрики по
переработке
РУД
Технологические типы руд
апатитовые
14,3
39,0
31,5
Нефелиновый
концентрат
АНОФ-1
АО
«Апатит»
(Россия)
фосфоритовые
6,9
28,4
18,5
-
АС
«Фосфорит»
(Россия)
апатито-
магнетитовые
7,2
38,0
13,4
Магнетито-
вый и бадде-
леитовый
концентраты
АО «Ковдор»
(Россия)
Оксид алюминия в пересчете на
сухое вещество, не менее
Влага, не более
29 масс. %
1 масс. %
Таблица 2.11
Концентрат дистен-силлиманитовый
(по ТУ 48-4-307-74)
Показатели
Содержание, масс. %
А1203, не менее
Fe203, не более
СаО, не более
Ti02, не более
ZrCb, не более
Остаток на сетке, %:
№ 0315, не более
№ 005, не более
Марка
КДСЗ
(зернистый)
57
0,8
0,2
1,5
Не
нормируется
0,5
Не
нормируется
КДСЗ-1
(зернистый)
54
0,7
0,7
0,8
0,8
0,5
Не
нормируется
КДСП
(порошкообразный)
57
0,8
0,2
1,5
Не
нормируется
Не
нормируется
3,0
Примечания: 1. Масс. % MgO — - не более 0,4.
2. Влага — не более 0,5 %.
Таблица 2.12
Бокситы маложелезистые
Аркалыкского месторождения
(по ТУ 48-5-250-85)
Физико-химические показатели.
Масс. %:
А1203 — не менее 56
Fe203 — не более 2,2
Ti02 — не более 3
(СаО + MgO) — не более 0,8
(Na20 + К20) — не более 0,9
Потери при прокаливании — не более 28 %
Огнеупорность — не ниже 1770 °С
Влажность — не более 20 %
Размер кусков — до 400 мм
Общие требования к бокситам (по ГОСТ 972-82)
Таблица 2.13
Марка
Б-В
Б-0
Б-1
Содержание А1203 в
пересчете на сухое
вещество, масс. %, не более
52
52
49
Весовое отношение
А1203
, не менее
Si02
12,0
10,0
9,0
Применение
Производство электрокорунда
Производство электрокорунда
Производство глинозема, электрокорунда,
глиноземистого цемента
82
Новый справочник химика и технолога
Продолжение таблицы 2.13
Марка
Б-2
Б-3
Б-4
Б-5
Б-6
Б-7
Б-8
Содержание А1203 в
пересчете на сухое вещество,
масс. %, не более
46
46
42
40
37
30
28
Весовое отношение
ALO,
, не менее
Si02
7,0
5,0
3,5
2,6
2,1
5,6
4,0
Применение
Производство глинозема, плавленых
огнеупоров, глиноземистого цемента
Производство глинозема, плавленых
огнеупоров, глиноземистого цемента
Производство глинозема и огнеупоров
Производство глинозема и огнеупоров
Производство огнеупоров, мартеновское
производство
Производство глинозема, глиноземистого
цемента
Производство глинозема
Таблица 2.14
Бокситы для выплавки электрокорунда
(по ГОСТ 972-82)
Таблица 2.15
Марка
Б-В
Б-0
Б-1
Содержание, масс. %, не более
СаО
0,5
0,5
0,8
S
0,3
0,3
0,3
Бокситы для производства
глинозема (по ГОСТ 972-82)
Марка
Б-1; Б-2; Б-7; Б-8
Б-3; Б-4; Б-5
Б-1; Б-2; Б-7; Б-8
Содержание, масс. %
S, не более
0,7
1,0
I
со2,
(в виде карбонатов)
—
—
< 1,3 (1 сорт)
> 1,3 (11 сорт)
Общие требования к качеству бокситов разрабатываемых месторождений
Таблица 2.16
Марка
Сорт,
рудник
Базовое содержание в сухой руде, %
А1203
Si02
Fe203
S
со2
Аир
Содержание по партиям в сухой руде, %
А1203,
не
менее
S,
не
более
Ре203,
не
менее
со2,
НС
более
Л„р,
не
менее
Товарные бокситы Северно-Онежского бокситового рудника (СОБР)
ГБ
МБ
ЦБ-2
—
—
—
52,0
47,0
47,0
18,0
23,0
23,0
7,0
—
—
0,4
0,2
—
—
—
—
16,0
1,0
1,0
50,0
38,0
38,0
0,6
0,2
—
5,0
—
—
—
—
—
14,0
0,0
0,0
Примечание. А„р — приведенный глинозем, рассчитывается по формуле: А11р = AI203 - 2Si02. Среднее содержание Сг203 по
партиям — не более 0,7 %. Средняя влажность бокситов — 18,5 %. Потери при прокаливании — 20 %.
Товарные бокситы ПО «Севуралбокситруда» (СУБР) и Южно-Уралъских бокситовых рудников (ЮУБР)
ГБ
ГБ
ГБ
I
II
III
52,0
49,0
44,0
5,0
10,0
15,0
-
-
-
1,1
1,0
0,7
4,0
4,0
-
42,0
29,0
15,0
50,0
48,0
41,0
1,3
1,3
0,8
-
-
-
4,1
5,0
-
39,0
26,0
5,0
Примечание. Средняя влажность бокситов ГБ I - 11 %, ГБ II - 5 %, ГБ III - 12 %. Молекулярное отношение СаО к Si02 во
всех марках не должно превышать 2,0.
Товарные бокситы Тургайского (ТБРУ) и Краснооктябрьского (КБРУ) бокситовых рудников (Казахстан)
ГБ
ГБ
МБ
МБ
1,КБРУ
II, КБРУ
Ш,ТБРУ
КБРУ
ТБРУ
42,0
43,0
44,0
38,0
10,0
13,0
15,0
18,0
-
-
-
—
0,26
0,7
0,1
—
1,5
-
0,3
—
22,0
17,0
14,0
2,0
40,0
41,0
42,0
35,0
0,4
0,9
0,2
0,2
-
-
-
—
0,2
-
0,3
—
18,0
13,0
13,0
1,0
Примечание. Содержание Ре20з, Copr, Cl, Ga, V205, глинистой фракции как на базовое, так и по партиям устанавливается в
соответствии с годовым планом добычи руды. Средняя влажность бокситов ТБРУ — 17,0 %, КБРУ — 18,0 %.
Минеральное сырье
83
Таблица 2.17
Бокситы Северо-Онежского рудника
(по ТУ 48-5-156-88)
Марка БК. Предназначены для производства
огнеупорных изделий.
Физико-химические показатели.
Масс. %:
А1203 — не менее 60
Fe203 — не более 2,6
Ti02 — не более 4,5
(СаО + MgO) — не более 0,9
(Na20 + К20) — не более 0,8
Влажность — не более 20 %
Размер кусков — до 500 мм
Таблица 2.18
Графит. Графит тигельный для
графитокерамических изделий (по ГОСТ 4596-75)
Физико-химические показатели:
Зольность, масс. %:
не более 7 (марка ГТ-1)
8 (марка ГТ-2)
10 (марка ГТ-3)
Массовая доля железа в пересчете на Fe203 — не
более 1,6 %
Выход летучих веществ — не более 1,5 %
Остаток на сетке № 02 — не более 75 %
Массовая доля влаги — не более 1,0 %
Примечание. В графите всех марок не допускается
наличие посторонних примесей. По соглашению изготовителя и
потребителя допускается поставка графита марки ГТ-3 Кыш-
тымского месторождения с зольностью до 11 %.
Таблица 2.19
Брусит Кульдурского месторождения
(по ТУ 14-8-392-82)
Содержание
MgO, не менее
Fe203, не более
СаО, не более
Si02, не более
Марка
БРК-1 | БРК-2
Производство
периклазовых
порошков и огнеупоров
64
0,15
1,5
1,5
64
0,2
2,5
2,0
БРК-3
Прочие
отрасли
62
0,35
3,0
3,0
Примечания: 1. Размер кусков — не более 100 мм. 2.
Проход через сетку № 5 — не более 10 %.
Таблица 2.20
Глины бокситовые Аркалыкского месторождения
(по ТУ 14-8-43-72)
Показатели
Содержание, масс. %
А1203,
не менее
Fe203,
не более
Огнеупорность, °С, не
менее
Марка
АРВ-1
49
3,5
1770
АРВ-2
45
3,5
1750
АРО
35
2,5
1710
Примечания: 1. Масс. % Ti02 — не более 3,5. 2. Размер
кусков — не более 500 мм. 3. В название марки введены
дополнительные обозначения: В - - (высокоглинистые) и
О — (основные).
Таблица 2.21
Глина Латненского месторождения (по ТУ 14-8-152-75)
Показатели
Содержание, масс. %
А1203, не менее
Fe203, не более
П. п. п.*, %, не более
Огнеупорность, °С, не менее
Марка
ЛГО
39
1,5
15
1730
ЛТ1
37
1,5
18
1730
ЛТ2
33
2,0
20
1690
лтз
28
2,5
20
1670
ЛТУ
28
3,5
35
1670
ЛТПК1
23
Не нормируется
14
1670
ЛТПК2
17
Не нормируется
12
1670
* П. п. п. — здесь и далее — потери при прокаливании.
Таблица 2.22
Глина Трошковского месторождения
(по ТУ 14-8-74-73)
Таблица 2.23
Каолин Владимирского месторождения
(по ТУ 14-8-127-74)
Показатели
Содержание,
масс. %
А1203, не менее
Fe203, не более
Огнеупорность,
°С, не менее
Остаток на сетке
№ 2, %, не более
Ма
ТР1
38
2
1730
3
ТР2
34
3
1690
7
рка
ТРЗ
28
4
1670
15
ТРПК
15
4
1580
25
Показатели
Содержание, масс. %
А1203, не менее
Fe203, не более
Огнеупорность, °С, не менее
Остаток на сетке № 009, %,
не более
Марка
КВ-1
39
1,5
1750
5
КВ-2
33
1,8
1730
15
КВ-3
28
2,5
1710
20
Примечание. Влажность поставляемого каолина не
должна превышать 23 %.
84
Новый справочник химика и технолога
Таблица 2.24
Каолин Новоселицкого и Мурзинского
месторождений (по ТУ 14-8-160-75)
Показатели
Содержание, масс. %
А1203, не менее
Fe203, не более
Огнеупорность, °С,
не менее
Марка
НК
(МК)-6
43
1,3
1770
НК
(МК)-1
40
1,5
1750
НК
(МК)-2
37
2,0
1730
НК
(МК)-З
33
2,5
1690
Примечание. П. п. п. (только для марок МК) — не более
16 %.
Таблица 2.25
Каолин обогащенный для шамотных изделий
(по ГОСТ 21287-75)
Показатели
Содержание, масс. %
А1203, не менее
Fe203, на массу сухого
вещества, не более
Огнеупорность, °С,
не менее
Марка
1
38
1,5
1730
2
35
2,5
1690
Примечания: 1. В каолине всех марок не допускается
наличие посторонних примесей. 2. Содержание влаги — не
более 20 %.
Таблица 2.26
Нормативные значения физико-химических показателей
кварц-полевошпатовых материалов (по ГОСТ 23034-78)
Показатели, масс. %
Fe203, не более
А1203, не менее
Na20 + K20, не менее
Si02, не более
Остаток на сетке № 063, не более
Норма для марок
КПШС-
0,20-11,5
0,20
11,5
7
80
5
КПШС-
0,20-14
0,20
14
9
75
5
КПШС-
0,30-11,5
0,30
11,5
7
80
5
кпшс-
0,50-11,5
0,50
11,5
7
80
5
КПШС-
0,70-11,5
0,70
11,5
7
80
5
КПШС-Н-11,5
Не нормируется
11,5
7
80
5
Таблица 2.27
Песок кварцевый Резниковского месторождения
(по ТУ 14-8-429-83)
Физико-химические показатели:
Масс. %:
Si02 — не менее 95
Fe203 — не более 0,6
глинистой составляющей — не более 5,0
Влажность — не более 5 %
Зерновой состав:
Остаток на сетках, %, не более: № 2,5-5, № 063-30
Таблица 2.28
Песок кварцевый обогащенный (по ГОСТ 22551-77)
ГОСТом определяются технические требования к
кварцевому сырью для стекольной промышленности. В
производстве кварцевого стекла, используемого в
производстве огнеупоров для разливки стали, могут быть
использованы пески марки ОВС-025-1.
Физико-химические показатели.
Масс. %:
Si02 — не менее 98,5
Fe203 — не более 0,025
А1203 — не более 0,04
Влага — не более 0,5%
Таблица 2.29
Песок кварцевый Латненского месторождения для
набивных масс (по ТУ 14-8-223-77)
Показатели
Содержание, масс. %
Si02, не менее
А1203
Fe203, не более
(Na20 + K20), не более
Огнеупорность, °С, не ниже
Проход через сетку, %:
№ 05 не менее
№ 009 не менее
Марка
ПКЛ-3
92
3-5
1,0
0,8
1710
70
25
ПКЛ-5
91
5-8,5
1,1
1,0
1690
70
30
Минеральное сырье
85
Таблица 2.30
Требования к кварцевым пескам по гранулометрическому и химическому составу
для различных областей применения (по ГОСТ 22551-77, ГОСТ 6139-91, ТУ 14-8-223-77 и др.)
Области
применения
Стекольное сырье
Формовочные
материалы
Абразивные
материалы
Производство
карбида кремния
Производство
изоляторов
Очистка воды
Преобладающий
размер зерен,
мм
0,1-0,8
0,1-0,16
0,16-0,2
0,2-0,315
0,315-0,4
0,25-0,4
>0,25
0,1-0,8
0,3-2,5
Содержание, масс. %
не
менее
Si02
95,0
90,0
95,0
98,5
98,0
94,0
не более
Л1203
4,0
Н/р
Fe203
0,25
1,5
MgO
СаО
Na20
К20
S03
П.п.п.
Глинистая
фракция
Не регламентируют (н/р)
2,0
0,05
3,0
2,0
Не регламентируют
0,5
+Ti02
0,15
0,3
0,18
Н/р
0,3
0,2
0,07
Не регламентируют
Н/р
Н/р
0,3
Без вредных для здоровья людей примесей
Н/р
5,0
Таблица 2.3 J
Требования к химическому составу кварцевого песка
для различных видов стеклоизделий (по ГОСТ 22551-77)
Вид
стекла
Оптическое
хрустальное
Хрустальное
сортовое
Сортовое,
оконное,
стекло для
катализаторов и
электротехники
Полированное
оконное,
тарное,
стеклоблоки
Сорт, марка
ООВС-010-В
ООВС-015-1
ОВС-020-В
ОВС-025-1
ОВС-030-В
ВС-050-1
ВС-050-2
С-070-1
С-070-2
Содержание оксидов, масс. %
SiO,
Не менее 99,8
Не менее 99,3
Не менее 99,0
Не менее 98,5
Не менее 98,5
Не менее 98,0
Не менее 95,0
Не менее 98,5
Не менее 95,0
Fe203
Не более 0,010
Не более 0,015
Не более 0,02
Не более 0,025
Не более 0,030
Не более 0,05
Не более 0,05
Не более 0,07
Не более 0,07
Ti02
Не более 0,05
Не более 0,05
Не более 0,05
Не более 0,05
Не
нормируется
То же
Тоже
Тоже
Тоже
А1203
Не более 0,1
Не более 0,2
Не более 0,4
Не более 0,4
Не более 0,6
Не более 0,6
Не более 2,0
Не более 0,6
Не более 2,0
Сг203
Не более
0,00015
Не более
0,00015
Не
нормируется
То же
То же
То же
Тоже
Тоже
Тоже
Таблица 2.32
Кварциты для производства динаса (по ГОСТ 9854-81)
Показатели
Содержание, масс. %
Si02, не менее
А1203, не более
Fe203, не более
Глинистые и иловые
примеси, не более
Зерновой состав, мм
Марка
К 98-300
98
1,1
0,6
1,0
25-300
К 98-100
98
1,1
0,6
1,0
45-100
К 98-45
98
1,1
0,6
1,0
5^5
К 98-25
98
1,1
0,6
1,0
5-25
К 97-300
97
1,6
0,7
1,0
25-300
К 97-100
97
1,6
0,7
1,0
45-100
К 97-45
97
1,6
0,7
1,0
5^5
К 97-25
97
1,6
0,7
1,0
5-25
86
Новый справочник химика и технолога
Таблица 2.33
Кварцит месторождения Гора Караульная
для производства мертелей
(по ТУ 14-8-99-90)
Марка ПККЗ-97. Физико-химические показатели:
Масс. %:
Si02 — не менее 97
А1203 — не более 1,3
СаО — не более 0,5
Влажность — не более 3%
Зерновой состав:
Зерно > 8 мм — не более 30 % и < 2 мм
20 % (ПККМ-97)
не более
Таблица 2.34
Технические требования на меловую продукцию
(по ГОСТ 12085-88, ТУ 5743-002-25745876-95, ОСТ 21-10-83 и др.)
Массовая доля
показателей качества (%),
не более
СаС03+ l,2MgC03*
Веществ, нерастворимых
вНС1
Полуторных оксидов,
А1 и Fe
Свободного
оксида:
Са
Мп
Си
Оксида Fc(III)
Водорастворимых веществ
Ионов S04 и СГ в
водной вытяжке
Влаги
Fe, извлекаемого
магнитом
Песка
Остаток на
сите с сеткой,
мм
0,14
0,045
Коэффициент отражения,
%*
Наименование марок мела
Мел
молотый
ММ1
98,0
1,0
0,1
2,0
ммз
90,0
3,0
0,2
2,0
Мел технический
дисперсионный
МТД1
98,0
1,5
0,6
0,01
0,001
0,25
0,25
0,15
0,02
0,0
90
МТДЗ(4)
(85,0)
(6,0)
(1,0)
0,02
0,40
0,30
0,20
0,04
(2,0)
85
Мел обогащенный
ММОР
98,5
1,3
0,4
0,010
0,010
0,001
0,15
0,10
0,05
0,15
0,02
0,015
0,0
0,5
90
ММС1
98,2
1,3
0,4
0,02
0,015
0,001
0,15
0,10
0,01
0,02
0,020
1,0
90
ММС2
98,2
1,5
0,6
0,04
0,020
0,001
0,25
0,25
0,04
0,02
0,030
0,40
85
МХП1
97,5
1,6
0,6
0,040
0,20
0,001
0,25
0,25
МХП2
97,0
2,0
0,6
0,040
0,20
0,001
0,36
0,25
0,04
0,20
0,02
0,04
1,0
85
0,06
0,60
85
Таблица 2.35
Примерная классификация сырья для производства известковых вяжущих веществ (обобщенные данные)
Сырье
Известняк:
чистый
обычный
мергелистый
доломитизированный
Доломит
Доломитизированный
мергелистый известняк
Содержание, масс. %
CaCOj
95-100
87-95
75-90
75-90
55-75
50-70
MgC03
0-3
0-3
0-5
5-20
25^5
5-25
Глинистые
примеси
0-2,5
3-8
8-25
0-8
0-8
8-30
Получаемая известь
Маломагнезиальная жирная
Маломагнезиальная тощая
Гидравлическая
Магнезиальная
Доломитовая
Магнезиальная
гидравлическая
Минеральное сырье
87
Таблица 2.36
Известняк для производства стеклотары (по ГОСТ 23671-79)
Содержание СаО, масс. % — не менее 51,0
Содержание Fe203, масс. % — не более 0,3
Содержание влаги, масс. % — не более 7,0
Таблица 2.37
Требования к качеству известняка и доломита
(по ГОСТ 22672-79, ГОСТ 23672-79, ГОСТ 23671-79, ОСТ 21-27-76, ТУ 1125-450-4145-15-90 и др.)
Показатель,
масс. %
СаО
MgO
Fe203, не более
Si02, не более
А1203, не более
Сг203, не более
S03, не более
Норма для марок (известняк)
ИК-54-0,1
не < 54,0
не > 0,6
0,1
1,0
0,5
—
—
ИК-53-0,2
не < 53,0
не> 1,5
0,2
1,5
1,0
—
—
ИК-51-0,3
не < 51,0
не > 2,5
0,3
2,5
1,5
—
—
ДК-19-0,05
не > 32,0
не< 19,0
0,05
1,5
1,0
~
~
Норма
ДК-19-0,10
не > 32,0
не< 19,0
0,10
2,0
1,5
—
—
для марок (доломит)
ДК-18-0,25
не > 34,0
не< 18,0
0,25
2,5
2,0
—
—
ДК-18-0,40
не > 34,0
не< 18,0
0,40
5,0
2,5
—
—
ДК-20-0,10
31 + 1,0
20+ 1,0
0,1
2,0
1,5
0,001
0,2
Примечание. Куски известняка и доломита должны быть размерами менее 300 мм и более 20 мм (кусков с размерами менее
20 мм допускается не более 10 %). Для молотого доломита (марка ДМ-20-0,10) остаток на сетке № 1К отсутствует, на сетке
№ 08К — не более 5 %, № 01К — не более 10 %. В молотом доломите должны отсутствовать магнитные включения размером
более 0,25 мм.
Доломит сырой металлургический (по ОСТ 14-84-82)
Таблица 2.38
Показатели, масс. %
(на массу сухого вещества)
MgO, не менее
Si02, не более
(А1203 + Fe203 + Mn304), не более
Марка
ДСМ-1
19
3
3
ДСМ-2
16
5
4
дсм-з
12
6
5
Примечание. Марки ДСМ-1 и ДСМ-2 —для обжига и заправки; ДСМ-З — для заправки и подсыпки порогов.
Состав доломитов (масс. %)
(по ГОСТ 23572-79, ТУ 14-8-232-77)
Таблица 2.39
Наименование породы
Доломит
известковый
глинистый
известково-глинистый
Доломит
СаСОз • MgC03
100-81,0
90^5
90-67,5
81-37,5
MgO
21,9-17,7
19,7-9,8
19,7-14,8
17,4-8,2
СаО
27,4-33,0
29,7^3,2
22,8-29,7
24,7-38,9
С02
47,7^2,6
47,3-42,1
42,9-35,5
42,6-34,4
Кальцит
СаСОз
0-10
9-50
0-9
7,5^5
Глинистые
материалы
0-10
0-10
10-25
10-25
Таблица 2.40
Содержание гипсового камня по сортам
(по ГОСТ 4013-82)
Сорт
1
2
3
4
Содержание в камне, масс. %, не менее
Гипсовом
гипса
95
90
80
70
кристаллизационной воды
19,88
18,83
16,74
14,64
Ангидритовом
гипса + 1,26
ангидрита
95
90
80
—
серного
ангидрита
44,18
41,85
37,20
—
Таблица 2.41
Технологическая характеристика слюдяных руд
(по ГОСТ 10698-80, ГОСТ 12865-67)
Показатели,
характеристика
Массовая доля
слюды в рудах, %
Массовая доля
слюды в
концентрате, %
Извлечение слюды
в концентрат, до, %
Технологические типы руд
мусковито-
вые
0,2-8,0
80-99,5
75
флогопи-
товые
0,8-8,0
90-95
85
вермикули-
товые
2
70-90
75
88
Новый справочник химика и технолога
Таблица 2.42
Сортность асбеста по геологическому анализу
(по ГОСТ 12871-93, ТУ 21-22-14-75, ТУ 21-22-6-75)
Сорт
Крюд-АК (асбест кусковой)
I
II
III
IV
V
VI
VII
Средняя длина
волокна, мм
Размер ячейки сита в
свету, мм
> 18 (отбор вручную)
16
12
9
5,5
2,5
1,0
0,7
8
6,3
4,0
2,8
1,6
0,5
0,25
Допустимое содержание
пыли и гали
(кусков породы), %
0
0
0
2-3
4-7
12-17
23-32
-
Таблица 2.43
Технические требования к обогащенному антофиллит-асбесту (по ТУ 21-22-6-75)
Нормируемые показатели
Содержание растворимых в кислоте примесей,
%, не более
Содержание волокна на третьем сите
стандартного аппарата, %, не менее
Содержание пыли, %, не более
Нормы для сорта
AH-I
13
60
9,0
АН-П
16
50
11,0
АН-Ш
17
40
13,0
AH-IV
18
30
16,0
AH-V
19
12
20,0
AH-VI
20
5
23,0
Таблица 2.44
Циркониевое сырье. Концентрат цирконовый (по ОСТ 48-82-81)
Физико-химические показатели
Массовая доля, %:
Zr02, не более
Fe203, не более
Ti02, не более
А1203, не более
Р205, не более
Остаток на сетке, %, не более:
№0315
№ 0063
№005
Удельная поверхность, см2 • г"1,
не менее
Марка
КЦП
(порошкообразный)
65
0,09
о,з
1,8
0,14
кцпт
(порошкообразный
тонкодисперсный)
65
0,1
0,4
2,0
0,15
Отсутствует
3
20
Не нормируется
КЦЗ (зернистый)
60
Не нормируется
Не нормируется
Не нормируется
Не нормируется
Не нормируется
Не нормируется
Не нормируется
Не нормируется
6
5000
Примечания. 1. Массовая доля (U + Th) в эквиваленте Th — не более 0,1 %. 2. Влажность — не более 0,5 %. 3. Радиационно-
безопасная норма содержания долгоживущих естественно-радиоактивных элементов — менее 1 • 10~9 Ки (0,1 эквив. % Th).
4. Массовая доля СаО и MgO — менее 0,1 % в концентрате. 5. Остаток на сетке № 005 для марки КЦП не более 20 %
гарантируется технологией производства.
Минеральное сырье
89
Таблица 2.45
Циркония диоксид (по ГОСТ 21907
Физико-химические показатели
Массовая доля, %:
Zr02 и НЮ2
А120з
Fe203
СаО
Si02
Ti02
Р205
S03
Na20 и K20
П. п. п., %, не более
Остаток на сетке, %:
№ 0315, не более
№056
№ 08, не более
Содержание темных включений в огневой пробе, шт., на 1 дм2, не более:
диаметром 0,5-2 мм,
в том числе диаметром 1-2 мм
-76)
Mapi
ЦрО
1-й сорт
99,3
0,03
0,05
0,03
0,2
0,1
0,15
0,18
0,02
0,5
0,5
2-й сорт
99
0,05
0,1
0,05
0,3
0,2
0,2
0,25
0,05
0,5
0,5
Отсутствие
Не нормируется
Не нормируется
Не нормируется
са
ЦрО-К
96,5
Не нормируется
0,08
0,5
0,6
1,0-1,5
0,4
0,3
Не нормируется
0,5
40
Не нормируется
18
15
5
Примечания. При поставке на экспорт массовая доля в продукте диоксида гафния не должна быть более 2,2 %.
Таблица 2.46
Марганцевая руда (по ГОСТ 4418-75)
Компоненты
Диоксид марганца,
не менее
Фосфор, не более
Диоксид кремния,
не более
Содержание, масс. %
I сорт
89
0,2
8
II сорт
84
0,2
9
III сорт
80
0,2
9
Таблица 2.47
Висмутовые руды. Технологические типы
(по ГОСТ 10928-75)
Компонент
Висмут
Содержание, масс. %
Тип I
селективный
(висмутовый)
>0,2
Тип II
комплексный
>0,05
Тип III
сопутствующий
<0,05
Таблица 2.48
Основные требования к оловянным концентратам
(по ТУ 48-0226-008-82, ОСТ 4832-88)
Назначение
концентрата
Плавка на черновое
олово первого сорта
Для обогащения на
доводочных фабриках
Плавка на черновое
олово второго сорта
Плавка на черновой
оловянно-свинцовый
сплав
Содержание элементов, масс. %
Sn, не
менее
60/45*
30/15
15/5
15/5
Примеси, не более
РЬ
2/2
2/2
2/2
5/5
As
0,3/0,3
Не
нормируется
1,5/0,5
2/0,5
S
0,3/0,3
Не
нормируется
5/ Не
нормируется
15/ Не
нормируется
Си
Не
нормируется
Не
нормируется
0,5/ Не
нормируется
0,5/ Не
нормируется
Zn
Не
нормируется
Не
нормируется
З/Не
нормируется
З/Не
нормируется
F
Не
нормируется
Не
нормируется
Не
нормируется
1/1
W03
3/3
5/5
5/5
5/5
* В числителе — высшие, в знаменателе — низшие сорта.
90
Новый справочник химика и технолога
Таблица 2.49
Руда хромовая для производства огнеупоров
Показатели
Массовая доля, %
Сг203, не менее
Si02, не более
FeO, не более
СаО, не более
S, не более
Р, не более
Cr203/FeO,
не менее
Крупность, мм
Влажность, %, не
более
в летний
период
в зимний
период
Донской ГОК
руды
ТУ 14-9-249-83
периклазохро-
митовые
ДХ-2-0
52
6,5
14
1
ДХ-2-1
50
8
14
1
хромитопе-
риклазовые
ДХ-2-2
47
8
14
1,3
ТУ 14-9-
1-83
низкокремнистая
ДХ-2-4
53
5
14
1
Не нормируется
Не нормируется
0-10
4
4
10-80
4
4
80-300
4
4
0-300
5
5
концентраты
ТУ 14-9-250-83
КХД-1
48
8
КХД-2
50
7
КХД-3
50
7
ТУ 14-9-
202-80
низко-
кремнистый
57
3
Сарановское
месторождение
руды
ТУ 14-9-
148 -78
хромито-
перикла-
зовые
36 ±2
8,5
ТУ 14-9-
144-77
для ремонта
мартеновских печей
30
13
Не нормируется
0,8
0,05
0,005
3,5
10-100
4
4
0,8
0,08
0,005
3,6
3-10
5
2
0,8
0,08
0,005
3,6
0-3
5
2
1
2
Не
нормируется
Не нормируется
Не нормируется
0-0,5
6
1
10-350
0-40
Не нормируется
Не нормируется
Таблица 2.50
Дуниты. Дунит Соловьевогорского месторождения
(по СТП 14-102-0036-86)
Физико-химические показатели:
Массовая доля, %:
MgO — не менее 46
СаО — не более 0,4
Отношение MgO/Si02 (массовое) — не менее 1:17
Огнеупорность — не менее 1750 °С
Кусковатость— 10-250 мм
Содержание мелочи < 10 мм — не более 5 %
Куски выветрелого дунита должны отбраковываться.
Таблица 2.51
Минеральный состав среднесортной
реальгарово-аурипигментной руды
(по ГОСТ 19-73, ТУ 6-09-39-65)
Минералы
Ауринигмент
Реальгар
Мышьяк самородный
Киноварь
Антимонит
Сульфосоли As
Золото самородное
Кальцит
Кварц
Глинистые минералы
Содержание, масс. %
5-10
0,1-1
0,01
0,001
0,01
0,01-0,1
0,001-0,01*
5-10
1-5
1-5
* Содержание г/т.
Таблица 2.52
Основные показатели обогащения различных типов медных руд (по ОСТ 48-77-82, ТУ 48-74)
Показатель
Содержание элемента, масс. %
Си
Технологический тип руд
Медистые песчаники
в руде
1,07
в
концентратах
38,2
Медно-порфировый
в руде
0,4
в
концентратах
18,4
Медно-цинково-
колчеданный
в руде
1,85
в
концентратах
15,8
Минеральное сырье
91
Продолжение таблицы 2.52
Показатель
Мо
Zn
S
Характерные фабрики по
переработке руд
Технологический тип руд
Медистые песчаники
в руде
—
в
концентратах
—
Джезказганский
горнометаллургический
комбинат, Казахстан
Медно-порфировый
в руде
0,004
в
концентратах
27,7
Алмалыкский
горнометаллургический
комбинат, Узбекистан
Медно-цинково-
колчеданный
в руде
1,48
19,7
в
концентратах
52,8
40,8
Гайский
горно-обогатительный комбинат,
Россия
Таблица 2.53
Основные показатели обогащения различных
типов руд и разновидностей вольфрамового сырья
(по ГОСТ 17293-83, ГОСТ 2197-83, ГОСТ 213-89, ТУ 48-14-25-78 и др.)
Показатель
Массовая доля
полезных компонентов, %,
в руде (в концентрате):
W03
Си
Мо
Sn
Попутные концентраты
(массовая доля
попутного компонента в
концентрате, %)
Горно-обогатительный
комбинат
Руды
вольфрамитовые
вольфра-
митгюбне-
ритовая
0,2
(60,5)
Мускови-
товый
(98,0)
Орловский,
Россия
гюбнерит-
сульфидная
0,115
(60,8)
0,019
(-)
—
Ингичкин-
ская
фабрика,
Узбекистан
вольфрамо-
во-олово-
висмутовая
0,485
(60,0)
0,05
(10,6)
Висмутовый (1,1)
Акчатау-
ский,
Казахстан
вольфрамит-
молибденовая
0,18
(63,5)
0,046
(22,5)
Висмутовый (0,36)
Акчатау-
ский,
Казахстан
шеелитовые
шеелито-
вая
0,285
(52,0)
—
—
шеелит-
молибденовая
0,15
(40,0)
0,07
(5,5)
0,035
(54,0)
Медно-
висмуто-
вый
(5,5; 0,66)
Тырныа-
узский,
Россия
шеелит-
сульфидная
0,75-1,16
(55,3)
0,16-0,4
(15,0-17,3)
лото-серебряный (6000;
12; 75 г/т)
Приморский,
Россия
Таблица 2.54
Руды вольфрамовые (по ГОСТ 213-89 и др.)
Богатые — содержат W03 1,0-2,5 масс. %
Рядовые — содержат W03 0,3-1,0 масс. %
Бедные — содержат W03 0,15-0,3 масс. %
92
Новый справочник химика и технолога
Таблица 2.55
Основные требования к качеству танталониобиевых концентратов
(по ОСТ 48-37-72, ТУ 48-4-233-72, ТУ 48-4-300-74)
Концентраты и содержащиеся в
них компоненты
Показатели качества, масс. %
Лопаритовые
Сорт
Содержание, масс. %:
лопарит, не менее
(Та, Nb)205 не менее
Р, не более
Si02, не более
I
90
8,0
0,016
2,5
II
90
8,0
0,1
2,5
III
90
8,0
0,3
6,0
IV
65
8,0
0,5
8,0
Пирохлоровы е
Содержание, масс. %:
сумма Nb205 и Та205,
не менее
влага, не более
Содержание примесей на 1 %
суммы Nb205 и Та205, не более:
Si02
Ti02
Р
S
38,0
1,0
0,32
0,32
0,0025
0,003
-
-
-
-
-
:
Танталовые
Марка
Массовая доля, %:
Та, не менее
Si02, не более
ТАК-1
40
Не нормируется
ТАК-2
26
7
ТАК-3
17
7
ТАК-4
5
10
Таблица 2.56
Качество оруднения (по совокупности требований стандартов)
Компонент
Nb205
Ta2Os,
Содержание в рудах месторождений разных категорий, масс. %
уникальные
>2
>0,06
богатые
1-2
0,025-0,060
рядовые
0,3-1,0
0,015-0,025
бедные
<0,3
< 0,015
Таблица 2.57
Основные требования к титановым концентратам для различных производств
(по ГОСТ 22938-78, ТУ 48-4-236-72, ТУ 48-4-267-73)
Наименование
производства
Получение пигментного
диоксида
Выплавка шлаков для
производства
пигментного диоксида
Выплавка
металлургических шлаков
Производство сварочных
материалов из рутиловых
концентратов
Массовая доля, %,
не менее
Ti02
56-50
45
52^5
94
ильменита
96,5-97
—
96,5
90
(рутила)
Вредные примеси, %, не более
Р205
0,16-0,08
0,20
0,2-0,5
0,7
Сг203
0,05
0,08
0,10
—
А1203
—
1,5
3,0
0,6
Si02
—
2,5
3,0-1,8
1,5
Н20
1,5
—
0,5-1,5
0,5
Максимальный
размер зерен
ильменита, мм,
не более
3,0
—
3,0-0,4
0,3
Примечание. Первый показатель — для высшего сорта, второй — для низшего.
Минеральное сырье
93
Таблица 2.58
Основные показатели обогащения циркон-рутил-ильменитовых россыпей на Верхнеднепровском ГМК
(по ГОСТ 22938-78, ОСТ 48-82-81, ТУ 48-4-236-72 и др.)
Показатели
Извлекаемый
компонент
Массовая доля, %:
В руде
В концентрате
Получаемый концентрат
Ильменитовый
(попутно-извлекаемые
элементы)
Диоксид титана
(скандий; ванадий)
1,55 (0,00012; 0,0048)
63,9 (0,004; 0,018)
Рутиловый
Диоксид
титана
0,84
95,0
Цирконовый
Диоксид
циркония
0,38
65,8
Дистен-
ильменитовый
Дистен-
ильменит
0,78
92,4
Ставролитовый
Ставролит
0,02
78,6
Таблица 2.59
Составы целестиновых концентратов (по ТУ 113-23-10-88, ТУ 113-23-01-10-87)
Тип целестиновых руд
Прожилковый в
известняках
Сплошной
Вкрапленный в
доломитах
Прожилковый в
мергелях и алевролитах
Конкреционный в
мергелях и алевролитах
Конкреционный
в алевролитах
в глинах
Конечная
крупность
измельчения,
мм
0,56
0,56
0,14
0,56
0,14
0,56
0,14
Содержание, масс. %
SrO
52,0
47,34
53
48,0
48,7
48,3
50,55
Пересчет
на SrS04
92
85
93
85
86,2
85,5
91
СаО
4,74
4,2
20
2,9
2,09
1,0
MgO
-
3,1
1,4
0,5
1,0
0,5
ВаО
0,3
—
—
2,1
—
Al203 + Fe203
0,3
0,3
0,3
1,2
2,6
Не
определено
0,9
Si02
0,32
0,05
0,05
1,1
3,32
8,0
2,2
Извлечение
SrO от
исходного
84,4
80,07
71,08
78,25
67,84
82,9
73,6
Таблица 2.60
Основные показатели обогащения бериллиевой руды флюорита
(Первомайский горно-обогатительный комбинат, Россия)
Массовая доля в
общем объеме
переработки,%
65-70
Массовая доля BeO(CaF2), %, в:
руде
24-25
концентрате
96-97
хвостах
1,6
Выход
концентрата,
%
22,0
Извлечение
BeO(CaF2)
концентрата, %
87
Крупность зерен
концентрата, мм
0,074-0
Попутные
компоненты
Бериллиевые
минералы,
бертрандит,
фенакит
Таблица 2.61
Бериллиевые руды (обобщенные показатели)
Продолжение таблицы 2.61
Тип руды
Собственно бериллиевые
месторождения
Комплексные руды
(попутное извлечение)
Содержание ВеО, масс. %
0,20-0,35
0,05-0,10
Тип руды
Убогие
Бедные
Рядовые
Богатые
Содержание ВеО, масс. %
0,04-0,10
0,1-0,3
0,3-0,6
Более 0,6
94
Новый справочник химика и технолога
Таблица 2.62
Основные виды продукции натриевых солей
продукции
Пищевая
поваренная соль
Экстра
Высший сорт
Первый сорт
Второй сорт
Кальцинированная сода
техническая
Марка А
Высший сорт
Марка Б
Высший сорт
Первый сорт
Второй сорт
Гидрокарбонат
натрия
Первый сорт
Второй сорт
Технический
Сульфат
натрия
Марка А
Высший сорт
Первый сорт
Второй сорт
Марка Б
Нормативно-
технические
документы
ГОСТ 51574-2000
ГОСТ 5100-85
ГОСТ 2156-76
ТУ 6-18-31-81
ГОСТ 6318-77
Массовая доля компонентов, %
Основные
NaCl
Не менее 99,7
Не менее 98,4
Не менее 97,7
Не менее 97,0
Na2C03
Не менее
99,4/98,7*
Не менее
99,4/98,9
Не менее
99,0/98,2
Не менее
99,0/97,5
NaHC03
Не менее 99,5
Не менее 99,0
Не менее 99,0
Na2S04
Не менее 99,4
Не менее 98,0
Не менее 97,0
Не менее 94,0
Са
0,02
0,35
0,50
0,65
NaCl
0,2
0,4
0,5
0,8
Na2C03
0,4
0,7
1,0
NaCl
0,2
0,7
1,2
2,0
Попутные и вредные
MgO
0,01
0,05
0,10
0,25
Na2S04
0,04
0,04
0,05
Не
нормируется
NaCl
0,02
0,04
0,05
CaS04
—
—
—
1,0
К
0,02
0,10
0,10
0,20
—
—
—
—
Na2S04
0,02
0,02
—
Fe203
0,02
0,10
0,10
0,03
Fe
0,005
0,005
0,01
0,01
Fe203
0,003
0,003
0,003
0,008
Са
0,04
0,05
—
—
—
—
—
—
so4
0,16
0,80
1,20
1,50
П. п. п.
0,7
0,5
0,8
1,5
Не
ределено
—
—
0,1
Не
ределено
0,4
0,9
1,2
4,5
Влага
0,03
0,16
0,45
0,85
Нерастворимый
остаток
0,04
0,03
0,04
0,08
—
0,1
0,2
0,5
—
—
—
—
—
В числителе норма для прокаленного продукта, в знаменателе — для непрокаленного.
Таблица 2.63
Мирабилит природный (по ГОСТ 6318-77)
Компонент
Сернокислый натрий
(десятиводный), не менее
Хлористый натрий, не более
Вещества, не растворимые в
воде, не более
Гигроскопичная влага,
не более
Содержание, масс. %
90,0
2,0
0,6
3,0
Таблица 2.64
Магний хлористый технический — бишофит
(по ГОСТ 7759-73)
Физико-химические показатели:
Массовая доля, %:
ионов магния (Mg2+) — не менее 11,8
в пересчете на MgCl2 • 6Н20 — не менее 97
хлористого кальция в пересчете на СаО — не более 0,2
сульфат-ионов (SO4 ] —не более 1,1
ионов щелочных металлов (Na+ + К+) — не более 0,8
не растворимого в воде остатка — не более 0,2
Минеральное сырье
95
Таблица 2.65 Таблица 2.66
Эпсомит (по ТУ 6-18-153-82) Барит (по ГОСТ 4682-84)
Компоненты
Сернокислый магний
(семиводный),
не менее
Хлористый натрий,
не более
Хлористый магний,
не более
Вещества, не
растворимые в воде, не более
Влага
гигроскопичная, не более
Содержание, масс. %
I сорт
92
7
2
1,5
2
II сорт
85
7
3
2
3
III сорт
80
9
5
3
3
Компоненты
Сернокислый
барий, не менее
Диоксид
кремния, не более
Оксид железа,
не более
Вещества,
растворимые в воде,
не более
Содержание в пересчете на сухое
вещество, масс. %
высший
сорт
95
1,5
0,5
0,3
I
сорт
90
2,5
1,5
1,0
II
сорт
85
4,0
3,0
1,0
III
сорт
80
Не
нормируется
Не
нормируется
10
Таблица 2.67
Основные виды продукции из калийных и калий-магниевых солей
Наименование продукции.
Характеристика продукции
Калий хлористый:
Гранулировании й
Мелкий
Хлористый калий технический
для электрохимических
производств
Хлористый калий
крупнокристаллический обеспыленный.
Кристаллы от молочного до
краснобурого цвета,
рассыпчатость 100%:
I сорт, фракция 4 мм не менее
100 %
II сорт, фракция 4 мм не менее
95%
III сорт
Хлористый калий
крупнозернистый для сельского хозяйства.
Кристаллы от красного до бурого
цвета, не менее 70 % фракции
0,5-6,0 мм, не более 5 % фракции
менее 0,25 мм при отсутствии
зерен более 7 мм
Смешанная калийная соль (смесь
хлорида калия и молотого
сильвинита) для удобрения.
Мелкие зерна серовато-бурого и
красно-бурого цвета, фракция 5-
7 мм не более 5 % при
отсутствии более крупных зерен
Сильвинит молотый крупнокри-
сталический.
Порошок красновато-серого
цвета, фракция крупнее 4 мм — не
более 20 %
Нормативно-
технические
докукменты
ГОСТ 4568-83
ТУ 113-13-27-82
ТУ 113-13-28-83
ТУ 113-13-22-84
ТУ 113-13-13-82
ТУ 113-13-6-83
Массовая доля компонентов, %
основных
КС1
Не менее 95
Не менее 95
Не менее
98
Не менее
95
Не менее 92
85 ± 1
—
Не менее
22
К20
Не менее 60
Не менее 60
Аминов
не более
200 г/т
Не менее
60
Не менее 58
53,7 ±0,6
Не менее
40
Не менее
14
MgO
—
—
—
—
—
—
попутных
влага
0,5
1,0
—
Не более
1,0
Не более 1,0
Не более
1,0
Не более
2,0
—
хлор
—
—
—
—
—
—
96 Новый справочник химика и технолога
Продолжение таблицы 2.67
Наименование продукции.
Характеристика продукции
Сульфат калия для удобрения.
Кристалический порошок,
рассыпчатость 100 %, белый с
желтоватым оттенком:
I сорт
II сорт
Калимагнезия:
Негранулированная.
Зернистый порошок белого
цвета с розовым или серым
оттенком, фракция более 10 мм
— 10 %, более 5 мм — 20 %
Гранулированная.
Спрессованные гранулы белого
цвета с розовым и серым
оттенком, рассыпчатость не менее
99,5 %, фракция более 4 мм —
10 %, 1-4 мм — 80 %, менее
1 мм —10 %
Калий-магниевый концентрат:
Гранулированный.
Гранулы серого цвета, рас-
сыпчаточсть 100 %, фракция
4-7 мм — 10 %, 1^ мм —
80%, менее 1 мм—10%
Негранулированный.
Зернистый порошок серого
цвета, рассыпчатость 100 %,
фракция более 5 мм — 10 %
Каинит природный.
Каинитовая порода, содержащая
до 35 % каинита.
Кристалический порошок серого цвета,
рассыпчатость 100 %, фракция
7 мм — 4 %, 5 мм — 12 %
Нормативно-
технические
докукменты
ТУ 113-13-17-83
ТУ 6-13-11-79
ТУ 113-13-7-82
ТУ 113-13-8-83
Массовая доля компонентов, %
основных
КС1
—
—
—
—
К20
Не менее
50
Не менее
48
Не менее
28
Не менее
28
Не менее
17,5
Не менее
17,5
Не менее
9,5
MgO
Используются
кислые
сульфаты калия
Не более
1,5
Не более
3,0
Не более
8,0
Не менее
8,0
Не менее
9,0
Не менее
9,0
—
попутных
влага
Не более
0,1
Не более
0,1
Не более
12,0
Не более
7,0
Не более
4,0
Не более
4,0
Не менее
5,0
хлор
Не более
2,0
Не более
3,0
Не более
15,0
Не более
15,0
Не более
20,0
Не более
20,0
—
Таблица 2.68
Сорта солей по содержанию (масс. %) полезного компонента
(по ГОСТ 2156-76, ГОСТ 4568-63, ГОСТ 6318-77)
Полезные компоненты
Бедные
Рядовые
Богатые
Калийные соли
Хлористые соли КС1(К20)
Сульфатные соли K2S04(K20)
Менее 22 (14)
Менее 14 (7)
22-28(14-18)
14-18 (7-9)
Более 28 (18)
Более 18 (9)
Карбонатно-натриевые и сульфатно-натриевые соли
Карбонатно-натриевые соли (трона, нахколит и др.)—Na2C03
Давсонитовые и давсонитсодержащие породы — Na2C03
Сульфатно-натриевые соли — Na2S04
Менее 10
Менее 5
Менее 10
10-20
5-10
10-20
20-50
10-25
20-50
Минеральное сырье
97
Компонент
Хлорид калия
Хлорид натрия
Не растворимый
в воде остаток
Сильвинитовая руда (по ГОСТ 4568-83)
Техническая
Марка К
1 сорт
Не менее 98
(масс. % в сухом
веществе)
Не более 1,4
Не более 0,2
2 сорт
95
4,5
—
Марка Ф
2 сорт
95
4,5
—
3 сорт
91
7
—
Таблица 2.69
Для сельского хозяйства
1 сорт
95
—
—
2 сорт
91
—
—
2.3. Химический состав важнейших видов сырья
В таблицах приводится, как правило, средний или
типичный химический состав минерального сырья
некоторых, в основном, крупнейших отечественных
месторождений и стран СНГ. Выбор представленных
здесь видов сырья определяется их
распространенностью и значением в производстве различных
неорганических веществ.
Во всех случаях, кроме особо оговоренных,
приводимые данные о нерастворимом остатке получены при
обработке соляной кислотой.
Более подробные сведения см.:
Требования промышленности к качеству
минерального сырья: Справочник (для геологов), вып. 1-
77. М.: Госгеолтехиздат, 1960-1965.
Минеральное сырье: Справочник в 100 выпусках /
Под ред. В.П. Орлова. М.: ЗАО «Геоинформмарк»,
1977-1999.
Качество продукции цементных заводов России и
ближнего зарубежья в 2000-2001 годах. Справочник
Санкт-Петербург, ЗАО «НИИ Гипроцемент-Наука» 2002.
Парюшкина О.В., Мамина Н.А., Панкова Н.А.,
Матвеев Г.М. Стекольное сырье России. М.: АО «Силин-
форм», 1995.84 с.
Таблица 2.70
Химический состав колчеданов
Колчеданы
Карельский пирит
сплошной
полосчатый
Карельский пирротин
Среднеазиатский колчедан
Уральский колчедан
рядовой
сыпучка
бедный
Колчеданы
Карельский пирит
сплошной
полосчатый
Карельский пиротин
Среднеазиатский колчедан
Уральский колчедан
рядовой
сыпучка
бедный
Содержание, масс. %
Сера
общая
46,62
36,42
32,09
30,75
51,18
47,06
32,39
СаО
0,21
0,40
0,22
2,09
0,01
0,16
0,14
окисленная
0,06
0,05
—
0,87
0,09
2Д4
0,12
Сод
MgO
0,26
0,65
0,21
0,53
—
0,03
0,50
пиритная
45,56
36,37
—
—
51,09
44,92
32,27
фжание, масс. %
СиО
0,04
0,17
0,14
—
0,79
0,91
0,17
Fe203
59,42
47,38
62,32
26,40
64,31
59,80
42,44
Sr02
—
—
—
—
1,24
5,60
23,24
А1203
0,72
0,77
5,36
0,63
1,01
0,60
1,93
Н20
—
—
—
—
0,08
5,37
0,35
Таблица 2.71
Химический состав гипсов и ангидритов
Месторождение
Содержание, масс. %
СаО
so3
Si02
А1203
Fe203
MgO
н2о
CaSQ4 • 2Н20
Гипсы
Артемовское (Украина)
Завальевское (Украина)
Завозское (Архангельская обл.)
Исфаринское (Таджикистан)
Камско-Устинское (Татарстан)
Кунгурское (Пермская обл.)
Нежинское (Украина)
Новомосковское (Тульская обл.)
Полазнинское (Пермская обл.)
Разъезд Пшеничный (Украина)
Уфимское (Башкортостан)
32,5-32,8
32,71
31,72-36,70
31,0-33,0
31,84-32,85
32,6-40,9
31,9-34,5
30,84-32,69
31,6
32,59
29,8-31,9
46,1-46,4
46,18
35,84-45,93
44,24-47,67
44,00-46,92
40,01-46,5
41,26-46,77
38,08-44,79
44,2
45,00
44,1-46,2
0,36-0,58
0,24
0,04-1,68
—
0,04-0,34
0,28-2,75
—
0,84-5,78
—
1,10
0,32-7,53
—
—
0,02-0,42
—
—
—
0,0-1,28
0,21-1,48
—
—
—
0,18-0,36
0,30
0,01-0,04
—
0,17-0,78
0,24-0,45
—
0,16-0,45
—
3,12
0,24-2,28
0,21-0,63
0,03
0,29-4,26
0,2-0,5
0,08-0,56
0,21-0,73
0,0-2,65
0,47-2,39
—
0,42
0,43-3,31
18,83-19,91
20,41
16,38-20,22
17,5-20,12
20,58-21,29
18,52-19,20
20,72-21,87
17,70-19,80
19,2
17,88
18,31-20,10
>83
97,5-98,0
83,0-98,0
>83
95,0-100
86,0-100,0
88,7-98,4
82,0-96,0
92,2
-95,0
95,0-97,5
Ангидриты
Артемовское (Украина)
Камышбашинское (Средняя Азия)
Киргизское (Средняя Азия)
Охлебинино (Башкортостан)
Красноглинское
(Самарская обл.)
39,80
40,00
40,11
39,14-40,76
31,7-33,0
58,15
58,80
58,90
55,02-57,86
40,16-46,75
0,21
0,48
0,34
0,1-0,48
0,2-1,96
—
0,14
Следы
0,03-3,60
0,2-1
0,86
Следы
0,22
0,03-3,60
0,02-1,4
—
—
—
0,1-1,7
18,67-20
0,35
0,81
0,50
2,11-5,46
94,7-97,4
—
—
—
—
—
Минеральное сырье
99
Таблица 2.72
Химический состав отходов гипса (фосфогипса)
Образцы
Первый
Второй
Третий
Четвертый
Содержание в пересчете на абсолютно сухое вещество, масс. %
СаО
32,26
31,77
24,27
30,46
S03
46,08
43,35
36,26
43,43
R203
—
0,9
7,0
2,95
MgO
—
—
0,16
0,75
нерастворимый
остаток
—
0,15
7,65
5,41
Н20
20,66
20,10
20,56
15,00
Р205
общий
0,96
1,5
4,32
2,44
водорастворимый
0,48
0,40
0,59
0,72
CaF2
—
0,23
—
—
F
0,1-0,6
Таблица 2.73
Составы некоторых природных фосфатов (масс. %)
Фосфат
Хибинский апатитовый концентрат
Ковдорская апатит-магнетитовая руда
Ковдорский апатитовый флотоконцентрат
Ошурковский апатит:
руда
флотоконцентрат
Каратауский фосфорит:
руда
флотоконцентрат (Чулактау)
Чилисайский фосфорит, флотоконцентрат
Вятский фосфорит:
мытый
флотокон центрат
Егорьевский фосфорит:
мытый
флотоконцентрат
Кингисеппский фосфорит:
руда
флотоконцентрат
Р205
39,4
7
36-39
3,5-5,5
37,6
16-28
27,5
23-24
23-25
28-28,2
21-23
28,5
6-6,5
27-28
СаО
52
16
49-53
12-15
50,2
27^4
41
39
36-39
44-^5
33-35
43,2
8,9
36-44
MgO
0,1-0,2
14
2-5
5-7
0,5
0,4-4,2
2,1
0,7
—
—
0,3-2
1,8-3,5
R2O3
1-2
31
0,6-1,9
14-18
1,8
2,1-3,5
2,2
3,6
7-9
3,7-45
10-12
5,5
1-2,5
1,2-1,3
С02
—
—
1,3-3,6
0,2-0,6
2,9
2-9
3,8
5,3
4,4-5
5,7-6,8
4,1-5,3
5
1-2,5
6-7
F
2,8-3,1
0,9
0,8-1,2
0,3-0,6
2,8
1,5-2,3
2,9
—
2,5-3
2,2-3,2
2-2,6
2,9
0,5-0,6
1,7-2,5
Не
растворимый в
соляной кислоте
остаток
0,2-1,5
—
0,4-2,7
—
13
19
15,6-
4,3-6,4
17-18
5
75-80
8-12
Таблица 2.74
Химический состав хибинских апатитов
Компоненты
Р305
As205
v2o5
Si02
Ti02
Zr02
Z Ln203*
Содержание, масс. %
образец 1
(p = 3,314- 103кг/м3)
40,95
0,00028
—
0,41
0,00
0,001
1,19
образец 2
(р = 3,221 • 103кг/м3)
40,80
0,00018
0,001
0,26
0,00
0,001
0,80
образец 3
(р = 3,355- 103кг/м3)
38,33
0,00007
—
1,55
0,00
0,001
3,22
образец 4
(р = 3,295- 103кг/м3)
40,57
0,00016
—
0,21
0,00
—
1,75
100 Новый справочник химика и технолога
Продолжение таблицы 2.74
Компоненты
Fe203
А1203
СаО
SrO
ВаО
MgO
МпО
Na20
К20
Н20
F
С1
I
Количество О,
эквивалентное
F в CaF2
£ **
Содержание, масс. %
образец 1
(р = 3,314- 103кг/м3)
0,10
0,19
52,51
2,51
0,00
0,12
0,05
0,14
0,08
0,15
2,47
—
100,87
1,04
99,83
образец 2
(р = 3,221 - 103кг/м3)
0,08
0,12
53,17
1,75
0,00
0,08
0,01
0,30
0,08
0,19
3,32
0,00
100,96
1,39
99,57
образец 3
(р = 3,355- 103кг/м3)
0,12
0,34
42,38
11,42
0,00
0,05
0,05
0,13
0,07
0,28
3,73
0,00
101,67
1,57
100,10
образец 4
(р = 3,295- 103кг/м3)
0,12
0,10
47,70
6,69
0,00
0,10
0,03
0,36
0,04
0,10
3,12
Следы
100,89
1,31
99,58
* Оксиды редкоземельных элементов.
** Приведенные данные получены вычитанием из первой суммы количества кислорода, эквивалентного фтору в CaF2.
Таблица 2.75
Химический состав продуктов первичного обогащения фосфатов
Месторождение
Актюбинское
Бычковское
Верхнекамское
Вурнарское
Егорьевское
Казалинское
Кролевецкое
Прилепское
Полпинское
Саратовское
Сешенское
Свободинское
Трухачевское
Содержание Р205, масс. %
исходная руда
11,84
5,60
16,0
17,46
13,63
7,8
15,2
6,6
10,15
13,8
8,6
10,3
12,7
первичный концентрат
17-18,5
16,5
25,0
23,5
22,5
16,9
18,8
14,9
17,0
20,7
16,7
14,9
17,3
Выход
концентрата, %
46,0
25,5
46,0
64,5
44,5
47,7
72,6
40,9
46,6
55,2
43,0
62,0
61,4
Извлечение Р205, %
76,0
76,5
72,0
94,8
64,5
94,0
90,0
90,6
86,1
82,6
83,5
90,0
83,6
Таблица 2.76
Химический состав продуктов обогащения хибинских руд
Продукты
Апатитовый концентрат
«Хвосты»*
Нефелиновый концентрат**
Содержание, масс. %
Si02
—
42,5
43,1
А1203
0,5-0,9
22,8
29,2
Fe203
0,1-0,3
7,2
3,4
R20
0,2-0,9
16,7
18,5
СаО
52,0
5,0
1,17
MgO
0,1-0,2
1,4
0,6
Ti02
—
2,1
0,15
Р205
39,4
1,2
0,2
П. п. п.
—
1,1
1,3
* Получают при выделении апатитового концентрата из апатито-нефелиновой руды.
** Продукт обогащения «хвостов».
Минеральное сырье
101
Таблица 2.77
Химический состав карбонатов, используемых для производства цементов
Предприятие
1
Ангарскцемент
Ачинский
глиноземный комбинат
Белгородский
цемент
Горнозаводс кце-
мент
Жигулевский КСМ
Искитим цемент
Каменский ЦЗ
Кантский ЦШК
Катавский цемент
Кузнецкий ЦЗ
Липецкцемент
Мальцовский
цемент Брянский з-д
Мальцовский
цемент Новобрянский
завод
Мордовцемент 1
Мордовцемент 2
Невьянский це-
ментник
Новороссцемент
завод «Октябрь»
Новороссцемент
завод
«Первомайский»
Новороссцемент
завод «Пролетарий»
Пикалевское обье-
денение «Глинозем»
Сенгилеевский ЦЗ
Сенгилеевский ЦЗ
Спасскцемент
Теплоозерский ЦЗ
Топкинский цемент
УЗТСМ г. Норильск
Ульяновскцемент
Уралцемент (1 пр)
Вид и
месторождение
сырья
2
Мрамор, слюдянка
Известняк АГК
Мел «Полигон»
Известняк Ново-
Пашийское
Известняк
Яблоневый овраг
Известняк
Чернореченский
Известняк
Таракановское
Известняковый
компонент
Мергель высокий
Гора Груздовник
Известняк
Гурьевский
Известняк
Мел Брянское
Мел Брянское
Мел Ваньковское
Мел Ваньковское
Известняк
Невьянский
Мергель высокий
Известняк
высокий
Мергель высокий
Известняк
Пикалевский
Мел Сенгилеевский
Мергель
Сенгилеевский
Известняк
Спасский
Известняк
Лондоковское
Известняк
соломенский
Известняк
Норильское
Мел Кременское
Известняк
Шеинское
Влажность,
%
3
2,50
25,44
2,20
5,00
0,29
2,48
1,86
4,01
7,10
30,04
30,04
25,34
24,68
1,53
3,90
4,10
12,66
20,53
20,40
0,99
2,34
1,63
з,п
22,96
1,63
Химический состав, %
П.п.п.
4
40,54
41,36
42,51
41,00
43,07
41,51
36,42
35,66
35,34
39,72
42,08
41,28
41,28
36,94
36,17
41,50
35,75
36,14
36,22
42,08
42,79
33,74
41,22
39,55
41,97
40,91
41,04
39,47
Si02
5
4,64
2,95
1,22
2,85
1,06
3,00
9,67
12,60
12,83
4,69
2,42
4,93
4,93
12,05
13,00
2,85
13,31
11,50
11,94
2,73
1,97
16,58
3,52
4,71
2,31
3,54
4,71
5,18
А1203
6
0,75
0,88
0,59
0,83
0,19
0,94
2,07
2,97
3,50
1,04
0,63
0,44
0,44
2,47
2,78
0,94
3,06
2,61
2,70
0,47
0,40
5,01
1,06
1,56
0,82
1,09
0,84
1,19
Fe203
7
0,24
0,92
0,11
0,45
0,08
0,38
1,47
1,78
1,67
0,67
0,43
0,42
0,42
1,33
1,45
0,66
1,00
0,90
0,78
0,72
0,40
1,96
0,74
0,91
0,49
0,57
0,46
1,28
СаО
8
50,64
52,23
55,12
52,65
53,63
52,90
48,46
44,37
44,29
51,87
53,22
51,82
51,82
45,75
44,73
52,87
45,27
46,55
46,31
52,75
52,71
39,98
52,12
47,60
53,18
51,32
52,36
49,35
MgO
9
3,03
0,69
0,28
1,75
1,70
0,80
1,25
1,14
1,22
0,71
1,20
0,33
0,33
0,87
0,96
0,90
0,58
0,57
0,73
0,88
1,39
1,79
0,77
0,47
0,64
1,90
0,54
1,21
S03
10
0,06
0,25
0,03
0,18
0,19
0,32
0,75
0,06
0,13
0,36
0,36
0,19
0,21
0,16
0,19
0,53
0,29
0,30
0,40
0,28
0,11
0,32
R20
И
0,16
0,29
0,15
0,39
0,85
0,66
Число
мес.
12
9
1
11
1
7
12
12
10
1
12
1
12
12
10
10
12
1
1
1
1
4
1
11
11
8
9
11
11
102
Новый справочник химика и технолога
Продолжение таблицы 2.77
Предприятие
1
Уралцемент (2 пр)
Цемент
Цесла
Яшкинский ЦШК
Сухоложскцемент
Вид и
месторождение
сырья
2
Известняк
Шеинское
Известняк
Торгашинский
Известняк
карьер завода
Известняк
Яшкинский
Известняк
Кунарское
Влажность,
%
3
1,62
1,24
2,90
1,00
Химический состав, %
П.п.п.
4
39,47
40,76
39,56
42,32
39,46
Si02
5
5,18
4,79
5,10
1,08
8,14
А1203
6
1,19
1,18
1,45
1,30
1,32
Fe203
7
1,28
0,87
0,68
0,61
0,77
СаО
8
49,35
51,27
49,46
48,36
48,29
MgO
9
1,21
0,57
1,92
1,51
1,59
S03
10
0,33
0,06
0,27
0,03
0,19
R20
11
0,18
0,92
0,36
Число
мес.
12
11
6
1
1
1
Таблица 2.78
Химический состав глинистого компонента, используемого для производства цементов
Предприятие
1
Ангарскцемент
Ангаре кцемент
Ачинский ГК
Белгородский
цемент
Горнозаводскце-
мент
Горнозаводс
кцемент
Жигулевский
кем
Жигулевский КСМ
Искитимцемент
Каменский ЦЗ
Каменский ЦЗ
Кантский ЦШК
Кантский ЦШК
Катавский цемент
Кузнецкий ЦЗ
Липецкцемент
Мальцовский
цемент Брянский з-д
Мальцовский
цемент
Новобрянский з-д
Вид и
месторождение сырья
2
Зола г/г
Ангарск
Зола
Ангарской ТЭЦ
Нефелиновый
шлам АКТ
Глина
«Полигон»
Суглинок
Сланец Но-
вопашинский
Глина
юрская, с. Валы
Суглинок
Глинистый
сланец Чер-
нореченское
Шлак
Тимлюйский
Глина
Тимлюйская
Сланец Ага-
латасский
Зола ТЭЦ
(Бишкек)
Мергель
низкий Гора
Груздовник
Граншлак
Глина Со-
кольско-
Ситовское
Глина
Брянское
Глина
Брянское
Влажность
%
3
41,90
18,33
20,10
4,40
22,18
23,80
4,65
20,10
16,57
2,65
31,34
4,56
19,00
23,71
23,71
Химический состав, %
П.п.п.
4
11,60
2,11
2,19
8,36
8,70
5,60
14,97
15,82
5,67
22,52
4,47
24,62
13,39
30,29
7,21
9,34
9,34
Si02
5
64,60
63,20
30,30
68,22
59,22
60,33
48,21
48,06
58,66
59,40
62,94
32,66
52,33
20,72
36,79
71,17
57,11
57,11
А1203
6
12,86
21,69
3,22
12,86
13,59
16,50
11,28
10,40
17,09
20,70
16,48
9,22
22,62
5,18
10,36
11,81
15,19
15,19
Fe203
7
4,20
6,70
3,98
5,03
5,37
6,78
5,15
4,79
7,94
7,77
5,59
5,15
4,75
2,84
0,70
4,59
5,62
5,62
СаО
8
2,88
3,28
55,77
2,45
6,50
1,85
14,13
14,86
2,99
7,25
4,52
24,42
5,33
36,95
35,42
2,17
6,10
6,51
MgO
9
1,75
2,28
1,49
1,35
2,П
2,35
1,77
1,81
2,72
0,83
0,55
2,86
0,62
1,66
9,29
1,90
2,03
2,03
S03
10
0,30
0,19
0,08
0,12
0,38
0,81
0142
0,20
0,30
0,24
0,47
0,38
0,07
1,28
0,22
1,62
1,62
R20
11
2,03
1,57
3,46
4,99
1,83
1,92
2,90
0,60
5,20
1,59
0,98
1,67
1,67
Число
мес.
12
6
9
1
12
1
1
6
3
12
2
12
10
10
1
12
1
12
13
Минеральное сырье
103
Продолжение таблицы 2.78
Предприятие
Мордовцемент 1
Мордовцемент 2
Невьянский це-
ментник
Новороссцемент
завод «Октябрь»
Новороссцемент
завод
«Первомайский»
Новороссцемент
завод
«Пролетарий»
Пикалевское
объединение
«Глинозем»
Сенгилеевский
ЦЗ
Спасскцемент
Теплоозерский
ЦЗ
Топкинский
цемент
УЗТСМ
г. Норильск
Ульяновскцемент
Уралцемент
(1пр)
Уралцемент
(2пр)
Цемент
Цесла
Яшкинский
ЦШК
Вид и
месторождение сырья
Опока
Ваньковское
Опока
Ваньковское
Глина
Невьянская
Мергель
низкий
Известняк
низкий
Мергель
низкий
Нефелиновый шлам
Глина Сен-
гилеевская
Глина
Спасская
Сланец Лон-
доковское
Глина
Соломинская
Горелая
порода
Угольный разрез
Глина Кре-
менское-2
Глина
Шеинская
Глина
Шеинская
Глина
Кузнецово
Зола отвалов
ТЭЦ + гран-
шлак
Глина
Яшкинская
Влажность
%
31,67
30,10
16,15
3,90
4,10
41,75
22,28
20,54
2,47
17,60
9,21
23,81
17,99
17,99
19,02
22,20
Химический состав, %
П.п.п.
5,07
5,32
8,48
29,11
26,73
26,73
2,33
5,07
6,15
4,25
8,40
6,11
7,36
8,97
8,97
7,93
18,53
7,79
Si02
78,74
78,50
54,26
26,11
32,57
32,84
58,26
73,67
62,82
63,60
60,51
55,31
57,00
64,48
64,48
59,94
23,72
64,34
А1203
5,35
5,30
18,46
4,72
5,85
4,94
31,00
10,42
17,25
18,53
13,26
15,17
17,82
13,75
13,74
17,65
5,77
13,84
Fe203
3,91
3,53
8,85
1,52
1,69
2,29
2,43
3,95
7,49
7,48
5,32
7,21
7,82
6,31
6,31
6,63
3,38
5,14
СаО
1,83
1,80
5,44
36,42
30,66
30,81
1,55
1,53
0,90
5,55
8,26
1,05
2,82
2,82
3,25
38,60
3,07
MgO
1,53
1,61
2,18
0,82
0,64
0,68
2,40
2,41
1,26
2,29
1,84
4,59
1,74
1,18
1,18
1,95
4,85
1,07
S03
0,27
0,24
0,39
0,19
0,52
0,30
1,44
0,49
0,43
0,14
0,37
2,47
0,67
0,67
0,10
3,01
1,03
R20
1,00
1,76
2,29
1,99
1,81
4,57
2,27
1,55
Число
мес.
10
10
12
1
1
1
1
4
11
11
8
9
11
11
11
5
1
1
Таблица 2.79
Химический состав известняков, используемых в производстве стекла
Месторождение
Алферове кое
Касимовское
Пикалевское
Смердомское
Дли нно д о лине ко е
Билютинское
Белгородское
Копанищенское
Содержание компонентов, масс. %
СаО
54,1
54,6
52,3
46,9
54,8
51,0
54,4
54,6
MgO
0,95
0,64
1,66
6,55
0,47
1,60
0,28
0,64
Fe203
0,15
0,12
0,40
0,13
0,10
0,23
0,08
0,08
А1203
1,06
0,34
0,30
0,47
0,08
3,57
0,22
0,34
Si02
0,74
0,98
2,59
2,44
—
3,60
2,84
0,48
104
Новый справочник химика и технолога
Таблица 2.80
Химический состав некоторых горных пород и минералов,
применяемых в производстве керамики и стекла, масс. %
Материал
Чупинский
микроклин
Нарын-Кунтинс-
кий микроклин
Талды-Кургаи-
ский шпат
Карельский
пегматит
Плагиоклазы
Гранит
месторождения «Митро-
фановка»
Ортофир
месторождения «Кура-
гино»
Красноярского края
Риолиты
Приморья
Нефелин
Аляскит анкаван-
ский, концентрат
Макванетский
каолин
Белгородский мел
Сподумен
Si02
64,7-67,2
65,27
67,23
71,0-73,6
60,5-65,2
76,8
67,7
76,2-77,8
45,2
76,1
58,2
1,64
64,4
Ti02
—
—
Следы
—
—
0,08
0,3
Следы -
0,1
—
—
0,6
—
—
А1203
18,5-14,2
19,80
18,42
14,4-17,7
22,2-24,8
12,33
14,6
11,7-13,0
32,3
12,7
28,3
0,6
27,7
Fe203
0,10-0,11
0,05
0,19
0,1-0,4
0,03-0,14
1,05
4,4
0,2-0,4
0,9
0,19
1,4
0,17
0,5
СаО
0,67-0,19
0,32
0,45
0,5-2,10
2,1-6,1
1,5
1,12
0,3-0,6
0,2
1,28
0,78
54,4
0,1
MgO
0,15-
следы
0,05
0,21
Следы-
0,1
Следы
0,14
0,8
0,30-0,8
—
0,52
0,72
0,12
6,0-6,1
К20
13,0-
12,95
14,92
10,18
1,1-9,4
2,1-10,2
5,39
5,5
4,3-5,20
5,0
4,8
1,89
—
0,3
Na20
2,6-1,7
Следы
3,11
1,3-9,4
2,7-8,8
2,6
4,3
2,0-2,5
15,7
3,9
2,1
—
0,5
П. п. п.
0,38-
0,28
0,16
0,21
0,1-0,6
0,2-0,5
0,8
0,2
0,3
0,4
0,48
6,4
42,3
0,5
Таблица 2.81
Химический состав горных пород, применяемых в стекловарении
Порода
Нефелиновые сиениты
Нефелиновые порфиры
Обсидиан
Мариуполит
Миаскит
Трахит
Андезит
Диорит
Вулканический пепел
Пемза
Липарит
Содержание, масс. %
Si02
55,6
57,4
74,0
58,0
50,0
69,7
60,8
56,4
74
67
71,5
А1203
20,2
20,6
15
20
27
14,7
18
18,2
14
14
11,6
R20
14
17
8,5
8
12
9,7
6,2
7
7
8
5,6
RO
2
2,5
1,2
6
7
3,1
5,8
6,7
2,5
3
3
Ti02
0,5
0,4
—
2
0,5
0,3
0,5
0,8
—
—
—
Fe203
3,3
0,3
1
0,5
1,2
2,5
4,9
7,2
1
2
1,1
П. п. п.
4,4
1,8
0,3
5,5
2,3
—
3,8
3,7
1,5
6
7,2
Полевые шпаты
Ортоклаз
Альбит
Анортит
63,6
67,6
43
18,4
19,5
35,7
16,9
11,8
—
—
—
20,1
0,5
0,5
0,5
0,6
0,6
0,7
—
—
—
Пегматиты
Волынские
Криворожские
Приазовские
Чупинские
66
73,4
66,7
76
22
13
20,5
14,5
10,5
9,55
10,7
7,14
1
1,92
0,75
1,8
—
—
—
—
0,2
—
0,9
0,13
0,3
2,13
0,45
0,43
Минеральное сырье 105
Продолжение таблицы 2.81
Порода
Уральские
Содержание, масс. %
Si02
72,5
АЬ03
14,95
R20
11,5
RO
0,4
Ti02
—
Fe203
0,3
П. п. п.
0,35
Каолины
Глуховецкие
Чебаркульские
Кыштымские
Просяновские
Дружковские
46,5
59,03
48,3
46,5
53,5
37
26,95
35
37
31,5
3,3
3,4
2,75
3,4
2,84
0,8
0,79
—
0,8
1,1
1,1
1,15
—
0,6
—
1
0,74
0,6
0,6
0,7
10,3
8
14,35
П,1
10,4
Таблица 2.82
Химический состав мела, известняков и
доломитов, применяемых в стекловарении
Месторождение
Содержание, масс. %
СаО
MgO
А1203
Si02
Fe203
Мел и известняки
Алферовское
Барсуковское
Белгородское
Балашовское
Березовское
Богословское
Брянское
Вольское
Гурьевское
Касимовское
Огнийское
Таш лине кое
Ямское
54,5
54,4
55
54
54,5
55
54
55,3
55,5
54,16
55
55,7
55,7
0,7
0,72
0,4
0,84
0,56
1,55
0,37
0,2
0,37
0,5
0,66
1,5
0,8
0,8
0,3
0,07
0,12
0,27
—
0,18
0,1
0,07
Следы
0,26
1,2
0,7
2,58
0,4
12,32
0,4
1,78
3,25
2,02
0,33
0,42
0,26
2
—
1,4
Следы
0,45
0,04
0,06
0,12
—
0,08
0,1
0,07
Следы
1,16
0,16
0,1
Доломиты
Ащеринское
Боснийское
Заиграевское
Гусевское
Белимбаевское
Жигулевское
Ямское
31,6
31,8
30
33
30,3
30,54
29,5
20,24
22,52
21,5
22,5
20,4
21,11
21,4
0,1
0,5
—
0,71
0,1
0,4
1,4
0,67
0,12
—
7,6
0,5
1,3
5,4
0,06
0,02
0,05
0,03
0,33
0,1
0,25
Таблица 2.83
Химический состав песков для стекловарения
Месторождение
Люберецкое
Ташлинское
Будское
Новоселовское
Авдееве кое
Содержание, масс. %
Si02
99,40
99,43
99,28
99,00
99,12
Fe203
0,05
0,03
0,06
0,05
0,06
Ti02
0,03
—
—
0,04
—
А1203
0,34
0,21
0,30
0,35
0,30
СаО
0,05
0,06
0,16
—
0,28
MgO
0,03
0,03
0,02
—
0,04
К20
0,05
0,14
—
—
—
П. п. п.
0,05
0,10
0,18
0,55
0,20
106 Новый справочник химика и технолога
Таблица 2.84
Химический состав доломитов
Доломиты
Волосовский
Жигулевский
Ковровский (Ащеринский)
Орджоникидзевский
Осугский
Заиграевский
Таборский
Содержание, масс. %
СаО
27,77
30,54-31,80
31,67
31,86
30,67-39,97
29,5-31,5
31,09
MgO
18,34
19,51-21,11
20,24
20,16
21,03-21,66
20,1-22,5
21,23
Si02
7,99
0,21-1,29
0,60
0,12
0,45-0,71
0,1-1,46
1,2
А1203
1,67
0,09-0,39
0,10
0,18
0,41-0,65
0,16-0,24
0,42
Fe203
1,67
—
0,15
0,06
0,04-0,14
—
0,15
П. п. п.
40,37
46,56-47,13
47,34
47,35
—
45,5-46,72
45,85
Таблица 2.85
Средние химические составы кварцевых песков и песчаников крупнейших месторождений России
Месторождение
Антоновское
Великодворское
Егановское (РГОК)
Елшанское
Ерофеевское
Заозерное
Игирминское
Козловское
Лукьяновекое
Мураевня
Потаскуйское
Пурпейское
Серное
Ташлинское
Туганское*
Тулунское
Черемшанское*
Золотой остров
Содержание оксидов, масс. %
Si02
84,67
98,70
97,60
97,40
97,11
96,70
97,87
96,70
98,30
97,60
85,12
97,34
97,20
98,00
98,90
96,00
99,30
9675
А1203
11,0
0,61
1,36
0,90
1,45
1,72
0,63
1 ,50
0,77
0,99
9,06
0,97
0,64
1,28
0,75
2,70
0,12
1,20
Ti02
0,2
Следы
0,076
0,30
0,12
0,23
0,12
0,04
0,07
0,09
0,43
0,15
0,10
0,07
0,06
0,10
0,01
0,009
СаО
0,28
0,13
0,18
0,30
Следы
0,14
0,13
0,13
Следы
0,04
0,08
0,09
0,24
0,06
0,16
0,12
0,15
0,4
MgO
0,15
0,12
0,02
0,36
Следы
0,32
0,26
0,10
Следы
0,06
0,06
0,19
0,17
0,08
0,06
0,11
0,05
Следы
К20 + Na20
1,00
Следы
0,36
0,25
0,22
1,10
0,30
0,92
0,34
0,13
1,40
1,04
0,09
0,14
0,40
0,49
0,06
0,60
Fe203
0,4
0,12
0,18
0,25
0,47
0,24
0,33
0,20
0,24
0,27
0,99
0,13
0,20
0,15
0,045
0,30
0,10
0,31
П. п. п.
2,3
0,15
0,36
0,24
0,63
0,15
0,36
0,41
0,28
0,82
2,86
0, 10
1,36
0,24
0,30
0,18
0,21
0,65
* После обогащения.
Таблица 2.86
Химический состав опал-кристобалитовых пород для производства стекла
Опал-кристобалитовая
порода
Диатомит
Трепел
Опока
Перлит
Содержание оксидов, масс. %
Si02
83,50
83,79
89,00
73,41
А1203
6,07
5,70
3,79
13,32
Fe203
2,88
2,08
0,99
0,78
СаО
0,35
0,69
0,95
MgO
1,47
0,79
0,68
1,13
Na20
0,40
—
0,25
К20
1,72
0,97
0,97
7,62
П. п. п.
3,74
6,13
3,24
4,00
Химический состав каолинов и глин
Таблица 2.87
Месторождение
Содержание, масс. %
Si02
А1203
Fe203
FeO
MgO
CaO
Na20
K20
H20
C02
Ti02
S03
П. п. п.
Каолины {обогащенные)
Турбовское
Часовярское (Донбасс)
48,21
46,86
35,63
38,10
0,87
0,30
—
—
0,05
0,48
1,07
0,46
0,09
0,30
0,65
1,18
—
12,42
—
—
0,56
—
0,19
—
12,92
—
Глины огнеупорные
Асканское, Гурийское
(Грузия) — бентонит
Бахчисарайское (Крым)
Боровичское (Новгородская
обл.) — любытинскии
полусухарь
Гумбрийское
(Грузия) — гумбрин
Латненское
(Воронежская обл.)
Нальчикское
Огланинское
(Туркменистан) — бентонит
Троицко-Байновское (Урал)
60,34
51,00
45,27
50,98
46,56
68,36
71,12
44,59
22,21
16,28
36,96
17,44
36,67
14,90
12,15
35,85
2,04
2,05
1,93
2,07
0,66
5,70
0,84
—
—
0,69
—
—
1,91 -
2,28
—
4,87
5,41
0,59
2,32
0,05
0,39
2,51
0,27
2,72
4,09
0,47
2,29
0,88
2,56
1,60
0,38
0,24
—
0,24
0,27
0,11
1,05
4,20
0,25
0,19
—
0,60
0,21
0,23
2,08
4,20
0,60
7,05
19,79
—
22,74
12,77
7,98
—
—
—
1,09
—
—
—
—
—
1,53
—
2,87
— —
—
—
—
1,97
—
—
0,04
—
0,04
0,97
0,57
3,62
—
—
—
—
—
4,07
5,30
13,86
Глины
Крюковское (Моск. обл.) —
покровные суглинки
Латненское
(Воронежская обл.)
Одинцовское (Моск. обл.) —
моренные суглинки
Пулковское (Ленингр. обл.) —
кембрийская глина
Старорусское (Ленингр. обл.) —
ленточная глина
Часовярское (Донбасс)
77,30
48-61
75,74
57,55-
59,45
66,80
48-61
10,36
25,6-
36,1
8,74
18,10-
20,53
15,37
26-36
2,71
0,3-3,9
6,47
5,70-
8,04
5,39
0,5-1,3
—
—
—
—
—
—
1,12
0,1-0
1,37
1,83-
2,93
1,52
0,4-0,9
0,90
0,4-1,2
0,53
0,71-
2,82
2,40
0,3-0,9
—
0-1,0
—
2,84-
6,18
—
0,4-1,1
—
0,2-1,0
—
2,84-
6,18
—
1,3-3,3
—
—
—
—
—
—
—
—
—
—
—
—
—
1,3-2,5
—
—
—
0,5-1,5
—
0-0,7
—
0,02-
0,72
—
0,1-
0,8
2,66
9,4-
16,7
3,22
—
—
6,0-
11Д
о
-J
108
Новый справочник химика и технолога
Таблица 2.88
Химический состав амозита (масс. %)
Оксиды
Si02
А1203
Fe203
FeO
MgO
CaO
Na20
H20+
H20-
Ренде третий сорт,
коричневый амозит,
взятый близ поверхности
49,72
5,72
—
37,00
3,77
1,65
—
2,29
—
Ренде лучшего
качества, белый
амозит
50,24
—
7,80
32,00
3,96
Следы
2,12
3,00
—
Таблица 2.90
Химический состав антофиллит-асбеста
(масс. %)
Таблица 2.89
Химический состав крокидолитов (масс. %)
Оксиды
Si02
А12СЬ
Fe20
FeO
MgO
CaO
Na2
K20
H20 +
кристаллический, зернистый
крокидолит
50,06
0,04
22,64
17,05
1,90
0,01
5,15
0,09
2,62
0,15
Потенциальный
крокидолит-
асбест
50,71
0,00
20,45
17,41
2,28
0,15
5,75
0,07
2,50
0,96
Крокидолит-
асбест
тонковолокнистый
51,94
0,20
18,64
19,39
1,37
0,19
6,07
0,04
2,58
0,31
Оксиды
Si02
А1203
Fe203
FeO
NiO
MnO
MgO
CaO
Na20 + K20
H20 +
H20-
Сысертское месторождение
Антофиллит
кристаллический
59,38
1,30
0,24
5,15
0,24
0,08
30,01
0,97
0,11
2,56
0,10
Антофиллит-
асбест
59,31
0,53
0,11
6,47
0,17
0,13
29,88
0,00
0,08
2,75
0,61
Таблица 2.91
Химический состав хризотилового асбеста
Месторождение
Актоврас (Тува)
Аспагаш (Сибирь)
Баженовское (Урал)
Содержание, масс. %
Si02
42,2
42,01
42,06
MgO
41,29
40,63
40,77
А1203
0,96
0,28
0,65
Fe203
1,33
0,60
1,09
FeO
1,33
0,05
0,45
CaO
—
0,77
0,03
Na20 + K20
—
0,0
Следы
H20
12,92
12,02
12,44
Таблица 2.92
Химический состав серных руд
Месторождения
Пред карпатские
Среднеазиатские
Сред нево лжс кие
Содержание, масс. %
S
25,0
25,0
24,6
14,4
19,0
13,6
12,1
со2
27,0
29,6
24,3
27,4
0,4
26,9
33,0
S03
1,8
1,0
9,7
2,4
0,9
9,5
3,3
Si02
6,4
2,7
1,0
12,7*
76,4**
5,7
4,8
CaO
34,8
38,4
36,6
24,4
0,4
31,5
34,3
MgO
0,4
0,6
Следы
7,9
од
4,7
7,9
SrO
0,9
2,5
Следы
1,4
Fe203
0,4
0,8
2,3
2,7
1,5
1Д
A1203
0,8
0,9
2,8
2,7
1,8
1,3
битумы
—
—
0,3
1Д
H20
—
4,1
1,3
2,8
* В том числе 4,7 масс. % Si02, растворимой в 5 % растворе КОН.
** В том числе 22,5 масс. % Si02, растворимой в 5 % растворе КОН.
Минеральное сырье
109
Таблица 2.93
Содержание сульфата бария в барите
Месторождения
Содержание, масс. %
Кавказские
Ганжинское
Кутаисское
80-95
95,5-98,5
Уральские
Кузнечихинский рудник
Медведевское
60-65
80-90*
Месторождения
Содержание, масс. %
Сибирские
Салаирское
необогащенная руда
баритовый концентрат
Сакс ырс кое
Чажор-Дагское
до 50
93-95
90-95
82,2-93,5
*После промывания и частичного обогащения.
Таблица 2.94
Химический состав бокситов,
содержащих одноводный глинозем
Бокситы
Южноуральские:
вишнево-красные
темно-красные
яшмовидные
немарающие
Тихвинские
Содержание, масс. %
А1203
38,7-62,5
44,2-62,7
47,8-61,5
41,9-57,5
Fe203
19,9-30,0
9,59-28,2
10,5-22,3
7,5-27,1
Si02
0,46-5,3
0,26-11,1
3,90-11,9
4,6-6,4
Ti02
1,42-3,30
1,20-3,20
1,59-2,05
2,3-2,9
CaO
0,13-2,60
0,26-5,30
0,33-4,50
2,7-5,02
MgO
0,05-1,90
0,09-0,70
—
П. п. п.
7,30-12,2
9,50-13,7
11,3-14,8
14,8-21,4
Таблица 2.95
Химический состав бокситов, содержащих трехводныи глинозем
Бокситы
Подмосковные аллофан-
гиббситовые
Содержание, масс. %
А1,03
41,62-54,8
Fe203
0,51-1,02
Si02
7,5-17,82
Ti02
—
П. п. п.
20,95-29,87
Среднеуральские
Гиббситовые
Каолинит-гиббситовые
35,0-43,5
35,0-40,5
29,0^2,7
21,5-46,5
0,5-5,5
6,0-15,0
3,3-5,7
1,3-5,7
18,2-25,8
16,5-21,0
Таблица 2.96
Усредненный состав бокситов
Бокситы
Содержание, масс. %
А1203
Fe203
FeO
Si02
Ti02
CaO
Тихвинские
Бёмитовые
Гидраргиллит-диаспоровые
51,25
57,5
51,3
26,2
18,4
20,8
0,86
—
6,6
7,54
5,30
1,80
3,21
1,80
1,39
1,30
1,20
110 Новый справочник химика и технолога
Продолжение таблицы 2.96
Бокситы
Бёмит-каолинитовые
Содержание, масс. %
А1203
46,1
51,1
Fe203
25,5
22,5
FeO
—
Si02
13,1
20,2
Ti02
2,57
1,50
CaO
0,63
0,40
Южноуральские
Бёмитовые и диаспоровые
56,6
55,2
21,33
16,8
1,72
5,72
3,91
6,86
3,75
3,10
1,10
1,10
Североуральские
Диаспоровые и диаспорово-
бёмитовые
Каолинит-диаспоровые
77,4
55,1
57,3
43,8
2Д
28,8
12,1
26,4
2,18
—
0,88
1,12
14,5
14,0
3,12
2,43
2,27
2,17
0,70
0,64
0,51
0,40
Таблица 2.97
Химический состав хромитовых руд
Месторождение
Алапаевское
Аккарчинское
Верблюжьегорское
Сарановское
Южнокемпирсайское
Содержание, масс. %
Сг2о3
36,34
50,52
42,65
35,75
54,76
58,16
А1203
17,12
7,55
14,41
17,31
9,64
9,19
FeO
15,30
15,63
14,52
18,34
12,37
12,27
MgO
18,31
16,71
16,26
16,54
16,28
16,10
Si02
6,20
6,70
8,12
5,43
4,52
2,30
П. п. п.
5,40
3,75
3,90
2,92
1,84
1,42
Таблица 2.98
Химический состав хромшпинелидов некоторых уральских месторождений
Хромшпинелиды
Акцессорный из лерцолитов Юж. Крака
Акцессорный из гарцбургитов Юж. Крака
Из месторождения в массиве Юж. Крака
Из месторождения в верховьях
р. Улажа Юж. Крака
Из дунита Соловьева Лога
Из жилообразного шлифа хромитовой руды
2-го Крака
Из месторождений в верховьях
р. Б. Саранги Сев. Крака
Из рудника Юж. Шигаевского
месторождений Сев. Крака
Из месторождения Спорного Донской группы
Из месторождения северной половины
Кемпирсайского массива
Содержание, масс. %
Сг203
9,59
18,87
38,63
37,5
32,6
30,4
40,2
40,5
40,5
19,81
24,43
А1203
38,94
29,37
12,19
12,0
7,2
16,0
7,6
7,8
8,5
27,74
21,22
Fe203
1,91
1,05
0,76
0,8
10,2
3,6
1,5
1,3
0,9
1,34
2,04
Fe О (+МпО)
9,27
16,78
24,70
18,9
28,0
25,1
19,9
19,6
17,9
14,23
19,71
MgO (+NiO)
40,29
33,93
23,72
30,8
22,0
24,9
30,8
30,8
32,2
36,88
32,60
MgO
FeO
4,3
2,0
1,0
1,6
0,8
1,0
1,5
1,6
1,8
2,6
1,7
Минеральное сырье
111
Продолжение таблицы 2.98
Хромшппиелиды
Из руцного выхода на р. Мамыте Кемпирсай-
ского массива
Из Сарановского месторождения
Из месторождения Хабаринского массива
Из месторождения Халиловского массива
Из рудных выходов Джарлы Бутахской
группы Кемпирсайского массива
Из месторождения Нижнетагильского
массива
Содержание, масс. %
СгА
13,4
21,0
27,1
35,32
28,02
35,86
26,6
39,5
41,3
34,9
22,8
А1203
33,1
27,0
19,6
10,51
16,96
9,80
11,1
8Д
7,3
5,3
4,5
Fe203
7,5
2,0
3,3
4,71
4,89
5,26
12,3
2,4
1,9
10,8
22,7
Fe О (+МпО)
15,7
16,0
20,2
18,48
12,98
16,10
28,8
13,9
14,4
14,9
32,3
MgO (+NiO)
34,3
34,0
29,8
30,98
37,15
32,98
21,2
36,1
35,1
34,1
17,7
Mg
FeO
2,2
2,1
1,5
1,6
2,8
2,0
0,7
2,6
2,4
2,3
0,6
Таблица 2.99
Химический состав разновидностей берилла (масс. %),
получаемого комплексной переработкой пегматитовых руд
Компоненты
Si02
А1203
Fe203
Сг203
ВеО
FeO
МпО
MgO
СаО
Li20
Na20
К20
Rb20
Cs20
Н20
Сумма
Изумруд
64,40
18,03
0,50
0,23
14,28
Следы
0,19
0,52
0,16
Следы
0,48
0,14
—
—
1,60
100,53
Аквамарин
64,22
20,00
0,20
—
14,26
0,10
—
0,13
0,46
—
—
—
—
—
1,05
100,42
Бесщелочной
63,62
20,69
0,31
—
14,30
—
—
Следы
—
—
—
—
—
—
1,25
100,17
Натриевый
64,40
18,52
0,35
—
12,78
—
—
0,13
0,20
0,26
0,91
—
0,05
—
2,38
99,98
Натролитиевый
63,60
18,53
0,15
—
11,74
—
—
0,07
0,18
0,78
2,43
—
0,44
—
2,44
100,36
Цезиевый
64,64
19,10
0,14
—
11,32
—
Следы
—
—
0,17
0,31
Следы
1,42
1,72
1,21
100,03
Литиево-
цезиевый
62,76
19,75
0,06
—
12,66
—
0,05
Следы
Следы
0,83
1,27
—
—
1,14
1,35
99,87
112
Новый справочник химика и технолога
Таблица 2.100
Химический состав некоторых типов магнезитового и бруситового сырья (масс. %)
Кульдурского* и Саткинской группы месторождений
Тип сырья
Магнезитовый
сырой
дробленый
Бруситовый
Содержание, масс. %
MgO
43,00-46,00
60,06-68,48
СаО
0,80-6,80
0,18-1,87
Si02
1,20-1,50
0,03-2,78
Fe203
1,00-1,50
0,00-0,59
А1203
1,00-1,50
—
В203
0,01-0,02
—
* Вредные примеси: кальций, кремний, железо, серпентин, глинистые материалы.
Таблица 2.101
Химический состав разрабатываемых тальковых и пирофиллитовых руд (масс. %)
Минеральный тип
(месторождение)
Стеатитовый
(Онотское, Россия)
Брейнерит-тальковый
(Шабровское, Россия)
Пирофиллитовый
(Курьяновское, Украина)
Содержание, масс. %
Si02
59,77
38,85
67,51
А1203
1,85
2,02
25,3
Fe203
0,28
5,97
0,64
FeO
1,43
3,22
—
Ti02
0,2
—
Нет
сведений
МпО
0,05
—
—
Сг203
0,009
—
—
MgO
33,92
33,70
Нет
сведений
СаО
0,43
0,84
Нет
сведений
П. п. п.
7,15
18,79
Нет
сведений
Таблица 2.102
Химический состав и плотность рапы некоторых озер
Озера
Алтайские:
Бурлинское
Большое Яровое
Кулундинское
Кучук
Малое Яровое
Баскунчак
Индер
Перекопские:
Киягское*
Красное*
Старое*
Саки
Сасык-Сиваш
Эльтон**:
разбавленная зона
концентрированная
рапа
Содержание, масс. %
NaCl
23,33
13,11
3,75
15,77
11,08
14,2
19,88
11,72
7,81
1,77
6,4
6,2
16,90
5,50
MgCl2
1,98
2,58
0,95
2,27
7,3
4,08
10,47
14,28
25,17
1,8
1,03
5,96
21,80
СаС12
—
—
3,0
-
1,07
4,88
3,44
—
—
—
CaS04
—
—
0,2
0,26
0,17
0,07
0,04
0,2
—
0,10
0,06
MgS04
1,51
2,62
1,02
3,35
0,84
—
0,43
—
0,9
0,6
2,30
3,62
КС1
0,03
0,04
—
1,94
—
0,3
0,2
0,11
0,24
вг
0,027
0,024
—
0,06
—
0,03
0,015
0,06***
0,20***
Плотность,
103кгм3
1,215
1,133
1,04
1Д7
1,111
1,205
1,20
1,215
1,235
1,265
1,07
1,065
1,215
1,281
* Пробы взяты в летний период.
** Разбавленная рапа— в конце зимы, концентрированная — в конце лета.
*** В пересчете на MgBr2.
Минеральное сырье
113
Таблица 2.103
Химический состав поваренной соли, полученной из озерной рапы
Озера
Баскунчак
Большое Таволжанское
Индер
Карикен
Киренское
Коряковское
Кочкар-Ата
Минусинское
Мосазырское
Саки
Сасык-Сиваш
Эльтон
Содержание, масс. %
NaCl
96,9-99,5
98,18
97,26
97,2
99,73
98,22
95,74
87,34
95,69
93,16
97,7-98,5
97,89
MgCl2
0,02-1,15
0,22
0,10
0,2
—
0,54
0,82
—
0,19
0,4
0,03
0,31
СаС12
0,06-0,17
—
—
0,7 (Na2S04)
—
—
—
—
—
—
—
—
CaS04
0,15-0,97
0,64
0,20
0,6
0,03
0,17
—
—
1,74
0,9
0,15-1,39
0,38
MgS04
—
—
—
—
—
0,15
—
6,72
—
0,68
0,08
—
H20
0-1,60
0,73
2,20
1,2
2,27
0,64
1,46
2,10
—
4,65
4,36
1,39
нерастворимый остаток
0,10-0,50
0,02
5,06
—
—
0,16
0,91
0,01
1,52
0,11
0,15
0,11
Таблица 2.104
Химический состав каменной соли
Название
Артемовская:
немолотая
молотая
Брянцевская:
белая
серая
Илецкая:
немолотая
молотая крупная
молотая мелкая
Наурузская (Туркмения)
Нахичеванская из забоя
Содержание, масс. %
NaCl
97,7-99,6
97,7-99,3
99,02
94,42
96,93
98,94
98,72
80,14
77,04
MgCl2
0,35-0
0,07-0,08
—
0,07
0,05
0,06
—
0,20
СаС12
0,15-0
0,10-0,12
—
0,33
0,2
0,12-0,33
—
0,13
Na2S04
—
—
—
9,26
—
CaS04
1,3-0
0,3-1,4
0,42
0,29
0,85
0,81
0,71
—
0,98
MgS04
—
—
—
4,12
—
H20
0,16-0,6
0,22
0,10
1,П
1,1
0,11
1,85
7,16
нерастворимый остаток
0,65-0
0,03-0,10
0,14
0,16
0,39
0,24
0,23
14,0
14,46
Таблица 2.105
Химический состав выварочной соли
Название
Славянская:
вакуумная сырая
высушенная
Соликамская:
вакуумная
Усолье-Иркутская вакуумная
Содержание, масс. %
NaCl
96,40
99,4
95,58
99,50
Na2S04
0,14
—
CaS04
0,19
0,83
Следы
MgS04
0,16
—
СаС12
—
0,11
—
MgCl2
—
Следы
Следы
Н20
3,40
0,05
2,23
0,30
нерастворимый остаток
0,04
0,02
Следы
0,03
114
Новый справочник химика и технолога
Таблица 2.106
Химический состав калийных руд
Руда
Каинитовая руда
Калушского
месторождения
Калийная руда
Старобинского
месторождения
Карналлитовая
руда Верхнекамского
месторождения
Содержание, масс. %
КС1
19,11
30,34
0,04-75,8
23,5
NaCl
23,03
0,28
4,7-98,9
20,6
MgCl2
—
—
0,03-29
25,9
CaS04
6,07
—
0,03-10,1
0,7
MgS04
31,65
49,94
—
—
СаС12
—
—
до 4,1
—
MgBr2
—
—
—
0,15-
0,23
Br"
—
—
до 0,3
—
H20
14,01
20,0
—
—
нерастворимый остаток
6,20
—
0-50 и
более
28,0
Таблица 2.107
Химический состав сильвинитовои руды
Месторождение
Верхнекамское
пласт красный П
пласт полосчатый А
пласт пестрый Б
Калушское
на глубине 180м
на глубине 210м
на глубине 230м
Старобинское
Содержание, масс. %
КС1
24,2
31,3
41,3
78,31
79,71
44,25
0,04-75,8
NaCl
70,8
64,9
53,8
9,41
20,41
34,46
4,7-98,9
MgCl2
0,1-0,2
0,1-0,2
0,1-0,2
—
0,03-29
CaS04
0,1-0,9
ОД-0,9
0,1-0,9
12,0
12,71
0,03-10,1
СаС12
—
—
до 4,1
нерастворимый остаток
0,03-02
0,03-02
0,03-02
0,36
0-50 и более
Таблица 2.108
Химический состав калийных и калийномагниевых пород
Природные
и технологические
типы пород
Сильвинитовый
Сильвин-
карналлитовый
Карналлитовый
Кизеритсодержащий
карналлитовый
Сильвинит с
кизеритом
Кизеритовый
сильвинит
(хартзальц)
Каинитовый
Солевой состав, масс. %
NaCl
25,0-77,2
25,6-72,0
17,6-64,5
22,4-^10,0
56,7
22,4^18,1
18,2-44,8
КС1
13,0-51,8
8,5-23,2
10,5-21,4
12,7-15,5
27,6
12,3-20,5
10,2-21,4
MgCl2
Следы -
2,2
1,1-23,1
5,1-27,1
16,0-21,5
1,8
0-2,4
MgS04
—
—
0-1,0
10,3-12,0
3,4
20,8-26,0
20,0-39,2
K2S04
—
—
—
—
—
0,0-0,7
0,0-7,4
CaS04
0,2-10,6
0,1-6,0
0,4-7,1
0,5-1,9
2,8
1,6-3,7
1,7-2,5
H20
0,1-2,5
1,2-26,2
8,1-30,6
18,1-26,1
4,5
3,2-7,2
9,7-16,5
нерастворимый
осадок
0,5-30,5
1,3-28,0
0,8-34,9
0,5-0,6
3,2
2,6-13,8
0,8-5,6
К20
MgO
8,2-32,7
0,0-0,9
5,4-14,7
0,5-9,8
6,6-13,5
2,2-11,9
8,0-9,8
10,2-13,2
17,4
1,9
7,8-13,3
7,0-9,7
6,4-17,2
6,7-13,1
Минеральное сырье
115
Продолжение таблицы 2.108
Природные
и технологические
типы пород
Каинит-
лангбейнитовый
Лангбейнитовый
Полигалит-
галитовый
Бишофитовый с
галитом
Бишофит-
кизеритовый
Солевой состав, масс. %
NaCl
30,4-36,8
32,2-40,4
53,0-86,0
5,10
0,98
КС1
9,0-16,6
0,8^,8
—
—
—
MgCl2
0,0-2,0
—
—
43,2
8,14
MgS04
21,8-29,5
29,0-43,4
2,3-11,2
—
68,0
K2S04
7,2-9,6
11,8-24,4
3,4-10,5
—
—
CaS04
2,2-3,1
1,0-2,0
5,2-
22,5
—
—
H20
4,9-7,4
1,2-4,2
0,8-3,0
49,10
21,7
нерастворимый
осадок
5,4-12,8
0,8-6,4
0,2-13,0
2,45
1,14
K20
MgO
9,3-15,3
7,3-10,7
6,4-15,2
9,7-14,5
1,7-5,2
0,8-3,8
18,1
26,1
Таблица 2.109
Химический состав пирохлора и гатчеттолита
в ниобиевом концентрате из пегматитовых руд
Продолжение таблицы 2.109
Оксиды
Na20
К20
MgO
СаО
МпО
FeO
Fe203
Ln203*
Содержание окислов, масс. %
Пирохлор
0,4-3,4
0,4-3,4
0,3-1,0
11,4-18,4
0,1-0,3
0-0,9
0,4-1,5
0,2-0,9
Гатчеттолит
0,9-3,7
0,2-0,3
до 0,4
7,6-11,2
0,1-0,2
-
1,8-2,5
0,2-0,3
Оксиды
Th02
ио2
U03
Si02
Ti02
Zr02
Nb205
Та205
H20+ \
н2о- J
F
Содержание окислов, масс. %
Пирохлор
0,1-0,2
0,1-1,9
-
0,4-1,4
1,4-1,9
0,5-1,3
48,3-65,8
0,2^,0
0,2-0,6
0,3-1,2
Гатчеттолит
-
2,5-7,1
3,9-12,0
0,4-1,4
6,3-7,1
1,2-1,8
33,8-42,7
17,3-27,3
3,1-4,6
До 0,4
оксиды редкоземельных элементов.
Распределение золота по главнейшим компонентам в золотых рудах
Таблица 2.110
Типы руд
Кварцевый
Кварцевый
Кварцево-магнетитовый
Кварцево-сульфидный
Кварцев о-су ль ф ид ны й
Кварцево-баритовый
Количество золота, ассоциированного с минералами, масс. %
кварцем
99,8
99,8
31,0
56,5
13,5
45,0
карбонатами
—
—
13,5
—
баритом
—
—
—
55,0
пиритом
од
43,4
1,5
арсено-
пиритом
—
—
84,7
халькопиритом
—
од
—
сфалеритом
—
—
0,1
галенитом
—
—
0,2
блеклыми
рудами
0,2
0,1
—
—
магнетитом
—
—
69,5
—
—
116
Новый справочник химика и технолога
2.4. Свойства важнейших минералов, входящих в состав природного сырья
Таблица 2.111
Пояснение. В таблице приводятся характеристики около
200 минералов, расположенных в алфавитном порядке.
В графе 1 указано название, химическая формула
минерала, в скобках — названия-синонимы, далее дается
химический состав в масс. %, относительная молекулярная масса,
группа минерала по химической и структурной
классификации, название ряда в случае образования твердых растворов с
другим минералом.
В графе 2 перечислены минералы, встречающиеся в
ассоциации с данным минералом в горных породах, в скобках
указаны важнейшие изоморфные примеси (РЗ — редкие
земли ).
В графе 3 приводятся данные о симметрии структуры
минералов. Сингония указана сокращениями: трикл.— триклин-
ная, мон. — моноклинная, ромб. — ромбическая, тетр. ----
тетрагональная, триг. — тригональная, гекс. —
гексагональная, куб. — кубическая, далее приведена пространственная
группа, число формульных единиц z, параметры элементарной
ячейки а, Ь, с, А (10"1 нм), а также углы а, р\ у в градусах.
В графе 4 даются значения плотности, 103 кг/м3, ниже
указаны значения твердости в 10-балльной шкале Мооса, а
также степень хрупкости минерала.
В графе 5 отмечены спайность, характер излома, главные
дифракционные линии — межплоскостными расстояниями d,
А (10"' нм) и их относительные интенсивности (в скобках)
на рентгенограммах. Для спайности приняты сокращения:
сов. — совершенная, несов. — несовершенная, ясн. — ясная,
хор. — хорошая, плох. — плохая, заметн. —- заметная.
В графе 6 приведены характерный габитус кристаллов и
особенности морфологии агрегатов.
В графе 7 — характерные цвет, блеск, цвет черты.
В графе 8 представлены значения показателей
преломления п для желтой (D) линии натрия, иногда — лития (Li),
оптический знак минерала (в скобках), а также значение угла 2 V
оптических осей для двуосных кристаллов, свойства
плеохроизма, дисперсии показателя преломления (п).
В графе 9 указываются температурные константы, °С:
температуры плавления чистых веществ — ГШ1, при инкон-
груентном (инк.) плавлении веществ — ТПЛ Ш1К, разложения —
Т?ЛЗЯ, диссоциации — Ттсс, сублимации — Тсуб11, кипения —
ГКИ11, а также температуры эндо- и экзоэффектов; стрелками
обозначены обратимые (^И^ ) и необратимые (—>)
полиморфные переходы, поведение минералов при нагреве.
В графе 10 в которой указано отношение минералов к
кислотам, щелочам, их растворам, растворам солей, к другим
растворителям; приняты следующие сокращения: тв. —
твердый, раств. — растворяется, разл. — разлагается; к-та —
кислота, конц. — концентрированный, р-р — раствор,
отчетлив. — отчетливый.
В графе 11 приводятся некоторые термодинамические
свойства минералов: изменение стандартных энтальпии
AHf298, кДж/моль (теплоты образования) и энергии Гиббса
AGf298' кДж/моль ПРИ образовании данного вещества из
простых веществ, энтропия S298, Дж/(мольК), изобарная
о
теплоемкость вещества С 298, Дж/(мольК), коэффициенты а,
Ь, с' для вычисления теплоемкости по уравнению
с'
С° = а + b • Т н—^ в заданном интервале температур
г,- т2,к.
В графе 12 представлены значения некоторых физических
свойств минералов: магнитная восприимчивость %, 10~9 м3/кг,
диэлектрическая проницаемость е на частотах < 106 Гц и
диэлектрические потери tg 8, коэффициент линейного
термического расширения а, К ', коэффициент теплопроводности
X, Вт/(мК), удельное электрическое сопротивление р, Ом • м,
микротвердость Н, МПа; особенности катодо-, фото-, рентге-
нолюминесцении минералов (КЛ, ФЛ, РЛ) в определенной
области длин волн, нм. Для некоторых минералов отмечены
особые специфические для их применения свойства: углы
смачивания, предел сжатия и др. Подстрочный индекс
обозначает температуры измерения значения свойства.
Вследствие того, что состав и физические свойства минералов могут
колебаться в зависимости от наличия примесей, степени
изменения их вторичными геологическими процессами,
структурных особенностей и т. п., приведенные в таблице
величины физических констант следует считать лишь
ориентировочными.
Литература
1. Нормативно-методическая документация Научных
советов Министерства природных ресурсов РФ по
аналитическим, минералогическим и
технологическим исследованиям: Справочник: В 3 ч. М.:
Недра, 1997.
2. Технологическая оценка минерального сырья:
Справочник: В 8 кн. / Под ред. П.Е. Остапенко. М.:
Недра. 1990-1997.
3. Требования промышленности к качеству
минерального сырья: Справочник. 4-е изд., перераб. и
доп. / Под ред. А.К. Гинзбурга. М.: Госгеолтехиз-
дат. 1958-1965. вып. 1-77.
4. Минеральное сырье: Справочник: В 100 вып. / Под
ред. В.П. Орлова. М.: ЗАО «Геоинформмарк».
1997-1999.
5. Наумов Г.Б., Рыженко Б.Н. Справочник
термодинамических величин (для геологов). М.: Атомиз-
дат, 1971,239 с.
6. Диаграммы состояния силикатных систем:
Справочник: В 5 т. / Под ред. Н.А. Торопова. Л.: Наука.
1970-1975.
Минеральное сырье
117
7. Фекличев В.Г. Диагностические спектры
минералов. М.: Недра., 1977.288 с.
8. Теплофизические свойства неметаллических
материалов: Справочник / Под ред. Р.Е.
Кржижановского. Л.: Энергия, 1973. 333 с.
9. Бабушкин В.И., Матвеев Г.М., Мчедлов-Пет-
росян О.П. Термодинамика силикатов / Под ред.
О.П. Мчедлова-Петросяна. 4-е изд. М.: Стройиз-
дат, 1986. 408 с.
10. Огнеупорные изделия, материалы и сырье:
Справочное изд. 4-е, перераб. и доп. / Под ред. А.К.
Карклита. М.: Металлургия. 1990. 416 с.
11. Краткий справочник физико-химических величин,
изд. 9-е, перераб. / Под ред. А.А. Равделя, A.M.
Пономаревой. СПб.: Иван Федоров, 2002. 240 с.
12. Физические величины: Справочник / Под ред.
И.С. Григорьева. М.: Энергоатомиздат, 1991,
1233 с.
13. Минералогические таблицы: Справочник / Под
ред. Е.И. Семенова. М.: Недра, 1981. 397 с.
14. Химическая энциклопедия. Справочное изд. В 5 т. /
Под ред. И.Л. Кнунянц. М.: Советская
энциклопедия, 1988-1998.
15. Лазаренко А.К. Курс минералогии / Уч-к для
вузов. М.: Высш. школа, 1971. 608 с.
16. Воган Д. Крейг Дж. Химия сульфидных
минералов. М.: Мир. 1981,575 с.
118 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Азурит
(медная лазурь)
2Си[С03] • Си(ОН)2
-344,64
СиО - 60,24
С02-25,53
Н20 - 5,23
группа малахита
Ассоциирующие
минералы;
(химические
примеси)
2
Малахит,
куприт, халькозин,
халькопирит,
карбонаты
Параметры
симметрии
структуры
3
Мон.
Р2,/с
2
а = 4,97
6 = 5,84
с =10,29
р = 92,40°
Плотность,
твердость,
степень
хрупкости
4
3,77
3,5-4,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(011) сов.
(100)ясн.
раковистый
5,20(10)--3,67(10)-
3,53(10)-2,54(10)-
2,28(8)-1,825(8)
Внешний облик
кристаллов,
морфология
афегатов
6
Габитус
изменчивый, часто корот-
копризматические
кристаллы, ра-
диально-лучистые
агрегаты
Цвет; блеск;
цвет черты
7
Лазурно-синий;
блеск стеклянный;
черта бледно-
голубая
Актинолит — см. тремолит
Алабандин
a-MnS
87,00
Mn -63,14
S - 36,86
группа галенита
p-MnS
Аллеганит
2Mn2[Si04] •
• Mn(OH)2 -
290,91
MnO -72,00
Si02 - 23,00
H2O-5,0
группа аллеганита
Аллемонтит
SbAs3-346,51
или SbAs-196,67
Sb-73,90-28,70
As-25,40-70,10
Аллофан
A1203 • Si02 • H20
до hA1203 •
•mSi02pH20-
252,05 при, л = 1,
m = 1
p = 5
группа каолинита
Родохрозит,
родонит,
галенит, аргентит,
халькопирит
Другие Мп-
содержащие
минералы,
кальцит
Сфалерит,
сидерит,
самородная сурьма;
(S, Bi, Fe)
Галлу азит,
гиббсит, фос-
фат-аллофан;
(Fe, P)
Куб.
Fmhm
4
а = 5,22
гекс.
РЬт,тс
а = 3,99
с = 6,44
Мон.
Р2х1с
2
а =10,77
6 = 4,88
с = 8,28
р= 108,55°
Триг. (гекс.)
Rbm
6
а = 4,02
с= 10,81
Аморфен
(гелеподоб-
ное
глинистое
вещество)
4,00
3,5-4,0
хрупкий
4,10
5,0-5,5
5,80-6,20
3,0-4,0
1,85-1,90
3,0
очень
хрупкий
(100) сов.
-
2,60(10}-
1,843(10>-
1,504(5)-1,302(4)
1,165(7)—1,063(7)
отсутств.
—-
2,86(8)-2,64(8)-
2,37(8)-1,800(10)-
1,550(8)-1,110(6)
(0001) сов.
зернистый
2,92-2,13-2,01-
1,66-1,28
отсутств.
—
Массивные
агрегаты, кубы,
додекаэдры
Призматические
бочонковидные
кристаллы
Скрытно-
кристаллический,
колломорфный,
натечный облик
Субмикроскопические скопления,
опалоподобен
Черный с
буроватой
побежалостью; блеск
металлический;
черта зеленая
Ярко-розовый;
блеск стеклянный;
черта белая
Оловянно-белый,
розовато-серый;
блеск
металлический; черта оло-
вянно-белая,
чернеющая
Белый, желтый,
зеленый, голубой,
розовый; блеск
стеклянный,
землистый;
черта белая
Минеральное сырье
119
Таблица 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пр = 1,730
пт = 1,758
л8 = 1,838;
(+)
-68°
плеохроичен в
синих тонах
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты:
260-500 — удаление Н20 и С02;
1000-1150 — разложение СиО
Отношение
к растворителям
10
Легко раств. в к-тах с
выделением С02, в
NH4OH и растворах
аммиачных солей, в
12%-й уксусной
к-те
Термохимические
величины
-ДН (■ 298
- Ди,._ 298
s°
°298
с °
а
Ъ- 103
с'- Ю"5
71 - Тг
11
1628,71
1431,80
401,93
—
—
—
Прочие свойства
Практическое
значение
12
—
Составная часть
медных руд
п = 2,70
и, = 1,759
ии = 1,778
ng = 1,792;
Н
72°
Непрозрачен
и = 1,398-1,494
Тип = 1617
Эндоэффекты: 550, 650
Экзоэффекты: 370, 460, ~ 700
Урам = 250 для SbAs3;
Тпл = от 400 до 800 (сплавов, тв.
растворов)
Эндоэффекты:
170-550 — удаление Н20
Экзоэффект:
920-1100 — кристаллизация
алюмосиликатов (муллита), Si02
Раств. в НС1 и HN03 с
выделением H2S
Раств. в НС1
Раств. в к-тах
Раств. в H2S04 и КОН;
разл. в НС1 с
выделением геля Si02
214,35
219,36
80,75
49,92
-
—
—
_
—
—
—
47,70
7,53
298-
1800
—
—
—
—
—
—
—
Н = 2400-
- 2660;
антиферромагнетик
с температурой
перехода 154 К
и 528 К
Редкий минерал,
составная часть
сульфидных
полиметаллических руд
В комплексе с
другими марга-
нсцсодержащи-
ми минералами-
руда марганца
—
Второстепенная
составляющая
сурьмяных руд
—
Вместе с гал-
луазитом,
каолинитом
используется в
керамической
промышленности
120 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Алунит
(квасцовый камень)
KAl3[S04]2(OH)6-
414,04
К20- 11,37
А1203 - 36,92
S03 - 38,66
Н20- 13,06
группа алунита
Альбит
a-Na[AlSi308] -
262,25
Na20- 11,80
А1203- 19,40
Su02- 68,80
группа полевых
шпатов (ряд
плагиоклазов)
Альмандин
Fe3Al2[Si04]3-
497,78
FeO -43,30
А1203- 20,50
Si02- 36,20
группа гранатов
Ассоциирующие
минералы;
(химические
примеси)
2
Кварц,
каолинит, пирит;
(Fe, Zn)
Кварц,
полевые шпаты,
берилл, рутил;
(К, Ва, Fe, Li,
Rb, Cs)
Кварц,
полевые шпаты,
слюды;
(Mg, Mn, Са,
Fe34)
Параметры
симметрии
структуры
3
Трит.
КЪт
3
а = 7,01
с =17,38
Трикл.
Р\
4
а = 8,14
Ъ= 12,79
с = 7,16
а =94,33
р= 116,56
7=87,65
Куб.
laid
8
а= 11,53
Плотность,
твердость,
степень
хрупкости
4
2,60-2,90
3,5-4,0
2,64
6,0-6,5
3,70-4,30
7,0-7,5
Спайность
характер излома
d(относительная
интенсивность)
5
(0001)заметная
неровный
до раковистого
4,93(9)-2,96(10)-
2,27(7)-1,900(8)-
1,743(7)-1,484(8)
(001) сов.
(010) хор.
неровный
4,02(7>-3,78(6)-
3,67(7}-3,21 (7)-
3,18(10)-2,95(6)-
2,56(5)
отсутств.
неровный,
раковистый
2,59( 10)-1,595(9)-
1,539(10)1,259(9)-
1,071( 10)—1,054(9)
Внешний облик
кристаллов,
морфология
афегатов
6
Массивные
агрегаты
Зернистые,
массивные агрегаты,
друзы
Ромбододекаэдры, зернистые
агрегаты,
сплошные массы
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, желтоватый,
прозрачный;
блеск стеклянный
до
перламутрового;
черта белая
Белый, серовато-
зеленый, бурый,
прозрачный,
полупрозрачный;
блеск стеклянный;
черта белая
Красный до
коричневато-
черного; блеск
стеклянный; черту
не дает
Амфибол — см. антофиллит, рибекит, тремолит
Анальцим
Na[AlSi206]H20-
219,98
Na20 - 14,07
А1203 - 23,29
Si02-54,47
Н20-8,17
группа фельд-
шпатоидов
Анатаз
В-ТЮ2-79,9
Ti - 59,95
О - 40,05
группа рутила
Пирит,
кальцит, эпидот,
кварц, датолит;
(Сг, Са, Р, К,
Mg)
Рутил,
ильменит,
самородное золото;
(Nb, Та, Fe, Cr,
V)
Куб.
laid
8
а= 13,71
Тетр.
IA\lamd
4
а = 3,77
с = 9,50
2,24-2,29
5,0-5,5
хрупкий
3,90
6,0
хрупкий
отсутств.
неровный
5,61(8)-3,43(10)-
2,93(8)-2,51(5)-
1,903(5)-1,743(6)
(001) сов.
(111) сов.
ровный до
раковистого
3,51(10)-1,887(9)-
1,696(7)-1,662(7)-
1,447(7)-1,261(7)
Трапецоэдриче-
ские кристаллы,
зернистые,
массивные агрегаты
Удлиненные, би-
пирамидальные,
таблитчатые
кристаллы
Бесцветный,
белый, желтоватый;
блеск стеклянный;
черта бесцветная
Бурый, темно-
синий, черный до
зеленоватого;
блеск алмазный;
черта бесцветная
Минеральное сырье
121
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (^),
угол оптических
осей 2V,
дисперсия,
плеохроизм
8
п0= 1,569+1,620
пе =1,583 4-1,641
(+)
пр = 1,528
пт = 1,532
и8 = 1,539
(-)
78°
п = 1,754+1,870
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты:
500-650 — дегидратация; 760 —
распад на А1203 и (К, Na)2S04 ■
• A12S043; 700-900 —
диссоциация соединения (часть S03f);
~~ 240° . „ „Л
a-Na2S04 < >p-Na2SQ4
580° ч
a-K2S04 < >P-K2S04
880, 1069 — их плавление
Тпя = 1118 (другие данные: 1160)
Экзоэффект: 900-980 —
окисление FeO, образование a-Fe203,
Fe304
Эндоэффект: 980-1160 — распад
с образованием шпинели, Fe203,
анортита, Si02
Отношение
к растворителям
10
Раств. в к-тах, в Н20
С трудом разл. в к-тах,
раств. в 30%-й NaOH,
раств. в FfF
Не разл. в к-тах
Термохимические
величины
"A" f 298
-ДО,- 298
°298
С °
а
Ъ- 103
с'- 10's
Ti-T2
11
5178,23
4664,50
318,60
418,70
3924,08
3698,95
210,18
205,03
483,50
164,50
-142,00
298-700
258,33
58,20
-62,84
298-
1400
Прочие свойства
Практическое
значение
12
Х25° = 4,68
£25° = 7,0
В КЛ —
фиолетовое свечение;
пироэлектрик
Сырье для
получения квасцов,
A12(S04)3
Хго° = -0,120
е25° = 6,0 + 7,2;
Рж^Ю12
Цвет в КЛ —
слабо-оранжевый, розовый,
реже голубой
Плагиоклазы -
облицовочные
камни, сырье
стекольной
промышленности
Хго° = 54,0+137,0
«20-100°= 5,9
Н = 12500
Абразив,
полудрагоценный
камень
п = 1,479+1,493
п0 = 2,67
пе = 2,57
(-)
плеохроичен
в коричневых
тонах
Эндоэффекты: 80; 250-280,
400-580
А =800° V
Анатаз > рутил
Разл. в НС1 с
выделением геля Si02
Не разл. в к-тах,
разл. в HF
3309,73
3072,7
234,05
933,03
877,65
49,92
55,21
—
—
—
75,04
0,00
-17,63
298-
2000
—
Имеет свойства
молекулярного
сита
Хго° = 0,0+10,0
е<5,0
«25-300° = 4,2
Н ~ 8000
От
диамагнитных до
слабоферромагнитных
разностей,
умеренный
проводник
Руда для
получения ферротитана,
титановых белил
122 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ангидрит
Ca[S04]-136,08
СаО- 41,19
S03-58,81
группа ангидрита
Англезит
Pb[S04]-303,19
PbO - 73,60
S03 - 26,40
группа барита
Андалузит
Al20[Si04] -
162,00
А1203 - 62,85
Si02-37,15
группа
андалузита
Андрадит
Ca3Fe2[Si04]3-
508,21
СаО -33,00
Fe203-31,50
Si02 - 35,50
группа граната
Аннабергит
(никелевые
цветы, никелевая
охра)
Ni3[As04]2 •
•8Н20-565,97
NiO - 37,47
As203 - 38,46
Н20 - 24,07
группа вивианита
Ассоци ирующи е
минералы;
(химические
примеси)
2
Галит, гипс,
кизерит,
кальцит, сидерит,
доломит;
(Sr)
Галенит, хри-
зоколла, це-
руссит, смит-
сонит,
сфалерит;
(Ва)
Кианит,
силлиманит,
корунд, гематит;
(Mn, Fe)
Рудные
минералы, кальций,
геденбергит,
магнетит;
(Mn, Mg, Fe2+,
Cr, Ti, Y, Zr,
Sn)
Никкелин,
хлоантит,
смальтин,
кальцит;
(Са, Со)
Параметры
симметрии
структуры
3
Ромб.
Стст
4
а = 6,23
Ъ = 6,97
с = 6,98
Ромб.
Рпта
4
а = 8,47
6 = 5,39
с = 6,94
Ромб.
Рпта
4
а = 7,78
Ъ = 7,92
с = 5,57
Куб,
labd
8
а= 11,53
Мон.
Cllm
2
а= 10,12
6=13,28
с = 4,70
р= 104,75°
Плотность,
твердость,
степень
хрупкости
4
3,00-2,90
3,0-3,5
хрупкий
6,20-6,38
3,1
очень
хрупкий
3,16-3,20
7,0-7,5
3,86
7,0
3,07 сов.
1,5-2,5
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(010) сов.
(100) сов.
(001) хор.
неровный до
занозистого
3,49(10)-2,85(8)-
2,32(6)-2,20(6)-
1,860(7)-1,640(8)
(010) сов.
(210) несов.
(001) несов.
хрупкий,
раковистый
3,21(8)-3,06(10)-
2,68(7)-2,06(10>
2,02(8)-1,160(7)
(ПО) сов.
неровный,
занозистый
4,53(10)-3,96(8)-
2,76(9}-2,26(9)-
2,17(10)-1,4б0(10)
отсутств.
неровный,
раковистый
3,03(8)-2,71(10)-
1,659(7)--
1,611(10)-
1,099(7>-1,065(7)
(ПО) сов.
(100) сов.
—
3,19(10>-3,00(9)-
1,680(8)-1,649(8>-
1,557(9)-1,336(7)
Внешний облик
кристаллов,
морфология
афегатов
6
Агрегаты
зернистые,
волокнистые, сплошные,
толстотаблитчатые кристаллы
Землистые
агрегаты, корочки на
галените, друзы
Иголки, волокна,
призмы,
массивные агрегаты
Ромбододекаэдры, тетрагонтри-
октаэдры, их
комбинации,
зернистые агрегаты,
сплошные массы
Корочки,
землистые агрегаты
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, серый,
голубоватый; блеск
стеклянный; черта
бесцветная
Бесцветный,
белый, серый; блеск
стеклянный; черта
бесцветная
Бесцветный,
красновато-
бурый, оливково-
зеленый,
полупрозрачный;
блеск стеклянный
Желтый, зеленый,
красновато-
коричневый,
черный; блеск
стеклянный
Светло-зеленый,
прозрачный,
полупрозрачный; блеск
стеклянный до
перламутрового;
черта бледно-
зеленая
Минеральное сырье
123
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей IV,
дисперсия,
плеохроизм
8
пр = 1,572
пт = 1,577
ng = 1,613
(+)
44°
пр = 1,878
пт = 1,883
щ = 1,895
(+)
75°
пр= 1,629-1,640
пт = 1,635-1,646
ng= 1,638-1,652
(-)
71-86°
п= 1,865-1,890
пр= 1,622-1,629
пт = 1,658 -1,663
ng= 1,681-1,701
Н
84-90°
Температурные константы,
эффекты, превращения, °С
9
Тт = 1450
1193° п
а < > р
Р°м6 .екс
"1 .11, , Ш° •, П
^Зндоэффекш: а < 1 p ;
Р°м6 чон
1050 — плавление и, вероятно,
разложение соли состава РЬО •
• PbS04
А 1410-1530° v
J инк. плавление J
лит + Si02
Выше 1137° диссоциирует на
волластонит и гематит
Т,ы = 546 (другие данные: 710)
Эндоэффект: 300
Отношение
к растворителям
10
Раств. в конц. H2S04,
слабо раств. в НС1 и в
Н20
Раств. в H2S04, в 20 %
NaOH, в НС1 при
нагревании, в р-рах
КОН, NH4N03, NaCl
Не разл. в к-тах
Не разл. в к-тах, с
трудом раств. в НС1
конц., раств. в смеси
HF и H2S04
Легко раств. в к-тах
и в NH4OH
Термохимические
величины
- ДН f 298
-доГ298
°298
с
а
Ь- 103
с' • 10"5
г, - т2
11
1436,28/--
1323,90/-
106,69/-
99,66/-
919,90
813,08
148,60
103,30
2602,10
2455,70
95,80
122,70
5765,22
5426,10
329,50
360,06
—
3484,70
—
70,25/
77,37
98,74/
77,46
—
298-
-1400/
1400-
-1673
45,86
129,70
17,57
298-
1100
172,59
30,31
-51,16
298-
1600
388,16
124,3
57,9
298-800
—
—
—
Прочие свойства
Практическое
значение
12
Х2о° = -0,364
е25= = 5,7-7,0
Для
изготовления цемента,
поделочный
камень
Х2о° = - 0,230
е25° = 74 ■*■ 500
В УФЛ —
розовый, желтый; в
КЛ — очень
сильная
люминесценция,
голубой цвет
Вместе с
другими рудами
свинца — источник
РЬ
а20-400° = 15,5
В производстве
высокоглиноземистых
огнеупоров, руда для
получения
силумина
Х20° = 46,0 - 53,0
е25°= 6,4-8,2
а2(М00° = 7,0
Абразив,
полудрагоценный
камень
Немагнитен
Индикатор
присутствия в
природе никелевых
руд,
второстепенная
никелевая руда
124 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Анортит
a-Ca[Al2Si208] -
278,22
СаО-20,10
А1203 - 36,70
Si02 - 43,20
группа полевых
шпатов (ряд
плагиоклазов)
Антимонит
(стибнит)
Sb2S3- 339,68
Sb-71,69
S-28,31
группа
антимонита
Антофиллит
(Mg, FeUShOdiOHh
(состав
непостоянен)
группа
амфиболов
Апатит
Cas(F,Cl,OH)[P04]3
группа апатита
гидроксилапатит
Са5(ОН)[Р04]3-
502,31
фторапатит
Ca4(CaF)[P04]3-
504,31
хлорапатит
Са4(СаС1)[Р04]3 -
520,76
Ассоциирующие
минералы;
(химические
примеси)
2
Пирротин,
магнетит;
(Sr)
Сфалерит,
галенит,
пирит, кальцит,
кварц,
киноварь;
(As)
Тальк, кордие-
рит, роговая
обманка, ко-
рунд;
(Na, Mn, A1)
Нефелин, сфен,
флюорит,
пирротин, кальцит;
(РЗ, Sr, Y, S,
As, Si, Mn, CI,
К, Na, Mg, Pb,
Fe)
Параметры
симметрии
структуры
3
Трикл.
РТ
8
я=8,18
6-12,88
с= 14,17
а = 93,16°
р= 115,85°
7 = 91,22°
Ромб.
РЬпт
4
а= 11,22
6=11,30
с = 3,84
Ромб.
Рпта
4
а= 18,50
Ь= 17,70
с = 5,27
Геке.
Р6ъ/т
2
а = 9,43
с = 6,88
а = 9,38
с = 6,86
а = 9,54
с = 6,86
Плотность,
твердость,
степень
хрупкости
4
2,76
6,0
4,63
2,0-2,5
гибкий,
режется
ножом
2,85-3,57
5,5- 6,0
3,15
5,0
3,20
5,0
3,18
5,0
Спайность
характер излома
d (относительная
интенсивность)
5
(001) сов.
(010) хор.
неровный
4,03(6}- 3,74(4)-
3,61 (6)-3,25(7)-
3,20(10)-3,16(7}-
3,03(5)-2,52(6)
(010) сов.
(ПО) несов.
полураковистый
3,57(9)-3,05(9>-
2,76(9)-2,51(9)-
1,933(10)-
1,687(10)
(210) сов.,
призматическая с
утлом 54,5°
занозистый
9,1(9)-8,25(10)-
3,23(10)- 2,84(10)-
2,75(8>-1,610(8)-
1,542(7)
(0001) несов.
неровный,
раковистый до
занозистого
3,44(10)-2,81(8)-
2,78(6}-2,72(6)-
1,943(3 )-\, 841(3)
2,80(10)-2,77(4)-
2,70(6)-1,838(6)-
1,745(3)-1,720(3)
2,76(10)-2,31(4)-
1,954(6)-1,840(6)-
1,809(3)
Внешний облик
кристаллов,
морфология
афегатов
6
Массивные
агрегаты,
неправильные зерна
Призматические
кристаллы, ради-
ально-лучистые
или пластинчатые
агрегаты
Гибкие волокна,
параллельные
тонковолокнистые агрегаты
Призматические,
изометричные,
таблитчатые
кристаллы,
шарообразные скорлупо-
ватые агрегаты
радиального
строения
(фосфориты)
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, серый,
красноватый; блеск
стеклянный до
перламутрового;
черта бесцветная,
белая
Свинцово-серый,
серо-стальной;
блеск
металлический; черта
тускло-черная
Белый, серый,
зеленый, гвоздич-
но-бурый; блеск
стеклянный,
шелковистый; черта
белая
Бесцветный,
белый, зеленый,
голубой,
фиолетовый, бурый;
блеск стеклянный,
жирный; черта
бесцветная, белая
Минеральное сырье
125
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пР = 1,577
пт = 1,585
иг = 1,590
(-)
75 - 84°
Прозрачен в
тонком крае
пр = 3,19
пт = 4,05
иг = 4,30
(-)
26°;
плеохроичен
и;, = 1,633
пт= 1,638
и8 = 1,652
(+)
2 К большой
Температурные константы,
эффекты, превращения, °С
9
Т1Ш = 1550
71Ь1 = 546 (< 556)
ГКИ11 = 990
Экзоэффект: 320-550--
окисление, плавление, с образованием
Sb203, S
г, г >400 v
Ромб. —7 мон.
, 1020-1060° v
Антофиллит ■ 7
дегидратация с выделением энстатита и
а-кварца;
> 1300 — плавление смеси
продуктов разложения
п0= 1,651
ие= 1,647
(-)
п0= 1,615 -1,632
ие = 1,622- 1,629
(-)
п0 = 1,668
пе = 1,667
Н
Тт = 1614
Тш = 1620
Т11Л = 1612
Отношение
к растворителям
10
С трудом разл. в НС1 с
выделением геля Si02,
раств. в HF
Разл. в НС1 и царской
водке с выделением
H2S, разл. в HN03 с
выделением Sb203, и
раств. в смеси конц.
H2S04 и KHS04
(NaHS04), в 20%-м
р-ре КОН, весьма
слабо раств. в Н20
Не раств. в к-тах;
кипячение 2 часа в
25%-м р-ре НО: потери
1,5-2,7 масс. %, в 25%-м
р-ре NaOH потери
1,2-5-1,8 масс. %
Раств. в к-тах HN03,
НО, H2S04, при
нагревании — в 10%-й
уксусной кислоте
Термохимические
величины
- ДН f 298
-До f 29g
с °
^p298
a
b- 103
c'- 105
Tx-T2
11
4226,16
4001,32
202,64
211,27
157,80
156,10
182,10
119,90
12095,70
11371,35
535,07
—
—
269,71
57,36
- 70,72
298-
1700
101,32
55,27
—
298-821
—
—
—
Прочие свойства
Практическое
значение
12
Х20° = -0,120
е25° = 6,0 + 7,2
Плагиоклазы
используются как
облицовочные
камни, сырье
стекольной
промышленности
Х2о° = -0,250
е2Г = 151с,
180 || с
Р2о°=1 -Ю8
Н = 720- 1200
Очень
анизотропен,
фоточувствителен
Важнейшая
сурьмяная руда
Х20- =3,40^4,20
до 23,0
е25° = 5,2^6,3
Люминесцирует
в УФЛ в
кремовых, лимонно-
желтых,
горчичных тонах
Производят
наиболее мягкое,
белое, длинное
(до 30 см)
асбестовое волокно
Н = 5320
В КЛ — желтый,
зелено-желтый, в
УФЛ — розовый,
желтый,
фиолетовый,
интенсивный цвет
Изготовление
суперфосфата,
получение Р,
Н3Р04
126 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Арагонит
Са[С03] - 100,08
СаО - 56,03
С02-43,97
группа арагонита
Аргентит
(серебряный
блеск)
Ag2S - 247,80
Ag - 87,06
S- 12,94
группа аргентита
Арканит
a-K2[S04] -
174,20
К20-53,94
S03 - 46,06
группа тенардита
Арсенолит
(белый мышьяк)
As203 - 197,84
As-75,78
0-24,22
(мон.
разновидность — клауде-
рит)
Арсенопирит
FeAsS-162,83
Fe - 34,34
As-46,01
S-19,65
группа арсенопи-
рита
Ассоциирующие минералы;
(химические
примеси)
2
Гипс,
целестин,
серпентин, сидерит;
(РЬ, Sr)
Пираргирит,
Ag, Bi,
никкелин,
галенит,
сфалерит, прустит
(Mg)
Энаргит
Халькопирит,
пирит,
сфалерит,
касситерит, галенит;
(Ni, Co, Си)
Параметры
симметрии
структуры
3
Ромб.
Ртсп
4
а = 4,95
Ъ = 7,96
с = 5,73
Куб.
1тЪт
2
а = 4,89
Ромб.
Ртсп
4
а = 5,77
6=10,07
с = 7,47
Куб.
FcBm
16
а= 11,08
Мон.
Р2,/С
8
а = 6,43
Ъ = 9,53
с = 5,66
р = 90,00 °
Плотность,
твердость,
степень
хрупкости
4
2,94-3,02
4,0
хрупкий
7,20-7,40
2,0-3,0
ковкий
2,66
2,5-3,0
3,70-3,87
1,5-2,0
6,0-6,5
5,5-6,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(010) несов.
полураковистый
3,40(9)-2,71(6)-
2,36(7)-1,975(10У-
1,880(8 у\, 806(6)
(ЮО)неясн.
(ПО) неясн.
субраковистый
3,40(7)-3,07(8)-
2,81(8) 2,58(10)-
2,44(10> 2,37(9)-
2,08(8)
отсутств.
неровный
3,02(10)-3,52(8)-
3,40(9)-3,01(9)-
2,27(7)-1,930(7)
отсутств.
неровный
3,10(10)-2,53(9)-
1,951 (9)-1,665(8)-
1,608(10)-1,547(8)
(101) сов.
неровный
2,66(10)-2,44(9)-
2,41(9)-1,187(10)-
1,629(8)
Внешний облик
кристаллов,
морфология
агрегатов
6
Таблитчатые,
игольчатые
кристаллы,
почковидные агрегаты
Кубические, ку-
боэктаэдрические
кристаллы,
зернистые массивные
скопления
Таблитчатые
кристаллы, зерна
Октаэдрические
кристаллы
Призмы
ромбические, удлиненные
по с; зернистые,
плотные агрегаты
Цвет; блеск;
цвет черты
7
Бесцветный,
белый,
полупрозрачный; блеск
стеклянный до
перламутрового;
черта бесцветная,
белая
Свинцово-серый,
серовато-черный,
блеск
металлический; черта
черная, блестящая
Бесцветный;
блеск стеклянный;
черта белая
Бесцветный,
белый; блеск
металлический; черта
белая
От серебристо-
белого до серо-
стального; блеск
металлический;
черта черно-серая
Минеральное сырье
127
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пр = 1,530
пт = 1,681
ng = 1,685
(-)
-18°
Непрозрачен
Пр = 1,494
пт = 1,495
rig = 1,497
(+)
п = 1,755
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты:
плавное разложение на СаО и С02
в интервале температур 800-1000
Т,ш = 825 (другие данные: 838°)
179° v
Р > а
мон. куб-
акаитит аргентит
Тпл = 1069
580° v
а< >|3
Тш = 275-300;
Т = 193-
Т =457
1 кип ^и'
п 230° >R
Устойчив < 500°
Экзоэффект: 440-600 —
окисление до a-Fe203, S03, образование
леллингита FeAs2
Отношение
к растворителям
10
Раств. в разбавл.
к-тах
Раств. в HN03 с
выделением S, при
добавлении НС1
выделяет белый
творожистый осадок AgCl
Раств. в Н20,
не раств. в спирте,
ацетоне
Легко раств. в к-тах и
щелочах; почти не
раств. в Н20
Разл. в HN03 с
выделением As203 и S,
раств. в царской
водке. Не раств. в НС1,
р-рах КОН и Na2C03
Термохимические
величины
-ДНГ 298
-дог 298
°298
Ср298
а
Ъ- 103
с'- 10"5
Т^-Тг
И
1207,60
1128,08
88,01
157,62
30,80
39,70
143,51
76,53
1438,61/
1320,90/
175,70/-
131,50/-
666,50/6
53,37
568,72/5
77,03
116,83/1
22,72
95,75/11
2,21
105,50
109,70
108,41
—
—
—
64,60
39,36
—
298-443
120,45/
140,68
99,45/
56,10
-17,84/-
298-853/
853-1342
35,04/59,
83
203,61/1
75,73
—
298-548/
298 582
62,90
40,64
-1,42
298-700
Прочие свойства
Практическое
значение
12
Ь,* = -0,380
е25о = 7,0 + 9,1
В УФЛ светит
красным,
розовым, желтым,
оранжевым,
голубым цветом;
в КЛ —
фиолетовым,
оранжевым
Составляющая
мраморов,
основа жемчуга
Х-1% 800°= 0,320
р20°=1,5-10~3+2,0
Н = 240
Используется
для получения
Ag
Х,6» = -0,385
В комплексе с
другими
минералами класса
сульфатов — в
химической
промышленности
(химические
препараты)
Х25° = -0,208
Н = 200+600
Сырье для
получения As203,
изготовление
желтой краски
Х25° = 1,64
X = 1,64
Р20°- 10-5 + ю-'
Н- 6100 : 10 940
Флюоресцирует,
сильно
анизотропен
Основная
мышьяковая руда
128 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ассоциирующие минералы;
(химические
примеси)
2
Параметры
симметрии
структуры
3
Плотность,
твердость,
степень
хрупкости
4
Спайность
характер излома
d(относительная
интенсивность)
5
Внешний облик
кристаллов,
морфология
агрегатов
6
Цвет; блеск;
цвет черты
7
Асбест — см. антофиллит, тремолит, рибекит, хризотил (серпентин)
Астраханит (блё-
дит)
Na2[S04]Mg[S04]-
•4Н20-334,31
Na20 - 18,58
MgO-11,97
S03-47,91
Н20-21,54
Ашарит
(ссайбеллиит)
Mg2[BA(OH)](OH)
-168,24
MgO-47,91
В203 41,38
Н20-10,71
группа ашарита
Аурипигмснт
As2S3 - 246,0
As-60,91
S - 39,09
группа аурипиг-
мента
Бадделеит
a-Zr02-123,22
Zr - 84,00
0-16,00
группа рутила
Барит (тяжелый
шпат)
Ba[S04] - 233,34
ВаО-65,68
S03 - 34,32
группа барита
Полигалит,
кизерит, гипс,
мирабилит;
(К, Со)
Людвигит,
флюоборит;
(Al, Fe)
Кальцит, гипс,
сфалерит,
пирит, барит,
самородная
сурьма,
реальгар;
(Hg, Se, Sb, V,
Ge)
Касситерит,
рутил;
(Hf, U, V, Th,
Sc, Fe)
Галенит,
сфалерит,
флюорит,
халькопирит, ковел-
лин;
(Sr, Pb, Ra)
Мон.
Р2,/я
а= 11,09
Ъ = 8,20
с = 5,50
р = 100,65°
Мон.
Р2,/с
4
а =12,50
6 = 10,42
с = 3,14
р = 95,67°
Мон.
Р2,/я
а= 11,64
Ъ = 9,59
с = 4,24
р = 90,45°
Мон.
Р2,/с
4
а = 5,22
Ъ = 5,27
с = 5,38
р = 99,46°
Ромб
Рпта
4
а = 8,87
Ъ = 5,44
с = 7,15
2,20-2,30
3,0
2,62-2,70
5,0
3,40-3,50
1,5-2,0
режется
ножом,
гибкие
пластинки
5,40-6,00
6,5
хрупкий
4,50^,70
3,5
хрупкий
отсутств.
раковистый
4,25(7>-3,97(7)-
3,39(9)- 2,80(10У-
2,58(7)-1,716(7)
отсутств.
неровный,
занозистый
2,69(10)-2,45(9)-
2,21(9)-2,08(10>
1,553(9)- 1,511(8)
(010)сов.
--
4,78(10)-2,79(4)-
-2,71(6)-2,45(6)-
-2,09(4)- 1,743(8)
(001)сов.
полураковистый
до неровного
2,95(10)-2,55(6>
1,801(10)-
1,530(9)-! ,707(7)-
1,139(5)
(001) сов.
(210) хор.
3,46(6)-3,06(7)-
2,11(10)-1,526(6}-
1,259(6)-1,093(6)
Короткопризма-
тические
кристаллы,
крупнозернистые
массивы
Рыхлые матовые
массы или
плотные параллельно-
волокнистые
агрегаты
Гибкие листочки,
листоватые,
столбчатые,
массивные,
волокнистые агрегаты
Коротко-
призматические
кристаллы,
таблицы, отдельные
зерна, плотные
массы
Кристаллы
дипира-
мидальные,
пластины, зерна,
друзы
Бесцветный,
зеленоватый,
желтоватый, красный;
блеск стеклянный
до жирного; черта
белая
Белый; блеск
стеклянный,
матовый; черта
белая
Лимонно-желтый,
оранжевый; блеск
перламутровый,
смолистый; черта
бледно-желтая
Бесцветный до
черного, блеск
стеклянный до
алмазного
Бесцветный,
белый, голубой,
желтый, красно-
бурый,
прозрачный; блеск
стеклянный; черта
белая
Минеральное сырье
129
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2V,
дисперсия,
плеохроизм
8
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Термохимические
величины
-ДНГ 298
~^ Г. 298
^298
г °
а
Ъ- 103
с'- 10"s
Ti-T2
11
Прочие свойства
Практическое
значение
12
пр = 1,483
пт = 1,486
щ = 1,487
(-)
71°
ир= 1,575 -1,595
пт= 1,642 -1,670
ий = 1,646 - 1,670
Н
28°
пр = 2,40 1
ит = 2,81 >U
ng = 3,02 J
(-)
76°
ир = 2,13
nm = 2,19
и8 = 2,20
H
30°, 50°
сильно плео-
хронирует в
желто-коричневых
тонах
пр = 1,636
пт = 1,637
пг = 1,648
(+)
37°
Эндоэффекты: ~ 150° —
дегидратация до Na2Mg(S04)2 • 2Н20;
200-300° -— дегидратация до
Na2S04 • MgS04; ~ 620° -
разложение на Na2S04 • 3MgS04 и его
тв. р-р в Na2S04; ~ 670° —
плавление 2-фазной системы
Тт = 1020
>800°
Ашарит > дегидратация
Т™ = 325;
Ттп = 707
Эндоэффект: мон. >куб.
Экзоэффект: 220-580° -—
окисление с образованием окислов As и S
Т1Ы = 2705 (другие данные:
Тт = 2900, 2677);
Ттн = 4300
1000ч-1200°
Мон. ^_. ' тетр.
(РУфит)
Тт =1580;
Т - 1637°
'КИП IVJJ/
1150° ч„
а < >Р
(ромб.)
Легко раств. в Н20
Медленно раств. в
кислотах, не раств. в
Н20
Раств. в царской
водке, в H2S04 и в
щелочах, спирте
Раств. при
нагревании в HF и Н3Р04
Раств. в H2S04,
незначительно раств. в
к-тах, не раств. в
Н20, хорошо раств. в
горячем содовом р-ре
96,30
95,46
163,40
1094,81
1037,50
50,37
56,06
1458,30
1347,81
132,35
101,80
23,44
--
—
300
64,67
7,54
-14,07
298-
1480
141,51
0,0
-35,27
298-
1300
—
В комплексе с
другими
сульфатами — в
химической
промышленности, при
варке стекол,
получении
целлюлозы
РЛ630
Главный борат
некоторых бо-
ратных
промышленных руд
Х25- = -0,327
е25о = 8,84-12,0
Р20°крис1. = Ю
Р20°оекла = 1 0
Н = 220-580
Сырье для
получения As203,
изготовление
желтой краски
Х,5- = -0,112
е25°~12,5
р25о = 1054-107
Р2000°~ Ю
аго-1200" = 5,54-11,0
W = 1,95
Н = 8300 4-11190
Сырье для
получения Zr02,
циркониевых
огнеупоров, глушё-
ных эмалей
Х2о°= -0,306
е25°= 8,2 4-9,9
Н =1320 4-2170
В УФЛ —
голубое, желтое,
фиолетовое, зеленое
свечение;
в КЛ —
фиолетовое
Для получения
солей Ва, белой
краски, в
резиновой, бумажной
промышленности
130 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Беегерит
6PbS • Bi2S3 -
1949,64
Pb - 63,76
Bi 21,44
S -14,80
группа галено-
бисмутита
Бёмит
у-АЮ(ОН) -
59,98
А1203 - 84,98
Н20- 15,02
группа гидрар-
гиллита
Берилл
Be3Al2[Si6018]-
537,53
ВеО 13,97
А1203 - 18,97
Si02 - 67,06
группа
кордиерита
Бертрандит
Be4[Si207](OH)2-
238,22
ВеО-42,10
Si02 50,30
Н20 - 7,60
Биотит
K(Mg,Fe)3[AlSi3O10]-
(OH,F)2
(состав
непостоянен)
группа слюд
Бисмутинит
(висмутин)
Bi2S3-514,14
Bi-81,29
S-18,71
группа
антимонита
Ассоциирующие минералы;
(химические
примеси)
2
Другие Pb- и
В
i-содержащие
минералы
Диаспор, гид-
раргиллит,
каолинит,
кварц, корунд;
(Fe, Ga)
Кварц,
полевые шпаты,
слюда,
хризоберилл, рутил,
фенакит;
(Na, К, Li, Rb,
cs, Cr, Fe)
Берилл,
апатит, фенакит,
кварц, слюда,
полевые
шпаты
Кварц,
полевые шпаты,
амфиболы;
(Ва, Na, Fe)
Галенит,
сфалерит,
самородный
висмут, арсено-
пирит,
самородное
золото, пирит;
(Sb, Cu, Pb)
Параметры
симметрии
структуры
3
Куб.
(ромб.?)
Ромб.
Атат
4
а =3,69
6=12,23
с = 2,87
Геке.
Рб/тсс
2
а = 9,21
с = 9,19
Ромб.
Сст2\
а = 8,73
6=15,31
с = 4,58
Мон.
С2/т
1
а =5,30
Ъ = 9,20
с =10,20
р= 100,00°
Ромб.
РпЬт
4
а= 11,15
6=11,29
с = 3,98
Плотность,
твердость,
степень
хрупкости
4
7,27
2,0-3,0
3,0-3,11
4,0- 5,0
хрупкий
2,66
7,5-8,0
2,60
6,5
3,00-3,10
2,0-3,0
гибк.
пластины
6,6-7,1
2,0-2,5
хрупкий,
гибк.,
слегка
режется
ножом
Спайность
характер излома
d (относительная
интенсивность)
5
(100) сов.
—
3,47-2,83-1,998-
1,746-1,637-1,266
(010) редко
наблюдается
-
6,23-3,16-2,34-
1,85-1,656-1,447
(lOlO)HccoB.
неровный,
раковистый
3,24(10)-2,87(10>
2,15(8)-1,99(8>-
1,737(8Н,515(8>-
1,430(8)-!,276(8)
(001) сов.
—
4,31(10)-3,19(10>
2,51(10)-2,27(9>-
2,20(9)-!,305(9)
(001) сов.
—
10,0(10)-
3,34(10)-2,63(8)-
2,44(6)-1,672(6)-
1,541(8)-1,363(4)
(010) сов.
(ЮО)несов.
(001)несов.
—
3,44(10)-3,03(5)-
2,48(7)--2,71(4)-
1,910(8)-1,474(6)
Внешний облик
кристаллов,
морфология
агрегатов
6
Микроскопические кристаллы,
таблицы, агрегаты
Призматические
кристаллы, друзы,
иногда сплошные
массы
Таблитчатые,
сфероидальные
кристаллы
Листоватые
массы, чешуйчатые
агрегаты;
типичны
псевдогексагональные
призмы
Удлиненные,
шестоватые
кристаллы,
зернистые агрегаты
Цвет; блеск;
цвет черты
7
Светлый, серый
до темного
Белый, серый,
желтоватый;
блеск стеклянный;
черта белая
Изумрудно-
зеленый, темно-
зеленый, голубой,
розовый, желтый,
белый до
прозрачного; блеск
стеклянный
Бесцветный,
светло-желтый,
прозрачный; блеск
стеклянный до
перламутрового;
черта бесцветная
Темно-
коричневый,
зеленый, черный,
прозрачный;
блеск стеклянный,
очень яркий;
черта белая до
черной
Светло-серый,
оловянно-белый;
блеск
металлический; черта серая
Минеральное сырье
131
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Непрозрачен
пр = 1,640
пт = 1,650
пг = 1,667
(+)
-80°
п„ = 1,578
пс = 1,574
(-)
л, =1,585-И ,595
им= 1,598-5-1,606
ng= 1,610- 1,614
(--)
<45°
ир = 1,580; 1,633
пт =1,630; 1,670
ng =1,642; 1,677
(-)
0-5°
сильно плеохрои-
чен бурых тонах
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Тт = 830 (продуктов окисления,
разложения)
500 -650 — дегидратация,
образование у-А120з
Тт = 1507 (инконгруэнтное, с
выделением фенакита)
Эндоэффект: 900-1200 - -
дегидратация с образованием бромелли-
таВеО
Экзоэффект: 600-900 —
окисление FeO
Эндоэффект: 1100-1200 —
дегидратация, распад с образованием
магнезиоферрита
Экзоэффект: 520-720 —
окисление с образованием Bi203
Эндоэффекты: 830-850 —
плавление Bi203;
700°
a-Bi203< >p-Bi203
Отношение
к растворителям
10
Легко раств. в
горячей НС1 с
выделением H2S
Не раств. в к-тах,
кроме H2S04 конц. и
23Н
Не раств. в к-тах,
медленно раств. в HF
Не раств. в к-тах,
кроме H2S04 и HF
Разл.
H2S04, смесью HF +
+ H2S04 при
нагревании
Легко раств. в HNO-,,
НС1; частично — в
H2S04; разл. р-рами
FeClj и Fe2(S04)3
Термохимические
величины
-ди,-.298
-до f 298
,3298
%298
а
Ь-\&
с'- 10~5
Т{ - Т2
11
—
—
—
1276,97
1142,99
82,89
—
9023,40
8501,00
—
4617,00
4325,00
—
—
—
—
155,75
153,24
200,55
122,25
—
—
—
60,42
17,58
—
298-500
447,22
259,91
-124,93
298
-1300
272,78
161,64
-89,45
298-1170
—
—
90,43
54,8
—
298-773
Прочие свойства
Практическое
значение
12
Н-600
Второстепенный
минерал
сульфидных
полиметаллических руд
-—
Руда алюмине-
вая
Х2о°= 0,40-0,80
е2о» = 6,38 - 6,93
Н= 12220-
- 14100
В УФЛ -
желтое свечение, в
КЛ —
фиолетово-голубое
Основная берил-
лиевая руда,
драгоценный камень
е = 5,6-6,0
в КЛ — голубой
Второстепенный
минерал берил-
лиевых руд
Х25° = 60,0 -65,0
до 80 (для
железистого биотита)
При
изготовлении
теплоизоляционных
материалов
£5° = -0,239;
е25° = 120 || с,
381с,
Н = 900-1530
(другие данные:
Н = 700 - 2300)
Неэлектропро-
воден
Основная
висмутовая руда
132 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
]
Бисмутит
(ВЮ)2[С03] -
509,97
Bi203-91,37
С02 - 8,63
Бишофит
MgCl2 • 6Н20 -
203,21
MgCl2- 18,40
Н20-81,60
группа
карналлита
Боракс
(бура, тинкаль)
Na2[B2B205(OH)4] •
•8Н20-
381,22
Na20 - 16,20
В203 - 36,60
Н20 - 47,20
группа буры
а-Борацит
М8з[ВзВ4012]ОС1-
392,05
MgO - 26,39
В203-61,26
MgCl2 - 12,14
группа борацита
Р-Борацит
а-Борнит
(павлинья,
пурпуровая медная
руда)
Cu5FeS4 -
501,75
Си - 63,33
Fe-11,12
S - 25,55
группа борнита
Р-Борнит
Ассоциирующие
минералы;
(химические
примеси)
2
Самородный
Bi, бисмутинит
и другие Bi-
содержащие
минералы
Карналлит,
галит, кизерит;
(Br, Rb, Cs, Li,
Ga)
Тенардит,
улексит,
ангидрит, кер-
нит, галит
Гипс,
ангидрит, галит,
карналлит;
(Fe)
Халькопирит,
халькозин,
малахит,
пирит, сфалерит;
(Ag)
Параметры
симметрии
структуры
3
Тетр.
IAImmm
2
а = 3,87
с =13,69
Мон.
С21т
2
а = 9,92
6 = 7,17
с = 6,11
р = 93,70°
Мон.
Cllc
4
а= 11,86
6=10,67
с= 12,20
р = 106,68
Ромб.
Рса2х
4
а =8,54
Ь = 8,54
с= 12,07
Куб.
F43c
4
а= 12,10
Тетр.
Р42,с
16
а= 10,94
с = 21,88
Куб.
FcBm
а = 8,94
Плотность,
твердость,
степень
хрупкости
4
6,10-7,70
2,0-3,5
1,60
1,5-2,0
хрупкость
низкая
1,70 1,72
2,0
2,90-3,00
7,0-7,5
4,90- 5,00
3,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
отсутств.
—
2,94(10>~2,72(8>-
2,13(8)- 1,936(7)-
1,745(9)-1,616(9)
(010) весьма сов.
(100) отчетлив.
неровный
4,10(10)-2,88(5)-
2,72(8)-2,65(10)-
2,23(8)-1,840(9)
(110) несов.
6,90(7)-5,74(7)-
4,84(9)- 3,91(7)-
2,82(9> 2,57(10)
(111) следы (чаще
отсутствует)
раковистый
3,00(10)-2,70(9)-
2,04( 10)-1,823(8)-
1,746(8)-1,466(8)-
1,231(8)
отсутств.
мелкораковистый, неровный
3,30-3,16-2,74-
1,924-1,369-
1,117
Внешний облик
кристаллов,
морфология
афегатов
6
Часто скрыто-
кристаллический,
аморфный
Волокнистые,
массивные
агрегаты
Короткопризма-
тические
кристаллы, корки,
ячеистые массы
Кубические, до-
декаэдрические,
тетраэдрические
кристаллы
Обычно
массивные агрегаты
Цвет; блеск;
цвет черты
7
Белый, желтый,
зеленый, серый;
блеск стеклянный,
алмазный, черта
белая
Бесцветный до
белого,
голубоватый, красноватый;
блеск стеклянный
до тусклого; черта
бесцветная
Бесцветный,
белый, сероватый,
голубоватый;
блеск стеклянный;
черта белая
Бесцветный,
белый, серый,
желтоватый,
прозрачный; блеск
стеклянный; черта
белая
Цвета
побежалости от медно-
красного до
бурого; блеск
металлический; черта
серовато-
коричневая
Минеральное сырье 133
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пср = 2,16-2,30
пр = 1,495
пт = 1,507
щ = 1,529
(+)
60-80°
пр = 1,447
пт = 1,470
и8 = 1,472
(-)
39°
пр = 1,662
пт = 1,667
щ = 1,673
(+)
82°
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Гразл = 290
Эндоэффект: 480
Гпл= 117(всобств. Н20);
ГКИ11М8С12 = 1412
Эндоэффекты: 100-300 —
дегидратация; 719 — плавление MgCl2
Т„п = 60,8
И11Х
(с образованием тетрагидрата)
Тш =1150
>260° > п
ромб. куб.
Экзоэффекты: 350-700 —
окисление до Cu20, a-Fe203,
образование CuS04, CuS04 • CuO
Эндоэффекты: 750, 840 —
диссоциация сульфатов, 1030-1070 —
эвтектическое плавление CuO,
Cu20
Отношение
к растворителям
10
Раств. в НС1 с
выделением С02, а также в
HN03 и H2S04
Раств. в Н20, 7100,.:
при 0° - 52,9
при 20° - 54,8
(для MgCl2), а также
в этиловом спирте,
вскипает с кислотами
Раств. в Н20
Раств. в к-тах,
медленно раств. в Н20
Раств. в HN03 с
выделением S, а также в
конц. НС1, в р-рах
цианидов
Термохимические
величины
-ДНГ 298
- Ди (■ 29g
s°
Ср298
а
ъ- ю3
с'- 10"5
г,-г2
11
2500,73
2116,41
366,40
315,27
Na2B407
(кристаллическая):
3276,70
3081,80
189,50
186,80
—
—
246,10
245,91
—
289-380
206,10
77,09
-37,49
298-1000
Прочие свойства
Практическое
значение
12
Н = 1530
Получение
цветных и
редких металлов в
комплексе с
другими
карбонатами
Х2о° = -0,570
Х20» = 0,84
На воздухе
растекается;
горький на вкус
Второстепенная
магниевая руда
Х20° = -0,593
Сладковатый
вкус
Борная руда, в
производстве
эмали, стекла,
бумаги, в
качестве плавня
РЛ430
Проявляет пиро-
и
пьезоэлектрические свойства
Для получения
буры и Н3В03
Х2о° = 7,40
р20О= К)"5-МО"3;
Н = 970-1240
Важная медная
руда
134 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Браунит
Mn2+IVIn63+SiOi2 -
604,67
Мп203 - 78,30
МпО- 11,70
Si02- 10,00
группа браунита
Брошантит
Cu4[S04](OH)6-
452,22
CuO - 70,36
S03-17,70
Н20-11,94
группа
халькантита
Брукит
7-ТЮ2 - 79,90
Ti - 59,95
О- 40,05
группа рутила
Брусит
Mg(OH)2
58,3
MgO-69,11
Н20 - 30,89
группа брусита
Ассоциирующие
минералы;
(химические
примеси)
2
Пиролюзит,
гау сманит,
барит, гематит;
(Fe, Си, Са, Ва)
Малахит,
азурит, куприт,
халькопирит,
лимонит
Рутил, анатаз,
ильменит,
нефелин,
гематит, кварц,
альбит,
хлорит;
(Fe, Nb)
Серпентин,
кальцит,
хромит, магнезит,
доломит;
(Fe, Mn)
Параметры
симметрии
структуры
3
Тетр.
/4с2
8
а =13,44
с =18,93
Мон.
Р2х1а
4
а =13,08
6 = 9,85
с = 6,02
р= 103,30°
Ромб.
Pcab
8
я = 9,18
Ъ = 5,45
с = 5,15
Триг.
1
я = 3,15
с = 4,77
Плотность,
твердость,
степень
хрупкости
4
4,72^,90
6,0-6,5
хрупкий
3,97^,10
3,5- 4,0
хрупкий
4,23
6,5
хрупкий
2,37-2,50
2,0- 2,5
легко
режется
ножом
Спайность
характер излома
d(относительная
интенсивность)
5
(112) сов.
неровный
2,72(10)-2,36(5)-
2,15(8)-1,660(10)-
1,420(8)-1,080(8)
(100) сов.
6,95(10) -3,47(3)-
2,70(2)-2,42(2)
(120)неясн.
неровный
3,46(6)-3,22(10)-
2,87(6>-2,45(8)-
2,17(4)-1,88(4)-
1,681(10)-
1,619(6)-1,356(8)
(0001) весьма сов.
—
4,75(8}-2,36(10)-
1,793(10}-1,372(7)-
1,189(10)-1,090(7)
Внешний облик
кристаллов,
морфология
агрегатов
6
Зернистый,
массивный
Призматические,
игольчатые
кристаллы, корочки,
массивные
агрегаты
Отдельные зерна
(ромбические
призмы),
уплощенные формы
Волокнистые,
таблитчатые
кристаллы
Цвет; блеск;
цвет черты
7
Серо-стальной,
буровато-черный;
блеск
полуметаллический; черта
буровато-черная
Изумрудно-
зеленый, блеск
стеклянный; черта
бледно-зеленая
Бурый, черный;
блеск алмазный
до
металлического; черта белая до
серой, буровато-
желтой
Белый,
зеленоватый, коричневый;
блеск восковой,
стеклянный; черта
белая
Бура — см. боракс
Вермикулит
(Mg,Fe ,Fe3+)3[(Si,
Al)4O10j(OH)2 •
4Н20
MgO- 14,00-
- 23,00
FeA-5,00* 17,00
FeO- 1,00-3,00
Si02 - 37,00 -
-42,00
AI2O3-10,00-
- 13,00
H2O-8,00-18
группа
вермикулита
Вивианит
Fe3~[P04]2-8H20-
501,49
Корунд,
апатит, серпентин,
хлорит, тальк;
(К, Ni, Си)
Органические
остатки
(окаменелости),
другие фосфа-
Мон.
Сс
2
а = 5,3
6 = 9,2
с = 28,9
р = 97,00°
Мон.
С21т
2
а =10,04
2,30-2,70
1,5
упругость
тонких
листочков
слабая
2,70
1,5-2,0
хрупкий
(001) сов.
—
13,7(10)-2,65(4)-
2,55(6}-2,39(8)-
1,533(9)-1,321(4)
(010) сов.
—
6,79-3,25-3,01-
2,70-2,53-2,34
Чешуйчатые
листоватые
кристаллы,
тонкодисперсные
скопления в глинистых
образованиях
Кристаллы
призматические,
таблитчатые,
массивные, лучистые
Бесцветный,
желтый, зеленый,
коричневатый;
блеск
перламутровый или
бронзовый; черта
белая
Бесцветный,
зеленый, синий;блеск
стеклянный или
землистый; черта
Минеральное сырье
135
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Непрозрачен
пр = 1,728
пт = 1,771
ng = 1,800
(-)
77°
в шлифе слабо
плеохроирует в
синевато-зеленых
тонах
пр = 2,583
пт = 2,586
пг = 2,740
(+)
0-30°
плеохроничен в
коричневых тонах
п0 = 1,560
пе = 1,580
(+)
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект: - 1186
Эндоэффекты: 350-520 - -
дегидратация с образованием СиО и
Cu2(S04)0; 800-900 — десульфа-
тизация; 1000-1100 —
разложение СиО
Брукит—|П40° > рутил (другие
данные > 700°)
Эндоэффект: 400-600 —
дегидратация с выделением MgO
Отношение
к растворителям
10
Разл. НС1 с
образованием геля Si02, Cl2, в
HN03 растворяется с
выделением МпО и
Мп02
Раств. в к-тах,
аммиаке, р-ре KCN
Не раств. в к-тах
Раств. в к-тах
Термохимические
величины
-ДН f 29g
-ДСС,29К
s°
с °
v-'p298
а
Ъ- 103
с'- 10 5
Ту-П
И
2053,00
1683,02
339,71
323,8
—
—
925,16
836,10
62,85
76,99
387,65
43,27
—
298-500
—
—
—
46,99
102,85
—
298-541
Прочие свойства
Практическое
значение
12
Антиферромагнетик с
температурой перехода
80 К
Важная
марганцевая руда для
получения
ферромарганца
Второстепенная
медная руда
а2о° = 18,6
Руда для
получения ферротитана,
для выплавки
специальных
сортов стали,
изготовление
титановах белил
Ъу = -0,378
пироэлектрик; в
УФЛ —
голубоватый, темно-
малиновый
Сырье для
получения Mg
пр =1,525-1,569
пт = 1,545- 1,583
щ = 1,545- 1,585
(-)
85°
слабо плеохрои-
чен
пр = 1,579
ии = 1,603
rig = 1,633
(+)
Эндоэффекты: 20-950 — этапы
удаления разных типов Н20;
1100-1200 — частичное
оплавление вещества
Эндоэффект: 240 — дегидратация
Экзоэффекты: 400, 650 —
окисление Fe24, разложение
Разл. H2S04
Легко раств. в НС1 и
др. к-тах
—
—
—
—
—
—
Х25° = 38,8
е25° = 5,9-13,5
±{010}
Х20о = 0,065
Диэлектрик;
Увеличение
объема при обжиге
(900-1000°) до
25 раз
Термоизоляционный,
звукопоглощающий,
смазочный материал
Антиферромагнетик с
температурой перехода
9К
136 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
FeO - 43,00
Р205 -28,30
Н20 - 28,70
группа вивианита
Виллемит
Zn2[Si04] -
222,83
ZnO 73,00
Si02 - 27,00
группа фенакита
Ассоциирующие
минералы;
(химические
примеси)
2
ты;
(Fe3f)
Другие
минералы цинка;
(Мп)
Параметры
симметрии
структуры
3
6=13,39
с = 4,69
р= 104,30°
Триг.
ЯЗ
18
а =13,94
с = 9,31
Плотность,
твердость,
степень
хрупкости
4
2,70
1,5-2,0
хрупкий
3,90-4,20
6,0
Спайность
характер излома
d(относительная
интенсивность)
5
6,79-3,25-3,01-
2,70-2,53-2,34
(0001) ясн.
(1120) неясн.
раковистый
2,84(8)-2,63(9>
2,32(8>-1,849(8)-
1,423(10)-1,340(6)
Внешний облик
кристаллов,
морфология
афегатов
6
агрегаты,
конкреции
Массивные
агрегаты, зерна,
волокнистые
разновидности
Цвет; блеск;
цвет черты
7
белая до
синеватой
Белый, зеленый,
красный, бурый и
др.; блеск
стеклянный -до
смолистого, черта
бесцветная
Висмутин — см. бисмутинит
Витерит
Ва[С03]-197,35
ВаО - 77,70
С02 - 22,30
группа арагонита
Р-Волластонит
Ca[Si03] или
Ca3[Si309] -
116,17
СаО - 48,20
Si02-51,80
группа пироксе-
ноидов
Вольфрамит
(Fe,Mn)[W04] -
187,32
FeO - 2,20 + 2,30
MnO- 5,90 -17,60
W03 - 75,00
группа
вольфрамита
Барит, галенит,
санборнит,
гиллеспит
Гранаты,
везувиан, диопсид;
(Fe2+, Na, Mg,
Al)
Гюбнерит,
касситерит,
кварц, апатит,
слюда, шеелит,
молибденит,
флюорит,
пирит, галенит,
сфалерит
Ромб.
Ртсп
4
а = 5,26
6=8,85
с = 6,55
Трикл.
Р\
6
а = 7,94
Ь = 7,32
с = 7,07
а = 90,03°
р = 95,37°
7= 103,43°
Мон.
Pile
2
а = 4,81
6 = 5,73
с = 4,97
р = 90,80°
4,43
3,5
хрупкий
2,90
5,0
хрупкий
7,20-7,60
4,5-5,5
высокая
хрупкость
(010)ясн.
(110) неясн.
неровный
3,72(10} 2,63(6)-
2,14(5}-2,03(5)-
1,945(5)-1,239(5)
(100)сов.
(001) хор.
неровный,
занозистый
3,30(8)-2,96(10)-
2,17(6)- 1,705(7)-
1,594(6)-1,471(6)-
1,355(6)
(010) сов.
(ЮО)несов.
(102) несов.
неровный
2,92(10)-2,46(8}-
2,18(8)-1,758(6)-
1,702(8)-1,503(6)
Часто
шаровидные, столбчатые,
зернистые
агрегаты;
псевдогексагональные
кристаллы, пирамиды
и дипирамиды
Волокнистые,
зернистые,
плотные массы
Часто
псевдоморфозы по
шеелиту, кристаллы
призматические,
таблитчатые,
зернистые агрегаты
Бесцветный,
молочный, белый;
блеск стеклянн.
до смолистого;
черта бесцветная
Белый,
сероватый, блеск
стеклянный,
шелковистый; черта
белая
Буровато-черный,
темно-серый;
блеск
полуметаллический до
металлического и
алмазного; черта
красновато-
коричневая
Минеральное сырье
137
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
63-83°
сильно плео-
хронирует в
синих тонах
п0 = 1,691
пе = 1,719
(+)
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект: 240 — дегидратация
Экзоэффекты: 400, 650 —
окисление Fe2f, разложение
Тш = 1498
ромб.—%"° >триг.
Отношение
к растворителям
10
Легко раств. в НС1 и
др. к-тах
Раств. в НС1 с
выделением геля Si02
Термохимические
величины
-дн, 298
-ДСС,29К
s°
С °
а
Ъ\0Ъ
с'- 10~5
Ту-Тг
И
1642,72
1529,11
131,47
326,32
465,93
54,70
-138,71
298-
1230
Прочие свойства
Практическое
значение
12
Изготовление
синей краски
В УФЛ — яркое
зеленое свечение
(примесь Мп), в
КЛ - - зеленое
Цинковая руда;
для
изготовления
флюоресцирующих экранов
пр = 1,529
пт = 1,676
ns = 1,679
(-)
16°
пр = 1,615- 1,646
ит= 1,627-1,659
и8= 1,629-1,662
(-)
35-63°
пр = 2,26 "|
пт = 2,32 [-(Li)
пг = 2,42 J
(+)
73-79°
плеохроичен
7^=1450°
Эндоэффекты:
811» ,
ромб. < '-i екс.
9К2° ,
1 екс. < >- куб.
7^=1544
трикл., —П25° >трикл.2
(волластонит —*псевдоволласто-
нит)
rM<1266
Раств. в слабой НС1 с
шипением, в воде
раств. плохо, хорошо
— в слабых
органических к-тах
Разл. в конц. НС1 с
выделением геля SiO-.
Раств. в конц. H2S04
до выделения паров
S03, в конц. НС1 и
HN03 выделяется
желтый осадок W03,
растворимый в
аммиаке и щелочи
1210,90
1132,77
112,13
85,35
1636,91
1551,49
82,07
86,54
FeW04:
1147,6
MnW04:
1307,5
86,90
48,95
-11,97
298-
1040
111,54
15,07
-27,30
298-
1450
Х25° = - 0,302
В КЛ — желтый,
белый цвет, в
УФЛ — зеленый,
розовый,
желтый, оранжевый,
очень слабый
Для получения
бария, белой
краски на основе
BaS04
а20-Ю0о = 1 1>3
Мп-аналог
(родонит) —
антиферромагнетик с
температурой
перехода 7 К.
Может
флюоресцировать: в КЛ —
желтый, в УФЛ —
красный, очень
сильный цвет
Применение
имеет родонит в
качестве
поделочного камня
Х25° = 34,0 - 42,0
е25°= 15,0- 18,0
р20о=102^105
Р200О°~ Ю~2
Н = 2320-6570
Не люминесци-
рует; для FeW04
температура
магнитного перехода
= 76 К
Руда вольфрама,
который широко
используется в
металлургии
138 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
]
Вульфенит
РЬ[Мо04] -
367,13
РЬО - 60,79
Мп03-39,21
группа шеелита
Галенит
PbS-
239,25
Pb - 86,60
S- 13,40
группа галенита
Галит
NaCl - 58,45
Na- 39,34
CI - 60,66
группа галита
Галлу аз ит
Al4[Si4O10](OH)8 •
• 4Н20 -
588,28
А1203 - 34,66
Si02 - 40,90
Н20 - 24,44
группа каолинита
Ганксит
9Na2[S04] •
•2Na2[C03]KCl-
1565,09
Na20 - 43,60
КС1 - 4,72
S03 - 46,06
C02 - 5,62
Гауерит
MnS2 -119,06
Mn-46,13
S-53,87
группа пирита
Ассоциирующие
минералы;
(химические
примеси)
2
Пироморфит,
галенит,
лимонит, кальцит,
церуссит, ва-
надинит;
(Са, Си, Сг, V,
W)
Сфалерит,
пирит,
халькопирит,
барит, кальцит,
доломит
(Ag, Sb, Tl, Se, Те)
Гипс,
ангидрит, сильвин,
полигалит,
кальцит,
кварц,карналлит, сера
самородная;
(Br, Ag)
Аллофан,
карбонаты,
каолинит, алунит;
(Fe, Cr, Ti, Ni,
Си, Zn, Ca,
Mg)
Галит, глаубе-
рит, тенардит
Алабандин,
гипс,
родохрозит, пирит,
барит;
(Fe)
Параметры
симметрии
структуры
3
Тетр.
/4,/а
4
а = 5,43
с = 12,11
Куб.
Fm3m
4
а = 5,94
Куб.
Fmhm
4
а = 5,64
Мон.
Cm
1
а = 5,15
6=8,9
с =10,0
р= 100,2°
Геке.
Р63/т
2
а =10,49
с = 21,24
Куб.
РаЪ
4
а = 6,10
Плотность,
твердость,
степень
хрупкости
4
6,50-7,00
2,5-3,0
очень
хрупкий
7,40 -7,60
3,0
хрупкий
2,08-2,20
2,25
очень
хрупкий
2,00-2,20
1,0-2,0
2,56
3,5
3,44-3,46
4-5
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(111) сов.
---
3,25(10)-2,03(8)-
1,792(8)-1,659(9)-
1,314(8)-1,053(8)
(100) весьма сов.
плоский,
полураковистый
3,44(9)-2,97(10)-
2,09(10) 1,78(9)-
1,707(8)-
1,324(10)
(100) сов.
(ПО) несов.
раковистый
2,814(9)-1,990(10У-
1,625(6)-1,256(10)-
1,149(10)-0,938(10)
(001)заметн.
ровный
10,4(10)-9,7(7>
4,41(10)-2,57(7)-
1,483(10)-1,236(7)
(0001)ясн.
—
3,83-3,54-2,78-
2,63-1,91
(100) неясн.
раковистый
3,03(10)-2,72(7)-
2,49(7)-2,15(7)-
1,832(7)-
Внешний облик
кристаллов,
морфология
агрегатов
6
Кристаллы
квадратно-
таблитчатые,
призматические,
друзы, корки
Кубические, ку-
бооктаэдрические
кристаллы,
зернистые, сплошные
массы
Габитус
кристаллов кубический,
кубооктаэдриче-
ский, часто —
зернистые массы
Ультрамикроскопические
трубчатые кристаллы,
гелеподобные
полуматовые
массы
Короткие призмы,
псевдокубические
октаэдры
Кристаллы
кубического, октаэд-
рического и пен-
тагондодекаэдри-
ческого габитуса
Цвет; блеск;
цвет черты
7
Бесцветный,
желтый, оранжевый,
зеленоватый,
коричневый; блеск
смолистый до
алмазного; черта
белая
Свинцово-серый;
блеск ярко-
металлический;
черта свинцово-
серая
Прозрачен, белый
с оттенками:
желтый, красный,
голубой,
пурпурный — в
зависимости от
примесей; блеск
жирный до
стеклянного, черта бесцв.
Белый с серыми,
зеленоватыми,
желтоватыми,
красноватыми
оттенками,
полупрозрачный; блеск
жемчужный до
матового; черта
бесцв.
Бесцветный,
белый, желтоватый
Бурый, серовато-
черный,
коричневый; блеск
металлический; черта
красная
Минеральное сырье 139
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V.,
дисперсия,
плеохроизм
8
п0 = 2,40
пе = 2,28
(-)
плеохроичен в
желтых тонах
Непрозрачен
п = 1,544
пр = 1,511
пт = 1,526
ng = 1,542
(+)
"изотропной
разновидности —
= 1,507 + 1,550
п0 = 1,481
пе = 1,461
И
п = 2,69 (Li)
Температурные константы,
эффекты, превращения, °С
9
ГШ1= 1068
Т„л = 1030 (другие данные:
1114 — плавление продуктов
разложения);
Экзоэффект: 790-880 —
окисление с образованием PbS04,
р-РЬО,
Эндоэффект:
890°
a-PbS04 < ^P-PbS04
Т1Ш = 800
Twl = 1800
Эндоэффекты:
150-600 — образование метакао-
линита; 1000-1200 —
дегидратация
Устойчив до 423; выше —
разлагается (MnS + S + расплав)
Отношение
к растворителям
10
Разл. НС1, HN03;
раств. в щелочах
Раств. в HN03 с
выделением S и PbS04 и
НС1, горячей, конц.;
также в 25%-м р-ре
NaCl и FeCl3
Раств. в Н20,
г/100 г:
при 0° — 35,7,
при 20° -35,9;
в глицерине
Частично разл. в к-тах
и щелочах (при
нагревании); при 100°
раств. в конц. НС1 и
H2S0423H
Легко раств. в Н20
Разл. при нагревании
в НС1 с выделением S
hH2S
Термохимические
величины
"AHf,298
"AGf,298
s°
^298
с °
^р298
а
ь- ю3
с'- 1(Г5
Ti~T2
11
100,52
98,80
91,37
43,4
411,76
384,83
72,18
50,81
8165,51
7524,11
406,96
492,87
—
—
—
244,80
232,43
54,01
63,70
44,63
16,41
—
298-900
45,97
16,33
....
298-
1073
—
—
—
—
—
—
46,90
56,55
—
298-690
Прочие свойства
Практическое
значение
12
Н-800
В комплексе с
другими
вторичными
минералами свинца —
свинцовая и
молибденовая
руда
£5° = -0,390
е25о = 81,0; 175
р20= Ю'-Ю6
Н - 750-1100
Важнейшая
свинцовая руда
Ъз° = -0,518
е25о = 5,6 - 5,9
Х2о= = 6,3-10,1
р20° = 300-500
р20°= 101
'(беспримесный
минерал)
Oo_so° = 40,4
(соленый на вкус)
В пищевой
промышленности,
химической
(препараты Na и С1)
£0° = -0,690
e2So = 9,0-12,0
^•20°-100° ~ 2,0
Вместе с
каолинитом, аллофа-
ном используется
в керамической
промышленности
—
Второстепенный
минерал; при
получении
препаратов Na, К в
химической
промышленности
Н = 2000 - 3000
(другие данные:
Н = от 4850 до
6230),
Полупроводник,
антиферромаг-
140 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
]
Гауерит
MnS2-119,06
Мп- 46,13
S - 53,87
группа пирита
Гаусманит
а-МпзСХ) или
МпМп204 - 228,82
Мп - 72,03
О - 27,97
группа шпинели
Гематит
a-Fe203
(железный блеск,
красный
железняк)-159,70
Fe - 69,92
О - 30,08
группа корунда-
ильменита
Герсдорфит
Ni[AsS] - 165,69
Ni - 35,42
S-19,35
As - 45,23
группа
кобальтина
Герцинит
(железная
шпинель)
FeAl204-173,8
FeO-41,31
А1203 - 58,66
группа шпинели
Ассоциирующие
минералы;
(химические
примеси)
2
Алабандин,
гипс,
родохрозит, пирит,
барит;
(Fe)
Пиролюзит,
браунит,
магнетит, барит,
гематит;
(Fe2+, Fe3\ Zn)
Лимонит, гё-
тит,
пиролюзит, барит,
кварц,
кальцит, пирит,
сидерит;
(Al, Ti, Fe2f)
Никкелин,
сфалерит,
халькопирит,
сидерит;
(Fe, Sb, Co)
Серпентин,
корунд,
магнетит, гранат,
лимонит;
(Cr, Zn, Fe3H',
Mn2+)
Параметры
симметрии
структуры
3
Куб.
РаЪ
4
а = 6,Ю
Тетр.
IA\lamd
4
а = 5,76
с = 9,44
Триг.
R3c
6
а = 5,04
с= 13,77
Куб.
РаЗ
4
а = 5,71
Куб.
Fdbm
8
a = 8,15
Плотность,
твердость,
степень
хрупкости
4
3,44-3,46
4-5
хрупкий
4,70-4,00
6,0
хрупкий
5,24
6,75
очень
хрупкий
5,90
6,0
хрупкий
4,40
7,5
Спайность
характер излома
d(относительная
интенсивность)
5
1,625(7)
(001) сов.
—
3,08(8)-2,75(8)-
2,48(10)-1,570(8)-
1,540(10)-1,440(8)
отсутств.
неровный
3,67(7)-2,69(10) -
2,51(8)-2,20(7)-
1,833(7}-1,688(8}-
1,481(7)-1,448(8)
(100)сов.
раковистый
2,84(6)-2,56(8)-
2,33(6)-1,725(8)-
1,582(8)-1,100(6)
отсутств.
неровный
2,87(9)-2,46(9)-
1,570(9)-
1,443(10)-
1,063(10)-1,020(8)
Внешний облик
кристаллов,
морфология
агрегатов
6
Кристаллы
кубического, октаэд-
рического и пен-
тагондодекаэдри-
ческого габитуса
Псевдооктаэдри-
ческие или бипи-
рамидальные
кристаллы,
массивы
Гроздевидные
агрегаты
(почечная руда), оолиты,
конкреции,
кристаллы
пластинчатые,
ромбоэдрические,
таблитчатые
Октаэдрические,
кубооктаэдриче-
ские,
пластинчатые кристаллы,
зернистые
агрегаты
Габитус
кристаллов кубический,
октаэдрический,
плотные
зернистые агрегаты
Цвег; блеск;
цвет черты
7
Бурый, серовато-
черный,
коричневый; блеск
металлический; черта
красная
Буровато-черный,
черный; блеск
полуметаллический; черта
каштановая, светло-
коричневая
Красновато-
коричневый до
черного; блеск
металлический;
черта вишнево-
красная, синевато-
красная
Белый, серый;
блеск
металлический; черта
буровато-серая
Темно-зеленый до
черного; блеск
металлический;
черта темно-
зеленая
Минеральное сырье
141
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
п = 2,69 (Li)
п„ = 2,46
пе = 2,15
(-)
почти
непрозрачен
п„ = 3,15 + 3,22
пе = 2,87 + 2,94
(-)
плеохроичен
(желто-красно-
коричневые тона)
Непрозрачен
п = 1,835
Температурные константы,
эффекты, превращения, °С
9
Устойчив до 423, выше —
разлагается (MnS + S + расплав)
ТШ1 ~ 1590 (другие данные: 1705);
ТК1Ш = 2687
Эндоэффекты:
950-1050° .
а-Мп304 < > р-Мп304
1080-1200° v
р-Мп304 < > у-Мп3 04
куб.
Тш = 1630- 1650
Эндоэффекты:
680°
a-Fe203 ^ * у-Ре203
1370-1400— появление Ре304
Устойчив < 700°
Экзоэффекты: 400, 600 —
процессы разложения, окисления
Тт = 1780°
Отношение
к растворителям
10
Разл. при нагревай, в
НС1 с выдел. S и H2S
Разл. в щелочах, раств.
в горяч. НС1 с вы д. С12
Слабо раств. в кони.
НС1, лучше — в
присутствии SnCl2; слабо
раств. в HF и HN03,
раств. в Н3Р04
Частично разл. в
горячей НС1 с выделением
S
Не разл. в к-тах
Термохимические
величины
-ДНГ_ 298
-диг 298
J298
г °
а
Ъ- 103
с'- 10"5
Ту Тг
11
63,7
1387,53
1281,20
154,81
148,08
826,11
744,13
87,46
103,76
—
—
—
—
—
—
298-690
145,03
45,30
-9,21
298-
1200
97,74
72,13
-12,89
298-950
—
—
—
—
—
—
Прочие свойства
Практическое
значение
12
нетик с
температурой перехода
48 К
В комплексе с
пиритовыми
рудами — сырье
сернокислотной
промышленности,
второстепенная
руда Мп
а25-500° = 6,69 || а;
6,93 || с
Н = 5410-7330
Полупроводник,
ферромагнетик с
температурой
перехода 43 К
Важная руда на
марганец (для
ферромарганца и
специальных
сплавов)
Магнитные
свойства изменчивы
Х2о° - 61 + 189
е25° = 25
Р20°=Ю10
a 2о-юо° = 7,7
a-Fe203 —
антиферромагнетик с
температурой
перехода 953 К,
y-Fe203 —
ферромагнетик
Важнейшая
железная руда
Н = 5200 + 8060
Полупроводник,
диамагнетик
В комплексе с
сульфидномышья-
ковистыми рудами
Ni и Со —
второстепенная руда Ni
a 20-юо° = 9,00
Н = 14780 +
+ 15530
В составе с
ассоциирующими
минералами —
абразив.
Самостоятельного
значения не имеет
142 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Гётит
a-FeO(OH)-
88,85
Fe203 - 89,90
Н20- 10,10
группа гётита
Ассоциирующие
мииералы;
(химические
примеси)
2
Лимонит,
гематит, лепи-
докрокит,
кварц,кальцит;
(Мп)
Параметры
симметрии
структуры
3
Ромб.
Pbnm
4
а = 4,60
b = 9,96
с = 3,02
Плотность,
твердость,
степень
хрупкости
4
4,15^,30
5,0-5,5
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(101) весьма сов.
неровный
4,15(10)-2,67(6)-
2,43(7)-2,24(4)-
2,18(4)-1,709(6)
Внешний облик
кристаллов,
морфология
агрегатов
6
Габитус
кристаллов ромбический,
квадратный,
агрегаты волокнистые,
листоватые, ради-
ально-лучистые
Цвет; блеск;
цвет чертым
7
Желтовато-
коричневый,
коричневый,
охристый; блеск
алмазный,
металлический;
черта бурая с
красноватым оттенком
Гиббсит — см. гидраргиллит
Гидраргиллит
(гиббсит)
А1(ОН)3 - 77,98
А1203 - 65,35
Н20 - 34,65
группа гидрар-
гиллита
Гидроборацит
CaMg[B2B04]2 •
(ОН)6-ЗН20-
413,25
СаО- 13,90
MgO - 9,90
В203 - 49,50
Н20 - 26,70
группа
гидроборацита
Гидромагнезит
М&[С03]4(ОН)2 •
•4Н20-467,59
MgO-44,10
С02 - 36,20
Н20- 19,70
Лимонит,
корунд, диаспор,
бёмит;
(Fe)
Гипс, галит,
ангидрит,
глины
Серпентин,
брусит,
кальцит, доломит
Мон.
Р2х1п
8
а = 8,64
Ъ = 5,07
с = 9,72
р = 94,56°
Мон.
Pile
2
а= 11,71
Ъ = 6,69
с = 8,20
р= 102,67°
Мон.
Р21/с
2
а= 10,11
Ъ = 8,97
с =8,39
Р = 114,60°
2,30-2,40
3,0-3,5
вязкий
2,00-2,17
3,0-4,5
2,10-2,30
3,5
хрупкий
(001) весьма сов.
—
4,83(10)-4,34(6)
2,45(5)-2,37(5)
2,04(4 )-1,797(4)
(010) сов.
неровный
4,54(5>-2,44(10)-
2,21(6)-1,971 (6)-
1,908(8 >-1,839(4)
(010) сов.
—
8,68-6,09-5,82-
3,09-2,94
Гексагональные
таблицы по {001},
пластинчатые или
радиально-
лучистые
конкреции, натечные
формы
Игольчатые,
шаровидные
агрегаты, волокнистые,
кристаллы
Пучки, волокна по
с, таблицы по
{100}, землистые
массы, корочки
Белый,
пастельных тонов
красноватый,
прозрачный блеск
стеклянный до
перламутрового;
черта белая
Белый, блеск
стеклянный; черта
белая
Белый
Гидроцианит - см. халькантит
Гипс
Ca[S04]2H20-
172,08
СаО-32,57
S03 - 46,50
Н20 - 20,93
группа гипса
Глазерит
(афтиталит)
KNa3[S04]2 -
-KNa[S04]2-
Ангидрит,
галит,
целестин, кальцит,
арагонит,
самородная сера,
пирит, кварц
Прорастания с
другими
солями Na, К
(сульфат аммония)
Мон.
АН а
4
а = 5,68
6=15,18
с = 6,29
р= 113,87°
Триг.
R3m\
1
2,32
2,0-2,5
гибкий,
иногда
хрупкий
2,72
3,0
хрупкий
(010) сов.
(111) и (100) не-
сов.
раковистый
4,29(10)-3,06(6)-
2,87(7)-2,68(6)-
2,07(6)-!, 790(5)
(10Ю) сов.
(0001)несов.
раковистый
Таблицы по
{010}, массивный,
листоватый,
волокнистый,
зернистый
Таблицы,
ромбоэдры
Белый,
бесцветный, серый;
блеск
стеклянный; черта белая
Белый; блеск
стеклянный до
жирного;
черта белая
Минеральное сырье
143
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2V,
дисперсия,
плеохроизм
8
пр = 2,26
пт = 2,39
ng = 2,40
(-)
0-27°
плеохроирует в
желто-бурых
тонах
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты: 300-420 —
дегидратация до a-Fe203;
680°
a-Fe203 ^. . ' y-Fe203;
Отношение
к растворителям
10
Раств. в НС1
Термохимические
величины
-AHf,298
"AGf,298
°298
*-р298
а
Ь\0г
с'- 10"5
7",-7"2
11
560,30
489,93
61,54
—
—
Прочие свойства
Практическое
значение
12
Х20° = 42,0
£25° = 25
Н = 5250 + 8240
Антиферромагнетик с
температурой перехода
367 К
Важнейшая
железная руда
пр = 1,566
пт= 1,560
«g= 1,587
(+)
0-40°
пр =1,523
и„= 1,537
ng = 1,572
(+)
-80°
ир =1,523
иж= 1,527
ng= 1,545
(+)
40°
Эндоэффект: 240-450 — полная
дегидратация до у-А1203
Экзоэффект:
., ^ 1050-1200° .. „
у-А1203 >а-А1203
Г|1Л = 900°
Эндоэффекты: 350-420° —
дегидратация, диссоциация,
превращения гидромагнезита;
480-520° — образование MgC03;
500-600° — диссоциация до MgO
Раств. в
H2S0423H, в щелочах
(КОН 6%-й при
нагревании до 100°),
вНС1
Раств. в кислотах, в
холодной воде
нерастворим, в горячей —
частично
Слабо растворяется в
кислотах
1295,40
1157,65
70,13
36,22
180,93
—
298^25
Запах глины
В составе
бокситов — руда на
аллюминии
ФЛ520
Сырье для
получения
соединений бора
—
В составе
магнезиального сырья
— в
производстве огнеупоров
пр= 1,520
л«= 1,523
ng= 1,530
(+)
58°
сильная
дисперсия
Л, = 1,490 .."*'.';"
п.-1,496
(+)
7^=1450° (Ca[S04])
Эндоэффекты: 180° —
дегидратация до полугидрата;
220° — полная дегидратация
Экзоэффект: 370° —
превращение в Ca[S04];
Эндоэффект:
1193°
ромб. гас.
"Эндоэффекты: 437, 920,974
Раств. в НС1, растворе
Na2S203, аммонийных
солях, частично - в
н2о,
Раств. в Н20
2023,80
1797,10
194,30
186,10
91,40
318,20
—
298-400
Х2о° = -0,430
£25° = 5,2-^6,2
в УФЛ —
розовый, желтый
цвет;
в КЛ — зеленый,
очень слабая
люминесценция
Поделочный
камень, в
строительстве, медицине
Второстепенный
минерал;
144 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
300,10-428,30;
для Na20 : К20 =
= 1 :3
Na20-9,33
К20-42,51
S03-48,16
группа
тенардита-мирабилита
Глауберит
Na2Ca[S04]2 -
278,08
Na20 - 22,29
CaO-20,16
S03-57,55
группа глаубери-
та
Глаукодот
(Co,Fe)AsS -
221,76
Со - 29,80
Fe-11,30
As-45,50
S - 19,40
группа пирита
Ассоциирующие
минералы;
(химические
примеси)
2
Галит,
тенардит,
мирабилит, ганксит,
улексит,
ангидрит
Кобальтин,
халькопирит,
галенит,
пирит, пирротин,
кварц
Гранат — см. альмандин, андрадит, г]
Графит 2Н
а-С-80-90
оксиды ""ч
Н20
битумы f10"20
газы J
Графит 3R
Шунгит
С - 83,50 + 99,60
(H,O,N)-0,01 +
-8,50
Карбонаты,
микроклин,
нефелин;
(золы: Si02,
А1203, FeO,
MgO, CaO,
Р205, CuO)
Параметры
симметрии
структуры
3
а = 5,66
с = 7,30
Мон.
Cllc
4
а= 10,16
b = 8,33
с = 8,55
р= 112,16°
Ромб.
Сттт
8
а = 6,68
Ь = 9,64
с =5,72
Плотность,
твердость,
степень
хрупкости
4
2,72
3,0
хрупкий
2,75-2,81
2,5-3,0
хрупкий
5,90-6,22
5,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
4,07(6)-ЗЛ8(6)-
2,90(10)-2,06(8)-
1,650(6)-1,420(5)
(001) сов.
(110) несов.
раковистый
6,22(8)-3,13(10)-
2,80(7)-2,66(8)-
1,994(7)-1,616(7)
(001)ясн.
неровный
2,79(9)-2,45(10)-
1,82(9)-1,635(8)-
1,345(6)-1,210(8)
Внешний облик
кристаллов,
морфология
афегатов
6
Таблицы,
ромбоэдры
Тонкотаблитчатые
кристаллы,
уплощенные по с,
призмы, || {101},
корки
Зернистые,
плотные массы
Цвет; блеск;
цвет черты
7
Белый;
блеск стеклянный
до жирного;
черта белая
Бесцветный,
белый, сероватый,
прозрачный;
блеск
стеклянный;
черта белая
Оловянно-белый
до
серо-стального; черта
серовато-черная
россуляр, пироп, спессартин
Геке
Pd-ilmmc
4
а = 2,46
с = 6,70
Rbm
6
а = 2,46
с= 10,06
Аморфен
2,09-2,23
1,0
пачкает
бумагу
1,80-2,00
3,5-4,5
высокая
(0001) сов.
ровный
3,35(10)-
1,675(8)-
1,541(6)-
1,230(9)-
1,154(9)-1,117(6)
—
—
—
раковистый
Листоватые
чешуйчатые массы,
радиально-
лучистые агрегаты
Черный до
тускло-землистого;
блеск
металлический, жирный;
черта черная,
блестящая
Черный,
блеск стеклянный,
алмазный
Минеральное сырье
145
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2V,
дисперсия,
плеохроизм
8
«„=1,490
«в= 1,496
(+)
пр- 1,515
пт- 1,535
ng= 1,536
(-)
7°
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты: 437, 920, 974
Эндоэффекты: 520-540° —
разложение на Na2S04 и CaS04;
884° — плавление Na2S04;
1 193°
CaS04 <-. >CaSC)4
ромб. 1«кс.
Г™ «480°
Отношение
к растворителям
10
Раств. в Н20
Раств. в НС1, инкон-
груэнтно растворим в
Н20 с образованием
гипса
Разл. в HNO3 с
выделением S
Термохимические
величины
-ДНГ 298
-AGf|298
s°
Ср298
а
Ъ- 103
с'- 1(Г5
7-1-72
И
—
--
—
—
Прочие свойства
Практическое
значение
12
совместно с
тенардитом и
мирабилитом — в
стекольной,содовой
промышленности
—
В бумажном,
металлургическом
производстве, сырье для
получения
соды, стекла
Н = 6110-2660
В ассоциации с
сульфидными
минералами — в
производстве
H2S04, руда на
цветные металлы
«=1,93 -5-2,07 до
непрозрачного
• ."• Й ' '•■
■..,."
г. ■ <
•;.%;«■• . !• ,
Г™ = 3527°
Гвозг > 3500°
Г™ = 4200°
Экзоэффекты: 500-800° —
выгорание; начало окисления зависит
от размера чешуек графита:
тонкие выгорают раньше
—
Нераств. в кислотах
0,0
0,0
5,74
8,54
—
—
17,17
4,27
-8,79
298-2500
—
—
Х2о° = -3,50
00-100== 1,0 || С,
27,0 X с, (другие
данные:
а20= = 0,08);
Po= = 3,5-10-4h-
-6,3- 10"3,
Рго° II с = 5400 •
• 10"б,±с = 41-
•10"6
Жирный на
ощупь
Применяется в
металлургии,
электоротехни-
ке, атомной
промышленности, в качестве
смазки, в
производстве
карандашей
Xi6-= -3,50
<*2o-ioo° ~ 26,0 -
+ 29,0
W = 0,84 -s-1,07
146 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Шунгит
С - 83,50 * 99,60
(H,0,N) - 0,01 ■*■
•5-8,50
Гринокит
P-CdS-144,46
Cd-77,81
S-22,19
группа сфалери-
та-вюртцита
Гроссуляр
Ca3Al2[Si04]3-
450,47
СаО - 30,40
А1203 - 37,00
Si02 - 32,60
группа граната
Гунгаррит
4PbS • Bi2S3 -
1470,78
Pb - 56,33
Bi-28,41
S-15,26
группа лилианита
Гюбнерит
Mn[W04] -
302,79
MnO-23,40
W03 - 76,60
группа
вольфрамита
Ассоциирующие
минералы;
(химические
примеси)
2
Карбонаты,
микроклин,
нефелин;
(золы: Si02,
А1203, FeO,
MgO, СаО,
Р205, СиО)
Смитсонит,
сфалерит,
кальцит,
свинцовый блеск
Кальцит,
пироксен, кварц,
доломит,
рудные минералы;
(Mn, Fe, V)
Висмутин,
церуссит,
англезит
Шеелит,
вольфрамит,
флюорит,
халькопирит,
пирит;
(Fe, Zn, Та)
Параметры
симметрии
структуры
3
Аморфен
Геке.
Р6т,тс
2
о = 4,15
с = 6,73
Куб.
1аЪс1
8
а= 11,85
Мон.(?)
Мон.
Flic
2
а = 4,85
Ъ = 5,77
с = 4,98
р = 90,89°
Плотность,
твердость,
степень
хрупкости
4
хрупкость
4,90-5,90
3,0-3,5
хрупкий
3,50
7,0-7,5
хрупкий
7,29
3,0
7,12
4,0-4,5
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(1120) ясн.
(0001)несов.
—
3,59(8)-3,16(10)-
2,07(8)-1,900(8)-
1,764(8)-1,258(7)
(110) несов.
неровный
2,66(10)-1,639(9)-
1,581(10>-1,291(9)
1,101(10)-1,082(9)
(010) весьма сов.
неровный
2,98(10)-2,49(7)-
1,78(8)-1,721(7)-
1,441(7)—1,378(7)
Внешний облик
кристаллов,
морфология
агрегатов
6
Землистые
налёты, короткие
призмы, корочки,
порошки, бочон-
ковидные
кристаллы
Кристаллы
тетрагон- триоктаэд-
рические, додека-
эдрические,
неправильные зерна,
массивные
агрегаты
Таблицы,
волокна, удлиненные по
с, призмы
Цвет; блеск;
цвет черты
7
Черный,
блеск стеклянный,
алмазный
Желтый до
оранжевого;
блеск алмазный
до смолистого,
матовый;
черта оранжево-
желтая до кир-
пично-красной
Белый, розовый,
зеленый, желтый,
коричневый;
блеск стеклянный.
Серо-стальной
Желтовато-
коричневый,
буровато-красный до
черного; блеск
металлический до
смолистого;
черта красновато-
коричневая до
светло-желтой
Минеральное сырье \А1
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
и =1,93 - 2,07 до
непрозрачного
п0 = 2,50
пе = 2,53
(+)
и= 1,732 +1,819
Непрозрачен
ир=2,17
пт = 2,22
иг = 2,32
(+)
73°
слабо плеохрои-
рует в буро-
зеленых тонах
Температурные константы,
эффекты, превращения, °С
9
Гпл= 1750° при
рлг = 10 МПа (другие данные:
1475°)
^субл. ~ 1350°;
Экзоэффект: 620-800° —
окисление до CdO
„ г- 700 800° v
rpaM = 1100-s- 1200° (с
образованием геленита, волластонита,
анортита)
Существует до Т= 820°
Отношение
к растворителям
10
Нераств, в
кислотах
Раств, в НС1 и других
кислотах с
выделением H2S и S, в
насыщенном р-ре NH4C1,
кислых р-рах
хлоридов, нераств. в
уксусной к-те
Нерастворим в
кислотах, частично раств. в
HF при нагревании
Раств. в кислотах
Разл. в конц. НС1 и
H2S04 с выделением
W03; легко раств. в
щелочах
Термохимические
величины
-AHf298
-Auf>298
°298
с °
^-р298
а
Ь- 103
с'- 1(Г5
т,-тг
11
156,90
153,16
71,13
47,32
6618,07
6263,5
293,1
1132,7
—
—
53,97
3,77
—
298-
1273
385,27
134,2
-72,39
298-
1300
—
—
—
Прочие свойства
Практическое
значение
12
р20° = (2,1+8,0)-
• 1<Г*
Н= 100; 6000
Жирный на
ощупь; удельная
адсорбционная
поверхность,
м2/г, — 12-89;
модуль
упругости, МПа — 2,7 •
• 104; модуль
сдвига, МПа —
1,03 • 104
В производстве
керамики,
огнеупоров, желтого
фосфора,
ферросплавов, SiC,
в качестве
водоочистителя
Х25° = -0,436
£20° = 9,0 + 9,5
Р2о°=Ю-3до1012
Н = 520 -910
Фотоэлектрические свойства
Сырье для
получения кадмия,
изготовление
диэлектрических
диодов, триодов;
люминофоров
Х25°= 54,0
а20-100° 6,5
Абразив,
полудрагоценный
камень
—
Совместно с
другими солями
и сульфосолями
РЬ — руда для
извлечения РЬ и
Bi
Н = 2600 + 5040
Антиферромагнетик с
температурой
перехода 15 К
Вольфрамовая и
марганцевая
руда
148 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Датолит
CaB[Si04](OH)-
159,98
CaO-35,00
В203-21,80
Si02 - 37,60
Н20 - 5,60
группа датолита
Дернит - леви-
стонит
(Ca,Na,K)[P04]3(F,
ОН) (состав
непостоянен)
группа апатита
Джемсонит
Pb4Fe[Sb3S7]2-
2063,95
Pb-40,16
Fe-2,71
Sb-35,39
S - 27,74
группа
джемсонита
Диаспор
а-АЮ(ОН) -
59,98
А1203 - 84,98
Н20-15,02
группа гётита
Диоптаз
Cu6[Si6018] •
• 6Н20 - 945,78
CuO - 50,47
Si02- 38,10
Н20-11,43
группа диоптаза
Дистен (кианит)
Al20[Si04] -
162,05
AI2O3 - 62,93
Si02 - 37,07
группа
андалузита
Ассоциирующие
минералы;
(химические
примеси)
2
Кварц,
кальцит, эпидот,
самородная
медь, пирит,
пренит,
цеолиты;
(Y, Be)
Кальцит,
пирротин,
флюорит, нефелин,
сфен
Галенит,
сфалерит,
антимонит, пирит
Корунд,
доломит, магнетит,
гиббсит, бё-
мит, шпинель,
хлорит;
(Fe, Mn, Сг)
Лимонит,
кварц,
кальцит, малахит,
хризоколла
(Fe, A1, Са,
Mg)
Андалузит,
силлиманит,
корунд, гранат,
ставролит,
кварц;
(Cr, Fe, V)
Параметры
симметрии
структуры
3
Мон.
FLxla
4
а = 9,62
Ъ = 7,60
с = 4,84
р = 90,15°
Геке.
Р6ъ/т
2
а = 9,3
с = 6,9
Мон.
Р2,/а(?)
2
а =15,57
6=18,98
с = 4,03
р = 91,80°
Ромб.
РЬпт
4
a = 4,41
Ъ = 9,40
с = 2,84
Трит.
ДЗ
3
а = 14,66
с = 7,83
Трикл.
Р1
4
a = 7,12
6 = 7,85
с =5,57
a = 89,95°
р = 101,20°
у=105,97°
Плотность,
твердость,
степень
хрупкости
4
2,09-3,04
5,5-6,0
3,04-3,09
5,0
5,50-6,00
2,5-3,0
хрупкий
3,20^,14
6,5-7,0
очень
хрупкий
3,28-3,50
5,0
3,63
На {100}
4,0 (|| с);-
7,0(|| Ъ\
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
отсутств.
раковистый
3,74(7)-3,08(10)-
2,81(10)-2,49( 10)-
2,23(9)-2,16(9>-
1,86(9)
(0001) сов.
—
(001) сов.
—
3,61(6)-2,80(3)-
2,71(4)-2,28(3)-
2,23(3)-2,01(4)
(010) весьма сов.
(210) менее сов.
раковистый
3,98(10)-2,56(4)-
2,31(8)-2,12(7)-
2,07(7)-1,629(8)
(1011) сов.
раковистый
7,5(10)-4Л6(6)-
2,62(8)-2,14(6)-
2,05(6)-1,72(6)
(100) сов.
(010) менее сов.
—
3,33(8)-3,14(8)-
2,37(8)-1,95(10>-
1,760(6)-
1,380(10)
Внешний облик
кристаллов,
морфология
афегатов
6
Зернистые или
плотные агрегаты
Призматические
кристаллы
Волокнистый,
плотные массы
Ромбические
призмы,
игольчатые, чешуйчатые
кристаллы,
сталактиты
Коротко
призматические
кристаллы, массивные
агрегаты
Кристаллы,
вытянутые по с,
пластины
Цвет; блеск;
цвет черты
7
Белый,
зеленоватый, бесцветный,
прозрачный,
полупрозрачный;
блеск стеклянный;
черта белая
Бесцветный,
белый, зеленоватый,
желтый
Свинцово-серый,
серо-черный,
иногда побежалость;
блеск
металлический;
черта черная
Белый,
бесцветный, серый,
бурый, зеленый,
розовый;
блеск
перламутровый;
черта белая
Изумрудно-
зеленый,
прозрачный;
блеск стеклянный;
черта бледно-
зеленая
Пятнистый,
синий, зеленый,
белый, серый;
блеск стеклянный
до
перламутрового;
черта белая
Минеральное сырье 149
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пр = 1,626
пя= 1,654
ng= 1,670
(-)
72°
и„= 1,624-1,640
ие= 1,600- 1,613
(-)
Непрозрачен,
плеохроирует
(в шлифах)
ир =1,702
пт= 1,722
пг= 1,750
(+)
84-86°
плеохроирует от
бесцветного до
красновато-бурого
и0= 1,655
пе= 1,708
(+)
пр= 1,712
л«= 1,720
«g= 1,728
(-)
82°
слабо плеохрои-
чен в синих тонах
Температурные константы,
эффекты, превращения, °С
9
Устойчив до 660°
Эндоэффект:
660-730° — дегидратация с
образованием боратов и боросиликата
кальция, CaSi03, Si02;
1060-1100° — расплав, при
закалке — прозрачное стекло
7^1500°
7^ = 480°
Эндоэффект: 500-650° —
дегидратация до а-А1203
Эндоэффект:
450-620° — удаление Н20
цеолита ого характера
Экзоэффекты:
850° — выделение СиО;
1000-1100° — разложение СиО
Г1Шинк>1500° {иожрпр = 250 МПа
с образованием А1203); (другие
данные: Тт = 1410°)
Отношение
к растворителям
10
Раств. в НС1 с
выделением геля Si02,
нерастворим в
щелочах
Раств. в кислотах
Легко разлаг. в HN03
с выделением Sb203 и
PbS04
Нераств. в кислотах,
раств.в горячих
щелочах
Разлаг. в кислотах с
выделением геля Si02
Нераств. в кислотах,
кроме HF
Термохимические
величины
_ДНС,298
"AGf,298
°298
с °
^р298
а
Ь- 103
с'-КГ5
Ъ-Ъ
11
110,11
130,17
1000,60
921,90
35,25
52,80
1359,90
1208,30
86,70
—
2596,15
2453,10
92,24
122,80
—
—
—
—
—
—
—
~
—
189,70
9,83
- 66,99
298-
1700
Прочие свойства
Практическое
значение
12
Х20°= 2,04
ФЛ 445,
РЛ 350-370
Получение бора
"
В составе
апатитов как
удобрение
Н=1470,
Сильно
анизотропный
Встречается в
составе
свинцовых руд
£25° = 9,0 -12,0
Люминесцирует
В КЛ бледно-
зеленым цветом
Важнейшая
алюминиевая руда
—
Медная руда
«20-1 оо°= 9,8
£25о = 6,8; 8,0
Н = 4200-13130
в УФЛ — красный,
цвет слабый;
в КЛ — голубой,
малиновый,
средней интенсивности
Руда для
получения силумина,
огнеупоров для
металлургии и
керамики
150 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Доломит
СаМ8[С03]2-
184,41
СаО- 30,41
MgO-21,86
С02 - 47,73
группа кальцита
Ильменит
FeTi03-151,75
FeO-47,35
Ti02 - 52,65
группа гематита
Каинит
Mg[S04] • KC1 •
•иН20
(и=1+3)-213,86
Для и = 1:
MgO-16,10
S03-32,20
К20-15,70
Q-14,30
Н2О-21,70
группа каинита
Калиевая селитра
(нитрокалит)
a-K[N03] -
101,11
К20-46,58
N205-53,42
Калиевые квасцы
KA1[S04]2 •
• 12Н20-474,08
К20 - 9,93
А1203-10,78
S03 - 33,75
Н20 - 45,54
группа квасцов
Ассоциирующие
минералы;
(химические
примеси)
2
Галенит,
пирит, сфалерит,
барит;
(Fe, Mn, Со)
Гематит,
магнетит, апатит,
титанит,
рутил, кварц,
циркон,
монацит;
(Mn, Mg, Nb,
Cr)
Галит,
сильвин,
гипс,ангидрит,
карналлит,
кизерит, леонит
Кальцит, кварц
Каолин, кварц
Параметры
симметрии
структуры
3
Триг.
ЯЗ
3
а = 4,84
с =15,95
Триг.
ЯЗ
6
а = 5,09
с =14,07
Мон.
Cllm
16
a =19,76
b= 16,26
с = 9,57
р = 94,93°
Ромб.
Ртсп
4
а = 5,40
6 = 9,14
с =6,41
Куб.
РаЪ
4
а= 12,15
Плотность,
твердость,
степень
хрупкости
4
2,85
4,0
хрупкий
4,70^1,78
6,25
хрупкий
2,15-2,20
2,5-3,0
хрупкий
2,11
2,0
хрупкий
1,75
2,5
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(101 1)сов.
неясноракови-
стый
3,01(10)-2,66(4)-
2,51(4)-2,10(4)-
1,931(4)-1,864(4)
(101 1)сов.
раковистый,
неровный
2,74(10)-2,53(9)-
1,865(6)-
1,720(8)-
1,504(7)-1,465(7)
(001)сов.
ровный,
занозистый
3,16-3,02-2,73-
1,25-1,224-1,175
(011) сов.
(010) несов.
(ПО) несов.
неровный
3,77(10)-3,03(6)-
-2,66(5)-2,19(5)-
-1,96(3 у\, 540(2)
отсутств.
—
4,29(10)-4,03(9)-
3,23(9)-3,03(5)-
2,78(6)-1,91 (5)
Внешний облик
кристаллов,
морфология
агрегатов
6
Габитус кристалл-
лов
ромбоэдрический, агрегаты
массивные,
грубозернистые,
столбчатые
Плотные,
массивные агрегаты,
редко — кристаллы
толстотаблитчатые,
призматические,
ромбоэдрические
Волокнистые,
зернистые
агрегаты, корочки
Таблицы, изомет-
ричные или
удлиненные по с
кристаллы, массивы,
корки, выцветы
Октаэдрические
кристаллы
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, серый,
коричневый,
красный, розовый;
блеск стеклянный
до
перламутрового;
черта белая
Железно-черный;
блеск
металлический; черта
черная
Бесцветный,
белый,
полупрозрачный;
блеск жирный;
черта белая
Бесцветный;
блеск стеклянный,
черта белая
Бесцветный
Минеральное сырье
151
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей IV,
дисперсия,
плеохроизм
8
п0= 1,679
ие= 1,500
Н
Почти
непрозрачен;
п0 ~ 2,7
Н
ир =1,494
иш = 1,506
^=1,516-1,520
(-)
-85°
пр = 1,332
пт= 1,504
и^= 1,504
Н
^7°
и = 1,456
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты:
720-780° — распад и
диссоциация MgC03;
870-1000° — диссоциация
СаС03; в итоге — механическая
смесь MgO + CaO
Г|Ш=1375°
Экзоэффекты:
200-500° — окисление Fe2+;
550-900° + окисление Fe2+ до
Fe203, выделение ТЮ2
(аморфного);
1000° — кристаллизация Ti02,
Fe2TiOs
Эндоэффекты:
я 80, 163, я 200, 320, 340, 420°
экзоэффекты:
я 300, 350, 400, я 550°
7^ = 356°
(другие данные: 334°, 308°)
Легко плавятся:
Т =91°
1 пл 71
Эндоэффект: 64° (- 9Н20)
Отношение
к растворителям
10
Раств. в НС1 на
холоде, с трудом
В порошке медленно
раств. в горячей НС1, с
трудом - в горячей
концентрированной
H2S04, медленно - в
HF
Раств. в Н20
Легко раств. в Н20,
г/100 г:
при 20° —31,7
Раств. в Н20,
разбавленных кислотах, не-
раств. в спирте
Термохимические
величины
-ДНГ 298
-ДОг 298
°298
с °
^р298
а
Ь-\0Ъ
с'- КГ5
Тх-Тг
11
2316,10
2153,40
155,30
1236,40
1158,90
105,90
99,60
494,90
395,10
133,18
96,30
6066,00
5145,30
687,90
651,50
156,16
80,50
21,60
298-
1000
116,69
18,25
- 20,05
298-
1600
60,92
118,90
—
298-400
—
—
—
Прочие свойства
Практическое
значение
12
Х25° = -0,300 -
- -0,400
825о = 6,3 - 8,5
Аяо» = 3,61
В УФЛ
—голубой, желтый,
красный,
розовый, белый цвет;
в КЛ - оранжево-
красный;
термолюминофор
Огнеупорный,
строительный
материал, в
металлургии
Х25°= 15-960
825= = 38,7-81 И
более
Н = 4040 - 6400
Антиферромагнетик с
температурой перехода
68 К,
электропроводник
Титановая руда
Калиевая и
магниевая руда,
изготовление
удобрений
Х20° = -0,333
120° = 0,65
Е25° = 4,4
Горько-соленый
вкус
Калийное
удобрение, при
изготовлении HN03
и пороха
Сладковатый,
терпкий вкус
При
изготовлении кожи,
бумаги, краски
152 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Каломель
Hg2Cl2 - 472,08
Hg-84,98
CI-15,02
Кальцит
(исландский шпат —
прозрачная
разновидность)
СаС03-100,09
СаО - 56,03
С02-43,97
группа кальцита
Каолинит
Al4[Si4O10](OH)8-
216,28
А1203 - 39,50
Si02 - 46,54
Н20-13,96
группа каолинита
Карналлит
KMgCl3 • 6Н20 -
277,76
К-14,11
С1- 38,39
Mg - 8,78
Н20 - 38,72
группа
карналлита
Ассоциирующие
минералы;
(химические
примеси)
2
Киноварь,
самородная
ртуть, кварц,
барит, эгле-
стонит
Доломит,
сульфиды;
(Mg, Mn, Fe,
Zn, Sr)
Кварц,
полевые шпаты,
корунд,
слюды, диаспор;
(Сг)
Галит,
сильвин, кизерит,
ангидрит,
борацит
Параметры
симметрии
структуры
3
Тетр.
lAlmnn
4
а = 4,46
с =10,91
Трит.
язе
2
(г = 6, гекс.
эл. яч.
а = 4,99
с =17,06)
Трикл.
Р\
1
о = 5,15
Ъ = 8,95
с = 7,37
а = 91,8°
р= 104,5°
у - 90,0°
Ромб.
РЬпп
12
а = 9,56
6=16,05
с = 22,56
Плотность,
твердость,
степень
хрупкости
4
7,15
1,0-2,0
2,71-2,93
3,0
хрупкий
2,60-2,63
2,5-3,0
мягкий
1,60
2,0-3,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(100)ясн.
(Ш)ясн.
неровный
4,16(10>-3,17(10>-
2,06( 10}-1,97(10>-
1,730(8)-1,478(10)
(101 1) весьма
сов.
раковистый
3,03(10}-2,28(7)-
2,09(7)-1,910(9)-
1,873(8)- 1,600(6)
(001) сов.
неровный
7,14(10}-
3,57(10)-2,34(8)-
1,487(10}-
1,283(7}-1,126(8)
отсутств.
раковистый
3,80(8)-3,09(9>-
2,87(7>-2,60(10>-
2,04(7}-1,900(6)
Внешний облик
кристаллов,
морфология
афегатов
6
Корочки, налеты
Кристаллы
призматические вдоль
с, таблитчатые,
ромбоэдрические,
массивные
агрегаты, сталактиты,
00ЛИТЫ
Землистые
агрегаты,
псевдогексагональные
пластины
Массивный,
зернистый,
таблитчатые кристаллы
Цвет; блеск;
цвет черты
7
Бесцветная, белая,
серая
Бесцветный,
прозрачный, белый,
желтый, бурый,
голубой, розовый;
блеск
стеклянный;
черта белая
Белый,
красноватый, коричневый,
серый; блеск
перламутровый,
матовый;
черта белая
Бесцветный до
молоч но-белого,
красноватый;
блеск жирный,
тусклый;
черта белая
Минеральное сырье 153
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
«0= U97;
пе = 2,65
(+)
и0 = 1,658;
п,= 1,487
(-)
и,= 1,553-И,565
пт= 1,559-1,569
ng= 1,560-1,570
В
24 - 50°;
почти
непрозрачен
и, = 1,467
и», = 1,475
иг =1,494
(+)
-70°
Температурные константы,
эффекты, превращения, °С
9
7^ = 302°
Твозг = 387°
Tw, = 1290° (под давлением паров
Н20); (другие данные: 1330°,
рСО2=100МПа)
Тразл = 820 - 920° с образованием
СаО
Эндоэффекты:
100-400°, 400-800° — удаление
Н20, образование метакаолинита;
Т > 920, 1250° — разложение с
образованием муллита,
у-А1203, Р-кристобалита
Г™ = 440°
Эндоэффекты:
250,310,500°
Экзоэффект:
700°
Отношение
к растворителям
10
Раств. в царской
водке, нераств. в воде,
летучая, слабо раств. в
НС1, HN03
Легко разлаг.
(вскипает) в 3 - 5%-й НС1 с
выделением С02, в HF,
в 10%-й уксусной
кислоте при нагревании
С трудом разлаг. в НС1
и HN03, разлаг. в
H2S04 при сильном
нагревании, раств. в
щелочах
Раств. в воде
Термохимические
величины
-Дг1|. 298
-A(jf 298
Q°
^298
1_.р298
а
ь- ю3
с'- 10~5
Г,-7г
11
265,40
210,90
192,59
101,74
1207,60
1123,70
91,77
83,47
8201,90
7561,40
406,12
488,66
2946,70
—
—
46,26
(92,47)
15,49
(30,96)
—
298-575
104,52
21,92
- 25,94
298-
1200
240,62
14,77
-32,90
298-
1000
—
—
—
Прочие свойства
Практическое
значение
12
Х25°= -0,253
Второстепенный
минерал в
составе ртутьсодер-
жащих
сульфидных руд
Х2о° = -0,382 -
- -0,480
е25о = 5,8 - 8,7
(/■=Ю6Гц)
р20о=107-1012
Оо_80° = 26,3 || С,
5,44 X с
^25° = 3,35
Н= 1200-2020
В УФЛ светится
голубым,
красным цветом;
в КЛ - желтым,
оранжево-красным, в ФЛ 630,
РЛ 630;
термолюминофор
Строительный
материал, в
металлургии,
оптике
Х25° = -0,500 ■*■
-9,0
е25о = 9,0-12,0
^20-100° ~ 2,0
В КЛ светится
белым,
в УФЛ —
голубым, зеленым,
белым цветом
Сырье для
керамической,
бумажной
промышленности
Х2о° = -0,600
Сильно
флюоресцирует,
диэлектрик;
гигроскопичен,
горький на вкус
Калиево-магни-
евая руда
154 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Карнотит
K2[U02]2[V04]2 •
•ЗН20-902,14
К20- 10,44
U203 - 63,41
V203-20,16
Н20-5,99
группа урановых
слюдок
Карфолит
MnAl2[Si206](OH)4
- 329,08
МпО-21,56
А1203 - 30,98
Si02-36,51
Н20-10,95
группа эпидота
Касситерит
Sn02-150,69
Sn - 78,77
0-21,23
группа рутила
Кварц
a-Si02 - 60,09
Si - 46,72
0-53,28
(низкотемпературный)
группа кварца
Ассоциирующие
минералы;
(химические
примеси)
2
Кварц, тюяму-
нит
Флюорит,
кварц
Кварц,
вольфрамит, шеелит,
пирит,
сфалерит, топаз,
апатит
Полевые
шпаты, слюда,
амфиболы,
топаз,
флюорит;
(Al, Na —
левый кварц)
Параметры
симметрии
структуры
3
Мон.
Р2х1а
2
а =10,47
Ъ = 8,41
с = 6,91
р= 103,7°
Ромб.
Ссса
8
а =13,86
6 = 20,13
с = 5,12
Тетр,
Р42/тпт
2
а = 4,74
с = 3,19
Триг.
/?3,21 -
правый,
Р3221 -
левый,
3
а = 4,91
с = 5,40
Плотность,
твердость,
степень
хрупкости
4
4,00-5,00
-2,0
2,90-3,14
5,0-5,5
7,00-7,02
6,5
хрупкий
2,65
7,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(001) сов.
6,56(10)-4,25(3)-
3,53(5)-3,25(3)-
3,12(7>-2,16(3)
(ПО) заметн.
призматическая с
углом 68,5°
—
5,7-3,04-2,61-
2,05
(ЮО)несов.
(111) несов.
Полураковистый
до неровного
3,33(5)-2,63(6>-
1,758(8)-1,213(6)-
1,079(7)-1,059(6)
отсутств.
раковистый
4,25(8>-3,34(10)-
2,46(6)-2,28(6)-
2,24(5)-2,13(6)
Внешний облик
кристаллов,
морфология
агрегатов
6
Порошки, рыхлые
агрегаты
Брусковидные
кристаллы,
удлиненные по с
Кристаллы корот-
копризматиче-
ские,
пирамидальные, бипира-
мидальные,
массивы, натечные
корки
Призматические
кристаллы,
ограниченные
ромбоэдрами, триго-
нальные
пирамиды, зернистые
агрегаты
Цвет; блеск;
цвет черты
7
Ярко-желтый до
лимонно-желтого;
блеск тусклый,
матовый;
черта желтая
Бледно-желтый,
желтый
Бурый, черный,
желтый,
красноватый, белый;
блеск алмазный;
черта белая,
сероватая,
коричневатая
Белый, желтый,
красноватый,
зеленый, бурый;
блеск стеклянный,
восковой,
матовый
Минеральное сырье 15 5
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей IV,
дисперсия,
плеохроизм
8
ир= 1,750 -1,780
иш= 1,90-2,06
иг= 1,92 -2,08
(-)
43 - 60°
ир = 1,611 -1,616
«w= 1,628- 1,633
Hg= 1,630 -1,639
(-)
-50°,
плеохроичен в
светло-желтых
тонах
и0= 1,99 -2,01
пе = 2,09 -2,10
(+)
может плеохрои-
ровать в желто-
коричневых тонах
и0= 1,544
ие = 1,553
(+)
Вращает
плоскость
поляризации
Температурные константы,
эффекты, °С
9
Очень легкоплавкий
Гпл^1500°
(другие данные: Гразл = 1127°)
восстановление и сублимация
начинаются ниже 1500°
Гпл = 1728°
Эндоэффект:
Отношение
к растворителям
10
Легко раств. в
кислотах
Почти нераств. в НС1
С трудом раств. в
к-тах, раств. в НС1
после сплавления со
щелочами, раств. в
щелочах
Частично разлаг. в HF,
раств. в щелочах
Термохимические
величины
-ДНГ 298
-Д(-7Г 29g
Q°
°298
^р298
а
Ь- 103
с'- 10"5
Ti-T2
11
2956,50
—
—
581,20
520,20
52,30
52,59
910,94
856,67
41,84
44,43
—
—
—
73,85
10,04
-21,59
298-
1500
46,98
34,33
-11,30
298-846
Прочие свойства
Практическое
значение
12
Радиактивен;
в УФЛ —
грязно-желтый,
табачный, слабый
Руда ванадия и
урана
—
В составе других
минералов
группы — источник
редких металлов
£5°= -0,270
£25° = 9,6 - 24,0
Р2о° = 4-10^
до Ю-6
«20-100° = 3,4
W = 30,7
Н= 11060-12630
Желтая фото- и
лазеролюминес-
ценция.
Светлоокрашенный
Sn02 —
диэлектрик, темный —
электропроводен
Важнейшая
оловянная руда
Х20°= -0,493
е250 = 4,4 - 6,0
Р25°=1014-1016
«20-300° = 4,3
^5о° =134
Н = 9910-11300
РЛ 390-410,
цвет
красноватый, тусклый;
термолюминно-
фор, краевой угол
смачивания —
30°; пьезоэлек-
трик
В силикатной
технологии,
оптике, ювелирной
промышленности,
строительстве, часовом деле
156 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ассоциирующие
минералы;
(химические
примеси)
2
Параметры
симметрии
структуры
3
Плотность,
твердость,
степень
хрупкости
4
Спайность
характер излома
d (относительная
интенсивность)
5
Внешний облик
кристаллов,
морфология
агрегатов
6
Цвет; блеск;
цвет черты
7
Кианит — см. дистен
Кизерит
Mg[S04]H20-
138,31
MgO-29,13
S03- 57,85
Н20-13,02
группа кизерита
Киноварь
a-HgS - 232,65
Hg - 86,22
S-13,78
группа киновари
Кобальтин
(кобальтовый
блеск)
Co[AsS]-165,91
Со-35,41
As - 45,26
S-19,33
группа
кобальтина
Ковеллин
CU2S • CuS2 -
95,60
Си - 66,46
S-33,54
группа
ковеллина
Козалит
Pb2Bi2S5 - 992,66
Pb-41,74
Bi-42,11
S-16,15
Колумбит
(Fe,Mn)(Nb,Ta)206
(состав
непостоянен)
группа
колумбита-танталита
Гипс, сильвин,
галит,
ангидрит, глаубе-
рит, эпсомит
Пирит,
реальгар, барит,
кварц,
самородная ртуть,
кальцит;
(Se)
Пирротин,
халькопирит,
самородное
серебро,сульфиды и арсе-
ниды никеля и
кобальта;
(Fe, Ni, Sb)
Халькопирит,
борнит,
халькозин, пирит
(Fe)
Кобальтин,
сфалерит,
пирит,
халькопирит
(Си, Ag)
Альбит,
микроклин,
берилл,
лепидолит, мусковит,
турмалин,
апатит,
касситерит;
(Y,Ti)
Мон.
Alia
4
а - 7,52
Ъ - 7,69
с - 6,89
р= 116,10°
Триг.
Я3,21
3
а -4,15
с = 9,50
Ромб.
Рссй\
ч
6 = f-5,57
Геке.
Рб^/ттс
2
а -3,80
с- 16,36
Ромб.
РЬпт
8
а -19,08
Ъ - 23,86
с = 4,06
Ромб.
РЪсп
4
для
минерала с
содержанием
17%Та205:
а - 5,77
6-14,16
с - 5,06
2,57
3,5
хрупкий
8,09
2,0-2,5
хрупкий
6,33
6,0-6,5
хрупкий
4,59-4,70
3,5
хрупкий,
в тонких
листочках
гибкий
6,20-7,17
2,5-3,0
5,20-7,95
6,0-6,5
(ПО) сов.
(111) сов.
(101) несов.
неровный
4,82(4)-3,38(10)-
2,55(7)-2,05(4)-
1,670(4)-1,279(4)
(1010) сов.
раковистый
3,37(10)-3,16(8)-
2,87(10)~2,07(8)-
1,980(8)-1,765(8)
(100) средн.
неровный
2,82(7)-2,53(10)-
2,29(9)-1,687(9)-
1,493(5)-1,078(5)
(0001) сов.
—
3,04(8)-2,81(10)-
2,72(8)-1,89(10)-
1,730(7)-1,555(8)
отсутств.
—
3,42(10)-
2,95(10)-2,09(5)-
2,02(7}-П 905(4)-
1,792(7)
(010) ясн.
(100) менее ясн.
полураковистый
3,66(7)-2,99(10)-
1,767(6)-1,735(7)-
1,712(8)-1,457(9)
Массивные
агрегаты, прорастания
с другими солями,
округлые зерна,
иногда бипирами-
дальный габитус
Кристаллы
ромбоэдрические,
толстотаблитчатые до
короткопризматич
еского облика,
корки, массивы
Зернистые,
плотные массы, реже
кубы, октаэдры
Гексагональные
пластинки,
землистые агрегаты,
пленки
Плотные массы
Кристаллы корот-
копризматические
вдоль с,
таблитчатые, параллельные
сростки,
массивные агрегаты
Бесцветный,
белый, сероватый,
желтоватый,
полупрозрачный;
блеск матовый;
стеклянный;
черта белая
Ярко-красный,
реже серый,
прозрачный до
полупрозрачного;
блеск алмазный;
черта багряно-
красная
Серебряно-белый
до красного,
серый;
блеск
металлический;
черта серо-черная
Индигово-синий,
синий;
блеск матовый до
металлического;
черта почти
черная
Свинцово-серый,
серо-стальной
Железо-черный,
красновато-коричневато-черный,
иридирующая
побежалость;
блеск полуметалл-
лический;
черта
темно-красная до черной
Минеральное сырье
157
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Продолжение таблицы 2.111
Термохимические
величины
-днГ298
-до,. 29g
°298
с °
^р298
а
b\tf
с'10"5
Ti-T2
11
Прочие свойства
Практическое
значение
12
ир =1,523
пт= 1,535
Hg= 1,586
(+)
57°
п0 = 2,90
пе = 3,26
(+)
Непрозрачный
и0<лв«1,45(+);
прозрачен только
в тонких
пластинках;
плеохроичен в
зеленых тонах;
сильная
дисперсия
Непрозрачен
Колумбит:
пр = 2,20 - 2,30
пт = 2,30 -2,40
и- = 2,35 - 2,45
(-)
75°;
танталит:
«„ = 2,15-2,20
ит = 2,17-2,25
п =2,25-2,35
А
2 Г большой;
плеохроичен в красно-
бурых тонах
Гразл=1010°
> 350° — дегидратация
Тпп = 1450° (другие данные: 1100,
р = 12 МПа); Гсубл. = 580°(446°)
Экзоэффект:
380-550° — окисление до HgO
Эндоэффект:
480° — разложение HgO, (другие
данные: 825°)
(3657)470° „
трш. куб
(мегаципнабарю)
Эндоэффекты:
730, 860°
ромб. >850° >куб.
При = 507° разлагается на Cu2S
hS
Экзоэффект:
300-600° — окисление ковелина
Эндоэффекты:
400, 760° — диссоциация
ковелина и продуктов его окисления;
1030° — разложение конечного
продукта(тенорита)
Устойчив ниже 425°
(разл. на лиллианит + галенобис-
мутит)
Г™* 1500°
Слабо раств. в Н20,
данные для
обезвоженного MgS04, г/100 г:
при 0° - 34,6;
при 20° - 42,9;
Mg[S04] раств. в
этиловом спирте,
глицерине
Нераств. в к-тах;
раств. в царской
водке; разлаг. растворами
K2S, Na2S
Разлаг. в HNO^ (тепл.)
с выделением As203 и
S
Раств. в конц. HN03
при кипячении,
труднее раств. в НС1,
раств. в смеси 1%-й
AgN03 с 3%-ой H2S04,
р-ре KCN
Разл. в HN03, HC1
Почти не раств. в
к-тах, лучше — в HF
126,40
139,00
58,20
50,66
82,48
48,41
—
—
68,7
53,14
53,58
66,57
47,82
—
—
~
45,64
15,28
—
298-850
—
•
—
44,37
11,053
—
273-870
%25°= (-0,385)-*-
-(-0,410)
£20о = 3,8-4,7
На воздухе
переходит в эпсомит
Для получения
магния и эпсомита
Хаз» = -0,298
£20о= 18,2; 23,5
Р2оо=Ю9-1010
Н = 780;
Полупроводник
Важнейшая руда
для получения
ртути
р25°=1,0-5,0
Н = 7650-10200
При нагревании —
запах чеснока
Важнейшая
кобальтовая руда
Х25°= 0,050
Р2о° = 7-10-7-3-
•10"7
Н = 860
Медная руда,
пигмент при
изготовлении
синей краски
Н = 790- 1790
В составе
сульфидных
минералов —
извлечение тяжелых
металлов,
производство H2S04
Х25° = 36,0 - 40,0
£25° = 10,0 -12,0
Р20о=10-2
до 103-104
Н = 2400-10700
FeNb206 и
FeTa206 анти-
ферромагнитны в
области низких
температур (Гпе.
пехопа = 25и14К)
Руда ниобия и
тантала
158 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Корунд
А1203-102,00
А1- 52,91
О - 47,09
группа
ильменита-корунда
Криолит
Na2[NaAlF6] -
209,98
Na20 - 32,86
А1203- 12,85
F - 54,29
Куприт
Си20 - 143,08
Си - 88,82
0-11,18
группа куприта
Ассоциирующие
минералы;
(химические
примеси)
2
Нефелин,
серпентин,
магнетит, шпинели,
кианит,
диаспор, слюда,
хлорит;
(Сг, Fe)
Сидерит,
халькопирит,
галенит, сфалерит,
флюорит,
топаз,
вольфрамит
Малахит,
азурит,
халькозин,
самородная медь, хри-
зоколла
Параметры
симметрии
структуры
3
Триг.
R3C
6
а = 4,76
с =12,98
Мон.
Р2х1п
2
а = 5,47
Ь = 5,62
с = 7,82
р = 90,18°
Куб.
РпЪт
2
а = 4,26
Плотность,
твердость,
степень
хрупкости
4
3,9(М,40
9
хрупкий
2,95-3,00
2,5-2,9
хрупкий
6,00-6,15
4,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
отсутств.
неровный до
раковистого
2,54(6>-2,08(9>-
1,738(5)-
1,599(10}-
1,401(6>-1,374(7)
отсуств.
неровный
4,47(7}-3,87(7}-
2,75(9>-2,33(8>-
1,939(10)-1,568(8)
(ПО)ясн.,
прерывающаяся
раковистый
2,46(Ю}-2,13(8)-
1,505(9}-
1,280(10}-
1,226(4}-1,063(3)
Внешний облик
кристаллов,
морфология
агрегатов
6
Таблитчатые, ко-
роткопризматиче-
ские,
пирамидальные, бочонковид-
ные кристаллы,
массивы
Массивный,
грубозернистый,
иногда кубоподобные
формы
Кристаллы
кубические, октаэдри-
ческие, додекаэд-
рические, а также
массивные,
зернистые, землистые
агрегаты
Цвет; блеск;
цвет черты
7
Синий, от
розового до красного,
желтый, зеленый,
пурпурный,
белый;
блеск
полуметаллический до
стеклянного; черты не
дает
Бесцветный до
белого,
коричневатый,
красноватый;
блеск стеклянный
до жирного;
черта белая
Красный, темно-
красный;
блеск от
полуметаллического до
алмазного, черта
коричневато-
красная
Купферникель - см. никелин
Кюрит
Pb2[U02]504(OH)6-
Н20-1948,53
РЬО - 22,91
U03 - 73,99
Н2О-3,70
Другие уран-
содержащие
минералы
Ромб.
Рпта
3
а =12,50
Ь = 8,40
с =13,01
7,37-7,19
4,0-5,0
(100) сов.
—
6,28(10}-3,97(9}-
3,14(8}-2,55(6}-
2,10(5}-1,740(5)
Игольчатые,
призматические
кристаллы,
массивные агрегаты
Оранжево-желтый
до красно-бурого,
блеск алмазный,
черта оранжевая
Минеральное сырье
159
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
и0= 1,767 -1,772
пе= 1,759 -1,762
(-)
0-32°
(может плеохрои-
ровать, быть
аномально двуосным)
ир =1,338
пт= 1,338
ng= 1,339
(+)
-43°
п = 2,85
красный;
непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Г1Ш - 2050°;
7^ = 2250°
Т^гш = 998° (другие данные —
1020°)
Эндоэффект: а —^—> Р
МОН. ф
ГШ1=1235°;
Гсу6»=1300о
Экзоэффект:
250-1000 °С — окисление до
СиО
Эндоэффект:
1000-1100° — разложение СиО,
Си20 на Си, Ог, плавление смеси
(Г™ с =1083°)
Отношение
к растворителям
10
Не раств. в к-тах и
р-ре КОН при
нагревании до 100°
Раств. в конц. H2S04 с
выделением HF
Раств. в конц. к-тах,
аммиаке, растворе
KCN, сегнетовой соли,
щелочи
Термохимические
величины
-ДН f 298
-Avjf29g
s°
с °
*~"р298
а
Ъ- 103
с'- 1(Г5
Ti-T2
11
1674,72
1582,60
50,95
79,09
3319,30
3154,75
238,64
216,04
168,60
144,40
93,95
63,64
109,36
18,37
- 30,43
298-
1500
192,38
110,78
-11,64
298-
837
—
—
—
Прочие свойства
Практическое
значение
12
Х25° = -0,360
е25о= 11,0+ 13,0
Р25° = 1-Ю,4 +
-МО16
«25° - 5,7
^-ioo°= 30,3
Н = 21080
В КЛ - руби
ново-красный,
очень яркий цвет,
в УФЛ -
красный, оранжевый
Абразивная,
ювелирная
промышленность
Х25°= -0,270
р25°=Ю4^105
В РЛ - бледно-
желтый цвет,
в ФЛ - голубой
(не всегда)
Плавень в
производстве ал-
люминия
Х25°= -0,216
е25° = 7,5
р20о=106-М07
до 10м
Н = 1920-2180
Обладает
фотоэффектом
Вместе с
другими минералами
меди - руда на
медь
л, = 2,06
"« = 2,10
лв = 2,14
(-)
= 80°
Очень легко плавится
Раств. в к-тах
Н = 2000 * 5000
Сильно радиак-
тивен
Вместе с
другими минералами
урана — руда на
уран
160 Новый справочник химика и технолога
Минерал,
химический
состав, М,
структурная
группа
1
Лангбейнит
K2Mg2[S04]3-
414,82
К20 - 23,20
MgO - 20,00
S03 -56,80
Лейкопирит
Fe3As4 - 467,23
Fe - 35,80
As - 64,20
Лейкофосфит
KFe2[P04]2(OH) •
• 2Н20 - 393,74
К20 - 7,30
Fe203 - 42,30
Р205 - 37,60
Н20- 12,80
Леллингит
FeAs2 - 205,69
Fe-27,18
As - 72,82
группа леллин-
гита
Лепидолит
KLi2Al[Si40,o] •
(F,OH)2
(состав
непостоянен)
группа слюд
Лимонит
(гидрогётит)
FeO(OH) • /?Н20
(состав
непостоянен) -
106,85 при п = 1
группа гётита
Лопарит
(Na,Ce,Ca)(Nb,
Ti)03
(состав
непостоянен)
группа
перовскита
Ассоциирующие
минералы;
(химические
примеси)
2
Галит,
сильвин, тенардит
Леллингит,
арсенопирит,
сфалерит
(Со, Ni)
Хромит, рутил,
тальк,
минералы пегматитов
Кобальт,
серебро, Аи-
содержащие
минералы,
сидерит,
арсенопирит,
пирротин;
(Со, Ni, Sb)
Другие
литиевые минералы:
амблигонит,
сподумен,
циннвальдит;
(Rb, Mn, Fe,
Са, Cs)
Пирит,
гематит, гётит,
сидерит, кальцит,
кварц
Эгирин,
калиевые полевые
шпаты, слюды,
нефелин;
СП»)
Параметры
симметрии
структуры
3
Куб.
Р2,3
4
а = 9,98
Ромб.
Мон.
4
а = 9,76
Ъ = 9,65
с = 9,70
р= 102,89°
Ромб.
Рппт
2
а = 2,86
Ъ = 5,26
с = 5,93
Мон.
Cllm
1
а = 5,20
Ъ = 9,00
с= 10,10
р= 100,60°
Аморфный
Куб.
РтЪт
2
а = 3,85
Плотность,
твердость,
степень
хрупкости
4
2,83
3,5-4,0
6,80-7,40
4,5-5,0
хрупкий
2,65-2,94
3,5-4,5
7,00-7,45
5,0-5,5
2,80-2,90
2,5-4,0
гибкий
3,50-4,00
5,0-5,5
хрупкий
4,64-4,89
5,0
Спайность
характер излома
d (относительная
интенсивность)
5
отсутств.
раковистый
3,15(10)-3,00(5)-
2,77(5>-2,66(6)
1,610(5)-1,480(4)
—
—
6,79(10)-5,99(7)-
4,76(3)-3»06(7)-
2,92(4)-2,83(4)
(001)ясн.
(ПО)ясн.
неровный
2,59(10)-2,54(9)-
2,33(9)-1,846(10у
1,628(10)
(001) сов.
(ПО) несов.
(ОЮ)несов.
—
4,47(8)-3,36(10)-
2,84(8)-2,58(10)-
2,01(10)-!, 695(8)-
1,634(8)-1,492(10)
отсутств.
раковистый,
неровный,
землистый
отсутств.
неровный
2,75(10Н,936(9)-
1,745(4)-
1,583(10)-
1,373(9)-1,226(10)
Внешний облик
кристаллов,
морфология
афегатов
6
Тетраэдрические
кристаллы,
зернистые или плотные
массы
Тонкозернистые,
мелоподобные
массивы
Облик
призматический
Средне- и
мелкозернистые
агрегаты
Почковидные,
натечные формы,
волокнистые
массы
Габитус
кристаллов кубический,
кубооктаэдриче-
ский
Цвет; блеск;
цвет черты
7
Бесцветный,
белый; блеск
жирный;
черта белая
Серо-стальной;
блеск
металлический;
черта серая
Белый,
зеленоватый;
блеск матовый,
землистый;
черта белая
Серебристо-белый
до серо-стального;
блеск
металлический;
черта серо-черная
Бледно-
сиреневый,
бесцветный, бледно-
серый;
блеск стеклянный
до
перламутрового;
черта белая
Бурый, желтовато-
буровато-черный;
блеск землистый,
шелковистый,
п олуметалл иче-
ский;
черта желтовато-
бурая
Черный, серовато-
черный;
блеск
полуметаллический;
черта коричнево-
бурая
Минеральное сырье
161
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
и =1,535
Непрозрачен
ир =1,706
пт= 1,720
иг =1,741
(+)
Непрозрачен
и, = 1,525+ 1,548
пт= 1,551 -1,585
щ= 1,554 -1,587
(-)
0-58°
п -2,05
и ~ 2,36
Температурные константы,
эффекты, превращения, °С
9
Г™ = 927°
■* разл — 3ZU
Легко разлагается на простые
фосфаты
Экзоэффект:
310-700° — окисление леллин-
гита до маггемита у-Ре20з, при
охлаждении переходящего в
a-Fe203
Легко плавится
Эндоэффекты:
50—400° — дегидратация с
образованием a-Fe203;
п Fr П 680° >7ррП
Тш~\500°
Отношение
к растворителям
10
Медленно раств. в
Н20, раств. в НС1
Раств. в HN03
Раств. в НС1, нераств.
вН20
Раств. в HN03 с
выделением As203
Почти не раств. в
к-тах
Легко раств. в к-тах
В к-тах раств. с
трудом (при нагревании),
разлаг. в HF
Термохимические
величины
"ДНГ, 298
-диг 298
s°
°298
с °
^р298
а
Ь- 103
с'- 10~5
Ъ-Тг
11
4073,0
—
—
—
85,83
—
—
—
—
—
—
—
—
—
—
Прочие свойства
Практическое
значение
12
Гигроскопичен
Второстепенная
руда калия и
магния
—
Неосновной
минерал руд
цветных металлов
—
Неосновной
минерал в
фосфатном сырье .
Х-183-397° = 2,183
Р2о° = 3-10-3
Н = 4500 - 9000
Мышьяковая
руда, руда на
цветные металлы
(неосновная)
Н=1000
В К Л - красный,
интенсивный
Литиевая руда
825о= 10,0
Н = 5540 - 8030
Среднемагнитен
Важнейшая
железная руда
£5°= 4,4-9,0
р20о=107
е25° = 5,7-8,0
Н = 7350 - 8030
От диамагнитных
до
слабо-парамагнитных разностей
Руда на Nb, Ti, РЗ
162 Новый справочник химика и технолога
Минерал,
химический состав,
Л/, структурная
группа
1
Магнезит
Mg[C03] - 84,32
MgO - 47,62
С02 - 52,38
группа кальцита
Магнетит
FeFe204-231,55
FeO-31,00
Fe203 - 69,00
группа шпинели
Малахит
Си2[С03](ОН)2-
221,09
CuO-71,95
С02-19,90
Н20-8,15
группа малахита
Манганит
МпО(ОН) - 87,94
Мп203 - 89,76
Н20- 10,24
группа
манганита
Манганозит
МпО - 70,94
Мп - 77,40
О - 22,60
Ассоциирующие
минералы;
(химические
примеси)
2
Серпентин,
кальцит, гипс;
(Fe, Mn)
Пироксен,
полевые
шпаты, кварц,
пирит,
халькопирит,
апатит,
гематит;
(Mg, Mn, Cr,
V, Al, Si, Ca)
Лимонит,
азурит, пирит,
халькопирит,
самородная
медь,
халькозин, кальцит;
(Ni, Co)
Другие Мп-
содержащие
минералы,
барит,
кальцит, сидерит
Другие Мп-
содержащие
минералы
Параметры
симметрии
структуры
3
Триг.
ЯЪс
2
(для гекс.
z = 6
а = 4,63
с= 15,01)
Куб.
Fdbm
8
а = 8,39
Мон.
Р2х/а
4
а = 9,51
6=12,02
с = 3,25
Р = 98,70°
Мон.
P2x/d
8
а = 8,94
b - 5,28
с =5,74
Р = 90,00°
Куб.
Fm3m
4
а = 4,44
Плотность,
твердость,
степень
хрупкости
4
2,96-3,00
4,2
хрупкий
4,90-5,20
6,0
3,70-4,10
3,5-4,0
хрупкий
4,20-4,40
3,0-4,0
хрупкий
5,00-5,40
4,75
Спайность
характер излома
d (относительная
интенсивность)
5
(101 1)сов.
неяснораковис-
тый до неровного
2,73(10}-2,10(9)-
1,935(6)-
1,697(10)-
1,336(7)-1,252(6)
отсутств.
—
2,99(6)-2,54(10)-
2,10(7)-1,612(9)-
1,479(9)-1,091(8)
(2 01) сов.
(ОЮ)ясн.
неясноракови-
стый, неровный
4,87(6)-3,63(8)-
2,82(10)-2,49(8 )-
1,664(6)-1,509(9)
(010) сов.
(ПО) хор.
(001) хор.
"
3,38(10)-2,62(9>-
2,41(6)-2,26(7)-
1,661 (9)-1,130(8)
(100)ясн.
—
2,56(8)-2,22(10>-
1,568(10)-
1,337(8 )-\, 280(8)
Внешний облик
кристаллов,
морфология
агрегатов
6
Ромбоэдрические,
призматические
кристаллы,
обычно массивный,
зернистый,
плотный,
пластинчатый, волокнистые
агрегаты
Октаэдрические,
додекаэдрические
кристаллы,
зернистые массивы
Натечные
агрегаты, гроздьевид-
ные клубни
Призматические,
столбчатые,
волокнистые
кристаллы
Сплошные массы
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, серовато-
белый, желтый до
бурого;
блеск стеклянный;
черта белая
Черный;
блеск
металлический;
черта черная
Изумрудно-
зеленый;
блеск
шелковистый;
черта бледно-
зеленая
Серо-стальной до
черного;
блеск
полуметаллический;
черта красновато-
коричневая
Изумрудно-
зеленый до
черного;
блеск матовый;
черта зеленая
Минеральное сырье
163
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
п0= 1,700
пе= 1,509
В
п = 2,42
почти
непрозрачен
пр= 1,655
л„= 1,875
и, = 1,91
(-)
43°
плеохроичен
Почти
непрозрачен
пр = 2,25
пт = 2,25
wg=2,35
(+)
2 Г малый;
может плеохрои-
ровать
л = 2,16
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект:
580-680° — диссоциация с
образованием MgO
Эндоэффект:
1500-1800° — полная
декарбонизация; (rrLIlMg0 = 2800°)
Тш = 1594° — (подрСо2 = const)
Экзоэффекты:
250-375° — окисление FeO до
а-Ре20з;
580-1000° — окисление Fe304 до
a-Fe203 и далее y-Fe203
Эндоэффект: а 400 50° > р
V*V- куб.
Fc)°4 Fe,0„
Эндоэффекты:
200-500° — удаление Н20 и С02;
1000-1150° — разложение СиО
Эндоэффекты:
200-400° — дегидратация до
a-Mn02;
a-Mn02 "^ >p-Mn203;
900-1000° — разложение
p-Mn203 до р-Мп304;
1100-1200°
Р-Мп304 < > у-Мп 304
7^-1780°
Эндоэффекты:
350-480,946, 1194°
Экзоэффекты: 440, 590°
Отношение
к растворителям
10
Разл. при нагревании в
НС1 с выделением С02
Раств. в НС1, конц.
HN03, H3PO4, HF;
уксусная кислота
раств. медленно
Разл. в р-рах НС1 с
выделением С02 и в
других к-тах; раств. в
NH4OH, в р-ре KCN,
р-рах аммонийных
солей
Разл. в НС1 с
выделением С12
Раств. в к-тах
Термохимические
величины
"AHf. 298
"AGf.298
°298
*-"р298
а
Ь- 103
с'-10"5
Tt-Тг
11
1096,50
1012,90
65,70
76,11
1119,13
1016,10
146,50
143,59
1046,50
901,90
166,30
154,30
—
64,89
385,20
363,00
59,75
44,10
77,96
57,78
-17,42
298-750
86,27
208,92
298-866
88,77
254,60
-9,27
298-700
~
—
—
46,52
8,12
-3,68
298-
<1800
Прочие свойства
Практическое
значение
12
&5° = -0,384
р25°=106-109
£25° = 4,4-10,6
a2o-iooo°= 14-15
?Чоо° = 4,6 -13,1
^-1000° = 1,66
В УФЛ —
голубой цвет, в КЛ —
малиновый,
слабый
В металлургии,
строительстве —
как огнеупорный
материал
р20°~ю-2
Н = 4770 - 6250
Ферримагнетик с
температурой
перехода 858 К
Важнейшая
железная руда
£25° = 7,2
Н= 1240- 1560
Медная руда,
поделочный
камень, в
производстве красок
Важнейшая
марганцевая руда
Ь)° = 60,0
«25-500° = 6,69 || О
«25-500° = 6,93 || С
Р25°-1-Ю6
Н = 2900
Полупроводник с
дырочной
проводимостью
Составная часть
окисленных
марганцевых руд
164 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ассоциирующие
минералы;
(химические
примеси)
2
Параметры
симметрии
структуры
3
Плотность,
твердость,
степень
хрупкости
4
Спайность
характер излома
d (относительная
интенсивность)
5
Внешний облик
кристаллов,
морфология
афегатов
6
Цвет; блеск;
цвет черты
7
Марказит — см. пирит
Мелантерит
(железный купорос)
Fe[S04] • 7Н20 -
277,85
FeO - 25,84
S03 - 28,80
Н20-45,36
группа купоро-
сов
Микроклин
K[AlSi308] -
278,35
К20- 16.89
А1203- 18,43
Si02 - 64,68
группа полевых
шпатов
Мирабилит
Na2[SO4]-10H2O-
322,00
Na20-19,30
S03 - 24,80
Н20 - 55,90
Молибденит - 2Н
(молибденовый
блеск)
MoS2-160,07
Мо - 59,96
S- 40,04
группа
молибденита
Молибденит-211-
иордизит
Монацит
(Ce,La,Nd,Th)[P04]
(состав
непостоянен)
группа монацита
Эпсомит,
халькантит,
гипс, пирит,
пирротин;
(Си, Mg, Zn)
Другие
полевые шпаты,
кварц, слюда,
фенакит,
каолинит;
(Na, Rb, Ba)
Галит, гипс
Молибдит,
пирротин,
кварц,
кальцит, топаз;
(Re, Se)
Киноварь,
ильсеманлит
Циркон, ксено-
тим, магнетит,
апатит,
колумбит, РЗ-танта-
лониобаты;
(La, Nd, Eu, Th,
U)
Мон.
Р2,/с
4
а =14,11
6 = 6,51
с = 11,02
р = 105,20°
Трикл.
Р~1
4
а = 5,58
6=12,97
с = 7,22
а - 90,70°
р= 115,90°
у = 87,80°
Мон.
Р2х1с
4
а= 11,48
6=10,35
с =12,82
р= 107,70°
Геке.
(Триг.)
P63/mmc
2
я = 3,16
с= 12,32;
аморфн.
Мон.
Р2х1п
4
а = 6,79
6 = 7,01
с = 6,46
Р= 103,60°
1,90
2,0
хрупкий
2,50-6,00
6,0-6,5
хрупкий
1,46-1,49
1,5-2,0
гибкий
4,72-4,99
1,0
—
4,60-5,40
5,0-5,5
(001) сов.
(ПО)ясн.
раковистый
5,42(3)-4.86(10)-
3,74(5)-3.22(3)-
2,73(3)-2,63(3)
(ПО) сов.
(010) хор.
неровный
4,18(6)-3,22(10)-
2,16(7)-1,99(6)-
1,800(8)-1,459(5)
(100) сов.
(001) следы
(010) следы
—
5,5(10)-4,80(5)-
3,22(7)-3,10(7)-
2,52(5)-1,311(4)
(0001) сов.
6,01(10)-2,50(1)-
2,27(8)-1,820(5)-
1,580(2)
—
(001) сов.
4,17(6)-3,31(7)-
3,09(10}-2,88(7)-
2,14(6)-1,746(6)
Сталактитопо-
добные формы,
конкреции,
волокнистые
агрегаты, массивный
Короткопризма-
тические
кристаллы, зерна,
массивы
Игольчатые
кристаллы,
призматические,
массивные агрегаты
Листоватые,
чешуйчатые
агрегаты
Мелкие, изомет-
ричные,
уплощенные или
вытянутые
кристаллы
Яблочно-зеленый
до белого;
блеск стеклянный;
черта белая
Белый, кремовый,
красный, зеленый;
блеск стеклянный
до
перламутрового;
черта белая
Бесцветный,
белый,
полупрозрачный;
блеск стеклянный;
черта белая
Свинцово-серый;
блеск
металлический;
черта зеленоватая
Желтовато-
красновато-
коричневатый до
коричневого;
блеск смолистый
до воскового;
черта белая
Минеральное сырье
165
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Термохимические
величины
-ДНГ 298
-диг 298
с"
°298
с °
^р298
а
Ь- 103
с'- 10"5
Т,~Т2
11
Прочие свойства
Практическое
значение
12
л, = 1,471
лж= 1,478
ng= 1,486
(+)
85°
пр— 1,522
иш= 1,526
иг= 1,530
(-)
80°
ир =1,393
л„= 1,395
иг= 1,397
(-)
76°
Непрозрачен
п0 = 4,34
ие = 2,03
(-)
(в инфракрасных
лучах)
и, = 1,774-И ,800
пт= 1,777-1,801
иг= 1,828-1,851
(+)
6-19°
слабо плеохрои-
чен
Эндоэффекты:
60-90° — инк. плавление,
выделение FeO;
90-260° — дегидратация (-6Н20);
260-320° —(-1Н20);
Экзоэффекты:
450-600° — окисление
до Fe2(S04)3;
700-800° — окисление до Fe203
T„„(U0H) = 1170°
(ортоклаз)
Эндоэффект:
32° — плавление в собственной
Н20;
100-110° — кипение с
образованием a-Na2S04;
a-Na2S04 < . >p-Na2S04;
(^пл n^ so4 = 884°)
Tm = 1185° (другие данные:
<1675)
Экзоэффект:
390-700° — окисление до Мо03
Эндоэффект:
790° — плавление Мо03
7^ = 2045°
Раств. в Н20,
кислотах, легко раств. в HF
Не раств. в к-тах
(кроме HF), раств. в КОН
Раств. в Н20
Разлаг. при кипячении
в H2S04 с выделением
Мо03, не раств. в НС1,
щелочах, растворим в
HN03
Нераств. в к-тах;
слабо раств. в НС1 и
HN03
3009,00
—
391,05
3961,80
3738,10
219,80
4327,64
3646,40
592,26
—
235,00
226,20
62,60
47,14
Се[Р04]:
1944,80
1817,30
115,10
93,36
—
—
—
—
—
—
—
—
—
38,72
26,80
—
298-600
—
—
—
—
Хю—28,0
Сладковатый
вкус
В красильном
производстве
Х25°= -0,376-
- 0,200
£25° = 5,0 - 6,9
W = 2,30 - 2,40
Н = 7940
Диэлектрик;
В УФЛ —
фиолетовый, в КЛ —
бледно-зеленое,
желтое, голубое
свечение;
проявляет
термолюминесценцию
В силикатной
технологии
Х25°= "0,571
£25° - 6,0 - 8,9
A^5° = 1,22
Горько-соленый
вкус
Сырье для
получения соды
Х25» = 44,0±с
Р20°-(4-9)-103
Н = 280-1710
Жирный на
ощупь
Важнейшая
молибденовая руда,
сухая смазка
—
Слабомагнитен
Цериевая и
тори евая руда,
источник РЗ
166 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ассоциирующие
минералы;
(химические
примеси)
2
Параметры
симметрии
структуры
3
Плотность,
твердость,
степень
хрупкости
4
Спайность
характер излома
d (относительная
интенсивность)
5
Внешний облик
кристаллов,
морфология
афегатов
6
Цвет; блеск;
цвет черты
7
Моренозит — см. никелевый купорос
Мусковит
KAtfAlSiAeKOHfc-
398,31
К20-11,80
А1203- 38,40
Si02 - 45,30
Н2О-4,50
группа слюд
Натровая
селитра (чилийская
селитра, нитра-
тин, нитрона-
трит)
Na[N03]-85,07
Na20 - 36,47
N205 - 63,53
Натролит
(гидронефелин)
Na2[Al2Si3O10) •
•2Н20-380,21
Na20-16,3
А1203 - 26,80
Si02- 47,40
Н20 - 9,50
группа
натролита
Ортоклаз,
берилл,
андалузит, каинит;
(Rb, Li, Ba,
Mg, Mn, Fe3+,
V,Cr)
Гипс, глаубе-
рит, галит,
другие
нитраты, сульфаты
Анальцим,
шабазит,
кальцит
Мон.
Cllc
2
я~ 5,3
6-9,2
с = 20,0
р а 95,00°
Триг.
Rbc
6
а = 5,1
с =16,8
Ромб.
Fddl
8
а =18,30
6 = 18,63
с = 6,60
2,80-2,90
2,5-3,0
гибкие
пластины
2,24-2,29
1,5-2,0
довольно
пластичный
2,20-2,26
5,0
хрупкий
(001) сов.
—
10,04(10)-5,02(5)-
4,48(6Н,46(5)-
3,35(10)-2,56(8)
(1011) сов.
—
3,03(10)-2,31(6)-
1,89(6)-1,65(3)-
1,461(3)-1,170(3)
(ПО) сов.
(ПО) сов.
неровный
6,58(9)-5,89(8)-
4,42(6Н,14(5)-
3,19(9>-2,86(10)
Пластинчатые
массы, мелкие
чешуйки
Массивные
агрегаты, корки,
тонкие прослойки
Тонкие призмы,
радиально-
лучистые
агрегаты
Бесцветный,
зеленоватый, серый,
коричневый;
блеск стеклянный
до
перламутрового;
черта белая
Бесцветный,
белый, серый, ли-
монно-желтый,
красноватый;
блеск стеклянный;
черта белая
Бесцветный,
белый, сероватый,
желтоватый;
блеск стеклянный,
иногда
перламутровый,
шелковистый;
черта белая
Натрон — см. сода
Нашатырь
NH4CI-53,49
NH3-31,80
HCl - 68,20
Галит,
сильвин, селитра
Куб.
РтЪт
1
а = 3,87
1,53
1,5-2,0
пластичный
(111) несов.
—
3,85-2,73-1,931-
1,727-1,577-1,365
Корки, прослойки
Белый,
бесцветный, желтоватый;
блеск тусклый;
черта белая
Минеральное сырье
167
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
8
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Термохимические
величины
-диг 298
Q°
0298
с °
а
Ь- 103
с'- КГ5
7",-7"2
11
Прочие свойства
Практическое
значение
12
и, = 1,552+ 1,574
иш = 1,582- 1,610
иг= 1,587-5-1,610
(-)
30-47°
л„ =1,587
пе- 1,336
(-)
и, = 1,473 - 1,480
иш= 1,476 -1,482
iig=l,485-S-1,493
(+)
58-63°
Эндоэффекты:
800-1000° — дегидратация;
1100-1200° — распад с
образованием муллита, аморфной фазы
Тт = 307° (другие данные: 312°)
* разл (кип) — JOV
276° >п
а< >р
Эндоэффект:
300-430° — дегидратация;
500-600° — переход в метанат-
ролит;
900-1000° — аморфизация
продуктов распада
Экзоэффект:
1100-1200° — образование
нефелина и Si02
К-тами не разл. (кроме
HF); нераств. в
щелочах, р-ре H2S04 при
нагревании
Раств. вН20, г/100 г:
при 20° — 87,5;
растворим в этиловом
спирте, глицерине
Разлаг. к-тами
5949,44
5568,44
288,90
321,55
467,00
365,97
116,39
93,05
—
408,46
110,45
-106,51
298-
1300
26,54
223,24
—
298-
549
—
Х25» = 3,0 - 5,0
(другие данные:
Х25° = ДО 76,0)
£25° - 6,0 - 9,0
tg6=10"t±{001}
%яг = 0,5 - 0,8
Р2о»=Ю13+1017
(другие данные:
p20°=104-1014)
Избирательная
прозрачность в
УФ и ИК частях
спектра:
интенсивное
поглощение в областях
< 0,3; 2,2-3,0;
> 5,0 мкм; предел
прочности, МПа:
на растяжение —
48-334; на
сжатие — 800-1200
Изготовление
электроизоляционных материалов
£5°= -0,301;
£25° = 6,5-17,8
W = 0,80
Вспыхивает при
нагревании,
имеет холодноватый
освежающий
вкус
Получение
HN03, пороха
Пиро- и
пьезоэлектрические
свойства,
свойства цеолита
Составная часть
нефелинового
сырья, свойства
молекулярных
сит,
катализаторов
«=1,639
Твозг = 335° (другие данные: 350°)
а—12Л-). р
тип тип
CsCI NaCl
Легко раств. в Н20;
данные для спирта,
г/100 мл: при 19° —
0,6
314,64
94,62
—
—
—
—
Х25» = -0,686
£25° - 6,8
В химии
используется
искусственный аналог
168 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Нефелин
Na3K[AlSi04]4 -
584,34
Na20- 16,00
К20 - 7,64
А1203 - 32,28
Si02-43,08
группа фельд-
шпатоидов
Никелевый
купорос (моренозит)
Ni[S04] • 7Н20 -
280,71
NiO - 26,59
S03-28,51
Н20-44,90;
группа купоро-
сов
Никелин
(купферникель)
NiAs- 133,63
Ni - 43,92
As - 56,08
группа пирротина
Оливин
(Mg,Fe)2[Si04]
(твердые
растворы)
группа оливина
форстерит
Mg2[Si04]-
140,71
MgO - 57,50
Si02 - 42,50;
фаялит
Fe2[Si04] -
142,23
FeO-70,50
Si02 - 29,50
Ассоциирующие
минералы;
(химические
примеси)
2
Апатит,
полевые шпаты,
сфен, содалит,
каолинит,
корунд,
амфиболы;
(К, Si, Fe, Rb,
Ga)
Аннабергит и
другие Ni-
содержащие
минералы;
(Mg)
Смальтин,
самородные Bi и
As,
халькопирит, пирротин,
серпентин,
кальцит;
(Sb, Fe, Co, S)
Геденбергит,
альмандин,
грюнерит,
пироксен,
основной
плагиоклаз, рудные
минералы;
(Мп)
Параметры
симметрии
структуры
3
Геке.
Р63
8
а =10,01
с = 8,40
Ромб.
а2]2]2]
4
а= 11,80
6=12,00
с = 6,81
Геке.
Р6т,1ттс
2
а = 3,61
с = 5,02
Ромб.
Ртст
4
а = 4,76
6=10,20
с = 5,98
а = 4,82
6=10,48
с = 6,11
Плотность,
твердость,
степень
хрупкости
4
2,55-2,60
5,6-6,0
хрупкий
1,95
2,0-2,5
7,78
5,5
хрупкий
3,20-4,40
6,75
Спайность
характер излома
d (относительная
интенсивность)
5
(1010)ясн.
(0001)несов.
раковистый,
неровный
4,20(8)-3,86(9)-
3,28(8)-3,02(10)-
2,35(7)-1,563(6)
(010) сов.
раковистый
5,3(6)-4,20(10)-
-2,85(4)-2,65(3)-
-2,24(3)-2,09(3)
(1010)несов.
неровный
2,63(10)-1,937(9)-
1,788(8>-1,320(7)-
1,070(6>-1,032(7)
(ОЮ)неясн.
раковистый,
неровный
3,87(7)-2,44(10)-
2,25(9)-1,74(10)-
1,475(9>-1,347(9)
(ОЮ)неясн.
раковистый,
неровный
3,71(3)-2,85(10)-
2,03(2)-1,755(7)-
1,508(2>-1,383(2)
Внешний облик
кристаллов,
морфология
агрегатов
6
Гексагональные
призмы,
бесформенные
зерна,
неправильные массы,
зернистые
агрегаты
Игольчатые
кристаллы,
вытянутые вдоль с,
плотные агрегаты
Таблитчатые,
пирамидальные
кристаллы,
массивные,
почковидные агрегаты
Зернистые массы,
округлые зерна
Цвет; блеск;
цвет черты
7
Зеленоватый,
бесцветный, белый,
серый,
красноватый;
блеск жирный;
черта белая
Яблочно-зеленый
до зеленовато-
белого;
блеск стеклянный;
черта белая
Бледный, медно-
красный с серым
оттенком; блеск
металлический;
черта буровато-
черная
Оливково-
зеленый, белый до
черного;
блеск стеклянный;
черта белая
Минеральное сырье 169
»
— — т
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
п„= 1,539
ие= 1,535
(-)
и, = 1,470
«.= 1,489
иг= 1,492
Н
42°
Непрозрачен
и,, = 1,636
«.= 1,651
иг= 1,670
(+)
82 - 90°
и, = 1,835
«.= 1,877
Ир =1,886
(-)
46-90°;
слабо плеохрои-
чен
Температурные константы,
эффекты, превращения, °С
9
Тпл = 1526° (с образованием
карнегиита)
Эндоэффекты:
31,5° (-1 молекула Н20);
50, 160, 390, 920° —
дегидратация, разложение;
53° — точка полиморфного
перехода;
Т,ш = 964° (продуктов
разложения)
Экзо эффекты:
410-800° — окисление с
образованием бунзенита
Эндоэффекты:
550, 610° — диссоциация
никелина
■* пл форстерита ~~ ' о" J
Т — 190^°-
1 пл фаялита ii-\*J ,
в области 900-1200° — слабый
эффект окисления FeO
Отношение
к растворителям
10
Разл. в НС1 и HF
Раств. в Н20
Частично раств. в
HN03, раств. в царской
водке
Легко раств. в горячей
НС1 с выделением геля
Si02, раств. в расплаве
Na2C03
Термохимические
величины
_ДНС298
-ДСС,298
^298
с °
а
й-103
с'-КГ5
7".-7г
11
2098,40
1983,70
126,44
3079,10
2564,10
388,90
372,60
67,82
—
61,10
2044,0
1925,1
95,25
129,96
1481,16
1380,40
145,30
—
—
—
—
—
—
—
—
149,93
27,38
-35,67
298-
1800
152,86
39,19
-28,05
298-
1490
Прочие свойства
Практическое
значение
12
Х25° = 0,0 -5-10,0
825о = 6,6 ■*■ 8,5
хороший
проводник
В силикатных
технологиях,
производство
аллюминия
Х2о°=16,0;
вяжущий вкус
Совместно с
другими купоросами
применяется в
химической,
красильной про-
мышленностях
Х25° = 0,322
Н = 3220 ■*■ 5500;
(.^перехода — 1-5U 1\),
электропро воден;
при нагревании -
запах чеснока
Руда никеля
Оо-1425°= 11,0
^•1оо° = 5,32
p2oo°=10,2^1013
Огнеупор (форсте-
ритовый кирпич);
Фаялит антифер-
ромагнитен в
области низких
температур
(^перехода ~~ "Э *V
Железомагниевые
разновидности,
драгоценный
камень (хризолит)
170 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Ортоклаз
(К-полевой
шпат)
K[AlSi308] -
278,35
К20-17,00
А1203- 18,50
Si02 - 64,50
группа полевых
шпатов
Парагонит
(натриевый
мусковит)
NaAHAlSijOioKOHfe-
382,20
Na2O-8,10
А1203-40,10
SiO2-47,10
Н20 - 4,70
группа слюд
Пенфилдит
РЬ2(ОН)С13 -
537,74
РЬО - 20,80
Н2О-1,60
РЬС12 - 77,60
Перовскит
СаТЮз- 135,98
СаО - 40,80
Ti02 - 59,20
группа перов-
скита
Перцилит
РЬСиС12(ОН)2 -
375,63
PbO - 59,40
CuCl2 - 35,80
Н20 - 4,80
(другие данные:
персилит
3CuPbCLfAgCl)
Пирит
FeS2- 120,00
Fe - 46,55
S - 53,45
группа пирита
Ассоциирующие
минералы;
(химические
примеси)
2
Другие
полевые шпаты,
слюда, кварц,
турмалин;
(Ва, Fe3+)
Ставролит,
альбит,
турмалин;
(Ca,Cr,V)
Фидлерит
Мелилит,
лейцит, нефелин,
волластонит,
шпинель;
(Се, Nb)
Другие РЬ-
содержащие
минералы,
кальцит
Халькопирит,
сфалерит,
галенит, арсено-
пирит, кварц;
(Со, Ni, Си,
Mn, As, Sb)
Параметры
симметрии
структуры
3
Мон.
С2/т
4
а = 8,56
6=13,0
с = 7,19
р= 116,15°
Мон.
С21с
2
а = 5,15
Ъ = 8,88
с =19,28
р = 94,00°
Геке.
Р6/т(?)
а =11,28
с = 48,65
(другие
данные:
лг = 11.15
с = 9,80)
Ромб.
Рстп
8
а = 5,37
Ь = 7,64
с = 5,44
Куб.
РтЗт
9
а= 15,28
Куб.
РаЪ
4
а = 5,42
Плотность,
твердость,
степень
хрупкости
4
2,55-2,63
6,0-6,5
хрупкий
2,85
2,5-3,0
гибкие
пластинки
5,86-6,61
2,5
3,95-4,20
5,5
хрупкий
5,02-5,25
2,0-3,5
5,00
6,5-7,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(001) сов.
(010) хор.
раковистый до
неровного
4,25(7)-3,29(10)-
2,98(7)-2,90(7)-
2,16(7)-1,810(9)
(001) сов.
—
9,0(8)-4,41(10)-
3,36(8> 3,14(10)-
2,59(8> 1,492(10)-
1,315(6)
(0001)ясн.
—
5,58-3,69-3,19-
2,72-2,56-2,25
(100) ясн.
неровный
2,69(10)—1» 903(8)-
1,552(8)-1,345(6)-
1,203(5)-1,017(7)
(100) заметн.
—
4,40-3,83-3,13-
2,69-2,38
(001)неясн.
раковистый,
неровный
2,70(8)-2,42(8)-
2,21(7)-1,908(6)-
1,629(10)-1,040(9)
Внешний облик
кристаллов,
морфология
агрегатов
6
Короткопризма-
тические
кристаллы, зернистые
массы
Гексагональные
пластины,
пластинчатые
массивы, чешуйки
Призматические
кристаллы
Кубические, окта-
эдрические
кристаллы
Кубические
кристаллы
Кубоиды,
зернистые агрегаты,
гроздьевидные,
почковидные
массивы
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, кремовый,
серый, зеленый;
блеск стеклянный
до
перламутрового;
черта белая
Бесцветный,
желтоватый,
зеленоватый, темно-
серый;
блеск стеклянный
до
перламутрового;
черта белая
Бесцветный,
белый, желтоватый;
блеск стеклянный,
матовый;
черта белая
Бесцветный до
темно-
коричневого;
блеск алмазный;
черта белая,
серовато-желтая
Синий, бледно-
голубой;
блеск
металлический;
черта серо-белая
Латунно-желтый,
бледно-желтый,
бурый;
блеск
металлический;
черта буровато-
зеленовато-черная
Минеральное сырье
171
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
пр=* 1,518-1,529
пт= 1,524 -1,538
ng = 1,526 -1,539
(-)
-60°
пр= 1,564-1,580
пт = 1,594 - 1,609
«г-1,600-1,609
(-)
40-50°
п0 = 2,13
пе - 2,22
(+)
пр ~ 2,30
иг~2,38
(+)
п ~ 2,05
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Тт -П50°
инк
Эндоэффекты:
780-1000° — дегидратация;
1100-1200° — разложение с
образованием муллита и аморфной
фазы
Г™ =1970°
Плавится легко
Г™ инк = 742°' />h2s = 1 МПа (в
расплаве FeS + S) (другие данные:
689)
эндоэффекты: FeS2 325°> a-FeS2
ромб—^->куб;
610° — диссоциация пирита и
продуктов окисления
Экзоэффект: 380-700° —
окисление пирита до а-РегОз
Отношение
к растворителям
10
Не раств. в кислотах,
раств. в
концентрированной HF
Не раств. в НС1
Раств. в HN03, H20
С трудом разл. к-тами;
разл. в горячей конц.
H2S04
Раств. в HN03
Раств. в конц. HN03
при тонком
измельчении; не раств. в НС1,
HF; царская водка
разлагает
Термохимические
величины
-Ш1|.298
-ДСС298
°298
с °
^р298
а
Ь- 103
с'- 1(Г5
Ъ-Тг
11
-
2110,14
1992,90
133,14
119,90
1663,00
1577,60
82,50
97,70
174,17
162,9
52,96
62,17
123,20
72,68
-22,27
298-
1300
127,57
5,68
-28,01
298-
1530
74,81
5,52
-12,76
298-600
Прочие свойства
Практическое
значение
12
Х25° = -0,376 -
- 0,200
£25° ~ 5,5 - 6,2
^25° = 2,30 - 2,40
Н = 7940
Диэлектрик; в КЛ
— бледно-зеленый,
желтый, голубой;
термолюминофор
В производстве
силикатных
материалов
Р20°=Ю17
Электроизоляционный материал
В составе с
другими РЬ-содер-
жащими
минералами — руда на
свинец
Х25° = 0,0 - 20,0
£25°= 130; 150
«20-100° ~ НИ
Н = 870 -11000
Титановая руда,
источник РЗ
Вместе с
другими РЬ-содержа-
щими
минералами — руда на
свинец, источник
цветных,
драгоценных металлов
Свойства
изменчивы:
Х25°~ Ю (другие
данные: 0,2 - 0,7)
£25°= 33,7-81,0
р25° = 0,002 - 9,2
Н = 16040-27590
Краевой угол
смачивания -135°
Производство
серной к-ты
172 Новый справочник химика и технолога
Минерал,
химический состав,
Л/, структурная
группа
1
марказит, FeS2
(образуется из
низкотемпературных кислых
растворов)
группа марказита
Пиролюзит
(вад, полианит)
а-Мп02 - 86,94
Мп - 63,00
О - 37,00
группа рутила
Пироморфит
РЬ5С1[Р04]з-
1356,31
РЬО- 82,00
Р205- 15,40
РЬС12 - 2,60
группа апатита
Пироп
Mg3Al2[Si04]3-
403,10
MgO-29,80
А1203 - 25,40
Si02 - 44,80
группа граната
Пирофиллит
Al2[Si4O10](OH)2-
360,32
А1203 - 28,30
Si02 - 66,70
Н20 - 5,00
группа талька-
пирофиллита
Пирохлор
NaCa(Nb,Ti,Ta)20te(OH,
F)
(состав
непостоянен)
группа
пирохлора
Ассоци ирующие
минералы;
(химические
примеси)
2
(As, Sb, П)
Другие окислы
и гидроокислы
Мп и Fe,
манганит, гематит,
барит
Галенит, це-
руссит, барит,
лимонит,
апатит, смитсо-
нит, малахит;
(Са, As, ОН)
Пироксен,
оливин,
рудные минералы;
(Fe2+,3+, Са, Сг)
Кварц, слюды;
(Mg, Fe)
Циркон,
апатит, другие РЗ-
минералы;
(К, Pb, Th, Fe,
Si, U, Y)
Параметры
симметрии
структуры
3
Ромб.
Ртпп
2
а = 3,39
Ъ = 4,45
с = 5,42
Тетраг.
Р42/тпт
2
а = 4,39
с = 2,87
Геке.
Р6ъ1т
2
а = 9,95
с = 7,31
Куб.
Iabd
8
а = 11,46
Мон.
С2/с
2
а = 5,\5
Ъ = 8,92
с =18,59
р = 99,96°
Куб.
Fdbm
8
а =10,39
Плотность,
твердость,
степень
хрупкости
4
4,88
5,0-6,0
хрупкий
5,00-5,20
2,0-А0
(вад)
7,0
(полианит)
хрупкий
5,90-7,10
3,0-А0
хрупкий
3,50^4,00
6,5-7,5
хрупкий
2,84
1,0
гибкий,
режется
ножом
3,80-5,0
5,8-6,1
Спайность
характер излома
d (относительная
интенсивность)
5
(101) несов.
неровный
2,69(10)-2,41(8)-
2,31(8)-1,908(6)-
1,754(10)-1,593(5)
отсутств. или
(ПО) сов.
неровный
3,1(10)- 2,40(6)-
2,11(4)—1,964(4)--
1,618(8)-1,550(7)-
1,356(5)
(1010) заметн.
(101 1) следы
неровный
2,92( 10)-1,520(9)-
1,486(9)-1,318(7)-
1,292(9)-1,268(9)
отсутств.
неровный
2,89(8)-2,58(9)-
1,598(9)-
1,542(10)-
1,070(8)-!, 052(8)
(001) весьма сов.
—
3,04(10)-2,40(8)-
1,489(9)-1,381(9)-
1,365(9)-!, 239(7)
отсутств.
полураковистый
до неровного
2,99(10)-
1,835(10)-
1,565(9)-1,192(8)-
1,162(8)-1,059(7)
Внешний облик
кристаллов,
морфология
афегатов
6
Гребневидные
сростки,сталак-
титоподобные,
шаровидные
агрегаты
Массивный,
порошковидный,
землистый (вад
или псиломелан:
смесь оксидов и
гидрооксидов
марганца),
конкреции,
крупнозернистые
агрегаты (полианит)
Призматические,
бочонковидные,
скелетные
кристаллы, гроздье-
видные агрегаты
Габитус
кристаллов додекаэдриче-
скии, зернистые,
массивные
агрегаты
Сферолиты,
плотные,
мелкозернистые агрегаты,
таблички,листочки, волокна
Октаэдрические
кристаллы,
неправильные массы;
обычно метамик-
тен
Цвет; блеск;
цвет черты
7
Железно-черный,
серо-черный,
стальной;
блеск
металлический;
черта черная
Зеленый, желтый,
бурый, белый;
блеск смолистый
до полуалмазного;
черта почти белая
Темно-красный,
почти черный;
блеск стеклянный;
черта розово-
белая
Белый, бледно-
желтый,
красноватый;
блеск
перламутровый, жирный,
матовый;
черта белая
Бурый, темно-
красный,
желтовато-коричневый;
блеск стеклянный
до смолистого;
черта белая
Минеральное сырье
173
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
Непрозрачен
п0 ~ 2,06
пе ~ 2,05
(-);
плеохроичен в
зелено-желтых
тонах
и я 1,730
красный
пр= 1,534
пт= 1,587
ng~ 1,600
(-)
53-62°;
плеохроичен
п ~ 2,23 - 2,27
^метамиктн. ~~ ' »"о
Температурные константы,
эффекты, превращения, °С
9
ГрЮП = 910
Эндоэффекты:
600-700° — разложение с
образованием р-Мп203 и выделением 02;
Р-Мп20, 90<М050° > Р-Мп.О, +02
1180 1250° v
Р-Мп304 < = ^Y-Mn304T(rrp
>1800° v
Mtb°4^p. < ^Мп304куб
Вад >400° >у-Мп304
гаусманит
7^=1156°
Эндоэффект: 1200-1280° —
распад с образованием MgSiC>3,
MgAl204, CaAl2Si208
Эндоэффект:
500-1000° — дегидратация
Экзоэффект:
1100-1200° — кристаллизация
муллита и кристобалита;
>1600° + оплавление продуктов
распада
Г™ я 1650- 1700°
Эндоэффект:
100-300° — удаление
адсорбированной, неструктурной Н20
Экзоэффекты:
300-400°, 400-500° — переход в
кристаллическое состояние из
метамиктного
Отношение
к растворителям
10
Раств. в НС1 с
выделением С12;
легко раств. в H2S03,
HF, p-pax FeS04;
не раств. в HN03,
ацетоне
Легко раств. в HN03 и
конц. НС1
Не раств. в к-тах, разл.
в горячей H2S04, HF
Не раств. в к-тах
Разл. в H2S04 и HF,
лучше при нагревании
и в тонком порошке
Термохимические
величины
_ДНС298
"AGf,298
°298
с °
а
Ь\&
с'-ЮГ5
Ъ-Тг
11
520,40
465,50
53,10
54,00
—
—
—
69,50
10,20
-16,24
298-523
366,39
137,20
-78,00
298-1500
Прочие свойства
Практическое
значение
13
Н = 9300 -Ю 000
Производство
серной кислоты
Антиферромагнетик с
температурой перехода
90Ки316К —
парамагнетик
Важнейшая
марганцевая руда,
Мп02
используется в стеклоделии,
металлургии,электротехнике
В УФЛ —
желтый средней
интенсивности
Вместе с другими
РЬ-содержащими
минералами —
свинцовая руда
—
В ювелирной,
абразивной
промышленности
Х2о° = 3,05
В УФЛ —
зеленый, слабый
цвет; жирный на
ощупь
Заменитель талька
в производстве
изоляторов
Х25» = 0,63-2,04
до 15
Р2о° = 2-107
Н = 5140 -7640
Слабо магнитен,
иногда радиакти-
вен
Руда для
получения U, Nb, Та
174 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Пирротин
(магнитный
колчедан)
Fe„_iS„
(п = 6-17);
стехеометриче-
ская
разновидность — троилит
FeS-87,91
Fe-63,53
S - 36,47
группа никелина
Повеллит
Са[Мо04] -
200,00
СаО - 28,48
Мо03-71,52
группа шеелита
Ассоциирующие
минералы;
(химические
примеси)
2
Халькопирит,
галенит;
(Ni, Си)
Молибденит,
шеелит,
кальцит;
(W)
Параметры
симметрии
структуры
3
Геке.
Рб^/ттс
2
а = 3,44
с = 5,69
для трои-
лита:
мон.
12
а = 5,94
Ъ = 3,43
с = 5,68
р = 89,5°
Тетр.
/4,/о
4
а = 5,24
с= 11,46
Плотность,
твердость,
степень
хрупкости
4
4,50-4,78
3,5-4,5
хрупкий
4,23-4,54
3,5-4,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
отсутств.
Неровный до
полураковистого
2,97(6)-2,63(8)-
2,06(10)-1,718(7)-
1,315(6)-1,045(8)
отсутств. или
(101) ясн.
неровный
3,11(9)-1,922(8)-
1,686(6)-1,585(8)-
1,546(6)-1,249(10)
Внешний облик
кристаллов,
морфология
афегатов
6
Редкие
кристаллы, таблитчатые,
столбчатые,
пирамидальные,
сплошные
агрегаты
Бипирамидальные
или таблитчатые
кристаллы,
массивные,
листоватые агрегаты
Цвет; блеск;
цвет черты
7
Бледно-желтый,
желтый, медно-
красный,
бронзовая побежалость;
блеск
металлический;
черта серовато-
черная
Бесцветный,
зеленовато-желтый;
блеск жирный,
алмазный,
перламутровый; черта
белая с
желтоватым,
зеленоватым оттенком
Полевые шпаты — см. микроклин, ортоклаз, плагиоклазы (анортит, альбит)
Полигалит
K2Ca2Mg[S04]4-
•2Н20-314,67
Ca[S04] - 45,20
Mg[S04] - 19,90
K2[S04] - 28,90
Н20 - 6,00
Реальгар
AsS- 106,98
As-70,10
S - 29,90
группа реальгара
Рибекит
(крокидолит)
Na2Fe3 Fe2 •
•[SLA.b-tOHb-
935,95
Na20-5,17
FeO-23,00
Fe203-17,00
SiO2-51,30
H20 - 3,53
группа
амфиболов
Галит,
ангидрит,
мирабилит, глаубе-
рит;
(Na, Fe, CI)
Аурипигмент,
самородный
мышьяк,
барит, кальцит
Полевые
шпаты, кварц,
биотит, эги-
рин;
(Mg,Al,Fe2+,
Mn, Li, К, Ti)
Трикл.
Р\ (1?)
1
а = 6,96
Ъ = 6,74
с = 8,96
а =104,08°
р= 101,08°
у=113,15°
Мон.
Р1х1п
16
а = 9,27
6=13,50
с = 6,56
Р= 106,55°
Мон.
Cllm
2
а = 9,78
6 = 18,08
с = 5,34
р= 103,5°
2,72-2,78
3,5
3,40-3,60
1,5-2,0
режется
ножом
3,40-3,60
5,0
хрупкий
(101) сов.
—
4,8(1}-3,18(5)-
2,91(10)-2,85(2)-
2,83(10)-1,458(1)
(010) хор.
(1 01) неясн.
(100) неясн.
слегка раковистый
3,17(10)-2,93(7)-
2,72(7)-2,48(4)-
2,12(7)-1,855(6)
(110) сов. под 56°
к (ПО)
занозистый
8,4(8)-4,5(8)-
3,13(10)-2,72(9)-
1,661(6)-1,619(6)-
1,504(6)
Зернистые,
волокнистые
агрегаты
Короткопризма-
тические
кристаллы, зернистые
агрегаты
Призматические
кристаллы, асбе-
стоподобные
агрегаты
Бесцветный,
белый, розовый,
коричнево-
красный;
блеск стеклянный;
черта белая
Красный, желтый,
оранжево-
красный;
блеск смолистый
до жирного;
черта оранжево-
красная
Темно-голубой до
черного;
блеск стеклянный;
черта белая, слабо
окрашенная
Минеральное сырье
175
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Непрозрачен
п0= U974
ие= 1,984
(+)
Температурные константы,
эффекты, превращения, °С
9
Устойчив до 1190°
Эндоэффекты:
а^2Е_>Р р зоиэи-) > у
мон. гекс.
Экзоэффекты:
430-750° — окисление до
a-Fe203
7^=1515°
Отношение
к растворителям
10
Разл. в р-ре НС1 и
лимонной кислоте с
выделением S и H2S,
раств. в р-ре (1:1)
HN03 при нагревании
Разл. в к-тах с
выделением осадка МоОз, не
раств. в NH4OH
Продолжение таблицы 2.111
Термохимические
величины
_ДНС298
-диг 298
°298
с °
^р298
а
fc-103
с'-Ю-5
7-1-Г2
11
100,72/-
100,78/-
60,29/-
50,54/-
1547,10
1440,30
122,60
118,50
21,73/
72,80
110,50/
— / —
298-411
/411-
598
119,20
56,19
-22,78
298-
1400
Прочие свойства
Практическое
значение
12
Магнитные
свойства изменчивы
Х=30-40
е25° = 81,0
Р25°.<жс.~ Ю-2-JO"3
Р25° мон. = 3-10
Н = 2140-3030
Ферромагнетик с
температурой
перехода 593 К,
троилит
антиферромагнетик
Второстепенный
заменитель
пиритовых руд
Н= 1500-2000
в КЛ — желтый,
зеленый, средний
по интенсивности
цвет
Молибденовая
руда
ир =1,548
иш= 1,561
иг = 1,567
В
60 - 70°
«р = 2,54
лж = 2,68
wg = 2,70
(-)
= 40°
г-
Ир =1,697
Пт= 1,700
ng= 1,703
(-)
2 К большой, ин-
icucumio плео-
хройчен 6 сТше-
фиолетовых
тонах
Эндоэффекты:
300-400° — дегидратация;
850-900° — плавление
обезвоженного полигалита (после
охлаждения в расплаве:
CaS04+K2S04MgS04
Устойчив *- 265 ; и < ' р
Экзоэффект:
250-500° — окисление с
образованием оксидов As, S
Эндоэффект:
900-1000° — дегидратация с
образованием эгирина, гематита
и кристобалита;
Гпл = 1150° (продуктов распада)
Раств. в НС1, частично
раств. в Н20 с
выделением CaS04 • 2Н20
Раств. в щелочах, разл.
в HN03 с выделением
S
Не раств. в к-тах,
кипячение 2 часа в
25%-ном р-ре НС1:
потери в
масс. % — 4,4;
в 25%-ном р-ре NaOH:
потери в масс. % —
1,4
36,40
35,17
63,60
47,06
—
—
—
Горький на вкус
Основа калийных
минеральных
удобрений
Н = 500 - 640
Запах чеснока
при нагревании;
диэлектрик
Сырье для
получения As203
Х25° = 60,0 -126,0
£25° ~ 8,6
Прочность на
растяжение,
МПа—3200-3700;
волокна имеют
голубоватый цвет
(«голубой асбест»)
Волокнистые
разновидности —
основа
асбестовых материалов
176 Новый справочник химика и технолога
Минерал,
химический состав,
Л/, структурная
группа
1
Ассоци ирующие
минералы;
(химические
примеси)
2
Параметры
симметрии
структуры
3
Плотность,
твердость,
степень
хрупкости
4
Спайность
характер излома
d (относительная
интенсивность)
5
Внешний облик
кристаллов,
морфология
афегатов
6
Цвет; блеск;
цвет черты
7
Родонит — см. волластонит
Родохрозит
Мп[С03] - 114,95
МпО- 61,71
С02 - 38,29
группа кальцита
Рутил
Ti02 - 79,90
Ti - 59,95
О - 40,05
(см. также анатаз,
брукит)
группа рутила
Самарскит
(Y,Er,Ce,U,Fe,
Ca)[(Nb,Ta)207]3
(состав
непостоянен)
группа эвксенита
Сассолин(борная
кислота)
Н3ВОз-61,83
В203 - 56,50
Н20 - 43,50
группа сассолина
Саффлорит
CoAs2 - 208,77
Со - 28,20
As-71,80
Галенит,
кальцит, сфалерит,
пирит, ала-
бандин,
сидерит, барит,
кварц;
(Zn, Ca, Fe,
Mg)
Кварц, апатит,
гематит,
ильменит,
полевые шпаты;
(Fe, Cr)
Кварц,
полевые шпаты,
другие РЗ-
минералы
Аммонийные
соли,сера
Халькопирит,
сфалерит,
кальцит,
самородный Bi,
доломит, Ni-
Со-содержа-
щие минералы
Триг.
ЯЪс
6
а = 4,78
с =15,67
Тетраг.
Р42/тпт
2
а = 4,59
с =2,96
Мон.
С2/с(?)
1
а = 4,82
b = 5,63
с = 5,15
р = 90,00°
Трикл.
Р\
4
а = 7,04
b = 7,04
с = 6,56
а = 92,50°
р= 101,16°
у= 120,00°
Ромб.
Ртпп
2
а = 3,13
b = 5,05
с = 5,87
3,96
3,5-4,0
хрупкий
4,14
6,0
хрупкий
5,60-6,40
5,0-6,0
хрупкий
1,48
1,0
7,40
4,0-4,5
хрупкий
(101 1) сов.
—
3,65(7)-2,85(10)-
1,990(5)-1,762(8)-
1,540(4)-1,457(4)
(ПО)ясн.
(100) менее ясн.
неясно-
раковистый до
неровного
3,24(9)-2,49(8)-
2,19(7)-1,689(10>-
1,624(8)-1,362(6)
(ОЮ)несов.
неясно-
раковистый,
неровный
3,68(3)-3,07(10)-
2,92(10)-2,59(4)-
1,840(4>-1,502(4)
(001) сов.
6,0-5,9-4,2-3,18-
2,65-1,586
(100) хор.
—
2,58(10)-2,37(9>-
1,859(10)-
1,639(10)-
1,291(9)
Массивный,
грубозернистый,
шаровидные
скопления
Кристаллы
призматические до
игольчатых,
зернистые,
массивные агрегаты
Удлиненные
кристаллы, часто в
метамиктном
состоянии
Шестигранные
пластинчатые
кристаллы, а
также мелкие
чешуйки, пленки
Корки, длинно-
призматические
кристаллы,
массивный с радиаль-
но-волокнистой
структурой
Розовый,
желтовато-серый до
коричневого;
блеск стеклянный,
черта белая
Красновато-
коричневый,
бурый, черный;
блеск алмазный
до
металлоидного;
черта белая,
матовая, буровато-
желтая
Черный,
коричневый;
блеск смоляно-
видный;
черта черно-
коричневая
Белый,
перламутровый до серого;
блеск
стеклянный;
черта белая
Оловянно-белый,
тускло-темно-
серый;
блеск
металлический;
черта темно-серая
Минеральное сырье
177
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Термохимические
величины
"дНи98
"^Н1298
°298
^-р298
а
fc-103
с'-НГ5
Т,~Т2
11
Прочие свойства
Практическое
значение
12
п0= 1,816
и, = 1,597
В
и0 = 2,65
пе = 2,95
(+)
иср ~ 2,25
n,= 1,340
«т= 1,456
ng= 1,459
(-)
70°
Непрозрачен
Эндоэффект:
550-650° — диссоциация с
образованием МпО, Мп304
Экзоэффект:
730-800°— окисление оксидов
до Р-Мп203
Эндоэффекты:
Р-Мп203 90О1000° >Р-Мп304
1100 1200° v
р-Мп304 < >у-Мп304
7^=1840°;
■* разл (кип) — *•£•*• 1
Г™ =1600°
Эндоэффекты:
100-140° — дегидратация до
НВ02; = 140° — дегидратация до
Н2В407;
350° — сплавление в
стекловатую массу
В теплой НС1 раств. с
вскипанием, раств. в
разбавленных к-тах
Не раств. в к-тах,
раств. в щелочах
Почти нераств. в к-тах
Раств. в Н20,
глицерине, спирте
Раств. в HN03
881,66
811,40
109,54
81,56
945,10
889,90
50,40
55,04
1094,9
969,4
88,9
81,4
92,01
38,91
19,62
298-700
62,86
11,36
-9,96
298-
2140
—
—
—
Низкотемпературный
антиферромагнетик с
температурой
перехода 32 К
Важнейшая руда
для выплавки
ферромарганца
Х2о° = 0,70 -4,80
£25»= П7 || С
е25о=89- 1401с
ct2(M>oo° = 7,0 - 8,0
Р5оо- = 3-105
^20° = 7,54
Н = 8660 - 9000
От диамагнитных
до
слабо-парамагнитных
разностей; проводник с
электронной
проводимостью
Руда для
получения ферроти-
тана, в
металлургии, основа
титановых белил
Н = 6120 -8970
среднемагнитен
Руда для
извлечения Nb, Та, РЗ
Ьо° = -0,550;
вкус кислый,
соленый,
горький
Борная руда
Р20°=Ю"
Н = 4300-9880
Используется в
составе
полиметаллических
сульфидных руд
178 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Сера
S8 - 265,48
a-S - природная,
обыкновенная
P-S - сульфурит
(образуется в
вулканах)
y-S - розицкит
(продукт
изменения
пирита)
аморфная,
землистая
разновидность
Ассоциирующие
минералы;
(химические
примеси)
2
Целестин,
гипс,
ангидрит, кальцит,
арагонит,
кварц;
(Se, Те, As,
глины,
битумы)
Параметры
симметрии
структуры
3
Ромб.
Fddd
128(16)
а =10,44
6=12,85
с = 24,37
Мон.
Р2}/а
6(48)
Мон.
Flln
Плотность,
твердость,
степень
хрупкости
4
1,90-2,10
2,0-2,5
хрупкая
Спайность
характер излома
d(относительная
интенсивность)
5
(001)неясн.
(ПО) неясн.
(111) неясн.
раковистый,
неровный
3,85(10)-3,21(7)-
3,10(6)-2,85(6)-
2,12(6)-1,900(6)
Внешний облик
кристаллов,
морфология
афегатов
6
Дипирамидаль-
ные, таблитчатые
кристаллы,
сферические,
почковидные образования,
массивные
агрегаты
Цвет; блеск;
цвет черты
7
Желтый всех
оттенков,
коричневый до почти
черного;
блеск смолистый,
жирный;
черта белая,
желтоватая
Серпентин — см. хризотил
Сидерит
(железный шпат)
Fe[C03]-115,86
FeO - 62,01
С02 - 37,99
группа кальцита
Силлиманит
Al[AlSi05] -
162,05
А1203-63,20
Si02 - 36,80
группа анадули-
зита
Сильвин
КС1 - 74,55
К - 52,46
С1 - 47,54
группа галита
Пирит,
халькопирит,
другие минералы
рудных жил,
бурые
железняки
(Mg, Mn, Са,
Со)
Андалузит,
дистен,
корунд, полевые
шпаты
Галит,
карналлит;
(Na, NH4)
Триг.
Ю>с
6
а = 4,72
с =15,46
Ромб.
РЬпт
4
а = 7,49
Ъ = 7,66
с = 5,78
Куб.
Fm3m
4
а = 6,29
3,70-3,90
3,7-4,2
хрупкий
3,23-3,27
6,5-7,0
хрупкий
1,99
1,75
хрупкий,
при
давлении —
пластичный
(1010) сов.
неровный
7,36(9)-3,66(10)-
2,57(8)-2,42(8)-
1,522(10)-1,300(7)
(010) сов.
—
3,32(10)-2,49(7)-
2,1б(8)-1,677(7)-
1,579(7)-1,498(8)-
1,429(7)-1,323(7)
(100) сов.
неровный
3,16(8)-2,22(9)-
1,816(7)-
1,403(10)-
1,282(9)-1,045(10)
Ромбоэдрические
кристаллы,
массивные гранулы,
оолиты,
землистые агрегаты
Тонковолокнистые или грубо-
призматические
массы, лучистые
агрегаты
Кубоиды,
массивные, зернистые,
плотные массы
Желтовато-серый,
зелено-желтый до
коричневого;
блеск
стеклянный;
черта белая
Серовато-белый,
серовато-бурый,
прозрачный;
блеск
стеклянный,
шелковистый;
черта белая
Бесцветный,
белый, желтоватый,
синеватый,
желтовато-красный;
блеск
стеклянный; черта белая
Минеральное сырье
179
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 V,
дисперсия,
плеохроизм
8
и, = 1,96
пт = 2,04
ng = 2,25
(+)
69°
п = 1,96-2,0
Температурные константы,
эффекты, превращения, °С
9
Тш ромб = 113° (другие данные:
114,6°)
f ~ пео
1 сублим. ~ ' J
Т = 172°
1 кип 1 ' *•
п 95° >
р < > u
мон. Р°м6-
Отношение
к растворителям
10
Раств. в CS2,
скипидаре, керосине, бензоле
(а- и Р-сера);
аморфная сера не раств. в
CS2
Термохимические
величины
-ДНГ298
-GHt298
°298
с °
%298
а
fc-103
с'- 10~5
Г, - Тг
11
—
32,48
22,68
22,68
—
—
298-368
Прочие свойства
Практическое
значение
12
Х2о°,ромб.= 0,259 -
0,374
Х20°,мон. = -0,464
£25° = 3,8-4,6
/=106Гц
р25° = 2-1023
«20-100°, ромб. = 0,54
«13-15°, мок = 2,20
Х25° = 0,29
Н = 240 - 350
В производстве
H2S04, бумаги,
спичек,
взрывчатых веществ,
резины, красок.
Теплоизолятор
и0= 1,875
ие= 1,633
Н
и„ = 1,654 -1,657
иш= 1,658 -1,662
^ = 1,673-1,680
(+)
20°
иногда плеох-
роичен
п =1,490
Эндоэффект:
420-500° — диссоциация с
образованием Fe304 и FeO
Экзоэффект:
800-900° окисление Fe304 до
a-Fe203 и далее до
Y-FeA
Урвм = 1545° - 1750° (с
образованием муллита)
7^ = 768°
Г™ =1416°
(другие данные:
7'Ш1 = 776°
7,иш=1500о)
Раств. в к-тах
Не раств. в к-тах
Раств. в Н20, г/100 г:
при 0° — 28,0;
при 20° — 34,4;
раств. в глицерине
753,6
680,8
69,17
75,6
2590,8
2444,0
96,25
139,04
436,50
409,05
82,73
51,49
48,69
112,20
~
298-855
167,85
24,53
-42,41
298-
1600
41,41
21,71
3,22
298-
1043
Х25° = 35-150
£25° = 6,0 - 8,5
Антиферромагнетик с
температурой перехода
38 К
В КЛ — яркий
оранжево-
красный цвет
Важная
железная руда
a2o-ioo° = 9,9
Х20° = 6,49
^зоо° = 4,10
В металлургии —
в качестве
огнеупоров; в
керамике; руда для
выплавки силумина
Х2о°-0,523
е25„ = 4,4-6,2
р20о = (0,3+7,6)-
• 1015
^25°= 6,7 -10,7
Оо_50°= 1Ю,0
Горьковато-
соленый,
гигроскопичный
Калийное
удобрение
180 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Симанит
Мп3[Р04][ВОз] •
• ЗН20 - 372,60
МпО - 44,48
В203-14,56
Р205-29,67
Н20-11,29
Скородит
Fe[As04] •
• 2Н20 - 230,77
Fe203 - 34,60
As205 - 49,80
Н20-15,60
группа скородита
Скуттерудит
(Со, Ni)4[As4b
(состав
непостоянен)
группа скуттеру-
дита
Ассоциирующие
минералы;
(химические
примеси)
2
Кальцит, Мп-
содержащие
минералы
Арсенопирит,
энаргит,
лимонит, пирит;
(А1)
Никкелин,
арсенопирит,
галенит,
сфалерит, кварц;
(Fe, S, Bi, Cu)
Параметры
симметрии
структуры
3
Ромб.
РЬпт
4
а = 7,85
6=15,17
с = 6,72
Ромб.
РсаЪ
8
а =10,28
Ъ = 10,00
с = 8,90
Куб.
1тЪ
8
а = 8,19-
-8,29
Плотность,
твердость,
степень
хрупкости
4
3,08
4,0
хрупкий
3,28-3,40
3,5^,0
хрупкий
6,30-7,00
6,0-6,5
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
отсутств.
неровный
—
(120) несов.
неровный
5,6(9Н,46(10)-
3,33(4)-3,17(9)-
3,05(3)-2,57(5)
(100)ясн.
(Ш)ясн.
изменчива,
нехарактерна
раковистый до
неровного
2,58(10)-2,18(8)-
1,828(9)-1,668(9)-
1,607(10)-1,404(9)
Внешний облик
кристаллов,
морфология
агрегатов
6
—
Габитус
кристаллов
пирамидальный, призмы
удлиненные по с,
массивы
Габитус
кристаллов кубический,
октаэдрический,
часто скелетные
формы, плотные
массы
Цвет; блеск;
цвет черты
7
От бледно-
желтого до
красновато-желтого
Зеленый,
зеленовато-черный,
синий, бурый;
блеск землистый
Оловянно-белый
до серебристо-
серого;
блеск
металлический, сильный;
черта черная
Слюда — см. биотит, вермикулит, лепидолит, мусковит, парагонит
Смальтин CoAs2 — см. скуттерудит
Смитсонит
Zn[C03] - 125,38
ZnO - 64,90
С02-35,10
группа кальцита
Сода (натрон)
Na2[C03]- 10H2O
-286,01
Na20-21,66
С02-15,38
Н20 - 62,96
группа содовых
минералов
Содалит
Na8[AlSi04]6-Cl2-
969,32
Na20 - 25,00
А1203- 31,00
Si02-37,00
CI - 7,00
группа фельд-
шпатоидов
Церуссит,
англезит,
галенит,
сфалерит, кальцит,
гемиморфит;
(Fe, Ca, Со,
Mn, Mg, Cu)
Галит,
мирабилит, гипс,
трона
Нефелин,
полевые шпаты,
лейцит;
(S, ОН, К, Са,
Мо)
Триг.
Rbc
6
а = 4,66
с =14,98
Мон.
С2,/с
4
а = 12,76
Ъ = 9,01
с = 13,47
р = 122,8°
Куб.
P4 3/W
1
а = 8,88
4,10-4,50
4,0-4,5
хрупкий
1,46-1,48
1,0-1,5
2,27-2,33
5,5-6,0
хрупкий
(101 1) сов.
неясно-
раковистый до
неровного
2,75(10)-
1,707(10)-
1,495(7)-Ml 3(8)-
1,345(7)-1,186(8)
(100) хор.
(010) несов.
—
5,3(7)-4,03(5)-
2,89(10)-2,80(8)-
2,57(6)-2,43(8)
(110) ясн.
неровный
6,4(8)-3,68(10)-
2,60(9)-2,13(8)-
1,594(7)-1,466(7)
Гроздьевидные,
почковидные,
сталактитоподоб-
ные, зернистые,
землистые
агрегаты
Корочки,
выцветы, плотные,
мучнистые массы
Массивы,
зернистые массы, доде-
каэдрические
кристаллы
Бесцветный,
серый, бурый,
желтый; блеск
стеклянный;
черта белая
Белый,
желтоватый, сероватый;
блеск
стеклянный;
черта белая
Бесцветный,
серый, зеленый,
синеватый,
голубой, прозрачный;
блеск
стеклянный, жирный;
черта белая
Минеральное сырье
181
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 V,
дисперсия,
плеохроизм
8
пр= 1,640
пт = 1,663
ng- 1,665
Н
40°
яр= 1,765-5- 1,784
ии= 1,774-s-1,796
^=1,797-1,814
(+)
54-62°
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект:
330°
Экзоэффекты:
110,450,550,850°
Экзоэффект: 640°
Отношение
к растворителям
10
Раств. в к-тах
Раств. в НС1 и,
частично, в HN03
Разл. в конц. HN03 с
выделением As203
Термохимические
величины
_ДНГ,298
-GH"
^JI1f,298
г °
^р298
а
Ь10г
с'-Ю-5
Tx-T2
И
Прочие свойства
Практическое
значение
12
—
Руда Мп в
сочетании с другими
Мп-содержа-
щими
минералами
Диэлектрик;
запах чеснока
при ударе
Мышьяковая
руда
Н = 7400
Никель-кобальтовая руда
и0= 1,848
ие= 1,621
Н
ир =1,405
пт= 1,428
иг= 1,440
(-)
71°
и =1,483-1,487
Эндоэффект:
400-520° — диссоциация с
образованием ZnO
* 11л ~ 853
Эндоэффекты:
50-80° — плавление соды в
кристаллизационной воде
Экзоэффекты:
110-210° — кипение, испарение
Н20;
800-900° — плавление Na2C03
Т =915°
1 разл у i->
Раств. в к-тах,
вскипает в холодной НС1,
раств. в КОН (10%), в
3%-м р-ре FeCl3,
в 5%-м р-ре Cu[S04]
Легко раств. в Н20,
г/100 г:
при 0° - 7,00;
при 20°-21,8
(для Na2[C03]);
не раств. в спирте
Легко разл. в НС1 и
HN03 с выделением
геля Si02
812,53
730,66
80,33
79,80
4084,80
3433,90
565,00
550,70
38,91
138,07
—
298-500
—
—
—
Х25»= -0,271
£25» = 4,3 - 9,3
Н = 4130
В УФЛ — слабое
белое свечение;
в КЛ —
оранжевый, красный,
сильный цвет
Важная
цинковая руда
Х,7-= -0,580
А^о» ~ 1,26
£25» = 5,3
Получение соды
Может
использоваться в
комплексе с
нефелином
182 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Спессартин
Mn3Al2[Si04]3 -
495,05
МпО - 43,00
А1203-20,60
Si02 - 36,40
группа граната
Сподумен
LiAl[Si206] -
186,10
Li2O-8,03
А1203 - 27,40
Si02 - 64,57
группа
пироксенов
Ставролит
Fe2+Al4[Si04]202 ■
(ОН)2-413,95
FeO-15,80
А1203 - 55,90
Si02 - 26,30
Н2О-2,00
Станнин
Cu2FeSnS4-
429,86
Sn - 27,68
Fe-13,02
Си - 29,50
S - 29,80
Стибиотанталит
Sb(Ta,Nb)04
(состав
непостоянен)
группа стибио-
танталита —
стибиоколумбита
Ассоциирующие
минералы;
(химические
примеси)
2
Полевые
шпаты, кварц, Мп-
содержащие
минералы,
топаз,
турмалин;
(Са, Fe2+3+, Y,
Nd)
Турмалин,
берилл,
лепидолит;
(Cr, Fe)
Турмалин,
силлиманит,
гранат;
(Nb)
Пирит,
сфалерит, галенит,
шеелит, кварц,
самородные
Au, Ag,
касситерит;
(Zn, Fe)
Полевые
шпаты, кварц,
слюды,
минералы
пегматитов;
(Bi)
Параметры
симметрии
структуры
3
Куб.
laid
8
а =11,62
Мон.
die
4
а = 9,45
Ъ = 8,39
с = 5,22
р= 110,30°
Мон.
Cllm
4
а = 7,83
Ь= 16,62
с =5,65
р = 90,00°
Тетр.
/4 2т
2
а = 5,47
с =10,74
Ромб.
Pnalj
3
а = 4,89 +
+ 4,93
6 = 5,51 +
+ 5,55
с= 11,75 +
+ 11,80
Плотность,
твердость,
степень
хрупкости
4
3,80-4,30
6,5-7,5
хрупкий
3,10-3,20
6,5-7,0
хрупкий
3,01-3,83
7,0-7,5
хрупкий
4,30-4,50
3,5-4,0
хрупкий
5,70(Nb>-
7,50(Та)
6,0-6,5
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
отсутств.
раковистый
2,60(10>-1,610(9>-
1,553(10)--
1,262(8}-1.079(9}-
1,060(8)
(ПО) сов.
занозистый
2,92(10>-2,79(10>-
2,44(8>-1,604(9>-
1,565(9>-1,461(9>-
1,212(8)
(010)ясн.
(ПО) несов.
неясно-раковистый, неровный
3,01(8>-2,38(10>-
1,974(9>-1,539(3>-
1,516(5>-1,396(10)
(110) несов.
(001) несов.
неровный
3,06(8}-1,888(10}-
1,618(7)-1,607(6}-
1,234(6}-1,103 (8)
отсутств.
неровный
3,14(10}-2,96(8}-
1,889(8}-1,818(8}-
1,733(8>-1,667(8)
Внешний облик
кристаллов,
морфология
агрегатов
6
Ромбододекаэдри-
ческие кристаллы,
сплошные
зернистые агрегаты
Длиннопризматич
еские кристаллы,
пластинчатые
массы
Крестообразные
двойники,
псевдогексагональные
призмы
Массивный,
неправильные зерна
Призматические
кристаллы
Цвет; блеск;
цвет черты
7
Оранжевый,
темно-красный,
коричневый;
блеск стеклянный,
в изломе жирный;
черта белая, сла-
боокрашенная
Белый,
зеленоватый, изумрудный;
блеск
стеклянный;
черта белая
Желто-бурый,
темно-бурый,
черный;
блеск
полустеклянный до
смолистого; черты не
дает
Серо-стальной,
железисто-
черный;
блеск
металлический;
черта серовато-
черная
От светло- до
темно-
коричневого;
черта желтая до
коричневой
Стибнит — см. антимонит
Минеральное сырье
183
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 V,
дисперсия,
8
и= 1,799-1,830
^=1,648-1,663
пт= 1,655-1,670
ng = 1,662-1,679
(+)
54-60°
ир =1,736
«„,= 1,741
ие = 1,746
(+)
88°;
плеохроичен в
желто-красных
тонах
Непрозрачен
пр = 2,37 - 2,40
пт = 2,40 - 2,42
ng = 2,46
(+)
73-75°
Температурные константы,
эффекты, превращения, °С
9
Г™ = 1200° (другие данные: 1050°)
Слабый экзоэффект:
1100-1140° — окисление малой
примеси FeO
Г™ =1423°
мон.—720° > тетр.
> 900° распадается с выделением
«железного» муллита
Устойчив < 760°
Экзоэффект:
520-790° — окисление до СиО,
a-Fe203, Sn02 и образование
CuS04, CuS04 • CuO
750, 840° — диссоциация
сульфатов;
1030° —плавление СиО и Си20
Стабильно существует ниже
1200°
Отношение
к растворителям
10
Не раств. в к-тах
С трудом раств. в НС1,
разл. HF с выделением
геля Si02
Частично разл. в
H2S04, HF
Разл. в HN03c
выделением S и Sn02
Не раств. в к-тах
Термохимические
величины
"AHf,298
_GHC298
J298
с °
v-'p298
а
Ь\&
с'- 1(Г5
Тх-Тг
11
3047,15
2873,90
129,37
159,00
—
—
185,60
68,83
-41,87
298-
1000
—
—
Прочие свойства
Практическое
значение
12
Абразивный
материал,
поделочные камни
Н = 10550
В УФЛ —
красный,
фиолетовый, сильный;
в КЛ —
оранжево-желтый,
очень яркий цвет
Литиевая руда
В качестве
поделочного камня
Xi8-= 9,02
Н = 1400 + 3260
Хроший
электропроводник,
анизотропен
Совместно с
касситеритом —
оловянная руда
Х25° = 0,350-
- 0,650
£25° = 6,4
р20==107-Ю9
Н = 4400 - 6070
Сегнетоэлектрик
с точкой Кюри
673 К
Основа
материалов для
радиоэлектроники
184 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Стронцианит
Sr[C03] - 147,63
SrO - 70,20
С02 - 29,80
группа арагонита
Сурик
РЬ304 - 685,57
РЬО - 65,00
РЬ02-35,00
Сфалерит
(цинковая
обманка)
ZnS-97,43
Zn - 67,04
S - 32,96
группа сфалери-
та-вюртцита
Сфен
(титанит)
CaTi[Si04]0-
196,0
CaO-28,61
Ti02 - 30,64
Si02 - 40,75
Ассоциирующие
минералы;
(химические
примеси)
2
Другие
карбонаты;
(Са, Ва, РЬ)
Галенит, це-
руссит
(продукт их
изменения)
Галенит,
халькопирит,
пирит, барит,
сидерит,
родохрозит,
флюорит;
(Fe, Cd, Mn,
Se,Hg)
Хлорит, пи-
роксены,
железные руды,
апатит,
скаполит, циркон,
кварц,
полевые шпаты;
(РЗ, Al, Fe, Sn,
Nb)
Параметры
симметрии
структуры
3
Ромб.
Ртсп
4
а = 5,13
Ъ = 8,42
с = 6,09
Тетр.
PA2lmbc
4
а = 8,8
с = 6,6
Куб.
F4 3m
4
а = 5,41
Мон.
А2/т,
(С2/с)
4
а = 7,05
Ъ = 8,70
с = 6,54
р = 113,80°
Плотность,
твердость,
степень
хрупкости
4
3,71-3,75
3,75
высокая
хрупкость
8,20-9,20
2,0-3,0
3,90-4,10
3,5-4,0
хрупкий
3,45-3,65
6,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
почти отсутств.
неровный
3,47(10)-2,42(5)-
2,02(7)-1,876(5)-
1,794(7)-1,267(5)
отсутств.
3,36-2,89-2,78-
2,63-1,914-1,749
(ПО) сов.
раковистый
3,12(10)-1,908(9)-
1,630(8)-1,245(4)-
1,104(5)-1,045(5)
(ПО) несов.
—
3,21(9)-2,97(7)-
2,59( 10)-1,647(8}-
1,498(8)-1,135(7)-
1,110(7)
Внешний облик
кристаллов,
морфология
агрегатов
6
Призматические
кристаллы,
массивные,
волокнистые, зернистые
агрегаты
Тонкий порошок,
волокнистые,
скрытнокристал-
лические массы
Габитус
кристаллов додекаэдриче-
ский, тетраэдриче-
ский, зернистые
агрегаты,
конкреции
Клиновидные,
пластинчатые
кристаллы,
зернистые массы
Цвет; блеск;
цвет черты
7
Бесцветный,
бледно-зеленый,
серый,
желтоватый;
блеск
стеклянный;
черта белая
Ярко-красный;
черта оранжево-
желтая
Коричнево-
черный,
коричневый, бурый,
белый;
блеск алмазный и
металлический;
черта коричневая
до светло-желтой
Бесцветный,
коричневый,
желтый, зеленый,
черный;
блеск алмазный;
черта белая
Минеральное сырье
185
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 V,
дисперсия,
плеохроизм
8
и,= 1,516+1,520
ии = 1,664 + 1,667
ng= 1,666 + 1,669
(-)
7-10°;
плеохроичен в
светло-желтых
тонах
п = 2,42 (Li);
плеохроичен(от
бесцветных до
красновато-бурых
тонов)
Почти
непрозрачен
п = 2,37 + 2,50
и, = 1,840+ 1,950
пт= 1,870 + 2,03
и, = 1,943 + 2,11
(+)
17-56°;
слабо
плеохроичен
Температурные константы,
эффекты, превращения, °С
9
Тпл= 1497°, рсо,= 1,6 МПа;
7^=1350°
Эндоэффекты:
840, 980°;
(другие данные:
929° v
ромб. < . - / триг.)
Эндоэффект:
500° — разложение на РЬО и
Pb203, плавление
Г11Д=1850°,/?Аг=15МПа;
Твоя ~ 1185°
Экзоэффект:
620-900°: окисление до ZnO;
.„^ 1020° v, / ~. \
Тт = 1382° (другие данные: 1200°)
Отношение
к растворителям
10
Раств. в НС1,
аммонийных солях, плохо
раств. в Н20
Раств. в к-тах,
щелочах, не раств. в Н20
Разл. в конц. HN03 с
вьщелением S, в НС1 —
с выделением H2S,
раств. в H2S04 6 н.
15%-ой Н202 при
нагревании до 100°,
не раств. в 10%-й КОН
Разл. в H2S04 и HF,
НС1 (горячей)
частично, в H2S04 —
полностью
Термохимические
величины
_АНГ,298
-^НГ.29в
s°
°298
с °
V-'p298
а
Ь- 103
с'- 1(Г5
Тх-Тг
11
1233,40
1153,10
97,10
81,47
735,20
—
211,40
208,50
203,90
57,80
46,40
2604,65
2463,14
129,40
172,00
89,68
35,84
-14,22
298-
1197
130,20
73,70
—
298-740
49,25
5,27
-4,85
298-
1290
208,70
36,10
-42,50
298-
1000
Прочие свойства
Практическое
значение
12
Х25°= -0,320
£25» = 9,3
В УФЛ — белый,
красный, цвет
средней силы;
в КЛ — бледно-
сиреневый,
белый, оранжевый,
цвет средней
силы
В химической,
сахарной
промышленности,
пиротехнике
Xi8-= "0,240
Н = 600+ 1200
В составе с РЬ-
содержащими
минералами —
свинцовая руда и
в лакокрасочной
промышленности
(искусственный сурик)
Х25»=-0,260+ 8,00
е25° = 5,0 + 6,0
W=19,3
Р2о°=108+1010
Н= 1730 + 2700
Краевой угол
смачивания — 90°;
в УФЛ —
голубое, желтое,
оранжевое (не
всегда) свечение;
в КЛ — светло-
желтое (не
всегда); фосфо- и
трибо-люмине-
сценция
Важная цинковая
и
полиметаллическая руда
Хм-= 4,40+ 4,70
до 22,0
е25° = 4,0 + 6,6
Н = 5000 + 6500
умеренный
проводник
Может быть
использован для
получения Ti02
186 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Тальк
(мыльный
камень)
Mg3[Si401o](OH)2-
379,29
MgO-31,70
Si02 - 63,50
Н20 - 4,80
группа талька-
пирофиллита
Тенардит
Na2[S04] - 142,06
Na20-43,68
S03 - 56,32
группа тенардита
Теннантит
(блеклая руда)
(Cu,+0Cuf)S[AsS3]4
(другие данные:
Cu3[AsS3])-
1485,96
Си-51,57
As - 20,26
S-28,17
группа блеклых
РУД
Тенорит
CuO-79,54
Си - 79,85
0-20,15
группа цинкита
Ассоциирующие
минералы;
(химические
примеси)
2
Серпентин,
доломит,
магнезит,
турмалин, актино-
лит, пироксен;
(Fe, Ni, Al)
Галит,
мирабилит, глаубе-
рит, гипс, на-
тролит,
бораты
Халькопирит,
галенит,
сфалерит;
(Zn, Fe, Ag,
Hg, Cd, Ni, Sb,
Se, Те, Au)
Самородная
Си,
халькопирит, барит,
хризоколла
Параметры
симметрии
структуры
3
Мон.
(Трикл.)
а/с (Сс)
4
а = 5,27
6 = 9,12
с = 8,85
р= 100,00°
Ромб.
Fddd
8
а = 9,82
6=12,30
с = 5,86
Куб.
/4 3т
2
а =10,21
Мон.
а/с
4
а = 4,66
b = 3,42
с=5,12
р = 99,48°
Плотность,
твердость,
степень
хрупкости
4
2,58-2,83
1,0
гибкие
листочки,
режется
ножом
2,66
2,5
хрупкий
4,37-5,60
4,5
хрупкий
6,40
3,5
Спайность
характер излома
d(относительная
интенсивность)
5
(001) сов.
9,2(10)-4,64(6>-
3,10(10)-2,47(6)-
1,525(10>-1,383(6)
(010) сов.
(101) хор.
(100) плохая
неровный
4,6(8)-ЗЛ0(8)-
2,82(10)-1,860(8)-
1,275(6)-1,135(6)
отсутств.
полураковистый
2,94(10>-2,55(6)-
2,40(4)-1,803(10>-
1,537(8 )-\, 170(4)
(111) сов.
(001) менее сов.
2,51(10)-2,31(9)-
1,852(7)-1,500(7)-
1,370(7)-1,258(6)
Внешний облик
кристаллов,
морфология
агрегатов
6
Таблитчатые
кристаллы,
полосчатые массы,
лучистые агрегаты,
тонкозернистые
массы
Бипирамидальные
или таблитчатые
кристаллы, корко-
образные массы,
зернистые
агрегаты
Плотные агрегаты,
иногда тетраэдри-
ческие кристаллы
Листовидные
кристаллы, чешуйки,
бруски, землистые
порош коватые
скопления
Цвет; блеск;
цвет черты
7
Светло-зеленый
до белого; блеск
перламутровый;
черта белая
Бесцветный,
белый, буроватый,
прозрачный;
блеск
стеклянный;
черта белая
Темно-серый,
черный;
блеск
металлический;
черта черная с
буровато-
вишневым
оттенком
От черного до
железисто-
серого; блеск
металлический;
черта черная
Титанит — см. сфен
Минеральное сырье
187
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 V,
дисперсия,
плеохроизм
8
ир= 1,539- 1,550
пт= 1,589 -1,594
ng= 1,589- 1,600
(-)
0-30°
пр= 1,464- 1,471
иш= 1,473-1,477
ng= 1,481-1,485
(+)
84°
Почти
непрозрачен;
п > 2,72 (Li)
пср-2,9
(двупреломление
сильное);
2 К большой
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект:
900-1050° — дегидратация с
образованием энстатита и кристо-
балита;
> 1600° — плавление продуктов
распада
Эндоэффект:
240°
и< >р
884° — плавление Na2S04
Эндоэффекты:
790, 1060°
Экзоэффект: 600°
Устойчив ниже 1100°;
1000-1200° — разложение СиО
на Си и 02 (другие данные:
Гразл=1026°)
Отношение
к растворителям
10
Не раств. в к-тах,
кроме HF и горячей H2S04
Раств. в Н20, г/100 г:
при 0° - 4,84
при 20°-18,9;
в глицерине
Разлагается в конц.
HN03 с выделением S
и As2S3; раств. в р-рах
KCN, солей железа
Легко раств. в
щелочах, к-тах, р-ре NH4C1,
р-ре KCN
Термохимические
величины
"^,298
-GHC298
s°
с °
а
fc-103
с'-1(Г5
Т,-Т2
11
5924,30
5549,90
260,96
321,90
1396,30
1267,70
149,60
128,35
156,30
128,10
42,70
42,33
344,38
142,40
-49,81
298-
1300
98,39
132,89
—
298-458
48,83
16,77
-5,88
298-
1359
Прочие свойства
Практическое
значение
12
Х25° = 3,050
«25-100° = 6,0
Предел
прочности на сжатие:
1,5-2,5 Па
Диэлектрик,
жирный на ощупь
Кислото — и ог-
неупор,электроизолятор, смазка,
наполнитель
Х25°= -0,370
Е25°=7,9
Слабый
электропроводник;
слабо соленый
на вкус
Вместе с
мирабилитом
применяется в
стекольной,
содовой
промышленности
Н= 1800-3800
Совместно с
другими медными
минералами —
медные руды;
источник Au, Ag
Х20°= 3,010
Н = 2100-2500
Полупроводник,
обладает
фотоэффектом,
антиферромагнетик с
температурой
перехода 230 К
Вместе с
другими Си-содержа-
щими
минералами — медная
руда
188 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Топаз
Al2[Si04](OH,F)2
А1203 - 48,00 +
+ 62,00
Si02 - 39,00 -s-
-28,00
F-13,00-20,70
Н20 - 0,00 + 2,50
группа топаза
Тремолит
СагМ&ЕЯАДОНЬ-
812,43
СаО-13,80
MgO - 24,60
Si02 - 58,80
Н20 - 2,80
группа
амфиболов
Троилит — см. пир
Трона
№3Н[СОз]2 •
• 2Н20 - 226,02
Na2O-41,20
С02 - 38,90
Н20- 19,90
группа содовых
минералов
Улексит (боро-
натрокальцит)
NaCa[B507(OH)4] •
•8Н20-441,13
Na20 - 7,70
СаО-13,80
В203-43,00
Н20-35,50
группа боронат-
рокальцита
Ураноцирцит
Ba[U02]2[P04]2 •
•8Н20-1011,34
ВаО - 14,00
и03 - 56,70
Р203-15,10
Н20 - 14,20
группа урановых
слюдок
Ассоциирующие
минералы;
(химические
примеси)
2
Касситерит,
турмалин,
гранат,
флюорит, берилл,
шеелит,
вольфрамит,
кварц
Тальк, хлорит,
эпидот,
альбит, лавсонит,
глаукофан;
(Fe, F)
Параметры
симметрии
структуры
3
Ромб.
Pbnm
4
а = 4,65
6 = 8,80
с = 8,40
Мон.
Cllm
2
а = 9,84
6=18,05
с =5,28
р = 104,70°
Плотность,
твердость,
степень
хрупкости
4
3,40-3,60
8,0
хрупкий
3,02-3,05
5,5-6,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(001)сов.
неясно-
раковистый,
неровный
3,20(9)-2,96(10)-
2,07(9)-1,650(9)-
1,403(10)-
1,384(10)-!,343(9)
(ПО) сов.
под углом 56° к
(ПО)
занозистый
3,12(6)-2,71(8)-
1,582(5)-1,503(8)-
1,438(10)-
1,293(5)-!, 047(9)
Внешний облик
кристаллов,
морфология
афегатов
6
Призматические
кристаллы,
удлиненные по с,
лучистые агрегаты,
грубо-и
тонкозернистые массы
Кристаллы длин-
нопризматические,
игольчатые,
волосовидные;
лучистые, войлокопо-
добные, плотные
агрегаты
Цвет; блеск;
цвет черты
7
Бесцветный,
белый, желтый,
розовый, голубой,
зеленоватый;
блеск
стеклянный; черты не
дает
Белый, серый,
светло-зеленый,
желтоватый;
блеск
стеклянный,
шелковистый,
перламутровый;
черта белая
ротин
Галит, глаубе-
рит,
мирабилит, ганксит
Бура, галит,
глауберит,
другие
бораты;
(Mg, Ca, Na,
Fe, Mn, Sr)
Другие U-
содержащие
минералы;
(Ca, Cu, Mg,
Fe2+, Mn, Pb,
K,Ra,V)
Мон.
Cllc
4
а = 20,41
b = 3,49
с= 10,31
р= 106,33°
Трикл.
Р\
2
а = 8,81
6=12,86
с = 6,68
а = 90,25°
р= 109,12°
у =105,10°
Тетр.
IAImmm
2
а = 7,01
b = 20,46
2,11-2,14
2,5-3,0
хрупкий
1,96
2,5
хрупкий
3,50-3,53
2,0-2,5
(100) сов.
(101) хор.
Полураковистый,
неровный
9,4(8)-3,06(10)-
2,66(10)-2,05(7)-
1,734(7)-1,651(7)
(100) сов.
(001) хор.
"
12,3(10)-7,9(7)-
6,0(7)-4.19(6)-
2,67(6)-2,065(5)
(001) весьма сов.
8,2(7)-5,37(6)-
4,21(6>-3,58(10)-
3,21(5)-2,08(7)
Волокнистые или
массивные,
шаровидные агрегаты,
часто сложенные
мельчайшими -
игольчатыми
кристаллами
Желваки, линзы,
спутанно-
волокнистые
агрегаты, корки
Тонкие таблички
по {001},
чешуйчатые агрегаты,
друзы
слюдоподобных агрегатов
Бесцветный,
белый, серый,
желтоватый;
блеск
стеклянный;
черта белая
Белый,
бесцветный;
блеск от
шелковистого до
атласного;
черта белая
Желтовато-
зеленый, черно-
зеленый;
блеск по {001}
перламутровый
Минеральное сырье
189
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2V,
дисперсия,
плеохроизм
8
пр= 1,619
Пт= 1,620
ng — 1,627
(+)
49 - 66°
пр= 1,600+1,620
ии= 1,612+ 1,632
иг= 1,622+1,642
(-)
80°;
плеохроичен в
бледных желто-
зелено-синих
тонах
Температурные константы,
эффекты, превращения, °С
9
^пл., рази. ~ 1600°
(в расплаве — муллит + Si02)
Эндоэффект:
1100-1200° — разложение с
образованием муллита и
кристобалита
Эндоэффект:
1050-1120° — дегидратация с
образованием продуктов
распада: кристобалита, диопсида, кли-
ноэнстатита
Тт ~ 1290° (плавление продуктов
распада)
Отношение
к растворителям
10
Частично разл. H2S04 и
фосфорной солью с
выделением скелета
кремнезема
Не раств. в к-тах,
кроме HF;
кипячение 2 часа в
25%-м р-ре НС1:
потери в масс. % - 4,8;
в 25%-м р-ре NaOH -
1,8
Термохимические
величины
"AHf.298
"GHt298
^298
с °
^р298
а
ъ- ю3
с'- КГ5
Tx-T2
11
12366,55
11620,00
549,31
656,07
—
—
Прочие свойства
Практическое
значение
12
£25° = 6,3 + 7,6
Н = 2100
в УФЛ — зеленый,
красный сильный;
в КЛ — синий,
красный
малоинтенсивный цвет;
слабые пиро- и
пьезоэлектрические свойства
Драгоценный
камень
Х20° = 3,75
£25° = 6,0 + 7,2;
прочность на
растяжение —
низкая;
люминесценция слабая в
бледно-зеленоватых тонах,
в КЛ — розовая;
Производство
асбеста, плотная
разновидность
нефрит —
поделочный камень
ир =1,412
пт= 1,492
иг= 1,543
В
72°
пр= 1,491
пт= 1,504
иг= 1,520
(+)
73°
ир =1,610
ит= 1,623
wg = 1,623
В
10°;
слабо
плеохроичен
Тт ~ 900°
Эндоэффекты: 115-230° —
выделение 76 % Н20, 500° —
полная дегидратация
> 100° дегидратация
Легко раств. в Н20, с
шипением - в НС1
Легко раств. в к-тах,
щелочах, с трудом
раств. в хол. Н20
Раств. в НС1 и других
к-тах слабой конц.
Флюоресцирует
в УФ-излучении
Производство
соды
£25° = 5,2 + 5,4
РЛ440
Промышленная
борная руда
Очень радиакти-
вен
Источник U, Ra,
V
190 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Р-Уранофан
(уранотил)
CaU2[Si04]2(OHV
•ЗН20-875,32
Са-6,55
U03 - 66,80
Si02-14,03
Н20-12,61
Ассоциирующие
минералы;
(химические
примеси)
2
а-Уранофан,
казолит, ме-
таотенит,
фосфорурани-
лит, водные
оксиды урана;
(Mg, Ba, Pb,
Th,Y)
Параметры
симметрии
структуры
3
Мон.
Р2,/с
4
а = 6,64
6=15,55
с= 14,01
р = 91,00°
(для
беспримесного
состава)
Плотность,
твердость,
степень
хрупкости
4
3,85^4,08
2,0-3,0
Спайность
характер излома
d (относительная
интенсивность)
5
(100) сов.
(010) плохая
7,9(10)-4.78(8)-
3,95(10)-3,20(8)-
2,98(9>-2,90(9)
Внешний облик
кристаллов,
морфология
агрегатов
6
Землистые, воско-
видные агрегаты,
мелкие
игольчатые кристаллы,
корки
Цвет; блеск;
цвет черты
7
Розовато-желтый;
блеск стеклянный
до
перламутрового
Фаялит — см. оливин
Фенакит
Be2[Si04] -
110,11
BeO - 45,44
Si02 - 54,56
группа фенакита
Фергусонит
(Y, P3)(Nb, Та, Ti)04
(состав не
постоянен);
p-YNb04 - 245,82
Y203 - 48,30
Nb2O3-51,70
группа титано-
танталониобатов
Ферсмит
(Ca,P3,Na)(Nb,Ta,
Ti)2(0,OH,F)6 до
CaNb2O6-321,90
CaO-17,42
Nb205-82,58
группа титано-
танталониобатов
Флюорит
(плавиковый шпат)
CaF2 - 78,08
Са-51,1
F - 48,9
Кварц, топаз,
берилл,
микроклин,
хризоберилл,
апатит;
(Mg, Ca, A1,
Na)
Кальцит,
апатит, циркон,
биотит,
магнетит;
(РЗ, Та)
Колумбит,
танталит,
другие
редкоземельные
минералы;
(РЗ)
Галенит,
антимонит,
сфалерит, пирит,
киноварь,
кальцит,
кварц, гипс,
апатит;
(Се, Y, Sr, Ra)
Триг.
ДЗ
18
а =12,45
с =8,23
Мон.
С2/с
4
а = 7,04
Ъ = 10,95
с = 5,30
р= 134,07°
Ромб.
РЬсп
4
а= 15,09
6 = 5,76
с = 5,23
(для
CaNb206)
Куб.
Fm3m
4
а = 5,46
2,97-3,00
7,5
хрупкий
5,80-6,00
5,5-6,0
4,67^4,88
4,(М,5
хрупкий
3,10-3,20
4,0
хрупкий
(112 0)ясн.
3,58(6)-2,51(8)-
2,35(6)-2,18(8)-
2,07(6)-1,635(6)-
1,258(10)-1,206(6)
отсутств.
раковистый
2,98(10)-
1,870(10)-
1,620(6)-1,552(7)-
1,217(7>-1,148(5)
отсутств.
неровный
3,76(2)-3,05(10)-
2,49(2)-1,527(2)-
1,211(1)-1,183(1)
(111) сов.
раковистый,
занозистый
3,15(7)-1,928(10у
1,644(7)-1,251(5)-
1,133(7)
Таблитчатые, ко-
роткопризматиче-
ские,
ромбоэдрические кристаллы
Тетрагональные
пирамиды
Брусковидные
кристаллы
Габитус
кристаллов кубический,
додекаэдрический,
октаэдрический,
комбинации этих
форм, зернистые,
натечные массы
Бесцветный,
белый, желтый,
розоватый,
бурый;
блеск
стеклянный, жирный
черты не дает
Черный;
блеск матовый;
черта темно-серая
Черный,
коричневый, светло-
коричневый
Бесцветный,
фиолетовый,
голубой, зеленый,
желтый;
блеск
стеклянный;
черта белая
Минеральное сырье
191
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак
(±), угол
оптических осей 2 К,
дисперсия,
плеохроизм
8
пр= 1,661-1,668
пя= 1,682-1,695
ng= 1,689 -1,702
(-)
30-60°;
сильно плеохрои-
чен (от
бесцветных до темно-
желтых тонов)
Температурные константы,
эффекты, превращения, °С
9
Эндоэффекты:
175,400°
Отношение
к растворителям
10
Раств. в НС1
Термохимические
величины
"дНи98
"■*-"" С 298
<
J298
*-р298
а
Ь- 103
с'- КГ5
Ti-T2
11
Прочие свойства
Практическое
значение
12
Слабо
флюоресцирует в грязно-
желтых тонах в
УФЛ; очень ра-
диактивен
В составе
урановых минералов —
руда U
п0= 1,651- 1,667
пе= 1,667 -1,678
(+)
слабо плеохрои-
чен
пр= 2,16
иг = 2,20
пр= 1,98-2,02
пт= 2,04- 2,10
ng= 2,13 -2,19
(+)
43-46°
/1=1,434
Гразл = 1560°
(с образованием ВеО и Si02)
Тт = 2000°;
плавно с ростом температуры —
переход мон. —► тетр.
Г™ =1475°
(для CaNb206)
Гпл=1330°
Не раств. в к-тах
Разл. H2S04
Раств. в HF
Раств. в к-тах:
полностью в H2S04 и
растворах щавелевой к-ты при
нагревании; слабо
раств. в НС1 и HN03
2146,15
2031,80
64,35
128,70
1215,43
—
68,91
1215,43
1176,8
68,97
67,07
103,12
23,70
-58,82
298-
1700
59,87
30,48
—
298-
1600
59,87
30,48
1,96
298-
1000
Н= 14540;
в КЛ — синее,
слабое свечение
Руда для
получения Be, ВеО,
используется в
ювелирном деле
Х2о°= 20,0-58,0
р20о=108-1010
р2о° = Ю10
rzu • YNbO„
4
825° = 4,0-5,0
Н = 6830-7550
среднемагнитен
Входит в состав
редкоземельного
минерального
сырья
Н = 7720 - 8700
Входит в состав
редкоземельного
минерального
сырья
Х2о°= -0,360
825° = 4,0 - 8,0
а20°=19,0
Х<>°= 10,35
При 200-250°
обесцвечивается;
в РЛ, УФЛ —
голубое, зеленое,
фиолетовое
свечение; в КЛ —
фиолетовое
сильное;
термолюминофор
В металлургии
(флюс), для
получения
криолита, в оптике
192 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Фосфоферрит
(железный ред-
дингит)
(Fe,Mn)3[P04]2-
•ЗН20
FeO - 52,38
Р205 - 34,49
Н20-13,13
(для Ре2+-содер-
жащего
минерала)
Халцедон
Si02 (90-99 %) -
60,09
группа кварца
Халькантит
(медный
купорос)
CuS04 - 5Н20 -
249,60
CuO-31,81
S03-32,10
Н20 - 36,09
группа
купоросов
Халькозин
(медный блеск)
Cu2S-159,14
Си - 79,80
S - 20,20
группа
халькозина
Халькопирит
(медный
колчедан)
CuFeS2-183,51
Си - 34,64
Fe - 30,42
S - 34,94
группа борнита
Ассоциирующие
минералы;
(химические
примеси)
2
Кварц, слюда,
сфалерит
Карбонаты,
цеолиты, кварц
(оксиды
металлов, Н20)
Халькопирит,
борнит, пирит,
меланотерит;
(Fe, Mg, Zn,
Со, Mn)
Халькопирит,
пирит,
малахит;
(Ag, Fe)
Халькозин,
пирит, ковел-
лин, галенит,
сфалерит,
борнит;
(Ag, Au, Tl)
Параметры
симметрии
структуры
3
Ромб.
Рспт
4
а = 8,70
6=10,05
с = 9,45
Скрытно-
кристаллический,
котемпературный
кварц
Трикл.
Р\
2
я = 6,12
Ь= 10,69
с = 5,96
а =97,60°
р= 107,12°
7 = 77,51°
Мон. (ромб.)
Pile
48
а =15,23
6=11,88
с= 13,50
р= 116,30°
Тетр.
14 2d
4
а = 5,28
с =10,41
Плотность,
твердость,
степень
хрупкости
4
3,00-3,20
4,0-5,0
2,57-2,64
5,0-6,5
вязкий
2,28
2,5
очень
хрупкий
5,50-5,80
2,5-3,0
слабо
ковкий
4,10-АЗО
3,75
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
отсутств.
—
4,25-3,18-2,72-
2,64-2,41 -2,22
отсутств.
раковистый,
занозистый
(11 0) несов.
раковистый
5,46(10М,71(6Ь
4,66(6)-3,98(7)-
1,884(5)-1,827(3)
(001) несов.
раковистый
3,14(8)-2,51(6)-
2,38(8)-1,963(10)-
1,868(10)-1,643(8)
(ОП)ясн.
(111) ясн.
неровный
3,03(10}-
1,855(10)-
1,586(10}-
1,205(8)-1,074(8)
Внешний облик
кристаллов,
морфология
агрегатов
6
Тонкокристаллические массы
Гроздьевидные
массы, натеки,
жеоды,
тонковолокнистые
кристаллы
Массивные,
зернистые,
почковидные агрегаты,
сталактитоподоб-
ные натечные
формы
Толстотаблитчатые кристаллы,
плотные массы,
зернистые
скопления
Тетраэдрические
кристаллы,
плотные массы,
зернистые агрегаты
Цвет; блеск;
цвет черты
7
Белый,
желтоватый, зеленоватый
Бледно-голубой,
серый, желтый,
зеленый,
коричневый,
полупрозрачный до
молочного;
блеск восковой до
полустеклянного;
черта белая
От темно-синего
до голубого;
блеск стеклянный
черта белая,
голубоватая
Темно-серый;
блеск
металлический;
черта темно-серая
до черной
Латунно-желтый,
часто иридирую-
щая пленка;
блеск
металлический;
черта зеленовато-
черная
Минеральное сырье
193
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 К,
дисперсия,
плеохроизм
8
пр =1,669 -1,672
пт= 1,678
^=1,700
(+)
пр= 1,526- 1,535
^=1,539-1,543
ир =1,516
пт= 1,539
^=1,546
В
56°
Непрозрачен
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
> 1000° кристаллизуется
а-кристобалит;
а-кварц —573°' > Р-кварц
Эндоэффекты:
50-400° — дегидратация до
Cu[S04] (гидроцианит);
800-900° — десульфатизация с
образованием CuO;
1000-1100° — разложение CuO
103° v
Мон. < ' гекс.
380-700° —окисление
500, 760-840° — процессы
диссоциации
Тш = 1130° — эвтектическое
плавление продуктов распада
халькозина
Экзоэффект:
320-720° — окисление
Эндоэффекты:
450° — диссоциация с
образованием о-РегОз, Cu20, Cu[S04], CuO;
750,840° — диссоциация их на
CuO, SO,
1030° — плавление CuO
(тенорита)
Гш > 1000° (продуктов распада);
Отношение
к растворителям
10
Раств. в к-тах
Раств. в HF и
щелочных р-рах
Раств. в Н20
Раств. в HN03 с
выделением S, в р-рах
KCN, солей Fe3+, в
3%-й H2S04, не раств.
в аммиаке
Раств. в HN03 с
выделением S, царской
водке и 30%-ой Н202;
не раств. в р-рах KCN,
NH4OH, H2S04 2 н.
Термохимические
величины
-ДНГ 298
"AGf,298
°298
г °
^р298
а
Ь- 103
с' 1(Г5
Ъ-П
11
2280,46
1880,80
30,14
79,55
86,25
121,00
76,32
177,10
178,80
118,50
100,50
—
—
—
39,25
130,54
298-376
—
—
—
Прочие свойства
Практическое
значение
12
—
При достаточных
скоплениях —
руда на
марганец и железо
Х2о»= -0,429
В КЛ—розоватый,
средний по
интенсивности цвет
Абразив, в
ювелирном деле,
изготовление
агатовых ступок,
в производстве
часов
Х20°=6,10
Вьтлавка меди
при
использовании вместе с
другими
медьсодержащими
минералами, в
красильном деле,
сельском
хозяйстве
Х-196- loo» = 0,30
-0,40
е2о° = 7,5
р20°=1-10^
-4- Ю-2 до 20-
•ю-3
Н = 840
Богатая медная
руда
£0°= 0,86-4,5
р20о- 10-5-И0-'
Н= 1890-2220
Антиферромагнетик с
температурой перехода
823 К
Важная медная
руда
194 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Халькостибит
CuSbS2 -249,41
Си - 25,60
Sb - 48,50
S - 25,90
группа энаргита
Ассоциирующие
минералы;
(химические
примеси)
2
Пирит, стан-
нин, кварц
Параметры
симметрии
структуры
3
Ромб.
Рпат
4
а = 6,02
Ъ = 14,49
с =3,79
Плотность,
твердость,
степень
хрупкости
4
4,80-5,01
3,0-4,0
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
(001) сов.
—
3,10(10)-2,98(10)-
2,29(8)-2,11(8)-
1,818(8)-1,751(Ю)
Внешний облик
кристаллов,
морфология
афегатов
6
Таблицы по
{001},
удлиненные по с
кристаллы
Цвет; блеск;
цвет черты
7
Темно-серый,
красновато-
черный;
блеск
металлический;
черта серая
Хлоантит - см. скуттерудит
Хризоберилл
ВеА1204 - 126,97
ВеО-19,80
А1203 - 80,20
группа шпинели
Хризоколла
Си3(ОН)2 •
• [Si4Ol0] • иН20
группа
монтмориллонита
Хризотил
(волокнистая
разновидность
серпентина)
Mg6[Si4O10](OH)8
- 554,22
MgO - 43,46
Si02 - 43,50
Н20-13,04
группа
серпентина
Хромит
(хромистый железняк)
FeCr204 - 223,85
FeO-32,00
Cr203 - 68,00
группа шпинели
Берилл,
фенакит, турмалин;
(Fe, Cr, Ti)
Азурит,
малахит, куприт,
медь
самородная
Магнезит,
хромит, тальк,
корунд,
магнетит,
самородная платина;
(Ni, Mn, Fe, A1,
Cr)
Гранат,
оливин, тальк,
серпентин,
самородный
свинец,
магнетит;
(Fe2+'3+, Al, Mg,
Ti, Zn)
Ромб.
Ртсп
4
а = 5,48
Ъ = 4,43
с = 9,41
Скрытнок-
ристалличе-
ская,
аморфная
Мон.
(Ромб.)
Cm, CI,
Cllm
2
а = 5,34
Ъ = 9,25
с= 14,65
р = 93,27°
Куб.
Fdbm
8
а = 8,36
3,60-3,80
8,5
хрупкий
2,00-2,20
2,0-4,0
хрупкий
2,20-2,80
2,0-3,0
эластичность
отдельных
волокон
3,90-5,09
6,5
хрупкий
(ПО) сов.
(ОЮ)несов.
(001) несов.
неровный,
раковистый
3,24(8)-2,57(8)-
2,33(8)-2,08(10)-
1,61(10)-1,362(8)
отсутств.
раковистый
отсутств.
занозистый
7,36(9)- 3,66(10}-
2,57(8)-2,42(8)-
1,522(10)-1,300(7)
отсутств.
неровный
2,84(9)-2,42(10)-
2,01(9)-1,640(9)-
1,550(9)-1,420(10)
Кристаллы
таблитчатые по
{100},
псевдогексагональные в
двойниковых
сростках
Плотные,
массивные агрегаты
Гибкие волокна,
параллельно-
тонковолокнистые агрегаты
Октаэдр ические
кристаллы,
сплошные,
плотные, зернистые
агрегаты
Желтовато-
зеленый,
изумрудно-зеленый;
блеск стеклянный;
черту не дает
Голубовато-
зеленый, бурый,
черный;
блеск стеклянный
до матового;
черта белая
Зеленовато-
желтый, белый,
бурый; блеск
шелковый,
жирный,
перламутровый; черта белая
Черный, черно-
бурый;
блеск
металлоидный до
металлического;
черта буровато-
серая
Минеральное сырье
195
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Непрозрачен
Температурные константы,
эффекты, превращения, °С
9
Отношение
к растворителям
10
Разл. в HN03 с
выделением S и Sb203
п
родолжение таблицы 2.111
Термохимические
величины
- ДН f 298
-mjfj29g
°298
с °
^р298
а
Ь- 103
с'- 1<Г5
П-Тг
11
Прочие свойства
Практическое
значение
12
Н= 1830-2850
Совместно с
другими Си-со-
держащими
минералами —
медная руда
и, = 1,747
пт= 1,748
иг =1,757
(+)
45°;
плеохроичен
и, = 1,575
ии= 1,597
«g= 1,598
(-)
^24°
и,, = 1,500-1,550
пт= 1,504 -1,564
^=1,520-1,567
(+)
IV переменный;
плеохроичен(слабо)
п -2,08 -2,16
Г|1Л=1870°
Т ~ 1050°
1 пл, разл iv/^v
Эндоэффекты:
100-250°, 250-600°, 600-700° —
удаление разных типов Н20;
1000-1100° — разложение СиО,
плавление эвтектики Си20 +
+ CuO + Si02
Экзоэффект:
700° — кристаллизация СиО;
980° — кристаллизация Si02
Эндоэффект:
620-800° — дегидратация,
распад с образованием форстерита,
энстатита
Экзоэффекты:
820, 1120-1280° —
рекристаллизация этих фаз;
MgSi03 l350° > MgSiO,
(энста гит) (протоэнаагш)
Тш ~ 1500° (продуктов распада)
Тш = 2050° (другие данные:
инк
Г™ = 2200°)
Экзоэффект:
400-500° — окисление FeO до
Fe203
Эндоэффекты:
р /-у 680° v v J7r П •
1000° — образование Рез04
Не раств. в к-тах; разл.
при сплавлении
порошка с КОН или
KHS04
Разл. в к-тах и р-рах
KCN, медленно — в
NH4OH
Частично раств. в
H2S04 и других к-тах,
кипячение 2 часа в
25%-м раств. НС1:
потери — 56,7 масс.%;
в 25%-м растворе
NaOH — ~ 1 масс. %
Не раств. в конц. НС1
и других к-тах; раств.
в НС1 при нагревании
2291,20
2168,90
66,30
105,50
1747,30
1554,70
196,30
220,80
8736,68
8080,50
443,00
547,70
1454,60
1353,50
146,10
128,78
54,47
-38,54
298-
1700
94,35
354,47
18,46
298-500
634,90
264,60
-147,21
298-900
—
—
—
Драгоценный
камень
Н = 950
В УФЛ — слабое
голубое излучение
Один из видов
медной руды, в
составе монтмо-
риллонитовых
глин
используется очень широко в
промышленности
Х20°= 1,70 -2,60
£25°= 12,0- 16,0
Прочность на
растяжение, МПа —
2800-3580;
люминесцирует
в тусклобелых,
желтоватых тонах
Поделочный
камень,
изготовление огнеупоров,
асбестовых
теплоизоляционных
материалов
Х20° = 25,6 -30,3
£20° = 23,0 - 30,0
азоо° — 8,5
p9ooo = 55-10-'
Н= 10360 -
-15660
Электропроводник с дьфочной
проводимостью,
ферромагнетик с
температурой
перехода 80 К
Основная
хромовая руда
196 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Целестин
Sr[S04]-183,68
SrO - 56,39
S03-43,61
группа барита
Церусит(конне-
лит, белая
свинцовая руда)
РЬ[С03] - 267,20
РЬО - 83,50
С03-16,50
группа
арагонита
Цинкит
ZnO-81,37
Zn - 80,30
О- 19,70
группа цинкита
Ассоциирующие
минералы;
(химические
примеси)
2
Гипс, галит,
галенит,
сфалерит,
арагонит, сера,
флюорит
Галенит,
смитсонит,
англезит, малахит,
азурит;
(Sr, Zn, Ca)
Родонит, вол-
ластонит,
смитсонит,
франклинит,
виллемит;
(Мп)
Параметры
симметрии
структуры
3
Ромб.
Ртсп
4
а = 8,36
6 = 5,35
с = 6,87
Ромб.
Ртсп
4
а = 5,15
Ъ = 8,47
с = 6,11
Геке.
Р6т,тс
3
а = 3,25
с=5,19
Плотность,
твердость,
степень
хрупкости
4
3,97
3,0-3,5
высокая
хрупкость
6,50
3,5
очень
хрупкий
5,40-5,70
4,5
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(010) сов.
(001) менее сов.
(210) хор.
неровный
2,04(10)-1,99(10}-
1,595(8>-1,472(8>-
1,202(8>-1,145(8)
(ПО)ясн.
(021) ясн.
раковистый
3,57(10)-3,48(9}-
2,49(9)-2,09(9>-
1,94(9>-1,865(9)
(1010) сов.
раковистый
2,79(9)-2,46(10)-
1,901(8}-
1,623(10}-
1,491(10}-
1,373(10)
Внешний облик
кристаллов,
морфология
агрегатов
6
Таблитчатые по
{001},радиально-
волокн истые,
зернистые
агрегаты
Волокнистые,
зернистые,
плотные, землистые
агрегаты,
кристаллы
таблитчатые, столбчатые,
шестоватые
Листоватые
сплошные
агрегаты
Цвет; блеск;
цвет черты
7
Бесцветный,
голубой, красный,
прозрачный;
блеск стеклянный
до
перламутрового;
черта белая
Бесцветный,
белый, серый;
блеск алмазный;
черта белая
Темно-красный,
оранжево-желтый
до белого;
блеск
полуалмазный;
черта оранжево-
желтая до темно-
красной
Цинковая обманка — см. сфалерит
Цинкозит
Zn[S04]- 161,43
ZnO - 50,50
S03- 49,50
Англезит,
барит
Ромб.
Рпта
4
а = 8,60
Ъ = 6,75
с = 4,77
3,84-4,33
4,0-4,5
хрупкий
отсутств.
неровный
4,17(10>-3,54(10>-
2,65(10)-2,62(8>-
2,45(10>-1,457(6)
Прямоугольные
или ромбические
пластинки
Белый;
черта белая
Минеральное сырье
197
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
Ир =1,622
иш= 1,624
иг =1,631
(+)
50°
Ир =1,804
пт = 2,076
ng = 2,078
(-)
8°
ио = 2,01
пе = 2,03
(+)
Температурные константы,
эффекты, превращения, °С
9
Эндоэффект:
а *"45° >р
Эндоэффекты:
350-420°, 420-500° — плавная
поэтапная диссоциация;
рьо 680"70О° > рьо
jmrapi-m массикот
800° — плавление массикота
Тпл = 1975° (другие данные:
ГК1Ш,В031 = 1800-1950)
Отношение
к растворителям
10
Раств. в H2S04, разл. в
р-ре НС1, не раств. в
Н20
Раств. в к-тах и КОН,
других щелочах;
плохо раств. в спирте
Раств. в к-тах и КОН,
NH4C1
Продолжение таблицы 2.111
Термохимические
величины
-AHf)298
-AUf29g
^298
с °
^р298
а
Ь- 103
с'-10"5
Г,-Г2
11
1468,80
1354,30
110,90
107,79
703,20
629,40
131,00
87,45
350,9
320,9
43,7
40,3
91,27
55,68
~
298-
1500
51,84
119,66
—
298-700
49,03
5,11
-9,13
298-
1600
Прочие свойства
Практическое
значение
12
Х25°= -0,315
£25» = 7,6 -10,3
В УФЛ —
голубой, желтый
цвет; в КЛ —
фиолетовый,
слабый
В производстве
сахара,
фармацевтике,
пиротехнике,
химическом
производстве
Х25« = -0,229
£25- = 28,0
Краевой угол
смачиваемости —
90°
В УФЛ —бело-
желтое свечение;
в КЛ — зелено-
голубое
Важная
свинцовая руда
Х2о° = -0,565
р.ззо^Ю-'-ЫО-1
£25° = 36,0 (другие
данные:
£20== 18,0)
а2О-20О° = 0,1
Н= 1500-3180
Полупроводник с
электронной
проводимостью;
в УФЛ —
голубое, желтое
свечение;
в катодном —
слабое розовое
Редкий,
используется вместе с
другими Zn и
Мп-содержащими
минералами
Ир =1,658
иш= 1,669
ng = 1,670
Н
2 К малый
ГрЮ|| = 740о
Эндоэффекты: 35,60-75, 145°
Легко раств. в Н20
981,36
870,12
110,54
99,06
76,36
76,15
—
298-
1020
Х25°= -0,420
Неосновной
минерал руд
цветных и
редких металлов
198 Новый справочник химика и технолога
Минерал,
химический состав,
М, структурная
группа
1
Циркон
Zr[Si04]-183,31
Zr02- 67,10
Si02 - 32,90
группа циркона
Ассоци ирующие
минералы;
(химические
примеси)
2
Нефелин,
корунд, апатит,
титанит,
магнетит;
(Щ Th, U, Р,
Fe, Ca, Y)
Параметры
симметрии
структуры
3
Тетр.
IA\lantd
4
а = 6,60
Ъ = 6,00
Плотность,
твердость,
степень
хрупкости
4
4,68^,70
7,0-8,0
хрупкий
Спайность
характер излома
d (относительная
интенсивность)
5
(ПО) замети.
неровный
4,41(7)-3,29(10)-
2,51(8)-1,710(9Ь
1,644(6)
Внешний облик
кристаллов,
морфология
агрегатов
6
Мелкие
призматические
кристаллы, бипира-
миды, часто ме-
тамиктен
Цвет; блеск;
цвет черты
7
Коричневый,
бесцветный,
желтоватый,
зеленоватый, блеск
стеклянный до
алмазного; черты не
дает
Чилийская селитра — см. натриевая селитра
Шеелит
Ca[W04] -
287,93
CaO- 19,47
W03 - 80,53
группа шеелита
Вольфрамит,
флюорит,
молибденит,
апатит;
(Мо, Си, РЗ)
Тетр.
74,/а
4
а = 5,25
6=11,39
5,90-6,10
4,5-5,0
средне-
хрупкий
(111) сов.
неровный
3,08(1 ОН,923(8)-
1,589(9)-1,549(8)-
1,247(9)-1,082(8)
Бипирамидальные
кристаллы,
зернистые массы
Белый, желтый,
бурый, зеленый;
блеск алмазный,
жирный, черта
белая
Шпинель железная — см. герцинит
Шпинель
обыкновенная
MgAl204 -
142,27
MgO-28,13
А1203-71,87
группа шпинели
Гранат,
магнетит;
(Fe2+,3+, Cr, Мп,
Zn)
Куб.
Fdbm
8
а = 8,08
3,50-4,10
8
хрупкий
отсутств. или
(111) несов.
раковистый
2,44(9)-2,02(9)-
1,552(9)-
1,427(10)-
1,231(7Ь1,053(10)
Октаэдры,
сростки, друзы
Красный, синий,
зеленый, бурый,
черный;
блеск стеклянный;
черту не дает, в
порошке — белый
Шунгит — см. графит
Эвклаз
BeAl[Si04](OH)-
145,08
BeO-17,30
А1203 - 35,20
SiOj-41,30
Н2О-6,20
группа эвклаза —
эвдидимита
Кварц, корунд,
топаз, рутил,
кальцит
Мон.
Р2х1с
4
а = 4,76
Ъ = 14,29
с = 4,62
Р= 100,25°
2,99-3,13
7,5
хрупкий
(010) сов.
(100) плох.
(001) плох.
неровный
7,15-3,84-3,22-
2,77-2,54-2,44
Вкрапления
отдельных зерен в
пегматитах
Бесцветный,
бледно-зеленый,
светло-синий;
блеск стеклянный;
черту не дает
Минеральное сырье
199
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
п0= 1,920 -1,960
пе= 1,967 -2,015
(+)
Температурные константы,
эффекты, превращения, °С
9
Гразл = 1676° с образованием
Zr02 тстр и а-кристобалита
(другие данные: Тпп = 2420°)
Экзоэффект:
ZrSi04 800° >ZrSi04
метам и к- кристал-
тный лический
Отношение
к растворителям
10
Раств. в горячей
Н3Р04;
не раств. в к-тах и
щелочах
Продолжение таблицы 2.111
Термохимические
величины
-AH,.29g
-ДОг 298
°298
с °
а
Ь- 103
с'- 1(Г5
г,-г2
11
1991,66
1877,40
84,60
121,79
131,80
16,41
-33,83
298-
1800
Прочие свойства
Практическое
значение
12
Х19° = -0,215до12
£25° = 12,6 || ОСИ С
£25° = 12,8 X ОСИ С
«20-1200° = 5,5
^юо° = 5,7
Рюо°=Ю8
Н= 10470-12760
ФЛ — желтый,
оранжевый,
зеленый; КЛ —
зеленый цвет
Получение
циркониевых
огнеупоров, руда на
Hf, поделочный
камень
п„= 1,920
пе= 1,937
(+)
Г™ =1580°
Разл. в НС1 и HN03 с
выделением W03;
щелочные р-ры не
раств.
1148,00
1042,10
117,20
114,40
110,80
45,80
—
298-
1073
Xi9° = 0,130^
0,310
Р2о-1010-1013
£25° = 7,5 -10,6
Н = 4020
В УФЛ — бледно-
желтое свечение;
в КЛ — голубое;
термолюминофор
Важная
вольфрамовая руда
п= 1,719
Г„л = 2135°
Не раств. в к-тах, но
раств. в HF, конц.
H2S04
2316,56
2191,62
80,60
116,00
154,07
26,80
-^0,95
298-
1800
а20-1000° _ 8,6
W = 14,9
р5оо° = 2,8 • 105
Н = 5870-6130
Слабомагнитный минерал;
в КЛ —
красный, средней
интенсивности
Драгоценный
камень
пр= 1,652
wm = 1,661
wg= 1,675
(+)
47°
Неустойчив при повышенных
температурах, около 1000°
теряет Н20
Не раств. в к-тах
2542,60
2380,50
195,72
11,51
-72,28
298-
1200
—
Драгоценный
камень
200 Новый справочник химика и технолога
Минерал,
химический состав,
А/, структурная
группа
1
Эвксенит
(Y,Ca,Ce,U,La,Th) •
• (Nb,Ta,Ti)206
(состав
непостоянен)
группа бломст-
рандина
Энаргит
Cu3[AsS4] -
393,78
Си-48,36
As-19,07
S - 32,57
группа энаргита
Эпидот
Ca2(Al,Fe)30[Si04]
• [Si207](OH)
(состав
непостоянный)
группа эпидота
Эпсомит
(горькая соль)
Mg[S04] • 7Н20
- 246,37
MgO-16,25
S03 - 32,53
Н20-51,22
группа купоросов
Ассоциирующие
минералы;
(химические
примеси)
2
Колумбит,
танталит, та-
пиолит
Халькопирит,
борнит,
халькозин, теннан-
тит;
(Sb, Sn)
Клиноцоизит,
кварц, гранат,
полевые
шпаты, магнетит,
самородная
Си, цеолиты,
кальцит;
(Pb, Cr, Fe)
Серпентин,
тальк,
магнетит, гипс,
карналлит;
(Ni, Mn, Zn,
Fe)
Параметры
симметрии
структуры
3
Ромб.
Рсап
4
а = 5,60
Ъ = 14,60
с = 5,20
Ромб.
Рпт
2
а = 6,47
Ъ = 7,44
с = 6,19
Мон.
Р2]/ти
2
а = 8,93
b = 5,62
с= 10,23
Р= 115,40°
Ромб.
^2,2,2,
4
а =11,86
Ь= 11,99
с = 6,86
Плотность,
твердость,
степень
хрупкости
4
4,50-6,00
5,9-6,5
хрупкий
4,45
3,5
хрупкий
3,35-3,45
6,5-7,0
хрупкий
1,68-1,75
2,0-2,5
очень
хрупкий
Спайность
характер излома
d(относительная
интенсивность)
5
отсутств. или
(ЮО)несов.
неровный
3,66(5)-2,98(10)-
2,43(4)-1,823(5)-
1,723(5>-1,487(5)
(ПО) сов.
—
3,16(10)-2,827(9)-
2,183(7)-1,842(9Ь
1,714(8)-1,581(8)
(001) сов.
(100)ясн.
занозистый,
неровный
2,90(10)-2,40(8)-
1,880(7)-1» 640(8)-
1,460(6)-1,409(6)
(010) сов.
(101) заметн.
раковистый
5,9(3)-5,3(3)-
-4,22(10Ь2,96(ЗЬ
-2,87(3)-2,66(7)
Внешний облик
кристаллов,
морфология
агрегатов
6
Короткие призмы,
таблицы
Таблитчатые
кристаллы, зернистые
агрегаты
Волокнистые,
зернистые,
массивные агрегаты,
друзы
Корки,
игольчатые, волокнистые
агрегаты,
почковидные массы,
налеты, выцветы
Цвет; блеск;
цвет черты
7
Буро-черный,
бархатно-черный;
черта желтая,
серая, красновато-
коричневая
Серовато-черный,
красновато-
черный;
блеск
металлический;
черта буровато-
серая
Зеленый, серый
до черного;
блеск стеклянный;
черту не дает
Бесцветный,
белый, прозрачный;
блеск стеклянный,
шелковистый;
черта белая
Эритрин - см. аннабергит
Эшинит
(Ce,Th,Fe,Ca) •
• (Nb,Ti)206
(состав
непостоянен)
группа эшинита
Ярозит
KFe3[S04]2(OH)6
- 500,65
К20 - 9,50
Fe203-47,9
S03-31,8
Н2О-10,8;
группа алунита
Нефелин,
полевые шпаты,
биотит,
магнетит, циркон;
(Y, Та, U)
Гематит,
лимонит,
магнетит, барит,
кварц, пирит
Ромб.
РЪпт
4
а = 5,37
6=11,08
с = 7,56
(для
CeTiNb06)
Трит.
R3m
3
а = 7,21
с =17,03
4,60-5,87
5,0-6,0
хрупкий
3,00-3,26
3,0
отсутств.
неровный,
раковистый
3,00(8)-2,93(10)-
1,211(7)-1,176(8)-
1,161(5)
(0001)ясн.
~
3,06(10)-2,28(9Ь
1,97б(9)-1,819(9)-
1,53 8(8)-Ц510(7)
Удлиненные
призматические
кристаллы,
удлиненные зерна,
часто метамиктен
«Рубашки»,
конкреции,
волокнистые, землистые
агрегаты,
гексагональные
таблички
Бурый, черный;
блеск стеклянный
до смоляного и
полуметаллического;
черта бурая до
светло-желтой
Черный, темно-
бурый, желтый;
блеск стеклянный;
черта белая
Минеральное сырье
201
Продолжение таблицы 2.111
Показатели
преломления,
оптический знак (±),
угол оптических
осей 2 V,
дисперсия,
плеохроизм
8
1^ = 2,18
пт = 2,21
ng = 2,26
(+)
70°
Непрозрачен;
пр = 3,08
"„, = 3,09
ив = 3,12
(для тонкого края)
(+)
54°
и, = 1,704
пт= 1,720
ив= 1,737
(+)
14-90°
и, = 1,423
wm = 1,455
ng= 1,461
(-)
50°
Температурные константы,
эффекты, превращения, °С
9
7ш,= 1620°
РЗЗЛ <£<£»' £^7\г
Эндоэффект:
960-1060° — дегидратация с
распадом на анортит, гранат,
геленит;
1130-1220° — плавление
продуктов распада
Эндоэффекты:
= 52-53° — инконгруэнтное
плавление; 92-96° — инконгру-
энтное плавление MgS04 ■ 6Н20;
110-120° — кипение; 190-370° —
полная дегидратация;
u-MgS04 < >p-MgS04
Отношение
к растворителям
10
Не раств. в к-тах
Раств. в к-тах
Раств. в смеси HF и
H2S04; H2S04 не
действует; разл. в 3%-м
р-ре NaF, в конц.
смеси НС1 + HN03
Раств. в Н20, спирте,
глицерине
Термохимические
величины
лн°
^"f, 298
-AGf,298
°298
с °
*"р298
Ь- 103
с'-Ю-5
Т>-Т2
11
6462,00
6072,90
315,50
—
3390,00
2872,14
370,53
357,85
—
—
113,78
14,69
-28,92
298-
1200
—
—
—
—
Прочие свойства
Практическое
значение
12
—
Входит в состав
редкоземельного
минерального
сырья
&5° = -0,280 -
--0,610
р20о=10^^10-1
Н = 2500 - 3470
Важная медная
руда
Среднемагнитен
Самоцвет
Х20«= -0,551
Х20о= 1,07
Горький вкус
Используется в
текстильной,
бумажной,
химической,
кожевенной про-
мышленностях
и, = 2,10-2,28
ит = 2,30 -2,38
wg = 2,41
(-)
80°
и0= 1,820
Не =1,715
(-)
Г1Ш= 1550°
(Y-эшинит)
Эндоэффект:
300-540° — дегидратация
Экзоэффект:
640-700° — образование Fe2C>3 и
K2S04 • Fe2(S04)3
Не раств. в к-тах,
кроме HF
Раств. в НС1 и HN03,
р-ры углекислых
щелочей разл. с
образованием гидрооксидов
железа
—
—
—
—
Y-эшинит:
Хао»= 17,0-23,3
е25о = 4,2^4,9
р25о=1010-10п
Н = 7340
Полупроводник
и-типа
(природный минерал)
Совместно с
другими титано-
ниобатами —
источник РЗ
Пироэлектрик;
среднемагнитен
Сырье для
получения тонкого
полировального
порошка —
крокуса
Раздел 3
ХАРАКТЕРИСТИКА ВАЖНЕЙШИХ
ПРОДУКТОВ ПРОМЫШЛЕННОСТИ
НЕОРГАНИЧЕСКИХ ВЕЩЕСТВ
Авторы-составители: Е.И. Белкина, к. т. н. Н.К. Кириллова
Принятые сокращения
акт. — активный
в-во — вещество
ж.-д. — железнодорожный
к. к. — категория качества
к-та — кислота
лет. — летучий
не норм. — не нормируется
од. — объемная доля
орг. — органический
осажд. — осаждаемый
ост. — остаток
о. п. п. — остаток при прокаливании
п. п. п. — потери при прокаливании
пром-сть — промышленность
раств. — растворимый
своб. — свободный
с.-х. — сельскохозяйственный
В разделе характеризуется важнейшая продукция
промышленности неорганических веществ. Все
продукты сгруппированы в следующие подразделы: газы и
простые вещества, кислоты и ангидриды кислот,
щелочи, соли и оксиды, минеральные удобрения. Продукты
расположены по алфавиту названий, даваемых
ГОСТами или ТУ. Для облегчения выбора нужного продукта
таблице предшествуют формульный указатель и
указатель для некоторых товарных названий.
Для небольшого числа наиболее важных продуктов
(азотной, борной, серной, соляной, ортофосфорной и
фтористоводородной кислот, водного аммиака, извести,
едкого кали и едкого натра) приводятся более
подробные сведения в «Дополнительных материалах» (с. 278-
283), на номера таблиц которых в основной таблице
сделаны ссылки.
Для каждого из продуктов в основной таблице
приведены название, краткая характеристика, номер ГОСТа или
ТУ, сорта или марки (если они есть). Содержание
основного вещества продукта и примесей дано в объемных
процентах для газов и в весовых — для всех остальных
веществ. Иногда это содержание дается в пересчете на те
или иные эквиваленты, что указано рядом в скобках. В
подразделе «Удобрения» (с. 270-277) в большинстве
случаев именно эти эквиваленты (Р205, К20, N)
приводятся в графе «Основное вещество продукта (формула)».
Кроме того, для всех продуктов указьшаются наиболее
распространенные промышленные методы получения,
условия перевозки и хранения и основное применение.
Формульный указатель
A1F3
А1203
A12(S04)2
Аг
ВаС03
ВаС12
Ba(N03)2
51
68,86
50
4
61
62
58
Вг
CC13N02
со2
С2Н2
СаС2
СаСОз
СаС12
6
139
8
5
82
92
79-81
С1
Со203
Сг03
Сг203
CuS04
FeS04
НС1
20
104
23
105
89
88
32,33
HSO3CI
н2
(H2CN2)2
н2о2
h2so4
h2wo4
H3B03
36
7
72
106, 107
28-31
27
26
204
Новый справочник химика и технолога
Ва(ОН)2
BaS04
39
59,60
KA1(S04)2 85
KCN
КС1
KCIO3
KMn04
KNO3
КОН
К2С03
K2Cr207
78
144
111
77
153
41,42
48
75
K4[Fe(CN)6] 76
Kr
Li
LiOH
MgCl2
MgO
Mn02
NH3
NH4CI
12
13
43
91
Са(СЮ)2
Са3(Р04)2
NH4N03
NH4OH
NH4SCN
(NH4)2C03
(NH4)2HP04
(NH4)2Mo04
(NH4)2S04
N2
Na
NaCl
NaCIO
NaC103
NaHC03
NaHS03
44,47 NaCN
69 NaN02
3, 142 NaN03
57 1 NaOH
66,74
143
I HF
52, 152
38
54
56
71
53
55, \54
1,2
14
112
67
123
94
63
100
99
149
45,46
I
HN03
NaP03
«н2о
NaSCN
Na2B407
Na2C03
Na2Cr207
Na20«Si02
Na2S
Na2S03
Na2S04
Na2S203
Na2S204
Na2S205
Na2Si03
Na3P04
Na5P3O10
Nb2Os
NiO
NiS04
Указатель товарных названий
Аммофос
- с микроэлементами
Глинозем
Известь строительная
- хлорная
Карбамид
Корунды синтетические
Карбюризатор полукоксовый
Криолит
Карналлит обогащенный
Ленацил технический
Мел
Меланж кислотный
Мука доломитовая
- известняковая
- фосфоритная
Нитроаммофоска
Нитрофоска
Порошок ТМТД технический
- хлорокс
:ид меди
140
141
68
40
74
145
86
83
87
84
129
92
37
146
147
148
150
151
136
138
24,35
25
95
96
64
49
93
113
97
113
98, 116
118
65
101
110
119
120
103
73
102
Препарат антисептический ХМ
Селитра аммиачная
-калиевая
-натриевая
Продолжение
h3po4
I
o2
P
P2S5
s
so2
Se
SrC03
Sr(N03)2
Ti02
W03
ZnCl2
Zn(H2P04)2
ZnS04
Zn3P2
Zr02
-и
-XMK
-ХМФ
-ПБТ
Силикагель технический
- индикатор
Соль бертолетова
- поваренная
Стекло жидкое
[
Растворы биоогнезащитные ПББ
Суперфосфат
Флюсы
Хлорпикрин
Хромнист калиевый
- натриевый
-ПБС
131
133
132
130
52,152
153
149
108
109
111
112
113
134
135
155,156
121
139
75
93
34
9
10,11
18, 19
122
16, 17
22
15
115
114
70
21
125
124
90
137
126
Характеристика важнейших продуктов промышленности неорганических веществ
Таблица
1
Наименование
продукта
2
Краткая
характеристика
3
№ стандарта,
ТУ
4
Сорт,
маркировка
5
Основное вещество
продукта
формула
6
содержание, %
7
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Промышленные
методы
получения
9
Перевозка и
хранение
10
Основное
применение
11
Газы, сжиженные газы и простые вещества
1
2
Азот
газообразный
технический
Азот
жидкий
технический
Бесцветный
газ без
запаха
Бесцветная
жидкость
без запаха
ГОСТ
9293-74
ГОСТ
9293-74
Особой
чистоты
Высший
сорт
Сорт I
Сорт II
Особой
чистоты
Высший
сорт
Сорт1
Сорт II
N2
N2
N2
N2
N2
N2
N2
N2
99,996
99,994
99,6
99,0
99,996
99,994
99,6
99,0
02 —0,001;
влага — при 20 °С
и 101,3 кПа не
более 0,005 г/см3
02 —0,005;
влага — при 20 °С
и 101,3 кПа
не более 0,005 г/см3
О2-0,4;
влага — при 20 °С
и 101,3 кПа
не более 0,07 г/см3
О2 — 1.0;
влага — при 20 °С
и 101,3 кПа:
выдерживает
испытание по
п. 3.6 ГОСТа
02 —0,001
02 — 0,005
О2-0,4
02—1,0
Сжижение и
ректификация
атмосферного
воздуха с
дополнительной
очисткой от
кислорода
Сжижение и
ректификация
атмосферного
воздуха в
процессе
производства кислорода
В стальных
цельнотянутых баллонах
(черные с
коричневой
полосой) —
под
давлением 150 ± 5 ат
при 20 °С
В
металлических сосудах
Дьюара и
транспортных
емкостях
Предназначен
для создания
инертной
атмосферы при
производстве,
хранении и
транспортировании
легко
окисляемых продуктов,
при
высокотемпературных
процессах
обработки металлов,
не
взаимодействующих с
азотом, для
консервации
замкнутых
металлических сосудов
Для
лабораторных работ, в
холодильной
технике
О
Продолжение таблицы
13
1
3
4
5
Наименование
продукта
2
Аммиак
жидкий
синтетический
Аргон
газообразный и
жидкий
технический
Ацетилен
растворенный и
газообразный
Краткая
характеристика
3
Прозрачная
жидкость с
резким
запахом
Бесцветный
газ или
жидкость
Бесцветный
газ со
слабым
запахом,
растворенный
под
давлением
№ стандарта,
ТУ
4
ГОСТ
6221-90
ГОСТ
10157-79
ГОСТ
5457-75
Сорт,
маркировка
5
Марка А
Марка Ак
Марка Б
Высший
сорт
Первый
сорт
Растворенный:
Марка А
Основное вещество
продукта
формула
6
NH3
NH3
NH3
Ar
Аг
C2H2
содержание, %
7
99,9
99,6
99,6
99,993
99,987
99,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Влага — 0,1;
масло — 2,0 мг/л;
Fe — 1,0 мг/л
Влага — 0,4;
масло — 2,0 мг/л;
Fe — 1,0 мг/л
Влага — 0,4;
масло — 8,0 мг/л;
Fe — 2,0 мг/л
N2 — 0,005;
02 —0,0007;
влага — 0,007 г/м3
N2 —0,01;
02 — 0,002;
влага — 0,01 г/м3
О. д. воздуха и др.
малорастворимых в
воде примесей:
марка А — 0,5;
марка Б1с — 0,8;
марка БПс — 1,0;
газообразный —
1,4
Промышленные
методы
получения
9
Синтез из азото-
водородной
смеси
Сжижение и
ректификация
воздуха, а также
из остаточных
газов
аммиачных
производств
Технический
ацетилен
получают из карбида
кальция в
стационарных
генераторах
Перевозка и
хранение
10
В стальных
баллонах
(желтые) под
давлением
30-35 ат или в
специальных
ж.-д.
цистернах для
сжиженных газов
В стальных
цельнотянутых баллонах
(серые с
зеленой полосой)
под
давлением 150 ± 5 ат
В стальных
баллонах(белые) под
давлением
1,9 МПа,
заполненных
пористой
массой и
растворителем
(ацетон, древесно-
Основное
применение
11
Марка А: для
производства
азотной
кислоты, для
азотирования, в
качестве хладагента,
для создания
защитных
атмосфер. Марка Ак:
для поставок на
экспорт. Марка
Б: для
переработки на
удобрения и для
использования в
качестве
азотного удобрения
В качестве
защитной среды
при дуговой
сварке, пайке,
резке и плавке
металлов
Технический
растворенный
ацетилен марки
А
предназначается для
питания
осветительных установок,
технический
растворенный
ацетилен марки
Продолжение таблицы
"с
1
5
6
Наименование
продукта
2
Ацетилен
растворенный и
газообразный
Бром
технический
Краткая
характеристика
3
В смеси с
воздухом
(5-80 %)
взрывается
от искры
Тяжелая
красно-бурая
жидкость.
Летучая с
удушливым
запахом,
образует
оранжево-
бурые
пары, вредно
№ стандарта,
ТУ
4
ГОСТ
454-76
Сорт,
маркировка
5
Марка Б
Сорт1
Марка Б
Сорт II
Газообразный
Марка А
Основное вещество
продукта
формула
6
С2Н2
С2Н2
С2Н2
Вг2
содержание, %
7
99,1
98,8
98,5
99,9
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Фосфористый
водород:
марка А — 0,005;
марка Б1с — 0,02;
марка БПс — 0,05;
газообразный —
0,08.
О. д. сероводорода:
марка А — 0,002;
марка Б1с — 0,005;
марка БНс —0,05;
газообразный —
0,05.
Массовая
концентрация водяных
паров при 20 °С и
р= 101,3 кПа,г/м3:
марка А — 0,4;
марка Б1с — 0,5;
марка БПс — 0,6;
газообразный —
не норм.
Массовые доли:
С12 — 0,02;
органических в-в —
0,02;
нелетучих в-в —
0,005;
сульфатов ( SO^") —
0,002;
Н20 —0,01
Промышленные
методы
получения
9
Хлорирование
рапы некоторых
озер и
внутренних морей,
содержащей
бромистые
соли, и отгонка
брома паром
или выдувание
его воздухом
Перевозка и
хранение
10
спиртовые
растворители
или их смеси),
по
трубопроводам из
стальных
бесшовных
труб под
давлением не
более
0,15 МПа
В чистых сухих
флаконах
емкостью 1 дм с
навинчивающейся
крышкой из
фторопласта или с
полиэтиленовым
одноразовым
вкладышем, или в
Основное
применение
11
Б и
технический
газообразный ацетилен —
при
газопламенной
обработке металлов
Марка А: для
производства
витаминов,
лекарственных
средств.
Марка Б: для
производства
красителей,
фреонов,
витаминов,
реактивов, броми-
рующих
Продолжение таблицы
1
6
7
Наименование
продукта
2
Бром
технический
Водород
технический
Краткая
характеристика
3
действующие на
организм.
Сильно
разъедает
кожу
Бесцветный
горючий
газ без
запаха.
Выпускают
несжатый и
сжатый
№ стандарта,
ТУ
4
ГОСТ
3022-80
Сорт,
маркировка
5
Марка Б
Марка А
Марка Б
Основное вещество
продукта
формула
6
Вг2
н2
н2
содержание, %
7
99,7
99,99
99,95
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Массовые доли:
С12 — 0,2;
органических в-в —
0,05;
нелетучих в-в —
0,01;
сульфатов (SO^") —
0,01
Объемные доли:
02иЫ2 —0,01;
водяные пары при
20°Си 101,3 кПа,
г/см3:
в
трубопроводах — 0,5;
в баллонах под
давлением — 0,2
Объемные доли:
02иЫ2 —0,05;
водяные пары при
20°Си 101,3 кПа,
г/см3:
в
трубопроводах — 0,5;
в баллонах под
давлением — 0,2
Промышленные
методы
получения
9
Из азото
водородной смеси и
электролизом
воды
Перевозка и
хранение
10
эмалированных
металлических
контейнерах
емкостью 0,4
и 4 м3.
Флаконы
упаковывают в
ящики по 6-9
штук
В стальных
баллонах по 40
и 50 дм3 (по
ГОСТ 949-73)
под давлением
(14,7 ±0,5) МПа
или стальных
бесшовных
баллонах
большого
объема (по ГОСТ
9731-79) под
давлением
(24,5 ± 1)МПа
Основное
применение
11
агентов и др.
целей
Марка А —
используется в
электронной,
фармацевтической,
химической пром-сти;
в порошковой
металлургии,
для осаждения
тугоплавких
соединений из
оксидов
металлов и т. д.
Марка Б — в
электронной,
химической,
цветной
металлургии,
фармацевтической
пром-сти, пром-
сти средств
связи и в
энергетике
Характеристика важнейших продуктов промышленности неорганических веществ 209
Основное
применение
Перевозка и
хранение
Промышленные
методы
получения
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
Основное вещество
продукта
содержание, %
формула
Сорт,
маркировка
№ стандарта,
ТУ
Краткая
характеристика
Наименование
продукта
Il/Uojyf
-
о
ON
оо
г-
VO
V)
^J-
m
(N
~
В холодильной
технике, для
лабораторных
целей, в
производстве
искусственных
минеральных вод и
шипучих вин
В черных
стальных
баллонах
(емкостью
12,5-40 л)
Из отбросных
газов производств
аммиака,
спиртов, а также на
базе
специального сжигания
топлива и др.
производств. Сжатием
газообразного
диоксида углерода с
последующим
охлаждением
Влагоотсутствие.
С02 должен
выдержать
испытание по п. 4.4
ГОСТа
99,8
О
и
Высший
сорт
99,5
О
и
Сорт I
98,8
О
и
Сорт II
ГОСТ
8050-85
Газ без
цвета и запаха.
Бесцветная
жидкость
Диоксид
углерода
газообразный и
жидкий
00
Марка А — для
производства
синтетического
каучука,
лекарственных сред,
редких
металлов.
Марка Б — для
производства
йодистых солей
В плотных
скрепленных
обручами
деревянных бочках
емкостью 15,
25 дм3 с
вкладышем из по-
лиэтиленте-
рефталатной
пленки (масса
нетто — не
более 50 кг)
или в
картонных навивных
барабанах
емкостью не
более 28 дм с
вкладышем из
полиэтиленте-
рефталатной
пленки или др.
Из минеральных
буровых вод и
морских
водорослей
(адсорбция иода из
разбавленных
растворов
активированным
углем с
последующим
извлечением едкой
щелочью или
восстановителем и
дальнейшим
выделением
кристаллического иода)
Орг. в-ва — 0,08;
СГиВг—0,01;
о. п. п.— 0,05;
Н20 — 0,8
ON
ON
^
Марка А
Орг. в-ва — 0,2;
СГиВг—0,015;
о. п. п. — 0,15;
Н20 — не норм.
г-
ON
^
Марка Б
ГОСТ
545-76
Серовато-
черные с
металлическим
блеском
кристаллы
неправильной формы
с размером
кусков
около 30 мм
Иод
технический
ON
Продолжение таблицы
"с
*
1
10
11
12
Наименование
продукта
2
Кислород
газообразный
технический и
медицинский
Кислород
жидкий
технический и
медицинский
Криптон
и криптоно-
ксеноновая
смесь
Краткая
характеристика
3
Бесцветный
газ без
запаха
Голубая
жидкость
Газ без
цвета и запаха
№ стандарта,
ТУ
4
ГОСТ
5583-78
ГОСТ
6331-78
ГОСТ
10218-77
Сорт,
маркировка
5
Медицинский
кислород
Сорт I
Сорт II
Медицинский
кислород
Высший
сорт
Сорт I
Сорт II
Высокой
чистоты
Чистый
Смесь
первой
категории
качества
Основное вещество
продукта
формула
6
о2
о2
о2
о2
о2
о2
о2
Кг
Кг
Кг
содержание, %
7
99,5
99,7
99,5
99,5
99,7
99,7
99,5
99,99
99,88
99,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Влага — 0,07 г/м3
Влага — 0,05 г/м3
Влага — 0,07 г/м3
С2Н2 —
отсутствие
Хе —0,005;
N — 0,002;
02 — 0,0005
Хе —0,100;
N — 0,010;
02 —0,0010
Хе — 5,0;
N — 0,4;
02 — 0,05
Промышленные
методы
получения
9
Сжижение и
ректификация
атмосферного
воздуха.
Электролиз
воды. Различные
химические
методы
Сжижение и
ректификация
атмосферного
воздуха
Криптоноксено-
новую смесь —
из
атмосферного воздуха
способом
глубокого охлаждения.
Криптон — из
смеси
низкотемпературной
ректификацией и
др. методами
Перевозка и
хранение
10
В стальных
цельнотянутых баллонах
(голубые) под
давлением
150 или
200 ± 5 ат
В
транспортных емкостях
и сосудах
Дьюара
В черных
стальных
баллонах с
желтой надписью
«Криптон»
Основное
применение
11
В химической
пром-сти, для
кислородного
дутья, для резки
и сварки
металлов, в медицине
(из баллонов с
этикеткой
«Кислород
медицинский»)
Жидкий
технический
кислород после
газификации — для
газопламенной
обработки
металлов и других
технических
целей. Жидкий
медицинский
кислород после
газификации —
для дыхания и
лечебных целей
Криптоноксе-
ноновая смесь
используется
для получения
криптона и
ксенона,
применяемых в
электротехнической
пром-сти
О
Продолжение таблицы
№ п/п
1
13
14
15
Наименование
продукта
2
Литий
Натрий
металлический
технический
Селен
технический
Краткая
характеристика
3
Серебристо-белый
металл.
Энергично
реагирует с
водой
Мягкий
металл,
легко
режется
ножом. При
взаимодействии с
водой
загорается
Темно-
серый
порошок,
гранулы или
слитки
№ стандарта,
ТУ
4
ГОСТ
8774-75
ГОСТ
3273-75
ГОСТ
10298-79
Сорт,
маркировка
5
Марка
ЛЭ-1
Марка
ЛЭ-2
Марка
СТО
Основное вещестю
продукта
формула
6
Li
Li
Na
Se
содержание, %
7
99,9
99,0
99,7
99,8
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Na — 0,04;
К— 0,005;
Са —0,03;
Mg — 0,02;
Мп — 0,001;
Fe —0,005;
А1 —0,003;
Si02 —0,01;
1 мштридный У),У) J
Na —0,1;
К—0,01;
Са —0,03;
Mg —0,05;
Мп — 0,005;
Fe —0,01;
А1 — 0,005;
Si02 — 0,05;
1 мштридный U,Uj
К —0,1;
Fe —0,001;
Са —0,15
Fe —0,005;
Си — 0,002;
РЬ — 0,002;
Hg —0,001;
As—0,003;
S — 0,005;
Al — 0,005
Промышленные
методы
получения
9
Методом
электролиза
Электролиз
расплавленного
едкого натра.
Электролиз
поваренной соли
Из шлама
(мокрых
электрофильтров),
образующегося
путем
восстановления
диоксида селена
Перевозка и
хранение
10
В
полиэтиленовых мешках,
вложенных в
герметичные
стальные
контейнеры (до
160 дм3).
Слитки в
банках из белой
жести
В
танк-контейнерах емкостью
20 м3, в
стальных барабанах
емкостью до
100 дм3. Хранят
в керосине или
обезвоженном
минеральном
масле
Порошкообразный и
гранулированный
селен в
полиэтиленовых
мешках, вложенных
в мешки из упа-
Основное
применение
11
Для
производства активных
катализаторов в
пром. синтезе, в
качестве
дегазатора,
модификатора, а также
в качестве
добавки к сплавам
цветных
металлов
Для
изготовления пероксида
натрия,
цианистого натрия,
антифрикционных сплавов,
медицинских
препаратов, в
органическом
синтезе
Для
производства стекла, красок,
эмалей,
фармацевтического
производства,
для получения
чистого селена
212
Новый справочник химика и технолога
Основное
применение
Перевозка и
хранение
Промышленные
методы
получения
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
Основное вещество
продукта
содержание, %
формула
Сорт,
маркировка
№ стандарта,
ТУ
Краткая
характеристика
Наименование
продукта
и/и щ
-
о
ON
оо
с-
V©
V)
^Г
т
<N
-
ковочной
ткани (до 50 кг).
Слитки в
оберточной
бумаге
укладывают в
деревянные
ящики
сернистым
газом в
производстве серной
кислоты
контактным способом.
Из шлама от
рафинирования
меди,
представляющего собой
остаток от
растворения
медных анодов
. „ £Г «К jp Сп и~>
г-, о о 2 о • - о
о°о°опо
о ° о" о сГ °^ о
, | , | | О ,
Uh U си X < ел <
99,0
СЛ
Марка
СТ1
.„ £>" «К jq «с «^
«л Я, о Ч о . - о
о4 о о4 о о" ^ о
■ | , I | О ,
ti, U си К < ел <
97,5
СЛ
Марка
СТ2
Селен
технический
1Г>
Для
производства серной
кислоты,
сульфит-целлюлозы,
тиокола,
красителей, дымного
пороха,
ядохимикатов; для
вулканизации
каучука; в
фармацевтической
и спичечной
пром-сти; в
ветеринарии
Комовую, в
чушках и
чешуйчатую —
навалом в
крытых ж.-д.
вагонах
(по
согласованию — в
открытых),
молотую — в
многослойных битум и-
рованных
мешках
Из
промышленных газов,
содержащих
диоксид серы,
восстановлением углем при
высокой
температуре.
Из газов,
содержащих
сероводород
«К
о
. .s 03 О
f ?i§f
Р0 U Зн <, М
99,98
СЛ
Сорт 9998
Зола — 0,03;
своб. к-та (на
H2S04) —0,03;
As — 0,00;
влага — 0,2
99,95
СЛ
Сорт 9995
Зола — 0,05;
своб. к-та (на
H2S04) — 0,04;
As — 0,0;
влага — 0,2
99,90
СЛ
Сорт 9990
Зола — 0,4;
своб. к-та (на
H2S04) — 0,02;
As — 0,0;
влага — 0,2
99,00
СЛ
Сорт 9900
ГОСТ
127-93
Твердый
продукт
желтого
цвета
разных
оттенков.
Выпускают серу
комовую, в
чушках,
чешуйчатую,
гранулированную и
молотую
Сера
техническая
газовая
NO
Характеристика важнейших продуктов промышленности неорганических веществ 213
Основное
применение
Перевозка и
хранение
Промышленные
методы
получения
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
Основное вещестю
продукта
содержание, %
формула
Сорт,
маркировка
№ стандарта,
ТУ
Краткая
характеристика
Наименование
продукта
II/II6>[
-
о
ON
оо
г-
VO
V)
^J-
ГЛ
(N
~
Для
производства серной
кислоты,
сульфит-целлюлозы,
тиокола,
красителей, дымного
пороха,
ядохимикатов; для
вулканизации
каучука; в
фармацевтической
и спичечной
пром-сти; в
ветеринарии
Комовую, в
чушках и
чешуйчатую —
навалом в
крытых ж.-д.
вагонах
(по
согласованию — в
открытых),
молотую — в
многослойных битуми-
рованных
мешках
Переработка
самородных
серных руд
различных
месторождений
Зола — 0,03;
своб. к-та (на
H2S04) — 0,002;
орг. в-ва — 0,03;
As —0,0005;
влага — 0,1
99,95
СЛ
Сорт 9995
Зола—0,05;
своб. к-та (на
H2S04) — 0,004;
орг. в-ва — 0,06;
As — 0,0005;
влага — 0,2
99,90
СЛ
Сорт 9990
Зола — 0,2;
своб. к-та (на
H2S04) —0,01;
орг. в-ва — 0,25;
As —0,0005;
влага — 1,0
99,50
СЛ
Сорт 9950
Зола — 0,4;
своб. к-та (на
H2S04) — 0,02;
орг. в-ва — 0,5;
As —0,003;
влага — 1,0
99,20
СЛ
Сорт 9920
ГОСТ
127-93
1 i a )i i
u>Og<U*DQOQ,2xf-03X5
HCSafEiiCUfflSiiS'kfflS
Сера
техническая
природная
Г-
Для получения
красного
фосфора,
фосфорного ангидрида,
фосфорной
кислоты,
хлористых,
сернистых и других
соединений
фосфора
В стальных
герметичных
бочках (емкостью
250 л) или в
банках из
оцинкованного железа
(вес нетто до
12,5 кг). Хранят
под водой или
н езам ерзающим
раствором
хлористого кальция
или хлористого
натрия
Восстановление
фосфата кальция
природных
фосфатов углеродом
в присутствии
диоксида
кремния. Процесс
ведется в
электрических печах
при высокой
температуре. Возог-
нанный фосфор
конденсируют
DQ О
Н - |
U г-Н
03 _Г !
0,0 а,
w I 5
я L °
03 СЛ £
« U ю
СО м и
99,9
Он
Марка А
В-ва, не раств.
в CS2, в бензоле —
0,5
99,5
Он
Марка В
В-ва, не раств.
в CS2, в бензоле —
0,5
94,5
CU
Марка С
ГОСТ
8986-82
Застывшая
масса от
светло-желтого до
темно-бурого
цвета.
Ядовит.
Самовоспламеняется
на воздухе
Фосфор
желтый
технический
00
Продолжение таблицы
№п/п
1
19
20
Наименование
продукта
2
Фосфор
красный
технический
Хлор
жидкий
Краткая
характеристика
3
Тонкий
порошок от
малиново-
красного до
темно-фиолетового
цвета с
металлическим
блеском.
Не ядовит
Бледно-
оранжевая
маслянистая
жидкость.
Ядовит
№ стандарта,
ТУ
4
ГОСТ
8655-75
ГОСТ
6718-93
Сорт,
маркировка
5
Сорт1
Сорт II
Высший
сорт
Сорт!
Основное вещество
продукта
формула
6
Р
Р
С12
С12
содержание, %
7
99,2
98,8
99,8
99,6
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Желтый фосфор —
0,005;
Н3Р04 — 0,5;
в-ва, не раств. в
HN03 — 0,08
Желтый фосфор —
0,01;
Н3Р04 —0,8;
в-ва, не раств. в
HN03 —0,2
Влага —0,01
Влага — 0,04
Промышленные
методы
получения
9
Полимеризацией технического
желтого
фосфора
Сжижение
газообразного
хлора, тщательно
осушенного
серной
кислотой
Перевозка и
хранение
10
В плотно
закрывающихся
банках из
кровельной стали
(вес нетто до
10-16 кг).
Банки
укладывают в
прочные
деревянные ящики
или фанерные
барабаны (вес
брутто до
95 кг)
В стальных
баллонах
(защитного
цвета с зеленой
полосой), в
стальных
бочках и ж.-д.
цистернах
Основное
применение
11
В спичечной
пром-сти; в
металлургии; в
пиротехнике
Для отбелки
тканей, бумаги,
целлюлозы; для
получения
органических
веществ, моющих
средств,
пластмасс; для
дезинфекции питьевых
и сточных вод,
хлорирования
РУД
Кислоты и ангидриды кислот
21
Ангидрид
вольфрамовый
Светло-
желтый
порошок
ТУ 1742-
003-
05783515-
98
wo3
99,5
Мо — 0,1;
полуторные
оксиды — 0,04;
As —0,0001;
Р — 0,025;
S — 0,015
Действие
кислот на
вольфрам с
последующим
прокаливанием
вольфрамовой
кислоты
В деревянных
бочках,выстланных
внутри
пергаментом (вес
нетто
70-110 кг)
Для получения
высококачественных
инструментальных
сплавов
Продолжение таблицы
№ п/п
1
22
23
Наименование
продукта
2
Ангидрид
сернистый
жидкий
технический
(диоксид
серы)
Ангидрид
хромовый
технический
Краткая
характеристика
3
Бесцветная
жидкость с
резким
запахом
Чешуйчатый продукт
в виде
небольших
пластинок
толщиной
1-3 мм или
гранул от
светло- до
темно-малинового
цвета.
Ядовит
№ стандарта,
ТУ
4
ГОСТ
2918-79
ГОСТ
2548-77
Сорт,
маркировка
5
Марка А
Марка Б
Основное вещестю
продукта
формула
6
S02
СЮз
Сг03
содержание, %
7
—
99,7
99,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Нелет. ост. — 0,01;
As — 0,000004;
влага — 0,02
Сульфаты (на
S042") — 0,06;
металлы, осажд.
Na2C03 — 0,05;
нераств.
прокаленный ост. — 0,02
Сульфаты (на
SO* ) —0,1;
металлы, осажд.
Na2C03 — не
норм.;
нераств.
прокаленный ост. — 0,03
Промышленные
методы
получения
9
Сжижение
центрированного
газообразного сернистого
ангидрида(после осушки
серной кислотой)
Обработка дву-
хромовокислых
солеи
концентрированной
серной
кислотой
Перевозка и
хранение
10
В стальных
баллонах
(черные с
желтой
полосой)
В плотно
закрывающихся
стальных
барабанах (вес
нетто до
150 кгс)
Основное
применение
11
В качестве
хладагента; для
производства
сульфитов,
многосернистых
соединений; как
селективный
экстрагент; в
производстве
красителей,
бумаги,
желатина,
медицинских
препаратов; для
консервирования,
дезинфекции
В качестве
окислителя; для
травления и
хромирования
металлов; для
получения хро-
стве
органических красителей
Продолжение таблицы
№ п/п
1
24
25
Наименование
продукта
2
Водород
фтористый
безводный
Кислота
азотная
центрированная
Краткая
характеристика
3
Прозрачная
жидкость с
резким
запахом,
дымящая на
воздухе
Бесцветная
или слегка
желтоватая
жидкость
№ стандарта,
ТУ
4
ГОСТ
14022-88
ГОСТ
701-89
Сорт,
маркировка
5
Марка А
Марка Б
Марка А
Марка Б
Основное вещество
продукта
формула
6
HF
HF
HN03
HN03
содержание, %
7
99,95
99,9
98,6
97,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Н20 —0,03;
H2S04 —0,005;
H2SiF6— 0,01
Н20 —0,06;
H2S04—0,02;
H2SiF6 —0,02
См. табл. 3.1
Промышленные
методы
получения
9
Обработка
плавикового шпата
серной
кислотой
Перегонка
концентрированной азотной
кислоты в
присутствии
концентрированной
серной кислоты
с последующим
конденсированием паров
азотной
кислоты.
Прямой синтез
из
неконцентрированной
азотной
кислоты, кислорода и
жидкого
диоксида азота под
давлением
Перевозка и
хранение
10
В стальных
ж.-д.
цистернах,
контейнерах и
баллонах
В
алюминиевых
цистернах,
допускается
перевозка в другой
кислотоупорной таре
Основное
применение
11
Для получения
фторсодержа-
щих реактивов
и особо чистых
веществ,
некоторых
органических
продуктов, хладонов,
для применения
в органическом
и
неорганическом синтезе
В производстве
взрывчатых
веществ
(нитроглицерина,
нитроклетчатки,
тротила и др.),
органических
красителей
Продолжение таблицы
№ п/п
1
26
27
28
Наименование
продукта
2
Кислота
борная
техническая
Кислота
вольфрамовая
Кислота
серная
аккумуляторная
Краткая
характеристика
3
Блестящие
чешуйки
или
бесцветные
кристаллы
Желтый
или
зеленовато-
желтый
порошок
Прозрачная
маслянистая
жидкость
№ стандарта,
ТУ
4
ГОСТ
18704-
78Е
ГОСТ
2197-78
ГОСТ
667-73
Сорт,
маркировка
5
Марка А
Марка Б
Марка В
Для
оптического
стекловарения
Сорт I
Сорт II
Высший
сорт
Сорт!
Основное вещество
продукта
формула
6
НзВОз
Н3В03
Н3ВОз
Н3В03
H2W04
H2W04
H2S04
H2S04
содержание, %
7
99,9
98,9
99,6
99,9
89
(на W03)
89
(на W03)
92-94
92-94
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. 3.2
Fe — 0,004;
А1 — 0,002;
Са — 0,006;
Мо — 0,02;
Р — 0,005;
As —0,01;
S — 0,005;
влага — 7-15
Fe —0,005;
А1 — 0,006;
Са —0,01;
Мо — 0,02;
Р —0,01; As —0,02;
S — 0,02;
влага — 7-15
См. табл. 3.3
Промышленные
методы
получения
9
Разложение
природных боратов
серной кислотой.
Полученную
пульпу
фильтруют, фильтрат
охлаждают и
кристаллизуют
содержащуюся в
нем борную
кислоту
Действие
кислот на соли
вольфрамовой
кислоты
Окисление
сернистого газа на
катализаторе в
серный
ангидрид с
последующим
поглощением раствором
серной кислоты
(контактный
способ)
Перевозка и
хранение
10
В четырех-,
пятислойных
бумажных
мешках или
полиэтиленовых мешках
М8-0,220, а
также в
циализированных мягких
контейнерах
В фанерных
барабанах,
плотных
деревянных
ящиках и
бочках, а также в
целлюлозных
мешках (вес
нетто до
40 кг)
В стеклянных
бутылях
(емкость 20-30 л).
Для розничной
продажи — в
склянках по 0,8
и 1,7 кг. В
цистернах из
кислотостойкой
стали
Основное
применение
11
В производстве
специальных
сортов стекла,
эмалей, глазури;
при пайке и
сварке
металлов; в медицине;
в качестве
консерванта; как
концентрированное борное
микроудобрение
Для
производства
металлического
вольфрама и некоторых
его соединений
Для заполнения
аккумуляторов;
в
гальванотехнике
Продолжение таблицы
№ п/п
1
29
30
Наименование
продукта
2
Кислота
серная
башенная
Кислота
серная
контактная
Краткая
характеристика
3
Маслянистая
жидкость с
желтовато-
бурым
оттенком
(ввиду
наличия
примесей)
Маслянистая
жидкость с
желтовато-
бурым
оттенком
(ввиду
наличия
примесей)
№ стандарта,
ТУ
4
ГОСТ
2184-77
ГОСТ
2184-77
Сорт,
маркировка
5
Техническая,
сорт1
Техническая,
сорт II
Улучшенная
Олеум
улучшенный
Олеум
технический
Основное вещество
продукта
формула
6
H2S04
H2S04
H2S04
H2S04
H2S04;
S03
H2S04;
S03
содержание, %
7
75
92,5
92,5
92,5-94
24
(S03
своб.)
19
(S03
своб.)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. 3.3
См. табл. 3.3
Промышленные
методы
получения
9
То же, но
сернистый газ
окисляется
оксидами азота
(нитрозный
способ)
Окисление
сернистого газа на
катализаторе в
серный
ангидрид с
последующим
поглощением
раствором
серной кислоты
(контактный
способ)
Перевозка и
хранение
10
В стальных
цистернах,
контейнерах и
бочках, а
также в
стеклянных бутылях
В стальных
цистернах,
контейнерах,
бочках и
стеклянных бутылях.
Улучшенную
кислоту для
производства
искусственного
волокна — в
цистернах из
нержавеющей
стали.
Техническую для
розничной
продажи — в
склянках по 0,8 и
1,7 кг, олеум —
в специальных
цистернах
с
теплоизоляцией
Основное
применение
11
Имеет широкое
применение в
различных
отраслях пром-сти в
качестве
дегидрирующего
средства, окислителя
и сульфирующего
агента, а также в
производстве
минеральных
удобрений и солей
В качестве
дегидрирующего
средства,
окислителя и
сульфирующего
агента, в
производстве
минеральных
удобрений и солей;
для составления
нитрирующих
смесей с азотной
кислотой, в
производстве
взрывчатых
веществ, жирных и
сульфоновых
кислот,
красителей,
искусственного шелка,
целлулоида,
нитроэфиров
Продолжение таблицы
.с
"с
1
31
32
Наименование
продукта
2
Кислота
серная
нерированная
Кислота
соляная ин-
гибирован-
ная
Краткая
характеристика
3
Желтовато-
бурая
маслянистая
жидкость
Светло-
коричневая
жидкость
№ стандарта,
ТУ
4
ГОСТ
2184-77
ТУ
2122-022-
29489772-
97
Сорт,
маркировка
5
Основное вещество
продукта
формула
6
h2so4
НС1
содержание, %
7
91
19-25
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. 3.3
См. табл. 3.4
Промышленные
методы
получения
9
Регенерация
отработанной
серной кислоты
Добавка в
синтетическую
соляную кислоту
ингибитора
Перевозка и
хранение
10
В стальных
цистернах,
контейнерах,
бочках, в
стеклянных
бутылях
В стальных
цистернах,
покрытых
изнутри
эмалью ХСЭ-93 и
лаком ХСЛ-93
Основное
применение
11
Имеет широкое
применение в
различных
отраслях пром-сти
в качестве
дегидрирующего
средства,
окислителя и
сульфирующего
агента, а также
в производстве
минеральных
удобрений и
солей
В производстве
хлористых солей,
органических
продуктов,
активированного
угля; в
гидрометаллургии,
гальванотехнике,
при дублении и
крашении кожи,
в текстильной
пром-сти, для
пайки, лужения,
очистки паровых
котлов; при
оцинковке стали.
Для травления
цинка не
пригодна
Продолжение таблицы
1
33
34
Наименование
продукта
2
Кислота
соляная
синтетическая
(техническая)
Кислота
ортофос-
форная
термическая
Краткая
характеристика
3
Прозрачная
бесцветная
или
желтоватая
жидкость
Бесцветная
густая
жидкость,
прозрачная в
слое
15-20 мм
(на белом
фоне)
№ стандарта,
ТУ
4
ГОСТ
857-95
ГОСТ
10678-76
Сорт,
маркировка
5
Марка А
Марка Б
Высший
сорт
Марка Б
сорт1
Марка А
Марка Б
Основное вещестю
продукта
формула
6
НС1
НС1
НС1
н3ро4
н3ро4
содержание, %
7
35,0
33,0
31,5
73 •
73
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. 3.4
См. табл. 3.5
Промышленные
методы
получения
9
Сжигание
электролитического
водорода в струе
хлора и
поглощение
образующегося
хлористого водорода
водой
Сжигание
фосфора с
последующей
гидратацией
фосфорного ангидрида
и конденсацией
ортофосфорной
кислоты
Перевозка и
хранение
10
В стальных
гуммированных
герметичных цистернах
и бочках,в
фаолитовых
контейнерах и
стеклянных
бутылях
(емкостью до
40 л)
В стеклянных
бутылях
(емкостью 20 л)
или в
специальных
цистернах
Основное
применение
11
В производстве
хлористых солей,
органических
продуктов,активированного угля;
в
гидрометаллургии,
гальванотехнике; при
дублении и крашении
кожи, в
текстильной пром-сти, для
пайки, лужения,
очистки паровых
котлов; при
оцинковке стали, для
травления цинка,
в медицинской и
пищевой
пром-сти
В производстве
газированных вод;
для получения
порошков для
кондитерских
изделий, кормового
преципитата, для
производства
фосфорнокислых
солей,активированного угля и
кинопленки, в
органическом
синтезе; в спичечной
пром-сти; для
выработки тканей
с огнезащитной
пропиткой
Продолжение таблицы
№ и/и
1
35
36
Наименование
продукта
2
Кислота
фтористоводородная
техническая
(плавиковая); см.
также
табл. 3.6
Кислота
хлорсульфо-
новая
техническая
Краткая
характеристика
3
Прозрачная
бесцветная
жидкость.
Очень
агрессивна
Прозрачная
жидкость
от светло-
желтого до
коричневого цвета.
Дымит на
воздухе
№ стандарта,
ТУ
4
ГОСТ
2567-89
ГОСТ
2124-87
Сорт,
маркировка
5
Марка А
Марка Б,
сорт I
Марка Б,
сорт II
Марка А
Марка Б
Основное вещество
продукта
формула
6
HF
HF
HF
HOS02Cl
HOS02Cl
содержание, %
7
40
30
30
97
94
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
H2SiF6 —0,02;
H2S04 — 0,02
H2SiF6 —0,05;
H2S04 — 0,05
H2SiF6 — 8,0;
H2S04 — 2,5
S03 (своб.) — 0,5;
H2S04 — 3;
Fe —0,01;
Cu — 0,003
S03(cbo6.)— 1,0;
H2S04 — 6;
Fe —0,01;
Cu — 0,003
Промышленные
методы
получения
9
Обработка тон-
коизмельченного
плавикового
шпата 90-92%-й
серной кислотой,
а также
термическое разложение
би фторида
аммония серной
кислотой
Соединение
хлористого
водорода с
серным
ангидридом
Перевозка и
хранение
10
В эбонитовых
баках
(емкостью = 20 л), в
стальных
гуммированных
цистернах
В цистернах,
контейнерах
или бочках
Основное
применение
11
Для получения
фтористых
солей; в
металлургии — для
очистки
чугунных отливок от
формовочного
песка; для
травления
стекла
В качестве
сульфирующего
агента в
производстве
органических
продуктов; при
получении
уксусного ангидрида,
диметилсульфа-
та,
дымообразующих
веществ,
фармацевтических
препаратов; при
ацетил ировании
целлюлозы; для
очистки
парафиновых
углеводородов
Продолжение таблицы
№ п/п
1
37
Наименование
продукта
2
Меланж
кислотный
Краткая
характеристика
3
Желтоватая
или бурая
жидкость
№ стандарта,
ТУ
4
ГОСТ
1500-78
Сорт,
маркировка
5
Высший
сорт
Сорт I
Основное вещество
продукта
формула
6
HN03
H2S04
HN03
H2S04
содержание, %
7
90
7,5
89,3
7,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Оксиды азота (на
N204) — 0,3;
твердый ост. —
0,02
Оксиды азота (на
N204) —0,3;
твердый ост. —
0,04
Промышленные
методы
получения
9
Смешение
центрированных азотной и
серной кислот
Перевозка и
хранение
10
В стальных
цистернах
Основное
применение
11
Для нитрования
органических
продуктов в
производстве
взрывчатых
веществ и
красителей, а также в
производстве
башенной
серной кислоты
Щелочи
38
39
Аммиак
водный
технический
Гидроксид
бария
технический
Прозрачная
жидкость с
характер-
хом
Белые со
слабыми
оттенками
кристаллы
ГОСТ
9-92
ГОСТ
10848-79
Марка А
Марка Б
Сорт I
Сорт II
NH3- H20
NH3- H20
Ba(OH)2-
•8Н20
Ва(ОН)2-
•8Н20
25
25
97
95
См. табл. 3.7
ВаСОз— 1,0;
С1 —0,05;
Fe — 0,003;
Са —0,1;
нераст. ост. —
0,05;
Na — 0,03
ВаСОз— 1,0;
С1 —0,1;
Fe —0,01;
Са —0,1;
нераст. ост. — 0,1
Растворение
газообразного
аммиака в воде
Прокаливание
углекислого
бария с
кремнеземом,
размалывание
образующихся
силикатов бария и их
обработка
горячей водой.
Охлаждение и
кристаллизация
полученного
раствора
В ж.-д.
цистернах или
стеклянных
бутылях
В
полиэтиленовых
мешках,
вложенных
в четырех-,
пяти-
слойные
бумажные
мешки
Для получения
жидких
удобрений; в
производстве
кальцинированной соды,
красителей; в
медицине
В сахарной и
жировой
пром-сти; для
получения оксида
бария; для
очистки жесткой воды;
в производстве
гипсовых
отливок; в
нефтеперерабатывающей и
нефтехимической
пром-сти
Продолжение таблицы
1
40
41
42
Наименование
продукта
2
Известь
строительная
Кали едкое
техническое
твердое
Кали едкое
техническое
жидкое
Краткая
характеристика
3
Куски и
порошок
белого
цвета
Чешуйки
зеленого,
сиреневого
или серого
цвета
Жидкость
голубого,
зеленого
или серого
цвета
№ стандарта,
ТУ
4
ГОСТ
9179-77
ГОСТ
9285-78
ГОСТ
9285-78
Сорт,
маркировка
5
Основное вещество
продукта
формула
6
содержание, %
7
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. 3.8
Высший
сорт
Сорт I
Сорт
высший
Сорт I
КОН
КОН
КОН
КОН
95
95
54,2
52
См. табл. 3.9
См. табл. 3.9
Промышленные
методы
получения
9
Обжиг
известняков, мела, до-
ломитизирован-
ных известняков
и доломитов без
доведения их до
спекания
Электролитическим способом
из технического
хлористого
калия
Электролитическим способом
из технического
хлористого
калия
Перевозка и
хранение
10
В бумажных
мешках или
навалом
В
герметичных стальных
барабанах
емкостью
50-180 дм3
В цистернах,
контейнерах
или стальных
бочках
Основное
применение
11
В строительном
деле, в
производстве соды,
хлорной извести,
солей кальция;
для
нейтрализации; в сахарной,
кожевенной,
текстильной
пром-сти
Для получения
туалетного мыла,
некоторых
красителей и
органических соединений;
в бумажной,
нефтяной и
металлургической
пром-сти; в
медицине; для
производства
удобрений
Для получения
туалетного мыла,
некоторых
красителей и
органических соединений;
в бумажной,
нефтяной и
металлургической
пром-сти, в
медицине; для
производства
удобрений
Продолжение таблицы
№ п/п
1
43
44
Наименование
продукта
2
Литий едкий
технический
Магнезия
жженая
техническая
Краткая
характеристика
3
Белый
сталлический
порошок
Порошок
белого
цвета, не
растворим в
воде.
Частицы
обладают
высокой
дисперсностью
(пыль)
№ стандарта,
ТУ
4
ГОСТ
8595-83
ГОСТ
844-79
Сорт,
маркировка
5
Марка
ЛГО-1
Марка
ЛГО-3
Марка А
(активная)
Марка Б,
высший
сорт
Основное вещество
продукта
формула
6
LiOH
LiOH
MgO
MgO
содержание, %
7
56,7
53,0
90
93
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
С03 — 0,4;
(Na + К) — 0,002;
Са —0,001;
А1 —0,01;
Fe —0,001;
Si — 0,007;
Pb —0,0005;
СГ — 0,02
С03 — 0,8;
(Na + K)— 1,0;
Са — 0,06;
А1 —0,05;
Fe —0,01;
Si — 0,04;
Pb —0,01;
СГ — 0,04
CaO — 2,5;
Fe203 —0,1;
S03 — 0,4;
СГ —0,035;
Mn —0,003;
п. п. п. — 7,5;
в-ва, не раств. в
НС1 —0,15
CaO—1,2;
Fe203 — 0,08;
S03 — 0,4;
СГ —0,035;
Mn —0,003;
п.п.п. — 5,5
Промышленные
методы
получения
9
Каустификация
карбоната лития
известью в
растворе с
последующей
упаркой в вакууме
Осторожное
нагревание
осаждаемого из
раствора
углекислого магния
или гидроксида
магния до
красного каления.
Тяжелую
магнезию получают
обжигом
высокосортного
магнезита при
невысоких
температурах
Перевозка и
хранение
10
В мешках из
полиэтилена,
которые
предварительно
вкладывают в
стальные
барабаны
В бумажных
трехслойных
мешках с
полиэтиленовым
вкладышем,
ламинированных,
многослойных
(марки ПМ и др.)
по
согласованию с
потребителем
Основное
применение
11
Для увеличения
емкости
щелочных
аккумуляторов и
продления срока их
службы, в
производстве
водостойких
смазочных материалов,
в аналитической
химии, в качестве
исходного сырья
для получения
различных
соединений лития
В
резинотехнической пром-сти
в качестве
наполнителей и
усилителей;
шинной,
электротехнической,
химической
пром-сти — для
изготовления
магнезиальных
цементов,
искусственных
камней,
огнеупорных тиглей и
футеровочных
кирпичей
Продолжение таблицы
№п/п
1
44
45
Наименование
продукта
2
Магнезия
жженая
техническая
Натр едкий
технический
жидкий
Краткая
характеристика
3
Жидкость
прозрачная
или с
небольшой
мутью
№ стандарта,
ТУ
4
ГОСТ
2263-79
Сорт,
маркировка
5
Марка Б,
сорт I
Марка Б,
сорт II
Марка РР
(раствор
ртутный)
Марка РХ
(раствор
химический),
сорт I
Марка РХ,
сорт II
Марка РД
(раствор
дифраг-
менный),
высший
сорт
Марка РД,
сорт!
Основное вещество
продукта
формула
6
MgO
MgO
NaOH
NaOH
NaOH
NaOH
NaOH
содержание, %
7
92
89
42,0
45,5
43,0
46,0
44,0
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
СаО—1,9;
Fe203 — 0,08;
S03 — 0,4;
СГ —0,035;
Мп —0,003;
п. п. п. — 5,5
СаО — 2,5;
Fe203 — 0,3;
S03 — 0,7;
СГ — 0,08;
Мп —0,007;
п.п.п. — 8,5
См. табл. 3.10
Промышленные
методы
получения
9
Взаимодействие
раствора соды с
известковым
молоком.
Электролитический
способ: из раствора
хлористого
натрия, с
упариванием
электролитических щелоков.
Ферритный
способ: прокаливание
смеси
кальцинированной соды с
оксидом железа,
разложение водой
образовавшегося
феррита натрия и
упаривание
раствора едкого
натра |
Перевозка и
хранение
10
В цистернах,
металлических
контейнерах или
стальных
бочках
Основное
применение
11
В производстве
искусственного
шелка, мыла,
органических
красителей, бумаги;
в текстильной
пром-сти; для
очистки
минеральных масел; в
металлургической
и
нефтехимической пром-сти
Продолжение таблицы
№п/п
1
46
47
Наименование
продукта
2
Натр едкий
технический
твердый
(сода
каустическая)
Порошки
магнезитовые
каустические
Краткая
характеристика
3
Белая
непрозрачная
масса или
пластины-
чешуйки
Белый
порошок
№ стандарта,
ТУ
4
ГОСТ
2263-79
ГОСТ
1216-87
Сорт,
маркировка
5
Марка ТР,
твердый
ртутный
(чешуйчатый).
Марка ТД,
твердый
диафраг-
менный
(плавленный)
ПМК-90
ПМК-87
ПМК-83
ПМК-75
ПМКМк-
80
ПМКМк-
75
Основное вещество
продукта
формула
6
NaOH
NaOH
MgO
MgO
MgO
MgO
MgO
MgO
содержание, %
7
98,5
94,0
90
87
83
75
80
75
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
См. табл. ЗЛО
СаО — 2,2;
Si02 —2,0;
(Fe203 + Al203) —
2,2
СаО—1,8;
Si02— 1,8;
(Fe203 + A1203) —
2,2
СаО —2,5;
Si02 —2,5
СаО —4,5;
Si02 —3,5
СаО —2,5;
Si02 — 2,0;
(Fe203+Al203) —2,8
СаО — 3,0;
Si02 —2,5;
(Fe203+Al203)—3,5
Промышленные
методы
получения
9
Улавливание
пыли,
образующейся при
производстве
спеченного
периклазового
порошка
Перевозка и
хранение
10
В барабанах
из
кровельного железа
(емкостью 50-
180 дм ),
чешуйчатый — в
гофрированных стальных
барабанах
(емкостью
25-250 дм3)
Навалом в
крытых ж.-д.
вагонах
Основное
применение
11
В производстве
искусственного
шелка, мыла,
органических
красителей,бумаги; в
текстильной
пром-сти; для
очистки
минеральных масел;
в
металлургической и
нефтехимической
пром-сти
Для
химической,
энергетической,
стекольной,
люлозно-бумажной и др.
отраслей
пром-сти
Продолжение таблицы
%
1
48
Наименование
продукта
2
Калий
углекислый
технический
(поташ)
Краткая
характеристика
3
Белый
порошок или
гранулы
№ стандарта,
ТУ
4
ГОСТ
10690-73
Сорт,
маркировка
5
Сорт1
Сорт II
Сорт III
Основное вещество
продукта
формула
6
К2С03,
к2со3-
• 1,5Н20
К2С03,
к2со3-
• 1,5Н20
К2С03,
к2со3-
•1,5Н20
содержание, %
7
98,0
(на
прокаленное
в-во)
94,0
(на
прокаленное
в-во)
92,5
(на
прокаленное
в-во)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Na2C03 — 0,6;
СГ — 0,05;
S042 — 0,4;
Fe203 —0,001;
А1203 —0,25;
нераств. ост. —
0,05; п.п.п.
(500 °С):
кальцинированные —
5,0;
полутороводные— 18,5
Na2C03 — 3,2 ;
СГ—1,0;
S042" — 0,6;
Fe203 — 0,005;
А120з —0,8;
нераств. ост. —
0,10; п.п.п.
(500 °С):
кальцинированные — 5,0;
полутороводные —
20,0
Na2C03 — 5,0 ;
СГ — 2,0;
S042 —0,9;
А1203—1,0;
п.п.п. (500 °С):
кальцинированные— 5,0;
полутороводные — 20,0
Промышленные
методы
получения
9
Выщелачивание спека
нефелинового
концентрата с
известняком
Перевозка и
хранение
10
В пятислой-
ных
ламинированных
мешках марки
ПМ, пяти-
слойных
бумажных с
внутренним
слоем и
полиэтиленовых с
толщиной
пленки
0,22 ± 0,03 мм,
а также в
циализированных
контейнерах
Основное
применение
11
Для
использования в
строительстве, в
стекольной
пром-сти
(получение
высших сортов
стекла,
хрусталя, жидкого
мыла),
электровакуумной,
радиотехнической
пром-сти, в
химической
пром-сти и для
лабораторных
целей
Продолжение таблицы
*
1
49
50
Наименование
продукта
2
Сода
цинированная
(синтетическая)
Алюминия
сульфат
технический
очищенный
Краткая
характеристика
3
Мелкий
белый
сталлический
порошок. Марка
А: гранулы
белого
цвета
Исслеживающиеся
пластинки,
брикеты,
куски
массой до 10 кг,
допускаются оттенки
серого,
голубого и
розового
цвета
№ стандарта,
ТУ
4
ГОСТ
5100-85
ГОСТ
12966-85
Сорт,
маркировка
5
Марка А
Марка Б,
сорт I
Марка Б,
сорт II
Марка А
Марка Б,
сорт1
Марка Б,
сорт II
Основное вещество
продукта
формула
6
Na2C03
Na2C03
Na2C03
A12(S04)3-
•иН20
A12(S04)3-
•иН20
A12(S04)3-
•иН20
содержание, %
7
99,4
99,2
99,0
A1203
17
A1203
16
A1203
15
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
NaCl — 0,2;
Na2S04 — 0,04;
Fe —0,003;
нераств. ост. —
0,04
NaCl — 0,5;
Na2S04 —0,05;
Fe —0,003;
нераств. ост.—
0,04
NaCl —0,8;
Fe —0,008;
нераств. ост. —
0,08
Fe203 — 0,02;
As203 —0,001;
нераств. в воде
ост. — 0,2
Fe203 —0,02;
As203 —0,001;
нераств. в воде
ост. — 0,3
Fe203 — 0,30;
As203 —0,003;
нераств. в воде
ост. — 0,7
Промышленные
методы
получения
9
По аммиачному
способу из
раствора
хлористого натрия
Взаимодействие
гидроксида
алюминия с
серной кислотой
Перевозка и
хранение
10
В
многослойных
бумажных мешках
(вес нетто
50 кг), в
циализированных
контейнерах
В
специальных мягких
контейнерах
или в
многослойных
бумажных
мешках (до 50 кг),
допускается
транспортировка навалом
в крытых
ж.-д. вагонах
Основное
применение
11
Для получения
едкого натра,
ряда химических
продуктов; в
мыловаренной,
стекольной,
текстильной,
бумажной, целю-
лозной,лакокрасочной,
металлургической,
кожевенной
пром-сти; в быту
Для очистки
воды
хозяйственно-питьевого
и
промышленного назначения
и для
использования в
бумажной,
текстильной, кожевенной
и др. отраслях-
пром-сти
Соли и оксиды
51
Алюминий
фтористый
технический
Белый
порошок
ГОСТ
19181-78
Сорт
высший
Сорт!
A1F3
A1F3
93
88
SOJ-—0,1;
P205 —0,05;
(Si02 + Fe203) — 0,3
SOJ-—0,2;
P205 —0,05;
(S~i02+Fe203) —0,4
Нейтрализация
плавиковой
кислоты гидрокси-
дом алюминия
В бочках из
сухого дерева,
выложенных
пергаментной
бумагой; в
мешках
При получении
алюминия; при
производстве
цемента
Характеристика важнейших продуктов промышленности неорганических веществ 229
п
00
и
о
ч
ЗВО
Я
о
л
X
X
(\>
ч
Э
3
?
о
S 35 i
О 0> 00
н н о
со й н
S Й
§ 8 ч j
* В 3 *
С С 00 И Вт1
Н
S
X Я
•а та
* 5
a s
►д ^^
Ц> Cd ^
Н О, S
S во
- эЯ
оо о
О Ч
S
я g
С
О S
о
лен
я
н
Л
я
ч
о
с
ешках,
>'
X
►Д
00
о.
ИЗИ
5
Я
п
0)
с
о
а
мяг
X
►Д
я
я
rt
00
X
ера
я
ЭЯ
<1>
И
я
о
Ьй
cd
Ч •& Q,
3 х » оо
33 й х~ х
55 S Й 3
g I S »*.з
Л _
я л
о, я
я ю ч
«а
ч ^ я
00 00 Ю
х х о)
й л 2
О <ь>
О, S
4 s
а £
3 g
5 s
о
о.
с
я о
Я" Ч
га о
м Я
Я ЬЙ
§ >я
В" Я
ЗЯ £
Д 3
5 S
с; го
я я
S § эя
о § о
« й ч
cd эя °
К i оо
S ^ зя
2>л о
cd (N Я
3 Ч « S
Я Ю £" Ч
л
ч
а>
н
я
ч
О Я" m
gas
У о S
я ч
я
I гг
о о
С зя
О D
О) sT
я
О о
Н О) Ч
я я о
я я £
С У. cd
Я 5 Ч
зя 5 ^
о s s
ъй я 5
Р го О
о оо S
| cd
О м
о м cd
я и
я
Я X
52 3 зя
S2 н я
52 «J
Я я
> я
О |
Я о °
S g Я
О о к
а, я S
о я я
СО Q, О
н а> 5
У ° «
5 ° §
О* u cd
э
2 я
>> я
ч
cd
с
Я "Я
ч ^
о
° зя
а> о
У >я
cd « i>
оо а, я
а>
II
И cd
1- СО
Я а
cd с;
о
. _ ■ DO Н
О Ч О Q, Н О
ьй я
_ н я
а> о cd
Ч Я оо
~ У X
g а
о.
с
S
S
о.
с
. ~ о"
^ -I-
О уф
I °-
I о"
cd I
cd I
Ч О)
DQ Он
Я
U О
g .|.
а, о
s I
г~ U
о
so
о
о"
я ^
Я |
-г о о о о
о о о о Гг
О (N .- О
О О -3- О
о <= <= о^
I О О |
so t^T
3 fi
H 3 0c
3 I C:
fc 3 °„
f Э?
4 О
и
ID g
4 s
о
cd
я
о.
о
•в-
ozm • ^o^v^^hn)
и
и
z
oa
о s
u I
о
и
о
и
&
и1?
Р so
г-
и ^
и Я
ш 2
я
а,
Ьй
а>
Ld
н
J3
ч
г?
Н
О
■ - ^
§ ^з
S о я
Я я я
i
о
и
а> cd
* §
я й
&5
U/U ojyf
О
З'Я
я о
О о cd
£ w Я
W / v
о Я
Ч PQ
О Я
Ч cd oq V
О
55 я 55
% 3
4 я
ю 5
5 я
S 0Q
Продолжение таблицы
№ п/п
1
55
56
57
Наименование
продукта
2
Аммоний
сернокислый
очищенный
Аммоний
углекислый
(соли угле-
аммоний-
ные)
Аммоний
хлористый
технический
(нашатырь)
Краткая
характеристика
3
Белые и
светло-желтые
кристаллы
Белые
кристаллы с
запахом
аммиака
Белый
сталлический
порошок или
гранулы
белого
цвета с желтым
или
розоватым
оттенком
№ стандарта,
ТУ
4
ГОСТ
10873-73
ГОСТ
9325-79
ГОСТ
2210-73
Сорт,
маркировка
5
Сорт
высший
Сорт I
Сорт I
Основное вещество
продукта
формула
6
(NH4)2S04
N2(на
сухое в-во)
Смесь
(NH4)2C03
NH4HCO3
Смесь
(NH4)2C03
NH4HCO3
NH4CI
содержание, %
7
99
21
20,9
(на NH3)
20,7
(на NH3)
99,6
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
H2S04 —0,15;
хлориды — 0,002;
Fe —0,007;
As —0,00005;
(HNO3 + HN02) —
0,001;
роданиды (на
CNS") — 0,005;
тяжелые металлы
(на РЬ) —0,0005;
фосфаты (на
POj") —0,02;
нераств. ост. —
0,01; влага —0,8
Ост. от
прокаливания — 0,01
Ост. от
прокаливания — 0,02
NaCl — 0,05;
карбонаты и
бикарбонаты (на
NH4HC03) — 0,01;
Fe —0,003;
тяжелые металлы,
осажд.
H2S(Pb) — 0,0005;
As —0;
влага — 0,20;
нераств. ост. —
0,002
Промышленные
методы
получения
9
Нейтрализация
серной кислоты
газообразным
синтетическим
аммиаком
Насыщение
аммиачной воды
углекислым
газом. Поглощение
водой аммиачно-
углекислой
газовой смеси
Выделение из
фильтровой
жидкости,
получаемой при
производстве соды
из хлористого
натрия
аммиачным способом.
Нейтрализация
хлористого
водорода
аммиаком при
взаимодействии их в
процессе
растворения в насы-
Перевозка и
хранение
10
В
многослойных битумиро-
ванных
бумажных мешках, в
полихлорвиниловых или
полиэтиленовых
мешках, в
специальных
мягких
контейнерах
В
полиэтиленовых мешках
или мягких
специальных
контейнерах
В
многослойных бумажных
мешках (вес
нетто 40 кг), в
полиэтиленовых мешках, в
деревянных
бочках
(емкостью 50 дм3).
Для розничной
продажи — в
двойных
бумажных
Основное
применение
11
В медицине и в
химической
пром-сти
В легкой,
химической и др.
отраслях
пром-сти
При пайке
металлов и
нанесении на них
покрытий; для
изготовления
гальванических
элементов; в
текстильной,
медицинской и
др. отраслях
пром-сти
Продолжение таблицы
№ п/п
1
57
58
59
Наименование
продукта
2
Аммоний
хлористый
технический
(нашатырь)
Барий
азотнокислый
технический
Барий
сернокислый
аккумуляторный
Краткая
характеристика
3
Мелкие
белые или
желтоватые
кристаллы
Сухой
тонкодисперсный
белый
порошок.
Содержание частиц
диаметром
5 мкм и
выше —
№ стандарта,
ТУ
4
ГОСТ
1713-79
ГОСТ
11380-74
Сорт,
маркировка
5
Сорт II
Марка А
Марка Б
Основное вещество
продукта
формула
6
NH4C1
Ba(N03)2
Ba(N03)2
BaS04
содержание, %
7
99,0
99,5
99,5
98,5
(на
прокаленное
в-во)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
NaCl — 0,1;
карбонаты и
бикарбонаты (на
NH4HC03) —
0,025; Fe —0,01;
тяжелые металлы,
осажд.
H2S(Pb) — 0,0025;
As —0,01;
влага — 1,0;
нераств. ост.— 0,05
ВаС12—0,05;
нераств. ост.— 0,02;
влага — 0,05
ВаС12 — 0,05;
нераств. ост. —
0,05;
влага — 0,05
Fe—0,01;
хлориды (на СГ) —
0,04;
CaS04 — 0,4;
влага — 0,1;
п. п. п. — 1,0;
насыпная масса —
не более 0,7 г/м"
Промышленные
методы
получения
9
щенном
растворе хлористого
аммония
Разложение
сернистого
бария азотной
кислотой.
Обменное
разложение
хлористого или
углекислого
бария и
нитратов
Осаждение солей
бария из водных
растворов серной
кислотой или
сернокислыми
солями.
В качестве
побочного про-
Перевозка и
хранение
10
пакетах (вес
0,25, 0,5 и
1,0 кг)
В бумажных
мешках,
упакованных в
деревянные
бочки, в
полиэтиленовых
мешках,
вложенных в че-
тырехслойные
бумажные
мешки (не
более 50 кг)
В
полиэтиленовых или
пленочных
мешках-вкладышах,
вложенных в пя-
тислойные
бумажные или
Основное
применение
11
Для
производства
взрывчатых веществ; в
пиротехнике,
для
оптического
стекловарения в
производстве стекол,
эмалей для
сантехнических
изделий,
химических
реактивов и др. целей
В
электротехнической,
рерабатывающей,
нефтехимической и др.
отраслях
пром-сти
Продолжение таблицы
№ п/п
1
59
60
61
Наименование
продукта
2
Барий
сернокислый
аккумуляторный
Барий
сернокислый
для барито-
вания
бумаги
Барий
углекислый
технический
Краткая
характеристика
3
отсутствие;
1 мкм и
ниже — 4 -=-
10 масс. %
Однородная
белая масса
Гранулы от
белого до
светло-серого цвета
Порошок от
белого до
светло-серого цвета
Порошок с
наличием
гранул
светлосерого цвета
№ стандарта,
ТУ
4
ГОСТ
5694-77
ГОСТ
2149-75
Сорт,
маркировка
5
Марка А
Марка В
Марка А
Марка Б
Марка В
Основное вещество
продукта
формула
6
BaS04
BaS04
ВаСОз
ВаСОз
ВаСОз
содержание, %
7
99,0
99,0
99,0
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Водораств.
сульфаты (на SO 4 ) —
0,1;
хлориды (на С1) —
0,04;
Fe (на Fe203) —
0,002;
влага — 25 -^ 30
Водораств.
сульфаты (на SO^ ) —
0,1;
хлориды (на СГ) —
0,05;
Fe (на Fe203) —
0,003;
влага — 25 -=- 30
S042—0,2;
СГ —0,15;
Fe —0,005;
Na2C03 — 0,8;
нераств. ост. — 0,2
SO^~ — 0,2;
СГ —0,15;
Fe —0,005;
влага — 0,1;
нераств. ост. — 0,2
СГ —0,15;
Fe — 0,005;
нераств. ост. — 0,2
Промышленные
методы
получения
9
дукта при
сульфатной очистке
соляных
растворов
Осаждение
солей бария из
водных
растворов серной
кислотой или
сернокислыми
солями.
В качестве
побочного
продукта при
сульфатной очистке
соляных
растворов
Карбонизация
раствора
сернистого бария
газами известко-
во-обжигатель-
ных печей
Перевозка и
хранение
10
др. мешки
(масса нетто
50 кг)
В
полиэтиленовых
мешках,
вложенных в
деревянные бочки
(100 дм3)
В
полиэтиленовых
мешках,
вложенных в четы-
рехслойные
бумажные
мешки (50 кг)
или
вложенных в
деревянные бочки
(до 150 кг)
Основное
применение
11
Для
производства
фотографической и
крашеной
бумаги, различных
красок,
изолирующих
составов
Для изготовления
карбюризаторов;
в керамической
пром-сти в
производстве
специальных сортов
стекла и эмалей, в
целлюлозно-
бумажной,
строительных
материалов и др. отраслях
пром-сти
Продолжение таблицы
1
62
63
64
Наименование
продукта
2
Барий
хлористый
технический
Бисульфит
натрия
технический,
водный
раствор
Бура
техническая
Краткая
характеристика
3
Бесцветные
кристаллы.
Ядовит
Светло-
желтая
жидкость
(допускается
коричневый
оттенок).
Устойчив
только в виде
раствора
Белый
порошок,
крупинки или
кристаллы.
Фракционный состав не
норм.
№ стандарта,
ТУ
4
ГОСТ
742-78
ГОСТ
902-76
ГОСТ
8429-77
Сорт,
маркировка
5
Сорт
высший
Сорт I
Сорт II
Сорт I
Сорт II
Марка А
Основное вещество
продукта
формула
6
ВаС12 •
•2Н20
ВаС12 •
•2Н20
ВаС12 •
•2Н20
NaHS03
NaHS03
Na2B407-
• 10Н2О
содержание, %
7
99
96,5
95,5
24
(на S02)
22,5
(на S02)
99,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Fe — 0,002;
сульфиды
(HaBaS) —0,01;
Na — 0,2; Са— 0,1;
нераств. ост. —0,05
Fe —0,003;
сульфиды
(HaBaS) —0,1;
Na — 0,2;
Са — 0,2;
нераств. ост. — 0,12
Fe — 0,02;
сульфиды
(HaBaS) —0,3;
Na — 0,2;
Са — 0,2;
нераств. ост.— 0,2
Na2S03 (на S02) —
0,5;
Fe (на FeO) —
0,005;
S02 (своб.) — 0
Na2S03 (на S02) —
1,0;
Fe (на FeO) —0,01
S02 (своб.) — 0
Нераств. ост. —
0,04;
С02 —0,1;
S04 —0,1;
Pb —0,005;
As —0,001
Промышленные
методы
получения
9
Обработка
сернистого бария
соляной
кислотой.
Восстановление
барита углем в
присутствии
хлористого
кальция
Поглощение
сернистого
ангидрида,
содержащегося в
отходящих газах
кислотных
контактных
установок, раствором
соды
Взаимодействие
борной кислоты
и соды в
кипящем растворе
Перевозка и
хранение
10
В
полиэтиленовых
мешках,
вложенных в
трехслойные
бумажные
мешки (50 кг)
В стальных
ж.-д.
цистернах, в
стальных бочках,
стеклянных
бутылях
(20 - 30 л)
В четырех-
слойных
бумажных
мешках марки ВМ
или ПМ, а
также в
циализированных мяг-
Основное
применение
И
В
керамической,
полиграфической и
фармацевтической пром-сти;
для
изготовления некоторых
красок; для
очистки воды и
рассолов от
сульфатов
В пищевой
пром-сти в
качестве
консерванта; в
кожевенной пром-
сти; в
текстильной при
белении и крашении
тканей
В производстве
специальных
сортов стекла,
эмалей,
глазури; при пайке и
сварке
металлов; в составе
флюсов и при-
Продолжение таблицы
.И
1
64
65
66
Наименование
продукта
2
Бура
техническая
Гидросульфит натрия
технический
Гипохлорит
кальция,
нейтральный
Краткая
характеристика
3
Белый с
сероватым
оттенком
порошок
Порошкообразный
продукт
белого
цвета или сла-
боокра-
шенный
№ стандарта,
ТУ
4
ГОСТ
246-76
ГОСТ
25263-82
Сорт,
маркировка
5
Марка Б
Высший
сорт
Сорт I
Марка А,
сорт I
Марка А,
сорт II
Основное вещество
продукта
формула
6
Na2B407 •
• 10Н2О
Na2S204
Na2S204
Са(С10)2
Са(С10)2
содержание, %
7
94,0
93,0
86,0
Масс,
доля
активного
С1 — 60
Масс,
доля
активного
С1 —52
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Нераств. ост. — 0,1;
С02 — 0,2;
S04 — 0,2;
Pb —0,01;
As —0,001
Fe203 —0,03;
масс, доля нераств.
в воде в-в — 0,1;
Na2S —0,10;
Zn — 0,02
Fe203 —0,10;
масс, доля нераств.
в воде в-в — 1,0;
Na2S — 0,30;
Zn —0,4
Н20 — 2;
масс, доля
нераств. ост. — 12;
коэффициент
термостабильности
-0,9
Н20 —3;
масс, доля нераств.
ост. — 12;
коэффициент
термостабильности — 0,85
Промышленные
методы
получения
9
Восстановление
сернистой
кислоты цинковой
пылью и
взаимодействие
полученного
раствора с
раствором соды
Марка А:
хлорированием
известкового
молока,
выделением гипохло-
рита кальция и
его
высушиванием
Перевозка и
хранение
10
ких
контейнерах в
соответствии с научно-
технической
документацией
В стальных
барабанах для
химических
продуктов,
которые
вставляют в
фанерные
барабаны или в
полиэтиленовые мешки-
вкладыши,
вложенные в
стальные
барабаны
В стальных
оцинкованных
барабанах емкостью
50-100 дм3
(по ГОСТ
5044-79) и др.
по
требованию
потребителя
Основное
применение
11
поев, при
волочении проволоки,
при изготовлении
технического
оборудования,
сантехнических
изделий
В медицинской,
легкой,
пищевой и др.
отраслях пром-сти
(для
обесцвечивания сахара)
Для
обеззараживания воды,
дезинфекции,
отбелки тканей
и целлюлозы, в
качестве агента
(сильный
окислитель) в
химических
производствах
Продолжение таблицы
1
66
67
68
Наименование
продукта
2
Гипохлорит
кальция,
нейтральный
Гипохлорит
натрия
Глинозем
Краткая
характеристика
3
Жидкость
зеленовато-
желтого
цвета
Белый
сталлический
порошок
№ стандарта,
ТУ
4
ГОСТ
11086-76
ГОСТ
6912-93
Сорт,
маркировка
5
Марка Б
Марка А
Марка Б
ГОО
ГО
Основное вещество
продукта
формула
6
Са(С10)2
NaClO
NaClO
А1203
А1203
содержание, %
7
Масс.
доля
активного
С1 —25
Масс.
концентрация
активного С1—
190 г/дм3
Масс,
концентрация
активного С1—
170 г/дм3
Определяют как
разность
100% и
суммы
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Н20 — 2;
масс, доля не-
раств. ост. — 4;
коэффициент
термостабильности —
0,9
Коэффициент све-
топропускания, %,
не менее — 20;
масс,
концентрация щелочи (на
NaOH), г/дм3, —
10-20;
масс,
концентрация Fe, г/дм3, —
0,02
Коэффициент све-
топропускания, %,
не менее — 20;
масс, концентрация
щелочи (на NaOH),
г/дм3,—40-60;
масс, концентрация
Fe, г/дм3, — 0,06
Si02 —0,02;
Fe203 —0,003;
Na20 — 0,4
Si02 —0,03;
Fe203 —0,05;
Na20 — 0,5
Промышленные
методы
получения
9
Марка Б:
высушиванием
маточных
растворов после
отделения
кристаллогидрата гипо-
хлорита Са и
его
высушиванием
Хлорирование
водного
раствора едкого натра.
Обработка
хлорной извести
раствором соды
или сульфата
натрия
Выщелачивание
из бокситов
щелочью.
Спекание
бокситов
с содой или
Перевозка и
хранение
10
В
специальных
гуммированных ж.-д.
цистернах с
верхним
сливом, стальные
гуммированные,
полиэтиленовые или
из
стеклопластика
контейнеры
потребителя. По
требованию
потребителя
— в
полиэтиленовых
бочках
50-200 дм3
В
многослойных
бумажных мешках.
Хранят в
сухом месте.
Основное
применение
11
Марка А: в
химической
пром-сти — для
обеззараживания питьевой
воды и воды
плавательных
бассейнов, для
дезинфекции и
отбелки.
Марка Б: в
витаминной
пром-сти — как
окислитель и
для
отбеливания ткани
Сорта Г00, Г0,
Г1, Г2 —для
получения
алюминия;
Г2 и ГН — для
получения
Продолжение таблицы
с
с
1
68
69
Наименование
продукта
2
Глинозем
Марганца
диоксид для
химических
источников
тока
Краткая
характеристика
3
Тонкодисперсный
порошок
черного или
темно-коричневого
цвета,
нерастворим в
воде, при
нагревании
выше 105 °С
изменяет
физико-
химические
свойства
№ стандарта,
ТУ
4
ГОСТ
25823-83
Сорт,
маркировка
5
П
Г2
ГЭБ
ГН
ГНК
ГК
ГСК
Высший
сорт
Основное вещестю
продукта
формула
6
А120з
А1203
А1203
А1203
А1203
А1203
А1203
Мп02
содержание, %
7
массовых
долей
примесей
90
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Si02 — 0,05;
Fe203 — 0,04;
Na20 — 0,4
Si02 — 0,08;
Fe203 —0,02;
Na20 — 0,4
Si02 — 0,08;
Fe203 —0,02;
Na20 — 0,3
Si02 —0,1;
Fe203 — 0,03;
Na20 —0,1
Si02 —0,1;
Fe203 — 0,04;
Na20 — 0,2
Si02 —0,12;
Fe203 — 0,06;
Na20 — 0,3
Mn203 — 8,0;
нераств. в НС1
остаток — 1,0;
Fe —0,05;
SO*~ —1,3;
H20 —3,0;
Pb —0,1;
Sb — 0,0005;
As — 0,0005;
Cu — 0,002;
Ni — 0,02;
Co — 0,02;
pH—4,0-6,5;
удельная
поверхность — 20 м7г
Промышленные
методы
получения
9
известняком
Электролитический диоксид
марганца (ЭДМ)
получают
электролизом
растворов сульфата
марганца
Перевозка и
хранение
10
Перевозят в
ж.-д. вагонах
насыпью или
в
упакованном виде
В мешках из
битумирован-
нои,влаго
прочной или
ламинированной
полиэтиленом
бумаги,
стальных барабанах
объемом не
более 25 дм3, кар-
тонно-навивных
барабанах
Основное
применение
11
абразивных
материалов; ГНК,
ГК — для
изготовления
высококачественных
огнеупоров;
ГСК —
катализаторы в
производстве
синтетического каучука.
Все сорта — для
изготовления
чистых
алюминиевых солеи,
электрокорунда
высокой чистоты
Для
использования в
производстве
химических
источников тока в
качестве
активного
компонента
Продолжение таблицы
№ п/п
1
69
70
Наименование
продукта
2
Марганца
диоксид для
химических
источников
тока
Диоксид
титана
пигментный
Краткая
характеристика
3
Синтетический
неорганический
пигмент
белого
цвета, анатаз-
ной (А) и
рутильной
(Р) форм
№ стандарта,
ту
4
ГОСТ
9808-84
Сорт,
маркировка
5
Сорт I
Р-1
Р-02
Р-03
Основное вещество
продукта
формула
6
Мп02
Ti02
Ti02
Ti02
содержание, %
7
90
98
93
90
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Мп203 — 8,0;
нераств. в НС1
остаток — 2,0;
Fe —0,15;
SO*~ —1,3;
Н20 — 4,0;
Pb —0,25;
Sb —0,001;
As —0,001;
Си — 0,002;
Ni —0,02;
Co — 0,02;
pH—4,0-6,5;
удельная
поверхность — 20 м2/г
Рутильная форма —
не менее 95;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,4
Рутильная форма —
не менее 95;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,3
Рутильная форма —
не менее 97;
летучие в- ва —
не более 0,5;
водораств. в-ва —
не более 0,2
Промышленные
методы
получения
9
Гидролиз
растворов
сернокислого титана с
последующим
прокаливанием
гидратирован-
ного диоксида
титана
Перевозка и
хранение
10
объемом не
более 25 дм3 с
полиэтиленовым
вкладышем (масса
нетто 50 кг)
В бумажных
шестислойных
и др. мешках
(по ГОСТ
9980.3-86 -
ГОСТ 9980.5-
86). При
упаковке в
бумажные шес-
тислойные
мешки масса
нетто — не
более 50 кг
Основное
применение
11
В качестве
пигмента для
кремний
органических эмалей для
строительства,
резины, белого
бетона, для
лакокрасочных
материалов,
пластмасс,
искусственной
кожи, бумаги,
пленочных
материалов,
полиграфических
красок и т. д.
№ п/п
1
70
Наименование
продукта
2
Диоксид
титана
пигментный
Краткая
характеристика
3
№ стандарта,
ТУ
4
Сорт,
маркировка
5
Р-04
Р-05
А-1
А-2
А-01
А-02
Основное вещество
продукта
формула
6
ТЮ2
ТЮ2
Ti02
Ti02
ТЮ2
Ti02
содержание, %
1
90
92
98
98
94
94
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Рутильная форма —
не менее 97;
летучие в-ва —
не более 0,5; водо-
раств. в-ва —
не более 0,1
Рутильная форма —
не менее 97;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,5
Рутильная форма —
не норм.;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,4
Рутильная форма —
не норм.;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,5
Рутильная форма —
не норм.;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,3
Рутильная форма
— не норм.;
летучие в-ва —
не более 0,5;
водораств. в-ва —
не более 0,1
Промышленные
методы
получения
9
Продолжение таблицы
Перевозка и
хранение
10
Основное
применение
11
Продолжение таблицы
1
1
71
72
Наименование
продукта
2
Диаммоний-
фосфат
технический
Дициандиа-
мид
технический
Краткая
характеристика
3
Белые,
светлосерые или
желтоватые
кристаллы
Белые
мелкие
кристаллы
№ стандарта,
ТУ
4
ГОСТ
8515-75
ГОСТ
6988-73
Сорт,
маркировка
5
Марка А
Марка Б
Марка В
Сорт!
Основное вещество
продукта
формула
6
О
Он
X
я?
о
Он
X
X
о
Он
X
X
C2H4N4
содержание, %
7
52
(на Р205)
23,5
(на NH3)
52
(наР205)
23,0
(HaNH3)
50
(наР205)
23,0
(HaNH3)
98
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Влага — 4,0;
As —0,001;
Me
сероводородной группы (на
РЬ) — 0,002;
F — 0,01
Влага — 5,0;
As — не норм.;
Me
сероводородной группы (на
РЬ) — 0,002;
F — 0,1
Влага — 5,0;
As — не норм.;
Me
сероводородной группы (на РЬ)
— 0,002;
F~—0,1
Влага — 0,3;
меланин — 0,6;
нераств. в-ва в
Н20 —0,1;
температура
плавления 205 - 207 °С
Промышленные
методы
получения
9
Нейтрализация
аммиаком
фосфорной кислоты
(для марки А —
термической,
для марки Б —
экстракционной) с
последующей
кристаллизацией и
центрифугированием
Обработка
цианамида кальция
горячей водой.
Нагревание
пульпы
цианамида кальция с
водой до 25 °С и
обработка
пульпы диоксидом
углерода
Перевозка и
хранение
10
Марка Б — в
четырех-, шес-
тислойных
бумажных мешках
весом не более
40 кг (для марки
НМ — с
полиэтиленовым
мешком-вкладышем).
Марка А — в
бумажных
мешках марки ПМ
или др. с
полиэтиленовым
вкладышем.
По
согласованию с
потребителем — в
мягких контейнерах
или фанерных
барабанах
В
многослойных битуми-
рованных
бумажных
мешках или в
бумажных
мешках с
полиэтиленовым
вкладышем
(25 - 35 кг)
Основное
применение
11
Для
огнестойкой пропитки
деревянных
конструкций и
тканей; для
пищевой,
фармацевтической
пром-сти и др.
целей
Для
производства меламина,
гуанидина и его
солей,огнезащитных тканей,
медицинских
препаратов,
клея; для
закалки инструмента
Продолжение таблицы
№ п/п
1
72
73
74
Наименование
продукта
2
Дициандиа-
мид
технический
Оксид
никеля (I)
Известь
хлорная
Краткая
характеристика
3
Желто-
зеленый
порошок
Белый
порошок.
Весьма
роскопичен. Теряет
хлор при
хранении
№ стандарта,
ТУ
4
ГОСТ
17607-72
ГОСТ
1692-85
Сорт,
маркировка
5
Сорт II
Марка А
Основное вещество
продукта
формула
6
C2H4N4
NiO
Смесь
Са(СЮ)2,
СаС12 и
др.
содержание, %
7
93
76,0
(Ni + Co)
Акт.С! —
28,0
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Влага — 0,7;
нераств. в-ва
в Н20 — 0,3;
температура
плавления 201 ■*■ 203 °С
Fe — 0,5;
Со — 0,6;
Си — 0,5;
S —0,011;
А1203 + Si02 +
MgO—1,5
Коэффициент
термостабильности — 0,9
Промышленные
методы
получения
9
Прокаливание
осажденного
гидроксида ни-
келя(2),
азотнокислого никеля
или углекислого
никеля
Хлорирование
гашеной
извести (пушонки)
газообразным
осушенным
хлором
Перевозка и
хранение
10
В бумажных
мешках,
укладываемых в
полиэтиленовые мешки, а
затем — в
специализированные
контейнеры,
металлические или
деревянные
бочки. Масса
мешка 50 кг
В
полиэтиленовых пакетах
(0,5 ■*■ 2,0 кг),
мешках
(30 кг).
Хранят в
стандартной
упаковке, в
закрытых
затемненных и
хорошо
вентилируемых
складах при
Основное
применение
11
В производстве
специальных
сталей; при
изготовлении
эмалированной
посуды
В текстильной
и бумажной
пром-сти (для
отбелки); в
химической
пром-сти; в
качестве
дегазационного и де-
зинфицирующе
го средства
Продолжение таблицы
*
1
74
75
76
77
Наименование
продукта
2
Известь
хлорная
Калия би-
хромат
технический
Калий желе-
зистосинеро-
дистыи
технический
(желтое
синькали,
соль желтая
кровяная)
Калий
ганцовокислый
технический
(перманганат
калия)
Краткая
характеристика
3
Оранжево-
красные
кристаллы.
Ядовит
Прозрачные
оранжево-
желтые
кристаллы
Темно-фиолетовые,
почти
черные
кристаллы с
сине-стальным
блеском
№ стандарта,
ТУ
4
ГОСТ
2652-78
ГОСТ
6816-79
ГОСТ
5777-84
Сорт,
маркировка
5
Марка Б
Сорт
высший
Сорт1
Сорт I
Сорт II
Сорт I
Основное вещество
продукта
формула
6 J
Смесь
Са(С10)2,
СаС12 и
др.
К2Сг207
К2Сг207
i2
£ 9,
KMn04
содержание, %
7
Акт. CI —
35,0
99,7
99,7
97
96
99
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Коэффициент
термостабильности — 0,75
S042— 0,02;
СГ — 0,07;
нераств.ост.—0,03;
влага — 0,03
SOJ—0,05;
СГ—0,1;
нераств. ост. — 0,1;
влага — 0,05
Хлориды (на
NaCl)—1,3;
цианиды — следы;
нераств. в-ва:
в Н20 — 0,02;
вНС1 —0,015
Хлориды (на
NaCl) — 2;
цианиды (на
NaCN) —0,005;
нераств. в-ва:
вН20 —0,1;
в НС1 — 0,08
Мп02 —0,3;
сульфаты
(на SO]') — 0,02;
влага — 0,3
Промышленные
методы
получения
9
Обменное
разложение дву-
хромовокислого
натрия с
хлористым калием
Из цианплава, а
также из
отработанной
газоочи-
стительнои
массы, при
промывке коксовых
газов раствором
поташа в
присутствии
углекислого железа
Сплавление
тонкоразмоло-
того
пиролюзита с едким кали
при окислении
воздухом и
перевод
образующегося манга-
Перевозка и
хранение
10
температуре
не выше 25° С
В стальных
барабанах, в
полиэтиленовых мешках,
вложенных в
четырех-, пя-
тислойные
бумажные
мешки (50 кг)
В бочках,
выложенных
водонепроницаемой
(парафинированной или
гудронированной)
бумагой. Вес нетто
120 кг
В стальных
барабанах
(25-100 дм3)
или в
стеклянных банках
(1 дм3),
помещенных в
деревянные ящики
Основное
применение
11
Для
органического синтеза,
производства
спичек,
неорганических
пигментов, сухих
батарей и др.
пром. целей
В качестве
протравы при
крашении тканей;
для
изготовления цианистого
калия, железо-
синеродистого
калия, железо-
синеродистого
железа
В органическом
синтезе, в
производстве
витаминов, эфирных
масел, жиров,
для
отбеливания
волокнистых
Продолжение таблицы
с
1
77
78
79
80
Наименование
продукта
2
Калий
ганцовокислый
технический
(перманганат
калия)
Калий
цианистый
технический
Кальций
хлористый
технический
жидкий
Кальций
хлористый
технический
кальцинированный
Краткая
характеристика
3
Белые
кристаллы с
коричневым или
серым
оттенком.
Ядовит
Раствор
желтовато-
серого или
зеленоватого цвета
Порошок
или
гранулы белого
цвета
№ стандарта,
ТУ
4
ГОСТ
8465-79
ГОСТ
450-77
ГОСТ
450-77
Сорт,
маркировка
5
Сорт II
Сорт
высший
Основное вещество
продукта
формула
6
Мп04
KCN
СаС12
СаС12
содержание, %
7
98
94
35
96,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Мп02 —0,75;
сульфаты (на
SO,2") — 0,2;
влага — 0,5
К2С03 — 0,8;
КОН —0,7;
S —0,003;
влага — 1,5
Fe — не норм.;
хлориды
(HaNaCl) —3,0;
сульфаты и
MgCl2 — не норм.;
нераств. ост. —
0,15
MgCl2 —0,5;
сульфаты (на
SO2) —0,1;
Fe — 0,004;
нераств. ост. —
0,1;
NaCl—1,5
Промышленные
методы
получения
9
ната в
перманганат
электрохимическим
окислением
Сплавление
цианамида
кальция с углем
и хлористым
или углекислым
калием
В качестве
побочного
продукта производства
бертолетовой
соли и соды.
Обработка
известняка
соляной кислотой
Прокаливание
плавленого
хлористого кальция
при ~ 400 °С
Перевозка и
хранение
10
В
герметичных стальных
барабанах
(100 кг)
В цистернах,
стальных
бочках и
стеклянных
бутылях
В
герметических стальных
барабанах
(емкостью до
150 кг), в пя-
тислойных
битумирован-
Основное
применение
11
материалов, для
очистки газов, а
также в
медицинской
пром-сти и в
сельском
хозяйстве
Для извлечения
золота и
серебра из руд; при
гальванопластическом
золочении и
серебрении; в
органическом
синтезе, для
цианирования
стали
Для
производства хлористого
бария и других
химических
продуктов
Для
обезвоживания
органических
жидкостей и
высушивания
газов
Продолжение таблицы
1
1
80
81
82
83
Наименование
продукта
2
Кальций
хлористый
технический
кальцинированный
Кальций
хлористый
технический
гидратиро-
ванныи
Карбид
кальция
Карбюризатор
полукоксов ы и
Краткая
характеристика
3
Чешуйки
или
гранулы белого
или серого
цвета
Твердое
кристаллическое
вещество.
Бурно
разлагается
водой с
выделением
ацетилена
Зерна
менноугольного
полукокса,
покрытые
№ стандарта,
ТУ
4
ГОСТ
450-77
ГОСТ
1460-81
ГОСТ
5535-76
Сорт,
маркировка
5
Сорт1
Сорт
высший
Сорт1
Сорт II
Основное вещество
продукта
формула
6
СаС12
Смесь
СаСЬ-
• 2Н20 и
СаС12-
•4Н20
СаС2
СаС2
СаС2
содержание, %
7
90
80
285-
290 дм3
С2Н2
из 1 кг
СаС2
260-
285 дм3
с2н2
из 1 кг
СаС2
240-
275 дм3
С2Н2из
1 кг СаС2
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
MgCl2 —0,5;
сульфаты,
Fe, хлориды —
не норм.;
нераств. ост. — 0,5
MgCl2, Fe,
сульфаты — не норм.;
хлориды (на NaCl)
— 5,5; нераств.
ост. — 0,5
Влага—не более 6;
ВаС03— 10- 14;
СаС03 — не более
2 7-
S — не более 0,3.
Промышленные
методы
получения
9
Выпаривание
жидкого
хлористого кальция.
Из отходов
производства
магния
Взаимодействие
обожженной
извести с
коксом или
антрацитом при
высокой
температуре в
электрических печах
Посредством
обработки
каменноугольного
кокса
углекислым барием
Перевозка и
хранение
10
ных мешках
(50 кг)
В стальных
барабанах
(вес нетто
150 кг).
Хранят в
герметической таре
В
герметических стальных
барабанах
(100 дм3), в
специальных
стальных
контейнерах
В трех-, четы-
рехслойных
мешках марок
БМ, ВМ,
ВМП, ПМ или
Основное
применение
11
Для получения
охладительных
смесей; для
производства
металлического
кальция; в
кожевенной
промети
Для получения
ацетилена; для
производства
цианамида
кальция
Для цементации
стальных
деталей
Продолжение таблицы
№ п/п
1
83
84
85
Наименование
продукта
2
Карбюризатор
полукоксовый
Карналлит
обогащенный
Квасцы
алюмокалие-
вые
Краткая
характеристика
3
пленкой
углекислого бария
Кристаллический
продукт, белый
с
сероватым или
розоватым
оттенком
сталлический
порошок белого
цвета
№ стандарта,
ТУ
4
ГОСТ
16109-70
ГОСТ
15028-77
Сорт,
маркировка
5
Основное вещество
продукта
формула
6
КС1-
• MgCl2 •
•6Н20
о
ас
О
содержание, %
7
MgCl2 —
31,8
10,5
(на А1203)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Фракционный
состав:
1) остаток на
сите № 140 —
отсутствует;
2) остаток на
сите № 100 — не
более 12;
3) остаток на
сите № 36 — не
менее 84;
4) остаток на
поддоне — не
более 4
CaS04 — 0,06;
влага — 3,0
Fe (на Fe203) —
0,007;
нераств. ост. —
0,02;
As (на As203) —
0,0003
Промышленные
методы
получения
9
Переработка
калий но-
магниевых
соляных руд
Кри сталлизация
из
концентрированного
раствора сульфата
алюминия, к
которому
добавляют
растворы хлорида
калия и
сульфата натрия
Перевозка и
хранение
10
НМ с
полиэтиленовым
вкладышем.
Масса
24 ±1 кг
В чистых
ж.-д. вагонах
навалом
В
специализированных
мягких
контейнерах или
полиэтиленовых
мешках,
вложенных в че-
тырехслойные
бумажные
мешки (50 кг)
Основное
применение
11
В качестве
исходного сырья
для
производства
металлического магния и
для др. целей
В качестве
протравы при
крашении тканей; в
бумажной
пром-сти; при
дублении кож;
в фотографии
Продолжение таблицы
№ п/п
1
86
87
Наименование
продукта
2
Корунд,
синтетический
рубин-10
Криолит
искусственный
технический
Краткая
характеристика
3
Монокристаллы
оксида
алюминия,
окрашены в
красный
цвет
различной
тенсивности
таллический
порошок от
слабо-розового до
серовато-
белого
цвета
№ стандарта,
ТУ
4
ГОСТ
22029-76
ГОСТ
10561-80
Сорт,
маркировка
5
Сорт I
Сорт II
Сорт III
Марка
КАЭ
Марка
КА, сорт
высший
Марка
КА,
сорт I
Марка
КП
Основное вещество
продукта
формула
6
А1203
А1203
А1203
A1F3-
• «NaF
A1F3-
• «NaF
A1F3-
• «NaF
A1F3-
• «NaF
содержание, %
7
F — 55 ±1;
Al — 17 ± 1;
Na — 24 ±1
F —54;
Al —18;
Na —23
F —54;
Al —19;
Na —22
F —52;
Al —23;
Na—13
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Внешний вид —
полубули: высота
— 8 мм; длина —
38 мм; длина
цилиндрической
части — 25 мм
Полубули: высота
— 7 мм; длина —
33 мм; длина
цилиндрической
части — 20 мм
Полубули и куски:
высота — 6 мм;
длина — 30 мм
Si02 — 0,5;
Fe203 —0,06;
S042" —0,5;
Р205 —0,05;
Н20 — 0,2
Si02 —0,5;
Fe203 —0,06;
SOJ- — 0,5;
Р205 —0,05;
Н20 — 0,2
Si02 — 0,9;
Fe203 — 0,08;
SOJ" —1,0;
P2O5-0,2;
H20 — 0,5
Si02—1,5;
Fe203 —0,1;
SO;-—1,0;
P205 —0,6;
H20 — 0,8
Промышленные
методы
получения
9
Путем плавки в
электропечах
смеси боксита с
коксом или
антрацитом и
железными
опилками получают
электрокорунд,
из которого
сплавлением с
присадками
получают
синтетический корунд и
различные рубинь
Взаимодействие
плавиковой кислоты,
соды и гидро-
ксида
алюминия
Перевозка и
хранение
10
Полубули и
куски,завернутые каждый в
отдельности в
бумагу,
укладывают в
деревянные ящики
(вес до 10 кг)
или картонные
коробки (до
10 кг)
плотными рядами с
прокладкой
ваты или лигнина
В
полиэтиленовых и
многослойных
бумажных
мешках (50 кг), в
специализированных мягких
контейнерах,
допускается
транспортировка насыпью
Основное
применение
11
В часовой и
приборостроительной
пром-сти; для
изготовления
граненых
ювелирных камней
Марка КАЭ —
для
производства
электровакуумного стекла;
КА — для
алюминиевой
пром-сти,
эмалей и др. целей;
КП — для
производства
стекла,
изготовления абразивов
246
Новый справочник химика и технолога
Основное
применение
...
Перевозка и
хранение
Промышленные
методы
получения
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
Основное вещество
продукта
содержание, %
формула
Сорт,
маркировка
№ стандарта,
ТУ
Краткая
характеристика
Наименование
продукта
II/II ojyf
-
о
OS
оо
г-
VO
V)
^J-
ГЛ
(N
-
В химической
пром-сти,
цветной
металлургии,
электроэнергетике
В
полиэтиленовых мешках
по 50 кг или
мягких
контейнерах
разового
использования типа
МКР-1,0с
массой не
более 1000 кг
Кристаллизация из
травильных растворов,
образующихся
при обработке
серной
кислотой железных
изделий
7 8
1 и
*■ н
X х о
О
О СЛ
03
^9
ел Ь
о) г-
Сорт!
г-Н U
. о
1 и
К ас -Г
о
О СЛ
03
^9
ел Зн
о) г-
Сорт II
ГОСТ
6981-94
Зеленовато-
голубые
кристаллы
Купорос
железный
технический
00
00
В сельском
хозяйстве как
фунгицид; при
изготовлении медно-
мышьяковых
ядохимикатов;
для
производства минеральных
красок и
различных
соединений меди; в
текстильной
пром-сти; в
малярном деле
В деревянных
бочках,
ящиках или
фанерных
барабанах (вес
нетто
50-100 кг).
Для розничной
торговли — в
полиэтиленовых пакетах
или банках
(50-2000 см3)
Обработка
медного лома
и различных
медьсодержащих отходов
серной
кислотой и
кристаллизация
Fe —0,02;
H2S04 —0,2;
As — 0,002;
нераств. ост. —
0,03
99,1
о «
сл X
и •
Марка А
Fe — 0,04;
H2S04 — 0,2;
As —0,012;
нераств. ост. —
0,05
98,1
d9.
сл X
з in
и •
Марка Б
ГОСТ
19347-99
Синие
кристаллы.
Ядовит
Купорос
медный
ON
00
В текстильной
пром-сти; в
гальванотехнике; для
консервирования
дерева; для
получения
литопона и
В
специализированных
контейнерах, в пя-
тислойных
бумажных
мешках с двумя
Действие
разбавленной
серной кислоты на
отходы цветной
металлургии,
содержащие
оксид цинка и
металлический
цинк
Соли Fe (на FeO) —
0,02;
СГ —0,3;
нераств. ост. —
0,03;
F" —0,3;
Мп — 0,02
39 (на Zn)
5 9-
сл К VI
С * S
N •
Сорт
высший
ГОСТ
8723-82
Кристаллы,
чешуйки,
гранулы,
порошок
белого
цвета
Купорос
цинковый
о
ON
Продолжение таблицы
№ п/п
1
90
91
92
93
Наименование
продукта
2
Купорос
цинковый
Магний
хлористый
технический
(бишофит)
Мел
химически
осажденный
Натрия би-
хромат
технический
Краткая
характеристика
3
Чешуйки от
белого до
светло-серого
цвета с
оттенками от
желтоватого до
светло-коричневого
Белый
рокристаллический
порошок
Не
слеживающиеся
кристаллы
от светло-
оранжевого
до темно-
красного
цветов
№ стандарта,
ТУ
4
ГОСТ
7759-73
ГОСТ
8253-79
ГОСТ
2651-78
Сорт,
маркировка
5
Сорт I
Сорт I
Сорт II
Высший
сорт
Основное вещество
продукта
формула
6
ZnS04 •
иН20
п<1
MgCl2 •
•6Н20
СаСОз
СаСОз
Na2Cr207
содержание, %
7
37 (на Zn)
97, в том
числе
массовая доля
ионов
Mg* — 11,8
98,5
97,0
98,9
(75,5—на
СЮз)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Соли Fe (на FeO) —
0,03;
СГ — 0,4;
нераств. ост. — 0,05;
F — 0,4;
Мп — 0,04
(S04)2"—1,1;
(Na++K+) —0,8;
нераств. ост. —
0,2
СаО —0,03
полуторные оксиды —
0,4;
нераств. в-ва
вНС1 —0,1;
Мп —0,01;
Н20 — 0,5
СаО — 0,05;
полуторные
оксиды — 0,7;
в-ва, не раств. в
НС1 —0,3;
Н20—1,5
Сульфаты
(на SOJ) — 0,1;
хлориды (на СГ) —
0,2;
Fe —0,001;
нераств. ост. —
0,01
Промышленные
методы
получения
9
Из морской
воды, рапы
озер и
лиманов.
Выпаривание
отходящих
карналлитовых
щелоков
Карбонизацией
известкового
молока
диоксидом углерода
с отстаиванием,
фильтрацией и
сушкой
продукта
Прокаливание
измельченного
хромистого
железняка в смеси
с содой и
доломитом и
последующая
обработка серной
кислотой
Перевозка и
хранение
10
битумирован-
ными слоями
(50 кг)
В
специализированных мягких
контейнерах или
полиэтиленовых
мешках,
вложенных в льно-
джутокенафные
мешки
В четырех- или
пяти слой ных
бумажных
мешках, или
четырехслой-
ных битумиро-
ванных или
ламинированных мешках
(20-30 кг)
В стальных
барабанах для
химической
продукции
50-100 дм3,
полиэтиленовых мешках-
вкладышах,
Основное
применение
11
соединений
цинка
Для
использования в
химической, легкой,
энергетической
пром-сти и для
строительства
В парфюмерно-
косметической,
кабельной,
резиновой,
медицинской,
пищевой и
лакокрасочной
пром-сти
В кожевенной и
текстильной
пром-сти — для
хромового
дубления кож; в
качестве протравы
при крашении и
печатании
Продолжение таблицы
№ п/п
1
93
94
95
Наименование
продукта
2
Натрия би-
хромат
технический
Натрий
двууглекислый
(бикарбонат)
Натрия
полифосфат
технический
(соль Граха-
ма)
Краткая
характеристика
3
Белый
сталлический
порошок без
запаха
Стекловидное
прозрачное
вещество в
виде кусков
бесцветных
или
вато-зеленоватого
оттенка
№ стандарта,
ТУ
4
ГОСТ
2156-76
ГОСТ
20291-80
Сорт,
маркировка
5
Сорт1
Сорт I
Сорт II
Основное вещестю
продукта
формула
6
Na2Cr207
NaHC03
NaHC03
(NaP03) •
•иН20
содержание, %
7
98,2
(75,0 —на
СЮз)
99,5
99,0
61,5 (в
пересчете
на Р205)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Сульфаты
(на SO^) — 0,2;
хлориды (на СО
- 0,4;
Fe —0,003;
нераств. ост. —
0,02
Na2C03 — 0,4;
NaCl — 0,02;
Fe —0,001;
Са — 0,04;
сульфаты (на
SOj-) —0,02;
влага — 0,1
Na2C03 — 0,7;
NaCl — 0,02;
Fe —0,005;
Са —0,05;
сульфаты (на
SO;-) —0,02;
влага — 0,2
Неактивные
фосфаты (на Р205) — 7;
нераств. в воде
в-ва — 0,07
Промышленные методы
получения
9
Карбонизация содовых
щелоков,
получаемых
в
производстве
кальцинированной
соды
Нейтрализация
фосфорной кислоты
содой
Перевозка и
хранение
10
вложенных в
четырех-, пяти-
слойные
бумажные мешки
50 кг и др. по
требованию
потребителя
В четырехслой-
ных бумажных
мешках (вес
40 кг), в пяти-
слойных
бумажных мешках (вес
50 кг), для
розничной торговли
упаковывают в
потребительскую тару
— пачки (0,5 кг)
и пакеты (3 кг)
В фанерных
барабанах, в
бочках фанер-
но-штампован-
ных (60 кг), в
мягких
специализированных
контейнерах с
полиэтиленовым
вкладышем
Основное
применение
11
тканей; в
химической пром-сти —
для производства
красок и др.
неорганических
пигментов,
катализаторов; в др.
отраслях пром-сти
В химической,
пищевой, легкой,
медицинской,
фармацевтической
пром-сти, цветной
металлургии
В текстильной
пром-сти для
предупреждения
образования на
тканях кальциевых
солей; в
кожевенном производстве;
в силовых
установках для
умягчения воды; в
нефтяной пром-сти для
бурения скважин
Продолжение таблицы
№ п/п
1
96
97
98
Наименование
продукта
2
Натрий
роданистый
Натрий
сернистый
технический
Натрий
сернокислый
(сульфат
натрия)
технический
Краткая
характеристика
3
Белые
кристаллы
Монолитная масса,
чешуйки,
светло-коричневого
до темно-
коричневого цвета
Белый с
сероватым
оттенком
порошок
или
гранулы
№ стандарта,
ТУ
4
ГОСТ
13367-77
ГОСТ
596-89
ГОСТ
6318-77
Сорт,
маркировка
5
Сорт
высший
Сорт1
Марка А
Марка Б
Марка В
Марка А,
сорт
высший
Основное вещестю
продукта
формула
6
NaSCN •
•2Н20
NaSCN-
•2Н20
Na2S-
иН20
Na2S-
•иН20
Na2S-
•иН20
71=1,9-
+ 2,4
Na2SQ4
содержание, %
7
68-70
68-70
63-67
63-67
63-67
99,4
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Fe —0,0001;
Pb —0,01;
S —0,001;
СГ —0,01;
нераств. в Н20
в-ва —0,001
Fe — 0,0002;
Pb — 0,002;
S —0,01;
СГ —0,01;
не раств. в Н20
в-ва — 0,005
Fe —0,03;
нераств. ост. —
0,1
Fe — 0,06;
нераств. ост. —
0,2
Fe — не норм.;
нераств. ост. —
0,5
Хлориды (на
NaCl) — 0,2;
CaS04 — не норм.;
Fe203 —0,01;
влага — 0,1;
нераств. ост. — 0,4
Промышленные
методы
получения
9
На основе
цианистого
водорода
коксового газа
Восстановление сульфата
натрия углем
при 900 °С,
выщелачивание сплава
водой и
упаривание раствора
Обезвоживание
природного мирабилита
Перевозка и
хранение
10
В
полиэтиленовых
мешках,
вложенных в четы-
рехслойные
бумажные,
затем в
джутовые мешки
(35 и 40 кг),
либо в
циализированных
мягких
контейнерах (до 1,5 т)
В
специализированных
контейнерах или
Допускается
перевозка
навалом в
крытых чистых
вагонах.В
четырех-, пя-
тислойных
Основное
применение
11
В качестве
растворителя в
производстве
синтетического
волокна
«Нитрон»
Для
производства сернистых
красителей, при
крашении кожи;
при
флотационном обогащении
руд; для
получения
полисульфидов,
гидросульфита
В стекольном,
целлюлозно-
бумажном и
кожевенном
производстве; в
текстильной и
мыловарен-
Продолжение таблицы
№ п/п
1
98
99
Наименование
продукта
2
Натрий
сернокислый
(сульфат
натрия)
технический
Нитрит
натрия
технический
Краткая
характеристика
3
Белые с
желтоватым
оттенком
кристаллы.
Ядовит
№ стандарта,
ТУ
4
ГОСТ
19906-74
Сорт,
маркировка
5
Марка А,
сорт I
Марка А,
сорт II
Марка Б
Сорт
высший
Сорт I
Сорт II
Основное вещество
продукта
формула
6
Na2S04
Na2S04
Na2S04
NaN02
NaN02
NaN02
содержание, %
7
98
97
94
99,0
98,5
97,0
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Хлориды
(на NaCl) — 0,7;
CaS04 — не норм.;
Fe203 —0,015;
влага — 1,0;
нераств. ост. —
0,9
Хлориды
(HaNaCl) —1,2;
CaS04 — не норм.;
Fe203 — 0,03;
влага — 4,0;
нераств. ост. — 1,2
Хлориды
(на NaCl) — 2,0;
CaS04 — 1,0;
Fe203 —0,03;
влага — 7,0;
нераств. ост. — 4,5
NaN03 — 0,8;
NaCl —0,1;
нераств. ост. —
0,03; влага — 0,5
NaN03 — 1,0;
NaCl — 0,17;
нераств. ост. —
0,03;
влага — 1,4
NaN03, NaCl —
не норм.;
нераств. ост. —
0,07;
влага — 2,5
Промышленные
методы
получения
9
Из нитрит-
нитратного
щелока,
образующегося при
нейтрализации
хвостовых газов,
отходящих из
абсорбционных
систем
производства азотной
кислоты,
раствором соды или
едкого натра
Перевозка и
хранение
10
непропитан-
ных
бумажных мешках
(50 кг)
В
ламинированных
мешках или в
полиэтиленовых
мешках,
вложенных в
бумажные
мешки (50 кг)
Основное
применение
11
ной пром-сти;
для
производства сернистого
натрия,
красителей,
бланфикса
В производстве
азокраситилей;
для диазотиро-
вания
органических
соединений; в
текстильной,
металлургической,
медицинской,
целлюлозно-
бумажной и др.
отраслях
пром-сти
Продолжение таблицы
п/п
£
1
100
101
102
Наименование
продукта
2
Натрий
цианистый
технический
Пиросуль-
фит натрия
технический
Никель
сернокислый
технический
Краткая
характеристика
3
Белые или
слабо
окрашенные
кристаллы
с наличием
комков
Кристаллический
порошок
белого или
слабо
желтого цвета
Изумрудно-
зеленые
кристаллы
различной
величины
без
механических
примесей
№ стандарта,
ТУ
4
ГОСТ
8464-79
ГОСТ
11683-76
ГОСТ
2665-86
Сорт,
маркировка
5
Сорт1
Сорт II
НС-0
Основное вещество
продукта
формула
6
NaCN
Na2S205
Na2S205
NiS04-
•7H20
содержание, %
7
88
95,0
92,5
20,9
(на Ni + Co)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
NaOH—1,0;
Na2C03—1,4;
нераств. в воде
в-ва — 0,2;
Н20 — 5,0
S02 — 64,0;
Fe — 0,005;
As —0,0001;
нераств. в воде
ост. — 0,05
S02 — 62,3;
Fe —0,015;
As —0,0001;
нераств. в воде
ост.— 0,10
Со —0,1;
Zn —0,001;
Са — 0,08;
Си —0,001;
РЬ —0,001;
Fe —0,001;
Mg —0,03;
СГ —0,01;
нераств. ост. —
0,03
Промышленные
методы
получения
9
Взаимодействие
сернистого
ангидрида с
содово-сульфатным
раствором
Из
полупродуктов никель-
кобальтового и
медного
производства
Перевозка и
хранение
10
В стальных
барабанах(от
10 до 100 л),
помещенных
в фанерные
барабаны, или
в стальных
барабанах с
полиэтиленовыми
вкладышами
В
полиэтиленовых
мешках,
вложенных в
бумажные мешки, в
битумирован-
ных пяти-,
шестислойных
бумажных мешках
(до 45 кг)
НС-0 — в трех-,
шестислойных
бумажных
мешках с
внутренним
полиэтиленовым
мешком;
НС-1 — в
циализированных
контейнерах
Основное
применение
11
Для
цианирования стали, в
гальванике,
гидрометаллургии
благородных
металлов,
флотационных
процессах при
обогащении
металлических руд
и др. областей
Для рыбной,
пищевой
пром-сти, для
сельского
хозяйства, а также
для
фармацевтической,
химической и др.
отраслей
пром-сти
В
электротехнической
пром-сти — для
никелирования;
в парфюмерной
пром-сти; в
химической
пром-сти — для
гидрогенизации
жиров и на
экспорт
Продолжение таблицы
№п/п
1
102
103
Наименование
продукта
2
Никель
сернокислый
технический
Ниобия
пятиоксид
Краткая
характеристика
3
Порошок
белого
цвета
№ стандарта,
ТУ
4
ГОСТ
23620-79
Сорт,
маркировка
5
НС-1
Марка
НбО-Пт
Марка
НбО-М
Основное вещество
продукта
формула
6
NiS04 •
•7Н20
Nb205
Nb205
содержание, %
7
20,9
(на Ni + Co)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Со —0,2;
Са —0,1;
Си — 0,002;
РЬ —0,001;
Fe — 0,002;
Mg —0,02;
СГ — 0,1;
нераств. ост. —
0,04
А1203 —0,1;
Fe203 — 0,05;
Si02 — 0,08;
CaO —0,1;
Та205 —0,07;
ТЮ2 — 0,05;
К —0,05;
Na — 0,05;
Р — 0,02;
F- — 0,2;
S —0,05;
о. п. п. — 0,2
А12о3 —0,1;
Fe203 —0,15;
Si02 —0,1;
CaO —0,1;
Та205 — 0,07;
Ti02 —0,01;
К —0,10;
Na —0,10;
Р —0,10;
Г —0,3;
о. п. п. — 0,5
Промышленные
методы
получения
9
Перевозка и
хранение
10
типа СК-1-3,4
и др.
В
полиэтиленовых
мешках,
вложенных в
бумажные битуми-
рованные
мешки или в
деревянные
ящики (до
50 кг)
Основное
применение
11
Для
изготовления
металлического ниобия,
конденсаторов
различных ти- ~
пов и для
других целей
Продолжение таблицы
№ п/п
1
104
105
Наименование
продукта
2
Оксид
кобальта
Оксид хрома
технический
Краткая
характеристика
3
Крупнозернистый
черный
порошок
или крупка
без
загрязнений и
посторонних
включений
Темно-
зеленый
порошок
№ стандарта,
ТУ
4
ГОСТ
18671-73
ГОСТ
2912-79
Сорт,
маркировка
5
КО-1,
высшая
к. к.
КО-1,
первая
к. к.
КО-2,
первая
к. к.
ОХП-1
ОХП-2
Основное вещество
продукта
формула
6
Со203
Со203
Со203
Сг203
Сг203
содержание, %
7
72,5
(на Со)
71
(на Со)
65
(на Со)
99
99
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Ni — 0,2;
Fe — 0,05;
S — 0,01;
Си —0,01;
Mn —0,01;
As —0,001;
Ca — 0,04;
Si —0,02;
Zn — 0,02;
Pb — 0,002
Ni — 0,2;
Fe — 0,05;
S — 0,015;
Си —0,02;
Mn —0,015;
As — 0,002;
Ca — 0,06;
Si —0,03;
Zn — 0,02;
Pb — 0,002
Ni —0,3;
Fe —0,1;
S — 0,05;
Си —0,03;
Mn — 0,05;
As — 0,005;
Ca —0,1;
Si —0,03;
Pb — 0,006
Водораств. в-ва —
0,1;
влага — 0,15
Водораств. в-ва —
0,2;
влага — 0,15
Промышленные
методы
получения
9
Прокаливание
щавелевокислого кобальта
Из хромового
ангидрида
Перевозка и
хранение
10
В трех-, пяти-
слойных
бумажных
мешках, льно-
джутокенаф-
ных или
полиэтиленовых
мешках,
которые затем
помещают в
металлические,
деревянные
бочки,
барабаны или
контейнеры
В мягких
циализированных
контейнерах, в
стальных
Основное
применение
11
КО-1—для
твердых
жаропрочных
сплавов,
керамических пигментов
и других целей;
КО-2 — для
производства
эмалей, лаков,
красок,
пигментов и других
целей
Для
изготовления красок; в
абразивной,
стекольной и
керамической
Продолжение таблицы
№ п/п
1
105
106
107
Наименование
продукта
2
Оксид хрома
технический
Пероксид
водорода
медицинский
Пероксид
водорода
технический
Краткая
характеристика
3
Прозрачная
бесцветная
жидкость.
Очень
неустойчива
Бесцветная
прозрачная
жидкость
№ стандарта,
ТУ
4
ГОСТ
177-88
ГОСТ
177-88
Сорт,
маркировка
5
ОХМ-0
ОХМ-1
ОХА-0
ОХА-1
ОХА-2
Марка А
Марка Б
Основное вещество
продукта
формула
6
Сг203
Сг203
Сг203
Сг203
Сг203
н2о2
н2о2
н2о2
содержание, %
7
99
98
99
99
98
30-40
35-40
35-40
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Влага— 0,1;
S —0,01;
Fe203 — 0,1;
С — 0,03
Влага — 0,15;
S — 0,02;
Fe203 —0,15;
С — 0,05
Влага — 0,15;
водораств. в-ва —
0,2
Влага — 0,15;
водораств. в-ва —
0,2
Влага — 0,15;
водораств. в-ва —
0,2
Свободные к-ты
(HaH2S04) — 0,3;
нелетучий ост. —
0,6
Свободные к-ты
(HaH2S04) — 0,35;
нелетучий ост. —
0,7
Свободные к-ты
(на H2S04) —
не норм.;
нелетучий ост. —
0,7
Промышленные
методы
получения
9
Электролитическим путем.
В процессах
окисления
Электролитическим путем.
В процессах
окисления
Перевозка и
хранение
10
барабанах для
химической
продукции,в
полиэтиленовых мешках,
вложенных в
бумажные
мешки (30, 40,
50 кг)
В стеклянных
бутылях с
притертой пробкой
(вес нетто 0,5 и
1,0 кг). Бутыли
упаковывают в
деревянные
ящики (вес до
30 кг)
В стеклянных
бутылях (вес
нетто 10, 25 и
50 кг). В
алюминиевых
сосудах и
контейнерах
Основное
применение
11
пром-сти; для
производства
строительных
материалов, а
также для
полировальных
процессов в
часовой,
ростроительной,
машиностроительной и
других отраслях
пром-сти
Сильный
окислитель. В
медицине
употребляют в виде
3%-го раствора
Для беления
шелка, перьев, волос,
слоновой кости;
при реставрации
картин; как
окислитель при
получении сернистых
красителей; в
процессах
органического синтеза
Продолжение таблицы
№п/п
1
108
109
Наименование
продукта
2
Силикагель
технический
Силикагель
(индикатор)
Краткая
характеристика
3
Стекловидные
прозрачные
или
матовые зерна
различной
формы
Сухие
зерна от
синего до
ло-голубого. Зерна
размером
1,0-7,0 мм
№ стандарта,
ТУ
4
ГОСТ
3956-76
ГОСТ
8984-75
Сорт,
маркировка
5
Гранулированный
мелкопористый
КСМГ
ШСМГ
Гранулированный
крупнопористый
КСКГ
ШСКГ
МСКГ
АСКГ
Кусковой
мелкопористый
КСМК
ШСМК
МСМК
АСМК
Основное вещество
продукта
формула
6
xSi02 •
■уМ2Оу
•иН20
xSi02 •
•^А1203
•иН20
xSi02 •
■МЬОз-
•иН20
xSi02 •
иН20
содержание, %
7
96
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Потери при
высушивании — 8
10
Потери при
высушивании — 5
5
5
5
10
10
10
10
Влагоемкость при
20 °С и
относительной
влажности воздуха:
20% —8;
35%—13;
50 % — 20
Промышленные
методы
получения
9
Взаимодействие
раствора
силиката натрия с
серной
кислотой или
сернокислым
алюминием,
содержащим свободную
серную кислоту,
с последующей
промывкой и
сушкой
продукта
Мелкопористый
силикагель,
пропитанный
растворами
солей кобальта
Перевозка и
хранение
10
В
специализированных
мягких
контейнерах, в
полиэтиленовых мешках, в
многослойных
бумажных мешках
(45 кг)
В
металлических банках
Основное
применение
11
В качестве
адсорбента для
осушки и
очистки воздуха и
других газов
или паров, для
сушки и
осветления
некоторых жидкостей,
в качестве
носителя для
катализаторов и
др. целей
Для контроля
относительной
влажности среды
в замкнутом
объеме по изменению
его окраски, при
производстве,
транспортировании и хранении
материалов,
механизмов и деталей
Продолжение таблицы
№ п/п
1
ПО
111
Наименование
продукта
2
Силикат
натрия
растворимый
(силикат-глыба,
стекло
растворимое)
Соль
бертолетова
техническая
Краткая
характеристика
3
Куски,
поминающие
обыкновенное
стекло
Белый или
желтоватый
кристаллический
порошок
№ стандарта,
ТУ
4
ГОСТ
13079-93
ГОСТ
2713-74
Сорт,
маркировка
5
Содовый
Содово-
сульфатный
Сульфатный
Марка А
Марка Б
Основное вещестю
продукта
формула
6
Na2Si03-
• «Si02
Na2Si03-
• «Si02
Na2Si03-
• «Si02
KC103
КСЮ3
содержание, %
7
71,5-73
(на Si02)
70-72,5
(на Si02)
70-72,5
(на Si02)
99,8
99,8
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Na20 —26-27,5;
Fe203+Al203—0,7;
СаО — 0,4;
S03 — 0,35
Na20 —26-27,5;
Fe203 + Al203—1,2;
СаО—0,6;
S03 — 1,5
Na20 —26-27,5;
Fe203 + A1203 —
1,5-2,0;
CaO —0,8;
S03 — 2,0
Хлориды
(наСаОД — 0,03;
сульфаты
(HaCaS04) —0,03;
броматы
(на КВЮ3) —0,008;
щелочи
(на СаО) —0,015;
орг. в-ва — 0,005;
нераств. ост. —0,03;
влага — 0,05
Хлориды (на
СаС12) — 0,03;
сульфаты (на
CaS04) —0,03;
броматы (на
КВгОз) — 0,008;
щелочи
(на СаО) —0,015;
орг. в-ва — 0,008;
нераств. ост. —
0,03; влага — 6
Промышленные
методы
получения
9
Сплавление при
1300-1500°С
кремнезема с
содой или
сернокислым
натрием (в
последнем случае
в присутствии
угля)
Электролиз
25%-го раствора
КС1 в ваннах
без диафрагм.
Хлорирование
известкового
молока и
последующее
обменное разложение
cKCl
Перевозка и
хранение
10
Навалом в
ж.-д. вагонах
или на
платформах,
содовый
силикат — в
крытых
вагонах
В мешках-
вкладышах из
полиэтиленовой пленки,
вложенных в
оцинкованные
барабаны (до
100 дм3), или
в картонно-
навивные
барабаны (до
53 дм3), или в
деревянные
бочки (до
100 дм3)
Основное
применение
11
Для
изготовления жидкого
стекла,
силикате ля
В спичечной
пром-сти; для
изготовления
взрывчатых
веществ,
красителей; в
пиротехнике; в
медицине
Продолжение таблицы
с
сЭ
*
1
112
113
Наименование
продукта
2
Соль
поваренная
пищевая
Стекло
натриевое
жидкое
Краткая
характеристика
3
Прозрачные или
белые
кристаллы с
различными
оттенками
Водный
раствор
силиката
натрия, густая
жидкость
желтого или
серого цвета
№ стандарта,
ТУ
4
ГОСТ
13830-97
ГОСТ
13078-81
Сорт,
маркировка
5
Экстра
Высший
сорт
Сорт I
Сорт II
Основное вещестю
продукта
формула
6
NaCl
NaCl
NaCl
NaCl
Na20-
• «Si02
Модуль
« = 2,3-
3,6
содержание, %
7
99,5
98,2
97,5
97
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Са — 0,02;
Mg —0,01;
S042" — 0,20;
К —0,02;
Fe203 — 0,005;
нераств. в воде
ост. — 0,03
Са — 0,35;
Mg — 0,08;
SO2—0,85;
К —0,1;
Fe203 — 0,04;
нераств. в воде
ост. — 0,25
Са —0,55;
Mg —0,10;
SO2"—1,20;
К —0,20;
Fe203 — 0,04;
нераств. в воде
ост. — 0,45
Са — 0,70;
Mg —0,25;
S042" —1,50;
К — 0,40;
Fe203 — 0,040;
нераств. в воде
ост. — 0,85
Fe203 + А1203 —
0,25-0,5;
СаО — 0,2-0,5;
Na20 —8,0-13,3
Промышленные
методы
получения
9
Добывают из
недр открытым
или подземным
способом;
получают из рапы
озер или
лиманов после
естественного
испарения воды, из
морских вод
сгущением
растворов в
специальных
осадочных бассейнах и
вывариванием
естественных
рассолов на
солевых заводах
Растворение в
воде силиката
натрия.
Взаимодействие
кремнезема с
раствором едкого натра
под давлением
Перевозка и
хранение
10
Для торговой
сети — в
мелкой упаковке,
для пищевой
пром-сти — в
матерчатых
или
многослойных
бумажных
мешках (вес
50 кг), а также
в другой таре
В стеклянных
банках (5 кг),
в стальных
бочках
(250 дм3), в
ж.-д.
цистернах
Основное
применение
11
В качестве
приправы к пище;
как
консервирующее
средство; в
электрохимической,
мыловаренной,
кожевенной,
текстильной и
других отраслях
пром-сти; в
медицине
В
мыловаренной, жировой,
химической,
текстильной,
бумажной
пром-сти, в
черной
металлургии, для
производства
сварочных
материалов, в
качестве
флотационного
реагента
Продолжение таблицы
№ п/п
1
114
115
116
Наименование
продукта
2
Стронций
азотнокислый
Стронций
углекислый
Сульфат
натрия
сталлизационный
Краткая
характеристика
3
Кристаллический
порошок
белого цвета
Белый
порошок
Белый
сталлический
порошок
№ стандарта,
ТУ
4
ГОСТ
2820-73
ГОСТ
2821-75
ГОСТ
21458-75
Сорт,
маркировка
5
Сорт
высший
Сорт I
Сорт II
Основное вещество
продукта
формула
6
Sr(N03)2
SrC03
Na2S04
Na2S04
Na2S04
содержание, %
7
99,3
95
99,6
98,5
97,4
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Ca(N03)2 — 0,08;
хлориды (на СГ) —
0,005;
тяжелые
металлы—0,01;
Fe — 0,005;
влага — 0,15;
нераств. ост. — 0,01
Са (на СаС03) —
1-3;
Na2C03—1,0;
Fe203 — 0,02;
S03 — 0,2;
нераств. ост. —
0,25;
влага — 0,5
Na2C03 —0,15;
CaS04 —0,01;
Fe3+ —0,003;
СГ —0,01;
Zn2J" — 0,04;
влага — 0,04
Na2C03 — 0,6;
CaS04 — 0,05;
Fe3+ — 0,008;
СГ — 0,06;
Zn2+—0,3;
влага - 0,05
Na2C03 — 0,6;
CaS04 —0,05;
Fe3+ —0,01;
СГ — 0,06;
Zn2+ — 0,7;
влага — 0,05
Промышленные
методы
получения
9
Растворение
минерала
стронцианита в
азотной кислоте
и выпаривание
раствора
Встречается в
природе в виде
минерала
стронцианита.
Искусственный
продукт получают
осаждением
растворимых солей
стронция содой
В вискозном
производстве
при
взаимодействии серной
кислоты с
едким натром или
натриевыми
солями
Перевозка и
хранение
10
В
полиэтиленовых
мешках,
помещенных в
бумажные мешки
(до 50 кг)
В
полиэтиленовых
мешках,
вложенных в
бумажные мешки
(до 40 кг)
В четырех-,
пятислойных
бумажных
мешках
(40-50 кг),
или в
полиэтиленовых
мешках, или в
специализированных
мягких
контейнерах
Основное
применение
11
В пиротехнике
Для
производства стекла,
используемого
в электронной
пром-сти
В стекольном,
целлюлозно-
бумажном и
кожевенном
производстве, в
текстильной и
мыловаренной
пром-сти; для
производства
сернистого
натрия,
красителей, бланфикса
Характеристика важнейших продуктов промышленности неорганических веществ 259
эК
о 5S
=* X
03 *
_ Q, о
2 -&1 о
S
н
о
2
О
а,
с
о 2
я g .
О ft S
а,
я
S
Я"
4>
О
н
ЕГ
_ S
о. в
03 Я
а, •-
о s
е Я
И О)
Я е
н У
эЯ
Ш с >, й с -9-
о
к
s я
In
о
- S
эЯ
О
03 4>
О >^
е ю
эЯ о s
о я ft
* & S
о 2
х 2
5 &
я
D
2 5
м Я
О 1>
ВО X
о. о.
с
ложен
и
ах,
х
мно-
я
X
3
X
иные
о
е
и
Г)
и
жные
1
ю
и или
У,
3
4>
^
ализи
s
пец
о
ных
X
ова
а,
X К0Н-
5
■й
pax
4>
ейн
н
3 й
™ «
х~ х
S 3
i Я
О Ьй
X Г ,
о >ч О
4>
4> Ц>
3
03 $
£ о я
« оз о s
Я Н Ч Я
Ьй
3 ь
S о
X «Л
а о
g £
о, 5
03
н
О" О Я
Н Я л
й s 5
Он О О
эЯ |
а> оз
Г 2
« /v,
о а
-1 §
1I §
S4 4>
о е
о зЯ
Я 4>
эЯ
^ Ч _
3 •©* У « я
ft о с S
° 2 4> о, о
О 4) Н G "
5 2
о
j S 'Й о & й
« 3 й о. * *
4>
б зЯ
/ s S , s 3
(N -&1 СП К
О
В
ш О
° 2
U С
Я S
" 03
н
Я
4>
Н -&1 4)
2 3
2 л
о
П
О
я у
Ьй
е н
я
О S4
См О
П сЗ
<и во
g В
о. Й
—< вг
-ч S
SB ^
5Й н Н
5 s
о. а
оо о
о о
сГ сГ .. «л
i , m о
о о
I . I со о^
q'c^ сГ о"
и О I I
1й££
я _
4>
ж I
S оз
§ м
И И
о" сГ . - • - я' ,
I loo
о о а>
и б I I
о
Г- О
f f ^-Bg
Onq® g I
^o I § g
r-l г— О
О О О
о о
о^о S
4> Х>
о
о
•-4 ел
О 03
о~£
о о
о .
о
о
СЛ
1 Q,<^ -
о
о
о"
f e
4) » Ч «
и- к о Z
СЛ
« S
3 я
о.
о
•в-
о
ел
гч
03
Z
i
03
£
о
н
о
о
эЯ
я
<1>
ЕГ
я
•е
о °
га
О °
га
о °
га
зЯ
Я
о 3
Ё.
о
и
I эй
оз S
P. ^s
о о>
4>
я „
к эк
я
Ё.5Я
р э
4>
Я „ !-!
аз эн н
Й я S.
В&
чО
Е- г~
Р ^
£
о
>я * а
з § В
е 3 "
4> О Й
W о, S
оа аз
2 н
U/U ojyf
Продолжение таблицы
№ и/и
1
119
120
121
Наименование
продукта
2
Тринатрий-
фосфат
Триполи-
фосфат
натрия
Флюсы
сварочные
плавленные
Краткая
характеристика
3
Белые или
светло-
желтые
кристаллы
Белый
порошок или
гранулы
Стекловидные зерна
от желтого
до
коричневого всех
оттенков,
от темно-
серого до
черного и
от белого
№ стандарта,
ТУ
4
ГОСТ
201-76
ГОСТ
13493-86
ГОСТ
9087-81
Сорт,
маркировка
5
Пищевой
Технический, сорт
высший
СортГ
Сорт II
Марка
АН-348-А
Марка
АН-348-АМ
АН-348-В
Марка
АН-348-ВМ
Основное вещество
продукта
формула
6
Na3P04 •
• 12Н20
Na5P3O10
Na5P3O10
Na5P3O10
Na5P3O10
содержание, %
7
18,5
(на Р205)
94
Р2О5 общ
57,0
94
Р2О5 общ
57,0
92
Р2О5 общ
56,5
88
Р2О5 общ
54,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Нераств. ост. —
0,03
Fe —0,01;
нераств. в воде
в-ва —0,10
SO*" —0,05;
СГ —0,5
Fe —0,005;
нераств. в воде
в-ва —0,10
Fe — 0,02;
нераств. в воде
в-ва —0,13
Fe — 0,02;
нераств. в воде
в-ва — 0,15
Si02 — 40^14;
МпО —31-38;
СаО < 12;
MgO < 7;
А1203 < 6
Промышленные
методы
получения
9
Нейтрализация
фосфорной
кислоты
последовательно
содой и едким
натром
Нейтрализация
фосфорной
кислоты содой
Сплавление
солей
различных металлов
Перевозка и
хранение
10
В бумажных и
полиэтиленовых мешках
(35 кг); для
розничной
торговли — в
пакетах
(0,5-1 кг)
В четырех-,
пятислойных
бумажных
мешках
(50 кг), в
циализированных
мягких
контейнерах, а также
насыпью в
специально
оборудованных крытых
вагонах
В бумажных
мешках
(20-50 кг) или
специализированных
контейнерах
Основное
применение
11
Для умягчения
воды, для
удаления масла и
жира с одежды
и машин; для
очистки
металлов в
гальванотехнике, для
мытья посуды
Для
производства
синтетических моющих
средств,
обработки воды,
используемой
для питания
котлов, в
мясной и молочной
пром-сти и
других целей
Для
автоматической и
механизированной
электродуговой
сварки и
наплавки стали, а
также для
электрошлаковой
сварки стали и
других целей
Продолжение таблицы
№ п/п
1
121
Наименование
продукта
2
Флюсы
сварочные
плавленные
Краткая
характеристика
3
до светло-
голубого
№ стандарта,
ТУ
4
Сорт,
маркировка
5
ОСЦ-45
ОСЦ-45М
АН-8
АН-15М
АН-17М
АН-18
АН-20С
АН-20СМ
АН-22
Основное вещество
продукта
формула
6
содержание, %
7
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Si02 — 37^4;
MnO — 37^4;
CaO < 10;
MgO < 3;
A1203 < 6
Si02 — 33-36;
MnO —21-26;
CaO — 4-7;
MgO — 5-8;
A1203—11-15
Si02 —6-10;
MnO — 0,9;
CaO — 29-33;
MgO < 2;
AI2O3 — 36^0
Si02—18-22;
MnO — 3,0;
CaO—14-18;
MgO —8-12;
AI2O3 — 24-29
Si02—17-24;
MnO — 2,5-5,0;
CaO—14-18;
MgO —7-10;
AI2O3 —14-18
Si02—19-24;
MnO < 0,5;
CaO — 3-9;
MgO —9-13;
A1203 — 27-32
Si02—18-22;
MnO — 7-9;
CaO—12-15;
MgO—12-15;
AI2O3 —19-23
Промышленные
методы
получения
9
Перевозка и
хранение
10
Основное
применение
11
On
Продолжение таблицы
Наименование
продукта
Краткая
характеристика
№ стандарта,
ТУ
Сорт,
маркировка
Основное вещество
продукта
формула
содержание, %
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
Промышленные
методы
получения
Перевозка и
хранение
Основное
применение
10
11
121
Флюсы
сварочные
плавленные
Пемзовид-
ные зерна
от зеленого
до
коричневого, от
серого до
черного и
от желтого
до
коричневого
оттенков
АН-26С
АН-42
АН-43
АН-47
ФЦ-9
АН-20П
АН-26П
ОСЦ-45П
Si02 — 29-33;
MnO —2,5-4;
CaO — 4-8;
MgO —15-18;
A1203 —19-23
Si02 —18-23;
MnO —11-18;
CaO—14-16;
A12Q3 —13-18
Si02—18-23;
MnO—11-18;
CaO—14-16;
A1203—13-18
Si02 — 38-41;
MnO — 38-41;
CaO < 8;
MgO < 3;
A1203 < 5
Si02 —19-24;
MnO < 0,5;
CaO — 3-9;
MgO —9-13;
A1203 — 27-32
Si02 — 29-33;
MnO — 2,5-4;
CaO — 4-8;
MgO —15-18;
A1203 —19-23
Si02 — 37^14;
MnO — 37^14;
CaO < 10;
MgO < 3;
A1203 < 6
Продолжение таблицы
№ п/п
1
121
122
Наименование
продукта
2
Флюсы
сварочные
плавленные
Фосфор пя-
тисерн истый
технический
Краткая
характеристика
3
Смесь
стекловидных и
пемзовид-
ных зерен от
серого до
светло-зеленого
оттенков
Чешуйчатый или
измельченный
продукт от
желтовато-
зеленоватого до
желтого цвета
№ стандарта,
ТУ
4
ГОСТ
7200-78
Сорт,
маркировка
5
АН-60
АН-65
АН-26СП
Сорт
высший
Сорт!
Основное вещество
продукта
формула
6
P4S10
P4S10
содержание, %
7
Р —27,6-
28,0;
S —71,7—
72,3
Р—27,3-
28,3;
S —71,5-
72,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Si02 — 42-^6;
MnO —36-41;
СаО< 10;
MgO < 3;
А1203 < 6
Si02 — 38^2;
MnO — 22-28;
CaO < 8;
MgO —7-11;
A1203 < 5
Si02 — 29-33;
MnO —2,5^;
CaO — 4-8;
MgO—15-18;
A1203—19-23
В-ва, не раств.
вНС1 —0,25;
Fe — 0,004
В-ва, не раств.
вНС1 —0,25;
Fe — 0,008
Промышленные
методы
получения
9
Взаимодействие
фосфора и
расплавленной
серы в атмосфере
инертного газа
Перевозка и
хранение
10
В банках из
кровельной
стали
(емкостью 100 л).
Банки
укладывают в
фанерные
барабаны,
свободное
пространство
засыпается
опилками
Основное
применение
11
Для
производства присадок к
смазочным
материалам,
химических
средств защиты
растений и
витаминов
u>
Продолжение таблицы
№п/п
1
123
124
Наименование
продукта
2
Хлорат
натрия
Цинк
фосфорнокислый
(однозаме-
щенный)
Краткая
характеристика
3
Белый
сталлический
порошок или
раствор
Кристаллы
белого или
серого
цвета
№ стандарта,
ТУ
4
ГОСТ
12257-93
ГОСТ
16992-78
Сорт,
маркировка
5
Твердый
Жидкий,
марка А
Жидкий,
марка Б
Основное вещестю
продукта
формула
6
NaC103
NaC103
NaC103
О
IN
X
IN
О
IN
N
содержание, %
7
99,5
54
50
20,2
(на Zn)
47,5
(на Р205)
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
NaCl —0,3;
SOJ- —0,01;
CrOj- — 0,02;
Fe —0,005;
водонераств.
в-ва — 0,01
NaCl —0,25;
SOJ- —0,3;
CrOj- — 0,003;
Fe — 0,007;
водонераств.
в-ва — 0,02
NaCl —0,6;
SOj- — 0,3;
сю;--о,1;
Fe —0,01;
водонераств.
в-ва — 0,05
Своб. Н3Р04
(на Р205) — 5
Промышленные
методы
получения
9
Хлорирование
электролитической щелочи
Из
гранулированного цинка
и фосфорной
кислоты
Перевозка и
хранение
10
Жидкий — в
специализированных
цистернах,
твердый — в
полиэтиленовых и
текстильных
мешках
В фанерных
барабанах,
бочках,
навивных
картонных
барабанах с
полиэтиленовыми
вкладышами
(30-60 кг)
Основное
применение
11
Для
производства хлората
магния,
высокоэффективных
окислителей и
отбеливающих
соединений
При фосфати-
ровании
металлической
поверхности
для защиты от
коррозии, для
уменьшения
трения, для
образования
грунта перед
лакокрасочным
покрытием
Продолжение таблицы
№п/п
1
125
126
Наименование
продукта
2
Цинк
хлористый
технический
Циркония
диоксид
Краткая
характеристика
3
Белые или
слегка
окрашенные
чешуйки
(марка А)
Бесцветный
или светло-
желтый
раствор
(марка Б)
Порошок
белого
цвета с
желтоватым или
сероватым
оттенком
№ стандарта,
ТУ
4
ГОСТ
7345-78
ГОСТ
21907-76
Сорт,
маркировка
5
Марка А
Марка Б,
сортГ
Марка Б,
сорт II
Марка
ЦрО,
сорт1
Марка
ЦрО,
сорт II
Марка
ЦрК
Основное вещестю
продукта
формула
6
ZnCl2
ZnCl2
ZnCl2
Zr02
Zr02
Zr02
содержание, %
7
97,7
50
49
99,3
99
96,5
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Fe — 0,1;
сульфаты — 0,05;
As, Pb, Cu — не
норм.;
нераств. ост. — 0,1
Fe — 0,005;
Pb — 0,002;
Си — 0,002;
As —0,001;
NH3 —0,5;
нераств. ост. — 0,01
Fe —0,01;
S04 —0,01;
NH3 —0,5;
нераств. ост. — 0,01
А1203 —0,03;
Fe203 — 0,05;
CaO — 0,03;
MgO — 0,02;
Si02 — 0,2;
Р205 —0,15;
S03 —0,18;
Na20 + K20 — 0,02
А1203 — 0,05;
Fe203 —0,1;
CaO — 0,05;
MgO — 0,03;
Si02 — 0,3;
P205 — 0,2;
S03 —0,25;
Na20 + K20 — 0,05
Fe203 — 0,08;
CaO — 0,5;
MgO —0,2;
Si02 — 0,6;
P205 — 0,4;
S03 — 0,3
Промышленные
методы
получения
9
Обработка
отходов цинка
соляной
кислотой
Перевозка и
хранение
10
Марку А
упаковывают в
тонкостенные
барабаны из
углеродистой
стали (100 дм3)
в среде сухого
азота.
Марку Б — в
специализированных ж.-д.
цистернах или
стальных
бочках (100 и
200 дм3)
В бумажных
многослойных мешках,
помещенных
в вискозно-
пропиленовые
мешки (40 кг),
или в
специализированных
металлических
контейнерах
Основное
применение
11
В производстве
сухих
элементов, фибры, при
пайке,
оцинковывании и для
других целей
Для
производства
огнеупорных
материалов, пьезоке-
рамики,
керамических
пигментов,
эмалей и других
целей
Продолжение таблицы
№ п/п
1
Наименование
продукта
2
Краткая
характеристика
3
№ стандарта,
ТУ
4
Сорт,
маркировка
5
Основное вещество
продукта
формула
6
содержание, %
7
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Промышленные
методы
получения
9
Перевозка и
хранение
10
Основное
применение
11
Средства борьбы с вредителями сельского и лесного хозяйства
127
128
129
130
131
Купорос
железный
Купорос
медный
Ленацил
технический
Препарат
ПБГ
антисептический
Растворы
антисептического
препарата ХМ-11
См. № 88
См. № 89
Кристаллический
порошок
серого цвета
Водорастворимый
порошок.
1 %-й
раствор имеет
желтовато-
коричневый цвет
Растворы
готовят на
месте
потребления
ГОСТ
26373-84
ГОСТ
23951-80
ГОСТ
23787.8-
80
C13H18NA
Na2Cr207-
• Н20 или
К2Сг207
CuS04 •
•5Н20
95,0
0,5
0,5
Н20—1,0
Пентахлорфенолят
натрия — 40;
тиомочевина —
Ю;
бура десятивод
ная — 35;
сода
кальцинированная — 13;
масло
трансформаторное — 2,0
Для 1%-го
раствора
Измельчение и
смешение
исходных
компонентов
Смешение би-
хромата натрия
или калия и
медного
купороса 1:1 с
добавлением
уксусной кислоты
или хромового
ангидрида
В трех-,
четырех-, пятислой-
ных бумажных
мешках с
полиэтиленовым
вкладышем
(15 кг)
В банках из
черной жести
(7 кг), в биту-
мированных
бумажных
мешках
(20 кг) или в
полиэтиленовых мешках
В закрытых
резервуарах
Для
приготовления герби-
цидных
препаратов,
применяемых в
сельском хозяйстве
Для антисепти-
рования сырых
пиломатериалов
с целью защиты
их от
поражения
плесневыми грибами
Для защиты
древесины от
биологического
разрушения
Продолжение таблицы
№ п/п
1
132
133
Наименование
продукта
2
Растворы
антисептического
препарата ХМФ
Растворы
антисептического
препарата ХМК
Краткая
характеристика
3
Растворы
смеси
солей
Смесь би-
хромата
натрия или
калия,
медного
купороса и
кремнефто-
ристого
натрия
№ стандарта,
ТУ
4
ГОСТ
23787.9-
84
ГОСТ
23787.1-
84
Сорт,
маркировка
5
Марка
ХМФ-221
Марка
ХМФ-433
Марка
ХМФ-532
Марка
ХМК-661
Марка
ХМК-441
Основное вещестю
продукта
формула
6
ЫагСггО/ •
• Н2Оили
К2Сг207
CuS04 •
•5Н20
NaF
Na2Cr207-
•Н20 или
К2Сг207
CuS04 •
•5Н20
NaF
Na2Cr207 •
• Н2Оили
К2Сг207
CuS04 •
•5Н20
NaF
Смесь
в-в:
Na2Cr207-
Н20
CuS04-
•5Н20
Na2SiF6
Na2Cr207-
Н20
CuS04-
•5Н20
Na2SiF6
содержание, %
7
0,4
0,4
0,2
0,4
0,3
0,3
0,5
0,3
0,2
Массовая
доля в
частях от
массы:
6
6
1
4
4
1
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Для 1 %-го
раствора
Для 1 %-го
раствора
Для 1 %-го
раствора
Концентрация
препарата 3-10 %,
рН водного
раствора — 4,0-4,5
Концентрация
препарата 3-10 %,
рН водного
раствора — 4,0-А,5
Промышленные
методы
получения
9
Смешение и
растворение
исходных
компонентов
Смешиванием
указанных
веществ по
установленному
регламенту
Перевозка и
хранение
10
В закрытых
резервуарах
Растворы
препарата ХМК
готовят на
месте
потребления.
Хранят в
отапливаемых
помещениях в
закрытых
резервуарах.
Срок
годности — 1 месяц
Основное
применение
11
Для защиты
древесины от
биологического
разрушения
Препарат ХМК
предназначен
для защиты
древесины от
биологического
разрушения в
условиях
классов службы
1-Х, XII, XIII по
ГОСТ 20022.2-
80
-J
Продолжение таблицы
п/п
*
1
133
134
135
Наименование
продукта
2
Растворы
антисептического
препарата
ХМК
Растворы
биоогнезащитного
препарата
ПББ
Растворы
биоогнезащитного
препарата
ПБС
Краткая
характеристика
3
Смесь пен-
тахлорфе-
нолята
натрия, буры
и серной
кислоты
Смесь пен-
тахлорфе-
нолята
натрия,
борной
кислоты и
№ стандарта,
ТУ
4
ГОСТ
23787.7-
79
ГОСТ
3787.12-
81
Сорт,
маркировка
5
Марка
ХМК-221
ПББ-211
ПББ-255
ПББ-155
ПБС-211
Основное вещество
продукта
формула
6
Na2Cr207-
Н20
CuS04-
•5Н20
Na2SiF6
Смесь
в-в:
C6Cl5ONa-
•Н20
Na2B407 •
• 10Н2О
Н3В03
C6Cl5ONa-
Н20
Na2B407 •
• 10Н2О
НзВОз
QClsONa •
Н20
Na2B407 •
• 10Н2О
Н3В03
Смесь
в-в:
C6Cl5ONa-
•Н20
содержание, %
7
2
2
1
Массовая
доля в
частях от
массы:
2
1
1
2
5
5
1
5
5
Массовая
доля в
частях от
массы:
2
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Концентрация
препарата 1-3 %,
рН водн. р-ра —
4,0^1,5
рН водн. р-ра —
8,53-8,55;
20 °С _
гводн.р-ра
=1,011-1,042 г/см3
рН водн. р-ра —
8,50-8,52;
20°С _
гводн. р-ра
=1,014-1,042 г/см3
рН водного
раствора — 8,49 -
- 8,50;
20 °С
г водн. р-ра
= 1,011-1,042 г/см3
Концентрация
раствора 3-10%,
рН водного
раствора — 8,8
Промышленные
методы
получения
9
Смешиванием
указанных
веществ по
установленному
регламенту
Смешиванием
указанных
веществ по
установленному
регламенту
Перевозка и
хранение
10
Растворы
препарата
ХМК готовят
на месте
потребления.
Хранят в
отапливаемых
помещениях
в закрытых
маркированных
емкостях. Срок
годности —
6 месяцев
Растворы
готовят на месте
потребления и
хранят в
отапливаемых
помещениях в
закрытых
маркированных
Основное
применение
11
Препарат ПББ
предназначен
для защиты
древесины от
биологического разрушения
в условиях
классов
службы 1-Х по
ГОСТ 20022.2-
74 и от
возгорания
Препарат ПБС
предназначен
для защиты
древесины от
биологического
разрушения в
условиях
классов службы
Продолжение таблицы
№ п/п
1
135
136
137
Наименование
продукта
2
Растворы
биоогнезащитного
препарата
ПБС
ТМТД
технический
Фосфид
цинка
Краткая
характеристика
3
кальцинированной
соды
Порошок
или
гранулы
цилиндрической
формы
белого цвета
с серым
оттенком
Темно-
серый
порошок
№ стандарта,
ТУ
4
ГОСТ
25127-82
ГОСТ
13081-77
Сорт,
маркировка
5
ПБС-255
ПБС-155
Сорт I
Сорт II
Основное вещество
продукта
формула
6
Н3ВОз
Na2C03 •
• 10Н2О
QClsONa-
Н20
Н3ВОз
Na2C03-
• 10Н2О
C6Cl5ONa •
Н20
Н3В03
Na2C03 •
•10Н2О
QH12N2S4
C6H]2N2S4
Zn3P2
содержание, %
7
1
1
2
5
5
1
5
5
Для
порошка —
98
Для
гранул — 96
93
Акт. Р —
20
Предельные
количества главных
примесей,
допускаемые стандартом
или ТУ, %
8
Концентрация
раствора 3-10 %;
плотность
рабочего раствора
20 СС
г води.р-ра
= 1,017-1,061 г/см3
Концентрация
раствора 3-10 %,
рН водн. р-ра —
9,0
Н20— 1,0;
зола — 0,6
Н20 — 2,0;
зола — 0,6
Н20 — 2,0;
зола — 0,6
Не норм.
Промышленные
методы
получения
9
Сплавление
фосфора с
цинком
Перевозка и
хранение
10
емкостях.
Срок
годности — 6
месяцев
В фанерных
барабанах со
вставленными
внутрь
бумажными или
лиэтиленовыми мешками, в
мешках из
прорезиненной
ткани с
полиэтиленовыми
вкладышами
В стальных
банках (1 л)
или стальных
барабанах
(Юл)
Основное
применение
11
1-Х по ГОСТ
20022.2-80 и от
возгорания
Для
приготовления фунги-
цидных
препаратов
Для борьбы с
грызунами
Продолжение таблицы
№п/п
1
138
139
Наименование
продукта
2
Хлороксид
меди, 90%-й
смачивающийся
порошок
Хлорпикрин
технический
Краткая
характеристика
3
Порошок
светло-
зеленого
цвета с
голубым
оттенком
Бесцветная
или
желтоватая
жидкость с
едким запахом.
Удушлив
№ стандарта,
ТУ
4
ГОСТ
13200-75
ГОСТ
12263-77
Сорт,
маркировка
5
Сорт I
Сорт II
Основное вещество
продукта
формула
6
ЗОЮ-
• СиС12 •
•4Н20
ЗОЮ-
• СиС12 •
•4Н20
CCl3NO?.
содержание,
%
7
Хлороксид
меди — 88
Хлороксид
меди — 88
99
Предельные
количества
главных примесей,
допускаемые
стандартом или ТУ, %
8
Водорастворимые
хлориды — 0,7;
Н20 —2
Водорастворимые
хлориды — 0,8;
Н20 —2
Своб. к-ты (на
HN03) — 0,005
Промышленные
методы
получения
9
Взаимодействие хлороксида
меди с
техническими лигно-
сульфонатами
Действие
хлорной извести или
хлора на
щелочной раствор
пикриновой
кислоты
Перевозка и
хранение
10
В картонных
навивных барабанах с
полимерным
вкладышем (25 дм3), в
пятислойных
бумажных мешках
(20 кг). Для
розничной торговли —
в пакеты (100-200 г)
В стальных бочках
(25 л), в железных
бочках (25, 50,
100 л)
Основное
применение
11
Для
производства
бинированных
пестицидов
В качестве
инсектицида,
акарицида и
фумиганта
Удобрения
140
Аммофос
Гранулы
белого цвета
ГОСТ
18918-85
Марка А,
сорт
высший
Марка А,
сорт1
Марка Б,
сорт
высший
Марка Б,
сорт!
Общий N —
12 ± 1;
усвояемые
фосфаты —
52
Общий N —
12±
^усвояемые
фосфаты —
50 ±1
Общий N —
10 ± 1;
усвояемые
фосфаты —
46
Общий N —
10±
^усвояемые
фосфаты —
44 ±1
Влага — 1,0;
рассыпчатость —
100%
Влага — 1,0;
рассыпчатость —
100%
Нейтрализация
фосфорной
кислоты
аммиаком
Транспортируют
насыпью или в
бумажных или
полиэтиленовых
мешках (50 кг)
Предназначен для
сельского
хозяйства и
розничной
торговли как
концентрированное,
гранулированное азот-
но-фосфор-
ное
удобрение
Продолжение таблицы
№п/п
1
141
142
143
Наименование
продукта
2
Аммофосе
микроэлементами
Аммиак
водный для
сельского
хозяйства
Кальция
фосфат кормовой:
а)
монокальций-
фосфат
б) дикаль-
цийфосфат
Краткая
характеристика
3
С медью —
бирюзовый,
с цинком —
от желтого
до табачного
цвета, с
бором —
голубого цвета
Прозрачная
жидкость с
характерным
запахом
Белый
порошок
№ стандарта,
ТУ
4
ГОСТ
18918-85
ГОСТ
9-92
ГОСТ
23999-80
Сорт,
маркировка
5
Марка А с
медью
Марка А с
цинком
Марка Ас
бором
Марка Б с
медью
Марка Б с
цинком
Марка Б с
бором
Сорт I
Сорт II
Сорт I
Сорт II
Основное вещество
продукта
формула
6
NH3
NH3
Са(Н2Р04)2
Са(Н2Р04)2
СаНР04
содержание, %
7
25,0
20,0
р2о5-
55-56;
Р —24
Р205 —
50-51;
Р —22
Р205-46;
Р —20
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ, %
8
Усвояемые
фосфаты —52 ± 1;
Си —0,9 ±0,1
Усвояемые
фосфаты — 52 ± 1;
Zn —0,8 ±0,15
Усвояемые
фосфаты — 52 ± 1;
В — 0,45 ± 0,05
Усвояемые
фосфаты — 45 ± 1;
Си —0,7 ±0,1
Усвояемые
фосфаты — 45 ± 1;
Zn —0,70 ±0,15
Усвояемые
фосфаты — 45 ± 1;
В — 0,40 ± 0,05
Не норм.
Г —0,2;
As — 0,006;
Pb — 0,002;
Н20 —4
Г —0,2;
As — 0,006;
Pb — 0,002;
Н20 —4
F —0,03;
As — 0,006;
Pb — 0,002;
Н20 —4
Промышленные
методы
получения
9
Нейтрализация
фосфорной
кислоты аммиаком
Водный раствор
аммиака
Переработка
минерального сырья
Перевозка и
хранение
10
Транспортируют насыпью
или в
бумажных или
полиэтиленовых
мешках (50 кг)
В любых
стальных
емкостях
В
полиэтиленовых или
многослойных
бумажных
мешках (40-
50 кг), в мягких
контейнерах
для сыпучих
продуктов
(до 1,5 т)
Основное
применение
11
Предназначен
для сельского
хозяйства и
розничной торговли
как
концентрированное,
гранулированное азотно-
фосфорное
удобрение
Применяется в
качестве
основного удобрения и
для подкормки
сельскохозяйственных культур
Для подкормки
сельскохозяйственных
животных
Продолжение таблицы
№п/п
1
143
144
145
Наименование
продукта
2
в) трикаль-
цийфосфат
Калий
хлористый
технический
Карбамид
Краткая
характеристика
3
Гранулированный:
спрессованные гранулы
серовато-
белого или
красно-
бурого цвета
или
кристаллы серовато-
белого цвета
Мелкий:
кристаллы
серовато-белого
цвета или
мелкие зерна
красно-бурого цвета
Белый или
серый
сталлический
порошок
№ стандарта,
ТУ
4
ГОСТ
4568-95
ГОСТ
2081-92
Сорт,
маркировка
5
Высший
сорт
СортГ
Сорт I
Сорт II
Сорт1
Сорт II
Марка А
Основное вещество
продукта
формула
6
Са3(Р04)2
Са3(Р04)2
КС1
КС1
КС1
КС1
(NH2)2CO
содержание, %
7
Р205 —41;
Р —18
Р205 —28;
Р —12
К20 — 60
К20 —58
К20 — 60
К20 —58
N (на
сухое в-во)—
46,3
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ, %
8
Г —0,2;
As — 0,0002;
Pb — 0,002;
Н20 —4
F - — 0,2;
As — 0,0002;
Pb — 0,002;
Н20 —4
Влага — 0,5
Влага — 1,0
Влага — 0,3
Промышленные
методы
получения
9
Переработка
калийных руд га-
лургическим или
флотационным
методами
Синтез из
диоксида углерода и
аммиака под
давлением
Перевозка и
хранение
10
В бумажных и
полиэтиленовых мешках
(50 кг) или
навалом
В бумажных
битумирован-
ных мешках и
пакетах, а
также насыпью
Основное
применение
11
Для
сельскохозяйственной и
розничной
торговли как
удобрение, а также
для пром-сти при
производстве
химических
продуктов и для
других целей
В качестве сырья
для изготовления
смол, клеев и т. п.,
для
использования в сельском
хозяйстве в
качестве азотного
удобрения. Может
быть использован
Продолжение таблицы
№п/п
1
145
146
147
148
149
Наименование
продукта
2
Карбамид
Мука
известняковая
(доломит)
Мука
известняковая для
производства
комбикормов
и подкормки
сельскохозяйственных
животных и
птиц
Мука
фосфоритная
Натрий
азотнокислый
технический
(селитра
натриевая,
нитрат натрия)
Краткая
характеристика
3
Серый
порошок
Серый
порошок
Темно-серый
с бурым
оттенком
порошок. Остаток
на сите с
отверстиями
0,18 мм — не
более 10%
Белые
кристаллы,
иногда с
сероватым или
желтоватым
оттенком
№ стандарта,
ту
4
ГОСТ
14050-93
ГОСТ
26826-86
ГОСТ
5716-74
ГОСТ 828-
77
Сорт,
маркировка
5
Марка Б
Марка А
Марка В
Марка С
СортГ
Сорт II
Сорт 1
Сорт 2
Сорт 3
Марка А,
сорт
высший
Основное вещестю
продукта
формула
6
(NH2)2CO
N (на
сухое в-во)
СаСОз +
+ MgC03
СаСОз +
+ MgC03
СаСОз +
+ MgC03
■о-
о
и
NaN03
содержание, %
7
— 46,2
80-85
88
85
Р205-
29 ±1
Р205-
23 ±1
Р205-
20 ± 1
99,8
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ, %
8
Влага — 6-12
Нераств. в НС1
ост. — 3;
Fe203 + А1203 +
+ MgC03 —5;
Pb — 0,002;
As —0,0015
Нераств. в НС1
ост. — 5;
Fe203 + А1203 +
+ MgC03 — 8;
Pb — 0,002;
As —0,0015
Влага — 1,5
Н20 —0,5;
NaCl — 0,15;
NaN02 — 0,01;
Fe203 —0,001;
Cr203 —0,0001;
нераств. ост. —
0,03
Промышленные
методы
получения
9
Продукт размола
известняков,
доломитовых,
мергелистых
известняков, мела и
других пород
Получают из
известняков
Измельчение
природного
фосфорита с
последующей
флотацией
Побочный
продукт в
производстве азотной
кислоты при
нейтрализации
хвостовых нит-
розных газов
Перевозка и
хранение
10
Транспортируется насыпью
Транспортируют в
неупакованном виде
Навалом в
крытых ж.-д.
вагонах
В
многослойных бумажных
битум ирован-
ных мешках
(вес нетто 40-
50 кг), в
Основное
применение
11
в животноводстве
в качестве
кормовой добавки
Применяется для
известкования
кислых почв
Для производства
комбикормов и
подкормки
скохозяйственных животных и
птиц
Применяется в
качестве
удобрения и
нейтрализующей добавки
к кислым
удобрениям
Для получения
калийной
селитры, нитрата
бария, взрывчатых
веществ, в
пищевой,
металлообрабатывающей
Продолжение таблицы
№ п/п
1
149
150
151
Наименование
продукта
2
Натрий
азотнокислый
технический
(селитра
натриевая,
нитрат натрия)
Нитроаммофоска
Нитрофоска
Краткая
характеристика
3
Гранулированный
продукт
Гранулированный
продукт
№ стандарта,
ТУ
4
ГОСТ
19691-84
ГОСТ
11365-75
Сорт,
маркировка
5
Сорт I
Марка Б
Марка А
(1:1:1)
Марка Б
(1:1,5:1,5)
Сорт
высший
Сорт I
Основное вещестю
продукта
формула
6
NaN03
NaN03
1' общий
"2^0 общий
* 2^5 раств.
К20
1' общий
* 2'-'5 общий
* 2vJs раств.
К20
^ общий
Р205
усвояемый
Р205
водораств.
К
^ общий
Р205
усвояемый
Р205
водораств.
К
содержание, %
7
99,5
99,5
17-18
17-18
15
17-18
13-14
19-20
16
19-20
11
10
6
11
И
10
6
11
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ, %
8
Н20 —1,0;
NaCl — 0,5;
NaN02 — 0,015;
нераств. ост. — 0,03
Н20 —0,5;
NaCl — 0,3;
NaN02 — 0,2;
нераств. ост. — 0,03
Влага—0,8
Влага— 1,5
Влага — 1,5
Промышленные
методы
получения
9
раствором соды
Разложение
природных фосфатов
азотной
кислотой,
нейтрализация вытяжки
аммиаком и
добавление
хлористого калия
Разложение
природных фосфатов
азотной
кислотой, обработка
вытяжки
аммиаком и добавление
хлористого калия
Перевозка и
хранение
10
полиэтиленовых мешках,
для розничной
торговли — в
полиэтиленовых пакетах
(от 1 до 5 кг)
В мягких
циализированных
контейнерах (до 1 т), в
полиэтиленовых или
пятислойных биту-
миро ванных
мешках (50 кг),
допускается
отгрузка
насыпью
В пятислойных
бумажных
мешках с тремя
биту миро
ванными слоями
(до 50 кг),
насыпью, для
розничной
торговли — в
полиэтиленовых
пакетах
(1-3 кг)
Основное
применение
11
и стекольной
пром-сти, а также
для розничной
торговли в
качестве удобрения
Для
использования в сельском
хозяйстве в
качестве азотно-
фосфорно-
калийного
удобрения
Предназначается
для
использования в сельском
хозяйстве в
качестве удобрения
Продолжение таблицы
1
152
153
Наименование
продукта
2
Селитра
аммиачная
(нитрат аммония)
Селитра
калиевая
техническая (калий
азотнокислый
технический)
Краткая
характеристика
3
Гранулированный
продукт без
посторонних
примесей
Белые
кристаллы с
желтовато-
серым
оттенком
№ стандарта,
ТУ
4
ГОСТ 2-85
ГОСТ
19790-74
Сорт,
маркировка
5
Марка А
Марка Б,
сорт
высший
Марка Б,
сорт I
Марка Б,
сорт II
Марка А
Основное вешестю
продукта
формула
6
NH4N03
И(на
сухое
в-во)
NH4N03
И(на
сухое
в-во)
NH4N03
И(на
сухое
в-во)
NH4N03
Ы(на
сухое
в-во)
KN03
содержание, %
7
98
Не норм.
Не норм.
34,4
Не норм.
34,4
Не норм.
34,4
99,9
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ, %
8
Влага — 0,3;
нераств. ост. — 0,2
Влага — 0,3;
нераств. ост. —
не норм.
Влага — 0,3;
нераств. ост.—
не норм.
Влага — 0,3;
нераств. ост. —
не норм.
Хлориды
(на NaCl) —0,017;
карбонаты
(на К2С03) — 0,02;
нераств. в-ва
вН20 — 0,01;
Fe —0,001;
окисляемые в-ва
(HaKN02) —0,01;
влага — 0,08
Промышленные
методы
получения
9
Нейтрализация
аммиаком
азотной кислоты с
последующей
упаркой
щелоков,
кристаллизация и сушка
продукта
Обменное
взаимодействие
нитрата натрия и
хлористого калия
Перевозка и
хранение
10
В
многослойных бумажных
битумирован-
ных мешках, в
полиэтиленовых мешках
(50 кг), в
циализированных мягких
контейнерах
В пяти- и
шестое л о иных
битум ированных
бумажных
мешках, причем
внутренний
слой должен
быть непропи-
танный (вес до
50 кг)
Основное
применение
11
В качестве
удобрения
применяются обе марки;
марка А
используется в
химической пром-сти
Для химической,
стекольной,
радио- и
электротехнической,
машиностроительной и других
отраслей
народного хозяйства
№ п/п
1
153
154
Наименование
продукта
2
Селитра
калиевая
техническая (калий
азотнокислый
технический)
Сульфат
аммония
Краткая
характеристика
3
Белые или
прозрачные
кристаллы
№ стандарта,
ТУ
4
ГОСТ
9097-82
Сорт,
маркировка
5
Марка А]
Марка Б
Марка В
Основное вещество
продукта
формула
6
KN03
KN03
KNO3
■о-
О
IN
содержание, %
7
99,9
99,9
99,85
N—21,0
(на сухое
в-во)
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ,%
8
Хлориды
(HaNaCl) —0,017;
карбонаты
(наК2С03) —0,01;
нераств. в-ва
вН20 — 0,01;
Fe —0,001;
окисляемые в-ва
(наКШ2) —0,01;
влага — 0,08
Хлориды
(HaNaCl) —0,017;
карбонаты
(наК2С03) —0,01;
нераств. в-ва
вН20 — 0,01;
Fe —0,005;
окисляемые в-ва
(HaKN02) —0,01;
влага — 0,08
Хлориды
(HaNaCl) —0,03;
карбонаты
(наК2С03) —0,01;
нераств. в-ва
вН20 —0,03;
окисляемые в-ва
(HaKN02) — 0,01;
влага — 0,1
H2S04
(свободная) — 0,03;
влага - 0,2
Промышленные
методы
получения
9
Поглощение
серной кислотой
аммиака,
содержащегося в газе
коксовых печей
Продолжение таблицы
Перевозка и
хранение
10
В бумажных
битумированных
или
полиэтиленовых мешках
(вес 45-50 кг), а
также насыпью
Основное
применение
11
Для различных
отраслей пром-сти,
а также для
сельского хозяйства и
розничной
торговли
Продолжение таблицы
2
1
155
156
Наименование
продукта
2
Суперфосфат
гранулированный из
апатитового
концентрата
без добавок и
с добавками
микроэлементов
Суперфосфат
двойной
гранулированный
Краткая
характеристика
3
Серые
прочные сухие
гранулы (без
добавок), с
добавкой
бора —
голубые,
марганца —
черные,
молибдена —
розовые
Представляет собой
концентрированное
удобрение
№ стандарта,
ТУ
4
ГОСТ
5956-78
ГОСТ
16306-80
Сорт,
маркировка
5
Без добавок
С добавкой
бора
С добавкой
марганца
С добавкой
молибдена
Марка А
Марка Б
Основное вещество
продукта
формула
6
р2о5
усвояемый
Р205
усвояемый
Р205
усвояемый
Р205
усвояемый
Р205
усвояемый
Р205
усвояемый
содержание, %
7
19
19
18
19
46 ±1
43 ±1
Предельные
количества главных
примесей,
допускаемые стандартом или
ТУ,%
8
Н3Р04 (свободная)
-3,2;
влага — 3,5
Н3Р04 (свободная)
-3,2;
В — 0,20 ± 0,05;
влага — 3,5
Н3Р04 (свободная)
- 3,2;
Мп—1,5 ±0,5;
влага — 3,5
Н3Р04 (свободная)
-3,2;
Мо —0,13 ±0,03;
влага — 3,5
Н3Р04 (свободная)
— 5,5;
влага — 3
Н3Р04 (свободная)
-6,5;
влага — 3
Промышленные
методы
получения
9
Разложением
апатитового
концентрата серной
кислотой, в том
числе с
использованием
различных видов
отработанных кислот
с последующей
грануляцией
продукта
Разложение
природных фосфатов
фосфорной
кислотой
Перевозка и
хранение
10
В
многослойных битумиро-
ванных
бумажных мешках
(вес нетто
50 кг),
полиэтиленовых
мешках, для
розничной
торговли — в
полиэтиленовых
пакетах
(1-5 кг)
Насыпью или в
пятислойных
бумажных
мешках, в
полиэтиленовых
мешках (35 и
50 кг), для
розничной
торговли — в
полиэтиленовых
пакетах
(1-3 кг)
Основное
применение
11
Для
использования в сельском
хозяйстве в
качестве удобрения
Для сельского
хозяйства и
розничной торговли
как
концентрированное удобрение
<1
278
Новый справочник химика и технолога
Дополнительные материалы к таблице «Характеристика важнейших продуктов промышленности
неорганических веществ»
Таблица 3.1
Азотная кислота
Компоненты
Азотная кислота, не менее
Оксиды азота в пересчете на N2O4, не более
Серная кислота, не более
Прокаленный остаток, не более
Оксид железа в пересчете на железо, не более
Хлор, не более
Тяжелые металлы сероводородной группы (РЬ), не более
Мышьяк, не более
Содержание, масс. %
Концентрированная к-та
(по ГОСТ 701-89)
Марка А
98,6
0,2
0,05
0,0014
Марка Б
97,5
0,3
0,06
0,025
Азотная к-та реактивная
(по ГОСТ 4461-77)
Химически
чистая
Чистая для
анализа
Чистая
65 (концентрированная)
56 (разбавленная)
0,0001 0,0002 0,0020
0,0005 0,0005 0,0050
0,00002 0,00010 0,00030
0,00003 0,00010 0,00050
0,00002 0,00002 0,00002
0,000001 0,000001 0,000003
Таблица 3.2
Борная кислота
Компоненты
Борная кислота, не менее
Хлориды в пересчете на
хлор, не более
Сульфаты в пересчете
на SO4", не более
Железо, не более
Тяжелые металлы
сероводородной группы, не более
Вещества, не растворимые
в воде, не более
Фосфаты в пересчете на
?0\~, не более
Кальций, не более
Мышьяк, не более
Нелетучие вещества при
обработке
фтористоводородной кислотой, не более
Оптическая плотность
4%-го спиртового раствора
препарата, не более
Остаток на сите с сеткой (по
ГОСТ 6613-86), масс. %:
0,4К, не более
0,063К, не менее
Массовая доля красящих
примесей, % не более:
ванадий
кобальт
марганец
медь
никель
хром
Содержание, масс. %
Борная кислота (по ГОСТ 18704--78Е)
Для оптического
стекловарения
99,9
0,001
0,008
0,0003
0,001
0,005
0,001
0,005
0,0002
—
—
10
70
0,0005
0,000003
0,0003
0,00005
0,00001
0,00002
Марка
А
99,9
0,0001
0,0005
0,0002
0,0005
0,005
0,001
0,001
0,0001
0,05
—
—
Марка
Б
99,9
0,01
0,008
0,0005
0,001
0,005
0,001
0,005
0,0002
—
—
10
70
Марка В
Сорт
I
99,6
—
0,2
0,002
0,001
0,01
—
—
—
—
15
75
Сорт
II
98,6
—
0,5
0,003
__
0,04
—
—
—
—
—
Борная кислота реактивная
(по ГОСТ 9656-75)
Химически
чистая
99,8
0,0001
0,0005
0,0002
0,0003
0,005
0,0003
0,002
0,00005
0,05
0,01
—
Чистая для
анализа
99,8
0,0005
0,0010
0,0003
0,0010
0,005
0,0010
0,005
0,00010
0,05
0,03
—
Чистая
99,0
0,0010
0,0050
0,0010
0,0020
0,005
0,0010
0,010
0,00020
0,30
—
—
Серная кислота
Таблица 3.3
Компоненты
Моногидрат (H2S04), не менее
Свободная SO3, не менее
Окислы азота в пересчете на
N203, не более
Прокаленный остаток, не более
Железо, не более
Мышьяк, не более
Хлориды в пересчете на СГ,
не более
Марганец, не более
Нелетучий остаток, не более
Тяжелые металлы
сероводородной группы (РЬ), не более
Селен, не более
Аммонийные соли в пересчете
на NH4, не более
Массовая доля веществ,
восстанавливающих КМп04, см3
раствора с (75 КМп04) = 0,01
моль/дм3, не более
Содержание, масс. %
Серная кислота
(по ГОСТ 2184-77)
контактная
техническая
сорт I
92,5
0,05
0,02
сорт II
92,5
0,1
техническая
улучшенная
92,5- 94,0
0,00005
0,02
0,006
0,00008
0,0001
0,001
олеум
улучшенный
24
0,0002
0,02
0,006
0,0008
0,0001
технический
19
*
а
а
о
Э
75
0,05
0,3
0,05
о" я
а 3
2 Я
91
0,01
0,4
0,2
Серная кислота
аккумуляторная
(по ГОСТ 667-73)
«
я
Э
о
в
н
сх
о
о
92-94
0,00003
0,02
0,005
0,00005
0,0002
0,00005
0,01
4,5
сорт1
92-94
0,0001
0,03
0,010
0,00008
0,0003
0,0001
0,01
7
Серная
(по
химически
чистая
93,6-95,6
0,00002**
0,0006
0,00002
0,000001
0,00002
0,001
0,0001
0,0001
0,0001
0,0002
кислота реактивная
ГОСТ 4204-77)
чистая для
анализа
93,6-95,6
0,00005**
0,001
0,00005
0,000003
0,00005
0,002
0,0002
0,0001
0,0002
0,0003
чистая
93,6 -95,6
0,00050**
0,005
0,00030
0,000010
0,00010
0,1
0,0005
0,0005
0,0005
0,0004
*В зимний период (с 1.11 по 1.04) заводы-изготовители обязаны отгружать башенную кислоту с содержанием моногидрата 74-75 масс. %, контактную техническую и
регенерированную серную кислоту — с содержанием моногидрата не более 94 масс. %, олеум — с содержанием свободного серного ангидрида не более 22 масс. %.
**Азотная кислота в пересчете на NO3.
as
о
3
О)
280 Новый справочник химика и технолога
Таблица 3.4
Соляная кислота
Компоненты
Хлористый водород, не менее
Серная кислота в пересчете на
S03, не более
SO^-, не более
Сернистая кислота в пересчете
на S02, не более
Железо, не более
Тяжелые металлы, не более
Мышьяк, не более
Свободный хлор, не более
Нелетучий остаток, не более
Ингибитор
Аммонийные соли, не более
Содержание, масс. %
Техническая кислота
(по ГОСТ 1382-77)
Марка
А
35
—
0,001
—
0,0001
0,002
0,01
—
—
Марка Б
сорт
высший
33
—
0,002
—
0,0001
0,002
0,015
—
—
сорт
I
31,5
—
0,015
—
0,0002
0,008
0,10
—
—
Ингибированная
кислота по
ТУ 2122-022-
29489772-97
19-25
—
_
0,001
—
0,0001
—
—
0,8-1
—
Соляная кислота реактивная
(по ГОСТ 3118-77)
химически
чистая
35,0-38,0
0,0005
0,0002
0,0006
0,00005
0,0001
0,000005
0,00005
—
—
0,0003
чистая для
анализа
35,0-38,0
0,0010
0,0005
0,0010
0,00010
0,0001
0,00001
0,00005
—
—
0,0003
чистая
35,0-38,0
0,0010
0,0010
0,0020
0,00050
0,0002
0,00002
0,00010
—
—
0,0003
Таблица 3.5
Ортофосфорная кислота
Компоненты
Ортофосфорная кислота, не менее
Хлориды в пересчете на СГ", не более
Сульфаты в пересчете на SO4-, не более
Нитраты в пересчете на NOJ, не более
Железо, не более
Тяжелые металлы сероводородной группы (РЬ),
не более
Мышьяк, не более
Остаток после прокаливания, не более
Аммонийные соли в пересчете на NH4, не более
Массовая доля восстанавливающих веществ в
пересчете на Н3Р03, %
Плотность, г/см3
Содержание, масс. %
Термическая кислота
(по ГОСТ 10678
Марка
А
73
0,005
0,01
0,0003
0,005
0,0005
0,0003
—
—
ол
—
-76)
Марка Б
сорт1
73
0,01
0,015
0,0005
0,01
0,002
0,0003
—
—
0,2
—
сорт II
73
0,02
0,02
0,001
0,015
0,005
0,0003
—
—
—
—
Реактивная кислота
(по
химически
чистая
87
0,0002
0,0005
0,0005
0,0008
0,0005
0,0001
0,05
0,0005
—
1,721
ГОСТ 6552-
ч истая для
анализа
85
0,0002
0,002
0,0005
0,0015
0,0005
0,0001
0,1
0,002
—
1,698
80)
чистая
85
0,0003
0,003
0,0005
0,002
0,001
0,0002
0,2
0,002
—
1,698
Характеристика важнейших продуктов промышленности неорганических веществ 281
Таблица 3.6
Фтористоводородная кислота
Компоненты
Фтористоводородная кислота (HF), не менее
Кремнефтористоводородная кислота (H2SiF6), не более
Серная кислота (H2S04), не более
Остаток после прокаливания в виде сульфатов,
не более
Сульфиты (S03), не более
Фосфаты (РО^-), не более
Хлориды (СГ), не более
Железо (Fe), не более
Кремний (Si), не более
Тяжелые металлы (РЬ), не более
Массовая доля веществ, восстанавливающих КМп04
(О), не более
Содержание, масс. %
Техническая кислота
(по ГОСТ 2567-89)
Марка А
40,0*
0,02
0,02
Марка Б
сорт!
30,0
0,05
0,05
сорт II
30,0
8,0
2,5
Реактивная кислота
(по ГОСТ 10484-78)
химически
чистая
45,0
0,0005
0,001
0,0003
0,0001
0,0005
0,00005
0,002
0,00005
0,0005
чистая для
анализа
45,0
0,002
0,002
0,0005
0,0003
0,001
0,0001
0,005
0,0002
0,001
чистая
40,0
0,01
0,005
(0,01)
0,002
0,001
0,005
0,0005
0,002
*По требованию потребителя продукт марки А должен изготовляться с содержанием HF не менее 42 масс. %.
Таблица 3.7
Аммиак водный
Компоненты
Аммиак, не менее
Аммиак в пересчете на азот, не менее
Нелетучий остаток, не более
Углекислые соли в пересчете на СОз", не более
Хлориды в пересчете на СГ, не более
Сульфаты в пересчете на SO^-, не более
Тяжелые металлы сероводородной группы (РЬ), не более
Железо, не более
Кальций, не более
Углекислый газ, г/дм3, не более
Массовая доля веществ, восстанавливающих КМп04
(в пересчете на О), не более
Содержание, масс. %
Аммиак водный
технический
(по ГОСТ 9-92)
Марка А
25
Марка Б
25
20,5
8
Аммиак водный реактивный
(по ГОСТ 3760-79)
химически
чистый
25-27
0,002
0,001
0,00005
0,0002
0,00005
0,00001
0,0001
0,0008
чистый для
анализа
25-27
0,002
0,002
0,0001
0,0003
0,00005
0,00002
0,0002
0,0008
чистый
25-27
0,005
0,003
0,0002
0,001
0,0001
0,00005
0,0004
0,0008
Таблица 3.8
Известь строительная (воздушная) (по ГОСТ 9179-77)
Наименование показателя
Активные CaO+MgO, не менее:
без добавок
с добавками
Активный MgO, не более
С02, не более:
без добавок
с добавками
Непогасившиеся зерна, не более
Норма для извести, масс. %
негашеной
кальциевой | магнезиальной и доломитовой
гидратной
сорт
1
90
65
5
3
4
7
2
80
55
5
5
6
11
3
70
5
7
14
1
85
60
20 (40)*
5
6
10
2
75
50
20 (40)
8
9
15
3
65
20 (40)
11
20
1
67
50
—
3
2
—
2
60
40
—
5
4
—
*В скобках указано содержание MgO для доломитовой извести.
282 Новый справочник химика и технолога
Таблица 3.8.1
Известь строительная (гидравлическая)
(по ГОСТ 9179-77)
Химический
состав
Активные СаО + MgO:
не более
не менее
Активный MgO, не более
Активный СаО, не более
Норма для извести, масс. %
слабогидравлической
65
40
6
6
сильногидравлической
40
5
6
5
Таблица 3.9
Едкое кали
Компоненты
Едкие щелочи (КОН + NaOH) в
пересчете на КОН, не менее
Карбонаты в пересчете на К2С03,
не более
Хлориды в пересчете на СГ, не более
Сульфаты в пересчете на SO^-, не более
Железо, не более
Натрий в пересчете на NaOH, не более
Кремний, не более
Фосфаты в пересчете на РО^~, не более
Нитраты и нитриты в пересчете на азот
(N), не более
Тяжелые металлы (Ag), не более
Кальций, не более
Хлорноватистый калий (КСЮ3),
не более
Алюминий, не более
Содержание, масс. %
Едкое кали техническое
(по ГОСТ 9285-78)
твердое
сорт высший
95
1,4
0,7
0,025
0,03
1,5
0,01
—
0,003
—
0,01
0,1
0,003
сорт1
95
1,5
0,7
0,05
0,04
2,0
0,02
—
0,003
—
0,01
0,2
0,005
жидкое
сорт высший
54
0,4
0,7
0,03
0,004
1,7
0,015
—
0,003
—
0,005
0,15
0,003
сорт1
52
0,8
0,8
0,1
0,01
2,0
—
—
—
—
0,3
—
Едкое
кали реактивное
(по ГОСТ 24363-80)
химически
чистое
86,0
0,6
0,002
0,0005
0,0005
—
0,002
0,0002
0,0005
0,0005
0,001
—
0,0001
чистое для
анализа
85,0
1,0
0,004
0,002
0,0005
—
0,002
0,0002
0,0005
0,0005
0,001
—
0,0001
чистое
84,5
1,5
0,008
0,003
0,001
—
0,005
0,001
0,001
0,001
0,001
—
0,001
Таблица 3.10
Едкий натр
Компоненты
Едкий натр, не менее
Углекислый натрий, не
более
Хлористый натрий,
не более
Оксиды железа, алюминия
и марганца (в сумме),
не более
Железо в пересчете на
Fe203, не более
Содержание, масс. %
Едкий натр
(по ГОСТ 2263-79)
Марка
ТР
98,5
0,8
0,05
0,02
0,004
Марка
тд
94
1,0
3,5
—
0,03
Марка
РР
92
2,5
3,75
0,02
0,0015
Едкий натр жидкий
(по ГОСТ 2263-79)
Марка РХ
Сорт
I
45,5
1,1
1,0
0,05
0,008
Сорт
II
43
2,0
1,5
0,2
Марка
Сорт
высший
46
0,6
3,0
0,007
РД
Сорт
I
44
0,8
3,8
0,02
Едкий натр реактивный
(по ГОСТ 4328-77)
химически
чистый
99
0,8
—
—
чистый
ДЛЯ
анализа
98
1,0
—
—
чистый
97
1,5
—
—
Характеристика важнейших продуктов промышленности неорганических веществ 283
Продолжение таблицы 3.10
Компоненты
Сульфаты в пересчете на
SO4", не более
Магний и кальций в
пересчете на Mg, не более
Тяжелые металлы
сероводородной группы, не более
Диоксид кремния, не более
Хлориды в пересчете на
СГ, не более
Железо, не более
Фосфаты в пересчете на
РО4-, не более
Азот, не более
Калий, не более
Алюминий, не более
Ртуть, не более
Хлорноватокислый натрий,
не более
Медь, не более
Содержание, масс. %
Едкий
натр
(по ГОСТ 2263-79)
Марка
ТР
0,03
0,01
0,01
0,02
0,004
0,0005
0,01
—
Марка
тд
0,04
—
—
—
0,03
0,06
—
Марка
РР
0,03
0,003
0,003
0,008
0,0015
0,0005
0,01
—
Едкий натр жидкий
(по ГОСТ 2263-79)
Марка РХ
Сорт
I
—
—
—
0,5
0,008
0,02
—
0,002
Сорт
II
—
—
—
—
0,2
—
—
Марка РД
Сорт
высший
—
—
—
—
0,007
0,25
—
Сорт
I
—
—
—
—
—
0,02
0,3
—
Едкий
(по)
химически
чистый
0,0005
0,005
0,0005
0,002
0,0025
0,0005
0,0005
0,0003
0,01
0,0005
—
—
натр реактивный
ГОСТ 4328-77)
чистый
для
анализа
0,0050
0,024
0,0010
0,002
0,0050
0,0010
0,0030
0,0005
0,0010
—
—
чистый
0,020
0,060
0,0030
0,020
0,0250
0,0020
0,0100
0,0010
0,0100
—
—
ФИЗИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ
ТЕХНИЧЕСКИХ МАТЕРИАЛОВ И ПРОДУКТОВ
В таблицах приводятся свойства (плотность, насыпная плотность, угол естественного откоса) некоторых
технических материалов, которые могут представлять интерес для химиков.
Таблица 3.11
Плотность некоторых твердых материалов
Название
Агат
Алебастр
Андезит
Антрацит
Асбест листовой
Асфальт
Базальт
Береза воздушно-сухая
Береза сырая
Бетон
Бештаунит
Бронза (6-20 % Sn)
Воск пчелиный
Вуда сплав
Глет свинцовый
Плотность, г/см3 * 1 Название
2,5-2,8 | Латунь
2,2-2,88 Лед
2,0-2,5 1 Манганин
1,4-1,8 Мел
2,1-2,8 J Мергель
1,1-2,8 | Мрамор
2,6-3,2 | Никелин
0,5-0,8 J Нихром
0,8-1,11
1,8-2,5
2,4-2,5
8,7-8,9
0,96
9,7
9,4
Охра
Парафин
Пемза
Песок сухой
Песок сырой
Песчаник
Пробка
Плотность, г/см3
8,4-8,7
0,88-0,92
8,5
1,8-2,6
2,3-2,5
2,5-2,8
8,8
8,4
3,5
0,87-0,91
0,4-0,9
1,2-1,6
1,9-2,1
1,9-2,65
0,22-0,26
284
Новый справочник химика и технолога
Продолжение таблицы 3.11
Название
Глина
Гранит
Графит
Дуб
Дюралюминий
Земля
Известняк
Известь обожженная
Канифоль
Каучук натуральный
Кварцит
Керамика
кислотоупорная
Кирпич обыкновенный
Кирпич огнеупорный
Кокс каменноугольный
Константан
Кость
Лава
Шифер
Шлак доменный
Плотность, г/см3 * | Название
1,6-2,9
2,5-3,0
2,3-2,7
Сажа газовая и ламповая
Сера
Слюда
0,6-0,9 I Сталь углеродистая
2,6-2,9 | Стекло
1,3-2,0 Сургуч
1,5-3,2 | Сурик свинцовый
2,8-3,2 Торф
1,07 | Туф лавовый
0,91 I Уголь бурый
2,65 J Уголь древесный
2,1-2,3
1,4-1,6
Уголь каменный
Фаолит
1,7-2,0 I Фарфор
1,25-1,4 1 Целлулоид
8,9 J Цемент
1,7-2,0 I Чугун серый
2,0-3,0 | Чугун белый
2,65-2,7 | Эбонит
2,6-3,0 | Электрон (сплав)
Плотность, г/см3 *
1,8-1,9
1,93-2,07
2,6-3,2
7,6-7,9
2,2-2,8
1,8
8,6-9,1
-0,5
0,75-1,4
1,2-1,5
0,3-0,5
1,2-1,5
1,5-1,7
2,2-2,5
1,4
2,6-3,2
7,0-7,2
7,6-7,8
1,15
1,8
* 1 г/см3= 1000 кг/м3.
Таблица 3.12
Насыпная плотность некоторых твердых материалов
Название
Гипс
Глина сухая
Глина сырая
Гравий
Зола
Известняк
Известь гашеная
Кальцинированная сода
Кокс каменноугольный
Кокс нефтяной
Кокс пековый
Плотность, кг/м3 I Название
1000-1600 Мел
1600 8 Снег свежий
2000 | Снег плотный
1400-1800 Уголь бурый
400-800 | Уголь древесный
1500-2000 | Уголь каменный
300-500 I Уголь каменный-антрацит
750-1100 | Угольные брикеты
360-530 | Цианамид кальция в железных
700-800 1 барабанах
750-850 | Цианамид кальция в мешках
Плотность, кг/м3
1200-2500
100-200
200-800
750
150-270
850
900-1100
720
660-770
990-1100
Таблица 3.13
Насыпная плотность кристаллических веществ
Вещество
A1F3
А1203
тА1203 • 2Н20 •
• «Fe203 • ^Si02
А1(ОН)3
Размер
частиц, мм
0,127
0,107
0,095
0,095
0,079
0,072
0,259
0,147
0,095
0,127
0,082
0,072
Насыпная
плотность, кг/м3
671
675
648
998
1013
1000
1100
1040
980
1210
1180
1110
Вещество
BaS04
СаС03
CaF2
Ca5{Cl,F}(P04)3
Размер
частиц, мм
0,259
0,076
0,072
0,163
0,107
0,095
0,163
0,107
0,095
0,163
0,107
0,095
Насыпная
плотность, кг/м3
1200
1200
1050
506
515
507
1150
1160
1110
1560
1590
1540
Характеристика важнейших продуктов промышленности неорганических веществ 285
Продолжение таблицы 3.13
Вещество
A12(S04)3
C11SO4 • 5Н20
Fe203
К2Сг207
KN03
NaCl
Размер
частиц, мм
0,163
0,107
0,095
0,306
0,163
0,095
0,163
0,078
0,072
0,294
0,108
0,095
0,306
0,104
0,095
0,163
0,107
0,095
Насыпная \ „
, з 1 Вещество
плотность, кг/м Я
532
550
518
1040
1020
715
1040
1120
990
1260
1210
910
973
827
720
927
892
843
CaS04 • 2Н20
NaF
Na2S04 • 10H2O
MgO
MgS04 • 7H20
Si02
Размер
частиц, мм
0,306
0,104
0,095
0,095
0,077
0,072
0,163
0,107
0,095
0,305
0,195
0,127
0,306
0,163
0,095
0,306
0,209
0,095
Насыпная
плотность, кг/м3
890
850
690
952
1000
952
700
720
660
204
230
188
725
677
477
1420
1480
1400
Таблица 3.14
Насыпная плотность удобрений
В таблице приводятся значения насыпной плотности удобрений для определенных размеров частиц, влажности,
а также глубины нижнего слоя.
Удобрения
Аммиачная селитра
Натриевая селитра
Кальциевая селитра
Кальциево-аммиачная
селитра гранулированная
Мочевина
Хлористый аммоний
Сульфат аммония
Сульфат-нитрат аммония
Суперфосфат из апатитового
концентрата
Суперфосфат из фосфорита
Суперфосфат из смеси апатита и
фосфорита
Суперфосфат двойной из
флотированного вятского фосфорита
Суперфосфат из вятского
фосфорита, аммонизированный
Суперфосфат двойной из
апатитового концентрата, аммонизированный
Размеры
частиц, мм
Азотсодержац
0,5-3,5
0,26-1,0
0,08-4,0
1,0-2,0
1,0-2,5
1,0-2,5
0,4-0,3
0,3-0,6
0,5-1,0
0,12-0,3
0,12-0,3
Фосфорсодержа
—
—
—
—
—
—
Влажность,
%
|ие удобрения
2,7
2,1
1,5
2,0
3,9
2,0
5,7
2,2
2,2
7,0
2,0
шдие удобрени
15,5
14,9
15,5
12,3
8,4
8,9
Глубина
м
11,5
10,7
11,8
10,2
11,5
10,9
11,0
11,6
11,6
10,7
11,2
я
11,7
11,4
11,3
11,9
11,3
11,2
Насыпная
плотность,
кг/м3
верхнего
слоя
890
870
1250
1480
1060
960
720
720
710
820
1040
1190
1100
950
880
1190
980
нижнего
слоя
980
1100
1300
2000
980
1160
860
770
770
1170
1200
1260
1210
1070
900
1350
1120
286
Новый справочник химика и технолога
Продолжение таблицы 3.14
Удобрения
Размеры
частиц, мм
Влажность,
%
Глубина
нижнего слоя,
м
Насыпная плотность,
кг/м3
верхнего
слоя
нижнего
слоя
Калийные удобрения
Сильвинит молотый
Карналлит молотый
Калийная соль (40%-я)
Хлористый калий
Сульфат калия
Калийная селитра
1,5-5,0
0,5-5,0
0,05-4,0
0,05-4,0
0,05-0,2
0,05-0,25
0,1-0,17
0,1-0,17
1,7
2,0
-4,6
1,0
2,4
1,5
1,2
1,6
2,0
11,6
11,3
11,6
11,4
11,2
11,3
11,2
11,5
11,3
1110
1140
990
1010
1060
870
1250
1050
1120
1170
1300
1000
1110
1230
990
1430
1140
1270
Сложные удобрения
Аммофос из вятского фосфорита,
гранулированный
Диаммофос
Нитрофоска
Аммофоска
0,5-5,0
0,5-0,67
0,5-0,67
0,5-1,5
0,25-1,5
0,25-1,5
0,3-2,0
1,5
1,6
2,0
7,4
2,0
9,1
2,9
11,6
11,7
11,7
10,9
11,2
10,7
10,5
870
890
990
1050
840
830
990
930
930
1040
1290
960
1060
1320
Таблица 3.15
Угол естественного откоса удобрений
В таблице приводятся значения угла естественного откоса (в градусах) в зависимости от температуры и
относительной влажности воздуха.
Удобрения
Аммиачная селитра
Калийная селитра
Монофосфат аммония
Мочевина гранулированная
Натриевая селитра
Рыбная мука
Сульфат аммония
Суперфосфат
Торф
10 °С
50
38
41
37,5
36
37,5
40,5
38,5
37
34
60
41
40
37
36
37
41
40
38
35
70
46,5
41,5
37,5
38,5
47,5
41,5
53
42
36
20
°С
Относительная влажность
40
37
40,5
38
36
36
42
40
35
36
50
44
40,5
37
35,5
37
40,5
42
39
36
60
48
40,5
38
37
51
41
49,5
40
35,5
воздуха,
70
—
43
38,5
45
—
40,5
54
40
36
%
30
37
39
37
34
35
42
40
38
35
30
40
40
39
37,5
35
37
40,5
40
37
34
°С
50
45
41
37
37
47
40,5
47
37
35,5
60
50
41
37
37
51
40,5
47
39,5
36,5
Таблица 3.16
Угол естественного откоса некоторых материалов
Название
Древесный уголь
(твердые породы)
Известняк
Известь негашеная мелкая
Насыпная
плотность,
кг/м3
220
2000
500
Угол
естественного
откоса, град.
45
30-45
50
Название
Каменноугольный кокс
Поваренная соль крупная
Сухой песок
Насыпная
плотность,
кг/м3
360-530
745
1600
Угол
естественного
откоса, град.
35-50
35-50
32
Раздел 4
НЕОРГАНИЧЕСКИЕ ВЯЖУЩИЕ ВЕЩЕСТВА
Автор-составитель: к. т. н. И.Н. Медведева
В разделе приводятся основные сведения о наиболее
распространенных неорганических вяжущих
веществах, выпускаемых отечественной промышленностью.
Сведения расположены в соответствии с приведенной
ниже классификацией, которая основана на свойствах
вяжущих веществ, определяющих области их
применения:
1. Воздушные вяжущие вещества:
- гипсовые вяжущие вещества;
- воздушная известь;
- магнезиальные вяжущие вещества.
2. Гидравлические вяжущие вещества:
- известь гидравлическая;
- портландцемент;
- шлакопортландцемент;
- глиноземистый цемент;
- многокомпонентный цемент.
3. Специальные цементы:
- декоративные цементы;
- расширяющиеся и напрягающие цементы;
- тампонажные цементы;
- сульфатостойкие цементы;
- кислотоупорные цементы;
- шлакощелочные вяжущие вещества;
- фосфатные вяжущие системы;
- щелочные силикатные связки;
- полимерцементные вяжущие композиции.
4.1. Воздушные вяжущие вещества
4.1.1. Гипсовые вяжущие вещества
Гипсовые вяжущие вещества разделяют на [1, 2]:
• низкообжиговые — порошкообразные материалы,
состоящие из полуводного гипса (CaS04" 0,5 Н20),
получаемые тепловой обработкой двуводного гипса
при 105-200 °С (выпускаются по ГОСТ 125-79)
(табл. 4. Г);
* Все отсутствующие в тексте таблицы приведены в конце
раздела.
• высокообжиговые:
а) получают обжигом двуводного гипса при 600-
800 °С с последующим тонким измельчением с
активаторами твердения — ангидритовое вяжущее (на основе
CaS04);
б) получают обжигом двуводного гипса при 800-
950 °С с последующим помолом — эстрих-гипс (на
основе CaS04 (с СаОсв = 2 %));
• безобжиговые гипсовые вяжущие вещества —
получают тонким измельчением высушенного (при 50-
60 °С) природного двуводного гипса (CaS04' 2Н20)
или природного ангидрита (CaS04) с активаторами
твердения.
4.1.2. Воздушная известь
Воздушная известь представляет собою продукт
обжига карбонатных пород или смесь этого продукта
с минеральными добавками. Воздушная известь
обеспечивает твердение строительных растворов и
бетонов и сохранение ими прочности в воздушно-
сухих условиях.
Воздушную известь разделяют на негашеную и гид-
ратную (гашеную), получаемую гашением кальциевой,
магнезиальной и доломитовой извести. По
фракционному составу известь разделяют на комовую, в том
числе дробленую, и порошкообразную.
Порошкообразную известь, получаемую размолом или гашением
(гидратацией) комовой извести, разделяют на известь
без добавок и с добавками.
Негашеную известь по времени гашения разделяют
на быстро-, средне- и медленногасящуюся (не более 8,
не более 25 и более 25 мин соответственно).
В зависимости от содержания оксидов кальция и
магния воздушную негашеную известь разделяют на
кальциевую, магнезиальную и доломитовую (табл. 4.2).
В качестве добавок при производстве строительной
воздушной извести применяют: шлаки
гранулированные доменные или электротермофосфорные, активные
минеральные добавки, кварцевые пески, которые долж-
288
Новый справочник химика и технолога
ны удовлетворять требованиям соответствующих
действующих нормативных документов.
Степень дисперсности порошкообразной воздушной
и гидравлической извести — характеризуется остатком
на сите с сеткой № 02 и 008 не более 1,5 и 15 %
соответственно. Минимальный размер кусков дробленой
извести не должен быть более 20 мм.
Содержание гидратной влаги в негашеной извести — не
более 2 %. Влажность гидратной извести — не более 5 %.
Известь применяют в качестве вяжущего вещества в
составе кладочных штукатурных растворов,
известковых красок [2, 3] и т. д. Известь воздушная придает
строительным растворам высокую пластичность,
обеспечивает водоудержание. Известь применяется для
изготовления плотных и ячеистых силикатных
(автоклавных) изделий и т. д.
Таблица 4.2
Основные технические требования к строительной воздушной извести (ГОСТ 9179-77)
Наименование показателя
Активные СаО + MgO, не менее:
без добавок
с добавками
Активная MgO, не более
С02, не более:
без добавок
с добавками
Непогасившиеся зерна, не более
Норма для извести, масс. %
Негашеной
Кальциевой | Магнезиальной и доломитовой
Гидратной
Сорт
1
90
65
5
3
4
7
2
80
55
5
5
6
11
3
70
5
7
14
1
85
60
20 (40)*
5
6
10
2
75
50
20 (40)
8
9
15
3
65
20 (40)
11
20
1
67
50
—
3
2
—
2
60
40
—
5
4
—
В скобках указано содержание MgO для доломитовой извести.
4.1.3. Магнезиальные вяжущие вещества (табл. 4.3)
4.2 Гидравлические вяжущие вещества
4.2.1. Известь гидравлическая (табл. 4.4)
4.2.2. Портландцемент (табл. 4.5)
Минералогический состав портландцементного клинкера
Таблица 4.6
Минерал
Трехкальциевый силикат
Двухкальциевый силикат
Трехкальциевый алюминат
Четырехкальциевый алюмоферрит
Формула
ЗСаО • Si02
2СаО • Si02
ЗСаО • А1203
4СаО • А1203 • Fe203
Сокращенное обозначение,
принятое в специальной литературе
c3s
C2S
С3А
C4AF
Содержание, %
42-60
15-35
5-14
10-16
} 70-80
Таблица 4.7
Химико-минералогическая характеристика портландцементного клинкера
Показатели
Формула и численное значение
Коэффициент насыщения КН
СаО^ -СаОсво6 - 1,65А12Р3 - 0,35Fe2O, - 0,7SO,
2,8(Si02o6-Si02ceo6)
= 0,8-0,95
Гидравлический или основной модуль m
%CaO„, -%Ca(X,
(%Si0206ni - %Si02cBo6) + %А1203 + %Fe203
•= 1,9-5-2,4
Силикатный или кремнеземистый модуль п
%SiO„
%SiO,,
"/oAlA+o/oFeA
= 1,7-3,5
Глиноземистый или алюминатный модуль Р
%A12Q3
%Fe,(X
= 1,0-3,0
Неорганические вяжущие вещества 289
Химические превращения клинкерных минералов при гидратации портландцемента
C3S + иН20 -> С— S—H* + Са(ОН)2
QS + wH20 -> С—S—H + Са(ОН)2
2С3А + иН20 -> С2АН8 + С4АН13 (С4АН19) -> С3АН6
C4AF+wH20 ->C4AFH13
С3А + 3CaS04 • 2Н20 + 24Н20 -> С3А • 3CaS04 • 32Н20
* С—S—Н — гвдросиликаты переменного состава (CaO/Si02 = 0,8 + 1,5 — низкоосновные; CaO/Si02 = 1,5 + 2,0 —
высокоосновные).
Таблица 4.8
Теплота гидратации клинкерных минералов и цемента (Дж/г) [5]
Минералы клинкера
ЗСаО • Si02
2СаО • Si02 (р-форма)
ЗСаО • А1203
4СаО • А1203 • Fe203
Портландцемент
3 сут.
406
63
591
176
309
7 сут.
461
105
662
251
360
Срок твердения
28 сут.
486
168
876
377
402
3 мес.
520
197
930
414
431
6 мес.
670
352
1064
570
457
4.2.3. Шлакопортландцемент (табл. 4.9)
4.2.4. Глиноземистые цементы (табл. 4.10)
4.2.5. Многокомпонентные цементы
С целью экономии энергоресурсов при
производстве цемента, а также в связи с необходимостью
утилизации промышленных отходов, в последние годы
активно развивается выпуск многокомпонентных
(смешанных, композиционных) цементов [7].
Многокомпонентные цементы — это цементы, в которых
часть клинкера заменена промышленными отходами и
природными безобжиговыми материалами.
Проявление химической активности этими материалами и их
участие в гидратации цемента основано на кислотно-
основном взаимодействии алюмосиликатного стекла
или аморфного кремнезема с гидроксидом кальция,
образующимся при гидратации цемента. В качестве
компонента в составе цементов наиболее широко
используются золы ТЭС (кислые и основные), основные
и кислые доменные шлаки, электротермофосфорные
шлаки, шлаки цветной металлургии, вулканические
породы (пемза, туф, вулканический шлак), осадочные
породы (трепел, опока), микрокремнезем
(мелкодисперсный диоксид кремния — отход производства
кремния или кремниевых сплавов), а также добавки-
наполнители (тонкоизмельченные известняк и
кварцевый песок). Главным отличием многокомпонентных
тонкомолотых цементов от цементов с добавками
(ГОСТ 10178-85) является [8] повышенная
дисперсность и оптимальный гранулометрический состав как
цемента в целом, так и отдельных компонентов, что
позволяет расширить сырьевую базу путем
вовлечения в производство промышленных отходов и добавок
наполнителей. Поэтому такие цементы называют
тонкомолотыми многокомпонентными цементами (ТМЦ).
Тонкомолотые многокомпонентные цементы лишены
основного недостатка многокомпонентных цементов —
замедленного роста прочности и низкой марочной
прочности. Использование тонкодисперсных
компонентов позволяет увеличить содержание добавок до
80 % без снижения прочности. Многокомпонентные
тонкомолотые цементы выпускаются по техническим
условиям заводов-изготовителей.
Свойства цемента многокомпонентного
тонкомолотого (табл. 4.11)
4.3. Специальные цементы
4.3.1. Декоративные цементы (табл. 4.12)
4.3.2. Расширяющиеся и напрягающие цементы
Цементы, к которым предъявляют специальные
требования по объемным деформациям при твердении по
ГОСТ 23464-79, разделяют на:
• безусадочные, с величиной расширения в 3-суточ-
ном возрасте не более 0,1 % (при испытании по
ГОСТ 11052-74);
• расширяющиеся, с величиной расширения в 3-су-
точном возрасте более 0,1 % (при испытании по
ГОСТ 11052-74);
• напрягающие, для которых нормируется энергия
самонапряжения.
290
Новый справочник химика и технолога
Расширяющиеся и напрягающие цементы являются
многокомпонентными, в их состав входят вяжущие
вещества, обусловливающие высокую прочность
цементного камня, расширяющиеся компоненты,
обеспечивающие требуемые период и величину расширения, и
различные добавки, участвующие в реакциях
гидратации или регулирующие твердение.
Известно более 50 видов расширяющихся и
напрягающих цементов [9-11], которые классифицируют по
природе расширяющего компонента, по способу
производства; по виду основного вяжущего вещества.
Последний, отвечающий за формирование прочного
каркаса цементного камня, подразделяют на составы
на основе глиноземистого цемента и составы на
основе портландцемента. В качестве расширяющего
компонента используют [9]:
• промышленные продукты, содержащие
алюминаты кальция (глиноземистый, сталерафинированные
шлаки, шлаки от производства феррохрома, фер-
робора, ферротитана);
• природные материалы, которые после их
термообработки при добавлении к портландцементу
обеспечивают образование гидросульфоалюмината
кальция при его гидратации (например, добавка
термообработанного при 600-700 °С алунита
(K2S04 • A12(S04)3 • 2A1203 • 6Н20);
• сульфоалюминатный клинкер (получаемый
обжигом смеси из известнякового, глиноземистого
компонента и гипса) или сульфоферритный
клинкер (получаемый обжигом смеси из
известнякового, железосодержащего компонента и
гипса);
• добавки на основе оксидов СаО и MgO,
(получаемые термообработкой доломита, магнезита при
800-900 °С.
Расширяющиеся и напрягающие цементы
получают смешиванием вяжущего вещества со специально
подготовленной добавкой или совместным одно- или
двухступенчатым помолом компонентов. Основной
причиной расширения цементного камня при
использовании расширяющих компонентов первых трех
видов является образование гидросульфоалюмината
кальция (ЗСаО • А1203 • 3CaS04 • 32Н20). В последнем
случае расширение происходит за счет образования в
процессе гидратации цементов гидроксидов кальция и
магния.
Основные области применения — гидроизоляция
тоннелей метро, строительство подземных и
подводных сооружений, покрытия для гидроизоляции
резервуаров, изготовление непроницаемых конструкций,
тампонирование нефтяных скважин, покрытия для
защиты бетонных и железобетонных сооружений от
воздействия агрессивных сред и т. д.
Безусадочные, расширяющиеся и напрягающие
цементы выпускают в основном по техническим
условиям заводов-изготовителей, а также по ГОСТ 11052-74.
Цемент гипсоглиноземистый расширяющийся
(табл. 4.13)
Напрягающий цемент (табл. 4.14)
4.3.3. Тампонажные цементы
Тампонажные цементы — это цементы, которые
обеспечивают способность тампонажного раствора
проникать в затрубное пространство нефтяных, газовых
и иных скважин, твердеть при различных температурах
и давлениях, образовывать цементный камень,
обеспечивающий высокую герметичность его контактов с
обсадными трубами и горными породами, а также
коррозионную и термическую стойкость при возможных
колебаниях температур и воздействии агрессивных
сред на конкретных месторождениях [12, 13].
Классификация тампонажных цементов
По ГОСТ 1581-96 технические требования к
портландцементам тампонажным цементам
унифицированы со стандантартом Американского
нефтяного института API Specification 10A [14] в части
цементов I-G и I-H, соответствующих по техническим
требованиям цементам G и Н Американского
стандарта. Данные цементы пользуются наибольшим
спросом на мировом рынке.
Тампонажные портландцементы разделяются по
следующим признакам: вещественный состав,
плотность, температура применения, сульфатостойкость
(ГОСТ 1581-96).
По вещественному составу цементы разделяют на
следующие типы:
I — тампонажный портландцемент бездобавочный;
I-G — тампонажный портландцемент
бездобавочный с нормированными требованиями при водоцемент-
ном отношении, равном 0,44 [14];
I-H — тампонажный портландцемент
бездобавочный с нормированными требованиями при водоцемент-
ном отношении, равном 0,38 [14];
II — тампонажный портландцемент с
минеральными добавками;
III — тампонажный портландцемент со
специальными добавками, регулирующими плотность
цементного теста.
По плотности цементного теста цемент типа III
разделяют на:
- облегченный (Об);
- утяжеленный (Ут).
По температуре применения цементы типов I, II и III
разделяют на цементы, предназначенные для:
- низких и нормальных температур 15-50 °С;
- умеренных температур 51-100 °С;
- повышенных температур 101-150 °С.
По сульфатостойкости цементы разделяют на:
а) типы I, II и III:
Неорганические вяжущие вещества
291
- обычный (требования по сульфатостойкости не
предъявляются);
- сульфатостойкий (СС);
б) типы I-G и I-H:
- высокой сульфатостойкости (СС-1);
- умеренной сульфатостойкости (СС-2).
Обозначение тампонажных портландцементов типа
III в зависимости от плотности цементного теста
представлено в табл. 4.15.
Таблица 4.15
Значения плотности (г/см3), цементного теста
для цемента типа III
Облегченного
обозначение
средней
плотности
Об 4
Об 5
Об 6
плотность
±0,04
1,40
1,50
1,60
Утяжеленного
обозначение
средней
плотности
УтО
Ут1
Ут2
УтЗ
плотность
±0,04
2,00
2,10
2,20
2,30
Основные свойства тампонажных
портландцементов (табл. 4.16)
4.3.4. Свойства сульфатостойких цементов
(табл. 4.17)
4.3.5. Кислотоупорные цементы (табл. 4.18)
4.3.6. Шлакощелочные вяжущие вещества
Шлакощелочные вяжущие вещества [15] — такой
вид вяжущих, который состоит из шлаков различного
состава и щелочного компонента, в качестве
дополнительных компонентов используют добавки тонкоиз-
мельченного клинкера (для ускорения набора
прочности), а также тонкомолотые добавки. В качестве
щелочного компонента шлакощелочных вяжущих веществ
используют: едкий натр, соду кальцинированную, плав
соды кальцинированной, метасиликат натрия (с
силикатным модулем п = 1), дисиликат натрия (и = 2),
силикат натрия растворимый (2 < п < 3), жидкое стекло
натриевое. Классификация шлакощелочных вяжущих
веществ в табл. см. 4.19,4.20.
Марки шлакощелочных вяжущих веществ,
определяемые по активности в нормальных условиях
твердения, на доменных, электротермофосфорных шлаках и
шлаках цветной металлургии в зависимости от вида
щелочного компонента представлены в табл. 4.20.
Сроки схватывания шлакощелочных вяжущих
веществ со щелочным компонентом:
• жидкое стекло:
начало, не ранее — 20 мин;
конец, не позднее — 6 ч.
• с другими компонентами:
начало, не ранее — 30 мин;
конец, не позднее —12ч.
Предел прочности при сжатии для шлакощелочных
вяжущих веществ, имеющих марку 300-Н000 —
(30-100) МПа.
Шлакощелочные вяжущие вещества используют для
легких, тяжелых бетонов, теплоизоляционных бетонов,
жаростойких бетонов (200-1500 °С), с высокой
морозостойкостью (по количеству циклов замораживания—
оттаивания F = 200 - 1000), водонепроницаемостью
(W = 4 +■ 30), для коррозионностойких бетонов (в
агрессивных минеральных и органических средах).
Шлакощелочные вяжущие вещества и бетоны на их
основе выпускают по техническим условиям заводов-
изготовителей.
Таблица 4.19
Классификация шлакощелочных вяжущих [15]
Условное обозначение
ШШВО
ШШВ2
ШШВ4
ШШВ6
ШШВТ5
ШШВСО
ШШВНО
ШШВН7
ШШВМ0
ШШВМ5
Массовая доля
портландцементного клинкера, %
Не содержит
2+1
4+ 1
6+1
5±2
Не содержит
Не содержит
7±2
Не содержит
5±2
Наименование шлака
Доменный М0* > 0,6
Доменный М0 > 1,05
Доменный М0 < 0,95
Доменный 0,95 < М0 < 1,05
Электротермофосфорный
Свинцовый
Никелевый
Никелевый
Медный
Медный
... „ CaO + MgO
М0 — модуль основности шлака: М0 = —
SiO, + А1,0,
Метасиликат натрия (п = 1)
В
в
го
On
*~* ^ -J <Л OJ
g g © © ©
Е
Е
го
4*.
^ 00 Ui OJ
s о о о
g о о о
Е
Е
го
~ -J <»л 4*.
s о о о
g о о о
Е
Е
го
о
rt VO С> U« -fc- l*>
£i О О О О О
§ о о о о о
ШШВ
S
Ul
4*. UJ
О О
О О
Е
Е
m
X
-~л
1*>
о
о
Е
Е
m
X
о
i*>
о
о
Плав соды кальцинированной
Е
Е
го
о
о
4*. UJ
О О
о о
Е
Е
го
н
Ul
Ui 4*. <*>
о о о
о о о
Е
Е
го
On
On Ui 1*>
О О О
О О О
Е
Е
го
4*.
Ui 4^ w
О О О
о о о
Ul
о
о
Е
Е
го
4*. UJ
о о
о о
Е
Е
го
о
Ui 4^ w
о о о
о о о
шшв
S
Ul
1*>
о
о
Е
Е
го
я
-~J
4^ UJ
о о
о о
Сода кальцинированная
Е
Е
m
X
о
i*>
о
о
Е
Е
m
О
о
i*>
о
о
Е
Е
го
н
Ul
4*. UJ
о о
о о
Е
Е
го
On
Ui l*>
О О
о о
Е
Е
го
4^.
Ui 4ь. <*>
О О О
о о о
Е
Е
го
<^« 4*- <-<J
о о о
о о о
Е
Е
го
о
4*. OJ
о о
о о
Щелочной
компонент
Обозна
шлакоще
вяжут
чение
ночного
цего
S
03
Дисиликат натрия (п = 2)
ШШВ С
о
00 --J On <-л 4*- 1*>
О О О О О О
О О О О О О
шшвт
Ul
^ 00 -J <^« U>
S о о о о
g о о о о
9 amm
00 ^J Ui 4i W
о о о о о
о о о о о
Е
Е
го
4*
Ю оо vi lyi 4v
о о о о о
о о о о о
1000
Е
Е
го
ю
VO -J Ul W
о о о о
о о о о
ШШВО
Ю 00 vj 5\ W Ji W
о о о о о о о
о о о о о о о
шшвм
Ul
4*. OJ
о о
о о
Метасиликат натрия (п =
ШШВМ
о
4*. OJ
О О
о о
ШШВН
-~j
Ui 4i w
О О О
О О О
ШШВН
о
Ui 4*- i*>
О О О
о о о
ШШВ С
о
Ui 4*.
О О
о о
1)
1*>
о
о
1000
ШШВТ
V/I
-J КП
о о
о о
1*>
о
о
§Е
елочн
мпоне
я о
Е
Обозначен
лакощелоч
вяжущег
о я s
О <т>
3
S
фка
X
5
В
лак
о
щелоч
?
и
вяжу
£
S
ов
а
£
2
#
а>
о;
3
Г1
вочник
X
g
ика и
3
нхэ
о
из
о
a
ШШВМ
<»л
4*. OJ
О О
О О
ШШВМ
о
1*>
о
о
ШШВН
-~j
Ui 4*- i*>
О О О
о о о
ШШВН
о
4*. OJ
О О
О О
Силикат натрия растворимый
(2 < я<3)
ШШВ С
о
4*. OJ
О О
о о
9 amm
■vl 0\ 4i Ы
О О О О
о о о о
Е
Е
го
4*.
00 -J <vi 1*>
о о о о
о о о о
VO
о
о
Е
Е
го
v] 0> ^
о о о
о о о
ШШВО
VO 00 -vl OS Ui 4i W
о о о о о о о
о о о о о о о
Дисиликат натрия(п = 2)
ШШВМ
<»л
On кп 4*- <-<J
О О О О
о о о о
ШШВМ
о
Ui 4*. <*>
О О О
о о о
ШШВН
-~j
о ^ 00 --J (3\ Vi 4*- W
Sooooo о о
gooooo о о
00
о
о
-~J
о
о
шшвн
о
a Vl ^
о о о
о о о
1*>
о
о
If
§ §
очно
онен
Н »
Е
Обозначен
лакощелоч
вяжущег
о я s
О <т>
3
03
-к
а
N)
VO
N)
Неорганические вяжущие вещества
293
4.3.7. Фосфатные вязнущие системы
Отличительной особенностью этой группы
материалов является то, что в основе их монолитизации лежат
процессы синтеза фосфатных соединений [16]. Для
фосфатных цементов отвердевание обусловлено
химическим взаимодействием исходного твердого
порошкообразного компонента с жидкостью затворения,
содержащей фосфатные анионы. В качестве таких жидкостей
могут использоваться как водные растворы фосфорных
кислот (главным образом ортофосфорной), так и
растворы кислых фосфатов (фосфатные связки), например
аммония, алюминия, магния, хрома и т. д. В качестве
порошкообразного компонента фосфатных композиций
используются оксиды и гидроксиды различных
металлов, стекла различного состава, соли, бескислородные
соединения, порошки металлов и т. д. Основным
химическим процессом, инициирующим твердение
фосфатных композиций, является кислотно-основное
взаимодействие жидкости затворения и твердого вещества.
Условия проявления вяжущих свойств зависят как от
свойств фосфатного затворителя (степень
нейтрализации, химический состав), так и химических
особенностей порошковой части. Повышение основности
порошкообразной составляющей фосфатной композиции
приводит к увеличению его химической активности по
отношению к фосфатному затворителю и переходу от
фосфатных систем, отвердевающих только в условиях,
стимулирующих химическое взаимодействие
компонентов (нагрев, механохимическая активация), к
системам, твердеющим при нормальных условиях, и далее к
объектам, проявляющим вяжущие свойства только при
снижении интенсивности взаимодействия порошка и
затворителя.
В качестве затворителя наибольшее применение
нашли растворы термической ортофосфорной кислоты
40-70%-й концентрации (ГОСТ 6552-80), соли
ортофосфорной кислоты, а также алюмофосфатная, алюмо-
хромфосфатная, магнийфосфатная, хромфосфатная
связки, которые выпускаются по техническим условиям
заводов-изготовителей (АХФС ТУ 6-18-166-83; АБФС
ТУ 113-08-606-87).
Фосфатные вяжущие системы нашли наиболее
широкое применение в качестве связующего для
разработки жаростойких бетонов, огнеупоров, клеев, а также
компаундов и клеев с электроизоляционными и токо-
проводящими свойствами и т. д. (табл. 4.21-4.24).
Таблица 4.21
Свойства жаростойких материалов на магнийфосфатном цементе [17]
Состав цемента
и условия отверждения
Порошкообразный компонент —
плавленый магнезит и
электрокорунд. Затворитель —
смешанный фосфатно-солевой.
Температура отверждения — 20 °С
Свойства при нагревании
Температура,
°С
20
200
400
600
800
1200
Прочность, МПа
при
сжатии
60,0
52,8
64,0
84,0
111,0
240,0
при
изгибе
14,0
13,0
15,0
18,4
25,8
54,0
Коэффициент
водостойкости
0,75
0,91
0,97
0,99
1,00
1,00
КТР
а- 106, °С-1
6,24
7,44
8,63
8,85
Применение
Для
жаростойких
огнеупорных
материалов,
клеев, бетонов
Таблица 4.22
Свойства покрытия фосфатного огнезащитного по древесине и стали (ГОСТ 23791-79)
Состав, %
Фосфатное
связующее
Полиме-
тафосфат
натрия:
35^0
Порошковый
компонент
Гидроксид
алюминия: 14-16
Каолин: 4—6
ЗолаТЭС: 14-16
Железный сурик:
4-6
Мочевина: 18-22
Свойства
Тонкость
помола, %
Остаток на
сетке № 018
не более 2
Объемная
масса сухой
смеси, кг/м3
215
Шликер
состав
Сухая
смесь — 5 ч
вода — 4 ч
вязкость
по ВЗ-4,
не более,
с
40
Применение
Для защиты
конструкций из древесины
и
стали,эксплуатируемых внутри
помещений с
относительной влажностью
воздуха не более
75 %. Конструкции с
покрытием относятся
к группе
трудносгораемых
294
Новый справочник химика и технолога
Свойства фосфатных покрытий [16]
Таблица 4.23
Состав
Фосфатный
затворитель
АФС
(алюмофос-
фатная
связка)
Порошкообразный компонент
Zr02+Cr203
Zr02+MgCr204
MgCr204
CaZr03
Свойства
Температура
отверждения,
°С
150
150
100
50 -
Огнеупорность, °С
1750
1750
1500
1500
Прочность сцепления, МПа
сталью
3,0
4,0
4,5
6,5
алюминием
4,0
4,0
4,0
6,5
текстолитом
5,0
6,0
6,0
7,0
Применение
Клеи для
склеивания
конструкционных
материалов, покрытия
Свойства стеклотекстолитов на основе металлофосфатных связующих (АФТ),
применяемых в ракетно-космической технике [18]
Таблица 4.24
Показатели
Объемная масса, кг/м3
Предел прочности при сжатии параллельно слоям стеклоткани, МПа,
при:
20 °С
600 °С
900 °С
Предел прочности при сжатии перпендикулярно слоям стеклоткани,
МПа, при:
20 °С
900 °С
Предел прочности при изгибе, МПа, при:
20 °С
900 °С
Предел прочности при разрыве, МПа, при 20 °С
Теплопроводность перпендикулярно слоям стеклоткани, Вт/мК
Удельная ударная вязкость, кДж/м2
Диэлектрическая проницаемость при частоте 1010 Гц
Тангенс угла диэлектрических потерь при частоте 1010 Гц, при:
20 °С
600 °С
Электрическая прочность, кВ/м, при:
20 °С
600 °С
800 °С
Электросопротивление, Ом • см, при:
20 °С
800 °С
Стеклотекстолит
АФТ-2П,
АФТ-2Н
1700-2000
40-60
70-80
20
180-300
60-80
80-100
10-12
50-100
0,54
50-100
3,5-5
0,006
0,045
2 • 103-1 • 105
1,1 • 103
0,7 • 103
1 • 10п-1 • 1013
1,9- 106
АФТ-5
1800-2000
50
—
25
200-250
80-90
60
12
60-80
0,45
65-100
3,5-5
0,006
0,041
2,2- 105
1,3- 103
—
2,6- 1012
1 • 106
АФТ-18
1800
50
—
25
200-250
80-90
60
15
60-80
0,31
65-100
3,5-5
0,015
—
2,6 • 103
_..
—
1,5- 1013
9,9 • 107
Зубные фосфатные цементы (табл. 4.25)
4.3.8. Щелочные силикатные связки
Щелочные силикатные связки — это
концентрированные водные растворы кремнезема в щелочах, а
также микрогетерогенные системы, содержащие
кремнезем различной степени полимерности при рН > 7 и
проявляющие способность к адгезионному
отвердеванию при высыхании системы или при взаимодействии с
отвердителями [10].
Классификация связок [19]:
1. По степени полимерности кремнезема в связке
различают:
Мономеры
/ = 1
Низшие олигомеры
/ = 1-ь25
Высшие олигомеры
(поликремииевые кислоты) М< 10
Коллоидный кремнезем
м > ю6
где / — степень полимерности; М— молекулярная масса.
Неорганические вяжущие вещества
295
2. По химическому составу, по мере возрастания
силикатного модуля (и = Si02/R.20 мольн.) щелочные
силикатные связки образуют ряд:
Высокощелочные -> Жидкие стекла ->
п<2 и = 2-г4
-> Полисиликаты -» Золи
п = 4 + 25 и>25
3. По виду катиона: калиевые, натриевые, литиевые
и силикаты органических оснований (наиболее
распространенные силикаты четвертичного аммония) и
смешанные связки.
4. По содержанию воды в силикатных связках
различают:
Высоководные системы -> Низководные системы ->
(легкоподвижные жидкости) (пасты)
-> Порошки
Из всех щелочных силикатных связок
отечественная промышленность в наибольших объемах
выпускает жидкие стекла (водные растворы щелочных
силикатов натрия и калия, а также смешанные
натриево-калиевые и калиево-натриевые),
получаемые растворением растворимых силикатов натрия и
калия «силикат-глыбы» в воде; золи кремнезема,
растворы полисиликатов, некоторые виды
порошкообразных силикатов натрия.
Технические свойства силиката натрия
растворимого (табл. 4.26)
Свойства натриевого и калиевого жидких стекол
(табл. 4.27)
Свойства коллоидных растворов силикатов натрия
(табл. 4.28)
Свойства порошкообразного метасиликата натрия
(табл. 4.29)
Основные области применения щелочных
силикатных связующих: в качестве связующего для
лакокрасочной промышленности, для покрытий различного
назначения, для изготовления литейных форм и
стержней, для жаростойких бетонов, для укрепления
грунтов и т. д.
Свойства огнезащитных покрытий на основе
жидкостекольного связующего (табл. 4.30)
Краски силикатные
(связующее — калиевое жидкое стекло)
(табл. 4.31)
Бетоны жаростойкие на силикатных связующих
(жидком стекле с отвердителем, силикат-глыбе
с отвердителем) BR S (табл. 4.32)
Состав и свойства полимерсиликатных химически
стойких бетонов (табл. 4.33)
4.3.9. Полимер цементные вяжущие
Полимерцементные материалы относятся к
композиционным вяжущим, получаемым на основе
неорганической составляющей (портландцемент,
глиноземистый цемент, гипс и др.) в сочетании с
органическим компонентом [20]. В качестве
органического компонента используются
водорастворимые материалы (эпоксидные, карбамидные и фура-
новые смолы, производные целлюлозы и др.) и
водные дисперсии полимеров (поливинилацетат,
латексы, эмульсии кремнийорганических
полимеров). Применяются также мономерные и олигомер-
ные соединения, которые полимеризуются при
гидратации вяжущего материала под действием отвер-
дителей и инициаторов, температуры, рН-среды и
т. п. Полимерный компонент вводится либо в воду
затворения, а затем используется при
приготовлении растворной или бетонной смеси, либо вводится
в виде порошкообразного компонента в состав
сухой смеси на основе вяжущего вещества, а затем
при затворении растворной или бетонной смеси
водой диспергируется в водной среде, а при твердении
растворов полимеризуется [10]. Свойства
получаемых материалов зависят от многих факторов: вида и
качества цемента, вида полимера, полимерцемент-
ного отношения (П/Ц), водоцементного отношения
(В/Ц) и др. Полимерцементное отношение
определяется как отношение массовой доли полимера (в
расчете на сухое вещество) и цемента в
композиционном вяжущем. Для полимерцементных
материалов характерно отношение П/Ц > 0,2-0,4, когда
полимерная фаза образует в цементном камне
органическую структуру. При П/Ц = 0,2-0,25 кри-
сталлизационно-коагуляционная структура
цементного камня в местах дефектов (полы, трещины)
укрепляется полимерной составляющей, что и
обусловливает формирование более прочной и
эластичной структуры. При П/Ц > 0,25 полимер
образует непрерывную полимерную сетку. В полимер-
цементных композициях не наблюдается
взаимодействие между органической и неорганической фазами
[20]. Органические фазы взаимодействуют с гид-
ратными фазами только за счет ионных и
водородных связей и сил Ван-дер-Ваальса. В присутствии
полимерных добавок изменяется кинетика
гидратации портландцемента, причем с ростом П/Ц
наблюдается замедление скорости взаимодействия
цемента с водой.
Составляющие полимерцементной композиции
существенно различаются по свойствам. Неорганическая
составляющая характеризуется высокой прочностью
при сжатии и низкой — при сгибе и растяжении, а
также низкими показателями износостойкости и коррози-
296
Новый справочник химика и технолога
онной стойкости. Полимерный компонент
компенсирует указанные отрицательные характеристики вяжущего
вещества, повышая морозостойкость,
водонепроницаемость цементного камня и т. д. Использование
термопластичных полимеров (производные целлюлозы,
поливиниловый спирт) способствует повышению адгезии
цементного камня к другим материалам. Влияние
полимерной добавки на прочность полимерцемента
связано с условиями твердения и видом полимера.
Присутствие полимера придает бетону высокую прочность при
растяжении и изгибе только в воздушно-сухих
условиях, при водном твердении или во влажных условиях
отмечается снижение прочностных показателей,
особенно при изгибающих нагрузках. Из водных дисперсий
наибольшее распространение получили поливинилаце-
татные (ПВА), бутадиенстирольные латексы (СКС-
65ГП, СКС-50ГП), латексные дисперсии марок СКД-1,
СКМС-65ГП и др. В качестве водорастворимых
полимеров используются эпоксидная смола (С-89),
эпоксидно-алифатические смолы (ДЭГ-1, ТЭГ-1 и др.), феноль-
ные жидкие смолы (СРЖ), карбамидные смолы (МФ-
17, М-70, КС-68 и др.), метилцеллюлоза и ее
производные. Применяются также кремнийорганические
жидкости (типа ГКЖ). Водорастворимые полимеры снижают
усадку бетонов на 30-40 %, а водные дисперсии
вызывают повышение усадочных деформаций, что
объясняют суммарным эффектом усадки цементного камня и
высыхающего полимера. С увеличением содержания
полимера, набухающего в воде, наблюдается снижение
водопроницаемости. Износостойкость полимерце-
ментного камня возрастает в 10-50 раз и определяется
износостойкостью полимерной составляющей и
величиной П/Ц.
Полимерцементные материалы широко
используются для изготовления полов, в качестве изоляционных и
защитных покрытий, отделочных материалов,
водонепроницаемых материалов для строительства метро, в
гидроэнергетике и т. д.
Использование редиспергируемых полимерных
порошков в качестве полимерной составляющей
позволило разработать сухие полимерцементные смеси
различного назначения [21]. Материалы на основе сухих
строительных смесей, модифицированные полимерами,
обладают высокими адгезионными свойствами,
повышенной прочностью при изгибе, стойкостью к
истиранию, незначительной усадкой, улучшенными
реологическими свойствами. Редиспергируемые полимерные
порошки (РПП) — это сополимеры винилацетата,
этилена, винилхлорида, виниллаурата, акрилата и других
мономеров. РПП получены медленной сушкой латек-
сов, содержащих стабилизаторы, предотвращающие
коагуляцию латекса, а также защитные коллоиды и
противовспенивающие агенты, которые обеспечивают
получение сыпучего порошка. В процессе
последующего перемешивания цементно-полимерной сухой смеси с
водой РПП диспергируются в воде, без коагуляции с
частицами цемента, а затем в процессе испарения воды
в твердеющем строительном растворе образуют пленки.
Растворимые эфиры целлюлозы различаются: по
химической основе (метил-, метилгидроксиэтил-, ме-
тилгидроксипропи л целлюлоза); по дисперсности
частиц — от сверхмелкодисперсных порошков до грану-
лообразных частиц; по вязкости (5-60 000 мПа • с).
Введение порошкообразных растворимых эфиров
целлюлозы в состав цементных композиций в небольших
количествах, от сотых до десятых долей процента,
препятствует расслоению частиц различных размеров в
растворной смеси, обеспечивает удержание воды в
растворной смеси, уменьшает отсос воды в основание, на
которое наносится растворная смесь, придает полимер-
цементным клеям устойчивость к сползанию во
влажном состоянии, повышает прочность сцепления с
основанием.
Свойства ряда иолимерцементных композиций
представлены в табл. 4.34.
4.3.10. Классификация цементов, общие
технические требования
Требования к цементам но ГОСТ 30515-97
(табл. 4.35) согласованы с ENV 107-1 [22] в части
правил приемки и оценки уровня качества по критериям
соответствия, а также классификации цементов по
классам прочности.
Классификация:
1. По назначению цементы различают на:
- общестроительные;
- специальные.
2. По виду клинкера цементы подразделяют на основе:
- портландцементного клинкера;
- сульфоалюминатного (сульфоферритного) клинкера.
3. По вещественному составу цементы подразделяют
на типы, характеризующиеся различным видом и
содержанием добавок.
4. По прочности при сжатии цементы подразделяют на
классы: 22,5; 32,5; 42,5; 52,5.
5. По скорости твердения общестроительные цементы
подразделяют на:
- нормально твердеющие с нормированием
прочности в возрасте 2 (7) и 28 сут.
- быстротвердеющие с нормированием
прочности в возрасте 2 сут., повышенной по сравнению с
нормально твердеющими, и 28 сут.
6. По срокам схватывания цементы подразделяют на:
- медленносхватывающиеся с нормированным
сроком начала схватывания более 2 ч.
- нормальносхватывающиеся с нормируемым
сроком начала схватывания от 45 мин до 2 ч.
- быстросхватывающиеся с нормируемым
сроком начала схватывания менее 45 мин.
Неорганические вяжущие вещества
297
Таблица 4.35
Номенклатура обязательных качеств
для цементов (ГОСТ 30515-97)
Наименование показателя,
единица измерения
Прочность на сжатие и
(или) изгиб, МПа
Вещественный состав, %
Равномерность
изменения объема
Время загустевания, мин
Плотность цементного
теста, кг/м3
Самонапряжение, МПа
Линейное расширение, %
Тепловыделение, Дж/кг
Водоотделение, % или
мл
Содержание оксида
магния MgO в клинкере, %
Содержание оксида
серы(У1) S03, %
Содержание хлор-иона
СГ, %
Содержание
шестивалентного хрома Сг+ , %
Содержание оксида
алюминия А12Оз, %
Минералогический
состав, %
Удельная эффективная
активность естественных
радионуклидов, Бк/кг
Вид цемента
Все цементы
Все цементы
Все цементы на основе
портландцементного
клинкера, кроме тампонажных
Цементы тампонажные
Цементы тампонажные
Цементы напрягающие
Цементы
расширяющиеся, напрягающие,
безусадочные
Цементы для
гидротехнических сооружений
Цементы для
строительных растворов,
дорожные, тампонажные
Все цементы на основе
портландцементного
клинкера
Все цементы на основе
портландцементного
клинкера
Все цементы на основе
портландцементного
клинкера
Портландцемент для
производства асбестоце-
ментных изделий
Все цементы на основе
глиноземистого
(высокоглиноземистого) клинкера
Все цементы на основе
портландцементного
клинкера — сульфатостойкие,
тампонажные, цементы
для труб, шпал, опор,
мостовых конструкций
Все цементы
4.3.11. Добавки
Активные минеральные добавки
к вяжущим материалам
Активными минеральными добавками называются
вещества, которые при смешении в тонкоизмельченном
виде с известью-пушонкой и затворении водой
образуют тесто, способное после твердения на воздухе
продолжать твердеть и под водой.
Активные минеральные добавки, предназначенные
для производства цементов с повышенной
водостойкостью (пуццолановые цементы, портландцементы и
шлакопортландцементы), повышенной сульфатостой-
костью (сульфатостойкие и пуццолановые цементы), а
также для улучшения технических свойств портланд-
цементов, применяются также при производстве из-
вестково-пуццолановых, известково-гипсовых и других
вяжущих веществ.
Минеральная добавка считается активной, если она
обеспечивает конец схватывания теста,
приготовленного на основе добавки и извести-пушонки не позднее
7 сут. после затворения, и водостойкость образца из
того же теста не позднее 3 сут. после конца его
схватывания (табл. 4.36).
Микрокремнезем конденсированный
Микрокремнезем конденсированный представляет
собой улырадисперсный материал, состоящий из
частиц сферической формы, получаемый в процессе
газоочистки печей при производстве кремнийсодержащих
сплавов. Основным компонентом материала является
диоксид кремния аморфной модификации.
Микрокремнезем конденсированный предназначен
для применения в качестве высокоактивной
минеральной добавки к цементу (табл. 4.37).
Область применения бетонов с микрокремнеземом
конденсированным при его содержании в количестве 30 %
массы цемента — в бетонах и железобетонных
сооружениях жилищно-гражданского и промышленного
строительства, включая системы питьевого водоснабжения.
По ТУ 4325-001-02495336-96 микрокремнезем
конденсированный поставляется в трех формах и маркируется:
- неуплотненный — МК-85; МК-65;
- уплотненный — МКУ-85; МКУ-65;
- в виде суспензии — МКС-85.
Индекс активности микрокремнезема
конденсированного определяют сопоставлением результатов
испытаний прочности при сжатии растворных образцов
после пропаривания (образцы готовят с использованием ;
90 % цемента и 10 % микрокремнезема
конденсированного и стандартных образцов в соответствии с ГОСТ
310.4-81). Индекс активности (К) определяют по
формуле:
K = -^2Lxi00;
R еж
где R'cx — прочность при сжатии образцов,
выполненных с 90 % цемента и 10 % микрокремнезема
конденсированного (к массе вяжущего), МПа; Л2сж —
прочность при сжатии образцов, выполненных по
ГОСТ 310.4-81, МПа.
Добавки к цементу. Добавки-наполнители
Добавки-наполнители (ТУ 21-13-6-89)
подразделяются на добавки кремнеземистые, состоящие, в основ-
298
Новый справочник химика и технолога
ном, из различных форм кремнезема, и карбонатные
породы. Другие материалы могут применяться в
качестве добавки-наполнителя для цементов, если они
будут удовлетворять требованиям представленным в
табл. 4.38.
Шлаки доменные и электротермофосфорные
гранулированные для производства цементов
Доменными гранулированными шлаками
называются силикатные и алюмосиликатные расплавы,
получаемые в производстве чугуна и обращаемые в
мелкозернистое состояние путем быстрого охлаждения.
Электротермофосфорные шлаки силикатного расплава
получают при производстве фосфора методом возгонки в
электропечах и обращают в мелкозернистое состояние
путем быстрого их охлаждения на припечной
гранулирующей установке. Шлаки применяются в качестве
компонента в производстве цементов.
Ниже приводятся основные технические требования
к химическому составу шлаков (табл. 4.39).
Кроме того, по ГОСТ 3476-74 количество камне-
видных кусков (не подвергавшихся грануляции) не
должно превышать 5 % по весу. Куски должны быть не
крупнее 100 мм по наибольшему измерению.
Влажность шлаков устанавливается по договоренности с
поставщиком.
Гидравлические качества доменного шлака
оценивают по коэффициенту качества (К):
• при содержании оксида магния до 10 %:
%СаО + % А12Р3 + %MgO .
%Si02+%Ti02
• при содержании оксида магния более 10 %:
%СаО + % А12Р, +10
%Si02 + %ТЮ2 +(%MgO -10)
Электротермофосфорные шлаки по химическому
составу должны удовлетворять следующим требованиям:
- содержание диоксида кремния (Si02), %, — не
менее 38;
- содержание суммы оксида кальция (СаО) и оксида
магния (MgO), %, — не менее 43;
- содержание пятиоксида фосфора (Р2О5), %, — не
более 2,5.
Золы-уноса тепловых электростанций для бетонов
Зола-уноса (ГОСТ 25818-91) продукт сухого отбора,
образующийся на тепловых электростанциях в
результате сжигания углей в пылевидном состоянии и
применяемый в качестве компонента для изготовления
бетонов, строительных растворов, а также в качестве
тонкомолотой добавки для жаростойких бетонов
(табл. 4.40).
Золы по виду сжигаемого угля разделяют на:
• антрацитовые, образующиеся при сжигании
антрацита, полуантрацита и тощего каменного угля (А);
• каменноугольные, образующиеся при сжигании
каменного, кроме тощего, угля (КУ);
• буроугольные, образующиеся при сжигании
бурого угля (Б).
Золы, в зависимости от химического состава,
подразделяют на типы:
• кислые (К) — антрацитовые, каменноугольные и
буроугольные, содержащие оксид кальция до 10 %;
• основные (О) — буроугольные, содержащие
оксид кальция более 10 % по массе.
Золы, в зависимости от качественных показателей,
подразделяют на 4 вида:
I — для железобетонных конструкций и изделий
тяжелого и легкого бетонов;
II — для бетонных конструкций и изделий тяжелого
и легкого бетонов, строительных растворов;
III — для изделий и конструкций из ячеистого бетона;
IV — для бетонных и железобетонных изделий и
конструкций, работающих в особо тяжелых
условиях (гидротехнические сооружения, дороги,
аэродромы и т. д.).
Золы в смеси с портландцементом должны
обеспечить равномерность изменения объема при испытании
образцов кипячением в воде, а основные золы III вида —
в автоклаве. Влажность золы должна быть не более
1 масс. %
Смеси золо-шлаковые тепловых
электростанций для бетонов
Золо-шлаковые смеси образуются на тепловых
электростанциях (ГОСТ 25592-91) при совместном
гидроудалении золы и шлака в процессе сжигания углей в
пылевидном состоянии и применяются в качестве
компонента для изготовления строительных растворов, а
также бетонов для сборных и монолитных
железобетонных конструкций и изделий.
Разделение золо-шлаковых смесей на виды и
оксидный состав представлены в табл. 4.41-4.43.
Зольная составляющая золо-шлаковой смеси и
мелкозернистая смесь в сочетании с портландцементом
должна обеспечивать равномерность изменения объема
при испытании кипячением в воде.
Шлаковый щебень золо-шлаковой смеси должен
обладать стойкостью против силикатного и железистого
распадов. Потери массы при определении стойкости
против силикатного и железистого распадов — не
более 8 и 5 % соответственно.
Влажность золо-шлаковой смеси должна быть не
более 15 масс. %.
Стандарт не распространяется на золо-шлаковые
смеси для бетонов гидротехнических сооружений,
шпал, опор ЛЭП и специальных видов бетонов.
Неорганические вяжущие вещества
299
Таблица 4.36
Классификация активных минеральных добавок
и основные технические требования к ним (ТУ 21-26-11-90)
Происхождение
добавок
Природные:
осадочного
происхождения
вулканического
происхождения
Искусственные
Добавки
Диатомиты, трепелы, опоки,
глиежи
Пеплы, туфы, пемзы, витрофиры,
трассы цеолитизированные
Золо-шлаковые смеси, шлаки
доменные и электротермофосфорные
гранулированные, белитовый
(нефелиновый) шлам, зола-унос,
топливные гранулированные шлаки
Нормы для добавок
Конец схватывания,
сут., не позднее
7,0
7,0
Водостойкость
образца, через сут.,
не позднее
3,0
3,0
Прочность после
пропаривания,
МПа, не менее
при изгибе
—
1,0
при сжатии
—
3,0
Содержание Са(ОН)2 в
жидкой фазе должно
быть ниже состояния
насыщения на
ммоль/л, не менее
0,5
—
Расширение
образцов через 15 сут.,
мм, не более
15
15
Таблица 4.37
Свойства микро кремнезема конденсированного (ТУ 4325-001-02495336-96)
Наименование показателей
Внешний вид
Массовая доля микрокремнезема
конденсированного в пересчете на сухой продукт, %, не менее
Массовая доля воды, %, не более
Массовая доля потерь при прокаливании, %,
не более
Массовая доля диоксида кремния (Si02), %, не менее
Массовая доля свободных щелочей (Na20, K20), %,
не более
Массовая доля оксида кальция, %, не более
Массовая доля серного ангидрида, %, не более
Удельная поверхность микрокремнезема
конденсированного, м2/г, не менее
Индекс активности, %, не менее
Насыпная плотность микрокремнезема
конденсированного сухих форм, кг/м3
Плотность водной суспензии (пасты), кг/м3, не менее
рН 5%-й водной суспензии, не менее
Нормы для марок микрокремнезема конденсированного
неуплотненного
МК-85
МК-65
Ультрадисперсный
порошок серого
цвета
97
3
3
85
2
3
0,6
12
95
150-250
—
—
97
3
5
65
2
5
0,6
12
90
150-250
—
—
уплотненного
МКУ-85
МКУ-65
Мелкозернистый
порошкообразный
материал серого цвета с
размером агрегатов до 0,5 мм
90
10
3
85
2
3
0,6
12
95
280-500
—
—
90
10
5
65
2
5
0,6
12
90
280-500
—
—
суспензии
(пасты)
МКС-85
Текучая
жидкость
темно-серого цвета
40
60
5*
85*
2*
3*
0,6*
—
95
—
1280
7
* Нормы для суспензии (пасты) в пересчете на сухое вещество.
300 Новый справочник химика и технолога
Таблица 4.38
Химический состав добавок-наполнителей (ТУ 21-13-6-89)
Вид
добавки-
наполнителя
Кремнеземистые
Карбонатные
Прочие
Наименование показателя, масс. %
Потери при
прокаливании,
не более
3,0
Не
нормируется
3,0
Щелочные оксиды
(Na20 + 0,658 К20),
не более
2,0
1,0
2,0
Триоксид
серы S03,
не более
3,0
3,0
3,0
Илистые и
глинистые
частицы менее
0,5 мм, не более
3,0
Не
нормируется
3,0
Оксид
кремния Si02,
не менее
87
Не
нормируется
Не
нормируется
Сумма
карбонатов
СаС03 + MgC03,
не менее
Не
нормируется
85
Не
нормируется
Таблица 4.39
Свойства доменных гранулированных шлаков (ГОСТ 3476-74)
Наименование показателя
Коэффициент качества, не менее
Содержание оксида алюминия (А1203), %, не менее
Содержание оксида магния (MgO), %, не более
Содержание диоксида гитана (Ti02), %, не более
Содержание оксида марганца (МпО), %, не более
Норма для сорта
1-го
1,65
8,0
15,0
4,0
2,0
2-го
1,45
7,5
15,0
4,0
3,0
3-го
1,20
Не нормируется
15,0
4,0
4,0
Таблица 4.40
Свойства зол уноса (ГОСТ 25818-91)
Наименование показателя
Содержание СаО, %, не более:
для кислой золы
для основной золы
В том числе свободного оксида кальция (СаОсв), не более:
для кислой золы
для основной золы
Содержание MgO, %, не более
Содержание сернистых и сернокислых соединений в
пересчете на S03, %, не более:
для кислой золы
для основной золы
Содержание щелочных оксидов в пересчете на Na20, %,
не более:
для кислой золы
для основной золы
Потери массы при прокаливании, %, не более:
для кислой золы
для основной золы
Удельная поверхность, м2/кг, не менее:
для кислой золы
для основной золы
Остаток на сетке № 008, %, не более:
для кислой золы
для основной золы
Вид
сжигаемого
угля
Любой
Бурый
Любой
Бурый
Любой
Любой
Бурый
Любой
Бурый
Антрацитовый
Каменный
Бурый
Бурый
Любой
Бурый
Любой
Бурый
Значение показателя
в зависимости от вида золы
I
10
10
J
5
5
3
5
3
1,5
20
10
3
3
250
250
20
20
II
10
10
die нор
5
5
5
5
3
1,5
25
15
5
5
150
200
30
20
III
10
10
мируется
Не
нормируется
Не
нормируется
3
6
3
3,5
10
7
5
3
250
150
20
30
IV
10
10
2
5
3
3
3
1,5
10
5
2
3
300
300
15
15
Неорганические вяжущие вещества
301
Разделение золо-шлаковых смесей по зерновому составу
Таблица 4.41
Наименование показателя
Максимальный размер зерен золо-шлаковой
составляющей, мм, не более
Содержание шлаковой составляющей, масс. %
Содержание шлакового щебня в шлаковой
составляющей, %
Значение показателя для различных типов золо-шлаковых смесей
Крупнозернистые
(К)
40
от 5 до 90
свыше 20
Среднезернистые
(С)
20
от 10 до 50
до 20
Мелкозернистые
(М)
5(3)
от 0 до 10
—
Таблица 4.42
Виды золо-шлаковых смесей в зависимости от величины потери массы при прокаливании
I
II
III
Для железобетонных конструкций
и изделий из тяжелого и легкого
бетона
Для бетонных конструкций и
изделий из тяжелого и легкого бетона,
строительных растворов
Для изделий и конструкций из
ячеистого бетона
Составляющая
золо-шлаковой смеси
Зольная
Шлаковая с пористым
шлаком
Шлаковая с плотным
шлаком
Зольная
Шлаковая с пористым
шлаком
Шлаковая с плотным
шлаком
Зольная
Потери при прокаливании для
золо-шлаковой смеси, %, не более
Антрацитовой
Каменноугольной
20 10
— 5
Не нормируется
25
Не
10
15
7
нормируется
7
Буро-
угольной
3
3
5
3
5
Содержание оксидов в зольной составляющей золо-шлаковой смеси
Таблица 4.43
СаО в зольной составляющей золо-шлаковой смеси и в мелкозернистой смеси, %, не более
10
MgO в зольной составляющей золо-шлаковой смеси и в мелкозернистой смеси, %, не более
Сернистых и сернокислых соединений в пересчете на S03, %, не более
В том числе сульфидной серы, %, не более
Щелочных оксидов в пересчете на Na2Q, %, не более
4.3.12. Перечень стандартов на материалы и методы испытания вяжущих веществ
ГОСТ 310.1-76 Цементы. Методы испытаний. Общие положения
ГОСТ 310.2-76
Цементы. Методы определения тонкости помола
ГОСТ 310.3-76
Цементы. Методы определения нормальной густоты, сроков схватывания и
равномерности изменения объема
ГОСТ 310.4-81
Цементы. Методы определения прочности при изгибе и сжатии
ГОСТ 310.5-8
Цементы. Методы определения тепловыделения
ГОСТ 310.6-85
Цементы. Методы определения водоотделения
ГОСТ 1216-87
Порошки магнезитовые каустические. Технические условия
ГОСТ 5382-91
Цементы и материалы цементного производства. Методы химического анализа
ГОСТ 6139-91
Песок стандартный для испытания цементов
ГОСТ 6613-86
Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 22688-77
Известь строительная. Методы испытаний
ГОСТ 23732-79
Вода для бетонов и растворов. Технические условия
ГОСТ 23789-79
Вяжущие гипсовые. Методы испытаний
ГОСТ 24640-91
Добавки для цементов. Классификация
ГОСТ 25094-94
Добавки активные минеральные. Методы испытаний
ГОСТ 30515-97
Цементы. Общие технические условия
ГОСТ 30744-01
Цементы. Методы испытаний с использованием полифракционного песка
302
Новый справочник химика и технолога
Литература
1. Волженский А. В. Минеральные вяжущие
вещества. М: Стройиздат, 1986. 464 с.
2. Бутт Ю.М., Сычев М.М., Тимашев В.В.
Химическая технология вяжущих материалов. М.: Высшая
школа, 1980.472 с.
3. Бойтон Р.С. Химия и технология извести. М.:
Стройиздат, 1972. 239 с.
4. Ваганов А.П. Ксилолит. Л.: Госстройиздат, 1959.
143 с.
5. Бутт Ю.М., Тимашев В.В. Практикум по
химической технологии вяжущих материалов. М:
Высшая школа, 1973. 498 с.
6. Кузнецова Т.В., Талабер Й. Глиноземистый
цемент. М: Стройиздат, 1988. 265 с.
7. Тейлор X. Химия цемента. М: Мир, 1996. 560 с.
8. Осокин А.П., Большое В.В., Сивков СП.
Многокомпонентные специальные цементы. М., 1982.
48 с.
9. Специальные цементы / Т.В. Кузнецова, М.М.
Сычев, А.П. Осокин и др. СПб.: Стройиздат, 1997.
314 с.
10. Химия и технология специальных цементов /
И.В. Кравченко, Т.В. Кузнецова, М.Т. Власова и
др. М.: Стройиздат, 1979. 208 с.
11. Осокин А.П., Кривобородов Ю.Р., Клюсов А.А.
Тампонажные цементы. М.: ВНИИЭСМ, 1997.
(Экспресс-обзор. Сер. «Цементная и асбестоце-
ментная промышленность»).
12. Данюшевский B.C., Алиев P.M., Толстых И.Ф.
Справочное руководство по тампонажным
материалам. М.: Недра, 1987. 372 с.
13. АР J Specification 10A США. Технические условия
на цементы и материалы для цементирования
скважин.
14. Производство бетонов и конструкций на основе
шлакощелочных вяжущих / В.Д. Глуховский,
П.В. Кривенко, Г.В. Румына и др. Киев: Буд1вель-
ник, 1980. 144 с.
15. Сычев М.М. Неорганические клеи. Л.: Химия,
1986. 152 с.
16. О применении магнийфосфатного цемента /
О.В. Шидловская, П.Ф. Румянцев, В.И. Ермилов и
др. //Цемент. 1989. № 11. С. 18-19.
17. Захаров И.А., Крылова З.Ф., Лапин Е.А. Вяжущие
материалы в ракетно-космической технике /
Цемент. 1996. № 6. С. 42-45.
18. Корнеев В.И., Данилов В.В. Жидкое и
растворимое стекло. СПб.: Стройиздат, 1996. 216 с.
19. Черкинский Ю.С. Полимерцементный бетон. М.:
Стройиздат, 1984. 212 с.
20. Сухие строительные смеси / Е.К. Карапузов, Г.
Лутц, X. Герольд и др. Киев: Технжа, 2000. 226 с.
21. ENV 197-1. Цементы. Состав, технические
характеристики и критерии соответствия.
Таблица 4.1
Гипсовые вяжущие вещества
Вид вещества
Способ получения
Вяжущее гипсовое (ГОСТ 125-79)
Термическая обработка природного
гипсового камня в атмосфере
ненасыщенных водяных паров при (110-170) °С
с последующим помолом. Продукт
обжига— P-CaS04 • 0,5Н2О
(строительный гипс). Термическая обработка
гипсового камня или гипсосодержащих
отходов производства паром под
давлением (в автоклавах) или варкой в
растворах солей с добавками ПАВ при
(120-140) °С с последующей сушкой и
помолом продукта обжига
cx-CaS04 • 0,5Н2О (высокопрочный
гипс).
Водопотребность: 35-80 %
Гипс медицинский (ТУ 21-31-67-89)
Термическая обработка гипсового
камня при 140-190 °С с
предварительным или последующим помолом.
Водопотребность: 50-80 %
Гипс формовочный
(ТУ 21-РСФСР-153-90)
Термическая обработка гипсового
камня при 140-190 °С с
предварительным или последующим помолом.
Водопотребность: 35-50 %
Тонкость помола
О Н 2
Cog
Ч ° j
03 О Е
Грубого
помола
Среднего
помола
Тонкого
помола
—
—
В1ГС
инэиэх:
и I
Индекс
по
I
II
III
—
—
О .о" О
ТС " *3
~ с* .Й
Остатоь
№С
не (
23
14
2
8
1
Сроки схватывания
фокам
вания
~ 3
Вид пс
схват
Быстро-
твердеющий
Нормаль-
нотвер-
деющий
Медлен-
нотвер-
деющий
—
—
о
СС
X
S
А
Б
В
—
—
Время,
мин
„ о
о U
начал
не pat
2
6
20
4
4,5
-ч 5
коне1
не поз;[
15
30
Не
нор-
ми-
рует-
ся
10
20
вяжущегс
ев
Марк;
Г-2
Г-3
Г-4
Г-5
Г-6
Г-7
Г-10
Г-13
Г-16
Г-19
Г-22
Г-25
Г-3
Г-4
Г-5
Г-7
Г-10
Г-13
Г-16
Предел
прочности.
МПа, в воз-
расте2ч
при
сжатии
2,0
3,0
4,0
5,0
6,0
7,0
10,0
13,0
16,0
19,0
22,0
25,0
3,0
4,0
5,0
7,0
10,0
13,0
16,0
при
изгибе
1,2
1,8
2,0
2,5
3,0
3,5
4,5
5,5
6,0
6,5
7,0
8,0
1,8
2,0
2,5
3,5
4,5
5,5
6,0
Дополнительные
требования
Область применения и
рекомендуемые марки
Для фарфоро-фаянсовой и керамической промышленности:
остаток на сетке № 02, не более — 1 %; объемное
расширение, не более — 0,15 %; примеси, не растворимые в НС1, не
более — 1,0 %; содержание металлопримесей в 1 кг гипса,
не более — 8 мг; во до поглощение, не менее — 30 %. Для
других отраслей промышленности: объемное расширение,
не более — 0,2 %; примеси, не растворимые в НС1, не более
— 1,0 %; содержание металлопримесей в 1 кг гипса, не
более — 8 мг. Гипсовое тесто получают засыпая гипсовое
вяжущее в воду
Гипсовое вяжущее Г-2 ■*■ Г-7 всех сроков твердения и
степеней помола — для изготовления гипсовых строительных
изделий всех видов. Г-2 -ь Г-7 тонкого и среднего помола —
для изготовления тонкостенных строительных изделий и
декоративных деталей.
Г-2 -f- Г-25 нормального и медленного твердения, среднего и
тонкого помола — для штукатурных работ, заделки швов и
специальных целей. Г-2 -г- Г-25 тонкого помола с
нормальными сроками схватывания — для изготовления форм и
моделей в фарфоро-фаянсовой, керамической,
машиностроительной и др. отраслях пром-сти, а также медицине.
Г-2 4- Г-7 быстро- и нормальнотвердеющие, среднего и
тонкого помола — для медицинских целей
Примеси, не растворимые в НС1, не более — 1,0 %.
Для изготовления гипсовых повязок, ортопедических
корсетов; в зубоврачебном деле
Остаток на сетке № 02 не более — 1,0 %; объемное
расширение — 0,2-0,27 %; примеси, не растворимые в соляной
кислоте, не более — 1,5 %; содержание металлопримесей в
1 кг гипса не более — 10 мг
Для изготовления моделей, форм, архитектурных изделий, в
керамической и машиностроительной пром-сти
о
Таблица 4.3
Магнезиальные вяжущие вещества
о
Марка
Порошок
магнезитовый
каустический (ГОСТ 1216-87)
ПМК-90
ПМК-87
ПМК-83
ПМК-75
ПМК Мк-80 (порошок
магнезитовый
каустический микрокристалличе-
ский-80)
ПМК Мк-75 (порошок
магнезитовый
каустический микрокристалличе-
ский-75)
Каустический доломит
(ТУ 5744-003-21079129-96)
ВДВ 150-200
ВДВ 300-400
ВДВ 500-600
Способ получения
Обжиг магнезита до возможно полного
разложения карбоната магния, но не
доводя до спекания. Получают в
результате улавливания пыли, образующейся
при производстве спеченного периклазо-
вого порошка или обжига магнезита при
800-1000°С
Обжиг доломита (при 700-900 °С) до
возможно более полного разложения
карбоната магния, но не допуская
разложения карбоната кальция
Физико-химические показатели
MgO,
не менее
90
87
83
75
80
75
15
Массовая
СаО,
не более
2,2
1,8
2,5
4,5
2,5
3,0
2,0
О о
+ ю
Я. х
и
2,2
2,2
—
—
2,8
3,5
2,2
доля, %
Si02,
не более
2,0
1,8
2,5
3,5
2,0
2,5
2,5
и
и
X
1,0
—
—
—
—
—
--
с,
не более
—
—
—
—
0,2
0,3
—
Потеря
массы при
прокаливании, %,
не более
5
6
8
18
8
8
Степень
декарбонизации
MgC03,
не менее —
60%
Потеря массы
при
прокаливании после
гидратации, %,
не менее
20
20
—
—
25
22
—
Массовая
доля
влаги,%,
не более
1,0
1,0
1,3
1,5
—
—
—
Плотность,
кг/м3
3100-3400
3100-3400
3100-3400
3100-3400
—
—
Продолжение таблицы 4.3
Марка
Порошок магнезитовый
каустический
(ГОСТ 1216-87)
ПМК-90
ПМК-87
Тонкость помола, %
Проход
через сетку
№2
—
Остаток
на сетке
№02
5
5
Проход
через сетку
№009
75
75
Затворитель
—
Сроки схватывания
Начало,
ч-мин,
не ранее
—
Конец,
ч-мин, не
позднее
—
Предел прочности
при растяжении,
МПа, не менее
(через 24 ч)
—
Область применения
Для специального назначения
Для специального назначения, для химической,
энергетической, стекольной и др. пром.
Неорганические вяжущие вещества
305
х
а:
Ь S
<L>
= 5 5 _4.
<L>
S Й
с a-
С &
SI"
О
О.
е
О
Я
fc[
о. 2
О О
н ■"
о о
Ч см
S
о
о.
е
&
к
*
О
Я
fc[
2 S «
Ч ^ч и
у ё
sg Ё
rf
матери
X
я
к
троите
о
№
X
Я
оа
о
зго
X
Для
о
сбестов
с«
го
«
НИЯ, ДЛ
<а
Ч
О.
<и
оа
н
о
я
возд
облицо
оа
о
о
ных бл
я
о
Ё
о
ра,
«j
фиш
е
ения ш
hi
н
Р
для из
5Х
<и
о
<и
?
о
я
о
плит
оа
о
«
о
ч
ю
бруса,
о
U
о
я
►0
ч
ите
тро
о
вок,
о
ГЛ
о
о
►0
оа
<и
ч
о
о
К
г
н
К
о.
о
ч
<^
2 <^
« 2
3S СМ
5 О
о о о
о о о
(N Tj- vo
fflfflffl
К
«
4>
3"
S
ев
«
си
S
и
Л
н
4>
ев
<L>
5
мечаи
s
О.
С
nj
О
г
о
с
л
(-
о
и
о
МПа,
3 сут.
- <Ч
ОЧНОСТЬ
озрасте
О. CD
G CD
с.%
S
став
о
о
>5
§
чес
Хими
nj
X
о
н
(-
о
О.
о
X
5
О.
с
5
а.
с
О
и
О
01]
S
S
оа
5
h
<
3
X
s
<
Вид
извести
Способ
олучени
с
§
о.
2
?£
bS
r>
о
Г?
о
Ю
5
5
5
5
<l)
(l>
ч
о
Ю
X
<L>
Ю
X
О
ад
+
О
U
ль-
s
о
э-
о
в?
S
я
с;
оа
о
н
о
U
о.
е
в?
^
то
О.
ч
S
U
о
ю
то
ч
о
S
с;
и
О.
и
S
и
S
о
h0
н
о
и
оа
СО
S
|
и
в?
я
?
S
&
оа
о
о.
о
оа
о
то
О.
X
А
Я
V)
см
О
сГ
г-
VO
VO
V)
VJT
^С
В5
то
Т
оа
о
х,
В5
yj
н
о
и
оа
СО
s
В
л
н
о
S
о
Т
S
с;
оа
то
S
■ оа
ЬЙ So
& . '§ & *
Р ео Я 2 <N
^ "=5 t Й ео
и о « 2 и
>» о. & s ч
s s g g e
U * S SJ п
id 2 Я ^ ,Й
а м s s о
Р. о о к о
V)
оо
О
о
о^
о
V)
V)
VO
о
т
V)
оа
то
1 8
5 я-
Я s
U §
и
S jS о
Я ео О
S о о
о со
о о е
^
г-
г-
<^
г-
<^
н
и
О
и
Портландцемент
Таблица 45
u>
о
ON
Цемент
Способ его получения
Портландцемент
(ГОСТ 10178-85)
Обжиг до спекания
(1420-1470 °С)
искусственной сырьевой
смеси, состоящей из
смеси известняка,
глины и добавок, или
мергеля, совместный
тонкий помол
полученного клинкера и
гипса природного или
фосфогипса, борогип-
са, а также активных
минеральных добавок
Быстр отвердеющий
(Б)портландцемент
(ГОСТ 10178-85)
Совместный тонкий
помол гипса и порт-
ландцементного
клинкера с повышенным
содержанием ЗСаО •
Si02 и ЗСаО • А1203
Цемент, полученный
из клинкера
нормированного состава
(ГОСТ 10178-85)
Помол портландце-
ментного клинкера
нормированного
состава (Н) с
содержанием трехкальциево-
го алюмината (С3А)
не более 8 масс. %
Примеры
обозначения
цементов
ПЦ 400-ДО
ПЦ 500-Д5
ПЦ 600-Д20
ПЦ400-Д20-Б
ПЦ500-Д20-Б
ПЦ 400-ДО-Н
ПЦ 500-ДО-Н
ПЦ 500-Д5-Н
ПЦ400-Д20-Н
ПЦ 500-Д20-Н
Активные минеральные
добавки,%
Всего
ДО 5
до 20
5-20
До 5
5-20
В том числе
Доменные
гранулированные и электротер-
мофосфорные шлаки
Не допу
до 5
до 20
До 20
Не допу
5
До 15
Осадочного
происхождения,
кроме глиежа
скается
до 5
до 10
До 10
скается
5
10
Прочие активные,
включая глиеж
ДО 5
до 20
До 20
5
20
Остаток на сетке
№ 008, %, не более
15
15
15
15
Ш 00
о с-1
ее О
« Я
х и
S X
Сроки
схватывания
Начало, мин,
не ранее
45
45
135
120
Конец, ч,
не позднее
10
10
10
10
Марка
400
500
550
600
400
500
400
500
500
400
500
Предел прочности,
При сжатии
через 3 сут.
—
24,5
27,5
--
через 28 сут.
39,2
49,0
53,9
58,8
39,2
49,0
39,2
49,0
49,0
39,7
49,0
МПа,
При изгибе
через 3 сут.
—
3,9
4,4
—
через 28 сут.
5,4
5,9
6,1
6,4
5,4
5,9
5,4
5,9
5,9
5,4
5,9
Другие добавки
Допускается замена
части минеральных
добавок
специальными добавками,
ускоряющими
твердение или
повышающими прочность,
— не более 5 %.
Допускается
введение при помоле
пластифицирующих
(ПЛ) и гидрофоби-
зующих (ГФ)
поверхностно-
активных добавок
Для
интенсификации процесса
помола допускается
введение
техногенных добавок не
более 1 % массы
цемента
Дополнительные данные
Применение
MgO в клинкере — не более 5,0 %.
Содержание S03 1,0-3,5 % — в
ПЦ 400, ПЦ 500.
Содержание S03 1,0-4,0 % — в
ПЦ 550, ПЦ 600
Для изготовления бетонных
конструкций в наземных,
подземных и подводных
сооружениях, в том числе
подвергающихся попеременному
действию воды и мороза
Содержание S03 — 1,5-4,0 %;
MgO в клинкере — не более ~ 5 %
Для скоростного строительства
и заводского изготовления
сборных железобетонных
деталей
—
Для всех изделий
Для труб, шпал, опор, мостовых
конструкций.
Для бетона дорожных и
аэродромных покрытий
Продолжение таблицы4.5
Цемент и
способ его получения
Примеры
обозначения
цементов
Активные минеральные
добавки, %
В том числе
2 а.
it
5 я
* 3
и т
2 £
О
в 5
о а& |
з ^
* 5
fe«8
Сроки
схватыва-
Предел прочности, МПа,
не менее
при сжатии при изгибе
Другие добавки
Дополнительные данные
Применение
Цемент для
строительных работ
(ГОСТ 25328-82)
Совместный помол
портландцементного
клинкера, гипса,
активных минеральных
добавок и добавок-
наполнителей
До 80
ПЦ
Добавки — активные
минеральные,
гранулированные доменные
и электротермофос-
форные шлаки.
Добавки-наполнители —
кварцевый песок,
кристаллич еский
известняк, мрамор,
пыль
электрофильтров клинкерообжига-
тельных печей.
Содержание клинкера
в цементе — не менее
20%
12
45
12
19,6
Допускается
введение добавок:
пластифицирующих —
не более 0,5 %, гид-
рофобизующих —
не более 0,3 %, воз-
духово влекающих
— до1%
Содержание S03 1,5-3,5%;
содержание щелочных оксидов
— не более 2 %
Для строительных растворов,
применяемых при производстве
кладочных, облицовочных и
штукатурных работ, бетонов
марок Ml50 и ниже
Цемент для
производства асбестоце-
ментных изделий
(ГОСТ 9835-77)
Совместный тонкий
помол
портландцементного клинкера и
гипса
ПЦ400
ПЦ500
Не допускается
90
10
400
500
39,2
49,2
4,2
4,6
5,4
5,9
о
*^
ю ■*
о о
Содержание S03 в цементе
должно составлять 1,5-3,5 %,
свободной СаО — не более 1 %,
MgO — не более 5 %,
ЗСаО • А1203 — 3-8 %,
ЗСаО • SiQ2 — не менее 52 %
Для изготовления асбестоце-
ментных изделий
и>
о
■^1
Таблица 4.9
u>
о
Шлакопортландцемент
Цемент
Ш лакопортл ан дцем ент
(ГОСТ 10178-85)
Шлакопортландцемент
быстротвердеющий
(ГОСТ 10178-85)
Способ получения
Совместный тонкий помол
портландцементного
клинкера, шлака, гипса и добавок
То же
Обозначение
цемента
ШПЦ
ШПЦ-Б
Активные минеральные добавки
Всего
20-80
20-80
Доменные
гранулированные
и электротермо-
фосфорные шлаки
20-80
20-80
Осадочного
происхождения,
кроме глиежа
До Ю
До Ю
Прочие
активные,
включая
глиеж
До 10
До 10
Остаток на
сетке
№ 008, %,
не более
15
15
Сроки
схватывания
начало,
мин, не
ранее
45
45
конец,
ч, не
позднее
10
10
Продолжение таблицы 4.9
Цемент
Шлакопортландцемент
(ГОСТ 10178-85)
Шлакопортландцемент быстро-
твердеющий
(ГОСТ 10178-85)
Марка
300
400
500
400
Прочность, МПа
при сжатии
через
3 сут.
—
19,6
через
28 сут.
29,4
39,2
49,0
39,2
при изгибе
через
3 сут.
—
3,4
через
28 сут.
4,4
5,4
5,9
5,4
Обозначение
цемента
ШПЦ 300
ШПЦ 400
ЩПЦ 500
ШПЦ 400-Б
Содержание
S03, %
1,0-4,0
1,0-4,0
Другие
добавки
Допускается введение
пластифицирующих и гидро-
фобизующих поверхностно-
активных добавок в
количестве на более 0,3 % массы
цемента
Допускается замена части
минеральных добавок во
всех видах цемента
специальными добавками,
ускоряющими твердение или
повышающими прочность;
суммарное содержание
добавок — не более 5 %
Применение
Бетонные и железобетон-
ные изделия, для работы
в горячих цехах. Для
сооружений,
подвергающихся действию
агрессивных сред
Для приготовления
сборных бетонных и
железобетонных конструкций.В
качестве сульфатостойко-
го цемента
Дополнительные
данные
Содержание
MgOCB в
клинкере —
не более 5 %
Содержание
MgOCB в
клинкере —
не более 5 %
Таблица 4.10
Цемент
и способ его получения
Глиноземистый цемент ГЦ
Тонкий помол спека или
клинкера, полученных
расплавлением или обжигом до спекания
сырьевой смеси. Состав
последней должен обеспечивать
преобладание в готовом продукте
низкоосновных алюминатов
кальция
Высокоглиноземистый
цемент ВГЦ I
Тонкое измельчение
обожженной до плавления или спекания
сырьевой смеси, рассчитанной
на преобладание в готовом
продукте алюминатов кальция
СаО • А1203,
2СаО • А1203 и корунда
Высокоглиноземистый
цемент ВГЦ II
Тонкое измельчение
обожженной до плавления или спекания
сырьевой смеси, рассчитанной
на преобладание в готовом
продукте алюминатов кальция
СаО • А1203, 2СаО А1203 и
корунда
Высокоглиноземистый
цемент ВГЦ III
Тоже
Содержание
оксидов, %
А1203 — не менее 35
А1203 — не менее 60;
СаО — не более 32;
Fe203—1,0;
Si02 — 3,0;
MgO—1,5;
S03 — 2,0;
Ti02 — 0,05
AJ203 — не менее 70;
СаО — не более 28;
Fe203—1,0;
Si02— 1,5;
MgO—1,0;
S03 — 2,0;
Ti02 — 0,05
AJ203 — не менее 80;
СаО — не более 18;
Fe203 — 0,5;
Si02 — 0,5;
MgO —0,5;
S03 — 0,5;
Ti02 — 0,05
Глиноземистые
Остаток
на сетке
№ 008, %,
не более
10
10
10
10
цементы (ГОСТ 969-91)
Сроки
схватывания
ало,
анее
я я
45
30
30
30
-Г <1>
„ я
коне
не по
10
12
15
15
Марка
40
50
60
35
25
35
25
Предел прочности при
сжатии, МПа, не менее
через
1 сут.
22,5
27,4
32,4
—
—
—
—
через
3 сут.
40,0
50,0
60,0
35,0
25,0
35,0
25,0
Применение
Для гидротехнических и
подводных работ, в том
числе аварийных; для
цементации грунта; при
зимнем и скоростном
строительстве; для изготовления
жароупорных бетонов.
Огнеупорность с
использованием шамота в качестве
наполнителя (1200-1300 °С)
Для жаростойких
растворов и бетонов. Для
самовыравнивающихся полов,
быстротвердеющих
составов
Для жаростойких
растворов и бетонов
Для жаростойких
растворов и бетонов
Дополнительные
данные
Допускается
введение до
2 % добавок
при условии,
что качество
цемента не
ухудшается
Допускается
введение до
0,2 %
технологических
добавок.
Огнеупорность: 1580°С
Допускается
введение до
0,2 %
технологических
добавок.
Огнеупорность: 1670°С
Допускается
введение до
0,2 %
технологических
добавок.
Огнеупорность: 1750 °С
о
Таблица 411
Свойства цемента многокомпонентного тонкомолотого
Цемент и способ его получения
Цемент многокомпонентный
тонкомолотый (ТМЦ) (ТУ-5731-001-
-00284339-93). Совместное
измельчение портландцементного клинкера
и минеральных добавок, или
портландцемента и минеральных добавок
Состав
Клинкер
или
портландцемент
и
минеральные
добавки
Тонкость помола
Остаток на
сетке
№ 008, %,
не более
6
Удельная
поверхность,
м2/кг
400^30
Сроки схватывания
начало,
мин,
не ранее
45
конец,
ч, не
позднее
10
Обозначение
ТМЦ-Д20
ТМЦ-Д50
ТМЦ-Д80
Содержание добавки, масс. %
Всего
20
20-50
50-80
Зола-унос
20
35
20
Доменный
гранулированный шлак
20
50
80
Наполнители
20
35
20
Прочие
20
50
35
Продолжение таблицы 4.11
Цемент
Цемент
многокомпонентный тонкомолотый (ТМЦ)
(ТУ-5731 -001 -0028433 9-93)
Марка
300
400
500
Прочность
при сжатии, МПа
через 28
сут.,
не менее
29,4
39,2
49,0
активность при
пропаривании,
не менее
18,0
22,0
26,0
Область применения
Для производства бетонных, железобетонных, сборных и монолитных
конструкций и строительных растворов. ТМЦ-Д50 и ТМЦ-Д80 с
добавками золы, наполнителей и пр. не рекомендуется применять в
агрессивных газовоздушных или средне- и сильноагрессивных жидких средах.
Не допускается применять в преднапряженных конструкциях, в бетонах
с требованиями по водонепроницаемости (W > 6)
Дополнительные
данные
Цемент должен
демонстрировать
равномерность
изменения объема
и>
о
Декоративные цементы
Таблица 412
Вид цемента и способ его получения
Портландцемент белый (ГОСТ 965-89)
Обжиг до спекания маложелезистой
сырьевой смеси, совместный помол белого
портландцементного клинкера, состоящего
преимущественно из силикатов кальция,
имеющего белизну не менее 70 %, гипса и
добавок
Вещественный
состав
Бездобавочный
портландцемент белый
ПЦБ-ДО.
Белый
портландцемент с
добавками
ПЦБ-Д20
Содержание добавок,
% от массы цемента, не более
Активные
минеральные
добавки
0
10
0
Наполнители
0
0
10
Специальные
добавки
2 (в том числе
технологических
не более 1,0 %,
органических не
более 0,15 %, гид-
рофобизующих не
более 0,5 %)
Пигменты
0
0
0
Белизна
Сорт
1
2
3
Коэффициент
отражения*
80
75
70
75
80
Тонкость помола
Остаток
на сетке
№ 008, %,
не более
12
12
Удельная
поверхность,
м2/кг
250
250
* Эталон — молочнобелое стекло МС-20 с коэффициентом отражения не менее 95 %.
Продолжение таблицы 4.12
Вид цемента и способ его получения
Портландцемент цветной (ГОСТ 15825-80)
Совместное измельчение белого и цветного
портландцементного клинкера, минеральных
и органических красителей, гипса и
активных минеральных добавок
Вещественный
состав
Содержание добавок,
% от массы цемента, не более
Активные
минеральные
добавки
6
Наполнители
Специальные
добавки
Пигменты
15 (в том
числе
органического
пигмента
не более
0,5 %)
Белизна
Сорт
Коэффициент
отражения
Тонкость помола
Остаток
на сетке
№ 008, %,
не более
10
Удельная
поверхность,
м2/кг
Продолжение таблицы 4.12
Вид цемента
Портландцемент белый
(ГОСТ 965-89)
Портландцемент цветной
(ГОСТ 15825-80)
Сроки схватывания
начало,
не ранее,
мин
45
45
конец, не
позднее, ч
10
12
Марка
400
500
300
400
500
Предел прочности,
МПа, через 28 сут.
при
сжатии
39,2
49,0
29,4
39,2
49,0
при
изгибе
—
4,41
5,39
5,88
Применение
Для архитектурных,
отделочных и скульптурных
работ, изготовления
строительных деталей, получения
цветных цементов в составе
сухих строительных смесей,
для получения затирок,
шпатлевок, цементных красок
Для декоративных
материалов, цветных затирок,
шпатлевок, цементных красок
Дополнительные данные
Содержание S03 не более 3,5 %,
MgO — не более 4,0 %,
FeO — не более 0,5 %,
нерастворимого остатка — 1,5 масс. %
Активные минеральные добавки осадочного
происхождения белизной не менее 68 %; содержание в клинкере: MgO
не более 5 %, СаОсв не более 1,5 %; S03 не более 1,5 %.
Красящие пигменты для цементов: красного и розового
цвета — руда красковая гематитовая (ТУ 14-9-71-74);
желтого цвета — желтый железооксидный пигмент
(ГОСТ 18172-80); голубого цвета — голубой фталоциа-
ниновый пигмент (ГОСТ 6200-76); зеленого цвета —
зеленый фталоцианиновый пигмент (ТУ 6-14-488-76);
коричневого — смесь руды железной красковой гемати-
товой (ТУ 14-9-71-74)
Цемент гипсоглиноземистыи расширяющийся
Таблица 4.13
и>
Цемент и
способ получения
Гипсоглиноземистыи
расширяющийся цемент
(ГОСТ 11052-74)
Совместный помол
высокоглиноземистого шлака и
природного гипса
Состав
Шлак и гипс
(содержание
S03 не
должно превышать
17 %)
Тонкость помола,
остаток на сетке
№ 008, %,
не более
10
Сроки
схватывания
о ч>
§ g Ш
a s а>
х ас
10
v ас
a 5
й о
о с
4
Прочность
при
сжатии через 3
сут., МПа,
не менее
28,0
Линейное
расширение через
3 сут., %
0,1-0,7
проницаемость
Через 24 ч
выдержки
при
0,1 МПа
Применение
Для производства безусадочных и
расширяющихся водонепроницаемых
бетонов и гидроизоляционных шту-
катурок, используемых для заделки
швов и стыков в конструкциях; для
гидроизоляции стыков тоннелей при
водопритоке через швы; для зачекан-
ки раструбов стыковых соединений
труб, рассчитанных на рабочее
давление до 0,1 МПа; в резервуарах для
хранения топлива
Дополнительные
данные
Допускается
введение до 2 %
добавок при
условии, что
качество цемента не
ухудшается
Таблица 4.14
Напрягающий цемент
Цемент и
способ получения
Цемент
напрягающий (ТУ 21-
26-13-90)
Совместный
помол портландце-
ментного кликера,
глиноземистого
шлака и гипса
Тонкость помола,
остаток на сетке
№ 008, %,
не более
15
Удельная
поверхность,
м2/г, не менее
280
Сроки
схватывания
начало, мин,
не ранее
30
конец, ч,
не позднее
8
Марка
400
500
Прочность при
сжатии, МПа, через
28 сут., не менее
39,0
49,0
Обозначение
цемента
НЦ-10
НЦ-20
НЦ-30
НЦ-40
Линейное
расширение, %,
через 28 сут.,
не более
1,0
1,5
2,0
2,0
Самонапряжение,
МПа, через 28 сут.,
не менее
0,7
2,0
3,0
4,0
Область применения
Трубы безнапорные,
низконапорные, напорные.
Конструкции с предварительно
напряженной арматурой, подземные
конструкции, покрытия
автодорожных мостов, спортсо-
оружений, плавательных
бассейнов, резервуары диаметром
более 30 м, конструкции под
динамические нагрузки
Дополнительные
данные
Содержание: S03 не
более 5 %, А1203 не
менее 5 %.
Допускается для замедления
сроков схватывания
введение
суперпластификатора С-3.
Добавки: шлак до
5 %, известь не
более 2 %
Таблица 4.16
Тип цемента
I
II
III
I-G
I-H
Содержание клинкера
%
100
80-94
30-89
100
100
Основные свойства тампонажных портландцементов (ГОСТ 1581-96)
Фазовый состав клинкера для сульфатостойких цементов, %
Трехкальциевого
силиката C3S
СС
Не
нормируется
СС-1
48-
65
СС-2
48-
58
Трехкальциевого
алюмината С3А,
не более
СС
5
5
5
СС-1
3
3
СС-2
8
8
Сумма трехкальциевого
алюмината С3А и четы-
рехкальциевого алюмо-
феррита C4AF, не более
СС
22
22
22
СС-1
24*3
24*3
СС-2
—
Содержание добавок, %
Минеральная
добавка
Не допускается
6-20*2
Не допускается
Не допускается
Специальная
добавка
облегчающая (в том
числе природная
пуццолановая или
утяжеляющая)
Не допускается
11-70
Не допускается
Не допускается
Технологические добавки, %
Ускорители
твердения
0,5
0,5
0,5
Замедлители
твердения
0,3
0,3
0,3
Пластифицирующие
0,5
0,5
0,5
Гидрофоби-
зующие
0,5
0,5
0,5
Водоудержи-
вающие
1,5
1,5
1,5
Интенсификаторы
помола,
в том числе
органические '
1,00
1,00
1,00
*' Органических добавок — не более 0,15 %.
*2 Добавок осадочного происхождения — не более 10 масс. % цемента.
*з,
Сумма четырехкальциевого алюмоферрита и удвоенного содержания трехкальциевого алюмината.
Продолжение таблицы 4.16
с
В
Н
Химические показатели
2 °
о. ю
S В
D..o
С ^
В
О.
О
СЗ й>
<1>
оЗ м
5 ю
Ьй О
о в
е; о4
сз СЛ
№ /-s
о tr
Sb
СП
и
х
3 -
а О
И
3 а
3 ч> й
1 Ь ё
S 3" О
р, О
« о а
§ с £
4 » °
1 1
О S
о о
'- а
о
сз
Физико-механические показатели
Для цементов типов I—III при температурах применения
Прочность при изгибе,
МПа, не менее
для
умеренных и
повышенных,
в возрасте
1 сут.
2 сут.
Тонкость помола
сз ~ t-
В 00 5
Й § Ю
О а>
kg*
о
о
а о
о. о
ю
<1>
!Ъ
>.
Водоотделение,
мл, не более
в х
й й
£ S
5 5
О" Я
£ 3
^§
5 в
s ffl о
ев а>
со Н
Для цементов типов I—G и I—Н
в
о. й
в кг
09 J2
ч> в а
о
а
В"
о
о.
С
в а
С[ О.
о. >>
38 °С
60 °С
о
о
о
CQ
а й
о u
-4 CQ
со
В Й «
a j> в
е =- з
О СЗ Н
S Н J
а 8 с
о ^ g
а
о s
5 v
в m
Й о
в о
н
О В
" g
а> в
&> 2
со а
а
ч
о
в
о
I
II
III
5,0
5,0
1,5-3,5
1,5-3,5
1,5-3,5
0,10
0,10
0,10
2,7
2,7
0,7
(III Об)
3,5
3,5
1,0
(III Об)
2,0
(ШУт)
12-15
12-15
10-12
250-270
250-270
230
(III Ут)
8,7
8,7
7,5
(III Об)
8,7
8,7
7,5
(III Об)
10,0
(III Ут)
200
200
90
90
90
со О
В
О * ^р
Т5о 2 о4
S I10
1 s 1
во
й Uio
5 0> Н3
8*1 S
Й * и
о 5 ю
I—G
I—Н
3,0
3,0
0,75
0,75
3,0
3,0
0,10
0,10
0,75
0,75
2,1
2,1
10,3
10,3
3,5
3,5
30
30
90-120
90-120
*4Единицы консистенции Вердена.
и>
и>
я П
о С?
3 я
Й о
5 я
Я о
Я Яс
Н
3,5
,
ю
су>
о
1
1
•£>
су>
О
ф» U>
ОО
О О
U> (sj
ЧО чо
К) .£>•
2 Е О
2 S *<
Я 5 й
Н я tr
О ►©•
Я М
тз о
3 й
Р5 О
Я Яс
Ё я
с я
Я Яс
1
©
К)
о
К)
су>
о
1
1
■Jb.
су>
,
о
.£»• и>
ОО
ОО
и> ю
ЧО чо
К) .£»•
Разре
приме!
виды ц
5» 50 *■>
ь j и
п> 3 8
я ™ -э
Н я о
О <^> »
го «
Не разре
шаетс
м
Е 2 ©^
Я о Я П>
х н тз с
_ fD s С
S го s to
■о Я" н
О УОШ Н
q - Я О
н я я й
о о „ tr
Яс го S Я
§ Е 8 °
о Е ь 2
н S 2 »
с х 5 13
о 5 я
w я
я Л 1-е
S » Е
S ? q
н я о
о <"> м
и <т
Удельная эф(
тивность ест*
дионуклидо
более 7
g^ S Я О
£2 я о v:
5 я 13 й
S is й г
я S| 3
tr О Н
| 2 о
» п> Яс
Я Я к
ь н S
О о Яс
1
ъ
00
о
К)
су>
о
н-"
су>
■Jb.
су>
о
су> .£»•
о о
о о
•£»• U>
чо чо
о ю
я о
я. <~>
2 н
2 о
П Яс
Я Я
н я
Яс
ъ
1
К)
су>
о
1
1
•£>
су>
_
О
•£>
О
о
и>
ЧО
К)
-о
в
13
а
Е
н
о
&з
w
13
Е
а
н
о
Активная ак-
;ственных ра-
в в ССПЦ не
40Бк/кг
DO
s
Й
о
з 3
оз q
о
SC
о
о
Содержание ангидрида
серной кислоты (SO3),
%, не более
Содержание А120з
в шлаках, %, не более
удельная
поверхность,
м2/кг, не менее
остаток на сетке
008, %, не более
Начало, мин,
не ранее
Конец, ч,
не позднее
н
о а
2 °
й о
03 Н
о
X
go
? s
s
Марка
Предел прочности при
сжатии в возрасте
28 сут., МПа
Щ Й О •*
о о ^ » о 5
^ Й ™ 2 ясЭ
tr чз s ю о Я
-е- * я я о s
оэ оэ х я н 5
Я я е о № g
2, s >< тз я х
3 § s ■§ 1
§ 8 1?
■ ■si "1
S fD « S W
S2go§
s 2 s 13 sa
11 S p я
s w ^ -d н
Я 0= £ CD О
ta 2 "в* О SC
я о щ 2 «
S ТЗ Н S О
s to 2 2 9
« В S Н
1 я ES №
иЧ X Я
tf S я ^
о s
о 0 „ _,
н о й 2 Я о
3 ю IS й 2 13
1я^аяЗ
? 1 s§ё S
& ?Ь «^ Ю SC й
Я * fcj (Г Н О
s g tr 5? 3 н
s 2 «в- - s о
S оз Я s SC
1 О |
тз
S
2
X
п
X
S
fD
О
Я
fD
J3
S
S
tr
X
tr
0
я
03
S
»
Я
fD
H
0
3
Дополнение
о
§
D3
П
О
с
с
g
03
о
Sc
S
Й
s
О
Й
о
Sc
Й
о
SC
о
Й
a
^
0
я
овы
йпо
ртланд
цем
fO
X
н
ППЦ
X
fD
X
О
тз
2
я
тз
fD
Н
О
ш
С50
X
О
рмир
ует
о
СУ»
СУ»
I
Я О
fD 03
оу Е
fD (sj
^ о
О Я
2 О 2 О О
я >< s v;
Я й Я U
ч г о сг
^
й
сг
►в-'Н нв-нв"
о Е 3
о Я о
Н tr H
о & о
gc g Яс
Яс о Яс
С °* Я
с )» 5
й го о
я я ^
я я» а
2 2 №
g я £
13 Я
1 2
Я <T
й Я
я н
fl) 0
1
о °
в В
0
X X
fB fB
Я Я
О О
13 13
2 2
13 13
н н
о о
» U
СЗО U»
X
Я
О
13
2 ^
я <^
13
fl)
н
о
СУ1 СУ1
СУ1 (У1
я 0 я О
П) » fO И
о\ £ о\ Е
о к о Е
ta п> й 3
fO js^ fB "
os ZT tsj О
0 я 0 я
*
я О
fB И
с^ Е
i ° E
х са
П> н-.
(sj О
О Я
о
о
н
о
ГТг
Я
Яс
Я
о
13
рз
ё
я
ft)
2
fO
Я
н
О
О
X
о
су>
с—)
су>
К)
К)
СУ>
(у«
X
а
й
о
Я
о
&з
fO
н
о
U
к
ft)
ta
О
Я
0
я
ft)
н
о
о
1
с -в-
fD S
fD S S
3 н fa
03 Яс
я
о
о
о
С о
S w
fD 03
X Л
н п>
03 х
S
fD
н
^ 13
U> fD
PS «
о§ g
о °= S
w О
о
Трехкальциевого
алюмината
(ЗСаО • А1203)
4^
О
03 и>
о п
03
> о
£"" я •
о >
7 о
О
Оксида алюминия
А1203
Оксида магния
MgO
й
fD
Ч ё ^
Д О 13
о 2 g
и (1 S С
Е 13 я Э
S § 2 -о
03 ° о О
8 Е х
Q й 5
•е-» а
о я о
я - о
о
3
Я
^
J3
о
й
03
X
Г)
о
■8
я
03
Я
S
fD
Я
S
Я
Я
fD
'О
.г
Я
о
Й
fD
fD
О
О
й
%
я
03
Я
S
fD
о-
О
Н
О
о
tr
я
fD
£
Я
н
о
ев
о
Sc
rs
н
ев
Й
■е-
н
о
п
н
о
Sc
я
S
и
с
г&
3
г&
X
н
о
ев
/^
*1
О
П
н
ы
ы
ы
ON
ЧО
югоионхэш п vwiwnx xnHhosvduo гтэоц
Н€
Таблица 4.18
Кислотоупорные цементы
Цемент
Цемент кислотоупорный кварцевый
кремнефтористый (ГОСТ 5050-69)
Способ получения
Порошка
Совместный
помол или
тщательное
смешение
раздельно
измельченных
кварцевого
песка и
кремнефтористого
натрия
Жидкости
затворения
Водный
раствор силиката
натрия
п = 2,65 ■*■ 3,00,
плотность
1,36 г/см3 или
силиката калия
л = 2,8 - 3,0,
плотность
1,38 г/см3
Тип цемента
I
II
Содержание
кремнефтористого натрия, %
4 ±0,5
8 ±0,5
Содержание Si02
в кварцевом песке, % не менее
92
Тонкость
помола
я
ы
н
о
о.
S
о
X
008
0056
(U
ч
о
ю
я
-"?
о4
ь«г
о
н
сз
о
о
10
30
Сроки
схватывания
(U
я
сз
о.
(U
я
я"
я
S
о"
сз
40
20
(U
S
ч
со
о
с
(U
S
я
я
о
8
8
Предел
прочности, МПа,
не менее
При растяжении
после твердения
в течение 28
сут.: при
воздушном
хранении — 2,0;
после кипячения в
H2S04 —
снижение
прочности не более
10%
Кислотостойкость, %, по
потере массы при кипячении
в кислоте, не более
7
Керосинопоглощение после
твердения на воздухе в
течение 10 сут., %, не более
17
Дополнительные
данные
Не допускается
применение в условиях
действия низких температур
(ниже -20 °С) щелочей,
фтористоводородной,
кремне
фтористоводородной кислоты,
кипящей воды и водяного
пара. Допускается
применение ггри
строительстве и ремонте зданий и
сооружений пищевой
промышленности
Применение
Для
кислотоупорных
замазок. Для
приготовления
кислотоупорных
растворов и
бетонов. Для
штучных
химически
стойких
бетонов
Таблица 4.25
Зубные фосфатные цементы
Цемент
Вид
Цемент цинк-
фосфатный
стоматологический
«УНИФАС-2»
(ТУ 9391-017-
00480230-97)
Порошок
Продукт
тонкого
измельчения спека
на основе
оксида цинка
Затворитель
Раствор
фосфорнокислых
солей
Свойства
Время
смешивания,
с
60-90
Время
затвердевания, мин
4-9
Прочность
при сжатии,
МПа
70-110
Толщина
пленки,
мкм
25^0
Непрозрачность,
%
Дополнительные свойства
Оказывает пластическое
и регенерирующее
действие на твердые ткани
зуба, предотвращает
развитие вторичного
кариеса
Применение
Для фиксации
вкладок, штифтовых
зубов, подлежащих
закрытию
коронками, подкладок под
другие
пломбировочные материалы
Продолжение таблицы 4.25
Цемент
Вид
Цемент
пломбировочный
силикатный
«Силицин-Плюс »
(ТУ 9391-025-
00480230-99П)
Порошок
Продукт
тонкого
измельчения
алюмофтор-
силикатного
стекла
Затворитель
Раствор
фосфорнокислых
солей
Свойства
Время
смешивания,
с
40-60
Время
затвердевания, мин
2-7
Прочность
при сжатии,
МПа
120-140
Толщина
пленки,
мкм
Непрозрачность,
%
40-55
Дополнительные свойства
Обладает повышенной
просвечиваемостью.
Обеспечивает получение
пломб, имитирующих
цвет, блеск естественных
зубов
Применение
В зубоврачебной
технике — для
пломбирования
передних и боковых
зубов
Технические свойства силиката натрия растворимого (ГОСТ Р 50418-92)
Таблица 4.26
Назначение силиката
натрия растворимого
Для изготовления
замазок, литья,
флотации
Для катализаторов и
адсорбентов, для
производства
сварочных электродов
Для CMC и
химических производств,
белой сажи
Для строительства
Для клеев, пропиток,
покрытий
Для бумажного
производства
Свойства
Внешний вид
Однородные прозрачные
бесформенные куски без
механических включений, видимых
невооруженным глазом, со
слабо-зеленым, желтоватым
или голубоватым оттенком
Однородные прозрачные
бесформенные куски без
механических включений
Однородные прозрачные
бесформенные куски без
механических включений, видимых
невооруженным глазом, со
слабо-зеленым, желтоватым
или голубоватым оттенком
Массовая доля
диоксида
кремния, %
70,7-73,4
71,7-73,4
71,7-73,8
70,4-74,1
73,4-75,7
75,8
Массовая доля
оксида
алюминия и железа,
%, не более
0,60
0,48
0,40
2,00
0,60
0,60
Массовая
доля оксида
кальция,
%, не более
0,40
0,25
0,10
0,40
0,40
0,40
Массовая
доля оксида
серы, %,
не более
0,30
0,15
0,15
0,30
0,30
0,30
Массовая
доля
оксида
натрия
25,3-28,1
26,0-27,4
25,5-28,2
23,2-26,9
23,0-26,3
22,0-22,9
Силикатный
модуль
2,6-3,0
2,7-2,9
2,6-3,0
2,7-3,3
2,7-3,4
3,4-3,6
—-—
Применение
Растворимый
силикат натрия в виде
кусков и гранулята,
предназначенный
для изготовления
жидкого стекла.
Куски
преимущественно 10-150 мм.
Массовая доля
оксида железа не
более 0,05
Свойства натриевого и калиевого жидких стекол
Таблица 4.27
Вид, марка
жидкого стекла
Свойства
Внешний вид
Массовая
доля
диоксида
кремния, %
Массовая доля R20, %
Na20
К20
Массовая доля
оксида железа и
оксида алюминия,
%, не более
Массовая доля
оксида кальция,%
Массовая доля
серного ангидрида, %
5S
15 |
К О
S
и
о
(_ <и
Л Я
я 2
(-1 В
о
ч
Вязкость по ВЗ-4,
с, не более
Область
применения
Жидкое стекло натриевое содовое (ГОСТ 13078-81)
А
Б
В
Для флотации,
строительства
Для литейного
производства
Для
синтетических моющих
средств (CMC)
Густая жидкость
желтого или серого
цвета без
механических включений
и примесей,
видимых
невооруженным глазом
Густая прозрачная
жидкость без
механических примесей
29,7-30,7
30,8-31,9
32,0-33,1
24,6-31,6
30,8-31,9
28,0-33,0
12,3-13,2
11,0-12,1
9,8-11,0
8,4-13,0
11,0-12,1
10,0-13,0
—
—
—
—
0,25
0,25
0,25
0,80
0,25
0,20
0,20
0,20
0,20
0,20
0,20
0,20
0,15
0,15
0,15
0,20
0,15
0,12
2,31-2,60
2,61-3,00
3,01-3,50
2,7-3,3
2,6-3,0
2,61-3,50
1,47
1,47
1,47
1,36-1,50
1,47-1,52
1,47
—
—
—
—
Жидкое стекло натриевое содово-сульфатное (ГОСТ 13078-81)
А
В
Жидкое
калиевое стекло
(ГОСТ 18958-73)
Густая жидкость от
желтого до
коричневого цвета без
механических
включений и примесей,
видимых
невооруженным глазом
Жидкость
желтоватого или
зеленого оттенка
27,0-27,9
28,0-29,1
20,0-26,0
11,0-12,0
10,0-11,0
—
—
10,2-12,5
0,40
0,40
—
0,25
0,25
—
1,0
1,0
—
2,31-2,60
2,61-3,00
2,50-4,00
1,43-1,50
1,43-1,50
1,30
—
25
В химической,
маши ностроитель ной
пром-сти, для
производства картонной
тары, в черной
металлургии, для
производства сварочных
материалов, в
качестве связующего
материала при
изготовлении форм и
стержней в
литейном производстве, в
качестве
флотационного реагента при
обогащении
полезных ископаемых и
др.
Для производства
силикатных красок
318
Новый справочник химика и технолога
а
К
S
а,
н
се
X
ва
о
н
се
ы
S
ч
S
<J
ва
о
а,
о
ва
н
<j
се
а,
3
х
et
S
О
Ч
ч
о
ьс
се
ва
о
ва
U
1)
Применени
оа
н
о
Сво
(J0!S J/jN)
ихэонх(1эяои
чйвтоиц
квмээьифипэиэ
("OS^N + ID*N)
o/0 'BimrodiMaire
эинвж(1э»оэ
D/ WW 'ЧХЭОМЕКЯ
KBM33hHxew3HH)j
Hdtfa
«Hd
гпо/л
'чюошоиц
wXtfow
И1ЧНХВМИ1ГИЭ
% '0JBN Kiroir
KBaOODBJAJ
% 'J0!S ™oV
KBaOODBJAJ
ВИД
Внешний
о _
[НОГ
3 ее
О
с ее
Вид ко J
силика
я g
^ « а о
3 о о р.
ю ас d н
о >я oa °
Ч 2 ** о
н о a
я я ч ч
еагента пр
ющего в л
е, произво
ериалов и
й >1 О h
естве
, связ
в одет
ых ма
s* £ 2 в
й й, 5 >д
_- а> а ц>
ffl i с н
1 1 1
1 1 1
о о о
00^ 00^ 00^
о" о" о"
1 1 1
ON ON ON
Ч~1 Ч~) Ч~)
о о о
СМ СМ СМ
7 7 7
Ч~) Ч~) Ч~)
00 00 00
"1 -"i, "I,
«Г) «Г) «Г)
■* «г> чО
1 1 1
»/"> «/"> «Г)
СП "Ф »Г>
«/•> l^ ^J-
00 VD <Л
Г- Г- ON
«г> rt- сн
о о о
00 00 00
о о о
сн сн m
1 1 1
^ чО 4D
чсГ чо" чсГ
CM CM CM
лабо
и серо-
з
виши че-
сей и
« S ,» х « >я
►в Я Ю а> 2 я
Жидкост
желтого
го цвета
димых м
ских при
включен
о о о
rf v~> 4D i _
1 ' ' г-Н О
о о о о S:
m m m о |
hhH^oo
СИАЛИ
СИАЛИ
СИАЛИ
(ТУ 214
4381193
эгра-
ре-
ажин
2 s Э
w й *
о & °
оо '-' ix1
:я в качестве
го материала
едобывающи
оизоляции
Применяет
ничительно
монте нефт
для их гидр
.
1
1
о
m
1
см
см
7
00
г-н"
00
Y
«г>
"ф
г-
г—1
чо
«г>
"ф
"ф
о
о
СП
22,0-
лабо
и серо-
з ви-
шиче-
сей и
u S » ^ ^ 'S
►а Я Ю о) S я
Жидкост
желтого
го цвета
димых м
ских при
включен
"*> > ^
° о £;
СП § ON
Н ^ оо
£ ^ гг>
СИАЛ
(ТУ 21
438115
щест-
огне-
еских
ксные
:опро-
ее ве
мах,
амич
лате
СТЬ, (
з и а н о .
я s- а> а> я V
ющее и армирую
ластомерных сие
ых формах для к
он. Модифициру
и, улучшает твер
емость истирани!
Л А I X й R
£ и а о о ч
« И О Ч Й 0Q
и о с о о, я
U 0Q >> 0Q 5й Н
о
«Г)
см
г-
о
о
о
1Г>
«г>
см
о"
1
On
On"
О
СМ
—
100
i
о
"ф
сГ
о
о
СП
ная
жид-
>» й
Слегка м
подвижн
кость
1 СМ"
еэ Я ™ Я"1
f? „ я см
О g » , см
СИЛИ
Колло]
оксид
(ТУ 77
129632
а-
1
R
S
а,
н
се
х
се
н
се
ьс
s
ч
S
<J
се
н
о
U
о
X
се
CU
ю
о
о
и:
о
о
с
се
ва
н
«
о
ва
U
ства
О
оа
и
s
я
и
я
и
S
я
а.
С
;К ш
к и и
оа .я s о
Массо
доля об
влаг
%, не б
« --<
5 х о и
ш н S и
8 И *
U 3 S чо
Я >_ О о"ч
*5 о
« ё и
я Б g
« о. т 5
ч Р* и .2
Зятю
4 £ & я1
оа о оа N?
О ° " ^
о я о ^
ев « X О
S ч ^°
^^ я
sq я
S я ё
о » т
я § я
s s^
^ и
R nD
оа hi ej
о сл S
о в? и
я ч я
2 ч no
о4
Ч"
я
оа
«
я
я
3
я
т
я
н
ев
^ я
« я
Я
СО
X
ия синтетически
я
а>
3"
>>
ч
о
с
t^.
1
<1>
|-н
о
я
о
Ь£
ч
^^
!§9,
и о on
« ч •
Ч Щ N
S 5\9
щих средств. Пре
ю гидратированн
кат натрия (Na20
о о я
° о я
S о о
ON
«Г)
СМ
о
см
г-Н
о"
см
о
ON
r~i
i
о
ч
2 w
Я ° 5
а _, 2
R g §
зя я- о>
2 о н
О (_ О
см
00
1
Н —ч
й чО
Ьй ^-н
5 °°
fi W !
5 Я ^
S Sb
Свойства огнезащитных покрытий на основе жидкостекольного связующего (ГОСТ 23791-79)
Таблица 4.30
Наименование
покрытия
Покрытие по
стали фосфатное
огнезащитное
Покрытие по
стали фосфатное
огнезащитное на
основе
минеральных волокон
Состав, расход на 1 м , кг
Жидкое стекло р = 1,2 г/см3
Калиевое жидкое стекло
(и = 2,6-2,8) или
натриевое жидкое стекло
(п = 2,6-2,8)— 120
Натриевое или калиевое
жидкое стекло
(п = 2,6-2,8) —150
Порошковый
компонент
Асбест — 159;
Нефелиновый антипирен — 21
Гранулированное минеральное
волокно — 110
Нефелиновый антипирен — 30
Объемная
масса, кг/м3
300
250
Прочность
при сжатии,
МПа
0,5
0,3
Толщина слоя
огнезащитного
покрытия, мм
10
20
30
40
50
10
20
30
40
50
Предел
огнестойкости,
ч, не менее
0,5
1,0
1,5
2,0
3,0
0,75
1,5
2,0
2,5
3,0
Применение
Для огнезащитных
стальных
конструкций,
эксплуатируемых в сухих
помещениях
Для повышения
предела огнестойкости
стальных
строительных конструкций,
для работы внутри
помещений
Краски силикатные (связующее — калиевое жидкое стекло) (ГОСТ 18958-73)
Таблица 4.31
Марка краски
А
Б
Технические требования
Содержание
влаги, %,
не более
1,0
1,5
Тонкость помола
по остатку на
сетке № 02, %, не
более
2,0
3,0
Содержание
оксида
цинка, %,
не менее
15,0
—
Наличие
бората кальция
—
Окрашивание
пламени в
светло-салатный цвет
Свойства
Цвет
Белая, желтая,
красная, розовая
Светло-серая,
зеленая, синяя,
голубая
Укрывистость,
г/м2, не более
400
650
Период
силикатизации,
ч, не более
8,0
8,0
Вязкость
поВЗ-4, с
14-16
14-16
Применение
Для наружной и внутренней
отделки зданий и
сооружений путем окраски
кирпичных, бетонных и
оштукатуренных поверхностей
Таблица 4.32
Бетоны жаростойкие на силикатных связующих (жидком стекле с отвердителем, силикат-глыбе с отвердителем) (ГОСТ 20910-90) BR S*
и>
О
Класс бетона по предельно-
допустимой температуре
применения
Н-6
Н-8
Н-10
Н-11
Н-12
Н-13
Н-16
Предельно-допустимая
температура применения, °С
600
800
1000
1100
1200
1300
1600
Остаточная прочность, %,
не более
80
70
70
70
70
50
70
Температура,
соответствующая
проценту
деформации под нагрузкой,
°С, не менее
4
1000
1080
1180
1270
1510
40 или
разрушение
1050
1150
1250
1340
Тонкомолотые добавки для бетонов
на жидком стекле
Состав
Шамотные, кордиери-
товые, золошлаковые
смеси, керамзитовые,
аглопоритовые, из
дробленых
жаростойких бетонов,
магнезиальная добавка
Тонкость помола,
остаток на сите с
сеткой № 008, %,
не более
50
Заполнитель с размером зерен
0-20 мм
Шамотные, муллито-корундовые,
магнезиальные, кордиерит, кордиерито-муллито-
вые, муллито-кордиеритовые,
карборундовые. Доменный, литой, отвальный и
гранулированный шлак. Золошлаковая
смесь, керамзитовый, аглопоритовый,
перлитовый, вермикулитовый, бетонный из
лома жаростойких бетонов на жидком
стекле
Отвердитель
жидкого стекла
Кремнефтори-
стый натрий
(ТУ-6-08-01-1)
Феррохромо-
вый шлак
(ТУ 14-11-181)
* BR S — бетон жаростойкий на силикатном вяжущем. Для бетонов установлены следующие классы по прочности на сжатие: В1; В1,5; В2; В2,5; В3,5; В7,5; В10; В12,5;
В15;В20; В25; В30; В35; В40.
1=
Ой
Ой
о
х
к
Таблица 4.33
Составляющие
полимерсиликатных
бетонов
Гранитный
щебень
Песок кварцевый
Наполнитель
Жидкое стекло
натриевое(плотность 1,4—
1,42 г/см3)
Кремнефтористый
натрий
Фуриловый спирт
Катапин
Сульфанол
ГКЖ-10
Размер
фракций,
мм
20-40
0,15-5,00
Менее 0,15
—
—
—
—
—
Состав и свойства полимерсиликатных химически стойких
Расход
п /
составляющих, "/о
Состав 1
36-38
27-29
17,5-18,5
13,5-14,5
2,4
0,5
—
—
0,1
Состав 2
48-50
22-24
14,5-15,5
10,5-11,5
1,6
0,35
0,03
0,02
Значение коз
„
ффициента
химической стойкости
Вид агрессивной
Среда
Азотная к-та
Серная к-та
Соляная к-та
Фосфорная к-та
Молочная к-та
Лимонная к-та
Водный раствор
аммиака
Едкий натр
Медный купорос
Хлористые
растворы солей
железа, кальция,
магния, натрия
Ацетон
Бензол, толуол
Этиловый спирт
Нефтепродукты
среды
Концентрация,
%
3
50
3
30
70
96
5
36
5
35
10
10
25
1
5,30
щенные
100
100
96
К не
1VXC5 "^
менее
0,7
0,8
0,7
0,8
0,8
0,8
0,7
0,8
0,7
0,8
0,8
0,5
0,5
0,3
0,7
0,7
0,8
0,8
0,8
0,8
бетонов (ГОСТ 25246-82)
Физико-механические свойства
Наименование показателей
Прочность при растяжении, МПа, не менее
Модуль упругости при сжатии, МПа, не менее
Коэффициент Пуассона, не более
Удельная ударная вязкость, Дж/см , не менее
Линейная усадка, %, не более
Водопоглощение, %, не более
Термостойкость по Мартенсу, °С, не более
Теплопроводность, ккал/м • ч • град, не более
Морозостойкость, циклов, не менее
Коэффициент линейного теплового
расширения, 1/°С, не более
Истираемость, г/см , не более
Тангенс угла диэлектрических потерь, не более
Понизитель горючести, не более
Среднее
значение!
составы 1
и (2)
3(30)
2,0- 104
(2,0 • 105)
0,2
0,15
0,5)
0,15
6
350
0,5
80
8 • 10~6
0,4
0,15
0,08
Таблица 4.34
Свойства полимерцементных материалов [21]
Назначение
материала
Полимер-
цементный клей
Полимер -
цементные
составы
для пола
Гидроизоляционные
составы
Полимер-
цементные
шпатлё-
вочные
составы
Полимер-
цементные
декоративные
штукатурки
Состав
Смесь
портландцемента, кварцевого
песка и полимерных
добавок
Смесь
гидравлических вяжущих, гипса,
наполнителей и
полимерных добавок
Смесь
портландцемента, наполнителей,
модифицирующих
полимерных добавок
Смесь
портландцемента, наполнителей
и полимерных
добавок
Смесь строительного
гипса и полимерных
добавок
Смесь белого
цемента, извести,
наполнителей, пигментов и
полимерных добавок
Смесь гипса,
наполнителей и
полимерных добавок
Полимерные добавки, %
Редиспергируе-
мые полимерные
порошки (РПП)
0,5
0,5-1,0
1,5-3,0
5-7
4-5
1-2
2-3
3^
4-8
2-5 (+ латекс
40 %)
15
0,5-1,0
1-2
2-4
1-3
0,5
1,0
1,5-3,0
3-5
1
2
3
4
5
Водорастворимые
эфиры
целлюлозы
0,6
0,5
0,4
0,4
0,4
0,05-0,10
0,05-0,10
0,05-0,10
0,1
0,1
—
—
0,10-0,15
0,10-0,15
0,10-0,15
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
Свойства
Сроки
схватывания
начало,
ч
—
10
6
—
—
—
—
—
конец,
ч
—
20
24
8
12
10
—
._..
—
—
Прочность МПа
При
сжатии
через 28
сут.
15
20
20
15
20
15
10
10
—
10
10
10
5
3,5
5,0
5,0
5,0
—
При
изгибе
через 28
сут.
—
5
5
5
10
2,5
2,5
4,0
2,5
1,5
2,5
2,2
2,2
2,9
3,2
3,2
3,6
3,8
Сцепления с
основанием
0,2
0,5
1,0
1,0
0,5
0,5
1,0
1,0
0,5
0,5
0,1
0,3
0,5
0,3
0,2
0,4
0,6
0,6
—
о
н „
о £ §
§_ 8 1
о £ §
2
50
50
100
100
35
35
35
—
50
100
—
35
50
50
—
§ is «8
—
6
4
6
2
4
4
...
6
4
3
—
—
—
2
2
—
—
—
—
Применение
Клей для
приклеивания керамической
плитки к кирпичной и
бетонной
поверхности. Клей для
приклеивания гипсокар-
тонных плит и плит
из пенополистирола
Для устройства
монолитных полов с
низкой истираемостью,
высокой трещино-
стойкостью
Для гидроизоляции
стен фундаментов,
подвалов, резервуаров
для воды, бассейнов
Для выравнивания
поверхностей для
внутренних и
наружных работ
Для выравнивания
поверхностей для
внутренних работ
Для отделки фасадов
зданий
Для отделки
внутренних поверхностей
помещений
Раздел 5
ОГНЕУПОРЫ
Автор-составитель: с.н.с, к.т.н. Т.М. Сараево
Огнеупоры — неметаллические материалы с
огнеупорностью не ниже 1580 °С предназначены для
использования в агрегатах и устройствах для защиты от
воздействия тепловой энергии (при температуре
преимущественно выше 900 °С) и агрессивных реагентов
(газовых, жидких, твердых).
Огнеупорные материалы и изделия получают путем
формирования химико-минерального состава и
структуры в процессе технологической переработки
сырьевых материалов. Сырьем для производства огнеупоров
служат природные материалы, например кварциты,
кварцевые пески, огнеупорные глины и каолины,
бокситы, силикаты алюминия, гидратные природные
разновидности алюминия, магнезиты, доломиты,
известняки, природные силикаты и гидросиликаты магния,
цирконовые пески и бадделеит, графит; техногенное
сырье — технический глинозем и электрокорунд,
карбид кремния; вторичное сырье — брак и отходы
собственного производства, отходы, образующиеся в
процессе эксплуатации огнеупорных материалов и
изделий; продукты химического синтеза
(искусственные материалы) — оксиды и их соединения,
бескислородные материалы, такие как огнеупорные бориды,
силициды, карбиды.
Формирование химико-минерального состава и
структуры огнеупоров, определяющих потребительские
свойства, может осуществляться в процессе их
термической обработки (обжига или плавления с
последующей кристаллизацией расплава) для так называемых
обжиговых огнеупоров; а также в условиях нагрева в
тепловых агрегатах, для которых они и предназначены, —
для безобжиговых огнеупоров — кусковых материалов
и изделий, прочностные характеристики которых
закладываются за счет введения связующих добавок,
связок, цементов.
Чтобы процессы, протекающие при нагревании
огнеупоров и сопровождающиеся значительными
объемными изменениями, можно было реализовать на стадии
подготовки и не переносить в футеровку теплового
агрегата, обеспечивая заданные термомеханические
свойства продукции, проводят предварительную
термическую обработку огнеупоров.
Параметрами, определяющими эксплуатационные
характеристики огнеупоров, являются такие
показатели, как химико-минеральный состав, распределение
кристаллических фаз и их характеристики, состав и
количество стекловидной фазы, изменение показателей
ее количества и вязкости в процессе нагревания,
распределение и состав газовой среды, заключенной в
порах огнеупорного материала.
Огнеупорность — свойство материала
противостоять воздействию высоких температур не расплавляясь.
В связи с расширением ассортимента и областей
применения выпускаемых огнеупорных материалов и
изделий с 2002 г. ведется работа по пересмотру
стандарта. В новой редакции предусматривается учесть
требования и европейских стандартов на огнеупорную
продукцию. Классификация по химико-минеральному
составу в основном сохранит структуру действующего
стандарта. Существенные дополнения коснутся
углеродистых огнеупоров, т. к. за последние годы именно эти
материалы (углеродсодержащие) интенсивно
разрабатываются и применяются для выполнения футеровок
современных металлургических агрегатов. Кроме того,
стандарт предполагается дополнить словарем терминов
в области технологии огнеупоров.
Ассортимент огнеупорной продукции достаточно
велик, постоянно повышаются требования,
предъявляемые к свойствам готовой продукции. В разделе
приведены требования на наиболее распространенные
виды продукции, регламентируемые Государственным
стандартом (ГОСТ).
5.1. Классификация огнеупоров
Огнеупоры классифицируют по следующим
признакам (ГОСТ 28874-90, стандарт не распространяется на
огнеупорное сырье):
324
Новый справочник химика и технолога
1. По форме и размеру:
- огнеупорные изделия (огнеупоры формованные),
имеющие определенную форму и размеры;
- огнеупоры неформованные, выпускаемые без
определенной формы и размеров.
2. По общим и специальным признакам.
2.1. Общие классификационные признаки:
- химико-минеральный состав;
- огнеупорность;
- пористость;
- область применения.
2.2. Специальные классификационные признаки
огнеупорных изделий:
- способ упрочнения;
- тип связки;
- способ формования;
- форма и размеры (с учетом массы);
- способ дополнительной обработки.
2.3. Специальные классификационные признаки не-
формовапных огнеупоров:
- назначение;
- тип связки;
- физическое состояние при поставке;
- основные способы укладки, уплотнения,
нанесения, термическая и дополнительная обработка, наличие
пластифицирующих добавок, температурные условия
твердения — для отдельных групп огнеупоров.
2.4. Дополнительные специальные
классификационные признаки отдельных видов огнеупоров,
необходимые для их полной характеристики (максимальная
температура применения, макро- и микроструктура,
механические, теплофизические, диэлектрические и
другие свойства), устанавливаются в нормативно-
технической документации.
3. По общим признакам.
3.1. В зависимости от химико-минерального состава
огнеупоры подразделяют на типы и группы в
соответствии с табл. 5.1.
Продолжение таблицы 5.1
Таблица 5.1
Классификация огнеупоров
по химико-минеральному составу
Тип
1.
Кремнеземистые
Группа
Из кварцевого
(кремнеземистого) стекла
Динасовые
Динасовые с
добавками
Кварцевые
Массовая доля
определяющих
химических
компонентов, %
Si02 не менее 98
Si02CB. 93
Si02 от 80 до
93 вкл.
Si02 не менее 85
Тип
2. Алюмоси-
ликатные
3.
Глиноземистые
4. Глиноземо-
известковые
5.
Высокомагнезиальные
6. Магнези-
альносиликат-
ные
7. Магнези-
альношпине-
лидные
Группа
Полукислые
Шамотные
Муллитокрем-
неземистые
Муллитовые
Муллитокорунд
овые
Из глиноземо-
кремнеземисто-
го стекла
Корундовые
Корундовые с
добавками
Алюминаткаль-
циевые
Периклазовые
Периклазофорс-
теритовые
Форстеритовые
Фостерито-
хромитовые
Периклазохро-
митовые
Хромитоперик-
лазовые
Хромитовые
Периклазошпи-
нелидные
Периклазошпи-
нельные
Шпинельные
Массовая доля
определяющих
химических
компонентов, %
А1203 от 14 до 28
Si02 от 65 до 85
А1203 от 28 до
45 вкл.
А1203 св. 45 до
62 вкл.
А1203 св. 62 до
72 вкл.
А1203 св. 72 до
95 вкл.
А1203 от 40 до
90 вкл.
А1203 св. 95
А1203 не менее 85
А1203 св. 65
СаОотЮ до 35
MgO не менее 85
MgO св. 65 до 85
Si02 не менее 7
MgO от 50 до
65 вкл.
Si02 от 20 до
45 вкл.
MgO от 45 до
60 вкл.
Si02 от 15 до
30 вкл.
Сг203 от 5 до
15 вкл.
MgO не менее 60
Сг203 от 5 до
20 вкл.
MgO от 40 до 60
Сг203 от 15 до
35 вкл.
MgO менее 40
Сг203 св. 30
MgO от 50 до 85
Сг203 от 5 до
20 вкл.
А1203 до 25 вкл.
MgO св. 40
А1203 от 5 до
55 вкл.
MgO от 25 до
40 вкл.
А1203 св. 55 до
70 вкл.
Огнеупоры
325
Продолжение таблицы 5.1
Тип
8. Магнезиаль-
ноизвестковые
9. Известковые
10. Хромистые
11. Циркони-
стые
12. Оксидные
13.
Углеродистые
14. Карбид-
кремниевые
^.Бескислородные
Группа
Периклазоиз-
вестковые
Периклазоиз-
вестковые
стабилизированные
Известково-
периклазовые
Известковые
Хромоксидные
Высокохромистые
Оксидцирконие-
вые
Бадделеитоко-
рундовые
Цирконовые
Оксидцирко-
нийсодержащие
Оксидные
Оксидсодержа-
щие
Графитирован-
ные
Угольные
Углеродсодер-
жащие
Карбидкремние-
вые
Карбидкремний-
содержащие
Бескислородные
Массовая доля
определяющих
химических
компонентов, %
MgO св. 50 до 85
СаО от 10 до 45
MgO от 35 до
75 вкл.
СаО св. 15 до
40 вкл.
CaO/Si02 св. 2
MgO от 10 до
50 вкл.
СаО от 45 до
85 вкл.
СаО не менее 85
Сг203 не менее 90
Сг203 от 60 до 90
Zr02CB. 85
Zr02 от 20 до
85 вкл.
А1203 не более 65
Zr02cB. 50
Si02 св. 25
гю2до20
BeO, MgO, A1203,
Cr203, Si02, Zr02,
оксиды РЗЭ, Y203,
Sc203, Sn02, НЮ2,
Th02, U02 и др. или
соединения,твердые растворы и
смеси на их
основе — не менее 97
Сиалоны, оксинит-
риды, оксикарби-
ды и др. — не
менее 97
С св. 96
С св. 85
С от 4 до 40 вкл.
SiC св.70
SiC от 15 до
70 вкл.
Нитриды, бориды,
карбиды, силициды
и др.
бескислородные соединения
(кроме
углеродистых) — не менее 50
Примечание. К кварцевым относятся огнеупоры из
кварцитов и кварцевых песков.
Алюмосиликатные огнеупоры с массовой долей
А1203 свыше 45 % объединяются под общим названием
«высокоглиноземистые».
Огнеупоры типов 5, 6, 7, 8 объединяются под общим
названием «Магнезиальные».
3.1.1. Конкретные наименования огнеупоров
устанавливают в нормативно-технической документации в
соответствии с наименованием групп. При
композиционном составе огнеупора на первое место ставится
наименование группы преобладающего компонента,
например корундоциркониевые (при преобладающем
содержании корунда).
3.1.2. Дополнительные наименования огнеупоров по
химико-минеральному составу устанавливают в
нормативно-технической документации на конкретную
продукцию с учетом вида исходных материалов и
технологии изготовления, например шамотные на основе
каолина, муллитокорундовые с добавкой Сг2Оэ.
3.1.3. Огнеупоры, изготовленные из природного
необожженного сырья, следует называть по сырью,
например заполнители кварцитовые для бетонов,
доломитовые порошки.
3.2. Огнеупоры в зависимости от огнеупорности
подразделяют на группы в соответствии с табл. 5.2.
Таблица 5.2
Классификация по огнеупорности
Группа
Огнеупорные
Высокоогнеупорные
Высшей огнеупорности
Огнеупорность, °С
от 1580-1770 вкл.
св. 1770-2000 вкл.
св. 2000
Таблица 5.3
Классификация огнеупоров по пористости
Группа
Особоплотные
Высокоплотные
Плотные
Уплотненные
Среднеплотные
Низкоплотные
Высокопористые
Ультрапористые
Пористость, %
Открытая
до 3 вкл.
св. 3 до 10 вкл.
св. 10 до 16 вкл.
св. 16 до 20 вкл.
св. 20 до 30 вкл.
св. 30
Общая
менее 45
от 45 до
75 вкл.
св.75
Огнеупоры с общей пористостью от 45 % и выше
объединяются под общим названием
«теплоизоляционные (легковесные)».
5.2. Огнеупоры для черной металлургии
Физико-химические показатели изделий
огнеупорных динасовых (ГОСТ 4157-79), пред ставленые в табл.
5.4, предназначены для кладки различных
металлургических печей, бессемеровских конвертеров и других
тепловых агрегатов.
326
Новый справочник химика и технолога
Таблица 5.4
Физико-химические показатели
Наименование показателей
Содержание Si02, %, не менее
Огнеупорность, °С, не менее
Пористость открытая, %, не более
Плотность, г/см3, не более
Предел прочности при сжатии,
Н/мм2, не менее
Дополнительный рост при
1500 °С,%, не более
Температура начала размягчения,
°С, не ниже
Марка
ДМС
95
1710
23
2,37
25
ДБК
94
1710
20
2,41-2,52
22,5
ДМ
94
1710
23
2,38
22,5
ДН
94
1690
25
2,40
17,5
Д2
94
Д7
93
Д9
93
Не нормируется
20
2,45
18
Не нормируется
1650
1650
1650
1640
1640
24
2,35
25
0,2
1620
26
2,38
20
Не
нормируется
1600
Физико-химические показатели изделий огнеупорных шамотных для кладки доменных печей марок ШПД-42,
ШПД-41, ШПД-39 (ГОСТ 1598-96) и изделий огнеупорных и высокоогнеупорных для кладки воздухонагревателей
и воздуховодов горячего дутья доменных печей марок ШВ-37, ШВ-42, МКВ-72 (ГОСТ 20901-75. Технические
условия) приведены в табл. 5.5.
Таблица 5.5
Физико-химические показатели изделий
Наименование показателей
Содержание, %
А1203, не менее
Fe203, не более
Огнеупорность, °С, не ниже
Температура применения, °С,
не выше
Температура начала размягчения,
°С, не ниже
Дополнительная усадка, % (при
температуре 1450 °С), не более
Пористость открытая, %, не более,
Предел прочности при сжатии,
Н/мм2, не менее
Термостойкость, количество тепло-
смен, (1300 °С — вода), не ниже
Марка
ШПД-42
42
1,5
1750
1470
1520
0,2
12
70
ШПД-41
41
1,5
1750
1450
1500
0,2
12
70
ШПД-39
39
1,5
1750
1400
1440
0,3
16
50
Не нормируется
ШВ-37
37
1730
—
1330
0,3
(1350)
23
20
—
ШВ-42
42
1,7
1750
—
1500
0,4
(1450)
14-20
30
—
МКВ-72
72
1,5
1800
—
1550
0,5
(1600)
21
30
3
5.3. Огнеупоры для стекловарения
Таблица 5.6
Изделия огнеупорные динасовые для кладки стекловаренных печей.
Физико-химические показатели (ГОСТ 3910-75)
Наименование показателей
Содержание, %
Si02, не менее
СаО, не более
Fe203, не более
Огнеупорность, °С, не менее
Пористость открытая, %, не более
для изделий массой до 35 кг
для изделий массой свыше 35 кг
Плотность, г/см3, не более
Предел прочности при сжатии, Н/мм2, не менее
Температура начала размягчения, °С, не ниже
Марка
ДСУ
96
2,5
0,5
1710
20
21
2,37
30
1650
ДСО
95
2,5
0,6
1710
21
22
2,36
25
1650
ДСО
95
2,5
0,6
1710
21
22
2,38
22
1650
Д1
95
—
23
25
2,38
22
1650
ДС
94
3,0
1,7
1710
22
22
2,38
20
1640
Огнеупоры
327
Таблица 5.7
Изделия огнеупорные бадделеитокорундовые для стекловаренных печей.
Физико-химические показатели (ГОСТ 23053-78)
Наименование показателей
Содержание, %
Zr02, не менее
Si02, не более
Fe203, не более
плавни (Fe203 + Ti02 + СаО + MgO +
+ Na20 + К20), не более
в том числе Na20, не более
Плотность, кг/дм3, не менее, для изделий:
ВП
ПП
ОП
для вида В
Содержание стеклофазы, %, не более
Марка
Бк-ЗЗЭ
(А, Б, В)
32,2
16
0,1
1,6
1,1
3,65
3,50
3,40
25
Бк-41 Э
(А, Б, В)
41,0
13
0,1
1,5
1,0
3,85
3,70
3,55
20
Бк-33
(А, Б, В)
32,5
16
0,2
2,5
1,9
3,60
3,50
3,40
3,35
25
Бк-37
(А, Б, В)
37,0
15,5
0,2
2,5
1,7
3,70
3,60
3,45
3,30
23
Бк-41
(А, Б, В)
41,0
13
0,2
2,5
1,7
3,80
3,70
3,55
3,38
20
Примечание. Бк-ЗЗЭ, Бк-41 Э — для кладки печей электровакуумного стекла, Бк-33, Бк-37, Бк-41 — для кладки бассейна и
верхнего строения стекловаренных печей. В зависимости от установки в стекловаренных печах бадделеитокорундовые (бакоро-
вые) изделия делятся на три вида: А — для арок загрузочного кармана, протоков, заградительных устройств; Б — изделия,
соприкасающиеся со стекломассой; В — не соприкасающиеся со стекломассой.
*Остальнос А1203.
Таблица 5.8
Брусья из непрозрачного кварцевого стекла марки КНП (брус прямоугольный) и КНК (брус клиновой).
Физико-химические показатели (ГОСТ 9800-84)
Чистота изделий
Для изделий
повышенной степени чистоты, %
Стеклобрус обычный, %
Si02,
не менее
99,65
99,3
А1203,
не более
0,35
0,6
Fe203,
не более
0,025
0,025
СаО,
не более
0,10
0,10
MgO,
не более
0,6
0,6
Z(R20),
не более
0,02
0,02
Плотность
стеклобруса,
кг/м3
2100
2100
Таблица 5.9
Изделия огнеупорные алюмосиликатные крупноблочные для стекловаренных печей.
Физико-химические показатели (ГОСТ 7151-74)
Наименование показателей
Содержание, %
А1203, не менее
Fe203, не более
Пористость открытая, %, не более
Плотность кажущаяся по обмеру, г/см ,
не менее
Предел прочности при сжатии, Н/мм2,
не менее
Дополнительная усадка, % (при
температуре), не более
Температура начала размягчения, °С,
не ниже
Марка
ШСУ-33
33
1,8
18
Не
нормируется
25
0,4 (1400)
Не
нормируется
ШСУ-36
36
1,8
17
Не
нормируется
30
0,4 (1400)
Не
нормируется
ШСУ-40
40
1,5
18
2,20
50
0,4
(1450)
1450
ШСП-40
40
1,5
14
2,28
60
0,3
(1450)
1450
ШСКП-40
40
1,3
14
2,28
60
0,3
(1550)
1550
МЛСП
62
1,1
14
2,65
80
0,3
(1550)
1520
Примечание. ШСУ-33 —- шамотные уплотненные; ШСУ-40 — шамотные уплотненные; ШСП-40 — шамотные повышенно-
плотные (дно и нижний ряд стен бассейна, нижние ряды стен каналов студочной и выработочной частей бассейна); ШСУ-35 —
шамотные уплотненные (дно бассейна и нижние ряды стен студочной и варочной частей бассейна); ШСПК-40 — (стены
бассейнов); МЛСП — муллитовые повышенноплотные (нижние ряды стен каналов студочной и выработочной частей бассейна, а
также варочной части бассейна при максимальной температуре варки до 1550 °С).
328
Новый справочник химика и технолога
5.4. Огнеупоры для цементных печей
Физико-химические показатели изделий огнеупорных и высокоогнеупорных для футеровки вращающихся
печей (ГОСТ 21436-75) представлены в табл. 5.10, 5.11.
Таблица 5.10
Физико-химические показатели алншосиликатных изделий
Наименование показателей
Содержание, %
А1203, не менее
А1203, не более
Si02
Огнеупорность, °С, не ниже
Температура начала размягчения, °С,
не ниже
Дополнительная усадка, %
(при температуре, °С), не ниже
Пористость открытая, %, не более
Кажущаяся плотность, г/см3, не более
Предел прочности при сжатии, Н/мм2,
не менее
Термостойкость, количество тепло-
смен, не ниже
Коэффициент теплопроводности при
600 °С, Вт/(м • К), не более
Марка
МЛЦ
62 '
Не
нормируется
1800
1450
0,4(1500)
24
МКРЦ
45
Не
нормируется
1750
1400
0,5 (1400)
22
ШЦУ
32
Не
нормируется
1710
1370
0,3 (1400)
20
ШЦО
28
1670
1300
0,7 (1400)
26
ПЦ
28
65-85
1670
1350
0,5(1350)
26
Не нормируется
25
4
30
3
25
4
18
3
Не нормируется
18
ШЦЛ-1,3
28
Не
нормируется
1670
Не
нормируется
1,0(1350)
Не
нормируется
1,3
4,5
Не нормируется
7
0,7
Примечание. МЛЦ — муллитовые; МКРЦ — муллитокремнеземистые (зона охлаждения и переходные участки печей
диаметром 4 м и более); ШЦУ — шамотные уплотненные (зона охлаждения и цепная, переходные участки и холодильник);
ШЦО — шамотные обычные (зона дегидратации, кальцинирования и подогрева); ПЦ — полукислые (участки с пониженным
химическим износом и повышенными требованиями к плотности кладки); ШЦЛ-1,3 — шамотные легковесные с кажущейся
плотностью 1,3 г/см3 (зона кальцинирования и дегидратации).
Таблица 5.11
Физико-химические показатели магнезиальношпинелидных изделий
Наименование показателей
Содержание, %
MgO, не менее
Сг2Оз, не более
Температура начала размягчения, °С, не ниже
Пористость открытая, %, не более
Предел прочности при сжатии, Н/мм2, не менее
Термостойкость, количество теплосмен, не ниже
Марка
ХПЦ-43
43
20-28
1500
24
25
2
ПХЦ-66
66
8-18
1520
23
30
8
ПШЦ-66
66
9-15
1560
23
30
6
хпц
42
20-30
1450
25
20
2
ПХЦ
65
8-18
1500
24
25
8
ПШЦ
65
7-15
1540
23
30
4
Примечание. ХПЦ — хромитопериклазовые (периферийные участки зоны спекания вращающихся печей диаметром 3,6 м и
менее, работающих по мокрому способу); ХПЦ-43 — хромитопериклазовые (центральный участок зоны спекания
вращающихся печей диаметром более 3,6 м, работающих по мокрому способу); ПХЦ — периклазохромитовые и ПШЦ — периклазошпи-
нелидные (центральный участок зоны спекания вращающихся печей диаметром 3,6 м, работающих по сухому способу, а также
периферийные участки печей, работающие по сухому способу); ПХЦ-66 — периклазохромитовые и ПШЦ-66 — периклазо-
шпинелидные (центральные участки зоны спекания вращающихся печей диаметром 3,6 м и более, работающих по мокрому и
сухому способам).
Огнеупоры
329
Таблица 5.J2
Изделия огнеупорные высокоглиноземистые для футеровки сталеразливочных ковшей.
Физико-химические показатели (ГОСТ 5341-98)
Наименование показателей
Содержание, %
А1203, не менее
Fe203, не более
Огнеупорность, °С, не ниже
Температура начала размягчения, °С, не ниже
Дополнительная усадка, % (при температуре, °С), не более
Пористость открытая, %, не более
Предел прочности при сжатии, Н/мм2, не менее
Термостойкость, количество теплосмен, (1300 °С — вода),
не ниже
Марка
МКС-72
72
1,5
1800
1500
0,5(1600)
24
30
3
МЛС-62
62
1,5
—
1450
0,4(1500)
24
25
3
ШКУ-37
37
1730
1400
0,3 (1400)
18
30
4
ШКУ-32
32
1690
1370
0,3 (1400)
19
30
4
5.5. Теплоизоляционные огнеупоры
Таблица 5.13
Изделия огнеупорные и высокоогнеупорные легковесные теплоизоляционные (ГОСТ 5040-96)
Наименование показателей
Содержание, %
А1203, не менее
Fe203, %, не более
Si02, %
Плотность кажущаяся, г/см3, не более
Предел прочности при сжатии, Н/мм2,
не менее
Теплопроводность, Вт/(м • К),
(350 + 25) °С
(650 + 25) °С
Плотность, г/см3, не более
Динасовые
ДЛ-1,2
>91
1,2
5,0
0,60
0,70
2,39
ДЛ1-1,2
>90
1,2
4,5
0,60
0,70
2,39
Наименование показателей
Содержание, %
А1203, не менее
Fe203, %, не более
Si02, %
Плотность кажущаяся, г/см3, не более
Предел прочности при сжатии, Н/мм2, не менее
Теплопроводность, Вт/(м • К)
(350 + 25) °С
(650 ± 25) °С
Плотность, г/см3, не более
Шамотные
ШЛА-1,3
36
1,3
4,5
0,60
0,70
—
Муллитокремне-
земистые
МКРЛ-0,8
50
1,0
0,8
2,5
0,35
0,40
2,39
ШЛ-1,0
—
1,0
3,0
0,50
0,60
—
ШЛ-0,9
—
0,9
2,5
0,40
0,50
Муллитовые
МЛЛ-1,3
63
1,4
1,3
3,0
0,50
0,60
—
ШТЛ-0,6
1,6
0,6
2,5
0,25
0,30
—
Корундов
КЛ-1,3
95
0,3
<0,5
1,3
3,5
0,80
0,80
—
ШЛ-0,4
—
0,4
1,2
0,20
0,25
—
ые
КЛ-0,8
90
1,0
1,1
2,5
0,55
0,55
—
330
Новый справочник химика и технолога
Таблица 5.14
Материалы и изделия огнеупорные теплоизоляционные стекловолокнистые (ГОСТ 23619-79)
Марка
МКРВ (муллитокремнеземистая вата)
МРКВ-200 (муллитокремнеземистый войлок)
МРКП-450 (муллитокремнеземистые плиты)
МКРК-500 (муллитокремнеземистый картон)
МКРБ-500 (муллитокремнеземистая бумага)
МКРИ-350 (муллитокремнеземистые изделия
сложной конфигурации)
МКРР-130 (муллитокремнеземистый
рулонный материал материал)
МКРРХ-150 (муллитокремнеземистый хром-
содержащий рулонный материал)
Содержание
прокаленного вещества,
А1203
Не менее 50
50
45
45
90
50
51
48
А1203 + Si02
Не менее 97
97
90
45
90
97
97
93
%
Сг203
—
—
—
—
—
—
—
2-А
кали-
<а с ,-г
Изме1
массы прр
вани
0,3
2
10
10
10
10
0,25
0,4
SB й
II
—
200
450
500
500
350
130
150
эсть,
°с,
ВОДН(
±25)
Теплопро
при (600
Вт/\
—
—
0,28
0,16
0,16
—
—
—
К
о С
ЯР .4
О и
а. К
Предел п
на разрь
—
—
—
0,5
0,5
—
—
—
5.6. Перечень стандартов на методы испытаний
и маркировку огнеупорных изделий и материалов
Методы химического анализа
ГОСТ 2642.0-86. Огнеупоры и огнеупорное сырье.
Общие требования к методам анализа.
ГОСТ 2642.1-86. Огнеупоры и огнеупорное сырье.
Метод определения гигроскопической влаги.
ГОСТ 2642.2-86. Огнеупоры и огнеупорное сырье.
Метод определения потери массы при прокаливании.
ГОСТ 2642.3-97. Огнеупоры и огнеупорное сырье.
Метод определения диоксида кремния.
ГОСТ 2642.4-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида алюминия.
ГОСТ 2642.5-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида железа.
ГОСТ 2642.6-97. Огнеупоры и огнеупорное сырье.
Метод определения диоксида титана.
ГОСТ 2642.7-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида кальция.
ГОСТ 2642.8-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида магния.
ГОСТ 2642.9-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида хрома.
ГОСТ 2642.10-86. Огнеупоры и огнеупорное сырье.
Метод определения оксида фосфора.
ГОСТ 2642.11-97. Огнеупоры и огнеупорное сырье.
Метод определения оксидов калия и натрия.
ГОСТ 2642.12-97. Огнеупоры и огнеупорное сырье.
Метод определения оксида марганца.
ГОСТ 2642.13-86. Огнеупоры и огнеупорное сырье.
Метод определения оксида бора.
ГОСТ 2642.14-86. Огнеупоры и огнеупорное сырье.
Метод определения диоксида циркония.
ГОСТ 2642.15-97. Огнеупоры и огнеупорное сырье.
Метод определения общего углерода.
ГОСТ 13997.0-84. Материалы и изделия
огнеупорные цирконийсодержащие. Общие требования к
методам анализа.
ГОСТ 13997.1-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения
гигроскопической влаги.
ГОСТ 13997.2-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения потери
массы при прокаливании.
ГОСТ 13997.3-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения
диоксида кремния.
ГОСТ 13997.4-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения
диоксида циркония.
ГОСТ 13997.5-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения оксида
железа.
ГОСТ 13997.6-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения
диоксида титана.
ГОСТ 13997.7-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения оксида
алюминия.
ГОСТ 13997.8-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения оксида
кальция.
ГОСТ 13997.9-84. Материалы и изделия
огнеупорные цирконийсодержащие. Метод определения оксида
магния.
ГОСТ 13997.10-84. Материалы и изделия огнеупорные
цирконийсодержащие. Метод определения оксида иттрия.
Огнеупоры
331
ГОСТ 13997.11-84. Материалы и изделия
огнеупорные циркониисодержащие. Метод определения оксидов
натрия и калия.
ГОСТ 13997.12-84. Материалы и изделия
огнеупорные циркониисодержащие. Метод определения оксида
фосфора.
ГОСТ 20300.1-90. Изделия огнеупорные бадцелеи-
токорундовые. Методы анализа.
ГОСТ 20300.2-90. Изделия огнеупорные бадцелеи-
токорундовые. Метод определения содержания
диоксида кремния.
ГОСТ 20300.3-90. Изделия огнеупорные бадцелеи-
токорундовые. Метод определения содержания
диоксида циркония.
ГОСТ 20300.4-90. Изделия огнеупорные бадделеи-
токорундовые. Метод определения содержания
диоксида титана.
ГОСТ 20300.5-90. Изделия огнеупорные бадделеи-
токорундовые. Метод определения содержания оксида
железа.
ГОСТ 20300.6-90. Изделия огнеупорные бадделеи-
токорундовые. Метод определения содержания оксида
алюминия.
ГОСТ 20300.7-90. Изделия огнеупорные бадделеи-
токорундовые. Метод определения содержания оксида
кальция и магния.
ГОСТ 20300.8-90. Изделия огнеупорные бадделеи-
токорундовые. Метод определения содержания оксида
натрия.
ГОСТ 24523.0-80. Периклаз электротехнический.
Общие требования к методам химического анализа.
ГОСТ 24523.1-80. Периклаз электротехнический.
Метод определения диоксида кремния.
ГОСТ 24523.2-80. Периклаз электротехнический.
Метод определения оксида алюминия.
ГОСТ 24523.3-80. Периклаз электротехнический.
Метод определения оксида железа.
ГОСТ 24523.4-80. Периклаз электротехнический.
Метод определения оксида кальция.
ГОСТ 24523.5-80. Периклаз электротехнический.
Метод определения оксида магния.
ГОСТ 24523.6-80. Периклаз электротехнический.
Метод определения изменения массы при
прокаливании.
ГОСТ 26564.0-85. Материалы и изделия
огнеупорные карбидкремниевые. Общие требования к методам
анализа.
ГОСТ 26564.1-85. Материалы и изделия
огнеупорные карбидкремниевые. Метод определения карбида
кремния.
ГОСТ 26564.2-85. Материалы и изделия
огнеупорные карбидкремниевые. Метод определения
свободного углерода.
ГОСТ 26564.3-85. Материалы и изделия
огнеупорные карбидкремниевые. Метод определения диоксида
кремния.
ГОСТ 26564.4-85. Материалы и изделия
огнеупорные карбидкремниевые. Метод определения
свободного кремния.
ГОСТ 2211-65. Огнеупоры и огнеупорное сырье.
Методы определения плотности.
ГОСТ 2409-95. Огнеупоры. Методы определения
кажущейся плотности, открытой и общей пористости,
водопоглощения.
ГОСТ 18847-84. Огнеупоры неформованные сыпучие.
Методы определения водопоглощения, кажущейся
плотности и открытой пористости зернистых материалов.
ГОСТ 24468-80. Изделия огнеупорные. Метод
определения кажущейся плотности и общей пористости
теплоизоляционных изделий.
ГОСТ 4069-69. Огнеупоры и огнеупорное сырье.
Методы определения огнеупорности.
ГОСТ 4070-2000. Изделия огнеупорные. Метод
определения температуры деформации под нагрузкой.
ГОСТ 4071.1-94. Изделия огнеупорные с общей
пористостью менее 45 %. Метод определения предела
прочности при сжатии при комнатной температуре.
ГОСТ 5402.1-2000. Изделия огнеупорные с общей
пористостью менее 45 %. Метод определения
остаточных изменений размеров при нагреве.
ГОСТ 7875.1-94. Изделия огнеупорные. Метод
определения термической стойкости на кирпичах.
ГОСТ 7875.2-94. Изделия огнеупорные. Метод
определения термической стойкости на образцах.
ГОСТ 11573-98. Изделия огнеупорные. Метод
определения коэффициента газопроницаемости.
ГОСТ 8179-98. Изделия огнеупорные. Правила
приемки, отбор образцов и приемочные испытания.
ГОСТ 12170-85. Огнеупоры. Стационарный метод
измерения теплопроводности.
Литература
1. Технология керамики и огнеупоров / П.П. Будников,
А.С. Бережной, И.А. Булавин и др.; Под общ. ред.
П.П. Будникова. М.: Госстройиздат, 1962. 707 с.
2. Огнеупоры и огнеупорные изделия: Справочник.
Ч. 1-3. М.: Изд-во стандартов, 1987.
3. Огнеупорные изделия, материалы и сырье:
Справочник / А.К. Карклит, Н.М. Пориньш, Г.М. Ка-
торгин и др.; 4-е изд., церераб. и доп. М.:
Металлургия, 1990. 416 с.
4. Огнеупоры 2000. Информационно-техническое
приложение к журналу «Огнеупоры и техническая
керамика»: Справочник специалиста. М.: ООО «Мет-
текс», 2000. 241 с.
5. ГОСТ 28874-90. Огнеупоры. Классификация.
Раздел 6
ХИМИЧЕСКИ СТОЙКАЯ КЕРАМИКА
Автор-составитель: доц., к.т.н. Ю.В. Васильев
В разделе приводятся характеристики химически
стойких керамических изделий: посуды, труб, плиток,
кирпича, насадок и т. п.
Для всех изделий даются размеры или емкость и
технические требования в отношении кислото- и щело-
честойкости, водопоглощения, термической стойкости,
механической прочности и т. д.
Кислотостойкость (щелочестойкость) выражается
двояким образом — в процентах или в миллиграммах
на квадратный сантиметр.
Кислотостойкость (щелочестойкость) в
миллиграммах на квадратный сантиметр означает максимально
допустимую потерю изделия по массе (в мг) на 1 см2
его поверхности при испытаниях, условия которых
указаны в каждом отдельном случае.
Кислотостойкость (щелочестойкость), выраженная в
процентах, означает отношение массы измельченного
керамического изделия после обработки его кислотой
(щелочью) к массе этого же изделия до обработки
кислотой (щелочью), произведенных в соответствии с
ГОСТ 473.1-81, 473.2-81.
6.1. Посуда и оборудование лабораторные
фарфоровые (ГОСТ 9147-80)
Барабаны с крышками для шаровых мельниц
предназначены для мокрого и сухого помола материалов
минерального происхождения твердостью не выше 7 по
шкале Мооса (табл. 6.1); прямоугольные лодочки
предназначены для определения зольности твердого
топлива (табл. 6.2 и 6.3); лабораторная фарфоровая посуда
предназначена для проведения химических анализов
(табл. 6.4).
Барабаны фарфоровые для шаровых мельниц
Таблица 6.1
Номинальная
вместимость, л
2
4
8
12
Размеры, мм
диаметр
барабана
170 + 8
220+11
275 ±17
325117
высота
барабана
190 + 8
240+12
300+15
335+17
толщина стенки
барабана,
не менее
15
20
25
30
диаметр
крышки
84 + 3
119 + 4
164 + 5
187+6
Технические требования
Кислотостойкость не более 0,04 мг/см2 общей
поверхности (после кипячения в 10%-м растворе НС1 в течение 3 ч).
Щелочестойкость не более 0,4 мг/см2 покрытой
жидкостью поверхности (после кипячения в 10%-м
растворе Na2C03 в течение 3 ч).
Прочность к истиранию — потеря массы барабана после
24 ч работы не должна превышать 1 % его общей массы
Лодочки фарфоровые прямоугольные для определения зольности
Таблица 6.2
Номер
лодочки
1
2
3
4
Размеры, мм
длина
по верхней
плоскости
45 ±2
50±2
60 + 3
80 ±4
по нижней
плоскости
40 ±2
45 + 2
56 ±3
71+4
ширина
по верхней
плоскости
25 + 1
36 + 2
40 + 2
56 + 3
по нижней
плоскости
20 + 1
32 + 2
36 + 2
50 + 3
высота
12+ 1
12 + 1
12 + 1
12+ 1
толщина стенки
1,8 + 0,3
1,8 + 0,3
2,0 ± 0,3
2,5 ± 0,3
334
Новый справочник химика и технолога
Таблица 6.3
Технические требования на лодочки фарфоровые прямоугольные
Показатели
Кислотостойкость, мг/см2
общей поверхности, не более
Щелочестойкость, мг/см2
общей поверхности, не более
Терм остойкость
Постоянство массы при
прокаливании, потеря массы в мг
на каждые 10 г общей массы
Величина
0,03
0,22
—
Не более 0,1
Методика испытания
После кипячения в течение 3 ч в растворе НС1 с постоянной
точкой кипения (600 мл НС1 плотностью 1,16 г/см3 разбавить
до 1 л дистиллированной водой)
После кипячения в течение 3 ч в 10%-м растворе Na2C03
Нагрев при 1000-1200 °С в муфельной печи в течение 10 мин и
охлаждение до температуры окружающей среды на деревянной
поверхности, покрытой слоем асбестового картона.
После проведения испытаний не должно быть трещин и отколов
Нагрев в муфельной печи до матового красного оттенка.
Затем охлаждение, взвешивание и вновь нагрев до тех пор, пока
не будет достигнуто постоянство массы. Затем нагрев
изделия в течение 2 ч при 950-1000 °С, охлаждение и
взвешивание (ГОСТ 29225-91)
Таблица 6.4
Посуда лабораторная фарфоровая
Наименование
Стакан
Выпарительная чашка
Кастрюля
Низкий тигель
Высокий тигель
Тигель Розе
Кружка
Воронка Бюхнера
Ступка
1
Номера
1-9
1-9
1-5
1-6
1-5
1-2
1-5
1-6
1-7
Номинальная
вместимость, мл
25^000
25^000
100-2000
Не нормируется
Не нормируется
Не нормируется
250-2000
Не нормируется
Не нормируется
Размеры,
диаметр
35-175
62-335
75-190
Длина ручки
40-125
20-75
20-55
30-35
65-135
65-215
50-240
мм
высота
40-220
25-100
40-100
15-57
25-70
40-45
115-205
100-350
35-110
Технические требования
При определении химической
стойкости посуда наполняется на 0,75
номинальной вместимости.
Кислотостойкость не более
0,01 мг/см2 общей внутренней
поверхности (после кипячения в
течение 4 ч в растворе соляной кислоты
с постоянной точкой кипения,
600 мл НС1 плотностью 1,16 г/см3
разбавить до 1 л дистиллированной
водой).
Щелочестойкость не более
0,1 мг/см2 покрытой жидкостью
поверхности (после кипячения в
течение 4 ч в 5%-м растворе
Na2C03) или не более 0,45 мг/см2
покрытой жидкостью поверхности
(после кипячения в течение 4 ч в
5%-м растворе NaOH).
Стойкость к нагреву и резкому
изменению температуры. Образец,
нагретый на 230 °С выше
температуры окружающей среды и быстро
опущенный в воду комнатной
температуры, не должен разрушаться,
трескаться или образовывать по-
верхостных трещин.
Постоянство массы при
прокаливании, потеря массы на каждые 10 г
общей массы не более 0,1 мг
* Число отверстий в воронках Бюхнера не менее 60-169.
Химически стойкая керамика
335
6.2. Плитки кислотоупорные и термокислотоупорные
керамические (ГОСТ 961-89)
Кислотоупорные и термокислотоупорные
керамические плитки предназначены для футеровки
оборудования, защиты строительных конструкций и сооружений,
эксплуатируемых в условиях воздействия агрессивных
веществ.
Марки плиток, их наименование и форма приведены
в табл. 6.5.
Таблица 6.5
Марки кислотоупорных и термокислотоупорных
керамических плиток
Квадратная(радиальная)
Марка
плитки
КФ
ТКД
ткг
КС
кш
ткш
Наименование плитки и ее форма
Плитки кислотоупорные
фарфоровые: квадратные, прямоугольные,
клиновые
Плитки термокислотоупорные дуни-
товые: квадратные, прямоугольные,
клиновые, спаренные
Плитки термокислотоупорные для
гидролизной промышленности:
квадратные, квадратные
(радиальные)
Плитки кислотоупорные
керамические для строительных конструкций:
квадратные
Плитки кислотоупорные шамотные:
квадратные, прямоугольные,
клиновые, спаренные
Плитки термокислотоупорные
шамотные: квадратные, прямоугольные,
клиновые, спаренные
Формы плиток приведены на рис. 6.1-6.5.
В зависимости от типа и формы размеры плиток
приведены в табл. 6.6.
Квадратная
Рис. 6.2
Рис. 6.3
Клиновая
««е— -*■
Рис. 6.4
Спаренная
L
■••->.
♦о
Рис. 6.1
Рис. 6.5
По физико-химическим и механическим
показателям плитки марок КФ, ТКД, ТКГ должны
соответствовать требованиям, приведенным в табл. 6.7, плитки
марок КС, КШ, ТКШ — в табл. 6.8.
336
Новый справочник химика и технолога
Таблица 6.6
Форма плитки
Квадратная
Квадратная
(радиальная)
Прямоугольная
Клиновая
Спаренная
Размеры кислотоупорных и термокислотоупорных керамических плиток
Тип
ПК-2
ПК-3
ПК-4
ПКР-1
ПКР-2
ПКР-3
ПКР-4
ПП-2
ПП-3
ПП-5
ПП-6
ПП-8
ПП-9
ПП-10
ПКЛ-6
ПКЛ-7
ПКЛ-8
ПКЛ-9
ПКЛ-10
ПКЛ-11
ПКЛ-12
ПКЛ-13
ПКЛ-17
ПКЛ-18
ПКЛ-19
ПКЛ-20
ПКЛ-22
ПКЛ-23
ПКЛ-24
ПКЛ-26
ПКЛ-27
ПКЛ-28
ПС-2
ПС-3
ПС-4
ПС-6
ПС-7
ПС-8
Размеры, мм
L
150
175
200
150
150
175
175
150
175
200
230
200
200
260
135
135
135
135
135
135
135
145
150
150
150
150
167
175
175
175
175
175
200
200
200
230
230
230
и
—
—
—
—
—
—
—
—
—
—
—
—
—
—
80
90
100
105
ПО
115
120
125
130
135
140
145
135
150
155
165
170
173
—
__
—
—
—
—
Ь
150
175
200
150
150
175
175
75
75
100
113
140
155
130
175
175
175
175
175
175
175
170
175
175
175
175
150
175
175
175
175
175
100
100
100
113
113
113
S
15; 20; 30; 35
20; 30; 35; 50
20; 30; 35; 50
35; 50
35; 50
35; 50
35; 50
20; 30; 35
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30;35; 50
43
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35;50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35;50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20; 30; 35; 50
20
30
35
20
30
35
R
—
—
—
310
325
1185
1200
—
—
—
__
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Химически стойкая керамика
337
Таблица 6.7
Физико-химические и механические свойства плиток марок КФ, ТКД, ТКГ
Наименование
показателя
1. Водопоглощение, %,
не более
2. Кислотостойкость, %,
не менее
3. Предел прочности при
сжатии, МПа, не менее
4. Предел прочности при
статическом изгибе, МПа,
не менее
5. Водопроницаемость
6. Морозостойкость
(количество циклов), не менее
7. Термическая стойкость,
(количество теплосмен),
не менее
8. Температурный
коэффициент линейного
расширения, 10^ КГ1
9. Модуль упругости (при
20°С),Е, 104МПа
Значение для плиток марки
КФ
высшего
сорта
0,4
99,0
150
40
—
—
2
—
—
первого
сорта
0,5
98,0
130
30
—
—
2
—
—
ТКД
высшего
сорта
2,0
98,0
120
20
первого
сорта
2,8
98,0
100
20
ТКГ
высшего
сорта
5,0
первого
сорта
6,0
При толщине до 35 мм
включительно
6,0
8,0
При толщине свыше 35 мм
98,0
50
15
97,5
40
10
С обратной стороны плиток не должно быть капель
через 24 ч
20
15
15
15
2,5-3,0
4,3^,8
—
15
—
—
—
15
—
—
Таблица 6.8
Физико-химические и механические свойства плиток марок КС, КШ, ТКШ
Наименование
показателя
1. Водопоглощение, %, не более
2. Кислотостойкость, %, не менее
3. Предел прочности при сжатии,
МПа, не менее
4. Предел прочности при
статическом изгибе, МПа, не менее
5. Водопроницаемость
6. Морозостойкость (количество
циклов), не менее
7. Термическая стойкость
(количество теплосмен), не менее
8. Температурный коэффициент
линейного расширения, Ю-6 КГ1
9. Модуль упругости (при 20 °С),
Е, 104МПа
Значение для плиток марки
КС
высшего
сорта
3,5
97,0
50
25
—
20
3
—
—
первого
сорта
4,5
96,0
40
15
—
15
2
—
—
КШ
высшего
сорта
5,0
98,0
50
15
первого
сорта
6,0
97,0
42
10
ТКШ
высшего
сорта
6,0
98,0
50
15
первого
сорта
8,0
97,0
40
10
С обратной стороны плиток не должно
быть капель через 24 ч
20
5
—
—
15
2
—
—
20
10
15
8
6,5-7,5
2,5-3,5
338
Новый справочник химика и технолога
Условия применения плиток для оборудования,
подвергающегося воздействию фосфорно-кислых и
фторсодержащих сред, приведены в табл. 6.9.
Таблица 6.9
Условия эксплуатации плиток при воздействии
фосфорно-кислых и фторсодержащих сред
Основная среда и
определяющие компоненты
1. Термическая фосфорная
кислота (Н3Р04)
2. Экстракционная
фосфорная кислота из
фосфатного сырья различных
месторождений с
содержанием фтора в виде
соединений фтористого
водорода HF и четырехфто-
ристого кремния SiF4
3. Кремнефтористоводо-
родная кислота H2SiF6
4. Парогазовая смесь с
содержанием плавиковой
кислоты и четырехфтори-
стого кремния (HF + SiF4)
Концентрация
Любых
концентраций
До 1 %
До 2 %
До 5 г/м3
Температура,
°С
До 140
До 120
До 60
До 100
6.3. Насадки кислотоупорные керамические
(ГОСТ 17612-89)
Кислотоупорные керамические насадки
предназначены для заполнения насадочных колонн и другой теп-
ломассообменной аппаратуры, работающей при
температуре от 0 до 120 °С для кислых сред и от 0 до 30 °С
для щелочных.
Технические требования
1. Основные параметры и размеры.
1.1. По спеканию черепка насадки подразделяются
на два класса:
А — плотноспеченные;
Б — пористые (из шамотной и бесшамотной массы).
По составу массы насадки класса А подразделяются
на две марки:
1 — из фарфоровой и кордиеритовой массы;
2 — из полуфарфоровой массы.
1.2. Насадки должны быть цилиндрической или
седловидной формы.
1.3. Основные размеры цилиндрических насадок
должны соответствовать указанным на рис. 6.6 и в
табл. 6.10.
Рис. 6.6
1.4. Предельные отклонения от номинальных
размеров не должны превышать, мм:
по диаметру и высоте: + (0,02D + 1,0);
по толщине: + 0,ЗЬ — для насадок диаметром
от 15 до 60 мм; + 0,2Ь — для насадок диаметром от
80 до 150 мм.
1.5. Допуск перпендикулярности плоскости торцов
цилиндрических насадок к осям не должен превышать, мм:
2,0 — при диаметре до 80 мм;
3,0 — при диаметре от 80 мм и более.
1.6. Основные размеры седловидных насадок должны
соответствовать указанным на рис. 6.7 и в табл. 6.11.
Размеры цилиндрических насадок
Таблица 6.10
D-H
Ь
Размеры, мм
15
3
25
3
35
3
50
5
60
5
80
8
100
10
120
12
150
15
Рис. 6.7
Химически стойкая керамика
339
Размеры седловидных насадок
Таблица 6.11
Условный
размер
37
50
75
Размеры, мм
В
Номинальный
30
42
63
Предельное
отклонение
+ 3,0
+ 5,0
-3,0
+ 7,0
-5,0
H=R
Номинальный
27
36
54
Предельное
отклонение
+ 2,0
+ 3,0
+ 7,0
-5,0
Ь
Номинальный
4
5
6
Предельное
отклонение
±1,0
±1,5
+ 3,0
-1,0
г
Номинальный
3
4
5
Предельное
отклонение
±1,0
±1,5
+ 2,0
а, град
180+15
180 ±15
180 ± 15
Примечание. Условный размер седловидной насадки вычисляют по формуле:
2R + B + H
2. Характеристики.
2.1 Физико-химические и механические показатели насадок приведены в табл. 6.12 и табл. 6.13.
Физико-химические и механические свойства насадок
Таблица 6.12
Наименование показателя
1. Водопоглощение, %, не более
2. Кислотостойкость, %, не менее
3. Щелочестойкость для насадок, %, не менее:
седловидных
цилиндрических
4. Термическая стойкость (количество тепло-
смен), не менее
5. Предел прочности при сжатии седловидных
насадок, МПа, не менее
Класс
А
Б
А
Б
А
А
А
Б
А
Марка
1
2
—
1
2
—
1
1
1
2
—
1
Значение
0,5
1,5
4,5
99,0
98,5
97,0
55,0
Не нормируется,
определяется для
накопления
данных
8
7
2
150
Метод испытания
По ГОСТ 473.3-81
По ГОСТ 473.1-81
По ГОСТ 473.2-81
По ГОСТ 473.5-81
По ГОСТ 473.6-81
Механические свойства цилиндрических насадок
Таблица 6.13
Наименование
показателя
Предельная
нагрузка на
цилиндрические насадки,
кН, не менее
Класс
А
Б
Марка
1,2
—
Значение для диаметра, мм
15
31
—
25
31
11
35
32
—
50
40
25
60
40
—
80
50
48
100
60
60
120
70
70
150
100
135
Метод
испытания
По
ГОСТ 473.6-81
340
Новый справочник химика и технолога
2.2. Физические показатели насадок приведены в табл. 6.14, 6.15.
Физические показатели цилиндрических насадок
Таблица 6.14
Наименование
показателя
Плотность насадок,
кг/м3, не более
рядами
насыпью
Удельная поверхность
насадок, м2/м3
рядами
насыпью
Свободный объем
насадок, м3/м3, не менее
рядами
насыпью
Класс
А
Б
А
Б
А
Б
А
Б
А
Б
А
Б
Марка
1
2
—
1
2
—
1
2
—
1
2
—
1
2
—
1
2
—
Значение для насадки диаметром, мм
15
1161
1113
—
904
866
—
387
387
—
256
256
—
0,52
0,52
—
0,62
0,62
—
25
890
753
696
596
572
702
245
245
242
186
186
184
0,67
0,67
0,67
0,75
0,75
0,75
35
785
—
580
—
245
—
176
—
0,75
—
0,75
—
50
692
634
776
552
487
498
121
121
121
93
93
93
0,73
0,73
0,73
0,79
0,79
0,79
60
629
—
540
—
121
—
86
—
0,79
—
0,79
—
80
688
642
536
473
68
68
58
58
0,75
0,75
0,79
0,79
100
644
600
509
466
59
59
47
47
0,73
0,73
0,73
—
120
562
590
—
—
43
43
—
—
0,77
0,77
0,77
—
150
494
594
—
—
30
30
—
—
0,79
0,79
0,79
—
Физические показатели седловидных насадок
Таблица 6.15
Наименование показателя
1. Плотность насадок, кг/м3, не более
2. Удельная поверхность насадок, м2/м3, не менее
3. Свободный объем насадок, м3/м3, не менее
Класс
А
А
А
Марка
1
1
1
Значение для седловидных насадок
с условным размером, мм
37
580
131
0,76
50
550
106
0,81
75
520
76
0,83
6.4. Кирпич кислотоупорный (ГОСТ 474-90)
Кислотоупорный кирпич применяется для защиты
аппаратов и строительных конструкций, работающих в
условиях кислых агрессивных сред и при футеровке
дымовых труб, которые служат для отвода газов,
содержащих агрессивные вещества.
Технические требования
1. Основные параметры и размеры.
1.1 Кирпич изготовляют классов А, Б и В.
1.2. Кирпич выпускают следующей формы:
- прямой;
- клиновой: торцовый, ребровый;
- радиальный: поперечный большой,
поперечный средний, поперечный малый, продольный
большой, продольный малый;
- фасонный (слезник): большой, средний, малый,
прямой.
1.3. Формы кирпича приведены на рис. 6.8-6.13.
Химически стойкая керамика
341
Прямой
b
Клиновой торцовый
двусторонний
Радиальный продольный
b
Т
Рис. 6.8
Рис. 6.9
Рис. 6.12
Клиновой ребровый
двусторонний
i
**J
1
i
f
b
<*
Радиальный поперечный
Фасонный (слезник)
Рис. 6.10
Рис. 6.11
Рис. 6.13
1.4. Размеры кирпича в зависимости от формы приведены в табл. 6.16, 6.17.
Размеры кислотоупорного кирпича
Таблица 6.16
Обозначение
кирпича
КП
кт
KP
КРП-1
КРП-2
КРП-3
КРПР-4
КРПР-5
Форма кирпича
Прямой
Клиновой торцовый
двусторонний
Клиновой ребровый
двусторонний
Радиальный поперечный:
большой
средний
малый
Радиальный продольный:
большой
малый
Размеры, мм
L
230
230
230
230
205
205
230
230
и
—
—
—
210
195
160
—
Ь
113
113
113
113
113
113
113
113
Ьх
—
—
—
—
95
70
S
65
65
65
65
65
65
65
65
Sx
—
55
55
—
—
Объем,
м3
0,0017
0,0015
0,0015
0,0016
0,0015
0,0014
0,0016
0,0014
Масса,
кг
3,65
3,35
3,35
3,52
3,23
2,95
3,52
2,95
342
Новый справочник химика и технолога
Таблица 6.17
Размеры фасонного (слезника) кислотоупорного кирпича
Обозначение
кирпича
КФ6
КФ7
КФ8
КФ9
Форма
кирпича
Большой
Средний
Малый
Прямой
Размеры, мм
R
5
5
5
5
L
115
115
115
115
и
210
210
210
210
Ь
205
175
175
175
ь,
168
168
95
175
Ъг
25
25
25
25
S
40
40
40
40
Si
12
12
12
12
s2
15
15
15
15
h
56,5
56,5
56,5
56,5
Л,
52,5
52,5
52,5
52,5
h
34
34
34
34
h
30
30
30
30
о
0,0061
0,0055
0,0031
0,0057
Масса,
кг
13,0
11,0
6,82
11,4
1.5. Отклонение размеров и формы прямого,
клинового и радиального кирпича не должны превышать
норм, указанных в табл. 6.18, фасонного кирпича
(слезника) — в табл. 6.19.
Таблица 6.18
Нормы отклонения размеров и формы прямого,
клинового и радиального кирпича
Таблица 6.19
Наименование показателя
Предельное отклонение
размеров, мм, не более:
по длине
по ширине
по толщине
Кривизна (отклонение от
плоскостности), мм, не более:
по «ложку»
по «постели»
Значение
для кирпича класса
А
±3,0
±2,0
±1,0
2,0
1,0
Б
±3,0
±2,0
±2,0
2,0
2,0
В
±4,0
±2,0
±2,0
2,0
2,0
Нормы отклонения размеров
и формы фасонного кирпича
Наименование показателя
Предельные отклонения по
длине и ширине, %, не более:
для измерений до 120 мм
для измерений свыше 120 мм
Отклонения по толщине и
высоте, мм, не более
Значение
для кирпича класса
А
±2,0
±2,2
±2,5
Б
±2,4
±2,6
±4,0
2. Характеристики (свойства).
2.1. По физико-техническим показателям кирпич
должен соответствовать нормам, указанным в
табл. 6.20.
Таблица 6.20
Физико-технические свойства кислотоупорного кирпича
Наименование показателя
1. Водопоглощение, %, не более
2. Кислотостойкость, %, не менее
3. Предел прочности при сжатии, МПа,
не менее
4. Водопроницаемость (с обратной стороны не
должно быть капель), ч
5. Термическая стойкость, (количество тепло-
смен), не менее
6. Температурный коэффициент линейного
расширения, Ю-6 К-1
7. Коэффициент теплопроводности, Вт/(м • К)
8. Модуль упругости (при 20 °С), Е, 104 МПа
Значение для кирпича
прямого, клинового и радиального класса
А
6,0
97,5
55,0
48
3
Б
6,8
97,5
50,0
36
3
В
8,0
96,0
35,0
24
2
6,0-7,8
0,9-1,16
1,7-3,4
фасонного (слезника)
класса
А
8,0
96,0
40,0
24
2
—
—
—
Б
10,0
95,0
30,0
24
2
—
—
—
Химически стойкая керамика
343
2.2. Условия применения кирпича для
оборудования, подвергающегося воздействию фосфорно-кислых
и фторсодержащих сред, приведены в табл. 6.21.
Таблица 6.21
Условия эксплуатации кислотоупорного
кирпича при воздействии
фосфорно-кислых и фторсодержащих сред
Керамическая канализационная труба
A L
Основная среда и определяющие
компоненты
1. Ортофосфорная кислота по
оксиду фосфора(У) (Н3Р04 по
Р205), не более
Кремнефтористоводородная
кислота (H2SiF6), не более
Фтористый водород (HF)
2. Кремнефтористоводородная
кислота (H2SiF6), не более
3. Парогазовая смесь с
содержанием плавиковой кислоты и четы-
рехфтористого кремния
(HF + SiF4), не более
Концентрация
54%
2,2 %
Следы
2%
5 г/м3
Температура,
°С
До 85
До 60
До
100
6.5. Трубы керамические канализационные
(ГОСТ 286-82)
Керамические канализационные трубы
предназначены для строительства безнапорных сетей
канализации, транспортирующих промышленные, бытовые и
дождевые неагрессивные и агрессивные сточные воды.
Конструкция, размеры и предельные отклонения
размеров труб должны соответствовать указанным на
рис. 6.14 и в табл. 6.22.
Рис. 6.14
/ — ствол трубы; 2 - - раструб трубы;
3 внешнее плечико раструба;
4 — внутреннее плечико раструба
Таблица 6.22
Размеры керамических канализационных труб и их предельные отклонения
Размеры, мм
Ствол трубы
Внутренний диаметр, d
Номинальный
150
200
250
300
350
400
450
500
550
600
Предельное
отклонение
±7
+ 9
±10
±11
±12
Номинальная
длина L ± 20
1000;1100;
1200; 1300;
1400;1500
1000;1100;
1200; 1300;
1400; 1500
Номинальная
длина
нарезки / ± 5
60
60
70
Раструб трубы
Внутренний диаметр, d\
Номинальный
221
282
340
398
456
510
568
622
678
734
Предельное
отклонение
±7
±9
±10
± 11
±12
Номинальная глубина
/,±5
60
60
70
Номинальная
толщина
стенки ствола
и раструба
5 + 4
19
20
22
27
28
30
34
36
39
41
344
Новый справочник химика и технолога
Технические требования
1. Трубы на наружной стороне конца ствола и на
внутренней стороне раструба должны иметь нарезку не
менее чем из пяти канавок глубиной не менее 2 мм.
На отдельных участках допускается уменьшение
глубины нарезки до 1 мм при условии, что суммарная
длина канавок такой глубины не превышает 50 мм.
2. Овальность ствола и раструба труб не должна
превышать значений предельных отклонений от
размеров их диаметров.
3. Конусность раструба по его внутреннему
диаметру не должна превышать 8 мм.
4. На наружной поверхности раструба допускаются
упрочняющие продольные ребра в виде утолщений.
5. Отклонение от прямолинейности труб на 1 м
длины ствола не должно превышать:
11 мм — при диаметре 150-250 мм;
9 мм — при диаметре 300-600 мм.
Отклонение от прямолинейности труб высшей
категории качества на 1 м длины ствола не должно превышать:
8 мм — при диаметре 150-250 мм;
7 мм — при диаметре 300-600 мм.
6. Отклонение от перпендикулярности плоскости
торцов труб к их осям не должно превышать:
4 мм — при диаметре 150-300 мм;
10 мм — при диаметре 350-600 мм.
7. Трубы на 1 м длины ствола должны выдерживать
без разрушения внешнюю нагрузку не менее:
20 кН — при диаметре 150-250 мм;
25 кН — при диаметре 300-450 мм;
30 кН — при диаметре 500-600 мм.
Трубы высшей категории качества на 1 м длины
ствола должны выдерживать без разрушения внешнюю
нагрузку не менее:
24 кН — при диаметре 150-250 мм;
32 кН — при диаметре 300-450 мм;
35 кН — при диаметре 500-600 мм.
8. Трубы должны быть водонепроницаемыми и
выдерживать внутреннее гидравлическое давление не
менее 0,15 МПа.
9. Водопоглощение труб не должно превышать 8 %,
а труб высшей категории качества — 7,5 %.
10. Внутренняя и наружная поверхности труб
должны быть покрыты химически стойкой глазурью.
11. Кислотостойкость труб должна быть не менее
93 %, а труб высшей категории качества — не менее
94 %.
12. Трубы при постукивании металлическим
молоточком массой = 200 г должны издавать чистый
недребезжащий звук.
Литература
1. Августиник А.И. Керамика. Л.: Стройиздат, 1975.
592 с.
2. Зайонц Г.М., Кордонская Р.К. Керамические
химически стойкие изделия. М.: Стройиздат, 1966. 188 с.
3. Мороз И.И., Сивчикова М.Г. Химически стойкие
керамические материалы и изделия. Киев:
Техника, 1968. 232 с.
ГОСТ 4.85-83. Изделия керамические
кислотоупорные. Система показателей качества продукции.
Номенклатура показателей.
ГОСТ 29225-91. Посуда и оборудование
фарфоровые лабораторные. Общие требования и методы
испытаний.
ГОСТ 9147-80. Посуда и оборудование
лабораторные фарфоровые. Технические условия.
ГОСТ 961-89. Плитки кислотоупорные и
термокислотоупорные керамические. Технические условия.
ГОСТ 17612-89. Насадки кислотоупорные
керамические. Технические условия.
ГОСТ 474-90. Кирпич кислотоупорный.
Технические условия.
ГОСТ 286-82. Трубы керамические
канализационные. Технические условия.
ГОСТ 473.1-81. Изделия химически стойкие и
термостойкие керамические. Метод определения
кислотостойкое™.
ГОСТ 473.2-81. Изделия химически стойкие и
термостойкие керамические. Метод определения щелоче-
стойкости.
ГОСТ 473.3-81. Изделия химически стойкие и
термостойкие керамические. Метод определения водопо-
глощения.
ГОСТ 473.4-81. Изделия химически стойкие и
термостойкие керамические. Метод определения
кажущейся плотности и кажущейся пористости.
ГОСТ 473.5-81. Изделия химически стойкие и
термостойкие керамические. Метод определения
термической стойкости.
ГОСТ 473.6-81. Изделия химически стойкие и
термостойкие керамические. Метод определения предела
прочности при сжатии.
ГОСТ 473.7-81. Изделия химически стойкие и
термостойкие керамические. Метод определения предела
прочности при разрыве.
ГОСТ 473.8-81. Изделия химически стойкие и
термостойкие керамические. Метод определения предела
прочности при статическом изгибе.
ГОСТ 473.9-81. Изделия химически стойкие и
термостойкие керамические. Метод испытания
гидравлическим давлением.
ГОСТ 473.10-81. Изделия химически стойкие и
термостойкие керамические. Метод определения
химической стойкости глазури.
ГОСТ 473.11-81. Изделия химически стойкие и
термостойкие керамические. Метод определения
ударной вязкости.
Раздел 7
СТЕКЛО
Авторы-составители: проф., д. т. н. В.И. Страхов,
к. т. н. Н.О. Тагильцева
Из стекла вырабатывают широкий ассортимент
изделий, используемых в различных областях
промышленности, технике, строительстве и в быту.
Выпускаемые стекольными заводами готовые изделия, заготовки
или детали в зависимости от назначения, условий
службы и требований имеют различную форму и
размеры, окраску и светопрозрачность и характеризуются
определенными физико-химическими и техническими
свойствами. В зависимости от назначения все стекла
разделяются на три большие группы: 1) техническое
стекло; 2) строительное стекло; 3) бытовое стекло.
Каждая группа стекол подразделяется на виды изделий.
Наибольшим разнообразием характеризуется группа
технического стекла, которая включает кварцевое,
оптическое, химико-лабораторное, электро- и
светотехническое, приборное и др.
7.1. Важнейшие физико-химические свойства стекла
7.1.1. Пределы изменения физических свойств стекла
Плотность, г/см
Предел прочности на растяжение, Н/м
Предел прочности на сжатие, Н/м2
Предел прочности на изгиб, Н/м2
Модуль упругости (Юнга), Н/м2
2,2-8,1
3,4 • 107-
8.3 • 107
49 • 107-
205 • 107
3.4 • 107-
24,1 • 107
4400 • 107-
8300 • 107
Коэффициент линейного термического 2 10 —
расширения, град-1 180 10
Удельная теплоемкость, кдж/(кг • град) 0,34-0,97
Коэффициент теплопроводности,
кдж/(м • ч • град) 1,25-5,0
Показатель преломления для 1)-линии
натрия 1,39-2,2
Удельное объемное электрическое
сопротивление при 20 °С, Ом • см 108-1018
Диэлектрическая проницаемость при
20 °С и частоте 2 Мгц 3,75^0
Тангенс угла диэлектрических потерь
при 20 °С и частоте 2 Мгц 0,0002-0,01
Механическая прочность стекла может быть
заметно увеличена но сравнению с приведенными данными с
помощью специальной обработки стекла (см. 7.1.4).
7.1.2. Вязкость стекол
Вязкостью жидкостей или расплавов называют
свойство, характеризующее сопротивление слоев
жидкости скольжению. Коэффициент вязкости
выражается в Па • с.
Вязкость является важнейшим технологическим и
физико-химическим показателем вещества. Вязкость
стекла зависит от температуры и изменяется в очень
больших пределах. В температурном интервале от 20
до 1500 °С вязкость стекол изменяется на 18 порядков.
В твердом состоянии вязкость составляет примерно
1019 Па • с, в расплавленном состоянии — 10 Па • с. При
снижении температуры вязкость стекломассы
увеличивается.
Вязкость стекла имеет огромное значение для
производства стеклоизделий. От величины вязкости
зависит температура синтеза, формования, отжига (снятия
внутренних напряжений, возникающих при
охлаждении стекломассы) и закалки. Эти технологические
процессы могут быть проведены лишь при
определенных значениях вязкости (независимо от химического
состава стекла): варка — 10-102 Па • с, формование —
102-108 Па • с, отжиг — 1012-1013'5 Па • с. Для
различных составов стекол одному и тому же значению lg т|
соответствует своя температура.
346
Новый справочник химика и технолога
Вязкостные свойства однокомпонентных стекол
Компонент
стекла
Si02
Ge02
В203
BeF2
Se
lg Л
8
1069
588
725
328
9
10 | 11
Температура вещества
1675
993
565
686
320
1600
935
544
651
313
1495
883
524
619
307
12
,°с
1385
837
496
592
303
15
1080
721
455
521
294
Энергия активации
вязкого течения,
кдж/моль
475 ± 40
318 ± 16
158 ± 12
230 ± 12
130 ±4
Энергия химических
связей, кдж/моль
460 ± 20
344 ± 12
520 ± 20
370 ±4
172
Зависимость вязкости бинарных стекол типа
Na20 • xSi02 от температуры и содержания Na20
Зависимость вязкости безкислородных стекол от
температуры (°С) в области размягчения
Содержание
Na20,
масс. %
18,4
21,91
24,89
25,78
26,57
26,79
28,46
29,79
31,74
32,91
33,24
33,77
34,27
34,92
36,73
39,20
39,74
52,10
lg ц при температуре
900 °С
4,55
4,29
4,22
4,19
4,18
4,07
3,98
3,84
3,76
3,74
3,71
3,70
3,66
3,57
3,46
3,34
1000°С
3,83
3,62
3,55
3,52
3,49
3,41
3,32
3,21
3,15
3,12
3,08
3,08
3,04
2,94
2,81
2,74
1,66
1100 °С
3,28
3,08
3,02
2,98
2,97
2,90
2,81
2,70
2,64
2,62
2,58
2,59
2,54
2,45
2,33
2,25
1,21
1200 °С
3,15
2,82
2,63
2,58
2,55
2,54
2,48
2,39
2,28
2,23
2,21
2,18
2,16
2,15
2,05
1,93
1,86
0,91
1300 °С
2,77
2,44
2,26
2,22
2,19
2,18
2,12
2,03
1,93
1,88
1,87
1,83
1,82
1,80
1,70
1,56
1,51
0,66
1400 °С
2,47
2,П
1,95
1,91
1,88
1,87
1,79
1,72
1,62
1,57
1,55
1,52
1,53
1,50
1,40
1,20
0,47
ign
12
11
10
9
8
7
6
5
Состав стекла, мол. %
As: 40
Se:60
170
180
192
205
217
231
249
278
As: 40
Se:40
Ge: 20
305
326
351
375
401
429
457
487
BeF2: 35
A1F3: 20
RF2: 45
320
325
335
345
355
370
380
395
Зависимость вязкости промышленных силикатных стекол от температуры (°С)
4
5
6,6
8
10
12
о
Ы
и
с
1035
910
770
695
610
512
№23
822
745
667
624
574
516
Листовое
стекло
846
772
700
676
610
553
№46
900
790
685
627
556
476
ЗС-5 (Na)
884
797
708
676
600
533
ЗС-5 (К)
884
782
680
620
553
475
Оптические стекла
оо
850
773
691
645
595
533
ON
857
776
668
617
558
487
БК-10
868
796
718
677
626
568
ТК-20
853
798
742
710
675
632
КФ-5
956
845
732
670
595
513
Бф-1
896
797
695
640
574
496
БФ-25
871
807
709
667
615
553
ЛФ-10
760
687
615
574
528
472
см
ё
840
740
633
578
515
438
ТФ-10
627
568
508
475
437
393
7.1.3. Электрические свойства стекла
Качество стекла как диэлектрика оценивается по
значению диэлектрической проницаемости, удельного
сопротивления и диэлектрических потерь.
Значения диэлектрической проницаемости 8 у
промышленных стекол находятся в пределах 4,5-18. В
лабораториях разработаны стекла, у которых 8 = 32-40.
Стекла с малыми значениями 8 идут на изготовление
высокочастотных изоляторов, с высокими —
применяются в конденсаторах.
Диэлектрическая проницаемость и плотность стекла
р связаны эмпирическим соотношением е = Ар, где к —
константа, значение которой колеблется в пределах 2-3
и для большинства стекол равно = 2,4. Так как наи-
Стекло
347
меньшую плотность среди стекол имеют кварцевое и
высококремнеземистые стекла, они обладают и
минимальными значениями диэлектрической
проницаемости: 8 = 3,75 и 8 = 4,6 соответственно.
У свинцовосиликатных стекол е = 16-18, введение в
состав этих стекол оксида титана еще более увеличивает
8 (до 23). Диэлектрическая проницаемость этих же
стекол в закристаллизованном состоянии повышается до 36.
В стеклах, состоящих из 20-40 мол. % оксида
кремния, 70-30 % оксида висмута и 30-50 % титанатов
свинца или бария, значения е доходят до 40.
Значение диэлектрических потерь, т. е. энергии,
рассеиваемой в стекле, находящемся в переменном
электрическом поле, и идущей на нагрев стекла,
характеризуется тангенсом угла диэлектрических потерь tg8. Эта
величина зависит от температуры и частоты тока.
Обычно приводятся значения при 20 °С и 106 Гц. Численные
значения tg8 для ряда электровакуумных стекол
приведены в таблице «Физико-химические свойства
электровакуумных стекол».
Зависимость удельного объемного электрического
сопротивления натриевосиликатных стекол
от содержания оксидов двухвалентных металлов
Стекло
Na 10
Na20
Na30
Be 11
Be 12
Be 21
Be 22
Be 31
Be 32
Mg 11
Mgl2
Mg21
Mg22
Mg31
Mg32
Call
Ca 12
Ca21
Ca22
Ca31
Содержание
Na20 моль/л
3,81
7,89
12,28
4,17
4,56
8,64
9,41
13,31
14,51
4,06
4,34
8,43
8,93
13,02
13,73
4,05
4,80
8,40
8,86
12,95
Igp
150°C
7,60
6,45
5,53
7,87
7,64
6,53
6,78
5,60
5,64
7,66
8,20
6,97
7,48
6,15
6,68
9,05
9,84
7,43
8,30
6,17
300 °C
5,05
4,36
3,65
5,50
5,32
4,46
4,65
3,65
3,86
5,33
5,73
4,74
5,06
4,08
4,46
6,54
6,97
5,00
5,66
4,06
Удельное объемное электрическое сопротивление (Oi
Марка стекла
ББК-1 (очковое)
Листовое
Прокат
ЛФ-2
Ф-2
ТФ-5
БФ-5
1400°С
2,8
2,6
3,3
8,7
20,0
5,7
14,8
1300°С
3,1
3,5
4,2
12,0
30,9
8,7
21,4
1200°С
4,5
4,7
5,7
17,4
51,5
14,4
33,9
Продолжение таблицы
Стекло
Са32
Ва 11
Ва12
Ва21
Ва22
Ва31
Ва32
Zn 11
Zn 12
Zn21
Zn22
Zn31
Zn32
Pb 11
Pb 12
Pb21
Pb22
Pb31
Pb32
Содержание
13,64
3,93
4,04
8,14
8,30
12,54
12,76
4,05
4,30
8,39
8,85
12,95
13,63
3,90
4,03
8,12
8,35
12,58
12,98
lg
150°C
6,62
10,14
11,27
8,21
9,40
6,75
7,87
7,76
8,04
6,82
6,93
5,74
6,16
9,80
10,87
8,04
9,00
6,54
7,30
P
300 °C
4,49
7,14
7,91
5,55
6,38
4,40
5,20
5,44
5,65
4,62
4,68
3,70
4,04
6,83
7,62
5,34
6,02
4,19
4,71
Примечание. Представленные в графе «стекло» обозначения
расшифровываются так. Цифры соответствуют содержанию (в
десятках мол. %): первая —- Na20, вторая — оксида
двухвалентного металла. Например, из обозначения Na 10 следует, что
стекло состоит из 10 мол. % Na20 и 90 мол. % Si02; Be 32 обозначено
стекло из 30 мол. % Na20,20 мол. % ВеО и 50 мол. % Si02.
Состав стекол с особо высоким удельным объемным
электрическим сопротивлением
В203
70
65
70
70
65
60
70
70
80
80
65
65
Состав стекла,
La203
20
20
25
25
25
25
25
15
15
10
30
25
Zr02
10
15
5
мол. %
Та205
5
10
15
ВаО
5
15
5
10
5
10
lgp при
500 °С
10,06
9,85
9,83
9,30
9,83
9,10
9,87
9,24
10,56
10,28
9,45
9,21
* см) различных стекол при высоких температурах
1100 °С
6,7
6,6
8,2
27,5
97,7
26,9
60,3
1000 °С
10,8
10,7
13,0
49,5
214
59
124
900 °С
19,8
19,0
23,4
102,3
595
158
309
800 °С
40,3
39,0
49,0
269
2160
562
700 °С
112
100
117
955
3160
348
Новый справочник химика и технолога
Продолжение таблицы
Марка стекла
БФ-13
ОФ-3
ТК-2
ТК-6
БК-9
К-8
К-17
К-3
1400 °С
32,0
19
5,5
5,8
5,3
1300 °С
38
63
61
33
7,6
8,0
8,9
1200 °С
87
14
132
138
61
11,1
11,9
13,3
1100°С
252
23
327
380
132
17,8
18,9
23,1
1000°С
985
48
1020
1350
343
32,4
34,5
41,4
900 °С
4900
129
4250
1175
68,5
800 °С
416
180
700 °С
2700
Состав стекол с низким удельным объемным
электрическим сопротивлением
Известны два больших класса стекол с высокой
электропроводностью (полупроводниковые). К первому
классу относятся бескислородные халькогенидные
стекла, состоящие из сульфидов, селенидов и теллури-
дов фосфора, мышьяка, сурьмы и таллия. Второй класс
составляют кислородные стекла, содержащие большие
количества оксидов ванадия, вольфрама, марганца,
кобальта, железа, титана. Наилучшими технологическими
свойствами (хорошей химической стойкостью, высокой
температурой размягчения) обладают силикатные
стекла с оксидами железа и титана.
Стеклообразные полупроводники отличаются (по
сравнению с кристаллическими полупроводниками)
дешевизной и хорошими технологическими свойствами.
Особенно существенно, что на их электрические
свойства мало влияют примеси, что в ряде случаев позволяет
отдать предпочтение этим полупроводникам перед
кристаллическими полупроводниковыми материалами.
Поверхностная электропроводность стекол
Поверхностная электропроводность (проводимость)
стекла вызывается конденсацией влаги в порах
поверхностной пленки, имеющейся на каждом стекле, и
растворением некоторых составных частей стекла в этой
влаге. При помещении стекла во влажную атмосферу
вначале наблюдается повышение проводимости, что
обусловлено конденсацией влаги в порах пленки и
образованием сплошного жидкого слоя. Вследствие
сильного разбавления растворов начальные значения
поверхностной проводимости мало зависят от состава
стекла. Последующие процессы разрушения стекла и
диффузия растворимых продуктов в жидкий слой
вызывают повышение проводимости. При достижении
насыщения свойства раствора определяются составом
стекла; каждый сорт имеет характерную
поверхностную проводимость, указанную ниже в таблице для
температуры 20 °С и относительной влажности воздуха
80 %.
Состав
стекол
мол. %
SiOz: 33,
ТЮ2: 17,
Fe203: 18,
BaO: 32
SiOz: 40,
PbO: 40,
Fe203: 20
Te02: 47,
V2Os: 30,
BaO: 23
As: 29,
Se: 42,
Tl:29
Igp
300 °C
3,7
4,3
150°C
5,3
6,1
20 °C
7,8
10,0
7,0
6,5
Энергия
активации
проводимости, эв
0,51
0,58
1,11
Температура
размягчения °С
650
250
200
Марка
стекла
Толщина пленки, нм
Поверхностная электропроводность, Ом '
начальная
конечная
Время достижения конечных
значений электропроводности, сутки
Стекла, обработанные растворами кислот
ЗС-5
№23
№46
К-8
130
130
130
130
Ю"10
ю-10
2-Ю"10
2-Ю"10
6-ю-10
5-Ю"9
2-Ю"9
2-Ю"9
15
20
12
25
Стекла, обработанные горячей водой
К-8
Зеркальное
К-3
50
50
50
2-Ю"10
610й
2-Ю"10
3-10~8
2-Ю-9
3-Ю"8
10
15
10
Стекло
349
Продолжение таблицы
Марка
стекла
Толщина пленки, нм
Поверхностная электропроводность, Ом '
начальная
конечная
Время достижения конечных
значений электропроводности, сутки
Стекла с полированной поверхностью
№46
К-8
ТК-5
Зеркальное
10
10
10
10
5-Ю10
4-Ю-10
8-Ю"10
2-10"10
2-Ю-9
2-10"8
5-Ю"8
2-Ю-9
6
8
4
8
7.1.4. Механические свойства стекла
Допустимые нагрузки на стекло определяются не
только его составом, но и состоянием поверхности
изделия. При наличии царапин и заколов стекло
разрушается при меньших нагрузках; заметное действие при
этом оказывает влага, конденсирующаяся в
микротрещинах стекла. Например, предел прочности на изгиб
для кварцевого стекла и пирекса составляет в обычных
условиях 11,5 • 10' и 12,2 • 10' Н/м2, в вакууме эти
величины возрастают до 19,1 • 107 и 30,4 • 10' Н/м2.
Зависимость предела прочности на изгиб листового
стекла от состояния его поверхности
Продолжение таблицы
Поверхность стекла
Естественная
Протертая наждачной
бумагой
Полированная
Полированная без
предварительной шлифовки
Полированная с последующей
воздушной закалкой
Травленная в 20%-й плавиковой
кислоте при глубине снятого
слоя 100 мкм
Предел прочности
на изгиб, Н/м2
21,4- 107
4- 10'
6,9 • 10'
21 • 10'
17,6- 10'
54- 10'
Механические свойства оптических стекол
Марка
стекла
Кварцевое
ЛК-5
ЛК-6
ФК-1
К-2
К-8
БК-4
Микротвердость
Н/м2- Ю-'
764
607
568
Модуль
упругости
(Юнга)
Н/м2- Ю-'
7250
6850
4900
6640
7050
8030
7050
Относительная
твердость по
сошлифовыва-
нию
1,6
0,7
0,4
1,0
1
0,8
Марка
стекла
БК-8
БК-10
ТК-2
ТК-16
БФ-12
ЛФ-5
Ф-4
ТФ-1
Микротвердость
Н/м2- 10"'
538
509
509
480
450
450
450
Модуль
упругости
(Юнга)
Н/м2- 10"'
8030
7350
7250
8030
6070
5580
5480
5380
Относительная
твердость по
сошлифовыва-
нию
0,8
0,7
0,8
0,7
0,6
0,8
0,6
0,5
Примечание. Относительная твердость по сошлифовы-
ванию, приведенная в таблице, характеризуется отношением
объема сошлифованного оптического стекла марки К-8 к
объему сошлифованного при тех же условиях стекла другой
марки.
7.1.5. Химическая устойчивость стекол
Способность стекла противостоять разрушающему
действию агрессивных сред — кислот, щелочей, влаги,
газов атмосферы, растворов солей и различных
химических реагентов. Стекло по сравнению с другими
материалами отличается высокой химической стойкостью,
которая зависит от его химического состава и природы
действующего реагента.
По характеру действия на стекло реагенты можно
разделить на две группы. К первой группе относятся
вода, атмосферная влага, растворы кислот (кроме
плавиковой и фосфорной), нейтральные или кислые
растворы солей (с рН = 7 и ниже). Ко второй группе
относятся растворы щелочей, карбонатов и других
компонентов (с рН среды выше 7). По механизму воздействия
к этой группе относятся также плавиковая и фосфорная
кислоты.
При взаимодействии воды с поверхностью стекла
протекают процессы гидратации и гидролиза.
Щелочные катионы вымываются с поверхности стекла и
переходят в раствор, а на поверхности стекла образуется
пленка геля кремниевой кислоты, которая выполняет
защитную роль, препятствуя диффузии воды в глубь
массы стекла.
350
Новый справочник химика и технолога
Реагенты второй группы, растворяют кремнезем
(сетку стекла) и не позволяют образовываться
защитному слою, разрушают стекло с постоянной скоростью.
Влияние температуры В области до 100 °С
разрушение стекла любым реактивом ускоряется в 1,5-2 раза
на каждые 10 °С повышения температуры. При
повышении температуры за 100 °С разрушение происходит
все сильнее, так как меняется его характер.
Устойчивыми лишь оказываются стекла с повышенным
содержанием циркония.
Влияние термического прошлого (закалки и
отжига) стекла одинаково сказывается на разрушении
стекол реагентами обеих групп; закаленные стекла
разрушаются в 2 раза сильнее, чем хорошо отожженные.
Исключение составляет группа щелочно-боросиликат-
ных стекол, которое уменьшает свою устойчивость при
отжиге вследствие специфических свойств стекла.
Состояние поверхности имеет существенное
значение при разрушении стекол реагентами 1-й группы.
Самой низкой устойчивостью будет обладать
поверхность свежего разлома.
В зависимости от водостойкости стекла делят на
пять гидролитических классов: I — не изменяемые
водой; II — устойчивые; III — твердые аппаратные; IV —
мягкие аппаратные; V — неудовлетворительные.
Большинство промышленных стекол принадлежит к самому
большому — III гидролитическому классу,
водомерные, термо- и химически стойкие стекла — к I и II
классам. С повышением температуры реагента
химическая стойкость стекла понижается.
Наиболее безошибочно о пригодности стекла к
эксплуатации можно судить, испытав его в условиях,
максимально приближающихся к условиям службы, и
придав поверхности образцов состояние, характерное для
поверхности самого изделия из стекла.
Все методы испытания условно разделили на две
группы:
I — методы для оценки изменения поверхности
стекла;
II — методы, основанные на измерении количеств
вещества, отдаваемых стеклом в действующий реактив.
Методы определения химической устойчивости
представлены в соответствующей таблице.
Методы оценки химической устойчивости стекла
Условная
группа
I
1иИ
одновременно
I
I
I
1иИ
одновременно
Название
метода
Весовой
Весовой
ренционный
Профило-
графичес-
кий
метрический
Кондукто-
метричес-
кий
Проводимые исследования
Определение потерь вещества в массе при навеске
зерен стекла определенной фракции в результате
обработки водой, кислотой, щелочью (в этом случае
применяются образцы правильной геометрической
формы) при 100 °С при определенном времени
воздействия
Определение сухого остатка фильтрата (мг на
100 мл) воздействующего реагента (метод DGG
стандарта ФРГ)
Определение толщины слоя гелеобразной
кремниевой кислоты — продукта взаимодействия стекла с
кислотой либо водой по изменению
интерференционной окраски полированной поверхности, либо
определение времени появления
интерференционной окраски, принятой в качестве стандартной
Измерение средней толщины «разрушенного» слоя
при воздействии воды, кислот на малоустойчивые
силикатные и несиликатные стекла
Определение поглощения и рассеивания света
продуктами разрушения, образовавшимися на
поверхности стекла под воздействием реагента
Определение изменения поверхностной
электропроводности стекла, вызываемого действием реагента,
например влажной атмосферой при определенной
температуре.
Определение изменения удельной
электропроводности реагента (воды, кислоты) в процессе его
взаимодействия со стеклом
Методы ГОСТов и примечания
Составляет основу ГОСТов:
10134—82, распространяющегося
на промышленные стекла и стек-
локристаллические материалы;
21400-85, распространяющегося
на специальные
химико-лабораторные стекла;
ГОСТ 19810-85 определяет щело-
честойкость стекол медицинского
назначения
Составляет основу определения
устойчивости к пятнающим
реагентам оптических стекол по
ГОСТ 13917-92
К промышленному
использованию допускаются стекла,
разрушающиеся при 25 °С в течение
180 мин на глубину не более 6 мкм
Применяется для оценки
разрушения листового и оптического
стекла (метод Симпсона, 1967)
Для практического применения
допустимы стекла, дающие
прирост удельной
электропроводности воды при 25 °С и
30-минутном контакте с реактивом не
более 15 • 107Ом • см"1
Стекло
351
Продолжение таблицы
Условная
группа
1иП
одновременно
II
Название
метода
метрический
Титра-
ционный
Потен-
циомет-
рический
Проводимые исследования
Изменение активности поверхности стекла,
приобретенной за счет поглощения из воздействующего
реагента радиоактивных элементов.
Определение изменения активности
воздействующего реагента, вызываемого переходом в реагент
из стекла радиоактивного изотопа
Определение количеств веществ, перешедших из
порошка стекла в действующий реагент, прямым
титрованием с индикатором. Наиболее часто
применяется для определения количества щелочей,
перешедших в реагент
Измерение отклонения относительно начального
рН-реагента после его воздействия на стекло в
течение определенного времени при определенной
температуре
Методы ГОСТов и применение
Ускоренный метод ГИС: основан
на определении количества
мл 0,01 н. НС1, использованной на
титрование 50 мл Н20,
воздействовавшей на 2 г стекла за 1 час
Мирна = 0,44-0,7 мм) при 100 °С.
Методы Капплера Тернера,
стандарты DGG, принятые в Германии.
Методы — ГОСТ 19809-85
«Определение водостойкости стекол
медицинского назначения».
Индикатор — метилрот
В основе ГОСТ 10782-67 для
определения химической
устойчивости сосудов для хранения
крови и ГОСТ 18122-72 для
ампул лекарственных препаратов
Химическая стойкость стекол во влажной
атмосфере (налетоопасность)
Химическая стойкость стекол к слабокислым
растворам (пятнаемость)
Группы
налетоопасности
А
П
В
Общая
характеристика стекол
Стекла
хорошей стойкости
Стекла средней
стойкости
Налетоопасные,
нестойкие стекла
Время, ч
>20
20-5
<5
Примечание. Группы налетоопасности, приводимые в
таблице, характеризуются временем образования на
поверхности образца капельного гигроскопического налета
(видимого под микроскопом при увеличении в 80 раз) в атмосфере с
влажностью 85 % при 50 °С. Этот метод применяется обычно
для характеристики стойкости оптических стекол.
Состав стекол (мол. %) с повышенной
стойкостью к фтору, фтористому водороду
и плавиковой кислоте
I
BeF2
MgF2
CaF2
SrF2
A1F3
35
10
20
15
20
II
P2O5
A1203
ZnO
63
22
15
III
NaP03
AIF3
MgF2
40
33
27
IV
HF
MgF2
PbF2
30
35
35
Категории
пятнаемости
1
2
3
4
5
Общая
характеристика стекол
Стойкие, малопят-
Средней стойкости
Сильнопятнаю щиеся
Время разрушения
стекла, ч
80 °С
>20
20-5
5-1
1-0,1
<0,1
50 °С
>5
5-1
< 1
Примечание. Категории пятнаемости, представленные в
таблице, характеризуются временем разрушения стекол на
толщину 135 ммк под действием 0,1 н. раствора уксусной
кислоты при различной температуре. Этот метод обычно
применяется для определения стойкости оптических стекол.
Химическая стойкость промышленных стекол
к щелочным реагентам
Реагент
NaOH
Na2C03
NaOH +
Na2C03
Марка стекла
Кварцевое
0,75
0,31
0,6
Пи-
рекс
7,3
5,3
6,0
№46
7,6
3,2
6,5
№23
1,6
1,5
1,6
№29
1,4
1,4
1,3
Ц-21
0,14
0,12
0,13
Листовое
1,5
1,5
1,4
ЗС-8
17
26,5
20
К-8
26
34
2,6
Примечание. В таблице приводится толщина
растворенного слоя стекла (мкм) под действием 0,5 н. растворов
щелочных реагентов при 90 °С в течение 4 ч.
352
Новый справочник химика и технолога
7.2. Промышленные стекла, их состав и свойства
7.2.1. Кварцевое стекло
Кварцевое стекло представляет собой однокомпо-
нентное силикатное стекло. Оно обладает комплексом
ценнейших свойств: прозрачностью к
ультрафиолетовому и инфракрасному излучению, высокой
термостойкостью, потому что его коэффициент термического
расширения значительно ниже, чем у любого другого
стекла (5 • Ю-7 град-1), высокой жаростойкостью,
химической стойкостью, ценными электрическими свойствами.
Кварцевое стекло имеет следующую
классификацию:
/. Непрозрачное кварцевое стекло изготовляют из
обогащенных кварцевых песков, содержащих 99,6-
99,7 масс. % Si02. Непрозрачное кварцевое стекло
используют в качестве огнеупорных брусьев, горшков для
варки стекла, изоляторов высокого напряжения,
крупногабаритных термостойких кислотоупорных
аппаратов и т. д.
2. Техническое прозрачное кварцевое стекло
изготавливают с использованием горного хрусталя с
содержанием 99,96-99,98 масс. % Si02. Из технического
прозрачного стекла вырабатывают разнообразную
аппаратуру, применяемую в химической технологии:
лабораторную посуду и приборы, смотровые стекла реакторов
взрывных камер, химических аппаратов, электропечей,
высокочастотные изоляторы.
3. Оптическое прозрачное кварцевое стекло —
оптические детали различных приборов.
4. Особо чистое кварцевое стекло отличается
оптической и акустической однородностью, радиационной
стойкостью. Из особо чистого кварцевого стекла
изготовляют трубы, тигли, контейнеры, используемые при
получении особо чистых веществ в полупроводниковой
технике и радиоэлектронике.
5. Легированное кварцевое стекло — УФ-свето-
фильтры, оболочки ИК-излучателей и др.
6. Кварцевая стеклокерамика — композиционный
материал, изготовленный из измельченного кварцевого
стекла или синтетического аморфного оксида кремния
(в зависимости от требований к получаемым изделиям)
имеет фарфоро во подобный вид, плотность 1,8-2,1 г/см3.
Кварцевая керамика находит применение при
изготовлении сложной химической аппаратуры и посуды,
сосудов для варки оптического стекла, форм для точного
литья, изоляторов в высокотемпературных ядерных
реакторах и др.
Кварцевая керамика обладает большей
термостойкостью, чем кварцевое стекло и изменяется в
зависимости от пористости и степени спекания.
Состав кварцевого стекла по анализу
Оксиды
Si02
А1203
Содержание, масс. %
Прозрачное стекло
99,97
0,04
Непрозрачное стекло
99,6
0,3
Продолжение таблицы
Оксиды
Fe203
СаО
MgO
R20
Содержание, масс. %
Прозрачное стекло
0,016
0,005
Непрозрачное стекло
0,06
0,25
0,04
Следы
В зависимости от способа производства прозрачные
кварцевые стекла делятся на четыре основные типа, они
характеризуются светопропусканием в определенной
области спектра, примесным составом и наличием
«структурной» воды (ГОСТ 15130-86 Стекло кварцевое
оптическое. Общие технические условия)
Марка
стекла
КУ
KB
ки
КУВИ
Характеристика
Стекло кварцевое оптическое, прозрачное
в ультрафиолетовой и видимой областях
спектра
Стекло кварцевое оптическое, прозрачное
в видимой области спектра
Стекло кварцевое оптическое, прозрачное
в видимой и инфракрасной областях
спектра
Стекло кварцевое оптическое, прозрачное
в ультрафиолетовой, видимой и
инфракрасной областях спектра
Механическая прочность кварцевого стекла
при различной температуре
Температура °С
23
200
400
600
800
1000
1200
Предел
прочности на
растяжение,
Н/м2 • 10"5
719
762
821
880
964
1070
1190
Предел
прочности на
изгиб,
Н/м2 • 10~5
1110
1160
1223
1306
1395
1530
1682
Предел
прочности на
ударный
излом,
Н/м2- 10"3
1,06
1,18
1,18
1,27
1,42
1,57
1,72
Зависимость вязкости кварцевого
стекла от температуры
Т, °С
1100
1180
1220
1240
1290
1300
1330
1360
М
12,67
12,00
11,87
11,59
11,27
11,00
10,66
10,25
Т,°С
1380
1400
1440
1600
1800
2000
2100
IgTl
10,00
9,66
9,00
6,6
4,7
3,5
2,8
Стекло
353
Физические свойства кварцевого стекла
Свойства
Плотность, г/см3
Предел прочности на
растяжение, Н/м2
Предел прочности
на сжатие, Н/м2
Предел прочности на
изгиб, Н/м2
Предел прочности на
ударный излом, Н/м2
Модуль упругости
(Юнга), Н/м2
Коэффициент линейного
термического
расширения, град"1
при 20 °С
при 1200 °С
Удельная теплоемкость
при 20 °С, дж/(кг • град)
Коэффициент
теплопроводности при 20 °С,
кдж/(кг • град)
Показатель преломления
для линии натрия D
Средняя дисперсия
«р-«С
Удельная
электропроводность, Ом"' • см"'
при 20 °С
при 500 °С
Диэлектрическая
проницаемость при частоте
2 МГц
Тангенс угла
диэлектрических потерь при 20 °С
и частоте 107 Гц
Электрическая
прочность при 20 °С, кВ/мм
Прозрачное
стекло
2,22
588- 105
6360- 105
980- 105
1,08- 103
7300 • 107
2- 10"7-5 - 10 7
11 • 10~7
0,895
4,95
1,4586 ±4- 104
0,00674±3 10"5
10"'8
10"8
4,3
1,8 • 10"4
43
Непрозрачное
стекло
2,08*
225• 105
3030- 105
440 • 105
0,83 • 103
0,861
4,5
ю-16
10"8
6-Ю"4
32
* Пористость стекла 5 %.
Зависимость теплофизических свойств
кварцевого стекла от температуры
атура
<и о
с
S
Н
20
200
400
600
800
1200
Прозрачное
стекло
Непрозрачное
стекло
Удельная
теплоемкость,
кдж/(кг • град)
0,895
0,895
0,942
1,008
1,090
0,862
0,862
0,960
1,018
Прозрачное
стекло
Непрозрачное стекло
Коэффициент
теплопроводности,
кДж/(м • ч • град)
5,04
5,96
6,75
7,30
7,75
8,78
4,49
5,84
6,84
7,60
8,06
8,60
Зависимость электрической прочности кварцевого
стекла от температуры
Температура °С
20
200
400
600
Электрическая прочность, кВ/мм
Прозрачного
стекла
43
32
17
5,2
Непрозрачного
стекла
32
21
12
3,2
Прозрачность кварцевого стекла для
ультрафиолетовых лучей
Длина
волны, нм
217
224
228
232
236
240
244
Прозрачность, %
6
21,2
34,0
40,9
41,9
41,3
43,5
Длина
волны, нм
252
260
268
276
290
350
400
Прозрачность, %
62,0
82,0
90,0
91,2
92,0
92,0
92,4
Примечание. Данные приводятся для стекла среднего
качества толщиной 13 мм.
Коэффициенты диффузии различных газов
через прозрачное кварцевое стекло
Газ
Гелий
Водород
Дейтерий
Неон
Аргон
Кислород
Азот
Коэффициенты диффузии
700 °С
2,1 • 10 8
2,1 • 10~9
1,7- 10"9
4,2 • КГ9
< 10"'5
< 10"'5
< 10"'5
600 °С
1,4- 10"8
1,25 • Ю-9
2,8 • 10"'°
Примечание. Коэффициенты диффузии в таблице
выражены в см3 газа (при 0 °С и 760 мм рт. ст.), проходящего в
1 сек через стекло площадью 1 см2 и толщиной 1 мм при
разности давлений 1 см рт. ст.
Стойкость кварцевого стекла при
действии расплавленных металлов
Металл
Олово,
свинец
Цинк
Сурьма
Серебро
Алюминий, медь
Характер воздействия
При 450 °С стекло не изменяется. При
800 °С оно разрушается очень сильно
При 420 °С стекло не изменяется
На поверхности стекла образуется
непрозрачная пленка, не растворимая в
кислотах
Разъедает стекло с образованием
шероховатостей и трещин
Сильно диффундируют в стекло, делая
его непрозрачным и очень хрупким
354
Новый справочник химика и технолога
Стойкость кварцевого стекла при
действии различных реагентов
Продолжение таблицы
Реагент
Вода
h2so4
(1,84 г/см3)
HN03
(1,40 г/см3)
НС1
(1,19 г/см3)
70 % Н3СООН
30 % Н2С204
1 % NaOH
1 % КОН
25 % NH4OH
25%NaCl
20 % СаС12
10%NaCO3
10%CuSO4
Температура, °С
310
при
100 ат
20
205
20
115
20
66
108
108
101
98
65
102
103
102
102
Продолжительность
воздействия, ч
3
240
24
240
24
240
24
24
24
2
2
2
2
2
2
24
Потеря мае
1 м2 пове]
Прозрачного
стекла
1,13
0,016
0,06
0,06
0,11
0,18
0,14
0,01
1,66
0,68
0,09
0,14
0,06
1,20
0,29
•сы (г) на
эхности
Непрозрачного
стекла
0,046
0,13
0,092
0,15
0,33
0,33
0,03
0,15
15,20
4,63
0,33
0,34
0,40
2,99
0,70
Расплавы:
NaCl
FeCl3
850
800
2,5
2,5
Потерь
нет
0,64
Реагент
FeS04
Na2S04
СаС12
Na2B407
NaN03
Температура, °С
800
900
800
800
800
Продолжительность
воздействия,ч
2,5
2,5
2,5
2,5
2,5
Потеря массы (г) на
1 м2 поверхности
Прозрачного
стекла
Потерь
нет
Потерь
нет
28,0
24,0
104,0
Непрозрачного
стекла
7.2.2. Химико-лабораторное стекло
Химико-лабораторным стеклом называют изделия
из стекла повышенной химической и термической
стойкости. Из химико-лабораторного стекла
изготавливают различную посуду, приборы и аппаратуру,
применяемые в лабораторной практике и
научно-исследовательских работах. Виды изделий из химико-лоборатор-
ного стекла и требования распространяющиеся на нее
подробно рассмотрены в томе «Нового справочника
химика и технолога» «Интеллектуальная
собственность. Математический аппарат специалиста.
Популярные пакеты прикладных программ. Общие сведения.
Строение вещества. Свойства важнейших веществ.
Лаборатория техника».
Состав химико-лабораторного стекла различных марок
Марка стекла
№23
№ 29 •'
№846
Белое
Иенское 20
Дюробакс
Пирекс
Сверхпире кс *2
Нейтральное (ампульное)
Термометрическое 3
№ 59 III
№ 16 III
Водомерное для низких рабочих
давлений
Водомерное для высоких рабочих
давлений
Ц-32
Содержание, масс. %
Si02
68,4
68,6
74,0
72,0
74,9
65,7
80,5
85,4
72,4
72,0
67,3
75,5
81,0
68,0
В203
2,7
3,0
7,4
7,8
12,0
8,3
6,0
12,0
2,0
11,0
А1203
3,9
3,7
3,0
1,5
5,3
6,0
2,0
2,0
4,0
5,0
2,5
0,5
1,0
4,0
MgO
3,5
4,0
2,5
1,0
0,3
3,0
СаО
8,5
7,5
6,0
10,0
1,2
7,8
0,5
7,0
7,0
12,5
7,0
ВаО
3,5
3,4
6,8
ZnO
7,0
2,0
Zr02
3,50
Na20
9,4
10,0
10,0
13,5
8,0
2,0
4,0
3,5
8,5
11,0
14,0
11,5
2,6
14,5
К20
7,1
3,0
0,5
2,9
1,0
2,0
2,4
Стекло
355
Продолжение таблицы
Марка стекла
Супермакс для трубок сжигания
Покровное стекло для микроскопии
Щелочестойкое лантановое стекло 4
Нейтральное безборное стекло
Содержание, масс. %
Si02
55,3
72,0
62
55
В203
7,4
AI2O3
22,9
1,4
2
22
MgO
8,5
4,0
6
CaO
4,7
8,0
4
14
BaO
3
ZnO
Zr02
12
Na20
0,6
13,6
12
K20
0,4
1 В состав входит также 0,2 масс. % фтора в виде CaF2.
*2 В состав входит также 0,35 масс. % As203.
*3 Стекло № 59 III применяется для изготовления высокоградусных термометров, стекло № 16 III
лой дисперсией точки нуля.
*4 В состав входят также 4 масс. % SrO, 2 масс. % La203 и 2 масс. % Li20.
для термометров с ма-
Термические свойства
химико-лабораторного стекла
Химическая стойкость лабораторного стекла.
Метод определения стойкости по ГОСТ 21400-75
Марка стекла
№23
№29
№846
Белое
Иенское 20
Дюробакс
Термометрическое
№ 16 III
№ 59 III
Пирекс
Сверхпи-
рекс
Нейтральное (ам-
пульное)
Коэффициент
линейного
термического
расширения,
а- 107, град"1
84-87
78
60-62
80-82
61
48-50
80
59
33-36
29-30
60-62
Термостойкость*,
°С
130
130
150
120
180
150
230
250
150
Температура
размягчения, °С
565-570
560-580
590-610
510-530
700-720
590-610
650-700
850-900
590-610
Температура
отжига, °С
530
530
550
480
550
550
* Под термостойкостью понимается перепад температур,
который выдерживает стеклянное изделие без разрушения.
Термостойкость стекол определяется по ГОСТ 11103-85 и
25535-82.
Вязкость стекла № 29 при различных температурах
Температура
°С
553
582
610
640
677
940
1020
Вязкость,
Па-с
1012
10й
10ю
109
108
4-Ю3
103
Температура
°С
1074
1129
1181
1244
1304
1397
Вязкость,
Па-с
4700
2380
1300
695
412
190
Марка
стекла
№23
№29
Пирекс
Иенское 20
Ц-32
№846
Потеря массы (мг) на 100 см2 поверхности
при кипячении в течение 3 ч
В
дистиллированной
воде
0,30-0,84
0,20-0,70
0,36
0,45
0,9
0,37
В 1 н.
р-ре H2S04
0,14-0,40
0,26
0,52
0,6
0,38
0,40
В2н.
р-ре
NaOH
40-59
38-59
84
12
40
В2н.
р-ре
Na2C03
8
6
27
7.2.3. Электродное стекло
(для стеклянных электродов)
За предел применяемости стеклянного электрода
принимают значения рН-раствора, при котором
потенциал стеклянного электрода отличается от потенциала
водородного электрода более чем на 10-12 мВ, что
соответствует 0,2 единицы рН.
Ниже приводятся данные, относящиеся к
концентрации ионов щелочных металлов 3 г-экв/л.
Состав ст
Si02
73
73
70
72
69
66
Li20
27
24
24
25
25
25
екла, мол. %
La203
3
6
9
Cs20
3
6
Предельные значения рН
Литиевые
растворы
20 °С
(-0,6)-
10,91
1-10,2
1-10,4
0-9,8
0-9,2
0-8,9
95 °С
2-7,8
2-8,6
0-7,9
0-7,5
0-7,5
Натриевые
растворы
20 °С
(-0,6)-
9,90
0-10,5
2-9,6
(-0,5)-
9,7
(-0,5)-
9,9
(-0,5)-
10,8
95 °С
2,1-9,6
4,1-1,6
0-7,5
0-7,3
0-7,9
356
Новый справочник химика и технолога
Состав и пределы применяемости некоторых электродных стекол
Марка стекла
Корнинг015(ЭС-1)*2
№491 («Лидс и
Нортруп», США)
№106(ЛГУ-ЛТИ)
ЩВТ-ЦЛА*3
ЭС-Н-5-ГИС
ЭС-П-7-ГИС
Стекло с натриевой
функцией*4
Стекло с литиевой
функцией*5
Состав стекла, мол. %
Si02
72,2
65
63,7
64
60
60
61
61
Li20
28
27,5
24
27
27
27
Cs20
3
3,9
2
3
3
La203
4
4,9
4
4
4
BaO
4
4
4
CaO
6,4
2
Th02
2
Ti02
2
Na20
21,4
25
B203
9
A1203
5
12
Ga203
Максимальное
значение рН-раствора
(верхний предел
применяемости
электрода)*1
9,5
12,5
13,5 (10 при 95 °С)
14
13,5(9,1 при95°С)
13,5 (10,3 при 95 °С)
1 При концентрации Na+ 3 г-экв/л.
*2 Одно из первых электродных стекол. В настоящее время не производится.
*3 Стекло для измерения рН в сильнощелочных растворах при высоких температурах.
*4 Полная натриевая функция — от рН = 3,4.
*5 Полная литиевая функция в интервале рН = 1-14.
7.2.4. Электровакуумное стекло
Стекла, применяемые в электровакуумной
промышленности, разделяются на группы в зависимости от
значения коэффициента линейного термического
расширения. Эти группы получили названия в соответствии с
металлом, способным спаиваться со стеклами данной
группы.
Маркировка электровакуумных стекол состоит из
буквы С, за которой следует цифра, обозначающая
величину коэффициента линейного термического
расширения стекла. Стекла с одинаковым коэффициентом
расширения различаются порядковыми номерами,
стоящими в конце марки. В скобках приводится также
прежняя маркировка электровакуумных стекол.
Удельное объемное электрическое сопротивление электровакуумных стекол
Марка стекла
С89-1 (№2)
С90-1 (БД-1)
С47-1 (№46)
С89-2 (№ 23)
С49-1 (3C-5Na)
С87-1 (ЗС-4)
С39-1 (№17)
С37-1 (№40)
р -10 8 (Ом • см) при температуре, °С
150
4
180
0,88
8
200
0,35
3
4,3
7
230
0,8
1,05
1,6
250
0,75
0,47
0,65
6
280
1,7
5,5
300
0,8
2,8
7,5
330
0,27
1,1
3,2
350
0,60
1,7
380
0,75
8
400
0,45
4,2
450
1,0
Состав электровакуумных стекол
Группа и марка стекла
Вольфрамовая:
ЛЛ (Чехия)
С37-1 (№40мазда)
С38-1 (ЗС-9)
С39-1 (№17нонекс)
С40-1 (ЗС-11)
Молибденовая:
С47-1 (№ 46)
С48-1 (ЗС-8)
Содержание, масс. %
О
оо
72,8
57,6
68,8
73
74,8
68,5
66,5
О
со
22,4
26,5
16,5
18
17,2
23,0
О
Х5
о-
6,0
О
с
N
5,0
О
<
Ы
25,0
1,6
1,4
2,5
3,0
О
СП
о
и
0,8
7,4
О
S
8,0
О
Z
1,5
2,5
3,0
4,2
6,8
3,7
О
£
1,2
2,0
0,6
1,5
1,6
3,8
q
j
0,2
Стекло
357
Продолжение таблицы
Группа и марка стекла
C49-l(3C-5Na)
С49-2 (ЗС-5 К)
С50-7 (УТ-1)
Платинитовая:
С87-1 (ЗС-4)
С89-1(№2)
С89-2 (№ 23)
С89-6(С88-13)
С90-1 (БД-1)
Стекло для спаев с
феррохромом (Чехия)
Стекло для спаев с железом
(Чехия)
Стекло для спаев с медью
(Польша)
Содержание, масс. %
О
67,5
68,2
70,0
55,0
71,9
69,6
69,5
69,5
53,7
46,3
42
т
20,3
19,0
19,0
2,8
2,0
О
Он
30
28,7
30,9
О
с
N
<
3,5
3,5
3,5
2,0
4,0
0,6
0,6
3,0
О
DQ
2,0
2,0
5,0
3,7
6,0
О
и
5,5
6,9
5,5
5,5
0,5
3,2
О
3,5
3,5
3,5
О
я*
8,7
4,8
5,5
3,8
16,1
9,0
11,0
12,5
5,1
3,5
17,0
О
4,5
2,0
9,2
1,0
7,7
6,5
4,0
7,7
14,3
14,0
О
1,3
18
тю2
Физико-химические свойства электровакуумных стекол
арка стекла
s
s
я
с
Гру
Вольфрамовая:
ЛЛ (Чехия)
С37-1(№40)
С38-1 (ЗС-9)
С39-1 (№ 17)
С40-1 (ЗС-11)
Молибденовая:
С47-1 (№ 46)
С48-1 (ЗС-8)
С49-1 (ЗС-5 Na)
С49-2 (ЗС-5 К)
Платинитовая:
С87-1 (ЗС-4)
С89-1 (№ 2)
С89-2 (№ 23)
С89-6(С88-13)
С90-1 (БД-1)
Стекло для спаев
с феррохромом
Стекло для спаев
с железом
Стекло для спаев
с медью
a s
ффициент линейно
гического расширен
х • 107 в интервале
20-300 °С, град"1
о а.
« g
нал
s
о
X
32
37,5
38,0
39,5
40,0
47,0
48,0
49,0
49,0
87,0
89,0
89,0
89,0
90,0
100,0
125,0
146,0
аемое
ение
Ьй Я
О О
Допу
откл
1,5
2,0
1,5
1,5
1,0
1,0
1,0
1,0
2,0
1,0
2,0
1,0
1,0
2,0
2,0
2,0
Границы зоны отжига
верхняя
нал
s
о
X
515
715
480
540
520
555
500
540
535
450
520
530
505
505
430
400
0»
о g
о о
Допу
откл
1,0
20-10
10
10
10
5
1,0
10
10
5
10
10
10
, °с
нижняя
нал
S
S
о
X
455
580
390
410
385
420
360
410
410
360
410
410
385
400
405
375
о S
8 8
g о
Допу
откл
10
20
5
10
1,0
10
10
10
10
5
10
10
10
Температура
размягчения,
°С
нал
s
о
X
575
806
573
630
620
590
555
580
585
500
560
580
570
550
460
430
465
аемое
ение
Ьй Я
о о
Допу
откл
10
10
10
10
10
10
10
10
10
10
10
10
10
15
10
15
о ГОСТ 25535-82),
менее
е Л
►0 , Г
9. °
о
остойк
S
312
185
240
230
260
200
200
180
180
100
105
115
125
ПО
100
80
о
и SS
о S
при которой удельн
>е сопротивление р<
, °С, не менее
'-S S О
™ Я" S
Ь- о. О
я 5 2
Темп
объемн
410
400
340
350
300
230
300
200
285
325
140
200
240
210
330
320
■Л
Тангенс угла
лектрических поте
g5 • 104 при 20 °С
и частоте
s
ч
я
S
7
18
14
8
я
S
VO
45
22
40
57
32
85
40
20
80
46
50
45
я стойкость
о
т
S
X
5
1
5
5
4
3
5
5
4
3
5
2
4
4
4
4
358
Новый справочник химика и технолога
Состав электровакуумных стекол,
стойких в парах металлов
Содержание, масс. %
Si02
8
7,3
57
55
В203
40
36,6
30
36
55
А1203
10
22,5
20
15
27
19
ВаО
31
27
6
Na20
11
6
Р205
15,1
СаО
5,5
6
MgO
13
23
10
2
К20
6
Примечание. Указанные в таблице стекла, в
противоположность обычным, стойки в парах щелочных и
щелочноземельных металлов. Однако эти стекла обладают плохими
выработочными свойствами и низкой влагостойкостью, что
позволяет использовать их лишь в качестве внутренних
накладных покрытий в разрядных лампах.
7.2.5. Состав стекол для окон рентгеновских трубок
и пропускание ими рентгеновских лучей
Стекла этого типа склонны к кристаллизации; они
обладают низкой химической стойкостью и требуют
нанесения защитного лакового покрытия.
Стекло
А.Ф. Линдермана
В. Шлееде и
М. Вольмана
O.K. Ботвинина
С.Д. Герцрикена и
К.А. Танчакивского
Л.Я. Мазелева
Содержание,
масс. %
В203
83,3
82
80
71,2
68,4
Li20
14,25
13,6
10
20,3
17,5
ВеО
2,45
4,4
10
8,5
14,1
Пропускание
лучей с длиной
волны 0,01 нм
стеклом
толщиной
10 мм, %
75,2
75,4
74,0
74,1
75,5
7.2.6. Состав и свойства некоторых
припоечных стекол
Для герметизации электровакуумных приборов и
для соединения их частей (например, слюдяных окошек
со стеклом) часто используются легкоплавкие стекла.
При введении таллия и особенно йода в состав
бескислородных сульфоселенидных систем можно получить
стекла с температурой размягчения от 200 до 20 °С.
Таковы, например, стекла, отвечающие составам
As2Se3Ii(5, As2Se • Tl2Se и 2As2Se3 • T12S. Более
тугоплавкие припоечные стекла, характеристика которых
приводится в таблице, получены из оксидов бора,
свинца и цинка.
Содержание, масс. %
В203
24,8
16,0
21,6
19,8
18,0
РЬО
70,2
80,0
73,7
75,5
77,3
ZnO
5,0
4,0
4,7
4,7
4,7
Коэффициент
линейного
расширения а • 107
в интервале
20-300 °С, град"'
84,6
102,5
88,8
92,8
96,7
Температура
размягчения,
°С
412
352
412
387
372
7.2.7. Стекла для квантовых генераторов света
(лазерные стекла)
Стекла для квантовых генераторов света
применяются для создания оптических квантовых генераторов с
направленным излучением в областях 0,9, 1,06 или
1,3 мк. Длина волны генерации определяется типом
зеркал или покрытий, используемых в квантовых
генераторах. К особенностям химического состава этих
стекол относится содержание нескольких весовых
процентов оксида неодима. При этом содержание примесей
железа в пересчете на оксид железа не должно
превышать 0,005 масс. %.
Выбор той или иной марки стекла для квантовых
генераторов определяется конструкцией применяемого
осветителя и требуемой длительностью возбужденного
состояния.
Свойство
Показатель
преломления
Коэффициент
рассеяния
света, см-1
Коэффициент
линейного
термического
расширения
а • 107, град"1
Модуль
Юнга, Н/м2 • 107
Плотность,
г/см3
Диэлектрическая
проницаемость
tg6 • 104 при
20 °С и
частоте 1,5 МГц
Длительность
возбужденного состояния,
мк/сек
Марка стекла
КГСС-3
1,5407
5- 10^
105
6460
2,92
7,7
22
800
КГСС-5
1,5436
5- 10^
108
6460
2,94
7,7
22
650
КГСС-7
1,5506
5- 10^
111
6460
2,97
7,7
22
500
LG-52
(Германия)
1,669
78
8600
3,77
9,59
9,8
150
LG-54
(Германия)
1,691
95
8250
4,34
10,64
21,6
80
Стекло
359
Продолжение таблицы
Свойство
Показатель
поглощения
(при длине
волны
586 мкм),
мм-1
Температура,
соответствующая
вязкости
10,3Пз,°С
Марка стекла
КГСС-3
0,185
КГСС-5
0,365
КГСС-7
0,515
LG-52
(Германия)
624
LG-54
(Германия)
611
7.2.8. Стеклокристаллические материалы (ситаллы)
Ситаллы представляют собой
микрокристаллические материалы, получаемые путем специальной
обработки стекол определенного состава. В зависимости от
величины кристаллов, вырастающих в стеклах, и от
разности показателей преломления стекла и
кристаллов ситаллы могут быть прозрачными и
непрозрачными. Прозрачные ситаллы получаются на основе
стекол, относящихся к литиевогаллиевосиликатной и
магниевоалюмосиликатной системам. Для получения
большого количества кристалликов размером порядка
нескольких микрон в стеклах искусственно создают
центры кристаллизации. В ситаллах литиевоалюмоси-
ликатной системы кристаллизация вызывается
введением в стекло оксида титана. У кристаллических
литиевых алюмосиликатов (петалита, сподумена, эвкреп-
тита) наблюдается своеобразное изменение
коэффициента линейного термического расширения,
который может иметь даже отрицательные значения.
Поэтому ситаллы, в которых кристаллизуются
литиевые алюмосиликаты, имеют очень ценные
термические свойства.
Ситаллы обладают высокой химической стойкостью
по отношению к воде, кислотам (за исключением
плавиковой) и щелочам. Используя различную
растворимость кристаллической и стеклообразной фаз ситалла в
плавиковой кислоте, можно получать изделия
(пластины), имеющие несколько тысяч отверстий на см2.
Ориентировочные значения некоторых
физических свойств ситаллов
Плотность, г/см3
Температура
размягчения, °С
Коэффициент линейного
расширения, град"1
Модуль упругости, Н/м2
Предел прочности на
изгиб, Н/м2
Диэлектрическая
проницаемость при 25 °С и
частоте 1 мгц
Удельное объемное
электрическое
сопротивление при 250 °С,
Ом • см
2,6
1300
2- 10"7-57- 10~7
12720- 107
25,4- 107
6,1
1010
7.2.9. Оптическое стекло
Оптическим стеклом называется однородное,
прозрачное, не окрашенное специально стекло. Оптическое
стекло, кроме своего основного свойства -
однородность, должно иметь определенные оптические
свойства, а также должно быть высоко прозрачным и
химически устойчивым к действию атмосферы и слабым
растворам кислот.
Оптическое стекло применяют для изготовления
всевозможных оптических приборов, для особо точных
приборов требуется оптическое стекло не только
высшей степени однородности, но и с точным
соблюдением значений показателя преломления и дисперсии.
Оптические стекла разделяются на типы в
зависимости от их положения на диаграмме «показатель
преломления nD—коэффициент дисперсии vD».
Наименование марок стекол образуется из первых букв
обозначения типа и порядкового номера (ГОСТ 3514-94
Стекло оптическое бесцветное. Технические условия).
Типы оптических стекол
Стекла
Легкие кроны
Особые кроны
Кроны
Условные
обозначения
ЛК
ок
к
Характерные химические
компоненты
КРдо25
фториды элементов I, II и
III групп Периодической
системы и Р2О5, А1203,
ВаО
ВаО, РЬО меньше 3
Пределы изменения
оптических постоянных
«D
1,47-1,50
1,5-1,6
1,5-1,54
VD
70-64
70-64
66-55
Коэффициент
линейного
термического расширения
а • 107, град"1
35-100
65-75
360
Новый справочник химика и технолога
Продолжение таблицы
Стекла
Баритовые кроны
Тяжелые кроны
Кронфлинты
Баритовые флинты
Легкие флинты
Флинты
Тяжелые флинты
Особые флинты
Фосфатные кроны
Тяжелые фосфатные
кроны
Сверхтяжелые кроны
Тяжелые баритовые
флинты
Свертяжелые флинты
Условные
обозначения
БК
ТК
КФ
БФ
ЛФ
Ф
ТФ
ОФ
ФК
ТФК
СТК
ТБФ
СТФ
Характерные химические
компоненты
ВаО 3-30
ВаО больше 30
РЬОЗ-15
ВаО, РЬО больше 3
РЬО 15-40
РЬО 40-50
РЬО больше 70
в2о3, sb2o3
Р205,А1203,ВаО
Р205,А1203,ВаО
В203, La203, CdO
В203, La203, CdO, Ti02
РЬО, Те02, Bi203
Пределы изменения
оптических постоянных
*D
1,53-1,57
1,56-1,66
1,5-1,54
1,52-1,7
1,53-1,59
1,59-1,64
1,64-1,9
1,52-1,7
1,5-1,6
1,5-1,6
1,66-1,8
1,70-1,80
Выше 2,0
VD
66-55
64-50
63-50
56-31
54-38
40-34
35-22
56-31
64-70
до 62
58^15
47-26
25-15
Коэффициент
линейного
термического расширения
а • 107, град"1
70-80
60-70
65-75
65-75
70-75
70-80
80-90
70-80
100-110
100-130
110-130
100-130
110-130
Помимо приведенных данных в таблице разработа- ния и фторидов) и с показателем преломления более 2,1
ны и применяются стекла, имеющие показатель пре- (содержащих оксиды теллура, висмута, тантала и тита-
ломления менее 1,3 (на основе фторфосфатов алюми- на).
7.3. Состав промышленных стекол различного назначения
Название или
назначение стекла
Листовое (ВВС)
Зеркальное (прокатное)
Тарное
Сортовое (механическая
выроботка)
Хрусталь свинцовый
Для жароупорной посуды
Водоуказательное (Ц-21)
для котлов высокого
давления
Для стеклянных труб 13-В
Мултал (Чехия)
Шотт 3891 (Германия)
Для электроизоляционного
стекловолокна (эутал, Чехия)
Содержание, масс. %
Si02
72,0
75,0
72,5
74,5
57
58,7
62,5
63,5
64,5
74,0
52,5
А1203
1,6
1,0
2,5
17,8
15,5
15,5
3,5
15
MgO
4,0
0,3
2,5
2,0
4,1
4
4,5
4
СаО
6,8
8,7
7,0
8,0
9,5
13
12,5
17
Na20
14,5
15,0
15,5
14,0
2,0
14,0
2
2,9
4,5
0,9
К20
0,5
1,5
15,0
2,5
ВаО
1,5
3
0,6
РЬО
24,0
ZnO
2,5
Прочие
компоненты
Fe2O3:0,l,
S03: 0,5
ZnO: 0,1,
В2Оэ: 0,5
В2Оэ: 3,5,
ТЮ2: 1,
As203: 1,4
Zr02:21
F:2
В2Оэ: 14
As203: 1
B203: 10
Стекло
361
Продолжение таблицы
Название или
назначение стекла
Для высокотемператур-ного
стекловолокна
Для фильтровальной
бактерицидной стеклоткани
Для сверхтонкого
стекловолокна, стойкого к истиранию
Для стеклотканей,
поглощающих рентгеновское
излучение
Для стеклотканей, не
поражаемых плесенью
Содержание, масс. %
Si02
53,8
53,5
54,3
37
79,2
А1203
39
13
14
2,5
MgO
4
4,1
CaO
6,8
6,9
1,6
Na20
1,13
0,4
0,4
1,2
K20
3,5
BaO
PbO
57
ZnO
Прочие
компоненты
Fe203: 0,7
Zr02: 5,4
B203: 12,
Ag20: 10
B203: 11
CuO: 9,3
B203: 15,
SbOs: 2,
Li20: 1
7.3.1. Состав стекол, применяемых
в атомной технике
Назначение стекла
Для поглощения
гамма-излучения
Для поглощения
тепловых нейтронов
Для дозиметрии
излучений
Для счетчиков
Черенкова
Для покрытия
урановых стержней
Для регулирования
потока нейтронов
Для топливных
элементов реакторов
Для дозирования
небольших потоков
нейтронов
Содержание, масс. %
SiO: 2, PbO: 82, В2Оэ: 14,
Та205: 2
В2Оэ: 33, CdO: 55, In203: 12
В2Оэ: 33, CdO: 35, Cd203: 32
SiO2:63,B2O3:20,Al2O3:6,
Na20: H,CoO:0,l,SiO2:70,
B203: l,Na20: 18, CaO: 10,
MgO: l,CoO:0,l,
A1(P03)3: 42, Ва(РОэ)2: 25,
KP03:25,AgP03:8
Оптическое стекло ТФ: 1
P205:61 BaO: 32, A1203: 1,5,
Na20: 5,5
BO3:30,Al2O3:25,CdO: 25,
CaO: 20
Si02: 29, B203: 5, A1203: 2,
CaO:3,Na20: ll,UO3:50
BeF2:60,PuF4:4,AlF3: 10,
MgF2: 10,CaF2: 16
7.3.2. Пористые стекла
При действии на силикатное стекло воды или
кислых растворов происходит избирательное извлечение
составных частей стекла в раствор. Поверхностный
слой стекла превращается в пористую
высококремнеземистую пленку, предохраняющую глубинные слои от
действия коррозионного агента.
Обработка стекол некоторых составов (например,
натриевоборосиликатных или калиевосиликатных)
водой или кислотами можно нацело извлечь все
растворимые компоненты. Получившееся в результате
обработки пористое стекло состоит практически только из
кремнезема и сохраняет форму и размеры исходного
стекла, что позволяет изучать пористые стекла с
селективным поглощением и использовать их в качестве
эффективных осушителей и молекулярных сит.
Структура пористых пленок на оптических
стеклах, возникающих при обработке стекол
0,1 н. уксусной кислотой
Марка стекла
ТФ-5
ТК-5
БФ-17
ТК-9
БФ-16
Общий объем
пор пленки,
см3/см3 стекла
1,35 • 10"3
1,70- 10~3
2,54- 10~3
4,25 • 10"3
7,24- 10"3
Поверхность
пор пленки,
м^см3 стекла
2,55
3,37
2,52
10,93
8,90
Зависимость структуры пористых
стекол от условий термообработки
Условия
термообработки
исходного стекла
600 °С, 108 ч
650 °С, 24 ч
650 °С, 35 ч
700 °С, 120 ч
Закалено от 780 °С
Структура пористого стекла
Объем пор,
см3/см3
0,202
0,195
0,172
0,148
0,149
Радиус пор,
нм
1,9-2,0
1,4^,6
1,3-1,5
1,0-1,1
0,9-1,0
Примечание. В таблице приводится объем и радиус пор в
пористых стеклах, полученных из стекла состава (мол. %):
Na20-7, B203-23, SiO2-70, выщелачивание производилось
3 н. НС1 при 50 °С.
362
Новый справочник химика и технолога
Зависимость структуры пористых стекол от состава
исходных натриевоборосиликатных стекол
Состав исходного
стекла, мол. %
Si02
75
70
70
65
65
65
60
Na20
СУ»
6
4
7
СУ»
4
10
В203
20
24
26
28
30
31
30
Структура
Объем
пор, см3/г
0,143
0,157
0,144
0,161
0,201
0,204
0,280
пористого стекла
Преобладающий
радиус пор, нм
1,9
4,5
5,0
7,3
6,1
5,8
4,0
Предельный объем пор,
доступный для адсорбции молекул
Содержание К20 в
исходном стекле, мол. %
10
13
20
25
30
35
Н20
0,036
0,057
0,070
0,100
0,100
0,107
СН3ОН
0,001
0,004
0,059
0,086
С2Н5ОН
0,001
0,001
0,028
0,028
Примечание. В таблице указан приходящийся на 1 г
стекла предельный объем пор (см3), доступный для адсорбции
молекул воды, метилового и этилового спиртов. Данные
относятся к пористым стеклам, полученным выщелачиванием
калиевосиликатных стекол.
Литература
1. Химическая технология стекла и сплавов: Учебник
для вузов / М.В. Артамонова, М.С. Асланова,
И.М. Бужинский и др.; Под ред. Н.М. Павлушкина.
М: Стройиздат, 1983. 432 с.
2.
3.
Дудеров И.Г., Матвеев Г.М., Суханова В.Б. Общая
технология силикатов. М.: Стройиздат, 1987. 560 с.
Справочник по производству стекла / Под ред.
И.И. Китайгородского и СИ. Сильвестровича. М.:
Госстройиздат, 1963. Т. 1-2.
Раздел 8
НЕОРГАНИЧЕСКИЕ СОРБЕНТЫ
Автор-составитель: проф., д.т.н. В.В. Самонин
В разделе отражены основополагающие сведения о
неорганических сорбентах, а также о новейших
достижениях в их добыче, технологии получения, свойствах
и областях применения.
В современной химической, газовой,
нефтеперерабатывающей промышленности адсорбенты используют
для глубокой очистки и осушки технологических
потоков, повышения качества сырья и продуктов
переработки. Адсорбционным методом можно практически
полностью извлечь примеси из газовой и жидкой
среды, решить экологические вопросы защиты биосферы
от вредных промышленных выбросов и т. д. Синтез
цеолитов с регулярной структурой пор позволил
осуществить процессы разделения веществ по размеру и
форме молекул.
Настоящий раздел в совокупности с разделом
«Углеродные адсорбенты» позволит инженеру найти
сведения об основных адсорбентах, характере
адсорбционного взаимодействия, важнейших технологических
схемах и режимах работы не только при получении, но
и применении адсорбентов.
8.1. Оксидные сорбенты
8.1.1. Цеолиты
Данный тип промышленных адсорбентов —
цеолитов — может быть разделен на две категории:
природные цеолиты и синтетические цеолиты.
8.1.1.1. Природные цеолиты
Цеолиты — алюмосиликаты, содержащие в своем
составе оксиды щелочных и щелочноземельных
металлов, отличающиеся строго регулярной структурой пор,
которые в обычных температурных условиях
заполнены молекулами воды. Эта вода, названная цеолитной,
выделяется при нагреве, цеолиты «кипят», с чем и
связано происхождение этого слова («цео» и «лит», т. е.
«кипящие камни»). Термин «цеолиты» введен в
минералогию свыше 200 лет назад шведским ученым
А.Ф. Кронштедом.
Свойства природных цеолитов изучены и
систематизированы в трудах академиков А.Е. Ферсмана и
В.И. Вернадского.
Общая химическая формула цеолитов:
Ме2/„0 • А1203 • *Si02 >>Н20,
где Me — катион щелочного металла, а и — его
валентность.
В природе в качестве катионов обычно в состав
цеолитов входят натрий, калий, кальций, реже барий,
стронций и магний. Кристаллическая структура
цеолитов образована тетраэдрами Si04 и АЮ4. Катионы
компенсируют избыточный отрицательный заряд
анионной части алюмосиликатного скелета цеолита.
Если из цеолита удалить воду, поры могут быть
заполнены снова водой или другим веществом, что и
предопределяет их использование в процессах осушки
и разделения веществ. Обратимость процессов
гидратации и дегидратации цеолитов была установлена в
1840 г. А. Дамуром.
Поглощение вещества происходит в основном в
адсорбционных полостях цеолита. Однако не все
вещества могут проникать в адсорбционные полости цеолитов
и поглощаться в них. Это объясняется тем, что
адсорбционные полости соединяются друг с другом
входами— «окнами» строго определенного размера.
Проникнуть через окно могут только те молекулы,
критический диаметр которых меньше диаметра входного
окна d0. Под критическим диаметром понимают
диаметр по наименьшей оси молекулы.
Самую простую структуру имеет каркасный силикат —
содалит. В земной коре обнаружено пять модификаций
этого вещества: хлорсодалит (6NaSiA104 • NaCl),
гидросодалит (6NaSiA104 • 2NaOH), лазурит (4NaSiA104 • 2Na2S),
гаюин (6NaSiA104 • 2CaS04) и нозеан (6NaSiA104 • Na2S04).
364
Новый справочник химика и технолога
Рис. 8.1. Модель
образования структуры
содалита
Рис. 8.2. Адсорбционные
полости шабазита
нм
0,5
0,4
0,3
0,2
0,1
u 0
Рис. 8.3. Кубооктаэдрическая структура
элементарной ячейки фожазита
Рис. 8.4. Адсорбционные полости гмелинита (а)
и левинита (б)
Содалит является строительным блоком для
разнообразных форм природных и синтетических цеолитов.
Модель структуры содалита представлена на рис. 8.1.
Плотная упаковка кубооктаэдров (содалитовых единиц)
в структуре этого цеолита приводит к образованию
адсорбционных полостей, которые по форме являются
также кубооктаэдрами, и, следовательно, в каждой
полости может объемно поместиться дополнительный
«строительный камень». Элементарную ячейку
содалита можно представить, если в куб вписать кубооктаэдр.
Она состоит, таким образом, из кубооктаэдра и восьми
восьмушек соседних кубооктаэдров, т. е. из двух
кубооктаэдров. Входными окнами в адсорбционные полости
содалита являются шестичленные кислородные кольца
со свободным диаметром 0,22 нм. Из-за таких узких
входов содалит практически не адсорбирует
компоненты промышленных газов и применения в технике не
получил. Лишь вода проникает в некоторые формы
содалита, но этот процесс протекает очень медленно:
адсорбционное равновесие устанавливается в течение
нескольких месяцев.
Молекулярно-ситовые свойства цеолитов были
впервые обнаружены в 1925 г. О. Вейгелем и Е. Штейн-
гофом у природного минерала шабазита.
Структура шабазита представлена на рис. 8.2. Она
построена по ромбоэдрическому закону из шестерных
колец кремнеалюмокислородных тетраэдров.
Шестерные кольца сдвоены и образуют гексагональные
призмы. Их сочетанием образованы адсорбционные
полости. Каждая полость имеет шесть восьмиугольных окон
(а), образованных восьмерными кольцами, и два
гексагональных окна (б), которые построены из сдвоенных
шестерных колец. Гексагональные окна расположены
на вершине и у основания каждой полости.
Размер восьмиугольных окон, по данным Мак-Бена,
составляет около 0,5 нм, и он определяет возможность
проникновения поглощаемых молекул в адсорбционную
полость. Через такое окно проникают и поглощаются
молекулы воды, метилового и этилового спиртов,
муравьиной кислоты. В то же время более крупные молекулы
бензола, ацетона, эфира шабазитом не адсорбируются.
Природные цеолиты с учетом общности их
структурного строения объединены в группы. Так, для
структуры цеолитов группы натролита характерным
является наличие цепочек тетраэдров. Структура
группы шабазита, как указывалось, составлена из шести-
членных колец тетраэдров, филлипсита — образована
сочетанием четырех и восьмичленных колец
тетраэдров, морденита — цепями из пятичленных колец
тетраэдров. В табл. 8.1 приведена классификация природных
цеолитов по структурному признаку с указанием
идеализированного состава и размера окон.
Кубооктаэдрическую структуру фожазита —
прообраза синтетических цеолитов типа X и Y —
характеризует рис. 8.3. Разнообразие строения природных
цеолитов отражает рис. 8.4, где представлена структура
адсорбционных полостей гмелинита и левинита.
Неорганические сорбенты
365
Таблица 8.1
Классификация природных цеолитов по структурному признаку
Структурные группы
и цеолиты *
Группа анальцима
анальцим
Группа натролита
натролит
томсонит
эдингтонит
Группа шабазита
шабазит
гмелинит
эрионит
левинит
Группа филлипсита
филлипсит
жисмондит
Группа гейландита
брюстерит
гейландит
стильбит
Группа морденита
морденит
дакиардит
эпистильбит
феррьерит
бикиатит
Группа фожазита
фожазит
полингит
Идеализированный химический состав
Na(AlSi206) • Н20
Na2(Al2Si3O10) • 2Н20
NaCa2(Al5Si502o) • 6H20
Ba(Al2Si3O10) • ЗН20
Ca2(Al4Si8024) • 13Н20
Na2(Al2Si4012) • 6Н20
(Са, К2, Mg)4;5 • (Al9Si27072) • 27H20
Ca(Al2Si4012) • 6H20
(K,Na)5(Al5SinO32)10H2O
Ca(Al2Si208) • 4H20
-
Na(AlSi5012) • 3H20
(Na2Ca)2(Al4Si20O48)12H2O
(Na2Ca)30(Al, Si)1920384 • 260H2O
Число тетраэдров,
образующих «окна»
8
8
8
8
12
8
8
8
8
8
8
8
12
8
10
8
10
8
10
8
8
12
8
Размер окон, нм
0,26-0,39
0,26-0,39
0,35-0,39
0,37-0,50
0,69
0,36-0,48
0,35-0,51
0,28-0,48
0,28-0,49
0,23-0,50
0,24-0,61
0,27-0,57
0,67-0,70
0,29-0,57
0,37-0,67
0,36-0,48
0,32-0,53
0,37-0,44
0,43-0,55
0,34-0,48
0,32-0,49
0,74
0,39
* Кроме указанных цеолитов в группу анальцима входят вейракит, лейцит, поллуцит, визеит, кехеит, в группу натролита —
мезоит, сколецит, гоннардит; в группу филлипсита — гармотом; в группу гейландита — клиноптилолит.
8.1.1.2. Синтетические цеолиты
За последние 15 лет синтезировано более 65 разных
цеолитов, многие из которых не имеют аналогов в
природе. В отечественной литературе свойства
синтетических цеолитов впервые были описаны в 1957 г. Многие
синтетические цеолиты имеют строение и
геометрическую структуру, аналогичные с природными
цеолитами. Аналогами фожазита являются синтетические
цеолиты типа X и У. На рис. 8.5 представлены структуры,
составленные из кубооктаэдров в цеолитах типа А и X,
а на рис. 8.6 — строение их адсорбционных полостей.
а 6
Рис. 8.5. Структура синтетических цеолитов
типа А (а) и X (б)
366
Новый справочник химика и технолога
а б
Рис. 8.6. Адсорбционные полости синтетических
цеолитов типа А (а) и X (б)
Структура цеолитов типа А состоит из больших и
малых (содалитовых) адсорбционных полостей. Химическая
формула цеолита NaA: Na20 • А1203 • 2Si02 • 4,5Н20. В
состав элементарной ячейки входит одна большая и
одна малая полость. Большая полость имеет
практически сферическую форму диаметром 1,14 нм. Она
соединена с шестью соседними большими полостями
восьмичленными кислородными кольцами диаметром
0,42 нм и с восемью малыми полостями шестичленны-
ми кислородными кольцами диаметром 0,22 нм.
Объем большой полости составляет У6 - 0,776 нм3.
В ней при полном заполнении помещается 24 молекулы
воды. Малая полость — также сферической формы, ее
диаметр 0,66 нм, объем Ум =0,150 нм3.
Поскольку на каждую большую адсорбционную
полость приходится одна малая адсорбционная полость,
доля объема больших полостей составляет 0,84.
Пористость кристалла составляет 50,2 %. Входы в малые
адсорбционные полости цеолитов типа А настолько малы,
что практически в них не проникают молекулы
адсорбируемых веществ (кроме воды). Поэтому предельный
адсорбционный объем кристаллита типа А,
вычисленный из изотерм адсорбции паров, только в случае воды
(0,325 см3/г) соответствует теоретическому объему
кристаллов (0,334 см3/г). Адсорбционный объем,
заполняемый азотом, близок к суммарному объему больших
полостей цеолитов (0,280 см3/г).
Цеолиты типа А относятся к низкокремнистым
формам. В них отношение Si02: А12Оэ не выше 2. Ки-
слотостойкость цеолитов последовательно повышается
с увеличением этого показателя. Вследствие этого
цеолиты типа А разрушаются в кислой среде. В состав
цеолита входят катионы, являющиеся адсорбционными
центрами, которые определяют в ряде случаев форму
изотермы и избирательность адсорбции. В цеолите NaA
отношение Na20 : А12Оэ теоретически равно 1, а
практически колеблется от 0,85 до 0,93. В одной
элементарной ячейке находится 12 одновалентных катионов:
восемь катионов натрия расположены в центре
шестичленных кислородных колец, а четыре — на
гранях вблизи восьмичленных кислородных колец.
Цеолиты типа X имеют в дегидратированном виде
состав Na20 • А12Оэ • *Si02. Мольное отношение Si02:
А12Оэ может изменяться от 2,2 до 3,3. Каждая большая
полость имеет четыре входа, образованные 12-члснны-
ми кислородными кольцами диаметром 0,8-0,9 нм.
Вследствие этого структура цеолитов такого типа более
открыта и доступна для поглощаемых молекул.
Объем большой адсорбционной полости цеолита
NaX лишь незначительно отличается от
соответствующей полости в цеолите NaA и равен 0,822 нм3. Малые
полости имеют тот же объем, т. е. 0,150 нм3.
Комплексы больших и малых полостей составляют
элементарные ячейки. В каждой элементарной ячейке цеолита
NaX содержится по 8 больших и 8 малых полостей.
Элементарная ячейка содержит 192 иона алюминия и
кремния, а также 384 иона кислорода; ее объем равен
7,776 нм3. Она вмещает 256 молекул воды. Малые
полости цеолитов типа X доступны для молекул азота и
других газов. Поэтому предельный адсорбционный
объем кристаллита типа X, вычисленный из
адсорбционных измерений, близок к рассчитанному на основе
геометрических размеров элементарных ячеек, т. е.
0,356 (NaX) или 0,362 (СаХ) см3/г. Этим объясняется
большая адсорбционная способность цеолитов типа X
по сравнению с цеолитами типа А, достигаемая при
относительно высоких степенях заполнения.
В результате исследования состояния катионов Na и
Са в гидратированном фожазите установлено, что из 43
катионов, приходящихся на элементарную ячейку этого
цеолита, лишь 17 находятся в локализованном
положении. Остальные катионы характеризуются большой
мобильностью, постоянно мигрируют в полостях
цеолитов, и такая система может рассматриваться как
электролит.
Цеолиты типа Y также относятся к типу фожазита, и
их структура идентична структуре цеолитов типа X.
Однако в элементарной ячейке цеолита типа Y
содержится вдвое меньше тетраэдров АЮ4 и катионов по
сравнению с цеолитом типа X. Мольное соотношение
Si02: А12Оэ в цеолитах типа Y колеблется от 3,1 до 6,0;
они отличаются повышенной кислотостойкостью,
термостойкостью и каталитической активностью в
реакциях крекинга, изомеризации, алкилирования и других
процессов. Именно высокая реакционная способность
предопределила высокий спрос нефтехимии на этот вид
цеолитов.
Синтезирован цеолит Е, относящийся к группе ша-
базита. Его Na-форма имеет химический состав
Na20 • А1203 • 4Si02 • 6Н20. Получаемая в результате
ионного обмена Са-форма цеолита Е отличается
повышенной адсорбционной емкостью при температуре
жидкого азота и низких давлениях по компонентам
воздуха. Цеолит СаЕ является эффективным
адсорбентом для криовакуумной техники.
8.1.1.3. Молекулярно-ситовые свойства цеолитов
Цеолиты являются молекулярными ситами. Они
могут быть использованы для разделения веществ не
только на основе избирательности адсорбции, но и на
основе разницы в размерах и форме поглощаемых
молекул. Для того чтобы проникнуть в адсорбционную
Неорганические сорбенты
367
полость, критический диаметр молекулы адсорбата
должен быть меньше размера входного окна.
Промышленностью выпускается пять типов
цеолитов общего назначения. В основу классификации,
принятой в России, положено двухзначное обозначение;
вначале указывается катион, преимущественно
входящий в решетку цеолита (К, Na, Ca), а затем тип
кристаллической решетки цеолита (А или X). Если
калиевая, магниевая или иная форма цеолита получена из
натриевой и катионный обмен проведен не полностью,
цеолит обозначают KNaA, MgNaA и т. д.
Классификация цеолитов в США и ряде других
стран предусматривает указание определяющего
размера цеолита (диаметра входного окна). Это соответствие
соблюдается, однако, только для цеолитов типа А.
В табл. 8.2 приведена классификация и характеристика
цеолитов общего назначения.
Размер входных окон, определяющий молекулярно-
ситовые свойства цеолитов, зависит от расположения
кислородных колец цеолита и от числа атомов
кислорода в кольце. Рис. 8.7 дает представление о строении
кислородных колец основных типов природных и
синтетических цеолитов.
Размер катиона, входящего в состав цеолита, и его
расположение также оказывают влияние на размер
окна. Катион, расположенный вблизи окна, блокирует
вход молекул. При катионном обмене, в котором два
катиона натрия замещаются одним катионом кальция,
входное окно расширяется; вследствие этого цеолит
NaA имеет размер входного окна 0,4 нм, а цеолит
СаА — 0,5 нм. Аналогичный обмен в цеолите типа X
приводит к некоторому сужению окна.
Классификация цеолитов в соответствии с их моле-
кулярно-ситовым действием была предложена P.M. Бар-
рером. Объединив для удобства цеолиты X в одну
(четвертую) группу с учетом промышленной значимости
всех пяти представителей, можно представить эту
классификацию следующим образом:
1. Цеолит КА при обычной температуре в
значительных количествах поглощает только воду. Это
свойство предопределило широкое применение его для
осушки нестойких веществ, склонных к реакциям
полимеризации.
2. Цеолит NaA адсорбирует большинство
компонентов промышленных газов, критический размер
молекул которых не превышает 0,4 нм: сероводород,
сероуглерод, диоксид углерода, аммиак, низшие
диеновые и ацетиленовые углеводороды, этан, этилен,
пропилен, органические соединения с одной метильной
группой в молекуле, а также метан, неон, аргон, криптон,
ксенон, кислород, азот, оксид углерода. Последняя
группа веществ в значительных количествах
поглощается только при низких температурах. Пропан и
органические соединения с числом атомов углерода в
молекуле более 3 не адсорбируются цеолитом и таким
образом при осушке и очистке не подавляют
адсорбцию указанных выше примесей.
3. Цеолит СаА адсорбирует углеводороды и спирты
только нормального строения (независимо от длины
цепи), в связи с чем широко используется в процессах
разделения многокомпонентных органических веществ
на молекулярно-ситовой основе. Кроме того, цеолитом
СаА поглощаются метил- и этилмеркаптаны,
органические соединения с числом атомов углерода в молекуле,
равным двум, (этиловый спирт, этиламин, диборан и
др.). Среди цеолитов общего назначения тип СаА
отличается повышенной стойкостью в слабокислой среде и,
поэтому его используют в процессах сероочистки и
декарбонизации газов.
4. Цеолиты типа X имеют достаточно широкие
входные окна и адсорбируют подавляющее
большинство компонентов сложных смесей: все типы
углеводородов, органические сернистые, азотистые и кислородные
соединения (меркаптаны, тиофен, фуран, хинолин,
пиридин, диоксан и др.), галогензамещенные
углеводороды (хлороформ, четыреххлористый углеводород, фрео-
ны), пентаборан и декаборан. Применение цеолитов
СаХ и NaX основано на избирательности адсорбции, а
не на молекулярно-ситовых свойствах. При полном
замещении катиона натрия на кальций цеолит СаХ, в
отличие от цеолита NaX, не адсорбирует ароматические
углеводороды или их производные с разветвленными
радикалами, например 1,3,5-триэтилбензол и м-цл-
хлорбензол. На этом свойстве основан метод
идентификации цеолитов этих двух типов и установление
полноты ионного обмена при получении цеолита СаХ.
Таблица 8.2
Классификация цеолитов
Классификация
России
Классификация
США
Диаметр
входного окна, нм
КА
ЗА
0,3
NaA
4А
0,4
СаА
5А
0,5
СаХ
10Х
0,8
NaX
13Х
0,9
Рис. 8.7. Строение кислородных колец в цеолитах:
/ — тип А; 2 — тип X и фожазит; 3 — шабазит;
4 — гмеленит; 5 — левенит
368
Новый справочник химика и технолога
В случае если критический диаметр молекулы
близок к диаметру входного окна, процесс адсорбции
происходит с большой энергией активации и
адсорбируемая молекула должна обладать определенным запасом
кинетической энергии для преодоления
энергетического барьера. Кинетическая энергия молекул повышается
с ростом температуры. Одновременно повышение
температуры приводит к усилению термической пульсации
решетки цеолита, что облегчает проникание молекулы
в адсорбционную полость. Таким образом, изменением
температурного режима можно достигнуть такого
рубежа, при котором молекулы адсорбтива начнут
поглощаться цеолитом.
Для распознания типа «широкопористого» цеолита
часто в качестве молекулярных щупов используются
высокомолекулярные соединения. Так, цеолит NaX
(d0 = 0,9 нм) адсорбирует трипропиламин, но не
адсорбирует триперфторбутиламин. В то же время морденит
(d0 = 1,0 нм) в водородной форме поглощает
триперфторбутиламин. Цеолит NaY (d() - 0,9 нм) адсорбирует
1,3,5-триэтилбензол, а цеолит СаХ его не поглощает.
Показатели качества гранулированных цеолитов,
изготовляемых в нашей стране, приведены в табл. 8.3.
Таблица 8.3
Характеристика гранулированных цеолитов
Показатель
Насыпная плотность, г/см3
Диаметр зерна цеолита
(цилиндры, таблетки, шарики), мм
Предел прочности гранул при
сжатии, кгс/мм2
Динамическая влагоемкость,
мг/см
Динамическая емкость по
парам бензола, мг/см3
Тип цеолита
А
0,68-0,78
2-4
0,8-1,5
90-140
—
X
0,62-0,72
2-А
0,6-1,2
100-160
60-90
Плотность гидратированного кристалла равна
2,00 г/см3, активированного кристалла 1,55 г/см3,
насыпная плотность кристалла 0,525 г/см3. Удельная
теплоемкость Ср гранул изменяется в зависимости от
температуры:
Г,°С 20 40 250
Ср,Дж/(кгК) 830 850 1000
Наряду с теплоемкостью, одним из основных
показателей, на которых базируются расчеты стадий
регенерации и охлаждения, является теплопроводность.
Теплопроводность, так же, как и теплоемкость,
изменяется при изменении температуры. Зависимость
коэффициента теплопроводности цеолитов СаА и NaX,
установленная методом стационарного потока в сферической
прослойке, приведена на рис. 8.8. На теплопроводность
адсорбента оказывает влияние теплопроводность среды
и адсорбированного вещества. Так, при 100 °С
теплопроводность цеолита СаА в атмосфере воздуха
составляет 0,67, а в атмосфере С02 — только 0,50 кДж/(м • ч • К).
Существенные коррективы в значение эффективного
коэффициента теплопроводности может вносить
конвекция тепла десорбатом, выделяющимся на стадии
регенерации из твердой фазы. Теплопроводность
дегидратированных кристаллов при обычной температуре
составляет 2,1 кДж/(м • ч • К).
0,30
U
о
Т
2
0,20
<<
0,10
СаА
NaX
—
—
1,5
-1,0
2
о
0,5
200 400
Т,°С
600
Рис. 8.8. Зависимость коэффициента теплопроводности А.
цеолитов СаА и NaX от температуры
8.1.1.4. Кислотостойкие цеолиты
Морденит. Очистка от кислых компонентов обычно
производится при помощи цеолитов с высоким
отношением Si02: A1203. Самым кислотостойким цеолитом,
получившим широкое распространение в
промышленности, является морденит. Свое название он
получил от селения Морден в Новой Шотландии, где был
обнаружен.
Природный морденит — минерал, в небольших
количествах содержится в различных месторождениях.
В России он найден на Дальнем Востоке (исток реки
Коман), и Сибири (бассейн Нижней Тунгуски), в Грузии —
вблизи Ахалцихе, на Украине — в Крыму (район Кара-
дага). По классификации, принятой в нашей стране,
морденит обозначают буквой М, например NaM, KM,
СаМ и т. д.
Химическая формула природного морденита —
Na20 • А1203 • 10SiO2 • 6Н20. В зависимости от
геологических условий залегания месторождений, катионы
натрия могут быть частично замещены на катионы
калия, кальция или магния. Отношение Si02 : A1203 в
морденитах колеблется в интервале 8,3-10,7.
Морденит имеет тетраэдрическую структуру, в
которой атом кремния или алюминия окружен четырьмя
атомами кислорода. Тетраэдры группируются в цепи,
как это показано на рис. 8.9. Внутри цепей
расположены адсорбционные полости. Проекция структуры
морденита в направлении главных каналов представлена на
370
Новый справочник химика и технолога
Цеолит типа L — кислотостойкий калиевый (KL)
алюмосиликат, в котором мольное отношение Si02: А12Оз
колеблется в пределах от 5 до 7. Он кристаллизуется из
щелочных алюмосиликатных гидрогелей, в которых
отношение К20 : (К20 + Na20) выше 0,35; если это
соотношение менее 0,35 в тех же условиях происходит
кристаллизация эрионита. Химический состав цеолита KL:
0,88К2О • 0,12Na2O • А1203 • 6,25Si02 • 5,6Н20. Цеолит KL
выдерживает длительное кипячение в уксусной кислоте и
нагревание в разбавленных (0,01-0,05 н.) растворах
соляной кислоты. Его можно применять в средах с рН до 2-3.
Кристаллическая решетка цеолита KL начинает
разрушаться при 700 °С. Влагоемкость цеолита KL
приблизительно в 2 раза ниже влагоемкости цеолита NaX.
В результате обработки цеолита KL разбавленным
раствором соляной кислоты получают водородную форму
HKL. Влагоемкость цеолита HKL, в котором половина
катионов щелочных материалов заменена на Н-ионы, на
35 % выше, чем у исходного цеолита KL. Водородная
форма HKL в значительном количестве поглощает
вещества с относительно крупными молекулами. Предельный
адсорбционный объем цеолита HK.L, определенный по
адсорбции бензола, составляет 0,16см3/г. Декатиониро-
ванные формы цеолита L являются интенсивными
катализаторами реакций крекинга углеводородов, уступая по
этому показателю лишь декатионированной форме HNaY.
8.1.2. Силикагели
Одним из наиболее распространенных в
промышленной практике минеральных адсорбентов является сили-
кагель, который обладает хорошо развитой пористостью.
По внешнему виду силикагель представляет собой
твердые зерна: прозрачные или матовые, бесцветные
или светло-коричневые. Выпускается силикагель в виде
шариков, таблеток или кусочков неправильной формы,
с зернами размером в пределах 0,1-7,0 мм. В
зависимости от аппаратурного оформления рекомендуется
следующий гранулометрический состав силикагеля:
- 0,10-0,25 мм — для процессов с кипящим слоем
адсорбента;
- 0,5-2,0 мм — для жидкофазных процессов и
процессов с движущимся слоем адсорбента;
- 2,0-7,0 мм — для процессов в газовой фазе со
стационарным слоем адсорбента.
Силикагели получают на основе диоксида кремния,
который, как известно, существует в кристаллической
(кварц, тридимит, кристобалит) и аморфной формах.
Силикагель по своей химической природе является
гидратированным аморфным кремнеземом (Si02 • иН20).
Гидратированный аморфный кремнезем — реакционно-
способное соединение переменного состава,
превращения его протекают по механизму поликонденсации:
wSi(OH)4 -> Si„02n _ m + (2и - w)H20
Процесс поликонденсации приводит к образованию
частиц коллоидных размеров, причем эти частицы
имеют форму, близкую к сферической, и размер в
пределах 2-20 нм (при специальных методах обработки
могут быть получены частицы и значительно больших
размеров).
При высушивании гидрогеля кремниевой кислоты
структурная сетка из связанных между собой
сферических частиц сохраняется. В результате увеличения
числа частиц и возникновения прочных связей между ними
образуется жесткий кремнекислородный каркас. Поры
этого каркаса рассматриваются как зазоры между
частицами. Основные характеристики пористой структуры
определяются размером частиц и плотностью их
упаковки. На химические и адсорбционные свойства
силикагеля в значительной мере оказывает влияние наличие
группы —Si—ОН. —ОН-группы занимают в основном
вершины тетраэдров, выходящие на поверхность
скелета силикагеля.
Основными преимуществами силикагелей перед
другими гидрофильными минеральными адсорбентами
являются:
- низкая температура, требуемая для регенерации
(110-200 °С) и, как следствие, более низкие
энергозатраты, чем при регенерации других промышленных
минеральных сорбентов (оксид алюминия, цеолиты);
- возможность синтеза силикагелей в широком
интервале заданных структурных характеристик при
использовании достаточно простых технологических
приемов;
- низкая себестоимость при крупнотоннажном
промышленном производстве;
- высокая механическая прочность по отношению к
истиранию и раздавливанию.
Силикагели имеют корпускулярное строение: их
поры образованы промежутками между элементарными
частицами. Эти частицы в случае силикагеля имеют
сферическую форму — форму глобул.
Поверхность этих частиц покрыта гидроксильными
группами, сохранившимися при конденсации орто-
кремниевой кислоты. Наличие на поверхности
силикагеля гидроксилов, связанных с атомами кремния, было
обосновано П.К. Карманом, который предложил
строение коллоидной кремнекислоты исходя из реальных
структур кремнезема, состоящих из сетки тетраэдров
Si04 и соответствующих по составу Si02. Сохранение
структурных единиц Si02 в этом случае предполагает
наличие на пограничной поверхности коллоидной
кремнекислоты незавершенных тетраэдров.
Стремление поверхностных атомов кремния к завершению тет-
раэдрической координации с кислородом
обусловливает при контакте с влагой гидратацию поверхности
кремнезема с образованием -ОН-группы. Упаковка
кремнекислородных тетраэдров внутри частиц золя и
геля кремнекислоты отличается от их упаковки в
кристалле и близка к таковой в стекле. Аморфное строение
частиц золя в дальнейшем было подтверждено
электронно-графическими данными. Можно считать
установленным, что частицы силикогидрозоля шаровидны,
Неорганические сорбенты
369
рис. 8.10. Природный морденит не сорбирует
молекулы, критический диаметр которых превышает 0,4 нм.
Путем обработки «узкопористой» формы Na-морде-
нита сначала 2 н. НС1, а затем растворами NaOH и
NaNCb осуществляют ее превращение в
«широкопористую» форму.
Предельный адсорбционный объем Na-морденита
обоих типов составляет 0,076-0,088 см3/г, Н-морденита —
0,088-0,090 см3/г. Параметры элементарных ячеек и
химический состав «узкопористого» и
«широкопористого» Na-морденитов являются идентичными.
Очевидно, различие в молекулярно-ситовых свойствах
модификации обусловлено разным расположением катионов
натрия, которые в «узкопористой» разновидности
размещаются в больших двенадцатичленных каналах
(0,59 х 0,71 нм) и таким образом сужают их
эффективный диаметр, а в «широкопористой» — локализованы в
глубине ниш, составленных двойными восьмичленны-
ми кольцами (0,39 х 0,47 нм) и не препятствуют
прониканию крупных молекул в большие каналы.
Синтетические мордениты кислотостойки и
термостойки. Обработка 3 н. НС1 в течение нескольких часов
при 100-200 °С не приводит к изменению их
адсорбционных свойств. Они выдерживают пропарку при 650 °С
в течение длительного периода времени (= 10 ч), нагрев
на воздухе до 775 °С (НМ) и 800 °С (NaM).
При длительном воздействии кислой среды на
кислотостойкие формы цеолитов происходит постепенное
вымывание алюминия. Этот процесс получил название
деалюминирования. При деалюминировании тетраэдры
АЮ4 замещаются на дитетраэдры. В результате
деалюминирования соотношение Si02 : A1203 может
достичь 30.
Эрионит. Другим типом кислотостойких цеолитов
является эрионит. В классификации, принятой в
России, эрионит обозначают буквой Э, например,
Na3, КЭ и т. д. Его открытие и описание относится к
концу XVI11 столетия. Кроме катионов натрия в состав
природных эрионитов могут входить катионы калия,
кальция и магния.
Соотношение Si02 : A1203 в эрионите меньше, чем в
мордените, но выше, чем в фожазите: в различных
модификациях оно изменяется от 6 до 7,4. В связи с этим
кислотостойкость эрионита является промежуточной
между цеолитами типа X и М. Эрионит устойчив в
щелочных и кислых (до рН = 2) средах.
Структура адсорбционных полостей эрионита видна
из рис. 8.11. Адсорбционная полость эрионита имеет вид
цилиндра диаметром 0,63 нм и длиной 1,51 нм. Каждая
большая адсорбционная полость эрионита связана с
восьмью соседними большими полостями шестью
восьмиугольными окнами. Кроме того, через шестерные
кольца большая полость соединена с тремя малыми
полостями, а также с двумя большими полостями,
расположенными над и под ней. Эффективный диаметр пор
эрионита находится в пределах 0,45-0,54 нм, общий
объем адсорбционных полостей составляет 0,21 см /г.
Адсорбционная емкость калий-натриевого эрионита
по парам воды составляет при 25 °С около 0,15 г/г. Вода
полностью удаляется из него при относительно низких
температурах (150-200 °С). Эрионит практически не
сорбирует бензол, а поглощение нормальных парафинов
происходит с замедленной скоростью. Адсорбционная
способность и скорость поглощения нормальных
парафинов могут быть повышены в результате замещения
катионов калия и натрия на катионы кальция и магния;
равновесная адсорбционная емкость катионообменных
форм эрионита по н-гексану при 20 °С и относительном
давлении -£- = 0,30 составляет для KNa3, СаКЭ и
Ps
MgK3 соответственно 0,077, 0,104 и 0,092 г/г.
При декатионировании увеличивается предельный
адсорбционный объем эрионита, доступный для
адсорбирующихся молекул, а, следовательно, и
адсорбционная способность. Так, адсорбционная способность
исходного образца KNa3 по диоксиду азота при
относительном давлении — = 0,015 и обычной темпе-
Ps
ратуре составляет 0,18 г/г, а после декатионирования —
0,25 г/г. Порог термической устойчивости K-Na-формы
составляет 650-700 °С, декатионированных форм
достигает 800 °С. Эрионит устойчив как в среде слабых
кислот, так и в среде нитрозных газов.
Рис. 8.9. Цепи,
образованные
тетраэдрами
морденита
А
3
ч
0,70
0,59
нм
нм
1Ф
4
4 4/
Рис. 8.10. Проекция
структуры морденита
в направлении
главных каналов
"&^7
Рис. 8.11.
Адсорбционная
полость эрионита
Неорганические сорбенты
371
состоят из неправильно упакованных кремнекислород-
ных тетраэдров, поверхностный слой которых
заканчивается гидроксилами. Схематически строение такой
частицы изображено на рис. 8.12.
Свойства глобулярных структур определяются
размером их частиц и средним числом касаний,
приходящихся на каждую частицу. На рис. 8.13 представлены
модели глобулярных систем, составленных мелкими и
крупными частицами с разной плотностью упаковки
(числом касаний). Мелкие частицы при плотной
упаковке образуют структуру мелкопористых силикагелей,
крупные частицы при рыхлой упаковке — структуру
крупнопористых силикагелей.
• Si о-О ©ОН
Рис. 8.12. Схематическое строение глобул скелета силикагеля
а) б)
Рис. 8.13. Модели глобулярных систем:
а) модель мелкопористой структуры
(малые частицы упакованы с числом касаний 6);
б) модель крупнопористой структуры
(большие частицы упакованы с числом касаний 3)
В связи с этим косвенной характеристикой
структуры силикагелей является насыпная плотность: у
крупнопористых силикагелей она равна 0,4—0,5 г/см3, у
мелкопористых — 0,7-0,8 г/см3.
Мелкопористая структура механически более
прочная, чем крупнопористая. Показатель прочности,
определенный по устойчивости к истиранию во
вращающемся барабане со стальными мелющими телами, для
крупнопористых силикагелей находится в пределах
60-85 % , а для мелкопористых — 85-95 %.
8.1.2.1. Типы промышленных силикагелей
Производятся следующие силикагели:
- кусковые и гранулированные;
- силикагель-индикатор;
- набор силикагелей для исследовательских работ и
хроматографии по условиям, согласованным с Советом
по хроматографии АН СССР (ныне Совет по адсорбции
и хроматографии РАН) и «Росглавреактивом»;
- силикагель для бытовых холодильников
(повсеместно заменяется шариковым цеолитом «NaA-2MLLI»).
Силикагели представляют собой твердые
стекловидные прозрачные или матовые зерна с насыпной
плотностью 0,4-0,9 г/см3. В зависимости от формы
зерна они делятся на две модификации: кусковой
силикагель (зерна неправильной формы) и гранулированный
силикагель (зерна сферической или овальной формы). В
зависимости от характера пористой структуры
кусковые и гранулированные силикагели делятся на крупно-
и мелкопористые. Первые из них характеризуются
средним радиусом пор — 5 нм, а вторые — 1,0-1,5 нм.
Промежуточную структуру составляют среднепористые
силикагели. В зависимости от размера зерна каждый
вид кускового силикагеля подразделяется на 4 марки
(2,7-7,0; 1,5-3,5; 0,25-2,0 и 0,2-0,5 мм), а каждый вид
гранулированного силикагеля — на 2 марки (2,7-7,0 и
1,0-3,5 мм). Гранулированные мелкопористые
силикагели содержат в своем составе в качестве упрочняющей
добавки 4—10 % оксида алюминия.
Силикагели в зависимости от гранулометрического
состава и характера пористости обозначают тремя
буквами: первая буква характеризует размер гранул,
последняя — размер пор. Так, крупный силикагель
мелкопористый обозначают как КСМ, мелкий силикагель
среднепористый — как МСС, мелкий силикагель
мелкопористый — как МСМ. Средние фракции
силикагелей называют «шихтой» и соответственно обозначают:
ШСК, ШСС или ШСМ.
Индикаторный силикагель представляет собой
мелкопористый силикагель типа МСМ, пропитанный
солями кобальта. В зависимости от влажности среды,
он изменяет цвет от светло-голубого до розового. В
табл. 8.4 указаны требования, предъявляемые к
техническим маркам силикагелей (ГОСТ 3956-54,
ГОСТ 8994-59, ТУ 4267-54).
Производство ряда силикагелей аналогичной
пористой структуры осуществляется также за рубежом
(«Силикагель» фирмы «Давидсон», «Кемикл Корпорейшн»,
(США); «Супергель», «Кизельгель» (Германия) и др.).
Набор шариковых силикагелей разной пористой
структуры состоит из восьми марок силикагелей с
зернами размером от 1,5 до 5,0 мм, различающихся
величиной среднего радиуса пор в пределах от 1 до 10 нм
(табл. 8.5).
При использовании этого набора необходимо иметь в
виду, что все силикагели, кроме КСМ № 6с, в процессе
изготовления прокаливались при 550-600 °С, в
результате чего их гидрофильность понижена. Поэтому нецеле-
372
Новый справочник химика и технолога
сообразно проводить на них работы по осушке газов и
жидкостей. Для этих целей, а также при необходимости
тонкой осушки вещества для подготовки к анализу
должен использоваться только силикагель КСМ № 6с.
8.1.2.2. Химически модифицированные силикагели
(кремнеземы)
Свойства силикагелей как адсорбентов различных
компонентов из газовых и жидких сред различной
химической природы, а также как высокодисперсных
наполнителей, загустителей, смазок и др. в
значительной степени, наряду с геометрической (пористой)
структурой, определяются химическим строением
поверхности.
Теплоемкость силикагелей составляет 0,92 кДж/(кг • К),
теплопроводность при 30 °С — 0,11 кДж/(м • ч • К).
Теплота адсорбции паров воды на силикагелях равна в
среднем 2650 кДж/кг воды.
Таблица 8.4
Изменение адсорбционных свойств силикагелей
может быть достигнуто в результате химического
модифицирования его поверхности — введения в состав си-
ликагеля амино-, сульфо- и нитрильных групп, атомов
фтора, алкильных и алкенильных радикалов.
Модифицирование позволяет получить силикагели с
качественно новыми свойствами. Например, заменой гидроксиль-
ных радикалов на атомы водорода можно получить
водородный силикагель — гидридполисилоксан. Ад-
Характеристика технических марок силикагелей
Показатели
Величина зерен, мм
Предельное содержание зерен, %:
более мелких, чем нижний предел
более крупных, чем верхний предел
Насыпной вес, г/л, не менее
Статическая активность по парам
воды при 20 °С и относительной
влажности, %, не менее
20
40
60
100
Содержание:
Si02, %, не менее
НС1
Потери при прокаливании
при 600-700 °С, %, не более
КСМ
2,8-7
5
10
670
9
18
24
28
99,2
Следы
18
ШСМ
1,5-8,5
5
5
670
9
18
24
28
99,2
Следы
18
МСМ
0,25-2
3
5
670
8
18
24
28
99,2
Следы
18
АСМ
0,2-0,5
3
5
670
8
18
24
28
98
Следы
18
КСК
2,8-7
10
3,5
400-500
70
98
8
ШСК
1,5-3,5
5
3,5
400-500
70
98
8
МСК
0,25-2
3,5
3,5
400-500
70
98
8
АСК
0,2-0,5
3,5
2,0
400-500
70
98
8
Таблица 8.5
Набор шариковых силикагелей для исследований по адсорбции, хроматографии и катализу
Тип
силикагеля
пористый
Средне-
пористый
Мелко-
пористый
Марка
силикагеля
КСК № 1
КСК № 2
КСК № 2,5
КСС № 3
КСС № 4
КСМ № 5
КСМ № 6п
КСМ № 6с
Плотность, г/ см3*
А
0,42
0,3-0,45
0,44-0,49
0,50-0,55
0,56-0,65
0,65-0,75
0,78-0,82
0,77-0,84
5
0,61
0,59-0,63
0,70-0,72
0,73-0,75
0,80-0,84
0,96-0,99
1,31-0,36
1,20-1,25
d
2,24
2,24
2,24
2,24
2,24
2,25
2,26
2,16-2,20
Характеристика пористой
структуры
Уъ см3/г
1,10
1,05-1,25
0,90-1,10
0,76-0,85
0,61-0,75
0,46-0,60
0,25-0,45
0,25-0,38
S, м2/г
300
300-350
350^50
500-600
550-650
580-680
400-550
600-750
г,„ нм
8,0-10,0
6,0-7,5
4,5-5,8
2,6-3,5
1,8-2,5
1,5-2,0
1,0-1,4
0,8-1,2
Средняя влагоемкост,
масс. % при
относительной влажности воздуха
20
2,5
2,5
2,2
2,9
2,4
4,4
5,7
11,5
40
4,6
4,6
4,6
5,7
7,4
15,5
15,2
20,5
60
5,7
7,8
8,7
13,5
20,1
34,9
24,7
33,1
100
ПО
119
97,7
87,1
70,4
56,8
26,9
34,8
*d — истинная плотность, А — насыпная плотность, 8 — кажущаяся плотность.
Неорганические сорбенты
373
сорбция на этом адсорбенте не сопровождается
образованием водородной связи, вследствие чего он гидрофо-
бен. В то же время адсорбция органических паров на
гидридполисилоксане происходит в тех же
количествах, что и на гидроксилированном силикагеле той же
пористой структуры. Сочетание таких свойств, как гид-
рофобность, негорючесть и достаточно высокая
адсорбционная емкость по органическим парам,
позволяет рассматривать водородный силикагель как
перспективный адсорбент для целей рекуперации и
обезвреживания газовых выбросов.
Проведение на поверхности кремнезема реакций га-
логенирования, аминирования, присоединения
органических заместителей при помощи магнийорганического
синтеза, алкоксилирования, сульфирования, реакций с
алкил- и арилхлорсиланами позволило синтезировать
большое число различных химически
модифицированных кремнеземов (табл. 8.6).
Подобное химическое модифицирование
поверхности силикагелей приводит к значительному изменению
механизма его взаимодействия с адсорбатами
различного химического строения.
В связи с тем, что электронная ^/-оболочка кремния
не заполнена, распределение электронной плотности в
гидроксильных группах поверхности силикагеля таково,
что в них отрицательный заряд сильно смещен к атому
кислорода, а атом водорода частично протонирован,
образуя протонный кислотный центр. Это обеспечивает
специфическое взаимодействие поверхности кремнезема
со связями или звеньями молекул, обладающих
сосредоточенной на периферии электронной плотностью.
Поэтому естественно, что при частичном или полном
замещении гидроксильных групп кремнезема атомами
фтора или органическими радикалами, благодаря
выключению из адсорбционного процесса всех или части
гидроксилов, наблюдается уменьшение адсорбции
веществ, у которых в адсорбционном взаимодействии
играет роль донорно-акцепторная компонента.
Таким образом, химическое модифицирование
поверхности силикагелей фтором или органическими
радикалами приводит к резкому уменьшению адсорбции
не только полярных веществ, но и неполярных
углеводородов.
Согласно А.В. Киселеву ослабление специфичности
взаимодействия полярных веществ химически
модифицированными кремнеземами объясняется
уменьшением числа гидроксильных групп на их поверхности.
Резкое ослабление неспецифического взаимодействия
при адсорбции аполярных веществ вызвано
отодвиганием адсорбирующихся молекул от кремнеземного
остова. При этом мерой вклада специфических
взаимодействий в общую энергию взаимодействия служит
разность между теплотой адсорбции на специфическом
адсорбенте и теплотой адсорбции этих же молекул на
неспецифическом адсорбенте.
Исследование адсорбции молекул различной
электронной структуры на кремнеземах, поверхность
которых покрыта сульфо- и карбоксильными группами,
показало следующие результаты. Бензол и гептан
адсорбируются на поверхности таких адсорбентов хуже, чем
на исходной. Однако адсорбция, например, по
отношению к метанолу и диэтиламину существенно
увеличивается. Сильнокислая сульфогруппа по способности
хемосорбировать метиловый спирт и диэтиламин
намного активнее, чем гидроксильная группа.
То же можно сказать о карбоксилпроизводных
кремнезема. Изотермы адсорбции паров метанола, диэтила-
мина и пиридина на этих адсорбентах лежат выше, чем
на исходном гидроксилированном кремнеземе.
Обнаружен необратимый гистерезис адсорбции, что
указывает на интенсивное взаимодействие молекул
указанных веществ с поверхностными карбоксильными
группами органокремнеземов. Значительная хемосорбция
пиридина и диэтиламина, вероятно, объясняется
образованием соответствующих химических соединений.
Молекулы метанола, по-видимому, удерживаются
поверхностными карбоксильными группами за счет
водородных связей и, возможно, за счет образования
поверхностных эфиров.
Таблица 8.6
Химические поверхностные соединения
на кремнеземах
Модифицированные
кремнеземы
I. Галогенированные
кремнеземы
П. Этерифициро-
ванные кремнеземы
III. Кремнеземы,
модиф ицированные
насыщенными
радикалами
IV. Кремнеземы, с
кислотными
группами
V. Кремнеземы с
основными
функциями
VI. Олефинокрем-
неземы
VII. Гидридкремне-
земы
Поверхностные
соединения
Si—Hal
Si—R
Si—R
Si—R2
Si—R3
SiRS03H
SiRCOOH
SiRPO(OH)2
SiRNH2
SiRNH
SiRN
SiR,
Si—H
Радикалы
-F,-CI
-ОСНз,
-ос2н5,
-ос3н7,
-ос8н17,
-OCH2C6H5
-CH3, -C2H5,
—C2H4C6H5
-so3
-COOH
-PO(OH)2
-(CH2)2NH2;
-(CH2)4NH;
-(CH2)6N
-CH=CH2;
-CH2-CH=CH2
-H;
Таким образом, модифицирование поверхности
кремнеземов органическими радикалами с четко
выраженными основными или кислотными свойствами
приводит к получению специфических адсорбентов,
избирательно поглощающих вещества кислого или
374
Новый справочник химика и технолога
основного характера, для которых такие радикалы
являются активными центрами адсорбции. Характер
адсорбционных свойств модифицированных
кремнеземов с функциональными группами определяется как
размерами заместителей, так и его химическими
свойствами.
Взаимодействие с нитрильной модифицированной
поверхностью увеличивается при переходе от молекул,
способных только к неспецифическому
взаимодействию, к молекулам, способным к специфическому
взаимодействию. Сильнее всего адсорбируются спирты,
нитрилы и нитросоединения, обладающие очень
большими дипольными моментами.
Также представляют интерес кремнеземы,
поверхность которых покрыта олефиновыми группами.
Исследование метилвинильных, метилаллильных, виниль-
ных, метакрилатных и стирольных кремнеземов путем
определение изотерм сорбции паров метанола, бензола,
гептана показало, что увеличение степени замещения
-ОН-групп силикагелей органическими радикалами с
ненасыщенными связями приводит к уменьшению
адсорбционной способности модифицированных
силикагелей. Адсорбция метанола и бензола на олефино-
кремнеземах выше, чем на кремнеземах, покрытых
насыщенными органическими радикалами такой же
величины.
Наблюдается некоторая специфичность в адсорбции
на поверхности олефиноорганокремнеземов метилме-
такрилата и винилацетата. Изучение адсорбции
последних при помощи ИК-спектроскопии показало, что в
этом случае образуются ассоциаты за счет
взаимодействия л-связей поверхностных олефиновых групп с
адсорбирующимися молекулами, содержащими двойные
связи.
Гидридная поверхность не является строго
неполярной. Атомы водорода несут некоторый отрицательный
заряд. Как известно, кислород силоксановой связи
обладает слабыми электронодонорными свойствами.
Однако в зависимости от того, с какими другими атомами
связан кремний, полярность силоксановой связи может
быть разной. Очевидно, она будет неодинакова для
связей -Si-0-Si-OH и -Si-0-Si-H. Этим, вероятно,
объясняется то, что на поверхности гидридполисилоксана
лучше адсорбируются молекулы ароматических
соединений с полярными группами (фенол, нитробензол),
чем молекулы бензола. Потенциальными центрами,
ответственными за специфическое взаимодействие
молекул адсорбата с поверхностью гидридполисилоксана,
вероятно, могут быть атомы кремния силоксановой
связи с вакантными 3<^-орбиталями. В табл. 8.7
представлен характер влияния природы поверхности на
адсорбцию молекул разной электронной структуры.
По классификации А.В. Киселева, рассмотренные
химически модифицированные адсорбенты можно
отнести к двум группам. К первой принадлежат силикаге-
ли с химически насыщенной поверхностью —
модифицированные фтором, алкильными и алифатическими
группами. Поверхность таких адсорбентов
неспецифически взаимодействует не только с молекулами,
имеющими 71-связи (ароматические углеводороды, азот,
ненасыщенные углеводороды), но и с молекулами,
имеющими свободные электронные пары (вода, спирты, эфи-
ры и др.). Так как доля дисперсионной компоненты
взаимодействия в адсорбции полярных молекул мала,
то все они на таких поверхностях адсорбируются
плохо. В связи с тем, что органические радикалы
отодвигают молекулы адсорбата от силоксановых групп
кремнезема, являющихся основными центрами
дисперсионного взаимодействия, адсорбция молекул,
адсорбирующихся только по дисперсионному механизму, на таких
поверхностях также меньше, чем на гидроксилирован-
ном силикагеле. Ко второй группе адсорбентов со
специфической поверхностью, несущей положительные
или отрицательные заряды, могут быть отнесены
карбоксил-, сульфо- и нитроорганокремнеземы. Для таких
адсорбентов адсорбция увеличивается от молекул,
способных только к неспецифическому взаимодействию, к
молекулам с л-связями и далее к молекулам, имеющим
функциональные группы.
Промежуточное положение между этими двумя
группами занимают олефиноорганокремнеземы и гид-
ридполисилоксаны. Они проявляют слабое
специфическое взаимодействие.
8.1.3. Активный оксид алюминия
Распространенным типом неорганических
адсорбентов является активный оксид алюминия. Данный
адсорбент применяется в процессах нефтепереработки, таких
как риформинг, гидроочистка, гидрокрекинг (в которых
используются катализаторы, содержащие 80-99 %
оксида алюминия). Активный оксид алюминия используется
также для адсорбционной осушки газов, для сорбции
непредельных углеводородов, в процессах
адсорбционной очистки масел, прежде всего трансформаторных, от
кислот — продуктов окисления масел, в процессах
адсорбционной очистки газовых и жидкостных потоков от
соединений, содержащих фтор-ионы и т. п.
Достоинства оксида алюминия (термодинамическая
стабильность, относительная легкость получения, а
также доступность сырья и др.) обеспечивают
возможность широкого применения его наряду с такими
адсорбентами, как силикагели и цеолиты.
Термическая обработка гидроксидов алюминия в
процессе получения активного оксида алюминия
приводит к образованию различных форм оксида
алюминия. Структура оксида алюминия зависит от типа
исходного гидроксида, остаточного содержания воды,
наличия оксидов щелочных и щелочноземельных
металлов, а также от условий термической обработки.
Различают следующие группы оксидов алюминия:
- низкотемпературные оксиды алюминия
(А1203 • яН20), в которых 0 < п < 0,6; при температурах
не выше 600 °С получают так называемые у-, а также
р-, х- и rj-оксиды алюминия;
Неорганические сорбенты
375
- высокотемпературные оксиды алюминия (почти
безводные), получаемые при температуре 900-1000 °С;
- 5-оксиды алюминия, а также группу %- и 9-окси-
дов алюминия;
- при температурах 1000 °С и выше получают
инертный а-оксид алюминия (корунд).
Промышленные сорта активного оксида алюминия
содержат обычно у-А1203, реже — %-М2Оъ. Эти
модификации являются разновидностями дефектной шпинель-
ной структуры, стабилизированной небольшим
количеством воды. Первичные кристаллические частицы
размером 3-8 нм упакованы так, что поры, образуемые ими,
имеют либо щелевидную, либо бутылкообразную форму.
Прокаливанием гиббсита и бемита (псевдобемита)
получают у-А1203, а прокаливанием байерита — rj-Al203.
Химический состав активного оксида алюминия —
адсорбента — обычно жестко не регламентируется.
Такие примеси, как оксид кремния, обычно не
изменяют характеристик продукта, даже если их содержание
составляет несколько процентов. Наличие железа
ухудшает товарный вид продукта, но его содержание
обычно невелико (менее 0,2 %). Существенное
значение имеет содержание солей натрия: присутствие
щелочи понижает термическую стабильность адсорбентов
и кислотность их поверхности (последнее отражается
на качестве адсорбента, применяемого при осушке
воздуха и очистке его от непредельных углеводородов в
производстве жидкого кислорода).
Характер взаимодействия молекул разной электронной структуры
с модифицированной поверхностью кремнезема
Таблица 8.7
Группы или атомы на
поверхности кремнезема
Атомы фтора
Алкильные радикалы:
метильные, этильные,
пропильные и др.
Аминогруппы
Сульфо- и
карбоксильные группы
Нитрильные группы
Алкенильные группы
-СН=СН-,
-СН=СН-СН-
Водородные атомы
Адсорбция молекул
с су-связями или со
сферическими симметричными
оболочками (насыщенные
углеводороды, благородные
газы)
с я-связями и свободными
электронными парами
(ароматические углеводороды,
азот, ненасыщенные
углеводороды)
Полярные молекулы
(вода, спирты,
аммиак и др.)
Неспецифическое взаимодействие, определяющееся, в основном, дисперсионными
силами. Адсорбция всех адсорбатов ниже, чем на гидроксилированной поверхности
вследствие малых значений констант дисперсионного взаимодействия
Неспецифическое взаимодействие, определяющееся, в основном, дисперсионными
силами. Адсорбция всех адсорбатов ниже, чем на гидроксилированной поверхности,
вследствие больших расстояний молекул адсорбата от кремнеземного остова
Неспецифическое
взаимодействие
Неспецифическое
взаимодействие
Неспецифическое
взаимодействие
Неспецифическое
взаимодействие
Неспецифическое
взаимодействие
Специфическое +
неспецифическое
взаимодействия
Специфическое +
неспецифическое
взаимодействия
Специфическое +
неспецифическое
взаимодействия
Неспецифическое
взаимодействие по отношению к
метилметакрилату и
специфическое — к винил-
ацетату с образованием
ассоциатов
Неспецифическое
взаимодействие (по отношению к
фенолу и нитробензолу —
слабоспецифическое
взаимодействие)
Очень слабое
неспецифическое и сильное
специфическое взаимодействия,
переходящие в хемосорбцию
Очень слабое
неспецифическое и сильное
специфическое взаимодействия по
отношению к основаниям,
переходящие в хемосорбцию
Слабое неспецифическое и
очень сильное
специфическое взаимодействия,
особенно к нитрилам и нитро-
соединениям
Слабые неспецифическое и
специфическое
взаимодействия
Неспецифическое
взаимодействие
376
Новый справочник химика и технолога
В мировой практике отмечается тенденция к
переходу на сферическую грануляцию активного оксида
алюминия. Рекомендуемый размер гранул адсорбента
непосредственно связан с линейной скоростью потока в
аппарате. Если адсорбент работает при высоком
давлении и небольших линейных скоростях, изменение
диаметра гранул не оказывает существенного влияния на
потерю напора. В этом случае обычно применяются
гранулы диаметром 2-4 мм. Для систем, работающих
при невысоком давлении и значительных линейных
скоростях, рекомендуются гранулы диаметром 6 мм и
более.
Для глубокой осушки технологических потоков
предпочтительно применение мелкопористого оксида
алюминия с удельной поверхностью 350^00 м2/г. В
этих системах активность адсорбента пропорциональна
удельной поверхности. Развитие переходных пор до
0,1-0,2 см3/г вполне достаточно, чтобы обеспечить
интенсивный транспорт адсорбата внутрь гранул оксида
алюминия.
Наличие крупных пор (радиусом десятки и сотни
нм) весьма полезно в адсорбентах, используемых для
очистки и осушки масел. В системах статической
адсорбции оптимальный радиус пор выбирается в
соответствии с заданной равновесной относительной
концентрацией адсорбтива в окружающей среде.
Помимо соображений эффективности работы
адсорбента приходится учитывать и такой фактор, как низкая
устойчивость тонкопористого оксида алюминия к
капельной влаге. Увеличение водостойкости оксида
алюминия достигается обычно за счет создания бидисперс-
ной пористой структуры, в которой представлены
крупные поры размером не менее 50 нм.
Разнообразие типов адсорбционных процессов, в
которых используется активный оксид алюминия,
требует производства адсорбентов, различающихся по
ряду параметров. Некоторые характеристики
отечественных марок активного оксида алюминия приведены в
табл. 8.8, мировых сортов оксида алюминия, известных
на рынке, — в табл. 8.9.
Таблица 8.8
Характеристики отечественных промышленных марок активного оксида алюминия
Марка
А-1
А-2
А-15
А-64
А
В
Размер гранул, мм
4-6
5-25
5-25
2,6-3,0
3-7
1,5-2,0
3-7
3,5^,5
2,8-3,5
Насыпная
плотность, г/дм3
400-500
550-750
550-650
550-650
610-630
610-630
Удельная
поверхность, м2/г
180-200
200
200
200
170-200
170-200
Суммарный объем
пор, см3/г
0,8-1,0
0,8
0,7
0,7
—
0,6
Преобладающий
радиус пор, нм
7,0 и 300
7,0 и 300
6,0 и 10,0
—
—
—
Таблица 8.9
Характеристики зарубежных промышленных марок активного оксида алюминия
Фирма
«БАСФ»,
Германия
«Харшоу»,
США
«Кайзер Алю-
миниум», США
«Рейнольде
Алюминиум»,
США
«Алкоа», США
«Гудри Хюлле»,
Германия
Марка
А
А1-0104Т
А1-1404Т
КА-201
RA-320,
RA-1,
RA-3
F-1,
F-3,
F-7
Н-0401,
Н-0417
Форма и размер
гранул, мм
Цилиндры, кольца,
шарики: 3-10, 1-20
Таблетки: 3,2
Таблетки: 3,2
Шарики: 0,6-6,0
Гранулы или
порошок тонкого помола
Гранулы: 7-12
Порошок: 0,05
Гранулы: 2,4-6,0
Цилиндры: 1,6; 2,4;
2,8; 3,2; 4,0
Насыпная
плотность,
г/дм3
500-800
815
815
720
760-840
830-875
900
830
Удельная
поверхность,
м2/г
200-300
90
190
380
210-240
210
200
300
Суммарный
объем пор,
см3/г
0,4-1,0
0,28-0,33
0,42-0,51
0,51
0,20-0,25
—
0,42
0,47
Преобладающий радиус
пор, нм
—
70
50
50
—
—
85
60
Неорганические сорбенты
311
Все выпускаемые отечественной промышленностью
сорта представляют собой гранулы цилиндрической
формы удельной поверхностью около 200 м2/г.
Основным типом адсорбента является оксид алюминия типа
А-1, хотя применение такого адсорбента для осушки
технологических потоков недостаточно эффективно,
его удельная поверхность, так же, как и других сортов,
не превышает 200 м2/г. В настоящее время в
отечественной промышленности реализуются технологические
схемы, позволяющие производить широкий набор
сортов активного оксида алюминия, включая гранулы
сферической и кольцевой форм. К ним относятся
материалы с удельной поверхностью 200, 300 и 400 м2/г,
обладающие как монодисперсной, так и бидисперсной
пористой структурой, которые уже выпускаются
зарубежной промышленностью.
8.1.4. Глины
Глинистые породы, в состав которых обычно входят
материалы с регулярной структурой, являются
наиболее распространенными в природе неорганическими
сорбентами для очистки воды. По структуре и физико-
химическим свойствам по классификации Ф.Д. Овчарен-
ко и Ю.И. Тарасевича они делятся на несколько типов:
A. Слоистые с расширяющейся структурной ячейкой.
Б. Слоистые с жесткой структурной ячейкой.
B. Слоисто-ленточные минералы.
А. Слоистые с расширяющейся структурной
ячейкой. К сорбентам данного типа относятся
монтмориллонит и вермикулит, составляющие основу
бентонитовых глин и «отбеливающих земель». Они имеют
первичную микропористую структуру, обусловленную
строением составляющих их микрокристаллов
силикатов, и вторичную «пластинчатую микропористую» —
переходно- и макропористую структуру, возникающую
за счет пространства между микрокристаллами. В
процессе сорбции вторичная пористая структура способна
к расширению за счет увеличения размеров микропор.
Эти сорбенты обладают значительной емкостью по
отношению к полярным веществам (воде, спиртам,
аминам), которая по хемосорбционному и молекулярному
механизму достигает удвоенного значения катионооб-
менной емкости. Чаще всего монтмориллонит
оказывается самым эффективным глинистым минералом для
очистки воды от различных органических примесей.
Площадь поверхности монтмориллонита по воде
достигает 300-450 м2/г, а вермикулита — 450-500 м2/г.
Слоистые алюмосиликаты с расширяющейся
структурной ячейкой состоят из 3-слойных пакетов (по
минералогической классификации — структура 2:1).
Первый слой представлен кремний-кислородными
тетраэдрами, а второй — алюмо-железо-магний-кислород-
ными октаэдрами. Толщина пакета {И) варьируется в
пределах 0,92-0,94 нм. Величина doo2 (толщина пакета +
межпакетный промежуток) составляет 1,5 нм. Отличие
монтмориллонита от вермикулита, кроме нюансов в
структуре, заключается в характере изоморфных
замещений. В монтмориллоните происходит замещение А13+
на Mg24, а в вермикулите А13+ заменяет Si4+.
Возникающий отрицательный заряд уравновешивается гидрати-
рованными обменными катионами, расположенными в
межпакетных промежутках. Кроме этого количество
изоморфных замещений для данных минералов
различно и соответствует для монтмориллонита соотношению
Mg + : А13+ = 1 : (4-5), а для и вермикулита
соотношению А13+ : Si4+ = 1 : (2-3). В связи с этим, обменная
емкость (£) для данных материалов составляет 1,2-0,7 и
2,0-1,4 мг-экв/г соответственно. Изоморфизм приводит
к более высокой энергии взаимодействия между
обменными катионами и отрицательно заряженными
пакетами в вермикулите по сравнению с
монтмориллонитом. Поэтому в межпакетных промежутках первого
адсорбируется 2 слоя воды, а последнего — 4.
Адсорбция других веществ затруднена вследствие
стерических ограничений. При адсорбции паров
полярных соединений fifoo2 увеличивается на 0,3-1,4 нм, в
связи с чем межпакетные промежутки этих материалов
можно рассматривать как пластинчатые микропоры с
изменяющимся объемом. Объем микропор при этом
намного больше объема мезопор, который образован
зазорами между контактирующими ячейками и
является постоянным. В межслоевых промежутках
монтмориллонита (более лабильной структуры) адсорбируются
также макромолекулы (белки, поливиниловый спирт,
полиоксиэтилен и др.). При замачивании водными
растворами в присутствии Naf и Li+ сорбент
диспергируется до элементарных пакетов с h = 0,94 нм. При этом
величина dQQ2 составляет 3-13 нм. Таким образом,
геометрическая поверхность становится внешней и может
быть доступна для многих молекул. Поэтому Na-
монтмориллонит является эффективным сорбентом для
очистки сточных вод от органических соединений.
Б. Слоистые с жесткой структурной ячейкой. У
слоистых сорбентов с жесткой структурой
(гидрослюда, каолинит, тальк) активная поверхность обусловлена
лишь вторичной структурой, т. е. переходно- и
макропористыми пространствами между микрокристаллами
силикатов. Площадь поверхности гидрослюды по воде
составляет 150-200, каолинита — 10-100 м /г.
По минералогической классификации гидрослюда,
глауконит и тальк относятся к структуре 2 : 1, а
каолинит— к структуре 1:1. Материалы
характеризуются наличием только внешней адсорбционной
поверхности, а их пористость обусловлена зазорами между
контактирующими частицами. Удельная поверхность
определяется дисперсностью частиц, которая зависит
от совершенства кристаллической структуры.
Например, при переходе от совершенного к несовершенному
каолиниту удельная поверхность материала возрастает
в 6 раз.
Также к этому классу относятся дегидратированный
галлуазит и хризотиловый асбест. Обладая слоистой
378
Новый справочник химика и технолога
структурой, они имеют трубчатую морфологию частиц
с внутренним радиусом 4-10 нм для галлуазита и 5,5 нм
для хризотилового асбеста. Полости трубок являются
первичными порами этих сорбентов. Более крупные
поры образуются при контактировании пачек
трубчатых частиц минералов.
В. Слоисто-ленточные минералы.
Слоисто-ленточные минералы (полыгорскит и сепиолит)
представлены ленточными пакетами (по
минералогической классификации — структура 2 : 1). Более
предпочтителен для сорбционных целей палыгор-
скит, который обладает развитой вторичной
пористой структурой с микропорами прямоугольного
сечения размером 0,37 х 1,10 нм, которые образуются
при соединении ленточных пакетов. При
обезвоживании структура палыгорскита изменяется, и каналы
минерала приобретают размеры 0,37 х 0,64 нм. В це-
олитных каналах палыгорскита, в соответствии с их
размерами, может адсорбироваться вода, азот,
аммиак, метанол. Углеводороды, поверхностно-активные
вещества, красители адсорбируются из воды во
вторичном пористом пространстве пачек, в которые
агрегируются брусоподобные или волокнистые
частицы минералов. В отличие от монтмориллонита,
поверхность и объем вторичных пор палыгорскита
довольно велики, что и обусловливает его высокие
сорбционные свойства по углеводородам (сорбцион-
ная емкость по гексану достигает 0,29 см3/г). Он
эффективен при сорбции высокомолекулярных
соединений. Удельная поверхность по воде для
палыгорскита превышает 300 м2/г.
Рубчатый характер поверхности палыгорскита и се-
пиолита формирует их избирательность по отношению
к углеводородам и высокую селективность.
В воде палыгорскит и сепиолит диспергируются до
продолговатых частичек в поперечным сечением 3 х 20 нм,
что улучшает их сорбционные свойства за счет
увеличения внешней поверхности и снижения диффузионных
ограничений.
Сравнительные характеристики слоистых и слоисто-
ленточных силикатов приведены в табл. 8.10.
Таблица 8.10
Характеристики слоистых и
слоисто-ленточных силикатов
Материалы
Монтмориллонит
Гидрослюда
Палыгорскит
Ws, см3/г
гексан
0,05
0,25
0,29
вода
0,37
0,25
0,45
см3/г
0,12
0,36
0,48
Е,
мг-экв/г
1,0
0,3
0,2
Дисперсные кремнеземы — это материалы
осадочного происхождения, на 68-99 % состоящие из
аморфного диоксида кремния. Они разделяются на три
основных типа:
A. Диатомит (иначе, кизельгур, инфузорная земля).
Диатомит имеет растительное происхождение. Это, как
правило, остатки панцирей простейших диатомовых
водорослей, количество которых составляет до 30 млн шт/см3.
Материал имеет в основном макропористую структуру,
поры с 2/*эфф = 4,0-40,0 мкм составляют лишь 15 % от
Vz, насыпная плотность составляет примерно 0,3 г/см3.
Диатомиты находят широкое применение для
процессов фильтрации, что обусловлено их высокой порозно-
стью (П), которая рассчитывается с использованием
значений истинной (d) и насыпной (Л) плотностей:
П=Г^.100,%.
Для хороших сортов диатомита порозность
составляет 90-92 %.
Б. Трепел. Сорбент минерального происхождения,
представляет собой очень слабо сцементированные
округлые частицы опалового кремнезема диаметром
1-2 мкм, содержит 15,7% А1203. Пористая структура
представлена УМа - (0,7 +■ 0,75) х Vz, а насыпная
плотность составляет 0,5-0,8 г/дм3.
B. Опока. Материалы отличаются повышенным
содержанием Fe203 и MgO. Опока (сцементированные
частицы опалового кремнезема) не размокает в воде, ее
особенностями являются мезопористая структура
(FM «0,5^, линейный размер основного количества
пор 2/*эфф = 6,0 -М 0,0 нм) и более высокая механическая
устойчивость по сравнению с диатомитом и трепелами.
Сравнительные характеристики дисперсных
кремнеземов приведены в табл. 8.11.
Таблица 8.11
Сравнительные характеристики
дисперсных кремнеземов
Материалы
Диатомиты
Трепелы
Опоки
м7г
10-20
30-70
80-
100
см3/г
0,10-
0,12
0,14-
0,16
0,25-
0,33
см3/г
1,0-2,4
0,6-0,8
<0,45
МЛ
'эфф »
НМ
60-
1000
5-15
2-10
П, %
90-92
60-70
40-60
8.2. Технология получения сорбентов
8.2.1. Получение синтетических цеолитов
Первые попытки получить цеолиты синтетическим
путем были сделаны в 1862 г. Сент-Клер Девиль в
результате нагревания в запаянной стеклянной трубке
смеси силиката и алюмината калия при 200 °С получил
синтетический калиевый филлипсит. В близких
условиях, при нагреве силиката калия и алюмината натрия
до 170 °С был получен синтетический шабазит. Прове-
Неорганические сорбенты
379
денные затем многочисленные опыты, преследовавшие
целью синтез аналогов природных цеолитов,
проводились в условиях высоких температур (250-450 °С) и
давлений до 3 • 108 Па.
Д.В. Брек и другие исследователи американской
фирмы «Линде» нашли условия получения основных
цеолитов общего назначения типа NaA и NaX, широко
используемых в промышленности.
С 1964 г. предприятия отечественной химической
промышленности начали выпускать цеолиты общего
назначения: КА, NaA, CaA, CaX, NaX.
Сырьем для получения натриевой формы цеолитов
являются силикат-глыба, гидроксид алюминия и едкий
натр. Гидроксид алюминия растворяют в кипящем
растворе едкого натра, разбавляют и таким образом
получают рабочий раствор алюмината натрия. Силикат-
глыбу разваривают острым паром, после чего раствор
жидкого стекла разбавляют водой для получения
требуемой концентрации.
Смесь растворов силиката и алюмината натрия
поступает в смеситель / (рис. 8.14), где при
интенсивном перемешивании образуется гидрогель. Этот
гидрогель направляют в кристаллизатор 2. При
получении цеолита типа А температура в кристаллизаторе
составляет 80-90 °С, а время пребывания 6 ч; при
получении цеолита типа X соответствующие
показатели равны 95-100 °С и 12 ч. Нагрев геля в
кристаллизаторе осуществляют глухим или острым паром.
Последний применяют при большой
производительности кристаллизатора.
Образовавшийся кристаллит отделяют от маточного
раствора в фильтр-прессе 3, где одновременно
происходит отмывка избытка щелочи водой. Маточный
раствор иногда повторно используют для получения
рабочих растворов. Выделение кристаллита из раствора
может быть осуществлено также центрифугированием.
Частицы кристаллита имеют размер от 1 до 15 мкм и за
редким исключением не могут применяться как
адсорбенты технологических процессов.
8.2.1.1. Гранулированные цеолиты
При гранулировании в цеолит добавляют
связующее, которое обеспечивает дополнительную,
вторичную пористость. В зависимости от процесса, в котором
применяют цеолит, к качеству связующего
предъявляются различные требования. Адсорбция на поверхности
связующего не является специфической, и обычно
стремятся, чтобы удельная поверхность связующего не
превышала 10 м2/г.
Принципиальная схема получения гранулированных
цеолитов представлена на рис. 8.14. В качестве
связующего материала в бегунах 4 к кристаллиту
добавляется 15-20 % пластичной каолинитовой или
бентонитовой глины, обладающей высокой проницаемостью.
Время замеса составляет 30-40 мин.
Выходящая из бегунов паста имеет влажность около
35 %, что обеспечивает консистенцию, которая
необходима для грануляции. В некоторых случаях пасту
дополнительно увлажняют в аппарате 5. В таблеточной
машине (грануляторе) 6 получают гранулы требуемого
размера, обычно от 2 до 4 мм. Гранулирование может
быть проведено на машинах различного типа.
Гранулы подвергают сушке при 120-150 °С в
сушилке 7 ленточного или иного типа. В барабанном
вращающемся сите 8 от высушенных гранул отвеивают мелочь и
возвращают ее на повторный замес. Для придания
гранулам термической и механической прочности их
подвергают прокалке во вращающейся или шахтной печи 9
при 575-650 °С. Длительность прокалки — от 6 до 24 ч.
В печи гранулы движутся противотоком к дымовому
газу, получаемому в результате сжигания бессернистого
природного газа. Готовые гранулированные цеолиты
упаковывают в герметичную тару.
При получении кальциевой формы цеолита
кристаллит из фильтра 3 направляют в реактор 10, где
происходит катионный обмен в среде раствора хлористого
кальция. Кальцевый кристаллит выделяют на фильтре
/ /, после чего гранулируют по описанной схеме.
Цеолит 4-| 9
$
СаО,
К1>
Вода
Глина
Вода
Рис 8.14. Технологическая схема получения цеолитов:
/ — смеситель; 2 — кристаллизатор; 3,11 — фильтры; 4 — бегуны; 5 — увлажнитель;
6 — гранулятор; 7 — сушилка; 8 — сито; 9 — печь; 10 — реактор
380
Новый справочник химика и технолога
Основное различие в технологическом регламенте
при получении цеолитов типа А и X заключается не
только в температурном режиме стадии кристаллизации,
но и в условиях приготовления гидрогеля. Гидрогель
цеолита NaX должен отличаться относительно высоким
содержанием оксида кремния и щелочи. При получении
цеолита А мольное отношение Si02 : AI2O3 в гидрогеле
перед кристаллизацией составляет 1,7-1,9, при
получении цеолита X — 2,4-4,0. Мольное соотношение
Na20 : A1203 соответственно составляет 2,3-2,5 и 2,7-5,2.
В процессе получения цеолита типа X особое
внимание уделяют мерам, исключающим параллельное
образование цеолита другого типа — филлипсита. С
этой целью, в частности, гидрогель при кристаллизации
не подвергают перемешиванию.
Как уже было сказано выше, часто в качестве
связующего материала применяются глины. В тех случаях,
когда переработке подвергаются легко полимеризую-
щиеся продукты, связующее должно быть
каталитически не активным; к таким типам связующего материала
относятся, например, крымский ил и цемент. На
рис. 8.15 приведены дифференциальные кривые
распределения объема пор по радиусам для двух
лабораторных гранулированных образцов цеолитов, по
данным ртутной порометрии. Преобладающий радиус
вторичных пор для этих образцов составляет 340-540 нм.
Второй небольшой пик отвечает порам с радиусом 70 нм.
При увеличении давления прессования максимумы
кривых распределения пор смещаются в сторону
меньших радиусов. В промышленных образцах цеолитов
кривая распределения пор характеризуется пиком,
отвечающим эффективному радиусу 230 нм; 50 % объема
вторичной пористой структуры приходится на поры в
пределах эффективных радиусов пор от 160 до 355 нм,
46 % объема пор имеют радиус меньше 160 нм и только
6 % — выше 355 нм.
Введение связующего уменьшает концентрацию
активных ячеек — частиц кристаллита в объеме
адсорбента, в связи с чем, уменьшается адсорбционная
способность. На рис. 8.16, по данным Ю.И. Шумяцкого,
представлена зависимость равновесной адсорбционной
емкости цеолита NaA по этилену при 20 °С и его кон-
^
?<и^
,
J
\2
1
L
0 12 3 4
lgr
Рис. 8.15. Дифференциальные кривые распределения объема
вторичных пор (АVIA lg r) двух образцов гранулированных
цеолитов по радиусам (lg r)
центрации (с0) в газе 2,5 % от содержания кристаллита
в гранулах. Как видно из рис. 8.16, активность цеолита
закономерно убывает с увеличением доли связующего.
При чрезмерном добавлении связующего ухудшаются
также кинетические характеристики процесса очистки,
поэтому обычно добавка связующего к цеолиту
составляет 18-20 масс. %.
Вычисление предельного адсорбционного объема
отечественных и американских гранулированных
цеолитов, проведенное на основании обработки
результатов адсорбционных измерений, позволило установить
средние значения предельного адсорбционного объема
основных типов цеолитов (в см3/г): NaA — 0,205; СаА —
0,223; СаХ — 0,235; NaX — 0,238. Эти показатели на
30 % ниже предельных объемов пор кристаллита.
В связи с интенсификацией технологических
процессов, связанных с применением цеолитов, большое
внимание уделяется разработке методов получения
цеолитов повышенной прочности, имеющих сферическую
форму и пригодных для использования в установках не
только со стационарным, но и с движущимся слоем
адсорбента. Одно из направлений предусматривает
метод закатки. При изготовлении шариковых цеолитов
этим методом цеолитовый порошок и связующее
вещество смешивают, увлажняют и в тарельчатом грануля-
торе окатывают в шарики заданного размера. Шарики
влажностью 15-18 % по обычной методике подвергают
сушке и прокаливанию. В качестве связующего
используют алюминат натрия (который разлагается при
обработке дымовыми газами в оксид алюминия), гексамети-
лентетрамин, бакелит и бакелитовый лак, цемент,
известь. В последнем случае цеолит формуется в
гранулы с негашеной известью, а механическая прочность
гранул достигается обработкой водяным паром при
давлении (8-16) • 105Па в течение 12 ч.
Другим направлением является гранулирование из
гелеобразной смеси цеолита и жидкого стекла, которая,
опускаясь через слой масла, принимает форму шаров, а
затем коагулирует в растворе хлорида натрия. По одной
из методик цеолитовый порошок перед подачей в
органическую жидкость смешивают с кремнезолем и с тон-
коизмельченным оксидом магния.
351 1 1 1 1 1 1
tz25
"'5
о
15
5 0 5 10 30 50
сс„, %
Рис. 8,16. Зависимость равновесной адсорбционной
способности (а) цеолита NaA по этилену от содержания
связующего (ссь) [Г = 20 °С; с0 - 2,5 об. %]
Неорганические сорбенты
381
8.2.1.2. Гранулирование цеолитов
без связующих веществ
Введение связующего сокращает долю полезного
объема адсорбента и в ряде случаев приводит к
ухудшению кинетических показателей цеолита. В связи с
этим возникла идея получения цеолитов, в которых
кристаллы соединяются в агломераты и таким образом
промежутки между сросшимися кристаллами образуют
вторичные поры (заслуга разработки технологии
получения цеолитов без связующего материала в нашей
стране принадлежит Я.В. Мирскому).
Кристаллизацию цеолита при этом проводят в
условиях более высокой концентрации реагирующих
компонентов, чем обычно. Высококонцентрированные алю-
мосиликатные гидрогели готовят путем формования в
гранулы мелкодисперсного сухого кремнезема и
крепкого раствора алюмосиликата натрия.
Аморфные гранулы сушат, прокаливают и
отсеивают от пыли в обычном режиме. После этого проводят
кристаллизацию во вращающихся аппаратах, через
которые циркулирует горячий щелочной раствор
алюмината натрия. Вращение кристаллизаторов уменьшает
опасность слипания и срастания гранул. Температура
при кристаллизации составляет 95-100 °С. Затем
гранулы промывают водой до тех пор, пока рН отходящей
воды не снизится до 11,5. После того как из гранул
удален избыток воды, их сушат воздухом или дымовыми
газами и упаковывают.
Если необходимо в цеолиты ввести вместо натрия
другой катион, в кристаллизатор после промывки
гранул от щелочи подают раствор соответствующей
соли. Когда реакция обмена закончена, избыток соли
отмывают и дальнейшая технология соответствует
обычной.
В качестве сырья для получения цеолитов без
связующего используют и природные материалы, в
первую очередь каолин. Содержащиеся в нем минералы в
результате термической аморфизации образуют
алюмосиликат — метакаолин. Соотношение Si02 : A1203 в
метакаолине соответствует соотношению этих
компонентов в цеолитах типа А. После смешения метакаоли-
на со щелочью образуется алюмосиликат натрия,
переходящий при кристаллизации почти полностью в
цеолит типа А.
Характеристики цеолитов, полученных без введения
в формуемую массу связующих материалов, приведены
в табл. 8.12.
Как показывают данные табл. 8.12, цеолиты без
связующего по физическим свойствам близки к обычным
цеолитам, но превосходят их по механической
прочности. Наличие активной поверхности вторичных пор
позволяет значительно увеличить скорость транспорта
молекул адсорбата к микропорам. Благодаря этому
цеолиты без связующего материала преимущественно
применяются в некоторых технологических процессах,
в первую очередь при осушке жидкостей.
Таблица 8.12
Свойства гранулированных цеолитов NaA, не содержащих связующих веществ
Показатель
Плотность, г/см3
насыпная
кажущаяся
Адсорбционная емкость см3/г по парам воды
при 20 °С и относительном давлении 0,1
Динамическая активность мг/г по парам воды
при осушке воздуха до точки росы -70 °С,
при высоте слоя 30 см
при высоте слоя 50 см
Удельная теплота смачивания водой, Дж/г
Предел прочности при сжатии, кгс/мм2
Цеолиты, не содержащие связующих
из
синтетического
сырья
0,67
1,08
0,25
187
197
377
1,2
из
глуховецкого
каолина
0,74
1,16
0,22
177
208
377
2,0
из каолина
с добавкой
кристаллита
0,73
1,16
0,23
200
377
2,0
Цеолит,
содержащий
20 % глины
0,70
1,10
0,20
140
170
310
0,6
8.2.1.3. Получение кислотостойких цеолитов
Морденит. Синтетические мордениты получают из
гелей, в которых соотношение компонентов то же, что и в
продукте: Na20 : AJ2O3: Si02 =1:1:10. Синтез в
некоторых случаях осуществляют при высоких температурах
(210-330 °С) и давлениях до (1-2) • 105 Па. Морденит,
полученный при высокой температуре, по молекулярно-
ситовым свойствам аналогичен природному.
Кристаллизация Na-морденита может быть проведена при более
низкой температуре в условиях более щелочной среды.
Эта разновидность морденита адсорбирует достаточно
крупные молекулы типа бензола. При обработке Na-
морденита кислотой в результате декатионирования
получают водородную форму морденита Н-морденит (НМ).
Другим методом получения водородной формы
морденита является замещение катионов на группу NH4
382
Новый справочник химика и технолога
с последующим термическим разложением
аммонийной формы; для осуществления последней стадии
достаточно прогреть цеолит в течение одного часа при
температуре 350 °С. Вопросы изучения свойств
природных и синтетических морденитов, аспекты их дека-
тионирования и деалюминирования с целью получения
водородной формы подробно исследованы И.М.
Беленькой, М.М. Дубининым и И.И. Криштофори.
В США фирма «Нортон» производит синтетический
морденит в Na- и Н-форме под фирменным названием
«Зеолон». Химический состав «Na-Зеолона»:
71,45 % SiC>2; 12,05 % А1203; 0,52 % Fe203; 0,26 % СаО;
0,31 % MgO; 7,14 % Na20; 9,15 % Н20. Соотношение в
цеолите Si: А1 = 5 : 1. Товарный продукт выпускается в
гидратированном состоянии, и перед употреблением
его необходимо прокалить при 600 °С. Мордениты
получены также в кальциевой и стронциевой форме.
Эрионит. В России добыча эрионита может
осуществляться в районе месторождений природного
эрионита, обнаруженных в Сибири (русло реки Надым), в
Грузии (в районе Ахалцихе). Отмечены случаи образования
эрионита в вулканических отложениях и в отложениях
соленых щелочных озер (озеро Магади в Кении и озеро
Чайна в Калифорнии).
Синтетические эриониты получают из натриево-
калиевых гелей, обогащенных кремнеземом, при 100-
150 °С. Условия приготовления эрионита
искусственным путем установлены коллективами под
руководством СП. Жданова, Л.И. Пигузовой и В.Я. Николи-
ной. При действии соляной кислоты на кристаллы
эрионита сначала протекает процесс декатионирования,
сопровождающийся снижением содержания катионов, а
затем деалюминирования, вследствие чего
соотношение компонентов Si02 : A1203 в кристаллах возрастает.
В результате деалюминирования соотношение Si02:
: А1203 может быть повышено до 15 без разрушения
кристаллической решетки.
8.3. Добыча природных цеолитов
Добыча цеолитов, как правило, определяется их
потребностью, распространенностью и доступностью. В
природе цеолиты распространены достаточно широко.
Их образование связано с реакциями гидротермального
синтеза. Катионы, входящие в состав цеолитов, под
воздействием среды могут замещаться на другие
металлы. Варьирование условий гидротермального
синтеза и протекание реакций катионного обмена в
природных условиях предопределило большое разнообразие
типов природных цеолитов.
Как правило, месторождения цеолитов залегают не
глубоко, однако выделение кристаллов из
сопутствующей породы достаточно трудоемко. Добыча природных
цеолитов, в основном, связана с обогащением и
классификацией пород. Кроме того, обычно в
месторождении присутствует не один, а несколько типов цеолитов.
Эти обстоятельства препятствовали широкому
использованию природных цеолитов в промышленности.
Однако в последние годы в мире были открыты крупные
месторождения высококонцентрированных цеолитов, и
в первую очередь высококремнистых форм типа
морденита и клиноптилолита, в связи с чем следует
произвести переоценку промышленной ценности природных
цеолитов. Очевидно, в ближайшем будущем следует
ожидать широкого внедрения их в различные
технологические процессы осушки и очистки, в которых не
столь существенную роль играет кристаллографическая
чистота адсорбента.
Еще в 1945 г. на Урале (Россия) были найдены
пласты осадочных пород с очень высокой концентрацией
морденита. Слои анальцима обнаружены в морских
отложениях пород вблизи Кутаиси (Грузия).
Благодаря интенсивным минералогическим поискам
постоянно открываются все новые типы цеолитов.
Например, в 1952 г. был обнаружен югаваралит, в 1957 г.
бикитаит и, наконец, в 1960 г. цеолит, получивший
название по имени известного ученого «полингит».
Крупные пласты вулканических туфов, в которых
содержание высококремнистого цеолита —
клиноптилолита доходит до 80-90 %, открыты в Грузии в районе
с. Дзегви. Мощность туфового горизонта достигает
100-280 м. Преимущественными катионами,
входящими в состав клиноптилолита, являются кальций, натрий
и калий; соотношение оксида кремния к оксиду
алюминия в адсорбенте около 10. Термографические
исследования показывают, что максимальное удаление воды при
нагревании клиноптилолита достигается при 170 °С,
предельная влагоемкость составляет 13,2 масс. %.
Нагрев клиноптилолита выше 450 °С приводит к
последовательному уменьшению способности регидратации,
что связано с разрушением решетки цеолита.
После нагрева до 750 °С клиноптилолит полностью
теряет свои адсорбционные свойства по воде.
Клиноптилолит в мощных залежах найден также в
Армении, Азербайджане, в Закарпатье (Украина), на
Сахалине (Россия). Промышленные месторождения
высококремнистых осадочных пород открыты в США,
Японии, Восточной Африке, Венгрии и Болгарии.
География месторождений клиноптилолита
обширна. Адсорбционные свойства цеолитовых пород любого
месторождения практически зависят только от
концентрации в них кристаллита, в связи с чем их применение
в промышленности и сельском хозяйстве должно
базироваться на местных цеолитовых породах.
8.4. Технология получения силикагелей и активного
оксида алюминия, основные параметры процесса
8.4.1. Получение силикагелей
Известны различные методы получения
силикагелей: осаждением аморфного кремнезема из силикатов
щелочных металлов минеральными кислотами;
смешением силикатов щелочных металлов с легкогидроли-
зующимися солями; гидролизом галогеновых
соединений кремния; термическим разложением кремнийор-
Неорганические сорбенты
383
ганических соединений или четыреххлористого кремния.
Однако почти все промышленное производство силика-
гелей в мире основано на первом из этих методов.
Кремнийорганическим сырьем при получении сили-
кагеля является твердый силикат натрия
(силикат-глыба — аморфный кремнезем), а в качестве минеральной
кислоты используется, как правило, наиболее дешевая
серная кислота:
Na20 • 3Si02 + H2S04 = 3Si02 + Н20 + Na2S04
Промышленное производство силикагелей
осуществляется по двум принципиально различным
направлениям: производство кускового и производство
гранулированного (шарикового) силикагеля. В производстве
кускового силикагеля гелеобразующие растворы
сравнительно низких концентраций сливают в таких
соотношениях, чтобы полученный золь имел кислую
реакцию и не переходил в гель за короткое время. Такой
золь тщательно гомогенизируют и оставляют в покое
до образования геля. Гель разрезают на куски и в
кусках промывают его, а затем сушат, размалывают и
рассеивают на нужные фракции.
Широкое распространение получили
гранулированные силикагели. Принципиальная технологическая
схема этого производства показана на рис. 8.17.
Силикатная глыба из склада / подается на
измельчение в щековые дробилки 2 , а затем в автоклаве 3
растворяется в горячей воде под избыточным давлением (4—6) •
105 Па при 130-140 °С. Концентрированный раствор
силиката натрия (жидкого стекла) разводится в емкости 4 до
заданной концентрации. Аморфный кремнезем из
жидкого стекла осаждается серной кислотой или подкисленным
раствором сернокислого алюминия. Во втором случае
(при производстве гранулированного силикагеля КСМ) в
гель в качестве упрочняющей добавки вводится 4—
10 масс. % А1203. Для приготовления кислого раствора
концентрированная серная кислота из резервуара 5
подается в емкость 6 для разбавления до заданной
концентрации или в реактор 8 для растворения тригидрата оксида
алюминия, который дозируется в реактор 8 из бункера 7.
Концентрированный раствор сернокислого алюминия
разбавляется в емкости 9 до заданной концентрации.
Жидкое стекло и серная кислота или сернокислый
алюминий (так называемые «рабочие растворы») насосами 10
через ротаметры // точно дозируются в смеситель 12, в
котором образуется золь кремниевой кислоты.
Длительность жизни золя до коагуляции составляет 4—10 секунд,
что достигается подбором условий его получения
(концентрация рабочих растворов, их температура и
соотношение). Струя золя из смесителя попадает на
формовочный конус с желобками 13, изготовляемый обычно из
органического стекла или фторопласта. Тонкие струйки
золя с конуса 13 падают на поверхность масла в
формовочной колонне 14 и разбиваются на капли. Капли золя
коагулируют в слое масла и под действием
поверхностного натяжения принимают форму, близкую к сферической.
Образовавшийся шариковый гидрогель выносится из
формовочной колонны потоком транспортной жидкости,
подаваемой из емкости 20. Гель по наклонному
перфорированному лотку транспортируется в колонну для так
называемых «мокрых обработок» 15, а отделяющаяся на
лотке транспортная жидкость возвращается в емкость 20.
В колонне 15 протекают следующие стадии процесса:
созревание (синерезис), активация и промывка. При
созревании через гидрогель из емкости 17 прокачивается
синерезисный (маточный) раствор, который представляет
собой 5-6 % раствор сульфата натрия. Длительность этой
операции, а также температура и рН циркулирующего
раствора строго регламентируются. Затем шариковый
гидрогель «акгивируют» — обрабатывают его слабым
раствором серной кислоты с целью удаления катионов металлов,
в первую очередь натрия. Активирующий раствор
готовится в емкости 18, забирается оттуда насосом и
прокачивается через гель в колонне 15. Завершающей операцией
«мокрых обработок» является промывка геля водой для
удаления сульфата натрия и серной кислоты.
Рис. 8.17. Схема получения гранулированных силикагелей:
/ — склад силикат-глыбы; 2 — дробилка; 3 — автоклав для разварки
силикат-глыбы; 4 — емкость для жидкого стекла; 5 — емкость для
концентрированной серной кислоты; 6 — емкость для раствора
серной кислоты; 7— склад тригидрата оксида алюминия;
8 — реактор для получения сернокислого алюминия; 9 — емкость для
раствора сернокислого алюминия; 10 — насосы; // — ротаметры;
12 — смеситель; 13 — формовочный конус; 14 — формовочная
колонна; 15 — колонна для «мокрой обработки»; 16 — сборник
масла; 17— сборник синерезисной жидкости; 18 — сборник для
активирующего раствора; 19 — сборник для промывной воды;
20 — сборник для транспортной воды; 21 — сепаратор;
22 — сушильный агрегат; 23 — классификатор; 24 — узел
затаривания силикагеля
384
Новый справочник химика и технолога
Операции «мокрых обработок» осуществляются по
полунепрерывной схеме, для чего на установке
используется одновременно несколько колонн, чаще всего 10-12.
Примерное распределение колонн: формовка геля — 1;
синерезис — 4; активация — 2; промывка — 3;
выгрузка геля — 1; резерв — 1.
Через строго заданное время (длительность цикла)
осуществляют переключение потоков в колоннах;
обычно это время составляет 4-6 ч. Прошедший
«мокрые обработки» шариковый гель выгружается из
колонны 15 транспортной водой, в сепараторе 21 эта вода
отделяется от шарикового геля, который поступает на
сушку. Для сушки используются ленточные или
шахтные сушилки 22, процесс проводят при 130-170 °С в
атмосфере влажного воздуха. Сухой силикагель
рассеивается на фракции 23 и затаривается в бидоны или
крафт-мешки 24.
По описанной выше технологии получают
шариковый силикагель с зернами размером 1,0-5,0 мм.
Продукты такого фракционного состава удовлетворяют
требованиям процессов со стационарным слоем
адсорбента. Существует возможность регулировать
фракционный состав и получать более узкие фракции
шарикового силикагеля (например, 1,0-2,5; 2,0-4,0 или 3,0-5,0 мм).
Это может достигаться за счет изменения числа
желобков на конусе, высоты его расположения над
формовочной колонной или вязкости масла в колонне.
При модернизации данной технологической схемы
можно получать силикагель с частицами размером
50-300 мкм для процессов с кипящим слоем. Для этого
отмытый гидрогель подается на растирочные машины,
а получаемая суспензия подвергается распылительной
сушке, в процессе которой образуются твердые
частицы сферической формы. Конструкции современных
распылительных форсунок (центробежных или
пневматических) позволяют регулировать фракционный
состав порошкообразного продукта в достаточно узких
пределах. Следует отметить, что по такому методу не
удается получить частицы крупнее 300 мкм
удовлетворительной механической прочности. Фракцию
шарикового силикагеля размером 0,3-1,0 мм пока в
промышленном масштабе не получают: до сих пор для этой
цели не разработана технология и аппаратура,
удовлетворяющие технико-экономическим требованиям.
Описанный выше технологический процесс
получения гранулированных силикагелей позволяет в довольно
широких пределах регулировать их пористую структуру.
В промышленной практике регулирование
структуры осуществляется двумя основными методами.
Первый заключается в изменении условий созревания
гидрогеля (увеличение общего объема и размера пор
силикагелей достигается повышением температуры,
длительности синерезиса и рН среды). Второй
предусматривает изменение условий промывки (при
повышении температуры промывочной воды и увеличении
ее жесткости, т. е. содержания в ней солей
щелочноземельных металлов, растет общий объем и размер пор
силикагеля). Структурные характеристики силикагелей
в результате варьирования условий их получения
обычно изменяются в следующих пределах:
Объем пор — 0,3-1,2 см3/г;
Удельная поверхность — 300-750 м2/г;
Средний радиус пор — 1,0-7,0 нм;
Насыпная плотность — 0,4-0,9 г/см3.
Дополнительные возможности регулирования
пористой структуры обусловлены заменой воды в
отмытом гидрогеле различными органическими веществами,
а также гидротермальной обработкой силикагелей.
В первом случае удается получить продукт с общим
объемом пор до 2,0-2,5 см3/г и развитой поверхностью,
причем насыпная плотность силикагеля может быть
снижена до 0,08-0,10 г/см3. Такой продукт
изготовляется промышленностью под названием «аэросил» и
используется в качестве изоляционного материала.
Гидротермальной обработке в автоклавах при
избыточных давлениях водяного пара до 3 • 107 Па могут
подвергаться как гидрогели, так и сухие силикагели.
Такая обработка позволяет получать силикагели с
удельной поверхностью до 5 м2/г и средним радиусом
пор в несколько сотен нм. Полученные таким образом
силикагели эффективно используются в качестве
адсорбентов для хроматографического разделения, а
также как носители катализаторов. Аналогичного эффекта
можно добиться, прокаливая силикагели в среде
водяного пара при температурах выше 650 °С.
В последние годы наблюдаются некоторые новые
тенденции в разработке технологии производства
силикагелей: получение чистых силикагелей на основе золя
кремниевой кислоты; получение бидисперсных
формованных силикагелей; разработка способов,
позволяющих изготовлять силикагели без сброса солей в
сточные воды или обеспечивающих их эффективную
утилизацию; расширение ассортимента промышленных
силикагелей по характеристикам пористой структуры;
разработка технологии производства шариковых
водостойких силикагелей.
Негативной стороной силикагелей является их
разрушение под действием капельной влаги. Существуют
методы получения водостойких сортов силикагелей.
Однако водостойкие силикагели обладают пониженной
влагоемкостью, а технология их изготовления сложнее,
поэтому только обычные силикагели выпускаются
промышленностью в крупнотоннажном масштабе. Чтобы
предотвратить разрушение силикагелей при
эксплуатации в тех случаях, когда возможно проникновение в
адсорбер капельной влаги, в небольшом защитном слое
используют другие водостойкие типы промышленных
адсорбентов, например активный оксид алюминия.
8.4.2. Получение активного оксида алюминия
Технология производства активного оксида
алюминия должна отличаться простотой аппаратурного
оформления, непрерывностью схемы, обеспечивать
Неорганические сорбенты
385
получение широкой гаммы сортов продукта в
требуемом объеме и быть гибкой — позволять варьировать
характеристику продукта в зависимости от требований
заказчика.
Технологические схемы, реализованные в
настоящее время отечественной промышленностью, основаны
на получении гидроксида алюминия требуемого
химического и фазового состава путем переосаждения из
оксида алюминия («гидрата глинозема»). Схема такого
процесса включает растворение «гидрата глинозема» в
кислотах (серной, азотной) или в щелочи (едком натре)
с последующим гидролизом при нейтрализации
соответственно основанием или кислотой. Процесс
переосаждения гидроксида алюминия связан с большими
затратами кислот или оснований {2-Л т/т оксида
алюминия), которые практически не регенерируются.
Исключение составляет нитратная технология
(растворение «гидрата глинозема» в азотной кислоте и
нейтрализация аммиаком), которая в случае привязки к
заводу, имеющему комплекс производства аммиачной
селитры, позволяет практически полностью
использовать затраченные реагенты.
В производстве ряда типов адсорбентов
целесообразно использовать схемы, основанные на
формировании смесей переосажденного гидроксида алюминия
(или других связующих) и «гидрата глинозема», что
существенно удешевляет адсорбенты без ухудшения их
качества. Это основное направление в производстве
рядовых сортов осушителей. В качестве сырья для
данных процессов могут быть использованы такие гидро-
ксиды алюминия, как тригидраты (гиббсит, байерит,
нордстрандит) и моногидраты (диаспор, окристаллизо-
ванный бемит и гелеобразный бемит, так называемый
«псевдобемит»).
Иногда оксид алюминия готовят в шариковой
форме, и тогда технология его приготовления напоминает
технологию приготовления шариковых силикагелей с
близким соответствием применяемого оборудования. В
качестве исходного сырья применяют гидроксид
алюминия, который отмывают от примесей. После добавки
к сырью 0,15-0,20 моль соляной кислоты на 1 моль
А1203, образуется однородная пластичная и подвижная
пульпа. Формование шариков происходит после
прохождения пульпы через фильеры и свободного падения
в слое керосина. Затем образовавшиеся капли проходят
через слой аммиачного раствора, где происходит
нейтрализация основной соли алюминия и закрепление
полимерной структуры адсорбента. В шарике остается
хлористый алюминий (0,2 моль на 1 моль А1203). Его
удаляют при прокаливании шариков.
В качестве примесей шариковый оксид алюминия,
изготовляемый в России, Японии, Франции, на Украине,
содержит 0,1-0,6 масс. % Na20, 0,1-1,0 масс. % Si02,
0,1-0,4 масс. % Fe2C>3. Средний диаметр его частиц —
3-4 мм, насыпная плотность — 0,6-0,9 г/см ,
суммарный объем пор — 0,4-0,7 см3/г, средний радиус пор —
3-4 нм.
Стадии формования гранул, сушки и прокаливания
являются общими для любых схем производства
активного оксида алюминия.
В последние годы разработана технология
производства гаммы сортов активного оксида алюминия
«Сфераль». Технологическая линия включает
непрерывно действующие узлы жидкостного формования,
безградиентной инфракрасной сушки, интенсивного
прокаливания и аэродинамической сепарации
сферических гранул. Схема рассчитана на выпуск широкого
ряда сортов продукта, различающегося формой и
размером гранул (от 0,5 до 4,0 мм) и пористой структурой.
Регулирование пористой структуры (удельной
поверхности, суммарного объема и распределения пор по
эффективным радиусам) осуществляется путем введения в
жидкотекучие формуемые массы добавок порошков
гидроксидов алюминия или малых добавок органических
веществ (спиртов, кислот, аминов, полимеров и т. д.).
8.5. Добыча глинистых материалов
Добыча многих глинистых материалов
осуществляется карьерным методом, что определяет их не
очень высокую стоимость. Запасы бентонитовых глин
в странах СНГ достаточно велики, однако,
наибольшие запасы находятся (млн т.) на Украине — 130, в
России —110, Армении — 31, Туркменистане — 14,
Грузии — 11. Качество бентонитов неодинаково, и
варьируется по их ионообменной емкости (мг-экв/г)
для основных месторождений следующим образом:
Грузия — 1,10, Туркменистан — 0,85, Армения — 0,80,
Украина — 0,70, Россия — 0,60. В России основные
месторождения находятся в Татарстане, а также под
Самарой и Красноярском.
Некоторые глины достаточно активны в
естественном состоянии, но большую часть из них
целесообразно активировать химическим или термическим
способом для увеличения и регулирования их
пористой структуры, изменением химической природы
поверхности. Например, опоки и трепела прокаливают
при 1000 °С в присутствии хлорида и карбоната
натрия, после чего прокаленные минералы не набухают
в воде. Бентониты обрабатывают 20-25 % серной или
соляной кислотами для частичного удаления оксидов
магния, кальция, алюминия и железа. Подобная
обработка повышает активную площадь поверхности в
2-10 раз, хотя при этом в 2-4 раза увеличивается
средний, эффективный размер пор сорбента. Кислые
свойства поверхности активированных бентонитовых
глин способствуют хемосорбции на ней N-, О- и S-
содержащих соединений. Следовательно, чем выше
катионообменная емкость минерала, тем эффективнее,
как правило, его использование для осветления и
очистки воды. Например, некоторые глины (иллиты)
обычно замачивают в воде (1 : 1) на 1-2 сутки при рН = 3-8
для увеличения их поверхности под воздействием сил
гидратации.
386
Новый справочник химика и технолога
Объем применения бентонитовых глин в нашей стране
для очистки воды и пищевых продуктов достигает сотни
тыс. т, в то время как в США эта величина в несколько раз
выше. Стоимость природных сорбентов в десятки раз
ниже, чем искусственных, поэтому часто их не
регенерируют. Природные сорбенты добывают в непосредственной
близости от места потребления, что постоянно расширяет
масштабы их применения для очистки воды. Наибольшее
распространение глинистые материалы получили для
обесцвечивания воды, удаления неорганических примесей
и особо токсичных хлорорганических соединений и
гербицидов, различных СПАВ.
8.6. Основные области применения адсорбентов
8.6.1. Очистка газовых сред. Осушка газов
Осушка газов — один из важнейших
технологических процессов. Влага снижает калорийность газов,
образует ледяные пробки, закупоривающие
газопроводы и нарушающие режим технологических установок.
Особое затруднение вызывают кристаллогидраты
углеводородов — снегообразные твердые соединения, в
условиях повышенных давлений образующиеся при
плюсовых температурах, т. е. раньше, чем образуется
лед. Огромные трудности возникают в зимнее время
при использовании влажного воздуха в контрольно-
измерительных приборах. Большинство
промышленных газов подвергают осушке, причем наибольшую
степень осушки обеспечивает адсорбционный метод.
Процессы осушки могут реализоваться как в
статических, так и в динамических условиях. В статических
условиях осушка применяется для консервации
оборудования, поддержания заданной влажности в герметичных
объемах. Эффективность осушки в этом случае
определяется сорбционной емкостью адсорбента при
конкретных условиях работы. Однако в подавляющем
большинстве случаев осушка газов проводится в динамических
условиях, т. е. в условиях проточного реактора. Осушка
газов при высоких значениях исходной относительной
влажности ф (от 20 до 100 %) осуществляется с
использованием силикагелей, обладающих высокими
значениями объемов и размеров сорбирующих пор, а при
низких значениях влажности газов — с применением
цеолитов, характеризующихся сравнительно низкими
объемами пор малых размеров. Силикагели дают
возможность проводить процессы осушки до конечной
влажности газов, как правило, не очень глубокой (точка
росы 0 °С), что объясняется сравнительно пологим
видом изотермы адсорбции паров воды на силикагелях
(рис. 8.18). По этой причине глубокая осушка газов (до
точки росы -40 °С и ниже) на силикагелях экономически
нецелесообразна. Глубокую осушку газов (до точки росы
-60 ... -70 °С и в ряде случаев ниже) целесообразно
проводить с использованием цеолитов, которые, не
обладая высоким объемом пор, характеризуются
значительной сорбционной емкостью по воде как при высоких
так и при низких равновесных давлениях паров воды,
т. е. крутой изотермой адсорбции (рис. 8.19).
0 40 80
Ф, %
Рис. 8.18. Изотермы адсорбции паров воды
на мелкопористом (пунктир) и среднепористом
(сплошная линия) силикагеле при 20 °С
p-\0\Ua
0 1 2
4 8 12 16
р, мм рт.ст.
Рис. 8.19. Изотермы адсорбции паров воды на
гранулированном цеолите NaA при различных температурах
8.6.2. Технология осушки газов на силикагелях
8.6.2.1 .Принципиальные схемы осушающих установок
В большинстве из адсорбционных осушающих
установок насыщенный водой отработанный адсорбент
регенерируют горячим газом. Для регенерации
применяют либо часть осушаемого (или осушенного) газа,
либо инертный газ со стороны.
В соответствии с системой регенерации, установки
осушки газа подразделяют на установки с открытым и
закрытым циклом. В установках с открытым циклом газ
в стадии регенерации однократно проходит через
охлаждаемый и (или) нагреваемый адсорбер, после чего
удаляется из системы или примешивается к исходному газу. В
установках другого типа — с закрытым циклом —
десорбцию влаги осуществляют в результате пропускания
через адсорбент горячего газа, циркулирующего в
замкнутом контуре с помощью газодувки. В технологической
Неорганические сорбенты
387
нитке циркуляции газ охлаждают, при этом из него
выделяется влага, затем его снова нагревают и возвращают
в адсорбер, находящийся на стадии регенерации.
Основные принципиальные схемы осушки газа
приведены ниже.
В схеме с открытым циклом (рис. 8.20) осушку газа
ведут в адсорбере 2, часть сухого газа отбирают и
пропускают последовательно через адсорбер 4,
находящийся на стадии охлаждения, а затем после нагрева —
через адсорбер 5, в котором производится десорбция
влаги. После охлаждения газа, регенерации и
выделения из него в сепараторе влаги поток примешивают к
исходному газу. Для установок с открытым циклом
характерны относительно малые габариты и
эффективная система рекуперации тепла.
На рис. 8.21 представлена схема с закрытым циклом
в стадии регенерации (адсорбер 4). Часть осушенного
газа используют для охлаждения адсорбера 2.
Капиталовложения и эксплуатационные расходы в схемах с
закрытым циклом выше, но работают они очень
стабильно. Обычно система переключения клапанов на
осушающих установках автоматизирована, и
использование ручного труда сведено к минимуму.
Продолжительность рабочего цикла определяет число
адсорберов, которые должны быть включены в схему,
чтобы обеспечить непрерывность работы осушающей
установки. Если продолжительность стадии осушки 6 и
более часов, число адсорберов в установке
ограничивается двумя. Для более коротких циклов необходимо
включать три адсорбера: один — на стадии осушки, второй —
на стадии нагрева, третий — на стадии охлаждения.
На стадии десорбции влаги необходимо следить,
чтобы температура в адсорбере была не выше 250 °С.
Поэтому воздух или другой газ перед подачей в адсорбер
нагревают лишь до 150-250 °С. Десорбция основного
количества влаги из силикагеля происходит при сравнительно
низкой постоянной температуре выходящего газа,
составляющей примерно 55 °С, что объясняется испарением
влаги. Затем следует достаточно резкий подъем
температуры, что говорит о завершении выделения паров воды из
регенерируемого силикагеля. Регенерацию заканчивают,
когда температура выходящего воздуха достигнет 100 °С.
Затраты тепла на регенерацию при условии хорошей
изоляции адсорбера составляют 6,7-8,3 МДж на 1 кг десор-
бированной влаги. Охлаждение силикагеля производят
сухим или влажным газом. В последнем случае нужно
обратить особое внимание на то, чтобы направление
потоков газа в стадиях охлаждения и осушки совпадали.
Достижение высокой и стабильной степени осушки
на адсорбционной установке возможно только при ее
достаточно продолжительной и непрерывной
эксплуатации. В период остановки влага вследствие диффузии
накапливается в основной аппаратуре и
коммуникациях, что значительно ухудшает «сухость» газа после
повторного пуска. Особенно сильное увлажнение
аппаратуры отмечается после периодических гидравлических
испытаний, осуществляемых с помощью воды.
При проектировании адсорбционной осушающей
установки нужно, по возможности, избегать излишнего
«мертвого» объема аппаратов, тупиковых участков,
стремиться к сокращению коммуникаций, располагать
адсорберы вблизи мест потребления сухого газа. Для
изготовления адсорберов, других основных аппаратов и
трубопроводов сухого газа лучшим материалом
является нержавеющая сталь.
На охлаждение
На регенерацию
Газ
НХ)
-*■ Осушенный газ
Рис. 8.20. Схема установки осушки газа с открытым циклом
при последовательности стадий охлаждение — нагрев:
/ — сепаратор; 2 — адсорбер на стадии осушки;
3 — холодильник; 4 — адсорбер на стадии охлаждения;
5 — адсорбер на стадии регенерации; 6 — теплообменник;
7 — нагреватель
Газ
Газ регенерации
1
т
1
й газ
s
3
хлаждаю
°
2
V
г.
vr
Осушенный
газ
5
нх>1
Рис. 8.21. Схема установки осушки
с закрытым циклом греющего газа:
/ — адсорбер на стадии осушки; 2 — адсорбер на стадии
охлаждения; 3 — теплообменники; 4 — адсорбер на стадии
регенерации; 5 — холодильник; 6 — нагреватель; 7 — сепаратор;
8 - газодувка
388
Новый справочник химика и технолога
8.6.2.2. Установки одновременной осушки
и отбензиниванш газов
Основным недостатком обычных установок со
стационарным слоем адсорбента является периодичность
процесса в каждом отдельно взятом аппарате. Из
эксплуатационных соображений для того, чтобы
выдержать график работы адсорбционной установки, а также
с целью экономии тепла, длительность рабочего цикла
адсорбера принимают обычно равной нескольким
часам. Поэтому загрузка адсорбента в несколько и даже в
десятки раз превышает активную часть адсорбента в
зоне массообмена. Вследствие этого периодические
адсорберы имеют большое гидравлическое
сопротивление, что приводит к повышенному расходу
электроэнергии и ограничивает их пропускную способность.
Эти недостатки обычных адсорбционных процессов
в значительной степени преодолены в схемах так
называемой «короткоцикловой адсорбции», которые
отличаются компактностью, высокой производительностью
и быстрой сменой стадий. Примером установок этого
типа являются адсорбционные короткоцикловые
установки, применяемые для подготовки газов конденсат-
ных месторождений к транспорту по магистральным
газопроводам.
Освоение метода глубинного бурения позволило
выявить газовые пласты огромной мощности,
залегающие на глубине нескольких километров. Они известны
под названием «газоконденсатных» и отличаются очень
высоким пластовым давлением (порядка нескольких
десятков МПа), а также значительным содержанием
разнообразных высших углеводородов, включая
ароматические, циклопарафиновые и парафиновые.
Природные газы перед поступлением в
магистральный газопровод должны быть освобождены от паров
воды и углеводородов во избежание образования
жидкой фазы и кристаллогидратных пробок при
транспортировке. Эта задача на первом этапе эксплуатации
газоконденсатных месторождений решается на основе двух
физических явлений:
1. Обратной конденсации, в результате которой из
сжатого газа при снижении давления выделяются
растворенные углеводороды (конденсат). При этом
наибольшая степень выпадения конденсата достигается
при снижении давления до уровня (4-6) • 106 Па, т. е. до
давлений, применяемых при транспорте газа по
газопроводам.
2. Теплового эффекта дросселирования,
позволяющего использовать снижение температуры газа при
снижении давления для охлаждения самого газа и тем
самым повышения степени конденсации
высокомолекулярных углеводородов.
Однако по мере выработки месторождений
давление в пласте постепенно снижается и наконец
достигает такого значения, когда метод
низкотемпературной сепарации, основанный на разнице давления в
пласте и газопроводе, уже не обеспечивает
выполнения поставленной задачи и должен быть дополнен
другим, более эффективным процессом.
Необходимость разработки более эффективного процесса
диктуется также возрастающей потребностью химической
промышленности в таких углеводородах как бензол,
толуол, ксилол, метилциклопентан, циклогексан,
которые в большом количестве представлены в составе
газовых конденсатов, но значительная их часть в
настоящее время безвозвратно теряется вследствие
неполноты конденсации. Углубление отбора конденсата
удается осуществить с помощью короткоцикловых
адсорбционных установок.
Первая установка такого типа построена и пущена
в эксплуатацию в США в 1957 г. компанией «Шелл
Ойл». В качестве адсорбента, как правило, на
короткоцикловых установках используют силикагель.
Вначале силикагелевые установки применяли только для
осушки природного газа, чтобы предотвратить
образование кристаллогидратов в газопроводах. Однако в
процессе эксплуатации было установлено, что наряду
с влагой происходит выделение углеводородов
бензинового ряда, и осушающие установки переоборудовали
в установки, совмещающие функции осушки и отбен-
зинивания. Возрастает число компонентов,
подлежащих извлечению, и соответственно в условиях
постоянных габаритов и загрузки адсорберов должна быть
сокращена продолжительность стадии периодического
процесса. Этому факту короткоцикловый процесс
осушки и отбензинивания природного газа обязан
своим названием.
Короткоцикловые установки предназначены в
основном для переработки относительно небольших
объемов газа: до 150-700 тыс. м3 в сут. Расчеты
показывают, что верхний предел их экономичного применения
не превышает производительности 2 млн м3 в сут. Для
переработки больших объемов газа более эффективно
применение низкотемпературного разделения. Так как
диаметр адсорбера, работающего под давлением в
интервале (5-7) • 106 Па, нерационально увеличивать
более чем до 1,5-2,0 м, то в случае относительно высокой
производительности (например, 2 млн м3/сут.)
применяют дублирование аппаратуры.
На рис. 8.22 приведена принципиальная схема
короткоцикловой двухадсорберной установки с открытым
циклом. Исходный газ проходит через сепаратор, где
происходит отделение капельной фазы, и затем
подвергается осушке и отбензиниванию в одном из двух сили-
кагелевых адсорберов 4 или 7. Выходящий из
адсорбера газ после теплообменника поступает в газопровод. В
это время силикагель во втором адсорбере подвергается
регенерации. Для этого часть газа отбирается от
основного потока, нагревается до температуры около 320 °С
и пропускается через адсорбер до тех пор, пока
температура слоя не достигнет 200 °С. В процессе нагрева
происходит десорбция поглощенных компонентов,
которые вместе с отдувочным газом выходят снизу
адсорбера и охлаждаются до температуры, близкой к
температуре окружающей среды.
Неорганические сорбенты
389
Разделение смеси на влагу, конденсат
углеводородов и газ производится в трехфазном сепараторе.
Выходящий из сепаратора газ примешивается к основному
потоку сырого газа, поступающего на установку корот-
коцикловой адсорбции. После того как температура
слоя достигнет 200 °С, газ направляют в адсорбер,
находящийся на стадии регенерации, минуя нагреватель.
В результате пропуска холодного газа температура слоя
силикагеля понижается до 65 °С. После этого
адсорберы 4 и 7 взаимно меняют назначение. Жидкие
углеводороды, выделившиеся в трехфазном сепараторе,
подвергают стабилизации, образующиеся при этом газы
используют в качестве топлива, а конденсат отводят в
хранилище, откуда он может отбираться на дальнейшее
разделение и переработку.
В двухадсорберной установке с закрытым циклом
десорбция и охлаждение адсорбента осуществляются
газом, выделяющимся в трехфазном сепараторе и
циркулирующим в замкнутом цикле с помощью
компрессора. Срок окупаемости короткоцикловых установок
оценивается в 1,5 года.
Схемы короткоцикловых установок очень просты.
Продолжительность стадий адсорбции, десорбции и
охлаждения составляет 30-60 мин и зависит от
производительности установки по перерабатываемому газу,
массы адсорбента и содержания в газе извлекаемых
компонентов. Наиболее существенным отличием
адсорбционной стадии силикагелевых короткоцикловых
установок от известных углеадсорбционных установок
периодического действия, функционирующих,
например, на газовых месторождениях Западной Украины,
являются высокие массовые скорости газового потока
при проведении процесса адсорбции под высоким
давлением.
Так как эффективная и полная конденсация легких
углеводородов в сепараторе может быть осуществлена
только в присутствии тяжелых компонентов, для
уменьшения эффекта хроматографического разделения
углеводородов в стадии десорбции рекомендуется
направление потока газа, противоположное направлению
потока в стадии отбензинивания.
Короткоцикловые отбензинивающие установки
обеспечивают практически полное извлечение гексана
и более высокомолекулярных углеводородов, в
меньшей степени извлекаются пентаны, пропан-бутановая
фракция практически остается в сухом газе.
Суммарная степень извлечения фракции пентана и более
высокомолекулярных углеводородов составляет 70 % и
зависит от состава исходного газа и длительности
цикла, возрастая, как правило, по мере его
уменьшения. Одновременно с отбензиниванием происходит
осушка газа.
Так как стадию извлечения в короткоцикловом
процессе проводят при высоком давлении в интервале
(4-7) • 106 Па, адсорбционная емкость, независимо от
типа применяемого адсорбента и крутизны изотерм
углеводородов, отрабатывается практически
полностью, вследствие чего степень извлечения
углеводородов от пентана и выше в адсорбере, заполненном как
силикагелем, так и активным углем, близка.
Преимущество активного угля проявляется только в отношении
пропан-бутановой фракции. Это отчетливо видно из
рис. 8.23, где степень извлечения углеводородов в
промышленном адсорбере, заполненном либо активным
углем, либо силикагелем, представлена как функция
количества адсорбированных углеводородов в жидком
состоянии.
В газопровод
Конденсат
Рис. 8.22. Схема установки осушки и
отбензинивания природного газа:
/ — нагреватель; 2 — первичный сепаратор; 3 — сепаратор;
7 — адсорберы; 5— теплообменник; 6 — воздушный холодильник
Э-
100
80
60
40
20
0 3 5 7
а, л/м1
Рис. 8.23. Зависимость степени извлечения ф (С4) бутана и
газового бензина (С5) на установке осушки и
отбензинивания природного газа с применением активного
угля (У) и силикагеля (2) в зависимости от количества
адсорбированного компонента а
с4
с5\
Ч 1
чУ4^
\1
2\
390
Новый справочник химика и технолога
При нагрузке на адсорбент 3 л/кг, степень извлечения
бензиновых углеводородов в силикагелевом и угольном
адсорберах практически одинакова (90-92 %). В то же
время извлечение бутана углем в 3 раза выше, чем сили-
кагелем. В связи с этим для повышения степени
извлечения пропан-бутановой фракции предложены схемы с
использованием как силикагеля, так и активного угля.
8.6.2.3. Осушка газа под высоким давлением
Ряд современных химических процессов, включая
блоки подготовки (осушки) газового сырья,
осуществляется при высоком давлении. Содержание водяных
паров в газах, находящихся в равновесии с жидкой
водой, при высоких давлениях должно рассчитываться с
учетом фактора сжимаемости. Обычно для этих целей
пользуются специальными графиками, которые
позволяют определить для природного газа влагосодержание
в газе при насыщении в диапазоне температур от -60 до
350 °С и давлений от 1 - 105 до 7 • 107 Па. При
повышении давления избыток влаги конденсируется,
абсолютная влажность, отнесенная к единице объема газа
при нормальных условиях, снижается, вследствие чего
уменьшается удельный расход адсорбента на осушку.
Величина адсорбционной способности при
постоянной относительной влажности проходит через
максимум при давлении 6-10 Па, после чего снижается
(рис. 8.24). Этот максимум отмечен и у других типов
твердых осушителей, например цеолитов.
На рис. 8.25 приведены изотермы адсорбции паров
воды, поглощаемых силикагелем из воздуха при
высоком давлении. С повышением давления крутизна
изотерм последовательно уменьшается.
Степень осушки при проведении процесса под
высоким давлением соответствует точке росы ниже -70 °С
(после дросселирования). Если процесс осушки
проводится под повышенным давлением, а влажность газа
регистрируется прибором по точке росы, после
снижения давления до атмосферного найти действительную
точку росы газа в условиях повышенного давления
можно пользуясь номограммой (рис. 8.26) или
составленной на ее основе программой.
36
30
24
18
<г"
NaA
КСМ-6
40
80
р- 10
120
Па
160 200
Рис. 8.24. Зависимость адсорбционной способности
мелкопористого силикагеля КСМ-6 и цеолита NaA
по парам воды от давления в системе при относительной
влажности ф = 0,95
36
30
24
18
* 12
J/
1/
/р2
з/
А?
'5
0,2
0,4 0,6
0,8 1,0
Рис. 8.25. Изотермы адсорбции паров воды
на мелкопористом силикагеле КСМ:
Давление в системе: / — 6 • 106 Па; 2 — 2 • 107 Па;
3 — 1 • 108Па;</ — 1,4- 108Па; 5 -2,0 • 108Па
Г- 20
\
\
Ь-з'о.
— 40
—SO-
—60
>s
rIOQ
l 80
- 60
• 50
' 40
N30 ~ - - ^
h 20
—70
-80
- Ю
5
2
I
\
\
15
20
■5 26
■=30
Рис. 8.26. Номограмма для определения точки росы газа
под повышенным давлением по показателям прибора,
работающего под атмосферным давлением
Неорганические сорбенты
391
8.6.3. Технология осушки газов на цеолитах
Цеолиты являются уникальным адсорбентом паров
воды. В отличие от силикагелей они успешно
поглощают пары воды даже при температуре 100 °С и выше
(рис. 8.27). Адсорбционная способность цеолитов при
обычных температурах уже при давлении порядка
200 Па близка к адсорбционной способности при
максимальном насыщении. Наряду с этим, цеолиты
характеризуются высокими скоростями поглощения влаги,
что позволяет использовать в динамических процессах
короткие слои адсорбента. Области использования
цеолитов для осушки воздуха необычайно широки. К ним
относится осушка в газовой и нефтеперерабатывающей
промышленности, где применение цеолитов наиболее
масштабно.
р • 10"1, Па
0 1 2
4 8 12 16
р, мм рт.ст.
Рис. 8.27. Изотермы сорбции паров воды
на гранулированном цеолите NaA
8.6.3.1. Осушка в газовой промышленности
Газовая промышленность является крупнейшим
потребителем цеолитов. В значительной мере широкому
использованию цеолитов в этой области
способствовали повышенные требования к степени осушки газа,
которые были введены в связи с широким
использованием холода для разделения углеводородных газов.
На газобензиновых заводах применение умеренного,
а в некоторых случаях и глубокого холода позволило
значительно увеличить степень извлечения легких
углеводородов, включая этан, решить проблему
ожижения природного газа в целом, выделить в качестве не-
сконденсированного остатка гелий. На установках
сжижения природный газ охлаждается до -160 °С, на
гелиевых заводах — до -170 °С. Ни гликолевый метод,
ни применение обычных твердых осушителей не
гарантирует глубины осушки, обеспечивающей
продолжительную непрерывную эксплуатацию аппаратуры
разделения в этих условиях. Решение задачи стало
возможным только после применения цеолитов.
Особое значение цеолиты приобретают в связи с
открытием мощных газовых месторождений на Крайнем
Севере, где в условиях вечной мерзлоты заглубление
газопроводов не представляется возможным и газ
должен транспортироваться по поверхности, подвергаясь
интенсивному охлаждению. Успешное решение
проблемы наземного транспорта в холодном климате
возможно также при условии глубокой, надежной осушки
транспортируемого газа.
Сравнительная оценка эффективности применения
цеолитов и оксида алюминия, проведенная на
природном газе, дала следующие результаты. Для испытаний в
схему были включены два адсорбера емкостью по 10 л
адсорбента каждый. В один адсорбер было загружено 8 кг
оксида алюминия, в другой — 7 кг цеолита NaA.
Процесс осушки осуществляли одновременно в
параллельно включенных адсорберах при одинаковых скоростях,
давлениях и температурах. Десорбцию производили
после нагрева адсорбента в течение 4-5 ч внешним
теплоносителем с одновременной продувкой небольшого
количества горячего воздуха в следующих условиях:
Скорость потока, см/с 1,6-4,0
Температура, °С 10; 25
Давление, МПа 0,9; 2,0; 3,3; 6,0
Осушке были подвергнуты отбензиненный на угле-
сорбционной установке природный газ и три сырых
газа из различных скважин, один из которых содержал
0,3 % кислых примесей: диоксида углерода и
сероводорода. В цеолитовом адсорбере поглощалось совместно
с водой в 10 раз меньше бензина, чем в адсорбере с
активным оксидом алюминия. Бензин, десорбированный
из цеолита, имел более высокие границы выкипания: на
инертной поверхности вторичных пор цеолита NaA
происходит концентрирование только
высокомолекулярных углеводородов. Цеолит обеспечивал во всех
случаях большую глубину осушки при более высокой
влагоемкости. Объем осушенного до точки росы
(-5 °С) газа составлял 30 тыс. м3 на 1 т активного
оксида алюминия и 100 тыс. м3 на 1 т цеолита.
8.6.3.2. Осушка природного газа на промыслах
Природный газ, выходящий из скважин, насыщен
водяными парами, и в холодное время при
транспортировании его к газосборному пункту неизбежно
выпадение кристаллогидратов. Чтобы избежать их
образования, в газопровод впрыскивали гликоль или вели
обогрев газопровода на участке до газосборного
пункта. Иногда использовали осушку газа силикагелем. В
последнее время для этих целей разработан процесс с
использованием цеолитов.
При составлении технологического регламента
установок такого типа было учтено, что цеолиты
осушают газ при повышенных температурах и,
следовательно, не обязательно специально их охлаждать после
стадии регенерации. Сжатый природный газ
характеризуется относительно небольшим содержанием паров
воды. Если такой газ поступает в горячий адсорбер,
392
Новый справочник химика и технолога
тепловой (холодный) фронт опережает адсорбционный
фронт и осушаемый газ одновременно выполняет
функции хладагента. Таким образом стало возможным
создать установку, работающую по двухфазному циклу.
Промысловые цеолитовые установки отличаются
простотой управления процессом. Замену цеолитов
производят через 2-4 года.
8.6.3.3. Осушка газа на газобензиновых заводах
На газобензиновых заводах природный газ из
большого числа скважин собирается и подготавливается к
дальнейшему транспорту по магистральным
газопроводам потребителю. Здесь осушку газа возможно провести
более квалифицированно, чем в промысловых условиях.
Если на газобензиновом заводе предусмотрено
относительно неглубокое извлечение этана, точка росы газа не
должна быть выше -40 °С. На таких заводах интенсивно
строятся новые и реконструируются на основе
синтетических цеолитов старые адсорбционные установки.
В некоторых случаях на современных
газобензиновых заводах степень извлечения этана предусмотрено
довести до 85-90 %, пропана — до 99 %, бутанов —
практически до 100 %. Столь глубокое извлечение
возможно после охлаждения газа до температуры -90 °С.
На таких заводах осушку газа ведут цеолитами до
точки росы -85 °С. Одновременно цеолитами
осуществляют осушку и некоторых промежуточных потоков,
например верхнего продукта деэтанизатора.
8.6.3.4. Осушка природного газа, закачиваемого в пласт
Эксплуатация газоконденсатных пластов может
производиться по двум направлениям: либо газ
направляется непосредственно потребителю, либо после
извлечения из него тяжелых углеводородов (конденсата)
газ для поддержания давления в пласте снова
закачивается в пласт.
В обоих случаях газ подвергают осушке, но при
закачке газа в пласт выявляется одна технологическая
деталь: для уменьшения затрат на компримирование
осушку и отбензинивание целесообразно проводить
при высоком давлении.
Известна установка, на которой природный газ
перед закачкой в пласт подвергается осушке при
давлении примерно 1,5 • 107 Па. Характерной особенностью
перерабатываемого газа является большое содержание
в нем кислых примесей: 26 % H2S и 5 % С02. Осушку
производят кислотостойким цеолитом марки AW-500.
Его пористая структура аналогична структуре цеолита
NaA. В адсорбционные полости этого цеолита
проникают только молекулы Н20, H2S, C02, СН4 и QHg, в
связи с чем была устранена проблема закоксовывания
адсорбента в результате крекинга высокомолекулярных
углеводородов в порах. Благодаря высокому
адсорбционному сродству, вода вытесняет из пор все другие
компоненты, и, регулируя длительность стадии осушки,
можно добиться, чтобы цеолит поглощал из потока газа
только воду.
Схема установки представлена на рис. 8.28. Газ на
устье скважины имеет давление примерно 2 • 107 Па и
температуру 55-75 °С. В результате снижения давления
(до 1,5 • 107 Па) и пропускания газа через воздушный
теплообменник / из него выделяется более половины
влаги. Сконденсированную влагу удаляют в первичном
сепараторе 2. Порог образования кристаллогидратов на
установке составляет 32 °С, поэтому охлаждение газа
проводят только до 40 °С. Установка имеет два
адсорбера 3 и 4. В то время как адсорбер 3 находится на
стадии осушки, адсорбент в адсорбере 4 подвергают
регенерации. Давление в адсорберах при осушке и
регенерации одинаково.
В стадии регенерации через адсорбент пропускают
часть природного газа, нагретого в соляной ванне 5 до
260 °С. Температура рассола в ванне достигает 370 °С.
Ванна автоматически отключается, когда начинается
охлаждение адсорбента. Температура адсорбента в
конце стадии охлаждения 55 °С. Продукты,
выделяющиеся при регенерации, охлаждают в воздушном
теплообменнике 6, сконденсированную воду отделяют в
сепараторе 7, после чего газ возвращают на осушку.
Воду из сепараторов 2 и 7 подвергают дегазации в
сепараторе 8 при давлении примерно 1,3 • 105 Па и
температуре 35-40 °С, после чего насосом 9 закачивают в
пласт. Газ из сепаратора 8 используют в качестве
топлива. Переключение адсорберов производят каждые 3 ч.
В настоящее время эксплуатируются несколько
установок такого типа, на которых обеспечивается
требуемая степень осушки (точка росы -30 °С). Основные
показатели адсорберов двухадсорберной установки в
зависимости от производительности приведены в
табл. 8.13.
Рис. 8.28. Схема установки осушки природного газа
под высоким давлением:
1,6 — воздушные теплообменники; 2 — первичный сепаратор;
3 — адсорбер на стадии осушки; 4 — адсорбер на стадии
регенерации; 5 — солевая ванна; 7,8 — сепараторы; 9 — насос
Неорганические сорбенты
393
Таблица 8.13
Показатели установок осушки природного газа
цеолитом AW-500
Показатели
Высота слоя
адсорбента, м
Диаметр адсорбера, м
Загрузка одного
адсорбера, кг
Скорость потока в
стадии осушки, м/мин
Производительность,
млн м3/сутки
0,28
3,6
0,4
450
7,8
0,56
3,6
0,64
900
6,8
1,00
3,8
0,82
1750
7,0
1,35*
3,1
1,20
2250
5,1
* Трехадсорберная установка.
8.6.3.5. Осушка природного газа на криогенных
установках
Криогенный метод применяют для решения двух
задач: сжижения природного газа и извлечения из него
гелия.
Особенно интенсивно производство сжиженного
природного газа стало развиваться в связи с освоением
его транспортировки в морских танкерах. Для этой
цели построены заводы на Аляске, Среднем Востоке, в
Алжире, в Ливии, Индонезии, Венесуэле, Нигерии,
Иране и др. странах. Например, имеется
международное соглашение о транспорте сжиженного природного
газа из Аляски в США. На Аляске 100 млн м3
природного газа по газопроводу диаметром 1050 мм и
протяженностью 1500 км поступает с месторождения на
побережье, на завод сжижения газа. С завода в
Калифорнию сжиженный газ перевозится в танкерах
вместимостью более 150 тыс. м3.
Низкие температуры в холодильном цикле (до -170 °С)
требуют практически полного удаления паров воды из
газа. Эту задачу удалось решить только благодаря
применению цеолитов. На криогенных установках за
момент проскока влаги принимают 110^ %. Имеются
данные, что остаточное содержание воды при осушке
газа цеолитами составляет 1 • 10~5 %. Это соответствует
точке росы -100 °С.
Глубокая осушка газа цеолитами полностью
исключает возможность замерзания оборудования, а,
следовательно, и нарушения непрерывной эксплуатации
криогенных установок.
Как правило, при производительности осушающих
установок до 3,5 млн м3/сут. применяют блоки,
состоящие из двух адсорберов с периодом стадии осушки не
менее 8 ч. В этом случае система автоматизации не
обязательна. При большей производительности
целесообразно распределять поток сырого газа через два или
более параллельно включенных адсорбера, в то время
как один адсорбер из блока находится на стадии
регенерации. В этом случае за минимальное время осушки
также принимают 8 ч, а время регенерации равно 4 ч.
На регенерацию подается сухой газ под давлением,
равным давлению на входе в установку осушки или
более низким, в зависимости от условий рекомпрессии.
На таких установках всегда предусматривают
автоматизацию процесса.
Условия эксплуатации блоков осушки на
криогенных установках приведены ниже:
Производительность, млн м3/сут. 0,3-40
Содержание паров воды, г/м3 От 0,05 до
насыщения
Давление, Па 106-107
Температура, °С 10-45
Остаточное содержание паров
воды после осушки, % 10"5
по точке росы, °С -100
Конечная температура нагрева
цеолита при регенерации, °С 290
В период пуска адсорбционной аппаратуры
необходимо тщательно просушить всю систему. Установки
сжижения природного газа проектируются и строятся
на различную производительность. При
использовании выделенного на установке сжиженного газа для
покрытия местных пиковых нагрузок
производительность установок колеблется в широких пределах —
5-500 тыс. м3/сут.; при его применении для транспорта —
от 3 до 10 млн м3/сут.
В США практически на всех установках сжижения
природного газа вне зависимости от
производительности применяют цеолиты. При высоком содержании
влаги в перерабатываемом газе применяют
комбинированную шихту: силикагель — цеолит.
Одна из американских установок сжижения
природного газа имеет мощность сжижающей аппаратуры
130 тыс. м3/сут. и мощность испарительной аппаратуры
2 млн м3/сут. Емкостный парк рассчитан на 46 тыс. м3
сжиженного метана. В схеме установки используется
комбинация каскадного и турбоэкспандерного цикла.
Осушку поступающего в холодильный цикл газа
производят при давлении 4 • 105 Па в адсорберах, в которых
основная масса влаги поглощается силикагелем, а
глубокая доосушка — синтетическими цеолитами. В
холодильном цикле предусмотрены также цеолитовые адсорберы.
Газ проходит через них при температуре -98 °С; при этом
содержание С02 снижается до 50 • 10^%, a H2S и
меркаптана (одоранта) — ниже 1 • 10^%. Управление
установки автоматизировано.
Производительность установок осушки природного
газа влажностью 0,05-1,5 г/м3 (рис. 8.29),
перерабатываемого на гелиевых заводах, колеблется от 8 до
30 млн м3/сут.
Как правило, адсорберы на гелиевых заводах имеют
диаметр 2,4-3,6 м, причем одновременно на стадии
осушки находятся от трех до шести аппаратов; природный газ
проходит через них параллельными потоками.
Длительность полного цикла (адсорбция и регенерация) колеблет-
394
Новый справочник химика и технолога
ся в пределах 8-96 ч в зависимости от размеров
аппаратов и содержания влаги в исходном газе. Цеолиты при
регенерации доводят до температуры 200-315 °С, для
нагрева используют сухой газ с блока ожижения.
Природный
газ
Л
КУ
Жидкие
углеводороды
S53^,
Гелий
Сухой природный i-аз
Рис. 8.29. Схема установки осушки газа на гелиевом заводе:
/ — адсорбер на стадии осушки; 2 — адсорбер на стадии
регенерации; 3 — нагреватель; 4 — блок ожижения;
5 — холодильник; 6 — сепаратор
На тех установках, где прежде в качестве
адсорбента использовался оксид алюминия, объем
существующих адсорберов заполняют цеолитами только частично.
Уменьшение высоты слоя адсорбента приводит к
снижению перепада давления; в адсорберах с оксидом
алюминия он составляет обычно 10 кПа, а в цеолито-
вых адсорберах только 3-5 кПа. Снижение перепада
давления на каждые 660 Па приводит к годовой
экономии более 5000 долл. применительно к установкам
производительностью до 30 млн м3 газа в сут.
Загрузка цеолитов в один осушающий блок на
гелиевых заводах США превышает 500 т. В Канаде при
производстве гелия цеолиты устанавливают в качестве
«защитного» слоя после обычных осушающих средств
для понижения точки росы газа. Схема установки
природного газа на гелиевых заводах, снабжена
автоматическим управлением и обеспечивает получение газа с
точкой росы ниже -70 °С.
В Польше функционирует завод для получения
чистого гелия и 96%-го метана. Исходный природный газ
содержит 0,4 % Не и 46 % N2. Производительность
завода по природному газу составляет 7,4 млн м3/сут. На
заводе производится 4 млн м3 метана и около 13 тыс. м3
гелия. Перед разделением газ очищают от диоксида
углерода аминами и осушают цеолитами.
8.6.3.6. Осушка в нефтеперерабатывающей
промышленности
Продукты нефтепереработки значительно
отличаются от природного сырья высоким содержанием
непредельных углеводородов, осушка и очистка которых
имеет определенные особенности.
8.6.3.7. Осушка непредельных углеводородов
При осушке непредельных углеводородов
необходимо учитывать каталитическую активность цеолитов
по отношению к реакции полимеризации.
Каталитические свойства цеолитов связаны, с одной стороны, с
наличием в кристаллитах активных кислотных центров,
а с другой, — с каталитическими свойствами
связующего. Кристаллит типа NaA среди цеолитов общего
назначения обладает наименьшей каталитической
активностью.
Для осушки пропилена в жидкой фазе используется
цеолит NaA-З с гранулами размером d = I = 4 мм, в состав
которого входит каталитически инертное связующее.
Установка осушки, как правило, состоит из двух
адсорберов. Влагосодержание исходной пропано-пропи-
леновой фракции (85 % пропилена) меняется от 120 до
330 мг/кг, что соответствует точке росы пропилена после
его испарения от -21 до -28 °С. Осушка ведется при
давлении примерно 1,3 • 106 Па, температуре 15-20 °С,
линейной скорости пропилена (2,2-3,3) • 10~3 м/с. По
окончании стадии осушки пропилен сливают, а его
остатки отдувают при комнатной температуре в течение
2 ч азотом. Затем, не прекращая продувку азотом,
ступенчато поднимают температуру в адсорбере до 300 °С.
Динамическая активность цеолита при указанной
температуре в стадии регенерации составляет 0,14-0,18 г/г,
точка росы осушенного пропилена после испарения
достигает -70 °С. Количество пропилена, который
осушается одним кг цеолита, превышает 1000 кг.
При осушке непредельных углеводородов цеолитами
NaA предпочтительно предусматривать одно и то же
направление потока газа на стадиях осушки и
регенерации. В этом случае сорбирующиеся в первый период
одновременно с водой углеводороды постепенно
вытесняются водой из слоя цеолитов и уносятся с потоком
осушенного газа. После наступления момента проскока
адсорбер переключают на стадию регенерации,
осуществляемую горячим газом. Окончательное вытеснение
углеводородов адсорбирующейся водой из «хвостового»
слоя цеолитов заканчивается на стадии регенерации при
относительно низких температурах, и таким образом
снижается до минимума дезактивация адсорбента.
В системе с тремя адсорберами газ осушают в двух
последовательно включенных аппаратах. Первый по
ходу газа адсорбер переключают на стадию
регенерации, после того как цеолит насыщен водой до
состояния равновесия и все углеводороды вытеснены из
адсорбента. В этот момент поток газа направляют во
второй и последовательно подключенный к нему
третий адсорбер, прошедший стадию регенерации.
Температуру слоя в конце регенерации рекомендуется
поддерживать на уровне 230-315 °С.
Использование для регенерации цеолитов
циркуляционного азота в значительной степени повышает
стоимость процесса. Поэтому на некоторых заводах
(например, на нефтеперерабатывающем заводе «Маркус Нук»
компании «Сан Ойл», США) регенерацию цеолитов осу-
Неорганические сорбенты
395
ществляют потоком природного газа, нагревая адсорбент
до 230-260 °С. Охлаждение адсорбента до комнатной
температуры проводят также природным газом. Но в
природном газе обычно содержится до 1 % диоксида
углерода, который частично поглощается цеолитом NaA,
а после переключения адсорбера на стадию осушки
загрязняет выходящий из адсорбера пропилен.
Концентрация диоксида углерода в первых порциях
осушенного пропилена составляет 4 • 102 %. Эту часть
пропилена приходится возвращать в блок очистки.
После пропуска 40-50 л жидкого пропилена через 1 кг
цеолита содержание диоксида углерода снижается до
нормы (рис. 8.30).
Загрязнение пропилена может быть ликвидировано
заменой цеолита NaA на цеолит КА, который не
поглощает диоксид углерода. Уже после пропуска 7 л
пропилена на 1 кг цеолита КА содержание диоксида углерода
в углеводороде снижается до 1 • 10^ %. Динамическая
активность слоя цеолита КА по воде составляет около
0,10 г/г. Цеолиты К А широко применяются для осушки
пропилена и других технологических потоков,
содержащих непредельные углеводороды. На их основе
производится не только строительство новых, но и
реконструкция действующих установок осушки, на которых
раньше использовались силикагель или алюмогель.
Показателен опыт реконструкции установки осушки
крекинг-газов на одном из заводов США. В результате
замены оксида алюминия на цеолит КА дезактивация
адсорбента резко снизилась, а продолжительность
эксплуатации одной загрузки возросла с 0,5-1 года до 4 лет.
После реконструкции загрузка в адсорберы сократилась
в три раза, соответственно уменьшилось гидравлическое
сопротивление слоя, расход регенерационного газа и
тепла, необходимого для проведения стадии десорбции.
Несмотря на относительно высокую стоимость цеолитов,
затраты на осушку уменьшились в 1,5 раза.
400
200
100
60
Й. 40
о~
и
° 20
10
8
6
V \
\
V
\
W
».
О
о
10
40
20 30
8с,н5, л/кг
Рис. 8.30. Зависимость содержания диоксида углерода ссо
в пропилене, осушенном цеолитом NaA, от удельного
количества переработанного пропилена gc u :
1 — однократный пропуск; 2 — циркуляция
Цеолит КА широко применяется для осушки
разнообразных сред, склонных к разложению и
полимеризации: этилена, бутилена, бутадиена, стирола и его смеси
с н-гексаном, пентиленов, винилацетата, изопрена, ди-
хлорметана, хлороформа, галогенсодержащих
хладагентов, газов процесса Вульфа. Широкое применение
цеолиты КА получили для осушки этилена и
пропилена, отбираемых из подземных хранилищ, газов
крекинга, подвергаемых низкотемпературному разделению, а
также сырья для многочисленных процессов
полимеризации и алкилирования.
8.6.3.8. Осушка изопропилена с одновременной
очисткой от изопропилового спирта
В ряде случаев технологический поток необходимо
не только осушить, но и глубоко очистить от
нежелательных примесей, например пропилен, используемый
для получения полипропилена. В процессе
полимеризации на стадии промывки полимера от катализаторно-
го комплекса непрореагировавший пропилен
загрязняется изопропиловым спиртом. Отработанный пропилен
составляет значительную часть от общего объема
сырья, поступающего на полимеризацию. Возвращение
его в цикл является неотложной задачей. Но для этого
нужно очистить пропилен от спирта. Остаточное
содержание спирта не должно превышать 3 %о.
Использование в процессе полимеризации сырья с
повышенным содержанием спирта вызывает
увеличение расхода катализатора и может привести к полному
прекращению реакции. Кроме того, при полимеризации
загрязненного сырья снижается выход стереорегуляр-
ного полимера. До последнего времени в
промышленности задача очистки пропилена решалась
ректификацией, которая проводится с большим флегмовым
числом на двух колоннах, имеющих суммарно не менее
100 фактических тарелок. Процесс ректификации
недостаточно стабилен, наблюдаются случаи «проскока»
спирта, что приводит к повышению его содержания в
регенерированном пропилене.
По комбинированной схеме, представленной на
рис. 8.31, предварительная очистка пропилена
производится в двух ректификационных колоннах / и 2.
Примесь спирта в исходном пропилене достигает 250 %о,
после первой колонны оно снижается до 100 %о, а после
второй — до 2 %о. Глубокую очистку производят
цеолитом NaX в двух адсорберах 9 и 10. Во всех случаях
остаточное содержание спирта в чистом продукте не
превышает 3 %о. Одновременно со спиртом из
пропилена практически полностью удаляется вода. Суммарная
адсорбционная емкость цеолита по спирту и воде
составляет 0,14-0,17 г/г. При снижении влажности
исходного сырья повышается емкость цеолита по спирту и
снижается норма адсорбента на очистку сырья. Так 1 кг
цеолита очищает до 1000 кг пропилена.
Промышленные испытания комбинированной
ректификационной адсорбционной установки,
проведенные на Московском нефтеперерабатывающем заводе,
подтвердили ее эффективность.
396
Новый справочник химика и технолога
Чистая фракция
Рис. 8.31. Схема комбинированной установки очистки
пропилена от изопропилового спирта и воды:
1,2 — ректификационные колонны; 3,4 — конденсаторы;
5,6 — рефлюксные емкости; 7,8 — теплообменники;
9, 10 — адсорберы
8.6.3.9. Осушка газов риформинга
При осушке циркуляционного водородсодержащего
газа риформинга выбор типа адсорбента должен
проводиться с учетом того, что в газе присутствуют
микропримеси соляной кислоты. Оценка эксплуатационных
свойств различных типов цеолитов при осушке газа,
содержащего 100-150 мг/м3 8°/о-й соляной кислоты, в
многоцикловых опытах при 25 °С и объемной скорости
2500 ч1 дала следующие результаты. (За момент
«проскока» принимали повышение точки росы осушенного
газа до -50 °С, десорбцию осуществляли подъемом
температуры слоя цеолита до 350 °С с продувкой сухим
азотом (точка росы -28 °С) в течение 2-4 ч).
Активность цеолитов общего назначения, а также
CaY резко падает от цикла к циклу (рис. 8.32).
Исключение составляет кислотостойкий цеолит KNa3 (эрио-
нит). Его динамическая активность после 48 циклов
соответствовала активности свежего образца (0,092 г/г).
Степень разрушения цеолитов общего назначения,
например NaX, снижается, если нагрев цеолита в стадии
регенерации проводить до 250 °С (рис. 8.33). Поэтому в
некоторых случаях для решения поставленной задачи
возможно использование цеолита NaX. Полная
десорбция соляной кислоты из цеолитов общего назначения
достигается только при температуре 450 °С, а из эрио-
нита —при 250-300 °С.
В США для осушки циркуляционного водорода на
установках риформинга используют кислотостойкий
цеолит AW-500.
8.6.3.10. Осушка сырья на установках алкилирования
На заводах алкилирования в качестве катализаторов
используют плавиковую или серную кислоту.
Эффективность и экономика алкилирования во многом зависят
от влажности катализатора, которая в свою очередь
определяется влагосодержанием перерабатываемого сырья.
Содержание влаги в исходном сырье обычно составляет
100-450 %о. Если алкилирование проводят при
пониженной температуре (например, -7 °С), некоторая доля влаги
удаляется в результате вымораживания. Задача глубокой
осушки сырья решается при помощи цеолитов.
В блоке HF-алкилирования на одном из
нефтеперерабатывающих заводов США после ввода установки с
цеолитами, влажность сырья была уменьшена до 15 %о и
соответственно влажность катализатора упала с 2-3 до
0,4-1,3 %о. В этих условиях значительно снижается
коррозия аппаратуры и расход кислоты. Уменьшается также
образование фторорганических соединений, вследствие
чего алкилирование возможно проводить при более
низкой температуре, что способствует улучшению
октановой характеристики алкилата. Принципиальные
схемы установок осушки сырья на заводах
алкилирования представлены на рис. 8.34.
На установке HF-алкилирования изобутан и олефин
подвергаются осушке раздельно в двух адсорберах.
14
10
А А ^Ч» I***»
—л ^ч х
<^дд\"7 5
(>^^0 *ч~ А А 3
15
20 40 60 80 100 120
£\\ai кг
Рис. 832. Зависимость динамической активности слоя
различных цеолитов при осушке газа, содержащего пары
соляной кислоты, от количества
пропущенной кислоты gHciна 1 кг цеолита:
1 — CaY, 2 — NaX; 3 — KNa3; 4 — NaA
в4*
ч
ч
•
350
ч
ч
• *
— 1 1
•
°с
* X»
ч
ч
* ч
ж
/250°С
ч
*Чч
ч
20
40 60
80
100
Рис. 8.33. Зависимость динамической активности
слоя цеолита NaX при осушке газа, содержащего пары
соляной кислоты, от температуры в стадии регенерации Т
и количества пропущенной кислоты gHci
на 1 кг цеолита
Неорганические сорбенты
397
Олефип
Изобутап
Адсорбент 1
Адсорбент 2
HF-алкилирование
Продукт
Олефип +
изобутан "
Адсорбент 1
Адсорбент 2
Циркуляционнь
| *"
H2S04- алкилирование
1Й
Пр
изобутан
Рис. 8.34. Схема установки адсорбционной осушки сырья
на заводах алкилирования
Применительно к процессу Н2804-алкилирования
компоненты сырья смешивают и совместно осушают их в
одном адсорбере, а второй адсорбер используют для
осушки циркуляционного изобутана.
Капиталовложения в установку осушки составляют 1,3-1,60 %
капиталовложений в установку алкилирования в целом, а
эксплуатационные расходы — 1,0-1,3 % соответствующего
показателя для всей установки алкилирования. На
установках алкилирования также возможно использовать
цеолиты для тонкой очистки сырья от серы и бутадиена.
8.6.4. Технология очистки от паров летучих соединений
Для очистки газов от паров различных летучих
соединений как правило используются активные угли и
цеолиты, в зависимости от вида адсорбируемой примеси.
Высокая избирательность адсорбции на цеолитах
позволяет осуществлять процессы очистки от
сероводорода и S-содержащих соединений, диоксида
углерода, аммиака.
8.6.4.1. Очистка от сероводорода
Основным вредным компонентом природного и
ряда промышленных газов, вызывающим коррозию
оборудования, является сероводород. Для очистки газов от
сероводорода и его производных широко применяются
цеолиты.
Цеолиты характеризуются высокой адсорбционной
способностью по отношению к сероводороду (табл. 8.14),
причем поглотительная емкость составляет
значительные величины уже при его малом содержании в газах.
Кроме высокой адсорбционной способности по
сероводороду цеолиты обладают еще одним свойством,
имеющим первостепенное значение для производства:
они селективно извлекают сероводород из его смесей
с диоксидом углерода. Например, при мольном
соотношении в газовой фазе H2S : C02 =1:1
адсорбированная фаза обогащается сероводородом до 90 мол. %.
В процессе одновременной очистки газа от
сероводорода и диоксида углерода в первый период
происходит полное удаление обоих компонентов из газов,
затем диоксид углерода в адсорбированной фазе
начинает вытесняться сероводородом, вследствие чего
его содержание в выходящем из адсорбера потоке газа
резко возрастает и даже превосходит по содержанию
диоксид углерода в исходном газе. В то же время
сероводород продолжает количественно поглощаться
вплоть до момента проскока.
В противоположность адсорбционному методу,
обычный метод жидкостной очистки газа этанолами-
ном не обладает избирательностью по кислым
компонентам и предусматривает поглощение в равной
степени как сероводорода, так и диоксида углерода. Поэтому
экономическое преимущество сероочистки газа
цеолитами особенно проявляется, если в исходном газе
соотношение С02 : H2S > 3. При переработке газов с
высоким содержанием кислых компонентов на базе
газов десорбции может быть осуществлено
производство серы и твердой углекислоты.
При высоком содержании сероводорода
адсорбционный процесс может быть осуществлен в
изотермических условиях. При этом регенерация производится
снижением давления в адсорбере. На небольшой
установке в Канаде изотермическим методом
перерабатывается газ, содержащий 33 % H2S и 12 % С02.
Остаточное содержание сероводорода после очистки составляет
менее 2 • 10~2 г/м3. Газ, выделяющийся из адсорбера при
снижении давления, имеет в своем составе менее 5 %
углеводородов и является исходным сырьем для
получения серы.
Таблица 8.14
Адсорбционная способность цеолитов по H2S (масс. %)
Цеолит
NaA
СаА
NaX
Температура, °С
25
75
150
25
75
150
25
75
150
Давление, кПа
0,07
3,6
1,3
0,6
3,0
1,3
0,3
2,8
1,0
0,0
0,13
4,7
2,2
0,9
4,8
1,7
0,4
4,0
2,0
0,2
0,33
6,4
3,6
1,4
6,8
2,7
0,7
7,5
4,0
1,3
1,33
9,5
6,0
2,5
10,0
7,2
2,2
10,5
6,0
2,0
6,65
12,8
8,0
5,0
13,6
9,6
4,3
14,5
9,5
5,5
13,30
14,0
11,5
7,5
15,0
11,8
5,5
16,0
11,8
6,2
33,25
15,0
13,0
9,0
16,2
13,2
7,4
16,2
14,0
9,2
398
Новый справочник химика и технолога
Большинство установок для сероочистки
природного газа рассчитано на переработку 150-300 тыс. м /сут.
Они работают при давлении в газопроводе (17-49) • 105 Па
и обеспечивают степень очистки до остаточного
содержания сероводорода и меркаптанов 2 • 10~3 г/м и ниже.
Из цеолитов общего назначения наилучшими
адсорбционными и эксплуатационными свойствами обладают
цеолиты типа СаА. Цеолиты NaA отличаются низкой
кинетикой поглощения и десорбции сернистых
соединений. Цеолиты NaX катализируют реакцию окисления
сероводорода с образованием элементарной серы,
дезактивирующей адсорбент.
8.6.4.2. Очистка от S-органических соединений
В случае если в природном газе присутствуют,
кроме сероводорода, S-органические соединения,
например этилмеркаптан, для сероочистки целесообразно
применять цеолит NaX.
Цеолитовые адсорберы для доочистки газов от
меркаптанов обычно располагают после абсорбционных
аминовых установок. Вследствие высоких значений
адсорбционной емкости цеолитов по меркаптанам,
данный процесс характеризуется высокими
экономическими показателями. Например, при переработке в течение
1 сут. 2,25 млн м3 газа с содержанием меркаптана 1 г/м3
установка имеет 2 адсорбера с загрузкой 13,5 т цеолита
в каждом. Расход газа на регенерацию составляет
80 тыс. м3/сут. Значения адсорбционной емкости
цеолитов СаА и NaX по изопентилмеркаптану приведены в
табл. 8.15.
Температура регенерации составляет 100-150 °С.
Когда содержание диоксида углерода велико, а
сероводород находится в виде микропримеси,
температуру стадии десорбции нецелесообразно задавать по хуже
десорбируемому сероводороду. Для этого случая
разработана система, состоящая, как минимум, из трех
адсорберов. Два адсорбера работают с коротким циклом:
в одном из них производится очистка при повышенном
давлении (например, 1 • 106 Па), во втором —
десорбция путем снижения давления с последующим ваку-
умированием или продувкой частью очищенного газа.
Продолжительность стадий — 30 мин.
Изотермические условия не обеспечивают удаление
других примесей, они накапливаются, постепенно
дезактивируя адсорбент. Поэтому третий адсорбер
находится на стадии «горячей» десорбции, в этой стадии
адсорбент разогревают до 200-350 °С. Разогрев можно
проводить потоком нагретого очищенного газа или через
стенку в результате теплообмена с внешним
теплоносителем. В последнем случае адсорберы оборудованы тепло-
обменными элементами (змеевиками, трубчатками и
т. п.). Продолжительность стадии «горячей» десорбции
составляет 8 ч. Интервал, через который каждый адсорбер
переключают на стадию «горячей» десорбции, составляет
16 ч. В таком процессе, по сравнению с обычными,
достигается снижение капитальных затрат и эксплуатационных
расходов, особенно за счет экономии расхода тепла
8.6.4.3. Очистка от диоксида углерода
Адсорбция диоксида углерода на цеолитах во
многом обусловлена катионами, входящими в состав
цеолитов, которые являются специфическими активными
центрами для диоксида углерода. Величина адсорбции
при небольших степенях заполнения пор адсорбента
находится в прямой зависимости от числа катионов,
приходящихся на единицу массы дегидратированных
цеолитов. При декатионировании цеолитов их
активность по диоксиду углерода резко падает, в пределе
приближаясь к активности пористого стекла, которая в
6 раз ниже активности цеолитов.
Специфическое взаимодействие квадруполя
молекулы диоксида углерода с катионами
щелочноземельных металлов, входящими в состав кристаллической
решетки цеолитов, проявляется в высокой
избирательности адсорбции данной примеси из хуже
сорбирующейся газовой среды, что используется при разработке
соответствующих технологических схем очистки.
Изотермы адсорбции диоксида углерода на цеолите
СаА в интервале температур 25-200 °С представлены
на рис. 8.35. Среднее значение теплоты адсорбции
диоксида углерода для цеолитов СаА, СаХ и NaX
составляет, соответственно, 35,7, 32,7 и 33,2 кДж/моль и
снижается с увеличением степени заполнения
адсорбционного пространства.
р- 10\ Па
0 30 60 90
р, мм рт.ст.
Рис. 8.35. Изотермы адсорбции диоксида углерода
на цеолите СаА
Цеолиты способны одновременно удалять основные
примеси природного газа. Такую очистку обычно
проводят перед подачей газа на установку низкотемпературного
разделения. После очистки исходного газа отпадает
потребность в очистке полученных на его основе продуктов:
этано-пропановая смесь не содержит С02, пропан
получается в сухой и некоррозионной форме, в газовом бензине
отсутствует сера. Полное удаление воды (точка росы газа
ниже -70 °С) и других вымораживающихся компонентов
позволяет понизить температуру при разделении.
Неорганические сорбенты
399
Таблица 8.15
Адсорбционная способность цеолитов СаА и NaX по изопентилмеркаптану (масс. %) при 25 °С
Цеолит
СаА
NaX
Парциальное давление меркаптана, Па
0,67
—
1,8
1,62
0,06
4,2
2,79
—
12,4
319
0,12
19,2
638
0,28
19,8
931
0,38
20,1
1330
0,69
20,9
2005
1,65
21,9
На рис. 8.36 приведена схема подготовки
природного газа к низкотемпературному разделению
производительностью 5,6 млн м3/сут. Газ содержит 1 % С02,
0,1 г/м3 Н20 и 0,05 г/м3 H2S. Его пропускают при
температуре 25 °С и давлении 5,1 МПа через два параллельно
включенных адсорбера / и 2 диаметром 3 м с высотой
слоя 6 м. Выходящий из адсорберов газ содержит менее
20 %о С02, 0,1 % серы и имеет точку росы ниже -70 °С.
Природный газ
^\
А
^
Очищенный газ п
V-&-Q'
V
Л
У
Вода
5
Газ после разделения
Рис. 8.36. Схема установки очистки природного газа от
диоксида углерода и других примесей на заводах
низкотемпературного разделения:
1,2 — адсорберы на стадии очистки; 3 — адсорбер на стадии
охлаждения; 4 — адсорбер на стадии нагрева;
5 — теплообменник; 6 — холодильник; 7 — сепаратор;
8 — блок низкотемпературного разделения
Регенерацию адсорбента в адсорберах 3 и 4
проводят частью сухого газа, получаемого в блоке
низкотемпературного разделения 8. Расход газа на регенерацию
составляет 1,4 млн м3/сут. Между адсорберами 3 и 4
установлен нагреватель газа 5. Газ регенерации после
его охлаждения в холодильнике 6 и отделения влаги в
сепараторе 7 примешивают к магистральному газу.
Метод одновременного удаления примесей из исходного
газа является экономически более выгодным, чем
очистка и осушка полученных продуктов.
В процессе извлечения «кислых компонентов»
(сероводорода и диоксида углерода) из природного газа
продолжительность эксплуатации одной загрузки
адсорбента принимают от 2 до 5 лет. В США находятся в
эксплуатации более 10 установок, на которых
подвергается очистке свыше 30 млн м3 природного газа в сут.
Очистка цеолитами не имеет конкуренции во всех
случаях, когда требуется очень глубокая степень очистки,
а в исходном газе содержание диоксида углерода
составляет менее 1,5 %.
В некоторых случаях применяют двухступенчатый
метод: удаление диоксида углерода в абсорбционных
колоннах с последующей осушкой цеолитами NaA. В
этом случае продолжительность эксплуатации загрузки
адсорбента увеличивается до 7 лет.
Адсорбционные блоки с цеолитами устанавливают
на линии подачи природного газа, на установки его
сжижения. Их основное назначение — удаление
диоксида углерода. Адсорбционные установки
декарбонизации природного газа рентабельны вплоть до
производительности 200 тыс. м3/сут. и даже на порядок выше.
V^h
Природный газ
Вода
О*
КУ
i
/О
Очищенный газ
на сжижение
Рис. 8.37. Схема установки очистки природного газа
от диоксида углерода перед его сжижением:
/ — адсорбер на стадии очистки; 2 — адсорбер на стадии
охлаждения; 3 — адсорбер на стадии нагрева;
4 — нагреватель; 5 — холодильник; 6 — сепаратор; 7 — газодувка
На рис. 8.37 представлена схема установки,
рассчитанной на сжижение 280 тыс. м3/сут природного газа.
Исходный газ содержит 1 % С02 и 0,1 г/м3 Н20. После
обработки газа в адсорбере / содержание примесей в нем
снижается — до 20 % С02 и 0,1 %о Н20, причем
одновременно происходит очистка газа от следов сернистых
соединений. Часть очищенного газа (140 тыс. м3/сут.) используют
для регенерации. При этом газ последовательно проходит
400
Новый справочник химика и технолога
через охлаждаемый адсорбер 2, а затем после нагрева в
теплообменнике 4 — через нагреваемый адсорбер 3.
Основное отличие в схемах адсорбционных блоков на
установках низкотемпературного разделения и сжижения
природного газа заключается в том, что в последнем
случае газ регенерации не может быть примешан к потоку
очищенного газа. Из газа регенерации после его
охлаждения в теплообменнике 5 выделяют в сепараторе 6
основную массу влаги. Затем газ регенерации с помощью
циркуляционной газодувки 7 возвращают на очистку.
В США имеется около десятка заводов сжижения
природного газа с цеолитовыми блоками. В Канаде
(г. Ричмонд) также работает установка, где для
удаления примесей (С02, H2S, H20) из природного газа перед
его сжижением предусмотрено применение цеолитов.
Широкое применение нашли цеолиты на заводах
получения гелия, где все компоненты природного газа, за
исключением гелия, подвергаются сжижению.
Содержание паров воды в природном газе, поступающем на
установку сжижения, должно соответствовать точке росы не
выше -75 °С , а содержание диоксида углерода должно
быть не выше 50 %о. На большинстве современных
гелиевых заводов многоступенчатый процесс подготовки
природного газа к низкотемпературному разделению
(очистка с помощью раствора моноэтаноламина и
щелочи с последующей осушкой силикагелем или алюмоге-
лем) заменен одноступенчатым с применением цеолитов,
снижающих содержание диоксида углерода до 1 %о.
Для повышения поглотительной способности
цеолитов и степени очистки гелия или другого инертного газа
от микроколичеств диоксида углерода, а также паров
воды в очищаемый газ в определенных случаях вводится
небольшая добавка третьего компонента. Этот
компонент образует с молекулами примесей химические
соединения, обладающие низкой летучестью и прочно
удерживаемые адсорбентом. Так, при добавке в поток
очищаемого газа аммиака в результате реакций
образуются карбонаты NH4HCO3 и (МН^СОз. Отработанный
цеолит нагревают сначала до 100 °С. При этом
карбонаты разлагаются. Затем продукты разложения десорбиру-
ются в результате вакуумирования при 350 °С.
8.6.4.4. Очистка газов от аммиака
Цеолиты обладают высокой адсорбционной
способностью по аммиаку, молекулы которого имеют
большой дипольный момент. В табл. 8.16 приведена
сравнительная характеристика равновесной адсорбционной
способности цеолитов и мелкопористого силикагеля.
Катионы, входящие в состав цеолита, являются
активными центрами при сорбции аммиака. Замещение
катиона натрия на катионы переходных металлов
приводит к повышению адсорбционной способности по
аммиаку. Изменение адсорбционной способности кати-
онзамещенных форм соответствует изменению
прочности аммиакатов этих катионов:
Cu2+ > Ni2+ > Cd2+ > Co2+ > Zn2+ > Na+.
Хорошей поглотительной способностью по аммиаку
отличаются аммонийные формы цеолитов. Равновесие
на цеолите при высоких температурах устанавливается
в течение нескольких минут, а при низких
температурах и давлениях время установления равновесия
достигает 30 мин.
Характер изменения изостерической теплоты
адсорбции аммиака, характеризующей интенсивность
поглощения и удерживания компонента на цеолите и
силикагеле (алюмосиликате), различен (рис. 8.38). В
случае алюмосиликата, содержащего до 70 % оксида
кремния, теплота адсорбции быстро падает со 168 до
40 кДж/моль и ниже. Адсорбция на цеолите
сопровождается достаточно быстрым падением
дифференциальной теплоты фазового перехода на начальном участке
(от 170 до 120 кДж/моль), после чего отмечается
медленное и равномерное падение вплоть до 40 кДж/моль
при высоких степенях заполнения.
20
Л 40
ъ
* 20
О
2^7
*—-Ал
ЮМОСИ.1
-
шкат
15
10
5
о
JS
Й
о
^™
СУ
lNH,
Рис. 8.38. Зависимость теплоты адсорбции аммиака Q на
адсорбентах от его поглощенного количества aNH (масс. %)
Равновесная адсорбционная способность по аммиаку (масс. %) при 25 °С
Таблица 8.16
Адсорбент
Цеолит NaA
Цеолит СаА
Силикагель
Давление, кПа
1,33
8,0
10,0
5,0
2,66
9,5
11,0
6,3
6,65
11,2
13,0
7,8
13,3
12,2
13,6
8,8
26,6
12,9
14,4
10,3
39,9
13,2
14,8
11,1
53,2
13,4
15,0
11,7
66,5
13,6
15,1
12,2
79,8
13,8
15,2
12,6
93,1
13,9
15,2
13,0
Неорганические сорбенты
401
На декатинированных формах цеолитов (мордените,
эрионите, фожазите) обнаружено протекание процесса
хемосорбции, обусловленное взаимодействием молекул
аммиака с кислотными центрами декатионированной
поверхности. При термообработке хемосорбированный
аммиак выделяется в широкой области температур
вплоть до 500 °С. Из натриевой формы морденита
физически адсорбированный аммиак количественно
удаляется в вакууме при температуре 140 °С.
В металлургической промышленности при
получении водорода и азота из аммиака примесь неразложив-
шегося аммиака (5 • 10"2 %) традиционно удалялась
силикагелем. При этом влажность осушенного газа
составляла 120-170 %о, что соответствовало точке росы от
-35 до -40 °С. Применение цеолитов позволило резко
улучшить показатели очистки. Точка росы при этом
снижается до -70 °С, а содержание аммиака до 1 %о.
8.6.5. Адсорбционное разделение газов и паров
8.6.5.1. Разделение веществ на основе
молекулярно-ситовых свойств цеолитов
Строение цеолитов позволяет осуществлять
разделение всевозможных химических соединений, размеры
молекул которых, находятся в интервале значений
радиусов входов в поры цеолитов. Рис. 8.39
иллюстрирует возможности данного метода относительно наиболее
широко используемых марок цеолитов.
Стрелками с обозначением «сорбирует» указаны
группы веществ, поглощаемых данным цеолитом; им
поглощаются также вещества из групп, расположенных
левее. Стрелками с обозначением «не сорбирует»
указаны группы веществ, не поглощаемых данным
цеолитом; этим цеолитом не поглощаются также вещества из
групп, расположенных правее.
Использование молекулярно-ситовых свойств
цеолитов позволяет осуществлять процессы очистки изопен-
тана от примеси н-пентана, выделения нормальных
парафинов из керосиново-лигроиновых фракций,
выделения нормальных олефинов из смеси с другими
углеводородами, выделения нормальных парафинов из
продуктов изомеризации пентан-гексановой фракции и т. п.
Данные процессы имеют большое значение в технологии
получения высококачественных моторных топлив.
Наряду с этим, применение молекулярных сит типа
цеолитов позволяет осуществлять процессы разделения газов,
например производить очистку аргона от кислорода.
Кроме цеолитов молекулярно-ситовыми свойствами
обладают такие адсорбенты, как активные угли,
получаемые, в основном, из полимерного сырья.
Преимуществом углеродных молекулярных сит по сравнению с
цеолитами является их способность осуществлять
процесс разделения веществ из влажных потоков.
Направление увеличения размера молекул
Не
Н,
Нр
—».
Цеолит КА
— сорбирует
не сорбирует
Цеолит NaA *"
сорбирует —
не сорбирует
I
Цеолит СаА
сорбирует
не сорбирует
Цеолит СаХ
сорбирует
не сорбирует
Цеолит Na
сорбирует .
Ne, Ar,
Кг, Хе,
N,, СН„
С2Л6, CjH2,
с3ц„ СзН,,,
ид сн.он,
NH„ CH,CN,
CH,NH2, CH3C1,
СН3Вг
ед, «-c,hw.
к-СН14, н-СмН№,
и др.
CRC1, СН5Вг,
С,Н5ОН, CH<NH:,
СН2Вг2, СН2С1г,
CHF„ (CH,),NH,
CHJ
CF,
QF6
CF2CL
CHFC12
CC14,
CBr4
Cl4
C(CH3)4
C2F,
C2C16
SF„
CHC1-
CHBr3
CH13
►
Н-С.Д,, и др. k-C\F8,
изопарафины, h-C4Fi(),
Cr,P6, «-C7F16,
C,H,CH-,
CJH4(CH,)2 6-децил-1, 2,3,4-тет-
циклогексан, рагидронафталин
циклогексен,
тиофен,
фуран,
пиридин,
диоксан,
нафталин,
хинолин,
В5Н„ В|()НМ
2-бутил-1-гексил-
индан
QF..CF,
■►1,3, 5-триэтилбензол,
1,2, 3,4,5,6, 7, 8, 13,14,15,16-дека-
гидрохризен
не сорбирует
-► («-C4F,),N
Рис. 8.39. Адсорбционная способность цеолитов по отношению к веществам с молекулами различных линейных размеров
402
Новый справочник химика и технолога
8.6.5.2. Короткоцикловая безнагревная адсорбция
Процесс, получивший название короткоциклового
безнагревного, был предложен американцем Скарстромом
в начале 1960-х г. и назван циклом Скарстрома (рис. 8.40).
А1
Д
ь&
А2
1&Н
Рис. 8.40. Схема
установки осушки
воздуха с безнагревной
регенерацией
адсорбента:
/ — сжатый воздух от
компрессора; 2 — сжатый
воздух на потребление;
3 — воздух в атмосферу
Сжатый воздух, подлежащий очистке, вводят в
адсорбер (А1), осушают и основное его количество
выводят потребителю. Небольшую часть воздуха
дросселируют до атмосферного давления с помощью дросселя Д
и при атмосферном давлении противотоком продувают
им адсорбер А2. Адсорбент в нем регенерируется.
Спустя небольшой промежуток времени, клапаны а
закрывают, открывают клапаны б — адсорберы при
этом меняют назначение и т. п.
Долю потока, которую необходимо направить на
регенерацию, задает материальный баланс адсорбата в
установке. Ее теоретическое значение равно:
ах= VpT/ Va = pp/pa,
где ах — теоретическая доля потока на регенерацию;
Урт, У л — теоретический расход газа на регенерацию и
расход очищаемого газа; рр, ра — давление при
регенерации и адсорбции. Практическая доля и практический
расход в 1,1-2 раза превышают теоретические
значения. При осушке коэффициент превышения невелик и
составляет 1,1-1,2.
Как видно из уравнения, в безнагревном процессе
вместо разных температур в стадиях адсорбции и
регенерации использованы разные давления. В установках
осушки pa ~ 4-10 ат,/?р ~1 ат.
Наряду с процессами осушки воздуха данный метод
с успехом применяется для очистки воздуха от
диоксида углерода, разделения воздуха на азот и кислород, что
имеет огромное значение в различных областях
человеческой деятельности.
Генераторы кислорода производят кислород чистотою
65-95 %. Разнообразие областей применения кислорода
породило множество вариантов исполнения установок. В
качестве примера на рис. 8.41,а приведена схема трехад-
сорберной установки, регенерацию адсорбента в которой
проводят с помощью вакуума, а на рис. 8.41,6 —
циклограмма ее работы. По оси ординат отложены изменения
давления в адсорберах. Пусть в рассматриваемый момент
времени в адсорбере А1 идет поглощение азота, в А2 —
вакуумная регенерация, а в A3 — заполнение адсорбера
воздухом из атмосферы. Завершится стадия
продуцирования в адсорбере А1, и он будет переключен на
регенерацию, в ходе которой из адсорбента под действием вакуума
и продувки будет удален азот.
А2
A3
м О м
р
A3 ^^^
р
А2 \^^
м
Р
А1
а)
^л
ч^
б)
Рис. 8.41. Принципиальная схема трехадсорберный установки
для получения воздуха, содержащего 60 % кислорода (а) и
циклограмма работы кислородной установки (б):
1 — воздух из атмосферы; 2 — кислородобогащенный поток к
газодувке; 3 — азотобогащенный поток к вакуум-насосу
Адсорбер А2 начнет медленно заполняться
воздухом из атмосферы, а адсорбер A3 — продуцировать
кислород и т. п. Интенсивность процесса невелика.
Поэтому мала продолжительность стадий. Чем они
короче, тем больше обогащенного газа можно получить с
единицы объема адсорбента за 1 ч. В промышленных
установках адсорбционного разделения воздуха
продолжительность стадий обычно составляет 0,5-2,0 мин. А
в патентной литературе описаны процессы «сверхкорот-
коцикловой» адсорбции со стадиями длительностью 6 с.
Энергетические затраты на разделение воздуха при
комнатных температурах адсорбционным методом
несколько выше, чем затраты на его низкотемпературное
разделение. Но низкотемпературные установки дороги,
требуют квалифицированного обслуживания, и их
целесообразно сооружать только на тех предприятиях,
которые потребляют большие количества кислорода.
Дешевые и простые адсорбционные установки удобны
для производств, потребность которых в кислороде не
превышает 15 тыс. м3/ч.
Неорганические сорбенты
403
Азот широко применяют в промышленности как
защитный газ, средство пожаротушения и т. п.
Требования к его чистоте достаточно строги, и озонный
поток, выходящий из кислородных генераторов, для
промышленного использования не пригоден. Он содержит
всего 85-90 % азота. Специальные генераторы азота
появились после того, как в промышленный оборот
были введены углеродные молекулярные сита. Эта
разновидность активного угля содержит поры, размер
которых несколько меньше 0,4 нм. Диаметры молекул
кислорода и азота соответственно равны 0,34 и 0,39 нм.
Кислород проникает в поры угля и адсорбирует и в них.
Азот остается в потоке и выводится из безнагревной
установки в виде продукта, содержащего 99,99 % и
выше основного вещества.
В настоящее время в промышленности
функционируют адсорбционные установки для выделения гелий-
концентрата и получения чистого гелия, установки для
извлечения и концентрирования водорода, метана и
монооксида углерода. Адсорбционное разделение газовых
смесей, иных, чем воздух, требует принятия
специальных мер по экономии продувочного газа и газа,
заполняющего адсорбер к концу стадии адсорбции. Сущность
этих мер заключается в использовании газа,
находящегося в свободном объеме адсорбера, для продувки
адсорбента в параллельных адсорберах и ступенчатого
заполнения этих адсорберов. Из-за большого числа
перепусков газа число адсорберов в таких установках велико: от
трех до десяти и более штук. Принцип работы этих
установок разделения опишем на примере четырехадсорбер-
ной системы, предложенной американцем Бата, для
выделения высокочистого водорода из потоков, в которых
его исходная концентрация составляет 50-70 %.
Остальные компоненты этого потока — метан и его гомологи,
моно- и диоксид углерода, азот, вода. Принцип работы
этих сложных установок легче всего проследить по
циклограмме (рис. 8.42). В начальный момент времени,
которому соответствует точка а, в адсорбере А начинается
очистка водорода: исходный газ при давлении, например
15-30 ат проходит через этот адсорбер. Все компоненты
газа, кроме водорода, поглощаются цеолитом. Чистый
водород выводят для внешнего использования. Очистку
продолжают в течение времени, которому на рис. 8.42
отвечает участок аб. После этого очищенный водород
получают в адсорберах Б, В и Г, а затем снова в
адсорбере А. Процесс получения чистого водорода, таким
образом, идет непрерывно. В момент б адсорбер А начинают
готовить к регенерации. Заполняющий его газ через верх
стравливают в адсорбер В — давление в адсорбере А
понижается. Этой операции соответствует участок бв на
циклограмме. После этого газ, остающийся в адсорбере
А, используют для регенерации адсорбента в адсорбере
Г (участок вг на циклограмме). Процесс разгрузки
адсорбера А продолжают: газ вновь сбрасывают в адсорбер Г,
а затем — в атмосферу, куда поступают самые
«грязные» порции выводимого газа. Этим операциям
соответствуют участки гд и де на циклограмме.
а
Р
Р\
Р ч
Р
*.
А
ik A
Ss»e
^ 1
^
Б
г ,}>
^l t*
f Ж+
vl
в
a
j^i
IT
,r
^
*^Д.
г
Рис. 8.42. Циклограмма процесса выделения
чистого водорода четырехадсорберной установки
В момент времени е адсорбер А готов к регенерации.
Ее осуществляют (см. участок еж) при атмосферном
давлении, продувая через регенерируемый адсорбер А газ,
сбрасываемый из адсорбера Г. Газом этого же адсорбера
поднимают давление в адсорбере А. Первому подъему
соответствует участок жз. Второй подъем давления —
участок зи — проводят газом, выводимым из адсорбера В.
Окончательный подъем давления на участке иа
производят газом, поступающим на очистку. Адсорбер А вновь
готов к работе и цикл операций в нем повторяют.
Точно такие же операции протекают в трех других
адсорберах системы. Они лишь сдвинуты во времени
так, чтобы всегда имелся продуцирующий адсорбер, и
всегда имелись адсорберы, готовые к тому, чтобы
поставить сбросные и продувочные газы или принять их.
Направления передачи газа из адсорбера и в адсорбер
на циклограмме обозначены стрелками.
Базовым интервалом времени является длительность
участка аб. Обычно она составляет 4-5 мин.
Чистота газа, получаемая на этих установках,
превышает 99,9999 %. Степень извлечения водорода не
ниже 70 %. Самые крупные установки расположены на
заводах по производству аммиака в США. Они имеют
производительность порядка 150 тыс. м3/ч. Установки
средней производительности (около 1 тыс. м /ч),
поставленные зарубежными фирмами, работают в России.
Недавно запущена подобная установка отечественного
производства.
8.6.6. Осушка жидких сред
Содержание влаги в органических жидкостях в
значительной степени изменяет свойства материалов. В
связи с этим их осушка имеет большое значение.
8.6.6.1. Осушка фреоновых холодильных масел
Надежность и долговечность герметичных
холодильных машин во многом зависит от чистоты хладагентов и
смазочных масел. До 80 % образующихся во фреоновых
404
Новый справочник химика и технолога
холодильных машинах загрязнении, вызывающих
коррозию системы и, в конечном итоге, сгорание встроенных
электродвигателей связано с присутствием влаги.
В системах, использующих фреоны, концентрация
воды в хладагенте и масле не должна превышать 10-
60 %о. В отечественной холодильной технике часто
используют синтетическое масло (ХФ-22С-16) и
минеральное масло (ХФ-12-14). Растворимость воды в этих
маслах различна: при обычных температурах в случае
использования минерального масла она не превышает
100 %о, а в случае использования синтетического масла
достигает 1300 %о. В связи с малым влагосодержанием
минерального масла адсорбционная способность цеолита
линейно зависит от концентрации воды в масле.
При содержании влаги 50 %о и температуре 20 °С
адсорбционная способность цеолита NaA составляет
3,5 ммоль/г. Для гигроскопичного синтетического
масла в области малых концентраций количество
адсорбируемой воды также прямо пропорционально ее
содержанию в жидкой фазе (рис. 8.43). Предельная степень
заполнения адсорбционного объема полостей цеолитов
не превышает 20 % для минерального масла и 50 % для
синтетического масла.
10
§ 6
2
2
ее" А
4*
Уз
У
•-с^
2^
**/
*
- 9
J0
200 400 600 800 1000 1200
сн2о, масс. %о
Рис. 8.43. Изотермы адсорбции при 20 °С (1-3) и 60 °С (4)
воды из синтетического фреонового холодильного масла
ХФ-22С-16 на цеолитах:
1 — КА; 2 — NaA со связующим; 3, 4 — NaA без связующего
Адсорбционная способность зависит от типа
цеолита и убывает в следующей последовательности:
NaA (без связующего) > NaA > КА.
Роль характера поверхности вторичных пор
проявляется в кинетических свойствах цеолитов. При осушке
масла цеолитами без связующего степень осушки,
время защитного действия слоя и динамическая
активность значительно возрастают. Повышение
температуры увеличивает скорость поглощения воды.
Различие в скоростях адсорбции воды цеолитами со
связующим и без него связано с разным характером
диффузионного потока. В случае если поверхность
вторичных пор образована инертным материалом,
скорость транспорта к микропорам, сосредоточенным в
кристаллах цеолитов, определяется малоинтенсивной
объемной диффузией. В цеолитах без связующего
ускорение транспорта адсорбата (влаги) обусловлено
поверхностной диффузией его молекул по адсорбционно
активной гидрофильной поверхности вторичных пор,
образованных сростками кристаллов цеолитов.
Высокая скорость поглощения влаги позволяет при
использовании цеолита без связующего ограничиться
высотой слоя в адсорбционных патронах 0,06-0,12 м.
При скорости потока 2,5 • 10~3 м/с и температуре 60 °С
минимальная концентрация воды в синтетическом масле
на выходе из адсорбера составляет 15 %о, а динамическая
активность слоя цеолита (фракция 1,0-1,5 мм) высотой
0,7 м достигает 0,13 г/г. Показатели осушки
минерального масла в тех же условиях: минимальная концентрация
воды 5 %о, динамическая активность 0,03 г/г.
Наименьшая высота работающего слоя и,
соответственно, наибольшая динамическая активность
наблюдаются при 60 °С. При температурах выше 60 °С
равновесная адсорбционная емкость понижается, высота
работающего слоя увеличивается, что приводит к
уменьшению динамической активности слоя цеолитов.
Глубина осушки холодильных масел определяется
тщательностью проведения предшествующей стадии
регенерации цеолитов. Для холодильных установок
регенерацию цеолита рекомендуется проводить сухим
продувочным газом (воздухом или азотом) при
температуре 400-450 °С в течение 3,5^t ч.
Многократное использование цеолитов при осушке
фреоновых холодильных масел обусловливает
необходимость удаления масла с внешней поверхности и из
вторичной пористой структуры перед десорбцией. В
противном случае масло закоксовывается: процесс
десорбции сопровождается выделением продуктов
сгорания масла. В связи с этим разработан способ отмывки
масла фреоном, исключающий потери масла при
регенерации. Схема установки по отмывке замасленного
цеолита приведена на рис. 8.44.
Отработанный при адсорбции цеолит помещается в
патрон 1. Жидкий фреон поступает в патрон из
ресивера 8, проходит через слой цеолита снизу вверх,
вымывает масло из цеолита и далее дросселируется в
регулирующем вентиле 4. В испарителе 6 фреон выкипает при
обогреве наружным воздухом и далее отделяется от
маслофреоновой флегмы в сепараторе 3. Отделенный
от масла фреон всасывается компрессором 12 и
нагнетается в маслоотделитель 10 для удаления капельного
масла, унесенного из компрессора, конденсируется в
конденсаторе 7 и стекает в ресивер 8.
По окончании отмывки вентиль на ресивере 8
закрывается, а система (патрон 1—испаритель 6—
сепаратор 3) вакуумируется. Затем патрон 1
соединяется с воздухонагревательной установкой. Для
освобождения испарителя 6 и сепаратора 3 от масла
предусмотрен вентиль 5. Масло, унесенное из компрессора,
по мере накопления в маслоотделителе возвращается в
него обратно через поплавковый вентиль на линии 13.
Неорганические сорбенты
405
Рис. 8.44. Схема установки
отмывки цеолита от масла
фреоном:
/ — патрон с адсорбентом;
2,9 — манометры; 3 — сепаратор;
4 — поплавковый регулирующий
вентиль; 5 — линия спуска масла;
б — испаритель; 7 — конденсатор;
8 — ресивер; 10 —
маслоотделитель; / / — байпас;
12 — компрессор; 13 — линия
возврата масла в компрессор
С целью уменьшения энергозатрат и понижения
давления охлаждение конденсатора производится воздухом,
предварительно охлажденным в испарителе.
8.6.6.2. Осушка трансформаторного масла
Трансформаторные масла широко применяются в
качестве изоляции. Качество масла зависит от
напряжения его пробоя, а на этот показатель в большой
степени оказывает влияние влага, присутствующая в
масле. Первые способы осушки трансформаторных масел
базировались в основном на нагревании их до
температуры кипения воды. Иногда сушку масел проводили
под вакуумом. Все варианты дистилляционного метода
страдают существенными недостатками.
Адсорбционный метод перспективен.
Контактирование масла с цеолитами проводится при обычных
температурах и вследствие этого не вызывает
окислительных процессов, протекающих при нагреве.
Типовая установка размером 4 х 2,2 х 2 м
монтируется в прицепном автофургоне грузоподъемностью
4,5 т. Она имеет четыре адсорбера с загрузкой 50 кг
цеолитов NaA в каждом, маслонасос
производительностью 3 м3/ч, электроподогреватель масла,
электронагреватель воздуха при регенерации до 400-450 °С
мощностью 50 кВт.
8.6.7. Адсорбционный метод внесения удобрений
и микроэлементов в почву
Пористые материалы — адсорбенты дают
возможность дозированно выделять в прикорневую область
необходимые питательные добавки. В качестве
пористых носителей для данной цели могут использоваться
как активные угли, так и цеолиты, наиболее широко
применяемым из которых является клиноптилолит.
При современной технологии внесения удобрений
только 50 % из них усваивается растениями, а
остальное уходит в водоемы со стоками, что ведет к
загрязнению рек, озер и морей, особенно такими элементами,
как азот, фосфор, калий. Ряд избирательности на клино-
птилолите выглядит следующим образом:
NH4 = К > > Са > Sr > Н > Mg > Li.
По этой причине клиноптилолит, как более
избирательный по отношению к NH4 и К, лучше
поглощает основные питательные элементы растений, не
давая им уходить из почвы. При разложении
органических удобрений (навоз, птичий помет) образуется
NH3, который также хорошо связывается клинопти-
лолитом. Количественные характеристики
удерживания аммонийного азота почвой (исходная доза
200 мг/кг) при использовании различных цеолитов
приведены в табл. 8.17.
Таблица 8.17
Удерживание аммонийного азота почвой
в присутствие цеолитов
Наименование цеолитов
(количество, т/га)
Контроль
(отсутствие цеолита)
Эрионит
(28)
(56)
(112)
Клиноптилолит
(28)
(56)
(112)
Вымыто,
мг/кг
168
88
63
12
133
84
29
Удержано,
мг/кг
86
86
116
170
59
104
139
Хорошая работа цеолитов (накопление и задержка в
почве азотных удобрений) объясняется тем, что NH^
попадает в каналы цеолитов, недоступные для
нитрифицирующих бактерий. При этом сокращается
опасность их конверсии в нитраты и нитриты посредством
406
Новый справочник химика и технолога
нитрификации, а также предотвращается вынос из
прикорневой зоны растений.
Аналогичным образом клиноптилолит способствует
удерживанию в почве калия и фосфора. При
совместном применении клиноптилолита и комплексных
удобрений (N60Pi2oK6o), достигается повышение
урожайности по томатам и картофелю в 1,2-1,4 раза и снижение
себестоимости продукции на 25-35 % за счет снижения
расхода удобрений вследствие устранения их потерь.
Подобные данные можно привести для чаеводства,
где хелатные соединения микроэлементов (Fe, Zn, Mn,
Mo) с органическими соединениями переходят в почве
в нерастворимую форму, вследствие чего их
дозирование в прикорневую область растений практически
прекращается. Введение в почву клиноптилолита
способствует закреплению катионов микроэлементов на
данном катионообменном материале и обеспечивает их
пролонгированное выделение в прикорневую зону.
Данный пример иллюстрирует работу
клиноптилолита как катионообменника. Однако клиноптилолит
также регулирует анионообменный процесс, за счет
наличия цеолитовых каналов определенных размеров и
объемов. К основным анионам, играющим важную
роль, относится NO3 и РО^ , причем РО^~ обычно
поглощается почвами лучше, чем NO3. Кислыми
почвами РС»4~ поглощается незначительно, так как он
обычно закрепляется в виде высокоосновных фосфатов,
а их образование возможно при рН, близких к
нейтральным значениям. По видимому, клиноптилолит,
доводя рН почвы до нейтрального, способствует
повышению ее поглотительной способности по РО^~. При
этом образуются трудно растворимые соединения,
находящиеся в порах клиноптилолита. Наличие NOj и
РС»4~ в фильтрате и почве иллюстрирует табл. 8.18.
Таким образом, количество N0" и РО^ в почве
возрастает в 2-3 раза.
Вследствие высоких ионообменных свойств
клиноптилолит выполняет в почве функцию буферной
добавки, повышая показатель рН кислых почв (табл. 8.19), и
способствует улучшению их агрохимического состояния.
Оптимальное состояние почвы по показателю рН
приводит к достижению оптимального для земледелия
состояния микробного ценоза, который обычно состоит
из бактерий, грибов и актиномицет. В контрольных —
кислых почвах — как правило, находятся плесневые
грибы. Бактерий при этом мало, и они представлены в
основном одноклеточными амебами. Введение
клиноптилолита, вызывающего изменение рН почвы, ведет к
образованию миколитических бактерий, съедающих
плесень. При этом также появляются амебы с размером
50-60 мкм, разрыхляющие почву и способствующие
образованию в ней развитой пористой структуры.
Формируется автохтонная микрофлора, представленная
микроорганизмами, интенсифицирующими разложение
органических соединений. Введение клиноптилолита
повышает с 15 до 42 тыс. количество актиномицет —
бактерий, формирующих гифы (ветвистые клеточные
образования), в том числе азотобактер (свободно
живущие бактерии, поглощающие азот из воздуха и
продуцирующие витамины). Содержание актиномицет в
почвах различного состава приведено в табл. 8.20.
Таким образом, введение клиноптилолита в кислые
почвы значительно (в 1,5-2,0 раза) повышает
количество актиномицет, что обусловливает более высокие
показатели почв с позиций культурного земледелия.
Таблица 8.18
Количество ионов N03 и POf в почве и в смывах
при использовании клиноптилолита
Состав
Почва
Почва + клиноптилолит
NO~, мг/г
смыв
4,24
2,85
почва
0,76
2,15
POJ , мг/г
смыв
3,68
2,14
почва
1,32
2,99
Таблица 8.19
Влияние добавки клиноптилолита на рН почв
Состав
Почва
Почва + торф (5 %)
Почва + торф (5 %) +
+ клиноптилолит (10 %)
Тип почвы
Краснозем
4,2
4,0
5,4
Подзолистая
4,6
4,3
5,6
Таблица 8.20
Содержание актиномицет в почвах (масс. %)
к общей массе микрофлоры
Состав
Краснозем
Подзолистая
Краснозем + клиноптилолит
Перегнойно-карбонатная
Количество
актиномицет, %
18-20
22-25
30-40
60-70
Продуктивность бактериальной биомассы с
введением клиноптилолита в почву возрастает (табл. 8.21),
оказывая положительное влияние на биоценоз почвы,
способствуя трансформации органических соединений
в форму, усваиваемую микроорганизмами и растениями.
Наряду с абсолютным сезонным значением
количества и массы микроорганизмов, на продуктивность
почвы значительное влияние оказывает периодическое
колебание этих показателей. Кратковременное
изменение численности бактерий и их биомассы связано с их
размножением и отмиранием. Как видно из рис. 8.45, в
ряду А—Б—В—Г увеличивается темп жизни
микроорганизмов, т. е. продуктивность бактерий, что, в
конечном итоге положительно отражается на продуктивности
почв и посевных площадей.
Неорганические сорбенты
407
Таблица 8.21
Продуктивность бактериальной биомассы
в зависимости от состава почвы
Состав почвы
Почва
Почва + торф (5 %)
Почва + цеолит (5 %)
Почва + торф (5 %) + цеолит (5 %)
Количество биомассы
кг/т
2,69
0,89
5,32
4,80
т/га
8,08
2,66
15,96
11,64
N
5-
N
®
®
28 X
28 X
Рис. 8.45. Влияние состава почвы на величину N численности,
млрд/г (У), и массы, кг/т (2), бактерий в зависимости от
длительности цикла т, дни:
А — почва; Б — почва + торф; В — почва + клиноптилолит;
Г — почва + торф + клиноптилолит
Таким образом, применение адсорбентов позволяет
производить очистку почв от токсичных органических
соединений, способствует дозированному внесению
удобрений и микроэлементов, а также дает
возможность регулировать рН, что положительно отражается
на биоценозе почвы и способствует повышению ее
продуктивности.
;;MvUvyWV2 J^Hl/WVV 7.
Литература
1. Кельцев Н.В. Основы адсорбционной техники. М:
Химия, 1984.512 с.
2. Киселев А.В., Яшин Я.И. Химия поверхности и
адсорбция. Газо-адсорбционная хроматография.
М.: Наука, 1967.288 с.
3. Неймарк И.Е. Синтетические минеральные
адсорбенты и носители катализаторов. Киев: Наукова
думка, 1982. 216 с.
4. Модифицированные кремнеземы в сорбции,
катализе и хроматографии / Под ред. Г.В. Лисичкина.
М.: Химия, 1986. 248 с.
28 X 5. Неймарк И.Е., Шейнфайн Р.Ю. Силикагель, его
получение, свойства и применение. Киев: Наукова
думка, 1973.200 с.
Тарасевич Ю.И. Природные сорбенты в процессах
очистки воды. Киев, 1981. 236 с.
Арипов Э.А. Природные минеральные сорбенты,
их активирование и модифицирование. Ташкент:
ФАН, 1970.252 с.
8. Беляков Н.А., Королькова СВ. Адсорбенты:
Каталог-справочник. СПб.: СПб МАПО, 1997. 80 с.
9. Шумяцкий Ю.И., Афанасьев Ю.М. Адсорбция:
процесс с неограниченными возможностями. М.:
Высшая школа, 1998. 78 с
10. Применение клиноптилолитсодержащих туфов в
растениеводстве: сб. ст. Тбилиси: Мецниереба,
1988. 146 с.
11. Цицишвили Г.В. Природные цеолиты. М., 1985.
224 с.
Раздел 9
ТВЕРДЫЕ ГОРЮЧИЕ ИСКОПАЕМЫЕ
Автор-составитель: доц., д. х. н. A.M. Сыроежко
9.1. Общие сведения
Нефть, сланец, торф, уголь, газ относятся к нево-
зобновляемым ресурсам. В настоящее время в мире на
душу населения в среднем потребляется 3,5 т
условного топлива (УТ) (табл. 9.1).
Наибольшими запасами твердых горючих
ископаемых обладают СНГ (суммарно), США, Канада, Китай
(табл. 9.2). Эти же страны добывают наибольшее
количество углей.
Таблица 9.1
Структура мировых запасов твердых горючих
ископаемых в настоящее время
Вид
ресурсов
Уголь
Нефть
Природный
газ
Торф
Горючие
сланцы
Итого:
Геологические запасы
млрдт
16 000
520
180
1Л12 3
10 м
261
356
—
млрдт
УТ
10 126
743
229
98
114
11 310
%
89,53
6,57
2,02
0,88
1,0
100,0
Условно доступные
для извлечения запасы
млрдт
4000
260
140
1л12 3
10 м
70
90
—
млрдт
УТ
2880
372
178
26
28
3484
%
82,66
10,68
5,11
0,75
0,80
100,0
Таблица 9.2
Геологические данные об угольных ресурсах
Страны
СНГ
США
Канада
Китай
Германия
Англия
Индия
Австралия
Каменные угли,
млрдт
4649
2920
1234
1500
423,3
189,5
125
16,4
Бурые угли,
млрдт
2157
2573
Нет данных
Нет данных
103
—
Нет данных
97,7
9.2. Классификация горючих ископаемых
Существуют три типа классификаций твердых
горючих ископаемых: генетическая, структурная и
технологическая.
Генетическая классификация основана на
представлениях о составе и свойствах исходного растительного
материала, из которого образовались горючие
ископаемые, условий его накопления и преобразования.
Превращения высших растений, которые на 80-85 %
состоят из целлюлозы и лигнина, сопровождаются
образованием гуминовых кислот и гумуса — бесструктурного
вещества, не имеющего клетчатой структуры растений.
На торфяной стадии зрелости органическое вещество
представляет собой смесь гумуса, гуминовых кислот и
еще неразложившихся растительных остатков. По мере
углубления метаморфизма в результате процессов де-
карбоксилирования, дегидратации и уплотнения
происходит все большее обуглероживание органического
вещества.
В процессе превращения низших растений,
которые в основном состоят из липидов и белков,
содержат незначительное количество целлюлозы и др.
углеводов и не содержат лигнин, образуется сапропель. На
торфяной стадии зрелости сапропель представляет
собой студенистое вещество, которое по мере
углубления метаморфизма превращается в твердую
аморфную массу — сапропелит.
Наконец, наиболее стойкие к разложению части
высших растений — смолы, воски, споры, пыльца,
окончания молодых побегов (кутикулы) — образуют
липтобиолиты.
Генетические классификации. Согласно первой
генетической классификации, предложенной Потонье,
горючие ископаемые подразделяются на три класса:
гумиты, сапропелиты и липтобиолиты.
Твердые горючие ископаемые гораздо
разнообразнее нефти и газа, а их запасы несравненно больше. На
их долю приходится более 84 % всех пригодных к
добыче горючих ископаемых, при этом 82,5 % составляют
каменные угли. К твердым горючим ископаемым
относятся бурые и каменные угли, горючие сланцы и торф.
410
Новый справочник химика и технолога
Большое разнообразие твердых горючих ископаемых
объясняется различием исходного материала, из
которого они образовались, условий и времени его
превращения в тот или иной вид горной породы.
Обычно горючие ископаемые принято различать по
исходному материалу: гумусовые — образовавшиеся из
остатков высших растений (гумус — перегной) и
сапропелитовые (сапрос — гнилой, пелос — ил),
образовавшиеся из морского или пресноводного планктона,
преимущественно микроводорослей. По степени
превращения (степени метаморфизма) горючие ископаемые
оцениваются по стадиям: торфяной, буроугольной,
каменноугольной и антрацитовой. По условиям образования
залежей они называются: автохтонные (местные),
образовавшиеся на месте произрастания растений, из
которых они образовались, и аллохтонные (алло — другой,
хтон — земля), образовавшиеся в местах, куда были
вынесены растения или их остатки водными потоками или
ветром. Кроме того, различают лимнические (лимнос —
озеро) и параллические (параллос — близкий к морю),
т. е. ископаемые, которые образовались из озерных или
морских отложений органического вещества (табл. 9.3).
Более детальные классификации, учитывающие не
только исходный материал, но и условия его накопления и
преобразования, предложены Ю.А. Жемчужниковым [11]
(табл. 9.4) и Г.Л. Стадниковым [10] (табл. 9.5).
Чем больше в органической массе углерода, меньше
водорода и кислорода, тем меньше выход летучих
веществ при нагревании в одинаковых условиях. Большое
значение имеет то, в состав каких веществ они входят.
При высоком содержании битумов (веществ,
экстрагируемых из угля ароматическими углеводородами, их
смесями со спиртом и др. растворителями) наблюдается
большой выход жидких продуктов и углеводородных
газов. При высоком содержании гуминовых кислот
наблюдается повышенное содержание воды и диоксида
углерода.
Сернистые соединения крайне вредны, так как при
сжигании образуются оксиды серы SO2 и SO3,
отравляющие окружающую среду и корродирующие
топливную аппаратуру. При термической переработке без
доступа воздуха образуется ряд летучих сернистых
соединений H2S, CS2, COS, переходящих в газовую
фазу, однако большая часть серы переходит в твердый
остаток — кокс.
Для технических целей достаточно знать общее
содержание сернистых соединений в пересчете на общую
Серу (S* ИЛИ S06m).
По содержанию общей серы угли РФ делятся на
четыре группы:
I группа — малосернистые угли S': 0,5-1,5 масс. %
II группа — среднесернистые S: 1,6-2,5 масс. %
угли
III группа — сернистые угли S : 2,6-4,0 масс. %
IV группа — высокосернистые S' > 4,0 масс. %
угли
Угли Кузбасса относятся к I группе, Донбасса — к
III и IV группам.
Сернистые соединения представлены следующими
видами веществ: органические сернистые соединения,
минеральные сульфаты и сульфиды. Органических
сернистых соединений, как правило, мало и только в
малосернистых углях их доля значительна; сульфатов —
порядка 0,1-0,2 %. Основную часть сернистых
соединений составляет минерал пирит FS2.
Г.Л. Стадников разработал естественную
классификацию твердых горючих ископаемых, которая
учитывает не только чисто гумусовые или сапропелитовые, но и
горючие ископаемые смешанного происхождения.
В процессе превращения исходного материала под
действием внешних факторов (температура, давление,
природа вмещающих пород и грунтовых вод)
происходит последовательное обогащение материала
углеродом. Исходя из этого, им были выделены четыре
принципиально различных стадии углеобразования, в
результате которых образуются торф, бурый уголь,
каменный уголь и антрацит.
Структурные классификации. Они учитывают
строение вещества, в первую очередь основанное на его
элементном составе. Кроме того, широко используются
спектральные методы анализа, позволяющие
определить наличие тех или иных атомных групп и их
взаимное расположение. К методам структурного анализа
относится и метод определения группового состава. С
его помощью определяют основные виды веществ,
слагающие твердые горючие ископаемые. К ним относятся
битумы, гуминовые кислоты, выделяемые щелочью, и
остаточный продукт, который не извлекается
указанными экстрагентами.
Битумы в свою очередь делятся на воски и смолы,
последние, как полярные компоненты, выделяются из
битумов ацетоном или другим полярным
растворителем (монтан-воск). Смолы имеют сложный состав. Это
смесь кислородсодержащих производных терпенов и
других полярных соединений.
Гуминовые кислоты также подразделяются на:
фульвокислоты, растворимые в воде; гиматомилановые
кислоты, растворимые в спирте, но не растворимые в
воде; гумусовые кислоты, не растворимые в воде и
спирте. В воде растворимы их натриевые соли.
Для технологических целей угли, как и нефть,
оцениваются с помощью технического анализа. Он
предусматривает определение следующих характеристик:
влажность, зольность, выход летучих веществ при
нагревании, общее содержание серы и величину
пластического слоя, образующегося при нагревании угля.
К.Е. Ковалевым [12] была представлена концепция
структурно-химических превращений гуминовых
кислот, бурых и каменных углей на молекулярном и
надмолекулярном уровнях в процессе метаморфизма.
Концепция основана на данных рентгеноструктурного анализа.
Стадия превращения торфа в уголь — это
геохимическая углефикация. Органическое вещество претерпе-
Твердые горючие ископаемые
411
вает непрерывную убыль массы, сопровождающуюся
выделением летучих веществ, представленных в
основном С02, Н20 и СН4. Гуминовые кислоты,
конденсируясь и теряя кислотные свойства, образуют
нерастворимые в щелочах гумины.
Рентгеноструктурные исследования бурых углей
различных месторождений показали, что ядерная часть
макромолекул бурых углей состоит из 24-30 атомов,
образующих в основном однозамещенные бензольные
кольца. Углеводородные ядра и кристаллиты сшиты
алифатическими фрагментами, которые формируют
трехмерную структуру с элементарными звеньями
диаметром около 2 нм на расстояниях около 0,4 нм. При
этом наблюдается некоторая азимутальная
упорядоченность макромолекул. В общем, бурый уголь
представляется как макромолекулярная матрица, в которой
подвижная фаза удерживается ван-дер-ваальсовыми
силами, водородными и донорно-акцепторными связями. В
подвижной фазе, представленной водой,
концентрируются реликтовые соединения, несущие информацию об
исходном биологическом материале и условиях его
преобразования.
Таблица 9.3
Элементный состав твердых горючих ископаемых
Таблица 9.4
Генетическая классификация4
По исходному
материалу
Происходят из
высших
растений
I группа:
гумолиты
Происходят из
низших растений
и животного
планктона
II группа:
сапроколлиты
По результатам накопления и
разложения
I класс: гумиты (лигнино-
целлюлозные кутиновые элементы
+ смолы)
II класс: липтобиолиты (только
кутиновые элементы или смолы)
III класс: собственно сапропелиты
(сохраняются водоросли и
планктонные остатки)
IV класс: сапроколлиты
(водоросли не сохраняются, превращаются
в бесструктурную массу)
По Ю.А. Жемчужникова.
Наименование
горючих
ископаемых
Содержание на горючую массу, масс. %
С
Н
О
S
N
Гумиты
Торф
53,3-
62,1
5,7-
6,5
28,0-
40,0
0,1-
0,4
0,6-
4,0
Бурые угли
Землистые
Плотные
63,4-
76,5
67,4-
74,7
5,0-
6,7
4,0-
5,9
20,9-
31,6
18,9-
28,1
0,5-
1,2
0,6-
1,5
0,2-
1,1
0,2-
1,14
Каменные угли
Длиннопла-
менные
Газовые
Жирные
Коксовые
Отощенно
спекающиеся
Тощие
76,0-
86,0
78,0-
89,0
84,0-
90,0
87,0-
92,0
89,0-
94,0
90,0-
95,0
5,0-
6,0
4,5-
5,5
4,0-
5,4
4,0-
5,2
3,8-
4,9
3,4-
4,4
от 10
От
6,8
От
3,1
От
3,0
От
2,0
От
1,6
до
17,5
До16,
0
До
10,5
До
8,0
До
5,0
До
4,5
1,8
1,7
1,6
1,5
1,4
1,2
Сапропелиты
Сапропели
Сапроколлиты
(иркутские)
Кероген
нинградских
горючих сланцев
Кероген
кашпирских
горючих
сланцев
48,9-
60,5
69,1-
81,8
69,3-
78,3
55,6-
66,4
6,1-
8,9
7,2-
10,8
7,2-
9,8
6,5-
8,3
25,0-
41,4
7,3-
17,8
11,6-
16,2
18,9-
36,5
0,3-
3,1
0,2-
1,2
1,6-
2,6
2,4-
10,3
2,0-
5,7
0,7-
2,6
0,3-
0,9
0,2-
0,8
Таблица 9.5
Естественная классификация твердых горючих ископаемых4
Стадии
превращения
А. Стадия
торфа
Б. Стадия
бурого угля
В. Стадия
каменного
угля
Класс I
сапропелитовые
угли
Сапропелитовые
торфы
1. Богхеды
2. Кеннеди
3. Сапропелиты
Богхеды (более
зрелые, чем в бу-
роугольной
стадии), спекающиеся
Класс II
гумусовые угли
Гумусовые торфы
1. Гумусовые бурые
угли
2. Гумусовые
Кеннеди
Блестящие угли с
высоким
содержанием углерода
Класс III
сапропелито-гумусовые
угли
Болотные сапропели
1. Богхедоподобные
плотные бурые угли
2.
Сапропелито-гумусовые угли(блестящие)
Каменные угли
(черные блестящие),
спекающиеся
Класс IV
гумусо-сапропелитовые
угли
Болотные торфы
Бурые угли, рыхлые или
плотные
Каменные угли (черные менее
блестящие, чем каменные
угли III класса), не
спекающиеся или плохо спекающиеся
По Г.Л. Стадникову [10].
412
Новый справочник химика и технолога
Таблица 9.6
Структурные параметры макромолекул гуминовых кислот почв, торфа, бурого и каменного углей,
антрацита, графита
Характеристика образца
Гуминовые кислоты чернозема южного
Торф верховой, залежь
Бурый уголь, Александрийское месторождение
Каменный уголь марки Г, пласт т3
Каменный уголь марки К, пласт тъ
Каменный уголь марки ОС, пласт т^
Антрацит, пласт т3
Метаантрацит, пласт hx
Графит, месторождение Курейка
й?002> НМ
0,356
0,356
0,349
0,358
0,357
0,357
0,351
0,356
0,338
La, нм
1,804
1,104
1,010
2,138
—
2,398
4,538
3,803
5,850
Lc, нм
1,197
0,814
0,970
1,519
2,117
1,929
1,654
1,455
13,600
п*
4
3
4
5
7
6
6
5
40
п — количество макромолекул в кристаллите.
В общем виде углефикацию можно представить в
виде циклического эндотермического процесса
преобразования исходного растительного материала в
стабильный углеродистый материал (табл. 9.6).
Структурные преобразования органической массы в
процессе углефикации предопределяются деструкцией
и циклополиконденсацией. Деструкционные процессы
связаны с образованием газообразных и
легкоподвижных фаз в угольных пластах. В процессе метаморфизма
происходит рост конденсированных ароматических
ядер макромолекул угля, за исключением углей
коксующихся марок, где размер углеводородных ядер
меньше, чем в углях низкой стадии метаморфизма и
антрацитах.
Структурирование и совершенствование строения
органической массы проявляется в том, что
углеводородные ядра макромолекул угля ассоциируются в пачки
(кристаллиты). Кристаллиты можно рассматривать как
долгоживущие гетерофазные флуктуации, которые
являются надмолекулярными структурами. К.Е. Ковалев
относит ископаемые угли к гибким гуминовым плей-
номерам, макромолекулы которых (гумины) имеют
молекулярную массу от 1000 до 10 000 [12]. В
ископаемых углях могут существовать гуминовые сополимеры
двух типов:
а) сополимеры с функциональными группами (-ОН,
-СООН, HN< и др.), образующие по реакциям
поликонденсации более высокомолекулярные соединения.
Это каменные угли;
б) сополимеры с л-сопряжением, содержащие и не
содержащие функциональные группы. Их
макромолекулы состоят из блоков сопряжения, в которых
реализуется делокализация я-электронов. Это антрациты,
метаантрациты, шунгиты, графиты различного
происхождения.
9.3. Физические и технические характеристики
углей
Механическая прочность. Способность угля
противостоять ударам и истиранию рассматривается как
его механическая прочность. Она имеет большое
значение при оценке пригодности углей для коксования,
газификации, производства термоантрацитов,
электродного и литейного производств. Для углей,
предназначаемых к сжиганию в пылевидном состоянии,
важное значение имеет их размолоспособность. Она
оценивается по сопротивлению и затратам энергии на
измельчение.
Механическую прочность углеродных материалов
характеризуют сопротивлением их резанию или
вдавливанию индентеров различной формы. Механическая
прочность углей зависит от их петрографического
состава и стадии метаморфизма. Наибольшей прочностью
обладают матовые угли, наименьшей при прочих
равных условиях — угли средних стадий метаморфизма
(III-V).
Твердость и микротвердость. Минералогическая
твердость углей по шкале Мооса изменяется от 1 до 5.
Твердость витринита в бурых углях не превышает 2, а в
антрацитах достигает 4.
Микротвердость (Н/мм2) углей в России определяют
на приборе ПМТ-3. Микротвердость отдельных
микрокомпонентов углей существенно колеблется с
изменением стадии их метаморфизма. Витринит в бурых углях
имеет микротвердость 100-200 Н/мм2, в каменных —
300-500 Н/мм2, в антрацитах — 1000-2000 Н/мм2.
Микротвердость липтинита в каменных углях не
превышает 250 Н/мм2, а интернита изменяется от 500 до
1500 Н/мм2.
Действительная плотность. Действительная
плотность угля (dr) — масса единицы объема угля (г/см3)
без учета пор и трещин — приведена в табл. 9.7.
Плотность углей в процессе их метаморфизма
вначале снижается до минимального значения 1,27-
1,28 г/см3 при содержании углерода 85-87 %. Затем она
повышается, достигая максимального значения 1,5-
1,8 г/см3 в антрацитах. С увеличением содержания в
угле минеральных примесей плотность его повышается
в среднем ~ на 0,01 % (на каждый процент зольности).
Из петрографических компонентов каменных углей
наименьшую плотность имеет липтинит (1,12-1,18 г/см3), а
наибольшую — инертинит (1,48-1,50 г/см3).
Твердые горючие ископаемые
413
Электропроводность углей. Удельное
электрическое сопротивление р (Ом • м) бурых углей колеблется
в пределах 10-200, каменных — 102-106, антрацитов —
10-103.
Элементный состав. Содержание водорода в
гумусовых углях изменяется от 1,3 до 6,5 %, в бурых
углях — от 4 до 6,5 % и каменных — от 3,5 до 6 %, в
антрацитах — от 1,3 до 3 %. В сапропелитовых углях
содержание водорода может достигать до 7,5-10,5%.
Содержание водорода в гумусовых углях зависит от
петрографического состава, оно возрастает с
увеличением количества липтинита и уменьшается в фюзини-
товых углях (табл. 9.8). Содержание углерода
возрастает от бурых углей к антрацитам с 69 % до 96 %.
Содержание кислорода в бурых углях — 20-30 %, в
каменных — 2-18 % и антрацитах — 0,1-2 %.
Содержание азота в гумусовых углях варьируется в пределах
0,3-3 масс. %. Максимально высокое содержание азота
обнаружено в углях пермского возраста (Кузбасский,
Тунгусский, Минусинский и Печорский бассейны). В
этих углях азота почти в 2 раза больше, чем в углях
карбонового (Донбасс, Караганда) и юрского
(Иркутский, Южно-Якутский, Канско-Ачинский бассейны)
возрастов.
Групповой состав углей. В составе углей выделяют
органическими растворителями битумы, щелочами с
последующим подкислением — гуминовые кислоты.
Битумы — продукты превращения смол и восков
растений. Каменные угли содержат не более 1 % битумов.
В бурых углях битумов больше (около 2 % в углях
Подмосковного бассейна и до 8 % в углях
Днепровского и Южно-Уральского бассейнов).
При характеристике твердых горючих ископаемых и
продуктов их переработки различают органическую,
горючую, сухую, аналитическую, рабочую массы. В
состав органической массы входят углерод, водород,
Таблица 9.8
Элементный состав без учета серы (% на горючую массу) и высшая теплота сгорания гумусовых углей
различных стадий метаморфизма
Стадия
метаморфизма
о,
о2
03
I
II
III
IV
V
VI
VII-VIII
IX-X
Содержание
углерода — С^
63-71
65-76
68-77
74-80
79-83
83-87
87-90
89-91
90-92
90-95
94-97
Содержание
водорода — Н^
4,4-^6,3
4,1-5,3
4-5,8
5,1-5,7
5,2-5,9
5-5,6
4,7-5,1
4,2-1,6
3,7-4,4
1,8-3,7
1-2
Содержание
кислорода — (У**
20-28
17-24
16-22
12-16
8-12
5-9
3-6
2,5-3
2-3
1-2
до 1-2
Содержание
азота — К*"7
0,7-1
0,7-1,2
1-1,4
1-2,5
1,3-2,5
1,1-2,5
1,1-2,5
1,1-2,5
1-2,5
1-1,5
до 1
Высшая теплота
сгорания— Qs ,
МДж/кг
25,5-28,9
25,5-29,7
27,6-32,6
30,6-33,5
32,2-34,7
34,5-35,6
34,7-36,8
35,4-36,6
34,5-36,2
35,6-35,2
33,9-33,5
кислород, азот и органическая сера (в составе
органических молекул). В состав горючей массы входят
органическая масса и колчеданная (пиритная) сера.
Сухая масса состоит из горючей массы и безводной
минеральной части. Аналитическая (лабораторная)
масса (проба) представляет собой сухую массу и влагу,
находящуюся в равновесии с влагой воздуха в
лаборатории. Рабочая масса состоит из сухой массы и влаги,
содержащейся в топливе на месте потребления.
Таблица 9.7
Действительная плотность (dr) углей различной
стадии метаморфизма в зависимости от выхода
летучих и содержания углерода на горючую массу
Вид угля
Бурые
Каменные
Антрациты
Выход
летучих —
v*ft о/о
64
—
57
50
48
44
40
37
34
30
26
23
15
13
7
5
2
Содержание
углерода —
С^, %
62
65
67
70
73
75
78
80
82
85
87
89
90
92
93
94
95
Истинная
плотность —
dr, г/см3
1,46
1,45
1,49
1,42
1,39
1,37
1,35
1,33
1,31
1,28
1,27
1,30
1,31
1,34
1,42
1,50
1,80
414
Новый справочник химика и технолога
9.4. Формулы для пересчета результатов анализа
твердых горючих ископаемых
Состояние топлива обозначается следующими
индексами: г — рабочее; а — аналитическое; d — сухое;
daf— сухое беззольное; о — органическое (табл. 9.9).
Твердое топливо = органическая масса +
минеральные вещества + влага:
/f+ cr + Hr+or+Nr +s; +(co2)rk + wr=\oo%,
где С, Нг, (У, Nr, S' — содержание элементов в
топливе на рабочую массу; (С02)[ — количество диоксида
углерода в карбонате пробы; Wr — содержание влаги в
топливе; Аг — количество золы на рабочую массу.
Содержание карбонатов в минеральной части
каменных углей незначительно. Поэтому (С02)[
учитывается при расчетах элементного и технического
составов, если его содержание в углях > 2 %. Содержание
карбонатов в сланцах — более 10 %. При определении
количества углерода в топливе надо знать содержание
(С02)[ и вносить необходимые поправки. При
определении количества золы минеральные компоненты
подвергаются различным превращениям. Истинное
содержание минеральных веществ рассчитывают по
формуле:
4,=^ + T^ + (SO,),-(SO,)A,4+H20 + C02,
где Ам — истинное содержание минеральной части
угля, %; А — зольность топлива, определенная
стандартным способом, %; Sk — содержание колчеданной серы
в угле, %; (S03)y — содержание S03 в сульфатах угля,
%; Н20 — конституционная влага минеральных
веществ, %; С02 — содержание диоксида углерода в
карбонатах, %.
В составе формул лежат следующие представления:
масса топлива в аналитическом состоянии составляет
100 %, масса сухого топлива (%) равна 100 - Wa, горючего
топлива — \00-(Wa +Аа). Органическая масса
топлива — 100 - (W* + Ма), где М — минеральная масса, %.
В СССР был введен в действие ГОСТ 27313-87
«Топливо твердое. Обозначение аналитических
показателей и формулы перерасчета результатов анализа для
различных состояний топлива». В нем установлено
новое обозначение индексов для ряда показателей
свойств:
Влага общая на рабочее состояние топлива
Зольность на сухое состояние
Выход летучих веществ на сухое беззольное
состояние
Содержание общей серы на сухое состояние
Содержание углерода, водорода, азота на
сухое беззольное состояние
Содержание фосфора на сухое состояние
Показатель свободного вспучивания
Показатель Рога
Показатель Грей-Кинга
Дилатометрические показатели
Выход смолы полукоксования на сухое
беззольное состояние
Толщина пластического слоя
Пластомегрическая усадка
Действительная плотность
Высшая теплота сгорания
w:
ydaf
sf
cdaf, udaf,
?d
SI
RI
GK
A, b, /,,
i-nJaf
Y
X
dr
9.4.1. Формуле для вычисления теплоты сгорания
твердого топлива
Теплота сгорания твердого топлива определяется
сжиганием навески в калориметрической бомбе (Q&) в
токе кислорода, кДж/кг. Полученное значение (Q&)
выше истинной теплоты сгорания, так как содержащаяся в
топливе сера окисляется в бомбе до S03, а не до S02,
как в случае горения на воздухе. При сжигании топлива
в бомбе образуется некоторое количество оксидов
азота, поэтому при определении истинной (высшей)
теплоты сгорания твердого топлива (QB) вносят поправку
на образование серной и азотной кислот.
Таблица 9.9
Формулы для пересчета компонентов топлива (при (С02)£ < 2 %)
Состояние
топлива, символ
Рабочее, г
Аналитическое,
а
Сухое, d
Горючее, daf
Органическая
масса, о
Пересчет на состояние топлива
Рабочее, г
—
юо -w;
\oo-w*
юо -w;
100
\00-(Wtr + Ar)
100
100-(Wr+Mr)
100
Аналитическое, а
\00-W&
100-07
—
\oo-w&
100
\00-(W* + Aa)
100
100-(^a+Ma)
100
Сухое, d
100
100-07
100
100 -Wa
—
\00-Ad
100
100 -Md
100
Горючее, daf
100
100-(W; + Ar)
100
\00-(fVa+Aa)
100
\00-Ad
—
100- Md
100-Ad
Органическая масса, о
100
1ОО-(07-Мг)
100
100-(Wa+Ma)
100
100 -Md
\00-Ad
100 -Md
—
Твердые горючие ископаемые
415
В высшей теплоте сгорания топлива не
учитываются затраты тепла на испарение содержащейся в топливе
влаги и тепла конденсации водяных паров. При учете
этих затрат тепла получают низшую теплоту сгорания
твердого топлива (Qu)-
9.4.2. Теплота сгорания, определенная сжиганием
твердого топлива в калориметрической бомбе
*)Ql =4,1806a(22,5Sa + 0,0015а), кДж/кг,
где 22,5 Sa — поправка на образование серной кислоты
и растворение ее в воде, 0,0015 Q\ — поправка на
образование азотной кислоты и растворение ее в воде;
б) QI =^Д ;, кДж/кг ;
^в 100-Wa
в)бн=е:-6(^г-9Н'), кДж/кг,
где Нг — содержание водорода в рабочей пробе
топлива, масс. %;
100
r)Qt=Ql
lOO-W'
-, кДж/кг.
9.4.3. Теплота сгорания, рассчитанная по данным
элементного анализа
Вычисление теплоты сгорания топлива по
элементному составу дает хорошие, но менее точные
результаты, чем определение сжиганием в калориметрической
бомбе. Наиболее часто используются нижеприведенные
формулы расчета:
а) формула Д.И. Менделеева:
^=4,18(81C+300Hr-26(Or-Sr)-6(9Hr + ^r)),
кДж/кг;
б) формула Дюлонга:
QBr=338C + 1444
(н--£
8
+ 94Sr, кДж/кг;
в) наиболее точные результаты расчета теплоты
сгорания получают при расчете по формуле Р. Фондрачека:
Qrn =4,18((89,1 + 0,062С^)С + 270(Н -0,10) -
-25S - 6QV + 9Н), кДж/кг.
Содержание всех элементов в вышеприведенных
формулах дается в расчете на любую массу, кроме
углерода в формуле Фондрачека (Cdaf);
г) формула В. Штейера:
e:=4,i8
84 с:.-
so:
57-3
+ +
801.
345(h;-^|+25s:
,кДж/кг.
При необходимости перехода к низшей теплоте
сгорания угля на рабочую массу 0н пользуются
выражением:
Q:~Qh =6(Ж;+9Н;ц).4,18,кДж/кг,
где 6 — тепло конденсации 0,01 кг воды, содержащейся
в продуктах сгорания, кДж/кг.
Для практического расчета низшей теплоты
сгорания жидких альтернативных топлив, полученных
ожижением твердых горючих ископаемых, а также
углеводородных нефтяных тоилив рекомендуется
видоизмененная формула Д.И. Менделеева:
QrH =33,9C + 103,0H-10,9(O-S), кДж/кг,
где С, Н, О, S — массовые доли отдельных элементов
(C + H + 0 + S = l).
Между низшей и высшей теплотами сгорания
топлив существует следующая зависимость:
ен=ев-2,512сп,
где Сп — количество водяных паров, образующихся
при сгорании 1 кг топлива; 2,512 — теплота
парообразования воды, МДж/кг.
Теплоты сгорания различных видов твердого
топлива (древесина, торф, бурый уголь, каменный уголь,
полуантрацит, кокс), определенные калориметрическим
методом и вычисленные по формулам Д.И. Менделеева
и Р.Фондрачека, приведены на с. 55-56 «Справочника
химика» (Л.: Химия, 1967. Т. VI).
9.4.4. Теплота сгорания, определенная по данным
технического анализа
Расчет теплоты сгорания проводится по формуле
Гуталя с точностью ± 3 % от теплоты сгорания но
калориметрической бомбе (Q&):
Ql=S2K + aVa,
где К — выход беззольного кокса, масс. %; Va —
содержание летучих веществ в аналитической пробе
топлива, масс. %; а — коэффициент, зависящий от выхода
летучих продуктов (Vdaf) в расчете на горючую массу
топлива (табл. 9.10).
Таблица 9.10
Значение коэффициента а
V**, масс. %
5
10
15
20
а V**, масс. %
145 25
130
117
109
30
35
40
а
103
98
94
80
416
Новый справочник химика и технолога
9.5. Угли
Ниже представлены ресурсы ископаемых углей
России (млрд т):
Бассейн
Подмосковный
Печорский
Камский
Кизеловский
Челябинский
Кузнецкий
Горловский
(Новосибирск)
Минусинский
Тунгусский
Общие
ресурсы
15,5(5)*
265(61)
10
0,66
0,9
637
(548)
6
29 (20)
2299
Характеристика углей
Бурые
Коксовые, жирные
Бурые, газовые
Гумусовые,
высокосернистые
Бурые
Коксующиеся
(216 млрд т),
энергетические, антрациты, бурые
Антрациты
Коксующиеся,
энергетические
Гумусо-сапропелитовые,
Таймырский
Канско-
Ачинский
Ленский
Южно-
Якутский
Иркутский
Партизанский
(южная часть
Сихотэ-Алиня)
Буреинский
(Дальний
Восток)
* Цифра в скобках
длиннопламенные, сла-
боспекающиеся, высоко-
метаморфизованные
Газовые, тощие,
антрациты
Бурые малозольные,
малосернистые
Гумусовые от бурых до
антрацита
44 (39,5) Жирные, коксующиеся,
энергетические
Бурые и
длиннопламенные
Гумусовые от длинно-
пламенных до тощих
217
(185)
638
1647
76
1.5
12,8 Длиннопламенные и
газовые
— пригодные для добычи.
9.5.1. Классификация
Угли бурые, каменные и антрацит
ГОСТ Р5191-2000. Общие технические требования.
Общая характеристика углей стран СНГ приведена
в табл. 9.11-9.14. Классификация бурых углей (марки
Б) приведена в табл. 9.13. В качестве основного
показателя при классификации бурых углей принято
содержание влаги в рабочем топливе. Классификация
углей по генетическим и технологическим
параметрам, установленным ГОСТ 25543-88, приведена в
табл. 9.15-9.23.
Угли классифицируются по маркам в зависимости
от выхода летучих веществ, в расчете на горючую
массу VT, толщины пластического слоя и по
характеристике нелетучего остатка-королька.
Бурые угли Днепровского бассейна (Украина) в
зависимости от содержания влаги, отнесенной к
беззольной массе, естественной влаги (И^) и выхода смолы на
горючую массу (Т "•') разделяются на группы и
подгруппы.
по содержанию влаги (W6)*
1 группа — более 50 %
2 группа — 50 и до 30 %
3 группа — 30 % и менее
по выходу смолы (71)**
1 подгруппа — до 10 %
(вкл.)
2 подгруппа — более
10% и до 20% (вкл.)
3 подгруппа — более
20%
* Украинские бурые угли разделяются на три группы в
зависимости от содержания рабочей влаги, которая отнесена к
беззольной массе, названной естественной влагой:
100
We =Wr
-,%.
100-/Г
** В зависимости от выхода смолы на горючую массу Tktf
украинские бурые угли разделяются на три подгруппы и
условно обозначаются буквой Б с двумя цифровыми индексами
через дефис. Первая цифра означает группу по естественной
влажности, вторая — подгруппу по выходу смолы на
горючую массу. Например, Б1-2 означает, что уголь относится к
первой группе по влаге и ко второй подгруппе — по выходу
смолы.
Таблица 9.11
Характеристика различных углей
Уголь
Длиннопла-
менный
Газовый
Жирный
Коксовый
жирный
Коксовый
Отощенный
спекающийся
Слабоспе-
кающийся
Тощий
Антрацит
Марка
д
Г
Ж
КЖ
к
ОС
ее
т
А
масс. %
>37
>37
27-37
18-27
18-27
14-24
17-37
9-17
>9
у*>
мм
6-15
13-25
20-25
14-20
6-13
Нелетучий
остаток
Порошкообразный,
слипшийся, слабо-
спекшийся
Спекшийся,
оплавленный,
рыхлый
Спекшийся,
оплавленный,
плотный или
умеренно
плотный
Спекшийся,
без порошка
Порошкообразный,
слипшийся, слабо-
спекшийся
Неспекшийся,
порошкообразный или
слипшийся
* у — толщина пластического слоя.
Твердые горючие ископаемые
417
Таблица 9.12
Классификация каменных углей бассейнов СНГ
Марка
Группа
Показатели
V**, масс. %
от
до
у, мм
от
до
Характеристика
нелетучего остатка
Донецкий бассейн
Длиннопламенный (Д)
Газовый (Г)
Жирный (Ж)
Коксовый (К)
Отощенный
спекающийся (ОС)
Тощий (Т) 3
Полуантрацит (ПА)
Антрацит (А)
—
Г6*1
Г16
Ж13
Ж2Г2
КЖ
К14
ОС6
ОС
—
—
—
37 и более
35 и
35 и более
27
27
18
18
14
14
9
более
16
Менее 35
Менее 35
Менее 27
Менее 27
22
22
17
Менее 9
Менее 9
—
6
25
13
21 и более
21 и более
14
—
15
20
20
6 13
Менее 6
—
—
—
Порошкообразный,
слипшийся, слабоспекшийся
Спекшийся, без порошка
Порошкообразный,
слипшийся, слабоспекшийся
—
—
Львовско-Волынский бассейн
Длиннопламенный (Д)
Газовый (Г)
Жирный (ГЖ)
(Ж)*4
—
Г6*4
Г12
—
—
33 и более
33 и более
33 и более
33 и более
27
33
__
6
12
18
11
20
34
10 и более
Порошкообразный,
слипшийся, слабоспекшийся
—
—
Печорский бассейн
Длиннопламенный (Д)
Газовый (Г)
Жирный (Ж)
Коксовый (К)
Отощенный
спекающийся (ОС)
Тощий (Т)
—
—
Ж19
Ж10
—
—
—
37 и более
37 и более
27
27
37
37
Менее 27
Менее 27
Менее 17
—
б*4 и более
19 и более
10 18
14 и более
6м
—
13
—
Порошкообразный,
слипшийся, слабоспекшийся
—
—
—
—
Порошкообразный,
слипшийся, слабоспекшийся
Бассейны и месторождения Урала
Кизеловский бассейн
Длиннопламенный (Д)
Газовый (Г)
Жирный (Ж)
—
Г6
Ж13
Ж18
37 и более
37 и более
36 и более
36 и более
—
б*4
13
12
17
18 и более
Порошкообразный,
слипшийся, слабоспекшийся
—
—
—
Булнашское месторождение
Газовый (Г) Г6
37 и более
б*4
12
—
Егоршинское месторождение
Полуантрацит (ПА) —
—
10
—
—
Кузнецкий бассейн
Длиннопламенный (Д)
—
Более 37
—
Порошкообразный,
слипшийся, слабоспекшийся
418 Новый справочник химика и технолога
Продолжение таблицы 9.12
Марка
Газовый (Г)
Газовый жирный (ГЖ)
Жирный(Ж)
Коксовый жирный
(КЖ)
Коксовый (К)
Коксовый второй (К2)
Отощенный
спекающийся (ОС)
Слабоспекающийся
(СС)
Тощий (Т)
Антрацит (А)
Группа
Г6
Г17
—
1Ж26
2Ж26
КЖ14
КЖ6
К13
кю
—
—
1СС
2СС
—
—
Показатели
V**, масс. %
от
до
Более 37
Более 37
Более 31
37
Более 33
33 и менее
25
Более 25
26 и более
31
31
Менее 25
17
17
25
25
Менее 17
более 25
17
37
25
Менее 17
Менее 9
у, мм
от
б*4
17
6м
до
16
25
25
26 и более
—
14
6й
13
10
6м
6м
25
13
25
12
9
9
—
—
—
Характеристика
нелетучего остатка
—
—
—
—
—
—
—
—
Порошкообразный,
слипшийся, слабоспекшийся
—
—
Месторождения Восточной Сибири
Черемховское, Владимирское, Забитуйское, Букачачинское
Длиннопламенный (Д)
Газовый (Г)
Жирный (Ж)
Коксовый жирный
(КЖ)
—
Г6
—
—
37 и более
35 и более
33 и более
35 и менее
—
6м
12
26 и более
6 и более
Порошкообразный,
слипшийся, слабоспекшийся
—
—
—
Месторождения Дальнего Востока
Липовецкое
Длиннопламенный (Д)
—
37 и более
—
Порошкообразный,
слипшийся, слабоспекшийся
Ургальское и Сучанское
Газовый (Г)
Г6
35 и более
6 4 и более
—
Сучанское
Жирный (Ж)
Коксовый второй (К2)
Ж6
Ж13
—
25
25
20
Менее 35
Менее 35
Менее 25
6м
12
13 и более
6 и более
—
—
Подгородненское и Сучанское
Тощий (Т)
—
8
20
—
Порошкообразный,
слипшийся, слабоспекшийся
Месторождения о. Сахалин
Длиннопламенный (Д)
Газовый (Г)
Жирный(Ж)
Коксовый (К)
—
Г6
Г14
—
К14
К8
37 и более
37 и более
37 и более
27
17
17
Менее 37
Менее 27
Менее 27
—
6м 13
14 и более
18 и более
14 и более
8 13
Порошкообразный,
слипшийся, слабоспекшийся
—
—
—
Твердые горючие ископаемые
419
Продолжение таблицы 9.12
Марка
Тощий (Т)
Группа
—
Показатели
Vdaf, масс. %
от
до
Менее 18
у, мм
от
до
—
Характеристика
нелетучего остатка
Порошкообразный,
слипшийся, слабоспекшийся
Закавказские месторождения
Длиннопламенный (Д)
Газовый
Жирный
Коксовый
д
Г
Ж18
ЖЗО
К
От 36 и более
От 36 и
более
От 6 до 17
вкл.
От 27 и более
От 27 и более
Менее 27
—
При у менее 6 мм
нелетучий остаток
спекшийся
От 18 до 29 вкл.
От 30 и более
От 14 и более
Порошкообразный,
слипшийся, слабоспекшийся
—
—
—
Карагандинский бассейн
Газовый (Г)
Жирный (Ж)
Коксовый жирный
(КЖ)
Коксовый (К)
Коксовый второй (К2)
Отощенный
спекающийся (ОС)
—
—
—
—
—
—
Более 33
23 и более
33 и менее
33 и менее
23 33
Менее 22
6
24
25 и более
19
12
6м
б*4
24
18
11
11
—
—
—
—
—
—
Месторождения Средней Азии
Кок-Янгакское, Ташкумырское, Джергаланское
Длиннопламенный (Д)
—
36 и более
—
Порошкообразный,
слипшийся, слабоспекшийся
Шаргуньское
Слабоспекающийся
(со
—
17
36
—
Порошкообразный,
слипшийся, слабоспекшийся
Месторождения Северо-Восточных районов
Аркагалинское, Галимовское, Бухта угольная, Сангарское, Джебарики-Хайское и Зырянское
Длиннопламенный (Д)
Газовый (Г)
Жирный (Ж)
Слабоспекающийся
(со
Антрацит (А)
—
Г6
Ж13
—
—
37 и более
37 и более
27
27
37
37
Менее 9
—
от 6 и более
от 13 и более
—
—
Порошкообразный,
слипшийся, слабоспекшийся
—
—
Порошкообразный,
слипшийся, слабоспекшийся
—
Примечание. По Донецкому бассейну полуантрацит (ПА) имеет объемный выход летучих веществ от 220 до 330 см /г,
антрацит (А) — менее 220 см^г.
*' Цифры, входящие в условное обозначение групп, указывают нижний предел спекаемости углей, выраженный толщиной
пластического слоя у.
*2 При выходе летучих веществ 35 % и более и толщине пластического слоя более 25 мм донецкий уголь относится к группе
Ж21.
*3 Уголь с выходом летучих веществ менее 9 %, но имеющий объемный выход летучих веществ более 330 см , относят к
марке Т. При выходе летучих веществ от 9 до 17 % уголь относят к марке Т независимо от объемного выхода летучих веществ.
*4 При толщине пластического слоя менее 6 мм и спекшемся нелетучем остатке уголь относят соответственно к маркам Г
(Г6), ГЖ, КЖ (КЖ6), К2, ОС. При толщине пластического слоя 25 мм и более уголь Львовско-Вольгаского бассейна,
независимо от выхода летучих веществ, относят к марке Ж.
420
Новый справочник химика и технолога
Таблица 9.13
Классификация бурых углей
Бассейн
месторождения
Подмосковный
Группа
угля
Б1
Б2
БЗ
Показатели
V**, %
—
—
—
Wr, %
Более 30
От 30 до
40 вкл.
До 30
Урал
Челябинский
Волчанское,
Богословское,
Веселовское
Маячное,
Бабаевское
БЗ
Б2
Б1
40 и более
40 и более
40 и более
До 25 вкл.
Более 25
до 35 вкл.
Более 35
Восточная Сибирь
Харанорское
Назаровское,
Ирша-
Бородинское,
Черновское
Арбарагское,
Тарбагатайское,
Гусиноозерское,
Азейское
Б1
Б2
Б2
БЗ
40 и более
40 и более
40 и более
40 и более
Более 40
Более 30
до 40 вкл.
Более 30
до 40 вкл.
До 30 вкл.
Дальний Восток
Бикинское,
Реттиховское,
Чихезское
Райчихинское,
Майхинское
Артемовское,
Тавричанское,
Хасанское
о. Сахалин
Б1
Б2
БЗ
БЗ
40 и более
40 и более
40 и более
42 и более
Более 40
Более 30
до 40 вкл.
До 30 вкл.
До 30 вкл.
Казахстан
Карагандинский | БЗ
37 и более
До 30 вкл.
Средняя Азия
Ангренское
Сулюктинское,
Шурабское,
Кызыл-Кийское,
Алмалыкское,
Согутинское,
Ленгерское
Б2
БЗ
28 и более
28 и более
30-40
18-30
Месторождения северо-восточных районов СНГ
Согинское
Кангаласское
Анадырское
Б1
Б2
БЗ
40 и более
40 и более
40 и более
Более 40
Более 30
до 40
До 30
Таблица 9.14
Классификация антрацита, каменного и
бурого угля по крупности кусков
Класс
Условное
обозначение
класса
Размер кусков, мм
Каменный уголь и антрацит
Плитный
Крупный
Орех
Мелкий
Семечко
Штыб
Рядовой
П
К
О
м
С
ш
р
> 100
50-100
25-50
13-25
6-13
<6
Для углей не ограничен,
для антрацита < 100
Бурый уголь
Крупный
Орех
Мягкий
Семечко со
штыбом
Рядовой
БК
БО
БМ
БСШ
БР
50-100
25-50
13-25
<13
<300
Таблица 9.15
Технические требования к углям
Наименование
показателя
Зольность А ,%,
не более:
каменный уголь
бурый уголь
Массовая доля
общей серы Sf,
%, не более
Массовая доля
хлора СГ*, %, не более
Массовая доля
мышьяка As , %,
не более
Норма для продукции
ный
Я J5
огаще
угол
О
29
34
2,8
0,6
0,02
нный
анный
<U ВО J)
богаш
ртиро
угол
Нео
рассс
38
3,0
0,6
0,02
уголь,
кт, шлам
8 Я
1 &
* а
я
45
4,5
0,6
0,02
пытания
о
2ТОД И
£
ГОСТ
11022-81
ГОСТ
8606-93
ГОСТ
9326-90
ГОСТ
10478-93
Таблица 9.16
Показатели качества углей для агломерации руд
Наименование
продукции
Обогащенные
и необогащен-
ные угли
Марка
угля
Т,А
Размер
кусков,
мм
0-50
0-25
0-13
Показатели качества
Ad, %,
не более
17,0
w;at, %,
не более
10,0
Твердые горючие ископаемые
421
Таблица 9.17
Показатели качества углей для печей
цветной металлургии
Наименование
продукции
Необогащен-
ные угли
Марка
угля
ДГ
Г
ее
Размер
кусков,
мм
0-50
0-25
0-13
Показатели
качества, %, не более
Ad
25
20
25
w;a
13
11,5
13
yd"f
30
30
27
Таблица 9.18
Показатели качества углей для доменного
и недоменного использования взамен кокса
Наименование
продукции
Обогащенные и необо-
гащенные
Марка
угля
Т,А
Размер
кусков,
мм
40 (50)
100(200)
Показатели
качества, %, не более
Ad
13
ИГ
7,5
уМ
13,0
Таблица 9.19
Показатели качества углей для приготовления
пылеугольного топлива для вдувания в горн
доменной печи
Наименование
продукции
Обогащенные угли
Необога-
щенные
угли
Марка
угля
Д,ДГ,г,
сс,т
т
АДГ, г,
ее
г, ее, т
А
Размер
кусков, мм
0-100(200)
13-100(200)
0-200 (300)
0-13,0-25,
0-50
25^0
Показатели
качества, %,
не более
13,0
13,0
13
13
16,5
12,0
10,0
12,0
10,0
14,0
Таблица 9.20
Показатели качества углей для полукоксования
Наименование
продукции
Обогащенные
угли
Необо-
гащен-
ные угли
Марка угля
д
д
Размер кусков, мм
13-100
13-200
13-200
13-25
Зольность, Ad, %,
не более
5,5
10,0
Массовая доля общей
влаги W;al, %
Для рабочего
топлива,
%, не более
10,0
10,0
Для мелочи
размером менее
нижнего предела,
%, не более
20,0
20,0
Таблица 9.21
Показатели качества углей для изготовления
активных углей
Наименование
продукции
Обогащенные и не-
обогащен-
ные угли
Марка
угля
ее
(ЗСС)
т
Размер
кусков,
мм
25-200
(300)
50-200
(300)
Ad,
%, не
более
6
6
ИГ,
%, не
более
9
9
ydqf^
%, не
более
17
22
Таблица 9.22
Характеристика показателей качества
углей для коксования
й>
аименова
продуквд
ас
о
X
<ц 5
а 5
£
о
ко
о
X
а 1
се b
О <ц
*8 з
X
5 ас
ЛИ ДJ
гаще
<г* КО
о
Марка угля
Г, ГЖО,
КО, КСН,
КС, ОС, ТС
г, ксн,
КС
г, гжо,
гж, ж, к,
ко, ксн,
КС, ОС,
тс
г, гжо,
гж, ж, к,
ко, ксн,
КС, ОС,
тн, г, гж,
ксн
Размер
кусков,
мм
0-50
0-100
0-150
13-100
50-200
13-200
13-50
0-200
(300)
50-200
13-200
0-13 (25)
0-6
0-200
(300)
0-50
0-13
(25)
£"
"Ч " <ц
о ко
О <D
я я
§
ГО
10,5
10,5
12
30
30
Обща?
i влага в
рабочем топливе
W,ral, °/с
ктября
апреля
о «о
<-> g
7
9
9
9
13
, не более
апреля
ентября
чо °
— О
и о
9,5
9
9
9
13
Таблица 9.23
Показатели качества углей для производства
ферросплавов
Наименование
продукции
Обогащенные
и необо-
гащен-
ные угли
Марка угля
СС
т
А
Размер
кусков, мм
25-50
13-50
25-50
13-50
13-50
25^0
X 4>
10
13
14
12
ИГ,
%,
не
более
10
8
9
5
Массовая
доля кусков
размером
менее нижнего
предела, %, не
менее
20
20
20
20
422
Новый справочник химика и технолога
9.5.2. Кодификация
Угли бурые (угли низкого ранга). Кодификация.
ГОСТ 28663-90.
Кодовая система показателей качества, отражающих
генетические особенности и основные технологические
параметры разведываемых и разрабатываемых пластов
необогащенных и обогащенных углей и угольных
смесей. Границу между бурыми углями и торфом
устанавливают по содержанию общей влаги W™' или
максимальной влагоемкости W^ , а между бурыми углями и
каменными — по среднему показателю отражение вит-
ринита /?о и высшей теплоте сгорания Q"' в
соответствии с нижеприведенными значениями для бурого угля:
- содержанием общей влаги W™', % или
максимальной влагоемкостью W^ , %, менее 70;
- средним показателем отражения витринита Q"',
менее 0,6;
- высшей теплотой сгорания на влажное беззольное
состояние Q"', МДж/кг.
Кодовое число включает 11 цифр, соответствующих
основным параметрам, и 7 цифр, соответствующих
дополнительным параметрам. Пример кода угля:
02-520-151103-02-1131.
Показатели, подлежащие кодированию, приведены
ниже:
Показатель
Количество
цифр кода
Генетические
Средний показатель отражения гумини-
та или витринита Q* 2
Общая влага W™', %, или максимальная
влагоемкость W™ax, % I
Сумма гелифицированных мацералов
(без минеральных включений) ЕС, % 1
Сумма инертинитовых (фюзенирован-
ных) мацералов (без минеральных
включений) ЮК°, % 1
Технологические
Выход смолы полукокосвания Т$?, % 2
Зольность А ,% 1
Низшая теплота сгорания рабочего
топлива QaJ, МДж 1 кг 2
Серая общая S", % 3
Дополнительные
Содержание текстинита Ht,, % 2
Суммарное содержание оксидов Na и К 2
Температура плавкости золы Гв, °С 1
Для технологических целей предназначены неокис-
ленные угли и антрацит по ГОСТ 25543-88 размерами
кусков по ГОСТ 19242-73:
- для коксования — обогащенные и необогащенные
угли марок Г, ГЖО, ГЖ, Ж, КЖ, К, КО, КСН, КС, ОС,
ТС;
- для полукоксования — обогащенные и
необогащенные угли марки Д;
- для изготовления активных углей — обогащенные
и необогащенные угли марок СС (ЗСС) или марки Т;
- для производства ферросплавов — обогащенные и
необогащенные угли марок СС (ЗСС) или марки Т;
- для производства ферросплавов — обогащенные и
необогащенные угли марок СС, Т и А;
- для доменного и недоменного использования
взамен кокса — обогащенные и необогащенные угли
марок Т и А;
- для приготовления пылевидного топлива для
вдувания в горн доменной печи — обогащенные и
необогащенные угли марок Д, ДГ, Г, СС, Т и А;
- для агломерации руд — обогащенные и
необогащенные угли марок Т и А;
- для плавки медных концентратов в отражательных
печах — угли марок ДГ и СС.
9.5.3. Разделение углей на классы
В зависимости от размера кусков антрацит,
каменные и бурые угли разделяются на классы.
Класс
Плитный (П)
Крупный (К)
Орех (О)
Мелкий (М)
Семечко (С)
Штыб(Ш)
Рядовой (Р)
Размер, мм
100-200(300)
50-100
25-50
13-25
6-13
0-6
0-200 (300)
Допускаются классы с заменой соответственно
верхнего и нижнего пределов крупности: 100 — на
80 мм, 50 — на 40 мм, 25 — на 20 мм, 13 — на 10 мм и
6 — на 5 (8) мм, а также совмещенные классы ПК, КО,
ОМ, МС (при условии соотношения между нижним и
верхним пределами не боле 1:4) и классы ОМСШ,
МСШ и СШ.
Верхний предел 300 мм в классе «плитный» и в
рядовом угле распространяется только на предприятия с
открытым способом добычи. Для наименования
классов углей различных марок к условному обозначению
класса добавляют наименование марки, например:
- ГР (0-200) — газовый, рядовой, класса 0-200 мм;
-АК (50-100) — антрацит, крупный, класса 50-
100 мм;
- ГМСШ (0-25) — газовый, мелкий, с семечком
штыбом, класса 0-25 мм.
Буквы означают марку угля и класс, а цифры в
скобках — нижний и верхний пределы по крупности.
Классы, не предусмотренные стандартом, допускаются в
случаях специального назначения углей и антрацита в
соответствии с установленными на них стандартами.
9.5.4. Угли важнейших месторождений СНГ
В табл. 9.24 и 9.25 приведены показатели элементного, технического анализа углей и состав золы некоторых углей, торфа и сланцев месторождений СНГ.
Таблица 9.24
Характеристика углей важнейших месторождений СНГ
Бассейны и
месторождения
Донецкий бассейн
Днепровский
бассейн
Львовско-Волынский
бассейн
Марки
д
г
ж
к
ОС
т
ПА
А
Б
Г
Показатели технического анализа
cj
12,2
12,8
6,2
7,3
4,2
6,2
3,9
5,7
3,7
5,6
4,0
4,4
3,9
3,9
4,9
5,1
56,0
8,0
17,1
16,9
18,0
15,8
19,0
16,9
18,7
14,6
20,0
16,8
16,5
16,1
16,7
16,9
15,9
13,5
26,1
17,9
cj
§
00
3,4
3,5
3,3
2,9
2,9
2,8
3,4
2,3
2,3
2,1
2,5
2,5
2,7
2,9
1,8
1,8
4,4
3,4
43,5
43,3
39,9
39,5
31,3
31,0
22,8
22,8
17,6
17,0
11,0
11,3
27,9
27,6
11,6
11,8
58,1
40,5
2h
кДж/кг
21903
12485
24704
25038
25832
26041
26543
27212
26209
26627
26961
26962
27003
27003
26459
27337
7190
23868
ккал/кг
5240
5140
5910
5990
6180
6230
6350
6510
6270
6370
6450
6450
6460
6460
6340
6540
1720
5710
Элементный состав горючей массы
%
и
77,0
81,0
84,0
86,5
88,8
90,0
90,5
93,7
68,5
79,0
cj
X
5,6
5,5
5,2
3,8
4,5
4,2
3,5
2,0
5,9
5,2
о4-
cj
1,6
1,5
1,5
1,5
1,5
1,5
1,3
0,8
0,9
1,3
cj
%
0
11,9
8,1
5,8
3,1
2,6
1,4
1,6
1,5
19,0
10,5
Температура плавления золы, °С
sf+
масс. %
3,9
4,0
3,9
3,3
3,5
3,2
4,1
2,6
2,7
2,6
2,9
3,0
3,1
3,0
2,0
2,0
5,7
4,0
s
s
О =1
Я S
х Я
1050
1050
1100
—
1080
1060
1060
1070
1050
1100
S
о эс
5 Е
£ s
X *
1150
1150
1120
—
1120
1230
1240
1200
1100
1200
Переход
в жидкоплавкое
состояние
1200
1220
1200
—
1190
1260
1290
1250
ИЗО
1230
Насыпная
плотность,
т/м3
0,83-0,90
0,80-0,95
0,86-1,08
0,90-0,97
0,92-1,1
0,89-1,1
—
1,01-1,27
0,70-0,85
1,2
4^
Продолжение таблицы 9.24
Бассейны и
месторождения
Марки
Показатели технического анализа
cj
S
cj
i
ю
cj
Qn
кДж/кг
ккал/кг
Элементный состав горючей массы
cj
и
cj
X
cj
cj
О
Температура плавления золы, °С
sf7 +
масс. %
s
s
0 Я"
1 ^
X &.
EC
0 к
5 С
Переход
в жидкоплавкое
состояние
Насыпная
плотность,
т/м3
Россия
Подмосковный
бассейн
Печорский бассейн
Кизеловский
бассейн
Челябинский бассейн
Южно-Уральский
бассейн
Бул анаше кое
месторождение
Егоршинское
месторождение
Богословское
месторождение
Кузнецкий бассейн
Б
д
ж
к
г
ж
Б
Б
Г
ПА
Б
д
г
37,1
32,2
10,9
10,9
4,5
4,6
4,1
3,7
3,7
3,5
3,6
15,6
16,3
54,8
9,0
3,7
25,0
10,8
10,6
7,9
7,8
30,3
31,7
27,5
27,5
18,2
16,1
24,8
25,3
25,5
25,7
24,8
34,4
32,6
17,8
21,3
21,2
22,4
8,6
9,4
10,0
9,4
3,1
3,7
3,1
3,1
0,7
0,7
0,8
5,3
5,3
5,9
5,8
1,4
1,2
1,4
1,0
0,5
0,4
0,3
0,3
0,6
0,5
47,9
46,1
39,9
39,9
32,5
32,5
26,5
43,4
43,5
40,7
41,2
44,4
44,0
66,9
39,8
8,5
40,6
42,0
42,0
39,6
40,1
10952
11035
18559
18559
26209
26794
24746
22238
22112
23157
23324
14463
14839
8987
21820
25247
13836
24829
24704
26936
26919
2620
2640
4440
4440
6270
6410
5920
5320
5290
5540
5580
3460
3550
2150
5220
6040
3310
5940
5910
6420
6440
69,0
74,9
85,5
87,0
78,9
78,5
72,0
70,0
81,0
90,0
69,5
78,5
82,4
5,3
5,9
5,3
5,1
5,6
5,5
5,2
6,5
5,5
3,6
4,8
5,6
5,8
1,0
2,0
2,3
2,0
1,3
1,3
1,7
0,8
1,5
1,3
1,2
2,3
2,6
20,6
15,0
6,2
4,8
8,1
6,9
19,1
21,1
10,7
4,6
24,0
13,3
8,7
4,1
5,1
4,0
4,0
0,7
0,7
1,1
7,0
7,0
7,8
8,6
2,0
1,6
1,6
1,3
0,5
0,5
0,3
0,3
0,5
0,5
1400
1030
1130
1130
1150
1150
1050
1130
1,220
>1500
1150
1130
1100
1500
1150
1200
1370
1350
1350
1150
1210
1275
> 1500
1350
1200
1200
1500
1170
1250
1420
1450
1450
1220
1240
1300
> 1500
1400
1270
1270
—
0,90-1,05
0,90-1,01
—
0,82-1,05
0,82-1,05
0,85-1,0
—
1,02-1,05
0,87-1,02
0,83-1,1
0,85-0,88
0,85-0,88
Продолжение таблицы 9.24
Бассейны и
месторождения
Кузнецкий бассейн
Минусинский
бассейн
Иркутский бассейн
Забайкальское
месторождение
Букагачинское
месторождение
Верхне-Суйфунский
бассейн
Угловский бассейн
(Артемовское
месторождение)
Сучанский бассейн
Марки
Ж
КЖ
к2
ОС
ее
т
д
Д
Б
Г
Д
Б
Г
Показатели технического анализа
cj
о
S
6,3
6,5
5,9
6,8
5,7
6,3
3,9
8,5
7,8
9,3
6,5
5,3
13,5
13,9
10,2
10,4
29,5
8,3
5,8
5,9
26,0
25,8
5,0
17,5
11,3
13,1
8,6
13,9
10,3
12,6
11,3
11,0
11,1
14,2
15,2
10,5
11,7
18,2
19,2
13,7
12,2
27,5
27,4
18,9
18,3
29,3
cj
3
3
г?
С/Э
0,5
0,5
0,4
0,4
0,5
0,5
0,6
0,4
0,4
0,4
0,5
0,5
0,5
0,5
1,6
1,4
1,0
0,6
0,6
9,6
0,3
0,4
0,6
cj
о
37,9
35,3
29,1
26,3
20,4
21,0
14,0
23,3
23,2
22,7
13,0
12,8
40,0
39,5
46,0
46,5
42,8
40,4
53,0
53,6
48,0
48,0
35,0
Он
кДж/кг
26459
28174
27363
29051
27546
28800
28842
27839
26919
27170
26334
26794
23324
22572
22656
22279
16595
24955
19939
19980
15968
16093
21485
ккал/кг
6330
6740
6570
6950
6590
6890
6900
6660
6440
6500
6300
6410
5580
5400
5420
5330
3970
5970
4770
4780
3820
3850
5140
Элементный состав горючей массы
о4-
cj
о
и
85,0
88,0
88,5
90,5
86,2
87,9
79,5
79,0
78,0
85,0
82,0
76,5
71,0
82,5
X
5,6
4,8
4,7
4,2
4,7
4,4
5,4
5,4
5,6
5,0
5,5
6,2
5,7
5,3
о4
cj
о
S
Z
2,5
2,2
2,2
2,0
2,1
2,0
1,6
1,7
1,1
1,2
1,0
0,8
1,4
1,4
cj
о
О
6,3
4,5
4,0
2,6
6,5
5,0
12
,9
14,4
13,5
17,7
10,8
16,0
21,5
10,0
Температура плавления золы, °С
масс. %
0,6
0,6
0,5
0,4
0,6
0,6
0,7
9,4
9,5
9,4
0,7
0,6
0,6
0,6
1,8
1,6
1,1
0,7
9,5
0,8
0,4
0,5
0,8
s
S
о я
1 %
к -е-
<и
1120
—
1110
1140
1150
1180
1200
ИЗО
—
1200
1450
1125
—
К
о эс
S (о
сЗ В-
« 2S
1200
—
1380
1340
1350
1350
1450
1240
—
1290
1500
1300
—
Переход
в жидкоплавкое
состояние
1270
—
1445
1440
1450
1430
1400
1275
—
1320
1320
—
Насыпная
плотность,
т/м3
0,78-
0,85
—
0,92
0,88-
0,92
9,88-
0,97
0,95-
0,97
0,82-
0,90
0,84-
0,90
0,78-0,9
0,87-
0,95
1,06
0,84-
0,94
1,05-1,1
^/1
g* я
P И
гр q
5е й
я ё
S
некий
о
О
оо
to
U)
U»
ON
о
-J
К)
оо
о
.
оо
о
h—*
ON
-р*
U)
h—*
о
-J
SO
о
u»
U)
1л
U)
U)
о
SO
,
-&>
о
о
V
N—'
u»
о
о
V
u»
8
1
&1
К)
ON
оо
l .
ON
SO
U)
-p*
U)
SO
SO
f
ON
ON
-J
oo
U)
sO
SO
о
-J
ON
о
-p*
U)
о
ON
u»
'-
-p*
о
о
о
l_->
u»
о
.
oo
о
о
oo
1
l~"'
14)
ON
bo
to
to
u»
о
-J
to
ON
-J
to
U)
so
t—*
о
ON
U)
K)
-P»
to
о
-J
K)
ON
u»
to
U)
-P»
so
to
u»
-J
to
о
о
oo
u»
ON
to
о
oo
-P»
о
u»
N—
U)
oo
oo
о
oo
.
1—t
о
-p*
о
о
1 .
-p»
u»
о
о
oo
1
™—
я
-J
U)
К)
К)
so
о
so
К)
-J
u»
К)
U)
-P»
u»
о
u»
u»
to
oo
to
о
so
to
-J
'"-*
to
to
ON
t—*
4*>
u»
ON
t—*
о
о
u»
-P»
h—*
о
oo
-p»
о
u»
to
U)
oo
-P»
~
.
~-i
о
-p*
о
о
1 .
4^
u»
о
о
oo
1
о
я
8
X
н
р
я
2 Ч
ГР Ж
о ю
S3
•о л
о гр
■R сг
ское
1ение
*
so
to
оо
ON
_
о
U)
U»
-J
_
чО
-р*
U)
-J
to
, ,
U)
'""*
о
U)
u»
oo
to
u»
U)
U)
—
-р*
ON
U»
о
оо
to
о
U»
so
-J
so
to
U)
ON
о
ON
о
oo
ON
о
u»
-J
4/i
u»
oo
о
_
l_-l
о
о
V
1—•
u»
c_3
о
1
1
1
2 Ч
ГР Я
О S
о «^
•О S
О (Г
g о
£ й
1 X
S
ГР
ч
-р*
оо
to
-р*
so
U»
-р*
—
U)
_
so
-р*
-J
so
-р*
-р*
to
оо
оо
to
U)
-р*
-р»
'-Р*
| .
оо
о
»—*
ON
-р*
ON
ON
о
-J
оо
о
U»
ON
U»
U)
—
оо
-р»
U)
h—*
о
-J
ON
о
U»
U»
"1л
U)
so
U)
*""*
V
1——
500
1
1
1
1 .
*и>
so
to
to
-J
U)
so
-p*
u»
-P*
so
oo
.
u»
ON
-J
u»
U)
-J
u»
о
-J
ON
о
u»
-J
•-Л
-p=-
u»
to
U)
V
1——
500
1
1
, .
t>J
-J
47
^
s
Sa
Jn
ГР
я
о
s
Sc
a\
ассейн
fa
u»
u»
l .
t—*
о
о
U)
-p^
so
U)
to
ON
-p*
u»
so
ON
U)
U)
о
-J
so
-p*
ON
о
о
U)
U)
о
U)
1
1
1
1
fa
-
-J
oo
u»
о
u»
4^
ON
to
to
-p*
-J
ON
oo
u»
-J
ON
о
-J
ON
-J
u»
u»
U)
u»
so
о
ON
1
1
1
1
1
Я> Н
p <~<
5 Г5
Я О
я
s
Sc
о
U)
to
to
-J
'""*
о
ON
to
to
Ъо
to
to
so
so
о
u»
u»
о
о
oo
u»
oo
4^
ON
oo
ON
so
о
so
1
1
1
1
1
о
о
e
.алии
&1
to
о
ON
U)
-J
о
ON
-p»
-J
-J
t
so
h—*
oo
о
to
о
о
U»
о
о
ON
-р^
-J
-J
.
оо
-р>.
-J
ON
-p»
u»
so
о
о
-J
-р^
-р=-
to
о
-J
to
оо
U»
ON
V
so
-р»
о
-J
*—i
о
U)
so
о
.
4^
-р^
о
о Я
~P°,
-1 1
ч
U»
4^
so
-р»
о
-р^
| .
-J
о
to
so
оо
оо
-J
-J
»—*
U»
о
оо
so
U»
-р^
-J
to
"о
U)
'-р^
о
-р*
to
о
о
to
ON
о
_
К)
оо
о
1
я
ON
to
h—*
u»
о
-p»
, ,
so
oo
to
so
to
ON
о
-J
о
о
о
oo
oo
о
ON
to
to
"©
-p»
-p*
о
-p*
_
l*J
о
о
U)
oo
о
.
4b.
о
о
1
*
-p»
so
t—*
4^
о
-p»
U)
U)
о
to
so
-J
ON
ON
so
oo
о
ON
u»
о
u»
so
"-J
ON
о
о
-p*
l_t
о
to
to
о
.
to
ON
о
1
4
oo
as
>—*
u»
о
-p»
-p=-
U)
ON
to
u»
-J
so
1—•
-J
*—"*
u»
о
о
-p^
-p»
-J
U)
to
u»
-p»
u»
ON
ON
h—*
-J
о
о
U)
ON
о
so
о
oo
J—
о
ON
"so
о
u»
о
u»
l_t
-J
о
to
SO
о
_
(*J
to
о
-
fa
so
-J
u»
о
u»
-p=-
-J
о
to
to
ON
so
-J
so
oo
ON
to
о
u»
-p=-
-J
о
to
to
oo
to
U)
u»
-p*
U)
о
u»
4^
ON
о
1
1
1
о
ON
о
ON
1
1
1
о
Ъо
<Jd
Ъо
u»
U)
о
U)
4^
о
u»
, ,
ON
о
to
oo
h—*
U)
•—•
ON
-J
U)
о
1
1
1
о
ON
1
1
1
1
Сучан
ГЗ
я
s
Sc
бассейн
*
ON
U)
oo
'""*
о
ON
to
so
to
to
-p*
so
so
ON
u»
-p»
so
u»
о
ON
to
so
о
to
-p*
-p>.
so
u»
5a98C
о
-J
u»
oo
ON
о
oo
u»
u»
u»
to
"-P»
-J
to
о
-J
I»-*
о
U)
о
о
1 .
l*J
u»
о
о
so
1
о
s
н Й
о °
P. sc
ны и
ждения
Марки
W, масс. %
Ad, масс. %
S^m, масс. %
ГЛ/, масс. %
fa
ж/кг
я
я
ё
«
to
Я 'i
См, масс. %
Нф/", масс. %
N^7, масс. %
0Л/, масс. %
о4
Начало
деформации
Начало
размягчения
Переход
в жидкоплавкое
состояние
X
ая ги
ноет
т/м
ШТ о я
я
о
казател
и техни
ческого
ВЗ
я
и
ta
емент
ный
сост
ав горюче
Не
S
о
Е
^
мпе
■о
1
&э
плавлен?
золы,
о
О
so
ко
4^
огоионхэш п охптгх хпньо9оа*иэ nnsofj
93^
Продолжение таблицы 9.24
Бассейны и
месторождения
Марки
Показатели технического анализа
ев
о
ев
S
о
ев
S
3
о4
о
о
ев
0Н
кДж/кг
ккал/кг
Элементный состав горючей массы
о
ев
и
о4-
о
ев
S
1"
о
ев
%
Y
cj
о
ев
S
о
Температура плавления золы, °С
ndaf
-t- ak ,
масс. %
Начало
деформации
Начало
размягчения
Переход
в жидкоплавкое
состояние
Насыпная
плотность,
т/м3
Узбекистан
Ангренское
месторождение
Киргизия
Таджикистан
Б
СС
Б
д
Б
35,7
36,0
6,1
4,9
27,9
16,5
20,6
25,1
16,7
17,7
19,1
18,9
13,1
14,9
19,7
15,8
2,0
2,0
0,7
0,8
1,5
1,4
1,3
1,3
34,0
34,0
20,0
20,0
33,3
36,9
36,0
33,6
14254
14128
14839
25874
17054
20357
17096
16678
3410
3380
3550
6190
4080
4870
4090
3990
76,5
—
76,0
76,5
74,0
75,0
3,8
—
4,3
5,0
4,5
4,0
0,5
—
0,9
1,2
0,9
0,9
16,9
—
17,2
15,7
19,2
18,7
2,3
2,3
3,1
1,0
1,6
1,6
1,4
U4
1160
—
1050
1100
1080
1180
1300
—
1150
1250
1160
1240
1320
—
1200
1300
1190
1260
—
—
0,90-
0,93
0,87-
0,93
—
Примечание. Числитель представляет собой крайние, а знаменатель — средние для каждой марки значения. Для некоторых углей приводится только среднее значение.
Таблица 9.25
Состав золы некоторых углей, торфа и сланцев
Название
Торф
Подмосковные бурые угли
Украинские бурые угли
Кузнецкие каменные угли
Донецкие каменные угли
Донецкие антрациты
Сапропели
Споровые липтобиолиты (среди
Подмосковных бурых углей)
Горючие Эстонские сланцы
Содержание в золе, масс. %
Si02
9,9-54,6
46,0-48,0
3,8-66,9
36,4-75,5
6,3-60,1
8,5-51,7
55,93
39,85
28,8-51,6
А1203
4,7^13,0
26,0-38,4
1,1-32,0
14,7-36,4
0,4-42,6
6,2-53,3
12,0
28,69
6,4-11,3
Fe203
4,4-42,4
6,2-17,3
2,4-29,7
1,6-16,9
2,4-88,5
13,7-53,4
13,50
23,89
3,6-8,8
СаО
4,1-50,8
4,2-6,0
1,9-35,4
0,2-3,8
0,3-47,1
1,6-32,9
6,70
2,26
26,9-51,8
MgO
0,5-1,8
0,1-0,7
От следов
до 8,3
0,2-2,1
0,0-7,1
0,1-5,3
6,40
0,45
1,1-2,7
S03
2,5-12,2
3,2-4,5
1,9-44,5
0,4-3,6
0,0-30,0
—
—
1,01
3,6-9,3
Р205
ДоЗ
От следов
до 10,7
От следов
до 0,02
0,1-2,0
0,0-29,0
0,1-0,9
—
—
—
К20
До 3,2
—
—
—
—
—
1,82
—
2,1
Na20
До 1,0
—
—
—
—
—
1,31
—
6,3
МпО
До 0,5
—
—
—
—
—
1,82
—
—
428
Новый справочник химика и технолога
9.5.5. Теплофизические свойства некоторых
углей и сланцев
Основные теплофизические свойства углей и
сланцев характеризуются коэффициентами
температуропроводности, теплопроводности и теплоемкостью
(табл. 9.26). Коэффициент температуропроводности а
характеризует скорость распространения температуры
в теле. Коэффициент теплопроводности характеризует
скорость передачи тепла через единицу площади при
температурном 1радиенте 1 град/м.
Величины, характеризующие теплофизические
свойства топлива, связаны следующей зависимостью:
а =—, м /ч ,
ср
где а — коэффициент температуропроводности, м2/ч;
А, — коэффициент теплопроводности, ккал/(м • ч • град)
или кДж/(м • ч • град); с — удельная теплоемкость,
ккал/(кг • град) или кдж/(кг • град); р — кажущаяся
плотность, кг/м .
Таблица 9.26
Зависимость теплофизических характеристик углей различных марок от температуры
их предварительной термообработки
Температура
предварительной
обработки,°С
Необработанные
300
500
700
900
1100
Теплоемкость,
кДж/(кг-град)
ккал/(кг-град)
Д
1,38
0,33
1,34
0,32
1,17
0,28
1,04
0,25
1,17
0,28
0,88
0,21
Ж
1,38
0,33
1,38
0,33
1,25
0,30
1,17
0,28
0,92
0,22
0,88
0,21
Г
1,43
0,32
1,30
0,31
1,30
0,31
1,17
0,28
0,96
0,23
0,88
0,21
А
1,04
0,25
1,04
0,25
1,04
0,25
0,86
0,23
0,92
0,22
0,88
0,21
Теплопроводность,
кДж/(м-ч-град)
ккал/(м-ч-град)
Д
0,543
0,130
0,598
0,143
0,698
0,167
0,811
0,194
0,936
0,224
1,070
0,256
Ж
0,585
0,140
0,585
0,140
0,645
0,152
0,819
0,196
1,037
0,248
1,246
0,298
Г
0,568
0,136
0,614
0,148
0,940
0,225
1,003
0,240
1,313
0,314
1,363
0,326
А
0,623
0,173
0,862
0,180
0,752
0,180
0,828
0,198
1,045
0,250
1,070
0,256
Температуропроводность,
м2/ч- 10"4
Д
3,25
4,45
5,95
7,75
9,75
12,15
Ж
4,25
4,25
5,05
7,25
11,25
14,15
Г
4,26
4,75
7,25
8,55
13,56
15,55
А
6,9
7,2
7,2
8,6
11,3
12,2
9.5.6. Буроугольный битум и воск
Все видовое многообразие воска по
производственному критерию можно свести к четырем основным
типам: 1) исходный, или сырой, воск, представляющий
собой экстракт, извлеченный теми или иными
органическими растворителями из битуминозного бурого
угля; 2) обессмоленный воск, полученный путем
удаления из сырого исходного воска отдельных его
компонентов, главным образом смолистой части; 3)
рафинированный воск, т. е. осветленный, полученный
преимущественно из обессмоленного воска; 4) этери-
фицированный воск, полученный путем этерификации
рафинированного воска моно-, ди- или полиатомными
спиртами или их смесями.
Для удобства эти четыре типа восковой продукции
было предложено обозначить буквами; ВБ — воск
буроугольный, ВБО — воск буроугольный
обессмоленный, ВБР — воск буроугольный рафинированный и
ВБЭ — воск буроугольный этерифицированный.
Буроугольный воск — продукт непостоянного состава; в
зависимости от природы угля, из которого он
извлекается, а также параметров экстракции, химический
состав и качество воска могут изменяться в широком
диапазоне (табл. 9.27).
Битумы по химической природе представляют
собой конгломерат, содержащий восковые кислоты,
спирты, эфиры, кетоны, углеводороды, терпеновые и другие
соединения (табл. 9.28).
Внешний вид и свойства битумов резко различны и
зависят от условий извлечения их из месторождения
(табл. 9.29).
Твердые горючие ископаемые
429
Таблица 9.27
Влияние природы растворителя на выход и качество буроугольного битума,
извлекаемого из Александрийского бурого угля
Растворитель
Ацетон
Ацетон—бензол (1 : 1)
Спирт—бензол (1 :1)
Дихлорэтан—спирт
3:1
5:1
Дихлорэтан
Бензин
«галоша»
Вьрсод
битума
(на
органическую
массу угля), %
8,97
15,50
19,61
20,16
18,89
14,36
9,30
Выход битума
относительно
аналитического содержания
его в угле, %
43,76
73,41
89,34
92,85
86,78
64,92
44,15
ГК,°С
148-
151,9
137-
138,3
88,8
91,1
89,1
87,8
86,4
Содержание, %
воск
30,11
52,99
67,91
69,35
69,31
76,25
90,24
смола
69,78
46,92
31,69
30,31
30,50
23,57
9,70
зола
0,11
0,09
0,40
0,34
0,19
0,18
0,06
Кислотное
число,
мг КОН/г
55,14
47,60
41,25
43,39
39,87
31,06
21,05
Элементный состав
битумов (на органическую
массу), %
С
75,7
75,3
76,7
75,9
75,3
80,1
80,0
Н
10,2
10,5
10,8
10,6
10,4
12,3
11,0
S
2,2
2,1
2,0
1,9
1,8
2,0
1,5
0 + N
11,9
11,1
10,5
11,6
12,5
5,6
7,5
Таблица 9.28
Соединения, выделенные из битумов бурого угля
Соединение
Химический состав
Молекулярная масса
т °с
11IJ1, ^
1. Восковые кислоты (содержание в воске 17-19 %)
Гумусовая
Арахиновая
Пчелиная
Лигноцериновая
Церотиновая
Карбоцериновая
Геоцериновая
Неомонтановая
(н-октокозановая)
Монтановая
Мелиссиновая
С16Н25О5
С19Н54О2
С20Н40О2
С21Н35О7
С22Н44О2
С23Н46О2
С24Н48О2
С24Н50О2
С25Н50О2
С26Н52О2
С27Н54О2
С28Н56О2
С28Н52О2
С29Н58О2
C3iH6202
С32Н64О2
С47Н47О2
297
312,3
340,4
368,4
356
396,4
410,4
424,4
438,5
466,5
84,4 (75)
75,2
«126
80
84
83,2
82
87
90,5
90,1 (86-86,5)
92,1
II. Восковые спирты (содержание в воске 3-4 %, иногда — 25 %)
Тетракозанол
Гексакозанол
1-Триаконтанол
1 -Дотриаконтанол
Битуминол
С20Н40О4
С21Н35О7
С"24Н49*~'Н
С2бН53ОН
СзоН^ОН
СзгНбзОН
С32Н65ОН
344
399
356
438
224-130
выше 260
83
79
88
III. Вторичные восковые спирты (содержание в воске около 1 %)
Монтанол
С55Н111ОН
59-60(66)
430 Новый справочник химика и технолога
Продолжение таблицы 9.28
Соединение
Химический состав
Молекулярная масса
Т °С
1 пл» ^
IV. Восковые эфиры (содержание в воске около 58-59 %)
Октакозиловый
Октакозилцеротат
Октакозилгидрооксиокта-
козанат
Монтилмонтанат
Церилоктакозанат
Церилмонтанат
Тетракозилнеомонтанат
С19Н4,С(0)ОС28Н57
С21Н45С(0)ОС28Н57
С23Н49С(0)ОС28Н57
С26Н55С(0)ОС28Н57
С26Н55(ОН)С(0)ОС28Н57
С28Н57С(0)ОС29Н59
С27Н55С(0)ОС26Н5з
С28Н55С(0)ОС27Н55
С28Н57С(0)ОС24Н49
81
93
89
85
V Кетоны — неомыляемая часть (содержание в воске меньше 10 %)
Симоне лит
Гидрированный сесквитерпен
Гентриаконтан
Церотон
Монтанон
Ci2H240
Cl5H2o
Ci5H26
Cl5H28
с]6н32о
C15H30
С2()Нз4
С27Нб4
Сз2НМ
(С27Н55)2СО
(С29Н59)2СО
с42н86о
59-60
155-190
230-249
68,1
59,6 (95,5)
VI. Монтановая смола (содержание в воске до 56 %)
Абиетиновая кислота
С^Г\\^к)
С2оНзо02
(нейтральная смола)
Монтановая смола
Бетулин
Аллобетулин
Оксиа лл обетул и н
Триаконтан
Дотриаконтан
с24н34о2
СзоН48(ОН)2
СзоН490(ОН)
СзоН4702(ОН)2
СзоНб2
C31H50O3
СзгНбб
241
340
254,5
264,5
336-7
Таблица 9.29
Характеристика битумов, полученных в различных условиях
Растворитель
Бутанол
Дихлорэтан
Условия
извлечения
битума
В аппарате
Сокслета
В метали-
ческом
экстракторе
В аппарате
Сокслета
Выход
битума, %, на
сухую массу
11,30
9,20
7,40
Кислотное
число,
мг КОН/г
46
31
34
Число
омыления,
мг КОН/г
130
141
92
Внешний вид и свойства битума
Темно-коричневый, почти черный. Блестящий
с поверхности, твердый, хрупкий. Трудно
загорается, при вынесении из пламени гаснет
Темно-коричневая, липкая, тягучая масса,
измельчению не поддается. Горит коптящим
пламенем. Издает приятный цветочный запах
Коричневый с красноватым оттенком,
блестящий с поверхности, с раковистым изломом.
Растирается в порошок. Трудно загорается, при
удалении из пламени гаснет
Твердые горючие ископаемые
431
Продолжение таблицы 9.29
Растворитель
Дихлорэтан
Бензол
Условия
извлечения
битума
В
металлическом
экстракторе
В аппарате
Сокслета
В
металлическом
экстракторе
Выход
битума, %, на
сухую массу
5,20
8,70
6,00
Кислотное
число,
мг КОН/г
20
36
60
Число
омыления,
мг КОН/г
161
ПО
189
Внешний вид и свойства битума
Красновато-бурая масса, мягкая, неотверде-
вающая, растягивающаяся в эластичные нити.
Быстро загорается, горит коптящим пламенем.
При горении запах жженой резины
Бурого цвета. Слегка блестящий с поверхности,
мажущийся, измельчению не поддается. Трудно
загорается. При горении трещит, горящие
частицы разбрасываются в разные стороны
Лимонно-желтого цвета, клейкая, полужидкая
масса, с медленно загустевающей пленкой.
Легко загорается, горит коптящим пламенем и
дает легкий запах воска
9.5.7. Краткие сведения о зарубежных угольных
бассейнах
Более половины запасов углей в США (~ 60 %)
находятся в западной части страны, в районе Скалистых
гор, но главная добыча (« 90 %) сосредоточена в
восточных районах, где находятся наиболее крупные
бассейны — Пенсильванский, Аппалачский, Иллинойский,
Западный — и располагаются мощные промышленные
районы.
В Китае преобладают запасы каменных углей, часть
из них пригодна для производства кокса, бурых углей
мало. Основные месторождения располагаются в
северо-восточном и южном районах, прилегающих к
побережью Восточно-Китайского моря, и в нижнем течении
реки Янцзы.
В Канаде преобладают запасы бурых углей, но
довольно значительны запасы коксующихся углей —
283,7 млрд т. Основные месторождения располагаются
в восточных районах, прилегающих к Атлантическому
океану, крупные запасы углей находятся на западе
страны.
В Европе наиболее крупными запасами углей
обладают Германия и Англия.
В Германии в западных регионах находятся в
основном запасы каменных углей хорошего качества, на
востоке — значительные запасы бурых углей —
49 млрд т.
В Англии запасы составляют 18,5 млрд т каменных
углей, среди которых преобладают угли низкой и
средней стадий метаморфизма.
В Индии запасы углей составляют 125 млрд т, угли
невысокого качества, с высокой зольностью, трудно-
обогатимые.
В Австралии — 97,7 млрд т бурого и только
16,4 млрд т каменного угля. Спекающиеся угли
расположены на востоке континента. Наиболее крупные
месторождения бурых углей находятся в штатах Южный
Уэльс и Квинсленд.
В Японии запасы углей невелики — 20 млрд т,
месторождения расположены на островах Хоккайдо и
Кюсю. Имеются угли от бурых до антрацитов,
коксующихся углей очень мало.
Литература
1. Юркевич Я., Росиньский С. Углехимия / Пер. с
польск. М: Металлургия, 1973. 360 с.
2. Угли СССР: Справочник. Изд. 2-е, перераб. и доп. /
И.А. Ульянов, А.П. Солдатенков, В.К. Дмитриев и
др. М.: Недра, 1975.308 с.
3. Камнева А.И., Платонов В.В. Теоретические
основы химической технологии твердых горючих
ископаемых. М.: Химия, 1990. 288 с.
4. Справочник по химии и технологии твердых
горючих ископаемых / Под ред. А.Н. Чистякова. СПб.:
«Синтез», 1996. 362 с.
5. Химия и переработка угля / В.Г. Липович, Г.А. Ка-
лабин, И.В. Калечиц и др. М: Химия, 1988. 336 с.
6. Зеленин Н.И., Файнберг B.C., Чернышева К.Б.
Химия и технология сланцевой смолы. Л.: Химия,
1968. 308 с.
7. Справочник сланцепереработчика. / Под ред. МГ. Ру-
дина, Н.Д. Серебрянникова. Л.: Химия, 1988.256 с.
8. Поконова Ю.В., Файнберг B.C. Сланцехимия. М:
Наука, 1985. (Итоги науки и техники. Сер:
«Технология органических веществ» Т. 10). 320 с.
9. Справочник по торфу / Под ред. А.В. Лазарева,
С.С. Корчунова. М: Недра, 1976. 256 с.
10. Стадников Л.Г. Происхождение углей и нефти. М;
Л.: Изд-во АНСССР, 1937. 611с.
11. Химия и переработка угля / В.Г. Липович, Г.А. Ка-
лабин, И.В. Калечиц и др. М.: Химия, 1988.
12. Ковалев К.И. Структурно-химические
превращения ископаемых углей при их добыче и преработ-
ке. Автореф. дисс. ... д-ра техн. наук. Ростов н/Д,
1991.50 с.
432
Новый справочник химика и технолога
9.6. Горючие сланцы
Залежи горючих сланцев присутствуют в
отложениях всех геологических систем палеозоя, мезозоя и
кайнозоя.
9.6.1. Общие сведения
Запасы горючих сланцев. Сведения о мировых
запасах горючих сланцев противоречивы. По
ориентировочным расчетам общие запасы сланцев, содержащих
от 10 до 65 % органического вещества, превышают
1500 млрд т. По оценке специалистов, запасы сланцев в
расчете на сланцевую смолу превышают 550 млрд т.
Месторождения горючих сланцев. Запасы горючих
сланцев распределяются между континентами
следующим образом (млрд т): Азия — 500, Африка — 370,
Северная Америка — 220, Южная Америка — 180,
Европа — 120, Австралия — 90. Самые мощные
месторождения расположены в западном полушарии — в
Бразилии («Ирати») и США («Грин-Ривер»). Крупные
месторождения горючих сланцев находятся на территории
России, Эстонии, Беларуси, Казахстана и Узбекистана.
Ниже приводятся данные о геологических (1) и
балансовых (2) запасах этих месторождений (млрд т), %:
Бассейн
Прибалтийский бассейн (Эстония,
Ленинфадская область России)
Волжский бассейн (Саратовская,
Самарская, Ульяновская и
Оренбургская области России)
Вычегодское (Республика Коми,
Архангельская и Кировская
области России)
Тимано-Печорское (Республика
Коми, Архангельская область России)
Припятское (Беларусь)
Сырдарьинское (Узбекистан)
Амударьинское (Узбекистан)
Болтышское (Украина)
Кендерлыкское (Казахстан)
1
83,4
29,7
28,0
6,6
11,0
24,6
22,3
4,5
2,5
2
7,55
3,26
0,55
0,18
Ведущее место в мире по объему добычи и
использованию сланцев занимает Прибалтийский бассейн,
площадь которого составляет 60 тыс. км2. Промышлен-
но разрабатываются Эстонское и Ленинфадское
месторождения. Сланец Прибалтийского бассейна,
называемый «кукерситом», залегает в отложениях среднего
ордовика и образует от 4 до 7 слоев. Общая мощность
пласта на Эстонском месторождении — 2,5-3,2 м, а на
Ленинфадском — 1,6-1,9 м. Глубина залегания — от 0
до 120 м. Сланец Волжского бассейна залегает на
глубине от 10 до 300 м, мощность пластов — 0,7-5,0 м.
Добыча горючих сланцев. Горючий сланец на
территории России добывался еще в XIX в. (Кашпирское
месторождение). С 1916 г. добыча сланца ведется в
Эстонии, а с 1932 г. — в Ленинградской области. В 1940 г.
в СССР добывалось свыше 1,7 млн т сланца, к 1980 г.
добыча выросла до 37 млн т, а в 1984 г. составила
33,2 млн т. Снижение объема добычи сланца связано с
уменьшением его потребления на Прибалтийской и
Эстонской ГРЭС. В эксплуатации находятся: в России —
3 шахты на Ленинфадском и 2 шахты на Кашпирском
месторождениях, в Эстонии — 7 шахт и 4 разреза.
Около 40 % сланца добывается в Прибалтийском
бассейне открытым способом, на действующих
разрезах применяется бестранспортная система разработки.
При подземной добыче свыше 80 % добывается с
применением камер. Благодаря высокому содержанию
водорода в органической массе керогена, при его
термической переработке образуется около 65 масс. % смолы
на сухую органическую массу или 18-20 % на сухую
массу сланца (табл. 9.30).
В процессе добычи получают сланец с различным
размером кусков от мелочи (пыли) до 125 мм. По
гранулометрическому составу его делят на три класса:
I класс — 100-125 мм, II — класс 30-100 мм и III класс —
0-30 мм. Сланец II класса пригоден для
технологического использования, сланец I класса дробят до
крупности II класса, а сланец III класса идет на энергетические
цели. Качество сланца определяют по трем
показателям: влажности, фанулометрическому составу и
содержанию органической массы.
Влажность — балласт, при ее содержании 9-12 % на
испарение воды тратится до 35 % тепла, необходимого
для переработки сланца. В настоящее время
удовлетворительных установок для ее удаления нет, и этот
показатель не регулируется. Гранулометрический состав в
пределах класса широк и неравномерен, регулировать
его в процессе производства практически невозможно.
Поскольку указанные два показателя практически
не регулируются, единственным регулируемым
показателем является содержание органической массы.
Оптимальная степень обогащения определяется из
экономической целесообразности.
Таблица 9.30
Техническая характеристика
Прибалтийских сланцев
Показатели
Содержание влаги, масс. %
Содержание золы, масс. %
Содержание минерального
С02, масс. %
Содержание органического
вещества на сухую массу,
масс. %
Теплота сгорания по
бомбе, МДж/кг
Выход смолы на
органическое вещество, %
Гранулометрический
состав сланца, мм
Регион
Эстония
8-10
45^8
18-21
29-38
10,26
65,5
25-125
Ленинградская область
8-11
48-50
20-22
28-32
10,26
65,5
30-100
Прибалтийский бассейн (Эстония,
Ленинфадская область России)
Волжский бассейн (Саратовская,
Самарская, Ульяновская и
Оренбургская области России)
Вычегодское (Республика Коми,
Архангельская и Кировская
области России)
Тимано-Печорское (Республика
Коми, Архангельская область России)
Припятское (Беларусь)
Сырдарьинское (Узбекистан)
Амударьинское (Узбекистан)
Болтышское (Украина)
Кендерлыкское (Казахстан)
83,4
29,7
28,0
6,6
11,0
24,6
22,3
4,5
2,5
7,55
3,26
0,55
0,18
Твердые горючие ископаемые 433
Таблица 9.31
Характеристика минеральной части горючих сланцев
Месторождение
Эстонское
Ленинградское
Кашпирское
Болтышское
(Украина)
Кендерлыкское
(Казахстан)
Фушуньское (Китай)
Грин-Ривер (США)
А\
масс. %
50,5
54,2
68,5
67,0
64,2
78,2
65,6
(C02)i,
масс. %
19,0
19,6
9,7
5,0
2,3
3,8
20,6
Содержание компонентов в золе, масс. %
Si02
30,5
27,9
44,0
61,5
58,2
62,3
43,8
А1203
9,5
8,6
11,0
20,0
17,2
26,7
12,2
Fe203
7,0
5,2
9,5
7,4
7,3
6,1
4,6
СаО
45,7
50,4
28,5
4,6
2,3
0,1
22,1
MgO
4,0
2,5
1,8
1,2
1,0
1,8
9,3
so3
5,5
4,2
17,5
2,9
3,4
—
2,2
Na20
0,5
0,5
2,2
1,3
К20
2,5
3,4
2,5
3,0
10,6
3,0
5,8
Примечание. Ad — зольность на сухое вещество, (С02)^ — содержание минерального С02.
Таблица 9.32
Элементный состав органической массы горючих сланцев (масс. %)
Месторождение
Прибалтийское
Волжское
Болтышское
С
76-77
62-65
62-72
Н
9,4-9,9
7,5-7,7
9-10
N
0,2-0,5
0,7-1,0
1,2-2,3
S
1,2-2,0
8,7-9,8
1-2
О
9,5-12
17-21
15-21
Атомное соотношение Н : С
1,5
1,4-1,5
1,6-1,8
9.6.2. Свойства горючих сланцев
Горючие сланцы состоят из минеральной и
органической частей, причем, как правило, органическая часть
меньше минеральной. Сланцы всегда содержат много
золы, ее количество обычно больше 50 масс. %.
Минеральная часть сланцев связана с осадочными породами,
вмещающими органическую массу. В состав
минеральной части входят карбонаты (кальций, доломит,
сидерит и др.), силикаты и алюмосиликаты (слюда, полевые
шпаты и др.), кварц, сульфиды. Характеристика
минеральной части горючих сланцев различных
месторождений приводится в табл. 9.31. В минеральной части
горючих сланцев присутствуют редкие и рассеянные
элементы, которые могут представлять интерес в
промышленных целях. Так, шведские сланцы содержат
250-325 г/т урана, и предполагается, что из них
может быть добыто до 300 тыс. т урана.
Органическое вещество сланца называют кероге-
ном. Его содержание в горючих сланцах составляет 10-
50 %, однако в некоторых видах может достигать 60-
80 %. Кероген имеет по преимуществу водорослевое
происхождение и представляет собой смесь
высокомолекулярных соединений сложного строения. Для него
характерно высокое атомное соотношение Н : С (в 2-
3 раза выше, чем для каменных углей). Элементный
состав органического вещества горючих сланцев
приведен в табл. 9.32. Сера в горючих сланцах находится в
сульфидной, органической и пиритной формах.
Высоким содержанием серы характеризуются сланцы
месторождений Волжского бассейна. Практически все
сланцы богаты кислородом (9-20 масс. %), содержание
серы в них — 1-2 масс. %, кроме Волжских, у которых
ее содержание аномально высокое, порядка 10 масс. %.
Органическая масса горючих сланцев — кероген —
относительно богата водородом, по содержанию
которого они ближе к нефти, чем к углю (8-10 масс. %).
Кроме того, в золе содержатся металлы, в том числе
тяжелые и редкоземельные (табл. 9.33).
Таблица 9.33
Содержание металлов в минеральной части
горючих сланцев (г/т)
Элемент
Ванадий
Германий
Иттрий
Лантан
Медь
Молибден
Никель
Титан
Хром
Цирконий
Месторождение
Прибалтийское
30
1,2
8
50
6
12,5
6
900
23
30
Волжское
ПО
1,9
5,8
46
10
60
45
3400
40
55
Болтышское
ПО
1,0
30
—
8
2
10
500
10
50
434
Новый справочник химика и технолога
9.7. Торф
9.7.1. Общие сведения
Торф — наиболее молодой тип горючих
ископаемых как с точки зрения геологического возраста, так и
химической зрелости. Он представляет собой смесь
неразложившихся остатков растений и бесструктурного
гелеобразного вещества — гумуса. По своему составу и
степени превращения (химической зрелости) торфы
весьма разнообразны. Это разнообразие объясняется
большими различиями в условиях местности и
растительного материала, из которого образовался торф. В
зависимости от исходного растительного материала
торф делится на три группы: низинную, переходную и
верховую.
Низинная образовалась на обводненных участках
земной поверхности с богатыми солями фунтовыми
водами. В соответствии с этими условиями исходной
растительностью были тростники, осока, различные
кустарники, а из деревьев — ольха и береза.
Верховые болота, в которых образуется верховая
фуппа торфа, питаются влагой за счет атмосферных
осадков и в меньшей степени фунтовыми водами.
Поэтому водная среда верховых болот меньше
минерализована, чем низинных. Основными представителями
растений являются мхи (сфагнумы), низкорослый
кустарник типа багульника и голубики, из древесных
пород чаще встречаются сосна и береза.
Переходные болота, образующие переходную фуп-
ггу торфа, имеют промежуточный характер обводнения
местности между низинными и верховыми.
Важнейшей характеристикой торфа является
степень разложения растительного материала с
образованием аморфного гумуса. Степень разложения торфа
может колебаться от 1 до 75 %, что зависит от условий
разложения исходного материала: обводненности
местности, доступа кислорода, минерализации почвенных
вод, их кислотности и природы исходного
растительного материала. Многообразие этих условий сказалось на
обширной систематике торфов. Она насчитывает три
типа, каждый из которых делится на подтипы,
последние, в свою очередь, — на фуппы, а фуппы — на
виды. Всего насчитывается 20 видов низинного, 8 —
переходного и 12 — верхового торфа.
По степени разложения торф подразделяют на три
вида: низкой степени разложения — до 20 %,
средней — 20-35 % и высокой — выше 35 %.
Разложение исходного растительного материала
происходит за счет микробиологической деятельности,
которая зависит от влажности и степени аэрации
материала кислородом воздуха. В зависимости от изменения
этих факторов меняется вид микрофлоры, но во всех
случаях ее деятельность офаничена поверхностным
слоем, фаничащим с уровнем фунтовых вод.
Торфяные месторождения неравномерно
распределены по континентам. В Азии сосредоточено около 50 %, в
Европе — 31 %, в Северной Америке — 11 %, остальные
8 % — в Южной Америке, Африке и Австралии.
Страны СНГ занимают первое место в мире по
запасам торфа — (163,6 млрд т, т. е. 58 % мировых
торфяных ресурсов). Распределение торфяных ресурсов
приведено в табл. 9.34. Крупные торфяные месторождения
площадью больше 10 000 га сосредоточены на
территории Российской Федерации.
Многообразие растений-торфообразователей,
разнообразие условий торфонакопления являются причиной
широкого диапазона колебания их свойств. Твердые
вещества торфа являются смесью неразложившегося
растительного материала, гумуса минеральных
веществ. Благодаря высокой пористости и влагоемкости,
торф в естественном состоянии содержит 85-95 % воды,
а в твердой части — до 50 % минеральных примесей.
Элементный состав торфа колеблется в
следующих пределах, масс. %: углерод — 48-65, водород —
4,7-7,3, кислород — 24,7^15,2, сера — 0,02-1,2,
азот — 0,5^,0.
Таблица 9.34
Выявленные и разведанные торфяные ресурсы стран СНГ
Государство
Российская
Федерация
Беларусь
Украина
Эстония
Латвия
Литва
Грузия
Армения
Всего
Заторфированность
территории, %
2,6
7,8
1Д
9,5
6,9
3,0
0,2
0,03
2,6
Количество
месторождений
44215
6978
2571
375
5069
3832
46
14
63100
Выявленные и разведанные торфяные ресурсы
Площадь
промышленной
залежи, тыс. га
44751
1615
678
430
438
197
16
0,8
48125,8
Средняя
глубина
торфа, м
2,34
1,87
1,38
3,18
2,37
2,32
5,19
2,06
2,32
Запасы торфа
млн т
151133
5402
2269
2270
1052
800
129
2,4
163657
% к общим
запасам СНГ
92,3
3,3
1,4
1,4
1,0
0,5
од
0,001
100
Твердые горючие ископаемые
435
Групповой химический состав торфов разнообразен.
Различают компоненты: битумы (Б), водорастворимые
вещества — сахара (ВР), легкогидролизуемые вещества
(ЛГ), трудногидролизуемые вещества (ТГ), целлюлозу
(Ц), лигнин (Л). Колебания группового химического
состава торфов приведены в табл. 9.35, зольной
части — в табл. 9.36.
В золе экстрактов содержатся не только элементы,
ранее найденные в этих горючих ископаемых, но и
серебро, а также другие элементы, которые вследствие
очень низких концентраций их в торфе и углях
считались отсутствующими.
Таблица 9.35
Групповой химический состав
органической массы различных торфов
Продолжение таблицы 9.35
Тип торфа
Низинный
Групповой химический состав
органической массы торфа, масс. %
Обозначения
Б
ВР + ЛГ
ГК
ФК
Среднее
значение
4,2
25,2
40,2
15,5
Пределы
изменения
1,2-12,5
9,2-34,8
18,6—55,5
5,0-27,9
Тип торфа
Низинный
Переходный
Верховой
Групповой химический состав
органической массы торфа, масс. %
Обозначения
ц
л
Б
ВР + ЛГ
ГК
ФК
ц
л
Б
ВР + ЛГ
ГК
ФК
ц
л
Среднее
значение
2,4
12,3
6,6
23,9
37,8
15,7
3,6
11,4
7,0
35,8
24,7
16,6
7,3
7,4
Пределы
изменения
0-9
3,3-26,2
2,2-13,8
6,9-51,5
11,7-52,5
8,6-33,2
0-15,8
1,9-23,9
1,2-17,7
9,0-63,1
4,6-49,9
19,0-30,4
0,7-20,7
0-2,1
Примечание. ГК — гуминовые кислоты, ФК — фульво-
кислоты, Л — лигнин (негидролизуемый остаток).
Таблица 9.36
Элемент
Ag
А1
Ва
Be
Са
Со
Сг
Си
Fe
Ge
Mg
Mn
Mo
Na
Ni
Pb
Sc
Si
Sn
Sr
Ti
V
Zn
Zr
Состав зольной части торфа, угля и экстрактов из них
Торф
до экстракции
Не определяется
>3000
60-90
Не определяется
>3000
Не определяется
3-6
3-6
>3000
Не определяется
600-900
10-30
3-6
60-90
6-9
6-9
Не определяется
>3000
Не определяется
60-90
100-300
6-9
Не определяется
10-30
после экстракции
Не определяется
100-300
1-3
Не определяется
100-300
Не определяется
следы
1-3
300-600
Не определяется
30-60
1-3
Не определяется
60-90
1-3
Не определяется
Не определяется
>3000
Не определяется
Не определяется
30-60
1-3
Не определяется
Не определяется
Торфяной
бензольный
экстракт
1-3
>3000
60-90
Не определяется
>3000
1-3
6-9
>3000
>3000
Не определяется
3000
300-600
6-9
Не определяется
100-300
60-90
Не определяется
>3000
Не определяется
600-900
300-600
10-30
1000
60-90
Бурый
до экстракции
Не определяется
>3000
300-600
3-6
>3000
6-9
100-300
30-60
>3000
60-90
3000
60-90
60-90
60-90
10-30
60-90
6-9
>3000
6-9
60-90
2000
60-90
3-6
100-300
(1<Г %)
уголь
после
экстракции
Не определяется
>3000
60-90
1-3
>3000
3-6
60-90
3-6
>3000
3-6
2000
30-60
30-60
10-30
3-6
10-30
1-3
>3000
3-6
30-60
1000
30-60
Не определяется
100-300
Буроугольный
экстракт
3-6
>3000
600-900
Следы
>3000
10-30
300-600
1000
>3000
100-300
3000
100-300
60-90
60-90
2000
60-90
10-30
>3000
10-30
100-300
600-900
300-600
100-300
Не
определяется
* Образцы торфа были отобраны на торфоразработках возле с. Полоницы (Львовская область), образцы бурого угля — из
Магеровского месторождения (Львовская область).
436
Новый справочник химика и технолога
9.7.2. Классификация
Торф и продукты переработки торфа относятся к
первой группе первого класса промышленной
продукции. Номенклатура, обозначение показателей качества
и характеризуемые свойства торфа и продуктов
переработки приведены ниже:
Наименование Обозначение
показателя показателя
качества качества
Тип торфа —
(ГОСТ 21123-75)
Группа торфа —
(ГОСТ 21123-75)
Вид торфа —
(ГОСТ 21123-75)
Степень разложе- R
ния, %
(ГОСТ 21123-75)
Зольность, % Ad
(ГОСТ 21123-75)
Массовая доля влаги wd, Wd
% (ГОСТ 21123-75)
Засоренность, % 3
Массовая доля т
мелочи,%
Плотность, кг/м3 р
Механическая плот- П
ность при
испытании в барабане,%
Водопоглощае- Вл
мость, %
(ГОСТ 21123-75)
Влагоемкость, кг Вс
влаги на кг сухого
вещества
Теплота сгорания Q^
при сжигании в
калориметрической бомбе, Дж/кг
Кислотность рН
Массовая доля
подвижных форм
веществ, %:
Наименование
характеризуемого
свойства
Условия торфона-
копления
Соотношение
растительных остатков
в торфе
Ботанический состав
растений-торфооб-
разователей
Содержание
бесструктурных
растительных остатков
Масса
минеральной части торфа
Масса воды,
находящейся в торфе
Примеси (древесные
и другие остатки)
Наличие класса
менее 25 мм в
кусковом торфе, брикетах
и полубрикетах
Физическое
свойство
Прочность
брикетов и полубрикетов
Физическое
свойство
Теплоценность
Реакция среды
азота
(поглощенного аммиака
нитратного)
фосфора
калия
железа
кальция
хлора
N
Р205
к2о
Fe203
СаО
С1
Химический
состав питатель
ных веществ
Разработана промышленно-химическая
классификация торфа, которая в зависимости от ботанического
состава и степени разложения разделяет торф на 5 групп,
различных по химическому составу и направлениям
использования, включая и получение новых продуктов.
Первая группа — верховые малоразложившиеся
виды торфа (/? = 10-20 %) с высоким содержанием легко-
гидролизуемых углеводов (до 40 %) и целлюлозы (8-
10%) — рекомендуется к использованию путем
кислотного гидролиза для производства кормовых
дрожжей и кормовых добавок, торфяных питательных сред,
щавелевой кислоты, фурфурола, спиртов, гликолей и
др. продуктов.
Вторая группа — верховые торфы средней степени
разложения (25-35 %), содержащие 6-8 % бензольного
битума, до 25 % гуминовых кислот, с небольшой
зольностью (3-5 %). Они пригодны для воскового
производства, газификации и коксования, для изготовления
бытового кускового топлива.
Третья группа — верховые торфы со степенью
разложения выше 35 % с повышенной битуминозностью и
высоким содержанием гуминовых кислот. Они
применяются в основном для производства восков, для
получения активных углей, гуминовых красителей,
преобразователей ржавчины, медицинских препаратов, а
остаток является хорошим сырьем для получения
сорбентов различного назначения.
Четвертая группа — низинные торфы средней
степени разложения, содержащие до 30-35 % гуминовых
кислот и до 3,5 % азота — широко используются в
сельском хозяйстве в качестве органических
удобрений, фунтов различного назначения при получении
биологически активных препаратов, для газификации и
производства брикетов.
Пятая группа — низинные торфы высокой степени
разложения (50-60 %) с большим содержанием
гуминовых кислот и азота представляют интерес для
получения ростовых и биологически активных веществ,
ингибиторов коррозии металлов, а также для
производства органических удобрений и топливных брикетов.
При использовании верхового торфа низкой степени
разложения основными продуктами гидролиза
являются осахаренный торф, кормовые дрожжи, торфяная
меласса. Негидролизуемый остаток может быть применен
для получения активных углей, торфощелочных
реагентов, наполнителей пластмасс или для производства
гранулированных торфяных удобрений. При
переработке верхового торфа со степенью разложения более
30 % основным продуктом является воск, а остаток
можно использовать для получения активных углей,
наполнителей пластмасс, торфощелочных реагентов.
Электронно-микроскопические исследования
показали, что гуминовые комплексы представлены
сферическими частицами с размерами от 3 до 10 нм, склонными
соединяться в цепочки с образованием рыхлых, сетчатых
агрегатов. При сушке гуминовых компплексов возможно
образование глобул с размерами от 80 до 2000 нм.
Твердые горючие ископаемые
437
В зависимости от областей применения различают:
торф фрезерный (табл. 9.37), торф топливный для
пылевидного сжигания (табл. 9.38), торф для сельского
хозяйства (табл. 9.39), торф для коммунальных нужд
(табл. 9.40).
Приемка торфа должна производиться по
ГОСТ 13674-78, при этом степень разложения
торфяной залежи должна составлять не менее 10 % для
низинного торфа и 15 % для переходного и верхового
типов. Определение ботанического состава торфа под
микроскопом и степени разложения этого состава
проводится в соответствии с ГОСТ 28245-89.
Торф низкой степени разложения (ГОСТ Р51213-98)
предназначен для использования в сельском хозяйстве
и зеленом строительстве, цветоводстве,
животноводстве, промышленности, медицине, экологии. Степень
разложения торфа не должна превышать 20 %.
«Гипроторф» разработал стандарт на торф кусковой
топливный для коммунально-бытовых нужд,
добываемый экскаваторным или фрезформовочным способом
(ГОСТ Р51062-97).
Характеристика брикетов торфяных для
коммунальных нужд (ГОСТ 963-84) приведена в табл. 9.41.
Размеры брикетов определяются конструкцией
матричного канала применяемого штемпельного пресса (в мм):
- длина — от 80 до 200;
- ширина — от 40 до 75;
- высота — от 15 до 70.
Таблица 9.37
Требования на торф фрезерный для производства
брикетов (ГОСТ 13672-76)
Наименование
показателей
Содержание рабочей влаги
W , %, не более
Зольность (Ad), %, не более
Насыпная плотность при
условной влажности 40 %,
кг/м3
Засоренность
посторонними горючими
примесями, не более
Норма
50
15
200
5
Метод
испытаний
ГОСТ 11305-65
ГОСТ 11306-65
ГОСТ 13673-68
ГОСТ 11130-75
Таблица 9.38
Характеристика топливного фрезерного торфа для
пылевидного сжигания (ГОСТ Р50902-96)
Наименование показателя
Массовая доля общей
влаги Wrt , %, не более
Зольность Ad, %, не более
Засоренность 3 (куски
размером свыше 25 мм), %, не
более
Массовая доля общей серы
S? , %, не более
Значение
52
23
8
0,5
Метод
испытания
ГОСТ 11305-65
ГОСТ 11306-65
ГОСТ 1130-75
ГОСТ 8606-93
(ИСО 8601-2001)
Таблица 9.39
Характеристика торфа для сельского хозяйства
Наименование показателя
Массовая доля влаги Wtr, %
Зольность Ad, %, не более
Кислотность
рН солевой суспензии
(рНксО
рН водной суспензии
(РН„,0)
Электропроводность,
мОм/см, не более
Засоренность древесными
включениями 3, %, не более
Массовая доля пушицы, %,
не более
Плотность насыпная (на
сухое вещество) р, кг/м3, не
более
Влагоемкость (на сухое
вещество) В л, кг/кг, не менее
Фракционный состав
(содержание частиц размером
менее 3 мм), %, не более
Значение
45-60
10
2,5-3,5
3,(М,1
0,18
1
10
150
6
30
Метод
испытания
ГОСТ 11305-65
ГОСТ 11306-65
ГОСТ 27894.3-88
ГОСТ 11130-75
ГОСТ 11130-75
ГОСТ 24701-81
ГОСТ 24160-80
Таблица 9.40
Характеристика торфа для коммунальных нужд
Наименование показателя
Массовая доля общей влаги
W', %, не более
Зольность Ad, %, не более
Массовая доля мелочи т
(куски размером мене 25 мм),
%, для торфа из залежи:
верхового типа
низинного типа
Значение
45
23
10
20
Методы
испытания
ГОСТ 11305-65
ГОСТ 11306-65
ГОСТ 11130-75
Таблица 9.41
Характеристика торфяных брикетов
Наименование показателя
Массовая доля общей
влаги Wtr, %, не более
Зольность Ad, %, не более
Механическая прочность
при испытании в барабане
(остаток целых и частично
разрушенных брикетов с
размерами кусков более
25 мм), %, не менее
Массовая доля мелочи
(куски размером менее
25 мм), %, не более
Норма
1 сорт
16
15
95
5
2 сорт
20
23
94
6
Метод
испытания
ГОСТ
11305-65
ГОСТ
11306-65
ГОСТ
18132-72
438
Новый справочник химика и технолога
9.7.3. Гуминовые вещества торфа
Гуминовые вещества торфа представляют собой
специфические органические соединения — продукты
биохимического распада растительных остатков,
имеющие сложную структуру. Основными составляющими
их являются гуминовые кислоты и фульвокислоты.
К гуминовым кислотам (ГК) относят вещества,
извлекаемые из торфа щелочными водными растворами и
осаждаемые при подкислении раствора в виде
аморфного темноокрашенного вещества. К фульвокислотам
(ФК) относят остаток, в котором кроме собственно
фульвокислот имеются полисахариды, пептиды,
аминокислоты, фенолы. Содержание гуминовых кислот в
торфе колеблется от 5 до 55 %. Минимальное
количество их находится у слаборазложившегося торфа моховой
группы верхового типа. В торфе низинного типа даже
низкой степени разложения гуминовых кислот бывает
не менее 20 %. Среднее содержание ГК составляет 24,5;
37,7 и 39,1 соответственно для верхового, переходного
и низинного типов торфа. Содержание углерода в
составе ГК изменяется от 46 до 61 % (среднестатиче-
ское — 58,7 %), водорода — от 2,8 до 6,6 % (5,0 %),
азота — от 2 до 6 % (3,4 %). Отличительная
способность ГК торфа — высокое содержание углерода с
одновременно высоким атомным отношением С : Н, что
связано со специфическими условиями гумификации в
торфогенном слое.
ГК при нагревании не плавятся, а разлагаются. При
высушивании проявляют необратимые свойства,
усиливающиеся с ростом температуры сушки. Сухие ГК
представляют собой блестящую черную массу.
Плотность ГК находится в пределах 1,14-1,63 г/см3.
Высушенные ФК образуют тонкие блестящие
пленки красновато-бежевого цвета, растрескивающиеся в
виде тонких волокон. Элементный состав ФК, %: С —
40-52; Н — 4-6; N — 2-6; О — 40-48. Отношение С : Н
в нем ниже, чем в ГК, что свидетельствует о меньшей
конденсированности ФК.
Применение различных деструктивных методов
позволило идентифицировать следующие структурные
элементы ГК: фрагменты алифатических цепей
различной длины, бензол и его гомологи, фенолы, фураны,
пиррол, дибензофураны, дифениловые эфиры,
конденсированные ароматические углеводороды и их
гомологи, нафталин, аценафтен, дифенил, флуорен, фенантрен
и антрацен; алифатические и ароматические
аминокислоты, пурины, пирамидиновые основания, поли- и мо-
носахара, уроновые кислоты. Большой набор и
содержание функциональных групп определяют высокую
емкость обмена ГК, которая растет с увеличением рН.
Общее количество кислых групп в ГК и ФК зависит от
типа и вида торфа и колеблется (соответственно) от 5,8
до 7,7 мг-экв/г и от 8,0 до 13,3 мг-экв/г.
В связи с высокой полидисперсностью ГК их
молекулярные массы (ММ), определяемые различными
методами, не совпадают: ММ гуминовых кислот,
найденные химическими методами, находятся в пределах
1300-130 000; ММ, установленные физическими
методами с использованием осмометрии, криоскопии,
вискозиметрии, — в пределах 700-25 000; ММ,
установленные с помощью центрифугирования и
светорассеяния, — от 30 000 до 80 000. Для ФК эти величины ниже.
Более информативным для ГК является тип молекуляр-
но-массового распределения.
9.7.4. Битумы торфа
Вещества, извлекаемые из торфа органическими
растворителями, называются битумами. Количество
экстрагируемых битумов изменяется в широких
пределах и зависит как от вида и степени разложения торфа,
так и от природы применяемых растворителей. По
содержанию битумов различные виды торфа
располагаются в ряд:
1) верховой тип — сосново-пушицевый > пушице-
вый > сосновый > сосново-сфагновый > шейхце-
риевый > пушицево-сфагновый > шейхцериево-сфагно-
вый;
2) низинный тип — шейхцериевый > сосновый >
> древесно-тростниковый > древесно-осоковый >
сфагновый > осоково-гииновый > осоково-сфагновый.
Наибольший выход битума, состав которого
обогащен смолистыми веществами, получают при
использовании полярных растворителей.
Состав битумов в самих растениях-торфообразо-
вателях различен: верховые торфы содержат в
основном стойкие соединения (воск, предельные
углеводороды), битумообразователи низинных торфов имеют
биохимически неустойчивые вещества (хлорофилл,
насыщенные соединения, кислородсодержащие и др.).
9.7.5. Торфяной воск
Сырьем для получения сырого торфяного воска
служит верховой битуминозный торф (степень
разложения — не менее 35 %, зольность — не более 8 % и
рабочая влажность — не более 50 %), добытый
кусковым или фрезерным способом. Основное требование,
предъявляемое к битуминозному торфу, — наличие в
нем сырого воска, извлекаемого бензином, не менее
5 % (на абсолютно сухое вещество).
Сырой торфяной воск по ТУ 6-01-973-75 (табл. 9.42)
должен соответствовать следующим требованиям: цвет —
темно-коричневый; сплавляемость с парафином —
полная; содержание смолистых веществ — не более 40 %;
механических примесей — не более 1,0 %; влаги — не
более 0,5 %; К. ч. (кислотное число) — 30-60 мгКон/г;
Ч. о. (число омыления) — 100-160 мгКОН/г; И. ч.
(йодное число) — 15-30 мгКОН/г; Тк — 70-80 °С.
Химический состав торфяного воска зависит от
применяемого растворителя, что хорошо видно из
табл. 9.43. Состав и свойства воска зависят также от
вида торфа (табл. 9.44).
Из смолистой части «парафины» выделены
вымораживанием бензинового раствора смолы при -20 °С.
Твердые горючие ископаемые
439
«Парафины» содержат углеводороды, стерины,
первичные, вторичные и третичные алифатические и,
возможно, циклические спирты с сопряженными двойными
связями, свободные и связанные в виде эфиров
(табл. 9.45-9.47). Как видно из табл., Тк смол и
«парафинов» в два раза ниже Гк сырого воска. Смолы и
«парафины» содержат большее количество азот- и
кислородсодержащих соединений. Воск содержит более 20 %
смол и 15 % «парафинов», в то время как смола и
«парафины» в свою очередь содержат значительное
количество восковых и других соединений. Количество не-
омыляемых в воске веществ в 4 раза меньше, чем в
смолистой части.
Таблица 9.43
Влияние химической природы растворителя на
выход и состав экстрактов из сфагново-пушицевого
торфа (степень разложения 35-40 %)
Растворитель
Петролейный
эфир
Бензин
Диэтиловый эфир
Бензол
Ацетон
Метиловый спирт
«-Бутиловый
спирт
Выход
экстракта,
%
7,0
3,6
5,8
5,9
9,4
8,4
13,2
Состав экстракта, %
воск
87
71
52
66
38
34
32
смолистая
часть
13
29
48
34
62
66
68
Таблица 9.44
Состав и свойства воска в зависимости от вида торфа
Торф
Сосново-пушицевый
Пушицевый
Сосновый
Степень
разложения,
°/о
60
45
65
Состав воска, %
воск
62,2-60
67,8
—
«парафины»
18,0-22,0
19,4
—
смолистая
часть
17,6-24,6
17,0
—
примеси
2,0-3,8
6,8
—
Гк
70,6
72
62
И.ч.,
г/100г
17
17
21
.-55
9 о
36
35
36
Э.ч.*,
мгКОН/г
112
129
91
Ч. о.,
мгКОН/г
148
164
127
* Э.ч. — эфирное число.
Таблица 9.45
Химический состав торфяного воска
Соединение
Формула
Экстр агент
Углеводороды
Алифатические
Циклические
С36Н72, СззНбб
С27—Сзз
Сгз-Сзз
СгзН24
СгоНп
Q5H24
Бензин
Бензол
Ацетон—вода, толуол—этанол—вода
Спирт—бензол
Бензол
Бензин
Таблица 9.42
Характеристика сырого торфяного воска
и его смолистой части
Показатель
Т
1 к
Элементный
состав, %:
С
Н
N
О
Содержание, %:
воск
«парафины»
смолы
неомыляемые, %
В том числе
свободные
кислоты
Кислотное
число, мгКОН/г
Число омыления,
мгКОН/г
Йодное число,
г/100г
Содержание фи-
тостеринов, %
В том числе
Р-ситостерина
Сырой
торфяной
воск, %
71-73
80,5
12,7
0,9
5,9
61,4
15,4
23,2
19,3
Не
определяется
44
128
22
3,7
2,6
Смолистая часть
смолы
31
80,0
11,3
1,8
6,9
5,9
0,9
93,2
51,7
2,4
47
134
43
15,7
11,0
«парафины»
37
78,4
10,8
1,4
9,4
0,4
98,3
1,3
16,8
5,6
34
Не
определяется
16
23,7
16,6
440
Новый справочник химика и технолога
Продолжение таблицы 9.45
Соединение
Формула
Экстр агент
Спирты
Алифатические
Циклические
Кислоты
алифатические
Оксикислоты
С20Н40О4
Сго, ^22, C24, С26, Сгв, С3о
С24Н50О, C20H42O
С25Н52О, СггН^бО
С20-С30
С30Н52О, C27H50O
С3оН520, C27H50O
С27Н50О
С27Н50О
С16Н55О5, C21H35O7
С19Н34О2
С25Н52О2, C27H54O2
СгвИббОг
С26Н52О2, C27H54O2
С2«Н5б02
С27Н54О2, C27H54O2, С29Н5б02
С12Н22О2, C14H26O2, C27H54O2, СзоНбоОз, С25Н50О2
С20Н40О2, C22H44O2, C24H48O2, C28H56O2, C31H62O2
С14-С28
Ci8
С19-С29
Сг9-С32
С20-С21
Спирт
Бензол
Бензин
Ацетон—вода, толуол—этанол—вода
Бензол
Петролейный эфир
Бензин
Спирт
Спирт—бензол
Бензол
Бензин
Бензин БР-2
Спирт—бензол
Ацетон—вода, толуол—этанол—вода
Спирт—бензол
Таблица 9.46
Содержание жирных кислот в сыром и рафинированном торфяном воске
Кислота
Масляная
Валерьяновая
Капроновая
Энантовая
Каприловая
Пеларгоновая
Каприновая
Ундециловая
Лауриновая
Тридециловая
Миристиновая
Кислота х
Пентадециловая
Пальмитиновая
Маргариновая
Стеариновая
Нонадециловая
Арахиновая
Генэйкозановая
Бегеновая
Трикозановая
Лигноцериновая
Пентакозановая
Число атомов
углерода
4
5
6
6
8
9
10
11
12
13
14
—
15
16
17
18
19
20
21
22
23
24
25
ОВ
—
—
—
—
0,01
0,02
0,03
0,10
0,12
0,14
0,23
0,26
0,29
0,45
0,66
1,00
1,33
1,86
2,06
2,93
3,70
4,05
5,70
В сыром воске, %, по фракциям*
1
—
—
—
—
—
—
—
—
—
Следы
0,9
—
0,8
18,8
1,4
9,6
4,9
41,7
1,4
9,2
Следы
1,3
—
2
—
—
—
—
—
—
0,1
0,5
1,5
0,3
3,0
—
8,3
33,0
11,5
10,6
0,3
8,2
5,9
8,3
Следы
8,6
—
3
0,3
0,8
3,4
2,9
5,9
8,1
8,5
9,1
10,4
10,8
10,3
—
8,1
7,1
5,9
2,6
2,7
1,2
0,9
10,5
2,2
41,4
2,2
4
—
—
—
—
—
—
—
Следы
0,4
1,8
5,3
—
4,4
7,4
7,1
8,1
4,4
6,8
0,1
10,2
1,8
18,6
1,2
В рафинированном
воске, %
—
—
—
—
0,2
0,3
0,6
0,8
0,8
—
1,7
0,2
1,6
2,1
1,8
4,5
10,6
12,0
4,4
10,2
4,9
13,6
3,3
Твердые горючие ископаемые
441
Продолжение таблицы 9.46
Кислота
Церотиновая
Гептакозановая
Монтановая
Нонакозановая
Мелиссиновая
Число атомов
углерода
26
27
28
29
30
ОВУ
7,45
8,02
8,65
9,05
16,02
В сыром воске, °
1
—
—
—
—
—
2
—
—
—
—
—
4, по фракциям*
3
35,5
0,5
7,8
—
—
4
17,5
0,5
—
—
—
В рафинированном
воске, %
15,6
4,9
4,1
Следы
Фракции: 1 — кислоты, растворимые в метаноле при 20 °С, выделенные из растворимых в спиртобензольной смеси
натриевых солей; 2 — кислоты, не растворимые в метаноле при 64 °С, выделенные из растворимых в спиртобензольной смеси
натриевых солей; 3 — кислоты, растворимые в метаноле при 64 °С, выделенные из не растворимых в спиртобензольной смеси
натриевых солей; 4 — нерастворимые при тех же условиях.
Таблица 9.47
Содержание алифатических спиртов нормального строения в торфяном воске
Спирт
Додеканол
Тридеканол
Тетрадеканол
Пентадеканол
Гексадеканол
Гептадеканол
Октадеканол
Нонадеканол
Эйкозанол
Генэйкозанол
Доказанол
Трикозанол
Тетракозанол
Пентакозанол
Гексакозанол
Гептакозанол
Октакозанол
Нонакозанол
Триаконтанол
Число атомов
углерода в
цепи
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Фракция С-1
ОВ
—
—
0,41
0,46
0,54
0,59
0,77
0,79
1,0
1,31
1,79
2,21
2,84
3,41
4,15
5,31
6,16
8,57
10,89
температура
выхода, °С
—
—
183
184
185
186
187
188
190
193
197
200
207
212
217
228
235
248
268
содержание, %
—
—
0,2
0,3
3,9
1,7
2,3
1,8
9,8
2,0
27,9
1,9
21,8
2,8
16,0
2,0
5,1
0,2
0,3
Фракция С-2
ОВ
0,21
0,29
0,39
0,41
0,50
0,57
0,73
0,76
1,0
1,26
1,76
2,21
2,85
3,20
4,31
5,40
6,18
8,51
10,73
температура
выхода, °С
180
181
182
183
186
187
189
190
191
193
197
202
207
213
218
223
232
248
263
содержание, %
0,2
0,1
0,9
2,2
5,3
5,8
9,2
9,0
10,3
6,5
11,5
6,6
13,4
4,9
9,8
0,1
3,9
0,1
0,2
Содержание спиртов с четным числом атомов углерода во фракции С-1 составляет 87,3 %, во фракции С-2 — 64,7 %.
9.7.6. Обессмоленный торфяной воск
Обессмоленный торфяной воск получают из сырого
торфяного воска. Смолистые вещества извлекают из
мелкораздробленных частиц (0,5-3 мм) сырого
торфяного воска охлажденным до 0-5 °С бензином БР-2.
Смолы, находящиеся в бензиновом растворе,
отделяются от воска, а воск промывается чистым растворителем
и продувается острым паром для удаления бензина и
выдается в виде готовой продукции. Обессмоленный
торфяной воск должен иметь следующие показатели:
темно-коричневый цвет; Тк — не ниже 78 °С;
содержание восковых веществ — не менее 90 %; содержание
смолистых веществ (растворение в ацетоне при 0 °С) —
не более 10 %; содержание воды — не более 0,5 %; К. ч. —
39-56 мгКОН/г; Ч. о. — 110-120 мгКОН/г; И. ч. — 10-
25г/100г (табл. 9.48). Данные таблицы 9.48
показывают, что в процессе обессмоливания, а затем рафинации
содержание механических примесей в воске
уменьшается до 0, возрастает количество смол, что отражается
на изменении характеристических чисел, зольности и
на элементном составе.
9.7.7. Рафинированный торфяной воск
Рафинированный торфяной воск производят из
обессмоленного. Для получения светлого, не
темнеющего при сплавлении воска с высокой температурой
плавления необходимо обессмоленный воск подвергнуть
рафинации. Оптимальные условия рафинации сырого
торфяного воска таковы: двухромовокислого калия —
442
Новый справочник химика и технолога
175-200%, серной кислоты — 130%, концентрация
серной кислоты — 50 %, температура процесса
окисления — 105-110 °С, продолжительность окисления — 5 ч.
По техническим требованиям воск торфяной
рафинированный должен иметь следующие показатели:
цвет — светло-желтый до желтого; Тк — не ниже 79 °С;
К. ч. — 120-160 мгКОН/г; Ч. о. — 180-220 мгКОН/г;
И. ч. — не более 8 г/100г; содержание влаги — менее
0,5 %. В рафинированном торфяном воске — 92,5 %
свободных кислот.
Таблица 9.48
Характеристика обессмоленного
и рафинированного воска
Показатель
Цвет
Влажность, %
Механические примеси, %
Воск, %
Парафин, %
Смола, %
Кислотное число, мгКОН/г
Число омыления, мгКОН/г
Эфирное число, мгКОН/г
Йодное число, г/100г
Зольность, %
Т
1 к
Элементный состав, %:
С
Н
О
Выход (от
обессмоленного), %
Воск
обессмолен-
ный
темно-коричневый
0
0,94
88,17
5,87
5,02
51,50
113,10
61,60
18,99
0,49
76,70
76,49
11,74
11,77
—
рафинированный
светло-
желтый
0
—
92,76
6,40
0,84
116,26
168,44
52,18
11,23
—
81,00
—
84,07
9.7.8. Углеводы торфа
Содержание и состав углеводов, составляющих
значительную часть торфа, зависят от типа, вида, степени
разложения и условий торфообразования. Углеводный
комплекс весьма лабильный, и его содержание
колеблется от 50 % на органическое вещество у верхового
торфа низкой степени разложения до 7 % на
органическое вещество (ОВ) торфа высокой степени разложения
(R > 55 %). Он представлен в основном полисахаридами
остатков растений-торфообразователей. Углеводы,
растворимые в горячей воде или водорастворимые, состоят
преимущественно из моно- и полисахаридов и их
пектиновых веществ. В торфе находятся способные
растворяться в холодной воде дисахариды, построенные из
гексоз: сахароза, лактоза, мальтоза, целлодиоза.
Пектиновые вещества представляют собой сложный
химический комплекс пентоз, гексоз и уроновых кислот с
молекулярной массой от 3000 до 280 000.
Вещества торфа, растворяющиеся в воде после
гидролиза в слабом растворе минеральной кислоты или
щелочи, называются легкогидролизуемыми (ЛГ) или
гемицеллюлозами (ГЦ), не являющимися
индивидуальными веществами. Это полимеры, в состав которых
входят гексозы (манноза, глюкоза, галактоза) и пентозы
(метилпентоза, ксилоза, арабиноза). В некоторых видах
торфа в составе ГЦ присутствует рибоза. Гидролизуе-
мая в присутствии концентрированной серной кислоты
(трудногидролизуемая — ТГ) часть органического
вещества торфа представлена высокомолекулярными
производными углеводов и отождествляется с целлюлозой.
Таким образом, углеводная часть торфа
сосредоточена в трех фракциях органического вещества:
водорастворимых, легкогидролизуемых и трудногидролизу-
емых. Общее количество Сахаров в продуктах
гидролиза торфа характеризуется показателем
«редуцирующих веществ» (РВ), содержание которых в ВР + ЛГ до
50 % и более 90 % в ТГ. Остальное приходится на
вещества неуглеводной природы. Качественный и
количественный составы углеводного комплекса
существенно зависят от типа, вида и степени разложения
торфа (табл. 9.49 и 9.50). Наиболее богаты углеводами
торфы верхового типа с низкой степенью разложения.
Суммарное содержание легко- и трудногидролизуемых
РВ при степени разложения торфа до 20 % колеблется
от 40 до 50 % на ОВ, причем соотношение их примерно
одинаково. Торф низинного типа значительно беднее
углеводами верхового. Содержание ЛГ полисахаридов
в нем составляет 7-20 %, уменьшаясь от торфов
травяной группы к древесным, а внутри каждой группы — с
ростом степени разложения. Количество
трудногидролизуемых РВ в торфах низинного типа в несколько раз
ниже, чем в торфе верхового, и колеблется в пределах
0,8-4,8 % на ОВ, также снижаясь по мере увеличения
степени разложения.
Суммарное содержание легкогидролизуемых
моносахаридов в торфах низинного типа значительно ниже,
чем в торфе верхового, и изменяется от 3,5 до 13,1 % на
ОВ в зависимости от вида торфа и степени разложения.
9.7.9. Комплексное использование торфа
Торф представляет большую ценность для
химической и биохимической промышленности, сельского
хозяйства, медицины, машиностроения, строительства
и ряда других отраслей (рис. 9.1). Энергетическое или
сельскохозяйственное потребление полностью не
исчерпывает потенциальные возможности торфа. Решить
эту проблему может комплексная безотходная
переработка, которая позволит по сравнению с чисто
энергетическим использованием повысить эффективность
отрасли в 15-20 раз. Так из 1 т сухого торфа можно
получить (кг): гуминовых веществ — 450-800,
красителей — 350-450, целлюлозы — 150-200, битумов — 50-
100, воска — 40-50, «парафина» — 20-30, этилового
спирта — до 45, уксусной кислоты — до 15, щавелевой
кислоты — до 200, кормовых дрожжей — 200-220,
дегтя — 80-100, дубильных веществ — до 50 и ряд др.
химических веществ.
Твердые горючие ископаемые
443
Таблица 9.49
Характеристика углеводного комплекса торфов верхового типа (средние значения)
Вид торфа
Магеллани-
кум-торф
Фускум-торф
Куспидатум-
торф
Сфагновый
с пушицей
Пушицево-
сфагновый
Пушицевый
Шейхцерие-
вый
Я, %
5-10
15-20
25-30
5-10
20-30
5-15
10-15
15
25
20-25
40
55
5-10
20
30
Содержание
РВ, % на ОВ
ЛГ
25,0
21,6
15,0
24,6
19,0
15,0
18,7
14,8
18,4
8,6
6,0
4,8
26,6
24,8
18,7
ТГ
21,5
21,6
15,2
21,3
18,8
38,5
21,1
18,0
19,9
12,6
5,6
2,5
21,2
20,3
19,8
Соотношение
РВ-.ЛГ/ТГ
1,2:1
1 : 1
1 : 1
1,1:1
1 : 1
0,4: 1
0,9: 1
0,8: 1
0,9 : 1
0,7 : 1
1,1 : 1
1,9: 1
1,2: 1
1,2: 1
0,9: 1
Состав легкогидролизуемых углеводов, %
на органическое вещество
ксилоза
5,2
3,4
5,7
4,4
4,0
1,8
3,0
2,6
3,8
2,0
2,2
0,2
5,0
5,6
3,5
арабиноза
1,6
1,6
0,9
1,0
0,6
0,6
0,5
0,5
0,8
0,2
0,5
0,1
1,7
0,6
1,4
манноза
1,4
0,9
0,4
2,6
2,4
0,3
0,7
0,7
0,2
—
—
—
0,6
1,0
Следы
рамноза
1,0
1,3
—
1,6
0,9
0,1
1,0
0,7
0,9
—
—
—
Следы
Следы
Следы
галактоза
4,5
2,8
2,4
7,2
5,1
2,5
2,6
1,6
1,0
0,4
0,1
Следы
6,0
5,7
2,5
глюкоза
5,1
3,5
3,7
7,0
6,5
0,6
2,7
3,1
3,2
6,0
3,1
4,5
4,5
3,2
3,6
рибоза
Следы
—
—
0,7
Следы
—
—
—
3,3
—
—
—
—
—
—
сумма
моносахаридов
18,8
13,5
13,1
24,5
19,5
5,9
10,5
9,3
12,4
8,6
5,9
4,8
17,8
16,1
11,0
Примечание. РВ — растворимые вещества.
Таблица 9.50
Характеристика углеводного комплекса торфов низинного типа
Вид торфа
Гипновый
Осоково-
гипновый
Осоковый
Тростниковый
Древесный
R,%
10
10-20
20-25
25-30
30-35
20-25
35^0
45-55
35^0
45-55
Содержание РВ, %
наОВ
ЛГ
7,4
11,6
15,7
15,4
12,1
11,8
10,4
7,9
8,2
7,2
ТГ
2,1
3,5
3,1
—
—
3,8
1,3
0,9
3,4
3,8
Соотношение
РВ-.ЛГ/ТГ
3,5: 1
3,3 : 1
5,1 : 1
—
—
3,1 : 1
8,0: 1
8,8: 1
2,4:1
1,9: 1
Состав легкогидролизуемых углеводов, %,
наОВ
ксилоза
2,2
2,3
2,9
2,7
2,5
2,0
1,4
1,1
1,0
0,8
арабиноза
1,9
1,7
3,0
2,6
2,4
0,6
1,5
1,2
1,7
1,3
манноза
0,4
1,0
0,7
—
0,5
0,4
0,1
—
—
0,3
рамноза
—
0,6
0,7
0,8
0,6
0,4
0,3
0,4
0,4
0,3
галактоза
1,0
1,1
1,4
1,5
1,2
1,0
0,3
0,5
0,6
0,6
глюкоза
1,6
1,9
1,5
1,4
1,4
0,8
1,5
0,6
1,0
0,8
рибоза
—
0,6
0,4
0,1
0,2
1,4
0,1
—
0,1
—
сумма
моносахаридов
7,1
9,2
10,6
9,1
8,8
6,6
5,2
3,8
4,8
4,1
444
Новый справочник химика и технолога
Низинный торф
низкой степени
разложения
высокой степени
разложения
Верховой торф
низкой степени
разложения
высокой степени
разложения
подстилочные,
изоляционные и
упаковочные
материалы
грунт для теплиц,
торфяные
горшочки
дерн торфяной,
питательные
брикеты,грунты
воск торфяной
кокс торфяной
органические,
органо-
минеральные
удобрения
проэстрагированный торф
активный уголь
энергетическое и
коммунально-
бытовое топливо
кормовые
дрожжи
негидролизуемыи
остаток
красители
наполнители для пластмасс,
торфощелочные реагенты,
биологически активные
вещества
удобрение
Рис. 9.1. Схема комплексного использования торфа
Требования к торфу как к сырью для комплексного
использования. Для производства органических и ор-
гано-минеральных удобрений используются верховые
торфы с R > 20 % и низинные с R > 15%,
ограниченные по зольности пределом Ad < 30 %. Для торфо-
минерально-аммиачных удобрений заводского
производства ограничения на сырье более жесткие: R > 20 %
и Ad < 10 % — верховой торф; R > 30 % и Ad < 12 % —
низинный при содержании Fe203 не более 5 % на
сухой торф.
Гуминовые кислоты используются для
регулирования структурообразования бедных гумусом почв,
поскольку улучшают водный, воздушный, питательный
режимы и повышают их плодородие, применяются для
производства высокоэффективных биологически
активных препаратов, красителей для древесины,
ингибиторов коррозии различного назначения. Гуматы натрия
используются для стабилизации промывочных
жидкостей при бурении. Их действие основано на
способности образовывать с глинистыми минералами
комплексы, удерживающие большое количество воды.
Гумусовые реагенты применяются для повышения
подвижности бетонных смесей, разжижения цементных шла-
мов, очистки промышленных сточных вод.
Твердые горючие ископаемые
445
В торфе содержатся значительные количества
аминокислот, полипептидов, лилидов, стеринов,
витаминов, соединений фенольного характера, углеводов,
алкалоидов, ферментов, антибиотиков, каротиноидов,
отвечающих за его биологическую активность (БА).
Биологически активные вещества торфа
сконцентрированы в гуминовых кислотах, на долю которых
приходится до 60 масс. % органической массы торфа,
поэтому они представляют наибольший интерес.
Максимальная биологическая активность
характерна для кислот, отличающихся высоким содержанием
каротиноидов, алкалоидов, стеринов, нафтеновых и
ароматических соединений, замещенных различными
кислородными группами.
Торф по содержанию и качеству углеводов является
сырьем, пригодным для химической и биохимической
переработки. Торфяные гидролизаты практически не
отличаются от гидролизатов древесины и могут быть
использованы для производства спиртов, фенолов,
кормовых средств. Гексозные сахара хорошо усваиваются
животными, могут перерабатываться микроорганизмами
в различные продукты, способны сбраживаться.
Пентозы не сбраживаются и пригодны для
выращивания кормовых дрожжей. Продукты гидролизата пен-
тозанов используются в медицинской и
фармацевтической промышленности. На основе торфяных
гидролизатов можно получать белковые препараты, жиры,
витамины и т. д.
При сельскохозяйственном использовании торфа
существенный интерес представляет содержание в нем
азота. Основное количество его находится в гуминовых
веществах, кроме того он имеется в легкогидролизуе-
мых веществах, лигнине, битуме и других соединениях.
В различных видах торфа его количество колеблется от
0,6 до 4,1 % на органическое вещество. По сравнению с
другими элементами азот обнаруживает более тесную
связь с типовой принадлежностью торфа. Наибольшее
количество его содержится в низинном торфе, а
наименьшее — в верховом. По видовым группам
содержание азота характеризуется следующим образом:
наименьшее — у моховых, повышенное — у древесных и
среднее — у травяных торфов. Оценку качества торфа
как основы для получения органических удобрений
производят по содержанию доступных для растений
форм азота: аммиачного, нитратного, легкогидролизуе-
мого, а также амидного и аминного. Торф различных
типов характеризуется разными формами азота. Азот
коррелирует со степенью разложения и находится в
обратной зависимости с легко- и трудногидролизуемы-
ми веществами, в прямой — с гуминовыми кислотами.
Своим происхождением азот обязан белковым
веществам растений-торфообразователей и животных.
Торфяной воск широко используется в точном
литье, для полировки хромированных и никелированных
изделий, получения различных полировочных мастик,
для пропитки бумаги, кожи, дерева, в производстве
карандашей, косметики. В амальгированном виде воск
входит в антиадгезионные составы, используемые для
получения изделий из пенополиуретана (сиденья
легковых автомобилей, приборная панель, подлокотники).
Спиртовые экстракты воска, а также смола
используются при производстве медицинских препаратов,
ингибиторов коррозии металлов, при создании
промывочных и промывочно-консервационных составов.
Для компостирования считается пригодным торф
зольностью до 40 % и с R > 15 %, а также низинный
осоковый торф с R до 25 %. Зольность офаничена 10 и
15 % в зависимости от категории подстилки.
Верховые торфы моховой фуппы со степенью
разложения до 20 %, Ad до 5 % и рН 3-4,5 используются
как упаковочный материал.
Гидролизным сырьем но ГОСТ 17207-71 является
верховой торф с R < 20 %, Ad < 5 %, нижний предел
выхода легкогидролизуемых РВ с учетом трудногидроли-
зуемых — не менее 45 %.
Битуминозное сырье должно содержать не менее
5 % бензинового экстракта. Такой характеристикой
обладают сосновый, сосново-пушицевый, пушицевый,
пушицево-сфагновый и шейхцериевые виды торфа со
степенью разложения с R > 30 %, Ad < 10 %. Наилучшие
активные угли получаются из пушицевого, сосново-
пушицевого, пушицево-сфагнового и осокового видов
торфа с R > 30 %, Ad — до 6 %.
Сырьем для гуминовых препаратов являются торфы
всех видов с содержанием гуминовых кислот > 30 % на
ОВ, зольностью до 10 %.
Литература
1. Лиштван И.И., Король Н.Т. Основные свойства
торфа и методы их определения. Минск: Наука и
техника, 1975.
2. Гаврильчик А.П. Превращения торфа при добыче и
переработке. Минск: Наука и техника, 1992.
3. Маль С.С. Углеводы и азотсодержащие вещества
торфа. Минск: Наука и техника, 1982.
4. Белькевич П.И., Голованов Н.Г., Долидович Е.Ф.
Химия экстракционных смол торфа и бурого угля.
Минск: Наука и техника, 1985.
5. Справочник по торфу / Под ред. А.В. Лазарева и
С.С. Корчунова. М.: Недра, 1976.
6. Тишкович А.В. Свойства торфа и эффективность
его использования на удобрения. Минск: Наука и
техника, 1978.
9.8. Структурные характеристики твердых
горючих ископаемых
9.8.1. Структура угля
Органическое вещество угля можно рассматривать
как сложный трехмерный природный сополимер,
который состоит из сетки макромолекул и отдельных
молекул, присоединенных к этой сетке. Ниже показана такая
446
Новый справочник химика и технолога
скелетная структура битуминозного угля и
представлено поперечное сечение макромолекулярной сетки.
На схеме: точки — молекулы, присоединенные или
захваченные молекулярной сеткой; Мс — молекулярная
масса отрезка полимерной цепи между узлами сетки,
которая может быть выражена как средняя
молекулярная масса на одну поперечную связь, которая дает
представление о частоте (густоте) сетки. Данную
систему характеризуют следующие факторы:
- химическая структура полимерной сетки,
углеродный скелет сетки и гетероатомные функциональные
группы;
- химическая природа поперечных связей и
определенная частота;
- наличие отдельных молекул, присоединенных или
захваченных сеткой;
- характерное расстояние между макромолекулами,
наличие определенных сил, связывающих вместе
макромолекулы и молекулы.
Очевидно, все эти факторы являются различными
для углей разных геологических регионов вследствие
разного состава первоначального вещества растений и
разных условий окружающей среды во время диагене-
тического и метаморфного этапов формирования
угольных слоев.
Благодаря информации, полученной элементным
анализом, рентгеновской дифракцией, инфракрасной
спектроскопией, высокоразрешающей
ЯМР-спектрометрией угля в твердом состоянии и состоянии
химической деградации, удается построить упрощенную
гипотетическую скелетную структуру макромолекулы угля,
которая представлена на схеме 9.1. Здесь стрелками
показаны слабые связи, которые могут быть легко
разорваны при нагреве. В результате разрушения
фрагменты такой макромолекулы могут представлять собой
смесь углеводородов в жидком состоянии с массой от
нескольких десятков до нескольких сотен атомных
единиц, которая характерна для бензина, дизельного
топлива и мазута соответственно.
Как видно из схемы, макромолекула угля состоит из
групп конденсированных ароматических колец, число
которых внутри группы изменяется от одного до
нескольких единиц для углей разной стадии зрелости. В
среднем для угля средней стадии метаморфизма в
каждую группу входит около трех колец. Эти группы
связаны гидроароматическими и в значительно меньшей
мере гетероатомными структурами.
Гидроароматические, а также алициклические связующие структуры
определяют пространственное трехмерное
расположение макромолекулы.
Наиболее распространенным гетероатомом в угле
является кислород (до 25 % элементного состава). Его
содержание зависит от стадии метаморфизма; более
зрелые угли как правило содержат меньше кислорода.
Он присутствует в утле в различных типах соединений,
включая активные функциональные группы
(карбоксильные, фенольные, карбонильные, сложноэфирные и др.).
Другими важными гетероатомами, содержащимися
в угле, являются сера в азот. Они являются основными
источниками загрязнения окружающей среды при
утилизации угля и должны удаляться в процессах
конверсии угля в другие виды топлив. Содержание
органической серы обычно меньше 1,5%, хотя в некоторых
случаях достигает 5 %. Сера в угле содержится как в
ароматических, так и неароматических структурах.
Содержание азота находится в пределах 1-2 %. Азот
содержится в угле исключительно в ароматических
структурах. Обычно содержание серы и азота не влияет
на классификацию угля.
Важное значение имеет природа поперечных связей
макромолекулы угля. До настоящего времени она еще
недостаточно ясна. Однако считают, что по крайней
мере некоторые поперечные связи аналогичны
эфирным группам. Открытым остается вопрос об измерении
степени поперечных связей. Знание природы и степени
поперечных связей имеет большое значение для
анализа процессов конверсии угля, поскольку, по-видимому,
именно эти связи определяют физические свойства
углей и доступ реагентов к внутренним слоям
макромолекулы угля.
Отдельные молекулы (обычно массой от 70 до 800
атомных единиц) могут быть извлечены из угля путем
экстракции растворителями при температуре, при
которой еще не разрушаются химические связи в этих
отдельных молекулах. В таких экстрактах было
идентифицировано свыше 300 веществ. Большинство из них
является, по-видимому, ароматическими
углеводородами, азотистыми ароматическими соединениями и
кислородными ароматическими соединениями,
имеющими различное число конденсированных
ароматических колец.
Расстояние между макромолекулами угля,
определенное с помощью рентгеновского рассеяния, является
различным: там, где ароматические кольца
перекрываются, оно « 0,34-0,38 нм. Такие ароматические
структуры могут даже образовывать кристаллиты, которые
состоят из нескольких ароматических плоских колец.
На некотором расстоянии от таких скоплений
расстояние между макромолекулами уже нельзя определить по
рентгеновскому рассеянию. Некоторую информацию о
Твердые горючие ископаемые
447
расстояниях между макромолекулами можно извлечь
из измерений пористости угля. Очень важное значение
имеют поры диаметром менее 1,2 нм, и обычно таким
микропорам приписывают значение расстояния между
макромолекулами. Объем открытых пор в угле
распределяется следующим образом: объем (см3/г) при
диаметре пор < 1,2 нм составляет 0,02-0,07, при 1,2-30,0 нм —
0,04-0,1, свыше 30,0 нм — 0,009-0,09. Суммарный
объем пор — 0,07-0,2 см3/г.
Ниже, на рис. 9.2 приведена качественная картина
физической структуры угольной частицы с характерной
пористостью.
Понятие средней макромолекулы или
среднестатистической структурной единицы угля удобно для
расчетов, но в действительности молекулярная масса
макромолекул в любом образце угля изменяется в широком
интервале. При этом более высокомолекулярные
компоненты формируют жесткий скелет угольного
вещества, а низкомолекулярные размещаются в
межмолекулярном пространстве. Последние могут быть извлечены
органическими растворителями при более или менее
высоких температурах и давлениях. Эту часть
угольного вещества иногда называют подвижной фазой, а неиз-
влекаемую — неподвижной (или угольной матрицей).
Молекулярная структура угля в заметной мере
определяет и его надмолекулярную структуру. По мере
увеличения доли углерода, входящего в ароматические
фрагменты, возрастает степень их конденсированности,
и за счет ван-дер-ваальсовых сил начинают
формироваться кристаллитоподобные образования. Рост
ароматичности происходит за счет диспропорционирования
водорода между дегидрирующимися нафтеновыми
структурами и подвергающимися гидрогенолизу мос-
тиковыми связями и функциональными группами. В
результате средняя молекулярная масса снижается и
достигает минимума примерно при 75 масс. % углерода
в органической массе угля, а затем начинает возрастать
за счет процессов конденсации. Потеря
функциональных групп приводит к ослаблению межмолекулярных
донорно-акцепторных и водородных связей, что
облегчает переориентацию макромолекул и формирование
кристаллитов. Таким образом, изменение молекулярной
структуры вещества приводит к изменению
надмолекулярной структуры угля в ходе углефикации. Углям
различных степеней унификации могут быть приписаны
следующие надмолекулярные структуры (рис. 9.3).
На ранних стадиях углефикации ориентированные
плоские слои практически отсутствуют,
макромолекулы находятся в форме глобул (свернуты в клубки),
содержащих хаотически разбросанные, изолированные
бензольные кольца. Угли средней степени углефикации
включают частично ориентированные в пространстве
слои конденсированных ядер, а доля неароматических
атомов углерода снижается. Наконец, вещество наиболее
углефицированных антрацитов образовано практически
только графитоподобными слоями, организованными в
турбостратныс кристаллиты. Области граффитоподобной
упорядоченности оказываются столь обширными, что
антрациты проявляют ряд физико-химических свойств,
присущих графиту: тепло- и электропроводность,
характерный блеск и т. д. Очевидно, что связанное с
метаморфизмом изменение структуры угольного вещества
отвечает структурным преобразованиям компонентов
углеродных материалов при термообработке.
Рис. 9.2. Физическая структура угольной части
r?v li *r
а) б) в)
Рис. 9.3. Структура углей низшей (а), средней (б) и высшей
(в) степени углефикации:
-■. - — ядро конденсированной ароматики
■тяттг — алифатическая или нафтеновая цепь
448
Новый справочник химика и технолога
В настоящее время принято рассматривать уголь как
устойчивый аморфный сополимер, состоящий из
совокупностей мономерных звеньев, связанных
относительно слабыми поперечными связями.
Таблица 9.51
Петрографический состав (%) углей
основных бассейнов СНГ
Бассейн
Донецкий,
средний карбон
Донецкий,
нижний карбон
Кузнецкий
Карагандинский
О-в Сахалин
Канско-Ачинский
Якутский
Печорский
Витри-
нит (V,)
10-95
45-55
20-90
45-80
85-95
58-97
75-90
64-85
Семи-
витри-
нит (Sv)
3-6
5-7
2-25
5-20
1-2
1-12
1-3
5-20
Липти-
нит(L)
1—14
18-25
1-5
2-12
3-10
1-5
2-5
1-5
Инерти-
нит(/)
5-14
22-24
5-55
5-35
1-5
1-25
5-15
10-20
Таблица 9.52
Метаморфизм углей
Вид угля
Бурый
Каменный
Антрацит
Стадии
метаморфизма*
о,
о2
03
1
1-11
II
н-ш
III
III-IV
IV
IV-V
V
VI
VII-VIII
VIII-IX
IX
X
#0, %
Менее 0,30
0,30-0,39
0,40-0,49
0,50-0,64
0,65-0,74
0,75-0,84
0,85-0,99
1,00-1,14
1,15-1,29
1,30-1,48
1,50-1,74
1,75-1,99
2,00-2,39
2,40-2,99
3,00-3,59
3,60-4,49
4,50
и более
Ra, усл. ед.
Менее 58
58-66
67-69
70-76
77-79
80-82
83-86
87-90
91-93
94-97
98-102
103-107
108-114
115-123
124-131
132-142
143
и более
Примечание. R — показатель отражения витринита на
различных стадиях углеобразователыюго процесса. R0 —
показатель отражения витринита в масле, %. Ra — показатель
отражение в воздушной среде, усл. ед.
* По И.И. Амосову [11].
Рассматривая химическую и физическую структуру
угля, следует отметить, что в угле имеются различные
минеральные включения, содержание которых может
колебаться в широких пределах для разных углей.
Некоторые минеральные вещества плавятся в процессах
горения и переработки угля.
С выбросами при удалении смолы и шлака теряется
некоторая доля теплоты. Кроме того, такие выбросы
представляют собой экологическую проблему. Однако
в ряде случаев минеральные включения могут
способствовать конверсии угля, играя роль катализатора.
Среди органических микрокомпонентов каменных и
плотных бурых углей выделяют витринит V,, семиви-
тринит Sv, инертинит /, липтинит L. В землистых бурых
углях вместо витринита и семивитринита выделяется
гуминит Н.
Оптические свойства углей характеризуются
показателем отражения витринита, используемого для
оценки их степени метаморфизма. Показатель отражения
неодинаков у различных микрокомпонентов углей.
Наиболее высоким показателем отражения отличаются
микрокомпоненты группы инертинита, наименьшим —
группы липтинита, витринит занимает промежуточное
положение.
На основе показателя отражения витринита,
определяемого в иммерсионном масле (RQ) или воздушной
среде (Ra), разработана шкала метаморфизма углей
(табл. 9.51,9.52).
9.8.2. Структура керогена сланца
Органическое вещество сланца состоит из
растворимой (битумоид) и нерастворимой частей; небольшая
его часть не растворяется и не подвергается пиролизу.
Исследования горючих сланцев около 50
месторождений СНГ показали, что состав битумоидов
значительно различается. н-Алканы отличаются большим
разнообразием: цепи до С2о характерны для сланцев
значительной степени превращенности и цепи С20-С27
содержат значительное количество изо-алканов. Такие же
алканы образуются в почве в результате бактериальной
деятельности. Для битумоидов типично наличие
жирных кислот нормального строения с преобладанием С|6
и Cig или С6-Сю, являющихся продуктами деградации
кислот большей длины цепи. Из непредельных кислот
преобладает олеиновая, из изопреноидных — фитано-
вая. Повышенная концентрация фитана (изо-С2о)
рассматривается как указание на растительное
происхождение органического вещества сланца. Очевидно, что
источником фитана в битумоидах является фитол
хлорофилла.
В битумоидах многих сланцев присутствуют
алифатические кетоны нормального строения с коэффициентом
нечетности больше единицы, в средней части цепи
которых содержится карбонильная группа. Так, например, в
сланце «кукерсит» алифатические кетоны нормального
строения С|7 и С|9 занимают около 30 % от их общего
количества, а в припятском сланце С]5 и С|7 — до 40 %.
Дебитуминизированный кероген сланца имеет около
25 % карбоксильных, около 40 % карбонильных и око-
* Материал приводится по кн.: Поконова Ю.В., Файнберг B.C.
Сланцехимия. М.: Изд. АНСССР, 1985 (Итоги науки и
техники. Сер. «Технология органических веществ». Т. 10).
Твердые горючие ископаемые
449
ло 20% фенольных соединений, содержащих 1-1,5%
карбоксильного, 1,3-1,7% гидроксильного и 0,3-0,5 %
карбонильного кислорода. Сложноэфирная и эфирная
группы в керогене являются главными группами,
связывающими структурные элементы в макромолекуле.
При термической деструкции керогена больше всего
изменений претерпевают О- и S-содержащие
функциональные группы. Уже при температурах ниже 250 °С
наблюдается выделение СО, С02 и H2S, что приводит к
образованию новых химических связей.
Предполагается, что поликарбонильные структуры
С|7Н,5 — С(0)-СН2— С(О) — СН2 — С(О)—СН2— С(0)ОН
265432 i
в результате альдольной конденсации карбонильных
групп переходят в циклические структуры.
При термической деструкции они являются
источником образования кетонов С19 и алкилрезорцинов по
следующим схемам:
НО. XH2-C(0)N
Н35С,/ ЧСН2-С(0)/
Н35С17-
сн2—сн—о
.он
/СН—С^
хсн=с—он
,он
/н-<
хсн=с—он
Спектроскопией ЯМР С можно получить
надежную информацию о распределении углерода по
ароматическим и алифатическим структурам керогена
сланца. В незначительном количестве в керогене
содержатся соединения с изолированной или сопряженной
двойной связью. Кероген является
высокомолекулярным соединением трехмерного строения. А.Ф. Добрян-
ский высказал мнение, что частица С18Н2602 является
наименьшей, соответствующей элементарному составу
керогена сланца кукерсита.
На основании комплексного исследования керогена
сланца «Грин Ривер» сделаны следующие основные
выводы:
1. Нерастворимость керогена объясняется
трехмерной структурой, негомогенность является результатом
биогенеза и диагенеза.
2. «Мономер» керогена можно рассматривать
состоящим из двух частей: а) часть, в которой имеются
бифункциональные мостики; б) часть, содержащая
многофункциональные компоненты.
3. Ароматические структуры отсутствуют или их
содержание невысокое.
4. Возможно существование изолированных
двойных связей в гидроароматических или
гетероциклических соединениях.
Методом рентгеноструктурного анализа показано,
что молекулярная структура прибалтийского горючего
сланца и керогена-70 имеет вид сильно конформиро-
ванных протяженных цепочечных структур с большим
количеством поперечных связей, в которые включены
мостиковые кислородные и азотные связи. Две
гипотетические модели керогена сланца представлены на
рис. 9.4 и 9.5.
/
Рис. 9.4. Вероятная модель строения
керогена сланца «Грин Ривер»:
фрагменты: / — часть из изопреноидных углеводородов; 2 — часть
из углеводородов с прямой цепью; 3 — связи С—С с длинными
цепями; 4 — часть, подвергающаяся окислению перманганатом
калия; о—полиметиленовые цепи
Рис. 9.5. Гипотетическая модель строения керогена состава
C235H397O13N3S5 размером 3,9 х 2,7 х 2,5 нм:
фрагменты: С — стероидные; Т — терпеноидные;
К — каратиноидные; Э — эфирные; Д — дисульфидные;
И — изопреноидные; Г — гетероциклические; А — алкадиены и
алканы; О — простые эфиры.
Нижние индексы обозначают: / — СпНгб; 2 — С32Н58; 3 — С27Н42;
4 — С22Н33; 5 — С29Н54', 6 — СгоНю; 7 — С17Н25; 8 — С25Н40
9.9. Переработка горючих ископаемых в товарные
продукты и органические вещества
9.9.1. Полукоксование углей и сланцев
Полукоксование — процесс термического
разложения твердых горючих ископаемых (ТГИ) без доступа
воздуха при 500-600 °С. Процесс известен с XVI в. В
XVIII в. полукоксованием низкосортных бурых углей
получали осветительное масло, парафин и бездымное
бытовое топливо. В XIX в., с развитием
нефтепереработки, осветительное масло оказалось
неконкурентоспособным в сравнении с более дешевым нефтяным
450
Новый справочник химика и технолога
керосином, и потребность в нем отпала. Однако к концу
XIX — началу XX в. интерес к полукоксованию вновь
возник в связи с ростом числа городов, нуждавшихся в
облагороженном бездымном бытовом топливе. Но
период роста продолжался недолго, т. к. бытовой
полукокс стали заменять природным и искусственными
газами. В результате этого появились проблемы со
сбытом полукокса.
Новый подъем в развитии полукоксования
наблюдается в период первой и второй мировых войн, когда
страны, располагающие солидными угольными
ресурсами и скромными запасами нефти, организовали
производство искусственного жидкого топлива (ИЖТ) на
базе смол полукоксования. Основное внимание
уделялось получению максимального количества
высококачественных смол. Полукокс использовался для
производства водяного газа и последующего получения
технологического водорода, необходимого для
ожижения бурых или каменных углей. К 1938 г. методом
полукоксования перерабатывалось около 12,5 млн т угля с
выработкой свыше 1 млн т смолы. К концу второй
мировой войны полукоксованию подвергалось 25-30 млн т
угля в год. В настоящее время полукоксование
привлекает как метод комплексного использования твердых
Элементный состав различных ТГИ и
горючих ископаемых, включая низкосортное топливо.
В ряде стран (Германия, Польша, Англия) ведутся
работы по созданию и освоению высокоскоростных
методов полукоксования. Решение этой проблемы позволит
намного увеличить масштабы переработки каменного и
бурого углей, горючих сланцев и торфа.
В годы второй мировой войны в СССР построены
два завода для получения жидкого топлива (в г.
Ленинск-Кузнецком на базе углей Ленинского
месторождения Кузнецкого бассейна и в г. Черемхове на базе
углей Черемховского месторождения). В послевоенное
время в составе Ангарского нефтехимического
комбината успешно работал завод полукоксования. Однако в
настоящее время большая часть мощностей этого
предприятия перепрофилирована, и в эксплуатации осталось
всего несколько трехзонных печей Лурги,
вырабатывающих кусковой среднетемпературный кокс из углей
Черемховского месторождения.
Полукоксованию подвергаются разнообразные виды
ТГИ гумусового, сапропелитового и гумусо-сапропели-
тового происхождения, которые образуют твердые,
жидкие и газообразные продукты различного качества
и состава. Выход указанных продуктов зависит от
природы ТГИ (табл. 9.53).
Таблица 9.53
выход продуктов их полукоксования
Вид горючих
ископаемых
Торф
Бурые угли
Каменные угли
Прибалтийские
горючие сланцы
Волжские горючие
сланцы
Содержание, % на органическую массу
С
50,0-
62,5
65,0-
79,5
76,0-
85,0
76,5-
79
64-
70
Н
5,2-
6,4
4,5-
6,6
3,4-
5,7
9-11
7-8
О
28,9-
40
11,2-
20,1
1,5-
17,0
11-
13
19-
25
N
0,5-
4,0
1,3-
1,9
0,8-
1,6
0,2-
0,6
0,6-
1,3
S
0,02-
1,2
0,4-3,5
1-2,5
0,5-2,0
2,0-7,0
Выход, % на сухую массу
полукокс
34-62
55-76
70-91
73,8
81,0
смола
8-29
5-16
1-18
21,4
67*
8,7
32,2
пироге не-
тическая
вода
14-26
2,5-12,5
0,5-9,0
1,6
5
4,4
6,2
газ
16-32
6-21
6-17
3,2
10
5,9
19,0
Начало
термического
разложения, °С
204
288-300
345-350
270-280
180-200
Донецкий каменный уголь
Длиннопламенный
Газовый
Коксовый
Отощенно-
спекающийся
77
81
86,5
88,8
5,6
5,5
4,8
4,5
11,9
8,1
4,1
2,5
1,6
1,5
1,5
1,5
3,9
3,9
3,1
2,7
70-74
75,8
84,8
91,1
10-18
10,3
5,8
2,4
3,1-8,7
3,6
1,7
0,5
10,7-16,5
10,3
7,7
6,0
—
—
—
—
Бурый уголь
Подмосковный
Канско-Ачинский
Александрийский
(Украина)
Сланец
(Ленинградское месторождение)
69
71,2
68,5
76-
77
5,3
5,0
5,9
9,4-
9,9
20,9
22,8-
22,6
19
9,5-
12
1,0
0,7
0,9
0,2-
0,6
4,1
0,3-0,5
5,6
0,5-2,0
71-76
70,3
55-
61,8
57,2-
86,4
5,5-14,4
9
10,6-
15,8
8,2-
34,1
2,5-12,6
6,5
7,2-9,2
1,8-9,9
5,8-21
14,2
18,3-
21,1
2,7-6,1
—
—
—
—
В знаменателе указан
Данные элементного
выход продуктов полукоксования на органическую массу,
состав приводятся на горючую массу.
Твердые горючие ископаемые
451
Полукокс находит широкое применение (табл. 9.54).
Он является высокоэффективным бытовым и
энергетическим топливом, т. к. горит практически бездымно, не
образуя смол при нагревании, как многие угли,
обладает высокой реакционной способностью при
взаимодействии с кислородом и большой теплотой сгорания,
энергетический коэффициент полезного действия его
применения выше, чем угля. При использовании его в
качестве бытового топлива он должен иметь
определенную кусковатость (желательна однородность по
размеру). Эти же свойства обеспечивают высокую
эффективность применения полукокса в процессах газификации.
Полукокс является хорошим углеродистым
материалом для производства ферросплавов, поскольку в
этом случае необходимо достичь максимального
общего сопротивления ванны печи. Удельное электрическое
сопротивление его в виде насыпи кусков размером
3-6 мм составляет 0,35-20 Ом • м.
В частности, высокая эффективность достигнута
при использовании в качестве восстановителя для
производства ферросплавов полукокса, получаемого в
России в шахтных печах с внутренним обогревом (Лурги).
Конечная температура его нагрева составляет в
настоящее время 700-750 °С, поэтому его более
правильно называть среднетемпературным коксом. В качестве
теплоносителя используют смесь дымового и обратного
газов, температура газа-теплоносителя составляет 860-
980 °С. Полукокс на Ангарском нефтехимиическом
комбинате производят из концентрата длиннопламен-
ных углей Черемховского месторождения, крупность
кусков превышает 16 мм. Характеристика исходного
угля, качество полукокса, получаемого из него, а также
показатели качества коксового орешка (мелкого кокса
класса крупности 10-25 мм), широко используемого на
ферросплавных заводах, приведены в табл. 9.55.
Замена 50 % коксового орешка полукоксом
приводит к увеличению производительности ферросплавной
печи на 6 %, снижению удельного расхода
электроэнергии на 5,7 %, росту коэффициента извлечения кремния
на 4,3%.
Сравнительно низкая температура процесса в
вертикальных шахтных печах других конструкций с
внутренним обогревом не позволяет получить
восстановитель, полностью соответствующий требованиям
промышленности ферросплавов. В этом отношении
преимущество имеет процесс, осуществляемый в печи
Лурги, где имеются большие возможности для
повышения температуры газа-теплоносителя.
В последнее время полукокс применяется в качестве
промежуточного продукта при производстве
формованного металлургического кокса. Буроугольный
полукокс можно использовать в шихтах для коксования в
камерных печах, где он в ряде случаев успешно
заменяет отощаюшие компоненты шихты. Значительный
эффект достигается при вдувании измельченного
полукокса в доменную печь, где он играет роль топлива, а
также химического реагента, что позволяет сэкономить
значительное количество доменного кокса из дорогих и
дефицитных спекающихся углей.
Таблица 9.54
Свойства полукоксов
Углеродистый
восстановитель
Полукокс
среднетемператур-
ный буроугольный
Ленинск-Кузнецкого завода
полукоксования
из Черемховского
длиннопламенно-
го угля
из газового угля
(Англия)
Кокс из шихты,
содержащей 60 %
газового угля
Коксовый «орешек»
Пористость, %
36-45
38
50-
55
48,3
49,8
44-53
Реакционная
способность
при 1050 °С, мл/(г-с)
13,0
8,0
7,4
2,7
2,2
0,5-1,1
Удельное
электросопротивление,
Ю"20мм
(собственное)
0,921
6,014
—
0,012-
0,015
Структурная
прочность, %
70
61,8
66-80
54,5
80
77-85
Таблица 9.55
Показатели качества угля и полукокса, получаемого
на Ангарском нефтехимическом комбинате
Показатель
Технический анализ, %:
влажность, W
зольность, Ad
выход летучих, Vdaf
Ситовой состав, %,
классов по крупности (мм):
>40
20-40
10-20
5-10
0-5
Структурная прочность, %
Пористость, %
Реакционная способность
по С02, мл/(г • с)
Удельное
электросопротивление класса 3-6 мм
под нагрузкой 19,6 кПа,
Ом • м
Исходный
уголь
10,8
16,1
47,4
—
—
—
—
—
Полукокс
11,4
12,9
4,3
7,8
40,2
26,0
7,4
18,6
79,6
50,3
7,4
0,66
Коксовый
орешек
13,6
10,8
1,2
0
23,1
52,6
10,7
13,6
83,6
47,0
0,5
0,027
452
Новый справочник химика и технолога
Полукоксовые смолы (их иногда традиционно
называют дегтями) представляют собой темно-бурые
жидкости, плотность которых обычно несколько менее
1 г/см3, однако в зависимости от способа
полукоксования плотность смол изменяется в пределах от 0,95 до
1,1 г/см3. В состав полукоксовых смол может входить до
35 % фенолов, 1-2 % органических оснований, 2-10 %
парафиновых углеводородов, 3-5 % олефинов, до 10 %
нафтеновых, 15-25 % ароматических углеводородов,
20-25 % нейтральных кислородсодержащих
соединений. К последним относятся кетоны, эфиры,
гетероциклические соединения, 2-3 % нейтральных
азотсодержащих соединений, в основном пятичленных гетеро-
циклов, до 10 % асфальтенов.
Полукоксовые смолы легче коксовых и в отличие от
них содержат существенно больше алифатических и
нафтеновых соединений, а также полиалкилфенолов,
двух- и трехатомных фенолов.
В табл. 9.56 приведены некоторые характеристики
первичных смол, получаемые при полукоксовании
различных видов твердого топлива. Примерно такие же
смолы получаются при газификации этих топлив в
газогенераторах со швельшахтои, т. к. в ней протекают
процессы полукоксования, в которых роль внутреннего
теплоносителя играют газы, поднимающиеся из зоны
восстановления.
Таблица 9.56
Выход и состав первичных смол
Показатель
Выход на
сухое топливо, %
Плотность,
г/см
Фенолы, %
Органические
кислоты, %
Органические
основания,%
Нейтральные
вещества, %
Твердый
парафин, %
Из
торфа
5-9
0,95-
1,05
15-22
1,5-2
1-3,5
40-60
3-8
Из
бурого
угля
6-10
0,9-1
10-20
0,1-0,15
0,8-1,4
До 65
7-19
Из
каменного
угля
7-12
0,96-1,08
20-35
—
До 2,5
40-60
4-6
Из
сланца
До 18
0,95-1
До 25
—
0,2-0,5
До 65
—
Для утилизации первичных смол, полученных из
различных топлив, используются одинаковые
технологические приемы, поэтому ниже в качестве типичного
примера наиболее подробно рассмотрена переработка
буроугольной смолы.
Прежде чем направлять буроугольную смолу на
переработку, ее обезвоживают, т. к. содержание влаги в
смоле может достигать 10%. В присутствии воды
снижается производительность аппаратуры и возрастает
расход тепла. Вода может находиться в смоле в виде
достаточно крупных капель, способных сливаться друг
с другом, благодаря чему смола и вода сравнительно
легко расслаиваются. Наряду с этим, рассматриваемая
система может образовывать стабильные эмульсии,
которые трудно разделять. Наиболее склонны к
образованию эмульсий тяжелые фракции смолы (особенно в
присутствии высокодисперсной твердой фазы —
частиц угля, кокса, золы), а легкие фракции почти не
образуют эмульсий с водой. Исходя из этого,
температурный режим работы аппаратуры, в которой происходит
выделение смолы из газов, выбирают таким, чтобы на
первой стадии конденсировались только тяжелые
фракции, а вода — на последующих ступенях
охлаждения газа, вместе с легкой смолой.
Обезвоживание смол осуществляют путем
отстаивания с одновременным подогревом до 60-70 °С. Это
приводит к уменьшению вязкости смеси, способствует
слиянию мелких капель воды в более крупные и
ускоряет их отстаивание. Для интенсификации процесса к
смоле добавляют поваренную соль (10-15 кг на 1 т
смолы), которая, растворяясь в воде, увеличивает ее
плотность. Это, в свою очередь, ускоряет процесс
осаждения воды. В тех случаях, когда с помощью отстаивания
не удается понизить содержание влаги до допустимого
предела (0,2-0,5 %), смолу подвергают
центрифугированию. Этот метод весьма эффективен, но его
применение сопряжено с удорожанием процесса разделения.
По элементному составу буроугольная смола близка
к тяжелым нефтям. Она характеризуется большой
концентрацией высокомолекулярных парафинов (до 19 %),
растворенных в более легких фракциях, сравнительно
невысоким количеством асфальтенов (3-6 %) и почти
полным отсутствием карбоидов — веществ, не
растворяющихся в бензоле.
В зависимости от условий переработки из буро-
угольной смолы могут быть получены в различных
соотношениях бензин, дизельное топливо, смазочные
масла, парафин, мазут, беззольный кокс. Из данных
табл. 9.57 видно, что при дистилляции основными
продуктами являются дизельное топливо и мазут, на долю
которых приходится 64-65 %. При этом увеличение
отбора одного из них сопровождается
пропорциональным уменьшением второго, а суммарный выход
остается примерно постоянным. Если в технологию
переработки смолы включена стадия крекинга, удается
увеличить количество получаемого бензина с 3-6 %
примерно до 15%, а при использовании гидрогенизации
дистиллятных фракций его выход можно довести
приблизительно до 80 %.
Фракции, получаемые при разгонке или крекинге
буроугольной смолы, в большинстве случаев еще не
являются товарными продуктами, пригодными для
непосредственного использования. Они нуждаются в
очистке от целого ряда веществ, которые ухудшают
эксплуатационные качества моторных топлив и снижают
их стабильность при хранении, но представляют
самостоятельный интерес для практического использования.
Твердые горючие ископаемые
453
В связи с этим применяют следующие методы очистки
фракций.
1. Обработка раствором щелочи (обесфенолива-
ние) — для удаления кислых продуктов, главным
образом фенолов. Образующиеся феноляты затем
разлагаются диоксидом углерода:
C6H5ONa + C02+H20-
2C6H5ONa + C02+H20
C6H5OH + NaHC03
->2C6H5OH + Na2C03
Выделяющиеся фенолы разделяют ректификацией.
2. Обработка обесфеноленных фракций раствором
серной кислоты (обеспиридинивание) для удаления
асфальте нов, азотистых оснований, тяжелых смолистых
веществ и легко осмоляющихся соединений (диенов).
3. Экстракционная очистка с применением
растворителей (метанол, жидкий диоксид серы, фенол),
которые хорошо растворяют кислые составляющие и ас-
фальтены и плохо — углеводороды.
4. Адсорбционная очистка путем пропускания паров
соответствующих фракций через слой активной глины.
Указанные методы используют как в сочетаниях друг с
другом, так и в отдельности.
Один из вариантов переработки буроугольной
смолы показан на рис. 9.6. В этом варианте обезвоженную
смолу подвергают дистилляции с получением легкой и
средней фракций, газа и остатка. Легкую фракцию
направляют на кислотно-щелочную очистку, среднюю —
на крекинг, а остаток — на коксование.
В результате крекинга получают бензин, среднюю
фракцию, остаток и газ. Крекинг-бензин вместе с легкой
фракцией от дистилляции подвергают
кислотно-щелочной очистке, остаток возвращают на дистилляцию, газ
объединяют с газообразными продуктами стадии
дистилляции и выводят на разделение, а среднюю фракцию
подвергают дальнейшей переработке с получением в
конечном итоге парафина, мазута, дизельного топлива и
смазочных масел. Остаток от дистилляции коксуют с
получением средней фракции (направляемой на крекинг
вместе со средней фракцией дистилляции), тяжелой
фракции (возвращаемой на стадию дистилляции смолы),
газа и товарного продукта — беззольного кокса.
Среднюю фракцию стадии крекинга после
селективной очистки направляют на выделение и очистку
парафина. Отделяющееся на стадии его кристаллизации
масло подвергают дистилляции и в результате
получают дизельную фракцию, бензин и фракцию смазочных
масел. Каждая из них подвергается кислотно-щелочной
очистке, причем бензин объединяется с легкой
фракцией от дистилляции смолы и с крекинг-бензином.
Технология переработки горючих сланцев за
последние десятилетия претерпела существенные
изменения, изменилось и целевое назначение процессов.
Туннельные печи и вращающиеся реторты исчерпали свои
технические возможности, камерные печи заменены
газогенераторами.
Газогенераторы являются первыми из освоенных
промышленных агрегатов для термической
переработки сланцев в СССР. По сравнению с другими
сланцеперерабатывающими агрегатами они характеризуются
простотой конструкции и возможностью автоматизации
генераторного процесса, в работе надежны.
Газогенераторы получили широкое применение для производства
смолы и низкокалорийного газа, необходимого для
отопления промышленных печей.
В 70-х г. XX в., во время энергетического кризиса, в
большинстве стран Запада наблюдался активный
интерес к квалифицированной переработке твердого
топлива, включая и метод полукоксования. В России это
совпало с активным освоением ресурсов богатейшего по
запасам Канско-Ачинского бассейна. Появились новые
оригинальные разработки в этой области, в частности
установка комплексного энерготехнологического
использования углей.
Термическая деструкция твердых горючих
ископаемых в процессах полукоксования проводится в печах
различных конструкций. В процессе полукоксования
ТГИ образуются полукокс, первичная
низкотемпературная смола и газ.
Таблица 9.57
Выход продуктов при разных методах переработки буроугольной смолы
Метод переработки смолы
Дистилляция при разной
глубине отбора фракции (I-III)
Дистилляция с крекингом
Дистилляция с крекингом и
селективной экстракцией
Дистилляция с выработкой
смазочных масел
Гидрогенизация разных
фракций
Выход, %
бензин
6
5
3
15,5
15
15
20
80
дизельное
топливо
21
36
5
24,5
38
30
29
мазут
43
29
58,9
40
34
34
—
парафин
9
9
11,6
—
—
—
13,5
пек
2
2
—
—
—
—
—
КОКС
9
9
11,5
8
6
6
—
смазочное
масло
—
—
—
—
—
1
17,5
газ и
потери
10
10
10
11
6
7
10
20
фенолы
—
—
—
—
1
1
—
—
* Варьировались температурные пределы выкипания топливных фракций.
454
Новый справочник химика и технолога
Обезвоженная смола
\
Кислотно-щелочная очистка
Отходы
Селективная очистка
{
Бензиновая
фракция
i
Ректификация
Тяжелый
остаток
Дизельная
фракция
Очищенная
средняя фракция
Кристаллизация парафина
{
Сырой парафин
Масло
Выделение парафина
Масло
Парафин
Т
Дистилляция
L
Дизельная
фракция
Кислотно-
щелочная
очистка
..Л
Фракция
смазочных масел
1
Кислотно-
щелочная
очистка
Бензин
Отходы
Рис. 9.6. Схема переработки буроугольной смолы
Состав, качество и количественное соотношение
продуктов полукоксования зависит от: а) природы ТГИ;
б) скорости нагрева топлива до конечной температуры;
в) гранулометрического состава топлива; г) давления в
аппарате и состава газовой среды; д) термической
подготовки топлива к полукоксованию; е) окисленности
топлива; ж) аппаратурного оформления процесса — с
внешним или внутренним обогревом (газовый или
твердый теплоноситель).
Выход летучих продуктов из полукоксов составляет
6-20 % в зависимости от перерабатываемого топлива,
типа печей и режима нагревания. Пористость полукокса
находится в интервале 30-50 %, реакционная
способность и удельное электросопротивление существенно
выше, чем эти показатели у высокотемпературного
кокса. Установлено, что чем ниже степень
метаморфизма исходного топлива, тем выше реакционная
способность и удельное электросопротивление полукокса,
Твердые горючие ископаемые
455
полученного из этого топлива. Прочность полукокса
обычно невелика — существенно ниже прочности
высокотемпературного кокса, но, как правило, достаточна
для транспортирования его кусков и применения в
процессах, где механические нагрузки на материал
относительно небольшие (электротермические, химические
производства и др.).
Крупность полукокса зависит от крупности,
прочности, термической устойчивости (изменения прочности,
возникновения деформации и распада кусков на более
мелкие при нагревании) исходного кускового
материала углей, а также от технологии полукоксования
(устройства печи и механических нагрузок на куски угля,
скорости подвода тепла, градиента температур и т. д.).
Обычно в печах для полукоксования применяются угли
крупностью 20-80 мм.
В настоящее время около половины
технологического сланца перерабатывается в газогенераторах. На
их долю приходится около 60 % вырабатываемой
сланцевой смолы.
Технологический принцип, положенный в основу
метода (сочетание полукоксования сланца со
сжиганием газа-теплоносителя и газификацией горючей части
твердого остатка), и его конструктивное оформление
заимствованы из техники газификации твердых топлив.
Развитие и усовершенствование газогенераторов
происходило в направлении увеличения
производительности и повышения выхода смолы от
газогенераторов с центральным вводом газа-теплоносителя к
газогенераторам с поперечным потоком теплоносителя.
В качестве главного направления технического
перевооружения предприятий сланцеперерабатывающей
промышленности принята предложенная НИИ сланцев
энерготехнологическая схема переработки кускового
сланца в 1000-тонных газогенераторах (процесс «Киви-
тер») с последующим сжиганием на энергоустановках
предварительно очищенного от сероводорода
генераторного газа (рис. 9.7). Основной целевой продукт —
сланцевая смола. Намечается постепенная замена этими
агрегатами камерных печей, а затем и газогенераторов
малой производительности.
Сланец из бункера / через автоматическое
загрузочное устройство 2 поступает в зону сушки и
полукоксования 3, где происходит выделение влаги, паров смолы,
газ-бензина и полукоксового газа. Температура
получаемого в топке 4 теплоносителя — 800-900 °С.
Полукокс с температурой 600 °С опускается в зону 9, где
происходит газификация дымовыми газами,
поступающими из циклонной топки 10. Физическое тепло
зольного остатка утилизируется в теплообменной зоне //
обратным генераторным газом, вводимым через
подводы 12 и 13. Охлажденный зольный остаток поступает в
корыто разгрузочного устройства 14, а затем — на
транспортер. Продукты полукоксования вместе с
теплоносителем через металлические решетки 6
направляются в камеры 7 и затем через газоотводы 8 — в
отделение конденсации.
Технологический режим в газогенераторах
характеризуется следующими показателями:
Температура, °С
средневзвешенная в зоне полукоксования 560
теплоносителя 800-900
парогазовой смеси на газосливе 200-250
Выход продуктов полукоксования
газ, м3/кг сланца 0,450
смола, % на рабочий сланец 17,0
твердый остаток, % на рабочий сланец 83,9
Выход смолы, %
от лабораторного 80
в расчете на сухой сланец 17,0
Расход на процесс, м3/кг
воздух 0,350
обратный газ (смесь газа полукоксова- 0,100-
ния и продуктов сгорания) 0,200
В отделении конденсации смолы (рис. 9.8)
предусматривается получение двух фракций смолы (условно
называемых тяжелой и легко-средней смолой), что
упрощает технологию переработки смолы и повышает
глубину извлечения с улучшением качества целевых
продуктов.
Тяжелая смола конденсируется на I ступени
охлаждения паро-газовой смеси в газосборнике 2 и
холодильнике 3 (выход 20-50 %), а легко-средняя — в трубчатом
холодильнике 4 (выход 80-50 %). Соотношение между
ними определяется температурными условиями работы
холодильников.
На рис. 9.9 и 9.10 представлены схема генератора с
центральным вводом теплоносителя и установка УТТ-3000.
I Сланец i
Рис. 9.7. Схема газогенератора процесса «Кивитер»:
/ — бункер; 2 — загрузочное устройство; 3 — зона сушки и
полукоксования; 4 — топка; 5 — стенки; 6 — решетки;
7 — боковые камеры; 8 — газоотводы; 9 — зона газификации;
10 — циклонная топка; // — теплообменная зона; 12,13 — подводы
генераторного газа; 14 — разгрузочное устройство
456
Новый справочник химика и технолога
В газопровод
обратного газа
В общий
коллектор
На склад На склад
Рис. 9.8. Отделение конденсации смолы:
а — тяжелая смола; б — легко-средняя смола; в — подсмольная
вода; г — легко-средняя смола на орошение скруббера;
1 — газогенератор; 2 — газосборник (стояк орошения);
3 — предварительный холодильник; 4 — трубчатый холодильник;
5 — нагнетатель; 6 — скруббер; 7 — гидрозатвор; 8 — емкость
тяжелой смолы; 9 — отстойник; 10— сборник подсмольной воды;
11,12 — насосы; 13 — промежуточный сборник подсмольной воды
Рис. 9.9. Схема генератора с центральным вводом
теплоносителя:
1 — сланец; II — воздух; 111 — парогазовая смесь; IV — газ;
V — зольный остаток
Свеча
В смеситель
(поз.З)
Рис. 9.10. Технологическая схема термической переработки топлива на установке УТТ-3000:
1 — сланец; II — сухой сланец; III — теплоноситель; IV — полукокс с теплоносителем; V —парогазовая смесь; VI — зола в потоке дымового
газа; VII — дымовой газ; VIII — воздух; IX — тяжелое масло; X — тяжелая фракция среднего масла; XI — газотурбинное топливо;
XII — подсмольная вода; XIII — бензиновая фракция; XIV — газ полукоксования с газовым бензином; XV — зольный остаток.
/ — электрофильтр; 2 — шнеки пыли; 3 — котел-утилизатор; 4 — зольный теплообменник; 5 — нагнетатель котла-утилизатора;
б — нанетатель воздуха в аэрофоновой топке; 7— зольный циклон; 8— шнек сырого сланца; 9 — аэрофонтанная сушилка; 10— циклон;
/ / — шнек сухого сланца; 12 — смеситель; 13 — циклон теплоносителя; 14 — байпас теплоносителя; 15 — барабанный реактор;
16—вентилятор парогазовой смеси; 17 — пылевая камера с циклонами очистки парогазовой смеси; 18—шнек полукокса; 19 — линия в
систему удаления пыли, уловленной циклонами парагазовой смеси; 20 — аэрофонтанная технологическая топка; 21 — скруббер тяжелого
масла; 22 — барильет (газосборник); 23 — холодильник-конденсатор тяжелого масла; 24 — емкость тяжелого масла;
25 — ректификационная колонна; 26 — холодильник-конденсатор бензина и подсмольной воды; 27 — сепаратор; 28 — газодувка
Требования к горючим сланцам и характеристика продуктов переработки сланца приведена в табл. 9.58-9.62.
Требования к горючим сланцам в зависимости от их назначения
Таблица 9.58
Показатель
Удельная теплота
сгорания, МДж/кг,
не менее
Массовая доля
общей влаги, Wf, %,
не более
Размер кусков, мм
Массовая доля
кусков размером, %
менее 25 мм
более 30 мм
более 125 мм
более 130 мм, но
не более 150 мм
Для переработки в газ и смолу
(ГОСТ 20442-75)
Эстонское
месторождение
Мокрое
обогащение
13,82
12,0
25-125
7,0
7,0
Сухое
обогащение и
необогащен-
ные
12,98
Ленинградское
месторождение
Мокрое
обогащение
12,14
11,5
30-125
7,0
5,0
Сухое
обогащение и
необогащен-
ные
10,89
Для пылевидного сжигания
(ГОСТ 7754-84)
Эстонское
месторождение
Обогащенные
10,26
12,98
Подземная
добыча
8,79
11,51
12,0
0-300
—
Открытая
добыча
7,79
10,26
Ленинградское
месторождение
7,45
9,84
14,0
0-30
—
Для слоевого сжигания
— Эстонское
месторождение
(ГОСТ 7753-80)
Класс > 100 мм
10,26
—
—
—
Класс 25-125 мм
10,26
—
—
—
Класс 0-25 мм
8,80
—
—
—
Для полукоксования — Кашпирское
месторождение
(ГОСТ 3144-78)
6,36
9,36
20,0
25-130
3,0
10,0
Для пылевого сжигания —
Кашпирское месторождение
(ГОСТ 7917-81)
5,70
20,0
0-200
—
I -J
458
Новый справочник химика и технолога
Таблица 9.59
Характеристика газогенераторного газа,
полученного в газогенераторах
различной конструкции
Показатель
Выход газа
полукоксования, м3/кг рабочего
сланца
Объемное содержание
в газе,%
С02 + H2S
о2
со
сн4
н2
C„bl2„ + 2
N2
Удельная теплота
сгорания, высшая
расчетная, МДж/м3
Газогенератор
Цилиндрического
типа
0,740-
0,760
18,8
1,3
2,0
5,6
2
6,2
4,6
61,5
3,8
С центральным
вводом
теплоносителя (ЦВТ)
0,550
22,6
1,1
0,6
4,6
3
7,5
3,0
60,6
3,7
С поперечным
потоком
теплоносителя (ГГПТ)
0,540
22,4
0,9
0,6
3,9
4
5,5
2,7
64,0
3,6
Таблица 9.60
Характеристика сланцевых смол
Показатель
Выход смолы на сухую
массу, %
Плотность при 20 °С,
кг/м3
Вязкость при 75 °С, сСт*
Содержание
механических примесей, %
Зольность, %
Температура, °С
вспышки
начала кипения
Выкипает, об. %, °С
до 200
до 260
до 300
до 360
Содержание фенолов, %
Генератор
Цилиндрический
14,4
68,5
1003
19,8
0,8
0,6
104
183
3,0
13,0
24,0
58,0
26,7
ЦВТ
15,6
74,2
1017
20,5
1,2
0,6
129
205
12,0
23,0
47,0
31,7
ГГПТ
16,7
79,3
1013
23,0
1,4
0,9
114
160
3
13,0
32,0
60,0
26,3
* 1 сСт=10"6м2/с.
Таблица 9.62
Характеристика подсмольных вод
Содержание, г/л
Суммарные фенолы
Летучие фенолы
Нелетучие фенолы
Ацетон
Окисляемые
Твердый остаток
Аммиак
Летучие кислоты
РН
Генератор
Цилиндрический
3,93
0,70
3,03
0,07
7,23
5,04
0,35
0,78
4,0
ЦВТ
6,0
—
—
—
—
—
0,73
0,60
4,9
ГГПТ
7,2
—
—
—
—
—
0,61
0,69
6,1
Таблица 9.63
Характеристика коксозольных остатков
переработки сланца в газогенераторах
Показатель
Влажность, %
Содержание в расчете на сухое
вещество, %
сера общая
углерод
зола
диоксид углерода
Выход твердого остатка
(в расчете на сухой сланец), %
Степень разложения карбонатов, %
Генератор
ЦВТ
40
2,0
43
76,7
16,2
64,5
55
ГГПТ
27
2,0
7
68,3
22,8
71,8
27
Сланцеперерабатывающая промышленность в
бывшем СССР в основном сосредоточилась в Эстонии и
Ленинградской области. В 1970-1980-е гг. активно
проводились техническое перевооружение и
реконструкция предприятий на базе более совершенных и
производительных агрегатов полукоксования сланцев с целью
получения главным образом смолы полукоксования
(1000-тонный генератор). В настоящее время по ряду
объективных причин объемы переработки сланца в
России резко снизились.
Краткая характеристика агрегатов
Технология переработки сланца в камерных печах в
1000-тонных газогенераторах и на установках с
твердым теплоносителем принципиально различны.
Технологический режим в них поддерживается таким, чтобы
получать целевой продукт с наибольшим выходом и
требуемого качества. Рассмотрение влияния способов
нагрева сырья, технологических и конструктивных
факторов (в совокупности) на выход, качество и состав
смол представляет особый интерес.
Туннельные и камерные печи описаны в разделе
«Углеграфитовые материалы».
Твердые горючие ископаемые
459
Характерная особенность первичной смолы,
получаемой при полукоксовании прибалтийских сланцев —
полное отсутствие в ней твердых парафинов и большое
содержание кислородных соединений
преимущественно нейтрального характера. С этим связывают
нестабильность свойств такой смолы и получаемых при ее
разгонке фракций, их повышенную склонность к осмо-
лению, вследствие чего происходят большие потери
при очистке таких фракций. Некоторые характеристики
сланцевой смолы приведены ниже:
Плотность г/см
Начало кипения, °С
Количество смолы (%),
выкипающей до °С
200
250
300
350
Элементный состав, %
углерод
водород
сера
кислород + азот
Теплота сгорания, кДж/кг
1,0-1,1
130-150
3-10
10-30
25^0
45-60
83-84
7-9
0,5-0,9
6-7
3600-3900
Ее специфической особенностью является высокая
температура начала кипения, обусловленная
отсутствием легких фракций.
Основную часть средних погонов (до 225-250 °С)
сланцевой смолы представляют углеводороды,
преимущественно непредельные: пентены, гексены, гепте-
ны. Из ароматических углеводородов в небольших
количествах присутствуют бензол, толуол и ксилолы.
Нафталин и другие конденсированные структуры
отсутствуют. Бензин, получаемый из сланцевой смолы,
имеет следующий групповой состав: 57-62 %
непредельных, 9-11% ароматических, 19-29% парафинов,
4-8 % нафтенов. В дизельных фракциях сумма
нафтеновых и ароматических углеводородов составляет 65-
70 %.
Нейтральные кислородные соединения (кетоны,
альдегиды, спирты, эфиры) придают смоле
специфический неприятный запах, большую склонность к осмо-
лению, термическую нестабильность. Их количество во
фракциях растет по мере увеличения температуры
кипения:
Конец кипения, °С
Содержание
кислородных соединений, %
150
1
200
5
225
12
325
20
Содержание в смоле кислых веществ (главным
образом фенолов), извлекаемых раствором щелочи, как и
нейтральных кислородных соединений, зависит от
температуры отбора фракций:
Фракция, °С
Содержание
кислых
веществ, %
200-250 250-300 300-350 350-370
8,2
12,4 21,6
23.0
Из смолы выделены фенол, о-, м- и и-крезолы, кси-
ленолы, и-этилфенол, резорцин, метилгидрохинон.
Наряду с этим, в смоле обнаружены кислоты — каприно-
вая (декановая), додекановая, лауриновая, тридекано-
вая, миристиновая.
9.9.2. Переработка сланцевой смолы
Первой стадией переработки сланцевой смолы
является дистилляция, в результате которой получают
автомобильный бензин (до 180 °С), тракторное топливо —
лигроин (180-225 °С), дизельное топливо (225-325 °С)
и остаток (выше 325 °С). При дистилляции (рис. 9.11)
смолу из емкости 1 насосом 2 подают через бензиновый
3 и мазутный 4 теплообменники в трубчатую печь 5.
Пары смолы и неиспарившиеся жидкие фракции
попадают в ректификационную колонну 6, в нижнюю часть
которой вводят острый водяной пар, перегреваемый в
печи 5. В колонне смола разделяется на несколько
фракций. Наиболее легкие пары (бензин) уходят
сверху, проходят теплообменник 3, конденсируются в
конденсаторе-холодильнике 8, отделяются от воды в
сепараторе 9 и накапливаются в сборнике 10, откуда
некоторое количество бензина насосом 11 возвращают
в виде флегмы на орошение колонны 6. Лигроиновая
фракция и поглотительное масло, отбираемые из
средней части колонны 6, проходят отпарные колонны 12 и
15, куда подают перегретый водяной пар, охлаждаются
в холодильниках 13 и 16 и собираются в приемниках 14
и 17. Применение колонн 12 и 15 позволяет повысить
чистоту отбираемых фракций.
Тяжелая часть смолы (остаток) стекает в низ
колонны 6 и собирается в сборнике 7, откуда ее
перекачивают в трубчатую печь 18, предназначенную для
нагревания смолы и получения дизельного топлива. Разгонка в
данном случае осуществляется в колонне 19,
работающей при разрежении, создаваемом вакуум-насосом 28.
Для повышения эффективности процесса в колонну
вводят перегретый водяной пар. Выводимые из
колонны пары дизельной фракции конденсируются в
конденсаторе-холодильнике 20. Через сепараторы 21 и 22
дизельное топливо направляют в емкость 23. Остаток
перегонки (мазут) охлаждается в теплообменнике 4 и
собирается в емкости 24.
Бензиновая фракция, полученная в результате
разгонки смолы, подвергается очистке — вначале
щелочью от фенолов, а затем серной кислотой от
непредельных и нейтральных кислородных соединений.
Прошедший такую очистку сланцевый бензин нуждается во
вторичной перегонке, так как при сернокислотной
очистке образуется 5-7 % полимерных продуктов,
имеющих повышенную температуру кипения и подлежащих
удалению. Бензин, полученный описанным методом, не
460
Новый справочник химика и технолога
обладает необходимой стабильностью при хранении,
поэтому его стабилизируют добавками небольших
количеств (0,01 %) ингибиторов — древесных или
сланцевых фенолов, нафтолов, гидрохинона и др. Наряду с
кислотно-щелочной очисткой бензина применяют
адсорбционный метод: испаряют бензин в трубчатой печи
и пропускают пары через адсорбент (активную глину),
поглощающий нежелательные продукты (фенолы,
непредельные соединения и т. д.).
Лигроиновую фракцию сланцевой смолы очищают
теми же методами, что и бензин.
Очистка дизельного топлива сводится к удалению
фенолов щелочной промывкой. Наряду с этим
применяют также экстракционный метод с использованием
жидкого диоксида серы, фурфурола, метанола, этанола,
ацетона.
Остаток от перегонки смолы имеет большую
вязкость, поэтому его используют для получения асфальта
и битумов (для чего его окисляют воздухом при 240-
270 °С). Если же отбирать дизельную фракцию при
300 °С вместо 350 °С, вязкость остатка уменьшается и
его можно использовать как топочный мазут.
Рассмотренные способы применимы также для
смол, получаемых при энерготехнологической
переработке других твердых топлив.
Товарными продуктами переработки сланца
методом коксования в камерных печах являются газ для
коммунально-бытового потребления (ТУ 38.001292-82),
техническая сера (ГОСТ 127-76) — продукт очистки
сланцевого газа от сероводорода мышьяково-содовым
раствором, технический тиосульфат натрия
(ГОСТ 244-76).
В настоящее время переработка сланца в камерных
печах АО «Завод «Сланцы» прекращена, и они
перепрофилированы на прокалку нефтяного кокса для
электродных и алюминиевых заводов. Товарные продукты
переработки сланцевой смолы:
- масло сланцевое для пропитки древесины
(ГОСТ 10835-78);
- масло сланцевое топливное (ГОСТ 4806-79);
- бензины сланцевые (газовый и тяжелый)
(ТУ 38.10924-79);
- препарат химико-мелиоративный «Нэрозин»
(ТУ 38.10939-79);
- масло дорожное сланцевое (ТУ 38.10913-76);
-битумы сланцевые (ТУ 38.10941-75);
- мягчитель сланцевый для регенерации резины
(ТУ 38.1091-77);
- связующее литейное ГТФ (ОСТ 2 МТ 83-2-78);
- масло КУ (ТУ 38.10967-81);
Смола щ ,
Поглотительное Бензин м«от Дизельное „
„„„__ Лигроин dchjhh мазут « Вода
масло г топливо
Рис. 9.11. Схема дистилляции сланцевой смолы:
/, 23,24 — емкости; 2, 11 — насосы; 3,4 — теплообменники; 5,18 — трубчатые печи; 6 — ректификационная колонна;
7, 10,14,17,27 — сборники; 8,20— конденсаторы-холодильники; 9,21, 22— сепараторы; 12,15 — отпарные колонны;
13, 16 — холодильники; 19 вакуумная колонна; 25 - барометрический конденсатор; 26 — водоуловитель; 28 - вакуум-насос
Твердые горючие ископаемые
461
-компонент мастика «Кукерсоль» (ТУ 38.10938-75);
- мастика битумно-латексная кровельная БЛК;
- препарат сланцевый для рудной промышленности
(ТУ 38.10959-80);
- модификатор сланцевый «Сламор» (ТУ 38.10931-76);
- присадка «Дисмайк»;
- мастика БЛК (ТУ 38.1093-85);
- мастика сланцевая уплотняющая неотверждаю-
щаяся МСУ (ТУ 38.10975-84);
- кокс смоляной кубовый КСК (ТУ 38.1099-84);
- кокс сланцевый кубовый прокаленный
(ТУ 38.10964-83).
Товарные продукты из сланцевых фенолов:
- фенолы сланцевые суммарные (ТУ 38.10935-75);
-алкирез-1 (ТУ 38.109279-79);
- 5-метилрезорцин сланцевый технический
(ТУ 38.40958-85);
-дубитель синтетический 12 (ТУ 38.1098-77);
- смола алкилрезорциновая эпоксидная жидкая
ЭИС-1 (ТУ 38.1091-76);
- смола твердая алкилрезорциновая эпоксидная
АРЭ-1-4 (ТУ 38.979-85);
- смола твердая алкилрезорциновая эпоксидная
АРЭ-1-8 (ТУ 38.40951-83);
- смола эпоксидная модифицированная АРЭМ-2
(ТУ 38.30983-84);
- смола эпоксидная композиционная АРЭк-2 (ТУ
38.3097.6-83);
- смола резорцинформальдегидная жидкая СФ-280
(ОСТ 6-05-439-78);
- смола СФ-281 (ТУ 6-05-1545-77);
- смола дифенольная ДФК-4 (ТУ 38.1095-76);
- смола дифенольная ДФК-8 (ТУ 38.10925-79);
-составы тампомажные ТСД-9 и ТС-10
(ТУ 38.10928-79);
-тампомажные материалы ГТМ-3 (ТУ 38.10970-82)
и ГТм-7 (ТУ 38.40956-85);
-модификаторы АРУ (ТУ 38.40962-86) и АРЭ-У
(ТУ 38.40959-85).
Продукт совместной переработки сланцевого
газового бензина и нефтяных пиролизных смол:
- бензол сланцевый (ГОСТ 8448-78);
- толуол сланцевый (ГОСТ 9880-76);
- абсорбент «С» (ТУ 38.10976-84);
- растворитель «К» (ТУ 38.10977-85);
- смола стирольно-инденовая (ТУ 14-6-89-73);
- смола нефтеполимерная лакокрасочная
(ТУ 38.10916-79);
- лак сланцевый пиролизный ЛСП-1 (ТУ 38.10933-74);
- масло ПТУ (ТУ 38.10945-79);
- кислота бензойная техническая (ГОСТ 6413-77);
- консервант «Силобен» (ТУ 38.10980-85).
Продукты нетермической переработки сланца:
- кероген непылящий (ТУ 38.10940-75);
- нерэласт (ТУ 38.30915-82);
- лентехнин «С» (ТУ 38.30916-84).
Товары народного потребления на основе слан-
цехимических продуктов:
- клей эпоксидный ЭПО (ТУ 38.10972-82);
- антисептик «Лигно» (ТУ 38.30916-83);
- мастика сланцевая автомобильная МСА-3
(ТУ 6-15-1353-82);
-разноцветный клей «Эпопласт» и эпоксидная
смазка «Эпол»;
-лак АРЭЛ-1;
- консервант пищевых продуктов.
Продукты переработки высокосернистых
сланцев Поволжья:
- ихтиол медицинский (ФС 92-1734-81);
- натрий-ихтиол (ТУ 38.10914-82);
- альбихтол технический (ТУ 38.10911-78);
- пластификатор сланцевый (ТУ 38.10915-77);
- мягчитель сланцевый кашпирский (ТУ 38.10912-77).
9.9.3. Переработка горючих сланцев за рубежом
Начиная с середины XIX столетия небольшие
сланцеперерабатывающие заводы действовали во многих
странах, в том числе в Англии (1862-1962 гг.), Франции
(1830-1957 гг.), Германии (1885-1949 гг.), Швеции
(1925-1966 гг.), Испании (1920-1966 гг.) и Австралии
(1879-1952 гг.). Но после второй мировой войны, не
выдержав конкуренции со стороны нефтяной
промышленности, они были закрыты. Ныне промышленная
переработка сланца за рубежом существует только в
Китайской Народной Республике. Однако исследовательские и
опытные работы по технологии сланцепереработки
продолжались. Эти работы активизировались в 1970-х гг.
после резкого повышения цен на нефть на мировом
рынке. Наибольшую активность проявляют фирмы
США, где разработан и испытан на пилотных или
полупромышленных установках ряд технологических
процессов термической переработки горючих сланцев.
Аналогичные работы проводятся также в Бразилии,
ФРГ, Австралии и других странах.
9.9.3.1 Процессы переработки сланца в Китае
Китай располагает крупными запасами горючих
сланцев: известно более 180 месторождений, при этом
извлекаемые запасы смолы составляют около 4 млрд т.
В основной массе эти сланцы характеризуются
невысоким содержанием органического вещества — их
удельная теплота сгорания в среднем равна 3,3 МДж/кг, а
выход смолы в алюминиевой реторте — 3,0 %.
Сланцеперерабатывающая промышленность
существует в Китае около 60 лет (первый завод в Фушуне, в
провинции Ляонин, был введен в действие в 1930 г.) и
накопила большой опыт. С 1949 г., после образования
КНР, сланцепереработка развивалась ускоренными
темпами. За эти годы были модифицированы реторты фу-
По данным «Справочника сланцепереработчика» (Под
ред. М.Г. Рудина. Л.: Химия, 1988. С. 165-178).
462
Новый справочник химика и технолога
шуньского типа с увеличением их пропускной
способности от 100 до 200 т/сут, построен новый
сланцеперерабатывающий завод в Маомине (провинция Гуандун).
По данным, представленным китайскими
специалистами на II Международном симпозиуме по
синтетическим топливам в Брюсселе (октябрь 1982 г.), сланец
перерабатывается на трех заводах (два — в Фушуне и
один — в Маомине), годовое производство сланцевой
смолы составляет 320 тыс. т.
На термическую переработку поступает сланец
класса 8-75 мм. Применяются реторты двух типов: фушунь-
ские и газосжигательные, однако последние считаются
неперспективными и выводятся из эксплуатации.
Реторты фушуньского типа имеют вертикальный
цилиндрический корпус диаметром 3 м и высотой 15 м.
Поступающий в реторту сланец движется вниз,
контактируя с горячим газом. В зоне полукоксования
температура сланца достигает 550 °С. Полукокс
газифицируется в нижней части реторты при 700-800 °С смесью
воздуха и водяного пара, предварительно нагреваемой
за счет физической теплоты горячей золы. Парогазовая
смесь выводится из верхней части реторты при
температуре 90-110 °С. В среднюю часть реторты в качестве
теплоносителя подается циркулирующий газ,
подогретый в калорифере до 500-700 °С.
Газ после конденсации паров смолы подвергается
промывке 1,5%-й серной кислотой с целью
улавливания аммиака. Образующийся раствор используется для
производства сульфата аммония (выход на сланец —
8,5 кг/т) с одновременным извлечением из маточного
раствора пиридина. Выход газа составляет 250 м3/т. Газ
имеет следующие характеристики:
Удельная теплота сгорания, МДж/м3 4,1-4,6
Содержание, %
азот 56-60
диоксид углерода 20
водород 9-11
метан 7-8
оксид углерода 3-4
Выход смолы составляет в среднем 4,5 % от
исходного сланца или 70 % от лабораторного (в
алюминиевой реторте). Смола содержит около 20 % алканов,
имеет высокую температуру застывания и при
комнатной температуре представляет собой темно-
коричневую пасту.
Ниже приведена характеристика смолы:
Температура застывания, °С
Содержание, %
азот
сера
кислород
Соотношение С :
Перегоняется, %
при 260 °С
при 350-360 с
Н
С
26-33
1,1-1,3
0,5-0,55
0,7-2,7
7,1-7,3
10
50
Легкие фракции, получаемые при атмосферной
дистилляции смолы, гидрируют для получения бензина,
керосина и дизельного топлива. Средний дистиллят
после депарафинизации и крекинга также гидрируют с
целью производства бензина и топливного масла.
Остаток дистилляции подвергают замедленному
коксованию, при котором вырабатывают высококачественный
кокс и дистиллят. При переработке легкой части
дистиллята коксования получают дополнительное
количество бензина.
Сланцевая зола частично используется для
производства цемента. Основными компонентами золы
являются диоксид кремния (62-64 %), оксиды алюминия
(22-23 %) и железа (8-10 %).
9.9.3.2. Процессы переработки сланца в США
Процесс «Юнион». Фирма «Юнокал» (ранее
«Юнион ойл оф Калифорниа») — один из первых
разработчиков технологии сланцепереработки в США. В 1940 г.
фирма «Юнокал» на нефтеперерабатывающем заводе в
Лос-Анжелесе соорудила первую пилотную установку
пропускной способностью 50 т/сут сланца, которая
эксплуатировалась в течение 10 лет. В 1955 г. в Парашют
Крик (сланцевый бассейн «Пайсенс Крик», штат
Колорадо) была построена установка пропускной
способностью 1080 т/сут сланца (130 м3/сут смолы),
проработавшая три года. Работы в области создания технологии
сланцепереработки были прекращены в конце 1950-х
гг. и вновь возобновлены в первой половине 1970-х гг.
Рассматриваемый процесс отличается от обычных
способов полукоксования сланцев тем, что сланец в
реторте движется снизу вверх при помощи
специального поршневого загрузочного устройства (толкателя),
размещенного в нижней части агрегата. Парогазовая
смесь охлаждается, смола конденсируется при контакте
с холодным, вновь поступающим сланцем и выводится
из нижней части реторты в жидком виде. Основные
достоинства процесса — небольшой расход
охлаждающей воды, высокий выход и хорошее качество
смолы. Смола, полученная в процессе «Юнион», имеет, по
сравнению со смолами, полученными при других
процессах, более первичный характер, поскольку
практически не подвергается полимеризации и коксованию.
Технологическая схема процесса (добыча сланца
осуществляется камерно-столбовым методом)
представлена на рис. 9.12. Измельченный сланец подается в
нижнюю часть реторты с помощью поршня-толкателя 3
диаметром 3 м. Общая высота реторты около 60 м.
Сланец нагревается до 480 °С нисходящим потоком
циркулирующего газа. Пары смолы конденсируются
при контакте с холодным сланцем, а смола выводится
из нижней части агрегата. Часть высококалорийного
газа, полученного в процессе, поступает в
подогреватель 4 и применяется в качестве теплоносителя, а
другая после очистки от сероводорода используется для
выработки тепловой и электрической энергии. Полу-
Твердые горючие ископаемые
463
кокс удаляется через верхнюю часть реторты,
охлаждается и направляется ленточным транспортером в отвал.
Процесс «Парахо». Процесс разработан компанией
« Парахо. дивелопмент корпорейшн» на базе известково-
обжиговой ретортной печи и служит для
полукоксования кусков горючего сланца размерами 9-75 мм.
Реторта — несложной конструкции, цилиндрической формы,
с вертикальной шахтой (рис. 9.13).
Сланец подается сверху через бункер, движение
его регулируется движущейся решеткой,
расположенной на дне реторты. Смесь холодного обратного газа и
воздуха подают в реторту через расположенные выше
решетки отверстия и через два комплекта
газораспределительных трубок, находящихся над отверстиями.
Поступающая в реторту снизу смесь газа и воздуха
нагревается идущим навстречу полукоксом, при этом
газ загорается, что вызывает горение остаточного
углерода в полукоксе. Образующиеся газы в зоне над
газораспределительными трубками нагревают сланец
до температуры полукоксования. Парогазовая смесь
поднимается, нагревая поступающий в реторту
сланец, и выводится из верхней части реторты в
конденсационную систему. Часть газа направляется обратно
в реторту, а остальная может использоваться в
качестве низкокалорийного газового топлива.
Предусмотрена возможность работы реторты с внешним нагревом
газового теплоносителя.
При переработке колорадского сланца на опытной
установке производительностью 230 т/сут. сланца с
выработкой 32 м3/сут. смолы реторты имеют диаметр
3,2 м и высоту 23 м.
Выход смолы при переработке колорадского сланца
достигает 92-95 % от лабораторного в алюминиевой
реторте (10,7 %). Выход газа с удельной теплотой
сгорания 4,35 МДж/м3 составляет 230 м3/т. Твердый
остаток получается в виде золы с минимальным
содержанием углерода (около 0,2 %).
На основе данных, полученных при опытной
переработке сланца, разработан проект крупной модульной
установки мощностью 16 100 т/сут. сланца и
сланцеперерабатывающего завода с тремя агрегатами, общей
производительностью 5000 м /сут. смолы.
Рис.9.12. Схема процесса «Юнион Б»:
I — сланец; II — горячий газ-теплоноситель; III — газ;
IV — конденсат смола—вода; V — полукокс.
/ — реторта; 2 — жидкостный (смола) затвор;
3 — поршень-толкатель сланца; 4 — подогреватель газа
000
Подогрев
Полукоксование
Горение
а*
Охлаждение
Г* fiv
111
IV
Рис. 9.13. Схема процесса
«Парахо»:
I — сланец;
II — парогазовая смесь;
III — газ; IV — воздух;
V — твердый остаток
(зола или полукокс).
/ — реторта;
2 — загрузочное устройство;
3 — регулятор скорости
решетки
Процесс «Сюпериор ойл». Процесс, разработанный
компанией «Сюпериор ойл», существенно отличается
от других методов сланцепереработки своеобразной
конструкцией реторты (рис. 9.14). Процесс
осуществляется в трехзоннои печи, ранее использовавшейся для
грануляции железной руды. Сланец движется в
горизонтальном направлении, проходя последовательно
несколько зон; в каждой зоне газовый теплоноситель
пропускается через слой сланца поперечным потоком.
Горизонтальное движение слоя сланца обеспечивается
вращающейся дисковой (карусельной) колосниковой
решеткой. Позонное секционирование решетки по ходу
ее вращения позволяет создать на ней зоны
полукоксования, газификации полукокса и охлаждения твердого
остатка. Процесс может быть осуществлен в режиме
внутреннего обогрева, как показано на рис. 9.14, или
комбинированного с дополнительным использованием
теплоты циркулирующего газа, нагреваемого в
калорифере. В последнем случае для газификации полукокса
вместо воздуха применяется чистый кислород.
Рис. 9.14. Схема процесса «Сюпериор ойл»
с внутренним обогревом:
I — сланец; II — горячий газ; III — обратный газ; IV — газ;
V — воздух; VI — паро-газовая смесь; VII — подогретый воздух;
VIII — твердый остаток (зола).
/ — печь; 2 — решетки; 3 — газовая горелка; 4 — гидрозатвор
464
Новый справочник химика и технолога
ПроцессТ3 (НТУ). Процесс разработан фирмой
«Сайенс эпликейшн» для переработки марокканских
сланцев. Его обозначение (Т3) связано с
наименованиями трех сланцевых месторождений Марокко — Тимах-
дит, Тарфайа и Танжер. В процессе применяется
реторта периодического действия НТУ — один из старейших
агрегатов, который еще в 1920-х гг. впервые был
использован для переработки сланца компанией «Невада,
Техас, Юта». Реторта работает по принципу
газогенератора, в котором поток газового теплоносителя проходит
сверху вниз через неподвижный слой сланца. В
Технологическом центре энергетики в г. Ларами (штат
Вайоминг) сооружена опытная установка мощностью
150т/сут. сланца, состоящая из двух спаренных
вертикальных шахт диаметром 3,5 и высотой 13,7 м
(рис. 9.15). Шахты действуют попеременно в режиме
переработки сланца или охлаждения — удаления золы
с одновременной загрузкой сланца (размер кусков 13-
152 мм) с его предварительным подогревом за счет
теплоты золы. Переработка сланца проводится в
газогенераторном режиме с паровоздушным дутьем за счет
теплоты горения полукокса с выходом большого
количества низкокалорийного газа. Например, при переработке
сланца штата Юта (лабораторный выход смолы 9,3 %)
выход генераторного газа (2,75 МДж/м3) составляет 342
м3/т. Переработка начинается с зажигания сланца
сверху, за счет подаваемого воздуха фронт разложения
сланца постепенно опускается. Смолу, пары смолы и
газы разложения отводят снизу реторты.
Несмотря на то, что в процессе НТУ выход смолы
относительно невысок, метод представляет
практический интерес из-за простоты аппаратурного оформления.
IV-
VI
Рис. 9.15. Схема процесса «Т »:
I — сланец; II — воздух; III — водяной пар;
IV — водяной пар низкого давления;
V — парогазовая смесь; VI — конденсат смола-вода;
VII — вода для охлаждения; VIII — твердый остаток (зола)
Процесс «Тоско-2». В процессе «Тоско-2»
мелкозернистый сланец (размер частиц до 13 мм)
перерабатывается во вращающемся барабанном реакторе,
контактируя с твердым теплоносителем — горячими
керамическими шариками. В США, в долине Парашют Крик
сооружена опытная установка пропускной
способностью 900 т/сут сланца. Схема установки приведена на
рис. 9.16.
Сланец из бункера поступает в сушилку 1,
служащую одновременно подъемником. В сушилке он
подогревается восходящим потоком дымовых газов,
отделяется от них в сепараторе и поступает в реактор 4, где
смешивается с теплоносителем. Процесс
полукоксования протекает при 480 °С. Керамические шарики
отделяются от полукокса в цилиндрическом грохоте и
подаются элеватором в подогреватель, где нагреваются до
750 °С за счет теплоты сжигания газа полукоксования.
Нагретые шарики возвращаются в реактор, а дымовые
газы поступают в сушилку исходного сланца, после
чего выбрасываются в атмосферу.
Достоинства процесса «Тоско-2» — применение
химически нейтрального теплоносителя, высокий
выход смолы (93 % от выхода в лабораторной реторте при
переработке колорадского сланца), получение смолы
хорошего качества с низкой температурой застывания.
Недостаток процесса — невысокий энергетический
КПД.
Процесс «Шеврон СТБ». Процесс разработан
фирмой «Шеврон рисерч компани» (США) и служит для
переработки мелкозернистого сланца (размер частиц до
6,4 мм) с твердым теплоносителем — сланцевой золой.
В отличие от процесса «Лурги-Рургаз» (см. ниже),
вместо шнекового реактора применяется реактор с
кипящим слоем (рис. 9.17). Процесс испытан на пилотной
установке пропускной способностью 1 т/сут и
опытной — 320 т/сут.
Рис. 9.16. Схема процесса «Тоско-2»:
I — сланец; II — дымовые газы; III — дымовые газы в атмосферу;
IV — сланец (250 °С); V — теплоноситель (керамические шарики);
VI — газ; VII — воздух; VIII — парогазовая смесь;
IX — твердый остаток (полукокс).
/ — сушилка сырого сланца; 2 — сепаратор сланца;
3 — подогреватель; 4 — реактор; 5 — сепаратор теплоносителя;
б — сепаратор полукокса; 7 — элеватор
Твердые горючие ископаемые
465
Процесс ИГТ (гидрогазификация сланца). Пиролиз
сланца в присутствии водорода позволяет значительно
увеличить выход полезных продуктов —
высококалорийного газа и смолы. Соответствующий процесс
разработан в США Институтом газовой технологии (г.
Чикаго). Достоинствами процесса являются возможность
переработки сланцев как с высоким, так и низким
содержанием органического вещества (богатых или
бедных), получение в качестве целевого продукта газа или
смолы, а также высокая степень превращения
органического углерода в целевые продукты.
Сланец (размер частиц до 25 мм) перерабатывается
в реакторе, разделенном на три зоны. В верхней зоне
сланец нагревается и подвергается легкому
гидрированию, в средней — собственно гидрогазификации, а в
нижней — остаток охлаждается холодным водородом.
Этот поток водорода направляют далее в обход средней
зоны в верхнюю часть реактора, используя его теплоту
для на1рева сланца. В среднюю зону подают отдельный
поток нагретого водорода, и гидрогазификация в этой
зоне протекает в прямотоке нагретого сланца и
горячего водорода. Парогазовая смесь из средней зоны
поступает в систему охлаждения и конденсации.
Давление водорода в реакторе составляет 1,7-
3,5 МПа. Водород можно получать каталитической
конверсией легких фракций смолы. Метод опробован
на установке пропускной способностью 1 т/ч.
Модифицированная подземная переработка сланца.
В США имеются благоприятные геологические условия
для подземной термической переработки сланца.
Например, в бассейне «Пайсенс Крик» (штат Колорадо)
максимальная мощность сланцевого пласта достигает
600 м, а в бассейне «Уинта» (штат Юта) — 300 м.
Мощность самых обширных и богатых пластов (с
лабораторным выходом смолы до 11,4%) составляет
более 60 м.
Одним из наиболее перспективных способов
подземной термической переработки горючих сланцев
является модифицированный метод. Сущность метода
заключается в комбинировании шахтной разработки
(таким способом добывается 20-40 % сланца) и
разрушении оставшейся части при помощи взрывчатых
веществ с целью создания подземной реторты для
термической переработки сланца.
Большой вклад в развитие технологии подземной
переработки сланцев внесла фирма «Оксидентл ойл
шейл» (филиал компании «Оксидентл петролеум»),
которая проводила полевые испытания в бассейне
«Пайсенс Крик» с 1972 г. В результате этих испытаний
разработана промышленная технология подземной
сланцепереработки. Подземные реторты размером
60 х 60 х 90 м намечено создать на глубине примерно
450 м. Реторты расположены рядом друг с другом на
одном уровне и разделены естественными целиками
толщиной 9-15 м. Переработка будет вестись
последовательно по группам реторт. Схема подземной
переработки сланцев представлена на рис. 9.18.
Рис. 9.17. Схема процесса
«Шеврон СТБ»:
I — сланец; II — холодный
водород; III — парогазовая
смесь;
IV — жидкие продукты;
V — твердый остаток.
/ — реактор; 2,3 — печи;
4 — сепаратор
Рис. 9.18. Схема подземной переработки сланцев:
I — генераторный газ; II — паровоздушная смесь;
III — конденсат смола—вода
В начальной стадии переработки для поджигания
сланца вместе с воздухом в реторту подают в качестве
топлива сланцевую смолу. После доведения
температуры сланца до 480 °С и начала термического разложения
керогена подача топлива извне прекращается, и в
реторту подают смесь воздуха и водяного пара. При этом
основная часть теплоты, необходимой для термического
разложения сланца, покрывается за счет горения
остаточного углерода переработанного сланца, остальная —
за счет рециркуляции получаемого в процессе газа.
Скорость продвижения фронта горения в вертикальном
направлении определяется количеством подаваемого
воздуха и составляет в среднем 0,3 м/сут. Образующиеся
пары смолы проходят через измельченную массу сланца
и конденсируются, а жидкость стекает в нижнюю часть
реторты, откуда выкачивается на поверхность. Газ
поднимается на поверхность по отдельной трубе.
Поднятый на поверхность сланец перерабатывается
в наземных установках. Соотношение количеств слан-
466
Новый справочник химика и технолога
ца, перерабатываемых в подземных и наземных
установках, определяется кроме технологических
соображений также качеством сланца: на участках а сланец
более богатый (потенциальное содержание смолы 12,7 %),
чем на участках б, где переработку намечено вести
подземным методом (выход смолы менее 10 %).
Разработан проект «Катедрал блаффс», который
предусматривает промышленное производство 4,8 млн
т сланцевой смолы в год в штате Колорадо.
9.9.3.3. Процесс переработки сланца в Бразилии
Процесс «Петросикс». Процесс «Петросикс»
разработан национальной компанией «Петробраз» («Петро-
лео Бразильеро»), которая занимается сланцеперера-
боткой в Бразилии с 1954 г. Ею проведены
исследования по переработке на пилотных установках
горючих сланцев месторождений Ирати и долины реки
Параиба. Процесс «Петросикс» оказался наиболее
перспективным для переработки сланца этих
месторождений. В процессе используется модификация известной
газосжигательной реторты Горного бюро США. В
1972 г. в Сан-Матеус-ду-Сул (штат Парана) проходила
испытания демонстрационная установка мощностью
2200 т/сут сланца (около 150 т/сут смолы). На установке
используется реторта диаметром 5,5 м (рис. 9.19).
Рис. 9.19. Схема процесса
«Петросикс»:
I — сланец; II — обратный
газ для затвора;
III — парогазовая смесь;
IV — газ; V — полукокс.
У — бункер;
2 — распределитель сланца;
3 — шахта полукоксования;
4 — подогреватель газа;
5 — механизм выгрузки;
6 — система затворов
Сланец (размер кусков 6-64 мм) поступает в
верхнюю часть реторты и нагревается движущимся
противотоком горячего газа. В качестве теплоносителя
применяется ретортный газ, нагреваемый в калорифере.
Полукокс до вывода из реторты охлаждается холодным
циркулирующим потоком газа. Для обеспечения
процесса теплотой часть смолы сжигается.
С 1981 г. эта установка работает как промышленная.
Достигнута длительность непрерывной работы 3300 ч.
Удельная нагрузка реторты составляет 2700 кг/(ч • м2).
Выход газа составляет около 18 м3/т.
Удельная теплота сгорания газа после извлечения из
него диоксида углерода и сероводорода составляет
44 МДж/м3. Твердый остаток переработки (полукокс)
содержит 6,1 % органического углерода, 3,4 % серы и
0,3 % органического водорода и имеет удельную
теплоту сгорания 3,2 МДж/кг. С учетом результатов работы
демонстрационной установки спроектировано
промышленное производство для переработки в сутки
112 000 т сланца и выработки 8000 м3 смолы.
Предусмотрено 20 реторт, каждая из которых имеет диаметр
Ими пропускную способность 6200 т/сут.
9.9.3.4. Процессы переработки сланца в Германии
Процесс «Лурги-Рургаз». Процесс, разработанный
фирмой «Лурги» предназначен для переработки
мелкозернистого сланца (размер частиц до 6 мм) твердым
теплоносителем — сланцевой золой. В ряде стран
существуют подобные промышленные установки для
переработки угля мощностью 4000 т/сут. Переработка
сланцев проводилась только на пилотной установке
пропускной способностью 11 т/сут.
Схема переработки сланца по процессу
«Лурги-Рургаз» представлена на рис. 9.20. Сланец смешивается в
шнековом реакторе с горячей золой (650 °С), в
результате чего за несколько секунд нагревается до 530 °С. В
реакторе и далее в сепараторе происходит разложение
сланца. Парогазовая смесь проходит систему циклонов
и конденсационных аппаратов, а полукокс из
сепараторов поступает в нагреватель-подъемник (топку), где он
сжигается с помощью горячего воздуха. Полученная
зола транспортируется в сепаратор. Часть золы
выводится из цикла, ее теплота используется для нагрева
воздуха в теплообменнике. Охлажденная зола
увлажняется до содержания влаги 5 %. Дымовые газы проходят
циклон, котел-утилизатор и промыватели, а затем
выбрасываются в атмосферу.
Выход смолы при переработке колорадских сланцев
составляет свыше 100 % от выхода в алюминиевой
реторте благодаря быстрому нагреву и отсутствию
крекинга. Вырабатываемый газ характеризуется высокой
удельной теплотой сгорания. Недостаток метода —
большое содержание (до 50 %) механических примесей
в тяжелой смоле.
Рис. 9.20. Схема процесса
«Лурги-Рургаз»:
I — сланец; II — зола;
III — парогазовая смесь;
IV — полукокс, V — воздух;
VI — дымовые газы.
/ — шнековый реактор;
2 — сепаратор золы-
теплоносителя;
3 — сепаратор мелкой золы;
4 — сепаратор полукокса;
5 — топка
Твердые горючие ископаемые
467
9.10. Технология переработки углей
9.10.1. Основные критерии выбора углей для
получения кокса, отвечающего международным
стандартам
Известно, что существующее в природе
многообразие свойств неокисленных углей определяется тремя
основными геолого-генетическими факторами: стадией
метаморфизма, петрографическим составом и степенью
восстановленное™. В ныне действующем
классификационном стандарте ГОСТ 25543-88 названные факторы
в области каменных углей количественно выражены
соответственно показателем отражения витринита /?0,
суммой фюзинизированных компонентов ZOK и
толщиной пластического слоя у. В качестве
дополнительной характеристики, которая имеет весьма высокую
корреляционную связь с параметрами R0 и SOK,
используют важный для практики показатель — выход
летучих веществ V^.
Позднее в России был разработан ГОСТ 30313-95, в
котором в качестве классификационных параметров
ввели данные о рефлектограммном анализе, в
частности стандартного среднеквадратического отклонения
SR, числа разрывов в рефлектограмме витринита.
Впервые для оценки истинной степени неоднородности
угольной смеси по стадии метаморфизма было
предложено использовать результаты рефлектограммного
анализа, а не характеристику неоднородности смеси по
маркам ГОСТ 25543-88. Следует подчеркнуть, что в
зарубежной практике характеристики
рефлектограммного анализа давно уже имеют наряду с другими
параметрами качества углей определяющее значение при
формировании шихт для коксования. В настоящее
время методы рефлектограммного анализа приобретают
значение и на российских коксохимических
предприятиях, оснащенных современной аппаратурой для
автоматического рефлектограммного анализа сложных
угольных смесей. В зарубежном коксопроизводстве
большое распространение получили расчетные модели
для оценки высокотемпературных свойств кокса —
показателей CSR (прочности после взаимодействия с
С02) и CRI (реакционной способности). Для
высококачественного кокса показатели CSR и CRI должны иметь
значения соответственно > 60 % и < 30 %. Учитывая
актуальность задачи получения экспортного кокса с
необходимыми показателями CSR и CRJ, рассмотрим
основные критерии выбора для этой цели углей исходя
из классификационных параметров ГОСТ 25543-88 и
ГОСТ 30313-95 на примере Кузнецкого и Южно-
Якутского бассейнов.
Влияние стадии метаморфизма. Параметры CRI и
CSR существенно зависят от стадии метаморфизма или
показателя отражения витринита. Так зависимость
параметра CSR от стадии метаморфизма носит
экстремальный характер с максимумом в области "показателя
отражения витринита Rq = 1,3 -s-1,4 %. Математическая
обработка зависимости CSR от параметра R0
показывает, что для получения значений CSR > 60 % и
соответствующих величин реакционной способности CRI<
30 %, следует использовать угли в области показателя
отражения витринита 1,15-1,50%. Расширение этой
области или применение углей за пределами этого
диапазона будут приводить к неизбежному ухудшению
параметров CRI и CSR.
Влияние петрографического состава.
Петрографический состав углей, наряду с влиянием стадии
метаморфизма, обусловливает определенную пористую
структуру кокса, а значит, и его реакционную
способность. Пористость кокса в целом возрастает с
увеличением в составе исходного угольного сырья содержания
неспекающихся компонентов при нагревании
микрокомпонентов (инертинита, семифюзинита) вследствие
формирования так называемых «реликтовых» пор
межзернового пространства. Если учесть, что в целом
общий объем пор в углях увеличивается с уменьшением
содержания в них витринита, то это, по аналогии с
влиянием стадии метаморфизма, также приводит в
итоге к повышению пористости кокса. Степень влияния
петрографического состава исходного угля на
пористость кокса и его реакционную способность не нашла
пока четкой количественной оценки. Можно лишь
утверждать, что с увеличением содержания
фюзинизированных компонентов SOK шихты для коксования
возрастает и пористость кокса, и его реакционная
способность CR1 при одновременном снижении показателя
CSR. Иными словами, с увеличением параметра SOK
высокотемпературные свойства кокса ухудшаются.
Для различных стадий метаморфизма установлены
оптимальные соотношения (коэффициент а)
спекающих ХСК и фюзинизированных (отощающих) SOK
компонентов углей:
SCK
а = .
SOK
Для получения кокса с наилучшими значениями
высокотемпературных параметров CSR (> 60 %) и CRI
(< 30 %) при одновременно высокой его механической
прочности необходимо использовать угли отдельных
пластов или угольные смеси с диапазоном по
показателю отражения витринита в пределах 1,15-1,50 % и при
содержании фюзинизированных компонентов от 10 до
32 %.
Для получения кокса с лучшими параметрами CSR и
CRJ необходимо использовать угли исключительно
марок К и КЖ. При этом будут обеспечены значения
термической прочности CSR > 60 и реакционной
способности CRJ < 30 %. Поскольку данные расчеты
учитывают оптимальные соотношения между спекающими и
отощающими компонентами, то, наряду с указанными
значениями параметров CSR и CRI, будет
одновременно обеспечена и максимально возможная для угольной
шихты механическая прочность кокса.
468
Новый справочник химика и технолога
Если несколько смягчить требование по
оптимальному соотношению названных компонентов в области
У?0 = 1,15 -г- 1,30 и расширить диапазон изменения фюзи-
низированных компонентов до 40 %, то к числу
подходящих углей могут быть отнесены также угли марок
КО и ОС.
Анализ данных по качеству углей Кузнецкого
бассейна показывает, что в целом они отвечают критериям
для углей, наиболее подходящих для получения
высококачественного кокса. Но вместе с тем необходимо
отметить, что среди рекомендованных для этой цели
углей марок К, КЖ, КО и ОС практически нет марки
КЖ среди ныне отрабатываемых пластов.
С точки зрения выбранных критериев для получения
высококачественного кокса по параметрам CSR и CRI
можно использовать также угли марок Ж, К и КЖ
большинства пластов Южно-Якутского бассейна.
Однако высокое содержание компонентов группы витри-
нита (в основном 95-99 %), исключая угли пласта
«Мощный» (ЮК = 15 -ь 20 %), потребует
обязательного их шихтования с более фюзинизированными углями
Кузбасса с тем, чтобы обеспечить не только нужные
значения CSR и CRI, но и необходимое оптимальное
соотношение спекающих и отощающих компонентов.
Классическая шихта по маркам углей,
рекомендуемая в настоящее время для производства
металлургического кокса на большинстве отечественных
коксохимических заводов, приведена ниже (табл. 9.64).
Таблица 9.64
Марочный состав углей оптимальной шихты
для российских КХЗ
Марка
угля
Г, ГЖО
гж
ж
К, КЖ
ко, ос
КС, ТС,
ее
Сумма
гж,к,
КЖ, К,
ко, ос
Шихта
Содержание, %
10
15
25
20
20
10
80
100
До, %
0,7-0,8
0,85-0,90
1-1,1
1,15-1,30
1,35-1,60
1-1,8
—
1,05-1,25
ЮК,
%
15
15
15
35
45
50
—
Vdqf,
%
40
38
31
25
22
18
—
у*°Р,
мм
12
20
25
15
10
7
—
16
Толщина пластического слоя.
9.10.2. Современное состояние проблемы
подготовки угольных шихт для коксования
Каменные и бурые угли, добываемые в России,
используются в качестве энергетического топлива и
технологического сырья, перерабатываемого в различные
виды продукции. Из общего потребления угля в
последние годы для энергетических нужд расходуется 74-
78 % (в том числе в промышленных и коммунальных
котельных 22-24 %, в быту 7-9 %), на технологические
цели, главным образом коксование, расходуется 12-
16%.
Сырьевая база производства высококачественного
металлургического кокса слоевым коксованием в
камерных печах периодического действия ограничена.
Поэтому разрабатываются и реализуются различные
способы подготовки углей и шихт к коксованию, а
также новые, в основном непрерывные производства
металлургического и других видов кокса. В России
наиболее разработанными являются различные технологии
подготовки углей и шихт: измельчение (дробление),
термическая обработка, уплотнение, использование
спекающих добавок, а также их сочетание.
По капитальным вложениям на строительство и
эксплуатационным расходам преимущества имеет
технология избирательного дробления перед технологией
термической подготовки угольных шихт или
частичного их брикетирования. В современных условиях, когда
шихты имеют сложный состав, возникает
необходимость в разработке метода прогноза и оценки
параметров технологии измельчения углей и шихт перед
коксованием.
Схемы измельчения угольных шихт по характеру
процессов, применяемому оборудованию и сложности
аппаратурного оформления, располагаются в
следующей последовательности: дробление компонентов
шихты (ДШ, ДК); групповое и дифференцированное
дробление компонентов (ГДК и ДДК); избирательное
дробление с механической и пневматической сепарацией
(ИД-МС и ИД-ПС), вентилируемый дробильный контур
(ВДК).
С усложнением схемы возрастают затраты на
измельчение шихты, но и одновременно увеличивается
эффект воздействия способа измельчения шихты на
качество кокса.
Для объединения углей в группы при подготовке
шихт по схемам группового дробления компонентов
необходимо знать прочность углей различных
месторождений СНГ.
Прочность углей с высоким и низким выходом
летучих веществ выше, по сравнению с углями средних
стадий метаморфизма.
Структурная прочность по ГОСТ 9521-65
(крупность 6-3 мм) газовых углей Кузнецкого, Донецкого,
Карагандинского бассейнов больше, чем прочность
высокометаморфизованных углей; угли марок ОС и Т
Донецкого бассейна менее прочны, чем угли
аналогичных марок Кузнецкого бассейна; газовые угли
Донецкого бассейна по этому показателю превышают угли
других бассейнов; жирные печорские угли обладают
высокой прочностью; среди коксовых углей наиболее
прочными являются карагандинские угли.
Характерным для всех углей является превышение
сопротивления дробящим усилиям над истирающими, т. е. уголь
истирается легче, чем разрушаются его куски.
Твердые горючие ископаемые
469
Различия в прочности углей одинаковых марок,
принадлежащих разным бассейнам (месторождениям),
объясняется особенностями петрографических
характеристик и строением угольных зерен. Так
петрографически неоднородные угли Кузбасса являются, как
правило, полосчатыми и сложены чередующимися слоями
различного микроскопического состава. При
измельчении строение зерен упрощается, и сопротивление их
разрушающим усилиям возрастает, чем объясняется
рост мелких классов в угольных шихтах высокого
помола (более 85-90 % содержания класса 3-0 мм).
Исследования показали, что из сложных по
строению зерен менее прочными являются зерна
полосчатого типа. Наиболее прочны дюритовые и породные
зерна, а также зерна с равномерным распределением
минеральных веществ среди органической массы угля.
При заданном уровне измельчения шихт важным
является содержание в них крупных (> 6 мм) и мелких
(< 0,5 мм) классов, так как от наличия крупных
угольных и особенно минерализованных зерен зависит
количество местных трещин в коксе, а содержание мелких
классов, в основном, определяет поверхность спекания,
вязкость углей в период пластического состояния и
другие важные характеристики процесса термического
окускования.
В качестве дополнительной характеристики
гранулометрических составов угольных шихт предлагается
использовать отношение суммы выходов этих классов к
принятому в промышленности показателю оценки
помола угольных шихт — выходу класса 3-0 мм. Такой
гранулометрический индекс, условно характеризующий
технологическую ценность шихты, рассчитывается по
формуле:
au+flt.
G =■
где: а>б, а<05, а3-о — массовые выходы классов > 6, < 0,5
и 3-0 мм, %.
Как видно, индекс G, показывает количество
«нежелательных» с точки зрения коксуемости угольной
шихты классов, приходящихся на 1 % стандартного помола.
Свойства отдельных классов крупности угольных
шихт во многом определяют условия получения из них
качественного кокса. В углях и шихтах, измельченных
в одноразовом открытом цикле (схемы ДШ, ДК, ГДК и
ДДК), наблюдаются определенные тенденции
распределения угольного материала по крупности. Наиболее
зольными, как правило, являются относительно
крупные классы. Содержание витринита чаще всего
уменьшается от мелких классов к крупным, соответственно
этому изменяются показатели спекаемости. При
повышении помола зольность крупных классов
увеличивается. Однако применение схем избирательного
дробления, особенно с замкнутыми циклами при тонком
измельчении выделяемого слабоепекающегося
материала, позволяет выровнять свойства классов, снизить
зольность крупной части шихты и увеличить ее спекае-
мость, что приводит к повышению прочности кокса.
Например, был предложен способ количественной
оценки распределения показателей качества угля по
крупности с помощью коэффициента распределения
(Кр), при этом установлено, что величина и знак
коэффициента связаны с технологией измельчения шихты и
показывают, насколько это распределение влияет на
процесс образования кокса. Наиболее удобным для
практического использования является расчет
коэффициента распределения зольности (простота определения
показателя, явная связь с характеристиками
спекаемости) по следующей формуле:
KA_[^:,M-^M-^d,]
1Ч.П — —— ; — , Уо/ММ,
где, А, — зольность /-того класса, %; d, — средний
диаметр /-того класса, мм; п — количество классов, в
которых определялась зольность.
В табл. 9.65 приведены значения коэффициентов
распределения зольности (К^) и спекаемости —
индекса вспучивания (К^), рассчитанные для типовой
шихты из кузнецких углей, измельченной по схеме ДШ
и в вентилируемом дробильном контуре (ВДК), а также
показатели прочности кокса, испытанного в большом и
малом барабанах (данные Восточного угле химического
института г. Екатеринбурга — ВУХИНа). Приведены
также уровни измельчения шихты и значения
гранулометрического индекса Gt.
Таблица 9.65
Показатели качества угольной шихты при
подготовке ее по различным схемам измельчения
и прочности кокса
Показатели
Помол шихты
(класс 3-0 мм), %
Гранулометрический
индекс, G/
Коэффициент
распределения по классам:
зольности, Кр , %, мм
спекаемости, К^, мм/мм
Прочность кокса по
испытаниям:
в большом барабане, кг,
остаток
класс 10-0 мм в провале
в малом барабане, %
М40
М10
Схема подготовки шихты
дробление
шихты
76,8
0,51
1,04
-14,0
314
54
78
11,6
вентилируемый
дробильный
контур
78,0
0,46
-0,39
-4,9
323
46
79
9,6
470
Новый справочник химика и технолога
Из данных табл. 9.65 видно, что использование
наиболее прогрессивной схемы избирательного дробления
позволяет получить шихту лучшего
гранулометрического состава с обратным распределением зольности и
улучшенным распределением спекаемости по классам
крупности, что позволило существенно повысить
прочность кокса.
Инертные компоненты угольной шихты
концентрируются в тяжелых ее фракциях. Исследования показали,
что наиболее полно их количество может быть выражено
выходом фракции плотностью > 1400 кг/м3, при этом
оптимум измельчения шихт, состоящих из хорошо
обогащенных углей, лежит в области более низкого помола,
чем шихт из углей, содержащих большее количество
фракций плотностью > 1400 кг/м3, как это видно из
табл. 9 66 на примере шихты из кузнецких углей с
различной глубиной обогащения (фракционного состава).
Таблица 9.66
Оптимальный помол угольной шихты
(Кузнецкие угли) различной глубины обогащения
и спекаемости
Показатели
Влажность, W , % /
Зольность, Ad, %
Выход летучих веществ,
ydaf^ %
Пластометрические
показатели, мм
У
X
Индекс вспучивания, мм
Фракционный анализ, %:
фракции плотностью, кг/м3
> 1800
> 1400
< 1400
Оптимальный помол
(класс 3-0 мм) *, %
Угольная шихта,
состав, %*
глубокое
обогащение
7,8 / 5,0
26,1
17
34
39
1,5
7,5
92,5
85
обычное
обогащение
6,6 / 8,8
25,9
15
31
28
5,2
13,2
86,8
90
Состав шихты для углей различных марок следующий:
Г —10 %, Ж — 25 %, КЖ — 40 %, К —25 %.
Установлен по результатам опытных коксований
(подготовка шихты по схеме ДШ).
На основании обобщения данных по качеству кокса,
полученных в зависимости от уровня и способа
измельчения различных по составу и свойствам угольных
шихт в промышленных, полузаводских и в
лабораторных условиях, получена формула для расчета
оптимального помола Иопт (содержание класса 3-0 мм, %)
угольной шихты при данной схеме подготовки:
Иопт=[68,66 + 8,96(М/;;) +
+3,06(M/3;)2]-[l,0 + 0,02K^-0,03(K^)2],
где: у — толщина пластического слоя, мм; М— выход
фракции > 1400 кг/м3 в классах > 1 мм, %; Кр —
коэффициент распределения зольности по классам
крупности, %, мм.
Соотношение М/у отражает количество инертной
части, приходящейся на единицу показателя,
характеризующего спекаемость шихты, т. е. степень ее отощения.
Выполненные с использованием предложенного
метода исследования по сопоставлению схем ДШ и
группового дифференцированного дробления компонентов
шихт показали эффективность последних при
обоснованном объединении компонентов в группы и
установлении рациональной степени их дробления. Еще более
эффективными являются схемы избирательного
измельчения шихт, их использование дает возможность,
как отмечалось, существенно снизить уровень
измельчения шихт и увеличить производство кокса без
ухудшения его качества по сравнению с другими схемами
подготовки.
9.10.3. Высокотемпературное коксование углей
В 60-90-е г. XX в. коксохимическая
промышленность СССР по производству кокса и химических
продуктов коксования находилась на первом месте в мире.
Как известно, 80-90 % металлургического кокса
расходуется в доменном производстве. В России и странах
СНГ мощность коксовых батарей составляет 280-1140
тыс. т/год кокса 6%-й влажности, а зарубежных — 800-
1100 тыс. т/год (табл. 9.67, 9.67а).
Теплотехника обогрева коксовых печей. Для
отопления коксовых печей применяют коксовый, доменный
газы и их смеси. В смесь с доменным газом добавляют
природный газ, а также иногда используют
генераторный и так называемый «богатый» (обезводороженный
коксовый) газ (табл. 9.68).
Классификация коксовых печей может быть
основана на признаках, отражающих их конструктивные,
технологические и эксплуатационные особенности. В
соответствии с этим различают следующие типы печей:
1. По расположению камеры коксования —
горизонтальные и вертикальные. В горизонтальных печах
камера по максимальному размеру (по длине)
расположена горизонтально, а в вертикальных печах по
максимальному размеру (высоте) — вертикально.
2. По способу загрузки шихты и выдаче кокса:
- с верхней загрузкой и нижней выдачей;
- с верхней загрузкой и боковой выдачей;
- с боковой загрузкой и боковой выдачей.
3. По технологии получения кокса — печи
непрерывного и периодического действия.
4. По способу использования тепла отходящих
дымовых газов — регенеративные и нерегенеративные.
Твердые горючие ископаемые
471
Таблица 9.67
Характеристика коксовых батарей СНГ
Тип печей
ПК-45
ПК-49
ПК-2К
ПВР-Б
ПВР-НП
ПВР-НП
ПВР-Б
ПВР-Б
ПВР-НП
ПВР-НП
ПВР-НП
Полезньй
объем, м3
16,9
20,0
21,6
21,6
30,3
32,3
30,0
30,9
41,6
41,3
51,0
Размеры камер, мм
длина, /
12650
13120
14080
14080
15040
16000
15040
14080
16000
16000
17000
высота, h
3800
4300
4300
4300
5500
5500
5000
6000
7000
7000
7000
ширина, Ьф
407
407
407
407
410
410
450
410
410
410
480
Число печей
45
69
61
65
65
65
77
59
65
71
2x42
Годовая
производительность
по коксу, тыс. т/год
280
500
450
500
690
730
690
620
930
970
1140
Таблица 9.67а
Характеристика зарубежных коксовых батарей
Страна, фирма
Тип печей
Полезный
объем, м3
Размеры камер, мм
длина, /
высота, h
ширина, &ср
Число
печей
Годовая
производительность
по коксу, тыс. т/год
США
«Беглехем стал»
«Юнайтед стейтс
стал»
«Рипаблик стал»
«Отто»
«Штиль»
«Дидье»
39,7
411
34,7
14 900
16 760
14 700
6366
6000
6100
457
457
413
80
75
60
800
800
650
ФРГ
«Маннесман-
реренверкс»
«Проспер»
«Крупп-
Копперс»
«Штиль-Отто»
70,0
62
18 000
16 600
7850
7100
550
590
70
2x50
1100
2x700
Япония
«Сумитомо
Киндзоку коге»
«Мицубиси-касэй »
«Копперс
Сумитомо»
«Штиль»
48,3
45,3
16 500
16 880
7125
7000
450
432
41
23
Нет сведений
Нет сведений
Бразилия
«Акоминос»
«Вудол-Дакхем-
Беккер»
39,8
14612
6242
457
2x53
2x585
Таблица 9.68
Состав отопительных газов
Состав, %
Диоксид углерода, С02
Тяжелые углеводороды
Кислород
Оксид углерода, СО
Водород, Н2
Метан, СН4
Азот, N2
Низшая теплота
сгорания, кДж/м3
Природный
—
8-16
—
—
—
84-92
—
35 455
(средняя)
Коксовый
2,4
2,2
0,4
6,0
59,5
25,5
4,0
17 934-
18 033
Доменный
11,0
—
0,3
28,0
2,7
0,2
57,8
3712-
3931
Смесь 95 % доменного
и 5 % коксового
10,57
0,11
0,305
26,9
5,54
1,46
55,11
4158
Генераторный
4-6
—
0,3-0,6
26-30
8-10
1-2
55-57
4900-5000
Богатый
—
3,5-4,5
0,9-1,1
9-12
3-6
50-52
23-26
22 800-
23 000
472
Новый справочник химика и технолога
5. По устройству отопительной системы —
комбинированные и некомбинированные. Комбинированные
предназначены для отопления либо бедным, либо
богатым газом в зависимости от условий производства;
некомбинированные печи имеют оборудование и
устройства для обогрева только одним из газов: бедным или
богатым.
6. По способу подвода отопительного газа — печи с
боковым и с нижним подводом.
7. По способу соединения отопительных каналов
(вертикалов), работающих на восходящем и
нисходящем потоках — печи с перекидными каналами, с
парными вертикалами, с верхним сборным
горизонтальным каналом.
8. По возможности применения рециркуляции —
печи с рециркуляцией или без рециркуляции продуктов
горения.
9. По схеме обогрева — печи с различными
устройствами отопительных простенков для повышения
равномерности прогрева печной камеры по высоте.
10. Печи с улавливанием или без улавливания
химических продуктов коксования.
Основными особенностями, характеризующими
конструкцию коксовой батареи, являются:
1. Схема обогрева, т. е. способ соединения
восходящего потока, где газ, смешиваясь с воздухом,
сжигается, и нисходящего потока продуктов горения (дымовых
газов), уходящих из зоны вертикалов в регенератор и
далее.
2. Способ подвода газа и комбинирование.
Большинство отечественных и зарубежных конструкций
коксовых батарей по этим признакам делятся на:
- комбинированные и некомбинированные;
- с боковым подводом газа и воздуха;
- с нижним подводом газа и воздуха, которые в
свою очередь делятся на печи с нижним подводом
коксового газа и боковым подводом воздуха и на печи с
нижним подводом и регулированием газа и воздуха.
Схема обогрева коксовых печей — это способ
соединения восходящего потока, где происходят
смешивание газа с воздухом и его сжигание, и нисходящего
потока продуктов горения (дымовых газов), уходящих в
регенераторы и далее. Конструктивно это
обеспечивается соединением отопительных каналов, работающих
на разноименных потоках, способами подвода
отопительного газа и воздуха в отопительные каналы,
расположением и формой регенераторов.
По схеме обогрева различают печи: с парными
вертикальными каналами, с перекидными каналами, с
групповым обогревом и сборным горизонтальным
каналом.
Основные конструкции современных коксовых
печей. В СНГ, странах Восточной Европы и некоторых
развивающихся странах находятся в эксплуатации и
строятся горизонтальные коксовые печи конструкции
«Гипрококса» — с парными вертикалами и
рециркуляцией продуктов горения (система ПВР с боковым и
нижним подводом отопительного газа), с перекидными
каналами (системы ПК, ПК-2К, ПК-2КР) и групповым
обогревом (система ГПК-49). Последние используются
для коксования как углей, так и каменноугольного пека
(рис. 9.21,9.22).
Рис. 9.21. Коксовая батарея:
/ — дымовая труба; 2 — рабочая площадка; 3 — камеры коксования;
4 — контрфорс; 5 — газоотводящий люк; 6 — загрузочный люк;
7 — свод камеры; 8 — перекрытие печей: 9 — уровень обогрева;
10 — вертикалы; / / — газоподводящий канал (корнюр);
12 — регенератор; 13 — подовый канал; 14,16 — борова;
15 — плита; 17— соединительный канал (косой ход);
18 — отопительный простенок; 19 — под камеры; 20 — общий боров
Рис. 9.22. Коксовая батарея с нижним подводом тепла:
/ — бункера угольной башни; 2 — система пневмотушения;
3 — перекидной газопровод; 4 — затворы угольной башни;
5 — углезагрузочная машина; 6 — стояки; 7 — газосборники;
8 — загрузочные люки; 9 — дверь коксовой стороны;
10 — рама и армирующая броня коксовой стороны;
11 — двересъемная машина; 12 — камера коксования;
13 — коксовый вагон с электровозом; 14 — газопровод и арматура
коксового газа; 15 — регенератор; 16 — газовоздушные клапаны;
17 — коксовыталкиватель; 18 — дверь машинной стороны;
19 — газопровод прямого газа
9.10.4. Расчет материального баланса процесса
*
коксования
Расчет производим на 1000 кг сухой или рабочей
шихты. Материальный баланс состоит из двух частей —
приходной (сухая шихта, влага шихты) и расходной
Материал приводится по [2], [10.]
Твердые горючие ископаемые
473
(валовый кокс, коксовый газ и все, улавливаемые из
него продукты с выходом не ниже 0,1 %). Расхождение
между приходной и расходной частями («не с
ходимость») характеризует точность расчета.
Под валовым коксом понимается сумма всех
фракций (крупный, коксовый орешек, коксовая мелочь),
получаемых на коксосортировке рядового кокса,
выданного из камер коксования, включая коксовый шлам,
улавливаемый из отстойников башни тушения.
Выход сухого валового кокса (Gdk) из сухой
шихты (%) является функцией выхода летучих шихты и
рассчитывается по эмпирическим формулам,
приведенным ниже:
100-^
где V^ — выход летучих веществ шихты на сухую
массу, %; Vy — выход летучих веществ валового кокса на
сухую зольную массу, %; П( — припек кокса,
получаемый за счет пиролиза химических продуктов
коксования, %.
Припек кокса рассчитывается по различным
формулам, полученным в результате обработки
производственных данных о взаимосвязи Vd или Vdaf и выхода
кокса, %:
1 43,47
lOO-J^
П2 =47,1-0,58——V100, %;
2 100-^
П3=0,25-(^а/-12),%;
П4 = Кп • Vd , %; Кп = 0,042 ^ - 0,97;
^=18,94КП + 23,86.
П5 =0,16-^-2,24,%.
Припек кокса зависит от конструкции коксовых
печей, режима обогрева печей и режима коксования.
Выход кокса может быть рассчитан и по другим
нижеприведенным формулам:
G[ = 94,3-0,635^,%;
G( = 94,92 - 0,84 Vd + 7,7Н^, % ,
где H^f — содержание водорода в беззольном коксе, %.
G.rf =4^-100,
где А^ — зольность сухой шихты, %; А^ — зольность
сухого кокса, %.
G( =89,1 -0,42^,%;
G( =96,5-0,72^,%;
Gd = 97,89 - 0,86 Vd+V(, %.
Точность расчета выхода кокса по
вышеприведенным формулам достаточно высока и может
использоваться при проектировании коксового цеха или завода.
Украинским углехимическим институтом предложена
формула для расчета выхода валового кокса как
функция выхода летучих из шихты и температуры его
выдачи из камеры коксования коксовой печи:
G( = 103,19 - 0,75 Vd - 0,0067/k, %,
где 4 — температура кокса (°С) в момент выдачи из
камеры коксования.
На основе обработки массива производственных
данных по коксованию шихты из углей Донбасса на
Мариупольском и Авдеевском коксохимических
заводах предложена уточненная формула для расчета
выхода кокса:
С( = 100(10°"Я) -2,23 + 0,52^ -0,008(^)2.
100- V{
Выход коксового газа является функцией выхода
летучих веществ из шихты коксования. Из каждой тонны
сухой шихты при ее коксовании образуется 320-350 м3
газа. Низшая теплота сгорания коксового газа равна
16,7-18,84 МДж/м3.
Состав коксового газа (об. %): Н2 — 55-61; СН4 —
24-27; непредельные соединения (в основном этилен) —
2-3; оксид углерода (СО) — 5,7-8; С02 — 1,6-3; N2 —
2,8-5; 02 — 0,3-0,7.
Нижний предел взрываемости коксового газа в
смесях с воздухом — 6 %, верхний — 30 об. %.
Выход коксового сухого газа (обратного) из
шихты:
<£ = к^,
где Gd0 — выход обратного коксового газа из сухой
шихты, масс. %; К — эмпирический коэффициент,
равный 2,54-2,99, в среднем он составляет 2,7.
Коэффициент К зависит от свойств углей в коксуемой шихте и от
режима коксования;
или Gi =3,95^ -0,68.
Подсчет количества подсосанного воздуха в
коксовый газ по избытку азота в обратном коксовом газе
проводится по нижеприведенной формуле:
К=(К^2 --4-^1000)^-, м3/тшихты,
474
Новый справочник химика и технолога
где V[ — количество подсосанного воздуха на тонну
рабочей шихты, м3; V^ — фактический выход
коксового газа из тонны рабочей шихты (коксовый газ +
подсосанный воздух); в — коэффициент, учитывающий
количество азота шихты, перешедшего в газ (в = 0,35);
1,25 — плотность азота, кг/м3; 79 — содержание азота
в воздухе (об. %); Vrr = V^ - V[ , м3/т рабочей шихты.
Выход безводной смолы из сухой шихты (%):
G" =[-18,36 + 1,53 Vdaf -0,026^ f] (10°~^ )К,
см|_ ' » ш > v -"100
где К — эмпирический коэффициент равный 0,8-0,86
при коксовании шихты Донецкого бассейна. Величина
К для углей других бассейнов (Печорский, Кузнецкий,
Карагандинский) подбирается эмпирически:
G* = 6,69 -0,45 V" +0,0117( V* f .
Выход сырого бензола (%):
rJa/,2^\00-A"
G" =[-1,61 + 0,144 VJaf -0,00\6(VMJ)'](""' " )К,
сб L 100
где К = 0,84-0,97 для углей Донбасса. Для углей других
месторождений величину этого коэффициента
необходимо подкорректировать:
С& = 3,11 - 0,19 V* + 0,0043 9( Vdm f .
Выход 100%-го аммиака из рабочей шихты (%):
с^=<
м,
где в — коэффициент перехода азота шихты в аммиак,
равный 0,07-0,16; Игш — содержание азота в рабочей
шихте, %; MNH и MN — молекулярные массы
аммиака и азота соответственно;
или
6^=0,103^=0,125^
Выход серы в пересчете на сероводород из
рабочей шихты:
34
32
где Ks — коэффициент перехода серы шихты в
сероводород, равный 0,17-0,29; S^ — содержание серы в
рабочей шихте, %; 34 и 32 — молекулярная и атомная
массы сероводорода и серы соответственно;
или
34
Gsr=0,174Sf,— = 0,185S;
s ш 32
Выход влаги (кг), испаряющейся в камере
коксования из 1000 кг рабочей шихты:
g:=g:
К.
100
Выход пирогенетической воды из рабочей шихты:
18
<ЛВ = К00'Ш
16
где К0 — коэффициент перехода кислорода шихты в
пирогенетическую воду, равный 0,334-0,505; 18 и 16 —
молекулярная и атомная масса воды и кислорода
соответственно;
или
G;=19,5-l,59^+0,034(^)2
Из рабочей шихты, имеющей следующие
технические показатели: W' = 8,7 % , Sf = 2,22 %, Ad = 7,3 % ,
Vdaf = 29?4 o/o f Сгщ = 71?68 o/o t ^ =43 o/o t o^ = 4,97 % ,
N^=1,66%, в результате расчета по
вышеприведенным формулам получим сводный материальный баланс
коксования угольной шихты (табл. 9.69).
Основным продуктом высокотемпературного
коксования является кокс. В табл. 9.70-9.72 приведены
физико-химические характеристики и качество кокса в
зависимости от требований потребителя, а также от
марочного состава шихты и способа тушения кокса.
Технологии непрерывного коксовния углей,
включая перспективные процессы, описаны в работах [3],
[4] и [15].
Таблица 9.69
Материальный баланс коксования угольной шихты
Статья
Масса,
кг
Массовая доля, %
к влажной
шихте
к сухой
шихте
Приходная часть
Сухая шихта
Влага шихты
Итого
913
87
1000
91,3
8,7
100,0
100
100,0
Расходная часть
Кокс валовый
Коксовый газ
Смола безводная
Сырой бензол
Аммиак 100%-ый
Сера в пересчете
HaH2S
Влага шихты
Пирогенетическая
вода
Невязка баланса
Итого
702,2
135,4
32,7
9,95
2,76
4,69
87,0
24,4
0,9
1000
70,22
13,54
3,27
0,995
0,276
0,469
8,7
2,44
0,09
100,0
77
14,8
3,55
1,09
0,30
0,50
—
2,66
0,1
100,0
Твердые горючие ископаемые
475
Таблица 9.70
Требования к качеству различных видов кокса
Кокс
Доменный
Литейный
Для электротермии
Для агломерации
Бытовой
Крупность
>25
>80
5-25 (40)
0-3
> 10
Зольность,
А*
<11
< 10,5
<15
<15
<20
Содержание
od
серы, S,
<1,7
<1
<3
<3
<2,5
V**t о/0
<1,2
<1,2
<3
<3
<20
П, %
>42
<42
>42
>40
>40
М40, %
>82
>82
М10, %
9
15
Невысокая
Не нормируется
Невысокая
Реакционная
способность
(PC), мл/г • с
0,4-0,6
<0,5
> 1,5
> 1,5
>1,5
Таблица 9.71
Физические и физико-химические свойства кокса
Шахта или ЦОФ*
Журинская
Им. СМ. Кирова
(Донбасс)
Беловская
Гайбинская
Зиминка
Сунженская
Киселевская
Физкультурник
Группа
угля
д
Г6
1Ж26
КЖ14
К2
KI3
2СС
К2
Характеристика угля
V**, %
42,2
41,6
37,6
24,5
24,3
21,4
16,4
16,2
С**-, %
79,2
83,3
86,3
88,6
87,8
89,5
90,8
91,1
у, г/см3
—
1,315
1,351
1,361
1,388
—
1,423
V,, %
82
85
81
51
47
36
24
54
у, мм
Намеч.
15
33
14
12
14
Намеч.
7
Характеристика кокса
PC, мл/г - с
4,44
2,08
0,58
0,55
0,73
0,86
0,81
1,20
УЭС, Ом - мм2/м
—
3100
1620
1620
1748
—
2670
d, г/см3
1,707
1,774
1,893
1,833
1,817
1,868
—
1,863
П,%
—
53,0
50,9
46,1
48,2
—
—
~
* ЦОФ — центральная обогатительная фабрика.
ти температур 300-500 °С. Выход и состав первичной
смолы связан с вещественным составом органической
массы исходных углей, определяемым генезисом и
условиями их метаморфизма. По данным лабораторных
полукоксований, выход первичной смолы из каменных
углей различных марок составляет (% на сухую массу):
ОС — 3; К — 6,8-7,5; Ж — 8,5; Г — 11,5-12; Д— 17.
Для углей буроугольной стадии зрелости выход
первичной смолы колеблется в пределах 5-16 %. Сапропе-
литы и липтобиолиты дают выход первичной смолы в
количестве 24-68 %.
Состав первичных смол: парафины, олефины, дио-
лефины, ароматические углеводороды — алкилгомоло-
ги бензола, нафталина и антрацена и в меньших
количествах бензол, нафталин и антрацен, нафтены, фенолы
(в основном высшие); органические основания
(гомологи пиридина и хинолина), карбоновые кислоты, кето-
ны, спирты.
Усредненный состав первичной смолы из каменных
углей, %: олефины — 2,8, парафиновые
углеводороды — 8, алкилзамещенные ароматические
соединения— 53,9, фенолы — 18,1, основания — 1,8,
смолистые вещества —14,4.
Химический состав смолы высокотемпературного
коксования связывают с температурным режимом
коксования, условиями пиролиза, условиями пиролиза
парогазовых продуктов в подсводовом пространстве печной
камеры и в меньшей мере — с марочным составом угольной
шихты. Каменноугольная смола в заметных количествах
содержит ограниченое число веществ (табл. 9.74).
Таблица 9.72
Характеристика кусков сухого кокса
Показатель
W , %
А", %
Vd, %
Механическая прочность
по большому барабану, кг
класс 10-0 мм
остаток
по малому барабану, %
М10
М40
Гранулометрический состав, %
классы, мм:
+ 80
80-60
60^0
40-25
25-0
Мокрое
тушение
3,2
10,5
0,9
33
331
8,2
71,0
11,8
36,0
41,1
8,7
2,4
Сухое
тушение
0,2
10,4
0,9
33
343
7,6
77,1
8,5
34,8
44,8
9,5
2,3
9.10.5. Характеристика каменноугольной смолы
Каменноугольная смола (табл. 9.73, 9.74) —
уникальный сырьевой источник, покрывающий более 95 %
мировой потребности в конденсированных
ароматических и гетероциклических соединениях. Формирование
смолы высокотемпературного коксования проходит
через стадию образования «первичной смолы» в облас-
476
Новый справочник химика и технолога
Таблица 9.73
Характеристика каменноугольных смол
Показатель
Плотность, г/см
Выход фракций:
до170°С
170-230°С
230-300 °С
300-360 °С
выше 360 °С
Содержание фенолов, %
Первичные смолы
Александрийский
бурый уголь
900
5,5
13,2
17,5
41,8
22,0
12,3
Подмосковный бурый
уголь
970
12,3
15,7
19,8
25,3
26,9
12,6
Длинно-
пламенный
уголь
1066
9,4
7,6
31,7
21,2
30,9
39,4
Газовый
уголь
1065
9,2
7,2
29,9
21,8
31,7
28,3
Смола
высокоскоростного пиролиза
Канско-Ачинского
угля
1080
11,0
17,0
27,0
10,0
23,0
26,0
Высокотемпературная
каменноугольная
смола
1190
0,5
13,5
10,0
18,0
58,0
2,0
Таблица 9.74
Состав каменноугольной смолы
Компонент
Бензол
Толуол
Пиридин
2,3,4-Пиколины
о, м, п -Ксилолы
Мезитилен
Псевдокумол
Гемимеллитол
у-Коллидин
а-Коллидин
Р-Коллидин
Индан
Фенол
Инден
н-Бутилбензол
о-Крезол
Бензонитрил
и-Крезол
Содержание, %
0,1-0,3
0,09-0,14
0,005-0,05
0,05-0,1
0,03-0,12
0,1-0,25
0,04-0,15
0,2-0,9
0,25-0,40
0,03-0,75
0,06-0,13
0,15-0,20
0,06-0,45
0,10-0,18
Компонент
л<-Крезол
2,4; 2,5; 2,6; 2,3; 3,5-
Ксиленолы
Тионафтен
3,4-Ксиленол
Хинолин
1 -Метилтионафтен
а и р-Метилнафталины
Индол
Дифенил
2,6; 2,7-Диметил-
антрацены
2,6; 2,7; 1,7; 1,3; 1,4; 1,8;
1,6; 1,2; 1,5; 2,3-Диме-
тилнафталины
Аценафтен
Дифиленоксид
Флуорен
Содержание, %
0,12-0,25
0,22-0,35
0,15-0,69
—
0,17-0,60
0,16-0,18
0,17-0,21
0,09-0,20
0,20-0,97
0,7-0,74
0,3-0,7
1,0-3,1
0,5-2,2
1-3
Компонент
3; 2; 1-Метил -
флуорены
Дифениленсульфид
Фенантрен
Антрацен
Карбазол
1,2-Метил-
анитрацены
1 -Метилфенантрен
Хризен
Перилен
Флуорантен
Пирен
Бензфлуорантен
1,2; 3,4-Бензпирен
1,2-Бензоперилен
Пицен
Коронен
Содержание, %
0,3-0,6
0,3-0,5
3,4-4,9
0,9-1,4
1,2-2,9
0,5-0,6
2,0-2,1
0,4-3,5
0,2-0,3
0,5-4,3
0,3-3,3
2,2-2,5
0,7-4,0
0,2-0,55
1,3-2,2
0,3-1,1
9.10.6. Переработка каменноугольной смолы
В мире для производства металлургического кокса
методом высокотемпературного коксования в 90-е г.
XX в. перерабатывалось 450 млн т углей. При этом
производилось около 16 млн т каменноугольной смолы.
Более 60 % смолы разделяют на фракции в цехах
мощностью 200-4-00 тыс. т/год. На отечественных
коксохимических заводах внедрены непрерывные атмосферные
одно- и двухколонные схемы с однократным
испарением смолы (рис. 9.23 и 9.24). Характеристика
перерабатываемой смолы (на примере Авдеевского КХЗ
(коксуются донецкие угли)): плотность при 20 °С 1190—
1210 кг/м3; массовые доли (%) фенолов — 1,0-1,4,
нафталина — 9,5-10,5, воды — 0,4-1,0, нерастворимых
веществ в толуоле — 10,3-12,0, в хинолине — 7,5-9,0,
золы — 0,11-0,20.
Свойства смолы зависят в основном от условий
коксования и регламентируются техническими условиями
на смолу (табл. 9.75).
Технологические показатели процесса
фракционирования каменноугольной смолы:
- температура, °С: после I ступени трубчатой печи
115-120, после II ступени 391-400, паров после
испарителя II ступени 365-370, пека после испарителя II
ступени 370-375, верха фракционной колонны 130-135;
отбора фракций: фенольной 177-180, нафталиновой
212-214, поглотительной 240-245, I антраценовой 290-
296, II антраценовой 325-330, рефлюкса 50;
- давление, МПа: в низу испарителя II ступени
0,136-0,139, в верху испарителя II ступени 0,133-0,135,
в низу фракционной колонны 0,128-0,130, в верху
фракционной колонны 0,107;
Твердые горючие ископаемые
477
- расход смолы на II ступень трубчатой печи 23-
25 т/ч, рефлюкса по фракционную колонну — 6-7 м3/ч.
В этих условиях стабильно обеспечиваются
следующие выходы фракций и пека от смолы, %
(массовые доли): легкой — 0,5-0,6; фенольной — 1,4-1,5;
нафталиновой — 9,0-9,1; поглотительной — 7,0-7,2;
I антраценовой — 8,2-9,4; II антраценовой — 11,9-13,1;
пек + потери (по разности) — 60,4-60,7.
В табл. 9.76 и 9.77 приведена усредненная
характеристика и химический состав фракций смолы
отечественных коксохимических предприятий.
Рис. 9.23. Принципиальная схема
одноколонного трубчатого агрегата:
I — смола; II — раствор соды; III — вода; IV — легкое масло;
V — пек; VI, VII, VIII, ЕХ, X — фенольная, нафталиновая,
поглотительная, I и II антраценовые фракции соответственно.
/, 7, //—16 — сборники; 2 — насос; J - трубчатая печь;
t — испаритель I ступени; 5 - - конденсатор воздушного охлаждения;
6 — сепаратор; 8 — испаритель II ступени; 9 — ректификационная
колонна; 10— холодильник
Рис. 9.24. Принципиальная схема
двухколонного трубчатого агрегата:
I — смола; II — раствор соды; III — вода; IV — легкое масло;
V — пек; VI, VII, VIII, IX, X фенольная, нафталиновая,
поглотительная I и II антраценовые фракции соответственно;
/, 7, //, 13-17 — сборники; 2 — насос; 3 — трубчатая печь
4 — испаритель I ступени; 5 — конденсатор воздушного
охлаждения; 6 — сепаратор; 8 — испаритель II ступени;
9, 10 — ректификационные колонны; 12 — холодильник
Характеристика каменноугольной смолы
Таблица 9.75
Показатель
Плотность при 20 °С, кг/м3, не более
Массовая доля воды, %, не более
Массовая доля веществ, не растворимых в
толуоле (а-фракция), %, не более
Массовая доля веществ, не растворимых в
хинолине (ai-фракция), %, не более
Зольность, %, не более
Массовая доля нафталина, %, не более
Вязкость условная при 80 °С, °Е
ГОСТ 1462-80
на сырую
каменноугольную смолу
1220
4
9
0,2
10
2,5-4,2
ТУ 14-6-171-80
Марка А
1 сорт
1220
3
8
0,08
—
—
2 сорт
1220
4
10
0,10
—
—
Марка Б
1 сорт
1220
3
2 сорт
1240
4
Не нормируется
0,08
—
—
0,10
—
—
Характеристика фракций усредненной каменноугольной смолы
Таблица 9.76
Фракция
Легкая
Фенольная
Нафталиновая
Поглотительная
Антраценовая
Выход к
смоле, %
0,4-0,0
1,5-2,5
9-12
9-13
19-24
~20
Р4
0,92-0,93
0,95-0,98
1,015-1,020
1,040-1,060
1,11-1,14
Содержание, %
фенолов
3-6
38-45
6-8
3-4
0,8-1,2
оснований
0,5-1,0
1,8-2,5
1,2-1,8
3,5^,5
2-3
сернистых
соединений
2-2,5
—
3,5-4,0
3,5-4,0
5,0-6,0
непредельных
соединений
5-10
12-18
2-4
3-5
—
478
Новый справочник химика и технолога
Таблица 9.77
Химический состав фракций
каменноугольной смолы
Компонент
Нафталин
а- и Р-Метил-
нафталины
Тионафтен
Фенолы (суммарно)
Нафтолы и прочие
высококипящие
фенолы
Основания
(суммарно)
Диметил-
нафталины
Инден и др.
непредельные
Индол
Дифенил
Аценафтен
Флуорен
Дифениленоксид
Фенантрен
Антрацен
Карбазол
Пирен
Другие
многоядерные углеводороды
Сернистые
соединения
Температура
кипения, °С
217,9
243,0-245,0
219,0
181,0-227,0
—
115,0-237,3
262,0-271,0
—
254,7
255,5
277,5
297,9
268,1
340,1
354,5
353,0
393,5
—
—
Содержание во
фракциях, %
нафталиновая
83,2
5,8
3,8
2,2
—
1,9
0,8
0,4
—
—
—
—
—
—
—
—
—
—
—
поглотительная
12,0
14,0
—
1,8
2,0
5,2
8,0
3,0
2,5
2,5
14,5
6,0
4,5
1,0
0,8
0,5
—
18,2
3,5
антраценовая
3,6
2,0
—
0,3
2,5
2,7
1,6
—
—
—
2,0
2,4
1,2
21,2
5,0
5,6
5,4
39,0
5,4
Отбор фракций осуществляется в следующих
температурных пределах, °С: легкая — 80-160, феноль-
ная— 165-210, нафталиновая — 216-230,
поглотительная — 235-300, первая антраценовая — 280-360,
вторая антраценовая — 310-450. Выход пека с
температурой размягчения 70 °С составляет « 52 %.
Переработка фракций смолы. Легкая по составу,
близка к тяжелым фракциям сырого бензола, поэтому
ее перерабатывают вместе с ними. Фенольная фракция
содержит приблизительно 40 % фенолов, до 20 %
нафталина, более 30 % гомологов бензола, до 3 %
оснований и др. Содержание основных компонентов в этой
фракции приведено в табл. 9.78.
Технология переработки фенольной фракции
состоит в следующем: после экстракции фенолов и
оснований нейтральную часть подвергают ректификации с
присоединением соответствующих фракций к
нафталиновой и направляют ее на производство нафталина и
при присоединении к тяжелому сольвенту — на
производство инден-кумароновых смол.
Таблица 9.78
Состав фенольной фракции
Компонент
Фенол
2-Метил фенол
2,6-Диметилфенол
4-Метил фенол +
+ 2,4,6-Триметилфенол
3-Метил фенол
2-Этилфенол
2,5-Диметилфенол
2,3-Диметилфенол
2-Изопропилфенол +
+ 4-Этилфенол
3,5-Диметилфенол +
+ 2-Этил-5-метилфенол
Неидентифицирован-
ные компоненты
Температура
кипения, °С
182,0
191,0
200,6
201,9-220,6
202,2
204,5
211,5
217,1
214,4-218,0
224,2-226,9
—
Содержание
в фенольной
фракции,%
34,60
11,80
0,83
12,00
22,52
0,60
2,74
0,50
0,86
0,60
До 7,00
При переработке нафталиновой фракции ставится
цель — максимальное извлечение нафталина из смолы.
Известны два варианта технологии ее переработки:
- кристаллизация фракции с последующим
механическим разделением гетерогенной системы на твердую
фазу — нафталин и жидкое масло, в этом случае
получают так называемый прессованный нафталин;
- после сернокислотной очистки от тионафтена и
непредельных соединений нафталиновая фракция
подвергается ректификации, при этом получают нафталин,
отвечающий требованиям к нафталину для
производства фталевого ангидрида.
Поглотительная фракция содержит нафталин и его
гомологи, аценафтен, флуорен, дифениленоксид, индол,
дифенил, хинолин и его гомологи, фенолы, сернистые и
непредельные соединения, 20 % неидентифицирован-
ных соединений (табл. 9.77).
Поглотительная фракция подвергается обработке
щелочью для удаления фенолов, а иногда и серной
кислотой для выделения оснований, после чего в качестве
поглотительного масла применяется для улавливания
ароматических углеводородов из газа. Для выделения
фенолов и оснований применяют аппараты колонного
типа или шаровые смесители с отстойниками.
Первая антраценовая фракция состоит в основном
из фенантрена, антрацена, карбазола и др.
конденсированных ароматических соединений. Она подвергается
переработке для выделения сырого антрацена по одной
из двух схем:
- механический
кристаллизатор-вакуум-фильтр-центрифуга;
- механический кристаллизатор-центрифуга.
В результате переработки получают два продукта:
антраценовое масло — ценное сырье для производства
технических углеводородов — и сырой антрацен. При
Твердые горючие ископаемые
479
кристаллизации антраценовой фракции в сырой
антрацен переходит около 80 % антрацена, 50 % карбазола и
30 % фенантрена от ресурсов во фракции.
Вторая антраценовая фракция применяется для
приготовления различных технических масел.
Из продуктов переработки смолы особое место как
по объему производства, так и по значению занимает
каменноугольный пек, область применения его
чрезвычайно широка и описана в разделе «Углеграфитовые
материалы».
Физико-химические показатели промышленных пе-
ков с температурами размягчения 69,9-88 °С
приведены в табл. 9.79. На схеме 9.2 показаны стадии
переработки и области применения среднетемпературного пека.
Производство
пластмасс
Связующий пек для
брикетирования
4
Электродные
(А, Б, В)
Приготовление
ленточной массы
Углеродные
волокна
Среднетемпературный пек
Производство
технического углерода
Легкие пековые
дистилляты
I
Окисление
Тяжелые пековые
дистилляты
Измеритель
t
Трубчатая печь
-* t
Конденсация
t
Пековая смола
Высокотемпературный пек
I
\
Коксование —
Пековый электродный кокс
i
«Отработанный»
воздух
В газопровод
коксового газ
► Газ
Электродная промышленность
Схема. 9.2 Переработка и направления использования среднетемпературного пека
Таблица 9.79
Физико-химические свойства промышленных пеков
Параметр
Температура размягчения, °С
Выход летучих, %
Плотность, г/см3
Зольность, %
Групповой состав, %
Х-фракция
(3-фракция
а-фракция
ai -фракция
Элементный состав, %
С
Н
N
S
О
Атомное отношение С/Н
Степень ароматичности,
определяемая методом ИКС:
Д750/Д2930
Д3050/Д2930
Наименование пеков
череповецкий
69,9
67,54
1,291
0,18
39,39
41,61
19,00
3,60
91,22
4,85
1,73
0,72
1,30
1,57
8,2
3,0
макеевский
70,0
61,30
1,308
0,16
33,40
40,86
25,74
3,70
92,22
4,47
0,75
1,36
1,04
1,72
9,7
3,2
днепро-
дзержинский
69,0
60,10
1,299
0,10
36,70
37,48
25,73
2,92
91,91
4,52
0,97
1,02
1,48
1,69
6,2
2,5
магнитогорский
70,0
58,02
1,297
0,17
36,03
36,43
27,54
6,46
91,12
4,41
1,45
0,58
2,27
1,72
7,3
2,8
нижнетагильский
68,0
56,67
1,318
0,12
35,60
34,80
29,60
10,60
92,61
4,44
2,07
0,26
0,50
1,74
5,0
1,5
западно-
сиби]
74,5
57,38
1,311
0,24
30,20
43,48
26,32
5,20
90,99
4,56
1,67
0,98
1,56
1,66
9,2
3,4
эский
88,0
55,30
1,318
0,25
27,00
42,44
30,56
4,70
91,01
4,51
1,65
0,72
1,86
1,68
13,0
4,5
* Отношение оптических плотностей, внеплоскостных деформационных колебаний СНар и асимметричных валентных
колебаний СН2-групп.
** Отношение оптических плотностей, валентных колебаний СНар и асимметричных валентных колебаний СН2-групп.
480
Новый справочник химика и технолога
9.10.7. Переработка сырого бензола
Сырой бензол, выкипающий до 200 °С,
получающийся при коксовании углей Донбасса, имеет
следующий состав (%): бензол — 76,17; толуол — 12,0;
ксилолы и этилбензол — 3,16; мезитилен и о-этилтолуол —
0,15; м- и и-этилтолуолы и стирол — 1,28; псевдоку-
мол, бутилбензолы, диэтилбензолы — 0,27; циклопен-
тадиен — 0,77; инден, кумарон, метилстиролы — 2,20;
сероуглерод — 1,30; тиофен — 1,10; метилтиофены —
0,13; насыщенные углеводороды (до С5) — 0,14; прочие
— 1,33.
Сырой бензол, получаемый при коксовании
низкосернистых углей Кузбасса, отличается меньшим
содержанием сероуглерода (до 0,3 %), тиофена и его
гомологов (0,3 %).
Состав сырого бензола, получаемого на
коксохимических предприятиях приведен в табл. 9.80.
Таблица 9.80
Характеристика сырого каменноугольного бензола
Компоненты
Содержание,
об. %
Температура
кипения, °С
Головная фракция
Циклопентадиен
Сероуглерод
Непредельные
углеводороды
0,5
0,5
1,0
41,2
46,2
Бензольная фракция
Бензол
Тиофен
Насыщенные
углеводороды
Ненасыщенные
углеводороды
57,0
0,2
0,2
3,0
80,1
84,0
Толуольная фракция
Толуол
Насыщенные
углеводороды
Ненасыщенные
углеводороды
13
0,1
1,0
110,6
Ксилольная фракция
о, м, и-Ксилолы
Этилбензол
Стирол
Насыщенные и
ненасыщенные углеводороды
5,0
0,4
1,8
1,3
144,5;
139,1; 138,4
136,1
142,5
Тяжелые фракции
Кумарон, инден
Дициклопентадиен
Поли ал кил бе нзол ы
Нафталин
Неидентифициро
ванные тяжелые масла
Поглотительное масло
5,0
4,0
1,0
1,0
5,0
175;182
170
Ресурсы сырого бензола (0,9-1,1 %) и газового
бензина (0,4-0,85 %) при конденсации смолы при
атмосферном давлении (наиболее распространенный
процесс) и в расчете на исходную шихту. Содержание
сырого бензола в коксовом газе 30-35 г/м3.
Технологическая схема отделения улавливания
сырого бензола слагается из узлов конечного охлаждения,
абсорбции бензольных углеводородов и десорбции
углеводородов с использованием поглотительного масла
и окончательной ректификации по периодической или
непрерывной схеме (схема 9.3).
При выделении сырого бензола из насыщенного
поглотительного масла получают фракции, выкипающие
до 150-160 °С (технический термин — первый бензол),
и фракцию 150-200 °С, называемую тяжелым (вторым)
бензолом. При переработке первого бензола получают
фракцию бензол-толуол-ксилол (БТК). Распределение
основных компонентов в указанных продуктах дано в
табл. 9.81.
Таблица 9.81
Состав сырого бензола углепереработки
Компонент
Циклопентадиен
Легко
кипящие
ненасыщенные и
ненасыщенные
углеводороды
Сероуглерод
Бензол
Тиофен
Толуол
Метилтиофены
Этилбензол
и ксилолы
Мезитилен
Псевдокумол
Этилтолуолы
Стирол
Метилстиролы
Инден
и кумарон
Прочие
Содержание компонента, %
в отгоне до
200 °С сырого
бензола
0,77
0,14
1,30
76,17
1,10
12,00
0,13
3,16
0,15
0,17
0,06
1,28
0,10
2,20
1,27
в первом
бензоле
0,80
0,15
1,33
78,51
1,15
12,27
0,14
3,10
0,14
0,15
0,05
1,28
0,10
0,72
0,11
в отгоне до
200 °С второго
бензола
—
—
—
8,00
0,10
4,61
0,05
4,70
1,65
2,62
0,06
3,00
0,22
40,05
34,94
во фракции
БТК
—
0,02
0,001
79,65
1,18
12,44
0,13
3,15
0,15
0,18
0,06
1,30
0,12
0,75
0,87
в тяжелом
ензоле
—
—
—
—
—
0,85
0,01
12,55
0,05
0,07
0,03
5,88
1,55
56,55
13,46
Твердые горючие ископаемые
481
Серная
кислота
Фракция БТ
Фракция ТК
Сероуглеродная
колонна
Сероуглеродная
(головная фракция)
Сырая фракция БТК
Отделение химической
очистки
в, I
Установка
термополимеризации и
ректификации
"
Кубовые остатки
Сислая смола (60-75 %
дициклопентадиена^)
Мытая фракция БТК
v u
Отпарная колонна
Куб для перегонки
с паром
Фракция БТК
Окончательная
ректификация
непрерывного действия
'
'
Куб периодического
дейс
твия
'
Дициклопентадиеновая
Бензин чистый фракция
Толуол чистый
Ксилол чистый
Схема 9.3. Переработка первого сырого бензола I,
где фракция ТК - -толуол-ксилольная; фракция БТ —бензол-толуольная
9.10.8. Технология процесса «Аммосульф»
(очистка коксового газа)
Количество H2S в газе определяется содержанием
серы в шихте и колеблется в широких пределах (15-
25 г/м3 из донецких углей, 2-5 г/м3 из кузнецких и до
45 г/м3 из кизеловских).
На отечественных коксохимических предприятиях
традиционно очистка коксового газа проводится
вакуум-карбонатным (круговым) способом с переработкой
сероводорода в серную кислоту каталитическим и
мышьяково-содовым методома с получением в качестве
товарного продукта элементарной серы.
Поглощение H2S и регенерация раствора в вакуум-
карбонатном методе протекают по следующим
обратимым реакциям:
К2С03 + H2S ?=i КНСОз + KHS
К2С03 + С02 + Н20 ^± 2КНС03
К2С03 + HCN ?=* KCN + КНСОз
Кроме этих реакций протекают побочные
(необратимые) с образованием тиосульфата и роданида:
2KHS + 202 -> K2S203 + Н20
2KCN + H2S + 02 -> 2KSCN + 2Н20
Мышьяково-содовый способ основан на способности
H2S замещать 02 в оксосульфо-мышьяковой соли натрия,
которая переходит в сульфо-мышьяково-натриевую:
Na4As2S502 + H2S -> Na4As2S60 + Н20 (абсорбция)
Na4As2S60 + 0,5O2 -> Na4As2S502 + S (регенерация)
Исходный поглотительный реагент приготавливают
из As203 и Na2C03 с последующей обработкой H2S и
продувкой воздухом:
2Na2HAs03 + 5H2S -> Na4As2S5 + 6Н20
Na4As2S5 + 02 -> Na4As2S502
При очистке коксового газа с высоким содержанием
H2S протекают и другие нижеприведенные более
медленные реакции абсорбции и регенерации:
Na4As2S60 + H2S -> Na4As2S7 + Н20 (абсорбция)
Na4As2S7 + 0,5О2 -> Na4As2S60 + S (регенерация)
Кроме основных реакций в процессе поглощения
сероводорода и регенерации раствора протекают также
и побочные реакции:
Na2C03 + H2S ?± NaHC03 + NaHS
NaHC03 + H2S <=> NaHS + C02 + H20
NaOH + H2S <=> NaHS + H20
2NaHS + 202 -> Na2S203 + H20
2HCN + Na2C03 -> 2NaCN + C02 + H20
NaCN + S -> NaSCN
482
Новый справочник химика и технолога
В результате побочных реакций в поглотительном
растворе накапливаются нерегенерируемые соли —
тиосульфат и роданид натрия. По мере накопления эти
соли должны удаляться из раствора.
Аммиачный метод нашел промышленное
применение в ряде зарубежных стран. Метод базируется на
взаимодействии водных растворов аммиака с кислыми
компонентами коксового газа (H2S, C02, HCN) с
последующим выделением их из раствора.
Для достижения степени извлечения сероводорода
из газа до 80 % молярное отношение аммиака к
сероводороду (в газе или циркулирующем растворе) должно
быть не менее 2 : 1, а лучше — 4 : 1. Указанная
технология успешно реализована на коксохимическом
производстве Магнитогорского металлургического
комбината (ЗАО «РМК»). Технология улавливания
сероводорода и цианистого водорода водным раствором
аммиака с последующим их выделением в раскислителе и
дальнейшей раздельной переработкой по способу «Се-
паклаус» с учетом накопленного опыта может быть
тиражирована и на других коксохимических
предприятиях России. Эффективность всего процесса
переработки кислого сероводородного газа зависит от узла
каталитической Клаус-конверсии S-содержащих газов.
Отработаны режимы термокаталитического окисления
аммиака и HCN на никельсодержащем катализаторе
фирмы «Басф» при объемной скорости «2000 ч-1 и
температуре 1150 °С в условиях колебания состава
кислого газа, подаваемого на линию Клауса:
NH3 -> 3/2Н2 + 1/2N2
HCN + Н20 ->3/2Н2 + СО + 1/2N2
9.10.9. Товарные продукты переработки углей
В связи с распадом СССР существенно сократилась
сырьевая база коксования, в частности Донецкий и
Карагандинский угольные бассейны оказались за
рубежом. В связи с изменением сырьевой базы
значительную часть своей продукции в настоящее время
производят не только по требованиям ГОСТ, но и по
разработанным техническим условиям. В качестве
примера приведем номенклатуру товарной
коксохимической продукции АО «Северсталь» (г. Череповец) по
состоянию на 2000 год:
1) кокс каменноугольный литейный (ГОСТ 3340-80);
2) кокс каменноугольный из углей Печорского
бассейна (ТУ 14-7-117-90);
3) орешек коксовый (ГОСТ 8935-77);
4) мелочь коксовая (ТУ 14-7-115-89);
5) кокс каменноугольный из углей Восточного
района и Печорского бассейна (ТУ 14-7-118-89);
6) пыль коксовая (ТУ 14-7-91-86);
7) кокс пековый каменноугольный прокаленный
(ТУ 14-7-80-86);
8) кокс пековый каменноугольный прокаленный
электродный (ГОСТ 3213-91);
9) концентрат из смеси углей Печорского и
Кузнецкого бассейнов (ТУ 14-7-102-89);
10) продукт углеобогатительных фабрик
(ТУ 14-7-55-80);
11) угольный шлам (ТУ 14-105-531-90);
12) бензол каменноугольный (ГОСТ 8448-78);
13) толуол каменноугольный (ГОСТ 9880-76);
14) сольвент каменноугольный (ГОСТ 1928-79);
15) остатки кубовые ректификационные сырого
бензола (ТУ 14-7-47-88);
16) фракция инден-кумароновая (ТУ 14-7-122-91);
17) масло единое коксохимическое для
производства техуглерода (ТУ 38.501-02-19-89);
18) феноляты (ТУ 14-6-170-80);
19) нафталин коксохимический технический
(ТУ 14-7-97-89);
20) масло антраценовое (ТУ 14-6-150-78);
21) масло каменноугольное пропиточное
(ТУ 14-7-151-93);
22) масло фенольное каменноугольное
(ТУ 14-6-127-75);
23) пек каменноугольный (ГОСТ 1038-75);
24) сульфат аммония — побочный продую
(ТУ 113-03-625-90);
25) легкие и тяжелые пиридиновые основания.
Ниже приводится характеристика некоторых
товарных продуктов высокотемпературного коксования
углей и термической переработки сланцев.
Коксовый газ (ГОСТ 8330-74). Состав и качество
коксового газа определяются различием в качестве
шихты, температурным режимом коксования,
состоянием кладки печей (плотностью швов) и
гидравлическим режимом (распределением давлений в
отопительной системе и камере коксования, а также полнотой
загрузки камер коксования шихтой).
Усредненный состав обратного (очищенного)
коксового газа (об. %) следующий: Н2 — 55- 61; СГЦ —
24,5-26,87; СО— 5,7-8,0; С02 — 1,65-3; СтН„ — 2,03-
2,90; N2 — 2,63-3,70; 02 — 0,45-0,73. Плотность 0,408-
0,471 кг/м3. Низшая теплота сгорания — 17,94—
18,92 МДж/м3.
Коксовый газ — хорошее газообразное топливо.
Выход коксового газа составляет 340-350 м3/т сухой
шихты.
Бензол каменноугольный и сланцевый (ГОСТ 8448-78)
получают в процессе термической переработки
каменных углей и сланцев (табл. 9.82). Используется в
качестве сырья в органическом синтезе, для производства
синтетических волокон, пластмасс, синтетических кау-
чуков фенола и др..
В зависимости от технологии получения и
назначения выпускают различные марки и сорта
каменноугольного и сланцевого толуола (ГОСТ 9880-76)
(табл. 9.83).
Ксилол каменноугольный (ГОСТ 9949-76)
выпускается высшего, 1 и 2 сортов (табл. 9.84).
Твердые горючие ископаемые
483
Таблица 9.82
Бензол каменноугольный и сланцевый (ГОСТ 8448-78)
Наименование показателя
Внешний вид и цвет
Плотность при 20 °С, г/см3
Пределы перегонки: 95 % объема от начала
кипения перегоняется в интервале
температур, °С, не более
Температура кристаллизации, °С, не ниже
Массовая доля примесей, не более:
«-гептана
метилциклогесана + толуола
Окраска серной кислоты, номер
образцовой шкалы, не более
Бромное число г/100 см3 бензола, не более
Массовая доля тиофена, %, не более
Массовая доля сероуглерода, %, не более
Массовая доля сероводорода и меркаптанов
Испытание на медной пластинке
Реакция водной вытяжки
Массовая доля общей серы, %, не более
Нормы для марок
высшей
очистки
для синтеза
высший сорт
1 сорт
для
нитрации
Прозрачная жидкость, не темнее цвета раствора
0,003 г К2Сг207 в 1 л воды
0,879-0,880
0,5
5,4
0,01
0,05
0,1
—
0,00005
0,00005
—
—
0,00005
0,877-0,880
0,6
5,3
—
0,1
—
0,0002
0,00007
—
Выдерживает
Нейтральная
0,0001
0,877-0,880
0,6
5,3
—
0,1
—
0,0004
0,0001
—
0,00015
0,877-0,880
0,7
5,2
—
0,15
0,06
0,02
0,005
Отсутствие
0,015
технический
8
0,875-0,880
1,0
—
—
0,4
0,4
—
—
—
—
Не
нормируется
Таблица 9.83
Каменноугольный и сланцевый толуол (ГОСТ 9880-76)
Наименование показателя
Внешний вид и цвет
Плотность при 20 °С, г/см3
Пределы перегонки: 95 об. % от начала кипения
перегоняется в интервале температур, °С, не более (включая
температуру кипения чистого толуола 110,6 °С)
Массовая доля основного вещества, %, не менее
Окраска серной кислоты, номер образцовой шкалы, не более
Бромное число, 1 г брома на 100 мл толуола, не более
Реакция водной вытяжки
Испытание на медной пластинке
Содержание сероводорода и меркаптанов
Норма для марок
А
Б
1 сорт
2 сорт
Прозрачная жидкость, не содержащая
взвешенных частиц, в том числе и капелек воды, не
темнее цвета раствора 0,003 г К2Сг207 в 1 л воды
0,865-0,867
0,6
99,2
0,15
0,1
0,863-0,867
0,9
0,863-0,867
1,0
Не определяется
0,20
0,2
0,20
0,2
Нейтральная
Выдерживает
Отсутствие
Примечание. Допускается в цистерне с толуолом 1 сорта слой воды высотой не более 5 мм.
Таблица 9.84
Ксилол каменноугольный (ГОСТ 9949-76)
Наименование показателя
Плотность, pf
Массовая доля основного вещества, %, не менее
Пределы перегонки
Окраска серной кислоты, не более
Норма
высший сорт
0,861-0,866
97
137,5-140,5
0,6
1 сорт
0,860-0,966
95
137-141
0,4
2 сорт
0,860-0,866
Не определяется
136-141
2,0
484
Новый справочник химика и технолога
Нафталин коксохимический (очищенный и технический) коксохимические заводы выпускают в соответствии с
требованиями ГОСТ 16106-82 (табл. 9.85).
Таблица 9.85
Нафталин коксохимический (ГОСТ 16106-82)
Наименование показателя
Внешний вид
Цвет
Температура кристаллизации, °С, не ниже
Разница температур кристаллизации между
перекристаллизованным из спирта и выделенным
из маточного раствора нафталином, °С, не более
Массовая доля нелетучего остатка, %, не более
Зольность, %, не более
Массовая доля воды, %, не более
Массовая доля серы, %, не более
Окраска по йодной шкале, единицы шкалы,
не более
Проба на маслянистость
Массовая доля индола, %, не более
Норма для нафталина
очищенного
ОБ
высший сорт
1 сорт
2 сорт
ОВ
Расплавленный или твердый продукт в
виде порошка, чешуек, таблеток,
шариков, брикетов
Белый
79,8
2,3
79,8
2,3
Не нормируется
Не нормируется
0,2
0,2
79,6
79,0
технического
ТА
ТБ
ТВ
Расплавленный
продукт
Не нормируется
79,0
78,8
76,0
Не нормируется
0,02
0,01
0,2
Не нормируется
0,04
0,02
0,2
0,4
Не нормируется
Отсутствие
Не нормируется
0,08
0,04
0,02
0,2
0,5
9
0,03
0,01
0,2
0,5
14
0,2
0,5
8
Не нормируется
0,2
0,2
0,01
Антрацен каменноугольный сырой (ТУ 14-7146-92)
получают при переработке антраценовой фракции
каменноугольной смолы. Предназначен для получения
термоизоляционных плит и других целей (табл. 9.86).
Таблица 9.86
Антрацен каменноугольный сырой
(ТУ 14-7146-92)
Наименование
показателя
Внешний вид
Массовая доля
антрацена, %, не менее
Массовая доля азота в
пересчете на карба-
зол, %, не более
Массовая доля
каменноугольных
масел, %, не более
Зольность, %, не
более
Массовая доля воды,
%, не более
Температура
вспышки, °С, не ниже
Нормы для марок
А
высший
сорт
1 сорт
Б
Однородная масса от
желтого до темно-зеленого цвета
33
28
4
0,1
1,5
150
30
28
6
0,2
1,5
20
Не
нормируется
13
Не
нормируется
3,0
Не нормируется
Фенолы. При ректификации сырых
каменноугольных фенолов получают следующие продукты: фенол,
о-крезол, дикрезол, трикрезолы, ксиленолы, высококи-
пящие алкилфенолы.
Требования и нормы физико-химических
показателей для фенола (ГОСТ 11311-74) и о-крезола
(ГОСТ 11312-74) приведены в табл. 9.87.
Таблица 9.87
Фенол (ГОСТ 11311-74)
и ортокрезол (ГОСТ 11312-74)
Показатель
Температура
кристаллизации
обезвоженного
продукта, °С, не ниже
Массовая доля
фенола в
пересчете на сухое
вещество, %, не менее
Воды, %, не более
Нелетучих
веществ, %, не более
Растворимость:
в воде
в щелочи
Фенол
40,0
99,0
0,6
0,04
Раствор
прозрачный после
выдержки в
течение 30 мин.
Не
нормируется
о-Крезол
30,5
—
0,3
0,02
Не
нормируется
Полная в
течение 30 мин.
Твердые горючие ископаемые
485
Дикрезол представляет собой смесь в основном из м-
и и-крезолов; по внешнему виду это прозрачная
маслянистая жидкость. Дикрезол применяют в качестве
сырья в химической, медицинской и пищевой отраслях
промышленности. По физико-химическим свойствам
он должен соответствовать требованиям и нормам
ГОСТ 11313-75, приведенным ниже:
Марка дикрезола
Массовая доля, %:
jw-крезола, не менее
воды, не более
оснований, не более
нейтральных масел, не более
о-крезола*, не более
Объемная доля отгона, %:
до 199 °С, не более
до 204 °С, не менее
до 205 °С, не менее
А
58
0,3
0,2
о,з
1,0
5
95
Не
нормируется
Б
55
0,3
о,з
0,3
1,0
5
Не
нормируется
Не
нормируется
Массовую долю о-крезола определяют только в
продукте, используемом для производства синтетических душистых
веществ.
Трикрезол каменноугольный технический
представляет собой смесь м-, о-, и-крезолов, фенола и других
гомологов. По внешнему виду трикрезол — прозрачная
маслянистая жидкость. В зависимости от технологии
получения и назначения трикрезол вырабатывается
трех марок: специальный, А и Б.
Трикрезол марки В (специальный) используется для
производства трикрезилфосфата и фосфатного
пластификатора, а марки А — для производства смол,
пластификаторов, для селективной очистки нефтяных масел,
марки Б — для производства смол, при селективной
очистке нефтяных масел, при изготовлении
синтетических клеев и других изделий.
По физико-химическим показателям трикрезол
должен соответствовать требованиям и нормам
ГОСТ 2264-75, приведенным ниже:
Марка трикрезол а
Плотность при
20 °С, кг/м3
Массовая доля, %
л<-крезола
о-крезола,
не более
фенола, не более
воды, не более
оснований,
не более
нейтральных
масел, не более
Специальный
1030-
1050
Не
менее 46
1
10
0,5
0,3
0,4
А
1030-
1050
33
3
32
0,5
0,3
0,4
Б
1030-
1050
28-32
Не
мируется
1,0
0,5
0,5
Марка трикрезола
Объемная доля
отгона, %:
до 190 °С, не
более
свыше 190 °С до
205 °С, не менее
до 210 °С, не
менее
Специальный
5
85
95
А
5
85
95
Б
5
85
95
Ксиленолы каменноугольные технические
представляют собой маслянистую прозрачную жидкость или
жидкость с наличием взвешенных кристаллов от
светло-желтого до темно-коричневого цвета. Ксиленолы
технические содержат изомеры ксиленола, крезолы,
этилфенолы, триметилфенолы. Их применяют в
производстве электроизоляционных материалов,
огнестойкого турбинного масла, лаков, пластмасс, присадок к
нефтепродуктам, пестицидов. Ксиленолы технические
выпускают трех марок — А, Б и В в зависимости от
массовой доли 2,4-ксиленола и 3,5-ксиленола.
Показатели качества технических ксиленолов, приведены
ниже (ГОСТ 1314-82):
Марка ксиленола
Массовая доля, %:
2,4-ксиленола,
не менее
3,5-ксиленола
доля воды, не более
оснований, не более
нейтральных
масел, не более
Объемная доля
отгона, %:
до210°С,
не более
до 220 °С,
не более
до 225 °С,
не менее
до 230 °С,
не менее
Температура
кристаллизации, °С, не
выше
А
40
Не
нормируется
0,50
0,5
0,5
0,5
0,5
0,5
0,5
0,5
Б
В
Не нормируется
65-75
0,30
0,5
0,5
0,5
5
95
Не
нормируется
52
Не
менее 30
1,00
0,5
0,5
20
Не
нормируется
«
95
Не
нормируется
Алкилфенолы высококипящие каменноугольные
представляют собой смесь кубовых остатков от
ректификации сырых каменноугольных фенолов. Их
применяют в качестве экстрагента сульфокислот из
отработанных кислот. В соответствии с ТУ 14-6-УССР-58-71
качество алкилфенолов оценивают по массовой доле
воды (не более 5 %) и феноло-крезолов (не менее 55 %).
486
Новый справочник химика и технолога
0-крезол каменноугольный технический (ГОСТ
11312-86) получают при ректификации сырых
каменноугольных фенолов и предназначаен для производства
ядохимикатов, красителей и других целей:
Наименование показателя
Внешний вид
Температура кристаллизации
обезвоженного продукта, °С, не ниже
Содержание нелетучих веществ, %
Содержание воды, %
Норма
Бесцветные
кристаллы
30,5
Не более 0,025
Не более 0,5
Нафталин. По физико-химическим свойствам
технический нафталин, в зависимости от назначения,
должен соответствовать требованиям, приведенным в
табл. 9.88.
Качество очищенного нафталина регламентируется
тем же ГОСТом 16106-82, что и технического, но по
другим нормам. Для очистки нафталина в России
используют сернокислотную или кислотно-формальде-
гидную очистку и получают очищенный нафталин
марок А, Б, В (табл. 9.89). Нафталин применяется для
производства фталевого ангидрида, 0-нафтола, нафто-
хинона, нафталинсульфокислот, интексицидов,
дубильных веществ, ПАВ, пластификаторов.
Антрацен. Сырой антрацен должен соответствовать
требованиям и нормам ГОСТ 1720-76 (табл. 9.90).
Таблица 9.88
Нафталин
Показатель
Температура кристаллизации, °С, не
ниже
Массовая доля, %:
нелетучего остатка, не более
воды, не более
серы, не более
индола, не более
нафталина, не менее
Окраска по йодной шкале, единицы
шкалы, не более
Норма для сортов и марок нафталина технического
ГОСТ 16106-82
ТА
79,0
0,04
0,5
0,5
0,2
9
ТБ
78,8
0,04
0,5
0,5
0,2
14
ТВ
76,0
0,03
0,3
0,3
0,1
8
ТУ 14-6-151-78
1 * сорт
78,8
2** сорт
78,5
Не нормируется
0,3 | 0,4
Не нормируется
Не нормируется
Не нормируется
ТУ 14-6-148-78
78,5
0,3
0,5
ТУ 14-6-104-90
Не нормируется
0,3
Не нормируется
93
Не нормируется
1 сорт предназначен для сернокислотной очистки с получением очищенного нафталина 1 и 2 сортов.
* 2 сорт предназначен для формальдегидной очистки и для получения очищенного нафталина 3 сорта сернокислотным
методом.
Таблица 9.89
Нафталин марок А, Б, В
Показатель
Цвет
Температура кристаллизации, °С, не ниже
Разность температур кристаллизации между
перекристаллизированным из спирта и
выделенным из маточного раствора
нафталином, °С, не более
Действие серной кислоты, номер раствора
сравнения образцовой шкалы, не более
Массовая доля, %:
нелетучего остатка, не более
воды, не более
серы, не более
индола, не более
Проба на маслянистость
Зольность, %, не более
Нормы для марок нафталина очищенного
А
Белый
80,0
1,6
2
Не нормируется
0,2
Не норм]
0,002
Б
Белый
79,8
2,3
2
0,2
друется
0,002
В
Допускается желтая
или розовая окраска
79,0
Не нормируется
0,02
0,2
0,4
0,1
Отсутствие
маслянистых пятен
0,01
Твердые горючие ископаемые
487
В сыром антрацене коксохимических предприятий
содержится 27-32% антрацена, 14-16% фенантрена,
24-25 % карбазола.
Обогащенный антрацен используется в
производстве антрахинона, применяемого для синтеза красителей
антрахинонового ряда. Получаемый из сырого
антрацена путем перекристаллизации из ацетона, обогащенный
антрацен по физико-химическим показателям должен
соответствовать следующим требованиям и нормам ТУ
14-6-175-80: внешний вид — порошок от белого до
желто-зеленого или серого цвета; массовая доля
антрацена — не менее 93 %, воды — не более 0,2 %;
зольность — не более 0,25 %, температура плавления — не
ниже 212 °С.
Аценафтен. Отечественная коксохимия в настоящее
время является единственным поставщиком аценафтена
для химической промышленности страны. Аценафтен
используют для синтеза аценафтенхинона, нитро-
аценафтена, нафталевого ангидрида и других
полупродуктов для красителей. В последние годы разработан
ряд процессов получения на основе аценафтена
различных сополимерных соединений, пластических масс,
углеродистых волокон, пигментов.
Аценафтен применяют в производстве компонентов
авиационных топлив. Потребность в аценафтене и
сфера его использования постоянно расширяются.
По физико-химическим показателям аценафтен,
согласно техническим условиям ТУ 14-6-10-83, должен
соответствовать следующим требованиям и нормам:
внешний вид — кристаллическое вещество от белого до
серого цвета; массовая доля аценафтена — не менее
98,0 %; зольность — не более 0,2 %; массовая доля
воды — не более 1,5 %.
Индол. По физико-химическим показателям он
должен соответствовать требованиям и нормам,
приведенным в табл. 9.91.
Индол каменноугольный применяется в качестве
закрепителя душистых веществ в парфюмерной
промышленности, сырья для синтеза стабилизаторов резины,
полимерных материалов, стимуляторов роста растений,
лекарственных препаратов.
Качество легких сырых пиридиновых оснований,
получаемых на коксохимпредприятиях, приведено ниже:
Плотность при 20 °С, не более, кг/м
Общее содержание воды, не более, %
Содержание пиридиновых оснований, %,
не менее
Содержание фенолов, %, не более
Выход пиридина, %, не менее
Выход фракции 136-151 °С из сырого
продукта, %, не менее
1015
13
70
10
30
13
Таблица 9.90
Антрацен (ГОСТ 1720-76)
Марка сырого антрацена
Внешний вид
Массовая доля, %:
антрацен, не менее, на безводное вещество
азота в пересчете на карбазол, не более, на
безводное вещество
каменноугольных масел, не более
воды, %, не более
Зольность, %, не более
Температура вспышки, °С, не ниже
А
высший сорт
1 сорт
Б
Однородная масса от желтого до темно-зеленого цвета без
посторонних включений, видимых невооруженным глазом
33
28
4
1,5
0,10
150
30
28*
6
1,5
0,20
25
Не нормируется
13
3,0
Не нормируется
Не нормируется
' Для российских предприятий Уральского региона допускается массовая доля азота в пересчете на карбазол до 35 %.
Таблица 9.91
Индол
Показатели
Норма по ТУ 14-6-139-77
высший сорт
1 сорт
Норма по ТУ 14-6-56-88
(опытная партия)
высший сорт
1 сорт
Внешний вид
Кристаллическая масса
Кристаллы белого цвета
Температура кристаллизации, °С, не ниже
50,0
48,5
Массовая доля, %:
веществ, не растворимых в бензоле,
не более
индола, не менее
воды, не более ^^^^
0,2
0,4
Не нормируется
Не нормируется
99
0,5
98
0,5
488
Новый справочник химика и технолога
Качество легких сырых пиридиновых оснований
определяется концентрацией пиридиновых оснований в
маточном растворе сатуратора и температурой
аммиачных паров, поступающих в нейтрализатор из
дефлегматора после аммиачной колонны.
Тяжелые пиридиновые основания. Коксохимическая
промышленность является единственным поставщиком
тяжелых пиридиновых оснований различным отраслям
народного хозяйства.
Тяжелые пиридиновые основания представляют
собой жидкость темно-коричневого цвета. Качество
тяжелых оснований, используемых как сырье для
ректификации с целью получения технического хинолина,
изохинолиновой, хинальдиновой, лепидиновой и
индол ьной фракций, регламентирует ТУ 14-7-33-74. По
физико-химическим показателям тяжелые
пиридиновые основания должны соответствовать следующим
требованиям и нормам: массовая доля оснований — не
менее 72 %, воды — не более 12 %, щелочи — не более
0,13 %, хинолина — не менее 7,5; реакция —
нейтральная или слабощелочная.
Тяжелые пиридиновые основания, применяемые для
снижения скорости растворения металлов при
травлении в комплексе с пенообразователем ЧМ-П, должны
соответствовать следующим требованиям и нормам
ОСТ 14-8-74: массовая доля оснований — не менее
72 %, воды — не более 10 %, плотность при 20 °С —
1055-1100 кг/м3, коэффициент тормозящего
действия — не ниже 10.
Хинолин технический по внешнему виду
представляет собой прозрачную жидкость от светло-желтого
до слабо-коричневого цвета. По физико-химическим
свойствам он должен соответствовать требованиям и
нормам ТУ 14-7-44-76: плотность при 20 °С — 1090-
1093 кг/м3; фракционный состав: 95 % (объемные
доли) отгона перегоняется при температуре 235,5-
238,5 °С, массовая доля основного вещества не
нормируется; изохинолина — не более 6,0 %.
В отечественном коксохимическом производстве
вырабатывают в небольших количествах следующие
тяжелые основания реактивной чистоты: хинолин ч
Типы и марки инден
(ТУ 6-09-4325-86), изохинолин ч (ТУ 6-09-4433-87).
Ниже приведены их плотность и пределы кипения:
Тяжелые основания
Хинолин ч
Изохинолин ч
Хинальдин ч
Лепедин
Плотность при
20 °С, кг/м3
1090-1093
1098
1058-1061
1081,7-1087,0
Пределы
кипения, °С
237,0-237,5
242-244
245-247
263-266
Сферы применения тяжелых оснований: хинолин —
для синтеза никотиновой кислоты и продуктов,
обладающих бактерицидными свойствами; хинальдин —
для получения хинальдиновой кислоты, применяемой в
качестве реактива при макро- и микровесовом
определении цинка, меди, кадмия, урана; галоидалкилаты хи-
нальдина являются исходным продуктом для получения
изоцианинового красителя и чувствительного
фотосенсибилизатора, используется в аналитической химии;
липедин — для синтеза цианиновых красителей,
используемых в кинофотопромышленности для
повышения чувствительности фотографических эмульсий,
производные хинолина находят применение в качестве
лекарственных препаратов,из них изохинолин — для
получения алкалоидов. Технические смеси хинолиновых
оснований применяют в качестве растворителя, экстра-
гентов, ингибиторов коррозии и т. п.
Типы и марки инден-кумароновых смол приведены
в табл. 9.92.
Каменноугольные масла
Многотоннажными продуктами переработки
фракций каменноугольной смолы являются
каменноугольные масла.
В соответствии с нормативно-технической
документацией, в России вырабатываются следующие
технические масла: легкое, фенольное, нафталиновое, для
энергетических целей и обмасливания угольной шихты,
легкосреднее, поглотительное, для пропитки
древесины, креозотовое, антраценовое, сырье для технического
углерода, масло для креолина.
Таблица 9.92
-кумароновых смол
Марка
А
Б
В
Г
Д
Е
Нормы по температуре размягчения и окраске
Температура размягчения,
не ниже, °С
140
120
105
90
75
60
Окраска по иодометрической шкале
до 35
AI
Б1
BI
П
—
—
35-100
—
БП
ВИ
ГЫ
—
—
100-376
—
—
—
ПИ
дш
376-1820
—
—
—
—
Д1У
EIV
более 1820
—
—
—
—
ДУ
EV
Примечание. Буква означает марку, определяемую по окраске, цифра
размягчения.
тип, определяемый в соответствии с температурой
Твердые горючие ископаемые
489
Значительная часть этих масел используется для
получения сажи (технического углерода), производство
которой, например, в Западной Европе составляет
870 тыс. т/год, в том числе в ФРГ — 350 тыс. т/год, в
Италии — 150 тыс. т/год. На основе каменноугольных
технических масел в мире получают сажу в количестве
более 25 % ее общей выработки, доля этих масел для
пропитки древесины составляет 75 % в общем
потреблении масел для этих целей.
В СССР на коксохимических предприятиях
ежегодно получали более 1 млн т технических масел. Объем
производства масел зависит от количества
перерабатываемой каменноугольной смолы, количества
вырабатываемых из смолы фракций и объема выпуска таких
продуктов, как нафталин, антрацен, фенолы, аценафтен,
индол при переработке соответствующих фракций.
В 1980-1990-е гг. в СССР выход масел (%) в общей
выработке составил, %:
а) легкое — 0,6-0,8;
б) фенольное — 0,9-1,4;
в) нафталиновое — 0,3-0,6;
г) легкосреднее —2,0-2,3;
д) для энергетических целей и обмасливания
шихты — 3,6-6,8;
е) поглотительное — 11-12,3;
ж) для пропитки древесины — 12,4-16,3;
з) антраценовое — 25,9-30,2;
и) сырье для технического углерода — 3,9-42,4.
Из каменноугольных масел в наиболее
значительных количествах вырабатываются антраценсодержащие
масла.
Легкое масло изготавливают в соответствии с
ТУ 14-7-12-81, и оно на 42,8-84,1 % (для различных
заводов) состоит из бензольных углеводородов и
легких пиридиновых оснований.
Фенольное масло — обесфеноленная фенольная
фракция каменноугольной смолы. Даже в пределах
одного и того же завода фенольные масла могут
различаться по содержанию в них одних и тех же
компонентов, что обусловлено особенностями технологических
схем и режимов фракционирования смолы, а также
качеством последней.
Фенольное масло используют для выделения инде-
новой фракции или в качестве компонента при
приготовлении технических масел различного назначения.
Нафталиновое масло. Нафталиновое масло является
продуктом переработки нафталиновой фракции
каменноугольной смолы.
Масло применяется для приготовления технических
масел различного назначения, а также предназначается
для выделения из него нафталина и фенолов с целью
повышения степени их извлечения из каменноугольной
смолы.
По физико-химическим показателям нафталиновое
каменноугольное масло должно соответствовать
следующим требованиям и нормам ТУ 14-6-134-76:
массовая доля воды — не более 1,5 %, нафталина — не
менее 30 %, эмульгируемость, мм, не более, со
щелочью 8— %, массовая доля фенолов — не менее 10 %,
при использовании для приготовления технических
масел — не более 1 %, при отсутствии фенолсодержа-
щих добавок к каменноугольной смоле — не менее 5 %,
температура вспышки — 78-83 °С.
К категории нафталиновых масел относятся:
нафталиновый фильтрат (оттеки фугования) от переработки
прессовых оттеков нафталиновой фракции методом
«кристаллизация—фугование—нафталиновый расплав»
от переработки нафталинсодержащего сырья методом
«кристаллизация—плавление».
Поглотительное масло представляет собой
отмытую от фенолов поглотительную фракцию
каменноугольной смолы. В ближайшей перспективе намечается
выпуск поглотительного масла в виде продукта
ректификации поглотительной фракции.
Поглотительное масло используют в основном в
качестве поглотителя бензольных углеводородов из
коксового газа, компонента при приготовлении
технических масел и других технических продуктов.
Качество масла регламентируется ТУ 6-117-77. В
зависимости от назначения, поглотительное масло
выпускают марок А (1 и 2 сорта) и Б. Масло марки А
применяют для улавливания бензольных углеводородов, а
марки Б — для приготовления технических масел,
присадок и других целей. По договоренности с
потребителем допускается применение масла марки Б для
улавливания бензольных углеводородов. Поглотительное
масло должно соответствовать следующим
требованиям и нормам ТУ 14-6-117-77:
Марка
Объемная доля воды, %,
не более
Объемная доля отгона, %:
до 230 °С, не более
до 285 °С, не менее
230-300 °С, не менее
Массовая доля, %,
фенолов, не более
Отсутствие осадка при
температуре, °С
А
1 сорт
0,5
Отсутствует
95
0,7
5
2 сорт
0,5
2
90
0,8
15
Б
0,5
3
90
1,0
Не
нормируется
Легкосреднее масло представляет собой смесевую
композицию из нафталинсодержащих масел.
Предназначается при приготовлении масла для креолина,
каменноугольных лаков, технических масел и других целей. В
зависимости от технологии получения и назначения,
легкосреднее масло вырабатывается двух марок: А —
обесфеноленное масло, Б — необесфеноленное масло.
По физико-химическим показателям легкосреднее
масло, согласно ТУ 14-6-135-76, должно
соответствовать следующим требования и нормам:
490
Новый справочник химика и технолога
Марка
Плотность при 20 °С, кг/м3
Объемная доля отгона, %,
при °С, до:
210, не более
280, не менее
Массовая доля, %:
воды, не более
нафталина, не более
в зимний период
в летний период
фенолов
Эмульгируемость, мл, не более
со щелочью
с кислотой
А
—
—
85
1,5
24
28
Не
более 0,8
—
—
Б
1021-1035
20
90
1,5
24
27
Не более
13,5**
8
5
* Летний период — с 1 апреля по 1 октября, зимний — с
1 октября до 1 апреля.
** Допускается поставлять масло марки Б с содержанием
фенолов не менее 5 %.
При поставке легкосреднего масла марки А для
производства лака дополнительно нормируется кислотное
число — не более 1 mi- КОН/г масла. Температура вспышки
масла — 68-71 °С (марка А) и 71-74 °С (марка Б).
Антраценовое масло представляет собой смесевую
композицию из продуктов переработки
каменноугольной смолы и ее фракций. В качестве компонента
композиции масла используют также полимеры
бензольного отделения. По физико-химическим показателям,
согласно ТУ 14-6-150-78, антраценовое масло должно
соответствовать следующим требованиям и нормам:
плотность при 20 °С — 1100-1150 кг/м3, массовая доля
воды — не более 1,3 %, объемная доля отгона при
210 °С — не более 8 %, до 360 °С — 60 %, массовая
доля нерастворимых в толуоле веществ — не более
0,3 %. Антраценовое масло по ТУ 14-6-150-78
используется в производстве сажи.
Фракция фенантрен-карбазольная представляет
собой маслообразный продукт от зеленоватого до темно-
коричневого цвета, выкипающий в пределах 200-400 °С.
Ее получают в небольших количествах путем смешения
поглотительного масла и кубового остатка от
регенерации маточного раствора ацетона, получаемого в
производстве 93%-го антрацена ацетоновым методом.
При организации производства 96%-го антрацена
методом жидкостной экстрации с применением двух
несмешивающихся растворителей предусматривается
получение фенантрен-карбазольной фракции как
побочного готового продукта в этом производстве.
По физико-химическим свойствам
фенантрен-карбазольная фракция должна соответствовать следующим
требованиям и нормам ТУ 14-6-94-73: плотность при
20 °С — 110-1140 кг/м3, массовая доля воды — не
более 1,5 %, объемная доля отгона до 210 °С — не более
1 %, до 300 °С — не более 30 %, до 360 °С — не менее
60 %, массовая доля сырого антрацена — не более
25 %, ацетона — не более 1,0 %, иона натрия — не
более 0,005 %, зольность — не более 0,05 %, коксовое
число — не более 2,0 %.
Масло для энергетических целей и обмасливания
угольной шихты представляет собой смесь продуктов
переработки каменноугольной смолы и ее фракций. По
физико-химическим показателям масло должно
соответствовать следующим требованиям и нормам ТУ 14-
6-191-82: объемная доля воды — более 1,5 %, отгона до
360 °С — не менее 60 %, осадок при 40 °С отсутствует.
Температурные характеристики масла: температура
вспышки — 141, воспламенения — 171,
самовоспламенения — 548.
Примерная рецептура приготовления масла, °С:
нафталин фильтрат — 80 %, II антраценовая фракция — 20 %.
Масло для креолина представляет собой смесь фе-
нольно-поглотительной фракции каменноугольной
смолы. По физико-химическим показателям масло
должно соответствовать следующим требованиям и
нормам ОСТ 14-27-77:
Массовая доля, %
фенолов, не менее
воды, не более
нафталина, не более
Объемная доля отгона,
%, при °С, до:
210, не более
300, не менее
Высший сорт
5
1,3
17
8
94
1 сорт
5
1,5
20
20
90
Креозотовое масло, поставляемое для экспорта,
представляет собой смесевую композицию, состоящую из
масел для пропитки древесины (поглотительного,
нафталинового) и карболки. Оно предназначается для
пропитки древесины и применяется в качестве антисептика.
По физико-химическим показателям креозотовое
масло должно удовлетворять следующим требованиям
и нормам ТУ 14-6-181-80: объемная доля воды - не
более 1,0 %, объемная доля отгона, %, при °С: до 210 —
не более 7, до 275 — не менее 40, до 360 — не менее 80,
фенолов — не менее 3 %, массовая доля веществ, не
растворимых в бензоле, — не более 0,3 %, вязкость при
70 °С, условные градусы (ВУ7о) — не более 2,5, осадок
в масле при 15 °С отсутствует.
Лак каменноугольный представляет собой смесевую
композицию из каменноугольных пеков и масел
(табл. 9.93, 9.94).
На коксохимических предприятиях получают
каменноугольный лак, согласно ГОСТ 1709-75, марки
морской, А и Б), который предназначается для покрытия
чугунных, стальных конструкций в целях
предохранения их от коррозии, для защиты деревянных
поверхностей от биоповреждений, и лак по ТУ 14-6-122-75.
Твердые горючие ископаемые
491
Таблица 9.93
Лак каменноугольный (ГОСТ 1709-75)
Показатель
Вязкость при 20 ± 2 °С, с:
по вискозиметру ВЗ-1 (сопло диаметром 5,4 мм)
по вискозиметру ВЗ-4
Время высыхания лака, ч, не более:
при 20 ± 2 °С
при 35 ± 2 °С
Укрывистость, г/м , не более
Эластичность пленки при изгибе, мм, не более
Кислотное число лака, мг КОН/г, не более
Выход остатка после отгонки растворителя до 220 °С, %
Температура размягчения остатка, °С, после отгонки
растворителя до 220 °С
Массовая доля воды, %, не более
Теплостойкость пленки лака при 70 °С, ч, не менее
Стойкость пленки к действию морской воды в течение 10 сут
Морской
72-120
24
8
37
—
0,45
64-72
52-70
Следы
3
Выдерживает испытание
А
20-40
24
8
37
5
0,5
—
—
1,0
1
—
Б
40-150
32
12
—
0,5
—
—
1,5
1
—
Таблица 9.94
Каменноугольный лак (ТУ 14-6-122-75)
Показатель
Массовая доля, %:
воды, не более
сырого нафталина,
не более
Температура
вспышки, °С, не ниже
Вязкость, условные
градусы, не более:
ВУ50
ВУ75
Выход летучих веществ
при 100°С,%, не более
А
0,5
90
2,5
—
Б
0,5
15
75
1,5
—
В
0,5
90
2,5-5,0
—
Г
0,5
90
1,4-2,4
15
Препаринованная смола. Препарированную смолу,
предназначаемую в качестве связующего при
производстве безобжиговых конвертерных огнеупоров и в
качестве компонента эпоксидно-каменноугольных
эмалей, антикоррозионных покрытий, получают на основе
каменноугольных пеков, фракций и масел
каменноугольной смолы. Смола марки А используется в
качестве связующего в производстве конвертерных
безобжиговых огнеупоров, а марки Б — в производстве
эпоксидно-каменноугольных эмалей,
антикоррозионных покрытий и др.
Каменноугольные эмали предназначаются для
защиты металлической поверхности от коррозии. Им
присущи следующие положительные свойства: хорошее
сцепление с металлической поверхностью,
непроницаемость покрытия для воды, их химическая и
биологическая стойкость.
Каменноугольные эмали изготавливают путем
диспергирования каменноугольного пека в
каменноугольных маслах при 300-350 °С с добавкой наполнителя, в
частности угольного порошка (в количестве 15-25%),
талька, асбеста.
В качестве наполнителей антикоррозионных
каменноугольных изоляционных эмалей могут служить
тальк, каменный уголь, асбест, резиновая крошка.
По физико-химическим показателям
каменноугольная препарированная смола должна соответствовать
следующим требованиям и нормам ТУ 14-6-144-77:
Марка смолы
Внешний вид
Плотность при 20 °С,
кг/м , не менее
Массовая доля воды,
%, не более
Массовая доля
отгона, %, не более,
при °С, до:
170
270
360
Остаток после отгона
до 360 °С, не менее
Выход коксового
остатка, %, не менее
Вязкость условная, с:
•-.10*
^80
С5,4
А
1200
0,5
Отсутствует
6
27
—
45
25-50
—
Б
Однородный
продукт без
посторонних
включений
—
1,0
2
16
34
50
—
—
10-20
С — вязкость. Цифра вверху — диаметр сточного
отверстия, мм; цифра внизу — температура материала при
испытании, °С.
492
Новый справочник химика и технолога
Действующим ТУ 14-6-161-78 предусматривается
выпуск четырех марок препарированной смолы для
дорожного строительства, которые по
физико-химическим показателям должны соответствовать следующим
требованиям и нормам (табл. 9.95).
Препарированная смола для дорожного
строительства имеет температуру, °С: вспышки 80-100,
воспламенения 120-135, самовоспламенения 590-640.
Препарированная смола
Таблица 9.95
Показатель
Вязкость С jo, с
Массовая доля, %,
воды, не более
веществ, не растворимых в толуоле,
не более
отгонов, не более, при °С, до:
170
270
300
фенолов, не более
нафталина, не более
Температура размягчения остатка после
отбора фракций до 300 °С, не более
СД-5
от 120 до 200
1
20
1,5
15
23
1,5
5
65
СД-4
ниже 120 до 50
1
20
1,5
15
23
2,0
5
65
СД-3
ниже 50 до 20
1
18
1,5
15
23
2,0
6
60
СД-2
ниже 20 до 2
1
16
2,0
18
28
2,5
7
55
Дегти каменноугольные представляют собой смесь поверхностной обработки, пропитки поверхности до-
пека, смолы, высококипящих фракций и масел (антра-
ценсодержащих, пековых дистиллятов и др.). Дегти
применяют в качестве вяжущего и пропиточного
материала и в дорожном строительстве. По величине
вязкости депги подразделяются на шесть марок: Д-1-Д-6.
Марку каменноугольного дегтя выбирают в
зависимости от способа работ в дорожном строительстве для
рожного покрытия, смешения с минеральным
материалом на дороге или в асфальтосмесителе, обеспыливания
поверхности дороги. По физико-химическим
показателям каменноугольные дегти, согласно действующему
ГОСТ 4641-80, должны удовлетворять требованиям,
приведенным в табл. 9.96.
Таблица 9.96
Каменноугольные дегти
Показатель
Вязкость, с:
С5
^30
^30
рЮ
^50
Массовая доля, %:
воды, не более
веществ, не растворимых в толуоле, не более
отгона, не более, при °С, до:
170
270
300
фенолов, не более
нафталина, не более
Температура размягчения остатка после отбора
фракции до 300 °С, не более
Д-1
5-70
3
18
3
20
35
5
5
45
Д-2
5-20
1
20
2
20
30
3
4
65
Д-3
20-50
1
20
1,5
15
20
2
3
65
Д-4
50-100
1
20
1,5
15
25
2
3
65
Д-5
120-200
1
20
1,5
15
25
2
3
65
Д-6
10-80
1
20
1,5
15
20
2
3
70
Твердые горючие ископаемые
493
Масло для пропитки древесины — это композиция В России вырабатывается каменноугольное масло
на основе продуктов переработки антраценовой фрак- для пропитки древесины по ГОСТ 2770-74,
ции, поглотительного масла и откристаллизованных ТУ 14-6-182-80 и ТУ 14-6-64-89 (табл. 9.97).
нафталиновых оттеков (нафталинового фильтрата).
Таблица 9.97
Масло для пропитки древесины
Показатель
Плотность при 20 °С, кг/м3
Объемная доля воды, %, не более
Объемная доля отгона, %, при °С, до:
210, не более
235
275
315
360, не менее
Массовая доля веществ, не
растворимых в толуоле, %, не более
Осадок в масле (отсутствие при
температуре, °С)
Вязкость при 80 °С, условные
градусы, не более
Температура вспышки, °С, не менее
Объемная доля фенолов, %, не менее
ГОСТ 2770-74
1090-1130
1,5
3
Не нормируется
10-35
30-50
70
0,3
35
1,3
105
Не нормируется
ТУ 14-6-182-80
Не менее 1065
1,5
Не нормируется
5-20
25^3
Не нормируется
75-90
0,4
35
При 90 °С
не более 1,2
98
4,0
ту 14-6-64-89
1 сорт
1090-1130
1,5
4
Не нормируется
10-35
30-50
65
0,3
35
1,3
105
Не нормируется
2 сорт
1090-1130
1,5
5
10-40
30-55
65
0,3
38
1,3
105
—
Масло для экспорта (ТУ 14-6-182-80) получают
смешением масел для пропитки древесины (по ГОСТ
2770-74) — поглотительного, легкосреднего обесфено-
ленного и карболки в массовом соотношении 50 : 20 :
25 : 5 соответственно. Карболка является смесью высо-
кокипящих фенолов и каменноугольных масел,
которая, согласно ОСТ 14-44-79, имеет следующие физико-
химические свойства: плотность при 20 °С — 1103-
1120 кг/м3, объемная доля воды — не более 5 %,
фенолов — 50 ± 3 %, температура вспышки — 49 °С.
Часть потребности в антисептиках для пропитки
древесины покрывается сланцевым маслом.
Вырабатываемое по ГОСТ 10835-78, сланцевое масло представ-
Сульфат
ляет собой смесевую композицию из фракции,
выкипающей в пределах 320-360 °С, и обесфеноленной
фракции 230-320 °С, которые получают из сланцевой
смолы полукоксования.
Каменноугольный сольвент (ГОСТ 1928-79) —
смесь ароматических углеводородов, получаемая в
процессе переработки очищенных фракций сырого
бензола и пиролизной смолы. Используется в качестве
растворителя лаков, красок, эмалей, промывной жидкости.
Качество сульфата аммония (ГОСТ 9007-65,
ТУ 113-03-625-90) характеризуется показателями,
представленными в табл. 9.98.
Таблица 9.98
аммония
Показатели
Содержание азота в пересчете на сухой
сульфат, %, не менее
Содержание влаги, %, не более
Содержание свободной H2S04, %
Гранулометрический состав
(содержание фракции 0,25 мм), %, не менее
Цвет
Норма
высший сорт
21
0,2
0,05
85
Белый
1 сорт
20,8
0,3
0,1
70
Белый или слабо-
окрашенный
2 сорт
20,5
0,3
0,2
Не нормируется
494
Новый справочник химика и технолога
Литература
1. Справочник коксохимика / Под ред. А.К. Шелкова.
М.: Металлургия, 1965. Т. 2. 288 с; М.:
Металлургия, 1966. Т. 6. 360 с.
2. Расчеты коксовых печей и процессов коксования с
применением ЭВМ / И.В. Вирозуб, Н.С. Ивницкая,
Р.Е. Лейбович, А.Н. Чистяков, Т.Б. Чистякова.
Киев: Вища школа, 1989. 303 с.
3. Браун И.В., Глушенко И.П. Перспективные
направления развития коксохимического производства.
М.: Металлургия, 1989. 272 с.
4. Федосеев С.Д., Чернышев А.Б. Полукоксование и
газификация твердого топлива. М.: Гостоптехиздат,
1960.
5. Химическая технология твердых горючих
ископаемых / Под ред. Г.Д. Харламповича. М.: Химия,
1986.492 с.
6. Чистяков А.Н. Химия и технология переработки
каменноугольной смолы. Челябинск: Металлургия,
1990. 157 с.
7. Химия и переработка угля / Под ред. В.Г. Липовича.
М.: Химия, 1988. 336 с.
8. Справочник сланцепереработчика / Под ред. М.Г. Ру-
дина, Н.Д. Серебрянникова. Л.: Химия, 1988. 255 с.
9. Селезнев А.Н. Углеродистое сырье для
электродной промышленности. М.: Профиздат, 2000. 256 с.
10. Методы расчета материального и теплового балансов
коксовых печей / И.М. Ханин, Я.М. Обуховский,
В.В. Юшин, В.А. Яремчук. М.: Металлургия, 1972.160 с.
11. Аналитическая химия и технический анализ угля /
И.В. Авгушевич, Т.М. Броновец, И.Е. Еремин,
А.В. Нерверев, В.Ф. Чурбаков. М.: Недра, 1987. 336 с.
12. Глущенко И.М. Теоретические основы технологии
горючих ископаемых. М.: Металлургия, 1990. 296 с.
13. Уатхерст X., Митчелл Т.О., Фаркаши М. Ожижение
угля. М.: Химия, 1986. 254 с.
14. Гоголева Т.Я., Шустиков В.И. Химия и технология
переработки каменноугольной смолы. М.:
Металлургия, 1992.257 с.
15. Справочник по химии и технологии твердых
горючих ископаемых / Под ред. А.Н. Чистякова. СПб.:
«Синтез», 1996. 363 с.
16. Фомин А.П. Развитие теории и технологий
переработки углей в кокс и бытовое топливо. Автореф.
дисс. ... д-ра техн. наук. М., 2000. 48 с.
9.11. Производство искусственного жидкого топлива
9.11.1. Теоретические основы процесса
Искусственное жидкое топливо (ИЖТ) получают
методом прямой гидрогенизации твердых горючих
ископаемых (ТГИ) — ожижением. В 1830-1840-е гг. в
Германии и ряде других стран была разработана теория и
реализовано промышленное производство ИЖТ из
углей. В годы второй мировой войны в Германии
производилось около 4 млн т синтетического топлива в год.
Для превращения органической массы угля в
жидкие продукты применяли высокое давление водорода
(25 МПа для бурого и 30-70 МПа для каменного углей)
при 480—490 °С. Выход жидких продуктов составлял
55-61 %, расход водорода — 6 %. Жидкие гидрогениза-
ты, содержащие 10-15% фенолов, 3-5% азотистых
оснований и 30-50 % ароматических углеводородов,
подвергали гидрогенизации и получали 40-45 %
автомобильного или 25-27 % авиационного бензина.
В настоящее время в Германии, США, Англии и
России создан ряд установок по гидрогенизации углей с
производительностью до нескольких сотен тонн СЖТ в
сутки. Применение новых технологий позволило
снизить давление примерно до 10 МПа, а иногда и ниже, при
использовании дешевых А1—Ni—Мо-катализаторов.
Механизм процессов деструктивной гидрогенизации
весьма сложен из-за непостоянства химической
структуры органических веществ ископаемых углей. Однако
современные представления об их химической
структуре позволяют считать, что при гидрогенизации
протекают следующие типы химических реакций:
гидрирование — дегидрирование простых
ароматических колец
гидрирование — дегидрирование бициклических
соединений
гидрирование — дегидрирование трициклических
соединений
деметилирование ароматических соединений
СН3 СН3
Твердые горючие ископаемые
495
трансметилирование
^wCH-
дегидроксилирование фенолов
ОН
н2
+ "2
Н90
удаление азота из азотистых гетероциклов
н2
NH3 + CWH2^2
N
<Г
десульфуризация серосодержащих гетероциклов
H2S +
изомеризация кольчатых структур
гидрокрекинг кольчатых структур
СН3
Исследование полимеров-аналогов угля показало,
что при гидрогенизации структуры алифатического
характера являются источником образования
газообразных и жидких продуктов, а структуры
ароматического характера образуют, в основном, жидкие
продукты. Реакции деструкции этих соединений протекают по
радикально-цепному механизму. Водород, входящий в
состав алифатических цепей, отличается большей
подвижностью и стабилизирует образовавшиеся радикалы.
Кислородные соединения, содержащие
карбонильную, метоксильную и фенольную группы, при
гидрогенизации, высокой температуре и давлении, наряду с
гидрированием, склонны вступать в разнообразные
реакции конденсации с образованием соединений
высокой молекулярной массы, поэтому наличие в углях
значительного количества кислорода интенсифицирует
реакции деструкции и конденсации с образованием
большого количества газообразных и твердых продуктов.
N-содержащие структуры при гидрогенизации
отщепляются с образованием газообразных и других
продуктов, содержащих азот, которые активно вступают в
реакции конденсации с образованием твердого остатка.
S-содержащие группировки распадаются при
гидрогенизации с образованием сернистых соединений.
При гидрогенизации циклических структур
наблюдается раскрытие кольца с образованием углеводородов
парафинового ряда:
СН2
Н2С ^СН2
н2<^ сн2
сн2
н2
СН3—(СН2)4—СН3
Многоядерные ароматические структуры в процессе
деструктивной гидрогенизации под давлением
водорода при 450 °С вначале присоединяют водород, образуя
продукты гидрирования — гидрюры, которые
распадаются с образованием гомологов ряда бензола и
продуктов их гидрирования. Например, процесс
гидрогенизации нафталина в присутствии катализатора и при
высокой температуре протекает в следующем
направлении. Сначала образуется тетралин, который затем
при температуре превращается в н-бутилбензол,
который затем превращается в толуол и бензол:
(СН2)з-СН3 +
н2
-СНд
СН?—СН,
+ н2
>
сн4
-сн4
сн
3 +Н2
i
сн4
Брутто-процесс гидрогенизации угля может быть
представлен схемой:
Уголь
Газ и растворимые в бензине продукты
Промежуточные соединения *■
Газ и растворимые в бензоле продукты
496
Новый справочник химика и технолога
Реакции, которые возможны при деструктивной
гидрогенизации угля, можно сгруппировать
следующим образом:
С -> R„ + R'„, (k)) — пиролиз
(С — исходный уголь, R„ и R„, — первичные радикалы).
R« —► Q —> Rm
R„ -> R„_^ + Рш (k2) — внутримолекулярная
перегруппировка
(Ci — непревращенная часть угля, Рш — растворимый
продукт, R „_ш — вторичные радикалы).
2R„, —> Рш
R т + Рит —> С) + Рш (к3) — рекомбинация радикалов
и внутримолекулярная перегруппировка.
Rm + ТН —> Рш + Rm
Rn-m + ТН —> Rm + С) (]ц) — отрыв атома Н от
растворителя (ТН) и растворимых в бензоле продуктов.
С) + ТН —> CiH + ?т (к5) — перераспределение
(диспропорционирование) водорода.
С) + Н2 —> С)Н (кб) — каталитическое гидрирование.
Rm + H2—>Pm + Rm
R„-m + Н2 —> С\ + R'm (k7) — стабилизация
радикалов водородом.
С)Н + Rm —> R„ + Рш
С)Н + R„_m —> Р п + Q (k8) — отрыв водорода от
промежуточных гидрированных продуктов (QH).
Это описание возможных направлений процесса не
исчерпывает всего многообразия протекающих реакций.
Наличие растворителя значительно облегчает
процесс гидрогенизации угля. Наибольшего эффекта можно
добиться, применяя в качестве растворителя высококи-
пящие жидкие продукты, содержащие ароматические и
гидроароматические соединения и фенолы. Процесс
гидрогенизации протекает весьма эффективно, почти с
полным превращением 94-97 % всей органической массы
ТГИ при применении в качестве растворителя тяжелого
масла, кипящего при температуре выше 300 °С, которое
является остатком гидрогенизата угля, составляющим
40-60 % общей его массы. Наличие растворителя
обеспечивает нормальное течение процесса первичной
мягкой деструкции высокомолекулярных веществ угля.
В целом, процесс гидрогенизации углей в
присутствии растворителя и катализатора при повышенном
давлении и высоких температурах можно рассматривать
следующим образом. Высокомолекулярные угольные
вещества первоначально подвергаются дезагрегации,
т. е. разукрупнению в результате протекания реакций
расщепления, гидрирования, деполимеризации при
350-400 °С с образованием высокомолекулярных, но с
меньшей молекулярной массой, веществ — асфальте-
нов. По мере повышения температуры до 450-480 °С
процесс гидрогенизации протекает более глубоко с
образованием из высокомолекулярных веществ продуктов
с низкими и средними молекулярными массами —
газов, бензина, дизельного топлива. Повышение давления
водорода от 25,0 до 70,0 МПа способствует увеличению
выхода жидких продуктов.
Стабилизирующая роль водорода возрастает, если
процесс протекает в присутствии доноров атомарного
водорода, т. е. легко гидрирующихся органических
соединений, а также активных катализаторов,
способствующих диссоциации молекулярного водорода.
Для предотвращения рекомбинации первичных
продуктов деструкции органических веществ углей и
снижения образования высокомолекулярных соединений
при гидрогенизации углей в реакционную смесь вводят
ингибиторы реакций радикальной полимеризации
Такими добавками являются соединения различных
классов: ароматические, хиноны, амины,
гетероциклические, а также металло- и кремнийорганические. Из
последних наиболее эффективно действие октаметилцик-
лотетрасилоксана (SiO)4(CH3)g. При использовании их в
качестве ингибиторов выход жидких продуктов
возрастает на 18-20 % с 74 до 94 %.
В процессах гидрогенизации участвует не только
газообразный водород, но и водород растворителя (донора)
и самого угля. Донорная активность растворителя влияет
на скорость образования жидких продуктов. Создание
давления водорода в зоне реакции увеличивает глубину
превращения органической массы. Частичное
расходование водорода за счет угля приводит к образованию
кокса и снижению выхода продуктов сжижения.
Температура является важным параметром
гидрогенизации. Ее повышение ускоряет протекание всех
реакций. Но высокие температуры ускоряют образование
углеводородных газов, а также разложение растворимых
продуктов с образованием кокса. В связи с этим
существует оптимальный температурный уровень процесса.
Выход жидких продуктов гидрогенизации зависит
от стадии химической зрелости углей, определяемой
отношением Н/С (рис. 9.25).
1
г" 1
/
III
1
IV
V
100 Н/С
Рис. 9.25. Зависимость выхода жидких продуктов
гидрогенизации (на органическую массу)
от соотношения 100 Н/С
Твердые горючие ископаемые
497
Все горючие ископаемые по способности их в
процессе гидрогенизации давать жидкие продукты
подразделены на пять групп: I — 100 Н/С = 12 (нефти); II —
100 Н/С = 9 -г-12 (липтобиолиты, богхеды); III — 100 Н/С =
= 6,5 -г- 9,0 (бурые и каменные угли с выходом летучих
продуктов на сухую беззольную массу от 37 % и выше);
IV — 100 Н/С = 5,4 ч- 6,5 (каменные угли с выходом
летучих веществ от 18 до 37 %); V — 100 Н/С = 5,4
(тощие каменные угли с выходом летучих веществ < 18 %).
С повышением степени зрелости ТГИ возрастают
необходимые для их гидрогенизации температура
процесса и давление водорода, а также его расход. Так как
атомы С и Н могут входить в состав разнообразных
структурных групп угля, то даже при близком значении
Н/С угли могут обладать различной склонностью к
ожижению.
Способность к гидрогенизации в одних и тех же
условиях возрастает при переходе от гумусовых ТГИ к
сапропелитам. По этому признаку гумусовые горючие
ископаемые располагаются по способности к
гидрогенизации в зависимости от стадии зрелости в ряд:
торф > бурые угли > каменные угли > антрацит. В
такой же последовательности изменяется глубина
гидрогенизации угля. Степень взаимодействия различных
гумусовых углей с водородом и выход продуктов
гидрогенизации зависят от их петрографического состава.
При гидрогенизации в одинаковых условиях витрена и
фкйена получают 71,8 % и 8,79 % жидких продуктов на
их органическую массу соответственно. На
гидрогенизацию углей влияют присутствующие в зольной и
органической части микроэлементы. Угли для
деструктивной гидрогенизации должны быть малозольными,
малосернистыми, сухими. Допустимое содержание
золы в каменных углях — 4-6 % и в бурых углях — до
12-13 %. Установлен ряд относительной
каталитической активности микроэлементов в углях при
гидрогенизации:
Ni > Со > Си > V » В, РЬ, Сг » Ва > Мп > Са.
Некоторые элементы (в частности, щелочные,
барий, ванадий) замедляют процесс гидрогенизации
углей. При гидрогенизации угля в присутствии метанола
на некоторых контактах (Со, Ni, Sn, Zn) в продуктах
ожижения возрастает доля мальтенов (растворимые в
к-гексане) в результате алкилирования части асфальте-
нов. Хорошими растворителями углей являются
ароматические углеводороды (бензол, нафталин), нафтено-
ароматические (тетралин), растворители основного
характера (анилин, пиридин), кислого (фенол), а также
технические смеси веществ (антраценовое масло и
тяжелые нефтяные остатки).
9.11.2. Технология получения ИЖТ
В нашей стране Институтом горючих ископаемых
(ИГИ) разработан процесс гидрогенизации угля в
мягких условиях (рис. 9.26).
Рис. 9.26. Принципиальная схема превращения угля
в жидкие топлива, химические материалы и электроэнергию
Отличительной особенностью процесса является
пониженное давление водорода (« 10 МПа). Это
достигнуто в результате сочетания следующих принципов:
- применение в качестве пастообразователя
нефтепродуктов, содержащих насыщенные соединения с
подвижным атомом водорода (донора водорода). Эти
соединения легко дегидрируются при нагревании,
выделяя атомарный водород, который взаимодействует с
углем и продуктами его деструкции;
- создание условий для низкотемпературного
активирования водорода за счет применения
высокоактивного молибденового катализатора;
- предотвращение рекомбинации продуктов
деструкции угля путем введения соответствующих
ингибиторов.
В качестве исходного сырья используются Канско-
Ачинские бурые угли и каменные угли Кузнецкого
бассейна в смеси с остатками с температурой кипения 240-
260 °С арланской или сургутской нефти. Катализатор
(0,2 % Мо и 1 % Fe+3 в расчете на органическую массу
угля) наносится непосредственно на уголь.
Температура и давление в реакторе составляют 425 °С и 10 МПа
соответственно. Степень превращения угля — 85-93 %.
Выход жидких продуктов: 5-6 % фракций с температурой
кипения до 180°С, 29-32% — при 180-320 °С и 63-
65 % — выше 320 °С. Эти продукты охлаждаются,
разделяются, дросселируются и направляются на переработку.
На рис. 9.27, 9.28 приведены схемы получения
компонентов автомобильных бензинов и дизельных топлив
марок «Л» и «3» гидрогенизацией бурого Канско-
Ачинского угля.
498
Новый справочник химика и технолога
СЫРЬЕ
Фракция с т. к. до 425 °С
жидкофазного гидрогашзэта угля
Дистилляция
(100%)
П.
Н? (0,8 %)
Гидроочистка
Г 230--250 аС, 6 МПа. 5,0 ч :
II 380 "С, 6 МПа, 2,0 ч '
►C,-Cj,H2S,NH,(0,9%)
(99,4 %)
Дистилляция
(91,5%)
Г
н,
Риформинг
480 *С. 25 МПа, 2.0 ч
С, С4(П.0%),
"Н,(3,0%)
Рис. 9.27. Принципиальная схема получения компонентов
автомобильных бензинов из продуктов гидрогенизации
Канско-Ачинского бурого угля
фракция с т. к. 300-350 °С
(донор водорода)
СЫРЬЕ
фракция с т. к. до 425 еС
50%
70%
Газ
Н;
(C,~C3,H>S, NH,)
I. ГИДРООЧИСТКА
400°С.6МПа. 1.0 ч '
П. ГИДРИРОВАНИЕ
АРОМАТИЧЕСКИХ
УГЛЕВОДОРОДОВ
290 3С. 6 МПа, 1.0 ч '
■
ДИСТИЛЛЯЦИЯ
ФР'
(ко
пас
II!
ст. к.
нт
азошг
360-4
теля)
25 °С
Дтел
фракц
ьнос
ИЯС1
голди
к. 11
—
*. Вида
Н;
Бензин
н.к. 180 °С
во
S0--360 ЙС
Рис. 9.28. Схема производства компонентов дизельного
топлива марок «Л» и «3» гидрогенизацией угольных
дистиллятов в смеси с «собственным» донором водорода
На первой ступени гидроочистки используют
никель-алюминий-молибденовый катализатор АС-24, а на
второй — алюминий-палладиевый.
В результате гидрогенизационной переработки угля
и пастообразователя могут быть получены бензин А-93,
дизельное топливо, котельное топливо, энергетическое
топливо, шлам), горючие газы. Соотношение этих
продуктов может изменяться в широких пределах.
9.11.3. Производство ИЖТ за рубежом
В США Институтом газовой технологии разработан
процесс гидрогенизации угля с носителем или без него
(процесс «Хайгэс») (рис. 9.29).
Гидрогенизация протекает в псевдоожиженном слое
при температуре 650-1075 °С и давлении 7 МПа.
Га*
Топливный
"X
I ступень \4 J
II cryпень
Горячий
воздух
Обработанный
уголь
£ as О
I 2 ? 2
Газ
обогащенный Н2
Полукокс
II
Рис. 9.29. Схема процесса «Хайгэс»:
/ — углеподготовка; 2 — предварительная обработка;
3 — бак приготовления пасты; 4 — сушка (7*= 625 °С,
р = 6,8 МПа); 5 — газификатор (Т= 925 °С);
б — газоочистка и метанизация
Процесс «Эйч-Коул» разработан фирмой
«Гидрокарбон рисёч инк.» («Hydrocarbon Research Inc.»)
(рис. 9.30). Этот процесс относится к процессам жид-
кофазной каталитической гидрогенизации с носителем.
В процессе формируется псевдоожиженный слой
катализатора (Со—Мо), взвешенного при быстром
движении угленефтяной суспензии.
Часть тяжелого масла рециркулирует, а оставшаяся
часть направляется на дальнейшую переработку. Не-
прореагировавший остаток отделяется фильтрованием.
Температура и давление в реакторе составляют 450 °С
и 20 МПа соответственно.
Газы, выходящие из реактора, пропускаются через
парциальные конденсаторы, сепараторы и абсорберы
для удаления углеводородов.
В результате гидрообработки продуктов получают
бензин и энергетическое топливо. Тяжелый газойль
подвергается каталитическому гидрокрекингу в
средний дистиллят, газойль и легкие газы.
Твердые горючие ископаемые
499
н2
н»
Гачообрачные углеводороды
Пар
Регенерированный""*'
катализатор
Уровень j
пасты п
Уровень J
-jt*>
H:S и NH, иа разделение
и извлечение серы
Жидкость
Рециркулнрующий тяжелый дистиллят
Рис. 9.30. Схема процесса «Эйч-Коул»:
/ — утлеподготовка; 2 - - подогреватель; 3 — каталитический
реактор с псевдоожиженным слоем (Г = 450 °С,р = 20 МПа);
4 — конденсатор; 5 — извлечение водорода; 6 — скоростной
сепаратор; 7 — дистиллятор; 8 — гидроциклон; 9 — сепаратор;
10 — вакуумный дистиллятор
Достоинство процесса «Эйч-Коул» заключается в
осуществлении гидрирования угольной пасты при
сравнительно низком давлении и в большом сроке
службы катализатора (2-3 тыс. ч).
Процесс «Консол». Схема процесса приведена на
рис. 9.31. Процесс разработан компанией «Консоли-
дэйшн коул» («Consolidation Coal»). Процесс включает
относительно мягкую гидрогенизацию угольной пасты
(уголь, затертый со средним маслом) и последующее
фильтрование продукта. Термическое растворение
протекает при температуре 410 °С и давлении 1 МПа.
Растворившаяся часть ОМУ (органическая масса угля)
подвергается последующей переработке.
Сырой уголь Рециркулнрующий
i {растворитель ~"| ["
Дистиллят
Остаток Т—f Нафта
-«• ' ,' *•
3^.,а (котельное топливо)
Рис. 9.31. Схема процесса «Консол»;
/ — утлеподготовка; 2 — приготовление пасты;
3 — термическое растворение (Т = 410 °С,р = I МПа);
4 — разделение шлама; 5 — извлечение растворителя
и фракционирование; 6— карбонизация; 7 — дистилляция смолы;
8 — газоочистка; 9 — гидрообработка и дистилляция
(Г = 425 °С, р = 21 МПа); 10 — извлечение серы;
/ / — производство водорода парокислородной
газификацией полукокса
Процесс «СРК» («Сольвент рифайнд коул»). Схема
процесса приведена на рис. 9.32. Процесс разработан
фирмами «Спенсер Кемикл» («Spencep Chemical») и
«Питстбург-мидвей коул майнинг» («Pittsburg-Midway
Coal Mining»). Процесс является развитием процессов
мягкой гидрогенизации и термического растворения.
Угольная паста гидрогенизируется в присутствии
водорода при температуре 425 °С, а затем фильтруется для
получения твердого беззольного экстракта.
Твердый продукт, получившийся после
гидрогенизации (так же, как и полукокс, полученный при
пиролизе), можно использовать как твердое топливо. Его
применяют и для получения водорода или синтез-газа
путем реакций с водяным паром. Известно даже
предложение использовать такой твердый беззольный
остаток в качестве добавок к нефтяному сырью,
направляемому для переработки на нефтеперерабатывающие
заводы (проект «Сикоук»).
пар тола
Угольный раствор
Жидкое топливо
иа затаривание
Рис. 9.32. Схема процесса «СРК»:
/ — пастообразователь; 2 — подогреватель; 3 — реактор
растворения (Т~ 425 °С); 4 — сепаратор; 5 — блок
извлечения сероводорода и сероочистки; 6 — фильтр;
7 — блок регенерации растворителя; 8 — газификатор
и блок СО-сдвига
В большинстве процессов уголь для гидрогенизации
приготовляют в виде пасты. Пасту затирают на тяжелых
нефтяных остатках или на собственном продукте
гидрогенизации угля (тяжелом масле). По старой технологии
приготовляли две пасты: густую (50-53 % угля) и
жидкую (40-42 % угля). Это позволяло легче регулировать
вязкость пасты, так как в процессе растворения угля
вязкость паст значительно возрастает. В настоящее время
обычно готовят одну пасту, содержащую около 50 %
угля. В табл. 9.99 приведена характеристика продуктов
деструктивной гидрогенизации бурого угля.
Бензиновые фракции имеют октановое число 72 в
чистом виде и после каталитического риформинга
могут использоваться как высокооктановый компонент
500
Новый справочник химика и технолога
автомобильного бензина или как сырье для получения
бензола или ксилолов. С целью увеличения выхода
бензинов более высококипящие фракции подвергают
гидрокрекингу.
Из зарубежных работ, направленных на
совершенствование процесса деструктивной гидрогенизации угля,
заслуживает внимания способ гидрогенизации,
предложенный учеными университета штата Юта. По этому
способу в качестве катализатора предлагается хлористый
цинк, который в виде раствора наносится на уголь. После
просушки уголь не затирается в пасту, а поступает в
реактор в порошкообразном состоянии. Гидрогенизация
проводится при 500-525 °С и 10-20 МПа. При этом хлорид
цинка сублимируется, впитывается в поры угля и
интенсифицирует процесс. Реакция протекает за 10 с. Степень
превращения угля — 65-75 % при выходе жидких
продуктов до 90 %. Из легких и тяжелых продуктов
гидрогенизации хлорид цинка отмывают водой или
кислотами. Степень регенерации ZnCl2 достигает 99 %.
Из зарубежных процессов следует также отметить
следующие:
- процесс «Сольвент рифайнд коул» (СРК) фирмы
«Галф». Это одноступенчатое гидроожижение угля с
рециркуляцией жидких продуктов. Температура
процесса — 450 °С, давление — 14 МПа, катализатор —
минеральная часть угля;
- процесс «Эйч-коул»: одно- или многоступенчатая
переработка угля, заключающаяся в гидроожижении и
каталитической гидрогенизации жидких продуктов в
том же реакторе (температура — 450 °С, давление —
20 МПа, катализатор Со—Мо на оксиде алюминия);
- процесс «Экссон донор сольвент» (ЭДС) —
двухступенчатый процесс. Первая ступень — ожижение в
растворителе (доноре водорода с рециркуляцией
растворителя), вторая — каталитическая гидрогенизация
образовавшегося жидкого продукта. Катализатор 1
ступени — минеральная часть угля, на 11 — Со—Мо на
А1203, температура — 450 °С, давление — 12 МПа.
Для осуществления деструктивной гидрогенизации
угля необходимо большое количество водорода.
Наиболее широкое промышленное применение имеют
следующие способы получения водорода: а) паровая
каталитическая конверсия природного или нефтезаводских
газов; б) парокислородная газификация нефтяных
остатков; в) газификация полукокса, кокса, тощих углей и
антрацита.
Все указанные процессы отработаны в опытно-
промышленном масштабе. В России к промышленной
реализации намечен процесс ИГИ АН РФ с
МО-катализатором (для этого построен завод синтетического
топлива СТС-5).
Таблица 9.99
Характеристика жидких продуктов деструктивной гидрогенизации
бурого угля Канско-Ачинского бассейна
Показатели
л20
«4
и20
Йодное число, г/100г
Содержание, %:
фенолов
оснований
парафинов и нафтенов
ароматических углеводородов
Фракционный состав, °С:
начало кипения
температура выкипания, °С:
10%
50%
90%
конец кипения
Элементный состав, %:
С
Н
S
N
О
Выход, %
До
гидроочистки
0,8962
1,4945
18,7
10,9
2,8
55,0
45,0
81
183
340
385
426
86,48
11,43
0,62
0,22
1,25
—
После гидроочистки на алюмо-кобальт-молибденовом
катализаторе при 0,8 МПа и 400 °С
Суммарный
продукт
0,8572
1,4745
1,9
Следы
Следы
54,7
453
72
141
270
366
420
86,47
12,79
0,05
0,01
0,28
96,6
Фракции, выкипающие при, °С
< 180
0,7625
1,4425
0,2
76,0
24,0
72
100
132
176
182
86,01
13,98
0,01
13,0
180-300
0,8640
1,4762
0,7
Следы
Следы
58,2
41,8
176
198
242
296
305
87,27
12,65
0,03
0,05
45,4
>300
0,8660
1,4870
2,6
Следы
43,9
56,1
297
310
340
375
420
87,00
12,52
0,06
0,02
0,40
41,6
Твердые горючие ископаемые
501
ПРИЛОЖЕНИЕ
Нормативные документы (Государственные
стандарты: Указатель 2003 г, М.: ИПК Изд-во стандартов,
2003. Т. 3.)
Твердые горючие ископаемые
Р51586-2000. Угли каменные и антрацит
Кузнецкого бассейна и бурые Итатского месторождения для
энергетических целей.
Р515 88-2000. Угли каменные и антрацит
Кузнецкого бассейна для технологических целей.
Р51591-2000. Угли бурые, каменные и антрацит.
Общие технические требования.
Р50904-96. Угли каменные и антрациты окисленные
Кузнецкого и Горловского бассейнов. Классификация.
ГОСТ 30313-95. Угли каменные и антрациты.
Кодификация
ГОСТ 25543-88. Угли бурые, каменные и антрацит.
Классификация по техническим и технологическим
параметрам.
ГОСТ 28663-90. Угли бурые. Кодификация.
ГОСТ 24764-81. Брикеты буроугольные.
ГОСТ 7754-89. Сланцы горючие Прибалтийского
бассейна.
ТУ 12.11143-93. Угли каменные Кузнецкого
бассейна для коксования АО «Киселевскуголь».
ТУ 12.11.311-93. Угли разрезов Кузбасса для
изготовления активных углей.
ТУ 2166-001-00149707-90. Углерод технический
специального назначения.
Угли для сжиганияи сорбенты
ГОСТ 4453-74. Уголь активный осветляющий
древесный порошкообразный.
ГОСТ 6217-74. Уголь активный древесный дробленый.
ГОСТ 7657-84. Уголь древесный.
ГОСТ 8703-74. Уголь активный рекуперационный.
ГОСТ 20464-75. Уголь активный АГ-3.
ГОСТ 23999-80. Уголь активный АГ-2.
ГОСТ 30268-95. Угли активные импрегнированные.
ГОСТ 8935-77. Орешек коксовый.
ГОСТ 9434-75. Кокс каменноугольный.
Классификация по размеру кусков.
ГОСТ 5.1261-72. Кокс доменный из угля Донецкого
и Кузнецкого бассейнов и шихты Череповецкого
металлургического завода. Требования к качеству
аттестованной продукции.
ГОСТ 3340-88. Кокс литейный каменноугольный.
ГОСТ 3219-91. Кокс пековый электродный.
ГОСТ 4806-79. Масло сланцевое топливное.
ГОСТ 8448-78. Бензол каменноугольный и
сланцевый.
ГОСТ 2407-83. Карбюризатор древесноугольный.
ТУ 12-11-320-94. (Инта).
ТУ 12-11-308-93. (Воркута).
ТУ 12.11.300-93. (Прокопьевск).
ТУ 12.11.301-93. (Прокопьевск).
ТУ 12.11.304-93. (Кемерово).
ТУ 12.11.306-93. (Кемерово).
ТУ 12.11.310-94. (Прокопьевск).
ТУ 12.11.314-93. (Киселевск).
ТУ 12.52.305-93. (Прокопьевск).
ТУ 12.11.317-94. (Шахты Ростовской обл.).
ТУ 0325.00160301.001-96, ТУ 0325.001603-00.002-96.
Угли Горловского бассейна для технологических целей.
ТУ 12.11.307-93. Угли каменные Кузнецкого
бассейна. АО «Прокопьевскуголь» для пылевидного сжигания.
ТУ 12.11.312-93. Угли каменные Кузнецкого
бассейна. АО угольной компании «Кузнецкуголь» для
пылевидного сжигания.
ТУ 97.300.0017 1552-032-96. Уголь для
энергетических нужд. АООТ Шахта «Интинская».
ТУ 97.300.00171.581.031-96. Уголь для
энергетических нужд. АООТ Шахта «Капитальная» «(Инта-
уголь)».
ТУ 9730-001 73717-001-97. Угли бурые Итатского
месторождения, каменные и антрациты Кузнецкого
бассейна.
ТУ 0325-003-00160301-99. Угли Горловского
бассейна для технологических целей.
ТУ 9730-00173717.001-97. Угли бурые Итатского
месторождения, каменные и антрациты Кузнецкого
бассейна.
ТУ 9730-0501.9435.002-96. Угли каменные
Кузнецкого бассейна. ЗАО «Сибкон» для пылевидного сжигания.
ТУ 1916-001-180.70047-97. Углеродный
волокнистый материал.
ТУ 2453-001-22931414-96. Смола каменноугольная
низкотемпературная (завод полукоксования Ленинск-
Кузнецкий Кемеровская обл.).
ТУ 2424-291-05742746-96. Фенолы жидкие
каменноугольные (ПО «Ангарскнефтеоргсинтез»)
ТУ 5729-006-13267785-96. Графит окисленный.
ТУ 5728-007-13267.785-96. Графит расширенный.
Продукты переработки угля и сланца
ГОСТ 29812-90. Продукты пиридиновые
коксохимические.
ГОСТ 10835-78. Масло сланцевое для пропитки
древесины.
ГОСТ 11126-88. Сырье коксохимическое для
производства технического углерода.
ГОСТ 113111-76. Фенол каменноугольный.
ГОСТ 11239-76. Продукты фенольные
каменноугольные. Метод определения нейтральных масел.
ГОСТ 1038-75. Пек каменноугольный.
ГОСТ 1709-75. Лаки каменноугольные.
ГОСТ 1928-79. Сольвент каменноугольный.
ГОСТ 3213-91. Кокс пековый электродный.
ГОСТ 9880-76. Толуол каменноугольный и сланцевый.
ГОСТ 9949-76. Ксилол каменноугольный.
ГОСТ 10200-83. Пек каменноугольный электродный.
ГОСТ 2770-74. Масло каменноугольное для
пропитки древесины.
502
Новый справочник химика и технолога
ГОСТ 23519-93. Фенол синтетический технический.
ГОСТ 11314-82. Ксиленолы каменноугольные
технические.
ГОСТ 11373-75. Дикрезол каменноугольный
технический.
ГОСТ 11312-74. О-Крезол каменноугольный
технический.
ГОСТ 2264-75. Трикрезол каменноугольный
технический.
ГОСТ 16106-82. Нафталин коксохимический.
Торф и продукты его переработки
ГОСТ Р51062-97. Торф кусковой топливный для
коммунально-бытовых нужд.
ГОСТ Р50902-96. Торф топливный для
пылевидного сжигания.
ГОСТ Р51213-98. Торф низкой степени разложения.
ГОСТ 4.105-83. СГЖП. Торф и продукты
переработки торфа.
ГОСТ 13672-76. Торф фрезерный для производства
брикетов.
ГОСТ 13674-78. Торф. Правила приемки.
ГОСТЫ 27894.0-88 — 27894.11-88. Торф и
продукты его переработки для сельского хозяйства. Общие
требования к методам анализа (определение
гидролитической кислотности, емкости поглощения аммиака,
аммиачного и нитратного азота, подвижных форм
фосфора, калия, железа, хлора, водорастворимых солей,
обменного кальция и магния, суммарного содержания
карбонатов кальция и магния в торфотуфах и торфах
омергелеванных).
ГОСТ 28245-89. Торф. Методы определения
ботанического состава и степени разложения.
ГОСТ 5396-77. Торф. Методы отбора проб.
ГОСТ 10650-72. Торф. Методы определения
степени разложения.
ГОСТ 11130-75. Торф. Методы определения мелочи
и засоренности.
ГОСТ 11304-75. Торф. Метод приготовления
сборных проб.
ГОСТ 11305-75. Торф. Методы определения влаги.
ГОСТ 11306-83. Торф и продукты его переработки.
Методы определения зольности.
ГОСТ 53-76. Полуфабрикаты торфяные.
ГОСТ 733-85. Торф для приготовления компостов.
ГОСТ 734-85. Торф фрезерный для подстилки.
ГОСТ 792-91. Брикеты торфяные для коммунально-
бытовых нужд.
ГОСТ 9963-84. Брикеты торфяные для
коммунально-бытовых нужд.
ТУ 0390-001-11853255-98. Сорбент «Гуминол» для
очистки от загрязнений нефтепродуктами.
ТУ 0391-020-02997983-99. Удобрения и подкормки
заводского производства на торфяной основе.
ТУ 0391-022-02997983-98. Удобрения и препараты
торфогуминовые.
ТУ 0392-001-49085628-98. Гуматы (продукты
переработки торфа — соли гуминовых кислот).
ТУ 0391-001-2352.8904-2000. Грунт торфяной
«Садовая земля».
ТУ 0391-002-02983354-2000. «Торфокорм»
(торфокомпост).
ТУ 0391-003-05347335-99. Почвоулучшитель торфяной.
ТУ 0391-004-05347335-99. Удобрения
торфогуминовые «Тюльпан».
ТУ 0391-005-05347335-99. Подкормки торфомине-
ральные твердые «Марусенька».
ТУ 0391-006-05347335-99. Подкормки торфомине-
ральные суспендированные.
ТУ 0391-008-2352.8904-2000. Торфопесчаная смесь.
ТУ 03-1-016-31094064-99. Удобрения торфяные
гумусовые.
ТУ 0391-037-02997983. Грунты и подкормки на
торфяной основе для приусадебного участка.
ТУ 0391-038-02997983-99. Грунты и подкормки
торфяные питательные «Урожай».
ТУ 0392-002-4895.2916-2000. Топливо твердое
искусственное. ООО «Экологические технологии на
транспорте».
ТУ 0392-003-00611034-99. Плиты торфяные сухого
прессования «Торфолин-Б».
ТУ 0392-00-23528904-2000. Компост торфонавозный.
Раздел 10
УГЛЕРОДНЫЕ АДСОРБЕНТЫ
(АКТИВНЫЕ УГЛИ)
10.1. Физико-химические основы процесса
проф., д. т. н. В.В. Самонин
10.1.1. Сорбция из газовых сред
Всякий технологический адсорбционный процесс,
независимо от того, по какой схеме он
осуществляется— периодической или непрерывной, включает ряд
обязательных стадий, в первую очередь стадий
адсорбции и десорбции. Только комплексное рассмотрение
равновесных и кинетических закономерностей адсорб-
ционно-десорбционного цикла и вспомогательных
стадий (охлаждение, сушка и т. д.) позволяет выявить
оптимальные условия осуществления процесса в целом
для рассматриваемой системы адсорбент—адсорбат и
рекомендовать обоснованную методику инженерного
расчета процесса.
Большинство промышленных адсорбционных
процессов основано на избирательном поглощении
отдельных компонентов парогазовой смеси из потока газа-
носителя. Адсорбционная способность при поглощении
газа или пара зависит от типа адсорбента, его пористой
структуры, природы поглощаемого вещества, его
парциального давления и температуры.
При равновесии для выбранной системы
адсорбент—адсорбтив количество поглощенного газа или
пара является функцией парциального давления
поглощаемого вещества и температуры:
Уравнение (10.1) является термическим: оно
справедливо в любых заданных температурных условиях
процесса. В качестве характеристики адсорбционных
свойств пористых тел используют зависимость
адсорбционной способности от давления при постоянной
температуре (изотерму адсорбции):
а =/(р) при Т= const
(10.2)
a=f(p,T)
(10.1)
В реальных процессах очистки и разделения газов
влияние адсорбции газа-разбавителя и других
примесей, а также кинетические факторы могут вызвать
необходимость внести коррективы при определении
адсорбционной способности по изотермам чистых
компонентов. Однако во всех случаях практического
использования адсорбционного метода кривая
термодинамического равновесия является основной
сравнительной характеристикой различных типов адсорбентов
и определяет выбор оптимальных рабочих условий
процесса.
Одновременно изотерма адсорбции является
источником информации о структуре адсорбента, тепловом
эффекте адсорбции и ряде других физико-химических и
технологических характеристик.
С. Брунауэром выделены пять основных типов
изотерм адсорбции, которые представлены на рис. 10.1. В
случае технических адсорбентов тип I характерен для
микропористых адсорбентов, практически не
содержащих переходных пор. Начальные, выпуклые участки
изотерм типов II и IV указывают на присутствие наряду
Р Р Р
f r.v rs r.s
Рис. 10.1. Основные типы (I-V) изотерм адсорбции
504
Новый справочник химика и технолога
с макропорами более или менее существенного объема
микропор. Менее крутой начальный подъем кривых
изотерм может быть обязан моно- и полимолекулярной
адсорбции для адсорбента только переходно-пористого
типа. Начальные выгнутые участки редко
встречающихся изотерм типов III и V характерны для систем
адсорбент—адсорбат, когда взаимодействие молекул
адсорбата с адсорбентом много меньше
межмолекулярного взаимодействия для молекул адсорбата, например,
вызванного проявлением водородных связей.
Основное отличие II от IV и III от V типов
заключается в том, что объем переходных пор (IV и V типы) в
результате капиллярной конденсации заполняется ад-
сорбатом раньше, чем относительное давление
приблизится к единице. В результате этого на изотермах
появляется верхний, почти горизонтальный участок.
В основе инженерного расчета практически любого
технологического процесса адсорбции, хотя он в
большинстве случаев протекает в динамических условиях,
лежит обработка изотерм адсорбции.
10.1.1.1. Теория мономолекулярной адсорбции
Первым фундаментальным уравнением изотермы
адсорбции является уравнение Ленгмюра. Оно
основано на допущении, что адсорбция локализована и
происходит на активных центрах, равноценных в
энергетическом отношении и расположенных относительно редко
на поверхности адсорбента. Вследствие этого
взаимодействие адсорбированных молекул между собой
отсутствует. На каждом активном центре может
адсорбироваться только одна молекула. Согласно этой теории,
по мере повышения давления увеличивается доля
поверхности твердого тела, которая покрыта молекулами
адсорбата. По достижении давления насыщения на всей
поверхности образуется мономолекулярный слой
адсорбата.
Степень заполнения поверхности выражается через
отношение адсорбционной способности при
равновесном давлении р к адсорбционной способности при
мономолекулярном заполнении поверхности ат. Величина
ат называется емкостью монослоя. В соответствии с
этим, уравнение изотермы адсорбции Ленгмюра
записывается следующим образом:
атьР
(1 + Ьр)'
(10.3)
где Ъ — множитель, учитывающий соотношение
скорости адсорбции и десорбции.
Уравнение Ленгмюра охватывает широкий интервал
давлений. В начальной области изотермы Ьр « 1, и
уравнение принимает вид:
а ~ атЪр
(10.4)
На этом участке адсорбционная емкость растет
линейно с увеличением равновесного давления
(уравнение Генри). При большом давлении (Ьр » 1) наступает
заполнение поверхности монослоем молекул, и
изотерма становится параллельной оси абсцисс:
а~а„
(10.5)
Для удобства использования уравнение (10.3) может
быть преобразовано следующим образом:
Р
1 1
— +—Р
a ab a
или
i-J_ _L1
а ат атЬ р
(10.6)
(10.7)
Наклон прямой и отрезок, отсекаемый прямой на
оси ординат, позволяют вычислить константы ат и Ъ.
По емкости монослоя ат (в моль/г) определяют
удельную поверхность адсорбента:
S - ат NA(dm,
(10.8)
где NA — число Авогадро; со,„ — площадь, занимаемая
молекулой адсорбата в плотном слое на поверхности
адсорбента.
Уравнение Ленгмюра, а следовательно, и метод
определения поверхности могут быть применены к
системам, в которых процесс не осложняется
полимолекулярной адсорбцией, адсорбцией в микропорах и
капиллярной конденсацией. К таким системам может быть
отнесен, в частности, случай адсорбции газов при
температурах выше критической на непористых или
крупнопористых адсорбентах. Несмотря на это ограничение,
уравнение Ленгмюра часто используется в технической
адсорбции.
10.1.1.2. Теория полимолекулярной адсорбции
Большое число адсорбционных систем описывается
изотермами II типа. Для таких изотерм характерен
резкий подъем при относительном давлении (pips) > 0,2,
связанный с образованием второго и последующего
слоев молекул, покрывающих молекулы первого слоя.
Брунауэр, Эмметт и Теллер (БЭТ) при обосновании
теории полимолекулярной адсорбции приняли, что,
несмотря на изменение общей модели процесса,
поведение каждого адсорбированного слоя в отдельности
соответствует концепции Ленгмюра: адсорбция
локализована и происходит в отсутствии взаимодействия
между молекулами адсорбата. Каждый адсорбированный
слой, в общем, подчиняется уравнению Ленгмюра. При
выводе уравнения полимолекулярной адсорбции его
авторы исходили из положения, что скорость
конденсации молекул на чистой поверхности равна скорости
испарения из первого слоя. Аналогичные допущения
сделаны при сопоставлении скорости конденсации в
каждом предшествующем и скорости испарения в
каждом последующем слое.
Подробный вывод уравнения полимолекулярной
адсорбции, названного по начальным буквам фамилий его
Углеродные адсорбенты
505
авторов уравнением БЭТ, приведен в значительном
количестве статей и монографий. Конечная форма
уравнения выглядит следующим образом:
О.С-В-
Ps
(
1-
V
Л
__р_
Ps)
г
1 + (С-
-
-i)^
Ps J
(10.9)
Уравнение БЭТ соблюдается в интервале
относительных давлений от 0,05 до 0,35. Его широко
применяют для определения удельной поверхности
различных пористых тел.
Определение удельной поверхности обычно
проводят, используя экспериментальную изотерму адсорбции
стандартного пара на исследуемом образце,
выраженную в линейной форме уравнения БЭТ:
Р_
Ps
Строя
Р_
Ps
I Ps
1-^
. Ps
изотерму
Л
1 С-\ р
• + •
<>тС атС ps
(10.10)
адсорбции в координатах
Р_
Ps
по отрезку, отсекаемому на оси
ординат, находят величину ат, по углу наклона прямой к оси
абсцисс определяют значение С (рис. 10.2).
Удельную поверхность S определяют из емкости
монослоя, как это описано выше. Константа С
непосредственно связана с чистой мольной теплотой
адсорбции, соответствующей разности теплоты
адсорбции в первом слое Q] и мольной теплоты конденсации
пара адсорбтива X:
С =
exp(0,-?i)
RT
(10.11)
Последнее уравнение используют для вычисления
значения чистой теплоты адсорбции из
экспериментальных данных. Значение константы С определяет вид
изотерм. В случае малой чистой теплоты адсорбции
(С < 2) изотерма имеет вогнутую форму (тип III). Когда
С > 2, вид изотермы соответствует S-образной форме
(тип II).
Если изотерма исследуемого вещества может быть
отнесена ко II типу, оценка удельной поверхности
может быть также проведена по точке В — точке начала
перегиба на изотерме, свидетельствующей об
окончании заполнения монослоя, когда крутой подъем
изотермы переходит в пологую часть. При этом значение
ат находят, проектируя на ось ординат продолжение
Р
пологой части изотермы в координатах а .
Р*
_Р_
Ps
Ps)
0,15
0,1
0,05
X
/
сЛ tga
\
О /
о/
о/
, ,
0,1 0,2 0,3 0,4 0,5
Ps
Рис. 10.2. Графическое изображение изотермы
адсорбции в координатах БЭТ
Соответствие расчета этими двумя методами
отмечается в случае изотерм с большой крутизной изгиба,
характерных для веществ с большой теплотой
адсорбции. Определение точки В в случае пологих изотерм,
характерных для веществ с малой теплотой адсорбции,
может привести к значительным погрешностям в
оценке поверхности.
Обычно при измерении удельной поверхности в
качестве адсорбтива используют азот, опыт проводят при
температуре минус 196 °С. Величина площадки
молекулы азота практически на всех твердых телах
составляет 0,162 нм2, причем плотность упаковки молекул в
адсорбированном слое соответствует их упаковке в
нормальной жидкости.
10.1.1.3. Теория объемного заполнения микропор
Принципиальное различие адсорбционных явлений,
протекающих в микропорах и на поверхности
переходных пор или непористых адсорбентов, требуют
различных теоретических подходов при их описании и
интерпретации. Все теории физической адсорбции, несмотря
на их кажущееся физическое различие, исходят из
одного и того же физического образа. Этот физический
образ сводится к представлению о геометрической
поверхности раздела фаз, на которой происходит
адсорбция с образованием одного или нескольких
последовательных адсорбционных слоев.
Представление о микропорах как об областях
пространства в твердом теле, соизмеримых по размерам с
адсорбируемыми молекулами, позволяет утверждать,
что при любой природе адсорбционных
взаимодействий (под действием дисперсионных,
электростатических или других сил), обусловливающих физическую
адсорбцию, во всем пространстве микропор
проявляется адсорбционное поле, создаваемое твердым телом.
Ограниченность адсорбционного пространства
микропор обусловливает тот факт, что последовательно ад-
506
Новый справочник химика и технолога
сорбирующиеся в микропорах молекулы не образуют
адсорбционных слоев. Адсорбция в микропорах
характеризуется объемным заполнением адсорбционного
пространства. Поэтому основным геометрическим
параметром, характеризующим микропористый
адсорбент, становится объем микропор, а не их
«поверхность».
Представление об объемном заполнении микропор
приводит к четкому образу предельной величины
адсорбции ао, отвечающему заполнению всего
адсорбционного пространства микропор адсорбированными
молекулами. Зависимость ао от температуры определяется
термическим коэффициентом предельной адсорбции а:
а = -
1 da0 _ d\na0
ап dT
dT
(10.12)
Коэффициент а является практически постоянной
величиной в широком температурном интервале. Если
предельная величина адсорбции а° экспериментально
определена для некоторой температуры 7о, то согласно
(10.12) предельные величины адсорбции а0 для других
температур Г выразятся следующим образом:
а0=а00ехр[-а(Г-Г0)].
(10.13)
Для вычисления а0 по уравнению (10.13)
необходимо знать термический коэффициент предельной
адсорбции а. К.М. Николаевым и ММ. Дубининым был
предложен метод вычисления плотности вещества в
адсорбированном состоянии (адсорбата) для интервала
температур от нормальной температуры кипения Гкип до
критической Гкр по физическим константам
адсорбируемого вещества (адсорбтива). Этим методом можно
воспользоваться для вычисления а. Если провести ноль
в индексах соответствующие подстановки в уравнение
(10.13) получаем:
lg-
lg
а =
Pi
Ро
0,434(7^-7^) 0,434(7^ -Гкип)
(10.14)
Достаточно надежно вычисляемые предельные
величины адсорбции а0 позволяют взамен величины
адсорбции а пользоваться безразмерным параметром 0
выражающим степень заполнения микропор:
9:
а
ап
(10.15)
Теория объемного заполнения микропор носит
термодинамический характер, и поэтому в этой теории при
описании адсорбционного равновесия используются
такие термодинамические функции, как энтальпия,
энтропия и свободная энергия. Для вычисления
изменений этих функций в качестве стандартного состояния
при рассматриваемой температуре принимается
объемная жидкая фаза, находящаяся в равновесии с ее
насыщенным паром при давлении ps, или летучести fs.
Основной термодинамической функцией в
рассматриваемом разделе является дифференциальная
максимальная работа адсорбции А, равная изменению
свободной энергии адсорбции Гиббса AG со знаком «минус»:
A=-AG = RT\n
В.
или
A=RT\n
Г
(10.16)
(10.17)
где/? — равновесное давление или летучесть /пара при
температуре Т. Введение летучести взамен давления
позволяет учитывать неидеальность газовой фазы.
Если адсорбция выражается в безразмерных
единицах, то и дифференциальную работу адсорбции
целесообразно выражать также в форме безразмерного отно-
шеиия £, где Б- характеристическая свободная
энергия адсорбции, о физическом смысле которой
будет сказано ниже. Тогда термическое уравнение
адсорбции можно представить в общей форме:
(10.18)
° = /|р*|.
Уравнение (10.18) выражает функцию
распределения заполнения микропор по дифференциальной работе
адсорбции, причем Е является одним из параметров
этой функции. Так как большинство функций
распределения в нормированной форме характеризуются
двумя параметрами, то второй из них, который условно
обозначается через п, входит в виде постоянного
параметра в аналитическое выражение для функции (10.18).
Согласно уравнению (10.18) получается выражение
для так называемой характеристической кривой:
А = Е ф (0, п).
(10.19)
Если для различных паров функция ф и параметр п
остаются неизменными, то действует уравнение:
(10.20)
т. е. характеристические кривые в координатах А—0
являются аффинными. Другими словами, взятые при
одинаковых значениях 0 отношения их ординат
постоянны и равны коэффициенту аффинности Р в том
интервале изменения заполнения 0, в котором
сохраняются исходные допущения о неизменности функции ф и
постоянстве ее параметра п. В формуле (10.20) Ао, Е0 —
это величины для стандартного пара. Хорошее
соблюдение условия аффинности характеристических кривых
Углеродные адсорбенты
507
обосновано в исследованиях академика М.М. Дубинина
на примере микропористых углеродных адсорбентов.
Также показано, что развитие микропористой
структуры в результате активирования угля в пределах ошибок
опытов не сказывается на величинах коэффициентов
аффинности для различных паров, хотя абсолютные
значения характеристических свободных энергий
существенно изменяются.
Из уравнения (10.19) следует, что Е = А для
некоторого заполнения 90 или характеристической точки,
определяемого в общем случае из условия:
ф (00, П) = 1 ,
(10.21)
причем при неизменности функции ср заполнение 0о
будет одинаковым для различных паров. Роль п будет
рассмотрена ниже. Сказанное является основой для
экспериментального определения характеристической
свободной энергии адсорбции по одной точке изотермы
адсорбции, соответствующей заполнению 0о,
выражаемой уравнением (10.21). Естественно, что абсолютное
значение 0о зависит от вида функции ср.
Распределение степени заполнения по
дифференциальной мольной работе адсорбции выразится как:
0 = ехр
(10.22)
Анализ многочисленных адсорбционных систем
показал, что уравнение (10.22) находится в хорошем
соответствии с результатами опытов при параметрах п,
выражающимися небольшими целыми числами.
При выражении в уравнении (10.22) степени
заполнения через величины адсорбции по (10.15) получается
следующее уравнение адсорбции:
а = а0ехр
(10.23)
Это уравнение можно представить в линейной форме:
1 1 0»434 4»
lgo = lgfl0——A
(10.24)
В координатных осях (Iga, А") уравнение 10.24
выражается прямой линией, причем отрезок отсекаемый
прямой на оси ординат, равен lg ас а угловой коэффи-
0,434
циент прямой равен
Е"
(рис. 10.3). Если показатель
степени п известен, то из графика, выражающего
линейное уравнение 10.24, легко определяются
предельная величина адсорбции а0 и характеристическая
энергия адсорбции Е на основании одной
экспериментальной изотермы адсорбции. В этом случае для
каждой экспериментальной точки изотермы (а, р)
вычисляется по (10.16) соответствующее значение
дифференциальной мольной работы адсорбции, обычно
выражаемой в Дж/моль. При R
мула 10.16 принимает вид:
8,32 Дж/моль • град фор-
A = 2,3-S,32T\gEl= 19,14 Tlg^. (10.25)
Как уже упоминалось выше, показатель степени п в
уравнении адсорбции (10.23) выражается небольшим
целым числом. Почти для всех адсорбционных систем,
с которыми приходится встречаться на практике,
параметр п известен, и его определять не приходится.
Однако при проведении исследований такая задача может
возникнуть. Поэтому следует рассмотреть
рациональный путь оценки экспоненты п и определения
параметров аоиЕ уравнения (10.24).
Обычно исходная экспериментальная изотерма
адсорбции определяется для температуры, не
превышающей нормальную температуру кипения адсорбтива, и
включает область относительных равновесных
давлений вплоть до десятых долей, при которых практически
завершается заполнение микропор. Поэтому
предварительное значение предельной величины адсорбции
может быть получено из графика изотермы путем
интерполяции величины адсорбции ао в области высоких
равновесных относительных давлении
>0,3
которой адсорбция практически постоянна или
несущественно возрастает с увеличением давления. При этом
изотерма адсорбции пара исправлена на адсорбцию,
происходящую на поверхности переходных пор.
Далее находится величина адсорбции для
характеристической точки:
ах = 0,368 ао-
(10.26)
По графику исходной изотермы адсорбции опреде-
Рх
ляется равновесное относительное давление — для ха-
Ps
рактеристической точки и вычисляется
предварительная величина характеристической энергии адсорбции Е:
Я = 4,574 Т lg^.
Их
(10.27)
Iga
0,5
0,5 ~
Рис. 10.3. Изотерма адсорбции
в линейных координатах теории объемного
заполнения микропор (ТОЗМи)
508
Новый справочник химика и технолога
Располагая приближенными значениями а0 и Е
возможно оценить параметр п по уравнению (10.23). После
двукратного логарифмирования его левой и правой
части получаем:
lg
п =
2,303 lg^-
а
(10.28)
lg
Е
Формула (10.28) позволяет по каждой точке
изотермы адсорбции оценить величину п. Однако при а
близких к а0 lg— приближается к нулю, и определение п
а
становится ненадежным. То же относится к точкам
изотермы, близким к характеристической точке, когда
lg— в знаменателе приближается к нулю. Для запол-
Е
нений существенно меньших объемов, чем для
характеристической точки 0°, могут наблюдаться отклонения
от условия инвариантности, делающие оценку п по
формуле (10.28) менее надежной. Поэтому определять п
по этой формуле возможно даже по одной точке
изотермы для заполнений 0, примерно в 2 раза
превышающих 0о и соответствующих величинам адсорбции
около 0,7-0,8 от а0- Получаемое значение п обычно
близко к целому числу, которое и принимается в
качестве параметра п.
Характерная особенность уравнения (10.24)
заключается в том, что отклонение при предварительной
оценке параметра п на одну-две десятых от целого
числа, практически не сказывается на точности
выполнения линейной зависимости. Подобные отклонения
компенсируются относительно небольшими изменениями
параметров а0 и Е. Это позволяет осуществить
уточненное определение этих параметров, представляя все
точки экспериментальной изотермы адсорбции на
графике в линейной форме по уравнению (10.24) при
оцененном целочисленном значении параметра п. Обычно
экспериментальные точки достаточно хорошо
укладываются на прямую линию. По отсекаемому прямой
отрезку на оси ординат и угловому коэффициенту
вычисляют уточненные значения предельной величины
адсорбции al для температуры Т = 7о, при которой
определялась исходная изотерма адсорбции.
Полученные величины а0 и Е при принятом
целочисленном значении п являются параметрами уравнения
(10.23) при постоянной температуре Г0, т. е. уравнения
исходной изотермы адсорбции. Из них только al зависит
от температуры. Эта зависимость выражается
уравнением (10.13). Как уже упоминалось выше, при соблюдении
условия температурной инвариантности, Е и п не зависят
от температуры. Следует отметить, что через 7о
обозначена нормальная температура кипения адсорбтива и
через а\ соответствующая ей предельная величина
адсорбции только при вычислении термического
коэффициента объемного расширения адсорбата а по формуле
(10.14). Легко показать, что в уравнении (10.13) а\ и Г0
могут представлять собой величины для ТШП < То < Тщ,
при значении а, определенном по формуле (10.14).
Уравнение (10.23) позволяет вычислять
адсорбционные равновесия рассматриваемого пара при
различных температурах. Пусть требуется вычислить
величину адсорбции пара а для заданных равновесном
давлении р и температуре Т. Прежде всего по формуле
(10.25) находим соответствующую значениями р и Т
дифференциальную мольную работу адсорбции:
А=4,574Т\п
Р'
(10.29)
где давление насыщенного пара для температуры Т
берется из таблиц или вычисляется по известным
формулам. Предельная величина адсорбции а0 для
температуры Т находится по уравнению (10.13) (см. выше).
Подставляя вычисленные величины oq и А в уравнение
(10.23), написанное для удобства вычислений в
логарифмической форме
lgfl = lgflo-0,434^ ,
(10.30)
находят искомую величину адсорбции а. Таким путем
MOiyT быть вычислены изотермы адсорбции для
температур Т, лежащих в рассматриваемом интервале
температур, представляющем практический интерес. Для
повышения точности вычислений исходная
экспериментальная изотерма определяется при температуре То,
близкой к средней для рассматриваемого интервала.
Согласно уравнениям (10.23) и (10.13), термическое
уравнение адсорбции может быть написано в форме
а = а0 ехр
(10.31)
В этом случае параметрами уравнения (10.31)
являются постоянные величины а°, Е и известное значение
п. Дифференциальная мольная работа адсорбции А
вычисляется, как и ранее, по формуле (10.25) для
заданных равновесного давления р и температуры Т. С
учетом допустимого отклонения вычисляемой величины
адсорбции, не превышающей 10%, уравнение (10.31)
применимо в интервале заполнений 0 от 0,15-0,20 до 1.
Строго говоря, уравнение (10.31) выражает адсорбцию
только в микропорах. При существенном развитии в
микропористом адсорбенте объема и поверхности
переходных пор параметры al a E приобретают
эффективные значения, если исходная экспериментальная
изотерма адсорбции не исправлена на адсорбцию в
переходных порах.
Если уравнение (10.31) рассматривать как
термическое уравнение адсорбции стандартного пара с пара-
Углеродные адсорбенты
509
метрами а°, £о и n, то уравнение адсорбции для
другого пара при соблюдении сформулированных ранее
исходных положений, выразится как
a = al~ exp
Ро
( Л \
ЧР^ОУ
+ а(Г-Г0)
(10.32)
где Р — коэффициент аффинности, — — соответст-
Ро
вующие плотности адсорбатов, А — дифференциальная
мольная работа адсорбции и а — термический
коэффициент предельной адсорбции для рассматриваемого
пара. Предэкспоненциальный член в уравнении (10.32)
выражает предельную величину адсорбции при
температуре 7о, не обязательно совпадающей с аналогичной
температурой для стандартного пара, Для некоторых
микропористых адсорбентов, например углеродных,
коэффициент аффинности может быть вычислен но
физическим константам рассматриваемого адсорбтива
и стандартного вещества. В таком случае переход от
уравнения (10.31) к общему уравнению (10.32) не
сопровождается увеличением числа определяемых из
опыта констант. Их по-прежнему остается две: а\ и Е0,
считая экспоненту п известной.
10.1.1.4. Определение параметров переходных пор
Основными параметрами переходных пор активных
углей являются величины объема пор, удельной
поверхности и функции их распределения по
эквивалентным радиусам. Объем переходных пор у обычных
образцов активных углей заключается в пределах 0,02-
0,10 см3/г. В таком случае удельная поверхность
переходных пор находится в интервале от 20 до 70 м2/г.
Эффективные радиусы переходных пор для максимумов
кривых распределения обычно заключаются в пределах
от 4 до 20 нм. Поры относительно крупнопористых си-
ликагегей, алюмогелей и алюмосиликатных
катализаторов также принадлежат к разновидности переходных.
Объем переходных пор обычно рассчитывают из
уравнения
V„=Ws-Vm,
(10.33)
где Ws — предельный объем сорбционного
пространства, в свою очередь равный
Ws=as-Vm,
(10.34)
где Vm — мольный объем адсорбированного вещества
(адсорбата); as — предельная величина адсорбции,
соответствующая — « 1. (Определяется эксикаторным
Ps
методом в условиях насыщения навески адсорбента
Р
парами адсорбата при
Ps
1.)
Для образцов активных углей с существенными
объемами переходных пор формула (10.33) уже не
является достаточно удовлетворительной. При более
точном расчете необходимо ввести поправку на
адсорбированное количество пара на поверхности
переходных пор.
Тогда исправленный объем переходных пор V* будет
V; = Ws-(a0-an)Vm,
(10.35)
где Vm — мольный объем адсорбата; а0 — величина
адсорбции паров адсорбата, например бензола или
метилового спирта при — = 0,175 и — = 0,533
Ps Ps
соответственно; аП — величина адсорбции паров
адсорбата на поверхности переходных пор до начала
капиллярной конденсации.
Вычисление величины удельной поверхности
адсорбционной пленки, образующейся в переходных
порах к началу капиллярной конденсации,
осуществляется с помощью уравнения А.В. Киселева.
Общее термодинамическое уравнение капиллярной
конденсации, выведенное А.В. Киселевым (при
предположении, что конденсированную пленку,
образующуюся в первичном адсорбционном процессе, можно
рассматривать как жидкую фазу), имеет вид
с' • ds' = Aa • da,
(10.36)
где а' — поверхностное натяжение адсорбционной
пленки; s' — ее поверхность; Аа — дифференциальная
мольная работа адсорбции пара; а — количество
адсорбированного вещества.
На основании исследования свойств адсорбционных
слоев допускается, что пленка адсорбированного
вещества в момент начала капиллярной конденсации
обладает практически нормальным значением
поверхностного натяжения жидкости с.
Тогда уравнение для определения удельной
поверхности пленки s\ на которой начинается капиллярная
конденсация, будет иметь вид
1
s' = — \Aada ,
rr J
(10.37)
где с — поверхностное натяжение жидкости, пары
которой сорбируются (для бензола с = 28,9 эрг/см ,
для метилового спирта с = 22,6 эрг/см2); а0 —
количество адсорбированного вещества в начале
капиллярной конденсации; as — количество адсорбированного
Р
вещества при полном насыщении, т. е. при
1;
Ps
A =RT\n— — дифференциальная мольная работа
Р
адсорбции.
Графически этот расчет можно показать на рис. 10.4.
510
Новый справочник химика и технолога
Аа
Адсорбция
Рис. 10.4. Графическое изображение зависимости
дифференциальной мольной работы адсорбции от количества
адсорбированного вещества
Определив величину удельной поверхности
переходных пор s', вычисляют значение адсорбции паров
адсорбата в переходных порах к началу капиллярной
конденсации аП по формуле
аП = у s ,
(10.38)
где у — величина адсорбции к моменту начала
капиллярной конденсации для единицы поверхности
непористого углеродного адсорбента, температура
предварительной обработки которого была близка к
температуре активированного угля. Изотерма адсорбции
бензола при 20 °С (у = / (И)) для непористого углеродного
адсорбента, обычно сажи, в широком интервале
относительных давлений (— = 10"5 + 0,3) выражается эм-
Ps
лирическим уравнением типа уравнения Фрейндлиха
(10.39)
lgy = - 1,908 + 0,384 lg-
Определив ап, находят исправленные объем ^п*по
уравнению (10.35) и Км*и как
К... = w*- v:.
(10.40)
Вычисление эквивалентных радиусов переходных
пор и построение интегральной и дифференциальной
кривых распределения объема пор по эквивалентным
радиусам (гп, нм), производят с помощью уравнения
Томсона—Кельвина:
/*„ =■
2аГот100
2,3RT \$&-
Р
(10.41)
где а — поверхностное натяжение жидкости, пары
которой сорбируются; Vm— ее мольный объем.
Объем переходных пор V„, соответствующий
данному радиусу, получают из уравнения
К. =a'-V_.
(10.42)
Для расчета г„ и V„ необходимые значения — и а'
Ps
берут по десорбционной ветви гистерезиса изотермы
адсорбции в области протекания капиллярной
конденсации (^- = 0,175-0,90 для бензола). По полученным
Ps
данным строят интегральную структурную кривую
(Vn, г) (рис. 10.5), характеризующую увеличение объема
пор AV„ при соответствующем увеличении радиуса на
Аг. После этого, при необходимости, строят
дифференциальную кривую распределения объема переходных
нор по величине их эквивалентных радиусов —-, г
{ Аг )
(рис. 10.6).
Va, см7г
LV
Да- г, А
Рис. 10.5. Графическое изображение интегральной
структурной кривой
AV
АГ
Г, гам
Рис. 10.6. Графическое изображение кривой распределения
объема переходных пор по эквивалентным радиусам
Углеродные адсорбенты
511
Максимум на кривой распределения
свидетельствует о преобладающем радиусе пор. Полученное значение
гтах следует увеличить на толщину предварительно
адсорбированного слоя молекул Л
Величину t (нм) для сорбции, принятого в России в
качестве стандартного пара бензола на углеродной
поверхности, можно оценить с удовлетворительной
точностью с помощью различных уравнений, например
уравнения адсорбции Гаркинса—Джура (Harkins—Jura)
(10.43):
Для наиболее часто применяющегося за рубежом в
качестве стандартного пара азота самой достоверной
является формула Я. де-Бура (10.44):
t =
тогда
0,4584
f р Т
lg^-
р)
+1.
(10.44)
(10.45)
t =
0,4715
lg^-0,035
(10.43)
Р
Параметры пористой структуры основных 25
отечественных промышленно выпускаемых марок
углеводородных адсорбентов для сорбции газов и паров
приведены в табл. 10.1 и 10.2.
Таблица 10.1
Марка
СКТ
СКТ-1А
СКТ-1Б
СКТ-2А
СКТ-2Б
СКТ-3
скт-зс
СКТ-ЗУ
СКТ-4
СКТ-6А
СКТ-6Б
СКТ-7А
СКТ-7Б
СКТ-7С
СКТ-10
склтс
АРТ-1
АРТ-2
АГ-ПР
АЦБ-1
АЦБ-1М
АЦБ-2
АГ-ОС
ПАУ-1
СИТ-1
Параметры пористой структуры активных углей для адсорбции газов и паров
Объем)
V
' ми
0,40-0,48
0,45-0,55
0,42-0,50
0,37-0,42
0,35-0,40
0,37-0,46
0,35-0,45
0,37-0,42
0,40-0,42
0,57-0,60
0,55-0,61
0,47-0,50
0,48-0,52
0,44-0,49
0,40-0,42
0,35-0,40
0,43-0,45
0,45-0,48
0,30-0,35
0,42-0,47
0,43-0,48
0,39-0,44
0,45-0,47
0,42-0,50
0,50-0,65
сарактерных типов пор, см3/г
у мс
0,18-0,19
0,14-0,15
0,15-0,17
0,18-0,22
0,17-0,20
0,06-0,09
0,06-0,08
0,24-0,28
0,15-0,20
0,15-0,25
0,17-0,28
0,20-0,22
0,21-0,23
0,15-0,17
0,20-0,21
0,30-0,35
0,15-0,20
0,10-0,20
0,10-0,12
0,16-0,26
0,17-0,29
0,15-0,20
0,05-0,15
0,01-0,02
0,15-0,20
v
' ма
0,26-0,28
0,18-0,24
0,18-0,22
0,20-0,22
0,12-0,18
0,25-0,32
0,15-0,20
0,21-0,24
0,12-0,20
0,15-0,25
0,15-0,30
0,15-0,20
0,16-0,17
0,11-0,25
0,21-0,27
0,40-0,45
0,12-0,30
0,19-0,32
0,40-0,49
0,17-0,19
0,15-0,18
0,11-0,16
0,10-0,20
0,01-0,02
0,10-0,25
Ж0ьсм3/г
0,40-0,48
0,46-0,57
0,43-0,59
0,38-0,45
0,37-0,42
0,37-0,46
0,43-0,55
0,39-0,43
0,42-0,46
0,59-0,62
0,57-0,60
0,48-0,53
0,49-0,55
0,45-0,53
0,43-0,44
0,37-0,39
0,44-0,47
0,45-0,50
0,20-0,32
0,40-0,42
0,39-0,43
0,41-0,45
0,47-0,52
0,44-0,53
0,35-0,37
W02, СМ3/Г
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,10-0,12
0,04-0,10
0,03-0,16
—
—
—
0,25-0,35
X], нм
0,54-0,57
0,60-0,62
0,61-0,64
0,50-0,52
0,54-0,55
0,47-0,55
0,50-0,55
0,70-0,75
0,59-0,60
0,70-0,73
0,66-0,69
0,64-0,70
0,66-0,72
0,62-0,66
0,59-0,65
0,62-0,69
0,60-0,67
0,54-0,56
0,70-0,80
0,60-0,65
0,59-0,66
0,56-0,62
0,70-0,72
0,41-0,42
0,72-0,80
Х2, нм
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
1,00-1,20
1,10-1,39
1,00-1,44
—
—
—
1,23-1,58
Таблица 10.2
Удельная геометрическая поверхность микропор
Марка угля
СКТ
АЦБ
АГ-ОС
ПАУ-1
СИТ
S,bi/r
1200-1500
1000-1200
900-1000
2000-2500
1200-1500
Угли активные для адсорбции газов и паров
В настоящее время в нашей стране выпускаются
следующие основные марки активных углей данного типа:
СКТ, СКТ-1, СКТ-2, СКТ-3, СКТ-ЗС, СКТ-ЗУ,
СКТ-4, СКТ-6, СКТ-7, СКТ-10, СКПТС, APT, АГ-ПР,
АЦБ-1, АЦБ-1М, АЦБ-2, АГ-ОС, ПАУ-1, СИТ-1.
Данные угли применяются:
-для улавливания из воздуха паров органических
веществ;
512
Новый справочник химика и технолога
- для обезвреживания газовых выбросов.
Активные угли этого типа характеризуют:
- высокая адсорбционная и удерживающая
способность;
- достаточно высокая механическая прочность;
- высокая реализуемая активность (угли для
рекуперации паров органических растворителей: бензина,
этилового спирта, зтилацетата, дихлорэтана и т. д.).
В зависимости от конструкции адсорберов
(стационарный, «кипящий» или движущийся слой)
предъявляются различные требования к фракционному составу
рекуперационных углей.
Сравнительная оценка адсорбционных и
прочностных характеристик газовых углей России и США
(табл. 10.3) свидетельствует о практически полной
идентичности их адсорбционных характеристик по
насыпной плотности, объемам микропор и по значениям
времени защитного действия по плохо и хорошо
сорбируемым веществам. Отечественные газовые угли уступают
зарубежным образцам по прочностным показателям.
Таблица 10.3
Адсорбционные и прочностные характеристики газовых углей России и США
Страна
Россия
США
Марка
АГ-2
СКТ-2
СКТ-6
РК
РВ
PC
Насыпная
плотность, кг/дм3
0,58
0,49
0,42
0,52
0,50
0,56
Механическая
прочность, %
75
74
73
93
93
Объем микропор,
см3/г
0,32
0,45
0,58
0,30
0,46
0,26
Время защитного действия, мин
Хлор этил
45
70
65
57
55
52
Бензол
50
60
75
55
76
45
Рекуперационные угли России (в табл. 10.3)
практически не отличаются по активности от углей США, но
характеризуются меньшей прочностью.
10.1.2. Сорбция из водных растворов
Сорбция из жидких растворов значительно сложнее,
чем из парогазовой смеси, так как включает
взаимодействия сорбента с сорбируемым веществом и с
растворителем (водой); при этом также следует учитывать
взаимодействие растворителя с сорбатом. Поэтому,
несмотря на то, что сорбция из водных растворов исследуется
и используется почти 200 лет, она изучена значительно
менее сорбции из парогазовой фазы. В основном
механизм сорбции из растворов в том или ином виде
объясняют представлениями, выведенными для газовой
фазы, дополняя или ограничивая условиями,
специфическими для жидкой фазы. Отличия в подходе к
подобному переносу отражаются на виде и точности моделей и
расчетов систем сорбционной очистки воды.
Основные сведения о сорбционных свойствах
материала и характере сорбции на нем определенных
веществ могут быть получены, как и в случае проведения
процесса сорбции в газовых средах, из изотерм
сорбции, характеризующих зависимость сорбционной
способности А от концентрации С сорбируемого
компонента при постоянной температуре: А = f(C) для
жидкой фазы. Брунауэр, Эммет и Теллер (БЭТ)
разделили изотермы сорбции на 5 основных групп
(рис. 10.7). Выпуклые участки изотерм 1, II и IV типов
указывают на наличие в сорбентах микропор, но, кроме
того, сорбенты II и IV имеют еще и макропоры.
Изотермы III и V типов встречаются реже и описывают
сильное межмолекулярное взаимодействие в растворе.
Крутизна изотермы I типа характеризует размер
микропор сорбентов: а — ультрамикропористых, б —
микропористых. Изотерма W6 принадлежит переходно-
пористому сорбенту; IVe — однородно
макропористому, a IVa — со смешанной структурой.
Наиболее общую и полную классификацию изотерм
сорбции из жидкой фазы дал Смит (рис. 10.8.).
Вогнутые изотермы S-типа встречаются редко. Изотермы
Лэнгмюра (L-типа) соответствуют I и III типам
классификации БЭТ (рис. 10.7.).
Тип Н характерен для веществ с высоким
коэффициентом афинности (т. е. высоким значением
отношения мольных объемов Vm IV™ , где Vm и V™ —
мольные объемы исследуемого соединения и стандартного
вещества), у которых значительная сорбционная
емкость достигается при очень малых концентрациях. В
случаях, когда справедлив закон Генри (тип С),
сорбционная емкость пропорциональна конечной
концентрации раствора. Это широко распространенный случай
в очистке воды, примеры которого даны на рис. 10.9.
Вид изотерм сорбции часто зависит от концентрации
сорбируемого вещества в растворе. Например, при
сорбции на саже ПАВ с концентрацией 0,1; 0,2 и 0,3 г-экв/л
изотермы имеют форму L2, L3 и НЗ (рис. 10.8.), что
связано с объемной ассоциацией ионов ПАВ.
В практике инженерных исследований и расчетов
также часто используется простое эмпирическое
уравнение Фрейндлиха:
а=КС
где Кип — константы.
Углеродные адсорбенты
513
Р,С
Р,С
t Iv yf
ct^y/
/Ь/
f
L fc.
л с
P,C
Рис. 10.7. Классификация изотерм
сорбции из растворов по БЭТ
Р, С
«A S
'J_
L
'Щ
н
г
з у-о^У-^-°
-zzl
>/v
/^'
/
""V,
с
/
г
с
Рис. 10.8. Классификация изотерм
сорбции из растворов по Смиту
б)
50 100
Ср, мг/дм3 (ХПК)
1000
г"с
рЮ1
^//
УУщ
с:
с:
с\
Рис. 10.9. Изотермы сорбции при доочистке биохимически очищенных промышленных сточных вод (а) и
схема определения сорбционной емкости при линейной изотерме в стандартных условиях (б)
(Г — избыточное содержание поглощаемого вещества в сорбированной фазе):
уголь АГ-3 — • и ■ ; АУ из лигнина — о, а и А; сточные воды производства синтетического каучука — •, производства тормозной
жидкости — ■; гидролизные заводы — о, а и А; экспериментальные точки — А, расчетные значения Т" при С =С" — Т
Использование уравнения Фрейндлиха в области
средних концентраций дает хорошее совпадение с
экспериментальными данными; изотерма линеаризуется в
координатах (lg С, lg а). Значения коэффициентов Кип
уравнения Фрейндлиха для некоторых веществ
приведены в табл. 10.4.
Уравнение изотермы сорбции Лэнгмюра выведено
на основе молекулярно-кинетической теории и
представлений о мономолекулярном характере процесса
сорбции; в применении к растворам оно имеет вид:
<>mbC
m
\ + ЬС'
(10.46)
где ат — емкость монослоя; Ъ — константа; С —
концентрация вещества.
В области малых концентраций уравнение
Лэнгмюра переходит в уравнение Генри:
а = КС(К=атЬ),
(10.47)
514
Новый справочник химика и технолога
где Со и Ск — концентрация вещества в растворе до и
после опыта; V — объем раствора; т — навеска
сорбента.
Термодинамический подход к решению проблемы
сорбции является наиболее общим и позволяет
оценивать сорбируемость молекул по значению
максимальной работы переноса вещества из раствора на
поверхность сорбента. Поскольку при сорбции вещества из
воды происходит уменьшение свободной энергии
системы AGaflC, A.M. Когановский предложил использовать
эту величину для прогнозирования эффективности
извлечения растворенных соединений из воды. Константа
равновесия при сорбции из разбавленных растворов
/Садс связана с AGaac зависимостью вида lg Каж = — ,
RT
из которой следует, что чем больше AGaflC, тем лучше
сорбируется вещество. Вычислены значения AGaflC для
ряда соединений и функциональных групп при сорбции
на углях КАД-иодный, БАУ и ОУ-А (табл. Ю.5.).
Для некоторых СПАВ AGaflC = 21-29 кДж/моль. При
AGaflC менее 16-17 кДж/моль (или менее 42 кДж/г-
мицеллу для СПАВ, находящихся в воде в виде
мицелл) сорбция соединения относительно мала.
Полученные значения AG^c для функциональных
групп позволяют с достаточной степенью точности
вычислить AGaflC для широкого класса различных
органических соединений (как сумму AGaflC составляющих
ингредиентов), тем самым прогнозируя сорбционную
способность этих веществ. Однако данные для
надежных расчетов AGaflC пока существуют лишь для
ароматических соединений.
Таблица 10.5
Значения Д(7адс для соединений и функциональных групп при сорбции на активных углях
Соединения
и-Нитроанилин
Нафталин
Нафтол
Анилин
Фенол
Хлорбензол
Хлороформ
Дихлорэтан
Метиламин
Триэтаноламин
Уксусная кислота
Капроновая кислота
Муравьиная кислота
Этиламин
Этиленхлоргидрин
Масляная кислота
Щавелевая кислота
ДС/адс, кДж/мОЛЬ
24,8
24,6
23,4
22,3
21,3
19,4
18,6
18,3
18,3
17,8
17,8
17,7
17,7
17,7
14,3
13,7
13,5
Функциональные группы
-с6н5
-N02
-ОН (первичная)
-СН2 (в спиртах и кислотах)
-СООН
-С1
-NH2
=с=с=
-СН3
-ОН (вторичная или третичная)
-ОН
-ОН (при наличии NH,)
-СН2 (при наличии NH2)
-S03H
ДС/адс, КДж/мОЛЬ
21,16
2,60
2,30
2,18
1,63
1,38
1,05
0,88
0,46-0,59
0,25
0,042-0,084
-0,25
-0,42
-1,09
т. е. сорбционная емкость прямо пропорциональна
концентрации вещества в растворе. Изотерма сорбции Лэн-
гмюра линеаризуется в координатах (аГ , с-1), что
позволяет графоаналитически определить значения
коэффициентов ат и Ь.
Основы термодинамики адсорбции из растворов
впервые сформулировал Гиббс более 100 лет назад. Им
было введено понятие избыточной адсорбции Г, т. е.
избыточного содержания поглощаемого вещества в
адсорбированной фазе по сравнению с его содержанием
в растворе. Величина избыточной (гиббеовской)
адсорбции легко определима по формуле:
Г=(С0-СК)-, (10.48)
Таблица 10.4
Коэффициенты Кип уравнения Фрейндлиха
Вещества
Амилацетат
Анилин
Бензолсульфокислота
Бутанол
Винилхлорид
Крезол
Нитробензол
Толуол
Тринитротолуол
Фенол
Этил ацетат
К
4,8
25
7
4,1
0,37
2
82
30
270
24
0,6
п
0,49
0,32
0,17
0,44
1,09
0,48
0,24
0,73
0,11
0,27
0,83
Углеродные адсорбенты
515
Идею о возможности применения теории объемного
заполнения микропор для описания сорбции из жидкой
фазы выдвинули Ю.А. Эльтеков и A.M. Стадник. Эта
идея использует представления об отсутствии влияния
физического состояния сорбата в объемной фазе на
сорбционный потенциал в микропорах углей и
отсутствии ассоциативных, ионных и водородных связей
между молекулами сорбируемого вещества и воды, а также
внутри сорбата. Эта теория применима для расчета
сорбции из очень разбавленных растворов ограниченно
растворимых веществ. Уравнение изотермы сорбции на
микропористых АУ в данном случае принимает вид:
igrc
W ВТ
6 j/ 'в2
т *
V %7
(10.49)
Здесь Wq — предельный объем микропор сорбента;
Vm — мольный объем сорбата, вычисляемый по
рис. 10.10; В
4,574
Е
— структурно-энергетическая
константа; Cs — растворимость соединения в воде при
данной температуре; Ср — равновесная концентрация в
воде.
Изотерма сорбции, описываемая этим уравнением,
линеаризуется в координатах
igr„,
ч,
что
подтверждено опытами по сорбции некоторых
ароматических соединений.
Преимуществом этой модели является возможность
полного аналитического.расчета изотермы сорбции без
экспериментов, если известна изотерма какого-либо
другого (стандартного) вещества. Константа В,
определяющая форму изотермы сорбции, вычисляется, если
известны средние значения радиуса микропор,
коэффициент афинности, форма поры и молекулярные
константы сорбата и сорбента. Коэффициент афинности
предложено рассчитывать как отношение констант
f Ск\
вычисляемых через поляризуемо-
Криквуда
Р
С
о J
сти и магнитные восприимчивости сорбата и сорбента.
С помощью уравнения (10.49) может быть вычислена
константа Генри К уравнения (10.47) и уменьшение
свободной энергии сорбции в стандартных условиях AG :
lgK = |E-.2,30357:2
IgQ,
(10.50)
AG0 =^-2,303RT\g{VmCj] (Ю.51)
При использовании предложенной теоретической
модели для расчетов необходима высокая точность и
надежность определения коэффициента афинности, что
требует осторожного подхода к выбору стандартного
вещества.
Обобщая данные о сорбируемости на АУ
низкомолекулярных органических соединений, можно сделать
вывод, что менее других сорбируются структурно
простые вещества в ионной форме, лучше других — в
молекулярной форме. Сорбируемость органических
веществ возрастает в ряду: гликоли < спирты < кетоны <
< сложные эфиры — альдегиды < недиссоциированные
кислоты < ароматические соединения.
Вода, сорбируясь на участках окисленной
поверхности АУ, препятствует сорбции на них неполярных
алифатических соединений. Сорбируемость органических
веществ возрастает с увеличением длины углеродной
цепи (если она не ограничена размером пор сорбента),
причем для гомологов, согласно правилу Траубе, на
величину, кратную изменению длины углеродной цепи.
Способность к сорбции возрастает с ростом
молекулярной массы органических веществ, особенно выше
30 000. Аналогична и зависимость при росте мицелляр-
ной массы коллоидов. Присутствие в воде
неорганических солей, способствующих укрупнению ассоциатов
молекул красителей и гуматов, приводит к их более
полному сорбционному выделению.
При сорбции водных растворов на АУ веществ,
образующих сольваты, зависимость степени заполнения
объема микропор от структурной константы В имеет
максимум.
Q106, г/гН20
10000 г
1000 -
100 -
10
50 70 90 ПО 130 150
1/и,см3/моль(20°С)
170
Рис. 10.10. Растворимость в воде Cs
и мольный объем Vm углеводородов нефти:
- ацетилены; 2 — ароматические углеводороды; 3 — диолефины;
4 — олефины; 5 — парафины; 6,7 — циклопарафины
516
Новый справочник химика и технолога
Угли активные для адсорбции из жидкой фазы
В настоящее время отечественная промышленность
выпускает следующие основные марки активных углей
для адсорбции из жидкой фазы: СКТ-0, АЦБ-0, АГ-3-0,
АГ-ЗА, АГ-ЗВ, АГ-ЗИ, БАУ, ОУ-А, ОУ-В, а также
особо прочные — ФАС-3, АГ-90, АГ-95.
Активные угли данного типа применяют:
- в фильтрах со стационарным и движущимся
слоями адсорбента, а также путем дозирования угля в
раствор;
- для обесцвечивания и очистки растворов в
различных областях промышленности (пищевой,
фармацевтической, химической);
- для очистки питьевой воды, сточных и
технологических оборотных вод;
10.2. Структурная химия активного углерода
Активные угли относятся к одной из
многочисленных разновидностей углеродных материалов,
характеристики и свойства которых изменяются в широких
пределах, обусловливающих практическую
невозможность классификации таких продуктов на основе
информации об их химическом составе, используемом в
производстве сырье и способах его переработки.
Такое различие в характеристиках и свойствах
активного угля в первую очередь объясняется
особенностями пространственного строения образовавшегося
углеродного скелета, т. е. соотношением в нем
пористости и углеродного материала.
Применительно к активным углям
пространственное строение углеродного скелета имеет решающее
значение. Этим обстоятельством и обусловлен интерес
к эволюции представлений о строении активного угля и
получение ответов на вопросы:
- что собой представляет активный углерод;
- как влияет природа исходного сырья и условия его
переработки на активность и механические свойства угля;
- в углесорбционной гидрометаллургии
благородных, редких и цветных металлов (ФАС-3, АГ-90, АГ-95).
Активные угли этого типа характеризуются:
- высокими адсорбционными свойствами;
- минимальным содержанием минеральных
примесей.
Параметры пористой структуры данных углей
приведены в табл. 10.6 и 10.7
Таблица 10.6
Удельная геометрическая поверхность микропор
Марка угля
АГ
БАУ-А, ОУ
ФАС-3
S, м2/г
800-1000
400-500
1200-1400
- какими технологическими приемами можно
получать активные угли с заданными свойствами.
Для четкой классификации характеристик,
определяющих адсорбционные свойства активных углей в
зависимости от пространственного строения
углеродного скелета, различают первичную и вторичную
структуру.
Под первичной подразумевают характер взаимного
расположения атомов углерода в самом элементе
кристалла (зерна) угля; к вторичной относят
пространственное расположение исходных элементов угля,
образующих саму его пористость.
В процессе развития представлений о строении
активного угля рассматривался ряд теоретических
моделей, в основу которых были положены попытки
классифицировать активность угля по степени аморфности
или кристалличности составляющих его элементов:
1. Низкотемпературная модификация аморфного
углерода — Чанней (1919г.).
2. Аморфный углерод — Руфф (1927 г.).
3. Кристаллический углерод. Гоффман, Берль,
Ульрих(1930г.).
Таблица 10.7
Параметры пористой структуры активных углей для адсорбции из жидкой фазы
Марка
СКТ-0
АЦБ-0
АГ-3-0
АГ-ЗА
АГ-ЗВ
АГ-ЗИ
ФАС-3
АГ-90
АГ-95
ОУ-А(Б)
БАУ
Объем характерных типов
v
' ми
0,38-0,42
0,44-0,52
0,25-0,28
0,25-0,30
0,27-0,30
0,27-0,35
0,33-0,40
0,23-0,28.
0,44-0,55
0,28-0,29
0,22-0,25
V
' ме
0,15-0,18
0,20-0,38
0,10-0,15
0,10-0,17
0,12-0,18
0,13-0,23
0,30-0,36
0,11-0,15
0,15-0,18
0,13-0,18
0,08-0,10
пор, см3/г
V
' ма
0,07-0,20
0,14-0,30
0,40-0,52
0,40-0,53
0,41-0,47
0,50-0,52
0,01-0,02
0,29-0,35
0,07-0,09
0,23-0,41
1,35-1,45
^01,СМ3/Г
0,40-0,45
0,45-0,48
0,20-0,22
0,18-0,22
0,20-0,23
0,20-0,23
0,35-0,42
0,23-0,26
0,47-0,58
0,27-0,30
0,21-0,24
W02, см3/г
-
0,03-0,10
0,08-0,12
0,10-0,14
0,10-0,16
0,10-0,16
—
—
—
—
Х{, нм
0,50-0,54
0,62-0,67
0,60-0,65
0,63-0,67
0,62-0,64
0,62-0,64
0,38-0,42
0,65-0,68
0,55-0,62
0,56-0,60
0,56-0,60
Х2, нм
-
1,00-1,45
1,14-1,36
1,17-1,41
1,12-1,48
1,12-1,48
—
—
—
—
—
Углеродные адсорбенты
517
4. Турбостратная — Строке (1942 г.).
Первая рабочая гипотеза, объясняющая связь
защитных характеристик противогазовых углей по
отравляющим веществам с их исходным строением, была
предложена в 1919 г. Чаннеем. Он предположил, что
активность угля обусловлена наличием в его составе
аморфной модификации углерода. Последняя образуется при
низкой температуре разложения растительного сырья.
Выделяющиеся в процессе термического разложения
летучие продукты адсорбируются на поверхности
аморфного углерода и блокируют ее. Дальнейшее
повышение температуры способствует переходу
адсорбированных продуктов и аморфной модификации в
кристаллическую. Поэтому, по Чаннею, процесс
активирования заключается в освобождении активной
поверхности аморфной модификации от
адсорбированных веществ путем деликатного окисления при низких
температурах. Для этих целей он предложил
использовать воздух при температуре активирования не
выше 450 °С.
Использование воздуха в качестве активирующего
агента не приводило к повышению активности
противогазовых углей. Последнее, по Чаннею, объяснялось
высокими тепловыми эффектами экзотермической
реакции взаимодействия кислорода с раскаленным углем,
сопровождалось выгоранием в первую очередь более
активной аморфной модификации, а также, вследствие
местных перегревов, переводом аморфной
модификации в кристаллическую.
Поэтому Чанней рекомендовал получать
противогазовый уголь в две стадии:
- на первой — получение пористого аморфного
углерода при сравнительно низкой температуре
термического разложения растительного сырья в условиях,
уменьшающих возможность отложения
неактивированного углерода на поверхности аморфного углерода;
- на второй — удаление поглощенных
углеводородов из первичного угля и повышение его пористости
путем длительного нагрева при повышенной
температуре с использованием мягких окислителей типа
диоксида углерода и водяного пара.
В 1927 г. Руфф при исследовании методом рентге-
но-структурного анализа (РСА) природы активности
углей подтвердил, что хотя высокоактивный уголь и
содержит характерные для графита интерференциаль-
ные полосы, но на самом деле является аморфным
материалом.
Исследования Руффа продолжил Гоффман, который
на основании результатов РСА графита, природных
ископаемых и активных углей, полученных из
различного сырья, подтвердил наличие в активных углях
элементов структуры графита. Гоффману с сотрудниками
впервые удалось выявить количественные и
качественные отличия между структурными элементами графита
и активных углей. По Гоффману:
- активные угли имеют ту же первичную структуру,
что и графит, но в отличие от последнего кристаллы
активных углей имеют меньшие размеры и дают
размытую рентгенограмму;
- константа с, характеризующая период
идентичности гексагональных плоскостей циклически полимери-
зованного углерода в графите, справедлива и для
активных углей, но с различной повторяемостью: у
активных углей с = 3, у графита с = 2.
- расстояние между атомами углерода в
гексагональных плоскостях у активных углей меньше, чем у
графита, и изменяется в более широком интервале: для
активных углей — 0,132-0,138 нм, графита — 0,141-
0,142 нм;
- межплоскостные расстояния больше у активных
углей и составляют 0,36-0,38 нм по сравнению с
графитом, у которого они равны 0,34 нм;
- количество шестичленных циклов в
гексагональной плоскости у активных углей ~ 15, в графите — от
30 до 60;
- количество гексагональных плоскостей у
активных углей колеблется в пределах 5-6, у графита —
значительно больше. Убедительные доказательства
кристаллической природы активного угля в работах Гоф-
фмана были в дальнейшем дополнены открытием еще
одного характерного типа первичной структуры
активного угля.
В 1942 г. Строксом были представлены результаты
исследования методом РСА активных углей,
полученных из некоторых видов растительного сырья и
синтетических углесодержащих материалов, которые
подтвердили наличие еще одной модификации активного
углерода.
Отличительной особенностью первичной структуры
таких углей является высокая степень
неупорядоченности гексагональных плоскостей циклически полимери-
зо ванного углерода друг относительно друга в скелете
угля, отсутствие в структуре объемных образований из
параллельно уложенных гексагональных плоскостей,
которые могут быть зафиксированы методом РСА. Для
таких структур, характеризующихся повышенной
неупорядоченностью, Строке ввел понятие турбостратной
структуры.
Современная точка зрения на строение активных
углей, в завершенном виде сформулированная Райли,
заключается в том, что активный уголь примерно на 2/3
состоит из упорядоченного углерода и на 1/3 — из
неупорядоченного. Упорядоченный углерод представлен
графитоподобными молекулами циклически полимери-
зованного углерода, параллельно уложенными, но
беспорядочно ориентированными друг относительно
друга. Относительно высокая степень упорядоченности
углерода в таких образованиях, возможность оценки их
геометрических размеров методом РСА позволяет их
классифицировать как элементы кристаллической
структуры активного угля, обозначаемые
«кристаллитами». Макромолекулы имеют однородную
внутреннюю структуру и соединены между собой боковыми
радикалами различной формы. В долю нсупорядочен-
518
Новый справочник химика и технолога
ной структуры карбонизованных веществ наряду с
углеродом входят кислород и азот, атомные факторы
которых близки к атомным факторам углерода.
Таким образом, активный уголь может быть отнесен
к веществам, структурные элементы которого
представляют собой плоские слои ароматического углерода
(макромолекулы) с боковыми радикалами различной
химической природы. Полимерный каркас углеродного
вещества образован в основном углеродными и
кислородными связями между радикалами. Атомы, входящие
в состав углеродных слоев и боковых радикалов,
различаются по своему валентному состоянию.
Соотношение между структурными составляющими
в макромолекуле угля, углеродом, заключенным в
ароматические слои, и неупорядоченным углеродом,
расположенным в боковых радикалах, определяет физико-
химические свойства углей, в том числе реакционную
способность и механическую прочность. Линейные
размеры и параметры первичной структуры активного
углерода определяются молекулярным строением и
элементарным составом исходного органического
материала, первичной механической и химической
обработкой, методом и способом термообработки и
активирования. Но параметры первичной пористой структуры
не являются показателями, определяющими качество
активного угля.
Активность и прочность активных углей зависят не
только от размеров исходных кристаллитов, но и от их
взаимного расположения друг относительно друга,
характера связи кристаллитов между собой в частице
угля, взаимного расположения этих частиц, образующих
вторичную пористость, т. е. качество активного угля
определяется как видом исходного сырья, так и
условиями его переработки. К сожалению, исследование
процессов, происходящих на разных этапах
превращения углеродосодержащего сырья в активный уголь,
ограничено. Это обусловлено отсутствием возможности
получения оперативной и объективной информации об
изменении характеристик исходных углеродсодержа-
щих материалов в процессе термообработки с
использованием методов химического анализа твердого
остатка и летучих выделений, РСА и исследований пористой
структуры.
В общем случае физико-химические процессы,
протекающие при термообработке углеродсодержащих
материалов в производстве активных углей, достаточно
сложны по направленности реакций и внутриструктур-
ной трансформации материала, изменяющих его
исходное строение с сохранением основных фрагментов и
образованием новых типов пространственных структур.
Как правило, термообработка углеродсодержащих
материалов сопровождается параллельным и
одновременным процессом деструкции, поликонденсации и
полимеризации. При этом направленность этих
процессов и их относительная роль в изменении природы
вещества и формировании структуры неактивированных
углей зависит от многих факторов, основными из
которых являются: макромолекулярное строение исходного
вещества, условия термообработки, наличие и
количество сторонних элементов. Последнее определяет
глубину и степень превращения исходного материала, а
также качество получаемого неактивированного угля.
Технологически на стадии термообработки
протекают следующие процессы:
- разрушения исходных молекулярных
составляющих углеродсодержащих материалов,
сопровождающиеся потерей ими до 50-60 % вещества, выделяемого
в виде летучих и жидких продуктов;
- внутренняя перегруппировка в материале,
приводящая к образованию однородных пространственных и
объемных структурных элементов;
- их взаимная фиксация друг относительно друга;
- усадки материала на заключительных этапах
термообработки, способствующей образованию большого
количества микрополостей в углеродном скелете и
минимальной доли крупных пор.
В общем случае разложение исходного материала
проходит через ряд последовательных стадий.
Начальная стадия соответствует образованию первичных
зародышей кристаллизации в виде гексагональных
циклов углерода. На этих зародышах происходит
дальнейшая поли конденсация вещества с образованием
макромолекул с развитой периферийной структурой.
При дальнейшем увеличении температуры происходит
внутрикристаллическая перегруппировка, которая
сопровождается дальнейшим упорядочением структуры и
уменьшением доли неупорядоченного углерода.
Образующиеся первичные элементы (макромолекулы)
объединяются в пакеты упорядоченного углерода и,
соединяясь через фрагменты неупорядоченного углерода в
общие макромолекулы, образуют пространственную
структуру.
В процессе термообработки структурные
перегруппировки материала сопровождаются уменьшением его
массы за счет выделения летучих продуктов и
образованием углеродного скелета, на 96-98 % состоящего из
углерода и на 1-1,5 % из водорода и остатка.
Первичная структура кристаллитов формируется при
температурах ниже 700 °С и в дальнейшем практически не
меняется.
Разнообразие используемых в производстве
углеродных адсорбентов видов сырья позволяет говорить
только об общих закономерностях, происходящих в
процессе их пиролиза, которые с большей или меньшей
степенью достоверности могут быть экспериментально
исследованы начиная с температур выше 400-450 °С. О
процессах и реакциях, протекающих на начальных
стадиях пиролиза можно говорить также на основе данных
ИК-спектров. Последние свидетельствуют о полосах
поглощения конденсированных ароматических
структур и развитии системы сопряжения межмолекулярных
связей.
В какой-то мере о качественной стороне процессов,
происходящих при термических превращениях мате-
Углеродные адсорбенты
519
риалов, используемых в производстве углеродных
адсорбентов, можно судить на примере трансформации
исходного модельного элемента углеродсодержащего
материала начиная с температур 450 °С и выше. На
рис. 10.11. представлена брутто-формула углеродного
остатка для заданной температуры термообработки и
его гипотетическая модель. С увеличением
температуры термообработки одновременно с процессами
деструкции, протекающими в основном при температурах
до 500 °С, происходит перефуппировка,
сопровождаемая увеличением степени упорядоченности материала.
Высказанные предположения о процессах,
происходящих в углеродсодержащем материале при
термообработке, не противоречат результатам исследования
методом РСА первичной структуры углеродных
остатков, полученных из типичных сырьевых материалов,
используемых в производстве углеродных адсорбентов.
Параметры первичной структуры определяются
типом исходного сырья и, несмотря на некоторые
различия в размерах исходных кристаллитов, изменения в
процессе термообработки носят идентичный характер
(табл. 10.8, 10.9).
400 °С
С45Нз50*
500 °С
С37Н20О2
600 °С
С-мНнО}
700 °С
Сз2Н$,50о,5
800 °С
СзгН^Ооз
900 °С
СзгНг^Оод
Рис. 10.11. Структурные изменения в модельном элементе углеродсодержащего материала
в интервале температур от 400 до 900 °С
Таблица 10.8
Параметры первичной структуры неактивированных углей
из различных углеродсодержащих материалов, используемых в производстве углеродных адсорбентов
Исходное сырье
Лигнин
Торф
Антрацит
АГ-3*
Т °Р
1 карб, ^
700
900
700
900
800
900
500
700
850
с,
масс. %
91,7
96,6
90,1
93,9
94,3
95,3
89,7
94,2
96,1
Н,%
1,7
0,6
1,8
0,7
1,6
1,0
2,1
1,6
1,2
Размеры по осям, нм
La
1,66
2,04
1,70
2,00
1,80
1,87
3,2
3,69
3,77
Lc
1,18
1,12
1,03
1,67
1,27
1,28
0,99
1,09
1,24
Расстояния, нм
между -С-С-
0,138
0,137
0,138
0,139
0,138
0,139
0,138
0,138
0,138
плоскостями
0,369
0,369
0,360
0,346
0,336
0,336
0,369
0,365
0,363
* Полупродукт процесса получения промышленного активного угля АГ-3 (50 %
представляющее собой древесную или каменноугольную смолу).
каменный уголь и 50 % — связующее,
Таблица 10.9
Параметры первичной структуры неактивированных углей, полученных
из различных синтетических полимеров на основе фенолформальдегидной и фуриловой смол
Смола
Фенолформаль-
дегидная
(резольная)
Фур иловая
т °с
1 карб, ^
800
900
1000
800
900
1000
с,
масс. %
97,6
98,2
98,6
97,5
98,1
98,2
#,%
1,5
1,3
0,9
2,0
1,4
1,4
Размеры, нм
La
2,1
2,1
2,1
2,4
2,6
2,5
Lc
0,73
0,75
0,76
0,70
0,80
0,80
Расстояния, нм, между
-С-С-
0,138
0,138
0,139
0,137
0,138
0,138
плоскостями
0,356
0,377
0,365
0,361
0,365
0,362
Ароматичность,
%
35
37
38
23
40
42
520
Новый справочник химика и технолога
Как свидетельствуют результаты исследования
вторичной (пористой) структуры углеродных остатков из
модельного сырья — синтетических полимеров,
пространственный скелет неактивированного угля в
основном формируется при температурах около 400 °С. В
процессе дальнейшей термообработки он претерпевает
незначительную структурную трансформацию,
обусловленную небольшой усадкой углеродного скелета с
одновременным увеличением кажущейся плотности и
объема микрополостей доступных для молекул
бензола. Структурные изменения в массе углеродного
скелета практически не затрагивают его транспортной
пористости.
Критической температурой при термообработке уг-
леродсодержащих материалов в производстве активных
углей, превышение которой существенно влияет на их
качественные характеристики, является температура
свыше 950 °С. Перегрев исходного неактивированного
угля приводит к существенной трансформации
углеродного скелета, сопровождаемой уменьшением объема
микропор, увеличением транспортной пористости и
ростом кажущейся плотности (табл. 10.10).
Исследования пористой структуры
неактивированных углей свидетельствуют, что качественные
характеристики активных углей закладываются на стадии
термообработки исходных углеродсодержащих
материалов (табл. 10.11). Определяющим критерием при
выборе исходного сырья в производстве углей методом
парогазовой активации и потенциальными показателями
их последующей активности и механических свойств
являются значения кажущейся плотности (8) и значения
относительной доли объема микропор, доступных для
молекул гелия и недоступных для бензола или четы-
реххлористого углерода в общей доле пористости.
Первый показатель (8) характеризует возможную
степень удаления углерода из скелета
неактивированного угля, обеспечивающую развитие адсорбирующей
пористости в адсорбенте без потери его механической
прочности, второй — исходный объем микропор, для
которого в процессе парогазовой активации
обеспечивается доступность молекулам типичных адсорбатов с
последующим ростом этого объема за счет увеличения
относительного размера микропор.
10.3. Технология получения углеродных адсорбентов
(активных углей)
К 2000 г. мировой промышленный выпуск активных
углей составил приблизительно 500 т в год, при доли
США порядка 240 тыс. т. Производственные мощности
в России обеспечивают в настоящее время выпуск
активированных углей в пределах 35-40 тыс. т в год.
Основную долю в нем составляют гранулированные угли,
используемые в средствах коллективной и
индивидуальной защиты личного состава Вооруженных Сил и
гражданского населения. В то же время США
выпускают до 60 % порошковых активных углей,
применяемых в процессах очистки воды, сахарной
промышленности и других жидкофазных процессах. В табл. 10.12.
основные мировые производители активных углей.
Данная дифференциация приведена на состояние 1987 г.
Влияние температуры термообработки на параметры пористой структуры
неактивированных углей из фенол формальдегид ной и фуриловой смолы
Таблица 10.10
Температура
термообработки, °С
400
600
800
1000
5, г/см3
1,04
1,09
1,18
1,31
d, г/см3
Не
1,50
1,78
1,95
1,86
СбН6
1,10
1,78
1,95
1,86
Vz, см3/см3
Не
0,31
0,39
0,40
0,30
СбН6
0,06
0,06
0,08
0,11
у Ъ у Ъ '
см3/см3
0,25
0,33
0,32
0,19
V
' гранспэ
см /см3
0,06
0,06
0,08
0,12
Таблица 10.11
Параметры пористой структуры неактивированных углей из типичных
сырьевых материалов, используемых в производстве углеродных адсорбентов
Сырье
Береза
Торф
Лигнин
Скорлупа абрикоса
Каменный уголь
Саран
5, г/см3
0,61
0,75
0,88
1,04
1,25
1,02
Vz, см3/см3
Не
0,70
0,63
0,59
0,51
0,41
0,48
СбН6
0,50
0,52
0,40
0,28
0,24
0,02
V? ^н',см3/см3
0,20
0,11
0,19
0,23
0,17
0,46
Углеродные адсорбенты
521
Таблица 10.12
Страна
США
Япония
Нидерланды
Германия
Англия
Франция
Основные мировые производители активных углей
Фирма
1. «Калгон Карбон Корпорейшн»
В том числе
«Кеттлетсбург» (США)
«Хемвирон» (Бельгия)
«Дегусса» (Германия)
2. «Вествако Корпорейшн»
3. «Империэл Кэмикл Индаст-
риз Юнайтед Стейтс»
4. «Хаски»
5. «Банби-Чонри»
6. «Витко-Кэмикл Корпорейшн»
ИТОГО США:
«Нихон Джескоул»
«Фуга Мура»
«Митеу»
«Куреха, Такеда»
«Ориенталь Карбон»
«Норит»
«Бергверхсфербанд»
«Бауер»
«Сатклиф Спикмент»
«Томас Несс»
«Сека» и др.
Производственные
мощности,
тыс. т
90
60
20
10
54
45
14
4,5
4,5
212
64
40
32
20
23
Исходное сырье
Битумы, каменный уголь
Битумный каменный уголь, скорлупа
кокосового ореха
Торф, древесина
Битумный каменный уголь, отходы
целлюлозно-бумажного производства
Древесина, лигнин, битумный каменный
уголь
Скорлупа кокосового ореха, битумный
каменный уголь
Нефтяные остатки
Каменный уголь
Бурый уголь
Древесина
Скорлупа кокосового ореха
Отходы нефтехимического производства
Торф, древесина
Каменный уголь
Растительное сырье
Каменный уголь
Скорлупа кокосового ореха
Древесина
Каменный уголь
10.3.1. Получение углеродных адсорбентов
(активных углей) методом парогазовой активации
10.3.1.1. Механизм парогазовой активации
В процессе активирования при взаимодействии
окислителя с углеродом угля-сырца идет
многостадийный процесс с удалением остатков функциональных
групп, отдельных кристаллитов и макромолекул. В
результате изменяется пористая структура и активность
углеродного материала. Условия протекания этого
процесса и качество получаемого углеродного адсорбента
(активного угля АУ) зависят от многих факторов,
основными из которых являются:
- физико-химические и структурные
характеристики исходного угля-сырца, определяемые видом
исходного сырья, условиями его предварительной
переработки и режимами карбонизации;
- физические и химические режимы проведения
процесса парогазовой активации (ПГА);
- аппаратурное оформление процесса активации.
Технологическое понятие «механизм ПГА»
отражает совокупность всех явлений, имеющих место при
взаимодействии окислителя с неактивированным углем
(НАУ), протекание которого зависит от состояния
углерода в исходном угле-сырце и факторов,
определяющих условия регулирования параметров пористости
структуры в активированном угле в заданных пределах.
Неактивированный уголь НАУ представляет собой
углеродный остаток, образовавшийся в процессе
термообработки исходного углеродсодержащего сырья в
инертной атмосфере, в котором основные параметры
пористой структуры уже сформированы. Основной задачей
процесса парогазовой активации, является обеспечение
доступности для типичных адсорбатов уже созданного
в НАУ объема адсорбирующей пористости и по
возможности повышение его емкостных и кинетических
характеристик без заметной потери механической
прочности. В основе ПГА лежит высокотемпературная
обработка НАУ газообразными окислителями, которая
сопровождается удалением от 30 до 50 % по массе
углерода из исходного углеродного скелета НАУ. И хотя
в производстве АУ этот показатель именуется «обга-
ром», в действительности он должен осуществляться в
условиях, исключающих неконтролируемое удаление
углерода в отличие от широко используемых в
производственной практике процессов газификации угля.
522
Новый справочник химика и технолога
При активировании угля удаление углерода должно
сопровождаться развитием пористости и
соответствующим снижением его кажущейся плотности.
Несоблюдение этих условий приводит к поверхностному
обгару без развития пористости углеродного скелета.
Для реализации возможности управления процессом
парогазовой активации в качестве активирующих
агентов используют мягкие окислители, реакционную
способность которых можно регулировать температурными
параметрами процесса. Нижняя граница температурного
интервала процесса ПГА задается необходимостью
обеспечить оптимальную скорость активирования, а
верхняя — исключить поверхностный обгар угля.
Для основных активаторов, используемых в
производстве АУ методом ПГА — диоксида углерода и
водяного пара, температурный интервал управляемого
воздействия лежит в достаточно узких пределах 800-950 °С.
Значительно большую неопределенность в
понимании механизма ПГА вносит исходный НАУ.
Использование различного сырья (древесина, торф, скорлупа
плодов и орехов, ископаемые угли, синтетические
полимеры, углеродсодержащие отходы и т. д.) и методов
их первичной обработки (дробление, формование,
модифицирование и J- Д.) приводит к значительным
колебаниям в качественных характеристиках исходного
НАУ, реакционной активности составляющих его
элементов, а также транспортной пористости,
обеспечивающей доступность внутреннего объема углеродного
скелета НАУ активирующему агенту и необходимые
термодинамические условия для их взаимодействия.
Используемые в практической технологии критерии
оценки реакционной активности НАУ по соотношению
упорядоченного (циклически полимеризованного) и
неупорядоченного (в боковых радикалах) углерода в
достаточной степени условны, так как в процессе
прогрессирующего активирования происходит постоянное
изменение этого соотношения. Следует подчеркнуть, что
эти утверждения в полной мере применимы и в
отношении каждого компонента входящего в состав исходного
НАУ. В качестве примера, подтверждающего это
положение, можно привести относительные скорости
удаления углерода из отдельных компонентов, входящих в
состав промышленного активного угля АГ-3 (табл. 10.13).
Таким образом, высокая степень неопределенности,
характерная для процесса парогазовой активации,
обусловлена переменными характеристиками используемых
НАУ и его компонентов, что существенно затрудняет
установление точных количественных зависимостей,
связывающих степень активирования с изменениями в
пористой структуре и активности получаемого угля.
Количественной мерой взаимодействия окислителя с
НАУ, сопровождающейся удалением углерода и
изменением характера его пористости в исследовательской и
промышленной практике, считается обгар, который
определяется как отношение выгоревшего углерода к
начальной массе угля либо как отношение разности
уменьшения кажущейся плотности к исходной.
Более наглядно качественные изменения,
происходящие в НАУ с увеличением обгара, можно проследить
на основе их исследования с использованием РСА,
расчета значений плотности выгораемого углерода и
характера развития пористой структуры. Анализ
структурных изменений в процессе парогазовой активации
свидетельствует, что при взаимодействии
активирующего агента с НАУ, наряду с деструкцией и
преобразованием боковых радикалов, затрагивается и ядерная
часть структуры вплоть до разрушения ароматических
слоев. В качестве примера в таблице представлены
данные по изменению кристаллографических
параметров карбонизованных материалов из различных видов
сырья (табл. 10.14).
Как видно, наиболее плотно упакованы слои
ископаемых углей, межслоевые расстояния у углей из
сахарного полукокса больше и составляет 0,363 нм, у
углей из поливинилиденхлорида упорядоченности слоев
не наблюдается ни у исходного, ни у активированного
угля.
В процессе активирования происходит минимальное
изменение основных параметров первичных объемных
элементов углеродного скелета — межплоскостных и
межатомных расстояний, а также линейных размеров
кристаллитов. При этом наблюдается незначительное
увеличение доли упорядоченного углерода в составе
угля, наиболее характерное для начальных стадий
процесса при обгарах в пределах 10-20 %. Последнее, по-
видимому, обусловлено выгоранием в первую очередь
наиболее реакционно-способной части углеродного
скелета — неупорядоченного углерода. На
последующих этапах взаимодействия с активатором наряду с
неупорядоченным углеродом в процессе участвует и
ядерная часть полимерного скелета угля.
Правильность этого предположения
подтверждается и изменением значений плотности выгораемого
углерода (а1 ^,) с ростом обгара, рассчитываемых по
формуле:
О ИГУ ОупП
d*~
(10.52)
где * означает пикнометрическую жидкость.
Таблица 10.13
Скорость удаления углерода из компонентов, входящих в состав АУ АГ-3,
при взаимодействии с диоксидом углерода при температуре 850 °С
Компонент
Скорость потери
массы, %/мин
АГ-3
0,56
Тощий,
слабоспекающийся уголь
0,50
Полукокс
1,45
Лесохимическая
смола
3,56
Каменноугольная
смола
0,25
Углеродные адсорбенты
523
В табл. 10.15 в качестве примера приведена
плотность выгораемого углерода в угле из фенол-формаль-
дегидной смолы (ФФС) в процессе активирования.
Как видно из табл. 10.15, в процессе активирования
плотность выгораемого углерода возрастает, но даже
для близких к предельным значениям обгаров ее
значение существенно ниже исходных плотностей по гелию
(dEe) и бензолу dC(,H" промышленных АУ (2,10-
2,16 г/см3), аналогичные данные — по
рентгенографической плотности углерода. Последнее свидетельствует
о том, что существенное приращение суммарной
пористости на начальных этапах взаимодействия
обусловлено увеличением степени доступности объема
микропор, который в исходном НАУ блокирован
боковыми радикалами неупорядоченного углерода.
Данное предположение убедительно
подтверждается результатами исследования изменения пористой
структуры в активированном угле с ростом обгара
(табл. 10.16).
Как следует из представленных данных, основные
изменения, происходящие в пористой структуре угля в
процессе активирования, связаны с развитием объема
микропор на начальных этапах (до обгара равного 10-
15 %) за счет увеличения степени их доступности, а на
последующих — с изменением их размеров в
результате выгорания отдельных макромолекул из ядерной
части скелета полимерного угля. Верхней 1раницей
предельных значений обгаров, превышение которой не
только снижает его емкостные свойства, но и
сопровождается резким падением его механической прочности,
является момент начала выгорания отдельных
кристаллитов угля. Дальнейшее активирование сопровождается
снижением общей адсорбирующей пористости и
разрушением пространственных связей в скелете угля,
обеспечивающих его прочностные свойства.
Таблица 10.14
Изменение основных рентгеноструктурных параметров углеродных адсорбентов АУ
из различного сырья с ростом обгара
Исходное сырье
(парогазовая дктивация)
Сахарный полукокс,
Г=850°С(Н2Опар)
Тощий каменный уголь,
Г=920°С(СО2)
Поливинилиденхлорид,
Г=850°С(СО2)
Обгар, %
0
3,6
6,8
10,0
19,0
0
3,7
8,7
19,0
30
10
15
Параметры, нм
d
0,363
0,363
0,363
0,363
0,363
0,348
0,344
0,344
0,344
0,344
—
с
0,98
0,98
0,87
0,80
0,65
1,10
1,10
1,20
1,15
1,20
—
а
2,80
2,65
2,75
2,85
2,80
2,60
2,80
2,70
2,95
3,10
3,65
2,00
Ароматичность, %
69
70
74
76
78
59
62
62,5
74
77
54
58,5
Таблица 10.15
Изменение значений плотности выгораемого углерода
в процессе прогрессирующего активирования угля из фенол-формальдегидной смолы
Обгар, %
3,7
12
27
А8, г/см3
0,05
0,16
0,40
^СйН\см3/см3
0,118
0,203
0,377
AVHe, см3/см3
0,05
0,127
0,281
" , г/см3
0,423
0,79
1,06
^Не,г/см3
0,91
1,26
1,43
Таблица 10.16
Изменение пористой структуры модельного угля из фенол-формальдегидной смолы с ростом обгара
Обгар, %
0
5
10
15
24
30
8, г/см3
1,16
1,10
1,05
1,00
0,89
0,80
</сл , г/см3
1,36
1,41
1,60
1,66
1,73
1,93
VZt см3/см3
0,15
0,22
0,35
0,40
0,49
0,59
Объемы пор, см3/см3
у
' ма
0,14
0,16
0,17
0,17
0,19
0,19
v
' ме
0,01
0,02
0,01
0,01
0,02
0,02
у
' ми
—
0,04
0,17
0,22
0,28
0,38
W0, см3/см3
—
0,1
0,13
0,25
0,30
0,38
Е0, кДж/моль
—
—
25,8
22,9
20,5
19,6
524
Новый справочник химика и технолога
Характер изменения пористости, выявленный на
примере АУ из модельного сырья, в полной мере
проявляется и для наиболее сложного по исходной
рецептуре промышленного угля АГ-3 (рис. 10.12), каждый из
компонентов которого обеспечивает различный
характер развития отдельных разновидностей пор (табл. 10.17).
Поэтому в промышленных технологиях по
производству АУ значения обгаров, как правило, задаются в
пределах близких к положению экстремума кривой
развития объема микропор.
50
Обгар, %
Рис. 10.12. Изменение вторичной пористой структуры
промышленного адсорбента АГ-3 с ростом обгара
(по убыли массы)
Таким образом, при переработке углеродсодержа-
щего сырья в производстве АУ соблюдаются
следующие закономерности:
- тип исходного сырья влияет на качество
получаемого угля, степень развития в ней адсорбирующей и
транспортной пористости и его механической
прочности;
- в процессе парогазовой активации развитие
объема адсорбирующей пористости преимущественно идет
за счет вскрытия имеющейся в НАУ системы микро-
пор, и в последующем приращение этого объема
обусловлено увеличением относительного размера микро-
пор до перехода их в супермикропоры в результате
выгорания отдельных макромолекул из первичных
кристаллитов углеродного скелета;
- развитие объемов мезо- и макропор (см3/см3) при
принятых в производстве активированных углей обга-
рах практически не происходит;
- при степенях обгаров близких или превышающих
предельные, происходит выгорание отдельных
кристаллитов, что приводит к падению объема микропор и
увеличению объема макропор и резкому снижению
прочности угля.
Поэтому регулирование характеристик АУ в
основном реализуется путем подбора исходных рецептур,
каждый из компонентов которой вносит свой вклад в
развитие объема пор адсорбента в ограниченных
пределах энергетических параметров микропористой
структуры.
Таблица 10.17
Изменение параметров пористой структуры компонентов, входящих в состав адсорбента АГ-3
Обозначение
продукта
АГ-3
Т или СС
ПК
ЛХС
КУС
5, г/см3
нач.
1,05
1,51
0,84
0,88
1,44
кон.
0,56
0,76
0,42
0,46
0,98
Vz, см3/см3
нач.
0,43
0,15
0,50
0,51
0,21
кон.
0,71
0,59
0,79
0,76
0,52
VMSL, см3/см3
нач.
0,35
0,15
0,39
0,38
0,20
кон.
0,41
0,26
0,49
0,42
0,47
VHe, см3/см3
нач.
0,01
0,04
0,08
0,00
кон.
0,06
0,04
0,13
0,20
УМИ, см3/см3
нач.
0,00
0,00
0,02
0,00
кон.
0,24
0,29
0,17
0,14
10.3.2. Технология производства гранулированных
активных углей методом парогазовой активации
Промышленное производство углеродных
адсорбентов в России в основном ориентировано на выпуск
гранулированных углей, из которых 80-85 %
выпускаются на базе ископаемого сырья методом парогазовой
активации. К достоинствам гранулированных АУ
следует отнести их стабильную форму, обеспечивающую
оптимальную аэродинамику и механическую прочность
по сравнению с дроблеными углями и возможность их
использования в циклических процессах с движущимся
слоем.
Формованные угли имеют вид цилиндрических
частиц с гладкой поверхностью диаметром от 0,9 до 8 мм и
получаются путем формования композиций на основе
угольной пыли и органического связующего экструзией
через калиброванные отверстия.
В производстве гранулированных углей в качестве
исходного сырья используются ископаемые угли марок
Т и СС, каменноугольный полукокс и древесный уголь,
а связующего — лесохимическая и каменноугольная
смолы, кислые отходы нефтепереработки. Требования к
исходному сырью приведены в табл. 10.18.
Общим для всех типов гранулированных АУ,
выпускаемых отечественной промышленностью, является
практически постоянное массовое соотношение
угольной пыли и связующего, составляющее 70 : 30.
Рецептура определяется целевым назначением угля. Угли
Углеродные адсорбенты
525
Требования к ископаемому сырью используемому в производстве
гранулированных углеродных адсорбентов (масс. %)
Таблица 10.18
Показатель,
не более
Зольность
Выход летучих
Содержание серы
Содержание влаги
Угли Кузбасса Т и СС (шахты)
Центральная
6,0
17,0
0,5
10,0
Краснобродская
Пласт «Горелый»
6,0
14,0
0,5
10,0
Им.50-летия Октября
Пласт «Мощный»
6,0
22,0
0,5
10,0
Полукокс
ПК-1
7,2
4-10
0,5
9,0
ПК-2
10
0,12
0,5
9,0
Уголь-сырец
ТЛ
1,0
3,0
10
Таблица 10.19
Характеристики лесохимической смолы,
используемой в производстве
гранулированных АУ (ГОСТ 22080-78)
Показатель
Цвет
Содержание воды, %
Доля масел, выкипающих
до 220 °С, %
от 220 °С до
окончания разгонки, %
Пек, %
Кокс н/м, %
Кондиционная*
Буровато-
черный
3,0
12
12
55-68
10
Препарированная**
Буровато-
черный
3,0
12
12
55-68
10-15
Полученная переработкой сырой или отстойной смолы
пиролиза древесины лиственных пород.
Полученная растворением древесносмоляного пека в
древесно-смоляных маслах с добавлением зеленого масла в
соотношении: пек 50-55 %, масло — 20-25 % и зеленое
масло — 20-25 масс. %.
Таблица 10.20
Характеристики карбонизованных гранул в
производстве адсорбентов АГ-3 и АГ-5,
направляемых на активацию
№
1
2
3
4
5
Показатель
Вес одного литра, г
Пористость по воде,
см3/г
Прочность, %
По МИС 3
По МИС 8
Летучие, %
Зернение, %
2,75-2,0 мм
2,0-1,5 мм
1,5-1,0 мм
АГ-3
590-592
0,48-0,45
98,3-99,8
85,9-86,9
5,1-5,2
84,6-87,1
7,0-8,8
АГ-5
584-630
0,41-0,47
95-96
78-86
4,1-6,3
23-33
62,2-70,4
газового типа (АГ-2) и рекуперационные (АР-3)
выпускаются на основе углей марок Т или СС и
лесохимической смолы; угли-носители каталитических или хемо-
сорбционных добавок (ДГ-3 и ДГ-5) из смеси Т или СС
и полукокса (50 : 50) со связующим из лесохимической
(70 %) и каменноугольной (30 %) смол; осветляющий
уголь для адсорбции из растворов (АГС) на основе
композиции из ископаемых углей марок Т и СС и
древесных углей марок ТЛ и лесохимической смолы в
качестве связующего.
Характеристики исходных материалов,
используемых в производстве гранулированных АУ,
представлены в табл. 10.19 и 10.20.
Технологическая схема (рис. 10.13) производства
гранулированных активных углей (АГ-3) включает в
себя следующие стадии (выход, масс. %):
1. Подготовка сырья. Поступление каменного угля
и полукокса на склад, дробление на валковой дробилке
до частиц ~ 5 мм.
ГТК -100%
КУ
Дробление--*» %
Вода
8%
Измельчение- -97 %
КУС
24-26 %
Смешение 139%
I
лхс
70-75 %
ЗМ
8-9%
Приготовление свя.п юшего
Формование—137 %
Сушка-123 %
Карбонизация—93 %
I
Рассев—31,3%
Норма
Рис. 10.13. Технологическая схема производства
гранулированных углеродных адсорбентов (АГ-3)
526
Новый справочник химика и технолога
2. Размол в шаровой мельнице и транспортировка в
бункер. Данная стадия обеспечивает получение
однородно дисперсной пыли, размер которой определяет
характер и степень развития транспортной пористости
в угле, его реакционную способность и механическую
прочность. Из бункера угольная пыль насосом
перекачивается по пылепроводу в отделение смешения и
грануляции.
3. Подготовка связующего. Смолы и зеленое масло
подаются в цех, где смешиваются в заданном
соотношении и перекачиваются в цеховую емкость.
4. Смешение и грануляция. Соотношение угольной
пыли и связующего (70 : 30), а также условия
проведения этого процесса обеспечивают получение
однородной пластичной пасты. Связующее, нагретое до 40-
80 °С, из цеховых емкостей подается в дозирующее
устройство, из которого сливается в приемник смесите-
ля-гранулятора, смешивается с каменноугольной
пылью и продавливается сквозь фильеры. Формование
угольно-смоляной, композиции осуществляется на
шнек-прессе, изображенном на рис. 10.14.
Перемещение пастообразной композиции с температурой 30-
80 °С в шнек-прессе производится винтом Архимеда с
переменным, уменьшающимся к концу шагом,
завершающимся пятой. Сырые гранулы подаются на
транспортер, затем поступают в промежуточный бункер, из
которого подаются в сушильный барабан.
Рис. 10.14. Шнековый гранулятор для
формования угольно-смоляной пасты
/ — винт Архимеда; 2 — фильеры;
3 — приемник смесителя-гранулятора
5. Предварительная термообработка (сушка) сырых
гранул. Цель сушки — удаление влаги из продукта,
придание гранулам первоначальной прочности,
повышение качества АУ. Сушка производится во
вращающейся барабанной печи длиной 12 м с шести секторной
насадкой, с двойным ходом материала и раздельной
подачей теплоносителя и окислителя (рис. 10.15).
Между обечайкой 01,6 м и внутренней трубой 01,2 м
вмонтирована винтовая насадка из отдельных пластин,
обеспечивающая продвижение угля вверх по наклону 3°, а
также проход окисляющего воздуха. Процесс сушки и
термоокисления проводится под разрежением в 5-
10 мм. вод. ст. Температура газов в топке 800-1000 °С,
в камере смешения — 450-550 °С, в реторте на
расстоянии 1/3 от загрузочной камеры — 200-250 °С,
отходящих газов — 100-120 °С. Указанные режимы
обеспечивают выход гранул с температурой не более 70 °С
при температуре термоокисления 80-100 °С и
остаточной влажности не более 1 %. Время пребывания
продукта в печи 30-35 мин, производительность — 2,0-
2,5 т/ч по готовому продукту. Подсушенные гранулы по
течке направляются в печь карбонизации.
Тотх
Топливо
л Воздух
УСГ
УСГ
Рис. 10.15. Барабанная печь для сушки
гранулированного продукта:
уголь-сырец гранулированный; КС — камера сгорания;
СМ — смеситель; Тотх — отходящее топливо
6. Карбонизация, охлаждение гранул и рассев кар-
бонизованного продукта. Гранулы после сушки
содержат около 22 % летучих и не могут быть загружены в
печь активации, так как это приведет к шлакованию
продуктовых и газовых каналов печи. В процессе
карбонизации происходит удаление летучих до
остаточного их содержания (~ 7 %) и формирование пористой
структуры и прочностных свойств гранул. Процесс
карбонизации осуществляется во вращающихся
барабанных печах с внутренним обогревом (рис. 10.16).
Сухие гранулы непрерывно по течке загружаются в печь
карбонизации, захватываются полками насадки и под
действием наклона печи карбонизации перемещаются к
выгрузочной камере. Движение теплоносителя и
продукта противоточное. Теплоносителем являются
продукты сгорания природного газа. Температура
топочных газов на входе в барабан 1340 °С, на выходе —
300 °С, температура выходящего продукта 700 °С. Газы
карбонизации сжигаются в котлах-утилизаторах. По
окончании карбонизации уголь через выгрузочную
камеру по течке поступает в охлаждающий барабан,
охлаждаясь до 70 °С, затем подается на грохот, где от
угля отделяется пыль и мелочь. Годная фракция с
характеристиками, приведенными в табл. 10.19,
распределяется по бункерам над печами активации «СРЕП».
7. Активация. Активирование гранул проводится
при температурах 900-950 °С в печах «СРЕП»
шахтного типа с внутренним обогревом. В качестве
активирующего агента используется водяной пар и продукты
Углеродные адсорбенты
527
дожигания газов активации. В ходе этого процесса
повышается степень доступности сформированного в не-
актированном угле объема адсорбирующей пористости
и увеличение относительного размера микропор.
Структурные изменения и повышение активности
являются результатом удаления из скелета угля
углеродных фрагментов различной степени упорядоченности
при его взаимодействии с парообразным активатором.
В отечественной промышленности для активирования
гранулированных углей используют шахтную печь с
внутренним обогревом, конструкция которой
разработана французской фирмой «СРЕП». Печь активации
(рис. 10.17) состоит из двух половин, работающих по
направлению движения угля самостоятельно и
параллельно, а по движению активирующего
агента и теплоносителя — последовательно.
Каждая половина печи состоит из полупечи,
верхнего соединительного борова и
рекуператора. Камера сгорания, нижний соединительный
боров, дымоходная камера, дымовой боров и
труба являются общими для всей печи.
Полупечь представляет собой камеру, выложенную
из шамотного кирпича специальной формы.
Конструктивно насадка полупечи в
соответствии с ее технологическим назначением по ходу
угля разделяется на три зоны:
I — зона подогрева и карбонизации высотой
2,8 м. Кирпичная кладка этой зоны образует
систему горизонтальных каналов, по которым
циркулируют газы, и вертикальных, по которым
движется уголь. В этой зоне печи отсутствует
непосредственный контакт теплоносителя и
продукта, и тепло передается углю через стенки
кирпичной кладки.
II — зона активации высотой 3,6 м.
Кирпичная кладка продуктовых ячеек зоны активации и
дымовых каналов выложена шамотным кирпичом,
форма которого обеспечивает непосредственный
контакт активирующего агента с углем, его свободную
диффузию в слой угля и возвращение продуктов
реакции в дымовые каналы. Для стабилизации условий
активирования и повышения однородности характеристик
получаемого угля форма каналов в продуктовых
ячейках способствует перемешиванию угля в результате
зигзагообразного движения.
III — зона охлаждения высотой 0,8 м. Выложена
фасонным кирпичом со свободным проходом для движения
АУ. В сплошной кладке предусмотрены каналы для
прохода охлаждающего воздуха, подаваемого вентилятором.
~"~-] И- / т~ рЧ+
-Ц—[Г\П1ЛГЛГЛГЛГи
А-А
1ПГ
Рис. 10.16. Вращающаяся барабанная печь
для карбонизации угольных гранул:
загрузоченое устройство; 2 — вращающийся
3 — полки насадки; 4 — выгрузочная камера
Рис. 10.17. Разрез печи «СРЕП»: а) горизонтальный; б) вертикальный:
А и Б — первая и вторая половина печи; НББ — нижний ближний боров; СБ — средний боров; ВББ — верхний ближний боров;
НДБ — нижний дальний боров; ВДБ — верхний дальний боров; КС — камера сгорания; К — каналы подачи воздуха
528
Новый справочник химика и технолога
В I и II зонах полупечи фасонный кирпич выложен
по ширине полупечи полностью, а по длине — со
свободным пространством между стенками камер и
кирпичной кладкой, образуя боковые борова. В ближних к
камере сгорания боровах имеются два перекрытия,
образующие нижний ближний боров (НББ), средний
боров (СБ), верхний ближний боров (ВББ), а в дальних —
одно перекрытие, образующее нижний дальний боров
(НДБ) и верхний дальний боров (ВДБ).
В боровах имеется подводка воздуха для сжигания
газов, образующихся в процессе активации, с целью
поддержания необходимого температурного режима и
разности парциальных давлений газов в продуктовых и
газовых каналах, благодаря чему обеспечивается
правильный диффузионный процесс в шихте.
Процесс активирования в печах с внутренним
обогревом организован таким образом, что тепловая
энергия от стороннего источника, используется только на
стадии разогрева кладки печи и ее запуска после
капитального ремонта. Для этих целей используется
камера сгорания (КС) (рис. 10.17), в которой
сжигается жидкое или газообразное топливо. После разогрева
кладок печи и рекуператоров функционирование и
заданный тепловой режим в печи поддерживается за
счет дожигания газов, образующихся в результате
взаимодействия активирующего агента с углем и их
утилизации в рекуператоре. Последняя реализуется
путем изменения направления потоков теплоносителя
в полупечах, т. е. их работы в режиме нагрева и
охлаждения путем переключения направления движения
газовых потоков.
В каждой половине полупечи (высота 7,0 м, длина
6,2 м и ширина 3,9 м) фасонная кладка образует 288
продуктовых ячеек, которые сгруппированы в 18
продольных рядах (регистрах) по 16 в каждом. В верхней
части печи продуктовые ячейки объединены в 6
продуктовых секций (реторт). Над каждой полупечью
расположены по два бункера, уголь из которых поступает
во все шесть продуктовых реторт полупечи (рис. 10.18).
Рис. 10.18. Разрез печного отделения:
/ — печь «СРЕП», 2 — загрузочный бункер, 3 — выгрузочный
бункер, 4 — нижний соединительный боров, 5 — камера сгорания,
6 — рекуператор, 7 — дымовой боров
Рекуператор в составе печи предназначен для
утилизации тепла отходящих дымовых газов путем нагрева
кирпичной кладки и использования этого тепла на
перегрев водяного пара. Рекуператор представляет собой
прямоугольную шахту высотой 8,95 м, сечением
2,0 х 4,0 м, выложенную из шамотного кирпича.
Внутри он так же, как и печь, разделен капитальной стенкой
на две равные части. В каждой части рекуператора
размещена насадка, образующая по вертикали
ступенчатые каналы, улучшающие теплообмен.
Движение газовой смеси в системе
Подача пара производится через дозировочный
вентиль и далее — через паровую задвижку в нижнюю
часть рекуператора. Количество подаваемого пара
регулируется по показаниям манометра; пар, поднимаясь
вверх, перегревается за счет нагретой насадки
рекуператора до температуры 800-1000 °С и по ВСБ
поступает в печь. Перегретый пар проходит по горизонтальным
газоходам зоны карбонизации, не соприкасаясь с
полукоксом, и поступает в ВДБ, где меняет направление.
Далее пар идет по верхним газоходам зоны активации,
где частично диссоциирует на раскаленном угле.
Вместе с продуктами разложения пар поступает в СББ, где
опять меняет направление, проходит по газоходам зоны
активации и поступает в НДБ, снова меняет
направление и по газоходам зоны активации идет в НББ, оттуда
через нижний соединительный боров (НСБ) поступает в
другую половину печи, находящуюся в этот момент в
режиме нагрева.
В процессе прохождения пара по газовым каналам
зоны активации происходит взаимодействие его с
углеродом неактивированного угля, находящегося в
продуктовых каналах печи, по следующим реакциям:
Н20 + С = СО + Н2 125,4 кДж/моль
2Н20 + С = С02 + 2Н2 75,2 кДж/моль (2)
С + 2Н2 = СН4 + 79,42 кДж/моль
2С + 2Н2 = С2Н4 + 58,52 кДж/моль
Так как приведенные выше основные реакции
взаимодействия с водяным паром являются
эндотермическими, то этот период называют условно
«охлаждением». Температура в период «охлаждения»
поддерживается такая же, как и в период «нагрева», — за счет
частичного сжигания газов активации в боровах, куда
поступает воздух из байпасной линии по реакциям:
2СО + 02 = 2С02 + 284,2 кДж/кг
2Н2 + 02 = 2Н20 + 238,2 кДж/кг (3)
СН4 + 202 = С02 + 2Н20 + 798,38 кДж/кг
С2Н4 + 302= 2С02 + 2Н20 + 133,76 кДж/кг
За счет сжигания газов активации в печи
поддерживается температура 850-980 °С.
Парогазовая смесь, поступающая в нижнюю часть
второй полупечи, проходит ее в обратной
последовательности. В процессе движения парогазовой смеси в
Углеродные адсорбенты
529
полупечи, работающей в режиме нагрева, происходит
взаимодействие неразложившегося водяного пара с
углем по схеме реакций (2), а в боровах дожигания
продуктов — реакции по схеме (3).
Температурный режим в печи регулируется подачей
воздуха в борова для сжигания газов активации. Воздух
подается вентилятором в коллектор, из которого по
двум линиям подводится к каждой половине печи.
Расход воздуха на каждую полупечь регулируется
установленными на каждой линии шиберами. Каждый
воздуховод имеет отводы для подачи воздуха в борова
печи. Ввод воздуха в каждый боров осуществляется
двумя рукавами, заканчивающимися в печи
распределительной решеткой, где разделяется на ряд мелких
потоков. На случай отключения электроэнергии
предусмотрена подача воздуха инжектором.
Пар на печь подается по трубопроводу, который
имеет два ответвления на каждую полупечь,
снабженных задвижками для переключения подачи пара.
Расход пара контролируется манометром и расходомером.
Параметры работы печи:
1. Температура активации (замер в боровах печи) —
850-980 °С.
2. Температура верха рекуператора — 1000-1200 °С.
3. Температура низа рекуператора — 250-600 °С.
4. Расход пара на один килограмм выгружаемого
угля — 5-6 кг/кг.
5. Давление в боровах печи — 2-5 мм вод. ст.
8. Давление воздуха на входе в печь — 60 мм вод. ст.
7. Содержание кислорода в газах активации — не
более 0,4 %.
10.3.3. Технология производства дробленных
углеродных адсорбентов методом парогазовой
активации
Активные угли в основном получаются на основе
переработки угля-сырца из древесины твердых пород, а
также из каменноугольного полукокса (КАД). В
промышленности получают угли марок БАУ, АУП, ОУ,
МД и ДКФ.
Сырьем для получения дробленых углей БАУ
служит уголь-сырец марки ТЛ — древесный, ретортный.
Он должен удовлетворять следующим требованиям:
- зольность — не более 1 %;
- содержание летучих — не менее 3 %;
- влажность — не более 10 %.
Типовая технологическая схема производства
дробленых АУ (рис. 10.19) включает в себя следующие стадии:
П , I Г I II ВС
t -n.N 77
на упаковку
Рис. 10.19. Технологическая схема производства дробленых активных углей:
/, 9,13,19,29 — бункеры; 2,14,16,18 — ленточный конвеер; 3 — элеватор; 4,5 — вибрационные грохоты; 6,7,8 — силосы;
Ю- дробилка; // — бункер отходов; 12 — конвейер; 15 — элеватор; /7 — печь активации; 20 — гидравлический затвор; 21 — скруббер;
22 — вертикальный холодильник; 23 — газодувка; 24 — пенный газоочиститель; 25 — газгольдер; 26 — вращающаяся печь активации;
27 — барабанный холодильник; 28 — транспортер
530
Новый справочник химика и технолога
1. Сортировка угля-сырца. Поступающий на
производство уголь-сырец из бункера (/) ленточным
конвейером (2) и элеватором (3) подается на вибрационный
грохот (4), где подвергается предварительной
сортировке через решетки 100 х 100 и 25 х 25 мм, магнитной
очистке от примесей железа и рассеву на грохоте (5) на
три фракции: до 1 мм, 1-10 мм и 10-25 мм. Уголь с
размером кусков 25-100 мм подается в силос с
винтовым шибером (6), с размером 10-25 мм — в силос (7), а
1-10 мм — в силос 8. Крупная фракция более 100 мм
подается на дробилку (10) и возвращается на рассев.
Пыль (размеры менее 1 мм) направляется в бункер
отходов (//). Мелкая фракция из силоса (8) ленточным
конвейером (12) подается в бункер (13) над
вращающейся печью активации.
2. Активация. Предназначенный для активации в
печах «Дессау» древесный уголь ленточным
конвейером (16) загружается в три секционных бункера над
печами. Загрузочным устройством уголь-сырец
подается на активацию в камеры печей активации (17).
Внешний вид камерной печи активации изображен на
рис. 10.20. Для производства БАУ используется
средняя фракция. Крупная фракция используется для
производства осветляющих углей, имеющих по сравнению
с БАУ большую сорбционную емкость и суммарную
пористость. Активация проводится водяным паром при
температуре 850-900 °С в камерных печах с внешним
обогревом. Камерная печь «Дессау» с внешним
обогревом представляет собой кирпичную кладку с
вмурованными в нее шестью продуктовыми камерами. С лицевой
Рис. 10.20. Камерная печь активации:
/ — система продуктовых камер и огневых каналов;
2 — подводящие трубки пароперегревателя; 3 — распределительный
конус подачи пара; 4 — выгрузочный мерник
стороны печи находятся подводящие трубки
пароперегревателя, со стороны противоположной лицевой
расположен первичный рекуператор. В нижней части
продуктовой камеры расположен распределительный
конус, под который подается пар. Каждая камера печи
располагается между двумя огневыми каналами.
Вверху, перед загрузочным устройством две камеры
соединены между собой. Размеры продуктовой камеры:
длина — 1,3 м, ширина — 0,15 м, высота — 5 м.
Загружаемый уголь при помощи распределительного конуса
распределяется по двум камерам. Обогрев камер
производится продуктами горения газообразного топлива,
которое поступает в распределительный канал. Воздух
подводится к горелкам через воздушные каналы
рекуператора, где он предварительно нагревается за счет
тепла отходящих дымовых газов. Воздух из каналов
первичного рекуператора поступает в каналы
вторичного рекуператора, расположенные в виде узкой щели
между первичным рекуператором и собственно печью.
В нем происходит окончательный нагрев воздуха до
температуры 450 °С перед подачей к горелкам,
расположенным в нижней части огневых каналов. Греющие
газы проходят печное пространство снизу вверх, меняя
свое направление шесть раз, затем покидают печное
пространство, уходя в дымовые каналы рекуператора.
Из дымовых каналов рекуператора газы через боров и
дымовую трубу выбрасываются в атмосферу. Водяной
пар из паропроводной сети поступает в
пароперегреватель, расположенный в дымовых каналах рекуператора
и в перегретом до температуры 250-300 °С состоянии
подается в камеру под конус, расположенный в нижней
части камеры. Часть пара поступает на охлаждение
угля, а основная масса пара на активацию. Водяной пар,
пронизывая слой угольной шихты, реагирует с
раскаленным углем, и газы активации, состоящие из СОг,
СО, Н2 и СН4, выводятся при помощи эксгаустера в
верхней части камеры через гидравлик и холодильник в
аппаратное отделение. За время нахождения в
продуктовых камерах уголь последовательно проходит через
зоны:
- подсушки, где освобождается от влаги за счет
тепла отходящих газов активации;
- карбонизации, в которой при температуре 450-
700 °С из угля-сырца в виде летучих отгоняются
смолистые и газообразные продукты;
- активации, в которой при взаимодействии с углем,
нагретым до 750-900 °С, перегретого водяного пара
происходит развитие пористости, и образуются газы
активации;
- охлаждения раскаленного угля перегретым паром
до температуры 300—400 °С, последующим
охлаждением до 90-110 °С в выгрузочных конусах и мерниках.
Условия активации: температура активации — 850-
900 °С; температура в огневых каналах — 1100—
1200 °С; суммарный расход перегретого пара на
активацию — 280-290 кг/ч, охлаждение — 10-15 кг/ч; обгар
угля — 60 %; давление в продуктовых камерах — 5-
Углеродные адсорбенты
531
15 мм вод. ст.; тяга в дымовых каналах рекуператора —
7-10 мм вод. ст.; давление отопительного газа (газы
активации), поступающего к горелкам, — 6-10 мм вод. ст.;
отгрузка угля из камеры — 100-140 л/ч каждые
полчаса, загрузка угля-сырца сразу после выгрузки.
Охлажденный полуфабрикат выгружается
открыванием шибера на ленточный конвейер (18) и в
промежуточный бункер (19), после чего направляется в
отделение размола.
Газ, образующийся в печах активации в результате
взаимодействия водяного пара с углеродом, проходит
через систему: гидравлический затвор (20)—скруббер
(21)—вертикальный холодильник (22) и поступает в
аппаратное отделение с помощью газодувки (23) через
пенный газоочиститель (24). Через гидрозатвор газ
подается в газгольдер (25), откуда газы активации
направляются на сжигание в печное отделение.
Древесный .уголь с размером частиц 1-10 мм через
шлюзовый питатель из силоса (8) подается во
вращающуюся печь активации (26), где активируется водяным
паром при 850-900 °С. Активный уголь с температурой
750-800 °С из камеры выгрузки поступает в
барабанный холодильник (27) и далее транспортером (28)
направляется в бункер (29), из которого готовый продукт
АУП фасуется в мешки.
Давление в газовой системе
Участок газовой системы
Камеры печей, гидрозатвор
Скруббер
Вертикальный холодильник
Эксгаустер (вход)
Эксгаустер (выход)
Смолоотделитель
Газгольдер
Средние параметры
+Р = 5-10 мм вод. ст.
- Р = 10-20 мм вод. ст.
- Р = 50-80 мм вод. ст.
- Р = 60-150 мм вод. ст.
+ Р= 160-180 мм вод. ст.
+ Р = 130-160 мм вод. ст.
+ Р= 110-120 мм вод. ст.
3. Дробление и рассев. После печей уголь
ленточными транспортерами подается в бункер-накопитель и
через шибера — в барабанную мельницу, где
измельчается до кусков не более 20 мм. Из мельницы уголь по
течке подается на рассев, где разделяется на фракции
0-1 мм, 1,0-3,5 мм и больше 3,5 мм. Фракция более
3,5 мм поступает на дополнительное измельчение.
Рабочая фракция БАУ — 1,0-3,5 мм. Угольная мелочь
подается в шаровую мельницу; измельченный до
порошкообразного состояния, уголь применяется для
получения активных углей марки МД. Готовая фракция
1,0-3,5 мм идет на упаковку.
Технология получения осветляющих углей марок
ОУ-А и ОУ-Б практически идентична производству
углей БАУ, за исключением использования для их
производства более крупной фракции среднего (20-50 мм)
и крупного (50-100 мм) орешка, и дополнительных
стадий измельчения на шаровой мельнице, и
выщелачивания для ОУ-Б.
Размол среднего и крупного орешка до фракции не
более 5-10 мм осуществляется на валковой дробилке,
из которой по течке попадает в барабан шаровой
мельницы.
Размол угля осуществляется деревянными или
бакелитовыми шарами. Из шаровой мельницы угольная
пыль отсасывается вентилятором и проходит
последовательно сепаратор и батарейный циклон, а недомол по
течке возвращается в мельницу. Переизмельченная
пыль улавливается рукавным фильтром и вместе с
пылью из циклона шнековым питателем подается в
бункер, из которого затаривается в мешки и поставляется
потребителям под маркой ОУ-А.
Осветляющий уголь марки ОУ-Б получается путем
выщелачивания, отмывки и отжима угля ОУ-А.
Угольная пыль из бункера передавливается сжатым воздухом
при давлении 1,5-2,7 атм. в реактор, снабженный двумя
турбинными мешалками. В реактор предварительно
заливается вода и подается острый пар для нагрева
воды до 60-80 °С. Угольная пыль смешивается с водой,
образовавшаяся угольная суспензия перемешивается
турбинными мешалками, после чего насосом подается в
реактор выщелачивания. Реактор снабжен рубашкой, в
которую подается острый пар для нагрева реактора.
Загруженная в реактор угольная суспензия заливается
соляной кислотой из расчета на содержание в ней ки-
слоторастворимой золы. Процесс выщелачивания
осуществляется в течение 3,0-3,5 ч при температуре 60-
80 °С и интенсивном перемешивании раствора в
реакторе. После выщелачивания угольная суспензия
многократно отжимается и промывается на фильтр-прессе
ФПАК-М.
Угольная паста с влажностью не более 58 %
подается в приемный бункер, сблокированный с
автоматическими весами и заливочной машиной, с помощью
которых затаривается в многослойные полиэтиленовые или
ламинированные полиэтиленом бумажные мешки и под
маркой ОУ-Б направляется потребителю.
Фильтрат, промывные воды и вода с камер
регенерации поступают на фильтрование неотфильтрованного
остатка пульпы. Вода с фильтр-пресса нейтрализуется
раствором соды и сбрасывается в канализацию.
Вода, используемая для охлаждения газов
активации и в гидравлике, скруббере и смолоотделителе и
содержащая некоторое количество фенолов и смол,
собирается в отстойнике, где очищается коагуляцией с
хлоридом железа и после отжима повторно
используется на охлаждении газов. Потери воды за счет испарения
компенсируются из технического водопровода.
10.3.4. Технология получения углеродных
молекулярных сит
Прогресс в химической технологии позволил
реализовать на основе синтетических цеолитов —
молекулярных сит (МС) процессы сепарации молекул по
критическим размерам, очистки и осушки газовых сред,
получения веществ высокой степени чистоты, коротко-
532
Новый справочник химика и технолога
цикловой безнагревной адсорбции. Он вызвал интерес к
технологии производства и применения МС. К
сожалению, несомненные преимущества синтетических
цеолитов существенно нивелируются их недостатками. К
ним относятся:
- отравляемость парами воды, практически
исключающая их использование во влажных средах;
- высокая каталитическая активность по отношению
к органическим соединениям.
С целью устранения недостатков минеральных МС
были разработаны технологии получения углеродных
МС (УМС) на основе различных (в основном двух)
видов сырья и, соответственно, способов их получения:
первый — использует в качестве сырья
промышленные АУ, подвергнутые механическому измельчению
для подавления транспортной пористости с
дальнейшим вторичным формованием и термообработкой и
созданием на внешней поверхности гранулы
полимерной оболочки с заданной проницаемостью;
второй — использует однородное по составу,
молекулярному и пространственному строению сырье
(синтетические полимеры), термообработка и дальнейшее
активирование которого мягкими окислителями
обеспечивает формирование развитой однородной
микропористой структуры с фиксированной доступностью
для молекул с различным критическим размером.
За редким исключением, в производстве УМС
используются синтетические полимеры, обеспечивающие
по сравнению с растительными и ископаемыми
материалами относительно более высокую степень
однородности первичного сырья.
Синтетические полимеры, используемые для данной
цели, должны удовлетворять следующим требованиям:
- обладать высокой однородностью молекулярных
фрагментов синтетического материала;
- характеризоваться высокой степенью
термореактивности;
Полученный после термообработки углеродный
остаток обрабатывается при температурах 700-750 °С
водяным паром или диоксидом углерода до обгара,
величина которого регулирует степень доступности
внутреннего объема скелета и определяет, соответственно,
тип УМС. Предельные величины обгара, как правило,
не превышают 10 %, а сопровождаемые ими изменения
в степени доступности объема адсорбирующей
пористости представлены в табл. 10.21 для УМС на основе
промышленной фенолформальдегидной смолы (ФФС).
Принципиальная технологическая схема
производства дробленых УМС представлена на рис. 10.21.
Исходная резольная фенолформальдегидная смола
помещается в смеситель, снабженный обогреваемой
рубашкой и лопастной мешалкой. При достижении в
смесителе температуры 60-80 °С в смолу при
постоянном перемешивании медленно подается дибутилфталат
(ДБФ), используемый в качестве пластификатора.
Перемешивание смолы с пластификатором производится
до получения однородной композиции.
Полученная композиция смолы и ДБФ равномерно
размещается на противнях слоем заданной толщины.
Противни переносятся в электрошкаф, в котором
композиция отверждается при температуре 180 °С в
течение 24 ч при получении УМС-6 0,6 нм. Разогрев до
заданной температуры термоотверждения в
зависимости от типа используемых смолы, пластификатора и
УМС осуществляется с темпом подъема температуры
от 15 до80°С/ч.
Полученные после термоотверждения плоские
блоки полимера подвергаются измельчению на валковой
дробилке с отсевом рабочей фракции от 1,5 до 3,0 мм.
Мелочь и пыль, собираемая в процессе рассева в
качестве ретура, возвращается на стадию смешения.
Отобранная фракция полимера подвергается
термообработке в муфельных барабанных печах с внешним
обогревом при медленном нагреве до 750-800 °С, темп
нагрева — не выше 80 °С/час.
Активация производится в атмосфере водяного пара
при температуре 700-750 °С в течение 24-60 ч.
Продолжительность активации определяется типом
получаемого УМС. После активации УМС охлаждается в инертной
атмосфере до нормальной температуры и подвергается
рассеву на узкие фракции: 1 — 0,5-1,0 мм; И — 1,0-
1,5 мм; 111 — 1,5-2,0 мм; IV > 2,0 мм. После проверки
молекулярно-ситовых свойств по модельной смеси
метанола, бензола и изооктана, полученное УМС
классифицируется но типу, определенному линейным
размером и направляется потребителю.
Смола резольная
80 - 85 масс. %
Пластификатор I
ДБФ 15-20 масс. %
< 1,5 мм
0,5-1,0 мм 1,0-1,50 мм 1,5-2,0 мм > 2,0 мм
Рис. 10.21. Технологическая схема производства УМС
Углеродные адсорбенты
533
В качестве примера в табл. 10.21 приведены
параметры пористой структуры промышленных материалов
японского (MSC) и отечественного (УМС)
производства, а в табл. 10.22 — их молекулярно-ситовые свойства
по модельной смеси (СН3ОН + С6Н6 + изо-С8Н18),
оцененные по времени защитного действия до проскоковой
10.3.5. Производство дробленых активированных
углей из ископаемого сырья фирмой «Калгон Карбон
Корпорейшн» (США)
Указанная фирма — одна из старейших и ведущих
фирм в мире по производству активированных углей.
Суммарные производственные мощности превышают
90 тыс. т/год и загружены не более 70 %. Основное
производство расположено в г. Питтсбург (штат Пен-
концентрации за слоем адсорбента равной 0,001 от
исходной (Э0,001).
Как видно из представленных в табл. 10.22 и 10.23
данных, по параметрам пористой структуры и по
разделительным свойствам отечественные и зарубежные
УМС незначительно отличаются друг от друга.
сильвания), где выпускается до 50 тыс. т/год угля из
ископаемого сырья и от 20 до 30 тыс. т/год
реактивированного после использования.
В состав корпорации также входят: фирма «Хемви-
рон» (Бельгия), производящая до 20 тыс. т/год угля из
битуминозного угля и скорлупы кокосового ореха, и
фирма «Дегусса» (Германия) выпускающая до
10 тыс. т/год угля на основе торфа и древесины.
Таблица 10.21
Изменение предельных объемов адсорбционного пространства (tVo, см3/см3) и времени защитного
действия (0, мин) УМС из ФФС для молекул с различным критическим размером (нм)
в процессе прогрессирующего активирования
Обгар
о>,%
0,0
1,1
2,2
3,3
6,5
Не,
(0,22)*
0,49
0,57
0,52
0,54
0,56
н2о,
(0,38)
0,39
0,41
0,44
0,46
0,49
СН3ОН,
(0,44)
0,19
0,20
0,21
0,25
0,26
СбН6,
(0,58)
0,09
0,10
0,13
0,19
0,23
QH12,
(0,62)
0,02
0,02
0,04
0,05
0,15
Изооктан,
(0,67)
0,02
0,02
0,03
0,04
0,13
ecu,
(0,68)
0,02
0,02
0,03
0,04
0,14
0, мин
Бензол
—
14
21
48
58
Изооктан
—
0
0
1
5
* В скобках указан размер адсорбируемых молекул.
Таблица 10.22
Параметры пористой структуры образцов УМС зарубежного (Япония) и отечественного производства
Образцы УМС
MSC-A
MSC-5A
MSC-B 6A
MSC-C 7A
Дробленое УМС
Гранулированное УМС
Сферическое УМС
5
d
г/см3
1,10
0,90
0,88
0,86
0,80
1,00
0,95
1,80
1,80
1,80
1,80
1,12
1,61
1,72
v
' ма
V
' ме
V
' ми
см3/г
0,21
0,38
0,38
0,38
0,14
0,19
0,26
0,00
0,00
0,00
0,00
0,01
0,01
0,02
0,13
0,18
0,21
0,23
0,21
0,18
0,19
Е0, кДж/моль
25,08
25,91
25,49
Таблица 10.23
Молекулярно-ситовые свойства в процессе разделения компонентов модельной смеси
образцами углеродных молекулярных сит (УМС)
Молекулярные сита
MSC-A
MSC-5A
MSC-B
УМС-4А
УМС-6А
УМС-7А
Время защитного действия (Э0,001), мин по
СН3ОН
20
61
35
4
21
14
СбН6
Мгновенный проскок
76
168
Мгновенный проскок
172
163
CgH18
Мгновенный проскок
Мгновенный проскок
Мгновенный проскок
Мгновенный проскок
Мгновенный проскок
54
534
Новый справочник химика и технолога
Фирма не поставляет активные угли россыпью, а
осуществляет изготовление средств и систем на их
основе, монтаж и сервисное обслуживание, замену и
переснаряжение, а также утилизацию отработанного в
системах материала. Себестоимость реактивированного
угля, используемого для поглощения нетоксичных
веществ без заметной потери качества, не превышает
75 % от себестоимости свежего угля.
В качестве исходного сырья в производстве АУ
используется битуминозный ископаемый уголь с
содержанием витринита > 80 %, влажностью < 5 %;
содержанием летучих 27-39 %, серы < 0,5 %, золы < 3,0 %; с
температурой плавления > 137 °С. Состав исходной
рецептуры включает 94 % битуминозного угля и 6 %
каменноугольного пека, использующегося в качестве
связующего, а также до 10 % ретура. Производство
основано на использовании типовых технологических
модулей единичной производительностью до 10 тыс. т/год
по готовому продукту.
Получение, переработка и перемещение
продуктовых переделов осуществляется по непрерывной
технологической цепочке, исключающей их контакт с
окружающей средой в условиях полной герметизации
аппаратуры. Эксплуатация агрегатов технологической
цепочки осуществляется в полном автоматическом
режиме.
Технологическая схема модуля представлена на
рис. 10.22 и включает следующие стадии:
1. Подготовка исходной рецептуры и получение
рабочей фракции. Исходные компоненты —
битуминозный уголь и каменноугольный пек — в весовом
соотношении 94 : 6 из бункеров (7 и 2), шнековым
питателем (3) подаются во внутреннюю полость кольцевой
центробежной мельницы (5). Полученная композиция
из мельницы поступает на нагрев в термопечь (6), из
которой направляется на брикетирование на
термовальцах (7). Полученные при температуре 150 °С и
давлении ~ 100 МПа брикеты дробятся на валковой
дробилке (8) и рассеиваются на фракции: 0,5-6,0 мм —
рабочая и меньше 0,5 мм — идет на возврат в качестве
ретура в мельницу (5). Из отделения подготовки сырья
(4) полученная фракция направляется в загрузочные
бункера (10) печей карбонизации.
2. Термообработка угольно-смоляной
композиции. Для термообработки используются две
последовательно по ходу продукта соединенные вращающиеся
муфельные печи длиной 50 м, обеспечивающие
плавный и медленный нагрев материала до 900 °С без
непосредственного контакта теплоносителя и продукта.
Последнее способствует формированию прочного скелета
угля-сырца из высокореакционного углеродсодержаще-
го материала, использование которого в условиях
отечественных промышленных технологий не
представляется возможным. Рабочая фракция из бункера (10)
шнековым питателем (//) подается во внутреннюю полость
первой барабанной печи (12), пройдя которую
переходит во вторую. На выходе из второй печи раскаленный
продукт поступает в охлаждающий барабан (13), в
котором его температура снижается до нормальной и далее
по герметичному трубопроводу направляется в
загрузочный бункер (18) печей активации. Летучие продукты
деструкции из внутренней полости печи направляются
© g> jg)
© © ©
©
© © ©
/®
©
Рис. 10.22. Технологическая схема получения активных углей:
1,2 — бункеры; 3,11 — шнековые питатели; 4 — отделение дробления; 5 — центробежная мельница; 6 — термопечь;
7 — термовальцы; 8 — валковая дробилка; 9 — грохот; 10,18 — загрузочные бункеры; 12 — барабанная печь;
13, 20 — охлаждающие барабаны; 14 — печь дожигания; 15 — бойлер; 16 — скруббер мокрой очистки; 17 — дымовая труба;
19 — печь Гересюфа; 21 — ciделение рассева; 22 и 23 — фохоты; 24 — расфасовка
Углеродные адсорбенты
535
в печь дожигания (14) и далее вместе с отходящими
дымовыми газами из печей карбонизации (12)
поступают в бойлер (15) для утилизации тепла. После
бойлера дымовые газы подвергаются обработке
диспергированным раствором соды в скруббере мокрой очистки
(16) и через дымовую трубу (17) выбрасываются в
атмосферу.
3. Активирование угля-сырца. Для
активирования угля используются модернизированные шахтные
вращающиеся девятиполочные печи Гересгофа (19)
цилиндрической формы диаметром около 6 м и
высотой 18 м. Во внутренних полостях полок расположены
газовые горелки, управление тепловыми режимами
работы которых осуществляет компьютер, что
обеспечивает высокую точность регулирования температуры.
Продолжительность пребывания продукта в печи — от
3 до 24 ч, после чего уголь поступает в охлаждающий
барабан (20), на выходе из которого, направляется в
отделение рассева (21). Производительность печи
Гересгофа составляет не менее 5000 т/год, что
соответствует примерно 5-6 печам «СРЕП» с внутренним
обогревом, используемым в отечественной
промышленности.
4. Рассев и упаковка продукта. На стадии рассева
и упаковки задействовано наибольшее количество
персонала, так как на ней собираются все материальные
потоки от всех технологических модулей. Стадия
полностью автоматизирована, предусмотрена полная
герметизация грохотов (22 и 23), трубопроводов, операций
расфасовки (24) и упаковочных устройств, а также
дополнительная изоляция помещения (21).
Из 50 тыс. т/год производимого угля примерно
10 тыс. т обрабатывается кислотой для снижения до
минимума зольности угля.
Параллельно с основным производством АУ на
фирме производится реактивация отработанного в
изделиях угля. Используемая технология реактивации
схематически представлена на рис. 10.23.
Отработанный после использования в средствах
очистки уголь из загрузочного бункера (1) переносится
в промежуточную емкость (2), в которой производится
его промывка горячей водой. Образующиеся сточные
воды направляются в отстойник (3) и далее
осветленные воды поступают в два последовательно
соединенных адсорбера (4 и 5) с АУ для удаления растворенных
в воде примесей, затем очищенные воды сбрасываются
в реку. Промытый уголь из емкости (2) после
обезвоживания на вакуумных фильтрпрессах (6) направляется
в многополочную шахтную печь (7), в которой
подвергается парогазовой реактивации. После охлаждения в
охлаждающем барабане (8) реактивированный уголь
помещается в бункер (9) для последующего использова.
ния. Образующиеся в процессе реактивации угля газы
поступают в мокрый скруббер (10) для нейтрализации
дисперсией содового раствора (//). Твердые продукты
взаимодействия направляются в распылительную
сушилку (12), где происходит их осаждение,
фракционирование и сбор. Газовая составляющая после доочистки
на фильтрах тонкой очистки (14) вентилятором
высокого давления (15) через дымовую трубу (16)
сбрасывается в атмосферу.
В качестве примера а табл. 10.24 представлено
сопоставление некоторых характеристик отдельных типов
АУ, производимых из ископаемого угля на отечественных
предприятиях и близких им по фракционному составу и
назначению в «Калгон Карбон Корпорейшн» (ККК).
Как видно из представленных данных, некоторые
различия в качестве отечественных углей обусловлены
незначительно меньшей степенью развития объемов
микропор и большим содержанием зольных элементов,
что в первую очередь обусловлено типом
использованного сырья.
\Р
№WU\ Э
£
Ъ
©
гЭ
®-
S
ж © ©
1 F
й
\;
tTtftf
Река
J>
Рис. 10.23. Технологическая схема реактивации отработанного адсорбента в средствах очистки:
1,9 — бункеры; 2 — промежуточная емкость; 3 — отстойник; 4,5 — адсорберы; 6 — фильтр-пресс; 7 — шахтная печь;
8 — охлаждающий барабан; 10 — мокрый скруббер; // — нейтрализатор; 12 — распылительная сушилка;
13 — камера выгрузки; 14 — фильтр тонкой очистки; 15 — вентилятор высокого давления; 16 — дымовая труба
536
Новый справочник химика и технолога
Таблица 10.24
Сравнительные характеристики углеводородных адсорбентов отечественного и зарубежного производства
Фирма и страна
УПО «Сорбент», Россия
ККК, США
ПО «Заря», Россия
ККК, США
НПО «Неорганика»,
Россия
Марка
угля
АР-А
BPL
BPL
АГ-3
F-300
F-400
АКБ
АЦБ
АЦБ
Фракция, мм
2,8-5,0
2,8-5,0
0,5-1,5
1,0-2,8
1,0-2,8
0,5-2,0
1,0-2,8
1,0-2,8
0,5-20
^,см3/г
0,70-0,75
0,67-0,69
0,94
0,80-1,00
0,65-0,70
0,97
0,80-0,82
0,65-0,70
0,97
^ми, см3/г
0,32-0,34
0,39-0,40
0,44
0,24-0,28
0,32-0,34
0,51
0,42-0,44
0,38-0,42
0,55
Прочность по
МИС-8, %
65-70
81-83
78
75-78
78-83
78
80-83
80-86
81
Содержание
золы, %
13-14
6-7
9
13-14
7-8
10
13-14
6-8
10
10.3.6. Получение активных углей путем
активирования неорганическими веществами
10.3.6.1. Теоретические основы метода активирования
неорганическими веществами
При получении углеродных адсорбентов методом
парогазовой активации в качестве исходного вещества
используется неактивированный уголь (НАУ), пористая
структура которого сформирована в процессе его
получения. Развитие пористости в угле-сырце
осуществляется в результате взаимодействия его с газообразным
активирующим агентом. Этот процесс протекает во
многом самопроизвольно и не поддается точному
регулированию в желаемом направлении.
При активации неорганическими веществами
воздействию подвергается неразложившееся органическое
вещество, что дает возможность управлять процессом
активирования с момента начала формирования
структуры угольного скелета вплоть до ее завершения. В
отличие от парогазовой активации, в этом случае
активирующий агент равномерно распределен во всей массе
материала и его воздействие на процессы,
происходящие в исходном углеродсодержащем материале,
проявляются на всех стадиях его превращения.
При термообработке любого углеродсодержащего
материала на начальной стадии разложения в нем
зарождается большое число центров кристаллизации.
Одновременное возникновение большого числа центров
кристаллизации, ограниченные возможности их роста и
выделение газообразных веществ приводят к
образованию пористого углеродного скелета.
В присутствии неорганического активатора процесс
формирования пористой структуры угля протекает в
пределах пространства, занимаемого продуктами
разложения органического вещества и активирующим
агентом, поэтому образование структурных элементов
угля и их сочетание между собой зависит от
количества, подвижности и химической активности молекул и
ионов активирующего агента.
Качество получаемого этим методом активирования
углеродного адсорбента определяется тремя основными
факторами:
- свойствами исходного углеродсодержащего
материала;
- физико-химическими характеристиками
активирующего агента;
- условиями активирования.
Используемые в качестве исходного сырья углерод-
содержащие материалы должны удовлетворять
следующим требованиям:
- характеризоваться низкой степенью
упорядоченности материала;
- отличаться достаточной реакционной
способностью в отношении неорганического активатора как на
стадии образования с ним композиции «углерод—
неорганический активатор», так и в процессе
последующей термообработки.
Режимы активирования должны обеспечить
протекание процесса в условиях, способствующих
увеличению выхода углеродного остатка и малому
образованию летучих, а также образованию прочного скелета
углеродного адсорбента.
Роль активирующего агента в этом методе
получения углеродных адсорбентов определяющая.
Неорганический активатор в процессе совместной
термообработки с исходным материалом одновременно
выполняет несколько функций, косвенно или напрямую
определяющих качество получаемого углеродного
адсорбента:
- теплофизическую — способствуя выравниванию
температуры по массе материала, снижению влияния
экзотермических эффектов в процессе его разложения и
регулированию скорости нагрева и газовыделения;
- химическую — влияя на эффективность
протекания процессов деструкции, поликонденсации и
полимеризации, способствуя увеличению выхода
угольного остатка, снижению газовыделения и выделению
летучих продуктов в виде соединений с малой
молекулярной массой;
Углеродные адсорбенты
537
- структурную — придавая при введении в
исходное углеродсодержащее вещество пластичность и фор-
муемость образующейся композиции; способствуя
образованию первичных структурных элементов строго
упорядоченного строения и малых размеров;
направленно влияя на пространственную ориентацию
первичных структурных элементов, образование однородной
микропористой структуры, размеры которой можно
регулировать количеством введенного неорганического
активатора.
С учетом вышеизложенного, вещество, выбираемое
в качестве неорганического активатора должно
удовлетворять следующим требованиям:
- высокой растворимостью, обеспечивающей
возможность широкого варьирования концентрации
пропиточного раствора;
- низкими температурами плавления и высокими —
кипения, а также небольшими различиями в
температурах перехода из раствора, минуя твердое состояние в
расплав;
- способностью образовывать с исходным
материалом пластичную и формуемую композицию;
- доступностью, нетоксичностью, безопасностью с
технологической и экологической точек зрения.
Развитие объема микропор способны обеспечить
только те неорганические активаторы, которые
сохраняют подвижность с момента начала формирования
структуры вплоть до ее завершения.
В качестве исходных материалов при
активировании неорганическими веществами используется сырье
растительного происхождения (торф, лигнин, отходы
деревообработки, скорлупа орехов и плодов), а также
бурые угли с высоким содержанием витринита.
Количественной характеристикой процесса
активации неорганическими веществами является
коэффициент пропитки, определяемый как отношение массы
неорганического активатора (МНд) к массе сухого (без
золы) углеродсодержащего сырья (Мусс):
а = МНА / МуСс , %.
(10.53)
В качестве активирующих агентов, в наибольшей
степени отвечающим сформулированным выше
требованиям к неорганическому активатору, удовлетворяют
галогениды металлов I и II группы, а также гидроокиси
и сернистые соединения щелочных металлов.
Исследование активности хлоридов металлов I группы
подтвердило четкую зависимость степени развития объема
микропор от растворимости, температуры плавления и
коэффициента пропитки. Однако их активирующая
способность сравнительно невелика, что обусловлено
изменением агрегатного состояния этих солей на
начальных стадиях формирования скелета угля и
переходом их в твердую фазу. По активирующей способности
хлориды I группы располагаются в следующий ряд:
CsCl > RbCl > LiCl > КС1 > NaCl (рис. 10.24).
Активность неорганического активатора зависит от
его растворимости, термической устойчивости и
температуры плавления. Для хлоридов II группы характерно
избирательное развитие отдельных разновидностей пор
(рис. 10.25).
Так хлориды подгруппы Zn (Zn, Cd, Hg) объемы
микропор развивают в значительно большей степени,
чем объемы макропор, в то время как для хлоридов Са,
Mg, Sr и Be характерно приращение суммарного
объема преимущественно за счет развития макропор. Это
непосредственно связано с увеличением растворимости
и уменьшением разности между температурой
плавления соли и температурой перехода из водного раствора
соли в твердое агрегатное состояние.
Растворимость,
г/л 300
200
. ГШ(, °С V
800 0,3
, смУг т п
' у -«пл Растворимость
Рис. 10.24. Зависимость объема микропор от
физико-химических свойств хлоридов металлов
I группы и коэффициентов пропитки (а, мМ/г)
Ткл, °С J/„, см'Уг
1000- 0,5-
800-
600-
400
200
0,4
0,3
0,20
.0,10
j i i i_
J I L
Be Mg Ca Zn Sr Cd Ba Hg
Рис. 10.25. Зависимость объема микропор
от физико-химических свойств хлоридов металлов
II группы (Г„л) а = 5 мМ/г
538
Новый справочник химика и технолога
При этом хлориды подгруппы Zn развивают в 3-
5 раз больший объем микропор, чем хлориды
подгруппы Са, и в 6-8 раз больший, чем объем микропор для
НАУ. По степени развития удельных объемов
микропор хлориды располагаются в следующий ряд: ZnCl2 >
CdCl2 > > HgCl2 > ВеС12 > SrCl2> MgCl2 > СаС12. В
производстве углеродных адсорбентов из растительного
сырья из неорганических активаторов выбирается
хлористый цинк.
Высокая растворимость и низкие температуры
плавления гидроокисей щелочных металлов
определяют их высокую активирующую способность. Однако
при использовании их в качестве неорганического
активатора следует учитывать те возможные
превращения, которые они могут претерпевать при термическом
разложении с углеродсодержащим материалом.
При термообработке модифицированного щелочью
углеродного сырья диоксид углерода, выделяющийся
на начальных стадиях разложения еще до момента
полного испарения воды, взаимодействует с гидроокисью,
образуя карбонаты, и активирующее действие щелочей
будет определяться свойствами их углекислых солей.
Высокие температуры плавления карбонатов резко
снижают их способность к развитию микропористой
структуры. Температуры разложения карбонатов
превышают температуры формирования углеродного
скелета, а количество выделяющегося диоксида и его
активность в этих условиях недостаточна для заметного
развития объема микропор.
Активирующее действие щелочей повышают путем
введения в их состав свободной серы. При
взаимодействии элементарной серы с водными растворами
гидроокисей щелочных металлов образуется смесь
сернистых соединений. При этом протекают реакции,
которые в общем виде можно записать следующим образом:
6 • МеОН + (2х + 2) • S + МеОНиз6ыт. ->
-> 2Me2S • S,_, + Me2S203 + МеОНсвободн.
Первая стадия реакции протекает с образованием
сернистых и сернистокислых соединений. Находящаяся
в растворе сера присоединяется к Me2S03, образуя
тиосульфат, и к Me2S, образуя полисульфиды. Образование
полисульфидов в водном растворе щелочей зависит от
концентрации основания, продолжительности реакции,
температуры и относительного содержания серы и
гидроокиси. Таким образом, активирующее действие
растворов серы в щелочи определяется в большей степени
действием сернистых, многосернистых соединений
щелочных металлов и их тиосульфатов.
Тиосульфаты щелочных металлов хорошо
растворимы в воде, а при термической обработке разлагаются
с образованием сульфитов, полисульфидов и свободной
серы. Сульфиты в условиях термообработки в
присутствии угля в свою очередь превращаются в сульфиды,
которые хорошо растворимы в воде и в водных
растворах гидролизуются с образованием MeHS. При нагреве
сульфидов в значительной мере идет разложение до
образования сероводорода. На воздухе сернистые соли
металлов разлагаются с выделением полисульфидов и
сероводорода. Таким образом, уже в водном растворе
имеет место образование следующих соединений:
MeHS, Me2S„, S, Me2S203 и ряда других производных
соединений серы. Полисульфиды щелочных металлов
хорошо растворимы в воде, плавятся при низких
температурах или разлагаются при нагревании с
выделением сероводорода, образованием серы и других
легкоплавких продуктов.
Изучение активирующего действия гидроокисей
щелочных металлов и их соединений показало, что
увеличение концентрации раствора активирующего агента
приводит к росту объема микропор, отнесенных к
единице веса угля. По активирующим свойствам щелочи и
сернистые соединения щелочей (рис. 10.26)
располагаются в ряд: CsOH + S > RbOH + S > КОН + S > КОН >
NaOH + S > NaOH.
CsOH + S
KOH
NaOH + S
NaOH
6 мм/г
Рис. 10.26. Активирующие свойства гидроокисей и
сернистых соединений щелочных металлов
При этом с возрастанием концентрации раствора
активирующего агента происходит рост объемов пор и
качественное изменение этого объема сначала в
большей степени путем развития Ws (преимущественно за
счет объема микропор), дальнейшее повышение
концентрации раствора приводит к замедлению роста Ws и
увеличению объема макропор.
На основании изучения основных неорганических
активаторов, используемых в производстве углеродных
адсорбентов из сырья растительного происхождения,
можно сделать вывод о том, что активирующие
свойства этих солей в первую очередь определяются их
растворимостью в воде и низкими температурами плавления,
которые обеспечивают присутствие активирующего
Углеродные адсорбенты
539
агента в подвижном состоянии на всех стадиях
формирования пористой структуры углеродного скелета.
Помимо чисто физико-химических характеристик,
таких как растворимость, температура плавления,
процесс развития характерных разновидностей пор зависит
и от их химической активности в отношении
углеродного скелета на завершающих этапах его
формирования. Химически хлориды инертны при конечных
температурах термообработки, а сернистые соединения
щелочей химически активны. Для соединений,
вступающих в химическое взаимодействие с углеродом
скелета угля, условия и режимы проведения процесса
термообработки заметно влияют на структуру
образующегося угля.
Повышение температуры термообработки с 450 °С
до 750 °С практически не сказывается на кажущейся
плотности и объемах пор угля, полученного
активированием ZnCl2, в то время как для сернистых соединений
калия подъем температуры приводит к резкому
падению кажущейся плотности при сохранении
постоянного объема микропор в единице объема угля.
Дальнейшее повышение температуры термообработки с 750 до
950 °С в случае сернистых соединений сопровождается
резким снижением кажущейся плотности и объема
микропор.
Для углеродных адсорбентов (значения кажущейся
плотности которых находятся в пределах 0,76-
0,65 г/см3), полученных с использованием хлористого
цинка и сернистых соединений калия, различия в
величинах характерных разновидностей пор практически не
наблюдается. Изменение условий активирования,
приводящее к снижению кажущейся плотности
получаемого угля ниже 0,60 г/см3, сопровождается увеличением
объемов макропор, уменьшением объемов
адсорбирующей пористости и резким падением прочности.
Оптимальные условия активирования,
обеспечивающие получение углеродных адсорбентов из
растительного сырья с повышенными адсорбционными и
прочностными характеристиками, достигаются при
значениях коэффициентов пропитки для хлоридов
цинка — в пределах 0,6-0,8 г/г и сернистых соединений
калия — 0,30-0,35 г/г при температурах
термообработки в интервале 450-800 °С.
10.3.6.2. Технология производства адсорбентов из
торфа методом сернисто-калиевой активации
Общая характеристика производства
Активные угли типа СКТ (сернисто-калиевые
торфяные) изготавливаются методом химической
активации углеродсодержащего материала (УСМ) на основе
торфа. В качестве активирующего агента используют
раствор серы в гидроокиси калия. Изготовление АУ
производится путем прессования и грануляции пасты,
приготовленной из предварительно измельченного
торфа и раствора сернистого калия с последующей
термической обработкой фанул, отмывкой их от
неорганического активатора и минеральных примесей, сушкой и
дополнительной парогазовой активацией.
Производство АУ типа СКТ состоит из одного
технологического потока, размещенного в двух корпусах.
В корпусе I производится дробление торфа, рассев
молотого торфа, приготовление и прессование пасты,
сушка сырых фанул, карбонизация и активация; во
II — выщелачивание, кислотная обработка,
предварительная сушка, прокалка или дополнительная
активация, рассев и упаковка, а также установка для
нейтрализации сточных вод.
Характеристика изготавливаемой продукции
Активный фанулированный уголь марок СКТ
представляет собой фанулы цилиндрической формы
различного диаметра от 1 до 5 мм. Длина фанул
составляет 1-3 мм.
Для изготовления углей типа СКТ применяется
кусковой или фрезерный торф, удовлетворяющий
следующим требованиям: зольность — не более 6 %, степень
разложения — не менее 28 %, влажность — не более
50 %.
Описание технологического процесса
Подготовка сырья. Торф зафужается в одну из
валковых дробилок при помощи наклонного
скребкового транспортера. Раздробленный до размеров куска в
40-60 мм, торф из валковых дробилок наклонным
ленточным транспортером подается в молотковые
дробилки-мельницы.
В молотковых дробилках торф измельчается
насаженными на валу пилами, вращающимися со скоростью
2900 об./мин, тарельчатым питателем подается на
вибрационное сито, имеющее плетеные сетки с размерами
ячеек от 0,9 до 3,5 мм, и далее направляется в
смеситель.
Приготовление раствора сернисто-калиевой
щелочи. Раствор готовится из следующего расчета:
содержание калия — 250-450 г/л, содержание серы —
125-225 г/л. Плотность рабочих растворов сернистого
калия лежит в пределах 1,30-1,50 г/см3.
Приготовление пасты. С целью получения
однородной тестообразной пасты, пригодной к прессованию
и фануляции, смешение молотого торфа с раствором
сернистого калия производится в специальном
аппарате — смесителе. Смеситель состоит из поворотной
корзины, установленной на станине. Корзина снабжена
паровой рубашкой для подофева пасты с целью
улучшения химического взаимодействия раствора
сернистого калия с торфом.
Рецептура пасты для различных марок угля
находится в разных пределах: для угля без добавки
каменноугольной пыли количество активирующих агентов,
вводимых в пасту, на 100 частей сухой торфяной пыли
составляет: калия — 19-22 масс, частей, серы — 9,5-
11 масс, частей.
540
Новый справочник химика и технолога
Для получения угля с развитой пористостью и
высокой динамической активностью по парам бензола
(марка А) дозировка калия и серы должна увеличиваться, а
количество вводимой угольной пыли уменьшается. Для
получения более мелкопористых углей с высокой
насыпной плотностью, механической прочностью (марка
Б) дозировка калия и серы уменьшается, а
каменноугольной пыли увеличивается. Более точные значения
рецептур подбираются в зависимости от вида и
качества торфа.
При приготовлении пасты угля марки СКТ с целью
уменьшения содержания диоксида кремния в
возвратных щелоках в смеситель периодически добавляется
хлорид кальция из расчета 1-2 масс, части кальция на
100 масс, частей сухого торфа.
Прессование. Прессование пасты производится в
горизонтальных или вертикальных гидравлических
прессах. Паста из приемного корыта шнеком подается
по течке через цилиндр-патрон (вальцы) в пастопри-
емник пресса, где уплотняется вращающимися валками.
Наполненный пастой пастоприемник вручную
подводится под головку плунжера, а пустой — под патрон
(вальцы), где наполняется пастой. Выпрессовывание
пасты через отверстия фильер в твердые нити
производится под давлением 100-200 атм.
Фильеры могут изготавливаться из твердых сплавов,
инструментальной стали или фарфора. Для
изготовления различных марок активных углей используются
фильеры с диаметром отверстий: 1,5-1,7 мм — для
марок СКТ-6 и СКТ-7, 2,0-2,5 мм — для СКТ-2 и СКТ-4.
Сушка сырых гранул. После прессования
полученные из пасты нити поступают на горизонтальный
ленточный транспортер, затем — на наклонный
ленточный транспортер. При транспортировке до сушильного
барабана нити подвергаются ломке. Для уменьшения
нагрузки на печь карбонизации сырые гранулы
подсушиваются. Наклонным ленточным транспортером и
горизонтальным передаточным транспортером гранулы
подаются через загрузочную воронку во вращающуюся
барабанную сушилку диаметром 1,6 и длиной 10 м.
Скорость вращения барабана 3,15об./мин. Сушилка
снабжена секторно-лопастной насадкой и установлена
под углом 2° к горизонту с наклоном в сторону
выгрузки. Сушка гранул производится продуктами сгорания
природного газа, разбавленными воздухом.
Теплоноситель с температурой не более 700 °С подается в
загрузочную головку и движется прямотоком с гранулами.
Температура газов на выходе из сушилки — не
более 150 °С. Время прохождения гранул через сушилку
составляет 30-35 мин. Гранулы на выходе из сушилки
должны иметь остаточную влажность не более 20 %.
Гранулы из сушильного барабана
пневмотранспортом подаются в циклон, расположенный под печью
карбонизации.
Стадия карбонизации. Из циклона гранулы через
секторный питатель по течке поступают в печь
карбонизации. Печь карбонизации представляет собой
футерованный вращающийся барабан, заключенный в
неподвижные фугерованные головки с загрузочными
устройствами. Длина барабана — 16 м, внутренний
диаметр — 1,19м, скорость вращения — 1 об./мин.
Печь установлена под углом 2° к горизонту с
уклоном в сторону разфузочной головки. Обофев фанул
осуществляется отходящими газами активации и
дымовыми газами, получающимися в результате сжигания
природного газа в горелке. Движение фанул и газов
происходит по принципу противотока при их
непосредственном соприкосновении. Замер температур
производится в трех точках с помощью термопар,
соединенных с гальванометрами. Одна точка установлена на
вращающейся части печи и две — на неподвижной.
Температура в первой точке (зона сгорания газа) —
550-700 °С, во второй точке (на выходе продукта из
барабана) — 500-650 °С и в третей точке (на выходе
газов из зафузочной головки) — не более 250 °С.
Понижение температуры ниже нижнего установочного
предела влечет за собой ухудшение пористости
активного угля, а повышение температуры выше верхнего
предела — понижение прочности угля, а на
безопасность процесса влияния не оказывает. Время
прохождения фанул по печи 2-2,5 ч.
В процессе прохождения фанул по всей длине печи
происходит термическое разложение органической
массы в присутствии сернистого калия. При этом
удаляется остаточная влага и выделяются летучие
вещества в виде легких и тяжелых погонов. В среднем на 1 кг
сухих фанул выделяется: 0,24 кг Н20 разложения,
0,035 кг дегтя и 0,24 кг газов карбонизации,
содержащих: С02 — 47-54 %; СО — 6 %; СН4 + CnHm —11-
18 %; Н2 — 15-22 %; H2S — 5-11 %; N2 — 1 %.
Таким образом, при карбонизации идет процесс
обуглероживания продукта и начинается формирование
пористой структуры угля. Остаточное содержание
летучих веществ в фанулах после карбонизации
составляет 8-15 %, содержание калия 23-30 %, серы 6-11 %.
Гранулы, пройдя печь карбонизации, поступают
через разфузочную головку в течку, откуда через
секторный питатель по течке направляются в печь активации.
Стадия активации. Активация карбонизованных
фанул осуществляется в горизонтально вращающейся
муфельной печи, представляющей собой вращающийся
барабан с разфузочными и зафузочными головками.
Внутри барабан имеет огнеупорную футеровку с
двенадцатью обофевающими каналами. Муфель обофева-
ется продуктами сгорания природного газа. Газы
активации удаляются из муфеля через зафузочную головку
в печь карбонизации.
Горячие дымовые газы двигаются по огневым
каналам, отдавая свое тепло через стенки муфеля продукту.
Температурный контроль производится с помощью
термопар с регистрирующими гальванометрами. На
выходе газа температура должна быть 790-860 °С, в зоне
Углеродные адсорбенты
541
активаций — не более 600 °С. Регулирование
температурного режима осуществляется путем увеличения или
уменьшения подачи воздуха и газа на горение.
Понижение температуры ниже установленною
предела влечет за собой ухудшение пористости и
прочности активного угля, а повышение ее выше верхнего
предела — к спеканию угля в печи, что на безопасность
процесса влияния не оказывает.
Движение продукта в муфеле и обогревающего
муфель газа в газовых каналах осуществляется
противотоком. Время прохождения гранул через печь
активации составляет 4 ч.
Гранулы после активации в зависимости от
рецептуры пасты содержат 24-32 % калия, 6-11 % серы и
10 % зольных элементов.
Охлажденные гранулы через загрузочную улитку
подаются пневмотранспортом непосредственно в
бункер отделения выщелачивания и отмывки.
Стадии выщелачивания и отмывки водой.
Колонна выщелачивания представляет собой
вертикальную цилиндрическую емкость, снабженную на верху
электродвигателем с кулачковым приводом
центрального вала, проходящего через центральную ось
колонны. На валу насажены «тарелки», снабженные
отверстием для прохода жидкой фазы и срезом для ссыпания
гранул. Выщелоченные гранулы разгружаются в низу
колонны и гидротранспортом подаются в колонну
водной отмывки.
После выщелачивания и отмывки водой в угле
содержится: калия в среднем 7 %, серы — 1,5 %, золы —
11-14%.
Из колонны водной отмывки гранулы
гидротранспортом подаются в колонну кислотной обработки.
Кислотная обработка и промывка. Колонна
изнутри имеет эмалированную поверхность,
предотвращающую коррозию конструкционных элементов. В
нижнюю часть колонны подается 5%-й раствор соляной
кислоты.
Из колонны кислотной обработки гранулы
гидротранспортом подаются в колонну водной отмывки, и
отмытые гранулы из последней колонны подаются на
транспортер и далее элеватором — на сушку.
Сушка угля. Сушилка представляет собой
металлический барабан, установленный под углом 2° к
горизонту с наклоном в сторону выгрузки, с разгрузочными
и загрузочными головками.
Сушка угля производится дымовыми газами,
полученными при сжигании природного газа в выносной
топке, которые подаются в загрузочную головку
сушилки и двигаются прямотоком. Температура дымовых
газов на выходе из топки не более 700 °С, на входе в
загрузочную головку — не более 600 °С, время
прохождения материала через сушилку 0,5 часа. Из
сушильного барабана продукт через разгрузочную течку
поступает в прокалочную печь, где окончательно
происходит сушка до влажности 1-5 %.
Рассев и упаковка готового продукта. При рассеве
применяют сетки: размер отверстий верхнего сита
равен 1,7-2,0 мм, нижнего — 0,7-0,9 мм.
Утилизация отходов производства, сточных вод
и выбросов в атмосферу. Отходы пыли из циклонов
сушильного барабана, прокалочной печи и при рассеве
готовой продукции составляют 10-17 % от выпускаемой
готовой продукции. Эти отходы направляются на
вторичное использование в процесс приготовления пасты.
Сточные воды из нейтрализатора после отдувки
сероводорода имеют кислую реакцию (рН < 4) и содержат
сульфидов не более 20 мг/л.
Сточные воды из колонны кислотной отмывки
имеют слабокислую реакцию и составляют примерно 21 м3
на тонну готового продукта.
Сточные воды из нейтрализатора и кислотной
колонны направляются на общезаводские очистные
сооружения.
Выбросы из сушилки и прокалочной печи в
количестве 130 000 м3 на т продукта, а также воздух из
оросителя с содержанием сероводорода ниже ПДК в
количестве 40 000 м3 на т продукта поступают в печь
дожигания, где вместе с газами от печей активации и
карбонизации подвергаются термическому
разложению. Сернистые газы окисляются до оксидов серы. Из
печи дожигания газы в количестве 160 000 м3 на т
продукта направляются в каталитическую башню, где
очищаются от окислов серы и выбрасываются в
атмосферу. От сушильного барабана и печи дополнительной
активации воздух с частичками пыли, проходя очистку
в системе циклонов, сбрасывается в атмосферу.
Средние нормы расхода на производство 1 т
адсорбента газового типа из торфа при использовании в
качестве неорганического активатора сернистых
соединений калия (а также хлористого цинка) представлены в
табл. 10.25.
Таблица 10.25
Нормы расхода на производство 1 т угля
газового типа из торфа при использовании
неорганических активаторов
Активатор
K-jcSj,
ZnCl2
Количество
торфа,
т
3,5
3,5
Расход
Электроэнергии,
кВт • час
1400
1700
Водяного пара,
т
18
9,4
НС1,
т
0,3
1,29
Н20,
м3
230
286
Активатора, т
0,369-
0,372
0,4-0,7
10.3.6.3. Технологическая схема производства
углеродных адсорбентов из бурых углей,
модифицированных гидроокисью калия
Бурые угли относятся к витринитовым углям с
содержанием витринита 85-92 % и по степени углефика-
ции занимают промежуточное положение между
торфом и каменным углем. В отличие от торфа, в бурых
542
Новый справочник химика и технолога
углях отсутствуют или содержатся в незначительном
количестве неразложившиеся остатки растений и
входящие в их состав химические соединения. А в отличие
от каменных углей, у бурых углей в составе
присутствуют гуминовые кислоты.
При анализе элементного состава торфа, бурого и
каменного угля выявлено, что с углублением
метаморфизма заметно убывает содержание водорода и
кислорода, уголь становится гидрофобным, содержит меньше
влаги, становится менее реакционноспособным, менее
подвержен окислению при хранении на воздухе
(выветриванию). Одно из важнейших свойств бурого угля —
его высокая гидрофильность и способность к
удерживанию большой массы воды. С этим связаны многие
физико-химические свойства и технологические
особенности бурого угля — пористость, набухание, усадка,
пластичность, сжимаемость, упрочнение при сжатии и
другие.
В табл. 10.26 представлено содержание
функциональных групп во фракциях гуминовых кислот Канско-
Ачинского бассейна.
Таблица 10.26
Содержание функциональных групп во фракциях
гуминовых кислот бурого угля Назаровского
месторождения Канско-Ачинского бассейна
Функциональные
группы
Метоксильные
Альдегидные
Кетонные
Хиноидные
Карбоксильные
Фенольные
Содержание функциональных
групп во фракциях, мг-экв/г
Растворимая
1,45
0,25
2,58
0,78
4,40
2,88
Нерастворимая
0,61
0,91
1,43
1,40
2,90
4,25
Наличие в составе бурых углей гумусовых кислот
делает их способными вступать в реакцию с сильными
щелочами, такими как гидроокись калия. Результатом
взаимодействия является радикальное изменение
природы исходного бурого угля, появление у щелочно-
угольной композиции пластичности и формуемости,
изменение характера разложения углеродсодержащих
составляющих бурого угля при термообработке и
формировании скелета угольного остатка.
Глубина и степень трансформации первичного
материала и характеристика образующейся пористой
структуры в угольном остатке зависят от многих
факторов, основными из которых являются:
- предварительная подготовка бурого угля;
- количество вводимой гидроокиси калия и условия
получения щелочно-угольной композиции;
- условия ее термообработки и отмывки от
щелочного активатора.
Исследованиями, проведенными в НПО
«Неорганика» (г. Электросталь Московской обл.) и на кафедре
химической технологии материалов и изделий сорбци-
онной техники Санкт-Петербургского
государственного технологического института (технического
университета) было подтверждено, что бурый уголь является
перспективным сырьем для получения
высококачественных углеродных адсорбентов, которые по своим
адсорбционным и прочностным характеристикам
заметно превосходят промышленные АУ на основе торфа
и ископаемых углей.
К достоинствам бурых углей как исходного сырья в
производстве углеродных адсорбентов следует отнести
и возможность его использования в рамках двух
промышленных технологий:
- близкой к сернисто-калиевой активации;
- смешанной активации с введением в бурый уголь
небольших количеств активатора (гидроокись калия)
для придания ему пластичности и формуемости с
последующей парогазовой активацией.
При производстве АУ из бурых углей химическим
модифицированием и смешанными методами
активации можно выделить основные стадии, перечисленные
в табл. 10.27.
Характеристика получаемых по этим технологиям
углей в сравнении с промышленными углями из торфа
и ископаемых углей представлены в табл. 10.28.
При взаимодействии бурого угля с раствором
гидроокиси калия образуется щелочно-угольная
композиция. Поведение щелочно-угольной композиции на всех
стадиях переработки отличается от разложения сырья в
производстве адсорбентов сернисто-калиевой
активацией. Это обусловлено физико-химическими
особенностями бурого угля как сырья и различным характером
разложения композиций. Влияние модификатора
(гидроокиси калия) начинает проявляться с момента его
введения в исходный бурый уголь, который
представляет собой сложную пространственную структуру с
большим числом областей ароматического характера,
высокой реакционной способностью. Наличие
гуминовых кислот и большого количества функциональных
групп повышает реакционную способность материала,
в результате чего бурый уголь активно откликается на
обработку щелочными реагентами. При этом идут
процессы диспергирования исходных структурных
элементов маточного материала бурого угля за счет процессов,
схожих с процессом омыления. Происходит
значительный разогрев пасты. Имеет место глубокое химическое
модифицирование исходного сырья, приводящее к
пластической гелеобразной системе, обладающей высокой
пространственной подвижностью. Равномерное
распределение водного активатора по всей массе материала и
большая вероятность образования соединений близких
по типу к ПАВ способствуют получению пластичной
композиции с достаточной исходной прочностью,
обусловленной действием сил адгезии. Увеличение
количества модификатора улучшает пластические свойства
системы, так как вместе с гуматами в процессе струк-
турообразования принимает участие и непрореагиро-
вавшая с гуминовыми кислотами щелочь.
Углеродные адсорбенты
543
Основные стадии получения углеродных адсорбентов углей из бурых углей
Таблица 10.27
Стадии получения
Дробление и размол
Приготовление
модифицированных растворов
Пастоприготовление и
грануляция
Сушка
Карбонизация
Активация
Обеззоливание
Дополнительная активация
Оборудование
Дробилка, вибро- или
шаровая мельница
Аппарат с мешалкой
Смеситель-
гранулятор шнекового
типа
Вращающаяся печь
Вращающаяся печь
Вращающаяся печь
Ионообменный
фильтр
Вращающаяся печь
Регулируемые параметры при получении адсорбентов
по химическому методу
по смешанному методу
Дисперсность, 5 мкм < d < 80 мкм
Соотношение воды и модификатора (расчетное)
Рецептура паст
Бурый
уголь
100
Калий
8
Н20
92
Бурый
уголь
100
Калий
22
Н20
160
Ггоан = 60-80 °С
Температура 80-120 °С
^карб = 800 °С, скорость подъема
температуры — 10 град/мин
—
Г=850°С
^=30%
Способ отмывки
щелочной
Г=850°С, W = 5-10%
кислотный
По необходимости
Таблица 10.28
Сравнительные характеристики углеродных адсорбентов из бурых углей и их промышленных аналогов
Марка угля
БК
БКС*
СКТ-С
АГ-5
г/см3
0,80
0,70
0,80
0,73
Прочность по
МИС 8, %
86,7
82,6
78,0
75,0
Объем пор, см3/см3
V
' ма
0,14
0,16
0,20
0,40
V
0,10
0,12
0,07
0,08
V
' ми
0,40
0,40
0,36
0,23
'-'мс»
м2/г
50
200
50
150
Структурные константы
W0, см3/см3
0,40
0,40
0,36
0,21
Е0, кДж/моль
24,8
24,6
24,2
20,4
* Количество введенной гидроокиси калия — не более 5 %.
Существенное влияние на качество паст оказывают
рецептурные факторы: количество модификатора и
влажность пасты. Эмпирически было установлено, что
зависимость критерия формуемости от массовых долей
модификатора и влаги возрастает с повышением доли
влаги в пасте до максимального значения, при
превышении которого уменьшается в результате увеличения
толщины прослоек жидкой фазы. Близкое к
оптимальным значениям количество воды, используемой для
получения пластичной композиции, можно определить
с помощью эмпирического уравнения: W = МБУ + 0,65 • А,
где W — количество воды в щелочно-угольной пасте;
МБУ — масса бурого угля; А — количество
модификатора на единицу массы угля.
При предварительной сушке сырых гранул
происходит удаление воды. Совместно протекают процессы
капиллярного сжатия и уменьшения жидкой прослойки,
что приводит к усадке системы, и в результате
образуются прочные гранулы. Процесс сжатия пластичного
материала сопровождается и образованием первичной
транспортной пористости. Материал, в присутствии
коллоидных частиц гуматов, после сушки сохраняет еще
достаточную степень пространственной подвижности,
что проявляется на последующих этапах термообработки.
Технологическая схема производства углеродных
адсорбентов из бурых углей, модифицированных
гидроокисью калия, в аппаратурном отношении и
технологической части во многом идентична производству
углей из торфа методом сернисто-калиевой активации.
Так как выше она представлена достаточно подробно, в
данном разделе дается краткое описание основных
стадий производства.
Размол бурого угля
Предварительное измельчение производится на
валковой дробилке до размера кусков 25 мм. Последующее
измельчение производится в молотковой дробилке,
после чего буроугольная пыль поступает в смеситель на
приготовление пасты.
Смешение и грануляция
В смесителе в определенном соотношении
смешиваются бурый уголь и раствор активатора. Время
перемешивания пасты 40 мин. Готовая паста шнеком
выгружается в пастоприемник, из которого направляется
на грануляцию.
544
Новый справочник химика и технолога
По мере необходимости и с целью очистки
возвратных щелоков от соединений кремния в смеситель
добавляется хлористый кальций.
Грануляция пасты проводится на прессе-грануля-
торе через фильеры с диаметром отверстий 1,5 мм.
Отпрессованные гранулы поступают на термообработку
по стадиям (сушка, карбонизация и активация).
Сушка гранул
Сушка гранул проводится в барабанной,
вращающейся, прямоточной сушилке дымовыми газами до
остаточной влажности не более 5 %. Время прохождения
гранул по сушилке 1 ч. Дымовые газы подаются в
загрузочную головку с температурой не более 500 °С.
Карбонизация и активация
Высушенные в сушилке 1ранулы
пневмотранспортом направляются в бункер над совмещенной печью
карбонизации-активации. Печь представляет собой
барабанную, вращающуюся, противоточную муфельную
печь с разделением зон карбонизации и активации,
нагреваемые отдельными выносными топками. Обогрев
печи производится дымовыми газами. Время
прохождения гранул по печи — 6 ч. Зона карбонизации
занимает первую треть печи. В ней поддерживается
температура 550-600 °С. В зоне активации поддерживается
температура 850-900 °С.
Охлаждение
Температура гранул после охлаждения — не более 70 °С.
Выщелачивание и отмывка
Процесс выщелачивания и отмывки производится
при температуре 60-70 °С. Для поддержания заданного
режима промежуточные емкости снабжены рубашками.
Сушка отмытых гранул
Сушка угля осуществляется при непосредственном
его контакте с обогревающими дымовыми газами.
Температура газа на входе 750 °С, на выходе — 180 °С.
Время нахождения гранул в печи не менее 30 мин.
Дополнительная активация
Дополнительная активация производится в
барабанной, вращающейся печи водяным паром. Пар и уголь
движутся в печи прямотоком, а обогревающие дымовые
газы по отношению к ним — противотоком. Время
прохождения гранул по печи 1,5 ч, температура
обогревающих газов на входе — 900 °С, на выходе —
250 °С.
Рассев готового продукта
Рассев производится на вибросите, после чего уголь
упаковывается в жесткие герметичные контейнеры.
10.3.6.4. Технология получения углеродных адсорбентов
из отходов древесного сырья, модифицированного
ортофосфорной кислотой
К преимуществам этого способа получения
углеродных сорбентов относится:
- высокие адсорбционные и механические
характеристики получаемых углей;
- высокие дегидрирующие и фосфорилирующие
свойства фосфорной кислоты, высокая термостойкость
и малая летучесть, делающие ее одним из лучших
модификаторов древесины;
- доступность отходов древесины, являющейся
постоянно возобновляющимся сырьем в процессах
фотосинтеза.
К недостаткам древесного сырья, ограничивающих
их целевое использование в производстве АУ без
предварительного модифицирования, является их высокая
первичная крупнопористость, обусловленная их
клеточным строением, наличием нежелательных
ингредиентов (гемицеллюлозы), не образующих пористый
углерод, а также неоправданно большие потери ценных
составляющих летучих при термообработке.
Модификация древесины способствует устранению
первичной структуры древесины (уменьшением
количества макропор), снижает образование дегтя и других
смолистых веществ.
В качестве модификатора используются серная
кислота, фосфорная кислота, хлористый цинк, сернистые
соли калия и др. Наиболее качественным
модификатором является фосфорная кислота.
Для модифицирования древесного сырья (опилок,
щепы, фрезерной стружки и т. д.) используется 85%-я
ортофосфорная кислота. Выбор ортофосфорной
кислоты обусловлен следующими обстоятельствами:
- высокой модифицирующей способностью при
низких температурах и незначительной испаряемостью
при повышенных;
- высокой растворимостью и устойчивостью в де-
гидрационных и деконденсационных условиях;
- возможность регенерации обычной водой в
высококонцентрированном состоянии многоступенчатой
экстракцией в виде, пригодном для повторного
использования без предварительного концентрирования.
Технологический процесс состоит из следующих
стадий:
1. Древесные отходы. Подготовка сырья
(просеивание через решетки 40 х 40 мм, измельчение в
молотковых дробилках).
2. Сушка сырья (до влажности < 5 масс. % в
барабанной сушилке при 100-110 °С).
3. Обработка ортофосфорной кислотой (температура
120-130 °С, соотношение модификатора и сырья 1,5 :
1,0 или 2 : 1).
4. Грануляция (фильеры 0 1,5- 2,0 мм).
5. Термообработка 160-170 °С.
6. Экстракция модификатора (проводится водой с
температурой 70-80 °С до остаточного содержания
фосфора ниже 0,1 масс. %).
7. Предварительная сушка гранул (105-110 °С, 30-
35 мин).
8. Карбонизация (температура в зоне сгорания газа
550-700 °С, температура на выходе продукта из
барабана — 500-650 °С, время прохождения гранул по
печи — 2-2,5 ч, выход 4— 6-52 %).
9. Активация (проводится в печи «СРЕП» до обга-
ров ~ 30 %, сопровождается уменьшением кажущейся
Углеродные адсорбенты
545
плотности от 0,99-1,07 г/см3 до 0,76-0,78 г/см3,
приводит к получению углеродных адсорбентов с развитым
объемом адсорбирующей пористости в пределах от 0,33
до 0,40 см3/см3).
10. Упаковка и формирование партий готового
продукта.
Характеристики готового продукта приведены в
табл. 10.29.
В табл. 10.30 приведены средние нормы расхода на
производство 1 т углей газового и осветляющего типа
из древесных опилок, полученных активацией орто-
фосфорной кислотой.
Таблица 10.29
Характеристики пористой структуры углеродных адсорбентов из древесного сырья (АДГ),
модифицированного ортофосфорной кислотой
Марка
АУ
АДГ-1
АДГ-2
АДГ-3
СКТ-2Б
S,
г/см3
0,59
0,57
0,50
0,46
4
г/см3
0,99
0,91
0,78
0,74
Объем пор, см3/см3
W0
0,33
0,36
0,40
0,32
^
0,19
0,18
0,21
0,33
Ео,
кДж/моль
23,7
22,5
18,5
23,7
Прочность, по МИС-8,%
>85
>85
>85
>76
Таблица 10.30
Нормы расхода на производство 1 т угля газового и осветляющего типа
из древесных опилок активацией неорганическими добавками
Тип угля
Газовый
гранулированный
Осветляющий
Раход
древесина, т
2,9-3,2
3,0-3,2
электроэнергия,
кВт • ч
1200
300
водяной
пар, т
9,4
10,0
НС1,т
1,2
1,2
Н20, м3
280
250
ортофосфорная
кислота, т
0,4-0,7
1,4-1,8
10.4. Применение углеродных адсорбентов
10.4.1. Очистка газов на активных углях
Рекуперация. Во многих отраслях
промышленности в качестве растворителей используются
разнообразные соединения. При производстве пленки и фольги
применяется диэтиловый эфир, ацетон, метилэтилке-
тон, этилацетат, спирты, тетрагидрофуран и др. В
резиновой промышленности используется бензин, бензол,
толуол. На предприятиях глубокой печати применяют
толуол, бензин, трихлорэтан, гексан; в производстве
вискозы — сероуглерод; при изготовлении
искусственной кожи — спирты, ацетон, гексан, толуол, эфир, ди-
метилформамид; в производстве клеев — бензин,
гексан, толуол; при обезжиривании металлов —
трихлорэтан, перхлорэтилен и др.
В процессе производства эти весьма летучие
вещества (и подобные им в других отраслях) выделяются в
воздух производственных помещений, коммуникации,
вентиляционные газы и т. п. Их необходимо улавливать
и возвращать в технологический цикл. Такой процесс
называется рекуперацией. Это необходимо по
соображениям техники безопасности, защиты окружающей
среды и рентабельности производства.
Эксплуатационные расходы на рекуперационную установку при
высоких концентрациях растворителей в отходящем воздухе
невелики по сравнению с экономией от возвращения
растворителей. В ряде случаев, при опасности создания
взрыво- и пожароопасной смеси, а также при высокой
токсичности отходящих растворителей, рекуперацион-
ные установки вводятся в действие и при низких
концентрациях растворителей в воздухе, когда стоимость
извлеченных растворителей покрывает только часть
эксплуатационных затрат.
По оценке Н.В. Кельцева, в начале 1980-х гг. в
СССР, несмотря на большое количество рекуперацион-
ных установок, потери растворителей и их выбросы в
атмосферу составляли 600-800 т/год.
Для рекуперации паров растворителей обычно
используют адсорбцию на активных углях вследствие
гидрофобности этих сорбентов и их высокой
адсорбционной способности по парам органических веществ.
Рекуперация — одна из старейших адсорбционных
технологий. Первые установки типа «Суперсорбон» были
построены в Германии еще в 1917 г.
Для извлечения паров растворителей используются
вертикальные (обычно малогабаритные) или
горизонтальные (крупногабаритные) адсорберы неподвижного
слоя. Сам процесс, как правило, состоит из четырех
основных стадий: адсорбции, десорбции, осушки и
охлаждения. Десорбция поглощенных растворителей
обычно производится водяным паром. Степень
извлечения растворителей составляет 95-99 %.
Схема процесса рекуперации приведена на рис. 10.27.
546
Новый справочник химика и технолога
В России выпускают специальные рекуперационные
угли типа АР (АР-А, АР-Б и АР-В), а также APT, CKT и
др. обычно в виде гранул размером 1-5 мм.
Расходные показатели на 1 т уловленного
растворителя составляют в среднем: водяной пар — 2,0-3,5 т;
охлаждающая вода — 30-50 м3; электроэнергия — 100—
200 кВт, активный уголь — 0,5-1,0 кг.
Длительность работы рекуперационных установок с
одной загрузкой угля рассчитывается на 10 тыс. ад-
сорбционно-десорбционных циклов, а их окупаемость
обычно оценивается в один-два года. Современные
рекуперационные установки оборудованы
автоматическими регуляторами, обеспечивающими безопасность
производства, автоматическое переключение режимов
и др. Производительность таких установок в нашей
стране колеблется от 10 до 150 тыс. м3/ч при
концентрации извлекаемых веществ от 0,5 до 20 г/м3.
Рекуперацию паров на углеродных адсорбентах
используют в различных отраслях промышленности —
пищевой, полиграфической, резинотехнической,
химической (при получении пластмасс), лаков, красок,
деревообрабатывающей, текстильной, фотохимической,
машиностроительной.
Рекуперационные угли России (табл. 10.31)
практически не отличаются по активности от углей США, но
характеризуются меньшей прочностью.
Осветляющие угли США в отличие от
отечественных углеродных адсорбентов имеют меньшие значения
зольности.
Анализ сравнительных характеристик
отечественных и зарубежных промышленных образцов
углеродных адсорбентов свидетельствует об идентичности их
пористой структуры и адсорбционных свойств.
Различия в прочностных характеристиках материалов, по
всей видимости, обусловлены различием в
технологических решениях стадии формования.
10.4.1.1.Поглощение паров бензина на автотранспорте
Борьба с вредными выбросами автомашин — одна
из главных задач современности. Достаточно заметную
роль в деле предотвращения вредных выбросов играют
специальные фильтры с активным углем, поглощающие
пары бензина из карбюраторов и топливных баков во
время стоянки автомобилей.
Чтобы не допустить попадания загрязнителей в
окружающий воздух, используют патроны с активным
Отходящий воздух
1^Ш=
t
Вода
3-Q
Воздух содержащий
растворитель
ш
t±.-^-r
Вода
I
Конденсат
Растворитель
Г
Рис. 10.27. Схема рекуперационной установки:
/ — воздуходувка; 2 — нагреватель; 3 — адсорбер; 4 — конденсатор; 5 — холодильник; 6 — сепаратор
Таблица 10.31
Адсорбционные и прочностные характеристики рекуперационных углей России и США
Страна
Россия
США
Марка
АРТ-1
АРТ-2
СКТ-ЗУ
СКТ-3
АС
КЕ
BPL
КО
Насыпная
плотность, кг/дм
0,54
0,57
0,55
0,47
0,57
0,53
0,56
0,47
Механическая
прочность, %
70
75
60
71
92
86
83
88
Объем
микропор, см3/г
0,34
0,28
0,25
0,52
0,38
0,36
0,39
0,59
Статическая активность
по бензолу, г/дм3
130
140
130
145
152
150
150
220
Углеродные адсорбенты
547
углем (рис. 10.28) объемом 1,0-1,5 дм3. При
неработающем двигателе выделяющиеся из топливного бака
пары поступают в угольный патрон и поглощаются
сорбентом. При запуске двигателя свежий воздух
засасывается через наружную трубку, проходит через
угольный фильтр в карбюратор. Поглощенные ранее пары
горючего при этом десорбируются и возвращаются в
систему. Таким образом, не только предотвращается
выброс бензина в окружающий воздух, но происходит
и регенерация, что обеспечивает фильтру длительный
срок службы. Кроме паров бензина, углем могут
задерживаться и другие токсичные вещества, содержащиеся
в горючем, в частности соединения свинца.
Продувка
цистерны
В газогенератор
Рис. 10.28. Адсорбция паров бензина с помощью патрона,
наполненного активным углем (а) (1 — бензобак;
2 — угольный фильтр); поперечный разрез патрона с
активным углем для сорбции паров бензина (б)
10.4.1.2. Очистка газов от паров ртути
Активные угли используют также для очистки
отходящего воздуха отдельных производств, содержащих
ртуть и ртутьорганические соединения.
Известно, что ртуть и ее соединения —
высокотоксичные вещества. Среднесуточная предельно
допустимая концентрация ртути в воздухе населенных пунктов
по санитарным нормам России не должна превышать
0,0003 мг/м3. Немаловажное значение имеет и
ликвидация безвозвратных потерь ртути. Ртутьсодержащие
газы образуются при обжиге руд, приготовлении
катализаторов, протравителей и др. продуктов.
Для улавливания ее паров и соединений
эффективны активные угли с различными добавками, в качестве
которых используют хлористый водород, минеральные
кислоты, хлорид железа и др. При правильном подборе
условий сорбции и регенерации достигается
практически полная очистка воздуха в соответствии с
санитарными нормами и возвращение ртути и ее соединений в
технологический цикл.
Адсорбция вредных и дурно пахнущих веществ
углем имеет большое значение для очистки воздуха и в
тех случаях, когда не преследуется цель возвращения
поглощенных продуктов в производство, а главным
является охрана окружающей среды или получение
чистого воздуха. В этих случаях применяют как чисто
адсорбционную очистку с регенерацией сорбента в
различных фильтрах, объем и конструкция которых,
зависит от конкретной системы, количества подлежащего
очистке воздуха, типа загрязнения, так и способы,
которыми производится термическое и каталитическое
дожигание извлеченных примесей.
Для очистки воздуха используются различные типы
фильтров: цилиндрические, кассетные и др., а также
иногда специально сформованные изделия (например,
трубки), основой которых являются углеродные
адсорбенты.
10.4.1.3. Очистка газов от S-содержащих компонентов
Наибольшим загрязнителем атмосферы считается
диоксид серы (сернистый газ — S02). Он
характеризуется специфическим запахом и приводит к появлению
при заметных концентрациях неприятного привкуса во
рту. Сернистый газ образуется при сжигании топлива
(угля, мазута), часто содержащего значительные
количества серы, на ТЭС, при обжиге сульфидных руд на
металлургических заводах, в некоторых химических
производствах.
Общий мировой объем выбросов оксидов серы в
атмосферу достигает 500 млн т/год, из них порядка 10 %
приходится на долю США.
Сернистый газ ядовит, раздражает слизистые
оболочки дыхательных путей. Высокая концентрация его в
воздухе подавляет жизнедеятельность растений.
Например, урожайность пшеницы в зоне деятельности
заводов цветной металлургии на 40-60 % меньше, а
содержание белка в ней на 25-35 % ниже, чем за
пределами влияния этих предприятий.
Оксиды серы очень вредны не только для человека,
растений, животных, но и для неживых объектов —
зданий, памятников. Так, в Венеции ежедневный
выброс сернистого газа составляет 300-350 кг. В условиях
повышенной влажности это приводит к разрушению
древних памятников.
Общество по охране окружающей среды Греции
сообщает, что за последние 25 лет мрамор Парфенона от
атмосферного загрязения пострадал больше, чем за все
2500 лет его существования. От «каменного рака»,
вызываемого сернистыми выбросами, разрушаются
мраморные скульптуры Милана и др. городов Италии,
Кельнский собор (Германия) и др.
548
Новый справочник химика и технолога
Все это требует создания на соответствующих
предприятиях очистных и перерабатывающих сооружений
для недопущения выброса оксидов серы в
окружающую среду или, по крайней мере, значительного его
снижения.
Уже несколько десятилетий активные угли
применяются для обессеривания газов — удаления диоксида
серы и др. названных соединений. В разных странах
используются многочисленные методы и их варианты,
включающие преимущественно физическую адсорбцию
(в отсутствие кислорода), превращение сернистого газа
в конечном итоге в серную кислоту и получение
элементарной серы. Несмотря на большое число
использующихся методов, считается, что ни один из них не
может быть признан идеальным, и потенциальные
возможности сорбционных методов выявлены еще далеко
не полностью. Известны процессы «Хитачи» (Япония),
«Лурги» (Германия), «Сульфацид» (Германия), «Райн-
люфт» (Германия), «Вестфако» (США) и др. На
рис. 10.29 приведена принципиальная схема очистки
газов методом «Райнлюфт». Диоксид серы при
взаимодействии с углем и компонентами газовой смеси
частично превращается в серную кислоту (в зоне
каталитической конверсии), частично просто поглощается
углем. При дальнейшей переработке оксида серы в
качестве товарных продуктов получают сжиженный
диоксид серы, серную кислоту и элементарную серу.
Степень очистки в результате регулирования соотношения
адсорбент—газ и условий опыта может достигать
99,9 %. Данным способом перерабатывают газы,
содержащие до 2 г/м3 пыли, золы, сажи. При этом в
выходящем газе содержится не более 150 мг/м3 твердых
частиц. Производительность типовой установки с
движущимся слоем составляет 180 тыс. м3/ч. Ее площадь
равна 300 м2, а высота — 55 м. При очистке методом
«Райнлюфт» дымовых газов ТЭЦ мощностью
1000 МВт, работающей на жидком топливе,
содержащем 2,5 % серы, при степени очистки газа 90 %
ежечасно, потребляется 2 т сорбента, 6 кВт-ч
электроэнергии, 400 т охлаждающей воды, 1 т мазута.
Мощность опытных установок в процессе
«Сульфацид» составляла 6-10, а промышленных — 130 тыс. м3/ч,
в процессе «Хитачи» — 150-300 тыс. м3/ч. Для
увеличения эффективности очистки здесь применяют им-
прегнированные угли, т. е. содержащие различные
вещества, благоприятствующие очистке, — иод, железо,
поташ и др.
Сорбционные установки по улавливанию диоксида
серы работают обычно с регенерацией, для которой
используют различные методы, вследствие этого они
эксплуатируются довольно длительное время без
замены поглотителя. В процессе «Хитачи» опытная
установка работала в течение года. Однако поскольку
процесс ведется обычно при высокой температуре и в
атмосфере агрессивных газов, часть угля выгорает.
Высокий расход активного угля обусловил проведение
работ по изысканию эффективных, но более дешевых
поглотителей. Для сероочистки можно применять и
такие углеродсодержащие материалы, как полукоксы
бурого и каменного угля, коксы из торфа и т. п.
Достаточно высокую адсорбционную способность (4,2 г на
100 г) имеет, в частности, полукокс бурых углей Ирша-
Бородинского месторождения Канско-Ачинского
топливно-энергетического комплекса (КАТЭК). В
процессе эксплуатации адсорбционная способность
полукоксов в отношении диоксида серы не только не
уменьшается, но сначала даже значительно возрастает
вследствие самоактивации полукокса, обусловленной
выгоранием части угля и развития его пористости.
Активность полукоксов может быть повышена при
введении в них катализаторов процесса — железа, кобальта,
ванадия.
Рис. 10.29. Схема установки для
очистки газов в движущемся слое
адсорбента методом «Райнлюфт»:
/ — зона каталитического превращения
диоксида серы; 2 — вентилятор;
3 — теплообменник;
4 — зона поглощения непро-
реагировавшего диоксида серы;
5 — десорбционная зона,
6 — холодильник;
7 — блок переработки в товарные
продукты
Углеродные адсорбенты
549
Очистка отходящих газов от сероуглерода (CS2) и
сероводорода (H2S) особенно важна для предприятий
по изготовлению искусственных волокон, вискозы и
т. п., где используется большое количество
сероуглерода. Например, комбинат искусственного волокна,
выпускающий 50 т кордного, 120 т штапельного и 20 т
целлофанового волокна, выбрасывает в атмосферу в
сутки 35 млн т вентиляционного воздуха. Суточные
потери S-содержащих веществ с этим воздухом могут
составлять Ют сероводорода и 56т сероуглерода.
Такие выбросы недопустимы по
санитарно-гигиеническим и экономическим соображениям.
Для улавливания сероуглерода широко используют
активные угли. Такие установки имеются и в России и
за рубежом. Для увеличения эффективности очистки
применяют различные добавки, например с целью
удаления образующейся серной кислоты используют
газообразный аммиак. Известны и каталитические
процессы на угле, способствующие превращению
сероуглерода в элементарную серу.
В Германии для удаления сероуглерода используют
процессы под названиями «Сульфосорбон», «Тиокарб»,
«Сульфрин». При этом, например, в процессе
«Сульфосорбон» на 1 т возвращенного в производство
сероуглерода расходуется 10 т водяного пара, 150 м3 воды,
700 кВт-ч электроэнергии, 2 кг активного угля и 0,5 кг
иода. Производительность наиболее крупной установки
«Сульфосорбон» для очистки отходящего воздуха
составляет 400 тыс. м3/ч. В процесс ««Тиокарб» на 1 т
сероуглерода расходуется 10 т водяного пара, 150 м3
воды, 700 кВт-ч электроэнергии, 2 кг активного угля и
10 кг газообразного аммиака.
10.4.1.4. Общие закономерности адсорбции смесей
Эффективность адсорбционного разделения двух
или нескольких веществ и потери очищаемого
компонента вследствие совместной адсорбции с примесями
определяются избирательными свойствами адсорбента,
количественно оцениваемыми кривыми
адсорбционного равновесия. Каждому соотношению компонентов в
газовой фазе соответствует определенный состав
адсорбированной фазы. Кривые адсорбционного
равновесия отражают мольный состав адсорбированной фазы в
зависимости от мольного состава газовой фазы при
постоянном суммарном давлении двух адсорбирующихся
компонентов. В качестве меры избирательности
адсорбции предложено применять коэффициент
разделения: Кр = У2Х1/Х2У1,гдеу2^У\-мольные доли хуже или
лучше адсорбирующихся компонентов в газовой фазе.
Х2 и Xj, — молярные доли этих компонентов в
адсорбированной фазе.
На рис. 10.30 приведен пример, характеризующий
зависимость состава адсорбированной фазы от
соотношения пропана и бутана в газовой фазе на активном
угле АГ-2. Сравнение кривых адсорбционного
равновесия, полученных при 20 и 100 °С, показывает, что в
отличие от адсорбционной способности, сильно
снижающейся при повышении температуры, состав
адсорбированной фазы при одинаковом составе газовой фазы
изменяется незначительно даже в относительно
большом интервале температур.
Коэффициент разделения не является величиной
строго постоянной при любых соотношениях
компонентов и может быть принят как предварительный
показатель разделения при одном, строго определенном
соотношении компонентов, В качестве стандартного
соотношения компонентов для простоты предложено
мольное соотношение 1 : 1 в газовой фазе.
Коэффициент разделения несколько уменьшается с
увеличением температуры. Так средняя
арифметическая величина коэффициента разделения (на основании
четырех опытов) при 20 °С составляет 4,37, а при
100 °С —3,95.
Количественной характеристикой адсорбции смеси
является также зависимость адсорбционной
способности от состава смеси в адсорбированной фазе. Анализ
кривых, построенных при температурах 20 и 100 °С в
рассматриваемой системе пропан—бутан—активный
уголь (рис. 10.31), показывает, что адсорбционная
способность почти линейно меняется с составом
адсорбированной фазы и может быть в первом приближении
рассчитана как аддитивная функция состава
адсорбированной фазы при постоянном общем давлении в системе:
ап = х^Ч + x2al. (10.50)
Более универсальной зависимостью, описывающей
суммарную адсорбцию двух компонентов, является
полуэмпирическое соотношение Льюиса, справедливое
при условии/?/2= const:
а1/а10+а2/а20 = 1, (10.54)
где а,0 и а" — адсорбционная способность по чистым
компонентам при давлении, равном сумме
парциальных давлений извлекаемых компонентов.
Т=
20 °С
400
0 0,2 0,4 0,6 0,8 1,0
Рис. 1030. Кривые адсорбционного равновесия
пропанобутановой смеси на активном угле АГ-2
при атмосферном давлении (х и у — доля С3Н8
соответственно в газовой и адсорбированной фазах)
550
Новый справочник химика и технолога
Уравнение (10.54) указывает, что при постоянном
общем давлении адсорбция одного компонента линейно
зависит от адсорбции другого. Применимость уравнения
Льюиса в различных системах доказывает рис. 10.32.
Увеличение давления в системе так же, как и
повышение температуры, несколько снижает
избирательность поглощения смеси. На рис. 10.33 представлены
кривые адсорбционного равновесия смеси этилена и
двуокиси углерода на активном угле при 25 °С.
Адсорбция обоих компонентов на активном угле
происходит за счет дисперсионных сил. На всем участке
адсорбционной кривой соотношение энергии адсорбции
С02 и С2Н4 остается постоянным и равным отношению
поляризуемостей их молекул. Лучше
адсорбирующимся компонентом является этилен. Повышение давления
в системе с 0,7 • 104 до 4 • 104 Па приводит к снижению
коэффициента разделения с 5 до 3,5.
Избирательность адсорбции двух компонентов не
изменяется в присутствии третьего компонента. Так
18,-
в4-
14
в 10
Г-
/100
20 °С
0,2
0,4 0,6
0,8 1,0
Рис. 10.31. Зависимость адсорбционной способности
активного угля от состава смеси в адсорбированной фазе при
атмосферном давлении (х — доля С3Н8 в газовой фазе,
а — адсорбционная емкость активного угля по С3Н8)
1,2
1,0
0,8
^ 0,6
0,4
0,2
0
*
\
z
*
°f?
V
\
ч
0,2 0,4 0,6 0,8 1,0
а2/а\
Рис. 10.32. График, характеризующий применимость
уравнения Льюиса в различных системах:
уголь / (С2Н4 - С3Н8, С2Нб- С3Н8; С4Н10 - С4Н8);
уголь 2 (CR, - С2Н4; С2Н4- С^; С2Н4 - С,^; СзН,- С3Н6);
силикагель (СН4 - С2Н4; С2Н6- С3Н8; С4Н,0 - С4Н8)
коэффициент разделения смеси этилена и пропана на
силикагеле при 25 °С, нормальном давлении и
соотношении компонентов 1 : 1 составляет 2,1, а в
присутствии пропилена — 2,0. Соответствующие показатели на
активном угле равны 12,5 и 13,0.
Значение коэффициента разделения в системе
может быть получено в результате простых
арифметических действий на основе значений коэффициентов
разделения в других системах. Например, коэффициент
разделения смеси пропан—пропилен на силикагеле
составляет Кр' = 3,1, а смеси этилен—пропан — Кр" = 2,1.
Отсюда коэффициент разделения смеси этилен—
пропилен Кр'" = Кр • Кр" = 6,5; при этом, опытное
значение Кр = 6,6.
На рис. 10.34 приведены кривые адсорбционного
равновесия для смеси этан—этилен на цеолите,
силикагеле и активном угле при 20 °С. Равновесие в бинарной
системе жидкость—пар определяется свойствами этих
двух компонентов. Адсорбционное равновесие во многом
1,0
0,8
0,6
о
0,4
0,2
0
0,2 0,4 0,6 0,8 1,0
Чо-
Рис. 10.33. Кривые адсорбционного равновесия в системе
диоксид углерода—этилен на активном угле при 25 °С и
давлении в пределах (0,7 ^,0) • 104 Па (х иу — доля С02
соответственно в газовой и адсорбированной фазах)
1,0
:\
0,8
0,6
0.4
0,2
i>—
2у/
3
0,2
0,4 0,6
0,8 1,0
Рис. 10.34. Кривые адсорбционного равновесия
смеси этан—этилен при 20 °С и нормальном
давлении на разных адсорбентах:
/ — цеолит СаА; 2 — силикагель КСМ,
3 — активный уголь СКТ (х чу — доля СгН6
соответственно в газовой и в адсорбированной фазах)
Углеродные адсорбенты
551
зависит от избирательных свойств третьего
компонента — адсорбента. Так в рассматриваемом случае
адсорбция на цеолите сопровождается резким
обогащением адсорбированной фазы этиленом, в случае силикаге-
ля избирательность адсорбции выражена менее
отчетливо, а при поглощении смеси активным углем
наблюдается даже инверсия избирательности: из смеси
преимущественно адсорбируется этан.
/ 0.4.1.5. Приближенный метод расчета равновесия
бинарных смесей на основе изотерм адсорбции
компонентов
При расчете технологических процессов часто
бывает оправданным применение упрощенных методик.
Ниже описана одна из таких методик расчета
адсорбционного равновесия смесей углеводородов, которая
была успешно применена при проектировании
установок выделения нормальных парафинов С4-Сго с
помощью цеолита СаА, а также при установлении режима
стадии десорбции высокомолекулярных парафинов
более легкими компонентами. Расчет равновесия
бинарных смесей проводят на основе изотерм адсорбции
компонентов.
Адсорбция компонентов смеси является долей
суммарной адсорбции:
а/=Х/Д/2 (10.55)
а2=х2а,2 (10.56)
где дг/ и х2 — мольные доли компонентов в
адсорбированной фазе; an — адсорбционная способность по
сумме компонентов.
В то же время по уравнению Льюиса:
a1/fl10+fl2/fl2° = l, (10.57)
где а,0 и а2° — адсорбционная способность по каждому
компоненту при давлении, равном сумме парциальных
давлений, определяется по изотермам чистых
компонентов.
При подстановке уравнения (10.55) и (10.56) в
уравнение (10.57), получается:
xja* + x2lal=\lan (10.58)
jc1/a10 + (l-jc1)/fl2° = l/fl12 (10.59)
Задаваясь разными значениями х, на основании
точек изотерм чистых компонентов находятся значения
а 12, а затем по уравнениям (10.55) и (10.56) —
величины а/ и а2 (рис. 10.35). После этого по изотермам
чистых компонентов определяют давления паров р/ и р2,
соответствующие содержанию компонентов в
адсорбированной фазе а/ и а2. Мольные доли компонентов в
газовой фазе определяют по уравнениям:
yx=Pi/(pi+P2) (Ю.60)
У2=Р2/'(Р1+Р2) (10.61)
Рис. 10.35. Схема приближенного метода расчета
адсорбционного равновесия бинарных систем
10.4.2. Очистка жидких сред
Очистка воды от молекулярно растворенных
соединений, представленных в основном органическими
соединениями производится, как правило, с
использованием активных углей. Количество
идентифицированных органических соединений в природных водах к
настоящему моменту достигает 1000, но оно не
превышает 10-15 % общего количества примесей. Обработка
воды активным углем из-за универсальности его
действия является наиболее перспективным методом очистки
от органических соединений. Для обработки питьевой
воды в промышленных масштабах в нашей стране
используются в основном древесные угли типа БАУ,
ДАК, ОУ. В настоящее время для данной цели
разрешено использовать также угли серии АГ, такие, как
АГ-3 и АГ-5. Активные угли АГ, БАУ и ДАК относятся
к гранулированным сорбентам, а ОУ к
порошкообразным. Несмотря на то, что кинетика процесса адсорбции
на порошкообразных активных углях (ПАУ) выше по
сравнению с процессами на гранулированных углях,
удельный вес порошкообразных углей в технологии
обработки воды неуклонно снижается. Это объясняется
большим удобством работы с гранулированными
активными углями (ГАУ) при адсорбции, а также
большей простотой их регенерации. Адсорбционная
обработка, как метод, позволяющий осуществить глубокую
очистку воды, используется, как правило, в
совокупности с методами реагентной обработки, что объясняется
экономическими выгодами комплексной обработки.
Такой подход обусловлен также тем, что реальные за-
1рязненные воды представляют собой не чистый
стабильный раствор, а являются гетерогенной смесью
растворенных, коллоидных и взвешенных веществ
Практика работы систем очистки сточных вод
показывает, что сорбционная обработка целесообразна
именно как «финишная» операция, после механической
и других более простых и дешевых видов очистки от
грубодисперсных, коллоидных и части растворенных
примесей. Обычная оптимальная последовательность
процессов физико-химической обработки (ФХО)
такова: коагуляция -> отстаивание (флотация) ->
фильтрование —>сорбция.
552
Новый справочник химика и технолога
Предварительная коагуляция и осветление воды в
среднем снижают расход АУ в 3 раза. Водо-воздушная
промывка гранулированного активного угля (ГАУ) не
так эффективна, как песка, вследствие сильной
шероховатости сорбентов и значительного разрушения их на
промывках.
10.4.2.1. Очистка сточных вод от нефтепродуктов
Нефтепродукты — один из самых масштабных
загрязняющих агентов морей и внутренних водоемов.
Хотя со временем эти вещества и подвергаются
физическому и биологическому разрушению, тем не менее
самые стойкие из них более токсичны в растворенном
виде. Углеводороды нефти, в отличие от многих других
веществ, способны проникать в жировую ткань водных
организмов и накапливаться в ней без контакта с неф-
теокисляющими бактериями, а затем попадать в
продукты питания человека. Сорбция на АУ — один из
самых эффективных способов выделения из воды
растворенных углеводородов нефти и защиты от них водоемов.
Первые сорбционные установки по очистке сточных
вод нефтеперерабатывающих заводов от
нефтепродуктов были построены в 1971-1972 гг. в Японии и США
(16 000м3/сут.), а затем в Финляндии для очистки
балластных вод.
Действующие установки позволяют снижать
содержание загрязнениц для концентрированных стоков от
С0 = 250-М50 до Ск = 37 мг/дм3 (по химическому
потреблению кислорода (ХПК)); более разбавленные
стоки очищаются на угле до Ск = 7-13 мг/дм3 и
содержания нефтепродуктов до 0,3 мг/дм3. Как показывает опыт
работы станции в г. Порвоо (Финляндия), лучшие
результаты достигаются при обработке содержащих
нефть стоков по схеме накопитель—нефтеловушка—
скорый фильтр—адсорбер.
Более глубокая очистка достигается увеличением
времени контакта угля и воды до 30-50 мин. В
Финляндии строительство станции производительностью
65 000 м3/сут. (максимальная производительность
8 800 м/ч обходится в 2 млн долл., эксплуатационные
затраты — 0,09 долл./м3, а себестоимость очистки —
0,20 долл./м3, что в 1,5 ниже, чем при комбинации
химической и биологической очисток.
В Японии эксплуатационные расходы на очистку
воды от нефти составляют 0,026-0,013 долл./м3 при
производительности 4 000-38 000 м3/сут.
Опыт показывает, что подача на уголь воды с
высоким содержанием нефтепродуктов нецелесообразна,
хотя, например, на нефтепромыслах оно достигает
450 мг/дм3. Целесообразно отделять от воды
плавающие и эмульгированные нефтепродукты с тем, чтобы на
сорбент подавалась вода, содержащая в основном
растворенные нефтепродукты.
Сорбционная емкость ГАУ по нефтепродуктам
достаточно велика. При сорбции из промысловых сточных
вод на углях АР-3, АГН, АГ-5, АГ-3, КАД и ОУ она
достигает: 7,7; 7,5; 6,6; 8,0 и 14,2 мг/г, причем
некоторое количество (12,5 %) эфирорастворимых примесей
сорбируется на АУ значительно хуже остальных
загрязнений. При очистке стоков нефтебаз уголь ОУ-А
также оказался эффективнее; его сорбционная емкость
достигала 62,5 мг/дм3 при Ср = 0,05 мг/г, а угля КАД-
молотого — в 2 раза ниже. Поэтому для очистки воды
от нефтепродуктов от 5 до 0,05 мг/дм3 необходима доза
ОУ-А в 80, а КАД-молотого — в 160 мг/дм3. В случае
термической регенерации ГАУ оптимальное
количество сорбата в нем составляет 200 мг/г ГАУ.
10.4.2.2. Очистка от поверхностно-активных веществ
и красителей
Поверхностно-активные вещества (ПАВ) и
красители относятся к типичным загрязнителям сточных вод.
Активные триазолоновые красители полностью
сорбируются из воды на угле КАД-молотый, его
максимальная статическая емкость достигает 25-55 мг/г. Сорбция
из смеси красителей различного типа значительно
хуже. Сложность очистки сточных вод текстильных
предприятий обусловлена наличием в них разнотипных
красителей, присадок и закрепителей с различными
сорбционными характеристиками. Так у девяти
изученных красителей и шести присадок коэффициенты в
уравнении Фрейндлиха (Г = КС17") составляли: у
красителей — К = 0,042-65 и п = 0,17-1,4; у присадок —
К = 2,5 х 10"6-180 и п = 0,19-4,2. Аналогичные
результаты получены ВНИИ ВОДГЕО при сорбционной
очистке стоков ситценабивных фабрик без
предварительной обработки воды. При Ду = 0,5-5 г/дм3 ряд
красителей в статических условиях сорбируется на 40-50 %, в
то время как прямые и сернистые — лишь на 10-20 %.
Однако иные методы обесцвечивания этих стоков еще
менее эффективны. Оптические отбеливатели
сорбируются на АУ на 50-60 %.
Сорбционная емкость АУ но синтетическим ПАВ
(СПАВ) сравнительно невелика, особенно в той
области низких концентраций (менее 0,5 ммоль/дм3), которая
характерна для сточных вод. Тем не менее применение
АУ целесообразно: другие методы не обеспечивают
такого полного извлечения СПАВ из водных растворов.
Емкость углей АГ-3, АГ-5 и БАУ по неионогенным
ПАВ и угля КАД-иодный по анионным ПАВ достигает
1,5-20 мг/г, хотя часть объема пор остается
недоступной для больших молекул СПАВ и их ассоциатов. В
динамических условиях длина зоны массопередачи
сорбции ионогенных ПАВ (ОП-7) невелика, поэтому
для ГАУ в адсорберах сорбционная емкость
исчерпывается на 80-90 % до проскока. ПАВ извлекают
сорбцией и из пены флотационной очистки. Практически во
всех случаях можно добиться снижения концентрации
ПАВ до уровней ПДК.
10.4.2.3. Доочистка сточных вод производства
синтетического каучука
Исследования по доочистке сточных вод
производства синтетического каучука (СК), начатые еще в
Углеродные адсорбенты
553
1970-х г., положили начало широкому и планомерному
изучению процессов доочистки промышленных стоков
в нашей стране. Синтез каучуков относится к самым
сложным химическим производствам, вследствие чего
сточные воды заводов СК содержат большой набор
различных органических примесей. Поэтому решение
вопросов сорбционной доочистки сточных вод
производства СК позволило использовать этот опыт на менее
сложных объектах химической и нефтехимической
промышленности.
Производство СК относится к сверхводоемким
(2000-3000 м3 воды на 1 т продукции), сточные воды
имеют ХПКср = 3 и БПК*ср = 1 8 г/дм3 причем для
некоторых локальных стоков ХПК/БПК = 4-10.
Естественно, что эти сточные воды даже после глубокой био-хи-
мической обработки (БХО) содержат большое
количество неокисляемых органических загрязнений: три-
лон Б и лейканол (по 30 мг/дм ), пирановые спирты и
диолы (по 5-10 мг/дм3), кислоты, альдегиды, диметил-
диоксан, диметилформамид, сложные эфиры и многие
другие, пока еще не идентифицированные вещества (их
ХПК = 300-600 мг/дм3 при БПК5 < 20 мг/дм3).
Сорбционная очистка сточных вод заводов СК
опробована на большом числе АУ. Сорбционная емкость
по отношению к этим водам в статических условиях
убывает в ряду:
АГ-3 > АГ-5 > КАД-молотый > ОУ-В >
> КАД-иодный > ОУ-А > АГ-Н >
> АР-3 > БАУ > СКТ
Для углей АГ-3, АГ-5 и СКТ емкость равна 36, 26 и
21 мг/г (при С0 = 310-460 мг/дм3, Ду= 10 г/дм3 тк = 24 ч).
Исследования по доочистке сточных вод заводов СК
послужили основой для разработки системы доочистки
стоков нефтехимических комплексов с целью возврата
их в производство. Устойчивые результаты по
доочистке стоков от ХПК = 80-500 и БПК5 = 20 мг/дм3 до
ХПК < 40 мг/дм3 получены на адсорбере с Нр = 5,4 м
при Уф = 4 м/ч. Доочистка того же стока до
ХПК < 30 мг/дм3 достигалась при увеличении высоты
слоя АУ до 8,1 м. Интересно, что длительный
периодический контакт частично отработанного угля с чистой
умягченной водой практически не приводил к
десорбции загрязнений из АУ.
10.4.2.4. Очистка сточных вод гидролизных заводов
Сточные воды гидролизных заводов также
относятся к одним из самых сложных объектов глубокой
очистки. Они содержат пентозные и гексозные сахара,
уксусную, муравьиную и левулиновую кислоты,
фурфурол, гуминовые вещества, лигнин и другие
консервативные органические примеси. Их БПКП= 1,2-4 и
ХПК = 1,8-6 г/дм3, они содержат до 3 г/дм3 взвешенных
веществ. Основные технологические процессы в гидро-
Биологическое потребление кислорода.
лизной отрасли — водные и биохимические. После
биологической очистки этих стоков (что, по существу,
продолжает основную технологию) даже в лучших
условиях вода имеет интенсивную окраску, требующую
разведения в 500-2000 раз, и запах; ХПК = 400-
1500 мг/дм3 при БПК5 = 20-70 мг/дм3.
Для доочистки стоков предложено использовать
лигниновые активные угли (ЛАУ). Исследованию
подвергались 10 образцов гранулированных ЛАУ (<i3KB = 2-
5 мм) и 4 образца полидисперсных ЛАУ (d3KB = 0,15-
2 мм; d^B = 0,2 мм). Эксперименты осуществлялись на
биохимически очищенной воде двух заводов, когда
ХПКС0РЧ' = 700 и ХПК*" = 450 мг/дм3; БПК5 = 15-
20 мг/дм3, Т= 32-36 °С и цветность по разведению
составляла 1:500-1:1000 после песчаных фильтров.
Для удаления в статических условиях 90 %
загрязнений по ХПК достаточно 5,0-7,5 г/дм3
полидисперсных ЛАУ, а гранулированных — 12-20 г/дм3. При этом
возможно удаление до 98,4 % органических примесей
от коцентрации 630 до 10 мг/дм3 при Ду = 25,5 г/дм3, но
столь глубокой доочистки, как правило, не требуется
даже при возврате воды непосредственно в те же
технологические операции.
Доочистку сточных вод на ГАУ в кипящем слое
применяют ограниченно и только тогда, когда
необходимая степень удаления загрязнений не превышает 60-
80 %. В нашей стране построена и пущена в
эксплуатацию станция производительностью 5000 м /сут. по
доочистке стоков на ГАУ с ХПК = 40 до ХПК = 10-
15 мг/дм3 с целью возврата их в оборот. Аппараты
непрерывного действия (2 рабочих + 1 резервный) имеют
диаметр 3,2 м и //р = 4,0м, производительность —
100м3/ч каждый; скорость восходящего потока воды
12-15 м/ч:, тк = 15 мин; крупность частиц ГАУ 0,2-
1,0 мм. Конечно, в результате истирания угля некоторая
часть его (до 130 мг/дм3) выносится с очищенной
водой, но эта вторичная взвесь отделяется на листовых
или зернистых фильтрах с фильтроциклом 0,5 и 4 ч.
10.4.3. Использование в качестве пористых носителей
10.4.3.1. Осушители
Один из распространенных типов осушителей газов
представляет собой пористую основу, на которую
нанесены гигроскопические добавки. Данные материалы
различаются природой и пористой структурой основы,
химическим составом импрегната, способом получения
сорбента — поглотителя влаги.
В качестве пористой основы для получения
осушителей, поглощающих влагу за счет реакции
гигроскопических соединений с парами воды, чаще всего
применяется активированный уголь. Наряду с этим, в
качестве сложных сорбентов — влагопоглотителей —
используются композиции гидрогеля кремнекислоты с
акриловой кислотой, модифицированные
алюмосиликаты, пропитанные щелочью алюмосиликаты и
асбесты, импрегнированные гигроскопичными хлоридами
щелочных и/или щелочноземельных металлов, криста-
554
Новый справочник химика и технолога
балит и активный оксид алюминия. Импрегнированный
сорбент может быть также заключен в
полупроницаемые для воды оболочки.
Свойства полученного сорбента — осушителя — во
многом определяются видом используемого в качестве
пористой основы носителя. К ним могут относиться
силикагели, полученные по обычному способу (см.
раздел «Неорганические сорбенты»), смеси-композиции
силикагеля с активным оксидом алюминия,
синтезированные гидротермальным методом. Носителями могут
быть различные формованные алюмосиликаты,
содержащие Si02, A1203, а также органически
ориентирующие агенты формулы RjR.2R.3R4Q и растворитель или
смесь растворителей, смешанные оксиды алюминия,
кремния, титана, циркония с добавкой ванадия и
сурьмы. Кроме этого в качестве носителя могут
использоваться усиленные осажденные кремнеземы. Они
получены введением в силикаты натрия растворимых солей
щелочных металлов или кислот сложных оксидов
титана и циркония, а также носителей, полученных
смешением различных макропористых компонентов,
например глин или осажденного оксида алюминия, для
образования макропористого носителя.
Поглотительная способность осушителя, импрегни-
рованного различными гигроскопическими
веществами, во многом, если не в основном, определяется
количеством размещенной в пористой структуре добавки и
ее свойствами (способностью присоединять и
удерживать воду, не расплываться и не вытекать из пористой
структуры и т. п.). По этой причине для использования
в качестве пористой основы-носителя в наибольшей
степени подходят крупнопористые силикагели,
характеризующиеся развитым объемом пор (1,0-1,2 см3/г)
при их высокой однородности (узком распределении по
размерам) и оптимальном размере (диаметр 15-30 нм).
Он обеспечивает хорошее впитывание импрегнирую-
щего раствора, хорошие кинетические и динамические
характеристики процесса осушки, не осложненные
диффузионными офаничениями. При этом не
допускается вытекания обводненного в процессе осушки им-
прегната из пористой структуры носителя. Активные
угли промышленного изготовления, как правило, не
обладают в такой степени развитыми порами
вышеприведенных размеров (мезопоры), объем которых обычно
не превышает 0,3-0,5 см3/г, и даже суммарно вместе с
микропорами (предельный объем сорбционного
пространства — Ws) обычно составляет 0,4-0,7 см3/г. При
этом следует отметить, что активные угли
характеризуются сравнительно гидрофобной поверхностью, что
вносит некоторый негативный вклад в процесс
поглощения и перераспределения молекул воды в пористой
структуре импрегнированного материала. Активный
оксид алюминия (АОА) свободен от таких недостатков,
как гидрофобность, однако, при наличии в нем пор с
линейными размерами 15-25 нм, образцы
характеризуются объемом пор не более 0,7 см3/г (например, АОА,
изготовленный России, марок А-15, А-64), а при более
высоком объеме пор, достигающем 0,8-1,0 см3/г,
образцы характеризуются высокими линейными
размерами, достигающими 600 нм для значительной части пор
(АОА, изготовленный в России, марки А-1). АОА
изготовления промышленно развитых стран мира обычно
характеризуются объемом пор 0,4-0,7 см3/г при
линейном размере, равном 100-140 нм («Кайзер Алюмини-
ум», США, марка КА-201; «Харшоу», США, марки А1-
0104Т и А1-1404Т; «Пешине-Сент-Гобан», Франция,
марки GCS-300 и SCM-250; «Гудри Хюлле», Германия,
марки Н0401 и Н0415-Н0417). Изредка их объем пор
достигает 1,0 см3/г («БАСФ», Германия, марка А).
В качестве основы-носителя импрегнированного
сорбента (осушителя) в наибольшей степени подходят
крупнопористые силикагели. Однако следует
подчеркнуть, что силикагели, обладая высокими
внутренними напряжениями в текстуре материала, при
контакте с капельно-жидкой влагой (как в процессе
получения, так и в процессе эксплуатации)
подвергаются растрескиванию, что ведет к утрате прочностных
свойств поглотителя.
Говоря о импрегнирующей добавке, следует
отметить, что использование только хлорида кальция не
позволяет достичь значительных осушительных
характеристик получаемого поглотителя в силу недостаточно
высокой гифоскопической способности импрегната. В
то же время использование индивидуальной добавки
хлорида лития приводит при высокой поглотительной
способности импрегнированного сорбента к
некоторому оплыванию образцов, что связано с выливанием
оплывшего импрегната из пор носителя.
Пропитка фанул носителя обычно производится
растворами, содержащими 20-40 масс. % галогенидов
щелочных и щелочноземельных металлов (хлориды и
бромиды лития и кальция). Соотношением объемов
сорбента-основы и пропиточного раствора —
1 : 0,8 -ь 1,2 при температуре 80-100 °С. При этом
обеспечивается оптимальная вязкость пропиточного
раствора с однократной или, что более предпочтительно с
точки зрения получения однородного продукта,
двукратной обработкой. Затем сорбент-поглотитель сушат
при температуре 200-220 °С в течение 2-4 ч, в печи
«кипящего слоя» или с циркуляцией горячего воздуха.
Характеристики промышленных марок импрегниро-
ванных осушителей, производящихся в России,
приведены в табл. 10.32.
10.4.3.2. Химические поглотители
Афессивные или токсичные вещества, находящиеся
в воздухе, не всегда можно удалить простой адсорбцией.
Для этих целей применяются пропитанные (импрегниро-
ванные) носители, как правило, активные угли. Импрег-
нированные активные угли поглощают примеси из
воздуха не только в процессе чисто физической адсорбции,
но и в результате химических реакций. Они
используются в аппаратах, предназначенных для очистки воздуха и
газов без регенерации поглощаемых веществ.
Углеродные адсорбенты
555
Активный уголь, пропитанный тем или иным
селективным соединением, приобретает избирательные
свойства последнего и при этом обеспечивает глубокую
очистку даже при небольшом содержании примеси.
Очень эффективен активный уголь, пропитанный,
например, моноэтаноламином. Его используют для
удаления диоксида углерода из различных
технологических потоков: разнообразных горючих, природных и
коксовых газов, воздуха, азота, низших олефиновых и
парафиновых углеводородов. Норма моноэтаноламина
составляет от 18 до 35 % общей массы импрегнирован-
ного угля, зернение угля может изменяться в очень
широком интервале — от 0,05 до 5 мм, линейная скорость
газа при очистке обычно составляет 0,1 м/с.
Пропитка осуществляется в результате пропуска
паров амина через слой угля. Непоглощенный избыток
амина конденсируют и насосом возвращают в
испаритель. После пропитки уголь продувают инертным
газом, удаляя избыток амина. Регенерацию
отработанного угля проводят также пропусканием паров
моноэтаноламина. Десорбирующийся при этом диоксид углерода
выделяется в сепараторе после того, как пары амина
сконденсированы. Пропитанный моноэтаноламином
уголь может быть также использован для улавливания
диоксида азота, сернистого и серного ангидрида,
сероводорода, цианистого водорода, окиси углерода,
сероуглерода и фосгена.
Широко производятся отечественной
промышленностью также химические поглотители на основе
активных углей, пропитанные хлоридами и сульфатами
металлов. Получение импрегнированных химических
поглотителей производится по технологии, сходной с
технологией получения импрегнированных
осушителей. Используются данные химические поглотители
для поглощения из газовых сред диоксида серы,
сероводорода, аммиака, ртути и т. д.
Технические характеристики некоторых химических
поглотителей приведены в табл. 10.33.
Таблица 10.32
Промышленно выпускаемые в России импрегнированные осушители
Марка
осушителей
ОЛБ
ОЛ
КГ
осв
осг
Пористая основа
АГ-ЗП
СКТ
скт
АГ-2А
КСМ-водостойкий
КСК-водостойкий
Импрегнирующие
добавки
LiBr, LiCl, CaCl2
LiCl, CaCl2
СаС12
СаС12
LiCl, СаС12
Назначение
Осушка воздуха в средствах защиты органов
дыхания от оксида углерода
Снаряжение фильтрующих самоспасателей
Осушка воздуха в средствах защиты органов
дыхания от оксида углерода
Осушка воздуха в электронных приборах
Осушка воздуха в электронных приборах
Примечание. Производит импрегнированные осушители марок ОЛБ, ОЛ, КГ фирма АООТ «ЭХМЗ» (г. Электросталь
Московской обл.), осушители марок ОСВ и ОСГ — фирма «Тамбов НИХИ».
Таблица 10.33
Характеристики химических поглотителей на основе углеродных адсорбентов
Марка химического
поглотителя
ХПА-Н
ХПА-С
ХПР-3
Купрамит
(различные марки)
Купрамит-СКЛТС
Купрамит-СКТ-2
скт-и
Пористая
основа
АГ-5 или
СКТ-6А
АГ-5
АГ-5 или
АГ-3
АГ-5, АГ-3
или СКТ
СКЛТС
СКТ-2А
СКТ-6А
Импрегн ирующие
добавки
NiCl2
CuS04 и NiCl2
FeCl3
CuS04
CuS04
CuS04
Составной
импрегнат
Назначение
Очистка воздуха от аммиака
Очистка воздуха от аммиака
и сероводорода
Защита органов дыхания от
паров ртути
Защита органов дыхания от
аммиака и сероводорода
Очистка воздуха от аммиака,
сероводорода и
органических примесей
Очистка воздуха от
комплекса вредных примесей
Очистка выбросов атомных
станций
Динамическая активность
(ДА), г/дм3 или время
защитного действия (ВЗД), мин
ДА NH3 > 30
ДА NH3 > 25
ДА H2S > 25
ВЗД NH3 > 25
ВЗД NH3 > 60
ВЗД H2S > 30
ВЗДШ3>120
ВЗД H2S > 80
ВЗДС6Н6>55
ВЗД С2Н5С1 > 35
ДА СН3СОС2Н5 > 30
ВЗДШ3>130
ВЗД H2S > 25
ДА12>150
Примечание. Производят химические поглотители марок ХПА-Н, ХПА-С, ХПР-3, Купрамит, Купрамит-СКЛТС, Купрамит-
СКТ-2, СКТ-И фирма АООТ «ЭХМЗ» (г. Электросталь Московской обл.) и НПО «Неорганика» (г. Электросталь Московской обл.).
556
Новый справочник химика и технолога
10.4.3.3 Катализаторы на пористой основе
Проблемы очистки воздуха от токсичных
соединений различных классов, наряду с применением
адсорбционных методов, требуют использования
каталитических процессов, которые позволяют перевести
высокотоксичные соединения в менее вредные путем их
конверсии на активной поверхности нанесенных
катализаторов.
Одной из серьезных проблем в области очистки
газовых выбросов является удаление оксида углерода. На
практике оксид углерода дожигается до диоксида с
использованием различных специальных катализаторов, в
том числе на основе каталитических добавок,
нанесенных на пористые носители АК-62, АК-64У.
Производятся также катализаторы на минеральной
основе для поглощения фтористого водорода (ПКГ-Ф)
и для очистки выбросов атомных электростанций от
газообразных соединений радионуклидов, иода (СПС-1,
ФМСП).
Новый класс катализаторов на волокнистой основе
позволяет осуществлять каталитические процессы в
условиях высоких скоростей очищаемых газо-воздуш-
ных потоков.
Технические характеристики катализаторов на
пористой основе, выпускаемых в настоящее время в
нашей стране, приведены в табл. 10.34.
10.4.3.4. Носители микроорганизмов
Перспективным направлением микробиологии
является применение микроорганизмов, иммобилизованных
на пористых носителях. Закрепление микроорганизмов
в пористых материалах позволяет увеличить период их
жизнедеятельности. Удачно выбранный носитель
микроорганизмов активно влияет на окружающую их
среду, стимулирует микробный метаболизм, защищает
клетки от неблагоприятных воздействий и сохраняет
биохимическую активность.
Адсорбенты для иммобилизации могут быть
органическими или неорганическими, природными,
искусственными, синтетическими или комбинированными,
представляющими собой подложку из одного
материала с поверхностным слоем из другого.
К достоинствам органических адсорбентов
относятся химическая стабильность, большие возможности
изменения свойств поверхности и варьирования
структуры пор, придания частицам адсорбента заданной
геометрической формы — в виде 1ранул, волокон, пленок,
листов, труб и т. д.
Таблица 10.34
Характеристики катализаторов на пористой основе
промышленно выпускаемых предприятиями России
Марка
катализатора
АК-62
АК-64У
ПКГ-Ф
СПС-1
ФМСП
АУТ К-2
(эластичный
катализатор)
АУТ-Д
(эластичный
катализатор)
Пористая основа
АОА
АОА
АОА
КСК
Листовая смесь
целлюлозы, ваты
и силикагеля
Углеродная
ткань ТСА
Углеродная
ткань ТСА
Каталитические
добавки
Pd (> 2,4 %)
Pd (> 4,0 %)
Na2C03 или
К2С03
AgN03
Комплексный
импрегнат
СиС12 и HgCl2
Раствор
ДАБКО
Назначение
Очистка воздуха от СО при
низких температурах и высокой
влажности
Снаряжение средств защиты
органов дыхания от СО
Очистка воздуха от фтористого
водорода
Поглощение парообразных
соединений радионуклидов йода
из воздушных сбросов атомных
электростанций
Защита органов дыхания от
паров радионуклидов йода и
аэрозолей
Очистка воздуха от соединений
фтора и фосфора
Очистка воздушных выбросов
атомных электростанций
Динамическая
активность (ДА) или
статическая активность (СА)
ДА СО > 90 %
ДА СО > 90 %
ДА HF > 30 г/дм3
ДА12> Юг/дм3
ДА 12 > 20 г/дм3
СА СбНб > 250 мг/г
СА СбН6 > 290 мг/г
Примечание. Производит катализаторы АК-62, АК-64У ПКГ-Ф СПС-1, ФМСП, а также волокнистые катализаторы АУТ К-2,
АУТ-Д фирма АООТ «ЭХМЗ» (г. Электросталь Московской обл).
Углеродные адсорбенты
557
Неорганические адсорбенты обладают высокой
биологической стабильностью, доступны и дешевы, легко
регенерируются. Пористость и химические свойства
природных неорганических адсорбентов менять более
трудно, они достаточно хрупки и характеризуются
повышенной растворимостью при щелочных значениях рН.
Перспективными сорбентами являются оксидные и
керамические материалы — дешевые с легко
изменяющейся пористостью, отличными гидродинамическими
свойствами и возможностью варьирования заряда
поверхности добавками различных металлов.
В научно-технической литературе имеются
разнообразные данные об иммобилизации клеток на
носителях. При этом выделяются несколько групп сорбентов:
- природные неорганические материалы: глины
(бентонит, каолинит, кордерит), цеолиты, диатомовые
земли, кизельгур, песок, природные силикаты,
карбонаты, фосфаты, перлит, морская губка;
- природные органические (полимерные)
материалы: хитин, хитозан, декстрин, древесина, багасса,
коллаген, шелк, шерсть, лигнин;
- неорганические и углеродные искусственные
материалы: кремнеземы, силикагели, стекла, графитизи-
рованные, микрокристаллические и аморфные
углеродные материалы (сажа, активные угли, ткани, волокна),
кирпич, керамика, магнетит, оксиды и гидроксиды Ti,
Zr, Sn, V, Fe, Al;
- синтетические полимеры;
- комбинированные материалы (подложка +
модификатор).
В табл. 10.35 приведена зависимость клеточного
титра от пористой структуры и адсорбционных свойств
пористого носителя. Под клеточным титром (Тк),
понимается количество жизнеспособных клеток
микроорганизмов иммобилизованных на 1 г адсорбента-носителя.
Тк определялся по разности концентраций клеточной
суспензии до и после контакта с адсорбентом. Число
клеток в суспензии определялось методом Коха по
стандартной методике. Микроорганизмы были
представлены нефтеокисляющими клетками Acinetobacter
sp., Rhodococcus sp. и Bacillus mucilaginosus.
Bacillus mucilaginosus — слизистые бациллы, имеют
форму палочек размером 4-7 на 1,2-1,4 мкм, в
неблагоприятных условиях образуют споры, имеют обширную
слизистую капсулу, грамотрицатальные, аэробы;
доказывается способность этих клеток деструктировать
нефть. Rhodococcus sp. относятся к акциномицентной
линии эволюции прокариот, имеют в зависимости от
условий роста форму шара или палочек размером 1-
1,5 мкм, размножаются делением, аэробы, грамотрица-
тельные, доминирующие компоненты естественного
биоценоза нефтяных загрязнений. Acinetobacter sp.
относятся к группе коринеморфных бактерий, имеют
форму палочек размером 1-1,5 мкм, размножаются
делением, аэробы, грамотрицательные, окисляют
нерастворимые в воде углеводороды. Клетки
микроорганизмов закрепляются на пористых носителях при
длительности их контакта с носителем, соответственно, 4, 4 и
20 часов. Все клетки находились в экспоненциальной
фазе роста. Считается, что пригодными для создания
биопрепаратов, т. е. обеспечивающими достаточно
высокую клеточную нагрузку на 1 г носителя, являются
материалы, на которых Тк равен 107 клеток / г носителя.
Для иммобилизации клеток могут быть
использованы разнообразные твердые органические и
неорганические, природные и искусственные материалы, а также
волокна полимерные и углеродные. Параметры
пористой структуры для всех носителей представленны в
табл. 10.35.
Обобщение данных, приведенных в табл. 10.35,
позволяет определить вклад каждого из факторов (свойств
пористых носителей) в формирование величины Тк.
Варьирование такой интегральной характеристики
пористых носителей, как удельная поверхность, не
приводит к получению какой-либо ярко выраженной
зависимости Тк от ее величины. Аналогичным образом
выглядит изменение Тк от значения суммарного объема пор.
Таким образом, увеличение полной удельной
поверхности и суммарного объема пор носителя не является
гарантией эффективной адсорбции микроорганизмов.
Вполне возможно, что это явление может быть
объяснено различным вкладом в значения полной удельной
поверхности и суммарного объема пор, величины
удельной поверхности и объема пор различного типа
(макро-, мезо-, микропор), которые могут внести
решающий вклад в успешную адсорбцию клеток на
пористых носителях.
Анализ зависимости числа адсорбированных клеток
от удельной поверхности и объема макропор
(линейный размер пор 0,1-30 мкм) также не дает явной
зависимости Тк от данных факторов и иллюстрирует
возможность достижения его максимальных значений
даже при минимальных (0,01 см3/г) значениях объема
макропор. Несложный математический расчет
позволяет вычислить минимальное значение объема макропор
для успешной иммобилизации микроорганизмов.
Например, радиус макропор в образце гма = 3 мкм
(минимально возможная величина для иммобилизации
применяемых микроорганизмов), отсюда объем одной
макропоры
Г,=4/Злгма3= 1,13- 10"16м3= 1,13- 10"10см3.
Если учесть, что для этого образца Тк = 6 • 10
клеток/г носителя, то минимальный требуемый объем
макропор равен:
^мапйп=^Тк = 6,78-10-3СМ3/г,
т. е. < 0,01 см3/г.
Обычно соотношение между поверхностью,
объемом и размером для цилиндрических пор считают как
S = 2Vlr, следовательно, в рассматриваемом случае:
^ма min — ^ "ма min "ма — t'jJZ "III М /Г,
т. с. < 0,01 м2/г.
558
Новый справочник химика и технолога
Таблица 10.35
Параметры пористой структуры носителей микроорганизмов и клеточный титр
Образец
Ws,cm3/t
поН20
по С6Н6
5
м2/г
Vz,
V
' маэ
см3/г
Япо,
нм
5
м*/г
Титр для различных культур:
А
в
R
Углеродные и органические зерненые материалы
АГ-ПР
Кокс каменноугольный
Нефтекокс
Сансорб
Шунгизит
Торф
0,26
0,04
0,05
0,24
0,001
0,16
0,34
0,03
0,04
0,21
0,16
0,04
900
0,3
0,03
2
0,4
0,03
0,95
0,05
0,98
1,22
0,31
0,32
0,55
0,02
0,93
0,83
0,10
0,13
5500
1000
5000
800
50
500
0,22
0,05
0,39
2,10
0,05
0,05
103
103
103
105
103
107
ю5
104
104
—
—
—
—
—
—
—
—
—
Неорганические зерненые материалы
Керамзит
Газобетон
Перлит
Вермикулит
Обожженная глина
Лава
КСКГ
Бентонит
0,01
0,12
0,05
0,07
0,02
0,004
0,11
0,15
0,06
0,18
0,003
0,06
0,10
0,004
0,71
0,18
0,04
28
1
2,2
14
0,3
250
30
0,64
0,32
3,21
0,92
0,25
0,01
1,10
0,86
0,54
0,20
2,90
0,81
0,15
0,01
0,65
800
25
800
500
6000
200
15
4000
1,35
1,95
7,20
0,36
0,07
0,08
0,43
103
103
ю5
ю8
106
103
103
—
—
107
—
10у
—
—
107
ю7
—
—
—
—
—
—
—
—
Волокнистые материалы
Нетканая вискоза
Нетканый углеродный
сорбент
Вискозная лента
Полипропиленовое
волокно
Лавсан
Волокнистый
углеродный сорбент
0,48
0,29
0,33
0,49
0,23
0,29
0,08
0,42
0,18
0,69
0,25
0,53
4
1200
3
288
0,6
990
0,23
0,53
1,04
0,75
9,85
3,36
0,01
0,28
0,86
0,06
9,60
2,83
80
2500
4000
2500
4000
3500
0,10
0,22
0,57
0,05
4,80
1,89
—
—
—
—
—
—
—
—
—
—
—
—
8х 107
6х 107
10 х 107
7х 107
0,5 х 107
8х 107
Проведенные расчеты свидетельствуют о том, что
для иммобилизации микроорганизмов достаточно
использовать пористый материал с объемом макропор
порядка 0,01 см /г, если размер пор не препятствует
проникновению микроорганизмов в пористую
структуру носителя.
Рассмотрение зависимости числа
иммобилизованных клеток от степени гидрофильное™ поверхности
носителей по (величине W^2°) иллюстрирует
некоторое оптимальное значение степени гидрофильное™ для
максимальных значений титра. Максимальная величина
Тк наблюдается для значений W"2° = 0,07-0,24 см3/г ,
что, по всей вероятности, объясняется особенностью
взаимодействия гидратированных поверхностей
носителя и клетки. Факт влияния именно гидратационных
эффектов подтверждается отсутствием подобной
зависимости числа иммобилизованных клеток от
предельного объема сорбционного пространства по бензолу
W^6. Подобная закономерность объясняется
следующим образом. Процесс иммобилизации происходит в
водной среде, следовательно, все клетки находятся в
гидратированном состоянии. Поэтому между сильно
гидрофобной поверхностью материала UV"2° <0,07см3/г)
и гидратированной поверхностью клетки возникают
силы отталкивания, что препятствует иммобилизации.
Этим можно объяснить слабую адсорбцию
микроорганизмов на шунгизите, керамзите, обожженной глине,
лаве, перлите, коксах. Напротив, при более высокой
степени гидратации поверхности носителя
\JV^2° > 0,24см3/г] возникает гидратный барьер,
который клетка не может преодолеть. Поэтому невелика
адсорбция на сансорбе и угле АГ-ПР. При
рассмотрении гидратационных эффектов необходимо также
учитывать свойства поверхности клетки. Acinetobacter sp. и
Bacillus mucilaginosus являются гидрофильными
клетками, a Rhodococcus sp. — более гидрофобны.
Известно, что гидрофобные клетки более склонны к
прикрепленному образу жизни. Этим можно объяснить
хорошую адсорбцию на волокнистых носителях. Из-за
того что во взаимодействии клеток с твердыми поверх-
Углеродные адсорбенты
559
ностями принимают участие и оказывают влияние силы
разнообразной природы, а не только гидратационные
эффекты, то закономерно выпадение некоторых
материалов из общей зависимости, например газобетона и
силикагеля. Причем эффективно адсорбируются на
этих материалах клетки Bacillus mucilaginosus и очень
слабо иммобилизуются клетки Acinetobacter sp.
Возможно, здесь целесообразно рассматривать влияние
таких факторов как заряд поверхности клеток и
носителей и соотношение размеров клеток и размеров пор.
Слизеобразующие клетки Bacillus mucilaginosus
тяготеют к адсорбции на положительно заряженных
поверхностях из-за отрицательного заряда и
гидрофильное™ слизистой субстанции. Как следствие,
наблюдается их более высокая адсорбция на положительных по
заряду поверхности бентоните, газобетоне, нефтекоксе
по сравнению с тяготеющими к отрицательно
заряженным поверхностям клетками Acinetobacter sp.
Рассматривая зависимость адсорбции клеток,
разных по типу размножения, от преобладающего радиуса
пор носителей, можно отметить следующие
закономерности. Для клеток Acinetobacter sp. и Rhodococcus sp.,
размножающихся делением и имеющих размер 1-
1,5 мкм, оптимальным радиусом пор-носителей
является 2,0-4,5 мкм, т. е. величина в 2-5 раз больше размера
клеток. Для снорообразующих клеток Bacillus
mucilaginosus, с размером 1,2-1,4 + 4-7 мкм, оптимальный
радиус пор составляет 3-4 мкм, т е. его оптимальный
размер соизмерим с размером клетки или же в 4 раза
больше его.
Наряду с этим, понятна хорошая адсорбция клеток
на адсорбентах с размерами пор, меньшими размеров
клеток, т. е. когда прикрепление клетки к носителю
происходит из-за невозможности проникновение
клеток внутрь поры. Все исследуемые микроорганизмы
имеют на своей поверхности жгутики длиной около 3-
15 мкм и толщиной 10-20 нм. Поэтому закрепление
клеток на носителях с узкими порами (г < 0,3 мкм)
возможно через жгутик. При повышении размеров пор (0,3 < г <
1 мкм) наблюдается снижение Тк вследствие
невозможности проникновения клетки в пористую структуру и
недостаточно прочного закрепления жгутиков клеток в
порах по причине большой разницы в их размерах.
Увеличение размеров пор до размеров (2 < г < 5 мкм),
соизмеримых с размерами микроорганизмов, приводит
к плотному вхождению клетки в пору и способствует
достижению максимального значения Тк. Дальнейшее
повышение размеров пор (г > 5 мкм) негативным
образом отражается на иммобилизационной способности
носителя, так как интенсивность взаимодействия
клетки с его поверхностью снижается при снижении
кривизны поверхности поры. Наглядно иллюстрирует
вышеприведенные результаты и их интерпретацию
рис. 10.36, показывающий в виде стилизованных
картинок, механизм осуществления процесса
иммобилизации клетки в зависимости от размеров пор носителя.
Рис. 10.36. Схема прикрепления клеток
микроорганизмов к носителю:
А — жгугик клетки прочно удерживается порой носителя;
Б — клетка плохо удерживается из-за несоответствия
размеров поры и жгутика; В - - клетка прочно
удерживается, размещаясь в поре носителя; Г — клетка
плохо удерживается в широкой поре носителя
10.4.4. Очистка и стабилизация почв
Основными загрязнителями почв и грунтов
являются различные органические и неорганические
соединения. К органическим загрязняющим
соединениям относятся в основном гербициды, пестициды,
дефолианты, галоген-, сера- и азотсодержащие
соединения, а также нефтепродукты. Неорганические
загрязнители представлены ионами металлов и
анионами минеральных кислот.
10.4.4.1. Очистка почв от гербицидов и пестицидов
Гербициды сельскохозяйственного назначения
находятся в почве в излишних количествах в результате
передозировки. Они обладают фитотоксичным
воздействием на растения, что приводит к угнетению
последних, а также накапливанию гербицидов и их
производных в зеленой массе растений и плодах. Цель
применения гербицидов — химическая прополка, приводящая к
гибели сорных растений. Гербициды представляют
собой широкий класс химических органических
соединений, содержащих галогены, серу, азот. Ассортимент
560
Новый справочник химика и технолога
сельскохозяйственных гербицидов очень велик.
Структура некоторых из широко применяемых гербицидов
данного назначения приведена ниже (рис. 10.37).
НЧС
NH—С—N—СН3
II I
О СН3
О—СН2 С—N—С2Н5
О С2Н5
Рис. 10.37. Структурные формулы некоторых гербицидов,
применяющихся в сельском хозяйстве:
/ — дикуран, 2 — девринол, 3 — игран
Для очистки почв от гербицидов могут применяться
различные методы. Один из распространенных методов
нейтрализации гербицидов — химическая обработка с
использованием так называемых «антагонистов».
Антагонисты (антидоты) представляют собой специальные
химические соединения, которые, попадая в организм
растений, понижают их чувствительность к фитотокси-
кантам. Однако следует учесть, что многие химические
нейтрализаторы имеют селективное действие,
вследствие чего для определенных групп гербицидов следует
применять определенный класс химических
нейтрализаторов. В настоящее время существует не очень много
достаточно эффективных антидотов, среди которых
наиболее известны 1,8-NA (ангидрид 1,8-нафталинди-
карбоновой кислоты) и R-25788 (Л^¥-диаллил-2,2-ди-
хлорацетамид).
Альтернатива этому методу заключается в
применении для химической прополки адсорбционного метода,
предусматривающего адсорбционное связывание
гербицидов на активной поверхности адсорбентов, как
правило, на активированном угле. Анализ структуры
гербицидов показывает, что данные соединения должны хорошо
сорбироваться активными углями. Адсорбция
гербицидов исследована хорошо и подтверждает преимущество
активных углей перед другими адсорбентами. Адсорбент
в этом случае выполняет функцию детоксиканта почвы
от гербицидов или протектанта растений, защищая их от
фитотоксичного действия гербицидов.
Закономерности очистки почв менее изучены, по
сравнению с очисткой воды, в связи с большой
структурной и функциональной сложностью почв. Почва
сама по себе представляет адсорбционно-активную
систему, однако в связи с тем, что удельная поверхность и
пористая структура материалов, входящих в ее состав,
недостаточно развиты, применение активных углей
позволяет извлечь гербициды из фунтов и почв.
Методы введения активных углей в почву различны.
Может быть использовано сплошное покрытие почвы,
локальное внесение, а также применяться дражирова-
ние посевного материала. Сплошное покрытие
поверхности почвы используется при значительном ее
загрязнении и дает возможность полностью очистить почву
от фитотоксикантов. Обычно такая обработка
производится с помощью авиации. Локальное внесение деток-
сиканта-протектанта предусматривает нанесение на
поверхность почвы суспензии активированного угля в
местах внесения в почву посевного материала. Как
правило, при этом используется водная суспензия
активированного угля с диаметром частиц менее 0,25 мм, а
для внесения ее в почву применяются
сельскохозяйственные машины. При дражировании семян
используются смеси активированного угля с различными
водорастворимыми связующими, такими, как
поливиниловый спирт, полиакриламид, метилцеллюлоза, масла и
т. п. Расход активного угля при использовании метода
дражирования, или опудривания семян, составляет 1-
2 кг/га. Локальное внесение суспензии увеличивает
расход активного угля до 50-300 кг/га, а сплошная
обработка — до 600 кг/га и выше.
Стоимость химической прополки, по оценке
зарубежных специалистов, составляет 10-100 долл./га. Для
данных целей применяются активные угли различных
фирм, таких, как «Norit», «Darco», «1C1» и др. В России
активные угли для адсорбционной защиты растений от
действия гербицидов выпускаются ЗАО «ЭХМЗ»,
(г. Электросталь Московской обл.).
Максимальными поглотительными свойствами по
гербицидам обладают активные угли с развитым
объемом микропор. Объем и удельная, поверхность
переходных пор при этом не оказывает значительного
влияния. Оптимальное значение характеристической
энергии адсорбции варьируется в зависимости от вида
гербицида. Влияние добавки детоксиканта на основе
активированного угля на зеленую массу растений при
использовании сельскохозяйственных гербицидов
приведено в табл. 10.36.
Для защиты растений от сельскохозяйственных
гербицидов также возможно использование активных
углей из материалов, являющихся отходами
некоторых производств. Например, возможно получение
активных углей из лигнина, многотоннажного отхода
гидролизных производств. При этом оптимальная
поглотительная способность угля по гербицидам
достигается при обгаре. равном 25%, при следующих
характеристиках пористой структуры: У% = 1,00 см3/г;
VM„ = 0,19 см3/г; Vue = 0,10 см3/г.
Углеродные адсорбенты
561
Таблица 10.36
Влияние детоксиканта на основе активированного угля на сырую массу растений
Сельскохозяйственный
продукт (гербицид)
Доза гербицида,
кг/га
Доза детоксиканта,
кг/га
Средняя масса
10 растений, г
Масса растений по
отношению к контролю
Зерновые культуры
Пшеница яровая
«Ленинградка»
(дикуран)
Пшеница яровая
«Ленинградка»
(игран)
4,0
4,0
4,0
4,0
50
—(контроль)
50
—(контроль)
19,6
32,3
25,0
15,5
27,1
21,0
78
129
100
74
129
100
Овощные культуры
Капуста белокочанная
«Амагер»
(девринол)
Морковь
«Нанте кая»
(линурон)
4,0
4,0
3,0
3,0
50
—(контроль)
50
—(контроль)
65,1
95,1
75,4
17,8
30,1
22,8
87
126
100
78
132
100
Таблица 10.37
Защита культурных растений от действия пиклорама
Сорбент
—
Сорбент
СПБГТИ (ТУ)
КАД-молотый
Gro-Safe
Доза, кг/га
пиклорама
0,5
детоксиканта
—
100
Масса растений
по отношению
к контролю, %
69
133
105
92
Иследования поглощения хлорсульфурона (ХС) из
водного раствора углеродными адсорбентами,
полученными из карбида кальция, показало, что в этом
случае наблюдается каталитическое действие данного
сорбента, способствующее разложению ХС. Конечными
продуктами данного процесса являются 2-амино-4-ме-
тил-6-метокси-1,3,5-триазин (С5Т) и 1-сульфонилами-
но-2-хлорбензол (C6S). При исходном содержании ХС в
водном растворе 3 • 10 моль/л смыв ХС с адсорбента
не превышает 5,6 %, в то время как содержание C6S и
С5Т составляет, соответственно, 78,0 и 16,4 %. Таким
образом, в этом случае проявляется каталитический
эффект, который обусловлен действием зольной
минеральной составляющей активного угля из карбида
кальция.
Введение в состав активного угля растворимой
минеральной составляющей, включающей
микроэлементы, такие как Мп, Си, Со и др., дает возможность про-
лонгированно дозировать их в почву, обусловливая
оптимальный режим усвоения микроэлементов
культурными растениями. Активный уголь такого состава
выполняет как функцию поглотителя гербицидов (с
возможным каталитическим ускорением процесса их
деструкции), так и функцию носителя каталитических
Адсорбционный метод очистки почв от гербицидов
может быть использован для нейтрализации и более
сильных гербицидов, таких, например, как пиклорам,
боевой гербицид, разработанный в свое время в США
для оснащения вооруженных сил страны.
Адсорбционная способность отечественных активированных углей
по пиклораму довольно высока и составляет
следующие величины: БАУ — 21 мг/г; АР-3-35 мг/г; КАД-
молотый— 64 мг/г; АГ-5 — 107 мг/г; СКТ-5-114 мг/г.
Структурная формула пиклорама
С1 С1
N \ NH2
НООС С1
Исследования процесса детоксикации почв и
защиты растений от действия пиклорама иллюстрирует
табл. 10.37, из данных которой можно заключить, что в
условиях отсутствия сорбционной защиты растений от
гербицида их зеленая масса снижается до 69 % по
отношению к контролю. Использование порошкового
препарата «Гро-Сейф» («Gro-Safe») производства
фирмы «ICI» дает возможность несколько приблизить
массу растений к контрольному значению. Применение
порошкового активного угля КАД-молотый
способствует некоторому увеличению зеленой массы до
величины 105 %, а защита растений композиционным
сорбирующим материалом, разработанном в
Санкт-Петербургском государственном технологическом
институте (техническом университете), в состав которого
входит активный уголь и минеральные добавки
различной природы и назначения, позволяет повысить данный
показатель на 33 %.
562
Новый справочник химика и технолога
добавок, способствующих деструкции гербицидов и
носителя микроэлементов, дозирующихся в почву. При
дозе сельскохозяйственного гербицида 0,5-3,0 кг/га
внесение в почву композиционного сорбирующего материала
на основе активного угля в количестве 50-200 кг/га
приводит к повышению массы плодов до 30 %.
Пролонгированное введение микроэлементов в
прикорневую систему приводит к увеличению числа зерен
в метелке риса на 5-10 %, количества стеблей на
единицу площади — на 2-3 %, массы зерна — на 5-23 % и,
как следствие, ведет к повышению урожая на 14—42 %.
При совместном использовании гербицидов и
адсорбентов наблюдается повышение в культурных
растениях хлорофилла на 2-9 %, каротина на 3-15 %,
аскорбиновой кислоты на 30-60 %, азотистых веществ на
3-39 %, Сахаров на 20-50 %.
Наряду с этим внесение одновременно с
гербицидами протектанта повышает содержание
микроорганизмов почвы в 1,5-2,5 раза.
Известно, что некоторые гербициды имеют высокую
летучесть, вследствие чего испаряются из почвы не
отрабатывая полностью свой ресурс. С целью снижения
его потерь в качестве носителя гербицидов используют
другой адсорбент — природный цеолит — клиноити-
лолит как хранилище веществ, пролонгированно
выделяющихся в почву. В частности, в чайной
промышленности для химической прополки используется эрадикан
(Л^Д-дипропил-^-этилтиокарбамат). При начальной
дозе эрадикана С0 = 7 л/га его содержание в почве без
применения клиноптилолита резко снижается во
времени (рис. 10.38, 10.39). Использование адсорбента
ведет к менее значительному уменьшению содержания
гербицида в почве и, как следствие, — менее
значительному ослаблению воздействия гербицида на
сорные растения. При этом количество сорных растений на
единицу посевной площади для случая использования
эрадикана в виде эмульсии составляет минимальную
величину в первые дни экспозиции и сравнивается с
аналогичным показателем для метода с применением
гербицида на носителе к 42 дню. По истечении 100
дней с введения гербицида в почву количество сорных
растений достигает 60 % от контрольного значения, в
то время как в опыте с использованием клиноптилолита
в качестве носителя к этому времени количество
сорняков составляет 20 % от контроля. Наряду с этим, в
течение всего периода контроля наблюдается (рис. 10.40)
значительное (практически в 2 раза) превышение
содержания эрадикана в чайных листьях для опыта с
применением эмульсии гербицида по сравнению с
методикой, связанной с использованием адсорбента-
носителя.
Аналогичная картина наблюдается и для других
случаев применения пористых носителей гербицидов,
обусловливающих дозированное их выделение в почву,
что, в конечном итоге, приводит к повышению урожая
и снижению количества гербицидов в листьях и плодах
(табл. 10.38).
25
20
и
15 -
10
Г" I I
\ I
i—^_ 1 II
20 40 60 80
100
х, дни
эмульсия
на носители
Рис. 10.38. Влияние клиноптилолита на динамику
изменения содержания эрадикана в почве
0,7
0,6
0,5
0,4
. 0,3
и
0,2
0,1
0
i
0 20 40 60 80 100
т, дни
эмульсия
на носители
Рис. 1039. Влияние клиноптилолита на динамику изменения
содержания эрадикана в чайных листьях
80
70
60
50
^ 40
«30
20
10
0
1»
II
о
20 40 60 80 100
т, дни
эмульсия
на носители
Рис. 10.40. Влияние клиноптилолита на динамику изменения
количества сорняков на делянке
Углеродные адсорбенты
563
Таблица 10.38
Влияние метода внесения гербицидов
на урожайность кукурузы
Метод внесения
В виде эмульсии
На носителе
Прибавка
урожая, %, по
отношению к
контролю
45
60
Количество
гербицидов в листьях, мг/кг
через
60 дней
0,66
0,30
через
90 дней
0,30
0,20
10.4.4.2. Разложение высокотоксичных компонентов
в почвах
В ряде случаев в почву вследствие аварий или по
другим причинам попадают высокотоксичные
органические соединения. Наряду с гербицидами в их число
могут войти другие соединения, например горючие
компоненты ракетных топлив, в частности,
несимметричный диметилгидразин — (CH3)2NNH2 (НДМГ). Для
его разложения могут использоваться различные
методы, например термический (огневой), химический,
сорбционный, каталитический (табл. 10.39).
Анализ табл. 10.39 показывает, что использование
термических и химических методов приводит к
недостаточно полному разложению токсичного соединения,
значительная часть которого выделяется в
парообразном виде в атмосферу. Наряду с этим, данные методы
ведут к разрушению почвенной экосистемы, а метод
химической обработки также приводит к образованию
высокотоксичных соединений, количество которых
достигает 8-15 % от начальной массы НДМГ.
Использование сорбционного и сорбционно-каталитического
методов свободно от этих негативных сторон. Нераз-
ложившийся НДМГ, находящийся в порах адсорбентов,
постепенно разлагается или дозируется в почву в
течение длительного времени, не причиняя значительного
вреда. Образовавшиеся же в процессе каталитической
деструкции соединения в количестве до 65 % от
начальной массы НДМГ характеризуются низкой
токсичностью, не оказывают значительную химическую
нагрузку на почвенную экосистему.
Промышленностью страны выпускаются
следующие марки активных углей для очистки почв: ОПАТУ,
Агросорб-1, Агросорб-1 Г. Данные угли:
- эффективны на почвах, угнетенных остатками
пестицидов, позволяют получать экологически чистую
продукцию растениеводства, восстанавливать
плодородие почв и повышать урожайность;
- дают положительные результаты при решении
задач нейтрализации передозировки пестицидов и
ликвидации аварийных разливов пестицидных препаратов в
местах заправки сельхозтехники, около мест хранения
и т. д.;
- могут применяться для рекультивации почв в
районах полигонов, различных гражданских и военных баз,
мест хранения горюче-смазочных материалов и т. д.
Углесорбционная детоксикация — наиболее
надежный, универсальный и эффективный прием
восстановления плодородия почв, загрязненных остатками
пестицидов. При этом содержащийся в почвенном растворе
токсикант переводится в недоступное для растений
сорбированное состояние, благодаря внесению в почву
активного угля с определенными свойствами. Доза
активного угля колеблется от 50 до 500 кг/га.
Основными приемами использования Агросорба-1Г
и ОПАТУ являются: внесение в семенную борозду
одновременно с высевом семян сельскохозяйственных
культур и поверхностное нанесение с последующей
заделкой на глубину 3-20 см. Агросорб-1 применяют в
виде водной суспензии 1 : (10-15) путем
поверхностного нанесения или обработки ею корневой системы
рассадных культур.
Параметры пористой структуры данных углей
приведены в табл. 10.40 и 10.41.
Таблица 10.39
Сравнительные методы обезвреживания: несимметричный диметилгидразин
Способ
Остаточное количество
НДМГ в почве, %
Выделение токсичных
соединений в атмосферу, %
Биологическая активность
почвы после воздействия
Необходимость в
дополнительной обработке почвы
Образование новых
соединений
Термический
(огневой)
25
25-30
Химический
(хлорные окислители)
10
10-15
Не сохраняется
Требуется дополнительная подсыпка
свежего слоя почвы
Не
образуются
Нитрозодиметиламин,
тетраметилтетразен,
хлористый водород
Сорбционный
(углеродные
адсорбенты)
72 (в том числе
в
адсорбированном виде)
—
Сорбционно-катали-
тический (каталитические
добавки на активном угле)
6
—
Сохраняется
Не требуется
Не образуются
Формальдегид,
диметиламин, аммиак
564
Новый справочник химика и технолога
Параметры пористой структуры :
Объем характерных типов пор, см3/г
Марка 1 1
V V V
'ми г ме 'ма
ОПАТУ 0,25-0,30 0,15-0,18 0,25-0,28
АГРОСОРБ-1Г 0,20-0,25 0,12-0,18 0,40-0,45
АГРОСОРБ-1 0,20-0,25 .0,10-0,15 0,38-0,42
Таблица 10.41
Удельная геометрическая поверхность микропор
Марка угля
ОПАТУ
АГРОСОРБ-1 Г
АГРОСОРБ-1
S, м2/г
1000
800
700
10.4.5. Применение адсорбентов в медицине
Возможность извлечения, в том числе селективного,
различных соединений из водных сред обусловила
применение адсорбционных методов в медицине.
Адсорбенты широко используются в процессах гемосорб-
ции, энтеросорбции, ликворосорбции, плазмосорбции, в
качестве аппликационных материалов и т. п.
10.4.5.1. Гемосорбция
Применительно к задачам гемосорбции активные
угли используются в основном как неспецифические
сорбенты. При этом в ряде случаев именно
неспецифичность действия определила их успех в качестве ге-
мосорбентов.
Нормальная жизнедеятельность организма может
нарушаться при избытке в крови самых разнообразных
продуктов обмена: азотистых и других шлаков (креати-
нин, мочевая кислота, гуанидиновые основания,
полиамины, фенол, индол, меркаптаны и др.), нейромедиа-
торов (адреналин, норадреналин, серотонин, ацетил-
холин), аминокислот, полипептидов средней
молекулярной массы, включая полипептидные гормоны, три-
глицериды, насыщенные и ненасыщенные жирные
кислоты, кетокислоты, сахара и продукты их
метаболизма, компоненты желчи и др. Сорбционное удаление
избытка этих веществ из крови больных в большинстве
случаев ведет к улучшению их состояния, а иногда и к
полному выздоровлению.
Обширен и перечень ядовитых и лекарственных
веществ, удаление которых из крови углями бывает
необходимым для излечения. Это — соли тяжелых
металлов, алкалоиды, опиаты, гипнотики, антидепрессанты,
анальгетики, антибиотики, хлорированные
углеводороды, фосфорорганические инсектициды, гербициды и
многие другие. В условиях конкурентной сорбции (на
фоне большого количества других присутствующих в
крови веществ) углем поглощаются прежде всего ком-
Таблииа 10.40
углей для очистки почв
Wq\, см3/г W(,2, см3/г Хъ нм Х2, нм
0,40-0,45 — 0,50-0,54 —
0,18-0,22 0,10-0,14 0,63-0,67 1,17-1,41
0,18-0,20 0,10-0,16 0,62-0,64 1,12-1,48
поненты, накопившиеся в повышенных количествах
(обычно — посторонние).
Перечень заболеваний, лечение которых возможно
методом гемосорбции, обширен. К ним относятся:
механическая желтуха, первичный билиарный цирроз
печени, лортальный цирроз печени, псориаз, алкогольный
делирий, семейная гиперхолестеринемия, ишемическая
болезнь сердца, острый панкреатит, перитонит,
шизофрения, диффузный нейродермит, системная красная
волчанка, атеросклероз нижних конечностей,
бронхиальная астма и прочие.
В качестве основных сорбентов для этих целей
используются активированные угли марок АР-3, СКТ-6А,
ИГИ, СКН и др.
Наряду с этим, в качестве гемосорбентов для ряда
случаев рекомендуется использование селективных
гемосорбентов. К ним относятся ионообменные смолы,
сорбенты на основе силикагеля, пористые силикаты
металлов и др.
С помощью подобных селективных сорбентов
возможно, например, успешное удаление фенола из крови
применением высокосовместимого с кровью анионита
АН-221, синтезированного на основе тромбогенного
макропористого сополимера стирола с дивинилбензо-
лом. При этом слабоосновные этилендиаминовые
группы, обладая высокой гидратируемостью, повышают
гидрофильность полимерной матрицы. Это в свою
очередь позволяет избежать денатурации белковых
факторов свертывания и адгезии тромбоцитов — явления,
характерного для развитой полимерной поверхности.
Практически важным является отсутствие влияния ге-
моперфузии на уровень свободного гепарина в крови
животных, что позволяет свести к минимуму
количество вводимого антикоагулянта. Необходимо отметить,
что гемосорб А-12, полученный на базе слабоосновного
анионита АН-221, не дает отрицательных
физиологических реакций.
Извлечение билирубина из крови возможно
применением как селективных, так и неселективных
сорбентов. В табл. 10.42 анализируется механизм извлечения
билирубина неселективными углеродными
адсорбентами и полимерными гемосорбентами путем
сопоставления результатов расчета мольного соотношения
альбумин/билирубин в исходной плазме крови и в фазе
сорбента после часовой перфузии плазмы через колонку.
Из полученных данных видно, что на активных углях
Углеродные адсорбенты
565
Сорбция альбумина и непрямого билирубина из плазмы новорожденных
с гемолитической болезнью неспецифическими и селективными гемосорбентами
Таблица 10.42
Сорбент
ГС-01
СКН-К
СКТ-6А
АР-3
МХТИ-2А
СУГС
Гемосорб А-1-1
Количество сорбированного вещества
(1 мкмоль на колонку, объемом 100 мл)
альбумин
12 ± 7
8±5
13 ±7
16 ±7
10 ±7
16±5
8±5
непрямой билирубин
16 ±3
9±3
10 ±3
8±3
8±7
61 ±12
42 ±34
Коэффициент у*
плазмы
2,72
2,79
2,72
2,93
2,93
2,11
3,12
сорбента
0,75
0,89
1,30
2,00
2,00
0,16
0,19
Уо**
3,63
3,13
2,09
147
1,47
13,2
16,4
* у — мольное соотношение альбумин/билирубин в исходной плазме крови и в фазе сорбента после часовой перфузии
плазмы через колонку.
** Уо— КОффиЦИенТ, раВНЫЙ ОТНОШенИЮ Уплазмы / Усорбента-
непрямой билирубин сорбируется преимущественно в
виде комплекса с альбумином. При этом наибольшей
селективностью характеризуется гемокарбосорбент
ГС-01, наименьшей — СУГС и АР-3. Однако
неспецифические взаимодействия, ответственные за связывание
токсичных веществ развитой поверхностью активных
углей, не обеспечивают заметного расщепления
комплекса билирубина с белком. Так, на ГС-01 удается
достичь 4-кратного, а на СУГС только 1,5-кратного
обогащения билирубином по сравнению с альбумином
(коэффициент уо, численно равный отношению Уплазмы /
Усорбента)- Другая картина характерна для синтетических
гемосорбентов, полученных на основе
сильноосновного макропористого анионита AM. В этом случае
удается повысить концентрирующую способность по
сравнению с альбумином примерно в 20 раз. Важно
отметить, что гемосорбент МХТИ-2А,
синтезированный на базе анионита AM с альбуминовым
покрытием, показывает меньшую способность к расщеплению
комплекса билирубина с альбумином по сравнению с
анионитом AM, модифицированным полимерным
покрытием (гемосорб А-1-1).
Очевидно, путь выведения белково-связанных
токсичных веществ в виде комплекса нецелесообразен, так
как не позволяет обеспечить достаточной емкости
сорбента и ведет к нефизиологичным потерям
необходимого для организма белка. Применение селективных
сорбентов на базе полимерных анионитов, позволяет
резко снизить количество выводимого сорбентом
альбумина и повысить удельную емкость сорбента по
билирубину за счет реализации оптимального механизма
его сорбции с расщеплением белкового комплекса.
Коррекция содержания ионов калия в крови
возможна только с использованием ионообменных
материалов. Нарушение калиевого баланса вызывает
тяжелые последствия. Увеличение содержания калия в
плазме до 7-8 ммоль/л приводит к повышению
сухожильных рефлексов, мышечной возбудимости, отмечаются
характерные электрокардиологические признаки,
нарушение атриовентрикулярной проводимости вплоть до
полной блокады, мерцание желудочков и остановка
сердца. Проведенные исследования возможности
применения слабоионизируемых ионитов в гемосовмести-
мом исполнении показали, что при этом наблюдается
снижение содержания калия в крови с практическим
отсутствием изменения концентрации кальция в крови
(2,25 ммоль/л до гемосорбции и 2,22 ммоль/л после 45-
минутной ионообменной гемосорбции).
Аналогичным образом, только применение
ионообменных материалов дает возможность снизить
содержание ионов аммония в крови, образующегося
вследствие дезаминирования аминокислот, пуриновых
и пиримидиновых нуклеотидов. Сравнительный
анализ применения для извлечения ионов аммония из
крови показал, что из исследованного спектра
ионообменных смол и неорганических силикатных и цир-
конийсиликатных материалов следует рекомендовать
применение цирконий алюмосиликата С-36,
имеющего оптимальное сочетание высокой равновесной
емкости и достаточной проницаемости для иона аммония.
Одной из возможных областей его применения, кроме
прямой гемоперфузии, может быть система
регенерации диализата в аппарате «Искусственная почка»,
включающем ферментативный реактор для
разложения мочевины.
Как показали эксперименты, колонка, содержащая
100 мл цирконийалюмосиликата, способна вывести из
диализата 32 ммоль аммония (рис. 10.41), при этом
величина удельной обменной емкости по этому
соединению составляет 0,26 ммоль на 1 г сорбента.
Однако для большинства патологических процессов
известен лишь ориентировочный набор веществ, с по-
566
Новый справочник химика и технолога
явлением или повышением концентрации которых
связывают те или иные проявления заболевания.
Неспецифические сорбенты, такие, как активные угли, с
широким спектром действия в ряде случаев более выгодны,
чем селективные. Естественно, что наряду с вредными
для организма веществами, концентрации которых
необходимо снизить, при проведении процедуры гемо-
сорбции могут извлекаться и необходимые полезные
компоненты (гормоны, питательные вещества и др.).
Однако здесь на помощь приходят эволюционно
обусловленные системы самого организма, которые следят
за уровнем многих соединений (например, глюкозы,
некоторых аминокислот, витаминов, гормонов).
Клинический опыт свидетельствует о том, что потери
нормальных биохимических компонентов, крови при гемо-
сорбции сравнительно легко компенсируются самим
организмом. За содержанием образующихся
метаболитов и особенно веществ, попавших извне, такого
контроля со стороны организма нет, и их извлечение
необратимо, что и обусловливает эффективность
сорбционной терапии. Если в процессе сорбционной
детоксикации возникают нежелательные сдвиги
гормонального, аминокислотного, липидного или
углеводного баланса, то всегда возможна коррекция
введением соответствующих медикаментов или с помощью
специальной диеты.
В последние годы создано множество различных
устройств и аппаратов для гемосорбции - от простых,
работающих за счет перепада артерио-венозного
давления, до полуавтоматизированных и полностью
автоматизированных с включением в конструкцию датчиков,
ЭВМ и запоминающих устройств. Используются также
портативные аппараты для гемосорбции, которыми
можно пользоваться для оказания экстренной помощи,
в том числе и в домашних условиях. Принципиальная
схема устройств для проведения гемосорбции дана на
рис. 10.42.
10.4.5.2. Энтеросорбция
Энтеросорбция — метод, основанный на
связывании и выведении из желудочно-кишечного тракта
(ЖКТ) с лечебной или профилактической целью
эндогенных и экзогенных веществ, надмолекулярных
структур и клеток. Энтеросорбция используется в медицине
для лечения острых и хронических заболеваний,
сопровождающихся токсикозами, нарушениями
пищеварения, иммунного статуса, метаболизма липидов,
желчных кислот и других видов обмена. С каждым годом
показания для энтеросорбции расширяются, энтераль-
ное использование сорбентов позволяет исключить или
снизить интенсивность медикаментозной терапии, в
том числе и антибиотикотерапии, гормонотерапии,
десенсибилизирующего лечения. У больных,
находящихся в критическом состоянии, на фоне токсикозов
применение энтеросорбентов дает возможность уменьшить
число гемосорбции, гемо- или перитонеальных
диализов или усилить эффективность этих методов
детоксикации. Основная информация по применению
энтеросорбентов в медицине, влиянию на клинические
проявления и лабораторные показатели приведена в
табл. 10.43.
Энтеросорбенты — лечебные препараты различной
структуры, осуществляющие связывание экзо- и
эндогенных веществ в ЖКТ путем адсорбции, абсорбции,
ионообмена, комплексообразования.
В основу классификации современных
энтеросорбентов положено несколько принципов: форма,
структура, природа материала, вид взаимодействия между
сорбирующим материалом (сорбентом) и связанным
веществом (сорбатом).
Рис. 10.41. Сорбция ионов аммония
из диализата в динамическом режиме
цирконийалюмосиликатным сорбентом С-36:
на оси абсцисс — продолжительность перфузии, мин; на оси
ординат — концентрация ионов аммония в диализате на
входе (/) в колонку и выходе (2) из нее, моль/л
Рис. 10.42. Принципиальная схема устройств
для гемосорбции:
артериальная канюля; 2 — трубки для забора проб крови;
3 — насос; 4 — демпфер; 5 — массообменник;
6 — индикатор давления; 7 — ловушка воздушная;
8 — венозная канюля; 9 —инфузионная линия
Углеродные адсорбенты
567
Таблица 10.43
Влияние неспецифических энтеросорбентов на клинические и
лабораторные показатели при различных патологических состояниях
Патологическое
состояние
Аллергические
заболевания
Бронхиальная
астма
Псориаз
Сердечно-сосудистые
заболевания:
атеросклероз, ИБС, инфаркт
миокарда,
гипертоническая болезнь
Заболевания печени:
вирусный гепатит,
хронический гепатит,
циррозы
Острый панкреатит
Гнойный перитонит
Осложненные
гнойные раны с
септическими проявлениями
Онкологические
заболевания на фоне
химио- и лучевой
терапии
Характер изменений
клинических проявлений
Исчезновение зуда,
крапивницы, отека, снятие
ограничений в питании
Уменьшение частоты и
тяжести приступов бронхоспазма,
повышение чувствительности
к лекарственной терапии
Улучшение самочувствия,
удлинение клинической
ремиссии
Снижение АД, частоты
приступов стенокардии,
положительная динамика на ЭКГ
Снижение интоксикации и
укорочение желтушного
периода, уменьшение кожного
зуда, желтушности,
диспепсических проявлений
Уменьшение диспепсических
нарушений, снижение
болевого синдрома, проявлений
интоксикации
Улучшение общего
состояния, функции
паренхиматозных органов, снижение
лихорадки. Активация репаратив-
ных процессов в ране
Снижение и нормализация
температурной реакции, ас-
теновегетативных
проявлений
Исчезновение
диспепсического синдрома, снижение
тошноты и анорексии,
температуры, признаков токсемии
лабораторных показателей
Снижение ЦИК эозино-
филии, иммуноглобулинов
То же
Корреляция
иммунологических показателей с
положительной динамикой
кожного процесса,
снижение концентрации средних
молекул
Улучшение показателей
липидного обмена (ХС,
ТГ, общих липидов,
Р-ЛП)
Нормализация содержания
билирубина и активности
аминотрансфераз,
адсорбция токсических веществ
из асцитической жидкости
Восстановление
активности амилазы крови,
биохимических показателей,
характеризующих эндо-
токсемию
Нормализация
показателей эндотоксемии
(средних молекул, хининов,
БАВ, ЛИИ и др.)
Нормализация
показателей эндотоксемии
(средних молекул, кининов,
БАВ, ЛИИ и др.).
Ускорение репаративных
процессов
Снижение концентрации
метаболитов и
токсических веществ в крови
(средних молекул, олиго-
пептидов, мочевой
кислоты, остаточного азота,
активности
аминотрансфераз), восстановление
количества лейкоцитов
Энтеросорбенты,
суточная дозировка
Полифепан (0,5-
1 г/кг), холисти-
рамин
СКН (40 -90 мл),
полифепан (1 г/кг)
СКН в сочетании
с аппликацией
аффинными
сорбентами
ИГИ, СКН, АУВ,
полифепан
(0,5 г/кг),
специфические
сорбенты
СКН (45 мл),
полифепан (0,5-
1 г/к)г
СКН (90-100),
полифепан (30-
80 г)
Энтеродез (100—
120 г,) СКН (80-
100 мл),
полифепан, аэросил (0,5-
1 г/кг)
СКН (20-40 мл),
полифепан (40-
70 г)
СКН (45 мл),
полифепан (0,5-
1г/кг)
Продолжительность
курса, дни
7-14
8-14
8-10
10-14
(2-4 курса)
10-17
5-10
5-10
5-12
5-20
568
Новый справочник химика и технолога
Продолжение таблицы 10.43
Патологическое
состояние
Осложнения
язвенной болезни желудка,
болезнь
оперированного желудка
Почечная
недостаточность
Различные острые
инфекционные
заболевания
Неспецифический
язвенный колит
Экзотоксикозы
(свинец, алкоголь,
медикаменты, соли
тяжелых металлов и др.)
Парадонтит,
периодонтит, пародонтоз
Местное применение
сорбентов для
лечения кожных
заболеваний
Характер изменений
клинических проявлений
Уменьшение частоты анасто-
мозитов и эрозий слизистых
оболочек, прекращение
диспепсических явлений
Уменьшение клинических
проявлений уремической
интоксикации
Улучшение клинического
состояния, снижение
токсикоза
Уменьшение диареи,
интоксикации, внекишечных
проявлений
Снижение признаков
интоксикации
Стойкая ремиссия фоновых
заболеваний, улучшение
микроциркуляции в очаге
поражений
Ускорение заживления ран и
исчезновение кожных
проявлений
лабораторных показателей
Снижение ЛИИ,
восстановление электролитного
состава и КОС крови
Снижение концентрации в
крови мочевины, креаги-
нина, средних молекул
Положительная динамика
лабораторных показателей
Улучшение биоценоза
кишечника, регенерация
язв
Уменьшение
концентрации токсинов в крови
Коррекция
иммунологических показателей,
улучшение цитограммы,
повышение содержания
лизоцима и лактоферрина
Снижение концентрации
токсинов на каждой
поверхности
Энтеросорбенты,
суточная дозировка
СКН-П
(0,7 мл/кг), эн-
теродез(100—
200 мл 30%-го
раствора),
полифепан (0,5-1 г/кг)
СКН, СКТ (0,3-
0,7 г/кг)
СКН
СКН, СУМС,
полифепан (0,5-
1 г/кг)
СКН-П, ваулен
(0,3-1,2 г/кг),
полифепан
АУВМ, СКН, СКС
(30-70 г в
сочетании с
аппликационной терапией)
Аэросил (оксил),
полифепан, СКН,
ваулен и др.
Продолжительность
курса, дни
5-7
10-14
14-15
3-15
25
5-20
5-15
Примечание. ЦИК — циркулирующие иммунные комплексы. АД — адреналин. ХС — холестерин. ТГ
ЛП — липопротеиды. ЛИИ — лейкоцитарный индекс интоксикации. КОС — кислотно-основной состав.
триглицериды.
Классификация энтеросорбентов
Энтеросорбенты подразделяются:
I. По лекарственной форме и физическим свойствам на:
- гранулы (СКНП, АДБ, СКТ-6АВЧ и др.);
- порошок (энтеросорб, хитин, холестирамин,
каолин, карболен и др.);
- таблетки (карболен, АУВ «Днепр», гастросорб,
лечебный лигнин);
- пасты, гели, взвеси, коллоиды (энтеродез, поли-
фепан-паста, алмагель);
- волокна (ваулен — экспериментальные
образцы);
- инкапсулированные материалы;
- пищевые добавки (пектины,
микрокристаллическая целлюлоза, хитин, хитозан и др.).
II. По химической структуре:
- активированные угли (СКН, СКС, СКАН, ФАС,
СКТ, АДБ, ИГИ, ФТД; активированные углеродные
волокна — АУВ, АУТ, актилен, ваулен и др.);
- силикагели (КСК, КСС, КСМ, СУМС-1 и др.);
- цеолиты;
- алюмогель;
- алюмосиликаты;
- осидные и другие неорганические сорбенты;
- пищевые волокна;
- органоминеральные и композиционные
сорбенты.
III. По механизму сорбции:
- адсорбенты;
- абсорбенты;
- ионообменные материалы;
-сорбенты с сочетанными механизмами
взаимодействия;
- сорбенты, обладающие каталитическими
свойствами.
IV. По селективности:
- селективные монофункциональные;
- селективные би- и полифункциональные;
- неселективные.
Углеродные адсорбенты
569
Разделение энтеросорбентов по лекарственной
форме имеет существенное значение для медицинской
практики, так как с этим связаны удобство применения
препаратов и выбор сорбента для лечения больных с
конкретными заболеваниями. В идеальных условиях
должны выпускаться все лекарственные формы. Одним
из них можно отдавать предпочтение при длительном
применении (пищевые добавки, гели, коллоиды и др.),
когда курс лечения занимает месяцы и годы, другие
целесообразнее назначать в экстремальных ситуациях
для быстрого связывания ксенобиотиков в желудке
(порошки, мелкие гранулы), третьи имеют
преимущества при хранении и транспортировке (таблетки),
четвертые приемлемы для лечения язвенных процессов в
желудке и кишечнике (пасты, гели к др.).
Структура и поверхность сорбентов определяют их
физико-химические свойства, механизмы
взаимодействия с веществами, создание специальных по
назначению препаратов.
Механизмы сорбции определяют селективность или
неселективность сорбции тех или иных веществ. В
настоящее время чаще используются неселективные эн-
теросорбенты, поскольку большой диапазон активности
делает их полифункциональными. Вместе с тем такие
препараты удаляют из химуса часть полезных веществ
и могут приводить к осложнениям, особенно при
длительном применении.
Перспективным направлением является создание
селективных моно- или полифункциональных
энтеросорбентов, извлекающих из химуса и стимулирующих
транспорт в просвет конкретных метаболитов или токсинов.
Современные энтеросорбенты должны
соответствовать следующим критериям:
1) нетоксичность; препараты в процессе
прохождения по ЖКТ не должны разрушаться до компонентов,
которые при всасывании способны оказывать прямое
или опосредованное действие на органы и системы;
2) нетравматичность для слизистых оболочек;
должны быть устранены механические, химические и другие
виды неблагоприятного взаимодействия со слизистой
оболочкой полости рта, пищевода, желудка и
кишечника, приводящие к повреждению органов;
3) хорошая эвакуация из кишечника и отсутствие
обратных эффектов — усиления процессов,
вызывающих диспепсические нарушения;
4) высокая сорбционная емкость по отношению к
удаляемым компонентам химуса; для неселективных
сорбентов должна быть сведена к минимуму
возможность потери полезных компонентов;
5) отсутствие десорбции веществ в процессе
эвакуации и изменения рН-среды, способной привести к
неблагоприятным проявлениям;
6) удобная фармацевтическая форма препарата,
позволяющая его применение в течение длительного
времени, отсутствие отрицательных органолептических
свойств сорбента;
7) благоприятное влияние или отсутствие
воздействия на процессы секреции и биоценоз микрофлоры
ЖКТ.
Медицинские активные угли в стране выпускаются
следующих марок: ФАС, ФАС-Э, МеКС, АДБ.
Энтеросорбенты (ФАС-Э и МеКС) — лечебные
препараты, способные связывать экзо- и эндогенные
вредные вещества путем адсорбции из желудочно-
кишечного тракта при приеме во внутрь.
Активные угли этого типа используют в следующих
случаях:
- пищевые токсикоинфекции;
- острые отравления психотропными препаратами;
- алкогольный абстинентный синдром;
- бронхиальная астма и рецидивирующие аллергозы;
- хронические дерматозы.
Энтеросорбенты выпускаются в различных
упаковках объемом от 20 до 500 см3.
Гемосорбенты — препараты, способные удалять из
организма токсичные вещества путем очистки крови,
плазмы, лимфы.
Гемосорбцию проводят методом пропускания
биологических жидкостей через гемосорбционную колонку
объемом 300-500 мл, заполненную соответствующим
гемосорбентом.
Особо следует выделить активный уголь СКТ-6
марки А, который используется в соответствующих
медицинских учреждениях как для получения гемосор-
бента, так и энтеросорбента (таблетки и пасты).
Параметры пористой структуры углей этого типа
приведены в табл. 10.44 и 10.45.
Таблица 10.44
Удельная геометрическая поверхность микропор
Марка угля
ФАС (ФАС-Э)
МеКС
АДБ
S, м2/г
1500
1600
500
Таблица 10.45
Марка
ФАС (ФАС-Э)
МеКС
АДБ
Параметры пористой структуры активных углей для медицинских целей
Объем характерных типов пор, см3/г
у
' ми
0,45-0,61
0,55-0,68
0,22-0,30
у
' ме
0,39-0,59
0,15-0,28
0,60-0,70
у
' ма
0,01-0,02
0,20-0,28
0,10-0,30
W0UCM3/r
0,47-0,66
0,58-0,72
0,24-0,32
W02, см3/г
—
—
—
Х\, нм
0,45-0,59
0,75-0,79
0,43-0,46
Х2, нм
—
—
—
570
Новый справочник химика и технолога
10.4.5.3. Аппликационные материалы
Аппликационное использование адсорбента, т. е.
прямое наложение сорбента на раны, язвы, кожные
поражения, имеет своим истоком еще рекомендации
Гиппократа и других врачей древности. В настоящее время для
этого используют углесорбционные повязки
(аппликации), активным началом в которых являются зерненные
сорбенты, ткани, волокна, нити, углеродный войлок.
Повязки готовят таким образом, чтобы ими можно было
покрыть раны любой формы. Они не должны также
обладать токсическим, аллергенным и
местно-раздражающим действием. При наложении повязок
наблюдается адсорбционное удаление токсинов,
обеззараживание, всасывание выделяющейся раневой жидкости и др.
Аппликационная терапия, использующая различные
виды углесорбционных повязок, оказалась весьма
эффективной при лечении раневых инфекций, ожоговых
болезней, кожных заболеваний. Подобные эластичные
материалы разработаны и производятся «ЭХМЗ», г.
Электросталь Московской обл. В странах СНГ такие
материалы выпускает опытный завод Института общей и
неорганической химии НАН Украины.
Описаны также положительные результаты
использования аппликационной терапии в лечении
остеомиелита, в результате которого уменьшается локальная
концентрация бактериальных эндотоксинов. Угольные
аппликации применяются также при лечении
воспалительных заболеваний слизистой оболочки полости рта и
в других случаях.
Наряду с аппликационными материалами, в которых
в качестве адсорбционной составляющей применяются
углеродные адсорбенты, разработаны различные
композиционные материалы на основе неорганических
адсорбентов. Данные лечебные медицинские накладки
предназначены для лечения гнойных ран путем
интенсивного поглощения образующегося экссудата,
подавления действия токсинов и выделения в раневую
область лекарственного препарата. В состав одного из
таких композиционных материалов, разработанного в
Санкт-Петербургском государственном
технологическом институте (техническом университете) совместно
с МОЛГМИ (Московский государственный
медицинский институт им. И.И. Пирогова), входит полимер —
супервлагопоглотитель, неорганический адсорбент и
лекарственный препарат. Сущность процесса
заключается в следующем. Полимерный материал, обладающий
высокой абсорбционной способностью по
капельножидкой влаге, обеспечивает поглощение водянистых
выделений из раны. При этом гидрофильный адсорбент
с нанесенным на активную поверхность лекарственным
препаратом, также подвергается воздействию влаги и
поглощает ее, пролонгированно выделяя в раневую,
гнойную область заданное лекарство. Таким образом
композиционный материал обеспечивает
обезвоживание и сушку раны, а также подавление характерной для
нее токсичной микрофлоры. Используемые в
композиционном материале компоненты имеют разрешение для
применения в качестве аппликационных материалов в
медицине. Влагоемкость композиционного материала
по капельно-жидкой влаге составляет (1 + 10) х 1000 %,
удельная поверхность варьируется в пределах 80-
250 м2/г, сорбционная емкость по красителю — 80-
120 мг/г. Клинические испытания на кроликах на базе
МОЛГМИ показали ускорение процесса заживления
ран у 70 % животных.
10.4.6. Эластичные адсорбенты
В промышленном масштабе в нашей стране
выпускаются следующие марки эластичных активных углей:
ТС А, ТСА-1, АМТ, АУТ-М, АУЛ, КУТ-1, КУТ-2,
ААУТ, КНМ, АНМ, АУТ-К-2, АУТ-Д.
Эластичные адсорбенты — наиболее перспективные
современные материалы технического назначения. Их
характеризуют:
- высокая эластичность;
- механическая вибро- и ударопрочность;
- устойчивость к воздействию агрессивных сред;
- термическая и радиационная стойкость;
- стойкость к тепловым ударам;
- регулируемая электрическая проводимость;
- развитая пористая структура.
Волокнистая структура позволяет создавать
адсорбенты в виде лент, тканей, нитей, волокон, нетканых
материалов, что открывает нео!раниченные
возможности аппаратурного оформления процессов.
Большие перспективы использования углеродных
волокнистых материалов открываются в случае
придания им дополнительных хемосорбционных и
каталитических свойств. На основе эластичных сорбентов
возможно создание комбинированной шихты с
определенной последовательностью и чередованием слоев,
наилучшим образом отвечающей каждому конкретному
случаю использования.
Многообразие физико-механических и
адсорбционных свойств эластичных адсорбентов обусловило их
широкое применение:
- для снаряжения воздухоочистительных фильтров,
поглотителей в противогазах, респираторах;
- для очистки питьевой и технической воды;
- для извлечения благородных, цветных и редких
металлов из низкоконцентрированных технологических
растворов гальванических и металлургических
производств;
- для создания и поддержания вакуума;
- в медицинской практике.
Широкий диапазон использования эластичных
адсорбентов обусловлен высокими кинетическими
характеристиками и максимальной степенью использования
статической активности адсорбента в динамических
условиях. При этом высота слоя адсорбента в
несколько раз меньше слоя зернистого сорбента,
обеспечивающего аналогичный эффект адсорбционной очистки.
Параметры пористой структуры этого типа
сорбентов приведены в табл. 10.46 и 10.47.
Углеродные адсорбенты
571
Параметры пористой структуры эластичных углеродных адсорбентов
Таблица 10.46
Марка
ТСА
ТСА-1
АМТ
АУТ-М
АУЛ
КУТ-1
КУТ-2
ААУТ
кнм
АНМ
Объем характерных типов пор, см3/г
v
' ми
0,32-0,35
0,35-0,38
0,45-0,53
0,35-0,38
0,45-0,55
0,24-0,26
0,28-0,30
0,76-0,78
0,08-0,10
0,25-0,31
v
' мс
0,13-0,15
0,15-0,20
0,24-0,30
0,15-0,18
0,20-0,23
0,04-0,06
0,05-0,07
0,24-0,26
0,10-0,12
0,08-0,15
v
' ма
0,30-0,35
0,31-0,35
0,25-0,36
0,30-0,35
0,20-0,25
0,20-0,22
0,20-0,22
0,30-0,35
0,31-0,34
0,34-0,36
W0, см3/г
0,33-0,36
0,37-0,40
0,50-0,55
0,39-0,40
0,51-0,60
0,24-0,26
0,28-0,31
0,76-0,80
0,10-0,11
0,28-0,30
X, нм
0,56-0,58
0,58-0,60
0,46-0,56
0,58-0,60
0,63-0,68
0,30-0,32
0,42-0,44
0,68-0,70
0,33-0,34
0,35-0,40
Таблица 10.47
Удельная геометрическая поверхность микропор
Марка угля
КУТ-1, КУТ-2
Остальные материалы
S.i^/r
1200-1300
800-1000
10.5. Регенерация сорбирующих материалов
Независимо от цели применения адсорбента
(очистка вентиляционного воздуха, осушка газовых смесей,
рекуперация летучих растворителей, очистка водных
сред и т. д.) после фазы насыщения адсорбента
необходимо провести восстановление поглотительной
способности адсорбента — регенерацию. Регенерация в
большинстве случаев состоит из нескольких стадий:
основной и вспомогательных. Наиболее распространены в
промышленном производстве установки с
неподвижными слоями адсорбента. Основной стадией
регенерации в таких установках является десорбция адсорбата.
В зависимости от типа адсорбента и
физико-химических свойств адсорбата возможны различные варианты
десорбции. Вспомогательные стадии состоят из сушки
адсорбента после десорбции и охлаждения адсорбента
до температуры очищаемого газового потока. Наличие
вспомогательных стадий зависит от вида десорбции,
т. е. от режима десорбции и физико-химических
свойств десорбирующего агента.
Многообразие вариантов десорбции вызвано
стремлением снизить затраты на регенерацию адсорбента,
доля которых в общей стоимости процессов очистки
достигает 50-70 %. Применяются комбинированные
методы десорбции, представляющие собой сочетание
нескольких указанных способов, либо проведение
стадии десорбции разделяется на несколько этапов, за счет
изменения режимов.
Для снижения затрат на десорбцию применяются
также различные конструктивные решения,
позволяющие интенсифицировать процесс десорбции как в
неподвижных, так и в псевдоожиженных слоях
адсорбента. При использовании в качестве адсорбентов
природных цеолитов различных месторождений снижение
затрат на десорбцию превращается в первоочередную
задачу, так как цеолиты являются дешевыми и
доступными адсорбентами.
Независимо от используемой методики, процесс
десорбции проводится за счет ослабления адсорбционных
сил путем повышения температуры адсорбента в
аппаратах различных конструкций, путем обдува
насыщенного адсорбента потоком десорбирующего газа и т. п.
Процесс десорбции состоит в отрыве молекул
адсорбата за счет ослабления адсорбционных сил, диффузии
внутри пор адсорбента к наружной поверхности,
диффузии с поверхности адсорбента в поток
десорбирующего газа и унос из слоя адсорбента. В зависимости от
условий проведения процесса десорбции лимитировать
общую скорость процесса может любой из указанных
элементарных актов.
Применение конкретного варианта десорбции
определяется также некоторыми специфическими
особенностями эксплуатации адсорбционных установок в
промышленных условиях.
Процессы десорбции могут проводиться при
атмосферном давлении, под вакуумом и при повышенном
давлении. Необходимым условием при этом является
наличие порогового температурного уровня, после
достижения которого обеспечивается интенсивное
удаление адсорбата.
Реактивация, или восстановление адсорбционной
способности сорбирующих материалов, состоит в
извлечении из их пористой структуры веществ, которые
не могут быть удалены обычными методами десорбции —
регенерации (чаще всего склонные к полимеризации
органические вещества и S-содержащие соединения).
Используемые до сих пор методы реактивации можно
разделить на следующие группы: экстракционные,
высокотемпературные (термические) и химические
(восстановительные). Чаще всего в промышленной
практике используются термические методы реактивации
активных углей от полимеризованных органических
материалов. При термической реактивации углеродных
572
Новый справочник химика и технолога
адсорбентов происходит одновременное удаление всех
сернистых соединений.
Основные работы по восстановлению свойств
активных углей в нашей стране проводились в
организациях НИИОГАЗ, Гипрогазоочистка, МИНХ и ГП им.
Губкина, ЭНИТИ, ВНИИВ и других.
Зарубежные разработки осуществлялись фирмами
«Куртольдс» (Англия), «Лурги» (ФРГ), SNPA
(Франция), «Чемвирон» (США).
Основной стадией регенерации адсорбентов в
условиях их эксплуатации потребителем, является десорбция.
К числу основных методов проведения десорбции
при очистке промышленных газовых и жидкостных
потоков можно отнести:
1. термическую (за счет повышения температуры
слоя адсорбента);
2. химическую;
3. десорбцию, осуществляемую за счет перепада
давлений;
4. вытеснительную (так называемую холодную);
5. экстракционную;
6. десорбцию комбинированными способами.
Применение того или иного метода десорбции
зависит от системы адсорбент—адсорбат с учетом технико-
экономических показателей.
10.5.1. Термическая десорбция
Термическая десорбция, как наиболее часто
использующийся прием регенерации адсорбентов,
осуществляется путем нагревания слоя адсорбента при
пропускании через него десорбирующего агента (насыщенный
или перегретый водяной пар, горячий воздух, инертный
в данных условиях газ) или контактным нагревом слоя
адсорбента (через стенку аппарата) с отдувкой
небольшим количеством инертного газа (например, азота), в
результате чего происходит выделение поглощенного
компонента из адсорбента.
В обоих случаях процесс может осуществляться при
атмосферном давлении, при повышенном давлении или
давлении ниже атмосферного (под вакуумом).
Необходимым условием при этом является наличие
минимального температурного уровня, обеспечивающего
быстрое удаление адсорбента. Применение метода
термической десорбции под вакуумом позволяет снизить
температуру десорбции. В исследовательской работе часто
прибегают к данному методу с целью более быстрого
выявления способности к десорбции различных
адсорбентов, определения пороговой температуры для
исследуемой системы адсорбент—адсорбат, а также
кинетических характеристик процесса десорбции. Однако
вакуумная десорбция имеет 01раниченное применение
в промышленной практике. Это в первую очередь
связано с большими энергетическими затратами, а также
необходимостью обеспечения надежной герметичности
всех узлов установки.
В зависимости от системы адсорбент—адсорбат,
десорбцию в промышленных условиях обычно
осуществляют при умеренных температурах 100-200 °С и при
повышенных температурах 200-400 °С.
Десорбция при умеренных температурах обычно
используется для выделения поглощенных веществ из
активных углей, силикагелей и алюмогелей. В качестве
десорбирующего агента при этом применяют водяной
(насыщенный или перепетый) пар, горячий воздух или
инертный газ (например, азот).
Десорбцию при повышенных температурах в
интервале 200-400 °С обычно осуществляют для выделения
поглощенных веществ из цеолитов (синтетических и
природных), обладающих строго упорядоченной
структурой пор и значительными адсорбционными силами. В
качестве десорбирующего агента в этом случае
используют десобирующий воздух или инертный газ (чаще
всего азот).
Ошибки в выборе оптимальных температур
десорбции приводят к уменьшению адсорбционной емкости
либо за счет неполноты десорбции (если температура
десорбции была слишком низка), либо вследствие
разрушения структуры адсорбента (если температура
десорбции была слишком высока).
Низкотемпературная термическая регенерация
(НТР) — это обработка сорбента паром или газами
при 100-400 °С. Процедура эта достаточно проста, и
во многих случаях ее ведут непосредственно в
адсорберах.
Водяной пар вследствие высокой энтальпии и
хорошей десорбирующей способности чаще других
используют для НТР. Он безопасен, доступен на
производстве. Технология паровой регенерации
гранулированных активных углей отработана в химической
промышленности. Для пропарки адсорбера необходимы
лишь парогенератор и холодильник-конденсатор.
Отработанный конденсат направляется либо на сжигание,
либо на выделение ценного сорбата.
Расход пара зависит от температуры регенерации
сорбента и десорбции сорбата. Суммарный расход пара
Дс равен:
Дс = Дг + Дд + Дк,
где Дг — расход греющего пара на нагревание сорбента
и аппарата от Т\ до Т2; Дд — расход динамического
пара, десорбирующего сорбат; Дк — расход пара на
компенсацию отрицательной теплоты смачивания угля
водой. Обычно расход греющего пара Дг значительно
больше Дд и Дк:
Дг" X-Q
Здесь Q\, Qb Qi, Q4 — теплоты, расходуемые на
нагревание: угля (Су = 0,8 кДж/(кгК)), адсорбера
(Оггаль = °»7 кДж/(кгК)), теплоизоляции (САСБ =
= 0,8 кДж/(кгК)), воды (ее испарение и нагревание
пара); Qn и Qp — потери теплоты в окружающую среду и
Углеродные адсорбенты
573
расход теплоты на десорбцию органического адсорбата;
X,, 9 — энтальпии пара и конденсата при давлениях р\ и
р2 соответственно.
Кажущаяся простота регенерации угля горячим
воздухом осложняется опасностью самовозгорания
активного угля. Температура самовоспламенения или начала
тления зависит от типа угля, вида сорбата в нем,
скорости подачи воздуха и его влажности. Данные рис. 10.43
показывают, что выше 200 °С может наступить
самовоспламенение угля от АГ-3. Для других сорбентов
порог самовоспламенения иной: для углей КАД — 460-
450 °С; для древесных углей — 180 °С. Импрегнирова-
ние активного угля солями и оксидами тяжелых
металлов (Fe и Мп) изменяет термохимические свойства
угля, снижая температуру начала тления, что может
выгодно использоваться при низкотемпературной
регенерации воздухом в адсорбере.
V.t, м/с
3,0 -
1,0-
0,3 -
ол
0,03
0,01
А
100
200 300 400 500
600
Г„°С
Рис. 10.43. Влияние температуры (Г,.) и фактической скорости
кислородсодержащего газа на эффект самовозгорания угля
АГ-3, где VT = V2{
Г+ 293
293
;АТ=ТУ-ТИ1
AT (°C) — тепловой эффект процесса
Обозначения в диаграмме:
Содержание
кислорода, г/л
20
10
5
0,2
дг,°с
< 10
+
□
А
10-40
▲
40-80
X
Л
Y
80-250
■
т
>250
•
о
V
При регенерации отработанного активного угля
после его использования в процессах очистки водных
сред (начальное влагосодержание Wo обычно равно
1-2 г Н20/г АУ) начальным этапом его восстановления
при тепловой регенерации является сушка. На сушку
активного угля и удаление паров воды уходит 60-75 %
всех энергетических затрат в процессах термической
регенерации.
Уголь АГ-3 в адсорберах после слива воды имел
W0 = 2,2 г Н20/г АУ; обезвоживание на
вакуум-фильтрах снижает влагосодержание до 0,8 г/г; после сушки
на воздухе оно уменьшается до 0,2 г/г. Сушка
гранулированных АУ газом (VT = 0,2-0,54 м/с) в плотном
слое происходит строго послойно, зона основного
тепло- и массообмена не превышает 10-15 мм (3-6 с/экв
гранулированных АУ), а температура в ней близка к
точке росы.
В качестве примера на рис. 10.44 приведена
характеристика сушки азотом при Т= 310 °С угля АГ-3,
отработанного в процессе доочистки сточных вод. На
кривых сушки четко выделяются три фазы процесса:
Т] — со стабильной скоростью сушки; т2 — с
убывающей скоростью сушки; тз — зона десорбции влаги из
супермикропор и нагревания собственно угля.
Соотношения размеров этих зон зависят от Тт и интенсивности
сушки. Методом графического дифференцирования
кинетических кривых получаются зависимости скорости
сушки и температуры чистого и загрязненного сорбента
от текущего влагосодержания W при различных Гг.
2 4
тс, мин
Рис. 10.44. Кинетика сушки отработанного угля с исходной
влажностью 48,6 % (пг — масса образца)
574
Новый справочник химика и технолога
Экспериментально определяемая кажущаяся
энергия активации процесса десорбции влаги с АУ EJ не
является постоянной величиной; она возрастает от 18,5
до 55 кДж/моль с переходом от W = 0,8 г/г к W =
0,025 г/г при линейной зависимости lg К =Д1/7), где
К— константа скорости сушки. Повышение
температуры внешней поверхности гранул АУ выше 120 °С
(при W = const) практически не ускоряет десорбцию
воды из переходных пор и микропор, а интенсивный
тепловой поток внутрь гранулы АУ в значительной
мере компенсируется противоточным отводом теплоты с
испаряющейся влагой.
В мягких условиях сушки (Гг = 100-410 °С)
влажного сорбента (W- WK = 0,6-Ю,8 г/г) на испарение влаги
идет 97-98 % подводимой теплоты. При окончании
сушки (W- WK= 0,02-^0,03 г/г) в режиме интенсивной
обработки (Гг = 350^-400 °С) лишь 8-12 % подводимой
теплоты используется на испарение влаги. Скорость
сушки в режиме интенсивной обработки в 8 раз выше,
чем в мягких условиях, хотя и требует большего (в 25
раз) подвода теплоты. Поэтому в условиях избытка ее
эффективнее реализовывать прямоточную (газов и
угля) схему сушки, но в противоточном режиме сушки
можно осуществить тепловой удар — резкое
повышение скорости при окончании сушки и нагрева АУ.
В режиме интенсивной противоточной сушки,
приток теплоты на заключительном этапе десорбции влаги
(W< 0,1 г Н20/г АУ) может быть столь велик, что
теплопередача по твердой фазе (углероду) больше
теплоотдачи стенок пару, десорбирующемуся в зоне
основного испарения. Происходит вскипание воды у стенок
пор дальше от наружной поверхности гранулы АУ, чем
основная зона испарения, а фактически во всем объеме
микропор. Резкий подъем температуры АУ выше
100 град/мин и мгновенное вскипание оставшейся в
порах воды сопровождается выбросом парожидкостной
смеси из пор сорбента. Это явление называют
тепловым ударом.
Регенерация активированного угля от
адсорбированных органических компонентов,
характеризующихся высокой молекулярной массой, а также склонных к
полимеризации затруднена. Поверхность сорбента при
этом может закоксовываться и для регенерации
требуется проведение реактивации продукта при более
высоких температурах. В процессе реактивации активного
угля после сорбции органических компонентов из воды
(отработанный уголь на регенерацию подают в мокром
виде) могут протекать следующие процессы. При
сушке угля вместе с влагой десорбируется значительная
часть (до 30-70 %) загрязнений, что способствует
дальнейшему восстановлению сорбционной активности АУ.
Интенсификация стадии сушки АУ обычно повышает
количество десорбирующихся загрязнений. Наоборот,
подача в печь сухого угля увеличивает его обгар на 5-
10 % за счет хемосорбированного кислорода и воздуха в
порах сорбента. Поэтому интенсивная сушка угля
(особенно ее заключительная стадия, Ж < 0,05-Ю, 10 гНгО/г
АУ) является первым и обязательным этапом
регенерации.
Нелетучие органические загрязнения разлагаются за
1-2 мин на угле при нагревании до 500-700 °С. Этот
процесс идет эффективнее и быстрее в нейтральной и
слабо восстановительной среде и лимитируется темпом
нагревания материала. Увеличение температуры
сорбента до 700-1000 °С способствует перестройке
структуры вторичного углерода сорбата, стабилизирует его
свойства, что упрощает его реактивацию, особенно в
случаях сорбата со сложным переменным составом.
Эту фазу обработки АУ также целесообразно
осуществлять в среде с низкой реакционной способностью. В
противном случае газификация вторичного углерода
опережает стабилизационные процессы и контроль над
ней ослабевает. Перекристаллизация вторичного
углерода, начинаясь при 650-700 °С, должна быть
закончена за 3-5 мин при температуре не выше 1020-1070 °С
во избежание избыточной графитизации угля.
Этап обработки сорбента, определяющий его
основные свойства, — это реактивация, т. е. образование
новой активной поверхности путем выборочного
окисления вторичного углерода: сорбата и части исходного
сорбента. Основным реактивирующим агентом служит
водяной пар с добавками углекислого газа, оксида
углерода и водорода для ингибирования процесса.
Температура обработки АУ из бурого угля, лигнина и
торфа составляет 600-900 °С, из каменного угля — 700-
1000 °С. Наиболее вероятная оптимальная схема
процессов термической регенерации АУ приведена на
рис. 10.45.
Разработка методов оптимизации термической
регенерации активных углей проводится в нашей стране
(ЦПКБХМ, г. Санкт-Петербург, ВНИИ ВОДГЕО,
г. Москва) и за рубежом (Calgon Corp. и др.).
10.5.2. Химическая регенерация
Химическая регенерация заключается в обработке
сорбента жидкими или газообразными органическими
или неорганическими реагентами при температуре не
выше ПО °С. В результате этой обработки сорбат, как
правило, претерпевает химическое превращение и
десорбируется в виде продуктов его взаимодействия с
регенерирующим агентом. Химическая регенерация
часто протекает непосредственно в адсорбционном
аппарате. Большинство методов химической регенерации
узкоспециальны для сорбатов определенного типа.
Самый простой метод регенерации сорбента —
нагревание его в некотором объеме обрабатываемой
воды. Это приводит к росту степени диссоциации и
растворимости сорбата и, в итоге, к десорбции части
сорбата. На рис. 10.46 кривая 2 изображает зависимость
десорбции сорбата с отработанного ГАУ. При 90 °С
десорбируется примерно 20-30 % сорбата. Причем
можно нагревать не уголь, а воду и фильтровать ее
через слой активного угля. Эффект такой регенерации
невелик и составляет 10-40 %.
Углеродные адсорбенты
575
Восстановление органических веществ
Массоперенос в нейтральной среде
Окисление углерода
7",°С
300
400
500
600
700
800
900
1000
N„ СО,, СО, Н„ Н,0, R
N„ CO,, CO, N,, CO,, CO, N„ CO,,
Отработанный
уголь
Н,, Н,0, R
R2 C02 СО Н2
Н2, Н20
R,
\\// I
со, н2о
со н2
\ /
H20,N2
Q
/
/
/
/
H20,N2
Т
0 100 200 300 400 500 600 700 800 900 1000 Г, °С
Десорбция летучего сорбата Коксование углерода
Сушка
Пиролиз сорбата
Перестройка
структуры углерода
Основные
процессы с
участием
газовой фазы
Температура
и состав газа
Десорбция
Основные
реагенты
Температура
угля
Основные
процессы
на угле
Рис. 10.45. Принципиальная схема процессов при термической регенерации активных углей
Простейший прием регенерации — аэрация
отработанных углей в воде, что приводит к частичной их
регенерации. Некоторые виды низкомолекулярных сорба-
тов (роданиды, муравьиная, уксусная и пропионовые
кислоты) способны окисляться на 45-65 % за 50 ч при
температуре 25-35 °С и атмосферном давлении. В
процессе аэрации отработанного угля добавка активного
ила ускоряет процесс, восстанавливая до 90 % емкости
сорбента путем биохимического воздействия.
Слабые органические электролиты достаточно
просто десорбируются с угля при переводе их в
диссоциированную форму путем изменения рН на 3-4 единицы,
с дальнейшей отмывкой сорбента регенерирующим
раствором или водой.
Из всех методов химической регенерации угля
наибольшее распространение, особенно в водоподготовке,
получила обработка сорбента растворами гидроксида и
карбоната натрия. Например, снижение сорбционной
емкости угля КАД-иодный, при начальном содержании
фенола 0,1 мг/дм3, после 4-х-кратной регенерации его
1-2% NaOH составляет 40-50% (Г,= 145 и Г4=80-
100 мг/г). Остаточное содержание трудно разлагаемого
соединения фенола в угле увеличивается от 0,15Г| до
0,75ГЬ что требует замены сорбента или его
термической регенерации. Регенерация более
концентрированным 2,5%-м раствором NaOH позволяет 8 раз
использовать уголь КАД-иодный для дезодорации воды.
Уголь КАД-иодный, отработанный при очистке
сточных вод анилинокрасочной промышленности и
сорбировавший нитро- и хлорнитрофенолы и их
производные, регенерируют обработкой 10%-м раствором NaOH
(80-90 °С), что переводит сорбат в соответствующие
феноляты, вымываемые горячей водой. Проведение в
течение двух лет более 100 процессов регенерации угля
4%-м раствором NaOH (периодическая регенерация
Г, мг/г
25
20
15
10
5
0
-5
-10
У
/
\
г,°с
Рис. 10.46. Влияние температуры воды на процессы сорбции
и десорбции загрязняющих компонентов сточных вод
производства синтетического каучука на активном угле АГ-3:
/ — сорбция на чистом угле; 2 десорбция с отработанного угля
576
Новый справочник химика и технолога
6-15%-м раствором) от производных фенола (при
исходной концентрации его в воде более 40-100 мг/дм3),
позволяет утилизировать фенол с его возвращением в
основное производство.
Обработка угля КАД-иодный, сорбировавшего до
40 мг/дм3 хлораля, 42%-м раствором щелочи (с 10%-м
избытком от стехиометрии) превращает хлораль в
хлороформ, который отгоняется паром и утилизируется.
Наличие плохо омыляемых примесей к основному сор-
бату снижает со временем емкость угля. Особенно это
касается сложных сорбатов. Так, регенерация угля АГ-5,
используемого в подготовке воды реки Западная Двина,
2,4%-м раствором NaOH восстанавливала лишь 65-
75 % исходной емкости (рис. 10.47).
Регенерация растворами кислот используется более
редко. Как правило, применяется раствор H2S04 (чаще
2,5%-й) для десорбции некоторых пестицидов на угле.
Окислителем органического сорбата может быть также
Н202 и др. соединения.
По окончании обработки активного угля растворами
неорганических веществ сорбент отмывают холодной
или теплой водой, а иногда раствором, содержащим
ионы противоположного знака, для стабилизации рН
фильтрата.
Одним из приемов, направленных на десорбцию
органических сорбатов с изменением их химического
строения являются методы, связанные с воздействием
на сорбат излучений различной природы. Изучаются
методы регенерации с использованием у-излучения, под
воздействием которого происходит деструкция сорбата.
В малых дозах это излучение инициирует окисление
кислородом на активном угле сугубо консервативных
органических соединений, присутствующих в воде, до
С02 и Н20. Доза облучения 3-Ю4 рад/ч обеспечивает
окисление аэрацией кислородом в воде таких
соединений, как лигнин и лигносульфонат, в то время как
бескислородная деструкция их требует дозы 1,1106рад/ч.
'0 8 16 24 32 40
Объем обработанной за цикл воды <2пв10~, м
Рис 10.47. Эффективность очистки воды реки Западная
Двина на угле АГ-5 (по окисляемости перманганатом калия):
о — свежий уголь, • — уголь после одной,
х — трех регенераций, Д — четырех регенерацией,
■< — пяти регенераций 2,4%-м раствором NaOH
10.5.3. Десорбция, осуществляемая перепадом
давлений
Этот способ десорбции обычно применяется тогда,
когда изотерма адсорбции имеет достаточно пологий
характер. В этом случае появляется возможность
осуществлять стадию десорбции без подвода теплоты,
только за счет снижения давления.
Данный принцип положен в основу короткоцикло-
вых безнагревных установок, получающих в последние
годы широкое применение.
Установки короткоцикловой безнагревной
адсорбции (КБА) компактны, малогабаритны и экономически
эффективны. Они особенно пригодны в тех случаях,
когда применение повышенных температур
недопустимо ввиду термической нестойкости продуктов, либо по
соображениям техники безопасности.
Впервые основы метода КБА (в англоязычной
литературе Pressure Swing Adsorption (PSA), сформулировал
Скарстром, следующим образом:
1) разработка адсорбционного процесса осушки
воздуха (и т. п.), не нуждающегося в использовании
теплоты для регенерации адсорбента;
2) разработка процесса осушки воздуха (и т. п.) с
использованием малых количеств адсорбента, т. е.
требующего небольших первоначальных
капиталовложений;
3) разработка такого адсорбционного процесса
обогащения воздуха кислородом или азотом, который не
требовал бы применения низкотемпературных методов
разделения.
Метод КБА используется для разделения
широчайшего круга смесей газов и паров. Известна, например,
схема короткоцикловой безнафевной адсорбции для
очистки водорода от оксида углерода с помощью
активированного угля при Т= -50 °С.
Регенерацию адсорбента проводят путем
ступенчатой десорбции. Давление первой ступени десорбции
выбирается таким, чтобы выделяющаяся из аппарата
смесь имела примерно тот же состав, что и исходная
газовая смесь, поступающая на очистку. Газы первой
ступени десорбции могут быть присоединены к
исходному потоку, и вновь подвергнуться очистке. Цель
второй ступени десорбции — наиболее полное удаление
поглощенного монооксида углерода — наилучшим
образом будет достигнута при минимально возможном
давлении на этой ступени. Процессы КБА пригодны
также для очистки циркулирующего водорода рифор-
минга (при этом 60-70 % подвергаемого очистке
водорода можно получить концентрацией 99,9 % и более),
для разделения углеводородных газов и для очистки
газов от кислородсодержащих компонентов. Например,
одна из оптимальных схем очистки водорода рифор-
минга от примесей углеводородов ряда С|-Сю (США),
реализуется в двух адсорберах, в нижней части которых
размещен крупнопористый силикагель, а в верхней —
активированный уголь. Силикагель эффективно и обра-
Углеродные адсорбенты
577
тимо адсорбирует тяжелые углеводороды, в то время
как активный уголь поглощает углеводороды ряда Q-
С4. Активность силикагеля по этим углеводородам
относительно низка. При противоточной регенерации
десорбируемые из угля легкие углеводороды
способствуют более полной отдувке тяжелых углеводородов,
поглощенных силикагелем. Полученный водород имеет
чистоту более 99 %.
Разработаны схемы процесса безнагревной
адсорбции применительно к очистке хлорсодержащих газов от
хлора с помощью силикагелей. Большое
распространение, в настоящее время пока что за рубежом, получили
процессы разделения воздуха с помощью метода КБА.
Однако данный подход в наибольшей степени
используется сейчас в процессах осушки газовых потоков.
На рис. 10.48 показана принципиальная схема ко-
роткоцикловой безнагревной установки. Воздух,
вводимый в установку, проходит обратный клапан /,
трехходовой кран 3 и поступает в адсорбер 5, заполненный
адсорбентом соответствующего типа.
Осушенный воздух через обратный клапан 7
выводится из адсорбера 5 и с помощью вентилей —
регулировочного 9 и редуцирующего 10 — распределяется на
два потока, один из которых выводится для внешнего
использования, а другой через обратный клапан 12
поступает в адсорбер 6 для регенерации адсорбента.
Причем эта часть осушенного воздуха дросселируется с
помощью клапана 12 и крана 4 до давления, более
низкого, чем давление при адсорбции (обычно до
атмосферного).
Эта часть воздуха из установки выводится через
трехходовой кран 4. Спустя определенный промежуток
времени, не превышающий, как правило, нескольких
минут, электро- или пневмоунравляемые кран 3 и 4
переключаются таким образом, чтобы воздух осушался в
адсорбере б, а в адсорбере 5 проходила регенерация. В
случае только осушки воздуха используется силикагель
без добавления активного угля, при этом начальное
давление воздуха составляло 0,37 МПа, длительность
цикла — 3 мин. Работу аппарата в одной из стадий
(адсорбции или десорбции) называют полуциклом.
Длительность цикла в установках этого типа равна
удвоенной длительности любого из полуциклов.
Для описания короткоциклового адсорбционно-де-
сорбционного процесса используются различные
математические модели. Одна из первых, разработанных в
нашей стране, приведена ниже.
дс да , ^дс _, д2с
— + — + ш(0— = D—-
dt dt дх дх2
(10.1)
(со,2Кхпц,„(2К + 1)хпц
[-соКи,(2К + 1)тпц<Г<(2К + 2)тпц
(К =0,1,2,...) 0<x<L;0<t<T
(10.5)
Здесь а, с, с* — текущие и равновесная
концентрации адсорбата в твердой и газовой фазах, кг/м3; D —
коэффициент продольного перемешивания, м2/с; р —
коэффициент массопередачи, с-1; со — линейная
скорость потока, м/с; тпц — время полуцикла, с; Ки —
коэффициент избытка обратного потока; L — высота
адсорбера, м; Т — продолжительность процесса, с; К —
номер полуцикла.
Функции с(х, t) и а (х, t) должны также
удовлетворять начальным и 1раничным условиям.
с(х, 0) = с(х), а(х, 0) = а(х)
с(0, ^ = с0,2Ктпц<1<(2К+1)тпц
С(А1-Хпц)
(10.6)
(10.7)
•(М=
К,
(2К+1)тпц<><(2К + 2)тп
(10.8)
Условия (10.6) формируются в конце каждого
полуцикла и являются начальными для следующего.
Условие на правом конце в полуцикле десорбции (10.8)
отражает воздействие одного адсорбера на другой. Как
видно из (10.8), учитывается также эффект
дросселирования обратного потока.
Сухой воздух
9тЦ *
й
10
12
11
I
Щ
m
'чй<-г5к>-
Сжатый воздух
dt v ;
а=Лс)
(10.2)
Рис. 10.48. Схема короткоцикловой безнагревной установки:
/, 2, 7, 8, 11, 12— обратные клапаны;
3,4 — трехходовые пневмоуправляемые краны;
5, 6 — аппараты с неподвижным слоем адсорбента;
(10.3) 9 --- регулировочный вентиль; 10 - редуцирующий вентиль
578
Новый справочник химика и технолога
При выводе уравнений модели (10.1)—(10.4)
приняты следующие допущения:
1. процесс предполагается изотермическим;
2. радиальные градиенты концентрации
отсутствуют;
3. коэффициенты массопередачи адсорбции и
десорбции одинаковы.
Применение данной математической модели к
конкретным процессам требует детализации представления
отдельных уравнений.
В нашей стране наибольшие успехи в разработке
данного направления достигнуты в
Санкт-Петербургском государственном технологическом институте
(техническом университете) Е.А.Устиновым и в
Российском химико-технологическом университете им.
Д.И. Менделеева Ю.И. Шумяцким.
10.5.4. Вытеснительная десорбция
Вытеснительная десорбция осуществляется путем
вытеснения из адсорбента поглощенного вещества (ад-
сорбата) другим компонентом, являющимся
вытеснителем (десорбентом), к которому предъявляются
следующие требования:
- хорошая сорбируемость;
- способность активно вытеснять поглощенные
компоненты из адсорбента;
- пожаро- и взрывобезопасность;
- экологическая безопасность (нетоксичность);
- низкая стоимость.
В качестве компонента-вытеснителя органических
веществ из адсорбента могут применяться такие
органические вещества, как аммиак, диоксид углерода, вода
и т. д. При выборе десорбирующего агента необходимо
учитывать, что адсорбент должен не только
эффективно удалять адсорбат, но и сам эффективно удаляться в
последующем.
Данный метод часто используется применительно к
адсорбционным процессам, проводимым на цеолитах.
Повышенная адсорбционная активность цеолитов по
парам воды позволяет использовать воду в качестве
идеального компонента-вытеснителя (десорбента) при
сравнительно низких температурах. При этом
представляется возможным выделить из цеолитов целевые
компоненты, а процесс восстановления адсорбционной
активности цеолитов по отношению к целевым
компонентам свести к процессу термической десорбции
паров вытеснителя-воды.
Ниже приведены данные по исследованию
процессов десорбции СОг, бензола и алканов нормального
строения парами воды в условиях движущегося слоя
цеолита.
Изменение степени вытеснения СОг в зависимости
от заполнения адсорбционного пространства цеолита
NaA парами воды приведено на рис. 10.49, из которого
следует, что при заполнении адсорбционного
пространства парами воды на 61 % степень десорбции СОг при
температуре газового потока, равной 20 °С, достигает
98,5 %, а при 96%-м заполнении адсорбционного
пространства — 99,98 %.
На этом же рисунке приведены результаты изучения
процесса десорбции бензола из цеолита NaX водяным
паром при разных условиях опыта, из которого видно,
что уже при 91%-м заполнении адсорбционного
пространства цеолита NaX (Г = 35+40 °С)
адсорбированными парами воды, происходит практически полная
десорбция бензола.
Сравнение двух кривых показывает, что десорбция
диоксида углерода из цеолита парами воды происходит
практически полностью (около 99 %) уже при 60%-й
степени заполнения пор цеолита водой. В этих же условиях
степень регенерации цеолита от бензола составляет
примерно 70 %. Данное явление объясняется более высоким
сродством паров бензола к цеолиту при данных условиях
работы по сравнению с парами диоксида углерода.
Степень десорбции бензола из цеолита NaX парами
воды значительно зависит от степени заполнения
адсорбционного пространства адсорбированными парами
воды и практически мало изменяется при увеличении
скорости газового потока. Проведенные исследования
показали, что повышение скорости влажного
газовоздушного потока от 0,344 м/с до 0,5 м/с не приводит к
ощутимым изменениям степени десорбции.
Отсюда следует, что процесс низкотемпературной
десорбции водяным паром адсорбированных на
цеолите веществ представляется возможным проводить при
малых скоростях газа-носителя водяных паров, а
интенсивность процесса регулировать парциальным
давлением паров воды в замкнутом потоке газа.
Результаты изучения низкотемпературной
десорбции алканов нормального строения (гексана, гептана,
октана и декана) из цеолита NaX парами воды при
скорости газа-носителя 0,344 м/с приведены на рис. 10.50.
Зависимость изменения степени заполнения пор
цеолита NaX парами воды от молекулярной массы алканов
нормального строения получена при полной
низкотемпературной десорбции алканов.
Видно, что полное вытеснение алканов нормального
строения из цеолита NaX парами воды происходит при
разных степенях заполнения адсорбционного
пространства цеолита парами воды. Повышение молекулярной
массы алканов и, соответственно, повышение их сорби-
руемости на цеолите приводит к необходимости
осуществлять более высокое заполнение пор водой для
достижения 100%-й регенерации сорбента. Например,
полная десорбция гексана и декана достигается при степени
заполнения адсорбционного пространства цеолита
парами воды, соответственно равной 0,71-0,72 и 0,90-0,91.
Регенерация цеолита после проведения процессов
вытеснительной десорбции парами воды проводится в
обычном режиме при температурах 300-400 °С в
зависимости от условий последующей сорбции цеолитом
органических соединений.
Таким образом, метод низкотемпературной
десорбции с использованием в качестве компонента-вытссни-
Углеродные адсорбенты
579
теля паров воды, позволяет выделять из цеолитов
целевые компоненты непрерывным способом, а процесс
восстановления адсорбционных свойств цеолитов по
отношению к целевым компонентам свести к процессу
термической десорбции паров воды из цеолитов,
используя в качестве теплоносителя, например, продукты
горения газообразного топлива.
Характерным отличием активных углей от цеолитов
является их гидрофобность, вследствие чего
вытеснение органических веществ из активных углей парами
воды при нормальных температурах малоэффективно.
Данные процессы реализуются при повышенной
температуре паро-воздушной смеси (классическая
рекуперация). Например, для проведения десорбции CS2 из
активных углей оптимален процесс его вытеснения
паро-воздушной смесью при Т= 7(К90°С и ф = 0,3-Ю,5.
Последнее требование связано с устранением
капельной конденсации, которая отрицательно сказывается на
механических свойствах угля СКТ.
На рис. 10.51. приводятся результаты исследований
вытеснительной десорбции CS2, из активного угля в
стационарном слое. Процесс осуществлялся в аппарате
диаметром 150 мм при различных высотах слоя угля
(1-3 м) парами воды.
Течение процесса вытеснительной десорбции
контролируется не только по результатам анализов
газовоздушных проб на выходе из аппарата, но и
косвенным путем по показаниям термометров,
расположенных на различных высотах слоя. В начале каждого
цикла наблюдается резкое нарастание температуры внутри
десорбера (от нижней точки замера до верхней) до
значений, превышающих на несколько градусов
температуру паро-воздушной смеси. Это свидетельствует о
выделении теплоты за счет адсорбции паров воды на угле.
Со временем температура по высоте слоя угля
стабилизируется до постоянного значения (на 5-10 °С ниже
температуры исходной паро-воздушной смеси).
Установлено, что резкому повышению температуры
соответствуют круго восходящие участки выходных кривых
десорбции CS2 (рис. 10.51). Кроме того, выходные
кривые показывают, что при всех равных условиях ведения
процесса с увеличением высоты слоя активного угля
максимум концентрации CS2 в паро-воздушной смеси
увеличивается. Проведенные расчеты количества де-
сорбированного из угля сероуглерода говорят о том,
что полнота десорбции понижается с уменьшением
слоя шихты.
Предложенный метод десорбции существенно
снижает каталитическое разложение CS2 с одновременным
сохранением механической прочности угля СКТ.
Процессы рекуперации путем возвращения
растворителей в рабочий цикл используются в промышленной
практике, в основном за рубежом, для очистки
отходящего газа от паров летучих органических
растворителей, сохраняя экологически благополучное состояние
атмосферы, а также обусловливая высокие
экономические показатели основного процесса.
0 20 40 60 80 100
А, масс. %
♦ — диоксид углерода
■— бензол
Рис. 10.49. Вытеснительная десорбция диоксида углерода
и бензола из цеолитов парами воды
(А — заполнение пор цеолита водой;
Б — степень десорбции диоксида углерода и бензола)
А
1,0"
0,8 ■
0,6 1—1 1 . 1 . . .
80 100 120 140 Б
Рис. 10.50. Изменение степени заполнения
адсорбционного пространства цеолита NaX парами воды
в зависимости от молекулярной массы алканов
нормального строения при их полной десорбции
(А — степень заполнения адсорбционного пространства
цеолита парами воды; Б — молекулярная масса
алканов нормального строения)
Рис. 10.51. Выходные кривые десорбции CS2
из активного угля СКТ в неподвижном слое
(с — концентрация, г/м3; т — время, мин; высота слоя, м):
/ — 1,5; 2 — 2; 3 — 2,5; 4 — 3. Температура паро-воздушной
смеси — 90 °С, относительная влажность — 45 %
580
Новый справочник химика и технолога
10.5.5. Экстракционная регенерация
Для десорбции органического сорбата часто
используют прием экстракции. Для этой цели применяют низ-
кокипящие легко перегоняющиеся с водяным паром
органические растворители (спирты, ацетон,
хлороформ, дихлорэтан, бензол, бутилацетат) с последующей
разгонкой отработанного растворителя. Важно, чтобы:
- растворимость сорбата в растворителе была выше,
чем в воде;
- коэффициент распределения сорбата при
экстракции его растворителем из воды был возможно большим;
- растворитель хорошо смачивал активный уголь;
- имел низкую температуру кипения и вязкость;
- был негорючим и невзрывоопасным;
- легко десорбировался с активного угля после
регенерации и разгонялся для возврата его для
следующего цикла обработки.
Например, адсорбировавшийся нитроциклогексанол
десорбируют метанолом, а капролактам — кипящим
метиленхлоридом или этанолом. Сорбированные ПАВ
на 95 % отмываются 88%-м изопропиловым спиртом в
три ступени по 0,5 ч (75 °С). От ОП-7 уголь
регенерируют горячим (68 °С) этанолом, при этом регенерация
проходит почти полностью. Стандартный эмульгатор
десорбируется 75%-м раствором ацетона на 96 % за 12 ч
при затратах ацетона — 0,08 м /м в расчете на 1 %
регенерации. Ацетон фильтруют через слой активного
угля с линейной скоростью 0,25 м/ч. Элюат
ректифицируют, а остатки ацетона отдувают 2-3 ч водяным паром
(0,5-1 кг/кг АУ). Свойства сорбента сохраняются после
проведения десятков циклов сорбция—десорбция.
Предварительная щелочная промывка активного
угля повышает эффект последующей экстракции
растворителями за счет сдвига рН и частичного гидролиза
сорбата. Например, регенерация окислителями (К2Сг207,
Н202, NaOCl) гранулированного активного угля,
сорбировавшего пектины (трудно десорбирующееся
соединение) проходит только на 11 %, экстракция ацетоном,
хлороформом, изопропиловым спиртом
восстанавливает до 50 % его сорбционной емкости, в то время, как
обработка щелочным раствором с последующей
экстракцией органическим растворителем дает 80-90%-й
эффект регенерации (после четвертого цикла Г4 =
0,57Г0).
Для улучшения рекуперации сорбата можно
заменить предварительную щелочную обработку пропари-
ванием. Синтетические макроретикулярные
полимерные сорбенты типа ХАД хорошо регенерируются от
алифатических и ароматических соединений, гуматов и
лигнина ацетоном и хлороформом, а также
водно-спиртовым раствором щелочи. В этом — одна из главных
причин их распространения. А ацетон и диметилфор-
мамид с добавкой 5 % НС1 восстанавливает А1203,
используемую для обесцвечивания стоков ЦБК.
Экстракционная регенерация углей от
многокомпонентного сорбата более эффективна при сочетании с
химической регенерацией с последовательной
обработкой несколькими реагентами в жестких условиях. Как
правило, подобную обработку ведут вне адсорбера в
специальных коррозионно-стойких
теплоизолированных аппаратах — регенераторах. Подобный прием
применяется фирмой «Дегремон» (Франция),
запатентовавшей во Франции и США способ регенерации активного
угля, основанный на сочетании щелочной обработки
сорбента и экстракции органическими растворителями.
Процесс состоит из 5 стадий:
- обработка АУ 1-2%-м раствором НС1 или H2S04
(V= 0,5-2VAy) в течение 1 ч;
- пропаривание (100-110 °С) в течение 1 ч с
последующим 2,5-часовым вымачиванием в 10%-м растворе
соды(Г= 1,25*ау);
- 3-4-часовая противоточная циркулирующая
промывка 50%-м раствором изопропилового спирта при
80°С(Г=0,5КАУ);
- отгонка спирта паром (120-140 °С) в течение 1 ч;
расход 0,75-1 кг пара/кг АУ;
- окисление поверхности АУ промывкой 1-2%-м
раствором кислоты втечении 10 мин.
Этот достаточно сложный периодический процесс
наиболее эффективен при восстановлении
гранулированных активных углей с высоким содержанием
сорбата (до 600 мг/г). Отработанный спирт дистиллируют, в
результате чего 90-95 % его возвращается в цикл, а
кубовый остаток вместе с осадком от осаждения соды
сжигают. Потери соды составляют 5 %, механические
потери угля — до 2 %. Эффективность восстановления
гранулированного активного угля, используемого для
очистки стоков предприятия органического синтеза,
достигает 95-98 %, а себестоимость такой регенерации
в 1,6 раза ниже термической.
Общим для любых способов регенерации углей с
использованием химических реагентов является
наличие и использование реагентного хозяйства. Это
условие связано с приготовлением, хранением и
циркуляцией регенерирующих растворов, с дальнейшим сбором и
очисткой отработанных элюатов, что обеспечивает
возвращение восстановленной части сорбата в рабочий
цикл. Неиспользуемая далее часть сорбата
ликвидируется путем сжигания кубового остатка.
Регенерированный активный уголь должен быть тщательно отмыт
паром или водой от остатков реагентов.
10.5.6. Экономические аспекты регенерации
Назначение регенерации сорбентов состоит в
сокращении его расхода в общей стоимости очистки
газовых и водных сред и других сорбционных процессов.
Поэтому влияние технико-экономических
характеристик регенерации на выбор сорбционного процесса
особенно велико. В настоящее время, при увеличении
объема сорбционных процессов в общей химической
технологии, расчет и прогнозирование их технико-
экономических параметров особенно важны.
Углеродные адсорбенты
581
Особенность определения капитальных затрат на
сорбционную обработку в том, что кроме стоимости
зданий и оборудования необходимо точно учитывать
расходы на приобретение сорбента, первоначально
закладываемого в адсорберы. Если рассматривать
экономические аспекты сорбционных технологий, связанных
с регенерацией адсорбентов на примере очистки воды,
то следует сказать, что стоимость сорбента
несущественна, например, при использовании пылевидного
сорбента, невелика и для адсорберов с кипящим слоем,
т. к. количество АУ в них мало. Но для больших
станций очистки воды с адсорберами с плотным
(неподвижным и движущимся) слоем (производительностью
более 10 000 м /сут) АУ, заложенный в адсорберы,
иногда стоит дороже, чем адсорберы, здание и другое
оборудование.
Объемы зданий, адсорберов и количество сорбента в
адсорберах пропорциональны производительности
сооружений по воде (QB, м3/сут) и времени контакта воды
и угля (тк). Обычно тк = 10-40 мин, скорость потока
(Гф) = 5-25 м/ч, a QB = 100-100 000 м3/сут. С целью
облегчения эксплуатации адсорберы и вспомогательное
оборудование в климатических условиях средней
полосы нашей страны целесообразно помещать в здание, в
то время как в странах с более теплым климатом,
установки могут быть расположены под открытым небом
(например, в США работает ряд станций с адсорберами
на открытой площадке).
Число адсорберов должно быть небольшим, т. к.
кроме трубопроводов, подающих и отводящих
очищаемую воду, они оборудуются сложной системой подачи
и отвода реагентов при химической регенерации в
адсорберах или системой пульпопроводов при
регенерации АУ вне адсорберов. При последовательной
обработке воды в нескольких аппаратах желательно, чтобы
число ступеней (с учетом резерва на замену угля) не
превышало трех. Гибкость и высокая надежность в
работе станции по очистке воды достигается созданием
двух и более параллельных линий обработки.
В нашей стране серийно выпускаются
металлические адсорберы диаметром до 3,4 м с рабочей высотой
сорбента 2,5 м. При сооружении больших адсорберов
их конструкции и стоимость во многом аналогичны
параметрам железобетонных скорых фильтров,
дооборудованных системой обработки угля.
Регенерация сорбентов в адсорбере, как правило,
требует тщательной защиты их внутренней
поверхности (гуммирование, создание пленки из синтетических
материалов), а при использовании методов
восстановления с нагреванием выше 100 °С — изготовления их
из нержавеющих материалов, что резко увеличивает
стоимость аппаратов.
В нашей стране на примере доочистки
биохимически очищенных сточных вод нефтехимических
производств с ХПК = 250 до 30 мг/дм3 при использовании
ГАУ (Ду = 3 кг АУ/м3) выполнена оценка
сравнительной себестоимости обработки воды при
QB = 0,1 -100 000 м3/сут. Рассмотрены три варианта:
I — без регенерации АУ;
II — с термической регенерацией АУ при потерях
10%;
III — при потерях 5 %.
При сравнении вариантов использованы
укрупненные показатели. Во всех случаях предусмотрено
размещение сооружений и механизированных складов в
помещениях; при производительности до 5000 м3/сут.
приняты стандартные адсорберы из металла, более
10 000 м3/сут. — из железобетона. Анализ полученных
зависимостей показывает, что капитальные затраты на
единицу мощности при строительстве блока
адсорбционной доочистки сточных вод снижаются в 10-20
раз при повышении производительности установки
от QB = 100 м3/сут. до QB = 10 000^100 000 м3/сут. во
всех вариантах. Увеличение производительности
установки в 10 раз сокращает себестоимость доочистки в 2
раза. Эффективность регенерации угля, ее технико-
экономические показатели оказывают решающее
влияние на себестоимость сорбционной доочистки воды.
Стоимость нового угля, добавляемого в систему для
восполнения потерь или снижения емкости АУ,
составляет от 30 до 90 % всех эксплуатационных затрат на
станции. Осуществление регенерации угля
(непрерывной или периодической) целесообразно на станциях
производительностью более 50-100 м3/сут. При очистке
менее 1000-3000 м3/сут. рентабельны методы
регенерации угля с неполным (до 80 %) восстановлением его
сорбционной емкости (химическая или
низкотемпературная регенерация). На станциях
производительностью более 1000-2000 м3/сут. термическая регенерация
угля снижает себестоимость доочистки в 4-8 раз по
сравнению с однократным использованием сорбента.
Несмотря на отсутствие затрат на восстановление
сорбента в варианте без регенерации АУ, капитальные
вложения по нему достаточно велики из-за
необходимости строительства обширных складов нового
сорбента и накопителей отработанного угля. Общие
капитальные затраты по варианту без регенерации в 2 раза ниже,
чем в вариантах с регенерацией угля (QB < 1000 м /сут.).
Затраты на оборудование для химической и
низкотемпературной термической регенерации угля в
адсорберах невелики (около 20 % /Гобш)- Но реализация этих
методов требует организации реагентного хозяйства,
изготовления адсорберов и запорной арматуры из кор-
розионностойкого материала, что увеличивает их
стоимость в 2-5 раз, приближая общую стоимость такой
станции к затратам в вариантах с термической
регенерацией АУ. Однако на станциях с расходом угля до
0,3 т/сут., где потери угля (составляющие до 15-25 % за
цикл) не оказывают решающего влияния, преобладает
влияние затрат труда. Приведенные затраты на
регенерацию угля в адсорбере вдвое ниже, чем при
термической регенерации, при снижении емкости АУ на 15-
25 % за цикл.
Таким образом, при проектировании малых станций
наибольшее внимание необходимо уделять упрощению
582
Новый справочник химика и технолога
сорбционного и регенерационного оборудования, т. к.
его обслуживание, ремонт и амортизация составляют
основные статьи расходов (более 2/3) при очистке
воды. Наоборот, на крупных станциях определяющим
(более 2/3) фактором себестоимости очистки воды
является приобретение угля для восполнения потерь или
периодической замены.
На большинстве установок по сорбционной очистке
воды с термической регенерацией сорбента в
многоподовых печах средние потери угля составляют 5-6 % при
обработке природных и сырых сточных вод и 7-8 % —
при доочистке биохимически очищенных сточных вод.
Потери ГАУ в начальный (пусковой) период выше в
1,5-2 раза. Из всех потерь угля половина связана с его
обгаром в печи; 20-40 % теряется при промывке
адсорберов; 6-9 % — при обезвоживании ГАУ и отмывке и
5-15 % — при транспортировании.
Себестоимость регенерации более 3 т/сут. ГАУ в
барабанных печах зависит от механической прочности
ГАУ и режима обработки, но не от стоимости нового
АУ. Удельные капитальные затраты на единицу
мощности при строительстве такого блока регенерации
снижаются в 15-40 раз при повышении
производительности по углю от Qy = 3,0-Ю,3 т/сут. до Qy = 60 т/сут. и
более.
Удельные капитальные вложения в строительство
блока регенерации АУ (на 1 т/сут.) резко снижаются
при увеличении производительности установок. Это
объясняется не столько увеличением эффективности
работы крупных агрегатов, сколько тем, что основная
стоимость падает не на основное оборудование, а на
монтаж всего комплекса, средства автоматического
управления и контроля, вспомогательное оборудование.
Эти затраты изменяются незначительно. Так, снижение
производительности узла регенерации в 10-100 раз
сокращает обслуживающий персонал и стоимость
контрольно-измерительных приборов и средств
автоматизации лишь в 2-5 раз. Многоподовая печь
производительностью 3 т/сут. стоит только в 4 раза дешевле,
чем печь производительностью 40 т/сут., что,
соответственно, отражается на стоимости регенерации АУ,
которая для первого случая в 3,5 раза выше.
Термическая регенерация в многоподовых печах
считается рентабельной на установках
производительностью более 80-100 кг/сут. При необходимости
регенерировать в среднем 50 или 200 кг/сут. отработанный
уголь накапливается и обрабатывается в печи с
минимальной производительностью 0,8 т/сут., работающей
непрерывно 2 или 7,5 суток в месяц. Переход к
периодической работе печей требует затрат на
дополнительное оборудование и увеличивает средние потери от 7 до
10 %, но это дешевле изготовления нестандартного
оборудования малой производительности. Затраты
труда на малых установках велики, при средней
производительности 0,05; 0,8; 3 и 30 т/сут. они составляют 80;
24; 7 и 0,7 чел.-ч/кг АУ.
Отказ от эксплуатации нескольких близлежащих
малых установок по термической регенерации углей и
переход к восстановлению сорбента на общей кустовой
станции большой производительности (или завода-
изготовителя сорбента) связан с дополнительными
затратами на транспорт угля. Однако, затраты на
доставку и регенерацию угля ниже стоимости нового
материала. Фирма Chemviron (филиал Calgon Corp.) создала
в США и Западной Европе сеть центров (заводов) по
термической регенерации ГАУ, куда сорбент
доставляется в специальных автоцистернах.
Стоимость регенерации активного угля в печах с
косвенным нагревом, распространенных в Японии,
составляет половину цены нового сорбента.
В настоящее время в нашей стране предприятия-
изготовители АУ оказывают потребителям
аналогичную взаимовыгодную услугу.
Литература
1. Кельцев Н.В. Основы адсорбционной техники. М.:
Химия, 1984.512 с.
2. Дубинин М.М. Адсорбция и пористость. М.: ВАХЗ,
1972. 127 с.
3. Киселев А.В., Яшин Я.И. Химия поверхности и
адсорбция. Газо-адсорбционная хроматография.
М.: Наука, 1967.288 с.
4. Смирнов А.Д. Сорбционная очистка воды. Л.:
Химия, 1982. 168 с.
5. Юркевич А.А. Химия и технология адсорбентов,
хемосорбентов и низкотемпературных
катализаторов окисления: Конспект лекций. СПб.: ИК
«Синтез», 2001. 174 с.
6. Аширов А. Ионообменная очистка сточных вод,
растворов и газов. Л.: Химия, 1983. 295 с.
7. Неймарк И.Е. Синтетические минеральные
адсорбенты и носители катализаторов. Киев: Наукова
думка, 1982. 216 с.
8. Модифицированные кремнеземы в сорбции,
катализе и хроматографии / Под ред. Г.В. Лисичкина.
М.: Химия, 1986.248 с.
9. Неймарк И.Е., Шейнфайн Р.Ю. Силикагель, его
получение, свойства и применение. Киев: Наукова
думка, 1973.200 с.
10. Лукин В.Д., Анцыпович И.С. Регенерация
адсорбентов. Л.: Химия, 1983. 216 с.
11. Тарасевич Ю.И. Природные сорбенты в процессах
очистки воды. Киев, 1981. 236 с.
12. Арипов Э.А. Природные минеральные сорбенты,
их активирование и модифицирование. Ташкент:
ФАН, 1970.252 с.
13. Беляков Н.А., Королькова СВ. Адсорбенты:
Каталог-справочник. СПб.: СПб МАЛО, 1997. 80 с.
14. Тарковская И.А. Сто «профессий» угля. Киев:
Наукова думка, 1990. 200 с.
15. Шумяцкий Ю.И., Афанасьев Ю.М. Адсорбция:
процесс с неограниченными возможностями. М.:
Высшая школа, 1998. 78 с.
Углеродные адсорбенты
583
10.6. Углеродные адсорбенты из сланце- и
нефтепродуктов
(проф., д. т. н. Ю. В. Поконова)
В предыдущих разделах настоящей главы описаны
промышленные традиционные источники получения
углеродных адсорбентов.
В нашей стране потребность в адсорбентах на
несколько порядков превосходит их производство.
Решение проблемы острого дефицита углеродных
адсорбентов, а также создание научно обоснованного
ассортимента сорбирующих материалов с заданными
свойствами невозможно полностью осуществить только на базе
традиционных видов сырья — каменного угля,
древесины, торфа. Наиболее значительные природные
ресурсы, которые могут быть использованы для этой цели, —
это нефть и сланец.
В данном разделе описываются новая сырьевая база
для получения углеродных адсорбентов — продукты
переработки сланцев (сланцевые смолы и фенолы) и
многочисленные нефтяные остатки первичной и вторичной
переработки нефти, тяжелые нефти, природные
битумы. Это сравнительно молодая область, которая
насчитывает около 25 лет [1,2].
Запасы горючих сланцев в недрах земли велики, они
оцениваются в 3,8- 1015т и составляют значительную
долю органического вещества в полезных ископаемых,
запасы которых превышают запасы нефти, угля, торфа
вместе взятых. Практически все страны мира имеют
запасы сланцев (промышленные, разведанные,
потенциальные). Первая ступень переработки сланца —
термическая.
Сланцевая смола легко, без увеличения
температуры, но в присутствии катализатора образует сополи-
конденсаты с альдегидами. При термообработке сопо-
ликонденсаты дают высокий выход коксового остатка,
имеющего плотную структуру, состоящую из
конденсированных ароматических и гетероциклических колец.
Эти свойства в совокупности с низким содержанием
минеральных компонентов дают основание
использовать сополиконденсаты в качестве составной части
шихты для получения гранулированных углеродных
адсорбентов.
10.6.1. Сланцепродукты как сырье для получения
углеродных адсорбентов
10.6.1.1. Гранулированные адсорбенты из сланцевой смолы
Несколько серий сополиконденсатов из сланцевой
смолы получают медленным добавлением кислого
гудрона при перемешивании к раствору сланцевой смолы в
фурфуроле. Соотношение основных компонентов
реакции сополиконденсации определяют по правилу
неэквивалентности функциональных групп. Для получения
сильно сшитых сополиконденсатов фурфурол берут в
избытке (5-15%). Необходимое количество кислого
гудрона определяют экспериментальным путем. 27-
30 % обеспечивают оптимальные условия проведения
реакции и качество получаемого продукта — реакция
протекает одновременно во всем объеме реакционной
смеси в течение 1 ч. Для завершения реакции сополи-
конденсат нагревают в термостате при 140 °С в течение
8 ч. Полученный монолит дробят и измельчают
(фракция 0,1 мм — не более 2 %), затем отмывают от
избытка кислоты.
Наличие большого количества функциональных
групп, обусловливающих большую поверхностную
активность, способствует хорошему совмещению с
угольной основой при последующем формировании
углеродных адсорбентов, которые получают по
промышленной технологии.
Сначала смешивают порошковые компоненты —
сополиконденсаты и каменноугольную пыль (20 %)
одинаковой дисперсности (остаток на сите 0,105 мм не
более 2 %). Затем добавляют нагретую до 65 °С древесную
смолу (26 %) при перемешивании в течение 5-7 мин.
Полученную массу продавливают через фильеры при
температуре 75 °С и давлении 30 МПа, затем
подвергают термоокислительной сушке в атмосфере
пронизывающего потока воздуха вначале при 100-110 °С, затем
при 180-200 °С. При этом выход летучих составляет
42-45 %, механическая прочность первичных гранул —
69-70 %; выход 80-82 %. Для обоснования
оптимального режима карбонизации проводят пиролиз термо-
окисленных гранул. Термическое разложение
начинается при 250-300 °С и заканчивается при 550-600 °С. При
этом образуется пиролитическая вода, метан, оксид
углерода и продукты распада фурановых колец, при
этом происходит ароматизация. Удаление
кислородсодержащих групп в виде газообразных продуктов (СО,
С02, Н20) способствует образованию на поверхности
активных центров, способных к рекомбинации со
свободными радикалами связующего, возникающими при
его деструкции. При 400 °С происходит образование
высококонденсированных структур,
сопровождающееся выделением значительного количества водорода.
Свойства карбонизованных гранул приведены в
табл. 10.48.
Дифрактограммы свидетельствуют о присутствии
упорядоченной фазы. Наряду с этим в значительных
количествах содержится аморфный углерод, не
укомплектованный в пачки. Средние размеры пакетов (La и
Lc) позволяют предположить, что микропоры
располагаются между наружными ароматическими сетками
соседних пакетов, образованные хаотически
расположенными неупорядоченными структурами (табл. 10.49).
Динамические характеристики процесса адсорбции
паров бензола и хлорэтила из потоков осушенного
воздуха показывают, что с увеличением степени
активирования закономерно возрастает время защитного
действия слоя адсорбента 0 по бензолу, одновременно
растут динамическая Ал и равновесная динамическая Ар
адсорбционные емкости, а также степень
использования равновесной динамической адсорбционной емкости
(табл. 10.50, 10.51).
584
Новый справочник химика и технолога
Таблица 10.48
Свойства карбонизованных гранул
сополиконденсата сланцевой смолы
Показатель
Соотношение компонентов, %:
сланцевая смола
фурфурол
кислый гудрон
Выход углеродного остатка, %
Содержание гель-фракции, %
Выход летучих, %
Элементный состав, %:
С
Н
S
N
О
С/Н
Рентгеноструктурные
характеристики карбонизованных гранул:
р, г/см3
dm, HM
Lc, нм
La, нм
Суммарный объем пор, см3/см3, по:
СН3ОН
СбН6
СС14
Объем пор, см3/см3:
микро-
мезо-
макро-
Механическая прочность, %
Общая зольность, %
ПСС-1 *
49
24
27
50
70
3,0
92,83
1,38
1,47
0,45
3,87
5,61
1,86
0,41
0,93
5,97
0,38
0,32
0,20
0,08
0,02
0,22
95
3,7
ПСС-2*
49
24
27
51
75
3,1
92,74
1,35
0,95
0,40
4,56
5,72
1,88
0,41
0,94
5,91
0,38
0,28
0,21
0,07
0,02
0,21
95
3,7
Таблица 10.49
Рентгенографические характеристики
первичной структуры углеродных адсорбентов
из сополиконденсатов сланцевых смол
Адсорбенты
(обгар, %)
АПСС-1 (32)
АПСС-П (30)
р, г/см3
2,16
2,12
й?002, НМ
0,35
0,36
Lc, нм
0,94
0,94
La, нм
6,83
6,71
У полученных адсорбентов с обгарами 30-32 %
величина равновесной динамической адсорбционной
емкости по парам бензола и время защитного действия по
хлорэтилу выше, чем у промышленных углей в 1,2-
1,4 раза и 1,1-1,3 раза соответственно.
Адсорбенты из сополиконденсатов сланцевой смолы
имеют более высокую сорбционную способность при
извлечении благородных металлов из
многокомпонентных растворов цианидов металлов (табл. 10.52),
превышающую не только КАД-иодный, но и анионит АМ-
26, специально полученный для гидрометаллургии
благородных металлов (табл. 10.53).
Углеродные адсорбенты из сополимеров сланцевой
смолы в зависимости от обгаров (обгары 15-23 %)
могут быть использованы для поглощения плохо
сорбируемых и хорошо сорбируемых веществ, в процессах
очистки воздуха и газовой среды от органических
примесей и сорбции благородных металлов из растворов
(30-32 %). Хроматографическим анализом показано,
что низкообгарные адсорбенты на основе
легко-средней фракции сланцевой смолы обладают хорошими
разделительными свойствами (табл. 10.53).
* ПСС-1 — сополиконденсаты на основе легко-средней
фракции смолы; ПСС-2 — на основе тяжелой.
Таблица 10.50
Характеристика адсорбентов из сланцевой смолы
Образцы
ПСС-1
ПСС-2
Обгар, %
4
14
17
23
32
5
11
15
26
30
Элементный
состав, %
S+N
1,80
1,73
1,66
1,51
1,31
1,28
1,17
1,09
0,97
0,85
О
4,29
4,90
5,48
6,19
6,88
4,71
5,53
7,08
9,23
10,33
С/Н
5,71
5,77
6,01
6,38
6,81
5,80
5,90
6,04
6,26
7,03
Содержание
золы, %
4,1
4,5
4,7
5,3
6,0
3,9
4,2
4,4
5,2
5,9
Плотность, г/см3
насыпная
0,60
0,55
0,51
0,46
0,42
0,60
0,54
0,52
0,48
0,43
кажущаяся
1,07
0,97
0,92
0,84
0,76
1,06
0,99
0,94
0,82
0,78
Механическая
прочность, %
94
92
91
90
90
94
93
92
91
90
Истинная плотность, г/см3
СН3ОН
1,94
2,02
2,04
2,08
2,14
1,85
1,91
1,98
1,98
2,10
CgHg
1,70
1,90
2,00
2,04
2,14
1,66
1,83
1,93
1,93
2,09
СС14
1,40
1,62
1,68
1,84
1,88
1,42
1,55
1,69
1,81
1,87
Углеродные адсорбенты
585
Таблица 10.51
Параметры пористой структуры и динамические характеристики процесса адсорбции
Образцы
ПСС-1
ПСС-2
Обгар,
%
4
14
17
23
32
5
15
26
30
Объемы характерных типов
пор, см3/см3
микро-
0,11
0,21
0,24
0,27
0,31
0,11
0,21
0,26
0,30
мезо-
0,04
0,05
0,06
0,08
0,09
0,04
0,07
0,08
0,09
макро-
0,22
0,23
0,24
0,24
0,25
0,21
0,23
0,24
0,24
Wo,
см3/см3
0,14
0,23
0,25
0,29
0,33
0,13
0,22
0,28
0,31
£±0,5,
кДж/моль
23,0
25,0
26,0
24,0
24,0
23,0
25,0
24,0
23,0
Показатели для бензола
при начальной
концентрации 1,2мг/л
©о.оь
мин
—
—
254
348
394
—
241
313
345
Ар, мг/см3
слоя
—
—
140
171
189
—
128
160
175*
Л
—
—
0,72
0,79
0,84
—
0,75
0,78
0,79
Показатели для хлор-
этила при начальной
концентрации 5 мг/л
0, мин
—
—
75
80
71
—
62
78
69
АД, мг/см3
слоя
—
—
27
29
27
—
22
28
24
* Для АГ-2 — 137, СКТ — 152.
Таблица 10.52
Характеристика сорбционной способности
адсорбентов в зависимости от обгара
Показатель
Сорбция
серебра, мг/г
Сорбция
золота, мг/г
Коэффициент
селективности, %
Адсорбент АПСС
Обгар, %
17
2,39
7,09
52,5
32
2,61
12,66
56,1
СКТ
1,36
6,47
36,1
Анионит
АМ-2Б
1,57
9,12
25,7
Таблица 10.53
Разделительная способность смесей воздуха
с низкокипящими газами на адсорбентах
с использованием легко-средней фракции
сланцевой смолы
Критерии
разделения
смесей
Воздух + СО
при 25 °С
при 50 °С
Воздух + СИ*
при 25 °С
при 50 °С
Воздух + С02
при 25 °С
при 50 °С
Воздух + Хе
при 25 °С
при 50 °С
СО + СН4
при 25 °С
при 50 °С
Обгар адсорбентов, %
4
—
—
—
—
>10
1,44
>10
1,74
2,22
1,84
17
0,83
0,71
0,84
0,84
4,74
3,30
>10
2,78
3,14
1,70
23
0,91
0,77
0,95
0,93
5,20
3,45
>10
2,96
3,14
1,65
32
0,84
0,75
0,95
0,92
4,49*
3,55
>10
4,73
3,01
1,57
* Для СКТ критерий разделения воздуха + С02 при 25 °С 1,46.
10.6.1.2. Гранулированные адсорбенты из сланцевых фенолов
Сланцевые фенолы (смесь алкилрезорцинов) в
реакциях электрофильного замещения обладают
значительно большей реакционной способностью, чем смола.
Сланцевые фенолы дают больший выход кокса, чем
сланцевая смола, кокс имеет более плотную структуру.
Сополиконденсаты из сланцевых фенолов также дают
более плотный кокс с большим выходом, чем из сопо-
ликонденсатов сланцевой смолы. Эти свойства делают
возможным использование сополиконденсатов в
качестве составной части шихты при получении
гранулированных адсорбентов, а также самостоятельно в
дробленом виде. Изменяя соотношение исходных продуктов, а
также и сами исходные продукты, можно
целенаправленно изменять свойства адсорбентов. Механически
прочные высокоэффективные адсорбенты получают
при введении измельченных сополиконденсатов в
качестве компонента шихты. Сополиконденсаты получают
из суммарных сланцевых фенолов, их промышленных
фракций, фурфурола и кислого гудрона.
Приготовление их технологически несложно и
осуществляется медленным добавлением кислого гудрона
при перемешивании к раствору суммарных
водорастворимых сланцевых фенолов, их фракций в фурфуроле.
Для получения сильно сшитых сополиконденсатов
фурфурол берут в 5-15%-м избытке. Необходимое
количество кислого гудрона определяют экспериментальным
путем: 27-30 % обеспечивают оптимальные условия
проведения реакции, которая протекает одновременно
во всем объеме реакционной смеси в течение 1 ч. Для
завершения реакции сополиконденсаты нагревают в
термостате при 100 °С еще 1 ч. Полученные монолиты
дробят и измельчают (фракция 0,1 мм не более 2 %),
затем отмывают от избытка кислоты до нейтральной
реакции и высушивают до постоянной массы. Общий
выход сополиконденсатов отличается незначительно и
составляет 91-96 %. Сополиконденсаты имеют
отношение С/Н = 1,16-1,20, невысокую зольность 0,21-0,27 %.
586
Новый справочник химика и технолога
Установлено, что существует прямая зависимость
степени конденсированности системы от
функциональности и однородности компонентного состава.
Наиболее однородный состав, содержащий наибольшее
количество компонентов с тремя реакционными центрами,
имеется в первой и третьей фракциях сланцевых
фенолов. Первая содержит 74,7 % фенола и 3-метилфенола,
а третья — 74,5 % 5-метилрезорцина, 5-этилрезорцина
и резорцин. В зависимости от этого изменяется
содержание гель-фракции сополиконденсата. Для суммарных
фенолов она составляет 84 %, для первой фракции —
86 % и 80 % — для всех остальных. Во всех сополикон-
денсатах происходит увеличение количества серы, что
объясняется параллельным протеканием реакции
сульфирования за счет компонентов кислого гудрона.
Наличие большого количества функциональных
групп, обусловливающих большую поверхностную
активность, способствует хорошему совмещению с
угольной основой при последующем получении углеродных
адсорбентов.
Выход углеродных остатков составляет 53-60 % и
уменьшается при увеличении количества связующего.
Выделение летучих продуктов практически
заканчивается при 650 °С. Для оптимального процесса получения
углеродных адсорбентов процесс карбонизации
необходимо проводить до конечной температуры 650° С со
средней скоростью подъема температуры 10 град/мин.
При этом обеспечивается полное завершение процесса
деструктивной циклоконденсации и структурирования,
исключающих оплавление, разбухание, спекание и
разрушение гранул.
Анализ элементного состава показывает глубину
конденсационных процессов (С/Н = 5,36-6,72),
количество кислорода доходит до 11 %. Последнее можно
объяснить вторичными процессами высокотемпературного
окисления, а также термической деструктивной
циклоконденсации с образованием конденсированных
кислородсодержащих циклов. Кислород, входящий в состав
конденсированной структуры, формирующей
гексагональные сетки, дает возможность образоваться только
частично упорядоченной кристаллоподобной
структуре. Имеется также и аморфный углерод, не
укомплектованный в пачки.
Высота пакетов плоских атомных сеток углерода в
структурных элементах карбонизованных гранул,
полученных из полимерно-угольно-смоляных
композиций, соответствует наличию (например, для АПСФ-4)
плоских атомных сеток углерода в пакете структурного
элемента (табл. 10.54).
Таблица 10.54
Свойства карбонизованных гранул сополиконденсатов сланцевых фенолов
Показатель
Соотношение компонентов ( %):
сланцевые фенолы
фурфурол
кислый гудрон
Выход углеродного остатка, %
Содержание гель-фракции, %
Выход летучих, %
Элементный состав, %:
S + N
О
С/Н
Рентгеноструктурные характеристики
карбонизованных гранул:
р, г/см3
^002, HM
Lc, нм
La, нм
Суммарный объем пор, см3/см3, по
СНзОН
СбН6
СС14
Объемы характерных типов пор, см3/см3:
микро-
мезо-
макро-
Механическая прочность, %
Общая зольность, %
Марки образцов*
АПСФ-1
40
30
30
55
86
2,4
1,57
6,69
6,45
2,06
0,37
1,40
6,80
0,33
0,25
0,14
0,04
0,04
0,17
95
3,6
АПСФ-2
40
30
30
53
80
2,6
1,2
9,74
6,72
2,04
0,37
1,40
6,63
0,34
0,27
0,13
0,05
0,04
0,17
93
3,7
АПСФ-3
40
30
30
53
80
2,9
1,27
10,42
6,43
2,03
0,38
1,41
6,79
0,33
0,26
0,12
0,05
0,04
0,17
93
3,8
АПСФ-4
40
30
30
53
80
2,2
1,29
8,07
6,48
2,01
0,38
1,41
6,83
0,30
0,25
0,14
0,04
0,04
0,17
95
3,8
Марки образцов АПСФ-1, АПСФ-2, АПСФ-3, АПСФ-4 — сополиконденсаты на основе 1, 2, 3 и 4 фракций смол.
Углеродные адсорбенты 587
Средние размеры пакетов больше, чем у
адсорбентов, полученных с использованием смолы. Это
указывает на то, что микропоры располагаются между
наружными ароматическими сетками соседних пакетов,
образованных хаотически расположенными
упорядоченными структурами.
Для углеродных остатков, полученных с
использованием суммарных фенолов и их фракций, происходит
формирование более крупных упорядоченных
структур, чем таковых из сланцевых смол, что объясняется
более плотной структурой исходных полимерных
материалов. Карбонизаты обладают, главным образом,
мелкими мезопорами с эквивалентными радиусами менее
10 нм и мелкими и средними макропорами менее 1500
нм, что объясняется широким температурно-времен-
ным интервалом газовыделения (табл. 10.54). При этом
формируется однородная пористая структура (для
образцов АПСФ-4 максимум макропор — 750-1250 нм).
Процессы деалкэширования образцов на основе
сланцевых фенолов приводят к выделению большого
количества метана в узком интервале температур, что
способствует мезо- и макропористости с широким
распределением по эффективным радиусам. Для продуктов
на основе сланцевой смолы температурно-временной
интервал газовыделения расширяется почти на 100 °С.
Это приводит к образованию более однородных
структур. Так же, как и для продуктов на основе сланцевых
смол, в рассматриваемом случае макропоры
обеспечивают хорошую кинетику активации, а оксиды металлов
каталитически повышают реакционную способность
углеродных остатков. Различия в составе исходного
сланцевого сырья оказывают существенное влияние на
Таблица 10.56
Характеристика адсорбентов из сланцевых фенолов
Образцы
АПСФ-1
АПСФ-2
АПСФ-3
АПСФ-4
Обгар,
%
И
20
27
34
6
15
25
38
6
15
20
30
5
14
25
34
с/н
7,48
7,91
8,11
9,78
6,94
7,61
7,76
8,15
6,77
7,82
8,02
8,39
7,18
7,51
7,87
3,15
Содержание
золы, %
4,2
4,9
5,5
5,9
4,3
5,0
5,6
6,0
4,3
4,7
5,0
5,6
4,0
4,9
5,4
5,8
Плотность, г/см3
насыпная
0,63
0,54
0,48
0,43
0,66
0,59
0,51
0,42
0,66
0,61
0,57
0,48
0,71
0,64
0,55
0,47
кажущаяся
1,10
0,99
0,91
0,82
1,16
1,04
0,92
0,76
1,15
1,04
0,97
0,85
1,20
1,08
0,95
0,83
Механическая
прочность, %
93
92
89
86
92
90
89
85
92
91
90
88
94
91
89
87
Истинная плотность, г/см3
СН3ОН
1,97
2,03
2,08
2,11
1,90
1,98
2,06
2,08
1,94
1,99
2,03
2,06
1,88
1,99
2,06
2,08
СбН6
1,95
1,99
2,04
2,07
1,81
1,94
2,03
2,05
1,86
1,92
2,00
2,04
1,84
1,95
2,04
2,08
ССЦ
1,70
1,85
1,88
1,94
1,51
1,69
1,86
1,98
1,44
1.72
1,79
1,87
1,63
1,72
1,89
1,93
формирование структуры и свойства карбонизатов и
углеродных адсорбентов. Увеличение размеров пакетов
у продуктов из сланцевых фенолов происходит в
большей степени, чем из сланцевых смол (табл. 10.55, 10.56).
У адсорбентов с обгаром 30 % (АПСФ-3) (табл. 10.57)
величина равновесной динамической адсорбционной
емкости по парам бензола и степень использования
слоя выше, чем у промышленных углей. Время
защитного действия хлорэтила в газообразном состоянии
также выше, чем у промышленных углей. Адсорбенты
имеют достаточно высокие значения удельных объемов
всех исследуемых газов (табл. 10.58). В интервале
температур от 25 до 100 °С на полученных углеродных
адсорбентах достигается полное отделение воздуха от
С02, СО, СН4, причем самыми высокими значениями
критериев разделения характеризуются смеси воздуха с
С02 и Хе. Являясь функцией селективности
адсорбента и кинетики адсорбции, величина критерия
разделения К| изменяется в зависимости от степени
активирования, и эти изменения носят экстремальный характер.
Таблица 10.55
Рентгенографические характеристики
первичной структуры углеродных адсорбентов
Адсорбент
АПСФ-1 (34)*
АПСФ-2 (38)
АПСФ-3 (30)
АПСФ-4 (34)
р, г/см3
2,13
2,10
2,08
2,11
d<m, нм
0,36
0,36
0,37
0,36
Lc, нм
1,41
1,42
1,41
1,40
La, нм
7,10
7,08
7,06
7,13
* В скобках указан обгар, %.
588
Новый справочник химика и технолога
Таблица 10.57
Параметры пористой структуры и адсорбционные характеристики адсорбентов
Образец
АПСФ-1
АПСФ-2
АПСФ-3
АПСФ-4
Обгар, %
11
20
27
34
6
15
25
38
6
15
20
30
5
14
25
34
Объемы характерных
типов пор, см3/см3
микро-
0,19
0,23
0,28
0,33
0,16
0,23
0,29
0,35
0,17
0,24
0,27
0,30
0,16
0,24
0,28
0,32
мезо-
0,05
0,05
0,07
0,07
0,04
0,05
0,06
0,08
0,03
0,04
0,06
0,08
0,03
0,04
0,06
0,07
макро-
0,19
0,21
0,21
0,22
0,16
0,17
0,18
0,20
0,16
0,17
0,20
0,21
0,16
0,17
0,19
0,21
и
0,20
0,25
0,30
0,36
0,17
0,25
0,32
0,38
0,19
0,25
0,28
0,32
0,17
0,25
0,29
0,34
"1 §
о Я
-н ^
*3
22,0
21,0
18,0
16,0
22,0
23,0
20,0
11,0
22,0
23,0
20,0
19,0
22,0
23,0
20,0
17,0
Показатели для бензола
при начальной
концентрации 1,2 мг/л*
0, мин
224
289
249
293
310
277
210
271
297
214
264
251
Ар,
мг/см3
145
153
130
140
148
128
127
135
148
138
143
127
Л
0,61
0,75
0,76
0,61
0,83
0,86
0,63
0,72
0,80
0,62
0,74
0,79
Показатели для хлор-
этила при начальной
концентрации 5 мг/л
0, мин
94
73
65
84
79
61
80
77
70
79
71
60
Ап, мг/см3
слоя
34
26
23
30
28
22
29
27
25
28
26
21
* Для углей марок АГ-2 и СКТ показатели по бензолу соответственно составляют: 0 — 184 и 273 мин, Ар — 137 и
152 мг/см3 и Т| — 0,71 и 0,75.
Таблица 10.58
Разделительные свойства двухкомпонентных смесей воздуха
с низкокипящими газами на углеродных адсорбентах
Образец
АСФ
АСФ-1
АСФ-2
АСФ-3
АСФ-4
Обгар,
%
4
10
22
11
20
27
6
15
25
6
15
20
5
14
26
Значения критерия разделения при температурах, °С
Воздух/СО
25
0,90
0,79
0,78
0,93
0,83
0,84
0,93
0,83
0,87
0,93
0,80
0,81
0,86
0,75
0,79
50
0,87
0,80
0,75
1,09
1,02
0,91
*
0,87
0,95
0,82
0,95
0,90
0,79
0,96
0,92
Воздух/СН4
25
0,94
0,92
0,89
0,99
0,91
0,83
0,73
0,87
0,89
0,79
0,86
0,87
0,78
0,91
0,84
50
0,93
0,90
0,89
0,97
0,92
0,82
0,65
0,77
0,89
0,67
0,85
0,84
0,67
0,90
0,83
Воздух/С02
25
10
10
4,40
5,09
4,94
4,58
2,61
3,50
5,36
5,16
4,87
5,19
> 10
> 10
3,74
100
0,89
2,27
2,88
3,29
3,38
3,39
3,02
3,07
3,50
2,38
3,31
3,36
2,32
3,71
3,26
Воздух/Хе**
25
>10
>10
>10
>10
>10
>10
>10
>10
> 10
>10
>10
>10
>10
>10
> 10
100
1,45
2,45
3,55
3,98
4,65
2,78
1,62
3,19
4,66
1,41
3,58
4,41
1,32
3,71
4,47
со/са,
25
1,90
2,49
2,90
3,38
3,12
0,88
4,73
3,14
1,73
2,76
2,98
1,37
3,65
3,03
100
1,66
2,29
1,80
1,90
1,56
0,80
1,31
1,67
0,91
1,52
1,81
0,93
0,65
1,76
* Разделение отсутствует, смесь выходит одним пиком.
** Для АГ-2 критерии разделения при температурах 25 и 100 °С по смесям воздух/Хе составляют 5,0 и 4,41, а по СО/СН4 —
3,2 и 1,3, соответственно.
Углеродные адсорбенты
589
Максимальные значения критерия разделения
соответствуют обгарам 11-23 %. Для этих образцов
наблюдается оптимальное соотношение селективности и кинетики
адсорбции. Влияние температуры опыта в значительной
степени сказывается на сорбции С02 и Хе из смеси с
воздухом для образцов с обгарами 5-6 %, для которых
определяющим фактором следует считать
селективность. Это подтверждается данными по разделению
смеси оксид углерода + метан. По сравнению с
промышленным углем АГ-2, полученные адсорбенты
характеризуются лучшими разделительными свойствами.
По параметрам пористой структуры (см. табл. 10.57)
и разделительным свойствам (см. табл. 10.58)
углеродные адсорбенты, полученные из суммарных сланцевых
фенолов, находятся на уровне адсорбентов, полученных
из отдельных фракций фенолов. Следовательно, в
промышленных масштабах при получении углеродных
адсорбентов целесообразнее использовать не отдельные
фракции сланцевых фенолов, а применять фенолы в
суммарном виде. Очевидно, что это экономически и
технологически более выгодно. Среднеобгарные
адсорбенты используются для сорбции металлов из
многокомпонентных растворов цианидов металлов.
В табл. 10.59 представлены данные по сорбции
цианистых комплексных анионов ряда металлов и
коэффициенты селективности в сравнении с промышленным
активным углем марки КАД-иодный, из которых
следует, что полученные адсорбенты по сорбционной
способности и селективности превосходят образец
сравнения. С увеличением обгара адсорбента сорбционная
способность и селективность тоже увеличиваются.
Таблица 10.59
Сорбционная способность углеродных адсорбентов
из многокомпонентных цианистых растворов
Показатель
Сорбционная
емкость, мг/г*:
Аи
Ag
Си
Zn
Fe
Ni
Со
Сумма
сорбированных металлов, мг/г
Коэффициент се-
1 лективности, %
Адсорбенты
АПСФ-22**
5,96
1,32
2,00
26,80
0,04
0,40
0,58
37,10
16,1
АПСФ-27
10,60
1,08
2,16
40,00
0,22
1,48
0,86
56,40
18,8
КАД-
иодный
4,95
0,62
2,76
36,40
1,30
1,04
0,78
47,18
9,1
* Время насыщения адсорбента — 120 ч.
** Цифры в обозначениях марок являются показателями
обгара.
Все адсорбенты, полученные из сланцевых фенолов,
содержат гетероатомы (до 12-14 %), которые способны
образовывать общую систему я-электронов с
кристаллитами. Это совместное действие приводит к
образованию более прочных поверхностных комплексов донор-
но-акцепторного типа с сорбируемыми металлами по
сравнению с неполярными адсорбентами.
10.6.2. Сланцевая смола и фенолы в качестве
связующих при получении углеродных адсорбентов
В настоящее время в производстве активных углей
находит применение древесная смола, выпускаемая
лесотехнической промышленностью. Однако быстро
растущая потребность в углеродных адсорбентах не
может быть обеспечена существующим соотношением
между ее производством и нуждами потребителей
древесной смолы. В настоящее время потребность в
связующем соизмерима с объемом производства
самих адсорбентов. В данном разделе показаны
возможность использования остатков первичной и вторичной
переработок нефти для формования углеродсодержа-
щей основы, а также некоторые критерии оценок
пригодности связующих для получения качественных
адсорбентов.
При выборе связующего, помимо доступности и
экономических соображений, необходимо учитывать
реологические показатели, а также лиофильность,
адгезию по отношению к углеродной основе. Лиофильность
способствует хорошему смачиванию и образованию
однородной пасты. Мерой для количественного
определения лиофильности по отношению к поверхности
основы при взаимодействии со связующими служат
величины краевого угла смачивания, адсорбционной
способности и теплоты смачивания Так, более высокая
лиофильность связующих достигается на поверхности
антрацитов и углей марки Т, меньшая — на
поверхности шероховатых и малометаморфизированных углей.
После смачивания твердых мелкодисперсных частиц
связующих происходит адсорбция его составных
частей на поверхности частиц.
Жидкие продукты сланцепереработки (смолы и
фенолы) обладают необходимым набором качеств,
которые позволяют использовать их взамен древесной
смолы. Положительные качества сланцевых продуктов
обусловливают высокий выход (60-78 %) углеродного
остатка, его хорошую механическую прочность.
Шихту смешивают со сланцепродуктами в
двухлопастном смесителе при 50-60 °С. Полученную пасту
гранулируют шнек-прессом через фильеры диаметром 2
и 5 мм при давлении в формующей части шнека 140—
160 кг/см2. Гранулы сушат в термошкафу при
температуре 100-120 °С в течение 5-6 ч. Карбонизацию
проводят во вращающейся барабанной печи в атмосфере СОг
при повышении температуры от 650 до 900 °С со
скоростью 10 °С/мин.
590
Новый справочник химика и технолога
Таблица 10.60
Состав и характеристика карбонизованных гранул,
полученных с использованием сланцевой смолы, ее
фракций и раствора ее в фурфуроле
Необходимое количество связующего определяется
технологическими требованиями к пластичности слоя
при грануляции и прочности получаемых гранул. При
содержании в шихте менее 23 % сланцевой смолы паста
получается сухой и требует высокого давления при
прессовании. При содержании ее более 27 % паста
становится вязкой, и образующиеся гранулы слипаются
из-за избытка связующего. Аналогичное необходимое
количество сланцевых фенолов в качестве связующего
составляет 27 %.
Помимо сланцевой смолы и фенолов в качестве
связующих были использованы их растворы в фурфуроле
(табл. 10.60-10.62). Введение в состав связующих
фурфурола с высокой проникающей способностью в поры
наполнителя и реакционной активностью позволяет
увеличить контактную поверхность взаимодействия
связующего с углеродной основой и прочность такого
взаимодействия. При использовании фурфурола
повышается и интенсивность протекания химических
реакций синтеза между компонентами связующего в
процессе термической обработки углеродно-сланцевых
гранул.
Таблица 10.61
Свойства сорбентов, полученных с использованием сланцевой смолы и ее растворов в фурфуроле
Показатель
Содержание компонентов,
масс. %:
каменный уголь
сланцевая смола
сланцевая смола +
фурфурол (60 : 40)
легко-средняя фракция
смолы
тяжелая фракция смолы
Плотность по бензолу, г/см3
Объемы пор, см3/г:
микро-
мезо-
макро-
Реакционная способность,
Ю-3 с4
Выход углеродного
остатка, %
Механическая прочность, %
Адсорбент
СА
75
25
—
—
—
1,61
0,15
0,07
0,15
0,72
68
94
САФ
69
—
31
—
—
1,57
0,10
0,02
0,12
0,39
71
96
СА-1
75
—
—
25
—
1,50
0,19
0,08
0,12
0,75
62
95
СА-2
75
—
—
—
25
1,58
0,16
0,06
0,13
0,62
73
92
Показатель
Механическая прочность, %
Объем пор, см3/г:
микро-
мезо-
макро-
Статическая активность по толуолу, г/л
Динамическая активность по хлорэтилу, мин
Адсорбент
СА
САФ
обгар при активации, %
5
93
0,19
0,16
0,16
—
—
25
93
0,23
0,18
0,18
173
92
30
92
0,24
0,19
0,19
180
108
40
87
0,37
0,21
0,21
196
138
10
97
0,60
0,07
0,15
—
120
15
96
0,67
0,08
0,17
191
130
17
93
0,70
0,08
0,20
208*
125
АГ-2
80
0,29
0,05
0,25
—
50
* Для промышленного угля АР-3 — 125 г/л.
Таблица 10.62
Характеристика сорбционных, селективных и концентрационных свойств адсорбентов,
полученных со сланцевыми фенолами
Показатель
Сорбционная емкость по Аи, мг/г
Сорбционная емкость по сумме
металлов (Ag, Cu, Zn, Ni, Co), мг/г
Коэффициент селективности по Аи, %
Количество сорбированного Аи из раствора с
концентрацией 1 мг/л, мг/г
8
2,5
16,1
12,8
3,8
12
3,0
16,3
15,9
5,4
48
4,5
19,7
20,0
13,1
Зремя со
72
5,2
18,3
22,5
18,1
рбции, ч
96
5,6
22,0
20,5
23,5
120
6,0
22,0
21,5
26,8
120*
2,6
145,7
1,8
7,3
120**
2,1
19,7
12,8
10,8
* Значение для марки КАД-иодного.
** Значение для марки СКТ.
Углеродные адсорбенты
591
10.6.2.1. Свойства углеродных адсорбентов,
сформованных сланцевой смолой
Как видно из данных табл. 10.60, для всех
использованных связующих характерен высокий выход
углеродного остатка с высокой механической прочностью,
но при дополнительном использовании фурфурола эти
показатели выше. Различие в свойствах карбонизатов,
полученных при формовании с легко-средней и
тяжелой фракциями, не столь значительно. Однако в случае
легко-средней фракции наибольшим образом
развивается микропористая структура. Карбонизованные
гранулы характеризуются невысокой реакционной
способностью, (0,39-0,75) • 10~3 с-1, определяемой по удельной
массовой скорости выгорания гранул в токе паров воды
при 850 °С. Поэтому их активируют в жестких
условиях при 920 °С в течение 12 ч в токе водяного пара.
Данные табл. 10.61 показывают, что использованные
связующие дают возможность формироваться
преимущественно микропористой структуре, которая
составляет до 70 % от общего объема пор адсорбентов. Даже
при высоких степенях обгара механическая прочность
адсорбентов велика. Характеристики пористой
структуры и свойств углеродных адсорбентов, приведенные в
табл. 10.61, показывают преимущество использования
раствора сланцевой смолы в фурфуроле. Этот раствор
для формования прочных гранул применяют в
количестве до 31 %, так как фурфурол обладает значительно
большими пропитывающими свойствами, чем
сланцевая смола. Обращает на себя внимание тот факт, что
при прогрессирующем активировании значительно
увеличивается объем микропор, который уже при 17%-м
обгаре составляет 0,17 см3/г. Эта величина значительно
выше полученной при использовании традиционной
древесной смолы. Обладая высокоразвитой
микропористостью, эти образцы имеют в 2-3 раза большую
динамическую активность по сравнению с
промышленным адсорбентом АР-3. Для адсорбента с обгаром 40 %
характерны повышенная сорбционная
концентрационная емкость и селективность по благородным металлам
(табл. 10.62), а также высокие кинетические свойства.
Как видно из данных табл. 10.63, коэффициент
селективности при сорбции золота зависит от степени
активирования, а также от природы связующего. С ростом
обгара происходит развитие суммарного объема пор в
основном за счет микропористости, а также
увеличиваются эффективные радиусы пор. При одной и той же
величине обгара адсорбенты, полученные с
использованием тяжелой фракции сланцевой смолы, имеют
значительно большую селективность по извлечению
золота, которая существенно возрастает с увеличением
обгара, так как эта фракция в своем составе содержит
большее количество гетероатомов. Образец с обгаром
43 % получен из шихты, представляющей собой смесь
1 : 1 каменноугольной пыли и поликонденсата
сланцевой смолы с фурфуролом, и сформован тяжелой
фракцией сланцевой смолы. Это наилучший образец, так как
он характеризуется большей селективностью (в 7 раз)
при извлечении золота, чем лучший отечественный
адсорбент СКТ.
Представленные в табл. 10.64 данные еще на одном
примере подтвердили преимущества новых связующих.
Полученные адсорбенты могут быть использованы для
экологических целей при защите окружающей среды от
мышьяксодержащих сточных вод.
Таблица 10.63
Характеристика адсорбентов, полученных с использованием фракций сланцевой смолы
Показатель
Плотность, г/см3
Механическая прочность, %
Объемы пор, см3/см3
микро-
мезо-
макро-
Энергия адсорбции, кДж/моль
Содержание гетероатомов, %
Сумма сорбированных металлов
(Au, Ag, Си, Zn, Ni) при 120 ч
контакта, мг/г
Коэффициент селективности по
1 золоту (Кс), %
Обгар, %
27*
0,80
90
0,25
0,08
0,29
22
11,3
38,6
20,4
27
0,80
88
0,27
0,08
0,27
23
12,5
11,8
26,2
30*
0,78
91
0,30
0,09
0,26
20
9,8
12,6
28,5
39
0,77
87
0,39
0,09
0,23
21
10,3
24,5
28,6
43
0,68
85
0,43
0,12
0,25
23
8,9
20,5**
31,7
* Данные образцы получены с использованием легко-средней фракции сланцевой смолы, остальные — тяжелой.
** Для адсорбентов промышленных: КАД-иодного, СКТ и анионита АМ-2Б, суммы сорбированных металлов равны
соответственно 145,4; 94,8 и 170,5 мг/г, a IQ — 1,6; 3,6; 3,2.
592
Новый справочник химика и технолога
Таблица 10.64
Характеристика процесса адсорбции мышьяка
Адсорбент
(обгар, %)
СА(25)
СА(ЗО)
СА(40)
САФ(15)
САФ(17)
КАД-иодный
СКТ
Сорбционная емкость по мышьяку (мг/г)
при времени контакта (ч)
48
4,85
7,50
8,90
5,21
6,17
5,80
3,64
72
8,78
12,38
15,30
8,13
8,21
7,35
4,92
96
9,02
15,13
16,21
9,12
9,92
10,55
8,12
120
9,58
16,01
18,0
9,58
10,89
12,10
9,90
10.6.2.2. Свойства углеродных адсорбентов,
сформованных сланцевыми фенолами
Влияние сланцефенольного связующего на процесс
получения углеродных адсорбентов было исследовано
на угольно-сланцефенольных композициях. Связующее
представлено суммарными сланцевыми фенолами и их
смесью с техническим фурфуролом в процентном
отношении 60 : 40 соответственно. Компоненты шихты и
их массовые соотношения, определяемые количеством
связующего, необходимым для обеспечения
нормального процесса формования пасты на гидравлическом
прессе через фильеры диаметром 2 мм, указаны в
табл. 10.65. Карбонизованные продукты из
угольно-сланцефенольных смесей имеют и высокую механическую
прочность (95-98 %), и высокий выход углеродного
Таблица 10.65
Состав и характеристика
угольно-сланцефенольных карбонизатов
Показатель
Содержание компонентов
исходной шихты, масс. %:
каменный уголь
сланцевые фенолы
сланцевые фенолы + фурфурол
Плотность по бензолу, г/см3
Объемы пор, см /см
макро-
мезо-
микро-
Реакционная способность, 10_3 с"1
Выход углеродного остатка при
800 °С, %
Механическая прочность, %
Адсорбент
КС*
73
27
1,67
0,14
0,01
0,09
0,83
75
95
КСФ**
67
33
1,60
0,09
0,10
0,49
78
98
* Получен из каменного угля и сланцевых фенолов.
** Получен из каменного угля и раствора сланцевых
фенолов в фурфуроле.
остатка (75-78 %); эти показатели у них выше, чем для
углеродных адсорбентов, сформованных сланцевой
смолой. Химическая активность связующих
способствует образованию прочных химических связей между
углеродными остатками частиц наполнителя и
связующего, а также образованию прочной структуры кокса
связки. Карбонизованные гранулы имеют невысокую
реакционную способность — (0,49-0,83) х 10~3 с1,
поэтому процесс активирования карбонизатов, так же как
и со сланцевой смолой, проводили при 920 °С в течение
12 ч в токе водяного пара.
Характеристика пористой структуры адсорбентов из
угольно-сланцефенольных смесей (табл. 10.66)
позволяет отнести их к классу микропористых. Адсорбенты,
сформованные с применением сланцевых фенолов и
фурфурола, характеризуются меньшими значениями
объема макропор и наиболее однородной и развитой по
объему микропористой структурой. Использование в
качестве связующего раствора сланцевых фенолов в
фурфуроле приводит к получению адсорбентов,
имеющих еще более высокие показатели, чем при
использовании только сланцевых фенолов. Так, объем микропор
увеличивается в 1,8 раза, механическая прочность
повышается на 30 %, увеличение динамической
активности по парам бензола происходит в 1,75 раза. Новые
адсорбенты можно использовать во многих областях:
для улавливания из воздуха паров органических
веществ, извлечения бензола из природных газов, а также
для очистки загрязненных растворов.
Применение сланцевых фенолов в качестве
связующего дает возможность синтезировать адсорбенты с
большим предельным объемом адсорбционного
пространства. В результате возрастает сорбционная
активность по сравнению с адсорбентом АР-Б — лучшим из
выпускаемых в России рекуперационных углей: по
парам толуола в статических условиях опыта — на 33 %,
по парам бензола в динамическом режиме опыта — на
48 %, по иоду — на 40 %. Новые адсорбенты
значительно превосходят промышленный уголь по
показателю механической прочности на 21 % (табл. 10.66).
Адсорбционные и разделительные свойства низко-
обгарных адсорбентов оценивают по величине
удельных удерживаемых объемов низкокипящих газов и по
смесям «воздух—С02» и «воздух—Хе» при 25 и 15 °С
(табл. 10.20). Все образцы по удерживающей
способности аргона, кислорода и оксида углерода значительно
превосходят промышленный уголь АГ-2. Малообгар-
ные образцы не проявляют четко выраженных молеку-
лярно-ситовых свойств по кислороду и аргону,
имеющих различный размер молекул и близкую
поляризуемость вследствие одинаковой доступности микропор
для этих газов. Однако все образцы показывают
высокую сорбционную емкость по диоксиду углерода и
ксенону при 25 и даже 150 °С. При этом образец КС по
поглощению диоксида углерода при 25 °С значительно
превосходит уголь АГ-2.
Углеродные адсорбенты
593
Таблица 10.66
Характеристика пористой структуры и сорбционных свойств
углеродных адсорбентов из сланцефенольных растворов
Показатель
Механическая прочность, %
Плотность, г/см3
Объемы пор, см /см :
макро-
мезо-
микро-
Параметры микропористой структуры, см3/см3:
^02
Энергия адсорбции, кДж/моль:
Eq2
Адсорбционная активность по:
бензолу, мин
толуолу, мг/см
иоду, %
Адсорбент
КС
КСФ
обгар, %
8
94
1,09
0,17
0,02
0,18
0,19
24,2
—
30
90
0,83
0,23
0,04
0,33
0,19
0,17
21,5
13,9
67
167 .
99
41
85
0,70
0,26
0,06
0,36
0,20
0,19
20,8
12,2
74
179
105
6
97
1,21
0,10
0,02
0,19
0,20
24,4
—
26
95
0,95
0,13
0,04
0,36
0,27
0,12
23,6
16,1
77
191
96
36
92
0,83
0,16
0,05
0,41
0,25
0,19
22,4
13,2
87
221
102
Все исследованные образцы характеризуются
высокими разделительными и селективными свойствами в
широком диапазоне температур (табл. 10.67), что дает
основание рекомендовать их для эффективного
использования при очистке воздуха от диоксида углерода и
особенно ксенона.
Сравнение свойств полученных адсорбентов со
свойствами промышленного адсорбента КАД-иодный
показало, что в течение 120 ч адсорбенты имеют
большую сорбционную емкость и селективность по золоту,
лучшие показатели у образца, сформованного
раствором сланцевых фенолов в фурфуроле (табл. 10.68).
Технологические и эксплуатационные свойства
углеродных адсорбентов свидетельствуют о том, что
сланцевая смола и фенолы могут быть использованы при
получении адсорбентов взамен традиционной
древесной смолы.
Адсорбенты, сформованные растворами сланцевых
фенолов и смол, характеризуются меньшими
значениями объема макропор и наиболее однородной и развитой
по объему микропористой структурой. Такие
адсорбенты имеют более высокие адсорбционные свойства.
Адсорбенты с низкой степенью активирования (6-
8 %) обладают исключительно высокой разделяющей
способностью по отношению к бинарным смесям
воздух—диоксид углерода, воздух—ксенон (критерий
селективности равен единице). Адсорбенты со средней
степенью активирования обладают высокой
селективностью при извлечении золота из многокомпонентных
полиметаллических растворов, превосходя по этим
данным промышленные адсорбенты.
Таблица 10.67
Разделительные и селективные свойства
адсорбентов, сформованных сланцевыми фенолами
и их растворами в фурфуроле
Показатель
Удельный
удерживаемый объем, см3/см3
при 25 °С по:
аргону
кислороду
оксиду углерода
ксенону
диоксиду углерода
при 150°Спо:
диоксиду углерода
ксенону
Критерий разделения
смесей
при 25 °С:
воздух + СОг
воздух + Хе
при 150 °С:
воздух + Хе
воздух + СОг
Критерий
селективности при 25 °С
воздух + С02
воздух + Хе
Адсорбенты
КС
(обгар 8 %)
5,71
6,53
9,41
>300
>300
4,52
4,63
> 10
> 10
0,6
0,9
1,0
1.0
КСФ
(обгар 6 %)
7,21
7,58
11,20
>300
171,0
4,91
10,62
4,9
>10
1,7
1,5
0,9
1,0
АГ-2
1,20
1,40
2,50
120,0
27,10
3,5
10,5
3,2
5,0
3,2
0,6
0,8
0,9
594
Новый справочник химика и технолога
Таблица 10.68
Характеристика сорбционной и селективной
способности углеродных адсорбентов,
сформованных сланцевыми фенолами и их
растворами в фурфуроле
Адсорбент
КС
КСФ
КАД-
иодный
СКТ
Время, ч
8
12
24
48
72
96
8
24
48
72
96
120
120
120
Сорбционная емкость
(мг/г) по
Аи
2,2
2,8
4,1
5,3
6,2
7,3
0,8
1,8
2,2
2,7
3,1
3,6
2,3
5,4
сумме Ag,
Си, Zn, Ni,
Со
3,7
1,2
10,5
14,62
18,75
22,6
7,25
13,5
13,6
18,65
11,05
12,0
143,1
165,1
Коэффициент
селективности по
Аи, %
59,2
32,0
28,0
26,0
25,0
24,0
9,9
11,8
13,9
12,6
20,9
28,5
1,6
3,2
Сланцевая смола и сланцевые фенолы, а также их
растворы в техническом фурфуроле, используемые в
качестве нового связующего, дают возможность
формовать углеродные адсорбенты с высокими значениями
механической прочности, микропористости (до 0,70 см3/г)
и более высокой сорбционной способностью, чем
промышленные адсорбенты. Среднеобгарные образцы
характеризуются более высокой селективностью при
извлечении благородных металлов из
многокомпонентных полиметаллических растворов, чем сформованные
традиционной древесной смолой. По этому показателю
они также превосходят промышленные адсорбенты.
10.6.3. Импрегнаторыуглеродных адсорбентов на
основе сланцевых фенолов
Импрегнатор на основе раствора суммарных
сланцевых фенолов в фурфуроле уменьшает водопоглощение
и увеличивает прочность на сжатие ячеистых
материалов. Используя этот опыт, можно применить раствор
сланцевых фенолов в фурфуроле в качестве импрег-
натора промышленных активных углей для изменения
их адсорбционных характеристик. Так, например
адсорбент АР-3 пропитывают в течение 25-30 мин раствором
сланцевых фенолов и фурфурола (1 : 1,5) с отвердите-
лем — полиэтиленполиамином. Гранулы выдерживают
на воздухе в течение 24 ч, затем их карбонизуют в токе
углекислого газа до 800 °С и активируют водяным
паром при 800-820 °С. Таким путем удается увеличить
сорбционную способность адсорбентов в 2 раза.
10.6.4. Углеродные адсорбенты с использованием
нефтепродуктов
Весьма привлекательным является использование
нефтяных остатков, так как они имеют химическое
сродство с углеродной основой, дают высокий выход
кокса и имеют значительную сырьевую базу,
соизмеримую с каменным углем. Однако возможности
формирования ассортимента и пористой структуры
углеродных адсорбентов из каменного угля уже исчерпаны.
Известно, что нефтяные остатки в процессах первичной
и вторичной переработки нефти составляют 30 % и
более. В общем балансе добываемых нефтей
значительную долю составляют сернистые и
высокосернистые нефти, которые одновременно имеют наибольшую
плотность и являются высокосмолистыми. Мировой
рост добычи нефти в 1,2 раза в настоящее время
достигается за счет тяжелых нефтей. В последующие годы
эта тенденция еще более усилится. В России
существуют разведанные запасы тяжелых нефтей, которые из-за
низкого содержания светлых продуктов и невысокого
качества масляных фракций пока еще не
эксплуатируются. В США из подобных тяжелых нефтей получают
битумы. Российские нефти после отгонки светлых
фракций представляют собой нефтяные дорожные
битумы. Содержание смол, асфальтенов и,
соответственно, остатков в тяжелых нефтях составляет 42-81 %,
поэтому эти нефти можно рассматривать как
потенциальное сырье для производства углеродных адсорбентов.
Помимо тяжелых нефтей различные страны мира
имеют разведанные запасы битуминозных пород.
Например, в Канаде (провинция Альберта) в 1984 г.
производилось более 2 млн т нефти в день из нефтеносных
песков.
Прогнозы показывают, что тяжелая нефть и
битуминозные пески станут значительным источником
углеводородных жидкостей. Запасы тяжелой нефти и
битуминозных песков велики. Открыт ряд месторождений
и проявлений нефтебитуминозных песков (киров), в
которых содержание битума составляет 16-30 %, а в
более глубоких пластах — 40-60 %. Имеются крупные
залежи киров в Восточной Сибири, Республике Коми,
Архангельской обл., Татарстане.
Попытки использования тяжелых нефтяных
остатков в качестве сырья для получения углеродных
адсорбентов предпринимались давно, начиная с 1940-х г.
Однако получить эффективные адсорбенты не удавалось.
Непосредственное применение нефтяных остатков
невозможно, так как в процессе их формирования
происходит слипание гранул, а медленное и
продолжительное термоокисление не только снижает экономические
показатели процесса, но и ухудшает качество
адсорбентов, переводя их в разряд макропористых и
некачественных.
Начиная с 1970-х г. получены многие серии
углеродных адсорбентов из разнообразных нефтяных
остатков первичной и вторичной переработки нефти, разра-
Углеродные адсорбенты
595
ботана технология использования нефтяных остатков в
качестве добавок компонентов шихты, продуктов
термических и химических превращений, а также в
качестве новых связующих [1-5]. Групповым составом и
природой нефтяного остатка, его количеством в шихте
можно целенаправленно формировать пористую
структуру углеродных адсорбентов. Многочисленные
области применения новых адсорбентов в химической,
нефтеперерабатывающей промышленности, в
гидрометаллургии цветных металлов, в атомной энергетике — это
демонстрация богатейших возможностей нефтяных
остатков для получения углеродных адсорбентов,
потенциальные возможности которых далеко не
исчерпаны.
Остатки первичной переработки нефти
К нефтяным остаткам, представляющим интерес в
качестве сырья для производства адсорбентов,
относятся остатки атмосферной, вакуумной перегонки
различной глубины (гудроны, мазуты, битумы), асфальты
пропановой и асфальтиты бензиновой деасфальтизации
(табл. 10.69). Сравнительно новым процессом является
бензиновая деасфальтизация, которая более селективна,
чем пропановая; она осуществляется при меньших
энергетических затратах и идет по непрерывной схеме.
Выход остатка — асфальтита (асфальтенового
концентрата) составляет 10-30 % на гудрон. В России
существует полупромышленная установка, в промышленном
масштабе она реализована в различных странах, где
эксплуатируется более 50 установок. Они отличаются
незначительно, но носят различные названия — «Де-
мекс», «Керр-Макти», «Фостер Уилер», «Пульман-Кел-
лог», «Шелл», «Фин» и др.
Основное сырье — 30—43 %-е гудроны, но может
быть использовано и любое остаточное сырье
первичных и вторичных процессов нефтепереработки. Выход
деасфальтизата — 35-90 % и асфальтита — 10-15 %.
За рубежом асфальтиты используются в основном в
качестве топлива, существуют проекты по извлечению
из них ванадия. Работы в области использования
асфальтитов в качестве ценного, практически важного
продукта, а также химического сырья в основном
ведутся в России.
Характеристика нефтяных остатков (Арланское месторождение)
Таблица 10.69
Продукт
Гудрон
Битум
Остатки:
атмосферной перегонки
вакуумной перегонки
выше 540 °С
выше 580 °С
Асфальт
Асфальтит
Асфальтит природный
(садкинский)
Состав, %
Асфальтены
11,7
22
7,8
18,0
20,0
20,7
70,2
30,3 (35,7 —
карбоиды)
Смолы
29,0
27
18,2
39,3
48,1
38,8
11,3
19,05
Арены
46,8
30
30
38,6
38,5
37,5
Алканы и
циклоалканы
12,5
21
34
4,1
3,8
3,0
18,5
14,95
Плотность,
г/см3
1,012
1,060
0,985
1,051
1,062
1,042
1,113
1,177
Коксуемость, %
18
35,2
12,8
26,1
28,0
24,1
44,4
46,0
Зольность, %
0,25
0,35
0,20
0,16
0,17
0,25
0,40
12
Остатки вторичных процессов переработки нефти
В качестве сырья для получения углеродных
адсорбентов представляют интерес остатки вторичных
процессов переработки нефти — крекинга и пиролиза
(табл. 10.70, 10.71).
Переработка тяжелых остатков нефтей ставит
актуальные долговременные и многосторонние задачи как
для производственников, так и для ученых.
Рациональная переработка тяжелых нефтяных остатков может
быть обеспечена нижеперечисленными процессами:
1. Мягкий термический крекинг (висбрейкинг) для
получения дистиллятных фракций без избыточного
газообразования.
2. Коксование с получением бензина и среднекипя-
щей фракции. Кокс может быть выведен в качестве
товарного продукта или подвергнут газификации.
Таблица 10.70
Характеристика остатков вторичных процессов
нефтепереработки
Показатель
Плотность, кг/м3
Молекулярная масса
Коксуемость, %
Температура
размягчения, °С*
Групповой состав, %:
масла
смолы
асфальтены
карбоиды
Остатки
пиролиза
газойля
102,6
500
41,56
135
24,3
1,59
65,3
8,8
Крекинг-
остаток
116,0
700
—
135
3,2
67,0
Остаток
пиролиза
бензина
101,5
650
31,4
124
30,2
6,8
63,0
596
Новый справочник химика и технолога
Продолжение таблицы 10.70
Показатель
Элементный состав, %:
углерод
водород
сера
азот
кислород (по разности)
Металлы:
ванадий
никель
Остатки
пиролиза
газойля
92,3
6,5
0,58
0,02
0,60
0,001
—
Крекинг-
остаток
89,5
6,35
6,5
—
—
—
—
Остаток
пиролиза
бензина
92,0
7,22
0,07
0,07
0,64
0,0012
0,0022
Таблица 10.72
Характеристика асфальтитов
шара.
Температура размягчения определена методом кольца и
Таблица 10.71
Характеристика дистиллятных
фракций крекинг-остатков
Показатели
Интервал
температур кипения, °С
Состав, %;
арено-циклоал-
каны
арены
легкие
средние
тяжелые
смолы спирто-
бензольные
асфальтены
Фракции
1
175-
295
20,2
6,6
28,5
3,9
1,1
0,3
2
320-
400
44,6
—
47,1
2,5
3,1
—
3
400-
450
43,5
—
49,7
3,2
3,3
—
4
450-
475
38,5
—
37,2
13,8
11,9
—
Остаток
Выше
475
16,9
—
28,4
15,0
29,7
10,9
Показатель
Плотность, г/см
Коксуемость по Конрадсону, %
Температура размягчения , °С
Групповой состав, масс. %:
масла
смолы
асфальтены
Элементный состав, масс, %:
углерод
водород
сера
азот
кислород (по разности)
Отношение С/Н
Асфальтит-1
1,15
44,0
178
12,60
8,00
79,40
83,50
8,15
5,45
0,86
2,04
1,02
Асфаль-
тит-2
1,13 1
42,0
164
20,75
13,25
66,00
86,00
8,68
3,50
0,75
1,07
0,90
10.6.4.1. Нефтяные остатки в качестве
компонента шихты
Добавки нефтяных остатков к шихте
При добавке асфальтитов (табл. 10.72) в шихту в
количестве 8-13 % (табл. 10.73) получают адсорбенты,
свойства которых приведены в табл. 10.74-76.
Состав шихты и технические
* Температура размягчения определена методом кольца и
шара.
Из табл. 10.74 и 10.76 следует, что изменение
группового состава асфальтита приводит к существенному
изменению сорбционных характеристик. Так, 8%-я
добавка асфальтита-2 приводит к получению адсорбентов
(образцы 10-12) с более высокими адсорбционными
характеристиками, чем адсорбенты с 8-13%-й добавкой
асфальтита-1 (образцы 1-9).
Для адсорбентов с добавкой асфальтита-2
наблюдается экстремальная зависимость сорбционной
способности от обгара с максимумом, приходящимся на средний
обгар, равный 33,2 %. Наиболее высокая сорбционная
характеристика (5,74 мг/г) получена при 8%-й добавке
асфальтита-2, что, очевидно, связано с его группповым
составом, с более высоким количеством масел и смол.
Адсорбенты с добавками асфальтитов
характеризуются высоким содержанием гетероатомов (до 15 %),
что приводит к высокой сорбционной способности по
отношению к плохосорбируемым и полярным газам
(табл. 10.74).
Таблица 10.73
характеристики адсорбентов
Адсорбент
1
2
3
4
5
6
7
8
9
10
11
12
Состав шихты, масс
древесная смола
28
28
28
28
28
28
28
30
30
30
30
30
уголь
59
59
59
59
59
59
59
62
62
62
62
62
%
асфальтит*
13(1)
13(1)
13(1)
13(1)
13(1)
13(1)
13(1)
8(1)
8(1)
8(2)
8(2)
8(2)
Обгар, %
17,2
22,7
28,2
34,0
40,2
53,7
65,1
18,5
29,5
20,8
33,2
45,5
Насыпная
плотность, г/см3
0,560
0,550
0,546
0,537
0,515
0,466
0,430
0,570
0,544
0,570
0,510
0,480
Прочность, %
90
90
90
90
88
86
84
85
82
85
82
80
* В скобках приведена нумерация асфальтитов (1 или 2) из табл. 10.72.
Углеродные адсорбенты
597
Таблица 10.74
Характеристика пористой структуры и сорбционных свойств адсорбентов
Адсорбент
1
2
3
4
5
6
7
8
9
10
11
12
Объемы пор, см3/см3
микро-
0,13
0,14
0,16
0,17
0,20
0,24
0,28
0,15
0,17
0,17
0,21
0,25
мезо-
0,04
0,04
0,04
0,04
0,04
0,05
0,05
0,03
0,04
0,03
0,03
0,04
макро-
0,24
0,30
0,31
0,32
0,32
0,32
0,32
0,32
0,32
0,30
0,30
0,31
Удельная
поверхность
переходных пор, м2/г
18
19
20
21
29
36
44
18
22
22
26
39
Структурные
константы
Щ\, см3/г
0,13
0,16
0,18
0,20
0,24
0,33
0,42
0,16
0,20
0,17
0,30
0,33
Я,106
0,42
0,42
0,40
0,43
0,57
0,84
1,12
0,44
0,41
0,42
0,70
1,36
Статическая
активность (г/л), по
бензолу
80
89
97
103
126
140
153
87
115
109
125
159
толуолу
79
85
96
102
117
138
151
80
ПО
108
123
154
Таблица 10.75
Характеристика углеродных адсорбентов, полученных при использовании нефтяных асфальтитов
(адсорбенты 1,6-8 получены с 8%-й добавкой асфальтита, остальные — с 13%-й)
Адсорбент
1
2
3
4
5
6
7
8
9
10
11
Структурные константы
Wq, СМ3/СМ3
0,097
0,091
0,108
0,098
0,150
0,075
0,088
0,096
0,106
0,067
0,074
Е, кДж/моль
29,6
30,3
29,3
28,5
38,2
30,3
29,3
29,3
29,9
36,8
36,7
Содержание гетероатомов, %
О
7,45
12,20
13,10
14,25
14,30
9,45
9,60
9,70
10,10
6,70
8,15
S
0,60
0,60
0,50
0,60
0,55
0,80
0,75
0,75
0,70
1,70
1,30
N
0,60
0,60
0,40
0,75
0,65
0,60
0,60
0,58
0,55
0,85
0,80
Удельные удерживаемые
N2
5,1
4,7
4,4
5,8
4,9
3,6
4,2
5,1
6,1
3,8
4,6
СН4
23,8
19,4
17,4
20,1
15,4
18,2
19,8
21,3
23,1
12,7
13,0
объемы по газам, см3/см3
С02
110,3
95,0
76,2
85,0
58,4
77,3
91,0
105,0
108,3
55,5
61,0
Хе
385,0
364,0
320,0
365,0
268,0
283,0
310,0
336,0
360,0
120,0
132,0
Таблица 10.76
Характеристика селективности адсорбции цианидов благородных металлов
Номер
БС-1
БС-2
БС-2
БС-4
БС-5
БС-6
БС-7
БС-8
БС-9
БС-10
БС-11
БС-12
БС-13
КАД-иодный
Сорбция, мг/г, за время, ч
2
а
0,45
0,68
0,53
0,62
0,79
1,15
0,34
0,26
0,34
0,50
0,52
0,68
0,72
0,61
24
72
96
120
глективностъ при сорбции цианидов зо,
2,14
2,27
2,24
2,25
3,56
4,39
1,62
1,69
2,28
2,73
3,74
4,67
5,21
2,95
3,09
3,28
3,27
2,79
5,27
6,12
2,26
2,27
2,95
3,89
5,19
6,62
6,83
3,62
3,39
3,45
3,85
3,38
5,68
6,88
2,36
2,82
3,26
4,75
6,40
6,98
7,02
4,19
3,75
3,84
3,98
3,48
6,40
6,97
2,79
2,89
3,46
4,89
6,59
7,42
7,67
4,56
Суммарная
емкость*, мг/г
юта
72,05
55,58
58,32
61,27
67,08
57,64
62,11
59,32
67,34
54,79
69,52
63,87
63,24
60,25
Коэффициент
селективности, %
5,2**
6,9
6,8
5,6
9,5
12,1
4,4
4,4
5,1
8,9
9,2
11,6
12,12
7,6
598
Новый справочник химика и технолога
Продолжение таблицы 10.76
Номер
СКТ
Адсорбент без добавок
(контрольный)
Сорбция, мг/г, за время, ч
2
0,69
0,54
24
3,78
2,38
72
5,42
3,48
96
5,75
3,59
120
6,33
3,78
Суммарная
емкость*, мг/г
62,05
67,68
Коэффициент
селективности,%
10,2
5,6
Селективность при сорбции цианидов серебра
БС-1
БС-2
БС-2
БС-4
БС-5
БС-6
БС-7
БС-8
БС-9
БС-10
БС-11
БС-12
Контрольный
КАД-иодный
СКТ
Футамура
Норит
АМ-2Б
0
0,02
0,02
0,02
0,04
0,11
0,12
0,02
0,02
0,02
0,04
0,12
0,02
0,05
0,05
0,14
0,12
0,07
0,64
0,18
0,31
0,37
0,38
0,59
0,80
0,23
0,24
0,26
0,54
0,60
0,26
0,38
0,67
1,38
1,08
0,55
0,76
0,22
0,44
0,51
0,60
0,83
0,89
0,30
0,38
0,41
0,75
0,62
0,34
0,47
0,94
1,45
1,47
0,64
0,97
0,38
0,57
0,64
0,73
0,85
0,89
0,45
0,53
0,51
0,82
0,62
0,50
0,57
1,04
1,58
1,65
0,76
1,03
0,51
0,64
0,74
0,86
0,95
0,94
0,58
0,63
0,64
0,95
0,66
0,57
0,64
1,14
1,60
1,75
0,81
62,49
62,11
39,52
67,34
54,79
69,52
63,87
82,06
55,58
61,27
67,06
57,34
76,86
60,25
62,05
67,50
36,14
73,68
0,64***
0,82
1,07
1,03
1,56
1,36
1,37
0,86
1,13
1,04
1,41
1,56
0,84
1,08
1,83
2,32
2,27
1,09
достигает 112 %, превосходит промышленные
адсорбенты АР-3, а также БАУ, КАД-иодный и АГ-2. Их
статистическая активность по бензолу достигает 215 мг/л и
превосходит активность промышленных адсорбентов
АР-3, APT, АРТ-2, СКТ-3.
Малообгарные адсорбенты обладают выраженными
молекулярно-ситовыми свойствами, что видно из
следующих данных. Удерживаемые объемы по С02 в 13-15 раз
превосходят таковые по Хе, невзирая на то, что
последний обладает более высокой поляризуемостью: для Хе
а = 4,01 • Ю-6 нм3 по сравнению с а = 2,90 • Ю-6 нм3 для
СОг (d= 0,436 нм и d = 0,28 нм соответственно).
Ввести в шихту более 15 % не представляется
возможным, так как на стадии карбонизации происходит
размягчение и слипание гранул.
Сочетание развитой микропористой структуры с
достаточной прочностью и развитой транспортной
пористостью позволяет рекомендовать их для адсорбции
растворенных веществ с малой величиной молекул при
относительно небольших концентрациях (извлечение
иода из буровых вод, очистка воды с целью удаления
неприятного запаха и др.), а также для улавливания из
воздуха паров органических растворителей, извлечения
бензина из природных газов и для других целей.
Удельная поверхность Sya полученных адсорбентов
в интервале температур от -ПО до +65 °С, составляет
от 500 до 844 м2/г. Поэтому эти адсорбенты имеют
хорошие динамические свойства при сорбции газов.
* По металлам Au, Ag, Си, Zn, Ni, Co за 120 ч контакта.
** Коэффициент селективности по Au.
*** Коэффициент селективности по Ag.
Таблица 10.77
Характеристика пористой структуры и
сорбционных свойств высокообгарного
адсорбента с добавкой асфальтита
Показатель
Плотность, г/см3
Прочность, %
Объемы пор, см3/см3:
микро-
мезо-
макро-
Структурные константы:
W0i, см3/г
W02, см3/г
в, • ю4
в2 • ю4
Энергия адсорбции, кДж/моль:
£02
Сорбционная способность
по бензолу, мг/л
иоду, %
метиленовому голубому, %
Адсорбенты
АУ-69,4*
0,390
70
0,30
0,10
0,32
0,27
0,37
0,21
5,49
17,38
8,16
215
112
78
АР-3
0,550
70
0,29
0,06
0,27
0,12
0,18
0,74
3,42
22,19
7,75
135
75
65
* Число при обозначении марки показывает обгар.
Из данных табл. 10.77 видно, что высокообгарный
адсорбент по сорбционной активности по иоду, которая
Углеродные адсорбенты
599
Существенным для производственников является то
обстоятельство, что природа асфальтитов не оказывает
существенного влияния на структуру адсорбентов. Это
является следствием того, что асфальтены разной
природы имеют относительно сформированную молекулу с
алкильными заместителями Ci-C4.
Последние при термическом деалкилировании
формируют равнозначные поры, поэтому с увеличением
количества асфальтенов наблюдается более узкое
распределение микропор, а при малых обгарах
увеличивается количество микропор молекулярных размеров.
Значительное влияние оказывает количество
асфальтитов в шихте. Подбирая групповой состав асфальтитов и
их количество в шихте (до определенных обгаров),
можно целенаправленно формировать пористую
структуру и получать адсорбенты с заранее заданными
свойствами.
Несмотря на сравнительно небольшое количество
асфальтита, использованного в качестве добавки (8-
15 %), изменение в свойствах активных углей
существенно: увеличивается степень конденсированное™, в
совокупности с развитым объемом микропор это
приводит к усилению сорбционного поля. Увеличение
количества кислорода говорит о том, что асфальтиты
проявляют свою реакционную способность в процессах
высокотемпературного окисления, в результате чего
поверхность активного угля становится полярной за счет
появления кислородсодержащих соединений.
Благодаря наличию неподеленной электронной пары,
поверхностные кислородсодержащие группы участвуют в
общей системе сопряжения за счет электронов высоко-
конденсированных ароматических систем, образующих
стенки поры.
Использование полукоксов для получения
зерненых (дробленых) адсорбентов
Получается полукокс по простой технологии: в
реактор загружают асфальтиты на 1/4 объема, которые
нагреваются в течение 10 ч до 500-550 °С со скоростью
50-60 град/ч при небольшом избыточном давлении в
атмосфере отходящих газов. При конечной температуре
полукоксования (550 °С) асфальтиты выдерживаются в
течение 1 ч. Выход полукокса составляет 55,2 %.
Полученный полукокс обладает высокой
прочностью и может быть использован для получения
адсорбентов непосредственно в дробленом виде, но он имеет
невысокие адсорбционные свойства, для повышения
которых его карбонизуют и активируют.
При карбонизации прочность зерен увеличивается и
достигает 92 %, т. е. не уступает прочности
гранулированных углей. Однако при дальнейшей активации с
ростом обгара прочность зерен полукокса уменьшается
значительно быстрее, чем у гранулированных
адсорбентов. Повышение атомного отношения С/Н от 2,26 до
6,43 указывает на увеличение конденсированности. С
увеличением в исходном асфальтите доли асфальтенов
выход полукокса возрастает, а атомное соотношение
С/Н в полукоксе уменьшается, так как при
термообработке из масел и смол образуются асфальтены более
ароматизированные, чем природные. Поэтому вновь
образованные в процессе полукоксования асфальтены
имеют высокое соотношение С/Н, и полукокс на их
основе получается также с более высоким
соотношением С/Н. При полукоксовании происходит уплотнение
структуры зерен (табл. 10.78), а это приводит к тому,
что часть пор закрывается. Уменьшение суммарного
объема пор с увеличением диаметра молекул пикно-
метрических веществ СН3ОН (0,44 нм) —> С6Н6
(0,56 нм) —> ССЦ (0,69 нм) указывает на наличие пор
молекулярных размеров. Но молекулярно-ситовые
свойства выражены незначительно.
Преимущественно развита макропористая
структура. Удельные объемы микро- и мезопор близки, но даже
при обгаре 50,8 % они достигают лишь 0,04 см3/см3.
Микропоры обладают широким распределением пор по
размерам. Удельная поверхность мезопор составляет
всего лишь 12 м2/г.
Незначительное развитие микро- и мезопористой
структуры полученных адсорбентов объясняется тем,
что при полукоксовании происходит интенсивное деал-
килирование с образованием мегапор, пронизывающих
структуру полукокса и обеспечивающих выход газов.
Сорбционная способность их сравнительно невелика.
Они могут быть использованы для предварительной
очистки высококонцентрированных растворов.
Таблица 10.78
Техническая характеристика дробленых полукоксов
Показатели
Выход, масс. %:
при карбонизации
при активации
общий
Механическая прочность, %
Насыпная плотность, г/см3
Суммарный объем пор, см3/г
Объем пор, см3/ см3:
микро-
мезо-
макро-
Удельная поверхность
мезопор, м2/г
Структурные константы:
WQU см3/г
Д, • 106
Статическая активность, г/л:
по бензолу
по толуолу
Сорбционная активность в
измельченном состоянии, %,
по иоду
Номер образца
1
100
100
100
80
0,546
0,146
0,01
0,02
0,32
—
—
5
3
—
2
90,6
100
90,6
92
0,655
0,162
0,03
0,03
0,32
—
0,03
1,88
1
2
3
3
90,6
49,2
44,5
60
0,496
0,200
0,04
0,04
0,50
12
0,04
1,80
45
45
36
600
Новый справочник химика и технолога
Большое количество макропор, благодаря которым
активированный уголь обладает малой плотностью,
позволяет рекомендовать его к использованию в
специальных условиях, например, когда требуется, чтобы он
плавал на поверхности воды.
Использование полукоксов для гранулированных
адсорбентов
Совмещением полукокса с древесной смолой
получают по известной промышленной схеме
гранулированные углеродные адсорбенты высокого качества, по
характеристикам превосходящие промышленные
активные угли (табл. 10.79). Определяющее значение в
формировании пористой структуры адсорбентов имеет не
природа асфальтитов, подвергшихся полукоксованию, а
их групповой состав. Так адсорбенты на основе
полукоксов из асфальтитов, различающихся по содержанию
асфальтенов, близких по групповому составу, обладают
сходными параметрами пористой структуры.
Таблица 10.79
Характеристика адсорбентов на основе полукокса
Показатели
Истинная плотность, г/см3, по:
СН3ОН
СбНб
ссц
Общий объем пор, см3 /см3, по:
СН3ОН
СбН6
ссц
Удерживаемый объем,
см /см , по:
СН4
со2
Хе
Объем пор, см /см :
микро-
мезо-
макро-
Структурные константы:
Wq\, см3/г
Д, • 106
Статистическая активность,
г/л:
по бензолу
по толуолу
Сорбционная активность в
измельченном состоянии, %,
по иоду
Образцы
1
1,44
1,39
1,33
0,39
0,37
0,34
0,1
0,6
0,4
0,01
0,02
0,032
—
5
3
—
2
1,78
1,69
1,62
0,41
0,38
0,35
0,1
0,8
0,6
0,03
0,03
0,032
0,03
1,88
1
2
3
3
1,86
1,85
1,58
0,58
0,58
0,58
0,6
11,3
14,6
0,04
0,04
0,50
0,04
1,80
45
45
36
При термодеструкции менее конденсированного
полукокса (С/Н = 2,2) идет отщепление периферийных
структурных блоков, что способствует развитию
преимущественно мезопористой структуры. При
термодеструкции полукокса с более конденсированной
(С/Н = 2,4) и упорядоченной структурой,
сформированного в значительной степени маслами и смолами, по-
видимому, отщепление структурных блоков проходит в
значительно меньшей степени, а газообразных
продуктов — водорода и алканов С]-С4 — образуется больше.
Поэтому большее развитие получает микропористая
структура. Следовательно, соотношение мезо- и микро-
пор, а также распределение последних можно
целенаправленно регулировать подбором сырья для
полукоксования. Наибольшим объемом микропор (до 0,21 см3/см3)
(табл. 10.80) обладают образцы из полукокса
асфальтита с минимальным содержанием асфальтенов, а
наибольшим объемом мезопор (до 0,20 см3/см3) — образцы
из полукокса асфальтита с максимальным содержанием
асфальтенов. Адсорбенты имеют значительное
содержание гетероатомов (до 10-12 масс. %), что
обусловливает высокую полярность поверхности.
Таблица 10.80
Свойства высокообгарных адсорбентов
из полукоксов асфальтитов
Показатели
Обгар, %
Отношение С/Н
Содержание гетероатомов, %
Содержание золы, %
Плотность, г/см3
Прочность, %
Объем пор, см3/см3:
микро-
мезо-
макро-
Удельная поверхность
мезопор, м2/г
Структурные константы:
WQU см3/г
Д, • 106
Сорбционная способность:
по бензолу, г/см3
по толуолу, г/см3
по иоду, %
по метиленовому
голубому, %
Критерии разделения
по СН4-Хе
по С02-Хе
Адсорбент
из
полукокса
70,0
7,92
12,9
8,5
0,41
78
0,21
0,20
0,32
167
0,32
1,75
213
198
86
70
1,43
0,63
Промышленный
адсорбент
АР-3
—
5,32
5,4
13,4
—
70
0,29
0,06
0,27
48
0,19
0,74
135
124
75
60
1,62
(1,12)*
0,83
(1,28)*
* Для марки АГ-2, в скобках — для БАУ.
Углеродные адсорбенты
601
Сорбционная способность адсорбентов, использованных в качестве гемосорбентов
Таблица 10.81
Показатели
Емкость по кофеин-бензоату, мг/см3
Коэффициент избирательности распределения кофеин-бензоата между
адсорбентом и раствором
Адсорбционная способность по у-глобулину (спиртовой раствор), мг/г
Способность к десорбции по у-глобулину, %
Адсорбционная способность по полиглобулину, мг/г
Способность к десорбции по полиглобулину, %
Адсорбционная способность по у-глобулину (спиртово-риванольный
раствор) мг/г
Способность к десорбции по у-глобулину, %
Адсорбенты
Из полукокса с
60,5 % обгара
130
260
135
46
64
14
118
35
скт
129
258
75
91
43
25
58
99
БАУ
83
166
168
84
60
67
108
93
Адсорбенты обладают высокой сорбирующей
способностью по бензолу и толуолу, по которой они
превосходят такие промышленные рекуперационные угли,
как АР-3, APT, АГТ-2 и СКТ-3. Следовательно, они
могут использоваться для улавливания из воздуха
органических растворителей, извлечения бензина из
природных газов и др.
Обладая развитой мезопористой структурой, эти
адсорбенты должны эффективно сорбировать различные
вещества из водных растворов как с малой величиной
молекул при относительно небольших концентрациях
(извлечение иода из буровых вод, очистка воды с целью
удаления неприятного запаха и др.), так и для
адсорбции веществ с большими молекулами (очистка
загрязненных и окрашенных коллоидных растворов).
Развитая мезопористая структура образца с 60,5 %
обгара дает возможность использовать его в качестве
гемосорбента и иммуносорбента (табл. 10.81).
В медицине адсорбенты применяют с нанесенным
на них кофеин-бензоатом натрия для извлечения из
крови токсина — билирубина. Не менее важной задачей
медицины является удаление из организма токсинов
белковой природы. Введение лечебных сывороток
непосредственно в организм человека часто осложнено
аллергическими реакциями, поэтому иммунные белки
(чаще всего глобулины) наносят на адсорбенты и через
полученный иммуносорбент пропускают кровь. При
этом важно, чтобы глобулин не только эффективно
сорбировался адсорбентом, но и удерживался на нем.
Белки, средний радиус которых (15,0-30,0 нм)
сорбируется в основном мезопорами, из макропор легко
вымываются (БАУ).
Полученный из полукокса адсорбент по своим
сорбционным свойствам почти в 2 раза превосходит
уголь БАУ и не уступает такому адсорбенту, как СКТ
(табл. 10.81).
Адсорбент из полукокса удерживает на своей
поверхности у-глобулина больше по сравнению с БАУ и
СКТ в спиртовых и в спиртово-риванольных растворах.
Получены углеродные адсорбенты, шихта которых
содержит (масс. %): 17 — угля, 40 — полукокса, 13 —
асфальтита. Последний имеет в своем составе 12,6%
масел. Их формуют 30 % древесной смолы.
Характеристика их структуры и свойства представлена в
табл. 10.82. Из этих данных видно, что по сорбционной
способности адсорбенты не превосходят
промышленные (и отечественные, и зарубежные).
Таблица 10.82
Характеристика сорбции адсорбентов
из полукокса асфальтитов
Показатель
Насыпная плотность, г/см
Прочность, %
Объем, см3/см3:
микропор
мезопор
макропор
Количество сорбированных
цианидов, мг/г за 120 ч:
золота
суммы металлов (Аи,
Ag, Си, Zn, Ni, Co)
серебра
суммы металлов (Аи,
Ag, Си, Zn, Ni, Co)
Коэффициент
селективности, %, при сорбции:
золота
серебра
Обгар
21,2
0,580
91
0,П
0,05
0,32
4,68
58,29
0,52
52,38
5,0
1,01
адсорбентов, %
29,7
0,566
90
0,13
0,05
0,34
2,90
55,20
0,56
55,20
5,3
1,03
40,5
0,506
90
0,15
0,06
0,36
2,76
47,14
0,58
47,14
5,8
1,23
602
Новый справочник химика и технолога
10.6.4.2. Использование нефтяных остатков в составе
сополиконденсатов для получения гранулированных
адсорбентов
Из промышленных образцов асфальтеновых
концентратов — асфальта пропановой и асфальтита
бензиновой деасфальтизаций (табл. 10.83) и подкисленного
фурфурола синтезируют сополиконденсаты (табл. 10.84),
из которых получают карбонизаты (табл. 10.85) и
адсорбенты (табл. 10.86).
При карбонизации до 800 °С и скорости подъема
температуры 10 град/мин поликонденсаты дают
достаточно высокий выход углеродного остатка — 43-52 %.
Наиболее высокий выход карбонизата имеют
поликонденсаты, характеризующиеся наибольшими
значениями плотности и наименьшим содержанием золь-
фракции.
Таблица 10.83
Характеристика смолисто-асфальтеновых
концентратов для получения поликонденсатов
Таблица 10.84
Характеристика поликонденсатов
Показатели
Плотность при 20 °С, г/см3
Коксуемость
(по Конрадсону), %
Температура размягчения, °С*
Компонентный состав,
масс. %:
масла
смолы
асфальтены
Элементный состав, масс. %:
С
Н
O + S + N
Продукт
деасфальтизации гудрона
пропаном
(асфальт)
0,104
24,1
62
41,5
38,8
20,7
84,5
9,4
6,1
бензином
(асфальтит)
0,111
44,4
172
18,5
11,3
70,2
83,4
8,3
8,3
Определена методом кольца и шара.
Показатели
Плотность при
20 °С, г/см3
Содержание
золь-фракции, %
Выход, %
Энергия
активации, кДж/моль
Поликонденсат
СБ*
неотвер-
жденный
0,118
56,3
—
—
отвер-
жден-
ный
0,123
20,3
88
54,1
СП**
неотвер-
жденный
0,112
61,1
—
—
отвер-
жден-
ный
0,117
29,4
86
24,5
*СБ — сополиконденсат из бензинового асфальтита.
**СП — сополиконденсат из пропанового асфальта.
Таблица 10.85
Характеристика пористой структуры
карбонизатов из поликонденсатов
Полимер
СП
СБ
Температура
пиролиза, °С
300
400
500
600
800
300
400
500
600
800
Кажущаяся
плотность,
г/см3
1,04
1,02
0,98
1,00
1,04
1,05
1,04
0,99
1,02
1,20
Открытая
пористость,
см3/г
0,16
0,21
0,31
0,31
0,31
0,17
0,19
0,26
0,25
0,20
Замкнутая
пористость,
см3/г
—
—
—
—
0,17
—
—
—
—
0,21
0,07
0,10
0,19
0,11
0,13
0,19
0,12
014
0,14
0,15
Таблица 10.86
Характеристика адсорбентов
Степень
обгара, %
2
8
12
25
35
3
7
13
19
26
33
Объем, см3 /см3
макропор
0,18
0,19
0,22
0,28
0,35
0,12
0,14
0,18
0,22
0,27
0,31
мезопор
0,03
0,04
0,06
0,08
0,10
0,02
0,02
0,04
0,05
0,06
0,08
микропор
Адсорбент С
0,06
0,09
0,16
0,21
0,22
Адсорбент С
0,08
0,12
0,17
0,20
0,23
0,25
Энергия
адсорбции, кДж/моль
ПЛ
21,8
21,9
22,5
22,9
20,8
ПБ
23,4
24,5
26,5
26,1
22,8
21,9
Механическая
прочность, %
89
89
88
82
71
90
89
88
86
83
77
Содержание
золы, %
0,5
0,6
0,7
0,8
0,9
0,7
0,8
0,9
1,0
1,1
1,2
Углеродные адсорбенты
603
На основании полученных карбонизатов по
известной промышленной схеме получают углеродные
адсорбенты. Состав шихты для получения адсорбентов
(масс. %): сополиконденсат СП : древесная смола (70:30)
и сополиконденсат СБ : древесная смола 69 : 31.
Карбонизацию проводят во вращающейся барабанной
электропечи в атмосфере диоксида углерода до 800-
850 °С с последующей выдержкой при этой
температуре в течение 30 мин для удаления остаточных летучих
веществ. Активацию адсорбентов осуществляют в токе
диоксида углерода при 800 °С для малых степеней об-
гара и при 900 °С, в атмосфере водяного пара для
получения адсорбентов с высокими степенями обгара.
Полученные данные (табл. 10.85) показывают, что
до обгаров 12 и 13 % доминируют процессы
образования новых пор, видимо, за счет деблокировки
замкнутых пор молекулярных размеров, частично или
полностью блокированных смоляными продуктами
карбонизации или аморфным углеродом. Подтверждением
этому является отчетливо наблюдаемое для малообгарных
образцов уменьшение фона некогерентного рассеяния
рентгеновских лучей.
Более быстрый рост объема микропор на начальных
стадиях активирования является следствием большего
развития открытой пористости у карбонизатов
(табл. 10.85). Однако энергия адсорбции у этих
образцов ниже, чем для адсорбентов, полученных из
полимера СБ.
Образцы СПЛ и СПБ имеют достаточно высокие
значения энергии адсорбции, и поэтому их можно
отнести к адсорбентам с узким распределением пор.
Адсорбционные свойства адсорбентов по малосорбируе-
мым газам (табл. 10.87) показали, что наблюдается
одинаковый характер зависимости удельных
удерживаемых объемов от степени активирования образцов.
После 25-27%-й степени активирования увеличиваются
линейные размеры микропор, а следовательно в них
уменьшается наложение адсорбционных потенциалов и
снижаются адсорбционные емкости по низкокипящим
газам. Очевидно, что при обгарах, соответствующих
наибольшим величинам удельных удерживаемых
объемов, в пористой структуре адсорбентов доля микропор,
оптимальных по своим размерам для адсорбции мало-
сорбируемых газов, максимальна. Характерным для
исследуемых образцов с малыми обгарами является
наличие молекулярно-ситовых свойств, о чем
свидетельствует то, что удельные удерживаемые объемы кислорода
выше, чем у аргона. Кислород и аргон при близких
критических температурах значительно различаются
между собой по критическим размерам молекул (0,28 и
0,38 нм соответственно).
Максимальные значения удерживаемых объемов
(^хе до 390 см3/см3) наблюдаются для образцов
АУФ-2-28,2, АУФ-2-36,3. Образцы АУФ-1-21,7 на
основе фураноформолита, содержащего наименьшее
количество кислого гудрона, и АУФ-3-19,4 на основе
фураноформолита с использованием крекинг-остатка
обладают меньшей сорбирующей и разделительной
способностью по исследованным газам. Среднеобгар-
ные образцы адсорбентов типа АУФ-2 по
удерживающей способности ксенона превосходят лучшие
промышленные адсорбенты СКТ в 1,30-1,35 раза, а по
диоксиду углерода — в 1,20-1,25 раза.
Наличие дипольного момента и высокая
поляризуемость молекул диоксида углерода приводят к тому, что
адсорбционная емкость по этому газу в 20-30 раз
превышает таковую по низкокипящим газам — аргону и
кислороду. Падение адсорбционной емкости образцов
по диоксиду углерода с увеличением обгара связано,
очевидно, с выгоранием полярных функциональных
групп в процессе активирования или заменой их на
менее активные. Следствием этого является уменьшение
доли ориентационной составляющей в процессе
адсорбции.
Таким образом, асфальтеновые концентраты
широкого группового состава могут быть использованы для
получения углеродных адсорбентов, что значительно
расширяет сырьевую базу и увеличивает
рентабельность нефтепереработки. Полученные адсорбенты по
сорбционной емкости в 3-5 раз превышают таковую
для промышленного угля АГ-2, что позволяет
рекомендовать их для применения в процессах адсорбции при
решении таких практически важных задач, как
поддержание микроклимата в различных экологических
системах и защита окружающей среды от образующихся
при эксплуатации ядерных установок радиоактивных
выбросов благородных газов.
Адсорбенты обладают более высокими
показателями по сравнению с промышленными.
Таблица 10.87
Характеристика сорбционных свойств адсорбентов
Степень
активирования (обгар),
%
Удельный удерживаемый
объем (см3/см3) по газу
02
Аг
С02
Хе
Адсорбент СПЛ
2
8
12
25
35
0,9
1,5
2,2
3,2
2,1
0,4
0,9
1,8
2,8
2,0
63,7
85,2
77,2
58,2
57,2
26,8
57,5
193,0
377,1
299,2
Адсорбент СПБ
3
7
13
19
27
33
1,3
2,1
2,9
3,3
3,5
3,3
0,7
1,2
2,0
2,8
3,2
3,0
67,5
75,2
104,2
89,6
60,3
58,1
39,8
73,8
137,1
275,0
485,6
407,1
Адсорбент АГ-2
1,5
1,5
28,1
119,6
604
Новый справочник химика и технолога
Среднеобгарные адсорбенты превосходят лучшие
промышленные и отечественные адсорбенты
(табл. 10.90).
Низкообгарные образцы обладают исключительно
высокими разделительными и селективными
свойствами в широком диапазоне температур (от 25 до 150 °С)
по отношению к смесям «воздух—диоксид углерода» и
«воздух—ксенон» и могут быть использованы для
разделения газовых смесей или как высокоселективные
адсорбенты для выделения металлов из растворов. Они
имеют в 2-2,8 раз большую сорбционную емкость по
золоту и в 2 раза большую селективность по сравнению
с промышленным КАД-иодным (табл. 10.90).
Зерненые (дробленые) адсорбенты из
сополиконденсатов нефтяных остатков
Перспективным является использование
сополиконденсатов крекинг-остатков в качестве основы для
углеродных адсорбентов после карбонизации и
активирования. В табл. 10.91 представлены данные по составу
сополиконденсатов, которые использовались для
получения адсорбентов.
Поликонденсаты, полученные с высокими
выходами, термоокисляют при 180 °С, карбонизуют во
вращающейся барабанной печи в две стадии — при 450 и
800 °С в атмосфере С02 и активируют при 820 °С.
Различия в рецептуре и содержании гель-фракции
влияют на свойства карбонизатов. Наибольший выход
получен из поликонденсата 2, так как в исходных
продуктах содержится максимальное количество
нефтяного пека и крекинг-остатка. Наиболее высокое
содержание гель-фракции у сополиконденсата, имеющего
большее количество фурфурола и сланцевых фенолов.
Сланцевые фенолы, состоящие из алкилрезорцинов,
обеспечивают более высокий объем пор, видимо, за
счет реакции деалкилирования, проходящей на стадии
карбонизации, а их высокая реакционная способность и
относительно низкая молекулярная масса способствуют
образованию более структурированного продукта, что
приводит к более высокой прочности.
Характеристика полученных из карбонизатов мало-
обгарных образцов приведена в табл. 10.92. Значения
Таблица 10.90
Кинетика сорбции цианидов металлов адсорбентами
Время
сорбирования, ч
1
8
12
24
48
72
5
120
УФС-3-19,7
А
3,85
13,2
13,2
13,6
31,8
32,7
42,8
56,7
Б
5,2
4,2
4,5
5,5
3,3
4,3
4,7
4,1
УФС-2-47,6
А
7,0
26,9
27,4
31,6
52,7
54,0
61,2
62,0
Б
5,1
4,5
5,5
7,3
5,7
7,0
7,3
8,1
КАД-иодный
А
7,2
40,5
48,2
54,6
57,8
63,4
65,4
65,7
Б
4,2
1,6
1,5
1,6
2,3
2,4
2,8
2,9
скт
А
0,3
14,0
26,2
40,5
40,5
47,7
50,8
52,0
Б
100,0
5,7
4,6
4,4
5,4
5,9
5,7
7,5
Норит
А
4,9
23,0
36,7
37,6
45,7
53,2
53,5
53,9
Б
6,1
6,5
4,4
5,9
5,9
6,2
6,5
6,7
Примечание. А — сумма сорбционной емкости (Au, Ag, Си, Zn, Ni, Со), мг/г, Б — коэффициент селективности по Аи, %.
На основе фураноформолитов получают:
Асфальтит
Фурфурол
Кислый гудрон
Крекинг-остаток
АУФ-1
52
20
28
—
АУФ-2
32
28
40
—
АУФ-3
—
—
33
20
Характеристика получаемых адсорбентов приведена
в табл. 10.88 и 10.89.
Таблица 10.88
Характеристика адсорбентов из фураноформолитов
Образец
АУФ-1
АУФ-2
АУФ-3
Обгар, %
21,7
16,8
23,2
28,2
36,3
47,5
55,2
19,7
Механическая
прочность, %
74
90
90
90
88
83
80
68
Содержание гетероатомов, %
N
0,80
0,80
0,77
0,75
0,72
0,70
0,68
0,40
S
0,86
1,45
1,32
1,25
1,05
0,88
0,80
0,98
О
6,97
7,84
8,34
8,57
9,39
10,17
10,75
12,39
СЛ
+
+
О
8,63
10,09
10,43
10,67
11,16
11,75
12,23
13,77
о
35,4
30,6
29,9
28,5
31,0
36,0
36,5
34,5
Таблица 10.89
Хроматографические характеристики углеродных
адсорбентов из фураноформолитов
Образец
АУФ-1
АУФ-2
АУФ-3
Обгар, %
21,7
16,7
23,2
28,2
36,3
47,5
55,2
19,4
Удерживаемый объем
по газам, см3 /см3
N2
4,4
4,6
5,3
5,7
5,6
4,2
3,3
4,9
СН4
17,5
16,5
18,0
20,0
19,4
14,7
11,5
13,6
со2
77,0
72,8
77,0
77,8
74,0
50,4
33,8
73,2
Хе
254
297
360
304
385
261
169
248
Углеродные адсорбенты
605
суммарного объема пор по различным пикнометриче-
ским жидкостям указывают на то, что адсорбенты
обладают молекулярно-ситовыми свойствами.
Максимальной прочностью обладает адсорбент 2, полученный из
сополиконденсата 2, имеющего наименьшее
содержание гель-фракции (72 %), т. е. с наименее сшитой
пространственной структурой. Благодаря наибольшему
содержанию сланцевых фенолов в образце 1, адсорбент 1
обладает максимально развитым объемом микропор.
Значительная величина энергии адсорбции для
дробленых адсорбентов 25,9-31,5 кДж/моль свидетельствует о
небольших размерах микропор.
Удерживающая и разделительная способности
дробленых адсорбентов превосходят таковые для
промышленного адсорбента АГ-2 (табл. 10.93). Сорбцион-
ные свойства улучшаются по отношению к газам тем
больше, чем выше доля сланцевых фенолов и
фурфурола в составе исходной смеси.
Взаимодействием крекинг-остатков со сланцевыми
фенолами и фурфуролом в присутствии кислого
катализатора получена серия сополиконденсатов с
обозначением «СП»:
Компоненты
Крекинг-остаток
Сланцевые фенолы
Фурфурол
Катализатор конц. H2S04
Соотношение,
СП-1
19
13
66
—
СП-2
19
28
49
2
%
сп-з
22
14
61
2
После их карбонизации и активации получена серия
дробленых адсорбентов, которые обладают развитой
микропористостью с равномерным распределением пор
(табл. 10.94).
Дробленый адсорбент, имеющий наиболее развитую
микропористую структуру с обгаром 29 %, имеет
хорошие кинетические свойства. Его селективность и
концентрационная способность по извлечению золота
из многокомпонентных растворов в интервале времени
до 120 ч превышает лучший отечественный углеродный
адсорбент СКТ (табл. 10.95).
Таблица 10.93
Характеристика сорбционных и разделительных свойств дробленых адсорбентов и АГ-2
Образец
адсорбента*
1
2
АГ-2
Температура,
°С
28
ПО
160
28
ПО
160
28
160
Удельные удерживаемые объемы газов, см3/см3
воздух
7,6
3,1
25,3
7,25
3,2
2,32
—
CR,
30,52
6,52
4,10
36,6
7,2
3,14
—
со2
>350
13,6
6,50
152,1
15,9
3,83
27,10
3,4
Хе
>350
46,2
17,8
>350
51,9
7,76
120,0
10,4
Критерий разделения смесей
воздух — СН4
4,6
2,9
2,3
3,2
2,3
1,5
—
воздух — С02
5,1
3,5
3,2
3,4
2,3
3,2
0,6
воздух — Хе
5,0
4,8
3,2
3,9
5,0
3,2
* Образец №1 и №2 представлены в табл. 10.92.
Таблица 10.91
Характеристика сополиконденсатов пека
и крекинг-остатка и карбонизатов на их основе
Показатель
Исходный состав:
крекинг-остаток
нефтяной пек
сланцевые фенолы
ФУРфУРол
серная кислота
Свойства сополиконденсатов:
выход, масс. %
плотность, г/см3
прочность, %
Суммарный объем пор по
бензолу, см3/см3
Образец
1
20
15
22
40
3
92
0,64
88
0,27
2
29
15
15
38
3
96
0,58
85
0,20
Таблица 10.92
Характеристика пористой структуры
низкообгарных дробленых адсорбентов
Показатель
Насыпная плотность, г/см3
Обгар, %
Механическая прочность, %
Суммарный объем пор, см3/см3, по:
метанолу
бензолу
ССЦ
Объем пор, см3/см3:
микро-
мезо-
макро-
Энергия адсорбции, кДж/моль
Содержание кислорода, %
Зольность, %
Образец
1
0,60
4
83
0,41
0,32
0,30
0,18
0,02
0,11
31,5
3,19
0,25
2
0,53
6
87
0,45
0,36
0,32
0,13
0,01
0,19
25,9
4,75
0,43
606
Новый справочник химика и технолога
Таблица 10.94
Характеристика пористой структуры дробленых адсорбентов
Обозначение
СПС-1
СПС-2
СПС-3
Обгар,
масс. %
4
22
26
29
11
24
35
7
21
26
34
Объем пор, см3/см3, по бензолу
микро-
0,18
0,28
0,30
0,32
0,13
0,13
0,13
0,13
0,22
0,23
0,28
мезо-
0,02
0,04
0,04
0,05
0,01
0,01
0,02
0,01
0,03
0,03
0,04
макро-
0,11
0,23
0,26
0,27
0,22
0,44
0,50
0,19
0,28
0,32
0,33
W
см3/см3
0,20
0,32
0,35
0,37
0,14
0,15
0,14
0,14
0,25
0,26
0,31
см3/см3
0,18
0,29
0,34
0,35
0,13
0,13
0,12
0,13
0,24
0,25
0,30
£оь
кД ж/моль
31,5
22,7
21,0
20,0
30,6
25,6
25,1
25,8
23,6
20,8
18,4
Размеры
микропор,
нм
0,38
0,53
0,57
0,60
0,39
0,47
0,52
0,47
0,49
0,58
0,65
Механическая
прочность, %
83
74
72
70
74
56
51
77
72
69
65
Примечание. Динамическая активность по хлорэтилу составляет: для адсорбента СПС-1 (обгар 22 %) — 115 мин: для СПС-2
(обгар 24 %) — 100 мин; для СПС-3 (обгар 21 %) — 68 мин.
Таблица 10.95
Характеристика сорбции цианистых комплексов металлов дробленым адсорбентом
и промышленными адсорбентами
Время от начала
сорбирования, ч
Сорбционная емкость, мг/г, по
Аи
Ag
Си
Zn
Ni
Со
сумма металлов
Коэффициент
селективности
по Аи, %
Дробленый адсорбент
4
8
12
24
48
96
120
2,0
3,0
3,5
4,5
5,6
7,2
7,8
0,5
0,7
0,9
1,1
1,7
2,9
2,0
16,3
16,3
16,3
25
25
59,6
67,2
8,3
8,7
5,5
14,1
14,1
24,0
26,0
0,7
0,8
0,8
0,8
1,1
1,5
1,5
0
0
0
0
0
0,4
0,4
28,3
29,4
26,8
47,2
48,5
94,4
104,7
7,5
10
13
10
13
7,5
7,5
Промышленный адсорбент СКТ
120
5,5
1,4
37,5
29,5
2,0
0,3
76
7,5
КАД-иодный
120
3,6
0,8
27,2
27,5
1,5
0,3
56
6,5
Анионит АМ-2Б
120
3,7
0,3
34,2
53,2
0,6
0,4
93
4,0
Известно, что адсорбенты, полученные из
ископаемых углей, имеют высокую зольность (до 13-15 %). Их
обеззоливание достигается многократным кипячением в
концентрированных кислотах. Наиболее низкозольный
дробленый адсорбент 2 подвергают однократному обез-
золиванию 6 н. НС1 с последующей отмывкой
разбавленной 0,5 н. НС1 до отрицательной реакции на железо.
Эффективность сорбции определяют по степени очистки
водных растворов красителей различных концентраций,
которые моделировали низкомолекулярные (метилено-
вый голубой М-319,8 дальтон) и среднемолекулярные
(бенгальский розовый М-1018 дальтон) вещества.
Степень очистки от бенгальского розового красителя
составила 65-70 %, от метиленового голубого — 75-78 %.
Дробленый адсорбент подвергают вакуумной
термообработке, затем промывают в колонке 2,6%-м
раствором NaCl. После 10-кратной промывки равновесным
с адсорбентом 2,6%-м раствором NaCl проверяют
механическую прочность дробленого адсорбента. Потери
от механического разрушения составляют 5-6 %.
Нейтронно-активационным анализом определено
содержание элементов в золе дробленого адсорбента.
Зола не содержит As, S, Р, Са, Mg, I, С1, В, Mn, Fe, т. е.
токсичных для организма человека элементов.
Зольность составляет 0,07 %, состав золы: Fe — 0,02, Si —
0,2 и Al — 0,02 %. На дробленый адсорбент наносят
кофеин-бензоат натрия. Через колонку, наполненную
адсорбентом, пропускают раствор кофеин-бензоата
Углеродные адсорбенты
607
натрия (концентрация 40 г/л) со скоростью 1,3 мл/мин.
Адсорбцию проводят до полного насыщения
адсорбента, затем при той же скорости колонку промывают
0,85%-м раствором NaCl. При этом определяют
количество кофеин-бензоата натрия, оставшегося на сорбенте
после промывки и характеризующего эффективность
использования дробленого адсорбента в качестве
носителя лекарственных препаратов. Адсорбционную
способность по кофеин-бензоату натрия определяют в
изотермических условиях при выдерживании адсорбента в
течение 7 сут.
Изменение концентрации кофеин-бензоата натрия
после контакта с адсорбентом определяют спектрофо-
тометрически. Для оценки был использован
коэффициент избирательности (Кт6), характеризующий
распределение кофеин-бензоата между адсорбентом и
раствором (табл. 10.96).
К - а
■"■изб '
равн
где а — емкость адсорбента по кофеин-бензоату натрия
при равновесной концентрации кофеин-бензоата сравн.
Из сравнительных данных табл. 10.96 очевидно, что
удерживающая способность адсорбента по
кофеин-бензоату удовлетворительная: она ниже, чем у СКТ, но
превышает таковую для БАУ.
Учитывая гидродинамическую прочность в растворе
электролита, высокую степень (65-78 %) очистки от
низко- и среднемолекулярных веществ, отсутствие
токсичных для человека элементов, дробленый адсорбент с
обгаром 29 % целесообразно использовать в качестве
основы гемосорбента. Модифицированный
лекарственным препаратом, кофеин-бензоатом натрия, дробленый
адсорбент может быть рекомендован для медицинской
практики.
Дробленые адсорбенты можно рекомендовать для
использования при очистке воздуха от диоксида
углерода и особенно ксенона в различных областях техники
и промышленности, например для очистки среды в
хранилищах пищевых продуктов, очистки воздушных
выбросов АЭС и т. д.
Таким образом, не прибегая к высоким
температурам, давлениям, агрессивным агентам, простым
неэнергоемким процессом за короткий промежуток времени
можно получить продукты, которые после
карбонизации и активации приобретают свойства адсорбентов,
имеющие аналогичные или превосходящие свойства по
сравнению с гранулированными, для получения
которых требуется еще одна стадия.
Для получения дробленого адсорбента не требуется
применения связующего. Известно, что увеличение
выпуска существующих адсорбентов и расширение их
ассортимента наталкиваются на ряд трудностей, первая
из которых дефицит традиционного связующего —
древесной смолы.
Таблица 10.96
Характеристика сорбционных свойств
дробленого адсорбента с 29 % обгара
Показатель
Первоначально
адсорбировано кофеин-бензоата
натрия, мг/г
Осталось после
промывки, мг/г
Коэффициент
избирательности при
Сравн = 0,5 МГ/СМ3
Дробленый
адсорбент
112
58
224
БАУ
91
24,0
182
СКТ
129
45
258
10.6.4.3. Использование остатков для формования
углеродных адсорбентов
Использование остатков первичной
переработки нефти
В качестве связующего используют асфальтит и
пропановый асфальт. При их самостоятельном
применении процесс формования значительно удлиняется и
полученные адсорбенты обладают невысокими
свойствами. Поэтому асфальтит и асфальт используют с
добавками — зеленым маслом или фурфуролом.
Высокая смачивающая способность по отношению к
каменноугольной пыли наблюдается для нефтяного
связующего с зеленым маслом (30 %).
Смешение нефтяных остатков с фурфуролом,
имеющим высокую пропитывающую способность,
увеличивает расход связующего. Карбонизованные гранулы,
обработанные до температуры 850 °С и обезлетученные
при этой температуре в токе С02, состоят из
кокса-наполнителя и кокса-связующего. Кокс, образующийся
при разложении связующего, покрывает значительную
часть поверхности зерен наполнителя и формирует
связки между ними. Отсюда влияние природы
связующего отражается на таких важных
взаимообусловленных характеристиках карбонизованных гранул, как
их механическая прочность, выход углеродного
остатка, реакционная способность и первичная пористая
структура (табл. 10.97) в конечном итоге это влияет и
на свойствах углеродных адсорбентов.
Механическая прочность термообработанных
гранул отражает процессы химического взаимодействия
связующего с порошковым компонентом шихты и
увеличивается с повышением прочности кокса-связки. По
этим показателям самые высокие значения
наблюдаются для связующего, смешанного с фурфуролом, а
самые низкие — при использовании в качестве
разбавителя зеленого масла. Следует отметить, что с
увеличением степени активирования разница между
значениями механической прочности, образцов
увеличивается (табл. 10.97).
608
Новый справочник химика и технолога
Таблица 10.97
Характеристика карбонизатов и высокообгарных адсорбентов,
полученных с использованием асфальта и асфальтита
Показатель
Связующее*
ПФ
ПЗ | ДЗ
БЗ
Карбонизаты
Механическая прочность, %
Выход углеродного остатка, %
Реакционная способность, с-1
Объем, см /см :
микропор
мезопор
макропор
95
72
0,87 • 10"3
0,11
0,02
0,15
81
67
0,0107
0,08
0,02
0,19
94
68
7,65 • 10""3
0,11
0,01
0,13
97
74
0,0112
0,13
0,01
0,13
Адсорбенты
Обгар, %
Плотность, г/см3
Механическая прочность, %
Объем, см3/см3:
микропор
мезопор
макропор
Параметры пористой структуры:
Wq\, см3/г
W02, см3/г
Вх • 104
в2- ю4
Адсорбционная активность**:
по бензолу, г/см3
по толуолу, г/см3
по иоду, %
36
0,75
80
0,33
0,05
0,28
0,24
0,12
0,78
1,93
68
162
85
37
0,71
68
0,28
0,07
0,31
0,17
0,14
0,91
3,25
57
146
82
35
0,74
73
0,31
0,07
0,29
0,20
0,14
0,80
2,61
62
153
86
53,4
0,82
88
0,28
0,03
0,28
0,29
—
0,77
—
196
153
98
!П —
пропановый асфальт; Ф — фурфурол; 3 —
Адсорбционная активность для АР-3 (г/см )
зеленое масло; Б — асфальтит бензиновой деасфальтации; Д — древесная смола,
составляют: по бензолу — 135, по толуолу — 125, по иоду — 75.
Существенную роль на формирование пористой
структуры угля оказывают такие параметры, как
толщина и вязкость пленки, покрывающей зерна
каменноугольной пыли. Видимо, высокая вязкость
пластического слоя асфальта с зеленым маслом, плотно
покрывавшая поверхность зерен, оказывает сопротивление
выходу парогазообразных продуктов при термическом
разложении вплоть до 450 °С. И это способствует
развитию крупных разновидностей пор углеродных
остатков. Так, доля объема макропор в пористой структуре
карбонизованного угля ПЗ максимальна.
Использование пропанового асфальта и смеси с
зеленым маслом не приводит к улучшению
эксплуатационных характеристик активных углей по сравнению с
традиционно применяемым связующим — древесной
смолой. Однако, учитывая низкую себестоимость
асфальта и его доступность, а также незначительное
уменьшение прочностных (на 7 %), адсорбционных
характеристик по толуолу (на 5 %), следует признать
возможным использование асфальта для получения
углеродных адсорбентов. Наиболее высокие механические
и сорбционные характеристики получены при
использовании асфальтита в качестве связующего.
Связующие из остатков вторичной
переработки нефти
Остатки термического крекинга керосина и газойля,
остатки термического гидрокрекинга мазута, остаток их
разгонки или смесь указанных остатков используют в
качестве связующих для брикетирования и
гранулирования в первую очередь из-за экономических
соображений.
Перспективными продуктами, которые могут быть
использованы в качестве связующих и компонентов
шихты, являются крекинг-остатки —
многофункциональные соединения, содержащие малозамещенные ал-
кильными заместителями конденсированные
ароматические структуры, способные легко вступать в реакции
конденсации, и двойные связи. Крекинг-остатки
чрезвычайно легко под действием термических и химических
факторов вступают в реакции олиго- и поликонденсации
с образованием структурированных продуктов.
Углеродные адсорбенты
609
Благодаря двойным связям, крекинг-остатки
являются полиеновыми кросс-агентами, аналогичные таким
известным кросс-агентам, как дивинилбензол,
бутадиен, диметакрилаты гликолей. Это свойство
использовано для получения ионитов. Ресурсы крекинг-остатков
великм в связи с тем, что углубление переработки
нефти, повышение отбора светлых нефтепродуктов
достигаются вторичными термическими процессами
переработки нефти, при которых образуютя крекинг-остатки.
Для получения адсорбентов используются 50%-е
растворы остатка термического крекинга
каталитического газойля в газойлевых и дизельных фракциях
разного группового состава. Такое количество крекинг-
остатка обеспечивает во всех фракциях связующих
содержание асфальтенов, включая карбены и карбоиды,
равное 15,6 % (табл. 10.98). Все композиции относятся
к псевдопластическим жидкостям.
При суммарном содержании наиболее лиофильных
к асфальтенам ароматических углеводородов и смол,
равном 55 % (НР-4), дисперсионная среда начинает
взаимодействовать с надмолекулярной структурой
асфальтенов. Такое содержание ароматических
углеводородов и смол в данном случае оптимально: композиции
приближаются по свойствам к молекулярному
раствору, т. е. к ньютоновской жидкости. Композиции НР-1
(по вязкостно-температурным свойствам) и НР-4 (по
реологическим) близки к древесной смоле.
Увеличение содержания асфальтенов в связующем,
имеющем значительное количество гетероатомов,
приводит к росту количества дефектов в кристаллической
решетке (табл. 10.99) и ухудшает графитируемость
коксов, тем самым повышая пористость карбонизатов и
адсорбентов. Поэтому большую роль в формировании
пористости играют не только первоначальные асфальтены,
Таблица 10.98
Групповой состав
Алканы и циклоалканы
Моноарены
Биарены
Полициклоарены
Смолы
Состав связующих
из крекинг
-остатка
Содержание, масс. %
СН-1
17,8
1,4
5,9
46,7
12,7
СН-2
25,8
1,8
3,5
33,0
10,3
сн-з
33,2
11,5
5,1
29,9
4,7
СН-4
29,3
6,5
4,4
36,8
7,5
СН-5
25,5
6,4
6,4
38,4
8,7
СН-6
21,8
1,6
4,8
44,9
11,3
СН-7
29,9
9,3
5,4
33,5
6,3
Примечание. Состав крекинг-остатка, масс. %: асфальтенов — 34,5; карбенов и карбоидов — 6,6; S — 2,3; поли- и бицикли-
ческие ароматические углеводороды -— соответственно 54 и 3,2; парафиновые и нафтеновые углеводороды — 2,4.
Таблица 10.99
Свойства карбонизатов на основе связующих из крекинг-остатка
Показатели
Выход гранул, %
НР-1
97
Физико-химичесн
Плотность, г/см3:
насыпная
кажущаяся
Механическая прочность, %
Реакционная способность, 10~ см~
Суммарный объем пор, см3/см3
0,68
1,10
92
0,244
0,32
Рентгенострукту1
Межплоскостное расстояние по с/002, нм
Размер упаковки, нм:
диаметр La
толщина Lc
Рентгеноструктурная плотность, г/см3
Степень упорядоченности по afoo2, %
\^/г1аТоМ11
Содержание, масс. %:
серы
кислорода
0,363
4,0
1,09
2,17
16
5,62
1,09
4,63
Карбонизат на основе с
НР-2
96
•ие харакп
0,57
0,96
88
0,336
0,42
эные xapai
0,363
3,4
1,16
2,19
17
5,49
0,73
6,22
НР-3
82
геристики
0,69
1,14
96
0,275
0,35
<mepucmw
0,361
3,4
1,06
2,19
19
5,69
0,53
8,83
НР-4
83
0,70
1,16
95
0,274
0,38
ки
0,363
3,4
1,09
2,19
18
5,91
0,73
8,87
связующего
НР-5
87
0,68
1,14
95
0,248
0,38
0,361
3,2
0,98
2,21
15
5,28
0,41
7,38
НР-6
95
0,60
0,99
89
0,363
0,40
0,366
3,4
1,07
2,16
16
5,31
0,65
7,91
НР-7
81
0,68
1,12
94
0,281
0,36
0,362
3,5
0,97
2,14
15
5,06
0,78
6,41
610
Новый справочник химика и технолога
но и образовавшиеся в процессе термических
превращений. Ухудшение графитируемости коксов
способствует усилению процессов окисления при карбонизации
и активирования. Известно, что чем более
упорядоченная структура исходного угля, тем труднееидет процесс
поверхностного окисления, по этой причине графит или
частично графитированный уголь наименее подвержен
поверхностному окислению, а полукоксы углей
окисляются в большей степени.
Как показали данные, приведенные в табл. 10.99,
примерно одинаковые размеры кристаллитов
карбонизатов и их межплоскостных расстояний
свидетельствуют о том, что влияние группового состава на структуру
карбонизатов незначительно, однако существенное
влияние оказывает степень упорядоченности
кристаллитов. Максимальной степенью упорядоченности
обладают адсорбенты, полученные из связующих,
содержащих максимальное количество алканов и циклоалка-
нов, так как в процессах деструкции — циклоконденса-
ции — последние формируют однородные пачки ас-
фальтенов (а затем и кокс), содержащих
незначительное количество гетероатомов. Кроме того, постепенное
выделение летучих продуктов из зоны карбонизации
способствует формированию более плотной и более
упорядоченной структуры.
При активации степень ароматичности структурных
фрагментов углеродных остатков повышается, так как
отношение С : Н увеличивается. На формирование
пористой структуры существенное влияние оказывает
содержание серы в нефтяных связующих и карбониза-
тах. В процессе активирования оно, по сравнению с
содержанием других гетероатомов, уменьшается не
столь значительно или вообще не уменьшается, так как
сера, вероятно, входит в состав более термостойких
гетероциклических соединений, которые переходят в
кокс. Высокая термическая стабильность этих
соединений обусловлена наличием периконденсированных
ароматических колец. С увеличением содержания
гетероатомов увеличивается количество дефектов в
кристаллической решетке. Это приводит к повышению
микропористости и улучшению адсорбционных
характеристик (табл. 10.100).
Таблица 10.100
Свойства углеродных адсорбентов
Показатели
Степень активирования карбонизата, %
Углеродный адсорбент на основе связующего
НР-1
39
НР-2
29
НР-3
39
НР-4
36
НР-5
36
НР-6
29
НР-7
33
Рентгеноструктурные характеристики
Межплоскостное расстояние по с/002, нм
Размер упаковки, нм:
диаметр La
толщина Lc
Рентгеноструктурная плотность, г/см3
Степень упорядоченности по J002, %
1^/Г1атом„
Содержание, масс. %:
серы
кислорода
0,374
5,0
1,04
2,13
14
7,83
0,96
4,46
0,371
4,0
1,00
2,15
14
6,67
0,98
4,83
0,373
4,5
1,08
2,14
18
8,00
0,64
2,78
0,371
4,6
1,12
2,17
17
7,71
0,94
3,04
0,366
4,7
1,02
2,18
13
8,28
0,71
4,30
0,371
4,1
1,10
2,15
12
8,12
0,61
1,28
0,377
4,4
1,06
2,11
13
8,5
0,99
2,39
Физико-химические характеристики
Объем, см3/см3:
микропор
мезопор
макропор
Энергия активации, кДж/моль
Плотность, г/м3:
насыпная
кажущаяся
Механическая прочность, %:
Динамическая активность, мин:
по бензолу*
хлорэтилу
Равновесная активность по толуолу**, мг/г
Осветляющая способность по мелассе, %
0,16
0,10
0,33
20,0
0,40
0,67
79
54
41
226
93
0,15
0,09
0,33
20,9
0,41
0,68
75
47
42
218
89
0,21
0,12
0,28
17,5
0,41
0,69
86
59
38
84
94
0,22
0,12
0,31
27,7
0,45
0,74
81
60
44
270
95
0,18
0,06
0,39
22,9
0,44
0,73
87
48
53
30
92
0,17
0,09
0,34
20,0
0,42
0,70
81
53
46
40
95
0,20
0,12
0,29
18,7
0,41
0,68
81
55
40
40
95
* Для промышленного адсорбента АГ-2 динамическая активность по бензолу 45 мин.
** Для промышленного адсорбента АГМ-1 равновесная активность по толуолу 235
мг/г.
Углеродные адсорбенты
611
Так, связующие с 55 % смол и аренов, приближаясь
по свойствам к ньютоновской жидкости, образует
наиболее плотные карбонизаты и адсорбенты. Последние
обладают наивысшей энергией адсорбции —
27,7 кДж/моль.
Нефтяное связующее может иметь значительные
колебания группового состава (масс. %): парафиновых и
нафтеновых углеводородов — 20-30, аренов — 49-58,
смол— 5-11. Это значительно расширяет ресурсы
исходного сырья для получения углеродных адсорбентов.
Разработана технология увеличения сорбционной
способности адсорбентов действием гамма-излучения.
При дозе 5 • 105 Гр в среде 0,01-0,1 н NaOH в 20 %-м
растворе пропилового спирта (можно изопропилового)
получаются адсорбенты, имеющие катионообменные
свойства (табл. 10.101).
Пористая и надмолекулярная структура не
претерпевает изменений. ИК-спектроскопией установлено,
что при действии гамма-излучения происходит
образование, в основном, спиртовых, фенольно-гидроксиль-
ных, карбоксильных и сложноэфирных групп.
Положительным фактом является появление функциональных
групп без существенного изменения структуры
адсорбентов, сформованных нефтяными связующими. ЭПР-
исследования показали, что количество свободных
радикалов уменьшается.
Сорбционная способность по мышьяку адсорбентов,
подвергшихся облучению, является более высокой
(табл. 10.102).
Таким образом, найден недеструктивный
малоэнергоемкий способ модифицирования поверхности
углеродных адсорбентов, дающий возможность увеличить
их сорбционную способность с малым изменением их
пористой и надмолекулярной структур.
Углеродные адсорбенты, полученные из угля и
сформованные нефтяными связующими, при действии
у-излучения при 20-25 °С приобретают
катионообменные свойства. При облучении дозой 5 10 Гр в 0,1-
0,01 н. NaOH в 20 %-м пропиловом (изопропиловом)
спирте можно достичь величины обменной емкости
2,42 мг-экв/г.
Таблица 10.101
Характеристика ионообменных свойств адсорбентов
Условия облучения
Доза, 105 Гр
0
5
7
5
5
5
7
Среда облучения
—
Вода
Вода
20%-й раствор
пропанола
0,01 HNaOH**
0,0 1н NaOH
0,01 HNaOH
СОЕ*
адсорбентов, мг-экв/г
0,21-0,17
0,98-0,90
1,03-1,0
1,23-1,74
2,28-2,30
2,42-2,38
2,48-2,40
* СОЕ — статическая обменная емкость.
** Все концентрации NaOH в 20%-м растворе
пропилового спирта.
Таблица 10.102
Характеристика адсорбции мышьяка
адсорбентами после облучения
Доза, 105 Гр
0
5
7*
Промышленный
адсорбент СКТ
Сорбционная способность по мышьяку
(мг/г) при времени контакта, ч
48
5,50
5,90
5,98
3,50
93
8,30
8,90
9,82
8,10
120
8,90
10,52
10,93
9,90
* Облучение проводилось в среде 0,01 н. NaOH в 20%-м
водно-пропанольном растворе.
10.6.5. Высокоэффективные углеродные адсорбенты
при совместном использовании нефте- и
слан цепродуктов
Высокие физико-механические, адсорбционные и
селективные свойства адсорбентов, полученных из.
нефтяных остатков, сланцевых фенолов и смол,
способствуют развитию исследований по их совместному
использованию в качестве исходного сырья для
изготовления адсорбентов. Нефтяные остатки, сланцевые
фенолы и смолы из-за жидкого агрегатного состояния или
низкой температуры размягчения могут применяться в
качестве компонента шихты для производства
углеродных адсорбентов в виде сополиконденсатов. В этом
случае появляется возможность влиять на пористую
структуру не только изменением группового состава
исходного сырья, природой исходных продуктов,
степенью сшитости сополиконденсата (т. е. соотношением
золь- и гель-фракции), а также применением нефте- и
сланцепродуктов в качестве связующего. Можно
практически неограниченно варьировать и улучшать
свойства адсорбентов.
Крекинг-остатки, асфальтеновые концентраты
первичной и вторичной переработки нефти и сланцевые
фенолы обладают большой и равноценной реакционной
способностью. Поэтому их совместное применение для
поликонденсации целесообразно и может быть
осуществлено смешением с подкисленным фурфуролом. При
этом образуются механически прочные монолиты, из
которых после дробления, карбонизации и активации
получаются механически прочные адсорбенты.
10.6.5.1.Гранулированные углеродные адсорбенты из
сополиконденсатов нефте- и сланцепродуктов
Адсорбенты из сополиконденсатов асфальта,
асфальтита и сланцевой смолы
На свойства адсорбентов влияет состав
сополиконденсатов, используемых в шихте. Например,
уменьшение количества смол и масел приводит к развитию мик-
ропор и повышению адсорбционных характеристик
сорбентов, состав которых представлен в табл. 10.103.
Так, при применении асфальтита в исходном сополи-
конденсате объем макропор снижается от 0,43 до
612 Новый справочник химика и технолога
Таблица 10.103
Характеристика адсорбентов из сополиконденсатов асфальтов и асфальтитов
Адсорбент
ДСП*
ДСА
Степень
активирования, %
8
12
25
35
12
19
27
38
Объемы характерных
типов пор, см3/см3
макро-
0,11
0,14
0,16
0,18
0,13
0,16
0,19
0,22
мезо-
0,05
0,08
0,09
0,10
0,05
0,08
0,10
0,13
микро-
0,19
0,20
0,29
0,43
0,20
0,23
0,26
0,32
Параметры микропористой
структуры
^01,
см3/см3
0,11
0,15
0,16
0,20
0,13
0,17
0,20
0,23
Я, • 106
0,80
0,82
0,88
0,93
0,70
0,78
0,80
0,82
£±0,5
кД ж/моль
21,4
21,2
20,4
19,8
22,9
21,7
21,4
21,2
Механическая
прочность, %
89
88
82
71
88
86
83
77
Содержание, %
гетеро-
атомов
11,0
11,7
12,4
13,2
12,8
12,3
12,8
13,8
золы
0,6
0,7
0,8
0,9
0,9
1,0
1,1
1,1
Динамическая
емкость
по бензолу, мг/см3
28
61
77
40
69
85
106
Степень
использования
слоя по бензолу
0,35
0,52
0,66
0,40
0,55
0,63
0,81
Время защитного
действия по
хлорэтилу, мин
19
38
35
22
51
47
Примечание. Состав ДСП и ДСА (сополиконденсатов) — асфальт (или асфальтит): сланцевая смола : фурфурол (%) -
= 24 : 31 : 25; содержание сополиконденсата в шихте — 40-46 %.
0,32 см3/см3 при максимальном обгаре, объем микропор
увеличивается от 0,18 до 0,22 см3/см3 по сравнению с
образцами, в которых используется пропановый
асфальт. Повышается характеристическая энергия
адсорбции, что приводит к увеличению адсорбционных
характеристик при сорбции из растворов и газовой
фазы, возрастает также механическая прочность (от 71 до
77 %). Необходимо обратить внимание на крайне
низкую (0,6-1,2%) зольность адсорбентов (зольность
образцов из ископаемых углей доходит до 15 %).
Использование сополиконденсатов в составе шихты
дает возможность получать механически прочные
адсорбенты с развитым объемом микропор и хорошими
адсорбционными свойствами даже на основе бурого
угля, из которого без добавок получаются
низкокачественные адсорбенты. Добавки сополиконденсатов
улучшают однородность пористой структуры, изменяют
процесс активирования адсорбентов из бурого угля.
Так, при сополиконденсации асфальтита со
сланцевой смолой получаются адсорбенты, имеющие высокие
сорбционные свойства по оксиду и диоксиду углерода
(табл. 10.104). Адсорбционная емкость по С02 в 20-
30 раз превышает таковую по аргону и кислороду и в 3-
5 раз выше, чем у промышленного угля АГ-2.
Адсорбенты из сополиконденсатов асфальтита
и сланцевых фенолов
Использование в составе шихты сополиконденсатов
асфальтита со сланцевыми фенолами значительно
повышает качество адсорбентов, которые приобретают
исключительно высокие разделительные и селективные
свойства в широком диапазоне температур от 25 до
150 °С. Критерии разделения, являющиеся функцией
адсорбционных и кинетических свойств адсорбентов,
при 25 °С для системы «воздух + С02» в три раза выше
АГ-2, а критерии селективности для системы «воздух—
С02» и «воздух—Хе» составляют единицу. Все
адсорбенты имеют малую зольность и высокую
механическую прочность. Увеличение процентного содержания
сополиконденсата в шихте от 25 до 75 % не влияет
существенным образом на характер соотношения,
объемов пор (табл. 10.105).
Таблица 10.104
Сорбционные и разделительные свойства
углеродных адсорбентов из сополиконденсатов
асфальтов и асфальтитов
Адсорбент
ДСП
ДСА
Степень
активирования, %
2
8
12
25
35
3
7
13
19
27
33
Удельные удерживаемые объемы газов,
см3/см3, при 20 °С*
о2
0,9
1,5
2,2
3,2
2,1
1,3
2,1
2,9
3,3
3,5
3,3
Аг
0,4
0,9
1,8
2,8
2,0
0,7
1,2
2,0
2,8
3,2
3,0
со2
63,7
85,2
77,1
58,2
57,2
67,6
75,2
104,2
89,6
60,3
58,1
СО
1,3
4,1
5,4
6,8
6,7
3,4
20,6
22,1
15,2
Хе
26,8
57,5
193,0
377,1
299,2
39,8
73,8
137,1
275,0
485,6
407,1
35Кг
153
109
90
92
81
112
111
175
ПО
90
* Для АГ-2 удельные удерживаемые объемы по С02, СО и
Хе составляют 27; 2,5 и 119, соответственно, для СКТ — по
Хе и 35Кг — 236 и 100 см3/см3.
Углеродные адсорбенты
613
Адсорбенты из сополиконденсатов нефте- и сланце-
продуктов с использованием нефтяных связующих
Для расширения ассортимента высокоэффективных
адсорбентов целесообразно использовать шихту,
состоящую из сополиконденсатов нефте- и сланцепро-
дуктов. В этом случае природа наполнителя и
связующего одинаковая, что должно привести к
формированию специфической пористой структуры адсорбентов.
Получена серия адсорбентов, в шихте которых
находится сополиконденсат крекинг-остатка и сланцевых
фенолов в количестве от 25 до 75 %. Формование одной
серии осуществляют раствором крекинг-остатка,
другой — древесной смолой (табл. 10.106).
Введение в данном случае сополиконденсата
сказывается на снижении диаметра упаковок серии СН в 1,5
раза при содержании сополиконденсата 75 %. Для
серии СД это явление компенсируется, очевидно, за счет
дополнительных процессов конденсации фенолов
древесной смолы с фенольными фрагментами
сополиконденсата.
Таблица 10.105
Характеристика низкообгарных адсорбентов, полученных на основе сополиконденсатов
асфальтитов со сланцевыми фенолами
Адсорбент
СГ-0*
СГ-25
СГ-50
СГ-75
Обгар, %
4
6
6
3
Кажущаяся
плотность, г/см3
0,73
1,04
1,09
1,10
Объемы характерных
типов пор, см3/см3
микро-
0,16
0,18
0,12
0,15
мезо-
0,03
0,04
0,05
0,04
макро-
0,18
0,20
0,21
0,18
Зольность, %
0,70
2,12
2,33
2,52
Механическая
прочность, %
83
93
90
89
Критерии разделения
при температуре, °С**
25
Воздух +
+ С02
10
4,9
10
10
Воздух +
+ Хе
10
10
10
10
150
Воздух+
+ С02
0,9
1,5
0,9
0,8
Воздух +
+ Хе
0,6
1,7
0,7
0,7
Критерии
селективности при 25 °С
Воздух +
+ С02
1,0
0,9
0,9
1,0
Воздух +
+ Хе
1,0
1,0
1,0
1,0
* Числа показывают содержание сополиконденсата в шихте (состав сополиконденсата — сланцевые фенолы : асфальтит :
фурфурол = 14 : 20 : 66).
** Для АГ-2 критерии разделения при 25 и 150 °С по смесям «воздух—С02», «воздух—Хе» составляют 3,2; 5,0; 0,6 и 3,2
соответствен но.
Таблица 10.106
Рентгеноструктурные характеристики карбонизатов и адсорбентов,
сформованных древесной смолой и крекинг-остатком
Адсорбент
СН-0
СН-25
СН-50
СН-75
СН-0
СН-25
СН-50
СН-75
Обгар, %
0
30
0
33
0
30
0
29
0
29
0
29
0
25
0
30
Межплоскостное
расстояние
ufott, НМ
0,369
0,378
0,371
0,376
0,368
0,371
0,370
0,376
0,368
0,379
0,370
0,380
0,368
0,373
0,368
0,383
d\Q, нм
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
0,208
Размеры упаковок
диаметр,
1а, нм
3,6
4,0
3,6
3,8
3,2
4,5
2,3
4,5
3,4
4,2
3,0
4,2
3,5
3,7
3,5
4,1
толщина,
Lc, нм
1,03
1,12
0,93
1,07
1,08
1,15
1,04
1 15
1,10
1,16
1,03
1,15
1,00
1,09
1,04
1Д1
Рентгенострук-
турная
плотность, г/см3
2,15
2,11
2,14
2,12
2,16
2,15
2,15
2,12
2,17
2,13
2,18
2,09
2,16
2,14
2,18
2,08
Степень
упорядоченности по 002,
%
15
12
16
22
24
24
20
24
18
11
17
13
16
21
16
20
С/Н
6,56
7,16
6,75
6,53
6,80
7,0
6,15
6,88
6,80
7,23
5,86
7,16
5,00
7,60
4,62
7,53
Содержание
золы, %
7,6
19,5
6,9
17,9
6,1
11,4
4,6
9,0
8,4
20,2
7,4
16,3
5,6
12,8
3,7
8,3
614
Новый справочник химика и технолога
У адсорбентов, полученных с использованием
нефтяного связующего, трехмерная структура более
упорядоченная, о чем свидетельствует большая
симметричность дифракционных максимумов (10).
Образование трехмерной структуры адсорбентов
объясняется наличием значительного количества
двойных связей в нефтяном связующем (йодное число равно
93), которые при термическом взаимодействии
выступают в роли кросс-агента.
Более высокая степень конденсированности и
упорядоченности при высоких обгарах способствует
образованию пор молекулярных размеров. При
активировании гранулированных адсорбентов увеличивается
объем микропор при незначительном увеличении мезо-
и макропор. Применение древесной смолы
способствует развитию большего объема микропор, чем для
нефтяного связующего при одинаковом содержании
сополиконденсата при малых и больших степенях обгара
(табл. 10.107, 10.108).
Для адсорбентов, полученных с использованием
древесной смолы, характерно наличие максимума при
эффективном радиусе 400 нм. С введением
сополиконденсата значительно уменьшается величина максимума,
а при содержании сополиконденсата 75 % наибольшую
часть составляют поры с эффективным радиусом
230 нм.
Таблица 10.107
Характеристика пористой структуры
адсорбентов из сополиконденсатов крекинг-остатка и сланцевых фенолов
Адсорбент
СН-0
СН-25
СН-50
СН-75
сд-о
СД-25
СД-50
СД-75
Обгар,
%
10
14
20
28
12
16
24
33
11
18
23
30
0
16
23
29
9
15
19
29
11
17
29
9
14
25
11
17
22
30
Объемы характерных пор, см3/см3
микро-
0,17
0,19
0,22
0,26
0,18
0,21
0,25
0,27
0,17
0,21
0,23
0,25
0,20
0,23
0,26
0,31
0,18
0,22
0,26
0,32
0,19
0,26
0,30
0,22
0,27
0,34
0,19
0,23
0,32
0,35
мезо-
0,02
0,03
0,04
0,05
0,02
0,03
0,05
0,06
0,02
0,03
0,04
0,05
0,02
0,02
0,03
0,04
0,02
0,03
0,04
0,06
0,03
0,04
0,06
0,04
0,05
0,06
0,02
0,03
0,04
0,05
макро-
0,32
0,32
0,32
0,33
0,30
0,30
0,31
0,33
0,32
0,32
0,34
0,35
0,29
0,30
0,30
0,30
0,22
0,22
0,22
0,23
0,22
0,23
0,24
0,17
0,18
0,19
0,19
0,19
0,19
0,20
см3/см3
0,19
0,22
0,26
0,31
0,20
0,24
0,30
0,33
0,19
0,24
0,27
0,30
0,22
0,25
0,29
0,35
0,20
0,25
0,30
0,38
0,22
0,30
0,37
0,27
0,32
0,40
0,21
0,26
0,36
0,40
см3/см3
0,18
0,21
0,25
0,21
0,19
0,22
0,21
0,17
0,18
0,22
0,25
0,21
0,21
0,24
0,28
0,29
0,19
0,22
0,27
0,22
0,20
0,27
0,25
0,24
0,28
0,37
0,20
0,24
0,35
0,37
см3/см3
0,10
0,09
0,16
0,09
0,07
0,16
0,12
—
—
кД ж/моль
26,1
23,1
21,7
19,4
24,3
21,3
21,6
20,8
25,6
23,9
22,8
21,6
23,2
21,0
19,8
18,8
28,2
25,2
24,1
19,0
29,2
22,9
19,0
22,8
21,0
18,4
26,5
23,8
22,0
19,0
£()2>
кД ж/моль
9,1
12,9
9,6
12,9
11,6
9,8
—
12,1
—
Углеродные адсорбенты
615
Таблица 10.108
Характеристика разделяющей способности и
селективности адсорбентов из крекинг-остатков и
сланцевых фенолов, сформованных древесной
смолой и крекинг-остатком
Адсорбент
СН-55
СН-50
СН-75
СН-100
СД-25
СД-50
СД-75
Обгар, %
6
3
6
10
9
3
5
Удельные
удерживаемые объемы*
при 23 °С по:
С02
169,7
>350
16,7
92,5
168,7
< 186,6
>350
Хе
>350
>350
>350
>350
>350
>350
>350
Критерий
селективности
Воздух+
+ С02
0,93
1,0
0,9
0,87
0,9
0,93
1,0
Воздух +
+ Хе
1,0
1,0
1,0
1,0
1,0
1,0
1,0
*Для АГ-2 удельные удерживаемые объемы по С02 и Хе
27,1 и 119,0 соответственно.
Взамен дефицитной древесной смолы могут быть
использованы такие нефтяные остатки как
крекинг-остатки, растворы асфальта и асфальтита в зеленом масле
и фурфуроле, сланцевые смолы, сланцевые фенолы и
их растворы в фурфуроле. Это позволит значительно
расширить сырьевую базу для производства
адсорбентов за счет вовлечения дешевых и крупнотоннажных
продуктов нефте- и сланцепереработки.
Новые сырьевые источники — сланце- и
нефтепродукты — при их использовании для получения
адсорбентов имеют следующие преимущества:
- они дают высокий выход прочного кокса;
- за счет своей значительной реакционной
способности они могут подвергаться высокотемпературному
окислению с образованием дополнительного
количества функциональных (преимущественно кислородных)
групп;
- содержащиеся заместители, способные к реакциям
деалкилирования, дегидроксилирования и отщепления
фрагментов молекул, присоединенных алкильными
мостиками, образуют значительное количество микро-
и, в ряде случаев, мезопор;
- содержащиеся заместители и фрагменты молекул
различной величины, способные к отщеплению в
течение определенного интервала времени, способствуют
образованию совокупности всех видов пор, а не
макропористости;
- наличие развитой микропористости вместе со
значительным количеством функциональных
поверхностных групп, которые свои неподеленные электронные
параы участвуют в общем адсорбционном поле,
создавая более сильное адсорбционное взаимодействие, по
сравнению с известными адсорбентами с аналогичной
пористой структурой, что приводит к увеличенным
сорбционным показателям практически по всем
адсорбентам.
Все описанные углеродные адсорбенты получены на
действующем оборудовании без изменения или с
незначительными изменениями параметров производства.
Основная прибыль может быть получена в сфере
потребления за счет лучших сорбционных характеристик
и, следовательно, более низких расходных
коэффициентов при одинаковой производительности с
промышленными сорбирующими материалами.
Литература
1. Поконова Ю.В. Высокоэффективные углеродные
адсорбенты из продуктов переработки горючих
ископаемых. М: Изд-во АН СССР, 1988. 171 с.
(Итоги науки и техники. Сер. Технология
органических веществ. Т. 15).
2. Поконова Ю.В., Спейт Дж. Использование
нефтяных остатков. СПб.: ИК «Синтез», 1992. 291 с.
3. Поконова Ю.В., Файнберг B.C. Сланцехимия. М.:
Изд-во АН СССР, 1985. 320 с. (Итоги науки и
техники. Сер. Технология органических веществ.
Т. 10).
4. Поконова Ю.В. Нефть и нефтепродукты. СПб:
Профессионал, 2003. 876 с.
5. Поконова Ю.В. // Химия твердого топлива. 2000.
№ 1.С. 15-20; 2000. № 5. С. 47-53; 2001. № 1. С.
38^9; 2001. № 2. С. 23-33, 2001. № 3. С. 38^9;
2002. № 2. С. 52-71; 2002. № 4. С. 66-72; 2002.
№ 5. С. 45-52; 2002. № 6. С. 28-39.
6. Поконова Ю.В. // Цветные металлы. 2000. № 8. С.
99-101; 2002. № 7. С. 38^0; 2001. № 4. С. 49-61;
2001. № 4. С. 36-38; 1999. № 5. С. 58-60.
7. Поконова Ю.В. // Горючие сланцы. 1985. Т. 2, № 2.
С. 197-198; 1986. Т. 2, № 4. С. 417^20; 1987. Т. 4,
№ 3. С. 300-302.
8. Pokonova Yu. V. // Fuel Sci. & Technology Int.'l.
1993. Vol. 11, N9. P. 1149-1158; 1993. Vol. 11. N5.
P. 713-720.
9. Pokonova Yu. V. // Carbon. 1998. Vol.36, N4.
P. 457^71; 1991. Vol. 29. P. 865-869.
10. Pokonova Yu. V. // Ecological Congress. Intern.'1 J.
1997. Vol. 1,N2. P. 1^.
11. Pokonova Yu. V. // Advanced. Mat. 1995. Vol. 2, N 2.
P. 171-175; 1999. Vol. 5. P. 95-103.
12. Поконова Ю.В. // Химия и технология топлив и
масел. 2001. № 3. С. 46-49; 2001. № 5. С. 46^8;
2001. № 4. С. 41^4; 2002. № 3. С. 44-49.
13. Поконова Ю.В. // Перспективные материалы. 1999.
№ 1. С. 89-97; 1999. № 2. С. 78-81.
616
Новый справочник химика и технолога
КАТАЛОГ УГЛЕРОДНЫХ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ
АДСОРБЕНТОВ: ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА И НАЗНАЧЕНИЕ
(доц., к.т.н. Д.С. Колосенцев)
АКТИВНЫЕ УГЛИ РОССИИ
Активные угли для адсорбции паров и газов
Марка
АГ-2
АР-А
АР-Б
АР-В
ДАУ-1
ДАУ-2
скт
СКТ-1А
СКТ-1Б
СКТ-2А
СКТ-2Б
СКТ-3
СКТ-ЗС
СКТ-ЗУ
СКТ-4
СКТ-6А
СКТ-6Б
СКТ-7А
СКТ-7Б
СКТ-7С
Способ получения
Гранулирование каменноугольной пыли со
связующим с последующей карбонизацией и
активацией
Гранулирование каменноугольной пыли со
связующим с последующей карбонизацией и
активацией
Гранулирование каменноугольной пыли со
связующим с последующей карбонизацией и
активацией
Гранулирование каменноугольной пыли со
связующим с последующей карбонизацией и
активацией
Дробление каменного угля марки СС с
последующей карбонизацией и парогазовой
активацией
Дробление каменного угля марки СС с
последующей карбонизацией и парогазовой
активацией
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированные
Из торфа методом химической активации.
Гранулированные
Из торфа и каменноугольной пыли методом
химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации.
Гранулированный
Из торфа методом химической активации
Гранулированны и
Из торфа методом химической активации.
Гранулированные
Назначение
Для адсорбции газов и паров.
В качестве основы при изготовлении катализаторов
и поглотителей
Для улавливания паров растворителей с
температурой кипения выше 100 °С (толуол, ксилол,
амилацетат и др.)
Для улавливания паров растворителей с
температурой кипения 60-100 °С (бензол, дихлорэтан, бензин,
этанол и др.)
Для улавливания паров растворителей с
температурой кипения ниже 60 °С (метанол, метиленхлорид,
ацетон и др.)
Для улавливания паров растворителей с
температурой кипения 60-100 °С (бензол, дихлорэтан, бензин,
этанол и др.)
Для улавливания паров растворителей с
температурой кипения ниже 60 °С (метанол, метилен-хлорид,
ацетон и др.)
Для улавливания паров растворителей с
температурой кипения ниже 60 °С (сероуглерод, метанол, ме-
тиленхлорид, ацетон и др.)
Для улавливания паров органических веществ.
В качестве основы для изготовления различных
поглотителей.
Для адсорбции радиоактивных благородных металлов
Для адсорбции различных химических соединений из
газовой и жидкой фазы в стационарном слое сорбента.
В качестве основы для изготовления различных
поглотителей
Для рекуперации летучих растворителей с
температурой кипения ниже 60 °С (сероуглерод, метанол,
метиленхлорид, ацетон и др.).
В системах очистки выбросов АЭС
Для использования в системах газоочистки АЭС
Для рекуперации летучих растворителей с
температурой кипения 60-100 °С (бензол, дихлорэтан,
бензин, этанол и др.) из паровоздушной смеси
Для тонкой очистки газов.
Для очистки сточных вод от примесей.
Для создания глубокого вакуума.
В качестве основы для различных поглотителей
Как катализатор в производстве симазина.
Для адсорбции паров органических веществ
В системах газоочистки АЭС (обладает высокой
активностью по веществам с малым размером молекул)
Для адсорбции органических веществ
из газовой фазы.
Для снаряжения промышленных противогазов
Для адсорбции органических веществ из жидкой и
газовой фазы.
В качестве основы для изготовления поглотителей
Углеродные адсорбенты
617
Продолжение
Марка
СКТ-10
СКЛТС
АРТ-1
АРТ-2
АГ-ПР
АГ-ОС
АЦБ-1
АЦБ-Ш
АЦБ-2
ПАУ-1
СИТ-1
Способ получения
Из торфа методом химической активации.
Гранулированные
Из торфа методом химической активации.
Гранулированный
Из торфа и каменноугольной пыли методом
химической активации. Гранулированный
Из каменноугольного и полукоксового сырья
и связующего методом парогазовой активации.
Гранулированный
Из каменноугольного сырья методом
парогазовой активации.
Гранулированный
Модифицирование, прессование, дробление
гидролизного целлолигнина с последующей
карбонизацией и парогазовой активацией
Модифицирование, прессование, дробление
гидролизного целлолигнина с последующей
карбонизацией и парогазовой активацией
Зерненный продукт термического разложения
полимерного сырья
Из каменноугольной композиции методом
парогазовой активации с последующей
отмывкой готового продукта от зольных
элементов. Гранулированный
Назначение
Для наполнения запахопоглотителей, используемых
в бытовых условиях
Для изготовления хемосорбентов
Для улавливания паров органических растворителей
(сероуглерода, ацетона и т. п.) из паровоздушной смеси
Для рекуперации паров органических (толуол,
«-ксилол и т. п.) и хлорорганических растворителей
(дихлорэтан, трихлорэтилен, перхлорэтилен, и др.) с
температурой кипения выше 60 °С
Для очистки вентиляционных выбросов атомных
электростанций.
Для поглощения газов и паров
Для улавливания паров органических веществ.
В качестве основы катализаторов и химических
поглотителей
Для адсорбции органических примесей из газо-воз-
душных смесей.
В качестве основы катализаторов
Для поглощения инертных газов
Для адсорбции органических примесей из газо-воз-
душных смесей.
Для изготовления элементов химических
источников тока
Активные угли для адсорбции из жидкой фазы
Марка
СКТ-0
АЦБ-0 «А»
АЦБ-0 «Б»
АГ-3-0 «А»
АГ-3-0 «Г»
АГ-ЗА
АГ-ЗВ
АГ-3
АГ-ЗИ
АГМ-1
АГМ-2
Способ получения
Измельчение активных гранулированных углей
СКТ
Измельчение дробленых активных углей АЦБ с
суммарным объемом пор не менее 0,8 см /г
Из каменноугольного сырья и связующего
путем грануляции угольносмоляной пасты с
последующей карбонизацией и парогазовой
активацией гранул и их измельчения
Из каменноугольного сырья и связующего
путем грануляции угольносмоляной пасты с
последующей карбонизацией и парогазовой
активацией гранул и их дробления
Из каменноугольного сырья и связующего
путем грануляции угольносмоляной пасты с
последующей карбонизацией и парогазовой
активацией гранул и их дробления
Из каменноугольной пыли, полукокса и
связующего методом парогазовой активации.
Гранулированный
Из каменноугольного сырья и связующего
путем грануляции угольносмоляной пасты с
последующей карбонизацией и парогазовой
активацией гранул
Из каменноугольной пыли и связующего
методом парогазовой активации.
Гранулированный
Назначение
Для осветления и очистки жидкостей и растворов.
Для флотации руд цветных металлов.
В сельскохозяйственном производстве
Для очистки водных и водноорганических
растворов
Для очистки воды и водно-органических
растворов в фармацевтической промышленности
Для передвижных установок водоочистки
Для изготовления фильтров доочистки питьевой
воды
Для очистки технологических растворов в
производстве синтетического каучука
Для очистки питьевой воды, а также различных
жидких сред
Для очистки природных и сточных вод.
Для локальной очистки воздуха от сернистого
ангидрида
618
Новый справочник химика и технолога
Продолжение
Марка
АГ-5
АГС-4
ФАС-3
АГ-90
АГ-95
ОУ-А
ОУ-Б
ОУ-В
ОУЛ-А
УАФ
КАД-
молотый
ОУ-ПК
АБД
КАД-
йодный
КАД-Э
ДАУ
БАУ-А
БАУ-Ац
Способ получения
Из каменноугольной пыли, полукокса и
связующего методом парогазовой активации.
Гранулированный
Из каменноугольной пыли со связующим с
добавкой оксида магния методом парогазовой
активации.
Гранулированный
Из синтетического полимера путем
жидкостного формования с последующей карбонизацией
и парогазовой активацией гранул.
Гранулы сфероидальной формы
Из каменноугольного сырья и связующего
путем карбонизации и парогазовой активации.
Гранулированный
Из каменноугольной композиции,
модифицированной неорганическими веществами, путем
парогазовой активации.
Гранулированный
Из древесного угля-сырца методом парогазовой
активации с последующим размолом
Из древесного угля-сырца методом парогазовой
активации с последующим размолом
Из древесного угля-сырца методом парогазовой
активации с последующим размолом
Из гидролизного лигнина методом парогазовой
активации.
Порошковый
Из смеси активированного каменноугольного
полукокса, отсевов от гранулированных и
дробленых активных углей путем размола
Из каменноугольного полукокса методом
парогазовой активации с добавлением мелких
фракций, получаемых при производстве активных
углей АРД-2, АР-А, АР-Д, с последующим
тонким размолом
Из каменноугольного полукокса методом
парогазовой активации с последующим размолом и
отмывкой минеральных примесей
неорганической кислотой
Из буроугольного полукокса методом
парогазовой активации
Из каменноугольного полукокса методом
парогазовой активации с последующим дроблением
Из каменноугольного полукокса специальной
обработкой
Из ископаемого каменного угля методом
парогазовой активации
Из дробленого древесного угля-сырца методом
парогазовой активации
Из дробленого древесного угля-сырца методом
парогазовой активации
Назначение
Для очистки растворов.
В качестве основы катализаторов и химических
поглотителей для противогазовой техники
Для обесцвечивания сиропов в сахарно-
рафинадной промышленности
Для сорбции благородных металлов из растворов и
пульп золотоизвлекательных фабрик.
При очистке жидких сред в многоцикловых
адсорбционных процессах с интенсивным режимом
эксплуатации (движущийся и псевдоожиженный слои)
Для сорбции благородных металлов из растворов и
пульп золотоизвлекательных фабрик
Для извлечения золота из растворов и пульп
Для очистки и изготовления медицинских
препаратов в фармацевтической промышленности.
Для очистки растворов в производстве пищевых
органических кислот
Для очистки растворов в крахмало-паточной
промышленности
Для очистки и осветления растворов в пищевой
промышленности
Для осветления и очистки продуктов в пищевой
промышленности, очистки сточных вод
Для флотации руд полезных ископаемых
Для флотации руд полезных ископаемых.
Для осветления растворов
Для очистки растворов, используемых в крахмало-
паточной промышленности
Для очистки природных, сточных и оборотных вод
от растворенных органических соединений,
соединений тяжелых металлов
Для извлечения иода из буровых
минерализованных вод
Для очистки сточных вод от органических веществ в
производстве гальванопокрытий и других продуктов
Для очистки сточных вод от органических примесей.
В водоподготовке на водоочистных станциях
Для адсорбции из растворов
Для наполнения ацетиленовых баллонов
Углеродные адсорбенты
619
Продолжение
Марка
БАУ-МФ
ДАК
УАИ
БАУ-
буковый
Способ получения
Из дробленого древесного угля-сырца методом
парогазовой активации
Из дробленого древесного угля-сырца методом
парогазовой активации
Путем пропитки активного угля БАУ-А
раствором азотнокислого серебра с последующей
термической обработкой
Из букового угля-сырца методом парогазовой
активации
Назначение
Для локальной очистки питьевой воды
Для очистки парового конденсата от масла и
других примесей
При снаряжении бытовых фильтров типа "Родник"
для обеззараживания шихты
Для очистки растворов в производстве цветных
люминофоров
Медицинские активные угли
Марка
ФАС
МеКС
АДБ
КАУ-1
КАУ-2
Способ получения
Путем жидкостного формования сополимеров
фурфурола и некоторых смол (эпоксидной,
каменноугольной и др.) с последующим термоотверждением,
карбонизацией, парогазовой активацией, отмывкой
сферических гранул дистиллированной водой и сушкой
Из косточкового сырья, модифицированного полиме-
ризующимися добавками,путем карбонизации и
парогазовой активации
Из каменноугольного сырья с высоким содержанием
летучих методом парогазовой активации с
последующей отмывкой от зольных элементов
Из скорлупы кокосовых орехов путем их
карбонизации, активации, дробления и рассева
Из скорлупы фруктовых косточек путем их
карбонизации, активации, дробления и рассева
Назначение
Для детоксикации организма человека
путем очистки крови, плазмы и лимфы.
Для лечения различных форм острых
отравлений и заболеваний
Для использования в медицине в качестве
гемо- и энтеросорбента
Для использования в медицине в качестве
гемосорбента
Марка А — основа гемосорбента;
марка Б — основа энтеросорбента
Марка А — основа гемосорбента;
марка Б — основа гетеросорбента
Активные угли для очистки почв
Марка
ОПАТУ
АГРОСИБ-1
АГРОСИБ-1Г
Способ получения
Рассев активных углей типа СКТ с целевым
выделением мелких фракций
Из каменноугольного, торфяного или лигниново-
го сырья с последующей карбонизацией и
парогазовой активацией и их измельчением до
порошкообразного состояния
Из каменноугольного, торфяного или лигниново-
го сырья с последующей карбонизацией и
парогазовой активацией
Назначение
Для детоксикации остатков пестицидов в
почвах
Для детоксикации почв, содержащих
химические и другие загрязнители, в том числе
пестициды
Для детоксикации почв, содержащих
химические и другие загрязнители, в том числе
пестициды
Активные угли — основа катализаторов и химических поглотителей
Марка
АР-Д
АГН-1
АГН-2
АГН-3
АГ-ЗП
Способ получения
Путем дробления и рассева рекуперацион-
ного угля марок АР-А и АР-Б
Из каменноугольной пыли и связующего
методом парогазовой активации.
Гранулированный
Из каменноугольного и полукоксового
сырья методом парогазовой активации.
Ганулированный
Назначение
В качестве основы при изготовлении
цинк-ацетатного катализатора в производстве винилацетата
В качестве основы при изготовлении катализатора
для синтеза винилхлорида
В качестве основы химпоглотителей и осушителей
Примечание: Активные угли марок АР-Б, АР-В, АГН-1, АГН-3 и АГС-4 применяются также в качестве основы платиновых и
палладиевых катализаторов для гидрирования ароматических соединений.
620 Новый справочник химика и технолога
Технические характеристики активных углей для адсорбции паров и газов
Марка
Нормативный
документ
АГ-2А
ТУ 6-15-
1028844-91
АГ-2Б
ГОСТ 23998-
80
АР-А
ГОСТ 8708-
74
Показатели
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
2,8 мм, не более
1,5 мм, не менее
1,0 мм, не более
менее 1,0 мм, не более
Массовая доля влаги, %, не
более
Прочность гранул при
истирании, %, не менее
Динамическая активность по
бензолу, мин, не менее
Суммарный объем пор по
влагоемкости, см3/г, не менее
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
2,8 мм, не более
1,5 мм, не менее
1,0 мм, не более
менее 1,0 мм, не более
Массовая доля влаги, %,
не более
Прочность гранул при
истирании, %, не менее
Динамическая активность по
бензолу, мин, не менее
Суммарный объем пор по
влагоемкости, см /г, не менее
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
свыше 5,0 мм, %, не более
от 5,0 до 2,8 мм, %, не менее
от 2,8 до 1,0 мм, %, не более
от 1,0 мм и менее, %, не более
Прочность гранул при
истирании, %, не менее
Насыпная плотность, г/дм3,
не более
Равновесная активность по
толулоу, г/дм , не менее
Массовая доля влаги, %, не
более
7
84,4
8
0,6
5
73
45
0,6
7
87,4
5
0,6
5
73
55
Не
норм.
1
83
15
1
65
550
145
10
Марка
Нормативный
документ
АР-Б
ГОСТ 8708-
74
ДАУ-1
ТУ 6-16-2393-
80
ДАУ-2
ТУ 6-16-2393-
80
Показатели
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
свыше 5,0 мм, %, не более
от 5,0 до 2,8 мм, %, не менее
от 2,8 до 1,0 мм, %, не более
от 1,0 мм и менее, %, не более
Прочность гранул при
истирании, %, не менее
Насыпная плотность, г/дм3,
не более
Равновесная активность по
толулоу, г/дм3, не менее
Массовая доля влаги, %, не
более
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
7,0 мм, %, не более
5,0 мм, %, не более
2,8 мм, %, не более
1,0 мм, %, не более
менее 1,0 мм , %, не более
Прочность гранул при
истирании, %, не менее
Равновесная активность по
толулоу, г/дм , не менее
Масовая доля влаги, %,
не более
Гранулометрический состав:
массовая доля остатка на
сите с диаметром отверстий
7,0 мм, %, не более
5,0 мм, %, не более
2,8 мм, %, не более
1,0 мм, %, не более
менее 1,0 мм, %, не более
Прочность гранул при
истирании, %, не менее
Равновесная активность
по толулоу, г/дм3, не менее
Массовая доля влаги, %, не
более
1
83
15
1
70
580
135
10
Отсутств.
4,0
Не норм.
35
2
70
135
10
Отсутств.
4,0
Не норм.
35
2
70
ПО
10
Углеродные адсорбенты
621
Продолжение
Марка
Нормативный
документ
СКТ-2А
ТУ 6-16-2725-
84
СКТ-2Б
ТУ 6-16-2378-
79
скт-з
ТУ 6-16-2727-
84
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не более
№ 20; № 15, не менее
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не более
№ 20; № 15, не менее
№ 10, не более
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не менее
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28; № 20, не менее
№ 15, не более
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм ,
не более
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Статическая активность по
бензолу, г/дм , не менее
2
8
79
10
0,7
72
3
14
0,76
56
2
8
79
10
0,7
74
460
3
14
0,60
51
20
61
15
3
0,7
71
550
3
20
0,7
125
145
Марка
Нормативный
документ
скт
ТУ 6-16-2477-
81
СКТ-1А
ТУ 6-16-2378-
79
СКТ-1Б
ТУ 6-16-2378-
79
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не более
№ 20, № 15, не менее
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более
Суммарный объем пор по
воде, см3/г, не менее
Динамическая активность по
бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 15
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не более
Массовая доля, %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, не более
на сите:
№28
№20
№ 15
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм ,
не менее
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
2
10
72
15
1
66
5
0,80
50
1,0
8
22
Не норм.
20
1
70
470
3
15
Не норм.
60
1,0
8
22
Не норм.
20
1
73
470
3
15
Не норм.
55
622 Новый справочник химика и технолога
Продолжение
Марка
Нормативный
документ
СКТ-6А
ТУ 6-16-2333-
79
СКТ-6Б
ТУ 6-16-2333-
79
СКТ-7А
ТУ 6-16-2416-
80
Показатели
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 15
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не более
Массовая доля, %, не более:
влаги
золы
Суммарный объем пор по
воде, см /г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 15
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не менеее
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не менее
Массовая доля , %, не более:
влаги
золы
Время защитного действия
по бензолу, мин, не менее
1
3
22
Не норм.
20
0,5
67
420
1
20
Не норм.
75
1
3
22
Не норм.
20
0,5
71
420
3
20
Не норм.
65
3
20
Не норм.
1
70
380
3
15
75
Марка
Нормативный
документ
скт-зс
ТУ 6-16-2389-
80
СКТ-ЗУ
ТУ 2544-92
СКТ-4
ТУ 6-16-2352-
79
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28; № 20, не менее
№ 15, не более
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм ,
не более
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Статическая активность по
бензолу, г/дм3, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36; № 28, не менее
№ 20, не более
№ 15, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не более
Массовая доля , %, не более:
влаги
золы
Динамическая активность по
бензолу, г/дм3, не менее
Статическая активность по
бензолу, г/дм3, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не более
№ 15
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
25
55
15
4
1
71
500-600
1
15
Не норм.
80
79
15
5
0,7
60
550
5
15
ПО
130
2
8
Не норм.
18
1
50
Не норм.
3
20
0,95
70
Углеродные адсорбенты
623
Продолжение
Марка
Нормативный
документ
склтс
ТУ 6-16-2108-
86
АРТ-1
ТУ 6-16-2489-
81
АРТ-2
ТУ 6-16-2489-
81
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 28, не более
№ 20, не более
№ 15, не менее
№ 10, не более
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не более
Массовая доля, %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№60
№ 36, не менее
№ 28, не более
№ 20, не более
менее № 20, не более
№ 10, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г
Статическая активность по
бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№60
№ 20, не менее
№ 10, не более
менее № 10, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3
Массовая доля влаги, %, не
более:
Массовая доля золы, %, не
более
Суммарный объем пор по
воде, см3/г
Статическая активность по
бензолу, мин, не менее
1
10
11
75
2
1
70
400
3
12
1,0
75
Не норм.
60
10
3
1
1
70
Не норм.
5
16
Не норм.
130
Не норм.
65
15
1
75
Не норм.
5
16
Не норм.
140
Марка
Нормативный
документ
СКТ-7Б
ТУ 6-16-2416-
80
СКТ-7С
ТУ 6-16-2416-
80
СКТ-10
ТУ 6-16-2266-
78
Показатели
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не менее
Массовая доля , %, не более:
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Объем микропор, см /г, не
менее
Время защитного действия
по бензолу, мин, не менее
рН водной вытяжки
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№28
№20
№ 10
№05
на поддоне
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не менее
Массовая доля, %, не более:
влаги
золы
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите с
полотном:
№ 60, не более
№ 05, не менее
на поддоне, не более
Массовая доля влаги, %, не
более
Статическая активность по
бензолу, г/дм3, не менее
3
20
Не норм.
15
1
70
380
3
12
0,84
0,38
60
4,0-7,2
3
20
Не норм.
01
1
80
460
3
12
60
5
94
1
5
100
624 Новый справочник химика и технолога
Продолжение
Марка
Нормативный
документ
АЦБ-2
ТУ 6-16-28-
1482-92
ПАУ-1
ТУ 6-16-2845-
85
СИТ-1
ТУ 6-16-01-
752-82
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 28, не более
№20
№ 15
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более:
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 15, не более
№ 10, не менее
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм ,
не менее
Массовая доля золы, %, не
более:
Суммарный объем пор по во-
де, см /г, не менее
Время защитного действия по
этиленхлориду, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 28, не более
№ 20, не более
№ 15, не более
№ 10, не менее
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля золы, %, не
более:
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
Объем микропор, см3/г, не
менее
5
Не норм.
Не норм.
25
3
75
3
0,65
60
10,0
750
15,0
5,0
80
500,0
2,0
0,45
140
0,5
1,0
100,0
73,0
15,5
5,0
80
1,0
0,65
70,0
0,50
Марка
Нормативный
документ
АГ-ПР
ТУ 6-15-
1028844-91
АГ-ОС
ТУ 6-16-01-
766-82
АЦБ-1
ТУ 6-16-28-
1499-92
АЦБ-1М
ТУ 6-16-28-
1504-92
Показатели
Фракционный состав:
массовая доля остатка, %, не более,
на сите:
№50,
№35
№28
№ 15
№ 10
на поддоне
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более
Суммарный объем пор по
воде, см3/г, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 28, не более
№ 20, не более
№ 15, не более
№ 10, не менее
№ 05, не более
Прочность при истирании, %,
не менее
Суммарный объем пор по
воде, см /г, не менее
Время защитного действия по
этилхлориду, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 20, не более
№ 15, не более
№10
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля влаги , %, не
более:
Суммарный объем пор по
воде, см /г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 15, не более
№ 10
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более:
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
3,0
Фикс.
Фикс.
Фикс.
10,0
1,0
75
5,0
0,8
0,5
1,0
10,0
62,5
26,0
80
0,50
70,0
5
40
Не норм.
10,0
0,5
70
3
0,75
65
5
Не норм.
25
2
75
5
0,75
65
Углеродные адсорбенты 625
Техническая характеристика активных углей для адсорбции из жидкой фазы
Марка
Нормативный
документ
СКТ-0
ТУ 6-16-28-
1495-92
АЦБ-0 «А»
Уголь сухой
щелочной
ТУ 6-16-28-
1484-92
АЦБ-0 «Б»
Уголь
влажный кислый
ТУ 6-16-28-
1484-92
АГ-3-0 «А»
Уголь сухой
щелочной
ТУ 6-16-28-
1477-92
Показатели
Адсорбционная активность
по иоду, % не менее
Массовая доля влаги, %, не
более
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не более
Адсорбционная активность
по метиленовому голубому
или метиленовому синему,
мг/г, не менее
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не более
Массовая доля, %, не более
золы
влаги
водорастворимой золы
соединений железа в
пересчете на Fe+3
водорастворимых
соединений железа
рН водной вытяжки
Адсорбционная активность
по метиленовому голубому
или метиленовому синему,
мг/г, не менее
Массовая доля, %, не более
золы
влаги
водорастворимой золы
соединений железа в
пересчете на Fe+3
водорастворимых
соединений железа
рН водной вытяжки
Внешний вид —
тонкодисперсный порошок черного
цвета, не содержащий
посторонних включений.
Адсорбционная активность
по метиленовому голубому
или метиленовому синему,
мг/г, не менее
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не более
Массовая доля, %, не более:
золы
влаги
водорастворимой золы
соединений железа в
пересчете на Fe+
водорастворимых
соединений железа, %
рН водной вытяжки
95
10
5
230
5
12
10
2
0,5
Отсутствует
Не норм.
220
5
58
1
0,2
От-
сутств.
4-6
200
5
15
10
2
0,6
От-
сутств.
Не норм.
Марка
Нормативный
документ
АГ-3-0 «Б»
Уголь
влажный кислый
ТУ 6-16-28-
1477-92
АГ-3
ГОСТ 20469-
75
АГ-ЗА
ТУ 6-16-28-
1565-93
Показатели
Внешний вид —
тонкодисперсный порошок черного
цвета, не содержащий
посторонних включений.
Адсорбционная активность
по метиленовому голубому
или метиленовому синему,
мг/г, не менее
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм
Массовая доля, %, не более:
золы
влаги
водорастворимой золы
соединений железа в
пересчете на Fe+3
водорастворимых
соединений железа, %
рН водной вытяжки
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не менее
№ 15, не менее
№ 10, не более
менее № 10, не более
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более:
Суммарный объем пор по
воде, см /г
Динамическая активность по
бензолу, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 15, не более
№ 05, не менее
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм
Массовая доля влаги, %, не
более:
Суммарный объем пор по
воде, см /г, не менее
Объем микропор, смЗ/г, не
менее
Адсорбционная активность
по метиленовому голубому,
мг/г, не менее
Адсорбционная способность
по активному хлору,мг/см
200
—
15
58
1
0,3
От-
сутств.
4-6
0,4
3,0
86,0
10,0
0,6
75
5
0,8-1,0
40
15
80
5
75,0
Фикс.
10
0,75
0,27
180
Не менее
50
626 Новый справочник химика и технолога
Продолжение
Марка
Нормативный
документ
АГ-5
ГОСТ-20777-
75
АГС-4
ТУ 6-16-2420-
80
ФАС-3
ТУ 6-16-28-
1578-94
Показатели
Гранулометрический состав:
массовая доля остатка, %, на
сите с диаметром отверстиий:
2,8 мм, не более
2,0 мм, не более
1,5 мм, не более
1,0 мм, не менее
0,5 мм, не более
менее 0,5 мм, не более
Прочность гранул на
истирание, %, не менее
Массовая доля влаги, %, не
более
Суммарный объем пор по
влагоемкости, см /г
Динамическая активность,
мин, не менее
по бензолу
по хлористому этилу
Гранулометрический состав:
массовая доля остатка, %, не
более, на сите с диаметром
отверстий:
3,6 мм
2,0 мм
менее 2,0 мм
Адсорбционная активность
по рафинадной патоке, %, не
менее
Массовая доля влаги, %, не
более
Прочность гранул на
истирание, %, не менее
рН водной вытяжки, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№28;№20;№15;№10
№ 05, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3
Массвая доля влаги, %,
не более
Суммарный объем пор по
воде, см3/г, не менее
Время защитного действия
по бензолу, мин, не менее
0,5
1,0
10
72
15,0
0,5
75
3,0
0,82-0,98
45
35
20
Не норм.
3
70
10
65
8,5
5,0
Не норм.
5,0
1,0
92
Фикс.
5,0
0,60
30
Марка
Нормативный
документ
АГ-ЗВ
ТУ 6-16-28-
1476-92
АГ-ЗИ
ТУ 6-16-28-
1486-92
АГМ-1
ТУ 6-16-2935-
86
АГМ-2
ТУ 6-16-2395-
86
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 05, не более
№ 0315, не более
№01
№ 005, не более
на поддоне, не более
Насыпная плотность, г/дм3
Массовая доля влаги, %, не
более
Адсорбционная активность
по иоду, %, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№28
№ 15
№ 10
на поддоне, не более
Прочность при истирании, %,
не менее
Массовая доля влаги, %, не
более
Суммарный объем пор по
воде, см3/г, не менее
Гранулометрический состав:
массовая доля остатка, %, не
более, на сите с диаметром
отверстий:
2,0 мм
1,0 мм
0,5 мм
менее 0,5 мм
Суммарный объем пор по
влагоемкости, см3/г, не менее
Прочность гранул на
истирание, %, не менее
Статическая активность по
бензолу при концентрации
бензола 54 мг/л, г/г, не менее
Массовая доля влаги, %, не
более
Гранулометрический состав:
массовая доля остатка, %, не
более, на сите с диаметром
отверстий:
2,0 мм
1,0 мм
0,5 мм
менее 0,5 мм
Суммарный объем пор по
влагоемкости, см /г, не менее
Прочность гранул на
истирание, %, не менее
Статическая активность по
бензолу, г/г, при
концентрации бензола 54 мг/л, не менее
Массовая доля влаги, %, не
более
10,0
30,0
Не норм.
5,0
5,0
Фикс.
10
55
3,0
Фикс.
Фикс.
Фикс.
2,0
60
5,0
0,9
5
Не норм.
15
0,5
0,7
70
0,235
10
5
Не норм.
15
0,5
0,75
70
0,260
10
Углеродные адсорбенты
627
Продолжение
Марка
Нормативный
документ
ОУ-В
ГОСТ 4453-
74
ОУЛ-А
ТУОП-64-11-
110-87
УАФ
ТУ 6-16-2409-
80
КАД-
молотый
ТУ 6-16-3018-
87
ОУ-ПК
ТУ 6-16-2609-
82
Показатели
Адсорбционная активность
по метиленовому
голубому, мг/г, не менее
по мелассе, %, не менее
рН водной вытяжки
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не менее
Массовая доля, %, не более
общей золы
водорастворимой золы
соединений железа в
пересчете на Fe+3
влаги
Водорастворимые
соединения железа
Степень измельчения:
массовая доля остатка, %, на сите с
диаметром отверстий
0,1 мм, не более
0,04 мм, не менее
менее 0,04 мм, не более
Адсорбционная активность
по мелассе, %, не менее
Массовая доля, %, не более
общей золы
водорастворимой золы
соединений железа в
пересчете на Fe+3
водорастворимых
соединений железа
рН водной вытяжки
Адсорбционная активность
по иоду, %, не менее
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм
Массовая доля влаги, %, не более
Адсорбционная активность
по иоду, %, не менее
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не более
Массовая доля влаги, %, не
более
Адсорбционная активность
по иоду, %, не менее
Массовая доля, %, не более
общей золы
водорастворимой золы
соединений железа в
пересчете на Fe+
водорастворимых
соединений железа
рН водной вытяжки
Не норм.
75
Не норм.
5
10
2
0,2
10
От-
сутств.
5
85
10
90
15
2
0,2
От-
сутств.
Не норм.
70
5
10
80
5
7
70
10
1,0
0,2
От-
сутств.
4-6
Марка
Нормативный
документ
АГ-90
ТУ 6-16-28-
1355-90
АГ-95
ТУ 6-16-28-
1618-96
ОУ-А
ГОСТ 4453-
74
ОУ-Б
ГОСТ 4453-
74
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№28;№20;№ 15
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Суммарный объем пор по
воде, см /г, не менее
Время защитного действия
по бензолу, мин, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 28, не более
№ 15, не менее
№ 10, не более
на поддоне, не более
Прочность при истирании, %,
не менее
Суммарный объем пор по
воде, см /г, не менее
Время защитного действия
по бензолу, мин, не менее
Адсорбционная активность
по метиленовому
голубому, мг/г, не менее
по мелассе, %, не менее
рН водной вытяжки
Степень измельчения:
массовая доля остатка, %, на сите с
0 отверстий 0,1 мм, не менее
Массовая доля, %, не более
общей золы
водорастворимой золы
соединений железа в
пересчете на Fe+3
влаги
Водорастворимые
соединения железа
Адсорбционная активность
по метиленовому
голубому, мг/г, не менее
по мелассе, %, не менее
Массовая доля, %, не более
общей золы
водорастворимой золы
соединений железа в
пересчете на Fe+3
влаги
Водорастворимые
соединения железа
3,0
Не норм.
7,0
1,0
85
0,5
30
0,4
3,0
86,0
10,0
0,6
92
0,6
32
225
100
Не норм.
5
10
2
0,2
10
Отсутствие
210
100
6
1
0,2
58
От-
сутств.
628 Новый справочник химика и технолога
Продолжение
Марка
Нормативный
документ
ДАУ
ТУ 6-16-2393-
80
БАУ-А
ГОСТ 6217-
74
БАУ-Ац
ГОСТ 6217-
74
Показатели
Гранулометрический состав:
массовая доля остатка, %, не
более, на сите с диаметром
отверстий:
2,0 мм
1,5 мм
0,5 мм
менее 0,5 мм
Прочность гранул на
истирание, %, не менее
Суммарный объем пор по
влагоемкости, см3/г
Равновесная активность по
толуолу, мг/г, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 10, не менее
менее № 10, не более
Насыпная плотность, г/дм ,
не более
Массовая доля, %, не более
влаги
золы
Суммарный объем пор по
воде, см /г, не менее
Адсорбционная активность
по иоду, %, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 10, не менее
менее № 10, не более
Прочность при истирании, %,
не менее
Насыпная плотность, г/дм3,
не более
Массовая доля, %, не более
влаги
золы
Суммарный объем пор по
воде, см /г, не менее
Адсорбционная активность
по иоду, %, не менее
5
40
Не норм.
5
73
0,60-0,75
260
2,5
95,5
2,0
240
10
7
1,6
60
2,5
95,5
2,0
60
Не норм.
10
8
1,7
50
Марка
Нормативный
документ
АБД
ТУ 6-17-
219.0П-91
КАД-
иодный
ТУ 6-17-
1028844-008-
89
КАД-Э
ТУ 6-16-2794-
84
Показатели
Гранулометрический состав:
массовая доля остатка, %, не
более, на сите с диаметром
отверстий (сетка по
ГОСТ 6613-86)
2,0 мм
0,5 мм
менее 0,5 мм
Насыпная плотность, г/дм3,
не более
Адсорбционная активность
по иоду, %, не менее
Массовая доля, %, не более
золы
влаги
Грануломе'фический состав:
массовая доля остатка, %, на
сите с диаметром отверстий:
5,0 мм, не более
2,0 мм, не менее
1,0 мм, не более
менее 1,0 мм, не более
Насыпная плотность, г/дм3,
не более
Прочность гранул на
истирание, %, не менее
Адсорбционная активность
по иоду, %, не менее
Массовая доля влаги, %, не
более
Гранулометрический состав:
массовая доля остатка, %, на
сите с диаметром отверстий
(сито типа 1 но
ТУ 23.2.2067-89):
4,0 мм
2,5 мм, не более
1,0 мм
менее 1,0 мм, не более
Насыпная плотность, г/дм ,
не более
Прочность гранул на
истирание, %, не менее
Адсорбционная активность по
иоду через 30 мин при
взбалтывании с предварительным
закислением, %, не менее
Массовая доля влаги, %, не
более
5
Не норм.
5
480
50
26,0
10,0
5
70
25
1
450
60
55
5
Отсутств.
15
Не норм.
1,0
440
60
55
10
Углеродные адсорбенты
629
Продолжение
Марка
Нормативный
документ
УАИ
марка А
ТУ 6-16-2588-
82
УАИ
марка Б
ТУ 6-16-2688-
82
БАУ-
буковый
ТУ 6-17-172-
90
Показатели
Массовая доля серебра, %
Массовая доля серебра, %
Гранулометрический
состав: массовая доля
остатка, %, на сите с диаметром
отверстий:
3,6 мм, не более
1,0 мм, не менее
менее 1,0 мм, не более
Адсорбционная активность,
%, по диэтилендитиокарба-
мату натрия, мг/г, не менее
Прочность гранул на
раздавливание, %, не менее
Суммарный объем пор по
влагоемкости, см3/г, не
менее
Массовая доля золы, %, не
более
0,08-0,11
0,06-0,08
2,5
95,5
2,0
180
70
1,5
7,0
Марка
Нормативный
документ
ДАК
ГОСТ 6217-
74
БАУ-МФ
ГОСТ 6217-
74
Показатели
Фракционный состав:
массовая доля остатка, %, на сите:
№ 36, не более
№ 10, не менее
менее № 10, не более
Насыпная плотность, г/дм3,
не более
Массовая доля, %, не более
влаги
золы
Суммарный объем пор по
воде, см /г, не менее
Адсорбционная активность
по иоду, %, не менее
Фракционный состав:
массовая доля остатка, %, на сите:
№ 15, не более
№ 05, не менее
менее № 05, не более
Массовая доля, %, не более
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Адсорбционная активность
по иоду, %, не менее
2,5
95,5
2,0
Не норм.
10
6
1,4
30
25
70
5
10
10
Не норм.
70
Техническая характеристика активных углей для очистки почв
Марка
Нормативный
документ
АРГОСОРБ-1
ТУ 6-16-20-38-
87
АГРОСОРБ-1Г
ТУ 6-16-20-41-87
Показатели
Адсорбционная
активность по иоду, %, не
менее
Суммарный объем пор по
воде, см /г
Фракционный состав:
массовая доля остатка, %,
на сите:
№ 28, не более
№ 20, не более
№05
на поддоне, не более
Массовая доля влаги, %,
не более
Адсорбционная
активность по иоду, %, не
менее
Суммарный объем пор по
воде, см /г
80
Фикс.
1,0
20,0
Не норм.
3,0
5
80
Фикс.
Марка
Нормативный
документ
ОПАТУ
ТУ 6-16-25-20-
89
АРГОСОРБ-1
ТУ 6-16-20-38-
87
Показатели
Фракционный состав:
массовая доля остатка, %,
на сите:
№ 36, не более
№ 28-05
на поддоне
Массовая доля, %:
влаги
золы
Суммарный объем пор по
воде, см /г
Статическая активность по
бензолу, г/дм3, не менее
Степень измельчения:
массовая доля остатка, %,
на сите с 0 отверстий
0,1 м, не более
Массовая доля влаги, %,
не более
20
Не норм.
Не норм
10
Не норм.
Не норм.
90
5
5
630 Новый справочник химика и технолога
Техническая характеристика медицинских активных углей
Марка
Нормативный
документ
АДБ
ТУ 6-16-2567-
85
КАУ-1
марка А
ТУ 6-17-
210.ОП-89
КАУ-1
марка Б
ТУ 6-17-
210.ОП-89
Показатели
Фракционный состав:
массовая доля остатка, %, на
сите:
№ 28, не более
№ 15, не более
№ 05, не менее
Прочность при истирании,
%, не менее
Массовая доля золы, %, не
более
Суммарный объем пор по
воде, см3/г, не менее
рН водной вытяжки
Гранулометрический
состав: массовая доля
остатка, %, на сите с сеткой (по
ГОСТ 6613-86):
№ 2, не более
№ 05, не менее
на поддоне, не более
Суммарный объем пор,
см /г, не менее
Адсорбционная активность
по метиленовому
оранжевому, мг/г, не менее
Насыпная плотность, г/дм3
Прочность, %, не менее
Адсорбционная активность
по мелассе, %
Гранулометрический
состав: массовая доля
остатка, %, на сите с сеткой
(по ГОСТ 6613-86):
№ 063, не более
№ 020, не менее
на поддоне, не более
Суммарный объем пор,
см3/г, не менее
Адсорбционная активность
по метиленовому
оранжевому, мг/г, не менее
Насыпная плотность, г/дм3
Прочность, %, не менее
Адсорбционная активность
по мелассе, %
2,0
48,0
50,0
65
1,5
1,0
6,7-7,6
5,0
90,0
5,0
0,8
300
Фикс.
70
60
5,0
90,0
5,0
0,8
300
Фикс.
—
50
Марка
Нормативный
документ
ФАС
ТУ 6-16-3096-
89
ФАС-Э
ВФС 42-2843-
94
(Временная
фармокопей-
ная статья)
МеКС
ТУ 6-16-1611-
95
Показатели
Фракционный состав:
массовая доля остатка,%, на сите:
№ 28, не более
№ 20, не более
№05
на поддоне, не более
Прочность при истирании,
%, не менее
Насыпная плотность, г/дм ,
не более
Массовая доля, %, не более
влаги
золы
Суммарный объем пор по
воде, см /г, не менее
Объем микропор, см /г, не
менее
рН водной вытяжки
Фракционный состав:
массовая доля остатка, %, на сите:
№ 30 и с 0 отверстий
менее 0,3 мм, не более
в интервале 0,3-3,0 мм
Прочность при истирании,
%, не менее
Насыпная плотность, г/дм ,
не более
Массовая доля , %, не более
влаги
золы
Суммарный объем пор по
воде, см3/г, не менее
Объем микропор, см3/г, не
менее
рН водной вытяжки
Фракционный состав:
массовая доля остатка, %, на сите:
№ 28, не более
№ 10
№ 05, не более
Прочность при истирании,
%, не менее
Массовая доля золы, %, не
более
Суммарный объем пор по
воде, см3/г, не менее
Объем сорбционного
пространства, см3/г, не менее
рН водной вытяжки
8,5
60
Не норм.
0,7
90
550
3,0
0,1
0,80
0,40
6,0-7,5
5,0 в сумме
Не норм.
90
550
3,0
0,1
0,80
0,40
6,0-7,5
4,0
Не норм.
30
75
2,0
0,90
0,45
6-8
Углеродные адсорбенты
631
Продолжение таблицы
Марка
Нормативный
документ
КАУ-2
марка Б
ТУ 6-17-
210.ОП-89
Показатели
Гранулометрический
состав: массовая доля
остатка, %, на сите с сеткой
(по ГОСТ 6613-86):
№ 063, не более
№ 020, не менее
на поддоне, не более
Суммарный объем пор,
см3/г, не менее
Адсорбционная активность
по метиленовому
оранжевому, мг/г, не менее
Насыпная плотность, г/дм
Прочность, %, не менее
Адсорбционная активность
по мелассе, %
5,0
90,0
5,0
0,6
230
Фикс.
—
70
Марка
Нормативный
документ
КАУ-2
марка А
ТУ 6-17-
210.ОП-89
Показатели
Гранулометрический
состав: массовая доля
остатка, %, на сите с сеткой
(по ГОСТ 6613-86):
№ 2, не более
№ 05, не менее
на поддоне, не более
Суммарный объем пор,
см3/г, не менее
Адсорбционная активность
по метиленовому
оранжевому, мг/г, не менее
Насыпная плотность, г/дм3
Прочность, %, не менее
Адсорбционная активность
по мелассе, %
5,0
90,0
5,0
0,8
260
Фикс.
70
80
Техническая характеристика активных углей-носителей катализаторов
Марка
Нормативный
документ
АГН-1
АГН-2
ТУ 6-16-2206-
77
АГН-3
ТУ 6-16-29-
121-87
Показатели
Суммарный объем пор по
влагоемкости, см3/г, не
менее
Массовая доля влаги, %,
не более
Равновесная активность по
толуолу, мг/г, не менее
Гранулометрический
состав: массовая доля
остатка, %, на сите с диаметром
отверстий (сито типа 1 по
ТУ 23.2.2067-81):
7,00 мм, %, не более
5,00 мм, %, не менее
2,8 мм, %, не менее
Прочность 1ранул на
истирание, %, не менее
Суммарный объем пор по
влагоемкости, см3/г,
не менее
Массовая доля влаги, %,
не более
Равновесная активность по
толуолу, мг/г, не менее
0,65
10
135
Отсутств.
10-40
58
0,65-0,90
2
135-110
73
Марка
Нормативный
документ
АР-Д
ТУ 6-16-2142-
77
АГН-1
АГН-2
ТУ 6-16-2206-
77
Показатели
Гранулометрический
состав: массовая доля остатка
на сите, %, с диаметром
отверстий:
0,5 мм, не более
0,2 мм, не менее
менее 0,2 мм, не более
Суммарный объем пор по
влагоемкости, см3/г,
не менее
Массовая доля влаги, %, не
более
Равновесная активность по
толуолу, мг/г, не менее
Гранулометроический
состав: массовая доля остатка
на сите, %, с диаметром
отверстий:
7,00 мм, не более
5,00 мм, не менее
2,8 мм, не менее
менее 2,8 мм, не более
Прочность гранул на
истирание, %, не менее
5
77
18
0,5
10
250
Отсуств.
40
58
2
70
632 Новый справочник химика и технолога
Параметры пористой структуры активных углей
Марка
Уъ
у
' ма
у
' ме
у
' ми
^01, ^02
см3/г
^0Ь ^02 >
НМ
Угли активные для адсорбции газов и паров
АГ-2А
АГ-2Б
АР-А
АР-Б
АР-В
АГ-ПР
АГ-ОС
АРТ-1
АРТ-2
СКТ
СКТ-1А
СКТ-1Б
СКТ-2А
СКТ-2Б
СКТ-3
СКТ-ЗС
СКТ-ЗУ
СКТ-4
СКТ-6А
СКТ-6Б
СКТ-7А
СКТ-7Б
СКТ-7С
АЦБ-1
АЦБ-1М
АЦБ-2
ПАУ-1
СИТ-1
0,60-0,65
0,65-0,72
0,70-0,76
0,60-0,65
0,52-0,58
0,80-0,96
0,60-0,80
0,70-0,95
0,74-1,00
0,83-0,95
0,77-0,94
0,75-0,95
0,78-0,80
0,72-0,78
0,70-0,80
0,56-0,73
0,82-0,94
0,67-0,82
0,99-1,10
0,88-1,10
0,81-0,92
0,86-1,00
0,80-0,93
0,75-0,92
0,75-0,95
0,65-0,80
0,45-0,52
0,75-1,00
0,26-0,29
0,30-0,33
0,30-0,33
0,27-0,29
0,24-0,27
0,40-0,49
0,10-0,20
0,12-0,30
0,19-0,32
0,26-0,28
0,18-0,24
0,18-0,22
0,20-0,22
0,12-0,18
0,25-0,32
0,15-0,20
0,21-0,24
0,12-0,20
0,15-0,25
0,15-0,30
0,15-0,20
0,16-0,17
0,11-0,25
0,17-0,19
0,15-0,18
0,11-0,16
0,01-0,02
0,10-0,25
0,05-0,06
0,05-0,07
0,08-0,09
0,05-0,06
0,04-0,05
0,10-0,12
0,05-0,15
0,15-0,20
0,10-0,20
0,18-0,19
0,14-0,15
0,15-0,17
0,18-0,22
0,17-0,20
0,06-0,09
0,06-0,08
0,24-0,28
0,15-0,20
0,15-0,25
0,17-0,28
0,20-0,22
0,21-0,23
0,15-0,17
0,16-0,26
0,17-0,29
0,15-0,20
0,01-0,02
0,15-0,20
0,29-0,30
0,30-0,39
0,32-0,34
0,28-0,30
0,24-0,26
0,30-0,35
0,45-0,47
0,43-0,45
0,45-0,48
0,40-0,48
0,40-0,55
0,42-0,50
0,37-0,42
0,35-0,40
0,37-0,46
0,35-0,45
0,37-0,42
0,40-0,42
0,57-0,60
0,55-0,61
0,47-0,50
0,48-0,53
0,44-0,49
0,42-0,47
0,43-0,48
0,39-0,44
0,42-0,50
0,50-0,65
0,02-0,23
0,08-0,10
0,21-0,24
0,10-0,13
0,28-0,32
0,06-0,08
0,28-0,30
0,20-0,25
0,20-0,32
0,10-0,12
0,47-0,52
0,44-0,47
0,45-0,50
0,40-0,48
0,46-0,57
0,43-0,59
0,38-0,45
0,37-0,42
0,37-0,46
0,43-0,55
0,39-0,43
0,42-0,46
0,59-0,62
0,57-0,60
0,48-0,53
0,49-0,55
0,45-0,53
0,40-0,42
0,04-0,10
0,9-0,43
0,03-0,16
0,41-0,45
0,44-0,53
0,35-0,37
0,25-0,35
0,43-0,52
0,87-0,96
0,43-0,51
0,89-0,96
0,54-0,57
1,01-1,18
0,47-0,48
0,43-0,45
0,70-0,80
1,00-1,20
0,70-0,72
0,60-0,67
0,54-0,56
0,54-0,57
0,60-0,62
0,61-0,64
0,50-0,52
0,54-0,55
0,47-0,55
0,50-0,55
0,70-0,75
0,59-0,60
0,70-0,73
0,66-0,69
0,64-0,70
0,66-0,72
0,62-0,66
0,60-0,65
1,10-1,39
0,59-0,66
1,00-1,44
0,56-0,62
0,41-0,42
0,72-0,80
1,23-1,58
Активные угли для адсорбции из жидкой фазы
СКТ-0
АЦБ-0
АГ-3-0
АГ-3
АГ-ЗА
АГ-ЗВ
АГ-ЗИ
АГМ-1
0,60-0,80
0,80-1,20
0,75-0,95
0,83-0,98
0,75-1,00
0,80-0,95
0,90-1,10
0,70-0,76
0,07-0,20
0,14-0,30
0,40-0,52
0,51-0,60
0,40-0,53
0,41-0,47
0,50-0,52
0,38-0,40
0,15-0,18
0,20-0,38
0,10-0,15
0,08-0,10
0,10-0,17
0,12-0,18
0,13-0,23
0,04-0,06
0,38-0,42
0,44-0,52
0,25-0,28
0,24-0,34
0,25-0,30
0,27-0,30
0,27-0,35
0,28-0,30
0,40-0,45
0,45-0,48
0,03-0,10
0,20-0,22
0,08-0,12
0,16-0,24
0,12-0,14
0,18-0,22
0,10-0,14
0,20-0,23
0,10-0,16
0,20-0,23
0,10-0,16
0,28-0,30
0,50-0,54
0,62-0,67
1,00-1,45
0,60-0,65
1,14-1,36
0,48-0,52
1,02-1,04
0,63-0,67
1,17-1,41
0,62-0,64
1,12-1,48
0,62-0,64
1,12-1,48
0,52-0,56
Углеродные адсорбенты
633
Продолжение
Марка
АГМ-2
АГ-5
АГ-90
АГ-95
АГС-4
ДАУ
КАД-иодный
ДАК
БАУ-А
ФАС-3
УАФ
КАД-молотый
ОУ-А
ОУ-Б
Уъ
v
' ма
v
' ме
V
' ми
см3/г
0,76-0,85
0,82-0,98
0,60-0,80
0,66-0,80
0,78-0,88
0,60-0,68
0,60-0,70
1,40-1,50
1,65-1,80
0,64-0,78
—
—
—
—
0,38-0,41
0,52-0,60
0,35-0,39
0,07-0,09
0,51-0,56
0,28-0,30
0,30-0,35
1,20-1,25
1,35-1,45
0,01-0,02
—
—
—
—
0,06-0,08
0,08-0,10
0,11-0,15
0,15-0,18
0,04-0,06
0,04-0,06
0,04-0,06
0,03-0,05
0,08-0,10
0,13-0,23
0,07-0,08
0,12-0,13
0,13-0,18
0,13-0,18
0,32-0,39
0,24-0,34
0,23-0,28
0,44-0,55
0,23-0,26
0,28-0,32
0,26-0,29
0,17-0,20
0,23-0,26
0,33-0,40
0,23-0,26
0,23-0,26
0,26-0,29
0,26-0,29
^оь WQ2
0,26-0,28
0,16-0,24
0,12-0,14
0,23-0,26
0,47-0,58
0,20-0,23
0,24-0,28
0,24-0,29
—
0,21-0,24
0,35-0,42
0,21-0,22
0,07-0,10
0,25-0,27
0,27-0,30
0,27-0,30
^0Ь ^02
нм
0,55-0,57
0,48-0,52
10,2-1,04
0,65-0,68
0,55-0,62
0,49-0,50
0,60-0,61
0,47-0,50
—
0,40-0,60
0,38-0,42
0,47-0,48
1,02-1,04
0,52-0,62
0,40
0,40-0,43
Активные угли для очистки почв
ОПАТУ
АГРОСОРБ-1Г
АГРОСОРБ-1
0,65-0,76
0,72-0,87
0,68-0,82
0,25-0,28
0,40-0,45
0,38-0,42
0,15-0,18
0,12-0,18
0,10-0,15
0,25-0,30
0,20-0,25
0,20-0,25
0,20-0,25
0,18-0,22
0,10-0,14
0,18-0,20
0,10-0,16
0,50-0,54
0,63-0,67
1,17-1,41
0,62-0,64
1,12-1,48
Медицинские активные угли
ФАС (ФАС-Э)
МеКС
АДБ
0,85-1,22
0,90-1,24
0,91-1,30
0,01-0,02
0,20-0,28
0,10-0,30
0,39-0,59
0,15-0,28
0,60-0,70
0,45-0,61
0,55-0,68
0,22-0,30
0,47-0,66
0,58-0,72
0,24-0,32
0,45-0,59
0,75-0,79
0,43-0,46
Активные угли-носители катализаторов и химических поглотителей
АР-Д
АГН-1
АГН-2
АГН-3
0,60-0,73
0,68-0,76
0,80-0,90
0,24-0,28
0,31-0,35
0,31-0,35
0,05-0,10
0,05-0,06
0,06-0,08
0,31-0,35
0,32-0,35
0,38-0,41
0,30-0,32
0,06-0,08
0,23-0,26
0,10-0,12
0,40-0,43
0,45-0,50
0,92-1,00
0,50-0,52
0,75-0,78
0,67-0,71
АКТИВНЫЕ УГЛИ США
Фирмы, основные марки и сорта активных углей
Фирма-производитель
«Calgon Corporation»
«Chemviron» (Европейский
филиал фирмы «Calgon
Corporation»)
«Westvaco Comparation»
Марка
активного угля
«Pittsburgh»
«Chemviron»
«Suchar»
«Nuchar»
Сорт активного угля
BPL, SGL, CAL, PSB, CPG, OL, BL,
RB, RC, FCA, IVP, Filtrasorb С
sen, scxn
PWA, WPL, RB, SRC (RC), SBL (BL),
CPIV-B, VCL, BPX, Filtrasorb 100,
200, 300, 400
KPS, BIS (FF)
C-190-N (FF), C-190-A (FF), C-l 15-N
(FF), C-l 15-A, C-l45-A, S-A, S-N,
C-145N, C-1000N, C-l000A, CEE-N,
CTT-A, D-l 15 A, D-l 15N, Agua
Nuchar A, WV-B, WV-DC
Исходное сырье
Битуминозный каменный
уголь
Скорлупа кокосового ореха
Битуминозный каменный
уголь
Растительные материалы
(отходы целлюлозного
производства).
Отходы целлюлозного
производства
634
Новый справочник химика и технолога
Продолжение
Фирма-производитель
«Westvaco Comparation»
«ICI United States»
«Barnebu Cheney»
«Witco Chemical
Corporation»
«Union Carbide Corporation»
«Amoko»
«Amerikan Norit»
Марка
активного угля
«Nuchar»
«Darco»
«Adsorbite»
«Witcarb»
«Columbia»
«Amoko»
«Norit»
Сорт активного угля
WA-N, WV-L, WV-H, WV-W, WV-G,
W-L, Filtrohar
KB, K, KB-B
S-51, Hydrodarco C, Hydrodarco B,
Hydrodarco H, R, RL, HDA, A, G-60,
BD1030, HD-3000.
GTS, AGD, CPF2, CG.
CGP, AED
AE-4, BD, EH, AC, VG, KE, GI, MI,
XZ.
CF, CB, CD, HE, PA-5, PC, PL, PK,
RF, RC, RH, SA, SK, UH, UU, JF,
XH-2
940, 950, 960, 965, 955, 517, 718, 975
CXC, SXC, 3LXC, NXC, HCC, LC,
ACC, JXC, 3XWC, SCC, SCX, LCK,
4LXC
CXA/SXA, AC, G
PX-21, PX-22, PX-23, GX-32, 112A,
112B
Norit granulated, Norit A, EXW, SG,
Extra SG, 211, EX, FQA, F, Ultra С
Исходное сырье
Битуминозный каменный
уголь
Древесина, химический
способ активации
Лигнит
Битуминозный каменный
уголь
Скорлупа кокосового ореха
Скорлупа кокосового ореха
и ореха пекан
Битуминозный каменный
уголь
Нефтяные остатки
Нефтяные остатки
Скорлупа кокосового ореха
Нефтяная основа
Древесный уголь.
Древесина, в том числе древесина
сосны
Область применения активных углей
Сорт активного угля
Область применения
«Calgon Corporation»
BPL
SGL
FCA
CAL
CPG, LF
IVP
OL
BL
BL, RB, RC, С , GB
Filtrasorb С
Filtrasorb 100, 200, 300
Filtrasorb 400
Рекуперация летучих растворителей. Удаление бензина из воздуха.
Разделение высокомолекулярных углеводородов. Основа катализатора в производстве
хлорвинила, винилацетата.
Противогазовая техника, кондиционирование воздуха
Очистка и обесцвечивание водных растворов в химической и пищевой
промышленности. Очистка сточных вод
Удаление сероводорода и органических соединений серы (со специальной пропиткой)
Очистка тростникового и свекловичного сахара. Очистка органических жидкостей и
минеральных кислот
Для тонкой очистки фармацевтических препаратов, кукурузной патоки. Очистка и
обесцвечивание органических соединений (в движущихся и неподвижных слоях). Обработка
жидкостей (в том числе глюкозы, ксилита)
Удаление сероводорода, меркаптанов. Очистка сточных вод целлюлозно-бумажной
промышленности и нефтеперегонных заводов
Очистка бензойной кислоты, минеральных кислот, гальванических ванн
Осветление и дезодорация окрашенных жидкостей
Осветление растворов, дезодорация жидкостей в химической, фармацевтической,
пищевой промышленности
Поглощение тригалогенметанов
Очистка питьевой и сточной воды
Очистка питьевой и сточной воды, очистка парового конденсата
Углеродные адсорбенты
635
Продолжение
Сорт активного угля
Область применения
«Cheraviron»
SCXII
sen
PWA, WPL
BPL, BPX
VCL
Рекуперация летучих растворителей (движущийся слой). Очистка воздуха. Очистка
спиртов. Дехлорирование воды
Рекуперация бензола, спиртов, хлорзамещенных углеводородов. Катализатор синтеза
фосгена, виниловых мономеров. Основа катализаторов
Очистка фармацевтических препаратов и др. (малое содержание кислоторастворимого
железа, промыт кислотой)
Улавливание бензина в автомобилях
Носитель катализатора в процессе синтеза виниловых мономеров
«Westvaco Corporation»
Filtohar, Nuchar, S-A
Suchar, S-N
WV-L
WV-H
wv-w,
W-L
WV-N
B-100N
WVG
C-N (FF), C-N, C-A,
C-1000A,C-1000N,
C-190A, C-190N
C-190N(FF)
C-115N(FF)
C-115A, C-115N,
C-145A,C-145N,
D-115F, D-115N
CEE-A, CEE-N
Agua Nuchar A
KPC
Обесцвечивание масла, жиров, химических продуктов. Очистка растворов меди
Обесцвечивание, очистка сахарных растворов
Очистка фармацевтических препаратов от веществ как с большим, так и с малым
молекулярным весом
Очистка и разделение газов. Кондиционирование воздуха. В респираторах, холодильниках
Очистка сточных вод
Очистка растительных масел и алкогольных напитков. В производстве пива
В процессе производства резины
Очистка питьевой воды
Очистка фармацевтических препаратов.
Получение химических веществ высокой степени чистоты.
Обработка воды
При рекуперации антибиотиков, витаминов, обесцвечивание растворов сахара, глютама-
та натрия и др.
Адсорбция органических инсектицидов. Очистка пищевых продуктов от красящих
веществ. Регенерация гальванорастворов
Обработка жиров, масел, желатина.
Дезодорация
Обработка наиболее трудно обесцвечиваемых жиров, масел, молочной кислоты,
лактозы. Очистка кукурузной патоки, сахара
Очистка питьевой воды от веществ, придающих ей неприятный вкус и запах. Обработка
промышленных сточных вод
Осветление сильно щелочных растворов
«ICI United States»
G-60
KB, HD-3000
К
KB-B
R
A
ED-1030
S-51.RL
Hydrodarco H
Hydrodarco В
Hydrodarco С
Hydrodarco С
Hydrodarco 300
CPF-2
Очистка фармацевтических препаратов, водки, органических кислот. Носители
катализаторов (платины, палладия)
Очистка фармацевтических препаратов, сахарных растворов, вин, уксуса
Очистка и обесцвечивание химических веществ
Очистка красителей (специальный)
Очистка пищевых продуктов, лекарственных веществ
Адсорбция из растворов
Очистка питьевой воды
Очистка сахарных растворов, фармацевтических препаратов, органических веществ.
Очистка питьевой воды и бытовых сточных вод
Очистка сточных вод
Очистка технической и питьевой воды, промышленных сточных вод (пивоваренных,
консервных заводов, фармацевтических фабрик) и городских сточных вод
Очистка сточных вод
Очистка лекарственных и других химических препаратов
636 Новый справочник химика и технолога
Продолжение
Сорт активного угля
GTC
AED, CG, CGF
AGD, EDA
Область применения
Очистка сиропов, органических и неорганических кислот с низким рН
Рекуперация растворителей и очистка газов
Адсорбция в жидкой фазе
«Barneby Cheney»
АЕ-4, BD
АС
КЕ, VG, GI, EH, Ml
XZ
СА, СВ, CD
НЕ
FC,UH
PA, РК, RA, RC, RH
SK, UU, JF, ХН-2
PL
SA
Общая адсорбция паров. Катализатор и основа катализатора. Удаление запахов из
воздуха
Общая адсорбция паров. Удаление запахов из воздуха.
Рекуперация растворителей. Очистка газов
Общая адсорбция паров. Катализатор и основа катализатора.
Удаление запахов из воздуха. Рекуперация растворителей.
Очистка газов. Для противогазов и респираторов
Обработка воды. Очистка и обесцвечивание жидкостей
Для противогазов.
Специфическая адсорбция паров
Общая адсорбция паров. Катализатор и основа катализатора. Удаление запахов из
воздуха. Обработка воды
Общая адсорбция паров. Удаление запахов из воздуха. Обработка воды. Очистка и
обесцвечивание жидкостей
Обработка воды.
Очистка и обесцвечивание жидкостей
Катализатор и основа катализатора. Очистка и обесцвечивание жидкостей
Общая адсорбция паров. Обработка жидкостей
«Witco Chemical Corporation»
940(4x10), 950(4x10),
950(6x12), 955(4x10),
960(6x12)
965(8x16), 965(12x20)
950 (8x30), 950 (12x30),
950(18x40)
940 (8x30),
940 (12x30)
517,718
Рекуперация летучих растворителей. Конденционирование воздуха
Очистка воздуха. В промышленных респираторах
Обработка питьевой воды, промышленных сточных вод. Удаление из питьевой воды
тригалоидметанов и др. галоидозамещенных органических веществ.
Обработка питьевой воды, промышленных сточных вод
Обработка промышленных и бытовых сточных вод
«Union Carbide Corporation»
CXC, NXC, SXC
HCC
LC
JXC
SCC, NXC, CXC, SXC,
sex, нес
ACC, NXC
3LXC, 4LXC
Как основа катализатора при работе в неподвижном слое угля. Рекуперация летучих
растворителей. Снаряжение промышленных противогазов
Как основа катализатора при работе в движущемся слое угля
Как основа катализатора при работе в кипящем слое угля
Носитель катализатора. Очистка газов. Рекуперация летучих растворителей
Очистка газов (водород, аммиак, азот, гелий и т.п., удаление серы из двуокиси углерода,
масел из сжатого воздуха)
Удаление посторонних запахов и примесей в системах кондиционирования воздуха
Очистка газов
«Amoco Research Corporation»
PX-21,PX-23, GX-32,
PX-22, 112A, 112-B
Адсорбция газов
«American Norit»
Norit
Norit granulated Norit A
EXW, SG, extra SG, 211
EX, A, F, FQA
Ultra С
Удаление привкуса и запаха из воды (неподвижный слой угля)
Очистка фармацевтических препаратов, жиров, масел
Получение жидкостей высокой степени чистоты
Очистка жиров, масел, глицерина и пластификаторов, гальванических растворов
Получение веществ высокой степени чистоты
Углеродные адсорбенты
637
Характеристика зерненых и гранулированных активных углей различного назначения
Сорт
активного уголя
АЕ-4
АС
КЕ
BD-1
ЕН
VG
Ml
GI
СВ
НЕ
РА-5
PC
CD
BPL
BPL
PK
SGL
SK
PL
PCB4/10
PSB 12/30
CPG 12/40
CPG
CAL
CA-2
SXC 4/6
CXC 4/6
3LXC
WV-L
WV-G
WV-H
WV-W
Norit granulated
AK
SCII 4/10
SCXII4/10
SCXII6/14
940
950
950
955
960
965 (12x20)
965(8x16)
CGF
AGD (6x30)
IVP(4xlO)
Filtrasorb 100
Filtrasorb 200
Насыпная
плотность, г/дм3
578
570
560
535
494
480
455
420
645
600
570
556
542
527
520
520
500
450
398
470
510
480
414
422
495
452
440
493
470
480
470
580
395
600
460
562
522
540
510
430
450
540
460
480
390-450
450
540
540
540
Размер зерен,
мм
3,5-6,0
2,0-3,5
2,0-3,5
2,7-5,0
2,7-5,0
2,0-3,5
1,0-2,0
1,5-2,7
2,0-3,5
2,0-3,5
1,0-2,0
0,5-1,5
2,0-3,5
2,7-5,0
1,5-3,6
0,5-1,5
1,5-2,8
0,2-0,6
1,0-2,0
1,0-3,0
1,0-2,0
0,5-2,0
0,5-2,0
0,5-2,0
2,0-3,5
3,5-5,0
3,5-5,0
0,5-1,5
1,5-2,8
0,5-2,0
1,5-2,8
0,5-2,0
1,0-2,0
1,5-2,8
1,0-3,0
1,0-3,0
1,0-2,0
1,0-2,0
1,5-2,8
2,8-5,0
2,8-5,0
2,0-3,6
1,0-2,0
1,5-2,8
0,6-2,4
0,6-3,3
1,7-4,7
0,2-1,4
2,4-3,3
Прочность,
%
88
92
86
91
89
88
94
82
90
—
94
93
81
83
86
—
93
-
91
77
82
86
82
80
83
90
78
96
70
81
70
87
75
94
—
89
88
74
80
75
74
80
67
75
—
—
—
—
—
Динамическая активность, мин
хлорэтил
14
43
47
35
32
34
65
40
28
32
35
57
9
25
—
57
55
62
61
—
—
—
—
58
—
9
8
83
—
—
—
—
47
—
—
17
48
67
60
22
30
55
72
56
—
—
—
—
—
бензол
26
63
63
60
55
72
100
93
48
55
35
55
20
45
74
55
76
71
83
56
86
70
—
77
—
20
20
75
88
87
64
74
30
45
—
50
66
65
70
50
48
55
78
78
—
—
—
—
Содержание золы
(общей), %
3,9
2,4
—
2,1
2,0
2,3
2,6
3,2
7,9
—
6,7
6,6
1,-4
4,9
5,3
3,6
4,8
3,3
3,5
3,4
1,7
5,2
3,9
6,0
—
1,1
0,64
0,50
7,3
7,0
6,7
6,3
2,0
2,1
1,0-4,0
1,3
1,8
0,35
0,89
0,55
0,60
0,67
0,90
0,72
5
5
—
8
8
638
Новый справочник химика и технолога
Продолжение
Сорт
активного угол я
Filtrasorb 300
Filtrasorb 400
BPL
GTS
CG
AED
Witco517
HD-3000
80317
Carborundum
Nuchar W-L
SGL
CP IV-B
Filtrasorb 300
Насыпная
плотность, г/дм3
480
497
430^80
480
420
380
480
300
300
480
515
402
545
Размер зерен,
мм
0,8-1,0
0,5-2,0
0,5-1,4
1,7-4,7
1,4-4,7
1,7-4,7
4,0
0,54-1,4
0,40-0,54
0,33-0,54
0,54-2,4
1,0-2,8
3,6-5,0
1,0-2,0
Прочность,
%
70
80
—
—
—
—
85
—
—
70
81
75
66
Динамическая активность, мин
хлорэтил
—
—
—
—
—
—
—
—
—
—
—
—
—
бензол
—
80
—
—
—
—
—
—
—
—
74
—
86
Содержание золы
(общей), %
8
8
5-8
-
5
5
0,5
—
—
7,5
7,9
4,6
7,0
Характеристика активных углей для адсорбции в жидкой фазе
Сорт
активного уголя
RA
JF
RC
SK
YF-6
ХН-2
OL
UU
RH
BL
UH
SA
РК
SGL
CAL
C-N
C-190-N
C-1000-N
S-51
Norit-A
Norit granul.
G-60
KB
XZ
CPG
PWA
Hydrodarco В
Hydrodarco H
HDA
WPL
Размер
частиц, мм
0,4-0,6
Менее ,01
0,3-0,7
0,2-0,6
Менее 0,1
Менее 0,1
0,3-0,7
0,2-0,6
0,3-0,7
Менее 0,1
0,06-0,2
0,1-0,3
0,4-1,5
1,5-2,75
0,5-2,0
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
1,0-2,0
Менее 0,1
Менее 0,1
Менее 0,1
0,5-2,0
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Адсорбция, %
метиленового
голубого
0
—
—
85
—
90
90
65
85
95
80
105
50
—
105
80
75
95
45
75
—
45
100
145
50
—
—
—
—
(187мг/г)
мелассы
0
41
—
131
—
0
24
0
107
73
43
140
100
—
58
136
126
342
115
100
—
116
340
86
113
—
—
—
—
69
Содержание, %
золы (общей)
1,1
1,4
1,1
3,3
11,5
6,3
5,1
2,6
2,7
6,9
2,6
7,0
3,6
4,7
6,0
3,5
4,5
4,6
14,6
4,3
2,0
1,9
4,6
4,8
3,9
4-6
—
—
3,0
10,3
золы,
растворимой в воде
0,68
0,65
0,68
1,75
2,15
1,75
0,33
1,84
0,45
0,50
0,41
—
1,53
0,20
0,60
2,35
0,27
2,90
0,65
2,70
0,07
1,55
2,0
2,2
—
1,0
3,5
3,5
1,5
0,6
железа
0,16
0,22
0,078
0,10
0,18
0,22
0,18
0,097
0,24
0,31
0,23
—
0,063
0,145
0,23
0,09
0,08
0
0,17
0,06
1,20
0,06
0
0,26
Не бол. 0,01
0,054
—
—
—
—
рн
7,3
5,1
7,5
8,8
9,0
8,7
8,0
9,7
8,5
7,0
8,4
—
7,8
8,3
6,9
3,1
4,2
3,2
2,8
3,4
3,9
3,4
2,8
9,0
6-8
5-8
8
10
4-7
8,9
Углеродные адсорбенты 639
Продолжение
Сорт
активного уголя
SCZII(4xlO)
SCXII(6xl4)
940
950
Filtrasorb 400
Filtrasorb 300
SGL
Размер
частиц, мм
1,0-3,0
1,0-2,0
1,0-2,0
1,5-2,8
0,5-2,0
1,0-2,0
1,0-2,8
Адсорбция, %
иода, %
94
97
82
88
92
ПО
103
метиленового
голубого
108
165
30
45
—
(209 мг/г)
—
мелассы
—
—
10
26
—
—
—
Содержание, %
золы
(общей)
1,3
1,8
0,35
0,90
8,0
7,0
7,9
золы
водорастворимой
—
—
—
—
—
—
—
железа
—
—
—
—
—
—
—
рн
—
—
—
—
—
—
—
Параметры пористой структуры зерненых активных углей
Сорт
активного уголя
Объем пор, см3/г
Vl
V
' ма
v
' ме
v
' ми
5ме, м2/г
Угли активные из скорлупы кокосового ореха
АЕ-4
АС
КЕ
BD-1
ЕН
VG
Ml
GI
SCXII
SCXII
0,510
0,500
0,600
0,640
0,750
0,800
0,850
0,980
0,510
0,520
0,093
0,078
0,209
0,144
0,115
0,046
0,245
0,196
0,150
0,116
0,047
0,040
0,026
0,030
0,060
0,159
0,053
0,072
0,024
0,027
0,370
0,382
0,365
0,466
0,575
0,595
0,552
0,712
0,344
0,377
30
30
20
20
46
110
30
45
20
20
Активные угли из битуминозного каменного угля
СВ
НЕ
РА-5
PC
CD
BPL
BPL
BPL (12x30)
SGL
SK
PL
CAL
PK
PCB(4xlO)
PCB (12x30)
CPG (12x40)
CPG
Filtrasorb 300
Filtrasorb 400
Filtrasorb 300
WV-L
WV-G
WV-H
WV-W
0,470
0,490
0,540
0,590
0,660
0,670
0,690
0,940
0,770
0,970
1,00
0,830
0,670
0,640
0,590
0,740
0,880
0,780
0,730
0,670
0,740
0,740
0,730
0,540
0,075
0,103
0,302
0,210
0,210
0,166
0,240
—
0,258
0,468
0,274
0,170
0,246
0,200
0,150
0,230
0,344
—
0,270
0,268
0,200
0,120
0,140
0,080
0,031
0,050
0,094
0,124
0,094
0,116
0,090
—
0,107
0,198
0,253
0,204
0,130
0,040
0,050
0,160
0,103
—
0,126
0,83
0,130
0,190
0,200
0,160
0,364
0,357
0,144
0,256
0,356
0,388
0,360
0,440
0,405
0,304
0,473
0,456
0,294
0,400
0,390
0,350
0,433
0,390
0,338
0,319
0,410
0,430
0,390
0,300
30
52
54
80
88
63
60
—
77
108
138
109
85
50
50
—
—
—
—
—
—
—
—
—
640
Новый справочник химика и технолога
Продолжение таблицы
Сорт
активного уголя
Объем пор, см3/г
Уъ
у
' ма
V
' ме
v
' ми
Smc, М2/Г
Активные угли из нефтяных остатков
SXC 4/6
СХС 4/6
3LXC
940 8/30
950 8/30
950 4/10
955 4/10
960 6/12
965 12/20
965 8/16
0,820
0,940
0,680
0,480
0,610
0,670
0,670
0,520
0,620
0,710
0,285
0,400
0,245
0,120
0,160
0,260
0,230
0,140
0,140
0,220
0,080
0,086
0,079
0,040
0,060
0,040
0,050
0,040
0,040
0,060
0,455
0,454
0,356
0,320
0,390
0,370
0,390
0,340
0,440
0,430
60
54
53
40
50
40
45
40
40
50
Активные угли из древесного угля
Norit granulated
1,00
0,670
0,092
0,238
66
Параметры микропористой структуры зерненых активных углей
Сорт активного уголя
Wqi, см3/г
»02, СМ3/Г
X0l, HM
Xq2, HM
Активные угли из скорлупы кокосовых орехов
АЕ-4
АС
КЕ
BD-1
ЕН
WG
Ml
GI
SCXII
SCXII
0,392
0,380
0,380
0,479
0,478
0,380
0,473
0,445
0,360
0,402
—
0,140
0,226
0,117
0,308
—
—
0,58
0,59
0,61
0,59
0,62
0,60
0,64
0,66
0,56
0,60
1,24
1,24
1,00
1,34
—
—
Активные угли из битуминозного каменного угля
СВ
YE
РА-5
PC
CD
BPL
BPL
SGL
SK
PG
CAL
PK
PCB(4xlO)
PCB (12x30)
PCG (12x40)
Filtrasorb 400
Filtrasorb 300
WV-L
WV-G
WV-H
WV-W
0,373
0,380
0,144
0,256
0,178
0,337
0,360
0,346
0,314
0,366
0,296
0,294
0,420
0,410
0,350
0,367
0,331
0,380
0,430
0,410
0,320
—
—
—
—
0,178
0,079
—
0,089
—
0,140
0,149
—
—
—
—
—
—
—
—
—
—
0,57
0,59
0,60
0,55
0,61
0,61
0,71
0,62
0,59
0,59
0,62
0,54
0,59
0,56
0,67
0,75
0,65
0,64
0,69
0,73
0,67
—
—
—
—
1,48
0,96
—
1,17
—
1,13
1,17
—
—
—
—
—
—
—
—
—
—
Углеродные адсорбенты
641
Продолжение
Активные угли
001, ™3/Г
W02, СМ3/Г
Х01, нм
Х02, нм
Активные угли из нефтяных остатков
SXC 4/6
СХС 4/6
3LXC
940 8/30
950 8/30
950 4/10
955 4/10
960 6/12
965 2/20
965 8/16
0,455
0,467
0,380
0,340
0,420
0,400
0,420
0,370
0,450
0,460
0,63
0,67
0,59
0,59
0,67
0,67
0,66
0,61
0,66
0,67
—
—
—
—
—
—
—
—
—
—
Активный уголь из древесного угля
Norit granulated
0,240
0,54
—
Параметры пористой структуры порошковых активных углей
Сорт активного
уголя
Объем пор, см3/г
у
' ми
у
' ме
Wqi, СМ3/Г
W02, см3/г
Xq\, НМ
Х02, нм
5ме, м2/г
Активные угли из битуминозного каменного угля
RA
JF
RC
SK
JF-6
ХН-6
OL
UU
RH
BL
UH
SA
0,260
0,246
0,299
0,304
0,364
0,340
0,398
0,236
0,464
0,436
0,470
0,450
0,042
0,107
0,034
0,198
0,117
0,095
0,194
0,109
0,098
0,149
0,077
0,316
0,270
0,244
0,315
0,314
0,354
0,354
0,396
0,244
0,400
0,278
0,344
0,352
—
—
—
—
—
—
—
—
0,089
0,161
0,132
0,137
0,57
0,56
0,59
0,59
0,66
0,71
0,67
0,70
0,62
0,63
0,68
0,64
—
—
—
—
—
—
—
—
1,15
1,33
1,37
1,15
30
73
32
108
66
49
87
47
77
71
53
124
Активные угли из отходов целлюлозно-бумажного производства
C-N
C-190-N
C-1000=N
0,244
0,254
0,280
0,600
0,461
0,720
0,183
0,190
0,203
0,079
0,070
0,088
0,55
0,51
0,58
1,44
1,19
1,38
199
194
274
Активные угли из лигнита
S-51
G-60
0,125
0,098
0,749
0,862
0,120
0,102
—
—
0,48
0,53
—
—
241
244
Активный уголь из древесного угля
Norit A
0,304
0,270
0,315
—
0,56
—
118
Активный уголь из древесины (с добавкой фосфорной кислоты)
KB 0,370
1,100
0,089
0,294
0,61
1,30
565
Активный уголь из нефтяных остатков
LC 35/150 0,386
0,199
0,410
—
0,62
100
Активный уголь из скорлупы кокосовых орехов
XZ 0,520 0,155
0,535
—
0,71
—
72
642 Новый справочник химика и технолога
АКТИВНЫЕ УГЛИ ФРГ
Область применения активных углей
Фирма-
производитель,
сорт активного
угля
Hydraffin BK-12
Hydraffin ВК-16
Hydraffin 314
Hydraffin 318
Hydraffin С
Hydraffin A
Hydraffin:
AS 126,
AS 12/450
Hydraffin BP
Eponit BK,
BK-12
Eponit: 113, 114,
118,312,313,
314,316,320
Eponit: 114, 116,
118
Eponit: 113 A,
114A
Eponit: 114B,
116B
Eponit: 118B,
318,320,316
Eponit: 113N,
114N
Eponit: 113NP,
114NP, 313NP,
320NP
Eponit special:
113,114,313,
133
Desorex: G,
G-40, S
Carbopuron 4
special
Degusorb:
114 ANR,F 30/430;
WS-11 special
Область применения
Обработка воды (выдерживает
техническую регенерацию)
Очистка воды от органических
соединений (хорошо регенерируется)
Очистка воды
Очистка воды и сильно
загрязненных сточных вод
Удаление хлора, озона из воды,
дезодорация
Очистка сточных вод
Адсорбция фенолов и детергентов
из воды
Удаление хлора и озона из воды,
дезодорация
Обработка жидкостей
(непрерывный процесс)
Очистка, обесцвечивание и
дезодорация жидкостей (неомытые, рН=7)
Обработка вин (улучшение цвета,
вкуса, запаха)
Обесцвечивание жидкостей (малое
содержание железа)
Обесцвечивание и тонкая очистка
жидкостей
Дезодорация, осветление жидкостей
Обесцвечивание жидкостей
(активные угли с малым содержанием
железа)
Очистка, обесцвечивание
жидкостей, дезодорация (отмыт
фосфорной кислотой)
Фармацевтическая
промышленность (угли высокой степени
чистоты, отмыты кислотой)
Осветление и очистка жидкостей
(мелкопористый уголь)
Обесцвечивание, дезодорация
жидкостей (отмыты кислотой, уголь
высокой степени чистоты)
Адсорбция в жидкой фазе
«Degussa», «Lurgi»
Hydraffin: BD,
LW
Удаление хлора и озона из воды.
Дезодорация и обесфеноливание
воды
Фирма-
производитель,
сорт активного
угля
Область применения
«Degussa»
Supersorben
(CS2)
Supersorben
Supersorben :
W,KS
Supersorben :
WS IV, AS IV
Supersorben
special: WS IV,
AS IV
Supersorben
(C2H5OH)
Desorex
Desorex 12
Desorex:
AS 12/450,
AS 16/450,
AS 22/450,
AS 30/450
Desorex AS 12
Desorex AS 16
Desorex AS 22
Desorex AS 30
Aerosorb: LR4,
AS 12/450,
AS 22/450,
AS 30/450
Улавливание сероуглерода в
установках со стационарным слоем
активного угля
Извлечение углеводородов из
природного газа, рекуперация летучих
растворителей
Адсорбция газов и адсорбция из
жидкой фазы
Рекуперация летучих
растворителей, основа катализаторов
Рекуперация летучих растворителей
с низкой и средней температурой
кипения
Улавливание паров спирта
Очистка углекислоты от
органических примесей
Очистка воздуха и газов
Адсорбция газов и паров
(микропористые активные угли с высокой
адсорбционной способностью
Очистка воздуха и газов
Гранулированные активные угли)
Очистка воздуха и газов
Адсорбция газов и паров, очистка
воздуха и газов
«Lurgi»
Bensorbon
Supersorbon
extra
Supersorbon К
Termosorben
Рекуперация летучих
растворителей, тонкая очистка газа в
городских магистралях от бензола и
других примесей
Адсорбция газов, адсорбция из
жидкой фазы
Рекуперация летучих растворителей
Выделение углеводородов (от С3
до С7) при температуре 100 °С из
природного газа
«Degussa»
Hydraffin BK
Обработка воды. Обесцвечивание
жидкостей (адсорбция как малых,
так и больших молекул),
непрерывный процесс
Углеродные адсорбенты
643
Продолжение
Фирма-
производитель,
сорт активного
угля
Bilonit
WRK-1,WRP-1
Katox, Katox F
Desorex: DG,
F 47/22,
AS 45/22
Alcarbon:
20C-6/16,
75C-6/16
Область применения
Обесцвечивание и очистка
продуктов фармацевтической
промышленности
Адсорбция в жидкой фазе
Очистка сточных вод
Адсорбция в жидкой фазе
Процесс восстановления золота
«Degussa»
Katepon Special:
BKIV, WSIV,
ASIV
Katepon: F-124,
F-40h;
Degusorb,
ASIV/420
Degusorb F
40/430
Carbotox
Contarbon
AKtIV
Katasorb
Катализатор и основа катализатора
(активные угли отмыты, с малым
содержанием золы)
Катализ
Основа катализатора синтеза ви-
нилацетата
Основа катализатора
Основа осушителей, получаемых
нанесением хлористого лития
Как катализатор и как носитель
каталитических добавок (например,
солей ртути, цинка, кадмия, меди).
Как основа катализатора, в
частности в производстве винилхлорида и
винил ацетата
Катализ (производство фосгена)
Катализ
Фирма-
производитель,
сорт активного
угля
Hydraggin BD
special
Aquaraffin:
BKA, BS, IS
Область применения
Удаление масел из парового
конденсата. Обработка сточных вод
(малозольный)
Обработка питьевой,
промышленной воды. Обработка сточных вод
«Lurgi»
Hydraffin: BD
extra, H-7
Hydraffin BP
extra
Hydraffin 118 ff
Hydraffin: LS,
LS supra, BS,
BS-12
Hydraffin CP
Carboraffin,
Carboraffin: G,
GB, CSE, GH
Hydraffin AP
Dekolit
Glycarbon
Oenocarbon,
Palybon
OUcarbon, Purol,
Brilonit
Purocarbon,
Brilonit,
OUcarbon
Clarocarbon,
Purocarbon
Обработка воды, жидкостей
Удаление хлора из питьевой воды
Обработка сточных вод
Удаление органических соединений
из питьевой воды и промышленных
вод
Адсорбция из жидкой фазы
Адсорбция из жидкой фазы
(обесцвечивание и очистка
фармацевтических препаратов, сахарных
растворов, глютаминовой кислоты)
Очистка воды
Обработка жидкостей
Обработка глицеринов
Обесцвечивание красных вин и
удаление из них посторонних
запахов. Обработка фруктовых соков и
их дезодорация
Обесцвечивание и дезодорация
растительных жиров и масел
Обработка пива, сусел, улучшение
их вкуса и цвета
Удаление нежелательных
привкусов и запахов из вин с сохранением
цвета вин
Характеристика физико-механических свойств зерненых активных углей
Сорт активного угля
Supersorbon (CS2)
Supersorbon
Supersorbon W
Supersorbon KS
Supersorbon WSIV
Supersorbon ASIV
Supersorbon special WSIV
Supersorbon special ASIV
Supersorbon (C2H5OH)
Desorex
Desorex 12
Форма зерен
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированны й
Гранулированный
Гранулированный
Гранулированный
Размер зерен, мм
(основная фракция)
—
2,8-5,0
3,6-5,0
3,6-5,0
3,6-5,0
3,6-5,0
(dw. = 4 мм)
(<V = 4 мм)
2,8-5,0
Более 5,0
1,0-1,5
Прочность, %
82
82
87
82
73
67
—
—
82
56
83
Содержание золы
(общей), %
—
—
5,1
4,0
4,3
4,5
Менее 4,0 (отмыт)
Менее 4,0 (отмыт)
4,8
4,7
5,0
644 Новый справочник химика и технолога
Продолжение
Сорт активного угля
Desorex: AS 12/450,
AS 16/450
Desorex: AS 22/450,
AS 30/450
Desorex: AS 12, AS 16
Desorex: AS 22, AS 30
Aerosorb: LR4, AS 12/450
Aerosorb: AS 22/450,
AS 30/450
Supersorben extra
Benzorbon
Katepon Special BKIV
Katepon Special WSIV
Katepon Special ASIV
Katepon F-124
Katepon F-40h
Degusorb F 40/430
Degusorb F 30/430
Contarbon
AKt-IV
Hydraffin BK
HydraffinBK16
Hydraffin С
Hydraffin AS 12
Hydraffin AS 12/450
Hydraffin BP
Hydraffin BD
Hydraffin BD special
Hydraffin LW
Hydraffin LS supra (510)
Hydraffin IS supra (440)
Hydraffin 71
Hydraffin IS (610)
Hydraffin BS (400)
Hydraffin BS-12
Hydraffin В extra (320)
Aquaraffin BS
Aquaraffin LS supra
Форма зерен
Гранулированный
Гранулированный
Гранулированный
(различается
по диаметру гранул)
Гранулированный
(различается
по диаметру гранул)
Гранулированный
(различается
по диаметру гранул)
Гранулированный
(различается
по диаметру гранул)
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Дробленый
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Дробленый
Дробленый
Дробленый
Дробленый
Гранулированный
Дробленый
Гранулированный
Гранулированный
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Размер зерен, мм
(основная фракция)
—
—
По требованию
заказчика
По требованию
заказчика
По требованию
заказчика
По требованию
заказчика
3,6-5,0
2,8-5,0
(с/т. = 4 мм)
(с/гр. = 4 мм)
(с/гр. = 4 мм)
0,5-1,0
3,0-4,0
3,6-5,0
2,8-3,6
2,8-5,0
3,6-5,0
0,5-1,5
(с/го. = 1,5 мм)
0,5-2,0
(с/го. = 1,0 мм)
(с/гр. = 1,0 мм)
0,5-1,5
1,0-1,5
0,5-1,5; 0,5-2,5
1,0-3,0; 2,0^1,0
0,5-2,5
1,0-1,5
0,5-3,0
1,0-3,6
0,5-2,0
0,5-2,5
1,0-3,6
0,5-3,0
1,0-1,5
0,5-1,5
0,5-3,0
0,5-2,0
Прочность, %
—
—
—
—
—
—
79
—
—
—
—
—
—
78
87
75
77
—
—
—
—
—
—
—
78
—
90
—
—
89
—
84
—
—
—
Содержание золы
(общей), %
Менее 15,0
(мелкопористые,
с высокой адсорбц.
способн.)
Менее 15,0
(мелкопористые, с
высокой
адсорбционной способностью)
Менее 15,0
Менее 15,0
Менее 15,0
Менее 15,0
3,4
—
Менее 4,0 (отмыт)
Менее 4,0 (отмыт)
Менее 4,0 (отмыт)
—
—
8,5
4,3
4,1
2,5
—
—
—
—
—
—
Около 5
0,7
—
3,5
Около 3
—
3,4
Около 8
9,1
Около 5
Около 8
Около 5
Углеродные адсорбенты
645
Продолжение
Сорт активного угля
Aquaraffin BKA
Eponit ВК
Eponit BK-12
Eponit 114N
Katox, Katox F
WS-II Special
Desorex DG
Desorex F 47/22
Desorex AS 45/22
Alcarbon20C-6/16
Alcarbon75C-6/16
Форма зерен
Формованный,
Дробленый
Дробленый
Дробленый
Дробленый
Зерненый
Смесь
гранулированного и дробленого
Смесь
гранулированного и дробленого
Гранулированный
Гранулированный
Дробленый
Дробленый
Размер зерен, мм
(основная фракция)
1-4
0,5-1,6
—
—
—
1,5-2,3
—
1,0-2,8
1,0-2,8
1,5-3,6
1,5-3,6
Прочность, %
—
—
—
—
—
79
—
87
86
94
80
Содержание золы
(общей), %
Около 8
—
—
Менее 0,1
—
3,1
—
5,0
8,0
1,3
2,0
Характеристика адсорбционных свойств активных углей для адсорбции из газовой фазы
Сорт активного угля
Supersorbon
Degusorb F 40/430
Supersorbon (CS2)
Supersorbon (C2H5OH)
Degusorb AS IV/420
Supersorbon W
Supersorbon extra
Supersorbon ASIV
Supersorbon WSIV
Benzorbon
Akt-IV
Contarbon
Desorex 12
HydraffinBS-12
Hydraffin LS supra
Hydraffin LS
Degusorb F 30/430
WS-II Special
Desorex F 47/22
Desorex AS 45/22
Alcarbon20C-6/16
WS-II Special
Насыпная
плотность,
г/дм3
70
420
390
383
446
420
400
400
408
270
410
338
390
404
510
610
430
428
480
446
750
473
Динамическая активность,
мин
хлористый
этил
—
—
—
—
—
—
—
—
—
—
—
—
73
35
8
30
—
—
—
—
—
—
бензол
—
31
—
—
40
—
—
40
32
—
—
—
66
80
58
45
66
75
—
—
30
95
Равновесная активность по
толуолу
г/дм3
—
160
—
—
174
—
157
165
168
—
—
—
101
120
157
132
—
—
—
—
—
—
мг/г
—
380
—
—
390
390
392
414
412
—
—
—
258
296
309
217
356
428
333
426
154
438
Динамическая
активность по
бензолу, г/л
130
—
118
177
—
—
—
—
—
90
ПО
153
—
—
—
—
—
—
—
—
—
—
Адсорбционные свойства активных углей для адсорбции из жидкой фазы
Сорт активного угля
Desorex
Desorex 12
Размер
зерен, мм
Более 5
1,0-1,5
Адсорбционная активность, %
по
метиленовому
голубому
—
—
по мелассе
—
—
по иоду
20
89
Содержание, %
золы
общей
4,7
5,0
золы
водорастворимой
2,6
—
железа
—
—
рН
—
—
646 Новый справочник химика и технолога
Продолжение
Сорт активного угля
Desorex F 47/22
Desorex AS 45/22
Desorex DG
Desorex AS IV/420
Desorex 114 ANP
Desorex F 30/430
WS-II spesial
Alcarbon20C-6/16
Alcarbon75C-6/16
Hydraggin LS supra
Hydraggin LS
Hydraggin BD special
Hydraggin В S-12
Supersorbon extra
Supersorbon W
Supersorbon KS
Hydraggin 118ff
Hydraggin AP
Carboraffin
Carboraffin G
Carboraffin GB
Carboraffin CSE
Carboraffin Gh
Hydraggin CP
Dekolit
Eponit 113N
Brilonit
WRK-1
WRP-1
Размер
зерен, мм
1,0-2,8
1,0-2,8
—
3,6-5,0
Менее 0,1
2,8-3,6
1,5-2,8
1,5-3,6
1,5-3,6
1,0-3,6
1,0-3,6
1,0-1,5
1,0-1,5
3,6-5,0
3,6-5,0
3,6-5,0
Менее 0,1
Порошок
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Менее 0,1
Порошок
Порошок
Адсорбционная активность, %
по
метиленовому
голубому
—
—
—
—
191 (мг/г)
—
—
—
—
—
—
—
—
—
—
—
—
130 (мг/г)
90
240; 55
216; 55
174;35
157; 30
282; 45
265; 60
212 (мг/г)
186; 40
—
205 (мг/г)
по мелассе
—
—
—
—
121
—
—
—
—
—
—
—
—
—
—
—
—
120
240
143
138
116
117
147
133
137
77
—
99
по иоду
89
100
95
55
89
85
115
49
112
64
40
29
85
34
37
40
—
60
—
—
—
—
—
—
—
—
—
39
77
Содержание, %
золы
общей
5,0
8,0
—
8,5
7,0
4,1
3,1
1,3
2,0
3,5
3,4
0,7
9,1
3,4
5,1
4,0
Менее 7
17,0
—
2,4
3,4
3,9
3,0
2,6
2,2
0,6
6,6
4,9
6,8
золы
водорастворимой
—
—
—
—
3,8
—
—
—
—
—
—
—
—
—
—
—
—
3,0
—
0,3
2,2
1,0
2,0
1,2
2,2
0,2
2,0
—
1,5
железа
—
—
—
—
0,02
—
—
—
—
—
—
—
—
—
—
—
—
0,28
—
0,06
0,06
0,10
0,11
0,04
0,04
0,02
0,10
—
0,58
рН
—
—
—
—
5,6
—
—
—
—
—
—
—
—
—
—
—
—
6,0
—
5,0
5,3
6,3
5,4
5,8
—
8,0
10,0
—
5,5
Объемы основных разновидностей пор зерненых активных углей
Сорт активного угля
Supersorbon
Supersorbon (CS2)
Supersorbon (C2H5OH)
Degusorb F 40/430
Degusorb ASIV/420
Supersorbon W
Supersorbon KS
Supersorbon extra
Supersorbon ASIV
Supersorbon WSIV
Benzorben
AKt-IV
Contarbon
Katepon F-40h
KateponF-124
Насыпная
плотность,
г/дм3
370
390
383
420
446
420
450
400
400
408
270
410
338
364
386
Объем пор, см3/г
Уъ
0,83
1,02
1,02
0,96
0,92
1,03
0,93
1,06
0,95
0,98
1,50
1,10
1,10
1,08
1,28
v
' ма
0,565
0,528
0,486
0,466
0,449
0,506
0,454
0,459
0,606
0,634
0,477
0,454
0,433
0,500
0,540
V
' ме
0,095
0,050
0,099
0,048
0,039
0,075
0,053
0,060
0,038
0,073
0,356
0,089
0,037
0,166
0,170
V
' ми
0,170
0,442
0,433
0,446
0,432
0,449
0,423
0,536
0,256
0,273
0,667
0,457
0,630
0,510
0,570
5ме, vrVr
76
40
73
20
20
—
—
—
20
20
270
40
40
124
130
Углеродные адсорбенты
647
Продолжение
Сорт активного угля
Desorex
Desorex 12
Hydraffin BS
HydraffinBS-12
Hydraffin BD special
Hydraffin BD
Hydraffin LS supra
Hydraffin LS
Hydraffin 71
Насыпная
плотность,
г/дм3
443
390
—
404
296
—
510
610
440
Объем пор, см3/г
Уъ
0,67
1,05
0,97
0,99
1,38
0,94
0,72
0,52
0,90
v
' ма
0,178
0,554
0,650
0,567
0,226
0,270
0,304
0,264
0,225
V
' ме
0,224
0,063
—
0,067
0,039
—
0,016
0,048
—
'МИ
0,268
0,435
—
0,362
10,13
—
0,296
0,210
—
5ме, vrVr
112
50
—
—
—
—
—
—
—
Параметры микропористой структуры зерненых активных углей
Сорт активного угля
Supersorbon
Supersorbon (CS2)
Supersorbon (C2H5OH)
Degusorb F 40/430
Degusorb AS IV/420
Supersorbon W
Supersorbon KS
Supersorbon extra
Supersorbon ASIV
Supersorbon WSIV
Benzorben
Akt-IV
Contarbon
Katepon F-40h
Katepon F-124
Desorex
Desorex 12
HydraffinBS-12
Hydraffin BD special
Hydraffin LS supra
Hydraffin LS
Hvdraffin71
Насыпная
плотность, г/дм3
370
390
383
420
446
420
450
400
400
408
270
410
338
364
386
443
390
404
296
510
610
440
Woi, см3/г
0,346
0,535
0,422
0,427
0,467
0,151
0,374
0,380
0,336
0,490
0,223
0,263
0,370
0,334
0,420
0,199
0,575
0407
0,234
0,342
0,269
0.208
^02, СМ3/Г
0,134
—
0,094
0,065
—
—
0,074
0,107
0,355
0,214
0,314
0,264
0,126
0,200
0,160
—
—
0,204
—
—
—
0,015
Х0], НМ
0,73
0,74
0,65
0,58
0,67
0,70
0,68
0,77
0,65
0,60
0,70
0,70
0,70
0,56
0,62
0,77
0,70
0,67
0,51
0,58
0,51
—
Xq2, HM
1,60
—
0,93
0,92
—
—
0,94
1,73
1,29
1,24
1,73
1,60
1,53
1,13
1,20
—
—
1,16
—
—
—
—
Параметры пористой структуры порошковых активных углей
Сорт активного
угля
Carboraffin
Carboraffin
Carboraffin
Carboraffin
Hydroraffin
Brilonit
Dekolit
Eponit 113N
WRK-1
Объем пор, см3/г
V
' ме
0,730 (5ме = 460 м3/г)
0,459
0,254
0,337
0,530
0,148
0,190
0,274
0,111
v
' ми
0,320
0,248
0,134
0,174
0,345
0,256
0,338
0,293
0,255
Woi, см3/г
0,129
0,199
0,092
0,124
0,247
0,263
0,309
0,298
0,222
Wq2, СМ3/Г
0,209
0,078
0,051
0,063
0,109
—
—
—
0,103
Х0\, НМ
0,69
0,92
0,67
0,55
0,73
0,60
0,63
0,56
0,62
^02, НМ
1,65
1,20
1,05
1,22
1,16
—
—
—
1,53
648
Новый справочник химика и технолога
АКТИВНЫЕ УГЛИ ЯПОНИИ
Фирмы-производители, основные марки и сорта активных углей
Фирма- про изводител ь
«Takeda Chemical Ind.
Co., Ltd.»
«Futamura Chemical Ind.
Co.»
«Curaray Chemical Co.,
Ltd.»
«Nihon Jescoal Ind. Co.,
Ltd.»
«Meiva Caracu Seidse»
«Curojeha»
«Cintal»
«Hokuetsu Tanso Co.»
«Fokuda Seiacu»
«Tsurumicoal»
«Mitsubisi Chemical
Ind.Co., Ltd.»
Марка активного угля
MSC-4A, MSC-5A,
MSC-6A
«Shirasagi»
«Taiko»
«Curaray»
«Jescoal»
—
—
«Boxsorber»
—
«Zeokoal-M»
«Shirasagi»
«Tsurumicoal»
Сорт активного угля
L,Z-I
SA, KBW, SBW, SC, CC-A
GLC
GW, GC, 4GS, GG, GS, 4GA, GL,
KG, PK, PW, KW, 4SA
Jes-F, AH-A, Jes-B, AH-B, Jes-C,
Jes-G, AH-C, BH-B, Super SC,
Super A A, Sormicoal 2SG
PI-A, PI-L, PI-S
BX
HC-6, 4GVK
ST-A
y-25
Zeokoal-M
SX, WC, GC, WH2C
4SA, 5GV, 4GV-K, 4GV-M, GVA-S,
4GV, GVA-42, GVA-50, GVA-60,
GVA-80, GVA-100,4GM, 2 AS, 2GM,
GM-20, GM-30, ASG
(универсальный), GM, AS, 4GS-D, 7GS-D,
4GC, 4GCX, GR-T, GW-30, GF-30,
2GL, GL-300, GIS (сферические
гранулы), DC-80 DC-100, 4GC-C,
4GC-C, 4GC-T, HC-30, HC-50
Diahope-800
BACM
Difhope: S80, S81, 08SP, 008S
Исходное сырье
Ископаемые каменные
угли, бурые угли (с
введением соединений калия,
натрия, серной кислоты)
Материалы растительного
происхождения
Каменный уголь.
Скорлупа кокосового ореха
Древесина хвойных пород
(сосна, японский кедр и
кипарис); древесный уголь;
отходы древесины (ZnCl2 -
активация)
—
Нефтяной пек и др.
Скорлупа кокосового ореха
Скорлупа кокосового ореха
Каменный уголь.
Скорлупа кокосового ореха
Каменный уголь
Каменные угли, нефтяные
остатки.
Пек
Область применения активных углей
Сорт
активного угля
Область применения
«Takeda Chemical Ind. Co., Ltd.»
MSC-4A,
MSC-5A
(марка
активного угля)
L,Z-I
Активные угли с молекулярно-
ситовыми свойствами
Адсорбция в жидкой фазе
«Futamura Chemical Ind. Co.»
SA, KBW,
SBW,
SC, CC-a
Обесцвечивание, очистка сахарных
растворов, напитков,
фармацевтических препаратов, пищевых и
химических продуктов
«Curaray Chemical Co., Ltd.»
GLS
Очистка и осветление различных
жидкостей (аминокислот, рисовой водки,
сахарных растворов, глюкозы)
Сорт
активного угля
4GG, 2GG
4GC
GW
GC
4GS
Область применения
Очистка газов, дезодорация воздуха,
очистка из растворов органических
жидкостей
Катализатор и основа катализатора
синтеза хлорвинила, винилацетата, циа-
нуровой кислоты. Катализатор
синтеза трихлорэтилена и перхлорэтилена
Дехлорирование, дезодорация питьевой
воды, обработка технологической воды
Носитель катализатора синтеза винил-
хлорида
Рекуперация летучих растворителей,
улавливание сероводорода,
сероуглерода из отходящих газов заводов
искусственного волокна
Углеродные
хдсорбенты
649
Продолжение
Сорт
активного угля
4GV
GVA-42,
GVA-50,
GVA-60,
GVA-80,
GVA-100
4GM, 2AS
2GM,
GM-20,
GM-30
ASG
(Универсальный),
GM, AS
4GS-D,
7GS-D
4GC, 4GCX,
GR-T
GW-30,
GF-30
2GL, GL-30
GLS
(сферические
гранулы)
PC
4GS-S,
4GS-C,
4GS-T
DC-80,
DC-100
НС-30
НС-50
Область применения
Носители катализатора в процессе
синтеза хлористого винила. Как
катализатор синтеза фосгена хлорциана и др.
Как носитель катализатора для
адсорбционных процессов в кипящем слое
Очистка воздуха. Рекуперация летучих
растворителей
Очистка воздуха. Рекуперация летучих
растоворителей. Противогазовая
техника
Для противогазов (адсорбция фосгена,
цианистого водорода, хлористого
циана, мышьяка и т.д.). Очистка воздуха
Удаление паров масла (в компрессорах
и др.)
Обессеривание газов, воздуха
Очистка питьевой, промышленной
воды, фармацевтическая и пищевая
промышленность
Обесцвечивание и дезодорация
жидкостей, очистка и ректификация
жидкостей. Пищевая промышленность
Очистка и обесцвечивание сахарных
растворов, фармацевтических
препаратов
Очистка вин, сахарных растворов,
воды, жиров и масел медикаментов,
растворов в фотографии
Рекуперация летучих растворителей
(бензол, толуол, ксилол, метилэтилке-
тон, метилацетат, этилацетат, бутил-
ацетат и др.)
В производстве сухих элементов
Очистка воздуха и воды (удаление
остаточного хлора и железа для
уничтожения непрятного запаха и вкуса)
Носитель катализатора в процессе
синтеза винилацетата методом кипящего слоя
«Fokuda Seiacu»
Zeocoal=M
SX, WC, GC,
WH2C
—
Адсорбция газов
«Mitsubisi Chemical Ind.Co., Ltd.»
Diahope-800,
BACM
Diahope:
S-80, S-81,
08SP, 008S
Обработка воды
Сорт
активного угля
GG
GS
4GA
GL
KG
РК
PW
KW
4SA
Область применения
Очистка газов, дезодорация воздуха в
автомобилях, рефрежираторах. В
сигаретных фильтрах, в противогазах
Рекуперация летучих растворителей,
адсорбция спиртов, хлорированных
углеводородов, ароматических
соединений
Улавливание радиоактивных газов
(криптона, ксенона) на атомных
электростанциях
Очистка жидкостей в химической,
пищевой и гальвано-промышленности
Рекуперация растворителей,
улавливание горючего в автомобилях
Очистка и осветление жидкостей,
очистка растворителей, используемых в
химчистке
Очистка и дезодорация питьевой воды,
сточных и технологических вод
Очистка воды от органических веществ,
обработка (осветление) сточных вод
Улавливание сернистого газа и
сероводорода из отходящих газов.
Разложение озона
«Nihon Jescoal Ind. Co., Ltd.»
Jes-A
AH-A
Jes-B, AH-B
Jes C, Jes G,
AH-C
BH-B
Sormicoal
2GS
Очистка, обесцвечивание (химических
веществ, пластификаторов)
Очистка жиров, масел, сточных вод
Очистка фармацевтических препаратов
Очистка алкогольных напитков,
медикаментов
Удаление примесей, запахов из
глюкозы, декстрозы
Извлечение двуокиси серы из газов
«Meiva Caracu Seidse»
PI-A, PI-L,
PI-S
Адсорбция паров. Адсорбция из
растворов
«Curojeha»
BX
HC-6, 4GVK
Носитель катализатора в процессе
синтеза хлористого винила
—
«Cintal»
ST-A
Рекуперация летучих растворителей в
целлюлозно-бумажном производстве
«Hokuetsu Tanso Co.»
V-25
Адсорбция газов
«Tsurumicoal»
4CA
5GV, 4GV-K,
4GV-M,
GVA-S
Как катализатор
Как основа катализатора
650 Новый справочник химика и технолога
Характеристика физико-механических свойств активных углей
Сорт
активного угля
Форма зерен
Размер зерен
(основная фракция)
Насыпная
плотность, г/дм3
Содержание
золы (общей), %
Прочность, %
рН
«Futamura Chemical Ind. Co.»
SBW
CC-A
KBW
Дробленый
Дробленый
Дробленый
Менее 0,1
—
Менее 0,1
—
560
—
1,7
—
0,9
—
—
—
3,9
9,0
6,5
«Curaray Chemical Co.»
4GS
2GG
4SA
4GA
4GG
4GC
GG
GW
GG 32/70
GLC
GG6/12
GS
GL
GC
KW
KG
PK
PW
Формованный
Гранулироввнный
Формованный
Формованный
Формованный
Формованный
Формованный
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
0,9-1,7
1,0-2,8
0,9-1,7
0,9-1,7
0,9-1,7
—
0,6-1,7
0,3-0,9
0,2-0,5
0,3-0,9
—
0,8-1,7
0,3-0,9
0,2-0,4
0,3-0,8
0,3-0,8
Менее 0,1
Менее 0,1
380^50
466
500-550
480
450-500
410-450
450-520
450-500
530
200-250
442
400^50
400^50
390^40
430^80
350-460
—
—
—
8,5
—
—
—
—
—
—
3,0
—
—
—
—
—
—
—
—
—
95
—
95
95
95
95
95
95
92
90
—
95
90
95
95
90
—
—
—
—
—
—
—
—
—
—
10,4
—
10,2
—
—
—
—
—
—
—
«Taceda Chemical Ind. Co»
Shirasagi L
Shirasagi Z-I
Дробленый
Дробленый
0,5-2,8
Менее 0,1
490
—
15,8
1,8
73
—
—
5,6
«Meiva Caracu Seidse»
PI-A
PI-L
PI-S
Дробленый
Дробленый
Дробленый
0,5-1,5
0,5-1,5
0,5-1,5
288
300
300
1,4
1,5
1,5
—
—
—
—
—
5,7
«Cintal»
Boxsorber ST-A
Дробленый
1,5-2,8
520
4,6
96
—
«Mitsubisi Chemical Ind. Co., Ltd.»
Diahope-800
BACM
Diahope S80
DiahopeS81
Diahope 08SP
Diahope 008S
4GV-K
HC-6
BX
Дробленый
Сферические гранулы
Дробленый
Дробленый
Дробленый
Дробленый
Гранулированный
Дробленый
Гранулированный
1,0-2,0
—
0,5-1,5
1,0-2,8
0,5-1,0
0,5-1,0
3,6-5,0
3,6-5,0
2,8-5,0
450
490
486
492
462
482
475
477
475
—
—
3,4
4,5
3,1
2,9
3,6
1,7
4,6
—
—
93
87
—
—
90
89
81
—
—
—
—
—
—
—
—
—
«Tsurumicoal»
4GV-M
GVA-S
4GV
GVA-42
GVA-50
GVA-60
Гранулированный
Гранулированный
Гранулированный
Сферические гранулы
Сферические гранулы
Сферические гранулы
3,3-4,7
3,3^,7
3,3^,7
0,35-0,70
0,30-0,70
0,25-0,50
Не > 520
Не > 430
450
—
—
—
—
—
—
—
—
—
—
Не > 6,0
Не > 5,0
—
—
—
—
6-8
6-8
—
—
—
Углеродные адсорбенты
651
Продолжение
Сорт
активного угля
GVA-80
GVA-100
2AS
2GM
ASG
4GC
4GS-S
4GS-D
7GS-D
4GCX
GV-4
GV-30
GF-30
2GL
GL-30
DC-80
DC-100
PC
НС-30
НС-50
Форма зерен
Сферические гранулы
Сферические гранулы
Гранулированный
Гранулированный
Сферические гранулы
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Дробленый
Сферические гранулы
Сферические гранулы
Гранулированный
Сферические гранулы
Сферические гранулы
Сферические гранулы
Дробленый
Дробленый
Дробленый
Размер зерен
(основная фракция)
0,18-0,30
0,15-0,25
1,4-2,4
1,4-2,4
0,5-1,4
3,3^,7
3,3^,7
3,3^,7
(с/гр. = 7мм)
3,3^,7
Менее 0,1
0,5-1,4
0,5-1,4
1,4-2,4
0,5-1,4
0,18-0,30
0,15-0,25
Менее 0,1
0,5-1,4
0,25-0,6
Насыпная
плотность, г/дм3
—
—
—
—
—
—
450
—
—
Не > 450
—
—
—
—
Не > 450
—
—
—
Не > 450
Не > 430
Содержание
золы (общей), %
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Прочность, %
—
—
—
—
—
—
—
—
—
—
4,7
—
—
—
Не > 5,0
—
—
Не> 10,0
—
—
рн
—
—
—
—
—
—
—
—
—
—
5,5
—
—
—
6-8
—
—
—
—
5-7
«Hokuetsu Tanco Со.»
V-25
—
0,3-0,6
—
—
1,3
—
Адсорбционные свойства некоторых активных углей
Сорт активного
угля
СС-А
Shirasagi L
Boxsorber St-A
GV-4
SBW
KBW
PI-A
PI-L
PI-S
Z-I
4GVK
IIC-6
GG 32/70
GG7/12
2GG
Diahope S80
Diahope S81
Diahope 08SP
Diahope 008S
Насыпная
плотность,
г/дм3
560
490
524
—
—
—
288
300
300
—
475
477
530
442
466
486
492
462
482
Динамическая
активность, мин
хлористый
этил
—
38
78
—
—
—
25
22
19
—
—
—
—
—
—
—
—
—
—
бензол
—
38
—
—
—
—
17
15
14
—
34
47
—
34
64
—
74
—
—
Равновесная
активность
по толуолу,
мг/г
310
—
—
—
—
—
—
—
—
—
290
324
296
—
324
400
346
—
—
Адсорбционная активность, по
иоду,
%
103
—
68
—
—
—
—
—
—
—
40
52
105
—
67
103
103
122
115
метиленовому голубому
%
—
—
—
60
—
—
—
—
—
85
—
—
—
—
—
—
—
—
—
мг/г
—
—
118
260
266
286
—
—
—
—
163
—
171
—
235
262
—
167
160
мелассе,
%
—
—
—
115
132
129
—
—
—
225
—
—
—
—
—
—
—
—
—
652 Новый справочник химика и технолога
Параметры пористой структуры активных углей
Сорт
активного угля
ВХ
Shirasagi L
Boxsorber ST-A
GV-4
SBV
KBW
Shirasagi SX
Shirasagi WC
Shirasagi GC
Zeocoal - M
MSA-5
HC-6
GG 32/70
2GG
Diahope S80
4GV-K
GL
Насыпная
плотность, г/дм3
475
490
524
—
—
—
—
—
—
—
550
477
530
466
486
475
—
Объем пор,см3/г
Уъ
0,88
0,80
0,59
—
—
—
—
—
—
—
0,56
0,66
0,73
0,88
0,82
0,78
0,71
v
' ма
0,269
0,340
0,188
—
—
—
—
—
—
—
0,38
0,242
0,342
0,390
0,186
0,310
0,396
v
' ме
0,063
0,230
0,045
0,147
0,123
0,321
—
—
—
—
—
0,024
0,046
0,089
0,163
0,100
0,043
V
' ми
0,548
0,230
0,357
0,271
0,339
0,412
—
—
—
—
0,180
0,394
0,342
0,401
0,471
0,370
0,321
^0Ь ^02,
см3/г
0,437
0,140
0,230
0,363
0,301
0,262
0,111
0,414
0,397
0,365
0,381
0,305
—
0,418
0,398
0,431
0,305
0,218
—
0,348
^0Ь^02>
нм
0,71
1,40
0,60
0,52
0,62
0,64
1,26
0,64
—
—
—
—
—
0,59
0,56
0,65
0,68
1,10
—
0,56
м2/г
40
120
—
—
70
163
—
—
—
—
—
—
—
—
—
—
—
АКТИВНЫЕ УГЛИ НИДЕРЛАНДОВ
Активные угли фирмы «Norit» и область их применения
Сорт
активного угля
W,TNW
W52, W20, W52
ROX-08B,RBX-1,
SX-2, SA plus,
CAL / CNL,
CA3/CN3
ROW-08,
ROW-08 supra,
RO-08
ROX-08,RAX-1,
PK0.25-l,PKl-3,
SX-2, SA-2,
SX plus, SA-4,
D-10,ZN2,ZN5,
PN2, CAL / CNL,
Clucoblend 1/2
RKD-IV
RBAA
RBJ
Область применения
Для контроля запаха и вкуса
питьевой воды
Очистка питьевой и
технологической воды (удаление из воды
органических веществ с высокой
молекулярной массой)
Фармацевтическая
промышленность
Обработка воды (удаление
пестицидов, органических ртутных
соединений и т.д.)
Пищевая промышленность
Разделение углеводородов, тонкая
очистка газов и воздуха
Удаление кислых газов из воздуха
Удаление ртути из воздуха
Сорт
активного угля
FR1 extra
RFZ, RFN, RB,
REN, RDAA
RZN
R, RB, R extra,
R2030
RBL,PL
RG
RBC
RBS
R2030
RKJ
RE1 extra
RNO-II
GF
MRX
Область применения
Удаление формалина из воздуха
Обессеривание воздуха и газов
Удаление газообразного аммиака,
аминов
Очистка воздуха, удаление
органических соединений
Очистка воздуха (используется в
индивидуальных и коллективных
средствах противохимической
защиты)
Адсорбция отравляющих веществ
Удаление хлорциана
Удаление ртути
Адсорбция криптона, ксенона,
озона из воздуха
Адсорбция радиоактивного иода и
метилиода
Очистка воздуха при температуре
ниже 0 °С.
Очистка водорода от азота
Адсорбция газов
Демеркаптанизация бензинов
Углеродные адсорбенты
653
Продолжение
Сорт
активного угля
Active Carbon
Supra, Supra Z
Supra standart
DRK-1
Norit С extra,
SXX spezial, D, C,
FNA, FNX
SX-35, FC
Dechlorit
PKDO 1-3,
Cluconorit
RKD-A
PKST 1-3
DeSmet, SKIG
Область применения
Производство винилхлорида
Производство тростникового
сахара
Проиводство свекловичного
сахара
Рафинирование сахара
Осветляющие активные угли
Очистка модификатора Рольфора
Очистка технологической воды
Очистка сточных вод (уголь
одноразового действия)
Ликероводочная
промышленность, обработка технологической
воды
Обработка воды (улучшение
запаха и вкуса)
Химическая, фармацевтическая,
пищевая промышленность
Сорт
активного угля
ROX, RKD,
R extra
RO-08, ROX-08,
R2020,PKl-3,
PK0.25-l,Elorit,
AZO, SXI, SX-2,
SA-2,SAplus,SA-4,
CAL/CNL, CGM,
CA3/CN3, SAI
Sorbonorit III
Noritex 0.25-1,
Noritex 08
Sorbonorit,
Sorbonorit B,
Sorbonorit S4,
Sorbonorit 4
Область применения
Катализаторы и основа
катализаторов в производстве фосгена,
винилацетата, винилхлорида,
хлористого сульфурила,
фторированных углеводородов
Химическая промышленность
Очистка ацетилена и водорода от
органических примесей (в
производстве поливинилпирролидона
В сигаретных фильтрах (удаление
никотина)
Рекуперация летучих
растворителей
Характеристика физико-механических свойств активных углей фирмы «Norit»
Сорт активного
угля
RKD-IV
Sorbonorit III
Sorbonorit B4
Sorbonorit 4
Active Carbon
RNO-II
RO-08
RBL-1
ROW-08
DRK-1
RB
R
R extra
R2030
De Smet
PKDO 1-3
PKST
RKD-A
Cluconorit
GW
Dechlorit
Форма зерен
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Размер зерен, мм
(основнная
фракция)
2,8-5,5
2,8-5,5
—
2,8-5,0
2,8-5,5
1,5-2,8
1,0-1,5
1,0-1,5
1,0-1,5
1,0-1,5
—
—
—
1,0
1,0-2,8
1,0-3,0
1,0-3,0
1,0-2,8
1,0-2,8
1,0-1,5
0,25-1,0
Насыпная
плотность, г/дм3
470
420
430
412
415
440
380
435
350-400
—
430
405
380
550
290
—
250-280
266
330
556
230-270
Прочность,
%
87
86
—
89
78
85
80
—
—
—
—
—
—
—
59
85
—
—
80
86
—
Содержание
золы (общей), %
2,6-6,3
7,7
—
6,6
6,2
19,0
5-8
—
5-8
—
5-8
5-8
5-8
6
—
3,2
4-6
5,5
3,5
4,0
4-6
рн
—
—
10,6
—
—
—
9-10
—
—
—
9-10
9-10
9-10
7
—
—
—
—
—
—
—
654 Новый справочник химика и технолога
Адсорбционные свойства зерненых активных углей фирмы «Norit»
Сорт активного угля
RKD-4
Sorbonorit III
Active Carbon
RBL-1
RO-08
GW
PKDA
PKO
Cluconorit II
Sorbonorit 4
Размер зерен,
мм
1,5-2,8
2,8-5,0
2,8-5,0
1,0-1,5
1,0-1,5
1,0-1,5
1,0-2,8
1,0-3,0
1,0-2,8
2,8-5,0
Насыпная
плотность,
г/дм3
470
420
4150
435
380
556
266
330
330
412
Динамическая активность, мин
хлористый этил
50
—
—
—
82
51
70
25
20
20
бензол
55
—
—
82
51
70
25
20
20
—
Динамическая
активность
по бензолу, г/л
—
137
165
—
—
—
—
—
—
(Равновесная активность
по толуолу — 413 мг/г)
Характеристика порошковых активных углей фирмы «Norit»
Сорт активного угля
TNW
W52
SXX spezial
С extra
АС
SX-35
Supra
Supra Z
Supra standart
D
С
SXI
FNA
FNX
W
SXIG
SAI
Размер частиц, мм
Менее 0,150
Менее 0,075
Менее 0,150
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,100
Менее 0,075
Менее 0,100
Менее 0,100
Содержание, %
золы (общей)
—
—
7,1
4,0
6,1
6,0
—
—
—
4,8
6,6
5,0
9,8
3,9
5,9
4,2
7,1
золы водорастворимой
—
—
—
—
—
—
2-4
2-4
2-4
—
—
—
—
—
—
—
—
рн
—
—
7,0
7,9
5,8
3,0
6,5-7,0
5,5-6,0
7,0-7,5
9,4
9,0
8,0
9,8
6,6
9,3
7,6
—
Адсорбционные свойства активных углей фирмы «Norit» для адсорбции из жидкой фазы
Сорт активного угля
SXX spezial
С extra
АС
SX-35
D
С
SX-1
FNA
FNX
W
GW
Адсорбционная активность
по метиленовому
голубому, мг/г
65
120
60
40
0
105
85
40
55
0
—
по мелассе,
%
100
160
130
106
—
—
—
—
—
0
—
по иоду,
%
79
—
—
—
—
—
—
—
—
—
70
Содержание, %
золы (общей)
7,1
4,0
6,1
6,0
4,8
6,6
5,0
9,8
3,9
5,9
4,1
золы
водорастворимой
0,6
0,8
5,8
0,6
1,7
1,6
0,95
1,7
1,0
1,2
—
железа
0,130
0,060
0,360
—
0,096
0,238
0,345
0,384
0,064
0,460
—
Углеродные адсорбенты
655
Продолжение
Сорт активного угля
PKDA
РКО
Cluconorit II
SXIG
SAI
De Smet
Адсорбционная активность
по метиленовому
голубому, мг/г
—
—
—
260
215
140
по мелассе,
%
—
—
—
115
—
—
по иоду,
%
76
40
42
—
—
—
Содержание, %
золы (общей)
5,5
3,2
3,5
4,2
7,1
—
золы
водорастворимой
—
—
—
3,2
—
—
железа
—
—
—
0,01
0,016
—
Параметры пористой структуры активных углей фирмы «Norit»
Сорт
активного угля
RKO-4
Sorbonorit III
Aktive Carbon
RNO-II
RBL-1
RO-08
GW
SXX spezial
De Smet
PKDA
D
С
SKI
FNA
FNX
W
Насыпная
плотность, г/дм3
470
420
415
440
435
380
556
—
290
226
—
—
—
—
—
—
Объем пор, см3/г
Уъ
0,88
1,10
1,01
1,02
0,98
1,02
0,56
—
1,00
1,37
—
—
—
—
—
—
v
' ма
0,380
0,370
0,482
0,388
0,424
0,608
0,155
—
0,645
0,880
—
—
—
—
—
—
v
' ме
0,110
0,366
0,136
0,227
0,080
0,086
0,088
0,281
0,171
0,216
0,142
0,152
0,238
0,291
0,230
0,100
v
' ми
0,390
0,364
0,392
0,455
0,396
0,326
0,317
0,294
0,184
0,274
0,185
0,331
0,351
,0191
0,242
0,190
001, СМ3/Г
0,380
0,348
0,438
—
0,407
0,329
0,331
0,345
0,195
0,288
0,185
0,346
0,368
0,193
0,247
0,188
Аоь нм
0,58
0,61
0,71
—
0,60
0,62
0,60
0,61
0,64
0,54
0,50
0,63
0,65
0,56
0,54
0,49
5МС, м2/г
75
340
81
-—
70
67
70
129
—
119
95
84
134
163
129
73
АКТИВНЫЕ УГЛИ ФРАНЦИИ
Характеристика физико-механических свойств активных углей фирмы «СЕКА» и область их применения
Сорт
активного
угля
АС-20
АС-30
АС-35
АС-40
ACL-40
ACL-45
ACL-45
GAC-30
GAC-40
Форма зерен
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Гранулированный
Размер
зерен, мм
1,8-3,0
1,8-5,0
1,8-3,0
2,8-5,0
1,8-3,0
2,8-5,0
1,8-3,0
2,8-5,0
2,8-5,0
более 5,0
более 5,0
1,8-3,0
1,8-5,0
0,6-2,4
0,43-1,7
Насыпная
плотность,
мм
550
450-500
400^50
400
350
278
370
—
—
Прочность,
%
—
—
77-83
—
68
56
—
—
—
Содержание
золы
(общей), %
7
7
8-10
9-10
3,6
5
5
—
—
рН
9
9
9
9
—
—
6-7
—
—
Область
применения
Рекуперация растворителей
Дезодорация воздуха
Рекуперация растворителей
Дезодорация воздуха
Рекуперация растворителей
Катализатор в производстве
винилхлорида
Катализ
Удаление всех видов
молекул органических
соединений из сточных или
промышленных вод
656 Новый справочник химика и технолога
Продолжение
Сорт
активного
угля
GAC-830
GAC-1240
NC-25
NC-30
NC-35
NC-40
ВК
BGP
TS
АРС
AGF-2A
NC8/16
оос
ACF
SA
ACF-2
NCF
А-20
LM-25
LM-30
LM-35
LM-40
СВС
Benzocarb
Форма зерен
Гранулированный
Гранулированный
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
—
—
Дробленый
—
—
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Размер
зерен, мм
0,6-2,4
0,43-1,7
0,5-2,0
0,5-2,0
1,25-3,15
2,0-5,0
0,6-2,0
1,25-3,0
Не > 6,0
2,8-5,0
2,0-5,0
0,38-0,75
«0,38
0,3-1,0
1,0-1,3
По заказу
По заказу
По заказу
По заказу
По заказу
По заказу
По заказу
По заказу
По заказу
Не > 5,0
Насыпная
плотность,
мм
—
—
650
600
550
500
300
250
550-600
400
480
500
500
450
690
520-550
500
550
650
600
570
530
490
300
350
Прочность,
%
—
—
—
—
—
—
—
—
—
—
—
—
—
64
—
—
—
—
—
—
—
—
—
—
Содержание
золы
(общей), %
—
—
6
6
8
9
3
4
7
10
28,5
8
10
12
—
—
—
13
—
—
—
—
3
10
рН
—
—
9
9
9
9
—
—
—
—
75
—
—
—
—
—
—
—
—
—
—
—
—
—
Область
применения
Удаление органических
соединений (пищевые,
фармацевтические продукты,
пластификаторы, жирные
кислоты)
Дезодорация воздуза
Дехлорирование воды
Обработка воздуха
Обработка воздуха
Обработка воздуха
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Адсорбция и катализ
Рекуперация бензола
Характеристика порошковых активных углей фирмы «СЕКА» (марка «Антикарбон»)
и область их применения
Сорт
активного
угля
ТК
ТЕ
СХ
СХА
S
SM
2S
3S
50S
АС-2С
Acticar-
bone
Содержание
золы (общей),
%
10
20
6
6
3
4
5
6
8
5,8
(водорастворимой — 0,8)
4,0
(водорастворимой — 1,0)
рН
9
9
3-6
3-6
9
9
9
9
9
10
6,6
Область
применения
Обработка воды.
Обесцвечивание
Обработка вина,
воды.
Обесцвечивание
Обесцвечивание
жидкостей
Обесцвечивание
жидкостей
Производство
дифенилгу
анилина
Адсорбция в
жидкой фазе
Сорт
активного
угля
VSM
L2S
L3S
50SL
WG
WNC
W
WS
WNSL
WSL
W2S
W2SL
TV
Содержание
золы (общей),
%
1,5
1,5
2,0
2,5
4-8
5
3
5
2
1,5
5,0
1,5
10
рН
5-7
5-7
4-6
5-7
9
9
9
9
5-7
5-7
9
5-7
9
Область
применения
Специальные
для
обесцвечивания в
фармацевтической
промышленности и
ветеринарии
Обесцвечивание
и уничтожение
запахов
Углеродные адсорбенты 657
Адсорбционные свойства активных углей
Сорт
активного угля
SA (1,5-3,0 мм)
NC8/16
TS (2,0-5,0 мм)
AGL-40
AGL-45
ACF
ACF-2A
АС-35
Acticarbone
АС-2С
Насыпная
плотность,
г/дм3
520
500
550
352
278
690
480
420-450
—
—
Равновесная
активность, мин
хлористый этил
—
—
—
—
—
27
12
—
—
—
бензол
75
76
30
10
14
42
7
57
—
—
Равновесная
активность
по толуолу,
мг/г
—
2
3
156
504
—
—
—
185
—
Динамическая
активность по
бензолу,г/л
—
—
—
—
—
—
—
150
—
—
Адсорбция, %
метиленового
голубого
—
—
—
—
—
45
30
—
—
80
мелассы
—
—
—
—
—
20
70
—
144
175
иода
—
—
—
—
—
—
—
30
—
103
Параметры пористой структуры активных углей
Сорт
активного угля
ACL-40
ACL-45
TS
NC8/16
SA
АС-35
АС-35
Acticarbone
Насыпная
плотность, г/дм3
352
278
550
500
520
420
450
—
Объем пор, см3/г
Уъ
0,92
1,46
0,63
0,63
0,70
1,03
0,92
—
v
' ма
0,304
0,773
0,330
0,324
0,210
0,440
0,370
—
v
' ме
0,211
0,215
0,030
0,040
0,060
0,150
0,172
0,272
v
' ми
0,405
0,472
0,270
0,376
0,430
0,440
0,378
0,288
см3/г
0,309
0,161
0,422
0,113
0,280
0,394
0,420
—
—
0,305
■^01» ^02>
НМ
0,65
1,26
0,82
1,30
0,58
0,58
0,64
—
—
0,57
"-"ме'
м2/г
147
149
30
40
40
—
—
158
АКТИВНЫЕ УГЛИ ВЕЛИКОБРИТАНИИ
Активные угли и область их применения
Сорт активного угля
Исходное сырье
Область применения
«Sutcliffe»
203С, 207С, 208С
607С
340
NV3
NV3/6W
112
264
265
203В
204В
206В
207В
Скорлупа
кокосового ореха
Скорлупа
кокосового ореха
Древесина
Каменный
уголь
Каменный
уголь,
активация водяным
паром
Адсорбция низкомолекулярных веществ; тонкая очистка газов с
температурой кипения ниже 100 °С; как основа катализатора
синтеза винилхлорида и т.д.
Специальный для рекуперации летучих растворителей; как
катализатор; как основа катализатора
Особо чистый уголь
Изготовление лекарств, химически чистых веществ,
пищевых продуктов (особо чистые угли)
Специальные обесцвечивающие угли для непрерывного процесса
(производство бутадиена, обесцвечивание сахарного сиропа и т.д.)
Специальный, как основа катализатора синтеза винилхлорида, а
также очистки газов, воды и т.д.
Очистка воды
Катализатор в производстве хлористого сульфурила
Рекуперация растворителей с точкой кипения выше 100 °С; основа
катализатора синтеза винилхлорида; очистка газов, воды и т.д.
658
Новый справочник химика и технолога
Продолжение
Сорт активного угля
101-110
121-130
145
338
339
Venosorb
Censter
Исходное сырье
—
—
—
—
—
—
—
Область применения
Обесцвечивающие угли (особенно эффективны при обецвечивании
кислот)
Обесцвечивающие угли (особенно эффективны при обесцвечивании
нейтральных или щелочных растворов)
Очистка глицерина
Очистка воды, адсорбция ртути
Удаление запахов; улучшение ароматов вин
Как фармацевтический препарат
Производство растворов для инъекций
«Thomas Ness Ltd»
CC100, CC1230, CC1236
CC612
CC1230
CC618
Антрацит
(парогазовая
активация)
Очистка питьевой воды
Дехлорирование воды на кораблях, в пивоваренной промышленности
Удаление детергенов при очистке сточных вод
Удаление пестицидов
«Sawer»
A-761
—
Ликероводочная промышленность
«Bidll Sawer»
A-692, A-697
—
Ликероводочная промышленность
«May and Baker»
Осветляющий
—
Осветление растворов
«Hardy»
S-4, S-7
—
Осветление растворов
Физико-механические и адсорбционные свойства активных углей
Сорт
активного угля
Форма зерен
Размер зерен,
мм
Насыпная
плотность, г/дм3
Динамическая активность, мин
хлористый этил
бензол
Прочность,
%
«Sutcliffe»
607С
207С
203В
207 В
stz-1
stz-2
stz-3
stz-4
Дробленый
Гранулированный
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
Дробленый
1,0-2,0
По заказу
По заказу
По заказу
2,0-3,5
2,0-5,0
2,0-2,8
2,0-3,5
490
—
—
—
500
570
486
450
78
—
—
—
32
42
—
25
74
—
—
—
55
61
30
46
89
—
—
—
83
87
96
92
«Sawer»
A-761
Дробленый
1,0-2,5
546
—
44
—
«Didll Sawer»
A-692
A-697
Гранулированный
Гранулированный
1,0-7,0
1,0-7,0
490
484
—
—
27
33
—
—
«Hardy»
S-4
S-7
Гранулированный
Дробленный
Менее 0,1
Менее 0,1
—
—
—
—
—
—
—
—
«May and Baker»
Осветляющий
Дробленый
Менее 0,1
—
—
—
—
Углеродные адсорбенты 659
Адсорбционные свойства некоторых активных углей
Сорт
активного угля
stz-1
stz-2
stz-3
stz-4
A-761
A-697
A-692
S-4
S-7
Осветляющий
Насыпная
плотность,
г/дм3
500
570
486
450
546
484
490
—
—
—
Адсорбционная активность, %
по метиленовому
голубому
75
60
25
75
—
—
—
63
60
75
по мелассе
28
14
18
26
—
—
—
68
69
140
по иоду
—
—
—
—
62
23
36
—
—
70
Содержание, %
золы
общей
2,8
0,5
5,4
9,2
7,8
11,8
11,8
9,2
9,8
10,5
золы
водорастворимой
2,4
—
0,68
1,13
—
—
—
5,0
6,0
5,7
железа
0,12
Следы
0,11
0,14
—
—
—
—
—
0,51
рН
9,8
6,2
9,2
9,7
—
—
—
4,0
3,9
4,0
Параметры пористой структуры активных углей
Сорт
активного угля
607С
stz-1
stz-2
stz-4
A-761
A-697
A-692
Осветляющий
Насыпная
плотность, г/дм3
490
500
570
450
546
484
490
—
Объем пор, см3/г
Уъ
0,585
0,510
0,520
0,820
0,580
0,560
0,610
—
v
' ма
0,084
0,082
0,153
0,415
0,259
0,286
0,353
—
' ме
0,056
0,058
0,047
0,093
0,080
0,072
0,090
0,686
v
' ми
0,446
0,370
0,320
0,312
0,241
0,202
0,167
0,314
^01, ^02,
см3/г
0,445
0,330
0,340
0,222
0,114
0,242
0,187
0,167
0,312
^01,^02,
НМ
0.60
0.60
0.56
0,65
1,12
0,60
0,59
0,58
0,77
с
'-'мс,
М^Г
40
50
40
70
65
60
70
312
Раздел 11
УГЛЕВОДОРОДНЫЕ ГАЗЫ
11.1. Характеристика и состав природных
углеводородных газов
Углеводородные газы — один из важнейших видов
энергетических ресурсов, а также источников сырья для
нефтехимии. Доля нефти и газа, используемая в
нефтехимической и химической промышленности составляет 4-
10 % от мирового потребления. Доля газа в топливно-
энергетическом комплексе непрерывно возрастает. По
прогнозу общее потребление энергоресурсов в мире в
2020 г. составит 17-23 млрд т условного топлива
(теплотворной способностью 29,5 кДж/т). Из них на газ придется
26,2 %.
Природные газы в зависимости от условий
происхождения и залегания в земной коре подразделяются на три
группы:
- чисто газовые месторождения,
- газонефтяные (газ растворен в нефти или
находится в виде газовой шапки над нефтяной залежью),
- газоконденсатные (при давлении в пласте свыше
30-60 МПа в газах растворяются углеводороды,
кипящие до 360 °С. При выходе газа из скважины на
поверхность и сброса давления жидкие углеводороды
конденсируются и отделяются от газа).
Газы чисто газовых месторождений называют
природными газами. Газы газонефтяных месторождений —
попутным газом. В состав природных газов входят
метан и его гомологи. При содержании гомологов метана
менее 15 об. % газы называются сухими, более
15 об. % — жирными.
Доказанные мировые запасы природных газов на
2001 г. составляют 149,5 трлн м3. Общее количество
газа, включая прогнозные запасы, оцениваются в
296,7 трлн м3.
Ниже приведено распределение доказанных
мировых запасов газа по регионам и по странам (об. %):
Центральная Китай 0,9
Европа и СССР 37,3 Туркменистан 1,9
Ближний Восток 35,2 Нигерия 2,3
Африка 7,9 Венесуэла 2,8
Азия 7,2 Алжир 3,0
Автор-составитель: доц., к.т.н. Д.А. Сибаров
Северная Америка 5,0 США 3,2
Центральная и Саудовская Аравия 4,0
Южная Америка 4,4 ОАЕ 4,0
Другие страны 3,0 Катар 7,5
Иран 15,4
Другие страны 20,7
Россия 32,2
Добыча газа в мире и прогноз являет собой
следующее (млрд м3):
1990 г. 1995 г. 2000 г. 2010 г. 2020 г.
Северная
Америка 638 712 741 1080 1420
Западная
Европа 205 249 280 240 226
Страны СНГ 853 734 719 693 —
Ближний
Восток 105 141 193 226 254
Всего в
мире, включая
остальные
регионы 2083 2208 2400 3398 4588
Добыча газа в России (млрд м3):
СССР 1960 г. 45,3
СССР 1968 г. 169,1
СССР 1980 г. 435,2
СССР 1986 г. 686,0
Россия 1995 г. 595,0
Россия 2000 г. 584,2
Россия 2010 г. 580,0
Экспорт газа из России в 1995 г. — 191 млрд м,
2000 г. — 208 млрд м3, 2010 г. (прогноз) — 255 млрд м3,
2020 г. (прогноз) — 255 млрд м3.
К основным газовым месторождениям относят:
Уренгойское, Ямбургское, Медвежье, Заполярное,
Астраханское, Вуктыльское, Оренбургское, Шатлыкское, Шебе-
линское, Ставропольское (Россия); Парс, Канган (Иран);
Панхандл-Хьюготон (США); Слохтерен (Нидерланды);
Хасси-Рмель (Алжир).
662
Новый справочник химика и технолога
Природный газ образует самостоятельные
месторождения. Химический состав природных газов,
полученных из чисто газовых месторождений, приведен в
табл. 11.1. В составе природных газов в основном
присутствует метан. Такие газы можно отнести к сухим
газам. Состав природного газа может колебаться в
зависимости от условий, связанных с эксплуатацией
месторождений.
Газоконденсатные месторождения (табл. 11.2 и 11.3)
образуются при определенных сочетаниях
термобарических, качественных и количественных параметров
газовой и жидкой фаз. При этом проявляются процессы
испарения жидкой фазы в газовую. Это приводит к
образованию в сжатых газах газоконденсатных растворов.
Содержание конденсата в газе от 40 г/м3 до 1400 г/м3 и
более. При снижении давления в процессе добычи газа
конденсат выпадает в жидком виде. По своему составу
газы газоконденсатных месторождений близки к
природному газу. Газовый конденсат содержит бензиновые
и керосино-газойлевые фракции. Чем выше давление в
пласте, тем тяжелее фракционный состав конденсата.
Газовый конденсат передается на
нефтеперерабатывающие заводы для получения из него сжиженных
газов, бензина и дизельного топлива. Выделение
растворенного газа начинается уже в стволе скважины, а
затем происходит в сепараторах различной
конструкции. Попутный газ выделяется из нефти при подъеме ее
на поверхность и снижении давления. Количество
попутных газов (в м ), приходящееся на 1 т добытой
нефти, называется газовым фактором. Газовый фактор
зависит от условий формирования и залегания нефтяных
пластов. Значения газового фактора для некоторых
нефтей составляют (м3/т):
Ромашкинское месторождение 49,0
Самотлорское месторождение 70,0
У сине кое месторождение 57,0
Ставропольское месторождение 137,0
Арланское месторождение 10,0
Попутные газы содержат большие количества
гомологов метана. Характеристика составов попутных
газов нефтей различных месторождений приведена в
табл. 11.4.
В табл. 11.5. дан состав попутных газов некоторых
зарубежных месторождений.
Таблица 11.1
Химический состав (об. %)
Месторождение
Уренгойское
Тазовское
Заполярное
Губкинское
Мессояхское
Ныдинское
Медвежье
Комсомольское
Северо-Ставропольское
Саратовское
Елман-Курфомское
Нибельское
Введеновское
Ухтинское
Тюменское
СН4
98,5
99,0
98,5
98,5
98,87
98,2
98,63
97,8
—
94,7
93,3
87,9
70,87
88,0
98,64
С2Нб
0,1
0,15
0,2
0,12
следы
0,8
0,35
0,15
0,1
1,8
2,0
1,3
8,0
1,9
0,2
природных газов различных месторождений
СзН8
следы
0,03
0,05
0,015
—
0,003
0,02
0,004
0,03
0,2
0,5
0,15
4,3
0,2
0,04
с4н10
следы
0,005
0,012
следы
—
0,05
0,003
0,001
0,01
0,1
0,8
0,09
1,2
0,3
0,1
с5н12
—
0,002
следы
следы
—
0,002
0,04
—
—
—
0,1
0,03
0,32
—
—
с6 +
+ высшие
—
—
—
—
—
—
—
—
—
—
—
—
0,01
—
—
N2 +
+ редкие
1,1
0,50
0,70
1,2
0,45
0,62
0,73
1,74
1,0
3,0
3,8
10,5
15,1
9,3
0,22
С02
0,21
0,37
0,50
0,10
0,68
0,30
0,22
0,28
2,0
0,2
0,1
0,04
0,2
0,3
0,8
Химический состав (об. %) газов некоторых газоконденсатных месторождений
Таблица 11.2
Месторождение
Вуктыльское
Березнянское
Оренбургское
Шебелинское
Краснодарское
Газлинское
СН4
75,7
87,7
82,2
93,6
86,0
94,2
с2н6
9,1
4,9
5,2
4,0
6,0
3,0
с3н8
3,1
1,9
1,85
0,6
2,0
0,9
с4н10
0,7
0,9
1,0
0,7
1,0
0,4
с5н12+
+ высшие
7,5
1,0
1,88
0,4
1,5
0,4
со2
0,2
2,5
2,4*
0,1
1,5
0,4
N2 +
+ редкие
3,8
1,1
5,5
0,6
2,0
0,6
* С02 + H2S.
Углеводородные газы
663
Таблица 11.3
Характеристика газовых конденсатов различных месторождений
Месторождение
Вуктыльское
Оренбургское
Шебелинское
Газлинское
Коробковское
Краснодарское
Березнянское
Выход
конденсата,
мл/м3
500
70
12
20
140
Фракционный состав, об. %
начало
кипения
31
33
44
54
31
40
47
100 °С
30
58
27
36
65
30
22
150°С
57
83
63
83
92
65
64
200 °С
73
89
80
92
83
78
конец
кипения
360
248
289
220
173
300
315
Групповой состав фракции
н. к. 200 °С
ароматические
15
14
26
25
33
нафтеновые
25
32
29
35
44
парафиновые
60
54
45
40
23
Таблица 11.4
Химический состав (об. %) попутных газов различных месторождений
Месторождение
Ромашкинское
Туймазинское
Кусимовское
(Самарская область)
Сагайдагское (Украина)
Прилукское (Украина)
Ишимбаевское
Аргединское
(Волгоградская область)
Яблоневый овраг
(Самарская область)
Шаимское
Усть-Балыкское
Мухановское
Анастасиевско-Троицкое
СН4
40,0
42,0
76,8
96,19
32,34
42,4
96,3
29,6
73,4
87,7
31,4
85,1
С2Н6
19,5
21,0
4,4
0,75
14,6
12,0
1,2
16,0
7,1
3,9
19,0
5,0
СзН8
18,0
18,4
1,7
0,20
21,83
20,5
0,5
16,5
7,9
3,2
22,0
1,0
С4Н|0
7,5
6,8
0,8
—
12,23
7,2
0,1
8,8
3,2
1,6
9,5
1,0
С5Н12 +
+ высшие
4,9
4,6
0,6
—
5,88
3,1
—
3,5
1,0
0,9
5,0
2,8
С02
0,1
0,1
0,2
0,43
0,92
1,0
0,1
0,6
2,3
—
4,0
5,0
H2S
—
—
1,0
—
—
2,8
—
—
—
0,1
—
N2 +
+ редкие
10,0
7,1
14,5
2,43
12,2
11,0
1,8
27,0
5,1
2,7
9,0
0,1
Таблица 11.5
Химический состав (об. %) попутных газов некоторых зарубежных месторождений
Месторождение
Бони-Глен (Канада)
Варадеро (Мексика)
Кулебра (Мексика)
Прудхо-Бей (Аляска)
Чико (Калифорния)
Лас-Марседес
(Венесуэла)
Лунчан (Китай)
Рэнкин (Австралия)
СН4
74,55
65,41
90,6
44,13
66,2
99,59
89,7
84,8
с2н6
11,1
3,11
5,0
5,1
1,8
0,09
6,13
7,0
СзН8
4,83
5,49
2,1
3,03
—
—
—
2,5
С4Ню
2,37
4,72
1,1
2,18
—
—
—
1,01
С5Н12 +
+ высшие
1,56
2,94
0,6
35,98
—
—
—
0,81
С02
0,93
13,44
0,2
9,11
0,6
0,2
0,52
—
H2S
0,34
2,14
—
—
—
—
—
2,6 (02)
N2 +
+ редкие
2,87
2,34
0,2
0,1
30,6
0,12
3,65
1,2
664
Новый справочник химика и технолога
11.1.1. Переработка природных газов
При подъеме нефти на земную поверхность
вследствие падения давления происходит выделение
растворенного попутного газа. Газ отделяется от нефти в
сепараторах. Схема сбора нефти и газа организуется таким
образом, чтобы попутные газы были полностью
отделены от нефти и использованы. Однако даже после
многоступенчатой сепарации в нефти остается еще
значительное количество углеводородов Ci~C4 (до 5 масс. %).
Этот газ выделяется уже на нефтеперерабатывающем
заводе, где из него извлекают ценные компоненты.
Попутный газ после отделения его от нефти на промысле
направляется на газоперерабатывающий завод (ГПЗ).
Газ на осушку/1) /
Ч±:
Рис. 11.1. Схема установки низкотемпературной сепарации
на промыслах:
/ — сепаратор; 2 — теплообменник; 3 — низкотемпературный
сепаратор; 4 — разделитель гликоля и конденсата; 5 — установка
регенерации гликоля; 6 — фильтр
Таблица 11.6
Качество газа, транспортируемого
по магистральным газопроводам (ОСТ 51-40-83)
Показатели
Точка росы, °С:
по влаге, не
более
по
углеводородам, не более
Механические
примеси,
не более, г/м3
Сероводородные, не более,
г/м3
Меркаптановая
сера, не более,
г/м3
Объемная доля
кислорода,
не более, %
Климатический район
умеренный
1.05-
30.09
0
0
0,003
0,02
0,036
1,0
1.10-
30.04
-5
0
0,003
0,02
0,036
1,0
холодный
1.05-
30.09
-10
-5
0,003
0,02
0,036
1,0
1.10-
30.04
-20
-10
0,003
0,02
0,036
1,0
На ГПЗ направляется также так называемый
«нестабильный» бензин с газоконденсатных месторождений.
Этот бензин получают на промыслах методом
низкотемпературной сепарации (НТС). Схема НТС
приведена на рис. 11.1.
Газ под высоким давлением (10-15 МПа) поступает
в сепаратор 7, где отделяются влага и конденсат,
выделившиеся в трубопроводе. Далее газ проходит
теплообменник 2, где охлаждается обратным потоком газа,
выходящим из сепаратора 3, дросселируется,
охлаждаясь при этом, и поступает в сепаратор 3. Перед
теплообменником в газ вводят метанол или этиленгликоль,
ингибиторы гидратообразования. Конденсат и гликоль
(метанол) из разделителя 4 отводят раздельно.
Конденсат после всех ступеней сепарации объединяется и
направляется на ГПЗ. Применение низких температур
способствует более полному удалению из газа
углеводородов С3, С4 с одновременной осушкой газа,
предназначенного для подачи в магистральный трубопровод.
Очищенный от примесей и осушенный газ под
давлением подается в магистральный газопровод (табл. 11.6).
Газоперерабатывающий завод перерабатывает газы
чисто газовых месторождений, газоконденсатных
месторождений или попутные газы. В состав ГПЗ входят
следующие основные узлы:
1) очистка газа от серосодержащих соединений и
утилизация серосодержащих соединений;
2) осушка газа;
3) компримирование газа;
4) выделение фракций сжиженных углеводородных
(нефтяных) газов и этана;
5) разделение фракций сжиженных нефтяных газов
(газофракционирование);
6) получение гелия и других инертных газов.
Газоперерабатывающие заводы, работающие на
попутных газах, могут быть скооперированы с
установками стабилизации нефти. Газоперерабатывающие
заводы, обслуживающие газоконденсатные месторождения,
имеют в своем составе установки по переработке
газового конденсата (очистка, стабилизация и разделение
на фракции). На рис. 11.2 представлена структурная
схема газоперерабатывающего завода (без стадий выделения
этана и редких газов).
11.1.2. Очистка газов от сернистых соединений и С02
Установки сероочистки газов располагаются в
начале технологической цепочки обработки газа.
Способы очистки газов от H2S, C02 и органических
сернистых соединений подразделяются на:
абсорбционные, адсорбционные, окислительные.
Абсорбционные способы делятся на химическую и
физико-химическую. В процессе химической
абсорбции, удаляемые из газа примеси реагируют с
поглотителем с образованием устойчивых химических
соединений.
Примером химической абсорбции является
поглощение H2S и С02 с помощью водных растворов аминов:
Углеводородные газы
665
Примером физико-химической абсорбции является
поглощение сероводорода и С02 метанолом, iV-метилпир-
ролидоном, эфирами гликолей (процесс «Ректизол»,
«Пуризол» и др.). Иногда сочетают абсорбцию
химическую и физическое растворение примесей (процесс
«Сульфинол»).
Адсорбционные способы основаны на способности
сероводорода сорбироваться на твердых пористых телах.
Адсорбентами являются активный уголь, цеолиты и др.
Окислительные методы основаны на том, что
сероводород является восстановителем и легко может быть
окислен до элементной серы, сульфатов, сульфитов
различными веществами.
Примером может служить процесс Клауса, мышья-
ково-содовый способ и т. п. Часто перечисленные
методы могут применяться в технологической схеме в
различных сочетаниях.
Таблица 11.7
Свойства водных растворов аминов
Раствор амина
МЭА
ДГА
ДЭА
ДИПА
МДЭА
ТЭА
Концентрация
кмоль/м3
2,5
6
2
2
2
2
£
15
63
21
27
24
30
Ткипения
при 180 кПа, °С
118
124
118
118
118
118
Г замерзания, °С
-5
-50
-5
-5
-6
Вязкость
при 0 °С,
103 Па-с
1,0
6,5
1,3
1,06
1,06
Давление пара
при 40 °С, кПа
7,4
4,0
7,4
7,4
7,4
Таблица 11.8
Свойства аминов, применяемых для очистки газов от H2S и С02
Соединения
МЭА
ДГА
(ДЕГА)
ДИПА
ДЭА
МДЭА
ТЭА
Название и химическая
формула
Моноэтаноламин
HOCH2CH2NH2
Дигликольамин
(диэтиленгликольамин)
HO(CH2)20(CH2)2NH2
Диизопро панол ам ин
(CH3CH(OH)CH2)2NH
Диэтаноламин
(HOCH2CH2)2NH
Метилдиэтаноламин
CH3N(CH2CH2OH)2
Триэтаноламин
(НОСН2—CH2)3N
Молекулярная
масса
61
105
133
105
119
149
Плотность
при 20 °С,
кг/м3
1016
1053
987
(45)
1090
(30)
1040
1124
Г кипения при
атмосферном
давлении, °С
171
221
248
247
360
Т замерзания,
°С
10,5
-9,5
42
28
-21
21
Массовая
доля
растворенного
в воде при
20 °С, %
87
96,4
Вязкость
Па-с
24,1 • 10~3
(20)*
26 • 10~3
(26)
198 • 10"2
(46)
38 • 10"2
(30)
10,1 • 10"2
(20)
10,13- 1(Г*
(20)
В скобках приведена температура в °С.
моноэтаноламин (МЭА), диэтаноламин (ДЭА),
триэтаноламин (ТЭА), либо растворами NaOH (табл. 11.7 и
11.8). В процессе физико-химической абсорбции,
удаляемые из газа примеси растворяются в абсорбенте
без образования устойчивых химических соединений.
Газ с промыслов
* Р -
к 5 s
и о £
£> <D <U
К! X
К Р
я- *
X
К
S
S * й
й О со
-& О с;
х 3 g
1 р 5
>ч К
ГФУ
Пропан
Изобутан
«-Бутан
Стабильный
газовый
I— бензин
Изопентан
м-Пентан
* Прием и замер
1
Очистка
}
Осушка
Компримирование
1 ступени
J
Отбензинивание
L
Осушка
к
X
(Й
га
о
а,
5 к
I к
s <и
а. с
§ &
о «
ближним
потребителям
•1
Фракция С6
Газ
дальним
потребителям
и выше
Рис. 11.2. Поточная схема газоперерабатывающего завода
666
Новый справочник химика и технолога
11.1.2.1. Абсорбционные способы
Возможно образование и дизамещенных сульфидов:
Химическая абсорция
Очистка газов от H2S и С02 осуществляется
растворами алканоламинов (табл. 11.8). Процесс основан на
реакции слабого основания (например, моноэтанолами-
на) и слабой кислоты (H2S и С02) с получением
водорастворимой соли.
Взаимодействие аминов с сероводородом
определяется их основностью. Константы их диссоциации
приведены ниже.
HOCH2CH2NH + H2S
(HOCH2CH2NH3)2S2
Соединение
Константа
диссоциации при 20 °С
МЭА
5 • 10"
ДЭА ТЭА
6 • 10""6 3 • 10 7
По этой же причине амины могут вступать во
взаимодействие с диоксидом углерода, образуя карбонаты.
При поглощении кислых газов протекают следующие
реакции:
HOCH2CH2NH2 + H2S ^ (HOCH2CH2NH3)+ HS"
HOCH2CH2NH2+Н20 + С02 ^(HOCH2CH2NH2)+HCO;
Таблица 11.9
Теплота десорбции (кДж/кг) сероводорода и
диоксида углерода
Компонент
H2S
со2
Абсорбент
МЭА
1,905
1,920
ДЭА
1,190
1,510
ДИПА
1,140
2,18
МДЭА
1,050
1,42
Рис. 11.3. Схема установки очистки газа:
I — газ на очистку; II — очищенный газ; III — углеводородный
конденсат; IV — сероводород; V — свежий раствор этаноламина;
VI • пар; VII — вода
При низких температурах (10-40 °С) и давлении до
1,0 МПа равновесие реакции смещено в сторону
образования сульфидов и гидросульфидов.
При температурах 100-190 °С они разрушаются, что
приводит к выделению кислых газов и регенерации
амина.
В табл. 11.9 приведены теплоты десорбции H2S и
С02 из водных растворов некоторых аминов.
В процессе очистки газов алканоламины, особенно
МЭА, ДЭА, вступают в реакции с сероорганическими
соединениями, образуют продукты окисления при
наличии кислорода, обладающие сильным коррозионным
действием. В абсорбенте накапливаются полимеры, что
требует регенерации аминов.
Более селективен по отношению к H2S метилдиэта-
ноламин (МДЭА). Скорость поглощения сероводорода
в растворе МДЭА во много раз выше скорости сорбции
со2.
Технологические схемы установок алканоламино-
вой очистки в общих чертах одинаковы. На рис. 11.3
приведена принципиальная схема очистки газа от H2S
водным раствором моноэтаноламина (МЭА).
Сырой газ подается в нижнюю часть тарельчатого
абсорбера К-1, а водный раствор МЭА (обычно 12-15
масс. %) закачивается в его верхнюю часть. Газ и
раствор движутся противотоком. Контактируя на тарелках,
МЭА поглощает H2S и С02. Очищенный газ выходит
сверху абсорбера. Обогащенный кислыми компонентами
раствор выходит из сепаратора С-1, нагревается в Т-1 и
Т-2 и подается в десорбер К-2 при температуре 120 °С.
Применение МДЭА позволяет получить кислый газ
с большим содержанием H2S. МДЭА эффективен при
очистке малосернистых газов. Однако и он требует
частичной регенерации. Выделившиеся кислые газы и
пары воды охлаждаются. Из емкости С-2 конденсата газы
направляются на переработку. Конденсат возвращается
в десорбер. Горячий раствор амина охлаждается в
теплообменнике, холодильнике и через емкость Е-1
подается вновь на абсорбцию. Углеводородный конденсат
после отстоя в сепараторе С-2 отводится с установки.
МЭА в процессе работы загрязняется продуктами
уплотнения, поэтому часть амина отводится на
регенерацию (на схеме не показано).
При работе с растворами МЭА температура в
абсорбере 35-40 °С, температура в десорбере 115-130 °С,
давление в абсорбере 0,9-4 МПа, давление в десорбере
0,15-0,2 МПа.
Аминовая очистка природного газа на
месторождении снижает содержание H2S с 1,5 об. % до менее чем
2 г/100 м3 и диоксида углерода с 2,25 об. % до 0,05 об. %.
Применение двухступенчатой аминной очистки
позволяет достичь содержания H2S — 20 мг/м3, С02 —
5-10^ об. %. При использовании МДЭА (40-50 % вод-
Углеводородные газы
667
ного раствора) с активатором содержание в газе после
очистки составляет: H2S < 0,0001 об %, С02 —
0,0005 об. %, COS < < 0,0001 об. %. Температура в
абсорбере 35-90 °С, давление до 12 МПа. Десорбцию
проводят при 0,05 МПа до 0,24 МПа.
В мире работает около 70 установок сероочистки,
использующих МДЭА. Абсорбент не агрессивен,
оборудование изготавливается из углеродистой стали.
Физико-химическая абсорбция
Методы, основанные на физической абсорбции H2S
целесообразно применять при наличии высокого
соотношения С02: H2S (> 3,5).
Процесс физической абсорбции подчиняется закону
Генри, согласно которому количество растворенного
вещества прямо пропорционально его парциальному
давлению над раствором. В связи с этим поглощение
проводят при высоких давлениях (до 10 МПа), а
регенерацию — при низких или даже при небольшом
вакууме. Регенерация растворителя путем снижения
давления — важное преимущество перед хемосорбцион-
ными процессами, так как резко снижаются
энергозатраты.
При выборе поглотителя учитывают его летучесть,
селективность к H2S, емкость к сероводороду, а также
теплоту растворения H2S в поглотителе. С увеличением
теплоты растворения растворимость H2S растет, что
приводит к увеличению степени очистки и понижению
расхода абсорбента. В промышленности применяют в
качестве поглотителей: пропиленкарбонат, триацетат
глицерина, iV-метилпирролидон, метанол и др.
Процесс «Ректизол» используется для
одновременного удаления из газа H2S, C02 и органических
сернистых соединений поглощением метанолом.
Достоинство метода:
а) высокая степень очистки от сернистых
соединений в присутствии С02;
б) одновременная осушка от влаги и очистка от
тяжелых углеводородов;
в) снижение удельного расхода энергии по
сравнению с хемосорбцией;
г) применение дешевого, доступного и стабильного
растворителя. Несмотря на имеющиеся недостатки
(сложность схемы, потери метанола), метод
эффективен при удалении H2S и сернистых соединений.
Остаточное содержание примесей в очищенном газе:
С02 < 0,001 об. %, H2S — 10~5 об. %.
На рис. 11.4 приведена принципиальная схема
процесса «Ректизол». Очищаемый газ охлаждается до
температуры минус 20 °С и поступает в нижнюю часть
двухступенчатого абсорбера при давлении около
2 МПа. На первой ступени очистки газ контактирует с
основным потоком метанола, охлажденным до минус
70-75 °С. При этом из газа практически полностью
удаляются H2S, тяжелые углеводороды, значительное
количество С02 и органических соединений серы. При
абсорбции примесей температура метанола повышается
до минус 20 °С. Очищенный газ из первой ступени
поступает на вторую ступень очистки, где контактирует с
небольшим потоком регенерированного и
охлажденного до минус 60-65 °С метанола. На этой ступени
практически полностью удаляются органические сернистые
соединения.
Насыщенный на первой ступени метанол
регенерируется в десорбере 2 при ступенчатом снижении
давления. При снижении давления до 0,1 МПа метанол за
счет испарения абсорбированных газов охлаждается до
-35 °С, на второй ступени при 0,02 МПа температура
метанола достигает (-70)-(-75) °С и он снова подается
в абсорбер / на первую ступень. В регенераторе 2
метанол почти полностью освобождается от
растворенных в нем газов, которые идут на дальнейшую
переработку.
Насыщенный метанол со второй ступени очистки
подается в рекуперативный теплообменник и далее в
регенератор 3. Регенерацию проводят отпаркой кислых
газов при 60-65 °С обогревом глухим паром в насадоч-
ной или тарельчатой колонне. Метанол с низа колонны 3
охлаждается последовательно в регенеративном
теплообменнике и испарителе до температуры (-60)-{-65) °С
и подается в верхнюю часть абсорбера 1.
В мире работает свыше 100 установок ректизольной
очистки.
Y« Vlll
Рис. 11.4. Принципиальная схема процесса «Ректизол»
очистки газа метанолом при низкой температуре:
/ — двухступенчатый абсорбер; 2 — регенератор метанола после
первой ступени абсорбции; 3 — регенератор метанола после второй
ступени абсорбции;
I — газ на очистку; II — очищенный газ; III — частично отпаренный
метанол; IV — регенерированный метанол; V — водяной пар;
VI — холодная вода; VII — хладоагент; VIII -- кислые газы;
ГХ — двуокись углерода
Процесс «Пуризол» предназначен для очистки газов,
содержащих высокие концентрации H2S и С02. В
качестве абсорбента применяется iV-метилпирролидон. Его
преимуществом перед другими растворителями является
высокая поглотительная способность и одновременно
возможность сравнительно легкой регенерации.
При давлении 1,013 • 105 Па растворимость кислых
газов в абсорбенте в м /м составляет:
при20°С С02 —3,95; H2S — 48,8
при35°С С02 —3,3; H2S — 25,0
668
Новый справочник химика и технолога
Высокая растворяющая способность iV-метилпирро-
лидона по сероводороду позволяет использовать его
для селективного извлечения H2S из газов, содержащих
С02. iV-метилпирролидон не токсичен, не обладает
коррозионной активностью. Недостаток — относительно
высокая стоимость. Разработано несколько вариантов
технологических схем процесса «Пуризол». Выбор
варианта зависит от содержания кислых компонентов в
газе.
На рис. 11.5 приведена схема очистки газа от
сероводорода с невысоким содержанием С02 (< 10 об. %).
Газ при 20-25 °С и давлении 5-7 МПа проходит
восходящим потоком через абсорбер 7, противоточно
орошаемым поглотителем. На первой ступени орошения
извлекается основное количество сернистых
соединений. Абсорбент регенерируется в колонне 2 простым
снижением давления, где происходит ступенчатое
дросселирование насыщенного поглотителя. Газы
первой ступени дросселирования с верха колонны
поступают на сжатие в компрессор 6 и далее направляются в
абсорбер 1. Газы второй ступени сжимаются
компрессором 7 и подаются на первую ступень. Газы последней
ступени дросселирования направляются на переработку
для получения элементарной серы. Часть не полностью
регенерированного поглотителя поступает на первую
ступень абсорбции. Другая его часть направляется в
регенератор, работающий при атмосферном давлении.
Насыщенный поглотитель нагревается в
теплообменнике 4 и подогревателе 5 до 100-130 °С.
Выделяющийся при этом сероводород также направляется на
получение серы. В нижней части регенератора производится
отдувка остаточного сероводорода небольшим
количеством очищенного газа. Отдуваемые при этом газы
используются в качестве топлива для получения водяного
пара, направляемого в паровой подогреватель 5.
Рис. 11.5. Схема очистки процесса «Пуризол»
природных газов I и II групп:
1 — абсорбер; 2 — колонна дросселирования; 3 — регенератор;
4 — теплообменник; 5 — паровой подогреватель; 6,7 — компрессоры.
Линии: I — газ на очистку; II — очищенный газ; П1 — насыщенный
поглотитель; IV — частично регенерированный поглотитель;
V — полностью регенерированный поглотитель;
VI — кислый газ на производство элементарной серы;
VII — топливный газ
Полностью регенерированный iV-метилпирролидон
с низа регенератора после охлаждения в
теплообменнике 4 и холодильниках (на схеме не показаны) подается
на верх абсорбера 1 для тонкой очистки газа.
Поглотитель подается в количестве, обеспечивающем снижение
содержания H2S до нескольких десятитысячных долей
процента.
Состав газа, об. % До очистки После очистки
С02 15,0 13,6
H2S 6,0 0,0002
СН4 75,0 82,0
N2 4,0 4,4
Потери абсорбента около 0,03 г/нм3 очищенного газа.
В работе находятся 7 установок.
Процесс «Селексол» в качестве абсорбента
применяет диметиловый эфир полиэтиленгликоля. Так же,
как и iV-метилпирролидон, растворитель процесса
«Селексол» обладает высокой поглотительной
способностью по сероводороду по сравнению с С02. Процесс
позволяет совместное удаление H2S, C02, COS,
меркаптанов, БТК и Н20, а также летучих органических
соединений, хлор- и кислородсодержащих соединений.
Насыщенный в абсорбере растворитель ступенчато
регенерируют, снижая давление с 7 МПа до 0,02 МПа. В
отходящем очищенном газе содержится 0,0001 об. % S,
0,001 об. % С02, влаги 120 мг/нм3.
Процесс «Сульфинол» позволяет удалять H2S, COS,
RSH, CS2, а также С02 полностью или частично из
природных и нефтезаводских газов. Примерный состав
абсорбента: 30 % диэтаноламина, 64 % сульфолана, 6 %
воды. Вместо этаноламинов лучше применять моно-
или диизопропаноламин. В составе смешанного
растворителя амин выполняет роль хемосорбента, сульфо-
лан и вода — физического сорбента. В отличие от
очистки водными растворами аминов в процессе
«Сульфинол» удаляют COS, CS2 и меркаптаны. В условиях
очистки растворитель химически и термически стабилен,
в несколько раз менее коррозионно агрессивен, чем
водный раствор моноэтаноламина. Регенерацию
осуществляют при 65 °С. В принципе технологическая схема не
отличается от схемы моноэтаноламиновой очистки.
После очистки способом «Сульфинол» в газе содержится
0,0004 об. % общей серы и 0,005 об. % С02. В настоящее
время работают 180 установок процесса «Сульфинол».
11.1.2.2. Адсорбционные способы
Адсорбционные процессы широко применяются для
подготовки природного газа к транспортированию по
магистральным газопроводам (табл. 11.10).
Адсорбцию применяют также и в заводской
практике для очистки газов от H2S, C02, сероорганических
соединений, тяжелых углеводородов.
Эффективные адсорбенты — активные угли и
цеолиты. Для очистки можно использовать угли отечественных
марок СКТ-3, СКТ-26, АГ-3, АГ-5 и зарубежных —
Supersorbon К, Supersorbon WS-4, Lurgi С 40/4 и др.
Углеводородные газы
669
Таблица 11.10
Характеристика газов при адсорбционной очистке
газа на месторождении Сарыташ
Компоненты
Сероводород
Диоксид
углерода
Метан
Этан
Пропан
Изобутан
я-Бутан
С5 + выше
Концентрация, об
Газ на
очистку
0,04
0,65
98,70
3,75
1,14
0,18
0,23
0,31
Газ после
очистки
0,00007
0,61
98,82
3,72
1,20
0,20
0,20
0,23
%
Газы
регенерации
0,60
1,30
92,33
3,70
1,10
0,18
0,30
0,40
Для удаления из газов меркаптанов эффективны
угли АР-3, АГ-2, СКТ-2, цеолиты (табл. 11.12).
Введение в состав углей оксидов Си, Fe увеличивает
сорбционную способность по меркаптанам в 3-5 раз.
Метод адсорбции H2S углем применяют для
переработки больших количеств газа (до 200 000 м3/г) с
малым содержанием H2S. Степень извлечения достигает
99,5 %.
Процесс адсорбции циклический. Десорбцию H2S
осуществляют при повышенной температуре, либо
промывкой водой.
В присутствии кислорода в порах угля отлагается
сера:
H2SaflC + '/202 -+ S + Н20 + 221,9 кДж.
Серу удаляют либо промывкой органическими
растворителями (сероуглерод), либо водным раствором
сульфида аммония:
(NH4)2S + (п - 1)S -+ (NH4)2S„
Полученные полисульфиды разлагаются острым
паром при 125-130 °С:
(NH4)2S„ >■ (NH4)2S + («-l)S
При малом содержании сернистых соединений в
очищаемом газе применяют также цеолиты
(табл. 11.11). Концентрация H2S в очищенном газе в
этом случае менее 1 мг/м3.
В России выпускаются цеолиты следующих марок:
Марка цеолита КА NaA СаА СаХ NaX
Диаметр входного
окна, нм 0,3 0,4 0,5 0,8 0,9
В наименовании цеолита указывается катион,
входящий в решетку цеолита (К, Na, Ca) и тип его
кристаллической решетки (А, X, Y).
Регенерацию цеолитов проводят горячим
очищенным газом при 300^400 °С. Количество газов
регенерации составляет 9-15 % от очищенного газа
(рис. 11.6).
Таблица 11.11
Адсорбционная способность цеолитов
Цеолит
NaA
СаА
NaX
Г, °С
25
75
150
25
75
150
25
75
150
Массовая доля поглощаемого H2S (в %)
при давлении, кПа
0,07
3,6
1,3
0,6
3,0
1,3
0,3
2,8
1,0
0,0
0,33
6,4
3,6
1,4
6,8
2,7
0,7
7,5
4,0
1,3
1,33
9,5
6,0
2,5
10,0
7,2
2,2
10,5
6,0
2,0
6,65
12,8
8,0
5,0
13,6
9,6
4,3
14,5
9,5
5,5
13,30
14,0
11,5
7,5
15,0
11,8
5,5
16,0
11,8
6,2
33,25
15,0
13,0
9,0
16,2
13,2
7,4
16,2
14,0
9,2
Таблица 11.12
Адсорбционная способность цеолитов
по изоамилмеркаптанам
Парциальное
давление RSH,
Па
1,62
319
638
1330
2005
Адсорбционная способность,
кг/100 кг
СаА
0,06
0,12
0,28
0,69
1,65
NaX
4,2
19,2
19,8
20,9
21,9
Газ регенерации
к
Рис. 11.6. Схема цеолитной сероочистки:
/ — сепаратор; 2 — адсорбер в режиме очистки; 3 — резервный
адсорбер; 4 — адсорбер в режиме регенерации;
[><3 — открытый вентиль; ► ^ — закрытый вентиль
670
Новый справочник химика и технолога
Очистка газов твердыми химическими
поглотителями. Данный способ применяют для тонкой
очистки газов от H2S и органических сернистых соединений.
Широко распространены цинкоксидные поглотители.
Оксид цинка реагирует с сернистыми соединениями
при температуре 300^400 °С по следующим реакциям:
ZnO + H2S -► ZnS + Н20
ZnO + C2H5SH^ ZnS + C2H5OH
ZnO + C2H5SH -> ZnS + C2H4 + H20
ZnO + COS -»ZnS + C02
2ZnO + CS2 -► 2ZnS + C02
Эти реакции в интервале температур 200-500 °С
практически необратимы. Для реакции оксида цинка с
H2S значения констант равновесия Кр составляют:
Т,°С
Кр
200
1,09 • 106
300
6,5 • 104
400
9,1 • 103
500
2,1 • 103
600
7,1 • 102
При наличии в очищаемом газе водорода ни ZnO ни
ZnS не восстанавливаются:
ZnO + Н2 = Zn + Н20 Кр= 1,5 • 10~10 при 400 °С
ZnS + Н2 = Zn + H2S Kp = 2,7 • 10~10 при 400 °С
В табл. 11.13 приведена характеристика цинкоксид-
ных поглотителей.
Таблица 11.13
Характеристика поглотителей
Показатель
Химический состав, %,
ZnO
CuO
MgO
Форма гранул
Размер гранул, мм х мм
Насыпная плотность,
кг/л
Удельная
поверхность, Ю-3 м2/кг
Прочность на
разрушение по торцу,
10"3Н-м/кг
Пористость, %
Адсорбционная
способность по сере
ГИАП-
10а
96,0
таблетки
5x5
1,5-1,8
28,6
6
—
24-26
при
400 °С
ГИАП-
10-2а
78,0
10,0
таблетки
5x5
1,6-1,9
19,4
5
34,7
20
при
300 °С
ГИАП-10
80,0
10,0
«червячки»
4,5x1,5x8
1,2-1,5
38
4,5
—
22
при
400 °С
Кроме активных компонентов в состав поглотителей
ГИАП входит носитель оксид алюминия.
Отработанные поглотители легко регенерируются
окислением образовавшегося сульфида цинка
кислородом при 500-550 °С.
Остаточное содержание серы в очищенном газе
достигает 0,5 мг/нм3 и ниже. С02, присутствующий в газе с
ZnO не реагирует. Цинк-медные поглотители
применяют для удаления небольших примесей сероводорода,
при этом поглотители не регенерируют, так как это
усложняет и удорожает процесс очистки.
Хемосорбенты на основе меди схожи по свойствам с
цинкоксидными, но отличаются более высокой
скоростью взаимодействия с сероводородом. В присутствии
водорода в очищаемом газе оксид меди
восстанавливается до металла, который с H2S образует сульфид.
Си + H2S ?=> CuS + Н2 Кр = 1,6 при 350 °С
2Cu + H2S = Cu2S + Н2 Кр = 1,0 • 1(Г* при 350 °С
При очистке газов, содержащих большие
количества водяного пара, остаточное содержание
сероводорода лимитируется обратными реакциями:
ZnS + Н20 = ZnO + H2S
CuS + Н20 = CuO + H2S
При 400 °C равновесная концентрация H2S для ZnS
и CuS составляет 1 мг/м3 и 0,43 • 10~3 мг/м3
соответственно.
В настоящее время цинкоксидные поглотители
используются для удаления сероводорода из
циркуляционного газа установок каталитического риформинга
бензиновых фракций, для очистки метана,
направляемого на получение синтез-газа и т. д.
11.1.2.3. Окислительные методы очистки газа
от сероводорода
Окислительные методы позволяют почти полностью
исключить поглощение С02. Сероводород при контакте
с поглотительным раствором и в присутствии
окислителя окисляется до элементарной серы.
К поглотительным окислительным растворам
предъявляют следующие требования:
1) легко окислять H2S, а в восстановленной форме —
легко окисляться кислородом до полной регенерации;
2) обладать высокой емкостью по H2S;
3) иметь высокую термическую стойкость;
4) не реагировать с углеводородными компонентами;
5) не обладать коррозионными свойствами;
6) быть негорючим и нетоксичным;
7) не окрашивать серу.
В промышленности применяют процессы «Тай-
локс», «Такахакс», «Стретфорд».
Углеводородные газы
671
Процесс «Тайлокс». В этом процессе
применяются растворы тиомышьяковых солей. На стадии
очистки в абсорбере протекает реакция:
Na4As2S502 + H2S -► Na4As2S60 + H20.
На стадии регенерации при продувке насыщенного
абсорбента воздухом выделяется элементарная сера:
Na4As2S60 + 1/202 -»Na4As2S502 + S.
Степень регенерации раствора влияет на глубину
очистки. При хорошей регенерации содержание
сероводорода 5-10 мг/нм .
Поглотительный раствор процесса «Тайлокс»
обладает коррозионной активностью. Применяемое
оборудование, насосы и арматура с облицовкой
нержавеющей сталью.
Процесс «Такахакс». В этом способе сероочистки
в состав поглотительного раствора входит натриевая
соль — 1,4-нафтохино-2-сульфокислоты. Раствор
активно поглощает H2S, не окрашивает серу, полностью
регенерируется воздухом.
Процесс идет по следующим основным реакциям:
а) абсорбция H2S
NH4OH + H2S -> NH4SH + H20
Na2C03 + H2S -> NaSH + NaHC03
б) окисление гидросульфидов:
NH4SH +
NH,OH +
NaSH-
Na2C03 +
в) Окисление (регенерация) катализатора:
Серу получают в виде фильтрпрессованной лепешки с
влажностью 25-35 %.
Очищенный газ в противоточном абсорбере
контактирует со щелочным поглотителем при рН = 8-9,
содержащем 1,4-нафтохинон-2-сульфонат натрия в
качестве катализатора окисления-восстановления. H2S
реагирует со щелочной составляющей раствора и
далее окисляется с образованием мелкодисперсной серы.
Нафтохинон сульфонат восстанавливается до нафтогид-
рохинон сульфоната.
В регенераторе при продувке воздухом катализатор
окисляется до нафтохиноновой формы. Часть раствора
фильтруют для выделения серы, некоторая доля
переходит в тиосульфат по реакции:
2NaHS + 202 -> Na2S203 + Н20.
Для предотвращения его накопления часть
раствора выводят из системы и утилизируют для
регенерации накопившихся солей.
Схема процесса «Такахакс» представлена на рис.
11.7. Достоинство схемы — простота и, как следствие,
низкие капиталовложения.
При содержании H2S в газе 2-3 г/м3 концентрация
катализатора в растворе около 1 моль/м .
При содержании H2S в газе 10-15 г/м
концентрация катализатора 3 моль/м3.
Общее содержание Na2C03 и NaHC03 в
поглотительном растворе 60-70 г/м3 при рН = 9-9,1.
Процесс «Такахакс» широко используется в
практике очистки газов от H2S. Степень удаления
сероводорода составляет 99-100 %.
В табл. 11.14 приведены данные по некоторым
способам очистки от сернистых соединений и С02.
Получаемая сера не флотируется, как в процессе
«Тайлокс», не отстаивается. Размер частиц — 2 мкм.
Рис. 11.7. Схема процесса «Такахакс» очистки газа от
сероводорода:
/ — абсорбер; 2 — фильтр;
3 — воздухоотделитель; 4 — регенератор;
I — газ на очистку; II — очищенный газ, III — щелочь,
IV — катализатор; V — элементарная сера; VI — воздух;
VII — воздух и двуокись углерода
672
Новый справочник химика и технолога
Таблица 11.14
Эффективность способов очистки газов от H2S, C02 и органических сернистых соединений
Способ
очистки
Этаноламиновый
Метилдиэтанол-
аминовый
«Ректизол»
«Пуризол»
«Селексол»
«Сульфинол»
Очистка
активным углем
otH2S
Очистка
цеолитами
Очистка
твердыми хемо-
сорбентами
«Тайлокс»
Реагенты,
условия очистки
Водный 13-17 % раствор
МЭА
Давление 0,9^4 МПа
Температура Ъ5-А0 °С
Водный 40-50 % раствор
МДЭА с активатором
Давление до 12 МПа
Температура 35-90 °С
Двухступенчатая
абсорбция охлажденным
метанолом
Температура 1 ступени
75 °С
Температура 2 ступени
65 °С
Давление около 2 МПа
/V-метилпирролидон
Давление абсорбции
5-7 МПа
Температура 20-25 °С
Диметиловый эфир поли-
этиленгликоля
Давление 5-7 МПа
Температура 20-25 °С
Смешанный абсорбент:
30 % диэтаноламина,
64 % сульфолана, 6 % воды
Давление 0,9-5 МПа
Температура 20-30 °С
Активные угли: СКТ-3,
СКТ-2, АГ-3, АГ-5
Давление атмосферное
Температура 20-30 °С
Цеолит СаА, NaX
Давление 1,5-5,0 МПа
Температура 20-30 °С
ГИАП-10а, ГИАП-10-2а
Давление 0,1-1 МПа
Температура 300-320 °С
Водный раствор окситио-
мышьяковых солей натрия
Давление 0,1-0,3 МПа
Температура 20^40 °С
Условия регенерации,
побочные продукты
Давление 0,15-0,2 МПа
Температура 115-130 °С
Газ, содержащий H2S, C02
Давление 0,05-0,24 МПа
Температура 130 °С
Газ, содержащий H2S, C02, COS
Ступенчатое снижение давления до
0,02 МПа
Температура регенерации
1 ступени — 70 °С
2 ступени — 60-65 °С
Газы 1 ступени: H2S, C02,
органические сернистые соединения, тяжелые
углеводороды; газы
2 ступени: H2S, органические
сернистые соединения и С02
Ступенчатое снижение давления до
атмосферного и нагрев до
100-130 °С
Газ, содержащий H2S
и отдельно — С02
Давление 0,02 МПа
Газ, содержащий H2S, органические
сернистые соединения, С02
Давление атмосферное
Температура 65 °С
Газ, содержащий H2S, RSH, COS
иС02
Обработка аммиачным раствором
(NH4)2S, промывка, пропаривание
угля
Сера чистотой 99,99 %
Регенерация очищенным газом при
300 °С
Регенерация окислением
кислородом при 500-550 °С
В газе S02, на нейтрализацию
раствором щелочи
Продувка воздухом
Температура 40 °С
Плавленая сера, тиосульфат
натрия
Остаточное содержание
примесей
В одну ступень:
H2S — 50 мг/м3
С02 — 1 об. %
В две ступени:
H2S—12-20 млн"'
С02 — 5 млн"1
H2S<1 • 1(Г*об.%
С02 — 5 10^ об. %
COS< 1 • КГ*об.%
С02< 1 • 10"3об. %
H2S— 10"5об. %
H2S<2- Ю^об.%
H2S —1 • Ю^об.%
С02—1 • 10"3об. %
H2S —4- 10"4об. %
С02 — 5 10"3об. %
H2S — 20-50 мг/м3
H2S < 2 мг/м3
RSH < 2 мг/м3
H2S < 0,5 мг/м3
H2S — 5-10 мг/м
Углеводородные газы
673
Продолжение таблицы 11.14
Способ
очистки
«Такахакс»
Реагенты,
условия очистки
Натриевая соль 1,4-нафта-
хинон-2-сульфакислоты в
растворе соды и аммиака
Условия регенерации,
побочные продукты
Продувка воздухом
Температура 30-40 °С
Сера тонкодисперсная в виде
прессованной лепешки
Тиосульфат натрия
Остаточное содержание
примесей
H2S < 0,5 мг/м3
11.1.2.4. Очистка газов на мембранах
Применение мембранной технологии для очистки
газов от примесей часто оказывается эффективнее
традиционных методов. Наибольшее распространение
получили мембранные аппараты с использованием поло-
волоконных и рулонных элементов. Материалом
мембран чаще всего служит ацетат целлюлозы, обладающий
высокими значениями фактора разделения по
примесям:
С02: СН4 = 30;
H2S:CH4= 50-60;
Н20 : СН4 = 500.
Поэтому применение ацетатцеллюлозных мембран
позволяет проводить одновременно очистку газов от
H2S, C02 и Н20. При удалении H2S удельные затраты
энергии на мембранный процесс на 75-80 % ниже, чем
в методе абсорбции газа диэтаноламином.
В табл. 11.15 приведены результаты очистки
природного газа на установках фирмы «Грейс системе».
Применение на установках от 6 до 36 элементов
удовлетворяют требованиям к продукционному природному
газу. Эффективная работа рулонных мембранных
элементов требует предварительной очистки газовой смеси
от пыли, золы, смол, капель насыщенных паров воды,
легкоконденсируемых углеводородов и т. д.
11.1.3. Осушка газов
Некоторые углеводороды (СН4, С2Н6, С3Н8, С4Ню)
способны образовывать с водой так называемые
гидраты. Это соединения включения (клатраты), в которых
молекулы газов размером не более 0,69 нм заполняют
структурные пустоты кристаллической решетки,
образованной молекулами воды.
Условия их образования:
- температура 50-350 К;
- давление 2 Па — 1,7 МПа.
Плотность гидратов 900-1100 кг/м3.
Один объем воды в гидратном состоянии связывает
от 70 до 300 объемов газа.
Состав некоторых кристаллогидратов:
СН4 • 5,75Н20 — прямолинейная структура
кристаллогидрата;
С3Н8 • 17Н20 — разветвленная структура
кристаллогидрата.
В образовании гидратов участвуют и не
углеводородные компоненты газов. Например, известны гидраты:
CH3SH • 7,66Н20;
H2S • 5,75Н20;
С02 • 8Н20 и др.
Кристаллогидраты углеводородов могут иметь
различное строение. На рис. 11.8 приведены
структуры кристаллической решетки газового гидрата.
Гидраты при благоприятных условиях могут
образовывать залежи в земной коре (Мессояхское
месторождение).
Большинство компонентов природных газов
являются гидратообразующими. Поэтому кристаллогидраты
природных i-азов — смешанные. В табл. 11.16 приведены
состав газа и гидратов Оренбургского месторождения.
Рис. 11.8. Кристаллическая решетка газового гидрата
структуры I (а) и структуры II (б)
Таблица 11.15
Результаты очистки газов на установках
«Грейс системе»
й
овк
Устан
№ 1
№2
№3
«
1 и
а «
5 2
слоэл
в уста
S
36
6
1
Газ
о4
Ю
О
О
и
33,0
4,5
4,8
6,05
на очистку
X
ел
X
2606
18
3000
Is
О
X
441
525
щенный
Очищенный
о4
Ю
О
О
и
1,4
2,8
2,0
S
S
ел
X
120
9
600
газ
"s
О
X
7,6
729
—
674
Новый справочник химика и технолога
Таблица 11.16
Состав (об. %) природного газа и гидрата
Оренбургского месторождения
Таблица 11.18
Адсорбционная способность промышленных
адсорбентов по парам воды при 25 °С
Компонент
СН4
QH6
C3Hg
изо-
С4Ню
н-С4Ню
изо-
С5Н12
Н-С5Н12
С6Н]4
H2S
со2
N2
Не
Аг
Газ
присводовая часть
84,1
4,9
1,58
0,30
0,51
0,30
0,30
1,21
1,3
0,53
4,89
0,06
0,01
крыльевая часть
84,86
3,8
1,3
0,30
0,50
0,21
0,21
0,23
4,5
1,50
2,50
0,055
0,009
Гидрат
присводовая часть
29,30
1,8
23,02
8,93
—
—
—
—
36,68
0,05
0,20
—
—
крыльевая часть
12,30
0,75
18,57
11,57
—
—
—
—
56,12
0,04
0,05
—
—
Рис. 11.9. Установка осушки природного газа гликолями:
/ — сепаратор; 2 — абсорбер; 3 — регуляторы уровня;
4 — каплеуловитель; 5 — выветриватель; 6 — фильтр;
7 — десорбер; 8 — сборник конденсата; 9 — эжектор;
I — сырой газ; II — осушенный газ; III — регенерированный
гликоль; IV — охлаждающая вода; V — насыщенный гликоль;
VI — орошение десорбера; VII — водяной пар
Таблица 11.17
Температуры регенерации гликолей
Г, °С
Кипения при
101 кПа
Начала
разложения
Регенерации
Наибольшая
депрессия точки росы
Диэти-
лен-
гликоль
245
164
149-163
55
Триэти-
лен-
гликоль
285
206
178-204
59
Тетра-
этилен-
гликоль
314
238
204-224
—
Адсорбент
Силикагель
мелкопористый
Оксид
алюминия
Цеолит NaX
Адсорбционная способность
при разном давлении, г/100 г
0,133
0,2
1,5
3,5
1,33
0,4
2,0
9,0
13,3
1,2
3,0
18,0
133
5,0
5,0
20,0
1330
25,0
14,0
25,0
В образовании гидратов участвуют компоненты
газовой смеси. Гидраты, накапливаясь в скважинах,
магистральных трубопроводах, подземных хранилищах
газа, при переработке газов, затрудняют и усложняют
работу оборудования. Осушка газов — важное звено в
схеме подготовки газа к транспорту по магистральным
газопроводам, при получении олефинов пиролизом, при
охлаждении природных газов и т. д.
Применяют абсорбционные и адсорбционные
методы. Абсорбентами являются этиленгликоль (ЭГ), ди-
этиленгликоль (ДЭГ), триэтиленгликоль (ТЭГ).
Адсорбентами являются силикагели, оксид алюминия и
цеолиты.
11.1.3.1. Метод абсорбции
Абсорбционные методы эффективны при осушке
больших потоков природных газов под высоким
давлением и депрессии точки росы до 28 °С.
Точка росы определяет глубину осушки газа и
характеризуется температурой, охлаждаясь до которой газ
при постоянном влагосодержании становится
насыщенным водяными парами.
На рис. 11.9 приведена схема осушки природного
газа гликолями.
Установка состоит из абсорбера с числом тарелок
15-20 и узла регенерации гликоля.
Влажный газ после отделения капельной влаги и
углеводородного конденсата поступает в абсорбер, где
контактирует с раствором гликоля, подаваемым в
верхнюю часть абсорбера. Осушенный газ через
каплеуловитель поступает в газопровод. Насыщенный гликоль
подают на регенерацию (табл. 11.17). При нагреве
гликоля из него отгоняется влага.
Регенерация при атмосферном давлении позволяет
достичь концентрации гликолей 96-97 %.
Регенерация под вакуумом, либо подача в систему
десорбции нейтрального агента — природного газа,
снижающего парциальное давление водяных паров,
обеспечивает концентрацию гликолей 98-99,95 масс. %.
В табл. 11.18 приведена характеристика
адсорбционной способности промышленных адсорбентов.
Углеводородные газы
675
11.1.3.2. Метод адсорбции
Адсорбционные методы осушки газов имеют
преимущества перед абсорбционными: точка росы -70 °С
и ниже, простота по технологическому оформлению,
экономичность при осушке малых количеств газов.
Выбор осушителя определяется его стоимостью.
Оксид алюминия — наиболее дешевый адсорбент, он
дает точку росы до минус 50 °С со средней
адсорбционной способностью.
Силикагель — более дорогой продукт, дает низкую
точку росы (-35 °С) с высокой адсорбционной
способностью.
Синтетические цеолиты — самый дорогой
адсорбент. Они дают очень низкую точку росы при высокой
адсорбционной способности, которая не меняется с
изменением влажности осушаемого газа.
Для осушки газа рекомендуют применять цеолиты
NaA, размер пор 0,4 нм. Цеолиты типа NaX с большим
размером пор одновременно с влагой адсорбирует
некоторые углеводородные компоненты.
На цеолите NaA содержание влаги в газе 0,0001 %,
то есть точка росы минус 90 — минус 100 °С.
Высокая избирательность цеолитов позволила
создать процесс одновременного удаления из газовых
смесей влаги, сероводорода, диоксида углерода и
меркаптанов.
Эффективными адсорбентами для глубокой осушки
и очистки газов являются цеолиты NaX и СаА.
Основным аппаратом схемы осушки газа является
адсорбер. Его работа состоит из трех периодов: осушки
газа, регенерации и охлаждения адсорбента. Варианты
технологических схем адсорбционной осушки
представлены на рис. 11.10.
Влажный газ вводится в сепаратор 1, где удаляется
капельная влага, жидкие углеводороды и механические
примеси. В адсорбере 2 из газа удаляется влага, и он
направляется на дальнейшую переработку. После
«проскока» влаги в газ, выходящий из адсорбера, его
переключают на регенерацию. Последнюю проводят
горячим газом в адсорбере 4, а охлаждение — сырым газом
в адсорбере 3.
Регенерацию можно проводить «открытым» циклом
(рис. 11.10, а и б) или «закрытым» циклом (рис. 11.10, в).
В «закрытом» цикле газ регенерации циркулирует в
системе при помощи газодувки 8 по замкнутому контуру.
По схемам бив получают газ с более низким
содержанием влаги.
Твердые адсорбенты, особенно цеолиты, весьма
эффективны при осушке:
а) сжиженных углеводородных газов;
б) адсорбента на газобензиновых заводах;
в) трансформаторного масла;
г) циркулирующего водородсодержащего газа на
установках каталитического риформинга;
д) сырья для ал копирования.
Охлаждающий газ
Газ на осушку / 1^ТГ^ —» — — -j
2 V
*"U"X4rV
I
Вода
Ч
!1
la.
i
(3|о>
Осушенный газ
осушку I I [_у '
Примеси
М
g Газ на регенерацию
)S I ' '
s '
М I
ftfifti
1А5Ш
ё\и
'*
Y
Вода
—j®-
—&—~
— -Jr Ocvuiei
Осушенный газ
Газ на осушку
Газ на регенерацию
Осушенный газ
Рис. 11.10. Варианты схем
установки осушки газа:
а), б) с «открытым» циклом;
в) с «закрытым» циклом.
/ — сепараторы, 2 — адсорбер на осушке газа,
3 — адсорбер на охлаждение, 4 — адсорбер
на регенерации, 5 — теплообменник, 6 — печь,
7 — холодильник, 8 — газодувка
676
Новый справочник химика и технолога
Исходный газ
Конденсат j
Осушенный газ
Рис. 11.11. Схема установки «Сепарекс» для осушки газа:
I — рулонные модули «Сепарекс»; 2 — компрессор;
3 — теплообменник; масса установки с компрессором — 227 т;
габариты — 7,9 х 10,1 х 3,7 м
Таблица 11.19
Показатели работы установки «Сепарекс»
Газ
Исходный
Осушенный
Пермеат
Количество
газа, жЧт
354000
337900
16100
Давление,
МПа
7,6
7,5
0,03
Содержание
влаги
Насыщенный
120 млн-1
2,5 об. %
(ED
1__г—Г^ гк-2
Рис. 11.12. Схема установки компрессионного
отбензинивания газа:
С-1 — приемник-аккумулятор газа; С-2-С-4 — маслоотделители;
С-5-С-7 — сепараторы первой-третьей ступеней компрессии;
Е-1-Е-5 — сборные емкости; Е-6 — рефлюксная емкость;
ГК-1-ГК-3 — первая-третья ступени компрессии;
Х-1-Х-3 — холодильники первой-третьей ступеней компрессии;
Х-4 —холодильник отпаренного бензина;
К-1 — отпарная колонна; Т-1 —теплообменник.
I — газ с промыслов; II — газовый бензин; III — загрязненный
конденсат на отпарку; IV - остаток отпарной колонны
и масло из маслоотделителя; V — газ-бензин
на фракционирование; VI — водяной пар;
VII — газ потребителям или на установку
масляной абсорбции; VIII — газы выветривания
11.1.3.3. Осушка с помощью мембран
Мембранное разделение основано на свойстве
селективной проницаемости отдельных компонентов
газовой смеси через перегородку, называемую
мембраной. Мембраны изготавливаются из различных
полимерных материалов и представляют собой тонкие
пленки на пористой подложке, либо полые волокна.
Наилучшими свойствами при осушке газа обладают
пленочные мембраны из ацетил целлюлозы.
Избирательность такой мембраны к влаге, присутствующей в газе,
по отношению к углеводородам велика. Так, например,
отношение коэффициентов проницаемости воды и
метана (так называемый фактор разделения) равен 500.
На рис. 11.11 приведена схема установки типа
«Сепарекс», в которой используется пленочная ацетилцел-
люлозная мембрана, свернутая в рулон.
Осушка газа проводилась при 38 °С. Показатели
работы установки приведены в табл. 11.19.
Процесс опробован при подготовке газа морских
месторождений.
11.1.4. Отбензинивание газов
В практике переработки попутных газов применяют
следующие основные способы отбензинивания
(выделение углеводородов от Сз и выше): компрессионный,
абсорбционный, адсорбционный, низкотемпературной
конденсации.
Технологическая схема трехступенчатой установки
компрессионного отбензинивания изображена на рис. 11.12.
Газ последовательно сжимается до 0,4-0,6; 1,2-1,7 и
3,2-5,0 МПа. Конденсат после каждой ступени сжатия
отделяется от газа в сепараторах С5-С7. Конденсат
после первой ступени сжатия содержит в основном
углеводороды С5 и выше, после второй — пропан и бутан,
после третьей — пропан и более легкие гомологи.
Смесь конденсатов подают на газофракционную
установку, а сжатый газ третьей ступени направляют
потребителю либо на масляную абсорбцию.
Компрессионный способ часто применяют с другими способами
отбензинивания.
Масляная абсорбция является основным методом
отбензинивания попутных газов. Абсорбцию
применяют после гликолевой осушки сырого газа от паров
воды. Сырой газ подвергают масляной абсорбции с целью
получения сухого газа и широкой фракции жидких
легких углеводородов. Технологическая схема
абсорбционной установки представлена на рис. 11.14.
При обычных температурах абсорбции
углеводородов (20-30 °С) применяют масло с молекулярной массой
140-180.
Степень извлечения углеводородов С3 и выше
достигает 80-85 %.
Для увеличении степени извлечения гомологов
метана из газов масляная абсорбция сочетается со
снижением температуры газа с использованием аммиачного
или пропанового охлаждения до минус 45 °С. Абсор-
Углеводородные газы
677
бент — масло с молекулярной массой 85-120.
Низкотемпературная абсорбция позволяет достичь степени
извлечения пропана из газа до 90-95 %, этана — 50-60 %.
На ряде заводов для отбензинивания газов
применяется метод низкотемпературной конденсации.
Принципиальная технологическая схема этого метода
приведена на рис. 11.13.
Рис. 11.13. Схема установки отбензинивания попутного
газа методом низкотемпературной конденсации:
К-1 —ректификационная колонна; Т-1 —теплообменник;
Т-2 — кипятильник; Х-1— пропановый холодильник газа;
ХК-1 — конденсатор-холодильник; С-1 — сепаратор;
С-2 — рефлюксная емкость; Н-1, Н-2 — насосы.
1 — исходный газ; II —отбензиненный газ;
111 — нестабильный бензин
Сжатый до 4,0 МПа и осушенный газ охлаждается в
Т-1 отбензиненным газом и в Х-1 испаряющимся
пропаном. Образовавшийся конденсат из сепаратора С-1
направляется в ректификационную колонну К-1.
Верхний продукт К-1 охлаждается в пропановом
холодильнике — конденсаторе ХК-1 и поступает в рефлюксную
емкость С-2. Газ из С-2 направляется потребителю, а
жидкая фаза используется в качестве острого
орошения. Нижний продукт К-1 — деэтанизированный
нестабильный газовый бензин — подается на
газофракционирование. При включении в схему колонны-деме-
танизатора можно достичь степени извлечения этана
87 %, пропана — 99 %.
Адсорбционный метод отбензинивания газа
экономически выгоден при отбензинивании так называемых
«тощих» газов, содержащих не более 50 г/нм3 пропана и
высших гомологов, а также газов, содержащих воздух.
В присутствии воздуха происходит постепенное
окисление адсорбента, что увеличивает его расход и
образование шлама.
Широко применяемый адсорбент —
активированный уголь (АР-3, АГ-2, СКТ-3).
Углеадсорбционные установки работают по четы-
рехстадийному циклу: адсорбция — десорбция —
сушка — охлаждение. Используют не менее четырех
адсорберов для непрерывного извлечения углеводородов.
Г~"
Рис. 11.14. Схема абсорбционной установки по получению широкой фракции жидких легких углеводородов:
I — сырой газ; II — сухой газ; III — регенерированное абсорбционное масло; IV — насыщенное абсорбционное масло;
V — жидкость насыщенного абсорбционного масла; VI — пар насыщенного абсорбционного масла;
VII — кубовый остаток деэтанизатора; VIII — пар кубового остатка деэтанизатора; IX — верхний продукт ректификационной колонны;
X — продукт ректификационной колонны на фракционирование:
/ — абсорбер; 2, 5, 10 — холодильники; 3, 18 — резервуары; 4, 19 — насосы; 6, 11, 15, 17 — сепараторы; 7, 8, 13 — теплообменники
жидкость—жидкость; 9 —деэтанизатор, 12 — печь; 14 — ректификатор; 16 — подогреватель
678
Новый справочник химика и технолога
11.1.5. Разделение природных газов
Выделение индивидуальных углеводородов из
нестабильного газового конденсата осуществляется на
газофракционнных установках (ГФУ).
Современные установки разделения газов работают
по разным технологическим схемам: с нисходящим и
восходящим режимом давления.
По схеме с нисходящим режимом давления первой
по пути сырья является этановая колонна, с верха
которой отбираются углеводороды С\-С2- Кубовый продукт
этой колонны поступает в следующую колонну, с верха
которой отбирается пропан, и так далее. Наивысшее
давление поддерживается в первой колонне (3,0 МПа),
затем оно постепенно снижается в последующих
колоннах. Схема с нисходящим режимом давления
требует меньшего числа насосов, так как кубовый продукт
самотеком проходит из колонны в колонну. Если в
поступающем на ГФУ сырье немного пропана и бутана,
то экономические преимущества оказываются на
стороне схемы с восходящим режимом давления. На
рис. 11.15 приведена принципиальная технологическая
схема газоразделения с нисходящим режимом давления.
Газ, содержащий предельные углеводороды через
сепаратор С-1 подается на сжатие компрессором и
затем охлаждается в водяном холодильнике и
холодильнике, охлаждаемом испаряющимся аммиаком.
Выделяющийся в сепараторах конденсат совместно с головками
стабилизации установок перегонки нефти и риформинга
подается в блок ректификации. В колонне К-1,
называемой деэтанизатором, удаляются метан и этан.
Для охлаждения паров, поднимающихся из К-1,
используется аммиачный холодильник ХК-3. Нижний
продукт К-1 подвергается разделению в депропанизаторе
К-2. Сверху выделяется пропан. А из кубового остатка в
колонне К-3 отгоняется смесь бутанов, которая в К-4
разделяется на изо- и нормальный бутан. Нижний
продукт К-3 подвергается депентанизации в К-5. Пентаны
в К-6 разделяются на нормальный и изопентан.
Выходящий с низа К-5 жидкий поток углеводородов Сб и
выше используется как компонент бензинов.
Существуют различные схемы газофракционирую-
щих установок, отличающиеся приведенными
затратами на разделение газа. Реализация разделения газовых
смесей по схеме: депропанизация с последующей де-
этанизацией пропана, дебутанизация и депентанизация
является более предпочтительной.
11.2. Состав и характеристика нефтезаводских газов
Нефтяные газы образуются в результате
термических и каталитических методов переработки нефтяных
фракций на нефтеперерабатывающем заводе или
нефтехимическом комбинате. Ценные компоненты газовых
смесей выделяют на газофракционирующих
установках. Нефтезаводские газы часто в своем составе кроме
парафинов содержат большие количества олефинов
(табл. 11.20). Поэтому схема установки газоразделения
в этом случае намного сложнее установок разделения
низших парафинов. На рис. 11.16 приведена схема
разделения газа пиролиза с использованием
усовершенствованного деметанизатора.
Как видно из схемы, газ пиролиза перед
разделением предварительно очищается от тяжелых
углеводородов, or H2S и С02, органических соединений серы и
влаги. Эти методы очистки были описаны выше. После
подготовки газ с давлением 3,2^1,0 МПа охлаждается
за счет испарения пропилена (хладоагент) до -35^5 °С.
В деметанизаторе 6 сверху выделяется метано-
водородная фракция, используемая как топливный газ.
Температура верха деметанизатора составляет -98 °С,
что уменьшает потери этана с метаном. Газы пиролиза
в качестве примесей содержат ацетилен, удаляемый
вместе с этаном и этиленом из колонны 7 и метилаце-
тилен (и пропадиен), выделяющийся из колонны 11
вместе с пропаном и пропиленом. Эти примеси
препятствуют получению низших олефинов высокой степени
чистоты (колонны 9 и 13).
ХК-4 ХК-5
ХК-6
ХК-7
ХК-8
JT^h гЩ ^h
VIII
Рис. 11.15. Технологическая схема газофракционирующей установки конденсационно-компрессионно-ректификационного типа:
I — газ установок первичной переработки нефти; II — головка стабилизации установок первичной переработки нефти; III — головка
стабилизации каталитического риформинга; IV — пропановая фракция; V — изобутановая фракция; VI — бутановая фракция;
VII — изопентановая фракция; VIII — пентановая фракция; IX — газовый бензин (С6 и выше); X — сухой газ; XI — аммиак
Углеводородные газы
679
Н III
п*
V VII VII
Y7
v v p
хт хг
I»
V
IX
41 ">{\ "Л1 _А_ A
\Л
\
12
—•»-
77
-73
I
'XII
Рис. 11.16. Разделение газов пиролиза с использованием
усовершенствованного деметанизатора:
/ — блок пиролиза и первичного фракционирования; 2 — блок
сжатия и удаления конденсата; 3 — блок удаления примесей
кислотного характера и осушки газа; 4 — блок подготовки сырья
для деметанизации; 5 — установка очистки водорода;
6 — деметанизатор; 7 — деэтанизатор; 8 — блок гидрирования
ацетилена; 9 — колонна разделения фракции С2;
10 — дебутанизатор; 11 — депропанизатор; 12 — блок
гидрирования метилацетилена и пропадиена;
13 — колонна разделения фракции Сз;
I — сырье; II — топливное масло; III — конденсат;
IV — топливный газ; V — водород на гидрирование;
VI — товарный водород; VII — этилен высокой чистоты;
VIII — фракция С4; IX — пропилен высокой чистоты;
X — этан на пиролиз; XI — бензин; XII — пропан
Рис. 11.17. Каталитическое гидрирование ацетилена,
содержащегося в газах пиролиза:
/ — теплообменник; 2 — подогреватель; 3 — реакторы;
4 — холодильник; 5 — циркуляционный компрессор;
I — исходный газ; II — очищенный газ
На установках пиролиза удаление ацетиленовых
углеводородов производят двумя способами:
1) гидрированием, при котором ацетилен
превращается в этилен;
2) абсорбцией селективным растворителем (УУ-метил
пирролидон) с выделением ацетилена.
Если олефины получают пиролизом бензина или
более высококипящих нефтяных фракций, то
гидрируют ацетиленовые углеводороды в узких фракциях,
например этан-этиленовой (ЭЭФ) и пропан-прогшленовой
(ППФ), дозируя водород.
При получении этилена пиролизом этана ацетилен
из ЭЭФ удаляют гидрированием с использованием
водорода, содержащегося в газе пиролиза (рис. 11.17).
Таблица 11.20
Компоненты
газа
Н2 + С02
СН4
C2H4
СгНб
С3Н6
С3Н8
u3o-C4Hg
н-С4Н8
изо-С4Н\о
н-С4Н10
С4Н6
Сумма
непредельных
Выход газа,
масс. % на
сырье
Термический
крекинг мазута
под давлением
0,2
16,0
2,5
17,0
9,0
21,5
4,5
9,8
5,0
14,5
—
25,8
7
Состав нефтезаводских газов (масс.
Коксование
замедленное
0,4
32,5
4,5
21,5
4,0
15,0
2,2
4,4
7,0
8,5
—
15,1
7
в
кипящем
слое
1,5
26,5
12,5
20,0
12,5
11,0
5,0
5,0
0,7
4,6
0,7
35,7
12
Каталитический
крекинг
бензиновый
(обычный)
режим
2,5
11,0
6,0
8,0
22,0
12,5
6,0
14,0
14,0
4,0
—
48,0
17
газовый
(жесткий) режим
1,0
9,5
4,0
5,0
24,0
9,5
10,5
15,0
16,5
4,0
1,0
53,5
30
Пиролиз бензина
при 750 °С
16,0
34,4
29,3
5,0
10,5
0,2
1,3
1,2
—
0,5
1,5
43,8
77
%)
Каталитический
риформинг
обычный
режим
8,5
5,0
—
9,5
—
38,0
—
—
19,0
20,0
—
—
12
жесткий
режим
5,5
12,5
—
24,5
—
32,0
—
—
11,0
14,5
—
—
23
Гидрокрекинг
тяжелого газойля
—
27,0
—
21,0
—
41,0
—
—
} 11,0
—
—
1,8
Гидроочистка
дизельных фракций
—
34,0
—
24,5
—
20,5
—
—
}21,0
—
—
0,8
680
Новый справочник химика и технолога
Подогретый в теплообменнике 1 и паровом
подогревателе, газ последовательно проходит два реактора.
Выделяющаяся теплота гидрирования снимается
подаваемым холодным очищенным газом в пространство
между слоями катализатора, в качестве которого
применяют А1—Со—Мо либо Ni—Со—Сг контакты.
Температура гидрирования около 200 °С. Содержание
ацетилена в очищенном газе 0,005-0,006 об. %.
Более перспективно двухступенчатое гидрирование,
применяемое для ЭЭФ и ППФ (табл. 11.21).
Используют палладиевые катализаторы на носителях
(МА-15, ПК-25). Температура на каждой ступени не
превышает 60 °С, что способствует уменьшению потерь
ацетилена в виде С2Нб и снижению расхода водорода.
Двухступенчатая очистка ЭЭФ и ППЭ применяется
на крупных пиролизных установках, например ЭП-300.
Процесс проводят при 10-3,5 МПа, температуре 20-
60 °С и объемной скорости подачи 800-10000 ч1.
При невысоком содержании ацетилена используют
колонные реакторы, при высоком — трубчатые
реакторы.
Таблица 11.21
Эффективность двухступенчатой схемы
гидрирования ацетилена
Показатели
Г на входе, °С
Н2: С2Н2 (мольное)
Содержание ацетилена
на входе, об. %
на выходе
I ступень
30-60
(1,8-2,1): 1
1,0-1,2
0,1
II ступень
20^0
3: 1
0,1
7-1(И
Таблица 11.22
Характеристика катализаторов метанирования
Катализатор
НКМ-1
ТО
Содержание
Ni, масс. %
32^0
25^0
и
я °
ж 2
О, г^ 0Х
и о
§?•
и и
10-20
Пористость,
%
50
50
Удельная
поверхность,
10_3 м2/кг
150
150
Очистку олефинов от ацетиленовых углеводородов
методом гидрирования на палладиевых катализаторах
можно применять, если в газе отсутствует СО и С02.
Удаление СО осуществляют на никелевых
катализаторах, стабилизированных оксидом алюминия. Иногда в
состав катализатора вводят оксид хрома.
Превращение оксидов углерода протекает с
большим тепловым эффектом по следующим реакциям:
СО + ЗН2 - СН4 + 2Н20 + 206 кДж/моль
С02 + 4Н2 = СН4 + 2Н20 + 165 кДж/моль
В интервале 200-400 °С константы равновесия их
имеют порядок величины 102-1010 и при этих
температурах их можно считать необратимыми, то есть можно
достичь полной очистки газа. На практике степень
очистки газа определяется активностью применяемых
катализаторов.
Для метанирования оксидов углерода в России
используют катализаторы НКМ-1 и ТО (табл. 11.22).
Катализатор ТО с добавкой Сг203 более активен, чем НКМ-1.
Метанирование СО протекает с большей скоростью, чем
С02. После метанирования содержание оксидов
углерода в очищенном газе 20 см3/м3.
Процесс гидрирования экзотермичен.
Адиабатическое увеличение температуры на каждый процент
прореагировавшего СО и С02 составляет соответственно
74 и 60 °С. Для достижения максимальной очистки
процесс целесообразно вести при максимально низкой
температуре, которую определяет катализатор.
Недостаток процесса метанирования —
расходование водорода и разбавление метаном очищенного газа.
Более перспективен метод окисления СО
кислородом на Pt-катализаторе, ликвидирующий отмеченные
выше недостатки.
11.3. Состав и характеристика газов термической
переработки твердых горючих ископаемых
и газификации
В процессе термической переработки твердых
горючих ископаемых выделяется значительное
количество газов, которые могут использоваться в качестве
топлива либо в качестве сырья для синтеза (см. раздел
«Твердые горючие ископаемые»).
Литература
1. Лутошкин Г.С. Сбор и подготовка нефти, газа и
воды. М.: Недра, 1979. 324 с.
2. Гриценко А.И., Александров И.А., Галанин И.А.
Физические методы переработки и использования
газа. М.: Недра, 1981. 223 с.
3. Гвоздев Б.П., Гриценко А.И., Корнилов А.Е.
Эксплуатация газовых и газоконденсатных
месторождений: Справочное пособие. М.: Недра, 1988.
574 с.
4. Гриценко А.И., Галанин И.А., Зиновьев Л.М. и др.
Очистка газов от сернистых соединений при
эксплуатации газовых месторождений. М.: Недра,
1985.270 с.
5. Очистка технологических газов / Под ред. Т.А.
Семеновой и И.Л. Лейтеса. М.: Химия, 1977. 487 с.
6. Кемпбелл Д.М. Очистка и переработка природных
газов. М.: Недра, 1977.
7. Жданова Н.В., Халиф А.Л. Осушка
углеводородных газов. М.: Химия, 1984. 188 с.
8. Черный И.Р. Производство сырья для
нефтехимических синтезов. М.: Химия, 1983. 333 с.
Раздел 12
НЕФТЬ И НЕФТЕПРОДУКТЫ
12.1. Общие сведения о нефти и
углеводородных газах
(проф., д.т.н. Д. А. Розенталъ)
Нефть является основным источником получения
моторных топлив, масел и сырья для органического
синтеза. Ее преимущество перед другими видами
горючих ископаемых — относительная простота добычи,
транспортировки и переработки.
Нефть представляет собой истинный или
коллоидный раствор различных классов углеводородов и их
гетеропроизводных. В нефтях встречаются
насыщенные углеводороды нормального и изо-строения — ал-
каны (по нефтяной терминологии метановые
углеводороды или парафины) циклоалканы (по нефтяной
терминологии нафтены) и ароматические
углеводороды. Кроме того, в нефти широко распространены
углеводороды гибридной структуры, т. е. содержащие в
молекуле фрагменты вышеуказанных классов
углеводородов. Ненасыщенных углеводородов — алкенов —
в сырых (природных) нефтях практически нет. Они
присутствуют в значительном количестве в продуктах
ее термической переработки.
Нефти весьма разнообразны, поэтому существуют
классификации, позволяющие различать их по составу.
Наиболее известной в РФ является классификация
ГрозНИИ, критерием которой является
углеводородный состав нефти. Нефти подразделяют на 7 типов:
метановые, метано-нафтеновые, нафтеновые, нафтено-
ароматические, ароматико-нафтеновые и
ароматические нефти.
Оказалось, что большинство нефтей на 50 % состоят
из нафтенов, тогда как количество метановых
углеводородов уменьшается от 40-50 % в метановых нефтях
до 0-5 % в ароматических, а содержание
ароматических углеводородов в том же ряду возрастает от 1-6 %
до 50-55 %.
Существует классификация ИГиРГИ, которая
рассматривает содержание тех или иных углеводородов во
фракциях 200-430 °С (так называемое тело нефти, см.
табл. 12.1). Нефти подразделяются на 4 категории: А ,
А2, Б2, Б1. Категория А1 примерно соответствует нефтям
метанового и метано-нафтенового типа (по ГрозНИИ),
А — нафтено-метанового, Б2 — нафтено-метанового и
нафтенового, Б — нафтено-ароматического типа.
Имеется еще ряд научных классификаций нефти по
содержанию различных классов углеводородов, иногда
увязывающих их содержание с плотностью, например,
предложенная Горным бюро США (табл. 12.2).
Таблица 12.1
Групповой состав нефтей различных химических
типов (фракции 200-430 °С), %
Тип
А1
А2
Б1
Б2
Алканы
сумма
15-60
(25-50)
10-30
(15-25)
4-10
(6-10)
5-30
(10-25)
нормальные
5-25
(8-12)
0,5-5
(1-3)
—
—
0,5
—
разветвленные
0,05-6,0
(0,5-3)
1,0-6,0
(1,5-3)
—
—
0,5-6,0
(0,2-3,0)
Циклоалканы
15^5
(20^0)
20-60
(35-55)
20-70
(50-65)
20-70
(30-55)
Арены
10-70
(20-40)
15-70
(20-40)
25-80
(20-50)
20-80
(25^5)
Примечание. Цифры в скобках означают
преимущественно встречающееся содержание углеводородов.
Таблица 12.2
Нормы для классификации нефтей,
предложенные Горным бюро США
Фракция
250-275 °С
(при
атмосферном давлении)
275-300 °С
(при 5,3 кПа)
Плотность, г/см3
парафинового
основания
< 0,8251
< 0,8762
промежуточного
основания
0,8251-
0,8597
0,8762-
0,9334
нафтенового
основания
> 0,8597
> 0,9334
682
Новый справочник химика и технолога
Однако все эти классификации дают только самые
общие представления о составе нефти, так как с
повышением молекулярной массы углеводородов число
изомеров возрастает в экспоненциальной зависимости,
их разделение становится невозможным.
Хорошо изученным является углеводородный
состав только бензиновых фракций, который для
большинства нефтей практически одинаков по составу
углеводородов, но различен по их соотношению. Это
можно проследить на примере нефтей Западной
Сибири (табл. 12.3).
В керосиновых и более тяжелых фракциях
выделены лишь отдельные углеводороды, а их химический
состав характеризуется так называемым групповым
составом. Групповой состав характеризует содержание
во фракции метановых углеводородов («- и изоалка-
нов), нафтеновых (циклоалкановых) углеводородов
олефинов (алкенов) и ароматических углеводородов (аре-
нов). Часто первые две фракции объединяют в одну —
парафино-нафтеновые углеводороды. В тяжелых дис-
тиллятных и остаточных фракциях преобладают
гибридные углеводороды. Чтобы конкретизировать их
строение вводится понятие: моно-, би-, три- и реже тет-
ра-циклоароматические углеводороды. Это означает,
что в молекуле углеводорода гибридной структуры
содержится один, два, три или четыре ароматических
и/или шестичленных гетероатомных цикла.
Групповой углеводородный состав дизельных
фракций отличается от состава бензиновых фракций
повышением содержания ароматических соединений и
уменьшением количества метановых углеводородов.
Содержание нафтеновых углеводородов в нефтях
категории А несколько возрастает по сравнению с
бензиновыми фракциями, а в нефтях категории Б остается
таким же или несколько меньшим.
Алканы дизельных фракций нефтей категорий А
представлены больше чем наполовину углеводородами
нормального строения, а нефтей категории Б — изо-
строения. В структуре последних наблюдается
следующая закономерность: в мети л замещенных алканах
вероятность нахождения метильного заместителя
уменьшается от конца основной углеродной цепи к ее центру.
Так, их концентрации относятся следующим образом:
2-метилалкан : 3-метилалкан : 4-метилалкан : 5-метил-
алкан : 6-метилалкан как 1 : 0,75 : 0,52 : 0,34 : 0,28.
Концентрация симметричных изомеров (4-метилгеп-
тан, 5-метилнонан, 6-метилундекан) ничтожно мала по
сравнению с другими изомерами.
Среди изомерных алканов особое место занимают
алканы изопреноидной структуры. В нефти они впервые
были обнаружены в 1969 г. С тех пор они обнаружены
во всех горючих ископаемых и являются основным
типом структур алканов, наряду с алканами нормального
строения. Отличительным признаком этих
углеводородов является насыщенная структура полиизопрена, т. е.
наличие метильного разветвления у каждого пятого
атома углеродной цепи. Изопреноиды являются
реликтовыми углеводородами, перешедшими в нефть из
растительного материала, где они достаточно широко
распространены. Примером может служить спирт фитол,
входящий в состав молекулы хлорофилла. При его
распаде может образовываться целая гамма изопреноидов.
Изопреноиды обычно содержатся в большом
количестве в нефтях категории А, особенно богатых
углеводородами нормального строения. Суммарная их
концентрация в таких нефтях достигает 3-4 % на нефть, а в
нефтях Азево-Салаушского месторождения Татарии
было найдено 9 % изопреноидов, в том числе 2,4 %
пристана (С,9) и 3,3 % фитана (С2о). Обычно указанные
углеводороды содержатся в нефтях в больших
концентрациях, чем другие изопреноиды.
В нефтях категории Б иногда изопреноиды совсем
отсутствуют, или их распределение сильно отличается
от категории А, а иногда их содержание и
распределение схоже с нефтями категории А.
Например, в нефти Анастасиевско-Троицкого
месторождения (категория Б) при общем содержании
изопреноидов на нефть 2,5 % пристан и фитан составляли
только 5,6 %, а 94,5 % приходилось на долю
2,6,10-триметилалканов. Таким образом, повышение
температуры кипения фракции приводит к
уменьшению содержания в ней метановых углеводородов
(нефти категории А и Б), увеличению в их составе
углеводородов разветвленной структуры и появлению в
значительных количествах изопреноидов. В дизельной
фракции находятся в растворенном состоянии твердые
парафины С16-С20 (гексадекан-эйкозаи).
Нафтеновые углеводороды дизельной фракции
нефти представлены как алкилциклопентанами и алкилцик-
логексанами, так и полициклическими циклоалканами.
Таблица 12.3
Содержание индивидуальных углеводородов (в масс. %, считая на нефть)
в бензиновых фракциях (23-150 °С)
Углеводород
Этан
Пропан
//-Бутан
Нефть
Усть-Балыкская
(смесь)
—
0,077
0,912
Самотлорская
(смесь)
—
—
--
Советская
(смесь)
—
0,023
0,525
Губкинская,
Ю-1
—
—
0,081
Новопортовская,
Ю-И
—
—
—
Нефть и нефтепродукты
683
Продолжение таблицы 12.3
Углеводород
н-Пентан
«-Гептан
н-Гексан
«-Октан
н-Нонан
«-Декан
Всего парафиновых углеводородов
нормального строения
Изобутан
2-Метилбутан (изопентан)
2,2-Диметилбутан
2,3-Диметилбутан
2-Метилпентан
3-Метил пентан
2,2-Диметилпентан
2,4-Диметилпентан
3,3-Диметилпентан
2,3-Диметилпентан
2-Метилгексан
З-Метилгексан
3-Этил пентан
2,2-Диметилгексан
2,5-Диметилгексан
2,4-Диметилгексан
2,2,3-Триметилпентан
3,3-Диметилгексан
2,3-Диметилгексан
2-Метилгептан
4-Метилгептан
З-Метил гептан
2,3,5-Триметилгексан
2,2-Диметилгептан
2,2,3-Триметилгексан
2,4-Диметилгептан
2-Метил-4-этилгексан
2,5 - Д иметилгептан
2,6-Диметилгептан
3,3-Диметилгептан
3,3-Диэтилгептан
2,4-Диэтилгексан
2-Метил-З-этилгексан
3,5-Д иметилгептан
2,3-Д иметилгептан
3,4-Д иметилгептан
4-Этилгептан
4-Метилоктан
З-Этилгептан
2-Метилоктан
З-Метилоктан
2,2,4-Триметилгептан
2,4-Диметилоктан
Нефть
Усть-Балыкская
(смесь)
0,758
0,840
0,829
0,999
0,586
—
5,001
0,229
0,464
0,003
}0,455*
0,251
0,040
—
0,269
—
}0,314
—
0,047
}0,016
—
—
0,688
}0,255
—
—
0,358
—
0,128
—
}0,125
0,317
0,020
—
—
—
—
—
0,233
0,009
—
—
0,013
0,025
0,013
Самотлорская
(смесь)
1,781
1,216
1,627
0,945
0,387
—
5,956
—
0,971
—
0,193
0,978
0,707
—
—
—
0,317
0,412
0,655
0,039
—
0,315
0,186
—
—
—
0,358
0,200
0,315
0,057
0,014
—
0,072
—
0,186
0,155
—
—
—
0,057
—
0,072
—
0,042
0,100
0,028
—
0,143
—
—
Советская
(смесь)
1,295
1,639
1,335
1,167
0,737
0,054
6,775
0,134
0,902
0,009
}0,734
0,441
0,042
—
0,389
0,632
—
—
—
0,061
}0,025
—
—
1,133
—
—
0,466
—
0,641
—
0,062
—
}0,283
—
—
—
—
—
—
0,436
0,0378
0,087
—
0,067
—
0,138
—
Губкинская.
Ю-1
2,748
1,244
2,795
1,042
—
—
7,910
0,005
1,477
0,062
0,340
1,628
0,911
—
0,025
0,176
0,291
0,763
0,539
0,080
0,006
0,188
0,215
0,076
0,072
0,119
0,502
0,197
0,343
—
0,038
—
—
—
—
0,057
—
0,031
—
—
0,019
—
0,006
—
0,013
—
—
0,025
—
—
Новопортовская,
Ю-П
0,092
0,049
0,385
0,119
0,008
—
0,653
—
0,021
0,021
0,063
0,399
0,512
0,125
0,021
—
0,224
0,379
0,339
0,027
0,036
0,175
0,119
—
0,056
0,047
0,071
0,073
0,168
0,059
0,086
—
0,023
—
—
—
—
—
—
—
—
—
0,059
0,039
0,086
0,023
—
0,035
—
—
684 Новый справочник химика и технолога
Продолжение таблицы 12.3
Углеводород
2,3,6-Триметилгептан
2,5,5-Триметилгентан
2,6-Ди мети локтан
2,7-Диметилоктан
2,3-Диметилоктан
3,4-Диметилоктан
5-Метилнонан
4-Метилнонан
2-Метилнонан
Неидентифицированные
Всего парафиновых углеводородов
изостроения
Всего парафиновых углеводородов
Циклопентан
Метилциклопентан
1,1 -Диметилциклопентан
1 -Метил-2-пропилциклопентан
(транс-)
1,3-Диметилциклопентан (цис-)
1,3-Диметилциклопентан {транс-)
1,2-Диметилциклопентан (транс-)
1,2-Диметилциклопентан (цис-)
Этилциклопентан
1,1,3-Триметилциклопентан
1,2,4-Триметилциклопентан
(цис-, транс-)
1,2,3-Триметилциклопентан
(цис-, транс-)
1,2,3-Триметилциклопентан
1,1,2-Триметилциклопентан
1,2,4-Триметилциклопентан
(цис-, цис-)
1,2,3-Триметилциклопентан
(цис-, цис-)
1,2,4-Триметилциклопентан
(цис-, цис-, цис-)
1 -Метил-3-этилциклопентан
(транс-, цис-)
1,2,3-Триметилциклопентан
(цис-, цис-, цис-)
Изопропилциклогексан
н-Пропилциклопентан
1,1,2,4-Тетраметилциклопентан
(цис-, транс-)
1,2-Диэтилциклопентан (транс-)
Бутилциклопентан
1,1 -Диэтилциклопентан
1,2-Диэтилциклопентан (цис-)
1,3-Диэтилциклопентан
Всего пятичленных нафтеновых
углеводородов
Нефть
Усть-Балыкская
(смесь)
0,025
—
0,038
—
—
—
—
—
—
—
4,335
9,336
0,049
0,289
0,176
—
—
—
0,033
0,009
—
0,016
—
—
—
0,166
0,011
—
0,048
—
0,014
0,030
—
—
—
—
—
—
—
0,841
Самотлорская
(смесь)
—
—
—
—
—
—
—
—
—
0,086
6,658
12,614
0,162
1,036
—
—
0,289
0,306
0,422
0,172
0,189
—
0,172
0,229
—
0,100
—
—
0,086
0,072
0,086
—
0,014
—
—
—
—
—
—
3,335
Советская
(смесь)
0,003
0,055
—
0,226
—
—
—
—
—
—
7,344
14,119
0,139
0,816
0,553
—
—
—
0,041
0,065
—
—
—
—
—
—
—
—
—
—
—
0,165
0,192
—
0,110
—
—
0,071
—
2,152
Губкинская.
Ю-1
—
—
—
—
—
—
—
—
—
0,052
8,256
16,166
—
1,296
0,154
—
0,272
0,058
0,228
0,148
0,013
0,111
0,163
0,020
0,044
0,089
0,047
—
0,063
0,176
0,020
0,126
0,019
—
—
—
0,158
—
—
3,322
Новопортовская.
Ю-П
—
—
—
—
—
—
—
—
—
0,251
3,537
4,190
—
0,931
0,066
0,249
0,255
0,430
0,057
0,224
0,056
0,102
—
—
—
—
—
0,033
0,040
0,030
—
—
—
—
0,004
0,008
0,016
0,012
0,078
2,591
Нефть и нефтепродукты
685
Продолжение таблицы 12.3
Углеводород
Циклогексан
Метилциклогексан
1,4-Диметилциклогексан (транс-)
1,1 -Диметилциклогексан
1,3-Диметилциклогексан (цис-)
1,2-Диметилциклогексан (транс-)
1,4-Диметилциклогексан (цис-)
1,3-Диметилциклогексан (транс-)
1,2-Диметилциклогексан (цис-)
Этилциклогексан
1,1,3-Триметилциклогексан
1,3,5-Триметилциклогексан (транс-)
1,2,3-Триметилциклогексан (транс-)
1,2,3-Триметилциклогексан (цис-)
Изоиропилгексан
н-Пропилгексан
1,2,4-Триметилциклогексан
(транс-, транс-)
1 -Метил-2-иропилциклогексан
1,3,5-Триметилциклогексан (цис-, цис-)
1,1,4-Триметилциклогексан
1,2,4-Триметилциклогексан
(транс-, цис-)
1,2,3-Триметилциклогексан
(транс-, транс-)
] ,2,4-Триметилциклогексан
(цис-, цис-)
1,1,2-Триметилциклогексан
Неидентифицированные
Всего шестичленных нафтеновых
углеводородов
Всего нафтеновых углеводородов
Бензол
Толуол
Этилбснзол
и-Ксилол
ти-Ксилол
о-Ксилол
Изопропилбснзол
«-Пропил бензол
1 -Метил-3-этилбснзол
1 -Метил-4-этилбензол
1,3,5-Триметилбензол
1 -Метил-2-этилбензол
1,2,4-Триметилбензол
Изобутилбензол
2-Метил-4-этилбензол
wpew-Бутилбензол
Неидентифицированные
Всего ароматических углеводородов
Нефть
Усть-Балыкская
(смесь)
0,326
0,695
—
—
—
0,114
—
—
0,136
0,030
—
—
0,049
0,065
—
—
—
—
—
—
—
—
—
—
—
1,467
2,308
0,050
0,104
0,039
} 0,050
0,113
—
—
—
—
—
—
—
—
—
—
—
0,356
Самотлорская
(смесь)
0,332
0,821
—
0,128
0,172
0,428
—
0,143
0,172
—
0,128
—
0,028
—
—
—
0,028
0,028
0,057
0,114
0,057
—
—
0,028
0,072
2,736
6,071
0,028
0,374
0,215
0,043
0,215
0,143
0,043
0,028
0,028
0,028
0,014
0,028
—
0,028
—
—
—
1,215
Советская
(смесь)
0,599
1,434
—
—
—
0,227
}0,116
0,474
0,041
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,407
3,298
5,450
0,049
0,229
0,035
} 0,247
0,129
0,055
0,055
} 0,065
0,017
0,028
0,022
—
—
—
—
0,931
Губкинская,
Ю-1
1,125
1,919
} 0,692
—
0,676
}0,158
0,025
0,233
0,050
0,013
—
—
—
—
—
—
—
—
—
—
—
—
—
4,891
8,213
0,123
0,487
0,057
0,031
0,209
0,050
—
—
—
—
—
—
—
—
—
—
0,164
1,121
Новопортовская,
Ю-П
0,999
1,880
}0,347
—
0,169
} 0,094
0,055
0,268
—
0,121
—
—
0,280
—
0,062
0,008
—
0,156
—
—
0,043
0,023
0,436
4,941
7,532
0,086
0,029
0,030
0,279
0,829
0,134
0,014
0,004
0,023
0,027
—
0,023
—
—
—
—
1,478
* Цифры после знака «}» означают суммарное содержание указанных углеводородов в смеси.
686
Новый справочник химика и технолога
Моноциклические нафтеновые углеводороды
существуют в этой фракции в виде моноалкилзамещенных
циклопентана и циклогексана (Сп-Сго), а также в виде
триметил-алкилзамещенного циклогексана с изопрено-
идной цепью алкила. Например, обнаружен
углеводород (C2i) строения 1,1,3-триметил-2-алкилциклогексан.
Предполагают, что этот углеводород имеет реликтовую
структуру р-каротина:
Бициклические нафтеновые углеводороды в своем
большинстве являются алкилзамещенными
декалинами. Особый интерес представляет группа
углеводородов (Ci4—С]б) сесквитерпенового типа строения. Они
были обнаружены в нефтях как отложения третичного
периода (Анастасиевско-Троицкого месторождения),
так и в нефтях докембрийских отложений Сивинского
месторождения. Выделены следующие соединения се-
сквитерпеновой структуры (С,5):
Все они имеют реликтовое строение молекул и, по-
видимому, образовались путем циклизации сквалена
или другого высшего политерпена.
Трициклические нафтены представлены изомерами
пергидрофенантрена, а также углеводородами типа ада-
мантана. Адамантан (трицикло(3,3,1,Г' )декан),
относящийся к числу мостиковых нафтеновых
углеводородов, получил свое название от адаманта (алмаза) за
сходное строение кристаллической решетки:
Адамантан был впервые открыт Ландой в 30-х годах
XX века в нефтях Чехословакии, это твердое вещество,
плавится при 269 °С (самая высокая температура
плавления углеводородов), легко летуч, обладает высокой
термической стойкостью (до 600 °С). Адамантан и его
гомологи находят применение в химии лекарственных
препаратов, для производства синтетических смазок, а
также придания различным органическим соединениям
термической и химической стойкости. Благодаря
сравнительно простому синтезу адамантана широко
развилось новое направление в органической химии —
химии полиэдранов.
Кроме адамантана в нефтях содержатся его
многочисленные моно-, ди- и триметил- и этилзам еще иные
(Ci,-Ci5). Общее содержание этих углеводородов в
нефтях порядка 0,02-0,04 %, поэтому выделение их из
нефти экономически нецелесообразно.
Таким образом, резюмируя все сказанное о составе
нафтеновых углеводородов дизельной фракции, можно
отметить, что усложнение их химического строения по
сравнению с нафтенами бензиновой фракции
происходит по пути увеличения числа циклов в молекуле до 2-
3 и усложнения структуры молекулы.
Ароматические углеводороды дизельной фракции
состоят из гомологов бензола, нафталина, отчасти фе-
нантрена и антрацена. Кроме того, в состав этой
фракции входят соединения гибридной структуры, имеющие
наряду с одним или двумя ароматическими еще одно
или несколько нафтеновых колец.
Гомологи бензола в дизельных фракциях Само-
тлорской нефти представлены в основном моноалкил-
бензолами с алкильной цепью нормального строения
(Сю-Сзг), в то же время в нефтях месторождения Ша-
калык-Астана обнаружены алкилбензолы с
разветвленной изопреноидной цепью и имеющие, кроме того, три
метальных заместителя, типа 1,3,4-три-метил-2-
(3,7,12,16-тетраметилгептадецил) бензола:
Найдены гомологи от С,0 до Сзо- Эти углеводороды
по своему строению очень похожи на ранее
рассмотренные нафтеновые углеводороды — гомологи
циклогексана с изопреноидным алкильным заместителем и,
видимо, также происходят от каротиноидных веществ
растений. Подобные алкилбензолы были обнаружены
также в нефтях Азербайджана. Последние отличались
одним метальным заместителем бензольного кольца и
несколько другим чередованием метальных
ответвлений в большой алкильной цепи.
Бициклические ароматические соединения
рассматриваемой фракции главным образом состоят из
моно-, ди- и триметилзамещенных нафталинов.
Максимальное содержание в нефтях как правило
принадлежит 1,6- и 1,7-диметилнафталинам, этилнафталинов
содержится мало. Из триметилзамещенных
встречаются 1,2,5-, 1,2,6- и 1,2,7-триметилнафталины. В очень
небольших концентрациях в нефтях находят
производные дифенила.
Также в небольших количествах в дизельных
фракциях могут встречаться метилзамещенные фенантрены
и, в меньшей степени, метилантрацены.
Гибридные соединения рассматриваемой фракции
могут быть представлены би-, три-, и отчасти тетрацик-
лическими структурами с одним ароматическим
кольцом. В первую очередь это производные индана и тет-
ралина. Метилпроизводные этих углеводородов
найдены в Ромашкинской, Арланской и ряде других
Нефть и нефтепродукты
687
нефтей. Трициклические моноароматические
углеводороды представлены метилзамещенными октагидрофе-
нантрена.
Возрастание молекулярной массы и усложнение
строения молекул ароматических углеводородов
дизельной фракции по сравнению с бензинами
происходит, с одной стороны, за счет увеличения длины цепи и
количества алкильных заместителей при бензольном
или нафталиновом ядре, с другой стороны, за счет
появления углеводородов гибридной структуры с 1-2
нафтеновыми и одним ароматическим кольцами, а
также трициклических конденсированных ароматических
углеводородов (производные фенантрена).
Гетероорганические соединения дизельной фракции
представляют собой О-, S- и N-содержащие
производные тех классов углеводородов, которые входят в
состав этой фракции.
Вакуумный газойль, выкипающий в пределах от 350
до 450 °С, состоит из углеводородов и гетероорганиче-
ских соединений с числом углеродных атомов в
молекуле С21-С29. Это сложная по составу и трудная для
разделения фракция нефти, на нее приходится так
называемое «тело» нефти С25-С29 — очень сложная смесь
близких по строению изомеров, которая при
хроматографии проявляется в виде «горба», высоко поднятого
над базовой линией и не поддающегося расшифровке.
Это объясняется тем, что превалирующим видом
строения молекул становится гибридная структура, при
которой алканы, циклоалканы и арены теряют свою
специфичность по отношению к тем аналитическим приемам,
которыми их разделяют и выделяют (в частности
хроматография). Как самостоятельный класс остаются только
метановые углеводороды, в них преобладают
разветвленные изомеры, в значительных концентрациях
присутствуют изопреноиды регулярной структуры
2,6,10,14,18-пентаметилнонадекан и нерегулярной
структуры 2,6,10,15,19,23-гексаметил терокозан (сквален).
Метановые углеводороды нормального и слабораз-
ветвленного строения (С21-С29) представляют собой
твердые тела. Технический продукт, выделенный из
этой фракции нефти и состоящий преимущественно из
углеводородов нормального строения, называется
парафином. В зависимости от величины входящих в него
молекул парафин может иметь плотность от 0,86 до
0,94 г/см3 и температуру плавления от 45 до 65 °С.
Если твердые метановые углеводороды
преимущественно разветвленной структуры, то они образуют
твердый продукт с более мелкими кристаллами, чем
парафин и более низкой температурой плавления при
одинаковом содержании числа атомов С в молекуле.
Такой продукт называют церезином. Обычно в
церезин входят молекулы с большей молекулярной массой,
чем в парафин (Сзо-Сдо)- Углеводороды изопреноид-
ной структуры имеют низкую (ниже 0 °С)
температуру плавления.
Углеводороды с одним нафтеновым кольцом в
молекуле С21-С29 уже нельзя назвать нафтеновыми
углеводородами. Они составляют особую группу веществ,
называемых парафино-нафтеновыми углеводородами,
которые могут составлять более 50 % минеральных
масел (дистиллятных и остаточных). То же можно
сказать и об углеводородах с двумя нафтеновыми
кольцами.
К нафтеновым углеводородам газойлевой фракции
можно отнести три-, тетра- и пентациклические нафте-
ны, которые, как и нафтены дизельной фракции, в
основном представлены углеводородами мостикового и
конденсированного строения, углеводороды
сочлененного и изолированного строения встречаются в очень
малых количествах.
Мостиковые, четырех- и трехкольчатые нафтены носят
подчиненный характер и представлены производными
адамантана.
Структура этих углеводородов очень компактна, на
4 цикла расходуется только 12-13 атомов С, тогда как в
конденсированной системе четыре цикла построены 18-ю
атомами С.
Конденсированные нафтеновые системы наиболее,
широко представленные в газойлевой части нефти,
могут иметь трехкольчатую структуру пергидрофе-
нантрена. К ним относится, например, довольно
широкая гамма пентаметилалкилпергидрофенантренов
(С]9-С2б)-
Тетрациклические нафтены могут в незначительных
количествах встречаться как производные пергидро-
хризенов. Однако более распространенной формой
существования тетрациклических нафтенов являются сте-
раны. Они считаются реликтовыми соединениями
нефти, которые путем сложных преобразований
получились из природных биологических стеринов и стеранов
типа холестерина (а)
или его гидрированного производного холестана (б):
Пентациклические нафтены широко
распространены не только в нефти, но и во многих других горючих
ископаемых. По своему молекулярному строению они
являются производными тритерпеноидов. Особый
интерес представляют углеводороды ряда гопана С27-С35,
имеющие общую структуру циклической части и
различающиеся длиной алкильного заместителя R.
688
Новый справочник химика и технолога
Они довольно широко распространены в нефтях и так
же, как стераны, считаются реликтовыми соединениями,
которые указывают на растительное происхождение нефти.
Ароматические углеводороды, как таковые, в
газойлевой фракции не встречаются, так как многокольчатые
конденсированные углеводороды очень плохо
растворимы в других углеводородах. Поэтому обычно под
ароматическими углеводородами этой фракции условно
подразумевают гибридные углеводороды, состоящие из
одного-двух ароматических и трех-четырех нафтеновых
колец с несколькими метальными и одним длинным ал-
кильным заместителем. По существу, это производные
стеранов и гопанов, имеющие в циклической части
молекулы одно или два ароматических кольца. Такие
фракции, полученные адсорбционной хроматографией,
называют моно- или бициклоароматическими.
Как и в предыдущих нефтяных фракциях гетероор-
ганические соединения вакуумного газойля имеют
строение углеродного скелета, идентичное другим
углеводородам этой фракции данной нефти.
О-содержащие соединения представлены кислотами
сложной структуры, имеются сложные эфиры, строение
которых пока не выяснено.
S-содержащие соединения являются в основном
циклическими сульфидами и производными тиофена.
Тиофеновые и тиофановые циклы часто
конденсированы с нафтеновыми и ароматическими циклами,
количество которых может доходить до 5-6.
N-содержащие соединения — в основном,
производные пиридина, хинолина и, возможно, акридина.
Нейтральные азотсодержащие соединения —
производные индола и карбазола — носят подчиненный характер.
Общее количество гетероорганических соединений
в газойле больше, чем в предыдущих фракциях. Так,
содержание сернистых соединений колеблется от 2 до
20 %, азотсодержащих может — достигать 8 %. Это
зависит от индивидуального состава каждой нефти.
Таким образом, химическое строение веществ,
входящих в состав газойлевой фракции нефти, отличается
от ранее рассмотренных фракций дальнейшей
циклизацией молекул и созданием полициклических систем из
3-5 ангулярно катаконденсированных нафтеновых
колец. Иногда 1 или 2 нафтеновых кольца в молекуле
могут быть замещены ароматическими или
гетероциклическими кольцами. Относительно высокое содержание
гетероатомов приводит к тому, что до 30 % веществ,
входящих в состав газойлевой фракции, являются гете-
роароматическими, а в пересчете на «ароматическую»
часть их содержание возрастает до 50 % и более.
Содержание метановых углеводородов, по всей
видимости, лимитируется их пределом
растворимости в других углеводородах фракции (редко бывает
больше 7-9 %). Повышение относительного
количества изопреноидных углеводородов, возможно, также
связано с их лучшей растворимостью в остальной
части фракции.
Выделение индивидуальных веществ из остаточных
фракций, в которые входят соединения, содержащие
более 30 атомов углерода в молекуле, очень сложно.
Поэтому в настоящее время химический состав
тяжелых нефтяных остатков чаще всего оценивают по
количественному содержанию в них групповых
компонентов. Такое деление было предложено в начале XX века
Ричардсоном, затем усовершенствовано Маркуссоном и
с незначительными изменениями дошло до настоящего
времени. Оно заключается в отделении асфальтенов
путем осаждения я-алканами С5-С8 от растворимых в
них мальтенов.
Адсорбционной хроматографией на силикагеле или
оксиде алюминия мальтены делят еще на 5
компонентов: парафино-нафтеновые, моно- и бициклоароматиче-
ские соединения, толуольные и спиртотолуольные
смолы. Первые три компонента называют маслами.
В последней четверти XX века удалось значительно
расширить представление о принципах химического
строения входящих в них веществ. Это делалось двумя
принципиально разными путями. Первый
(классический) метод — выделение индивидуальных веществ и
определение их строения — позволил получить целый
ряд соединений, подтверждающий их идентичность с
углеводородами, входящими в газойлевую фракцию
нефти. Второй метод, известный как интегральный
структурный анализ, решает задачу построения
среднестатистической молекулы данной фракции исходя из
экспериментально полученных данных о ее
характерных структурных параметрах.
Углубление отбора дистиллятных фракций до 450 и
даже 550 °С привело к тому, что соединения, входящие
в остаток, — гудрон — имеют минимальную
молекулярную массу, равную 400 а.е.м., и состоят из 30 атомов
углерода. Оказалось, что кроме алканов, у всех
остальных соединений с такой молекулярной массой
молекулы представляют собой конденсированную
циклическую структуру, состоящую из 4-5 колец, 2-\
метальных и одного длинного алкильного заместителей. Этот
принцип строения характерен для всех указанных выше
компонентов, входящих в состав остаточных фракций
(гудронов).
Тяжелые нефтяные остатки содержат группы
соединений, получивших название смол и асфальтенов. В эти
группы входят на 90 % все гетероциклические
соединения нефти. Благодаря относительно высокой
молекулярной массе и наличию полярных групп, они очень
склонны к ассоциации. Из-за этого их молекулярная
масса, определенная методом криоскопии, значительно
завышена. Наиболее прочные ассоциаты образуют по-
Нефть и нефтепродукты
689
лициклоароматические соединения, содержащие атомы
S, N и О. Такие ассоциаты имеют размеры порядка 12-
20 нм и являются коллоидными частицами —
дисперсной фазой нефтяной дисперсной системы.
Кроме углеводородов в нефтях содержатся в
значительных количествах гетероорганические соединения,
включающие атомы S, N, О, (табл. 12.4) а также в
микроколичествах атомы многих металлов и неметаллов.
Содержание гстероатомов в смолисто-асфальтеновых
веществах примерно на порядок больше, чем в нефти в
целом (ср. данные таблиц 12.3 и 12.4).
Таблица 12.4
Элементный состав Советской и Самотлорской
нефтей (Западная Сибирь)
Нефть
Содержание, масс. %
С
Н
О
S
N
Смолы
Самотлорская
Советская
83,54
80,82
9,68
10,48
3,16
6,05
2,02
1,41
1,60
1,24
Асфальтены
Самотлорская
Советская
85,93
83,87
9,19
8,67
2,43
4,62
1,76
1,64
1,69
1,56
Сера может содержаться в нефтях в коллоидном
состоянии, в виде растворенного в ней S-водорода и в
виде S-органических соединений. К последним относятся:
меркаптаны (тиоспирты), сульфиды (тиоэфиры),
дисульфиды и производные тиофена (ароматические S-
содержащие соединения).
Меркаптаны, обладая слабокислыми свойствами,
образуют со щелочными металлами и оксидами
тяжелых металлов соли — меркаптиды, которые легко гид-
ролизуются (особенно меркаптиды тяжелых металлов).
Сульфиды, дисульфиды и производные тиофена
нейтральны, поэтому химическими, да и физическими
методами из нефти и ее фракций не удаляются.
Сульфиды являются наиболее распространенными S-содер-
жащими соединениями нефти. Они могут быть диал-
кил-, алкил-циклоалкил-, алкил-арил- и диарилсуль-
фидами. В средних и тяжелых фракциях нефти широко
распространены циклоалкилсульфиды (цикланы).
Несмотря на то, что многие из этих соединений являются
ценными продуктами, они, из-за невозможности
выделения из нефти и ее фракций, уничтожаются при
гидроочистке, превращаясь в H2S. Последний в
зависимости от нужд и технологического оснащения завода либо
окисляется до оксидов серы и используется для
получения серной кислоты, либо восстанавливается до
элементной серы.
Азотсодержащие соединения нефти представлены
циклическими соединениями — производными
пиррола и пиридина. Первые нейтральны, а вторые
обладают основными свойствами. Все эти соединения
кипят при температуревыше 200 °С, поэтому содержатся
только в средних и тяжелых фракциях и особенно в
тяжелых нефтяных остатках. Наиболее сложными
азотсодержащими соеденениями нефти являются пор-
фирины, содержащие четыре пиррольных кольца,
координационно и валентно соединенные с атомом Ni
или ванадилионом VO+2:
R5 R4 R4
где Ri - R8 — атом водорода или алкильный (циклоал-
кильный) радикал.
Кислородсодержащие соединения нефти
представлены нефтяными кислотами, фенолами,
карбонильными соединениями, простыми и сложными эфирами, а в
тяжелых фракциях циклическими эфирами - лактона-
ми. Простые эфиры сосредоточены в тяжелых
фракциях, преимущественно циклические, типа фурановых
соединений.
Нефтяные кислоты (старое название нафтеновые
кислоты) и фенолы благодаря кислым свойствам
выделяются из нефти и ее фракций щелочью.
Суммарные нефтяные кислоты (техническое
название асидол) и их натриевые соли (техническое название
мылонафт) обладают поверхностно-активными
свойствами и используются в качестве технических мыл и
деэмульгаторов япри обезвоживании нефти и в других
целях. Нафтенаты различных металлов могут быть
загустителями масел, сиккативами, лаками и др.
Для технологического использования нефти как
источника моторных топлив, масел и сырья для
органического синтеза важно знать не общий химический
состав нефти, а те особенности нефти, которые
влияют на технологию ее переработки. К ним относятся:
выход светлых фракций, выкипающих до 350 °С,
содержание серы в нефти и ее фракциях, содержание
базовых масел и твердых парафинов. Технологическая
классификация нефтей приведена в табл. 12.5, физико-
химические свойства светлых фракций нефтей СНГ —
в табл. 12.6 тяжелых дистллятных и остаточных
фракций — в табл. 12.7
Однако приведенных данных о нефтях по
рассмотренным классификациям недостаточно для организации
процесса их переработки по той или иной схеме. Более
полные сведения содержатся в специализированной
справочной литературе.
Технологическая классификация нефтей
Таблица 12.5
ЧО
О
Класс
1
2
3
Содержание S, %
в нефти
<0,50
0,51-2,00
>2,00
в бензине
(к.к.-180°С)
< 0,10
<0,1
> 0,10
в реактивном
топливе
(120-240 °С)
< 0,10
<0,25
>0,25
в дизельном
топливе
(240-350 °С)
<0,20
< 1,00
> 1,00
Тип
1
2
3
Содержание фракций
до 350 °С, %
> 55,0
45,0-54,9
<45,0
Группа
1
2
3
4
Потенциальное
содержание базовых
масел, %
на нефть
>25,0
15,0-24,9
15,0-24,9
15,0
на мазут
выше
350 °С
>45,0
45,0
30-44,9
<30,0
Подгруппа
1
2
3
4
Индекс вязкости
базовых масел
>95
90-95
85-89,9
<85
Вид
1
2
3
Содержание парафинов
в нефти
< 1,50
1,51-6,00
>6,00
Депарафинизация
не требуется
Для получения
реактивного и
дизельного топлив,
дистиллятных
базовых масел
Для получения
реактивного и
дизельного летнего
топлива
требуется
Для получения
дизельного
зимнего топлива и
дистиллятных базовых
масел
Для получения
реактивного и
дизельного топлив,
дистиллятных
базовых масел
15
о4
о-
Г5
оь
о
.с
а:
к
:*:
|
8
Таблица 12.6
Характеристика нефтей некоторых месторождений СНГ
Нефть
Урал и Поволжье
Арланская
Бавлинская
Жирновская
Каменноложская
Кулешовская
Мухановская
Ромашкинская
Серноводская
Туймазинская
Шкаповская
Коми АССР
Западно-Тэбук-
ская
Усинская
Ярегская
Западная Сибирь
Мегионская
Самотлорская
Усть-Балыкская
Шаимская
о-в Сахалин
Эхабинская
Плотность
~20
Р4
0,8918
0,8830
0,8567
0,8110
0,8240
0,8462
0,8620
0,9160
0,8560
0,8624
0,8490
0,8369
0,9449
0,8560
0,8426
0,8704
0,8269
0,8695
Вязкость
при 20 °С, мм2/с
39,7
25,8
17,7
4,7
4,0
13,3
14,2
—
1,9
13,8
13,8
—
86,3*
7,1
6,1
25,1
6,8
7,7
Температура, °С
застывания
(с обработкой)
-34
-48
-6
-47
-14
-27
-42
-35
-29
-24
-14
3
-10
-35
<-33
-20
-2
<-30
вспышки
(в закрытом тигле)
-13
40
-22
<-35
-44
<-35
-38
-36
-20
<-17
<-35
<-35
108
-22
<-34
-30
-35
-35
Давление
насыщенных паров
при 38 °С, кПа/мм рт. ст.
—
53/400
—
47/357
—
19/139
58/436
—
—
—
35/264
48/362
—
17/125
37/279
13/99
43/322
7/50
Парафины
Содержание, %
3,40
4,10
1,7-5,1
4,05
4,0
6,9
5,1
3,4
4,1
4,1
3,7
10,8
1,4
2,28
2,3
2,3
2,9
3,1
Тплавления, °С
52
51
50-60
55
52
50
50
47
53
55
53
50
50
52
50
56
55
49
Содержание, %
S
3,04
2,80
0,26
0,63
0,91
1,18
1,61
3,07
1,44
1,60
0,70
0,61
Ы1
1,10
0,12
1,53
0,46
0,34
N
0,33
0,25
—
0,09
0,07
0,12
0,17
0,19
0,14
0,12
0,17
0,10
0,37
0,15
14,0
0,19
0,10
0,25
смол сернокислых
76
38
8
12
15
28,0
34
70
39
24
28,0
22,0
>50
21
1,4
44,0
14,0
19,0
асфальтенов
5,8
6,1
0,20
0
0,7
2,2
4,0
5,7
3,4
3,3
1,5
0,68
3,7
1,13
1,94
2,3
0,8
0,9
Коксуемость, %
6,70
6,70
2,00
1,10
—
3,61
5,30
—
4,40
5,10
3,71
2,21
8,44
2,20
0,01
5,01
2,08
2,06
Зольность, %
0,010
0,011
—
0
—
—
—
—
0,005
—
0,029
—
—
0,027
30,6
0,027
0,062
0,004
Выход фракций, %
до 200 °С
18,7
19,2
8,6
33,9
35,0
26,0
24,0
15,8
26,4
25,7
26,0
25,4
0,4
27,2
28,2
19,3
32,0
27,2
до 350 °С
42,8
42,4
50,8
61,9
63,6
54,0
49,0
36,5
53,4
52,3
50,0
52,2
18,8
59,0
—
42,8
58,8
60,4
Продолжение таблицы 12.6
Нефть
Северный Кавказ
Малгобекская
Ново-Дмит-
риевская
Озексуатская
Троицко-
Анастасиевская
Белоруссия и
Прибалтика
Красноборская
Осташковичская
Речицкая
Средняя Азия
Котур-Тепинская
Шурчинская
Казахстан
Жетыбайская
Мартышкинская
Узеньская
Азербайджан
Балаханская
масляная
Нефтяные Камни
Сангачалы-море
Плотность
~20
Р4
0,8463
0,8271
0,8230
0,9067
0,8298
0,8252
0,8393
0,8580
0,8715
0,8492
0,8881
0,8590
0,8760
0,8870
0,8799
Вязкость
при 20 °С, мм2/с
7,7
5,2
6,3
37,8
8,9
13,7
18,4
62,9
14,5
15,5*"
105,7
21,Г*
20,5
29,8
53,2
Температура, °С
застывания
(с обработкой)
3
3
20
-54
-21
-10
-34
-А
-10
31"
-38
32
-50
<-20
18
вспышки
(в закрытом тигле)
-22
<-30
0
28
-21
—
<-35
—
<-6
15
22
0
2
-3
0
Давление
насыщенных паров
при 38 °С, кПа/мм рт. ст.
—
34/258
—
—
18/138
26/193
41/307
— /94
3-23
—
—
—
—
—
—
Парафины
Содержание, %
7,0
4,4
17,5
1,0
6,2
6,2
9,5
6,4
4,0
23,4
0,8
21,0
0,7
1,0
7,2
Тплавления, °С
52
53
52
—
53
50
49
56
50
60
—
62
51
52
52
Содержание, %
S
0,20
0,22
—
—
0,20
0,28
0,32
0,27
1,88
0,10
0,36
0,12
0,19
0,20
0,25
N
0,13
0,08
0,09
0,22
0,06
0,04
0,09
0,14
—
0,11
0,08
0,16
0,09
0,16
0,15
смол сернокислых
16
23
0,12
0,11
20,0
20,0
18,0
28,0
36,0
—
18,0
—
16
24
22
асфальтенов
1,35
1,13
0,38
0,81
2,5
0,40
0,11
0,7
4,0
1,7
1,2
1,1
0,01
0,10
1,06
Коксуемость, %
2,21
1,40
0,77
1,88
3,53
1,84
2,60
2,76
4,40
2,26
2,25
3,48
1,23
2,23
1,72
Зольность, %
0,014
0,016
0,04
0,026
0,005
0,004
0,07
—
0,088
0,045
0,009
0,126
0,005
—
—
Выход фракций, %
до 200 °С
30,9
34,4
24,2
8,2
30,4
30,4
27,9
18,2
17,5
16,4
4,2
11,5
18,1
20,0
15,0
до 350 °С
59,5
63,1
58,1
48,3
57,4
59,3
53,7
47,0
58,5
41,2
36,5
33,4
50,4
48,4
46,0
*При40°С.
Без обработки.
"*При50°С.
Нефть и нефтепродукты
693
Таблица 12.7
Физико-химические свойства тяжелых дистиллятных и остаточных фракций нефтей СНГ
Наименование
нефти
Урал и Поволжье
Арланская
Жирновская
Мухановская
Осинская
Туймазинская
Шкаповская
Яринская
Коми АССР
Усинская
Западная Сибирь
Самотлорская
Усть-Балыкская
Шаимская
о-в Сахалин
Эхабинская
Северный Кавказ
Малгобекская
Ставропольская
Троицко-
Анастас невская
Хадыженская
Украина
Леляковская
Белоруссия
Речицкая
Средняя Азия
Котур-Тепинская
Казахстан
Жетыбайская
Прорвинская
Вакуумный дистиллят
Пределы
выкипания, °С
350^50
350^50
350-450
350^60
350-500
350-500
350-500
350^90
350-500
350-500
350-480
350-500
350-500
350-500
350-500
350-500
350-500
350^75
350^90
350-500
350^90
Температура
застывания, °С
29
20
27
22
33
34
32
34
20
26
17
20
30
38
19
29
22
35
34
41
20
Коксуемость, %
—
0,03
—
—
—
—
0,09
0,097
0,09
0,064
0,01
0,18
0,05
0,06
0,07
0,08
0,29
0,017
0,09
0,05
0,069
Содержание, масс. %
серы
3,71
0,34
1,50
2,81
2,05
2,01
0,75
0,71
1,64
1,66
0,62
0,47
0,27
0,12
0,30
0,25
0,64
0,36
0,28
0,14
1,53
смол
сернокислотных
14
—
—
—
—
19
7
8
8
10
7
11
4
—
8
8
5
5
9
—
8
Остаток
После отбора
фракций до
температуры,
°С
450
450
450
450
500
500
450
490
500
500
480
500
500
500
500
500
500
475
490
490
490
Температура
застывания, °С
37
56
30
27
50
43
20
37
28
16
32
45
45
40
37
39
38
34
46
46
50
Коксуемость, %
41,4
5,0
—
15,1
> 15
19,4
9,6
12,4
12,5
13,0
11,13
13,5
11,9
7,0
11,2
11,6
9,3
11,7
6,3
6,3
20,9
Содержание
серы, масс. %
4,47
0,56
2,50
3,50
3,10
3,32
1,40
1,3
2,35
3,12
1,25
0,90
0,90
0,31
0,67
0,64
1,31
0,75
0,61
0,18
3,50
Приведенные таблицы показывают, что нефти весьма
разнообразны, как по фракционному, так и по физико-
химическому составу. Чтобы подчеркнуть это
разнообразие, в табл. 12.8 приводится фракционный состав
легкой Марковской и тяжелой Ярекской нефтей. Из
таблицы видно, что Марковская нефть почти вся перегоняется
до 300 °С, а тяжелая смолистая Ярекская нефть при этой
температуре только начинает испаряться.
Наконец, уже указывалось, что в нефтях в микроко-
личеетвах содержатся различные элементы. В заметных
концентрациях встречаются ванадий и никель, которые
в процессе переработки нефти могут влиять на работу
катализаторов, а при сжигании мазута в котельных
установках попадать в окружающую среду. Сведения о
содержании этих элементов приводятся в табл. 12.9.
Учитывая, что нефтеперерабатывающие заводы
перерабатывают от 5 до 20 миллионов тонн нефти в год,
количество выбросов этих металлов в среднем
составляет 800-1000 кг в год.
694
Новый справочник химика и технолога
Таблица 12.8
Разгонка нефтей Восточной Сибири
Нефть
Марковская
Ярекская
Начало
кипения, °С
38
Отгоняется (в %) до температуры, °С
120
48
140
59
150
63
160
66
180
72
200
76
0,4
220
80
1,0
240
84
2,5
260
86
4,4
280
89
7,0
300
93
10
Таблица 12.9
Содержание ванадия и никеля в нефтях
Нефть
Мортымьинская, Ю-11
Тевлинская, Бх vi, валанжин
Быстримская, Бь
готерив-баррем
Минчимкинская, Б1Ь
валанжин-готерив
Усть-Балыкская, BIV+ Бу,
готерив-баррем
Усть-Балыкская, Б1х,
валанжин
Усть-Балыкская, Бх,
валанжин
Усть-Балыкская (смесь)
Тепловская, Буь
готерив-баррем
Каркатеевская, Бх, валанжин
Амонтовская, Бх, валанжин
Южно-Балыкская, Бх,
валанжин
Западно-Сургутская, Б],
готерив-баррем
Западно-Сургутская,
Бп + Бш, готерив-баррем
Салымская, BV[, валанжин
Северо-Варьеганская, Бх,
валанжин
Аганская, Буш, валанжин
Локосовская, Буш, валанжин
Локосовская, Б^, валанжин
Ватинская, Бх, валанжин
Самотлорская (смесь)
Мегионская, Буш, валанжин
Мегионская, Ю-1
Советская (смесь)
Русская, ПК-1, сеноман
Губкине кая, Ю-1
Айяунская, сеноман
Содержание, масс. %
ванадий
0,00052
0,00074
0,0052
0,056
0,0038
0,0048
0,0089
0,0120
0,0013
0,0040
0,0037
0,0062
0,0017
0,017
0,0084
0,0002
0,00085
0,0135
0,0072
0
0,0018
0,00013
0,0005
0,00013
0,0027
0,0002
0,0060
никель
0,0019
—
—
—
0,0013
0,0011
0,0021
—
—
—
—
—
—
0,0023
< 0,0001
—
—
—
—
—
—
—
—
—
—
—
—
Литература
1. Нефти СССР: Справочник: В 4 т.: М: Химия. Т. 1.
Нефти северных районов Европейской части СССР
и Урала. 1971; Т. 2. Нефти Среднего и Нижнего
Поволжья. 1972; Т. 3. Нефти Кавказа и западных
районов Европейской части СССР. 1972; Т. 4.
Нефти Средней Азии, Казахстана, Сибири и о-ва
Сахалин, 1974.
2. Справочник нефтепереработчика / Под ред. Г.А.
Ластовкина., Е.Д. Радченко, М.Г. Рудина. Л.:
Химия, 1986. 648 с.
3. Химия нефти и газа / Под ред. В.А. Проскурякова,
А.Е. Драбкина. 3-е изд., доп. и испр. СПб.: Химия,
1995.448 с.
4. Теребин Г.Ф., Чарыгин Н.В., Обухова Г.М. Нефти
месторождений Советского Союза. М.: Недра,
1974.424 с.
5. Буршар М.С, Львов М.С. География и геология
нефти и газа СССР и зарубежных стран:
Справочная книга. М.: Недра, 1979. 365 с.
6. Справочник нефтехимика в 2 т. Т. 1 / Под ред. С.К.
Огородникова. Л.: Химия, 1978. 496 с.
7. Соколов В.А., Бестужев М.А., Тихомолова Т.В.
Химический состав нефтей и природных газов в связи
с их происхождением. М.: Недра, 1972. 276 с.
8. Газовые и газоконденсатные месторождения:
Справочник. М.: Недра, 1983.
9. Селицкий А.Г. Горно-экономические показатели
освоения нефтяных месторождений за рубежом:
Справочное пособие. М.: Недра, 1984. 481 с.
10. Петров А.А. Углеводороды нефти. М.: Наука, 1984.
266 с.
12.2. Подготовка нефти к переработке и первичная
переработка
{проф., д.т.н. В.Г. Спиркин)
12.2.1. Обезвоживание и обессоливайие нефти
Сырая нефть содержит растворенные (попутные)
газы, воду, песок, глину и др. примеси. Содержание
попутных газов достигает 50-100 м3/т нефти, твердых
нерастворимых примесей — до 1,5 масс. %, воды — от
незначительного количества до 90 %.
Газы Ci~C4 удаляют из нефти в процессах дегазации
и стабилизации на промыслах.
Твердые нерастворимые примеси вызывают эрозию
внутренних поверхностей трубопроводов, образуют
Нефть и нефтепродукты
695
отложения и ухудшают теплопередачу в
технологических аппаратах установок, увеличивают зольность
мазутов и гудронов.
Основное количество воды и твердых
нерастворимых примесей удаляется из нефти отстаиванием в
промысловых и заводских резервуарах.
Водорастворимые и нерастворимые соли (хлориды)
откладываются в трубах теплообменников и печей, что
снижает коэффициент теплопередачи.
Водорастворимые соли (NaCl, KG) не гидролизуются, вызывают
электрохимическую коррозию оборудования. СаС12
гидролизуется на 10 %, a MgCl2 — на 90 %:
MgCl2 + Н20 = MgOHCl + HC1
Образующаяся кислота НС1 вызывает химическую
коррозию оборудования.
Солесодержание нефти, поступающей на
нефтеперерабатывающий завод (НПЗ), должно быть не более
50 мг/л, содержание воды — не более 1 %, а в нефти,
поступающей на установку первичной переработки,
содержание солей — не более 5 мг/л, воды — не более
0,3 масс. %.
Интенсивное перемешивание нефти с водой при
добыче приводит к образованию стойких водонефтяных
эмульсий. Дисперсная фаза (капли воды) распределена
в дисперсионной среде (нефти). Без поступления
внешней энергии и специальных реагентов эмульсии не
расслаиваются. Их высокая стабильность обусловлена
присутствием нефтяных ПАВ (сернистых, смолисто-
асфальтеновых веществ, нефтяных кислот и др.). Эти
ПАВ являются сильными эмульгаторами,
образующими на поверхности дисперсных частиц прочный
адсорбционный слой, препятствующий слиянию и
укрупнению частиц. Стабильность эмульсий зависит от
физико-химических свойств нефти, размера частиц
дисперсной фазы, температуры, интенсивности
перемешивания, плотности и вязкости нефти. Чем больше
степень дисперсности, тем меньше диаметр капли и тем
устойчивее эмульсия. Мелкодисперсные эмульсии
содержат капли диаметром менее 20 мкм (2 • 10~5 м), гру-
бодисперсные — диаметром более 20 мкм.
Первичное обезвоживание и обессоливание
производится на промыслах. Водонефтяные эмульсии
разрушают механическим, химическим и электрическим
воздействием на них.
Механический метод (отстаивание) используется
для разрушения малостойких эмульсий и реализуется за
счет разницы плотностей воды и нефти. Отстаивание
эффективно для разрушения свежих нестойких
эмульсий «нефть—вода». Если размер взвешенных частиц
больше 0,5 мкм, то скорость оседания капель воды или
подъема частиц нефти в воде подчиняется закону Сто-
кса:
W = uf2(pi_p2)g/18T1
где w — скорость оседания капель, см/с; d— диаметр
капель воды или нефти, см; рь р2 — плотности воды и
нефти соответственно, г/см ; g — ускорение силы
тяжести, см/с ; т) — динамическая вязкость среды
(эмульсии), г/смс.
Из приведенной формулы видно, что чем меньше
частицы дисперсионной среды и разность плотностей
воды и нефти и чем больше вязкость среды, тем
медленнее процесс расслаивания эмульсии. Повышение
температуры ускоряет расслоение фаз вследствие
лучшей растворимости в углеводородах защитного слоя
ПАВ, снижения плотности и вязкости нефти. При
отстаивании удаляется и значительная часть
механических примесей (песок, глина, продукты коррозии и др.).
Необходимо осуществлять двукратное
обезвоживание и обессоливание нефти (на промыслах и НПЗ). На
промыслах производится отстаивание и
термохимическое обезвоживание и обессоливание нефти. При этом
используются деэмульгаторы — синтетические ПАВ,
которые адсорбируются на границе раздела фаз
«нефть—вода», вытесняя с поверхности капель воды
природные эмульгаторы. Деэмульгаторы обладают
большей поверхностной активностью и меньшей
прочностью адсорбционной пленки по сравнению с
природными ПАВ. Деэмульгаторы вводят в отстойные
резервуары, в нефтяные скважины, в трубопроводы,
соединяющие резервуары с обезвоживающими установками.
Расход деэмульгатора — 5-50 г/т нефти (в зависимости
от плотности и смолистости нефти, химического
строения деэмульгатора).
Деэмульгаторы делятся на электролиты (H2S04,
СН3СООН, NaOH, СаС12 и др.), неэлектролиты (бензол,
ацетон, CS2, бензин и др.) и коллоиды: ионоактивные
(или ионогенные) и неионогенные.
Ионогенные коллоиды в водных растворах
диссоциируют на анионы и катионы, неионогенные — не
диссоциируют. Расход неионогенных деэмульгаторов
значительно меньше, чем ионоактивных. Анионоактив-
ным деэмульгатором является ныне редко
применяемый нейтрализованный черный контакт (НЧК), алкил-
сульфонаты RS03Na и др. Широкое распространение
получили неионогенные деэмульгаторы, такие как
отечественные ОЖК (оксиэтилированные жирные кислоты
> Сю), ОП-4, ОП-7, ОП-10 (оксиэтилированные алкил-
фенолы), импортные — диссольван 4411, прохалит,
третоляйт (США), петроляйт-22 (Англия) и др. Расход
неионогенных деэмульгаторов составляет не более
20-40 г/т нефти.
Применяются нефтенерастворимые деэмульгаторы
марок Сепарол 5271, Кемеликс 3398, Виско-412, расход
которых составляет 4-5 г/т нефти. Эти деэмульгаторы
не требуют разведения и подаются насосом в чистом
виде.
Научно-инженерной фирмой «Инженер-Сервис-
ВНИИНП» разработана композиция реагентов типа
«Геркулес» для более эффективного обезвоживания,
обессоливания нефти и защиты от коррозии
оборудования комбинированных установок первичной
переработки нефти ЭЛОУ-АТ (АВТ). Композиция включает де-
эмульгатор Геркулес 1017, нейтрализатор Геркулес
696
Новый справочник химика и технолога
54505 и пленкообразующий ингибитор коррозии
Геркулес 30617.
Деэмульгатор представляет собой
многокомпонентную композицию оксиалкилированных фенолформаль-
дегидных олигомеров и сополимеров оксида этилена с
пропиленом в органическом растворителе.
Ингибитор коррозии — это раствор смесей амидов и
производных имидазолина в ароматическом растворителе.
Нейтрализатор — это раствор органических аминов
в ароматическом растворителе или в воде.
Композиция испытывалась на сырых нефтях с
содержанием до 1 масс. % воды и до 110-120 мг/л
хлоридов. При подаче в сырую нефть на электрообессоли-
вающую установку (ЭЛОУ) 1,3-5,9 г/т деэмульгатора и
7-29 г/т водного раствора NaOH; в шлемы колонн
атмосферной трубчатки (AT) — 2,2-6,2 г/т
нейтрализатора и 2,1-6,1 г/т ингибитора содержание воды было
снижено до 0,03-0,20%, хлоридов — до 1,2-6,0 мг/л,
скорость коррозии уменьшилась до 0,0002-0,15 мм/год.
Водорастворимые деэмульгаторы должны
подаваться раздельно на каждую ступень обезвоживания и обес-
соливания нефти, т. к. в случае подачи на первую
ступень часть деэмульгатора перейдет в дренажную воду.
Водорастворимые деэмульгаторы подают в виде 1-2%-х
растворов, нерастворимые — в товарном виде, без
разбавления. Для более равномерного распределения в
нефти деэмульгатора его желательно подавать в
поступающую нефть с промывной водой.
Для глубокого обессоливания нефтей типа Арлан-
ской или Прикамской, при промывке которых
образуется дренажная вода с низкой величиной рН,
одновременно с деэмульгатором подается щелочь в количестве,
обеспечивающем рН = 7,0^-7,5. Ориентировочное
количество щелочи для повышения величины рН на
единицу составляет 10 г/т.
Обезвоживание и обессоливание нефти на НПЗ
осуществляется на установках ЭЛОУ. Нефть смешивается
с промывной водой и деэмульгатором, смесь
разделяется в электродегидраторах, где водонефтяная эмульсия
подогревается и подвергается воздействию
переменного электрического поля высокой напряженности. Вода
удаляется из нефти вместе с растворенными в ней
солями. Одновременно нефть на ЭЛОУ многократно
промывают водой в 2-3 ступени в последовательно
соединенных электродегидраторах. Все крупные
нефтепромыслы и каждый НПЗ имеют ЭЛОУ.
Механизм обезвоживания и обессоливания нефти на
установках ЭЛОУ заключается в следующем.
Молекулы воды — полярные частицы ( с дипольный моментом
6,17 • 10~30 Кл • м и диэлектрической проницаемостью
78,3 Д при 25 °С). В переменном электрическом поле
частицы водной эмульсии вибрируют, многократно
меняя свою конфигурацию в соответствии с частотой
переменного тока 50 Гц. Скорость колебаний
возрастает при повышенной температуре, снижающей вязкость
нефти. В результате столкновений частиц эмульсии,
оболочка которых нарушена деэмульгатором,
происходит их слияние, укрупнение и осаждение. Крупные
капли сливаются снизу, а обезвоженная и обессоленная
нефть отбирается сверху электродегидратора.
На НПЗ эксплуатируются 3 типа ЭЛОУ,
оборудованные вертикальными, шаровыми или
горизонтальными электродегидраторами. Современные ЭЛОУ —
горизонтальные, двух- или трехступенчатые,
комбинированные с AT или атмосферно-вакуумными
трубчатками (АВТ) мощностью до 3-9 млн т/год.
Характеристика основных марок электродегидраторов приведена
в табл. 12.10.
Таблица 12.10
Характеристика горизонтальных
электродегидраторов типа ЭГ
Показатели
Объем, м3
Диаметр, м
Длина, м
Расчетное
давление, МПа
Рабочая
температура, °С, не выше
Тип электродегидратора
2ЭГ 160
(1ЭГ160)
160
3,4
18,6
1,8(1,0)
160
2ЭГ
160/32
160
3,4
18,6
1,8
160
2ЭГ
160-2
160
3,4
18,6
1,8
160
2ЭГ
200-2Р
200
3,4
23,4
1,8
160
Технологические режимы обезвоживания и
обессоливания нефти (температура в электродегидраторах, их
производительность, расходные показатели) зависят от
исходного содержания солей и воды в нефти
(табл. 12.11). Для нефтей, поступающих на НПЗ с
содержанием солей до 100 мг/л и концентрацией
хлоридов в пластовой воде менее 7,5 %, достаточно двух
ступеней обессоливания. Для нефтей с содержанием солей
более 300 мг/л или в пределах 100-300 мг/л, но с
концентрацией хлоридов в пластовой воде более 7,5 %,
требуется три ступени обессоливания.
Для легких маловязких нефтей типа
Западно-Сибирских, не образующих стойких эмульсий, достаточно
поддерживать температуру в электродегидраторах на
уровне 70 °С. Для более плотных, вязких нефтей типа
Ромашкинской, Прикамской, Мангышлакской
оптимальная температура находится в пределах 100-120 °С.
Для некоторых тяжелых, вязких нефтей типа Мордово-
Кармальской (битуминозной) требуется поддерживать
более высокую температуру — до 130-150 °С.
Давление в электродегидраторах обусловливается
упругостью нефтяных паров, гидравлическими
сопротивлениями технологического оборудования,
требуемыми перепадами давления между ступенями ЭЛОУ.
На рис. 12.1 приведен поперечный разрез типового
горизонтального электродегидратора марки ЭГ. Нефть
поступает в электродегидратор через штуцер 1 и далее
через распределительный коллектор 2 — в нижнюю
часть электродегидратора под слой дренажной соленой
воды. В верхней части электродегидратора находится
сборник 5 обессоленной нефти, выводимой через
штуцер 6. Поток сырой нефти (эмульсия) движется верти-
Нефть и нефтепродукты
697
кально вверх с постоянной скоростью по всей длине
аппарата. Нижний 3 и верхний 4 электроды
располагаются вдоль всего электродегидратора в его средней
части и крепятся к корпусу аппарата с помощью
подвесных фарфоровых изоляторов 8. Дренаж воды из
электродегидратора производится автоматически (по
уровню) через дренажный коллектор 9 и штуцер 10.
Электродегидратор оснащен манометром, термопарой и
предохранительным клапаном. Отбор проб нефти для
контроля работы электродегидратора производится
через пробоотборное устройство с холодильниками.
Аппарат имеет теплоизоляцию и металлический кожух.
Питание электродегидратора производится через
повышающие трансформаторы, обеспечивающие
напряжение между электродами 22, 27,5, 33, 38,5 или 44 кВ.
Для нагрева нефти используются кожухотрубные
теплообменники с плавающей головкой пучка. Сырая
нефть нагревается за счет тепла отходящих с AT и АВТ
нефтепродуктов и тепла циркуляционного орошения.
На рис. 12.2 дана принципиальная схема блока ЭЛОУ,
включающего горизонтальные электродегираторы и
комбинированного — с установкой АВТ. Подаваемая
сырьевыми насосами Н-1, 2 и 3 сырая нефть
распределяется тремя параллельными потоками и нагревается в
трех теплообменниках Т-1, 2 и 3 потоками реактивных,
дизельных топлив и циркуляционного орошения
основной атмосферной колонны; гудрона — при работе
вакуумной колонны или мазута, если вакуумная колонна
не работает. Нагретая в теплообменниках нефть
собирается в коллектор и распределяется в шести электро-
дегидраторах Э-1-Э-6 первой ступени. Смешение
нефти с промывной водой перед первой ступенью
осуществляется в трубопроводе на входе в
электродегидраторы за счет перепада давления, создаваемого
регуляторами давления, установленными на трубопроводах.
Перепад давления поддерживается в пределах 0,05-
0,15 МПа.
Подача воды производится непосредственно перед
регуляторами давления. Промывная вода не содержит
солей (например, конденсат или вода для пожарно-
технических нужд). Частично обессоленная нефть
отбирается из верхней части электродегидраторов и через
сборный коллектор направляется в электродегидраторы
второй ступени обессоливания Э-7-Э-12. Типичный
расход воды составляет не более 10 % на всю нефть
Рис. 12.1. Поперечный разрез серийного горизонтального
электродегидратора типа ЭГ:
/ — штуцер ввода сырья; 2 — нижний распылитель сырья;
3 — нижний электрод; 4 — верхний электрод; 5 — верхний
сборник обессоленной нефти; 6 — штуцер вывода обессоленной
нефти; 7— штуцер проходного изолятора;
8 — подвесной изолятор; 9 — дренажный коллектор;
10— штуцер вывода соленой воды
Оптимальные параметры технологических режимов современных ЭЛОУ
при переработке типичных нефтей России
Таблица 12.11
Нефть
Западно-Сибирская
Ромашкине кая
Арланская
Прикамская
Мордово-Кармальс-
кая (битуминозная)
Плотность
при 20 °С,
кг/м3
850
865
890
880
940
Содержание
солей в сырой
нефти, мг/л
до 300*
100-300*
100-300**
> 300**
до 100
> 100**
до 600
до 300**
о w
е ВС
s £
2
2
3
3
2
3
3
Температура, °С
90
100-110
120
120
100-120
130-150
дительность,
м3/ч
480
360
240
240
320
50
Расход
пресной
воды,
об./об. • т
3-5
5-10
4-7
4-7
5-10
4-7
4-7
4-7
деэмуль-
гатора,
г/т
до 10
до 10
до 15
до 15
до 15
до 20
до 20
до 30
каустической
соды, г/т
—
—
10-30
10-30
10-30
—
Концентрация хлоридов в пластовой воде менее 7,5 %.
* Концентрация хлоридов в пластовой воде более 7,5 %.
698
Новый справочник химика и технолога
или, практически, — 2,5-3,0 % на каждой ступени
обессоливания. После второй ступени обессоливания
обычно нефть содержит ?>-4 мг/л солей, 0,1 -0,2 % воды
и направляется через соответствующие
теплообменники в колонну — предварительный испаритель.
Стоки ЭЛОУ из емкости Е-1 с температурой 90-150 °С
охлаждаются в аппаратах воздушного охлаждения и
направляются на очистные сооружения.
Для уменьшения (в 2-3) раза расхода пресной воды
и объема стоков с ЭЛОУ пресную воду можно подавать
только на последнюю ступень, а затем повторно можно
использовать дренажную воду с последующей ступени
для промывки нефти на предыдущей ступени.
Еще большего сокращения расхода пресной воды и
объема стоков можно достигнуть, если использовать
воду дополнительно внутри ступеней (рециркуляция).
Это обеспечивает глубокое обессоливание нефтей (до
остаточного содержания солей 1-3 мг/л) при общем
расходе пресной воды всего 1 -4 % (максимально — до
7 % — при высоком содержании солей в нефти).
Для обеспечения глубокого обессоливания нефти
(до 3 мг/л) содержание хлоридов в подаваемой на
ЭЛОУ воде должно быть не более 300 мг/л (в расчете
на хлорид натрия), т. к. в обессоленной нефти всегда
остается некоторое количество воды, а вместе с ней и
солей.
Содержание сульфатов и карбонатов в подаваемой
воде должно быть не более 300 мг/л для
предотвращения образования осадков в коммуникациях и теплооб-
менной аппаратуре ЭЛОУ.
Содержание сероводорода в промывной воде
должно быть не более 20 мг/л для предотвращения коррозии
металла.
Предельно допустимое содержание фенолов и
аммиака в промывной воде может достигать 50 мг/л.
Промывная вода должна быть нейтральной или
слабощелочной. При рН < 6 (у дренируемой воды)
удаление солей неудовлетворительное, при рН > 8 в ней
увеличивается содержание нефтепродуктов.
Основные источники воды для ЭЛОУ — оборотная
вода, технологические конденсаты и др. Однако в
конденсатах содержатся сульфиды и гидросульфиды
аммония, которые при повышенной температуре
разлагаются на сероводород и аммиак. Поэтому
технологический конденсат может использоваться на ЭЛОУ
только после специальной очистки (отдувки
сероводорода и аммиака водяным паром или
углеводородным газом).
В процессе переработки нефти на НПЗ часть нефти
и нефтепродуктов (до 1 %) попадают в сточные воды в
виде неустойчивых водонефтяных эмульсий. Это ло-
вушечная эмульсия, содержащая значительное
количество механических примесей. Вовлечение в
переработку ловушечных эмульсий возможно только после их
предварительного обезвоживания. Аппарат для
разрушения ловушечных эмульсий приведен на рис. 12.3.
Принципиальная схема установки
термохимического отстоя и электрообезвоживания (рис. 12.4)
сконструирована ВНИИНП. На установке производится
трехступенчатая обработка эмульсии. Первая
(термохимическая) ступень дооборудуется электрокоалесцером,
который в сочетании с дегидратором удаляет из
ловушечной эмульсии основное количество воды. На второй и
третьей ступенях установки ловушечная эмульсия
обрабатывается в электродегидраторах обычной
конструкции. В результате обработки ловушечной эмульсии с
плотностью при 20 °С до 930 кг/м , содержанием воды
до 20 об. %, хлоридов — до 300 мг/л, механических
примесей — до 1,5 масс. % она обезвоживается до
содержания воды 0,2-0,5 об. %, хлоридов — не более
5 мг/л, механических примесей — не более 0,05 масс. %.
Такой продукт может перерабатываться на AT или
смешиваться с сырой нефтью.
[ступень Э-1~Э-6
I! ступень 3-7*3-12 Обессоленная
Сырая
нефть
Н-1 Н-2 Н-3
В канализацию
Рис. 12.2. Принципиальная схема блока ЭЛОУ установки АВТ:
К-1 — колонна; Н-1 — насос сырой нефти; Н-2 — насос подачи воды; Н-3 — насос подачи деэмульгатора;
Т-1, Т-2, Т-3 — теплообменники; Е-1 — емкость отстоя дренажной воды; Э — электродегидраторы; C-I —задвижка
Нефть и нефтепродукты
699
12.2.2. Установки АВТ
Установки АВТ (атмосферно-вакуумные трубчатки)
предназначены для первичной переработки нефти
методом многократного (двух- и трехкратного) испарения.
При первичной переработке нефти используются
физические процессы испарения и конденсации нефтяных
фракций, в то время как вторичные процессы
переработки базируются в основном на деструктивных
методах (термический, каталитический крекинг,
гидрокрекинг, каталитический риформинг, изомеризация и др.).
Переработка нефти на АВТ с многократным (чаще
всего — трехкратным) испарением заключается в том,
что сначала нефть нагревают до температуры,
позволяющей отогнать из нее фракцию легкого бензина.
Далее полуотбензиненную нефть нагревают до более
высокой температуры и отгоняют фракции тяжелого
бензина, реактивного и дизельного топлива, выкипающие
до температур 350-360 °С.
Остаток от перегонки (мазут) подвергается
перегонке под вакуумом с получением масляных фракций или
вакуумного газойля (сырье установок каталитического
или гидрокрекинга). Установки АВТ, как правило,
комбинируются с установками подготовки нефти к
переработке (обезвоживание и обессоливание на ЭЛОУ).
Кроме того, используются установки вторичной перегонки
бензина для получения узких бензиновых фракций.
12.2.2.1 Атмосферная перегонка нефти
На рис. 12.5 представлена принципиальная схема
установки атмосферной перегонки нефти с двукратным
испарением, входящей в состав современных установок АВТ.
Рис. 12.3. Аппарат для
разрушения ловушечной
водонефтяной эмульсии
в электрическом поле:
а) аппарат; б) электрод;
корпус; 2 — патрубок входа;
3 — патрубок выхода;
электрод; 5 — диэлектрический
чехол;6-
7-
проходнои изолятор;
трансформатор;
— отверстие
3 Подготовленный
\^ [нефтепродукт на AT
tt
Y
Откачивается
на очистные
сооружения
Рис. 12.4. Принципиальная технологическая схема блока подготовки к переработке ловушечных водонефтяных эмульсий;
/ — электрокоалесцер; 2 — дегидратор I ступени; 3 — электродегидраторы II и III ступений; 4 — теплообменник;
5 — сырьевой насос; 6 — насос рецеркуляции; 7 — насос подачи воды; 8 — дозировочный насос подачи деэмульгатора в товарном виде;
9 — узел приготовления и подачи водного раствора деэмульгатора и смачивателя; 10— смесительный клапан для смешивания воды с нефтью;
/ / — емкость-отстойник дренажной воды; 12 — смесители деэмульгатора с промывной водой; 13 — смеситель деэмульгатора
(нефтерастворимого) с нефтью
700
Новый справочник химика и технолога
Обезвоженная и обессоленная на ЭЛОУ нефть
насосом 1 подается в теплообменники 2, нагревается до
220-230 °С, после чего подается в ректификационную
колонну К-1, где отбирается легкая фракция бензина и
газ. Неиспарившийся остаток стекает в нижнюю часть
колонны по тарелкам. Для поддерживания
необходимого теплового режима низа колонны К-1 в нижнюю ее
часть подается из печи 6 полуотбензиненная нефть
(«горячая струя»). Поток паров из эвапорационного
пространства колонны 1 смешивается с потоком паров,
отпаренных из полуотбензиненной нефти, и
направляется в качестве орошения в верхнюю часть колонны
К-1. На каждой тарелке за счет контакта стекающей с
верха колонны флегмы холодного орошения с
восходящим потоком паров происходит тепло- и массообмен,
пары при движении вверх постепенно облегчаются на
каждой вышерасположенной тарелке, достигая на
верхней тарелке заданного качества. В результате этого
удаляется примерно половина бензиновой фракции с
концом кипения 130-140 °С, которая конденсируется и
охлаждается до 40-45 °С в конденсаторе-холодильнике
3 и после смешения с более тяжелой бензиновой
фракцией из колонны К-2 направляется на стабилизацию
(удаление растворенного газа) и далее — на
вторичную перегонку. На рисунке колонны стабилизации и
вторичной перегонки не показаны. Насосом 4 горячая
полуотбензиненная нефть из колонны К-1 подается в
трубчатую печь 6, где нагревается до 340-350 °С и
поступает в эвапорационное пространство основной
ректификационной колонны К-2.
Тяжелая часть паров конденсируется на каждой
тарелке и обогащает флегму высококипящими
компонентами. После прохождения всех тарелок в нижней части
колонны жидкий остаток достигает заданного состава
по содержанию легкокипящих фракций (на мазут — не
более 4-6 %). Практически это фракции с температурой
кипения ниже 360 °С.
Подаваемый в низ колонны перегретый водяной пар
снижает парциальное давление нефтяных паров и
производит отпаривание легкокипящих компонентов из
мазута. С верха колонны уходят пары воды и бензина с
температурой конца кипения не выше 180-190 °С.
Регулирование качества продуктов по температуре конца
кипения осуществляют подачей бензинового орошения
путем возврата части, охлажденного и
сконденсированного в холодильнике-конденсаторе 3 верхнего продукта
колонны К-2. Тем самым поддерживается определенная
температура паров, уходящих с верхней тарелки, и
качество бензиновой фракции. С нижележащих тарелок
концентрационной части колонны отбираются боковые
потоки других нефтепродуктов в жидком виде.
Верхний боковой погон — это керосиновая фракция,
ниже — легкая дизельная фракция, еще ниже — более
тяжелая дизельная фракция.
При ректификации для поддержания теплового
баланса в колонне необходим поток орошения или флегмы.
Легкий
бензин + газ
Водяной
«—2- flv Керосиновая
**\^ фракция
Легкая
> дизельная
5 фракция
Мазут > 350 °С
«t_-
Тяжелая
дизельная
фракция
Рис. 12.5. Схема перегонки нефти на современных двухколонных установках АВТ:
/ — сырьевой насос; 2 — теплообменники; 3 — конденсаторы-холодильники; 4 — насос «горячей струи»;
5 — холодильники; 6 — печь; К-1 и К-2 — ректификационные колонны
Нефть и нефтепродукты
701
Если для создания этого потока использовать только
подачу орошения в верхней части колонны («острое
орошение»), то расход продукта будет слишком велик,
а также произойдет перерасход воды и энергии для
конденсации и охлаждения орошения. Вместо этого
осуществляют циркуляционное орошение.
Циркуляционное орошение организуют путем отбора части флегмы с
тарелки и охлаждением ее в теплообменнике нефтью,
которая тем самым нагревается перед поступлением в
колонну К-1. Охлажденная до требуемой температуры
флегма поступает на тарелку выше той, с которой она
отбиралась на охлаждение. Количество
циркуляционных орошений может быть до трех.
Основная часть отбираемой с тарелки флегмы
является целевым продуктом и подается в отпарную
колонну для предотвращения наложения фракций. Например,
в керосиновой фракции может содержаться некоторое
количество тяжелой бензиновой фракции, снижающей
температуру вспышки топлива ТС-1 ниже допустимых
28 °С. В отпарной колонне (стриппинге), например
колонне К-3/1, оборудованной 9-12 тарелками, поток
керосиновой фракции стекает по тарелкам в низ стрип-
пинга и встречается с потоком поднимающихся паров.
Последние образуются благодаря подаче в низ стрип-
пинга перегретого водяного пара с температурой выше
конца кипения бензиновой фракции, содержащейся в
керосине. Из верхней части стришшнга отпаренные
пары бензиновой фракции подаются в колонну К-2
между тарелкой отбора продукта и выше расположенной
тарелкой. При этом качество керосина (по
фракционному составу и др. показателям) улучшается. Для
каждой боковой фракции имеется свой стриппинг. Их
общее число, как правило, два-три.
12.2.2.2. Вакуумная перегонка мазута
Мазут (остаток атмосферной перегонки нефти)
перегоняют при пониженном до 10—40 мм рт. ст.
остаточном давлении на вакуумном блоке установки АВТ. Его
перегонка при атмосферном давлении невозможна из-за
термического разложения на газы и кокс, т. к. требуется
нагрев до температуры выше 400 °С.
Вакуумная перегонка мазута может осуществляться
по двум схемам:
1) с однократным испарением и разделением
фракций в одной вакуумной колонне;
2) с двукратным испарением и разделением
отгоняемых фракций в двух вакуумных колоннах.
При вакуумной переработке мазута могут быть
получены: вакуумный газойль (сырье установок
каталитического и гидрокрекинга) или масляные фракции
(сырье установок селективной очистки, депарафиниза-
ции и гидродоочистки) и остаток (гудрон — сырье
установок деасфальтизации, висбрекиша и битумного
производства). Для получения вакуумного газойля 350-
500 °С достаточно однократного испарения. Для
получения масляного сырья предпочтительна двухколонная
схема вакуумной перегонки мазута. В первой колонне
получают широкую масляную фракцию, а во второй —
производится ее вторичная разгонка на узкие масляные
фракции.
На рис. 12.6 приведена принципиальная схема
двухступенчатой вакуумной перегонки мазута с получением
4 Ш
КДТ
** //
Рис. 12.6. Принципиальная схема двухколонной вакуумной разгонки:
К-4 и К-5 — ректификационные колонны; Т — теплообменники; Н — насосы; П — печь; 1 — боковой масляный дистиллят 350-420 °С;
11 — тяжелый масляный дистиллят 420-500 °С; III — пары и газы разложения к вакуумсоздающей аппаратуре
КДТ — компонент дизельного топлива; ШФК — широкая фракция как сырье каталитического крекинга или гидрокрекинга:
ШФМ — широкая фракция для получения масляных дистиллятов; ЦО — циркуляционное орошение
702
Новый справочник химика и технолога
масляных фракций. Мазут с температурой 310-315 °С
из атмосферной колонны насосом прокачивается через
нагревательную печь, где нагревается до 410-420 °С и
подается в первую вакуумную колонну К-4. В этой
колонне происходит отделение широкой вакуумной
фракции от тяжелого остатка — гудрона. В колонну К-4
подают перегретый водяной пар в количестве 1-1,5 % на
сырье. Если широкая вакуумная фракция используется
как сырье установок каталитического или
гидрокрекинга, то она выводится с шестой или седьмой тарелки
колонны К-4 и охлаждается в теплообменниках. Пределы
выкипания широкой вакуумной фракции (вакуумного
газойля) — 350-520 °С. При получении масляных
фракций широкая фракция дополнительно нагревается
теплом гудрона в гудронных теплообменниках и подается
в вакуумную колонну для ректификации на узкие
масляные фракции. Недостающее тепло вносится в низ
колонны К-5 в виде «горячей струи» за счет
циркуляции части тяжелого масляного дистиллята 420-490 °С
или 420-500 °С через часть труб нагревательной печи.
В колонну К-5 также подается перегретый водяной пар.
Из колонны К-5 отбираются фракции 350-420 °С
или 420-500 °С. Орошение колонн осуществляется за
счет отбора части верхних боковых погонов из колонн
К-4 и К-5, охлаждения их в теплообменниках и
холодильниках с последующей подачей на верхние тарелки.
Избыток тепла снимается циркуляционным орошением.
Несконденсировавшиеся пары и газы разложения
отсасываются из колонн К-4 и К-5 вакуумсоздающими
системами. Для исключения загрязнения окружающей
среды газы разложения и сероводород из последней
ступени паровых эжекторов подают в нагревательную
печь для сжигания. Вакуум в ВТ создается с помощью
вакуум-насосов (поршневых, ротационных и др.) или
пароструйных эжекторов.
Для создания небольшого вакуума (до 680 мм рт. ст.)
используются одноступенчатые эжекторы. Более
глубокий вакуум (до 40-70 мм рт. ст.) создают с помощью
многоступенчатых пароэжскторных агрегатов с
промежуточными конденсаторами. Разработана и внедрена на
ряде НПЗ (Московском и др.) вакуумсоздающая
система, практически не загрязняющая промстоки и
окружающую среду. В качестве рабочей жидкости вакуум-
создающей системы вместо водяного пара используется
одна из фракций, получаемых в вакуумной
ректификационной колонне. Принципиальная схема экологически
чистой вакуумсоздающей системы представлена на
рис. 12.7. Газы разложения и пары углеводородов
подаются в вакуумсоздающее устройство В-1. В качестве
рабочего тела используется жидкая дизельная фракция
или вакуумный газойль. В результате рабочего
процесса происходит конденсация паров и сжатие газов
разложения до заданного давления 0,10-0,11 МПа за счет
энергии рабочего тела. На выходе из вакуумсоздающе-
го устройства образуется газожидкостная смесь,
которая поступает в сепаратор С-1, где происходит
разделение жидкой и газообразной фаз. Газы из сепаратора
поступают в печь на сжигание или на дальнейшую
утилизацию, а рабочая жидкость — в теплообменник ТО-1.
Образующийся в процессе работы установки
избыток рабочей жидкости отводится из системы. Для
подпитки и обновления рабочей жидкости предусмотрена
система подачи свежей дизельной фракции (вакуумного
газойля). В данной системе реализован замкнутый
контур рабочего тела, не используется водяной пар и
практически не происходит загрязнения промстоков.
Газы разложения в печь
или на утилизацию
о
Суммарная
рабочая
жидкость
-► —
ЬЧ-
ТО-1
ток \ у
/\ Избытой
I рабочей
? жидкости
Рис. 12.7. Принципиальная схема вакуумной системы:
С-1 — сепаратор; Н-1 — насос; В-1 — вакуумсоздающие устройства;
ТО-1 —теплообменник
Основные преимущества данной вакуумсоздающей
системы перед пароэжекторной системой заключаются
в следующем:
1) остаточное давление в верхней части колонны
ниже на 20-30 мм рт. ст.;
2) выход легкого вакуумного газойля за счет
углубления вакуума и отсутствия выбросов нефтепродуктов
с промышленными стоками больше на 5 % в расчете на
нефть;
3) ниже содержание дизельных фракций в
вакуумном газойле;
4) система экологически чище, т. к. без подачи пара
и воды в вакуумсоздающую систему исключается
попадание нефтепродуктов и сероводорода в промстоки;
5) меньше количество используемого оборудования
и больше его срок службы вследствие уменьшения
коррозионной агрессивности рабочей среды.
Газы разложения после вакуумсоздающей системы
подаются в печь на сжигание. Токсичные продукты
горения выбрасываются в атмосферу.
Для повышения экологической чистоты
вакуумсоздающей системы разработана установка дожима и
утилизации газов разложения (рис. 12.8).
Газы разложения после вакуумсоздающей системы
под давлением 0,1 МПа поступают в струйный
компрессор СК-1, где сжимаются до необходимого давлс-
Нефть и нефтепродукты
703
ния за счет энергии рабочей жидкости. В качестве
рабочей жидкости используется 10-15 %-й раствор моно-
этаноламина, который абсорбирует сероводород,
углекислый газ и др. вредные примеси из газов разложения.
Часть насыщенного примесями раствора моноэтанола-
мина отводится из замкнутого контура на регенерацию,
а для его возмещения производится подпитка системы
рабочей жидкостью, прошедшей регенерацию в десор-
бере.
Основными аппаратами установок АВТ являются
ректификационные колонны. Они могут быть простые
(для разделения нефтяного сырья на два компонента —
дистиллят и остаток) или сложные (для получения трех
и более компонентов). В последнем случае продукты
переработки нефти выводят из колонны в виде боковых
погонов через отпарные секции.
Атмосферные колонны содержат внутренние
устройства — тарелки, обеспечивающие тепло- и массо-
обмен между разделяемыми фракциями. Количество
тарелок рассчитывается в зависимости от необходимого
числа фракций, требуемой четкости разделения,
кратности орошения, допустимой скорости паров в колонне.
Размеры колонны зависят от заданной
производительности, фракционного состава нефти, количества
тарелок, давления, температуры системы, количества
орошения и др. факторов.
Поперечное сечение колонны (S) определяется по
формуле:
S=VIW
где V — максимальный объемный расход паров,
поднимающихся по колонне, м3/с; W— допустимая
минимальная скорость паров в свободном сечении колонны, м/с.
Объем паров определяется по формуле:
г/ I G Z
М 18
р (Г+ 273)
П 273
где Т— температура паров, °С; G — расход нефтяных
паров, кг/с; Z — расход водяного пара, кг/с; М—
молекулярная масса нефтяных паров; П — абсолютное
давление в колонне, кПа; р — атмосферное давление, кПа.
Типичные скорости паров в атмосферных
колоннах — 0,46-0,84 м/с, в вакуумных колоннах — 2,5-
3,5 м/с при расстоянии между тарелками 0,61 м. В
колоннах, работающих под давлением (газофракциони-
рующих, стабилизации бензина, на установках
термического и каталитического крекинга) скорость паров
составляет 0,2-0,7 м/с.
Колонны оборудуются тарелками: колпачковыми,
желобчатыми, 5-образными, клапанными, струйными,
провального типа и др. Наиболее эффективны
клапанные тарелки.
Эффективность работы ректификационных колонн
повышается при замене тарелок специальной насадкой,
изготовленной из тонких просечно-вытяжных
металлических пластинчатых элементов, собранных в блоки
определенной толщины и конфигурации.
Между пластинами блоков оставляют зазоры для
прохода паров и жидкости. Конфигурация блоков
обеспечивает хороший контакт между парами и флегмой,
улучшает диспергирование паров в жидкости,
повышает эффективность тепло- и массообмена и увеличивает
четкость ректификации.
На рис. 12.9 показана схема вакуумной колонны,
оборудованной насадочным устройством. Замена
клапанных тарелок насадкой улучшает качество
вакуумного газойля и гудрона для производства битума. Эта
замена также значительно снижает сопротивление
движению паров и позволяет углубить вакуум в колонне.
Сырьем установок АВТ является обессоленная и
обезвоженная нефть с установок ЭЛОУ.
На установках АВТ получают следующие
нефтепродукты:
1) углеводородный газ — выводится с АВТ в
газообразном и жидком («головка стабилизации») виде и
направляется для дальнейшей переработки на газо-
фракционирующие установки, а также используется как
топливо заводских печей. Газ установок АВТ содержит
в наибольшем количестве углеводороды С3-С4 (более
60 масс. %);
2) бензиновую фракцию (компонент товарного
автобензина), сырье установок каталитического рифор-
минга и пиролиза, сырье установок вторичной
перегонки для получения узких бензиновых фракций;
3) керосиновую фракцию 120-315 °С — топливо для
реактивных и факторных двигателей, осветительный
керосин, сырье установок гидроочистки;
4) дизельную фракцию (атмосферный газойль) 180-
360 °С — топливо для дизельных двигателей, сырье
установок гидроочистки;
5) мазут — остаток выше 350 °С атмосферной
перегонки нефти - котельное топливо, сырье установок
термического крекинга;
6) вакуумные дистилляты (вакуумные газойли) 350-
500 °С — сырье для получения масляных дистиллятов,
сырье установок каталитического или гидрокрекинга;
Газы разложения после
вакуумной системы
СК-1
Г^
Рабочая
жидкость
на регенерацию
Свежая рабочая жидкость
Рис. 12.8. Принципиальная схема установки дожима и
утилизации газов разложения:
С-1 — сепаратор; СК — струйный компрессор;
ТО — теплообменник; Н-1 — насос
704
Новый справочник химика и технолога
Вывод паров.
<Р
вывод паров
1
с
*
Вывод Л 8Г {
у ' --~t i
. Ввод 1 UO
th—-—-
3
1
* вывод ЛВГ
вводгцо
8вод2ЦО
Рис. 12.9. Вакуумная колонна после замены тарелок
блоками насадки
Таблица 12.12
Фактические показатели качества
прямогонного (I) и гидроочищенного (II)
вакуумных газойлей
Показатели
Плотность при 20 °С, кг/м3
Фракционный состав:
температура начала перегонки, °С
пределы перегонки, °С:
10%
50%
90%
конец кипения, °С
Содержание фракций до 350 °С, %
Вязкость при 50 °С, мм2/с
Содержание серы, масс. %
Температура, °С:
вспышки в закрытом тигле
застывания
Коксуемость, %
Кислотное число, мг КОН/г
I
909
282
333
394
452
466
20
21,6
1,35
191
25
0,187
0,18
II
891
210
322
391
450
476
22
17,7
0,62
140
25
0,162
0,27
7) гудрон — остаток выше 500°С атмосферно-ва-
куумной перегонки нефти — сырье установок висбре-
кинга, замедленного коксования, битумного, масляного
(установок деасфальтизации) производств.
В табл. 12.12 приведены основные показатели
качества вакуумных газойлей до и после гидроочистки.
Вакуумные газойли, подвергнутые гидроочистке,
характеризуются меньшим содержанием серы, меньшим
содержанием смолисто-асфальтеновых веществ и
меньшей коксуемостью, что позволяет увеличить выход и
качество получаемых продуктов, срок службы
катализаторов до регенерации.
Технологический режим:
Температура нефти, °С:
перед атмосферной колонной К-1 210-230
низа колонны К-1 210-240
низа колонны К-2 330-350
низа колонны К-4 160-200
низа колонны К-5 345-380
Избыточное давление, МПа:
верха колонны К-1 0,3-0,4
верха колонны К-2 0,6-1,0
Остаточное давление
верха колонны К-5, Па 4000-8000
Материальный баланс (масс. %):
Поступило:
нефть 100
Получено:
сжиженный газ 1,0-1,1
бензиновая фракция н.к. 140 °С 12-19
керосиновая фракция 140-240 °С 16-18
дизельная фракция 240-350 °С 17-20
вакуумный дистиллят 350-500 °С 17-20
гудрон (выше 500 °С) 20-30
Расходные показатели установок АВТ на 1 т нефти:
водяной пар, ГДж 10-0,15
электроэнергия, кВт-ч 5-7
оборотная вода, м3 3-7
топливо, кг 25-35
Литература
1. Баннов П.Г. Процессы переработки нефти / Под
ред. В.А. Матишева. М.: ЦНИИТЭнефтехим, 2000.
224 с.
2. Абросимов А.А. Экологические аспекты
производства и применения нефтепродуктов. М.: Изд-во.
«Барс», 1999.731 с.
3. Школьников В.М., Хуторянский Ф.М. Информация
по вопросам подготовки нефтей к переработке на НПЗ.
М.: ОАО «ВНИИНП», НИФ «Инженер-сервис», 1998.
4. Левченко Д.Н., Бергштейн И.В., Николаев Н.М.
Технология обессоливания нефтей на
нефтеперерабатывающих предприятиях. М.: Химия, 1985.
5. Гуревич И.Л. Технология переработки нефти и
газа. М.: Химия, 1972. Ч. 1. 359 с.
Нефть и нефтепродукты
705
12.3. Производство нефтяных масел
{проф., д.т.н. В.Г. Спиркин, доц., к.т.н. Т.Н. Сочевко,
проф. д.т.н. Т.Н. Шабалина)
Нефтяные масла, в зависимости от области их
применения, делятся на смазочные и несмазочные.
Смазочные масла, применяемые практически во всех областях
техники, в зависимости от назначения выполняют
следующие основные функции:
1) уменьшают трение, возникающее между
сопряженными деталями;
2) снижают их износ и предотвращают задир;
3) отводят тепло от трущихся деталей;
4) защищают поверхности и другие неизолированные
детали от коррозионного воздействия внешней среды.
Смазочные масла подразделяются на моторные,
индустриальные, трансмиссионные, газотурбинные и
масла другого назначения. Под моторными маслами
понимают те смазочные масла, которые предназначены для
смазки двигателей внутреннего сгорания —
карбюраторных, дизелей, авиационных. В группу
индустриальных масел включают масла, используемые для смазки
машин и механизмов различного промышленного
оборудования, например станков, направляющих
скольжения, промышленных редукторов и т. д. К этой же
группе относят и масла для прокатных станов и приборные.
Трансмиссионными называют масла, используемые для
смазки цилиндрических, конических,
спирально-конических и гипоидных передач, зубчатых редукторов, а
также некоторых других трущихся соединений. К
группе трансмиссионных масел относят также редукторные
и осевые масла. Масла различного назначения — это
компрессорные, цилиндрические, холодильные и
турбинные масла.
Несмазочные масла служат рабочими жидкостями в
гидравлических передачах, электроизоляционной
средой в трансформаторах, конденсаторах, кабелях,
масляных выключателях, для приготовления смазок,
присадок и т. п.
Гидравлические масла служат несжимаемой средой
для передачи энергии в гидравлической системе от
одного узла или агрегата машины к другому и
превращения этой энергии в полезную работу. Основным
назначением электроизоляционных масел
(трансформаторные, конденсаторные и кабельные) является изоляция
токонесущих частей электрооборудования, гашение
электродуги в выключателях; они также выполняют
функцию теплоотводящей среды.
Основными показателями, определяющими
поведение масел в условиях эксплуатации, являются: вязкость
и ее изменение с температурой
(вязкостно-температурные свойства), подвижность при низких температурах
(низкотемпературные свойства), устойчивость против
окисления кислородом воздуха (химическая
стабильность), смазочная способность, защита металлов от
коррозионного воздействия внешней среды.
Ниже рассмотрены технологические процессы
производства нефтяных масел, физико-химические и
эксплуатационные свойства которых отвечают
установленным для данного вида масла требованиям.
12.3.1. Химический состав масляных фракций и
базовых масел
Химический состав масляных фракций является
основным фактором, определяющим выбор наиболее
рациональных методов производства и применения
смазочных материалов.
Масляные фракции нефтей могут быть двух видов:
дистиллятные (пределы кипения 350-500 °С) и
остаточные (выше 500 °С). Базовые масла должны иметь
вязкость, соответствующую техническим требованиям на
данный вид смазочного масла. Как правило,
регулирование вязкости базовых масел осуществляется
компаундированием дистиллятных и остаточных
компонентов. Кроме отдельных сортов наиболее маловязких
моторных, турбинных и индустриальных масел, все
базовые масла являются смесями дистиллятных и
остаточных компонентов. Кроме того, моторное масло
может содержать синтетический компонент определенной
вязкости.
Масляные фракции являются сложной смесью
соединений, отличающихся по структуре и составу
молекул, по физическим, химическим, физико-химическим
и эксплуатационным свойствам. Масляные фракции
содержат углеводороды в основном гибридного строения
всех гомологических рядов и неуглеводородные
соединения — сера-, азот-, кислород-, металлсодержащие в
составе смолисто-асфальтеновых веществ. Поэтому,
как правило, для масел рассматривается только
групповой химический состав.
Исследования группового химического состава
масляных фракций осуществляются с использованием
физических, химических и физико-химических методов
разделения масляных фракций и идентификации
химического строения молекул. Разделение масел на узкие
фракции осуществляется вакуумной перегонкой,
холодным фракционированием, хроматографией, комплексо-
образованием, термической диффузией и др. методами.
При исследовании структуры молекул узких фракций
масел применяются ИК-, УФ-, масс-спектроскопия,
ЯМР, парамагнитный резонанс, термо- и дериватогра-
фия и др. методы.
В настоящее время установлено, что
углеводородная часть масляных фракций содержит
высокомолекулярные алканы нормального и изостроения,
полициклические циклоалканы с алкильными радикалами, мо-
но- и полицикличесие арены с алкильными радикалами
и значительное количество углеводородов смешанного
строения. Неуглеводородная часть масляных фракций
содержит сера-, азот-, кислород-, металлсодержащие и
полигетероатомные соединения.
Примерный состав масляных фракций
характеризуется содержанием (масс. %):
алканы 5-20
706
Новый справочник химика и технолога
в том числе:
нормального строения
изостроения
циклоалканы
арены
твердые углеводороды
до 4
до 0,5-1,5
50-80
15-50
50-70
12.3.2. Деасфальтизация гудрона
Деасфальтизация — процесс удаления из остатков от
перегонки нефти (гудронов и полугудронов)
растворенных и диспергированных в них асфальто-смолистых
веществ. Известны следующие способы деасфальтизации:
1) перегонка в вакууме; 2) обработка серной кислотой с
последующей контактной очисткой отбеливающими
землями; 3) обработка селективными растворителями
(жидким пропаном, петролейным эфиром и др.).
Процесс деасфальтизации гудронов сжиженными
низкомолекулярными углеводородами, главным
образом жидким пропаном, используется как при
производстве высоковязких остаточных масел, так и
компонентов сырья для каталитического крекинга и
гидрокрекинга.
Процесс деасфальтизации основан на различной
растворимости компонентов масляного сырья в жидком
пропане. Наименее растворимы в пропане смолы и
особенно асфальтены. При температурах близких к
критической температуре (96,8 °С) растворимость составных
частей масляного сырья уменьшается. Это связано с тем,
что с приближением температуры раствора к области
критического состояния данного растворителя резко
снижается его плотность, что приводит к увеличению
мольного объема. Растворимость углеводородов
масляного сырья в пропане в области повышенных
температур (75-90 °С) уменьшается с увеличением их
плотности и молекулярной массы. Смолы и особенно
асфальтены — наименее растворимые в жидком пропане
компоненты сырья (на этом основано использование
пропана как деасфальтирующего растворителя). При
дальнейшем повышении температуры выделяются
высокомолекулярные углеводороды полициклического строения,
а в растворе остаются в основном моноциклические
углеводороды с длинными алкильными цепями.
Процесс деасфальтизации сырья техническим
пропаном — жидкофазный процесс, осуществляемый во
избежание испарения растворителя при давлении около
4 МПа, кратности сырья к растворителю 1 : (5-8) по
объему. Выход деасфальтизата определяется характером
сырья и колеблется в диапазоне от 26 до 90 масс. %.
Главными факторами процесса деасфальтизации
являются температура, давление, кратность пропана к
сырью, качество пропана и сырья.
С повышением температуры верха деасфальтизаци-
онной колонны выход и коксуемость деасфальтизата
снижаются. При уменьшении температуры по высоте
колонны растворяющая способность сжиженного
пропана растет, что приводит к повышению выхода,
коксуемости и ухудшению цвета деасфальтизата.
Давление в процессе поддерживается Ъ,Ь-\,2 МПа.
С ростом давления плотность пропана возрастает, что
приводит к повышению выхода деасфальтизата и
ухудшению его качества.
При выбранной температуре процесса повышение
подачи пропана до определенного предела позволяет
более селективно осаждать из сырья смолисто-асфаль-
теновые соединения. При избытке пропана смолы
переходят в деасфальтизат, повышая его вязкость,
коксуемость и ухудшая цвет.
Технический пропан не должен содержать более
7 % примесей. При содержании в пропане метана или
этана снижается отбор и вязкость деасфальтизата,
возрастает давление в аппаратуре. При содержании бутана
в пропане от 3-х до 5 % увеличивается выход
деасфальтизата и его коксуемость.
Чем меньше содержится в сырье смолисто-асфаль-
теновых веществ, тем больше требуется пропана для
получения деасфальтизата заданного качества. При
деасфальтизации гудронов из малосмолистых нефтей
соотношение пропана к сырью составляет 8 : 1 (об.), при
деасфальтизации гудронов с высоким содержанием
смолисто-асфальтеновых веществ оптимальные
результаты достигаются при объемном соотношении (4-5) : 1.
При переработке облегченного и маловязкого сырья
разбавление сырья пропаном составляет (8-10): 1 (об.).
Процесс деасфальтизации проводится на одно- или
двухступенчатых установках.
12.3.2.1 Установка одноступенчатой деасфальтизации
гудронов жидким пропаном
Целевым продуктом одноступенчатой установки
деасфальтизации гудронов жидким пропаном является
деасфальтизат, в котором концентрация парафино-
нафтеновых углеводородов значительно выше, чем в
сырье. Пропан растворяет парафино-нафтеновые и
легкие ароматические углеводороды, присутствующие в
гудроне или концентрате. Асфальтены, смолы и
полициклические ароматические углеводороды
концентрируются в побочном продукте — битуме
деасфальтизации, который отводится в смеси с пропаном (30-
50 масс. % на смесь) с низа деасфальтизационной
колонны. Показатели качества деасфальтизатов:
Средняя молекулярная масса 500-650
Плотность при 20 °С, кг/м3 895-930
Вязкость при 100 °С, мм2/с 18-26
Коксуемость по Конрадсону, масс. %
при производстве масляного сырья 0,8-1,3
при производстве сырья для крекинга 2-3 и более
Содержание металлов (ванадия и никеля) в деас-
фальтизате значительно меньше, чем в сырье;
глубокого обессеривания не наблюдается.
Установка включает следующие основные секции:
• деасфальтизации;
• регенерации пропана при высоком давлении
(от 2,5 до 1,8 МПа);
Нефть и нефтепродукты
707
• регенерации пропана при низком давлении
(несколько превышающем атмосферное).
Технологическая схема установки представлена на
рис. 12.10.
Остаточное сырье (гудрон или концентрат) насосом
HI подается через паровой подогреватель в среднюю
часть деасфальтизационной колонны К1. На некоторых
установках в сырье перед входом его в подогреватель
вводят пропан (умеренное количество), причем во
избежание гидравлического удара используют смеситель.
Сжиженный пропан, забираемый из приемника Е1
насосом Н2, направляется через паровой подогреватель
в нижнюю зону колонны К1. В средней части колонны
пропан в восходящем потоке контактирует с
опускающимися более нагретым сырьем и внутренним рецир-
кулятом. В зоне контактирования расположены тарелки
жалюзийного или насадочного типа. Для равномерного
распределения по поперечному сечению колонны
сырье и пропан вводятся в нее через распределитель
трубчатой конструкции с большим числом отверстий,
обращенных вниз — для сырья и вверх — для пропана.
Раствор деасфальтизата до выхода из колонны К1
нагревается в верхнем встроенном подогревателе ТЗ и
далее отстаивается в самой верхней зоне колонны К1 от
выделившихся при нагреве тяжелых фракций, так
называемых «смол». Пройдя регулятор давления 7,
раствор деасфальтизата поступает в испаритель Т4,
обогреваемый водяным паром низкого давления, а затем —
в испаритель Т5, обогреваемый паром повышенного
давления. Водяной пар вводится в трубные пучки
испарителей Т4 и Т5. Температура кипящего раствора в
первом из них менее высокая, чем во втором. По пути
из колонны К1 в испаритель Т4 часть пропана
переходит в парообразное состояние вследствие вскипания
при снижении давления примерно с 4,0 до 2,4 МПа.
Выходящий из испарителя Т5 раствор деасфальтизата,
содержащий относительно небольшое количество
пропана (обычно не более 6 масс. %), обрабатывается в
отпарной колонне К2 открытым водяным паром. С
верха этой колонны уходит смесь пропановых и водяных
паров, а с низа — готовый деасфальтизат,
направляемый насосом Н4 через холодильник ХЗ в резервуар.
Полноту удаления пропана контролируют по
температуре вспышки деасфальтизата. Битумный раствор,
выходящий из деасфальтизационной колонны снизу,
непрерывно поступает через регулятор расхода 2 в
змеевик печи Ш. На выходе из этого змеевика
значительная часть пропана находится в парообразном
состоянии. Пары отделяются от жидкости в
горизонтальном сепараторе Ц, работающем под тем же давлением,
что и испаритель Т5. Остатки пропана отпариваются
открытым водяным паром в битумной отпарной колоне
КЗ. Битум деасфальтизации откачивается с низа этой
колонны поршневым насосом Н6, за которым следует
холодильник Х4. Пары пропана высокого давления по
выходе из аппаратов Т4, Т5 и Ц поступают через капле-
отбойник 3 в конденсаторы-холодильники ХВ1 и XI.
Сжиженный пропан собирается в приемники Е1. В
конденсаторах-холодильниках ХВ1 и XI пары пропана
конденсируются под давлением, близком к рабочему
давлению в аппаратах Т5 и Ц, т.е. при 1,7-1,8 МПа.
Этим достигается необходимый температурный
перепад между теплоотдающей и охлаждающей средами без
применения компрессоров. На некоторых установках
пары пропана, выходящие из сепаратора Ц и
освобожденные от увлекаемых капель битума, являются
теплоносителем для одного из испарителей.
Пары пропана низкого давления, выходящие в смеси
с водяным паром из отпарных колонн К2 и КЗ,
освобождаются от водяного пара в конденсаторе смешения Х5
и затем, пройдя каплеуловитель 4, сжимаются
компрессором Н5 и направляются в конденсатор-холодильник
Х2. Потери пропана восполняются подачей его извне в
приемник Е1.
На некоторых установках битумный раствор до
входа в змеевик печи П1 подогревают в теплообменнике.
Трубчатая печь ограждена противопожарной стеной.
Во избежание прогара труб змеевиков печи очень
важно обеспечить непрерывное поступление в них
достаточного количества раствора или смеси его с
экстрактом, добавленным для уменьшения вязкости битума
деасфальтизации.
Расход топлива зависит от его теплотворной
способности, качества подаваемого сырья, глубины
деасфальтизации и других факторов и составляет в среднем
15-30 кг на 1 т гудрона.
Для уменьшения уноса парами мелких капель
жидкости в верхних частях аппаратов К2, КЗ и Х5
расположены отбойные тарелки насадочного типа (слой из
колец Рашига).
На установках деасфальтизации довольно большой
расход водяного пара. Предусмотрена проверка
чистоты его конденсата, поскольку при недостаточной
плотности соединений в испарителях или подогревателях
растворы, находясь под более высоким давлением,
могут проникать в зоны конденсации водяного пара.
На многих установках имеется колонна щелочной
очистки от сероводорода паров технического пропана,
выходящих из конденсатора смешения Х5.
Технологический режим установки при переработке
сернистого смолистого гудрона:
Температура, °С:
сырья при входе в колонну К1 130-170
вверху колонны К1 75-85
внизу колонны К1 50-65
в испарителе Т4 60-85
в испарителе Т5 160-170
битумного раствора на выходе из печи Ш 210-250
паров пропана на выходе из аппарата Х5 30-40
Давление избыточное, МПа:
в приемнике Е1 1,7-1,8
в колонне К1 3,7^4,4
в испарителе Т4 2,2-2,4
в испарителе Т5 1,7-2,0
708
Новый справочник химика и технолога
паров пропана на выходе из
компрессора Н5 1,8-2,0
Кратность пропана к сырью (по объему) (5-8): 1
Удельный расход технического пропана на
установках одноступенчатой деасфальтизации — 2-А кг на 1 т
перерабатываемого гудрона.
В табл. 12.13 приведены характеристики и выход де-
асфальтизатов, полученных одноступенчатой деасфаль-
тизацией концентратов и гудронов разного качества.
12.3.2.2. Установка двухступенчатой деасфальтизации
гудронов жидким пропаном
Двухступенчатая деасфальтизация гудронов жидким
пропаном предназначена для получения из остаточного
сырья двух деасфальтизатов разной вязкости.
Получаемые в первой и второй ступенях деасфальтизаты I и II
далее перерабатывают раздельно или в смеси с
остаточными маслами.
В результате перехода от одноступенчатой
деасфальтизации к двухступенчатой выход деасфальтизата
при переработке гудронов увеличивается на 13-30 отн. %.
Прирост зависит главным образом от качества сырья и
предъявляемых к продукту требований.
На двухступенчатой установке битумный раствор из
первой колонны деасфальтизации поступает через
подогреватель во вторую колонну, в которую подается
дополнительно жидкий пропан. Растворы
деасфальтизата II и битума II выводятся соответственно из второй
колонны сверху и снизу (рис. 12.11).
Деасфальтизаты I ступени являются сырьем для
производства остаточных масел, обычно вязкостью 18-
23 мм2/с при 100 °С, а деасфальтизаты II ступени —
значительно более вязких масел, например вязкостью
30-45 мм2/с при 100 °С. В деасфальтизатах II
содержится больше ароматических углеводородов; они также
имеют более высокие плотность и коксуемость.
Битум деасфальтизации — побочный продукт
двухступенчатого процесса, имеет высокую температуру
размягчения; его можно использовать в качестве
компонента сырья для производства нефтяных битумов
твердых марок.
Главные секции установки следующие (рис. 12.11):
деасфальтизация I ступени (колонна К1 с
вспомогательным оборудованием); деасфальтизация II ступени
(колонна К2 и вспомогательные аппараты); регенерация
пропана при высоком давлении из раствора
деасфальтизата I, из раствора деасфальтизата II, из битумного
раствора II (три секции); регенерация пропана при
низком давлении из обедненных растворов, выходящих из
предыдущих секций регенерации.
Сырьем I ступени является гудрон или концентрат, а
исходной смесью для второй ступени — битумный
раствор, переходящий под давлением из первой колонны
снизу во вторую. На некоторых установках деасфаль-
тизацию сырья проводят на I ступени в двух
параллельно действующих колоннах, из которых битумные
растворы поступают в одну общую колонну II ступени.
Сырье насосом HI подается через паровой
подогреватель Т1 в колонну деасфальтизации I ступени К1. В
нижнюю зону этой же колонны вводится через
холодильник XI жидкий пропан, забираемый насосом Н2 из
приемника Е1. Пройдя верхний встроенный
подогреватель Т2 и верхнюю отстойную зону, раствор
деасфальтизата I после снижения давления (примерно с 4,2 до
2,7 МПа) поступает в секцию регенерации пропана при
высоком давлении. Требуемое рабочее давление в
колонне К1 поддерживается с помощью редукционного
клапана 1, колонна оборудована тарелками жалюзийно-
го тина.
Таблица 12.13
Характеристика сырья, выходы и качество деасфальтизатов, полученных
одноступенчатой деасфальтизацией гудронов и концентратов жидким пропаном
Показатели
Образцы гудрона
1
2
3
4
5
6
Образцы концентратов
7
8
9
Характеристика сырья
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Коксуемость по Конрадсону, масс. %
Содержание серы, масс. %
975
284
10,4
—
984
—
11,0
—
1020
471
18,0
—
984
—
12,4
2,3
1039
—
14,8
4,4
980
—
13,4
1,1
942
56,4
6,0
—
940
68
8,1
—
942
83
8,4
—
Характеристика деасфальтизата
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Коксуемость по Конрадсону, масс. %
Выход на сырье, масс. %
Содержание серы, масс. %
910
29,9
1,26
48,7
—
926
21,4
1,05
43,6
—
907
28
1,1
28,0
—
918
—
1,1
31,0
2,0
922
20-22
1,9
28,1
4,1
914
—
1,4
36,4
0,9
919
22,3
1,0
78,7
—
901
21,5
0,9
56,0
—
897
22,6
1,84
54,0
—
Характеристика битума деасфальтизации
Температура размягчения (по К и Ш), °С
Выход на сырье, масс. %
Кратность пропана к сырью (по объему)
—
—
—
52
56,4
8: 1
45
72,0
2,3:1
38
69,0
4,9: 1
47
71,9
5 : 1
39
63,6
5: 1
56
21,3
5: 1
40
44,0
4,5 : 1
33
46,0
7: 1
Рис. 12.10. Технологическая схема одноступенчатой деасфальтизации гудрона жидким пропаном:
К1 — колонна деасфальтизации; К2, КЗ — отпарные колонны; 1 — регулятор давления; 2 — регулятор расхода; 3 — каплеотбойник; 4 — каплеуловитель;
5 — каплеотбойник насадочного типа; Ц — сепаратор; Т1-ТЗ — паровые подогреватели, Т4, Т5 — испарители; ХВ1 — аппараты воздушного охлаждения;
XI, Х2 — водяные конденсаторы-холодильники, ХЗ, Х4 -- водяные холодильники, Х5 - конденсатор смешения; Е1 — приемник; П1 — трубчатая печь;
Н1-Н4 — центробежные насосы, Н5 — компрессор, Н6 - поршневой насос; СУ — сигнализаторы уровня
710
Новый справочник химика и технолога
•е-
ч
«
о
J се
r5 <v
Г. &
e&i
ГУ) !^>
I &
о о
се D
О- О.
8-1
н о
г *
£ I
X
>.
ев
К
о
S
>>
•А
1
X
ими
Т.
л
ч
^
J
X
о
s
укц
п
<!>
О.
X
Н
о,
о
с
1
1
vC
X
S §
X
« 3
- р ю
* 3
2
Пропан
Нефть и нефтепродукты
711
Битумный раствор 1 выводится с низа колонны К1,
подогревается водяным паром в аппарате ТЗ и
вводится в колонну деасфальтизации II ступени.
В этой колонне процесс осуществляется при
меньшем давлении и более низкой температуре, чем в
колонне К1; за счет разности давлений, которая равна
0,4-0,7 МПа, битумный раствор перемещается из
колонны К1 в колонну К2.
Пропан в колонну К2 подается насосом НЗ через
холодильник ХЗ. Колонна К2 по конструкции подобна
колонне К1.
Кратность пропана к сырью для второй ступени
выбирается более высокой, чем для первой. Из раствора
деасфальтизата / основное количество пропана
выделяется в последовательно соединенных испарителях Т6 и
Т7, а из раствора деасфальтизата II — в испарителях Т4
и Т5. В испарителях Т4 и Т6, работающих при
сравнительно умеренных температурах, в качестве
теплоносителя обычно используется водяной пар давлением
около 0,6 МПа, а в высокотемпературных испарителях Т5 и
Т7 — водяной пар под давлением 1,0 МПа.
Деасфальтизаты I к II практически полностью
освобождаются от пропана соответственно в отпарных
колоннах КЗ и К4 тарельчатого типа, где стекающие
жидкости продуваются встречным потоком водяного
пара. Далее оба деасфальтизата направляются
насосами Н5 и Н6 соответственно через холодильники Х4 и
Х5 в резервуары.
Выходящие из испарителей Т4 и Т6 пары пропана
высокого давления (2,7-2,8 МПа) конденсируются в
аппарате воздушного охлаждения ХВ1, конденсат
поступает через кожухотрубный водяной холодильник
Х2 в приемник Е1.
Пары, выделенные в испарителях Т5 и Т7
(работающих при менее высоком давлении — около 1,8 МПа),
конденсируются в аппарате воздушного охлаждения
ХВ2; образовавшийся здесь конденсат стекает в
приемник Е2. Для восполнения потерь в этот приемник
подается технический пропан со стороны. Из
приемника Е2 пропан подается в приемник Е1 насосом Н4.
Битумный раствор II ступени, пройдя регулятор
расхода 2, нагревается в трубчатой печи Ш;
испарившийся пропан отделяется от жидкости в сепараторе
Ц1. Уходящие отсюда пары далее поступают в
конденсатор-холодильник ХВ1.
Обедненный битумный раствор по выходе из
сепаратора Ц1 продувается водяным паром в отпарной
колонне К5 (также тарельчатого типа).
Смеси пропановых и водяных паров, уходящие при
небольшом избыточном давлении из отпарных колонн
КЗ, К4 и К5, поступают в общий
конденсатор-холодильник смешения Х7 с перегородками. Здесь при
контакте с холодной водой водяные пары
конденсируются, а пары пропана низкого давления, пройдя ка-
плеотделитель 3, сжимаются компрессором Н8 до
давления 1,7-1,8 МПа. Под этим давлением пары пропана
конденсируются в конденсаторе-холодильнике ХВ2.
Освобожденный от растворителя битум
деасфальтизации по выходе из отпарной колонны направляется
насосом Н7 через холодильник Х6 в резервуар.
Во избежание заноса капель битума
деасфальтизации в конденсатор-холодильник ХВ2, выходящие из
сепаратора Ц1 пары пропана обычно пропускаются
через горизонтальный цилиндрический каплеотбойник 4.
Для удаления сероводорода часть паров пропана
проходит через колонну, заполненную водным
раствором щелочи (колонна щелочной очистки на схеме не
показана).
Ниже приведены температуры верха, низа и
рабочие давления в колоннах и испарителях:
Аппарат
Деасфальтизацион-
ные колонны:
I ступень
II ступень
Испарители Т-4, Т-6
Испарители Т-5, Т-7
Сепаратор Ц1
Давление,
МПа
4,2^,6
3,6-4,2
2,7-2,8
1,8
2,7
Температура, °С
верха низа
80-88 50-65
70-82 45-60
85
150
200-250
В качестве примера приведены условия и
результаты двухступенчатой деасфальтизации пропаном
гудрона Самотлорской нефти (групповой состав этого
гудрона: содержание асфальтенов — 7,7 масс. % и
углеводородных компонентов — 73,5 масс. %).
Условия деасфальтизации
1
10: 1
Показатели I ступень II ступень
Кратность пропана к сырью
(по объему)
Температура в колонне
деасфальтизации, °С
верх 75 70
низ 58 50
Содержание С3Н6 в
техническом пропане, масс. %
Выход деасфальтизата на
гудрон, масс. %
95,6
43,6
95,6
6,0
Характеристика сырья и деасфальтизата
„ _, Деасфаль- Деасфаль-
Показатели Тудрон Т и
J r тизат / тизат II
975
— 21-22 60-80
10,4-11,6 1,0-1,1 3,2-3,4
2,18 1,7 2,0
Плотностьпри %6
20 °С, кг/м^
Вязкость при
100 °С, мм2/с
Коксуемость,
масс. %
Содержание
серы, масс. %
Температура
размягчения по < 24 57-62* 52
КиШ, °С
* Для битума деасфальтизации
712
Новый справочник химика и технолога
Характеристика сырья, выходы и качество деасфальтизатов, полученных двухступенчатой деасфальтизацией
жидким пропаном концентрата нефти место-рождения Сангачалы моря и гудрона Ромашкинской нефти,
приведены ниже:
Показатели
Режим работы колонны деасфальтизации
Объемное отношение пропан : сырье
Т, °С
верха
середины
низа
Давление, МПа
Характеристика деасфальтизата
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Коксуемость по Конрадсону, масс. %
Выход на сырье, масс. %
Характеристика битума деасфальтизации
Температура размягчения по КиШ, °С
Выход на сырье, масс. %
Концентрат*
I ступень II ступень
10: 1
85
70
60
915
20,0
0,6
72,5
10: 1
70
60
50
925
46,9
2,2
13,6
Гудрон**
I ступень
7: 1
87
63
4,3
20-23
1,1-13
28,4
45-55
71,6
II ступень
6: 1
82
60
3,6
30-35
1,5-2,2
10,0
66-75
61,6
* Плотность при 20 °С 942 кг/м3, вязкость при 100 °С 56,4 мм2/с, коксуемость в масс. %, температура застывания 48 °С.
** Коксуемость 16-18 масс. %, вязкость при 80 °С в среднем 608 мм2/с.
Деасфальтизат // может служить сырьем для выработки компонента высоковязкого остаточного масла,
например П-28. Характеристики одного из образцов деасфальтизата Я и полученных из него продуктов приведены ниже:
Очистка фенолом
Показатели
Плотность при 20 °С,
Вязкость при 100 °С, 1
Коксуемость, масс. %
кг/м3
мм /с
Содержание серы, масс. %
Температура, °С
плавления
застывания
Выход, масс. %
на деасфальтизат
на рафинат
Деасфальтизат //
943,0
31,74
2,09
2,35
44,2
—
100,0
—
рафинат*
896,6
21,36
0,45
0,65
51,5
—
44,2
—
экстрак
959
46,75
3,12
—
—
—
55,8
—
Депарафинизация
масло** петролатум
897,3 908,8
23,72 15,63
0,55 0,22
0,90
13
31,5
71,2
61,8"
12,7
28,8
* Получен из гудрона сернистых нефтей.
** Масло (депарафинированный рафинат) с индексом вязкости 97 и средней молекулярной массой 509.
Температура каплепадения 61 °С.
12.3.3. Процессы очистки масляного сырья
избирательными растворителями
Процессы селективной очистки масляного сырья
избирательными растворителями широко
применяются в производстве смазочных масел и предназначены
для разделения дистиллятных и остаточных масляных
фракций с целью улучшения эксплуатационных
свойств нефтяных масел, в основном стабильности
против окисления, коксуемости,
вязкостно-температурных свойств и некоторых других.
По способности растворять компоненты масляного
сырья селективные растворители можно разделить на
две основные группы:
1. Растворители, при обычной температуре
хорошо смешивающиеся с жидкими компонентами
нефтяного сырья практически во всех соотношениях, и
плохо растворяющие твердые, высокомолекулярные
компоненты.
2. Полярные органические соединения,
растворимость в которых компонентов масляного сырья
сильно зависит от природы растворителя и сырья,
соотношения (кратности) растворителя и сырья,
температуры и давления.
К растворителям первой группы относятся
неполярные вещества: низкомолекулярные сжиженные
углеводородные газы типа пропана, жидкие углеводоро-
Нефть и нефтепродукты
713
ды (например, бензиновая фракция), четыреххлорис-
тый углерод, этиловый эфир, хлороформ и др. На
использовании этих растворителей, главным образом
жидкого пропана, основан широко распространенный
в производстве высоковязких остаточных масел
процесс деасфальтизации.
Растворители второй группы, в основном TV-метил-
пирролидон, фенол, фурфурол, используются для
селективной очистки масляного сырья при производстве
дистиллятных и остаточных масел.
12.3.3.1. Селективная очистка масляного сырья
Процессы очистки дистиллятного и остаточного
масляного сырья селективными растворителями —
важнейшие процессы производства нефтяных масел,
т. к. позволяют улучшать эксплуатационные свойства
масел, в частности стабильность против окисления и
вязкостно-температурные свойства.
Эти процессы обеспечивают селективное
извлечение из масляного сырья таких нежелательных
компонентов, как полициклические ароматические и нафтено-
ароматические углеводороды с короткими боковыми
цепями, сернистые, азот-, металл- и
кислородсодержащие соединения, полигетероатомные
высокомолекулярные соединения (смолы).
В промышленных установках наиболее широко
используются селективные растворители TV-метил-
пирролидон, фенол и фурфурол. В некоторых случаях
при получении высоковязких остаточных масляных
рафинатов применяется парный растворитель — смесь
фенола и крезола с пропаном.
До последнего времени в России процессы
селективной очистки масел базировались на использовании в
качестве растворителей в основном фенола и фурфурола.
Однако в связи с повышением требований к
качеству смазочных масел, возрастанием роли
экологических проблем при производстве и применении масел
появилась необходимость усовершенствования
процессов селективной очистки с целью увеличения
глубины очистки масляного сырья и улучшения
экологических свойств реагентов и товарных масел.
За рубежом и в России все большее значение
приобретает процесс селективной очистки масляного
сырья TV-метилпирролидоном (TV-МП) вместо фенольной
и фурфурольной очисток. Такая замена растворителей
повышает качество базовых масел, улучшает технико-
экономические показатели технологических
установок, решает ряд экологических проблем.
В настоящее время в мире эксплуатируются
десятки установок очистки масляного сырья с помощью
TV-МП. В России первая установка очистки масляного
сырья TV-МП появилась на Ново-Уфимском НПЗ в
1990 г. в результате реконструкции установки
фенольной очистки. С учетом опыта эксплуатации,
выявленных преимуществ и недостатков первой установки, на
том же заводе в 1994 г. была введена в строй вторая
установка очистки масляного сырья TV-МП. Перевод
установок фенольной очистки на использование TV-МП
осуществлен и на Омском и Ново-Ярославском НПЗ.
С 1994 г. на Ново-Куйбышевском ГПЗ действует
установка очистки масляного сырья TV-МП, сооруженная
по лицензии фирмы «Texaco» (США). В 2000 г.
реконструирована и переведена на работу с TV-МП установка
фенольной очистки на Рязанском НПЗ.
В табл. 12.14 приведены сравнительные
характеристики трех наиболее распространенных растворителей.
Таблица 12.14
Сравнительные показатели TV-МП, фенола
и фурфурола
Показатели
Химическая
формула
Молекулярная
масса
Плотность при
66 °С, кг/м3
Кинематическая вязкость
при 50 °С,
мм2/с
Дипольный
момент, Дб
Температура, °С:
кипения
плавления
вспышки в
открытом
тигле
Поверхностное
натяжение при
20 °С, мН/м
Растворимость
в воде при
20 °С, %
Образование
азеотропной
смеси с водой
при кипении
Теплота
испарения, кДж/кг
Расход сырья,
кг/т
Удельные
энергозатраты, кг
у.т./т сырья
N-UU
сх0
N и
1
сн3
99
996
1,01
4,10
204
-24,2
91
39,9
100,0
не
образует
493,1
0,1
28,3-
42,4
Фенол
0-°н
94
1040
3,24
1,70
182
+41,1
79
38,2
(50 °С)
100,0
(выше
66 °С)
образует
479,1
0,4
56,2
Фурфурол
96
1110
1,15
3,57
162
-38,6
59
43,9
100,0
образует
451,1
0,8
42,4
Как видно из приведенных в табл. 12.14 данных,
/V-МП имеет ряд преимуществ перед фенолом и
фурфуролом. TV-МП обладает более высокой
селективностью и растворяющей способностью по сравнению с
фенолом и фурфуролом. Плотность TV-МП ниже, чем у
фенола и фурфурола, однако разница плотностей
714
Новый справочник химика и технолога
/V-МП и масляного сырья достаточна для четкого и
быстрого их расслоения. Меньшие вязкость и эмуль-
гируемость смеси /V-МП — масло обеспечивает более
быстрое расслоение фаз по сравнению с этим
процессом при фенольной очистке, что повышает
производительность экстракционных колонн. /V-МП не образует
азеотропных смесей при кипении с водой, что
упрощает его регенерацию и снижает энергозатраты, не
требуется использовать антирастворитель (воду) при
экстракции. Несмотря на большее значение теплоты
испарения, /V-МП требует меньше тепла для отгонки
из рафинатных и экстрактных растворов по сравнению
с фенолом и фурфуролом, т. к. последние более
склонны к сольватации и образованию водородных
связей с молекулами сырья. Более высокая
температура конденсации паров /V-МП увеличивает
эффективность теплообменного оборудования и снижает
тепловую на1рузку печей.
Важным преимуществом /V-МП является его низкая
токсичность. Наряду с этими преимуществами /V-МП
имеет ряд недостатков и особенностей. /V-МП имеет
высокую стоимость по сравнению с фенолом и
фурфуролом.
Термическая стабильность /V-МП ниже, чем у
фенола, но выше, чем у фурфурола. Допустимая
температура нагрева /V-МП — 300 °С, поэтому требуется
создание вакуума при его регенерации, в емкостях на
установке и в резервуарах при хранении /V-МП
необходимо создавать слой инертного газа. Коррозионная
активность /V-МП меньше, чем фенола и фурфурола.
Однако при эксплуатации первой установки на
Ново-Уфимском НПЗ наблюдалась коррозия
теплообменников и другого оборудования водным /V-МП. Для
снижения коррозии рекомендуется: производить
осушку влажного /V-МП на установке, периодически заще-
лачивать /V-МП, применять легированные стали в
аппаратуре, подверженной коррозии.
12.3.3.2. Установка очистки масляного сырья
N-мет илпирролидоном
Назначение установки очистки масляных нефтяных
фракций — получение рафината путем удаления из
сырья нежелательных компонентов (полициклических
ароматических и нафтено-ароматических соединений
с короткими боковыми цепями, гетероатомных
соединений и смол) при помощи /V-МП.
Сырье: масляные дистилляты и деасфальтизат.
Продукция: рафинаты (целевые продукты
процесса) — сырье установок депарафинизации, экстракты
(побочные продукты) — сырье для производства
битумов, технического углерода, пластификаторов, кау-
чуков в резиновой промышленности, компонент
котельного топлива.
На рис. 12.12 приведена технологическая схема
установки селективной очистки масляного сырья /V-МП.
Дистиллятное или остаточное сырье подается из
резервуаров насосом HI на верхнюю тарелку
абсорбера К1, в низ которого поступают пары /V-МП из
колонны осушки /V-МП К8. Нисходящий поток сырья,
встречаясь с поднимающимися парами, абсорбирует
из них /V-МП и стекает по тарелкам в низ колонны,
перетекает в буферную емкость (на схеме не
показана), откуда забирается насосом Н2 и после охлаждения
в холодильнике XI подается в нижнюю часть
экстракционной колонны К2.
Водяные пары с верха К1 (содержание /V-МП не
более 0,001 масс. %) сбрасываются в систему
оборотной воды.
В верхнюю часть экстракционной колонны К2
насосом НЮ из емкости ЕЗ сухого растворителя через
холодильник Х2 подается /V-МП. Температура /V-МП
регулируется расходом воды в Х2 и охлаждением
растворителя в ХВЗ перед емкостью ЕЗ. За счет разности
плотностей растворитель движется вниз, а масляное
сырье — в верх К2. Колонна К2 (диаметр 3 м)
оборудована шестью насадочными тарелками (керамические
кольца Рашига) или сетчатыми тарелками.
Температурный градиент между верхом и низом К2
обеспечивается циркуляцией части экстрактного раствора
насосом НЗ.
Рафинатный раствор с верха К2 перетекает в
емкость Е1 и откачивается насосом Н4 через
теплообменники Tl, T2 и печь П1 в рафинатную
испарительную колонну КЗ, где испаряется основная масса
растворителя.
Пары из КЗ конденсируются в теплообменнике Tl, a
затем конденсат через аппарат воздушного охлаждения
ХВЗ поступает в емкость сухого /V-МП ЕЗ. Колонна КЗ
работает без орошения. Рафинатный раствор с низа КЗ
перетекает в вакуумную отпарную колонну К4, в низ
которой подается водяной пар. Рафинат из К4
откачивается насосом Н5 через теплообменник Т2 в парк.
Пары /V-МП и воды с верха колонны К4 поступают
в конденсатор смешения (типовой барометрический
конденсатор установки АВТ) Б1.
Экстрактный раствор с низа экстракционной
колонны К2 насосом НЗ перекачивается через
теплообменники ТЗ, Т4, где нагревается горячим
растворителем, и вводится на шестую тарелку осушительной
колонны К7, в которой происходит испарение
основного количества воды и части растворителя.
Неиспарившийся раствор стекает по тарелкам на
полуглухую тарелку в К7 и перетекает в межтрубное
пространство рибойлера Т5 (их четыре). Нагрев
происходит движущимися по трубному пространству
парами /V-МП из испарительной колонны Кб. Пары
/V-МП и воды из корпусов рибойлеров направляются в
колонну К7 выше полуглухой тарелки, а нагретый до
230 °С экстрактный раствор перетекает через
перегородку и стекает в низ колонны К7.
Пары воды и /V-МП с верха колонны К7 подаются в
колонну осушки /V-МП К8. Недостающее тепло в низ
К7 подводится горячей струей экстрактного раствора
после печи П2 (на схеме не показано).
А/-МП + вода
Сырье Сырье + Экстрактный Рафинатный
+ N-MU раствор раствор
Экстракт
в парк
Экстрактный
раствор
Рис. 12.12. Технологическая схема очистки масляного сырья Af-метилпирролидоном:
ХВ1-ХВ4 — аппараты воздушного охлаждения; К1 — абсорбер; К2 — экстракционная колонна; КЗ, Кб, К7 — испарительные колонны; К4, К5 — отпарные колонны;
К8 — колонна осушки УУ-МП; Б1 — барометрический конденсатор; Т1-Т5 — теплообменники; XI, Х2 — холодильники; Е1-Е4 — емкости; П1, Г12 — трубчатые печи; Н1-Н2 — насосы
716
Новый справочник химика и технолога
Безводный экстрактный раствор из К7 насосом К9
(двумя потоками) прокачивается через печь П2 на
третью тарелку (счет сверху) испарительной колонны Кб,
где происходит испарение основной массы TV-МП.
К первому потоку печи П2 относятся трубы
конвекционной секции и 6 дополнительно смонтированных
труб (над секцией конвекции), ко второму потоку —
радиантные трубы.
Соотношение расходов по потокам подбирается но
температуре выхода из печи.
Регулятор расхода топлива связан с температурой на
выходе второго потока. Пары поднимаются в верх
колонны Кб, а жидкость стекает но тарелкам в низ
колонны, который разделен перегородкой на два отсека.
Экстрактный раствор стекает в первый отсек, забирается
насосом Н8 и прокачивается через радиантный змеевик
П2 во второй отсек колонны Кб. Из второго отсека
осуществляется переток раствора в вакуумную отпар-
ную колонну К5.
Клапан на линии перетока связан с уровнем
продукта в первом отсеке, что обеспечивает любой расход
насоса Н8. Для уменьшения гидравлического
сопротивления в колонне К5 смонтировано 2 слоя сетчатой
насадки Гемпак с разделителями жидкости над каждым
слоем и туманоуловителем фирмы «Глитч». Остаточное
содержание /V-МП в экстракте 0,001-0,01 масс. %.
Пары воды и /V-МП с верха колонны К5
направляются в барометрический конденсатор Б1. На верхнюю
полку Б1 подается холодный влажный /V-МП насосом
Н6 из емкости Е2 и ХВ2.
Пары воды и /V-МП из отпарных колонн рафината
К4 и экстрактора К5 конденсируются в Б1 и влажный
/V-МП стекает в емкость Е2, откуда насосом Н-6
возвращается в Б1. Часть влажного /V-МП подается как
орошение на верхние тарелки отпарных колонн К4 и
К5. Избыток влажного /V-МП откачивается на выкид
насоса Н6 и поступает на регенерацию в колонну
осушки /V-МП К8 (на 4-ю тарелку сверху).
Пары влажного /V-МП (содержание воды около 7 %)
с верха К8 конденсируются в ХВ4 и направляются в Е4,
откуда конденсат насосом НИ подается на верхнюю
тарелку К8 на орошение. Избыток паров из К8
направляется в низ абсорбера К1. При необходимости
внесения тепла в К8 используется циркуляция части /V-МП
из К8 через теплообменник в низ К8; при этом
теплоносителем служит часть потока горячей струи в колонну
К7 (на схеме не показано).
В табл. 12.15 приведены параметры режима
селективной очистки масляного сырья /V-МП. При
соблюдении таких режимов содержание /V-МП в рафинате и
экстракте составляет менее 0,002 %.
Для уменьшения обводнения и сохранения
абсорбционной способности сырья в абсорбере температура
его на входе в К1 должна быть в пределах 105-110 °С
(при содержании /V-МП в парах не более 10 %).
В табл. 12.16-12.19 приведены данные процесса
селективной очистки сырья (фракций Западно-Сибирской
нефти) с помощью /V-МП.
Таблица 12.15
Параметры технологического режима
процесса очистки масляного сырья /V-МП
Параметры
Фракция
400-500 °С
Деасфаль-
тизат
Абсорбер К1
Температура °С:
верха
низа
103
105
103
105
Экстракционная колонна К2
Соотношение
/V-МП/сьфье, об. %
Температура, °С:
верха
низа
1/1,7-2,0
60-75
50-65
1/2,0-3,0
80-95
70-92
Испарительная колонна рафината КЗ
Давление, МПа
Температура, °С:
верха
низа
0,04
260
270
0,04
260
270
Отпарные колонны К4, К5
Давление, мм. рт. ст.
Температура, °С:
верха
низа
Расход, кг/ч:
водяного пара
орошения
300
200
230
300 ± 50
0-600
300
180-220
250
200 ± 50
0-300
Испарительная колонна
экстракционного раствора К7
Давление, МПа
Температура, °С:
на входе в колонну
из теплообменников
верха
середины
низа
0,16
210
200
215
230
0,16
210
200
215
230
Испарительная колонна экстракта Кб
Давление, МПа
Температура, °С:
верха
низа (на приеме Н-8)
на перетоке в К-5
0,26
240+5
260120
285 ± 10
0,26
240 ±5
260 ± 20
285 ±0
Осушительная колонна К8
Давление, МПа
Температура, °С:
верха
низа
0,13 ±0,02
ПО
190+10
0,13 ±0,02
ПО
190 ± 10
Печи П1/П2
Температура продукта,
°С:
на входе в печь
на выходе из печи
110/230-250
290/265-290
110/230-275
290/265-290
Нефть и нефтепродукты
717
Таблица 12.16
Состав и свойства сырья, очищаемого
с помощью TV-МП
Показатели
Вязкость при 100 °С,
мм2/с
Температура
плавления, °С
Показатель прелом-
20
ления, nD
Цвет, ед. ЦНТ
Температура
вспышки в открытом
тигле, °С
Коксуемость, масс. %
Фракционный
состав, °С:
начало кипения
10% выкипает
50 % выкипает
90 % выкипает
конец кипения
Выход при депарафи-
низации, %
Индекс вязкости
(после депарафинизации)
Температура
застывания после
депарафинизации, °С
Дистилляты
средневязкий,
фракция
330-460 °С
4,71
32
1,4960
3,5
190
—
300
337
398
449
473
88,5
65
-15
вязкий,
фрракция
350-480 °С
8,04
38
1,4982
5,0
224
—
330
374
422
460
489
87,5
57
-15
Деасфальтизат
21,4
52
1,5029
6,0
268
0,82
374
479
500
(17%)
83,5
62
-15
Таблица 12.17
Оптимальные режимы очистки TV-МП
Показатели
КТР с безводным
TV-МП (1 : 1), °С
Температура в
экстракционной колонне, °С:
верх
низ
Подача воды, масс. %,
на TV-МП:
на верх колонны
в низ колонны
Дистилляты
средне-
вязкий
65
45-50
30-40
вязкий
75
55-60
40-50
не подаете
до 2 J до 2
фальтизат
95
65-75
50-65
я
до 2
Таблица 12.18
Состав и свойства рафинатов
Показатели
Кратность
растворитель / сырье, масс. %
Индекс вязкости масла
(температура
застывания—15 °С)
Групповой химический
состав, %
парафино-нафтены
арены (п2° < 1,51)
арены
(я?-1,51-1,53)
арены (Ид°> 1,53)
смолы
Дистилляты
средне-
вязкий
1,5: 1
92
40,2
20,2
14,4
24,0
1,2
вязкий
1,5: 1
92
42,9
29,4
11,6
14,5
1,6
Деасфальтизат
2: 1
86
45,7
27,0
9,6
15,8
1,9
Таблица 12.19
Сравнительные данные очистки дистиллятов
TV-МП и фурфуролом
Показатели
Кратность
растворитель/сырье,
масс. %
Температура
в экстракто-
ре, °С:
верх
низ
Выход рафи-
ната,
масс. %
Показатель
преломления,
и20
Вязкость,
мм2/с:
при 50 °С
при
100 °С
Индекс
вязкости рафи-
ната
Температура
застывания, °С
Содержание
серы, масс. %
Фракция
330^20 °С
/V-МП
1,2: 1
50
35
60,4
1,4700
15,3
4,5
132
27
0,62
Фурфурол
2,0: 1
105
80
58,6
1,4700
15,6
4,5
126
27
0,70
Фракция
420-490 °С
N-UU
1,5 : 1
64
44
54,5
1,4755
33,4
7,7
117
39,4
0,70
фурфурол
2,2: 1
ПО
85
60,0
1,1775
34,8
7,9
115
38,8
0,81
718
Новый справочник химика и технолога
12.3.3.3. Установка очистки масляного сырья фенолом
В настоящее время установки очистки масляного
сырья фенолом используются только на некоторых
НПЗ России.
Фенол хорошо растворяет содержащиеся в
масляном сырье иолициклические ароматические
углеводороды с короткими боковыми цепями и гетероатомные
соединения (смолы), ухудшающие эксплуатационные
свойства смазочных масел. Одновременно с высокой
растворяющей способностью фенол имеет низкую
величину критической температуры растворения (КТР).
В процессе фенольной очистки масляного сырья для
снижения растворяющей способности экстрагента,
интенсификации массообмена между экстрактной и рафи-
натной фазами и повышения четкости разделения
сырья используется антирастворитель — фенольная вода
(10-12% фенола).
Установки фенольной очистки масляного сырья
имеют разнообразные конструкции, в частности они
могут быть двухблочными, двухступенчатыми и др.
Типичные установки состоят из следующих основных
секций: абсорбции сырьем фенола из паров азеотроп-
ной смеси фенола и воды, экстракции, регенерации
фенола из рафинатного и экстрактного растворов, водного
контура.
Назначение установки фенольной очистки масляных
фракций — получение рафинатов путем селективного
извлечения из сырья нежелательных компонентов.
Сырье процесса — масляные дистилляты или деас-
фальтизаты.
Продукция процесса фенольной очистки — рафина-
ты с улучшенными вязкостно-температурными
свойствами и окислительной стабильностью, являющиеся
сырьем установок депарафинизации. Побочные
продукты процесса — экстракты.
Технологическая схема установки фенольной
очистки масляного сырья приведена на рис. 12.13.
Сырье насосом HI прокачивается через
теплообменник Т1, где нагревается до 90 °С, и паровой
подогреватель Т2, нагреваясь до 110-115 °С, а затем
поступает на верхнюю тарелку абсорбера К1 (всего в К1
имеется 16 тарелок).
Под нижнюю тарелку К1 вводятся пары азеотроп-
ной смеси. Сырье стекает вниз по тарелкам К1 и,
встречаясь с парами, абсорбирует фенол. Пары воды при
выходе из К1 конденсируются в
конденсаторе-холодильнике XI, а затем используются для получения
перегретого водяного пара в системе «водного контура».
Сырье с абсорбированным фенолом подается
насосом Н2 с низа К1 через холодильник Х2, где
охлаждается до 70-96 °С (в зависимости от вида сырья), в среднюю
часть экстракционной колонны К2. В К2 используется
насадка или сетчатые тарелки. Температура верха
колонны обычно на 8-12 °С ниже КТР (50 °С для
остаточного и не выше 115 °С для дистиллятного сырья),
температурный градиент верх/низ К2 составляет 10-30 °С.
Кратность фенола к сырью обычно составляет 1,2-
2,2 (дистиллятное сырье) и 2,5^4,0 (деасфальтизат).
На верх колонны К2 насосом Н5 из емкости ЕЗ
подается фенол, предварительно нагретый до
температуры на 4-8 °С выше выходящего из К2 рафинатного
раствора. Для увеличения отбора рафината снижают
растворяющую способность фенола подачей в нижнюю
часть К2 насосом (на схеме не показан) из емкости Е1
сконденсированной в аппарате воздушного охлаждения
ХВ1 фенольной воды (азеотропной смеси).
Количество фенольной воды — 2-10 масс. % от
массы фенола (в зависимости от вида сырья). Для
равномерного распределения потоков по горизонтальному
сечению К2 все жидкости вводят через горизонтальные
трубчатые распределители.
Температура в верхней части К2 регулируется
изменением температуры подаваемого в колонну фенола.
Температура низа К2 регулируется рециркуляцией
через холодильник ХЗ части раствора (не более
30 масс. % от общей массы) с помощью насоса НЗ.
В колонне К2 образуются два слоя — рафинатного и
экстрактного раствора, уровень раздела которых
поддерживается с помощью уровнемера (дифманометриче-
ского или электрического) несколько выше
расположения распределителя сырья.
Рафинатный раствор (содержит до 20 масс. %
фенола) из верхней части К2 поступает в промежуточный
приемник Е2.
Экстрактный раствор (экстракт, фенол и вводимая в
колонну вода) отводится с низа К2 насосом Н4 в
секцию регенерации растворителя.
Из приемника Е2 рафинатный раствор насосом Н6
через теплообменник Т4 (теплоноситель — горячий
рафинат) подается в трубчатую печь П1. Парожидкост-
ная смесь с температурой 230-290 °С поступает в
среднюю часть испарительной колонны КЗ, где отделяется
основная масса фенола в виде паров. Для
предотвращения уноса рафината с парами фенола и более четкого
выделения фенола из рафината колонна КЗ оборудуется
6-7 колпачковыми тарелками и орошается фенолом.
Пары фенола с верха КЗ конденсируются в
теплообменнике Т5, затем конденсат охлаждается в
холодильнике Х4 и поступает в приемник ЕЗ сухого фенола.
Рафинат из КЗ с содержанием 2-3 масс. % фенола
перетекает в рафинатную отпарную колонну К4, где с
острым водяным паром отгоняются остатки фенола.
Пары воды и фенола с верха К4 охлаждаются в
аппарате воздушного охлаждения ХВ2, конденсат поступает в
приемник Е4 и насосом НЮ подкачивается к
экстрактному раствору из К2 перед теплообменником Т6.
Рафинат из К4, содержащий не более 0,005 масс. % фенола,
насосом Н7 через теплообменник Т4 и концевой
холодильник (на схеме не показан) подается в резервуар.
Экстрактный раствор из колонны К2 подается насосом
Н4 через теплообменник Т6 (теплоноситель — горячий
фенол из кипятильника Т7) и Т5 в сушильную колонну
К5 (температура экстрактного раствора 150-160 °С).
Нефть и нефтепродукты
719
CMatli^
!<>1
w
-t* t>
го '
][
7
хвнифвд
ВСОЯ ВВНЧЯОНЭф
"о
|6
doaiosd Hi4HisBdiox£
Г ч— I
Он
ев
С
«
О
а
I
Ч>
О
И
о
«
:з?
Тл*-
О
з
о
з!>
S ><
•в" Ж
S 3
£ о.
и са
•в- с
са f— —
•в- S-
z: я
я 2 С
« е- -
S —
720
Новый справочник химика и технолога
Колонна К5 разделена полуглухой тарелкой на
верхнюю (12 тарелок) и нижнюю (кубовую) части. В К5
обезвоживается экстрактный раствор и смешиваемый с
ним водно-фенольный конденсат.
С верха К5 уходят пары азеотропной смеси (9 %
фенола и 91 % воды), а снизу — безводный раствор
экстракта в феноле. Часть паров азеотропной смеси с верха
К5 направляются в абсорбер К1, а остальное
количество — в аппарат воздушного охлаждения ХВ1, затем в
приемник Е1 и далее — в колонну К2.
Экстрактный раствор, собирающийся на полуглухой
тарелке колонны К5, перетекает в кипятильник Т7, где
он нагревается конденсирующимися парами фенола из
испарительной колонны Кб.
В испарительную колонну Кб из сушильной
колонны К5 насосом Н8 перекачивается обезвоженный
экстрактный раствор, нагретый в печи П2 до 250-280 °С. С
целью поддерживания в низу колонны Кб температуры
примерно 330 °С часть раствора рециркулирует с
помощью насоса Н9 с низа колонны Кб через второй
змеевик печи П2. Тем самым снижается содержание
фенола в остаточном продукте колонны.
Конструкции колонн К5 и Кб, как правило,
аналогичны. Колонна Кб работает при избыточном давлении
0,2-0,3 МПа, температура ее верха равна температуре
кипения фенола и колеблется в пределах 230-240 °С в
зависимости от рабочего давления. В качестве
орошения на верхнюю тарелку Кб подают фенол. С низа Кб
экстракт с содержанием 2-5 масс. % фенола самотеком
поступает в отпарную колонну К7, где он продувается
водяным паром.
Пары фенола из Кб являются теплоносителем для
кипятильника Т7, откуда регенерированный фенол
поступает через теплообменник Т6 и холодильник Х4 в
приемник сухого фенола ЕЗ.
Пары фенола и воды из К7 конденсируются в
аппарате воздушного охлаждения ХВ2, конденсат вместе с
экстрактным раствором подается в сушильную колонну К5.
Экстракт из К7 насосом Н11 через теплообменник
Т1 и концевой холодильник (на схеме не показан)
перекачивается в резервуар.
На установках фенольной очистки имеется система
«водного контура», позволяющая снизить расход воды,
уменьшить объем сточных вод. Тепло горячего фенола,
регенерированного из экстрактного раствора,
используется для получения водяного пара с давлением 0,35-
0,50 МПа, температурой 180-190 °С.
В этой системе водяные пары из абсорбера К1
нагреваются в теплообменнике и пароперегревателе парами
фенола из Кб, а затем поступают в отпарные колонны К4 и К7.
Основные технологические параметры и результаты
фенольной очистки дистиллятов и деасфальтизатов
малосернистого и сернистого (Западно-Сибирские, Туй-
мазинская нефти) приведены в табл. 12.20-12.22.
12.3.3.4. Установка очистки масляного сырья фурфуролом
Установки фурфурольной очистки в настоящее
время еще эксплуатируются на нескольких НПЗ.
Ограниченное использование этого процесса связано с
недостаточной химической стабильностью (высокой окисля-
емостью) фурфурола. Производится реконструкция
установок фурфурольной очистки с переводом их на
использование более перспективного селективного
растворителя — iV-метилпирролидона.
Фурфурол отличается высокой селективностью в
отношении полициклических ароматических
углеводородов с короткими боковыми цепями и гетероатомных
соединений (смол), ухудшающих эксплуатационные
свойства смазочных масел.
На НПЗ эксплуатируются одно- и двухпоточные
(комбинированные) установки для очистки сырья двух
видов (дистиллятного и деасфальтизата).
Типичные установки фурфурольной очистки
состоят из следующих основных секций: деаэрации сырья,
экстракции, регенерации фурфурола из рафинатного,
экстрактного и водного растворов.
Назначение установки фурфурольной очистки
масляных фракций — получение рафинатов путем
селективного извлечения из сырья нежелательных
компонентов.
Таблица 12.20
Показатели очистки масляного сырья
фенолом при получении высокоиндексных масел
из сернистой (Туймазинской) нефти
Показатели
Очищаемое сырье
Маловязкий
дистиллят
Средневязкий
дистиллят
Вязкий
дистиллят
Деасфальтизат
Характеристика сырья
Плотность при
20 °С, кг/м3
Коксуемость по
Конрадсону, масс. %
Содержание серы,
масс. %
885
—
1,7
912
—
1,6
924
—
1,8
911
0,9
1,5
Параметры процесса
Расход фенола на
сырье, масс.%
Температура в
колонне, °С
верх
низ
Характе
Плотность при
20 °С, кг/м3
Коксуемость по
Конрадсону, масс. %
Содержание серы,
масс. %
Индекс вязкости
готового масла
Выход рафината,
масс. %
350
45
32
200
60
40
400
65
45
550
88
68
эистика рафината
838
—
0,3
104
51
855
—
0,4
103
55
867
—
0,4
97
65
876
0,2
—
95
50
Нефть и нефтепродукты
721
Таблица 12.21
Показатели очистки масляного сырья фенолом при получении высокоиндексных масел
из сернистых и малосернистых нефтей
Показатели
Волгоградская нефть
ев S-
1)
ч
Л 5 о |—|
5 о f> s
о S Я I-.
ч
>5 Ё
^ s-
2 я
S ч
Шаим-
ская
нефть
1 «
Я t;
S я
1 &
2 я
Мухановская
девонская
нефть
tx
й f-
1)
ч
tS ^
Я с;
« Я
2 я
Эмбен-
ская
нефть
Шка-
повская
нефть
Ромаш-
кинская
нефть
Деасфальтизат
Характеристика сырья
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Содержание серы, масс. %
Коксуемость по Конрадсо-
ну, масс. %
901
21,5
0,9
905-908
24,8-26,2
1,2-1,4
886
6,5
—
—
9,6
—
905
21,7
1,17
904
7,7
—
905
23,8
1,26
1,26
884
17,4
1,17
1,1
907
20,8
1,6
1,1
Параметры процесса
Кратность фенола к сырью
(по массе)
Температура в колонне, °С:
верх
низ
Расход фенольной воды,
масс. % от фенола
2,8: 1
95-100
80-85
3,0-5,0
(2-2,5): 1
95-98
76-78
—
1,5 : 1
78-80
60-65
1,5-2,5
—
83
71
3,0
2,8: 1
73
68
5,0
2,0: 1
84
74
12,0
(1,9-2,0) :1
90-94
74-80
4,0
3,5 : 1
90
65
—
3,0: 1
70
62
4,5
Характеристика рафината
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Коксуемость, масс. %
Содержание серы, масс. %
Выход рафината, масс. %
880
20,1
0,31
—
65,0
888
21,8
0,43
—
76,0
870
5,9
—
—
80,0
•—
7,1
—
—
73,5
890
18,2
0,46
0,64
68,6
870
7,1
—
0,59
68,0
881
20,1
0,28
—
71,8
871
15,9
0,3
—
59,8
881
16,0
0,28
0,79
60,0
Таблица 12.22
Показатели очистки масляного сырья фенолом при получении высокоиндексных масел из нефтей
различного происхождения
Показатели
Мангышлакская нес
деасфальтизат I
деасфальтизат I и II
)ТЬ
масляный
дистиллят
Западно-Сибирские нефти
маловязкий
дистиллят
средне-
вязкий
дистиллят
вязкий
дистиллят
Характеристика сырья
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Содержание серы, масс. %
Коксуемость по Конрадсону, масс. %
881
21-23
—
0,4-0,6
906
60-65
—
2,1-2,3
860
6,3
—
—
—
8,2*
—
—
—
20,5*
—
—
—
8,1
—
—
Параметры процесса
Кратность фенола к сырью (по массе)
Температура в колонне, °С:
верх
низ
Расход фенольной воды, масс. %, от
фенола
1,4:1
95-96
72
5,0
3,0: 1
98
75
5,0
1,5 : 1
85
60
5,0
1,9:1
54
46
2,7
1,6: 1
61
49
3,8
2,1 : 1
63
52
7,0
Характеристика рафината
Плотность при 20°С, кг/м3
Вязкость при 100 °С, мм2/с
Коксуемость, масс. %
Выход рафината, масс. %
877
21,0
0,3-0,4
92,0-93,0
906
54-56
1,3-1,85
90,0
838
5,9
—
86,6
—
6,9-
61,0
—
15,7*
—
59,8
—
6,6
—
54,6
*При50°С.
722
Новый справочник химика и технолога
Сырье процесса — масляные дистилляты или деас-
фальтизаты.
Продукция процесса — рафинаты с улучшенными
вязкостно-температурными свойствами и
окислительной стабильностью, являющиеся сырьем установок де-
парафинизации. Побочные продукты процесса —
экстракты.
Результаты очистки фурфуролом сырья различного
происхождения и разного фракционного состава
иллюстрируются данными табл. 12.23-12.25.
Таблица 12.23
Условия и результаты очистки фурфуролом дистиллятов из смеси сернистых нефтей
Показатели
Плотность при 20 °С, кг/м3
Вязкость при 50 °С, мм2/с
Индекс вязкости (после депарафинизции)
Показатель преломления при 50 °С
КТР, °С
Температура в контакторе, °С:
верх
низ
Кратность к сырью (по объему)
фурфурола
рециркулята
Выход рафината, масс. %
Отбор от потенциала, масс. %
35СМ20 °С*
Исходный
дистиллят
890-900
16,4-24,6
—
1,4919-1,5011
115-124
104-108
83-87
(1,3-1,4): 1
0,2: 1
66,6
86,0
Рафинат
—
15,0-18,4 j
85-89
1,4652-1,4721
—
—
—
—
—
420-500 °С**
Исходный
дистиллят
906-917
47,8-76,4
—
1,5010-1,5118
121-135
110-115
93-96
(1,6-1,7) :1
(0,1-0,2) :1
61,0
78,0
Рафинат
—
40,0^5,0
85-90
1,4681-1,4748
—
—
—
—
—
98 % выкипает в интервале 412-458 °С.
* 98 % выкипает в интервале 477-517 °С.
Таблица 12.24
Технологический режим очистки деасфальтизата фурфуролом и качество рафината
Показатели
Температура в контакторе, °С (низ/верх)
Выход рафината, масс. %
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм7с
Коксуемость по Конрадсону, масс. %
Производительность установки, т/сут
600
98/132
70
905
32-35
0,80
700
104/135
70
906
32-35
0,82
800
105/135
72
906
32-35
0,84
850
105/138
73
908
34-38
0,88
900
106/138
73
909
34-38
0,90
950
105/140
75
909
34-38
0,92
Примечание. Исходная нефть — парафинистая, месторождения «Нефтяные Камни» вязкостью 42 48 мм7с, коксуемостью
1.6-1,8 масс. %, кратность фурфурола к деасфальтизату (по массе) — 3,5 : 1; частота вращения ротора - 26 об/мин.
Таблица 12.25
Зависимость выхода масла и его индекса вязкости от кратности фурфурола к сырью (по массе)
Показатели
Выход, масс. %:
рафината
депарафинированного рафината
в пересчете на рафинат
в пересчете на сырье
Сырье — веретенный дистиллят
0,69 : 1
77,4
71,0
55,1
1,1 : 1
67,8
67,7
45,1
1,97 : 1
55,5
68,4
38,0
Остаточное сырье
(при получении брайтстока)
2,5: 1
82,5
54,6
45,0
5,0: 1
69,1
54,2
37,5
7,6: 1
69,1
47,8
33,0
Характеристика депарафинированного масла
Плотность при 20 °С, кг/м3
Вязкость при 100 °С, мм2/с
Индекс вязкости
Температура застывания, °С
889
3,8
71
-18
876
3,7
77
-18
863
3,6
93
-18
923
41,7
83
-18
917
37,8
88
-18
908
36,1
92
-15
Примечание. Состав растворителя: метилэтилкетон + толуол.
Нефть и нефтепродукты
723
12.3.4. Депарафинизация
Депарафинизация — процесс удаления из масляного
сырья твердых углеводородов с целью получения масел
с низкой температурой застывания. Под твердыми
углеводородами подразумеваются все углеводороды,
имеющие при комнатной температуре кристаллическое
строение.
Наиболее распространенным методом выделения
твердых углеводородов из нефтяного сырья является
депарафинизация с помощью селективных
растворителей, основанная на различной растворимости нефтяных
углеводородов в растворителях. Для этой цели
применяют кетон-ароматическую смесь растворителей (мети-
лэтилкетон и толуол или ацетон и толуол) взятых в
различных соотношениях — от 30 до 60 масс. % кетона и
от 70 до 40 масс. % толуола.
Сырьем установки служат рафинаты селективной
очистки.
Целевой продукт — депарафинированное масло;
побочный продукт — гач или петролатум.
Выход депарафинированного масла колеблется в
широких пределах — от 55 до 80 масс. % в зависимости
от температуры застывания получаемого масла.
На эффективность процесса депарафинизации
оказывают влияние факторы, от совокупности которых
зависит кристаллизация твердых углеводородов,
содержащихся в сырье, а, следовательно, и основные
показатели процесса. Кратность растворителя к сырью
зависит от вязкости депарафинируемого рафината: с
повышением вязкости масляных фракций расход
растворителя увеличивается. Обычно массовая кратность
растворителя к сырью составляет (2-3) : 1 для дистил-
лятного сырья и (3,0^4,5) : 1 для остаточного. От
количества взятого растворителя зависят скорость
отделения жидкой части от твердой, выход
депарафинированного масла, его температура застывания и содержание
масла в гаче или петролатуме.
Важным фактором процесса является порционная
подача растворителя, при которой создаются условия
для разделения кристаллизацией высоко- и
низкоплавких углеводородов. При первом разбавлении сырья
расход растворителя должен быть таким, чтобы из
раствора выделялись самые тугоплавкие углеводороды,
образующие кристаллы наибольших размеров. При
порционном разбавлении (2-4 порции) каждая порция
вводимого растворителя должна иметь температуру на
2-3 °С выше температуры смеси в точке, куда подается
растворитель. Порционная подача растворителя
эффективна при депарафинизации дистиллятного сырья
широкого фракционного состава.
В заводской практике получили распространение
установки с двухступенчатым фильтрованием, где
вторая ступень предназначена для уменьшения
содержания масла в гаче и тем самым для увеличения выхода
депарафинированного масла. На установках с
трехступенчатым фильтрованием (совмещенный процесс
депарафинизации и обезмасливания) получают два целевых
продукта: депарафинированный рафинат и технический
парафин; побочным продуктом является слоп-вокс.
Первоначальное охлаждение суспензии проводится
в следующих аппаратах: регенеративных
кристаллизаторах, кристаллизаторе смешения и кристаллизаторе
нового типа — пульсационном. Далее суспензия
охлаждается по обычной схеме: сжиженными газами —
аммиаком или пропаном, а в случае глубокого
охлаждения — этаном. Глубина охлаждения определяется
температурой застывания товарного масла с учетом
температурного градиента депарафинизации, зависящего от
используемого растворителя.
Установка депарафинизации обслуживается
закрытой дыхательной системой инертного газа. Это
предотвращает образование взрывоопасной смеси
растворителя с воздухом, сокращает потери растворителя.
Инертный газ служит также для подсушки и отдувки твердого
осадка (лепешки) от фильтровальной ткани в вакуумных
фильтрах непрерывного действия барабанного типа.
12.3.4.1. Установка депарафинизации с двухступенчатым
фильтрованием
На установке депарафинизации с двухступенчатым
фильтрованием на первой ступени получают масла с
низкой температурой застывания —
депарафинированное масло, а на второй ступени дополнительно
извлекают масло из гача или петролатума (фильтрат второй
ступени). Сырьем служат рафинаты селективной
очистки; целевой продукт — депарафинированное масло.
Выход депарафинированного масла составляет 55-
80 масс. %.
Примерные температуры фильтрования для
дистиллятного и остаточного сырья, °С:
дистиллятное сырье остаточное сырье
I ступень от -25 до -28 от -23 до -25
II ступень от-15до-18 от-13 до-15
Основные отделения установки депарафинизации:
термообработки, кристаллизации, фильтрования,
регенерации растворителя из растворов
депарафинированного масла, гача или петролатума.
Технологическая схема установки депарафинизации
с двухступенчатым фильтрованием (отделения кри-
сталллизации и фильтрования) представлена на
рис. 12.14.
Сырье (рафинат) насосом HI через паровой
подогреватель Т1, водяной холодильник XI подается в
регенеративные кристаллизаторы Кр1-Кр4, где
охлаждается фильтратом, полученным в I ступени фильтрования.
Число кристаллизаторов зависит от пропускной
способности установки.
Сырье разбавляется холодным растворителем в двух
точках: на выходе его из кристаллизаторов Kpl и КрЗ.
Растворитель подается насосами из приемников сухого
и влажного растворителей (на схеме не показано). Из
регенеративных кристаллизаторов раствор сырья
поступает в аммиачные кристаллизаторы Кр5-Кр7, где за
Инертный газ
Влажный растворитель
Е1
3ZL
Ф
Т1
Раствор гача
(петролатума)
Кр7
+Ц-
Ярв
Сухой
растворитель
Сухой растворитель
+4
NH в/
Н1
Влажньй
растворитель
G
Рафинат
Н2
п=1
Раствор депарафи-
нированного масла
Цк
Н4
Рис. 12.14. Технологическая схема установки депарафинизации с двухступенчатым фильтрованием (отделения кристаллизации и фильтрования):
Е1, ЕЗ, Е7-Е11— приемники; Е2, Е4 — сборники; Е5, Е6 — вакуум-приемники; Ф], Ф2 — вакуумные фильтры; Кр1-Кр4— регенеративные кристаллизаторы;
Кр5-Кр9 — аммиачные кристаллизаторы; XI — водяной холодильник; Т1 — пароподогреватель, Т2 — теплообменник; Н1-Н4 — насосы; Цк — вакуумный компрессор;
СУ — сигнализатор уровня; -^ ^. — инертный газ
Нефть и нефтепродукты
725
счет испарения хладоагента (аммиак или пропан),
поступающего из приемников Е7-Е9, охлаждается до
температуры фильтрования. Охлажденная суспензия
твердых углеводородов в растворе масла поступает в
приемник Е1, а оттуда самотеком — в вакуумные фильтры
Ф1 первой ступени. Уровень суспензии в вакуумных
фильтрах регулируется регулятором уровня, который
связан с линией ее подачи. Фильтрат I ступени (раствор
депарафинированного масла) собирается в
вакуум-приемнике Е5, откуда насосом Н2 подается противотоком к
раствору сырья через регенеративные кристаллизаторы,
теплообменник Т2 для охлаждения влажного
растворителя и направляется в секцию регенерации
растворителя. Осадок промывается холодным растворителем,
предварительно охлажденным в кристаллизаторе Кр9.
Осадок, снятый с фильтров I ступени, разбавляется
растворителем, и полученная суспензия собирается в
сборнике Е2. Далее суспензия насосом НЗ подается в
приемник ЕЗ для снабжения вакуумных фильтров Ф2
ступени II. Фильтрат II ступени поступает в вакуум-
приемник Е6, откуда насосом Н4 через кристаллизатор
Кр8 подается на конечное разбавление охлажденной
суспензии, выходящей из кристаллизатора Кр7. Осадок
с фильтров II ступени разбавляется растворителем и
собирается в сборнике Е4. Далее суспензия
направляется в отделение регенерации растворителя. Вакуум на
фильтрах создается за счет отсоса инертного газа из
вакуум-приемников Е5 и Е6.
Характеристика сырья и продуктов процесса
депарафинизации рафинатов разной вязкости, полученных
из парафинистой сернистой смолистой нефти,
приведена в табл. 12.26.
12.3.4.2. Установка глубокой депарафинизации
масляных рафинатов
Установка глубокой депарафинизации
предназначена для получения низкозастывающих масел. Процесс
отличается от обычной депарафинизации тем, что на
конечной стадии охлаждения в качестве хладагента
используют сжиженный этан. Процесс проводят в ке-
тон-толуольном растворе при температурах конечного
охлаждения и фильтрования от -62 до -64 °С. В
качестве сырья служат рафинаты маловязких масляных
фракций (300^400 °С). Целевой продукт — депарафиниро-
ванное масло с температурой застывания от -45 до -
55 °С, побочный продукт — гач. Выход
депарафинированного масла составляет 55-65 масс. % от сырья. В
результате такого процесса показатели качества
депарафинированного масла изменяются более резко, чем
при обычной депарафинизации.
Таблица 12.26
Характеристика сырья и продуктов депарафинизации
Показатели
Дистиллятные рафинаты
маловязкий J средневязкий
вязкий
Остаточные
рафинаты
Сырье
Плотность при 20 °С, кг/м3
Вязкость, мм /с:
при 50 °С
при 100 °С
Температура застывания, °С
Коксуемость, масс. %
845
7,0
+26
—
856
11,0
+27
0,55
859
15,3
4,5
+30
—
858
16,3
4,7
+34
—
860
8,9
+45
—
880
45,4
9,3
+44
—
888
22,4
+40
0,3
869
20,9
+59
0,43
905
28,1
+45
1,35
Депарафинированное масло
Плотность при 20 °С, кг/м3
Вязкость, мм2/с
при 50 °С
при 100 °С
Индекс вязкости
Температура застывания, °С
Коксуемость, масс. %
—
8-9
—
-15
870
13
80-85
-30
—
30,6*
5,1
91
-17
—
28,3*
5,0
100
-18
870
10,1
94
-14
890
10,1
92
-14
893
24,7
—
-15
0,4
881
22,1
102
-15
—
914
33,9
81
-15
-16
Параметры процесса
Кратность растворителя к сырью
(по массе)
Состав растворителя, масс. %:
метилэтилкетон
толуол
Температура депарафинизации, °С
Выход, масс. %
2,5 : 1
3,5 : 1
40-50
60-50
-25
64-65
-35
55
3: 1
3: 1
40-50
60-50
-25
75
-25
76
5: 1
6: 1
40-50
60-50
-20
60
-22
76
4: 1
4: 1
4: 1
40-50
60-50
-23
82
-22
51
-22
80
Вязкость при 40 °С;
* Мангышлакская нефть.
726
Новый справочник химика и технолога
Отделения кристаллизации и фильтрования имеют
специфические особенности, в частности,
использование двух хладагентов: сжиженного аммиака для
охлаждения раствора сырья до -34 °С и этана до -60 °С
(температура фильтрования).
Основные отделения установки: кристаллизации,
фильтрования, регенерации растворителя из растворов
депарафинированного масла и гача. Отделение
регенерации растворителя не отличается от аналогичного
отделения обычных установок депарафинизации.
Технологическая схема установки (отделения
кристаллизации и фильтрования) представлена на рис. 12.15.
Сырье (рафинат) насосом Н1 через водяной холодильник
XI подается в регенеративные кристаллизаторы первой
группы Kpl, Кр2 (число кристаллизаторов зависит от
пропускной способности установки), где охлаждается
фильтратом, полученным на I ступени фильтрования.
Сырье разбавляется растворителем в двух точках — на
выходе его из кристаллизаторов Kpl и КрЗ, а после
кристаллизатора Кр5 — фильтратом II ступени.
Растворитель (сухой и влажный) подается насосами Н2 и Н5 из
приемников сухого и влажного растворителей (на схеме
не показаны). Из первой группы регенеративных
кристаллизаторов суспензия сырья поступает в аммиачные
кристаллизаторы КрЗ и Кр4, где за счет испарения хла-
доагента (аммиак или пропан), поступающего из
приемников Е7, Е8, охлаждается до температуры -32 °С. Далее
суспензия сырья охлаждается в регенеративных
кристаллизаторах второй группы Кр5 и Крб, после чего
суспензия поступает в этановый кристаллизатор Кр7, где
охлаждается до температуры фильтрования.
Охлажденная суспензия твердых углеводородов в
растворе масла поступает в приемник Е1, а оттуда —
самотеком в вакуумные фильтры Ф1 I ступени. Уровень
суспензии в вакуумных фильтрах регулируется
регулятором уровня, который связан с линией ее подачи.
Фильтрат I ступени (раствор депарафинированного
масла) собирается в вакуум-приемнике Е5, откуда
насосом Н4 противотоком к раствору сырья подается
через регенеративные кристаллизаторы Крб, Кр5, Кр2,
Kpl в теплообменники Т1 и Т2 для охлаждения
влажного и сухого растворителя и далее — в приемник Е11.
Затем раствор депарафинированного масла
направляется в отделение регенерации растворителя.
Осадок на фильтре промывается холодным
растворителем, подаваемым насосом Н5, предварительно
охлажденным в кристаллизаторе Кр8. Осадок, снятый с
фильтров I ступени, разбавляется растворителем и
полученная суспензия собирается в сборнике Е2; из него
суспензия насосом НЗ подается в приемник ЕЗ для
снабжения вакуумных фильтров Ф2 II ступени.
Фильтрат II ступени поступает в вакуум-приемник Е6, откуда
направляется на разбавление сырьевой суспензии,
выходящей из кристаллизатора Кр5.
Осадок, снятый с фильтров II ступени, разбавляется
растворителем; полученная здесь суспензия собирается
в сборнике Е4 и направляется в секцию регенерации
растворителя. Ниже приведены температуры
фильтрования, °С:
I ступень от - 62 до - 64
II ступень от - 55 до - 58
Показатели процесса глубокой депарафинизации
маловязких рафинатов приведены в табл. 12.27.
Таблица 12.27
Показатели глубокой депарафинизации
дистиллятных маловязких рафинатов, полученных
из парафинистой сернистой смолистой нефти
(двухступенчатое фильтрование)
Показатели
Образцы рафинатов:
1
2 | 3
Характеристика сырья
Плотность при 20 °С,
кг/м3
Вязкость при 50 °С,
мм2/с
Показатель
преломления при 20 °С
Температура
застывания, °С
830
6,7
1,4650
+ 18
850
6,7
1,4650
+ 18
845
6,5-7,5
1,4650
+ 17
Характеристика депарафинированного масла
Плотность при 20 °С,
кг/м3
Вязкость при 50 °С,
мм2/с
Показатель
преломления при 20 °С
Температура
застывания, °С
Индекс вязкости
848
8,3
1,4750
-55
75
—
8,5
1,4750
^5
80
860
7,5-8,5
1,4770
-А5-{-Щ
-
Параметры процесса
Кратность
растворителя к сырью (по массе)
Состав растворителя,
масс. %:
метилэтилкетон
толуол
Температура
депарафинизации, °С
Выход, масс. %
5: 1
60
40
-60
64-65
5: 1
60
40
-50
64-65
4,1:1
60
40
-60
60-66
12.3.4.3. Депарафинизации с применением
кристаллизатора смешения
Установка предназначена для получения нефтяных
масел с низкой температурой застывания. В этом
процессе кристаллизация твердых углеводородов
происходит не в регенеративных кристаллизаторах, как обычно,
а в кристаллизаторе смешения.
Кристаллизатор смешения представляет собой
аппарат колонного типа, разделенный на четыре секции,
куда подается растворитель; аппарат оборудован
перемешивающим устройством и отражателями,
способствующими лучшему контакту сырья с растворителем.
Инертный газ
Влажный
растворитель
Е1
-3~>
Ь ^
£2
ЧХ}
£3
ГТГ
v
™-j.
£5
£6
> ) )
Раствор гача
►
Сырье
Hi
-&•
Кр1
С
«-4
#
Кр2
ш
Кр5
« >
Е11 X
Раствор депарафи-
нированного масла
*-*
^Я2 Влажный
растворитель
G-
н^
*—»
0е
яз
-о
Н4
Сухой
растворитель
Н5
-О
Рис. 12.15. Технологическая схема установки глубокой депарафинизации (отделения кристаллизации и фильтрования);
Е1, ЕЗ, Е7-Е11 — приемники; Е2, Е4 - сборники, Е5, Е6 вакуум-приемники; Ф1, Ф2 вакуумные фильтры; Kpl, Кр2, Кр5, Крб — регенеративные кристаллизаторы;
КрЗ, Кр4 — аммиачные кристаллизаторы, Кр7, Кр8 — этановые кристаллизаторы; XI — водяной холодильник; Т1, Т2 — теплообменники; Н1--Н5 — насосы;
Цк — вакуумный компрессор; СУ — сигнализатор уровня; <] !> — инертный газ
-J
728
Новый справочник химика и технолога
В этом случае холодный растворитель вводится в
нагретое сырье (порциями). Такое порционное введение
способствует образованию крупных кристаллов
твердых углеводородов, что повышает скорость разделения
суспензии на фильтрах и снижает содержание масла в
гаче. Кроме того, скорость охлаждения сырья в
кристаллизаторах смешения в 2-2,5 раза выше скорости в
скребковых кристаллизаторах.
Сырьем установки являются рафинаты селективной
очистки; целевой продукт — депарафинированное
масло, побочный — гач или петролатум. Выход
депарафинированного масла составляет 55-80 масс. % от сырья в
зависимости от содержания твердых углеводородов в
перерабатываемом сырье.
Температурный режим фильтрования для дистил-
лятного и остаточного сырья приведен ниже (°С):
Дистиллятное сырье Остаточное сырье
I ступень от -20 до -32 от -18 до -30
II ступень от-10 до-15 от-8 до-15
Основные отделения установки — кристаллизации,
фильтрования, регенерации растворителя из растворов
депарафинированного масла, гача и петролатума.
Технологическая схема установки (отделения
кристаллизации и фильтрования) представлена на рис. 12.16.
Сырье (рафинат) насосом HI прокачивается через
паровой подогреватель Т1 и поступает в нижнюю часть
кристаллизатора смешения Kpl, в верхнюю часть
которого вводится несколькими порциями растворитель,
предварительно охлажденный в теплообменнике Т2 и
аммиачном холодильнике XI. В нижнюю часть
кристаллизатора Kpl насосом Н4 также несколькими
порциями из вакуум-приемника Е8 подается фильтрат,
получаемый на II ступени фильтрования. Суспензия
твердых углеводородов, выходящая сверху кристаллизатора
Kpl, охлаждается в кристаллизаторах Кр2 и КрЗ за счет
испарения хладагента (аммиак или пропан) до
температуры фильтрования и собирается в приемнике Е1,
откуда самотеком поступает в фильтры Ф1 I ступени.
Уровень суспензии в вакуумных фильтрах регулируется
регулятором уровня, связанным с линией ее подачи.
Фильтрат первой ступени фильтрования поступает в
вакуум-приемник Е7, откуда насосом НЗ через
теплообменник Т2, где охлаждается растворитель для
разбавления сырья, подается в приемник Е9, из которого
раствор депарафинированного масла направляется в
секцию регенерации растворителя.
Осадок на вакуумном фильтре промывается
растворителем, предварительно охлажденным в аммиачном
холодильнике Х2. Затем осадок подсушивается,
отдувается инертным газом от фильтровальной ткани,
снимается ножом, разбавляется растворителем и выводится
шнеком в приемник Е2. Из сборника Е2 насосом Н2
суспензия подается в приемник ЕЗ, откуда самотеком
поступает на вакуумные фильтры Ф2 II ступени.
Фильтрат II ступени собирается в вакуум-приемнике
Е8 и затем насосом Н4 подается в кристаллизатор
смешения Kpl для разбавления сырья. Осадок на
вакуумном фильтре промывается растворителем,
подсушивается и отдувается инертным газом, далее разбавляется
растворителем и собирается в сборнике Е4, откуда
направляется в секцию регенерации растворителя. Вакуум
на фильтрах создается за счет отсоса инертного газа из
приемников Е7 и Е8.
12.3.4.4. Депарафинизация с применением
кристаллизатора пульсационного смешения
Установка предназначена для получения нефтяных
масел с низкой температурой застывания с
применением кристаллизатора пульсационного смешения
(заменяющего регенеративные скребковые кристаллизаторы).
Этот тип кристаллизатора предназначен для применения
в процессах депарафинизации широкого спектра видов
сырья — рафинатов дистиллятных фракций и остатка.
Применение пульсационного кристаллизатора
позволяет улучшить качество разделения фаз при
фильтровании, повышает выход депарафинированного масла для
рафината фракции 420^490 °С на 3,8^4- %, для
остаточного рафината на 4,7-5,0 % наряду с повышением
скорости фильтрования на обоих ступенях депарафинизации.
Кристаллизатор представляет собой
последовательно совмещенные секции (рис. 12.17), работает при
атмосферном давлении, в нем отсутствуют движущиеся
части и приспособления для их уплотнения, что в
значительной мере упрощает его конструкцию и повышает
надежность в эксплуатации. Аналогов в аппаратурном
оформлении процесса кристаллизации в отечественной
и зарубежной промышленности нет.
Кристаллизатор работает в непрерывном режиме
при многопорционной подаче хладагента, в качестве
которого используется фильтрат II ступени
депарафинизации и охлажденный растворитель. Сырьевой поток,
движение которого вверх от секции к секции
обусловлено поступлением в аппарат сырья и хладоагента,
охлаждается по мере разбавления. Образующаяся
суспензия перетекает в приемную емкость, откуда насосом
подается в испарительные скребковые кристаллизаторы
для доохлаждения до температуры фильтрования.
Сырьем установки являются рафинаты селективной
очистки; целевой продукт — депарафинированное
масло, побочный — гач или петролатум. Выход
депарафинированного масла составляет 55-80 масс. % от сырья в
зависимости от содержания твердых углеводородов в
перерабатываемом сырье.
Примерный температурный режим фильтрования для
дистиллятного и остаточного сырья приведен ниже (°С):
Дистиллятное сырье Остаточное сырье
I ступень от -20 до -32 от -18 до -30
II ступень от-10 до-15 от-8 до-15
Основные отделения установки: термообработки,
кристаллизации, регенерации растворителя из
растворов депарафинированного масла и гача.
Инертный газ
Раствор
депарафинированного
масла
Рис. 12.16. Технологическая схема установки депарафинизации с применением кристаллизатора смешения (отделения кристаллизации и фильтрования):
Kpl— кристаллизатор смешения; Кр2, КрЗ — аммиачные кристаллизаторы; Е1, ЕЗ, Е5, Е6, Е9 —- приемники; Е2, Е4 — сборники; Е7, Е8 — вакуум-приемники; Ф1, Ф2 — вакуумные фильтры;
XI, Х2 — аммиачные холодильники; Т1 — пароподогреватель; Т2 —теплообменник; Н1-Н4 - насосы; Цк - - вакуумный компрессор; СУ — сигнализатор уровня; <] f> инертный газ
730
Новый справочник химика и технолога
Инертный газ
Рис. 12.17. Схема кристаллизатора пульсационного
смешения: / — корпус кристаллизатора; 2 — пульсационная
камера; 3 — трубопровод; 4, 5 — перегородки; 6 — перетоки;
7 — сопла; 8 — штуцеры входа хладагента; 9 — штуцер
входа сырья; 10 -- штуцер выхода суспензии; // -— пульсатор
Технологическая схема установки пульсационного
смещения (отделения кристаллизации и фильтрования)
представлены на рис. 12.18.
Сырье (рафинат) насосом HI прокачивается через
паровой подогреватель Т1 и поступает в нижнюю часть
пульсационного кристаллизатора Кр 1, в верхнюю часть
которого вводится несколькими порциями
растворитель, предварительно охлажденный в теплообменнике
Т2 и аммиачном холодильнике XI. В нижнюю часть
кристаллизатора Kpl насосом Н4 из вакуум-приемника
Е8 также несколькими порциями подается фильтрат
II ступени. Суспензия твердых углеводородов,
выходящая с верха кристаллизатора Kpl, охлаждается в
кристаллизаторах Кр2 и КрЗ за счет испарения хладагента
(аммиака или пропана) до температуры фильтрования и
собирается в приемнике Е1, откуда самотеком
поступает в фильтры Ф1 I ступени. Уровень суспензии в
вакуумных фильтрах регулируется регулятором уровня,
связанным с линией ее подачи. Фильтрат I ступени
поступает в вакуум-приемник Е7, откуда насосом НЗ
через теплообменник Т2, где охлаждается растворитель
для разбавления сырья, подается в приемник Е9, из
которого раствор депарафинированного масла
направляется в секцию регенерации растворителя.
Осадок на вакуумном фильтре промывается
растворителем, предварительно охлажденным в аммиачном
холодильнике Х2. Затем осадок подсушивается,
отдувается инертным газом от фильтровальной ткани,
снимается ножом, разбавляется растворителем и выводится
шнеком в сборник Е2. Из сборника Е2 насосом Н2
суспензия подается в приемник ЕЗ, откуда самотеком
поступает на вакуумные фильтры Ф2 II ступени.
Фильтрат II ступени собирается в вакуум-приемнике
Е8 и затем насосом Н4 подается в пульсационный
кристаллизатор Kpl для разбавления сырья. Осадок на
вакуумном фильтре промывается растворителем,
подсушивается, отдувается инертным газом, разбавляется
растворителем и собирается в сборнике Е4, откуда
направляется в секцию регенерации растворителя. Вакуум
на фильтрах создается за счет отсоса инертного газа из
приемников Е7 и Е8.
12.3.4.5. Установка совмещенного процесса
депарафипизации и обезмасливания
Установка депарафинизации и обезмасливания
предназначена для получения масел с низкой температурой
застывания при одновременном выделении парафина
или церезина. Процесс обезмасливания проводится при
массовой кратности растворителя к сырью (8-10) : 1 и
температуре от -10 до +25 °С. При осуществлении этих
процессов на установке снижаются эксплуатационные
расходы, расход пара и электроэнергии, улучшаются по
сравнению с раздельно работающими установками и
другие технико-экономические показатели.
Сырье установки — рафинаты селективной очистки.
Целевой продукт — депарафинированное масло с
низкой температурой застывания, парафин или церезин,
побочный продукт — отходы обезмасливания. Выход
депарафинированного масла составляет 65-85 масс. %,
парафина или церезина — 12-15 масс. % и отходов
обезмасливания или слоп-воска— 6-18 масс. %.
Температуры фильтрования для дистиллятного и
остаточного сырья, °С:
Дистиллятное сырье Остаточное сырье
I ступень от -25 до -28 от -23 до -25
П ступень от -5 до -10 от -3 до -5
III ступень от 0 до -5 от +5 до +8
Основные отделения установки: кристаллизации,
фильтрования, регенерации растворителя из растворов
депарафинированного масла, парафина или церезина и
отходов обезмасливания. Технологическая схема
установки отделения кристаллизации и фильтрования
представлена на рис. 12.19.
Сырье (рафинат) насосом HI через паровой
подогреватель Т1 и водяной холодильник XI подается в
регенеративные кристаллизаторы Кр1-Кр4, где охлаждается
фильтратом I ступени. На выходе из кристаллизаторов
Kpl и КрЗ сырье разбавляется холодным растворителем.
Растворитель подается насосами из приемников
сухого и влажного растворителей (на схеме не показаны).
Из регенеративных кристаллизаторов раствор сырья
поступает в аммиачные кристаллизаторы Кр5-Кр7, где
за счет испарения хладагента (аммиак или пропан),
поступающего из приемников Е 10-Е 12, охлаждается до
температуры фильтрования. Охлажденная суспензия
твердых углеводородов в растворе масла поступает в
приемник Е1, а оттуда — самотеком в вакуумные
фильтры Ф1 I ступени.
Уровень суспензии в вакуумных фильтрах
регулируется регулятором уровня, который связан с линией ее
подачи. Фильтрат I ступени (раствор депарафинированного
масла) собирается в вакуум-приемнике Е7, откуда
насосом НЗ подается противотоком к раствору сырья через
регенеративные кристаллизаторы, затем — через
теплообменники Т2 и ТЗ, где охлаждаются сухой и влажный
растворитель, и поступает в приемник (на схеме не показан).
Инертный газ
Инертный газ
V
Раствор
депарафинированного
масла
Рис. 12.18. Технологическая схема установки депарафинизации с применением кристаллизатора пульсационного смешения (отделения кристаллизации и фильтрования):
1 — пульсатор; 2 — пульсационная камера; Kpl — кристаллизатор пульсационного смешения: Кр2, КрЗ — аммиачные кристаллизаторы; Е1, ЕЗ, Е5, Е6, Е9 — приемники; Е2, Е4 сборники;
Е7, Е8 — вакуум-приемники; Ф1, Ф2 — вакуумные фильтры; XI, Х2 — аммиачные холодильники; Т1 — пароподогреватель; Т2 —теплообменник; Н1-Н4 — насосы;
Цк — вакуумный компрессор; СУ — сигнализатор уровня; <] !> — инертный газ
Инертный газ
Рис. 12.19. Технологическая схема установки депарафинизации и обезмасливания (отделения кристаллизации и обезмасливания):
Е1, ЕЗ, Е5, Е10-Е14 — приемники; Е2, Е4, Е6 — сборники; Е7-Е9 — вакуум-приемники; Ф1 ФЗ — вакуумные фильтры; Kpl -Кр4-- регенеративные кристаллизаторы;
Кр5-Кр9 — аммиачные кристаллизаторы; XI — водяной холодильник; Т1 - пароподогреватель; Т2, ТЗ — теплообменники; HI -Н5 — насосы; Цк — вакуумный компрессор;
СУ — сигнализатор уровня; <] О — инертный газ
Нефть и нефтепродукты
733
Таблица 12.28
Характеристика совмещенного процесса депарафи-
низации рафинатов и обезмасливания гачей
и петролатумов (трехступенчатое фильтрование)
Показатели
Рафинат
из дистиллята
средней
вязкости
Рафинат
из вязкого
дистиллята
Остаточный
рафинат
Характеристика сырья
Плотность при 20 °С,
кг/м3
Вязкость при 100 °С,
мм2/с
Показатель
преломления при 50 °С
Температура
плавления, °С
Коксуемость по
Конрадсону, масс. %
Содержание парафина,
масс. %
861
13,1*
1,4680
+30
—
17,7
880
7,9
1,4760
+44
0,014
—
880
17,0
1,4785
+47
0,42
24,0
Характеристика депарафинированного масла
Вязкость, мм2/с
при 50 °С
при 100 °С
Температура
застывания, °С
16,3
4,4
-15
47,9
9,0
-14
151,9
20,1
-15
Характеристика парафина (церезина)
Температура
плавления, °С
Содержание масла
50
1,7-2,0
60
1,8
65-67
-
Характеристика слоп-воска
Вязкость при 100 °С,
мм2/с
Температура
плавления, °С
3,7
24
4,2
31
12,8
35
Параметры процесса
Кратность
растворителя к сырью (по массе)
Состав растворителя,
масс. %, метилизобу-
тилкетон : толуол
Температура
фильтрования, °С:
I ступень
II ступень
III ступень
Выход, масс. %:
депарафинированного масла
парафина
слоп-воска
4,8: 1
35:65
-25
-11
-2
79,2
15,9
4,9
—
35:65
-26
-7
-1
75,6
14,4
10,0
7,6: 1
35:65
-25
-5
+8
72,0
11,2
16,8
* При 50 °С.
Отсюда раствор депарафинированного масла
направляется в секцию регенерации растворителя.
Осадок на фильтре промывается холодным
растворителем. Растворитель предварительно охлаждается в
кристаллизаторе Кр9. Осадок, снятый с фильтров I
ступени, разбавляется растворителем и полученная
суспензия собирается в сборнике Е2. Отсюда суспензия
насосом Н2 подается в приемник ЕЗ на вакуумные
фильтры Ф2 II ступени.
Фильтрат II ступени поступает в вакуум-приемник Е8
и оттуда насосом Н4 через кристаллизатор Кр8 подается
на конечное разбавление охлажденной суспензии,
выходящей из кристаллизатора Кр7. Осадок с фильтров II
ступени разбавляется растворителем и собирается в
сборнике Е4. Отсюда суспензия насосом Н5 подается в
приемник Е5 для снабжения вакуумных фильтров ФЗ III
ступени. Фильтрат III ступени собирается в вакуумном
приемнике Е9 и далее направляется в секцию
регенерации растворителя. Осадок с фильтров III ступени
разбавляется растворителем, собирается в сборнике Е6 и далее
направляется в секцию регенерации растворителя.
Показатели совмещенного процесса депарафиниза-
ции рафинатов и обезмасливания гачей и петролатумов
приведены в табл. 12.28.
12.3.4.6. Отделение регенерации растворителей из
растворов депарафинированного масла, гача и
петролатума
Регенерация растворителя из раствора
депарафинированного масла осуществляется в четыре ступени. На
рис. 12.20 представлена технологическая схема одного
из отделений, применяемая на заводских установках
депарафинизации нефтяного масляного сырья.
Раствор депарафинированного масла (фильтрат)
подается насосом HI через теплообменники Т1 и Т2 в
колонну К1. Здесь пары растворителя отделяются от
жидкости и уходят из колонны; далее пары растворителя
конденсируются в межтрубном пространстве
теплообменника Т1, аппарате воздушного охлаждения ХВ1 и
холодильнике XI. Из водяного холодильника XI
конденсат поступает в приемник сухого растворителя (на
схеме не показан). Отводимая с низа колонны К1
жидкость насосом Н2 подается через трубное пространство
печи П1 в колонну К2, в которой поддерживается
давление 0,20-0,35 МПа. Пары растворителя, выходящие
из колонны К2, охлаждаются и конденсируются в
теплообменнике Т2 и аппарате воздушного охлаждения
ХВ2. Конденсат, пройдя водяной холодильник Х2,
собирается в приемнике сухого растворителя. Остаток с
низа колонны К2 за счет перепада давления поступает в
парожидком состоянии в колонну КЗ. Пары,
выходящие из колонны КЗ, объединяются с парами,
выходящими из колонны К1.
Обедненная растворителем жидкость перетекает из
колонны КЗ через гидравлический затвор в отпарную
колонну К4, из которой остатки растворителя удаляются острым
водяным паром. Депарафинированное масло,
отводимое с низа колонны К4, направляется через
холодильник в промежуточный резервуар (на схеме не показан).
Рис. 12.20. Технологическая схема отделения регенерации растворителя на установке депарафинизации рафинатов:
К1-КЗ— колонны для сепарации паров сухого растворителя; К4, К7 — отпарные колонны; К5, Кб — колонны в секции регенерации растворителя из раствора гача (петролатума);
К8 — кетоновая колонна; Т1-Т5 — теплообменники; Х1-Х4 — водяные холодильники; ХВ1-ХВ4 — аппараты воздушного охлаждения; Е1 сборник; Е2 — отстойник;
П1, П2 — печи; Н1-Н6 — насосы
Нефть и нефтепродукты
735
Основное количество растворителя регенерируется
в первых двух ступенях (колонны К1 и К2) при
температурах около 100 и 155-170 °С. Во избежание
«замасливания» растворителя на верхние тарелки колонны в
качестве орошения подается растворитель.
Смесь паров растворителя и воды, выходящая из
колонны К4, конденсируется в аппарате воздушного
охлаждения ХВ4 и охлаждается в холодильнике Х4.
Далее конденсат направляется в отстойник Е2, из
которого верхний слой (вода в растворителе) перетекает в
сборник влажного растворителя Е1.
Регенерация растворителя из раствора гача (петро-
латума) осуществляется в три или четыре ступени.
Раствор гача насосом Н4 прокачивается через
теплообменники ТЗ и Т4 и поступает в колонну К5. Пары
растворителя по выходе из колонны К5 проходят
теплообменники ТЗ, Т4, аппарат воздушного охлаждения ХВЗ,
охлаждаются в водяном холодильнике ХЗ; конденсат
стекает в приемник влажного растворителя. Остаток с низа
колонны К5 насосом НЗ прокачивается через
теплообменник Т5, печь П2 и подается в колонну Кб.
Отделившиеся здесь пары растворителя присоединяются к
парам, выходящим из колонны К5.
Остаток с низа колонны Кб перетекает в отпарную
колонну К7. Для конденсации смеси паров
растворителя и воды, уходящих с верха колонны К7, служит
конденсатор-холодильник ХВ4 и холодильник Х4;
конденсат поступает в отстойник Е2. Гач с низа колонны К7
направляется через теплообменник Т5 в резервуар (на
схеме не показан).
Обводненный растворитель в отстойнике Е2
разделяется на два слоя. Верхний слой (вода в растворителе)
перетекает в приемник влажного растворителя Е1, где
растворитель дополнительно отстаивается от воды.
Нижний слой (растворитель в воде), содержащий до
15 масс. % растворителя, подается насосом Н6 в
кетоновую колонну К8. Уходящая из этой колонны смесь
паров растворителя и воды конденсируется в
конденсаторе-холодильнике ХВ4, охлаждается в холодильнике
Х4, и конденсат стекает в отстойник Е2. Избыток воды
отводится с низа колонны К8 в канализацию.
Температурный режим колонны К8 регулируют, изменяя
подачу водяного пара под нижнюю тарелку колонны К8.
Температура вверху колонны 80-90 °С, внизу — около
110 °С, избыточное давление небольшое.
Основное количество растворителя из раствора гача
регенерируют в первой ступени (колонна К5) при
температуре около 110°С и избыточном давлении до
0,07 МПа. В каждой из колонн К4, К7 и К8 — по 16-20
тарелок. Главным назначением колонн К1-КЗ, К5 и Кб
является разделение входящей смеси на паровую и
жидкую фазы. В верхних зонах этих колонн
располагают 2—4 тарелки, на которые в качестве орошения
подают растворитель, что препятствует уносу парами
капелек масла или гача. Температура масла внизу колонны
К4 и гача на выходе из колонны К7 равна 155-165 °С.
12.3.5. Гидродоочистка
Назначение гидродоочистки масляных фракций —
повышение термической стабильности, снижение
коксуемости и кислотности, улучшение цвета базовых
масел.
Гидродоочистка масляных фракций — это
каталитический гидрогенизационный процесс,
осуществляемый в относительно мягких условиях по сравнению с
гидроочисткой топлив. При гидродоочистке химически
нестабильные компоненты подвергаются гидрогеноли-
зу. Это в основном продукты окисления углеводородов
масел и смолистые соединения, содержащие в молекуле
сера-, азот-, кислородсодержащие функциональные
группы и ненасыщенные связи.
Сырьем установок гидродоочистки являются дис-
тиллятные и остаточные масляные фракции после де-
парафинизации.
Продукция установок гидродоочистки — дистиллят-
ные и остаточные базовые масла, свойства которых по
сравнению с сырьем изменяются следующим образом:
- снижается вязкость — до 2 %;
- увеличивается индекс вязкости — на 1-2 единицы;
- повышается температура застывания — на 1-
2°С;
- происходит обессеривание — на 30-40 % отн.;
- улучшается цвет масла — на 1-2 единицы.
Принципиальная технологическая схема установки
гидродоочистки приведена на рис. 12.21. Установка
включает следующие основные секции:
нагревательную и реакторную, сепарационно-стабилизационную,
очистки водороде од ержащего газа от сероводорода.
Сырье нагнетается в установку насосом 22,
нагревается в теплообменнике 20, перед теплообменником 3
смешивается с предварительно нагретыми в
теплообменнике 4 газами: свежим (технический водород) и
циркуляционным водородсодержащим газом,
подаваемым компрессором 7. Газосырьевая смесь поступает в
змеевики печи 1 и далее — в реактор гидродоочистки 2.
Основная масса сырья поступает в реактор в жидком
состоянии.
Несколько охлажденная в теплообменнике 3,
газопродуктовая смесь разделяется в высокотемпературном
сепараторе высокого давления 9. Горячие газы
охлаждаются в теплообменнике 4, водяном холодильнике 5 и
поступают в низкотемпературный сепаратор 14, а
нестабильное гидродоочищенное масло через
дроссельный клапан 8 направляется в отпарную колонну 11.
За счет снижения давления и продувки водяным
паром из продукта удаляются газы и отгон (легкие
фракции). Смесь газов и паров из верхней части тарельчатой
колонны 11 охлаждается в конденсаторе-холодильнике
16. Полученная здесь трехфазная смесь (две жидкости и
газы) разделяются в сепараторе 18. Водный конденсат
выводится из сепаратора снизу, отгон насосом
отводится с установки. Колонна 11 работает под небольшим
избыточным давлением.
736
Новый справочник химика и технолога
Из колонны 77 масло подают в колонну 75
вакуумной осушки, работающей при остаточном давлении 12-
14 кПа, а затем насосом 77 через сырьевой
теплообменник 20, водяной холодильник 21, фильтр 23 и доохла-
дитель 24 масло выводится с установки в резервуар
гидроочищенного масла. Фильтром 23 масло
освобождается от катализаторной пыли и твердых частиц
(продуктов коррозии).
Конденсат собирается в небольшом количестве в
низкотемпературном сепараторе высокого давления 14,
поступает через дроссельный клапан 13 в сепаратор 18.
Водородсодержащий газ высокого давления из
сепаратора 14 отделяется от капельной жидкости в каплеуло-
вителе насадочного типа 10, очищается в секции
абсорбции от сероводорода абсорбентом — моноэтанол-
амином.
Часть очищенного газа (отдув) может отводиться в
топливную сеть. Основная масса газа после каплеот-
бойника 12 сжимается компрессором 7 и поступает в
приемник 6 и теплообменник 4, а затем смешивается с
сырьем. На некоторых установках теплообменник 4
может отсутствовать, и водородсодержащий газ
смешивается с сырьем перед теплообменником 20.
Технологический режим:
— температура в реакторах — 280-325 °С;
— давление — 3,5-4 МПа;
— объемная скорость подачи сырья — 1,5-3 ч"1;
— кратность циркуляции водороде одержащего
газа — 250-300 (дистиллятное сырье); 500-600 м3/м3
(остаточное сырье);
— содержание водорода в водородсодержащем
газе — 75-85 об. %;
— катализатор — алюмокобальт или алюмони-
кельмолибденовый (размер таблеток 4-4,5 мм).
Материальный баланс процесса
Показатели
Поступило, %:
сырье
водород
(100 % на реакцию)
Всего:
Получено, %:
базовое масло
отгон
сероводород
углеводородные газы
Всего:
Сы]
дистиллят-
нос
100,00
0,30
100,30
98,50
1,00
0,30
0,50
100,30
эье
остаточное
100,00
0,45
100,45
97,50
1,60
0,35
1,00
100,45
Газоеырьебая спесь
~~Х/
7
Z 3
-^
•—$$■■' п.»» cepoSot
;/\Дч
Свежий газ
\
Slap
3
У
ни»
» *
С&ШМ
тстм
газа
"%Г
■пг
Т
N
Jsz
_JL
ЯГ
К бащм-жтеме
W
/о
13
Газыотдива
12
18
^ /ттщштту f
К
17
газы
W
мтм
3*""" ' Сырьв
Рис. 12.21. Технологическая схема установки гидроочистки нефтяных масел:
1 — трубчатая печь; 2 — реактор; 3, 4, 20 — теплообменники; 5, 21,24 — холодильники; 6 — приемник;
7 — компрессор; 8 — редукционный клапан; 9,14 — высоко- и низкотемпературные сепараторы высокого давления;
10 — каплеуловитель насадочного типа; // — отпарная колонна; 12 — каплеотбойник; 13 — дроссельный клапан;
15 — осушительная колонна; 16 — конденсатор-холодильник; 17,19, 22 — насосы; 75 — сепаратор; 23 — фильтр
Нефть и нефтепродукты
1Ъ1
12.3.6. Гидрогенизационные процессы
Кроме обязательного в технологии производства
смазочных масел процесса гидродоочистки депарафи-
нированных рафинатов применяются следующие гид-
рогенизационные процессы:
1) гидрокрекинг;
2) гидроизомеризация;
3) каталитическая гидродепарафинизация;
4) гидрирование.
В этих процессах осуществляются химические
превращения углеводородов сырья в присутствии
катализатора при повышенном давлении водорода,
повышенной температуре.
Особенностью гидрогенизационных процессов
является то, что улучшение качества базовых масел
происходит не только за счет удаления вредных
компонентов масляных фракций, но и путем их преобразования в
высокоиндексные низкозастывающие углеводороды.
Использование гидрогенизационных процессов
позволяет эффективно регулировать химический состав
масел и тем самым увеличивать выход
высококачественных базовых масел из сырьевых нефтяных фракций,
минимизировать образование побочных продуктов типа
экстрактов полициклических аренов и смол.
Важное преимущество гидрогенизационных
процессов перед экстракционными - экологическая чистота
(при условии утилизации побочных продуктов -
сероводорода, аммиака, углеводородных газов и топливных
фракций).
12.3.6.1. Гидрокрекинг
Процесс гидрокрекинга предназначен для
получения базовых масел с улучшенными
физико-химическими и эксплуатационными свойствами из остаточного
сырья (деасфальтизатов, тяжелых вакуумных
дистиллятов и их смесей).
Гидрокрекинг сырья протекает на
бифункциональном катализаторе в присутствии водорода. На
кислотных центрах катализатора происходит крекинг, на
металлических — гидрирование и гидрокрекинг
компонентов масляной фракции. Превращения компонентов
происходят в следующей последовательности:
- на кислотных (Н+В~) или апротонных центрах
Льюиса (Н : L) часть углеводородов превращается в
карбкатионы, которые затем расщепляются с
образованием ненасыщенных карбкатионов;
- на металлических центрах олефины насыщаются
водородом;
- на апротонных центрах Льюиса происходит
обрыв цепи превращений.
Например, механизм превращения алкилциклоал-
канов выглядит следующим образом:
н в~
H:L
,R
— Н2С=С— (СН2)3—СН2 ~^
R
Н3С -CH(R) —(СН2)3—СН2 ►
—► Н3С—-CH(R)—(СН2)3—СН3
При гидрокрекинге наиболее сильное влияние на
изменение свойств масляного сырья оказывают
следующие процессы:
1. Гидрирование и гидрокрекинг полициклических
аренов, циклоалканов и циклоалканоаренов по схеме:
В результате этих превращений степень
цикличности соединений уменьшается, длина алкильнои цепи
увеличивается и, следовательно, низкоиндексные
углеводороды превращаются в высокоиндексные.
2. Гидрогенолиз сернистых соединений, содержание
которых в масляном сырье может достигать 30-50 %, и
азотистых соединений по схеме:
R-
R-
СчН*
+ 6Н,
+ 7Н,
-►R
+ H2S
-►R
+ 6Н,
+ Н20
3. Высокомолекулярные полициклические гетероа-
томные соединения с ненасыщенными связями (смолы)
превращаются в высокоиндексные углеводороды.
При этом повышается термическая стабильность,
снижается коксуемость масел, увеличивается
восприимчивость их к присадкам.
738
Новый справочник химика и технолога
Ниже приводится пример изменения группового
химического состава масляного сырья в процессе
гидрокрекинга:
ЛГ Содержание, масс. %
Компоненты г
сырье гидрогенизат
Алканы 1-2 4-5
Алкилциклоалканы:
моноциклические 32-33 67-68
полициклические 20-21 26-27
Арены
моноциклические 12-13 1-2
полициклические 28-29 < 0,5
дибенз-, нафтобенз-
тиофены 5-6 0
Всего
полициклических соединений 53-56 26-27
Как видно из данного примера, содержание
полициклических соединений в гидрогенизате по сравнению с
сырьем значительно уменьшается. Это приводит к
возрастанию индекса вязкости (ИВ) от 40-60 до 110-130,
понижению температуры застывания масла на 20-30 °С.
Типичные режимы гидрокрекинга:
- температура 360-450 °С;
- давление — от 10-20 (парафинистое сырье) до
20 МПа (ароматическое сырье);
- кратность циркуляции водорода — 1000-
3000 м3/м3 сырья;
- объемная скорость подачи сырья — 0,5-1,5 ч1;
- расход водорода (в расчете на 100%-й) — 1-
3 масс. %.
Выход продуктов гидрокрекинга (смеси деасфальти-
зата с вакуумным дистиллятом), масс. %:
- углеводородный газ — 3-4;
- бензиновой фракции — 6-8;
- легкого газойля — 9-10;
- тяжелого газойля — 12-14;
- масляного дистиллята — 15-16;
- остаточного масла— 11-12,;
- H2S —0,3-0,5.
При гидрокрекинге более вязкого сырья, например
деасфальтизата, выход масла увеличивается и достигает
45-65 масс. %.
В качестве катализаторов используются металлы,
оксиды или сульфиды металлов группы палладия
(родий, рутений), платины (иридий, осмий), железа. В
качестве носителей могут применяться смеси оксидов
элементов следующих подгрупп Периодической
системы: НА (Be, Mg, Ca), IIIB (Al), IVA (Ti, Zr), IVB (Si).
Наиболее часто используются аморфные или
кристаллические алюмосиликаты. Активность и селективность
катализатора увеличивается при введении в его состав
промотирующих добавок, например, галогенов.
Ограниченное использование гидрокрекинга в
производстве масел связано с повышенными
капитальными затратами и высокими эксплуатационными
расходами при получении водорода и проведении процесса
при повышенном давлении (до 20-25 МПа).
12.3.6.2. Гидроизомеризация
Назначение процесса гидроизомеризации —
получение низкозастывающих масел из высокопарафини-
стого масляного сырья. По технологическому
оформлению и механизму превращения компонентов масляной
фракции процессы гидроизомеризации и гидрокрекинга
близки между собой. Основное различие - при
гидроизомеризации процесс протекает при других режимах и
происходит преимущественно изомеризация алканов
нормального строения.
Типичные режимы гидроизомеризации:
- температура — 360-440 °С;
- давление — 4-7 МПа;
- кратность циркуляции водородсодержащего
газа — 1500-2000 м3/м3 сырья;
- объемная скорость подачи сырья — 0,5-1,5 ч ';
- расход водорода (100%-го) — 0,5-1,0 масс. %
Используются алюмоплатиновые катализаторы.
Катализатор быстро отравляется сернистыми
соединениями, поэтому при содержании серы в сырье более
0,03-0,04 масс. % его подвергают предварительной
гидроочистке. ИВ гидроизомеризатов достигает 140-
160, выход — 40-60 %. Температура застывания масел
изменяется в пределах от -20 до -55 °С.
12.3.6.3. Каталитическая гидродепарафинизация
Назначение процесса каталитической гидродепара-
финизации масел — получение базовых масел с очень
низкой температурой застывания — ниже - 50°С. Такие
основы могут применяться при производстве
трансформаторных, трансмиссионных, холодильных,
электроизоляционных, индустриальных масел,
гидравлических жидкостей.
Сырьем процесса являются масляные дистилляты и
деасфальтизаты, некондиционные по температуре
застывания масла, масляные рафинаты, твердые
парафины, петролатум, гач, отходы обезмасливания.
Механизм процесса заключается в селективном
гидрокрекинге алканов нормального и слаборазветвленно-
го строения.
Типичные режимы гидродепарафинизации:
- температура — 310-420 °С;
- давление — 3-23 МПа;
- кратность циркуляции водородсодержащего
газа — 800-2000 м3/м3 сырья;
- объемная скорость подачи сырья — 1-10 ч"1;
- расход водорода (100%-го) — до 2 масс. %.
Катализатор содержит 0,5-2,0 % Pd (Pt) на А1203 или
кристаллическом алюмосиликате с размером пор 4-
10 м .
Выход (масс. %):
- углеводородного газа — до 10-20;
- топливных фракций— 10-15;
- масляного изомеризата — 65-98 %.
Выход депарафинированного масла из изомеризата
снижается с 90 до 75 масс. % с повышением вязкости
изомеризата.
Нефть и нефтепродукты
739
Основной недостаток процесса каталитической гид-
родепарафинизации — снижение ИВ масла на 7-8
единиц. В усовершенствованном процессе (изодепарафи-
низации) расщепление алканов нормального строения
сопровождается их изомеризацией, и в этом случае ИВ
не уменьшается, а несколько увеличивается.
Особенность процесса каталитической гидродепарафинизации
— высокая чувствительность катализатора к
отравлению соединениями азота и серы, поэтому их
содержание в сырье должно быть не более 10 и 100 млн"1,
соответственно.
13.3.6.4. Гидроочистка
Процесс гидроочистки отличается от гидродоочист-
ки несколько более жестким режимом. Гидроочистка
может использоваться как предварительная стадия
обработки сырья перед другими видами гидрогенизаци-
12.3.7. Производство товарных масел
Заключительным процессом масляного
производства является получение товарных масел. В литературе
этот процесс называют смешением,
компаундированием (от англ. compound — составной, смешанный) или
блендингом (от англ. blend — смешивать, делать смеси).
Сырьем служат масляные дистилляты и остаточный
компонент, прошедшие селективную очистку, депара-
финизацию и гидродоочистку, а также присадки
различного функционального назначения,
обеспечивающие товарным маслам необходимые
физико-химические и эксплуатационные свойства.
Целевой продукт процесса — товарные масла,
отгружаемые потребителям наливом в транспортную тару
(железнодорожную или автоцистерны) или
подвергающиеся затем затариванию в металлическую или
полиэтиленовую тару (бочки от 50 до 200 л, канистры и
банки от 0,5 до 50 л). Побочных продуктов или отходов
процесс смешения, как правило, не имеет.
Основными характеристиками процесса являются
производительность (скорость получения заданных
объемов товарных масел), четкое дозирование компонентов,
соблюдение температуры и других параметров
смешения, затраты энергии и труда на единицу товарной
продукции, а также степень амортизации оборудования.
Наиболее распространенными схемами
производства товарных масел без присадок, доля которых
неуклонно сокращается, является смешение разных
масляных дистиллятов и остаточных компонентов на потоке
онной переработки сырья, если катализатор в этих
процессах чувствителен к отравлению сернистыми и
азотистыми соединениями.
Таким образом, с помощью гидрогенизационных
процессов возможно получение базовых масел
высокого качества без применения традиционных селективных
растворителей, например в соответствии со следующей
поточной схемой 12.1 (разработана фирмой «Шеврон»).
По такой схеме, благодаря гибкости процесса
гидрокрекинга, можно получать базовые масла с ИВ до
130-145. При этом увеличивается выход масла,
отсутствуют такие побочные продукты, как экстракты аре-
нов, гач и петролатум, сточные воды с растворенными
экстрагентами, т. е. такая технология более
экологически чистая по сравнению с процессами,
использующими растворители фенол, фурфурол, УУ-метил-пирро-
лидон, метилэтилкетон, толуол и др.
в процессе транспортировки из технологических цехов
в товарные и, при необходимости, проведение обратной
циркуляции непосредственно в резервуарах товарных
цехов. Это объясняется очень хорошей взаимной
растворимостью масляных дистиллятов и остаточных
компонентов в любых соотношениях в широком интервале
температур, а также достаточно широкими
диапазонами требований к вязкости товарных масел (например, у
масла И-40А от 61 до 75 мм2/с при 40 °С).
В случаях, когда необходимо введение нескольких
присадок и четкое их дозирование, применяют
установки периодического действия. Эти установки, как
правило, состоят из нескольких дозирующих устройств и
реактора с механическим перемешивающим
устройством (мешалкой) различного типа (турбинного, рамного,
скребкового и т.п.).
Объем реактора и тип перемешивающего устройства
зависят от физических параметров смешиваемых
компонентов, температура процесса выбирается с учетом
быстроты и качества смешения и, как правило, не
превышает 80 °С в объеме масла. Тип дозирующих
устройств (насосы-дозаторы, весовые или объемные
дозаторы) выбираются исходя из физических параметров
компонентов и требуемой точности дозирования. Для
дозирования и загрузки присадок, представляющих
собой твердые сыпучие вещества, применяют
специальные загрузочные бункеры, имеющие подвижный рукав.
Поддержание необходимого температурного
режима обеспечивается циркуляцией пара или
теплоносителя в рубашке реактора. В некоторых случаях применя-
Сырье
Вакуумная
перегонка
Вакуумный
газойль
-N
у Гидрокрекинг
Масло 1
-N
Гидроизомеризация
Масло 2
Гидрокрекинг
Базовое
масло,
Ф
Дистиллят
!>
Схема 12.1. Поточная схема фирмы «Шеврон»
740
Новый справочник химика и технолога
ют электрический обогрев питающих трубопроводов и
реактора.
Наиболее сложной технологической задачей при
смешении является введение вязкостных присадок,
имеющих при температуре окружающей среды очень
большую вязкость. Прокачивание их обычными
насосами представляет очень большую сложность. В
подобных случаях присадки поставляются как правило в
стальных бочках. Бочки устанавливаются в
специальные подогреватели (плавильники), а затем их
содержимое подается в трубопроводы при помощи мощных
вакуумно-диафрагменных насосов, обеспечивающих
всасывание (при/? = 10 МПа).
Недостатки периодических установок смешения
заключаются в невысокой производительности, больших
энерго- и трудозатратах. Преимущество — в
возможности очень точного дозирования компонентов, а также в
возможности введения сыпучих компонентов без
предварительного растворения.
Установка непрерывного смешения отличается
значительно более высокой производительностью и
экономией энерго- и трудозатрат. В качестве реакторов
могут применяться специальные колонны смешения,
имеющие различные конструкции.
Недостатком установок непрерывного смешения
является необходимость предварительного растворения
вязких и сыпучих компонентов в аппаратах
периодического действия.
Вместо колонны смешения может быть установлен
роторно-дисковый контактор-диспергатор, в котором
смешение компонентов осуществляется прокачиванием
через чередующиеся, непрерывно вращающиеся и
неподвижные диски, имеющие отверстия различного
сечения. Роторно-дисковые аппараты особенно
эффективны при введении большого количества полимерных
присадок.
Литература
1. Золотарев П. А., Бикташева М.Ф. // Химия и
технология топлив и масел. 1975. № 9. С. 31.
2. Варшавер Е.М., Думский Ю.В. // Химия и
технология топлив и масел. 1976. № 2. С. 9.
3. Поташников Г.Л. и др. // Химия и технология
топлив и масел. 1990. № 2. С. 20-21.
4. Каракуц В.Н. и др. // Нефтепереработка и
нефтехимия. 1991. Вып. 1 С. 9-11.
5. Перспективы развития и повышения
эффективности процессов деасфальтизации нефтяных
остатков. М.: ЦНИИТЭнефтехим, 1994. 69 с.
6. Каракуц В.Н. и др. // Химия и технология топлив и
масел. 1995. №6. С. 7-13.
7. Сочевко Т.И. // Проблема совершенствования
технологии производства и улучшения качества
нефтяных масел // Под ред. Е.Н. Заяшникова, М.:
Нефть и газ, 1996. С. 49-59.
8. Яушев Р.Г., Сайфуллин Н.Р. Применение iV-метил-
пирролидона в процессе селективной очистки
масел. М.: ЦНИИТЭнефтехим, 1996. 91 с.
9. Яковлев СП. и др. // Химия и технология топлив и
масел. 1997. № 1.С. 19.
10. Нигматуллин Р.Г. // Химия и технология топлив и
масел. 1998. № 3, С. 11-12.
11. Яковлев СП. и др. // Наука и технология
углеводородов. 1999. № 2. С. 41-45.
12. Иванов А.В., Лазарев Н.П., Яушев Р.Г. // Химия и
технология топлив и масел. 2000. № 5. С. 44-45.
12.4. Выделение, свойства и применение
гетероатомных соединений нефтей и
нефтепродуктов
{проф., д.т.н. В.Г. Спиркин)
Нефти и нефтепродукты (топлива, масла) содержат
в качестве основных компонентов углеводороды и ге-
тероорганические соединения. Углеводороды — алка-
ны, циклоалканы, арены составляют основную массу
нефтей и нефтепродуктов, остальное — сера-,
кислород-, азот- и металлсодержащие соединения.
Содержание и химическое строение гетероорганических
соединений в нефти зависит от ее происхождения, в
нефтепродуктах — от пределов выкипания фракции и
метода получения топлива или масла.
Нефти различных месторождений в среднем могут
содержать (масс. %): 0,02-7,0 серы или 0,2-70
сернистых соединений. Например, малосернистая нефть
Марковского месторождения (Россия) содержит серы 0,004,
сернистая Самотлорская (Башкирия, Россия) — 0,63,
высокосернистая Арланская (Башкирия, Россия) — 5-7,
Ровел Пойнт (США) — 14%. Содержание сернистых
соединений в высокосернистых нефтях достигает 30-80 %.
Нефти содержат 0,05-3,5 % кислорода или 0,5-40 %
кислородных соединений. Наиболее высоким
содержанием кислородных соединений характеризуются нефти
(масс. %): Осиновская (Россия, Пермская обл.) — 0,97,
Балаханская — 0,42, Долинская — 0,72.
Содержание азота в нефтях обычно не превышает
0,5-1 масс. %; например, нефть Марковского
месторождения содержит 0,01, Ярегская 0,4, Учкызылская —
0,82 масс. %.
Кроме углерода, водорода, серы, кислорода и азота
нефти содержат большое число других элементов, в
основном металлов, но их концентрация невелика — от
Ю-7 до 10"3%именее.
Основная масса гетероорганических соединений при
прямой перегонке нефти или вакуумной перегонке
мазута переходит в среднедистиллятные, остаточные
топливные и масляные фракции.
В топливах и маслах ограничивается содержание
гетероорганических соединений, особенно химически
активных (меркаптанов, низкомолекулярных карбоно-
вых кислот и др.) из-за их отрицательного влияния на
качество нефтепродуктов: термическую стабильность,
коррозионные, экологические и др. свойства.
Разработаны процессы селективного выделения некоторых
классов гетероорганических соединений из нефтяных
дистиллятов.
Нефть и нефтепродукты
741
Вследствие относительно высокой концентрации в
нефтепродуктах выделяемые сернистые и кислородные
соединения могут служить химическим сырьем для
промышленных процессов и уже находят полезное
использование в различных отраслях народного хозяйства.
12.4.1. Сернистые соединения
Как показывают многолетние исследования,
сернистые соединения содержатся во всех нефтяных прямо-
гонных топливных и масляных фракциях и оказывают
заметное влияние на их качество. Наибольший интерес
в качестве химического сырья представляют
соединения среднедистиллятных (керосино-газойлевых)
фракций 150-350 °С сернистых и высокосернистых нефтей.
Содержание сернистых соединений в этих фракциях
намного больше, чем в бензиновых фракциях, их
химическое строение менее сложно но сравнению с
соединениями тяжелых фракций нефти, им сопутствует
меньшее количество примесей (смол, асфальтенов и др.).
Выделение сернистых соединений из этих фракций
сопровождается улучшением эксплуатационных и
экологических свойств дизельных и реактивных топлив.
В нефтяных фракциях в растворе углеводородов
содержатся сернистые соединения следующих классов:
сульфиды, производные тиофена (бензотиофена),
меркаптаны, дисульфиды. В наибольшем количестве
нефтепродукты содержат сульфиды и производные
тиофена (их относительное количество примерно
одинаковое).
Сульфиды (тиоэфиры) содержатся в нефтях в
основном в виде следующих соединений:
1. Алифатических сульфидов R—S—R', где R,
R' — предельные или (редко) непредельные
алифатические радикалы.
2. Ароматических сульфидов Аг—S—Ar'(R), где
Аг, Аг' — ар ильные радикалы.
3. Жирноароматических сульфидов R—S—Аг
типа метилфенилсульфида, Аг—S—R—Аг типа бензил-
фенилсульфида.
4. Циклических сульфидов: тиофаны
(производные тиациклопентана) и тиациклогексаны: циклические
сульфиды или гомологи тиофана:
" R^, где х — количество радикалов.
Производные тиофана преобладают среди
сульфидов в масляных фракциях.
Нефтяные сульфиды могут подвергаться
многочисленным химическим превращениям, что делает их
перспективным сырьем для химической промышленности.
К наиболее важным реакциям сульфидов следует
отнести следующие:
1) термические превращения при повышенных
температурах.
Превращения протекают через образование
свободных R—S-радикалов:
R—S—R' -+ RS» + R'« -+ R—SH + R' = СН2
R—SH -+ RS- + Н«
R—SH >R» + HS«
H« + HS« >H2S
2R—SH >2R« + 2HS«
->H2S
2^2
HS« + HS«
HS« + H2 S2 > H2 S + HSS«
HSS« + HS« >H2S + S2
2) окисление кислородом воздуха при 150 °С.
В этих условиях происходит образование сульфок-
сидов, сульфонов и продуктов более глубокого
окисления сульфокислот:
R—S—R > RSOR > RS02R > R—S03H
Ароматические сульфиды в топливах подвергаются
окислительной полимеризации с образованием
высокомолекулярных смол и осадков.
3) Взаимодействие с галогенами, галогеналкилами,
солями тяжелых металлов.
Нефтяные сульфиды образуют стабильные
комплексы донорно-акцепторного типа с галогенами,
галогеналкилами (метилиодидом и др.), солями металлов (Sn,
Ag, Al, Zn, Ti, Ga и др.), кислотами Льюиса за счет
перехода негюделеннои пары электронов атома серы на
свободную орбиталь акцептора. Важнейшими комплек-
сообразователями являются: AICI3, TiCl4, HgCb, ацетат
серебра, карбонилы железа. Реакции комплексообразо-
вания неселективны, в той или иной степени они
протекают и с другими типами гетероатомных соединений.
В сочетании с другими физико-химическими методами
комплексообразование служит важным инструментом
установления состава и строения сульфидов.
4) Образование оксониевых соединений.
Эти реакции основаны на взаимодействии гетеро-
атома сульфидов — оснований Льюиса с протоном —
типичной кислотой Льюиса:
SR' + H+ >[RSHR']+
Реакция образования оксониевых соединений
характеризуется низкой энергией активации, на полноту
превращения оказывает слабое влияние стерический фактор.
На этом основан разработанный Я.Б. Чертковым и
В.Г. Спиркиным [3] процесс селективной
сернокислотной экстракции сульфидов в виде сульфоксониевых
соединений из высокосернистых нефтяных фракций
растворами 86-91%-й серной кислоты:
RSR' + H2SQ4
[RSHR'f • HS04
При рассмотрении механизма экстракции следует
учитывать, что в растворе 86%-й серной кислоты
находятся ионные пары, образующиеся при диссоциации-
гидратации молекул кислоты:
H2SQ4 + Н20 = HSO; • Н30+
742
Новый справочник химика и технолога
Гидросульфат гидроксония является кислотой
Льюиса, образующей с нефтяными сульфидами суль-
фоксониевые соединения без их сульфирования:
RSR*+HS04 • Н30~ >[RSHR']" • S042 • НэО'
Сульфоксониевое соединение легко разрушается с
выделением исходных сульфидов при добавлении 0,3-
0,9 объемов воды или спиртов (ROH) на 1 объем оксо-
ниевых соединений:
[RSHR'] SO2 Н30~ + Н20 >[Н302] -SO2 +RSR
[RSHR1]" S042 Н30 +ROH >[ROH2]~ S042 +RSR
Сульфиды оказывают неоднозначное влияние на
свойства топлив и масел. В присутствии сульфидов
ухудшается термоокислительная стабильность топлив,
увеличивается количество смол и осадков при
повышенных температурах (до 100-150 °С). Одновременно
сульфиды играют роль природных антиоксидантов,
повышая химическую стабильность топлив и масел при
хранении. Механизм ингибирования процессов
окисления углеводородов нефтепродуктов связан с
разрушением сульфидами пероксидов — первичных продуктов
окисления — и образованием инертных продуктов
(спиртов, сульфоксидов и сульфонов):
R—S—R' + R—ООН > R—SO—R' + R—ОН
R—SO—R' + R—ООН > R—S02—R' + R—ОН
В топливах и минеральных маслах сульфиды
оказывают положительное влияние на смазочные свойства
товарных продуктов.
Однако присутствие в топливах сульфидов, как и
сернистых соединений других классов, нежелательно
из-за образования при сгорании топлив токсичного и
коррозионно агрессивного сернистого газа.
При получении реактивных, дизельных топлив и
смазочных масел с использованием гидроочистки
сульфиды подвергаются гидрогенолизу, превращаются
в углеводороды и сероводород и практически
полностью отсутствуют в товарных продуктах.
Тиофены (III) и бензотиофены (IV):
(III) (IV)
Тиофены и их производные содержатся практически
во всех фракциях нефтей в концентрациях,
сопоставимых с содержанием сульфидов. Относительная доля
тиофенов возрастает с повышением температуры
кипения нефтяного дистиллята. Например, в вакуумном
дистилляте 320-530 °С Ромашкинской нефти
содержится (отн. %): 40 тиофенов, 15 бензотиофенов, 10 ди-
бензотиофенов, до 30 сульфидов от общей суммы
сернистых соединений.
Характер химических превращений тиофенов
определяется тем, что во многих случаях гетероатом серы и
группа —СН=СН— бензольного кольца аренов
идентичны по химическому поведению. Гетероатом
дополняет л-электронную систему до «ароматического»
секстета, а также определяет направленность замещения в
тиофеновом кольце: а-положения значительно активнее
Р-положений. Наиболее важны для тиофенов реакции
электрофильного замещения и металлирования,
дающие начало процессам получения многих важных
продуктов: алифатических кислот, гидроксикислот,
высших спиртов, кетонов, ацеталей, аминов, лактамов и др.
Селективное выделение тиофенов из нефтяных
фракций представляет затруднения. При обработке
нефтяных фракций концентрированной серной кислотой
происходит сульфирование тиофенового кольца
аналогично бензольному кольцу аренов, а при обработке
хлоридом ртути наблюдается меркурирование тиофенов.
Природные тиофены в составе нефтяных фракций
относятся к наиболее химически стабильным reiepoa-
томным соединениям. Они не снижают термическую
стабильность топлив. Тиофены весьма устойчивы к
действию окислителей. При хранении тиофено-арома-
тического концентрата 200-280 °С, выделенного из
летнего дизельного топлива, в течение 4 месяцев при 20 °С
на рассеянном свету в стеклянной емкости, а также при
на1ревании его до 150 °С в контакте с медью
практически не происходило окисления тиофенов. Окисление
бензотиофена и 3-метилбензотиофена до сульфонов
протекает с избытком пероксида водорода в уксусной
кислоте при 40 °С.
При использовании алкилтиофенов как химического
сырья, возможно их каталитическое деалкилирование,
изомеризация и дегидрирование радикала.
Роль тиофенов в нефтяных топливах (бензинах,
реактивных, дизельных, котельных) аналогична роли
аренов, снижающих полноту сгорания и ухудшающих
экологические свойства топлив (образование сажи,
оксидов серы в продуктах сгорания). Тиофены
подвергаются лишь частичному гидрогенолизу при гидроочистке
керосино-газойлевых фракций на
нефтеперерабатывающих заводах.
При использовании алкилтиофенов как химического
сырья возможно их каталитическое деалкилирование,
изомеризация и дегидрирование радикала.
Меркаптаны присутствуют в сернистых
нефтепродуктах в виде следующих соединений:
- алифатических меркаптанов R—SH;
- ароматических меркаптанов Аг—SH и R(Ar)—SH;
- меркаптанов смешанного строения R(Ar)—SH.
Меркаптаны содержатся практически во всех нефтях,
как правило, в малых концентрациях. Однако известны
нефти с высоким содержанием меркаптанов. Например,
нефть Марковского месторождения (Иркутская обл.)
содержит 0,96 % общей серы, в том числе 0,707 % мер-
каптановой серы. Ишимбайская нефть содержит 0,3 %
меркаптановой серы. Фракция 40-200 °С газоконденсата
Нефть и нефтепродукты
743
Оренбургского месторождения содержит 1,24% общей
серы, в том числе 0,97 % меркаптановой серы.
В товарных топливах содержание меркаптановой
серы ограничивается значениями 0,001-0,005 масс. %
(реактивные топлива) и 0,01 масс. % (дизельные топлива).
Меркаптаны — весьма реакционноспособные
соединения, они легко подвергаются химическим
превращениям, из которых наиболее характерны следующие.
Окисление. Меркаптаны быстро окисляются даже в
мягких условиях (кислородом воздуха при 20 °С):
2RSH + 1/2 02 > RSSR + Н20
В жестких условиях при повышенной температуре в
присутствии каталитически активных металлов
меркаптаны быстро окисляются до сульфокислот и даже до
серной кислоты.
В среде нефтепродуктов меркаптаны
взаимодействуют с гидропероксидами и растворенным кислородом
по реакциям:
RSH + 3R'OOH > RS03H + 3R'OH
2RSH + 302 > 2RSO3H
RCH2S03H + 02 > RCH(OOH) SO3H >
> RCHO + H2S04
Взаимодействие со щелочами и солями металлов.
Эти реакции используются для очистки от
меркаптанов (демеркаптанизации) легких и средних
топливных дистиллятов. Для демеркаптанизации бензинов
применяется обработка их щелочным раствором с
добавкой спиртов, сульфида натрия. В качестве
катализатора применяется хлорид меди(1) или сульфопроизвод-
ное фталоцианина кобальта.
Из бензинов меркаптаны могут быть выделены
обработкой 25%-м раствором аминоэтоксида натрия в
безводном этилендиамине, а из дизельных фракций
нефти — экстракцией водноспиртовым раствором щелочи.
Меркаптаны обладают кислотными свойствами
вследствие подвижности атома водорода сульфгид-
рильной группы -SH, способного замещаться на
металл. Меркаптаны присутствуют в топливах в
концентрациях 0,001-0,01%, но сильно повышают
коррозионную агрессивность топлив и, как правило, они
удаляются с помощью гидроочистки.
Дисульфиды R—S—S—R', R—S—S—Аг
природного происхождения или продукты окисления
меркаптанов присутствуют в топливах в таких же, как
меркаптаны, или меньших концентрациях. При повышении
температуры они, разлагаясь на меркаптаны,
сероводород и углеводороды, могут ухудшать
эксплуатационные свойства топлив. Дисульфиды удаляются из топлив
при гидроочистке.
С учетом концентрации в среднедистиллятных
фракциях и реакционной способности наиболее важное
значение среди всех сернистых соединений в качестве
химического сырья имеют нефтяные сульфиды. Их
содержание в топливных фракциях сернистых и
высокосернистых нефтей российских и зарубежных
месторождений приведено в табл. 12.29. Как видно из таблицы,
в топливных фракциях преобладают сульфиды, в
относительно меньших количествах содержатся тиофены, и
в малых концентрациях — меркаптаны.
Относительное и абсолютное содержание
сульфидов во фракции 200-250 °С больше, чем в более
тяжелых и легких фракциях. Поэтому для извлечения
сульфидов в качестве сырьевой фракция нефти 200-250 °С
является наиболее предпочтительной.
Ресурсы сульфидов в топливных фракциях
высокосернистых нефтей достаточно велики (табл. 12.30). При
полном извлечении выход сульфидов на 1 млн т
перерабатываемой фракции может достигать 6-10 тыс т.
12.4.1.1. Получение и применение нефтяных сернистых
соединений
Сернистые соединения среднедистиллятных
фракций сернистых и высокосернистых нефтей
представлены в основном сульфидами и производными тиофена.
Экстракцией сульфидов и их окислением можно
получать значительные количества концентратов
сульфидов, сульфоксидов и сульфонов.
Ресурсы сульфидов в сырьевых фракциях
высокосернистых нефтей достигают 6-9 тыс. т на 1 млн т сырья.
Потребности в концентратах сульфидов,
сульфоксидов в различных отраслях промышленности, особенно в
гидрометаллургии, составляют десятки тыс. т/год.
Всемирная организация здравоохранения запрещает
использование в гидрометаллургии традиционного экс-
трагента трибутилфосфата из-за его токсичности.
Поэтому промышленное производство сульфидов и
сульфоксидов в нефтепереработке и использование их в
гидрометаллургии является актуальной задачей.
Первым инициатором разработки проблем
исследования химии и технологии сернистых соединений
нефтей был Р.Д. Оболенцев [10]. Теория и метод
извлечения сульфидов из нефтяных дистиллятов водными
растворами серной кислоты были разработаны Я.Б.
Чертковым и В.Г. Спиркиным [3], а получение
сульфоксидов — Г.Д. Гальперном и Е.Н. Карауловой [9, 11].
Большой вклад в решение научных и технологических
проблем сернистых соединений внесли А.В. Машкина,
Ю.Е. Никитин, Н.К. Ляпина [8], Т.А. Бардина, В.Г.
Лукьяница и др. Обобщение результатов научных и
технологических исследований выполнили А.Х. Шари-
пов, В.Р. и И.Р. Нигматуллины, А.С. Меджибовский [2].
Как видно из таблицы, структурно-групповой состав
сернистых соединений, извлекаемых из наиболее массовых
российских нефтей, не имеет принципиальных различий.
Жидкостной двухступенчатой экстракцией 86 и
91%-ми водными растворами серной кислоты при
нормальных условиях получают концентраты сульфидов
следующего состава (масс. %): 73-78 сульфиды, 15-20
производных тиофенов, 8-10 углеводородов.
Состав сернистых соединений, выделенных 86%-й
серной кислотой из нефтяного дистиллята 190-360 °С
приведен в табл. 12.31.
744
Новый справочник химика и технолога
Таблица 12.29
Содержание сернистых соединений в топливных фракциях неф
Месторождение
Температура кипения
фракции, °С
Содержание серы, масс. %
тей
Распределение серы,
сульфиды
тиофены
% отн.
меркаптаны
Республика Башкортостан
Арланское
Чекмагушское
Абдуллинское
Тепляковское
200-250
250-300
200-250
250-300
200-250
250-300
200-250
250-300
0,9-1,4
2,0-2,2
1,75
3,27
1,12
2,58
1,09
2,30
70-72
47-56
55
37
80-81
44,5
74,5
52
27-29
44-52
45
63
19-20
55,5
25-26
47^8
0,07-1,35
0,15-0,50
Отсутствуют
0,80-1,00
0,06
0,80
0,43
Республика Татарстан
Бондюжское
Шугуровское
Бавлинское
200-250
250-300
200-250
250-300
200-250
250-300
1,17
2,13
1,30
2,13
0,2-1,1
0,7-2,2
67,5
46,5
46,2
31,9
56-67
32-46
32,5
53,5
43,4
67,9
33-34
54-67
0,01
0,01
0,40
0,20
0-0,7
0-1,1
Самарская область
Долматовское
Сосновское
200-250
250-300
200-250
250-300
1,88
2,56
1,61
3,18
71,3
57
45,3
31,2
26,6
41,8
43,7
68,2
2,1
1,2
1,0
0,6
Сибирь
Западно-Сургутское
200-250
250-300
0,28
0,92
92,7
65,3
6,6
44,4
0,7
0,3
Республика Узбекистан
Кизилтумшук
Ляльмикар
Кокайты
Хаудаг
н.к.* -300
н.к. -300
н.к. -300
н.к. -300
4,63
3,37
2,62
1,91
45,0
40,7
51,9
44,6
55,0
59,3
48,1
55,3
Следы
Следы
Следы
0,1
США
Орегон-Бейси
Гейдельберг
н.к. -250
н.к. -250
0,93
0,45
24,5
38,7
73,9
58,9
1,6
2,4
Ближний Восток
Киркук
Ага-Джари
н.к. -250
н.к. -250
0,32
0,33
59,1
24,5
34,6
66,4
6,3
9,1
*н.к. — начало кипения.
Таблица 12.30
Ресурсы сульфидов во фракциях высокосернистых
нефтей Республики Башкортостан (т / млн т)
Месторождение
Арланское
Араслановское
Татышлинское
Тепляковское
Копей-Кубовское
Алкинское
Абдуллинское
Северо-Зирганское
Фракции, °С
200-250
3700
3240
2100
2560
2550
1850
2500
2000
250-300
5300
4550
4800
4600
4900
6350
3900
4800
Таблица 12.31
Состав сернистых соединений, выделенных 86%-й
серной кислотой из нефтяного дистиллята 190-360 °С
Соединения
Содержание серы, масс. %
общей
сульфидной
Содержание, масс. %
сульфидов
тиофенов
углеводородов
Месторождение нефти
Арланское
13,9
9,9
68
23
9
Западно-
сургутское
11,6
10,3
68
10
21
Самот-
лорское
11,4
9,7
65
13
22
Нефть и нефтепродукты
745
Продолжение таблицы 12.31
Соединения
Структура сульфидов, отн. %
тиамоноциклоалканы
тиабициклоалканы
тиатрициклоалканы
диалкилсульфиды
тиаинданы
циклоалкилсульфиды
алкиларилсульфиды
Месторождение нефти
4>
S
О
X
ев
О.
<
44,8
11,3
3,9
3,3
1,5
2,6
4>
О §
э %
сЗ р.
со >>
41,5
12,2
3,7
6,2
1,6
2,1
н о
О Ьй
S °
ев о.
36,0
14,7
5,5
з,о
1,4
2,9
0,5
Результаты выделения экстрактов сульфидов из
дизельной фракции 190-360 °С Арланской нефти 86%-й
(продукты I) и 89%-й серной кислотой (продукты II)
представлены в табл. 12.32. После извлечения
сульфидов рафинаты могут использоваться для получения
дизельного топлива. Процесс экстракции сульфидов из
нефтяных дистиллятов растворами серной кислоты
отличается высокой селективностью, экстрагент стабилен
при многократном использовании, отличается высокой
плотностью (обеспечивает быстрое, четкое расслоение
фаз), доступностью и низкой стоимостью. Расход
кислоты, например, при экстракции 1 т сульфидов из
дизельной фракции 170-310 °С Арланской нефти,
довольно велик: 10 т на первой ступени и 19 т на второй
ступени экстракционного процесса. Однако расход
кислоты может быть уменьшен в 1,5-2 раза при
использовании пятиступенчатой экстракции. При этом в качестве
экстрагента сульфидов может использоваться
отработанная кислота процесса алкилирования с
последующей реэкстракцией полученного экстракта бензином.
Предложена промышленная схема процесса
выделения из фракций дизельного топлива сульфидов, а
также окисления их в сульфоксиды. Схема дает
возможность получать концентраты сульфидов, сульфок-
сидов, а также малосернистый компонент дизельного
топлива (рис. 12.22).
Технологический процесс включает следующие
стадии: экстракцию концентрата сульфидов из фракции
дизельного топлива отработанной после алкилирования
серной кислотой; перегонку концентрата с получением
фракции 260-360 °С; окисление последней пероксидом
водорода до сульфоксидов.
Сырье — дизельная фракция 190-360 °С,
содержащая не менее 0,8 масс. % сульфидной серы. Реэкстрак-
ция сульфидов из раствора серной кислоты
производится бензиновой фракцией. Отношение кислота/сырье
составляет 1 : 2,3 в масс. %. Реэкстракция сульфидов
производится при температуре 25-30 °С, расход реэкс-
трагента — 100 об. % и воды — 10 масс. % После
разделения фаз бензиновый слой экстракта нейтрализуют
и промывают водой. Из промытого раствора отгоняют
бензин, полученные сульфиды перегоняют. На
следующей стадии фракцию сульфидов окисляют при 70-90 °С
27-35%-м пероксидом водорода, взятым с 4-6%-м
избытком относительно стехиометрического количества
на содержание сульфидной серы в концентрате. В
концентрате сульфидов, извлекаемых отработанной после
алкилирования серной кислотой, содержатся примеси
карбоновых кислот, поэтому каталитических
кислотных добавок не требуется. После окисления
органическую и водную фазы разделяют в
отстойниках-сепараторах. На рис. 12.22 приведена технологическая схема
процесса.
Отработанная после алкилирования серная кислота
и вода подаются в емкость / для приготовления
раствора экстрагента требуемой концентрации.
Перемешивание раствора производится его циркуляцией.
Экстрагент из емкости / подается через холодильник 2, где
охлаждается до 45 °С, в диафрагменный смеситель 4,
куда через холодильник 3 подается сырьевая фракция.
Полученная смесь поступает в отстойник 5, где
разделяется на рафинатную (верхнюю) и экстрактную
(нижнюю) фазы. Рафинатная фаза самотеком поступает в
емкость 7, экстрактная фаза — в емкость 6.
Отделившееся в емкости 7 небольшое количество экстрактной
фазы выводится снизу емкости и присоединяется к
экстрактной фазе из емкости 6.
Рафинатная фаза из емкости 7 подается в смеситель
8, где смешивается с раствором щелочи из
периодически работающих параллельных емкостей //и 12. В
одной из них приготавливается раствор щелочи, из
другой — он циркулирует в отстойник 10 для
нейтрализации рафината. Из смесителя 8 смесь рафинатного и
щелочного растворов через подогреватель 9, где
нагревается до 50 °С, поступает в отстойник 10.
Таблица 12.32
Характеристика концентратов сульфидов
Продукт
Сырье
Рафинат I
Концентрат I
Рафинат II
Концентрат II
Общие потери
Выход, масс. %
100
94,50
4,78
88,95
3,67
2,60
Содержание серы
общей
2,16
1,25
13,90
0,77
10,80
20,2
сульфидной
1,21
0,55
9,90
0,22
8,00
21,8
Обессеривание, %
—
45,1
—
68,3
—
—
Извлечение, %
—
—
30,6
—
48,8
—
Рис. 12.22. Технологическая схема получения концентрата сульфоксидов окислением сульфидов, выделенных из сырья кислотной экстракцией:
1,6,7,11-13,16,17,19, 24-26, 28, 33, 34, 41, 43, 44, 48, 49 — емкости; 2 - - холодильник; 3, 9,15, 29, 30, 35, 36, 39, 42 — подогреватели; 4, 8,18, 20 — смесители;
5, Ю, 20, 21, 23, 40, 47 — отстойники; 14, 27 — промывные колонны; 31 — - отбензинивающая колонна; 32, 38, 46 — конденсаторы-холодильники; 37 — колонна разгонки
сульфидов; 45 — реактор; I — отработанная кислота; II — вода; III — сырье; IV — щелочь; V — в блок очистки сточных вод; VI — рафинат; VII — смола; VIII - - вторично
отработаная кислота; IX — водяной пар; X — бензин; XI — к вакуумной системе; XII — кубовый остаток; XIII — легкие сульфиды; XIV — пероксид водорода; XV — сульфоксиды
Нефть и нефтепродукты
747
Из отстойника 10 нижний щелочной слой
направляется в емкость // или 12, а. верхний —
нейтрализованный рафинат — в емкость 13, из которой через
подогреватель /5 с температурой 60 °С подается в нижнюю
часть промывной колонны 14. В верхнюю часть этой
колонны подается вода. Промытый рафинат
перекачивается в емкость 17 и после отстаивания в течение 1
суток отводится с установки. Промывная вода снизу
колонны 14 собирается в емкости 16, откуда
направляется в систему очистки стоков. В эту же емкость
периодически сбрасывается вода из емкости / 7.
Экстрактная фаза из емкости 6 подается в смеситель
18, туда же подаются вода и бензиновая фракция 90-
120 °С. Смесь направляется в отстойник 21, откуда
нижний слой (смесь отработанной серной кислоты и
смолы) поступает в отстойник 20. Верхний слой из
этого отстойника (смола) перетекает в емкость 19, откуда
выводится с установки, нижний (вторично
отработанная кислота) также отводится с установки. Верхняя
фаза из отстойника 21 (раствор сульфидов в бензиновой
фракции) направляется в смеситель 22. Туда же
подается 1%-й раствор щелочи из емкостей 24 и 25,
работающих аналогично емкостям 11 и 12.
Смесь нейтрализованного раствора сульфидов в
бензиновой фракции и щелочного раствора поступает в
отстойник 23. Верхний слой из этого отстойника
собирается в емкости 26, из которой подается в нижнюю
часть промывной колонны 27. Щелочной раствор из
отстойника 23 поступает в емкость 24 или 25, а после
отработки выводится из этих емкостей и
присоединяется к стокам из емкостей 11 и 12. Для промывки
нейтрализованного раствора сульфидов в бензиновой фракции
в верхнюю часть колонны 27 подается вода.
Промывные воды снизу этой колонны соединяются с
промывной водой из колонны 14, смесь поступает в емкость 16
и далее в блок очистки сточных вод.
Промытый раствор сульфидов в бензиновой
фракции перетекает в емкость 28, откуда подается в отбен-
зинивающую колонну 31, состоящую из двух секций. В
верхней секции отгоняется основное количество
бензиновой фракции, в нижней - оставшееся ее количество
отпаривается водяным паром. Пары из обеих секций
конденсируются в конденсаторе-холодильнике 32.
Бензиновая фракция отделяется от воды в емкости 33. Вода
снизу этой емкости используется в колонне 27 в
качестве промывной. Бензиновая фракция перетекает в
емкость 34, откуда частично направляется на орошение в
верхнюю секцию колонны 31, остальное ее количество
подается в смеситель 18.
Сульфиды после отгонки бензиновой фракции
выводятся снизу колонны 31 в колонну 37 для разгонки,
которая работает под вакуумом и состоит из двух
секций. В верхней секции отгоняется головная фракция
сульфидов с началом кипения 260 °С. Пары ее после
конденсации в конденсаторе-холодильнике 38
поступают в емкость 41, из которой часть головной фракции
подается в качестве орошения в верхнюю часть
колонны 37, а балансовое количество отводится с установки.
Кубовый остаток из верхней секции колонны 37
перетекает в нижнюю секцию. В нижней секции отгоняется
с водяным паром целевая фракция сульфидов 260-
360 °С.
Пары ее вместе с водяным паром конденсируются в
конденсаторе-холодильнике 39 и собираются в
отстойнике 40. Вода снизу этого отстойника подается в
верхнюю часть промывной колонны 27.
Фракция сульфидов перетекает в емкость 43, откуда
направляется на окисление. Кубовый остаток из
колонны 37 через холодильник 42 откачивается с установки.
Обогрев колонн 31 и 37 осуществляется
подогревателями соответственно 29, 30 и 35, 36.
Процесс окисления сульфидов — периодический.
Для обеспечения непрерывности его проводят
поочередно в нескольких реакторах периодического
действия. Целевая фракция сульфидов из емкости 43 и пе-
роксид водорода из емкости 44 подаются на
окисление в реактор 45. Водяные пары,
образующиеся при окислении, конденсируются в конденсаторе-
холодильнике 46. Образующийся конденсат
поступает в отстойник 47. В него же по окончании окисления
подается оксидат из реактора 45. Вода снизу
отстойника 47 поступает в емкость 48. Сульфоксиды
подаются в емкость 49 готовой продукции, откуда
выводятся с установки.
Выход и характеристика продуктов процесса:
Продукт
Рафинат
Легкие сульфиды
Сульфоксиды
Смола, тяжелые
сульфиды
Выход на
сырье, масс. %
91,0
1,3
4,6
1,42
Содержание серы, масс. %
общей
1,4-1,6
12,0
11,1
—
сульфидной
0,4-0,5
10,5
—
—
сульфоксидной
—
—
7,0
_
Кроме описанной выше схемы (I), разработаны
также технологические схемы получения концентрата
сульфоксидов окислением сульфидов непосредственно
в сырье с последующим выделением сульфоксидов
серной кислотой (II) или ацетоном (III).
Все технологические схемы процессов получения
сульфидов и сульфоксидов проверены на опытных и
опытно-промышленных установках. Расходные
показатели процессов I—III приведены в табл. 12.33.
Качество концентрата сульфоксидов,
удовлетворяющее требованиям технических условий, приведено
в табл. 12.34.
748
Нефть и нефтепродукты
Таблица 12.33
Расходы сырья, реагентов и энергии на получение
1 т концентрата сульфоксидов
Расход
Фракция дизельного
топлива, т
Пероксид водорода, т
Уксусная кислота, т
Отработанная после алки-
лирования серная кислота, г
Серная кислота (92,5%-я), т
Сульфат натрияд
Сода кальцинированная, т
Бензин-растворитель, т
Ацетон, т
Гептан-растворитель, т
Щелочь (42%-я), т
Электроэнергия, кВт-ч
Пар, ГДж
Вода, м3:
химически очищенная
оборотная
Сжатый воздух, м3
Инертный газ, м
Схема получения
I
21,8
0,34
—
9,1
—
—
—
0,07
—
—
0,03
1366
7,1
16,2
81
82
84
II
17,7
0,86
0,19
—
0,68
0,3
0,73
—
—
—
—
2190
2,5
28,0
100
160
100
III
13,5
0,57
—
—
—
—
—
—
0,03
0,007
0,10
2986
81,6
5,0
750
—
—
Таблица 12.34
Качество концентрата сульфоксидов
из нефтяного сырья, полученного по схемам 1-Ш
Показатели
Плотность при 20 °С, кг/м3
Вязкость, мм2/с, при:
20 °С
40 °С
50 °С
80 °С
Температура, °С:
вспышки в открытом тигле
вспышки в закрытом тигле
застывания
самовоспламенения
Содержание серы, масс. %:
общей
сульфоксидной
Кислотность (на серную
кислоту), г/л
Растворимость в воде, г/л
Схема получения
I
990
55,8
19,5
12,8
6,4
196
188
-55
247
11,1
7,2
0,8
7,8
II
1020
121,2
31,5
18,9
6,6
152
145
-30
242
П,4
10,7
0,6
7,6
III
1028
79,9
22,9
16,4
5,4
152
145
-50
241
9,6
8,6
1,0
7,8
12.4.1.2. Применение концентратов нефтяных
сульфидов и сульфоксидов
Нефтяные сульфиды находят применение в
гидрометаллургии. По эффективности и избирательности
извлечения золота, палладия и серебра из растворов
они относятся к лучшим экстрагентам. По реакционной
способности в процессах экстракции благородных
металлов сульфиды нефти превосходят индивидуальные
диалкилсульфиды. Они находят разнообразное
применение в технологии благородных металлов как на
стадии гидрометаллургической переработки руд и
концентратов, так и на стадии аффинажа.
Концентраты нефтяных сульфоксидов являются
эффективными экстрагентами при извлечении и
разделении радиоактивных и редких металлов: урана,
циркония, тория, гафния, ниобия, тантала, редкоземельных
элементов (лантанидов), теллура, рения, золота,
палладия и др. Эти экстрагенты являются полноценными
заменителями трибутилфосфата и индивидуальных
сульфоксидов. Например, константа экстракции ура-
нилнитрата для концентрата нефтяных сульфоксидов
равна 4000, диоктилсульфоксида — 1260,
трибутилфосфата— 100.
Степень извлечения ниобия и тантала из сульфатно-
фторидных сред концентратом нефтяных сульфоксидов
достигала 99 %. Концентраты нефтяных сульфоксидов
эффективны при экстракции плавиковой кислоты из
водных растворов.
В процессе экстракции молибдена и вольфрама из
их солянокислых растворов концентраты нефтяных
сульфоксидов эффективнее трибутилфосфата.
Концентраты нефтяных сульфоксидов по
эффективности экстракции палладия, платины, серебра и ртути из
солянокислых растворов превосходят трибутилфосфат.
Степень извлечения ниобия и тантала из сульфатно-
хлоридных растворов, содержащих цинк, кадмий и др.
металлы при переработке сульфидных руд цветных
металлов с помощью концентрата нефтяных
сульфоксидов достигал 95,5 %, в то время как трибутилфосфат
извлекал лишь 86 % таллия. Благодаря высокой
поверхностной активности, концентраты нефтяных
сульфоксидов и сульфонов превосходят все стандартные
вспениватели (сосновое масло, Т-66, бутиловый аэро-
флот), применяемые при флотации полиметаллических
руд. При этом расходы нефтяных сульфоксидов в 1,5-
2,0 раз меньше, чем стандартных реагентов.
При флотации медно-висмутовых, сурьмяно-ртут-
ных, ртутных и цинксодержащих руд использование
концентрата нефтяных сульфоксидов позволяет
увеличить извлечение ценных элементов на 4-6 %.
В химической технологии концентраты нефтяных
сульфоксидов и сульфонов могут найти применение в
качестве растворителей и пластификаторов
органических стекол, волокон, поливинилхлорида и др. веществ.
Введение комплексов сульфоксидов с солями металлов
в органическое стекло, волокно и др. полимерные
материалы позволяет осуществлять их окрашивание в
требуемые цвета.
Концентраты нефтяных сульфоксидов обладают
высокой сорбционной емкостью по отношению к SO2
(300 мг/л при 20 °С), окислам азота (380 мг/л при 20 °С)
и могут применяться в качестве эффективных
сорбентов при очистке газов. SO2 в растворе сульфоксидов
активно взаимодействует с сероводородом с образова-
Нефть и нефтепродукты
749
нием серы и воды. По величине потерь в этом процессе
концентрат нефтяных сульфоксидов выгодно
отличается от диметилсульфоксида. В технологии получения
серы и серной кислоты этот процесс может
конкурировать с известным Клаус-процессом.
На основе концентратов нефтяных сульфоксидов
синтезирован и используется на нефтепромыслах
ингибитор парафиноотложения ИНПАР-1, при этом
межочистной период парафинящихся скважин увеличивался
в 3-5 раз.
В сельском хозяйстве использование концентратов
нефтяных сульфоксидов и сульфонов обусловлено их
высокой биологической активностью. Они являются
эффективными препаратами при лечении микроспории
и трихофитии животных, псороптоза крупного рогатого
скота и кроликов. Показана высокая репеллентная
активность концентратов нефтяных сульфоксидов при
защите коров, лошадей и оленей от гнуса и оводов.
Концентраты нефтяных сульфоксидов оказались
хорошими десикантами и контактными избирательными
гербицидами в отношении фасоли и горчицы.
Использование концентратов нефтяных сульфоксидов для
некорневой подкормки зерновых культур при расходе 1 л/га
повысило урожай яровой пшеницы на 21 % при
одновременном улучшении ее качества.
Рассмотренные области применения концентратов
нефтяных сульфидов и сульфоксидов по мере
исследования их свойств несомненно будут расширяться.
12.4.2. Азотсодержащие соединения
Азотсодержащие соединения содержатся в нефтях в
концентрациях, как правило, не более 0,1-0,3 % (в
расчете на азот). Они присутствуют во всех топливных и
масляных фракциях нефтей, но в наибольших
концентрациях — в составе остаточных фракций (смолисто-
асфальтовых веществах) нефти.
Азотсодержащие соединения делят на две основные
группы: азотистые основания и нейтральные соединения.
В группе азотистых оснований находятся гомологи
пиридина, хинолина, изохинолина, акридина и тиазола.
В высококипящих фракциях нефтей присутствуют бен-
зохинолины и бензоакридины, в молекулах которых
может содержаться несколько (до трех)
конденсированных бензольных или нафтеновых циклов. Азотистые
основания в нефтях и нефтепродуктах могут составлять
20^4-0 % от общего количества азотсодержащих
соединений.
Нейтральные азотсодержащие соединения не могут
быть оттитрованы, как азотистые основания, раствором
хлорной кислоты в уксуснокислой среде и не
извлекаются из нефтяных фракций растворами минеральных
кислот. В эту группу входят гомологи пиррола, индола,
карбазола, нитрилы и амиды (лактамы) карбоновых
кислот. Молекулы этих соединений содержат алкиль-
ные заместители в бензольных ядрах и у атома азота, а
также конденсированные с бензольными или
нафтеновыми циклами.
К нейтральным азотсодержащим соединениям
относятся порфирины, содержащие в циклической молекуле
сложного строения 4 пиррольных фрагмента. В
структуре порфирина могут содержаться
комплексно-связанные никель или ванадил-ион V02+. Порфирины
содержатся в остаточных фракциях нефти (мазутах, гудро-
нах). При сгорании остаточных топлив наблюдается
высокотемпературная коррозия (эрозия) горячей части
двигателей и лопаток турбин газотурбинных установок,
поэтому содержание ванадия, например, в моторных
топливах для среднеоборотных и малооборотных
дизелей регламентируется и ограничивается величиной не
более 0,001-0,04, в газотурбинных топливах — не
более 0,0004-0,0005 масс. %.
Содержание азотсодержащих соединений в
нефтяных фракциях обычно возрастает с повышением
температуры кипения фракций, при этом изменяется
структура молекул азотсодержащих соединений: в легких и
средних дистиллятах преобладают пиридины, в более
тяжелых — хинолины, бензхинолины и полицикличе-
ские азотсодержащие соединения сложного строения.
Азотистые основания извлекают из нефтей или
нефтепродуктов экстракцией растворами серной или
соляной кислот в виде водных растворов солей. Растворы
обрабатывают щелочью для выделения азотистых
оснований в свободном виде. Более полное извлечение
азотистых оснований происходит при перколяции
нефтяной фракции через слой крупнопористого катеонита
в присутствии полярных растворителей уксусного
ангидрида или диметилформамида. Десорбцию азотистых
оснований с поверхности катионита производят
спиртовым раствором аммиака или едкого натра.
Нейтральные азотсодержащие соединения
извлекают из нефтей или нефтепродуктов хлорным железом,
образующим через связь железа с атомом азота
комплексные соединения. Последние разлагают
растворами щелочи с выделением нейтральных азотсодержащих
соединений в свободном виде. Выделяемые из нефтей
или нефтепродуктов азотсодержащие соединения
подвергают ректификации на узкие фракции и
идентифицируют с помощью спектральных или хромато-масс-
спектральных методов. Поскольку концентрация
азотсодержащих соединений в топливных и масляных
фракциях невелика (не более 0,05-0,10 масс. %), то они
оказывают слабое положительное влияние на
термоокислительную стабильность топлив.
Химические превращения азотсодержащих
соединений с разрушением структуры происходят в
жестких условиях. В нефтяных топливах при отсутствии
кислорода азотсодержащие соединения стабильны до
450-500 °С. В контакте с кислородом воздуха
пиридины, хинолины, пирролы, наряду с малостабильными
сернистыми соединениями, постепенно окисляются с
образованием в топливах смол и осадков. Содержание
азота в смолистых отложениях на топливных
фильтрах значительно больше, чем в фильтруемом топливе
и достигает 1,7 масс. %.
750
Нефть и нефтепродукты
Из смолистой части реактивных топлив были
выделены полигетероатомные соединения общей формулы
Ci4,3Hi9,6So,i4No,780o,23- В этих структурах
присутствовали функциональные группы хинолина, аминов, тиолов,
спиртов и др. Добавление этих соединений в топлива не
ухудшало их эксплуатационные свойства.
Азотсодержащие соединения из-за низкой
концентрации в нефтепродуктах (в отличие от сернистых и
кислородных соединений) не представляют интереса
как химическое сырье.
12.4.3. Кислородсодержащие соединения
В нефтях содержится до 20 % и более
кислородсодержащих соединений кислого и нейтрального характера
(кислоты, фенолы, спирты, кетоны, эфиры, пероксиды,
гидропероксиды и соединения смешанного строения).
В нефтяных фракциях (бензиновых, керосино-газой-
левых, масляных) содержатся как природные
кислородные соединения, перегоняющиеся в смеси с
углеводородами при переработке нефти (нативные), так и
образующиеся при хранении и применении нефтепродуктов
в результате окисления химически нестабильных
компонентов. Смолы в нефтепродуктах — это смеси О-, N-,
S-содержащих полигетероатомных соединений.
Содержание кислородсодержащих соединений в
нефтепродуктах изменяется во времени в зависимости
от внешних условий, химической стабильности
углеводородов и уже имеющихся в них гетероатомных
соединений.
Общее содержание кислородсодержащих
соединений (с примесями N-, S-содержащих соединений)
характеризуется массовой долей адсорбционных смол или
остатком от выпаривания углеводородов (фактических
смол). Из-за отрицательного влияния на термическую
стабильность содержание фактических смол в топливах
ограничивается техническими требованиями (мг/100 мл,
не более): 3-15 в бензинах, 4-6 в реактивных топливах,
30-50 в дизельных топливах.
Концентрация смол и некоторых классов
кислородсодержащих соединений в нефтепродуктах возрастает
при переходе к более высококипящим фракциям,
достигая больших значений в окисленных маслах.
Нефтяные кислоты — это единственный класс
нефтяных кислородсодержащих соединений, который
выделяется, перерабатывается и находит применение в
народном хозяйстве. На базе нефтяных кислот
получают сложные эфиры, оксиэтилированные производные
кислот, нафтеновые спирты, ангидриды, хлорангидри-
ды, амиды, нитрилы, имидазолины, амины, алканола-
миды, четвертичные аммониевые соли. Большая
потребность в таком сырье привела к развитию процессов
получения синтетических нефтяных кислот окислением
циклоалканов и асфальтенов. Нефтяные кислоты
(неточное название — «нафтеновые кислоты»)
представляют собой смесь органических кислот различной
молекулярной массы, содержащих в молекуле
алифатические, циклоалкановые и ареновые радикалы.
Содержание нефтяных кислот в нефтях различных
месторождений мира изменяется в пределах 0,10-
1,00 масс. %. Большое внимание к нефтяным кислотам
связано с их влиянием на качество товарных
нефтепродуктов и с их высокой ценностью как химического
сырья.
Нефтяные кислоты, содержащиеся в топливах и
маслах, могут вызывать коррозию цветных и в меньшей
мере черных металлов топливно-масляных систем
двигателей, поэтому их содержание ограничивается
техническими требованиями на товарные нефтепродукты.
В керосино-газойлевых нефтяных фракциях
идентифицированы бициклические, нолициклические,
циклоалкановые, одно- и двухосновные кислоты.
Нефтяные кислоты низкокипящих фракций нефти —
это в основном монокарбоновые кислоты с
углеводородными радикалами, как правило, циклоалканового,
алифатического, аренового или смешанного строения.
В средних фракциях нефти обычно содержатся
одно- и двухосновные моно-, би- и полициклические
нефтяные кислоты. Углеводородные радикалы нефтяных
кислот Сб-Qo, как правило, имеют циклоиентановое
строения, кислот С\г — как циклоиентановое, так и
циклогексановое строение, в них обнаруживаются
моно- и бициклические структуры с длинными боковыми
алкановыми цепями. Кислоты С]9-С2з практически
полностью имеют би- и полициклическое строение.
Нефти Сибири и топливные дистилляты этих неф-
тей содержат нефтяные кислоты в значительно
меньших концентрациях (0,003-0,04 %) по сравнению,
например, с азербайджанскими нефтями.
Такие нефти не могут рассматриваться как
потенциальный сырьевой источник для получения нефтяных
кислот. Однако следует учитывать отрицательное
влияние нефтяных кислот этих нефтей на качество
нефтепродуктов.
Нефтяные фенолы. В отличие от нефтяных кислот
концентрация фенолов в нефтях и нефтепродуктах
невелика. Из керосино-газойлевой фракции 140-240 °С
нефтей Западной Сибири комплексообразованием с
хлоридом титана (0,5 % от массы сырья) извлекали
0,25% концентрата средней молекулярной массы 172.
После обработки концентрата 10%-м раствором щелочи
получали 0,05 % фенолов. Хроматографически
установлено присутствие в нефтях различных изомеров
фенола, в частности с 1-3 алкильными радикалами С1-С3.
Извлечение фенолов как химического сырья из
нефтей экономически невыгодно.
Другие кислородсодержащие соединения. Среди
кислородсодержащих соединений нейтрального
характера в нефтях и нефтепродуктах идентифицированы
гидропероксиды, спирты, карбонильные соединения и
сложные эфиры. Все эти соединения могут быть
выделены из нефти и нефтепродуктов в виде сложной
смеси— адсорбционных смол. Содержание
адсорбционных смол возрастает при переходе от менее к более
Нефть и нефтепродукты
751
высококипящим топливным фракциям. Средний
гомологический ряд углеводородной части молекул
кислородсодержащих соединений отвечает формуле С„Н2„-Х,
где х = 0,9-9,3.
Состав и концентрация кислородсодержащих
соединений в нефтях и нефтепродуктах в наибольшей
степени определяется кинетикой образования и распада
первичных продуктов окисления углеводородов — гид-
ропероксидов. Характер распада гидропероксидов
изменяется в присутствии металлов: РЬ, Си, Sn, Al, Fe, V
и др. Такие металлы как V, Mo, Mg, W, Ni, Nb, Zn
являются ингибиторами окисления топлив, другие
металлы — катализируют распад гидропероксидов.
В составе молекулярных продуктов превращения
гидропероксидных радикалов — спирты, карбонильные
соединения.
Значительное количество кислородосодержащих
соединений содержится в высококипящих и остаточных
фракциях нефти. Асфальтены содержат 1-9%
кислородных соединений, в том числе до 60 отн. % сложных
эфиров, до 20 % карбонильных и гидроксильных
структур.
12.4.4. Смолисто-асфальтеновые вещества
Смолисто-асфальтеновые вещества — это
высокомолекулярные гетероатомные соединения сложной
структуры, содержащие (масс. %): до 88 С, до 10 Н, до
14 гетероатомов S, N, О и металлов.
Масштабные исследования структуры, свойств и
химических превращений смолисто-асфальтеновых
веществ опубликованы в [1].
Качественный состав веществ при переходе от смол
к асфальтенам изменяется в широких пределах
(масс. %): содержание гетероатомов — от 0,3 до 4,9, в
том числе серы — от 0,3 до 10,3, азота — от 0,6 до 3,3.
У асфальтенов значительно меньше отношение Н : С и
больше ароматичность. Но смолы и асфальтены
содержат одинаковые структурные элементы.
Асфальтены являются первичными продуктами
термических превращений смол.
Смолы растворимы в углеводородах нефти и сами
являются растворителями для асфальтенов. Смолы
более полидисперсны, чем асфальтены.
Четкая граница между смолами и асфальтенами
отсутствует.
Смолы — это промежуточные продукты между
масляными фракциями и асфальтенами.
В смолах и асфальтенах азот находится в
ароматических (ядрах пиридина или хинолина),
гидроароматических (ядрах пиперилена) и нейтральных (ядрах
индола, карбазола, пиррола) структурных элементах.
В смолисто-асфальтеновых веществах кислород
входит в состав функциональных групп:
карбоксильной, фенольной, спиртовой, сложноэфирной и
карбонильной.
Ю.В. Поконовой [1] предложены критерии,
отличающие смолы от асфальтенов:
Критерии
Растворимость в
низкомолекулярных алканах
Возможность
фракционирования
Полидисперсность
Отношение С/Н
Степень ароматичности
Молекулярная масса
Структура
Химический состав:
S (% от содержания
в нефти)
N (отн. %)
Смолы
+
+
Значите ль
ная
7-9
0,2-0,4
400-1800
Бесструктурность
42^6
52-63
Асфальтены
Незначительная
9-11
0,45-0,58
1800-2500
Кристалло-
подобная
15-20
37-42
Нелетучие соединения ванадия (полностью), никеля
(основная масса), концентрируются в
смолисто-асфальтеновых веществах. В смолисто-асфальтеновых
веществах найдены Fe-, Co-, Сг- и Мп-порфирины, а также
комплексы Au, Ag и др. металлов — всего более 30
элементов-металлов и около 20 элементов-неметаллов
(Р, As, Sb и др.). Преобладают металлы переменной
валентности, способные образовывать л-комплексы.
Предложено несколько гипотетических моделей
асфальтеновых молекул, но единого мнения
исследователей по этому вопросу не существует.
Смолы и асфальтены формируют дисперсную фазу
при критической концентрации мицеллообразования
асфальтенов 0,0005-0,6 масс. %. При большей
концентрации асфальтены выделяются в отдельную фазу. Ас-
фальтеновый ассоциат, по-видимому, имеет сэндвиче-
вую структуру, состоящую из асфальтеновых и
смоляных молекул.
Межмолекулярные взаимодействия асфальтенов и
смол разнообразны, они имеют дисперсионную и
электростатическую природу.
Смолисто-асфальтеновые вещества — это реакци-
онноспособные продукты, имеющие химически
активные центры. Показана их особая склонность к реакциям
сульфирования, сульфоокисления, галогенирования,
хлорметилирования, поли- и сополиконденсации,
окисления.
Смолисто-асфальтеновых вещества —
перспективное химическое сырье для производства битумов,
нефтяного углерода, изоляционных материалов. Они могут
использоваться как наполнители некоторых
полимерных материалов, для пропитки абразивных изделий.
Продукты химических превращений
смолисто-асфальтеновых веществ обладают свойствами ионитов и
адсорбентов, вулканизаторов каучуков, связующих и
наполнителей строительных материалов.
Области полезного применения
смолисто-асфальтеновых веществ нефтей продолжают исследоваться и
расширяться.
752
Новый справочник химика и технолога
Литература
1. Поконова Ю.В., Гайле А.А., Спиркин В.Г. и др.
Химия нефти / Под ред. З.И.Сюняева. Л.: Химия,
1984.360 с.
2. Шарипов А.Х., Нигматуллин В.Р., Нигматуллин
И.Р. и др. Получение концентратов сероорганиче-
ских соединений из нефтяного сырья. М.:
ГОСНИТИ, 2002. 106 с.
3. Чертков Я.Б., Спиркин В.Г. Сернистые и
кислородные соединения нефтяных дистиллятов. М.:
Химия, 1971.307 с.
4. Наметкин Н.С., Егорова Г.М., Хамаев В.Х.
Нафтеновые кислоты и продукты их химической
переработки. М.: Химия, 1982. 184 с.
5. Рябов В.Д. Химия нефти и газа. М.: ГАНГ, 1998. 370 с.
6. Харлампович Г.Д., Чуркин Ю.В. Фенолы. М.:
Химия, 1971.488 с.
7. Богомолов А.И., Гайле А.А., Громова В.В. и др.
Химия нефти и газа / Под ред. В.А. Проскурякова, А.Е.
Драбкина. 2-е изд., перераб. Л.: Химия, 1989. 424 с.
8. Бондаренко М.Ф., Ляпина Н.К., Никитин Ю.Е. и
др. // Изв. СО АН СССР. Сер. хим. наук, 1973.
№3. С. 16-22.
9. Караулова Е.Н., Бардина Т.А., Гальперн Г.Д. /
Докл. АН СССР, 1967. Т. 173. № 1. С. 104-106.
10. Оболенцев Р.Д. и др. Химия сераорганических
соединений, содержащихся в нефтях и
нефтепродуктах. М.: Высшая школа, 1972. 339 с.
11. Караулова Е.Н. Химия сульфидов. М.: Наука,
1970.202 с.
12.5. Научные основы, техника и технология
производства битумов из нефтяных остатков
(доц. к. т. н. С.А. Апостолов)
12.5.1 Состояние нефтеперерабатывающей
промышленности России
В табл. 12.35 приведены данные, характеризующие
общее состояние нефтеперерабатывающей
промышленности до и после распада СССР, а в табл. 12.36
представлен мировой уровень переработки нефти и производства
битумов на нефтеперерабатывающих заводах.
Таблица 12.35
Состояние нефтеперерабатывающей
промышленности СССР и России (1991 год)
Показатели
Количество НПЗ
Суммарная мощность
НПЗ, млн. т/год
Средняя мощность
одного завода, млн./год
Коэффициент развития
(КД %
СССР
48
510
10,6
51,0
Россия
28
330
11,8
50,2
СНГ и
Балтия
20
180
9,0
51,8
* Отношение суммарной доли вторичных процессов,
углубляющих переработку нефти и повышающих качество
товарных продуктов к объему переработанной нефти.
Таблица 12.36
Мировой уровень современной
нефтеперерабатывающей промышленности
Процессы
Первичная перс-
работка нефти,
млн. т/год
Углубляющие
переработку нефти, %,
к мощности
первичной
переработки в т. ч. числе
выработка:
битумов
масел
Повышающие
качество продукции,
%, к мощности
первичной
переработки
Всех вторичных
процессов (Кр), %,
к мощности
первичных
° Я
СО 5
4059,6
46,7
2,7
1,0
45,0
85,7
«
Я
о
о
о
Он
273,1
20,1
3,7
1,5
36,4
56,5
<
В
и
831,0
71,7
3,7
1,1
75,0
146,7
S3
. с
5 °
сб rv
ГО СО
W
739,6
42,7
3,0
1,0
60,0
102,7
«
S
S
о
е
244,8
29,3
2,9
0,9
88,6
117,9
Технологическая структура мощностей переработки
нефти в России формируется без надлежащего развития
вторичных процессов. Малая доля таких процессов в
общем объеме переработки отражается на качестве
вырабатываемых из нефти продуктов, снижая их
стоимость и возможность реализации.
В Федеральной программе реконструкции и
модернизации российской нефтеперерабатывающей
промышленности (2002-2005 годы) предусмотрено внедрение
новых технологических процессов, углубление
переработки и повышение качества вырабатываемых
продуктов (табл. 12.37).
Производство битумов в нашей стране
сосредоточено преимущественно на НПЗ (мощность установок
более 250 тыс. т/год, вырабатывают около 80 % битумов),
которые по территории страны размещены
неравномерно. Остальная часть битумов вырабатывается на
локальных установках, находящихся у потребителей.
Мощность таких установок в составе
асфальтобетонных заводов обычно составляет 5-30 тыс. т/год, а
находящихся в составе картонно-рубероидных
производств — до 250 тыс. т/год. Многие годы битумные
производства в нашей стране рассматривались как
второстепенные на нефтеперерабатывающих и
нефтехимических предприятиях. Нефть подбирали в
соответствии с требованиями основного производства —
выработки топлив и смазочных материалов. Актуальной
является задача производства битумов с улучшенными
эксплуатационными характеристиками, используемых в
Нефть и нефтепродукты
753
дорожном строительстве. Это обусловлено возросшей
интенсивностью движения транспорта и увеличением
динамической нагрузки на дорожное покрытие. Данные
статистического анализа показывают, что сроки
службы асфальтобетонных дорожных покрытий,
составлявшие ранее 15-20 лет, сократились до 6-12 лет, а на
городских магистралях с интенсивным движением
транспорта до 3—4 лет.
Таблица 12.37
Перспектива и тенденции в
нефтеперерабатывающей промышленности России
Процессы
Первичная
переработка нефти,
млн т/год
Углубляющие
переработку нефти, %, к
мощности
первичной переработки *,
в том числе:
битумы
масла
Повышающие
качество продукции, %,
к мощности
первичной переработки**
Все вторичные
процессы (Кр), %, к
мощности
первичной переработки
нефти
2001
273,1
20,1
3,7
1,5
36,4
56,5
2002
279,0
20,9
3,8
1,5
36,5
57,4
2005
289,0
30,5
3,9
1,4
42,5
73,1
2010
289,0
33,7
3,9
1,4
47,5
80,9
* Каталитический крекинг, гидрокрекинг, термокрекинг +
висбрекинг, коксование, производство битума и масел
** Риформинг, гидроочистка (бензиновых фракций,
дистиллятов, остатков тяжелого газойля), алкилирование,
изомеризация, производство эфиров (МТБЭ, ТАМЭ и др.).
12.5.2. Сырье для производств битумов
12.5.2.1. Нефти России, используемые
для производства битумов
Для производства битумов обычно используют
специально подобранные нефти, которые добывают,
транспортируют и перерабатывают раздельно.
Выход битума и его эксплуатационные
характеристики определяются не только химическим составом и
физическими свойствами компонентов, но также их
соотношением в остатке, что зависит от глубины
отбора дистиллятных фракций, максимальной температуры
нагрева остатка при перегонке нефти. Таким образом,
время пригодность нефти для производства
качественных битумов определяется групповым составом
исходной нефти, а также содержанием в нефти серы (точнее,
S-содержащих веществ), ее плотностью, вязкостью и
другими свойствами. Нефти с большим содержанием
серы имеют более высокую плотность и большее
содержание смол и асфальтенов. Для производства
битумов наиболее пригодны высокосмолистые, смолистые,
малопарафиновые нефти. В табл. 12.38 приведены
нефти основных месторождений России.
Таблица 12.38
Характеристика нефти основных
месторождений России
Месторождение
Арланское
Ярегское
Усть-Балыкское
Западно-
Сургутское
Ромашкине кое
Туймазинское
Шаимское
Жирновское
Анастас невское
Яринское
Павловское
Озексуатское
Карабулакское
Эхабинское
Самотлорское
Русское
Плотность, кг/м3,
при 20 °С,
895
945
870
892
867
852
827
850
910
817
896
818
819
854
843
938
Коксуемость, %
7,7
8,4
3,2
5,9
7,7
1,9
3,2
1,3
5,1
0,8
0,7
1,8
2,0
Содержание, %
сера
2,9
1,5
1,4
2,1
1,6
1,5
0,5
0,3
0,3
0,6
3,0
0,1
0,2
0,5
1,0
0,3
твердые
парафины
4,5
1,5
3,8
3,4
4,9
5,9
2,9
4,6
0,1
5,5
2,1
20,6
6,7
1,6
2,3
След
смолы
18,3
29,0
18,0
19,1
11,6
11,0
10,2
5,3
6,3
6,2
18,1
2,1
2,2
8,0
8,5
12,7
асфальтены
5,1
3,7
2,4
2,5
4,2
3,9
0,7
0,1
6,1
0,5
0,7
0,9
1,3
0,9
По углеродному составу нефти разделяются на:
метановые, нафтеновые и ароматические. При
содержании в этой фракции более 25 % углеводородов других
классов, установлены смешанные типы:
метано-нафтеновые,
нафтено-метановые,
ароматическо-нафтеновые,
нафтено-ароматические,
ароматическо-метановые,
метано-ароматические,
метано-ароматическо-нафтеновые.
Нефти, в зависимости от состава и качества,
разделяются на классы и типы.
По содержанию серы — на три класса:
I — малосернистые с содержанием серы до 0,5 %;
II — сернистые, содержащие 0,51-2,5 % серы;
III — высокосернистые, с содержанием серы более
2,5 %.
По выходу дистиллятных фракций, масс. %
выкипающих до 350 °С, — на три типа:
Т] — не менее 45;
Т2 — 30-44,9;
Т3 — менее 30.
754
Новый справочник химика и технолога
По потенциальному содержанию фракции базовых
масел, масс. %:
М] — не менее 25;
М2 — 15-25 и не менее 45 в пересчете на мазут;
М3 — 15-25 и 30-45 на мазут;
М4 — менее 15.
По индексу вязкости базовых масел:
И] — выше 85;
И2 — 40-85.
По содержанию парафина в нефти, масс. %:
П] — не выше 1,5 — малопарафинистые;
П2 — 1,51-6,0 — парафинистые;
П3 — более 6 — высокопарафинистые.
Таким образом, любую нефть можно охарактери-
зовывать набором из пяти показателей качества
(например, ПТгМз^Пг). Эта классификация облегчает
выбор нефти для производства моторных топлив и
смазочных масел, свойства которых непосредственно
определяются содержанием в них углеводородов
определенного класса.
Практическое значение для производства битумов
из нефти имеют три процесса: вакуумная перегонка,
деасфальтизация селективными растворителями и
окисление кослородом воздуха нефтяных гудронов.
Для производства остаточных битумов
рекомендуется использовать нефти с возможно большим
содержанием смол и асфальтенов: высокосмолистые
(содержание суммы смол и асфальтенов более 20 масс. %) или
смолистые (смолы + асфальтены 8-20 масс. %).
Содержание твердых парафинов в нефти не должно
превышать 6 масс. %. Чем больше отношение асфальте-
ны/смолы, тем лучше эксплуатационные свойства
битума. Перспективным сырьем для производства
остаточных битумов могут быть высоковязкие нефти. Вязкость
нефти при 50 °С — 80 мм2/с, выход фракций, масс. % ,
до 200 °С — 0,6, а до 350 °С — 29,1 (остальные
характеристики в табл. 12.38).
Выход остаточного битума может быть
ориентировочно (среднее отклонение 5 %) вычислен из
следующего соотношения:
G = 4,9K,
где G — выход битума с пенетрацией 100x0,1 мм,
масс. %; К — коксуемость нефти по Конрадсону,
масс. %.
В БашНИИ НП предложена классификация нефти
для производства окисленных битумов.
Наилучшими следует считать нефти:
- высокосмолистые (А + С > 20 масс. %)
малопарафинистые (П < 2 % масс);
- высокосмолистые парафинистые (П = 2-6);
- смолистые (А + С = 8-20) малопарафинистые.
Для них должно выполняться следующее условие:
А + С-2,5П>8,
где А, С и П — содержание в нефти асфальтенов, смол
и твердых парафинов, масс. %.
Пригодные для производства битумов:
- смолистые парафиновые;
- малосмолистые (А + С = 6-8);
- малопарафиновые, малосмолистые
малопарафиновые, отвечающие условию:
А + С-2,5П = 0-8 и А + С>6.
Непригодные для производства битумов:
- смолистые и малосмолистые
высокопарафиновые (П > 6);
- малосмолистые парафиновые, отвечающие
условию:
А + С - 2,5П < 0 или А + С - 2,5П = 0-8 и А + С<6.
Такая классификация позволяет ориентироваться
среди большого разнообразия нефти различных
месторождений при выборе наиболее приемлемой в
конкретной обстановке. Некоторое затруднение в ее
использовании связано с тем, что показатели концентрации смол
и асфальтенов не входят в число показателей для
технологической классификации нефтей.
В другой классификации пригодность нефти для
производства окисленных битумов определяется
содержанием в ней серы и твердых парафинов.
При уменьшении содержания серы в нефти
полученные битумы с определенной пенетрацией при 25 °С,
имеют более высокую температуру размягчения,
низкую температуру хрупкости и повышенную пенетра-
цию при 0 °С. Такое изменение оценочных показателей
является желаемым при производстве битумов. Однако
одновременно уменьшается дуктильность
(растяжимость) битума, что нежелательно. Для регулирования
нормируемой величины дуктильности рекомендуется
использовать более тяжелые нефтяные остатки. Из
малосернистых нефтей, даже при использовании остатков
выше 500 °С, получение битумов, соответствующих
нормам стандарта по дуктильности, является
проблематичным, поэтому такие нефти не рекомендуется
использовать в производстве окисленных битумов.
12.5.2.2. Получение и свойства нефтяных остатков
Разгонка нефти и выделение нефтяных остатков
Сырьем для производства нефтяных битумов служат
остатки (гудроны), получаемые при выделении из
нефти светлых нефтепродуктов методом ректификации.
Первичная переработка нефти осуществляется на
атмосферных или комбинированных атмосферно-вакуумных
трубчатых установках (АВТ). В результате первичной
переработки нефти получают нефтяной остаток —
мазут, который выводится из последней колонны.
На заводах с неглубокой переработкой разгонку
нефти производят на атмосферных трубчатых
установках (AT) с выделением бензиновой, керосиновой и
дизельной фракций.
Из остатков разгонки нефти под вакуумом может
быть получено дополнительное количество светлых
нефтепродуктов в процессах термического крекинга
Нефть и нефтепродукты
755
или коксования. Они являются основным сырьем для
производства искусственных битумов. В зависимости
от природы нефти и режима ее разгонки выделенный из
нее остаток может быть использован непосредственно в
качестве определенной марки битума или в качестве
сырья для его производства через процесс окисления
кислородом. При обработке нефтяных остатков
низкомолекулярными парафиновыми углеводородами из них
может быть извлечено дополнительное количество
светлых нефтепродуктов. Остаток деасфальтизации
может быть использован как компонент сырья в
производстве битумов или как компонент битумов для
регулирования их свойств. В табл. 12.39 приведена
характеристика нефтяных остатков, выделенных из нефтей
основных месторождений России.
Таблица 12.39
Характеристика нефтяных остатков
из некоторых нефтей России
Показатели
Выход на
нефть, масс. %
Плотность при
20 °С, кг/м3
Температура
размягчения
по КиШ, °С
Коксуемость,
масс. %
Содержание
серы, масс. %
Групповой
состав,
масс. %
масла
смолы
асфальтены
Арланская
42
1015
42
16,3
4,4
46,0
42,0
11,9
Туймазинская
33
995
38
15,7
2,4
64,2
24,7
11,1
Ромашкинская
28
1010
43
18,4
3,7
71,5
17,7
10,8
Западно-Сибирские
(смесь)
—
1008
42
19,0
2,7
63,3
27,7
9,0
Грозненская
(смесь)
27
977
34
7,6
0,6
57,9
35,2
7,9
Эхабинская
(Сахалин)
19
985
36
10,7
0,8
64,9
31,3
3,8
12.5.2.3. Деасфалътизация нефтяных остатков
Из табл. 12.39 следует, что вакуумная разгонка
нефти не обеспечивает полный перевод масляных
компонентов нефти в дистиллят. Лимитирующими глубину
отбора продуктов факторами являются остаточное
давление в колонне и возможное разложение компонентов
остатка.
Известно, что изменение в структуре и составе
компонентов прямогонных нефтяных остатков имеет место
уже при вакуумной разгонке. В табл. 12.40 приведены
данные по изменению состава и молекулярной массы
гудрона из смеси девонских нефтей до и после
выдержки в автоклаве при 370 °С в течение 2 часов.
Значительное уменьшение молекулярной массы ас-
фальтенов (почти в 2 раза!), смол и масел
свидетельствует о протекании реакций термической деструкции.
Это понижает температуру размягчения остатка и
может стать причиной повышения потенциала эксудации
битума, характеризующего вероятность вытеснения из
объема на поверхность битумной пленки компонентов
масел.
В производстве битумов определенный интерес
могут представлять процессы холодного
фракционирования нефтяных остатков. Такие процессы применяют
для выделения из остатков перегонки нефти масляных
компонентов для производства высоковязких
смазочных масел.
Деасфальтизация нефтяных остатков
растворителями изучена наиболее полно. Промышленные процессы
основаны на том, что в избытке низкомолекулярных
алканов смолы и ароматические углеводороды,
частично или полностью растворяются, а асфальтены
коагулируют. В практике применяют сжиженный пропан,
бутан и бензин. При смешении нефтяных остатков с
парафиновым растворителем первые порции его полностью
растворяются в остатке. Количество растворителя,
необходимое для осуществления разделения, возрастает
при увеличении в сырье смол и асфальтенов, а также их
плотности. При дальнейшем увеличении соотношения
между растворителем и сырьем происходит
образование двухфазной системы: раствора масляных
компонентов в парафиновом растворителе и растворителя в
смолисто-асфальтеновых компонентах. На
промышленных установках, работающих на пропане, соотношение
пропана и гудрона обычно составляет от 4 : 1 до 8 : 1.
Большое значение имеет температура. При ее
повышении растворимость компонентов остатков в
парафиновых углеводородах понижается. Этот
экспериментальный факт можно использовать для
регулирования общей степени перехода компонентов остатка в
экстракт, содержания в нем смол и асфальтенов, а
также содержания в асфальтеновом концентрате смол
и масел.
Таблица 12.40
Содержание и молекулярная масса компонентов
гудрона до и после термической обработки
Компоненты
гудрона
Масла
Смолы
Асфальтены
Концентрация, масс. %, и
молекулярная масса
до нагрева
молекулярная
масса
450
585
2003
концентрация
42,2
48,0
9,8
после нагрева
молекулярная
масса
390
543
1295
концентрация
47,0
39,2
13,8
756
Новый справочник химика и технолога
По результатам измерения электрофизических
характеристик остатков и битумов даже при температуре
выше 250 °С в них сохраняются структурные
образования. Диэлектрическая проницаемость нефтяных
остатков и полученных из них битумов при повышении
температуры увеличивается. Такое поведение обратно
поведению обычных веществ, диэлектрическая
проницаемость которых при повышении температуры
уменьшается. Характер температурной зависимости
диэлектрической проницаемости и тангенс угла диэлектрических
потерь свидетельствует о преобладании в остатках и
битумах дипольно-релаксационной поляризации,
характерной для молекул с постоянным дипольным
моментом. При изменении температуры наблюдается
экстремальное изменение диэлектрической проницаемости
и тангенса угла диэлектрических потерь. Прохождение
этих величин через экстремумы при изменении
температуры связано с критическими фазовыми переходами
(образованием новых фаз). Структурные образования
сохраняются и при растворении нефтяных остатков
даже в таком хорошем растворителе, как бензол.
Исследования диэлектрических характеристик бензольных
растворов компонентов нефтяных остатков и битумов
показали, что между смолами и асфальтенами
проявляются более сильные взаимодействия, чем между
отдельными частицами только смол или асфальтенов.
Мольная поляризация комплекса из смол и асфальтенов
может периодически изменяться. Величина этих
изменений определяется мольным соотношением между
смолами и асфальтенами и является кратной 0,25 моля
асфальтенов. Аналогичная картина наблюдается и при
изменении концентрации асфальтенов в системе
масла—смолы—асфальтены.
Деасфальтизация нефтяных остатков сжиженным
пропаном была разработана и получила значительное
распространение в мировой практике переработки
нефти с 1950-х годов. Получаемый деасфальтизат
используют для производства высоковязких масел или как
сырье для термических или термокаталитических
процессов. Технология процесса пропановой деасфальти-
зации описана в разделе «Производство нефтяных
масел».
Выход деасфальтизата при использовании пропана
составляет 30-50 % на нефтяной остаток.
Приблизительный выход деасфальтизата (коксуемость 1,1-1,2 %)
в одноступенчатом процессе может быть определен по
эмпирической формуле Б.И. Бондаренко:
>> = 94-4х + 0,1(х-10)2
где у — выход деасфальтизата, масс. % на сырье; х —
коксуемость сырья, %.
Асфальтовые концентраты, выделенные из
малосмолистых нефтей, имеют температуру размягчения
30-36 °С, а из высокосмолистых — около 50 °С. Про-
пановая деасфальтизация позволяет получать деасфаль-
тизаты с малым содержанием асфальтенов (до 1 %).
Актуальной является задача интенсификации массооб-
мена, что может быть достигнуто за счет применения
более эффективных экстракционных аппаратов вместо
пустотелых колонн или более интенсивного
гидродинамического режима в них. Установка инжекционной
системы подачи сырья и растворителя (пропана) в
экстрактор позволяет увеличить объем переработки сырья.
Выход деасфальтизата повышается на 2 % при умень-
шеном на 20-25 % соотношении между пропаном и
сырьем. Температура размягчения асфальта
повышается с 45 до 48 °С.
Использование бутана (изобутана) или его смеси с
пропаном увеличивает выход деасфальтизата до 65-
80 % на сырье. Этот вариант технологии позволяет
получать асфальт с температурой размягчения 60-70 °С и
использовать его для производства неокисленных
битумов.
При деасфальтизации нефтяных остатков бензином
(начало кипения около 23 °С, конец — 65 °С) выход
деасфальтизата составляет 80-85 %. Процесс проводят
в противоточном или роторно-дисковом экстракторе
при объемном соотношении бензина и нефтяного
остатка примерно 3:1. Температура в верхней зоне
экстрактора около 130 °С, в нижней — около 120 °С.
Выделение деасфальтизата из экстракта и асфальта из
остатка производится в испарителях и отпарных
колоннах. Асфальт (бензиновый асфальтит) имеет высокую
температуру размягчения (больше 100 °С), поэтому, в
случае его использования в производстве битумов, для
удобства транспортирования его разбавляют гудроном.
В табл. 12.41 приведены характеристики асфальтита
бензиновой деасфальтизации.
В асфальтите концентрируются все зольные
компоненты сырья. Концентрация ванадия составляет от 0,05
до 0,15, а никеля 0,005-0,07 масс. %.
В асфальте, получаемом при одноступенчатой
деасфальтизации пропаном нефтяных остатков,
содержится от 30 до 50 % масляных компонентов, которые
могут быть извлечены в двухступенчатом процессе. В
этом варианте технологии нижний продукт из первой
колонны подают во вторую, где его дополнительно
обрабатывают пропаном. Температура во второй
колонне ниже, чем в первой, что позволяет
дополнительно извлечь 30^40 % масляных компонентов из
остатков сернистых или 15-20 % из остатков
малосернистых нефтей. Температура размягчения асфальта
второй ступени на 15-30 °С выше, чем выделенного
на первой.
Процессы деасфальтизации нефтяных остатков
парафиновыми экстрагентами можно рассматривать как
альтернативный вариант получения сырья для
производства неокисленных битумов. В любом случае, для
производства высококачественных битумов,
соответствующих нормативам мировых стандартов,
необходимым условием на стадии подготовки сырья является
использование вполне определенного типа нефти и
определенный режим ее первичной переработки.
Нефть и нефтепродукты
757
Таблица 12.41
Характеристика деасфальтизатов и асфальтов деасфальтизации нефтяных остатков бензином
Показатели
Плотность, кг/м3
Температура размягчения, °С
Коксуемость, %
Молекулярная масса
Групповой состав, масс. %:
масла
смолы
асфальтены
Элементный состав, масс. %:
С
Н
S
N
О (по разности)
Нефть
Западно-Сибирские (смесь)
деасфальтизат
953
22
10,6
572
74,5
24,8
0,7
84,5
11,3
3,2
0,4
0,6
асфальтит
1080
164
42,9
1213
20,7
13,2
66,1
86,0
8,7
3,5
1,1
0,7
Ромашкинская
деасфальтизат
1009
31
12,5
747
79,0
20,1
0,9
84,7
11,5
3,2
0,4
0,2
асфальтит
1109
172
46,9
1310
16,2
13,2
70,6
84,5
8,7
5,3
1,2
0,3
Арланская
деасфальтизат
1012
26
10,5
600
68,1
31,0
0,9
84,8
10,1
4,0
0,4
0,1
асфальтит
1114
178
44,4
1520
18,5
11,3
70,2
83,5
8,3
6,1
0,8
1,3
12.5.3. Исследование нефтяных остатков и битумов
12.5.3.1. Методы определения группового состава
нефтяных остатков и битумов
Состав и свойства нефтяных остатков и битумов
зависят от типа перерабатываемой нефти и глубины отбора
дистиллятных продуктов. Это высоковязкие вещества,
застывающие при 20-40 °С. Их плотность (при 20 °С)
колеблется от 950 до 1010 кг/м3, а вязкость составляет 20-
40 условных градусов (при 100 °С). Возможность
большого числа комбинаций из объединенных в одной молекуле
ароматических, парафиновых и нафтеновых фрагментов,
имеющих гетероатомы, приводит к большому
разнообразию соединений в нефтяных остатках. Это хорошо
сбалансированные физико-химические системы,
стабилизирующим фактором которых является общий принцип
минимума свободной энергии. Здесь на долю любого
индивидуального соединения может приходиться очень
незначительная масса вещества, поэтому при выполнении
исследования остатков их принято разделять лишь на
групповые компоненты — масла, смолы и асфальтены.
Нефтяные остатки часто характеризуют по содержанию в
них этих групповых компонентов. Единственный класс
соединений, которые удается выделить из нефтяных
остатков в чистом виде — это парафиновые углеводороды.
Большинство методов анализа нефтяных остатков и
битумов использует различие растворимости их
компонентов в органических растворителях. Основы такого
деления были заложены Маркусоном. Значительное
распространение в России получил метод, который
заключается в следующем. Навеску анализируемого
вещества около 1 г растворяют в 4 мл бензола. К раствору
при перемешивании добавляют 100 мл я-гептана (изо-
октан, пентан). Смесь оставляют в темном месте на 24
часа, после чего отфильтровывают через
предварительно промытый бензолом, высушенный и взвешенный
бумажный фильтр. Осадок на фильтре промывают горячим
я-гептаном до бесцветного фильтрата. Фильтр с осадком
сушат в сушильном шкафу при 105 °С до постоянной
массы (около 3 ч). Фильтрат концентрируют путем
отгонки большой части растворителя и переносят в хро-
матографическую колонку, наполненную силикагелем
АСК, смоченным я-гептаном. Для заполнения колонки
используют фракцию с размером частиц 0,2-0,5 мм.
Силикагель предварительно сушат при 160 °С в течение
8 ч и помещают в колонку диаметром 10-12 мм (20 г).
Масла и смолы разделяют растворителями на
несколько фракций последовательным элюированием с
силикагеля. Отбор фракций производится при скорости
фильтрования не более 2,5 мл/мин порциями по 20 мл.
После отгона растворителя они выдерживаются в
сушильном шкафу при 150 °С в течение 2,5 ч и
взвешиваются. Фракции группируют по величине
коэффициентов рефракции, определенных при 20 °С, или
используют способность фракций люминесцировать в
ультрафиолетовом свете.
Для элюирования используют следующие
растворители:
1) 100 мл я-гептана десорбирует парафино-нафтено-
вые компоненты (ПН), предельная величина
коэффициента рефракции Ид° = 1,49, цвет люминесценции —
фиолетовый;
2) 100 мл 10%-го по объему раствора бензола в я-геп-
тане — моноциклоароматические (МЦА), wD°=l,53,
цвет — голубой;
3) 100 мл 20%-го раствора бензола в я-гептане — би-
циклоароматические (БЦА), п™ = 1,59 , цвет — зеленый;
4) 50 мл 30%-го раствора бензола в я-гептане — по-
лициклоароматические (ПЦА, часто присоединяют к
БЦА), Ид = 1,59 , цвет — желтый;
5) 100 мл бензола — бензольные смолы (БС, до
прозрачного фильтрата);
758
Новый справочник химика и технолога
6) смесь бензола и этанола 1 : 1 до полной
десорбции спиртобензольных смол (СБС). Для элюирования
СБС можно также использовать смесь бензола и
ацетона 1:1. Погрешность анализа составляет 2-3 %.
В табл. 12.42 приведен групповой состав нефтяных
остатков, определенный по приведенной выше методике.
К другим методам разделения нефтяных остатков и
битумов можно отнести молекулярную перегонку,
термодиффузию, гель-хроматографию и жидкостную
хроматографию. Использование дифференциальных
методов термического анализа позволяет контролировать
фазовые превращения в веществе и количественно
оценивать тепловые эффекты таких переходов. Для
выполнения таких исследований имеются соответствующие
приборы.
Таблица 12.42
Групповой состав нефтяных остатков
Остаток нефти
Смесей Западно-
Сибирских
Ромашкинской
Средневолжской
Температура
размягчения, °С
23
36
37
Содержание компонента, масс. %
X
С
12,1
23,1
25,2
МЦА
23,0
20,4
19,7
БЦА
18,4
15,3
15,8
и
22,9
19,3
13,9
СБС
18,2
17,1
24,1
Асфальтены
5,4
4,8
1,3
Примечание. ПН — парафиновые, МЦА — моноциклоа-
роматические, БЦА — бициклоароматические, БС —
бензольные смолы, СБС -— спирто-бензольные смолы.
12.5.3.2. Физико-химические методы исследования
нефтяных остатков и битумов
Групповые компоненты битумов могут быть
проанализированы с применением спектральных методов,
которые позволяют устанавливать расположение
квантовых энергетических уровней молекул, зависящих от
природы и расположения в молекуле атомов и
отдельных фрагментов, а также от прочности и типа связи.
Подробно методы описаны в т. «Аналитическая химия»
настоящего справочника.
В рентгеноструктурном анализе используют
явление дифракции рентгеновских лучей для определения
структуры кристаллов, а также жидких веществ.
Рентгеноструктурный анализ является удобным
методом для проверки и контроля структуры битумов и
для определения макромолекулярной структуры ас-
фальтенов, выделенных из битумов.
С использованием УФ спектроскопии были
определяют константы диссоциации агрегированных частиц
групповых компонентов нефтяных остатков и битумов
в разной степени окисления в растворителях.
Полезные сведения о величине дисперсии, средне-
массовых и среднечисловых значениях молекулярной
массы сложных смесей веществ могут быть получены с
использованием метода гель-хроматографического
разделения, который позволяет фракционировать
высокомолекулярные компоненты нефти и битумов но
величине молекул. Сущность метода заключается в
пропускании раствора исследуемой смеси веществ (обычно
в бензоле) через хроматографическую колонку,
заполненную гелем сополимера стирола с дивинилбензолом
и винилэтилбензола.
Необходима предварительная калибровка колонок
для установления зависимости между объемами
удерживания и молекулярной массой. Метод используют
для разделения нефтяных асфальтенов по величине
молекулярной массы и по размеру молекул. Следует
заметить, что компоненты нефтяных остатков и битумов,
даже в «хороших» растворителях обычно находятся в
форме ассоциированных частиц, размеры которых
значительно превышают размер образующих их молекул.
По этой причине скорость продвижения компонентов
смеси по колонке не может однозначно трактоваться
как функция только молекулярной массы.
Электронный парамагнитный резонанс (ЭПР)
исследует парамагнитные вещества, магнитный момент
которых обусловлен наличием неспаренных
электронов. Все окисленные битумы характеризуются
парамагнитными свойствами. С повышеним температуры
размягчения битума парамагнетизм увеличивается.
Возрастает он и с увеличением ароматичности мальтенов, в
связи с чем допускается возможность свободноради-
кального механизма структурообразования битумов.
Основными носителями неспаренных электронов в
битумах являются асфальтены. Концентрация
неспаренных электронов в смолах ниже, а в маслах они
отсутствуют. Содержащиеся в битумах свободные радикалы
очень стабильны. При нагреве битумов и выделенных из
них групповых компонентов парамагнетизм
увеличивается в 2-3 раза.
Присутствующие в битумах стабильные свободные
радикалы могут участвовать в реакциях с другими
ингредиентами битума и кислородом, что может быть
одной из причин «старения» битумов. Свободные
радикалы влияют и на адгезионные свойства битумов.
Применение метода ядерного магнитного
резонанса (ЯМР 'Н) для анализа нефти [41] позволяет
различать атомы водорода в а, р и у-положениях
относительно насыщенного центра, протоны гидроксильных
групп, ароматических фрагментов, метиновые, метиле-
новые и метальные группы, оценивать их соотношение.
Применение ПМР-спектров для количественной оценки
молекулярных фрагментов в таких сложных смесях, как
нефтяные остатки или битумы, затруднительно ввиду
перекрывания сигналов протонов. Учет интегральных
интенсивностей резонансных полос, без учета
перекрывания сигналов, может привести к значительным
ошибкам. Существенным недостатком метода ПМР остается
трудность отнесения химических сдвигов (ХС) к
определенным типам связей и необходимость использова-
Нефть и нефтепродукты
759
ния различных допущении при расчетах структурных
параметров. Однако этот метод может быть
использован для текущего контроля изменений, происходящих
при окислении сырья в процессе получении битумов.
Спектроскопия ЯМР 13С обеспечивает большие
информационные возможности при анализах нефтяных
остатков и битумов, так как позволяет непосредственно
контролировать углеродсодержащие группы.
Получаемая здесь информация часто оказывается достаточной
для качественного и количественного анализа, что
обусловлено большим диапазоном химических сдвигов
различных ядер углерода (около 200 м.д.). Имеется
достаточно полная классификация ХС по типам связей:
алифатических заместителей при ароматических
циклах и атомов углерода в ароматических циклах (с
группами —СН2— и —СН3, а также с группами —СН в
орто-положении к гетероатомам, связанные с
водородом). Использование спектрометров со
сверхпроводящими соленоидами и импульсными программаторами
делает возможным получать информацию,
дифференциально характеризующую почти все атомы
органических молекул. Применение многоимпульсных
последовательностей позволяет получать спектры, в которых
сигналы первичных и третичных атомов углерода
имеют одну полярность, а вторичных и четвертичных -
противоположную. Это значительно упрощает
отнесение сигналов и обеспечивает их однозначную
интерпретацию. С использованием импульсного метода ЯМР
было проведено исследование надмолекулярной
структуры битумов с температурой размягчения 35,5 и 49 °С.
Установлено, что при нагреве до 50-60 °С в битумах
наблюдается две фазы разной степени подвижности, а
при более высокой температуре появляется третья фаза.
В итервале 100-135 °С наблюдаются скачки (в 3-7 раз)
значений времени релаксации.
В табл. 12.43 приведены величины дипольных
моментов молекул (частиц) групповых компонентов,
выделенных из гудрона и Западно-Сибирских нефтей и
битумов разной степени окисления. Определение
дипольных моментов производилось по
концентрационной (1-й метод) и температурной (2-й метод)
зависимостям мольной поляризации.
В процессе окисления величина дипольного
момента компонентов гидрона и битумов возрастает при
переходе от масел к асфальтенам (см. табл. 12.43).
При повышении температуры величина дипольных
моментов увеличивается. Величины дипольных
моментов, определенные по второму методу, значительно
превышают их значения, полученные по первому
методу. Это свидетельствует о том, что увеличение степени
диссоциации ассоциированных частиц сопровождается
повышением их полярности. Такое положение
возможно лишь в случае увеличения геометрического
размера частицы (молекулы) под влиянием факторов,
способствующих ее диссоциации. Здесь увеличение
расстояния между зарядами превалирует над
возрастающим дезориентирующим движением частиц.
В переменном поле молекулы с постоянным ди-
польным моментом совершают вращательное
колебание, что сопровождается потерей электрической
энергии, которая превращается в тепловую. Эта
информация получена в результате анализа
частотно-резонансных спектров компонентов битумов. Частотные
потери энергии в диэлектриках характеризуются величиной
тангенса угла диэлектрических потерь, который равен
отношению активной составляяющей тока к его
реактивной составляющей. При изменении частоты поля
наблюдается изменение величины диэлектрических
потерь, которое становится максимальным при
соблюдении условия:
со = 1/т0
где со — частота тока, соответствующая максимуму
диэлектрических потерь, с"1; т0 — время релаксации
дипольных молекул, с.
Используя закон Стокса для сферических частиц,
Дебай получил уравнение, связывающее т0 с размером
частиц (молекул) и вязкостью среды:
т0 = Ап\шъ I кТ,
где а — радиус частицы; ц, — динамическая вязкость
среды; к— константа Больцмана; Т— абсолютная
температура.
Таблица 12.43
Дипольные моменты (10 18 СГСР)* групповых компонентов гудрона и битумов
Время
окисления,
ч
0,0
3,5
5,5
7,5
10,0
19,0
Температура
размягчения,
°С
35,5
37,5
42,0
46,0
55,5
80,0
Масла
1 -и метод
20 °С
5,9
4,0
5,9
7,0
7,4
7,6
50 °С
6,7
8,1
10,5
6,3
6,4
6,9
2-й
метод
16,0
27,8
30,5
—
12,6
10,2
Смолы
1-й метод
20 °С
9,9
10,9
7,2
4,7
5,9
8,8
50 °С
18,2
12,2
10,7
8,9
9,8
18,1
2-й
метод
46,6
20,3
25,0
28,3
32,0
52,8
Асфальтены
1-й метод
20 °С
14,8
12,5
9,4
9,3
10,4
13,1
50 °С
23,0
19,6
16,7
16,6
17,3
27,2
2-й
метод
52,8
47,7
46,6
46,0
47,6
78,5
1 Д = 10"18 ед. СГСР = 3,34 • 10~30 Кл • м.
760
Новый справочник химика и технолога
Из этого соотношения следует, что при постоянной
температуре и вязкости среды максимум
диэлектрических потерь при увеличении размера частиц должен
смещаться в область низких, а при уменьшении — в
область высоких частот. На рис. 12.23 приведены
частотно-резонансные спектры смол и асфальтенов в
бензольном растворе. Групповые компоненты были
выделены из битума с температурой размягчения 80 °С
(смесь Западно-Сибирских нефтей).
Видно, что при разбавлении бензольных растворов
смол и асфальтенов интервал максимальной потери
энергии смещается в область низких частот, т. е. время
релаксации частиц увеличивается. Такое положение
возможно лишь в случае увеличения геометрического
размера частиц (молекул) под влиянием факторов,
способствующих их диссоциации. Эти данные согласуются
с приведенными в табл. 12.43.
0,012
0,01
В
Щ 0,008
g 0,006
>. 0,004
*"" 0,002
4 6
Частота, кГц
Рис. 12.23. Частотно-резонансый спектр
асфальтенов в растворе бензола.
Концентрация (сверху вниз), мг/л: 411, 205 и 103.
Нефтяные остатки и битумы следует рассматривать
как сложные физико-химические системы. Результаты,
получаемые при исследовании таких систем, даже в
случае применения очень эффективных средств,
нуждаются в перепроверке другими независимыми
методами. Только в случае, когда обнаруженный эффект будет
однозначно подтверждаться, может быть сделан вывод
о его правомерности.
12.5.4.Техническиехарактеристики, ассортимент и
область применения битумов
12.5.4.1. Показатели свойств битумов
Для оценки технических свойств битумов в России
и других странах используют условные
характеристики. Такие характеристики включены в национальные
стандарты стран, производящих и потребляющих
битумы. Соответствие битума определенному набору и
величине таких характеристик определяет его марку.
Представление о качестве и свойствах битума, а также
наиболее оправданном направлении его использования
можно получить лишь при совместном рассмотрении и
сопоставлении таких характеристик, набор которых
определяется областью применения битума и
представлен в соответствующем ГОСТе или ТУ. До недавнего
времени качество нефти и нефтепродуктов в нашей
стране контролировалось на соответствие только
требованиям российских нормативов, оценочные
показатели которых не всегда соответствовали признанным
международным стандартам. В настоящее время
Госстандарт проводит работу по пересмотру действующих
ГОСТов и вводит новые стандарты Российской
Федерации — ГОСТ Р, соответствующие международным
требованиям. В 2002 году был введен новый стандарт
на нефть — ГОСТ Р 51858. Частично введены ГОСТы
на бензин. В новых гармонизированных стандартах в
разделах «Методы испытаний» разрешены к
использованию и методы ASTM, ISO и EN.
Практика международной стандартизации
показывает, что стандарты на методы испытаний, внесенные в
технические регламенты, являются обязательными и
строго соблюдаются.
Пенетрация. В качестве основного
классификационного показателя для битумов принята величина пе-
нетрации — глубины проникания калиброванной иглы
в битум за определенное время при определенной
нагрузке и температуре. Определяют пенетрацию на
специальном приборе — пенетрометре (ГОСТ 11501-78).
Она измеряется в десятых долях миллиметра.
Пенетрацию обычно определяют при 25 °С, нагрузке 100 г и
продолжительности 5 с. Пенетрацию битумов при 0 °С
определяют при нагрузке на иглу 200 г и
продолжительности 60 с. Величина пенетрации, как оценочный
показатель разных битумов, введена в национальные
стандарты многих стран, производящих и
использующих битумы, с конца 19 века. Величина пенетрации
является косвенной характеристикой вязкости. С самого
начала применения метода было понятно, что на его
результат может оказывать влияние адгезия битума к
стальной игле, а также иное напряжение сдвига (выше),
чем в большинстве вискозиметров. Определение
вязкости, в некоторых стандартных условиях, могло бы
нести большую информацию о структуре битума и его
рациональном применении, так как является прямым
отражением надмолекулярной структуры.
Температура размягчения битумов характеризует
переход их из сравнительно твердого в жидкое
состояние. Методика определения температуры размягчения,
как и пенетрации, условная. Для ее определения в России
используют метод «Кольцо и шар» (ГОСТ 11506-73). В
других странах используют температуру затвердения
(метод Менгера), температуру каплепадения (по методу
Нефть и нефтепродукты
761
Уббелоде), температуру размягчения по Кремер—Сар-
нову. Соотношение между ними уравнениями:
Тр=Ткс+ 0,1905 (Тк-Тт)
Ткс = Тр-0,\905(Тк-Тт),
где Тр — температура размягчения по КиШ, °С; Тт —
температура затвердения, °С; Тк — температура капле-
падения °С; Ткс — температура размягчения по методу
Кремер—Сарнова.
Дуктильность — это степень возможного
вытягивания битума в нить. Дуктильность является одним из
показателей свойств битумов и включена в стандарты
на них. Ее определяют при 25 и 0 °С на специальном
приборе — дуктилометре. Величина дуктильности
измеряется длиной (в см) нити битума в момент разрыва.
Методика измерения и устройство прибора приведены
в ГОСТе 11507-75. Следует заметить, что по величине
дуктильности нельзя судить о поведении битумов в
условиях эксплуатации изделий на их основе.
Температура хрупкости является важной
характеристикой дорожных и кровельных битумов. Для ее
определения используют условный метод — метод Фра-
асса (ГОСТ 11507-78). Расплавленный битум наносят
на тонкую стальную пластинку, которую охлаждают и
периодически изгибают. Температуру, при которой
происходит видимый излом слоя или появляются
трещины в слое битума, принимают как температуру
хрупкости. Температура хрупкости дорожных битумов
повышается от -20 (БНД 200/300) до -6 °С (БНД 60/90).
В стандарте на дорожные битумы приведена
номограмма, по которой можно определить температуру
хрупкости как функцию отношения пенетрации при 0 и
при 25 °С. Разность между температурой размягчения и
хрупкости является интервалом пластичности битума.
Битумы с широким интервалом пластичности обладают
большей деформационной стойкостью, стойкостью к
образованию трещин и хорошей адгезией.
Температурная стабильность битумов. Изменение
температуры размягчения или пенетрации битумов,
определяют после прогрева в пленке (толщиной около
1 мм) при температуре 160 °С в течение 5 часов.
Измерение проводят с целью оценки возможного изменения
свойств битума при разогреве в битумогрейных котлах
или нагреве при производстве асфальтобетона. В
стандарте на дорожные битумы допускается изменение
температуры размягчения от 5 °С (БНД 40/60, БНД 60/90
и БНД 90/130) до 7 °С (БНД 200/300). Допустимое
изменение пенетрации после прогрева для кровельных
битумов составляет 60 % (БНК 40/180 и БНК 45/190) и
70% для БНК 90/130.
Индекс пенетрации. Комплексной
характеристикой, отражающей взаимосвязь пенетрации и
температуры размягчения битума, является индекс пенетрации.
Значение величины индекса пенетрации устанавливают
в зависимости от условий применения битумов.
Величины индексов пенетрации приводятся в таблицах (см.
ГОСТ 22245-90) и могут быть определены по
номограмме или вычислены по формуле:
1 + 50хЛ
, 2,9031-1еП
где А . Здесь П — ненетрация при
25 °С, 0,1 мм; Т—температура размягчения, °С.
Считается, что этот показатель является
отражением коллоидной структуры битума. Учитывая, что при
изменении пенетрации битума величина дуктильности
проходит через максимальное значение, величину
индекса пенетрации ограничивают пределами от -1 до
+ 1 (в стандарте на битумы для заливочных
аккумуляторных мастик — не менее +4). Для оценки
низкотемпературных свойств битумов рекомендуется
использовать низкотемпературный индекс пенетрации ИПН,
который вычисляют как отношение значений
пенетрации при 0 и 25 °С (П0/П2з). Этот показатель лучше
характеризует температурную чувствительность
вязкости битумов в интервале 25-0 °С, чем обычный индекс
пенетрации.
Адгезия и поверхностное натяжение. Битумы
относятся к клеящим материалам, поэтому их
адгезионные свойства являются важной характеристикой.
Битумы дорожных марок должны обладать хорошей
адгезией к поверхности минерального материала в
асфальтобетонных смесях. Изоляционные битумы (БНИ),
применяемые для изоляции трубопроводов от грунтовой
коррозии, должны хорошо прилипать к металлическим
поверхностям.
Молекулы вещества, находящиеся на поверхности
раздела жидкость—газ, втягиваются внутрь жидкости,
поэтому поверхность стремится сократиться, что
возможно лишь при наличии свободной энергии.
Увеличение поверхности (диспергирование, дробление)
сопровождается затратами энергии. Работа, затрачиваемая на
создание единицы новой поверхности, равна свободной
энергии поверхности: у = dAldS. Полная поверхностная
энергия Uу - у + Т dy/dT. Удельная свободная
поверхностная энергия измеряется в Дж/м2 (или эрг/см2) и
численно равна поверхностному натяжению.
Поверхностное натяжение — сила, с которой стремится к сжатию
расположенная на поверхности полоска жидкости
шириной в 1 см. Измеряется в Н/м (или в дин/см). С
ростом температуры поверхностное натяжение жидкости
уменьшается и при критической температуре
обращается в нуль.
Величина поверхностного натяжения а нефтяных
остатков (Н/м), отбираемых при температуре не ниже
300 °С (в интервале от температуры размягчения до
350 °С) может быть вычислена с использованием
следующей эмпирической зависимости:
762
Новый справочник химика и технолога
а = 0,035р? -(2,16-1,6pJ°)T
где Т — температура определения с, °С; р4 —
относительная плотность остатка.
Поверхностное натяжение битумов (дин/см) на
границе с воздухом, в зависимости от температуры в
интервале 130-250 °С и температуры размягчения битума,
может быть вычислено с использованием следующего
эмпирического уравнения (1 дин/см = 10~3 Н/м = мН/м):
а = 25+ 0,187(Гр - 70) - (10"8ГР + 0,25) • (Г-100) • 10~2,
где 7р — температура размягчения битума, °С;
Т—температура определения, °С.
Для определения поверхностного натяжения
используют метод отрыва кольца, отрыва капель, продав-
ливания пузырьков газа через жидкость и дре.
Межфазное натяжение связано с величиной адгезии.
Практический интерес представляет адгезия битумов к
поверхности твердых тел. Когда жидкость соприкасается
с твердой поверхностью, свободная энергия уменьшается:
где у^, 75 — поверхностное натяжение жидкости и
твердого тела соответственно; а — контактный угол
смачивания. Используя это соотношение, можно определить
энергию адгезии. Поверхностное натяжение жидкости
одинаково на всей поверхности. На различных
плоскостях кристаллического твердого тела оно различно. На
величину адгезии может влиять степень шероховатости
поверхности, адсорбция, хемосорбция, присутствие
иостронних веществ (например, воды) и некоторые др.
факторы.
В дорожном покрытии битум находится в виде
тонкой пленки на поверхности минерального материала.
Величина прочности пленки битумов (без наполнителя,
между двумя стальными пластинками) зависит от ее
толщины и возрастает примерно одинаково для разных
типов битумов при увеличении ее толщины до 0,03-
0,05 мм, а затем уменьшается. При оптимальной
толщине прочность пленки остаточных битумов
составляет 1,4-1,5, а окисленных— 1,2-1,3 мПа.
В асфальтобетонных дорожных смесях (ГОСТ 9128-76)
битумная пленка неоднородна. Наименьшая толщина ее
в точках контакта между частицами минерального
наполнителя. При движении транспортных средств в этих
точках возникают напряжения, превышающие среднее
значение. Движущийся транспорт оказывает
преимущественно сжимающее действие, вызывая
периодическую эластическую деформацию. Имеющийся опыт
свидетельствует, что в этом случае наблюдается
некоторое увеличение твердости дорожного покрытия, а
предельное напряжение сдвига возрастает. При
сжимающем напряжении, превышающем предел
прочности, происходит разрушение системы. В стандарте на
плотные (горячие и теплые) асфальтобетоны
определены величины предела прочности при сжатии для
разных марок (1-4), мПа: при 20 °С не менее — 2,4-1,6 (от
1-й к 4-й марке); при 50 °С, не менее — 0,9-0,8; при
0 °С, не более — 12 мПа (для всех марок). Предел
прочности асфальтобетона зависит и от содержания в
смеси битума. Прочность увеличивается до содержания
битума в смеси 6-7 %, после чего наблюдается ее
уменьшение.
Большое влияние на адгезию битума к поверхности
минерального остова асфальтобетона может оказывать
вода. Наибольшую опасность представляет вода,
находящаяся в порах минерального материала до
смачивания его битумом. Ее диффузия в битум может привести
к ослаблению поверхностной пленки и потере
прочности при действии воды в дорожном покрытии. В
стандарте на асфальтобетонные дорожные смеси
регламентируется величина допустимого водонасыщения — для
разных марок от 1,0 до 4 %, набухание от 0,5 до 1,5 %.
Коэффициенты водостойкости (отношение предела
прочности после и до выдержки в воде) не менее 0,7-
0,9, а длительной водостойкости — 0,85-0,7.
Совместное действие воды и движущегося
транспорта является основным фактором разрушения
дорожного покрытия. Вода вдавливается в дорожное полотно
перед движущимся колесом и выжимается позади него.
Для оценки поведения асфальтобетона в дорожном
покрытии используют испытательные машины, в которых
колесо с резиновым протектором движется по
кольцевому треку. Критерием долговечности дорожного
покрытия является количество циклов движения колеса
до наступления интенсивного разрушения модельного
покрытия. В другом приборе образец асфальтобетона
подвергается воздействию повторных нагрузок на
изгиб и сжатие при температуре 0 и 50 °С при
определении модуля упругости, предела прочности на
растяжение при изгибе и комплексного показателя вязкой
деформации. Результаты исследований показывают, что
разрушение покрытия меньше при большой скорости
движения (числа оборотов) колеса на испытательном
стенде. Это явление объясняется тем, что при
небольшой скорости движения продолжительность контакта
колеса и дорожного покрытия становится достаточной
для создания не только эластичных, но также и
необратимых деформаций в асфальтобетоне.
В граничных слоях битума и минерального материала
преимущественно концентрируются компоненты,
содержащие гетероатомы, что сопровождается перестройкой
надмолекулярной структуры битума в объеме и
увеличением жесткости битума. Энергия взаимодействия битума
с поверхностью материалов основного и кислотного
типов примерно одинакова и достигает 30-35 Дж/м .
Выделение энергии начинается сразу при смешении
минерального материала с битумом и в первые 60-100 с
достигает максимальной величины, после чего
наблюдается резкое уменьшение выделения тепла. Соединения,
сорбирующиеся на поверхности кислых и основных
пород, примерно идентичны. Лучшая адгезия к минералам
основного типа объясняется дополнительным вкладом
ионных связей за счет кислотных компонентов.
Нефть и нефтепродукты
763
При повышении температуры адгезия битумов к
поверхности каменных материалов и металлов
увеличивается при одновременном понижении когезионной
прочности. Когез ионная прочность битумов с температурой
размягчения 46-53 °С при О °С — 8,5-9,5 Па, линейно
понижается до 0,2-0,25 Па — при 20 °С и далее
уменьшается до 0,04 Па при 40 °С. В стандарте на дорожные
битумы адгезионные свойства оценивают по
сцеплению битума с мрамором или песком в горячей воде
(ГОСТ 11508-65). В новом ГОСТе на дорожные
битумы этот показатель отсутствует.
Срок службы дорожного покрытия определяется не
только величиной адгезии битума к поверхности
минерального материала в асфальтобетоне. Большое
значение имеет природа и гранулометрический состав
минерального остова, технология приготовления
асфальтобетона, качество укладки и уплотнения смеси, правильно
организованные дренажные устройства и др. факторы.
Совместимость битумов. Вопрос совместимости
битумов разных типов становится актуальным, когда
они контактируют в изделиях. Битумы являются
дисперсными системами, стабильность которых может
изменяться при изменении параметров внешней среды.
Термодинамическая устойчивость таких систем может
быть оценена величиной свободной энергии Гиббса G:
AG = AH-TAS,
где АН — энтальпия смешения или растворения
компонентов системы; S — энтропия системы при
температуре Т.
Если при смешении или растворении наблюдается
выделение тепловой энергии, то (при постоянстве
величины энтропийного фактора) энтальпия системы
будет уменьшаться, что является предпосылкой
повышения ее стабильности. Располагая данными по
изменению растворимости компонентов системы в некотором
температурном интервале, можно вычислить теплоту
растворения (Qp), используя уравнение Клайперона-
Клаузиуса:
с, r[t, т2)
где С\ и Сг — растворимость вещества при
температурах Т] и Т2; R — универсальная газовая постоянная,
равная 8,31 Дж/моль • К.
В работе [79] приведены зависимости Ср -f{T)
растворимости асфальтенов в остальных компонентах
битумов (мальтены + смолы) и масляной части битумов с
различным содержанием парафино-нафтеновых
углеводородов. Растворимость асфальтенов при повышении
температуры увеличивается. Расчеты показали, что
тепловой эффект растворения асфальтенов в
дисперсионной среде, где концентрация парафино-нафтеновых
компонентов была равна 8 %, составил +4,1 кДж/моль,
а при их концентрации 35 % — +3,1 кДж/моль. Таким
образом, стабильность дисперсной системы понижается
при увеличении в ней концентрации
парафино-нафтеновых ингредиентов.
Известно, что из дисперсных систем битумов, при
некоторых параметрах внешней среды, могут
выдавливаться (выпотевать, эксудировать) масляные или ас-
фальтено-смолистые компоненты. Такие явления
характерны для дисперсных систем. Причиной их является
изменение состояния равновесия в системе,
стремящейся к минимуму свободной энергии, за счет удаления из
системы плохо удерживаемых компонентов.
Эксудировать могут как компоненты масел, так и компоненты
асфальтенов. При выделении легких компонентов на
поверхности битума появляются масляные пятна.
Обнаружить выделение компонентов дисперсной фазы
можно только по изменению технических
характеристик битума. Для количественной оценки тенденции
битумов к «самоочистке» от некоторой части
компонентов введено понятие «потенциал эксудации».
При поверхностном контакте двух битумов с
разными потенциалами эксудации слабоудерживаемые
компоненты из битума с большим потенциалом
эксудации будут переходить в битум с меньшим потенциалом
до выравнивания потенциалов. Битум, теряющий
масляные компоненты, становится более твердым, а
принимающий — размягчается. Так, при изготовлении
кровельных материалов (рубероид, водоизоляционный
картон) используют два типа битумов, значительно
отличающихся по температуре размягчения и пенетра-
ции: пропиточный и покровный. В случае хорошего
совмещения используемых битумов эксплуатационные
характеристики кровельного материала будет
длительное время оставаться неизменными при его хранении и
применении. Если эксудативный потенциал покровного
битума выше, то масляный эксудат будет
накапливаться на границе раздела и, далее, диффундировать в слой
картона. Покровный слой, в результате потери
масляных компонентов, становится твердым и хрупким, что
является предпосылкой его растрескивания и
разрушения. Одновременно происходит размягчение слоя
битума на границе с пропитанным материалом, что, в
присутствии воды, может привести к образованию
вздутий и отслоению покровного слоя от пропитанного
листа. Если выше эксудационный потенциал
пропиточного битума, то возможно слипание кровельного
материала в рулонах или пакетах листов. Другие
негативные последствия при эксплуатации кровли в этом
случае обычно не наблюдаются.
Судативные реакции могут иметь место в дорожных
покрытиях, при нанесении нового поверхностного слоя
на изношенный или при ликвидации дефектов слоя
износа. В результате размягчения битумного покрытия на
дорожном полотне появляются углубления и выступы
или, при эксудации масляных компонентов в нижний
слой, растескивание верхнего слоя.
Если эксудационный потенциал битума верхнего
слоя больше нижнего, судативные реакции могут
стать причиной быстрого разрушения защитного по-
764
Новый справочник химика и технолога
крытая трубопроводов. Применение судативно
несовместимых битумов для гидроизоляции подземных
помещений, фундаментов зданий и туннелей может
стать причиной их разрушения в результате
повышенной хрупкости или размягчения пропитанных
битумами слоев грунта.
В зависимости от условий производства и
используемого сырья потенциал эксудации битумов обычно
увеличивается в следующей последовательности:
битумы из крекинг-остатков (неокисленные и
окисленные) > битумы из нефтяных остатков, полученные
при высокой температуре окисления >
высокотемпературные остаточные битумы > низкотемпературные
остаточные битумы.
Таким образом, высокая температура и
продолжительность процесса при высокой температуре могут
оказывать влияние на величину эксудационного
потенциала битума. Обращает внимание и факт большей
стабильности дисперсной системы остаточных битумов по
сравнению с битумами, полученными в результате
окисления сырья.
Определение совместимости битумов и характер
возможных судативных реакций в граничном слое
связаны с определенными трудностями, так как начальная
стадия реакции обычно недоступна для наблюдения.
Для вывода масляного эксудата из зоны реакции можно
использовать порошок талька (фракцию меньше
0,05 мм). Более твердый битум (например, покровный)
расплавляют и наносят тонким слоем на пластинку и,
после охлаждения, посыпают тонким слоем талька. На
этот слой помещают небольшую каплю расплавленного
битума с меньшей температурой размягчения.
Пластинку с битумами помещают в термостат, где ее
выдерживают при температуре, близкой к температуре
размягчения более мягкого битума, в течение времени,
достаточного для выхода эксудата за контур пятна
нанесенного на тальк битума (до 3-х суток). Температура
эксперимента в каждом случае подбирается такой,
чтобы битум с меньшей температурой размягчения
оставался в вязкотекучем состоянии и не смешивался со
вторым битумом. При эксудации эксудат из нижнего
слоя распространяется за пределы капли нанесенного
на слой талька битума, образуя маслянистое пятно
потемневшего талька. Чем больше пятно, тем больше
потенциал эксудации более твердого битума.
Использование судативно несовместимых битумов
может привести к нежелательным результатам. Для
избежания судативных реакций при контакте слоев
битумов в изделиях рекомендуется битум с большим
потенциалом эксудации в используемой паре
смешивать с некоторым другим битумом, имеющим
противоположную реакционную способность по отношению
к используемому битуму с меньшим потенциалом
эксудации. Соотношение между битумом с большим
потенциалом эксудации и добавкой должно быть
таким, чтобы применяемые в изделии битумы стали
судативно нейтральными.
12.5.4.2. Физические характеристики битумов
Плотность. Плотность вещества р (кг/м3)
характеризуется соотношением:
p = G/V,
где G — масса, кг; V— объем вещества, м3.
Объем, а следовательно и плотность вещества
зависят от температуры и давления. Для жидких и твердых
веществ изменение объема при изменении давления
незначительно, поэтому учитывается не всегда.
Нефтепродукты часто характеризуют величиной
относительной плотности, являющейся отношением плотности
вещества при температуре Т\ к гшотности воды при Т2.
В России относительную плотность нефтепродуктов
принято определять при 20 °С по отношению к
плотности воды при 4 °С (р20). В некоторых странах
относительную плотность определяют при 15,6 °С по
отношению к плотности воды при этой же температуре
(обозначают р^). Величины р\55 и р20, связаны между
собой соотношением:
р\1*Р?+5а,
где а — средняя температурная поправка на 1 К.
В общем случае, плотность р, (кг/м3) при
температуре Т(°С) может быть вычислена по значению pf :
р, =1000-[pf-fl(7--20)].
Температурная поправка для нефтепродуктов (до
50 °С) может быть вычислена по формуле:
а = 0,001838- 0,00132р
Вычисление температурной поправки, с учетом
группового состава нефтепродуктов со средними
температурами кипения от 40 до 350 °С, рекомендуется
вычислять из следующих соотношений:
1
1,706
43,65 '
MRE
где М — средняя молекулярная масса нефтепродукта,
у.е.; RE — удельная рефракция по Эйкману,
определяемая из выражения:
R,
(и20)2-! { 1
и20+0,4
~20
Р4
Относительная плотность остатка в зависимости от
глубины отбора дистиллятов х (масс. %, включая
растворенные газы и потери при перегонке), вычисляется
по формуле:
\ 'ост \ 'нефть
l + 0,204f—1
Нефть и нефтепродукты
765
Плотность битумов обычно определяют но
плотности их растворов (1 : 1) в веществах с известной
плотностью. Плотность растворов определяют ареометром
или пикнометрическим методом. Плотность битумов
зависит от их группового состава. Она возрастает при
увеличении в битуме ароматических компонентов.
Плотность остаточных битумов повышается при
увеличении глубины отбора дистиллята и повышении
температуры размягчения битума. Увеличивается плотность
и при увеличении глубины окисления сырья. Так, при
получении окисленных битумов из смеси Западно-
Сибирских нефтей плотность битума с температурой
размягчения 38 °С (при 20 °С) — 1023, а при
температуре размягчения 73 °С — 1049 кг/м3.
Тепловые свойства битумов. Знание теплоемкости
битумов и нефтяных остатков необходимо при расчете
процессов их нагревания или охлаждения при
производстве, хранении и транспортировании, а также при
проектировании аппаратов для их производства.
Изобарная теплоемкость нефтяных остатков
(кДж/кг • К) с относительной плотностью от 0,75 до
1,00 в диапазоне температур 10-277 °С может быть
вычислена по формуле для жидких нефтепродуктов:
С, =(1,444 + 0,003717") • (2,1-pJs) •
Для расчета теплоемкости (кДж/кг • К) остаточных и
окисленных битумов рекомендуется использовать
эмпирическое уравнение, выведенное для жидких
нефтепродуктов. Оно справедливо в интервале от 0 до 300 °С
для битумов с температурой размягчения 40-100 °С:
Ср = 4,1Д^8 (0,403 + 0,00081 Т).
Здесь Т— температура определения, °С; р\\ —
относительная плотность нефтепродукта при 15 °С по
отношению к плотности воды при 15 °С.
Энтальпия нефтяных остатков и битумов (кДж/кг),
при температуре К, может быть оценена по формуле
для жидких нефтепродуктов:
Яж=(0,001855Г2+0,43Г-256,11)-(2,1-р^)
(энтальпия жидкости при температуре 273,15 К
принимается условно равной 0).
Способность материала передавать тепло называют
его теплопроводностью. Теплопроводность может
быть описана уравнением:
= -Х\ — \dydz,
dx \dx)
где dH — количество тепла, проходящего через сечение
dydz в направлении х за время dx; dT/dx — изменение
температуры в направлении х; X — коэффициент
теплопроводности.
Теплопроводность битумов различается
незначительно. При повышении температуры от 0 до 70 °С она
слегка снижается. При 0 °С у битумов с температурой
размягчения от 39 до 97 °С она изменяется в интервале
от 1,45 до 1,49Вт/(мК), а при 40 °С — от 1,45 до
1,49 Вт/(м • К). Битумы плохо проводят тепло, поэтому
часто применяются при изготовлении
теплоизоляционных материалов.
Температуропроводность характеризует скорость
выравнивания температуры в среде при
нестационарной теплопроводности и численно равна отношению
теплопроводности X к теплоемкости единицы объема
вещества (Ср • р): а = Х/(ср • р). Коэффициент
теплопроводности битумов имеет порядок 10 10^см2/с, что
значительно меньше, чем у рядовых строительных
материалов (20-80) см2/с.
Коэффициент объемного теплового расширения
определяется по формуле:
где V0 — объем вещества в дилатометре при
температуре °С; AV — изменение объема битума в интервале
температур AT.
Для определения температурных деформаций,
объемных эффектов, структурных и фазовых превращений
в битумах обычно применяют объемные дилатометры.
Температурная зависимость удельного объема битумов
имеет перегиб при температуре стеклования (при этой
температуре битум переходит в твердое состояние и
ведет себя как твердое вещество). Коэффициенты
объемного расширения при температурах ниже
температуры стеклования для разных битумов близки по
величине и находятся в пределах (2,9-3,5) • 10^ °С-1, а при
температуре выше температуры стеклования — (5,9-
6,5) • 10"4 °С~'. Коэффициент линейного теплового
расширения битума (а) составляет 0,3 р.
Электрические характеристики. Битумы являются
аморфными диэлектриками и характеризуются очень
небольшой, и вероятно, ионной электропроводимостью.
В жидких диэлектриках, при малых напряжениях
поля ток возрастает пропорционально напряжению, то
есть соблюдается закон Ома. При достижении
некоторой величины напряжения U^, ток начинает
увеличиваться по экспоненциальному закону:
где /0 — значение тока при U^; а — константа; U —
напряжение.
Увеличение тока при напряжении больше U^
объясняется увеличением подвижности ионов, возможной
диссоциацией молекул и возникновением ударной
ионизации. Значение напряженности поля U^ для
минеральных масел составляет 8000-9000 кВ/м, а для
индивидуальных углеводородов обычно больше —
766
Новый справочник химика и технолога
20 000 кВ/м. Зависимость электропроводимости жидких
диэлектриков от температуры может быть
приблизительно представлено экспоненциальной формулой:
gT = goebT,
где b — постоянная величина для данного диэлектрика;
go — начальное значение электропроводимости; Т —
температура, °С.
Причинами повышения электропроводимости
жидких диэлектриков при увеличении температуры
является уменьшение вязкости и повышение степени
диссоциации молекул (или их агрегатов), приводящее к
увеличению концентрации свободных ионов.
Удельная проводимость битумов при 50 °С составляет 10""-
10 12 См/м, а при 90 °С она увеличивается до (25-
50) • 10~" См/м. Увеличение температуры размягчения
битумов сопровождается уменьшением удельной
электропроводимости. Малая электропроводимость
битумов позволяет широко использовать их для
производства различных электроизоляционных материалов. Это
электроизоляционные ленты с диэлектрической
прочностью не менее 1000 В, резино-битумные трубы для
прокладки проводов, электроизоляционная бумага,
пропитанная битумом и др.
Потеря диэлектриком электроизоляционных
свойств, происходящая при некотором значении
приложенного напряжения Unp, называется пробоем диэлектрика,
значение напряжения, соответствующее этому,
называют пробивным напряжением. Пробой жидкости,
вызываемый тепловой деструкцией и ионизацией вещества,
а также возможным возникновением искры или дуги,
приводит к появлению в жидкости примесей,
снижающих пробивное напряжение. Пробой твердого
диэлектрика обычно сопровождается разрушением
материала. Академик Н.Н. Семенов объясняет пробой
жидкости ее нагревом вследствие диэлектрических потерь в
местах локализации примесей. В этих местах жидкость
при меньшем напряжении поля переходит в
парообразное состояние, что определяет возможность более
раннего пробоя. Полностью растворимые в жидкой фазе
вещества (например, многочисленные компоненты
битума) обычно не снижают величину пробивного
напряжения. Посторонние полярные вещества, находящиеся
в виде капель или твердых частиц, в электрическом
поле образуют проводящие мостики между
электродами и сильно снижают Unp. В связи с этим, при
использовании жидких веществ в качестве электрических
изоляторов, следует применять только хорошо очищенные
жидкости и принимать меры против их загрязнения.
Величина пробивного напряжения твердых
диэлектриков сильно зависит от однородности структуры
вещества. В однородном электрическом поле для
диэлектриков с однородной структурой наблюдается
линейная зависимость Unp от толщины материала (d).
При неоднородности поля Unp -f{d) становится
нелинейной. Степень нелинейности симбатно связана с
неоднородностью структуры вещества. Это явление
можно использовать для оценки степени
однородности (или неоднородности) битумов и материалов на их
основе. Величина пробивного напряжения линейно
связана с энергией связей в кристаллической решетке
вещества, что также может быть использовано для
исследования надмолекулярной структуры и свойств
битумов.
Пробивное напряжение зависит от марки битума,
вида сырья, способа производства и при температуре
около 20 °С составляет 1000-6000 кВ/м (электрическая
прочность трансформаторного масла должна быть не
менее 1200 кВ/м). При повышении температуры
пробивное напряжение уменьшается. У битумов с большей
температурой размягчения оно больше.
Диэлектрическими потерями называют мощность,
рассеиваемую в диэлектрике, находящемся в
электрическом поле. Величину диэлектрических потерь
характеризуют специальным параметром - углом
диэлектрических потерь или тангенсом этого угла. Потери
электрической энергии Р можно выразить следующим
образом:
P=U-I-tgb,
где U и / — действующее напряжение и сила тока; 8 —
угол, дополняющий угол сдвига фаз до 90 °С (угол
диэлектрических потерь).
Хорошим диэлектрикам свойственно значение tg8
порядка 10~5-ЮЛ Тангенс угла диэлектрических
потерь битумов при температуре ниже их температуры
размягчения мало зависит от температуры и составляет
0,002-0,004. При температуре выше размягчения
битума потери увеличиваются и при 160 °С составляют
0,009-0,01.
Битумам и нефтяным остаткам свойственна диполъ-
но-релаксационная поляризация. В этом случае
повышение температуры диэлектрика сопровождается
ослаблением межмолекулярных взаимодействий, мешающих
ориентации диполей, что сопровождается увеличением
поляризации. С другой стороны, возрастающее
тепловое движение дипольных молекул мешает их
ориентации в направлении поля. Диэлектрическая
проницаемость нефтяных остатков увеличивается при
повышении температуры от 20 °С до 40-50 °С (с 2,6 до 2,8),
далее понижается, проходит через минимальное
значение около 150-170 °С (2,4-2,5), после чего резко
возрастает и при 240 °С достигает 3,5-3,6.
Диэлектрическая проницаемость битумов при повышении
температуры до 80-90 °С увеличивается до 2,7-2,8, остается
почти неизменной до 160-170 °С, при дальнейшем
повышении температуры увеличивается и при 250 °С
достигает величины 3,2-3,3.
Растворимость битумов и их компонентов в
органических растворителях. Способность вещества
растворяться в некоторой другой жидкости (обычно с
меньшей молекулярной массой) зависит от
соотношения их полярностей, фазового состояния и плотности
Нефть и нефтепродукты
161
энергии когезии растворяемого вещества. При
смешении двух жидкостей с одинаковой энергией когезии
теплота растворения должна быть близка нулю. Этот
случай применим к неполярным или слабополярным
веществам. Сильно полярные вещества с неполярными
жидкостями могут вообще не взаимодействовать, а в
жидкостях, близких к ним по полярности, только
набухать. Компоненты битумов относятся к полярным
веществам и характеризуются большими дипольными
моментами. Присутствие полярных групп в молекулах
растворяемого вещества обычно способствует их
взаимодействию с молекулами растворителя (повышение
растворимости). В присутствии растворителя может
происходить и переориентация полярных молекул
внутри ассоциатов, сопровождающаяся уменьшением
свободной энергии ассоциированной системы. Если в
результате такой перестройки ассоциированных частиц
снижение энтропии окажется не очень большим, то и
этот фактор может способствовать увеличению
растворимости вещества. Однако в этом случае в
дисперсионную среду будут переходить не только отдельные
молекулы вещества, но также и их агрегаты, возможно
содержащие вещества, отличающиеся по химической
природе и размеру молекул. По этой причине, при
использовании даже «селективных» растворителей, из
битумов удается выделить лишь группы компонентов с
близкой растворимостью.
«Хорошими» растворителями битумов являются
ароматические углеводороды, тетрахлорметан, три-
хлорметан и сероуглерод. В них наблюдается почти
полное растворение битумов (не менее 99 %). При
обработке на ультрацентрифуге растворов асфальтенов в
бензоле, тетрахлорметане и н-бутиламине оказалось
возможным их разделение на фракции веществ,
склонных к образованию ассоциатов. Растворимость
компонентов битумов в спиртах (С]-С5) и ацетоне не
превышает 40 %, а в алканах (С5-С8), при некотором их
избытке, происходит коагуляция асфальтенов.
Водопоглощение битумов уменьшается при
увеличении их температуры размягчения, составляя в
атмосфере, содержащей водяной пар — 0,005-0,01 %, а при
длительном водонасыщении — 1-3 %.
12.5.4.3. Ассортимент и область применения битумов
Битумы классифицируют по областям применения.
Наибольший объем производства приходится на
дорожные битумы, которые подразделяются на вязкие
(ГОСТ 22245-90) и жидкие (ГОСТ 11955-74).
Вязкие битумы используют для выполнения
основных дорожных работ. Их изготавливают окислением
нефтяных остатков прямой перегонки нефти, асфальтов
их деасфальтизации, экстрактов селективной очистки
масел. В качестве таких битумов могут быть
использованы нефтяные остатки, а также компаунды
окисленных и неокисленных нефтяных остатков. Допускается
использование крекинг-остатков в качестве
компонентов сырья окисления. Такие битумы применяют для
приготовления асфальтобетонных смесей, которые
используют для изготовления верхнего слоя дорожного
покрытия. Содержание битума в таких смесях, в
зависимости от вида и типа асфальтового бетона,
составляет (% от массы минеральной части):
среднезернистый тип 5-7,
мелкозернистый 5-7,
песчаный 7- 9.
Пенетрация дорожных нефтяных битумов разных
марок при 25 °С, при нагрузке 100 г в течение 5 с
составляет от 40 х 0,1 мм (для марки БНД 40/60) до
300 х 0,1 мм (БНД 200/300). Из всего объема вязких
дорожных битумов более 60 % приходится на битумы
БНД 130/200 и БНД 90/130. В табл. 12.44 приведены
рекомендации по рациональному применению битумов
дорожных марок в различных климатических зонах.
Таблица 12.44
Область применения битумов
в дорожном строительстве
Дорожно-
климатическая
зона
I
П-Ш
II, III, I V
IV, V
Среднемесячная
температура
наиболее холодного
времени года, °С
не выше -20
от-10 до-20
от-5 до-10
не выше +5
Марка битума
БНД: 90/130,
130/200,200/300
БНД: 60/90,
90/130, 130/200,
200/300
БНД: 40/60, 60/90,
90/130, 130/200;
БН: 90/130,
130/200,200/300
БНД: 40/60, 60/90,
90/130;
БН: 60/90,90/130
В качестве жидких битумов (ГОСТ 11955-74)
используют нефтяные остатки перегонки нефти или
продукты разжижения вязких битумов различными
нефтепродуктами. Это битумы классов СГ (среднегустею-
щие) и МГ (медленногустеющие). Такие битумы
широко применяют во многих странах мира.
Жидкие битумы применяют для обработки
поверхности основания дороги при новом строительстве и для
обработки поверхности старого покрытия при
выполнении ремонтных работ. Использование жидких
битумов позволяет уменьшить нагрев материалов,
используемых в дорожном строительстве, и продлить сезон
дорожных работ.
В промышленности, производящей кровельные
материалы, битумы используют для производства
рубероида и водоизоляционного картона.
Кровельные битумы (ГОСТ 9548-74)
подразделяются на пропиточные и покровные. Битумы марок БНК
40/180 и БНК 45/190 используют для пропитки кро-
768
Новый справочник химика и технолога
вельного (рубероидного) и водоизоляционного картона.
Битумы этих марок также применяют для изготовления
водостойкой бумаги (с односторонним или
двусторонним битумным покрытием), используемой как
упаковочный материал или для гидроизоляции при
выполнении строительных работ. На крупных предприятиях
преимущественно производят битум БНК 40/180. В
качестве сырья применяют нефтяные остатки разгонки
нефти. Кровельный битум БНК 90/30 (ранее БНК-5)
получают дополнительным окислением битума БНК
45/190 (или БНК 40/180), преимущественно на картон-
но-рубероидных заводах.
Строительные битумы получают окислением
нефтяных остатков прямой перегонки нефти или смеси
остатков с асфальтами деасфальтизации и экстрактами
очистки масел. Допускается также получение
строительных битумов компаундированием окисленных и
неокисленных нефтяных остатков. Это битумы
БН 50/50 (П25=(41-60) *0,1 мм, Тр = 50-60 °С), БН 70/30
(П25 = (21 -40) х 0,1 мм, Тр = 70-80 °С) и БН 90/10
(П25 = (5-20) х 0,1 мм, Тр = 90-105 °С). Битумы этих
марок применяют при выполнении строительных работ
для создания влагонепроницаемых барьеров в
фундаментах зданий, используют при сооружении
продуктовых складов и храниищ. Их также используют в
качестве связующего, противокоррозионного,
водонепроницаемого, тепло- и звукоизолирующего материала.
Выработка строительных битумов по ГОСТ 6617-76
составляет около 25 % от общего производства битумов.
Битумы нефтяные изоляционные по ГОСТ 9812-74
применяют для изоляции трубопроводов от грунтовой
коррозии. Получают окислением нефтяных остатков
прямой перегонки нефти или их смесей с экстрактами
масляных производств. Применение продуктов
крекинга в их производстве не допускается. Битумы
выпускаются трех марок:
БНИ-1У-3 (П25 = (30-50) х 0,1 мм, Тр = 65-75 °С),
БНИ-IV (П25 = (25-40) х 0,1 мм, Тр = 75-85 °С),
БНИ-V (П25 = (20-40) х 0,1 мм, Тр = 90-100 °С).
При покрытии стальных труб на поверхность
металла сначала наносят тонкий (адгезионный) слой
маловязкого битума, а затем более твердого.
Кроме перечисленных выше, в небольшом
количестве производят битумы специального назначения. Их
производство возможно только при использовании
вполне определенного сырья. Так, специальный битум
(ГОСТ 5.2239-74), используемый в лакокрасочной и
шинной промышленности (температура размягчения
выше 100 °С), выпускается только Ухтинским НПЗ из
уникальной ягерской нефти. На этом же заводе
производят рубракс. По ГОСТ 8771-76 производят битум для
заливочных аккумуляторных мастик. Его выпускают на
Батумском НПЗ окислением нефтяных остатков
бакинских нефтей. На Херсонском НПЗ производят
гидроизоляционный битум - пластбит и битумный структу-
рообразователь. Битумы разных марок также
используют для приготовления различных мастик.
12.5.5. Технология производства битумов
12.5.5.1. Производство остаточных битумов
Остаточные битумы получают из асфальтовых или
полуасфальтовых нефтей. Выход остаточного битума
зависит от содержания в нефти смол и асфальтенов.
Остаточные битумы производят из остатков тяжелых
асфальто-смолистых нефтей, асфальта
деасфальтизации, экстрактов селективной очистки дистиллятных и
остаточных масел, крекинг-остатков. В табл. 12.45
приведены данные по выходу остаточных битумов из
некоторых нефтей (пенетрация 100 х 0,1 мм при 25 °С).
При получении битумов с большей пенетрацией
выход увеличивается. Так, выход битума с пенетрацией
200 х 0,1 мм из мексиканской нефти составил 71 %, а с
пенетрацией 40 х 0,1 мм — 63 %.
Для производства остаточных битумов большое
значение имеет содержание в нефти твердого парафина.
По имеющимся данным, при его содержании в нефти
более 6 % нельзя получить остаточный битум,
отвечающий нормам стандарта (ТУ 0256-097-00151807-97).
Производство остаточных битумов, широко
распространенное за рубежом, в России пока не получило
значительного развития, производить высококачественные
битумы этим способом можно только из отборной,
высокосмолистой тяжелой нефти (см. табл. 12.45), что
стало непреодолимым препятствием для широкого
внедрения этого способа в России. Россия располагает
очень большими ресурсами высоковязких нефтей
(вязкость более 30 МПа • с), сосредоточенными в 267
месторождениях. Одним из крупнейших является Русское
месторождение (Ямало-Ненецкий автономный округ).
Балансовый запас нефти — 1,8 млрд тонн. Нефть
содержит только следовое количество твердого парафина.
Хотя производство таких битумов требует почти в два
раза меньших затрат, чем их получение другими
способами, технология их производства предъявляет очень
высокие требования к качеству сырья и работе
вакуумного блока разгонки нефти. Во всех случаях,
температура размягчения остатка разгонки (и пенетрация)
почти линейно (рис. 12.24) связана с глубиной отбора
дистиллятных продуктов.
Таблица 12.45
Выход остаточных битумов
М есторождение
нефти
(США)
Арканзас,
Калифорния-Ривер
Мексика
Венгрия
Показатель
|2
° 5
о
С
962
972
993
961
Вязкость, °Е
при 38 °С
ПО
170
170
170
Коксуемость,
масс. %
11,2
14,4
14,4
13,7
Выход
битума, %
49,7
54,6
73,6
64,0
Нефть и нефтепродукты
769
ской нефти. В табл. 12.46 приведены характеристики
остаточных битумов, полученных из отечественной и
зарубежной нефти.
Технология производства. Типовая схема
вакуумной перегонки мазута из рядовой нефти представлена в
12.2.2.2. По приведенной схеме битум отводят из
нижней зоны вакуумной колонны АВТ. В ряде случаев
используют дополнительную вакуумную колонну. Для
увеличения отбора дистиллятных продуктов сырье
нагревают до возможно более высокой температуры.
Верхний предел определяется началом разложения
компонентов сырья. При температуре 365-370 °С
протекают реакции разложения и циклоконденсации, в
результате чего масла и смолы превращаются в асфальтены.
Получение битума, отвечающего современным
требованиям по качеству, будет проблематичным. Сырье,
подаваемое в колонну, необходимо нагревать до
температуры выше 400 °С. Давление в зоне питания колонны
должно быть не выше 5,5-6,5 кПа. В нижнюю зону
колонны можно подавать перегретый водяной пар. По
закону Рауля, парциальное давление любого
компонента в парах над жидкостью равно давлению
насыщенного пара этого компонента при данной температуре,
умноженному на мольную долю его в жидкости:
Таблица 12.46
Характеристика остаточных битумов
Нефть
Ромашкинская
Туймазинская
Арланская
Мангышлаке кая
Венесуэльская
асфальтовая
Мексиканская
асфальтовая
неасфальтовая
Венгерская
асфальтовая
Калифорнийская
асфальтовая
Румынская
асфальтовая
неасфальтовая
Пенетр
ация,
0,1 мм, при
температуре,°С:
25
75
173
200
147
84
360
189
17
194
32
25
76
24
146
20
0
16
25
26
20
17
85
0
12
—
10
—
Температура, °С:
размягчения
48
42
40,5
42
45
44,5
38
91
40
61
86
51
61
41
70
хрупкости
-11
-16
-17
-15
-12
-28
-23
-24
-8,5
-18
—
-8,9
0
Дуктильность,
см,
при 25 °С
140
96
105
ПО
100
—
150
15
150
8
5
100
9
150
7
Групповой состав, масс. %
А
10,7
9,6
9,2
—
2,0
11,5
16,8
33,7
—
—
17,5
23,4
С
31,4
36,5
34,1
—
37,2
29,3
22,2
27,6
—
—
34,0
33,4
Ар
45,0
39,3
41,1
—
23,4
—
—
—
—
—
п + н
12,9
14,6
15,2
—
37,4
4,5*
0*
2,0*
2,6*
2,7*
1,5*
0*
14,7*
11,8
* Содержание твердого парафина, масс. %; А, С, Ар, П + Н — асфальтены, смолы, ароматические углеводороды, сумма
парафиновых и нафтеновых углеводородов соответственно.
U
о.
650
«Г 600
s
а
•е-
550
500
з 450
400
350
25
I ^yQljr^ j А
35 45 55
Температура размягчения, °С
65
- Кувейт
Талко (США)
Канада
<— Боскан(США)
Рис. 12.24. Зависимость температуры размягчения остатка
от глубины отбора дистиллятных продуктов
Долговечность дорожных покрытий на основе
остаточных и окисленных битумов примерно одинаковая. В
настоящее время остаточные битумы производят фирма
«Neste» (Финляндия) и АО «Битран» (Россия) из Ягер-
770
Новый справочник химика и технолога
Рк=РпХ
где рк — парциальное давление компонента в парах над
жидкостью (в долях от общего давления); рп — давление
насыщенного пара чистого компонента при данной
температуре; х — мольная доля компонента в жидкости.
При перегонке жидкости с водяным паром (или
другим инертным газом) его расход может быть вычислен
из следующего соотношения:
G.-G^hA
Мрц>
где GB — количество водяного пара, уходящего с паром
перегоняемой жидкости, кг; G — количество
перегоняемой жидкости, кг; Мв и М— молекулярная масса воды и
перегоняемой жидкости; р — давление насыщенного
пара перегоняемой жидкости при температуре
перегонки; П — общее давление смеси паров; ср — коэффициент,
учитывающий неполноту насыщения водяного пара
паром перегоняемого вещества (ориентировочно 0,7-0,8).
Молекулярная масса воды значительно меньше, чем
компонентов сырья, поэтому для поддержания
скорости паров в приемлемом интервале потребуется
колонна большого диаметра. Отказ от использования
водяного пара связан с необходимостью применения
более эффективного вакуумсоздающего оборудования.
За счет интенсивного испарения в зоне ввода водяного
пара, температура в нижней части колонны обычно
ниже, чем питания на 20-25 °С. При работе колонны без
подачи водяного пара в ее нижнюю зону приходится
подавать часть охлажденного остатка. Скорость массо-
передачи зависит от гидродинамического режима и
поверхности межфазного контакта в колонне, поэтому
использование водяного пара способствует
интенсификации процесса разгонки. Кроме понижения
парциального давления паров нефтепродуктов водяной пар
также играет роль турбулизатора и теплоносителя.
Температура в нижней зоне не должна превышать
380-390 °С, т. к. время пребывания сырья здесь больше,
чем в змеевике трубчатой печи. При заметном
разложении сырья образуются неконденсируемые газы,
увеличивающие нагрузку на создающую вакуум аппаратуру.
Присутствие в битуме продуктов крекинга увеличивает
пенетрацию и часто является причиной низкой
стабильности и плохой совместимости битумов.
Производство высококачественных битумов на типовых
установках АВТ связано с необходимостью проведения
большой технической реконструкции в результате
которой становится возможным также получение базовых
компонентов, предлагаемых к использованию (после их
модификации) в качестве товарных битумов.
Для производства остаточных битумов может
применяться двухступенчатая вакуумная перегонка мазута.
Такие схемы используют для углубления отбора
дистиллята при разгонке мазута. Принципиальная
технологическая схема двухступенчатой вакуумной перегонки
приведена на рис. 12.25. При этом сокращается
количество тарелок (или высота насадки) между зоной
испарения и верхом колонны, поэтому перепад давления
уменьшается. Общее количество тарелок (в двух
колоннах) остается таким же, как в одной, что позволяет
сохранить требуемую степень разделения.
Температура в первой колонне поддерживается 385-
390 °С. Остаточное давление в зоне испарения — 15-
20 кПа. Остаток перегонки в первой колонне нагревают во
второй трубчатой печи до 390-430 °С и направляют во
вторую колонну. При использовании остатка в качестве
компонента битума или товарного битума, величина
остаточного давления составляет 4,3-6 кПа. Для уменьшения
разложения компонентов сырья часть охлажденного
остатка разгонки возвращают в нижнюю зону колонны.
Расход водяного пара на двух колоннах составляет
около 5-6 % от массы перерабатываемого мазута.
Водяной
пар
Газы
V
1,2,3,4-
фракции
дистиллята
Гудрон
Рис. 12.25. Технологическая схема двухступенчатого процесса вакуумной перегонки мазута:
I, II — вакуумные колонны I и II ступеней перегонки; III — трубчатые печи; IV — холодильники; V — конденсатосборники
Нефть и нефтепродукты
771
За счет регулирования режима работы второй
колонны можно получать остатки, по техническим
показателям соответствующие нормативам на битумы
определенных марок. Установка дополнительной колонны
вместе с нагревательным устройством, теплообменной
и создающей вакуум аппаратурой значительно
усложняет и удорожает производство. Можно получать
аналогичные результаты при использовании и одной
колонны для разгонки мазута. Замена в вакуумной
колонне тарелок на регулярную насадку с распределителями
пара и жидкости, модернизация системы теплообмена,
реконструкция трансферной линии, использование
современных систем контроля и управления процессом
позволяют получать гудрон с показателями качества
неокисленных дорожных битумов (табл. 12.47).
Таблица 12.47
Технологические параметры, выход и
характеристика продуктов разгонки мазута
Показатели
Давление в колонне, кПа:
на верху колонны
в зоне ввода сырья
перепад давления
Температура, °С:
на верху колонны
в зоне ввода сырья
в низу колонны
на выходе из печи
перепад в трансферной
линии
Выход продуктов, масс. %
(на нефть):
вакуумный дистиллят
легкий
тяжелый
затемненный продукт
гудрон
Характеристика гудрона:
плотность при 20 °С,
кг/м3
пенетрация при 25 °С,
0,1 мм
температура
размягчения, °С
вязкость при 100 °С,
мм2/с
До
реконструкции
5,85
10,6
4,75
68
371
324
392
21
7,40
20,59
3,51
20,87
992,4
38^0
После
реконструкции
4,25
5,98
1,73
64
398
353
412
14
7,29
28,53
2,42
14,19
1025,4
51-69
47^9
3200-4100
12.5.5.2. Производство окисленных битумов
Процессы окисления нефтяных остатков
кислородом воздуха проводят на установках периодического
или непрерывного действия. Для этого применяют
реакционные аппараты различных типов: кубы
(периодического и непрерывного действия), трубчатые и
бескомпрессорные реакторы, разнообразные конструкции
реакторов барботажного типа.
Производство битума в кубах. Такие аппараты в
прошлом широко применялись для производства всех
марок битумов. Используются они и сейчас на
малотоннажных установках для производства различных
специальных битумов. Горизонтальные кубы объемом
10-30 м3 обычно компоновали совместно с огневыми
топочными устройствами или оборудовали паровыми
змеевиками. С увеличением объема производства
окисленных битумов стали переходить к вертикальным
кубам (высота 10 и более м), что позволило более полно
использовать кислород воздуха. В зависимости от вида
сырья и марки получаемого битума процессы
окисления проводят при температуре 220-280 °С. Время
заполнения куба сырьем составляет 3-4 часа.
Продолжительность окисления при получении битума марки БНД
60/90 составляет 18-22 часа, а марки БН-V — 40-
60 часов. В кубах периодического действия можно
получать битумы, например для лакокрасочной
промышленности с температурой размягчения до 150-160 °С и
выше. При использовании нескольких кубов,
работающих по совмещенному 1рафику, можно обеспечить
непрерывную работу битумной установки.
Недостатками производства битумов в кубах
является периодичность процесса, большая длительность
окисления, заполнения и выгрузки битума. Установки
металлоемки и трудно поддаются автоматизации. В настоящее
время для производства битумов применяют
современные установки, работающие в непрерывном режиме.
Окисление сырья в трубчатых реакторах. Для
производства окисленных битумов используют
прямоточные трубчатые реакторы, разработанные в России.
Технологическая схема битумной установки с
трубчатым реактором приведена на рис. 12.26.
Сырье нагревают в трубчатой печи 1 до 200-210 °С
и подают вместе с воздухом (давление 0,7-0,8 мПа) в
реактор 3. Реактор собран из труб длиной 6 м,
соединенных калачами. Трубный пучок расположен
вертикально. Окисление проходит в пенной системе.
Прореагировавшая газожидкостная смесь выводится в
испаритель 4, где разделяется на газ и жидкость.
Избыточное тепло реакций окисления снимается воздухом,
подаваемым в кожух реактора воздуходувкой 7.
Тепловой эффект реакций окисления при производстве
битума дорожных марок составляет около 230 кДж/кг, а
строительных (БН-V) — 300 кДж/кг. Газы
направляются в сепаратор 5, где происходит частичная
конденсация и выделение жидких продуктов («черный соляр»).
Далее газы проходят скруббер б, орошаемый
дизельным топливом, откуда направляются в специальное
топочное устройство на обезвреживание.
Глубина использования кислорода увеличивается
при увеличении содержания жидкости в реакционной
смеси, что обеспечивается рециркуляцией части
продукта, подаваемого из испарителя 4 насосом на вход в
772
Новый справочник химика и технолога
реактор. При температуре 270-280 °С и содержании
жидких веществ в реакционной смеси не менее 8 об. %
содержание кислорода в газах окисления обычно не
превышает 3-4 об. %. В табл. 12.48 приведены данные,
характеризующие работу трубчатого реактора с трубой
диаметром 200 мм (общая длина 325 м), работающего
на гудроне с условной вязкостью 29 с.
В 1970-х годах в России (СССР) работало шесть
установок с трубчатыми реакторами, на которых
вырабатывалось 13 % битума. Качество битума несколько
лучше получаемого в окислительных аппаратах других
типов.
Бескомпрессорный способ окисления нефтяных
остатков. Основным технологическим элементом этого
способа производства битумов является диспергатор
воздуха, близкий но конструкции диспергирующему
устройству, используемому на флотомашинах. Реактор
представляет собой цилиндрический аппарат,
разделенный на несколько реакционных секций и одну
отстойную. Секции выделены перегородками с
гидрозатворами (рис. 12.27). Могут работать как все
реакционные секции, так и часть из них. Нагретое до 220-
250 °С сырье подается в первую секцию реактора 1.
Проходя последовательно реакционные секции, оно
окисляется до битума нужной марки, который
собирается в отстойной (сборной) секции.
Воздух засасывается турбинками диспергатора 2 и
проходит через слой жидкости. Газы окисления
выводятся в сборный коллектор, присоединенный к
сепаратору 3, где отделяется жидкая фаза («черный соляр»).
Битум откачивается насосом 5 в резервуар б, откуда
отгружается потребителям. Для съема избыточного
тепла и увеличения времени окисления часть битума
прокачивается насосом 5 через холодильник 7 и
возвращается в первую реакционную секцию. Любая
секция реактора может быть выключена остановкой
двигателя диспергатора.
Газы на сжигание
Воздух
Г2ПГ1
Ч2ь
Сырье ту
Воздух ^я^. 7
Битум на охлаждение
4
Отгон
Рис. 12.26. Технологическая схема битумной установки
с трубчатым реактором:
/ — трубчатая печь; 2 — насос; 3 — реактор;
4 — испаритель; 5 ■— сепаратор; 6 — скруббер;
7 — воздуходувка
Таблица 12.48
Характеристика работы трубчатого реактора
Расход, м3/ч
сырья
19
22
14
14
14
14
рецир-
кулята
65
57
76
76
70
70
воздуха
2200
1300
2100
2500
2500
2700
Температура, °С
окисления
265
240
265
265
275
275
размягчения
50
47
115
115
78
78
Содержание 02,
об. %
0,6
1,0
3,6
7,5
2,7
4,0
Газы на сжигание
Сырье =- к-г —+ — т Т
Рис. 12.27. Технологическая
схема установки
бескомпрессорного
окисления нефтяных остатков:
/ — реактор; 2 — диспергатор;
3 — сепаратор;
4 — сборник отгона;
5 — насос; 6 — резервуар;
7 — холодильник
Битум на отгрузку
Нефть и нефтепродукты
11Ъ
Установки бескомпрессорного окисления
применяются на малотоннажных производствах, как правило на
предприятиях, потребляющих дорожные битумы.
Производство битума в барботажных реакторах
колонного типа. Барботажные реакторы колонного
тина характеризуются высокой производительностью,
просты по конструкции и удобны в обслуживании,
легко поддаются автоматизации. Главным фактором их
широкого применения в промышленности стало
изменение качественного состава сырья для производства
битумов, связанное с поступлением на переработку
Западно-Сибирских нефтей. Вязкость нефтяных остатков,
выделенных из этих нефтей, ниже, чем из Ромашкин-
ской или Волгоградской.
Барботажные реакторы пригодны для проведения
реакций в кинетической и диффузионной областях.
Непрерывный барботаж газа через слой жидкости
обеспечивает ее хорошее перемешивание и выравнивание
концентрации исходных веществ и продуктов реакций во всем
объеме. Равномерное распределение газа по всему
сечению и объему аппарата обеспечивает достаточно
развитую поверхность межфазного контакта. Однако следует
учитывать, что при диаметре аппарата более 3-х метров
не всегда удается обеспечить равномерное
распределение газа по сечению реактора. Гидростатическое
давление в аппарате определяется высотой слоя жидкости, ее
плотностью (при рабочей температуре) и конструкцией
диспергирующего газ устройства.
Поддержание заданной температуры в реакторе
обеспечивается за счет работы выносных или
встроенных теплообменных аппаратов, регулируется за счет
изменения температуры входящих потоков реагентов,
испарения части реакционной массы или специально
подаваемого в реактор вещества (например, воды).
Температурный режим в таких аппаратах рассчитывают
по тепловому балансу:
к= 1<?.с. ~2ХС«
где G„, Тн и Сн — количество молей, температура и
молярная теплоемкость компонентов на входе в
реактор (кмоль/с; К; кДж/кмоль • К); GK, Тки Ск — то же на
выходе из реактора; п — количество молей
реагирующего компонента, поступающего в реактор, кмоль/с;
q — тепловой эффект реакции на 1 кмоль
реагирующего компонента, кДж/кмоль; х — степень превращения
реагирующего вещества, доли единицы.
На рис. 12.28 показана конструкция окислительной
колонны.
Преимущество барботажных колонн перед ранее
использовавшимися кубами заключается в
возможности создания большей высоты слоя жидкости. В период
освоения колонны использовали преимущественно для
предварительного окисления сырья, которое затем до-
окисляли в кубах или аппаратах другого типа.
Последующие испытания показали возможность
производства в таких колоннах товарных дорожных и
строительных битумов, в том числе и из нефтяных остатков
Западно-Сибирских нефтей. В проектах новых
установок используют окислительные колонны увеличенного
размера, диаметром 3,4, 3,6 и 3,8 м. На рис. 12.29
приведена типовая схема битумной установки,
привязанной к АВТ нефтеперерабатывающего завода. Сырье
насосом Н-1 подают в трубчатую печь П-1, где
нагревается до температуры, величина которой определяется
тепловым балансом окислительной колонны, и
поступает в колонну К-1 под уровень жидкости. В нижнюю
зону колонны, через маточник, подают сжатый воздух.
Количество отверстий в маточнике зависит от диаметра
колонны и составляет от 200 до 400. Диаметр
отверстий— 10-20 мм. Отверстия располагают в нижней
части лучей.
Такая конструкция маточника уменьшает
вероятность его закоксовывания, которое происходит в
результате поступления жидкости в трубы лучей при
остановках колонны и малом расходе воздуха.
Остающийся на стенках труб битум переокисляется и
превращается в кокс.
Температурный режим в колонне регулируется за
счет изменения температуры сырья, нагрузки колонны
по воздуху, рециркуляции части битума через
выносные холодильники. Необходимость в отводе
избыточного тепла обычно возникает при переработке легкого
сырья и получении битумов с большой температурой
размягчения. Для съема избыточного тепла
экзотермических реакций окисления можно использовать впрыск
воды в газовое пространство или в линию подачи
воздуха в колонну. Для охлаждения водой могут быть
использованы и змеевики, размещаемые в колонне. При
использовании жидкой воды для охлаждения
необходим строгий контроль за ее дозировкой и
герметичностью аппаратуры т. к. попадание жидкой воды в
горячий битум приводит к его вспениванию и выбросу из
резервуара.
Тепловой эффект окисления нефтяных остатков
зависит от природы сырья и глубины окисления. Он
больше при использовании легкого сырья. Данные по
величинам тепловых эффектов окисления различного
сырья значительно отличаются. Наибольшее
количество тепла выделяется тогда, когда процесс
окисления протекает в границах первого этапа, поэтому
суммарный тепловой эффект становится зависимым
от последовательности этапов, в границах которых
начинается и завершается процесс получения битума
с требуемой температурой размягчения. Тепловой
эффект получения битума с температурой размягчения
49 °С из гудрона татарских нефтей (температура
размягчения 38 °С), рассчитанный по тепловому балансу
колонны, составил около 190 кДж/кг. Тепловой эффект
окисления гудронов из смеси Западно-Сибирских нсфтсй
774
Новый справочник химика и технолога
при получении дорожных битумов — 544-628 кДж/кг, а
для строительных битумов — около 880 кДж/кг.
Более удобно оперировать величинами теплового
эффекта, рассчитанными на вступивший в реакции
кислород. В этом случае он мало зависит от природы
сырья и температуры окисления и может быть принят
равным 8700 кДж на килограмм прореагировавшего
кислорода.
Выходящие из окислительной колонны газы
проходят через сепараторы С-1, С-2 и каплеотбойник КП,
после чего сжигаются в печи П-2. Данные о составе
газов окисления значительно отличаются, что
объясняется различием режимов окисления, составом сырья и
методами анализа отработанной газо-жидкостной
смеси. В конденсируемой части смеси обнаружено около
6 % водорастворимых фенолов, 0,5 %
низкомолекулярных органических кислот, 0,7 % спиртов, альдегидов и
кетонов. Конденсирующаяся, но не растворимая в воде
органическая часть содержит 90 % масел и смол, 7,5 %
органических кислот и около 2,5 % не растворимых в
бензоле веществ. В газообразной части были
обнаружены (г/м3) алканы Ct-C6 в количестве 4,4, алкены Сг-
С5 — 1,0, масляный альдегид — 0,3 и ацетон— 0,1.
Газы, выходящие из каплеотбойника, обычно сжигают
в специальных печах. Применяют двух- и
трехступенчатые печи. Для полного сгорания органической части
газы должны находиться в топочном объеме печи при
температуре 600-650 °С не менее 0,3 с. Для этого в
печь подают топливный газ. Ведутся работы по
применению каталитических методов обезвреживания
отработанных газов.
Битум, отводимый из нижней зоны колонны К-1
насосом Н-2 прокачивают через аппарат воздушного
охлаждения и направляют в резервуар (Е-1). На крупных
битумных установках обычно работает несколько
окислительных колонн, что позволяет получать битум
Возлух
Водяной
пар
Сырье
Газы
гггг
1 » Биту!
Битум
Рис. 12.28. Окислительная колонна для производства битумов
Рис. 12.29. Принципиальная
технологическая схема
битумной установки:
Н-1 и Н-2 — насосы;
П-1 и П-2 - трубчатые печи;
К-1 окислительная колонна;
С-1 и С-2 — - сепараторы;
Е-1 — раздаточный резервуар;
КП - ■ каплеотбойник;
ХВ - аппарат воздушного
охлаждения
Битум на отгрузку
Нефть и нефтепродукты
775
Таблица 12.49
Нефтеперерабатывающий завод
Ангарский
Ангарский
Ангарский
Киришский
Киришский
Киришский
Московский
Новополоцкий
Новоуфимский
Сызранский
Показатели
Колонна
диаметр, м
3,4
3,4
3,4
3,4
3,4
2,2
3,8
2,6
3,0
3,4
рабочая
высота, м
14,5
8,5
6,0
17,0
17,0
14,5
8,0
13,0
10,5
15,0
работы промышленных окислительных колонн
Сырье
условная
вязкость, с
28
28
28
—
50
35
—
90
30
30
температура
размягчения,
°С
20
20
20
30
—
—
40
—
—
38
Расход, м3/ч
сырье
13
—
—
33
10
31
29
8
13
65
воздух
2100
2100
2100
3600
4000
3400
1300
1900
2100
4500
Нагрузка
по воздуху,
m'Vm2 мин
3,9
3,9
3,9
6,6
7,3
14,9
2,0
6,0
5,0
8,3
Температура
окисления, °С
267
267
267
270
268
280
272
260
287
272
Температура
размягчения
битума, °С
54
55
55
47
92
53
55
95
95
55
Концентрация
02 в газе, об. %
3,0
7,0
8,0
1,0
8,0
3,0
6,5
8,5
7,5
2,0
разных марок. Оптимальная температура в хранилищах
дорожных битумов должна быть от 160 до 180 °С, а
строительных — 180-200 °С, поэтому битумы
охлаждают. Наиболее часто для этого используют аппараты
воздушного охлаждения. Из раздаточного резервуара
битум отгружается в транспортные средства.
Производительность колонны по сырью обычно
составляет от 5 до 40 м3/ч; она зависит от температуры,
расхода воздуха, объема и конструктивных
особенностей колонны, а также — от вида сырья и марки
получаемого битума. В табл. 12.49 приведены данные по
режимам окисления и производительности колонн на
крупнотоннажных битумных производствах.
Из приведенных в таблице данных следует, что
производительность окислительной колонны зависит не
только от кинетических факторов — состава сырья и
последовательности этапов его превращения,
температуры, — но также и от гидродинамической обстановки
в барботажном аппарате, определяемой расходом
газообразного реагента, степенью его диспергирования в
жидкости, геометрическими размерами диспергатора и
колонны. Используемые в производстве битумов бар-
ботажные аппараты колонного типа не отличаются
большой эффективностью, поэтому приемлемая
степень превращения кислорода (до 3-4 об. %)
достигается при высоте слоя жидкости не менее 13-15 м.
12.5.5.3. Кинетика реакций и гидродинамический
режим в барботажных реакторах колонного типа
В качестве критериев скорости принимались
изменение температуры размягчения битумов, выделение
тепла или изменение группового состава компонентов.
При выполнении кинетических расчетов обычно не
учитывают стадийность окислительных превращений,
определяемую изменением межмолекулярных
взаимодействии в среде окисляемого вещества, а также не
всегда принимают во внимание протекание одновременно
реакций деструкции и синтеза компонентов
окисляемого вещества. Автором этого раздела использована
модель, в которой было учтено влияние явлений
физического агрегирования компонентов окисляемого
вещества на скорость их превращения при получении битумов.
Исследование было выполнено на примере окисления
нефтяного остатка, выделенного из смеси Ромашкин-
ской и Ухтинской нефти (условная вязкость при
80 °С — 39 с).
Графический анализ изменения концентрации
исходных и образующихся веществ при окислении
нефтепродуктов и ряда индивидуальных веществ показал,
что скорость реакций в границах отдельных этапов не
зависит от концентрации жидкого вещества в
реакционном объеме. Это положение определяется малой
статической концентрацией кислорода в реакционном
объеме по сравнению с концентрацией жидкого вещества.
Действительно, подъем жидкости в окислительной
колонне за счет пузырей газа может быть определен из
следующего критериального уравнения:
- для барботажного режима
8 = 2,lReu'8 Ar -"."We^Xv^- i
для смешанного барботажно-струйного режима
8 = 3,8Re0'375 Ar^We^Y^Y^Y;1;
где 8
We
:l~k; Re
H
;y,
Wp/ . л. ^p/2g(p/-pg)
4)P/g
;y2
; At
D
И?Р*
d, d
nndl
776
Новый справочник химика и технолога
a D и d\ — диаметр окислительной колонны и
барботера соответственно; d0 — диаметр отверстия барботера;
ho — высота столба жидкости без подачи газа; Н —
высота столба газожидкостной смеси при барботаже;
Wd— скорость газа в свободном сечении барботера; р/И
pg — плотность жидкости и газа соответственно; с —
поверхностное натяжение на границе фаз; цу —
динамическая вязкость жидкости; п — число отверстий в
барботере; w — скорость газа, рассчитанная на полное
сечение колонны.
Расчеты, выполненные для окислительной колонны
диаметром 3,4 м с высотой столба гудрона 15 м,
показали, что прирост высоты столба за счет пузырьков газа
не превышает 1 м. При подъеме столба жидкости в
условиях барботажа на 1 м мольное соотношение между
кислородом и гудроном составляет примерно 1:3000.
Можно ожидать, что даже при большой глубине
окисления такое соотношение будет сохраняться. В этом
случае при постоянной концентрации кислорода
(воздуха) реакция окисления в процессах получения
битумов должна протекать по псевдонулевому порядку и
для ее описания можно использовать кинетические
уравнения нулевого порядка. Выражение для расхода
исходного вещества (масел) имеет вид:
х - с0 - к • х,
где х — концентрация вещества в момент времени х,
моль/л; к — константа скорости, л/моль-ч; с0—
начальная концентрация вещества, моль/л; х — время, ч.
Константы скоростей реакций расхода масел,
образования смол, асфальтенов и реакционной воды,
протекающих в границах I этапа, были определены по угловым
коэффициентам соответствующих кинетических линий
табл. 12.50. Динамика изменения концентрации
групповых компонентов представлена в мольл/л, а не в
массовых долях (рис. 12.30).
0 10 20
Время, ч
Рис. 12.30. Изменение концентарации компонентов
в процессе окисления гудрона при 260 °С:
• — масла; х — смол; о — асфальтены, d — вода
Кинетические характеристики реакций И этапа
рассчитаны при допущении, что скорость расхода масел
при переходе процесса в границы II этапа сохраняется
неизменной и равной скорости их расхода в границах I
этапа. В этом случае выход продуктов деструкции смол
и асфальтенов см) может быть определен как разность
между фактической с^ и расчетной концентрацией
масел для любого момента времени:
сМ1 =Сф-(с0-к- х)
где Со — концентрация масел в сырье, молъ/л; х —
время от начала II этапа, ч.
С использованием материальных балансов по
угловым коэффициентам определены константы скоростей
реакций деструкции смол, асфальтенов и образования
реакционной воды.
В границах I этапа, до образования ассоциата из
смол и асфальтенов, наблюдается накопление
кислородсодержащих веществ со скоростью, равной
скорости реакций, обеспечивающих расход масел. После
образования ассоциата они с большой скоростью
превращаются в смолы и асфальтены. Константы
скорости реакций конденсации вычислены по уравнениям,
связывающим величины констант образования и
дальнейшего превращения промежуточного продукта
последовательной реакции с его максимальной
концентрацией и временем достижения максимума. В арре-
ниусовских координатах величины констант скоростей
реакций ложатся на прямые линии, что используется
для вычисления эмпирической энергии активации.
Результаты приведены в табл. 12.50. Здесь же приведены
другие кинетические характеристики реакций,
рассчитанные на основе теории соударений.
Анализ кинетических параметров реакций,
определяющих расход масел, и количество образовавшихся
смол, асфальтенов и реакционной воды показывают,
что названные реакции, характеризуются близкой
величиной энергии активации (около 45 кДж/моль). Из
этого следует, что реакцией, лимитирующей
окислительный процесс в границах I этапа, является реакция
взаимодействия кислорода с компонентами масел.
Конечный продукт такого взаимодействия — асфальтены:
аЫ + 0,5О2 -+ А + Ш20
где М — масла; А — асфальтены.
Эта же реакция лимитирует процесс и в границах II
этапа. Второй этап начинается, когда в среде
окисляемого вещества складывается вполне определенное
соотношение между смолами и асфальтенами и образуется
мицелла. Здесь кислород расходуется преимущественно в
реакциях с компонентами смол и асфальтенов,
выходящими из дисперсной фазы в дисперсионную среду:
А + 0,5dO2 -+ А1 + сМ1 + dR20
где А1 — продукты деструкции асфальтенов —
компоненты асфальтенов; М1 — продукты деструкции смол и
Нефть и нефтепродукты
111
асфальтенов — компоненты масел и дестиллята. В
результате окислительной деструкции компонентов смол
и асфальтенов в битуме происходит накопление масел
(М ), обеднение асфальтенов водородом и уменьшение
их молекулярной массы. Вклад этих реакций заметно
увеличивается с повышением температуры окисления,
что определяется их большей энергией активации. Из
приведенных данных также следует, что всякие
факторы, способствующие сдвигу равновесия в сторону
диссоциации ассоциатов и интенсификации межфазного
массообмена в дисперсной системе окисляемого
вещества, должны способствовать увеличению скорости
окислительных превращений.
Реакции термоокислительных превращений
компонентов сырья в процессах получения битумов
характеризуются очень малой величиной стерического
фактора (10~9-10~14). Согласно теории соударений,
химическое взаимодействие происходит лишь в тех
случаях, когда частицы обладают энергией,
достаточной для преодоления потенциального барьера и
должным образом ориентированы относительно друг друга
при соударениях. В рассматриваемом случае лишь
очень малое число соударений завершается
химическими взаимодействиями, что, вероятно, связано с
экранированием реакционных центров молекул
(радикалов) объемными структурными фрагментами. Эти
данные объясняют причину медленного превращения
кислородсодержащих продуктов окисления масел,
когда окисляемое вещество находится в состоянии
раствора, и значительного возрастания скорости их
превращения в смолы и асфальтены при образовании
дисперсной системы.
С использованием материальных балансов окисления
и величин молекулярной массы исходных веществ и
продуктов окисления рассчитаны стехиометрические
коэффициенты основных реакций I и II этапов (табл. 12.51).
Величины коэффициентов в границах I этапа
сохраняет постоянство в широком интервале температур
окисления. Стехиометрические коэффициенты реакций
II этапа с повышением температуры окисления
значительно возрастают, что объясняется сдвигом
равновесия в сторону диссоциации пачки. Изменение
температуры окисления влияет не только на скорость процесса,
но также на состав получаемого битума на его
свойства. С использованием величины стехиометрических
коэффициентов можно легко рассчитать количество
кислорода (воздуха), необходимое для получения
асфальтенов заданной концентрации. Учитывая, что
между их концентрацией в битуме и температурой
размягчения последнего существует определенная
зависимость, и используя данные по кинетике, можно
выполнить аналитическое решение практических задач,
связанных с расчетом процессов и аппаратов для
получения битумов разных марок.
Таблица 12.50
Кинетические параметры реакций окисления нефтяных остатков
Реакции
I этап
Расход масел
Конденсация
кислородсодержащих
соединений
Образование смол и
асфальтенов
Образование воды
II этап
Деструкция смол и
асфальтенов
Образование воды
Константа скорости, л/моль
180
0,0146
0,0171
0,0028
0,0095
0,0027
0,0099
при температуре, °С
200
0,0238
0,1580
0,0045
0,0153
0,0058
0,0211
220
0,0396
0,3501
0,0074
0,0268
0,0173
0,0371
• ч,
260
0,0833
1,1004
0,0164
0,0668
0,0720
0,1230
Предэкспо-
нента,
л/моль • ч
2,14- 103
4,40 • 106
3,02 102
—
1,35 • 108
—
Фактор
соударений,
109см3/с
14,86
14,86
25,00
—
16,32
—
Стеричес-
кий фактор
6,64 • 10~14
1,37- 10"9
65,6- 10 14
—
3,85 • 10"9
—
Энергия
активации,
кДж/моль
44,7
68,3
43,5
45,9
88,7
49,1
Таблица 12.51
Стехиометрические коэффициенты реакций при различных температурах окисления
Температура
окисления, °С
180
200
220
260
I этап
а
5,2
5,3
5,3
5,1
Ъ
3,4
3,4
3,6
4,1
Ыа (на 1 моль)
0,6
0,6
0,7
0,8
II этап
с
0,9
1,3
2,3
4,4
d
0,1
0,7
1,4
3,4
die (на 1 моль)
0,1
0,5
0,6
0,8
778
Новый справочник химика и технолога
Объем реакционного устройства определяется из
следующего соотношения:
где Vr — объем реактора, м3; ф — газосодержание
жидкости в условиях барботажа; р,г. — плотность жидкости
при температуре окисления, кг/м3; Vs — объем сырья,
м3/ч; х — суммарное время, ч, необходимое для
образования нужной концентрации асфальтенов в битуме при
заданной объемной скорости газа.
Газосодержание жидкости обычно рассчитывается с
помощью критериальных уравнений, приведенных
выше. Суммарное время, необходимое для накопления в
окисляемом веществе требуемой концентрации
асфальтенов, определяется его поэтапным суммированием:
Ь к '
где с0 — концентрация асфальтенов в сырье, моль/л;
ст — концентрация асфальтенов в конце этапа либо
окончательная их концентрация в битуме, моль/л; к —
константа скорости образования асфальтенов, моль/л • ч.
При выполнении практических расчетов в формуле
для определения х мольную концентрацию асфальтенов
удобно заменить на их массовое содержание (в
массовых процентах), а константу скорости к на скорость w,
выраженную через изменение концентрации
асфальтенов во времени (масс. % / ч).
Объемная скорость подачи газообразного реагента
(воздуха) может быть рассчитана на основе
определения общего количества кислорода, необходимого для
образования заданного количества асфальтенов (ст - с0).
Расчет выполняется по приведенным выше уравнениям
химических реакций с использованием величин сте-
хиометрических коэффициентов из табл. 12.51.
В результате технологического расчета должны
быть получены конкретные геометрические размеры
аппарата. Наиболее распространенным реакционным
устройством для получения битумов являются
окислительные колонны. Высоту окислительной колонны
(столба жидкости) можно определить из соотношения:
Н = wpx,
где wp — средняя скорость всплывания пузырьков газа,
м/с; х — время, необходимое для достижения заданной
степени превращений газообразного реагента, с.
Средняя скорость всплывания пузырьков газа может
быть определена из следующего критериального
уравнения:
w - wp I wg.
Здесь для барботажного режима
w - 0,475 Re"*'375 Ar0'45 We0'2 Y,^24 Y2^85 Уз"2'0
для барботажно-струйного режима
w = 0,261 Re^375 Ar°'205 We0'20 Y,^25 Y2^85 Y3U0
где w — скорость газа в отверстиях барботера, м/с
(остальные обозначения те же, что и в приведенной ранее
формуле для определения высоты подъема жидкости
при барботаже).
Некоторые трудности возникают при расчете
времени, необходимого для достижения заданной степени
превращения газообразного реагента. Из приведенных
ранее данных по кинетике реакций на разных этапах
окисления сырья следует, что кислород в первую
очередь расходуется в реакциях с ингредиентами,
выходящими из дисперсной фазы в дисперсионную среду. В
результате взаимодействия с кислородом они
подвергаются деструкции с одновременным инициированием
окисления компонентов масел за счет радикалов
О, О Н . В границах II этапа, когда в среде из смол и
асфальтенов образуются пачки, скорость реакций,
определяющих расход кислорода, остается такой же, как и
в границах I этапа. Все факторы, способствующие
сдвигу равновесия в дисперсной системе окисляемого
вещества в сторону диссоциации пачки, должны
проявляться в увеличении скорости расхода кислорода.
В период перестройки пачки и окисления (после II
этапа) в дисперсионную среду выходят компоненты
смол и асфальтенов, ранее находившиеся в дисперсной
фазе, которые с большой скоростью связывают
кислород. При температуре размягчения битума выше 50 °С
в среде окисляемого вещества кроме пачек образуются
ассоциаты из избыточных асфальтенов, выполняющих
роль «ловушки» активных частиц, образующихся в
дисперсионной среде. Поэтому при получении
строительных битумов степень использования кислорода
уменьшается по сравнению с его использованием в
период формирования битумов дорожных марок. Степень
использования кислорода в реакционном устройстве
влияет на экономические показатели производства
битумов и регламентируется условиями безопасности
проведения процессов.
Расчет высоты слоя жидкости, обеспечивающего
требуемую степень использования кислорода, может
быть выполнен с применением данных по кинетике
реакций и скорости всплывания газовых пузырей в
среде окисляемого вещества. Конструктивные особенности
аппарата, гидродинамический режим и физические
свойства окисляемого вещества учитываются
параметрами критериального уравнения, и задача сводится к
определению чисто кинетических характеристик
реакций, определяющих расход кислорода. С учетом
большого избытка жидкого реагента их скорость
определяется концентрацией кислорода в газовом пузырьке.
Закономерность изменения концентрации во времени
описывается кинетическим уравнением реакций
первого порядка:
к с
где с — объемная доля кислорода в газе при времени х;
с0 — начальня объемная доля кислорода в газе; к —
константа скорости реакции первого порядка, с" .
Нефть и нефтепродукты
779
Время для одной температуры окисления можно
пересчитать на другую температуру с использованием
кинетических характеристик (табл. 12.51).
Приведенные данные по кинетике реакций
относятся к случаю проведения процессов в реакционных
аппаратах смешения периодического действия либо в
реакторах вытеснения.
В аппаратах смешения непрерывного действия
(открытая система) при условии, что x»Vr I Vs, где Vr —
объем реактора; Vs — объем сырья, поступающего в
единицу времени (объемная скорость), устанавливается
стационарный режим, являющийся особенностью таких
процессов. В этом случае нахождение стационарных
концентраций исходного, промежуточных и конечных
веществ выполняетя без интегрирования уравнений
кинетики, путем приравнивания к нулю производных
от концентраций компонентов реакционной смеси.
В упрощенном виде процесс получения битума в
окислительной колонне непрерывного действия может
быть представлен как последовательная реакция
превращения масел в асфальтены через смолы:
М
->С
->А.
Дифференциальные уравнения кинетики имеют
вид:
4М1 = чМ+М-^[м],
dx 1L J V V} J
^И = *1[М1-*ЛС1 + —
dx lL J П J V.
V
И-
Здесь [М] и [С] — концентрация масел и смол,
моль/м3; к\ и кг — константы скоростей реакций
первого порядка, ч"1; М и С — число молей реагирующих
веществ, поступающих в единицу времени в реактор,
моль/ч; Vs — объем сырья, м ; Vr — объем реактора, м3;
х — среднее время реакции, ч.
При решении дифференциальных уравнений
получается система алгебраических уравнений с
величинами стационарных концентраций [М]ст и [С]^:
[М]
м
п
ст W + v/
fc,KrM+C(*,Kr+Kj
{Wr+Vs)(k2Vr+Vs)
Стационарная концентрация асфальтенов может
быть определена из материального баланса.
Стационарная концентрация смол при объемной скорости
сырья Vs - -yjk\k2 проходит через максимальное значение.
Данных по кинетике реакций получения битумов в
открытых системах нет. Изучение процессов в таких системах
может быть полезным для понимания механизма реакций,
расчета реакционных устройств и управления
промышленными процессами с применением компьютеров.
12.5.5.4. Интенсификация производства и управление
качеством битумов
Основные направления интенсификации
производственных процессов и управления качеством
получаемых битумов:
1) за счет регулирования мольного соотношения
между смолами и асфальтенами в исходном веществе
или продуктах его превращения при получении битума;
2) за счет интенсификации межфазного массообмена
в дисперсной системе перерабатываемого в битум
вещества;
3) регулирования величины поверхности раздела
фаз: газ—жидкость при производстве окисленных
битумов;
4) использование компаундирования для подготовки
сырья и модификации битумов.
Для практической реализации первого пути могут
быть использованы следующие технические
мероприятия: а) изменение растворяющей способности
дисперсионной среды в результате изменения глубины отбора
дистиллятных фракций при подготовке сырья либо
введения в него специальных добавок; б) умеренная
термическая обработка сырья; в) добавка в сырье или
получаемые из него продукты веществ, которые могут
участвовать в мицеллярном конструировании; г)
варьирование температурой и расходом воздуха (при
производстве окисленных битумов), исходя из задачи
получения битума определенной марки. Использование
таких приемов позволяет управлять скоростью
процессов и свойствами битумов за счет регулирования
последовательности этапов и/или их продолжительности.
Второй путь может быть реализован: а) созданием
локальных температурных градиентов в реакционном
объеме за счет подачи или изменения направления
движения в реакционном устройстве охлажденных или
перегретых (относительно средней температуры)
потоков вещества; б) размещением в реакционных
устройствах охлаждаемых (либо нагретых до более высокой
температуры) теплопередающих поверхностей; в)
размещением в реакционных устройствах адсорбционных
поверхностей.
Третий путь заключается в проведении
технических мероприятий, направленных на увеличение
величины поверхности раздела фаз в барботажных
реакторах. Например, на Рязанском НПЗ замена типового
маточника в промышленной колонне на два инжектора,
использующих энергию потоков сжатого воздуха и
сырья, позволяет увеличить почти в два раза
производительность колонны по битуму, сократить удельный
расход воздуха и получать битумы марок БДУ 70/100 и
БДУ 100/130, соответствующие по качеству
спецификациям Евростандарта.
Приемы компаундирования широко применяются
для производства и модификации товарных
нефтепродуктов за рубежом и на некоторых заводах в России. В
качестве добавок используют экстракты селективной
очистки масел, крекинг-остатки, асфальт деасфальтиза-
780
Новый справочник химика и технолога
ции гудронов, вакуумные дистилляты и др.
второстепенные продукты переработки нефти.
Компаундирование уменьшает зависимость производителей битумов от
неконтролируемого разброса качества сырья, а также
позволяет получать качественный битум без окисления
нефтяных остатков.
Регулирование состава битумной мицеллы (1-й
путь) мазутов в некоторых случаях позволяет
увеличивать выход вакуумных дистиллятов при их разгонке и
получать остатки с меньшим содержанием парафино-
нафтеновых углеводородов. Так, при добавке в мазут из
смеси Западно-Сибирских нефтей 3%-го экстракта
селективной очистки масляных фракций повышается
выход вакуумного дистиллята (без повышения вакуума и
температуры) и одновременно уменьшается с 9,5 до
3,4 % содержание в остатке парафино-нафтеновых
компонентов (по данным Ново-Уфимского и
Ново-Ярославского НПЗ). Проходят испытание добавки для
модификации сырья для производства окисленных
битумов — тяжелые прямогонные и каталитические
вакуумные газойли и асфальтиты (ОАО «Кинеф»). Большое
внимание уделяется совершенствованию техники и
технологии вакуумной разгонки мазута. При
остаточном давлении в верху вакуумной колонны 4,3-4,5 кПа
становится возможным получение нефтяных остатков с
показателями качества неокисленных дорожных
битумов с повышенной пластичностью и стабильностью. В
качестве активирующих добавок в нефтяные остатки
рекомендуется использовать кубовые остатки
производства алкилбензолов и/или остатки регенерации ди-
метилформамида. При применении таких добавок
сокращается время окисления сырья, а получаемые
битумы характеризуются повышенной адгезией к
поверхности минеральных материалов.
Опыт производства окисленных битумов позволил
сделать вывод, что основные параметры процессов —
температура окисления и расход воздуха — должны
быть индивидуальными для разных марок битумов,
даже в случае получения их из одного сырья.
Ориентировочные данные по величинам этих параметров при
производстве битумов из различного сырья приведены
в табл. 12.52. В качестве критерия оценки поведения
сырья при получении окисленных битумов здесь
принята его температура размягчения, скорректированная
на содержание в нем парафино-нафтеновых
углеводородов. Такая корректировка проводится на основе
опытных данных с использованием следующего
соотношения:
ер=гр(1-о,б-пн),
где Эр — приведенная температура размягчения сырья,
°С; Тр — температура размягчения сырья, °С; ПН —
массовая доля в сырье парафиновых и нафтеновых
углеводородов, доли ед.
Приведенные в табл. 12.52 данные по режимам
окисления могут быть полезными для корректировки
режимов на битумных установках в случае изменения
консистенции поступающего сырья и перехода на
выработку иных марок битумов.
Форсирование работы окислительных колонн
производится за счет повышения температуры и
увеличения расхода воздуха. Увеличение подачи воздуха
требует увеличения сечения и объема зоны сепарации
газов, т. к. увеличивает вынос капель битума с
отработанным газом. При высокой температуре окисления
повышается вероятность закоксовывания стенки
колонны в газовом объеме и загорания коксовых
отложений, поэтому в газовое пространство колонны
необходим ввод инертного газа. Расход топлива на
обезвреживание отработанных газов увеличивает выброс вредных
веществ в атмосферу.
Таблица 12.52
Ориентировочные режимы окисления сырья при производстве битумов
Приведенная
температура
размягчения гудрона, °С
До 23
23-33
Выше 33
—
Марка битума
БНД 200/300
БНД 200/300, БНД 130/200,
БНД 60/90, БНД 40/60
Строительные
БНД 200/300, БНД 130/200,
БНД 60/90, БНД 40/60
Строительные
БНД 200/300, БНД 130/200,
БНД 60/90, БНД 40/60
Строительные
Все марки сланцевых
битумов
Температура
окисления,
°С
280-290
250-270
270-290
250-270
270-290
270-290
280-290
180-200
Удельный
расход
воздуха, ч'1
Малый (80-85)
Малый (85-95)
Большой (>150)
Средний
(95-130)
Большой (>150)
Большой
(120-150)
Большой (>150)
Большой (>150)
Примечание
Целесообразно применение
металлических катализаторов
Повышение температуры
окисления сопровождается
увеличением пенетрации и
уменьшением дуктильности
Целесообразна стабилизация
свойств битумов. Оправдано
применение катализаторов
Целесообразна стабилизация
битумов и применение
металлических катализаторов
Необходима стабилизация и
применение металлических
катализаторов
Нефть и нефтепродукты
781
Создание локальных температурных градиентов в
реакционном объеме за счет подачи или изменения
направления движения в реакционном устройстве
охлажденных или перегретых (относительно средней
температуры) потоков вещества (2-й путь) в некоторых
случаях приводит к положительным результатам. В
колонне с квинчинг-секцией (охлаждаемой) можно
получать битум при уменьшенном расходе воздуха. Для
увеличения продолжительности пробега такие колонны
дооборудуются разделительной перегородкой,
выделяющей секцию диспергирования воздуха. Это позволяет
уменьшить вероятность закоксовывания диспергатора.
Размещение в реакционном объеме элементов с
охлаждаемыми поверхностями еще больше способствует
агрегированию компонентов окисляемого вещества и
приводит к сокращению времени, необходимого для
получения битума с заданной температурой
размягчения. В табл. 12.53 приведены данные по окислению
гудрона из Ромашкинской нефти (температура
размягчения 30 °С) в лабораторном реакторе с охлаждаемой
поверхностью (1 м2/1000 кг). Окисление проводили при
270 °С и объемной скорости воздуха 200 ч1.
Из табл. 12.53 видно, что наибольшее ускорение
процесса в реакторе без охлаждаемой поверхности
наблюдается в начальном периоде окисления до
температуры размягчения битума около 40 °С. При более
высокой температуре наблюдается торможение процесса.
Охлаждаемая поверхность способствует более раннему
образованию ассоциатов за счет промежуточных
кислородсодержащих веществ и превращению их в смолы. В
результате флуктуации концентрации смол и асфальте-
нов в адсорбционном слое (вблизи поверхности)
происходит образование и перестройка ассоциатов. Это
способствует интенсификации межфазного массообмена и
является фактором ускоренного окисления вещества.
При температуре размягчения битума выше 40 °С в
среде окисляемого вещества образуются мицеллы.
Около охлажденной поверхности равновесие
сдвигается в сторону более глубокой ассоциации частиц,
поэтому уменьшается вероятность выхода из них активных
компонентов, и замедляется скорость их окислительной
трансформации. Битумы, полученные в реакторе с
охлаждаемой стальной поверхностью, до температуры
размягчения 45-50 °С содержат больше смол и асфаль-
тенов и меньше масел, с более высокой температурой
размягчения — меньше смол и больше асфальтенов по
сравнению с битумом, полученным обычным способом.
Теп л опере дающие поверхности, размещенные в
реакционной зоне, позволяют не только регулировать
температурный режим в реакторе, но также
интенсифицировать (или замедлять) окисление и управлять
качеством получаемых битумов. Известны также варианты
производства битумов на установках с утилизацией
тепла.
Результаты исследования процессов жидкофазного
окисления индивидуальных веществ и нефтяных
остатков показали, что на кинетические параметры
окисления и свойства битумов может оказывать влияние
материал реактора, в частности обычная сталь. На
поверхности металла адсорбируются наиболее полярные
ингредиенты из среды окисляемых веществ. Это
определяет их преимущественную трансформацию: синтез
смол из кислородсодержащих веществ (через реакции
конденсации), разложение пероксидов и рекомбинацию
радикалов. В границах II этапа окислительных
превращений ускоренной деструкции подвергаются наиболее
высокомолекулярные компоненты мицеллы, поэтому в
битуме оказывается значительно больше масел и
меньше асфальтенов по сравнению с битумами, имеющими
такую же температуру размягчения, но полученными
без применения катализатора. Одинаковая температура
размягчения битума при меньшей массовой доле смол и
асфальтенов объясняется их меньшей молекулярной
массой и достигается за счет их большей мольной доли
в битуме. Такое изменение группового состава
положительно отражается на свойствах битума. Увеличивается
пенетрация и индекс пенетрации, понижается
температура хрупкости битума и возрастает его
теплостойкость. В результате ускоренного протекания реакций
рекомбинации радикалов значительно возрастает
стабильность. Повышение стабильности каталитически
окисленных битумов происходит в тем большей
степени, чем она ниже у битумов, полученных без
катализатора.
Разработана конструкция катализаторных кассет. В
качестве образоватсля поверхности использовалась
стальная стружка (сталь 3 и 5).
Таблица 12.53
Влияние охлаждаемой поверхности
на скорость формирования битума
Условия
окисления
В реакторе без
охлаждаемой
поверхности
В реакторе с
охлаждаемой
поверхностью
Скорость изменения
температуры размягчения, °С/ч,
при температуре размягчения
битума, °С
35
1,0
2,3
40
2,4
2,6
50
3,6
3,1
60
3,6
3,7
На окислительной колонне непрерывного действия
на ОАО «Киришинефтеоргсинтез» диаметром 2,2 м,
перерабатывающей около 20 000 кг/ч сырья (гудрон из
смеси Ромашкинской и Ухтинской нефти), были
установлены кассеты со стальной стружкой. Результаты
испытаний работы колонны с катализатором и без него
приведены табл. 12.54. При работе колонны на сырье с
примерно одинаковой вязкостью (1 и 2 периоды
замеров) при использовании катализатора удельный расход
воздуха сократился на 20% (159 и 127 м3/т). В период
782
Новый справочник химика и технолога
Результаты промышленного испытания работы окислительной колонны
при каталитическом способе получения битума
Таблица 12.54
Периоды
замеров
1-й период
(38 суток)
2-й период
(26 суток)
3-й период
(20 суток)
Условная
вязкость гудрона,
с, при 80 °С
Расход
воздуха, м3/ч
Расход сырья,
м3/ч
Температура
окисления, °С
Температура
размягчения
битума, °С
Индекс
пенетрации
Без катализатора
36,3 | 3323
20,9
267,4
43,6
-0,30
С катализатором
37,1
29,0
2595
3131
20,4
22,5
255,7
268
46,9
46,2
+0,15
+0,10
работы колонны на сырье с пониженной вязкостью (3-й
период) снижение расхода воздуха составило 12,5 %.
При работе в сравнимых условиях уменьшилась
температура низа колонны на 11,7 °С при одновременном
повышении температуры размягчения битума в
среднем на 3,3 °С, что является резервом увеличения
производительности. За счет повышения температуры
размягчения битума произошло перераспределение
выработки битума по маркам: на 13,6% сократился выход
битума БНК 45/180 и увеличился выход БНД 90/130 и
БНД 60/90. Повысилась пенетрация битума, что
положительно сказалось на величине индекса пенетрации.
Температура хрупкости понизилась до -28 °С для БНД
90/130 и до -23 °С для БНД 60/90. За счет улучшения
качественных показателей была полностью исключена
выработка некондиционного битума.
Применение катализаторов не вызывает
образования дополнительных продуктов. Катализатор не
нуждается в регенерации. При его использовании
сокращается удельный расход воздуха на окисление, возрастает
производительность колонн окисления. Качественные
показатели битума становятся почти не зависимыми
от состава и консистенции сырья, т. к. эффект
катализа при переработке менее вязкого сырья увеличивается.
Применение металлических катализаторов позволяет
без больших капитальных затрат увеличить
производительность установок при получении битумов из
нефтяного сырья на 10-15 % и снизить себестоимость
битума. Битумы получаются более стабильными и
теплостойкими.
Формирование битумов с пониженной
стабильностью наблюдается преимущественно в условиях II
этапа окислительных превращений, когда значительное
развитие получают реакции деструкции компонентов
смол и асфальтенов, протекающие в дисперсионной
среде и требующие наибольшей энергии активации —
(89 кДж/моль) (табл. 12.50), поэтому понижение
температуры окисления обычно положительно влияет на
стабильность битума, однако понижение температуры
связано с уменьшением производительности реактора.
Скорость рекомбинации радикалов в присутствии
кислорода увеличивается за счет переноса реакционных
центров и уменьшения пространственных затруднений.
Стабилизацию нефтяного окисленного битума
исследовали при температурах 110-160 °С и удельном
расходе воздуха 10-20 ч '. Результаты представлены в
табл. 12.55.
Эффект стабилизации увеличивается с ростом
температуры, особенно при малой продолжительности
процесса. При 120 °С эффект возрастает с увеличением
продолжительности, при более высоких температурах
увеличение продолжительности приводит к снижению
эффекта стабилизации. Удельный расход воздуха на
эффективность стабилизации почти не влияет.
Применение метода «дозревания битума» позволяет получать
весьма стабильные битумы, вероятно, из любого сырья.
Процесс может быть применен на битумных установках
или на асфальтобетонных заводах (АБЗ).
Несомненно, для производства высококачественных
битумов целесообразно использовать специально
подобранные нефти. В этом случае упрощается
технология производства и появляется возможность
постоянного получения битумов с определенными свойствами.
Однако такой вариант не часто может быть реализован
на НПЗ, основной задачей которых является выпуск
другой продукции.
Таблица 12.55
Результаты стабилизации битума БНД 60/90*
Условия стабилизации
температура,
°С
ПО
120
120
120
120
130
150
150
150
160
время, ч
2
2
2
6
6
4
2
6
6
2
удельный расход
воздуха, ч_|
10
10
20
10
20
15
10
10
20
10
Показатель
стабилизации**
71
71
72
80
79
80
85
83
79
87
* Нестабилизированный битум (исходный) имеет
показатель стабилизации — 70.
** Определяется отношением пенетрации исходного
битума и после прогрева.
Нефть и нефтепродукты
783
12.5.5.5. Охрана окружающей среды при производстве
битумов
Основным источником загрязнения окружающей
среды на битумных производствах являются
газообразные продукты окисления нефтяных остатков.
Отработанные газы охлаждают и промывают водой в
абсорберах. Несконденсированную часть сбрасывают в
атмосферу. Кроме азота и оставшегося кислорода в
отработанном газе содержатся насыщенные и ненасыщенные
углеводороды С]-С6, альдегиды и кетоны. Количество
газов зависит от режима окисления: с повышением
температуры окисления и расхода воздуха оно
увеличивается. Такие газы обычно сжигают в специальных печах.
Применяются двухступенчатые циклонные печи
конструкции ВНИИПКнефтехима или трехкамерные. Для
полного сгорания органических компонентов газы
должны находиться в топочном объеме не менее 0,3
секунды при температуре выше 650 °С. Тогда в
продуктах сгорания обычно отсутствуют органические
вещества и оксид углерода.
Источником образования сточных вод также могут
быть газы окисления при их охлаждении. Количество
водяного пара в отработанном газе значительно возрастает
при подаче воды для понижения температуры в зоне сена-
рации окислительной колонны или для разбавления газов.
При термическом обезвреживании температуру в газовом
тракте поддерживают выше 100 °С, что исключает
конденсацию воды. Пары воды проходят через топку печи
дожита и сбрасываются через трубу в атмосферу.
Источником загрязнения атмосферного воздуха
являются и пары компонентов битума, выделяющиеся
при затаривании его в мешки (или другую тару),
заполнении железнодорожных бункеров, сливе в котлованы.
Эмиссия вредных веществ увеличивается при
повышении температуры. На некоторых битумных установках
для уменьшения загрязнения воздуха в помещениях и
производственной зоне над местами затаривания
битума и загрузки в транспортные средства устанавливают
местные отсосы. Загрязненный воздух сбрасывают
через трубу в атмосферу. Высота трубы должна быть
достаточной для обеспечения рассеивания выброса до
концентрации вредных веществ ниже их ПДКрз и ПДКсС.
По данным ВНИИТБ, при заполнении
железнодорожных бункеров концентрация паров компонентов
битумов превышает ПДКрз в 4,0-4,5 раз, а при разливе
битума в тару — в 2 раза. Расчеты рассеивания выбросов
выполняются по методикам, утвержденным
Государственным комитетом РФ по охране окружающей среды.
12.5.5.6. Превращение компонентов сырья
при производстве битумов
Битумы из нефтяных остатков могут быть получены
в результате вакуумной перегонки, окисления
кислородом или деасфальтизации их селективными
растворителями. При производстве окисленных битумов сырье и
получаемые продукты нагреваются до 220-300 °С, а в
случае получения остаточных битумов — до 390-430 °С.
Нагрев сырья при производстве остаточных битумов
связан с необходимостью глубокого отгона масляных
дистиллятов для получения остатка с требуемой пенет-
рацией и температурой размягчения. Оптимальный
уровень температуры процессов окислительного уплотнения
диктуется скоростью их протекания.
Ранее были приведены данные, свидетельствующие
о том, что термическое разложение, сопровождающееся
превращением масел и смол в асфальтены происходит
уже при нагреве нефтяных остатков до 370 °С. На
рис. 12.31 показано изменение группового состава
крекинг-остатка (смесь Грозненских парафинистых неф-
тей) при его нагреве до 430 °С. На рис. 12.32 приведены
данные по изменению молекулярной массы
компонентов остатка по мере развития процесса.
1 '»таи
365-400 °С
80
70
50
40
30 '
20
10
0 )
/^
2 №Ш
400-413 *С
v^
^""•©■«•Ow
1
*N
3 тгаи
>413"С
ч
50
100
150
200
Время, мин
масла «-о- смол ы
асфальтены —*♦"'нерастворимые
Рис. 12.31. Изменение группового состава крекинг-остатка
г>т) -
20G0-
«3
ы
s 1500-
« j
а.
Ж
1*
р 1000-
о
5-
500 j
0-
„
!
8
i
1
1 i
NLj \
I
О 50 100 150 200
Время, мин
асфальтены —о—смолы —A-» масла
Рис. 12.32. Изменение молекулярной массы компонентов
остатка при коксовании гудрона
784
Новый справочник химика и технолога
В границах первого этапа (рис. 12.31) превалируют
реакции разложения, продукты которых частично
выделяются в виде дистиллятных фракций или остаются в
жидкой фазе. Концентрация смол уменьшается, а ас-
фальтенов и нерастворимых (в бензоле) веществ
несколько увеличивается. В реакциях разложения
участвуют все компоненты сырья, о чем свидетельствует
уменьшение их молекулярной массы. При нагреве
нефтяных остатков дистиллят и газы начинают выделяться
при температуре 380-385 °С.
В границах второго этапа (400-413 °С)
продолжается разложение преимущественно компонентов масел.
Их концентрация в остатке уменьшается, а смол —
увеличивается. В рамках этого этапа протекают типичные
для процессов термического крекинга
свободно-радикальные реакции с перекрестным обрывом
реакционных цепей. Продуктами этих реакций являются
низкомолекулярные вещества, которые выделяются в виде
жидкого дистиллята и газа, и димеры — соединения с
удвоенной молекулярной массой.
На третьем этапе (температура выше 413 °С)
возрастает скорость реакций разложения компонентов масел и
смол. Выход газообразных продуктов здесь превышает их
образование в границах первого и второго этапов более
чем в 10 раз. Молекулярная масса всех групповых
компонентов уменьшается. Для этого этапа характерны реакции
разложения компонентов масел и смол и образования ас-
фальтенов. При достижении некоторой концентрации ас-
фальтенов (в данном случае 23 масс. %) происходит
быстрый переход системы из жидкого состояния в твердое.
Рассмотренные процессы протекают в виде
чередующейся последовательности этапов, отличающихся
по скорости накопления или расхода веществ,
входящих в отдельные групповые компоненты.
При производстве остаточных битумов следует
также учитывать, что формирование их свойств (пенетра-
ция, температура размягчения, дуктильность и др.)
определяется не только глубиной отбора дистиллятных
фракций при разгонке нефти, но также продуктами
одновременно протекающих химических реакций.
Глубина этих превращений зависит от температуры и
времени нахождения веществ в реакционной зоне.
При производстве окисленных битумов сырье
продувают воздухом. В этом случае, кроме только
термических превращений, одновременно протекают и
реакции окисления компонентов сырья кислородом. На
рис. 12.33 приведены данные по изменению
группового состава при окислении нефтяного остатка,
полученного из смеси Ромашкинской и Ухтинской нефти
(условная вязкость при 80 °С — 39 с). Окисление
проводили при 260 °С и объемной скорости воздуха 150 ч '.
На кинетических кривых можно выделить участки,
отличающиеся по скорости расхода исходного вещества и
образования продуктов реакции. Начальный период
характеризуется быстрым расходом масел,
превращающихся в смолы. При достижении некоторой
концентрации смолы начинают превращаться в асфальтены, что
сопровождается убылью ранее присоединенного к
компонентам битума кислорода (табл. 12.56). Этот период
можно обозначить как первый этап окислительных
превращений.
90
i ш !
Ж i
*
я
О
с
S
80
70
60
g 50
93
f 40
I 30
20
10
0 10 20 30
-О-масла Время, ч
•""О"» СМОЛЫ
"^й"* асфальтены
■-•«■«температура размягчения
Рис. 12.33. Изменение группового состава нефтяного
остатка из смеси Ромашкинской и Ухтинской нефти
в процессе окисления
Таблица 12.56
Элементный состав и молекулярная масса битума
Время
окисления, ч
0
2
5
10
20
25
Молекулярная
масса*
471
785
805
861
843
772
Элементный состав битума, масс. %
С
85,73
84,03
85,29
85,57
86,48
86,75
Н
11,56
10,55
11,21
11,22
10,28
10,40
S
2,03
2,26
2,27
2,26
2,25
2,19
N
0,19
0,23
0,21
0,21
0,20
0,23
О
0,49
2,13
1,02
0,74
0,79
0,43
* Определена криоскопическим методом в нафталине.
В границах этого этапа наблюдается накопление
кислородсодержащих веществ, образование которых
происходит по свободно-радикальному механизму. Первый
этап наиболее заметно проявляется в тех случаях, когда
для производства битумов используется сырье с
небольшим содержанием смол и асфальтенов. При
увеличении их концентрации в сырье, например за счет
большего отбора дистиллятных фракций, окислитель-
Нефть и нефтепродукты
785
ный процесс может начаться сразу со второго этапа.
Иллюстрацией этого могут быть данные по изменению
группового состава при окислении при 260 °С
нефтяного остатка (рис. 12.34), полученного из той же нефти
(рис. 12.33), но при большем отборе дистиллятных
фракций (условная вязкость при 80 °С — 55 с).
о4
%
%
К
К
Н
X
<u
ST
X
г>^
"^
_.^-t
-Г
т^
>——
>
V- i
тл
-Н
—п—г
Ч~
1
А
)г
W
и
J\
9^<v _<
LJI^0»
У '
»
^
К
1
f*
»-о
и
о
с«г
о,
с
S
0 2 4 6 8 10 12
Время, ч
О масла r '
«-СЦ» смолы
й асфальтены
О температура размягчения
Рис. 12.34. Изменение группового состава при окислении
нефтяного остатка (при Т= 260 °С)
Термоокислительные превращения в границах
второго этапа протекают при почти неизменной
концентрации смол, медленном уменьшении концентрации
масел и небольшом приросте асфальтенов. Замедляется
и скорость повышения температуры размягчения
битума. Такой характер термоокислительных превращений
связан с интенсивным протеканием реакций
окислительной деструкции, в результате чего происходит
изменение состава компонентов битума.
Завершение второго этапа сопровождается резким
увеличением скорости образования асфальтенов,
уменьшением концентрации смол и быстрым повышением
температуры размягчения битума. Дальнейшее развитие
окислиi ельных превращений протекает по механизму
реакций второго этапа, о чем свидетельствует
«замедление» расхода масел, связанное с поступлением в их
среду продуктов деструкции смол и асфальтенов. В этом
случае кислород преимущественно расходуется в
реакциях деструкции асфальтенов, поэтому получение
битумов с температурой размягчения выше 70-80 °С обычно
связано с дополнительными трудностями,
определяемыми большой продолжительностью и необходимостью
проведения процесса при высокой температуре.
С увеличением молекулярной массы и усложнением
структуры участвующих в реакциях веществ начинают
проявляться некоторые особенности, обычно не
характерные при проведении аналогичных процессов с
использованием сравнительно простых веществ. По
мнению автора данного раздела, при окислительном
превращении нефтяных остатков необходимо учитывать
влияние на механизм реакций явлений физического
агрегирования компонентов используемых веществ.
Известно, что при окислении даже простых по структуре
веществ, переход промежуточных продуктов в
ассоциированное состояние, образование координационных
соединений или комплексов с переносом заряда
приводит к пассивации радикалов. Координированные по
атомам кислорода радикалы теряют активность в актах
передачи цепей окисления. Ассоциация гидроперокси-
дов сопровождается увеличением скорости их
разложения и изменением механизма.
12.5.5.7. Межмолекулярные взаимодействия в битумах
Полярные свойства молекул компонентов
битумов. В жидкой фазе органических веществ обычно
существуют межмолекулярные взаимодействия между
близкорасположенными частицами. При этом
различают неспецифические и специфические взаимодействия.
Неспецифические включают дисперсионное
взаимодействие, проявляющееся между всеми атомами и
молекулами независимо от характера распределения в них
зарядов: диполь-дипольное, ион — постоянный диполь,
ион — индуцированный диполь, ион-ионное и
постоянный диполь — индуцированный диполь. Эти
электрические взаимодействия проявляются на расстоянии
(3-4) • 10 10 м и быстро убывают при увеличении
расстояния между частицами. Неспецифические
взаимодействия не приводят к насыщению, поэтому их
проявления обычно не сопровождаются образованием сте-
хиометрических комплексов.
Более сильными и дальнодействующими являются
специфические взаимодействия. К их числу относится
водородная связь, возникающая между молекулами,
содержащими подвижные атомы водорода, и
сильноэлектроотрицательными атомами других молекул. Энергия
такой связи составляет 20^40 кДж/моль, что достаточно
для образования молекулярных ассоциатов и димерных
молекул. Весьма сильные специфические
взаимодействия могут возникать между молекулами с л-электрон-
ной системой (донор электрона) и молекулами,
имеющими большое сродство к электрону (акцептор
электрона). Результатом может быть образование
комплексов с переносом зарядов. Имеются данные, что прочные
комплексы могут также образовываться за счет
взаимодействия неспаренного электрона свободных радикалов
с делокализованными л-электронами
конденсированных ароматических фрагментов молекул. Такие
взаимодействия характерны для процессов образования
ассоциатов из асфальтенов и смол.
Впервые мнение о коллоидной структуре
искусственных битумов было высказано Нелленштеином на
том основании, что в их бензольных растворах
наблюдается конус Тиндаля. В представлениях Нелленштей-
на, битум — это коллоидная система мицеллярного
строения с ядром из асфальтенов, стабилизированным
786
Новый справочник химика и технолога
адсорбированным слоем смол. А.С. Колбановская
рассматривает битум как пространственную дисперсную
систему, в которой дисперсная фаза — асфальтены,
набухающие в углеводородной дисперсионной среде, в
различной степени структурированной смолами. В
других работах битум рассматривается или как раствор
асфальтенов в низкомолекулярных углеводородах и
смолах, или асфальтенам отводится роль активного
наполнителя в битумах. Различие во мнениях является
отражением противоречивых результатов изучения
структуры битума с помощью электронного
микроскопа. Электронно-микроскопическими исследованиями
были выявлены структуры коллоидного размера в
поверхностной пленке битума. Отмечается повышение
четкости и контрастности структурных элементов по
мере увеличения глубины окисления битума.
При изменении растворяющей способности масел
(величину которой часто оценивают, по предложению
Пфайффера, как сумму массовой доли атомов углерода
в ароматических структурах и 1/3 атомов углерода в
нафтеновых кольцах мальтенов) обычно наблюдаются
аномалии вязкости, температуры размягчения и пенет-
рации битумов. Аномальные явления возрастают при
увеличении в битумах количественного отношения
асфальтенов к смолам и понижении растворяющей
способности масляного компонента. Эти данные косвенно
подтверждают факт, что битумы при обычных
температурах, являются структурированными веществами.
Исследования, выполненные с использованием
методов рентгеноструктурного анализа, показали, что
первичными элементами структуры битумов являются
мицеллы с размерами 2-10 нм. Отмечается, что
надмолекулярные структуры в битумах формируются за счет
двух разновидностей микронеоднородностей: с
размером 1-5 и 2-20 нм. При этом в гудронах присутствуют
лишь надмолекулярные частицы с размерами до 5 нм.
Это удовлетворительно согласуется с результатами
определения структурных и энергетических параметров
надмолекулярных образований в битумах, полученных
методом малоуглового рассеяния рентгеновских лучей
и дифференциальной сканирующей калориметрии.
Обнаруженные в битумах разной степени окисления
частицы с размерами 2,4-2,6 нм идентифицируются как
асфальтеновые комплексы, а с размером 9-10 нм — как
продукты последовательного протекания процессов
ассоциации таких комплексов. Отмечается высокая
термоокислительная стабильность таких образований и
указывается на возможную взаимосвязь их структуры и
некоторых свойств битумов.
Коллоидная структура битумов определяется
концентрацией образующих надмолекулярные структуры
компонентов и их химической природой, что
используется для классификации битумов. Существует
взаимосвязь между надмолекулярной структурой битумов и их
реологическими свойствами.
При решении задачи о возможном влиянии явлений
агрегирования полярных компонентов на механизм
термоокислительных реакций при получении битумов
важное место занимает вопрос о возможности
существования частиц коллоидных размеров в среде сырья и
битумов при температуре 200-300 °С, при которых
проводят получение битумов. Ответ на этот вопрос был
получен в результате измерения диэлектрической
проницаемости образцов гудрона, выделенного из Западно-
Сибирских нефтей, и битума, полученного окислением
этого гудрона (рис. 12.35).
ЗЛ | 1
1 33 /
| 2,9 ■ гГ-О^г, //
2.5 -L-H- , ~
0 100 200 300
Температура. °С
О гудрон —о—битум
Рис. 12.35. Температурная зависимость диэлектрической
проницаемости нефтяного остатка Западно-Сибирских
нефтей и битума из него
Характер температурной зависимости
свидетельствует о преобладании в исследованных веществах
диполь-релаксационной поляризации, характерной для
молекул с постоянным дипольным моментом. Наличие
восходящих участков на кривых диэлектрической
проницаемости объясняется присутствием в гудроне и
битуме ассоциатов, поэтому при нагревании происходит
высвобождение полярных групп. До температуры
примерно 80 °С в гудроне и 120 °С в битуме увеличение
поляризации преобладает над дезориентирующим
влиянием теплового движения частиц (молекул). При более
высоких температурах наблюдается периодическое
экстремальное изменение измеряемых величин, что
отражает критические фазовые переходы в среде гудрона и
битума (образование новых фаз).
В гудронах и битумах существуют два типа
надмолекулярных структур. Структуры первого типа
сохраняются до температуры 120 °С, а второго — до 260 °С
и, возможно, выше. При изменении температуры
наблюдается периодическая перестройка
надмолекулярных агрегатов второго типа. Отсюда также следует, что
исходное вещество, в зависимости от химической при-
Нефть и нефтепродукты
787
роды, группового состава и температуры может
находиться либо в состоянии молекулярного раствора, либо
представлять коллоидную систему (или превращаться в
таковую при окислении).
Полярные свойства молекул масел, смол и асфаль-
тенов исследовались методом УФ спектроскопии. В
качестве объекта для исследования был использован
гудрон из смеси Ромашкинской и Ухтинской нефтей с
температурой размягчения 30 °С. Его окисление
проводили при 260 °С и объемной скорости воздуха 100 ч~ .
УФ-спектры бензольных растворов компонентов
гудрона и битумов близки по структуре, однако сильно
отличаются по интенсивности, которая возрастает при
переходе от масел к асфальтенам. Используя
положительные отклонения от закона Бера и определяя
предельные значения молекулярных коэффициентов
поглощения экстраполяцией их величин к нулевым
концентрациям, была определена степень диссоциации
компонентов в растворах разной концентрации и
рассчитаны константы диссоциации {Ко):
КТ
1-а
где а — степень диссоциации; с — концентрация
компонента в растворе, моль/л.
Константа диссоциации связана с величиной
свободной энергии системы термодинамическим
соотношением:
G = -RT\nKD.
Таким образом, величина отрицательного
логарифма константы диссоциации является мерой энергии
связи частиц в ассоциатах.
Величины коэффициентов светопоглощения 8
рассчитывались из известного соотношения:
D
где D — оптическая плотность раствора; / — толщина
слоя, см. Определения проводились на длине волны 360
нм при температуре 20 °С. При разбавлении раствора, в
случае отсутствия диссоциации частиц (молекул),
величина коэффициента светопоглощения должна
оставаться неизменной. Наличие отклонений от закона
Бэра, положительных или отрицательных,
свидетельствует о диссоциации или ассоциации вещества в
растворе и может быть использовано для
количественной оценки этого явления. В качестве примера на
рис. 12.36 приведены данные по зависимости величин
коэффициентов светопоглощения от концентрации
бензольных и спирто-бензольных смол в бензоле.
Коэффициенты светопоглощения компонентов гудрона и
битумов при изменении их концентрации в растворе в
различных интервалах изменяются по-разному. В
области относительно высоких концентраций (до
некоторой величины) при разбавлении растворов наблюдается
плавное увеличение, а затем резкое возрастание
коэффициентов светопоглощения. Эта функциональная
зависимость, по-видимому, отражает присутствие в
растворе надмолекулярных структур по крайней мере двух
типов, отличающихся по прочности. Такая картина
характерна для всех групповых компонентов,
выделенных из нефтяных остатков и продуктов их окисления.
Различие наблюдается лишь в величинах
коэффициентов светопоглощения и концентрации вещества в
растворе, при которой наблюдается перегиб функции,
описывающей процесс.
На рис. 12.37 показано изменение величин констант
диссоциации, а на рис. 12.38 — изменение содержания
групповых компонентов битумов, полученных
окислением нефтяного остатка из смеси Ромашкинской и
Ухтинской нефтей. Окисление проводили при 260 °С и
объемной скорости воздуха 100 ч"1. В процессе
окисления полярные свойства ингредиентов меняются.
Наиболее интересным является наличие взаимосвязи между
величинами констант диссоциации и способностью
компонентов накапливаться или расходоваться в
реакциях окисления. Первоочередной атаке кислорода
подвергаются наименее полярные компоненты, вероятно,
находящиеся в дисперсионной среде. На механизм
окисления компонентов, находящихся в дисперсной
фазе, может оказывать определенное влияние и
природа компонентов дисперсионной среды, в первую
очередь содержание в ней веществ с подвижными атомами
водорода.
Концентрация, 10 моль/л
бензольные смолы
сниртобензодьные смолы
Рис. 12.36. Концентрационная зависимость величины
коэффициентов светопоглощения бензольных
и спиртобензольных смол
788
Новый справочник химика и технолога
RH+HOO*
->R'+H202
бенюльные смолы
спиртобензольные смолы
асфальтемы
масла
Рис. 12.37. Изменение констант диссоциации компонентов
в процессе окисления гудрона
30 т-
10 20 30
Время, ч
бензольные смолы
спиртобензольмые смолы
асфальтеиы
масла
Рис. 12.38. Изменение концентрации компонентов битума
в процессе окисления гудрона
Это влияние иллюстрируется следующей схемой
превращений:
[R']<=»R-—^->ROO' R H >ROOH
R*
-00"
-ноо-
R'+02 >ROO
[ ] — вещество и радикал в форме ассоциата; RH —
исходное вещество.
Зарождение цепей происходит в результате
взаимодействия кислорода со свободными радикалами,
выходящими из частиц дисперсной фазы в дисперсионную
среду. Компоненты масел превращаются
преимущественно в компоненты смол. Не исключено, что в
начальном периоде окисления ассоциаты смол могут
выполнять роль «ловушки» для свободных радикалов,
которые в ассоциатах рекомбинируют с образованием
молекул или менее активных радикалов. В границах
следующего этапа происходит преимущественное окисление
наименее полярных компонентов смол, которые
превращаются в асфальтены, претерпевающие по мере
накопления структурные изменения. Имеются данные,
полученные с использованием метода импульсного
ЯМР, что структурная перестройка в нефтяных
остатках вызвана динамическим упорядочением
алифатических цепей и ароматических углеводородов в
окружении ядер частиц, находящихся в дисперсной фазе.
Обнаружен обмен между протонами сольватной
оболочки и протонами дисперсионной среды. Важным
здесь является то, что во всех случаях уменьшение
константы диссоциации соответствует сохранению и
накоплению компонента при протекании реакций
окисления, а увеличение — наоборот, его расходу. Эти
данные можно рассматривать как предпосылку
возможной взаимосвязи между явлениями физического
агрегирования вещества и его реакционной способностью в
реакциях жидкофазного окисления органических
веществ кислородом.
Полученные результаты также подтверждаются
величинами дипольных моментов молекул масел, смол и
асфальтенов, выделенных из гудрона
Западно-Сибирских нефтей и полученных из них битумов. Все
ингредиенты нефтяного остатка и полученных из него
битумов имеют дипольный момент, величина которого
возрастает при переходе от масел к асфальтенам.
Определение дипольных моментов производили двумя
методами: по концентрационной и температурной
зависимости мольной поляризации веществ.
Из теории Дебая следует, что ориентационная
поляризация (Рор) обратно пропорциональна абсолютной
температуре. При этом если уменьшение Рор
происходит только за счет дезориентации диполей, вызванной
возрастанием теплового движения молекул при
повышении температуры, то значения дипольных моментов,
определенные тем и другим способами, должны
совпадать. В результате проведенного исследования было
установлено значительное (в 2-5 раз) превышение
величины дипольных моментов, определенных по
температурной зависимости, особенно для смол и
асфальтенов. Этот экспериментальный факт также подтверждает
Нефть и нефтепродукты
789
существование в бензоле ассоциатов масел, смол и
асфальтенов.
Учитывая большую разницу в величинах дипольных
моментов, определенных двумя методами, можно было
допустить, что изменение факторов, влияющих на
равновесие в дисперсной системе, сопровождается не
только изменением размеров ассоциатов, но также
изменением их структуры и конформации. Данные,
подтверждающие это допущение, были получены в
результате анализа частотно-резонансных спектров растворов.
Было показано, что при разбавлении бензольных
растворов смол и асфальтенов максимум потери энергии
смещается в область низких частот, т. е. время
релаксации увеличивается. Такая картина возможна лишь в
случае увеличения геометрических размеров частиц
(молекул) при разбавлении, отражением чего является и
резкое возрастание дипольного момента за счет
увеличения расстояния между зарядами. Эти данные
подтверждают представление исследователей, по мнению
которых молекулы асфальтенов состоят из структурных
фрагментов, соединенных метиленовыми либо иными
мостиками, допускающими их взаимные повороты.
Следует учесть, что пространственная деформация
молекул может привести к нарушению сопряжения,
вплоть до разъединения пар л-электронов, что может
определенным образом влиять на реакционную
способность веществ, особенно в реакциях со свободными
радикалами.
Приведенные данные свидетельствуют, что между
полярными компонентами нефтяных остатков и
битумов имеют место межмолекулярные взаимодействия,
приводящие к образованию дисперсных структур.
Такие структуры достаточно устойчивы и сохраняются в
условиях термических и окислительных процессов
производства битумов. При осуществлении таких
процессов наблюдается изменение количества и качества
ингредиентов, находящихся в дисперсной фазе и
дисперсионной среде, что сказывается на реакционной
способности компонентов дисперсной системы и
является причиной протекания процессов синтеза
битумов в виде чередующейся последовательности этапов,
отличающихся по механизму химических превращений.
12.5.5.8. Взаимодействие между компонентами
в битумах
Между молекулами асфальтенов, смол и масел
проявляются сильные межмолекулярные взаимодействия,
приводящие к их агрегированию даже в растворителе
(бензоле).
О характере межмолекулярных взаимодействий
судят по величине мольной поляризации компонентов в
растворе бензола. Концентрация спирто-бензольных
смол оставалась постоянной (3,5 моль/м3), а
концентрация асфальтенов менялась (рис. 12.39). Судя по
изменению мольной поляризации, между смолами и ас-
фальтенами проявляются более сильные
взаимодействия, чем между частицами отдельно смол и
асфальтенов в растворе. Величина мольной поляризации
раствора смол и асфальтенов периодически изменяется.
Величина этих изменений определяется мольным
соотношением между смолами и асфальтенами и кратна,
примерно четверти моля асфальтенов в растворе.
Допуская, что отмеченные явления отражают
специфические взаимодействия между молекулами смол и
асфальтенов, были проведены опыты для выяснения
возможного влияния соединений с донорными и
акцепторными свойствами на агрегирование молекул смол в
растворе. В качестве таких соединений были
использованы фенол (донор) и ацетон (акцептор) Эти вещества
вводили в бензольный раствор смол (3,5 моль/м3).
Спирто-бензольные смолы были выделены из образца
битума с температурой размягчения 90 °С, полученного
окислением гудрона Ромашкинской нефти. Из
приведенных на рис. 12.40 данных видно, что при добавке
фенола происходит значительное изменение мольной
поляризации растворенных веществ. Величина этих
изменений, как и в случае взаимодействий между
молекулами смол и асфальтенов, определяется мольным
соотношением между фенолом и смолами и также
кратна четверти моля фенола. При добавке в раствор
смол ацетона поляризация почти не изменяется.
Аналогичные зависимости, но проявляющиеся в меньшей
степени, наблюдаются и в случае взаимодействия
фенола и ацетона с бензольными смолами. Из
приведенных результатов следует, что агрегирование полярных
компонентов в гудронах и битумах происходит в
значительной степени за счет донорно-акцепторных
взаимодействий, в которых компоненты смол выполняют
функцию акцептора протона, а асфальтены —
преимущественно донора.
1000
900
800
700
600
0 0.5 1 1,5
Отношение асфальтены . смолы, моль/моль
Рис. 12.39. Мольная поляризация спирто-бензольных смол
при добавке в их бензольный раствор асфальтенов
790
Новый справочник химика и технолога
1200
0 0,5 1 1.5
Мольное отношение
Рис. 12.40. Влияние добавки фенола (/) и ацетона (2)
на мольную поляризацию компонентов
спирто-бензольных смол в бензоле
Аналогичные явления характерны не только для
компонентов битумов, они также наблюдаются в
бензольных растворах гудрона при добавлении
асфальтенов (холодная модель процесса получения битума). На
рис. 12.41 показано изменение диэлектрической
проницаемости и величины тангенса угла диэлектрических
потерь при последовательном добавлении асфальтенов
в бензольный раствор мальтенов (смолы + масла). В
этом опыте мальтены были выделены из гудрона Ро-
машкинской нефти. Начальная концентрация мальтенов
в растворе была 5,6 моль/м3. При последовательной
добавке в раствор асфальтенов наблюдается понижение
его диэлектрической проницаемости и увеличение
тангенса угла диэлектрических потерь. При определении
дипольных моментов групповых компонентов гудронов
и битумов разной степени окисления наблюдалась
обратная картина. Из этих данных следует, что
совместные комплексы из смол и асфальтенов более прочные,
чем ассоциаты, образованные отдельно из асфальтенов
или смол. По этой причине при добавлении
асфальтенов в раствор мальтенов, происходит распад ассоциатов
смол и асфальтенов и вместо них в растворе
появляются меньшие по величине, но более прочные частицы.
Наиболее прочные комплексы образуются лишь при
некотором определенном мольном соотношении
между асфалътенами и смолами.
Совместный анализ результатов, приведенных на
рис. 12.39 и 12.41, показывает роль компонентов масел в
формировании коллоидных частиц из смол и
асфальтенов. При наличии смол или асфальтенов перестройка
комплексов происходит уже при небольшом избытке
одного из компонентов. В присутствии масел для такой
перестройки требуется довольно большой избыток
одного из компонентов. Таким образом, компоненты масел в
битумах участвуют в образовании сольватных
оболочек, стабилизирующих надмолекулярные структуры
Массовое отношение
асфалыены : мальтены
Рис. 12.41. Диэлектрическая проницаемость и тангенс
угла диэлектрических потерь при добавлении
асфальтенов в мальтены
Химический состав масляного компонента оказывает
значительное влияние на структурно-механическую
прочность нефтепродуктов и битумов.
Обращает внимание также факт блокирования
фрагментов, несущих заряды, при образовании комплексов
из смол и асфальтенов, что, вероятно, может
существенно влиять на реакционную способность групповых
компонентов в процессах получения битумов. С этим
следует считаться, т. к., судя по данным, приведенным
на рис. 12.35, периодическая перестройка комплексов
из смол и асфальтенов наблюдается при температурах
250 °С и выше. В то же время в области более низких
температур (до 100-120 °С) свойства битумов,
вероятно, преимущественно определяются межмолекулярной
организацией ассоциатов асфальтенов.
Дальнейшие исследования показали, что
периодическое изменение прочности комплексов наблюдается не
только при изменении абсолютной концентрации смол
и асфальтенов в растворе, но также при изменении
температуры, растворяющей способности дисперсионной
среды и разбавлении. На рис. 12.42 показано изменение
поляризации компонентов гудрона и битумов в бензоле
при изменении температуры.
Из теории Дебая следует, что ориентационная
поляризация молекул обратно пропорциональна абсолютной
температуре. Тангенс угла наклона касательных к точкам
кривых на рис. 12.42 является функцией дипольного
моментам. Таким образом, дипольный момент асфальтенов
в растворе бензола может изменяться в зависимости от
температуры в широком интервале и даже принимать
отрицательное значение. Для объяснения подобных
явлений Кирквуд предложил рассматривать полярные
молекулы совместно с соседними молекулами как
структурно единую единицу. При этом предполагается, что
Нефть и нефтепродукты
791
дипольныи момент локализован в группе молекул. Для
учета числа составляющих ассоциат молекул, а также
взаимного расположения диполей, Кирквуд внес
некоторые изменения в уравнение Дебая:
Р _4nNa 4nNgn
Vs ~ 3VS 9kTVs '
где Vs — мольный объем, см3/моль, при температуре Т;
g = 1 + z cos 0;
z — число ближайших молекул; cos 0 — функция
произведения косинуса угла дипольных моментов двух
молекул и экспоненциальной функции высоты среднего
энергетического барьера.
С учетом этих представлений отрицательное
значение тангенса угла наклона касательных (рис. 12.42)
становится возможным лишь в случае
антипараллельной ориентации диполей. Из этих данных также
следует, что частицы асфальтенов в бензоле имеют
упорядоченную структуру, образование которой происходит за
счет антипараллельного спаривания диполей.
В термических и термоокислительных процессах
происходит одновременное образование полярных
веществ — смол и асфальтенов, — способных выполнять
функции донора и акцептора протона. По результатам
рентгеноструктурных и электронно-микроскопических
исследований было установлено, что асфальтены
(твердые, без растворителя) имеют кристаллоподобную
структуру с несовершенной гексагонально-плоскостной
упаковкой атомов углерода. Элементарные звенья
молекул асфальтенов представлены двухмерными слоями
диаметром 0,05-1,5 нм, которые образуют пачки
толщиной 1,1-1,5 нм из 5-6 слоев.
Дополнительные данные были получены с
использованием метода поверхностных пленок. В таких
пленках вещество приобретает свойство двумерного газа, в
котором молекулы движутся свободно, независимо от
подложки (воды).
В качестве объекта исследования был использован
гудрон Западно-Сибирских нефтей и образцы битума (1,
2 и 3), полученные его окислением до температуры
размягчения соответственно 37,5, 42,0 и 46,0 °С. Для
образования пленки образцы веществ растворяли в бензоле.
Сжатие пленки осуществляли подвижным барьером.
В табл. 12.57 и 12.58 приведены величины удельной
поверхности пленок смол и асфальтенов, и образцов
битумов. Из этих данных видно, что исследованные
вещества значительно отличаются по величине
удельной поверхности пленок. Удельная поверхность пленки
асфальтенов значительно больше, чем смол, что,
вероятно, является отражением более «рыхлой» структуры
вещества в пленке. По этому показателю отличаются и
битумы разной степени окисления.
Состояние поверхностной пленки при сжатии
обычно хорошо описывается уравнением, представляющим
собой двумерный аналог уравнения Ван-дер-Ваальса:
р+^
(A~b) = kT.
Это уравнение без учета константы Ъ (эффективная
площадь сечения молекул) применимо в области малых
давлений (р). При этом А рассматривается как площадь,
занимаемая молекулами. В области больших давлений
более объективно уравнение Фольмера:
рА = $кТ + Ър.
Величины Ъ и (3 могут быть определены графически
по экспериментальным данным, представленным на
диаграмме pS—р. Такие диаграммы для исследованных
веществ приведены на рис. 12.43 и 12.44.
800
2,9 3 ЗД 32 3,3 3,4 3,5 3,6 3,7
(1/7)- 10'
асфальтены —О-» бензольные смолы й масла
Рис. 12.42. Температурная зависимость мольной поляризации
компонентов битума с температурой размягчения 90 °С
Таблица 12.57
Зависимость удельной площади (м /г) поверхностной пленки из смол и асфальтенов от усилия сжатия
Сжатие • 103,
Н/м
5
10
20
30
Поверхность пленки, м2/г |сжатие . до3
смолы
120
ПО
100
88
, 1 Н/м
асфальтены |
188 40
185 50
180 60
173 I 70
Поверхность пленки, м2/г
смолы
68
55
53
50
асфальтены
Сжатие • 103,
Н/м
167 80
161 100
156 120
144 1
Поверхность пленки, м2/г
смолы
42
36
15
асфальтены
180
118
70
792
Новый справочник химика и технолога
Таблица 12.58
Зависимость удельной площади (м /г) поверхностной пленки битумов от усилия сжатия
Вещество
(при температуре)
Битум 1 (12 °С)
Битум 2 (9 °С)
Битум 3(11 °С)
Поверхность пленки, м2/г, при сжатии • 103, Н/м
2,5
280
150
155
5,0
257
102
121
7,5
99
56
60
10
88
31
48
15
69
17
32
20
58
25
25
52
22
30
48
19
35
42
18
40
40
17
45
37
16
50
34
11
С использованием приведенных выше соотношений
была вычислена молекулярная масса ассоциированных
частиц в поверхностной пленке. Для этого левую часть
уравнения Фольмера выражают через общую площадь
пленки S, величину которой определяют
экспериментально (рис. 12.43 и 12.44). Из отрезков pS на оси
ординат, отсекаемых продолжением функциональных
прямых, равных GRTIM(tjxq G — масса вещества в пленке),
определялась молекулярная масса М. При этом
коэффициент (3 (коэффициент активности) был принят равным
единице. Результаты расчетов приведены в табл. 12.59.
К
ю -
1П -
2 ■
0 ■
Z.
/^
f
f
f
S*
V
^WXtf"
cr
4
о
0 5
mmGmm асфальтены
10 15
p, 102НЛ^
Рис. 12.43. Диаграммы pS—p смол и асфальтенов
1,4
1Д
ffl
0,8
&э0,6
0,4
ОД
р,102Н/м2
>—тр. 46.0 °С-О—тр. 37,5 °С-ЧУ-тр. 42.0 °С
Рис. 12.44. Диаграмма pS—p битумов
Из данных табл. 12.59 следует, что компоненты
смол, асфальтенов и битумов в поверхностной
пленке находятся в форме ассоциатов. При сжатии пленки
происходит перестройка ассоциатов. Интересным
здесь является то, что перестройке ассоциатов смол и
асфальтенов предшествует такое состояние, когда
они распадаются до отдельных молекул. На кривых
pS—p этому состоянию соответствуют
горизонтальные участки, в границах которых вещество пленки
проявляет свойство идеального газа. Битумные ассо-
циаты не распадаются до изолированных молекул,
что, вероятно, связано с присутствием в них смол,
асфальтенов и масел, совместные комплексы
которых более прочны, чем ассоциаты только смол или
асфальтенов.
С использованием данных, приведенных в табл. 12.57
и 12.58, были рассчитаны геометрические размеры
ассоциатов в смолах, асфальтенах и мицелл в битумах.
Результаты расчетов представлены в табл. 12.60.
Ассоциаты асфальтенов и особенно смол
представляют собой анизометрические частицы, которые в
пленке располагаются почти параллельно длинной оси.
При сжатии пленки происходит перестройка
ассоциатов преимущественно в направлении увеличения
размера вдоль длинной оси. Такая тенденция особенно
характерна для мицеллярных единиц битумов.
Пленки битумов разной степени окисления очень
сильно отличаются по механической прочности и
эластичности, что несомненно связано со структурой
мицелл, которая, по-видимому, зависит от мольного
соотношения в них асфальтенов и смол, а также участия в
их образовании компонентов масел.
Таблица 12.59
Молекулярная масса ассоциированных
частиц смол, асфальтенов и битумов
в зависимости от сжатия
Вещество
Смолы
Асфальтены
Битум 1
Молекулярная масса
ассоциированных частиц в области
сжатия • 103, Н/м (интервал сжатия)
9300
(5-30)
8090
(5-30)
8370
(2-6)
904
(30-50)
1620
(30-60)
4180
(10-25)
2900
(50-70)
7070
(75-90)
7610
(40-50)
Нефть и нефтепродукты
793
Таблица 12.60
Размер ассоциатов смол, асфальтенов
и мицелл битумов
Вещество
Смолы
Асфаль-
тены
Битум 1
Битум 2
Битум 3
Определяемая
величина
Длина, нм
Сечение, нм2
Длина, нм
Сечение, нм2
Длина, нм
Сечение, нм"
Длина, нм
Сечение, нм"
Длина, нм
Сечение, нм2
Размер ассоциатов и
мицелл при
сжатия • 103 Н/м
(усилие сжатия)
9,20
1,60
(15)
4,78
2,44
(15)
3,96
3,44
(4)
8,67
1,38
(4)
7,66
2,06
(4)
13,58
0,11
(40)
5,46
0,42
(50)
15,78
0,43
(20)
—
31,24
0,17
(30)
17,92
0,26
(60)
6,73
1,52
(90)
27,56
0,45
(50)
—
—
С использованием зависимости pS—p (рис. 12.43 и
12.44) была рассчитана потенциальная энергия
поверхности пленки, равная p(S-b), при различном усилии
сжатия. При этом величина Ъ определялась как тангенс
наклона касательных к оси абсцисс для различных
участков кривой. Результаты этих расчетов для пленки
смол представлены на рис. 12.45.
Известно, что если в дисперсной системе
распределение максимумов свободной энергии имеет регулярный
характер, то монодисперсные коллоидные частицы,
находящиеся в минимумах и разделенные барьером
отталкивания, могут образовывать периодические коллоидные
структуры. Возможность сближения частиц в
элементарных актах определяется высотой энергетических
барьеров и глубиной потенциальных ям. Если глубина
второго минимума (в данном случае со стороны
большего давления, рис. 12.45) достаточно велика, то
независимо от высоты барьера происходит дальнее
взаимодействие (до 100 нм) двух частиц, фиксируемых на
расстоянии, отвечающем второму минимуму. К этой паре могут
присоединяться другие частицы с образованием
тройников и более сложных ансамблей. При возрастании
концентрации дисперсной фазы, например при увеличении
глубины окисления битума, в таких случаях возможно
превращение золя в полностью структурированную
систему. Периодические коллоидные системы, являющиеся
тиксотропными гелеобразными веществами, в
зависимости от предложенной нагрузки способны вести себя либо
как упругие тела, либо как легко текучие жидкости. Судя
по данным, приведенным на рис. 12.43 и 12.44, таким
свойством обладают пленки смол, асфальтенов и
битумов разной степени окисления.
Приведенные результаты могут быть использованы
для объяснения таких свойств битумных материалов,
как изменение их механической прочности в изделиях
во времени, протекание судативных реакций и др. При
производстве битумов всегда происходит изменение
соотношения между смолами и асфальтенами. Это
является основным фактором протекания процессов в
виде чередующейся последовательности этапов,
отличающихся по скорости реакций, химическому составу.
Можно ожидать, что свойства битумов будут иными в
зависимости от того, в границах какого этапа был
завершен их синтез.
&
i
J
I/
л
/
/
/
и
Л
Ц
0 0,025 0,050 0,075 0,010
Усилие сжатия пленки, Н
Рис. 12.45. Потенциальная энергия ассоциатов смол
при сжатии пленки
12.5.5.9. Особенности формирования битумов,
определяемые межмолекулярными взаимодействиями
их компонентов
Изучение реакций термоокислительных
превращений при получении битумов осуществлялось на
образцах различных нефтяных гудронов, мазутах,
дистиллятных фракциях нефти. Для исключения влияния
поверхности металла на термоокислительные
превращения процессы проводили в стеклянном реакторе.
На рис. 12.46 и 12.47 показано изменение группового
состава двух образцов гудрона, полученных из смеси
Ромашкинской и Ухтинской нефтей при разной глубине
отбора дистиллятных фракций (образец «а» — условная
вязкость при 80 °С — 39 с, и образец «б» — 55 с). На
кинетических кривых можно выделить участки,
отличающиеся по скорости расхода исходного вещества и
образования продуктов реакций. Начальный период
характеризуется быстрым расходом масел, которые превращаются в
смолы. При достижении определенной концентрации
смолы начинают превращаться в асфальтены, что
сопровождается убылью ранее присоединенного к битуму
кислорода (табл. 12.61). Это — первый этап окислительных
превращений. Аналогичное развитие процессов
наблюдается при окислении нефтяных остатков, выделенных и
из другой нефти (рис. 12.33 и 12.44).
794
Новый справочник химика и технолога
Таблица 12.61
Элементный состав и молекулярная масса битумов (образец «а»)
Температура
окисления, °С
180
220
260
Время
окисления,ч
0
5
15
25
40
61
3
10
20
30
45
1,5
6
10
20
25
Молекулярная
масса
471
487
540
620
478
491
531
698
785
805
861
772
Элементный состав, масс. %
С
85,73
85,93
84,37
83,26
84,40
83,90
85,15
84,07
85,24
85,69
85,89
84,83
85,29
85,57
86,48
86,75
Н
11,56
11,61
11,58
11,51
11,03
10,98
12,00
11,18
10,87
10,61
10,52
10,55
11,21
11,22
10,28
10,40
S
2,03
2,05
2,08
2,13
2,16
2,21
2,07
2,11
2,16
2,18
2,22
2,26
2,27
2,26
2,25
2,19
N
0,19
0,18
0,19
0,19
0,21
0,24
0,19
0,19
0,21
0,24
0,24
0,23
0,21
0,21
0,20
0,23
О
0,49
0,70
1,78
2,91
2,20
2,67
0,59
2,45
1,52
1,28
1,13
2,13
1,02
0,74
0,79
0,43
Определена криоскопическим методом в нафталине.
11 этап I 1 этап
I
I U этап
15 20 25
Время, ч
масла
температура размягчения
смолы
асфальтены
1 этап ' 11 этап j
80
1 этап
11 этап
'масла
'температура размягчения, °С
'смолы
'асфальтены
Рис. 12.46. Изменение группового состава при окислении
нефтяного остатка из смеси Ромашкинской и Ухтинской
нефтей при 260 °С (условная вязкость при 80 °С — 39 с)
Подобным образом окисляются масляные
дистилляты. Анализ результатов окисления индивидуальных
веществ, а также различных остаточных
нефтепродуктов свидетельствует о том, что в начальном периоде
происходит накопление кислородсодержащих
соединений во всех случаях, когда в среде окисляемого
вещества еще не сложилось соотношение между смолами и
асфальтенами, обеспечивающее образование
достаточно прочных ассоциатов.
Рис. 12.47. Изменение группового состава при окислении
нефтяного остатка из ромашкинской нефти при 270 °С
(условная вязкость при 80 °С — 55 с)
Такое состояние типично для начального периода
окисления индивидуальных веществ и нефтепродуктов с
малой концентрацией смол и асфальтенов. В этом случае
образование кислородсодержащих веществ является
основной реакцией, протекающей по
свободно-радикальному механизму. Через такие реакции в промышленном
масштабе получают спирты, альдегиды, кетоны и карбо-
новые кислоты из различных углеводородов. Механизм
образования этих веществ довольно хорошо изучен.
Нефть и нефтепродукты
795
Накопление кислородсодержащих веществ
происходит лишь до концентрации, достаточной для
превращения раствора в дисперсную систему. В этом
случае дисперсная фаза образуется за счет ассоциа-
тов из смол и кислородсодержащих компонентов
масел. В дисперсной фазе происходит превращение
кислородсодержащих веществ в смолы по механизму
реакций конденсации, а также смол — в асфальтены.
Судя по динамике образования и дальнейшего
превращения, первичными являются карбонилсодержа-
щие вещества, которые далее превращаются в смолы
и сложные эфиры (табл. 12.62). Возможно,
образование продуктов уплотнения проходит и через реакции
этерификации.
Содержание кислородных функциональных групп в битумах
при различных температурах окисления
Таблица 12.62
Группа
Карбонильная
-С(О)-
Сложноэфирная
—С(О)—OR
Карбоксильная
—С(О)—ОН
Температура, °С
180
220
260
180
220
260
180
220
260
Содержание, масс. %, при температуре размягчения битума, °С
20
0,06
0,04
0,23
5,41
4,83
0,03
0,38
0,04
30
0,12
0,32
0,14
4,24
3,33
2,88
0,15
0,74
0,24
40
0,45
0,21
0,15
5,45
2,27
2,12
1,11
0,94
0,26
50
0,38
0,21
0,15
4,55
1,82
2,57
1,32
1,03
0,26
60
0,33
0,20
0,16
3,48
1,83
2,55
1,41
0,79
0,24
80
0,30
0,18
0,17
2,27
0,91
2,43
0,44
0,24
Приведенный механизм окислительных превращений
согласуется со схемой окисления масляных дистиллятов,
предложенной Н.И. Черножуковым и С.Э. Крейном:
1—Углеводорол
кислоты
1
оксикислоты
ы—|
смолы
1
асфальтены
I
I
асфальтеновые кислоты карбоиды
Преимущественное образование кислородсодержащих
веществ наблюдается до формирования в среде
окисляемого вещества дисперсной фазы. При ее образовании
ранее накопившиеся кислородсодержащие вещества
превращаются в смолы и асфальтены. Кислород выделяется
в виде воды. Такой механизм превращений следует из
данных, приведенных в табл. 12.61 и на рис. 12.48.
При повышении температуры окисления
концентрация кислорода в битумах понижается. Причиной этого,
вероятно, является различие в величине энергии
активации реакций образования и дальнейшего превращения
кислородсодержащих веществ в смолы и асфальтены.
С учетом изложенного, окислительные превращения
в границах первого этапа могут быть представлены
следующей схемой:
—*• МО >■ [МО]
МН-
о2
м* -
-Н20
[С]
[С ... А]
[С
А]
Здесь МН — исходные вещества; МО —
кислородсодержащие вещества; С — смолы; А — асфальтены;
[ ] — вещества в форме ассоциата.
Следует особо подчеркнуть, что I этап
окислительных превращений характерен лишь для сырья с малой
концентрацией асфальтенов и смол и сравнительно
высокой растворяющей способностью масляного
компонента. При более высокой концентрации в сырье смол и
асфальтенов, например за счет большего отбора дис-
тиллятных фракций при разгонке нефти,
окислительный процесс может начаться со II этапа, как показано
на рис. 12.47.
1800
1600
1400
1200
1000
g.800
§ 600
400
200
0
0 5 10 15 20 25 30 35 40 45
Время, ч
о асфальтены 220 °С —°— асфальтены 260 °С
—а— масла 260 °С —«—масла 220 °С
Рис. 12.48. Изменение молекулярной массы асфальтенов
и масел при окислении остатка Ромашкинской нефти
II- 41— И -—«[
796
Новый справочник химика и технолога
Термоокислительные превращения II этапа
сопровождается образованием более прочных, чем ассоциа-
ты, структур. Их особенностью является то, что
присутствующие в них вещества не доступны для прчмого
взаимодействия с кислородом, поэтому в них могут
сохоаняться и накапливаться весьма реакционноспо-
собные вещества и частицы, в том числе и свободные
радикалы.
Перестройка структуры из одного стабильного
состояния в другое происходит скачкообразно, чему
предшествует ее распад. Образование в среде окисляемого
вещества ассоциатов сопровождается существенным
изменением механизма термоокислительных
превращений. Это проявляется в замедлении скорости расхода
масел, накоплении асфальтенов и медленном
повышении температуры размягчения битума (рис. 12.46,
12.47). Для II этапа также характерно протекание
окислительных превращений при почти неизменной
концентрации смол. Отмеченные особенности
окислительных превращений связаны с изменением направления
атаки кислорода. В границах второго этапа кислород
преимущественно расходуется в реакциях с
компонентами, находящимися в дисперсионной среде. Это
наименее полярные компоненты масел, смол и асфальтенов
в количестве, соответствующем величинам их
равновесных концентраций для конкретных условий. Их
взаимодействие с кислородом сопровождается
деструкцией по алифатическим фрагментам и межфазным
перераспределением образующихся веществ.
Правомерность сделанного вывода подтверждается данными,
приведенными на рис. 12.48. Обращает внимание
идентичность развития термических и термоокислительных
процессов превращения нефтяных остатков (рис. 12.32).
Следствием протекания реакций окислительной
деструкции является образование свободных радикалов,
которые концентрируются в ассоциате, где они
сохраняются и накапливаются. Можно допустить, что в
ассоциате происходит их взаимодействие с л-электронами
ароматических фрагментов смол и асфальтенов. Это
приводит к уменьшению термоокислительной
стабильности битумов, формирование которых завершается в
границах II этапа (рис. 12.49). Изменяя температуру
окисления и регулируя групповой состав сырья, можно
изменять положение минимума стабильности на шкале
температуры размягчения, что следует использовать в
практике производства битумов.
Из результатов анализа окислительных
превращений II этапа можно сделать вывод относительно
влияния концентрации кислорода и температуры на
некоторые свойства битумов. При понижении температуры и
увеличении расхода воздуха повышается стабильность
битумов за счет уменьшения вероятности перехода
радикалов в ассоциаты и возрастает возможность их
превращения в кислородсодержащие вещества либо в
другие молекулярные соединения. Накопление в битуме
кислородсодержащих веществ обычно положительно
сказывается на адгезионных свойствах. Можно
ожидать, что с понижением температуры окисления будет
наблюдаться некоторое уменьшение пенетрации,
величина которой зависит от концентрации в битуме
сравнительно низкомолекулярных продуктов
окислительной деструкции. Реакции деструкции очень
чувствительны к изменению температуры. Завершение II этапа
сопровождается резким увеличением скорости
образования асфальтенов, снижением концентрации смол и
быстрым повышением температуры размягчения
битума. Причина такого развития процессов может быть
объяснена с учетом образования ассоциатов. Их
образование происходит лишь при определенном
соотношении между смолами и асфальтенами, а переход из
одного устойчивого состояния в другое носит
скачкообразный характер при изменении соотношения между
асфальтенами и смолами на 0,5 моля. Перестройке
структуры предшествует распад до мономолекулярного
состояния.
Состав ассоциатов на протяжении всего II этапа
остается неизменным. Фактором, побуждающим
перестройку ассоциатов, являются асфальтены,
концентрация которых непрерывно возрастает по мере развития
процесса. При появлении некоторого градиента их
концентрации ассоциаты распадаются, после чего
образуются новые с меньшим мольным отношением между
смолами и асфальтенами, а связанные до этого в
ассоциаты высокореакционные вещества и свободные
радикалы выходят в дисперсионную среду. Их
взаимодействие с компонентами окисляемого вещества и
кислородом завершается образованием асфальтенов с
большей молекулярной массой (рис. 12.48). В периоды
перестройки происходит окислительная трансформация
свободных радикалов в кислородсодержащие
соединения, которые через реакции конденсации превращаются
в асфальтены. Одновременно проходят реакции
радикального замещения. Соотношение между
интенсивностью реакций радикального замещения и
конденсации зависит от концентрации кислорода в реакционном
объеме. Очевидно, что повышение его концентрации
должно сопровождаться увеличением скорости
образования асфальтенов через реакции конденсации
кислородсодержащих соединений.
Ранее было показано, что рекомбинация полярных
радикалов становится возможной лишь после переноса
реакционного центра на фрагмент с противоположным
знаком заряда. Такие реакции легко проходят с
участием кислорода, поэтому распад ассоциатов при
перестройке предопределяет протекание этих реакций.
Следствием реакций рекомбинации радикалов и
расхода последних в реакциях с кислородом является резкое
повышение стабильности битума после завершения II
этапа (рис. 12.49). В связи с изложенным, можно
ожидать, что увеличение расхода воздуха до некоторого
предела будет способствовать получению
высококачественных битумов. Однако при большой
концентрации кислорода, особенно в условиях
высокотемпературного окисления, ускоряется протекание и реакций
Нефть и нефтепродукты
797
окислительной деструкции, в связи с чем для II этапа
рациональным может быть режим, сбалансированный
по температуре и расходу воздуха.
Окислительные превращения после завершения II
этапа протекают по механизму реакций I этапа. Это
определяется выходом в дисперсионную среду
компонентов, находившихся до этого в составе ассоциата.
Протекают реакции окислительной трансформации
компонентов смол и асфальтенов. Реализуется
потенциал свободных радикалов. Продуктами этих
превращений являются асфальтены, что определяет быстрое
увеличение температуры размягчения битума.
Формирование новых ассоциатов с иным мольным
соотношением между смолами и асфальтенами определяет
переход процесса снова в границы II этапа. Таким образом,
окислительные превращения при производстве
битумов можно рассматривать как чередующуюся
последовательность реакций, характерных для I и II этапов.
Термоокислительные превращения, протекающие в
границах II этапа, можно представить в виде
следующей схемы последовательно-параллельных реакций:
110
[С ... А]
А
С + А
о2
С-ООН + А-ООН + МН
О, А*
-НОО*
МН + НОО' >- М* + Н202
Н202 ► 20*Н
МН + О'Н ► М*+Н20
М-
[С . .. А]
А
-н2о
МО
МН — продукты деструкции смол и асфальтенов.
На рис. 12.49 показано влияние глубины отбора
дистиллятных фракций при разгонке нефти на
термоокислительную стабильность битума.
В приведенных схемах учтено влияние
физического агрегирования вещества на его окислительные
превращения, что в более ранних работах обычно не
учитывалось. Это позволило объяснить исключительный,
парадоксальный факт сохранения и накопления
асфальтенов в среде окисляемого вещества, аномалии
кинетических параметров процессов, зависимость
свойств битумов от состава сырья и условий его
окисления. Эти данные могут стать основой для
разработки новых путей управления процессами производства
битумов за счет влияния окисляемых веществ на
равновесие в дисперсной системе.
~ 60
50
20
40 60 80 100
Температура размягчения, аС
мачут при 260 VC тт€Эшт\ удршыа», при 260 °С
гудрон «б», ирм 270 *С
Рис. 12.49. Термоокислительная стабильность битумов:
образец «а» — условная вязкость при 80 °С 39 с;
образец «б» — условная вязкость при 80 °С 55 с
Литература
1. Крейцер Г.Д. Асфальты, битумы и пеки. М.:
Стройиздат, 1952.
2. Гун Р.Б. Нефтяные битумы. М.: Химия, 1973.
430 с.
3. Баженов В.П. // Химия и технология топлив и
масел. 2002. № 2. С. 3-8.
4. Семенов Н.Н. Некоторые проблемы химической
кинетики и реакционной способности. М.: Изд. АН
СССР, 1958. 26 с.
5. Джавадян А.А., Гавура В.Е., Сафронов В.И. //
Нефтяное хозяйство. 1998. № 6. С. 12-16.
6. Апостолов С.А. Научные основы производства
битумов. Л.: Изд-во ЛГУ, 1988. 165 с.
7. Печеный Б.Г. Битумы и битумные композиции.
М.: Химия, 1990.256 с.
8. Ахметова Р.С, Силимгареев Р.Х. Тематические
обзоры. Сер. «Переработка нефти». М.: ЦНИИТЭ-
нефтехим, 1973. 56 с.
9. Химия нефти / Под. ред. З.И. Сюняева. Л.: Химия,
1984. С. 7-17.
10. Bituminjs Materials / Ed. By A.J. Hoiberd, N.Y. 1965.
Vol. 2. 698 p.
11. Фрязинов В.В., Ахметова Р.С. // Труды БашНИ-
ИНП. М.: Химия, 1968. Вып. 8.
12. Грудников И.Б. Производство нефтяных битумов.
М.: Химия. 1983. 188 с.
13. Грудников И.Б., Фрязинов В.В. // Нефтеперераб. и
нефтехимия. 1971. № 8. С. 8-9.
14. Поконова Ю.В. Химия высокомолекулярных
соединений нефти. Л.: Изд-во ЛГУ, 1989. 179 с.
798
Новый справочник химика и технолога
15. Эмирджанов Р.Т., Лемберанский Р.А. Основы
технологических расчетов нефтепереработки и
нефтехимии. М.: Химия, 1989. 191 с.
16. Гуреев А.А., Жоров Ю.М., Смидович Е.В.
Производство высокооктановых бензинов. М.: Химия,
1981.220 с.
17. Красюков А.Ф. Нефтяной кокс. М.: Химия, 1966.
265 с.
18. Сюняев З.И. Нефтяной углерод. М.: Химия, 1980.
270 с.
19. Олиенсис Г.Л. Реакции совместимости битумов //
Битумные материалы / Под ред. А.Дж. Хойберга.
М.: Химия, 1974.
20. Эйгенсон А.С., Ежов Б.М., Берг Г.А. //
Производство моторных и котельных топлив из тяжелых
остатков высокосернистых нефтей. М.: 1972.
Вып. 10. С. 1-17.
21. Апостолов С.А. // Журн. прикл. химии. 1981. № 4.
С. 951-953.
22. Хайруддинов И.Р., Сайфулин Н.Р., Нигматул-
лин Р.Г. // Химия и технология топлив и масел.
1999. №3. С. 14-15.
23. Сабадаш Ю.С., Маликов Ф.Х. // Труды БашНИИНП.
М.: Химия, 1968. Вып. 8. С. 143-148.
24. Ахназаров Т.Х. и др. // Нефтехимия. 1991. Т. 31,
№ 2. С. 264-268.
25. Креймер М.Л., Худайдатова Л.Б., Лебедева Ю.И. и
др. // Нефтеперераб. и нефтехимия. 1998. № 9. С.
17-20.
26. Гарилик Д.О., Конотелько Л.А., Панков Э.Д.
Экологический мониторинг: Оптико-электронные
приборы и системы. СПб. 1988. 735 с.
27. Камьянов В.Ф., Бодрая Н.В., Свиридов П.П. и др. //
Нефтехимия. 1989. Т. 29, № 1. С. 3-12.
28. Спейт Дж., Поконова Ю.В. // Нефтехимия. 1982.
Т. 22, № 1.С. 3-20.
29. Махонин Г.М., Петров А. А. // Химия и технология
топлив и масел. 1975. № 12. С. 21-24.
30. Бодан А.Н., Годун Б.А., Порошко В.Я. //
Нефтеперераб. и нефтехимия. 1975. Вып. 13. С. 112-114.
31. Яковлев СП., Радченко Е.Д., Блохинов В.Ф. и
др. // Химия и технология топлив и масел. 1998.
№3. С. 11-12.
32. Altgelt K.H. // Makromolek. Chem. 1965. Bd. 88,
№1. P. 75-89.
33. Kief H.H., Blanchard L.P., Malhofra S. L. // Separ.
Sci. 1977. Vol. 12, № 6. P. 607-633.
34. Романов СИ. // Труды СоюзДорНИИ, 1970.
Вып. 46. С. 124-128.
35. Бодан А.Н., Примак Р.Г., Кулик О.М. и др. //
Труды СоюзДорНИИ. 1970. Вып. 46. С. 120-124.
36. Железко Е.П., Печеный Б.Г. // Труды СоюзДорНИИ.
1970. Вып. 46. С. 137-142.
37. Гезенцвей Л.Б., Колбанев И.В., Рвачева Э.М. //
Труды СоюзДорНИИ. 1970. Вып. 46. С. 155-160.
38. Mackawa Y., Yochida Т., Yochida I. // Fuel. 1979.
Vol. 58. P. 864-879.
39. Snape C.E., Landner W. R., Bartle K.D. // Analyt.
Chem. 1979. Vol. 51, № 13. P. 2189-2198.
40. Warzecha L. // Nafta. 1980. Vol. 36, № 3. P. 92-97.
41. Кушнарев Д.Ф., Капицкая Л.В., Калабин Г.А.
Современные процессы переработки и физико-
химические методы исследования угля, нефти и
продуктов их превращения. Иркутск: Изд-во
Иркутского ун-та, 1984. С. 168-181.
42. Катаев Р.С., Кемалов А.Ф., Дияров И.Н. и др. //
Химия и технология топлив и масел. 1999. № 2.
С. 37-39.
43. Рудин М.Г., Драбкин А.Е. Краткий справочник
нефтепереработчика. Л.: Химия, 1980. 328 с.
44. Апостолов СА. // Исслед. в области химии и
технологии продуктов переработки горючих
ископаемых. Л.: Изд-во ЛТИ им. Ленсовета, 1989.
С. 152-159.
45. Barr J.B., Lewis Т.С // Carbon. 1978. Vol. 16, N 6.
P. 439-444.
46. Васин П. // Нефть России. 2003. № 2. С. 52-55.
47. Макк Ч. Физическая химия битумов // Битумные
материалы / Под ред. А.Д. Хойберга. М.: Химия,
1974. С. 7-88.
48. Кац М.Н. Структурообразование граничных слоев
битума на поверхности минерального материала.
Автореф. дисс. ... канд. хим. наук / ЛТИ им.
Ленсовета. Л. 1987.
49. Кириллин В.А., Штейндлин А.Е., Шпильрайн Э.Э.
Термодинамика растворов. М.: Энергия, 1980.
288 с.
50. Расчет теплофизических свойств нефтепродуктов.
Серия: Проблемы развития Гос. службы станд.
справ, изд. М.: 1985. 75 с.
51. Солдатенков Ю.А., Выричек А.Л. // Химия и
технология топлив и масел. 1980. № 12. С. 40-42.
52. Barth E.J. Asphalt. N.Y., 1968. 700 p.
53. Печеный Б.Г., Ахметова Л.А. // Завод, лаб. 1977.
Т. 43, № 5. С. 572-573.
54. Левитин И.Б., Харламова Т.Е. Электрорадиомате-
риалы. Л.: Изд-во СЗПИ, 1970. 267 с.
55. Тиличеев М.Д. Химия крекинга. М.: Гостоптехиз-
дат, 1991.392 с.
56. Сюняев З.И. // Химия и технология топлив и
масел. 1985. №6. С. 2-5.
57. Романов СИ. // Труды СоюзДорНИИ. 1970.
Вып. 46. С. 124-128.
58. Апостолов С.А. // Журн. прикл. химии. 1975. Т. 48,
№ 4. С. 443-447.
59. Cook CD., Norcross B.E. // J. Amer. Chem. Soc.
1956. Vol. 78. P. 3797-3805.
60. Моисеев И.И. // Журн. Всесоюз. хим. о-ва
им. Д.И. Менделеева. 1977. № 1. С. 30-35.
61. Шахпаронов М.И. Механизм быстрых процессов в
жидкости. М., 1980. 300 с.
62. Jen T.F., Dickket J.P. // Inst. Petrol. 1968. Vol. 54,
N 530. P. 30-37.
Нефть и нефтепродукты
799
63. Pffeiffer J.P. The properties of asphaltic bitumens.
N.Y., 1950. 420 p.
64. Колбановская А.С., Михайлов В.В. Дорожные
битумы. М., 1973. 192 с.
65. Рузенская И.М. Нефтяные битумы. Ростов: 1963.
175 с.
66. Рыбьев И.А. Асфальтовые бетоны. М.: 1969. 180 с.
67. Горшенина Г.И., Михайлов И.В.
Полимер-битумные изоляционные материалы. М.: 1967. 170 с.
68. Бодан А.Н. // Химия и технология топлив и масел.
1982. №12. С. 22-25.
69. Абрамович Г.В. и др. // Журн. прикл. химии. 1982.
№5. С. 1131-1134.
70. Апостолов С.А. // Журн. прикл. химии. 1981, № 4.
С. 951-955.
71. Жданов Ю.А. Теория строения органических
соединений. М.: Высш. школа, 1971.
72. Бакунин В.Н., Кузьмина Г.Н., Паренаго О.П. //
Нефтехимия. 1997. Т. 37, № 2. С. 99-104.
73. Кашаев Р.С. // Нефтехимия. 2003. Т. 43, № 2.
С. 143-150.
74. Поконова Ю.В., Спейт Дж. Г. Использование
нефтяных остатков. СПб.: Синтез, 1992. 293 с.
75. Zalka L.M., Mandy Т. // Untersuchung der Che-
mischen Zusammensetzung von Bitumina auf Ro-
manschkine und Algjo. 1973. Vol. 79. S. 375-385.
76. Pokonova Yu.V., Apostolov S.A. // Fuel science and
Technology Int'L. 1991. Vol. 9, № 2. P. 107-115.
77. Фрязинов В.В., Грудников И.Б. // Проблемы
производства и потребления битумов. Уфа, 1973. Вып.
11. С. 45-58.
78. Pokonova Yu. V., Apostolov S.A. // Fuel science and
Technology Int'L. 1990. Vol. 8. № 2. P. 107-123.
79. Унгер Ф.Г. Фундаментальные аспекты химии
нефти. Природа смол и асфальтенов. Новосибирск:
Наука, 1995. 192 с.
80. Фридрихсберг Д.А. Курс коллоидной химии. Л.:
Химия, 1984.420 с.
81. Апостолов С.А. // Нефтехимия. 1988. № 3. С. 416-
420.
82. Ефремов И.Ф. Периодические коллоидные
структуры. Л.: Химия, 1971. 192 с.
83. Сергиенко СР. // Нефтехимия. 1977. Т. 17, № 6.
С. 809-819.
84. Hainbach J.J., Rubero P.A. // Oil and Gas. 1978.
Vol. 76, №12. P. 72-83.
85. Ахметова Р.С, Баимбетов A.M., Сюняков А.К. и
др. // Нефтеперераб. и нефтехимия. 1981. №6.
С. 10-11.
86. Зайцева С.А., Ямаева М.Ш. // Химия и технология
топлив и масел. 1987. № 6. С. 40-44.
87. Encyclopedie of Chemical Technology / Ed. by R.E.
Kirk, F. Mark. Vol. 2. N. Y. 1963. 628 p.
88. Гуреев А.А., Сомов В.Е., Луговской А.И. и др. //
Химия и технология топлив и масел. 2000. № 2.
С. 49-51.
89. Левин А.И., Гун Р.Б., Фрязинов В.В. и др. // Химия
и технология топлив и масел. 1973. № 3. С. 46-49.
90. Грудников И.Б., Фрязинов В.В.
Совершенствование оборудования битумных установок и пути
повышения эффективности его эксплуатации. М.:
ЦНИИТ нефтехим. 1973. 90 с.
91. Пушкарез В.П., Овчинников А.П. // Нефтеперераб.
и нефтехимия. 1976. № 10. С. 8-9.
92. Смелова В.Е., Наджафов Ю.Б. // Безопасность
труда в промышленности. 1979. № 2. С. 44-45.
93. Ляхевич Г.Л., Шербина Е.И., Белькевич Л.Н. //
Докл. АН БССР. 1977. Т. 21. С. 1022-1029.
94. Апостолов С.А. // Изв. высш. учеб. Заведений.
Сер. нефть и газ. 1982. № 9. С. 50-54.
95. Апостолов С.А. // Исслед. в области химии и
технологии продуктов переработки горючих
ископаемых. Л.: Изд-во ЛТИ им. Ленсовета, 1979.
С. 68-84.
96. Жукова Т.Б. Итоги науки и техники. Сер.
процессы и аппараты хим. технологии. Т. 18. 1991. 100 с.
97. Яковлев СП., Логинов СП., Косульников А.О. и
др. // Химия и технология топлив и масел. 2003.
№1-2. С 48-51.
98. Кемалов А.Ф. // Химия и технология топлив и
масел. 2003. № 1-2. С. 64-67.
99. Апостолов С.А. // Нефтеперераб. и нефтехимия.
1987. №8. С. 11-13.
100. Ипполитов Е.Б., Грудников И.Б. // Химия и
технология топлив и масел. 2000. № 4. С. 18-24.
101. Абрамов В.И. // Нефтепереработка и нефтехимия.
1985. №9. С. 18-20.
102. Апостолов С.А. // Исслед. в области химии и
технологии продуктов переработки горючих
ископаемых. Л.: Изд-во ЛТИ им. Ленсовета, 1982.
С. 42-50.
103. Апостолов С.А. // Журн. прикл. химии. 1978.
№12. С. 2691-2695.
104. Апостолов С.А., Кожевников А.В. // Химия
твердого топлива. 1979. № 6. С. 85-88.
105. Кожевников А.В., Апостолов С.А., Зайцев В.П. и
др. А.с. № 629220 СССР. Бюлл. изобр. № 39. 1978.
106. Апостолов С.А. // Журн. прикл. химии. 1976. Т. 49.
С. 443^47.
107. Апостолов С.А. // Нефтеперераб. и нефтехимия.
1986. №2. С. 7-10.
108. Апостолов С.А., Кожевников А.В. А.с. № 958466
СССР. Бюлл. изобр. № 34. 1982.
109. Купцов А.В., Брондэ Б.Н. и др. Исследование и
применение продуктов переработки тяжолых
нефтяных остатков. М.: ЦНИИТЭнефтехим. 1990.
Вып. 29. С. 176-186.
ПО. Абросимов А.А., Белоконь Н.Ю. // Нефтеперераб.
и нефтехимия. 1997. № 9. С. 37-39.
111. Перечень документов по расчету выделений
(выбросов) загрязняющих веществ в атмосферный
воздух, действующий в 1999-2000 годах. Госком
РФ по охране окр. природной среды. 1999.
800
Новый справочник химика и технолога
12.6. Термические процессы переработки нефти
Процессы переработки нефти, в ходе которых она
претерпевает химические изменения входящих в нее
соединений, называются вторичными процессами.
Самым старым, зародившимся еще в начале XX столетия,
является термический крекинг. Было установлено, что
при нагревании нефти или нефтепродуктов до
температуры 400-500 °С происходит распад (крекинг) молекул
исходных соединений нефти с образованием
газообразных, жидких и твердых продуктов.
Уже в первой трети XX столетия стал ощущаться
недостаток прямогонных бензинов для удовлетворения
нужд автомобильного транспорта. Этот дефицит стал
покрываться за счет продуктов термического крекинга
более тяжелых нефтяных фракций. Установки
термического крекинга на многих заводах СССР были
построены в 30-50-е годы XX века. Однако развитие
каталитического крекинга и каталитического риформинга,
позволяющих получать бензин лучшего качества и с
большим выходом, привело к тому, что установки
термического крекинга в настоящее время не
эксплуатируются. Тем не менее, его разновидность — висбрскинг
сохранился. Висбрекинг процесс мягкого термического
крекинга тяжелых нефтяных остатков — в первую
очередь гудрона — для получения котельного топлива
путем снижения вязкости.
12.6.1. Висбрекинг — процесс получения котельного
топлива из гудрона
(проф., д.т.н. Д.А. Розенталъ)
Если задача термического крекинга получить
максимальное количество моторного топлива, то задача
висбрекинга за счет частичного расщепления
тяжелого сырья снизить его вязкость. Это происходит путем
его растворения в образовавшихся легких продуктах
распада. Полученные в этом процессе газ, бензин и
дизельная фракция являются побочными продуктами.
Один из вариантов этого процесса представлен на
рис. 12.50.
Сырье (гудрон) подается в печь 1, где нагревается
до 460-500 °С под давлением 1,4-3,5 МПа и
подвергается висбрекингу в реакционной камере 2.
Полученная смесь паров, газов и жидких продуктов
подается на ректификацию в колонну 3. В колонне 3
происходит разделение на бензиновую, керосиновую,
газойлевую фракции и крекинг-остаток — котельное
топливо. Пары с верха колонны 3 после охлаждения
и конденсации в воздушном холодильнике
разделяются в сепараторе на стабильный бензин, сжиженный
газ (С2-С4) и воду.
Газойлевая фракция частично используется как
холодное орошение колонны 3, частично возвращается на
рециркуляцию и частично отводится как продукт.
/
V
*о
/
TL
■ня—,
j-W
е
*ггг:
О-
Гудрон
о.
•в*
Вода Вода
О-
"V./
ВодаГТ | 1
Q
Жидкий
газ
М, ►
О.
Бензиновая
фракция
>
ф\ Остаток Керосиновая фракция
©
Рис. 12.50. Принципиальная схема установки висбрекинга:
/ — печь; 2 — реакционная камера; 3 — ректификационная колонна; 4 — сепаратор
Нефть и нефтепродукты
801
Выход продуктов на сырье (масс. %) составляет:
углеводородный газ — 2,3; головка стабилизации — 3,0;
бензин — 6,7; керосино-газойлевая фракция — 6,7;
крекинг-остаток (котельное топливо) — 88,0.
Развитие этого процесса сдерживалось из-за
трудности утилизации побочных продуктов — бензина и ке-
росино-газойлевой фракции. Однако начавшееся
строительство установок гидрокрекинга, видимо, снимет эти
ограничения, и установки висбрекинга займут свое
место в процессе глубокой переработки нефти.
12.6.2. Коксование
(проф., д.т.н.Д.А. Розенталъ)
Нефтяной кокс является ценным сырьем для
производства электродов, которые используются в
электропечах различного назначения, а также для получения
углеграфитных изделий, применяемых в атомной
энергетике, в космической, химической,
электротехнической и других отраслях промышленности.
Существует три метода производства нефтяного
кокса: периодический в обогреваемых печах,
полунепрерывный в необогреваемых реакторах (замедленное
коксование) и непрерывный термоконтактный метод.
Первый, самый старый, малопроизводительный и
неэкономичный способ сохранился только на
нескольких заводах для получения кокса повышенного
качества. Основным методом производства нефтяного кокса в
РФ является второй способ — замедленное коксование
тяжелых нефтяных остатков.
Третий метод разработан в СССР, но на заводах РФ
не используется из-за очень мелкого товарного кокса и
большого количества пыли в производственном
процессе. Однако этот метод получил свое развитие в
установках американской фирмы «Эксон».
12.6.2.1. Полунепрерывное коксование тяжелых
нефтяных остатков в необогреваемых реакторах
Назначение этого процесса заключается в
производстве нефтяного кокса из различных тяжелых нефтяных
остатков (гудрона, крекинг-остатка, полугудрона и
т. п.). Так как выход кокса на сырье составляет 25-
33 %, то одновременно образуется значительное
количество жидких продуктов, которые из-за низкого
качества требуют вторичной переработки, что создает
определенные трудности. Типовая технологическая схема
такой установки приводится на рис. 12.51.
Сырье (тяжелый нефтяной остаток) нагревается в
печах 1, 2 до 350-380 °С и поступает в нижнюю часть
колонны 3, куда поступают летучие продукты из
реакторов коксования с температурой 430 °С. В результате
тепло-массообмена из сырья отгоняются низко кипящие
компоненты, а из продуктов коксования
конденсируются высококипящие компоненты. Образовавшийся
утяжеленный продукт с низа колонны 3 направляется в
печи 1, 2, где нагревается до 500-510 °С и подается в
реактор 4 (через нижний штуцер). На типовой
установке имеется 4 реактора, работающих попарно,
независимо друг от друга. В то время как один реактор пары
загружается горячим сырьем, второй реактор
разгружается. Загрузка продолжается 24 часа. Образование
кокса происходит за счет аккумулированного физического
тепла в печи и положительного теплового эффекта
процессов уплотнения, которые в сумме превосходят
отрицательный тепловой эффект процесса крекинга. После
H$tfttu~
§ttfi*№U
бензин
Дегтй
Тяммщ
швшь
Рис. 12.51. Технологическая схема установки замедленного коксования тяжелых нефтяных остатков:
], 2 — печи, 3 — ректификационная колона, 4 — необогреваемые камеры
802
Новый справочник химика и технолога
заполнения первого реактора на 80 % емкости
происходит переключение сырья на второй реактор, который к
этому моменту полностью разгружен и подготовлен к
приему сырья. После отключения подачи сырья первый
реактор охлаждают сначала водяным паром до
температуры 200 °С, а затем водой до окончания ее
испарения. Об этом судят по появлению воды в сливной трубе
емкости приема паров охлаждения. После охлаждения
кокса открываются верхний и нижний люки реактора.
Над каждым реактором имеется буровая вышка,
снабженная гидрорезаком. С его помощью (водой под
давлением в 15 МПа) происходит разгрузка кокса.
Последний вместе с водой с низа реактора поступает на
дробление кусков больше 250 мм, затем отделяется от воды
и направляется на сортировку.
Разгруженный реактор опрессовывется и
прогревается сначала водяным паром, потом — летучими
продуктами из загружаемого реактора до температуры
360 °С.
Летучие продукты коксования подвергаются
ректификации в колонне 3 и отпарных колоннах с
получением жирного газа, бензина, легкого и тяжелого газойля,
которые направляются на дальнейшую переработку.
Существуют установки производительностью 300,
600 и 1500 тыс. т в год. Аналогичные установки
производятся в США фирмами «АББ Луммус Крест» и «Фос-
тер Уиллер».
Литература
1. Справочник нефтехимика / Под ред С.К. Огород-
никова. Л.: Химия, 1978. Т. 1. 496 с.
2. Справочник нефтепереработчика / Под ред.
Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина. Л.:
Химия, 1986.648 с.
3. Гуревич И.Л. Технология переработки нефти и
газа. М.: Химия, 1978. Ч. 1. Общие свойства и первичные
методы переработки нефти и газа. 358 с.
4. Смидович Е.В. Технология переработки нефти и
газа. М.: Химия, 1980. Ч. 2. Крекинг нефтяного сырья и
переработка углеводородных газов. 328 с.
5. Эрих В.Н., Расина М.Г., Рудин М.Г. Химия и
технология нефти и газа. Л.: Химия, 1977. 424 с.
6. Капустин В.М., Кукес С.Г., Бертолусини Р.Г.
Нефтеперерабатывающая промышленность США и
бывшего СССР. М.: Химия, 1995. 304 с.
7. Баннов П.Г. Процессы переработки нефти. М.:
ЦНИИТЭнефтехим, 2000. Ч. 1. 224 с.
12.6.3. Производство низших олефинов. Пиролиз
(к.т.н. СЕ. Бабаш, к.т.н. Т.Н. Мухина
к.т.н. Н.И. Зеленцова)
Газоразделение
(к.т.н. Зеленцова Н.И.)
Основные мономеры для нефтехимического
синтеза — этилен, пропилен, бутадиен и бутилены —
производятся на этиленовых установках. Наряду с
указанными, на этих установках получаются: фракция С5,
содержащая изопрен, циклопентадиен, пироконденсат, в
том числе, бензол, толуол и др. ароматические
углеводороды, а также тяжелые жидкие продукты.
Указанные выше продукты получаются в процессе
пиролиза углеводородного сырья в трубчатых печах и
после их выделения в системе низкотемпературного
газоразделения.
Мощность этиленовых производств определяется
выработкой этилена и характеризуется величиной от 60
до 1 млн т в год. В последние годы строятся установки
мощностью от 600 тыс. т в год, т. к.
технико-экономические показатели, достигаемые на установках высокой
мощности, лучше.
Пиролиз — процесс высокотемпературного
термического разложения углеводородного сырья.
Термическое разложение углеводородов можно представить как
ряд последовательно и параллельно протекающих
химических реакций, в результате которых образуется
большое число продуктов. На первой стадии идут
первичные реакции расщепления алканов и циклоалканов,
на второй — образовавшиеся алкены и диены
подвергаются реакциям дегидрирования, дальнейшего
расщепления и конденсации с образованием циклических
ненасыщенных и ароматических углеводородов. При
этом первичные реакции термического разложения
исходных веществ можно рассматривать как реакции
первого порядка. В условиях пиролиза реакции разложения
углеводородов осуществляются в газовой фазе через
образование свободных радикалов по моно- и
бимолекулярному механизмам. С участием радикалов имеют
место реакции замещения, присоединения, распада,
изомеризации, рекомбинации и диспропорционирования.
К основным параметрам, влияющим на процесс
пиролиза, относятся температура, время пребывания
сырья в реакторе и парциальное давление
взаимодействующих углеводородов. Применяемые на практике
значения этих параметров устанавливают в соответствии с
известными зависимостями термодинамики и кинетики
реакций углеводородов при пиролизе.
Скорости первичных реакций линейно изменяются с
концентрацией исходных веществ, а степень их
разложения зависит от температуры. От температуры
зависит также и доля (от общего количества)
образовавшихся на первой стадии различных радикалов,
подлежащих распаду, и, следовательно, — выходы низших
алкенов.
В условиях пиролиза, когда глубина разложения
исходных веществ велика, с большой скоростью
протекают и вторичные реакции, например разложение
алкенов и диенов, образовавшихся на первой стадии. При
этом наиболее стабильным соединением из первичных
алкенов является этилен. Пропилен и бутены на второй
стадии реакции в присутствии атомарного водорода
разлагаются; при этом дополнительно получается
этилен, который, в свою очередь, при повышении
температуры увеличивает скорость реакций присоединения с
Нефть и нефтепродукты
803
образованием бензола; при значительном повышении
температуры ускоряется отщепление водорода от
этилена с образованием ацетилена.
Зависимость выходов основных продуктов пиролиза
прямогонного бензина в изотермическом реакторе от
температуры представлена на рис. 12.52.
Чем выше температура процесса, тем выше выходы
этилена и метана; выходы пропилена, бутиленов и
бутадиена проходят через максимум.
Другим важным параметром пиролиза является
время пребывания сырья (т) в зоне реакции,
определяемое как:
где: Fp3 — объем реакционной зоны, см3, Vcp — средне-
секундный объем парогазовой смеси (на входе и на
выходе из реактора — VBX и FBbIX соответственно) и
V +V ,
V п=-& ^,см3.
ср 2
Кривые выходов ряда продуктов (в том числе
этилена и других алкенов), в зависимости от времени
пребывания, проходят через максимум для каждой
температуры (рис. 12.53). Эти зависимости, характерные для
любых исходных нефтяных фракций, аналогичны
зависимостям выходов продуктов пиролиза от температуры.
Энергии активации условных первичных брутто-
реакций выше, чем у вторичных, разница составляет
95-120 МДж/моль. Скорость первичных реакций, в
ходе которых образуются алкены, в большей мере
возрастает с увеличением температуры, чем скорость
вторичных реакций, и для каждого из промежуточных
продуктов — низших алкенов — существует оптимальное,
зависящее от температуры время пребывания реагента,
причем с повышением температуры оптимальное время
пребывания уменьшается. Максимальный выход
этилена с увеличением температуры возрастает.
Таким образом, увеличение температуры пиролиза с
одновременным сокращением времени пребывания
способствует достижению более высоких выходов
целевых продуктов, в том числе этилена. Промышленный
процесс пиролиза с целью производства низших оле-
финов, в особенности этилена, развивается в
направлении увеличения температуры и сокращения времени
пребывания (табл. 12.63).
На результаты пиролиза существенно влияет
распределение температурного профиля по длине реакции-
онного змеевика.
На рис. 12.54 показаны примеры температурных
кривых по длине змеевика. Принято, что точка начала
реакции в реакторе для всех типов профилей
совмещена. Форма температурной кривой может быть
охарактеризована количественно, например, с помощью фактора
профиля ф, за который принимают отношение пе репа-
да температуры реакционного потока на протяжении
последней по ходу потока трети длины реакционной
Рис. 12.52. Зависимость выходов Q основных продуктов
пиролиза прямогонного бензина в изотермическом
реакторе от температуры:
/ — С2Н4, 2 — СН4, 3 — С3Н6, 4 — С4НХ, 5 — С4Н6
0,02 0,04 0,1 0,2 0,4 1,0 т,с
Рис. 12.53. Зависимость выходов Q в продуктах
пиролиза прямогонного бензина от времени
контакта т при 800 °С:
/ --сумма газообразных продуктов С2-С4, 2 — олефины Сг-С4,
3 - этилен С2Н4, 4 ~ СН4, 5 — С3Н6,
6 — сумма С4Н«, 7 — бензол, 8 — толуол,
9 — н-гексан, пунктир — сумма жидких продуктов
Таблица 12.63
Типичные выходы (масс. %) продуктов пиролиза
при увеличении температуры
(с соответствующим сокращением
времени пребывания)
Продукт
СН4
С2Н4
СзНе
С4Нб
С5 и
выше
Условия пиролиза
Г=785-
800 °С,
т=1,2с
15,6
23,0
13,6
2,2
32,8
Г=815-
840 °С,
т = 0,65с
16,6
25,9
12,7
3,8
29,7
870 °С,
т = 0,35с
16,8
29,3
12,2
4,2
27,8
Г=870^
925 °С,
т = 0,1с
16,7
33,3
11,7
4,8
23,9
804
Новый справочник химика и технолога
зоны к перепаду температуры во всей реакционной
зоне, начиная от температуры 650 °С. В случае
прямолинейной формы температурной кривой фактор ф = 0,33,
для вогнутой он приближается к единице, для
выпуклой — приближается к нулю (нуль — для
изотермического процесса.
Влияние формы температурного профиля на выходы
продуктов пиролиза иллюстрируется данными
табл. 12.64.
Выпуклая форма, способствуя увеличению
жесткости пиролиза, приводит к возрастанию выходов
этилена, а вогнутая — к увеличению выходов более
высокомолекулярных олефинов — пропилена, бутенов, а
также бутадиена-1,3; выход этилена при этом несколько
ниже, чем в случае выпуклого профиля. Выходы
ароматических углеводородов возрастают с увеличением
«выпуклости» температурной кривой.
Г,°С
Рис 12.54. Профиль температур по длине реактора пиролиза:
/ —выпуклый; 2 — прямолинейный; 3 — вогнутый
Таблица 12.64
Влияние температурного профиля на выходы
(масс. %) продуктов пиролиза прямогонного
бензина (массовое отношение пар/углеводород — 0,5,
время пребывания — 0,25-0,27 с)
Показатель
н2
сн4
с2н2
С2Н4
С2Н6
С3Н4
С3Н6
С3Н8
с4н8
С4Н6
С4Ню
Жидкие
продукты
Н/С в пиро-
конденсате
Условия пиролиза
T=S51°C,
ф = 0,053
1,0
18,7
0,7
29,5
3,9
0,7
10,9
0,5
1,9
3,6
0,1
28,5
0,872
Т= 888 °С,
ф = 0,33
0,9
16,1
0,6
28,9
3,9
1,0
13,8
0,4
з,з
4,7
0,6
25,8
0,969
Г=886°С
ф = 0,66
0,9
14,3
0,6
28,3
3,8
1,0
15,0
0,4
4,6
5,3
0,8
25,0
1,102
Как сказано выше, на интенсивность пиролиза
влияют температура процесса и время, в течение которого
происходят превращения, причем на практике, с целью
достижения необходимых выходов олефинов, изменяют
оба эти параметра одновременно. Поэтому за
количественную меру жесткости пиролиза принят критерий,
учитывающий оба указанных фактора. С учетом этого был
предложен количественный критерий жесткости
пиролиза S — кинетическая функция жесткости (КФЖ). Этот
критерий зависит от степени разложения «-пентана,
входящего в состав сырья, и определяется как:
S=£~k5dx,
где к5 — константа скорости реакции разложения н-
пентана, с"1; т — время пребывания, с.
Зависимость температуры (в точке на выходе из
реактора) и времени пребывания в процессе пиролиза при
постоянном значении S носит обратно
пропорциональный характер. Поэтому выходы этилена возрастают при
уменьшении времени пребывания, но при условии
равенства S. Этот критерий используется для
сопоставления условий процесса и представления его
результатов — выходов продуктов. Недостатком является то,
что достоверные сведения о ходе кривых температуры,
давления и увеличения объема реагентов по длине
реактора, как правило, отсутствуют, а принятый за основу
при расчете критерия углеводород («-иентан) во многих
видах сырья для пиролиза не содержится. Для оценки
результатов и разработки рекомендаций по выбору
целесообразной степени жесткости ведения процесса
пользуются такими показателями жесткости, как
отношение (в составе продукта) пропилена или суммы
метан + водород к этилену.
Важной характеристикой процесса пиролиза
является его селективность. При пиролизе газообразных
продуктов селективность рекомендуется определять как
отношение образовавшегося этилена к количеству
превращенного сырья. При пиролизе жидких видов сырья
показателем селективности принято считать отношение
С2Н4 / С3Н6 к С3Н6 / СН4. Повышению селективности
пиролиза способствует подавление вторичных реакций
разложения целевых продуктов — алкенов — при
достаточной степени конверсии сырья. Для этого
требуется, наряду с уменьшением времени пребывания сырья в
зоне реакции, также снижение парциального давления
углеводородов, что достигается с помощью
разбавления сырья водяным паром. С ростом содержания
водяного пара в сырьевом потоке увеличиваются выходы
этилена, пропилена, бутенов и 1,3-бутадиена и
снижаются выходы ароматических углеводородов и метана,
следовательно, селективность пиролиза повышается.
Общее и парциальное давления углеводородов в
зоне реакции зависят от перепада давления в потоке по
длине реактора, который в свою очередь определяется
расходом сырья и его физическими свойствами,
размерами и конструкцией реактора.
Нефть и нефтепродукты
805
С увеличением разбавления углеводородов водяным
паром снижается коксообразование в реакторе, т. к.
уменьшается скорость реакций второго и более
высоких кинетических порядков, ведущих к получению
высокомолекулярных соединений — предшественников
кокса. Степень разбавления сырья паром меняется в
зависимости от склонности его к коксообразованию
следующим образом:
Разбавление
паром, кг/кг
<Т)
0,35
Бутан
,50
Легкий
бензин
0,50-
0,60
Тяжелый
бензин
0,60-
0,70
Атмосферн
газойль
0,80-
1,0
Параметры процесса пиролиза — температура,
время пребывания и парциальное давление
углеводородов — для оценки выходов продуктов и выбора
оптимальных условий пиролиза объединены в фактор,
называемый параметром молекулярных столкновений (ц),
который определяется выражением:
= Пр'/г'>,
где р — парциальное давление углеводородов, кПа;
Т— температура в абсолютной шкале Ренкина; тпач —
время пребывания в радиантной секции змеевика к
моменту, когда степень превращения сырья составит 1 %,
с; твых — время пребывания к моменту выхода сырья из
реакционного змеевика, с.
Зависимость выхода этилена от параметра п дана на
рис. 12.55.
Как видно, при мягких условиях пиролиза
увеличение п положительно отражается на выходе этилена, а
при жестких (высокая температура) — отрицательно.
Зависимости выходов пропилена и бутадиена-1,3 от п
аналогичны. Выходы метана и ароматических
углеводородов (бензол, толуол) с уменьшением \i
уменьшаются независимо от жесткости пиролиза. Фактор п
применяется для оптимизации технологии пиролиза при
проектировании и эксплуатации установок. Одним из
важных технологических параметров пиролиза
является так называемый «пленочный эффект». В трубчатом
реакторе, непосредственно у его стенки образуется
слой реакционной смеси, движущийся более медленно,
чем основная масса потока. Пленочный эффект
характеризуется заметно возрастающей температурой по
радиальному направлению от центра к стенке трубы.
Скорость реакций, и особенно вторичных, в
пристенном слое выше, чем в центральном потоке, поэтому
пленочный эффект определяет скорость отложения
кокса на стенке трубы. Обычно печь пиролиза
рассчитывают так, чтобы степень превращения исходного
сырья в пристенном слое не превышала 5 % от
суммарного превращения сырья в потоке.
В табл. 12.65 обобщены условия, способствующие
высоким выходам целевых продуктов пиролиза.
В процессе пиролиза углеводородного сырья
образуется и частично откладывается на стенках трубчатого
пирозмеевика пиролизный кокс, состоящий почти
целиком из углерода. Глубина превращения исходных
углеводородов в кокс невелика, выход кокса для
сырья — прямогонного бензина — составляет менее
0,01 масс. %. Отложение кокса затрудняет
теплопередачу через стенку реактора, способствует ускорению
науглероживания, коррозии и износа материала труб,
что ведет к снижению выходов алкенов, срока службы
труб, уменьшению длительности межремонтных
периодов эксплуатации печей.
Q,%
0 0,3 0,5
2 3 45 ц-104
Рис. 12.55. Зависимость выхода этилена Q от параметра
молекулярных столкновений ц при различных
температурах
Таблица 12.65
Значения параметров пиролиза, способствующие высоким выходам целевых продуктов
Показатель по выходам продукта
Низкий выход метана
Высокий выход этилена
Высокий выход пропилена и бутадиена-1,3
Высокий выход ароматических углеводородов
Низкий выход тяжелого жидкого продукта
Низкий выход кокса
Время
пребывания
Короткое
Короткое
Короткое
Длительное
Короткое
Короткое
Пленочный
эффект
Малый
Большой
Малый
Большой
Малый
Малый
Парциальное
давление
углеводородов
Низкое
Низкое
Низкое
Высокое
Низкое
Низкое
Температура
в реакторе
Высокая
Высокая
Высокая
Высокая
Низкая
Низкая
806
Новый справочник химика и технолога
Скорость отложения кокса зависит от многих
факторов, в частности: от состава сырья, основных
параметров процесса и, в некоторой степени, материала
стенок реактора. С увеличением температуры реакции,
парциального давления реагирующей смеси и
пленочного эффекта, а также с ростом молекулярной массы
углеводородного сырья скорость коксообразования
возрастает. Основные способы уменьшения
коксообразования в реакторах пиролиза следующие:
- уменьшение парциального давления сырья за счет
разбавления водяным паром;
- механическая обработка внутренней поверхности
центробежнолитых труб змеевика печи и создание на
поверхности защитных пленок;
- применение различных добавок — ингибиторов
коксообразования;
- применение различных покрытий внутренней
поверхности труб пирозмеевика для защиты от
каталитического влияния на коксоотложение железа и никеля,
содержащихся в трубах.
Сырье этиленовых производств отличается
многообразием: это этан, пропановая фракция (ПФ), пропан-
бутановая (ПБФ), пропан-бутан-пентановая (ПБПФ),
бутановая, пентановая и гексановая фракции, широкая
фракция легких углеводородов (ШФЛУ), бензин
прямой гонки (БПГ), бензины рафинаты (БР), узкие
фракции этих бензинов и атмосферный газойль.
В США раньше, чем в других странах, сложилась
развитая газоперерабатывающая промышленность,
которая обеспечивает потребности нефтехимии
легким углеводородным сырьем — этаном, сжиженными
газами.
В странах Западной Европы длительное время в
качестве сырья нефтехимической промышленности
преобладал бензин прямой гонки, в настоящее время
структура сырья значительно расширяется за счет более
широкого использования фракций С2-С4, а также
атмосферных и вакуумных газойлей.
Структура пиролизного сырья в РФ и СНГ в 2000 г.
приведена в табл. 12.66.
Таблица 12.66
Структура сырья (масс. %) этиленовых
производств РФ и СНГ (2000 г.)
Углеводородное сырье
Этановая фракция
Пропановая фракция
Пропан-пропиленовая фракция
Пропан-бутановая фракция
Бутановая фракция
Широкая фракция легких
углеводородов (ШФЛУ)
Бензин прямогонный
Газовый бензин
Бензин рафинат
Бензин газового конденсата
РФ
7,92
2,63
1,35
6,81
9,02
17,16
38,78
1,28
1,24
13,81
СНГ
7,14
2,37
1,22
6,14
8,12
17,38
42,90
1,15
1,12
12,46
Использование газообразного сырья — этана,
пропана, «-бутана и их смесей — позволяет получать
максимальные выходы этилена и пропилена. В
промышленности степень превращения этана колеблется от 53
до 63 %. Непревращенный этан возвращается в
качестве рецикла на пиролиз. Степень превращения пропана
достигает 85-90 %. Выход этилена при пиролизе
пропана в два раза ниже (в расчете на полную конверсию
сырья), чем при пиролизе этана.
В последние годы в мировом производстве этилена
наблюдается тенденция перерабатывать в качестве
сырья широкую фракцию легких углеводородов (ШФЛУ)
нефтяного и газоконденсатного происхождения. Для
нефтей Западной Сибири ШФЛУ характеризуется
следующим составом, масс. %:
с2н6
С3Н8
изо-С4Ню
«-С4Н]0
изо-С5Н12
«-С5Н12
С6 и выше
1,5-3,0
35-38
13-14
23-25
6-8
6-9
7-8
Выход основных продуктов разложения
индивидуальных углеводородов и широкой фракции легких
углеводородов (ШФЛУ) за проход в % показан ниже:
Продукт
С2Н4
СзН6
Этан
46,5
1,6
Пропан
36,0
15,0
«-Бутан
38,6
16,5
Изобутан
17,5
18,0
ШФЛУ
30,5
16,4
В качестве сырья широко используют бензиновые
фракции, получаемые при переработке нефтей и
газоконденсатов различных месторождений. Типичная
характеристика бензина Западно-Сибирских нефтей
следующая:
Плотность — 700 кг/м3
Фракционный состав:
%
отгона
°С
н.к.
42
10
70
20
81
30
89
40
96
50
109
60
115
70
127
80
139
90
167
к.к.
170
Химический состав, масс. %:
с*
4
5
6
7
8
9
10
11
I
«-парафины
0,38
3,74
7,26
7,62
6,37
4,68
1,92
0,50
32,47
изопа-
рафины
—
2,59
6,87
6,38
5,75
3,47
2,31
0,02
27,39
нафте-
ны
—
0,48
6,98
12,46
8,89
4,90
0,45
—
34,16
арома-
тика
—
—
0,56
2,10
2,44
0,80
0,04
—
5,98
£
0,38
6,81
21,67
28,56
23,45
13,85
4,76
0,52
100,00
* Число углеродных атомов.
Нефть и нефтепродукты
807
Материальный баланс разложения бензина
указанного состава на печах типа SRT-1 представлен в
табл. 12.67.
На основании экспериментальных данных
установлено, что максимальный выход этилена имеет место
при пиролизе нормальных алканов. Выход этилена
далее снижается в ряду: алканы изостроения с одной
боковой СНз-группой, нафтены, алканы изостроения с
тремя боковыми группами, ароматические
углеводороды. Выход пропилена уменьшается при переходе от
изомерных к нормальным алканам и от последних к
нафтеновым углеводородам. Нормальные бутены
получают, в основном, при расщеплении нафтенов и
нормальных алканов. Изобутен может быть получен
пиролизом углеводородов изостроения. Обобщение данных
показывает, что чем большее число боковых метальных
групп входит в состав молекулы алканов изостроения,
тем ниже выходы этан-этиленовой фракции и 1,3-бута-
диена при одновременном увеличении выхода
пропилена, изобутена, фракции С4, метана и водорода.
Наибольшее количество ароматических продуктов
получается из нафтенового сырья, наименьшее — из алканов
изостроения.
Наряду с бензиновыми фракциями и
углеводородными газами, в качестве сырья пиролиза используют
атмосферные и вакуумные газойли (АГ и ВГ) на
установках, гибких по сырью.
Этиленовые установки, предназначенные для
переработки газойлей, отличаются от установок,
перерабатывающих бензиновые фракции, рядом технических
особенностей. Это обусловлено спецификой состава
утяжеленных фракций: большей молекулярной массой,
наличием полициклических и гетероциклических
ароматических и полициклических нафтеновых
соединений, повышенной долей S-содержащих и
ароматических соединений, менее благоприятным соотношением
алкановых и нафтеновых углеводородов, наличием
азот- и кислородсодержащих соединений. Для
использования на современных этиленовых установках в
качестве сырья тяжелых нефтяных фракций —
атмосферного и вакуумного газойля — их подвергают, как
правило, предварительной гидрокаталитической обработке
при 10-15 МПа. Процесс сопровождается снижением в
суммарном гидрогенизате количества нежелательных
сернистых и ароматических углеводородов,
преимущественно би- и полициклических соединений,
вызывающих повышенное коксообразование.
В промышленных условиях в процессе пиролиза
атмосферного газойля при 820 °С в течение 0,5 с и
последующего разбавления сырья водяным паром в
количестве 80-100 масс. %, выходы этилена и пропилена (в
масс. %) соответственно составляют 22,2 и 12,4 для
неподготовленного сырья против 25 и 24,5 для гидро-
деароматизированного сырья.
При пиролизе фракции гидрогенизата, выкипающей
выше 340 °С, получаемой при гидрокрекинге
вакуумного газойля, выход этилена составляет 24 %, пропилена
13 % против 17,6 % и 10,9 масс. % соответственно при
пиролизе неподготовленного вакуумного газойля.
Промышленная установка пиролиза включает
печной блок, состоящий из печей пиролиза бензина и
этана; закалочно-испарительных аппаратов (ЗИА); узла
дозакалки пирогаза циркулирующим котельным
топливом. Принципиальная схема печного блока,
используемого в основном на этиленовых установках ЭП-300,
приведена на рис. 12.56П и 12.64.
Таблица 12.67
Материальный баланс пиролиза прямогонного
бензина при температуре на выходе
из печи 830 °С
Продукт
Н2
H2S
СО
со2
сн4
с2н2
с2н4
с2н6
С3Н6
С3Н8
Аллен
Пропин
0/
масс. %
0,90
0,06
0,12
0,07
16,00
0,33
25,30
4,00
15,20
0,60
0,30
0,20
Продукт
1-Бутен-З-ин
С4Н6
С4Н8 (сумма)
С4Н10 (сумма)
с5
С6-С8 неарома-
тика
Бензол
Толуол
Ксилолы +
+ этилбензол
Стирол
с9
Сю
Итого
масс. %
0,12
4,00
5,80
0,40
3,70
2,70
6,40
4,00
1,90
1,00
1,70
5,20
100,00
сырьевых емкостей в теплообменники, где ее
подогревают потоком циркулирующего котельного топлива до
120 °С. Подогретое сырье подают в змеевики верхней
Питательная вода
Пар разбавления
Этап
Пар высокого
-Ф, (
давления
12 МПа)
Продувочный пар
Рис. 56. Схема установки пиролиза:
/ -- закалочно-испарительные аппараты; 2 — паросборник;
3 — теплообменники; 4— печь пиролиза бензина;
5 — печь пиролиза этана
Бензиновую фракцию после отстаивания подают из
808
Новый справочник химика и технолога
низкотемпературной зоны конвекции печи, где оно
нагревается до 157 °С и частично испаряется. На выходе
из верхней конвекционной зоны бензин смешивается с
водяным паром, и смесь с температурой 185 °С
поступает в зону высокотемпературной конвекции, где
нагревается до 545 °С. Затем ее направляют в зону радиации.
Этановую фракцию (рецикловую) подогревают в
теплообменнике водяным паром до 60 °С и подают на
пиролиз в печь, где она смешивается с водяным паром
разбавления.
В радиантной части печи происходит пиролиз при
температуре на выходе 810-850 °С.
На выходе из зоны радиации пирогаз поступает на
охлаждение до 350-^450 °С в закалочно-испарительные
аппараты (ЗИА). За счет утилизации тепла пирогаза в
них вырабатывается пар высокого давления (> 12 МПа).
Дальнейшее охлаждение пирогаза до 180 °С
осуществляется в узле дозакалки при подаче впрыском
циркулирующего котельного продукта.
Питательная вода для ЗИА с установки химической
подготовки поступает в пароперегреватель, где
нагревается до 190 °С. Затем ее подают в конвекционную
секцию печей пиролиза и с температурой 330 °С — в
барабан-паросборник, откуда она поступает в ЗИА, а
водяной пар давлением 13-14 МПС — в коллектор
пароперегревателя, где перегревается до 540 °С, а
далее — на привод турбокомпрессора.
В радиантный змеевик тепло подводится за счет
сжигания газового топлива в горелках беспламенного
горения, расположенных вертикально в стенках печи,
на некоторых печах — в стенках и в подовой части печи.
Широкое распространение получили отечественные
газовые горелки акустического типа АГГ (рис. 12.57).
Техническая характеристика акустических газовых
горелок конструкции КПТИ-КЗСС:
Характеристика AIT-IV
Тепловая мощность, кВт 250-278
Расход топливного газа
(Q; = 33 600 кДж/м3), м3/ч 25_зо
Давление топливного газа, кПа около 300
Коэффициент избытка воздуха 1,05
Коэффициент рабочего регулирования
горелки по тепловой мощности 3,0
Масса горелки, кг 2,8
На печах фирмы «Луммус» успешно
эксплуатируются инжекционные горелки типа RMS фирмы «Джон
Зинк»(рис. 12.58).
Фирмой поставляются горелки тепловой
мощностью 116-348 кВт, которые работают при давлении
топливного газа 20-300 кПа. Тепловая мощность горелки
изменяется при замене инжектора и газового
наконечника в зависимости от ширины топочной камеры и
расстояния от излучающих тепло стенок топки до
воспринимающих это тепло трубчатых змеевиков.
Рис. 12.57. Акустическая газовая горелка
типа АГГ КПТИ-КЗСС:
- регулирующий диск; 2 — корпус; 3 — шток; 4 — стойка;
резонатор; 6 — нажимная втулка; 7, /3 — гайки; 8 — болт;
- втулка направляющая; 10— траверса; // — сальниковая
набивка; 12 - газовый отвод; 14 — рукоятка
Рис. 12.58. Горелка фирмы «Джон Зинк»:
/ — инжектор; 2 — смеситель; 3 — керамическая панель с
завихрителем; 4 — газовый наконечник
Продукты пиролиза после дозакалки поступают в
колонну первичного фракционирования, из куба
которой отводят обезвоженную тяжелую фракцию —
котельное топливо, а сверху — более легкие фракции.
Теплот циркулирующего котельного топлива
расходуется на подогрев сырья и выработку пара низкого
давления. Поток, уходящий с верха колонны, при 95-
110 °С охлаждается в теплообменниках до 40 °С и
поступает в сепаратор, где пирогаз отделяется от
сконденсировавшихся углеводородов и воды, которые затем
разделяются в отстойнике. Часть пироконденсата подают в
колонну первичного фракционирования в качестве
орошения; основное его количество в смеси с жидкими
продуктами пиролиза, выделившимися на стадии компри-
мирования пирогаза, направляют в депентанизатор.
Вода после выделения из нее углеводородов в от-
парной колонне поступает в узел получения пара
разбавления, откуда его подают в печи пиролиза.
Печи пиролиза бензина установок ЭП-300, SRT-I
(рис. 12.56) четырехпоточные, с вертикальным однорядным
расположением змеевиков двухстороннего облучения.
Нефть и нефтепродукты
809
Каждый змеевик состоит из восьми труб (с
диаметром и толщиной 125 х 9,5 мм), с общей длиной 75 м.
Максимально допустимая температура стенки труб
соответственно 1040 и 1070 °С. В конвекционной камере
сверху вниз располагаются секции подогрева и
испарения сырья, подогрева питательной воды, перегрева пара
и перегрева смеси сырья с водяным паром. Трубы
змеевиков расположены горизонтально в шахматном
порядке. Трубы первых секций оребрены для увеличения
коэффициента теплопередачи. Поверхность нагрева
конвекционных змеевиков — 138 м", радиантных —
117 м'. Топка печи футерована огнеупорным кирпичом.
Производительность печи по сырью — бензину
прямой перегонки (н. к. — 180 °С) — 10,5 т/ч, температура на
выходе из печи — 830-840 °С. Время пребывания сырья в
зоне реакции — 0,65 с. Теплопроизводительность печи —
62,5 ГДж/ч, в том числе радиантной секции — 29 ГДж/ч.
Производительность печи по этану — 11 т/ч,
температура на выходе из печи — 852 °С,
теплопроизводительность — 63 ГДж/ч, в том числе радиантной
секции — 32,5 ГДж/ч, время пребывания сырья в зоне
реакции — 0,65 с.
Современным требованиям отвечают печные блоки
пиролиза, оснащенные змеевиками с трубами малого
диаметра и змеевиками разветвленного типа, имеющими два
или более прохода, с несколькими трубами различного
диаметра, увеличивающегося но длине иирозмеевика.
Переход от змеевиков постоянного диаметра к
разветвленным можно проследить на печах типа SRT
рис. 12.59. Общее время пребывания в разветвленном
змеевике меньше, чем в змеевике с постоянным
диаметром труб, в связи с чем увеличивается
селективность процесса. В модификациях печи SRT-IV
значительно большая поверхность на единицу объема
змеевика, что обеспечивает достижение более высокой
температуры при той же температуре стенки и высокую
производительность печи. В змеевике печи SRT-V
коэффициент теплопередачи увеличен за счет оребрения
внутренней поверхности труб в первом проходе.
Фирма «Kellog» разработала многопоточную печь
под названием «Millisecond» с трубами диаметром
36 мм. В ней ведется пиролиз при температуре 900-
930 °С и времени пребывания потока в трубах 0,03-
0,1 с. Змеевики этих печей представляют собой прямые
трубы, соединенные на входе коллектором, через
который поступает сырье с паром. На выходе два потока
объединяются и поступают в ЗИА типа «труба в трубе».
Змеевики обогреваются подовыми горелками и
отражающими стенами топочной камеры. Селективность
процесса в ней выше, чем в любых других печах.
На этиленовых установках для подавления
вторичных реакций полимеризации и конденсации первичных
продуктов разложения применяют закалочно-испари-
тельные аппараты (ЗИА), в которых за счет охлаждения
пирогаза и утилизации его тепла вырабатывается
водяной пар давлением 10-12,5 МПа. Массовая скорость
продуктов в трубах ЗИА (кг/м"с): на этане — 50-55, на
прямогонном бензине — 55-60, на газойле — 65-70.
Теплонапряженность труб ЗИА — 1670 МДж/м2ч.
Производительность ЗИА по пару зависит от конструкций
аппарата и трубчатой печи, вида сырья, жесткости
процесса и других факторов. В зависимости от пиролизуе-
мого сырья, жесткости процесса и длительности
пробега температура (°С) пирогаза на выходе из ЗИА в
начале пробега составляет 350-370 и в конце — 440-460 °С
при пиролизе бензина; при пиролизе этана — 320-340 в
начале и 380-420 °С в конце пробега, а при пиролизе
фракции газойлей соответственно — 500-550 и 650 °С.
Время пребывания продуктов в ЗИА составляет 0,015-
0,030 с и не должно превышать 0,08 с во избежание
быстрой забивки аппарата коксом. Перепад давления
пирогаза по длине аппарата составляет 0,02-0,035 МПа.
Наиболее распространенный тип ЗИА фирмы «Вог-
sig» выполнен в виде кожухотрубного теплообменника,
соединенного циркуляционными трубками с
барабаном-паросборником (рис. 12.60). По трубкам движется
пирогаз, по межтрубному пространству — пароводяная
эмульсия. Диаметр труб — 38-45 мм.
ЗИА фирмы «Шмидше» также нашли широкое
применение (рис. 12.61).
В последние годы для закалки продуктов пиролиза
используется двухступенчатая схема: на первой
ступени пирогаз охлаждается в U-образном аппарате до 650-
700 °С; на второй ступени — в теплообменном
аппарате до температуры — 360-450 °С. Система генерации
водяного пара — объединенная для двух ступеней.
Конструкция ЗИА фирмы «Мицуи»,
предусматривающая движение пирогаза по межтрубному
пространству, также эффективна для охлаждения пирогаза,
получаемого при переработке любого сырья (рис. 12.62).
Для многопоточных печей, в которых пиролиз
осуществляется при очень малом времени пребывания сырья в
зоне реакций при температурах выше 860 °С, разработана
двухстадийная схема быстрого охлаждения пирогаза,
включающая ультраселективный закалочно-испаритель-
ный аппарат «USX» (рис. 12.63) типа «труба в трубе»,
который последовательно соединен с кожухотрубчатым
ЗИА. При пиролизе бензина пирогаз охлаждается в
аппаратах «USX» и кожухотрубных ЗИА; в случае
пиролиза газойля — при индексе корреляции (ИК) > 40,
характеризующим степень ароматизации сырья —
утилизация тепла в закалочных аппаратах нецелесообразна;
при ИК = 30+40 могут применяться только аппараты
«USX» и при ИК < 30 — аппараты «USX» и ЗИА.
Г\ П П ^" А fill \\\\\\\\ '
Щ
4J
KJ
Рис. 12.59. Типовые радиантные змеевики
фирмы «Луммус» (США):
а — SRT-I; б — SRT-Ш; в — SRT-IV1IC; г — SRT-V
810
Новый справочник химика и технолога
III
Рис. 12.60. ЗИА фирмы «Борзиг»:
силовая нижняя трубная доска; 2 — стяжная шпилька;
3 — нижняя трубная доска (диафрагменная);
I — пирогаз; II — вода;
III — пароводяная смесь; IV — продувка
Питательна^ ^
вода
Продувка
Рис. 12.61. ЗИЛ фирмы «Шмидше»:
/ — горячая камера; 2 — охлаждающие трубки;
3 — холодная камера; 4 — коллектор питающей воды, 5 -■- питающие
водяные трубки; 6 — пароотводящие трубки; 7 — паровой коллектор
Пирогаз
Продувка
Пирогаз
Рис 12.62. Закалочно-испарительный аппарат
фирмы «Мицуи»:
I — секция утилизации тепла; II — закалочная секция;
/ — наружный кожух; 2 — теплообменные трубки; 3 — распорка;
4 — паросборник; 5 — люк; 6 — смотровой штуцер
Продувка
Очистка
Рис. 12.63. Закалочно-испарительный
аппарат типа «USX»
822
Новый справочник химика и технолога
давлении 0,8-1,0 МПа в течение 6-8 ч. Выход пиропла-
ста-2 составляет около 40 % на сырье. Эта смола имеет
ненасыщенный характер, ее применяют в
лакокрасочной, резиновой, шинной и других отраслях народного
хозяйства. В результате термической полимеризации
фракции 150-190 °С пироконденсата в условиях,
аналогичных используемым при получении пиропласта-2,
производят смолу под названием «арсолен». Она
представляет собой в основном сополимеры винилтолуолов,
дициклопентадиена и индена и может использоваться в
лакокрасочной, резиновой и шинной промышленности.
Для получения темной нефтеполимерной смолы в
качестве сырья используют тяжелую смолу пиролиза.
Выход темной смолы — пиропласта — с температурой
размягчения 85 °С составляет около 50 % на сырье.
Комплексная переработка жидких продуктов
пиролиза
Комплексная схема переработки жидких продуктов
приведена на рис. 12.71. Эта схема предусматривает
наиболее экономически эффективную и практически
безотходную технологию, в результате которой обеспе-
Литература
1. Беренц А.Д., Воль-Энштейн А.Б., Мухина Т.Н.,
Аврех Г.Л. Переработка жидких продуктов
пиролиза. М.: Химия, 1985. 216 с.
2. Кугучева Е.Е., Машинский В.И., Гамбург Н.Л.,
Беренц А.Д. // Химическая промышленность, 1984.
№11. С. 6-9.
3. Новые процессы органического синтеза / Под ред.
проф. СП. Черных. М.: Химия, 1989.
чивается максимальная выработка важной для народного
хозяйства продукции: изопрена, циклоиентадиена,
бензола, нафталина, светлых и темных нефтеполимерных
смол, сырья для производства технического углерода и
кокса, высокооктанового компонента автомобильного
бензина. Это выполнимо только в случае переработки
жидких продуктов на крупнотоннажных этиленовых
установках производительностью по этилену от 250 до
450 тыс. т в год пиролизом бензина или других
нефтяных фракций. Переработку фракции С5 для выделения
изопрена, циклопентадиена и получения нафталина из
тяжелой смолы экономически целесообразно
осуществлять на централизованных установках, куда может
быть передано сырье с нескольких этиленовых
производств.
Как отмечалось выше, основными процессами
переработки продуктов являются гидрогенизационные и по-
лимеризационные процессы, что обусловливается
особенностями химического состава сырья. Оптимального
сочетания процессов можно достигнуть при
комплексной переработке жидких продуктов.
4. Мухина Т.Н., Барабанов Н.Л., Бабаш С.Е.,
Меньшиков В.А., Аврех Г.Л. Пиролиз углеводородного
сырья. М.: Химия, 1987. 240 с.
5. Краткий справочник нефтехимика / Под ред. В.А.
Рыбакова. СПб.: Химия, 1993. 464 с.
6. Беренц А.Д. и др. Опыт переработки
пироконденсата на крупнотоннажной этиленовой установке.
М.: «ЦНИИТЭнефтехим», 1983.
Пиро конденсат
(М4)
i
Водород 100°/с Тяжелая смола
(9)
Ректификация
Рис. 12.71. Комплексная схема
переработки жидких продуктов
пиролиза бензина
на установке мощностью
300 тыс. т / год
(цифры (в скобках) —
тыс. т / год)
ФракцияСп
,(32)
Фракция >190 °С
Фракция
130-190 °С
Термическая
полимертация
Гидрирование
(2 ступени)
н
Термическое
г"гидродеалкилирование
I
Ректификация
Фракция
>270°С
,£
Бензол
(95)
Дифенил
04)
Фракция'
>190°С
'<-*>
Фракция
130Ч90°С
1> 1-
№
Термическая
полимеризация
Гидрирование
I
Ректификация
Пиропласт
(24)
Гидроочищенные _
ксилолы Сырье для
Пиропласт-2 (19) технического
(20) углерода
(34)
В отделение
Из отделения
пиролиза
В отделение
пиролиза
Из отделения
газоразделения
Рис. 12.64. Схема этиленового производства типа ЭП-300: а) отделение пиролиза; б) отделение газоразделения:
1 — печь пиролиза; 2 — паросборник; 3 — колонна первичного фракционирования; 4 — колонна водной закалки; 5 — паровой привод; 6 — компрессор; 7 — щелочная колонна;
8 — осушитель; 9 — холодный блок; 10 — деметанизатор; 11 — детандер; 12 — деэтанизатор; 13 — реактор гидрирования; 14-- этиленовая колонна;
15 — депропанизатор; 16 — пропиленовая колонна; 17 — дебуганизатор;
I — сырье; II — котловая вода; III — пар высокого давления; IV — пар разбавления; V - - поток на утилизацию тепла; VI — тяжелое жидкое топливо; VII — свежая щелочь;
VIII — отработанная щелочь; IX -~ рецикл; X — метановая фракция; XI — водородная фракция; XII — греющий пар; XIII — этан; XIV — этилен; XV — пропан;
XVI — пропилен; XVII — С_<;+; XVIII — С4; XIX — горячая вода; XX — охлаждающая вода
Нефть и нефтепродукты
813
Подготовка пирогаза к разделению
Технологическая схема подготовки к разделению
газов пиролиза представлена на рис. 12.65.
Масляная закалка и охлаждение пирогаза.
Пирогаз после закалочно-испарительных аппаратов
проходит дозакалку, смешиваясь с впрыскиваемым
закалочным маслом в трубе и затем при температуре 190-
200 °С поступает в колонну первичного
фракционирования К-1, где отделяется от тяжелого и легкого масла.
После колонны пирогаз охлаждается в скрубберах
К-2 путем непосредственного контакта с водой и
поступает на всасывание компрессора. Конденсат,
полученный при охлаждении, подается на орошение
колонны первичного фракционирования. Часть кубового
продукта колонны используется в качестве закалочного
масла. Тепло пирогаза утилизируется в процессах
получения пара разбавления и горячей воды.
Компримирование пирогаза. Пирогаз сжимается в
4-х и 5-ступенчатых турбокомпрессорах М-1 до
давления 36-40 атм. Число ступеней определяется
предельным значением степени сжатия. Между ступенями, как
правило, пирогаз охлаждается водой (на некоторых
установках существует пропиленовое охлаждение).
Образующийся межступенчатый конденсат отводится
из системы компрессии. В качестве привода
компрессоров применяются паровые турбины конденсационные
или с противодавлением, в которых отработанный или
отбираемый с промежуточных ступеней пар может
быть использован в качестве греющего агента.
Очистка пирогаза и фракций. Газ, получаемый
при пиролизе бензина и других жидких углеводородов,
имеет в своем составе кроме основных и побочных
продуктов незначительное (в общем объеме) количество
микропримесей СО, С02, H2S, ZS, а также ацетиленовых
и диеновых углеводородов. Микропримеси,
распределяясь по потокам этиленовой установки, загрязняют
целевые продукты, к чистоте которых в настоящее время
предъявляются жесткие требования.
С этой целью в состав этиленовой установки
включены процессы щелочной очистки (от кислых газов),
метанирования, гидрирования и др. Наиболее
целесообразный подбор процессов, их расположение по узлам
этиленовой установки и аппаратурное оформление
определяется количественным распределением примесей
по потокам углеводородных и водородной фракций.
Удаление углекислого газа и S-содержащих
соединений производится путем щелочной очистки на стадии
компримирирования в колонне К-3.
Водород на
гидрирование
А
Пирогаз
после
ЗИА
К-1
W
А
р-1
Вода
М-1
\^У
К-2
Метан
Водород
Холодный
блок
Р-2
ГЛ
К-4
г\
Этилен
А
К-5
Фракция С, Фракция С,
С-1
Вода
NaOH
К-3
ч>
Тяжелая смола
Вода
К-10
ГЛ
К-9
к-бУ
Водород | Этан
, Пропилен
Л
К-8 Р-3
К-7
СЩС Пироконденсат
V
'Пропан
Рис. 12.65. Схема разделения газов пиролиза:
К-1 — колонна первичного фракционирования; К-2 — колонна водной промывки пирогаза; М-1 — пирогазовый компрессор;
С-] — осушитель пирогаза; К-3 — колонна щелочной промывки; «холодный блок» — система глубокого захолаживания пирогаза;
К-4 — деметанизатор; К-5 — деэтанизатор; К-6 — этиленовая колонна; К-7 — депропанизатор; К-8 — пропиленовая колонна;
К-9 — дебутанизатор; К-10 — депентанизатор; Р-1 — реактор метанирования водорода; Р-2 — реактор гидрирования ацетилена
в этан-этиленовой фракции; Р-3 — реактор гидрирования диеновых и ацетиленовых углеводородов во фракции С3
814
Новый справочник химика и технолога
Для очистки используют 5-10%-й раствор NaOH,
который после отработки, отстоя и отпарки в виде
сернисто-щелочных стоков (СЩС) направляется на
окисление или утилизацию на предприятия целлюлозно-
бумажной промышленности. Очистку от ацетилена
главным образом проводят в потоке этан-этиленовой
фракции в изотермических и адиабатических реакторах
путем гидрирования ацетилена до этилена и этана.
Избирательность процесса и снижение возможных потерь
этилена зависит от применяемого типа катализатора
гидрирования. На действующих установках используют
несколько типов отечественных палладиевых
катализаторов ПУ, МА-15, а также селективные катализаторы
G-58 фирмы «Sud Chemie», (Германия). Гидрирование
ацетиленовых и диеновых в пропан-пропиленовой
фракции проводится с использованием палладиевых
катализаторов ПУ, ПК-25, G-55 («Sud Chemie»).
В настоящее время в связи с ростом установок
единичных мощностей создаются благоприятные условия
для использования тех побочных продуктов пиролиза,
которые производятся в малом количестве. К таким
продуктам относятся ацетилен, а также метилацетилен
и аллен.
ВНИИОСом разработана и запатентована
технология получения метилацетиленовой фракции (МАФ) из
пропановой фракции пирогаза путем экстрактивной
ректификации. МАФ производится на промышленной
установке и используется в газопламенной обработке
металлов как заменитель ацетилена.
Очистка водородной фракции от оксида
углерода. Водородная фракция, направляемая на
гидрирование, должна быть очищена от оксида углерода. Для
этой цели используется процесс метанирования в
реакторе Р-1 либо с отечественным Ni-Cr катализатором
ТО-2, либо с рутениевым G-13LT («Sud Chemie»).
Осушка пирогаза и фракций. В связи с тем, что
процесс разделения газа проводится при низких
температурах, пирогаз, поступающий в систему
газоразделения, должен быть осушен. Длительность пробега
установки газофракционирования зависит от качества
осушки, которая должна обеспечивать точку росы не
выше -60 °С.
Осушка пирогаза проводится в осушителе С-1 сразу
после узла компримирования при давлении 30-40 атм
температуре 15-18 °С на цеолитах марки КА-ЗМ с
размером пор 0,3 нм. Регенерация насыщенных влагой
цеолитов проводится метановой фракцией при
температуре 220-250 °С. Дополнительную осушку проходят
также этан-этиленовая фракция после гидрирования
при давлении 20-24 атм и водородная фракция после
метанирования также на цеолитах КА-ЗМ.
Разделение пирогаза и получение продуктов
Очищенный от примесей и осушенный сжатый
пирогаз поступает на газофракционирование,
осуществляемое методом низкотемпературной ректификации.
Перед подачей пирогаза на разделение газовая смесь
проходит узел глубокого захолаживания («холодный
блок»), где происходит ее охлаждение и частичная
конденсация путем использования холода обратных
потоков и холодильных циклов.
Приводим описание одной из наиболее
распространенных схем разделения.
В процессе предварительного захолаживания с
использованием дополнительного холода
дросселированной метановой фракции производится отбор основного
водородного потока, который затем проходит
дополнительную очистку от СО. Пирогаз, отделенный от
водорода раздельным питанием, направляется в деметаниза-
тор К-4, где оставшийся водород и метан отделяется от
фракции Сг и более тяжелых углеводородов.
Дополнительный холод получается путем использования
детандера на метановой фракции.
Кубовый продукт деметанизатора поступает на де-
этанизатор К-5, с верха которого отбирается фракция
С2. К ней добавляется водород, и смесь идет в реактор
гидрирования ацетилена для удаления последнего.
После этого фракция С2 осушается и направляется
на этиленовую колонну К-6, с верха которой
отбирается этилен, а с низа — этан, возвращаемый на пиролиз.
Нижний продукт деэтанизатора, содержащий С3 и
более тяжелые углеводороды, подается на депропани-
затор К-7, с верха которого отбирается фракция С3, а
снизу — углеводороды С4 и выше.
С целью снижения полимеризации в кипятильнике в
колонну вводится ингибитор полимеризации. Верхний
продукт направляется на пропиленовую колонну К-8
для получения пропилена, а из куба этой колонны
отводится пропановая фракция, которая может быть
направлена на пиролиз, в бытовой газ или на дальнейшее
извлечение из нее пропадиена и метилацетилена
(МАФ). Кубовый продукт депропанизатора передается
на дебутанизатор К-9, с верха которого отбирается
бутилен-бутадиеновая фракция С4, а с низа — богатый
ароматическими углеводородами пиробензин, который
после выделения фракций С5 поступает на дальнейшую
переработку.
Охлаждение потоков осуществляется за счет
применения этиленового и пропиленового холодильных
циклов с несколькими уровнями холода. Схема является
достаточно гибкой и пригодной при переработке
пирогаза широкого состава — от пиролиза газообразных и
легких углеводородов до тяжелого жидкого
углеводородного сырья.
Значительный интерес представляет схема
газоразделения, в которых головными колоннами являются
деэтанизатор или депропанизатор. Такая схема
обладает рядом преимуществ перед описанной и традиционно
принятой: гидрирование ацетилена проводится в потоке
пирогаза, без дозировки водорода, отсутствует
полимеризация в деэтанизаторе, что приводит к снижению
энергозатрат, которые на стадии газоразделения
составляют 70-80 % от всех энергозатрат этиленового
производства. Но такая схема значительно менее гибкая
Нефть и нефтепродукты
815
в отношении изменения производительности и типа
сырья. Одна установка такого типа, закупленная у
фирмы «Линде», работает в России.
Основные технические показатели работы колонны
типового газоразделения:
Показатель
Деметанизатор
Деэтанизатор
Этиленовая
колонна
Депропанизатор
Пропиленовая
колонна
Дебутанизатор
Депентанизатор
Давление, атм
32-36
25-26
20-21
8-17
10-18
4-5
2,0-2,5
Температура
куба, °С
8-12
75-80
(-6)-8
75-120
46-49
не> ПО
Температура
верха, °С
(-95)-96
(-10)-12
(-30)-32
25-42
40-42
40-42
В соответствии
с составо]^
а фракции
Литература
1. Мухина Т.Н., Барабанов Н.Л., Бабаш СЕ. и др.
Пиролиз углеводородного сырья. М.: Химия, 1987.
240 с.
2. Бабаш С.Е., Меньшиков В.А., Гандман З.Е. и др.
Утилизация тепла пирогаза в закалочно-испари-
тельных аппаратах. М.: ЦНИИТЭнефтехим, 1987.
59 с.
3. Новые процессы органического синтеза / Под ред.
проф. СП. Черных. М.: Химия, 1989.
4. Краткий справочник нефтехимика / Под ред. В.А.
Рыбакова. СПб.: Химия, 1993. 464 с.
12.6.3.2. Получение и переработка жидких продуктов
пиролиза углеводородного сырья
к.т.н. \i.Д. Беренц
Получение жидких продуктов пиролиза
Процесс пиролиза углеводородного сырья
сопровождается получением жидких продуктов пиролиза
(ЖПП), которые разделяются на пироконденсат
(фракция > 200 °С) и тяжелую смолу пиролиза (> 200 °С) и
имеют в своем составе различные классы
соединений — ароматические и другие конденсированные
циклические углеводороды: бензол, нафталин, аценафтен,
флуорен, фенантрен, антрацен и их метилпроизводные.
Кроме того, в ЖПП присутствуют ациклические и али-
циклические диены (изопрен, циклопентадиен, пипери-
лен и др.), алкены, винилароматические углеводороды
(стирол, метилстиролы), инден и его алкилпроизвод-
ные, а также примеси алканов и нафтенов. На основе
ЖПП получены толуол, ксилолы, растворители,
высокооктановые компоненты моторных тошшв, нефтепо-
лимерные смолы, нафталин, технический углерод, кокс и
др. продукты.
Выход жидких продуктов зависит от вида сырья и
условий пиролиза. С ростом молекулярной массы
углеводородного сырья выход жидких продуктов
повышается, а газообразование снижается. При этом в жидких
продуктах увеличивается содержание углеводородов с
температурой кипения выше 200 °С С повышением
температуры процесса и времени контакта повышается
выход газообразных углеводородов и соответственно
снижается образование жидких продуктов. В них
увеличивается содержание ароматических, непредельных
углеводородов и доля тяжелой смолы.
При глубине превращения этана в промышленных
печах, составляющей « 60 %, выход жидких продуктов
со средней молекулярной массой 75 достигает 1,8-2,3
масс. %. При получении этилена пиролизом пропана при
степени конверсии сырья — 90 % выход жидких
продуктов со средней молекулярной массой 80 составляет 3-5 %.
При получении этилена пиролизом н-бутана выход
жидких продуктов выше, чем при пиролизе пропана, и
достигает 10-12 %; для пиролиза изобутана он
возрастает до 16-19 %.
С утяжелением фракции нефтяных дистиллятов
имеют место следующие закономерности в выходе
жидких продуктов пиролиза: несколько уменьшается
выход пироконденсата, фракции С5 и возрастает,
особенно резко при переходе от бензина к газойлям, выход
тяжелой смолы пиролиза. При пиролизе бензина
прямой гонки (пределы выкипания 48-162 °С) при
температуре пиролиза 830 °С и времени контакта 0,5-0,6 с
выход пироконденсата составляет 20,7 %, тяжелой
смолы — 5 %.
Пироконденсат по составу входящих в него
соединений можно разделить на три фракции. Первая —
фракция С5 пироконденсата (температура кипения до
70 °С), ее выход — 10-25 %, в ней содержится до 60 %
диенов (изопрен, циклопентадиен, пиперилен). Вторая —
фракция С6-С8 пироконденсата, или бензол-толуол-
ксилольная фракция (БТК), кипящая при 70-150 °С, ее
выход 65-75 %. Основные соединения этой фракции —
ароматические углеводороды. Третья — фракция С9
пироконденсата (150-200 °С), ее выход 8-10 %. Она на
95-98 % состоит из ароматических углеводородов,
причем характерно высокое содержание виниларомати-
ческих углеводородов (стирола, а-метистирола, винил-
толуолов), индсна и дициклопентадиена.
Ниже приводятся составы пироконденсата, фракции
С5 и фракции С9, полученные на крупнотоннажных
этиловых установках.
Состав, масс. %, пироконденсата пиролиза бензина
прямой гонки этиленовой установки ЭП-300
с5
Бензол
Толуол
Ксилолы
С6-С7 неароматические
С8-С9 неароматические
С9 ароматические
17,2
30,0
18,0
8,4
11,2
8,0
6,6
816
Новый справочник химика и технолога
Состав, масс. %, фракции С5 этиленовой
установки ЭП-450
Насыщенные углеводороды
В том числе:
изопентан
н-пентан
циклопентан
метилциклопентан
Содержание олефинов
В том числе:
2-метилбутен-1
пентен-1
транс-пентен-2
г/мс-пентен-2
2-метилбутен-2
циклопентен
Содержание диенов
В том числе:
изопрен
циклопентадиен
трянс-пента-1,3-диен
г/мс-пента-1,3-диен
пента-1,4диен
дициклопентадиен
25,25
7,07
15,06
2,62
0,5
16,38
4,86
28,3
1,60
1,44
5,65
3,14
58,37
16,14
23,58
7,73
4,62
2,13
4,55
Состав, масс. %, фракций С9 (150-190 °С)
этиленовой установки
Углеводороды
Неароматические
Толуол
Этилбензол
«-Ксилол
м- Ксилол
0-Ксилол
Изопропилбензол +
+ фенилацетилен
Стирол
н-Пропилбензол
«-Этил толу о л
л<-Этилтолуол
Алкилбензол
Мезитилен
о-Этилтолуол
Псевдокумол
а-Метилстирол
Дициклопентадиен
«- и л<-Винилтолуолы
о-Винилтолуол
Гемимеллитол
Содимеры цикло- и
метилциклопентадиена
Р-Метилстирол {транс)
Индан
Инден
Неидентифицированные
Нафталин
ЭП-300
5,74
2,90
3,16
2,14
6,40
4,22
0,31
9,19
1,32
1,11
3,21
1,17
0,70
1,66
3,81
1,61
3,52
8,75
2,98
1,91
2,66
2,38
1,18
11,00
12,53
4,44
ЭП-450
7,68
0,40
1,81
1,96
5,77
4,30
0,21
17,17
0,78
0,84
2,78
1,23
1,16
0,91
3,74
1,94
12,51
12,00
3,32
1,04
3,94
1,78
1,45
8,23
3,05
—
Тяжелая смола пиролиза бензиновых фракций,
полученная при температуре пиролиза 820-830 °С, времени
контакта 0,5-0,6 с, характеризуется следующими
показателями: плотность — 1076 кг/м3, коксуемость 15,1 %,
суммарное содержание ароматических углеводородов —
68,1 %, в том числе моноциклических — 0,6 %, бицик-
лических — 4,5 %, полициклических — 63 %.
Содержание смол составляет 19,4%, асфальтенов — 10,6%.
В тяжелой смоле пиролиза газообразного сырья и
бензиновых фракций содержание серы относительно
невелико и составляет 0,30-0,40 масс. % соответственно.
Переработка жидких продуктов пиролиза
Гидрогенизационные процессы переработки пиро-
конденсата являются основными как по объему
используемого сырья, так и по значению вырабатываемой
продукции. По процессам фирм «Engelhardt», «Lummus»,
(США), «IFP» (Франция), «British Petroleum»,
(Великобритания) и других работает свыше ста промышленных
гидрогенизационных установок. Аналогичные
установки имеются и в России.
В промышленности реализованы процессы гидро-
генизационной очистки пироконденсата для получения
высокооктанового компонента автомобильного бензина
и индивидуальных бензола, толуола и ксилолов. Первый
процесс осуществляется в одну ступень, второй — в две
или три ступени. Процессы различаются в основном
используемыми катализаторами. Применяют палладиевые
катализаторы в сульфидной и металлической форме и
никелевые катализаторы. По эффективности работы
алюмопалладиевые катализаторы предпочтительнее.
Получение компонента автомобильного бензина
При производстве компонента автомобильного
бензина необходимо селективно и практически полностью
удалить нестабильные диеновые алкенилароматические
углеводороды и реакционноспособные алкены,
склонные к образованию смолистых веществ. Стабильные
непредельные углеводороды с высокими октановыми
характеристиками должны быть сохранены в сырье.
Для получения из указанного сырья продукта,
пригодного для выделения индивидуальных ароматических
углеводородов C^-Cg, используемых далее в
органическом синтезе, требуется удалить практически все
непредельные углеводороды и S-содержащие соединения,
не затрагивая при этом ароматические углеводороды.
Эти задачи эффективно решаются при гидрогениза-
ционной очистке водорода под невысоким давлением,
равным 2,5-5,0 МПа.
На установке ЭП-450 пироконденсат подвергают
гидрогенизационной очистке в присутствии алюмопал-
ладийсульфидного катализатора. Условия процесса:
давление в реакторе — 5 МПа, температура
(повышающаяся по высоте слоя катализатора) — 65-175 °С,
объемная скорость — 3 ч-1 и расход водорода — 100 м3
на 1 м3 сырья. Из гидростабилизированного
пироконденсата ректификацией выделяют фракции С5, C6-C8 и
Сд- Фракции С5 и С9 смешивают, и смесь является ста-
Нефть и нефтепродукты
817
бильным высокооктановым компонентом
автомобильного бензина. В этом процессе достигается глубокое
гидрирование диенов (на 90-92 %) и получается
гидроочищенная фракция С5. После добавки к ней
ингибитора (например, 0,01 % ионола) образуется стабильный
высокооктановый компонент автомобильного бензина.
Одним из необходимых условий проведения гидро-
генизационных процессов и получения продуктов
высокого качества является подготовка сырья,
(приготовление дистиллятного сырья заданного фракционного
состава с невысоким содержанием фактических смол),
его хранение и переработка при условиях,
предотвращающих смолообразование. Наиболее нестабильна при
хранении фракция С5. Поэтому пироконденсат и
свежеприготовленные фракции хранят в атмосфере
инертного (или топливного) газа в присутствии ингибиторов
окисления и полимеризации. Для ингибирования
применяют ионол (2,6-ди-трет-бутил-4-метилфенол), дре-
весно-смоляной ингибитор или ингибитор ФЧ-16. Это и
соединения фенольного типа, хорошо растворимые в
ароматических углеводородах, но во фракциях,
содержащих менее 60 % ароматических углеводородов С6-С8,
их растворимость заметно снижается.
За рубежом для ингибирования пироконденсата
применяют ингибиторы топанол А, топанол AN (2,4-
диметил-6-трет-бутилфенол с температурой кипения
250 °С, фирма «ICI» (Англия); Kerobit-BRD (w-mpem-
бутилфенилдиамин, температура кипения 300 °С,
фирма «Басф» («BASF»), ФРГ); Nalko-252 (ароматические
амины, фирма «Nalko» (США). Активность
перечисленных ингибиторов примерно одинакова.
Схема установки гидрирования пироконденсата для
получения компонента автомобильного бензина
приведена на рис. 12.66.
Пирокон
денсат
Ш'Ш
Фракция С^
и выше^-^д i§
Фракция 30-t90 °cl Газ
-Л-Ьж Е
У
УХ^ 7&
Рециркулят
Фракция С, и выше
Рис. 12.66. Схема установки гидрирования пироконденсата
для получения компонента автомобильного бензина:
/ — фильтр; 2 — дистилляционные колонны;
3 — рефлюксные емкости; 4 — коагулятор; 5 — реактор;
6 — сепаратор; 7 — подогреватели; 8 — холодильники;
9 — стабилизационная колонна
Гидрогенизационная переработка БТК-фракции
для получения бензола, толуола и ксилолов
В результате гидроочистки пироконденсата на
низкотемпературных катализаторах получают стабильную
БТК-фракцию. Для выделения из нее чистых
ароматических углеводородов требуется полностью удалить
непредельные и S-содержащие соединения.
Реализованы две схемы двухступенчатой гидроге-
низационной очистки БТК-фракции. По первой —
пироконденсат вначале ректифицируют с выделением
БТК-фракции, которую гидрируют в две ступени.
Вторая схема предусматривает гидрирование
пироконденсата на первой ступени, ректификацию его гидрогени-
зата на фракциях С5, С9 (их смешивают и добавляют к
автобензинам) и С6-С8, которую подвергают
гидроочистке на второй ступени.
Отечественные установки ЭП-300
производительностью по пироконденсату 200-220 тыс. т в год
ориентированы на получение бензола. Пироконденсат
ректифицируют в системе из трех колонн с получением
фракции С5 (ее направляют на переработку в
высокооктановый компонент автомобильного бензина или для
извлечения изопрена и циклопентадиена), фракции С9
(сырье для производства светлой нефтеполимерной
смолы) и БТК-фракции. Последнюю после добавления
ингибитора смешивают с водородом и очищают от
непредельных и S-содержащих соединений
гидрированием в две ступени последовательно на алюмопалладий-
сульфидном и алюмокобальтмолибденовом
катализаторах. Гидроочищенную БТК-фракцию (содержание серы
< 1 млн-1; тиофена — менее 1 млн-1) для получения
бензола направляют на III ступень процесса —
термическое гидродеалкилирование.
Схема промышленной двухступенчатой
гидроочистки пироконденсата и ректификации гидрогенизата 1-й
ступени приведено на рис. 12.67.
Ниже приведен материальный баланс процесса гид-
рогенизационной переработки пироконденсата по
двухступенчатой схеме на установке ЭП-300.
Взято, %:
Пироконденсат
Водородсодер-
жащий газ на
I ступень
гидрирования
в том числед
100%-й
водород
Водородсодер-
жащий газ на II
ступень
гидрирования
в том числед
100%-й
водород
Итого
100,0
3,33
1,66
10,03
5,02
113,36
Получено, %:
Фракция С5
Фракция С9
Фракция С9
и выше
Гидроочищенная
БТК-фракция в
смеси с водород-
содержащим
газом
в том числе,
100%-й
водород
Итого
11,89
5,79
3,89
91,79
6,31
113,36
818
Новый справочник химика и технолога
Топливный газ
Пироконденсат
** Фракция С,
Фракция С5 гидроочищенная
гидроочищенная
Рис. 12.67. Схема промышленной двухступенчатой гидроочистки пироконденсата
и ректификации гидрогенизата 1-й ступени:
/ — коагулятор; 2 - - смеситель; 3 — реактор 1 -й ступени; 4 --- сепаратор высокого давления; 5 — сепаратор низкого давления;
6 — колонна-депентанизатор; 7— колонна выделения БТК-фракции; 8 — сборник; 9 — печь подофева рециклового водорода;
10 — реактор 2-й ступени; 11 — сепаратор 2-й ступени; 12 — компрессор рециклового водорода; 13 — кипятильники;
14 — холодильники; 15 - - теплообменники; 16 — рефлюксные емкости
Получение бензола, толуола и ксилолов
из гидроочищенной БТК-фракции
Широкое промышленное применение для получения
бензола, толуола и ксилолов нашли три процесса
переработки БТК-фракции: термического и каталитического
гидродеалкилирования для получения бензола и
выделения бензола, толуола и ксилолов (используемых в
органическом синтезе) экстракцией или азеотропной и
экстрактивной дистилляцией.
Процессы термического и каталитического
гидродеалкилирования алкилбензолов и гидрокрекинга
насыщенных углеводородов, содержащихся в БТК-фракции,
осуществляют при давлении водорода 2,5-6,3 МПа и
высоких температурах (620-730 °С).
Экстрактивные процессы позволяют разделить
ароматические и насыщенные углеводороды и путем
ректификации ароматического концентрата или
другими способами получить индивидуальные
ароматические углеводороды С6-С8.
В нашей стране на нескольких крупнотоннажных
производствах бензола из пироконденсата 100—
187 тыс. т / год) реализованы процессы термического
(разработки СССР и фирмы «МНС», Япония) и
каталитического гидродеалкилирования (процесс «Пиротол»
фирмы «Goudry», США).
Процессы «МНС» и «Пиротол» предусматривают
переработку гидроочищенной БТК-фракции
пироконденсата. Для термического высокотемпературного (700-
725 °С) процесса «МНС» сырьем служит БТК-фракция,
полностью очищенная от непредельных и S-содержа-
щих соединений по двухступенчатой схеме. В процессе
«Пиротол» не требуется такой глубокой гидрогениза-
ционной очистки БТК-фракции, потому что его
проводят обычно на хромовых катализаторах при 600-
630 °С; при этом достигается полное удаление
непредельных углеводородов и серы.
Схема установки получения бензола из
гидроочищенной БТК-фракции пироконденсата по процессу
термического гидродеалкилирования, реализованному
на ЭП-450, приведена на рис. 12.68.
Гидроочищенную по двухступенчатой схеме БТК-
фракцию смешивают с рециркулирующим продуктом,
представляющим собой смесь верхнего продукта
стабилизационной колонны Р, толуольной фракции из куба
колонны 14 и дифенильной фракции с верха колонны
75. Водородсодержащий газ для реакций подают
компрессором 7, для поддержания необходимой
концентрации водорода к циркулирующему водородсодержа-
щему газу добавляют свежий водород.
Сырье и водородсодержащий газ после подофева
в теплообменниках и печи под давлением 2,0-
2,3 МПа и с температурой 630 °С подают в
последовательно работающие реакторы, где идут реакции
гидрокрекинга неароматических углеводородов и
гидродеалкилирования алкилбензолов. При
содержании в БТК-фракции до 30 % неароматических
углеводородов в результате их гидрокрекинга и
гидродеалкилирования алкилбензолов выделяется большое
количество тепла (примерно 754 кДж/кг). Поэтому
для поддержания заданной температуры процесс
ведут в двух последовательных реакторах специальной
конструкции.
Рабочие параметры реакторов гидрокрекинга и
гидродеалкилирования, а также условия очистки бензола
глиной приведены в табл. 12.68.
Объемное содержание водорода в газе после
гидродеалкилирования должно составлять не менее 55 %.
Материальный баланс переработки пироконденсата по
трехступенчатой схеме (гидростабилизация —
гидроочистка, термическое гидродеалкилирование) для
промышленной установки ЭП-450 приведен на рис. 12.69.
Нефть и нефтепродукты
819
Водород
■*-*■
Циркуляционный
водород
Топливный газ
Рециркулирующие углеводороды
Из аппа-
рата 12
17
V' I Из аппа-
>< Kl-J itllilit-
|*^ рата 7 V7 .
Фракция Су и выше >гл
и CZD/9
Ban. 9
/5
Топливный
аз
Л
20
it
Топливный
газ
2/ f
-► Водород
Тяжелый
V
ю
абсорбент
Рис. 12.68. Схема термического гидродеалкилирования
выделения бензола на "S
■ Вода
Щелочь
Отработанная
щелочь
> гидродеалкилирования гидроочищенной БТК-фракции пироконденсата и
выделения бензола на установке ЭП-450:
/, 16 — печи; 2, 3 — реакторы гидродеалкилирования; 4 - - котел-утилизатор; 5 — холодильники; 6 - - сепаратор; 7 — компрессор;
п е: in пгпрвятрпи' J? — кпппиия ппрп1»япитр1Т1*нпй прк-гигЬшгяпии" 7? — япгппбг
i, iu печи, ^, J |JCati iu|jt>i i ид^идсаллилпривапил, t ~ - ли i^ji-y i гин-юсии^, j— лилидплопилп, и i*t;iia|ja iup, / i\umnpw,i,up,
5, //, /9 --- емкости; 9 — стабилизационная колонна; /0— подогреватели; 12 - - колонна предварительной ректификации; 13 — адсорбер с
глиной; 14 — бензольная колонна; 15 — колонна отделения смолы; 17 — абсорбер; 18 — десорбер; 20 — колонна щелочной промывки ВСГ;
21 — блок концентрирования водорода
Водород
(5,28)
Пиро конденсат
(346,08)
Фракция С9 с очистки
водорода
(42,0)
Гидроочистка
I и II ступени
Фракционирование гидро
генизата
Топливный газ
(6,16)
Водород
(24,0)
БТК-
фракция
(224,0)
ГТТ
Фракция С5 Фрак- Фрак-
на очистку ция С5 ция С9
водорода (60,64) (52,96)
(49,6)
Гидродеалкили-
рование
Выделение
бензола
Топливный газ
(6,56)
Водород на
концентрирование
(72,0)
Бензол
(161,6)
Сырье для
технического
углерода
(7,84)
Рис. 12.69. Материальный баланс гидрогенизационной переработки пироконденсата
по трехступенчатой схеме (цифры в скобках — тыс. т / год)
820
Новый справочник химика и технолога
Таблица 12.68
Параметры режима реакторов гидрокрекинга,
гидродеалкилирования и доочистки бензола
(термическое гидродеалкилирование)
Показатели
Реагент
Давление МПа
Температура, °С
на входе
на выходе
Объемная
скорость подачи
сырья, ч"1
Расход водород-
сод ержащего газа
(* 70 % Н2 по
объему), м3/м3
Гидрокрекинг
парафинов
и нафтенов
Н2
2,6
630-650
700-710
0,7
1500
деалкилирование
алкил-
бензолов
н2
2,5
700-710
710-720
1,7
1500
Доочистка
бензола
Глина
«никани-
ит»
2,0
150-225
150-225
0,7
—
Схема процесса каталитического
гидродеалкилирования гидроочищенной БТК-фракции во многом
аналогична схеме термического процесса. Различия имеются
в узле подготовки сырья и в реакторном блоке и
состоят в следующем. В термическом процессе БТК-фракция
должна быть полностью очищена от непредельных и S-co-
держащих углеводородав во II ступени гидрогенизаци-
онной очистки; степень очистки определяет качество
товарного бензола по таким важным показателям, как
содержание общей серы и тиофена. Требования к сырью
для каталитического процесса гидродеалкилирования,
как отмечалось, менее жесткие: допускается небольшое
содержание в нем непредельных (до 5 %) и S-содержа-
щих соединений (до 0,01 %). Поэтому полное удаление
указанных примесей осуществляется в реакторах
гидродеалкилирования на хромовых катализаторах.
Бензол, получаемый в процессе каталитического
гидродеалкилирования, содержит в два-три раза меньше
тиофена по сравнению с бензолом термического процесса.
Технологическая схема установки каталитического
гидродеалкилирования предусматривает выделение из
пироконденсата БТК-фракции, а также фракций С5 и
С9, которые подвергают гидрогенизационному
облагораживанию в присутствии низкотемпературного
катализатора с получением стабильного компонента
автомобильного бензина. БТК-фракцию после гидрогениза-
ционной очистки в присутствии алюмокобальтмолиб-
денового катализатора направляют на переработку в
реакторы гидрокрекинга и гидродеалкилирования.
Схема каталитического гидродеалкилирования
гидроочищенной БТК-фракции пироконденсата на
установке ЭП-300 ПО «Ангарскнефтеоргсинтез» приведена
на рис. 12.70.
Фракция С5-*-
Пиро конденсат
А
БТК-фрактация
т&~
В аппарат 6
«
Я
Фракция С, и выше
21
Из
аппарата 12
20
\ Толуол
19
Рециркулят В аппаратах
17и2Ь«-С_)
г~^\ Бензол Jock
Гк-тВода д f>^7
Ш
В
аппарате 4
17
16
Из аппа-
рате 12
Отработанная
щелочь
16
ч.
12
Рис. 12.70. Схема каталитического гидродеалкилирования гидроочищенной БТК-фракции
пироконденсата на установке ЭП-300 ПО «Ангарскнефтеоргсинтез»:
/ — подогреватели; 2 — колонна-депентанизатор; 3 — колонна выделения БТК-фракции; 4— испаритель; 5,8— печи;
6 — водородный компрессор; 7 — реактор гидрогенизационной очистки с алюмокобольтмолибденовым катализатором;
1 — реактор гидродеалкилирования; 10 — котел-утилизатор; 11 — воздушный конденсатор; 12 — сепараторы; 13 — стабилизационная
колонна; 14 — реактор очистки глиной; 15 — колонна выделения бензола; 16 — реакторы доочистки бензола твердой щелочью;
17 — колонна промывки водородсодержащего газа щелочью и водой; 18 — колонна абсорбции бензола из водородсодержащего газа
толуолом; 19 — адсорбер; 20 — узел конценгрирования водорода; 21 — газосепаратор
Нефть и нефтепродукты
821
Рабочие параметры реакторов гидрогенизационной
очистки, гидрокрекинга и гидродеалкилирования
БТК-фракции и очистки глиной бензол-толуольной
фракции в процессе каталитического
гидродеалкилирования приведены в табл. 12.69.
Сравнение технологии, режимных показателей и
условий эксплуатации выявляет определенные
эксплуатационные преимущества термического процесса, что
видно из следующих данных, полученных из
производственной практики:
Наименование
Число реакторов
Температура, °С:
1-й реактор
вход
выход
2-й реактор
вход
выход
3-й реактор
вход
выход
Давление, МПа
Расход водорода, %
Конверсия, %:
алкил бензолов
неароматических
углеводородов
Селективность
по бензолу, %
Термический
процесс
2
600-630
Не измеряется
690
710-720
—
—
2,5
4,7
80-90
99,8-100
95-96
Каталитический процесс
2-3
590
630
600
600
630
6,1-6,3
4,0
80-83
99,7-99,9
98-98,5
Преимущества процессов:
- термического — низкое давление, длительный
межремонтный (без вскрытия) пробег реакторов (более
9 лет), простота регулирования температурного
режима, высокая конверсия алкилбензолов и
неароматических углеводородов;
- каталитического — низкая температура, меньшее
образование дифенила и полициклических
углеводородов и упрощение схемы их выделения, большой выход
этана и пропана, более высокая степень очистки
бензола от тиофена, меньший расход Н2.
Недостатки процессов:
- термического — высокая температура, меньший
выход этана и пропана, большее образование
полициклических углеводородов, для выделения которых
требуется 2 ректификационные колонны, образование
тиофена (до 1 млн-1);
- каталитического — высокое давление, сложность
регулирования температуры, большой расход
катализатора, частые (через 2-6 мес.) регенерации,
периодическая замена катализатора, меньшая конверсия сырья.
Основной трудноудаляемой примесью S-содержа-
щих соединений в БТК-фракции является тиофен. Его
содержание в товарном бензоле не должно превышать
1-2 млн"1. Это требование обеспечивается в результате
гидрогенизационной очистки БТК-фракции на II
ступени, содержание тиофена после нее — < 1 млн" . Однако
в промышленном реакторе термического
гидродеалкилирования тиофен образуется за счет взаимодействия
сероводорода и углеводородов С4.
При оптимальной подаче сероводорода образование
тиофена обычно минимальное и не превышает 0,5-
1,0 млн"1. Но с увеличением содержания сероводорода
выше 200 млн-1 (считая на серу) содержание тиофена
может достигать 8-10 млн-1, что приводит к
ухудшению качества товарного бензола. Поэтому сероводород
как ингибитор коксообразования необходимо вводить в
дозированном количестве в реакторы, учитывая, что его
избыток способствует образованию тиофена.
Таблица 12.69
Режимные параметры реакторов
гидрогенизационной очистки,
каталитического гидрокрекинга
гидродеалкилирования БТК-фракции
и очистки бензол-толуольной (БТ) фракции
Показатели
Число реакторов
Катализатор
Давление, МПа
Температура, °С
на входе
на выходе
Объемная скорость
подачи сырья, ч"1
Расход водородсо-
держащего газа
(* 85 % Н2 по
объему), м3 /м3
Гидроочистка
1
алюмо-
кобальт-
молиб-
деновый
6,3
220
315
1,5
1100
Гидрокрекинг,
гидродеал-
килирование
2-3
алюмо-
хромовый
6,0-6,2
590*
630**
0,5***
1100
Доочист-
ка БТ-
фракции
2
глина
«атта-
пульгус»
2,8
230-250
240-250
0,5-0,7
-
В 1-й реактор.
" Из 3-го реактора.
*** По суммарной загрузке катализатора.
Полимеризация жидких продуктов пиролиза
Термической полимеризацией получают как светлые,
так и темные нефтеполимерные смолы. Для
производства светлых смол используют фракцию с температурой
выкипания до 200 °С, для выработки темных смол —
фракции с температурой выкипания выше 200 °С.
Процесс протекает по радикально-цепному механизму с
приемлемой скоростью при температуре 250-260 °С и
давлении до 1,2 МПа; продолжительность — до 12 ч.
Выход пиропласта-2 составляет 35—45 % на сырье.
Процессы термической полимеризации фракций
жидких продуктов пиролиза реализованы в
отечественной промышленности и за рубежом. Процесс
термической полимеризации фракции 130-190 °С пироконден-
сата для получения светлой смолы пиропласт-2
разработан ВНИКТИнефтехимоборудование.
Полимеризацию осуществляют при температуре 245-255 °С и
822
Новый справочник химика и технолога
давлении 0,8-1,0 МПа в течение 6-8 ч. Выход пиропла-
ста-2 составляет около 40 % на сырье. Эта смола имеет
ненасыщенный характер, ее применяют в
лакокрасочной, резиновой, шинной и других отраслях народного
хозяйства. В результате термической полимеризации
фракции 150-190 °С пироконденсата в условиях,
аналогичных используемым при получении пиропласта-2,
производят смолу под названием «арсолен». Она
представляет собой в основном сополимеры винилтолуолов,
дициклопентадиена и индена и может использоваться в
лакокрасочной, резиновой и шинной промышленности.
Для получения темной нефтеполимерной смолы в
качестве сырья используют тяжелую смолу пиролиза.
Выход темной смолы — пиропласта — с температурой
размягчения 85 °С составляет около 50 % на сырье.
Комплексная переработка жидких продуктов
пиролиза
Комплексная схема переработки жидких продуктов
приведена на рис. 12.71. Эта схема предусматривает
наиболее экономически эффективную и практически
безотходную технологию, в результате которой обеспе-
Литература
1. Беренц А.Д., Воль-Энштейн А.Б., Мухина Т.Н.,
Аврех Г.Л. Переработка жидких продуктов
пиролиза. М.: Химия, 1985. 216 с.
2. Кугучева Е.Е., Машинский В.И., Гамбург Н.Л.,
Беренц А.Д. // Химическая промышленность, 1984.
№11. С. 6-9.
3. Новые процессы органического синтеза / Под ред.
проф. СП. Черных. М.: Химия, 1989.
чивается максимальная выработка важной для народного
хозяйства продукции: изопрена, циклопентадиена,
бензола, нафталина, светлых и темных нефтеполимерных
смол, сырья для производства технического углерода и
кокса, высокооктанового компонента автомобильного
бензина. Это выполнимо только в случае переработки
жидких продуктов на крупнотоннажных этиленовых
установках производительностью по этилену от 250 до
450 тыс. т в год пиролизом бензина или других
нефтяных фракций. Переработку фракции С5 для выделения
изопрена, циклопентадиена и получения нафталина из
тяжелой смолы экономически целесообразно
осуществлять на централизованных установках, куда может
быть передано сырье с нескольких этиленовых
производств.
Как отмечалось выше, основными процессами
переработки продуктов являются гидрогенизационные и по-
лимеризационные процессы, что обусловливается
особенностями химического состава сырья. Оптимального
сочетания процессов можно достигнуть при
комплексной переработке жидких продуктов.
4. Мухина Т.Н., Барабанов Н.Л., Бабаш С.Е.,
Меньшиков В.А., Аврех Г.Л. Пиролиз углеводородного
сырья. М.: Химия, 1987. 240 с.
5. Краткий справочник нефтехимика / Под ред. В.А.
Рыбакова. СПб.: Химия, 1993. 464 с.
6. Беренц А.Д. и др. Опыт переработки
пироконденсата на крупнотоннажной этиленовой установке.
М.: «ЦНИИТЭнефтехим», 1983.
Пироконденсат
(234)
J2L
Ректификация L
Фракция >|90 °С
Рис. 12.71. Комплексная схема
переработки жидких продуктов
пиролиза бензина
на установке мощностью
300 тыс. т / год
(цифры (в скобках) -
тыс. т / год)
ФракцияС9
-f О
#й
Фракция
130-190 °С
Термическая
полимеризация
Фракция
>190°С
Гидрирование
(2 ступени)
.О. г'
Н»1
Термическое
гидродеалкилирование
Ректификация
Бензол
(95)
Фракция
>270°С
Дифенил
(4)
Фракция
1304 90 °С
w 1>
Водород 100% Тяжелая смола
т
Термическая
полимеризация
Гидрирование
1
Ректификация
Пиропласт
(24)
Гидроочищенные ^
ксилолы Сырье для
Пиропласт-2 (19) технического
(20) углерода
(34)
Нефть и нефтепродукты
823
12.7. Термокаталитические процессы
переработки
12.7.1. Гидроочистка нефтяных фракций
{доц., к.т.н. Д.А. Сибаров)
Гидроочистка занимает видное место среди гидро-
генизационных процессов нефтепереработки. Это
вызвано высокими требованиями, предъявляемыми к
качеству получаемых продуктов.
В связи с переработкой сернистых и
высокосернистых нефтей в составе получающихся при этом
нефтяных фракций присутствует большое количество
сернистых соединений различных групп. Кроме того, в них
содержатся азотистые и кислородсодержащие
соединения, а также смолы и непредельные углеводороды.
Содержание серы в нефти может достигать 3-10 масс. % и
более. При перегонке нефти с увеличением
температуры кипения фракций количество серы возрастает
(табл. 12.70).
Таблица 12.70
Распределение серы по фракциям некоторых нефтей
Содержание серы
в нефти, масс. %
Арланская, 3,04
Мухановская,
1,18
Усинская, 0,61
Самотлорская,
0,12
Шаимская, 0,46
Фракция нефти
3
ее
о
X
К
X
U
ю
0,12
0,069
Следы
0,009
0,04
3
ее
о
X
К
о
о
о.
и
0,35
0,085
0,12
0,05
0,06
№
ев
X
Л
и
S
2,51
1,08
0,39
0,57
0,14
5? ^
3,71
1,50
0,71
1,64
0,62
о
Й
н
о
о
4,47
2,5
1,30
2,35
1,25
Сернистые соединения концентрируются в высоко-
кипящих фракциях. При сгорании сернистых
соединений в двигателе в атмосферу выбрасываются большие
количества оксидов серы: S02 и S03. Присутствующие
в топливах гетероатомные соединения (S, N, О), кроме
того, способствует коррозии оборудования,
осадкообразование в системе подачи топлива и повышенному
износу двигателей.
Содержание соединений, включающих в свой состав
атомы серы, может достигать в отдельных фракциях
более 10 масс. %. Вопрос выделения и использования
таких соединений до конца не решен и удаление гете-
роатомных соединений и других примесей
осуществляют в промышленности переработкой нефтяных
фракций под давлением водорода при высокой температуре
в присутствии гетерогенных катализаторов. При этом
из сырья удаляются S, N и О в виде H2S, NH3 и Н20.
Происходит гидрирование непредельных
углеводородов и смол. Поскольку процессы протекают при
высоких температурах, возможен частичный гидрокрекинг
углеводородов, сопровождающийся разрывом связей
С-С и гидрированием образующихся осколков.
Повышение качества топлив в результате гидроочистки
приводит к снижению вредных выбросов в атмосферу и
сокращению удельного расхода топлива.
В нефтях найдены следующие группы сернистых
соединений:
Группа
Тиолы
(меркаптаны)
Сульфиды
Дисульфиды
Тиофены
Бензотиофены
Дибензо-
тиофены
Бензонафто-
тиофены
Бензо-fdef]-
и
бензотиофены
Строение
R—SH
R—S—R'
R— S—S—R'
U С
S 5
r^N
Со
\/ ^s/
^\ /ч,
11
КУ^8Л^
CT~Yy
кхлл
Пг~СГ
KJ^rAA
(гл)
^N^^
R
i
» и т. д.
R
^\ /
Сс^
^"^ ^ и т. д.
^\ ^-"^ /R
Ст^гх
^^s^^ и т. д.
'^4s
v^
■^4s
v и т. д.
w~w
^ R и т. д.
Группы сернистых соединений приведены в порядке
уменьшения их реакционной способности при гидро-
обессеривании.
12.7.1.1. Термодинамика и химизм гидрогенолиза
сернистых соединений
В табл. 12.71 приведены значения констант
равновесия и теплоты реакций гидрогенолиза S-органических
соединений различных групп. Все реакции
гидрогенолиза экзотермичны, константы равновесия имеют
большие значения. Теплота гидрогенолиза связи C-S
слабо меняется с температурой.
Селективному гидрообессериванию способствует
разность в энергиях связей C-S и С-С Однако, участие
катализатора в процессе снижает энергию активации за
счет адсорбции на его поверхности промежуточного
активированного комплекса. Перераспределение
энергий в комплексе приводит к разрыву связей C-S и C-N
(табл. 12.72).
При гидроочистке бензиновых фракций на алюмо-
кобальтомолибденовом катализаторе энергия
активации гидрогенолиза сернистых соединений составляет
16 кДж/моль, а азотистых — 83,7 кДж/моль.
Таким образом, при гидроочистке происходит
преимущественное разрушение гетероорганических
соединений в отличие от углеводородов, которые устойчивы.
824
Новый справочник химика и технолога
Таблица 12.71
Значения теплот АН (кДж) и констант равновесия Кр реакций гидрогенолиза в идеальной газовой фазе
Реакция
CH3SH + H2->CH4+H2S
C3H7SH + H2->C3H8+H2S
C5HnSH + H2->C5H12+H2S
CH3SC3H7 + 2H2 -> CH4 + С3Н8 + H2S
CH3SC4H9 + 2Н2 —> СН4 + C4H10 + H2S
C2H6S2 + ЗН2 -> 2СН4 + 2H2S
(2,3-дитиабутан)
C4H10S2+3H2->2C2H6+2H2S
(3,4-дитиагексан)
C4H4S + 4H2^C4H10+H2S
(тиофен)
C5H6S + 4H2->C5H12+H2S
(3-метилтиофен)
C4iigS + 2Н2 —> С4Н10 "*" H2S
(тиациклопентан)
C5H10S + 2Н2 —> CsH]2 + H2S
(тиациклогексан)
Температура, °С
25
АН0
-72,1
-47,9
-58,2
-120,2
-108,6
-166,1
-135,2
-262,4
-257,8
-112,6
-103,4
К
7,6- 1012
2,6 • 109
3,9- 1010
2,1 • 1022
1,1 -1021
6,2 • 1031
7,6 • 1026
5,3 • 1030
2,9 • 1029
5,4 • 1016
2,8- 1016
225
АН0
-74,4
-51,4
-61,1
-126,7
-115,1
-174,9
-146,4
-273,0
-267,9
-116,5
-197,3
К
6,3 • 107
9,5 • 105
2,8 • 106
6,0- 1013
2,0- 1013
9,6 • 1019
1,4- 1017
1,3- 1012
1,6- 10"
6,2 108
1,4- 109
525
АН0
-77,7
-55,9
-66,6
-135,3
-124,0
-187,1
-160,5
-283,6
-277,0
-121,8
-117,0
К
6,8 • 104
7,7 • 103
9,0- 103
4,7 • 10~8
4,5 • 108
8,4 • 1013
1,5-1011
18,5
3,5
1,4- 104
6,3-104
Таблица 12.72
Средние значения энергии связей (кДж/моль)
до реакции и в переходном комплексе
Тип связи
с—с
С—N
С—S
С—О
В свободном
состоянии
345,4
304,4
271,8
357,6
В переходном
состоянии
205
ПО
21
17
Таблица 12.73
Равновесная глубина гидрогенолиза тиофена
при различных температурах и давлениях
Температура, °С
227
327
427
527
627
Глубина гидрогенолиза (%)
при давлении, МПа
0,1
99,2
98,1
90,7
68,4
28,7
1,0
99,9
99,5
97,6
92,3
79,5
4,0
100,0
99,8
99,0
96,6
91,3
10,0
100,0
99,8
99,4
98,0
95,1
Увеличить превращение тиофена можно
повышением общего давления и молярного соотношения
водорода к сырью. При практическом осуществлении
гидроочистки нефтяных фракций, содержащих тиофены,
достичь полного удаления серы не удается. При
высоком содержании сернистых соединений в сырье
тепловыделение в реакторе может быть довольно
значительным. При этом могут протекать реакции гидрокрекинга
углеводородов с образованием продуктов меньшей
молекулярной массы:
R—CH2—CH2—R' + Н2 ^
R—СН3 + R'—СНз
^\^СН2— СН2— СН2— СН3
+ Н2 ^=
^\-СН
2-СНз
+ С2Н6
Из табл. 12.71 следует, что наибольший тепловой
эффект наблюдается для тиофеновых структур. Гидро-
генолиз тиофена (табл. 12.73) до бутана и сероводорода
ограничивается термодинамическим равновесием:
+ 4Н2 <-> СНз—СН2—СН2—СНз + H2S
Теплоты гидрирования связей С—S и С—С близки
между собой (табл. 12.74). Чем в более мягких
условиях протекает процесс гидроочистки, тем меньше
удельный вес реакций гидрокрекинга углеводородной
части сырья.
При гидроочистке кроме сернистых соединений
превращению подвергаются соединения азота и кислорода.
Нефть и нефтепродукты
825
Теплота гидрогенолиза (АН) азотистых и
кислородсодержащих соединений выше, чем сернистых.
C6H13SH + Н2 -> С6Н14 + H2S АН = -69 кДж/моль
С6Н13ОН + Н2 -> СбН14 + Н20 АЯ=-93кДж/моль
C6H13NH2+ Н2 -> С6Н14 +NH3 Д#=-87 кДж/моль
В промышленных условиях за счет гидрирования
азотистых и кислородных соединений тепловыделение
в реакторе может увеличиться на 10-15 %.
Для расчета теплоты гидроочистки (q„) предложена
формула:
gn = AHKAZK + AHs(-Zs)
где: АНК — теплота образования единицы массы низко-
кипящих (по сравнению с сырьем) углеводородов; AZK —
изменение содержания этих углеводородов; A//s —
теплота удаления единицы массы серы; AZS — изменение
содержания серы.
Для расчета по вышеприведенной формуле
необходимо предварительно измерить величины AZK и AZS.
Для расчета теплоты гидроочистки с удалением
кроме серы также азота и кислорода уравнение
принимает вид:
qn = -\\5AZK + 5525 AZS + 6230 AZ0 + N
Кроме описанных выше реакций при гидроочистке
происходит также гидрирование ненасыщенных
соединений, содержащихся в сырье, особенно при
добавлении к прямогонным фракциям продуктов термического
и каталитического крекинга. Экзоэффект может
достигать величин 120-180 кДж/кг.
Скорости этих реакций довольно велики по
сравнению с гидрообессериванием.
Реакции гидрирования непредельных соединений и
гидрокрекинга углеводородной составляющей сырья
влияют на технико-экономические показатели процесса,
увеличивая расход водорода.
При гидрообессеривании наиболее
реакционно-способными являются меркаптаны, сульфиды,
дисульфиды. Устойчивость сернистых соединений при
гидроочистке возрастает в следующем ряду:
меркаптаны < дисульфиды < сульфиды < тиофены.
Внутри группы сернистых соединений скорость
гидрообессеривания снижается с увеличением
молекулярной массы.
Соединения ряда тиофена наименее активны,
поэтому сам тиофен часто используют в качестве
модельного соединения при разработке катализаторов
гидроочистки. Превращение тиофеновых соединений при
гидроочистке идет разными путями. Так при 288 °С на
алюмокобальтмолибденовом катализаторе при
конверсии тиофена 0,5 % в составе продуктов превращения
найдены, в мольн. %:
Бутадиен
Бутан-1
г/ис-Бутен-2
транс-Бутен-2
Бутан
2,2
47,5
19,8
24,3
6,2
Доказано, что первой реакцией тиофена является не
гидрирование связи С=С, а расщепление связи С—S с
образованием бутадиена 1,3. Гидрирование тетрагидро-
тиофена таких продуктов не дает. Ниже приведена
схема 12.2 превращения тиофена на А1—Со—Мо
катализаторе.
Гидрогенолиз бензотиофенов протекает через
гидрирование тиофенового кольца. Равновесие реакции
гидрирования—дегидрирования устанавливается
быстрее, чем дальнейший гидрогенолиз.
+ н2 -
Дигидробензотиофен обнаруживается как продукт
реакции при низкой температуре (320 °С) и высокой
скорости пропускания бензотиофена (« 4 ч"1).
Схема 12.3 гидрогенолиза замещенного
бензотиофена приведена ниже.
Таблица 12.74
Теплота реакций гидрогенолиза
некоторых соединений
Реакция
C6H13SH + Н2 ^ н-С6Н14 + H2S
C8H17SH + H2^h-C8H18 + H2S
к-С6Н14 + Н2 ^ н-СН4 + С5Н12
н-С8Н18 + Н2 ^ СН4 + //-С7Н6
-АН кДж/моль
527 °С
66,7
66,7
61,9
61,9
627 °С
68,7
68,5
63,5
63,5
+ н2
-H2S
+ н2 \
СН2=СН-СН=СН3
+ Н2
CFU
СН2=СН-СН2— СН3^=^СН=СН =^=^СН=СН
/ /
СН3
+ Hi
СН3СН3
+ н2
+. СН3—СН2—СН2—СН3
Схема 12.2. Реакции гидрирования тиофена
826
Новый справочник химика и технолога
В схеме приведены структуры гипотетических арил-
меркаптанов, которые не найдены в продуктах
вследствие их высокой реакционной способности.
Однако продукт их гидрирования, н-пропилбензол, в
реакционной смеси присутствовал в количестве 75 %.
Сумма этил- и изопропилбензола составляла около 11 %.
Гидрообессеривание дибензотиофена происходит с
высокой селективностью до дифенила (схема 12.4).
Числа над стрелками в схеме — константы скорости
реакции псевдопервого порядка в м3/кгс. Введение
заместителей в молекулу бензотиофена, в положения,
ближайшие к атому серы, резко снижают реакционную
способность соединения и селективность обессерива-
ния. Такого типа соединения содержатся в тяжелых
фракциях и нефтяных остатках, затрудняя их удаление.
СН2—СН2—СН3
СН2—СН2—СН]
+ H2S
Схема 12.3. Реакции гидрирования замещенного бензотиофена
Схема 12.4. Реакции гидрирования дибензотиофена на катализаторе А1—Со—Мо при 300 °С и давлении 10 МПа
Нефть и нефтепродукты
827
Соединения азота и кислорода содержатся в
нефтяных фракциях в значительно меньших количествах, чем
соединения серы. Они сосредоточены в высококипящих
фракциях и особенно тяжелых остатках.
Азотсодержащие соединения представлены азотистыми
основаниями и нейтральными азотистыми соединениями.
Независимо от природы, они отравляют
катализаторы риформинга и гидрокрекинга, снижая их кислотную
функцию. Удаление их из нефтяных фракций повышает
качество топлив. Присутствие азотистых соединений
тормозит процесс обессеривания. Для их удаления
требуются более жесткие условия и специальные
катализаторы. Ниже приведены основные схемы превращения
азотистых соединений в условиях гидроочистки
(схема 12.5).
Из схемы следует, что первоначальной реакцией
является гидрирование кольца, содержащего гетероатом,
его разрыв с образованием первичных и вторичных
аминов и их гидрогенолиз с образованием
ароматических углеводородов и аммиака.
Кислородсодержащие соединения при
гидрировании образуют углеводороды и воду.
+ Н20
Н20 + СН4
Н,0
ч
N'
Н
СН3—(CH2)4-NH2
C5H12 + NH3
сн2—сн2—ch2-nh2
с3н7
NH.
+ NH3
СН2—CH2-NH2
с2н5
NHi
+ NH3
Схема 12.5. Превращения азотистых соединений в условиях гидроочистки
828
Новый справочник химика и технолога
12.7.1.2. Катализаторы гидроочистки
Промышленные катализаторы гидрообессеривания
должны удовлетворять следующим основным
требованиям:
- обладать высокой активностью при гидрогено-
лизе S- и N-coдержащих органических соединений;
- обладать минимальным крекирующим действием
в отношении углеводородов, обеспечивая высокий
выход целевого продукта;
- длительно работать при минимальном расходе
водорода;
- быть стойким к отравлению соединениями
металлов, содержащихся в сырье;
- иметь низкую насыпную плотность и высокую
механическую прочность как на раздавливание, так и на
истирание;
- проводить частичное гидрирование алкенов и
ароматических углеводородов при переработке
некоторых видов сырья.
В мировой практике широко распространены в
основном алюмокобальтмолибденовые (АКМ) и алюмони-
кельмолибденовые (АНМ) катализаторы (табл. 12.75). В
ней же приведена характеристика некоторых
зарубежных и отечественных катализаторов гидроочистки.
Таблица 12.75
Характеристика зарубежных и отечественных катализаторов гидроочистки
Фирма,
марка катализатора
«Harshaw-
Chemical»
НТ-400Е
«BASF»M8-21
«American ceana-
mid»
HDS-2
HDS-20
HDS-30
«Sud Chemie»
C20-6-01TRX
C20-6-04 CDS
C20-7-04
ВНИИнефтехим
КГМ-70
«Олкат»
КГУ-941 (АКМ)
ВНИИНП
ГК-35
ГКД-202
ГКД-205
ГК-202П
ГКД-300
ГП-497
ГП-497С
Химический
состав, масс. %
СоО - 3,0
МоОз-15,0
NiO-3,0
МоОз-15,0
СоО - 3,2
МоОз-15,1
Si02- 0,1
СоО - 5,0
Мо03- 16,2
NiO-5,0
МоОз-20,5
СоО - 4,6
Мо03- 19,0
СоО - 5,0
МоОз-20
NiO-5,3
МоОз-20
NiO - 2,8 + 4,0
М0О3- 14ч-16
Со - 2,6-3,2
Мо03- 14-16
NiO-8
М0О3- 17
NiO-4
СоО - 0,5
Мо03- 12,5
NiO-4,5
МоОз-12,5
СоО - 3,0
МоОз-8,5
NiO - 3,0
МоОз-9,0
NiO - 4,0
М0О3- 12,0
NiO - 2,4
М0О3- 10,8
Насыпная
плотность,
кг/л
0,75
—
0,55
0,66
0,74
0,68
0,64
0,85
0,7-0,9
0,7-0,9
0,8
0,72
0,75
0,62
0,63
0,70
0,82
Буд, м /г
230
150
275
230
160
250
200
170
220
—
247
236
240
235
215
—
-
Объем
пор, л/кг
0,5
0,5
0,75
0,52
0,44
0,58
0,45
0,4
—
—
—
—
—
—
—
—
—
Форма, размер
—
—
—
—
—
Экструд «трех-
осн» 1,3/2,5 мм
Экструд 1,2 мм
Цилиндр
1,6/3,2 мм
Экструд
Экструд
2-3 мм
Гранулы
3,5-5 мм
1,6-3,5
1,7-3,5
1,5-3,5
2-3,7
Экструд 2,7 мм
Экструд 2,7 мм
Гидрируемое сырье
Газойль
Бензин, керосин,
газойль
Средние
дистилляты
Газойль
Газойль
Бензин, керосин,
газойль
Бензин, керосин,
газойль
Газойль
Бензин, керосин
Бензин, керосин,
дизельное топливо
Дизельное топливо
Керосин,дизельное
топливо
Дизельное топливо
Дизельное топливо
Дизельное топливо
Дизельное топливо,
вакуумный газойль
Дизельное топливо,
вакуумный газойль
Нефть и нефтепродукты
829
Зарубежные катализаторы содержат в своем составе
больше молибдена, чем отечественные. По содержанию
кобальта — отличий меньше. Однако активность
катализаторов гидрообессеривания зависит еще от способа
внесения компонентов, природы носителя, объема и
размера пор, введения модифицирующих добавок,
характера распределения активного компонента в объеме
зерна катализатора и т. д. Так, например, катализаторы
типа ГКД готовят методом соосаждения, а типа ГП —
методом пропитки оксида алюминия. Пористую
структуру носителя регулируют термообработкой гидрар-
гиллита с последующим нанесением на оксид солей Мо
и Ni. По активности эти катализаторы несколько
отличаются. Молибден является необходимым компонентом
катализатора гидрообессеривания. Кобальт и никель не
обладают сколько-нибудь значительной активностью.
Сочетания Со или Ni с молибденом более активны, чем
сам молибден. Поэтому введение Со и Ni в алюмомо-
либденовый катализатор рассматривается как промоти-
рование. Нанесение молибдена на поверхность у-А1203
можно представить схемой:
Y-AI203'
Л\— ОН
?А\— ОН
Н0^ уР
но" *о
^А^-0 о
"А ХМ< +2Н20
'AI—О
/
О
Добавление в пропиточный раствор солей кобальта
дает сходные поверхностные структуры. Прокаливание
катализаторов приводит к диффузии ионов промотора в
объем носителя. Изучение промышленных
катализаторов А1—Со—Мо показало, что основной фазой
является СоМо04 и оксид алюминия. Доказано
стабилизирующее влияние кобальта на молибдат и его
дисперсность. Для алюмоникельмолибденовых
катализаторов также характерно диспергирование на
поверхности носителя связанных друг с другом оксидов
никеля и молибдена xNiO • М0О3 • д>Н20. При прокаливании
образуется молибдат никеля и Мо03. Введение в
катализатор никеля препятствует образованию
малоактивной фазы А12(Мо04)з и таким образом сохраняет
активность ионов молибдена. Оксиды металлов в условиях
гидроочистки образуют сульфиды. Осернение
катализаторов резко увеличивает их активность. В сульфиди-
рованных АКМ-катализаторах молибден находится в
виде M0S2, а кобальт в виде Co9S8. Сульфиды
четырехвалентных переходных металлов, такие как NiS2; M0S2;
WS2, имеют слоистые структуры (рис. 12.72).
Из рисунка видно, что анионы серы плотно
упакованы, а места катионов (Мо+4; W*"4) находятся между
двумя плотноупакованными слоями. Активный
компонент этих катализаторов представляет собой
сульфидное биметаллическое соединение со структурой пакета
MoS2(WS2), в боковой грани которого находятся атомы
Ni(Co). Минимальным структурным элементом
активного компонента, на котором происходит гидрогенолиз
связи С—S, является биметаллическое соединение,
содержащее два атома Mo(W) и один атом Ni(Co). Атом
Ni(Co), находящийся в плоско-квадратном окружении
атомов серы, является центром адсорбции и активации
S-coдержащей молекулы. Активация водорода
осуществляется с участием атомов Mo(W). Природа
активного компонента одинакова во всех катализаторах
гидроочистки независимо от метода приготовления и
природы носителя.
Уровень каталитической активности зависит от
характера распределения активного компонента в
объеме зерен катализатора. Предполагают, что центры
реакции гидрообессеривания связаны с анионными
вакансиями на краях кристалла. Анионная вакансия flS
может быть заполнена серой из H2S в соответствии с
реакцией:
2W3+ + H2S + i IS -> H2 + 2W4+ + S2-.
Отсюда понятно ингибирующее влияние
сероводорода (см. уравнение скорости гидроочистки). При гид-
рогенолизе сернистые соединения хемосорбируются на
местах, где есть анионные вакансии.
На рис. 12.73 приведена схема механизма
гидрообессеривания тиофена на никельвольфрамовом
катализаторе. Схема объясняет образование 1,3-бутадиена.
Включение метальных групп в положения, ближайшие
к атому серы, сильно затрудняет хемосорбцию. Этим
объясняется низкая степень удаления серы из высоко-
кипящих нефтяных фракций, где присутствуют такого
типа тиофеновые структуры.
Таким образом, текстурные промоторы (кобальт и
никель) способствуют поддержанию высокой
гидрирующей активности ионов Мо и W. Введение в состав
оксида алюминия небольших количеств Si02 или
цеолита улучшает работу катализатора. Присутствие
цеолита в носителе увеличивает количество Ni—Мо и А1—
Ni—Мо-структур и уменьшает диффузию ионов никеля
и молибдена в объем носителя, предотвращая тем
самым образование неактивных соединений типа
шпинелей. Кроме того, увеличивается удельная поверхность и
возрастает доля пор размером 10,0-20,0 нм.
JN1 л1
Рис. 12.72. Строение активного компонента сульфидных
катализаторов гидрообессеривания
830
Новый справочник химика и технолога
Н2 Н2
S2" S2" D S2" S2"
Ni2+W3+W3+Ni2+ !
н+
S2'
нс—
II
НС
„л
s2- s-
-сн
II
сн2
S2"
н+
S2"
Ni°W3+W3+Ni2^
СН—СН
/ \
Н2С СН2
Н+ №
_s2:s2: s2_-_s2-_ s2_i
I Ni2+W3+W3+Ni2+ !
H+ H+ H+ H+
S2- S2- D S2- S2-
N1 W W N1 ,
I Тиофен
НС—СН
II II
НС СН
н+ н+ \ / н+ Hf
s2-s2- s s2- s2-
XT-°\I73+\I73+XT-° I
N1 W W N1
H+ H+ +C4H6
_s2-_s2-_ s2_-_s2-_s2^_
I Ni2+W3H W3+Ni2" !
s
s2- s2- n s2- s2-
N1 W W N1 ,
Рис. 12.73. Предполагаемый механизм гидрообессеривания
тиофена." i - анионная вакансия; штриховой прямоугольник
означает, что на включенных в него катионах могут
находиться (частично) делокализованные электроны
Введение цеолита (10-25 масс. %) в катализатор
ГКД-205 дает возможность сочетать гидроочистку и
гидрокрекинг вакуумного газойля, увеличивая тем
самым глубину отбора светлых фракций (до 350 °С).
Промышленные АКМ-катализаторы отвечают
требованиям, предъявляемым к катализаторам гидроочистки,
однако они малоактивны в реакции гидрогенизации
азотсодержащих соединений.
Промышленные АНМ-катализаторы, напротив,
высокоактивны в реакции гидрогенолиза азотсодержащих
и ароматических соединений.
В процессе работы катализаторы дезактивируются
по двум причинам:
- коксование;
- отложение в порах металлов (V, Ni, Fe),
присутствующих в сырье.
Удаление кокса проводят окислительным методом.
Выгорание кокса осуществляется газовоздушным или
паровоздушным способами при постепенном
увеличении концентрации кислорода в подаваемой смеси.
Конечная температура регенерации ограничивается
550 °С, т. к. выше начинается возгонка Мо03.
Катализаторы гидроочистки устойчивы в окислительных и
восстановительных средах.
Предельное содержание кокса на катализаторах
перед регенерацией составляет при гидроочистке бензина
и керосина 8-9 масс. %, при гидроочистке дизельного
топлива — 9-10 масс. %. Окислительная регенерация
восстанавливает активность катализатора. В свою
очередь, металлы, отлагающиеся на поверхности
катализатора, при регенерации не удаляются. Часто они
являются ядами для каталитических процессов переработки
нефтяных фракций.
Содержание металлов в продуктах вторичного
происхождения в несколько раз выше, чем в прямогонных
фракциях (табл. 12.76).
После гидроочистки прямогонный бензин содержит
в масс. %: мышьяк — 10"7, свинец — Ю-7, медь — 10 7,
хлор — 10 5, азот — 10"5, сера — 10 4, непредельные —
до 1 масс. %. Концентрация металлов увеличивается с
увеличением температуры кипения нефтяной фракции.
В табл. 12.77 приведены данные по удалению металлов
при гидроочистке вакуумного газойля
ближневосточной нефти.
Для уменьшения воздействия металлов на
катализаторы гидрообсссеривания на практике применяют
двух-, а иногда и трехступенчатую схему
гидропереработки. При этом в первый по ходу сырья реактор
загружают катализатор деметаллизирующего типа с
крупным размерами пор и пониженным содержанием
гидрирующих компонентов. Предварительная деметал-
лизация обеспечивает сохранение высокой активности
по гидрообессериванию.
Таблица 12.76
Примеси в бензинах до гидроочистки, масс. %
Примесь
Хлор
Свинец
Мышьяк
Медь
Прямогонный
бензин
2-Ю-4
10"6
10"6
Ю-6
Бензин
термокрекинга
2- 10"2
ю-4
2-Ю"4
4-Ю"4
Таблица 12.77
Удаление металлов при гидроочистке
вакуумного дистиллята
Металл
Железо
Медь
Никель
Хром
Ванадий
Натрий
Магний
Содержание металлов,
масс. %
до
гидроочистки
0,910
0,049
0,170
0,014
0,880
0,860
0,096
после
гидроочистки
0,0840
0,0088
0,0260
0,0035
0,0340
0,4600
0,0160
Полнота
удаления, %
90
80
85
75
95
45
85
Нефть и нефтепродукты
831
12.7.1.3. Влияние сырья и условий процесса на
гидрообессеривание
На эффективность гидроочистки оказывает влияние
сырье, температура, давление водорода, объемная
скорость, тип катализатора, кратность циркуляции водо-
родсодержащего газа.
Гидроочистку бензина проводят с целью подготовки
сырья для процесса каталитического риформинга, а
также с целью снижения серы в бензинах, полученных
каталитическим и термическим крекингом.
Гидроочистку керосиновых фракций проводят с
целью подготовки сырья для получения реактивных
теплив, осветительных керосинов, растворителей.
Гидроочистка дизельных фракций осуществляется
для получения экологически чистого топлива с
содержанием серы 0,05 масс. %. С уменьшением содержания
общей серы химическая стабильность теплив
повышается до некоторого предела, потом резко снижается.
Для стабилизации дизельных топлив (ДЛЭЧ-В)
необходимо введение присадок.
Гидроочистка вакуумных газойлей позволяет
увеличить выход бензина при каталитическом крекинге.
Для гидроочистки сырья риформинга используется
прямогонный бензин или его узкие фракции.
Остаточное содержание серы составляет 0,1-3 млн"1 с
использованием АКМ-катализатора. Очистка бензинов
вторичного происхождения сложнее. По ГОСТ Р51105-97
содержание серы в бензинах < 0,05 масс. %, а в
перспективе должно быть — 0,02 масс. %. Бензины,
полученные переработкой негидроочищенных газойлевых
фракций и мазутов, содержат серы 0,4 масс. % и выше.
В их составе до 40 % непредельных углеводородов.
Чтобы не потерять при гидроочистке эти
высокооктановые компоненты рекомендуется:
- снизить давление водорода с 4 МПа до 2 МПа, при
этом содержание серы в продукте составляет 0,08-
0,12 масс. %; содержание непредельных соединений
снижается на 30 %, октановое число — на 0,5 пункта;
- проводить гидроочистку только фракции, кипящей
выше 120 °С, где концентрируются, в основном,
сернистые соединения тиофенового ряда. Непредельные
соединения, содержащиеся в основном во фракции,
кипящей ниже 120 °С, сохраняются.
Гидроочистка средних фракций сырья вторичного
происхождения (каткрекинг, термокрекинг, висбрекинг)
невозможна ввиду высокого содержания в них
непредельных и ароматических углеводородов. Для
снижения коксования катализаторов их гидрообессеривание
осуществляется в смеси с прямогонным дизельным
дистиллятом. При этом одновременно удаляется сера и
часть ароматических углеводородов (табл. 12.78).
Продукт гидроочистки отвечает требованиям к
экологически чистому дизельному топливу.
Гидроочистка вакуумного газойля снижает содержание
серы до 0,3 масс. %. При каталитическом крекинге
такого газойля получают бензин, содержащий 0,006 масс. %
серы и его выход увеличивается на 1-1,5 масс. %.
Таблица 12.78
Гидроочистка смеси дизельного топлива и 20 %
газойля каталитического крекинга
Показатели
Давление, МПа
Температура, °С
Объемная скорость
подачи сырья, ч~'
Кратность циркуляции
ВСГ, м3/м3
Содержание водорода в
ВСГ, об. %
Содержание серы, масс. %:
в сырье
в продукте
Содержание ароматических
углеводородов, об. %:
в сырье
в продукте
Катализатор
ГП-497с
3
332
2,2
250
73
0,8
0,06
31,6
16,5
3
334
2,2
260
71
1,0
0,05
25
17,1
KF-752*
3,2
332
1,92
250
65
0,9
0,048
—
3,1
332
2,04
260
65,2
0,92
0,076
—
* Фирмы «Акзо-Нобель».
Скорость обессеривания газойля зависит от наличия
внутридифф уз ионного торможения, которое снимается
применением широкопористых катализаторов.
Гидроочистка нефтяных остатков остается сложной
задачей. Их выход на нефть — 46-50 масс. %. Наличие
большого количества примесей затрудняет получение
высококачественных дистиллятов и котельных топлив.
Выбор оптимальных условий проведения гидро-
обессеривания для каждого вида сырья определяется
опытным путем.
Для гидроочистки используется водородсодержащий
газ с концентрацией водорода 65 об. % и выше. Чем
больше в газе водорода, тем активнее гидрообессеривание
и меньше коксование катализатора. Отношение объема
водорода к объему сырья в жидком состоянии есть
кратность циркуляции катализатора (нм3 Н2 / м3 сырья).
При гидроочистке бензинов кратность циркуляции
составляет 900-1500 м3 Н2/м3, для дизельного топлива —
80-500 м^ Н2/м\
В табл. 12.79 приведены примерные параметры
гидроочистки нефтяных фракций.
Параметры гидрообессеривания, тип катализатора,
сырье определяют эффективность процесса.
Определение скорости гидроочистки требует учета
многих факторов. Скорость реакций для дистиллятных
фракций, включая вакуумный газойль, приблизительно
описывается уравнением:
аКРи, "cs
у — :
1 + КИ2 ' РЩ + КЩ5 • Ph2S + Кщ, • Рщ,
где: г — скорость реакции гидрообессеривания; а —
доля трудноудаляемой серы; К — константа скорости
реакции для трудноудаляемой серы; Рщ и Ркгь — пар-
832
Новый справочник химика и технолога
циальное давление Н2 и H2S соответственно; ^h2s —
константа скорости для трудноудаляемой серы; cs —
концентрация S-содержащих соединений; Кйр и рар —
константа скорости и парциальное давление
ароматических соединений, включая S-содержащие.
Таблица 12.79
Примерные параметры гидроочистки
нефтяных фракций
Параметры
Температура, °С:
в начале
цикла
в конце
цикла
Давление,
МПа
Объемная
скорость, ч '
Нефтяная фракция
бензино
вая
330-350
320-380
3,5-4,0
2,5-8
керосиновая
280-300
370-380
3,5-4,0
4-6
дизельная
340-350
400
2,5-4
4-6
вакуумный
газойль
350-360
4-4,2
0,7-1,5
Уравнение может быть более точным, если
знаменатель возвести в квадрат.
Уравнение полезно при высоких конверсиях серы.
Из уравнения следует, что сероводород и
ароматические соединения ингибируют гидрообессеривание.
Скорость гидрообессеривания имеет первый
порядок по водороду при его низких парциальных
давлениях и нулевой порядок при высоких значениях.
Недостаток уравнения в том, что для каждого вида сырья и
катализатора необходимо определять а и К
экспериментально.
С увеличением интервала кипения сырья а будет
возрастать, а К — уменьшаться.
Для обессеривания тяжелых остатков типа мазутов
и гудрона предложено уравнение:
K = W
I
п-\
УП-]
где: W — объемная скорость подачи сырья, ч ; п —
порядок реакции; 5о — содержание серы в сырье,
масс. %; S — содержание серы в продукте, масс. %.
Для остаточных видов сырья порядок реакции равен 2.
При гидроочистке тяжелых видов сырья скорость
процесса увеличивается с увеличением удельной
поверхности, размера и объема пор катализатора.
Уравнение, связывающее скорость гидроочистки со
структурными характеристиками катализатора для гудрона
кувейтской нефти, имеет вид:
г = К +0,0589Л + 13,2 V +0,0122/?
где: г — скорость обессеривания; К — константа,
определяемая условиями процесса; А — удельная
поверхность, м2/г; V— объем пор, см3/г; R — радиус пор в нм.
12.7.1.4. Технология гидрообессеривания
Для каждого вида сырья разработаны
соответствующие схемы гидроочистки. На рис. 12.74 приведена
схема гидроочистки прямогонной дизельной фракции
производительностью 2 млн т по сырью.
t^"*4~
и и
Рис. 12.74. Технологическая схема установки гидроочистки дизельного топлива мощностью 2 млн т / год:
1 — трубчатая печь; 2 — реактор; 3 — теплообменник; 4 — воздушный холодильник; 5 — горячий сепаратор; 6 —рибоилер; 7 — холодильники;
8 — холодный сепаратор; 9 — стабилизационная колонна; 10 — сепараторы; / / — насосы; 12 — колонна для отдува сероводорода из бензина;
13 — абсорберы; 14 — термосифонный рибоилер; 15 — отгонная колонна; 16 — дегазатор; 17 — центробежный компрессор;
I — сырье; II — водородсодержащий газ; III — углеводородный газ (или отдуваемый водородсодержащий газ); IV — бензин;
V — очищенное дизельное топливо; VI — сероводород; VII — углеводородный газ с установки; VIII — углеводородный газ к печам
Нефть и нефтепродукты
833
Сырье смешивается с циркулирующим водородсо-
держащим газом (при определенной кратности
циркуляции) и под давлением проходит теплообменник, где
нагревается за счет тепла потока стабильного
очищенного дизельного топлива. Температура сырья в
теплообменнике 3 увеличивается за счет тепла
газопродуктовой смеси, выходящей из реактора, и поступает в печь с
температурой 350-360 °С. Смесь сырья и водородсо-
держащего газа поступает в реактор и проходит слой
катализатора, на котором сернистые соединения
подвергаются гидрогенолизу. При этом температура в слое
возрастает. Тепловой эффект реакции колеблется в
пределах 20-87 кДж/кг.
После ректора газопродуктивная смесь охладившись
в теплообменнике 3, поступает в горячий сепаратор 5.
Парогазовая смесь из сепаратора 5 идет на нагрев гид-
рогенизата, поступающего из холодного сепаратора 8, и
на получение водяного пара в рибойлере 6. Оставшееся
тепло снимается в воздушном и водяном
холодильниках, холодный поток в сепараторе 8 разделяется на
жидкую фазу и циркуляционный водородсодержащий
газ. Холодный поток из сепаратора подогревается,
смешивается с горячим потоком из сепаратора 5 и
поступает в колонну стабилизации 9. Выходящий из сепаратора
8 водородсодержащий газ очищается от сероводорода
водным раствором моноэтаноламина (МЭА) и
возвращается в цикл. Так как в газах постепенно
накапливаются легкие углеводороды, продукты гидрогенолиза,
для поддержания нужной концентрации водорода в
циркуляционном потоке перед сепаратором 10 вводится
свежий водородсодержащий газ, поступающий от
установок каталитического риформинга. Часть
циркуляционного газа выводится из потока, нагревается в печи 1 и
направляется в стабилизационную колонну 9 для
снижения парциального давления паров нефтепродуктов. С
верхней части колонны отводятся газы и бензин. Отгон
легких углеводородов происходит за счет тепла сырья,
подаваемого в колонну.
Газ и бензин охлаждаются и разделяются в
сепараторе 10. Часть бензина возвращается в колонну 9,
другая часть подвергается обработке очищенным газом для
удаления из бензина сероводорода. Все газы,
содержащие H2S, проходят очистку МЭА. После обработки
бензина газ направляется для сжигания в печи. Другая
часть выводится на установку газоразделения. С низа
колонны 12 откачивается бензин, а с низа колонны 9,
после охлаждения, — стабильное дизельное топливо.
Водные конденсаты из абсорберов 13 подаются на
деаэрацию для отдува сероводорода водяным паром.
Циркулирующий в системе насыщенный
сероводородом раствор МЭА подвергается регенерации в колонне
15. С верха колонны выделяется концентрированный
H2S (« 96 об. %), который направляется на установку
получения серы или серной кислоты. Ниже приведен
материальный баланс установок гидроочистки
дизельного топлива I и вакуумного газойля II.
I II
Приход, масс. %:
сырье 100,0 100,0
водород 100%-й 0,40 0,65
Всего 100,40 100,65
Получено, масс. %:
гидроочищенный продукт 96,90 86,75
дизельная фракция — 9,2
отгон 1,3 1,3
углеводородный газ 0,60 1,5
сероводород 1,2 1,5
потери 0,4 0,4
Всего 100,40 100,65
Углеводородные газы, отгон и дизельная фракция
(вариант II) являются продуктами гидрогенолиза
сернистых соединений, входящих в состав сырья, а также
продуктами гидрокрекинга части углеводородов. При
гидроочистке дизельных топлив выделяется свыше
60 кДж/кг тепла. Добавление к прямогонному сырью
до 30 масс. % сырья вторичного происхождения
повышает тепловой эффект до 120-180 кДж/кг в
зависимости от содержания в сырье непредельных соединений.
Градиент температур в реакторе достигает 40-50 °С,
что способствует гидрокрекингу углеводородной части
сырья и его потерям, а также приводит к повышенному
расходу водорода. Для гидроочистки моторных топлив
применяется реактор, изображенный на рис. 12.75.
i'
JESb
V7m W7771
Рис. 12.75. Односекционный реактор гидроочистки с
аксиальным вводом сырья:
/ — гаситель потока; 3 — фильтр; 4 — штуцер для выгрузки
катализатора; 6 — штуцер для термопары; 8 — сборник;
9 — фарфоровые шары;
I — сырье; III — продукт
834
Новый справочник химика и технолога
Рис. 12.76. Двухсекционный реактор гидроочистки с
аксиальным вводом сырья:
1 — гаситель потока; 2 — распределительная тарелка; 3 — фильтр;
4 — штуцер для выгрузки катализатора; 5 — колосниковые решетки;
6 — штуцер для термопары; 7 — охлаждающее устройство;
8 — сборник; 9 - фарфоровые шары;
I — сырье; II — хладагент; III -- продукт
Катализатор загружают одним слоем на «подушку»
из фарфоровых шаров. Сверху в слой катализатора
вставлены фильтры для улавливания продуктов
коррозии. Фильтр представляет собой перфорированный
цилиндр высотой 550 мм. Цилиндры равномерно
размещают по сечению реактора. Верхние обрезы их
защищены козырьками. Суммарная площадь свободного
сечения цилиндров должна быть не менее 90 % площади
сечения реактора. Температура в слое катализатора
замеряется многозонной термопарой. Для гидроочистки
дизельных топлив с высоким экзоэффектом
применяется секционный реактор (рис. 12.76). Катализатор
загружают слоями. Газо-сырьевой поток направляют
аксиально сверху вниз. В верхней части реактора также
размещаются фильтры, но выше них монтируется
распределительная тарелка для равномерного
распределения жидкой фазы над слоем катализатора. На тарелке
равномерно помещают переточные патрубки, сверху
защищенные козырьками. Суммарная площадь
патрубков должна быть не менее 90 % площади свободного
сечения реактора. Для предотвращения сильного
повышения температуры в слое катализатора в
пространство между слоями подается охлаждающий поток газа.
Под вводом хладагента размещается горизонтальная
многоточечная термопара.
Размеры реактора зависят от мощности установки и
изменяются в пределах: диаметр — 1400-3200 мм,
высота — 6000-24000 мм. Корпус и днище реактора
выполнены из двухслойной стали 12ХМ + ОХ18Н10Т для
предотвращения водородной коррозии.
Перед началом гидроочистки катализатор должен
быть осернен. Осернение проводят:
- обработкой катализатора сернистыми
дистиллятами;
- помещением на катализатор слоя свободной
серы с последующим переводом ее в H2S;
- обработкой катализатора сероводородом или
жидкими полисульфидами.
Если в АНМ-катализаторе не весь NiO будет
переведен в NiS, то в водороде NiS восстанавливается в
мелкодисперсный металлический никель, способный
спекаться.
При использовании в системе гидроочистки
водорода, содержащего оксиды углерода, на поверхности
катализатора идут реакции:
СО + ЗН2 -> СН4 + Н20 + 206 кДж/моль
С02 + 4Н2 -► СН4 + 2Н20 + 165 кДж/моль
Эти реакции при температурах гидроочистки
необратимы. При этом:
- поднимается температура в слое;
- увеличивается расход водорода;
- резко замедляется обессеривание и деазогиро-
вание.
Содержание СО в циркулирующем водородсодер-
жащем газе не должно превышать 0,1 об. %.
Отрицательный эффект возрастает при переходе от легких к
средним дистиллятам и далее к остаткам.
Гидропереработка остатков отличается от условий гидроочистки
дистиллятов более высокой температурой (390-430 °С)
и давлением водорода (10-20 МПа). При этом все сырье
находится в жидком состоянии. Процесс гидроочистки
сопровождается гидрокрекингом. Поддержание
температуры в реакторе сложная задача. Вследствие
высокого содержания металлов в сырье катализатор быстро
теряет активность. Переработку остатков можно
осуществить в трехфазном кипящем слое (ТФКС). Схема
реактора приведена на рис. 12.77. Сырье и водород
поступают в низ реактора и через отверстия в
распределительной решетке попадают в слой катализатора. Для
создания кипящего слоя в низ реактора вводят рецир-
кулят. Смесь паров и жидкости отводится с верха
реактора, а большая часть жидкости рециркулируют. Для
устранения опасности каналообразования в аппаратах
ТФКС и обеспечения более эффективного контакта
сырья с катализатором применяют секционированные
реакторы (рис. 12.78).
Нефть и нефтепродукты
835
Рис. 12.77. Схема реактора с трехфазным кипящим слоем:
/ — распределительная решетка; 2 — катализатор, находящийся в
беспорядочном движении; 3 — уровень осевшего слоя катализатора;
4 — разреженный слой катализатора;
I — сырье и водород; II — циркулирующая жидкость;
III — смесь паров и жидкости
-£Х.
Рис. 12.78. Секционированный реактор с рециркуляцией
жидкого продукта на обеих ступенях:
/ — первая ступень; 2 — вторая ступень; 3 — циркуляционный насос
второй ступени; 4 - циркуляционный насос первой ступени;
I — смесь нагретого сырья, циркулирующего и добавочного
водорода, 11 — парогазовые продукты
Использование кипящего слоя для гидрогенизации
нефтяных остатков позволяет:
- обеспечить изотермический режим в аппарате;
- устранить слеживаемость катализатора;
- обеспечить возможность поддержания постоянной
активности катализатора путем его замены без
остановки технологического процесса.
Процесс гидроочистки в ТФКС —
высокоэффективный способ снижения содержания серы в нефтяных
остатках, характеризующихся высоким содержанием
металлов. Одновременно с гидроочисткой интенсивно
протекает гидрокрекинг с получением светлых
продуктов.
Таблица 12.80
Гидроочистка гудрона с применением
трехфазного кипящего слоя
Продукт, °С
Бензин:
фракция
160-350
фракция
350-450
фракция
>450
Выход,
масс. %
6,3
20,8
20,9
47,8
Содержание
серы,
масс.%
0,02
0,09
0,4
0,66
Содержание
металлов, млн"1
V
1
24
Ni
0,5
17
Результаты гидропереработки гудрона с к.к. > 540 °С
при 400-420 °С и давлении 15 МПа приведены в
табл. 12.80. Предварительная деасфальтизация гудрона
позволяет проводить его гидроочистку с
использованием стационарного слоя в реакторе с вводом холодного
газа между слоями катализатора.
Литература
1. Аспель Н.Б., Демкина Г.Г. Гидроочистка моторных
топлив. Л.: Химия, 1977. 158 с.
2. Гейтс Б., Кетцер Дж., Шуйт Г. Химия
каталитических процессов. М.: Мир, 1981. 551 с.
3. Алхазов Т.Г., Амиргулян Г.А. Сернистые соединения
природных газов и нефтей. М.: Недра, 1989. 151с.
4. Жоров Ю.М. Термодинамика химических
процессов. М.: Химия, 1985. 459 с.
5. Вайль Ю.К., Пугач И.А., Золотников М.Л.
Гидропереработка остаточных видов сырья:
Тематический сборник. Сер. «Переработка нефти». М.:
ЦНИИТЭнефтехим, 1984. 76 с.
6. Радченко Е.Д., Нефедов Б.К., Алиев P.P.
Промышленные катализаторы гидрогенизационных
процессов нефтепереработки. М.: Химия, 1987. 222 с.
7. Эрих В.Н., Расина М.Г., Руднн М.Г. Химия и
технология нефти и газа. Л.: Химия, 1985. 471 с.
8. Радченко Е.Д., Рудин М.Г. Справочник
нефтепереработчика / Под ред. Г.А. Ластовкина Л.: Химия,
1986.648 с.
836
Новый справочник химика и технолога
12.7.2. Каталитический крекинг
{доц., к.т.н.Д.А. Сибаров)
Назначение процесса каталитического крекинга —
получение дополнительных количеств бензина и
дизельного топлива из тяжелых фракций нефти. Крекинг
осуществляют при температурах 450-500 °С на алюмо-
силикатных катализаторах при давлении 0,1-0,3 МПа.
Сырье процесса — вакуумный газойль (фракция
350-540 °С) и, в некоторых случаях, нефтяные остатки.
Наибольшее количество установок каталитического
крекинга работает в режиме максимального выхода
высокооктанового бензина. Часть установок работает в
режиме наибольшего выхода дизельных фракций.
Около 20 установок работают в газовом режиме с
получением, в основном, пропан-пропиленовой и бу-
тан-бутиленовой фракций.
Около 90 % действующих производств в мире
работают с использованием микросферических
катализаторов в псевдоожиженном слое.
Около 30 установок применяют крекинг с
движущимся слоем катализатора.
12.7.2.1. Термодинамика крекинга
При высокой температуре в присутствии
катализаторов все классы углеводородов, содержащиеся в
сырье, подвергаются изменениям. При этом
термодинамически вероятны реакции:
- разрыва связей С—С в молекулах парафинов и
олефинов;
- дегидроциклизации парафинов с образованием
ароматических структур;
- дегидрирования нафтеновых углеводородов;
- диспропорционирования олефинов и алкилбензо-
лов;
- изомеризации парафинов и олефинов;
- реакции перераспределения водорода в
ненасыщенных структурах;
- деалкилирования алкилароматических
углеводородов.
Большинство из этих реакций в условиях крекинга
протекает до определенного равновесного состояния.
Положение близкое к состоянию равновесия
наблюдается для некоторых реакций изомеризации олефинов,
изомеризации и деалкилирования ароматических
углеводородов. Количество тепла, необходимое для
проведения каталитического крекинга, зависит от сырья,
глубины его превращения и от газодинамических условий.
В табл. 12.81 приведены значения теплового
эффекта крекинга для фракций дизельного топлива на
установке с движущимся слоем шарикового катализатора.
Данные показывают, что с увеличением глубины
крекинга возрастает тепловой эффект.
Однако нужно иметь в виду, что при большой
глубине превращения увеличивается доля вторичных
реакций — перераспределения водорода, полимеризации
олефинов, алкилирования, конденсации
алкилароматических углеводородов, которые протекают с
выделением теплоты, снижая суммарный эффект.
Тепловыделение характерно для установок с
движущимся слоем катализатора. Так, найдено, что при
крекинге на таких установках эндоэффект составляет
273 кДж/кг, а тепловыделение — 66 кДж/кг.
Таблица 12.81
Тепловой эффект крекинга фракций дизельного
топлива в зависимости от глубины превращения
Показатели
Температура верха
реактора, °С
Температура выхода
продуктов из реактора, °С
Глубина превращения,
масс. %
Тепловой эффект, кДж/кг
Интервалы кипения
сырья, °С
240 -350
483
452
63,1
180
258-332
485
448
76,5
185,5
242-350
492
452
80,7
202,6
* Под глубиной превращения в данном случае
подразумевается суммарный выход газа, бензина и кокса.
Тепловыделение для установок с микросферическим
катализатором в восходящем потоке менее
значительно, что объясняется малым временем контакта,
недостаточным для протекания вторичных экзотермических
реакций. Для условий прямоточного реактора с
восходящим потоком теплота реакции крекинга с
увеличением конверсии сырья увеличивается.
Теплота каталитического крекинга в
промышленных условиях обычно составляет 150-250 кДж/кг.
Тепло, необходимое для осуществления крекинга,
вносится в реактор циркулирующим в системе горячим
катализатором.
12.7.2.2. Механизм каталитического крекинга
Реакции крекинга катализируются твердыми
кислотами, которыми являются алюмосиликаты, и протекают
с образованием карбоний-ионов в качестве
промежуточных частиц.
Карбоний-ионы образуются при гетеролитическом
разрыве связи С—Н в молекуле углеводорода:
—С-Н ►— С+ + Н" £+
/ /
Энергия образования иона ЕГ включает в себя
энергию диссоциации связи С-Н, энергию ионизации и
электронное сродство водорода и алкильных групп.
Е+ возрастает с увеличением числа атомов Н,
связанных с атомом углерода, от которого отнимают
гидрид-ион. В табл. 12.82 приведены данные относительной
стабильности карбоний-ионов и их теплоты образования.
Третичный ион — самый стабильный, образуется
легче всего и содержание его всегда наибольшее.
Нефть и нефтепродукты
837
Таблица 12.82 Вероятные пути образования карбониевых ионов
Относительная стабильность карбоний-ионов следующие:
в газовой фазе и их теплоты образования а) взаимодействие кислого катализатора НХ с оле-
фином:
Н2С - СН - СН3 + НХ -► Н3С - СН+ - СН3 + X
б) взаимодействие с парафиновым углеводородом
катализатора в виде кислоты Бренстеда (НХ) или
Льюиса (L) с переносом гидрид-иона:
RH + НХ -► R+ + X" + Н2 (НХ)
RH + L -► LH~ + R" (L)
Перенос гидрид-иона имеет место и при
взаимодействии R1 с насыщенным углеводородом:
R~ + R, -CH2 -CH2-R2 -► RH + R,-CH+-CH2-R2
Третичные атомы углерода являются активными
поставщиками гидрид-ионов для первичных и вторичных
карбоний-ионов.
Реакционная способность третичных атомов
углерода в 10 раз больше, чем вторичных и в 20 раз больше,
чем первичных.
В конечном итоге, образующиеся из таких ионов Основные реакции крекинга с участием карбоние-
разветвленные углеводороды повышают октановые Вых ионов:
числа получающихся бензинов крекинга.
1. Изомеризация иона путем сдвига атома водорода сопровождается переносом двойной связи в олефине:
Тип иона
\1/
\ f
с
А
\ СН+
-У
—уС СН2+
кДж /моль
0
58,5
87,8
АЯ298,
кДж/моль
672,3
794,2
936,3
сн3— сн— сн2— сн2— сн3
J
+н
СН3—СН2—СН—CHj-СН3
J
нт
+н+
-н+
СН2=СН-СН2— СН2— СН3
сн3—сн=сн-сн2—сн3
2. Изомеризация скелета в результате сдвига метильной группы:
н
Н-сдвиг | ♦ СНз-сдвиг + Н-сдви|
СНз—С+—СН2—СН2—СНз „ СНз—С-СН-СН2—СНз .. СНз— СН-СН-СНг— СНз .. СН3-СН2—С—СН2—СН3
' ' ' СНз
СНз СНз СНз
Изомеризация парафинов протекает также с участием карбоний-ионов:
нх
СН3—СН2—CHj-СН2—СН3 —
сн3-сн2-сн+—сн2-сн3 + х-+н2
СНз-сдвиг + Н-сдвиг
СН3-СН2—СН2—CHj-СНз ^ СН2-СН-СН2—СН3 ^ СН3-С^-СН2-СН3
CHi
сн,
Изомеризация парафиновых углеводородов может дящее к отрыву алкильной фуппы и образованию ста-
протекать как ионная цепная реакция. бильного ароматического соединения и алифатического
3. Распад карбониевого иона по (3-связи по отноше- карбоний-иона:
нию к атому углерода, несущему положительный заряд:
R—CH2—CH+—CH2—CH2—R, ?=>
?=> R—СН2—СН=СН2+СН;— R,
Первичный карбоний-ион изомеризуется быстрее,
чем дальнейший его распад по (3-связи.
4. Двалютирование алкилароматических
углеводородов (за исключением толуола и этилбензола), приво-
f^^]r—сн + и
■Ri— CH+— R2
838
Новый справочник химика и технолога
5. Перераспределение водорода, приводящее к насыщению одной молекулы и увеличению степени
ненасыщенности другой:
CFU—СН=СН—СН,—СН2—СН2—СН2—R,
СИ,—СН-СН—СН-СН—СН2—СН2—R,
R\
R+.
СИ,—СН=СН— С Н —СН,—СН2—СН2—R,
CFU—СН-СН—СН-СН— С Н —СН2—R, —^
=4** СН,—СН=СН—СН=СН—СН=СН—R,
Образующиеся на поверхности катализатора
непредельные карбониевые ионы существуют в виде аллиль-
ных карбкатионов. Например:
(СНз-CH^-CH-
■сн-
-CH^-CH-CH2-R,)+
Триены легко образуют циклогексадиеновые
структуры с переходом их в ароматические углеводороды.
Ароматические углеводороды далее могут вступать
в реакции с образованием высокомолекулярных
углеводородов и кокса.
Перераспределение водорода играет большую роль
в процессе крекинга:
- снижает количество олефинов в продуктах;
- влияет на распределение продуктов по
молекулярной массе;
- способствует образованию ароматических
углеводородов и кокса.
Оптимизация скоростей переноса водорода
увеличивает выход бензина и снижает закоксовывание
катализатора.
12.7.2.3. Кинетика каталитического крекинга
Скорость крекинга зависит от структуры
углеводорода и его концентрации в адсорбированном состоянии.
На рис. 12.79 приведена зависимость конверсии
углеводородов различных классов от числа атомов углерода
на катализаторе Zr02-Al203-Si02 при 500 °С.
Реакционная способность углеводородов с
одинаковым числом углеродных атомов в молекуле
уменьшается в следующем ряду: олефины; алкилбензолы с
боковой цепью > С3; нафтены; полиметилароматические
производные; парафины; незамещенные ароматические
углеводороды.
Сырье каталитического крекинга является смесью
углеводородов различных классов, которые могут
оказывать влияние друг на друга.
Так при температуре крекинга возможен чисто
термический разрыв связей С-С в молекуле с
образованием олефина. Последний быстро образует карбониевый
ион, который инициирует распад углеводородов.
На рис. 12.80 показано влияние добавки бутенов на
крекинг «-бутана на Н-мордените. Без олефинов
«-бутан не реагирует. Добавка небольших количеств бута-
нов резко увеличивает его конверсию.
При изучении кинетики каталитического крекинга,
например вакуумного газойля превращение одной
части сырья может протекать в кинетической области, а
превращение другой части — в диффузионной.
Диффузионное торможение характерно для мало реакцион-
носпособных полицикл оароматических углеводородов.
]|
80
g. 60-
«
«
X
Си
ев
S
S
40
20 -
Моноалкилбензолы
Нафтены
«-Парафин
Полиметилбензолы
8 12 16 20
Число атомов углерода
J L
24
Рис. 12.79. Крекинг углеводородов различных классов на
цирконийалюмосиликатном катализаторе при 500 °С
10""' Ю~5 КГ* 10"3 10" 10'
Концентрация олефинов (относительно бутана)
Рис. 12.80. Влияние олефинов на конверсию «-бутана
при 230 °С
Нефть и нефтепродукты
839
Скорость реакции крекинга описывается уравнением:
W=K'a,
где К' — истинная константа скорости реакции; а —
поверхностная концентрация сырья.
Поверхностную концентрацию сырья заменяют, в
зависимости от способа перехода, концентрацией сырья
в газовой фазе.
Для проточной системы идеального вытеснения
скорость крекинга на цеолитсодержащих катализаторах
описывается уравнением:
W = Kbn
1-Х
\+рх
где: Ь0 — адсорбционный коэффициент сырья; X —
конверсия сырья, мольные доли; (3 - число молей
продуктов, образовавшихся на 1 моль сырья минус 1.
В интегральной форме при допущении
независимости (3 от конверсии сырья уравнение имеет вид:
— =-п]п(\-Х)
(п-\)Х,
где: К =K'b0; v0 — скорость подачи жидкого сырья,
моль/ч на 1 кг катализатора.
Уравнение используется при изучении крекинга
углеводородов и нефтяных фракций.
Однако со временем активность катализатора
снижается, изменяется число образующихся молей
продуктов, поэтому необходимо учитывать это
обстоятельство. Экспериментальные данные показывают, что при
конверсии сырья 70-80 масс. % порядок реакции
изменяется до 1,6-1,9.
Дезактивация катализаторов описывается
экспоненциальной функцией:
S = S0q v
где: S — текущая активная поверхность; 5о —
начальная активная поверхность; Ks — константа скорости
дезактивации катализатора; т — время контакта сырья с
катализатором.
Для процессов крекинга, использующих лифт-
реактор, уравнение превращения газойля включает
функцию дезактивации и имеет следующий вид:
dl
r2 ^0
где: Y = 1-Х — массовая доля газойля в потоке паров;
/ — относительная высота (длина) рассматриваемой
зоны реакции; У0 — объемная скорость подачи сырья, ч~ ;
К0 — эффективная константа скорости реакции
псевдопервого порядка:
^о ~Ко
(Ру)'Рк
D.Y.,
где: ЛУ — константа скорости реакции второго
порядка; pv — плотность сырья на входе в реактор; рк —
плотность «ожиженного» катализатора в реакторе; р, —
плотность жидкости, используемая для определения VQ;
ук — насыпная плотность катализатора.
Окончательный вид уравнения превращения газойля
после преобразований:
Y =
К^
K^. + S0(K0/V0)(\-e-K^)
где тс — общее время контакта сырья с катализатором в
реакторе.
Уравнение определяет лишь общую конверсию
газойля. Выражение для получения бензина более
сложное.
12.7.2.4. Катализаторы крекинга
Катализаторами крекинга являются алюмосиликаты:
аморфные и кристаллические (цеолиты).
В решетке силиката, состоящей из кремнекислород-
ных тетраэдров, трехзарядный ион алюминия
изоморфно замещает четырехзарядный ион кремния. При этом
на алюминии возникает отрицательный заряд, который
должен компенсироваться протоном или каким-либо
катионом. Протон образуется в результате диссоциации
воды, а гидроксильная lpyima связывается с атомом
алюминия. В таком случае, в структуре, содержащей
тетраэдры алюминия и кремния, возникает бренстедов-
ский кислотный центр:
Н
О
№
Н70
Si—О—АГ-О—Si-
I О '
+н2о
-н?о
+Н20
-Si-
О
I
-Si-
+5 I
О— А1 Si-
При нагревании в результате удаления
конституционной воды возникает кислотный центр Льюиса, т. к.
алюминий становится вновь трехкоординированным,
обладающим свободной/?-орбиталью.
При нагревании в присутствии воды льюисовский
кислотный центр вновь превращается в кислотный
центр Бренстеда, как показано на схеме.
Выше были описаны пути образования карбоний-иона
в общем виде. Более детальная схема приведена ниже:
840
Новый справочник химика и технолога
а) образование карбоний-иона на бренстедовском
центре:
Н
О
СН=СН2 + Н+А1-—<
О
О
^— (R—СН^
Н
О
-СН3) А1-
О
О
О
б) образование карбоний-иона на льюисовском
центре:
R—С№
О
СН2 + Н+ А1-
О
О-
^— (R— СН+—СН3)
О
АГ
о
о-
Олефин очень активен в реакции с протоном
алюмосиликата, но образование ионов из парафинов также
возможно.
В большинстве случаев каталитическая активность в
крекинге связана с бренстедовской кислотностью.
В аморфных алюмосиликатах максимум
кислотности и активности наблюдается при атомном отношении
Al: Si меньше единицы. При содержании А1203 около
20 % наблюдается максимальная концентрация брен-
стедовских кислотных центров.
В настоящее время в промышленности получили
широкое распространение кристаллические
алюмосиликаты или цеолиты. Цеолиты имеют сложную
структуру. Их состав соответствует следующей
эмпирической формуле:
Ме2/И • А1203 • xSi02 • уЩО
где: п — валентность катиона; х — мольное отношение
Si02:А1203; у — число молей воды.
Особая селективность цеолитов связана с наличием
узких пор определенного размера, куда могут
проникать и реагировать молекулы, критический диаметр
которых меньше размеров пор.
Зависимость концентрации льюисовских и брен-
стедовских кислотных центров от температуры
прокаливания показана на рис. 12.81 для катализатора
HMgY. Относительная концентрация центров
приведена по данным ИК-спектроскопии. Из рис. 12.81
следует, что для декатионированного цеолига типа Y
число протонных центров возрастает до 300-350 °С, а
при 600 °С и выше — резко уменьшается.
Одновременно увеличивается число апротонных центров
Льюиса. При крекинге нефтяных фракций
определяющее значение имеют протонные центры Бренстеда.
Влияние апротонной кислотности менее значительно.
Предполагается, что ее роль сводится к усилению
протонной кислотности путем оттягивания электронной
плотности от связи О-Н.
Цеолиты, в которых Na4 замещен на Са2+, Mg2+ либо
La3+, имеют широкий спектр кислотных центров.
Сильнокислотные центры появляются при высоких степенях
обмена Na"1 на La3+ (от 70 до 90 %). Для некоторых
цеолитов с редкоземельными элементами (РЗЭ)
обнаруживаются центры с кислотностью -Н0 < -12,8.
На рис. 12.82 приведена зависимость конверсии
газойля от протонной кислотности для цеолитов CaY,
MnY и цеолита, содержащего редкие земли.
Очень высокая кислотность приводит к усилению
образования кокса и газа и соответствующему
снижению выхода бензина. Силу кислотных центров цеолита
понижают термопаровой обработкой.
200 400 600
Температура, С
800
Рис. 12.81. Относительная концентрация центров Льюиса и
Бренстеда от температуры по данным ИК-спектроскопии:
/ — бренстедовские центры; 2 — льюисовские центры
Нефть и нефтепродукты
841
Цеолиты активнее аморфных алюмосиликатов
приблизительно в 104 раз. Общее число активных
кислотных центров у них также выше.
В промышленности используют две схемы
получения микросферических цеолитсодержащих
катализаторов:
1) получение катализатора крекинга со связующим;
2) получение катализатора крекинга без
связующего.
В первом случае отдельно синтезированные
цеолиты с размером кристалликов до 5 мкм смешивают со
связующим. В качестве связующего, в зависимости от
назначения будущего катализатора, применяют алюмо-
или кремнегидрозоль. Суспензия тщательно
перемешивается, подвергается распылительной сушке, ионному
обмену, промывке, сушке и прокаливанию.
Особенность технологии состоит в том, что наполнитель
жестко фиксирует кристаллики цеолита, создавая пористую,
ажурную систему тончайших транспортных пор для
диффузии углеводородов.
Катализаторы, содержащие в качестве основного
компонента матрицы каолин, более активны и
селективны. Они проявляют высокую устойчивость к
металлам, присутствующим в сырье.
Согласно второй схеме, готовится водная суспензия
природного алюмосиликата — каолина, которая
подвергается распылительной сушке и прокаливанию до
1100 °С. Затем в порах активного вещества матрицы на
всей созданной внутренней поверхности синтезируют и
выращивают слой кристаллов цеолита до размеров
< 0,25 мкм. Эта технология позволяет достичь
содержания цеолита в катализаторе до 80 масс. %, в отличие
от 20 масс. % по первому способу. По окончании роста
кристаллов цеолита осуществляют ионный обмен,
термохимическую обработку, сушку и прокалку уже
готового микросферического катализатора. Данная
технология позволяет готовить катализатор с заданными
свойствами, каждая из частиц которого имеет
одинаковый состав и свойства.
Для установки с движущимся слоем катализаторы
приготавливают со связующим так же, как описано
выше, но в процесс включается операция по
формованию шариков.
В табл. 12.83 приведена характеристика
отечественных микросферических цеолитсодержащих
катализаторов крекинга, приготовленных со связующим.
В табл. 12.84 приведена характеристика некоторых
зарубежных катализаторов, приготовленных со
связующим и без него. Катализаторы Super D, ДА-250,
Nova-D — со связующим фирмы «Grace-Davison»
(США, Германия). Катализатор MRZ-206S — со
связующим и ультрастабильным цеолитом фирмы «CCIC»
(Япония). Катализаторы DSP-840 и DSE-860P фирмы
«Engelhardt» (США, Нидерланды) — без связующего.
Как видно из таблицы, катализаторы без связующего
обладают большей плотностью, прочностью и высокой
микроактивностью.
В табл. 12.85 приведен материальный баланс
крекинга гидроочищенного вакуумного газойля с
использованием различных микросферических
цеолитсодержащих катализаторов.
Наилучшие показатели достигаются при
использовании цеолитных катализаторов без связующего.
0 2
Бренстедовская кислотность, условные единицы
(отношение высоты ИК-полосы 1545 см '
к массе образца)
Рис. 12.82. Корелляция между каталитической активностью
(при крекинге) газойля и бренстедовской кислотностью
катионированных цеолитов
Таблица 12.83
Характеристика отечественных
микросферических катализаторов крекинга
(Т = 500 °С, WMacc = 20 ч"1, сырье — легкая
керосино-газойлевая фракция)
Показатели
Химический
состав, масс. %:
Na20
А1203
РЗЭ
Насыпная
плотность, кг/м3
Удельная
поверхность, м /г
Износоустойчивость, масс. %
Каталитическая
активность, выход,
масс. %:
бензиновая
фракция
газ
кокс
КМЦР
0,4
13
1,8
580-
650
150-
160
85
33,0
7,1
0,7
КМЦР-Н
0,45
21
2,5
750-
800
180
90
42,1
12,3
1,0
КМЦУ-Б
0,45
13
1,8
750-
850
140-160
92
44,0
9,1
0,8
АКЦ-М
0,3-0,4
46,4
1,5-1,8
780
50-60
92
48,0
12,6
0,96
842
Новый справочник химика и технолога
Таблица 12.84
Физико-химические свойства микросферических катализаторов крекинга производства зарубежных фирм
Показатели
Химический состав, масс. %:
А1203
Na20
РЗЭ
Fe
Ti
Насыпная плотность, г/см3
Удельная поверхность, м / г
Индекс истирания Davison
Гранулометрический состав:
0-20 мкм
0-40 мкм
0-80 мкм
Средний эквивалентный диаметр, мкм
Микроактивность, масс. %
Super D
28,0-34,0
0,7-0,9
2,5-2,9
0,6
1,2
0,72-0,75
155
8,0
4,7
20,5
70,5
66,0
71
ДА-250
43,9
0,3
2,1-2,5
0,7
1,6
0,72-0,74
122
5,0
2,0
21,0
67-71
65,0
72
Nova-D
43,0-48,4
0,3
1,79
0,9
1,3
0,72-0,76
148
5,0-5,5
2,2
24,4
65-72
65,0
74
MRZ-206S
36,0
0,4
0,8
0,7
1,2
0,74
209
7,0
2,0
22,0
69,0
67,0
68
DSP-840
47,0
0,34
1,70
0,60
1,16
0,92
210
2,0
<2,0
15,0
62,0
69,0
>76
DSE-860P
43,0
0,34
1,70
0,60
1,60
0,91
259
1,1-1,5
<2,0
13,0
61,0
73,0
80
Таблица 12.85
Материальный баланс крекинга вакуумного газойля на цеолитсодержащих катализаторах
(температура в реакторе 500-510 °С, в регенераторе — 670 °С,
кратность циркуляции катализатора 5,5-7,0 т /т)
Показатели
Сырье (гидроочищен-
ный вакуумный газойль)
Получено масс. %
газы, в т.ч.:
сухой газ
ППФ*, в т.ч.
пропилен
ББФ**
бензин С5-205 °С
легкий газойль
205-270 °С
тяжелый газойль
270-420 °С
остаток 420 °С—к.к.
кокс выжигаемый
потери
Итого
Конверсия, масс. %
Октановое число бензина:
по
исследовательскому методу
по моторному методу
Средний удельный
расход катализатора, кг/т
сырья
Катализаторы
КМЦР
100
16,60
3,36
4,37
2,15
8,87
42,10
12,50
18,14
5,0
4,76
0,90
100
63,46
90,0
80,1
0,595
Super-D
100
18,03
3,29
5,46
2,49
9,28
48,30
11,38
11,79
4,5
5,2
0,80
100
71,53
87,1
79,7
0,430
ДА-250
100
17,81
3,61
5,23
2,74
8,97
47,30
10,63
13,74
4,5
5,30
0,72
100
70,41
89,0
79,9
0,450
Nova-D
100
18-40
3,94
5,44
3,19
9,02
48,82
9,98
12,56
4,5
5,13
0,61
100
72,35
88,5-89,5
78,0-79,6
0,450
MRZ-206S
100
17,90
3,46
5,40
3,08
9,04
45,10
14,69
12,15
4,5
5,00
0,66
100
68,00
89,7
80,3
0,524
DSP-840
100
18,18
3,78
5,70
3,93
8,70
51,00
12,30
9,75
3,60
4,60
0,57
100
73,18
91,2
81,3
0,273
DSE-860P
100
18,37
3,48
5,88
4,16
9,01
52,93
11,10
9,10
3,40
4,50
0,60
100
75,80
91,2-92
81,0-82
0,250
* ППФ — пропан-пропиленовая фракция.
** ББФ — бутан-бутиленовая фракция.
Нефть и нефтепродукты
843
Фирма «Engelhardt» разработала цеолитный
катализатор с РЗЭ, заключенными в алюмосиликатную
матрицу, которая образует транспортные поры. Крупные
молекулы сырья претерпевают химические
превращения на внешней поверхности кристалла цеолита, и
далее осколки лучше проникают в полость цеолита.
Катализатор Nophtha Max имеет бидисперсную структуру.
Радиус пор — 100 и 10 нм. Испытания катализатора в
промышленных условиях дали следующие результаты:
- выход бензина ~ 61 об. %;
- выход олефинов С3—С4 « 17 об. %;
- выход крекинг-остатка ~ 4-6 об. %;
- выход сухого газа « 2-3 об. %.
При регенерации катализаторов в атмосферу
выбрасываются кроме С02 и паров воды большие количества
СО и SOx. Для уменьшения их попадания в воздух
разработаны специальные добавки к катализаторам
крекинга. Для окисления СО в С02 предложены катализа-
горы КО-9М и КО-10. Носителем является оксид
алюминия, активным компонентом — платина,
содержание которых составляет 0,06 масс. % и 0,04 масс. %
соответственно. Катализаторы дожигания СО
характеризуются повышенной насыпной плотностью и
механической прочностью при истирании в системе
реактор—регенератор. Содержание СО в дымовых газах
регенератора снижается до 0,05 об. % и ниже.
Для уменьшения выбросов в атмосферу оксидов
серы предложен катализатор ПС-17, добавленный к
микросферическому катализатору крекинга в количестве 5-
10 масс. % Ниже приведена характеристика
катализатора ПС-17.
Химический состав, масс. %:
Na20
А1203
Насыпная плотность, кг/м3
Потери при прокаливании, масс. %
Удельная поверхность, м /г
Объем пор, см /г
Фракционный состав, масс. %:
> 0,1 мм
< 0,1 мм
< 0,05 мм
Износоустойчивость, масс. %
0,4
99,6
950
8,0
ПО
0,3
1,5
98,5
28,0
92
В качестве добавок к катализаторам крекинга
запатентованы композиции, содержащие в основном оксид
алюминия (> 90 масс. %), а также оксиды металлов второй
группы Периодической системы элементов и оксиды,
обладающие окислительными свойствами (Fe, Mn, РЗЭ).
Связывание оксидов серы происходит в регенераторе
в окислительной среде с образованием сульфатов,
которые в реакторе, в восстановительной среде, вновь
образуют оксид и выделяют в газ крекинга сероводород.
На примере MgO картина следующая:
1. MgO + S02 + '/г 02 -> MgS04 — в регенераторе;
2. MgS04 + 4H2 -> MgO + H2S + 3H20 — в реакторе.
Содержание оксидов серы в дымовых газах
регенератора снижается до 0,02 об. %.
Совместное применение катализаторов ПС-17 и ГО-10
увеличивает эффективность очистки от H2S вследствие
каталитического действия платины на реакцию S02 +
+ /4 02 —> S03 с последующим образованием сульфатов.
12.7.2.5. Влияние технологических факторов
Конверсия исходного сырья, выход и качество
продуктов зависят от природы сырья, катализатора,
времени контакта сырья с катализатором, кратности
циркуляции катализатора, температуры и типа реакционной
системы.
Сырьем процесса могут служить вакуумные
дистилляты прямой перегонки нефти, керосино-газойлевые
фракции коксования нефтяных остатков, мазуты и сама
нефть. Присутствие в сырье вторичных продуктов
переработки нефти увеличивает коксообразование. Как
правило, коксуемость сырья по Конрадсону — не выше
0,3 масс. %.
Содержащиеся в сырье сернистые соединения
отрицательно действуют на катализатор. Образование
сероводорода при крекинге препятствует реакциям
перераспределения водорода. В результате увеличивается
содержание олефинов в газе, бензине и легком газойле.
Гидроочищенный вакуумный газойль —
предпочтительный вид сырья крекинга.
Время контакта сырья изменяет соотношение
продуктов крекинга. Из рис. 12.83 следует, что при
крекинге керосино-газойлевой фракции выход бензина
проходит через максимум, а конверсия газа и кокса
возрастают. Повышение температуры крекинга
сдвигает максимум выхода бензина в область меньших
значений времени контакта. С увеличением температуры
реакции, а также массовой скорости подачи сырья в
газе и бензине увеличивается содержание олефинов.
100 -
d 80
о
2
f 60
т 40
20
Конверсия
4&L
0 2 4 6 8 Ю
Время контакта, с
Рис. 12.83. Зависимость конверсии керосино-газойлевой
фракции и выхода продуктов от времени контакта
катализатора Цеокар-2 с сырьем:
/ — 475 °С; 2 — 500 °С; 3 - 525 °С
Кратность циркуляции катализатора оказывает на
конверсию сырья и выход продуктов влияние, анало-
844
Новый справочник химика и технолога
гичное времени контакта. Под кратностью циркуляции
понимают количество катализатора, воспринимающего
единицу количества сырья. Увеличение кратности
циркуляции приводит к возрастанию коксообразования.
Обычно закоксованность цеолитсодержащих
катализаторов на выходе из реактора составляет 0,8-
1,0 масс. %. Содержание кокса регулируют подбором
времени контакта, температуры, кратности циркуляции
катализатора.
Наиболее полная реализация свойств
цеолитсодержащих катализаторов осуществляется при остаточном
содержании кокса 0,05 масс. % и ниже. Чем ниже
содержание остаточного кокса, тем выше выход бензина
и газа. На рис. 12.84 приведена зависимость выхода
бензина и бутиленов от содержания кокса на
катализаторе, подаваемом в реактор опытной установки с
циркуляцией катализатора.
40
0 0,2 0,4 0,6
Содержание остаточного кокса
на катализаторе, масс. %
Рис. 12.84. Зависимость выхода бензина (/) и бутиленов (2)
от содержания остаточного кокса на катализаторе
12.7.2.6. Основные реакционные аппараты
Процесс каталитического крекинга в псевдоожи-
женном слое микросферического катализатора
зарекомендовал себя как наиболее эффективный из
существующих процессов переработки газойля и остатков с
получением ценных углеводородов.
Установки каталитического крекинга отличаются
большим разнообразием, зависящим от конструкции
основных аппаратов, типа сырья, катализаторов и т. д.
В России эксплуатируются установки крекинга,
спроектированные в основном Грозгипронефтехимом:
1-А/1-М; ГК; 43-103; Г 43-107. На рис. 12.85 приведена
схема установки ГК-3 после реконструкции. Как видно
из рисунка, реактор и регенератор расположены соосно.
Ввод сырья в реактор вместе с водяным паром
осуществляется через двадцать форсунок, равномерно
расположенных по периметру аппарата и направленных к
центру. Дробление газойля на капли происходит в
паровом дробителе, заканчивается в трубе Вентури и
распыляется в слой катализатора через наконечник
форсунки. В реакторе при температуре около 500 °С
происходит крекинг сырья, образуется большое количество
газов и паров. За счет продуктов крекинга катализатор
Рис. 12.85. Схема реакторно-регенераторного
блока установки ГК-3:
/ — реактор; 2 — секционирующая решетка; 3 — сырьевая
(шламовая) форсунка; 4 — горизонтальная перегородка;
5 — отпарная секция; 6— кольцевые парораспределители;
7 — трубчатый парораспределитель; 8 — циклон;
9 — напорный стояк; 10 — транспортная линия;
11 — устройство для распределения катализатора;
12 — регенератор; 13 — трубчатый воздухораспределитель;
14 — кольцевой воздухораспределитель;
I — сырье (шлам); П — водяной пар; III — воздух;
PV — продукты крекинга; V — дымовые газы
Нефть и нефтепродукты
845
находится в состоянии псевдоожижения. В нижней части
реактора имеется захватное устройство для транспорта
воздухом закоксованного катализатора в регенератор.
Предварительно катализатор обрабатывается
водяным паром в отпарной секции 5 для десорбции с его
поверхности продуктов крекинга. Скорость движения
смеси в транспортной линии — около 20 м/с. На ее
конце имеется устройство, оснащенное четырьмя
направляющими коробками, через которые катализатор
вводится в псевдоожиженный слой в горизонтальном
направлении. Псевдоожижение в регенераторе
создается воздухом через трубчатый воздухораспределитель 13
и кольцевой воздухораспределитель 14. Температура в
регенераторе около 600 °С. Дымовые газы удаляются
через систему двухступенчатых циклонов 8.
Регенерированный катализатор по напорным
стоякам 9 возвращается в реактор. Продукты крекинга
направляются через циклон 8 на разделение.
На рис. 12.86 и 12.87 изображены реактор и
регенератор установки Г-43-107, а на рис. 12.88 — реакторно-
регенераторный блок этой установки.
Рис. 12.86. Реактор каталитического крекинга
установки Г-43-107:
/ — корпус; 2 — прямоточный лифт-реактор;
3 — двухступенчатые циклоны; 4 — распределительная решетка;
5 — узел ввода сырья; 6 — десорбер; 7 — сборная камера;
I — ввод сырья; II — ввод регенерированного катализатора;
III — вывод катализатора на регенерацию; IV — выход продуктов
крекинга; V — ввод пара
Рис. 12.87. Регенератор установки
каталитического крекинга установки Г-43-107:
корпус; 2 — двухступенчатые циклоны; 3 — секционирующие
обечайки; 4 —перегородка; 5 — топливные форсунки;
6 —- конденсатные форсунки; 7— сборная камера;
I — ввод катализатора на регенерацию; II ---- вывод
регенерированного катализатора; III — ввод воздуха;
IV — форсунки; V — ввод пара
Рис. 12.88. Реакторно-регенераторный блок установки
Г-43-107 производительностью 2,0 млн т в год:
/ —реактор; 2 — регенератор; 3 — катализаторопровод
закоксованного катализатора с компенсатором;
4 — катализаторопровод регенерированного катализатора с
компенсатором; 5 — реакционная зона с форсированным кипящим
слоем; 6 — отбойник; 7 - - зона отпаривания; 8 — прямоточный
лифт-реактор; 9 — узел ввода сырья; 10 — воздушный коллектор;
// — сборная камера; 12 — двухступенчатые циклоны
846
Новый справочник химика и технолога
На установке вместо реактора с псевдоожиженным
слоем катализатора используется прямоточный лифт-
реактор 2, имеющий на конце распределительную
решетку, обеспечивающую форсированный кипящий
слой, необходимый для завершения реакций
перераспределения водорода и снижения содержания в газе
бутадиена.
Транспорт катализатора в лифт-реакторе
происходит за счет продуктов крекинга. В нижней десорбцион-
ной зоне катализатор обрабатывается водяным паром и
поступает в регенератор (рис. 12.86). Регенератор
секционирован для приближения его к работе аппарата
полного вытеснения. При этом содержание кокса на
регенерированном катализаторе составляет не более
0,05 масс. %. Спускаясь по центральной трубе,
катализатор направляется в наклонный стояк реактора.
Температура катализатора около 650 °С.
Основные показатели режима работы реактора и
регенератора установки Г-43-107 следующие:
Реактор
Температура крекинга, °С
Массовая скорость подачи сырья (общая), ч-1
Кратность циркуляции катализатора
КМЦР, кг/ кг
Количество рециркулята, масс. % от сырья
Время пребывания сырья в лифт-реакторе, с
Время пребывания катализатора в десор-
бере реактора, с
Расход водяного пара на распыл сырья,
масс. % от сырья
Давление вверху реактора, МПа
Содержание кокса на закоксованном
катализаторе, масс. %
Регенератор
Температура в слое катализатора, °С
Давление вверху аппарата, МПа
Расход катализатора, масс. % от сырья
Содержание кокса на регенерированном
катализаторе, масс. %
Содержание кислорода в дымовых газах,
об. %
515-530
20-22
10-12
15-20
2,5-3,5
90-120
1,0
0,176-
0,196
0,7-1,0
650-700
0,235
< 0,15
0,05-0,20
<0,5
На рис. 12.89 приведена технологическая схема
процесса каталитического крекинга на
микросферическом катализаторе КМЦР производительностью 2,0 млн
т в год по сырью.
Гидроочищенный вакуумный дистиллят
смешивается в узле смешения со вторичным сырьем (рециркуля-
том) и водяным паром, подаваемым на распыл, и
вводится в низ прямоточного лифт-реактора 29. В реакторе
сырье испаряется и подвергается крекингу при контакте
с горячим катализатором. Превращение сырья
заканчивается в форсированном кипящем слое вверху реактора.
В кипящий слой предусмотрена подача шлама из
колонны 30. В отстойной зоне реактора продукты
отделяются от катализатора. Пройдя отпарную зону 28,
катализатор по наклонной транспортной линии поступает
в регенератор 25. Регенерированный катализатор по
другой транспортной линии стекает в узел смешения
сырья с катализатором. Дымовые газы регенерации из
внутренних циклонов регенератора направляются в
котел-утилизатор 24 и, пройдя блок очистки от пыли,
выбрасывается в атмосферу.
Продукты крекинга проходят двухступенчатые
внутренние циклоны реактора и, отделившись от
катализаторнои пыли, поступают в ректификационную
колонну 30. В нижней (отмывочно-сепарационной)
секции колонны происходит отмыв паров и
нефтепродуктов от катализаторнои пыли и частичная конденсация
фракции выше 420 °С. С нижней части колонны
выводится фракция 350-420 °С в отпарную колонну 32 и
рециркулят, который подается в реактор. С низа
колонны 32 продукт смешивается с фракцией, кипящей выше
420 °С, которая забирается с верхней части отстойной
зоны колонны 30 и выводится с установки (тяжелый
газойль).
С низа отпарной колонны 31 отбирается фракция
195-350 °С (дизельное топливо) и откачивается в парк
готовой продукции. Из этой же секции выводится
легкий рециркулят и направляется в реактор. С верха
ректификационной колонны 30 выводятся газ, бензин и
водяной пар, которые после охлаждения в воздушном
холодильнике 4 и водяном 13 поступают в
газосепаратор 33. Здесь смесь разделяется на жирный газ,
нестабильный бензин и воду (конденсат). Газ и бензин
подаются на блок газоразделения и стабилизации, а
конденсат после очистки от сернистых и азотистых
соединений выводится с установки.
Жирный газ из аккумулятора 34 поступает на прием
центробежного компрессора 35. Сжатый газ проходит
холодильник 13 и поступает в сепаратор 36, где
газовый конденсат отделяется от газа. Из газосепаратора 36
жирный газ поступает в сепаратор 38, где он
смешивается с газовым конденсатом из сепаратора 36,
предварительно охлажденным в холодильнике-испаритере 37.
Из сепаратора 38 жирный газ вводится в
абсорбционную часть абсорбера-десорбера 39. Нестабильный
бензин из газосепаратора проходит
холодильник-испаритель 37, сепаратор 38, прокачивается через
теплообменник 7 и подается в десорбционную часть абсорбера-
десорбера 39.
Газы с верха десорбционной части аппарата 39
проходят холодильник 13 и возвращаются в сепаратор 38.
Насыщенный абсорбент с низа аппарата 39
подогревается в кипятильнике 40 и возвращается в низ колонны в
виде «горячей струи». Основной поток из
подогревателя 40 подается в стабилизатор 43. С верха
стабилизатора отгоняется фракция углеводородов С3-С4. После
охлаждения часть ее возвращается в колонну в виде
острого орошения. Основной поток разделяется в
колонне 44 на фракцию С3 (верх колонны) и фракцию С4
(низ колонны).
Нефть и нефтепродукты
847
Э кии.ме<3ф
гЩ
С1 ЙГ'
(да ипи<шюш;)
ft \ \ Лц{
Т:,ЗГГГ?Г'
s^ о,
5 о к
"° f- S
м л =
l q. о
^ -e- S
■_r ж f
JJ с- К
* ,2 4
ж >5 s
О JJ Ю
• • И X 03
г- о т h
О Ьй О °
— I f- I
i О
^ < c is
2 ^ i ь
B^a 8
К ~5 cn !
p, ^ ж <i>
О ^ ,, g
3 S Q
a. a. S
g.5 a.
2 л is
5 i &S
5 rS о n
о „ x к
н . „ К c
о d Q s
>% о
I !
Й
о s" a,
g i> 4>
s >г ч i?
ON I
00 oo
€4 ~>
О 4 4>
f- О Ю
5 с п.
о. _ о
"So
£ Ю
о *
848
Новый справочник химика и технолога
Стабильный бензин с низа колонны 43 смешивается
с легким бензином (верх колонны 41) и откачивается в
парк готовой продукции. Часть бензина с низа колонны
41 подается на верх абсорбционной части абсорбера-
десорбера 39.
Тяжелый бензин с низа колонны 41 подается
основным потоком в абсорбционную часть абсорбера-
десорбера 39. Сухой газ из аппарата 39 выводится на
моноэтаноламиновую очистку.
Материальный баланс блока каталитического
крекинга установки Г-43-107 при переработке вакуумного
дистиллята самотлорской нефти следующий:
Наименование
Газ до С4 включительно
в том числе:
фракция С2
фракция С3
фракция С4
Бензин (фракция С5 — 195
Фракция 195-270 °С
Фракция 270-420 °С
Фракция > 420 °С
Кокс
Потери
°С)
Выход, масс. %
от сырья
19,20
2,94
5,87
10,39
48,3
6,5
14,2
5,3
5,5
1,0
Бензин крекинга используется как высокооктановый
компонент бензина АИ-93.
Фракция газойля 195-270 °С (содержит « 73 масс. %
ароматических углеводородов) используется как
компонент низкозастывающего дизельного топлива, либо
как флотореагент.
Фракция 270-420 °С используется как сырье для
получения технического углерода.
Фракция 420 °С — компонент топочного мазута,
либо котельного топлива.
На рис. 12.90 приведена схема реакторного блока
установки Г-43-107М/1 после реконструкции. Блок
имеет прямоточный лифт-реактор переменного
сечения, оборудованный радиальными разгонными и
сырьевыми форсунками. На конце лифт-реактора имеется
баллистический сепаратор, а сепарационная камера
оснащена одноступенчатым высокоэффективным
циклоном.
В табл. 12.86 приведены результаты крекинга
вакуумных дистиллятов на установках ГК-3 и Г-43-107М /1.
Сырье установки ГК-3 — вакуумный дистиллят
малосернистых Западно-Сибирских нефтей (фракция 290-
510 °С). Сырье установки Г-43-107М/1 — гидроочи-
щенный вакуумный газойль, содержащий 0,35 масс. %
серы.
Вовлечение в состав сырья крекинга тяжелых
нефтяных фракций увеличивает коксуемость
катализаторов. Более 50 % установок новой конструкции могут
перерабатывать сырье с коксуемостью более 2,5 % по
Конрадсону. Высокое содержание кокса на
катализаторе приводит к повышению температуры в регенераторе.
Следствием этого является:
1) уменьшение кратности циркуляции катализатора
и снижение конверсии сырья;
2) увеличение дезактивации катализатора;
3) усиление роли термических процессов и, как
следствие, увеличение выхода сухого газа.
Для поддержания необходимой температуры
организуют отвод тепла из регенератора при переработке
сырья с высокой коксуемостью. При высокой
концентрации кокса на катализаторе на ряде зарубежных
установок применяют двухступенчатые регенераторы
фирмы «UOP» (рис. 12.90П).
Рис. 12.90. Схема реакторного блока секции
каталитического крекинга установки Г-43-107М/1:
/ — высокоэффективные циклоны; 2 — баллистический
сепаратор; 3 — сепараторная камера реактора;
4 — отпарная зона; 5 — • кольцевые парораспределители;
6 — прямоточный реактор; 7,8 — соответственно сырьевые и
разгонные форсунки; 9 — напорные стояки;
10— воздухораспределитель; // — регенератор;
12 — двухступенчатые циклоны;
I — водяной пар; II — сырье; HI — продукты крекинга;
PV — воздух; V — газы регенерации
Нефть и нефтепродукты
849
В первой ступени происходит частичный выжиг
кокса. Окончательное его удаление происходит во
второй ступени, где температура регулируется
холодильниками катализатора. Содержание кокса на
регенерированном катализаторе — менее 0,05 масс. %.
Использование двухступенчатого регенератора позволяет
перерабатывать более тяжелые виды сырья. В табл.12. 87
даны результаты работы установок, перерабатывающих
нефтяные остатки. Имеются сведения о том, что
некоторые установки каталитического крекинга, предназна-
Таблща 12.86
Результаты крекинга газойлевых фракций на
установках с микросферическим катализатором
фирмы «Jrace Davison»
Продукты крекинга, масс. %
Сухой газ (включая H2S)
Пропан-пропиленовая фракция
Бутан-бутиленовая фракция
Бензин
Легкий газойль (205-360 °С)
Тяжелый газойль (> 360 °С)
Кокс (сжигаемый)
Потери
Сумма светлых продуктов
(бензиновая фракция + легкий
газойль)
Степень превращения сырья,
масс. %
Тип установки
гк-з
2,5
4,4
7,6
49,0
24,6
7,1
4,8
—
73,6
68,3
Г-43-107М/1
5,3
4,4
8,5
51,1
20,8
4,5
4,4
1,0
71,9
—
Таблица 12.87
Результаты крекинга нефтяных остатков
Показатели
Сырье
Производительность по
сырью, млн т/год
Кокс по Конрадсону,
масс. %
Никель, млн"1 масс. %
Ванадий, млн"1 масс. %
Результаты крекинга:
конверсия, об. %
сухой газ, масс. %
С3 + С4, об. %
бензин, об. %
легкий газойль, об. %
осветленный продукт,
об. %
кокс, масс. %
Установка фирмы
«Пертамина»
Смесь
остатков нефтей
«Дюри» и
«Минас»
85: 15
4,3
5,5
17,0
0,8
81,3
3,9
28,7
61,5
11,3
7,4
8,7
«Юконг-
Лимитед»
Атмосферные
остатки
нефтей Ближнего
Востока
5,8
7,4
9,2
—
79,0
3,2
24,0
63,3
14,6
6,4
8,2
ченные для переработки остаточного сырья,
перерабатывали сырье с коксуемостью по Конрадсону от 8 до
10 масс. %.
Сообщается о новой разновидности процесса
каталитического крекинга — каталитического крекинга с
миллисекундным временем контакта (MSCC). На
рис. 12.92 изображен принцип работы реактора MSCC.
Схема контактирования сырья с катализатором
радикально отличается от систем лифт-реактора.
Дымовые газы
Первичный Ц
воздух^^_
Транспортна
линия
катализатора
Катализатор
отпарной секции
У Холодильник
S катализатора
Регенерированный
катализатор
в лифт-реактор
Вторичный воздух
Рис. 12.91. Регенератор с двухступенчатым выжигом кокса
Стояк
регенерированного
катализатора
Сырье
Первичный
сепаратор
Реактор
Отпарная
колонна
Рис. 12.92. Принцип работы реактора каталитического
крекинга с миллисекундным временем контакта
850
Новый справочник химика и технолога
Сырье вводится перпендикулярно слою
катализатора подающемуся сниза. В реакционной зоне
происходит быстрое разделение продуктов крекинга и
катализатора. В результате сокращаются вторичные
нежелательные реакции крекинга, и увеличивается выход
ценных продуктов.
Продукты поступают в первичный сепаратор и
далее — на разделение. Катализатор обрабатывается паром
в отпарной колонне, затем направляется на регенерацию.
В табл. 12.88 дана характеристика сырья процессов
MSCC и каталитического крекинга с лифт-реактором и
результаты крекинга сырья на этих установках.
Данные, полученные на демонстрационной
установке, показывают преимущества процесса
каталитического крекинга с миллисекундным временем контакта.
Таблица 12.88
Характеристика сырья процесса крекинга
с лифт-реактором и процесса MSCC
Показатели
Газойль, об. %
Деасфальтизат, об. %
Сера, масс. %
Кокс по Конрадсону, масс. %
Выход продуктов в процессе
MSCC и крекинга с лифт-
реактором
сухой газ, об. %
С3 + С4, об. %
бензин, об. %
легкий газойль, об. %
тяжелый газойль, об. %
кокс, масс. %
MSCC
80,5
19,5
0,9
1,2
3,6
20,4
57,0
20,6
9,0
5,5
Лифт-
реактор
80,2
19,8
1,15
1,2
7,4
21,5
50,4
21,5
9,1
5,8
Литература
1. Справочник нефтепереработчика. / Под ред.
Г.А. Ластовкина, Е.Д. Радченко и М.Г. Рудина Л.:
Химия, 1986.648 с.
2. Справочник нефтехимика / Под ред. С.К. Огород-
никова. Л.: Химия, 1978. Т. 1. 496 с.
3. Крекинг нефтяных фракций на цеолитсодержащих
катализаторах / Под ред. С.Н. Хаджиева. М.:
Химия, 1982.280 с.
4. Гейтс Б., Кетцир Д., Шуйт Г. Химия
каталитических процессов. М.: Мир, 1981. 551 с.
12.7.3. Гидрокрекинг
(В.А. Козлов)
Увеличение глубины переработки нефти решается
крекированием тяжелого нефтяного сырья с
использованием термических и каталитических процессов.
Повышение спроса на моторные топлива с более низким
содержанием серы и выделением меньшего количества
загрязняющих веществ в атмосферу при их
производстве и сгорании повлияли на рождение такого процесса,
как каталитический процесс гидрокрекинга сырья под
давлением водорода. Гидрокрекинг является очень
гибким технологическим процессом, с помощью которого
можно превращать в ценные нефтепродукты практически
любой поток нефтеперерабатывающего предприятия.
Основным назначением процесса гидрокрекинга
является производство гидроочищенных бензиновых
фракций, товарных керосинов и дизельных топлив, а
также сжиженных газов из более тяжелого нефтяного
сырья, чем получаемые целевые продукты. Кроме того,
если непрореагирующии остаток не возвращается в
сырье гидрокрекинга, то он может использоваться в
качестве высококачественного сырья или компонента
сырья каталитического крекинга, коксования, пиролиза.
Процесс гидрокрекинга с успехом используется для
производства высокоиндексных базовых смазочны:;
масел.
Гидрокрекинг сочетает в себе каталитический
крекинг и гидрогенизацию.
Крекинг парафинов.
Образование олефина на металлических центрах
катализатора (МЦ):
СН3 СН3
R-CH2-CH2-CH— СН3 —^ R-CH=CH-CH-CH3 + Н2
(1-1)
Образование третичного иона карбония на
кислотных центрах катализатора (КЦ):
СН3 СН,
R-CH=CH-CH-CH3
кц
н2
R
.—СНо—СНо—С—
Крекинг
СН,
R-CHr- CHr- C-
©
-сгь
R-
СН3
©
(1-2)
СН3
I
-сн2 + сн2=с-сн3
(1-3)
Реакция иона карбония и олефина:
СН3
I
СН3— CHr- С-СНз + R—CH=CH- R" ►
©
сн3
► СН3-СН=С-СН3 + R'— СН-СН2- R"
® (1-4)
Гидрогенизация олефина:
СН3 СН3
СН3—СН-С-СНз -^ СН3-СН2-СН-СН3
Нг (1-4)
Крекинг нафтенов
Образование олефина:
снч
н3с
н3с
сн3
МЦ
(2-1)
Нефть и нефтепродукты
851
Образование иона карбения:
НяС УНз
С"з кц % Н>С
и изомеризация
Крекинг и изомеризация:
СН3
СН3
н3а I
с+
н.^с—Г© V-C1J3 Н3С (^ | СН3 Н3С
-сн.
СИ3
+- СИз-С-СНз
©
Гидрогенизация:
С1Ь
СЬЬ
Деалкширование ароматических соединений
Образование иона карбения:
С3Н^СН2-
Крекинг:
СзНг-СН
кц С3Н^СН2
(2-2)
СН3
НзС-С-СНз сн
(2-3)
(2-3)
(3-1)
+ с3н7—сн2
(3-2)
Получается также изобутан после изомеризации
иона бутил-карбения, образования олефина и
гидрогенизации.
Последовательная схема реакций, которые
происходят в типичных процессах гидрокрекинга тяжелых
нефтяных фракций, показана на схеме 12.6.
Гидрогенолиз неуглеводородных соединений идет
бысфее, что позволяет удалять из сырья гетероатомы в
виде сероводорода, аммиака и воды. Легче всего
происходит гидрогенолиз S-органических соединений.
Наиболее устойчивые к нему N-содержащие соединения.
Скорость гидрогенизационного обессеривания
уменьшается по мере увеличения молекулярной массы
и усложнения структуры молекул соединений,
содержащих серу.
Дисульфиды:
RS—SR -^^ 2RH + 2H2S
Тиофен и бензотиофен:
НС-
II
НС
сн
сн
C4H10 + H2S
(4-1)
(4-2)
H2S + Q кДж/моль
(4-3)
Для реакций гидрогенолиза азотсодержащих
соединений характерна стадия насыщения водородом кольца.
Затем оно разрывается с образованием соединения,
которое в стадии гидрогенолиза превращается в
углеводород и аммиак.
ей
S
X
<L>
U
О
&
s
Полиароматические
соединения
или Полиарены
Фенатрены
Флуорены
Тетрагидро-
фенатрены
Динафталин
Бензолы
I
Многокольцевые
нафтены
Нафталины
Тетралины и
Инданилы
Двухкольцевые
нафтены
Алкил-
бензолы
Деакилирование
Крекинг
парафинов
Однокольцевые
нафтены
Парафины
Разрыв кольца (с последующим деалкилированием)
Схема 12.6. Реакции гидрокрекинга
852
Новый справочник химика и технолога
Пиридин:
СН
НС СН
I II
НСч СН
^ /
N
+ н2
С<Н
5П12
NH,
(5-1)
Гидрокрекинг нефтяных фракций — процесс
экзотермический. Поскольку гидрокрекинг представляет
собой сложный комплекс химических реакций, состав
которых зависит от перерабатываемого сырья,
принятой глубины конверсии и других факторов, нельзя
однозначно установить теплоту реакции. Для парафини-
стого сырья тепловой эффект гидрокрекинга обычно
составляет 290-420 кДж/кг. Для высокоароматизиро-
ванного сырья тепловой эффект может достигнуть 840
кДж/кг. Это говорит о том, что чем выше расход
водорода на реакции, тем больше выделяется тепла.
Для регулирования температуры процесса по высоте
реактора в зоны между слоями катализатора вводят
холодный водородсодержащий газ (ВСГ). Высота
каждого слоя катализатора принимается такой, чтобы
температура в нем не повышалась более, чем на 25 °С
(ориентировочно).
Так как по ходу сырьевой смеси (сырье, ВСГ,
продукты гидрокрекинга) меняются типы реакций, уровни
отложения кокса и металлов на катализаторе и активность
катализатора, то, соответственно, снижается выделение
тепла и увеличиваются высоты слоев катализатора.
12.7.3.1. Катализаторы
В процессе гидрокрекинга используются несколько
типов катализаторов. Эти катализаторы сочетают
активность крекинга и гидрогенизации в различных
пропорциях для достижения целевого превращения
конкретного сырья в желаемый продукт. Активность
гидрогенизации достигается за счет использования
металлических промоторов, нанесенных на носитель
катализатора. Промоторами могут быть металлы VI и VIII
ipynn.
Активность крекинга достигается варьированием
кислотности носителя катализатора. Эти варианты, в
основном, достигаются за счет использования
комбинации аморфного и кристаллического алюминия и
оксида кремния или цеолита (молекулярное сито) в
качестве материала для носителя. Используются
кристаллические цеолиты для носителей катализатора.
При подборе типа катализатора высокое значение
имеет его возможность восстанавливать активность при
регенерации. Нормальным можно считать период
работы катализатора более 2 лет между регенерациями.
Основная цель регенерации — выжиг отложившегося на
катализаторе кокса. Аморфный и цеолитсодержащий
катализаторы почти полностью сохраняют свою
активность после выжига кокса.
Выбор катализатора обусловливает получение
желаемого продукта:
Катализаторы
Цеолиты,
драгоценные
металлы
Цеолиты
Щелочные
металлы
Аморфные,
щелочные
металлы
Дизельное
топливо
L >".'.:"'..'.'- ''
Г"
I ...
Реактивное
топливо
* •. {~. '1 .5.
i:.:.::>
чЛ.\: л*... "...».>
, ' %., ,"vJ
Бензиновая
фракция
Т\
В большинстве случаев регенерация проводится на
установке без выгрузки катализатора из реактора, с
использованием оборудования реакторного блока при
циркуляции инертного (дымового) газа с добавкой
воздуха для горения кокса. Давление регенерации 3,0-
5,0 МПа. Имеется практика регенерации катализатора
на специализированных установках.
Основные особенности аморфного и
цеоли[содержащего катализаторов приведены ниже:
Аморфные катализаторы
Максимальный выход
дистиллятов
Максимальный выход
дизельного топлива
Более стабильный выход
Сниженное потребление
водорода
Цеоли 1 содержащие
катализаторы (с
предварительной подготовкой сырья)
Гибкий выбор целевых
продуктов
Максимальный выход
реактивного топлива
Увеличенный цикл работы
катализаторов
Сниженное расчетное
давление
Катализаторы выпускаются, в основном, в виде экс-
трудатов или иногда в виде микросфер с размером
частиц 1-2 мм.
Перед началом работы установки на сырье
катализатор подвергается осернению для активизации его
центров. Осернение катализатора выполняется при
температуре 150-350 °С и давлении 20-50 МПа в потоке
циркулирующего водородсодержащего газа, содержащего
от 0,5 до 5,0 об. % сернистых соединений в пересчете
на сероводород. В качестве осернителей, добавляемых
в циркулирующий водородсодержащий газ,
используются меркаптаны, дисульфиды, легкие S-содержащие
нефтепродукты и другие.
12.7.3.2. Сырье
Для процесса гидрокрекинга пригодно любое
углеводородное сырье, в том числе бензиновые фракции
первичных и вторичных процессов, прямогонные
газойли, вакуумные газойли, каталитические газойли,
газойли коксования, газойль висбрекинга, деасфальтизат.
Нефть и нефтепродукты
853
Гидрокрекинг для разных видов сырья:
Сырье
Прямогонные дистилляты
Вакуумные газойли
Сырье каталитического
крекинга
Газойли коксования
Термические
крекированные продукты
Деасфальтизат
Бензиновые фракции:
прямогонные и фракции
вторичных процессов
Продукты
Сжиженный газ
Автомобильные
бензины, керосин, дизельные
топлива
Облагороженное сырье
Реактивные топлива
Дизельные топлива
Котельное топливо
Сырье для установок
производства олефи-
нов, смазочные масла
Наиболее легко перерабатывается прямогонное
сырье. Крекированное сырье перерабатывать труднее,
поскольку: оно содержит больше различных примесей,
которые оседают и отравляют катализатор; иолицикли-
ческие ароматические соединения требуют более
жесткого режима, что приводит к более быстрой
дезактивации катализатора.
Последствия использования этою сырья
выражаются в повышении температур гидроочистки и крекинга,
степени дезактивации катализатора, в снижении
селективности катализатора; а также качестве продуктов
гидрокрекинга.
Весьма важен вопрос о влиянии различных
компонентов сырья на активность катализаторов. Сильное
дезактивирующее воздействие на катализатор
оказывают содержащиеся в сырье асфальтены, которые резко
замедляют скорость гидрогенолиза сернистых
соединений, практически не оказывая влияния на образование
кокса. Сильнейшим ядом для катализаторов
гидрокрекинга являются азотсодержащие соединения.
Считается, что высокомолекулярные азотистые соединения
прочно адсорбируются на кислотных центрах, блокируя
их и понижая тем самым расщепляющую способность.
С ростом парциального давления водорода,
повышающего его концентрацию на поверхности катализатора,
ускоряются процессы гидрирования молекул азотистых
соединений.
При переработке нефтяных остатков большую
опасность для катализаторов представляют содержащиеся в
сырье металлы в виде металлоорганических
соединений. Отложение металлов на катализаторах
практически неизбежно. В первую очередь отрицательное
влияние на активность катализатора гидрокрекинга
оказывает сумма металлов никеля и ванадия (Ni + V).
Проблема замедления процесса отравления катализаторов
гидрокрекинга решается разными способами. При
гидрокрекинге вакуумного газойля жесткие требования
предъявляются к вакуумной перегонке мазута (остатка
атмосферной перегонки), при которой ограничивается
содержание металлов (Ni + V). При гидрокрекинге
тяжелых нефтяных остатков предусматривается
предварительное гидрообессеривание, деметаллизация сырья
на специальном катализаторе. На предварительной
стадии протекают реакции «очистки», касающиеся
металлов, серы, азота, кислорода, олефинов, ароматических
соединений (в том числе полициклических) и др.
Стадии «очистки» и гидрокрекинга могут протекать в
одном реакторе. При гидрокрекинге тяжелого нефтяного
сырья в трехфазном кипящем слое постоянная
активность катализатора поддерживается периодическим
выводом равновесного катализатора из системы и
вводом свежего катализатора.
12.7.3.3. Технологические параметры процесса
В зависимости от перерабатываемого сырья и
требуемой продукции процесс гидрокрекинга имеет
различные технологические параметры.
Влияние основных технологических параметров
следующее:
Параметры
Качество
сырья
Конверсия
Давление
Катализатор
ВЫХОД
продукта
X
X
—
X
Зона воздействия
стабильность
катализатора
X
X
X
X
качество
продукта
X
X
X
X
Кроме основных технологических параметров на
процесс гидрокрекинга влияют: парциальное давление
водорода, концентрация водорода в водородсодержа-
щем газе (ВСГ), температура, объемная скорость
подачи сырья, расход (химический и общий) 100%-го
водорода, кратность циркуляции ВСГ по отношению к
перерабатываемому сырью.
Температура. Характерным интервалом температур
для процесса гидрокрекинга являются 350-^405 °С.
Повышение температуры от нижней границы к верхней
происходит постепенно, по мере падения активности
катализатора. Кроме того, чем выше конверсия
процесса, тем выше температура в реакторе (рис. 12.93). При
ведении процесса на аморфных катализаторах
требуются более высокие температуры (в диапазоне 390-
400 °С), чем на цеолитсодержащих катализаторах
(350-365 °С).
Давление. Давление процесса гидрокрекинга (чаще
принято называть давлением в сепараторе высокого
давления, то есть на приеме циркуляционного компрессора)
варьируется в широких пределах — от 5,5 до 20,0 МПа.
Выбор давления процесса в основном зависит от
качества сырья и требуемой продукции (рис. 12.94).
Абсолютное давление в реакторе зависит от
парциального давления водорода в системе, играющего
основную роль в процессе гидрокрекинга, и зависит от
концентрации водорода в циркулирующем водород-
содержащем газе.
854
Новый справочник химика и технолога
U 410
о.
о
ей
Q.
Q.
С
S
350
40 50 60 70 80 90 100
Конверсия до 370 °С, масс. %
О—О — аморфный катализатор
□—□ — катализатор с совмещенными свойствами
аморфного и цеолитсодержашего
Д—А — цеолитсодержащий катализатор
Рис. 12.93. Зависимость температуры от конверсии
Давление, МПа
Рис. 12.94. Влияние давления на качество продукции
30
3 5
*25|-
о о
2 а.
i *
га s
03
Керосин
Дизельное топливо
0
80
70
60
50
40 3-
0
20
40
60
80 100
30
Конверсия , масс. %
Рис. 12.95. Влияние степени конверсии на качество продукции
На промышленных установках гидрокрекинга
минимальное содержание водорода в водородсодержащем
газе не ниже 80-85 об. %. Повышая концентрацию
водорода в циркулирующем ВСГ, можно снизить общее
технологическое давление процесса и, соответственно,
расчетное давление оборудования реакторного блока.
Конверсия. Процесс гидрокрекинга повышает
качество продуктов (рис. 12.95) за счет совместного
воздействия парциального давления водорода и уровня
конверсии в присутствии катализатора. Дистиллятные
топлива очень высокого качества, включая реактивное
топливо марки Джет А-1 (Jet A-1), могут быть
получены из тяжелого сырья на традиционных установках
гидрокрекинга с высокой конверсией или полной
конверсией при давлениях процесса от 14,0 до 17,5 МПа.
Объемная скорость подачи сырья. Объемная
скорость подачи сырья — это отношение объема жидкого
сырья, поступающего в течение 1 часа, к объему
катализатора, определенному но насыпной массе. Объемная
скорость зависит от качества сырья, применяемого
катализатора, давления процесса, вида получаемых
продуктов и глубины превращения. Типичные объемные
скорости при гидрокрекинге находятся в пределах 0,5-
2,0 ч (для отдельных видов сырья и выше).
Уменьшение длительности контакта в результате повышения
объемной скорости подачи сырья снижает глубину
обессеривай ия.
Расход водорода. Решающее значение для
экономических показателей гидрокрекинга имеет расход
водорода, который определяется ассортиментом
получаемых продуктов.
Расход водорода на реакции можно определить но
упрощенному уравнению материального баланса:
100НС + Х = Н„(100 + Х)
где: X — расход водорода на реакцию в масс. % на
сырье; Нс — концентрация водорода в сырье; Н„ —
средняя концентрация водорода в продуктах.
Чем тяжелее получаемые продукты, тем меньше
расход водорода. На практике расход водорода
определяется экспериментальным путем.
Общий расход водорода при проведении процесса
гидрокрекинга слагается из его расхода на реакцию, на
растворение в гидрогенизате, на отдув и из потерь.
Основное количество водорода расходуется на реакцию.
Расход водорода на растворение в гидрогенизате можно
компенсировать извлечением его из гидрогенизата,
применяя эффективные технологические схемы
сепарации с использованием особенностей его
растворимости в различных углеводородах при разных
температурах и давлениях. Расход водорода с огдувом, который
представляет собой по составу циркулирующий водо-
родсодержащий газ, зависит от количества этого отду-
ва, требуемого по технологии для регулирования
оптимального парциального давления водорода в системе.
Общий расход водорода может колебаться от 1,5 до
4,0 масс. % на сырье.
Практически все установки гидрокрекинга
снабжаются водородом с установок производства водорода
методом паровой конверсии природного газа,
заводского углеводородного газа, бензиновых фракций и других
нефтепродуктов. В последнее время с целью снижения
использования дорогостоящего водорода с установок
конверсии в него добавляют водородсодержащие газы
риформинга, гидроочистки после предварительного
концентрирования. Например, с применением процесса
короткоцикловой абсорбции фирм «UOP» или «Linde».
Концентрация свежего водорода достигает 99,9 масс. %.
Нефть и нефтепродукты
855
Кратность циркуляции водородсодержащего газа
(ВСГ). Процесс гидрокрекинга осуществляется с
избыточным количеством водорода с учетом того, что с
ростом парциального давления водорода скорости реакций
повышаются. Кратность циркуляции представляет
собой объем ВСГ по отношению к объему сырья,
подаваемому в реактор (нм3/м3 сырья). Кратность
циркуляции ВСГ принимается, в зависимости от назначения
процесса и чистоты ВСГ, в пределах 800-2500 нм3/ч.
Схема циркуляции ВСГ в реакторном блоке
является основной составляющей энергетических затрат но
всей установке гидрокрекинга. Поэтому предпочтение
следует отдавать технологии гидрокрекинга,
требующей наименьшую кратность циркуляции, и при
проектировании необходимо стремиться к минимальному
гидравлическому сопротивлению в системе от выхода
циркуляционного компрессора до его входа.
Чистота ВСГ. На большинстве промышленных
установок гидрокрекинга концентрация циркулирующего
ВСГ поддерживается на уровне 80-85 об. % , остальное —
метан, этан и др. легкие компоненты. В смеси,
выходящей из реактора, помимо водорода и углеводородов
присутствуют также сероводород, аммиак и пары воды.
При охлаждении реакторной смеси аммиак вступает
в реакцию с сероводородом, образуя сульфид аммония,
который при дальнейшем охлаждении может выпасть в
осадок в аппарате воздушного охлаждения. Для
избежания этого нежелательного процесса и вывода из
системы балансового количества аммиака сульфид
аммония перед воздушным холодильником растворяется в
подаваемой в систему промывной воде. Затем в
сепараторе низкого давления этот кислый раствор выводится
из системы на отнарку, при которой можно снова
получить сероводород и аммиак. С повышением количества
сероводорода в ВСГ эффективность процесса
гидрокрекинга снижается, поэтому на современных
установках его непрерывно удаляют перед циркуляционным
компрессором в аминовом абсорбере. В качестве
регенерируемого абсорбента сероводорода используют
водные растворы моноэтаноламина (МЭА), диэтанол-
амина (ДЭА), метилдиэтаноламина (МДЭА) разной
концентрации. Насыщенный аминовый раствор при
регенерации в десорбере методом отпарки выделяет
поглощенный сероводород, который утилизируется на
установках производства серной кислоты или
получения элементарной серы методом Клауса.
С разработкой новых, более селективных
катализаторов гидрокрекинга все большее внимание уделяется
чистоте ВСГ и повышению в нем содержания водорода.
12.7.3.4. Промышленные процессы гидрокрекинга
Гидрокрекинг характеризуется разнообразием типов
и технологических схем:
1) по давлению процесса — гидрокрекинг высокого
давления и «мягкий» гидрокрекинг;
2) по ведению процесса в реакторе — в
стационарном слое катализатора (подавляющее большинство про-
промышленных установок) и в трехфазном кипящем
слое с периодической заменой порций катализатора;
3) по технологическим схемам:
- одностадийный однопроходной («на проход»);
- одностадийный с рециркуляцией остатка;
- двухстадийный;
- с параллельной системой.
Выбор технологической схемы зависит от многих
факторов, о которых было упомянуто выше. Наибольшее
распространение в промышленности получила
одностадийная схема с рециркуляцией (рис. 12.96), значительно
превышающая по количеству реализаций другие схемы.
Установки гидрокрекинга в трехфазном кипящем
слое предназначены для переработки тяжелых
нефтяных остатков (мазутов, гудронов и др.), но в
промышленном масштабе были реализованы в небольшом
количестве. Это было вызвано высокими
капиталовложениями, большим расходом дорогостоящего
катализатора и сложностью поддержания его постоянной
активности. Поддержание постоянной активности
осуществляется периодическим вводом в систему свежего
катализатора и выводом из системы равновесного.
Технологическая схема этого процесса аналогична схемам
гидрокрекинга в стационарном слое.
Использование синергизма между установками
гидрокрекинга и другими технологическими
установками. Процесс гидрокрекинга особенно хорошо
подходит для целей производства высококачественных
среднедистиллятных топливных компонентов с низким
содержанием серы и может быть объединен с
достижением синергетического эффекта с другими процессами
конверсии, в частности с каталитическим крекингом в
псевдоожиженном слое (FCC) и коксованием. Это
обстоятельство вывело на ведущее место одностадийный
гидрокрекинг «на проход» при разных давлениях.
Технологическая схема «на проход» имеет ряд
значительных преимуществ:
- наименьшая стоимость;
- максимальная производительность по сырью (до
3-3,5 млн т в год);
- возможность переработки очень тяжелого сырья с
высокой температурой кипения;
- выработка качественного кубового продукта для
дальнейшего использования на других установках.
Особенности фракционирования:
- отпарка бокового погона для удаления сероводорода;
- атмосферное фракционирование с огневым
нагревателем;
- отпарка бензиновых фракций по желанию заказчика;
- вакуумное фракционирование с подогревом для
продуктов с высоким концом кипения (необходимость
оценивается по каждому проекту).
Одностадийный гидрокрекинг высокого давления
для нескольких вариантов приводится в табл. 12.89.
Мягкий гидрокрекинг. Строительство установок
гидрокрекинга с высокой степенью конверсии требует
856
Новый справочник химика и технолога
больших капитальных затрат. В связи с этим некоторые
НПЗ повышали глубину переработки нефти на своих
предприятиях при помощи реконструкции
существующих установок гидроочистки вакуумного газойля в
установки мягкого гидрокрекинга. Эти установки
эксплуатируются при технологическом давлении от 5,5 до
8,5 МПа, что соответствует стандартному подходу при
выборе расчетного давления установок гидроочистки
вакуумного газойля. В этих случаях выход дизельного
топлива и его качество ограничены максимально
разрешенными характеристиками существующего
оборудования, и чаще всего основной целью таких проектов
становится повышение глубины переработки нефти, а
не улучшение качества продуктов.
Эксплуатация установки мягкого гидрокрекинга при
относительно низком давлении и конверсии не
позволяет получать высококачественные продукты. Цетано-
вый индекс получаемого дизельного топлива находится
в диапазоне от 39 до 42 пунктов. Очень часто высота
некоптящего пламени получаемого керосина составляет
всего 10 мм, что значительно ниже 19 мм в
соответствии с действующими требованиями технических
условий на реактивное топливо.
В табл. 12.90 представлены эксплуатационные
параметры традиционной установки мягкого
гидрокрекинга и установки одностадийного, однопроходного
гидрокрекинга, запроектированных на получение
дизельного топлива при одинаковой конверсии 40 %.
Схемы однопроходного гидрокрекинга среднего
давления с частичной конверсией сырья.
Традиционные установки гидрокрекинга высокого давления
очень трудно окупить. Эксплуатация оборудования при
неполном превращении сырья может дать возможность
оптимизировать соотношения между давлением,
степенью превращения, сроком службы катализатора,
расходом водорода и качеством получаемого продукта, что
позволяет значительно понизить требуемые
капитальные затраты и увеличить получаемую прибыль.
Процесс гидрокрекинга среднего давления
(МРНС) с фирменным названием «МАК». Процесс
МАК—МРНС разработан фирмами: «Mobil», «Akzo
Nobel» и «M.W. Kellogg». Основные отличия процесса
МАК—МРНС (табл. 12.91) от традиционного
гидрокрекинга заключаются в применении новой
эффективной конструкции внутренних устройств реактора под
названием «Спайдер-Вертекс» («Spider-Vortex») и
включении в технологическую схему реакторного
блока высокотемпературного сепаратора.
Гидрокрекинг с частичной конверсией сырья.
Установки гидрокрекинга с частичной конверсией
сырья фирмы «UOP» , как и процесс МАК—МРНС,
обеспечивают больший выход продуктов лучшего качества
по сравнению с установками мягкого гидрокрекинга.
Традиционные технологические схемы гидрокрекинга с
частичной конверсией 35-70 % похожи на
технологические схемы гидрокрекинга с полной конверсией, за
исключением того, что диапазон оперативного
давления составляет около 10,5 МПа вместо 14,0-17,5 МПа.
Из-за более низкого давления процесса происходит
Реактор
Сырье
Свежий
водород
Промывная
вода
Компрессор
ВСГ
Регенерированный
f*\ раствор аммиака
(.
Сепаратор
высокого
давления
Насыщенный
ч-/ раствор
I Z-. >
Сепаратор углеродный газ на НПЗ
низкого
давления
(К
Гидрогенизат на фракционирование
Сернисто-аммонийные
стоки на отправку
Рис. 12.96. Упрощенная схема реакторного блока «па проход»
Нефть и нефтепродукты
857
Таблица 12.89
Характеристика процессов гидрокрекинга
Показатели
Варианты
А | Б |
В
Исходные данные
Производительность, т/ч
Конверсия, об.%
Технологическое давление, МПа
Целевые продукты
470
60
132
Максимум
легкого
дизельного топлива
300
80
138
Максимум легкого
дизельного
топлива, остаток для
производства масел
106
70
172
Максимум легкого
дизельного топлива
с ультранизким
содержанием серы
Качество сырья по вариантам
Тип сырья
Пределы выкипания, °С
Плотность, кг/м3
Содержание серы, масс. %
Содержание азота, млн"1
Коксуемость по Конрадсону, масс. %
Вакуумный
газойль
330-560
912
1,80
1300
0,45
Тяжелый
вакуумный газойль
370-590
930
1,90
1800
0,50
Тяжелый
вакуумный газойль
340-620
930
2,51
1600
1,00
Расчетные параметры но вариантам
Свежий водород — концентрация, об. %
Давление в сепараторе высокого давления, МПа
Конверсия, об. %
Тип катализатора
Объемная скорость подачи сырья, ч"1
94,0
132
60
Цеолиты,
щелочные металлы
1,0-1,1
99,9
138
80
Цеолиты,
щелочные металлы
0,7-0,8
94,0
172
70
Аморфные,
щелочные металлы
0,65-0,70
Выход продуктов по вариантам
Выход, масс. % (начало цикла):
сероводород + аммиак
углеводородный газ С]-С4
фракции С5 + бензиновая фракция
реактивное топливо + дизельное топливо
кубовый продукт
Потребление водорода на реакцию, масс. %
2,07
2,12
17,67
43,70
36,40
2,11
2,2
3,9
23,75
52,45
20,00
2,28
2,86
2,83
18,70
52,56
25,50
2,45
Качество продуктов но вариантам
Наименование (начало цикла / конец цикла):
Легкая нафта:
плотность, кг/м3
содержание серы, млн"1
октановое число, ИМ / ММ*
Тяжелая нафта:
плотность, кг/м3
содержание серы, млн"1
октановое число, ИМ / ММ
Реактивное топливо:
температура вспышки, °С
высота не коптящего пламени, мм
Легкое дизельное топливо:
плотность, кг/м3
цетановый индекс
содержание серы, млн""1
Тяжелое дизельное топливо:
плотность, кг/м3
цетановый индекс
содержание серы, млн-1
Кубовый остаток:
содержание серы, млн""1
индекс вязкости
620
Менее 1,0
—
0,765
Менее 5,0
—
55
23/19
835/839
53/51
Менее 10
0,838/0,840
60/59
Менее 10
Менее 50
—
670
Менее 0,5
79/75
0,760
Менее 5,0
62/61
38
27/22
830/840 (Широкая
дизельная фракция)
56/54
Менее 10
—
—
—
Менее 50
138-139
650
Менее 0,5
—
0,750
Менее 0,5
—
49
27/25
850/860
63/60
Менее 10
0,85/0,86
78,5/75,5
Менее 10
Менее 50
—
* ИМ — исследовательский метод; ММ — моторный метод.
858
Новый справочник химика и технолога
некоторое ухудшение качества дистиллятного
продукта. Кроме того, качество дистиллятного продукта также
ограничено степенью конверсии. Даже при более
высокой конверсии сырья качество дистиллятного продукта,
получаемого на традиционной установке
гидрокрекинга с частичной конверсией сырья, остается
недостаточно высоким для соответствия требованиям на дизельное
топливо с высокими цетановыми характеристиками.
Фирма «UOP» разработала три новые
технологические схемы гидрокрекинга с частичной конверсией
сырья при том же давлении. Качество дистиллятных тон-
лив, которые получаются по этим новым схемам,
значительно лучше — содержание серы менее 50 млн'1,
цетановый индекс выше 50 пунктов.
Таблица 12.90
Сравнение установок мягкого гидрокрекинга
и гидрокрекинга при высоком давлении
Показатели
Оперативное давление
процесса, МПа
Расход водорода на
реакцию, нм3/м3 сырья
Конверсия в продукты до
350 °С, об. %
Выход дизельного топлива,
об. %
Цетановый индекс
дизельного топлива
Качество кубового остатка:
плотность, кг/м3
содержание серы, млн"1
содержание азота, млн '
Расчетная стоимость в
условных единицах
Установка
МЯГКОГО
гидрокрекинга
56-70
115
40
30,0
40
896
3000
500
100
Однопроходной
гидрокрекинг
160
213
40
42,0
51
855
80
10
150
Поточные схемы фирмы «UOP» представлены на
рис. 12.97, 12.98, 12.99. Во всех трех схемах есть два
одинаковых технологических решения. Во-первых, во
всех схемах предусматривается по два реактора. Во-
вторых, в каждой технологической схеме гидроочистка
и гидрокрекинг разделены и представляют собой
отдельные реакционные зоны, так что не все сырье,
которое проходит гидроочистку, должно проходить
гидрокрекинг. Эта особенность технологической схемы
очень важна, и она возможна только в том случае, когда
на установке предусматривается по два реактора.
Свежее сырье
V
V
всг
i
tG^r)
ф
Легкие бензиновая
фракция
Тяжелые бензиновая
фракция
~*\У
Керосин
Дизтошшво
Остаток
Рис. 12.97. Двухступенчатый процесс гидрокрекинга
(Юникрекинг) с частичной конверсией сырья
Свежее сырье
ВСГ
ЧУ ЧУ
'—.—JL-н»^ Сепарация 3
гл
ф
Легкие бензиновая
фракция
Тяжелые бензиновая
it®™1**! _„_.._~_
Керосин
Дизтошшво
Таблица 12.91
Сравнение установок МАК—МРНС и
гидрокрекинга под высоким давлением
Показатели
Конверсия, об. %
Оперативное давление,
МПа
Объемная скорость
потока жидкости, м3/час
Средняя температура в
реакторе, °С
Циркуляция водорода,
нм3/м3 сырья
Расход водорода на
реакцию, нм3/м3 сырья
Процесс
МАК—МРНС
20-70
7,0-10,0
0,5-2,0
340-425
350-1200
70-200
Гидрокрекинг
под высоким
давлением
70-100
10,0-20,0
0,5-2,0
340-425
650-1700
200-600
Рис. 12.98. Однопроходный процесс гидрокрекинга
(Юникрекинг) с параллельными реакторами
Свежее сырье
V
Л
V
всг
Легкие бензиновая
фракция
Тяжелые бензиновая
l~~*i и»/ Сепарация J
Ф
Керосин
Дизтопливо
^_j Остаток
Рис. 12.99. Двухступенчатый процесс гидрокрекинга
(Юникрекинг) с измененным движением потоков
Нефть и нефтепродукты
859
Первая технологическая схема является
модификацией схемы двухступенчатого гидрокрекинга с полной
конверсией, общими сепарацией и фракционированием
продуктов реакции (рис. 12.97). На второй схеме
предусматривается использование двух параллельных
однопроходных реакторов также с общими сепарацией и
фракционированием продуктов реакции (рис. 12.98). В
третьей технологической схеме используется
двухступенчатый гидрокрекинг разработки «UOP» с
измененным движением потоков (рис. 12.99). Каждая из
указанных схем имеет определенные преимущества по
сравнению с традиционной схемой установки
гидрокрекинга с частичной конверсией сырья.
Ключевым моментом, обеспечивающим получение
продуктов высокого качества при низкой общей
конверсии процесса, является разделение функций
гидроочистки и гидрокрекинга на отдельные реакторы.
Использование конверсии для достижения качества
продуктов является более эффективным технологическим
решением по сравнению с использованием более
высокого давления процесса.
Синергизм комбинированной установки
каталитического крекинга (FCC) с предварительной
подготовкой сырья. При замене секции подготовки сырья
FCC методом гидроочистки на гидрокрекинг с
частичной конверсией сырья плотность сырья FCC
уменьшается. Таким образом, совместное воздействие более
высокого давления и более высокой конверсии при
проведении процесса гидрокрекинга с частичной
конверсией сырья позволяет получить сырье FCC более
высокого качества при практически одинаковом уровне
обессеривания сырья, как при процессе традиционной
гидроочистки. Синергизм от гидроподготовки сырья
каталитического крекинга подтверждается улучшением
технико-экономических показателей НПЗ и
увеличением выработки высококачественных моторных топлив
(табл. 12.92, 12.93).
Представленные технологические схемы
гидрокрекинга с частичной конверсией сырья позволяют
повысить гибкость НПЗ с точки зрения производства
высококачественного товарного дизельного топлива из
газойлей низкого качества (без использования
вариантов схемы гидрокрекинга при высоком давлении с
полной конверсией). За счет разделения реакций
гидроочистки и гидрокрекинга по разным реакторам эти новые
технологические схемы позволяют повысить гибкость
процесса, имеющего определенные ограничения при
проведении его в режимах мягкого гидрокрекинга и
традиционного гидрокрекинга с частичной конверсией
сырья.
Процесс ХайСАИКЛ—Юникрекинг (HyCCLE—
Unicracking) фирмы «UOP». Процесс ХайСАИКЛ—
Юникрекинг — это шаг вперед в технологии
производства максимальных количеств дистиллятов в процессе
гидрокрекинга. Процесс представляет собой
оптимизированную технологическую схему, предназначенную
для получения максимального выхода
высококачественного дизельного топлива. В процессе применено
сочетание нескольких уникальных технических
решений, включая усовершенствованный горячий сепаратор,
систему последовательно установленных реакторов с
«обратно направленным потоком» и колонну
фракционирования новой конструкции с глухой вертикальной
разделительной перегородкой. Особенность схемы
реакторного блока заключается в том, что рециркулят
сначала направляется в зону катализатора
гидрокрекинга, а затем в зону катализатора гидроочистки.
Преимущества заключаются в том, что более чистое сырье
поступает на катализатор крекирования при более
высоком парциальном давлении водорода. В конечном
результате повышается активность катализатора на
единичный объем, и, следовательно, требуется меньше
катализатора.
Процесс характеризуется пониженным давлением,
более высокой объемной скоростью по сравнению с
традиционными установками. За счет сведения к
минимуму вторичных реакций крекирования расходуется
меньше водорода. Еще одно синергическое
преимущество может быть реализовано там, где требуется
облагораживание вторичных дистиллятов низкого качества.
В таком случае, например, легкий каталитический
газойль загружается непосредственно в
усовершенствованный сепаратор «ХайСАИКЛ». В результате заводу
не потребуется строить отдельную установку для
облагораживания легкого газойля каталитического
крекинга.
Место гидрокрекинга в составе НПЗ. На
большинстве зарубежных нефтеперерабатывающих заводов
с пгубокой переработкой нефти наличие процесса
гидрокрекинга имеет важное значение. Помимо
увеличения глубины переработки нефти гидрокрекинг является
основным процессом, влияющим на гибкость
технологической схемы предприятия и качество его товарной
продукции. При отсутствии на НПЗ других процессов
переработки остатков от перегонки нефти применяется,
в основном, гидрокрекинг с полной конверсией с
целевым назначением определенного продукта.
В тех случаях, когда на НПЗ уже имеются процессы
конверсии нефтяных остатков, наиболее
привлекательным является применение гидрокрекинга с частичной
конверсией и комбинирование его с другими
процессами конверсии. При этом гидрокрекинг использует в
качестве сырья газойли низкого качества других
процессов и получает высококачественный остаток,
который служит облагороженным сырьем или компонентом
сырья этих же установок. Остаток гидрокрекинга
вакуумного газойля является превосходным сырьем для
этиленовых установок, превосходя по эффективности
другие виды сырья.
Таким образом, наличие гидрокрекинга в
технологической схеме НПЗ значительно повышает гибкость и,
соответственно, эффективность его работы.
860
Новый справочник химика и технолога
Таблица 12.92
Влияние гидрокрекинга с частичной конверсией на качество сырья каталитического крекинга (FCC)
Показатели
Подготовка сырья
Оперативное давление, МПа
Плотность, кг/м3
Содержание серы, масс. %
Содержание азота, млн-1
Коксуемость, масс. %
Содержание металлов (Ni + V), млн-1
Добавка в сырье водорода, масс. %
Базовый
вариант
Без
гидроочистки
—
931
2,6
880
0,4
1
0
Гидроподготовка сырья FCC
гидроочистка
Снижение
серы на 98 %
7,0
905
0,06
450
0,1
Менее 1
0,74
частичная конверсия
40 % в
дизельное топливо
10,2
884
0,05
440
0,1
Менее 1
1,13
40 % в бензиновую
фракцию и дизельное топливо
10,2
879
0,004
10
0,1
Менее 1
1,40
Таблгща 12.93
Отдельные показатели комплекса
«гидрокрекинг с частичной конверсией сырья—каталитический крекинг» (ГСС)
Показатели
Подготовка сырья
Расход сырья, тыс. т/год:
на комплекс
HaFCC
Выход продуктов, масс. %, на сырье
комплекса:
С3-С4
С5 и выше
бензин и дизельное топливо
котельное топливо
кокс
Расход водорода, масс. %, на сырье
комплекса
Цетановый индекс дизельного топлива
с комплекса
Экономические показатели добавки
водорода к сырью FCC:
общая стоимость строительства,
млн долл. США
прирост прибыли, млн. долл. США
прибыль на инвестируемый
капитал до вычета налогов, %
простая окупаемость, лет
Базовый
вариант
Без
гидроочистки
1725
1725
16,3
74,0
59,3
14,7
5,4
0,00
—
Базовый
Базовая
—
Подготовка сырья FCC
гидроочистка
Снижение
серы на 98 %
2015
1725
15,8
75,5
70,7
4,9
3,9
0,72
39
70,3
54,6
50,2
1 9Q
частичная конверсия
40 % в
дизельное топливо
2875
1725
12,8
81,2
78,6
2,6
2,5
1,13
45
126,4
99,8
41,2
1 97
40 % в бензиновую
фракцию и дизельное топливо
2870
1725
13,6
80,6
78,3
2,3
2,5
1,40
50
127,4
100,9
41,0
1,26
Литература
1.
2.
Смидович Е.В. Технология переработки нефти и
газа. М.: Химия, 1980. Ч. 2. Крекинг нефтяного
сырья и переработка углеводородных газов. 328 с.
Черножуков Н.И. Технология переработки нефти и
газа. М.-. Химия, 1978. Ч. 3. Очистка и разделение
нефтяного сырья, производство товарных
нефтепродуктов. 424 с.
Справочник нефтехимика / Под ред. С.К. Огород-
никова. Л.: Химия, 1978. Т. 2. 592 с.
Справочник нефтепереработчика / Под ред.
Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина Л.:
Химия, 1986.648 с.
Report of UNOCAL Company on Unicracking processrs
at the conference of oil refiners in Tokyo. Japan, 1988. 22 p.
6. Handbook of Petroleum residues process. Published
by Rarop. Japan, 1991. 183 p.
7. Topsoe H., Clausen B.S., Maccoth F.E. Hydrotreating
Catalysis. Science and technology / Ed. by J.R.
Anderson and M. Boudart. Berlin: Springer-Verlag Berlin
Heidelberg., 1996.310 р.
8. Handbook of Petroleum Refinery processes / Ed. by
R.A. Meyers. McGrow-Hill. USA, 1996.
9. Хаптер М.Дж., Паппал Д.А., Песек К.Л.
Гидрокрекинг при среднем давлении: Доклад на семинаре
фирмы «Келлогг Компани» по технологии
нефтепереработки «Переработка тяжелой нефти и
остатков». М., 1996. 18 с.
Нефть и нефтепродукты
861
12.7.4. Риформингуглеводородов
{к.т.н. В.Б. Марышев)
12.7.4.1. Превращение углеводородов в условиях
процесса риформинга
Процесс каталитического риформинга — один из
ведущих процессов нефтеперерабатывающей
промышленности — предназначен для повышения октановой
характеристики бензиновых фракций и получения
индивидуальных ароматических углеводородов: бензола,
толуола и ксилолов. Важное значение каталитического
риформинга состоит в обеспечении процессов
гидроочистки нефтяных дистиллятов водородсодержащим
газом (ВСГ), который является избыточным побочным
продуктом.
Процесс каталитического риформинга
осуществляют при температуре около 500 °С под давлением
водорода (0,7-3,5 МПа) на бифункциональном
катализаторе, обладающем кислотной и металлической
функциями. Современные катализаторы риформинга
содержат платину с добавками других элементов. В качестве
носителя катализатора риформинга используют
активный оксид алюминия, нромотированный хлором или
фтором.
Основным сырьем процесса являются прямогонные
бензиновые фракции с низким октановым числом,
содержащие нормальные и разветвленные парафины,
пяти- и шестичленные нафтены, а также ароматические
углеводороды. В результате сложных химических
реакций, протекающих при каталитическом риформинге,
углеводородный состав бензиновых фракций глубоко
изменяется. Целевыми реакциями, приводящими к
повышению октанового числа бензинов, являются
реакции ароматизации нафтенов, ароматизации и
изомеризации парафинов. Основные нежелательные реакции
процесса — это реакции гидрокрекинга и гидрогеноли-
за парафинов, а также реакции конденсации и
полимеризации, приводящие к образованию на катализаторе
продуктов уплотнения — кокса.
Превращение нафтенов. Шестичленные нафтены
на бифункциональных платиновых катализаторах
подвергаются дегидрированию до соответствующих
ароматических углеводородов и изомеризации в пятичлен-
ные нафтены:
В незначительной степени протекают реакции гид-
рогенолиза с раскрытием кольца. Однако скорости
дегидрирования шестичленных нафтенов в условиях
каталитического риформинга намного больше скоростей
протекания других реакций. Дегидрирование
происходит на металлическом компоненте катализатора,
причем адсорбция циклогексана на металлических
участках катализатора сопровождается последовательным
отщеплением двух атомов водорода с образованием на
промежуточной стадии циклогексена. Далее
происходит очень быстрое отщепление одного за другим
остальных четырех атомов водорода, в результате чего
образуется бензол:
Скорость дегидрирования гомологов циклогексана
выше, чем циклогексана. Бициклические шестичленные
нафтены дегидрируются так же легко, как и
моноциклические, образуя нафталин и его производные.
Пятичленные замещенные нафтены в условиях
риформинга вступают в следующие реакции:
1. Изомеризация но положению заместителей (через
промежуточные карбкатионы):
2. Дегидроизомеризация:
С
+ зн2
На бифукциональном катализаторе риформинга
образующиеся при расширении кольца шестичленные
нафтены подвергаются быстрому дегидрированию в
ароматические углеводороды.
3. Раскрытия кольца (гидрогенолиз):
и-гексан + изогексаны
В условиях риформинга скорость реакции дегидро-
изомеризации метилциклоиентанов выше, чем
изомеризации и раскрытия кольца, поэтому выход бензола при
риформинге метилциклопентана достигает 60-70 масс. %.
Превращение парафинов. В условиях риформинга
парафины подвергаются изомеризации, дегидроцикли-
зации и гидрокрекингу (гидрогенолизу).
862
Новый справочник химика и технолога
Изомеризация парафинов на бифункциональных
катализаторах риформинга протекает по механизму,
который предусматривает участие в реакции как
металлических, так и кислотных центров катализатора с
образованием малоразветвленных изомеров, наиболее
термодинамически стабильных в условиях риформинга.
Схема изомеризации парафинов представляет стадии:
1) «-парафин
м
«-олефин + Н2
2) «-олефин -«—*• изоолефин
3) изоолефин + Н2 **—*• изопарафин
Первая и последняя стадия катализируются
металлом, а перегруппировка олефина происходит на
кислотных центрах носителя по карбоний-ионному
механизму. Перегруппировка олефина — лимитирующая
стадия реакции изомеризации парафинов.
Скорость изомеризации возрастает с увеличением
молекулярной массы парафина. Изомеризация
парафиновых углеводородов приводит к повышению
октанового числа продуктов равновесной изомеризации,
однако прирост октанового числа фракций С7 и выше
незначителен.
Дегидроциклизация — одна из наиболее важных
реакций риформинга, поскольку заключается в
превращении парафинов в ароматические углеводороды:
СбН]4 -«-
+ 4Н2
Ароматизация парафинов протекает с большим
эндотермическим эффектом (около 250 кДж/моль) и
значительно труднее, чем ароматизация (дегидрирование)
нафтенов.
На бифункциональных алюмоплатиновых
катализаторах в условиях риформинга дегидроциклизация
парафинов — процесс сложный, включающий ряд
последовательно и параллельно идущих реакций [6-8],
главным образом дегидрирование на платине, С5-циклиза-
цию образовавшихся непредельных углеводородов на
кислотных участках носителя:
,СН-
НС СН2
ни
СН
А
/
СН:
СН,
_^ Н2С
- I
СН3—НС-
сн2 + нн
-сн2
Образовавшиеся пятичленные циклы изомеризуются
на кислотных центрах в шестичленные и далее
дегидрируют на металле в ароматические углеводороды.
Циклизация олефина на кислотных центрах катализатора —
лимитирующая стадия реакции ароматизации парафинов.
Скорость ароматизации парафинов, а значит и
выход ароматических углеводородов возрастают с
увеличением их молекулярной массы.
Реакции гидрогенолиза и гидрокрекинга парафинов
приводят к образованию более низкомолекулярных
углеводородов. При этом гидрогенолиз катализируют
металлические центры катализатора риформинга, и в
продуктах преимущественно содержится метан, а
расщепление углеводородов при гидрокрекинге
происходит на кислотных центрах по (3-связи и приводит к
большему образованию пропана и бутанов.
Гидрокрекинг парафинов на катализаторах
риформинга протекает по бифункциональному механизму и
для н-парафина включает следующие стадии:
- дегидрирование и-нарафина в »-олефин на
металлических центрах катализатора;
- адсорбцию м-олефина на кислотных центрах с
образованием вторичного карбкатиона:
СН3СН=СНСН2СН2СН2СНз + Н+-«—►
-«—► СН3СН2СНСН2СН2СН3
- крекинг с образованием меньшего иона карбония
и олефина:
СН3СН2СНСН2СН2СН2СН3 •*—»► СН3СН2СН=СН2 +
+ сн2сн2сн3-*—* сн3сн2сн=сн2 + сн3снсн3
- изомеризацию «-олефина в изоолефин:
СН3СН2СН=СН2 + Н -*—>• СНзСН2СНСН3
СН3СН2СНСНз^—*- СН3С(СН3)СН3
СНзС(СН3)СН3 -«—** СН3С(СН3)=СН2 + Н+
- гидрирование образовавшихся олефинов на
металлических центрах катализатора в соответствующие
парафины.
Гидрокрекинг парафинов, в отличие от
гидрогенолиза, — одна из основных реакций каталитического
риформинга. Он сопровождается газообразованием,
приводит к повышению октанового числа риформата и
одновременно к снижению выхода жидких продуктов
риформинга и по этой причине должен быть ограничен
определенными пределами, которые обеспечивают
достаточную эффективность каталитического риформинга.
Скорость гидрокрекинга парафинов зависит от их
парциального давления, парциального давления водорода и
растет с увеличением общего давления.
Превращение ароматических углеводородов.
Бензол в условиях риформинга устойчив, толуол
подвергается частичному деалкилированию. Более
тяжелые ароматические углеводороды преимущественно
подвергаются изомеризации и деалкилированию и в
меньшей степени — диспропорционированию.
Нефть и нефтепродукты
863
Протеканию реакций гидродеалкилирования
способствуют высокая температура, давление и низкая
объемная скорость подачи сырья. Скорость
гидродеалкилирования существенно увеличивается с
возрастанием числа атомов углерода в ал кил бензолах.
Изомеризация ароматических углеводородов на
бифункциональных платиновых катализаторах протекает
при участии циклоолефинов в качестве промежуточных
продуктов реакции. Изомеризация ксилолов включает
следующие стадии: гидрирование в соответствующий
шестичленный циклоолефин, изомеризация циклооле-
фина по карбкатионному механизму и дегидрирование
образовавшегося углеводорода в другой изомер ксилола:
С С С С
Не исключено, что в условиях риформинга
изомеризация полиалкилбензолов может частично происходить
в результате иротонирования бензольного кольца,
которое сопровождается перегруппировкой метальных
радикалов:
12.7.4.2. Катализаторы риформинга
В настоящее время для проведения процесса
риформинга используют монометаллические либо
полиметаллические катализаторы. Все промышленные
катализаторы риформинга в качестве активного металла
содержат платину.
Монометаллические катализаторы риформинга
представляют собою платину, нанесенную на у- или г|-
оксид алюминия, промотированный галогенами.
Наиболее широко в качестве носителя используют у-А1203,
обладающий большей термической стабильностью.
Алюмоплатиновый катализатор по своей природе
бифункционален, т. е. обеспечивает протекание реакций,
идущих как на металлических, так и на кислотных
активных центрах его поверхности. Активность
катализатора зависит как от содержания платины в катализаторе
риформинга, так и от ее дисперсности на поверхности
носителя. С увеличением количества платины
возрастает активность в реакциях гидрирования и
дегидрирования углеводородов. Вместе с тем улучшается
стабильность катализатора в реакционном цикле, в частности
снижается его чувствительность к отравлению S-содер-
жащими соединениями. Однако в современных
катализаторах риформинга в связи с глубокой подготовкой
сырья риформинга и из-за высокой стоимости платины
ее концентрацию постепенно снизили с 0,60 до 0,25-
0,30 масс. %.
Платину в алюмоплатиновые катализаторы обычно
наносят на активный оксид алюминия путем пропитки
водным раствором H2PtCl6 с добавлением другой
кислоты в качестве конкурирующего адсорбата. В этом
случае достигается равномерное распределение
платины в объеме гранул носителя. Затем контакт сушат,
прокаливают, обрабатывают сероводородом для
подавления нежелательных реакций в первоначальный
период и перед началом эксплуатации восстанавливают в
среде водорода.
Носитель в катализаторе, с одной стороны, служит
для распределения и диспергирования платины с целью
более эффективного его использования, с другой
стороны, — катализирует реакции изомеризации и
крекинга. Определенное влияние оказывает носитель на
протекание реакций дегидроциклизации и реакций
уплотнения, приводящих к образованию кокса.
Для усиления и регулирования кислотной функции
оксида алюминия в состав контакта вводят галоген —
обычно фтор или хлор. Фтор вводят в количестве
0,3 масс. %, однако фторсодержащие катализаторы
используются ограниченно, лишь на устаревших
установках без блока предварительной гидроочистки сырья.
Преимущество хлора как более мягкого кислотного
промотора проявляется в том, что он в большей степени
способствует ароматизации парафинов, чем их
крекингу. Содержание хлора в катализаторах составляет от 0,5
до 2,0 масс. %.
Наиболее существенный прогресс в развитии
промышленного процесса каталитического риформинга
произошел при разработке и внедрении катализаторов
третьего поколения — полиметаллических, которые
наряду с платиной содержат в своем составе один или
несколько других металлов.
Используемые для промотирования металлы можно
разделить на две группы. К первой относятся рений и
иридий, известные как катализаторы гидро-дегидро-
генизации и гидрогенолиза. Другая, более обширная
группа модификаторов включает кадмий, олово,
свинец, медь, германий и др., которые в определенных
незначительных количествах улучшают каталитические
864
Новый справочник химика и технолога
свойства, а в больших — известны как каталитические
яды для платины.
Введение в катализатор металлических промоторов
в большинстве случаев осуществляют также пропиткой
оксида алюминия растворами соединений
соответствующих металлов. Промоторы могут быть нанесены
как совместно с платиной, так и последовательной
пропиткой до или после введения в катализатор платины.
Платинорениевые катализаторы готовят
преимущественно совместной пропиткой платинохлористоводо-
родной и рениевой (HRe04) кислот.
Основное преимущество полиметаллических
катализаторов риформинга — высокая стабильность,
выражающаяся в том, что снижение их активности в
условиях процесса происходит значительно медленнее, чем
монометаллических платиновых катализаторов.
Высокая стабильность полиметаллических катализаторов
позволяет проводить процесс при пониженных
давлениях, в результате чего возрастает роль реакций
ароматизации парафинов. Это в свою очередь приводит к
увеличению как выхода ароматических углеводородов,
так и выхода высокооктанового бензина риформинга.
Поскольку основной причиной дезактивации
катализаторов риформинга в цикле реакции является их
закоксовывание, повышение стабильности при
введении модифицирующих металлов связано с их
воздействием на процесс коксоотложения.
Стабилизирующее действие таких добавок, как
рений и иридий, основано на гидрировании или гидроге-
нолизе промежуточных соединений, предшествующих
образованию кокса на катализаторе.
Наибольшее промышленное применение нашли
алюмоплатиновые катализаторы, промотированные
рением. Абсолютное большинство используемых
полиметаллических катализаторов на установках
риформинга со стационарным слоем катализатора содержат
платину и рений в различном количестве с добавлением
третьего элемента или без него.
Алюмоплатиноиридиевые катализаторы нашли
весьма ограниченное применение из-за чрезмерно
высокой чувствительности к условиям промышленной
эксплуатации.
Ряд модификаторов, таких как германий, олово и
свинец, проявляют значительное сходство по характеру
своего воздействия на свойства алюмоплатинового
катализатора. Модифицирующее воздействие указанных
добавок связано со снижением прочности связи
углерод—металл, миграции образующегося кокса с
платины на носитель и таким образом предотвращением за-
углероживания поверхности платины. Схематически
этот эффект представлен на рис. 12.100.
Наряду с подавлением коксообразования, элементы
типа олова или свинца увеличивают селективность
процесса, что выражается в повышении выхода бензина
риформинга. Платинооловяные катализаторы в
шариковой форме применяют в риформинге с движущимся
слоем катализатора. При этом процесс проводят при
низком давлении (0,7-0,35 МПа) с получением бензина
с октановым числом 100 и выше.
В отечественной промышленности первоначально
применяли алюмоплатиновый катализатор АП-56,
изготовленный на основе фторированного оксида алюминия
и содержащий 0,55 масс. % платины. Катализатор
эксплуатировали без предварительной гидроочистки сырья
и получали катализат с октановым числом до 75 по
моторному методу (ММ). В указанных условиях основной
реакцией, приводящией к образованию ароматических
углеводородов, была реакция дегидрирования нафтенов.
Второй этап отечественного варианта процесса
риформинга связан с разработкой и применением хлорсо-
держащего алюмоплатинового катализатора АП-64 и
использованием таких приемов технологии процесса,
как гидроочистка и осушка сырья, хлорирование
катализатора в цикле реакции, снижение давления процесса
с 4,0 до 3,0 МПа. В результате интенсификации
процесса удалось до 40 масс. % ароматических углеводородов
в риформате получать за счет реакции дегидроциклиза-
ции парафиновых углеводородов.
В 1980-1990-х г. во ВНИИнсфтехиме разработан и
внедрен целый ряд полиметаллических платинорение-
вых катализаторов серий ЮР и РБ для различных
условий проведения процесса риформинга (табл. 12.94).
Вместе с дальнейшим развитием технологии процесса,
в первую очередь с условиями подготовки сырья, пуска
и реактивации катализаторов, на современных для
этого периода установках получали компонент
автобензина с октановым числом 93-95 по исследовательскому
методу (ИМ).
а)
прочная адсорбция отложение кокса
С„Н2„(2^С„+(я+1)Н2Т
б)
слабая адсорбция отложение кокса
Десорбция
С„Н2„ t-2 —* СпИ2п-х+ /2*Н2Т
платина носитель промотор кокс
Рис. 12.100. Механизм коксообразования:
а) монометаллический катализатор;
б) биметаллический катализатор
Нефть и нефтепродукты
865
Таблица 12.94
Отечественные промышленные катализаторы
(1980-1990-е г.)
Катализатор
КР-101
КР-102
КР-104А
КР-106
КР-108
КР-110
РБ-1
РБ-11
Содержание
платины,
масс. %
0,60
0,36
0,36
0,36
0,36
0,36
0,26
0,26
Содержание
рения,
масс. %
—
—
0,20
0,36
0,36
0,20
0,45
0,60
Другие
промоторы
Cd
Cd
Cd
Cd
Cd*
Cd*
Cd*
Cd*
* Катализатор дополнительно содержит сульфат-ион.
Современные полиметаллические катализаторы
риформинга. В последний период совершенствование
катализаторов риформинга во многом связано с
улучшением характеристик носителя, который обладает
повышенной насыпной плотностью, прочностью,
меньшим преобладающим радиусом иор (40-55 А),
более высокой кислотностью и термостойкостью. На
его основе созданы катализаторы КР-108У и РБ-22У,
которые в промышленных условиях подтвердили
стабильную работу при выработке риформата с ИОЧ = 95.
Для устойчивой работы в режиме производства
риформата с октановым числом 96-98 разработаны
катализаторы РБ-ЗЗУ и РБ-44У на носителе из высокочистого
синтетического сырья (табл. 12.95).
Таблица 12.95П
Катализаторы на усовершенствованных носителях
Катализатор
КР-108У
РБ-22У
РБ-ЗЗУ*
РБ-44У*
Содержание
платины,
масс. %
0,36
0,26
0,30
0,26
Содержание
рения,
масс. %
0,36
0,45
0,30
0,40
Насыпная
масса,
кг/дм3
0,72
0,72
0,78
0,78
* Катализатор на носителе из высокочистого сырья.
Таблица 12.96
Зарубежные промышленные катализаторы
Фирма,
катализатор
«UOP»
R-56
R-62
R-86
«Axens»
RG-482
RG-492
RG-582*
RG-682*
«Shell»
PR-9
Содержание
платины,
масс. %
0,25
0,22
0,25
0,30
0,30
0,30
0,30
0,25
Содержание
рения,
масс. %
0,40
0,44
0,40
0,30
0,62
0,30
0,44
0,25
Насыпная
масса,
кг/дм3
0,84
0,71
0,72
0,59
0,59
0,67
0,67
0,72
Катализатор содержит дополнительный промотор.
Наиболее крупными зарубежными лицензиарами и
поставщиками катализаторов риформинга являются
фирмы «UOP» (США), «Axens» (Франция) и «Shell»
(Англия, Голландия, США), основные характеристики
зарубежных катализаторов приведены в табл. 12.96.
Как правило, зарубежные катализаторы отличаются
высокой стабильностью при эксплуатации в «жестких»
условиях, т. е. при выработке риформата с октановым
числом 96 и выше. В более «мягких» условиях, в
режиме производства риформата с ИОЧ 93-95,
существенным отличием по сравнению с отечественными
катализаторами типа КР и РБ является недостаточная
селективность, что выражается в снижении выхода
высокооктанового бензина.
12.7.4.3. Сырье и условия процесса риформинга
Подготовка сырья. Сырьем процесса
каталитического риформинга являются прямогонные бензиновые
фракции нефтей и газовых конденсатов или их смеси с
бензинами вторичного происхождения, подвергнутые
предварительной подготовке. Подготовка сырья
риформинга включает ректификацию и гидроочистку на
алюмокобальтмолибденовых или алюмоникельмолиб-
деновых катализаторах.
Для производства компонента автобензина наиболее
часто используют широкие бензиновые фракции,
выкипающие в интервале от 70-90 °С до 170-180 °С.
Фракционный состав сырья риформинга зависит от
конкретной схемы переработки бензиновых фракций на
предприятии и ресурсов сырья.
При производстве ароматических углеводородов
сырьем служат узкие бензиновые фракции. Фракцию,
выкипающую в интервале 62-105 °С, используют для
получения бензола и толуола. Для производства
ароматических углеводородов С8 (технического ксилола) ри-
формингу подвергают бензиновую фракцию 105-
140 °С (либо 120-140 °С). В небольших количествах
путем риформинга перерабатывают фракции 62-140 °С
для производства концентрата, содержащего бензол,
толуол и ксилолы, а также фракции 85-140 °С для
производства толуола и ксилолов.
Подготовленное ректификацией сырье подвергают
каталитической гидрогенизации (гидроочистке) для
удаления примесей соединений серы, азота, кислорода
и др. В случае использования смесей с бензинами
вторичных процессов при гидроочистке происходит
насыщение содержащихся в них непредельных
углеводородов.
По мере совершенствования катализаторов
риформинга повышаются требования к очистке сырья от
примесей. Так, фторсодержащие катализаторы первого
поколения типа АП-56 эксплуатировали при
остаточном содержании серы в сырье 10-20 мг/кг, алюмопла-
тиновые типа АП-64 — уже при 5-10 мг/кг, а
современные платинорениевые катализаторы требуют
глубину очистки сырья еще на порядок выше — остаточное
содержание серы не должно превышать 0,5 мг/кг. Такие
866
Новый справочник химика и технолога
же высокие требования по очистке от соединений азота,
хлора, металлов.
Гидроочищенное сырье подвергают почти
исчерпывающему обезвоживанию, чтобы предотвратить
удаление хлора из промотированного носителя. С этой же
целью на специальных адсорбентах осушают и водо-
родсодержащий газ.
Условия процесса риформинга (в первую очередь
температура и давление) определяют как селективность
протекания процесса, так и стабильность
используемого катализатора, скорость его закоксовывания.
Давление. Снижение рабочего давления
риформинга повышает селективность процесса (рис. 12.101),
способствуя целевым реакциям ароматизации и подавляя
побочные реакции гидрокрекинга.
Снижение давления в большей степени влияет на
интенсификацию дегидроциклизации (ароматизации)
парафинов, чем на дегидроизомеризацию
(ароматизацию) пятичленных нафтенов. При этом увеличивается
выход дебутанизированного бензина и водорода,
уменьшается выход газов от метана до бутана.
По этой причине совершенствование технологии
процесса связано со снижением его давления. Однако
при снижении давления растет количество кокса,
отлагающегося на катализаторе, в связи с чем
увеличивается скорость его дезактивации (рис. 12.102).
Дезактивация существенно увеличивается при
проведении процесса под давлением ниже 1 МПа и зависит
от жесткости условии процесса, т. е. от октанового
числа получаемого риформата. По этой причине рифор-
минг при давлении ниже 1 МПа проводят с
использованием высокостабильных, медленно закоксовываю-
щихся би- и полиметаллических катализаторов. При
более низких давлениях (до 0,35 МПа) процесс
осуществляют лишь в движущемся слое катализатора с
непрерывной его регенерацией.
Температура. В изотермических условиях
повышение температуры в интервале 460-500 °С приводит к
возрастанию реакций ароматизации, у которых
кажущаяся энергия активации близка к 130 кДж/моль. С
повышением температуры возрастает октановое число
бензина риформинга, увеличивается выход
ароматических углеводородов, причем повышение температуры
на входе в реакторы на 10 °С увеличивает выход
ароматических углеводородов почти на 30 отн. %. Однако
наряду с ускорением целевых реакций возрастает роль
реакций гидрокрекинга, которые приводят не только к
уменьшению выхода стабильного риформата и
снижению содержания водорода в циркулирующем газе, но и
усиленному закоксовыванию катализатора, его
дезактивации.
Снижение активности катализатора риформинга во
время эксплуатации компенсируют постепенным
повышением температуры в реакторах.
В начале реакционного цикла температуру на входе
в реакторы риформинга устанавливают на уровне,
N=
<Ц о
д-ш
80
9
о
& 75
9
3
9
9
ю
9
X
PQ
се
20
1,5
1,0
86
84
I
Л
PQ
80
78
3,5
3,0
2,5
2.0
1,5
/?, МПа
Рис. 12.101. Влияние давления на выход риформата
(с октановым числом 95) и водорода и на содержание
водорода в циркулирующем газе
Рис. 12.102. Влияние давления на отложение кокса (а) и
скорость дезактивации (б) катализатора КР-108 при МОЧ
риформата: / — 87; 2 — 90
Нефть и нефтепродукты
867
обеспечивающем требуемое качество катализата, —
по октановому числу или концентрации
ароматических углеводородов. Обычно начальная температура
находится в интервале 480-500 °С. По мере
дезактивации катализатора температуру на входе в реакторы
повышают, поддерживая необходимое качество
катализата. Максимальная температура на входе в
реакторы к концу межрегенерационного цикла составляет
530-535 °С.
Процесс риформинга в силу большой эндотермич-
ности проводят в Ъ-А последовательно расположенных
реакторах (ступенях процесса), между которыми
парогазовую смесь углеводородов и водорода
дополнительно подогревают. При осуществлении процесса под
давлением 2,5-3,0 МПа суммарный перепад температуры в
реакторах составляет 70-90 °С, а при снижении
давления до 1 МПа и ниже суммарный перепад возрастает до
150-200 °С. Тепловой эффект крайне неравномерен по
ступеням процесса; так перепад температуры в первой
ступени, где в основном протекают реакции
дегидрирования нафтенов, составляет 50-70 % суммарного
перепада. В последней же ступени снижение температуры
незначительно или даже температура на выходе из
реактора может на несколько градусов превышать
температуру на входе при существенном развитии реакций
гидрокрекинга.
Объемная скорость подачи сырья. Процесс
риформинга проводят в интервале объемных скоростей
подачи сырья от 0,9-1,0 до 2,0-2,5 ч '. Объемные
скорости по ступеням реакции выбирают с учетом
кинетики протекающих реакций. Так для первой ступени
объемная скорость подачи сырья составляет 10-20 ч1, а
для последней — в три-семь раз ниже.
При постоянной температуре и давлении низкие
объемные скорости усиливают реакцию гидрокрекинга,
т. к. она протекает сравнительно медленно. На реакцию
дегидрирования нафтеновых углеводородов снижение
объемной скорости оказывает незначительное влияние,
т. к. она в присутствии платиновых катализаторов идет
с большой скоростью. При низких объемных скоростях
возрастает октановое число катализата, а его выход в
расчете на сырье и содержание водорода в водородсо-
держащем газе (ВСГ) снижаются. Возрастает также
скорость отложения кокса на катализаторе.
Использование более стабильных
полиметаллических катализаторов позволяет варьировать объемную
скорость в более широких пределах без потери
активности катализатора.
Кратность циркуляции водородсодержащего газа.
Для поддержания необходимого мольного соотношения
водород : сырье в зоне реакции часть (ВСГ),
являющегося продуктом риформинга, рециркулируют.
Кратность циркуляции ВСГ связана с мольным отношением
водород : сырье (Мот) соотношением:
Мот = 4,46-10^К-С-т/р,
где К — кратность циркуляции водородсодержащего
газа, м / м ; С — молярное содержание водорода в ВСГ,
%; т — средняя молярная масса сырья, кмоль; р —
плотность сырья, кг/м3.
Кратность циркуляции ВСГ примерно равна 200 Мот.
Снижение мольного отношения водород : сырье в
пределах от 10 до 6 несколько повышает селективность
ароматизации сырья риформинга, однако приводит к
увеличению скорости дезактивации катализатора в 1,5
раза за счет ускоренного его коксования. Дальнейшее
снижение этого отношения до 4 : 1 повышает скорость
дезактивации почти в 3 раза и значительно сокращает
длительность реакционного периода катализатора.
Величину мольного отношения выбирают в
зависимости от свойств сырья, требований к качеству
продукта и характеристик катализатора. При использовании
полиметаллических катализаторов на установках со
стационарным слоем катализатора мольное отношение
поддерживают на уровне 5-6 при длительном межреге-
нерационном цикле и снижают до 4-5 для установок с
короткими межрегенерационными циклами. Мольное
отношение для установок с непрерывной регенерацией
катализатора и движущимся катализатором может быть
снижено до 3. При этом существенно уменьшаются
энергозатраты, связанные со снижением в несколько
раз объема циркуляции ВСГ.
Содержание хлора в катализаторе. Для процесса
риформинга наряду с обычными технологическими
параметрами важным является содержание хлора в
катализаторе, которое влияет на соотношение скоростей
кислотно-катализируемых реакций и тем самым на
активность катализатора риформинга и которое можно
регулировать непосредственно в ходе проведения
процесса. От содержания хлора в катализаторе зависит не
только его активность, но и скорость закоксовывания.
Так, наиболее высокая стабильность для
монометаллического алюмоплатинового катализатора наблюдается
при массовом содержании в нем хлора 0,8-0,9 %, а для
полиметаллического— 1,0-1,1 %.
Однако при эксплуатации катализаторов, даже в
условиях нормальной влажности циркулирующего ВСГ,
происходит постепенное дехлорирование катализатора
со скоростью 0,1 масс. % хлора в течение 2-3 месяцев.
Основная причина — следы воды, которые
взаимодействуют с носителем и гидролизуют ионы хлора на его
поверхности. Последний в виде хлористого водорода
удаляется из зоны катализа. В условиях повышенной
влажности, которая имеет место в начале сырьевого
цикла, потери хлора катализатором возрастают в
несколько раз. В результате дехлорирования катализатора
при неизменных остальных параметрах процесса
происходит снижение октанового числа риформата и
концентрации в нем ароматических углеводородов.
Восполнение потерь хлора производят путем
гидрохлорирования — технологического приема, который
проводят в течение нескольких часов при снижении
температуры до 450 °С с дозировкой хлора до 500 мг/кг сырья.
868
Новый справочник химика и технолога
Для поддержания оптимального содержания хлора в
катализаторе с целью компенсации его естественных
потерь хлорорганическое соединение (чаще всего СС14
либо С2Н4С12) непрерывно дозируют в сырье в
количестве 1-5 мг/кг. Дозировку хлора (или хлора и воды)
устанавливают таким образом, чтобы в зоне катализа
поддерживалось заданное соотношение вода : хлорид,
которому при постоянной температуре соответствует'
равновесное содержание хлора в катализаторе. Для
большинства отечественных катализаторов риформинга (серии
КР и РБ) оптимальное содержание хлора в свежем
катализаторе (1,0-1,2 масс. %) соответствует мольному
отношению вода : хлорид, равному 15-20 моль/моль.
Особенности технологии полиметаллических
катализаторов риформинга. Главное преимущество
полиметаллических катализаторов перед
монометаллическими заключается в их повышенной стабильности,
позволяющей проведение процесса риформинга в
жестком режиме — при повышенной температуре и
пониженном давлении. Это позволяет не менее половины
ароматических углеводородов получать за счет
дегидроциклизации парафиновых углеводородов.
Наряду со значительными преимуществами
полиметаллические катализаторы фебуют при подготовке к
эксплуатации и в цикле реакции выполнения ряда
условий:
- более глубокой гидроочисткой сырья, остаточное
содержание серы в гидрогенизате для большинства
полиметаллических катализаторов не должно превышать
0,5 мг/кг;
- глубокая осушка гидрогенизата до содержания
воды в нем Ъ-А мг/кг;
- использования при пусковых операциях
электролитического водорода, а также азота высокой чистоты в
качестве инертного газа.
Для подавления аномальной активности платиноре-
ниевых катализаторов в реакции гидрогенолиза
углеводородов, характерной в начальной стадии их
эксплуатации, перед приемом сырья проводят предварительное
дозированное осернение катализаторов добавлением
содержащих серу реагентов в поток циркулирующего
ВСГ. Реактивацию полиметаллических катализаторов,
дезактивированных в результате естественного
коксования и спекания платины во время сырьевого цикла,
проводят в две стадии.
Первоначально выжигают кокс смесью азота и
кислорода (до 3 мол. %) при постепенном подъеме
температуры до 450 °С, затем в обязательном порядке
проводят стадию оксихлорирования, при которой
происходит восстановление дисперсности платины на
поверхности носителя. Оксихлорирование
заключается в обработке катализатора при температуре 500-
510 °С и концентрации кислорода не менее 5 мол. %
хлорорганическим соединением в количестве до 1 %
хлора от массы катализатора с последующей
окислительной прокалкой.
Реактивация, включающая стадию
оксихлорирования катализатора, позволяет практически полностью
восстановить каталитические свойства
полиметаллических катализаторов риформинга.
Изменение характеристик катализатора
риформинга в процессе его эксплуатации.
Продолжительность межрегенерационного цикла современных
полиметаллических катализаторов составляет от одного до
2-3 лет. В условиях глубокой очистки сырья от
примесей основной причиной снижения активности
катализаторов является отложение кокса на их поверхности.
Одновременно с этим происходит некоторое изменение
химического состава катализатора и
физико-химических характеристик носителя.
Наиболее достоверные закономерности в изменении
свойств катализаторов при их эксплуатации и
регенерациях получены при исследовании образцов
катализаторов, отобранных из работающих установок с
помощью специальных пробоотборников катализаторов.
Исследования динамики закоксовывания
монометаллического (АП-64) и полиметаллического (КР-104)
катализаторов риформинга показали общие
закономерности накопления в них кокса; после пускового периода
следует равномерное в течение многих месяцев
накопление кокса, которое заканчивается участком
интенсивного коксоотложения (рис. 12.103).
6 8
Месяцы
Рис. 12.103. Накопление кокса на катализаторах АП-64 и
КР-104 в первой ступени рифор.мирования
В этот период, как правило, резко снижаются как
выход риформата, так и его октановое число, что
приводит к необходимости проведения регенерации
катализатора.
Количество кокса, при котором относительно
пологий участок переходит в восходящую ветвь, для КР-104
примерно вдвое больше, чем для АП-64, что
свидетельствует в пользу большей коксоустойчивости
полиметаллического катализатора.
Различна также скорость коксоотложения в
отдельных реакторах; она последовательно возрастает в
катализаторе от первой ступени к последней и длительность
межрегенерационного цикла установки риформинга
Нефть и нефтепродукты
869
определяется, таким образом, скоростью дезактивации
катализатора в последней ступени процесса.
Кроме кокса и хлора в катализаторе риформинга
важным для его эффективной эксплуатации является
содержание серы, которое определяется соотношением
водород : сероводород в циркулирующем ВСГ. При
концентрации серы в гидрогенизате 1 мг/кг содержание
серы в катализаторе риформинга составляет около
0,02 масс. % и возрастает при проскоках серы с сырьем.
Было отмечено повышение содержания серы (наряду с
железом) в катализаторе риформинга первого по ходу
сырья реактора до 0,5-1,0 масс. % в период его
окислительной регенерации, что связано с выносом на
катализатор с поверхности оборудования в этот период
продуктов окисления сульфида железа.
Кроме изменения химического состава катализатора
при его эксплуатации существенным является
снижение прочности и удельной поверхности носителя.
Постепенное снижение удельной поверхности, которое
преимущественно происходит в период окислительной
регенерации катализатора, приводит к снижению
активности катализатора и уже не может быть
восстановлено при его реактивации. Наиболее часто срок службы
катализатора определяется по достижению предельных
значений или удельной поверхности носителя (около
130 м2/г), или его прочности; последнее приводит к
возрастанию гидравлического сопротивления слоя
катализатора и его разрушению.
12.7.4.4. Основы технологии процесса риформинга
Процесс каталитического риформинга по своей
технологии и аппаратурному оформлению близок к гидро-
генизационным процессам, осуществляемым при по-
вышеннии давлении.
Поскольку процесс риформинга эндотермичен, то
его осуществляют в трех или четырех последовательно
расположенных адиабатических реакторах с
промежуточным подогревом парогазовой смеси, поступающей
из одного реактора в другой. Важно, что количество
катализатора в реакторах возрастает от первого к
последнему в 2-7 раз. Такая организация процесса связана
с кинетикой протекания реакций на каждой ступени
процесса.
В первом реакторе преимущественно протекают
реакции дегидрирования шестичленных нафтенов,
которые характеризуются высокими скоростями и
эндотермическим эффектом. Пятичленные нафтены (метил-
циклопентан и его гомологи) преимущественно
превращаются в первых двух реакторах и в небольшой
степени — в последнем. Парафины подвергаются дегидро-
циклизации особенно значительно во втором и третьем
реакторах. В последнем реакторе кроме того
интенсивно протекают реакции гидрокрекинга углеводородов.
По организации технологического процесса
различные модификации каталитического риформинга
подразделяются на три основные группы.
Риформинг полурегенеративного типа. К первой,
наиболее многочисленной группе относятся установки
риформинга полурегенеративного типа со
стационарным слоем катализатора (рис. 12.104).
Сырье, поступающее с блока гидроочистки,
смешивается с циркулирующим ВСГ, подогревается в
теплообменнике и направляется в реакторный блок,
состоящий из печи предварительного Hai-рева, 3-4
адиабатических реакторов и печей (или секций многокамерной
печи) для межступенчатого подогрева продуктов
реакции. После вывода из последнего реактора
газопродуктовая смесь охлаждается в теплообменнике и
холодильниках до 20-40 °С, после чего производится
сепарация ВСГ. Поток ВСГ разделяется: большая часть
поступает на прием компрессора, а избыток ВСГ,
образующийся в процессе, выводится с блока риформинга
на блок предварительной гидроочистки бензина или
направляется иным потребителям.
Риформат с растворенными газами подается на
стабилизацию, где получают стабильный риформат с
заданным давлением паров, стабильную головку (С3-С4)
и сухой газ (преимущественно С:-С2).
На установках имеется блок для дозировки
реагентов (С1-органических соединений, S-органических
соединений, воды), а также блок осушки ВСГ на основе
адсорбентов-осушителей.
Условия процесса выбраны таким образом, чтобы
обеспечить межрегенерационный цикл 1-2 года и
более. Редкие регенерации катализатора на установках
такого типа совмещают, как правило, с ремонтом
оборудования. Регенерацию катализатора при этом
производят во всех реакторах одновременно. На
отечественных установках принята технология со стационарным
слоем катализатора.
Рис. 12.104. Принципиальная технологическая схема
установки риформинга со стационарным слоем катализатора:
/ — сырьевой насос; 2 — циркуляционный компрессор;
3 — теплообменник; 4 — многокамерная трубчатая печь;
5— реакторы; б— воздушный холодильник; 7 — водяной
холодильник; 8 — сепаратор; 9 — стабилизационная колонна;
10 — адсорбер-осушитель;
I — гидроочищенный бензин; II — водородсодержащий газ;
III — стабильный катализат; IV — углеводородный газ
870
Новый справочник химика и технолога
Риформинг с циклической регенерацией
катализатора. Установки с циклической регенерацией
катализатора составляют менее четверти общей мощности
риформинга США. Отличительная особенность
технологической схемы — наличие на установке резервного
реактора и вспомогательной системы циркуляции
инертного газа.
Процесс на установках, относящихся к этой группе,
проводят в жестком режиме с короткими межрегенера-
ционными циклами.
На установках получают катализаты с октановым
числом по исследовательскому методу до 100-102
пунктов. Число окислительных регенераций
катализатора до полной его отработки составляет от нескольких
десятков до нескольких сотен (против 5-10
регенераций на установках полурегенеративного типа).
Регенерацию катализатора проводят поочередно в
каждом реакторе, без остановки процесса риформинга в
целом. На таких установках предусмотрен
дополнительный «плавающий» реактор, система трубопроводов
и запорной арматуры, необходимой при
одновременном наличии водорода и углеводородов под высоким
давлением в одних реакторах и кислородсодержащего
газа — в других.
Риформинг с непрерывной регенерацией
катализатора. Третью группу составляют процессы с
движущимся слоем шарикового катализатора, в которых
дезактивированный катализатор для проведения
регенерации выводится в отдельный аппарат — регенератор.
Процесс на установках такого типа проводят еще в
более жестком режиме с глубокой ароматизацией сырья
при низком давлении (0,35-0,70 МПа).
Технологическая схема установки фирмы «UOP»
приведена на рис. 12.105.
На блоке риформинга имеется четыре реактора,
расположенные вертикально друг над другом и
образующие единую реакторную колонну /. Катализатор,
представляющий собой шарики диаметром 1,6 мм, под
собственным весом перетекает из реактора в реактор по
переточным трубам малого диаметра, которые
одновременно служат гидравлическими затворами,
разобщающими реакторы между собой по газовым потокам.
Скорость движения катализатора регулируется
посредством автоматически работающих клапанов,
которые расположены на входе катализатора в первый и на
выходе из четвертого реакторов риформинга. Сырье I в
смеси с циркулирующим ВСГ 11 нагревается в
теплообменнике 3, в секции печи 2 и последовательно
проходит реакторы и секции печи, предназначенные для
межступенчатого подогрева.
Из-за низкого давления процесса в технологической
схеме предусмотрена двойная сепарация: после
охлаждения в теплообменнике 3 и холодильнике 4 газ и ри-
формат разделяются в сепараторе низкого давления 5,
после чего газ сжимается в циркуляционном
компрессоре 7 и вновь смешивается с риформатом, подаваемым
насосом 8. После охлаждения газ отделяется от рифор-
мата в сепараторе высокого давления 6. Закоксованный
катализатор отбирается из нижней части реакционной
колонны 9, поступает в затворный бункер 10, а затем в
питатель //.Из бункера 13 закоксованный катализатор
азотом транспортируется в регенератор 12, где
проводится окислительный выжиг кокса и окислительное
хлорирование катализатора. Отрегенерированный
катализатор транспортируется ВСГ в бункер 14, откуда
порциями подается в верхнюю часть реактора, в зону
восстановления.
*-, л
й« "
1г
>4^
*w-
ц
11
ш
-]
\м
ра
U
IV
V V
Рис. 12.105. Схема установки фирмы «UOP»
с непрерывной регенерацией катализатора:
/ — реакторная колонна; 2 — блок печей; 3 - теплообменник;
4 - холодильник; 5 — сепаратор низкого давления; 6 - сепаратор
высокого давления; 7- компрессор; 8— насос; 9 - разгрузочное
устройство; 10— затворный бункер; 11 - питатель;
12— регенератор; 13 — бункер закоксованного катализатора;
14 ■— бункер отрегенерированного катализатора;
I — тдрогенизат; II — циркулирующий ВСГ; III — избыточный ВСГ;
IV - - риформат на стабилизацию; V — транспортный газ
Иная схема непрерывной регенерации катализатора
разработана Французским институтом нефти (FIN), где
реакторы расположены обычным образом, один возле
другого, и связаны между собой пневмотранспорными
линиями (рис. 12.106).
Отрегенерированный и восстановленный
катализатор периодически загружается в реактор I ступени и
затем последовательно проходит все реакторы. Тран-
портный агент — ВСГ. Из последнего реактора
катализатор поступает в бункер-накопитель, где отделяется от
пневмоагента. Из бункера-накопителя катализатор
периодически ссыпают в регенератор, где в неподвижном
слое проводится окислительная регенерация и иные
операции подготовки катализатора к работе в цикле
реакции.
Подобные установки могут сооружаться в два этапа:
сначала монтируют обычную установку риформинга с
реакторами, внутренняя конструкция которых приспо-
Нефть и нефтепродукты
871
соблена для движения катализатора, на втором этапе
монтируют систему регенерации катализатора. При
работе со стационарным слоем катализатора
поддерживают более высокое давление и более высокую
кратность циркуляции, после монтажа системы регенерации
давление снижают.
В НПО «Леннефтехим» была разработана
технология, предусматривающая дооборудование
существующих установок риформинга полурегенеративного типа
дополнительным реактором с периодически
движущимся слоем катализатора и отдельно расположенным
регенератором с порционно-периодической
регенерацией (процесс квантоформинга). Технология кванто-
форминга характеризуется тем, что перемещение и
регенерацию катализатора осуществляют периодически, а
полный цикл регенерации катализатора протекает в
отдельном аппарате — регенераторе по технологии,
принятой на отечественных установках риформинга.
Принципиальная технологическая схема модернизации
блока риформинга установки Л-35-8 представлена на
рис. 12.107.
Шариковый катализатор циркулирует по замкнутой
схеме: дополнительный реактор риформинга Р-401—>
регенератор —► реактор Р-401. В качестве
пневмотранспорта при всех операциях перемещения катализатора
используется ВСГ. Он отбирается на линии нагнетания
циркуляционных компрессоров и возвращается после
отделения от катализаторной пыли в линию всасывания
компрессоров.
Интенсификация процесса при переводе на
технологию квантоформинга достигается за счет снижения
давления в системе риформинга до 0,7-1,0 МПа и
повышения температуры на входе в дополнительный реактор до
530-540 °С, что позволяет увеличить выработку целевых
ароматических углеводородов в 1,5 раза либо получить
риформат с октановым числом 100 и более.
Рис. 12.106. Схема циркуляции катализатора
установки риформинга «FIN»:
/ — реактор; 2 - разгрузочное устройство; 3 — питатель
транспортных линий; 4 — бункер- накопитель; 5 — регенератор;
6 — компрессор газов регенерации;
I - линия пневмотранпорта катализатора; II - подача
транспортного водорода; III - сброс транспортного газа;
IV - инертный газ и воздух; V - - водород
на восстановление катализатора
Производство индивидуальных ароматических
углеводородов. Около 10% мощностей процесса
каталитического риформинга в России предназначены для
производства ароматических углеводородов — от
бензола до ксилолов. На этих установках в качестве сырья
используют узкие бензиновые фракции. Так для
производства бензола и толуола риформируют бензиновую
фракцию 62-105 °С, а для производства ксилолов (и
этилбензола) — фракцию 105-140 °С, поскольку выход
целевых продуктов из этих фракций максимален.
Блок квантоформинга
III
£3
V
u f~
11
1
1
U
@
II
с5^
IV V
Рис. 12.107. Технологическая схема модернизированного блока риформинга установки Л-35-8:
/ — печь нагрева сырья П-2; 2 — реакторы со стационарным катализатором Р-2, Р-3 и Р-4; 3 - печь дополнительного нагрева П-201;
4 — дополнительный реактор с движущимся слоем катализатора Р-401; 5 — регенератор; 6 — электроподогреватель; 7 — теплообменник;
8 — холодильник; 9 — сепаратор; 10 — компрессор циркуляции газов регенерации;
I - - сырье; II — риформат на стабилизацию; III — избыточный ВСГ; IV — воздух; V — азот
872
Новый справочник химика и технолога
Установки для производства ароматических
углеводородов дополнительно снабжены блоками жидкостной
экстракции и ректификации для выделения
индивидуальных углеводородов высокой чистоты. На
отечественных установках в качестве экстрагентов наиболее
часто применяют триэтиленгликоль или его смеси с
диэтиленгликолем либо с сульфоланом. Перед
выделением целевых продуктов риформат подвергают
селективному гидрированию для очистки от содержащихся в
нем олефиновых углеводородов, в противном случае
олефины при экстракции попадают в ароматические
углеводороды и снижают их качество. Селективное
гидрирование проводят в дополнительном реакторе с
алюмоплатиновым катализатором, содержащем около
0,1 масс. % платины, при температуре 160-220 °С.
Как правило, процесс риформинга на установках
для производства ароматических углеводородов
проводят при более низком давлении и повышенных
температурах по сравнению с вариантом процесса для
производства высокооктанового компонента автобензина.
Высокие отборы целевых продуктов: бензола, о-кси-
лола и «-ксилола достигнуты на комплексах для
производства ароматических углеводородов (КПА).
Комплекс включает в качестве головной установку
каталитического риформинга фракции 85-140 °С с
непрерывной регенерацией катализатора, экстракцию риформата
сульфоланом, деалкилирование толуола, трансалкили-
рование ароматических углеводородов С7 и С9 и
изомеризацию ксилолов. Продукты этих процессов очищают
от примесей олефиновых углеводородов на активных
глинах, бензол и о-ксилол выделяют четкой
ректификацией, а «-ксилол — адсорбцией на цеолитах.
Литература
1. Маслянский Г.Н., Шапиро Р.Н. Каталитический
риформинг бензинов: Химия и технология. Л.:
Химия, 1985.224 с.
2. Жермен Дж. Каталитические превращения
углеводородов. М.: Мир, 1972. 308 с.
3. Петров А.А. Каталитическая изомеризация
углеводородов. М.: Изд. АН СССР, 1960. 215 с.
4. Бурсиан Н.Р., Лазарева Е.В., Лаппо-Данилевский
Ю.К. и др. Изомеризация парафиновых
углеводородов. М.: ЦНИИТЭнефтехим, 1979. 173 с.
5. Маслянский Г.Н., Бурсиан Н.Р., Баркан С.А. //
Журн. прикл. химии 1966. Т. 39, № 3. С. 650.
6. Гейтс Б., Кетцир Дж., Шуйт Г. Химия
каталитических процессов / Пер. с англ.; Под ред. А.Ф. Платэ.
М.:Мир, 1981.551 с.
7. Брагин О. В., Либерман А.Л. Превращения
углеводородов на металлсодержащих катализаторах.
М.: Химия, 1981.
8. Исагулянц Г.В., Розенгарт М.И., Дубинский Ю.Г.
Каталитическая ароматизация алифатических
углеводородов. М.: Наука, 1983. 160 с.
9. Pollitzer E.L., Hayes J.С, Haensel V. // Advances in
Chemistry. 1971. Vol. 97. P. 20-37.
10. Петров А.А. Каталитическая изомеризация
углеводородов. M.: Изд. АН СССР, 1960. 215 с.
11. Жоров Ю.М. Изомеризация углеводородов. М.:
Химия, 1983.301 с.
12. Маслянский Г.Н., Жарков Б.Б., Рубинов А.З. //
Кинетика и катализ. 1971. Т. 12, № 3. С. 784.
13. Миначев Х.М., Шуйкин Н.И., Рождественская И.Д. //
Изв. АН СССР. Сер. хим. 1952. № 4. С. 603-615.
14. Жарков Б.Б. Некоторые проблемы
каталитического риформинга // Нефтехимия: Сб. статей / Под
ред. В.А. Проскурякова. Л., 1985. С. 12-21.
15. Коган СБ. Дегидрирование парафиновых
углеводородов «ГИВД-НПО «Леннефтехим» // От
Ипатьева до наших дней»: Сборник статей, посвященный
125-летию со дня рождения акад. В.Н. Ипатьева.
М.: ЦНИИТЭнефтехим, 1992. С. 196-209.
16. Жарков Б.Б., Шапиро Р.Н., Скипин Ю.А. и др.
Процесс каталитического риформинга «ГИВД-НПО
«Леннефтехим» // От Ипатьева до наших дней»:
Сборник статей, посвященный 125-летию со дня
рождения акад. В.Н. Ипатьева. М.:
ЦНИИТЭнефтехим, 1992, С. 39-58.
17. Скипин Ю.А., Яковлев А.А., Городецкая Г.А. //
Химия и технология топлив и масел. 1982. № 10. С. 10.
18. Маслянский Г.Н., Шапиро Р.Н., Панникова Р.Ф.
Влияние кратности циркуляции водородсодержа-
щего газа на выход продуктов каталитического
риформинга // Химия и технология топлив и
масел. 1981. №4. С. 4-6.
19. Федоров А.П., Шкуратова. Е.А., Маслянский Г.Н. //
Химия и технология топлив и масел. 1984. № 9.
С. 15.
20. Скипин Ю.А., Федоров А.П. // Химия и
технология топлив и масел. 1984. № 8. С. 41.
21. Скипин Ю.А., Марышев В.Б., Маслянский Г.Н.
Активирование катализаторов риформинга на
промышленных установках // Химия и технология
топлив и масел. 1982. № 6. С. 13-15.
22. Лобанов Е.Л., Скипин Ю.А., Ковров Г.Г. //
Нефтепереработка и нефтехимия. 1985. № 1. С. 7.
23. Скипин Ю.А. Промышленная эксплуатация
катализаторов риформинга: Тематический обзор. М.:
ЦНИИТЭнефтехим, 1985. 64 с.
24. Скипин Ю.А., Марышев В.Б. Изменение
содержания серы в катализаторах риформинга при
эксплуатации // Химия и технология топлив и масел.
1987. №5. С. 11-13.
25. Джекес Дж. Новая технология FIN для новой
установки каталитического риформинга // Нефть, газ и
нефтехимия за рубежом. 1980. № 9. С. 102-104.
26. Скипин Ю.А., Марышев В.Б., Лобанов Е.Л. и др.
Перевод установок риформинга на процесс кван-
тоформинг — один из путей интенсификации
процесса // Процессы нефтепереработки нефтехимии:
Сб. науч. трудов. М.: ЦНИИТЭнефтехим, 1989. Ч. 1.
27. Литвиненко А.Г. // Нефтепереработка и
нефтехимия. 1977. №6. С. 21.
Нефть и нефтепродукты
873
12.7.5. Алкилированиеуглеводородов
{к.т.н. П.Н. Боруцкий)
12.7.5.1. Реакции алкилирования
Алкилированием называют реакции, обратные
крекингу, т. е. приводящие к синтезу углеводородов
большей массы путем замещения протона в молекуле
углеводорода алкильнои группой. Алкильная группа может
принадлежать алкену, алкилгалогениду или спирту.
Реакции алкилирования являются
экзотермическими, приводят к появлению продуктов моно- и поли-
алкилирования и сопровождаются побочными
реакциями изомеризации, полимеризации и
деполимеризации.
Частными случаями алкилирования можно считать:
- внутримолекулярное алкилирование диенов и
триенов, приводящее к циклизации;
- диспропорционирование и трансалкилирование с
образованием углеводородов с меньшей и большей
массой;
- автоалкилирование, т. е. димеризация
углеводородов с отщеплением водорода.
Реакции алкилирования могут протекать по
свободно-радикальному механизму как при высоких
температурах, так и при умеренных температурах в
присутствии кислотных и основных катализаторов. Факт
алкилирования бензола олефинами на А1С13 — кислотном
катализаторе Фриделя—Крафтса — был опубликован в
1878 г. Балсоном. В 1936 г. В.Н. Ипатьев распространил
этот процесс на изопарафины. Пайнс и Шаап в 1955 г.
ввели в обращение основные катализаторы
алкилирования боковых цепей.
12.7.5.2. Алкилирование алканов алкенами
Применение. Реакции изобутана с алкенами С2-С5
лежат в основе наиболее распространенных и
крупнотоннажных процессов алкилирования для получения
алкилбензинов.
Теоретические основы. Термическим
алкилированием при температурах 350-530 °С возможно
присоединение олефина к изобутану, н-бутану и даже
пропану. Олефины С2-С4 по убывающей активности
располагаются в следующем ряду:
этилен > пропилен > «-бутилены > изобутилен.
Для предотвращения термического крекинга
необходимо поддерживать давление 30-50 МПа и мольное
отношение алкан : алкен до 20 : 1. Применение
инициаторов, например, галогеналканов, позволяет увеличить
выход алкилата и снизить температуру и давление
процессов алкилирования.
Кислотно-каталитическое алкилирование наиболее
эффективно. Пониженные температуры
термодинамически более благоприятны для алкилирования так же,
как и для побочных реакций изомеризации,
полимеризации и переноса водорода. Однако в мягких условиях
каталитического алкилирования в реакцию с
олефинами способен вступать практически лишь изобутан,
имеющий третичный атом углерода, теплота
образования карбкатиона из которого минимальна — АНобр =
= 697 кДж/моль. Активность в
кислотно-катализируемой реакции алкилировании олефинов С2-С4 с изобута-
ном обратна приведенному выше ряду, т. е. изобутилен
наиболее реакционное пособен (табл. 12.97). Состав
продуктов алкилирования изобутана различными буте-
нами (Q) примерно одинаков и на 85-88 % представлен
триметил-пентанами, из которых более половины —
2,2,4-триметилпентан (табл. 12.98). Образованные при
алкилировании продукты не содержат «-парафинов.
Таблица 12.97
Расчетное содержание основных продуктов
алкилирования изобутана олефинами С2-С5
Олефин -> продукт
Этилен ->
2,3-диметилбутан
Пропилен-»
2,3-диметилпентан
Изобутилен ->
2,2,4-триметилпентан
2-метил-2-бутен—>
2,2,5-триметилгексан
27 °С
100
100
100
97
127 °С
97
96
78
40
227 °С
89
70
12
3,5
327 °С
46
18
1
0
Таблица 12.98
Состав алкилатов С8, получаемых
из различных бутиленов
Октаны (ИОЧ)
2,2,4-триметилпентан (100,0)
2,2,3-триметил-
пентан (109,5)
2,3,3-триметил-
пентан (106,7)
2,3,4-триметил-
пентан (102,7)
X триметил-
пентанов
2,3-диметил-
гексан (71,3)
2,4-диметил-
гексан
2,5-диметил-
гексан (55,5)
3,4-диметил-
гексан (76,3)
£ диметил-
гексанов
Бутен-1, %
51,8
3,4
00 0
17,3
84,7
4,8
5,0
5,0
0,5
15,3
Бутены-2, %
45,2
3,2
23,6
16,4
88,4
3,0
3,6
4,4
0,6
11,6
Изобутен, %
49,6
3,4
19,1
12,7
84,8
3,2
5,0
7,0
—
15,2
Смесь
бутенов, %
43,3
2,2
22,1
20,3
87,9
3,6
3,8
4,6
0,1
12,1
874
Новый справочник химика и технолога
Согласно Шмерлингу, механизм алкилирования,
катализируемый кислотой, заключается в следующих
реакциях.
1. Образование ионов карбония из олефинов путем
присоединения протона:
СН2=СН2+ Н® +*—*- СН3-СН2®
2. Перенос водорода от молекулы парафина,
предпочтительно в третичных положениях:
С С
С-С-Н+®СН2— СН2-«—>• С-С® + СН3—СН3
I I
С С
3. Присоединение третичного карбония к двойной
связи (образование связи С-С):
С С
С-С®+СН2=СН2-«—>• С-С-С-С®
I I
с с
4. Последний гидридный перенос от другой
молекулы изоалкана дает алкилат (до этого могла произойти
изомеризация):
С С
С-С-С-С®-*—>• С-С-С-С •*—*•
I I
С С
-»*С-С-С-С -*^-*- С-С-С-С
с с
с с
По мнению Ола, механизм реакции следует
рассматривать как алкилирование олефинов «карбение-
вым» ионом, образующимся из изоалкана в результате
межмолекулярного переноса водорода. Таким образом,
именно алкан служит источником алкилирующего
агента. По этой причине 2,2,3,3-тетраметилбутан не
образуется, как можно было предполагать, при прямом
алкилировании изобутана изобутиленом.
Структура переходного состояния для процесса
отщепления водорода и собственно алкилирования,
вероятно, различна. Строение продуктов реакции зависит
как от природы реагентов, условий реакции и
стабильности продуктов, так и от других факторов, таких,
например, как напряжение при образовании переходного
состояния, которое влияет на соотношении реакций (а)
и (б).
R.CH+C
%[я\с-
1®
<
CR,
<
• R3C-CR3 + H6
•R,C® + R,CH
(а)
(б)
где R и R' — алкилы.
Несмотря на то, что алкилирование «-бутана и
изобутана термодинамически равновероятно, в реакции
кислотно-каталитического алкилирования вступают
только изопарафины, а переход гидрид-иона
обеспечивают только сильные кислоты.
Побочными реакциями процесса алкилирования
являются самоалкилирование изобутана, дисиропорцио-
нирование, образование олигомеров и продуктов их
распада.
Количество образующихся продуктов
алкилирования и их состав также зависят от кислотной силы
катализатора, т. к. при разбавлении кислот начинает
доминировать олигомеризация олефинов.
Равновесные концентрации основных продуктов
алкилирования выше при низких температурах.
Селективность алкилирования изоиарафинов также тем
выше, чем ниже температура реакционной смеси.
При реакции изобутана с этиленом в присутствии
BF3 или А1С13 образуется до 45 % С6 парафинов, из
которых до 90 % является 2,3-диметилбутаном, а
ожидаемый 2,2-диметилбутан практически не образуется.
Парафины С7, образующиеся при реакции изобутана
с пропиленом, при использовании в качестве
катализатора HF были на 84 % представлены 2,3-диметилпенга-
ном. При малом времени контакта «начальное»
распределение продуктов в объемных % было таково: С6 —
1,6; С7 — 50,7; С8 — 7,0; С* —41,0.
При использовании H2S04 доля 2,3-диметилпентана
составляет всего 66 %.
Наибольшие различия в изомерном составе алканов
С8 наблюдались при использовании HF и H2S04 для
алкилирования изобутана бутеном-2:
С
I
-С-С-С—С-
I I
с с
HF H2S04
С 48 % 38 %
-С-С-С-С-С 24,5 % 55 %
С-С-С+С-С=С-С-Ч III
С С С
С
С
-►С-С-С-С-С 13% —
h Ь
Расчетный тепловой эффект сернокислотного
алкилирования изобутана составляет 125-135 кДж/моль
однако с учетом побочных реакций фактический
тепловой эффект равен 85-90 кДж/моль. В результате
протекания реакций олигомеризации и расщепления
олигомерных продуктов, перераспределения водорода,
образования и расщепления алкилсульфатов кроме
триметилпентанов и диметилгексанов в продуктах
присутствуют: легкая фракция С4-С6, тяжелая
фракция (С9+) и растворенные в кислоте полимеры.
Установлено, что в продуктах процесса алкилирования
содержится 17 изопарафиновых углеводородов С5-С8
и 18-20 изоалканов С9+.
Нефть и нефтепродукты
875
Ценность продукта алкилирования (алкилбензина)
определяется составом изомеров, имеющих весьма
различные октановые числа. Даже для изоалканов С8
октановое число может изменяться от 35 (для 3-метилгепта-
на) до 109,5 пунктов (для 2,2,3-триметилпентана).
Хотя состав образующихся продуктов
алкилирования С8 не очень зависит от строения исходного бутена
(табл. 79П), исходя из равновесного количества
образующихся триметилпентанов, (в частности
высокооктанового 2,3,3-триметилпентана), обогащенное бутенами-2
сырье для алкилирования более предпочтительно.
Следует иметь в виду, что в зависимости от катализатора и
условий процесса алкилирования это преимущество из-
за реакций диспропорционирования и изомеризации
может быть незначительным.
Насыщенные углеводороды можно расположить по
мере убывания их реакционной способности в реакции
алкилирования в следующий ряд:
метилциклопентан > 2-метилпентан > изопентан >
> изобутан > метилциклгексан.
Карбониевый ион, образовавшийся из изоиентана,
имеет склонность к превращению в олефин С5 и затем
при реакции с изоиентаном — в тяжелый алкилат С10.
Изобутан — наиболее подходящее сырье для
получения алкилата, т. к. в его молекуле углерод в третичном
положении окружен первичными атомами углерода.
Бутилены — наиболее благоприятное сырье для
реакции с изобутаном, т. к. качество пропиленового
алкилата ниже.
Диспропорционирование парафиновых углеводородов
на А1С13 протекает в простейшем случае по уравнению:
2С„Н2„ 4. 2 «-> С„ _ х Н2„ + 2-2* + С„ + х Н2„ + 2 ± 2х
где х < п. Оно может протекать но схеме конденсация —
деление или по механизму трансметилирования. На
обратимость этой реакции указывает возможность
образования около 50 % изопентана при взаимодействии
изобутана с «-гексаном. На кислотных катализаторах
превращение, например «-гексана в присутствии
водорода, может быть описано уравнением:
2С6Н]4+ Н2 = С3Н8 + С4Н]0 + С5Н12
Подобный процесс, происходящий на металлцео-
литных катализаторах, можно также рассматривать как
бимолекулярный гидрокрекинг с тем отличием, что
выход продуктов С] и С2 не превышает 5 мол. %, а
примерно 70 % алканов С4 и С5 представлены ценными
изобутаном и изопентаном.
Превращение на сильнокислотных цеолитах (Н-
мор-дените и ZSM-5) алканов С4 и С5 в присутствии
бензола может приводить к образованию
значительных количеств (свыше 50 % на бензол) алкилбензолов
Ст-С10. Основную роль в этом процессе играет
межмолекулярный перенос фрагментов С2 и С3 с
образованием первичных продуктов алкилирования — этил-
бензола и пропилбеизола.
12.7.5.3. Алкилирование аренов (ядра и боковой цепи)
Применение. В области промышленного
применения алкилирования ароматических углеводородов
можно выделить три основных направления:
1. Получение этилбензола и диэтилбензола для
производства стирола и дивинилбензолов.
2. Получение кумола (изопроиилбензола) для
производства фенола и ацетона.
3. Получение алкилированных бензолов с длинными
боковыми цепями (С]2-С16) для последующего
сульфирования и получения моющих средств.
Алкилирование фенола олефинами С4( применяют
для последующего оксиэтилирования и производства
ПАВ или производства алкилфенольных присадок к
смазочным маслам.
Процессы диспропорционирования толуола и транс-
алкилирования метилбензолов используют для
производства ксилолов, а для производства диэтилбензо-
лов — также диспропорционирование этилбензола.
Теоретические основы. Алкилирование
бензольного кольца олефинами сопровождается
последовательным введением алкильных ipynn вплоть до получения
гексаметилбензолов. Деалкилирование с выделением
алкена термодинамически возможно лишь при
температурах выше 300 °С.
Алкилбензол, например толуол, должен алкилиро-
ваться быстрее, чем бензол, т. к. является более
сильным основанием. Однако пространственные
препятствия замедляют полизамещения крупными алкильными
группами, что налагаег некоторые ограничения.
Относительная скорость присоединения к бензолу одной
молекулы этилена пропилена равна 1. При
присоединении второй молекулы этилена к этилбензолу она равна
0,52, при присоединении второй молекулы пропилена к
кумолу — 0,85, третьей — 0,08.
По данным Ола, относительная реакционная
способность алкилбензолов в растворе нитрометан—А1С13
располагается в следующем ряду:
Бензол (1) < о-ксилол (1,73) < толуол (1,95) <
< «-ксилол (2,29)< л*-ксилол (2,49)<
< 1,2,3-триметилбензол(3,98)
Реакция алкилирования имеет в избытке бензола
первый порядок по этилену и катализатору (А1Вг3).
Моноалкилбензолы образуются с хорошими
выходами из тяжелых олефинов (> С6) и циююолефинов, а
при правильном выборе условий — даже из этилена и
пропилена. Вторая алкильная группа входит
преимущественно в орто- и «ара-положения, но последующая
изомеризация создает' равновесную смесь, богатую
.мета-изомерами. На состав смеси изомеров могут
налагаться и пространственные затруднения.
Классическая модель алкилирования постулирует
присоединение иона карбония, полученного из олефи-
на, к бензольному ядру с образованием а-комплекса
876
Новый справочник химика и технолога
предпочтительно в орто- и «ара-положениях с более
высоким отрицательным зарядом:
+ R' -—-
R' R'
Отщепление протона от комплекса приводит к
образованию продуктов реакции, но в комплексе может
произойти сдвиг алкильнои группы, повышающий
содержание мета-изомера. Эта модель объясняет и
возможность изомеризации олефина (двойной связи при
низких температурах и скелетной изомеризации — при
высоких). Изомеризация, в том числе и алкилов после
алкилирования, также возможна.
Переалкилирование, или межмолекулярный перенос
алкильнои фуппы в условиях алкилирования, является
быстро протекающей реакцией:
СбН4Я2 + С6Н6 -*-* 2СбН5Я
Процессы переноса водорода важны для всех
реакций олефинов, катализируемых кислотами, причем
олефины действуют и как акцепторы, и как доноры
водорода. В условиях алкилирования перенос водорода
проявляется в образовании парафина и в появлении
«аномальных» продуктов типа диарилэтана.
В присутствии сильно основных катализаторов
(типа [Na°+C6H4C1=CH3] может происходить алкилирова-
ние боковых цепей алкилароматических соединений.
Замещение атома водорода в бензильном положении,
например толуола, происходит через образование карб-
аниона, присоединяющегося к положительному концу
двойной связи олефина, например изобутилена. После
получения от катализатора протона образуется новый
алкилбензол — неопентилбензол.
В присутствии катализаторов — сильных
оснований — олефины по скорости алкилирования боковых
цепей и выходу соответствующих продуктов (по
температуре реакции) могут быть расположены в
следующий ряд:
этилен (150-200 °С) > пропилен (220-225 °С) >
> бутилен (300 °С).
Абсолютное большинство процессов
алкилирования, диспропорционирования и трансалкилирования
ароматических углеводородов связаны с
использованием жидких кислотных каталитических комплексов или
твердых кислотных катализаторов.
12.7.5.4. Катализаторы алкилирования
Галогениды металлов. Хлорид алюминия —
первый наиболее известный катализатор Фриделя—
Крафтса — до сих пор используется в промышленности
в процессе алкилирования бензола этиленом.
Фактически активными в реакции алкилирования являются
«суперкислотные» комплексы типа А1С13НС1 или BF,HF.
Для алкилирования бензола этиленом часто
использовались комплексы А1С13 в растворе бензола или ал-
килбензольной фракции (А1С13 катализирует реакции
трансалкилирования). Реакцию проводят при
температурах 80-130 °С и соответствующем давлении. Для
получения необходимого количества НО допускается
присутствие в сырьевом бензоле до 5 ррм воды
(оптимальное мольное отношение А1С13 : НС1 = 1 : 0,5).
Необходимое количество НС1 может быть добавлено
также в виде хлористого этила. Его добавка
предпочтительней, чем добавление воды, из-за отрицательного
влияния последней на процесс в целом. В качестве
инициирующей добавки могут использоваться CCI4,
моно- и дихлорбензол.
Алкилирование бензола пропиленом на
катализаторе А1С13НС1 в сочетании с трансалкилированием
используется в процессе получения кумола но технологии
фирм «Kellog» / «Monsanto». Продукты реакции
промываются водой, а отработанный А1С13 нейтрализуется
содой. Данная каталитическая система при температуре
около 60 °С используется также для алкилирования
бензола олефинами C]2-Ci6, а в присутствии BFyHF при
температурах 40-^45 °С алкилируют фенол тримерами
пропилена, при температурах 55-60 °С — диизобути-
леном.
При взаимодействии этилбензола с мета- или пара-
ксилолом в присутствии BF3HF при температурах 20-
25 °С происходит образование бензола и диэтилбензо-
ла, а при повышении температуры до 60 °С образуется
1,3-диметил-5-этилбензол, т. е. одновременно
протекают реакции трансалкилирования и изомеризации аре-
нов.
Каталитическая система А1С13НС1 при 50-60 °С
более эффективна для алкилирования изобутана
этиленом, чем серная или фтористоводородная кислоты.
Степень превращения этилена с образованием
высокооктановых изомеров гексана составляет 76-90 %.
Комплексы на основе каталогизаторов Фриделя—
Крафтса из-за их технологических недостатков —
коррозии аппаратуры и большого количества сточных
вод — уступают (в промышленных процессах)
концентрированным кислотам (H2S04, HF), а в последние
годы — твердым кислотным катализаторам.
Жидкие кислоты. Наибольшее применение в
качестве катализаторов алкилирования получили
концентрированная серная и безводная фтористоводородная
кислоты. Различия этих кислот заметны как по
физическим характеристикам (температура кипения HF всего
19,5 °С), так и по химическим свойствам.
Нефть и нефтепродукты
877
Кислотная сила серной кислоты выше. Функция
кислотности Гаммета (Н0) для 100 % H2S04 может
достигать 12, тогда как для HF эта величина равна 10.
Известны окисляющая способность концентрированной
серной кислоты, а также ее способность образовывать
алкилсульфаты. Поэтому для получения алкилбензинов
на практике используют серную кислоту с
концентрацией от 98,5-99,5 до 86-88 % по моногидрату. В
кислоте не допускается присутствие S03 свободного, тогда
как наличие в ней 2-3 % растворенных углеводородов
дает лучшие результаты. По мере накопления в кислоте
воды и большего количества растворимых
углеводородов показатели процесса алкилирования резко
ухудшаются. В этом случае начинает доминировать
полимеризация. Особо заметно снижается растворимость одного
из реагентов — изобутана. При рабочей температуре
13 °С с измененим концентрации H2S04c 99,5 до 96,5 %
растворимость изобутана в кислоте снижается с 0,10 до
0,04 масс. %. Алкилирование в серной кислоте требует
жесткого контроля температуры экзотермической
реакции в интервале 5-15 °С, высокого мольного
отношения изобутан : олефины равного (5-10) : 1 и
интенсивного перемешивания, а также регенерации
отработанной кислоты, содержащей органические полимеры.
В сернокислотном процессе, с точки зрения
получения максимальных октановых чисел алкилата, бутиле-
новое сырье можно расположить в следующий ряд:
бутены-2 > бутен-1 » изобутен.
Октановое число сернокислотного алкилата из
смеси бутиленов каталитического крекинга может
достигать 96-99 пунктов по исследовательскому методу.
Применение в производстве алкилбензинов в
качестве катализатора менее сильной кислоты — HF
позволяет использовать более высокие температуры (35-
55 °С), при которых возможно обычное охлаждение
водой. Растворимость изобутана в HF при этом
возрастает до 5-6 масс. %, и в реакторе не требуется
вращающихся перемешивающих устройств. Однако
кратность отношения изобутан : бутилены при
фтористоводородном алкилировании весьма высока и
составляет (13-15): 1.
Во фтористоводородном процессе, с точки зрения
получения максимальных октановых чисел алкилата,
бутиленовое сырье можно расположить в следующий
ряд:
бутены-2 » изобутен > бутен-1.
Октановое число, определенное по
исследовательскому методу (ИОЧ), для фтористоводородного
алкилата из смеси бутиленов каталитического крекинга может
составлять 96-97 пунктов. Октановое число изобутиле-
нового алкилата, полученного в HF, составляет 94-95,
что выше, чем в H2SO4 (90-91 пункта).
Приведенные выше тенденции изменений
октановых характеристик алкилата в зависимости от состава
сырья объясняют получение пониженного октанового
числа фтористоводородного алкилата в случае
использования наиболее распространенного бутиленового
сырья (после извлечения изобутилена в синтезе метил-
mpem-бутилового эфира).
Преимущества фтористоводородного
алкилирования возрастают при использовании сырья, содержащего
значительное количество пропилена. Это происходит
из-за того, что кроме основной реакции изобутана с
пропиленом и получением продукта С7 в HF
происходит побочная реакция переноса водорода с
образованием алкилата С8, имеющего более высокое октановое
число. При этом часть изобутана вместо алкилата
превращается в пропан:
С3Н6 + 2-изо-С4Н10 -> С3Н8 + изо-С8Н18
Пентены — менее благопрятное сырье для
алкилирования, т. к. они сами являются высокооктановым
компонентом бензина, а октановое число
фтористоводородного алкилата из иентенов — всего 90-92 пункта
(ИМ). Однако при большом спросе на алкилат и
избытке изобутана алкилирование пентеновой фракции
может быть оправдано. В присутствии серной кислоты, в
которой происходит изомеризация пентенов, октановое
число такого алкилата может составлять 92-93 пункта
(ИМ).
Несмотря на высокую токсичность HF,
фтористоводородный способ производства алкилата еще находит
промышленное применение за рубежом.
В России фтористоводородное алкилирование
используется только в производстве линейного алкилбен-
зола. Алкилирование бензола осуществляется дегидро-
генизатом «-парафинов С10-С13, содержащим 10-13 %
олефинов, при мольном отношении бензол : олефины =
= 8 : 1 и соотношении HF : углеводороды = 1,5 : 1.
Температура процесса — 50-60 °С при давлении 0,4-
0,6 МПа. Катализатор обеспечивает практически
полную конверсию олефинов с селективностью
алкилирования по «-алкилбензолам 93 %.
Твердые катализаторы. Общая тенденция в
развитии процессов нефтепереработки — переход к более
технологичным и экологически безопасным твердым
каталитическим системам в области алкилирования —
впервые проявилась в создании катализаторов и
процессов получения алкилзамещенных аренов.
Предложенный для алкилирования бензола еще
В.Н. Ипатьевым катализатор «фосфорная кислота на
кизельгуре», под маркой «Туре А-2» использовался
американской фирмой «UOP» для получения этилбен-
зола и для производства кумола (реакцией с пропан-
пропиленовой фракцией при температуре около 200 °С,
давлении Ъ-А МПа и высоком мольном отношении
бензол : олефин — около (6-10): 1. Срок службы
катализатора при условии добавки промотора (воды) составляет
от нескольких месяцев до 3 лет. Особенностью работы
катализатора является отсутствие реакций трансал-
килирования образующихся побочных продуктов —
878
Новый справочник химика и технолога
полиалкилбензолов. Это требует строительства
отдельного блока трансалкилирования с использованием
хлоридов алюминия.
Более эффективным катализатором алкилирования
бензола этиленом оказался фторид бора, нанесенный на
оксид алюминия. Ограничение содержания примесей
диенов и воды в сырье, несмотря на необходимость
подпитки BF3, обусловливает как стабильную работу
катализатора, так и минимальную коррозию
оборудования в процессе «Алкар» фирмы «UOP». Процесс
осуществляется при температуре 125-150 °С, давлении
0,6 МПа и мольном отношении бензол : этилен, равном
(5-6) : 1. При объемной скорости подачи бензола 1,5 ч"1
степень превращения этилена составляет 90 %, а выход
продуктов алкилирования — более 70 %, в том числе 58 %
этилбензола и 12 % диэтилбензола. Полиалкилбензолы
рециркулируется в реактор переалкилирования.
В последние годы для производства алкилбензолов
стали использоваться алюмосиликатные катализаторы,
в первую очередь высококремнеземные цеолиты,
обладающие высокой кислотностью.
В области получения высших алкилзамещенных
бензола и фенола (полупродуктов производства
поверхностно-активных веществ) катализаторы на основе
хлорида алюминия и фтористого водорода стали
заменяться твердыми каталитическими системами на основе
сульфозамещенных ионообменных смол и
алюмосиликатов, в основном цеолитов.
Алкилирование высшими олефинами. Алкилиро-
вание фенола олефинами С9-С]2 может осуществляться
на катионообменной смоле типа КУ-2 при температуре
120-140 °С. Катионит КУ-23 может использоваться для
алкилирования я-кумилфенола изобутиленом. Имеются
данные об активности в алкилировании фенола
пропиленом цеолитных катализаторов, причем конверсия и
кислотность катализаторов снижается в следующей
последователь ности:
MgNaY > CaNaY > SrNaY > BaNaY.
Активность цеолитных катализатров зависит от
размера «окон»» и каналов в их кристаллической решетке,
их кислотности, которая в свою очередь определяется
соотношением Si02 : А12Оз и степенью замещения
щелочных катионов на поливалентные катионы или
протон, а также присутствием кислотных промоторов. При
использовании гетерогенных катализаторов
алкилирования бензола следует учитывать стерические
затруднения реакции алкилирования.
С повышением молекулярной массы олефина
должна повышаться селективность реакции, т. к. протониро-
вание образовавшегося алкилбензола с большей
молекулярной массой и образование диалкилбензола
сопряжено со стерическими затруднениями.
На модифицированном редкоземельными
элементами цеолите Y при температуре 180 °С и подаче 0,25 ч~]
в процессе алкилирования сырья (бензола и фракции а-
олефинов С]0-С]8 в мольном отношении до 100 : 1)
достигается выход моноалкилбензола от 86 до 92 % от
теоретического или 123 % на поданные олефины.
Наряду с наиболее предпочтительными по биораз-
лагаемости 2-фенилалканами образуются также другие
изомеры. На промотированном лантанидами цеолите
типа Y алкилирование бензола при 180 °С и 1 МПа
позволяет получать около 94 % ундецилбензола. На
высококремнеземных цеолитах типа пентасила с
увеличением мольного соотношения Si : А1 от 17,8 до 38,5 при
220 °С конверсия бензола при алкилировании додеце-
ном увеличивается с 31 до 69 %. Конверсия около 67 %
достигается на широко пористом мордените с меньшим
соотношением Si : А1 (6,5).
В большинстве сообщений об испытаниях
цеолитных катализаторов в реакциях алкилирования высшими
олефинами отсутствуют данные о возможности
длительного реакционного цикла. В ходе проведенных
автором данного раздела испытаний катализатора на
основе модифицированного цеолита типа Y при 125 °С,
давлении 1,0 МПа и подаче с объемной скоростью
0,5 ч"1 сырья (смеси бензола с дегидрогенизатом доде-
кана в мольном отношении бензол : додецены = 10 : 1)
обеспечивается полная конверсия олефинов в течение
200 часов. Увеличение температуры до 200 °С
позволяет продлить работу катализатора до регенерации еще на
250 часов. Селективность образования линейных
алкилбензолов составляет 85-95 %.
В испанском патенте в качестве катализаторов
алкилирования бензола продуктами дегидрирования
парафинов С|о-С|4 предлагаются силикаталюмогидраты,
цеолиты и глины, модифицированные поливалентными
катионами или кислотами. Лучший образец
катализатора обеспечивает конверсию олефинов 90-100 % при
селективности по линейным алкилбензолам (ЛАБ) 80-
85 %. При температуре 220 °С, давлении 2,0 МПа и
подаче на катализатор смеси бензола и дегидрогенизата с
мольным отношением бензол : олефины = 10 : 1 с
объемной скоростью 1 ч"1 межрегенерационный период
составляет 12 часов. Американская фирма «UOP»
совместно с испанской «PETRESA» разработали
технологию «Дитейл» для получения ЛАБ на некоррозионном
гетерогенном катализаторе DA-112. По сравнению с
алкилированием в HF, катализатор обеспечивает более
высокую селективностьт, в том числе по 2-фенилалка-
нам. Первое промышленное применение катализатор
получил в 1996 году.
В патенте фирмы «Amoco Corp.» для алкилирования
аренов олефинами С2-С2о при 120-400 °С в качестве
катализаторов рекомендуются цеолиты X, Y, L, Р и Q с
использованием А1203 в качестве связующего. Цеолит-
содержащие катализаторы для алкилирования бензола
этиленом, пропиленом и высшими линейными
олефинами предлагает также фирма «Sud-Chemie».
Алкилирование бензола этиленом для получения
этилбензола на цеолитных катализаторах получило бо-
Нефть и нефтепродукты
879
лее широкое распространение. Например, было
установлено, что Р-цеолит более активен и селективен, чем
Н3Р04 или цеолит Y при получении этилбензола и ку-
мола. При температуре 170 °С, давлении 3,5 МПа и
мольном отношении бензол : этилен = 5:1 достигается
полная конверсия этилена при селективности 99,1 %.
Сравнение широкопористого р-цеолита и среднепорис-
того цеолита ZSM-5 показало, что при близкой
кислотности последний более активен и селективен по этил-
бензолу. При 350 °С, мольном отношении бензол :
этилен = 1 : 1 и подаче сырья 3,7 ч-1 конверсия этилена
составляет соответственно 57,8 и 94,8 %, а бензола 35,7 и
65,7 %. Еще более активны и селективны в алкилирова-
нии бензола новые цеолиты фирмы «Mobil» серии
МСМ-22, МСМ-36, МСМ-49 и МСМ-56. Например,
цеолит МСМ-49 имеет общую формулу Хг03 • «Y02, где
X = А1, В, Fe, Ga; Y = Si, Ti, Ge; n = 2^35. Катализатор
на основе цеолита МСМ-49 с отношением Si : А1 = < 20
при 160-320 °С, давлении 3,5 МПа конвертирует смесь
бензола и этилена в мольном отношении = (0,5-^3,3) : 1
с получением катализата состава, в мол. %: этилбен-
зол — 95,3, диэтилбензолы — 4,5, триэтилбензолы —
0,1. Цеолит МСМ-49 предлагаегся и для жидкофазного
алкилирования бензола, содержащегося в катализате
риформинга, для снижения количества бензола до
уровня новых экологических требований к бензинам.
Впервые для алкилирования бензола этиленсодер-
жащими фракциями катализатор фирмы «Mobil» на
основе цеолита ZSM-5 был использован в
промышленном масштабе в 1980 году в процессе фирмы
«Badger». Такой же катализатор применяется в
процессе диспропорционирования толуола MSTDP
фирмы «Mobil». Катализатор на основе
высококремнеземных цеолитов такого типа марки EBZ-100
используется и для получения этилбензола в процессе «ABB
Lummus». Получение этилбензола на
высокомодульном цеолите предлагается также российскими
разработчиками.
Алкилирование бензола пропиленом на цеолитсо-
держащем катализаторе осуществляется в новом
процессе «Q-MAX» фирмы «UOP», в процессе фирм
«Mobil» и «Badger», лицензируемом фирмой «Raytheon
Engineering and Construction», на катализаторе МСМ-22,
а также в совмещенном реакционно-ректификационном
процессе «CDTECH» фирмы «ABB Lummus Global». В
последнем процессе сведена к минимуму олигомериза-
ция пропилена — основная причина дезактивации
катализатора, что продлевает пробег катализатора до 2-3
лет и обеспечивает высокий выход и качество кумола.
Процесс фирм «Mobil» / «Raytheon» может быть
реализован на установках, где ранее использовались
катализаторы на основе Н3Р04 и А1С13
Для получения кумола, как и для алкилирования
этиленом, может использоваться широкая гамма
модифицированных цеолитных катализаторов, гетерополи-
кислоты, например H3PMoi204o. Испытания образцов
катализаторов, приготовленных на основе
отечественных промышленных высококремнеземных цеолитов,
показали, что при температуре 150-170 °С, давлении
0,3 МПа и мольном отношении бензол : пропилен =
= (4-гб) : 1 выход кумола составляет 99 %.
Продолжительность работы катализатора без регенерации —
6000 ч.
Гетерогенные катализаторы трансалкилирова-
ния. Переалкилирование бензола полиалкилбензолами
можно проводить в присутствии элементов IV Б
группы, например циркония, вольфрама, цеолитов X, Y,
ZSM-5, а, Р, О. и морденита.
В России разработан морденитсодержащий
катализатор КТ-80 для диспропорционирования толуола и
трансалкилирования метилбензолов. Катализатор,
модифицированный оксидами металлов, при температуре
350-500 °С, давлении 2-4 МПа, мольном отношении
водород : сырье = (8-ПО) : 1 и подаче сырья 1-2 ч"1
обеспечивает конверсию толуола 40-50 мол. %.
Гетерогенные катализаторы получения алкил-
бензина. Алкилирование изопарафиновых
углеводородов на цеолитах было открыто Х.М. Миначевым, а
позднее изучалось отечественными и зарубежными
исследователями. Использовались, главным образом,
цеолиты с высоким силикатным модулем типа X, Y,
широкопористые формы цеолитов типа ZSM. В качестве
промоторов применялись катионы кальция, церия, лан-
танидов, а также металлов VIII группы.
При использовании цеолита Y, содержащего
палладий (0,5 масс. %) и редкоземельные элементы (РЗЭ), в
котором более 95 % структурного натрия замещается
на РЗЭ и другие катионы, активность образцов
катализатора в реакции алкилирования изобутана этиленом
находится в следующей последовательности:
PdHP33CaY > PdLaY > PdHP33Y > PdCaY > PdHY.
Полная конверсия этилена обеспечивается при
температуре 90 °С, давлении 2,0 МПа, подаче сырья 1,3 ч"1
при отношении изобутан : этен =17:1. Выход алкилата
на лучшем образце достигает 216 %. В продукте
присутствует 21,7 масс. % 2,2,4-триметилпентана.
Активность образцов в побочной реакции полимеризации в
приведенном выше ряду носит обратный характер. На
образце PdHY образуется до 4 % олигомеров С6 и С8.
Октановое число продукта достигает 96-98 пунктов по
исследовательскому методу.
Алкилирующая способность «-бутенов на
кислотных формах цеолита X находится в следующей
последовательности:
бутен-1 > г/мс-бутен-2 > тршс-бутен-2.
Примерные условия реакции изобутана с этиленом,
пропиленом и бутиленами на цеолитных
катализаторах : температура 40-100 °С, давление до 1,0-2,0 МПа,
объемная скорость подачи олефинов до 1-2 ч"1 при
соотношении изобутан : олефин до (30-40) : 1. Выход ал-
килбензина — 180-200 %. Рабочий цикл — менее суток.
880
Новый справочник химика и технолога
Цеолиты типа фожазит, морденит, бета, ZSM-5,
МСМ-22, а также перфторированная сульфатированная
смола Nafion-H, хотя и имеют высокую начальную
активность в реакции алкилирования изобутана бутиле-
нами, но быстро дезактивируются из-за олигомериза-
ции олефинов. Образцы сульфатированных оксидов
(SO2 /Fe203, S042 /A1203, S042 /Ti02, S042 /Sn02,
SO4 /Z1O2), обладающие функцией кислотности Гам-
мета Н0 от -13 до -18, могут проявлять как высокую
активность в образовании изооктана, так и
катализировать димеризацию бутиленов.
Общим недостатком известных гетерогенных
катализаторов получения алкилбензина является быстрое
снижение активности из-за побочных реакций и
необходимость в частой или непрерывной (в движущемся
слое) регенерации катализатора. Получаемый алкил-
бензин может содержать непредельные углеводороды.
Тем не менее появились сообщения о разработке
процессов получения алкилбензина на гетерогенных
катализаторах, сведения о составе которых не публикуются.
Фирма «Hydrocarbon Technology» сообщила о
проведении пилотных испытаний нового стабильного
твердого сверхкислотного катализатора, не
содержащего фтора. Катализатор при температуре менее 170°С
обеспечивает конверсию свыше 80 % сырья —
сжиженных газов, содержащих олефины С3-С4 и изобу-
тан — в разветвленные парафины Q-C9 с
селективностью более 97 %.
Фирма «UOP» разработала технологию «Алкилен» в
движущемся потоке олефинов, изобутана, водорода и
твердого катализатора, для получения алкилбензина,
характеристики которого не уступают по качеству ал-
килату, получаемому в жидких кислотах. Катализатор
HAL-100 подвергается непрерывной реактивации в
регенераторе в присутствии изобутана и водорода.
Технология позволяет осуществлять дальнейшее
совершенствование катализатора в направлении
повышения его активности и селективности.
J2.7.5.5. Технологические процессы алкилирования
Процессы получения алкилбензина.
Производство алкилбензина является самым крупнотоннажным
процессом алкилирования. Мировые мощности по
производству алкилбензина составляют около 60 млн т в
год, а число установок алкилирования — около 200. В
США производство алкилата достигает 6,5 % на объем
перерабатываемой нефти или около 40 млн т в год
(около 100 установок). В связи с ужесточением
экологических требований к качеству автотоплив (алкилат
является «идеальным» автобензином) потребность в нем
может превысить 250 млн т в год. Доля алкилата в
составе бензинов США составляет около 11,2 % и может
быть увеличена до 24,5 % в связи с необходимостью
производства экологически чистых бензинов и
ограничениями при использовании МТБЭ. В США уже
предлагается перепрофилирование установок синтеза МТБЭ
на производство гидрированных полимер дистиллятов,
подобных алкилату (процесс «ИнАлк»). При дефиците
олефинового сырья возможно производство алкилата из
дегидрогенизатов смеси бутанов.
В России из-за недостаточно развитой сырьевой
базы производства сжиженных газов в процессах
каталитического крекинга мощности шести установок по ал-
килбензину составляют всего около 200 тыс. т в год,
т. е. менее 1 % производимого бензина. При дефиците
МТБЭ в России расширение его производства за счет
изомеризации //-бутиленов может быть выгоднее
производства алкилата. Комбинирование производства
МТБЭ и алкилата целесообразнее при одновременном
увеличении «жесткости» каталитического крекинга с
максимальным выходом олефинов. Отсутствие
дешевого олефинового сырья при наличии избытка в
некоторых регионах бутанов может стать предпосылкой для
реализации схемы производства алкилбензина из де-
гидрогенизата изобутана.
Сернокислотное алкилирование. Сернокислотный
способ получения алкилбензина в мире составляет
около половины имеющихся установок и производимого
объема алкилата. Сернокислотный алкилбензин из бу-
тиленового сырья, как правило, имеет более высокое
октановое число ИОЧ — 94-97,5. Применение серной
кислоты представляет меньшую экологическую
опасность, чем фтористый водород. Это стало причиной
большего распространения сернокислотного
алкилирования в последние годы.
Технологическая схема установки сернокислотного
алкилирования включает блок подготовки сырья,
реакторный блок и блок ректификации, а также блок
регенерации отработанной кислоты (рис. 12.108).
Использование различных видов сырья в процессе
сернокислотного алкилирования приводит к получению
алкилбензинов с различными показателями (табл. 12.99).
Расход серной кислоты на 1 м алкилата при
использовании пропиленового сырья составляет 120 кг, что в
3 раза выше, чем на бутиленовом сырье. В случае пен-
тиленового сырья расход кислоты выше на 30-50 %,
чем для бутиленового сырья.
Сырьем установки обычно являются сжиженные
газы каталитического крекинга: бутан-бутиленовая
фракция (ББФ) или иногда смесь ББФ с пропан-пропилено-
вой фракцией (ППФ). При возможности к сырью
добавляется изобутан из других источников. Качество
получаемого алкилата зависит от соотношения ББФ и ППФ.
На установке типа 25-8Б мощностью около 200 тыс.
т в год при алкилировании только ББФ получается
продукт с ИОЧ = 95+97, а при содержании в сырье около
40 % ППФ октановое число алкилата снижается до 93,9
пунктов. В алкилате с концом кипения около 200 °С
доля углеводородов С8 составляет 61 %, в том числе
высокооктановых триметилпентанов — 41-42 %.
В блоке подготовки сырья осуществляется
усреднение потока, осушка и удаление сернистых и диеновых
углеводородов. В качестве реакторного устройства ис-
Нефть и нефтепродукты
881
пользуют контакторы с мешалками (400-500 об./мин) и
охлаждением продуктами реакции или с внутренним
охлаждением (за счет испарения изобутана).
Используется серная кислота с конценфацией 93-99 масс. %.
Доля кислоты в эмульсии — около 55 % при объемном
соотношении кислота: углеводороды, равном (1,1-1,5): 1,
продолжительность контактирования с кислотой —
300-1200 с. Соотношение изобутан : олефины = 10 : 1.
По российской технологии выход алкилата на бути-
лены приближается к 200 %. Выход легкого алкилата с
температурой конца кипения 195 °С составляет на ББФ
более 53 масс. %. Выход тяжелого алкилата (к. к. до
310 °С), используемого в качестве растворителя или
компонента дизельного топлива, составляет около
3 масс. % на ББФ.
Процесс получения алкилбензинов из-за
необходимости ректификации рециркулируемого изобутана и
интенсивного перемешивания сырья с кислотой
довольно энергоемкий.
Расход энергоресурсов на 1 т алкилата:
пар, Гдж 5-6
электроэнергия, кВт-ч 16,0
вода оборотная, м3 140
серная кислота (98,5 %), кг 100-150*
щелочь (100%), кг 2,5
Без установки гидрирования диенов.
Среди лицензиаров зарубежных процессов
сернокислотного алкилирования доминирующее положение
занимают американские фирмы «Stratco, Inc.» (около
70 % мощностей) и «ExxonMobil & Engineering Co».
Установки фирмы «Stratco» проектируются для
переработки смеси пропилена, бутенов и пентенов
(рис. 12.109). Олефины, изобутановый поток и
циркулирующая кислота подаюгся в контактор, охлаждаемый
продуктами реакции, в котором перепад температур не
превышает 0,6 °С. Жидкость из контактора с большой
скоростью циркулирует через отстойник кислоты.
Продукты реакции идут в газосепаратор и деизобутаниза-
тор. В узел охлаждения включены компрессор и депро-
панизатор. Головной продукт деизобутанизатора и
циркулирующий хладагент из депропапизатора составляют
поток циркулирующего изобутана в зону реакции. Все
углеводороды в контакторе находятся в жидкой фазе.
При использовании бутенов в данном процессе
получается алкилат с ИОЧ = 98.
Таблица 12.99
Влияние сырья на показатели процесса
сернокислотного алкилирования
Показатели
Выход истинного
алкилата, об./об. олефина
Октановое число:
ИМ
ММ
Расход изобутана на
реакцию, об./ об.
СзН6
1,75-
1,78
89-92
88-92
1,27-
1,32
С4Н8
1,7-
1,78
94-98
92-94
1,1-
1,16
QH]0
1,9-2,1
90-92
88-90
0,96-
1,2
В процессе алкилирования «ExxonMobil &
Engineering Со» сырье контактирует с кислотой в реакторе с
мешалками в режиме самоохлаждения. Испарившиеся
углеводороды далее сжимаются в компрессоре и после
охлаждения возвращаются в реактор. Температура в
реакторе, работающем под низким давлением,
составляет всего 4 °С. Выход алкилата с ИОЧ = 96 равен 1,87,
а расход изобутана — 1,17 м3/м3 бутенового сырья.
Ш
т^грар^-.
Л
<|Ш)
ш
ЙЩ
^
10
Уа>
IV
xwrffl
vi:
VII.
VIII,
Рис. 12.108. Установка сернокислотного алкилирования для
производства алкилбензина:
/ — блок подготовки сырья; 2 - - контактор алкилирования;
3 — отстойник кислоты; 4 - сепаратор; 5 - компрессор;
6 - - емкость для газоконденсата; 7, 8,9 - - ректификационные
колонны; 10 ■ - узел очистки алкилпродукта от эфиров серной
кислоты;
I — сырье; II — свежая кислота; III — отработанная кислота;
IV — - легкий алкилат; V— тяжелый алкилат; VI - - изобутан;
VII - н-бутан; VIII — пропан
Товарный
пропан JL
Рис. 12.109. Принципиальная схема сернокислотного
производства алкилбензина с охлаждением продуктами
реакции (процесс фирмы «Stratco, Inc.»):
1 — контактор; 2 — отстойник кислоты; 3 — газосепаратор;
4 — деизобутанизатор: 5 — компрессор: 6 — депропанизатор
882
Новый справочник химика и технолога
Капиталовложения в установку сернокислотного
алкилирования мощностью 1590 м3/сут. по технологии
«Stratco» составляют около 35 млн долларов США.
Удельные капиталовложения в установки
сернокислотного алкилирования практически совпадают с
затратами на строительство установок фтористоводородного
алкилирования, несмотря на различия в технологии. В
установках сернокислотного алкилирования большая
доля затрат приходится на реакторный блок и систему
охлаждения, а в установках фтористоводородного
алкилирования — на системы очистки и дорогие
конструкционные материалы. Энергозатраты в
сернокислотном процессе ниже.
Экономические показатели зарубежных
процессов сернокислотного алкилирования:
Расход энергоресурсов
на 1 м3 алкилата:
Пар, кг
Электроэнергия, кВт-ч
Вода оборотная, м3
Серная кислота, кг
Щелочь, кг
Stratco
513,5
84,9
44
43
0,3
Exxon Mobil
& Engineering Co.
570
66
50
54
0,3
В жидких продуктах сернокислотного
алкилирования содержатся кислые серные эфиры, вызывающие
коррозию оборудования. Их удаляют направлением
жидких продуктов после испарителя в секцию очистки,
где они последовательно промываются — свежей
кислотой, щелочью и водой. Регенерация отработанной
серной кислоты производится непосредственно на
установке или направляется на специальные установки.
При сжигании растворенной органической части
отработанной кислоты выделяющееся тепло частично
покрывает энергетические расходы на производство
свежей кислоты. Регенерация серной кислоты на
отдельных НПЗ может быть неоправданна из-за
экономических и экологических соображений.
Фтористоводородное алкилирование.
Преимуществом HF-алкилирования является большее октановое
число алкилата (ИОЧ = 91^-93) при использовании
сырья, содержащего до 70 % пропилена. Расход
катализатора при HF-алкилировании мал и почти не зависит от
вида сырья в отличие от серной кислоты при
сернокислотном алкилировании. Температура процесса
поддерживается близкой к температуре охлаждающей
воды, что упрощает систему охлаждения.
Основное количество установок
фтористоводородного алкилирования построено по технологии фирм
«UOP», «Fuels Technology Division», «Phillips Petroleum
Co.» (107 установок).
Обезвоженное сырье, содержащее олефины С3-С5 и
изобутан, подается в реактор-отстойник с
циркулирующим за счет разности плотностей катализатором.
Отделившийся в отстойнике углеводородный слой
подается в колонну, где выделяется пропан, рециркули-
руемый изобутан, //-бутан и алкилат (рис. 12.110).
Растворенный в пропане фтористый водород отделяется в
специальной колонне. HF может быть регенерирован
непосредственно на установке. (Секция очистки
пропана и //-бутана от органических фторидов на схеме не
показана).
Возврат изобутана
Олефиновое
сырье
(start! ►
Изобутан
(ЭТАВТ) Jpl
»"
О
Hh
&Ф
X
Пропан
——►
№
«-Бучан
для добавления
в автобензин
Алкилат
Рис. 12.110. Принципиальная схема фтористоводородного
производства алкилбензина по технологии «РсВЛП»
(процесс «Fuels Technology Division» фирмы «Phillips
Petroleum Co.»):
/ -реактор-отстойник: 2 — ректификационная колонна:
3 - колонна отгонки растворенного катализатора;
4- подогреватель; 5- насос
Технология «РеВАП» отличается низким расходом
катализатора, пониженными выбросами HF в
атмосферу и низкими эксплуатационными затратами:
Показатели
Выход алкилата, об. / об.
превращенных олефинов
Температура 90 % разгонки, °С
Давление паров, КПа
Плотность алкилата, кг/м"
Октановое число (ИМ)
Расход изобутана на реакцию,
об. / об.
С4Н8
1,780
113
41-48
701,9
96
С3Н6 + С4НХ
1,175
123
41-48
698,4
93,5
1,139
1,175
В технологии HF-алкилирования может оказаться
необходимой очистка пропана и «-бутана от
органических фторидов в колонне, заполненной оксидом
алюминия с дальнейшей нейтрализацией следов HF гидрок-
сидом калия. При регенерации HF с отбором части
кислотной фазы в колонну регенерации выделяется
чистая HF, удаляется влага, а также «кислые масла»,
снижающие активность катализатора. Учитывая
летучесть и токсичность HF, дальнейшее распространение
фтористоводородного алкилирования может быть
ограничено.
Алкилирование на гетерогенных
катализаторах для производства бензинов. Процесс «Алки-
лен» фирмы «UOP» предназначен для проведения
реакции изобутана с легкими олефинами С3-С5 с
целью получения высокооктанового изопарафинового
компонента автотоплива.
Нефть и нефтепродукты
883
Это первая подготовленная к промышленному
применению технология получения алкилбензина, в
которой предусмотрено применение твердого экологически
безопасного катализатора (рис. 12.111).
Реакция алкилирования осуществляется в лифт-
реакторе 2, где катализатор движется вместе с
сырьевым потоком. Олефинсодержащее сырье сначала
очищают в блоке подготовки сырья 7 от примесей диенов и
кислородсодержащих соединений. Очищенное сырье и
циркулирующий изобутан смешивают с
реактивированным катализатором в нижней части реактора.
Углеводороды и катализатор поднимаются по стояку, в
котором протекает алкилирование. В верхней части
реактора катализатор отделяется от жидких
углеводородов и опускается в холодную зону реактивации.
Катализатор медленно опускается в кольцевом
пространстве, окружающем стояк. В этот слой катализатора
вводят изобутан, насыщенный водородом.
Реактивированный катализатор попадает в нижнюю часть лифт-
реактора. Для предотвращения накопления на
поверхности катализатора более прочно адсорбированных
нежелательных веществ часть катализатора выводится
в аппарат 4. В этом аппарате десорбцию осуществляют
при повышенной температуре. Полностью
реактивированный катализатор из 4 также возвращают в реактор
алкилирования.
Выходящие из верхней части реактора
углеводороды направляются в секцию фракционирования 3, в
которой алкилат отделяется от легких фракций и
сжиженных газов.
В процессе не образуются такие отходы, как
«растворимое в кислоте масло» или «тяжелые» полимеры,
что имеет место в процессах алкилирования в жидких
кислотах.
Качество получаемого алкилата из бутиленов не
уступает традиционному алкилату и имеет более низкие
значения температур отгона. Алкилат не содержит
ароматических соединений, олефинов и серы. Удельные
капиталовложения и эксплуатационные затраты в
процессе «Алкилен», лицензируемом фирмой «UOP»,
находятся примерно на уровне зарубежных процессов
получения алкилбензина с применением экологически
опасных жидких кислот. Сведения о наличии
работающих промышленных установок алкилирования но
технологии «Алкилен» отсутствуют.
Алкилирование бензолсодержащих фракций
олефинами С2-С4 осуществляется в процессе «Алки-
макс» фирмы «UOP». Процесс предназначен для
снижения содержания бензола в легкой части риформата
за счет реакции с олефинами газов крекинга или
коксования. Образование алкилбензолов, хотя почти не
снижает общее содержание ароматических
углеводородов в бензине, но позволяет существенно
уменьшить количество бензола. (Содержание бензола в
бензинах законодательно снижается за рубежом до
уровня менее 1 % об.). Алкилирование
осуществляется при умеренных температурах и давлении на
стационарном слое катализатора, не требующего
присутствия водорода.
MBR-процесс, лицензируемый фирмой «Badger Co,
Inc.» также предназначен для уменьшения содержания
бензола в легком риформате алкилированием газами
каталитического крекинга. В данном процессе по
технологии «Mobil Research and Divelopment Corp.» от 50
до 70 % бензола конвертируется в ароматические
соединения Ст-Сю с некоторым увеличением выхода
продуктов С5+. Октановое число перерабатывавемого бен-
золсодержащего сырья увеличивается с 80 до 90
пунктов (ИМ).
Алкилирование с одновременным крекингом части
гексанов осуществляют под давлением до 1,4 МПа на
стационарном слое катализатора, содержащего цеолит
ZSM-5. Образующийся кокс выжигают в выносном
регенераторе в кипящем слое катализатора.
Капиталовложения в установку мощностью 150 тыс. т в год по
сырью, содержащему около 20 об. % бензола,
составляют примерно 8 млн долларов.
Легкие фракции
Рис. 12.111. Принципиальная схема производства
алкилбензина на твердом катализаторе
(процесс «Алкилен» фирмы «UOP»):
/ - блок очистки сырья; 2 лифт-реактор; 3 - секция
фракционирования; 4 — узел реактивации катализатора
12.7.5.6. Процессы получения алкилароматических
углеводородов для нефтехимии
Получение высших алкилбензолов. Свыше 80 %
мирового производства линейных алкилбензолов
(ЛАБ) — основы современных биоразлагаемых
моющих средств — получается в процессах
фтористоводородного алкилирования. Суммарная мощность
установок алкилирования бензола высшими олефинами по
такой технологии превышает 2 млн т в год. Лишь 16-
19 % выпуска ЛАБ приходится на алкилирование с
применением хлорида алюминия. Доля производства
ЛАБ по технологии фирмы «UOP» составляет 73 %. В
мире насчитывается 30 установок
фтористоводородного производства ЛАБ фирмы «UOP».
В России в г. Кириши с 1996 г. по технологии «UOP»
работает первая (последняя в Европе) установка фтори-
884
Новый справочник химика и технолога
стоводородного алкилирования бензола дегидрогениза-
том парафинов C10-Ci3 мощностью по ЛАБ около
50 тыс. т в год (рис. 12.112).
Сырьем установки HF-алкилирования является
бензол и очищенная от примеси диенов фракция дегидро-
генизата. В процессе необходимо регулирование
содержания уровня влажности фтористого водорода в
диапазоне 0,3-0,5 масс. %. Свежий бензол до смешения
с рециркулируемым бензолом подвергается осушке
ректификацией. Для лучшего смешения сырья с
кислотой реактор алкилирования снабжен сетчатыми
тарелками. Для поддержания кислоты в жидком состоянии в
реакторе поддерживается температура не более 60 °С и
давление до 0,6 МПа.
После отделения в отстойнике катализаторной фазы
углеводороды направляются в колонну для отпарки
остатков кислоты. Кубовый продукт очищается от
органических фторидов оксидом алюминия и
направляется на ректификацию для отделения бензола. (В связи с
загрязнением бензола часть его направляется на
нейтрализацию и выводится с установки.) Далее
ректификацией выделяются рециркулируемые на
дегидрирование парафины, целевая фракция ЛАБ и тяжелый
алкилат.
Кислотная фаза после отстойника направляется на
циркуляцию в реактор, а часть ее — в колонну
регенерации для удаления примеси тяжелых ароматических
продуктов с последующей их нейтрализацией от кислоты.
На 1 т ЛАБа в процессе фтористоводородного
алкилирования расходуется 0,33 т бензола, а также
электроэнергии 270 кВтч, топлива — 15,6 Гдж, пара — 0,02 т,
охлаждающей воды — 87 м3.
Капиталовложения в типовой блок
HF-алкилирования составляют около 20 млн долларов или примерно
40 % от стоимости комплекса ЛАБ, включающего
также установки дегидрирования парафинов и
селективного гидрирования дегидрогенизата.
В настоящее время в составе комплексов
производства ЛАБ уже работают три установки алкилирования
по технологии «Дитейл» фирмы «UOP», где
используется твердый некоррозионный катализатор DA-112.
Алкилирование осуществляется в жидкой фазе на
стационарном слое катализатора в двух поочередно
работающих реакторах (рис. 12.113).
В связи с отказом от использования
фтористоводородной кислоты оборудование установки не требует
специальных материалов.
Отпадает надобность в секциях хранения и
регенерации кислоты, колоннах ее отпарки, нейтрализации и
адсорбционной очистки. Это позволяет сократить
капиталовложения в комплекс ЛАБ почти на 30 %.
Расходные коэффициенты на производство 1 т ЛАБ по
технологии «Дитейл» увеличиваются всего на 3-4 %, также
несколько возрастают расход электроэнергии — на 9 %,
топлива — на 18 %. Расход воды снижается почти в 20
раз. В сочетании с применением технологии удаления
HF
и -парафины
и н-олефины
ш
йЯ
А А
Бензол
13
рецикл бензола
<3/2
10
11
ТА
к-парафины ЛАБ
—>►
14
П
"01 и —**П
18
нейтрализованные
компоненты
19
20
V
Рис. 12.112. Принципиальная схема фтористоводородного производства ЛАБ по технологии фирмы «UOP»:
/ — емкость хранения кислоты; 2 — смеситель алкилирования; 3 — осадитель алкилирования; 4 — регенератор кислоты; 5 - - осадитель HF;
б — отпарная колонна HF; 7 — бензольная колонна; 8 — очиститель бензола; 9 — парафиновая колонна; 10 — колонна вторичной перегонки;
/ / — колонна рециркулята; 12 — вакуум-эжектор; 13 — отпарная колонна бензола; 14 — буферная емкость полимера; 15 — нейтрализатор
полимера; 16 — емкость дегазации; 17 — сепаратор; 18 — скруббер; 19 — емкость смешения КОН; 20 — регенератор КОН
Нефть и нефтепродукты
885
ароматических соединений из дегидрогенизата
парафинов процесс Дитейл позволяет заметно улучшить
качество ЛАБ. По сравнению с фтористоводородной
технологией в получаемом ЛАБе возрастает содержание 2-
фенилалканов с 15-20 до 25-35 %, увеличивается
«линейность» алкилбензолов. Однако главным
достоинством применения процесса «Дитейл» следует считать
отказ от применения опасного сжиженного фтористого
водорода.
Сырьевой бензол
п г
я-парафины,
, рецикл
бензола
Пар
6^t
и н-олефины
слив н-нарафины ЛАЬ 1^келыи
бензола алкилат
Рис. 12.113. Принципиальная схема процесса «Дитейл»:
/-- реактор; 2 - бензольная колонна; 3— парафиновая колонна;
4 — колонна вторичной перегонки; 5 - колонна рециркуляции;
б — вакуум-эжектор
Получение этилбензола. Для производства этил-
бензола и далее стирола в мире расходуется свыше
12 млн т в год бензола. В промышленности алкилиро-
вание бензола этиленом осуществляется различными
методами:
- высокотемпературным алкилированием в жидкой
фазе (процесс «Monsanto Co» и «Lurnmus Crest, Inc.»);
- низкотемпературным алкилированием в жидкой
фазе (процесс «Lummus Crest Inc.» и «Unical-UOP»);
- парофазным алкилированием в реакторе с цеолит-
ным катализатором («The Badger Co., Inc.»);
- реакционно-ректификационным процессом (в
режиме каталитической дистилляции) с использованием
цеолитного катализатора (процесс «CDTECH»
совместного предприятия «ABB Lummus Global» и «Chemical
Research and Licensing»).
Алкилировапие бензола этиленом в присутствии
AlCli осуществляют в технологическом процессе фирм
«Monsanto Co» и «Lummus Crest, Inc.», а также в России.
На российских установках процесс проводится в
реакторе колонного типа, в котором одновременно
протекают реакции алкилирования и трансалкилирования
полиалкилбензолов. В реактор вводятся потоки
бензола, полиалкилбензолов, свежего и циркулирующего
катализаторного комплекса и барботирующего
газообразного этилена. Отвод теплоты реакции достигается за
счет бензольного рефлюкса (температура 80-130 °С).
Повышение температуры ускоряет реакции
трансалкилирования. Обычно используют мольное отношение
бензол : этилен = (2-3) : 1. В производстве этилбензола
расходный коэффициент по бензолу равен 0,8, а по
олефину — 0,26. Выход полиалкилбензольной смолы
составляет 20 кг/т продукта.
В технологическом процессе фирм «Monsanto Co» и
«Lummus Crest, Inc.» алкилирование осуществляется
газами, содержащими от 15 до 100 % этилена в жидкой
фазе, в присутствии непрерывно вводимого А1С13.
Катализатор отделяют от продуктов и без регенерации
направляют на нейтрализацию (рис. 12.114).
Отмытый от А1С13 и НС1 алкилат направляют на
выделение ректификацией товарного этилбензола, а также
рециркулируемых в реактор потоков бензола и поли-
этилбензолов. Расходный коэффициент процесса по
бензолу составляет 0,74 и по этилену — 0,265.
Мощность производства этилбензола по данной технологии
на 11 установках превышает 3 млн т в год.
Алкилирование бензола в процессе «Lummus Crest
Inc.-Unical-UOP» осуществляется в жидкой фазе на
стационарном слое цеолитного катализатора
(рис. 12.115). (Трансалкилирование полиэтилбензолов в
присутствии бензола проводится в другом реакторе.)
Продолжительность работы катализатора до
регенерации составляет 1-2 года. Выход этилбензола достигает
99,5 % при чистоте 99,9 %. Расходные коэффициенты
процесса: по бензолу — 0,74 и по этилену — 0,266.
По сравнению с процессом алкилирования на А1С13
при таком алкилировании нет вредных отходов, а
оборудование изготавливается из углеродистой стали.
Лицензировано 13 таких установок.
В жидкофазном процессе «Mobil/Badger ЕВ Мах»,
лицензируемом «Raytheon Engineers and Constructor, Inc.»,
используется катализатор фирмы «Mobil» на основе
цеолита МСМ-22. Расходный коэффициент по бензолу
в этом процессе составляет 0,738, а по этилену — 0,266.
На 1 т этилбензола потребляется: топлива 1,605 Гдж,
пара высокого давления 1,33 т (за счет теплоты реакции
вырабатывается 1,69 т пара низкого давления).
Проектная мощность установок, лицензированных по данной
технологии, свыше 2,5 млн т в год.
' XI
*-хш
Рис. 12.114. Принципиальная схема получения этилбензола
(процесс «Monsanto Co» и «Lummus Crest»):
/ — колонна; 2 - сепаратор; 3 — реактор;
4 — емкость с A1CU; 5 —- аппарат промывки алкилата;
б, 7, 8 — ректификационные колонны;
I — бензол; II — этилен; III — сточная вода; IV — сухой бензол;
V — циркулирующий бензол; VI — полиэтилбензолы;
VII — отходящий газ; VIII — вода; IX — щелочь; X — алкилат;
XI — этнлбензол; XII — остаток; XIII — водный раствор А1СЬ
886
Новый справочник химика и технолога
Парофазный процесс алкилирования (и трансалки-
лирования в одном реакторе) на цеолите ZSM-5 фирмы
«Mobil» осуществляется в процессе фирмы «Badger Co.,
Inc». Преимуществом данной технологии также
является возможность применения газов с концентрацией
этилена до 10 % и менее чистого бензола. Выходы
продуктов в процессе практически совпадают со стехио-
метрическими. Тепло, затраченное на процесс и
выделившееся при реакции, почти полностью используется
на выработку пара. Суммарная мощность производства
этилбензола по данной технологии превышает 6 млн т в
год.
Совмещенный реакционно-ректификационный
процесс «ABB Lummus Global» предусматривает
совмещение реактора алкилирования на цеолите, размещенном
в специальных пакетах в верхнем аппарате 7, с
колонной отгонки бензола в нижней части 2 (рис. 12.116).
£ J
£ I
Е
III
TJ
-►VI
IV
-►V
Рис. 12.115. Принципиальная технологическая схема
получения этилбензола
(процесс «Lummus Crest Inc.» и «Unical- UOP»):
/ — реактор; 2 — реактор трансалкилирования;
3, 4, 5 - - ректификационные колонны;
I — бензол; II — этилен; III - - рециркулирующий бензол;
IV — ■ полиэтилбензолы; V — тяжелый остаток; VI — этилбензол
X
1
I
1
I
-*- III
I
V
IV
Рис. 12.116. Принципиальная технологическая схема
получения этилбензола реакционно-ректификационным
методом (процесс «ABB Lummus Global»):
/ — реактор алкилирования; 2 — аппарат отгонки бензола;
3 -доводящий реактор; 4 — реактор переалкилирования;
5, 6 — ректификационные колонны;
I — бензол; II — этилен; III — этилбензол;
IV — полиэтилбензолы; V — тяжелый остаток
Непрореаагировавшие этилен и бензол, уходящие из
верхней части зоны алкилирования 7, после
конденсации бензола поступают в доводящий реактор 3, где
оставшийся этилен реагирует с бензолом на таблетиро-
ванном цеолитном катализаторе. Продукт, выходящий
из нижней части зоны отгонки бензола 2, направляется
на ректификацию в колонны 5 и б. После выделения
этилбензола и тяжелого остатка полиэтилбензолы
направляются в реактор переалкилирования 4. В качестве
сырья в процессе может быть использована этиленовая
фракция с содержанием этилена от 10 %.
Выход этилбензола превышает 99,5 %, при чистоте
продукта 99,9 %. На 1 т этилбензола расходуется:
бензола 739 кг, этилена 266 кг, электроэнергии 27 кВт-ч,
охлаждающей воды 9 м3, жидкого теплоносителя
2,9 Гдж. Выработка пара составляет 1,5 т на 1 т
этилбензола. С 1994 года суммарная мощность таких
установок приближается к 1 млн т в год.
12.7.5.7. Получение кумола
Мировые мощности производства кумола алкилиро-
ванием бензола пропиленом превышают 8 млн т в год, в
том числе в России — около 600 тыс. т в год. Большая
часть этого продукта используется для производства
фенола и ацетона.
В России кумол получают жидкофазным алкилиро-
ванием бензола пропиленом в присутствии катализа-
торного комплекса (А1С13НС1 + алкилароматические
углеводороды). Принципиальная технологическая
схема процесса аналогична производству этилбензола.
Процесс осуществляют при 100-130 °С, конверсия
бензола при этом составляет 99 %. Кумол
последовательно отмывают от катализатора растворами А1С13,
щелочи и водой. Расход на 1 т кумола по данной
технологии: бензола — 692 кг, пропилена — 372 кг, А1С13 —
5,5 кг.
Имеются данные о разработке в России
технологических процессов получения кумола с применением
фосфорсодержащих катализаторов, а также
катализатора на основе модифицированного Р-цеолита.
Использование А1С13 и НС1 лежит в основе
процесса фирм «Kellog» и «Monsanto». Свежий и рециркули-
руемый бензол перемешиваются в зоне алкилирования
с пропиленом и катализатором при относительно
низких температурах и давлении. Продукты
алкилирования смешиваются с рециркулируемыми полипропил-
бензолами и подаются в зону трансалкилирования.
Продукты реакции промываются водой и щелочью.
(Отработанный раствор А1С13 используется как
коагулянт при очистке сточных вод.) Применение стадии
трансалкилирования позволяет проводить процесс при
большем соотношении пропилен : бензол, что
сокращает расход энергии на выделение бензола. Выход кумола
в процессе достигает 99 % при чистоте продукта
99,9 %. На 1 т кумола расходуется 656 кг бензола и 355
кг пропилена. Общее количество вырабатываемого по
данной технологии кумола — около 1 млн т в год.
Нефть и нефтепродукты
887
За рубежом большая часть кумола до недавнего
времени производилась на нанесенной фосфорной
кислоте по технологии фирмы «UOP». Процесс
осуществляется при мольном соотношении бензол :
пропилен = 10 : 1. Недостатками этой технологии являются
необходимость отдельного блока трансалкилирования,
регулирования количества подаваемой на катализатор
воды и очистки кумола глинами.
На производство 1 т кумола в процессе расходуется:
660 кг бензола, 365 кг пропилена, 25 кВт-ч
электроэнергии, 1 ГДж топлива, 13 м охлаждающей воды. Новые
процессы алкилирования бензола пропиленом
предусматривают использование различных цеолитных
катализаторов и более совершенной
реакционно-ректификационной технологии.
Цеолит МСМ-22 используется в процессе «Mobil/
Badger». Процессы акилирования и
трансалкилирования осуществляются в разных реакторах.
Преимуществом процесса, по сравнению с процессами, где
используются катализаторы на основе фосфорной кислоты
или А1С13, являются экологическая безвредность, а
также большая чистота кумола — до 97 %. На
производство 1 т кумола расходуется 10 кВт-ч электроэнергии,
1,63 ГДж топлива и 3 м3 охлаждающей воды.
Ориентировочные капиталовложения в установку мощностью
300 тыс. т кумола в год — около 15 млн долларов. По
данной технологии уже вырабатывается более 3 млн т
кумола в год.
В процессе «Q-Max» фирмы «UOP» цеолитный
катализатор используется в двух последовательно
расположенных двухслойных реакторах алкилирования.
Пропилен соответственно подается четырьмя потоками, в
которых он полностью расходуется на реакцию
алкилирования бензола.
Межрегенерационный пробег катализатора
составляет 2 года. Трансалкилирование полиалкилбензолов
проводится в отдельном реакторе.
Выход кумола составляет более 99,6 % при чистоте
продукта 99,97 %. На 1 г кумола расходуется 660 кг
бензола и 480 кг дешевой пропан-пропиленовой
фракции с установки каталитического крекинга. Удельные
энергозатраты в этом процессе несколько выше, чем в
процессе «Mobil/ Badger». С 1997 года продано 4
лицензии на эту технологию.
Реакционно-ректификационный процесс
производства кумола фирмы «CDTECH» обеспечивает в
колонном аппарате с цеолитным катализатором
каталитическую дистилляцию, при которой одновременно
протекают изотермическое алкилирование бензола
пропиленом при низкой температуре и вывод
продуктов из реакционной зоны (рис. 12.117). Это снижает
образование побочных продуктов, повышает выход и
чистоту кумола, а также позволяет снизить температуру
и давление процесса.
Основные параметры совмещенного реакционно-
ректификационного процесса получения кумола,
запатентованные фирмой «Chemical Research and
Licensing», заключаются в следующем. В реактор, состоящий
из трех секций и заполненный в средней зоне
цеолитным катализатором, вводят бензол под давлением азота
0,28 МПа. Бензол поступает в реактор выше зоны,
заполненной катализатором. Температура в верхнем слое
катализатора 102 °С, в нижнем — 124 °С. Из нижней
зоны колонного реактора выходит продукт следующего
состава, масс. %: бензол — 27,1, кумол — 64,2, диизо-
иропилбензол — 5, неидентифицированные примеси —
3,7. Непрореагировавший бензол возвращают в
колонну в качестве флегмы для поддержания мольного
соотношения бензол : пропилен = 50 : 1.
В колонне каталитической дистилляции
концентрация пропилена в жидкой фазе поддерживается очень
низкой (менее 0,15 масс. %), что сводит к минимуму
побочную реакцию олигомеризации пропилена —
основную причину дезактивации катализатора. Пробег
катализатора составляет 2-3 года. Образующиеся полиалкил-
бензолы после фракционирования продукта реакции
вместе с потоком бензола направляются в реактор пере-
алкилирования на специальном цеолитном катализаторе.
Выход кумола в процессе превышает 99,8 %,
степень чистоты продукта не менее 99,95 % достигается
без обработки глинами. Расход сырья и энергоресурсов
в данном процессе несколько ниже, чем в других
процессах. На 1 т кумола расходуется: 651 кг бензола и
351кг пропилена, 3 кВтч электроэнергии, 1,46 ГДж
тепла и 2,9 м3 охлаждающей воды.
" .
>
X
)
w
1
L
2
Г i
—♦-111
►
а».
3 Г** 4
т
т
VI
< IV v
Рис. 12.117. Принципиальная схема получения кумола
реакционно-ректификационным методом
(процесс фирмы «CDTECH»):
/ — реактор-колонна; 2 — реактор переалкилирования;
3, 4, — ректификационные колонны: 5 - холодильник-конденсатор;
I — пропилен; II бензол; III - пропан и легкие продукты;
IV - полиизопропилбензолы: V кумол; VI — тяжелый остаток
12.7.5.8. Процессы трансалкилирования аренов
Наряду с процессами трансалкилирования этилбен-
золов и изопропилбензолов, упомянутых выше,
широкое распространение (13 установок) получило
производство ксилолов из толуола и полиметилбензолов
(рис. 12.118).
В России работают две установки процесса «Таторей»
(фирма «Тоуо»), на которых используется морденитный
катализатор, содержащий оксиды металлов IV группы.
Новый справочник химика и технолога
Катализатор регенерируется через 0,5 года.
Конверсия толуола составляет 35-50 %. Процесс
осуществляется под давлением водорода 3,0 МПа, при температуре
400-500 °С, мольном соотношении водород : сырье -
(8-10) : 1, объемной скорости подачи сырья 1-2 ч1.
Сырьем является смесь толуола и ароматических
соединений С9. При соотношении толуол : С9 - 0,7 : 0,3 из
1 т сырья получается: 269 кг бензола, 612 кг ксилолов,
54 кг углеводородов С]0 и 38 кг отходящих газов. На 1 т
сырья расходуется 70 кВт-ч электроэнергии, 1,6 т пара,
0,03 ГДж топлива, 2,6 м3 охлаждающей воды.
Процесс «Детол», лицензируемый фирмой «ABB Lum-
mus Global», предназначен для производства бензола
высокой чистоты или бензола и ксилолов из толуола и аре-
нов С9. Технология процесса предусматривает
циркуляцию водорода под давлением. Выход целевых аренов в
расчете на толуол или арены С9 составляет 99 %. На 1 м3
сырья расходуется: 36,5 кВт-ч электроэнергии, 2,05 ГДж
топлива, 0,04 т пара, 10,7 м3 охлаждающей воды.
Процесс «ТрансПлюс» фирмы «Mobil Oil Corp»
предназначен для производства смеси ксилолов
конверсией только аренов С9 или в смеси с бензолом или
толуолом. В присутствии водородсодержащего газа в
реакторе протекают реакции деалкилирования, трансал-
килирования и диспропорционирования алкиларенов,
приводящие к образованию бензола, толуола и аренов
С8, содержащих около 95 % ксилолов.
Преимуществом всех технологических процессов
алкилирования на гетерогенных катализаторах, кроме
экологической и экономической целесообразности,
является возможность дальнейшего совершенствования
катализаторов в рамках конкретной технологии.
—4w|*-
i
на
ф£
гё»
У
IV,
5
VII
r/Xii
V
Рис. 12.118. Принципиальная схема установки
диспропорционирования и трансалкилирования толуола:
/ -■•- печь; 2 — реактор; 3 — сепаратор; 4 — стабилизационная
колонна; 5 — узел очистки глинами;
I — свежий толуол; II — свежая фракция ароматических
углеводородов С<>; III — свежий водород; IV — циркулирующий
водородсодержащий газ; V— циркулирующий толуол и
ароматические углеводороды С% VI — газ в топливную сеть;
VII — ароматические продукты на разделение
Литература
1. Ипатьев В.Н. Каталитические реакции при
высоких температурах и давлениях, 1900-1933. М., Л.:
Изд. АН СССР, 1936.774 с.
2. Жермен Дж. Каталитические превращения
углеводородов / Пер. с англ. М.: Мир, 1972. 308 с.
3. Ола. Г.А. Карбкатионы и электрофильные
реакции // Успехи химии. 1975. Т. XLIV, Вып. 5.
С. 793-867.
4. Томас Ч. Промышленные каталитические
процессы и эффективные катализаторы / Пер. с англ. Под
ред. A.M. Рубинштейна. М.: Мир, 1973. 385 с.
5. Далин М.А., Сидоров В.А. Алкилирование и деал-
килирование: Справочник нефтехимика / Под ред.
С.К. Огородникова. Л.: Химия, 1978. Т. 2. С. 99-
131.
6. Хаджиев С.Н. Сернокислотное алкилирование:
Справочник нефтепереработчика / Под ред. Г.А.
Ластовкина, Е.Д. Радченко, М.Г. Рудин. Л.: Химия,
1986. С. 167-171.
7. Поляков А.А. Фтористоводородное
алкилирование: Справочник нефтепереработчика / Под ред.
Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина. Л.:
Химия, 1986. С. 172-173.
8. Сулимов А.Д. Производство ароматических
углеводородов из нефтяного сырья. М.: Химия, 1975.
304 с.
9. Шавандин Ю.А. Диспропорционирование и тран-
салкилирование метилбензолов: Справочник
нефтепереработчика / Под ред. Г.А. Ластовкина, Е.Д.
Радченко, М.Г. Рудина. Л.: Химия, 1986. С. 281-
285.
10. Гайле А.А, Варшавский О.М., Сомов В.Е.
Справочник: Ароматические углеводороды. Выделение,
применение, рынок. СПб.: Химиздат, 2000. 344 с.
11. Баннов П.Г. Процессы переработки нефти. М.:
ЦНИИТЭнефтехим, 2001. Т. II. 415 с.
12. Бурсиан Н.Р., Коган СБ. Каталитические
превращения парафиновых углеводородов в изопарафи-
ны и олефины // Успехи химии. 1989. Т. 58, № 3.
С. 451-474.
13. Misono M., Okuhara T. Solid superacid catalysts //
СНЕМТЕСН. American Chemical Society. 1993.
Nov. P. 23-29.
14. Чепин Н.И., Лайнолайнос Г.К., Робертсон Т.М.
Процессы фтористоводородного и
сернокислотного алкилирования // Нефть, газ и нефтехимия за
рубежом. 1985. № 9. С. 61-66.
15. Справочник современных процессов нефтеиера-
ботки, 2000 // Нефтегазовые технологии. 2001.
№ 3, май-июнь. С. 94-137.
16. Адельсон СВ., Вишнякова Т.П., Паушкин ЯМ.
Технология нефтехимического синтеза. М.:
Химия, 1985. 608 с.
17. Лебедев Н.Н. Химия и технология основного
органического синтеза. М.: Химия, 1988. 592 с.
Нефть и нефтепродукты
889
18. Серебряков Б.Р., Масагутов P.M., Правдин В.Г и
др. Новые процессы органического синтеза / Под
ред. СП. Черных. М.: Химия, 1989. 400 с.
19. Григорьева Н.Г., Кириченко Г.Н., Бондаренко
М.Ф. и др. Алкилирование я-кумилфенола изобу-
тиленом // Новейшие достижения в области
нефтепереработки и нефтехимии: Тезисы докладов
республиканской научно-технической
конференции. Уфа, 1981.
20. Патриляк К.И., Сидоренко Ю.Н., Бартышевский
В.А. Алкилирование на цеолитах. Киев: Наукова
думка, 1991. 176 с.
21. Fritsch Т., Ozmen S., Raghuram S. et al. A.New Tec-
nology for the production of Detergent Intermediates.
Presented at the Third CESIO International
Surfactants Congress. London. June 1-5, 1992.
22. Mapp Г. Технология получения CMC //
Конференция ЮОП «Синтетические моющие
средства» г. Кириши, 22-23 апреля, 1998. М., 1998.
С. 1-16.
23. Миначев Х.М., Хаджиев С.Н., Герзелиев И.М. и
др. Разработка отечественного процесса
производства этилбензола на цеолитных катализаторах //
Применение цеолитов в катализе: Тезисы докладов
четвертой Всесоюзной конференции. Москва, 28-
30 ноября 1989. М.: Наука, 1989. С. 237-238.
24. Casamayu J.M. Новый катализатор,
подтверждающий лидерство компаний Lummus/UOP в области
жидкофазного производства этилбензола // IV
конференция по интенсификации нефтехимических
процессов «Нефтехимия-96»: Тезисы докладов.
Нижнекамск, 1996.
25. Миначев Х.М., Исаков Я.И., Гаранин В.И. //
Нефтехимия. 1966. С. 53-56.
26. Алкилирование: Исследования и промышленное
оформление процесса / Под ред. Л.Ф. Олбрайта и
А.Р. Голдсби. Пер. с англ. Под ред. В.Г. Линовича.
М.: Химия, 1982.336 с.
27. Миначев Х.М., Хаджиев С.Н., Байбурский В.Л.
Опытная установка алкилирования изобутана оле-
финами на цеолитных катализаторах //
Нефтепереработка и нефтехимия. 1984. № 6. С. 27-29.
28. Weitkamp Y. Алкилирование углеводородов на
цеолитных катализаторах. Промышленное
применение и вопросы механизма реакций // Proc. Int.
Symp. Zeolite Catal. Siofok, May 13-16 1985.
Szeged, 1985. P. 271-290.
29. Темурзиева М.А., Хаджиев С.Н., Байбурский В.Л.
и др. Влияние состава палладийсодержащих
цеолитов типа Y на каталитические свойства в
реакции алкилирования изобутана этиленом //
Нефтехимия. 1987. Т. 27, № 4. С. 501-505.
30. Патриляк К.И., Бортышевский В, Л., Галич П.Н. О
характере процесса алкилирования изобутана бу-
тенами на цеолитных катализаторах // Хим.
технология. 1983. № 5. С. 7-9.
31. Ростанина Е.Д., Коновальчиков Л.Д., Нефедов Б.К.
и др. Разработка цеолитсодержащего катализатора
алкилирования бензола высшими олефинами.
Применение цеолитов в катализе // Тезисы докладов
четвертой Всесоюзной конференции. Москва, 28-
30 ноября 1989. М.: Наука, 1989. С. 114-116.
32. Satoh К., Matsuhashi H., Arata К. Alkylation to form
trimethylpentanes from isobutane and 7-butene
catalyzed solid superacids of sulfated metal oxide //
Applied Catalysis. A: General 189. 1999. P. 35-43.
33. Новый экологически безвредный катализатор для
производства алкилата // Нефтегазовые
технологии. 1996. №5. С. 48.
34. Stell J. 2001 Worldwide Refining Survey // Oil & Gas
J. 2001. Dec. 24. Vol. 99.52. P. 74-124.
35. Копылов Ю.П., Вставская Л.И., Мазгаров A.M.
Заводские углеводородные газы: Ресурсы и
использование // Химия и технология топлив и
масел. 1996. №4. С. 19-20.
36. Левинбук М.И., Каминский Э.Ф., Глаголева О.Ф.
О некоторых проблемах российской
нефтепереработки // ХТТМ. 2000. № 2. С. 6-11.
37. Berg R. С, Vora B.V., Mowry J.R. Catalytic LPG de-
hydrogenation fits 80's outlook // Oil & Gas J. 1980.
Nov. 10. 191-197.
38. Боруцкий П.Н., Волков И.А., Георгиевский В.Ю. и
др. Отходы бутан-бутиленовой фракции как сырье
для производства метил-ш/?ет-бутилового эфира //
Химия и технология топлив и масел. 1990. № 8.
С. 7-9.
39. Чанг Е. Дж., Лейби СМ. Повышение качества
автомобильных бензинов с помощью эфиров //
Нефть, газ и нефтехимия за рубежом. 1992. № 7.
С. 60-65.
40. Боруцкий П.Н., Подклетнова Н.М. Каталитические
процессы изомеризации и дегидрирования
углеводородов для производства изокомпонентов
бензинов // Катализ в промышленности. 2003. № 2.
С. 86-88.
41. Джессак А. Алкилат С5 — превосходный
компонент смешения // Нефтегазовые технологии. 1995.
№1. С 55-58.
42. Тагавов И. Т., Суманов В.Т., Хаджиев С.Н.
Формирование октанового числа алкилата // ХТТМ.
№ 5. 1989. С. 39-40.
43. Hydrocarbon Processing J. Nov. 1992. Vol. 11, P. 140.
44. Бровко А.В., Гоев М.М. Завод ЛАБ-ЛАБС —
работа на потребителя // Нефтепереработка и
нефтехимия. 2001. № 3. С 37-38.
45. Софронова О.В., Зуев В.П., Ахмедова Р.З. Полиал-
килбензольная смола как отход этилбензольного
производства; перспективы ее утилизации // IV
конференция по интенсификации
нефтехимических процессов «Нефтехимия-96»: Тезисы
докладов. Нижнекамск, 1996. С 219-220.
46. Hydrocarbon Processing. 2001. Vol. 8, № 3. P. 75.
890
Новый справочник химика и технолога
12.7.6. Изомеризация углеводородов
(к.т.н. П.Н. Боруцкий)
Термин «изомерия» введен в органическую химию
Берцелиусом в 1830 году. Это явление впервые
объяснил A.M. Бутлеров. Первая монография «Об изомерии
органических соединений» В.В. Марковникова
опубликована в 1865 году. Изомеризация циклоалканов
изучалась В.В. Марковниковым, Н.М. Кижнером и Н.Д.
Зелинским в конце XIX века. Впервые реакция
изомеризации алкилароматических углеводородов описана
Фриделем и Крафтсом (1882 г.), а каталитическая
изомеризация бутиленов — в начале XX века В.Н.
Ипатьевым. Каталитическая изомеризация бутана описана Не-
ницеску и Драганом (1933 г.), а также Б.Л. Молдавским.
12.7.6.1. Изомеризация углеродов различных классов
Реакции изомеризации углеводородов возможны
благодаря изомерии, т. е. явлению, заключающемуся в
существовании нескольких соединений с одинаковыми
молекулярной массой, количественным и качественным
составом, но различающимися физическими и
химическими свойствами. Такие соединения называют
изомерами. Применительно к углеводородам С6, например,
существует 5 основных изомеров гексана, 3 конформа-
ционных изомера циклогексана, не считая метилцикло-
пентана, 17 изомеров гексена. У октана насчитывается
18 изомеров, а у тетрадекана — уже 1818.
Известны два основных вида изомерии: структурная
и пространственная (стереоизомерия). Изомеризация
заключается в превращении одного изомера в другой.
Применительно к углеводородам выделяются
следующие виды изомеризации.
Простейшим примером изомеризации углеродного
скелета может служить превращение н-бутана в изобу-
тан или .w-ксилола в «-ксилол. Частным случаем
изомеризации углеродного скелета является колъчато-цешая
изомеризация, например пропилена в циклопропан или
метилциклопентана в циклогексан. Изомеризация буте-
на-1 в г/мобутен-2 может служить примером
изомеризации положения двойной связи между атомами
углерода. Превращение г/мс-бутена-2 в транс-бутен-2
иллюстрирует пример геометрической
(пространственной или конфигурационной) изомеризации. К этому
типу изомеризации можно отнести превращение цис-
1,2-диметилциклопентана в транс-1,2-диметилцикло-
пентан. Одним из случаев пространственной изомерии
является наличие стереоизомеров, называемых также
оптическими, т. е. по-разному вращающих плоскость
поляризованного света, например 3-метилгексан. Даже
н-алканы, строение молекул которых не является
линейным, а «зигзагообразным» (рис. 12.119), могут
существовать также в виде поворотных (конформационных)
изомеров. Конформационная изомеризация происходит
в результате вращения в молекуле атомов (групп
атомов) вокруг простых (ординарных С—С-связей). Так,
например, н-бутан имеет 4 конформационных изомера,
из которых энергетически наиболее устойчивой
является трансоидная форма.
0,254нм
Рис. 12.119. Пространственное изображение молекулы
н-гексана в трансоидной конформации
Как слишком большое, так и слишком малое число
метальных заместителей приводит к уменьшению
устойчивости таких изомеров.
Алканы С4-С6, высшие алканы
Применение. Реакции изомеризации широко
используются для получения дефицитных изомеров как
низших, так и высших парафинов (изоалканов).
Разветвленные парафины С5-С6 имеют высокие октановые
числа и являются хорошими компонентами
автомобильных бензинов. Изонентан и изобутан являются
ценным сырьем для получения синтетических каучу-
ков. Изобутан используется также для получения ал-
килбензина, высокооктановых эфиров, наиболее
распространенным из которых является мешп-трет-
бутиловый эфир (МТБЭ). Изомеризация высших
алканов способствует снижению температуры застывания
дизельного топлива, моторных масел.
Теоретические основы. Изомеризация алканов
является равновесной реакцией, протекающей с
небольшим экзотермическим эффектом — в диапазоне от 2 до
20 кДж/моль. Теплота реакции мало изменяется с
температурой. Относительная термодинамическая
устойчивость алканов тесно связана с их строением.
Энтальпия и энтропийный фактор в равной мере влияют на
относительную термодинамическую устойчивость
изомерных углеводородов. Существует определенное,
оптимальное для данной длины цени количество
заместителей, а значит и оптимальное соотношение
нормальных, моно-, ди- и триметилзамещенных углеводородов.
Низкие температуры термодинамически обусловливают
большие равновесные концентрации изомеров высокой
степени разветвления, особенно для алканов Сб
(рис. 12.120).
Алканы могут претерпевать следующие виды
практически важных изомерных превращений:
- превращение н-алканов в разветвленные (с
образованием третичного углеродного атома);
- перемещение метальных радикалов вдоль
углеродной цепи (с сохранением числа третичных атомов
углерода);
Нефть и нефтепродукты
891
- изменение числа заместителей в разветвленных ал-
канах (с изменением числа третичных атомов углерода);
- превращение разветвленных алканов в н-алканы (с
«исчезновением» третичных атомов углерода).
На практике изомеризацией не всегда можно
получить все теоретически возможные изомеры. При
изомеризации н-пентана не образуется 2,2-диметилиропан и
приближенный к экспериментальным данным расчет
делается исходя из существования двух изомеров пен-
тана (табл. 12.100). Концентрация 2,2- и 3,3-диметил-
пентанов в равновесной смеси гептанов — ниже
расчетных величин.
Равновесие 2- и 3-метилпентанов достигается
наиболее легко. Реакции изомеризации без изменения длины
цепи алканов протекают на несколько порядков быстрее,
чем реакции с образованием третичных атомов углерода.
Относительные скорости изомеризации гексанов при 100 °С в присутствии хлорида алюминия:
1,8
н-гексан
0,7
2-метилпентан
А
65
150
- 3-метилпентан >
> **
6,0 0,8^
2,3-диметилбутан < ^ 2,2-диметилбутан
3,9
0,04
Реакционная способность алканов и, как следствие,
их способность к изомеризации, зависит от длины и
степени разветвления углеводородной цепи и
определяется электроотрицательностью радикалов,
расположенных но ее убыванию:
СН, ® < С2Н5 ф < С3Н7 ф < изо-С3Н5 ф < трет-С4И9®
12.7.6.2. Алкены Cj-C6, высшие алкены
Применение. Изомеризация используется для
получения разветвленных алкенов (олефинов) С4-С6,
имеющих важное практическое значение. В процессе
каталитического крекинга вакуумного газойля образующиеся
разветвленные олефины имеют более высокие
октановые числа, а изобутилен, изопентилен и изогексены
используются как сырье для получения высокооктановых
эфиров. Для этой цели, а также для получения
мономеров синтетического каучука, используются также
процессы скелетной изомеризации н-бутенов и н-пентенов.
Важное значение имеет реакция миграции двойной
связи бутена-1 в смесь цис- и тряис-бутена-2 (стадия
подготовки сырья для получения алкилбензина). В то же
время разветвление углеродной цепи в молекулах высших
олефинов Сц-С14 — нежелательная реакция при
производстве линейных алкилбензолов для детергентов.
Таблица 12.100
Расчетный состав равновесной смеси при
изомеризации бутанов, пентанов и гексанов
Темпе-
Содержание, доли
X
ев
i
К *
С ев
Й *
? §
Й *
2,2-ди-
метилалкан
2,3
-дометил ал кан
Изомеризация бутанов
27
227
427
0,18
0,45
0,59
0,82
0,55
0,41
—
—
—
—
—
—
Изомеризация пентанов
27
227
427
0,07
(0,03)
0,22
(0,19)
0,32
(0,30)
0,93
(0,45)
0,78
(0,68)
0,68
(0,64)
—
—
(0,52)
(0,13)
(0,06)
—
—
—
Изомеризация гексанов
27
227
427
0,03
0,14
0,24
0,23
0,29
0,33
0,07
0,14
0,19
0,51
0,29
0,14
0,16
0,14
0,09
3*
1
О
I-
I
100-
80
60
40
20
Бутаны
i
i
.. 1
1
н~Бутан
Ns^
2-Метил-
пропан
Пентаны
i
i
'
н-Пентан
2~Метил~
бутан
'
Гексаны
^< 2'Метилпентан
^13-Метилпентан
l44^^
\ 2-2 Диметилбуптн
, \ 2-3 Диметилбутан
100 200 300 400 100 200 300 400 100 200 300 400 Т,*С
Рис. 12.120. Равновесный состав парафинов С4, С5 и С6 как функция от температуры
892
Новый справочник химика и технолога
Теоретические основы. Изомеризация алкенов —
равновесная реакция, отличающаяся гораздо большим
числом изомеров, чем для алканов с таким же числом
атомов углерода. Так для гексена число возможных
изомеров уже достигает 20. Теплота реакции слабо
зависит от молекулярной массы алкенов, температуры, а
наибольшего значения (около 20 кДж/моль) она
достигает для превращений типа алкен-1 —> 3,3-диметилал-
кен. Для трех линейных изомеров бутена наиболее
термодинамически стабильным при низких температурах
является транс-нзомср, тогда как при более высоких
температурах отношение транс- и г/мс-изомеров
уменьшается, кроме того, увеличивается доля бутена-1
(табл. 12.101). Для четырех изомеров бутена, в том
случае, когда возможно образование изобутена, его
равновесная концентрация самая высокая и колеблется от 72
при 27 °С до 40 % при 427 °С (табл. 12.102).
Таблица 12.101
Равновесные концентрации трех изомеров бутена
Бутены
Бутен-1
^мс-Бутен-2
транс-Бутен-2
Содержание в смеси, мольные доли
при
27 °С
0,03
0,22
0,75
при
227 °С
0,14
0,30
0,56
при
427 °С
0,26
0,28
0,16
при
627 °С
0,38
0,25
0,37
Таблица 12.102
Равновесные концентрации
четырех изомеров бутена
Бутены
Бутен-1
цис-Бутен-2
транс-Бутен-2
Изобутен
Содержание в смеси, мольные доли
при
27 °С
0,01
0,06
0,21
0,72
при
227 °С
0,07
0,15
0,27
0,51
при
427 °С
0,16
0,17
0,27
0,40
при
627 °С
0,25
0,17
0,25
0,33
Миграция двойной связи протекает в присутствии
металлов, их оксидов, оснований и кислот. Скелетная
изомеризация алкенов, с изменением длины цепи или
без нее, осуществляется по карбоний-ионному
механизму только на кислотных катализаторах.
В порядке возрастающей трудности реакции
изомеризации бутенов на кислотных катализаторах
располагаются в следующей последовательности:
г/мс-трякс-изомеризация < а -> Р-изомеризация <
< скелетная изомеризация.
Цикланы
Применение. Структурная скелетная изомеризация
цикланов (циклоалканов) без изменения числа атомов
углерода в кольце или с изменением цикла, а также цис-
тряиоизомеризация цикланов не применяется в
качестве самостоятельного процесса. Вместе с тем эти
реакции имеют важное практическое значение в таких
технологических процессах нефтепереработки, как
каталитический риформинг, изомеризация пентан-гекса-
новых и ксилольных фракций.
Это относится, в первую очередь к превращениям
пяти- и шестичленных циклов. Изомерные
превращения циклопропанов, циклобутанов, а также циклогеи-
танов или бициклических нафтснов, имеют небольшое
практическое значение.
Теоретические основы. Известны
термодинамические данные о циклопентанах с 5, 6 и 7-ю углеродными
атомами, но еще существуют, например, 9 изомерных
циклопентановых углеводородов с 8-ю углеродными
атомами, для которых рекомендуются приближенные
термодинамические расчеты. Миграция заместителей в
кольце может протекать как с небольшим
поглощением, так и с небольшим выделением тепла. Наиболее
технически важные реакции изомеризации цикланов
связаны с сужением-расширением цикла. Сужение
цикла идет с поглощением тепла и со значительным
увеличением энтропии, что обусловливает существенную
зависимость константы равновесия от температуры. Для
изомеризации циклогексанов в циклопентаны, идущей
с поглощением тепла, термодинамически выгодны
более высокие температуры. Например, при увеличении
температуры с 27 °С до 427 °С равновесная
концентрация циклогсксана снижается с 86 % до 10 % за счет
увеличения доли метилциклопентана. Чем выше
молекулярная масса исходного углеводорода, тем ниже
константа равновесия перехода алкилциклогексана в алкил-
циклопентан.
Арены
Применение. Реакции изомеризации аренов
(ароматических углеводородов) протекают при
осуществлении таких каталитических процессов, как риформинг,
крекинг, а также в процессах собственно изомеризации
алкилароматических углеводородов. Важное
практическое значение имеют процессы изомеризации ксилолов
и этилбензола.
Изомеризация аренов имеет место в процессах дис-
пропорционирования и трансалкилирования метилбен-
золов, также предназначенных для получения пара- и
opmo-ксилолов, используемых для производства тереф-
талевой кислоты и фталевого ангидрида, олигополи-
эфиров, волокон, лаков, пластификаторов и других
продуктов.
Теоретические основы. В случае миграции одного
из двух алкильных заместителей по кольцу,
сопровождающейся увеличением расстояния между
заместителями, теплота реакции невелика и может быть как
больше, так и меньше нуля. Если число заместителей
увеличивается, то изомеризация сопровождается
выделением тепла. В равновесной смеси аренов Q (трех
изомеров ксилолов и этилбензола) по мере снижения
температуры равновесная концентрация о-ксилола и
этилбензола несколько уменьшается, а ля-ксилола —
увеличивается (табл. 12.103).
Нефть и нефтепродукты
893
Таблица 12.103
Содержание равновесных изомеров смеси
ароматических углеводородов С8
Температура, °С
27
127
227
327
427
Состав в равновесной
Сумма ксилолов
+ этилбензол
о-ксилол
16,3
18,6
20,3
21,6
22,4
о
S
о
59,5
55,8
52,8
50,1
47,8
«-ксилол
23,7
23,8
23,2
22,4
21,5
+
этил-
бензол
0,5
1,8
3,7
5,9
8,3
смеси, мол. %
Сумма ксилолов
о-ксилол
16,4
18,9
21,1
23,0
24,4
.и-ксилол
59,8
59,9
54,8
53,2
52,1
«-ксилол
23,8
24,2
24,1
23,8
23,5
12.7.6.2. Катализаторы изомеризации
За редким исключением, например цис-транс-изо-
меризации или медленной миграции двойной связи в
олефинах в результате термического, фото- или
радиационного воздействия, большинство реакций
изомеризации углеводородов протекают лишь в присутствии
катализаторов. Каталитическую активность в
отношении изомеризации могут проявлять соединения,
большей половины элементов таблицы Менделеева. Хотя
некоторые реакции изомеризации могут протекать в
присутствии металлов и щелочей, в большинстве
известных промышленно значимых процессов
изомеризации углеводородов применяются катализаторы,
обладающие явно выраженными кислотными свойствами.
Кислотно-основной катализ реакций углеводородов
отражает основные или кислотные свойства молекул
этих углеводородов. Олсфины и ароматические
углеводороды являются слабыми основаниями, обладающими
некоторым сродством к протону. В олефинах в ряду —
этилен, пропилен, изобутилен — основность
повышается с увеличением степени замещения образующихся
ионов карбония. В ряду ароматических
углеводородов — бензол, толуол, о-ксилол — растворимость в НС1
или НВг, а также их растворимость в смеси HF и BF3,
возрастает, что указывает на увеличение основности,
возрастающей с увеличением степени замещения
метальной группой.
В ряду основности углеводороды, например с
шестью атомами углерода, можно расположить примерно
в следующем порядке:
гексан < циклогексан < гексен< бензол.
Кислотная сила некоторых углеводородов может
быть расположена в следующей последовательности
(по возрастанию величины рКа):
циклопентадиен (рКа = 15) < трифенилме-
тан (рКа = 2,5) < толуол (рКа = 35) <
пропилен (рКа = 35,5) < бензол (рКа = 37) < цикло-
бутан (рКа = 43) < пропан, циклопропан,
неопентан (рКа = 44).
Большая часть углеводородов может действовать
как слабые или очень слабые кислоты и вызывать
появление протонов путем гетерополярного разрыва связи
С-Н в присутствии очень сильных оснований в
неводных средах.
В кислотно-основном каталитическом
взаимодействии углеводороды чаще образуют карбкатионы,
являющиеся промежуточными продуктами при их
изомеризации. В соответствии с классификацией Г. Ола,
карбокатионы могут быть подразделены на два класса:
трехвалентные («классические») карбениевые ионы и
пентакоординированные («неклассические») карбоние-
вые ионы. Трехвалентные карбениевые ионы играют
важную роль в электрофильных реакциях л-донорных
систем, например алкенов и ароматических
соединений, которые легко реагируют даже со слабыми
электрофилами. Пентакоординированные карбониевые
ионы являются ключевыми в реакциях о-донорных
систем, т. е. систем с простыми связями. Способность
простых связей выступать в роли о-доноров с
образованием карбониевых ионов путем создания двухэлек-
тронной трехцентровой связи обусловливает то, что
при изомеризации алканов первичным актом является
протолиз связи С-Н или С-С. Такое взаимодействие
возможно в присутствии катализаторов с очень
сильными кислотными свойствами, получившими название
«сверхкислот» или «суперкислот».
Для оценки кислотности в неводных средах
используется предложенная Гамметом функция Н0, численно
равная рАГа, т. е. отрицательному логарифму константы
диссоциации индикаторов, обесцвечивающихся при
соответствующей величине рН водных растворов
кислот. Так, например, о-нитроанилин имеет Н0 = -0,3,
что соответствует 10 % концентрации серной кислоты в
водном растворе. Окрашивание антрахинона
соответствует Н0 = -8,27, т. е. кислотности 90 % серной кислоты.
Льюисовское определение кислот и оснований, как
акцепторов или доноров неподеленной пары
электронов, существенно для большого класса катализаторов,
известных под названием катализаторов Фриделя—
Крафтса. Примером такой апротонной кислоты могут
служить галогениды некоторых металлов, наиболее
известным кислотным катализатором из них является
А1С13. При реакции апротонных кислот с протоно-до-
норными молекулами часто образуются очень сильные
бренстедовские кислоты.
Для некоторых каталитических систем, например
растворов SbF5-HF, величина Н0 может быть менее -20.
Возрастание кислотности в ряду некоторых
водородных кислот (по мере изменения значений -Н0)
приведено ниже:
H2S04 (12,2) < ClSOjH (13,8) < FSO3H (15,1) <
< FSO3H + SbF5 (18,9) < HF + SbF5 (20)
Сильно кислотные каталитические системы могут
вызывать реакцию протонирования даже очень слабых
оснований, какими являются алканы. Характерно, что
894
Новый справочник химика и технолога
«сверхкислотная» каталитическая система HSbF5-HF,
способная изомеризовать алканы С5-Сб при 20-50 °С,
не изомеризуст «-бутан из-за трудностей образования
необходимого для нере1руппировки в третичный карб-
катион первичного карбкатиона С4.
Известно, что очень сильной кислотностью могут
обладать не только жидкие, но также некоторые
твердые каталитические системы.
Катализаторы изомеризации алканов
Реакции изомеризации алканов могут протекать в
зависимости от их строения на катализаторах с
различной кислотностью.
Миграция метильного заместителя.
Каталитически активными в таких реакциях Moiyr быть
водородные минеральные и органические кислоты. Так 3-ме-
тилгексан в присутствии водородных кислот переходит
в 2-метилгсксан при температуре 70-100 °С, но
изомеризация «-гексана и «-бутана в присутствии серной
кислоты протекает очень медленно.
Изомеризация углеродного скелета успешно
протекает при умеренных температурах на сильно кислотных
катализаторах, тогда как на катализаторах с умеренной
кислотностью — в незначительной мере и лишь при
высоких температурах.
Вид кинетического уравнения зависит от
катализатора и условий реакции. Обычно проявляется первый
порядок реакции по углеводороду и торможение
водородом, а также каталитическими ядами в сырье.
Лимитирующей стадией реакции является превращение
промежуточных ненасыщенных соединений на кислотных
центрах катализатора. На бифункциональных
катализаторах в отличие от хлорида алюминия скорость
изомеризации «-алканов С4-С6 возрастает с увеличением
молекулярной массы. Изомеризации алканов С7 и выше
протекает с низкой селективностью на всех типах
катализаторов.
Считается, что способностью к скелетной
изомеризации алканов обладают кислоты с Н0 < -10.
Катализаторами, способными изомеризовать
алканы, могут быть декатионированные формы некоторых
кристаллических алюмосиликатов (Я-морденит),
хлорированный п-оксид алюминия. Хлорированный или
фторированный у-оксид алюминия приобретает такую
способность только в присутствии платины, благодаря
бифункциональному механизму, связанному с
образованием на металле и изомеризацией промежуточного
продукта — олефина с последующим гидрированием в
изоалкан. Собственно некоторые платиновые металлы
VIII группы и вольфрам также могут вызывать
скелетную изомеризацию «-алканов, очевидно через дегидро-
циклизацию С5 и С6. но с незначительным выходом, а
при повышении температуры свыше 350 °С — с
циклизацией и крекингом (гидрогенолизом) алканов. На
порошках металлов активность в изомеризации «-гексана
убывает в ряду: Pt > Ir > Ru > Rh > Pd, тогда как
скорость гидрогенолиза в этом ряду возрастает. Однако
активность и селективность бифункциональных
катализаторов изомеризации алканов значительно выше.
В последние годы стали известны высокая
кислотность и активность в изомеризации алканов
каталитических систем на основе сульфатов некоторых
металлов, например циркония, а также гетерополикислот,
включающих атомы вольфрама и фосфора, например
H3PW1204o- Функция кислотности Гаммета (Н0) для
таких систем может составлять от -13 до -16.
Несмотря на различия катализаторов и
температурных условий скорости реакции изомеризации,
например гексанов, возрастают примерно в следующей
последователь ности:
2,2-диметилбутан < «-гексан < 2,3-диметилбутан <
< 3-метилпснтан < 2-метилпентан.
Ниже приводятся описания каталитических систем,
для которых была разработана промышленная
технология изомеризации «-алканов.
Катализаторы Фридсля—Крафтса были впервые
применены для изомеризации «-бутана и
пентан-гексановых фракций еще в 40-50-х годах XX века.
Использовались хлорид алюминия, нанесенный на боксит, а
также жидкофазная каталитическая система (А1С13 +
+ SbCl3 + НС1) при температурах около 100-200 °С.
Конверсия «-бутана на таких катализаторах превышала
50 %. Из-за большого расхода катализаторов,
недостаточной селективности и их коррозионной активности
они перестали применяться в промышленности. По
этой же причине не получили промышленного
применения для изомеризации пентан-гексановых фракций и
катализаторы на основе пентафторидов тантала и сурьмы.
Разработанные в 50-60-х годах XX века
бифункциональные катализаторы на основе фторированного
оксида алюминия или аморфного алюмосиликата,
содержащие платину, под давлением водорода
обеспечили возможность изомеризовать пентан-гексановые
фракции с более высокой селективностью, но при
температурах 350-^450 °С. При этих температурах
конверсия пентана и гексанов в высокооктановые изомеры
была относительно невелика, а применительно к
«-бутану конверсия составляла всего около 20 %.
Катализаторы данного типа, получившие название
высокотемпературных, еще продолжают использоваться в России
для изомеризации пентан-гексановых фракций, а также
для гидроизомеризации масляных фракций.
Применение в качестве основы бифункциональных
катализаторов более кислотных декатионированных
цеолитов с высоким отношением S1O2: А1203 позволило
снизить температуру изомеризации пентан-гексановых
фракций до 250-300 °С, увеличить глубину
изомеризации алканов и октановое число изомеризата. Эти
катализаторы на основе цеолитов Y или морденита,
называемые среднетемпературными, не получили
применения для изомеризации «-бутана из-за низкой
селективности, но могут использоваться для изомеризации
более тяжелых алканов.
Нефть и нефтепродукты
895
Благодаря введению платины в катализаторы
изомеризации «-алканов, стало более эффективным
применение у-оксида алюминия, обработанного хлоридом
алюминия, а также г|-оксида алюминия, обработанного че-
тыреххлористым углеродом. Катализаторы этого типа,
называемые катализаторами третьего поколения, в
присутствии водорода эффективно изомеризуют как бутан,
так и пентан-гексановые фракции при температурах в
интервале от 150 до 200 °С. Катализаторы
низкотемпературной изомеризации могут обеспечивать конверсию
«-бутана около 60 % и октановое число изомеризата
пентан-гексановых фракций до 84 пунктов по
исследовательскому методу. Катализаторы данного типа
появились почти сорок лет назад, но являются наиболее
активными и селективными из катализаторов,
применяемых в промышленности в настоящее время. Вместе
с тем из-за своей высокой активности они наиболее
чувствительны к примесям каталитических ядов,
особенно воды.
Относительно недавно появились сведения о
катализаторах, основу которых составляет сульфат
циркония, способных при температуре около 200 °С изомери-
зовать «-бутан или получать изомеризат пентан-гек-
сановой фракции с октановым числом более 80 пунктов
(ИМ). Это позволяет предположить, что его
кислотность и активность близка к катализаторам среднетем-
пературной изомеризации.
На основании анализа литературных и собственных
экспериментальных данных о конверсии «-бутана в
присутствии водорода при различных температурах
платинированные катализаторы могут быть
расположены по возрастанию активности и кислотности в
следующей последовательности:
y-Al203-F < Я-морденит < у-А1203-С1 < Zr02-S04 <
< л-А1203-С1 или А1203-А1С13
Так, например, температура 20 % конверсии
«-бутана при атмосферном давлении составляла на
платинированных образцах катализаторов изомеризации на
основе y-Al203-F; /7-морденита; Zr02-S04 и г|-А1203-С1,
соответственно, 405, 275, 170 и 30 °С.
Подобная зависимость наблюдается и в
изомеризации «-пентана и «-гексана:
Pt-Al203-F < Pd-CaHY < Pt-Я-морденит <
< Pt-Al203-Cl < HSbF5-HF
Катализаторы изомеризации цикланов
Специальные катализаторы и промышленные
процессы для изомеризации цикланов отсутствуют.
Однако изомеризация производных циклопентанов
и циклогексанов, присутствующих в сырье установок
изомеризации пентан-гексановых фракций, протекает
на тех же катализаторах.
Присутствие нафтенов оказывает определенное
влияние на глубину изомеризации н-алканов, а также
селективность процесса. Бензолсодержащие фракции
иногда специально добавляют к пентан-гексановым
фракциям, направляемым на установки изомеризации.
Образующийся при этом циклогексан при
изомеризации в высокооктановый метилциклопентан не
позволяет уменьшить октановое число фракции в результате
удаления из бензина токсичного бензола.
Бифункциональные катализаторы изомеризации
ксилолов способны превращать этилбензол в ксилолы,
благодаря реакции изомеризации промежуточного
продукта — этилциклогексана в диметилциклогексан. (О
катализаторах и процессах изомеризации
ароматических углеводородов см. ниже.)
Катализаторы изомеризации алкенов
Большинство известных кислот, веществ с
сильными основными свойствами, комплексов галогенидов
металлов, чистых и нанесенных металлов VIII группы,
а также органических комплексов этих металлов
обладают способностью к перемещению двойной связи и
алкильных заместителей в молекулах олефинов.
Гораздо меньше катализаторов, способных к эффективной
скелетной изомеризации линейных олефинов.
Это объясняется склонностью алкенов к реакциям
полимеризации и крекинга как исходных молекул, так и
образующихся олигомеров алкенов.
Устойчивость к сохранению молекулярной массы
при реакциях изомеризации убывает в ряду:
циклоалкены > монометилзамещенные и олефины
с внутренней двойной связью > алкены-1.
Широкий спектр катализаторов изомеризации
алкенов объясняется тем, что последние проявляют как
основные, так и, благодаря способности отщепления
водорода при двойной связи, слабые кислотные свойства.
Это обусловливает возможность не только
присоединения протона с образованием я-комплекса и а-комплек-
са, но и образования ионов углеводородов с
комплексами металлов.
Изомеризация олефинов под действием кислот и
солей протекает через промежуточное образование кар-
боний-ионов. Скорость реакции возрастает при
введении протоно-акцепторного растворителя.
Изомеризация олефинов под действием оснований
протекает через промежуточное образование карбани-
онов, обладающих цис- и тря«с-конфигурацией,
сохраняющейся при изомеризации.
Отличительной особенностью основного катализа
является образование значительных количеств цис-томе-
ра, а также преимущественное образование Р-изомеров
при очень низкой скорости образования у-изомеров.
Высокая селективность щелочных катализаторов,
например нанесенного на оксид алюминия натрия, позволяет
также получать бутен-1 изомеризацией смеси бутенов-2.
Реакция изомеризации алкенов обычно подчиняется
уравнению первого порядка — как для кислотного, так
и для основного катализа, а энергия активации
колеблется в пределах от 40 до 110 кДж/моль.
896
Новый справочник химика и технолога
Скелетная изомеризация алкенов с изменением
длины цепи или без нее, осуществляется по карбоний-ион-
ному механизму только на кислотных катализаторах.
Гомогеннокаталитическая изомеризация
алкенов. Активность протонных кислот в миграции
двойной связи во внутрь углеводородной цепи стала
известна после опытов A.M. Бутлерова с диизобутиленом.
Такими катализаторами являются безводные: серная
кислота, хлористый, бромистый и фтористый водород.
Гомогенными катализаторами этих реакций являются
растворы кислот Льюиса: галогениды алюминия, бора,
цинка. Миграция двойной связи наблюдается в
присутствии солей алюминия, хрома, железа и кобальта.
Комплексные соединения металлов VIII группы
также способны к эффективной структурной
изомеризации алкенов.
В.Н. Ипатьевым была установлена активность в
перемещении двойной связи и г/ис-тряис-изомеризации
растворимых в углеводородах сильных оснований —
органических соединений щелочных металлов.
Примером такого рода могут быть превращения бутена-1 в
растворе о-хлортолуола и металлического натрия,
2-мстилпентана-1 в 2-метилпентен-2 в присутствии
mpew-бутилкалия.
Гетерогеннокаталитическая изомеризация
алкенов. Нанесение кислот на твердые подложки позволяет
увеличить образование разветвленных алкенов при
повышенных температурах. Оксиды металлов, в
частности алюминия, также меняют свою каталитическую
активность в отношении алкенов при введении кислотных
или щелочных добавок. Модифицирование оксида
алюминия и даже угля металлами VIII группы,
особенно палладием, способствует появлению каталитических
систем, обладающих повышенной селективностью к
структурной изомеризации бутенов.
Аморфные алюмосиликаты, и особенно цеолиты,
также проявляют высокую активность в изомеризации
олефинов. Получение разветвленных алкенов С4-С6 с
хорошими выходами стало возможным при
использовании галогенированных оксидов алюминия и
некоторых цеолитов.
Далее приводятся данные о некоторых
катализаторах изомеризации алкенов, предлагающихся для
промышленного применения.
Слабокислотный цеолит СаА используется для
изомеризации при 157 °С а-алкенов С5-С7, выделяемых из
бензина термического крекинга для получения
высокооктановых 2- и 3-алкенов. Для селективной
изомеризации 2-метилпентена-1 в 2-метилпентен-2 (одной из
стадий получения изопрена из пропилена) применение
оксида алюминия обеспечивает селективность около 97 %.
Палладированный оксид алюминия в присутствии
водорода нашел применение в качестве катализатора,
не только осуществляющего изомеризацию бутена-1 в
бутены-2, но и гидрирующего примеси диенов.
Получаемый изомеризат является более предпочтительным
сырьем для получения алкилбензина.
Большинство катализаторов скелетной
изомеризации «-бутилена для промышленного применения
представляют собой у-А1203, промотированный добавками
оксидов кремния, фторидов и хлоридов, и описываются
в патентах зарубежных фирм. Обработанный четырех-
хлористым углеродом у-А1203 предлагается для
процесса скелетной изомеризации «-бутиленов в изобутилен и
«-пентенов в изопентены. Более эффективным
катализатором показал себя п-А1203, содержащий ионы фтора,
а также добавки окисидов церия и молибдена. В
присутствии водорода при 400-500 °С катализатор
обеспечивает конверсию «-бутиленов около 30 % при
селективности по изобутилену — 90 %.
Промышленное применение получил цсолитный
катализатор изомеризации бутиленов в изобутен. Корот-
коцикловый процесс скелетной изомеризации фракции
бутиленов с применением катализатора на основе
оксида алюминия в присутствии водяного пара также
реализован в промышленном масштабе.
Катализаторы изомеризации аренов
Наибольшее промышленное значение имеют
реакции изомеризации аренов С8, а также сопровождающие
изомеризацию ксилолов реакции дисиропорционирова-
ния и трансалкилирования ароматических
углеводородов. В связи с высокой основностью бензольных колец
мшрация алкильных групп относительно бензольного
ядра осуществляется сравнительно легко в присутствии
кислотных катализаторов. Боковые алкильные цепи при
этом довольно инертны, хотя в присутствии хлорида
алюминия или в системе BF3-HF наблюдается
перегруппировка более крупных групп, например, втор-
бутильной в изобутильную или 2-фенил-2-мстилбутана
в З-фснил-2-метилбутан.
При реакциях в газовой фазе в присутствии Р205-
Si02 и Si02-Al203 при температурах выше 250 °С
происходит сдвиг алкильных групп с более глубоким пере-
алкилированием и дезалкилированием. При этом
образуются более тяжелые боковые цепи. Так при
изомеризации ксилолов (кроме трех его изомеров)
образуются также этилбензол, толуол и бензол. Тем не менее для
эффективной изомеризации этилбензола в ксилолы
необходимо присутствие гидрирующих компонентов,
обычно металлов платиновой группы, в условиях, когда
возможно образование соответствующих насыщенных
циклических структур с последующей их изомеризацией.
В связи с особенностями термодинамического
равновесия ксилолов (незначительное изменение
равновесных концентраций ксилолов от температуры),
коррозионной агрессивностью и нерегенерируемостью
каталитических систем с высокой кислотностью,
катализаторы на основе хлорида алюминия или фторида бора
не получили промышленного распространения.
Более распространенными стали катализаторы
изомеризации ксилолов двух типов: на основе аморфных
или кристаллических алюмосиликатов, а также
подобные им гетерогенные катализаторы, содержащие ила-
Нефть и нефтепродукты
897
тину. Процессы на катализаторах первого типа
осуществляются при атмосферном давлении. На
бифункциональных катализаторах изомеризация ксилолов, а также
этилбензола, проводится под давлением водорода. При
изомеризации псевдокумола на гетерогенных
катализаторах получают смесь метилпроизводных бензола с
близкой к термодинамически возможной
концентрацией мезитилена — 21-24 %. Этилтолуолы при этом
практически не образуются.
Мезитилен (1,3,5-триметилбензол), применяемый
для производства красителей, стабилизаторов каучуков,
способен изомеризоваться на Р-цеолите
преимущественно в псевдокумол и конвертироваться в тетрамстил-
бензолы с селективностью, изменяющейся в
следующей последовательности:
1,2,3,5- > 1,2,4,5- > 1,2,3,4-тетраметилбензол.
При высоком отношении Si02 : А1203, в цеолите, т. е.
при большей кислотности, преобладают реакции
изомеризации, а при низком — реакции перераспределения
метильных групп.
Наибольшее распространение процессы
изомеризации ароматических углеводородов получили в составе
установок но производству пара- и орто-ксилолов.
В зависимости от состава смеси ксилолов и способа
их разделения, используются алюмосиликатные
катализаторы, работающие при атмосферном давлении и в
области температур от 450 до 550 °С. На этих
катализаторах этилбензол подвергается в основном диспропор-
ционированию, что определяет короткий
межрегенерационный цикл работы катализаторов. Рекомендуемое
содержание этилбензола в сырье изомеризации не
должно превышать 6-13 %. Выход п- и о-ксилолов
составляет при этом около 93 масс. %. В настоящее время
для установки изомеризации ксилолов при
атмосферном давлении поставляется цеолитсодсржащий
катализатор КИ-16. Разбавление сырья водяным паром в
процессе фирмы «Maruzen Oil Co» позволяет несколько
увеличить производительность и межрегенерационный
период катализатора изомеризации ксилолов подобного
типа.
Введение платины в алюмосиликатный катализатор
фирмы «Engelhard Minerals and Chemicals Corp.» и
применение давления водорода в процессе фирмы «Atlantic
Richfild Co.», получившем название «Октафайнинг»,
обеспечивает конверсию этилбензола в ксилолы до 60-
70 %, и межрегенерационный период от 6 до 18
месяцев. Загрузка платинированного морденитсодержащего
катализатора ИК-78 позволяет на такой установке при
температуре около 400 °С получить степень
приближения к равновесному составу по содержанию п- и о-кси-
лола, соответственно 85-95 и 90 %, по содержанию
этилбензола — до 40 %, при выходе суммы ксилолов
«за проход» — 100 %.
В процессе «Изомар» фирмы «UOP» использовался
алюмоплатиновый катализатор 1-9, промотированный
галогеном. Катализатор фирмы «Mobil Oil Corp.» на
основе высокомодульного формоселективного цеолита
ZSM-5 позволяет получать изомеризат с содержанием
«-ксилола 102-105 % от равновесной концентрации
«-ксилола. Конверсия этилбензола при этом составляет
65 %. Кроме того, часть неароматических
углеводородов сырья С6+ превращается в бензол и легкие алканы.
Фирма «Sud-Chemie» также предлагает цеолитсодер-
жащий катализатор изомеризации ксилолов 1SOXYL.
12.7.6.3. Процессы изомеризации
Изомеризация н-бутана
Технология изомеризации «-бутана и схема
разделения изомеризата в значительной мере определяются
процессами, потребляющими изобутан. Для получения
алкилбензина алкилированием изобутана олефинами
стабильный изомеризат с высокой концентрацией
изобутана может непосредственно добавляться в сырье
установки алкилирования. В процессах дегидрирования
изобутана для получения изобутилена (сырья установок
синтеза МТБЭ или синтетического каучука)
применяемая изобутановая фракция должна быть высоко
концентрированной .
Жидкофазные процессы изомеризации н-бутана
осуществляются под давлением до 2,0 МПа и при
температурах 80-120 °С с использованием в качестве
катализатора хлорида алюминия, растворенного в SbCl3
(процесс фирмы «Shell») или в парафиновых
углеводородах (процессы «Изомат» фирмы «Standart Oil of
Indiana» и «UOP»). Нанесенный на оксид алюминия или
боксит А1С13 используется в процессе «Изоксл» фирмы
«Shell». Эти процессы применялись в промышленности
свыше 20 лет начиная с 1941 года в сочетании с
установками алкилирования для производства, в основном,
авиационных бензинов. Жидкофазные процессы
изомеризации обеспечивают конверсию «-бутана от 50 до
65 масс. % с образованием до 10 % более легких и
тяжелых алканов, водорода, хлористого водорода и
смолистых соединений с катализатором. Каталитические
комплексы с А1С13 трудно регенерируются и вызывают
повышенную коррозию оборудования.
Применение для изомеризации «-бутана давления
циркулирующего водорода (до 3,0 МПа) и
бифункциональных катализаторов второго поколения (твердых
кислотных катализаторов умеренной кислотности в
сочетании с гидрирующим металлическим
компонентом) позволило создать процессы «Бутамерат» фирмы
«Pure Oil» и «Бутамер» (высокотемпературный
вариант) фирмы «UOP». Для процессов этого типа
предлагаются галогенированный оксид алюминия,
алюмосиликаты. Несмотря на повышенную температуру
процессов (до 450 °С) и, соответственно, невысокую
конверсию бутана в изобутан на установках обеспечиваются
стабильные показатели работы.
В России некоторые промышленные установки
высокотемпературной изомеризации «-пентана (И-7,
ЛИ-150В), созданные по технологии ВНИИНефтехим,
898
Новый справочник химика и технолога
эксплуатируются в режиме изомеризации «-бутана. На
катализаторе типа ИП-62, представляющем оксид
алюминия, содержащий до 3,5 % фтора и около 0,5 масс. %
платины, при 380-420 °С обеспечивается конверсия
«-бутана около 20 % с селективностью свыше 90 %.
Из-за большого объема рециркулируемого непре-
вращенного продукта процессы высокотемпературной
изомеризации «-бутана весьма энергоемки. Работа
таких установок оправдана лишь при остром дефиците в
сырье изобутанпотребляющих производств и
недостатке инвестиций для реализации новых более
экономичных процессов изомеризации «-бутана.
Несмотря на многочисленные публикации о
высокой активности платинированных цеолитных и сульфа-
тированных окисноциркониевых катализаторов,
ведущие фирмы-разработчики катализаторов изомеризации
алканов не предлагают их для процессов изомеризации
«-бутана, вероятно, из-за недостаточной селективности.
Процессы изомеризации н-бутана на
низкотемпературных катализаторах третьего поколения (на
основе хлорсодержащего платинированного оксида
алюминия), благодаря непрерывному
совершенствованию, свыше 40 лет занимают лидирующее положение
по своим технико-экономическим показателям и объему
вырабатываемого изобутана. Число промышленных
установок изомеризации бутана этого типа в мире
приближается к сотне при мощности от 45 до 500 тыс. т в год.
Начиная с 1959 года применяется
низкотемпературный процесс «Бутамер» фирмы «UOP». Поставляемый
фирмой катализатор 1-4 на основе платинированного
оксида алюминия с сублимированным А1С13
обеспечивает при температуре 200-250 °С почти равновесную
конверсию бутана. Необходимым элементом
технологии является подпитка незначительного количества
хлорорганического промотора в сырье и тщательнаяо-
чистка бутана и водорода от следов воды и сернистых
соединений. Катализатор не подлежит окислительной
регенерации. Позднее были разработаны процессы
изомеризации «-бутана («British Petroleum», ВНИИНефте-
хим), в которых платинированный г|-оксид алюминия
обрабатывается хлорорганическим соединением
непосредственно в реакторе установки после загрузки или
окислительной регенерации (рис. 12.121).
Сырье — смесь бутанов поступает в
ректификационную колонну 1 для выделения изобутана. Кубом
колонны выводятся примеси пентанов. Выделяемая
боковым погоном фракция «-бутана после жидкофазной
очистки цеолитами от примесей сернистых и
кислородсодержащих соединений в адсорбере (на схеме не
показан) поступает на смешение со свежим или
циркулирующим водородом.
Водород также подвергается очистке цеолитами.
Смесь «-бутана, водорода и хлорорганического
промотора поступает после теплообменного оборудования и
нагревателя (печи) 4 в реактор изомеризации 2.
Выходящий из реактора изомеризат отделяется от
большей части водорода в сепараторе 6. Удаление
растворенного водорода и алканов С]-С3, а также примеси
хлористого водорода, осуществляется в
стабилизационной колонне 3. Стабильный изомеризат направляется в
колонну выделения изобутана-1. Благодаря тщательной
осушке сырья, присутствие хлористого водорода,
образующегося при разложении хлорорганического
соединения, не вызывает коррозии. Это позволяет
изготавливать оборудование всех установок изомеризации бутана
из углеродистой стали. Газы стабилизации изомеризата,
так же, как и газы хлорирования и регенерации
катализаторов, нейтрализуются в щелочном скруббере.
Изомеризация «-бутана на катализаторах 1-4 и
фирмы «Engelhard» была реализована в промышленности
(более 20 установок) (табл. 12.104).
В процессе «British Petroleum» удельные затраты на
1 т сырья реактора (без учета затрат на выделение
изобутана) составляли:
- топливо, МДж — 95;
- электроэнергия, кВт-ч — 8,5;
-пар, кг—176.
По данным фирмы «UOP» с организацией рецикла
«-бутана из колонны-деизобутанизатора расходные
показатели процесса «Бутамер» возрастают:
электроэнергия — на 39 %, пар — в 2,8 раза, охлаждающая вода —
в 3,87 раз. Расход топлива на установке «Бутамер» при
этом практически не изменяется.
В связи с увеличившейся потребностью в изобутане
для производства метил-трет-бутилового эфира (МТБЭ)
технология изомеризации «-бутана интенсивно
усовершенствовалась. Применение двухреакторной схемы (с
промежуточным охлаждением потока) и минимизация
подачи водорода (с отказом от его циркуляции) сделали
процесс более технологичным. Появились предложения
новых, более эффективных хлорсодержащих
катализаторов для этого процесса (табл. 12.105).
Рис. 12.121. Принципиальная схема процесса
низкотемпературной изомеризации «-бутана
(с рециклом н-бутана и водорода):
/ — колонна-деизобутанизатор; 2 — реактор; 3 — стабилизационная
колонна; 4 — печь; 5 — компрессор; 6 — сепаратор;
I — бутаны (сырье); II — подпитка водорода; III — подпитка
хлорорганического соединения; IV — изобутановая фракция;
V— газы стабилизации; VI — вывод пентанов; VII — рецикл бутанов
Нефть и нефтепродукты
899
Таблица 12.104
Показатели процессов изомеризации н-бутана
Характеристики
Катализатор
Температура, °С
Давление, МПа
Объемная скорость подачи сырья, ч-1
Мольное отношение водород : бутан
Конверсия «-бутана «за проход», %
Селективность, %
Срок службы катализатора, мес.
Процесс «UOP»
1-4
(0,4 масс. % Pt)
Около 200
3,5
1-4
1
50-60
Около 100
Свыше 12
Процесс фирмы
«British Petroleum»
Серия RD
фирмы «Engelhard»
(0,3-0,5 масс. % Pt)
150-200
До 3,8
1-5
0,1-0,5
Свыше 55
Около 97
Свыше 24
Процесс
ВНИИНефтехим
НИП-74
(0,4-0,6 масс. % Pt)
180-220
До 3,8
1-2
1
50
96,5
Свыше 24
Фирма «UOP» в настоящее время предлагает
катализатор 1-8, позволяющий снизить примерно на 15 °С
температуру, увеличить конверсию на 2-3 % и
продолжительность работы катализатора.
Технология фирмы «ABB Lummus Inc.» с
применением активированного хлором алюмоплатинового
катализатора типа АТ-2, поставляемого фирмой «Akzo
Nobel Chemicals», позволяет без циркуляции водорода
обеспечивать конверсию «-бутана на уровне 55-60 %.
Французский институт нефти («IFP») рекламирует
процесс изомеризации «-бутана как на регенерируемых
алюмоплатиновых катализаторах от фирмы «Engelhard»
IS-612, так и на поставляемом в активированном виде
нерегенерирусмом алюмохлоридном катализаторе IS-
614 А. Для поставляемых в активированном виде хлор-
содержащих катализаторов изомеризации «-бутана с
целью обеспечения высокой активности в течение
нескольких лет устанавливается крайне жесткая норма
содержания влаги в сырье реактора — менее
0,00001 масс. % (0,1 ррт) и сернистых соединений —
на уровне 0,5 ррм.
Таблица 12.105
Показатели изомеризации н-бутана
на современных катализаторах
Катализатор
Температура, °С
Давление, МПа
Объемная скорость
подачи сырья, ч~'
Мольное отношение
водород: бутан
Конверсия «-бутана
«за проход», %
Селективность,
масс. %
1-8
фирмы «UOP»
200
3,1
4
0,04-
0,4
60
99
АТ-2 фирмы
«Akzo Nobei
Chemical»
—
2,0
—
0,05
55-
58
98
IS-614
фирмы «IFP»
—
—
—
—
59
98
НИП-ЗА
АОЗТ «Фирма
ОЛКАТ»
160-
220
2,0-4,0
2-3
0,03
60
97
АОЗТ «Фирма ОЛКАТ» (г. Санкт-Петербург)
предлагает катализатор НИП-ЗА на основе высокочистого
г|-оксида алюминия. Катализатор загружается в реактор
установки в неактивной форме и обрабатывается четы-
реххлористым углеродом. При содержании воды и
сернистых соединений на уровне 1 ррт конверсия и-
бутана достигает 60 %. Через-1-2 года катализатор
может подвергаться окислительной регенерации
непосредственно в реакторе изомеризации. Общий срок
службы катализатора — не менее 4-6 лет.
Катализаторы фирм «Akzo Nobel» и «IFP» были
применены на нескольких промышленных установках
изомеризации «-бутана. Абсолютное большинство
новых установок изомеризации «-бутана работают по
технологии «Бутамер» на катализаторе 1-8.
Процессы изомеризации пентан-гексановых фракций
Изомеризация пентан-гексановых фракций в
настоящее время является самым крупнотоннажным
промышленным процессом изомеризации. Суммарная
мощность почти 200 таких установок в мире превышает
40 млн т в год. В связи с постепенным переходом на
производство высокооктановых бензинов, не
содержащих свинца и бензола, возрастает потребность в
изомеризации легких бензиновых фракций. Такие процессы
становятся в развитых странах обязательным
элементом технологических схем нефтеперерабатывающих
предприятий. В России значительное количество
каталитического изопентана используется для получения
синтетического изопренового каучука.
Пентан-гексановые фракции выделяются из нефти
или газоконденсатов и содержат различные количества
высокооктанового изопентана и низкооктановых (ма-
лоразветвленных) изомеров гексана. Простейшей
схемой установки является изомеризация прямогонной
пентан-гексановой фракции «за проход». Существуют
схемы установок изомеризации с ректификацией сырья
или изомеризата для извлечения изопентана.
Извлечение изопентана и изогексанов из изомеризата
осуществляют также с помощью адсорбционного разделения на
900
Новый справочник химика и технолога
цеолитах. Все шире применяются схемы установок с
рециркуляцией н-пентана и низкооктановых гексанов в
реактор изомеризации.
Равновесные концентрации изомеров алканов
легких бензиновых фракций, получаемых при более
низких температурах, имеют более высокие октановые
числа (рис. 12.122).
В зависимости от качества сырья и желаемой
концентрации высокооктановых изомеров пентана и гекса-
на используются различные типы катализаторов и схем
процесса изомеризации.
100
U
S
S
400 ТХ
Рис. 12.122. Исследовательское октановое число равновесных
смесей парафинов С5, С6 и С7, как функция температуры
Процессы жидкофазной изомеризации иентан-гек-
сановых фракций, осуществляемые при температуре
ниже 100 °С с использованием в качестве катализатора
хлорида алюминия, хотя и применялись ранее в
промышленности, не получили распространения из-за
перечисленных выше недостатков. Подобные проблемы с
материалом оборудования и регенерацией для более
активных каталитических систем типа SbCl5-HF
явились основной причиной отказа от их промышленного
применения.
Процессы изомеризации пентан-гсксановых
фракций на бифункциональных катализаторах получили
развитие, начиная с 60-х годов XX века. На некоторых
установках процесса «Пенекс» фирмы «UOP»
высокотемпературный алюмоплатиновый катализатор 1-3
применялся до 1980 года. Затем более широко стали
использоваться платинированные цеолитсодержащие
катализаторы.
В России по технологии ВНИИНефтехим были
построены несколько установок высокотемпературной
изомеризации w-пснтана (И-7) и легких бензиновых
фракций (ЛИ-150В), эксплуатирующихся на
фторированном алюмоплатиновом катализаторе типа ИП-62
при давлении 3,5 МПа и температуре 360-410 °С
(рис. 12.123). При мольном соотношении водород:
сырье = 2 : 1 и объемной скорости подачи н-пентана около
2,0 ч"1 обеспечивается конверсия свыше 50 % с
селективностью 96-97.
Блок ректификации
•V
ZJ&r
VI
*.VI1
+} «±з> >k-^jh£2 <£э
Рис. 12.123. Принципиальная схема установки ЛИ-150В (высокотемпературная изомеризация фракции н. к. — 62 °С):
K-I — изопентановая колонна; К-2 — пентановая колонна; К-3 — бутановая колонна;
К"-4 — изогексановая колонна; К-5 — адсорбер-осушитель; К-7 — стабилизатор; К-8 — абсорбер;
/— реактор; 2 — трубчатая печь; 3 — паровые нагреватели; 4 — теплообменники; 5 — воздушные холодильники;
6 —водяные холодильники; 7 — компрессор; 8 — насосы;
I — сырье; II — изопентановая фракция; III — бутаны; IV — свежий водород; V — изогексановая фракция; VI — гексановая фракция;
VII — жирный газ; VIII — абсорбент; IX — фракция н-пентана на изомеризацию; X — циркуляционный газ; XI — стабильный изомеризат
Нефть и нефтепродукты
901
Установки высокотемпературной изомеризации пен-
тан-гексановых фракций на катализаторе ИП-62 с
рециклом не только и-пентана, но и и-гексана, были
построены в Венгрии и Югославии, однако в этом режиме
практически не использовались из-за высоких затрат на
рециркуляцию.
Октановые характеристики «однопроходного»
продукта высокотемпературной изомеризации пентан-
гексановой фракции были улучшены путем
селективного гидрокрекинга н-алканов. Процесс, получивший
название «изоселектоформинг», был освоен в 1989 году в
г. Кириши на реконструированной установке рифор-
минга. Использование в последовательных реакторах
катализатора ИП-82 (0,4 масс. % платины) и
платинированного эрионитсодержащего катализатора СГ-ЗП
позволило получать изокомпонент с октановым числом
76-78 пунктов. Выход продукта в зависимости от
состава сырья и режима колебался от 75 до 85 масс. %.
Позднее для увеличения выхода изокомионента до
97 % были разработаны предложения по переводу
этой установки на процесс среднетемпературной
изомеризации с применением морденитсодержащего
катализатора АОЗТ «Фирма ОЛКАТ»» марки СИП-2А.
При температуре ниже 300 °С, давлении 3,0 МПА и
подаче пентан-гексановой фракции (с ИОЧ 67
пунктов) с объемной скоростью 1,5 ч"1 катализатор может
обеспечивать прирост октанового числа до 12 пунктов
при выходе стабильного изомеризата не менее
97 масс. %.
На Рязанском НПЗ изомеризация пентан-гексановой
фракции по схеме «за проход» осуществляется на цео-
литсодержащем катализаторе СИ-1, разработанном
НПП «Нефтехим», с получением изокомпонента с ИОЧ
76-77 пунктов при выходе изомеризата около 97 %.
На реконструированной установке риформинга
Новоуфимского НПЗ Л-35-11/1000 в блоке изомеризации
пентан-гексановой фракции с близкими показателями
эксплуатируется цсолитсодержащий катализатор
французской фирмы «IFP».
Впервые цеолитсодержащий катализатор средне-
температурной изомеризации пентан-гексановой
фракции был применен в процессе «Хайзомер» фирмы
«Shell» в 1970 году. Морденитсодержащий катализатор
HS-10, изготовляемый фирмой «Union Carbide», при
циркуляции водорода под давлением 1,4-3,3 МПа, при-
температуре 230-290 °С и объемной скорости подачи
сырья 1-4 ч-1 позволял получать изомеризат с ИОЧ
около 80 пунктов. Сырье подлежало гидроочистке для
удаления примесей сернистых соединений и воды до
уровня 0,001 и 0,003 масс. %, соответственно. При этих
условиях катализатор отличается стабильностью и
легко регенерируется.
Для получения изокомпонентов с октановым числом
около 90 пунктов была разработана технология «ТИП»,
объединяющая процессы «Хайзомер» и «Изосив»
(газофазного выделения н-алканов на цеолитах) фирмы
«Union Carbide», лицензируемая в настоящее время
фирмой «UOP», Водород использовался в процессе
изомеризации и для десорбции н-алканов. В
зависимости от качества пентан-гексановых фракций, желаемого
октанового числа и выхода изокомионента блок
адсорбционного выделения размещается до или после
блока изомеризации. При работе с получением
максимального выхода сырье смешивается с продуктом
изомеризации и направляется в блок адсорбции.
Изомеризации подвергается десорбируемая смесь к-пентана и
и-гексана. Этот вариант предпочтительней для сырья,
содержащего много тяжелых фракций или более 60 %
пентанов (рис, 12.124), При работе с получением
максимального октанового числа сырье сразу направляется
на изомеризацию. Это приводит к частичному
гидрокрекингу части гексанов и гептанов.
Рис. 12.124. Принципиальная блок-схема процесса «ТИП»:
/ — подогреватели; 2 - секция разделения изо- и н-парафинов
на цеолитах; 3 — реактор изомеризации; 4 — холодильник;
5 — секция разделения десорбента и продуктов реакции;
6 - колонна стабилизации;
I и И — сырье; III - газы стабилизации; PV -- изомеризат
Из-за относительно высокой концентрации в сред-
нетемпературном изомеризате низкооктановых метил-
иентанов (доля высококтанового 2,2-диметилбутана в
сумме гексанов составляет 15-20 %) и невозможности
их рециркуляции при адсорбционном разделении
технология «ТИП» с полной изомеризацией н-алканов
довольно дорога. При переходе от однопроходного
процесса «Хайзомер» к процессу «ТИП» необходимые
капиталовложения возрастают в 2,2 раза, а удельные
энергозатраты — в 1,5-2,0 раза.
Процессы изомеризации пентан-гексановых
фракций на низкотемпературных алюмоплатиновых
катализаторах более эффективны, благодаря благоприятной
для образования высокооктановых изогексанов области
рабочих температур (ниже 200 °С).
Впервые алюмоплатиновый катализатор марки 1-4,
обработанный хлористым алюминием, был применен в
процессе «Пенекс» фирмы «UOP» в 1958 году.
Октановое число продукта изомеризации пентан-гексановой
фракции «за проход» могло увеличиваться до 83-84
902
Новый справочник химика и технолога
пунктов, с рециркуляцией н-пентана — до 86 пунктов, а
с выделением ректификацией и рециркуляцией в
реактор изомеризации н-пентана, 2- и 3-метилпентана и
н-гексана — до 92 пунктов. Выход изокомпонента «за
проход» составлял около 99 масс. % (рис. 12.125).
В процессе низкотемпературной изомеризации
фирмы «British Petroleum» катализатор на основе
платинированного т]-оксида алюминия, поставляемый фирмой
«Engelhard», активировался хлорорганическим
соединением непосредственно в реакторах установок
изомеризации пентан-гексановых фракций. При выходе
продукта «за проход» 99 % массовая доля изопентана в
сумме пентанов изомеризата могла достигать 77 %, а
содержание 2,2-диметилбутана в сумме гексанов —
превышать 35 %. Октановое число такого изомеризата
составляет около 84 пунктов (ИМ). Эта технология,
начиная с 1965 года, также получила довольно большое
распространение, вероятно, благодаря возможности
окислительной регенерации катализатора и
использования старых установок риформинга. Подобный
вариант процесса разрабатывался также фирмой
«IFP» и в России.
Процессы низкотемпературной изомеризации
требуют гидроочистки и адсорбционной осушки сырья,
добавки к нему хлорорганического промотора и,
соответственно, нейтрализации образующегося хлористого
водорода. Глубокая осушка сырья позволяет
использовать оборудование из углеродистой стали.
Характеристики и расходные показатели процессов
изомеризации пентан-гексановых фракций на хлорсо-
держащих (НТИ) и цеолитных (СТИ) катализаторах
зарубежных фирм (без затрат на гидроочистку сырья)
приведены в табл. 12.106.
Благодаря более высокой активности и
селективности, а также низким эксплуатационным затратам
низкотемпературные процессы изомеризации
пентан-гексановых фракций занимают лидирующее место по числу
промышленных установок. Усовершенствование
процессов, разработка новых более эффективных
катализаторов и технологии жидкофазного адсорбционного
выделения н-алканов позволяют в настоящее время
получать изокомпоненты с октановым числом до 93 пунктов
(ИМ). Вместе с тем для заводов, где требуется
относительно невысокое октановое число изокомпонентов
предлагается также более простая технология сред-
нетемпературной изомеризации с применением новых
регенерируемых цеолитных и металлоксидных
катализаторов. Сведения о составе предлагаемых
катализаторов и особенностях их эксплуатации носят, как
правило, конфиденциальный характер.
Нерегенерируемый хлорсодержащий катализатор IS-
614А и технология фирмы «IFP» с рециркуляцией
низкооктановых гексанов позволили на сырье с
соотношением С5/С6 около 0,8 получать изокомпонент с ИОЧ
84,7 пунктов с выходом 99,5 масс. %. В процессе «IFP»
«Ипсорб» извлечение н-алканов из
низкотемпературного изомеризата позволяет на сырье с содержанием
изопентана более 65 % получать изокомпонент с ИОЧ около
90 пунктов. Десорбирующим агентом в процессе служит
изопентан. В процессе «Гексорб», где в качестве
Свежий ВСГ
Газы стабилизации
—,—„._™~-.—.—,—, -**
рецикл низкооктановых гексанов
Тяжелый остаток
Рис. 12.125. Принципиальная схема процесса низкотемпературной изомеризации пентан-гексановой фракции
с рециклом водорода и низкооктановых гексанов:
К-1/1,2 — адсорберы для жидкого сырья; К-2/1,2— адсорберы для газового сырья; К-3 — колонна стабилизации;
К-4 — колонна-деизогексанизатор; P-I, 2 — реакторы изомеризации; П-1 — печь; T-I — продуктовый теплообменник;
Т-3, 4 — кипятильники; X-I, 2 - - холодильники; ПК-1 — компрессор; H-I — насос сырьевой
Нефть и нефтепродукты
903
Таблица 12.106
Основные показатели зарубежных процессов низко- и среднетемпературной изомеризации
пентан-гексановых фракций
Показатели
Катализатор
Условия процесса:
температура, °С
давление, МПа
объемная скорость подачи сырья, ч"1
мольное отношение водород : сырье
Выход С5+, масс. %
Октановое число продукта (ИМ)
Мощность по сырью, тыс. т в год
Удельные капиталовложения, долл. США / 1 т сырья
Удельные энергозатраты на 1 м3 сырья:
электроэнергия, кВт-ч
топливо, МДж
пар, т
вода, м"
водород, м3
«British
Petroleum» (НТИ)
PMi-Al203-Cl
90-160
2,7
2,0
1,5
99,0
83,8
235
7,56
8,17
63,7
0,104
«Пенекс» (НТИ)
Pt-Y-A1203A1C13
120-205
2,1-7,0
2,0
—
83,8
300
14,3
10,6
917,6
«Хайзомер»
(СТИ)
Pt-цеолит
230-290
1,4-3,5
1-3
1-4
97,4
82,1
270
10,66
11,9
331
0,086
13,1
«ТИП»
(СТИ)
Pt-цеолит
230-290
1,4-3,5
1-3
1-4
96,8
90,7
270
24,0
19,54
350
0,128
17,8
десорбирующсго агента используются фракция мстил-
пентанов, октановое число изокомнонента может быть
достигать 91,5 пункта (ИМ). Ориентировочные
капиталовложения в установку «Ипсорб»
производительностью по сырью около 150 тыс. т в год без стоимости
платины катализатора — 13 млн долларов.
Технология фирмы «ABB Lummus Global Inc.» на
платинированном алюмохлоридном катализаторе типа
AT-2G, поставляемого фирмой «Akzo Nobel Chemicals»,
позволяет с минимальным расходом водорода
обеспечивать получение изокомпонента с ИОЧ 84-85 с
выходом 99,5 % от объема сырья.
АОЗТ «Фирма ОЛКАТ» предлагает для увеличения
изомеризации и-пентана и пентан-гексановых фракций
как низкотемпературный катализатор НИП-ЗА на
основе высокочистого т]-оксида алюминия, так и морденит-
содержащий катализатора СИП-2А.
Катализатор НИП-ЗА загружается в реактор
установки в неактивной форме и обрабатывается четырех-
хлористым углеродом. Содержание воды и сернистых
соединений на уровне 1 ррт поддерживается доочист-
кой сырья на цеолитах. Промотирование катализатора
обеспечивается добавкой в сырье до 20 ррт четырех-
хлористого углерода. Газы хлорирования и
окислительной регенерации катализатора, а также газы
стабилизации изомеризата, рекомендуется очищать в
скруббере, орошаемом щелочным раствором.
Представленные в табл. 12.107 показатели
процессов изомеризации на катализаторах НИП-ЗА и СИП-2А
приведены в интервалах, отвечающих особенностям
углеводородного состава сырья и технологического
оформления однопроходного процесса.
Таблица 12.107
Основные показатели изомеризации
пентан-гексановых фракций на катализаторах
типа НИП и СИП
Показатели
Условия процесса:
температура, °С
давление, МПа
объемная скорость подачи
сырья, ч"1
мольное отношение
водород : сырье
Конверсия н-пентана, %
Конверсия н-гексана, %
в том числе
в 2,2-диметилбутан
ИОЧ изомеризата
Выход изомеризата, масс. %
Межрегенерационный цикл,
мес.
Срок службы, год
Процесс
НТИ
Процесс
СТИ
Катализатор
00
г^
00
Csl
- С^ OS
Ё ев _£? О
К rJ ^ 9
2, ~ г-
>
Н
140-200
2,0-4,0
1-3
0,05-3
65-75
80-88
25-35
До 84
98-99
до 24
5-6
00
г^
00
о4 ~OS
СИП-2А
-0,4 масс.
НМ-А120,
7-003-230
>
H
250-300
2,0-3,0
1,5-3
1-3
55-65
75-80
15-20
До 80
97
24
8
904
Новый справочник химика и технолога
Фирма «UOP» кроме новых низкотемпературных
катализаторов 1-8 и 1-80 для процесса «Пенекс»
предлагает также катализаторы среднетемперагурной
изомеризации.
В табл. 12.108 приведены характеристики
гидроочищенной пентан-гексановой фракции и продуктов,
получаемых на катализаторах 1-8 и цеолитсодержащем
катализаторе 1-7, в процессе «Пенекс» и в его
сочетании с процессом жидкофазного выделения «-алканов
«Молекс» фирмы «UOP».
Таблица 12.108
Качество сырья и продуктов изомеризации
пентан-гексановых фракций
на катализаторах фирмы «UOP»
Характеристики
Катализатор
ИОЧ С5.
Выход об. %:
с5+
н-С5
и-Q
2,2-диме-
тилбутан
Сырье
(40 % С5)
—
70,0
24,4
18,4
0,9
Пенекс
«за проход»
1-7
79,4
100,1
14,5
7,4
9,1
1-8
83,1
99,9
9,7
4,7
13,4
Пенекс +
+ Молекс
1-7
87,7
99,7
1,1
0,5
10,6
1-8
88,6
99,7
0,6
0,3
14,9
Комбинация процессов «Пенекс» и «Молекс»
требует максимальных затрат. Капиталовложения в
установку «Пенекс» с производительностью по сырью
около 300 тыс. т в год оцениваются в 8,5 млн долларов.
При сочетании с колонной-дсизогексанизатором они
увеличиваются в 1,8 раза, а в сочетании с процессом
«Молекс» — в 2,8 раза.
Срок службы катализатора 1-8 при тщательной
очистке сырья — около 4 лет. Катализатор 1-7, в отличие от
низкотемпературного 1-8, может выдерживать до
133 ррт серы в сырье, обеспечивая октановое число 79,
но со снижением выхода до 90 % об. В случае
применения в процессе «Пенекс» катализатора HS-10 фирмы
«Shell» влияние серы на октановое число и выход более
сильное.
Для замены цеолитных катализаторов изомеризации
в установках с гидроочисткой сырья и циркуляцией
водорода в «UOP» был разработан процесс «ПарИзом»
с применением регенерируемого металлоксидного
катализатора LPI-100. Октановое число продукта
процесса «ПарИзом» всего на 1-2 пункта ниже, чем в
низкотемпературном процессе «Пенекс» (табл. 12.109).
В связи с наметившейся тенденцией (в ряде стран
Европы и в США) замены в рецептурах бензинов
МТБЭ на изопентан и высокооктановые изогсксаны
«UOP» предлагаются различные комбинации
технологических схем и катализаторов.
Отличительной особенностью ректификационной
колонны-супердеизогексанизатора является
возможность выведения продуктов изомеризации четырьмя
потоками: сумма пентанов (верх), высокооктановые
изогексаны (боковой погон), низкооктановыс гсксаны
на рецикл (боковой погон), тяжелые продукты (низ).
Фирмой «Sud-Chemic AG» на базе лабораторной
разработки испанской фирмы «CEPSA» создан
катализатор HYSOPAR, выгодно отличающийся от других
морденитсодержащих катализаторов среднетемперату-
рой изомеризации, повышенной устойчивостью к
примесям серы и влаги в сырье. Сырье с содержанием серы
более 0,01 масс. % рекомендуется обрабатывать
щелочью. Катализатор полностью регенерируется. Условия
процесса в зависимости от качества сырья и рецикла,
температура — 245-280 °С, давление — 1,5-3,5 МПа,
объемная скорость подачи сырья — 1-3 ч"1, мольное
отношение водород : сырье составляет 1-2. Октановое
число продукта (с рециклом низкооктановых изомеров)
до 90-91 пунктов (ИМ). В настоящее время катализатор
используется на 12 других установках, в зависимости
от качества сырья и технологической схемы
обеспечивая повышение октановых чисел на 10-18 пунктов.
Фирма «Kellog Brown & Root, Inc.» заявляет о правах
лицензиара на процесс изомеризации «CKS ISOM» с
применением катализатора HYSOPAR.
Для изомеризации пентан-гексановых фракций
катализатор «Akzo Nobel» применялся на 12 установках.
10 установок работают по технологии «IFP». По
технологии фирмы «UOP» было принято в эксплуатацию
более 180 установок изомеризации пентан-гексановых
фракций. Большая часть этих установок является
установками низкотемпературной изомеризации. В России
(Комсомольский НПЗ) с 2002 г. на катализаторе
IS614A («IFR») работает единственная установка
низкотемпературной изомеризации пентан-гексановой
фракции с рециклом гексанов для получения изокомпо-
нента с ИОЧ 88.
Таблица 12.109
Характеристики различных вариантов применения катализаторов и процессов
изомеризации пентан-гексановых фракций фирмы «UOP»
Процесс
Катализатор
Температура, °С
Октановое число (ИМ)
«Пенекс»
HS-10
250
78-80
«ПарИзом»
LPI-100
150-170
80-82
«Пенекс»
1-8,1-80
120-140
82-84
«ТИП»
(«Пенекс» +
+ «Изосив»)
HS-10
250
87-89
«Пенекс» +
+ Деизо-
гексаниза-
тор
1-8,1-80
120-140
87-89
«Пенекс» +
+
«Молекс»
1-8,1-80
120-140
88-90
Деизопентанизер +
«Пенекс» +
+ Супердеизогек-
санизатор
1-8,1-80
120-140
90-92
Нефть и нефтепродукты
905
Процессы изомеризации высших алканов
Для производства реактивного авиационного и
дизельного автомобильного топлива, а также в связи с
возрастанием требований к качеству масел,
существенно возросла потребность в процессах, улучшающих их
качество. Важнейшим из показателей,
характеризующих их качество, являются температуры помутнения и
кристаллизации, т. с. склонность менять свое
физическое состояние при низких температурах. Основной
причиной этого недостатка является избыточное
содержание высших «-алканов. В летнем дизельном
топливе может содержаться 20-25 масс. % «-алканов. В
последние годы для улучшения качества дизельного
топлива, наряду с гидрообессериванисм и
гидрированием части ароматических углеводородов, часто
осуществляют гидроизомеризацию высокомолекулярных
цикланов и «-алканов.
Гидроизомеризация отличается от гидрокрекинга,
при котором также протекают реакции изомеризации,
тем, что при гидроизомеризации не происходит
существенного изменения молекулярных масс и диапазона
выкипания продуктов. Сырьем процессов
гидроизомеризации могут быть различные фракции нефти :
керосиновые, газойлевые, масляные и даже котельные
топлива. Например, в дизельных фракциях нефти,
выкипающих от 140-180 до 320-380 °С (в зависимости от
сезона), содержатся «-алканы С9-С26, причем масимум
(около 5 %) приходится на «-алканы С13—С16. При
гидроизомеризации дизельных фракций, наряду с
изомеризацией «-алканов, в силу термодинамических
особенностей происходит гидрокрекинг наиболее разветвленных
и высокомолекулярных алканов. Наблюдается не
только снижение температуры застывания, но и повышение
конца кипения и цетанового числа дизельного топлива.
Каталитическую активность в реакции
гидроизомеризации высших алканов проявляют сульфид
вольфрама, алюмокобальтмолибденовые, алюмоплатиновые и
более активные цеолитсодержащие катализаторы. Из-за
присутствия значительного количества сернистых
соединений совместную гидроочистку и
гидроизомеризацию дизельных фракций осуществляют под давлением
водорода около 5,0 МПа и температуре около 400 °С на
катализаторах без драгметаллов с умеренной
кислотностью. В процессах с предварительной гидроочисткой
катализаторы гидроизомеризации второй стадии могут
содержать металл платиновой группы и более активный
изомеризующий компонент, например цеолит.
Отличительной особенностью процессов
гидроизомеризации дизельных и масляных фракций является
высокое давление и наличие в реакторах жидкой фазы.
Процессы идут со значительным выделением тепла и
значительным расходом водорода (до 1 масс. %).
Для депарафинизации масляных фракций
используются катализаторы, содержащие 0,5-2 % платины
или палладия. Носителями являются оксид алюминия
(фторсодержащие АП-56 или ИП-62), а также цеолиты
с определенной пористой структурой.
На разработанном во ВНИИНП катализаторе ГИ-13
при подаче водорода до 1000 м3 на 1 м3 гидроочищен-
ного на катализаторе ГК-35 газойля, подаваемого с
объемной скоростью 1 ч"1, температура снизилась до
320-380 °С. Это позволило получать до 75 % зимнего
дизельного топлива и 20 % бензина. Содержание
«-алканов снизилось почти в три раза, (соотношение изо-:
«-алканы равно 2:1), ароматических углеводородов —
почти в два раза. Температура застывания снизилась от
-5 до -45 °С (табл. 12.110).
Процесс был реализован на установке гидроочистки
дизельных фракций Л-24-6, дооборудованной вторым
реактором. Принципиальная схема процесса мало
отличается от схем реакторного блока установок высоко-
температурой изомеризации легких алканов. В России
процессы гидроизомеризации или мягкого
гидрокрекинга распространены недостаточно широко.
Двухстадийная схема переработки высокозасты-
вающих газойлей, дизельных и печных топлив при
температурах 260-420 °С и давлении 2,8-5,5 МПа
используется в процессе фирмы «Mobil», позволяющем
получать в зависимости от качества сырья от 65 до
84 % деиарафинизированного газойля. Расход
электроэнергии на 1 м3 сырья составлял 12,6 кВт-ч, топлива —
384,2 МДж и пара среднего давления — 24,1 кг.
В процессах депарафинизации дизельных и
реактивных топлив фирмы «Sud-Chcmie AG» используется
цеолитный катализатор HYDEX-G. Для масляных
фракций рекомендуется катализатор HYDEX-L.
Таблица 12.110
Качество сырья и продуктов в процессе
гидроизомеризации ВНИИНП
Показатели
Газ
бензин
Дизтопливо
В том числе:
«-алканы
изоалканы
цикланы
арены
Катализатор
Al-Co-Mo-F
сырье I
—
—
100
27,5
15,5
22,9
29,2
продукт
7,7
13,1
80,0
19,1
19,1
18,4
23,1
ГИ-13
сырье II
ступени
—
—
100
34,4
16,5
25,3
23,3
продукт
3,8
22,1
74,6
8,3
20,7
29,0
16,4
Фирмы «Akzo Nobel» и «ExxonMobil Research
&Engineering Co.» предлагают процесс «Макфайнинг»
для выработки перспективного дизельного топлива.
Придание реактору гидрообеессривания функций
селективного гидрокрекинга «-алканов или селективной
изомеризационной депарафинизации позволяет
получать топливо с очень малым содержанием серы и
улучшенными низкотемпературными
характеристиками. Вариант процесса с селективной изомеризацией
дает более высокий выход продукта. Этот вариант в
зависимости от содержания в сырье примесей с гете-
906
Новый справочник химика и технолога
роатомами может быть осуществлен в одно- и
двухступенчатом процессе. По технологии «Макфайнинг»
работает 36 установок.
Промышленные процессы изомеризации алкенов
В большинстве действующих промышленных
процессов изомеризации алкенов осуществляется
структурная изомеризация с одновременным гидрированием
примеси диенов и части алкенов. Сырьем в этих
процессах служат продукты каталитического крекинга или
пиролиза.
Фракции С4 пиролиза после удаления дивинила
экстрактивной ректификацией или селективным
гидрированием в бутены содержат (кроме бутанов) изобутен и
смесь «-бутенов.
Такая смесь трудно разделяется ректификацией, т.к.
температуры кипения изобутана, изобутена и бутена-1
очень близки. Бутаны могут быть удалены
дорогостоящей экстрактивной ректификацией. Изобутен
необходим для синтеза МТБЭ, изопрена и бутилкаучука, а
присутствие бутенов в этих процессах нежелательно.
Почти полная, в соответствии с равновесием при
относительно низких температурах, изомеризация бутена-1
в бутены-2, кипящие выше на 5-10 °С, позволяет
методом обычной ректификации выделить изобутан-изобу-
тиленовый концентрат. Кубовый продукт, содержащий
концентрат бутенов-2, может направляться на процессы
алкилирования, синтеза emop-бутилового спирта, ме-
тилэтилкетона, олигомеризации или на скелетную
изомеризацию в изобутен.
Структурная изомеризация бутена-1 на палладиевом
катализаторе с целью улучшения показателей процесса
получения изопрена из изобутилена и формальдегида
был реализован в промышленности в г. Тольятти и г.
Чайковский.
Бутан-бутиленовые фракции каталитического
крекинга перед направлением в процессы алкилирования
рекомендуется подвергать изомеризации в присутствии
водорода на палладиевых катализаторах. При
температуре процесса ниже 100 °С и давлении 1,0-2,0 МПа
происходит изомеризация основной части бутена-1 в цис- и
тршс-бутен-2. Октановое число алкилбензина при
этом повышается на 0,5-1,5 пункта за счет образования
с изобутаном более предпочтительных 2,3,3- и 2,3,4-
триметилпентанов. Одновременно увеличивается выход
и снижается расход катализатора, например серной
кислоты, за счет удаления из сырья бутадиена.
Подобный процесс на палладиевом катализаторе МА-15 был
реализован для установки получения алкилбензина в
Уфе.
Рабочая температура процессов структурной
изомеризации и селективного гидрирования определяется
содержанием дивинила и расходом водорода на
последнюю реакцию.
Улучшение качества сырья установок
алкилирования с использованием процесса «Алкифайнинг»
предлагает фирма «1FP». Диеновые и ацетиленовые
углеводороды, содержащиеся во фракциях С4 или С3-С4,
селективно реагируют с водородом в жидкофазном
реакторе на неподвижном катализаторе. При подготовке
фракции С4, содержащей 0,8 % бутадиена, для
установки фтористоводородного алкилирования достигается
выход бутиленов 100,5 %, степень изомеризации
бутена-1 в бутены-2 до 70 %. Октановое число алкилата по
исследовательскому методу увеличивается на 2 пункта.
Имеется более 80 установок «Алкифайнинг».
В процессе фирмы «Phillips Petroleum Co»,
названном «Хайдрайзом» («Hydrisom»), в жидкой фазе над
стационарным слоем катализатора в присутствии
водорода может осуществяться селективное гидрирование
диенов (до 30-50 масс. %) в сочетании с селективной
изомеризацией бутена-1 и 2-метилбутена-1 в 2-метил-
бутан-2. Включение процесса в схему производства
простых эфиров и/или алкилирования позволяет
обеспечить быструю окупаемость, благодаря:
- увеличению выработки высокооктановых эфиров;
- увеличению октанового числа и выхода алкилата;
- улучшению работы установок этерификации и
алкилирования.
На процесс изомеризации «Хайдрайзом» продано 10
лицензий.
Комбинация селективного гидрирования,
структурной и скелетной изомеризации бутан-бутиленовой
фракции каталитического крекинга для производства
МТБЭ может быть выгоднее сочетания производства
МТБЭ и алкилбензина. В качестве катализатора
селективного гидрирования дивинила и изомеризации
бутена-1 используется палладированный оксид алюминия
(катализаторы КПГ или МА-15). Скелетная
изомеризация может осуществляться в присутствии водорода и
специально разработанного катализатора ИО-86 на
основе фторированного ц -оксида алюминия. При
давлении 0,1-0,3 МПа, температуре 400-500 °С и подаче
жидкой ББФ после извлечения изобутилена с объемной
скоростью 10-20 ч"1 «-бутилены конвертируются
примерно на 30 %. Селективность по изобутилену
достигает 90 %. Мсжрегснерационный период катализатора
составляет 24 часа. Введение в катализатор
стабилизирующих промоторов, а также замена фтора на оксид
кремния, а водорода — на водяной пар, позволяет
улучшить отдельные показатели процесса скелетной
изомеризации «-бутиленов «Бутиз».
Фирма «UOP», сообщавшая о разработке процессов
скелетной изомеризации «-бутиленов (процесс «Бьютс-
сом») и «-пентиленов (процесс «Пентесом»), не
реализовала их в промышленном масштабе.
Первая промышленная установка получения
изобутена изомеризацией «-бутенов была пущена по
технологии фирм «Texas Olefins» и «Phillips Petroleum»
(процесс «СКИП») в США. В короткоцикловом
процессе с использованием водяного пара при
изомеризации и регенерации при температурах 480-550 °С
обеспечивается конверсия «-бутенов 35 % с
селективностью 80-85 %.
Нефть и нефтепродукты
907
При производительности по сырью (90 % «-бутенов
и 10% бутанов) около 95 тыс. т в год и по МТБЭ
118 тыс. т в год стоимость установки изомеризации
составила 21 млн долларов.
Затраты на получение 1 т изобутена:
-электроэнергия, 235,1 кВт-ч;
- пар, 2,5 т;
- топливный газ, 1,7 ГДж;
- охлажденная вода, 6,58 ГДж.
В России промышленная технология скелетной
изомеризации и-бутенов (120 тыс. т в год) была
реализована на реконструированной установке дегидрирования
«-бутиленов «ДБ-6» применительно к производству
каучука в г. Нижнекамске. В присутствии водяного
пара при температуре 530-545 °С и нагрузке 500 кг бути-
ленового сырья на 1 м3 оксидного катализатора
конверсия и-бутенов составила 35-37 % при селективности по
изобутену 82-85 %. Длительность межрегенерационно-
го цикла достигала трех суток.
В процессе «Изомплас», лицензируемом совместно
фирмами «CDTECH» и «Lyondel Chemical Co.»,
осуществляется превращение «-бутенов или «-пентенов в
соответствующие изоолефины. На специальном цеолит-
ном катализаторе изомеризация проходит без
разбавителей с почти равновесной степенью превращения и
высокой селективностью.
Степень превращения «-бутенов достигает 44 % при
селективности 90 %. Конверсия н-пентенов достигает
72 % с селективностю по изопентенам свыше 95 %
(рис. 12.126). Катализатор эксплуатируется
относительно длительное время, после чего сырьевой поток
переключается в слой активного катализатора.
Отработавший свой цикл катализатор подвергается
регенерации азотно-воздушной смесью.
фракция С,
(на разделение)
и-бутилены + бутаны
(рафинат с
установки МТБЭ)
фракция С,
Рис. 12.126. Принципиальная схема изомеризации
н-олефинов в изоолефины (процесс «Изомплас»):
/ - - печь; 2 — реакторный блок; 3 — блок охлаждения,
компримирования и сепарации продуктов;
4 — блок стабилизации изомеризата; 5 — теплообменники
Капиталовложения в процесс «Изомплас»
производительностью по сырью от 1590 до 4770 м3 в сутки
составляют от 8 до 30 млн долларов. Расход на 1 м
сырья: электроэнергии — 20 кВт-ч, пар — 0,013 ГДж,
топливный газ — 2,9 Гдж, охлаждающая вода — 0,34 ГДж.
Работает одна установка, три — проектируются.
Изомеризация бензиновых фракций, содержащих
значительное количество олефинов, с целью
уменьшения потерь октанового числа при их гидрировании,
осуществляется в процессе «ИЗАЛ» фирмы «UOP». При
умеренных температурах и давлении водорода сырье
пропускается через несколько слоев катализатора. При
работе на сырье с содержанием 0,2 масс. % серы и
27,6 об. % олефинов возможно снижение содержания
этих примесей до уровня 5-25 ррт и 1 %
соответственно. При обычной гидроочистке такого сырья с
подобным результатом снижение октанового числа
составляет 8,9 пунктов. Снижение октанового числа в процессе
«ИЗАЛ» — не более 1,5 пунктов при выходе продукта
97-99 об. %.
Процессы изомеризации аренов
Наиболее крупнотоннажным процессом
изомеризации аренов является изомеризация ксилолов,
получаемых в процессах пиролиза и каталитического рифор-
минга, диспропорционирования толуола и трансалкили-
рования ароматических углеводородов С9. Полученные
в этих процессах пара- и opwo-ксилолы составляют
значительную долю всего мирового объема
производства аренов Q. Основное количество этих изомеров
ксилолов используется в нефтехимической
промышленности.
Промышленные процессы изомеризации ксилолов
представлены тремя основными типами:
- изомеризация в жидкой фазе (при температуре
ниже 100 °С);
- изомеризация в газовой фазе при атмосферном
давлении;
- изомеризация в газовой фазе под давлением
водорода.
Изомеризация в жидкой фазе. Первые процессы
изомеризации ксилолов проводили в присутствии
катализаторов Фриделя—Крафтса, причем лучшие
результаты были достигнуты с системой BF3-HF в процессе
фирмы «Mitsubishi Gas Chemicals».
Процесс основан на свойстве катализатора не только
изомеризовать ксилолы, но и образовывать с мета-кси-
лолом отделяемый комплекс. После разложения
комплекса с BF3-HF при 100 °С и давлении 3,0 МПа м-ксн-
лол селективно изомеризуется в смесь ксилолов с
наиболее высоким содержанием «ара-ксилола. Пара- и ор-
mo-ксилол выделяют экстракцией. Количество
получаемого этилбензола зависит от его содержания в сырье.
Из-за применения высококоррозионного и токсичного
катализаторного комплекса, несмотря на хорошие
технико-экономические показатели, этот процесс не
получил широкого промышленного распространения.
Процессы изомеризации ксилолов при
атмосферном давлении. Эти процессы, внедренные фир-
908
Новый справочник химика и технолога
мами Великобритании, США и Японии начиная с 50-х
годов XX века, осуществляются при температурах 420-
500 °С.
Процесс «КСИС» фирмы «Maruzen Oil»
осуществляется в блоке изомеризации в присутствии водяного
пара при температурах 450-550 °С на алюмосиликат-
ном катализаторе, помещенном в три попеременно
работающих реактора. Достоинством процесса является
эффективная система разделения ксилолов,
включающая низкотемпературную кристаллизацию трудно
отделяемого «ара-ксилола.
Срок службы эксплуатируемого в жестких условиях
катализатора составляет 3-4 года.
Данная технология позволяет из технического
ксилола, содержащего около 20 % этилбензола, получать
около 80 % «ара-ксилола. Около 20 % составляют
более легкие и тяжелые ароматические углеводороды.
Общая производительность установок данного тина
составляет около 100 тыс. т в год.
Фирма «ICI» осуществляет изомеризацию ксилолов
(этилбензол претерпевает диспропорционирование) на
алюмосиликатном катализаторе в попеременно
работающих двух реакторах при температурах 420-470 °С.
Яара-ксилол выделяется низкотемпературной
кристаллизацией, а opmo-ксилол — ректификацией.
Мощность по «ара-ксилолу этих процессов фирмы
«ICI» — свыше 260 тыс. т в год.
Процесс фирмы «Atlantic Richfild Co.» проводят на
движущемся шариковом катализаторе. Благодаря более
высокой активности катализатора, температура
процесса снижается до 380-400 °С. Исходное сырье процесса
получается диспропорционированием и практически не
содержит этилбензола.
Во ВНИИНП разработан и эксплуатируется в г. Но-
воиолоцке процесс изомеризации ксилолов
производительностью 165 тыс. т «ара-ксилола и 165 тыс. т в год
opwo-ксилола. На алюмосиликатном катализаторе в
поочередно работающих реакторах реакция
осуществляется при температуре 425-450 °С. Сырье,
содержащее до 13 % этилбензола, подается со скоростью
0,5 ч-1. Длительность работы катализатора — 70-
100 часов (табл. 12.111).
Таблица 12.111
Характеристики сырья и продукта изомеризации
ксилолов по технологии ВНИИНП
Состав потоков, масс. %
Газ
Неароматические углеводороды
Бензол + толуол
Этилбензол
о-Ксилол
jw-Ксилол
«-Ксилол
Ароматические Сд+
Сырье
реактора
—
—
2,9
13,0
16,0
55,5
11,0
1,6
Продукт
реактора
0,1
—
7,6
10,5
19,0
41,0
17,6
4,2
Выделение этилбензола, о-ксилола и псевдокумола
обеспечивается методом четкой ректификации, а
«-ксилола — низкотемпературной кристаллизацией. С целью
улучшения технико-экономических показателей
позднее на установке был реализован метод адсорбционного
выделения «-ксилола (в процессе «Парекс»). Аморфный
алюмосиликатный катализатор был заменен на цеолит-
содержащий марки КИ-16М.
Изомеризация в газовой фазе под давлением
водорода. Улучшение показателей процессов
изомеризации ксилолов было достигнуто путем применения
давления водорода и катализаторов, обладающих кроме
кислотных свойств наличием гидрирующих компонентов.
Процесс фирмы «Esso Research & Engineering»
осуществляется с циркуляцией водорода 3-8 молей на
моль сырья под давлением 1,4-3,5 МПа при
температурах 380-455 °С. Цеолитсодержащий катализатор, про-
мотированный Мо и Сг, обеспечивает межрегенераци-
онный период около 1 года. Наилучшие показатели
процесса достигаются при содержании этилбензола в
сырье около 5 %.
Платинированные катализаторы оказались более
эффективными, т. к. обеспечивают наибольшую
конверсию этилбензола в ксилолы.
Процесс «Октафайиннг» разработан фирмами
«Engelhard Industries» и «Atlantic Richfield». Комплекс
производства «- и о-ксилола по данной технологии
существует в г. Кириши с 1976 года. В процессе
осуществляется переработка сырья с содержанием этилбензола
около 26 % (рис. 12.127).
Рис. 12.127. Принципиальная схема процесса «Октафайнинг»:
/ — установка низкотемпературной кристаллизации для выделения
и-ксилола; 2 — трубчатая печь; 3 -- циркуляционный компрессор;
4— реактор изомеризации; 5 — холодильник; 6 — газосепаратор;
7 — стабилизационная колонна; 8— установка выделения о-ксилола;
I — сырье; II — свежий водородсодержащий газ; III — маточный
раствор; IV — жидкие продукты изомеризации; V — сброс ВСГ;
VI -- алканы Ci-Cs; VII — алканы и циклоалканы Cfi+;
VIII —стабильный изомеризат; IX — поток, поступающий на
выделение и-ксилола; X — ароматические углеводороды С<н;
XI — о-ксилол; XII — и-ксилол; XIII—циркулирующий ВСГ
Нефть и нефтепродукты
909
Расходные показатели процессов «Октафайнинг» и
«Изомар»*:
пар, т
электроэнергия, кВт-ч
оборотная вода, т
топливо, ГДж
0,745
672
38,3
22,05
0,178
142
1,9
16,25
* Соотношение мощностей — 1:3.
Сырье смешивается с циркулирующим водородом в
мольном отношении 1 : 10 и подается с объемной
скоростью 1,0 ч"1 на платинированный алюмосиликатный
катализатор фирмы «Engelhard» при температуре 420-
485 °С и давлении 1,2-2,0.
После отделения газов и легких углеводородов в
сепараторе, а затем в ректификационной колонне, изомс-
ризат направляется на выделение «-ксилола методом
низкотемпературной (-34,9 °С) кристаллизации.
Отбор «-ксилола не превышает 60-65 % от
потенциала, а чистота определяется условиями последних
ступеней кристаллизации, о-ксилол выделяют
ректификацией. С 1982 года установка эксплуатируется на
загрузке катализатора ИК-78, разработанного в НПО
«Леннефтехим». В морденитсодержащий катализатор
ИК-78 входит 0,4 масс. % платины, он эксплуатируется
длительное время без регенерации при увеличенной
объемной скорости (3 ч-1) (табл. 12.112).
Изомеризация смеси, обогащенной „и-ксилолом и
этилбензолом, в процессе «Изомар» обеспечивается
применением процесса адсорбционного выделения
«-ксилола «Парекс» (рис. 12.128). Оба процесса —
разработка фирмы «UOP».
Содержание этилбензола в сырье, поступающем на
установку, может достигать 40 %. Сырьем
комбинированной установки «Изомар-Парекс» могут служить вы-
сокоароматизированные риформаты, продукты
процессов пиролиза и ароматизации сжиженных
углеводородных газов. Алюмоплатиновый катализатор, промотиро-
ванный галогеном, обеспечивает конверсию
этилбензола «за проход» около 35 %.
Процесс «Парекс» позволяет выделять «-ксилол с
глубиной 90 % и чистотой 99,999 %. Из смеси ксилолов
с содержанием 25,5 % этилбензола может быть
получено 70,6 % «-ксилола и 19,6 % о-ксилола. По технологии
«Изомар-Парекс» «UOP» работает около 40
промышленных установок. Стоимость комплекса производства
ксилолов производительностью 150 тыс. т в год —
около 50 млн долларов.
В России с 1983 года в Уфе и Омске
эксплуатируются крупные комплексы производства ароматических
углеводородов из бензиновых фракций, включающие
также установки изомеризации и разделения ксилолов
по технологии фирмы «UOP». Это позволяет
дополнительно снижать эксплуатационные расходы при
производстве «- и о-ксилолов.
В настоящее время для изомеризации ксилолов
предлагаются также платиновые цеолитсодержащие
катализаторы изомеризации ксилолов фирм
«Engelhard» (О-750), «Sud-Chcmie» («Изоксил») и «Mobil Oil».
Применение катализаторов этих фирм позволяет
увеличить конверсию этилбензола «за проход» до 65-75 %, а
также конвертировать значительную часть
неароматических углеводородов. Потери ксилола в процессе
«Mobil Oil» не превышают 1,8 масс. %.
Таблица 12.112
Качество сырья и продуктов до и после перевода
установки «Октафайнинг» на катализатор ИК-78
Состав масс. %
Бензол + толуол +
+ неароматическис С]_8
Этилбензол
о-Ксилол
л/-Ксилол
«-Ксилол
Ароматические С9+
Алюмосиликатный
сырье
—
26,5
4,9
58,5
10,1
—
про-
дукт
1,5
20,5
16,6
42,0
18,4
1,0
Цеолитсодер-
жащии
сырье
12,0
18,7
8,7
51,8
8,8
—
продукт
7,7
13,9
17,3
42,2
17,9
1,0
Рис. 12.128. Принципиальная схема
процесса «Изомар-Парекс»:
/ — колонна фракционирования; 2 колонна выделения о-ксилола;
3 — блок выделения и-ксилола; 4 - печь; 5 — реактор изомеризации;
6 — сепаратор ВСГ; 7- колонна отделения легких углеводородов;
I — подпитка водорода; II — ароматические углеводороды С к;
III — углеводороды С\ -Съ IV — и-ксилол; V — о-ксилол;
VI - ароматические углеводороды С9
Литература
1. Ипатьев В.Н., Лейбин И. К вопросу о
каталитическом изомерном превращении бутиленов // Журн.
РФХО. 1904. № 36. С. 762-768.
2. Молдавский Б.Л., Низовкина Т.В. // Журн. орга-
нич. химии. 1935. № 5. С. 1791.
3. Азингер Ф. Парафиновые углеводороды. Химия и
технология / Пер. с нем. В.И. Исагулянца. М.: Гос-
топтехиздат, 1959. Т. 1.
910
Новый справочник химика и технолога
4. Азингер Ф. Химия и технология моноолефинов /
Под ред. В.И. Исагулянца; Пер. с нем. М.: Гостоп-
техиздат, 1960.
5. Введенский А.А. Термодинамические расчеты
нефтехимических процессов. М.: Гостоптехиздат, 1960.
6. Петров Ал. А. Каталитическая изомеризация
углеводородов. М.: Изд. АН СССР, 1960.
7. Комиссаров Я.Ф. Изомерия // Краткая химическая
энциклопедия / Ред. кол. И.Л. Кнунянца (отв. ред.)
и др. Т. 2. М.: «Советская энциклопедия», 1963.
С. 151-158.
8. Сталл Д., Вестрам Э., Зинке Г. Химическая
термодинамика органических соединений / Пер. с англ.
Под ред. Я.И. Герасимова. М.: Мир, 1971.
9. Петров Ал.А. Химия нафтенов. М.: Наука, 1971.
10. Жермен Дж. Каталитические превращения
углеводородов / Пер. с англ. М.: Мир, 1972.
11. Петров Ал. А. Химия алканов. М.: Наука, 1974.
12. Ола Г.А. Карбкатионы и электрофильные
реакции // Успехи химии. Т. XLIV, Вып. 5. М.: Наука,
1975. С. 793-867.
13. Сулимов А.Д. Производство ароматических
углеводородов из нефтяного сырья. М.: Химия, 1975.
14. Жоров Ю.М., Панченков Г. М., Волохова Г. С.
Изомеризация олефинов. М.: Химия, 1977.
15. Бурсиан Н.Р. Изомеризация: Справочник
нефтехимика / Под ред. С.К. Огородникова. Л.: Химия,
1978. Т. 2 С. 68-98.
16. Бурсиан Н.Р., Боруцкий П.Н., Волнухина Н.К. и
др. Основы технологии процесса изомеризации
парафиновых углеводородов // Каталитические
превращения парафиновых углеводородов. Л.:
ВНИИнефтехим.
17. Бурсиан Н.Р., Коган СБ., Грувер В.Ш. и др.
Платиновые промотированные катализаторы в
процессах изомеризации и дегидрирования
парафиновых углеводородов. М.: ЦНИИТЭнефтехим, 1981.
18. Жоров Ю.М. Изомеризация углеводородов. М.:
Химия, 1983.
19. Бурсиан Н.Р., Богдан Л.В., Лазорева Е.В. и др.
Изомеризация и методы разделения алкиларома-
тических углеводородов С8. М.:
ЦНИИТЭнефтехим, 1983.
20. Бурсиан Н.Р. Технология изомеризации
парафиновых углеводородов. Л.: Химия, 1985.
21. Боруцкий П.Н., Бурсиан Н.Р., Волков. И.А. и др.
Изомеризация алканов С4-С5 на катализаторах,
промотированных фтором и хлором, в
присутствии водорода // ЖПХ. 1987. Т. LX, № 8. С. 1824-
1828.
22. Бурсиан Н.Р. Изомеризация парафиновых
углеводородов: Справочник нефтепереработчика / Под
ред. Г.А. Ластовкина, Е.Д. Радченко, М.Г. Рудина.
Л.: Химия, 1986. С. 178-190.
23. Бурсиан. Н.Р., Мартынова Г.Б. Изомеризация и
разделение ароматических углеводородов С8:
Справочник нефтепереработчика / Под ред. Г.А.
Ластовкина, Е.Д. Радченко, М.Г. Рудина. Л.:
Химия, 1986. С. 265-275.
24. Бурсиан Н.Р., Коган СБ. Каталитические
превращения парафиновых углеводородов в изопарафи-
ны и олефины // Успехи химии. 1989. Т. 58, № 3.
С. 451-474.
25. Бурсиан Н.Р. Изомеризация углеводородов //
ГИВД—НПО «Леннефтсхим» от Ипатьева до
наших дней. М.: ЦНИИТЭнефтехим, 1992. С. 120-
143.
26. John Т.Р., Thomas S.P. Texas plant to isomerization
«-butilenes to isobutilene // Oil & Gas. 1993. № 21.
P. 54-61.
27. Смагин В.М., Серебряков Б.Р., Сахапов Г.З. и др.
Разработка и внедрение процесса изомеризации н-
бутиленов в изобутилен // IV Конференция по
интенсификации нефтехимических процессов «Неф-
техимия-96»: Тезисы докладов. Нижнекамск, 1996.
С. 31-32.
28. Боруцкий П.Н., Куликова Е.В. Изомеризация н-бу-
тиленов в изобутилен // Там же. С. 43-44.
29. Боруцкий П.Н., Карузо Д.С. Низкотемпературная
изомеризация алканов С4-С6 с пониженным
содержанием водорода // Там же. С. 42-43.
30. Боруцкий П.Н., Подклетнова Н.М., Зиятдинов А.Ш.
и др. Низкотемпературная изомеризация
нормального бутана // V Конференция по интенсификации
нефтехимических процессов «Нефтехимия-99»:
Тезисы докладов. Нижнекамск, 1999. Т. II. С. 111.
31. Гайле А.А, Варшавский О.М., Сомов В.Е.
Справочник. Ароматические углеводороды: Выделение,
применение, рынок. СПб.: Химиздат, 2000.
32. Справочник современных процессов нефтепера-
ботки, 2000 // Нефтегазовые технологии. 2001.
№3. С. 94-137.
33. Боруцкий П.Н., Подклетнова Н.М., Варшавский О.М.
Интенсификация процесса изомеризации на
установке Л-35-11/300 ООО «КИНЕФ» //
Международный форум «Топливно-энергетический
комплекс России: региональные аспекты: Сб.
материалов. Санкт-Петербург, апрель 2002 г. СПб., 2002 г.
34. Томас Ч. Промышленные каталитические
процессы и эффективные катализаторы / Пер. с англ.;
Под ред. A.M. Рубинштейна. М.: Мир, 1973.
35. Arata К., Solid Superacids // Adv. Catal. 1990. 37.
P. 165-198.
36. Pope M.T. Heteropoly and Isopoly Oxometalates.
Berlin: Springer-Verlag, 1983.
37. Misono M., Okuhara T. Solid superacid catalysts //
CHEMTECH. 1993. Nov. P. 23-29.
38. Огородников С.К., Идлис Г.С. Производство
изопрена. Л.: Химия, 1973.
39. Смирнова И.М., Фельдблюм В.Ш., Цайлин-
гольд Т.А. Разработка процессов скелетной
изомеризации н-бутиленов в изобутилен и н-пентенов в
изоамилены // Промышленность СК. 1980. № 6.
С. 11-14.
Нефть и нефтепродукты
911
40. Боруцкий П.Н. Способ приготовления
катализатора скелетной изомеризации олефинов. Патент РФ
№ 1319893, заяв. 23.09.86.
41. Бурсиан Н.Р., Боруцкий П.Н., Георгиевский В.Ю.
и др. Новые каталитические процессы переработки
алифатических углеводородов С3-С6 // Рефераты
докладов и сообщений XIV Менделеевского
съезда по общей и прикладной химии. М.: Наука, 1989.
С. 221.
42. Боруцкий П.Н., Волков И.А., Георгиевский В.Ю. и
др. Отходы бутан-бутиленовой фракции как сырье
для производства метил-трет-бутилового эфира //
Химия и технология топлив и масел. 1990. №8.
с. 7-9
43. Баннов П.Г. Процессы переработки нефти. М.:
ЦНИИТЭнефтехим, 2000-2001. Т. I—II.
44. Frischkorn G.L., Kuchar P.J., Olsen R.K. Butane
Isomerization Technology: Now and For The Future //
Energy Progress. Vol. 8, № 3. Sept. 1988. P. 154-159.
45. Stall J. 2001 Worldwide Refining Survey // Oil &
Gas. 2001. Vol. 99.52. P. 74-124.
46. Варшавский О.М., Феркель Е.В. Освоение процесса
изоселектоформинга на установке Л-35-11/300 //
Нефтепереработка и нефтехимия. 1996. № I.e. 6-7.
47. Бурсиан Н.Р., Лазарева Е.В. Лаппо-Данилевский
Ю.К. и др. Изомеризация парафиновых
углеводородов. М.: ЦНИИТЭнефтехим, 1979.
48. Бурсиан Н.Р., Боруцкий П.Н., Волков И.А. и др.
Опыт эксплуатации промышленных установок
изомеризации и-пентана и пентан-гексановых
фракций // Каталитические превращения
парафиновых углеводородов. Л.: ВНИИнефтехим. 1978.
С. 100-106.
49. Домерг Б., Ватрипон Л. Дальнейшее развитие
технологии изомеризации парафинов //
Нефтепереработка и нефтехимия. 2001. № 4. С. 15-27.
50. Bodamer M. Isomerisierung der C5/C6 — Fraction in
Mobil Oil Raffinerie Worth // Erdol, Erdgas, Kohle.
105 Jahrgang, Heft 12. Dez., 1989. S. 513-516.
51. Schmidt R.J., Weiszmann J.A., Johnson J.A.
Catalysts — key to low-cost isomerization // Oil & Gas.
May 27, 1985. OGJ REPORT. P. 80-88.
52. Floyd F.M., Gilbert M.F., Pascual M.P, Kohler E.
Light Naphta Isomerisation // Hydrocarbon
Engineering. September 1988. P. 1-4.
53. Боруцкий П.Н. Способ получения катализатора
для изомеризации алканов и цикланов. Патент РФ
677200, 1992. Приоритет. 1987.
54. Butadien surplus is seen favoring co-cracing in 90 s //
Chemical Marketing Reporter. 1987. № 8. P. 54-61.
55. Сахаралидзе В.Л., Агабалян Л.Г., Байбурский В.Л.
и др. Очистка углеводородных газов С4 от
дивинила методом селективного гидрирования //
Совершенствование процессов газофракционирования и
сероочистки углеводородного сырья: Тезисы
докладов III Всесоюзного семинара. Казань, 14-16
сент. 1983. М.: ЦНИИТЭнефтехим, 1983.
56. Бурсиан Н.Р., Боруцкий П.Н., Коган СБ. и др.
Применение процессов изомеризации и
дегидрирования бутана для производства м&гпл-трет-
бутилового эфира // 1987. № 7. с. 4-6.
57. Бурсиан Н.Р., Боруцкий П.Н., Дюрик Н.М. и др.
Перевод установок каталитического риформинга
на процесс низкотемпературной изомеризации //
Химическая технология топлив и масел. 1982. № 1.
с. 5-6.
58. Глебов Л.С. 4-й ежегодный Круглый стол
«Нефтепереработка и нефтехимия в РФ и республиках
СНГ» // Нефтепереработка и нефтехимия. 2001. №
1.С. 51-53.
59. Hydrocarbon Processing. 1995, Vol. 74, № 3. P. 149.
60. Боруцкий П.Н., Красий Б.В., Козлова Е.Г. и др.
Сравнительный анализ эффективности
катализаторов изомеризации алканов С4-С6 // VI
Международная конференция по интенсификации
нефтехимических процессов «Нефтехимия-2002»: Тезисы
докладов. Нижнекамск, 2002. С. 96-98.
61. Оганесян С.А., Нападовский В.В., Ежов В.В. и др.
Установка изомеризации в ОАО «НК Роснефть —
Комсомольский нефтеперабатывающий завод» //
Химия и технология топлив и масел. 2002. № 5.
с. 6-9.
12.7.7. Олигомеризация углеводородов
(к.т.н. П.Н. Боруцкий)
12.7.7.1. Олигомеризация как разновидность
полимеризации
Олигомеризацией алкенов (олефинов) называют
ограниченную полимеризацию, когда из низших
олефинов образуются, как правило, жидкие продукты
непредельного характера, молекулы которых содержат от 2
до нескольких десятков фрагментов исходного
мономера (обычно от 4 до 20 атомов углерода). Образующиеся
олефины могут иметь линейную или разветвленную
структуру и двойную связь в а-положении или внутри
углеродной цепи.
После первых опытов Бутлерова, обнаружившего
полимеризацию (олигомеризацию) изобутилена в
присутствии серной кислоты и фтористого бора, в начале
XX века В.Н. Ипатьевым была установлена
возможность некаталитической высокотемпературной
полимеризации этилена при высоком давлении, а также
полимеризации этилена и изобутилена в присутствии
глинозема, хлоридов цинка и алюминия. Разработка
нанесенного фосфорнокислотного катализатора позволила
создать основы первого промышленного процесса
полимеризации олефинсодержащих газов каталитического
крекинга с получением полимербензина.
Получение продуктов, молекулярная масса которых
может превышать 10 , относится к области химии и
технологии высокомолекулярных соединений. В
дальнейшем будет рассматриваться только олигомеризация
алкенов с использованием различных типов катализа-
912
Новый справочник химика и технолога
торов, при которой образуются продукты с
молекулярной массой не более 1000, имеющие промышленное
значение. На практике олигомеризации подвергают
отходящие газы нефтепереработки (процессов
каталитического и термического крекинга), а также газы
процессов дегидрирования и пиролиза, содержащие оле-
фины С2-С4.
Олигомеризации олефинов С2-С4, как
разновидность полимеризации
Применение. Различные олигомеры представляют
интерес в основном как нефтехимическое сырье, а
также в качестве полупродуктов для получения
автомобильных топлив, масел, гидравлических жидкостей.
Олигомеризацией этилена получают а-олефины,
используемые как нефтехимическое сырье. Бутен-1
является сырьем для получения полибутена-1, а также
используется как сополимер при получении
полиэтилена. В качестве сополимеров при получении
полиэтилена с контролируемой степенью разветвленности
используют также другие а-олефины: гексен-1 и октен-1.
Высшие линейные а-олефины С8-Сго используются для
получения синтетических моющих средств.
Линейные олефины с внутренней двойной связью,
получаемые в процессах дегидрирования, также
находят применение в получении альдегидов и спиртов
методом оксосинтеза, в производстве синтетических
моющих средств.
Широкое применение находят и олефины, имеющие
разветвленное строение. Так для получения мономеров
синтетического каучука димеризацией пропилена
производят 2-метилпентен-1 и 4-метилпентен-1.
Образование при димеризации пропилена изогексе-
нов, имеющих высокие октановые числа, представляет
практический интерес для получения компонентов
бензинов.
Хорошими компонентами бензинов могут быть
разветвленные внутренние олефины Сб-Сю- Фракции
олефинов, выкипающие в интервале от 200 до 350 °С
могут быть компонентами дизельных топлив, а после
гидрирования — различных масел и гидравлических
жидкостей.
Димеры и тримеры бутилена (легкий и тяжелый по-
лимердистиллат), представляющие собой
разветвленные олефины Cg и Ci2, а также тример пропилена С9,
находят применение при производстве спиртов,
пластификаторов, ПАВ и присадок к маслам. Получение
алкил- и диалкилбензолов алкилированием бензола
олефинами Сц-С15 является стадией производства
сульфонатных присадок к маслам. Значительное
количество высших олефинов используется для получения
алкилфенолов — промежуточных продуктов для
получения неионогенных ПАВ, различных присадок к
маслам, вспомогательных веществ, применимых в
технологии производства полимеров, пестицидов,
фунгицидов, экстрагентов и т. д.
Олигомеры а-бутилена со средней молекулярной
массой от 700-1000 могут быть сырьем для получения
присадок к маслам, а олигомеры изобутилена —
заменителями нефтяных электроизоляционных масел.
Теоретические основы. Молекулы ненасыщенных
углеводородов довольно легко взаимодействуют друг с
другом, и степень полимеризации может составлять от
2 до нескольких миллионов. Длина образующейся
углеродной цепи зависит от природы алкена и
катализатора, а также от условий реакции (рис. 12.129). Реакция
является экзотермической, например при димеризации
бутена может выделяться 82 кДж/моль, т. е.
термодинамически благоприятными условиями являются низкие
температуры. (Высокое давление применяется, главным
образом, для увеличения скорости реакции, а также с
целью сохранения активности катализаторов.)
Например, при атмосферном давлении и
температуре 123 °С содержание бутена-1 в равновесных газовых
смесях для этилена составляет около 100 %, а димеров
пропилена (гексена-1), изобутена, а также димеров а-
олефинов (пентена, гексена и выше) — свыше 97 %.
При повышении температуры на 100°С равновесное
содержание димера пропилена (гексена-1) снижается до
69 %, а димера пентена-1 (децена-1) — до уровня 47 %.
Большое число различных катализаторов (или
инициаторов) вызывают катионную, анионную или
радикальную полимеризацию в зависимости от природы
актовых промежуточных продуктов (карбкатионов,
карбоанионов или свободных радикалов). Полимерные
соединения, представляющие собой структуры с
открытыми цепями, состоят из идентичных звеньев (за
исключением концевых групп), что обусловлено
структурой мономера. Степень разветвления цепи
определяется природой мономера и катализатора, а также
условиями процесса.
ММР,%
ММР, %
60
50
40
30
20
10
0
г7
-\к2
РА
л\
" 5 V
1
б)
rv^^-^Srr—
2 6 10 14 18 п
Рис. 12.129. Молекулярно-массовое распределение (ММР)
олефинов по числу атомов (п) углерода в углеродной цепочке
при олигомеризации этилена при различных
температурах (а) и давлениях (б):
а) При давлении 20 МПа: / — 180 °С; 2 —190 °С;
J — 200 °С; 4 — 210 °С
б) При температуре 200 °С: / — 2 МПа; 2 — 4 МПа;
3 — 8 МПа; 4—16 МПа; 5 — 20 МПа
Нефть и нефтепродукты
913
Диспропорционирование (метатезис, дисмутация)
олефинов
Открытое менее 50 лет назад
диспропорционирование олефинов представляет собой обратимую реакцию,
при которой происходит одновременно разрыв и
образование двух двойных связей. Примерами такого рода
могут быть промышленно значимые реакции
превращения двух молекул пропилена в этилен и бутен, а
также содиспропорционирование гексена-1 с октеном-1
с получением молекул этилена и более ценного додеце-
на, имеющего внутреннюю двойную связь.
12.7.7.2. Катализаторы олигомеризации
Олигомеризации на катализаторах Циглера
В 1952 году К. Циглер установил, что
взаимодействие алкилалюминия с а-олефином (этиленом)
сопровождается присоединением алкильной группы к олефину,
что приводит к увеличению алкильной группы.
В присутствии A1R3, являющегося активатором
металлического алюминия, происходит следующая реакция:
А1 + 3/2Н2 + ЗС„Н2„-> А1(С„Н2„, ,)з
Образующийся из A1R3, А1 и водорода алкилалюми-
нийгидрид по реакции:
А1 + 3/2Н2+2А1(С2Н5)з ->ЗНА1(С2Н5)2
может реагировать с алкеном в отсустствии водорода:
ЗНА1(С2Н5)2 + ЗС2Н4 -> ЗА1(С2Н5)3
при этом образуются только первичные алкильные
группы, растущие за счет реакции с этиленом
пропорционально его давлению:
^Al— CH2— СН3+ СН2=--СН2 ►
► ^А1— СН2— СН2— СН2— СН3
Выделяющаяся теплота (92,1 кДж/моль) примерно
равна теплоте полимеризации этилена. Реакция роста
олигомерной цепи происходит за счет ступенчатого
присоединения молекулы этилена к триэтилалюминию.
Растущая молекула алюминийорганического
соединения может подвергаться термодеструкции или
спонтанному обрыву цепи с последующим присоединением
этилена. Протекает также и обменная реакция. При
равновесных условиях менее замещенный олефин, например
этилен, вытесняет более замещенный, например изобу-
тен, из молекулы триизобутилалюминия. Энергия
активации реакций роста и обрыва цепи (суммарная) равна
88 кДж/моль, а реакции вытеснения — 136кДж/моль.
Поэтому при температурах более 120-130 °С
наблюдается опережающий рост скорости реакции вытеснения.
Скорость обменной реакции практически равна
скорости диссоциации, а поэтому не зависит от давления, а
скорость роста характеризуется первым порядком: при
давлении около 10,0 МПа отношение скорости роста к
скорости обмена высокое — (50-100): 1. Это
отношение быстро убывает при повышении температуры от
100 до 200 °С.
Таким образом, возможны два технологических
подхода при получении высших а-олефинов из этилена:
- двухстадийный процесс, заключающийся в
последовательном осуществлении реакций синтеза
высших алюминий-алкилов (при температуре около 100°С
и давлении) и вытеснения из них высших а-олефинов.
(Вторая стадия может осуществляться или при
повышении температуры до 150-180°С или при 85-100 °С,
но в присутствии металлического никеля);
-одностадийный высокотемпературный (180—
210 °С).
Двухстадийный способ получения олигомеров
этилена обеспечивает довольно узкое молекулярное
распределение получаемых олефинов благодаря условиям,
в которых не идет реакция вытеснения. Выход
олефинов С8-С]8 может превышать 80 %, однако
высокомолекулярные фракции (> С12) отличаются повышенным
содержанием олефинов с внутренней двойной связью.
Тем не менее не все фракции олигомеров находят
квалифицированное применение.
При высокотемпературной олигомеризации этилена
нельзя регулировать состав получаемого олигомеризата
в широких пределах, однако незначительно изменяя
температуру реакции в интервале 180-210 °С, а также
давление, можно менять соотношение легких и
тяжелых фракций, изомерный состав продуктов.
Селективность выхода олигомеров в процессе
высокотемпературной одностадийной олигомеризации
составляет около 95 %, а образование олигомеров > С20
превышает 15 %.
Триэтилалюминий может быть заменен другими ал-
килпроизводными: соединениями бериллия, цинка,
магния. В качестве сокатализаторов обменной реакции при
получении высокомолекулярных и стереорегулярных
полимеров, например из пропилена, Дж. Натта и другие
химики стали использовать хлориды титана, а также
соединения V, Mo, Cr, Ni и Со, обладающие
активностью в анионно-координационной полимеризации при
очень мягких условиях.
Для промышленного применения в процессах
низкотемпературной олигомеризации этилена (менее
100 °С), кроме этилалюминийхлоридов или их
сочетания с тетрахлоридом титана, предлагались
каталитические системы, содержащие карбоксилат циркония, а
также никель-боргидридная системы. Это позволяет
увеличить селективность до 98 % и снизить
образование олигомеров > С20 до 1-2 %.
Анионная полимеризация
Щелочные металлы в свободном или нанесенном на
носители состоянии, а также их производные (гидриды,
алкиламиды) с растворителями или без них, при
температуре 150-200 °С и давлении 7,0-35,0 МПа могут ди-
меризовать пропилен в смесь 2-метилпентенов, причем
914
Новый справочник химика и технолога
основным продуктом реакции (более 80 %) является
4-метилпентен-1. (Данный изомер является ценным
мономером при получении полиэтилена низкой плотности
[3, 4, 8].) Предпочтительное образование 4-метилпенте-
на-1 объясняется механизмом присоединения аллиль-
ного карбаниона к двойной связи:
с=с-с© + с=с —*- с=с-с-с-с©
Высокий выход димера указывает на большую
скорость переноса протона от катализатора или от другой
молекулы олефина:
С=С-С-С-С© + Н®Ае *■ С=С-С-С-С + А©
С С
Сдвиг двойной связи происходит медленнее, чем
димеризация, в соответствии с относительными ки-
слотностями различных положений. Нестабилизиро-
ванный димерный карбанион имеет малую
продолжительность существования и не может вырасти в тример
и т. д. Это является причиной высокой селективности
анионной димеризации по сравнению с олигомеризаци-
ей на кислотных катализаторах.
Значения эффективности щелочных металлов
располагаются в ряду:
Li > Na > К.
По относительной легкости присоединения анионов
к различным олефинам их можно поставить в
следующий ряд:
этен > пропен > бутены > 2-метилпропен.
В отличие от алюмоорганических систем щелочные
катализаторы позволяют вовлекать в реакцию олигоме-
ризации и более устойчивые Р-олефины. Разработаны
методы получения индивидуальных мономеров а-оле-
финов, таких как 3-метил-1-пентен, З-этил-1-пентен и
т.д.
Олигомеризацию в присутствии щелочных
катализаторов можно осуществлять в интервале температур
80-100 °С и давлений 8-10 МПа в трех
технологических модификациях:
- в жидкой фазе на дисперсии катализатора в
углеводородных средах;
- в газовой фазе на катализаторах, содержащих
калий или более тяжелые щелочные металлы на оксидах
(или металлах) алюминия или магния;
- в газовой фазе на щелочных металлах, нанесенных
на соли щелочных металлов (практически используется
данный способ).
Наиболее эффективными катализаторами
димеризации пропилена с получением 4-метилпентена-1, а также
содимеризации с этиленом другого ценного олефина —
пентена-1, являются металлический натрий или калий,
нанесенные на К2С03. (Содимеризация этилена с
пропиленом протекает со скоростью примерно на порядок
выше, чем скорость димеризации пропилена.) Так,
например, на катализаторе Na° / K2C03 при температуре
140°С и давлении 1,0 МПа конверсия пропилена
составляет 12,9 % с образованием более 98 % гексенов. В
продуктах реакции 4-метилпентен-1 составлял 84 %,
гексен-1 —5 %, а цис- и тря«с-4-метилпентены-2 —
5,6 %.
Использование в качестве носителя, обладающего
кислотностью у-оксида алюминия, приводит к
образованию в основном изомеров 4-метилпентена и гексе-
на-1 по двойной связи.
Активность щелочного катализатора олигомериза-
ции может усиливаться модифицированием носителя
(К2С03) добавками переходных металлов.
Олигомеризация в присутствии переходных
металлов
Растворимые комплексы металлического никеля
являются катализаторами олигомеризации олефинов в
очень мягких условиях. Реакции димеризации
олефинов С2-С4 можно осуществлять при температурах 20-
30 °С и давлениях до 2,0 МПа. К катализаторам этого
вида относятся элементорганические соединения типа
катализатора Реппе (СО)2№[Р(С6Н5)з]2, активного в
гомогенной циклизации бутадиена, а также подобные
системы (СО)2№[Р(ОС6Н5)з]2- Так, например,
восстановленный триэтилалюминием хлорид никеля в
присутствии триизопропилфосфина в растворе сухого
хлорбензола является катализатором димеризации пропилена с
получением 2,3-диметилбутена (70 %) и 2-метилпенте-
на (30 %). В присутствии трифенилфосфина или
никелевого катализатора, не содержащего фосфинов,
образуется смесь 2-метилпентанов (73 %), «-гексенов (21 %)
и всего 5 % 2,3-диметилбутенов. Скорость
олигомеризации чистого пропилена при 30-50 °С весьма велика: за
1 ч в расчете на 1 г никеля реагирует 13 кг пропилена.
В качестве сырья при использовании подобных
катализаторов можно применять дешевые фракции
олефинов С3-С4 каталитического крекинга. Продуктами
олигомеризации пропилена на таких катализаторах
является смесь изогексенов, получаемых с высокой
селективностью 85 %. Такая селективность по димерам
не достигается в присутствии традиционных кислотных
(фосфорнокислотных) катализаторов, однако а-олефи-
ны не образуются.
Катализатор LC 1252 на основе растворимых
органических комплексов никеля производится фирмой
«Procatalys» и используется в гомогенном процессе
«Димерсол» Французского института нефти для
получения димеров и тримеров олефинов С2-С4. В процессе
получения диизобутилена фирмы «Bayer» при
температуре 100 °С и давлении 2,0 МПа применяется добавка к
сырью до 1 масс. % рециркулируемого после
центрифугирования гомогенного каталитического комплекса.
Однако расход катализатора составляет около
0,01 масс. % на сырье установки — бутан-бутиленовую
фракцию, содержащую около 50 % изобутилена.
Нефть и нефтепродукты
915
Имеются также российские разработки металлоком-
штексных катализаторов для получения тримеров и тет-
рамеров из концентрированного пропилена.
Недостатками жидких катализаторов на основе переходных
металлов являются их высокая чувствительность к
каталитическим ядам и высокая стоимость, а также
необходимость их удаления из продуктов разрушением
каталитического комплекса водой или щелочью с
образованием токсичных стоков.
Сведения об активности в олигомеризации олефи-
нов никеля, нанесенного на различные носители,
довольно многочисленны как в патентной, так и научной
литературе. Еще в 30-х годах XX века Морикава
обнаружил, что никель, нанесенный на кизельгур, может
вызывать димеризацию этилена при комнатной
температуре. Позднее в олигомеризации этилена и пропилена
испытывались катализаторы, получаемые нанесением
солей двухвалентного никеля на оксид алюминия,
кремния, аморфные и кристаллические
алюмосиликаты. Сопоставляя подобные катализаторы с гомогенным
координационным катализом, В.Ш. Фельдблюм
рассматривал в качестве активного центра гидрид никеля.
Другими исследователями активными считались также
координационно ненасыщенные атомы Ni"+ и Ni+, a
также Ni . Основанием для этого служило влияние
кислотности носителя и восстановительной атмосферы на
повышение активности катализаторов в
олигомеризации этилена и пропилена. С помощью метода
селективного отравления щелочью и оксидом углерода сделан
вывод о протекании олигомеризации пропилена по
бинарному механизму, т. е. как по
координационному — на Ni+' так и по кислотному механизму. При
возрастании числа атомов углерода в молекуле алкена
возрастает роль кислотного механизма. Хорошие
результаты в олигомеризации низших олефинов
наблюдаются при нанесении на оксид алюминия смеси
сульфатов никеля и железа в присутствии Рг05.
Испытания в качестве катализатора олигомеризации
слоистых никельсиликатов со структурой антигорита
показали, что катализатор данного типа около 100
часов может обеспечивать конверсию бутиленов ББФ на
уровне 70-75 % при температуре 220 °С. В составе
продуктов преобладают линейные ненасыщенные
полимерные продукты С8-С16.
Несмотря на высокую конверсию пропилена и буте-
нов в присутствии нанесенных никелевых
катализаторов при температурах до 70 °С (от 55 до 99 %) и
селективности по димерам — около 90 %, сведения о
промышленном примении таких катализаторов не публикуются.
Недостатками нанесенных катализаторов на основе
пнреходных металлов, вероятно, можно считать
умеренную степень разветвленное™ получаемых
продуктов, а также относительно низкую стабильность (от
нескольких десятков часов до 1-2 месяцев). Эти
обстоятельства пока не дают нанесенным никелевым
катализаторам существенных преимуществ перед
традиционными фосфорнокислотными катализаторами ка-
тионной полимеризации.
Катионная полимеризация
Катализируемая кислотными катализаторами олиго-
меризация алкенов является самым известным и
наиболее распространенным способом получения олигомеров.
Реакция олигомеризации может протекать в
присутствии галогенводородных кислот, кислородсодержащих
кислот (H2S04 и Н3Р04), катализаторов Фриделя—
Крафтса типа А1С13-НС1, а также в присутствии многих
гетерогенных катализаторов, поверхность которых
содержит кислотные группы (оксиды металлов,
аморфные и кристаллические алюмосиликаты и т.д.)
Механизм реакции олигомеризации олефинов,
катализируемой кислотами, ранее был описан Л. Шмерлин-
гом и В.Н. Ипатьевым и хорошо согласуется с
классической теорией образования карбкатионов [3]:
с-с=с + н©—*• с-с®—с
с-с©+ с=с-с -^ с-с-с-с© —^
с ее
-^ с-с-с=с-с + н©
I
с
где кр и ко — константы скорости реакций роста и
обрыва цепи.
Димерный карбоний-ион может или потерять
протон, или присоединиться к другой молекуле олефина с
образованием тримерного карбоний-иона и после
потери протона — тримера:
С-С-С-С®+ С=С-С -^-»- С-С-С-С-С-С®-^-*
II III
С С С С С
—^ С-С-С-С-С=С-С
Степень полимеризации связана с отношением
констант скоростей реакций роста и обрыва цепи.
Последняя реакция, приводящая к образованию олигомера,
сопряжена с возвращением протона катализатору или
переносом протона к молекуле олефина:
СН2—СН© + А- >■ АН + —СН=СН-СН3
СН3
или + С-С=С ► С-С® + —СН=СН-СН3
I
С
Известно, что скорость полимеризации
пропорциональна концентрации фосфорной кислоты и при замене
разбавленной фосфорной кислоты концентрированной
температура реакции олигомеризации может быть
снижена на 100-130 °С. Из-за реакций изомеризации и
переноса водорода образуется широкая гамма продуктов.
При олигомеризации пропилена, катализируемой
фосфорной кислотой, обнаруживается более 200 продуктов
916
Новый справочник химика и технолога
с числом атомов углерода 6-12. В присутствии более
кислотных катализаторов образуются также
углеводороды других классов. Жидкие продукты олигомериза-
ции этилена, содержащие также парафины, циклопара-
фины и ароматические соединения, образуются под
давлением 3,5-4,0 МПа на Р205 / Si02 при 300-320 °С,
на Н3Р04 — при 250-330 °С, а в присутствии А1С13 —
при 180-200 °С. Более реакционноспособный изобути-
лен под давлением и при относительно низких
температурах в присутствии катализаторов умеренной
кислотности способен довольно селективно димеризоваться:
на Р205 / Si02 при 100 °С, а в 65 % H2S04 — при 20 °С.
В присутствии А1С13, промотированного следами воды,
изобутилен при весьма низкой температуре (-90 °С)
превращается в твердый каучукоподобный полимер.
(Катализатор на основе А1С13 используется,
например, для получения из смеси изобутилена и бутиленов
олигомеров с молекулярной массой около 400.)
Повышенное сродство к протону (основность)
изобутилена объясняет его гораздо более высокую
способность к олигомеризации по сравнению с «-бутиленами,
пропиленом и этиленом. Эти различия в основности
низших олефинов позволяют, варьируя кислотность
катализаторов и условия реакции, получать олигомеры
различной массы и степени разветвления.
Для получения диизобутилена широко
используются относительно слабокислотные, содержащие сульфо-
группы, катионообменные смолы, применяемые также
для реакции этерификации изобутилена метанолом, для
производства высокооктанового МТБЭ. (Дизобутилен
также имеет высокое октановое число, даже после
гидрирования во фракцию изооктанов — около 100
пунктов по исследовательскому методу.)
Наиболее распространенным катализатором для
получения жидких димеров, тримеров и тетрамеров
низших олефинов стала помещенная на различные
носители фосфорная кислота.
При использовании нанесенной фосфорной кислоты
при температурах 200-220 °С под давлением 2,0-
7,0 МПа образуются только жидкие олигомеры, т. к.
реакции разрыва цепи при этих тепературах протекают
с большой скоростью.
Нанесенная, например на пористый природный
диоксид кремния (кизельгур), фосфорная кислота
представляет собой смесь ортофосфорной, пирофосфорной
и метафосфорной (НР03) кислот, в зависимости от
степени дегидратации их соотношение различно. Для
предотвращения образования неактивной метафосфорной
кислоты при температуре процесса (180-220 °С) к
сырью добавляют 0,1-0,15 мол. % воды. Вместе с тем
наблюдается и унос кислоты с продуктами реакции. При
олигомеризации пропан-пропиленовой или бутан-бути-
леновой фракций каталитического крекинга,
содержащих примеси сернистых и диеновых соединений,
отложения соответствующих продуктов осмоления
сокращают срок службы катализатора (с 1-2 месяцев до 2-3
недель). Под действием температуры и отложений
тяжелых продуктов происходит потеря прочности и
разбухание гранул кизельгура в трубках реакторов (в
межтрубном пространстве тепло реакции снимается
выработкой водяного пара).
С целью улучшения показателей процесса
получения тримеров и тетрамеров из чистого пропилена в
России вместо катализатора фосфорная кислота на
диатомите (ФКД-Э) стал использоваться катализатор
«фосфорная кислота на силикагеле» — ПФК/СФ-2.
Оптимальные условия олигомеризации пропилена на данном
катализаторе: температура — 165-175 °С, давление —
5-6 МПа, объемная скорость подачи жидкого
пропилена Ъ-А ч"1, содержание влаги в сырье — 0,03-
0,07 масс. %. По сравнению с «фосфорной кислотой на
диатомите» при получении полимердистиллятов
ППФ и ББФ каталитического крекинга катализатор
ПФК/СФ-2 позволяет получать из пропилена олефины
С(г-С\2 с меньшим выходом парафинов и олефинов
большей массы.
Вместе с тем недостаточная прочность катализатора
и быстрое вымывание активного компонента стали
причиной замены катализатора ПВК/СФ-2 на
импортный марки С-84-3. Пробег катализатора в реакторах
увеличился более чем в 2 раза, а расход катализатора на
единицу целевых продуктов (тримеров и тетрамеров
пропилена) снизился примерно в 3 раза. Это
объясняется также повышенной активностью и селективностью
катализатора СФ-83-3.
За рубежом фосфорнокислотные катализаторы
олигомеризации различных марок производятся для
получения олефинов для нефтехимических целей и
компонентов бензинов. Это катализаторы марки 1МР-ТРС-1
(на кизельгуре), разработки Мексиканского института
нефти; SPA-1 и SPA-2 (на диоксиде кремния) фирмы
«UOP», катализаторы серии С и Т (на диатомитовой
земле) фирмы «United Catalysts Inc.», а также С-84-3,
производимый в настоящее время фирмой «Sttd-
Chemie».
Для зарубежных процессов олигомеризации легких
олефинов с применением фосфорнокислотных
катализаторов при 170-200 °С и давлении 35-7,0 МПа
характерна конверсия олефинов «за проход» 70-80 %, а с
рециклом — до 95 %.
Все фосфорнокислотные катализаторы
олигомеризации имеют общие недостатки: короткий срок службы,
унос кислоты и коррозия оборудования, нерегенери-
руемость. Удаление из реакторов отработанного
катализатора, а также его утилизация представляют
определенные технические и экологические проблемы.
Устранить данные недостатки разработкой
гетерогенных кислотных, в первую очередь цеолитных,
катализаторов олигомеризации низших олефинов,
пытаются многие разработчики.
Считается, что бренстедовские (протонные)
кислотные центры в цеолитах являются активными в реакции
олигомеризации, тогда как апротонные центры
вызывают побочные реакции ароматизации и коксоотложс-
Нефть и нефтепродукты
917
ния. Установлено, что олигомеризующая активность
водородных форм цеолитов увеличивается с
содержанием алюминия или концентрацией протонных
центров. Большое значение при разработке цеолитных
катализаторов имеют отношение кремния и алюминия в
решетке цеолита, степень декатионирования или
свойства введенных катионов, а также молекулярно-ситовой
эффект, присущий цеолитам.
Так при 315 °С и 4,1 МПа конверсия пропилена
возрастает в ряду:
морденит < Y < оффретит < ZSM-5 < боралит < омега,
в то время как степень разветвления олигомеров
возрастает в ряду:
боралит < оффретит < ZSM-5 < морденит < Y < омега.
Жидкие продукты на боралите и ZSM-5 на 90 %
состояли из олефинов. На мордените и цеолите HY
продукты были обогащены ароматическими
углеводородами, что вызывало их быструю дезактивацию из-за
блокировки продуктами коксоотложения.
Сотрудниками фирмы «Мобил» при
олигомеризации пропилена на цеолите ZSM-5 в интервале
температур 250-300 °С в продуктах обнаружены олефины с
массой, кратной числу атомов в сырье (от 6 до 30-48
атомов углерода). В незначительных количествах
присутствовали парафины, нафтены, циклоолефины, дицик-
лоолефины, алкилбензолы, инданы и тетралины.
При сравнительно низких давлениях и высоких
температурах состав олефинов, имющих невысокую
молекулярную массу, приближается к равновесному
значению. С повышением давления наблюдается увеличение
молекулярной массы продуктов. Для получения
продуктов, фракционный состав которого на 80 % отвечал
бы дизельному топливу, предлагается осуществлять
процесс при 4-10 МПа и температуре 190-310 °С, а для
получения бензина с ИОЧ 92 процесс целесообразно
осуществлять при более высокой температуре 285-
375 °С и под давлением до 3,0 МПа. Применение
катализатора на основе цеолита ZSM-5 создало
предпосылки для разработки процесса «МОГД»,
предназначенного, главным образом, для получения реактивных и
дизельных топлив. В зависимости от сырья и условий
процесса выход бензиновых фракций мог составлять от
27 до 57 %. Бензиновая фракция для отвода тепла и
повышения выхода дистиллятных фракций рециркулиру-
ется. Бензиновая фракция содержит 94 % олефинов,
около 2 % ароматических углеводородов и имеет
октановое число по моторному методу 79 пунктов.
Получаемые средние дистилляты могут подвергаться
гидрированию, что повышает цетановое число с 33 до 52, снижает
бромное число с 79 до 4, а содержание алкилароматиче-
ских соединений снижает до уровня не более 5 %.
В настоящее время цеолитный катализатор COD-9
фирма «Siid-Chemie» предлагает также для процесса
получения дизельных и бензиновых фракций из
олефинов COD. При температуре 200-300 °С и давлении
4,5 МПа выход жидких продуктов (представленных на
80 % олефинами), на олефины сырья достигает 97 %, в
том числе бензина — 19 %. Межрегенерационный цикл
катализатора составляет от 20 до 80 сут.
Для получения дизельных фракций олигомеров
пропилена в процессе «Полинафта» Французского
института нефти при температуре около 200 °С также
используется цеолитный катализатор на основе сильно
деалюминированного морденита.
Российскими исследователями применительно к
олигомеризации олефинов изучались различные
цеолиты. При сравнительном исследовании морденита и
цеолита типа ZSM-11 было показано, что начальная
скорость олигомеризации пропилена при 270 °С не зависит
от соотношения алюминия и кремния в этих цеолитах.
В то же время активность морденита быстро падала,
что объяснялось различными механизмами отложения
кокса. Был сделан вывод о протекании олигомеризации
на слабых кислотных центрах. Спектрально было
показано, что на кислотных ОН-группах цеолитов возможно
протонирование олефинов, а на сильных центрах
кислотности — образование прочного комплекса с
молекулой олефинов.
С целью получения из бутан-бутиленовой фракции
компонета автобензина в ОАО «ВНИИОСНК» был
разработан катализатор БАК-70м на основе
отечественного высококремнеземного цеолита типа пентансил,
модифицированный цинком и галлием. При температуре
420-470 °С протекает димеризация олефинов с
образованием ароматических и парафиновых углеводородов с
получением компонента бензина с ИОЧ 94-95 и МОЧ
80-81. Процесс осуществляется в двух
последовательных реакторах (два других одновременно находятся на
регенерации).
Высокотемпературный процесс переработки оле-
финсодержащих фракций Сз-С4 также реализован на
цеолитсодержащем катализаторе ОБ-2, разработки
ООО «САПР-Нефтехим». Основой катализатора
является отечественный цеолит группы пентасилов ЦВМ в
металлзамещенной форме. Процесс осуществляют в
реакторе с охлаждением между слоев катализатора при
давлении 2,1 МПа и температуре до 450 °С.
Получаемый продукт содержит 45-50 % олефинов, до 10%
ароматических углеводородов и имеет конец кипения
до 225 °С и октановое число 92-96 (ИМ).
Межрегенерационный цикл катализатора — 350-500 ч.
Катализатор выдерживает 15-20 циклов.
Применение различных катализаторов типа H-ZSM
для конверсии газа, содержащего 96 % этилена, при
умеренных далениях (0,2-0,4 МПа) и температурах
(350-400 °С) позволяет «за проход» превращать лишь
35-40 % этилена в жидкие продукты, содержащие 35-
40 % ароматических и около 60 % насыщенных
углеводородов. Использование модифицированного металло-
ксидным комплексом цеолита ZSM-5 при еще более
высокой температуре (500-550 °С) лежит в основе
производства ароматических углеводородов из олефинсо-
918
Новый справочник химика и технолога
держащих фракций (процесс «Альфа» фирмы «Тоуо
Engineering»).
К недостаткам цеолитных катализаторов
высокотемпературной олигомеризации следует отнести
достаточно короткий межрегенерационный период,
присутствие в продуктах значительных количеств
ароматических углеводородов и тяжелого остатка.
Высокотемпературные катализаторы олигомеризации не могут
быть использованы для получения олигомерных
продуктов С6-С]2 в существующих установках
олигомеризации, где в настоящее время применяются фосфорно-
кислотные катализаторы при температурах не более
220 °С.
Попытки снижения температуры олигомеризации
бутиленов делались с применением катализаторов на
основе сульфатированного оксида циркония. Конверсия
бутиленов ББФ на Zr02-S04 при 175 °С достигала 55-
70 %, но заметно снижалась через 50 ч. Продуктами
являлись полиолефины большей частью линейного
строения. Относительно цеолита ЦВМ и деалюминированно-
го морденита был сделан вывод о возможности их
применения для получения бензиновых и дизельных
фракций, но только при температурах 250-550 °С.
Снижение температуры процесса олигомеризации
олефинов Сз-С4 оказалось возможным на катализаторе
типа ОК, полученном модифицированием
отечественного высокомодульного цеолита типа ЦВМ. При
температуре 150 °С и давлении 2,0 МПа обеспечивается
выход олигомеризата пропилена «за проход» 77 % с
получением олефинов С6, С9и С12в количестве 14, 51 и
23 % соответственно.
Конец кипения полученных продуктов практически
соответствует бензиновым фракциям. Конверсия
олефинов в зависимости от предполагаемого
использования продуктов (бензинового или нефтехимического)
может варьироваться изменением условий процесса.
При увеличении температуры до 200 °С, давления до
5,0 МПа и объемной скорости подачи пропилена с 2 до
6 ч~' выход олигомеризата снижается до 50 %, но
содержание димеров, тримеров и тетрамеров в продукте
составляет соответственно 45, 35 и 15 %. Содержание
углеводородов С]3+ в этом случае не превышает 5 %, а
содержание ароматических углеводородов в продукте
составляет около 1 %.
При олигомеризации ББФ (52 % бутиленов) с
объемной скоростью 2,0 ч"1 при 175 °С и давлении 2,0 МПа
«за проход» обеспечивается выход жидкого продукта
на поданные бутил ены около 50 %. Содержание окте-
нов и додеценов в продуктах составляет соответственно
83 и 13 масс. %. Выход олигомеризата увеличивается
до 92 % при подъеме температуры до 200 °С и давления
до 5,0 МПа. Содержание более тяжелых продуктов в
этом режиме несколько увеличивается при сохранении
количества ароматических углеводородов около 1 %.
Испытания на ББФ с содержанием 75 % «-бутиленов
показали возможность получения олигомеризата с
выходом «за проход» до 90 %.
Бензиновые фракции, полученные олигомеризацией
пропилена или бутиленов, имеют октановые числа до
95 пунктов (ИМ). Испытания в условиях пилотной
установки показали возможность длительной (до 2000 ч)
эксплуатации катализатора до окислительной
регенерации. Катализатор ОК не спекался и не вызывал
коррозии. Полученные данные легли в основу технологии
олигомеризации «ОЛЕОЛ» с использованием цеолит-
ного катализатора данного типа при температурах 150-
350 °С в бензиновом и нефтехимическом (с
рециркуляцией неконвертированного сырья) вариантах.
Процессы олигомеризации олефинов С2 С4
Процессы конверсии олефинсодержащих нефтеза-
водских газов в полимербензин являются ниболее
старыми промышленными каталитическими процессами
нефтепереработки. В настоящее время с применением
фосфорнокислотных катализаторов в мире получают
около 6 млн т в год полимер-бензина, а еще около
3 млн т производится в процессах димеризации.
Процессы олигомеризации олефинов для нефтехимических
целей не такие многотоннажные, но более
многочисленные в связи с разнообразием областей применения
получаемых продуктов.
Олигомеризации этилена. Использование этилена
высокой чистоты целесообразно для получения олиго-
меров определенной структуры и массы,
предназначенных для производства ценных нефтехимических
продуктов: каучуков, пластических масс, моющих веществ
и т. п.
Процесс «Альфабутол», разработанный
Французским институтом нефти («1FP»), предназначен для
олигомеризации этилена в а-бутен — сополимер при
получении полиэтилена высокой плотности при высоком
давлении. Жидкофазная технология основана на
применении растворенных жидких титановых(ГУ)
комплексов и сокатализатора (органического соединения
алюминия) (рис. 12.130). Процесс осуществляется при
50-55 °С и давлении 2,2-2,7 МПа с рециркуляцией
неконвертированного этилена. (Неполная конверсия
поддерживается для обеспечения приемлемой
селективности по олигомерам С6+.) Расход катализатора на 1 т
бутена-1 составляет 1 кг. Катализатор отделяется
последовательным двухстадийным испарением (вторая
стадия — в пленочном испарителе) и после разрушения
аминами направляется на прокаливание (озоление).
Отходы нетрализации отработанного катализатора — 3 кг
на 1 т бутена. На производство 1 т товарного продукта
расходуется 1095 кг этилена, 90 кВт-ч электроэнергии,
0,7 т пара и 100 м3 охлаждающей воды.
Ориентировочные капиталовложения в установку мощностью 30 тыс.
т в год составляют 6 млн долларов. Суммарная
мощность лицензированных установок «Альфабутол» —
свыше 150 тыс. т в год.
Производство а-олефинов С4-С4о из этилена
методом алюминийорганического синтеза по двухстадийной
Нефть и нефтепродукты
919
технологии фирмы «Ethyl Corporation» мощностью по
продуктам 194 тыс. т в год эксплуатируется в г.
Нижнекамске. Расход этилена на выработку наиболее ценной
фракции а-олефинов С8-С]0 составляет 2,94 т/т или
около 62 % на 1 т товарных а-олефинов. Выработка
фракций Ci2-C|4 и C16-Ci8 для применения в качестве
сырья при производстве моющих веществ и присадок к
маслам составляет на этилен около 16 и 21 %
соответственно. Выработка а-олефинов С8 и С6 высокой
чистоты составляет на этилен около 8 и 6 %
соответственно. Фракцию гексенов низкой частоты предполагается
использовать в качестве компонента бензина, а
высокомолекулярные олефины С20+ — частично сжигать.
Высокая себестоимость получаемых по данной технологии
а-олефинов определила их использование в основном
за рубежом.
А
Этилен
Реактор
а п
W
Амин
Колонна
рецикла
Колонна
а-бутеиа
1-бутеп
Фракция С6
Узел удаления
катализатора
Отходы
нейтрализации
ТЭА
Рис.12.130. Принципиальная схема процесса «Альфабутол»
Процесс «Димерсол Е» Французского института
нефти предназначен для получения компонента бензина
олигомеризацией этиленсодержащих (топливных) газов
каталитического крекинга. В процессе используется
газообразное сырье, но в реакторе находится жидкая
фаза, благодаря подаче жидкого каталитического
комплекса, содержащего никельорганический компонент.
Из-за высокой чувствительности катализатора к ядам
применяется последовательная очистка сырья аминами
и щелочным раствором. Установка имеет также
криогенную секцию, состоящую из блоков осушки
цеолитами, секцию сжижения газов (-100 °С), и блок деметани-
рования фракции С2+. Секция фракционирования
включает колонну отделения этана и дебутанизатор.
Конверсия этилена и присутствующего в сырье пропилена
превышает 95 %. Жидкие продукты установки
содержат около 15 % бутиленов, а также бензиновую
фракцию С5+ с октановым числом по моторному методу 79-
80, а по исследовательскому методу — 93-94 пункта.
Установка «Димерсол Е» производительностью по
сырью (24 % этилена и 6 % пропилена) около 90 тыс. т в
год позволяет получать около 30 тыс. т в год фракции
С4+. При ориентировочной стоимости установки 10 млн
долларов энергозатраты на 1 т перерабатываемого
сырья (на 1 т бензиновой фракции) составляют:
Электроэнергия, кВт-ч
Пар, т
Вода (охлаждающая), м3
Холод, ГДж
132,7 (405,4)
0,150(0,46)
39,8(121)
0,1(0,32)
Относительно высокие капиталовложения в
процессе «Димерсол Е» объясняются необходимостью
тщательной подготовки сырья (50 % стоимости).
Относительно велики затраты на компримирование газов.
Затраты на катализатор и реагенты составляют 16 долл. / т
бензина.
Олигомеризация пропилена. Процесс «Димерсол»
имеет более простое технологическое оформление в
случае использования в качестве сырья пропиленсодер-
жащих фракций (процесс «Димерсол Г» (рис. 12.131)).
Процесс существляется при температуре охлаждающей
воды и умеренных давлениях в жидкой фазе в
присутствии гомогенного катализатора циглеровского типа.
Катализатор, например марки LC 1250,
представляющий собой соединения никеля, обработанного алюмо-
органическим соединением, поставлялся фирмой «Pro-
catalyse». Установка для получения компонента
бензина, названного «Димейт», состоит из нескольких
секций. Реакторная секция включает один или несколько
реакторов, в которых циркуляционным насосом
осуществляется перемешивание и контроль за температурой с
использованеием внешних теплообменников.
Катализатор инжектируется в циркулирующий через реактор
поток. В зависимости от желаемой конверсии
пропилена — 90 % или 95 % — применяется одна или две
стадии реакции. Для увеличения конверсии до 97-98 %
необходим третий реактор.
Реактор
Катализатор»
Сырье
Узел удаления
катализатора
Сжижен-
1'
NH,
га
и
t
Отходы
щелочи
ныи газ
t
Вывод
Стабилизатор
Димейт
(в бензин)
Щелочь
Вода
Рис. 12.131. Принципиальная схема процесса «Димерсол Г»
Второй частью установки является секция
нейтрализации — отмывки катализатора. Для предотвращения
образования вредных продуктов нейтрализацию
катализатора осуществляют безводным аммиаком. Продукт
после нейтрализации отмывается водным раствором
920
Новый справочник химика и технолога
щелочи. Секция стабилизации состоит из колонны
удаления газов С3 из бензиновой фракции.
Подготовка сырья — пропан-пропиленовой фракции
(ППФ) каталитического крекинга — может включать
стадии селективного гидрирования диенов и
ацетиленовых углеводородов, а также осушку молекулярными
ситами ЗА.
Продукт установки «Димейт» представляет собой
легкую фракцию олефинов С6, 70 % которой выкипает
при 80 °С. Благодаря присутствию более тяжелых оли-
гомеров, конец кипения продукта соответствует
бензиновой фракции (около 200 °С). Октановые числа
продукта составляют 96 пунктов (ИМ) и всего 81 пункт по
моторному методу. Выработка продукта на установке
по переработке ППФ (75 % пропилена) мощностью
100 тыс. т в год составляет 71 тыс. т в год.
При ориентировочной стоимости установки 4 млн
долларов энергозатраты на 1 т бензиновой фракции
составляют:
Электроэнергия, кВтч 14,08
Пар,т 0,180
Вода (охлаждающая), м3 37,2
По технологии димеризации олефинов типа «Димер-
сол» работает около 20 установок, вырабатывающих
компоненты бензина общей мощностью около 2,5 млн т
в год.
Процесс селективной димеризации пропилена в
2-метилпентен-1 является первой стадией одного из
способов получения синтетического изопрена.
Последующими стадиями являются изомеризация 2-метил-
пентена-1 в 2-метилпентен-2 и пиролиз последнего с
образованием метана и изопрена (с выходом на
разложенный 2-метилпентен-2 около 45 %). В качестве
катализатора олигомеризации пропилена (60-80 % в
пропане) используют трипропилалюминий. Реакция
осуществляется при 150-200 °С и давлении около 20 МПа.
Степень превращения пропилена составляет 70-85 %.
Продукты димеризации разделяют: жидкий катализатор
и тяжелые углеводороды возвращают в реактор, туда
же возвращают неконвертированный пропилен.
Выделенный ректификацией 2-метилпентен-1 направляют на
изомеризацию.
Получение тримеров и тетрамеров пропилена на
фосфорнокислотных катализаторах. Фосфорнокис-
лотные катализаторы использовались для получения
тетрамеров пропилена по технологии фирмы «UOP».
Более десяти производств в мире вырабатывают из
ППФ полимер-бензин и тетрамеры пропилена с
использованием катализатора С-84. В России также
существовали установки олигомеризации ППФ с
использованием фосфорной кислоты на кизельгуре. В дальнейшем
олигомеры пропилена и бутиленов стали
использоваться в качестве сырья для производства смол ПАВ, ок-
соспиртов и алкилфенольных присадок к маслам. В
г. Нижнекамске по отечественной технологии была
построена установка олигомеризации
концентрированного пропилена для производства тримеров и тетрамеров
(рис. 12.132).
В состав установки входит 4 параллельных нитки по
три кожухотрубных реактора в каждой.
В процессе используется фосфорнокислотный
катализатор ПФК/СФ. Нагрев осуществляется паром, а
тепло реакции отводится паровым конденсатом. Процесс
осуществляется при температуре 140-200 °С, давлении
5,0 МПа и объемной скорости 3,0-3,5 ч"1.
Конверсия пропилена «за проход» составляет более
40 %. Неконвертированный пропилен, а также фракция
димеров пропилена рециркулируется в реакторы
олигомеризации. Средняя производительность по олигоме-
рам составляет 650-750 кг/м3-ч, а длительность работы
катализатора — 700-1000 часов. Отработанный
катализатор выгружается напором воды с последующим за-
щелачиванием стоков. Выход целевых продуктов на
пропилен составляет по тримеру 71 %, а по тетраме-
ру — 24 %.
Расходные показатели на 1 т продукции: пропилен —
1,27 т, катализатор — 3,5 кг. Удельные энергозатраты:
Электроэнергия, кВт-ч ЮЗ
Пар, Гкал 2,28
Вода (охлаждающая), м3 108
Холод, Гкал 0,05
1~*Г\
Т I и hi iv v vi
X
v
ML
г* 7
xJxjtJxJi
VII.
Рис. 12.132. Принципиальная технологическая схема
установки получения тримеров и тетрамеров из
концентрированного пропилена:
1 — реактор трубчатого типа; 2 — сепаратор;
3-9 — ректификационные колонны;
I — пропилен; II — димеры; Ш — фракция Cr-Cs;
IV — тримеры; V — фракция Сю-Сц; VI — тетрамеры;
VII — пентамеры; VIII — пропан
Нефть и нефтепродукты
921
Замена катализатора на импортный С-84-3
позволила улучшить технико-экономические показатели
процесса получения тримеров и тетрамеров пропилена,
используемых для производства изононилфенола,
смолы «Октофор» и присадок к маслам.
Получение полимербензина на
фосфорнокислотных катализаторах. В широко распространенных за
рубежом процессах получения полимербензина обычно
используется дешевые ППФ или ББФ каталитического
крекинга. В зависимости от состава сырья и условий
процесса октановое число полимербензина составляет
82-97 пунктов по моторному методу. При олигомери-
зации ППФ октановые числа продуктов составляют 94-
97 (ИМ) или 81-84 (ММ). Обычно ИОЧ и МОЧ
полимербензина равны 93 и 82,5 пунктам соответственно.
При олигомеризации бутиленов может быть
получен полимербензин, обогащенный октенами,
имеющими октановые числа около 100 (ИМ) или 85 (ММ). Тем
не менее предпочтительным сырьем процесса является
ППФ, т. к. ББФ, как правило, направляется на
установки алкилирования. Сополимеры пропилена и бутиленов
имеют пониженные октановые характеристики.
Общими недостатками полимербензинов являются
сравнительно низкое октановое число по моторному методу,
низкая химическая стабильность. Высокое содержание
олефинов в полимербензинах в настоящее время также
ограничивает возможности для их компаундирования,
учитывая требования европейского законодательства, а
в перспективе и российского, о снижении содержания
олефинов в бензинах (менее 20 об. %). Вместе с тем
высокие октановые числа смешения полимербензина и
отсутствие потребности в изобутане (по сравнению с ал-
килированием) делает этот способ переработки олефин-
содержащих фракций приемлемым для многих заводов.
Процессы получения полимербензинов из ППФ на
фосфорнокислотных катализаторах осуществляют при
температурах 150-200 °С и давлении 4,2-10,5 МПа.
Затраты на катализатор составляют около 1 долл. на м3
продукта. Типичные энергозатраты при мощности
установки около 16 м3 продукта в час:
Электроэнергия, кВт-ч 168
Пар, т/ч 8,7
Вода (охлаждающая), м3 234
Отечественный катализатор «фосфорная кислота на
диатомите» (60 масс. % Рг05) при олигомеризации
концентрированного пропилена под давлением 5,2 МПа и
температуре 160-220 °С практически не уступает в
активности катализаторам ПФК/СФ и С-84, превосходя
их по прочности. Однако этот формованный
катализатор не рекомендовался для сырья с содержанием
олефинов более 60 % из-за высокой начальной активности,
что вызывало снижение прочности и реакционного
цикла.
Процесс «Гексол», разработанный фирмой «UOP»,
предназначен для получения изомерных гексенов с
применением гетерогенного катализатора, не
требующего введения с сырьем каких-либо дополнительных
реагентов (рис. 12.133). Катализатор непирофорен (не
горюч), не спекается и его выгрузка из трубчатого
реактора не представляет проблем. Благодаря более
высокой активности, по сравнению с фосфорнокислотными
катализаторами, при переводе установок получения
полимер-бензина на данный процесс может быть
сокращено число реакторов, а тепло реакции можно
снимать не выработкой пара, а подачей воды в межтрубное
пространство. Практически не требуется подогрев
сырья. Это позволяет снизить затраты на энергию при
выработке 1 т продукта.
J
II
V
/
"
"
С ' )
1 >.
* 2
►
Рис. 12.133. Принципиальная схема процесса «Гексол»:
/ — реактор; 2 — стабилизационная колонна; 3 — емкость орошения;
I — пропиленовая фракция; II — циркулирующий сжиженный газ;
III — товарный сжиженный газ; IV — целевой продукт (гексат)
Октановое число получаемого продукта — «гекса-
та» — по исследовательскому методу приближается к
полимер-бензину, получаемому из той же пропан-
пропиленовой фракции, однако, его октановое число по
моторному методу на 2 пункта ниже (80-81 пункт).
«Гексат» имеет также более высокую упругость пара
(45,7 КПа) и «степень непредельности», т. к. содержит
около 80 % гексенов.
По данным фирмы «UOP» при переработке 1304 м3
в сутки ППФ с содержанием 76 % пропилена (с
рециклом части сжиженных газов после реактора) объем
вырабатываемого «гексата» составляет 740 м3/сутки по
сравнению с 680 м3/сутки полимербензина по
традиционной технологии. Капиталовложения в процесс
«Гексол» относительно невелики, а эксплуатационные
расходы (на единицу объема продукта) ниже, чем при
получении полимербензина. Предлагается
реконструкция действующих установок получения
полимербензина с целью их перевода на процесс «Гексол», однако,
данные о работающих установках по технологии
«Гексол» не известны.
Разработка цеолитсодержашего катализатора типа
ОК, эффективно конвертирующего пропилен в олиго-
меры С6-С12 при относительно низких температурах
100-200 °С, позволила создать основы отечественной
922
Новый справочник химика и технолога
технологии олигомеризации олефинов С3-С4, (процесс
«ОЛЕОЛ»).
Применительно к пропан-пропиленовой фракции
каталитического крекинга процесс «ОЛЕОЛ» был
разработан в двух вариантах:
- с максимальной конверсией «за проход» (более
80 %) для получения компонента автобензина в более
жестком режиме с рециклом части отработанной
пропан-пропиленовой фракции;
- с максимальной селективностью для получения
фракций тримеров пропилена и компонентов бензина в
мягком режиме с рециклом пропилена.
По первому (бензиновому) варианту (рис. 12.134)
технологическая схема процесса предусматривает
использование пяти полочных реакторов: четыре
последовательных реактора с промежуточным охлаждением
потоком сырья находятся в режиме олигомеризации, а
пятый («плавающий» реактор) — на регенерации
катализатора. Сырье — пропан-пропиленовую фракцию —
рекомендуется очищать цеолитами. В реакторах 2 при
температуре 200-300 °С и давлении 5,0 МПа
осуществляется олигомеризация пропилена. Продукты реакции
после охлаждения дросселируются в сепаратор 4, а
выходящая из сепаратора газовая фаза охлаждается и
направляется в ректификационную колонну 7 для
выделения отработанной ППФ. Часть последней рециркули-
руется в реакторы олигомеризации, а балансовое
количество выводится с установки и используется в
качестве топливного газа. Жидкость из сепаратора
направляется в колонну 8 для выделения верхнего продукта —
компонента бензина (фракция н. к. 200 °С). Кубом
колонны выводится более тяжелая фракция, которая
может быть использована в качестве компонента
дизельного топлива. При работе установки на ППФ
каталитического крекинга (75 масс. % пропилена) выработка
жидкого продукта на сырье может превышать 70 %, в
том числе 82 масс. % бензиновой фракции с октановым
числом не менее 92 пунктов (ИМ).
Удельные затраты на 1 т перерабатываемого сырья
составляют:
Электроэнергия, кВт-ч 42,5
Пар, Гкал 0,134
Вода (охлаждающая), м3 21,7
Топливный газ, кг 24,8
Катализатор олигомеризации, кг 0,122
Межрегенерационный период работы катализатора
ОК был установлен на уровне 1000 ч при сроке службы
1 год.
По второму (нефтехимическому) варианту (рис. 12.135)
процесса осушенное сырье (ППФ) контактирует с
катализатором в четырех параллельно работающих
трубчатых реакторах, в межтрубное пространство которых
подается водяной конденсат для выработки пара.
Процесс осуществляется при температурах 150-250 °С и
давлении 5,0 МПа. Конверсия пропилена «за проход»
поддерживается на уровне 50 %. Продукты реакции
после охлаждения поступают в сепаратор, из которого
жидкие продукты направляются в колонну 8. Газовая
фаза из продуктового сепаратора охлаждается, и
сконденсированная часть продуктов направляется в колонну
б для выделения отработанной ППФ с последующим
разделением в колонне 7 пропилена и пропана.
Последний используется в качестве топливного сжиженного
газа, а пропилен рециркулируется в сырье реакторов
олигомеризации. Кубовый продукт колонны 6 и
жидкость из продуктового сепаратора поступают в колонну
8 на выделение в верхней части легкой бензиновой
фракции (н. к. 125 °С). Кубовый продукт из колонны 8
направляется в колонну 9, в верхней части которой
выводятся тримеры пропилена (фракция 125-150 °С).
Кубовый продукт колонны 9 направляется в колонну 10
Рис. 12.134. Принципиальная схема процесса «ОЛЕОЛ» (бензиновый вариант):
/ — адсорбер; 2 — реакторы полочного типа; 3 — печь; 4 — сепаратор; 5 — теплообменники;
6 — холодильник; 7,8 — ректификационные колонны;
I — фракция олефинов Сз (ППФ); II — рецикл С3; III — сжиженный газ; IV — олигомеризат;
V — бензиновая фракция (н.к. 200 °С); VI — фракция (к. к. 200 °С)
Нефть и нефтепродукты
923
II
VII
VIII
IX
Рис. 12.135. Принципиальная схема процесса «ОЛЕОЛ» (нефтехимический вариант):
/ — адсорбер; 2 — трубчатые реакторы; 3 — емкость сырьевая; 4,5 — сепараторы;
6-10 — ректификационные колонны, // — теплообменная аппаратура;
I — фракция олефинов Ст (ППФ); II -~ рецикл пропилена; III - - смешанное пропиленовое сырье; IV — нестабильный олигомеризат;
V — олигомеры С4+; VI — депропанизированный олигомеризат; VII — фракция (н.к. 125 °С); VIII — фракция ноненов (125-150 °С);
IX — фракция 150-200 °С; X — фракция > 200 °С; XI — пропановая фракция; XII — топливный газ; XIII — конденсат; XIV — водяной пар
для выделения верхним погоном фракции тяжелой
бензиновой фракции (150-200 °С), а также тяжелого
остатка. Выработка жидких продуктов конверсии ППФ
(75 % пропилена) в процессе «ОЛЕОЛ» по
нефтехимическому варианту может составлять на сырье не менее
72 %, в том числе:
- легкой бензиновой фракции н.к. 125 °С (ИОЧ =
93, МОЧ = 80), 31,8 масс. %;
-фракции тримеров пропилена 125-150 °С
(ИОЧ= 96), 29,2 масс. %;
- бензиновой фракции 150-200 °С (МОЧ = 76),
29,1 масс. %.
Фракция тримеров пропилена содержит около 90 %
углеводородов С9, имеет йодное число около 200 г 12/100 г и
содержание ароматических углеводородов около 1 %,
что позволяет считать этот продукт
высококачественным нефтехимическим сырьем.
Смесь бензиновых фракций н.к. 125 °С и 150-215 °С
имеет октановое число 92-93 пункта (ИМ). Товарными
продуктами установки являются также фракция
олефинов Ci5 (менее 7 % на сырье), которая при отсутствии
более квалифицированного применения может
использоваться как компонент дизельного топлива, и фракция
сжиженного пропана.
Потребность в катализаторе олигомеризации по
данному варианту процесса «ОЛЕОЛ» установлена в
количестве 0,18 кг на 1 т свежего сырья.
В процессе эксплуатации катализатор не спекается,
не вызывает коррозии оборудования. После окончания
межрегенерационного периода (до 2000 часов)
катализатор может выгружаеться из трубчатых реакторов и
подвергается окислительной регенерации в реакторе.
Подобная схема регенерации катализатора создает
предпосылки для перевода существующих установок
получения полимербензина на фосфорнокислотных
катализаторах на процесс «ОЛЕОЛ» —
низкотемпературной олигомеризации олефинов С3-С4
Олитомеризация бутиленов
Олитомеризация изобутилена. Процесс
олигомеризации фирмы «Байэр» был использован для
извлечения 99 % изобутилена из пиролизной фракции С4
(после извлечения бутадиена). Процесс осуществляется в
жидкой фазе в присутствии до 1 % добавляемого к
сырью катализатора (рис. 12.136). (Катализатор после
отделения центрифугированием рециркулируется в
реакторы олигомеризации.) Процесс осуществляется при
температуре около 100 °С и давлении 2,0 МП а.
х^
Lvg.
Рис. 12.136. Принципиальная схема процесса
олигомеризации фирмы «Bayer»:
/ -— реакторный блок; 2 — блок подготовки катализатора;
3 — центрифуга; 4 — подогреватель;
5 — колонна разделения продуктов;
I — ББФ (сырье); II — рецикл катализатора; III — свежий
катализатор; IV — концентрат катализатора; V — потери
катализатора; VI — отработанная ББФ; VII — олигомеры (продукт)
Основным продуктом установки является диизобу-
тилен с примесью содимера с н-бутиленами и тримеров.
Суммарный выход олигомеров (с рециклом
н-бутиленов) составляет 110-120 % на изобутилен сырья. Окта-
924
Новый справочник химика и технолога
новое число фракций ди- или тримеров изобутилена
составляет — около 100 (ИМ) или 89 пунктов (ММ), а
после гидрирования октановое число по моторному
методу повышалось на 10-13 пунктов.
Расходные показатели в процессе фирмы «Бауэр»
при переработке 1 т сырья (45,4 % изобутиленов и
43,8 % «-бутиленов):
Электроэнергия, кВт-ч 16
Пар, т 0,16
Вода (охлаждающая), м3 40
Катализатор олигомеризации, кг 0,12
Продукты олигомеризации изобутилена, как и
отработанную фракцию, содержащую до 85 % «-бутиленов,
предлагалось использовать также в нефтехимических
целях.
Процесс «Селектопол» Французского института
нефти представляет собой селективную олигомеризацию
изобутилена в смеси бутиленов. Олигомеризация
осуществляется в реакторе с несколькими слоями
катализатора, а температура регулируется рециклом холодной
неконвертированной ББФ. Процесс имеет две
модификации — «Изопол» и «Гидропол». Отличительной
особенностью этих модификаций являют заключительные
стадии:
В процессе «Изопол» — это изомеризация бутена-1
в бутен-2 (с целью улучшения качества сырья для
получения алкилбензина). В процессе «Гидропол»
заключительной стадией является гидрирование продуктов, в
том числе и бутиленов (отработанная ББФ
направляется на пиролиз).
Выход жидкого продукта на изобутилен — 99 %.
Октановые характеристики продуктов в процессе
«Селектопол» («Изопол») составляют 100 пунктов (ИМ)
или 85 (ММ). Продукты «Гидропола» имеют меньшие
отличия в октановых числах, определенных
различными методами, — 99,5 и 89,5 пунктов соответственно.
Процесс фирм «Snamprogetti Spa» и «CDTECH»
также предназначен для получения концентрата изо-
октена и/или изооктана (при необходимости
совместно с МТБЭ). Изобутиленсодержащие фракции, в том
числе дегидрогенизат изобутана, могут
конвертироваться в трубчатом реакторе в продукт, содержащий
менее 0,5 % олигомеров С]2 (конверсия
изобутилена — 85 %). Для повышения конверсии до 99 %
необходим второй реактор с неподвижным слоем
катализатора (рис. 12.137).
Блок гидрирования обеспечивает получение
высококачественного компонента бензина — изооктановой
фракции.
Затраты на переоборудование установки синтеза
МТБЭ на данный процесс достигают 15,7 тыс. долл. на
1 м3 /сут. Энергозатраты на 1 м3 изооктена:
Электроэнергия, кВт-ч 3,8-6,3
Пар, т 0,57-0,86
Вода (охлаждающая), м3 36-48
Выделение
метанола
ХА
X
Метанол
на подпитку
Вода
на подпитку
Сырье СА
Готовый
V
Возврат компонента,
издоктсн
Водород
Блок
гидрирования
Готовый
изооктан
повышающею селективность
Рис. 12.137. Схема процесса получения изооктена
фирм «Snamprogetti Spa» и «CDTECH»:
/ — реактор; 2 — дебутанизатор; 3 — колонна выделения изооктена
Процесс «NExOCTANE» лицензируемый фирмами
«Kellog Brown & Root» совместно с «Neste Engineering
Оу» предназначен для превращения изобутена,
содержащегося во фракциях С4 в изооктан (2,2,4-триметил-
пентан) с использованием существующих установок
синтеза МТБЭ. Установка состоит из трех блоков:
- димеризации изобутена в жидкой фазе на
неподвижном слое ионообменной смолы, обладающей
кислотными свойствами;
- выделения изооктена;
- гидрирования изооктена (без циркуляции водорода).
Октановые характеристики изооктеновой фракции
101-103 пункта (ИМ) или 85-87 (ММ).
Изооктановая фракция имеет ИОЧ 99-100 и МОЧ
96-99 пунктов. Энергозатраты на 1 м3 продукта:
Электроэнергия, кВт-ч 14,5
Пар, т 2,0
Первая из нескольких лицензированных установок
по данной технологии пущена в 2001 году.
В процессе «ИнАлк» («InAlc»), лицензируемом
фирмой «UOP LLC», для получения продукта, подобного
традиционному алкилбензину, на первой стадии
используется реакция олигомеризации изобутилена с
легкими олефинами (С3-С5) на проверенном в
промышленности гетерогенном катализаторе полимеризации
(рис. 12.138). Полученную смесь гидрируют циркули-
руемым водородом.
Для данного процесса предлагается использовать (с
соответствующим дооборудованием) традиционные
установки каталитической конденсации (полимеризации)
или синтеза МТБЭ. Продукт установки «ИнАлк» —
высокооктановый парафинистый компонент бензина с
ИОЧ 99 и МОЧ 94, не содержащий ароматических
углеводородов. (Содержание олефинов в продукте может
регулироваться.)
Удельные капиталовложения при
производительности установки 445 м3/сут. на 1 м3 продукта для новой
установки составляют примерно 19 тыс. долл. (При
реконструкции установки синтеза МТБЭ
капиталовложения примерно в 2 раза ниже.)
Нефть и нефтепродукты
925
С вежий водород
Водород
Газы
Олефиновое
1
сырье
S
Сжиженный
газ
«Алкилат»
Рис. 12.138. Поточная схема процесса «ИнАлк»:
/ — реактор олигомеризации (полимеризации) полочного типа;
2 — реактор гидрирования; 3 — блок отделения водорода;
4 — колонна стабилизации;
I — изобутилен + олефины Сз-% II — свежий водород;
III — отходящий газ; IV — сжиженный нефтяной газ;
V — моторный «алкилат»
Удельные энергозатраты (на 1 м3 «алкилбензина»):
Электроэнергия, кВтч
Пар, т
Водород, кг
13,2
0,28
12,3
Олитомеризация н-бутиленов. Существует
вариант гомогенной олигомеризации «-бутиленов в
процессе «Димерсол Икс» Французского института нефти.
Данный процесс от описанного процесса топливного
варианта процесса Димерсол отличают большее число
реакторов (из-за меньшей реакционной способности н-
бутиленов) и наличие дополнительных колонн для
выделения фракций октенов и додеценов. Фракция диме-
ров бутилена содержит октены низкой степени
разветвления (более 50 % метилгептенов), что делает такое
сырье более предпочтительным для получения оксо-
синтезом изононанола, а затем пластификатора для
полихлорвинила — диизононилфталата.
Процесс «Октол» — олигомеризация бутиленов
после удаления из пиролизных фракций С4 изобутилена
(иногда также и бутена-1), разработанный фирмой
«Hiils» был реализован в промышленности. В
настоящее время процесс лицензируется фирмой «UOP».
Продуктом является смесь ди-, три- и тетрамеров
«-бутиленов. Процесс протекает в жидкой фазе в
присутствии гетерогенных катализаторов двух типов (А и Б). На
одном из катализаторов (А) получаются олигомеры с
более или менее разветвленной структурой, что
предпочтительно при использовании продукта в качестве
высокооктанового компонента бензина. Второй тип
катализатора (Б) позволяет получать продукты менее
разветвленного строения для использования в
производстве пестицидов и моющих веществ. Независимо от
вида применяемого катализатора, сырье должно быть
тщательно очищено от кислородсодержащих и
полиненасыщенных соединений. При использовании
катализатора типа Б должно быть исключено присутствие
сернистых соединений. Примеси диенов рекомендуется
удалять селективным гидрированием, а примеси воды,
метанола или эфиров — очисткой на цеолитах. При
соблюдении указанных требований срок службы
катализаторов может составить более 2 лет. Процесс
«Октол» может быть реализован также по одноступенчатой
и двухступенчатой технологическим схемам.
Одноступенчатая схема предусматривает
использование одного реактора, работающего при повышенном
давлении, достаточном для поддержания в нем
существования жидкой фазы продуктов. Сырье в реактор
(смесь свежей и рециркулируемой фракции С4)
поступает при температуре ниже 100 °С. После колонны
выделения фракции С4 фракция димеров выделяется в
вакуумной колонне.
Двухступенчатая схема процесса используется для
оптимизации температурного режима процесса и
предусматривает использование двух трубчатых
реакторов, охлаждаемых в межтрубном пространстве водой
(рис. 12.139). Блок ректификации позволяет выделять
не только фракцию октенов, но и тримеров бутилена,
также представляющих интерес для производства
пластификаторов. Качество тримеров бутилена для
получения пластификаторов или моющих веществ выше,
чем у тримеров пропилена, из-за меньшей степени
разветвленное™ последних.
Сырье
Рис. 12.139. Принципиальная схема
двухступенчатого процесса «Октол»:
Р-1, Р-2 — реакторы; К-1, К-2, К-3, К-4 — ректификационные колонны
Для строительства установки мощностью 45-
55 тыс. т в год требуется от 6,5 до 11,6 млн долл.
Выработка суммарных олигомеров по вариантам А и Б
одинакова (67 тыс. т /год), однако количество фракции
октенов различно и составляет в зависимости от типа
катализатора А и Б соответственно 43 и 55 тыс. т в год.
Характерно, что экономическая целесообразность
бензинового варианта процесса однозначно неопреде-
лена. Энергозатраты для установки мощностью по
сырью 110 тыс. т в год по вариантам:
Статья расхода Вариант А Вариант Б
Пар, т/ч 6,8 8,3
Охлаждающая вода, м3/ч 460 550
Электроэнергия, кВт-ч 170 170
926
Новый справочник химика и технолога
Процесс «МОГД» разработан фирмой «Mobil Re-
cerch and Development Corp.» для получения из легких
олефинов тяжелых олефинов, соответствующих по
температурам кипения фракциям бензина или средних
дистиллятов с концом кипения свыше 330 °С.
Последние могут использоваться после гидрирования в
качестве высококачественного дизельного или реактивного
топлива. Соотношение производимого бензина и
дистиллята может варьироваться. Тем не менее при
переработке различных видов сырья — бутиленов, их смеси
с пропиленом — при одинаковых температурах и
давлениях и при достататочном времени контакта выход
продуктов примерно одинаков.
На рис. 12.140 приведена схема для получения
максимального выхода дистиллята. (Для получения
максимального выхода бензина необходимо ужесточить
температурный режим в реакторах и изменить схему
выделения сжиженных газов, направляемых по
данному варианту на рециркуляцию.)
Реакторный блок включает в себя четыре реактора,
один из которых находится на окислительной
регенерации. Исходные олефины вместе с рециркулятом
бензиновой фракции последовательно проходят три
реактора олигомеризации. Продукты реакции делят на
бензиновый и дистиллятный потоки, которые в свою
очередь направляются на отделение сжиженных газов и
фракционирование. При работе на смешанном сырье,
содержащем пропилен и бутилены, в однопроходном
дистиллятном варианте содержание в продуктах
бензина и дистиллята составляет 27 и 67 масс. %
соответственно. Качество бензиновой фракции незначительно
меняется в зависимости от варианта процесса «МОГД».
Она содержит около 94 % олефинов и имеет октановые
числа 92 (ИМ) или 79 (ММ).
рецикл бензина
бензин
на разделение
дистиллят
на разделение
Рис. 12.140. Принципиальная схема процесса «МОГД»:
/ — циркуляционный насос; 2 — адиабатические реакторы;
3 — холодильники; 4 — ректификационные колонны
Капиталовложения в установку процесса «МОГД»,
приспособленную для работы по бензиновому и дис-
тиллятному варианту, примерно на 10% выше.
Гидроочистку дистиллятов процесса «МОГД» рекомендуется
осуществлять на отдельной обычной установке
гидроочистки. Расход водорода при этом составляет около
80 м3/ м3 дистиллята.
Процесс «COD» фирмы «Sud-Chemie»,
реализованный на заводе в ЮАР, предназначен для
олигомеризации 67,5 т/ч бутиленсодержащей фракции (81,7 %
олефинов) в дизельное топливо и бензин. Катализатор
COD-9, загруженный в три реактора, обеспечивает (с
рециклом части неконвертированного сырья)
получение жидкого продукта, содержащего 78 % дизельной
фракции. После гидрирования она имеет высокое цета-
новое число (52-54). Бензиновая фракция имеет
относительно низкое октановое число: 81-85 пунктов (ИМ)
или 74-75 (ММ).
Часовое энергопотребление установки:
Топливный газ, Кмоль 21,6
Пар, т 9,3
Вода охлаждающая, т 469
Смесь бутиленов (в отдельных случаях — с
пропиленом) может подвергаться олигомеризации в процессе
«Полинафта» Французского института нефти («IFP») с
получением предпочтительно керосиновой фракции
(рис. 12.141). Алюмосиликатный катализатор IP-501
загружают в три последовательных полочных реактора
или в четыре реактора (при паралельной работе).
Катализатор прочен и относительно дешев. Диолефины
рекомендуется удалять из сырья в установке селективного
гидрирования, а кислородсодержащие — водной
отмывкой с последующей отгонкой воды. Отравление
катализатора кислородсодержащими соединениями
может быть скомпенсировано подъемом температуры или
продувкой горячим водородом. Катализатор может
подвергаться окислительной регенерации (вне
установки). Конверсия олефинов (92-97 %) и селективность
регулируются теплообменниками между реакторами.
4 * 4*
г0и гОп
X
♦и
П
пг
JT
IV
III
Рис. 12.141. Принципиальная схема процесса «Полинафта»:
/ — насос; 2 — реакторы; 3 — ректификационные колонны,
4 — теплообменная аппаратура;
I — олефины С3-С4; II — сжиженные газы;
III — средний дистиллят; IV — бензин
Нефть и нефтепродукты
927
При переработке 200 тыс. т в год ББФ КК
обеспечивается выработка 70,5 тыс. т керосиновой фракции и
27 тыс. т бензина. Керосиновая фракция, содержащая
2-3 % ароматических углеводородов, после
гидрирования олефинов является реактивным топливом с
улучшенными показателями по стойкости к окислению,
точке замерзания, стабильности и высоте некоптящего
пламени. Бензиновую фракцию также рекомендуется
частично гидрировать, чтобы увеличить октановое
число по моторному методу с 83 до 86 пунктов. (При
использовании фракции, обогащенной «-бутиленами,
октановое число бензиновой фракции без гидрирования
составляет около 82,5 пунктов.)
Капиталовложения в установку «Полинафта»
составляют 8 млн долл.
Часовое энергопотребление установки:
Электроэнергия, кВт-ч 33,5
Пар, т 4,3
Вода охлаждающая, т 440
Процесс высокотемпературной олигомеризации
«САПР-Нефтехим» на цеолитсодержащем
катализаторе используется для переработки газов крекинга на
Мажейкском НПЗ (Литва). Демеркаптанизированное
сырье (ББФ) после извлечения изобутилена синтезом
МТБЭ, а также пропан-пропиленовая фракция после
смешения с водородом и рециркулируемой частью
фракции С3-С4 конвертируются в присутствии
водорода в одном реакторе с несколькими слоями
катализатора. Количество слоев зависит от качества сырья.
(Катализатор ОБ-2 во втором реакторе находится в режиме
окислительной регенерации при 510 °С.) При работе на
сырье, содержащем 65 % олефинов стабильный
продукт после отделения товарных сжиженных газов
(примерно 30 % пропан-бутановой фракции на сырье),
получается с выходом около 63 масс. %. Производимый
компонент бензина имеет октановое число 92-96 (ИМ)
или 81,5-82,5 (ММ) и содержит 45-55 % олефинов.
Расход ВСГ риформинга составляет 1 масс. % на сырье.
Разработан вариант данного процесса для
совместной переработки олефинсодержащих газов С3-С4 с
бензольной фракцией (65-85 °С) катализата риформинга в
соотношении 1 : 2. В результате алкилирования бензола
выход продукта в пересчете на олефины увеличивается
до 105-120 %. Октановые характеристики такого
продукта на 3-5 пунктов выше, чем октановое число смеси
высокотемпературного олигомеризата и фракции 65-
85 °С. По мнению разработчиков данного процесса, в
таком режиме процесс олигомеризации технологически
более управляемый и менее теплонапряженный.
В России олигомеризация очищенной от
меркаптанов бутан-бутиленовой фракции каталитического
крекинга с применением фосфорнокислотных
катализаторов осуществляется на Рязанском НПЗ и в ОАО «Уфа-
нефтехим» для выработки полимердистиллата.
Полимердистиллат используется для производства
алкилфенольных присадок, технического изооктана и
др. продуктов. Продукт имеет плотность 0,732-
0,735 кг/дм3, выкипает в интервале 80-205 °С и
представляет собой концентрат димеров и тримеров
бутилена, имеющий йодное число 250-260 (г иода / 100 г
продукта). Гидрированный полимердистиллат может иметь
октановое число до 104 пунктов (ИМ).
На установке типа 29/3 осуществляют процесс под
давлением 6,5-8,0 МПа в 6-ти реакторах, трубки
которых заполнены катализатором, например, «ортофос-
форная кислота на диатомите». ББФ после демеркапта-
низации может подаваться последовательно или
параллельно (через 2-3 реактора). Тепло реакции снимается
испарением парового конденсата, подаваемого в
межтрубное пространство. Температура реакции
поддерживается на уровне 190-210 °С.
Катализатор после отработки через 60-70 сут.
выгружается с помощью специального устройства. Выход
полимердистиллата на ББФ КК, содержащей около
50 % бутиленов, находится на уровне 37-41 масс. %.
Процесс получения олигомербензина,
разработанный в ОАО «ВНИИОС» (г. Новокуйбышевск),
осуществляется без подачи водорода при 420-450 °С на металл-
цеолитном катализаторе БАК-70м. Бутан-бутиленовая
фракция каталитического крекинга после демер-
каптанизации на полимерном фталоциани новом
катализаторе и выделения изобутилена и части (3-бутиленов
на установке синтеза МТБЭ перерабатывается на
установке ОАО «КОРИМОС» (г. Москва). Сырье,
содержащее около 30 % бутиленов, в количестве 80 тыс. т в год
перерабатывается без циркуляции ББФ (рис. 12.142).
Z\i
Dl
И
II
-►III
IV
Рис. 12.142. Принципиальная схема установки
получения олигомербензина:
/ — печь, 2,3 — реакторы; 4 — сепаратор;
5 — ректификационная колонна;
I — ББФ с установки производства МТБЭ; II — углеводородный
газ в топливную сеть; III — изобутановая фракция;
IV — олигобензин
Наряду с олигомеризацией олефинов в процессе
происходит образование парафиновых и ароматических
углеводородов. Концентрация последних зависит от
разогрева за счет реакции олигомеризации. (При
увеличении подачи сырья до 3 ч"1 температура может
увеличиваться до 470 °С.) Регулирование протекания
реакции осуществляется снижением температуры на входе в
слой катализатора. Межрегенерационный период
работы катализатора в среднем составляет около 14 сут.
928
Новый справочник химика и технолога
Получаемый после удаления фракции С4 продукт
имеет плотность 0,70-0,72 кг/дм3 и к. к. 208-220 °С.
Содержание в нем фракций, выкипающих до 70 °С,
составляет 20-27 % и бензиновой фракции (до 180 °С) —
90-93 об. %.
Октановые числа стабильного продукта составляли
94,0-94,8 пункта поисследовательскому методу и 80,5-
81,1 по моторному методу.
Подобные установки, на которых получение олиго-
мербензина из различных бутиленсодержащих фракций
осуществляется с применением катализатора типа
БАК-70, построены также в г. Тольятти и г. Стерлита-
мак. Цеолитсодержащие катализаторы для процессов
высокотемпературной олигомеризации производятся в
России.
Несмотря на ряд преимуществ цеолитных
катализаторов, существующие установки олигомеризации, где
эксплуатируются фосфорнокислотные катализаторы, не
могут быть переведены на процессы
высокотемпературной олигомеризации бутиленов без существенной
реконструкции. На цеолитном катализаторе типа ОК
при олигомеризации фракции С4 с содержанием около
80 % «-бутиленов «за проход» может обеспечиваться
конверсия до 90 % бутиленов при температурах всего
около 200 °С (бутиленовый вариант процесса «ОЛЕ-
ОЛ» на катализаторе типа ОК). Полученная бензиновая
фракция н. к. 180 °С имеет ИОЧ до 95 пунктов.
Фракция олигомеризата н. к. 180 °С, полученная из ББФ,
содержащей менее 1 % изобутилена, имеет октановое
число 94 пункта (ИМ). Олигомеризаты изобутилен-
бутиленовой фракции пиролиза обладают самыми
высокими октановыми числами — 100-104 (ИМ) или 85-
86 пунктов (ММ). Фракция 75-180 °С легкого поли-
мердистиллата содержит около 90 % олефинов Cg и
менее 1 % бензола.
Литература
1. Ипатьев В.Н. Каталитические реакции при
высоких температурах и давлениях. 1900-1933. М.; Л.:
Изд. АН СССР, 1936.774 с.
2. Ipatief V.N. // Industr. and Eng. Chem. 1935. Vol. 27.
P. 1067-1069; Ipatief V.N., Schaad R.E. Mixed
polymerization of butenes by solid phosphoric acid
catalyst. 1938 Vol. 30. P. 596-600.
3. Жермен Г.А. Каталитические превращения
углеводородов / Пер. с англ. М.: Мир, 1972. 308 с.
4. Томас Ч. Промышленные каталитические
процессы и эффективные катализаторы / Пер. с англ.;
Под ред. A.M. Рубинштейна. М.: Мир. 1973. 385 с.
5. Письман И.И., Аншелес В.Р. Получение олигоме-
ров непредельных углеводородов: Справочник
нефтехимика / Под ред. С.К. Огородникова. Л.:
Химия, 1978. Т. 2 С. 319-328.
6. Адельсон СВ., Вишнякова Т.П., Паушкин ЯМ.
Технология нефтехимического синтеза. М.:
Химия, 1985.608 с.
7. Боруцкий П.Н. Полимеризация: Справочник
нефтепереработчика / Под ред. Г.А. Ластовкина, Е.Д. Рад-
ченко, М.Г. Рудина. Л.: Химия, 1986. С. 173-178.
8. Серебряков Б.Р., Масагутов P.M., Правдин В.Г и
др. Новые процессы органического синтеза / Под
ред. СП. Черных. М.: Химия, 1989. 400 с.
9. Фельдблюм В.Ш. Димеризация и диспропорцио-
нирование олефинов. М.: Химия, 1978. 208 с.
10. Плаксунов Т.К., Румянцев Ю.А. О проблемах,
связанных с производством высших линейных а-оле-
финов из этилена и реализацией их на
потребительском рынке // IV Конференция по интенсификации
нефтехимических процессов «Нефтехимия-96»:
Тезисы докладов. Нижнекамск, 1996. С. 105-106.
11. Stanly J.L. Olefin dimerization. US Pat. 3959400,
Mobil Oil Corporation. Filid: Dec. 23. 1974.
12. Frame R.R., Barger P. Т., Process for oligomerization
of olefins and a catalyst thereof. US Pat. 4795852.
UOP Inc., Filid: Dec. 14. 1987.
13. Tianxi Cai. Stadies of new alcene oligomerization
catalyst derived from nicel sulfate. Catalysis Today.
1999. Vol. 51. P. 153-160.
14. Справочник современных процессов нефтепера-
ботки, 2000 // Нефтегазовые технологии. 2001 № 3,
май-июнь. С. 94-137.
15. Зиятдинов А.Ш., Назмиева И.Ф., Хисаев Р.Ш.
Повышение эффективности процесса олигомеризации
пропилена // IV Конференция по интенсификации
нефтехимических процессов «Нефтехимия-96».
Тезисы докладов. Нижнекамск, 1996. С. 33-34.
16. Corbett R.A. // Oil and Gas. 1989. Vol. 47, № 40.
P. 49-70.
17. Нефть, газ и нефтехимия за рубежом. 1987. № 2.
С. 91-100.
18. Galya L.G, Ocelli M.L., Hsu J.T., et al. J. Mol.
Catalysis. 1985. Vol. 32. P. 391-403.
19. Ouann R.T., Green L, A., Tabak S.A., Krambeck F, J.,
Chemistry of Olefins. Oligomerization over ZSM-5
Catalyst. Eng. Chem. Res., 1988. № 4. P. 565-570.
20. Тейбек С.А., Крембек А.Дж. Получение бензина
или средних дистиллятов из олефинов // Нефть, газ
и нефтехимия за рубежом. 1985. № 9. С. 67-70.
21. Kohler Е., Schmidt F., Wernicke H.J. et al.
Conversion olefins to gasoil-process COD // Hydrocarbon
Technology International. Summer. 1995. P. 37-40.
22. Особенности цеолитов нового поколения как
катализаторов превращения углеводородов / Minachev
Kh. M., Kondratiev D.A., Dergachev A.A., IV. Catal.
Mew mater: The 8th Japan-USSR Catal. Semin.Tokyo.
Oct., 29-31. Tokyo, 1986. S. 1. P. 235-242.
23. Медин A.C, Боровков В.Ю., Казанский В.Б.
Природа льюисовских кислотных центров,
возникающих в процессе низкотемпературной
олигомеризации низших олефинов. Применение цеолитов в
катализе // Тезисы докладов четвертой
Всесоюзной конференции. Москва, 28-30 нояб. 1989 г. М.:
Наука, 1989. С. 15-17.
Нефть и нефтепродукты
929
24. Харитонов Н.В., Мартынов В.И., Надоненко П.П.
и др. Олигомеры бутан-бутиленовой фракции —
высокооктановые компоненты бензина // Химия и
технология топлив и масел. 1998. № 2. С. 40-41.
25. Фалькевич Г.С., Ростанин Н.Н., Нефедов Б.К. и др.
Каталитическая переработка олефинсодержащих
газов нефтепереработки и нефтехимии как важный
фактор повышения эффективности производства
моторных топлив и улучшения их экологических
свойств // Катализ в промышленности. 2001. № 2.
С. 36-44.
26. Попик И.В., Леонов В.Е., Нефедов Б.К. и др.
Переработка этиленсодержащего газа — отхода
производства полиэтилена // Химия и технология топлив
и масел. 1990. № 8. С. 8-9.
27. Miyata Т., Akaishi T. Conversion of light olefins to
aromatics. Hydrocarbon Processing International.
Winter 1995/1996. P. 113-117.
28. Хашагульгова H.C., Коновальчиков Л.Д., Нефедов
Б.К. и др. Гетерогенные катализаторы для олиго-
меризации низших олефинов // Химия и
технология топлив и масел. 1992. № 12. С. 5-6.
29. Боруцкий П.Н. Волков И.А. Георгиевский В.Ю. Оли-
гомеризация олефинов С3-С4 на цеолитном
катализаторе. Переработка низших углеводородов С]-С4 //
Тезисы докладов Всесоюзного совещания. Грозный,
22-24 мая 1990. М.: ЦНИИТЭнефтехим, 1990.
30. Боруцкий П.Н., Георгиевский В.Ю., Куликова Е.В.
Производство компонентов автотоплив и
нефтехимического сырья олигомеризацией
олефинсодержащих фракций С2-С4 // IV Конференция по
интенсификации нефтехимических процессов
«Нефтехимия-96»: Тезисы докладов. Нижнекамск,
1996. С. 79-80.
31. Commereuc D., Chauvin Y. Gaillard J. et al. Dimerize
ethylene to butene-1 // Hydrocarbon Processing. 1984.
Nov.
32. Материалы семинара Французского института
нефти «Утилизация олефиновых фракций
каталитического крекинга и пиролиза». Санкт-Петербург,
7-9 октября 1992. СПб., 1993.
33. Still J. 2001 Worldwide Refining Survey // Oil & Gas.
2001. Vol. 99.52. P. 74-124.
34. Уорд Дж., ФридлендерХ., Фрейм Т. и др.
Получение гексенов димеризацией пропилена // Нефть, газ
и нефтехимия за рубежом. 1985. № 5. С. 103-105.
35. Из опыта работы производства олигомеров
пропилена / Н.Т. Амирова, Р.Х. Галимов, А.Ш. Зиятди-
нов, И.Ф. Назмиева, Ю.А. Румянцев, О.В. Софро-
нова, Р.Ш. Хисаев // IV Конференция по
интенсификации нефтехимических процессов
«Нефтехимия-96»: Тезисы докладов. Нижнекамск, 1996.
36. Пирс В.И., Логвайнюк А.К. Выбор оптимальных
процессов получения высокооктановых
компонентов автомобильного бензина // Нефть, газ и
нефтехимия за рубежом. 1985. № 9. С. 70-76.
37. Ливенбук М.И., Каминский Э.Ф., Глаголева О.Ф.
О некоторых проблемах российской
нефтепереработки // Химия и технология топлив и масел. 2000.
№2. С. 6-11.
38. Мангасарян Н.А., Кострин Л.П., Сарандн Е.К. и
др. Фосфорнокислотные катализаторы олигомери-
зации низших олефинов // Химия и технология
топлив и масел. 1988. № 6. С. 6-7.
39. Scharf G. Конвертирование бутиленов в
высокооктановые изомеры // Hydrocarbon Processing, 1973
Vol. 52., № 4. P. 171-173.
40. Frame R.R. et al. High octane gasoline from field bu-
tenes by the UOP indirect alcilation (InAlc) Process //
Erdol Erdgas Kohle. 1998. № 7-8. P. 385-387.
41. Nierlich F. Oligomerize for better gasoline.
Hydrocarbon Processing. 1992. Febr. P. 45-46.
42. Казюпа Е.Н. Стратегическое направление развития
производства катализаторов и адсорбентов на ЗАО
«Нижегородские сорбенты» // Международный
форум «Топливно-энергетический комплекс России:
региональные аспекты: Сб. материалов. Санкт-
Петербург, апрель. 2002. СПб., 2002. С. 127.
12.8. Присадки к нефтепродуктам
{доц., к.х.н. В.В. Громова)
12.8.1. Присадки к топливом
12.8.1.1. Классификация присадок к топливом
Транспортные средства, эксплуатируемые на
топливе с присадками, более надежны и требуют меньших
затрат на ремонт. Кроме того, присадки обеспечивают
экономию топлива в среднем на 4 %. Высокая
эффективность привела к широкому распространению
топливных присадок во всем мире (табл. 12.113)
Таблица 12.113
Средние показатели мирового потребления
топлив и топливных присадок
Страна
Северная Америка
Западная Европа
(кроме Германии)
Германия
Япония
Другие страны
Топливо,
млн т.
360
93
32
50
125
Топливо
с
присадками, %
90
55
90
20
10
Присадки,
тыс. т.
220
35
24
4
6
По назначению присадки к топливам делят на
следующие группы:
Назначение
Улучшение
процесса сгорания
топлива в двигателе
Сохранение
свойств топлив
при хранении и
транспортировке
Группы присадок
Антидетонаторы, промоторы
воспламенения, противодымные
(антидымные), антисажевые
Антиоксиданты; деактиваторы
металлов; присадки,
улучшающие физическую и коллоидную
стабильность топлив; биоциды;
кислородпоглощающие; газо-
вытесняющие; экранирующие;
противотурбулентные
930
Новый справочник химика и технолога
Назначение
Облегчение
использования при низкой
температуре
Улучшение
эксплуатационных
свойств топлив
Внешние отличия
Группы присадок
Депрессорные, диспергаторы
парафинов, антиобледенитель-
ные, противокристаллизующие
Антикоррозионные, антиржа-
вейные, модификаторы трения
(противоизносные,
антифрикционные, приработочные),
моющие, антинагарные (проти-
вонагарные), антистатические,
антипенные
Красители
12.8.1.2. Присадки, предназначенные для улучшения
процесса сгорания топлива в двигателе
Антидетонаторы
Детонация — взрывное воспламенение бензино-воз-
душной смеси, происходящее раньше, чем до нее
дойдет фронт пламени от свечи зажигания. Детонация
приводит к быстрому износу и поломкам деталей
двигателя, к неполному сгоранию топлива, повышенной дым-
ности, высокому расходу масла на угар, снижению КПД
двигателя. Для предотвращения детонационного
горения топлива в бензин добавляют антидетонационные
присадки. Показателем эффективности
антидетонационных присадок является прирост октанового числа.
Принцип действия. Механизм действия
антидетонационных присадок заключается в предотвращении
взрывного распада промежуточных реакдионноспособ-
ных продуктов окисления (гидропероксидов, перокси-
дов) в отдельных участках камеры сгорания.
Антидетонаторы на основе тетраэтилсвинца.
Практически до конца ХХ-го в. в качестве
антидетонаторов широко использовали композиции на основе
тетраэтилсвинца (ТЭС). Бензины, содержащие тетраэтил-
свинец, получили название этилированные. Кроме
очень высокой токсичности (для людей и окружающей
среды) соединения свинца являются ядом для
платиновых и палладиевых катализаторов, используемых в
дожигателях выхлопных газов (каталитических
нейтрализаторах отработавших газов). Предельная норма
свинца, безопасная для катализаторов дожита, составляет
0,013 г/л бензина. В связи с этим в 1980-е г. в США,
Канаде и Японии были приняты законодательные акты,
ограничивающие применение этилированных бензинов.
С 2000 г. применение этилированного бензина в США
запрещено. В 1993 г. Австрия стала первой страной в
Европе, полностью запретившей применение
этилированного бензина. Этому примеру в 1995 г. последовала
Швеция. В среднем в странах ЕС, как и в России, доля
неэтилированного бензина в 1999 г. составляла около
80 %. Полный переход на производство
неэтилированного бензина в России осуществлен в 2003 г.
Для отличия от неэтилированного бензин,
содержащий ТЭС, маркируется красителями:
Бензин Краситель
А-76 Желтый
АИ-93 Темно-красный
АИ-98 Ярко-синий
Отказ от применения ТЭС повлек за собой немало
проблем, так как все другие способы повышения
октанового числа оказались намного более дорогими.
Для производства высокооктановых бензинов
сейчас рассматривается два принципиально отличных
направления:
1. Разработка несвинцовых антидетонаторов.
2. Введение в бензин высокооктановых
компонентов, таких как изомеризаты, алкилаты, метш-трет-
бутиловый спирт (МТБЭ) и др.
Присадками можно считать только антидетонаторы,
так как высокооктановые добавки вводят в количестве
до 15 %, и они фактически являются компонентами
базового бензина.
Состав и характеристика применяемых в России
антидетонационных присадок приведены в табл. 12.114.
Антидетонаторы на основе соединений
марганца и железа. Наибольший интерес из
металлсодержащих антидетонаторов представляют соединения
марганца и железа (табл. 12.115). Эти соединения весьма
эффективны, сравнительно нетоксичны и в
рекомендуемых концентрациях не оказывают отрицательного
влияния на топливо и конструкционные материалы.
Соединения марганца обладают также высокими
антидымными и хорошими антистатическими свойствами.
Железосодержащие присадки в оптимальной
концентрации являются катализаторами горения и повышают
срок службы каталитических нейтрализаторов
отработавших газов. Однако наряду с достоинствами, они
имеют существенные недостатки, которые будут
рассмотрены ниже.
В России в начале 1970-х г. был разработан ряд
антидетонаторов на основе циклопентадиенилтрикарбо-
нил марганца (ЦТМ): Ц8, 1Ц8, 2Ц8 и ЗЦ8.
Токсичность этих антидетонаторов в 300 раз меньше, чем
токсичность ТЭС, однако, при массовом применении
марганцевых антидетонаторов концентрация марганца
может стать выше допустимой. Кроме того, до
настоящего времени не найдены достаточно
эффективные выносители для оксидов марганца, образующихся
при сгорании топлива, содержащего эти присадки. Это
ведет к образованию отложений в камере сгорания и
уменьшению работоспособности свечей зажигания (в
1,5-2 раза по сравнению с ТЭС). Недостатком
антидетонаторов на основе соединений марганца является
также их химическая нестабильность: на свету они
разлагаются с потерей антидетонационных свойств, а
содержащие их бензины мутнеют. Имеются сообщения
о том, что продукты сгорания марганецсодержащих
антидетонаторов, как и соединений свинца, являются
ядами для катализаторов дожита отработавших газов.
Характеристика антидетонационных присадок к топливам
Таблица 12.114
Торговая
марка
Химический состав, масс. %
Нормативный
документ
Показатели качества
Примечание
Антидетонаторы на основе тетраэтилсвинца, (QHs^Pb, (ТЭС)
Р-9
П-2
1-ТС
ТЭС > 54
Этилбромид > 33
а-Хлорнафталин — (6,8±0,5)
ПОДФА* — 0,002
Краситель — 0,04
Разбавитель (нефрас 50/170
или бензин Б-70) — до 100
ТЭС > 55
Дибромпропан > 34,4
а-Хлорнафталин — (5,5 ±0,5)
ПОДФА — 0,002
Краситель — 0,04
Разбавитель (нефрас 50/170
или бензин Б-70) — до 100
ТЭС > 58
Дибромпропан > 36
ПОДФА — 0,002
Краситель — 0,04
Разбавитель (нефрас 50/170
или бензин Б-70) — до 100
ГОСТ 988-89
ГОСТ 988-89
ГОСТ 988-89
Период стабильности: на месте производства — не
менее 7 ч, на месте потребления — не менее 2 ч.
При добавлении антидетонатора Р-9 в смесь изо-
октана и н-гептана (в объемном соотношении
70 : 30) в количестве 2 мл/кг прирост октанового
числа смеси должен составлять не менее 17 ед.
(моторный метод)
Период стабильности: на месте производства — не
менее 7 ч, на месте потребления — не менее 2 ч.
При добавлении антидетонатора П-2 в смесь изо-
октана и н-гептана (в объемном соотношении
70 : 30) в количестве 1,7 мл/кг прирост октанового
числа смеси должен составлять не менее 17 ед.
(моторный метод)
Период стабильности: на месте производства — не
менее 7 ч, на месте потребления — не менее 2 ч.
При добавлении антидетонатора 1-ТС в смесь изо-
октана и н-гептана (в объемном соотношении
70 : 30) в количестве 1,6 мл/кг прирост октанового
числа смеси должен составлять не менее 17 ед.
(моторный метод)
Высокотоксичен: ПДК** паров ТЭС —
0,005 мг/м3, ПДК этилбромида и диб-
ромпропана — 5 мг/м3. Наносит вред
природе и человеку. Отравляет
катализаторы дожига отработавших газов.
Используют в качестве антидетонаторов
к авиационным бензинам
Антидетонаторы на основе циклопентадиенилтрикарбонилмарганца, [С5Н4Мп(СО)3]
Ц8
ЦТМ —21-23
Трикрезилфосфат — 4-5
Метилтиофен (или тио-
фен)—14-17
Растворитель (толуол) —
до 100
ТУ 6-02-675-72
ЦТМ в чистом виде кристаллическое вещество,
Тш = 77 °С, МЦТМ*** — Гпл = 1,5 °С.
Антидетонаторы на основе ЦТМ
считаются морально устаревшими. Выносите-
ли для оксидов марганца, образующихся
при сгорании присадок, недостаточно
эффективны. В настоящее время
присадки в России не применяются.
В 1995 г. в России допущен к применению
автомобильный бензин с присадкой на
основе МЦТМ — Hitec-3000, Ethyl Corp.
* ПОДФА — пара-оксидифениламин.
** ПДК — предельно допустимая концентрация.
*** МЦТМ — метилциклопентадиенилтрикарбонил марганца.
Продолжение таблицы 12.114
u>
Торговая
марка
1 Ц8
2Ц8
ЗЦ8
Химический состав, масс. %
ЦТМ —21-23
Трикрезилфосфат — 5-6
Бис(этилксантогенат) — 8-10
Растворитель (толуол) — до 100
ЦТМ —21-23
Этилбромид — 21,2-22,2
Трикрезилфосфат — 4,8-5,1
Растворитель (толуол) — до 100
ЦТМ —21-23
Этилбромид — 21-24
Трикрезилфосфат — 5-6
Бис(этилксантогенат) — 10-12
Растворитель (толуол) — до 100
Нормативный
документ
ТУ 6-02-675-72
ТУ 6-02-675-72
ТУ 6-02-676-72
Показатели качества
При добавлении 2 мл присадки 3 Ц8 в 1 кг смеси
изооктана и w-гептана (в объемном соотношении
60 : 40) октановое число смеси увеличивается не
менее, чем на 7 ед.
Примечание
Антидетонаторы на основе ферроцена, (C5H4)2Fe
Октан-
максимум
ФК-4
Ферроценсодержащая присадка
Диметилферроценилкарбинол,
(гидроксиизопропилферроцен),
СзВДеСзНзСХСНзЪОН > 98
Непрореагировавшее
железо < 1,0
Вода < 1,0
Сульфат аммония < 0,02
ТУ 6-00-
05808008-002 -
96
ТУ 38. 30127-
12-94
Вырабатываются три марки: А, Б и В. Присадки
марок А и Б — однородные жидкости от желтого
до коричневого цвета. Плотность присадки А при
20 °С — 980-1000 кг/м3, присадки Б — 745-760 ki/m3.
Присадка В — оранжевые кристаллы.
Прирост октанового числа (ОЧМ) при добавлении
присадок к смеси изооктана и н-гептана (в
объемном соотношении 70 : 30) составляет:
Марка
присадки
А
Б
В
Концентрация
в бензине. %
1,0
10,0
0,02
Прирост октанового
числа, ед.
до 10
до 8
до 6
Мелкокристаллический желтый порошок.
Реакция водной вытяжки: рН = 6,5-7,5, Гпл = 57,5-
59,0 °С.
Прирост ОЧМ прямогонного бензина при
добавлении присадки достигает 4 ед., прирост ОЧМ
бензина вторичного происхождения — около 1 ед.
Присадка допущена к применению в
России как антидетонатор для
автобензинов.
Рекомендуемые концентрации, %:
марки А — до 1
марки Б —до 10
марки В — до 0,02.
В рекомендуемых концентрациях
присадки не оказывают
отрицательного влияния на топливо и
конструкционные материалы
Присадка допущена к применению в
концентрации до 0,2 г/кг бензина (в
расчете на железо — 0,04 г/кг
бензина) в топливах, вырабатываемых НПЗ
в Ачинске и Ангарске.
В указанной концентрации присадка
не влияет на износ поршневых колец.
Нагар на свечах зажигания рыхлый,
легко удаляется
ОЧМ — октановое число, определенное моторным методом.
Продолжение таблицы 12.114
Торговая
марка
ФеРоЗ
АПК
Химический состав, масс. %
1,1 '-диэтилферроцен,
(С5НзС2Н5)2ре с добавкой
0,1-0,2 % антиоксиданта (Аги-
дола-1 или Агидола-12)
Производное ферроцена.
Вырабатывают в двух вариантах:
зимнем — АПК3 и летнем —
АПКЛ. АПК3 представляет
собой 50%-й раствор АПКЛ в
растворителе, обеспечивающем
низкотемпературные свойства
Нормативный
документ
ТУ 38. 401-58-
83-94
ТУ 38. 401-58-
189-97
Показатели качества
Вязкая жидкость красно-бурого цвета.
Вырабатываются две марки: А и Б.
«о марки А —1,5410-1,5770
< марки Б — 1,5780-1,5820.
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при
добавлении 1 % присадки марки А — не менее
7 ед., марки Б — не менее 8 ед.
Введение присадки марки Б в концентрации
0,02 % обеспечивает повышение ОЧМ бензина на
2-3 ед.
Прозрачная маслянистая жидкость от желтого до
коричневого цвета.
Характеристика
Показатели
Плотность при
20 °С, кг/м3
Кинематическая
вязкость при 20 °С,
мм /с
Г помутнения, °С,
не выше
АПК,
980-1030
2,5-3,0
0
АПК3
960-1010
2,2-2,7
-30
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при
концентрации присадки 0,3 % для марки АПКЛ —
5 ед., для марки АПК3 — 3 ед.
Примечание
Присадка допущена к применению в
автомобильных бензинах в
концентрации до 0,025 % (марка А) и 0,02 %
(марка Б) из такого расчета, чтобы
концентрация железа в бензине не
превышала 0,0037 %.
Бензин с добавлением присадки
ФеРоЗ имеет дополнительную
маркировку «Ф» (например, АИ-80 Ф)
Присадка допущена к применению в
газоконденсатных бензинах. После
квалификационных испытаний может
быть использована в стандартных то-
пливах.
Рекомендуемая концентрация — до
0,1 %
Антидетонаторы на основе ароматических аминов
Экстралин
jV-метиланил и н
C6H5NHCH3,*90
Смесь анилина и диметилани-
лина= 10
ТУ 6.571-86
Маслянистая прозрачная жидкость желтого цвета.
Допускается красноватый оттенок.
Плотность при 20 °С > 980 кг/м3, Т застывания <
< -55 °С, Т выкипания 97 % — не выше 195 °С.
Применение присадки в концентрации 1 -2 %
повышает октановое число бензина на 2-6 ед. в
зависимости от группового углеводородного
состава бензина и исходного октанового числа
Присадку применяли в Советском
Союзе в качестве добавки к
авиационным бензинам. В настоящее время не
используют.
ПДК УУ-метиланилина, мг/м3: в
воздухе рабочей зоны — 3, максимальная
разовая среднесуточная — 0,04
Продолжение таблицы 12.114
u>
■и
Торговая
марка
Л^-мет ил-
анилин
АДА
Химический состав, масс. %
jV-метиланилин, содержащий
основного вещества не менее
93%
jV-метиланилин > 98
Диметиланилин —0,1-0,2
Агидол-12—0,1-0,2
Нормативный
документ
ТУ 2471-269-
00204168-95
ТУ 38.401-58-
61-93
Показатели качества
Маслянистая прозрачная жидкость желтого цвета.
Допускается красноватый оттенок
Маслянистая прозрачная жидкость от желтого до
светло-коричневого цвета.
При добавлении 1,5 % присадки к смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) октановое
число смеси должно увеличиться не менее, чем на 6 ед.
Примечание
Присадка допущена к применению
как антидетонатор для автобензинов,
а также используется в качестве
основного компонента присадки АДА
Присадка допущена к применению
как антидетонатор к автобензинам
Смесевые антидетонаторы
Авто-
ВЭМ
МАФ
ФеррАДА
Композиция на основе N-ме-
тиланилина (присадка АДА)
(> 93 %) и
многофункциональной присадки Автомат.
Марка Б дополнительно
содержит антидетонатор
Hitec-3000 (МЦТМ в
ароматическом растворителе)
Раствор ФК-4 в jV-метилани-
лине и МТБЭ
Композиция на основе N-ме-
тиланилина (присадка АДА) и
многофункциональной
присадки Автомат.
Марка Б дополнительно
содержит антидетонатор ФК-4
или ФеРоЗ
ТУ 38.401-58-
185-97
ТУ 38.401-5 8-
217-98
ТУ 38.401-58-
186-97
Маслянистая прозрачная жидкость желтого цвета.
Допускается красноватый оттенок. Вырабатываются две
марки: А и Б.
Характеристика присадок
Показатель
Плотность при 20 °С, кг/м3
Содержание Мп, масс. %
Марка
А
965-980
—
Б
970-985
>0,49
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при добавлении
присадки А составляет 4 ед., присадки Б — 8 ед.
Прозрачная жидкость от светло-желтого до светло-
коричневого цвета. Плотность при 20 °С < 790 кг/м3.
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при
добавлении 3,5 % присадки — не менее 5 ед.
Прозрачная жидкость желто-бурого (красного) цвета.
Вырабатывают две марки: А и Б.
Характеристика присадок
Показатель
Плотность при 20 °С, кг/м3
Содержание железа, масс. %
Марка
А
965-980
—
Б
970-985
0,28-0,38
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при добавлении
присадки А — не менее 4, присадки Б — не менее 7
Присадка допущена к применению
как антидетонатор для
автобензинов
Присадка допущена к применению
как антидетонатор для
автобензинов
Присадка допущена к применению
как антидетонатор для
автобензинов
Продолжение таблицы 12.114
Торговая
марка
ДАКС
ДАКС-2
Фэтерол
БВД
АДМ-6
Химический состав, масс. %
Композиция присадки АДА с
высшими алифатическими
спиртами
Смесь равных объемов пря-
могонного бензина и
присадки ДАКС
Композиция на основе:
(МТБЭ + ТБС) — не менее
97, метанол — не более 0,3,
различные количества (для
разных марок) марганцевого
антидето натора
Композиция на основе /V-метил-
анилина (или присадки АДА) с
МТБЭ (или Фэтеролом) и
моющей присадкой типа Автомат
Содержание: /V-метиланили-
на — не более 70,
кислородсодержащих компонентов —
не менее 30
Композиции циклопентадие-
нильных производных
марганца и железа с /V-метилани-
лином
Нормативный
документ
ТУ 0251-003-
02066612-96
ТУ 0251-005-
02066612-96
ТУ 2421-009-
04749189-95
ТУ 38.401-58-
228-99
ТУ 0257-001-
23525099-96
Показатели качества
Однородная жидкость от желтого до коричневого
цвета. Плотность при 20 °С — 810-970 кг/м3. Прирост
октанового числа смеси изооктана и «-гептана (в
объемном соотношении 70 : 30) при добавлении 5 об. %
присадки — не менее 10 ед.
Вырабатывают три марки: В, Г и Д. Плотность для
всех марок (740-780) кг/м3, кислотность — не более
Змг КОН/100 мл.
Содержание марганца
Марка
В
Г
Д
Содержание марганца, г/л Фэтерола, не менее
0,12
0,30
0,90
Однородная жидкость желтого цвета. Плотность при
20 °С — (790-920) кг/м3.
Повышение октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при
добавлении 2,5 об. % присадки — не менее 2 ед.
Прозрачные жидкости от светло-желтого до
темно-коричневого цвета. Плотность при 20 °С — (800-900) кг/м3.
Вырабатывают 7 марок: А, В, Вь В2, Нь Н2 и Н3.
Характеристика разных марок присадки АДМ-6
приведена в табл. 12.118
Примечание
Присадка допущена к применению
как антидетонатор для
автобензинов из газовых конденсатов.
Используют как компонент
товарных бензинов. Максимальная
концентрация присадки в бензине —
5 об. %
Присадка допущена к применению
как антидетонатор для
автобензинов
Присадка допущена к применению
как антидетонатор для
автобензинов
Согласно требованиям ТУ, при
введении присадки концентрация
марганца в бензине не должна
превышать 18 мг/л (для бензина
АИ-80 - 50 мг/л), железа — 15 мг/л
Фэтеролы марок А и Б представляют собой смеси метил-игреиг-бутилового эфира (МТБЭ) и wpew-бутилового спирта (ТБС), отличающиеся содержанием ТБС:
Фэтерол
А
Б
Сумма МТБЭ и ТБС, %
98,5
97,0
ТБС, %, не более
30
50
Метанол, %, не более
0,1
0,5
Углеводороды С4-С8, %, не более
1,0
1,5
Вода, %, не более
0,1
0,5
Кислотность, мг КОН/100 см3, не более
2
3
Примечание. Фэтеролы А и Б можно встретить в розничной продаже под торговым названием «Октан-115».
936
Новый справочник химика и технолога
Поэтому во Всемирной топливной хартии,
разработанной мировыми производителями автомобилей и
опубликованной в декабре 1998 г., в бензинах 2-й и 3-й
категории качества (для рынков со строгими
требованиями к составу отработавших газов) присадки к топливу,
содержащие марганец, к применению не допускаются.
В бензинах 1-й категории (для рынков, в которых
отсутствуют требования к составу отработавших газов
или эти требования минимальны) содержание марганца
не нормируется.
Железосодержащие присадки, синтезированные на
базе ферроцена, практически не токсичны и не
оказывают отрицательного влияния на каталитические
нейтрализаторы отработавших газов. Нагар, образующийся
в камере сгорания при использовании бензина с
оптимальной концентрацией присадок, рыхлый и легко
удаляется. В России разработано несколько присадок
этого типа: Октан-максимум, ДАФ, ДАФ-2, ФеРоЗ,
ФК-4, АПК. Присадки на основе производных
ферроцена наиболее эффективны в прямогонном бензине с
небольшим содержанием ароматических
углеводородов, наименее — в ароматизированных бензинах
вторичного происхождения (бензины риформинга,
каталитического крекинга и др.) (табл. 12.116).
Таблица 12.115
Влияние некоторых соединений на изменение ОЧМ
при концентрации металла 0,152 г/кг бензина
Наименование
Циклопента-
диенилтрикар-
бонил марганец
Метилцикло-
пентадиенил-
трикарбонил
марганец
Ферроцен
Тетраэтилсви-
нец
Формула
С
У Мп(СО)3
11
\ Мп(СО)
"3
Э-^С
3
(С2Н5)4 РЬ
Увеличение
ОЧМ
9,6
9,6
7,4
5,0
Таблица 12.116
Влияние добавок 1 % присадки Октан-максимум
марки А на октановое число бензинов —
базовых основ А-76 и АИ-93
Бензин
Основа А-76
Основа АИ-93
Концентрация
аренов, масс. %
23
41
Прирост
октанового числа
(увеличение ОЧМ)
5
3
торы. Исходя из предполагаемого механизма действия
антидетонаторов, разрушающих гидропероксиды в
камере сгорания, можно ожидать антидетонационной
эффективности от ингибиторов окисления. Известные
антиоксиданты — фенолы и амины — оказались
эффективными антидетонаторами. Практическое значение
получили ароматические амины (октановые числа
смешения ароматических аминов приведены в
табл. 12.117). Ароматические амины не влияют на
работу свечей зажигания, не образуют нагаров.
Токсичность аминов значительно меньше, чем ТЭС (но
достаточно высока). Ароматические амины легко
совмещаются с антидетонаторами других типов, при этом
нередко наблюдается синергизм действия. На базе
аминов разработано несколько смесевых антидетонаторов.
Недостатком аминов является их легкая окисляемость,
которая при передозировке приводит к повышенному
смолообразованию и увеличению износа деталей ЦПГ.
Учитывая эти особенности аминных антидетонаторов,
их содержание в топливе ограничено до 1,0-1,3 %.
Ароматические амины как антидетонаторы
наиболее эффективны в бензинах парафино-нафтенового
основания с низким октановым числом и наименее — в
ароматических углеводородах. В России допущен к
применению ряд присадок на основе /V-метиланилина
(/V-метиланилин, присадки АДА, Экстралин) и ксили-
дина. Характеристика применяемых в России
беззольных антидетонаторов представлена в табл. 12.114.
Смесевые антидетонаторы. Концентрация всех
типов антидетонаторов в бензинах ограничена по
следующим причинам:
Беззольные антидетонаторы. В связи с тем, что
зольные антидетонаторы вызывают ряд проблем,
значительный интерес вызывают беззольные антидетона-
Тип присадки
Ароматические амины
Железосодержащие
присадки
Марганецсо-
держащие
присадки
Тетраэтил-
свинец (в
этилированных
бензинах)
Ограничение
концентрации
1,0-1,3%
38 мг
Fe/л
бензина
50 мг
Мп/л
бензина
0,15 г/л
бензина
Максимальный
прирост ОЧ
6
3-4
5-6
8
Причина
Осмоление деталей
двигателя и
топливной системы
Повышенный
износ и нагарообра-
зование на свечах
зажигания и в
камере сгорания
Повышенный
износ и нагарообра-
зование на свечах
зажигания и в
камере сгорания
Высокий уровень
токсичности и
нагарообразование
в камере сгорания
Нефть и нефтепродукты
937
Таблица 12.117
Октановые числа смешения ароматических аминов
Соединение
Анилин
я-Толуидин
я-Этиланилин
п- 7рет-бутиланил ин
3,4-Ксилидин
3,5-Ксилидин
УУ-метиланилин
N, jV-диметилани лин
Октановое число смешения
Моторный
метод
290
305
300
250
320
210
250
84
Исследовательский метод
310
340
320
280
370
340
280
95
Использование смеси присадок позволяет в ряде
случаев просуммировать антидетонационные эффекты
или использовать синергизм действия присадок разных
типов. Ассортимент применяемых в России смесевых
антидетонаторов включает следующие продукты: Ав-
тоВЭМ, МАФ, ФеррАДА, ДАКС, ДАКС-2, Фэтерол,
БВД, АДМ-6 и др. Состав и характеристика некоторых
отечественных смесевых антидетонаторов приведены в
табл. 12.114. Характеристика разных марок присадки
АДМ-6 приведена в табл. 12.118
Промоторы воспламенения
Промоторы воспламенения предназначены для
улучшения воспламеняемости дизельных топлив в камере
сгорания. Эффективность промоторов воспламенения
оценивают по приросту цетановых чисел (ЦЧ). Для
высокооборотных дизельных двигателей (автомобилей,
тракторов, тепловозов) требуется топливо с цетановым
числом в пределах 45-50. Дизельное топливо,
получаемое прямой перегонкой нефти, обычно имеет ЦЧ -- 45.
Однако имеются нефти, из которых не удается
получать дизельное топливо с высоким цетановым числом
(например, из молодых нафтено-ароматических неф-
тей). Низкие цетановые характеристики имеют также
дизельные топлива вторичного происхождения
термического и каталитического крекинга, коксования и др.
Наиболее эффективные присадки для повышения
цетановых чисел были найдены среди алкилнитратов и
пероксидов. Эти присадки кроме повышения цетановых
чисел ускоряют холодный запуск двигателя и
увеличивают полноту сгорания топлива. Наибольшее
практическое применение в качестве промоторов воспламенения
получили нитраты, так как пероксиды не стабильны
при хранении.
Принцип действия. Механизм действия промоторов
воспламенения объясняют легким распадом их молекул
по связям О-О или 0-N с невысокой (около
150 кДж/моль) энергией активации. Образующиеся
свободные радикалы инициируют воспламенение топлива.
В России допущены к применению изопропилнит-
рат (ИПН) и циклогексилнитрат (ЦГН). ЦГН более
стабилен и эффективен, чем ИПН. Для повышения цетано-
вого числа на одну и ту же величину в топливо
необходимо ввести ЦГН в концентрации в 2 раза более
низкой, чем ИПН. За рубежом широко применяются
также гексилнитрат и 2-этилгексилнитрат,
составляющие основу присадок соответственно Д-2 и Д-3 фирмы
«Ethyl Corp.» (США).
Приемистость дизельных топлив к алкилнитратам
различна: топлива прямой перегонки более приемисты,
чем топлива, получаемые деструктивными процессами.
Первые порции присадки повышают цетановое число
больше, чем последующие. Обычно алкилнитраты
добавляют в количестве нескольких десятых долей
процента, при этом цетановое число возрастает на 10-12
пунктов.
Недостатками нитратных присадок являются
коррозионная агрессивность и токсичность. Кроме того они
окрашивают топливо и склонны к смолообразованию. В
результате окислительного разложения их
эффективность постепенно уменьшается. Поэтому, несмотря на
экономическую выгоду, их используют только в
крайних случаях.
В России потребность в присадках, повышающих
цетановое число дизельных топлив, не высока, так как в
топливном балансе страны велика роль прямогонных
дизельных фракций с высокими цетановыми
характеристиками.
Характеристика отечественных промоторов
воспламенения приведена в табл. 12.119.
Таблица 12.118
Характеристика разных марок присадки АДМ-6
Показатели
Содержание, масс. %, не более:
марганца
железа
^У-метиланилина
Прирост октанового числа смеси изооктана и
«-гептана (в объемном соотношении 70 : 30) при добавлении
присадки в стандартной дозировке (указано в скобках)
Марка
А
2,08
0,624
0
8
(0,27)
В
0,11
0,033
25
16
(5,27)
в,
0,06
0,018
25
13
(5,16)
в2
0,09
0,027
25
15
(5,23)
н,
0,15
0,045
25
13,5
(3,72)
Н2
0,30
0,090
25
10,5
(1,89)
Нз
0,52
0,156
25
9
(1,08)
938
Новый справочник химика и технолога
Таблица 12.119
Промоторы воспламенения дизельных топлив
Торговая
марка
ИПН
ЦГН
мпк
Химический состав
СН3— CH-0-N02
СН2
(изопропилнитрат)
( V- O-N02
\ /
(циклогексилнит-
рат)
На основе
алкилнитратов
Нормативный
документ
ТУ 6-14-
944-73
ТУ
7508906-
115-92
ТУ 38.401-
58-190-97
Технические характеристики
Прозрачная жидкость с эфирным запахом.
Плотность при 20 °С — 1030-1050 кг/м3.
Показатель преломления п™ — 1,3979,
Т вспышки (закрытый тигель) — 11 °С,
Г начала перегонки > 98 °С, Г выкипания
98 % < 108 °С, остаток и потери — не
более 2 %.
Кислотность — не более 2 мг КОН/100 г
Давление насыщенных паров при 99 °С —
91,5 кПа (691 мм. рт. ст.).
При добавлении 1 % ИПН в дизельное
топливо его цетановое число должно
повыситься не менее чем на 10-12 ед.
Прозрачная бесцветная или желтоватая
жидкость. Плотность при 20 °С — 1104 кг/м3.
Г вспышки (закрытый тигель) — 60 °С,
Т кипения — 72 °С при остаточном
давлении 2,6 кПа (20 мм. рт. ст.), Т застывания —
минус 60 °С, давление насыщенных паров
при 99 °С — 8,7 кПа (66 мм рт. ст.). При
добавлении 0,5 % ЦГН в дизельное
топливо его цетановое число должно повыситься
не менее, чем на 10-12 ед.
Жидкость от желтого до
светло-коричневого цвета. Выпускают две марки: МПК-1
и МПК-2, различающиеся температурой
застывания и вязкостью:
Показатели
Плотность при 20 °С,
кг/м3
Т застывания, °С, не
выше
Кинематическая
вязкость при 20 °С, мм2/с
Повышение цетанового
числа смеси цетана и
а-метилнафталина (в
объемном соотношении
40 : 60) при добавлении
0,2 об. % присадки, ед.,
не менее
Марка
МПК-1
950-
1000
-40
<1,8
5
МПК-2
920-
970
-25
2,5-5,0
3
Примечание
Присадка допущена
к применению в
России в качестве
промотора
воспламенения дизельных
топлив
Присадка допущена
к применению в
качестве промотора
воспламенения
дизельного топлива.
Рекомендуемая
концентрация — 0,35 %.
ЦГН более
гидролитически стабилен, менее
взрывоопасен и
менее летуч, чем ИПН
Допущены к
применению в качестве
многофункциональных присадок к
дизельным топливам из
газовых конденсатов.
Рекомендуемая
концентрация 0,25 об. %
или 0,3 масс. %
Антидымные присадки
Дымность является одной из важнейших проблем
дизельных двигателей. Дым, выделяющийся при
эксплуатации двигателей внутреннего сгорания (ДВС),
подразделяют на белый (сизый, голубой) и черный.
Белый дым содержит главным образом диоксид углерода,
пары воды и избыток воздуха, а также некоторое
количество несгоревших углеводородов топлива и
продуктов их неполного окисления. Черный дым
дополнительно включает сажу.
Сажа в чистом виде нетоксична, но она обладает
очень высокой адсорбционной способностью и
удерживает на своей поверхности многие токсичные
компоненты: альдегиды, S- и N-содержащие соединения,
бенз-[а]-пирен и др. Кроме того она адсорбирует силь-
Нефть и нефтепродукты
939
С повышением температуры до 600 °С ВаО
превращается в пероксид бария (Ва02). При дальнейшем
повышении температуры до 800 °С пероксид распадается с
выделением кислорода, который используется для
горения сажи.
Определенную эффективность проявляют
соединения щелочных металлов (Na, К, Cs ). Известно, что эти
металлы в пламени очень легко образуют ионы,
которые уменьшают скорость образования зародышей
сажевых частиц и их коагуляции.
В стадии разработки находятся беззольные
антидымные присадки, которые выбирают из инициаторов
горения и дисперсантов. К ним относятся спирты,
альдегиды, кетоны, эфиры, нитраты, азиды, органические
пероксиды и пр.
Практическое применение в России получили
металлсодержащие присадки — щелочные сульфонаты,
феноляты, салицилаты, карбоксилаты бария и
производные ферроцена. Основной недостаток этих
присадок — образование нагара в камере сгорания и
отложений сульфата металла (при использовании наиболее
дешевых сульфонатов) на распылителях форсунок (так
называемые «бороды» сульфата бария). Кроме того
соединения бария увеличивают токсичность
отработавших газов. Антидымный эффект находится в прямой
зависимости от содержания металла в топливе, но
рекомендуемые концентрации присадок ограничены из-за
нежелательных побочных эффектов. Для
предотвращения образования отложений в присадки вводят
диспергирующий компонент.
Ассортимент антидымных присадок,
рекомендованных в России к применению, включает отечественные
присадки ИХП-706, ЭФАП-Б, ЭКО-1 и Ангарад-2401.
Все присадки представляют собой композиции на
основе алкилфенолятов бария. Характеристика
применяемых присадок представлена в табл. 12.120.
Таблица 12.120
Антидымные присадки
Торговая
марка
ИХП-706
ЭФАП-Б
1
Химический состав
Карбонатированый
(обработанный
диоксидом углерода) ал-
килфенолят бария
Композиция
алкилфенолятов бария
(65 %),
диспергирующего компонента
(5 %) и растворителя
(30 %)
Нормативный
документ
ТУ ИХП-
402-7-73
ТУ 0257-
002-
40439881-97
Технические и физико-
химические характеристики
Однородная темная жидкость.
Зольность — 30-32 %,
щелочное число — не менее
150 мгКОН/г
Однородная жидкость темно-
коричневого цвета.
Вязкость кинематическая при
50 °С — не более 30 мм2/с,
зольность — 12-20 %,
плотность не нормируется
(фактически — около 1060 кг/и3),
Т вспышки (закрытый
тигель) — не ниже 70 °С, Т
застывания — не выше минус
30 °С
Примечание
Рекомендованная
концентрация в топливе —
0,2-0,5 %. Отмечаются
отложения сульфата бария на
форсунках
Присадка допущена к
применению в России для
снижения дымности
отработавших газов дизельных
двигателей.
Рекомендуемая концентрация в
топливе — 0,1 %. Отмечается
небольшой моющий
эффект на форсунках
ные кислоты, образующиеся при сгорании топлива
(особенно серную кислоту) и оксиды металлов,
выделяющиеся при сгорании зольных присадок масла. В
результате этого сажа становится опасной не только для
человека, но и для самого двигателя. Вследствие
высокой кислотности она вызывает коррозионный износ
клапанов ЦПГ и деталей кривошипно-шатунного
механизма (КШМ). Частички сажи с адсорбированной на
них золой присадок способны оказывать и абразивное
действие. Эксперименты доказали, что полное удаление
сажи резко уменьшает износ двигателя.
Принцип действия. Для уменьшения дымности в
топлива вводят присадки, главным образом, двух типов:
- присадки, ускоряющие процессы окисления
углеводородов и горения сажи;
- диспергаторы, уменьшающие размер частиц сажи
(мелкие частички сажи сгорают легче и быстрее).
К катализаторам горения относятся присадки на
основе соединений переходных металлов VIII группы (Ni,
Cr, Co, Mn, Fe). Предполагают, что они окисляют сажу
(углерод) и продукты неполного сгорания по схеме:
Fe203 + С = СО + 2 FeO
2FeO + 02 = Fe203
Эффективно снижают образование сажи маслорас-
творимые соединения щелочно-земельных металлов
(Са, Ва, Mg). Механизм действия этих присадок, по-
видимому, заключается в переносе кислорода с первых
стадий горения, где имеется его избыток, на последние,
характеризующиеся его недостатком, по схеме:
Ba2+_i2V ВаО -1°!». Ва02 ~°2 > ВаО
300 °С 600 °С 800°С
Образование ВаО происходит в начальный период
горения, при термоокислительном разложении соли Ва.
940
Новый справочник химика и технолога
Продолжение таблицы 12.120
Торговая
марка
ЭКО-1
Ангарад-
2401
Химический состав
Композиция карбона-
тированного алкил-
фенолята бария и
диспергирующей
присадки Днепрол
Композиция (смесь
ЭКО-1 иФК-4):
Алкилфенолята
бария — (50-90) %,
д ис пергирующей
присадки Днепрол —
(10-50)%, ФК-4 —
(0,1-5,0)%
Нормативный
документ
ТУ 38.
401881-91
ТУ 38. 401-
58-158-96
Технические и физико-
химические характеристики
Вязкость кинематическая при
100 °С — не более 20 мм2/с,
плотность при 20 °С не
нормируется (фактически — около
1019 кг/м3), зольность
сульфатная — 15-18 %,
содержание бария не нормируется
(фактически около — 6,9 %),
щелочное число — 80-
95 мгКОН/г
Кинематическая вязкость при
100 °С — не более 20 мм2/с,
сульфатная зольность —
15,0-17,5 %, щелочное
число — 80-90 мгКОН/г.
По данным стендовых
испытаний введение
рекомендованных количеств присадки
снижает дымность
отработавших газов примерно вдвое
Примечание
Присадка допущена к
применению для
производства городского
дизельного топлива типа
ДЭКП на ОАО
«Московский НПЗ». Рекомендуемая
концентрация в топливе —
0,3-0,4 %
Присадка допущена к
применению в топливах,
вырабатываемых НПЗ в
Ачинске и Ангарске.
Рекомендуемая
концентрация присадки в топливе —
до 0,3 %
12.8.1.3. Присадки, сохраняющие свойства топлив при
хранении и транспортировке
Во многих топливах содержатся компоненты,
которые в период хранения топлива подвергаются
окислению. Продукты окисления ухудшают качество топлива,
поэтому процесс окисления необходимо предотвратить
или хотя бы замедлить.
В бензинах нестабильными компонентами являются
ТЭС и продукты вторичных процессов (бензины
каталитического и термического крекинга, висбрекинга,
замедленного коксования, пиролиза), содержащие
непредельные соединения. Поэтому к автомобильным
бензинам, содержащим фракции деструктивных
процессов, и к авиационным бензинам, включающим
повышенное количество ТЭС, требуется добавлять анти-
оксиданты.
Среднедистиллятные топлива (керосин, дизельное
топливо) содержат достаточное количество различных
гетероатомных соединений, являющихся природными
ингибиторами окисления, поэтому антиоксиданты для
них не нужны. Однако при производстве реактивных
топлив типа РТ и Т-6 используют процессы глубокой
гидрогенизации, в которых природные ингибиторы
разрушаются, что приводит к необходимости введения
синтетических антиоксидантов. Дизельные топлива,
содержащие вторичные компоненты, например негид-
роочищенные газойли каталитического крекинга, также
нуждаются в стабилизации.
Антиоксиданты к топливам
Принцип действия антиоксидантов основан на
снижении длины цепи радикально-цепной реакции
окисления углеводородов путем превращения радикалов,
ведущих цепь, в неактивное состояние.
Антиоксиданты используют, в основном, для
стабилизации бензинов и реактивных топлив. Показателем
их эффективности являются индукционный период
окисления и химическая стабильность топлив.
Антиоксиданты добавляют в топлива в количестве десятых или
сотых долей процента. Антиоксиданты вводят не
только в топлива, но и в некоторые присадки к топливам;
например, в этиловой жидкости присутствует ПОДФА,
в присадках АДА и ФеРоЗ — Агидол-12.
В Российской Федерации допущены к применению
в топливах следующие присадки: Агидол-1, Агидол-12,
ФЧ-16, ДСА, ПОДФА. Состав активного компонента
присадки Агидол-12 представлен в табл. 12.121.
Свойства перечисленных выше антиоксидантов приведены в
табл. 12.122.
Таблица 12.121
Состав активного компонента
присадки Агидол-12
Соединение
2,6-Ди-трет-бутил-4-метилфенол
2,6-Ди-трет-бутил-4-диметилами-
нометил фенол
2,6-Ди-трет-бутилфенол
2,4-Ди-трет-бутил фенол
2,6-Ди-т/?ет-бутилциклогексанон
Содержание в
активном
компоненте,
масс. %
55-75
5-10
1-10
1-10
1-10
Нефть и нефтепродукты
941
Таблица 12.122
Характеристика антиоксидантов для топлив
Торговая
марка
Агидол-1
(синонимы: ДБК-
дибутил-
я-крезол,
ионол)
Агидол-12
ФЧ-16
Химический состав
><
ОН
><
СН3
СН3
X = _с^-сн3
СН3
2,6-Ди-трет-бутил-4-
метилфенол
Раствор смеси
экранированных фенолов,
получающихся побочно
при производстве Аги-
дола-1, в толуоле или
высокоароматизиро-
ванной бензиновой
фракции.
Смесь моно- и
двухатомных фенолов,
выделяемых экстракцией
бутилацетатом под-
смольных вод
продуктов полукоксования
каменного (Черемхов-
ского) угля.
Типичный состав
фенолов, масс. % :
незамещенный
фенол — 8-12
моно-, ди- и триме-
тилфенолы — 55-65
незамещенный
пирокатехин — 10-15
моно-, ди- и триме-
тилпирокатехины
— 25-55
Нормативный
документ
ТУ 38.
5901237-90
ТУ 38.
30216371-
88
ТУ 38.
101602-76
Технические и физико-химические
характеристики
Кристаллическое
индивидуальное вещество. Вырабатывают две
марки: А и Б, различающиеся
содержанием основного вещества:
Показатель
Содержание
основного
вещества, масс. %
Т конца
плавления, °С
Т
кристаллизации, °С, не ниже
Интервал
температуры
плавления, °С, не более
Цветность, ед, не
более
Марка
А
99,7
69,8-
70,0
69
0,4
25
Б
—
69,5-
70,0
69
1,0
—
Однородная подвижная жидкость
от светло-коричневого до
коричневого цвета.
Плотность при 20 °С, кг/м3 > 910,
Содержание активного
компонента, масс. %, > 50, содержание 2,6-
ди-трет-бутил-4-метилфенола в
активном компоненте, масс. %,
> 55. Температура начала
кристаллизации, °С, — не выше -50
Вязкая однородная жидкость от
светло- до темно-коричневого
цвета.
Плотность при 20 °С > 1000 кг/м3.
Фракционный состав, % :
до 220 °С выкипает < 48
до 270 °С выкипает > 85
90 % выкипает при
температуре < 300 °С
Содержание, масс. % :
фенолов — не менее 85
бутилацетата — не более 4
воды — не более 4
Кислотное число, мгКОН/г — не
более 30.
Прирост фактических смол в
бензине при добавлении
присадки, мг/100 см3 — не более 2
Примечание
Применение
предусмотрено ГОСТ 2084-
77 «Бензины
автомобильные».
Рекомендуемая
концентрация в
автомобильных бензинах —
до 0,1 %, в
авиационных бензинах — до
0,01 %, в гидрогени-
зованном реактивном
топливе — 0,003-
0,004 %
Присадка допущена к
применению в
составе автомобильных
бензинов в
концентрации до 0,3 масс. %.
Агидол-12 также
используют в качестве
компонента присадки
АДА (в количестве
0,1-0,2%)
Присадка допущена к
применению в
автомобильных бензинах
в концентрации до
0,1%. Дополнительно
обладает защитным и
противоизносным
действием.
При хранении
возможно расслоение и
выпадение кристаллов
пирокатехина. Присадка
увеличивает
содержание в топливе
фактических смол и
характеризуется
повышенной вымываемостью
юдой
942
Новый справочник химика и технолога
Продолжение таблицы 12.122
Торговая
марка
ДСА
(древесно-
смоляной
антиокси-
дант)
ПОДФА
(я-окси-
дифени-
ламин)
Химический состав
Смесь одно-, двух- и
трехатомных фенолов и
их метиловых эфиров,
выделяемых из так
называемой «остаточной»
смолы сухой перегонки
(300-400) °С древесины
лиственных пород
(главным образом,
бука).
Содержание, масс. %:
фенолов — не
менее 60,
воды — не более 6
С6Н5 NH С6Н5 ОН
Нормативный
документ
ГОСТ
3181-67
ГАП V-45-66
Технические и физико-химические
характеристики
Маслянистая жидкость от светло-
до темно-коричневого цвета.
Плотность при 20 °С, кг/м3 —
1060-1100.
Фракционный состав, масс. % :
до 240 °С выкипает < 25
до 260 °С выкипает < 55
до 310 °С выкипает < 90
Кислотное число, мг КОН/г — не
более 30.
Прирост фактических смол в
бензине при добавлении
присадки, мг/100 см3 — не более 2
Твердый плав серого цвета.
Т^пл — 69-74 °С.
Зольность < 0,05 %
Примечание
Присадка допущена к
применению в
автомобильных бензинах.
Как и ФЧ-16,
вымывается из бензина
водой и увеличивает
содержание в нем
фактических смол.
Эффективность
присадки невелика, но
она сравнительно
дешева и применяется
на ряде заводов
Присадка допущена к
применению в
автомобильных бензинах.
Ввиду слабой
растворимости в топливе,
рекомендуется
предварительное
растворение в
ароматических углеводородах
Деактиваторы металлов
В топливах практически всегда присутствует
небольшое количество (около млн-1) металлов — Си, Fe и
др., промотирующих окисление. Они попадают в
топлива при контакте с металлическими поверхностями
при переработке нефти, при очистке от меркаптанов
солями меди, с пылью и т.п. Для превращения
металлических промоторов — катализаторов окисления в
неактивное состояние в топливо добавляют деактиваторы
металлов. Применение деактиваторов позволяет на SO-
SO % снизить концентрацию антиоксидантов в топливе.
Принцип действия. Деактиваторы металлов
образуют с металлами неактивные хелатные комплексы, такие
как:
Деактиваторы в России не вырабатываются и не
используются, хотя научные разработки в этом
направлении ведутся. Большинство зарубежных
деактиваторов металлов в качестве активного компонента
содержит соединения, получаемые реакцией
салицилового альдегида с диаминами, например, бис(салици-
лиден)пропилендиимин:
сно
+ NH2CHCH2NH2
I
СН= N—СН—СНг- N= С
СНз
Стабилизаторы комплексного действия
Антиоксиданты не способны снижать скорость
реакций, протекающих не по радикально-цепному
механизму. Между тем многие реакции, приводящие к
образованию олигомеров и полимеров, имеют кислотно-
каталитический характер. По такому пути может
протекать полимеризация олефинов, окислительная поли-
коиденсация гетероциклических соединений и
конденсированных ароматических углеводородов, коагуляция
смолисто-асфальтеновых веществ, окисление S-содер-
жащих соединений до сульфокислот и др. Эти
процессы имеют место в топливах, содержащих большое
количество продуктов деструктивной переработки
нефтяных остатков, например в дизельных топливах,
содержащих негидроочищенный легкий газойль
каталитического крекинга (ЛГКК) или газойли термических
процессов. В этих случаях надо применять
стабилизаторы, действующие по другому принципу.
Нефть и нефтепродукты
943
В общем случае в состав стабилизатора входят 4
основных компонента:
- антиоксидант,
- деактиватор металла,
- нейтрализующий агент,
- диспергирующий агент.
Показателем эффективности подобных
стабилизаторов является термическая стабильность топлив.
Ассортимент стабилизаторов невелик, так как
стабильность топлив обеспечивается главным образом
процессами гидроочистки. В России для стабилизации
дизельных топлив, содержащих негидроочищенные
вторичные компоненты, разработана присадка ВЭМС
(ТУ 38. 40141-89).
В состав присадки входят (масс. %):
- 2,6-ди-трет-бутил-4-диметиламинометилфенол
(торговые названия «Агидол-3», «ОМИ»— основание
Манниха ионола) (ТУ 38.103368-94), антиоксидант и
одновременно нейтрализующий агент — 10,
- присадка Днепрол — диспергатор — 30,
- растворитель: кубовые остатки бутиловых
спиртов — 30, дизельное топливо — 30.
Для стабилизации дизельных топлив, содержащих
газойли вторичных процессов, разработан
принципиально новый вид присадок экранирующего типа,
работающих по типу «жертвы». Механизм действия этих
присадок заключается в том, что они окисляются легче,
чем нестабильные компоненты топлива, но продукты
их окисления в топливе хорошо растворимы. На
окисление присадки расходуется кислород, растворенный в
топливе, вследствие чего его не хватает на окисление
компонентов топлива. К таким присадкам относятся
изопропилоктадециламин (ИПОДА) и сополимер по-
лиметакрилата с метилвинилпиридином с
молекулярной массой менее 5000 (ПМАМ-2). Концентрация
присадок в топливе 0,05-0,06 %. При введении этих
присадок осадки не образуются даже в топливе
утяжеленного фракционного состава (УФС).
Технические требования к присадке ВЭМС
Показатель
Внешний вид
Плотность при 20 °С, кг/м3
Содержание, масс. %:
азот
бор
Вязкость кинематическая
при 50 °С, мм2/с
Норма
Однородная
коричневая жидкость
800-900
>0,60
>0,03
<20
12.8.1.4. Депрессорные присадки
Депрессорные присадки предназначены для
снижения температуры застывания и улучшения текучести
нефтепродуктов при низкой температуре.
Механизм действия депрессорных присадок.
Наиболее признанным механизмом потери подвижности
нефтепродуктов при низкой температуре в настоящее
время является кристаллизация растворенных в них
парафинов. Кристаллы парафинов имеют форму лент или
волокон, поэтому при достижении определенных
размеров они начинают сращиваться друг с другом. Это
приводит к формированию в растворе
пространственной сетки (каркаса). Углеводороды других классов,
присутствующие в нефтепродукте, остаются при этом в
жидкой фазе, однако они теряют подвижность, так как
оказываются запертыми в каркасе и могут
перемещаться только внутри собственной ячейки, т. е. каркас
делает жидкую фазу неподвижной.
Принцип действия депрессорных присадок в
маловязких нефтепродуктах, таких, как, например, дизельное
топливо, состоит преимущественно в том, что
депрессор выделяется из раствора до образования кристаллов
парафинов и служит зародышеобразователем
кристаллизации. Увеличение центров кристаллизации
приводит к образованию большого количества мелких
кристаллов, которые не способны образовать сетку.
В вязких нефтепродуктах — смазочных маслах,
мазутах — депрессорная присадка либо адсорбируется на
поверхности растущего кристалла парафина, либо (при
наличии длинных алифатических заместителей)
частично сокристаллизуется с ним, создавая
пространственные трудности для дальнейшего роста кристалла и
препятствуя формированию пространственного каркаса.
Депрессорные присадки к дизельному топливу
По данным на 1996 г., 90 % всего объема
производства дизельного топлива составляют летние марки (это
наиболее выгодно с точки зрения максимального
отбора из нефти светлых нефтепродуктов). Содержание
парафинов в дизельном топливе, полученном из парафи-
нистых нефтей, достигает 15-30 %. В дизельную
фракцию попадают парафиновые углеводороды Ci4-C22.
Свойства этих соединений представлены в табл. 12.123.
Таблица 12.123
Температура кипения и плавления парафиновых
углеводородов дизельной фракции
Соединение
Тетрадекан, Ci4H30
Пентадекан, Ci5H32
Гексадекан, С]6Н34
Гептадекан, Ci7H36
Октадекан, С18Н38
Нонадекан, Ci9H4o
Эйкозан, С2оН42
Т °С
1 КИП' '-'
250
270
287
303
317
330
343
т °с
6
10
18
22
28
32
37
Потребителям дизельного топлива известно, как
трудно иметь дело с летним топливом в зимнее время.
При понижении температуры из него выпадают
кристаллы парафиновых углеводородов, которые забивают
944
Новый справочник химика и технолога
топливные фильтры. При дальнейшем понижении
температуры топливо вообще может потерять текучесть.
Застывшее топливо невозможно прокачивать по
трубопроводам, заправлять в баки и прокачивать из бака в
двигатель. Для возвращения топлива в жидкое
состояние потребители разбавляют топливо керосином или
подогревают его. Однако оба пути не оптимальны. При
разбавлении керосином топливо теряет часть
смазочных свойств, что приводит к ускоренному
изнашиванию деталей топливной аппаратуры, а также становится
более пожароопасным. На операцию подогрева
расходуется до 15 % топлива, что не выгодно экономически.
Профессионально правильным решением проблемы
является депарафинизация дизельного топлива или
использование депрессорных присадок. Для получения
низкозастывающих дизельных топлив сегодня
используют оба пути. Дизельное топливо, содержащее
депрессорную присадку, маркируется индексом «п»,
например, ДЗП.
Депрессорные присадки не препятствуют
образованию микрокристаллов парафинов и расслоению
топлива при длительном хранении ниже рекомендованных
температур. В результате кристаллизации в топливе
образуется два слоя: нижний, обогащенный кристаллами
парафинов, и верхний. Оба слоя подвижны, однако
прокачиваемость нижнего слоя невелика.
Предотвращение кристаллизации может быть достигнуто
изменением группового состава топлив (депарафинизацией)
или применением депрессоров в композиции с диспер-
гаторами парафинов. Отечественных диспергаторов
парафинов в России нет. К применению допущены
несколько присадок зарубежных фирм.
В соответствии с принятым механизмом действия
депрессорную присадку следует вводить в топливо до
начала кристаллизации парафинов, т. е. при
температуре более высокой, чем температура помутнения
топлива, так как она выделяется из топлива раньше, чем
парафины топлива. Температура помутнения топлива при
добавлении присадки не меняется, однако подвижность
топлива при этом сохраняется. Предельная температура
фильтруемое™ и температура застывания топлив при
введении депрессорнои присадки существенно
снижаются.
В России допущены к применению четыре
отечественные присадки: ВЭС-238 (или ее модификация
Полипрен), ПДП, Сандал-1 Б, и ЭДЕП-Т и несколько
зарубежных: Керофлюкс-5486, Додифлоу-4273, Додифло-
4134 и Парадин-20, Парадин-25 (фирмы «BASF»,
«EXXON»). Характеристика отечественных
депрессорных присадок к дизельным топливам приведена в
табл. 12.124. Оптимальная концентрация депрессорных
присадок около — 0,06 %.
Для продажи розничному потребителю разработана
и рекомендована к применению присадка АСПЕКТ-Д
(ТУ 0254-010-00252288-94). Присадка представляет
собой раствор импортного депрессора в углеводородном
растворителе (реактивном или зимнем дизельном
топливе). Это маловязкая светло-желтая жидкость,
имеющая физико-химические характеристики, удобные для
использования на месте применения топлива:
Плотность при 20 °С, кг/м3, не менее 780
Температура застывания, °С, не выше -15
Кинематическая вязкость при 50 °С, мм"/с 3-25
Присадку можно добавлять непосредственно в
топливный бак. Ее вводят в летнее дизельное топливо в
количестве 0,2 % (0,002 кг/кг топлива) при температуре
более высокой, чем температура помутнения, т. е. при
температуре выше 10 °С (лучше — 30-40 °С).
Изменение показателей топлива при введении
присадки показано в табл. 12.125.
Разработан лабораторный образец присадки ДАКС-Д
(ТУ 0257-007-02066612-98), представляющей собой
сополимер этилена с а-алкенами (пропеном, бутенами) с
молекулярной массой менее 20 000, плотностью при
20 °С не более 1000 кг/м3, содержанием активного
компонента не менее 50 %. Растворитель — масло или
дизельное топливо. Присадка предназначена для
улучшения низкотемпературных свойств дизельного топлива, а
также может быть использована как бифункциональная
присадка к смазочным маслам для снижения
температуры застывания и улучшения вязкостных свойств.
Таблица 12.124
Характеристика депрессорных присадок к дизельному топливу
Торговая
марка
Полипрен
(ВЭС-238)
Химический состав
Концентрат
сополимера этилена с
винилацетатом в
ксилоле.
Содержание звеньев
в и ни л ацетата в
активном компоненте
— 26-36%
Нормативный
документ
ТУ 38.401675-
87
Техническая характеристика
Содержание звеньев винилаце-
тата, %, в присадке — 13-18.
Вязкость кинематическая,
мм2/с, при 50 °С —50-500.
Для топлива Л с 0,05 %
присадки: коэффициент фильтруемо-
сти — не более 2, Т застывания,
°С, — не выше -30, предельная
Т фильтруемости, °С,— не
выше 15
Примечание
Допущена к
применению в России в
качестве депрессорнои
присадки к дизельному
топливу
Нефть и нефтепродукты
945
Продолжение таблицы 12.124
Торговая
марка
пдп
Сандал-1Б
ЭДЕП-Т
Химический состав
Раствор сополимера
поли-алкилметакри-
лата, получаемого
на основе высших
жирных спиртов, с
винилацетатом в
дизельном топливе
Отход производства
сополимера этилена
и винилацетата
высокого давления
Полиакрилат,
получаемый путем
радиационной
полимеризации раствора
эфиров метакрило-
вой кислоты и
спиртов фракции Ci2-C2o
в толуоле
Нормативный
документ
ТУ 38.401-58-
20-91
ТУ 38. 101-13-
69-92
ТУ 0257-
00151742-004-
93
Техническая характеристика
Содержание активного
компонента в присадке, %, — не
менее 15.
Коэффициент фильтруемости
для топлива с 0,05 % активного
компонента присадки, — не
более 3
Содержание звеньев
винилацетата, %, в присадке — 6,5-16,5.
Вязкость кинематическая,
мм2/с, при 100°С —60.
Снижение температуры
застывания топлива, °С, с масс, долей
присадки 0,1 %, — не менее 10
Содержание активного
компонента в присадке, %, — не менее
60, толуола, %, — не менее 30.
Вязкость кинематическая,
мм2/с, при 50 °С — 1200-3800.
Снижение температуры
застывания топлива, °С, с массовой
долей присадки 0,1 % — не
менее 10
Примечание
Допущена к
применению в России в
качестве депрессорной
присадки к дизельному
топливу
Допущена к
применению в России в
качестве депрессорной
присадки к дизельному
топливу. Перед
употреблением
рекомендуется смешать присадку
с топливом до 25%-й
концентрации
Допущена к
применению в России в
качестве депрессорной
присадки к дизельному
топливу
Таблица 12.125
Изменение характеристик дизельного топлива
с 0,2 % присадки АСПЕКТ-Д
Параметр
Г застывания, °С
Предельная
Т фильтруемое™,
°С
Летнее
без
присадки
-14
-5
Летнее с
0,2 %
присадки
-36
-24
Требования
к зимнему
топливу
-30
-15
Влияние присадки на низкотемпературные
характеристики дизельного топлива показано в табл. 12.126.
Таблица 12.126
Влияние присадки ДАКС-Д на низкотемпературные
характеристики дизельного топлива
Массовая доля
присадки в топливе,
%
0,00
0,05 (ДАКС-Д)
0,10 (ДАКС-Д)
0,10 (ПДП)
Т застывания,
°С
-16
-32
-36
-28
Предельная
Т фильтруемости,
°С
-4
-22
-24
-11
Депрессорные присадки к нефти и мазутам
Депрессорные присадки добавляют в нефть для
снижения парафиновых отложений на
нефтепромысловом оборудовании и в магистральных трубопроводах, в
мазут — для понижения температуры застывания.
Наиболее распространенными присадками к
мазутам являются сополимеры этилена с винилацетатом,
тройные сополимеры, включающие кроме этилена и
винилацетата винилхлорид, сополимеры малеинатов со
стиролом и др.
Количество вводимой присадки зависит от
начальной температуры застывания нефтепродукта и может
колебаться от 0,05 до 0,2 %. В результате введения
присадки температура застывания нефти или мазута
понижается на 20-30 °С.
В России допущены к применению в нефтях и
мазутах отечественная присадка ВЭС-408 — сополимер
этилена с винилацетатом молекулярной массы около
20 000 — и импортная присадка Додифлоу-3227.
12.8.1.5. Моющие присадки к автомобильным бензинам
Моющие присадки предназначены для удаления и
предотвращения образования отложений в двигателе
внутреннего сгорания.
Принцип действия. Моющие присадки
представляют собой растворимые в бензине беззольные поверхно-
946
Новый справочник химика и технолога
стно-активные вещества (ПАВ). Они обладают
моющим и диспергирующим действием аналогично мою-
ще-диспергирующим присадкам к смазочным маслам.
Моющий эффект состоит в переводе загрязнений с
поверхности детали в объем топлива за счет адсорбции
молекул ПАВ на поверхности загрязнений и снижения
поверхностного натяжения на границе «загрязнение—
топливо», а также в солюбилизации
высокомолекулярных продуктов окисления топлива и мелких частиц
загрязнений мицеллами ПАВ. Диспергирующий эффект
заключается в расщеплении крупных частиц
загрязнений на более мелкие вследствие адсорбции молекул
ПАВ на поверхности частиц и снижении
поверхностного натяжения на границе раздела «частица—среда».
Сольватированные молекулами ПАВ мелкие частицы
загрязнений находятся в топливе в коллоидном
состоянии и не высаждаются на металлических деталях
двигателя и топливной аппаратуры.
Природа и механизм образования отложений и
нагара в карбюраторных двигателях и двигателях с
непосредственным впрыском топлива (инжекторные
двигатели) различна.
Наиболее уязвимым местом карбюраторных
двигателей с точки зрения накопления загрязнений является
сам карбюратор. В результате окисления и других
превращений нестабильных компонентов топлива детали
карбюратора постепенно покрываются слоем
отложений. Это влияет на количество всасываемого воздуха и
отклоняет соотношение воздух : топливо от
оптимального. Следствием накопления отложений становится
снижение полноты сгорания и увеличение расхода
топлива, а также повышение токсичности отработавших
газов.
В двигателях с непосредственным впрыском
топлива отложения накапливаются преимущественно на
впускном трубопроводе, на поверхности впускных
клапанов и на распылителях форсунок, работающих в
жестком тепловом режиме. В результате
термодеструкции топлива на деталях цилиндро-поршневой группы
образуется нагар. Толщина нагара на клапанах может
достигать 2 мм.
Для удаления образовавшихся отложений в
настоящее время все более широко применяют моющие
присадки к топливу.
Классификация моющих присадок. Наиболее
предпочтительна классификация моющих присадок по
области применения (по условиям работы). Присадки
делят на три группы:
- очистители карбюратора;
- очистители системы впуска и впрыска;
- очистители камеры сгорания.
Очистители карбюратора. По химическому
составу присадки этого типа представляют собой аминоами-
ды карбоновых кислот с довольно высокой
молекулярной массой. Их получают взаимодействием карбоновых
кислот с полиэтиленполиаминами:
RCOOH + NH2(CH2CH2NH)„H =
= RC(0)NH(CH2CH2NH)„H + H20
где п = 0-4.
Иногда для усиления моющего эффекта в нее вводят
оксиэтилированные фенолы типа ОП-7, неонолы.
Сырье для производства таких присадок не
дефицитно, а технология доступна любому
нефтехимическому производству. Поэтому товарный ассортимент
этих присадок насчитывает сотни наименований.
В России вырабатывают и допущены к применению
следующие присадки этого типа: АФЕН, АВТОМАГ,
НЕОЛИН, АСПЕКТ — модификатор бензина (табл. 12.127).
Эти присадки близки по эффективности и различаются
главным образом сырьем, из которого они изготовлены.
Кроме моющего действия, товарные присадки
имеют хорошие защитные, антикоррозионные и антиобле-
денительные свойства (табл. 12.128). С антиоксиданта-
ми (типа АГИДОЛ-12) они образуют синергетические
смеси: при их совместном присутствии химическая
стабильность бензина существенно увеличивается.
Вместе с тем моющие присадки аминоамидного
типа, являясь нелетучими ПАВ с большой молекулярной
массой, увеличивают показатель «содержание
фактических смол» в топливе. Поэтому в ТУ на бензины с
моющими присадками этот показатель не нормируют
или определяют по ГОСТ 1567-97 с отдувкой воздухом
и последующей промывкой гексаном. Кроме того ами-
ноамиды являются причиной образования эмульсий
при попадании в топливо воды. Деэмульгатор в
отечественные присадки не добавляют.
Разработка новых аминоамидных присадок
практически не ведется. Там, где их использование
продолжается, например в России, потребности удовлетворяются
существующим ассортиментом.
Очистители систем впуска и впрыска. Амидоами-
ны не пригодны для удаления отложений на впускных
клапанах и распылителях форсунок инжекторных
двигателей. Будучи термически нестабильными, они не
только не удаляют загрязнений, но сами способствуют
образованию отложений. Положение усугубляется
применением так называемых «реформулированных
бензинов», содержащих МТБЭ, также обладающего
недостаточно высокой стабильностью.
Для таких систем были разработаны новые
присадки, получившие название полибутенамины. По
химической природе это полиалкиленполиамины, содержащие
полиизобутиленовые заместители при одном или
нескольких атомах азота:
NH2— CH2CH2- N—CH2CH2- NH— R
R
где R = полиизобутен (ПИБ).
Товарные присадки представляют собой раствор по-
либутенаминов в масле (соотношение присадка : масло
равно 1 : (2 3) примерно , 15%-й раствор).
Нефть и нефтепродукты
947
Таблица 12.127
Характеристика моющих присадок к автомобильным бензинам (очистителей карбюратора)
Торговая
марка
Афен
(первоначальное
название
«Найк»)
Автомаг
Неолин
Аспект-
модификатор
бензина
Химический состав
Композиция, масс. %:
1) аминоамид
(RC(0)NH(CH2CH2NH)2H) —
10-20,
гдеЯ —AlkC10-C16;
2) оксиэтилированный алкил-
фенолОП-7 — 10-20;
3) растворитель — смесь
ксилола (или сольвента) с изопропи-
ловым спиртом в соотношении
1:1— 60-80
Композиция, масс. %:
1) аминоамид
(RC(0)NH(CH2CH2NH)2H) — 5
гдеЯ —AlkC10-C13;
2) неонол АФ-9-6 — 5;
3) денормализат — 60;
4) «-бутанол — 30
Композиция:
1) аминоамид
(RC(0)NH(CH2CH2NH)2H)
raeR = Ci8H3302;
2) оксиэтилированный алкил-
фенол;
3) растворитель — бутилцелло-
зольв
Раствор очистителя карбюратора
в углеводородном растворителе
Нормативный
документ
ТУ 38. 401-
743-89
ТУ 38.401-
5833-93
ТУ 38.401-
103-93
ТУ 0254-008-
00252288-94
Технические
характеристики
Однородная жидкость
коричневого цвета.
Плотность при 20 °С,
кг/м3, — 830-900
Кислотное число,
мг КОН/г, — не более 20
Щелочное число,
мг КОН/г, — не более 40
Однородная жидкость
коричневого цвета.
Плотность при 20 °С,
кг/м3, — 820-900.
Кислотное число,
мг КОН/г, — не более 20.
Щелочное число,
мгКОН/г, — не более 40.
По моющему действию
существенно
превосходит Афен
Однородная жидкость
коричневого цвета.
Содержание воды,
масс. %, — не более 1,0.
Кислотное число,
мг КОН/г, — не более 30.
Кинематическая вязкость,
мм2/с, при 20 °С — не
более 200.
По моющему действию
занимает промежуточное
положение между Афе-
ном и Автомагом
Кинематическая
вязкость, мм2/с, при 20 °С —
не более 80.
Кислотное число,
мг КОН/г, — не более 10
Примечание
Присадка допущена
к применению в
качестве очистителя
карбюратора.
Присадка допущена
к применению в
качестве очистителя
карбюратора
Присадка допущена
к применению в
качестве очистителя
карбюратора.
При отрицательной
температуре
возможно расслоение
присадки
Присадка допущена к
применению.
Поступает в розничную
продажу для
индивидуальных потребителей
Таблица 12.128
Характеристика бензина АИ-93, содержащего различные моющие присадки типа аминоамидов
Функциональное
действие
Моющие свойства:
продолжительность смывания отложений в условиях
испытаний, мин
Защитные свойства: коррозия стальной пластины, г/м2:
в условиях конденсации воды
в присутствии электролита
Антиобледенительные свойства:
изопропиловый эквивалент
Без
присадки
125
0,75
10,60
1,6
Афен
(0,04 %)
5,0
0,0
3,2
>2,5
Неолин
(0,04 %)
4,6
0,0
2,2
>2,5
Аспект-модификатор
бензина (0,20 %)
5,0
0,0
2,1
>2,5
948
Новый справочник химика и технолога
Полибутенамины получают на основе ПИБ. На
первом этапе ПИБ хлорируют, затем алкилируют амин:
RC1 + R'NHR" ► R'NR" + НС1
R
С экологической точки зрения технология, не очень
удачна, так как связана с использованием агрессивных
газов и образованием большого количества засоленных
стоков (при нейтрализации хлористого водорода).
Кроме того присадка содержит остаточный хлор в
количестве до 150 млн"1 (0,015 %).
Новые технологии основаны на бесхлорном методе,
например на оксосинтезе:
RCH = СН2 + СО + Н2 >■ RCH2CH2CHO »►
(ПИБ)
+NH3,+H2
— ► RCH2CH2CH2NH2
Позднее были предложены более эффективные
соединения — полиэфирамины:
RO(C„H2„0)xCH2CH2CH2 NH2
где п - 2-4, молекулярная масса — обычно 500-10 000.
Синтез подобных присадок представлен следующей
схемой:
1. Оксиэтилирование спирта на щелочном
катализаторе:
ROH + xCHj- СН2 > RO(CH2CH20)xH
О
2. Цианэтилирование конечной гидроксильной
группы:
RO(CH2CH20)x Н + CH2=CHCN ->
-> RO(CH2CH20)x CH2CH2CN
3. Восстановление нитрила в амин над Ni / Re:
RO(CH2CH20), CH2CH2CN + 2H2 ->
-> RO(CH2CH20),CH2CH2CH2NH2
Рабочая концентрация присадки в бензине —
десятые доли процента.
Присадки типа эфираминов используют уже более
Шлет. Они оказались эффективными и удобными в
применении.
Отечественных очистителей впускных клапанов нет.
К применению в России допущены присадки Кего
pur-3222 («BASF»), Lubrizol-8285 («Lubrizol»), Hitec
(«Ethyl Corp.»), SAP-9500 («Shell»), содержащие
полибутенамины. Они сравнительно дешевы и эффективны в
двигателях, составляющих основу автомобильного парка
России. Фирма «Аспект» выпускает препарат «АСПЕКТ-
очиститель клапанов» (ТУ 0254-009-00252288-94) на
базе импортного сырья. Присадка представляет собой
композицию ПАВ в углеводородном растворителе, она
эффективна в двигателях с непосредственным
впрыском. Требования к препарату представлены в
табл. 12.129.
Таблица 12.129
Характеристика препарата
«Аспект-очиститель клапанов»
Показатель
Внешний вид
Вязкость кинематическая,
мм2/с, при 20 °С
Кислотное число, мг КОН/г
Снижение интенсивности
образования отложений на
впускных клапанах
Норма
Однородная жидкость
желтого или светло-
коричневого цвета
<80
<20
Не менее чем в 2 раза
Очистители камеры сгорания. Отложения в камере
сгорания представляют собой трудносмываемый нагар,
образованный продуктами неполного сгорания топлива,
масла и присадок. Появление нагара в камере сгорания
может вызывать закоксовывание поршневых колец и
калильное зажигание топлива, вследствие чего
повышаются требования к его октановому числу. Кроме
того, частицы нагара, попадая в масло, увеличивают
абразивный износ двигателя.
Для борьбы с нагарообразованием в камере
сгорания бензиновых двигателей за рубежом предлагают
моющие присадки — «очистители камеры сгорания».
Присадки модифицируют структуру нагара, оказывают
каталитическое влияние на его выгорание и смывают
частицы нагара и продукты их превращения. Таких
присадок, допущенных к применению в установленном
порядке в России, нет.
Особенности применения моющих присадок к
топливом. Моющие присадки обеспечивают безразборную
очистку двигателя и топливной аппаратуры от
отложений, снижают требования к октановому числу,
уменьшают эмиссию токсичных продуктов с отработавшими
газами. Однако желаемый эффект может быть
достигнут только при квалифицированном использовании
присадок.
Моющая присадка может быть введена на любой
стадии производства, хранения и применения топлива.
НПЗ стараются не вводить моющие присадки, чтобы не
увеличивать число марок топлива. Обычно моющие
присадки добавляют на нефтебазах и автозаправочных
станциях. Моющие присадки реализуют также и в
розницу. При этом ответственность за ее грамотное
применение ложится на потребителя.
Рабочая концентрация присадок составляет 0,005-
0,2 %. Иногда можно встретить рекомендацию
применять моющие присадки в ударных дозах для отмывки
ранее образовавшихся отложений. Это очень
нежелательная операция, так как смываемые отложения заби-
Нефть и нефтепродукты
949
вают топливный фильтр, трубопроводы, жиклеры,
попадают на клапаны и в камеру сгорания. Единственно
правильным является постоянное применение присадок.
При первом переходе на использование моющих
присадок необходимо тщательно промыть всю
топливную систему, начиная с емкости, в которой хранится
топливо. Иначе моющие свойства присадки дадут о
себе знать до попадания в двигатель. Нежелательно
присутствие в топливном баке воды, так как в
присутствии присадки она образует эмульсию с бензином,
расслаивающуюся в трубопроводах. Зарубежные
присадки содержат деэмульгаторы и эмульсии топлива с
водой не образуется.
Введение присадки увеличивает показатель
«содержание фактических смол», но на работоспособность
двигателя при использовании рекомендуемого
количества присадки это не влияет. Передозировка присадки
часто грозит образованием повышенного количества
отложений.
Моющие и антинагарные присадки к дизельному
топливу. В дизельном двигателе наибольший вред
наносит нагар на форсунках. Так как нагар является
продуктом неполного сгорания топлива, то, по-видимому,
наиболее склонны к образованию нагара ароматические
углеводороды, обладающие наиболее высокой
химической стабильностью. Поэтому для уменьшения нагара
следует снижать содержание аренов в дизельном топ-
Присадки
Присадки подразделяют на зольные, содержащие в
своей структуре атомы металла, и беззольные — не
содержащие металла.
Присадки добавляют к маслам на завершающей
стадии производства. Современным способом создания
товарных масел является использование «пакетов
присадок», представляющих собой сбалансированную
композицию присадок различного функционального
назначения. Добавление «пакета» к стандартному базовому
ливе. Ароматические углеводороды могут не только
присутствовать в исходном топливе, но и образуются в
цилиндре двигателя в период предпламенной
подготовки топлива. Для предотвращения образования нагара и
удаления его с деталей двигателя рекомендуется
использовать присадки следующих типов:
- катализаторы горения — обычно соли металлов
переменной валентности;
- модификаторы нагара, делающие нагар более
рыхлым и легкоудаляемым;
- моюще-диспергирующие присадки, смывающие и
диспергирующие нагар (сукцинимиды, оксиалкилиро-
ванные соединения).
В качестве антинагарной присадки к дизельному
топливу, содержащему 1-1,25 % серы, предлагается
присадка ДГ-1. Присадка представляет собой смесь низших
аминов и продуктов их конденсации. Температура ее
кипения 90-160 °С. Содержание азота — П-14 %.
12.8.2. Присадки к смазочным маслам
12.8.2.1. Классификация присадок к смазочным маслам
Присадки — химические соединения, способные в
малых количествах резко улучшать одно или несколько
эксплуатационных свойств нефтепродуктов.
Классификация присадок по назначению (функциональному
действию) представлена ниже:
Назначение
маслу позволяет получать товарный продукт с
заданным уровнем эксплуатационных свойств.
Общие требования, предъявляемые к присадкам.
Присадки должны эффективно улучшать
эксплуатационные свойства масел в соответствии с назначением, не
оказывая при этом негативного влияния на другие
показатели.
Присадки должны хорошо растворяться в масле, иметь
низкую летучесть (высокую температуру кипения), обла-
Антиокислительные (антиокси-
данты, ингибиторы окисления)
Вязкостные
Моюще-диспергирующие
(детергентно-диспергирующие)
Смазочного действия
Антикоррозионные
Защитные
Депрессорные
Антипенные
Многофункциональные
Повышают термоокислительную стабильность масел, препятствуют
изменению химического состава масел в процессе работы
Повышают вязкость и улучшают вязкостно-температурные свойства масел
Снимают высокотемпературные отложения, лаки, нагары с металлических
поверхностей, препятствуют коагуляции продуктов окисления и
образованию шлама, нейтрализуют кислоты, образующиеся при окислении масла
Снижают силу трения (антифрикционные), уменьшают износ деталей (про-
тивоизносные), предотвращают задир и заедание при трении (противоза-
дирные)
Защищают металлические поверхности от агрессивного воздействия
продуктов окисления масла и сгорания топлива
Предохраняют металл от внешних коррозионных воздействий (электролита,
агрессивного газа и пр.)
Улучшают низкотемпературную текучесть, понижают температуру
застывания масел
Предотвращают вспенивание масел
Улучшают одновременно несколько свойств масел
950
Новый справочник химика и технолога
дать высокой термической и термоокислительной
стабильностью и не менять свои свойства при хранении.
Присадки должны быть не дорогими и иметь
достаточную сырьевую базу.
Присадки не должны вступать в реакцию с другими
добавками, подавляя их действие, не должны
реагировать с конструкционными материалами маслосистемы
(кроме тех случаев, когда это предусмотрено
механизмом их действия), не должны быть токсичными и
придавать маслу неприятный запах.
12.8.2.2. Антиокислительные присадки (ингибиторы
окисления)
Окислительные реакции, протекающие в масле при
высоких температурах эксплуатации в присутствии
атмосферного воздуха при контакте с металлами
приводят к старению масла (термин «старение» включает
также загрязнение масла примесями из окружающей
среды, химические изменения и испарение
компонентов). Влияние продуктов окисления масла на работу
двигателя внутреннего сгорания представлено на
рис. 12.143. Антиокислительные присадки
предотвращают окисление масел, приводящее к образованию
кислых соединений, вызывающих коррозию цветных
металлов подшипников, и увеличение вязкости масел в
результате образования высокомолекулярных смолооб-
разных продуктов.
Принцип действия. Окисление нефтяных
углеводородов протекает по радикально-цепному механизму
через алкильные и пероксидные радикалы. Соединения,
прерывающие цепную реакцию окисления, называют
ингибиторами окисления или антиоксид антами. По
механизму действия различают ингибиторы первого и
второго рода. Ингибиторы 1-го рода реагируют с
радикалами, ведущими цепь, превращая их в неактивное
состояние и снижая таким образом длину цепи.
Ингибиторы 1 -го рода задерживают окисление, если их
вводят в систему до начала реакции. Типичными
представителями ингибиторов этого типа являются
пространственно затрудненные фенолы и амины.
Масло при повышенной температуре +
+ кислород воздуха
окисление
Первичные продукты окисления (пероксиды, гидропероксиды,
продукты деструктивного окисления: спирты, альдегиды, кетоны.
карбоновые кислоты)
Взаимодействие
реакционноспособных
первичных продуктов
окисления с металлами
маслосистемы(коррозия)
Вторичные реакции
Соли карбоновых кислот,
комплексные соединения
Вторичные продукты
конденсации и уплотнения
Соединения,
растворимые в
масле
Соединения, не
растворимые
в масле
Осадки,
механические
примеси, шлам
Лаки, нагары,
углеродистые
отложения
Высокомолекулярные
соединения, растворимые
в масле
Изменения в смазочной системе
Каталю
окисления
масла
Забивка масляных
фильтров и смазочных
каналов, масляное голодание
двигателя, тяжелый износ и
задир цилиндро-поршневой
группы
Нарушение режима
работы ДВС (пригорание
поршневых колец, потеря
компрессии, прорыв
дымовых газов в картер
и пр.)
Увеличение вязкости,
ухудшение вязкостно-
температурных
свойств, снижение
стабильности масла
Рис. 12.143. Схема влияния продуктов окисления масла на работу двигателя внутреннего сгорания
Нефть и нефтепродукты
951
Ингибиторы 2-го рода разрушают гидропероксиды,
восстанавливая их до спиртов. Они тормозят реакцию
как в начале, так и на более поздних стадиях
окисления. К ингибиторам этого типа относятся соединения
серы и фосфора. В результате взаимодействия с гид-
ропероксидами атомы серы и фосфора соответственно
окисляются.
Для снижения каталитического действия металлов
на процесс окисления в масло добавляют пассиваторы и
деактиваторы металлов. Пассиваторы образуют на
поверхности металлов инертные защитные пленки,
предотвращающие непосредственный контакт масла с
металлом. Деактиваторы реагируют с маслорастворимыми
соединениями металлов и переводят их в неактивное
состояние.
Ароматические амины
Ароматические амины применяют в нефтяных
турбинных и трансформаторных маслах. Наибольшее
значение имеют следующие соединения:
ПОДФА (я-оксидифениламин)
НЕОЗОН-А (фенил-а-нафтиламин (ФАН))
ДАТ (диалкилдифениламин)
ДИФЕНАМ (4,4'-диметоксидифениламин)
ДИАФЕН ФФ ОУ,УУ'-дифенил-я-фенилендиамин (ДФФД))
н^СНн-<0>
Op
-C^-nh-CH
снзс^О^ш"^0^~оснз
O-HcH-^D
В нефтепродуктах применяют преимущественно
присадку ПОДФА, получаемую реакцией конденсации
анилина с гидрохиноном. Предъявляемые к присадке
технические требования приведены ниже:
Внешний вид
Реакция водной вытяжки
Температура плавления, °С
Зольность, %, не более
Твердый плав серого
цвета
Нейтральная
69-74
0,05
Фенольные антиоксиданты
Сведения о фенольных антиоксидантах приведены в
табл. 12.130.
Соединения, содержащие серу и фосфор.
Присадки, содержащие серу и фосфор, представлены, главным
образом, солями металлов дитиофосфорных кислот.
Дитиофосфаты применяют преимущественно в
качестве ингибиторов окисления моторных масел. Широкое
распространение дитиофосфатов обусловлено их
многофункциональностью. Кроме антиокислительного
действия они придают маслам высокие противоизнос-
ные и антикоррозионные свойства.
Дитиофосфаты получают взаимодействием
спиртов или алкилфенолов с пентасульфидом фосфора с
последующей нейтрализацией образовавшейся дитио-
фосфорной кислоты оксидом цинка, гидроксидом
кальция или бария.
Товарная форма присадки — раствор активного
компонента в минеральном масле.
Брутто формула активного компонента зольной
присадки: [(RO)2PS(S)]2 М, где R — радикал спирта или
алкилфенола, М — Zn, Ca, Ва.
Активный компонент беззольной присадки
представляет собой амид или соль амина дитиофосфорной
кислоты.
ДФ-11 — 50%-й раствор диалкилдитиофосфата
цинка в минеральном масле. Улучшает антиокислительные,
антикоррозионные и противоизносные свойства
смазочных масел. Применяют в маслах различного
назначения в концентрации 1,0-2,5 % (масс. доля).
Вырабатывают по ТУ 38.5901254-90.
ФОСАН — аналог ДФ-11. Отличается повышенным
содержанием активного компонента. Вырабатывают по
ТУ 38.1011812-88.
ДФБ — раствор диалкилдитиофосфата
модифицированного бором в масле. Присадка обладает
повышенной термостабильностью и проявляет помимо
антиокислительных, антикоррозионных и противоизносных
свойств также антифрикционное действие. Применяют
в составе моторных и трансмиссионных масел в
концентрации 1,0-2,2% (масс. доля). Вырабатывают по
ТУ 38.1011131-87.
952
Новый справочник химика и технолога
Таблица 12.130
Антиоксиданты — производные фенола
Присадка
Ионол
(4-метил-2,6-
W-mpem-
бутилфенол)
Синонимы:
Агидол-1,
ДБК
Агидол-2
[метилен-
2,2'-бис-(4-
метил-6-
трет-бутил-
фенол)]
Синоним —
НГ-2246
Предполагаемая
структура
СН3
I
СНз-С-СНз
1
(т^он
СНзА^с^Нз
СН> СНз
СНз^ ^СНз
/ ( Ч(:Нз
сНз \0/он
1
сн2
J
сНз \0/он
СНз—С—СНз
1
СН3
Способ получения
Основные стадии:
- алкилирование
фенола изобуте-
ном,
- взаимодействие
2,6-ди-тре/я-бу-
тилфенола с диме-
тиламином и
формальдегидом
(реакция Манниха),
- разложение
основания Манниха
Конденсация
o-mpem-бутил-я-кре-
зола с
формальдегидом
Характеристика
продукта
Твердое
кристаллическое
вещество.
Тт — 69 °С.
Белый
кристаллический
порошок с
содержанием основного
вещества
99,6 %.
Гпд^С для марки
А—128
Б—126-128
Нормативный
документ
ТУ
38.5901237-
90
ТУ
38.101617-
86
Примечание
Практически не имеет
себе равных среди
низкотемпературных
ингибиторов окисления,
но при температуре
выше 100 °С проявляет
очень высокую
летучесть. Особенно
пригоден для турбинных,
трансформаторных
масел и
гидрожидкостей
Используется в
качестве
антиокислительной присадки в
индустриальных и
энергетических маслах
А-22 — 85-100%-й раствор диалкилдитиофосфата
цинка, модифицированного бором. Обладает
антиокислительным, противоизносным, антикоррозионным и
антифрикционным действием. Применяют в моторных,
трансмиссионных и индустриальных маслах в
концентрации 0,5-1,5 % (масс. доля). Вырабатывают по
ТУ 0257-006-40065452-97.
ВНИИНП-354 — масляный раствор ди(алкилфе-
нил)дитиофосфата цинка. Обладает
антиокислительным и антикоррозионным действием. Применяют в
моторных маслах в концентрации 2,0-2,2 % (масс. доля).
Вырабатывают по ТУ 38.101680-77.
ВНИИНП-715 — 50%-й масляный раствор продукта
взаимодействия ди(алкилфенил)дитиофосфорной
кислоты с диэтилентриамином. Применяют в качестве
беззольной антиокислительной, антикоррозионной и
антифрикционной присадки к смазочным маслам.
Вырабатывают по ТУ 38.1011226-89.
Прочие соединения. БОРИН — 50%-й масляный
раствор модифицированного бором основания
Манниха, полученного конденсацией алкилфенолов с гексаме-
тилентетрамином или аммиаком и формальдегидом.
Характеризуется следующими свойствами:
Кинематическая вязкость при 100 °С, мм /с
Содержание азота, %
Температура вспышки в открытом тигле,
°С, не ниже
25-100
0,4-1,5
145
Предполагаемая формула активного компонента:
ОН ОН
CH^-NH—СН2
Н3В03
где R = Alk C8-C]2.
Применяют в качестве беззольной
антиокислительной присадки в минеральных маслах. Вырабатывают по
ТУ 38.1011003-87.
Деактиваторы металлов
Предназначены для связывания ионов металлов
(особенно меди, железа, марганца, кобальта),
вызывающих каталитическое окисление углеводородных
масел. В сочетании с другими антиоксидантами
проявляют сильный синергический эффект.
БТА — бензотриазол. Деактиватор меди. Твердый
кристаллический продукт с температурой плавления
96-98,5 °С. Рекомендуемый диапазон концентраций в
масле — 0,03-0,10% (масс. доля). Вырабатывают по
ТУ 6.09.1291-75.
Нефть и нефтепродукты
953
УУ-салицилиденэтиламин и Л^Л^-дисалицилиденэтилен-
диамин — эффективные деактиваторы металлов.
Применяют в очень низких концентрациях (5-30 мг/кг). В
России в промышленных масштабах не вырабатывают.
Характеристика некоторых антиокислительных
присадок приведена в табл. 12.131.
12.8.2.3. Антикоррозионные и защитные присадки
(ингибиторы коррозии)
Поверхность металла подвергается коррозии под
воздействием атмосферного кислорода и влаги или под
влиянием агрессивных продуктов, образующихся в
результате старения масла. Для защиты металла от
коррозии в нефтепродукты добавляют защитные или
антикоррозионные присадки.
Защитные присадки (маслорастворимые ингибиторы
коррозии) обеспечивают способность масла защищать
металл от внешних коррозионных воздействий: за счет
предотвращения атмосферной коррозии, защиты от
коррозии в условиях влажного климата, воздействия
морской воды, электролита, агрессивного газа и пр.
Присадки, как правило, работают в тонкой пленке
масла на границе раздела «металл—электролит».
Антикоррозионные присадки защищают металл от
воздействия агрессивных продуктов, образующихся в
двигателе в результате окисления масла или сгорания
топлива, в системе «продукт—металл».
Для обозначения как защитных, так и
антикоррозионных присадок часто используют термин «ингибиторы
коррозии» или «антикоррозионные присадки».
Таблица 12.131
Характеристика антиокислительных присадок
Показатели
Кинематическая вязкость при 100 °С,
мм2/с
Массовая доля, %:
фосфора
серы, не менее
цинка (бария)
азота
бора
воды
механических примесей, не более
рН раствора в спирто-толуольной
смеси, не менее
Эксплуатационные показатели масла
М-11 с массовой долей присадки, %:
коррозионность, г/м2, не более
показатель износа (на ЧШМ ),
мм, не более
Температура вспышки в открытом
тигле, °С, не ниже
Марки присадок
ДФ-11
5-10
4,4-4,9
5,0-5,6
Следы
5,5
1,2
5
0,5
170
ДФБ
5-10
4,5-5,7
5,4-6,2
Прису-
ствует
Следы
6,0
1,2
5
0,5
165
А-22
>8
>8
15
>9
0,5
Следы
0,1
6,0
0,7
5
0,45
170
ДФ-1
<20
>3,8
0,06
0,08
—
2,0
10
—
ВНИИНП*-354
19-25
>2,3
4,5
>2,4
Следы
0,1
>2,7
3,5
5
165
ВНИИНП-715
>27
>2,1
2,8
>1,9
<0,1
0,1
—
2,0
5
160
Борин
< 150
0,4-1,5
<0,15
0,08
—
5,0
145
* Всероссийский научно-исследовательский институт по нефтепереработке.
** ЧШМ — четырехшариковая машина трения.
БЕТОЛ-1 — 1-(диэтиламинометилен)-бензотриазол.
Деактиватор меди. Представляет собой жидкость со
следующими физико-химическими характеристиками:
Плотность при 20 °С, кг/м3 1050-1080
Показатель преломления п™ 1,545-1,555
Температура вспышки, °С, не ниже 140
CH2N(C2H5)2
Применяют в концентрации 0,03-0,10 % (масс,
доля). Вырабатывают по ТУ 38.1011223-89.
Л'-Салицилиденэтиламин
CH=N—С2Н5
N,N -Дисалицилиденэтилендиамин
. СН= N— CH2CH2- N= CH
954
Новый справочник химика и технолога
Принцип действия. Поскольку коррозия металлов
под действием внешних факторов имеет, главным
образом, электрохимическую природу, то механизм
действия защитных присадок сводится к следующим
процессам: торможению анодного и катодного коррозионных
процессов разрушения металлов, вытеснению воды
(электролита) с поверхности металла и удержанию
воды в объеме нефтепродукта. Предотвратить коррозию
можно также путем формирования на поверхности
металла защитного слоя, препятствующего контакту воды
и кислорода с металлом и изменяющего его
электрохимический потенциал.
Коррозия деталей двигателя в системе «продукт—
металл» протекает по смешанному химическому и
электрохимическому механизму. Антикоррозионные
присадки предотвращают коррозию, образуя на
поверхности металла инертные защитные пленки,
исключающие непосредственный контакт металла с коррози-
онно-агрессивными веществами.
В зависимости от природы связи присадки с
металлом, ингибиторы коррозии подразделяют на хемосорб-
ционные и химические. Ингибиторы коррозии хемо-
сорбционного типа представляют собой молекулы с
Маслорастворимые
длинными алкильными цепями и полярными группами,
такими, как амино-, амидо-, имидо-, нитро- и др.
Присадки адсорбируются на поверхности металла с
образованием плотно упакованного ориентированного
гидрофобного слоя. Концентрация их в масле должна быть
достаточной для образования пленки на основе адсорб-
ционно-десорбционного равновесия. Химические
ингибиторы образуют защитные слои, реагируя с металлом.
К химическим ингибиторам относятся жирные кислоты
и полисульфиды.
Кроме, собственно, ингибиторов коррозии
антикоррозионное действие проявляют в разной степени
многие полярные присадки, обладающие поверхностной
активностью, в том числе антиоксиданты, противоиз-
носные, детергентно-диспергирующие и другие типы
присадок. Антиокислительные присадки
дополнительно снижают коррозионную агрессивность масел,
уменьшая количество опасных продуктов в масле,
детергентно-диспергирующие присадки (ДДП) — нейтрализуя
кислоты, образующиеся в результате окисления масла.
Ассортимент отечественных маслорастворимых
ингибиторов коррозии и их важнейшие характеристики
приведены в табл. 12.132.
Таблица 12.132
ингибиторы коррозии
Присадка
Кислоты
жирные
синтетические фракции
С]б-С22
АКОР-1
Алкилоламиды
ИКБ-2
Формула
RCOOH
R = Alk С16-С22
R— С=0
HNCH2CH2OH
R = Alk С18-С22
Способ получения
Окисление
нефтяных парафинов с
последующим
фракционированием
Нитрование
минерального масла М-8
или М-11 с
последующим смешением
со стеариновой
кислотой (10 масс. %) и
ней'фализацией гид-
роксидом кальция
Взаимодействие
метилового (или
этилового) эфира
жирной кислоты с
моноэтаноламином
Смесь жирных
кислот таллового
масла и продуктов их
взаимодействия с
аминоамидом
Характеристика
Вязкая жидкость
темно-коричневого
цвета
Маслянистая
жидкость, прозрачная в
тонком слое, темно-
коричневого цвета.
Щелочное число
> 38 мгКОН/г,
ТКП > 200 °С
Светло-желтый плав
Вязкая маслянистая
жидкость
Нормативный
документ
оо
оо
1
Г-*
о
оо*
СП
>
оо
1
Н
и
О
сч
2
СП
сч
о
оо
СП
Применение
В консервацион-
ных смазках и
защитных нефтяных
составах
Для улучшения
защитных свойств
смазочных масел
Для повышения
защитные
свойства масел
В обкаточных
маслах и консер-
вационных
материалах
Нефть и нефтепродукты 955
Продолжение таблицы 12.132
Присадка
АЯА
(алкенилянтар-
ный ангидрид)
В-15/41
(кислый эфир
алкенилянтар-
ной кислоты и
этиленгликоля)
СИМ
(алкенил сук-
цинимид
мочевины)
М-1
(соль цикло-
гексиламина и
фракции
синтетических
жирных кислот
С10-С13)
МСДА-1
(соль дицикло-
гексиламина и
фракции
синтетических
жирных кислот
С10Г-С13)
МИКС
(полиосернен-
ный изобутен)
Формула
R—СН—СГ
сн2-с^
О
R =алкенил
Cl2-Cl5
R—СН—СООН
СН2СООС2Н4ОН
R = алкенил
С12-С15
/О О
R— СН— & ||
| \n~C—NH2
R = алкенил
Cl2-Ci5
/ \—NH2HOOCR
R = AlkC10-C13
]
NH-
* = Alk <
HOOCR
-' 1 о-С1 з
сн3
1 -
1=— С Hi— С— Sv in
\
сн3
Способ получения
Диеновый синтез
полиизобутена
C12-Ci5 и малеино-
вого ангидрида
Гидролиз АЯА с
последующим окси-
этилированием ал-
кенилянтарной
кислоты
Конденсация АЯА с
мочевиной
Взаимодействие
циклогексиламина с
карбоновыми
кислотами
Взаимодействие
дициклогексилами-
на с карбоновыми
кислотами
Взаимодействие
элементной серы с
полиизобутеном
Характеристика
Вязкая жидкость
светло-коричневого
цвета. Кислотное
число > 160мгКОН/г,
ГВСП>180°С.
Прозрачная
подвижная при 60 °С
масса коричневого
цвета. Кислотное
число
165-205 мгКОН/г
Вязкая жидкость
коричневого цвета.
Кислотное число
< 6,5 мгКОН/г,
ГВСП>180°С
Пастообразное
вещество
светло-коричневого цвета,
растворимое в воде,
этаноле, бензине,
индустриальном
масле
Пастообразное или
твердое вещество от
светло-коричневого
до коричневого
цвета
5S
1 s
1 &
о ч
X
оо
1
оо
СП
о
о
оо
СП
>
Е-
г--
г--
1
чо
чо
оо
1
ЧО
оо
СП
о
о
оо
СП
00
00
1
fN
СП
1
fN
0
чо
оо
оо
4
СП
оо
1
fN
0
чо
Cs
1
СП
0\
оо
о
об
СП
Применение
Для получения
ингибиторов
коррозии В-15/41 и
СИМ, а также для
приготовления
рабоче-консерва-
ционных масел
В турбинных,
компрессорных
индустриальных и
других маслах,
работающих во
влажной среде для
защиты от коррозии
Для
приготовления рабоче-
консервационных
масел и
комбинированных
ингибиторов коррозии
для масел
различного назначения
Для защиты от
атмосферной и
микробиологической
коррозии изделий
из стали, чугуна,
алюминия и его
сплавов.
Обеспечивает защиту до
5 лет
Для защиты от
атмосферной и
микробиологической коррозии
изделий из стали,
чугуна, меди,
цинка, алюминия,
кадмия, олова,
серебра
Для улучшения
защитных свойств
смазочных масел
956
Новый справочник химика и технолога
Продолжение таблицы 12.132
Присадка
Сламин
(комбинированный
ингибитор
коррозии)
КП
(комбинированный
ингибитор
коррозии)
Формула
Способ получения
Композиция на основе
сланцевого масла
(тяжелая фракция
сланцевой смолы),
присадки ДФ-11, сульфонат-
ной присадки и поли-
метакрилата
Композиция на
основе фракции
синтетических жирных
кислот Ci8-C23 ИЛИ
С21-С25 и присадок
ВНИИНП-360,
ПМС«Б», ДФ-11 и
ПМС-200А
Характеристика
Маслянистая
жидкость
темно-коричневого цвета.
Щелочное число
> 25 мгКОН/г,
ТВСП> 130 °С, Г
застывания < минус 12 °С
Вязкая темная
жидкость
Нормативный
документ
о
ON
1
ON
ON
Г-*
0
rf
OO*
m
>
0
r-
1
ON
m
чо
m
(N
H
U
О
u
Применение
Для улучшения
защитных
свойств
моторных масел при
постановке
техники на
хранение
Для улучшения
защитных
свойств
смазочных масел
12.8.2.4. Моюще-диспергирующие присадки
(детергептно-диспергирующие)
Основное назначение моюще-диспергирующих
присадок состоит в предотвращении отложения продуктов
окисления масел на металлических поверхностях,
уменьшении количества осадков и нагара на деталях
путем удержания во взвешенном состоянии
нерастворимых в масле веществ, нейтрализации кислот,
образующихся в процессе эксплуатации двигателя
вследствие окисления масла и сгорания топлива.
Принцип действия. Моющее действие зольных
присадок обусловлено их поверхностно-активными
свойствами, ориентированной адсорбцией на металлических
поверхностях, а также солюбилизацией (коллоидным
растворением) мельчайших частиц сажи, смолы, карбо-
новых кислот. Типичными моющими присадками
являются маслорастворимые металлические соли
органических кислот
Диспергирующее действие связано с адсорбцией
присадок на крупных частицах загрязнения,
находящихся в масле, и их расщеплением на более мелкие
агрегаты в результате ослабления поверхностного
натяжения. Последующая адсорбция присадок на
поверхности образовавшихся мелких частиц предотвращает
их коагуляцию вследствие электростатического
отталкивания (зольные присадки) или пленочного барьера в
результате поглощения клубком полимера (беззольные
присадки). В качестве диспергирующих присадок
наибольшую эффективность проявляют беззольные
полимерные поверхностно-активные вещества.
Четкого отличия между моющими и
диспергирующими присадками нет.
Практически все детергентно-диспергирующие
присадки имеют щелочную реакцию. Для увеличения
резерва «щелочности» и повышения нейтрализующей
способности зольные присадки содержат так
называемый «щелочной компонент», включающий оксиды,
гидроксиды и карбонаты металлов в
коллоидно-диспергированном состоянии. В зависимости от
количественного содержания металла, зольные присадки
подразделяют на низкощелочные, средне- и
высокощелочные. Низкощелочные присадки не содержат щелочного
компонента. Среднещелочные присадки содержат 3-5-
кратный избыток металла по сравнению со стехиомет-
рическим количеством в расчете на нейтральную соль.
Содержание металла в высокощелочных присадках
превышает стехиометрическое в 7-10 раз. Средне- и
высокощелочные присадки представляют собой
коллоидные дисперсии щелочного компонента в масле,
стабилизированные молекулами органических
поверхностно-активных веществ.
Получение стабильных систем щелочных присадок
в маслах связано с особенностями подбора сырья,
реагентов, промоторов, а также технологических приемов
при их получении.
Благодаря наличию большого количества полярных
неорганических веществ высокощелочные присадки,
наряду с высокой нейтрализующей способностью, обладают
также повышенными диспергирующими свойствами.
В качестве детергентно-диспергирующих присадок
широко используют соли сульфо- и алкилсалициловых
кислот, алкилфеноляты и фосфонаты металлов, а также
высокомолекулярные беззольные присадки типа сукци-
нимидов, оснований Манниха, полиэфиров и др.
Товарная форма присадок — концентрат активного
компонента в минеральном масле.
Краткая характеристика современного ассортимента
отечественных детергентно-диспергирующих присадок
приведена в табл. 12.133.
Таблица 12.133
Краткая характеристика современного ассортимента детергентно-диспергирующих присадок
Основная функция
Предотвращение
лако- и нагарообра-
зования на горячих
деталях,
обеспечение подвижности
поршневых колец
Щелочные дет
То же +
Нейтрализация
кислот, образующихся
при сгорании
топлива и окислении
масла
Состав
Зольные
Нефтяные или
алкилбензол-
сульфонаты Са и
В а, салицилаты,
ал кил фе ноляты
СаиВа
ергентно-диспергир
Сульфонаты, ал-
килфеноляты и
алкилсал ицилаты
Са, Ва и Mg
Основные марки
Механизм действия (основной)
Дополнительные свойства
детергентно-диспергирующие присадки, не содержащие щелочного компонента
НСК, БФКу,
ВНИИНП-360,
ЦИАТИМ-339,
Детерсол-50
Диспергирование, пептиза-
ция продуктов окисления и
внешнего загрязнения
масла. Адсорбция на частицах,
их коллоидная стабилизация
путем образования двойного
электрического слоя и
пленочного барьера
Сульфонаты защищают
черные металлы от ржавления,
салицилаты и алкилфенолы
являются хорошими антиок-
сидантами
Побочные эффекты
Повышают зольность масла.
Сульфонаты являются про-
окислителями.
Салицилаты при
срабатывании на нейтрализацию
повышают кислотное число
масла
ующие присадки, содержащие коллоидные дисперсии Ме(ОН)г и МеС03, стабилизированные детергентом
ПМСЯ, КНД,
С-150, С-300,
Ферад,
ВНИИНП-714,
В-7120,
Детерсол-140,
Детерсол-180,
Детерсол-300,
Комплексал-100
То же +
Нейтрализация кислот и их
выведение из реакции,
ведущих к образованию
отложении и коррозионному
изнашиванию.
Диспергирование шлама
Сульфонаты защищают
черные металлы от ржавления,
тормозят разложение диал-
килдитиофосфатов. Алкилфе-
ноляты (осерненные) и алкил-
салицилаты являются
антиоксид антами. Все присадки
этого типа уменьшают
коррозионный износ цилиндров и
поршневых колец
То же +
Сульфонаты увеличивают
трение. Алкилфеноляты
образуют нагар с большим
содержанием металла
присадки
Беззольные дисперсанты
Предотвращение
низкотемпературного шламообразова-
ния и загрязнения
фильтров тонкой
очистки масла
Сукцинимиды,
бисукцинимиды,
основания Ман-
ниха,
модифицированные бором
С-5 А, С-5 АБ,
СД-73, ЭПОЛ,
Днепрол
Сверхтонкое
диспергирование нерастворимых частиц,
их поглощение полимерным
клубком с образованием
водородных связей, солюби-
лизация микроскопических
капель кислот и воды,
стабилизация загрязнений в
работающем масле
Замедляют рост вязкости
масла при его загрязнении
частицами сажи, повышают
вязкость и индекс вязкости масла
Увеличивают эмульгируе-
мость масла и отложения в
верхней канавке поршня.
Ухудшают совместимость
масла с эластомерами.
Сукцинимиды в некоторых
сочетаниях увеличивают
коррозионную агрессивность к
медным сплавам
958 Новый справочник химика и технолога
Сульфонатные присадки. Сульфонатные присадки
представляют собой кальциевые и (или) магниевые
соли длинноцепочечных алкиларилсульфокислот общей
формулы (RC6H4S020)2Me. Реже применяют соли
натрия, бария, цинка. Сульфонатные присадки выпускают
на основе нефтяного и синтетического сырья. Для
получения нефтяных сульфонатов используют
специально подготовленные дистиллятные и (или) остаточные
масляные фракции селективной очистки. При
изготовлении синтетических сульфонатных присадок в
качестве сырья применяют моноциклические ароматические
углеводороды, алкилированные олигомерами этилена
или пропилена. Алкильные радикалы этих соединений
должны содержать в сумме не менее 20 атомов
углерода. Сульфирование производят с помощью серной
кислоты или олеума. Использование на стадии
нейтрализации сульфокислот избытка оксида (гидроксида)
металла приводит к получению щелочных сульфонатов.
Предполагаемая эмпирическая формула щелочного
сульфоната:
[(RC6H4S020)2MeL [MeO]v [Me(OH)2L
При обработке щелочной присадки диоксидом
углерода (процесс карбонатирования) получают
карбонатные комплексы, имеющие такой же резерв щелочности,
но при более низкой основности. Эмпирическая
формула карбонатированного щелочного сульфоната:
[(RC6H4S020)2MeL [MeO]^ [Ме(ОН)2]г [МеС03]^
Технические требования к сульфонатным присадкам
представлены в табл. 12.134. Некоторые свойства
сульфонатных присадок приведены в табл. 12.135 и 12.136.
ПМСЯ — коллоидная дисперсия гидроксида и
карбоната кальция в масле М-6, стабилизированная суль-
Таблица 12.134
Технические требования к сульфонатным присадкам отечественного производства
Показатели
Кинематическая вязкость при 100 °С, мм2/с, не более
Щелочное число, мг КОН / г
Массовая доля, %:
сульфоната кальция, не ниже
сульфатной золы
механических примесей, не более
воды, не более
Температура вспышки в открытом тигле, °С, не ниже
Марки присадок
кнд
А
80
120-150
28
17-24
0,08
0,12
185
В
80
120-150
28
17-24
0,10
0,15
185
С-150
А
50
120-150
28
17-24
0,08
0,12
180
В
80
120-150
28
17-24
0,10
0,15
180
ИСК
60
30
26
>3
0,10
0,15
180
Таблица 12.135
Характеристика отечественных сульфонатных присадок
Присадка
ПМСЯ
С-150
С-300
нск
Сырье
Масло И-6
Масло И-20А
Масло И-20А
Алкил бензолы
Избыток металла против
стехиометрического количества, кратность
2-3
3-5
7-10
Без избытка
Общая щелочность,
мгКОН/г
«100
130-150
«300
«30
Зольность, %
15-20
17-24
«30
>3
фонатом кальция. Содержит 2-3-кратный избыток
металла против стехиометрического количества (средне-
щелочная присадка). Улучшает моющие и
нейтрализующие свойства масел. Добавляют в количестве 2,0-
5,0 % (масс. доля). Вырабатывают по ТУ 38.101688-84.
КНД — коллоидная дисперсия карбоната кальция в
масле М-14, стабилизированная сульфонатом кальция.
Содержит 3-5-кратный избыток металла против
стехиометрического количества (среднещелочная
присадка). Массовая доля активного компонента (сульфоната
кальция) в присадке — не ниже 28 %. Улучшает
моющие и нейтрализующие свойства масел. Добавляют в
масло в количестве 1,5-5,0 % (масс. доля).
Вырабатывают по ТУ 38.101283-89.
С-150 — коллоидная дисперсия карбоната кальция в
масле И-20А, стабилизированная сульфонатом кальция.
Содержит 3-5-кратный избыток металла
(среднещелочная присадка). Массовая доля сульфоната кальция в
присадке — не ниже 28 %. Улучшает моющие и
нейтрализующие свойства масел. Применяют в
концентрации 1,5-5,0% (масс. доля). Вырабатывают по ТУ
38.101685-84.
С-300 — коллоидная дисперсия карбоната кальция в
минеральном масле, стабилизированная сульфонатом
кальция. Содержит 7-10-кратный избыток металла
(высокощелочная присадка). Улучшает моющие и
нейтрализующие свойства масел. Обладает повышенными
диспергирующими свойствами. Применяют в
концентрации 1,0-3,0 % (масс. доля).
НСК — раствор сульфоната кальция в масле
(низкощелочная присадка). Получают на основе
синтетических алкилбензолов. Содержание активного
компонента — сульфоната кальция в присадке составляет 38-
45 % (масс. доля). Вырабатывают по ТУ 38.401907-92.
Нефть и нефтепродукты
959
Таблица 12.136
Некоторые показатели мицеллярной структуры
сульфонатных присадок
Присадка
ПМСЯ
С-150
С-300
Содержание
СаСОз, %
(масс, доля)
26,8
32,2
44,6
Диаметр
карбонатного
ядра, нм
2,6
5,1
5,4
Толщина
адсорбционного
слоя, нм
1,10
1,85
1,40
Фенолятные присадки. Феноляты —
металлические соли алкилфенолов, RC6H4OH, или алкилфенол-
сульфидов, [RC6H3(OH)]2-S^, где х = 1 или 2, a R
содержат около 12 атомов углерода. Получают путем
взаимодействия фенолов с оксидом или гидроксидом
металла, главным образом, кальция или бария. Как и
сульфонатные присадки, феноляты могут быть
истинными растворами или коллоидными дисперсиями
оксидов (гидроксидов, карбонатов) металлов в
«нормальных» фенолятах. Общее щелочное число
низкощелочных алкилфенолятов обычно колеблется в пределах 30-
65 мгКОН/г. Щелочное число среднещелочных фено-
лятных присадок составляет 140-170 мгКОН/г,
высокощелочных (сверхщелочных) выше 200 мгКОН/г
Наряду с моющей и нейтрализующей способностью,
феноляты обладают хорошими диспергирующими
свойствами. S-содержащие фенолятные присадки
дополнительно проявляют антиокислительный, нротиво-
износный и антикоррозионный эффект.
Характеристика отечественных алкилфенолятных
присадок дана в табл. 12.137.
ЦИАТИМ-339 — бариевая соль бис(алкилфенол)-
дисульфида. Получают путем взаимодействия алкил-
фенола с монохлоридом серы с последующей
нейтрализацией гидроксидом бария. Общее щелочное число —
30 мгКОН/г. Улучшает моющие, атиокислительные и
антикоррозионные свойства масел. Применяют в
концентрации 3-6 % (масс. доля). Вырабатывают по
ТУ 38.101917-82.
БФКу — бариевая соль продукта конденсации ал-
килфенола с формальдегидом. Улучшает моющие и
антиокислительные свойства масел. Применяют в
концентрации 3-6 % (масс. доля). Вырабатывают по ТУ 38.
1011329-90.
ВНИИНП-360 — композиция алкилфенолята бария
(присадка ВНИИНП-350) и ди(алкилфенил)дитиофос-
фата цинка (присадка ВНИИНП-354) в соотношении
2,5 : 1,0. Общее щелочное число присадки — 50 мгКОН/г.
Улучшает моющие, антиокислительные,
антикоррозионные и противоизносные свойства масел. Применяют
в маслах старого поколения в концентрации 3,5-6,0 %
(масс. доля). Вырабатывают по ТУ 38.1011249-89.
Ферад — карбонатированный алкилфенолят бария.
Общее щелочное число присадки составляет
90 мгКОН/г. Находит применение при производстве
смазочных масел в Узбекистане. Вырабатывают по
ТУ Уз.39.3-143-96.
ВНИИНП-714 (В-714) — коллоидная дисперсия
карбоната кальция в масле, стабилизированная суль-
фидалкилфенолятом кальция. Представляет собой
среднещелочную алкилфенолятную присадку нового
поколения. Характеризуется общим щелочным числом
140мгКОН/г. Обладает моюще-диснергирующим,
нейтрализующим и антиокислительным действием.
Применяют в композициях моторных масел. Вырабатывают
по ТУ 0257-007-11246224-96.
Таблица 12.137
Технические требования к алкилфенолятным присадкам отечественного производства
Показатели
Кинематическая вязкость при 100 °С, мм2/с
Щелочное число, мгКОН/г, не менее
Массовая доля, %:
золы
серы
воды, не более
механических примесей, не более
бария, не менее
цинка, не менее
фосфора, не менее
хлора, не более
Температура вспышки в открытом тигле
(о/т), °С, не ниже
Коррозионность масла, г/м2, не более
Моющие свойства по ПЗВ, баллы, не более
Марки присадок
ЦИАТИМ-339
15-25
30
9-11
4-4,5
0,08
0,1
5
—
—
0,2
—
15
1,5
ВНИИНП-360
13-20
50
13-17
>1,4
0,1
0,08
7,8
0,6
0,8
—
150
8
—
ФЕРАД
> 15
90
17-19
—
0,1
0,08
8,0
—
—
—
—
15
1,5
ВНИИНП-714
< 150
140
<21
3-5
0,1
0,08
—
—
—
—
170
—
—
МАСМА-1603
<200
50
—
3-5
-
0,08
—
—
—
—
170
—
—
960
Новый справочник химика и технолога
В-7120 — коллоидный раствор карбоната кальция в
минеральном масле, стабилизированный S-содержащим
алкилфенолятом. Сверхщелочная алкилфенолятная
присадка. Общее щелочное число превышает 200 мгКОН/г.
Обладает моюще-диспергирующим, нейтрализующим и
антиокислительным действием. Применяют в моторных
маслах для высокофорсированных двигателей.
МАСМА-1603 — раствор осерненного алкилфено-
лята (смеси кальциевых солей сульфидалкилфенола и
гликоля) в минеральном масле. Общее щелочное число
равно 50 мгКОН/г. Предназначена для улучшения
моющих, антиокислительных и иротивоизносных свойств
масел. Вырабатывают по ТУ 38.601-07-34-96.
Алкилсалицилатные присадки. Алкилсалицилат-
ные присадки представляют собой соли алкилсалици-
ловых кислот, преимущественно соли кальция. Их
получают на основе многостадийного синтеза,
включающего следующие стадии: алкилирование фенола а-оле-
финами, нейтрализация алкилфенола едким натром,
карбоксилирование алкилфенолята натрия, получение
алкилсалициловых кислот, нейтрализация последних
гидроксидом кальция. При введении избытка гидрокси-
да кальция получают щелочные присадки. Обработкой
последних диоксидом углерода гидроксид кальция
превращают в карбонат (процесс карбонатирования).
Алкилсалицилатные присадки, обеспечивая высокие
моюще-диспергирующие свойства масел, повышают
также их антиокислительные, антикоррозионные и
антифрикционные показатели. Технические требования к
отечественным алкилсалицилатным присадкам
представлены в табл. 12.138.
Детерсол-50 — концентрат алкилсалицилата
кальция в минеральном масле (низкощелочная присадка).
Обладает моюще-диспергирующим и
антиокислительным действием. Применяют в моторных маслах в
концентрации около 2 % (масс. доля). Вырабатывают по
ТУ 38.601-13-071-92.
Детерсол Д-140 и Д-180 — коллоидные дисперсии
карбоната кальция в масле, стабилизированные алкил-
салицилатом кальция. По содержанию избыточного
металла относятся к средне щелочным присадкам. Кроме
моюще-диспергирующего и антиокислительного
эффектов обладают также нейтрализующим действием.
Применяют в моторных маслах разного назначения.
Вырабатывают по ТУ 38.601-13-071-92.
Детерсол-300 — высокощелочная присадка.
Представляет собой коллоидный раствор карбоната кальция
в масле М-16, стабилизированный алкилсалицилатом
кальция. Присадка предназначена для улучшения
моющих, нейтрализующих и антиокислительных
свойств моторных масел групп Г, Д и Е. Вырабатывают
по ТУ 38.301-13-079-94.
Комплексал-100 — щелочная кальциевая присадка,
полученная на основе смеси алкилсалициловых и суль-
фокислот. Присадка обладает моющими,
диспергирующими, нейтрализующими и антиокислительными
свойствами. Применяют в моторных маслах групп Г, Д
и Е. Вырабатывают по ТУ 38.601-13-073-92.
Беззольные диспергирующие присадки.
Беззольные присадки представляют собой поверхностно-
активные вещества, олеофобная, головная часть
которых содержит азот и имеет вследствие этого щелочной
характер, олеофильной частью является
высокомолекулярный алкильный заместитель (обычно полиизобутен).
Присадки обладают высокой диспергирующей
способностью и эффективно уменьшают количество нагара и
низкотемпературных отложений в процессе
эксплуатации моторных масел.
Таблица 12.138
Технические требования к отечественным алкилсалицилатным присадкам
Показатели
Кинематическая вязкость при 100 °С, мм2/с
Общее щелочное число, мгКОН/г
Массовая доля, %:
сульфатной золы, не более
активного вещества (алкилсалицилата и
карбоната кальция), не менее
механических примесей, не более
воды, не более
Температура вспышки в открытом тигле, °С, не ниже
Моющие свойства по ПЗВ масла М-11, баллы, не
более, при масс, доле присадки
2,0 %
2,5 %
Марки масел
Д-50
35
50-70
8,5
30
0,08
0,1
195
1,0
Д-140
35
135-170
21,0
35
0,08
0,1
195
1,0
Д-180
60
155-200
24,5
45
0,08
0,1
190
1,0
д-зоо
100
280-320
39
30*
0,08
0,1
185
1,0
Комплексал-100
35
100-135
20
40
0,1
0,1
195
1,0
* Массовая доля алкилсалицилата кальция.
ПЗВ — установка для определения моющих свойств масел с присадками.
Нефть и нефтепродукты
961
В качестве беззольных диспергирующих присадок
наибольшее применение нашли алкенилсукцинимиды и
высокомолекулярные основания Манниха. В меньшей
степени используют сополимеры метакрилатов и фумараты.
Сукцинимидные присадки получают конденсацией
полиолефинов (преимущественно полиизобутенов мо-
R—СН=СН—СН—Cf
I
сн2—с
о
о
лекулярной массы 1000-2500) или их галогенпроизвод-
ных с малеиновым ангидридом и дальнейшей
обработкой полученного алкенилянтарного ангидрида
полиэтил енполиаминами. Реакционный продукт
представляет собой смесь соединений:
CH2CH2NH—)„Н
[моноалкенилсукцинимид]
R—СН= СН-
СН—Cf
СН2
О
О-
:Щ CH2CH2NH—)„_iCH2CH2n;
о
[бис (алкенилсу кцинимид)]
О
'/
X—СН—СН= СН—R
I
С—СН2
Высокомолекулярные основания Манниха получают
конденсацией алкилзамещенного фенола
(молекулярная масса алкильного заместителя 1000-1500) с поли-
этиленполиаминами и формальдегидом. Химическое
строение продукта:
RC6H3(OH)CH2NH(CH2CH2NH)„H
Полученное соединение обычно подвергают
модификации, превращая часть аминных групп в амидные
реакцией с непредельной жирной кислотой. Фенольные
группы этерифицируют борной кислотой.
Товарная форма присадок — концентрат активного
компонента в очищенном минеральном масле.
Характеристика беззольных диспергирующих присадок
приведена втабл. 12.139.
С-5А — 40-50%-й концентрат алкенилсукцинимида
в масле и непрореагировавшем полибутене. Присадка
обладает высокими диспергирующими свойствами и
загущающим действием. Применяют в моторных
маслах различных эксплуатационных групп.
Вырабатывают но ТУ 38.101146-77.
С-5АБ — концентрат алкенилсукцинимида,
модифицированного бором, в нефтяном масле.
Характеризуется повышенной термостабильностью. Вырабатывают
по ТУ 38.401.58.130-95.
СД-73 — концентрат смеси моно- и бис(алкенилсук-
цинимидов) в масле. Присадка обладает высокими
диспергирующими свойствами в широком интервале
температур. Применяют в смазочных маслах различного
назначения. Вырабатывают по ТУ 025715-41480236-001-98.
ЭПОЛ — 40-50%-й концентрат
алкенилсукцинимида в нефтяном масле и непрореагировавшем
полибутене. Присадка предназначена для улучшения
диспергирующих свойств гидравлических масел и огнестойких
эмульсионных гидрожидкостей. Вырабатывают по
ТУ 0257-009-00151911-94.
Таблица 12.139
Характеристика отечественных беззольных диспергирующих присадок
Показатели
Кинематическая вязкость при 100 °С, мм2/с, не более
Щелочное число, мгКОН/г, не менее
Кислотное число, мгКОН/г, не более
Массовая доля, %:
азота, не менее
механических примесей, не более
воды, не более
активного вещества, не менее
свободных полиаминов, не более
Моющие свойства по ПЗВ базового масла с 1,5 % (масс, доля)
присадки и 1,2 % (масс, доля) присадки ДФ-11, баллы, не более
Температура вспышки в открытом тигле, °С, не ниже
Марки присадок
С-5А
420
30
4,0
1,7
0,06
0,1
50
0,6
1,0
180
СД-73
300-450
35
4,0
1,7
0,06
0,1
45
1,0
180
Днепрол
150-300
17
—
1,0
0,06
0,1
40
—
182
ЭПОЛ
150-300
16-20
4,0
1,1
0,06
0,1
40
Отсутствие
—
160
962
Новый справочник химика и технолога
Днепрол — высокомолекулярное основание Мани-
ха, модифицированное борной и олеиновой кислотами.
По сравнению с присадкой С-5А Днепрол более
термостабилен, в связи с чем рекомендуется к применению
в маслах, работающих при более жестких режимах.
Однако по диспергирующим свойствам он уступает
присадке С-5А. Вырабатывают по ТУ УССР 38.201348-84.
12.8.2.5. Присадки, улучшающие смазочные свойства масел
Смазочные свойства — это способность масел
снижать силу трения и износ и предотвращать задир.
Присадки, улучшающие смазочные свойства масел,
повышают срок службы машин и механизмов и снижают
потребление топлива. По характеру действия присадки
делятся на три группы:
- присадки, уменьшающие силу трения
(антифрикционные);
- присадки, снижающие износ (противоизносные);
- присадки, предотвращающие задир
(противозадирные).
Принцип действия. Присадки смазочного типа
образуют на поверхности трущихся деталей прочные
пленки, способные снижать силу трения, уменьшать износ и
предотвращать задир. Механизм взаимодействия
присадок с фрикционными поверхностями зависит в общем
случае от режима трения и химической природы
присадок. При гидродинамическом (жидкостном) режиме
трения присадка удерживается на поверхности металла
хемосорбционными силами. В более жестком
смешанном или граничном режиме трения вследствие
повышения температуры равновесие адсорбционного
процесса смещается в сторону десорбции. Вместе с тем в
этих условиях получают развитие трибохимические
реакции, в результате которых становится возможным
окислительно-восстановительное взаимодействие
металла присадки с поверхностью трения и выделение на
поверхности свободного металла присадки.
Одновременно органическая часть молекулы присадки в зоне
контакта микронеровностей подвергается термической,
термоокислительной и механо-химической деструкции,
вследствие чего возникают нестабильные молекулы и
активные частицы (радикалы, ионы, ион-радикалы).
Взаимодействие активных частиц с окружающими
молекулами и металлическими поверхностями приводит к
формированию на поверхности трения тончайших
метал лорганических полимерных пленок, химически
связанных с поверхностью.
Таким образом, в результате трибохимических
процессов на поверхности трения появляется двухслойное
покрытие:
- верхний слой — полярная полимерная металосо-
держащая органическая пленка,
- нижний слой — низкоплавкий металл,
выделившийся из состава присадки, или эвтектическая смесь
металлов присадки и поверхности трения.
При умеренных нагрузках смазочное действие
обеспечивает полимерная органическая пленка, прочно
удерживающаяся на поверхности. В жестких режимах
граничного трения (при высоких нагрузках), когда
органическая пленка разрушается или снимается, нижний
слой металла или эвтектики плавится и работает как
жидкая металлическая смазка.
В процессе трения образовавшиеся структуры
постоянно разрушаются и снова восстанавливаются до тех
пор, пока в масле присутствует присадка. Химическое
модифицирование поверхности уменьшает силу трения
и износ трущихся деталей. Присадки, образующие на
поверхности трения металлорганические пленки,
называют химическими модификаторами поверхности.
При очень высоких нагрузках, при вспышках
температур в точках контакта микронеровностей происходит
полное разрушение молекул присадки вплоть до
элементов. Гетероатомы присадки при этом реагируют с
металлом и формируют на нем неорганические слои,
предотвращающие заедание и задир сопряженных
поверхностей.
Присадки, действующие по механизму хемосорб-
ции, относят к поверхностно-активным. Присадки,
связывающиеся с поверхностью трения химическими
силами, называют химически активными. Четкой границы
между поверхностно-активными и химически
активными присадками нет: при высокой температуре в зоне
трения некоторые поверхностно-активные присадки
вступают в реакцию с металлом. В то же время
химически активные присадки, как правило, всегда обладают
поверхностной активностью.
Антифрикционные и противоизносные присадки
действуют по хемосорбционному механизму или (в
более жестких условиях трения) по пути химического
модифицирования поверхности полимерной металоор-
ганической пленкой или двухслойным покрытием.
Противозадирные присадки в условиях применения
подвергаются глубоким трибохимическим
превращениям и образуют на поверхности трения пленки
неорганической природы.
Характеристика некоторых присадок, улучшающих
смазывающие свойства масел, приведена в табл. 12.140.
Антифрикционные и противоизносные присадки.
Антифрикционные присадки подразделяют на группы:
- низкотемпературные антифрикционные присадки;
- маслорастворимые высокотемпературные
антифрикционные присадки;
- твердые модификаторы трения.
Низкотемпературные антифрикционные
присадки представляют собой поверхностно-активные
вещества с очень высокими адсорбционными свойствами.
Присадка образует на поверхности металла
полимолекулярные пленки, обладающие низким сопротивлением
сдвигу и высоким сопротивлением сжатию. Прочность
образующейся пленки (ее несущая способность)
зависит от химической природы и полярности
функциональной группы, а антифрикционные свойства — от
длины цепи и прямолинейности органического
радикала (обычно С12-С22). Эффективность
поверхностно-активных присадок ограничена температурой разрушения
адсорбционного слоя (как правило, не выше 100 °С).
Нефть и нефтепродукты
963
Таблица 12.140
Характеристика некоторых присадок, улучшающих смазывающие свойства масел
Показатели
Кинематическая вязкость при 100 °С, мм /с
Массовая доля, %:
фосфора, не менее
серы, не менее
азота, не менее
механических примесей, не более
Температура вспышки в открытом тигле, °С, не ниже
Смазывающие свойства на ЧШМ базового масла с
присадкой:
массовая доля присадки, %
критическая нагрузка, Н, не менее
нагрузка сваривания, Н, не менее
индекс задира, не менее
показатель износа (196 Н), мм, не более
Марки присадок
АДТФ
—
3,3
—
2,0
0,08
100
0,25
—
—
—
0,6
БМА-5
1-3
7,5
—
—
0,05
140
1,1
—
—
—
0,6
вигос
<8
—
40
—
0,05
> 100
4.5
—
422
57
—
ИХП-14М
2,8-3,4
—
27,31
6,6-6,9
0,05
125
5,5
100
400
55
—
тос
>4,5
—
21
—
0,04
> ПО
5,0
89
400
52
—
ЭФО
<50
1,4
—
—
0,15
180
5,0
—
—
—
0,4
В качестве низкотемпературных антифрикционных
присадок используют:
- высокомолекулярные карбоновые кислоты
(олеиновую, стеариновую, пальмитиновую, смесь кислот,
выделенную из растительных масел);
- соли карбоновых кислот с длинной алифатической
линейной цепью;
- сложные эфиры, амины, имины, амиды с длинной
алифатической цепью;
- осерненные карбоновые кислоты и растительные
масла.
Маслорастворимые высокотемпературные
антифрикционные присадки (МВАП) применяют для
снижения силы трения и износа в
высокотемпературных условиях граничного и смешанного режимов
трения. МВАП уменьшают потери мощности на трение,
что улучшает экономичность двигателя. Экономия
топлива при их использовании достигает 3-5 % (масс,
доля). Масла, содержащие такие присадки, называют
энергосберегающими. Наибольшее распространение в
качестве МВАП получили соединения молибдена (ал-
килфеноляты, дитиофосфаты, соли алкенилянтарной
кислоты), амиды и соли аминов дитиофосфорной
кислоты, производные бора (борированные амины,
амиды, имиды с длинной углеводородной цепью).
АДТФ — 50%-й раствор смеси аминной соли и
амида диалкилдитиофосфорной кислоты в масле. Улучшает
антифрикционные и противоизносные свойства
трансмиссионных и индустриальных масел. Вырабатывают
по ТУ 38.101105-84.
Экомин-С — маслорастворимое молибденсодержа-
щее производное диалкилдитиофосфорной кислоты.
Улучшает антифрикционные и противоизносные
свойства моторных и трансмиссионных масел.
Вырабатывают по ТУ 38.401912-92.
ПАФ-4 — 94%-й раствор смеси молибденовой соли
алкенилянтарной кислоты и диалкилдитиофосфата
молибдена в масле И-12А. Улучшает антифрикционные,
противоизносные и противопиттинговые свойства
смазочных масел для карбюраторных двигателей.
Вырабатывают по ТУ 6.15-1567-87.
Фриктол — 70%-й раствор смеси алкилфенолята и
диалкилдитиофосфата молибдена в масле И-12 А.
Улучшает антифрикционные, противоизносные и
антиокислительные свойства смазочных масел. Применяют
в композициях моторных масел высоких
эксплуатационных групп. Вырабатывают по ТУ 38.501901200-90.
Фоспол — беззольная присадка. Продукт
конденсации диалкилдитиофосфорной кислоты и малеинового
ангидрида. Улучшает антифрикционные и
противоизносные свойства смазочных масел. Применяют в
энергосберегающих моторных маслах высоких
эксплуатационных групп.
Твердые высокотемпературные модификаторы
трения, не растворимые в масле, обеспечивают
смазочное действие (антифрикционное, противоизносное,
противозадирное) в жестких режимах трения, когда
жидкие масла не способны предотвращать
металлический контакт. К таким материалам относят дисульфид
молибдена, графит, слюду, нитрид бора,
политетрафторэтилен.
Смазочные свойства графита, дисульфида
молибдена и других кристаллических материалов основаны на
их слоистой структуре. Внутри слоя молекулы связаны
прочной химической связью. Между слоями связь
осуществляется значительно более слабыми
межмолекулярными силами. Слабая связь между слоями позволяет
пластинам свободно перемещаться друг относительно
друга с небольшими затратами энергии и низким
коэффициентом трения. Под влиянием высокого давления в
964
Новый справочник химика и технолога
зоне контакта присадка выделяется из масла и
отлагается в виде тончайшей пленки на поверхности трения.
Это приводит к «выглаживанию»
микрошероховатостей и образованию разделительного «буферного» слоя
между трущимися поверхностями, обладающего
смазочным действием. Твердые антифрикционные
присадки применяют в виде стабилизированных суспензий в
трансмиссионных маслах для червячных и зубчатых
передач, а также в антифрикционных пластичных
смазках и смазочно-охлаждающих технологических средах
(СОТС).
ДМ-1 — дисульфид молибдена. Содержание MoS2 —
99,5 % (масс. доля). Содержание частиц размером
свыше 7 мкм — не более 3 % (масс. доля). Применяют для
улучшения смазочных свойств в составе
суспензионных трансмиссионных масел, пластичных смазок и
СОТС. Вырабатывают по ТУ 39.19133-80.
Политетрафторэтилен не обладает слоистой
структурой. В зоне трения под действием высокой нагрузки
происходит выделение из масляной суспензии и
расплющивание частиц полимера. На поверхности металла
создается тонкая мягкая инертная пленка (типа тефло-
нового покрытия) толщиной 1-2 мкм. Пленка обладает
чрезвычайно низкими адгезионными свойствами, что
способствует уменьшению коэффициента трения и
износа сопряженных поверхностей. Применение
подобных присадок рассматривают как один из методов
безразборного восстановления двигателя. На базе перфтор-
полиуглеродов разработано несколько импортных и
отечественных присадок, таких как Слик-50, Слайдэ-
2000, Слайдэ-2000 ПТФЭ тритмент ТИМ (США) и
Аспект-модификатор (Россия).
Противоизносные присадки по механизму
действия относят к химическим модификаторам
поверхности. В отличие от МВАП органическая часть типичных
противоизносных присадок не содержит длинных ал-
кильных заместителей линейной структуры. Вместо
них часто присутствуют алкилароматические группы и
гетероатомы (S, Р, О, N). Зольные противоизносные
присадки содержат в своем составе переходный (медь,
олово, молибден) или амфотерный (цинк) металл и
полярный поверхностно-активный радикал.
Беззольные противоизносные присадки представляют собой
амиды или тиоэфиры ди(алкиларил)дитиофосфорной
кислоты.
В отечественной практике в моторных маслах в
качестве противоизносных присадок применяют зольные
присадки: ДФ-11, Фосан, ДФБ, А-22, ВНИИНП-354
(см. «Антиокислительные присадки») и беззольные:
АДТФ (см. выше) и БМА-5.
БМА-5 — беззольная противоизносная присадка,
представляющая собой тиоэфир диалкилдитиофосфор-
ной кислоты. Вырабатывают по ТУ 38.101150-88.
ЭФО — цинкобариевая соль изобутилового эфира
арилтиофосфорной кислоты. Применяют для
тракторных трансмиссионных масел в качестве противоизнос-
ной присадки в концентрации 5-6 % (масс. доля).
Присадка обладает также антиокислительным действием.
Вырабатывают по ТУ 38.1011210-89.
МКФ-18 — раствор смеси олеата одновалентной
меди и олеиновой кислоты в нефтяном масле.
Применяют для уменьшения потерь на трение и снижения
износа в технологическом оборудовании предприятий
бытового обслуживания и бытовых машин
(табл. 12.141). Вырабатывают по ТУ 38.1011127-87.
МКФ-18Х — концентрат медьсодержащего
продукта в нефтяном масле. Присадка предназначена для
приработки и снижения износа узлов трения компрессоров
бытовых холодильных машин, работающих на фреонах
(табл. 12.141). Вырабатывают по ТУ 38.1011239-89.
ЛКФ-85 — концентрат высокомолекулярного ноли-
изобутена (ПИБ марки П-85) в нефтяном масле.
Применяют для улучшения смазочных свойств
индустриальных масел для направляющих скольжения,
редукторов и перфораторов, а также противотуманных свойств
масел и смазочно-охлаждающих технологических
средств. Вырабатывают по ТУ 38.401-58-103-92.
Характеристика присадки ЛКФ-85
Кинематическая вязкость при 100 °С,
мм2/с
Молекулярная масса полиизобутена
Кислотное число, мг КОН/г, не более
Температура, °С:
вспышки в открытом тигле, не ниже
застывания, не выше
Массовая доля, %:
полиизобутена
механических примесей, не более
воды
Цвет, ед. ЦНТ*, не более
Плотность при 20 °С, кг/м , не более
130-140
(77-99)- 103
0,15
180
-13
2,8-3,2
0,06
Отсутствие
4,5
890
ЦНТ — колориметр для определения цветности масел.
Таблица 12.141
Характеристика присадок МКФ-18 и МКФ-18Х
Показатели
Массовая доля, %:
механических примесей,
не более
меди
Кислотное число, мгКОН/г
Температура, °С
вспышки в открытом
тигле, не ниже
застывания, не выше
Водорастворимые кислоты и
щелочи
Марки присадок
МКФ-18
0,1
3,6-3,4
45-55
190
-9
МКФ-18Х
0,1
3,6-4,4
45-60
174
-9
Отсутствие
Нефть и нефтепродукты
965
Противозадирные присадки. Противозадирные
присадки предназначены для снижения износа и
предотвращения задира и заедания в жестких режимах
граничного трения. В качестве противозадирных
присадок применяют разнообразные гетероорганические
соединения, содержащие серу, азот, кислород,
фосфор. Обязательным требованием к присадкам этого
типа является оптимальная прочность связи гетероа-
тома с другими элементами молекулы: слишком
слабые связи создают условия для химической коррозии,
чрезмерно прочные — снижают противозадирную
эффективность.
Свойства противозадирных присадок представлены
в табл. 12.142.
Четкой границы между антифрикционными, проти-
воизносными и противозадирными присадками нет.
Большинство присадок, улучшающих смазочные
свойства масел, одновременно выполняют несколько
функций: антифрикционные и противоизносные или
противоизносные и противозадирные (табл. 12.143).
Таблица 12.142
Характеристика противозадирных присадок
Присадка
ОТП
(осернен-
ные тетра-
меры
пропилена)
ТОС
ВИГОС
КИНХ-2
(поли-
сульфи-
дирован-
ный изо-
бутен)
АБЭС
[бис-
(алкил-
бензил-
тио)этан]
ИХП-14А
(аллило-
вый эфир
диэтил-
дитио-
карбами-
новой
кислоты)
ИХП-14М
(производное
диалкил-
дитиокар-
бамата)
Формула
RSXR',
ЯД'-алкил или
алкенил С]0—Ci6
Способ
получения
Взаимодействие
тетрамеров
пропилена с
элементной серой
Характеристика
Содержание серы
в присадке —
свыше 20 % (масс.
доля)
Близкий аналог присадки ОТП по составу, способу получения и
областям применения
RSXR'
—СН2—С(СН3)2
S
(СН3)2С—СН2—S—
*— —"и
RC-H2SxC-2H4SxC-ri2R-
х= 1-2
Я2"5 /
N—С
С2Н5 S—СН2СН=СН2
—
Взаимодействие
изобутена с
элементной серой и
сероводородом
при высоком
давлении
Взаимодействие
полиизобутена с
элементной
серой
Реакция алкил-
бензилхлорида с
полисульфидом
натрия и
дихлорэтаном
Реакция диэтил-
амина с
сероуглеродом в щелочной
среде с
последующим
взаимодействием
образовавшегося ксан-
тогената калия с
аллилхлоридом
Модификация
присадки
ИХП-14А
Содержание серы
— свыше 40 %
(масс, доля)
Кинематическая
вязкость при 100 °С
— 8-16 мм2/с;
Гвсп в открытом
тигле > 120 °С;
массовая доля серы
> 42 %
Содержание серы
— свыше 19 %
(масс, доля)
Присадка
содержит, % (масс,
доля):
S — 32-34; N —
7-7,7; С1< 0,2;
Гкип— 122 °С при
0,33-10"3МПа
Присадка содержит,
% (масс, доля):
S —27-31; N —
6,6-6,9; Гвсп в
открытом тигле не
ниже 125 °С
Нормативный
документ
ТУ
38.1011287
-90
ТУ
38.401860-
91
ТУ
38.4011058-
97
ТУ
38.101980-
84
ТУ
38.101327-
91
ТУ 38.
40138-88
ТУ
38.4015859-
93
Применение
Применяют для
повышения
противозадирных
свойств
трансмиссионных и
индустриальных масел
Рекомендуют для
применения в
трансмиссионных
и индустриальных
маслах различного
назначения
Применяют как
противозадирную
присадку в
пластичных смазках и
смазочно-охлаж-
дающих
технологических средствах
Применяют в
качестве противоза-
дирной присадки в
трансмиссионных
и индустриальных
маслах
Улучшает
противозадирные
свойства
трансмиссионных масел
и пластичных
смазок
Улучшает
противозадирные
свойства
трансмиссионных масел
966
Новый справочник химика и технолога
Продолжение таблицы 12.142
Присадка
Л3-23к
(этилен-
бис(изо-
пропил-
ксантоге-
нат))
ТБФ
(трибу-
тилфос-
фат)
ВИР-1
Формула
C(S)SCH2CH2S(S)C
1 1
О О
с3н7 с3н7
изо изо
(С4Н90)3Р=0
Способ
получения
Реакция изопро-
панола с
сероуглеродом и едким
кали с
последующим
взаимодействием
образовавшегося ксан-
тогената калия с
дихлорэтаном
Взаимодействие
хлороксида
фосфора с бутано-
лом
Комплексная противозадирная присадка
Характеристика
Содержание серы в
присадке —35-
40 % (масс, доля);
Гвсп — свыше
60 °С, Гзаст — ниже
-40 °С
ЖИДКОСТЬ С Гчаст
-54 °С и
кинематической вязкостью
приЮ0°С
1,09 мм2/с
Присадка содержит,
% (масс, доля):
S —35; А —0,92;
Р — 2,8.
Кинематическая вязкость
при 100 °С —25,5
мм2/с. Гвсп в
открытом тигле — 136 °С
Нормативный
документ
ГОСТ
11833-77
ТУ 6. 02-
733-73
ТУ
38.101799-
83
Применение
Применяют для
улучшения проти-
возадирных
свойств смазочных
материалов
Применяют для
улучшения проти-
возад ирных
свойств смазочных
материалов
Применяют для
улучшения проти-
возадирных
свойств
трансмиссионных масел
Таблица 12.143
Влияние различных присадок на коэффициент трения и износ4
Присадка (масс, доля, %)
Базовое масло
Олеиновая кислота (1,0)
Дидодецилфосфит (1,0)
ДФ-11(2,0)
Дибензилдисульфид (2,0)
Назначение присадки
—
Антифрикционная
Антифрикционная +
+ противоизносная
Противошносная
Противозадирная
Коэффициент трения
при страгивании
0,074
0,035
0,033
0,069
0,081
при скорости
скольжения 2,5 м/с
0,049
0,042
0,040
0,055
0,047
Диаметр пятна
износа, мм
0,63
0,44
0,29
0,24
0,42
Испытания проводились на ЧШМ по ГОСТ 9490-75 в следующих условиях: п = 1500 об/мин, нагрузка = 150 Н, Т= 90 °С,
т = 30 мин.
12.8.2.6. Вязкостные присадки
Вязкостные присадки предназначены для
повышения вязкости и улучшения вязкостно-температурных
характеристик масел. Масла, содержащие эти присадки,
сочетают в себе хорошие пусковые и антифрикционные
свойства, характерные для маловязких масел при
низких температурах, и хорошие смазывающие свойства
высоковязких масел при высоких температурах.
Применение вязкостных присадок расширяет
температурные пределы работы масла, поэтому с их
помощью получают основную массу всесезонных, зимних и
северных моторных масел.
Принцип действия. Вязкостные присадки — это
полимеры линейного строения с молекулярной массой от
5000 до 80 000, растворимые в масле. Механизм
действия вязкостных присадок основан на межмолекулярном
взаимодействии полимеров с минеральным маслом.
Загущающее действие присадок определяется их
молекулярной массой, концентрацией в масле и химической
природой. В зависимости от этих факторов
макромолекулы полимеров способны в большей или меньшей
степени сворачиваться в клубки или вытягиваться в
длинные линейные образования. В вытянутом состоянии
они оказывают большее загущающее действие, чем в
Нефть и нефтепродукты
967
свернутом состоянии, поэтому углеводородные
полимеры, хорошо растворимые в минеральном масле,
сильнее повышают вязкость, чем кислородсодержащие,
обладающие более низкой растворимостью.
Повышение индекса вязкости объясняют
изменением растворимости присадки в масле с повышением
температуры. Идеальная присадка при самой низкой
избранной температуре близка к выпадению в осадок
(крупные клубки, плохая сольватация и, следовательно,
низкая загущающая способность). При высокой
температуре молекула присадки находится в масле в
вытянутом состоянии вследствие лучшей растворимости и
сольватации и, следовательно, присадка обладает
высокой загущающей способностью.
Существующая концепция не может объяснить все
эффекты действия вязкостных присадок из-за
сложности состава минеральных масел, поэтому прогноз
растворимости и загущающего действия присадок
практически невозможен.
В условиях эксплуатации в составе моторных масел
вязкостные присадки подвергаются термической,
термоокислительной и механо-химической деструкции,
что обычно сопровождается снижением вязкости и
эффективности, вследствие уменьшения среднего размера
молекул.
Характеристика отечественных вязкостных
присадок представлена в табл. 12.144.
Таблица 12.144
Характеристика вязкостных присадок
Показатели
Внешний вид
Массовая доля, %:
активного вещества
нерастворимых в
толуоле примесей, не более
Молекулярная масса
активного вещества
Кинематическая вязкость,
мм2/с, при температуре, °С:
100
50
^всп, °С, не ниже
КП-5
КП-10
Вязкая маслянистая
липкая жидкость
светло-коричневого цвета
>65
4000-6000
250-1000
150
>30
9000-
15 000
450-1000
165
КП-20
ПМА«В-1»
Прозрачная вязкая
жидкость
>25
15 000-
25 000
—
165
58-65
0,08
3000-4300
200-320
1100-1700
155
ПМА «В-2»
Дизакрил
Прозрачный вязкий
продукт
0,07
12 000-
17 000
1100-1700
160
30-36
0,01
—
1100-1700
160
Присадки на основе полиизобутенов
[-СН2-С(СН3)2-]„
КП-5 — раствор полиизобутена средней
молекулярной массы 4000-6000 в трансформаторном масле.
КП-10 — раствор полиизобутена средней
молекулярной массы 9000-15 000 в масле И-12А.
КП-20 — раствор полиизобутена средней
молекулярной массы 15 000-25 000 в масле И-12 А.
Присадки серии КП получают полимеризацией изо-
бутена. Применяют для производства загущенных
моторных, индустриальных, редукторных масел и
гидравлических жидкостей. Вырабатывают по ТУ 38.101209-90.
ВИНИПОЛ — поливинилбутиловый эфир.
Выпускают две марки — ВБ-2 и ВБ-3, отличающиеся по
содержанию эфирных групп (—ОС4Н9). Молекулярная
масса присадки ВБ-2 составляет 6000-12000.
-СН2—СН—-
ОС4Н9
Применяют в гидротормозных и гидравлических
жидкостях, а также в компрессорных, авиационных и
других маслах. Вырабатывают по ТУ 6.01.1321-90.
Присадки на основе полиалкилметакрилатов
СН3 "
СН2 С
COOR
ПМА-«В-1» — раствор полиакилметакрилата в
масле М-6. Активный компонент получают
полимеризацией продукта этерификации метакриловой кислоты
смесью синтетических первичных жирных спиртов
фракции С7-С12. Молекулярная масса полиэфира 3000-
4300. Концентрация полиэфира в масле 58-65 % (масс,
доля). Вырабатывают по ТУ 6.01.979-95.
ПМА-«В-2» — раствор полиалкилметакрилата в
масле И-12А. Активный компонент получают
полимеризацией продукта этерификации метакриловой кисло-
968
Новый справочник химика и технолога
ты спиртами оксосинтеза Сз-Сю- Молекулярная масса
полиэфира 12 000-17 000. Концентрация полиэфира в
масле 30-35 % (масс. доля). По сравнению с ПМА-«В-1»
обладает лучшей загущающей способностью, но
уступает по стабильности к механической деструкции.
Вырабатывают по ТУ 6.01.692-97.
Дизакрил — масляный раствор полиалкилметакри-
лата. Вырабатывают по ТУ 38.401.5827-91.
ПМА-«Д» — раствор полиалкилметакрилата в масле
И-20А. Активный компонент получают
полимеризацией продуктов этерификации метакриловой кислоты
синтетическими жирными первичными спиртами Ci2-C18
процесса Альфол. Массовая доля активного вещества в
масле 30-40 %. Присадка обладает также депрессорны-
ми свойствами. Вырабатывают по ТУ 6.01.270-84.
Присадки Дизакрил и серии ПМА применяют в
широком ассортименте масел для повышения вязкости и
индекса вязкости.
Существенным загущающим действием
характеризуется диспергирующая присадка С-5А (см. «Моюще-
диспергирующие присадки»).
12.8.2.7. Депрессорные присадки
Депрессорные присадки предназначены для
снижения температуры застывания и улучшения текучести
нефтепродуктов при низкой температуре.
Принцип действия. В настоящее время наиболее
признанным механизмом потери подвижности
нефтепродуктов при низкой температуре является
кристаллизация растворенных в них парафинов. Кристаллы
парафинов имеют форму лент или волокон. При
достижении определенных размеров они начинают сращиваться
друг с другом. Это приводит к формированию в
растворе пространственной сетки (каркаса). Углеводороды
других классов, присутствующие в нефтепродукте,
остаются при этом в жидкой фазе, однако они теряют
подвижность, так как оказываются запертыми внутри
каркаса и могут перемещаться только внутри
собственной ячейки.
Понизить температуру застывания масел можно
путем удаления высокоплавких углеводородов или
введением в них депрессорных присадок. В вязких
нефтепродуктах (смазочных маслах, мазутах) депрессорная
присадка либо адсорбируется на поверхности
растущего кристалла парафина, либо частично сокристаллизу-
ется с ним, создавая пространственные трудности для
дальнейшего роста кристалла и препятствуя
формированию пространственного каркаса. Депрессорный
эффект, оцениваемый по разности температур застывания
масла без присадки и с присадкой, зависит как от
химического состава масла, так и от характера депрессора.
В качестве депрессорных присадок применяют
сложные эфиры, производные ароматических
углеводородов и фенолов, имеющие длинные алкильные цепи
линейного строения с числом углеродных атомов более 20.
Депрессатор АзНИИ — далкилнафталин. Получают
алкилированием нафталина хлорированным парафином
(хлориарафин, в свою очередь, получают
взаимодействием парафина, имеющего температуру плавления 52-
55 °С, с хлором до содержания хлора 12 %), Применяют
в моторных, трансмиссионных и гидравлических
маслах в концентрации до 0,5 % (масс. доля).
Вырабатывают по ТУ 38.1021192-88.
где R = Akl Ci6-C24
АзНИИ-ЦИАТИМ-1 — бариевая соль бис-(алкил-
фенол)дисульфида. Получают алкилированием фенола
хлорированным парафином (аналогичным хлорпарафи-
ну, используемому в синтезе Депрессатора АзНИИ) с
последующей обработкой алкилфенола монохлоридом
серы и нейтрализацией бис-(алкилфенол)дисульфида
гидроксидом бария. Применяют в моторных и
трансмиссионных маслах в концентрации 1 % (масс. доля).
Вырабатывают по ГОСТ 7189-74.
где R = Akl C16-C24
АФК — триал кил фенолят кальция. Получают
взаимодействием триалкилфенола с гидроксидом кальция.
Применяют в моторных и трансмиссионных маслах в
концетрации 0,5-1,0 % (масс. доля). Вырабатывают по
ГОСТ 12261-87.
R-
/
%
V>
R
D]
/
Са
2
Депресал — модифицированный продукт алкилиро-
вания фенола хлорпарафинами. Применяют аналогично
присадке АФК.
Температура застывания масла М-11 при
добавлении 1 % присадки снижается от минус 15 °С до минус
30 °С. Вырабатывают по ТУ 38.5901172-92, литер А.
ПМА-Д — полиалкилметакрилат. Используют в
маслах различного назначения в концентрациях до 1 %
(масс. доля). Улучшает также вязкостные свойства
масел (см. «Вязкостные присадки»). Температура
застывания масла И-20А (с исходной температурой
застывания не выше минус 15 °С) при добавлении 0,5 % (в
пересчете на 100%-ю) присадки ПМА-Д — до минус 38 °С.
ДАКС-Д — сополимер этилена с а-олефинами со
средней молекулярной массой 20 000. Присадка пред-
Нефть и нефтепродукты
969
ставляет собой 50%-й концентрат активного
компонента в масле. Улучшает низкотемпературные и
вязкостные свойства масел. Вырабатывают по ТУ 0257-007-
02066612-98.
Характеристика некоторых депрессорных присадок
приведена в табл. 12.145.
12.8.2.8. Антипенные присадки
Современные смазочные масла содержат
значительное количество полярных гетероорганических
присадок, обладающих поверхностно-активными свойствами
и способствующих повышенному пенообразованию в
процессе эксплуатации масел. Обильное вспенивание
нарушает нормальный режим смазки, ускоряет
окисление масла и создает опасность выброса масла. Для
предотвращения образования пены или ускорения ее
разрушения в масла вводят антипенные присадки.
Принцип действия. Антипенные присадки
абсорбируются на поверхности раздела «воздух—масло»,
снижая прочность поверхностных масляных пленок и
облегчая выделение пузырьков воздуха. В качестве
антипенных присадок используют гюлиэтиленгликоле-
вые эфиры, сульфиды, фосфаты, тиофосфаты,
соединения фтора, нитро- и аминоспирты и др. вещества.
Наиболее эффективными антипенными присадками
являются жидкие силоксаны, имеющие более низкое
поверхностное натяжение, чем углеводородное масло.
Максимальное антипенное действие достигается, если
силоксаны нерастворимы в масле. Для получения
стабильных дисперсий силоксанов в неводных средах
размер капелек не должен превышать 10 мкм. Это
достигается интенсивным перемешиванием и нагревом
смеси. Силоксан можно ввести в масло также
предварительно растворив его в ароматическом растворителе.
ПМС-200А — полидиметилсилоксан. Получают
гидролизом органохлорсиланов (R3SiCl и R2SiCl2) с
последующей конденсацией получаемых нестойких гид-
роксильных производных. Применяют как антипенную
Таблица 12.145
Характеристика некоторых депрессорных присадок
Показатели
Внешний вид
Кинематическая вязкость при 100 °С, мм2/с
Массовая доля, %:
бария
серы
хлора
золы
механических примесей
воды
Гвсп в открытом тигле, °С, не ниже
Кислотное число, мгКОН/г, не более
Марки присадок
Депрессатор АзНИИ
АзНИИ-ЦИАТИМ-1
АФК J Депресал
Жидкость темно-коричневого цвета
—
<0,09
<0,08
Отсутствие
220
—
32-60
>2,0
3,0-4,5
<2,0
4,0-5,5
< 0,15
<0,2
160
0,5
>8
<1,6
0,6-1,0
< 0,15
< 0,15
—
0,3
10-40
<0,08
190
—
присадку в маслах различного назначения в
концентрации 0,001-0,005 % (масс. доля).
СН3 гСН, -| СН
СН3—Si—
СН3
Si—О
СН3
-Si—СН3
СН3
Характеристика присадки ПМС-200А
Внешний вид
Кинематическая вязкость при
100 °С, мм2/с
Массовая доля, %:
кремния
механических примесей
Гвсп в открытом тигле, °С
Бесцветная
маслянистая
жидкость
40-350
36-39
Отсутствие
290
Вырабатывают по ОСТ 6.02-20-79.
12.8.2.9. Пакеты присадок
Пакет присадок для моторных смазочных масел
представляет собой сбалансированную композицию
присадок различного функционального назначения,
добавление которой в базовое масло с заданными
свойствами обеспечивает получение товарного масла
требуемого качества. Применение пакетов присадок
позволяет упростить и унифицировать перечень рецептур
моторных масел и снизить расход присадок за счет
оптимизации их состава.
Современные пакеты присадок содержат до 15
компонентов и вводятся в масла в количестве до 12 %
(масс. доля). Вязкостные присадки вводятся
дополнительно.
Характеристика некоторых типов пакетов присадок,
промышленное производство которых в России начато
в 1997-1998 гг., приведена в табл. 12.146
970
Новый справочник химика и технолога
Таблица 12.146
Характеристика пакетов присадок
Показатели
Кинематическая вязкость при температуре
100 °С, не более
Общее щелочное число, мгКОН/г, не менее
Массовая доля активных элементов, %,
не менее:
кальция
цинка
фосфора
бора
Массовая доля, %, не более:
механических примесей
воды
сульфатной золы
Гвсп в открытом тигле, °С, не ниже
Марки пакетов присадок
СамОйл 7311 марки
А
80
75
2,5
1,0
—
—
0,08
0,15
15
180
В
80
55
2,0
1,1
—
—
0,08
0,15
12
180
СамОйл 7321
80
130-170
4,30
1,05
0,95
—
0,1
0,15
20
185
ВДС-941Н
30
70
3,1
0,6
0,6
—
0,1
0,1
11-15
165
К-47
25
200
7,2
2,5
2,2
0,012
0,1
Следы
35
170
К-48
200
108
3,2
2,6
2,3
0,012
0,1
Следы
30
150
Литература
1. Топлива, смазочные материалы, технические
жидкости. Ассортимент и применение: Справочник /
Под ред. В.М. Школьникова. 2-е изд. перераб. и
доп. М.: Изд. центр «Техинформ», 1999. 596 с.
2. Кламанн Д. Смазки и родственные продукты:
Синтез, свойства, применение, международные
стандарты. М.: Химия, 1988. 488 с.
3. Кулиев A.M. Химия и технология присадок к
маслам и топливам. Л.: Химия, 1985. 312с.
4. Соболев Б.А. // Мир нефтепродуктов. 2000. № 2.
С. 1-2.
5. Журба А.С., Бурлака Г.Г., Бугров В.А.
Эффективность производства присадок к маслам. Киев:
Наук, думка, 1990. 175 с.
6. Бурлака Г.Г. // Нефтепереработка и нефтехимия
(М.). 1998. №8. С. 8-17.
7. Тертерян Р.А. Депрессорные присадки к нефтям,
топливам и маслам. М.: Химия, 1990. 237 с.
8. Заславский Ю.С., Заславский Р.Н. Механизм
действия противоизносных присадок к маслам. М.:
Химия, 1978.223 с.
9. Мельников В.Г. // Химия и технол. топлив и масел.
1997. №5. С. 32-37.
10. Каплан С.З., Радзевенчук И.Ф. Вязкостные
присадки и загущенные масла. Л.: Химия, 1982. 136 с.
11. Виппер А.Б., Виленкин А.В., Гайснер Д.А.
Зарубежные масла и присадки. М.: Химия, 1981. 192 с.
12. Селезнева И.Е., Левин А.Я., Монин СВ. // Химия
и технол. топлив и масел . 1999. № 6. С. 39-43.
13. Главати О. Л. Физико-химия диспергирующих
присадок к маслам. Киев: Наук, думка, 1989. 173 с.
14. Курило СМ. Главати О.Л. Цукрук В.В. и др. //
Химия и технол. топлив и масел. 1990. № 6. С. 25-27.
15. Курило СМ., Главати О.Л. // Нефтепереработка и
нефтехимия (Киев). 1991. № 40. С. 1-9.
16. Лашхи В.М., Фукс И.Г., Шор Г.И. // Химия и
технол. топлив и масел. 1991. № 6. С. 16-20.
17. Кязим-задэ А.К., Гадиров А.А. // Нефтехимия.
1998. Т. 8. №2. С. 83-89.
18. Шехтер Ю Н., Ребров И.Ю., Кардаш Н.В. // Химия
и технол. топлив и масел. 1992. № 8. С. 2-8.
19. Резников В.Д. // Химия и технол. топлив и масел.
1998. №5. С. 48-50.
20. Богданов И.Ш., Зубарева М.А., Ерухимович Ж.Ш.
и др. // Химия и технол. топлив и масел. 1991. №
10. С. 36-38.
21. Лашхи В.Л., Виппер А.Б., Блохина И.В. // Химия и
технол. топлив и масел. 1983. № 1. С .41-43.
22. Бородин Ю.С, Бычков В.З., Бидыло И.П. и др. //
Трение и износ. 1995. Т. 16. № 5. С. 925-930.
23. Гутенев СБ., Лашхи В.Л. // Нефтепереработка и
нефтехимия (М.). 1997. № 10. С. 16-18.
24. Данилов A.M. // Автомобильная промышленность.
1995. №8. 15-17 с.
25. Балабанов В.И. // Автомобильная пром-сть. 1996.
№8. С. 16-18.
26. Горбунов Г.В. // Техника машиностроения. 1997.
№ 3. С. 50-55.
27. Грамолин А.В. // Грузовик. 1996. № 3. С. 12-13.
28. Белов П.С, Волошин Н.Л., Парфенова В.А. и др. //
Химия и технол. топлив и масел. 1990. № 5. С 33-34.
29. Исмайлова Н.Д., Ахмедов А.И., Рустамов СН. //
Химия и технол. топлив и масел. 1992. № 12.
С. 31-33.
Нефть и нефтепродукты
971
30. Холодов Б.П., Киташов Ю.Н., Козловцев А.П. и
др. // Химия и технол. топлив и масел. 1990. № 7.
С.12-13.
31. Зерзева И.М., Дорошенко А.Н., Катренко Т.И. //
Нефтепереработка и нефтехимия (М.). 1996. № 6.
С. 6-7.
32. Данилов A.M. Применение присадок в топливах
для автомобилей: Справочник. М.: Химия, 2000.
232 с.
33. Данилов A.M. Присадки и добавки. Улучшение
экологических свойств нефтяных тонлив. М.:
Химия, 1996. 232 с.
34. Башкатова СТ. Присадки к дизельным топливам.
М.: Химия, 1994.256 с.
35. Лернер М.О. Горение и экология. М.: Контекст,
1992.312 с.
36. Стабилизаторы и модификаторы нефтяных дис-
тиллятных топлив / Т.П. Вишнякова, И.А. Голубе-
ва, И.Ф. Крылов, О.П. Лыков М.: Химия, 1990.
152 с.
37. Энглин Б.А. Применение жидких топлив при
низких температурах. 3-е изд. М.: Химия, 1980. 208 с.
38. Лернер М.О. Химические регуляторы горения
моторных топлив. М.: Химия, 1979. 229 с.
39. Саблина З.А., Гуреев А.А. Присадки к моторным
топливам. 2-е изд. М.: Химия, 1977. 258 с.
40. Овчинникова Т.Ф., Хвостенко Н.Н., Митусова
Т.Н., Пережигина И.Я. Опыт освоения
производства дизельных топлив с депрессорными
присадками в АООТ «Ярославнефтеоргсинтез». М.:
ЦНИИТЭНефтехим, 1997. 54 с.
41. Лыков О.П., Свинухов А.Г. Тенденции
производства и применения кислородсодержащих
соединений как компонентов автомобильных бензинов.
М.: ЦНИИТЭНефтехим, 1992. 72 с.
42. Данилов A.M. Повышение химической
стабильности вторичных топлив присадками. М.:
ЦНИИТЭНефтехим, 1992. 64 с.
43. Вишнякова Т.П., Суворов М.Ю., Юречко В.В.
Антидымные присадки к дизельным топливам. М.:
ЦНИИТЭНефтехим, 1990. 56 с.
44. Данилов A.M., Энглин Б.А., Селягин А.А.
Стабилизация качества нефтяных топлив присадками и
добавками. М.: ЦНИИТЭНефтехим, 1988. 64 с.
45. Тертерян Р.А., Башкатова СТ. Депрессорные
присадки к дизельным топливам. М.:
ЦНИИТЭНефтехим, 1987.68 с.
46. Лыков О.П., Вишнякова Т.П., Сигай Н.В. Анти-
обледенительные присадки к бензинам. М.:
ЦНИИТЭНефтехим, 1986. 52 с.
47. Лыков О.П., Вишнякова Т.П., Цыган Л.В.
Моющие присадки к автомобильным бензинам. М.:
ЦНИИТЭНефтехим, 1984. 44 с.
48. Вишнякова Т.П., Голубева И.А. Стабилизация
реактивных топлив антиокислительными
присадками. М.: ЦНИИТЭНефтехим, 1980. 36 с.
СОДЕРЖАНИЕ
Предисловие 3
Раздел 1. Вода и воздух
1.1. Вода 5
1.2. Воздух 40
Раздел 2. Минеральное сырье
2.1. Характеристика важнейших видов
минерального сырья 59
2.2. Требования к качеству минерального
сырья 79
2.3. Химический состав важнейших видов
сырья 97
2.4. Свойства важнейших минералов, входящих в
состав природного сырья (табл. 2.111) 116
Раздел 3. Характеристика важнейших продуктов
промышленности неорганических веществ
Таблица «Характеристика важнейших продуктов
промышленности неорганических
веществ» 205
Дополнительные материалы к таблице
«Характеристика важнейших продуктов
промышленности неорганических
веществ» 278
Раздел 4. Неорганические вяжущие вещества
4.1. Воздушные вяжущие вещества 287
4.1.1. Гипсовые вяжущие вещества 287
4.1.2. Воздушная известь 287
4.1.3. Магнезиальные вяжущие вещества
(табл. 4.3) 288
4.2 Гидравлические вяжущие вещества 288
4.2.1. Известь гидравлическая (табл. 4.4) 288
4.2.2. Портландцемент (табл. 4.5) 288
4.2.3. Шлакопортландцемент (табл. 4.9) 289
4.2.4. Глиноземистые цементы (табл. 4.10) 289
4.2.5. Многокомпонентные цементы 289
4.3. Специальные цементы 289
4.3.1. Декоративные цементы (табл. 4.12) 289
4.3.2. Расширяющиеся и напрягающие цементы ...289
4.3.3. Тампонажные цементы 290
4.3.4. Свойства сульфатостойких цементов
(табл. 4.17) 291
4.3.5. Кислотоупорные цементы (табл. 4.18) 291
4.3.6. Шлакощелочные вяжущие вещества 291
4.3.7. Фосфатные вяжущие системы 293
4.3.8. Щелочные силикатные связки 294
4.3.9. Полимерцементные вяжущие 295
4.3.10. Классификация цементов, общие технические
требования 296
4.3.11. Добавки 297
4.3.12. Перечень стандартов на материалы и
метода испытания вяжущих веществ 301
Раздел 5. Огнеупоры
5.1. Классяфикация огнеупоров 323
5.2. Огнеупоры для черной металлургии 325
5.3. Огнеупоры для стекловарения 326
5.4. Огнеупоры для цементных печей 328
5.5. Теплоизоляционные огнеупоры 329
5.6. Перечень стандартов на методы испытаний
и маркировку огнеупорных изделий и
материалов 330
Раздел 6. Химически стойкая керамика
6.1. Посуда и оборудование лабораторные
фарфоровые (ГОСТ 9147-80) 333
6.2. Плитки кислотоупорные и
термо кислотоупорные керамические
(ГОСТ 961-89) 335
6.3. Насадки кислотоупорные керамические
(ГОСТ 17612-89) 338
6.4. Кирпич кислотоупорный (ГОСТ 474-90) 340
6.5. Трубы керамические канализационные
(ГОСТ 286-82) 343
Раздел 7. Стекло
7.1. Важнейшие физико-химические свойства
стекла 345
7.1.1. Пределы изменения физических свойств
стекла 345
7.1.2. Вязкость стекол 345
7.1.3. Электрические свойства стекла 346
7.1.4. Механические свойства стекла 349
7.1.5. Химическая устойчивость стекол 349
7.2. Промышленные стекла, их состав и
свойства 352
7.2.1. Кварцевое стекло 352
7.2.2. Химико-лабораторное стекло 354
7.2.3. Электродное стекло (для стеклянных
электродов) 355
7.2.4. Электровакуумное стекло 356
7.2.5. Состав стекол для окон рентгеновских трубок
и пропускание ими рентгеновских лучей 358
Содержание
973
7.2.6. Состав и свойства некоторых припоечных
стекол 358
7.2.7. Стекла для квантовых генераторов света
(лазерные стекла) 358
7.2.8. Стеклокристаллические материалы
(ситаллы) 359
7.2.9. Оптическое стекло 359
7.3. Состав промышленных стекол различного
назначения 360
7.3.1. Состав стекол, применяемых в атомной
технике 361
7.3.2. Пористые стекла 361
Раздел 8. Неорганические сорбенты
8.1. Оксидные сорбенты 363
8.1.1. Цеолиты 363
8.1.1.1. Природные цеолиты 363
8.1.1.2. Синтетические цеолиты 365
8.1.1.3. Молекулярно-ситовые свойства цеолитов....366
8.1.1.4. Кислотостойкие цеолиты 368
8.1.2. Силикагели 370
8.1.2.1. Типы промышленных силикагелей 371
8.1.2.2. Химически модифицированные силикагели
(кремнеземы) 372
8.1.3. Активный оксид алюминия 374
8.1.4. Глины 377
8.2. Технология получения сорбентов 378
8.2.1. Получение синтетических цеолитов 378
8.2.1.1. Гранулированные цеолиты 379
8.2.1.2. Гранулирование цеолитов без связующих
веществ 381
8.2.1.3. Получение кислотостойких цеолитов 381
8.3. Добыча природных цеолитов 382
8.4. Технология получения силикагелей и
активного оксида алюминия, основные
параметры процесса 382
8.4.1. Получение силикагелей 382
8.4.2. Получение активного оксида алюминия 384
8.5. Добыча глинистых материалов 385
8.6. Основные области применения
адсорбентов 368
8.6.1. Очистка газовых сред. Осушка газов 386
8.6.2. Технология осушки газов на силикагелях ....386
8.6.2.1. Принципиальные схемы осушающих
установок 386
8.6.2.2. Установки одновременной осушки и
отбензинивания газов 388
8.6.2.3. Осушка газа под высоким давлением 390
8.6.3. Технология осушки газов на цеолитах 391
8.6.3.1. Осушка в газовой промышленности 391
8.6.3.2. Осушка природного газа на промыслах 391
8.6.3.3. Осушка газа на газобензиновых заводах 392
8.6.3.4. Осушка природного газа, закачиваемого
в пласт 392
8.6.3.5. Осушка природного газа на криогенных
установках 393
8.6.3.6. Осушка в нефтеперерабатывающей
промышленности 394
8.6.3.7. Осушка непредельных углеводородов 394
8.6.3.8. Осушка изопропилена с одновременной
очисткой от изопропилового спирта 395
8.6.3.9. Осушка газов риформинга 396
8.6.3.10. Осушка сырья на установках
алкилирования 396
8.6.4. Технология очистки от паров летучих
соединений 397
8.6.4.1. Очистка от сероводорода 397
8.6.4.2. Очистка от S-органических соединений 398
8.6.4.3. Очистка от диоксида углерода 398
8.6.4.4. Очистка газов от аммиака 400
8.6.5. Адсорбционное разделение газов и паров.... 401
8.6.5.1. Разделение веществ на основе молекулярно-
ситовых свойств цеолитов 401
8.6.5.2. Короткоцикловая безнагревная адсорбция .. 402
8.6.6. Осушка жидких сред 403
8.6.6.1. Осушка фреоновых холодильных масел 403
8.6.6.2. Осушка трансформаторного масла 405
8.6.7. Адсорбционный метод внесения удобрений
и микроэлементов в почву 405
Раздел 9. Твердые горючие ископаемые
9.1. Общие сведения 409
9.2. Классификация горючих ископаемых 409
9.3. Физические и технические характеристики
углей 412
9.4. Формулы для пересчета результатов анализа
твердых горючих ископаемых 414
9.4.1. Формулы для вычисления теплоты сгорания
твердого топлива 414
9.4.2. Теплота сгорания, определенная сжиганием
твердого топлива в калориметрической
бомбе 415
9.4.3. Теплота сгорания, рассчитанная по данным
элементного анализа 415
9.4.4. Теплота сгорания, определенная по данным
технического анализа 415
9.5. Угли 416
9.5.1. Классификация 416
9.5.2. Кодификация 422
9.5.3. Разделение углей на классы 422
9.5.4. Угли важнейших месторождений СНГ 423
9.5.5. Теплофизические свойства некоторых углей
и сланцев 428
9.5.6. Буроугольный битум и воск 428
9.5.7. Краткие сведения о зарубежных угольных
бассейнах 431
9.6. Горючие сланцы 432
9.6.1. Общие сведения 432
974
Новый справочник химика и технолога
9.6.2. Свойства горючих сланцев 433
9.7. Торф 434
9.7.1. Общие сведения 434
9.7.2. Классификация 436
9.7.3. Гуминовые вещества торфа 438
9.7.4. Битумы торфа 438
9.7.5. Торфяной воск 438
9.7.6. Обессмоленный торфяной воск 441
9.7.7. Рафинированный торфяной воск 441
9.7.8. Углеводы торфа 442
9.7.9. Комплексное использование торфа 442
9.8. Структурные характеристики твердых
горючих ископаемых 445
9.8.1. Структура угля 445
9.8.2. Структура керогена сланца 448
9.9. Переработка горючих ископаемых в товарные
продукты и органические вещества 449
9.9.1. Полукоксование углей и сланцев 449
9.9.2. Переработка сланцевой смолы 459
9.9.3. Переработка горючих сланцев за рубежом ..461
9.9.3.1. Процессы переработки сланца в Китае 461
9.9.3.2. Процессы переработки сланца в США 462
9.9.3.3. Процесс переработки сланца в Бразилии 466
9.9.3.4. Процессы переработки сланца в Германии ..466
9.10. Технология переработки углей 467
9.10.1. Основные критерии выбора углей для
получения кокса, отвечающего
международным стандартам 467
9.10.2. Современное состояние проблемы подготовки
угольных шихт для коксования 468
9.10.3. Высокотемпературное коксование углей 470
9.10.4. Расчет материального баланса процесса
коксования 472
9.10.5. Характеристика каменноугольной смолы ....475
9.10.6. Переработка каменноугольной смолы 476
9.10.7. Переработка сырого бензола 480
9.10.8. Технология процесса «Аммосульф» (очистка
коксового газа) 481
9.10.9. Товарные продукты переработки углей 482
9.11. Производство искусственного жидкого
топлива 494
9.11.1. Теоретические основы процесса 494
9.11.2. Технология получения ИЖТ 497
9.11.3. Производство ИЖТ за рубежом 498
Приложение 501
Раздел 10. Углеродные адсорбенты (активные угли)
10.1. Физико-химические основы процесса 503
10.1.1. Сорбция из газовых сред 503
10.1.1.1. Теория мономолекулярной адсорбции 504
10.1.1.2. Теория полимолекулярной адсорбции 504
10.1.1.3. Теория объемного заполнения микропор 505
10.1.1.4. Определение параметров переходных пор ...509
10.1.2. Сорбция из водных растворов 512
10.2. Структурная химия активного углерода 516
10.3. Технология получения углеродных
адсорбентов (активных углей) 520
10.3.1. Получение углеродных адсорбентов
(активных углей) методом парогазовой
активации 521
10.3.1.1. Механизм парогазовой активации 521
10.3.2. Технология производства гранулированных
активных углей методом парогазовой
активации 524
10.3.3. Технология производства дробленных
углеродных адсорбентов методом
парогазовой активации 529
10.3.4. Технология получения углеродных
молекулярных сит 531
10.3.5. Производство дробленых активированных
углей из ископаемого сырья фирмой «Калгон
Карбон Корпорейшн» (США) 533
10.3.6. Получение активных углей путем
активирования неорганическими
веществами 536
10.3.6.1. Теоретические основы метода активирования
неорганическими веществами 536
10.3.6.2. Технология производства адсорбентов из
торфа методом сернисто-калиевой
активации 539
10.3.6.3. Технологическая схема производства
углеродных адсорбентов из бурых углей,
модифицированных гидроокисью калия 541
10.3.6.4. Технология получения углеродных
адсорбентов из отходов древесного сырья,
модифицированного ортофосфорной
кислотой 544
10.4. Применение углеродных адсорбентов 545
10.4.1. Очистка газов на активных углях 545
10.4.1.1. Поглощение паров бензина на
автотранспорте 546
10.4.1.2. Очистка газов от паров ртути 547
10.4.1.3. Очистка газов от S-содержащих
компонентов 547
10.4.1.4. Общие закономерности адсорбции смесей.. 549
10.4.1.5. Приближенный метод расчета равновесия
бинарных смесей на основе изотерм
адсорбции компонентов 551
10.4.2. Очистка жидких сред 551
10.4.2.1. Очистка сточных вод от нефтепродуктов .... 552
10.4.2.2. Очистка от поверхностно-активных веществ и
красителей 552
10.4.2.3. Доочистка сточных вод производства
синтетического каучука 552
10.4.2.4. Очистка сточных вод гидролизных
заводов 553
10.4.3. Использование в качестве пористых
носителей 553
Содержание
975
10.4.3.1. Осушители 553
10.4.3.2. Химические поглотители 554
10.4.3.3 Катализаторы на пористой основе 556
10.4.3.4. Носители микроорганизмов 556
10.4.4. Очистка и стабилизация почв 559
10.4.4.1. Очистка почв от гербицидов
и пестицидов 559
10.4.4.2. Разложение высокотоксичных компонентов
в почвах 563
10.4.5. Применение адсорбентов в медицине 564
10.4.5.1. Гемосорбция 564
10.4.5.2. Энтеросорбция 566
10.4.5.3. Аппликационные материалы 570
10.4.6. Эластичные адсорбенты 570
10.5. Регенерация сорбир ующих материалов 571
10.5.1. Термическая десорбция 572
10.5.2. Химическая регенерация 574
10.5.3. Десорбция, осуществляемая перепадом
давлений 576
10.5.4. Вытеснительная десорбция 578
10.5.5. Экстракционная регенерация 580
10.5.6. Экономические аспекты регенерации 580
10.6. Углеродные адсорбенты из сланце- и
нефтепродуктов 583
10.6.1. Сланцепродукты как сырье для получения
углеродных адсорбентов 583
10.6.1.1. Гранулированные адсорбенты из сланцевой
смолы 583
10.6.1.2. Гранулированные адсорбенты из сланцевых
фенолов 585
10.6.2. Сланцевая смола и фенолы в качестве
связующих при получении углеродных
адсорбентов 589
10.6.2.1. Свойства углеродных адсорбентов,
сформованных сланцевой смолой 591
10.6.2.2. Свойства углеродных адсорбентов,
сформованных сланцевыми фенолами 592
10.6.3. Импрегнаторы углеродных адсорбентов на
основе сланцевых фенолов 594
10.6.4. Углеродные адсорбенты с использованием
нефтепродуктов 594
10.6.4.1. Нефтяные остатки в качестве компонента
шихты 596
10.6.4.2. Использование нефтяных остатков в составе
сополиконденсатов для получения
гранулированных адсорбентов 602
10.6.4.3. Использование остатков для формования
углеродных адсорбентов 607
10.6.5. Высокоэффективные углеродные адсорбенты
при совместном использовании нефте- и
сланцепродуктов 611
10.6.5.1. Гранулированные углеродные адсорбенты из
сополиконденсатов нефте- и
сланцепродуктов 611
Каталог углеродных отечественных и зарубежных
адсорбентов: основные физико-химические
свойства и назначение 616
Активные угли России 616
Активные угли США 633
Активные угли ФРГ 642
Активные угли Японии 648
Активные угли Нидерландов 652
Активные угли Франции 655
Активные угли Великобритании 657
Раздел 11. Углеводородные газы
11.1. Характеристика и состав природных
углеводородных газов 661
11.1.1. Переработка природных газов 664
11.1.2. Очистка газов от сернистых соединений
иС02 664
11.1.2.1. Абсорбционные способы 666
11.1.2.2. Адсорбционные способы 668
11.1.2.3. Окислительные методы очистки газа от
сероводорода 670
11.1.2.4. Очистка газов на мембранах 673
11.1.3. Осушка газов 673
11.1.3.1. Метод абсорбции 674
11.1.3.2. Метод адсорбции 675
11.1.3.3. Осушка с помощью мембран 676
11.1.4. Отбензинивание газов 676
11.1.5. Разделение природных газов 678
11.2. Состав и характеристика нефтезаводских
газов 678
11.3. Состав и характеристика газов термической
переработки твердых горючих ископаемых и
газификации 680
Раздел 12. Нефть и нефтепродукты
12.1. Общие сведения о нефти и углеводородных
газах 681
12.2. Подготовка нефти к переработке и первичная
переработка 694
12.2.1. Обезвоживание и обессоливание нефти 694
12.2.2. Установки АВТ 699
12.2.2.1 Атмосферная перегонка нефти 699
12.2.2.2. Вакуумная перегонка мазута 701
12.3. Производство нефтяных масел 705
12.3.1. Химический состав масляных фракций и
базовых масел 705
12.3.2. Деасфальтизация гудрона 706
12.3.2.1 Установка одноступенчатой деасфальтизации
гудронов жидким пропаном 706
12.3.2.2. Установка двухступенчатой деасфальтизации
гудронов жидким пропаном 708
12.3.3. Процессы очистки масляного сырья
избирательными растворителями 712
12.3.3.1. Селективная очистка масляного сырья 713
976
Новый справочник химика и технолога
12.3.3.2. Установка очистки масляного сырья
W-метилпирролидоном 714
12.3.3.3. Установка очистки масляного сырья
фенолом 718
12.3.3.4. Установка очистки масляного сырья
фурфуролом 720
12.3.4. Депарафинизация 723
12.3.4.1. Установка депарафинизации с
двухступенчатым фильтрованием 723
12.3.4.2. Установка глубокой депарафинизации
масляных рафинатов 725
12.3.4.3. Депарафинизация с применением
кристаллизатора смешения 726
12.3.4.4. Депарафинизация с применением
кристаллизатора пульсационного
смешения 728
12.3.4.5. Установка совмещенного процесса
депарафинизации и обезмасливания 730
12.3.4.6. Отделение регенерации растворителей из
растворов депарафинированного масла, гача
и петролатума 733
12.3.5. Гидродоочистка 735
12.3.6. Гидрогенизационные процессы 737
12.3.6.1. Гидрокрекинг 737
12.3.6.2. Гидроизомеризация 738
12.3.6.3. Каталитическая гидродепарафинизация 738
13.3.6.4. Гидроочистка 739
12.3.7. Производство товарных масел 739
12.4. Выделение, свойства и применение
гетероатомных соединений нефтей и
нефтепродуктов 740
12.4.1. Сернистые соединения 741
12.4.1.1. Получение и применение нефтяных
сернистых соединений 743
12.4.1.2. Применение концентратов нефтяных
сульфидов и сульфоксидов 748
12.4.2. Азотсодержащие соединения 749
12.4.3. Кислородсодержащие соединения 750
12.4.4. Смолисто-асфальтеновые вещества 751
12.5. Научные основы, техника и технология
производства битумов из нефтяных
остатков 752
12.5.1. Состояние нефтеперерабатывающей
промышленности России 752
12.5.2. Сырье для производств битумов 753
12.5.2.1. Нефти России, используемые для производства
битумов 753
12.5.2.2. Получение и свойства нефтяных остатков ...754
12.5.2.3. Деасфальтизация нефтяных остатков 755
12.5.3. Исследование нефтяных остатков и
битумов 757
12.5.3.1. Методы определения группового состава
нефтяных остатков и битумов 757
12.5.3.2. Физико-химические методы исследования
нефтяных остатков и битумов 758
12.5.4. Технические характеристики, ассортимент и
область применения битумов 760
12.5.4.1. Показатели свойств битумов 760
12.5.4.2. Физические характеристики битумов 764
12.5.4.3. Ассортимент и область применения
битумов 767
12.5.5. Технология производства битумов 768
12.5.5.1. Производство остаточных битумов 768
12.5.5.2. Производство окисленных битумов 771
12.5.5.3. Кинетика реакций и гидродинамический
режим в барботажных реакторах колонного
типа 775
12.5.5.4. Интенсификация производства и управление
качеством битумов 779
12.5.5.5. Охрана окружающей среды при производстве
битумов 783
12.5.5.6. Превращение компонентов сырья при
производстве битумов 783
12.5.5.7. Межмолекулярные взаимодействия в
битумах 785
12.5.5.8. Взаимодействие между компонентами в
битумах 789
12.5.5.9. Особенности формирования битумов,
определяемые межмолекулярными
взаимодействиями их компонентов 793
12.6. Термические процессы переработки
нефти 800
12.6.1. Висбрекинг — процесс получения котельного
топлива из гудрона 800
12.6.2. Коксование 801
12.6.2.1. Полунепрерывное коксование тяжелых
нефтяных остатков в необогреваемых
реакторах 801
12.6.3. Производство низших олефинов.
Пиролиз 802
12.6.3.1. Подготовка и разделение газов пиролиза 811
12.6.3.2. Получение и переработка жидких продуктов
пиролиза углеводородного сырья 815
12.7. Термокаталитические процессы
переработки 823
12.7.1. Гидроочистка нефтяных фракций 823
12.7.1.1. Термодинамика и химизм гидрогенолиза
сернистых соединений 823
12.7.1.2. Катализаторы гидроочистки 828
12.7.1.3. Влияние сырья и условий процесса на
гидрообессеривание 831
12.7.1.4. Технология гидрообессеривания 832
12.7.2. Каталитический крекинг 836
12.7.2.1. Термодинамика крекинга 836
12.7.2.2. Механизм каталитического крекинга 836
12.7.2.3. Кинетика каталитического крекинга 838
12.7.2.4. Катализаторы крекинга 839
12.7.2.5. Влияние технологических факторов 843
12.7.2.6. Основные реакционные аппараты 844
12.7.3. Гидрокрекинг 850
Содержание
977
12.7.3.1. Катализаторы 852
12.7.3.2. Сырье 852
12.7.3.3. Технологические параметры процесса 853
12.7.3.4. Промышленные процессы гидрокрекинга....855
12.7.4. Риформинг углеводородов 861
12.7.4.1. Превращение углеводородов в условиях
процесса риформинга 861
12.7.4.2. Катализаторы риформинга 863
12.7.4.3. Сырье и условия процесса риформинга 865
12.7.4.4. Основы технологии процесса
риформинга 869
12.7.5. Алкилирование углеводородов 873
12.7.5.1. Реакции алкилирования 873
12.7.5.2. Алкилирование алканов алкенами 873
12.7.5.3. Алкилирование аренов (ядра и боковой
цепи) 875
12.7.5.4. Катализаторы алкилирования 876
12.7.5.5. Технологические процессы
алкилирования 880
12.7.5.6. Процессы получения алкилароматических
углеводородов для нефтехимии 883
12.7.5.7. Получение кумола 886
12.7.6. Изомеризация углеводородов 890
12.7.6.1. Изомеризация углеродов различных
классов 890
12.7.6.2. Катализаторы изомеризации 893
12.7.6.3. Процессы изомеризации 897
12.7.7. Олигомеризация углеводородов 911
12.7.7.1.
12.7.7.2.
12.8.
12.8.1.
12.8.1.1.
12.8.1.2.
12.8.1.3.
12.8.1.4.
12.8.1.5.
12.8.2.
12.8.2.1.
12.8.2.2.
12.8.2.3.
12.8.2.4.
12.8.2.5.
12.8.2.6
12.8.2.7,
12.8.2.8
12.8.2.9
Олигомеризация как разновидность
полимеризации 911
Катализаторы олигомеризации 913
Присадки к нефтепродуктам 929
Присадки ктопливам 929
Классификация присадок к топливам 929
Присадки, предназначенные для улучшения
процесса сгорания топлива в двигателе 930
Присадки, сохраняющие свойства топлив при
хранении и транспортировке 940
Депрессорные присадки 943
Моющие присадки к автомобильным
бензинам 945
Присадки к смазочным маслам 949
Классификация присадок к смазочным
маслам 949
Антиокислительные присадки (ингибиторы
окисления) 950
Антикоррозионные и защитные присадки
(ингибиторы коррозии) 953
Моюще-диспергирующие присадки
(детергентно-диспергирующие) 956
Присадки, улучшающие смазочные свойства
масел 962
Вязкостные присадки 966
Депрессорные присадки 968
Антипенные присадки 969
, Пакеты присадок 969
Авторский коллектив
Апостолов Сергей Александрович
Бабаш Софрина Ефимовна
Белкина Елена Ильинична
|Беренц Арнольд Давидович
Боруцкий Павел Николаевич
Быкова Лидия Михайловна
Васильев Юрий Васильевич
Васильев Сергей Николаевич
Гамова Ирина Александровна
Громова Валентина Васильевна
де Векки Андрей Васильевич
Дейнеко Иван Павлович
Зеленцова Нина Ивановна
Ицко Эдуард Федорович
Калинская Татьяна Владимировна
Кескинов Виктор Анатольевич
Кириллова Наталья Константиновна
Козлов Владимир Алексеевич
Колосенцев Сергей Дмитриевич
Ланге Самуил Абрамович
Марышев Владимир Борисович
Медведева Ирина Николаевна
Мельникова Ольга Владимировна
Мухина Тамара Николаевна
Подклетнова Наталья Михайловна
Поконова Юлия Васильевна
Пяртман Андрей Константинович
Розенталь Дмитрий Александрович
Рыбаков Вячеслав Алексеевич
Самонин Вячеслав Викторович
Сараева Татьяна Михайловна
Саратов Иван Емельянович
Сибаров Дмитрий Андреевич
Соловейчик Эльза Яковлевна
Сороко Валерий Евгеньевич
Сочевко Тамара Ивановна
Спиркин Владимир Григорьевич
Сыроежко Александр Михайлович
Тагильцева Наталья Олеговна
Филатов Борис Николаевич
Фоменко Валентина Николаевна
Чижов Георгий Иванович
Шабалина Татьяна Николаевна
Школьников Виктор Маркович
Юдкевич Юрий Давидович
яты^
СПРАВОЧНИК
ХИМИКА И ТЕХНОЛОГА
Сырье и продукты промышленности
органических и неорганических веществ
Часть I
Научное издание
Издание подготовлено
АНО НПО «Мир и Семья», АНО НПО «Профессионал»
191023, Санкт-Петербург, ул. Садовая, 28-30, корп. 35.
Тел.: (факс) 321-67-38; 110-59-91; 110-57-93; 115-14-35.
Лицензия ИД № 03298 от 20 ноября 2000 г.
Лицензия ПД № 2-69-574 от 14 ноября 2000 г.
mis@npomis.com
http://www.npomis.com
http://www.naukaspb.ru
Ответственный за издание: А.А. Полуда
Ответственный за выпуск: Н.В. Емельянова
Ответственный за подготовку: JI.B. Белканова
Научный редактор: В.А. Столярова
Редактор-корректор: С.А. Давыдова, ЭК Чудновская
Компьютерная верстка: Т.А. Балбуцкая, А.А. Николаева
Техническое сопровождение: Т.И. Жадобина
Оператор цифровой печати: А.В. Кеда
Отпечатано в центре цифровой печати АНО НПО «Профессионал»
191023, Санкт-Петербург, ул. Садовая, 28-30, корп. 35.
Тел.: (факс) 321-67-38; 110-59-91; 110-57-93; 115-14-35.
Сдано в набор 16.04.2002. Подписано к печати 12.12.2002.
Формат 60x90/8. Бумага офсетная, плотность 80 г/м
Объем 123,5 п. л. Тираж 1000 экз.
(Посвящается 300-летию Санкт-Петербурга —
Крлибгли отегест&енной ?сиМигескрй науки и промышленности
Серия книг i
|.'."|.||Яии.ш
Седоя^книг для специалистов
^ССИОНАЛ.
Н№Ы<У[
СПРАВОЧНИК
ХИМИКА И ТЕХНОЛОГА
Сырье и продукты
промышленности органических
и неорганических веществ
НПО "Профессионал'
НПО "Мир и Семья"
Санкт-Петербург
2002
- I' -Т
НПО *М|ф ii ОалиЛ, lillO 'П^идошьш", OIL»
www.npomis.com
(812)3216738,1151435
± *
4*.'
j?
оАУлИКхи^
-"-^
_, Санкт-Петербург, ">
<V* «12)321673». pomfrcom <J>
О okin9npomtft. • ls959moll ш У*
Q _
,C?W.S* . " _«W~
Руководители проекта:
' .А.Полуда, Н.В.Емельянова
СурЬвИПрОД ЫП>- ЩЛФННОСТИ
органических и нворгамтских
•биде те
• * НПО Мир и Семья",
АНОНПО .. ■
Под общей редакцией:
профессора, доктора технических наук Ю.В. Поконовои
профессора, доктора технических наук В. - рахова
'Автор-:
доц.,
.н. С.А. Апостоло:
к.т.н. СЕ -абаш
к.т.
к.т.н. . . -оруцкии
доц., к.х.н. Л.М. Быкова
доц., .т . Ю.В. Вас льев
проф., д.т.н. С.Н. Васильев
доц., к.т.н. И.А. Гамова
доц., к.х.н. В.В. Громова
роф.,д.х.н. А.В. деВекк
проф., д.х.н. И.П. Дейнеко
н. Н.И. Зеленцова
с.н.с, к.т.н. Э.Ф. И •
с.н.с, к.т.н. Т.В. Калине • -
доц., к.х.н. В.А. Кескино-
к.т.н. Н.К. Кириллова
В.А. лов
доц., к.т.н. С.Д. Колосенцев
.т.н С.А. Ланге
.т.н. В.Б. Марышев
_. И.Н. Медведева
к.т.н. •.В. Мельникова
в.н.с. .т.н. Т.Н. Мухина
проф., д.т.н. Ю.В. Поконов*
к.т.н. Н. . одклетнов*
• роф., д.х.н. А.К. Пяртман
проф., д.т.н. Д. -. Розенталь
про» • .т.н. •. •. Рыбаков
про*»., ~. .н. В.В. Самони
.н.с, к.т.н. Т.М. Сараево
доц., к.т.н. И.Е. Саратов
доц., к н. Д.А.Си* »_в
доц., к.т.н. Э.Я. Соловей ~
проф., д.т.н. В.Е. Сорок*
доц., к.т.н. Т.И. Сочевк*
•оф., ^ т . В.Г. Спиркин
доц., д.х.н. -. . Сыроежко
к.т.н. Н.О. Тагильцева
доц., к.т.н. Б.Н. Филатов
в.н.с, к.т.н. В.Н. Фоменк*
проф., д.т.н. Г.И. Чижов
проф., д.т.н. Т.Н. Шабалина
к.т.н. В.М. Школьников
д*~|., к.т.н. Ю.Д. Юдкевич
МММ
Санкт-Петербург
2002