






















































































































































































































































































































































































































































Автор: Чекмарев А.А. Осипов В.К.
Теги: черчение геометрическое и техническое рисование чертеж машиностроение справочник конструирование машиностроительное черчение
ISBN: 5-06-003659-6
Год: 2002




ААЧекмарев В. К.Осипов
СПРАВОЧНИК № мапшностроительному ЧЕРЧЕНИЮ
IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII1IIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIIII
ИЗДАНИЕ ТРЕТЬЕ, СТЕРЕОТИПНОЕ
si тКг
Библиотека
Москв «Высшая к,3. Циолковского j 2002
УДК 744
ББК 30.11
Ч 37
Рекомендовано
Министерством образования Российской Федерации в качестве справочного пособия для студентов высших и средних специальных учебных заведений
Рецензенты:
проф. В.И. Куркин (зав. кафедрой «Робототехника и механотроника» Московского технического университета связи и информатики)
ISBN 5-06-003659-6
© ФГУП «Издательство «Высшая школа», 2002
Оригинал-макет данного издания является собственностью издательства «Высшая школа» и его репродуцирование (воспроизведение) любым способом без согласия издательства запрещено.
ОГЛАВЛЕНИЕ
Предисловие . ................................................... 7
Глава 1
Основные положения Единой системы конструкторской документации
1.1. Система Государственных стандартов............................. 9
1.2. Обозначения и сроки действия Государственных стандартов... 9
1.3. Назначение и область распространения стандартов ЕСКД.......... 10
1.4. Состав и классификация стандартов ЕСКД ....................... 11
1.5. Виды и состав изделий ....................................... 12
1.6. Обозначение изделий.......................................... 14
1.7. Виды конструкторских документов .............................. 17
1.8. Стадии разработки конструкторской документации................ 18
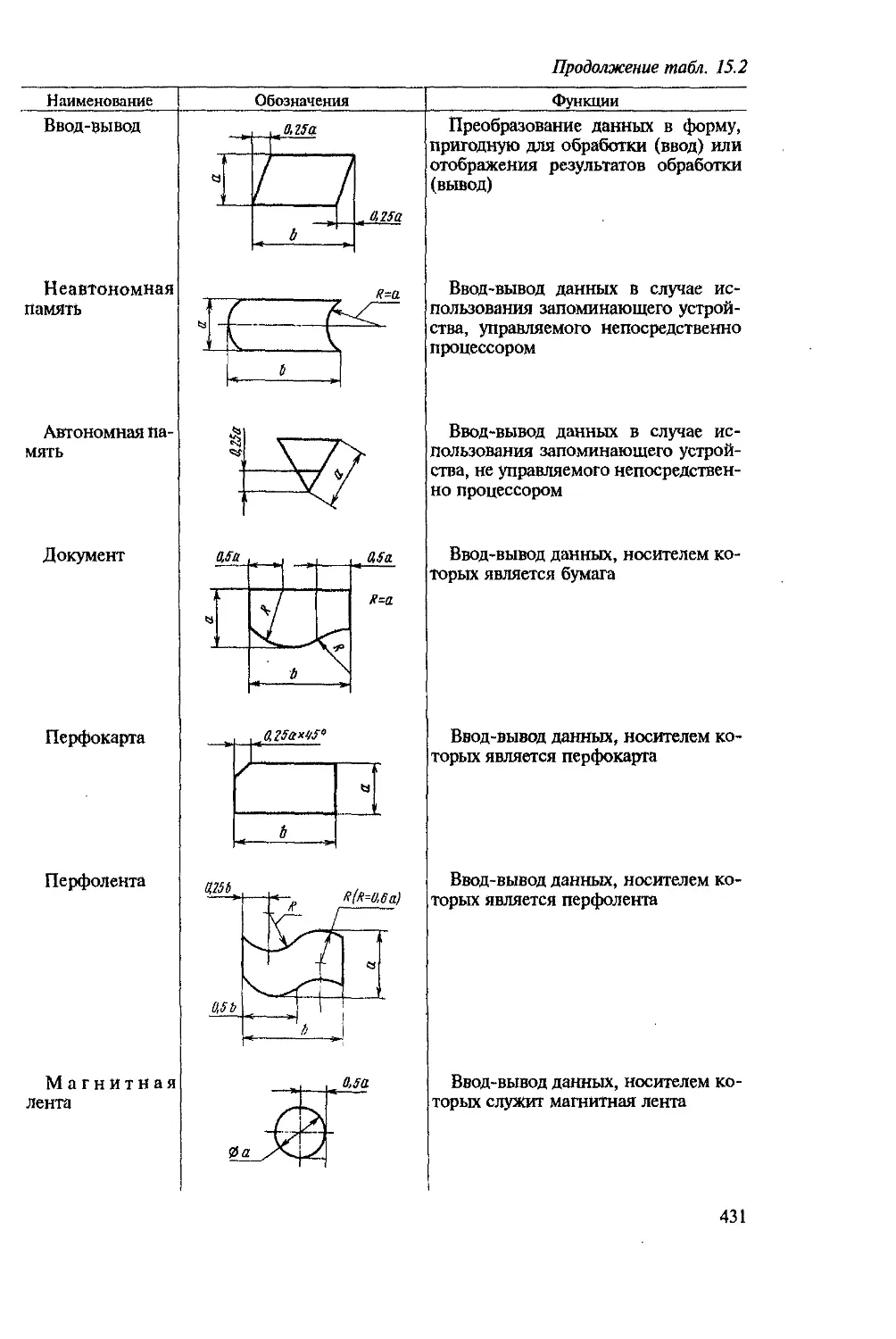
1.9. Документы на перфоркартах и перфолентах....................... 20
Глава 2
Общие правила выполнения чертежей
2.1. Форматы ...................................................... 21
2.2. Основная надпись и ее расположение............................ 22
2.3. Масштабы...................................................... 26
2.4. Линии......................................................... 26
2.5. Графическое обозначение материалов............................ 29
2.6. Шрифты чертежные............................................. 32
Глава 3
Изображения
3.1. Основные положения............................................ 38
3.2. Виды.......................................................... 40
3.3 Разрезы...................................................... 43
3.4. Сечения....................................................... 47
3.5. Выносные элементы............................................. 50
3.6. Условности и упрощения........................................ 50
3.7. Аксонометрические проекции.................................... 54
Глава 4 Правила нанесения размеров, обозначений и надписей
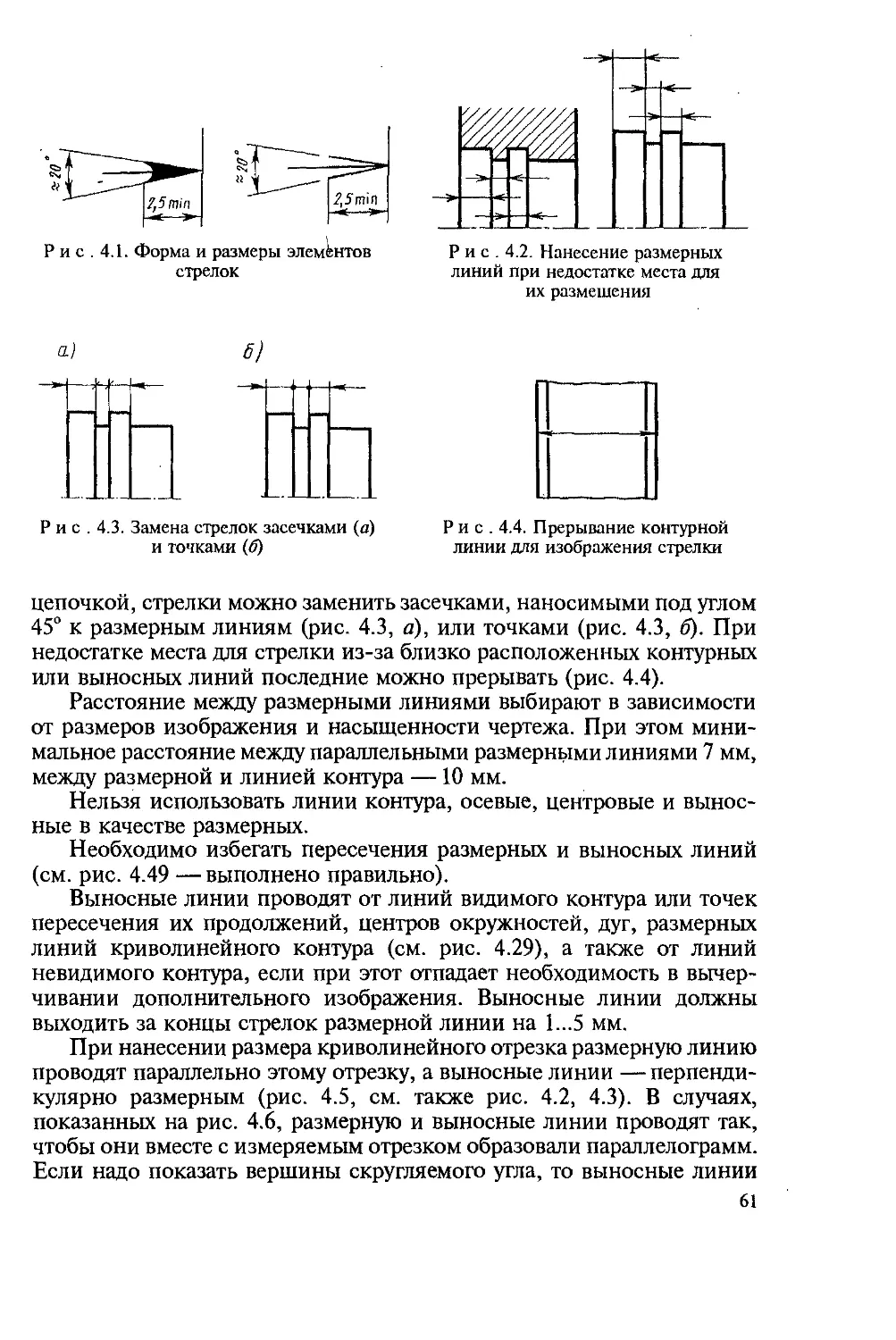
4.1. Нанесение размеров........................................... 60
4.2. Нанесение предельных отклонений размеров .................... 76
3
4.3. Обозначение шероховатости поверхности....................... 79
4.4. Обозначение покрытий и видов обработки...................... 83
4.5. Выполнение на чертежах надписей и таблиц.................... 87
Г л а в а 5
Нормальные размеры
5.1. Нормальные линейные размеры................................. 91
5.2. Нормальные углы............................................. 95
Глава 6
Резьбы
6.1. Классификация и основные параметры резьб.................... 97
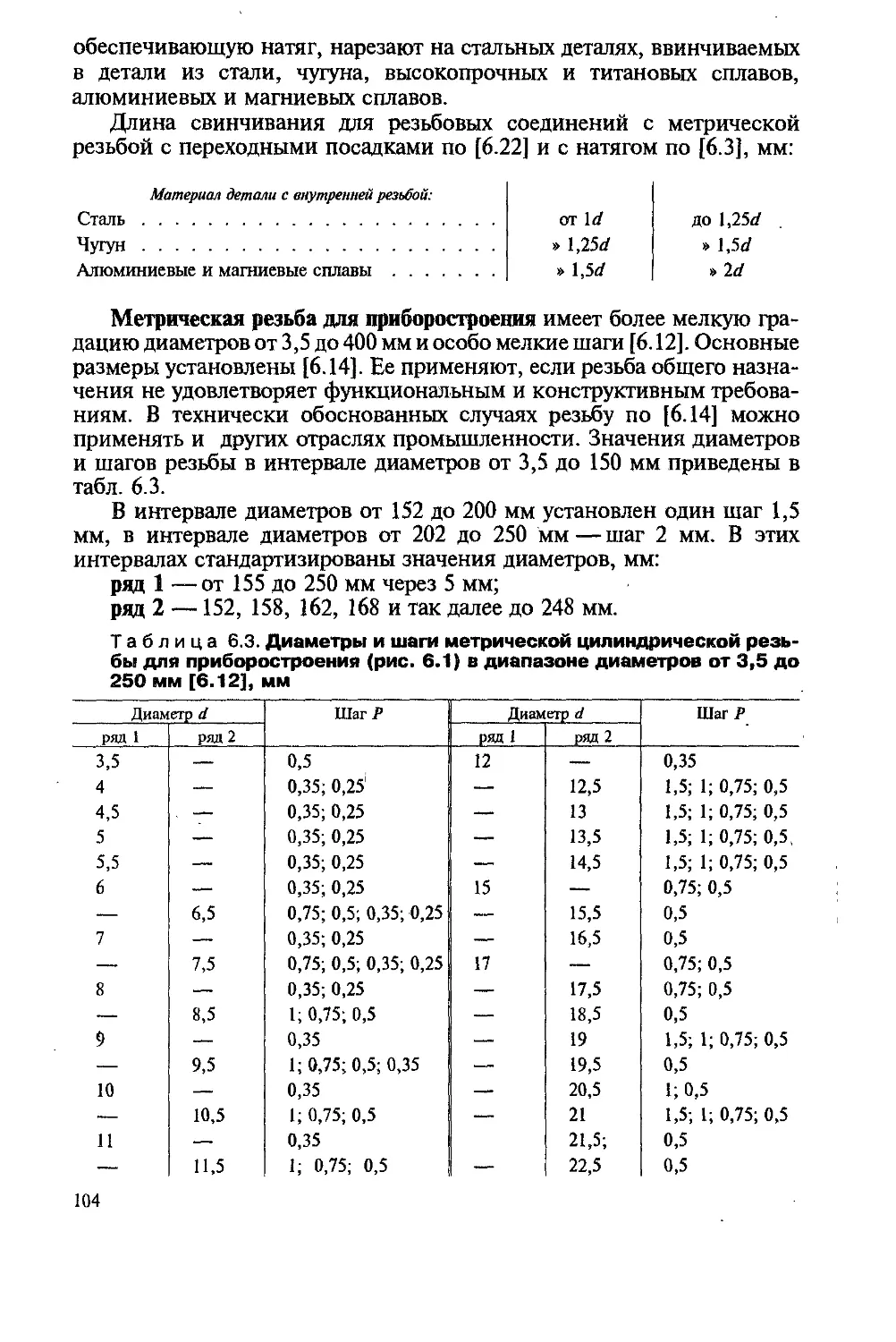
6.2. Метрическая цилиндрическая резьба.......................... 99
6.3. Кинематические резьбы...................................... 107
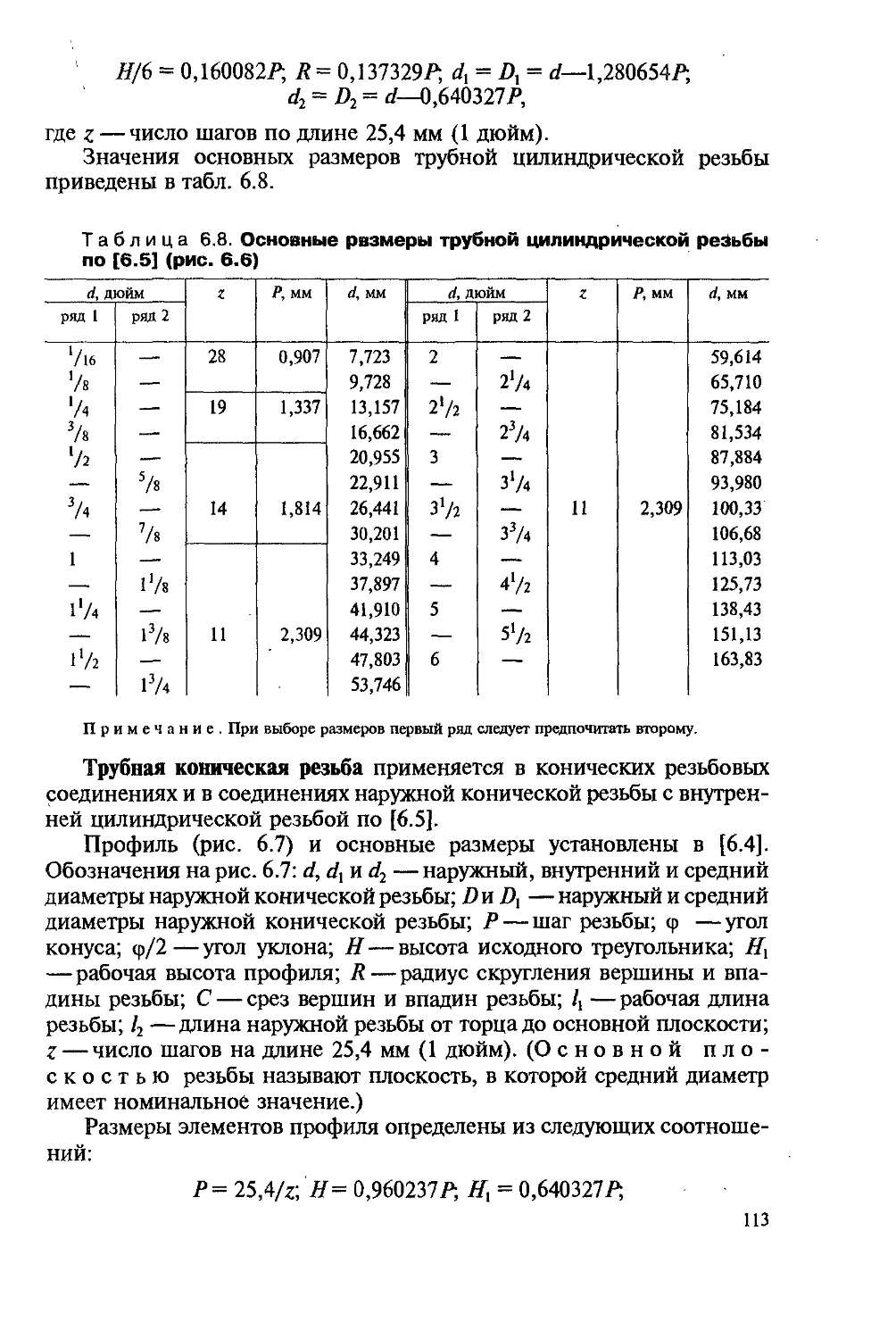
6.4. Трубные и арматурные резьбы................................ 112
6.5. Обозначения резьб ................................: . . . . 121
Глава 7
Конструктивные н технологические элементы деталей
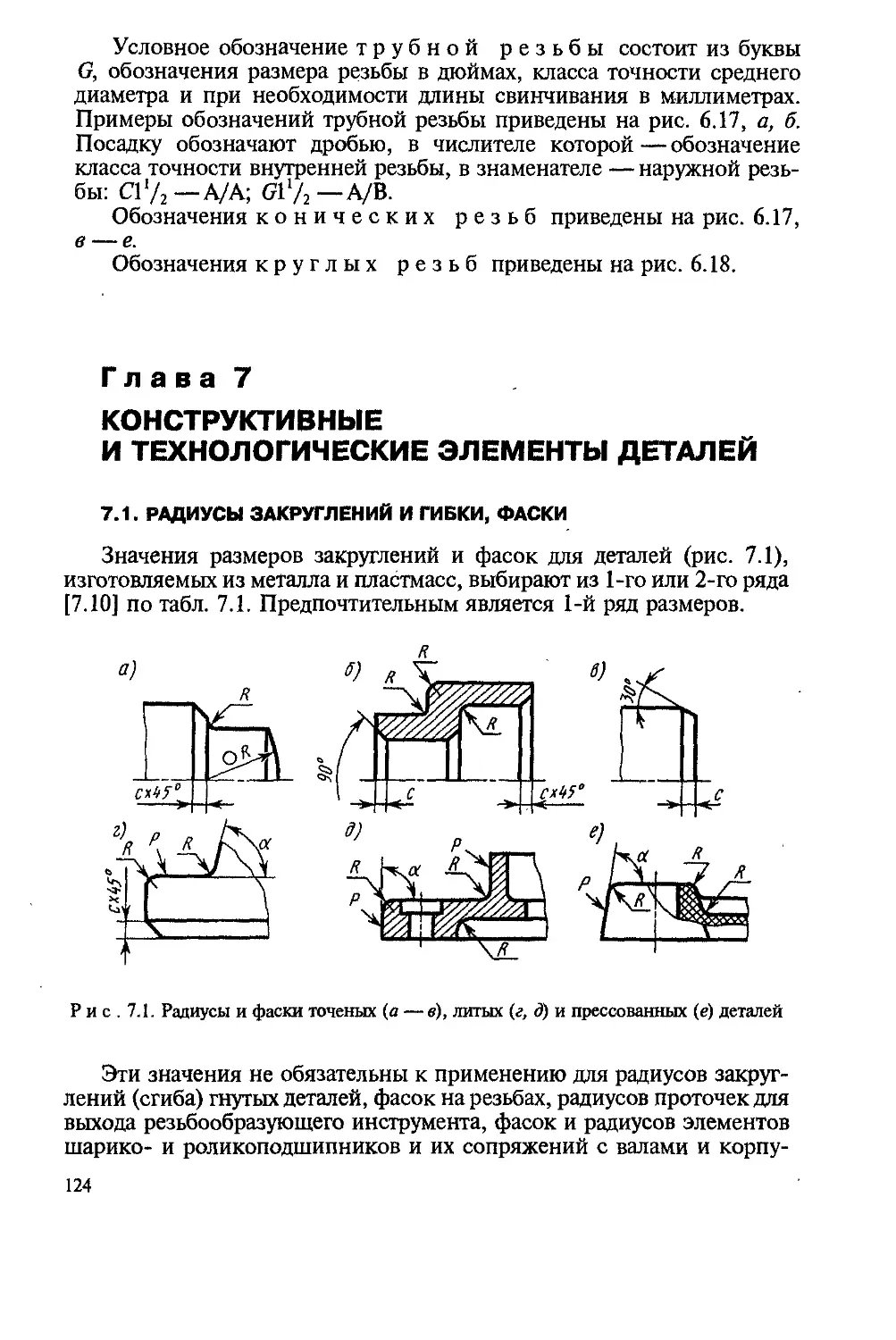
7.1. Радиусы закруглений и гибки, фаски ........................ 124
7.2. Рифления прямые и сетчатые................................. 128
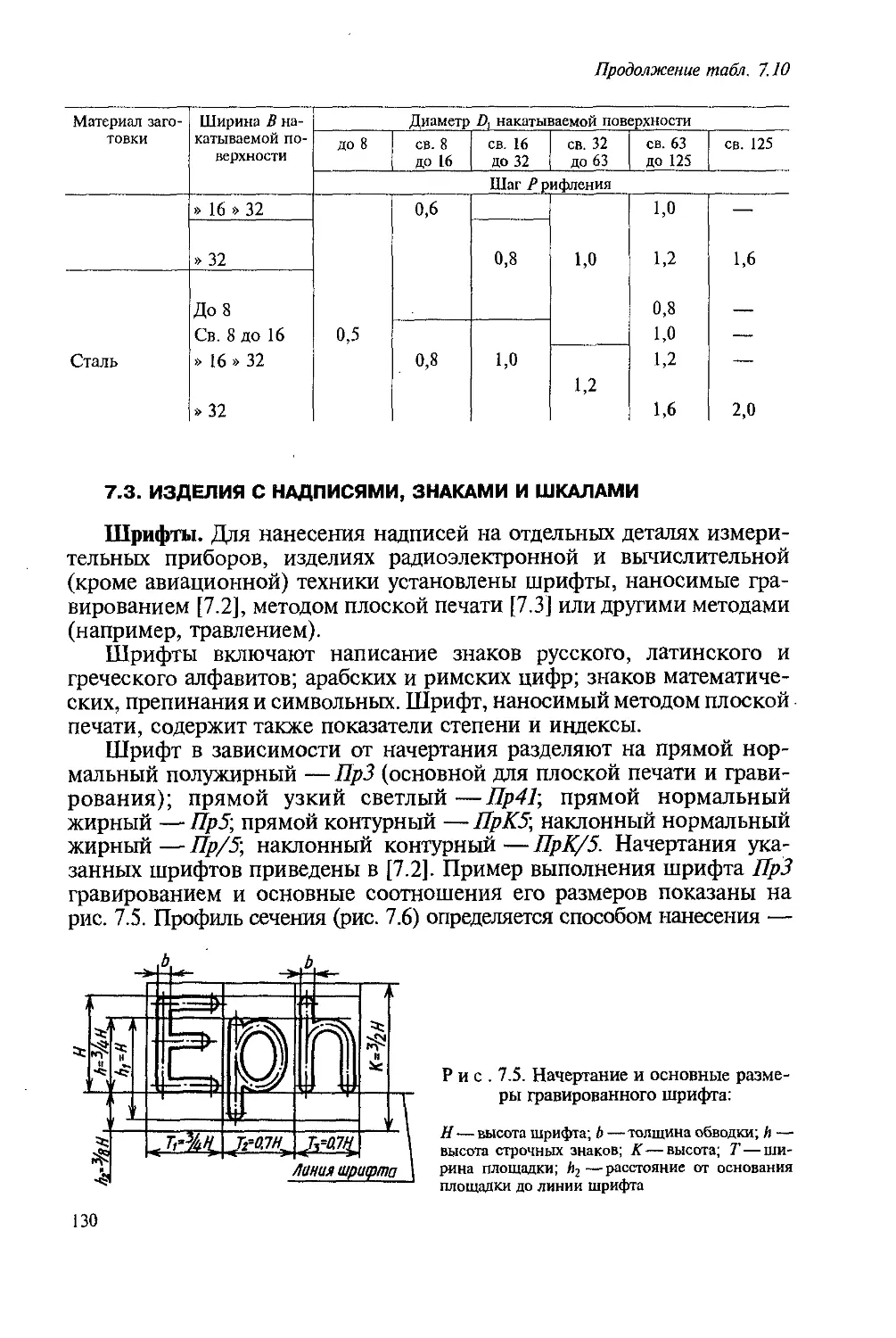
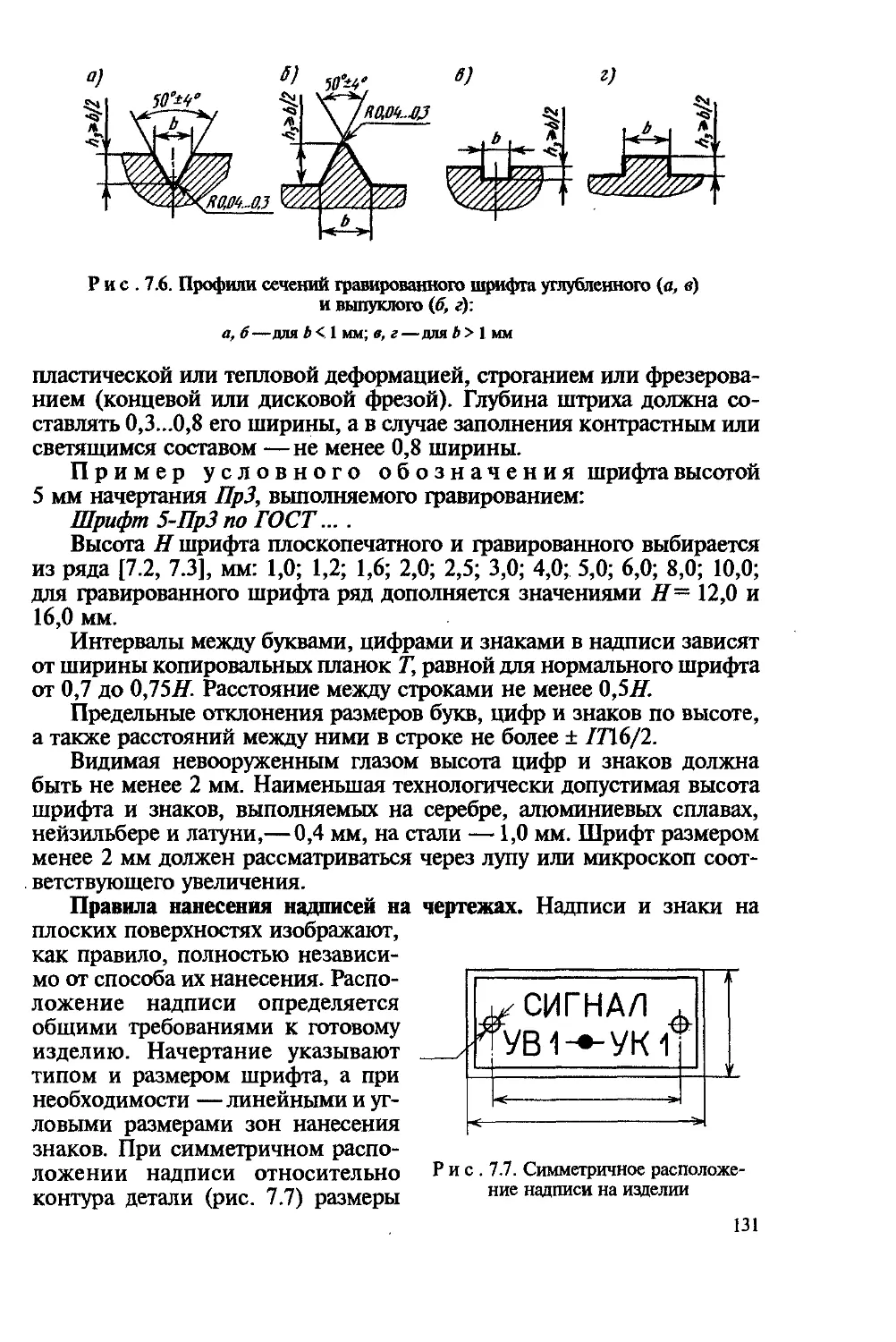
7.3. Изделия с надписями, знаками и шкалами.................... 130
7.4. Отверстия.................................................. 135
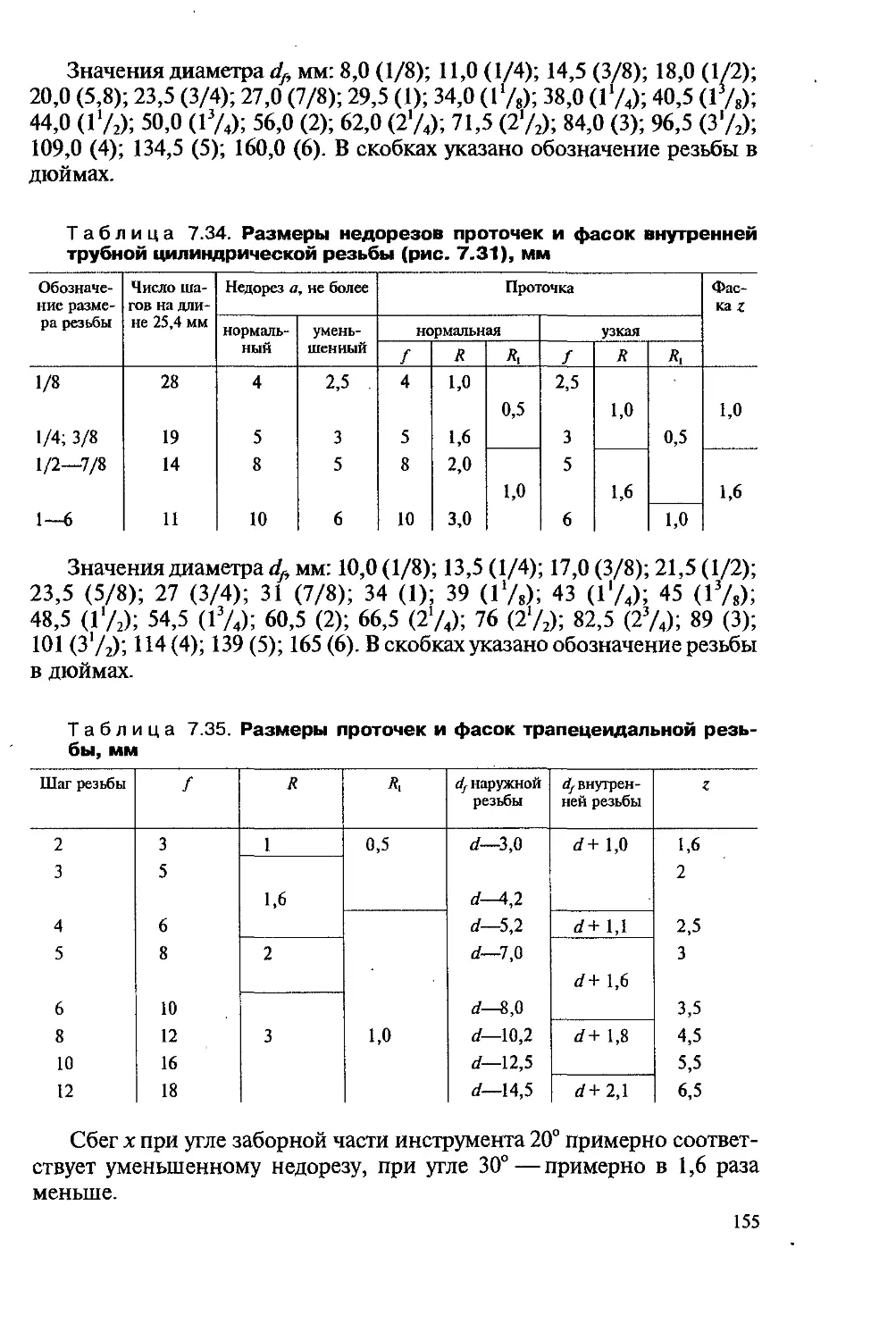
7.5. Канавки и проточки......................................... 143
7.6. Конструктивные элементы.................................... 156
Глава 8
Правила выполнения чертежей деталей, чертежи типовых деталей и стандарты на их параметры
8.1. Основные требования к чертежам деталей.................... 164-
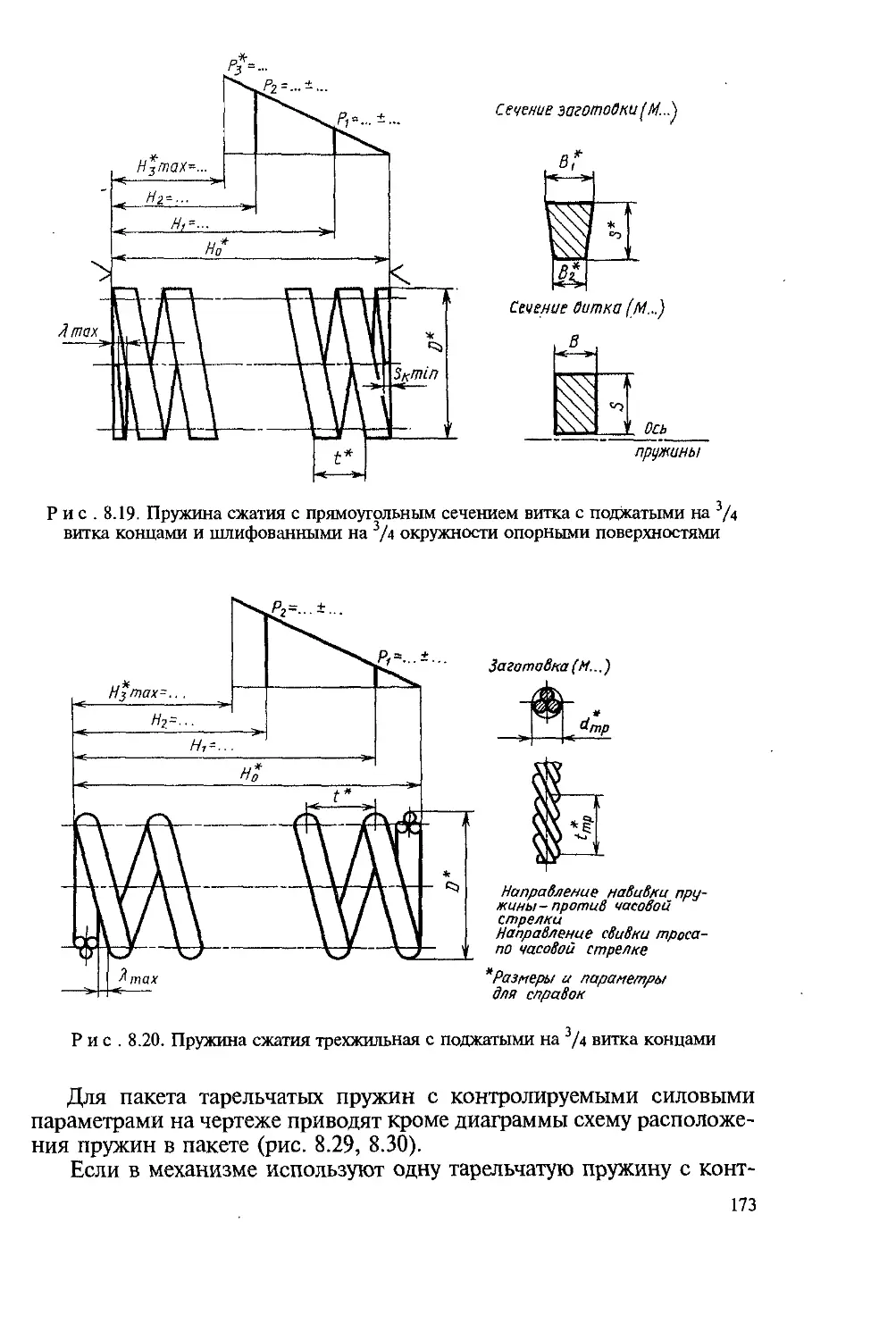
8.2. Выполнение чертежей пружин................................. 171
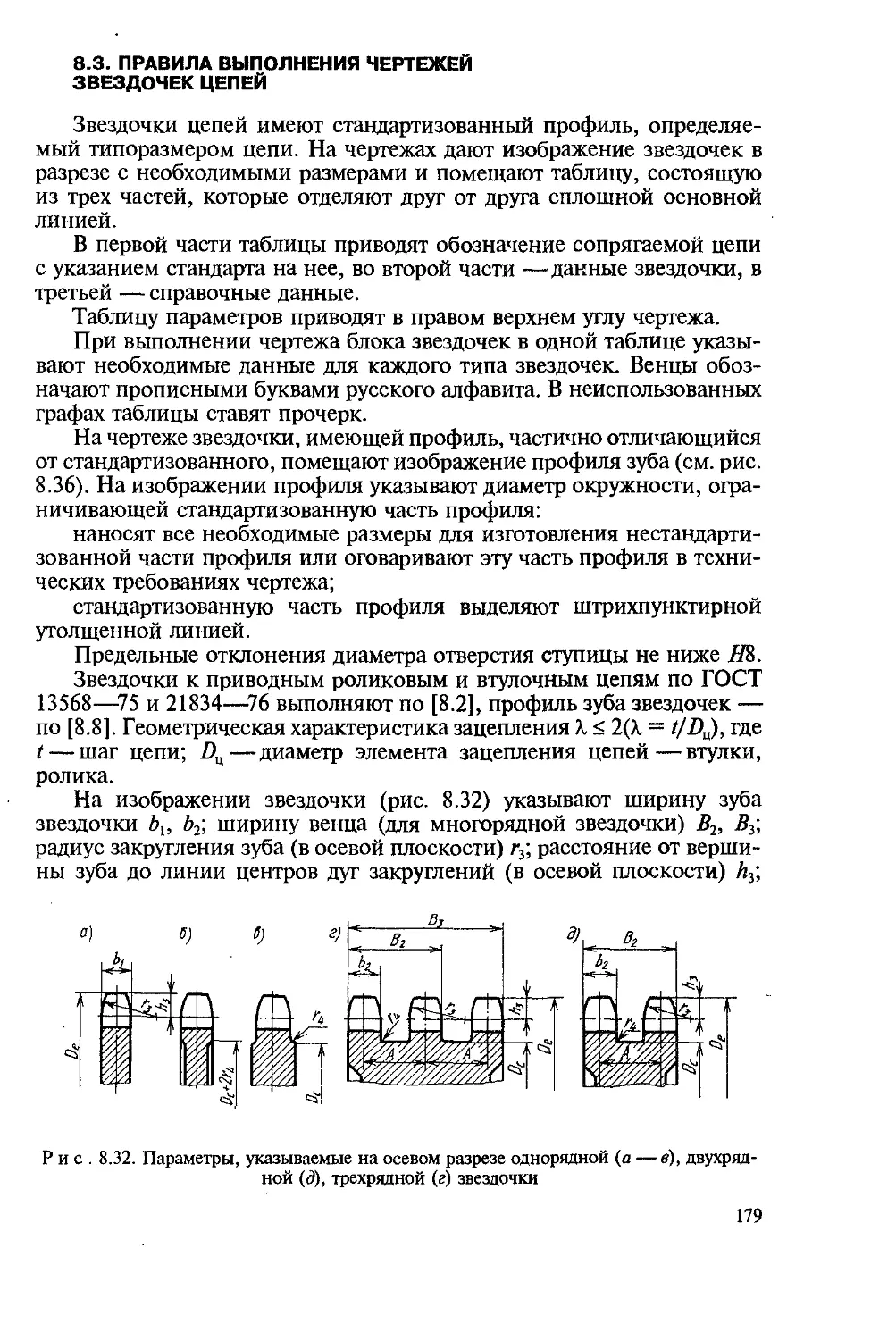
8.3. Правила выполнения чертежей звездочек цепей................ 179
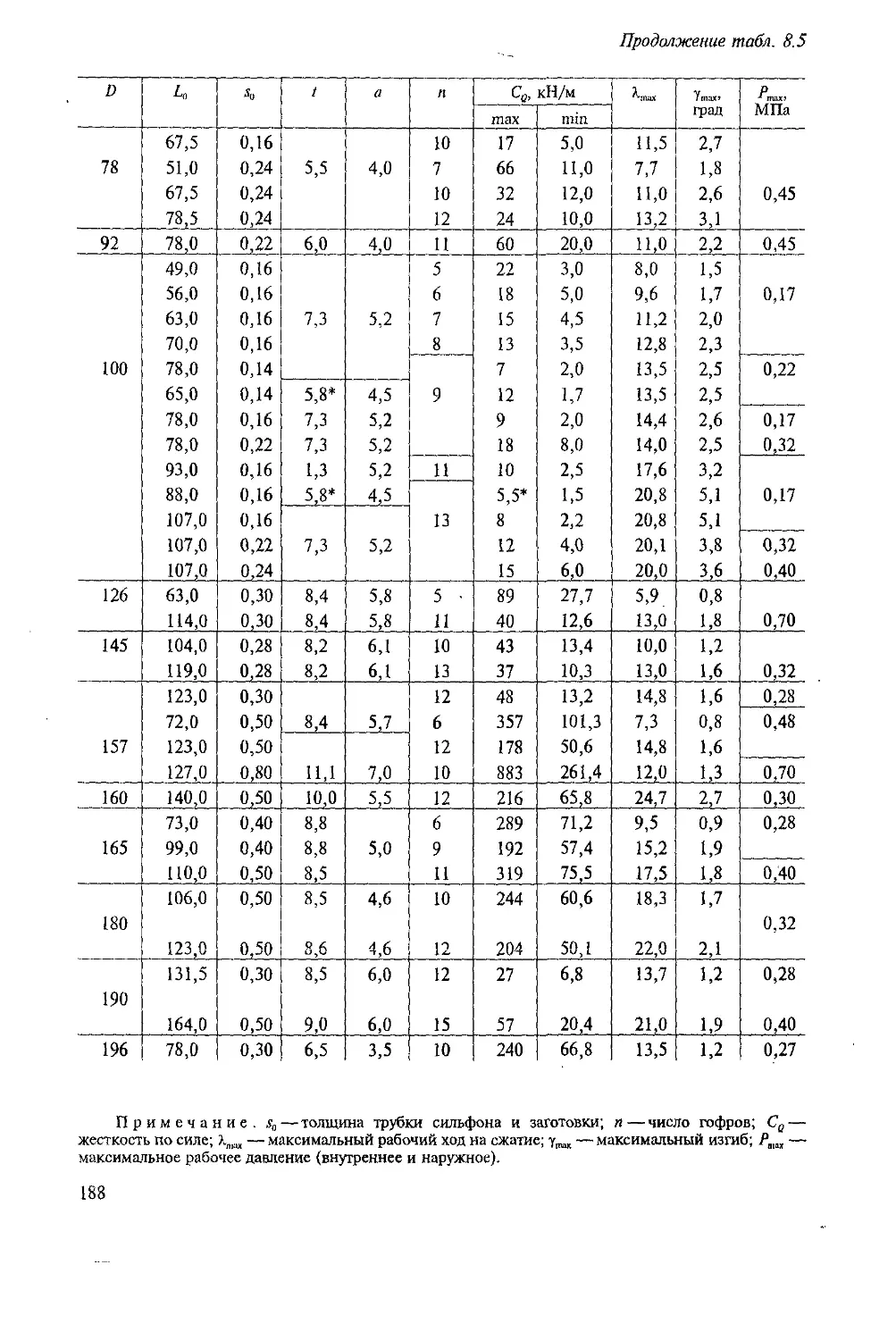
8.4. Выполнение чертежей сильфонов и их параметры............... 182
8.5. Выполнение чертежей печатных плат и топологических чертежей интег- 189 ральных микросхем.............................................
Глава 9
Стандартные крепежные детали
9.1. Технические требования к болтам, винтам, шпилькам, гайкам и их обозначение..................................................... 207
9.2. Болты общего назначения.................................... 208
9.3. Болты специальные.......................................... 212
9.4. Винты . . . ............................................... 220
9.5. Шпильки.................................................... 228
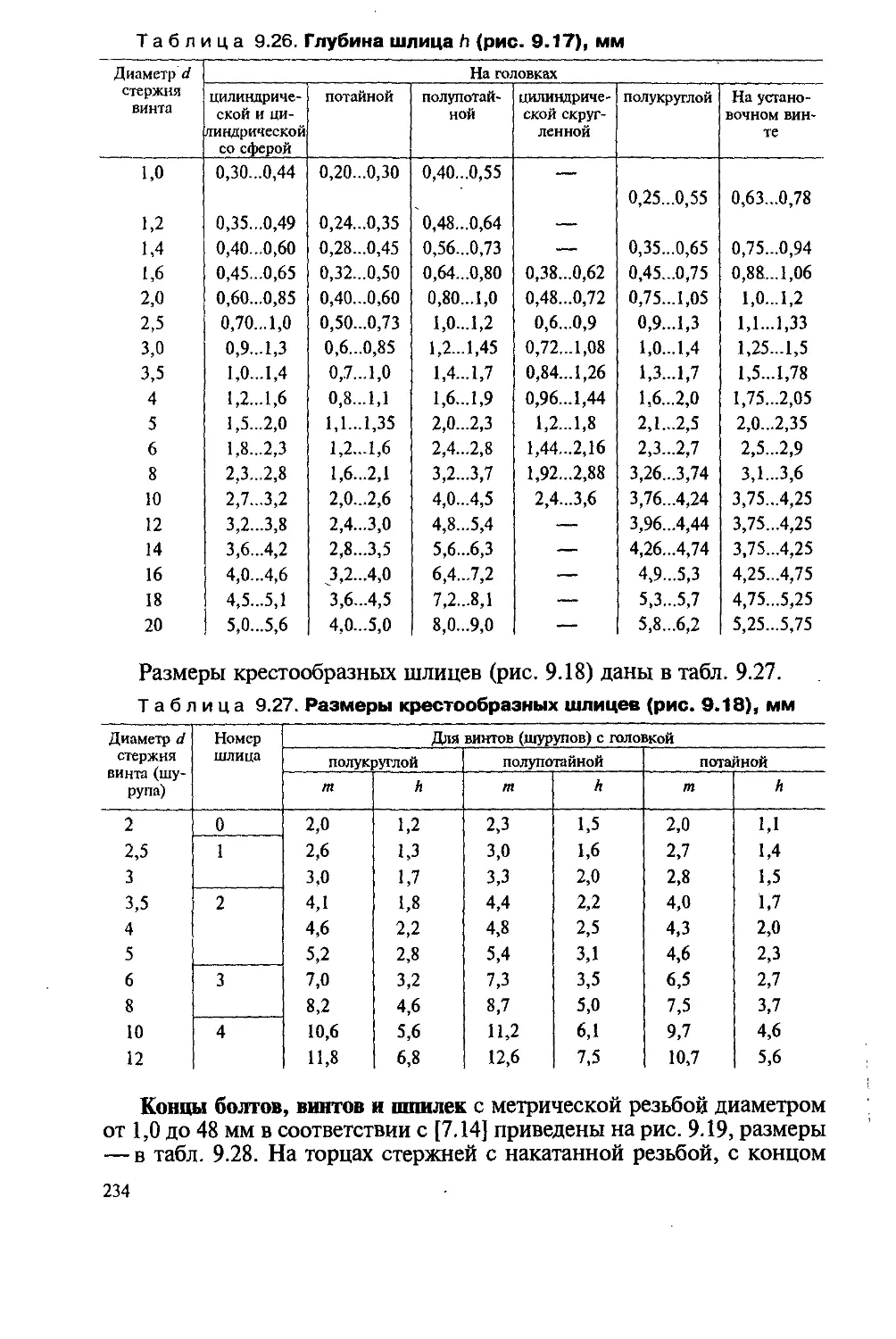
9.6. Элементы крепежных резьбовых изделий и соединений.......... 233
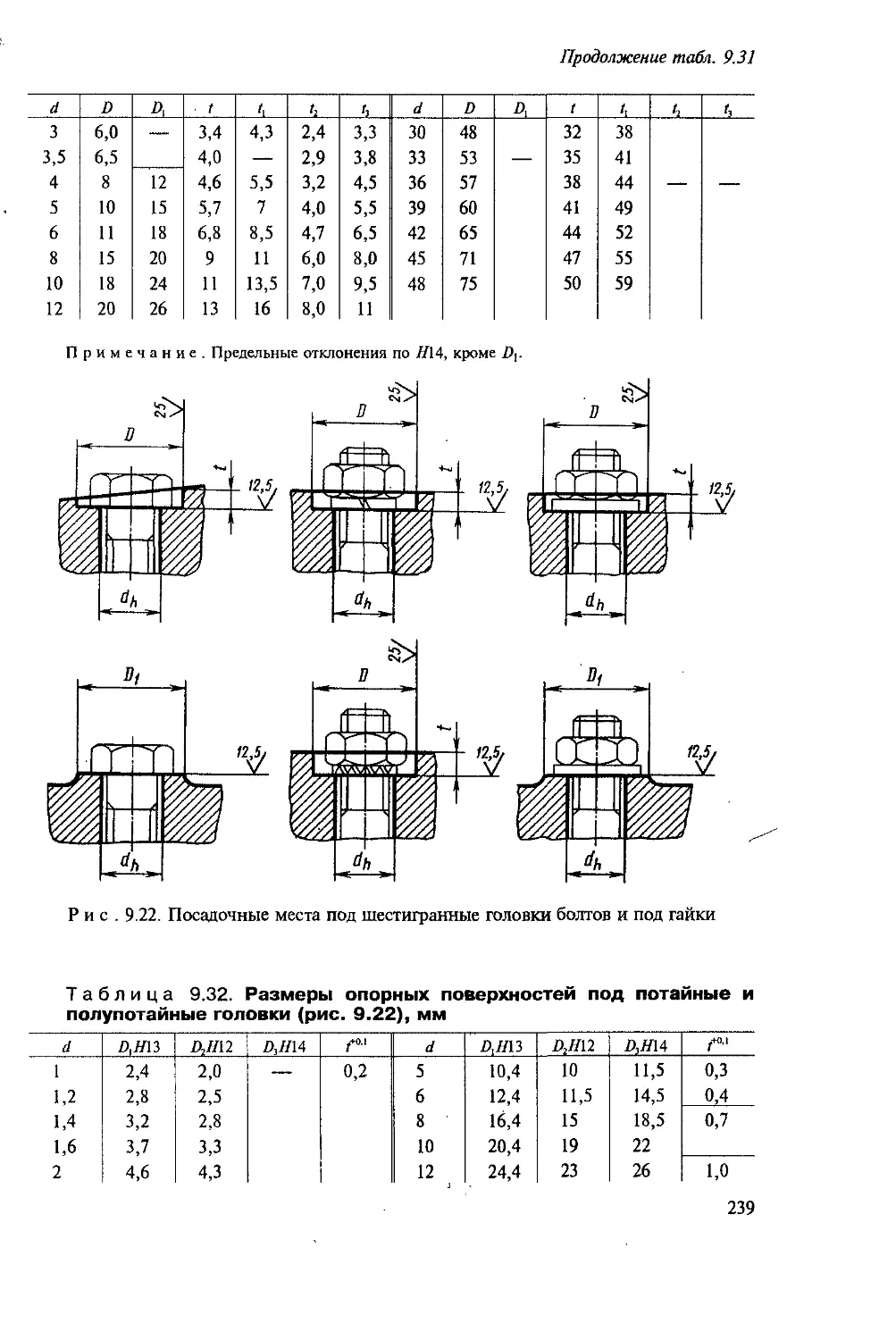
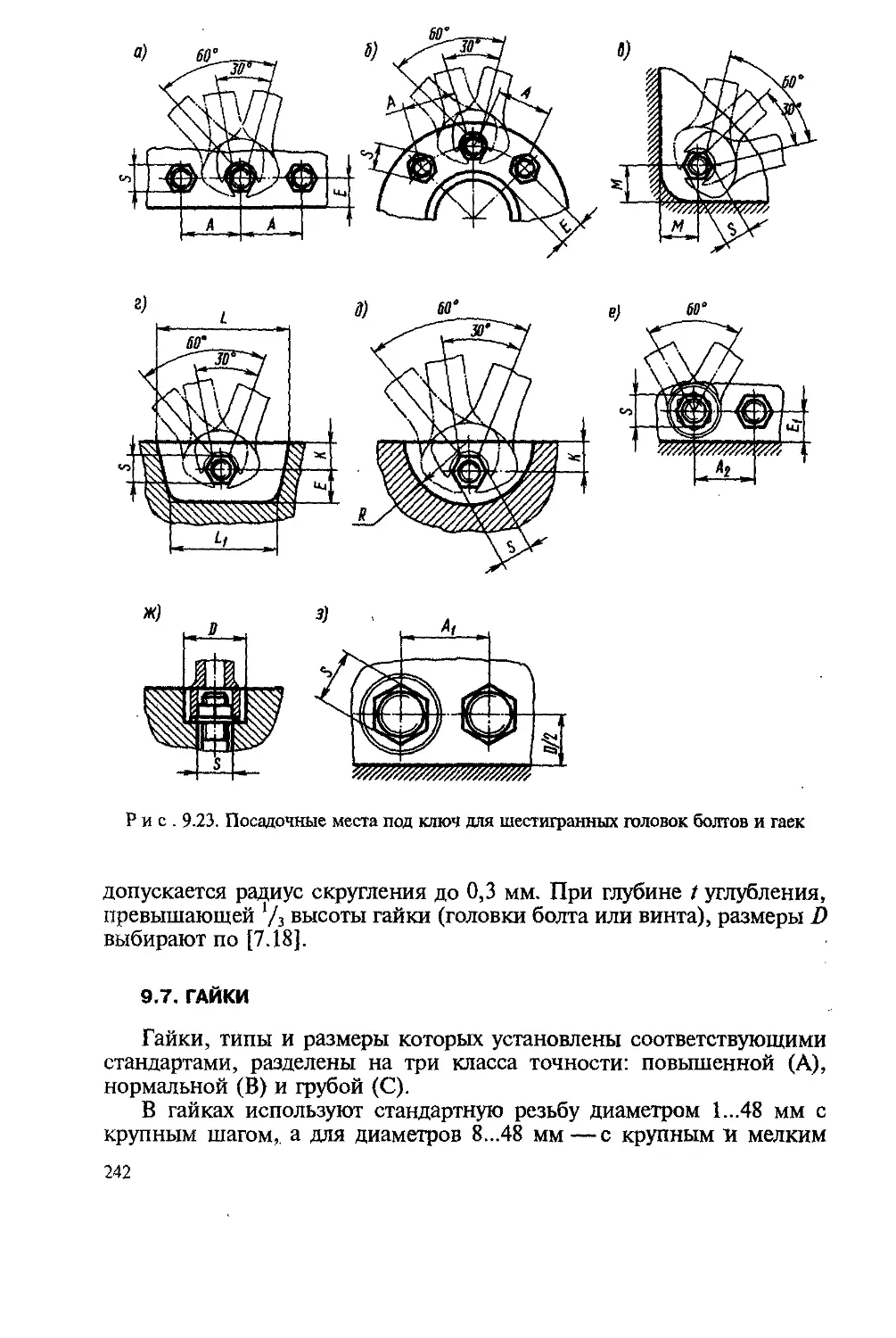
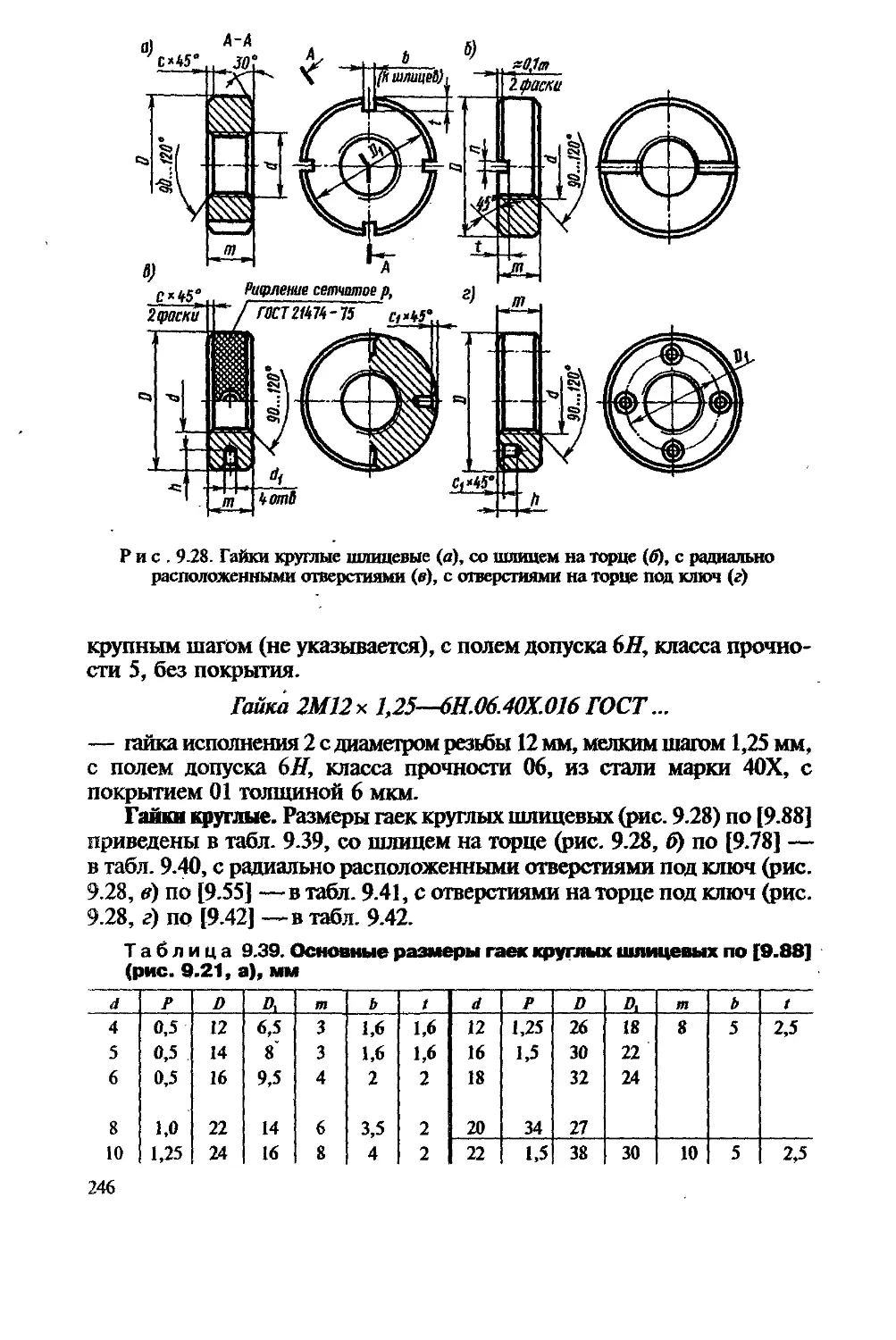
9.7. Гайки...................................................... 242
9.8. Стойки крепежные установочные.............................. 250
9.9. Шайбы, штифты, шплинты..................................... 252
Глава 10 ,
Изображение соединений
10.1. Изображение соединений стандартными резьбовыми деталями ... 262
4
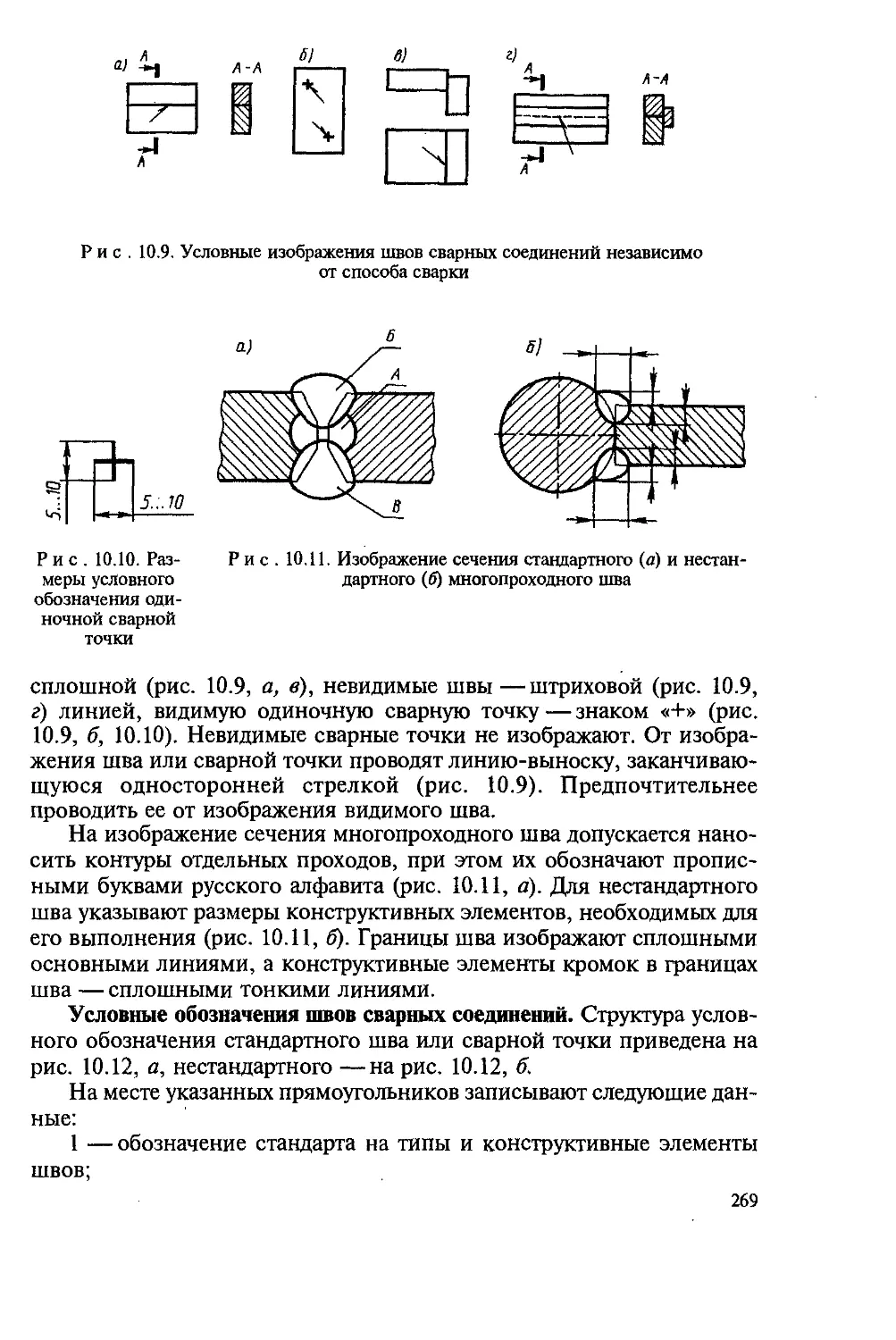
10.2. Изображение сварных соединений............................. 268
10.3. Изображение паяных и клеевых соединений.................... 282
10.4. Изображение клепаных соединений ........................... 285
10.5. Изображение соединений шпонками............................ 293
10.6. Изображение шлицевых соединений............................ 298
Глава 11
Изображение зубчатых и червячных передач
11.1. Основные определения зубчатых зацеплений................... 304
11.2. Правила выполнения чертежей................................ 306
Г л а в а 12
Детали соединений массо- и энергокоммуникаций
12.1. Ряды номинальных давлений и условных проходов.............. 315
12.2. Соединительные части трубопроводов из ковкого чугуна....... 316
12.3. Муфтовые концы литой трубопроводной арматуры............... 325
12.4. Детали соединений трубопроводов по наружному конусу........ 326
12.5. Детали соединений трубопроводов по внутреннему конусу.... 328
12.6. Детали для присоединения шлангов, рукавов.................. 329
12.7. Фланцы арматуры, соединительных частей и трубопроводов .... 330
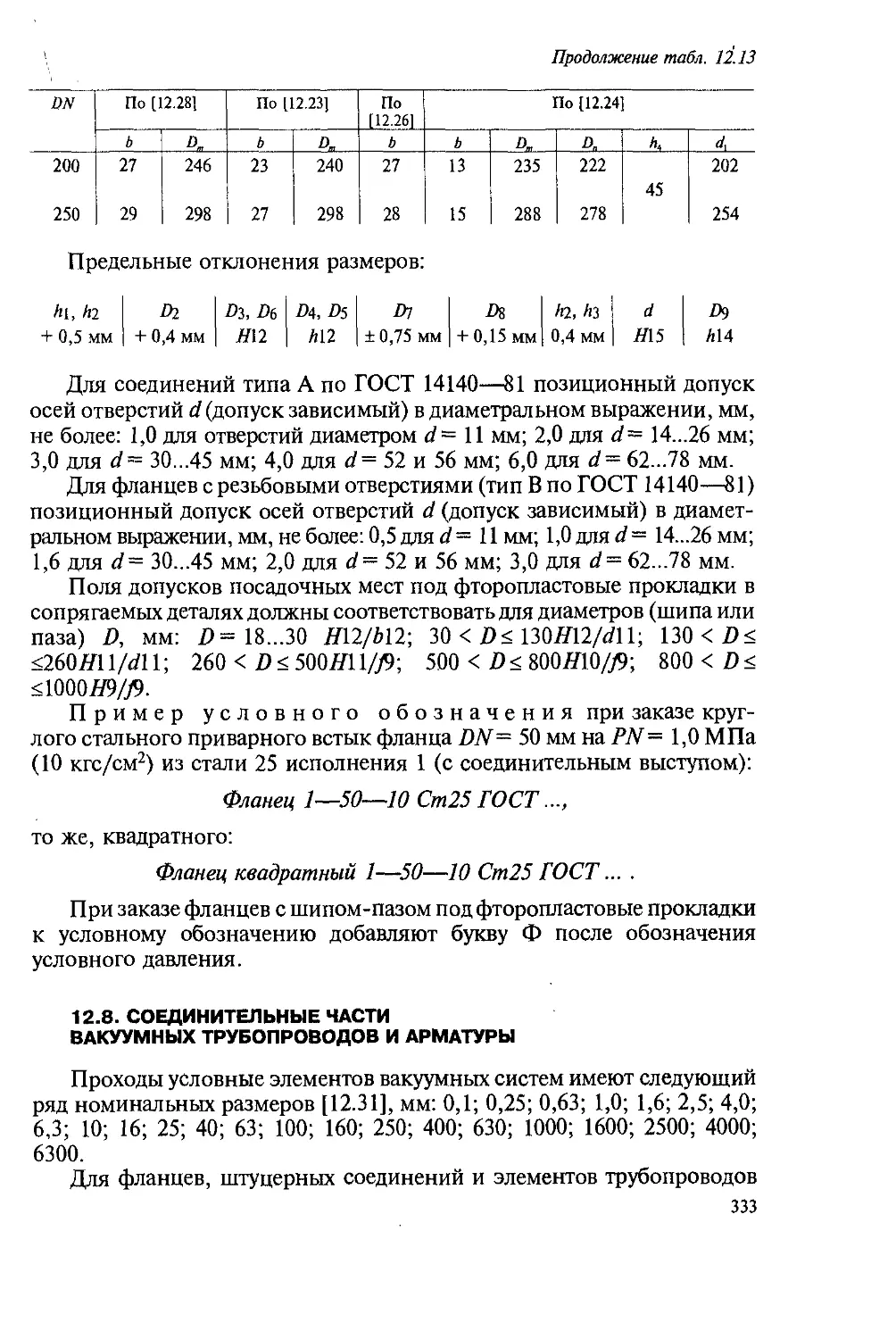
12.8. Соединительные части вакуумных трубопроводов и арматуры .... 333
12.9. Соединения штепсельные двухполюсные........................ 341
Г л а в а 13
Валы, оси, опоры
13.1. Валы, оси ............................................... 344
13.2. Подшипники скольжения ..................................... 360
13.3. Подшипники качения......................................... 364
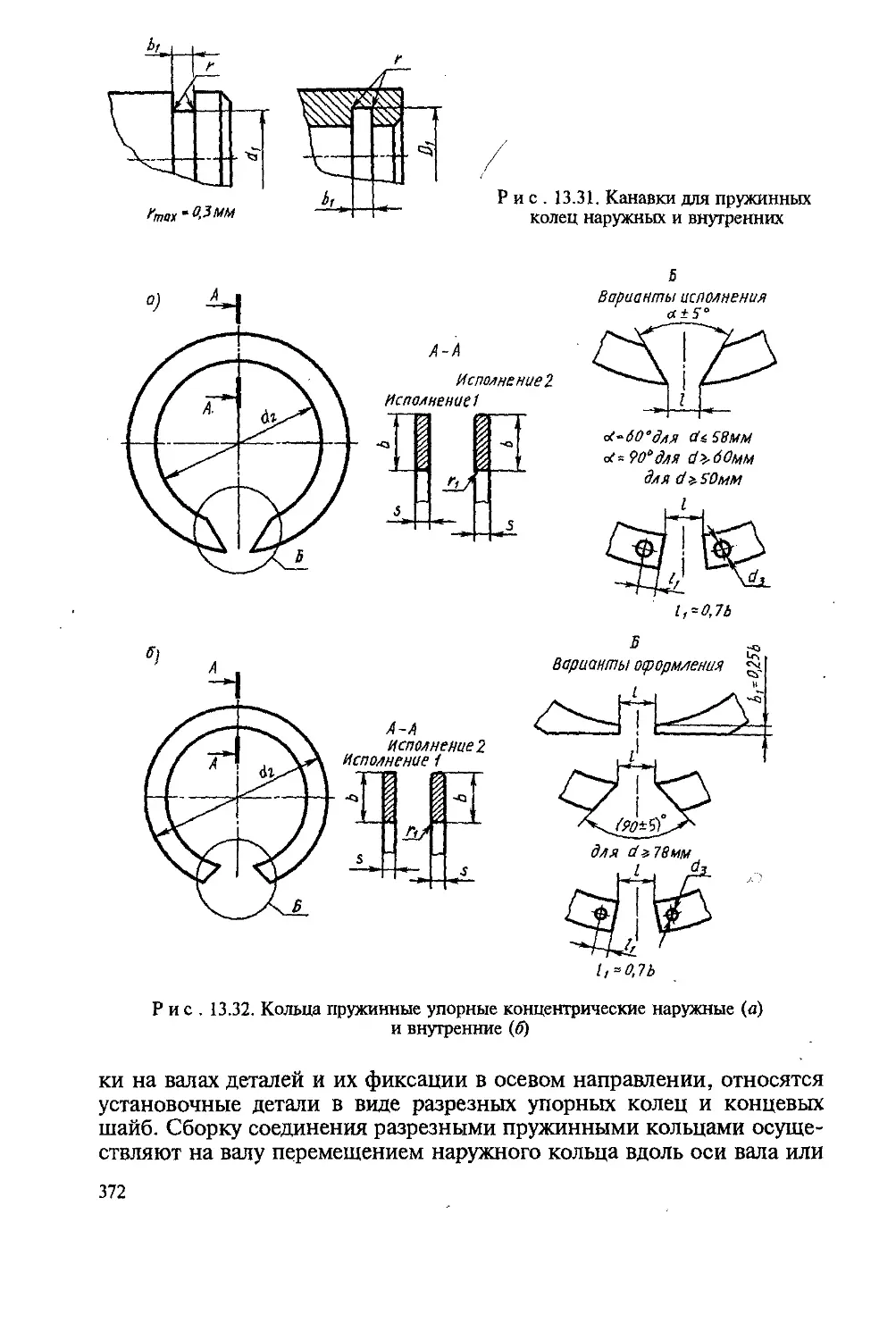
13.4. Размеры элементов крепления подшипников качения............ 371
13.5. Крепление валов и осей .................................... 171
Глава 14
Чертежи общего вида и сборочные
14.1. Чертеж общего вида......................................... 378
14.2. Сборочные чертежи и спецификации........................... 386
Глава 15
Чертежи схем
15.1. Классификация схем и общие требования к их выполнению .... 396
15.2. Условные графические обозначения общего применения в схемах . . 401
15.3. Правила выполнения кинематических схем..................... 405
15.4. Правила выполнения гидравлических, пневматических и вакуумных схем............................................................ 409
15.5. Правила выполнения электрических схем...................... 416
15.6. Правила выполнения оптических схем......................... 423
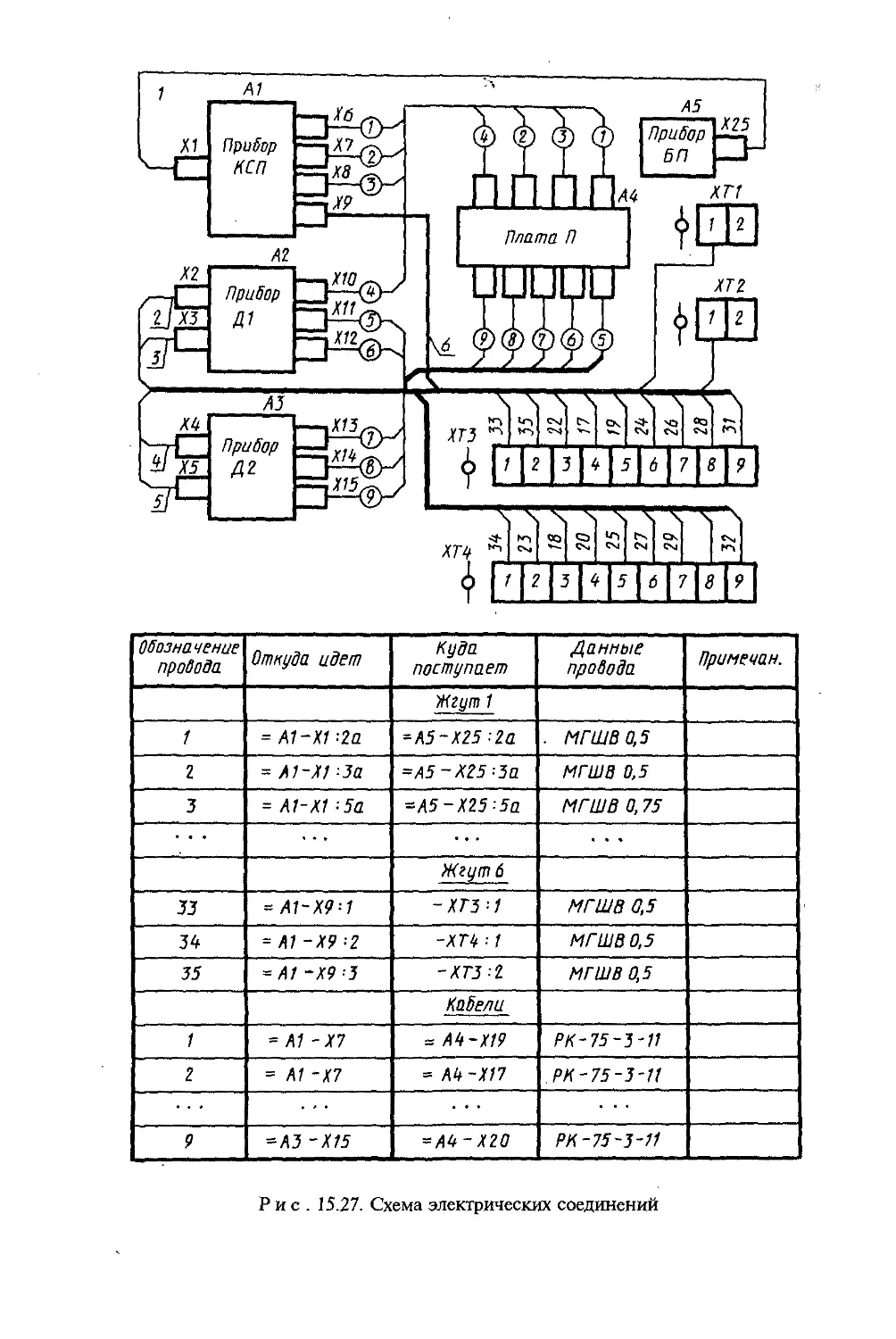
15.7. Схемы алгоритмов и программ................................ 428
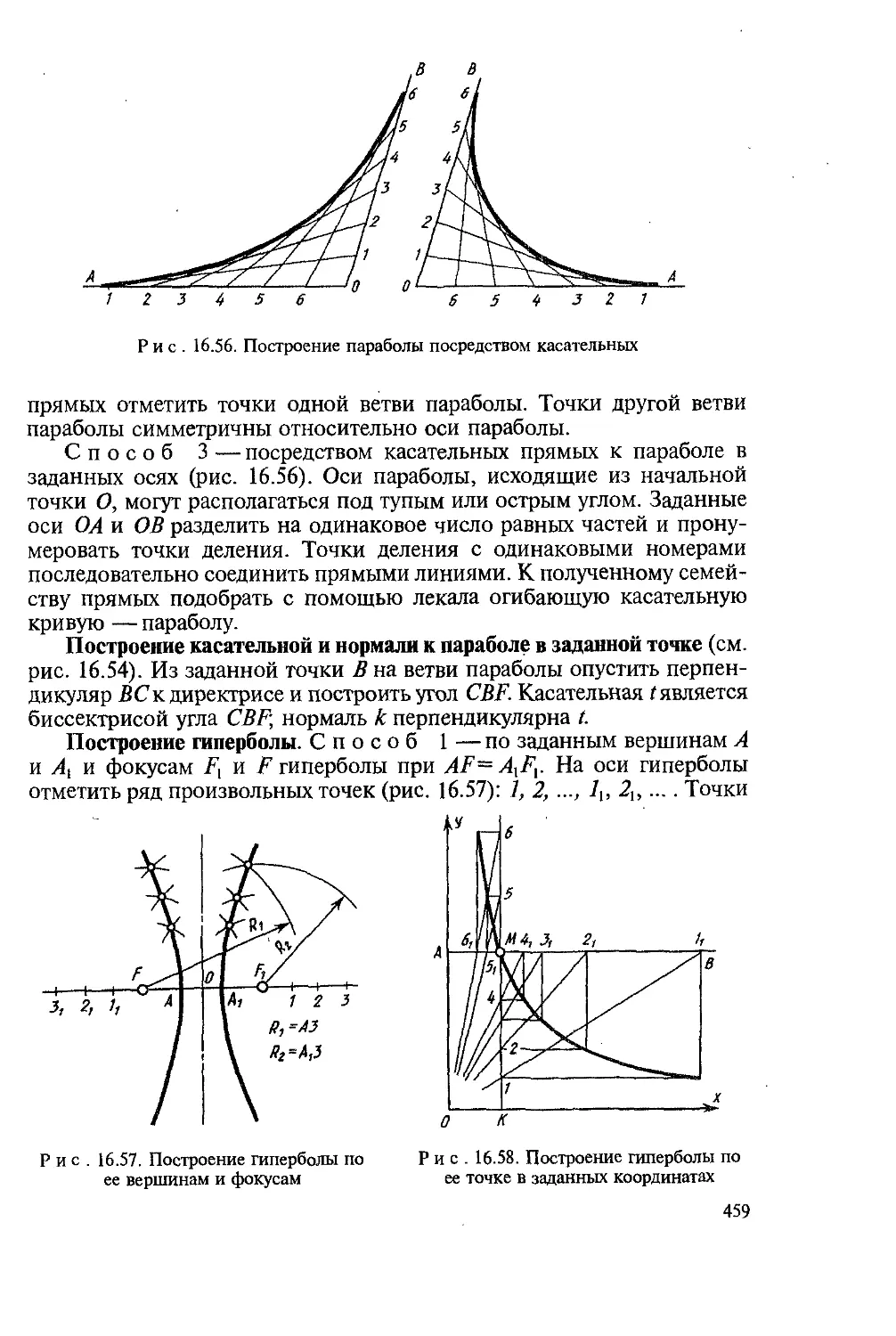
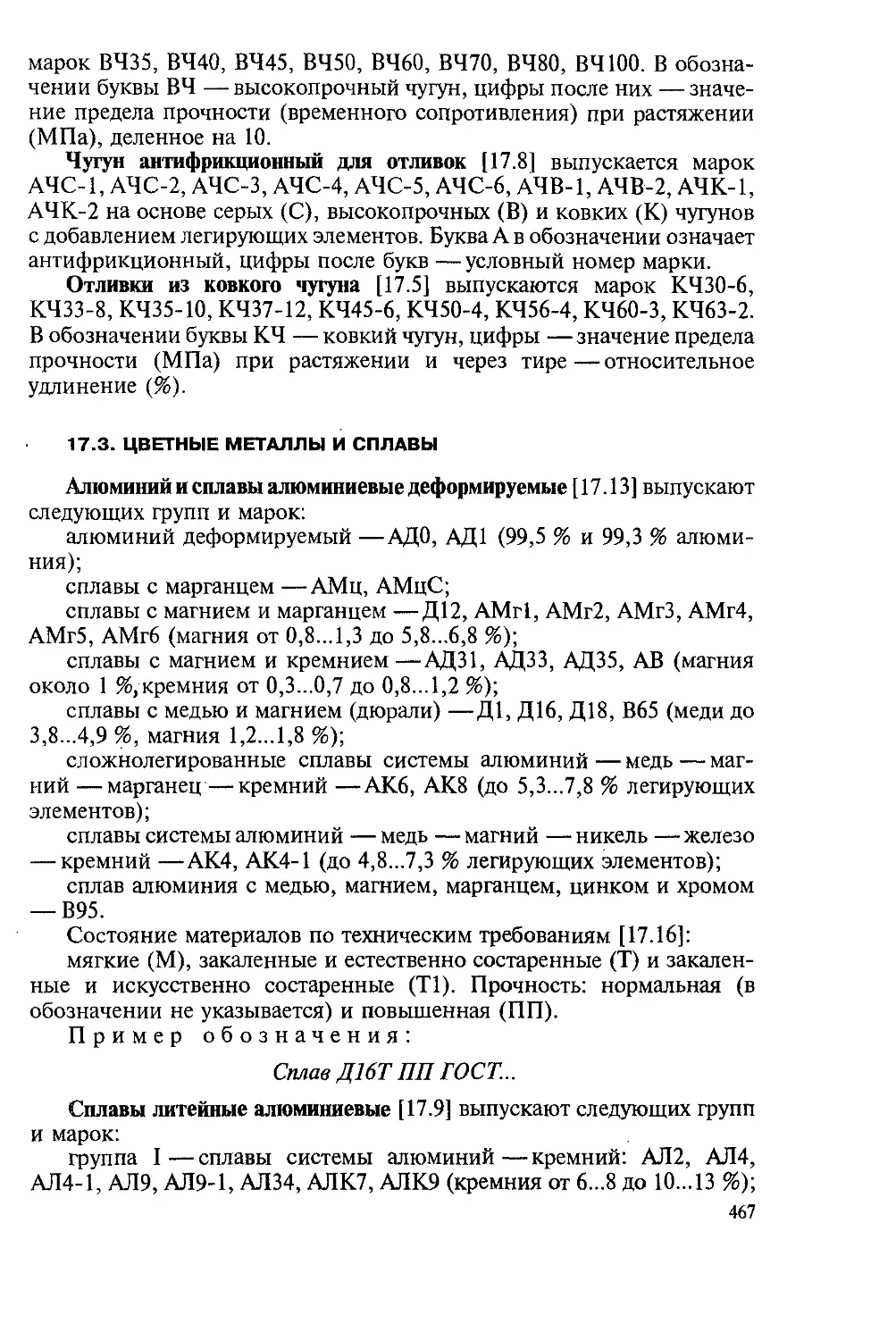
Глава 16
Геометрические построения на плоскости
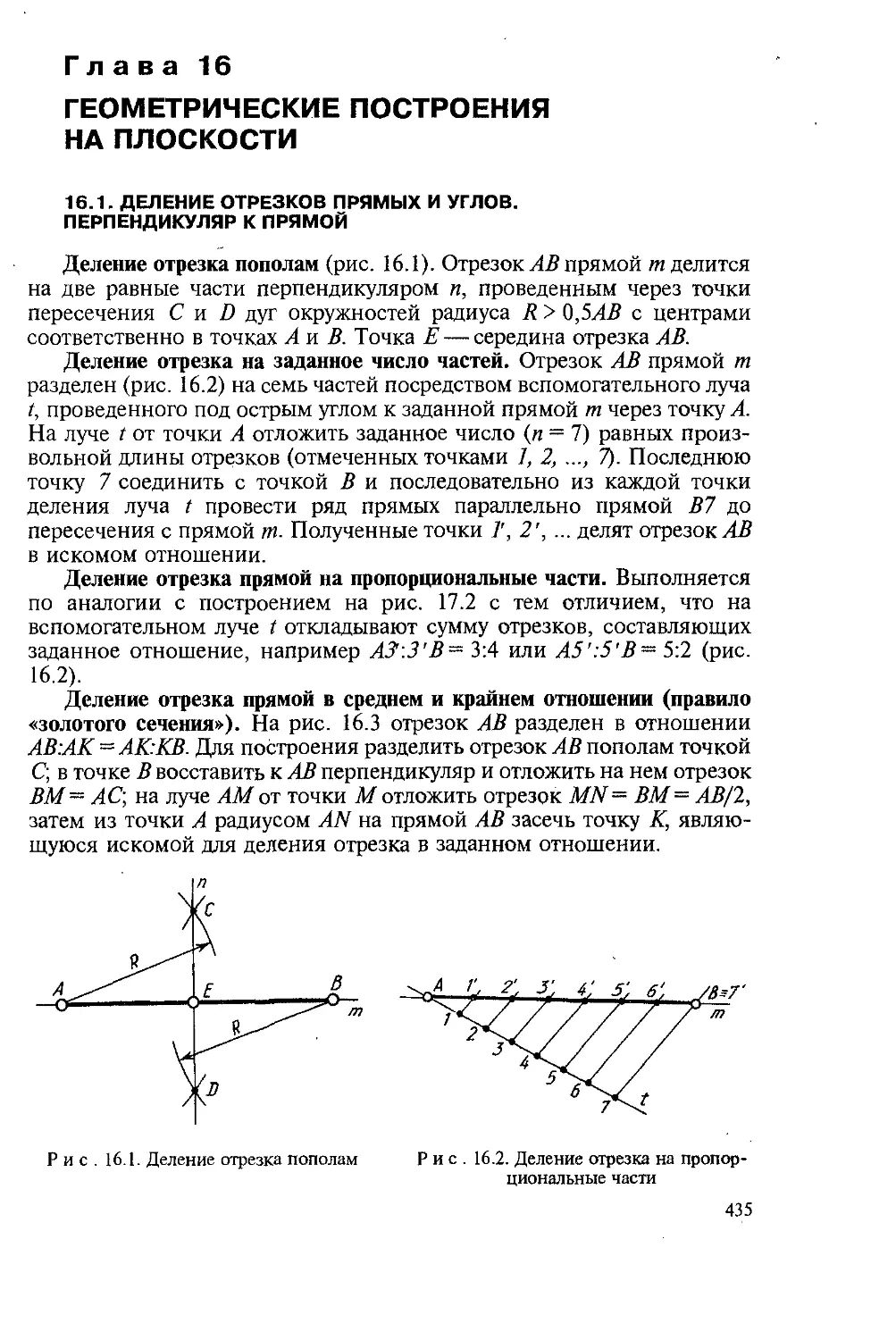
16.1. Деление отрезков прямых и углов. Перпендикуляр к прямой . . . 435
16.2. Деление окружности на равные части. Построение правильных многоугольников . ... :............................................. 439
5
16.3. Спрямление окружности и ее дуги.......................... 444
16.4. Сопряжения............................................... 445
16.5. Построение циркульных и лекальных кривых................. 451
Глава 17
Конструкционные материалы
17.1. Конструкционные стали.................................... 461
17.2. Литейные черные металлы................................. 466
17.3. Цветные металлы и сплавы................................ 467
17.4. Неметаллические материалы................................ 469
Перечень стандартов................................................ 471
Список литературы.................................................. 489
Предметный указатель............................................... 490
ПРЕДИСЛОВИЕ
Настоящий справочник подготовлен с учетом программ по инженерной графике для машиностроительных и приборостроительных специальностей и дополняет имеющиеся учебники и учебные пособия конкретными материалами.
Справочник предназначен для практического использования при оформлении конструкторской документации и разработке типовых узлов механических систем на основе современных стандартизованных конструкций, деталей и их элементов.
Материал справочника изложен в такой последовательности:
правила оформления конструкторской документации;
чертежи деталей со стандартными изображениями;
стандартные элементы деталей и их параметры;
стандартные детали, соединения и устройства широкого применения;
оформление схем и стандартные обозначения их элементов.
Приведены также необходимые сведения по конструкционным материалам, типоразмерам стандартных прокатных изделий и геометрическим построениям.
В ряде случаев приведенные диапазоны справочных данных по маркам, типоразмерам и другим параметрам ограничены наиболее широко применяемыми в промышленности и учебном процессе значениями. Полный диапазон параметров, имеющихся в соответствующем стандарте, дан в примечаниях к таблицам или в тексте.
Во втором издании сокращены данные по некоторым деталям и материалам.
В справочнике использованы государственные и отраслевые стандарты по состоянию на 1 января 2.000 г.
Для удобства пользования справочником даны Предметный указатель и Перечень стандартов, составленный по главам (ссыпки на Перечень стандартов заключены в квадратные скобки).
7
Главы 2—6, 12, 14, § 8.1—8.4, 15.1—15.5 написаны А.А. Чекмаревым, главы 13, 16, 17, § 8.5,15.6, 15.7 —В.К. Осиповым, Предисловие, главы 1, 7, 9, 10, 11 и Перечень стандартов —совместно.
Авторы приносят глубокую благодарность профессорам А.П. Туна-кову и Ю.Б, Иванову, к.т.н., доценту Л.И. Золиной и коллективу руководимой ею кафедры за внимательное рецензирование рукописи.
Замечания и пожелания по улучшению книги просим посылать по адресу: 127994, Москва, ГСП-4, ул. Неглинная, д. 29/14, издательство «Высшая школа».
Авторы
Глава 1
ОСНОВНЫЕ ПОЛОЖЕНИЯ ЕДИНОЙ СИСТЕМЫ КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
1.1. СИСТЕМА ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
Объектами стандартизации являются конкретная продукция, методы ее производства и контроля, термины, определения и другие нормы и правила, многократно применяемые в науке, технике, промышленном и сельскохозяйственном производстве, строительстве, транспорте и других сферах народного хозяйства. Правила и положения, регламентирующие организационную, управленческую, технико-экономическую и другую документацию в народном хозяйстве, составляют комплексы классифицированных межотраслевых стандартов. По состоянию на 01.01.1999 г. в стране действуют свыше 30 межотраслевых комплексов стандартов. Каждому комплексу (классу) присвоен цифровой индекс, который введен в обозначение стандарта.
Государственная система стандартизации (ГСС) России определяется Законом «О стандартизации» и ее государственными стандартами (ГОСТ Р) [1.1—1.7]. Система предусматривает стандарты предприятия, стандарты научно-технические, инженерных обществ и др.
Межгосударственные стандарты (ГОСТ) принимают Межгосударственный Совет по стандартизации, метрологии и сертификации или Межгосударственная нормативно-техническая комиссия по стандартизации, техническому нормированию и сертификации в строительстве.
Единая система конструкторской документации (ЕСКД) —комплекс межгосударственных стандартов, определяющих правила и положения по разработке, оформлению и обращению конструкторской документации. Основные положения —ГОСТ 2.001—93...2.034—83.
1.2. ОБОЗНАЧЕНИЯ И СРОКИ ДЕЙСТВИЯ
ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
Система построения обозначений Государственных стандартов и стандартов России показана на рис. 1.1.
Состав стандартов, входящих в каждый из межотраслевых комплексов, определяется ежегодно публикуемыми перечнями. Каждый стандарт имеет установленный срок действия — пятилетний,
9
десятилетний или без ограничения срока. При пересмотре стандарта на первой странице официального издания в сноске указывают номер изменения, номер и год издания ежемесячного информационного указателя стандартов (ИУС), в котором оно опубликовано: «Переиздание ... г. с Изменениями № ..., утвержденными в.... г. ИУС № ...», или «Проверен в ... г. Срок действия продлен (ограничен) ... г.».
Стандарт заменяется новым при внесении в него принципиально новых положений. При этом на титульном листе издания под новым обозначением стандарта указывают: «Взамен ГОСТ ...» или «Взамен ГОСТ ... в части разделов ...».
1.3. НАЗНАЧЕНИЕ И ОБЛАСТЬ РАСПРОСТРАНЕНИЯ
СТАНДАРТОВ ЕСКД
Основное назначение стандартов ЕСКД —установление в организациях и на предприятиях единых правил выполнения, оформления и обращения конструкторской документации1, обеспечивающих: применение современных методов и средств проектирования изделий;
ГОСТ 2.001-93
Межгосударственный стандарт ----------------------—]
Класс ( 2 - стандарты ЕСКД)-------------------------------
Классификационная группа стандартов-----------------------
Порядковый номер стандарта -------•-------------------------
Год регистрации стандарта--------------------------------------
ГОСТ Р 50618-93
Стандарт России--------------------------.--------- I
Порядковый номер стандарта
Год регистрации стандарта
Рис. 1.1. Виды и структура обозначений стандартов
возможность взаимообмена конструкторской документации без ее переоформления;
оптимальную комплектность конструкторской документации;
механизацию и автоматизацию обработки конструкторских документов и содержащейся в них информации;
. Конструкторская документация является товаром и на нее распространяются все нормативно-правовые акты, как на товарную продукцию.
10
высокое качество изделий;
наличие в конструкторской документации требований, обеспечивающих безопасность изделий для жизни и здоровья потребителей, окружающей среды, а также предотвращение причинения вреда имуществу;
возможность расширения унификации и стандартизации при проектировании изделий;
возможность проведения сертификации изделий;
сокращение сроков и снижение трудоемкости подготовки производства;
правильную эксплуатацию изделий;
оперативную подготовку документации для быстрой переналадки действующего производства;
упрощение форм конструкторских документов и графических изображений;
возможность создания единой информационной базы автоматизированных систем (САПР, АСУП и др.);
гармонизацию с соответствующими международными стандартами.
Правила и положения ЕСКД распространяются на все виды КД, учетно-регистрационную и нормативно-техническую документацию, документацию по внесению изменений в КД, техническую, научно-техническую и технологическую документацию, а также на научную, производственно-техническую и учебную литературу в части выполнения иллюстраций, схем и чертежей.
1.4. СОСТАВ И КЛАССИФИКАЦИЯ
СТАНДАРТОВ ЕСКД
Стандарты ЕСКД объединены в класс [1.8—1.19]. В пределах этого класса стандарты распределены по 10 классификационным группам (от 0 до 9) (табл. 1.1). В каждую группу можно ввести 99 стандартов, поэтому группы стандартов ЕСКД могут пополняться без нарушения их нумерации.
Таблица 1.1. Классификационные группы стандартов ЕСКД
Группа Содержание стандартов Номера стандартов ГОСТ (СТ СЭВ)
0 Общие положения 2.001—93 и последующие
1 Основные положения 2.101—68 и последующие
2 Классификация и обозначение изделий в КД 2.201—80
3 Общие правила выполнения чертежей 2.301—68 (11878—78) и последующие
4 Правила выполнения чертежей изделий машино- и приборостроения 2.401—68 (1185—78) и последующие
5 Правила обращения КД, учет, хранение, дублирование, внесение изменений 2.501—88 (159—83) и последующие
11
Продолжение табл. 1.1
Группа Содержание стандартов Номера стандартов ГОСТ (СТ СЭВ)
6 Правила выполнения эксплуатаци- 2.601—68 (1798—79) и последую-
7 онной и ремонтной документации Правила выполнения схем щие 2.701—84 и последующие
8 Правила выполнения документов 2.801—74 (4770—84) и последую-
9 строительных и судостроительных Прочие стандарты щие
1.5. ВИДЫ И СОСТАВ ИЗДЕЛИЙ
Объект производства, для изготовления Которого выполняют конструкторскую документацию, определяется по [1.11] термином «изделие».
Изделие — предмет или совокупность предметов производства, подлежащих изготовлению на предприятии. В зависимости от назначения различают изделия основного и вспомогательного производства. Изделие, предназначенное для поставки предприятием-изготовителем заказчику (потребителю), относят к изделиям основного производства; изделие, предназначенное для обеспечения собственных нужд предприятия-изготовителя, относят к изделиям вспомогательного производства.
Виды изделий —детали, сборочные единицы, комплексы и комплекты.
Деталь — изделие, изготовленное из однородного материала без применения сборочных операций (например, болт, литой корпус, вал, печатная плата; эти же изделия с нанесенными на них защитными или декоративными покрытиями; эти же изделия, подвергнутые физико-химической или термической обработке).
Сборочная единица — изделие, составные части которого соединены на предприятии-изготовителе сборочными операциями — сваркой, свинчиванием, клепкой, опрессовкой и т. п. (например, редуктор, станок, электродвигатель, микромодуль).
Комплекс —два (или более) специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и предназначенных для выполнения взаимосвязанных эксплуатационных функций (например, сборочный конвейер, автоматическая телефонная станция, орбитальный комплекс). В состав комплекса могут входить изделия, выполняющие основные функции, а также детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций (например, для монтажа и технического обслуживания комплекса).
Комплект —два (или более) изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий вспомогательного назначения (комплекты 12
Рис. 1.2. Структура изделия
Рис. 1.3. Состав специфицированного изделия
запасных частей, инструментов, измерительных средств, упаковочной тары и т. п.).
Структура изделия по виду входящих в него составных частей показана на рис. 1.2.
Изделия в зависимости от наличия в них составных частей разделяют на неспецифицированные и специфицированные, а по частоте
13
использования в конструкциях —на унифицированные, стандартизованные и оригинальные.
Неспецифицированное изделие — изделие (деталь), не имеющее составных частей.
Специфицированное изделие — изделие (сборочная единица, комплекс, комплект), состоящее из двух (и более) составных частей. Перечень составных частей заносят в установленном порядке в спецификацию.
Стандартизованное изделие — изделие, применимое по Государственному, республиканскому или отраслевому стандарту, полностью и однозначно определяющему его конструкцию, показатели качества, методы контроля, правила приемки и поставки.
Унифицированное изделие — изделие, применимое в конструкциях нескольких однотипных или разнородных изделий.
Оригинальное изделие — изделие, применимое в конструкции только одного изделия.
Различают также:
изделия однотипного исполнения, обладающие общими конструктивными признаками, но не взаимозаменяемые с другими изделиями;
изделия основного и неосновного исполнения по [1.11].
Типовой состав специфицированного изделия показан на рис. 1.3.
1.6. ОБОЗНАЧЕНИЕ ИЗДЕЛИЙ
Каждому изделию в соответствии с определением ГОСТ 2.201—80 должно быть присвоено обозначение, которое не должно использоваться для обозначения другого изделия. Стандартом установлена единая обезличенная классификационная система обозначения изделий основного и вспомогательного производств — Классификатор ЕСКД.
Структура обозначения изделия и его конструкторского документа содержит четырехзначный код организации-разработчика, шестизначный код классификационной характеристики и трехзначный порядковый регистрационный номер (рис. 1.4).
Код организации-разработчика (буквенный) назначается по кодификатору этой организации или присваивается централизованно.
Код классификационной характеристики присваивается изделию и конструкторскому документу по Классификатору ЕСКД.
Порядковый номер присваивается изделию по классификационной характеристике от 001 до 999 в пределах кода организации-разработчика или кода, выделенного централизованно.
Шифр документа вводится в обозначение неосновных конструкторских документов и не должен содержать более четырех знаков, включая номер части документа.
Код классификационной характеристики состоит из арабских цифр и включает шесть знаков: класс—два знака, подкласс, группа, подгруппа и вид — по одному знаку. Каждому изделию и ее составной 14
Обозначение изделия ________________________________
ХХХХ. ХХХХХХ. XXX. ХХХХ
Код организации-разработчика
{Класс __________________
Подкласс ________________
группа ------------------
Подгруппа _______________J
Вид_________________________
Порядковый регистрационный номер
Шифр (код) документа
Рис. 1.4. Структура обозначения изделия
части в Классификаторе соответствует только одна классификационная характеристика. При классификации изделий использовались признаки: функциональный, служебного назначения, принцип действия, конструктивный, параметрический, геометрическая форма, наименование изделия. Классификатор ЕСКД включает в себя 100 классов, из них в настоящее время задействовано 50. Каждый класс делится на 10 подклассов, каждый подкласс —на 10 групп, каждая группа —на 10 подгрупп, каждая подгруппа—на 10 видов. Извлечение из сетки классов и подклассов Классификатора ЕСКД дано в табл. 1.2.
На первом уровне классификации изделий, т. е. при формировании изделий в классы, использовался основной признак — функциональный, например класс 30 содержит классификацию сборочных единиц машино- и приборостроения, проектируемых во всех отраслях промышленности. В качестве основания деления класса на подклассы использованы признаки: функциональный (например, устройства, передающие движение), принцип действия (устройства гидравлические, пневматические) и наименование (трубопроводы и их элементы).
При делении на группы и подгруппы использовались признаки: функциональный (например, устройства опорные, направляющие, преобразующие движение), конструктивный (устройства шарнирные, кривошипно-шатунные, кулисные), принцип действия (приводы механические, электромагнитные), параметрический (трубопроводы с Д св. 25 до 50 мм включ.), геометрическая форма (сосуды призматические, сферические) и наименование (корпуса, рамы, шланги).
15
Таблица 1.2. Извлечение из сетки классов и подклассов Классификатора ЕСКД
Подклассы
Класс 30. Сборочные единицы общемашиностроительные_________
О —Документы (нормы, правила, требования, методы)
1 —Устройства корпусные, опорные, несущие, крепления
2 —Трубопроводы (системы трубопроводов) и их элементы
3 —Устройства, передающие движение
4 —Устройства, направляющие, ограничивающие и преобразующие движение (
5 —Устройства защитные, закрывающие, облицовочный уплотнительные, пояснительные. Комплекты I
6 —Устройства гидравлические, пневматические, смазочные
7 — Сосуды, кроме сосудов под избыточным давлением
8 ,9—Резервные 1
На уровне видов использованы признаки: конструктивный (кассеты разборные, трубопроводы с элементами разъема фланцевыми), параметрический (редукторы цилиндрические одноступенчатые с Аз св. 63 до 315 мм включ.), геометрическая форма (фланцы круглые, листы прямоугольные) и наименование (кулачки, плиты, станины).
В классе 30 представлена классификация изделий типа «Комплекты» (код 305600), состоящая из групп комплектов, например: изделия одного класса (код 305610); изделия двух (и более) классов (код 305620); упаковка без изделий (код 305630); упаковка с изделиями (код 305640) и комплекты, кроме комплектов изделий и упаковки (код 305650). Последняя группа классифицирована на следующие виды: 305651 — монтажные части, 305652 — сменные части, 305653 — запасные части, 305654 —инструмент и принадлежности, 305655 —материалы, 305658 — комбинированные, 305659 — прочие.
Для пользования классом 30 предусмотрен алфавитно-предметный указатель наименований изделий, сборочных единиц и комплектов с их цифровыми кодами.
Примеры классификации и кодирования отдельных изделий и документов.
Редуктор одноступенчатой цилиндрический —код 303115:
30 —класс (сборочные единицы общемашиностроительные);
3 —подкласс (устройства, передающие движение);
1 — группа (редукторы);
1 — подгруппа (цилиндрические одноступенчатые с межосевым расстоянием Аз пары колес);
5 — вид (с Аз св. 63 до 315 мм включ.).
Вал с червячным колесом червячного редуктора — код 303724;
класс и подкласс те же;
7 —группа (элементы механических передач —валы, оси);
2 —подгруппа (валы с изделиями, имеющими элементы зацепления);
4 — вид (с червячными колесами).
16
1.7. ВИДЫ КОНСТРУКТОРСКИХ ДОКУМЕНТОВ
Виды и комплектность КД на изделия всех отраслей промышленности установлены [1.12].
К КД относятся графические и текстовые материалы, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат все необходимы данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта.
К основным КД относятся чертеж детали и спецификация. Все остальные виды документации считаются неосновными.
Чертеж детали — документ, содержащий изображение детали и'|другие данные, необходимые для ее изготовления и контроля.
Спецификация — документ, определяющий состав сборочной единицы, комплекса или комплекта.
Сборочный чертеж —документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля.
Чертеж общего вида — документ, определяющий конструкцию изделия, взаимодействие его основных составных частей и поясняющий принцип работы изделия.
Теоретический чертеж — документ, определяющий геометрическую форму (контуры, обводы) изделия и координаты расположения основных составных частей. Код документа —ТЧ.
Габаритный чертеж — документ, содержащий упрощенное контурное изображение изделия с габаритными, установочными и присоединительными размерами. Код документа — ГЧ.
Электромонтажный чертеж — документ, содержащий данные для выполнения электрического монтажа изделия. Код документа — МЭ.
Монтажный чертеж — документ, содержащий контурное (упрощенное) изображение изделия и данные для его установки (монтажа) на месте применения. Код документа — МЧ.
Упаковочный чертеж — документ, содержащий данные для упаковки изделия. Код документа —УЧ.
Схема — документ, на котором составные части изделия и связи между ними показаны в виде условных изображений или обозначений. Коды различных видов схем даны в [15.1].
Ведомость спецификаций —документ, содержащий перечень всех спецификаций составных частей изделия с указанием их количества и входимости. Шифр документа — ВС.
Технические условия —документ (проектный или рабочий), содержащий требования к изделию, его изготовлению, контролю, приемке и поставке; совокупность всех показателей, норм, правил и положений, которые не указаны в других КД. Шифр доку-мента 1У .. .
Пояснительная записка —покум!й,Ь Содержащий описание устройства и принципа действия райраба’гьгйасхйдю у
I и м , К . 3 . U и о л к о в с к 17г о
а также обоснование принятых при его разработке технических и технико-экономических решений. Код документа — ПЗ.
Таблица — документ, содержащий соответствующие назначению данные, сведенные в таблицу. Код документа —ТБ. j
Расчет — документ, содержащий расчеты параметров и величин для обоснования конструктивных решений. Выполняется по И.14]. Код документа — РР. 1
Инструкция — документ, содержащий указания и правила, используемые при изготовлении изделия (сборке, регулировке,/ контроле, монтаже и других операциях). Код документа — И. I
Патентный формуляр — документ, содержащий/ сведения о патентной чистоте изделия, а также о созданных и использованных при его разработке отечественных изобретениях. Цравила выполнения даны в [1.15]. Код документа —ПФ. j
К рабочим КД относят также документы эксплуатационные (ГОСТ 2.601—68), ремонтные (ГОСТ 2.602—68) и карты технического! уровня и качества изделия.
Конструкторские документы в зависимости от способа их выполнения и характера использования имеют следующие наименования и определения.
Оригинал — документ, выполненный на любом материале и предназначенный для изготовления по нему подлинника.
Подлинник —документ, оформленный подлинными установленными подписями и выполненный на любом материале, позволяющем многократное воспроизведение с него копий.
Дубликат —копия подлинника, обеспечивающая идентичность воспроизведения подлинника и выполненная на любом материале, позволяющем снять с него копии.
Копия —документ, выполненный способом, обеспечивающим его идентичность с подлинником (дубликатом), и предназначенный для непосредственного использования в разработке, производстве, эксплуатации и ремонте изделия.
1.8. СТАДИИ РАЗРАБОТКИ
КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ
Стадии разработки КД изделий всех отраслей промышленности и этапы выполнения работ (табл. 1.3) регламентированы [1.13].
Разработке КД предшествуют разработка, согласование и утверждение технического задания (ТЗ).
Литерность полного комплекта КД определяется низшей из литер, указанных в документах, входящих в комплект (кроме документов покупных изделий). Рабочим КД единичного производства, предназначенным для разового изготовления, присваивают литеру «И».
18
Таблица 1.3. Стадии разработки КД
Стадии разработки Этапы работ Результаты работ
Техническое Подбор материалов. Анализ Совокупность КД с литерой
предложение ТЗ. Патентный поиск. Выявление вариантов возможных решений и их сравнительная оценка по показателям качества Технико-экономическое обоснование Рассмотрение и утверждение «П» по [1.17]. Ведомость технологического предложения (ПТ). Пояснительная записка (ПЗ) по [1.15]
Эскизный проект Разработка принципиальных конструктивных решений. Макетирование. Обоснование выбора оптимального варианта изделия Подтверждение и уточнение предъявляемых к изделию требований Принятие окончательных решений по принципу действия, основным параметрам и показателям качества Совокупность КД с литерой «Э» по [1.18]. Ведомость эскизного проекта (ЭП), ПЗ. Протокол утверждения
Технический Выявление технических ре- Совокупность КД с литерой
проект Рабочая КД; шений, необходимых для полного представления о конструкции разрабатываемого изделия Выполнение необходимых расчетов, принципиальных схем, схем соединений и др. Разработка, изготовление и испытание макетов. Выявление номенклатуры покупных изделий. Оценка технического уровня и качества «Т» по [1.19], предусмотренных ТЗ и протоколом рассмотрения эскизного проекта. Ведомость ТП
а) опытного образ- Разработка КД для изготовле- Разработка сборочных черте-
на (партии) изделия, ния опытного образца (опытной жей и чертежей деталей без при-
предназначенного партии) своения литеры. Коррекги-
для серийного, мае- Изготовление и предвари- ровка КД по результатам изго-
сового или единич- тельные испытания опытного товления и предварительного
ного производства образца (партии) Приемочные испытания опытного образца (партии) испытания опытного образца (партии) с присвоением КД литеры «0». Совокупность КД с литерой «01» (или «Ог») после корректировки по результатам испытаний
б) серийного (мае- Изготовление и испытание Совокупность конструктор-
сового) производства установочной серии по документации с литерой «01» (или «О2») ской и технологической документации с литерой «А»
19
1.9. ДОКУМЕНТЫ НА ПЕРФОКАРТАХ И ПЕРФОЛЕНТАХ
В состав основного комплекта КД могут быть включены в соответствии с [1.9, 1.10] документы на перфоносителях, получаемые при автоматизированном проектировании. Требования к перфоносителям определяет ГОСТ 10860—83.
Документы на перфоносителях, содержащие сведения об изделии или его составных частях, необходимые для его изготовления, контроля и эксплуатации, должны обеспечивать возможность изготовления конструкторской документации в визуально воспроизводимом виде.
Виды документов на перфоносителях и присваиваемые им коды (в скобках): подлинник (П), контрольная копия (КК), дубликат (Д), копия (К). Контрольная копия идентична подлиннику и оформляется подписями лиц, изготовляющих данный документ, на полное соответствие подлиннику. Определение других видов документов —см. § 1.7.
Код вида документа на перфоносителе указывают в основной надписи документа. При изготовлении дубликатов и копий к коду вида добавляют порядковый номер документа, например Д1, Д2, ... KI, К2 и т. д.
В обозначении изделия, конструкторская документация которого представлена на перфоносителях, в коде документа (см. § 1.6) последним знаком указывают букву М [1.2]. Если документ на перфоносителе состоит из нескольких частей, обозначение дополняют индексом порядкового номера, например:
ХХХХ.ХХХХХХ.ХХХ.ХХХМ — для основного документа;
......ХХХМ1;........ХХХМ2 и т. д.—для составных частей.
При наличии в составе КД более трех документов на носителях данных составляют ведомость носителей с присвоением кода «ВН». В других случаях вместо ВН сведения о наличии документа на перфоносителе заносят в спецификацию в раздел «Документация» без заполнения графы «Формат». Тип носителя — ПК (перфокарта) или ПЛ (перфолента) —указывают в графе «Примечание».
Основные надписи, правила учета и хранения, дублирования и внесения изменений для документов на носителях данных регламентированы соответствующими стандартами [1.2]. Стандарты не распространяются на перфокарты и перфоленты, являющиеся составной частью изделия.
Глава 2
ОБЩИЕ ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ
2.1. ФОРМАТЫ
Форматы листов чертежей и других документов установлены [2.2]..
Основные форматы имеют следующие обозначения и размеры сторон:
Обозначение .... Размеры сторон, мм
АО Al I А2 I АЗ А4
841 x 1189 594 x 841 | 420x594 | 297 x 420 210 x 297
Допускается при необходимости применять формат А5 с размерами сторон 148 х 210 мм. Формат АО имеет площадь 1 м2.
Дополнительные форматы образуются кратным увеличением коротких сторон основных форматов. Дополнительные форматы, как правило, выбирают следующие:
АО х 2(1189 х 1682); АО х 3(1189 х 2523);
А1 х 3(841 х 1782); А1 х 4(841 х 2378);
А2 х 3(594 х 1261); А2 х 4(594 х 1682); А2 х 5(594 х 2102);
АЗ х 3(420 х 891); АЗ х 4(420 х 1189); АЗ х 5(420 х 1486); АЗ х 6(420 х 1782);
АЗ х 7(420 х 2080);
А4 х 3(297 х 630); А4 х 4(297 х 841); А4 х 5(297 х 1051); А4 х 6(297 х 1261);
А4 х 7(297 х 1471); А4 х 8(297 х 1682); А4 х 9(297 х 1892).
Обозначение дополнительного формата состоит из обозначения основного формата и его кратности, например А4 х 3 (размеры сторон 297 х 630 мм), А4 х 5 (размеры сторон 297 х 1051 мм).
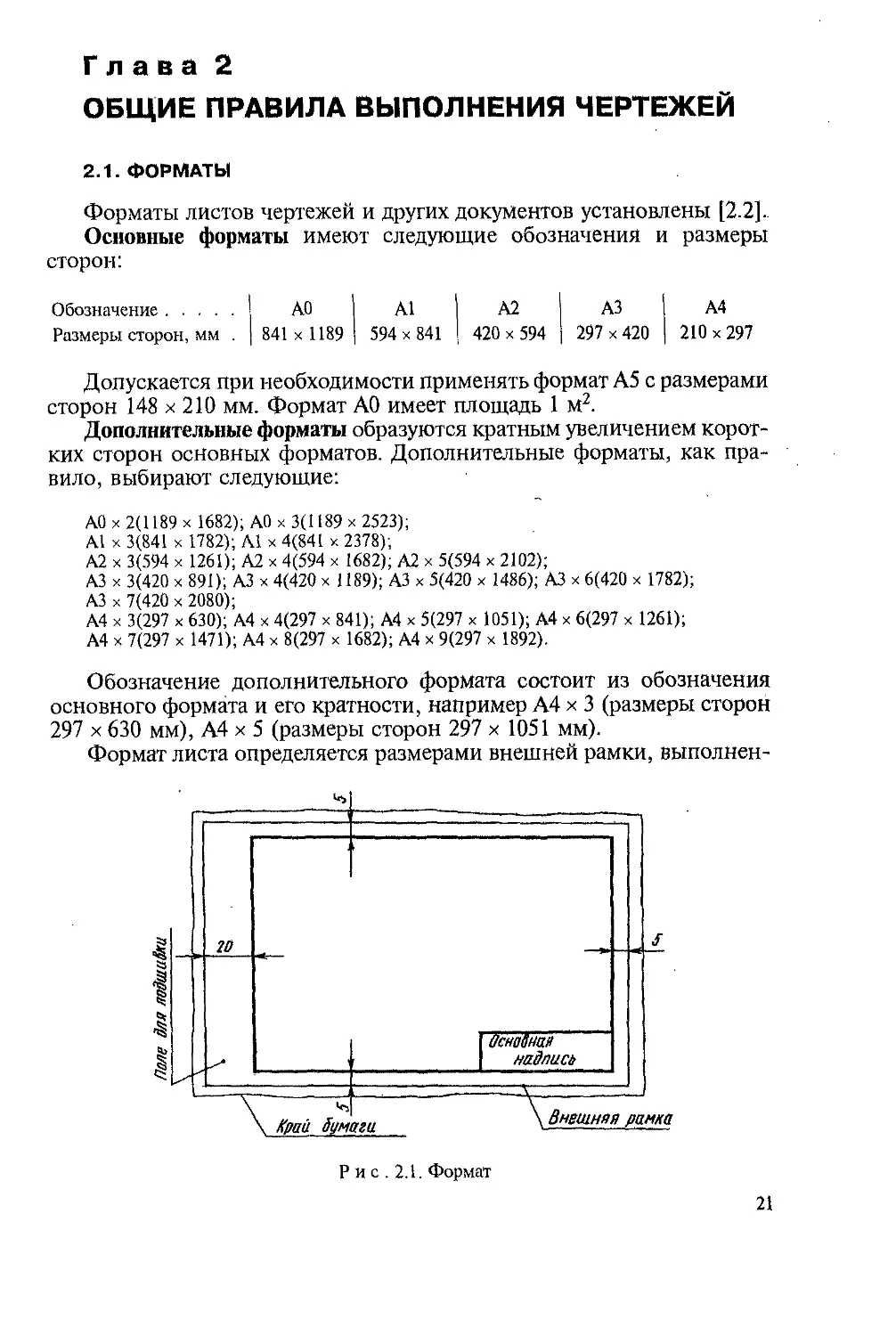
Формат листа определяется размерами внешней рамки, выполнен
Р и с . 2.1. Формат
21
ной тонкой линией (рис. 2.1). Ширина поля для подшивки 20 мм, остальных полей 5 мм.
Предельные отклонения сторон форматов, мм:
Размеры сторон форматов............ св. 150 до 600 св. 600
Предельные отклонения..............| ±2 ±3
2.2. ОСНОВНАЯ НАДПИСЬ И ЕЕ РАСПОЛОЖЕНИЕ
Форма, размеры и порядок заполнения основной надписи и дополнительных граф в конструкторских документах установлены в [2.1].
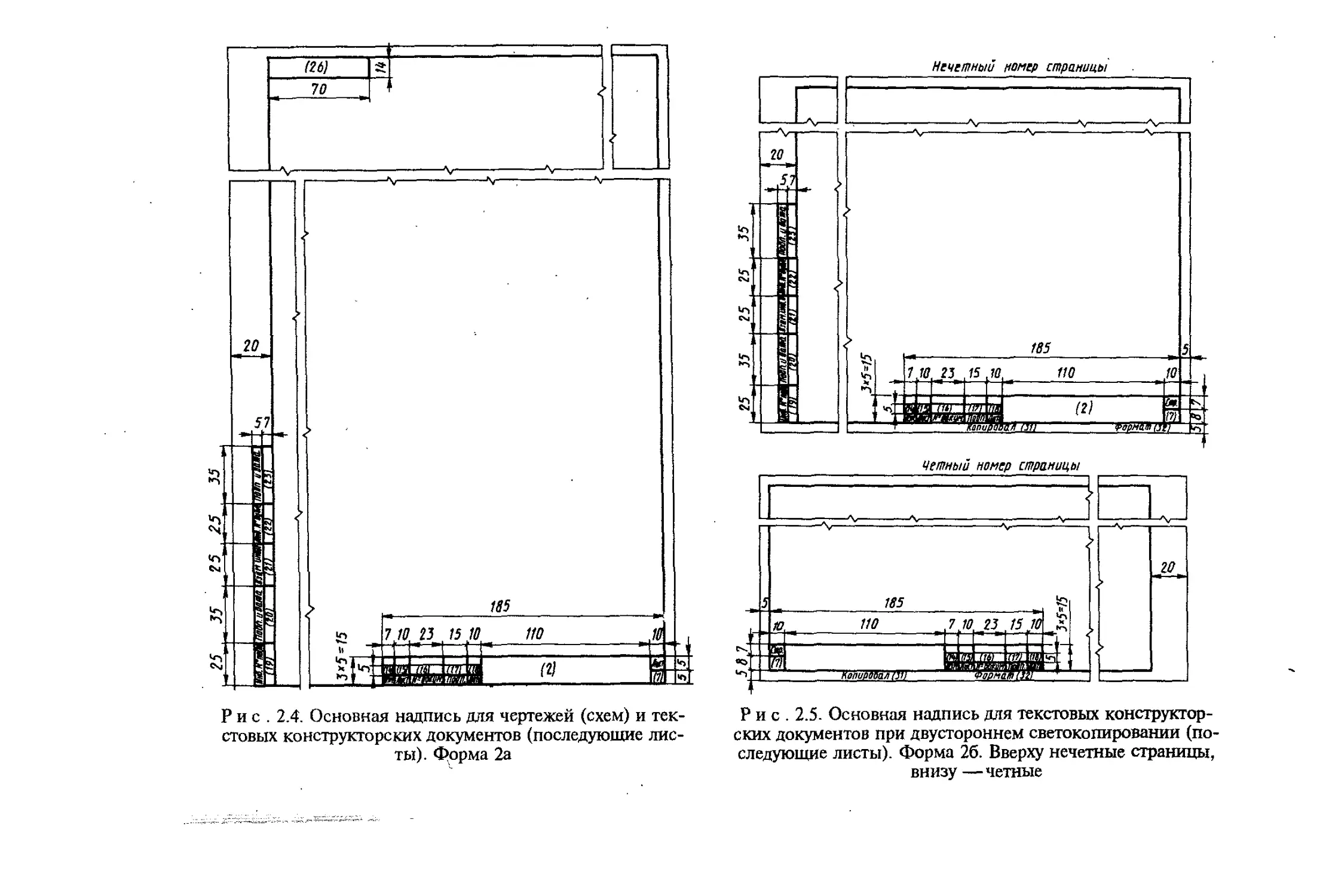
Содержание, расположение и размеры граф основной надписи и дополнительных граф, а также размеры рамок на чертежах и схемах должны соответствовать форме 1 (рис. 2.2), в текстовых документах — форме 2 (рис. 2.3) на первом, или заглавном, листе и формам 2а и 26 (рис. 2.4 и 2.5) на последующих листах. Допускается также применять форму 2а на последующих листах чертежей и схем.
Основную надпись, дополнительные графы и рамки выполняют основными и сплошными тонкими линиями по [2.4].
Располагают основную надпись в правом нижнем углу конструкторских документов. На листах формата А4 по [2.2] основную надпись располагают вдоль короткой стороны формата, так как этот формат используют только с вертикальным расположением длинной стороны. Листы других форматов располагают длинной стороной как горизонтально, так и вертикально.
Пример основной надписи, рекомендуемой для использования в учебном процессе на I—II курсах, приведен на рис. 2.6.
Для быстрого нахождения на чертеже (схеме) составной части изделия или его элемента поле чертежа (схемы) рекомендуется разбивать на зоны. Отметки, разделяющие чертеж (схему) на зоны, рекомендуется наносить на расстоянии, равном одной из сторон формата А4 (рис. 2.7). Отметки по горизонтали наносят арабскими цифрами справа налево, по вертикали — прописными буквами латинского алфавита снизу вверх. Зоны обозначают сочетанием цифр и букв, например 1А, 2А, ЗА, IB, 2В, ЗВ и т. д. На чертежах (схемах) с одним обозначением, выполненных на нескольких листах, нумерация зон по горизонтали должна быть сквозной в пределах всех листов.
Заполнение основной надписи и дополнительных граф (номера граф на формах показаны в скобках).
Графа 1 — наименование изделия (в соответствии с требованиями [3.1]), а также наименование документа, если этому документу присвоен шифр. Наименование «Сборочный чертеж» допускается не указывать.
Графа 2—обозначение документа по ГОСТ 2.201—80 или по принятой на кафедре форме.
Графа 3 — обозначение материала детали (эту графу заполняют только на чертежах деталей).
22
Рис . 2.2. Основная надпись для чертежей и схем. Форма 1
Рис. 2.3. Основная надпись для текстовых конструкторских документов (первый или заглавный лист). Форма 2
о
Рис. 2.4. Основная надпись для чертежей (схем) и текстовых конструкторских документов (последующие листы). Форма 2а
Z SS
Нечетный номер страницы
Рис. 2.5. Основная надпись для текстовых конструкторских документов при двустороннем светокопировании (последующие листы). Форма 26. Вверху нечетные страницы, внизу —четные
Рис. 2.6. Рекомендуемая основная надпись для чертежей студентов на I—II курсах
Графа 5—масса изделия по [3.1].
Графа 6 —масштаб (проставляется в соответствии с [2.3; 3.1]).
Графа 7 —порядковый номер листа (на документах, состоящих из одного листа, графу не заполняют).
Графа 8 — общее количество листов документа (графу заполняют только на первом листе).
Графа 9 — наименование или различительный индекс предприятия, выпускающего документ. Эту графу на предприятиях не заполня
ют, если различительный индекс содержится в обозначении документа. В учебных заведениях рекомендуется в этой графе указывать его наименование, если оно не использовано в обозначении документа, и индекс группы.
Графа 10 —характер работы, выполняемой лицом, подписывающим документ. В учебных заведениях указания по заполнению этой графы дают кафедры.
Графа 11 —фамилии лиц, подписавших документ.
Графа 12—подписи лиц, фамилии которых указаны в графе 11.
Графа 13 —дата подписа-
Рис. 2.7. Примеры разбивки поля чертежа на зоны
ния документа.
Графа 26 — обозначение
25
документа, повернутое на 180° для формата А4 и форматов, больших А4, при расположении основной надписи вдоль длинной стороны листа и на 90° для форматов, больших А4, при расположении основной надписи вдоль короткой стороны листа. На форме 2а эта графа обязательна только для чертежей и схем.
Графа 31 — подпись лица, копировавшего чертеж.
Графа 32 —обозначение формата по [2.2].
Графа 34 — номера авторских свидетельств на изобретения, использованные в данном изделии.
Графы 4, 5, 14...25, 27...30, 32...33 заполняют в документах, выпускаемых предприятиями.
В графах 4, 4...25, 27...30, 32...33 приводят сведения об этапе разработки документации, ее изменениях, учете, регистрации. Их заполняют в документации предприятий. Графы, выполненные штриховой линией, вводят при необходимости. При использовании для последующих листов чертежей и схем формы 1 графы 1, 3, 4, 5, 6, 9 не заполняют.
2.3. МАСШТАБЫ
Масштабом называют отношение линейных размеров изображения объекта на чертеже к действительным размерам объекта.
Масштабы изображений на чертежах согласно [2.3] выбирают из следующих рядов:
Масштабы уменьшения: 1:2, 1:2,5; 1:4; 1:5; 1:10; 1:15; 1:20; 1:25; 1:40; 1:50; 1:75; 1:100; 1:200; 1:400; 1:500; 1:800; 1:1000.
Натуральная величина: 1:1.
Масштабы увеличения: 2:1; 2,5:1; 4:1; 5:1; 10:1; 20:1; 40:1; 50:1; 100:1.
Допускается применять масштабы уменьшения на чертежах генеральных планов крупных объектов 1:2000; 1:5000; 1:10 000; 1:20 000; 1:25 000; 1:50 000 и масштабы увеличения 100л: 1, где л —целое число.
На чертежах масштаб обозначают в соответствующей графе основной надписи по типу 1:1, 1:2, 2:1 и т. д., на поле чертежа —по типу М1:1, М1:2, М2:1 и т. д.
2.4. ЛИНИИ
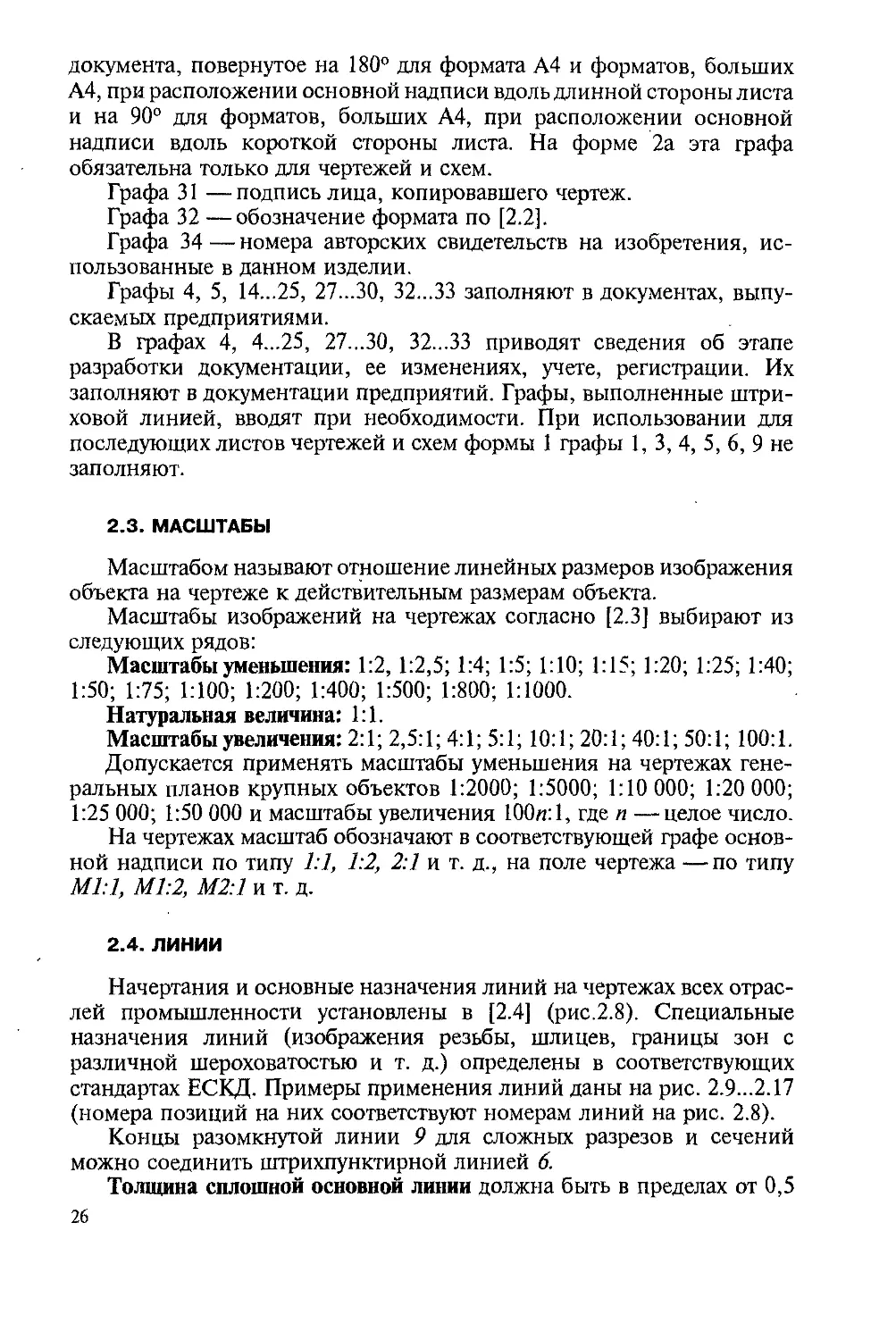
Начертания и основные назначения линий на чертежах всех отраслей промышленности установлены в [2.4] (рис.2.8). Специальные назначения линий (изображения резьбы, шлицев, границы зон с различной шероховатостью и т. д.) определены в соответствующих стандартах ЕСКД. Примеры применения линий даны на рис. 2.9...2.17 (номера позиций на них соответствуют номерам линий на рис. 2.8).
Концы разомкнутой линии 9 для сложных разрезов и сечений можно соединить штрихпунктирной линией 6.
Толщина сплошной основной линии должна быть в пределах от 0,5
26
Р и с . 2.8. Линии чертежа и их назначение:
1—сплошная толстая основная: линии видимого контура, перехода видимые, контура сечения (вынесенного и входящего в состав разреза); 2 — сплошная тонкая: линии размерные и выносные, штриховки, контура наложенного сечения, для изображения пограничных деталей («обстановка»), ограничения выносных элементов на видах, разрезах и сечениях, перехода воображаемые, подчеркивание надписей, линии-выноски и их полки, следы плоскостей, линии построения характерных точек при специальных построениях; J — сплошная волнистая: линии обрыва, разграничения вида и разреза; 4 — сплошная тонкая с изломом: длинные линии обрыва; 5 — штриховая: линии невидимого контура, перехода невидимые; 6 — штрихпунктирная: линии осевые и центровые, сечений, являющиеся осями симметрии для наложенных и выносных сечений; 7—штрихпунктирная с двумя точками: линии сгиба на развертках; 8— штрихпунктирная утолщенная: линии, обозначающие поверхности, подлежащие термообработке или покрытию, для изображения элементов, расположенных перед секущей плоскостью («наложенная проекция»); 9 — разомкнутая линия сечений
Рис. 2.9. Примеры применения линий на чертеже
до 1,4 мм в зависимости от размеров и сложности изображения, а также от формата чертежа. Толщина линий одного и того же типа должна быть одинакова для всех изображений на данном чертеже, вычерчиваемых в одинаковом масштабе.
Наименьшие толщины линий и расстояние между соседними параллельными линиями принимают в зависимости от формата и способа выполнения чертежа.
27
линии перехода
Р и с • 2.10. Пример линии ограничения выносного элемента на виде
Р и с . 2.12. Пример линий сгиба на развертке
Р и с . 2.14. Пример линии сечения, являющейся осью симметрии для вынесенного сечения
Рис. 2.13. Пример линий сгиба на развертке, совмещенной с видом
Р и с . 2.15. Пример линии для изображения элементов, расположенных перед секущей плоскостью («наложенная проекция»)
Рис. 2.16. Пример линии, обозначающей поверхности, подлежащие термообработке или покрытию
Рис . 2.17. Пример замены штрихпункгирных линий сплошными тонкими
На чертежах формата с размером большой стороны 841 мм и более:
В туши В карандаше
Толщина линий, мм 0,3 0,3
Расстояние между линиями, мм 0,8 1,0
На чертежах формата с размером большой стороны менее 841 мм:
Толщина линий, мм.........................
Расстояние между линиями, мм..............
В туши 0,2 0,8
В карандаше
0,3
0,8
Длину штрихов в штриховых и штрихпунктирных линиях следует выбирать в зависимости от размеров изображения. Штрихи и линии должны быть приблизительно одинаковой длины, промежутки между штрихами — также одинаковой длины. Штрихпунктирные линии должны пересекаться и заканчиваться штрихами. Штрихпунктирные линии, применяемые в качестве центровых, заменяют сплошными тонкими линиями, если диаметр окружности или размеры других геометрических фигур в изображении менее 12 мм (рис. 2.17).
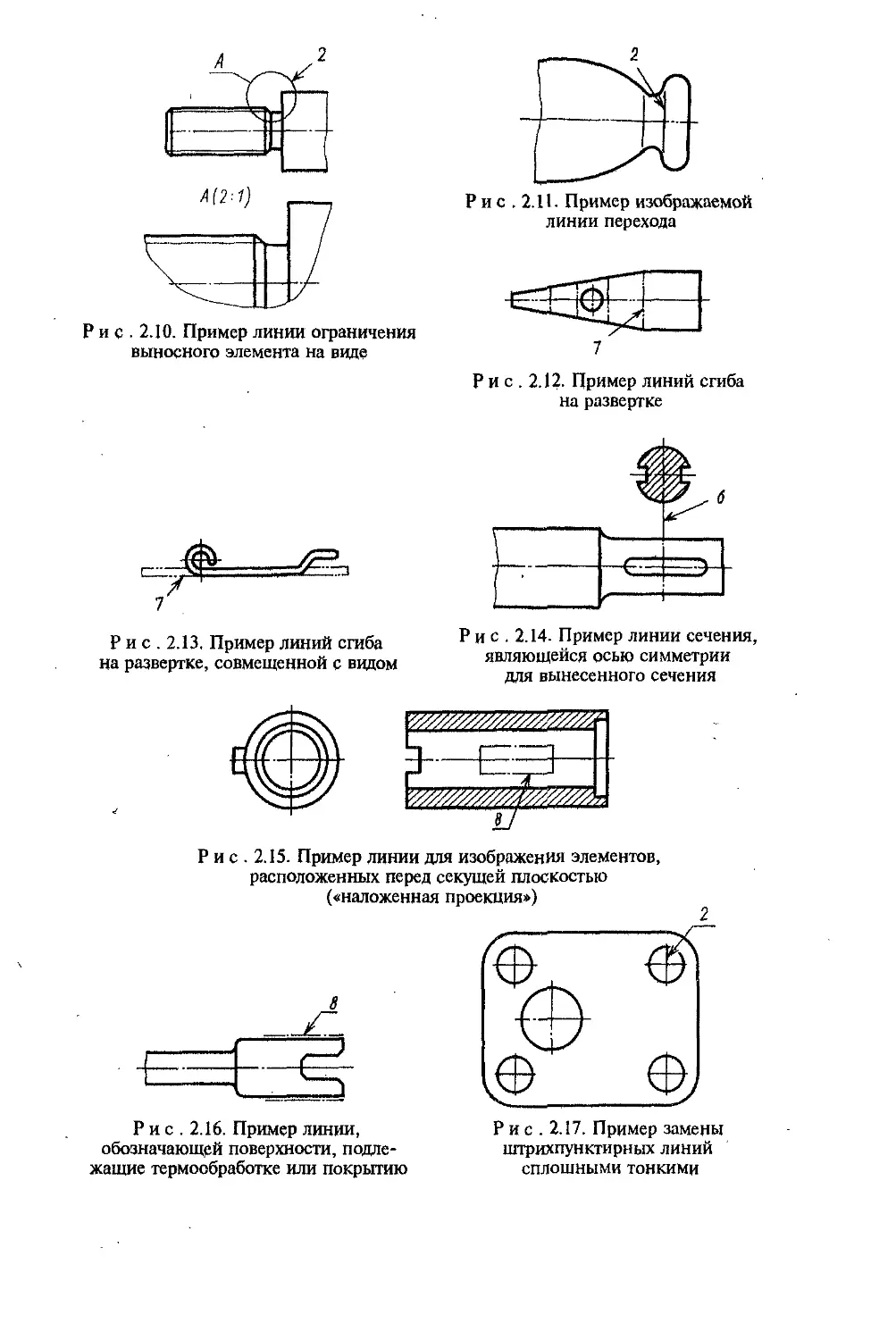
2.5. ГРАФИЧЕСКОЕ ОБОЗНАЧЕНИЕ МАТЕРИАЛОВ
Графические обозначения материалов в сечениях и на видах (фасадах), а также правила нанесения их на чертежах приведены в [2.6] (рис. 2.18). Общее графическое обозначение материала в сечении независимо от вида материала — равномерная штриховка сплошными
7
ШЛШПШПШ1
12
Р и с . 2.18. Графические обозначения материалов и сетки в сечениях:
1 — общее обозначение независимо от материала; 2 — металлы и твердые сплавы; 3 — неметаллические материалы, в том числе волокнистые монолитные и плитные (прессованные), за исключением указанных ниже; 4—дерево; 5 — камень естественный; 6 — керамика и силикатные материалы для кладки; 7—бетон; 8 — стекло и другие свегопрозрачные материалы; 9—жидкости; 10— грунт естественный; 11 — засыпка из любого материала; 12 — сетка
29
Р и с , 2.19. Графические обозначения материалов на видах:
7 — металйы; 2— сталь рифленая; 3—сталь просечная; 4—кладка из строительного и специального кирпича, клинкера, керамики, терракоты, искусственного и естественного камней любой формы и т. п.; 5 — стекло
Рис. 2.20. Нанесение штриховки
Рис. 2.21. Нанесение штриховки
тонкими линиями — 1, 2. Так же обозначают металлы и твердые сплавы. Композиционные материалы, содержащие металлы и неметаллические материалы, обозначают, как металлы. Графическое обозначение дерева 4 следует применять, когда нет необходимости указывать направление волокон. Графическое обозначение керамики и силикатных материалов 6 следует применять для обозначения кирпичных изделий (обожженных и необожженных), огнеупоров, строительной керамики, электротехнического фарфора, шлакобетонных блоков и т. п. Допускается применять дополнительные обозначения материалов, не предусмотренные стандартом, поясняя их на чертеже.
При выделении материалов и изделий на виде (фасаде) применяют графические обозначения (рис. 2.19). Для уточнения разновидности материала, в частности с однотипным изображением, графическое обозначение сопровождают поясняющей надписью на поле чертежа. Обозначение материала на виде допускается наносить не полностью, а только небольшими участками по контуру или пятнами внутри контура.
Линии штриховки проводят под углом 45° к линии контура изображения (рис. 2.20, а), или к его оси (рис. 2.20, б), или к линиям рамки чертежа (рис. 2.21).
30 1
Рис. 2.22. Нанесение штриховки
Рис. 2.23. Нанесение штриховки Рис. 2.24. Нанесение штриховки стекла
в узких и длинных сечениях
Если линии контура или осевые расположены под углом 45° к линиям рамки чертежа, то линии штриховки проводят под углом 30 или 60° (рис. 2.22). Линии штриховки наносят с наклоном влево или вправо, но в одну и ту же сторону, на всех сечениях, относящихся к одной детали, независимо от количества листов, на которых эти сечения расположены. Расстояние между линиями штриховки выбирают от 1 до 10 мм в зависимости от площади штриховки и необходимости разнообразить штриховку в смежных сечениях. Выбранное расстояние выдерживают, как правило, одинаковым для всех сечений детали, выполняемой в одном и том же масштабе. Узкие и длинные площади сечений (например, штампованных, вальцованных и других подобных деталей) шириной на чертеже от 2 до 4 мм рекомендуется штриховать полностью только на концах и у контуров отверстий, а остальную площадь сечения — небольшими участками в нескольких местах (рис. 2.23). В этих случаях линии штриховки стекла (рис. 2.24) наносят с наклоном 15. ..20° к линии большой стороны контура сечения. Узкие площади сечений, ширина которых на чертеже менее 2 мм, допускается показывать зачерненными с просветами между смежными сечениями не менее 0,8 мм (рис. 2.25). Обозначения дерева и засыпки выполняют от руки.
В смежных сечениях двух деталей наклон линий штриховки берут
31
Рис. 2.25. Зачернение Рис. 2.26. Штриховка узких площадок сечений . смежных сечений
Рис. 2.27. Штриховка у контура при больших площадях сечений
для одного сечения вправо, для другого — влево (встречная штриховка); в случаях вынужденной штриховки одинакового наклона и направления изменяют расстояние между линиями штриховки (рис. 2.26, а) или сдвигают эти линии в одном сечении по отношению к другому, не изменяя угла их наклона (рис. 2.26, б). При штриховке неметаллических материалов (в клетку) в смежных сечениях расстояние между линиями штриховки выбирают разным.
При больших площадях сечений, а также при указании профиля грунта допускается наносить обозначение материала лишь у контура сечения узкой полоской равномерной ширины (рис. 2.27).
2.6. ШРИФТЫ ЧЕРТЕЖНЫЕ
Чертежные шрифты, применяемые для нанесения всех надписей на чертежах и других технических документах, установлены [2.5]. Чертежный шрифт содержит русский, латинский и греческий алфавиты, арабские и римские цифры, а также знаки.
Размер шрифта h определяется высотой прописных букв, мм: 2,5; 3,5; 5; 7; 10; 14; 20; 28; 40.
У
Рис. 2.28. Вспомогательная сетка:
а —для шрифта без наклона; 6 —для шрифта с наклоном 32
Вспомогательная сетка (рис. 2.28)—сетка, образованная вспомогательными линиями, в которые вписывают буквы. Построение шрифта во вспомогательной сетке показано на рис. 2.29.
Типы шрифтов:
тип А без наклона (толщина линий шрифта </=714/?);
тип А с наклоном около 75° (d = 7м/г);
тип Б без наклона (d — l/wh);
тип Б с наклоном около 75° (d= 7юЛ).
Параметры шрифтов установлены в зависимости от размера и приведены в табл. 2.1.
Рис. 2.29. Построение шрифта с использованием вспомогательной сетки
Т аблица 2.1. Параметры шрифтов
Параметры Размеры, мм
h 2,5 3,5 Ш 5,0 'рифт типа 7,0 А 10,0 14,0 20,0
С 1,8 2,5 3,5 5,0 7,0 10,0 14,0
а 0,35 0,5 0,7 1,0 1,4 2,0 2,8
ь 4,0 5,5 8,0 11,0 16,0 22,0 31,0
е 1,1 1,5 2,1 3,0 4,2 6,0 8,4
d 0,18 0,25 0,35 0,5 0,7 1,0 1,4
h 2,5 3,5 Ш 5,0 'рифт типа 7,0 Б 10,0 14,0 20,0
С 1,8 2,5 3,5 5,0 7,0 10,0 14,0
а 0,5 0,7 1,0 1,4 2,0 2,8 4,0
ь 4,3 6,0 8,5 12,0 17,0 24,0 34,0
е 1,5 2,1 3,0 4,2 6,0 8,4 12,0
d 0,25 0,35 0,5 0,7 1,0 1,4 2,0
Примечания: 1. Обозначения: h—размер шрифта; с — высота строчных букв; а — расстояние между буквами; b—минимальный шаг строк; е — минимальное расстояние между словами; d — толщина линий шрифта.
2. Относительные размеры параметров шрифта:
Тип А Тип Б
h (14/14)/) = 144 (10/10)/1 = 104
С ........ (10/14)/!= 104 (7/10)Л = 74
а (2/14)/) = 24 (2/10)й = 24
ь (22/14)/) = 224 (17/10)/) = 174
е (6/14)/1 = 64 (6/10)/) = 64
d (1/4)Л=4 (1/10)/) =4
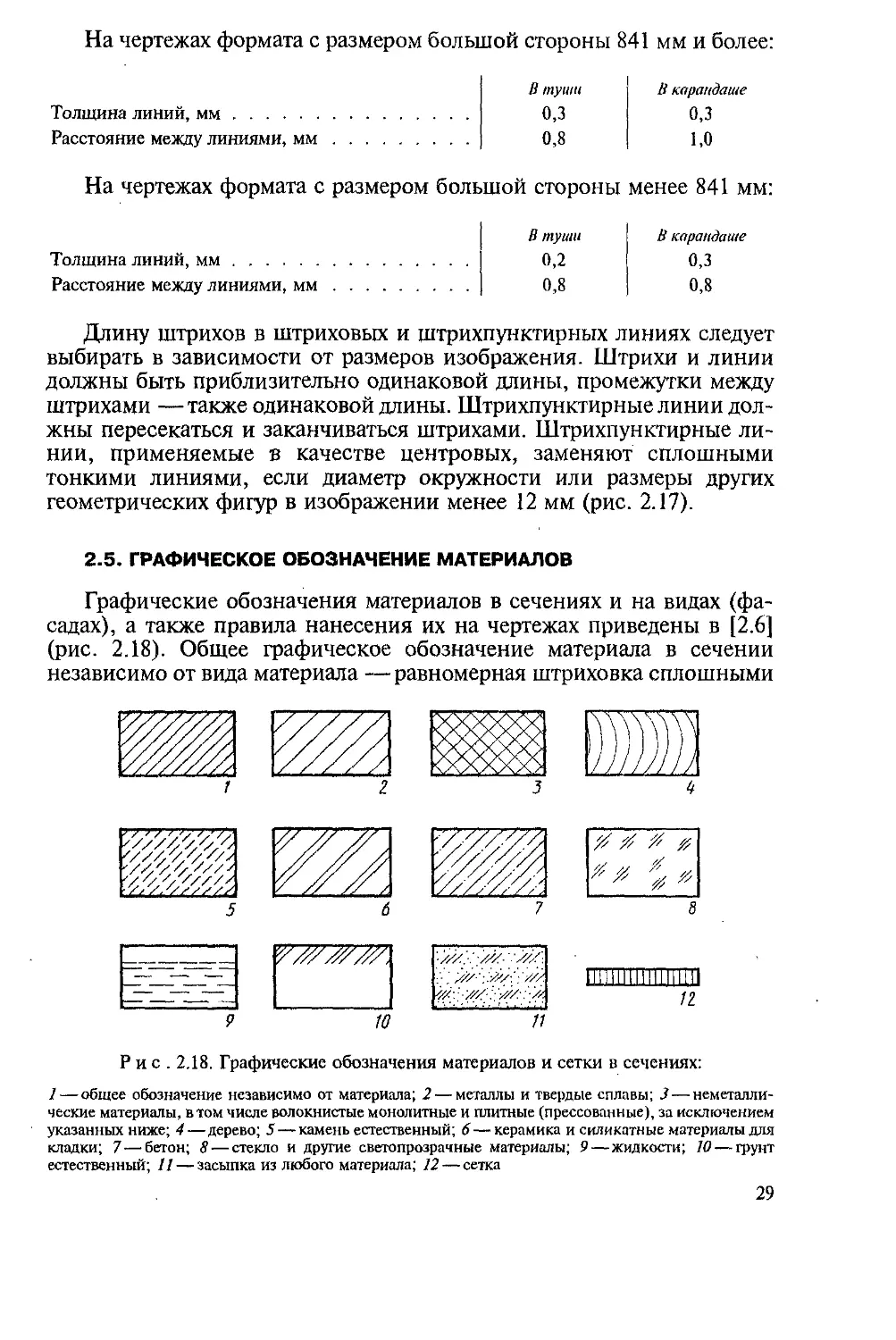
Русский, латинский и греческий алфавиты, арабские и римские цифры, знаки приведены на рис. 2.30...2.34. Наименования букв гре-
2-152
33
Рис. 2.30. Русский алфавит (шрифт типа А): а — с наклоном; б — без наклона
Рис. 2.31. Русский алфавит (шрифт типа Б с наклоном)
Рис. 2.32. Латинский алфавит (шрифт типа А с наклоном)
1 2 3 4 5 6 7 8 9 10 11 12 13
13 14 15 16 17 18 19 20 21 22 23 24
Рис. 2.33. Греческий алфавит (см. текст, шрифт типа Б с наклоном):
1— альфа; 2 — бета, 3— гамма; 4—дельта; 5 — эпсилон; 6 — дзета; 7-—эта; 8 — тета; 9— йота; 10— каппа; 11—ламбда; 12 — ми; 13— ню; 14 — кси; 15 — омикрон; 16 — пи; 17—ро; 18 — сигма; 19 — тау; 20 — ипсилон; 21 — фи; 22 — хи; 23 — пси; 24 — омега
Рис. 2.34. Арабские и римские цифры (шрифт типа Б)
Рис. 2.35. Знаки:
1—точка; 2—двоеточие; 3 —запятая; 4 — точка с запятой; 5 — восклицательный знак; 6 — вопросительный знак; 7—кавычки; 8—и; 9— параграф; 10—равенство; 22 —значение после округления; 12 — соответствует; 13 — асимптотически равно; 14— приблизительно равно; 15— меньше; 16 — больше; 27и 17а— меньше или равно; 18 и 18а—больше или равно; 19— плюс; 20 — минус; тире; 21— плюс-минус; 22, 23 — умножение; 24—деление; 25— процент; 26—градус; 27—минута; 25— секунда; 29— параллельно; 30 — перпендикулярно; 31 — угол; 32 — уклон; 33 — конусность; 34 — квадрат; 35—дуга; 36—диаметр; 37—радикал; 38— интеграл; 39 — бесконечность; 40—квадратные скобки; 41—круглые скобки; 42 — черта дроби; 43 — номер; 44 — от ... до; 45 — знак подобия; 46 — звездочка
ческого алфавита приведены на рис. 2.33. Римские цифры L, С, D, М выполняют по правилам латинского алфавита. Наименования знаков приведены на рис. 2.35, 2.36.
Глава 3
ИЗОБРАЖЕНИЯ
3.1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
Правила изображения предметов установлены в [3.1; 3.2]. Изображения предметов должны выполняться по методу прямоугольного проецирования. При этом предмет предполагается расположенным между наблюдателем и соответствующей плоскостью проекций (рис. 3.1). За основные плоскости проекций принимают шесть граней куба. Грани совмещают с плоскостью, как показано на рис. 3.2.
38
Рис. 3.2. Расположение основных видов на чертеже:
1 — вид спереди (главный вид); 2 — вид сверху; 3 — вид слева; 4 — вид справа; 5 — вид снизу; 6 — вид сзади
Изображение на фронтальной плоскости проекций принимают на чертеже в качестве главного. Главное изображение выбирают так, чтобы оно давало наиболее полное представление о форме и размерах предмета.
Предметы изображают в функциональном положении или в поло-
39
Рис. 3.3. Изображения предмета Рис. 3.4. Разрез с указанием невидимых частей и вид
Рис. 3.5. Вад и сечение
женин, удобном для их изготовления. Предметы, состоящие из нескольких частей, изображают в функциональном положении. Предметы, используемые в любом положении, изображают в положении, удобном для их изготовления. Предметы, функциональное положение которых наклонное, изображают в вертикальном или горизонтальном положении. Длинные (высокие) предметы, функциональное положение которых вертикальное (мачты, колонны, столбы), можно изображать в горизонтальном положении, причем нижнюю часть предмета помещают справа.
Изображения на чертеже в зависимости от их содержания разделяют на виды, разрезы, сечения.
Вид — изображение обращенной к наблюдателю видимой части поверхности предмета. Для уменьшения количества изображений допускается на видах показывать необходимые невидимые части поверхности предмета с помощью штриховых линий (рис. 3.3).
Разрез — изображение предмета, мысленно рассеченного одной или несколькими плоскостями, при этом мысленное рассечение предмета относится только к данному разрезу и не влечёт за собой изменения других изображений того же предмета. На разрезе показывают то, что получается в секущей плоскости и что расположено за ней (рис. 3.4).
Сечение — изображение фигуры, получающейся при мысленном рассечении предмета одной или несколькими плоскостями (рис. 3.5). Допускается в качестве секущей применять цилиндрическую поверхность, развертываемую затем в плоскость.
Количество изображений (видов, разрезов, сечений) на чертеже должно быть наименьшим, но обеспечивающим полное представление о предмете при применении стандартных условных обозначений, знаков и надписей.
3.2. ВИДЫ
Названия видов на чертежах не надписывают, если они расположены в установленной проекционной связи (см. рис. 3.2). Если виды сверху, слева, справа, снизу, сзади не находятся в непосредственной 40
А-А в-S
Рис. 3.6. Изображения —виды, разрезы, сечения
проекционной связи с главным изображением, то направление проецирования должно быть указано стрелкой около соответствующего изображения. Над стрелкой и над полученным изображением (видом) указывают одну и ту же прописную букву (Д на рис. 3.6). Так же оформляют чертежи, если перечисленные виды отделены от главного изображения другими изображениями или расположены не на одном листе с ним.
Когда отсутствует изображение, на котором может быть показано направление взгляда, название вида надписывают.
Рис. 3.7. Изображения —главный вид Рис. 3.8. Вариант расположения допол-с местными разрезами, горизонтальный нительного вида —Б
разрез и дополнительный вид
41
Рис. 3.9. Главное изображение и дополнительный вид
Дополнительный вид. Если какую-нибудь часть предмета невозможно показать на основных видах без искажения формы и размеров, то применяют дополнительные виды, получаемые на плоскостях, не параллельных основным плоскостям проекций (рис. 3.7...3.9). Дополнительный вид на чертеже отмечают прописной буквой, а у связанного с дополнительным видом изображения предмета ставят стрелку, указывающую направление взгляда, с соответствую
щим буквенным обозначением (Б на рис.
3.7, 3.8). Если дополнительный вид расположен в непосредственной проекционной связи с соответствующим изображением, стрелку и надпись над видом не наносят (рис. 3.9).
Расположение дополнительного вида, показанное на рис. 3.7 и 3.9,
предпочтительнее.
Дополнительный вид допускается повертывать, но с сохранением, как правило, положения, принятого для данного предмета на главном изображении, при этом обозначение вида дополняют графическим
обозначением . При необходимости указывают угол поворота.
Местный вид. Изображение отдельного, ограниченного места поверхности предмета называют местным видом (Г, см. рис. 3.6; Д, см. рис. 3.12). Местный вид может быть ограничен линией обрыва, по возможности в наименьшем размере (Д, см. рис. 3.12), или не ограничен (Д см. рис. 3.12). Местный вид отмечают на чертеже подобно дополнительному виду.
Р и с . 3.10. Чертеж корпуса с развернутым видом А
42
Развернутый вид. Для изображения поверхностей некоторых предметов сложной формы применяют развернутый вид (рис. 3.10), обоз-
Р и с . 3.11. Изображение стрелки, указывающей направление взгляда
начаемый знаком . Развернутый вид, или «развертку», используют для изображения деталей, изготовляемых гибкой (см. рис. 2.12, 2.13).
Соотношение размеров стрелок, указывающих направление взгляда, приведено на рис. 3.11.
3.3. РАЗРЕЗЫ
В зависимости от положения секущей плоскости относительно плоскости проекций разрезы называют горизонтальными, вертикальными, наклонными.
Горизонтальный разрез имеет секущую плоскость (или плоскости),
Р и с . 3.12. Виды и простые разрезы, их обозначения на чертеже
43
Р и с . 3.13. Чертеж детали со сложными разрезами и их обозначения
параллельную горизонтальной плоскости проекций (например, разрез А —А, рис. 3.12; разрез Б — Б, рис. 3.13).
Вертикальный разрез имеет секущую плоскость (или плоскости), перпендикулярную горизонтальной плоскости проекций (например, разрез на главном изображении, рис. 3.12; разрезы А — А, В — В, Г— Г, рис. 3.13; разрез Б — Б, рис. 3.6).
Наклонный разрез имеет секущую плоскость, не параллельную и не перпендикулярную горизонтальной плоскости проекций (например, разрез В —В, рис. 3.6).
Вертикальный разрез называют фронтальным, если секущая плоскость параллельна фронтальной плоскости проекций (например, разрез на рис. 3.4; разрез Б—Б на рис. 3.6), и профильным, если секущая плоскость параллельна профиль-
ной плоскости проекций (например, разрез Б — Б, рис. 3.12).
В зависимости от числа секущих плоскостей разрезы разделяют на
простые — при одной секущей плоскости (например, рис. 3.4) и
сложные — при нескольких секущих плоскостях.
Сложные разрезы называют ступенчатыми, если секущие плоскости параллельны (например, ступенчатый горизонтальный разрез Б — Б, рис. 3.13; ступенчатый фронтальный разрез А —А, рис. 3.14),
А-А
Р и с . 3.14. Ступенчатый фронтальный разрез
*А
Рис. 3.15. Сложный разрез
44
4-л
Р и с . 3.16. Сложный разрез
Р и с . 3.17. Поперечные разрезы
и ломаными, если секущие плоскости пересекаются (например, разрезы А —А на рис. 3.6,3.13). Примеры сложных разрезов приведены на рис. 3.15, 3.16.
Разрезы называют продольными, если секущие плоскости направлены вдоль длины или высоты предмета, ипоперечными, если секущие плоскости направлены перпендикулярно длине или высоте предмета (например, разрезы А —А и Б — 5 на рис. 3.17).
Обозначение разрезов. Положение секущей плоскости обозначают на чертеже разомкнутой линией. При сложном разрезе штрихи разомкнутой линии проводят также у мест пересечения секущих плоскостей между собой. На начальном и конечном штрихах ставят стрелки, указывающие направление взгляда (см. рис. 3.6...3.8, 3.12, 3.13, 3.15, 3.17). Стрелки проводят на расстоянии 2...3 мм от конца штриха. Начальный и конечный штрихи не должны пересекать контур соответствующего изображения.
У начала и конца линии сечения, при необходимости и у мест пересечения секущих плоскостей, ставят одну и ту же прописную букву русского алфавита. Буквы наносят около стрелок, указывающих на-
45
А-А
Р и с . 3.18. Ломаный разрез
Рис. 3.20. Местные разрезы
Рис. 3.21. Соединение части вида и части разреза при наличии симметрии детали
Рис. 3.22. Соединение части вида и части разреза при отсутствии симметрии детали
деление взгляда, в местах пересечения со стороны внешнего угла.
Повернутый разрез обозначают знаком (Г — Г на рис. 3.13).
\ Разрез отмечают надписью по типу А —А (всегда двумя буквами через тире).
I Когда секущая плоскость совпадает с плоскостью симметрии предмета в целом, а соответствующие изображения расположены на одном и том же листе в непосредственной проекционной связи и не разделены какими-либо другими изображениями, для горизонтальных, фронтальных и профильных разрезов положение секущей плоскости не обозначают и разрез надписью не сопровождают (например, разрез в качестве главного изображения на рис. 3.12).
Расположение разрезов. Горизонтальные, фронтальные и профильные разрезы могут быть расположены на месте соответствующих
основных видов.
При ломаных разрезах наклонные секущие плоскости условно поворачивают до совмещения в одну плоскость, при этом направление поворота может не совпадать с направлением взгляда (рис. 3.18). При повороте секущей плоскости элементы предмета, расположенные за ней, вычерчивают так, как они проецируются на плоскость, с которой производится совмещение (рис. 3.19).
Местный разрез. Разрез, служащий для выяснения устройства предмета лишь в отдельном, ограниченном месте, называют местным. Местный разрез выделяют на виде сплошной волнистой линией (рис. 3.20) или сплошной тонкой
Рис. 3.23. Соединение части вида и части разреза при симметрии и совпадении проекций оси и ребра
линией с изломом. Она не должна совпадать с какими-либо другими
линиями изображения.
Соединение части ввда и части разреза. Часть вида и часть соответствующего разреза допускается соединять, разделяя их сплошной волнистой линией (рис. 3.21, 3.22, 3.23) или сплошной тонкой линией с изломом. Если при этом соединяют половину вида и половину разреза, каждый из которых является симметричной фигурой, то разделяющей линией служит ось симметрии (например, вид сверху и горизонтальный разрез А —А, вид слева и профильный разрез Б — Б на рис. 3.12).
3.4. СЕЧЕНИЯ
Сечения, не входящие в состав разреза, называют вынесенными (рис. 3.24, см. также рис. 3.5) и наложенными (рис. 3.25). Вынесенные сечения допускается располагать в разрыве между частями одного и того же вида (рис. 3.26). При этом, если фигура сечения симметрична, линию сечения не проводят.
47
Рис. 3.24. Вынесенное несимметричное сечение
Рис. 3.25. Наложенное симметричное сечение
Рис. 3.26. Вынесенное симметричное сечение в разрыве изображения
Рис. 3.27. Вынесенное несимметричное сечение в разрыве изображения и его обозначение
Рис. 3.28. Наложенное несимметричное сечение и его обозначение
А~А 'О
Рис. 3.29. Одинаковые сечения профильными плоскостями и их обозначения
Рис. 3.30. Одинаковые сечения параллельными наклонными плоскостями и их обозначения
Рис. 3.32. Положение секущих плоскостей для получения нормальных поперечных сечений
Рис. 3.33. Круглые отверстия и углубления в сечениях
Рис. 3.34. Случай недопустимости применения сечения (применен разрез)
В остальных случаях для линии сечения применяют разомкнутую линию с указанием стрелками направления взгляда и обозначают ее одинаковыми прописными буквами русского алфавита. Сечение сопровождают надписью по типу А —А (см. рис. 3.24). Для несимметричных сечений, расположенных в разрыве (рис. 3.27), или наложенных (рис. 3.28) линию сечения проводят со стрелками, но буквами не обозначают.
Для нескольких одинаковых сечений, относящихся к одному предмету, линии сечения обозначают одной и той же буквой и вычерчивают одно сечение (рис. 3.29, 3.30). Если при этом секущие плоскости направлены под различными углами (рис. 3.31), то знак О не наносят.
Секущие плоскости выбирают так, чтобы получить нормальные поперечные сечения (рис. 3.32).
Если секущая плоскость проходит через ось поверхности вращения,
49
ограничивающей отверстие или углубление, то контур отверстия или углубления в сечении показывают полностью (рис. 3.33, а, б). /
Если сечение получается состоящим из отдельных частей, то следует
применять разрез (рис. 3.34). /
3.5. ВЫНОСНЫЕ ЭЛЕМЕНТЫ
Рис. 3.35. Выносной элемент
А(2^)
Выносной элемент — дополнительное отдельное изображение (обычно увеличенное) какой-либо части предмета, требующей графического и других пояснений в отношении формы, размеров и иных данных. Выносной элемент может содержать подробности, не указанные на соответствующем изображении, и может отличаться от него по содержанию (например, изображение может быть видом, а выносной элемент — разрезом).
Если применяют выносной элемент, то соответствующее место отмечают на виде, разрезе или сечении замкнутой сплошной тонкой линией —окружностью, овалом и т. п.— с обозначением
выносного элемента прописной буквой или сочетанием прописной буквы с арабской цифрой на полке линии-выноски. Над изображением элемента указывают обозначение и масштаб, в котором он выполнен (рис. 3.35).
Располагают выносной элемент возможно ближе к соответствующему месту на изображении предмета.
3.6. УСЛОВНОСТИ И УПРОЩЕНИЯ
Если изображение представляет собой симметричную фигуру, допускается вычерчивать его половину (см. вид В на рис. 3.12) или немного более половины с проведением в последнем случае линии обрыва (см. рис. 3.23).
Если предмет имеет несколько одинаковых равномерно расположенных элементов, то на изображении этого предмета показывают один-два таких элемента, а остальные элементы показывают упрощенно или условно (рис. 3.36).
Допускается упрощенно изображать проекции линий пересечения поверхностей на видах и разрезах, если не требуется их точного построения. Например, вместо гипербол, эллипсов и других кривых проводят дуги окружностей и прямые линии (рис. 3.37).
Плавный переход от одной поверхности к другой показывают условно (рис. 3.38) или совсем не показывают (рис. 3.39).
Такие детали, как винты, заклепки, шпонки, непустотелые валы и шпиндели, шатуны, рукоятки и т. п., при продольном разрезе показы-50
Рис. 3.36. Условное обозначение (тонкой линей Г) одинаковых равномерно расположенных элементов
Нис . 3.37. Упрощенное изображение лекальных । кривых:
дуга 1 окружности и прямая 2 вместо гиперболы
Рис. 3.38. Условное изображение плавного перехода поверхностей (линий перехода)
Рис. 3.39. Изображения без условного обозначения плавного перехода от одной поверхности к другой (без линий перехода)
вают нерассеченными. Шарики всегда показывают нерассеченными. Как правило, показывают нерассеченными на сборочных чертежах гайки и шайбы.
Такие элементы, как спицы маховиков, шкивов, зубчатых колес, тонкие стенки типа ребер жесткости и т. п., показывают незаштрихо-ванными, если секущая плоскость направлена вдоль оси или длинной стороны такого элемента. Если в подобных элементах имеется местное сверление, углубление и т. п., то делают местный разрез, как показано на рис. 3.40 (см. также рис. 3.20).
Пластины, а также элементы деталей (отверстия, фаски, пазы, углубления и т. п.) размером (или разницей в размерах) на чертеже 2 мм и менее изображают с отступлением от масштаба, принятого для всего изображения, в сторону увеличения.
Незначительную конусность или уклон допускается изображать с увеличением. На тех изображениях, на которых уклон или конусность отчетливо не выявляются, например главный вид на рис. 3.41, а или вид сверху на рис. 3.41, б, проводят только одну линию, соответству-
51
Рис. 3.40. Изображение местного разреза в ребре
Р и с . 3.41. Изображение деталей с незначительными уклоном и конусностью
Рис. 3.42. Изображение плоской поверхности диагональными сплошными тонкими линиями
ющую меньшему размеру элемента с уклоном или меньшему основанию конуса.
Плоские поверхности на чертеже выделяют при необходимости диагональными сплошными тонкими линиями (рис. 3.42).
Предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т. п.), допускается изображать с разрывами. Частичное изображение с разрывом ограничивают одним из следующих способов:
а) сплошной тонкой линией с изломом, которая может выходить за контур изображения на длину от 2 до 4 мм. Эта линия может быть наклонной относительно линии контура (рис. 3.43, а, б);
б) сплошной волнистой линией, соединяющей соответствующие линии контура (рис. 3.43, в, г);
в) линиями штриховки (рис. 3.43, д, е).
На чертежах предметов со сплошной сеткой, плетенкой, орнаментом, рельефом, накаткой и т. д. можно изображать эти элементы частично, с возможным упрощением (рис. 3.44).
Отверстия в ступицах колес, шкивов и т. п., а также шпоночные пазы можно показывать лишь контуром отверстия (рис. 3.45) или паза (рис. 3.46).
Отверстие в круглом фланце, когда оно не попадает в секущую плоскость, можно изображать в разрезе (рис. 3.47).
Условное графическое обозначение Повернуто должно соответствовать рис. 3.48, а, и Развернуто —рис. 3.48, б.
Рис. 3.43. Изображение длинных деталей с разрывами
61
Рис. 3.44. Изображение детали с рифлением
Рис. 3.46. Изображение шпоночного паза контуром
Рис. 3.45. Изображение отверстия в ступице контуром
Рис. 3.47. Изображение отверстия в круглом фланце
Рис. 3.48. Знаки на чертеже «повернуто» (а) и «развернуто» (б)
53
3.7. АКСОНОМЕТРИЧЕСКИЕ ПРОЕКЦИИ
В [3.3] стандартизованы прямоугольные и косоугольные аксонометрические проекции с различным расположением осей.
Прямоугольная изометрическая проекция. Положение аксонометрических осей приведено на рис. 3.49. Коэффициент искажения по осям х, у, z равен 0,82. Для упрощения изометрическую проекцию, как правило, выполняют без искажения, т. е. приняв коэффициент искажения равным 1. Окружности, лежащие в плоскостях, параллельных плоскостям проекций, проецируются на аксонометрическую плоскость проекций в эллипсы (рис. 3.50, а).
Рис. 3.49. Аксонометрические оси прямоугольной изометрии
Рис. 3.50. Изображение окружностей (о) и построение овала, заменяющего эллипс (6), в прямоугольной изометрии:
1, 2, 3 — эллипсы, их большие оси перпендикулярны осям у, z и х соответственно
В зависимости от принятых коэффициентов искажения длины осей эллипсов 1, 2 и 3 при диаметре окружности D будут равны:
Коэффициент искажения....................
Большая ось эллипса .....................
Малая ось эллипса........................
0,82
D 0,582)
1,222)
0,712)
Один из способов построения овала, близкого к эллипсу, в изометрической проекции окружности приведен на рис. 3.50, б.
54
Р и с . 3.51. Аксонометрические оси прямоугольной диметрии
Рис. 3.52. Изображение окружности в прямоугольной диметрии:
1, 2, 3 — эллипсы, их большие оси перпендикулярны осям у, z и х соответственно
Р и с . 3.53. Аксонометрические оси косоугольной фронтальной изометрии
Рис. 3.54. Изображение окружности в косоугольной фронтальной изометрии:
1 — окружность; 2 — эллипс; 3 — эллипс с большой осью под углом 22°30' к оси z
Прямоугольная диметрическая проекция. Положение аксонометрических осей приведено на рис. 3.51. Коэффициент искажения по оси у равен 0,47, а по осям х и z — 0,94. Диметрическую проекцию выполняют, как правило, упрощенно, с коэффициентом искажения, равным 1, по осям х и z и с коэффициентом искажения 0,5 по оси у. Окружности, лежащие в плоскостях, параллельных плоскости проекций, проецируются на аксонометрическую плоскость проекций в эллипсы (рис. 3.52).
55
В зависимости от принятых коэффициентов искажения длины осей эллипсов 1, 2 и 3 при диаметре окружности D будут равны:
Коэффициент искажения .
Большая ось эллипсов 1, 2, 3
Малая ось эллипса 1 ... .
То же эллипсов 2, 3 ... .
0,47 и 0,94 О 0,90 0,330
0,5 И 1 1,06.0 0,957) 0,350
Косоугольная фронтальная изометрическая проекция. Положение аксонометрических осей приведено на рис. 3.53. Допускается применять проекции с углом наклона оси у 30 и 60°. Фронтальную изометрическую проекцию выполняют без искажения по осям х, у, z. Окружности, лежащие в плоскостях, параллельных фронтальной плоскости проекций, проецируются на аксонометрическую плоскость в окружности, а окружности, лежащие в плоскостях, параллельных горизонтальной и профильной плоскостям проекций,— в эллипсы (рис. 3.54). Большая ось эллипсов 2 и 3 равна 1,3, а малая ось —0,54 диаметра окружности.
Рис. 3.56. Изображения окружности в косоугольной горизонтальной изометрии:
Рис. 3.55. Аксонометрические оси косоугольной горизонтальной изометрии
1 — эллипс с большой осью под углом 15° к оси z; 2 — окружность; 3— эллипс с большой осью под углом 30° к оси z
Косоугольная горизонтальная изометрическая проекция. Положение аксонометрических осей приведено на рис. 3.55. Допускается применять горизонтальные изометрические проекции с углом наклона оси у 45 и 60°, сохраняя угол между осями х и у равным 90°. Горизонтальную изометрическую проекцию выполняют без искажения по осям х, у и Z- Окружности, лежащие в плоскостях, параллельных горизонтальной 56
Рис. 3.57. Аксонометрические оси косоугольной фронтальной диметрии
Рис. 3.58. Изображения окружности в косоугольной фронтальной диметрии:
1 — окружность; 2—эллипс с большой осью под углом 7°14' к оси х\ 3 — эллипс с большой осью под углом 7° 14' к оси z
Рис. 3.59. Линии штриховки в сечениях деталей в аксонометрических проекциях
плоскости проекций, проецируются на аксонометрическую плоскость проекций в окружности, а окружности, лежащие в плоскостях, параллельных фронтальной и профильной плоскостям проекций,— в эллипсы (рис. 3.56). Большая ось эллипса 1 равна 1,37, а малая ось —0,37 диаметра окружности. Большая ось эллипса 3 равна 1,22, а малая ось — 0,71 диаметра окружности.
Косоугольная фронтальная диметрическая проекция. Положение аксонометрических осей приведено на рис. 3.57. Допускается применять фронтальные диметрические проекции с углом наклона оси у 30 и 60°. Коэффициент искажения по оси у равен 0,5, по осям х и z — 1. Окружности, лежащие в плоскостях, параллельных фронтальной плоскости проекций, проецируются на аксонометрическую плоскость проекций, в окружности, а окружности, лежащие в плоскостях, параллельных горизонтальной или профильной плоскости проекций,— в 57
Рис. 3.60. Изображение детали в прямоугольной изометрии
Р и с . 3.61. Изображение в ортогональной проекции (а) и построение изображения детали криволинейной формы в прямоугольной изометрии (б)
Рис. 3.62. Изображение детали в прямоугольной диметрии
Р и с . 3.63. Изображение детали в косоугольной фронтальной изометрии
Рис. 3.64. Изображение детали в косоугольной горизонтальной изометрии
Рис. 3.65. Изображение детали в косоугольной фронтальной диметрии
Рис. 3.66. Нанесение размеров в аксонометрических проекциях
эллипсы (рис. 3.58). Большая ось эллипсов 2 и 3 равна 1,07, а малая ось—0,33 диаметра окружности.
Штриховка и нанесение размеров. Линии штриховки сечений в аксонометрических проекциях наносят параллельно одной из диагоналей проекций квадратов, лежащих в соответствующих координатных плоскостях, стороны которых параллельны аксонометрическим осям (рис. 3.59). В аксонометрических проекциях ребра жесткости, спицы маховиков и подобные элементы штрихуют (рис. 3.62, 3.65).
Примеры изображения деталей в аксонометрических проекциях даны на рис. 3.60...3.65.
При нанесении размеров выносные линии проводят параллельно аксонометрическим осям, размерные линии — параллельно измеряемому отрезку (рис. 3.66).
Г л а в a 4
ПРАВИЛА НАНЕСЕНИЯ РАЗМЕРОВ, ОБОЗНАЧЕНИЙ И НАДПИСЕЙ
4.1. НАНЕСЕНИЕ РАЗМЕРОВ
Общие положения. Правила нанесения размеров установлены в [4.1]. Величину изображенного изделия и его элементов устанавливают нанесенные на чертеже размерные числа, за исключением случаев, предусмотренных ГОСТ 2.414—75. Размерные числа располагают у размерных линий, на полках линий-выносок, в таблицах, технических требованиях, используют с условными знаками.
Общее количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля изделия. Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях, основной надписи и спецификации, за исключением справочных размеров (см. ниже).
Единицы линейных и угловых размеров. Линейные размеры на чертежах указывают в миллиметрах без обозначения единицы. Размеры, приводимые в технических требованиях и надписях на поле чертежа, обязательно указывают с единицей.
Если на чертеже размеры необходимо указать не в миллиметрах, то соответствующие размерные числа записывают с обозначением единицы (см, м) или указывают единицы в технических требованиях. Простые дроби допускается применять только для размеров в дюймах.
Угловые размеры указывают в. градусах, минутах и секундах с обозначением единицы, например 4°; 4°30'; 12°45'30"; 0°18'; 0°0'30". Некоторые угловые размеры задают значениями уклона и конусности (см. ниже рис. 4.30, 4.31).
Отметки уровней (высоты, глубины) конструкции или ее элементов от уровня, принятого за «нулевой», указывают в метрах с точностью до третьего десятичного знака, без обозначения единицы (см. рис. 4.35).
Размерные и выносные линии. Размерные линии проводят между выносными, осевыми, центровыми линиями, а также непосредственно к линиям видимого контура. Их предпочтительно наносить вне контура изображения. Размерную линию ограничивают стрелками с обоих концов, кроме указанных ниже случаев (см. рис. 4.19, 4.23, 4.28). На размерной линии радиуса наносят одну стрелку.
Размеры стрелок выбирают в зависимости от толщины линий видимого контура и вычерчивают приблизительно одинаковыми на всем чертеже. Форма стрелки и примерное соотношение ее элементов показаны на рис. 4.1. Если длина размерной линии недостаточна для размещения на ней стрелок, то размерную линию (или контурные, осевые и т. д.) и стрелки наносят, как показано на рис. 4.2. При недостатке места для стрелок на размерных линиях, расположенных 60
Р и с , 4.1. Форма и размеры элементов Рис. 4.2. Нанесение размерных стрелок линий при недостатке места для
их размещения
Рис. 4.3. Замена стрелок засечками (а) и точками (б)
Рис. 4.4. Прерывание контурной линии для изображения стрелки
цепочкой, стрелки можно заменить засечками, наносимыми под углом 45° к размерным линиям (рис. 4.3, а), или точками (рис. 4.3, б). При недостатке места для стрелки из-за близко расположенных контурных или выносных линий последние можно прерывать (рис. 4.4).
Расстояние между размерными линиями выбирают в зависимости от размеров изображения и насыщенности чертежа. При этом минимальное расстояние между параллельными размерными линиями 7 мм, между размерной и линией контура —10 мм.
Нельзя использовать линии контура, осевые, центровые и выносные в качестве размерных.
Необходимо избегать пересечения размерных и выносных линий (см. рис. 4.49 — выполнено правильно).
Выносные линии проводят от линий видимого контура или точек пересечения их продолжений, центров окружностей, дуг, размерных линий криволинейного контура (см. рис. 4.29), а также от линий невидимого контура, если при этот отпадает необходимость в вычерчивании дополнительного изображения. Выносные линии должны выходить за концы стрелок размерной линии на 1...5 мм.
При нанесении размера криволинейного отрезка размерную линию проводят параллельно этому отрезку, а выносные линии — перпендикулярно размерным (рис. 4.5, см. также рис. 4.2, 4.3). В случаях, показанных на рис. 4.6, размерную и выносные линии проводят так, чтобы они вместе с измеряемым отрезком образовали параллелограмм. Если надо показать вершины скругляемого угла, то выносные линии
61
Рис. 4.5. Расположение выносных
и размерных линий
Рис. 4.6. Расположение выносных и размерных линий в форме параллелограмма
Рис. 4.7. Нанесение ко- Рис. 4.8. Нанесе-ординат при скруглениях ние размера угла в углах
Рис. 4.9. Нанесение размеров дуги
проводят от точек пересечения сторон скругляемых углов (рис. 4.7). При нанесении размера угла размерную линию проводят в виде дуги с центром в вершине угла, а выносные линии — радиально (рис. 4.8). При нанесении размера дуги окружности размерную линию проводят концентрично дуге, выносные линии — параллельно биссектрисе угла, а над размерным числом ставят знак п (рис. 4.9, а). Можно выносные линии размера дуги располагать радиально, а при наличии нескольких концентрических дуг необходимо указывать, к какой из них относится размер (рис. 4.9, 6). Для деталей, подобных изображенной на рис. 4.10, выносные линии проводят по дугам окружностей, а размерную — радиально.
Размерные числа наносят над размерной линией возможно ближе к ее середине (рис. 4.11). Однако при нанесении размера диаметра внутри окружности размерные числа смещают относительно середины размерных линий (см. рис. 4.19). При нанесении нескольких параллельных или концентрических размерных линий размерные числа над ними рекомендуется располагать в шахматном порядке (рис. 4.12).
Расположение размерных чисел линейных размеров при различных наклонах размерных линий показано на рис. 4.13. Простановка угловых размеров показана на рис. 4.14. В зоне, расположенной выше горизонтальной осевой линии, размерные числа помещают над размерными линиями со стороны выпуклости, в противоположной зоне — со сто-62
50
Р и с . 4,10. Нанесение выносных
линий в виде дуг
Р и с . 4.11. Нанесение размерных чисел
Р и с . 4.12. Нанесение размерных чисел в «шахматном» порядке
Р и с . 4.13. Нанесение линейных Рис. 4.14. Нанесение угловых
размеров при различных положениях ' размеров в зависимости размерных линий от расположения углов
Рис. 4.15. Нанесение линейных размеров на палках
роны вогнутости. В заштрихованной зоне по рис. 4.13, 4.14 размерные числа указывают на горизонтальных полках (рис. 4.15).
Если для нанесения стрелок или написания размерного числа
63
05
Ри с . 4.16. Нанесение размеров при коротких размерных линиях
Р и с . 4.17. Нанесение размерных чисел при недостатке места для их размещения
Рис. 4.18. Нанесение размера на сечении
Р и с . 4.19. Обрыв размерных линий
Рис. 4.20. Размерная линия в случае изображения предмета с разрывом
недостаточно места, то их наносят так, как показано на рис. 4.16 и 4.17. Способ нанесения размерного числа при различных положениях размерных линий (стрелок) на чертеже определяется наибольшим удобством чтения.
Размерные числа нельзя разделять или пересекать какими бы то ни было линиями чертежа и наносить в местах пересечения размерных, осевых и центровых линий. В месте нанесения размерного числа 64
Рис. 4.21. Нанесение размера радиуса дуги, когда не требуется указывать центр
Рис. 4.22. Размерная линия большого радиуса
Рис. 4.23. Простановка размеров нескольких радиусов из одного центра
Рис. 4.24. Нанесение радиусов скруглений:
о—наружных; б—внутренних; в — меньших 1 мм в масштабе чертежа; г — одинаковой величины
осевые, центровые и линии штриховки прерывают (рис. 4.18), но линию контура прерывать нельзя.
При изображении части вида или части разреза симметричного предмета размерные линии, относящиеся к этим элементам, проводят с обрывом. Обрыв размерной линии делают дальше оси или линии обрыва изделия (рис. 4.19, а, б). При изображении изделия с разрывом размерную линию не прерывают (рис. 4.20).
Нанесение размеров формы поверхностей деталей. При нанесении размера радиуса перед размерным числом помещают прописную букву R (см. рис. 4.9). Если не требуется указывать размеры, определяющие положение центра дуги окружности, то размерную линию радиуса можно не доводить до центра и смещать ее относительно центра (рис. 4.21). Когда при нанесении размера радиуса дуги окружности надо указать размер, определяющий положение ее центра, то этот центр изображают в виде пересечения центровых или выносных линий. При большом радиусе центр можно приблизить к дуге, в этом случае размерную линию радиуса показывают с изломом под углом 90° (рис. 4.22). При простановке нескольких размеров радиусов из одного центра размерные линии любых двух радиусов не располагают на одной 3-152 65
Рис. 4.25. Указание размеров в случае сопряжения параллельных линий дугой окружности
L
Рис. 4.26. Указание размеров поверхностей элементарных геометрических тел: а — пирамиды; б — сферы; в—тора; г, д — призмы квадратного сечения; е — кругового конуса; ж, з, и, к — усеченного конуса
прямой (рис. 4.23, а), а размерные линии, расположенные между двумя крайними, можно не доводить до центра (рис. 4.23, б).
Нанесение радиусов скруглений показано на рис. 4.24, а —г. Скругления, размер которых в масштабе чертежа 1 мм и менее, на чертеже не изображают (рис. 4.24, в). Размеры одинаковых радиусов можно указывать на общей полке (рис. 4.24, г). Если радиусы скруглений, сгибов и т. п. одинаковы или какой-либо радиус преобладает, то их не наносят на чертеж изделия, а делают запись в технических требованиях: Радиусы скруглений 4 мм, Внутренние радиусы сгибов 8мм, Неуказанные радиусы 5мм и т. п. Можно не наносить на чертеж размеры радиуса дуги окружности сопрягающихся параллельных линий (рис. 4.25).
При указании размера диаметра во всех случаях перед размерным числом ставят знак 0.
66
Рис. 4.27. Нанесение размеров сферы при очевидном ее изображении
Рис. 4.28. Нанесение размеров диаметров детали сложной конфигурации
Рис. 4.29. Нанесение размеров на деталях сложной формы
Минимальное количество размеров, необходимых для задания формы элементарных геометрических тел, показано на рис. 4.26, а —к.
Перед размерным числом диаметра или радиуса сферы наносят знак 0 или R без надписи Сфера (рис. 4.27, а, б). Однако если на чертеже изображение сферы неоднозначно, то перед размерным числом диаметра (радиуса) можно наносить слово Сфера или знак О, например Сфера 0 18, OR 12 (см. рис. 4.26, 6). Диаметр знака сферы равен размеру шрифта размерных чисел на чертеже.
Размеры диаметров цилиндрического изделия сложной конфигурации можно наносить, как показано на рис. 4.28.
Размеры контура криволинейного профиля наносят, как показано на рис. 4.29, а, б. —
Размеры квадрата указывают со знаком(см. рис. 4.26, г, д), если требования к точности расположения всех граней одинаковы. Высоту знака квадрата принимают равной высоте размерных чисел.
Некоторые угловые размеры задают значениями уклона и конусности. Уклон — это тангенс угла наклона данной прямой (плоскости) к какой-либо другой прямой (плоскости). Уклон поверхности указывают непосредственно у изображения поверхности уклона или на полке линии-выноски в виде соотношения (рис. 4.30, а), в процентах (рис. 4.30, 6) или в промилле (рис. 4.30, в). Перед размерным числом, определяющим уклон, наносят знак2^., острый угол которого направлен в сторону уклона.
67
Рис. 4.30. Обозначение уклона
Р и с . 4.31. Обозначение конусности
Под конусностью понимают отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними. Перед размерным числом, характеризующим конусность, наносят знак-<3,острый угол которого должен быть направлен в сторону вершины конуса (рис. 4.31).
Размеры детали или отверстия прямоугольной формы можно указывать на полке линии-выноски размерами сторон через знак умножения. При этом на первом месте указывают размер той стороны прямоугольника, от которой проведена линия-выноска (рис. 4.32, а).
При изображении детали в одной проекции на полке линии-выноски (рис. 4.32, б, в) наносят также размер толщины ($0,4) или длины (/200).
Размер фаски под углом 45° наносят, как показано на рис. 4.33, а, б. Если размер фаски в масштабе чертежа 1 мм и менее, то размер указывают на полке линии-выноски, проведенной от грани (рис. 4.33, в, г).
Размеры фасок под другими углами указывают по общим правилам —линейным и угловым размерами (рис. 4.33, д — ж).
Размеры положения элементов деталей и повторяющихся элементов. Размеры, определяющие расположение сопрягаемых поверхностей, проставляют, как правило, от конструктивных баз с учетом возможностей выполнения и контроля этих размеров.
Размеры, определяющие взаимное расположение элементов предмета или его поверхностей, наносят от общей базы (рис. 4.34, а —е, 68
размерами; ж—линейными размерами
4.35), от нескольких баз (рис. 4.36, а) или между смежными элементами — цепочками (рис. 4.37, а). От одной базы—отсчетного уровня, принимаемого за нулевой, наносят отметки уровней (высот, глубин) конструкции или элемента на виде и разрезе. Их помещают на выносных линиях или линиях контура и обозначают знаком ф»выполненным сплошными тонкими линиями. Наклонные штрихи знака проводят длиной 2...4 мм под углом 45° к выносной линии или линии контура (см. рис. 4.35, а). На виде сверху отметки уровней наносят в рамке непосредственно на изображении или линии-выноске (см. рис. 4.35, б) или как показано на рис. 4.35, в. Отметки уровней указывают в метрах с точностью до третьего десятичного знака без обозначения единицы.
На чертежах деталей, обрабатываемых отливкой, штамповкой, ковкой или прокаткой с последующей механической обработкой, указыг вают не более одного размера по каждому координатному направлению, связывающему механически обрабатываемые поверхно-69
Рис. 4.34. Нанесение размеров положения от общей базы:
а — в—общий случай; г, д—при большом количестве элементов; е — в виде таблицы
в)
Рис. 4.35. Нанесение отметок уровней
сти с поверхностями, не подвергаемыми механической обработке (см. размер 24 на рис. 4.36, б).
Между равномерно расположенными элементами изделия (например, отверстиями) рекомендуется наносить размер между соседними 70
Рис. 4.36. Нанесение размеров положения от нескольких баз:
а — групп элементов от двух баз; б — необработанных поверхностей В, Б от базы А и обработанной Д от базы Г
Рис. 4.37. Нанесение размеров положения цепочкой:
а — при неравномерно расположенных элементах; б, в — при равномерно расположенных элементах
Рис. 4.38. Указание равномерно расположенных элементов без нанесения размеров положения
Рис. 4.39. Группировка размеров, относящихся к одному конструктивному элементу (пазу, отверстию)
71
Рис. 4.40. Нанесение размеров одинаковых элементов — отверстий, фасок
Рис. 4.41. Обозначение однотипных элементов условными знаками и указание размеров в виде таблицы
элементами и размер между крайними элементами в виде произведения количества промежутков между элементами на размер промежутка (см. рис. 4.37, б, в).
При нанесении размеров элементов, равномерно расположенных по окружности изделия (например, отверстий), вместо угловых размеров, определяющих взаимное расположение элементов, указывают только их количество (рис. 4.38, а, б).
Размеры, относящиеся к одному и тому же конструктивному элементу (пазу, выступу, отверстию и т. п.), рекомендуется группировать в одном месте, располагая их на том изображении, на котором геометрическая форма данного элемента показана наиболее полно (рис. 4.39).
Размеры нескольких одинаковых элементов изделия, как правило, наносят один раз с указанием на полке линии-выноски количества этих элементов (рис. 4.40, также см. рис. 4.38).
При большом количестве однотипных элементов изделия, неравномерно расположенных на поверхности, можно указывать их размеры в сводной таблице (см. рис. 4.34, е). Однотипные элементы при этом обозначают арабскими цифрами или прописными буквами.
Если же на чертеже показано несколько групп близких по размерам отверстий, то рекомендуется отмечать одинаковые отверстия одним из условных знаков (рис. 4.41). Количество отверстий и их размеры допускается указывать в таблице. Отверстия обозначают условным знаком на том изображении, на котором указаны размеры их положения.
Одинаковые элементы, расположенные в разных частях изделия (например, отверстия), рассматривают как один элемент, если между ними нет промежутка (рис. 4.42, а) или если эти элементы соединены тонкими сплошными линиями (рис. 4.42, б). При отсутствии этих условий указывают полное количество элементов (рис. 4.42, в).
72
Рис. 4.42. Нанесение размеров одинаковых элементов, расположенных в разных частях изделия
Рис. 4.43. Нанесение размеров одинаковых элементов, расположенных на различных поверхностях
Рис. 4.44. Нанесение размеров на изображениях симметричных предметов с допуском симметричности
Если одинаковые элементы изделия (например, отверстия) расположены на разных поверхностях и показаны на разных изображениях, то количество этих элементов записывают отдельно для каждой поверхности (рис. 4.43).
73
Рис. 4.45. Нанесение размеров на изображениях симметричных изделий
* Размеры Оля справок
Рис. 4.46. Нанесение размеров в случаях двух симметрично расположенных элементов (кроме отверстий)
Размеры, определяющие положение симметрично расположенных поверхностей у симметричных изделий, наносят, как показано на рис. 4.44, а, б и 4.45, а, б. На рис. 4.44 в квадратной рамке буквой А обозначена база (наружная поверхность пластины, ось отверстия 010,5), а в прямоугольной рамке в средней из трех клеточек указывают допуск симметричности относительно базы А. Размеры двух симметрично расположенных элементов (кроме отверстий) наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры (рис. 4.46).
Справочные и неконтролируемые размеры. Размеры, не выполняемые по данному чертежу и указываемые для большего удобства пользования им, называют справочными. На чертеже справочные размеры отмечают знаком *, а в технических требованиях записывают: * Размеры для справок. Если все размеры на чертеже справочные, то их знаком * не отмечают, а в технических требованиях записывают: Размеры для справок.
К справочным относят следующие размеры:
а) один из размеров (рис. 4.47, а, б) замкнутой размерной цепи (предельные отклонения его не указывают);
б) размеры, перенесенные с чертежей изделий — заготовок (рис. 4.47, в);
в) размеры, определяющие положение элементов деталей, подлежащих обработке по другой детали (рис. 4.47, г);
г) размеры на сборочном чертеже, которые указывают предельные положения отдельных элементов конструкции, например ход поршня, ход штока клапана двигателя и т. п.;
д) размеры на сборочном чертеже, перенесенные с чертежей деталей и используемые в качестве установочных и присоединительных, но не контролируемых по данному чертежу;
е) габаритные размеры на сборочном чертеже, перенесенные с ’ чертежей деталей или являющиеся суммой размеров нескольких деталей и не контролируемые по данному чертежу;
74
a)
20t0,65
60h11 25*465 105м
* Размеры для справок
г)
*Размеры для справок
S)
20*0,65
60 м 25*0,65
f05t1,1
* Размеры для спрабок
мя Обработать по сопрягаемой детали (или по дет...)
Рис. 4.47. Справочные размеры:
а — в—один из размеров замкнутой размерной цепи; г—размеры положения элементов детали, обрабатываемых по сопрягаемой детали
(Допуск параллельности осей отв. А и Б 005мм.
2. Разностьразмеров В с обеих сторон не долее о,1мм
Рис. 4.48. Обозначение конструктивных элементов и размеров в случае указания их в технических требованиях
ж) размеры деталей (элементов) из сортового, фасонного, листового и другого проката, если они полностью определяются обозначением материала, приведенным в графе 3 основной надписи.
Знак * наносят на чертежах также и у размеров, контроль которых технически затруднен, а в технических требованиях записывают: Размеры обеспеч. инстр. Эта запись означает, что выполнение заданного чертежом размера с предельным отклонением должно гарантироваться размером инструмента или соответствующим технологическим процессом. При этом размеры инструмента или технологический процесс
75
проверяются с установленной периодичностью в процессе изготовления изделий.
Если в технических требованиях дают ссылку на размер, нанесенный на изображении, то этот размер или соответствующий элемент обозначают буквой, а в технических требованиях помещают запись по типу приведенной на рис. 4.48.
4.2. НАНЕСЕНИЕ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ РАЗМЕРОВ
Предельные отклонения размеров, согласно [4.1], указывают непосредственно после номинальных размеров (указание предельных отклонений для размеров низкой точности см. ниже).
Для линейных размеров предельные отклонения указывают на чертежах согласно [4.12; 4.13]:
обозначениями полей допусков, например 20//7 (рис. 4.49, а);
числовыми значениями, например 2О+0’018, 1212,059 (рис. 4.49, б);
условными обозначениями нолей допусков с указанием справа в скобках их числовых значений, например 2O/77(+o’QI8), 12е8( Z o'ow) (рис. 4.49, в).
Если номинальные размеры указаны буквенными обозначениями, то поля допусков указывают после тире, например Д — Н7. Числовые значения предельных отклонений можно указывать в таблице на свободном поле чертежа (слева — размер с обозначением поля допуска, справа — предельные отклонения в мм).
При записи предельных отклонений числовыми значениями верхние отклонения помещают над нижними, равные нулю не указывают, например 60^; 60:J$ 6СГ019; 6О.о,19.
Поля допусков отверстий и валов. Поля допусков отверстий (охватывающих размеров) обозначают прописными, а валов (охватываемых размеров) —строчными буквами латинского алфавита. Цифры номера квалитета точности пишут в одну строку с буквой, обозначающей поле допуска, высотой, равной высоте прописных букв.
Высота цифр, указывающих несимметричные предельные отклонения, на размер меньше высоты шрифта номинального размера. При
Рис. 4.49. Нанесение предельных отклонений линейных размеров
76
Рис. 4.50. Указание размеров участков с разными предельными отклонениями при одном номинальном размере
Р и с . 4.51. Нанесение предельных отклонений числовыми значениями:
а — размеров деталей из пластмассы; 6, в — размеров уступов
Рис. 4.52. Предельные отклонения угловых размеров
симметричном расположении поля допуска абсолютную величину отклонений указывают один раз со знаком ±. При этом высоту цифр, указывающих отклонения, и высоту цифр номинального размера принимают равными, например 60 ± 0,23 (см. также рис. 4.50). Десятичные дроби, выражающие числовые значения предельных отклонений, записывают до последней значащей цифры включительно, выравнивая число знаков в верхнем и нижнем отклонениях добавлением нулей, например 101 35:“;?« .
Если разные участки детали имеют один номинальный размер, но разные предельные отклонения, указывают размеры с соответствующими предельными отклонениями на каждом участке отдельно (рис. 4.50, а, б), а также проводят границу между этими участками сплошной тонкой линией.
Обязательно указывают числовые значения предельных отклонений при указанном условном обозначении поля допуска в следующих случаях:
а) номинальные размеры не включены в нормальные линейные
77
Рис. 4.53. Нанесение предельных отклонений деталей в соединении
* Разность размеров 0,1мм
Рис. 4.54. Ограничение отклонений размера элемента (а) и накопленной погрешности (б)
6*10=60
10
Предельные отклонения расстояния между любыми несмежными зубьями ±0,1мм
20 “так
Рис. 4.55. Одностороннее ограничение предельного размера
размеры по [5.1], а предельные отклонения —стандартные, например 4О,5Я7(+о’о25);
б) условные обозначения назначенных предельных отклонений не включены в [4.13], например для пластмассовой детали с допускаемыми отклонениями по [4.14] (рис. 4.51, а);
в) размеры уступов ограничивают предельными отклонениями с несимметричным полем допуска (рис. 4.51, б, в).
Предельные отклонения угловых размеров указывают только их числовыми значениями (рис. 4.52).
Предельные отклонения соединения деталей указывают в виде дроби (рис. 4.53, а —в), в числителе —охватывающей детали, в знаменателе — охватываемой детали, по правилам нанесения их на чертежах деталей. Допускается указывать предельные отклонения только одной из сопрягаемых деталей (рис. 4.53, г), при этом необходимо пояснить, к какой детали эти отклонения относятся.
Значения размера одинаковых элементов деталей могут быть дополнительно ограничены в пределах части поля допуска записью в технических требованиях (рис. 4.54, а). Аналогично ограничивают накопленную погрешность расстояния между повторяющимися элементами (рис. 4.54, б).
При указании только одного предельного размера после размерного числа указывают соответственно max или min (рис. 4.55).
Предельные размеры можно указывать на сборочных чертежах для
78
АотбфЬ,5
О------
\_________
30^0,35
А 6от0/$>11
1. Предельные отклонении раз-
Предельные отклоне- /перво между осями двух л/о-
ная размеров по аоаго- вых отв. ± 0.35мм
ноли между осями 2. Смещение осейотплос-
дврх лювых отв.±о,5мм кости л не далее Орвмм
Рис. 4.56. Указание размеров, координирующих оси, с предельными отклонениями (а), с техническими требованиями (б), с допусками расположения и техническими требованиями (в)
зазоров, натягов, мертвых ходов и т. п., например Осевое смещение кулачка выдержать в пределах 0,8—1,4 мм.
Предельные отклонения расположения осей отверстий указывают двумя способами: позиционными допусками осей отверстий в соответствии с требованиями [4.2] или предельными отклонениями размеров, координирующих оси (рис. 4.56), с нанесением для зависимых допусков знака (м)
4.3. ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
По [4.3; 4.8] обозначают шероховатость всех обрабатываемых по данному чертежу поверхностей изделия независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис. 4.57. При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
В обозначении применяют один из знаков шероховатости, изображенных на рис. 4.58. Высота h приблизительно равна примененной на данном чертеже высоте цифр размерных чисел. Высоту// принимают равной (1,5...3)й. Толщина линий знаков примерно равна половине толщины сплошной основной линии чертежа.
Поверхности детали, изготовляемой из материала определенного профиля и размера, не подлежащие по данному чертежу дополнительной обработке, указывают знаком по рис. 4.58, в без числовых значений. Состояние поверхности, обозначаемой этим знаком, должно соответствовать требованиям соответствующего стандарта, техническим условиям или иным документам. На этот документ приводят ссылку, например, в виде указания сортамента материала в графе 3 основной надписи чертежа по [2.1].
79
Рис. 4.57. Структура обозначения шероховатости поверхности:
1 — знак; 2 — параметр (параметры) шероховатости; 3 — полка знака; 4 — базовая длина; 5 — условное обозначение направления неровностей; 6 — способ обработки и (или) другие дополнительные указания
Рис. 4.58. Варианты знаков в обозначении шероховатости поверхности:
а — способ обработки поверхности конструктор не устанавливает; б — удаляется слой материала; в — поверхность образуется без удаления слоя материала с указанием значения параметра шероховатости
Правила нанесения обозначений шероховатости поверхностей на чертежах. Обозначения шероховатости поверхностей на изображении изделия располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. При недостатке места можно располагать обозначения шероховатости
на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 4.59). На линии невидимого контура допускается наносить обозначение шероховатости только в тех случаях, когда от этой линии нанесен размер.
Обозначения шероховатости поверх-
Р и с . 4.59. Пример расположения обозначений шероховатости поверхности
ности располагают относительно основной надписи чертежа так, как показано на рис. 4.60.
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения по возможности ближе к размеру (рис. 4.61).
При одинаковой шероховатости поверхностей изделия обозначение шероховатости помещают в верхнем углу чертежа и на изображении не наносят (рис. 4.62). Размеры и толщина линий знака в этом случае приблизительно в 1,5 раза больше, чем в обозначениях, наносимых на изо-
бражении.
Обозначение шероховатости, одинаковой для части поверхностей изделия, можно помещать в правом верхнем углу чертежа (рис. 4.63) с обозначением в скобках знака, приведенного на рис. 4.58, а. Это означает, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак по рис. 4.58, в, должны иметь шероховатость, указанную перед условным обозначением знака в
80
а, б — знаков с полкой; в — знаков без полки
Рис. 4.61. Обозначение шероховатости при изображении изделия с разрывом
Рис. 4.60. Расположение обозначений шероховатости поверхности:
Рис. 4.62. Обозначение шероховатости, одинаковой для всех поверхностей изделия
Рис. 4.63. Обозначение шероховатости, одинаковой для части поверхностей изделия
скобках. Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображениях. Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), а также обозначение шероховатости одной и той же поверхности наносят один раз независимо от числа изображений. Обозначение шероховатости симметрично расположенных элементов симметричных изделий наносят один раз.
81
Рис. 4.64. Разграничение участков поверхности с различной шероховатостью
Рис. 4.65. Обозначение шероховатости рабочих поверхностей зубьев колес, шлицев (а — в), валов, червяков (г)
Рис. 4.66. Обозначение шероховатости поверхности профиля резьбы
Участки с различной шероховатостью одной поверхности разграничивают сплошной тонкой линией с нанесением соответствующих размеров и обозначений шероховатости (рис. 4.64, а). Через заштрихованную зону линию границы между участками не проводят (рис. 4.64, б).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис. 82
Рис. 4.67. Обозначение одинаковой шероховатости контурной поверхности при знаках:
а — с полкой; б — без полки
Рис. 4.68. Обозначение одинаковой шероховатости поверхностей, плавно переходящих одна в другую
4.65, а — в), а для глобоидальных червяков и сопряженных с ними колес —на линии расчетной окружности (рис. 4.65, г).
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис. 4.66, а) или условно на выносной линии для указания размера резьбы (рис. 4.66, б — д), на размерной линии или на ее продолжении (рис. 4.66, е).
Для обозначения одинаковой шероховатости контурной поверхности используют вспомогательный знак—круг диаметром 4...5 мм в соответствии с рис. 4.67. При плавном переходе поверхностей знак (2) не приводят (рис. 4.68). Обозначение одинаковой шероховатости поверхности сложной конфигурации можно приводить в технических требованиях со ссылкой на буквенное обозначение поверхности.
4.4. ОБОЗНАЧЕНИЕ ПОКРЫТИЙ И ВИДОВ ОБРАБОТКИ
Обозначение покрытия по [9.1; 9.4] или отраслевому стандарту приводят в технических требованиях чертежа после слова Покрытие. Если покрытие нестандартизованное, то приводят все данные, необходимые для его выполнения.
Запись покрытия делают по типу:
Покрытие..., если одинаковое покрытие наносят на все поверхности изделия.
Покрытие поверхностей А... или Покрытие поверхности А..., поверхностей Б..., если покрытия должны быть нанесены на несколько поверхностей, обозначенных соответствующими буквами (рис. 4.69, а, б).
Покрытие наружных поверхностей..., если такие поверхности однозначно определены.
Покрытие поверхности А..., остальных... или Покрытие, кроме поверхности А, если одно и то же покрытие наносят на большое количество поверхностей изделия, а на остальные поверхности наносят другое покрытие или оставляют их без покрытия (рис. 4.69, в).
83
Рис. 4.69. Обозначение покрытий поверхностей:
л —одних и тех же покрытий одной буквой; 6— разных покрытии соответствующими буквами; о — с двумя иди одним покрытием
Рис. 4.70. Обозначение покрытий: а —поверхностей сложной конфигурации; б, в, г —части (участка) поверхности
Если покрытие надо нанести на поверхность сложной конфигурации или часть поверхности, которую нельзя однозначно определить, то такие поверхности обводят штрихпунктирной линией на расстоянии 0,8... 1 мм от контурной линии, обозначают их одной буквой и проставляют размеры, определяющие положение этих поверхностей; запись делают по типу Покрытие поверхности А... (рис. 4.70). Размеры, определяющие положение поверхност . на которую будет нанесено покрытие, можно не проставлять, если они ясны из чертежа (рис. 4.70, а).
Правила нанесения свойств материалов. На чертежах, подвергаемых термической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки, наприх.зр: твердость (HRC, HRB, HRA, НВ, HV), предел прочности (о.), предел упругости (оу), ударная вязкость (ак) и т. п. Глубину обработки указывают буквой й. Глубину обработки и твердости материалов на чертежах указывают предельными значениями «от —до», например й 0,7...0,9; 40...46 HRC. В технически обоснованных случаях можно указывать номинальные значения этих величин с предельными отклонениями, например й0,8 ±0,1; (43 ±3) HRC. Можно указывать значения показателей
84
Рис. 4.71. Пример укашния .места испытания твердости (при необходимости)
Место испытания
Рис. 4.72. Примеры указания обработки части поверх ноети изделия:
<i — 40 .45 ИКС . кроме пааер.тости А; б — 30.35 ИКС . кроне места, отмеченного особо
свойств материалов со знаками 2 или s, например с, 2 1500 МПа, 2 780HV и т. п.
Можно на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например отжиг, а также виды обработки, если они являются единственными, гарантирующими требуемые свойства материала и долговечность изделия. В этих случаях наименование обработки указывают словами или условными сокращениями, принятыми в научно-технической литературе.
Если все изделие подвергают одному виду обработки, то в технических требованиях делают запись 40...45 HRC, или Цементовать h 0,7...0,9 мм; 58...62 HRC, или Отжиг и т. п.
При необходимости указывают место испытания твердости (рис. 4.71).
• Если большую часть поверхностей изделия подвергают одному виду обработки, а остальные поверхности —другому виду обработки или предохраняют от нее, то в технических требованиях делают записи по типу, приведенному на рис. 4.72.
Если обработке подвергают отдельные участки изделия, то показатели свойств материалов и при необходимости способ получения этих свойств указывают на полках линий-выносок, а участки изделия, которые должны быть обработаны, отмечают штрихпунктирной утолщенной линией, проводимой на расстоянии 0,8... 1 мм от них, с указанием размеров, определяющих эти участки (рис. 4.73, а, б, г). Размеры, определяющие поверхности, подвергаемые обработке, можно не проставлять, если они ясны из чертежа (рис. 4.74, а, б, см. также рис. 4.73, а, б, в).
Поверхности изделия, подвергаемые обработке, отмечают штрих-пунктирной линией на той проекции, на которой они ясно определены (см. рис. 4.73). Можно отмечать эти поверхности и на других проекциях, при этом надпись с показателями свойств материала, относящимися к той же поверхности, наносят один раз (рис. 4.75). При одинаковой 85
{42t2)HRC
Рис. 4.73. Примеры обозначения участков поверхностей, подвергаемых обработке
Рис. 4.74. Примеры обозначения поверхностей, подвергаемых обработке, без указания размеров
f>0,8... 1.2', Ь5...50НЯС
Рис. 4.76. Обозначение свойств поверхностей симметричных участков
Р и с . 4.75. Обозначение свойств поверхностей на нескольких проекциях
обработке симметричных участков или поверхностей изделия отмечают штрихпунктирной линией все поверхности, подвергаемые обработке,
86
а показатели свойств материала указывают опин раз (рис. 4.76, см. также рис. 4.74, а).
При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (см. рис. 4.73. о).
Если надписи с указанием свойств материалов и размеры, определяющие поверхности, подвергаемые обработке, затрудняют чтение чертежа, то их можно приводить на дополнительном упрощенном изображении, выполненном в уменьшенном масштабе.
Допускается не отмечать штрихпунктирной линией поверхности или участки изделия, определяемые термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев зубчатого колеса или поверхности, обозначенные буквами, и т. п.). В этом случае в технических требованиях делают запись по типу. Хвостовик h 0,8...1 мм; 48...52HRC, Поверхность А — 45...50HRC,
4.5. ВЫПОЛНЕНИЕ НА ЧЕРТЕЖАХ НАДПИСЕЙ И ТАБЛИЦ
Наряду с изображениями предмета с размерами, предельными отклонениями и другими данными чертеж может содержать:
а) текстовую часть, состоящую из технических требований и(или) технических характеристик;
в) надписи с обозначением изображений, а также относящиеся к отдельным элементам изделия;
в) таблицы с размерами и другими параметрами, техническими требованиями, контрольными комплексами, условными обозначениями и т. д.
Правила нанесения на чертежах надписей и таблиц установлены [4.6]. Текстовую часть, надписи и таблицы включают в чертеж в тех случаях, когда содержащиеся в них данные, указания и разъяснения невозможно или нецелесообразно выразить графически или условными обозначениями. Содержание текста и надписей должно быть кратким и точным. Сокращения слов применяют только общепринятые и установленные [4.6] (см. ниже). Текст, таблицы и надписи, как правило, располагают параллельно основной надписи чертежа.
Около изображений на полках линий-выносок наносят только краткие надписи, относящиеся непосредственно к изображению предмета, например указание о количестве конструктивных элементов (отверстий, канавок и т. п.), если они не внесены в таблицу, а также указание лицевой стороны, направления проката, волокон и т. п. Эти надписи могут содержать не более двух строк, располагаемых над полкой линии-выноски и под ней.
Линию-выноску, пересекающую контур изображения и не отводимую от какой-либо линии, заканчивают точкой (рис. 4.77, а). Линию-выноску, отводимую от линии видимого и невидимого контура, а также от линий, обозначающих поверхности, заканчивают стрелкой (рис.
87
Рис. 4.77. Линии-выноски для надписей около изображений
4.77, б, в). На конце линии-выноски, отводимой от всех других линий, не должно быть ни стрелки, ни точки (рис. 4.77, г).
Линии-выноски не должны пересекаться между собой, не быть параллельными линиям штриховки (если линия-выноска проходит по заштрихованному полю) и не пересекать по возможности размерные линии и элементы изображения, к которым не относится помещенная на полке надпись. Можно выполнять линии-выноски с одним изломом (рис. 4.78, а), а также проводить от одной полки две линии-выноски и более (рис. 4.78, б).
Текстовую часть располагают на чертеже над основной надписью. Между ней и основной надписью нельзя помещать изображения, таблицы и т. п. На листах формата более А4 текст можно размещать в две колонки и более, каждая шириной не более 185 мм. На чертеже оставляют место для продолжения таблицы изменений.
Технические требования на чертеже излагают, группируя вместе однородные и близкие по своему характеру требования, по возможности в такой последовательности:
а) требования, предъявляемые к материалу, заготовке, термической обработке и к свойствам материала готовой детали (электрические, магнитные, диэлектрические, твердость, влажность, гигроскопичность и т. д.), указание материалов-заменителей;
б) размеры, предельные отклонения размеров, формы и расположения поверхностей, массы и т. п.;
в) требования к качеству поверхностей, указания по их отделке, покрытию;
г) зазоры, расположение отдельных элементов конструкции;
д) требования, предъявляемые к настройке, регулировке;
е) другие требования к качеству изделий, например бесшумность, виброустойчивость, самоторможение
и т. д.
°) У.Г. Г 5) V X— Z Рис. 4.78. Допускаемое изображение линий-выносок для надписей ж) условия и методы испытаний; з) указания о маркировке, клеймении (см. [4.5]); и) правила транспортирования, хранения; к) особые условия эксплуатации; л) ссылки на другие документы,
88
содержащие технические требования, распространяющиеся на данное изделие, но не приведенные на чертеже.
Пункты технических условий должны иметь сквозную нумерацию, каждый из них записывается с новой строки.
Заголовок «Технические требования» не пишут, если на поле чертежа не указывают техническую характеристику изделия. Если необходимо указать техническую характеристику, то ее размещают отдельно от технических требований, с самостоятельной нумерацией пунктов, на свободном поле чертежа под заголовком «Техническая характеристика». При этом над техническими требованиями помещают заголовок «Технические требования». Заголовки не подчеркивают.
При выполнении чертежа на двух (и более) листах текстовую часть помещают только на первом листе независимо от того, на каких листах находятся изображения, к которым относятся указания, приведенные в текстовой части. Надписи, относящиеся к отдельным элементам и наносимые на полках линий-выносок, помещают на тех листах чертежа, на которых они наиболее необходимы для удобства чтения чертежа.
Сокращения слов, допускаемые в технических требованиях, таблицах, спецификациях:
без чертежа — БЧ.; верхнее отклонение—верх, откл.; взамен — взам.; внутренний — внутр.; глубина — глуб.; деталь — дет.; длина — дл.; документ — докум.; дубликат — дубл.; заготовка — загот.; зенковка, зенковать—зенк.; извещение — изв.; изменение—изм.; инвентарный— инв.; инструмент—инстр.; исполнение—исполн.; количество—кол.; литера—лит.; металлический—металл.; наибольший— наиб.; наименьший—найм.; наружный—нар.; нормоконтроль— Н. контр.; нижнее отклонение—нижн. откл.; номинальный — номин.; обеспечить — обеспеч.; обработка, обрабатывать — обраб.; отверстие — отв.; отверстие центровое — отв. центр.; относительно — относит.; отклонение — откл.; плоскость — плоек.; поверхность — поверх.; подлинник — подл.; позиция — поз.; покупка, покупной — покуп.; по порядку — л/и; правый — прав.; предельное отклонение—пред, откл.; приложение — прилож.; примечание — примеч.; проверил — пров.; пункт — п.\ пункты — пп.; регистраця, регистрационный —регистр.; сборочный чертеж — сб. черт.; свыше — св.; сечение—сеч.; специальный—спец.; спецификация—специф.; справочный — справ.; стандарт, стандартный — станд.; страница — стр.; таблица —табл.; твердость — те.; теоретический —теор.; технические требования — ТТ; технические условия — ТУ; техническое задание — ТЗ, ток высокой частоты — ТВЧ; толщина — толщ.; точность, точный—точн.; утвердил—утв.; условное давление—усл. давл.; условный проход —усл. прох.; химический —хим.; цементация, цементовать — цемент.; центр масс — Ц.М.; цилиндрический — цилиндр.; чертеж — черт.; шероховатость — шерох.; экземпляр — экз.
В основных надписях наряду с указанными сокращениями слов допускаются и другие, приведенные в примерах их заполнения.
Для обозначения на чертеже изображений (видов, разрезов, сече-
89
Л I All)
В (2) I ,,__________ _______£ Г(Ц A(7C)
В |
Рис. 4.79. Обозначение листов и зон, на которых помещены указанные изображения
А-А(^2)'О(1) Г(2) A(S=1)(2C)
Рис. 4.80. Обозначения над дополнительными изображениями
ний), поверхностей, размеров и других элементов изделия применяют прописные буквы русского алфавита, за исключением букв И, О, X, Ъ, Ы, Ь. Буквенные обозначения присваивают в алфавитном порядке без повторения и, как правило, без пропусков независимо от количества листов. Предпочтительно обозначить сначала изображения. При недостатке букв применяют цифровую индексацию, например A; Аь А2, Б — Б', Б{ — Б\, Б2 — Б2.
Размер шрифта буквенных обозначений — приблизительно в два раза больше размера цифр размерных чисел, примененных на том же чертеже.
Масштаб изображения на чертеже, отличающийся от указанного в основной надписи, указывают рядом с надписью, относящейся к изображению, например А —А (1:1); Б(5:1); А (2:1).
При выполнении чертежа на двух (и более) листах и большой насыщенности чертежа, когда затруднено отыскание дополнительных изображений (сечений, дополнительных видов, выносных элементов), дополнительные изображения отмечают с указанием номеров листов или обозначений зон, в которых эти изображения помещены (рис. 4.79). В этих случаях над дополнительными изображениями у их обозначений указывают номера листов или обозначения зон, на которых дополнительные изображения отмечены (рис. 4.80).
Для обозначения некоторых параметров установлены следующие буквенные обозначения [4.7]:
длина — L, Z; ширина — В, Ь; высота — Н, h\ толщина (листов, стенок, ребер и т. д.) — s, диаметр — D, d\ радиус —- R, г; межосевое расстояние —А, а; шаг винтовых пружин, болтовых, заклепочных соединений и т. п., кроме зубчатых зацеплений и резьб,— г, углы а, р, у, 5 и другие строчные буквы греческого алфавита.
Прописные буквы рекомендуется применять для обозначения габаритных и суммарных размеров.
90
Индексы в буквенных обозначениях выполняют по типу: d, d{, bn, bni, b„2„ b„}, и т. д.
Таблицы, помещенные на чертеже, нумеруют в пределах чертежа при наличии ссылок на них в технических требованиях. При этом над таблицей справа ставят слово «Таблица» с порядковым номером (без знака №). Если на чертеже только одна таблица, то ее не нумеруют и слово «Таблица» не пишут.
Глава 5
НОРМАЛЬНЫЕ РАЗМЕРЫ
5.1. НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ
Ряды нормальных линейных размеров —диаметров, длин, высот и др.— в интервале 0,001...100 000 мм установлены [5.1]. Эти ряды установлены на основе предпочтительных чисел по [5.2].
Для размеров в интервале 0,01...100 000 мм установлены ряды, приведенные табл. 5.1.
При выборе размеров предпочтение отдают рядам с более крупной градацией (ряд Ra5 предпочитают ряду TtalO; ряд TtalO —ряду Аа20; ряд Яа20 — ряду Яа40).
Для размеров в интервале 0,001—0,009 мм установлен следующий ряд: 0,001; 0,002; 0,003; 0,004; 0,005; 0,006; 0,007; 0,008; 0,009 мм.
Приведенные стандартные значения нормальных размеров не распространяются на технологические межоперационные размеры, на размеры, зависящие от других принятых величин, и размеры, устанавливаемые в стандартах на конкретные изделия.
Таблица 5.1. Ряды нормальных линейных размеров, мм
Аа5 ЯаЮ МО МО Аа5 МО м МО
0,010 0,010 0,010 0,100 0,100 0,100 0,100
0,105
0,011 0,110 0,110
0,115
0,012 0,012 0,012 0,120 0,120 0,120
0,013 0,130
0,014 0,014 0,140 0,140
0,015 0,150
0,016 0,016 0,016 0,016 0,160 0,160 0,160 0,160
0,017 0,170
0,018 0,018 0,180 0,180
0,019 0,190
0,020 0,020 0,020 0,200 0,200 0,200
91
Продолжение табл. 5.1
Ra5 ЛаЮ Ло20 Яа40 Ra5 ЯоЮ Ял20 Ла40
0,022 0,021 0,022 0,024 0,220 0,210 0,220 0,240
0,025 0,025 0,025 0,028 0,025 0,026 0,028 0,030 0,250 0,250 0,250 0,280 0,250 0,260 0,280 0,300
0,032 0,032 0,036 0,032 0,034 0,036 0,038 0,320 0,320 0,360 0,320 0,340 0,360 0,380
0,040 0,040 0,040 0,045 0,040 0,042 0,045 0,048 0,400 0,400 0,400 0,450 0,400 0,420 0,450 0,480
0,050 0,050 0,056 0,050 0,053 0,056 0,060 0,500 0,500 0,560 0,500 0,530 0,560 0,600
0,063 0,063 0,063 0,071 0,063 0,067 0,071 0,075 0,630 0,630 0,630 0,710 0,630 0,670 0,710 0,750
0,080 0,080 0,090 0,080 0,085 0,090 0,095 0,800 0,800 0,900 0,800 0,850 0,900 0,950
Лй Raid Raid Ла40 Дополни* тельные размеры Ra5 Raid Raid Яо40 Дополнительные размеры
1,0 1,0 1,0 1,0 10 10 10 10 10,2
1,05 10,5 10,8
1,1 1,1 11 11 11,2
1,15 Н,5 11,8
1,2 1,2 1,2 1,25 12 12 12 12,5
1,3 1,35 13 13,5
1,4 1,4 1,45 14 14 14,5
1,5 1,55 15 15,5
1,6 1,6 1,6 1,6 1,65 16 16 16 16 16,5
1,7 1,75 17 17,5
1,8 1,8 1,85 18 18 18,5
1,9 1,95 19 19,5
92
Продолжение табл. 5.1
Ra5 ЛяЮ Яа20 Яа40 Дополнительные размеры Ло5 ЯаЮ Яо20 Яо40 Дополнительные размеры
2,0 2,0 2,0 20 20 20 20,5
2,1 2,05 21 21,5
2,2 2,2 2,15 22 22 23
2,4 2,3 24
2,5 2,5 2,5 2,5 25 25 25 25
2,6 2,7 26 27
2,8 2,8 2,9 28 28 29
3,0 3,1 30 31
3,2 3,2 3,2 3,3 32 32 32 33
3,4 3,5 34 34 35
3,6 3,6 3,7 36 36 37
3,8 3,9 38 39
u' 4,0 4,0 4,0 4,0 4,1 40 40 40 40 41
4,2 4,4 42 44
4,5 4,5 4,6 45 45 46
4,8 4,9 48 49
5,0 5,0 5,0 5,2 50 50 50 52
5,3 5,5 53 55
5,6 5,6 5,8 56 56 58
6,0 6,2 60 62
6,3 6,3 6,3 6,3 6,5 63 63 63 63 65
6,7 7,0 67 70
7,1 7,1 7,3 71 71 73
7,5 7,8 75 78
8,0 8,0 8,0 8,2 80 80 80 82
8,5 8,8 85 88
9,0 9,0 9,2 90 90 92
9,5 9,8 95 98
100 100 100 100 102 1000 1000 1000 1000 1030
105 108 1060 1090
НО 110 112 1120 1120 1150
115 1180
120 118 1220
125 125 125 1250 1250 1250 1250 1280
130 135 1320 1360
140 140 145 1400 1400 1450
150 155 1500 1550
160 160 160 160 165 1600 1600 1600 1600 1650
170. 175 1700 1750
180 180 185 1800 1800 1850
190 195 1900 1950
93
Продолжение табл. 5.1
Ra5 ЯяЮ Яя20 ЛЯ40 Дополнительные размеры Яя5 Ян 10 Яя20 Яя40 Дополнительные размеры
200 200 200 2000 2000 2000 2060
210 205 2120 2180
220 220 215 2240 2240 2300
240 230 2360 2430
250 250 250 250 270 2500 2500 2500 2500 2580
260 290 2650 2720
280 280 310 2800 2800 2900
300 315 3000 3070
250 320 320 320 330 2500 3150 3150 3150 3250
340 350 3350 3450
360 360 370 3550 3550 3650
380 390 3750 3870
400 400 400 400 410 3150 4000 4000 4000 4120
420 440 4250 4370
450 450 460 4500 4500 4620
480 490 4750 4870
500 500 500 515 5000 5000 5000 5000 5150
530 545 5300 5450
560 560 580 5600 5600 5800
600 615 6000 6150
630 630 630 630 650 6300 6300 6300 6300 6500
670 690 6700 6900
710 710 730 7100 7100 7300
750 775 7500 7750
800 800 800 825 8000 8000 8000 8250
850 875 8500 8750
900 900 925 9000 9000 9250
950 975 9500 9750
Яя5 ЛяЮ Яя20 Яя40 Дополнительные размеры
10 000 10 000 10000 10 000 10 300
10600 10 900
11200 11200 11500
11800 12 200
12 500 12 500 12 500 12 800
13 200 13 600
14000 14000 14 500
15 000 15 500
16000 16000 16000 16000 16 500
94
Продолжение табл. 5.1
Яа5 йаЮ &>20 Да40 Дополнительные размеры
17 000 17 500
18 000 18 000 18 500
19 000 19 500
20 000 20 000 20 000 20 000
25 000 25 000 25 000 25 000
26 500 27 200
28 000 28 000 29 000
30 000 30 700
31 500 31 500 31 500 32 500
33 500 34 500
35 500 35 500 36 500
37 500 38 700
40 000 40 000 40 000 40 000 41 200
42 500 43 700
45 000 45 000 46 200
47 500 48 700
50 000 50 000 50 000 51 500
53 000 54 500
56 000 56 000 58 000
60 000 61 500
63 000 63 000 63 000 63 000 65 000
67 000 69 000
71000 71 000 73 000
75 000 77 500
80 000 80 000 80 000 82 500
85 000 87 500
90 000 90 000 92 500
95 000 97 500
100 000 100 000 100 000 100 000
5.2. НОРМАЛЬНЫЕ УГЛЫ
Нормальные углы (угловые размеры), применяемые в машиностроении [5.4], приведены в табл. 5.2. При выборе углов ряд 1 предпочитают ряду 2, а ряд 2 —ряду 3.
Для призматических деталей (рис. 5.1) кроме углов по табл. 5.2 можно применять ряд числовых значений уклонов и соответствующих им углов по табл. 5.3.
Нормальные конусности и углы конусов. Значения конусности и углов конусов гладких конических элементов деталей (рис. 5.2) установлены [5.3] и приведены в табл. 5.4. При выборе конусности или углов ряд 1 предпочитают ряду 2.
95
Таблица 5.2. Нормальные углы общего назначения
Рад 1 Рад 2 Рад 3 Рад 1 Рад 2 Рад 3 Рад 1 Рад 2 Рад 3
0° 10° 70°
15' 12° 75°
30' 15° 80°
45' 18° 85°
1° 20° 90°
1°30' 22° 100°
2° 25° 110°
2°30' 30° 120°
3° 35° 135°
4° 40° 150°
5° 45° 165°
6° 50° 180°
7° 55° 270°
8° 60° 360°
9° 65°
Таблица 5.3. Нормальные уклоны
Уклон Угол уклона р Уклон Угол наклона Р
угл. ед рад угл. ед. рад
1:500 3'26",25 0,0010000 1:10 2°51'44",7 0,0499584
1:200 8'35",65 0,0025000 1:8 3°34'34",8 0,0624188
1:100 17'11",3 0,0050000 1:7 4°05'08",2 0,0713074
1:50 34'22",6 0,0099998 1:5 5°42'38",2 0,0996687
1:20 1°25'55",5 0,0249948 1:4 7°07'30",1 0,1243550
Г.12 2°23'09",4 0,0416426 1:3 9°27'44’’,4 0,1651486
Рис. 5.1. Призматическая деталь с выражением для уклона 5
Рис. 5.2. Коническая деталь с выражением для конусности С
96
Таблица 5.4. Нормальные конусности и углы конусов
Обозначение конуса Конусность С Угол конуса а
ряд 1 ряд 2 угл. ед. рад
1:500 1:500 0,002000 6'52",5 0,0020000
1:200 1:200 0,005000 17'11",3 0,0050000
1:100 1:100 0,010000 34'22",6 0,0100000
1:50 1:50 0,020000 1°08'45",2 0,0199996
1:30 1:30 0,033333 1°54'34",9 0,0333304
1:20 1:20 0,050000 2°51'51",1 0,0499896
1:15 1:15 0,066667 3°49'05",9 0,0666420
1:12 1:12 0,083333 4°46'18",8 0,0832852
1:10 1:10 0,100000 5°43'29",3 0,0999168
1:8 1:8 0,125000 7°09'09",6 0,1248376
1:7 1:7 0,142857 8°10'16",4 0,1426148
1:6 1:6 0,166667 9°31'38",2 0,1662824
1:5 1:5 0,200000 11°25'16",3 0,1993374
1:4 1:4 0,250000 14° 15'00",1 0,2487100
1:3 1:3 0,333333 18°55'28",7 0,3302972
30° 1:1,86603 0,535899 30° 0,5235988
45° 1:1,20711 0,828427 45° 0,7853982
60° 1:0,86603 1,154701 60° 1,0471976
75° 1:0,65161 1,534653 75° 1,3089970
90° 1:0,50000 2,000000 90° 1,5707964
120° 1:0,28868 3,464103 120° 2,0943952
Глава 6 РЕЗЬБЫ
6.1. КЛАССИФИКАЦИЯ
И ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБ
Резьба является сложным присоединительным элементом деталей машин и приборов, воспринимает внешние усилия от другой детали, передает движение другой детали или обеспечивает герметичное соединение деталей. Поверхность резьбы образует плоский контур, лежащий в одной плоскости с осью резьбы, при винтовом движении по цилиндрической или конической поверхности. Соответственно резьбу называют цилиндрической или конической.
Наружная резьба образована на наружной цилиндрической или конической поверхности. Внутренняя резьба образована на внутренней цилиндрической или конической поверхности.
Ось резьбы — прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу. Часть выступа резь-4-152 97
бы, соответствующая одному обороту контура вокруг оси резьбы, называют витком резьбы.
Номинальные размеры рассматриваемых параметров резьбы общие как для наружной, так и для внутренней резьбы (см. рис. 6.1, 6.3 — 6.9, 6.12, 6.13).
Наружный диаметр резьбы d(D)* —диаметр воображаемого кругового цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы. Этот диаметр принимают за номинальный и используют при обозначении резьбы.
Внутренний диаметр резьбы d{(D^—диаметр воображаемого прямого цилиндра, описанного вокруг впадин наружной резьбы или вершин внутренней резьбы.
Профиль резьбы — контур сечения резьбы плоскостью, проходящей через ее ось. По форме профиля резьбу называют треугольной, трапециевидной, прямоугольной, полукруглой, специальной.
Треугольные резьбы подразделяют на метрическую, трубную, коническую дюймовую, трапециевидные — на трапецеидальную, упорную, упорную усиленную; стандартизована резьба для санитарно-технической арматуры, для патронов и цоколей электроламп.
Шаг резьбы Р — расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
По числу заходов (выступов и канавок) резьбы называют одноза-ходными и многозаходными (двухзаходными, трехзаходными и т. д.).
Ход резьбы Ph—расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительного осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага Р на число заходов п: Ph = пР.
По направлению винтовой поверхности различают резьбы правую илевую. Правую резьбу образует контур при вращении по часовой стрелке и перемещении вдоль оси от наблюдателя. Левую резьбу образует контур при вращении против часовой стрелки и перемещении вдоль оси от наблюдателя.
По эксплуатационному назначению различают резьбы общего применения и специальные, предназначенные для соединения одного типа деталей определенного изделия.
Резьбы общего применения:
крепежные (метрическая и дюймовая), применяют для разъ-
Диаметры наружной резьбы обозначают d, rfi, <6, а диаметры внутренней резьбы — D,Di, Di-
98
емкого соединения деталей машин и приборов, основное их назначение — обеспечение прочности соединений и сохранение плотности (нераскрытая) стыка в процессе длительной эксплуатации;
кинематические (трапецеидальная и прямоугольная, метрическая повышенной прочности), применяют для обеспечения точного перемещения при наименьшем трении, а также (упорная резьба) для преобразования вращательного движения в прямолинейное в прессах и домкратах, основное назначение — обеспечение плавности вращения и высокой нагрузочной способности;
трубные и арматурные (трубные цилиндрическая и коническая, метрическая коническая), применяемые для трубопроводов и арматуры, основное назначение — обеспечение герметичности соединений.
Для наиболее распространенных резьб стандартизованы диаметр, шаг, форма и размеры профиля, допускаемые отклонения размеров (посадки).
6.2. МЕТРИЧЕСКАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА
Метрическую цилиндрическую резьбу используют в качестве основного типа крепежной резьбы в интервале диаметров от 0,25 до 600 мм [6.6]; в том числе для соединений с переходными посадками в интервале диаметров от 5 до 45 мм и соединений с натягом, для приборов точной механики (в том числе приборов времени) в интервале диаметров от 0,25 до 0,9 мм, для приборостроительной промышленности в интервале диаметров от 3,5 до 400 мм [6.12, 6.14], для деталей из пластмасс в интервале диаметров от 1 до 180 мм [6.10].
Номинальный профиль металлической цилиндрической резьбы (рис. 6.1) —равносторонний треугольник с углом при вершине 60°, размеры элементов профиля стандартизованы [6.7] для интервала диаметров от 0,25 до 600 мм.
Соотношения размеров (рис. 6.1):
Р«0,866Р; А - ///6;
= с1г = D—2^Н= D — 0,649519053Л Д = d{ = D—2| Н= D — 1,0825317557* = rf—2g H= d — 1,226869322 P.
Метрическая резьба общего назначения. Диаметры и шаги резьбы в наиболее употребительном интервале диаметров от 2 до 250 мм из общего интервала диаметров от 0,25 до 650 мм приведены в табл. 6.1 [6.6]. Основные размеры резьбы установлены [6.13].
В интервале диаметров от 0,25 до 1,8 мм диаметры и шаги (в скобках) следующие, мм:
99
р
Рис. 6.1. Профиль метрической цилиндрической резьбы
рад 1: 0,25 (0,075); 0,3 (0,08); 0,4 (0,1); 0,5 (0,125); 0,6 (0,15); 0,8 (0,2); 1 (0,25; 0,2); 1,2 (0,25; 0,2); 1,6 (0,35; 0,2);
рад 2: 0,35 (0,09); 0,45 (0,1); 0,55 (0,125); 0,7 (0,175); 0,9 (0,225); 1,1 (0,25; 0,2); 1,4 (0,3; 0,2); 1,8 (0,35; 0,2).
Метрическая резьба для соединений с переходными посадками.
Диаметры резьбы (в интервале 5...45 мм) и шаги приведены в табл. 6.2.
Таблица 6.1. Диаметры и шаги метрической цилиндрической резьбы общего назначения для диаметров от 2 до 250 мм по [6.6] (рис. 6.1), мм
Диаметр d Шаг Р
РЯД 1 РЯД 2 ряд 3 крупный мелкий
2 — — 0,40 0,25
— 2,2 — 0,45 0,25
2,5 — — 0,45 0,35
3 — — 0,50 0,35
— 3,5 — (0,60) 0,35
.4 — — 0,70 0,5
— 4,5 (0,75) 0,5
5 ~г- — 0,80 0,5
— — (5,5) — 0,5
6 — — 1 0,75; 0,5
— —— 7 1 0,75; 0,5
8 — — 1,25 1; 0,75; 0,5
100
Продолжение табл. 6.1
Диаметр d ШагР
— — 9 (1,25) 1; 0,75; 0,5
10 — — 1,5 1,25; 1; 0,75; 0,5
— — 11 (1,5) 1; 0,75; 0,5
12 — — 1,75 1,5; 1,25; 1; 0,75; 0,5
— 14 — 2 1,5; 1,25; 1; 0,75; 0,5
— — 15 -— 1,5(1)
16 — — 2 1,5; 1; 0,75; 0,5
— — 17 — 1,5 (1)
— 18 — 2,5 2; 1,5; 1; 0,75; 0,5
20 — — 2,5 2; 1,5; 1; 0,75; 0,5
— 22 — 2,5 2; 1,5; 1; 0,75; 0,5
24 — — 3 2; 1,5; (1)
— — 25 — 2; 1,5; (1)
— — (26) 1,5
— 27 — 3 2; 1,5; 1; 0,75
— — (28) •— 2; 1,5; 1
30 — — 3,5 (3); 2; 1,5; 1; 0,75
— — (32) .— 2; 1,5
— 33 — 3,5 (3); 2; 1,5; 1; 0,75
— — 35 — 1,5
36 — — 4 3; 2; 1,5; 1
— — (38) 1,5
— 39 — 4 3; 2; 1,5; 1
— — 40 — (3); (2); 1,5
42 — 4,5 (4); 3; 2; 1,5; 1
— 45 — 4,5 (4); 3; 2; 1,5; 1
48 — — 5 (4); 3; 2; 1,5; 1
— — 50 — (3); (2); 1,5
— 52 — 5 (4); 3; 2; 1,5; 1
— — 55 — (4); (3); 2; 1,5
56 — — 5,5 4; 3; 2; 1,5; 1
— — 58 — (4); (3); 2; 1,5
— 60 — (5,5) 4; 3; 2; 1,5; 1
— — 62 — (4); (3); 2; 1,5
64 — — 6 4; 3; 2; 1,5; 1
— — 65 — (4); (3); 2; 1,5
— 68 — 6 4; 3; 2; 1,5; 1
— — 70 — (6); (4); (3); 2; 1,5
72 — — —- 6; 4; 3; 2; 1,5; 1
— — 75 — (4); (3); 2; 1,5
— 76 — — 6; 4; 3; 2; 1,5; 1
— — (78) — 2
101
Продолжение табл. 6.1
Диаметр d Шаг Р
80 — — — 6; 4; 3; 2; 1,5; 1
— — (82) — 2
— 85 "' — — 6; 4; 3; 2; 1,5
90 — — — 6; 4; 3; 2; 1,5
— 95 — — 6; 4; 3; 2; 1,5
100 — — — 6; 4; 3; 2; 1,5
— 105 " 11— — 6; 4; 3; 2; 1,5
но — — — 6; 4; 3; 2; 1,5
— 115 — ——• 6; 4; 3; 2; 1,5
— 120 — — 6; 4; 3; 2; 1,5
125 — — —— 6; 4; 3; 2; 1,5
130 — — 6; 4; 3; 2; 1,5
— — 135 — 6; 4; 3; 2; 1,5
140 — — ——- 6; 4; 3; 2; 1,5
— — 145 6; 4; 3; 2; 1,5
— 150 —- 6; 4; 3; 2; 1,5
— — 155 — 6; 4; 3; 2
160 — — 6; 4; 3; 2
— — 165 — 6; 4; 3; 2
II- 170 — — 6; 4; 3; 2
— — 175 — 6; 4; 3; 2
180 — — — 6; 4; 3; 2
— — 185 —~ 6; 4; 3; 2
— 190 — — 6; 4; 3; 2
— — 195 — 6; 4; 3; 2
200 — — 6; 4; 3; 2
— — 205 6; 4; 3
— 210 — — 6; 4; 3
— — 215 — 6; 4; 3
220 — • — — 6; 4; 3
— — 225 — 6; 4; 3
— 1 — 230 — 6; 4; 3
— ——- 235 — 6; 4; 3
— 240 — — 6; 4; 3
— — 245 — 6; 4; 3
250 — — 6; 4; 3
Примечания: 1. Резьбу М14 х 1,25 применяют только для свечей зажигания.
2. Резьбу М35 х 1,5 применяют для стопорных гаек шарикоподшипников.
3. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
4. Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
102
Р и с . 6.2. Элементы заклинивания в резьбовых соединениях с переходными посадками:
а —конический сбег резьбы; б—плоский бурт; в — цилиндрическая цапфа
Таблица 6.2. Диаметры и шаги метрической цилиндрической резьбы для соединений с переходными посадками и соединений с натягом (рис. 6.1), мм
Диаметр d Шаг Р Диаметр d ШагР
ряд I ряд 2 крупный мелкий ряд 1 РЯД 2 крупный мелкий
5 — 0,8 — — 22 2,5 2; 1,5
6 — 1 — 24 — 3 2
8 — 1,25 1 — 27 3 2
10 — 1,5 1,25 30 — 3,5* 2
12 — 1,75 1,5; 1,25 — 33 3,5* 2
— 14 2 1,5 36 — 4* 3
16 — 2 1,5 39* 39 4* 3
— 18 2,5 2; 1,5 42 — 4,5* 3
20 — 2,5 2; 1,5 — 45 4,5* 3
Примечания: 1. Первый ряд диаметров резьбы является предпочтительным.
2. Знаком * отмечены размеры только для соединения с переходными посадками.
Стандарт распространяется на стальные детали с наружной резьбой типа шпилек, ввинчиваемые в детали из стали, чугуна, алюминиевых и магниевых сплавов.
Для соединения с переходными посадками применяют резьбу с элементами заклинивания.
При сквозных и глухих отверстиях в качестве элемента заклинивания применяют сбег резьбы (рис. 6.2, а), за исключением соединений с высокими динамическими нагрузками. Плоский бург (рис. 6.2, б) применяют на деталях, ввинчиваемых в детали из алюминиевых и магниевых сплавов. Диаметр бурта не менее l,5rf, а плоскость бурта перпендикулярна оси резьбы. Стопорящее действие цапфы (рис. 6.2, в) меньше, чем сбега резьбы или плоского бурта.
Метрическая резьба для соединения с натягом. Применяют без элементов заклинивания; в [6.3] установлены диаметры (в интервале 5...45 мм) и шаги, значения которых см. в табл. 6.2. Наружную резьбу, юз
обеспечивающую натяг, нарезают на стальных деталях, ввинчиваемых в детали из стали, чу!уна, высокопрочных и титановых сплавов, алюминиевых и магниевых сплавов.
Длина свинчивания для резьбовых соединений с метрической резьбой с переходными посадками по [6.22] и с натягом по [6.3], мм:
Материал детали с внутренней резьбой: Сталь.......................................
Чугун.......................................
Алюминиевые и магниевые сплавы..............
от Id » l,25d » l,5d
до 1,25<У
» l,5rf
» 2d
Метрическая резьба для приборостроения имеет более мелкую градацию диаметров от 3,5 до 400 мм и особо мелкие шаги [6.12]. Основные размеры установлены [6.14]. Ее применяют, если резьба общего назначения не удовлетворяет функциональным и конструктивным требованиям. В технически обоснованных случаях резьбу по [6.14] можно применять и других отраслях промышленности. Значения диаметров и шагов резьбы в интервале диаметров от 3,5 до 150 мм приведены в табл. 6.3.
В интервале диаметров от 152 до 200 мм установлен один шаг 1,5 мм, в интервале диаметров от 202 до 250 мм — шаг 2 мм. В этих интервалах стандартизированы значения диаметров, мм:
ряд 1 —от 155 до 250 мм через 5 мм;
ряд 2 —152, 158, 162, 168 и так далее до 248 мм.
Таблица 6.3. Диаметры и шаги метрической цилиндрической резьбы для приборостроения (рис. 6.1) в диапазоне диаметров от 3,5 до 250 мм [6.12], мм
Диаметр d ШагР Диаметр d ШагР
ряд 1 ряд 2 ряд 1 РЯД 2
3,5 0,5 12 — 0,35
4 — 0,35; 0,25' — 12,5 1,5; 1; 0,75; 0,5
4,5 . — 0,35; 0,25 — 13 1,5; 1; 0,75; 0,5
5 — 0,35; 0,25 — 13,5 1,5; 1; 0,75; 0,5,
5,5 — 0,35; 0,25 — 14,5 1,5; 1; 0,75; 0,5
6 -— 0,35; 0,25 15 — 0,75; 0,5
— 6,5 0,75; 0,5; 0,35; 0,25 — 15,5 0,5
7 — 0,35; 0,25 — 16,5 0,5
— 7,5 0,75; 0,5; 0,35; 0,25 17 — 0,75; 0,5
8 — 0,35; 0,25 — 17,5 0,75; 0,5
— 8,5 1; 0,75; 0,5 — 18,5 0,5
— 0,35 — 19 1,5; 1; 0,75; 0,5
— 9,5 1; 0,75; 0,5; 0,35 — 19,5 0,5
10 — 0,35 — 20,5 1; 0,5
— 10,5 1; 0,75; 0,5 — 21 1,5; 1; 0,75; 0,5
11 — 0,35 21,5; 0,5
— 11,5 1; 0,75; 0,5 — 22,5 0,5
104
Продолжение табл. 6.3
Диаметр d Шаг Р Диаметр d Шаг Р
ряд 1 ряд 2 ряд 1 ряд 2
— 23 1,5; 1; 0,75; 0,5 — 44 1,5; 1; 0,75; 0,5
24 — 0,5 — 44,5 0,5
— 24,5 0,5 45 — 0,75; 0,5
25 — 0,75; 0,5 — 45,5 0,5
— 25,5 0,5 — 46 1,5; 1; 0,75; 0,5
26 — 1; 0,75; 0,5 — 46,5 0,5
— 26,5 0,5 — 47 1,5; 0,75; 0,5;
27 — 0,5 — 47,5 0,5
— 27,5 0,5 48 — 0,75; 0,5
28 — 0,75; 0,5 — 48,5 0,5
— 28,5 0,5 49 1,5; 0,75; 0,5
— 29 0,75; 0,5 — 49,5 0,75; 0,5
— 29,5 0,5 50 — 1; 0,75; 0,5
30 — 0,5 — 51 1,5; 1; 0,75; 0,5
— 30,5 0,5 52 — 0,75; 0,5
31 1,5; 0,75; 0,5 — 53 1; 0,75; 0,5
— 31,5 0,5 — 54 1; 0,75; 0,5
32 — 1; 0,75; 0,5 55 — 1; 0,75; 0,5
— 32,5 0,5 56 — 0,75; 0,5
33 — 0,5 — 57 1; 0,75; 0,5
— 33,5 0,5 58 — 1; 0,75; 0,5
— 34 1,5; 1; 0,75; 0,5 — 59 1; 0,75; 0,5
— 34,5 0,5 60 — 0,75; 0,5
35 — 1; 0,75; 0,5 — 61 1; 0,75
— 35,5 0,5 62 — 1; 0,75
36 — 0,75; 0,5 — 63 1,5; 1; 0,75
— 36,5 0,5 64 — 0,75
— 37 1,5; 0,75; 0,5 65 — 0,75
— 37,5 0,5 — 66 1; 0,75
38 — 1; 0,75; 0,5 68 — 0,75
— 38,5 0,5 70 — 1; 0,75
39 — 0,75; 0,5 72 — 0,75
— 39,5 0,5 — 74 1; 0,75
40 — 1; 0,75; 0,5 75 — 1; 0,75
— 40,5 0,5 76 — 0,75
— 41 1,5; 0,75; 0,5 78 — 1,5; 1; 0,75
— 41,5 0,5 80 — 0,75
42 — 0,75; 0,5 82 — 1,5; 1; 0,75
— 42,5 0,5 — 84 1; 0,75
— 43 1,5; 0,75; 0,5 85 — 1; 0,75
— 43,5 0,5 — 86 1; 0,75
105
Продолжение табл. 6.3
Диаметр d ШагР Диаметр d ШагР
ряд 1 ряд 2 ряд 1 РЯД 2
-•' " 88 1,5; 1; 0,75 115 1
90 — 1; 0,75 — 116 1
92 1,5; 1; 0,75 — 118 1,5; 1
— 94 1; 0,75, 120 — 1
95 —— 1; 0,75 — 122 1,5; 1
96 I; 0,75 125 — 1
— 98 1,5; 1; 0,75 — 128 1,5; 1
100 — 1; 0,75 130 — 1
— 102 1,5; 1; 0,75 132 1,5; 1
— 104 1; 0,75 135 — 1
105 — 1; 0,75 — 138 1,5; 1
— 106 1; 0,75 140 '”'1 - I
— 108 1,5; 1; 0,75 ' 142 1,5; 1
по — 1; 0,75 145 — 1
— 112 1,5—1 — 148 1,5; 1
— 114 1 150 — 1
Примечание. Резьбы М5О,5хО,5, М51,5хО,5, М52,5хО,5, М53,5хО,5 и М54,5хО,5 допускается применять лишь дня изготовления объективов.
Метрическая резьба для деталей из пластмасс ([б. 10], рис. 6.3). На выступах наружной и внутренней резьбы допускается закругление кромок радиусом Rx. Максимальные значения 7?1шах = 0,054Р при Р<0,5 мм и 7?1гаах = 0,054Р+ 0,02 мм при Р>0,05 мм установлены стандартом.
Рис. 6.3. Профиль метрической цилиндрической резьбы для деталей из пластмасс
106
Диаметры и шаги приняты по [6.6] с ограничениями. Нельзя применять шаги: для диаметров менее 4 мм — мелкие; для диаметров более 16 мм —шаг 0,5 мм, более 18 мм —шаг 0,75 мм, более 36 мм — шаг 1 мм.
Для диаметров от 3 до 8 мм можно применять особо крупные шаги (табл. 6.4).
Таблица 6.4. Диаметры и шаги метрической цилиндрической резьбы для деталей из пластмасс с особо крупным шагом по [6.10] (рис. 6.3), мм
d Р d=D д 4 = 4 d.
3 0,8 3,000 2,480 2,134 2,019
4 1,0 4,000 3,350 2,917 2,773
5 1,5 5,000 4,026 3,376 3,160
6 1,5 6,000 5,026 4,376 4,160
8 1,5 8,000 7,026 6,376 6,160
Примечание.В обоснованных случаях допускается применение резьбы с особо крупным шагом для металлических деталей, соединенных с деталями из пластмассы.
6.3. КИНЕМАТИЧЕСКИЕ РЕЗЬБЫ
Резьба трапецеидальная. Основное назначение трапецедиальной однозаходной и многозаходной резьбы — передача возвратно-поступательных движений и осевых усилий. Она стандартизована для диаметров от 8 до 640 мм с шагом от 2 до 48 мм. Из нескольких шагов для каждого диаметра один рекомендуется использовать при конструировании новых изделий.
Профиль резьбы (рис. 6.4) по [6.8] —равнобочная трапеция с углом между боковыми сторонами 30°. Размеры элементов профиля установлены из следующих соотношений:
Н= 1,866/*, Нх = 0,52* й3 = Я4 = 0,5Р+ ас;
-^Imax 0,5flc, ^2inax
D4 = d + 2ас; d2 = D,= d—Q,5P-, d2 = d~2h3.
Размер ac установлен в зависимости от шага резьбы:
Р, мм
<2с, ММ
14...40 1
Диаметры и шаги однозаходной трапецеидальной резьбы в интервале диаметров от 8 до 170 мм по [6.16] приведены в табл. 6.5. Те же размеры и число заходов для многозаходной трапецеидальной резьбы по [6.17] приведены в табл. 6.6 для интервала диаметров от 10 до 140 мм. Основные размеры трапецеидальной однозаходной резьбы установлены в [6.15].
В табл. 6.5 и 6.6 опущены значения шагов, которые не следует применять при разработке новых конструкций.
107
Рис. 6.4. Профиль трапецеидальной резьбы
Таблица 6.5. Диаметры и шаги трапецеидальной однозаходной резьбы по [6.16] (рис. 6.4), мм
d /» Р d Р* Р
ряд 1 ряд 2 ряд 1 РЯД 2
8 —— 1,5 — — 46 8 3; 12
— 9 2 1,5 48 — 8 3; 12
10 — 2 1,5 — 50 8 3; 12
— 11 2 3 52 — 8 3; 12
12 — 3 2 55 9 3; 14
— 14 3 2 60 —— 9 3; 14
16 — 4 2 — 65 10 4; 16
— 18 4 2 70 — 10 4; 16
20 — 4 2 75 10 4; 16
22 5 3; 8 80 — 10 4; 16
24 — 5 3; 8 1 — 85 12 4; 18
*"" 26 5 3; 8 90 — 12 4; 18
28 — 5 3; 8 ' ” 95 12 4; 18
— 30 6 3; 10 100 — 12 4; 20
32 — 6 3; 10 —— по 12 4 ; 20
— 34 6 3; 10 120 - 1 - 14 6; 22
36 — 6 3; 10 — 130 14 6; 22
— 38 7 3; 10 140 — 14 6; 24
40 — 7 3; 10 — 150 16 6; 24
— 42 7 3; 10 160 1,1 16 6; 28
44 —— 7 3; 12 — 170 16 6; 28
108
Таблица 6.6. Основные размеры трапецеидальной многозаходной резьбы по [6.17], мм
d Шаг резьбы Число заходов п
РЯД 1 РЯД 2 Р 7* 2 3 . 4 6 8
Ход резьбы Л
10 — 1,5 — 3 4,5 (6) (9) (12)
— 2 4 (6) (8) (12) (16)
12 — 2 — 4 6 (8) (12) (16)
— 3 (6) (9) (12) (18) —
16 2 — 4 6 8 (12) (16)
•' 1 4 (8) (12) (16) (24) —
20 — 2 — 4 6 8 (12) (16)
’ ' 1 4 8 (12) (16) (24) (32)
24 — 3 — 6 9 12 18 24
5 10 (15) 20 (30) —
8 — (16) (24) (32) — —
— 1 28 3 — 6 9 12 (18) (24)
5 10 15 (20) (30) (40)
8 — (16) (24) (32) —
32 — 3 — 6 9 12 (18) (24)
—— 6 12 18 (24) (36) (48)
10 — (20) (30) (40) — —
— 36 3 — 6 9 12 18 (24)
—— 6 12 18 (24) (36) (48)
10 — (20) (30) (40) — —
40 — 3 — 6 9 12 18 (24)
— 7 14 (21) (28) (42) (56)
10 — (20) (30) (40) (60) —
44 — 3 — 6 9 12 18 (24)
> — 7 14 21 (28) (42) (56)
12 — (24) (36) (48) — —
48 — 3 — 6 9 12 18 24
— 8 16 24 (32) (48) (64)
12 — (24) (36) (48) (72) —
— 50 3 — 6 9 12 18 24
— 8 16 24 (32) (48) (64)
12 — (24) (36) (48) (72) —
52 — 3 — 6 9 12 18 24
— 8 16 24 (32) 48 (64)
12 — 24 (36) (48) (72) —
55 3 — 6 9 12 18 24
— 9 18 27 (36) (54) (72)
14 — (28) (42) (56) (84) —
60 — 3 — 6 9 12 18 24
— 9 18 27 (36) (54) (72)
109
Продолжение табл. 6.6
d Шаг резьбы Число заходов п
ряд 1 ряд 2 р Р* 2 3 4 6 8
Ход резьбы Р„
14 — 28 (42) (56) (84) —
— 70 4 — 8 12 16 24 32
— 10 20 30 (40) (60) (80)
16 — (32) (48) (64) (96) —
80 — 4 — 8 12 16 24 32
— 10 20 30 40 (60) (80)
16 — 32 (48) (64) (96) (128)
— 90 4 — 8 12 16 24 32
— 12 24 36 (48) (72) (96)
18 — 36 (54) (72) (108) (144)
100 4 8 12 16 24 32
— 12 24 36 48 (72) (96)
20 — 40 (60) (80) (120) (160)
120 — 6 — 12 18 24 36 48
— 14 28 42 56 (84) (112)
22 — 44 (66) (88) (132) (176)
— 140 6 — 12 18 24 (36) (48)
— 14 28 42 56 (84) (112)
24 —• 48 72 (96) (144) (192)
Примечание. Резьба, значение хода которой заключено в скобки, имеет угол подъема более 10°.
При выборе диаметров резьбы следует предпочитать первый ряд второму. Шаги, обозначенные *, рекомендуются как предпочтительные.
Резьба упорная. Основное назначение — передача посредством винта осевой нагрузки в одном направлении. Профиль (рис. 6.5) и основные размеры установлены [6.9]. Параметры стандартизованы для диапазона диаметров от 10 до 200 мм и шагов от 2 до 32 мм.
Размеры элементов профиля определены из следующих соотношений:
Я= 1,587911Л Hi = 0,75/*, h3 = 0,86776/;
ас = 0,117767/ / = 0,124271/, d2 = Д = <7—0,75/’;
d3 = d—1,735534/ Д = 7—1,5/.
Диаметры и шаги упорной резьбы в интервале диаметров от 10 до 200 мм приведены в табл. 6.7. В ней исключены значения шагов, имеющихся в стандарте, но не рекомендованных к применению при разработке новых конструкций.’ 110
Рис. 6.5. Профиль упорной резьбы
Таблица 6.7. Диаметры и шаги упорной резьбы по [6.9] (рис. 6.5), мм
d Р* Р d р* Р
РЯД 1 ряд 2 ряд 1 ряд 2
10 — 2 — 44 — 7 3; 12
12 — 3 2 — 46 8 3; 12
14 3 2 48 — 8 3; 12
16 — 4 2 — 50 8 3; 12
— 18 4 2 52 — 8 3; 12
20 — 4 2 — 55 9 3; 14
— 22 5 3; 8 60 — 9 3; 14
24 — 5 3; 8 — 65 10 4; 16
— 26 5 3; 8 70 — 10 4; 16
28 — 5 3; 8 — 75 10 4; 16
— 30 6 3; 10 80 — 10 4; 16
32 — 6 3; 10 — 85 12 4; 18; 20
— 34 6 3; 10 90 — 12 4; 18; 20
36 — 6 3; 10 — 95 12 4; 18; 20
38 7 3; 10 100 — 12 4; 20
40 — 7 3; 10 — но 12 4; 20
— 42 7 3; 10 120 — 14 6; 22
111
Продолжение табл. 6.7
d р* Р d р* Р
ряд 1 ряд 2 ряд 1 ряд 2
—. 130 14 6; 22 — 170 16 —
140 — 14 6; 24 180 — 18 8; 28
— 150 16 6; 24 — 190 18 8; 32
160 — 16 6; 28 200 — 18 8; 32
Примечание. При выборе диаметров резьбы первый ряд следует предпочитать второму..
* Шаги, являющиеся предпочтительными прн разработке новых конструкций.
Резьба прямоугольная не стандартизована. На чертежах задается всеми конструктивными размерами: наружным и внутренним диаметрами, шагом, шириной зуба.
6.4. ТРУБНЫЕ И АРМАТУРНЫЕ РЕЗЬБЫ
Трубная цилиндрическая резьба. Ее применяют в цилиндрических соединениях труб и соединениях внутренней цилиндрической резьбы с наружной конической резьбой с профилем по [6.4]. Профиль (рис. 6.6) и основные размеры установлены [6.5]. Они стандартизованы для
Р
Р и с . 6.6. Профиль трубной цилиндрической резьбы
диаметров от '/)6 до 6 дюймов (обозначение резьбы соответствует размеру внутреннего диаметра трубы). Размеры элементов профиля определены из следующих соотношений:
Р= 25,4/г; Н= 0,9604917; Ht = 0,6403277’;
112
H/f> = 0,160082/*, R = 0,137329/*, dj = D, = d—1,280654/*, d^D^ d—0,640327P,
где z — число шагов по длине 25,4 мм (1 дюйм).
Значения основных размеров трубной цилиндрической резьбы приведены в табл. 6.8.
Таблица 6.8. Основные размеры трубной цилиндрической резьбы по [6.5] (рис. 6.6)
d, дюйм Z Р, мм 4, мм 4, дюйм Z Р, мм d, мм
ряд 1 ряд 2 ряд 1 ряд 2
7.6 —- 28 0,907 7,723 2 — 59,614
7s 11 — 9,728 — 274 65,710
74 19 1,337 13,157 272 — 75,184
78 —- 16,662 — 274 81,534
7г — 20,955 3 87,884
— 78 22,911 з7» 93,980
74 — 14 1,814 26,441 з72 — 11 2,309 100,33
— 7s 30,201 — з74 106,68
1 33,249 4 113,03
— 178 37,897 — 47г 125,73
174 41,910 5 — 138,43
— 178 11 2,309 44,323 — 572 151,13
172 — 47,803 6 163,83
— 174 53,746
Примечание. При выборе размеров первый ряд следует предпочитать второму.
Трубная коническая резьба применяется в конических резьбовых соединениях и в соединениях наружной конической резьбы с внутренней цилиндрической резьбой по [6.5].
Профиль (рис. 6.7) и основные размеры установлены в [6.4]. Обозначения на рис. 6.7: d, d, и d2 — наружный, внутренний и средний диаметры наружной конической резьбы; 7) и 7), — наружный и средний диаметры наружной конической резьбы; Р— шаг резьбы; <р —угол конуса; <р/2—угол уклона; Н—высота исходного треугольника; Hi — рабочая высота профиля; R— радиус скругления вершины и впадины резьбы; С — срез вершин и впадин резьбы; 4 — рабочая длина резьбы; /2 —длина наружной резьбы от торца до основной плоскости; z — число шагов на длине 25,4 мм (1 дюйм). (Основной плоскостью резьбы называют плоскость, в которой средний диаметр имеет номинальное значение.)
Размеры элементов профиля определены из следующих соотношений:
Р = 25,4Д; Н= 0,9602377*, Ht = 0,6403277*,
113
Рис. 6.7. Профиль трубной конической резьбы
С= 0,1599552; R = 0,1372782; <р = 3°34'48";
4 = Д = d—1,2806542’; = D2 = d—0,6403272.
Резьба имеет конусность 1:16.
Значения основных размеров трубной конической резьбы приведены в табл. 6.9.
Резьба коническая дюймовая. Ее применяют в соединениях топливных, масляных, водяных и воздушных трубопроводов машин и станков. Профиль (рис. 6.8) с углом при вершине 60° и основные размеры установлены [6.3]. Обозначения на рис. 6.8: d — наружный диаметр резьбы в основной плоскости; dx — внутренний диаметр резьбы в основной плоскости; ofcp — средний диаметр резьбы в основной плоскости; Р — шаг резьбы; Н—высота исходного треугольника; Н2 — рабочая высота витка; <р/2 —угол уклона; 1} —рабочая длина резьбы; 12 —длина резьбы от торца трубы до основной плоскости.
Таблица 6.9. Основные размеры трубной конической резьбы по [6.4] (рис. 6.7), мм
Обозначение резьбы (d, дюйм) Z Р Наружный диаметр d А 4
'/и 28 0,907 7,723 6,5 4,0
78 9,728 6,5 4,0
74 19 1,337 13,157 9,7 6,0
78 16,662 10,1 6,4
72 14 1,814 20,955 13,2 8,2
114
Продолжение табл. 6.9
Обозначение резьбы (d, дюйм) Z Р Наружный диаметр d /, 4
74 14 1,814 26,441 14,5 9,5
1 33,249 16,8 10,4
1% 41,910 19,1 12,7
1‘/2 47,803 19,1 12,7
2 59,614 23,4 15,9
2‘/2 11 2,309 75,184 26,7 17,5
3 87,884 29,8 20,6
3‘/2 100,330 31,4 22,2
4 113,030 35,8 25,4
5 138,430 40,1 28,6
6 163,830 40,1 28,6
Рис. 6.8. Профиль конической дюймовой резьбы
Размеры элементов профиля определены из следующих соотношений:
Р= 25,4Д; Я= 0,8667х, Нх = 0,87х, dx = d—2Hx = d— 1,67х, <р = J—0,87>.
Конусность 2tg <p/2 = 1:16; <p/2 = 1°47'24”.
Шаг резьбы измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна оси резьбы.
Значения основных размеров конической дюймовой резьбы приведены в табл. 6.10.
115
Рис. 6.9. Профиль конической метрической резьбы
Таблица 6.10. Основные размеры конической дюймовой резьбы с углом профиля 60° по [6.3] (рис. 6.8), мм
Обозначение резьбы (rf, дюйм) Z Р А 4 d
‘/16 27 0,941 6,5 4,064 7,895
7в 27 0,941 7,0 4,572 10,272
74 18 1,411 9,5 5,080 13,572
7s 18 1,411 10,5 6,096 17,055
72 14 1,814 13,5 8,128 21,223
74 14 1,814 14,0 8,611 26,568
1 117г 2,209 17,5 10,160 33,228
174 1172 2,209 18,0 10,668 41,985
17г 1172 2,209 18,5 10,668 48,054
2 117г 2,209 19,0 11,074 60,092
Резьба коническая метрическая. Эту резьбу применяют в конических резьбовых соединениях с номинальным диаметром от 6 до 60 мм, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой, имеющей номинальный профиль по [6.7]. Конусность резьбы 1:16 одинакова с конусностью конической дюймовой резьбы. Профиль (рис. 6.9) и основные размеры установлены [6.18]. На рис. 6.9 обозначены: d — наружный диаметр наружной конической резьбы; D — наружный диаметр внутренней конической резьбы; di — средний диаметр наружной конической резьбы; Di — средний диаметр внутренней конической резьбы: d\ — внутренний диаметр наружной конической резьбы; D\ — внутренний диаметр внутренней конической резьбы; <р/2 —угол уклона; Р — шаг резьбы; Н — высота исходного треугольника.
Конусность 2tg ф/2 = 1:16; <р = 3°34'48"; <р/2 = 1°47'24".
116
Значения основных размеров конической метрической резьбы приведены в табл. 6.11.
Таблица 6.11. Основные размеры метрической конической резьбы по [6.18] (рис. 6.9), мм
d р d-D </2 — д <7, = Д / /, 4
ряд 1 ряд 2
6 — 6,000 5,350 4,917
8 — 1 8,000 7,350 6,917 8 2,5 3
10 10,000 9,350 8,917
12 — 12,000 11,026 10,376
— 14 14,000 13,026 12,376
16 — . 16,000 15,026 14,376
— 18 1,5 18,000 17,026 16,376 11 3,5 4
20 — 20,000 19,026 18,376
— 22 22,000 21,026 20,376
24 — 24,000 23,026 22,376
— 27 27,000 25,701 24,835
30 — 30,000 28,701 27,835
— 33 33,000 31,701 30,835
36 36,000 34,701 33,835
— 39 39,000 37,701 36,835
42 — 2 42,000 40,701 39,835 16 5 6
— 45 45,000’ 43,701 42,835
48 — 48,000 46,701 45,835
52 52,000 50,701 49,835
56 — 56,000 54,701 53,835
— 60 60,000 58,701 57,835
Р и с . 6.10. Соединение конических резьб
117
Р и с . 6.11, Соединение наружной конической резьбы с внутренней цилиндрической резьбой
Р и с . 6.12. Профиль и размеры круглой резьбы сантехнической арматуры
Соединение конических резьб показано на рис. 6.10, соединение наружной конической и внутренней цилиндрической резьб — на рис. 6.11, где I — рабочая длина резьбы; 4 —длина наружной резьбы от торца до основной плоскости; /2 —длина внутренней резьбы до основной плоскости. Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8/. Длина сквозной внутренней цилиндрической резьбы должна быть не менее 0,8(4 + 4)-
Резьба круглая для санитарно-технической арматуры. Ее применяют для шпинделей вентилей смесителей и туалетных и водопроводных кранов. Профиль и основные размеры (рис. 6.12) установлены [6.11]. Размеры элементов профиля определены из следующих соотношений:
118
Рис. 6.13. Круглая резьба электротехнической арматуры: а — металлических цоколей и патронов; б — пластмассовых цоколей
Н = 1,88603/»; h = 0,5Р; а = 0,05Р; г = 0,238512’; R = 0,255977»; rt = 0,221057».
Резьба круглая для электротехнической арматуры. Резьбу с круглым профилем применяют для металлических цоколей и патронов электрических ламп серий Е5, £10, £14, £27 и £40 (рис. 6.13, а [6.191) и для деталей резьбовых пластмассовых патронов (рис. 6.13, 6 [6.2]). Обе резьбы — с гарантированным зазором. Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей (патронов) одинаков, у резьбы для пластмассовых деталей —разный.
Таблица 6.12. Размеры круглой резьбы для цоколей и патронов электрических ламп [6.2, 6.19] (рис. 6.13), мм
Серия d .. d, _ D P r
min max min max min max min max
Е5 5,23 5,33 — 4,77 5,39 5,49 4,83 4,93 1,000 0,293
ЕЮ 9,36 9,53 8,34 8,51 9,61 9,78 8,59 8,76 1,814 0,531
Е14 13,70 13,89 12,10 12,29 13,97 14,16 12,37 12,56 2,822 0,822
Е27 26,05 26,45 23,96 24,26 26,55 26,85 24,36 24,66 3,629 1,025
Е40 39,05 39,50 35,45 35,90 39,60 40,05 36,00 36,45 6,350 1,850
Размеры резьбы для металлических цоколей и патронов приведены в табл. 6.12. Взаимозаменяемость указанных деталей электротехнической арматуры обеспечивается контролем резьбы стандартизованными калибрами.
119
Р и с , 6.14. Условные обозначения метрических цилиндрических резьб:
а — т — резьба для соединений с зазором; а — г — резьба с крупным шагом; д — з — резьба с мелким шагом (1 мм) —левая (ж — з), двухзаходная (з); « — резьба с крупным шагом и длиной свинчивания 30 мм; к, л —резьба с номинальным диаметром менее 1 мм (0,5 и 0,8 мм); м — т — резьба на деталях из пластмасс: м, н —с крупным шагом; о, л —с мелким шагом (< 1 мм); р — с крупным шагом и длиной свинчивания до 30 мм; с, т — с особо крупным шагом (для номинальных диаметров от 3 до 8 мм); у — ц — с крупным шагом для номинальных диаметров от 5 до 45 мм с переходными посадками (у, ф) и посадками с натягом с сортировкой на две группы (х, /<)
6.5. ОБОЗНАЧЕНИЯ РЕЗЬБ
В общем случае в обозначение резьбы входит:
буквенный знак резьбы;
номинальный размер в миллиметрах или дюймах;
размер шага, если он мелкий, в миллиметрах;
для многозаходных резьб — значение хода с указанием в скобках шага; для однозаходных резьб крупный шаг не указывают;
буквы LH для левой резьбы;
буквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
цифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Некоторые дополнительные элементы указаны ниже на конкретных примерах. Крупный шаг в однозаходных резьбах не указывают.
Буквенные обозначения резьб: М—метрическая цилиндрическая; Тг — трапецеидальная; S—упорная; G—трубная цилиндрическая; Rc—трубная коническая внутренняя; R—трубная коническая наружная; К—дюймовая коническая; МК— коническая метрическая; Кр — круглая для шпинделей сантехнической арматуры; Е — круглая для электротехнической арматуры.
В обозначениях метрических цилиндрических резьб после буквы М указывают номинальный диаметр резьбы в миллиметрах, для мелких резьб — шаг в миллиметрах, для многоза-
М16-4Н6НЩК
Р и с . 6.15. Условные обозначения посадок в резьбовых соединениях с метрической цилиндрической резьбой:
а — в — посадок с зазором; г — переходных посадок; д — посадок с натягом (с сортировкой на две группы)
121
Рис. 6.16. Условные обозначения ходовых резьб:
а—д—трапецеидальной: а, б — однозаходной диаметрами 40 и 48 мм с шагом 7 и 8 мм; в — однозаходной диаметром 48 мм и шагом 8 мм левой, с длиной свинчивания 85 мм; г — многозаходной диаметром 20 мм с ходом 8 мм и шагом 4 мм; д — многозаходной диаметром 20 мм с ходом 8 мм, шагом 4 мм, левой н длиной свинчивания НО мм; е — и—упорной диаметром 80 мм; е — однозаходной с шагом 10 мм; ж — однозаходной с шагом 10 мм левой, з — двухзаходной с ходом 20 мм и шагом 10 мм; и —двухзаходной с ходом 20 мм, шагом 10 мм и длиной свинчивания 120 мм
ходных резьб — число заходов и в скобках шаг. Остальные элементы обозначения указаны выше. Примеры обозначения метрических цилиндрических резьб приведены на рис. 6.14, посадок в соединениях с этими резьбами —на рис. 6.15.
В обозначениях трапецеидальной резьбы после букв Тг указывают номинальный диаметр резьбы, шаг для однозаходной резьбы или ход и в скобках шаг в миллиметрах для многозаходной
122
Рис. 6.17. Условные обозначения трубной и конических резьб:
а —трубная цилиндрическая резьба класса точности В; б — резьба того же размера и класса точности левая; в — наружная трубная коническая резьба 1 /2"; г — внутренняя трубная коническая резьба 172; д — резьба коническая дюймовая размера 74" (с утлом профиля 60°); е — метрическая коническая резьба диаметром 30 мм и шагом 2 мм
Рис. 6.18. Условные обозначения круглых резьб:
а — шпинделей сантехнической арматуры; б — патронов электротехнической арматуры (10 —ближайший целый размер наружного диаметра в мм)
резьбы. Остальные элементы обозначения указаны выше. Примеры обозначений трапецеидальной резьбы приведены на рис. 6.16, а —д.
В обозначении упорной резьбы после буквы S указывают номинальный диаметр резьбы, шаг для однозаходной резьбы или ход и в скобках шаг в мм для многозаходной резьбы. Остальные элементы обозначения указаны выше. Примеры обозначений упорной резьбы приведены на рис. 6.16, е —и.
Условное обозначение трубной резьбы состоит из буквы G, обозначения размера резьбы в дюймах, класса точности среднего диаметра и при необходимости длины свинчивания в миллиметрах. Примеры обозначений трубной резьбы приведены на рис. 6.17, а, б. Посадку обозначают дробью, в числителе которой—обозначение класса точности внутренней резьбы, в знаменателе — наружной резьбы: С1'/2—А/А; (7172—А/В.
Обозначения конических резьб приведены на рис. 6.17, в — е.
Обозначения круглых резьб приведены на рис. 6.18.
Г л а в а 7
КОНСТРУКТИВНЫЕ
И ТЕХНОЛОГИЧЕСКИЕ ЭЛЕМЕНТЫ ДЕТАЛЕЙ
7.1. РАДИУСЫ ЗАКРУГЛЕНИЙ И ГИБКИ, ФАСКИ
Значения размеров закруглений и фасок для деталей (рис. 7.1), изготовляемых из металла и пластмасс, выбирают из 1-го или 2-го ряда [7.10] по табл. 7.1. Предпочтительным является 1-й ряд размеров.
Р и с . 7.1. Радиусы и фаски точеных (а — в), литых (г, д) и прессованных (е) деталей
Эти значения не обязательны к применению для радиусов закруглений (сгиба) гнутых деталей, фасок на резьбах, радиусов проточек для выхода резьбообразующего инструмента, фасок и радиусов элементов шарико- и роликоподшипников и их сопряжений с валами и корпу-124
сами, для технологических межоперационных радиусов и радиусов поверхностей оптических деталей. Вместо размера 63 мм допустимо применять размер 60 мм. Как правило, фаски выполняют под углом 45° к базовому элементу детали. В обоснованных случаях применяют фаски с углами, отличающимися от 45°.
Таблица 7.1. Размеры радиусов закруглений и фасок, мм
Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2
0,10 — — 0,80 6,0 — — 50
— 0,12 1,0 — ' 8,0 63 —
0,16 — — 1,2 10 — — 80
— 0,20 1,6 — — 12 100 —
0,25 — — 2,0 16 — — 125
— 0,30 2,5 — —" ' 20 160 —
0,40 — — 3,0 25 — — ' ' 200
— 0,50 4,0 — — 32 250 —
0,60 — 5,0 — 40 —
Т а б л и ц а 7.2. Фаски цилиндрических деталей (рис. 7.1, в), мм
d сх45° d с х 45°
До 10 0,5 Св. 100 до 150 4,0
Св. 10 до 15 1,0 » 150» 200 5,0
» 15 » 30 1,5 » 200 » 250 6,0
» 30 » 45 2,0 » 250 » 350 8,0
» 45 » 70 2,5 » 350 »420 10
» 70 » 100 3,0 » 420 12
Т а б л и ц а 7.3. Входные фаски деталей с неподвижными посадками, мм
Диаметр d вала и втулки Размер фаски при посадках
H6/s5; г5 НЬ/п(у, т5 Н6/т6; к5 Н6/к6; к!
До 50 вал 0,5 1,о 1,5 2,0
втулка 1,0 1,5 2,0 2,5
Св. 50 до 100 вал 1,0 2,0 2,0 3,0
втулка 1,5 2,5 2,5 3,5
» 100 » 250 вал 2,0 3,0 4,0 5,0
втулка 2,5 3,5 4,5 6,0
» 250 вал 3,5 4,5 7,0 8,5
втулка 4,0 5,5 8,0 10
125
Рис. 7.2. Радиусы закруглений и фаски деталей, сопрягаемых по диаметру внутренних (а) и наружных (б) поверхностей
Отдельные нормы установлены на фаски цилиндрических деталей (рис. 7.1, в, табл. 7.2), входные фаски деталей с неподвижными посадками (табл. 7.3), а также на радиусы закруглений и фаски валов и втулок, сопрягаемых по диаметру с гарантированным зазором (рис. 7.2, табл. 7.4). Радиусы закруглений наружных углов отливок (рис. 7.1, г, д) приведены в табл. 7.5.
Таблица 7.4. Радиусы закруглений и фаски деталей, сопрягаемых по диаметру (рис. 7.2), мм
d Л; с _ J?iLci d Л; с
До 6 0,4 о,6 Св. 48 до 68 2,5 3,0
Св. 6 до 10 0,6 1,0 » 68 » 100 3,0 4,0
» 10 » 18 1,0 1,6 » 100 » 150 4,0 5,0
» 18 » 30 1,5 2,0 » 150 »200 5,0 6,0
» 30 » 48 2,0 2,5 » 200 6,0 8,0
Т а б л и ц а 7.5. Радиусы закруглений наружных углов отливок (рис. 7.1, г —е), мм
Р а, град
до 50 50—70 70—105 105—135 135—165 Св. 165
До 25 2 2 2 4 6 8
Св. 25 до 50 2 4 4 6 10 16
» 50 » 150 4 4 6 8 16 25
» 150 » 250 4 6 8 12 20 32
» 250 » 400 6 6 10 16 25 40
» 400 » 600 6 8 12 20 32 50
126
Продолжение табл. 7.5
р а, град
до 50 50—70 70—105 105—135 135—165 Св. 165
» 600 » 1000 8 12 16 25 40 60
» 1000 » 1600 10 16 20 32 50 80
» 1600 » 2500 12 20 25 40 60 100
Обозначения:? — меньший из габаритных размеров плоскости детали, перпендикулярной образующей цилиндрической поверхности скругления; а—двугранный угол между сопрягаемыми плоскостями (поверхностями).
Наименьшие внутренние радиусы гибки (рис. 7.3) листового проката (табл. 7.6), а также прутков круглого и квадратного сечения (табл. 7.7) установлены расчетом по предельным деформациям волокон. В зависимости от толщины листа, диаметра круга или стороны квадрата прутка применяют радиусы гибки, увеличенные в 1,5...2 раза по отношению к минимальным. При минимальных радиусах гибки прутков проявляется искажение профиля в сечении А—А (рис. 7.3). Приведенные в табл. 7.6 и 7.7 данные соответствуют углу сгиба 90°; для углов, отличающихся от прямого, радиусы гибки определяют с учетом поправочных коэффициентов, указанных в табл. 7.8.
/-^увеличено)
(О, в...0,9)4
р.8...о,9)а
Р и с . 7.3. Радиусы гибки листовых и прутковых материалов
Таблица 7.6. Приближенные значения наименьших радиусов гибки листовых материалов (рис. 7.3)
Материалы Отожженные или нормализованные Нагартованные, полунагартован-ные или состаренные
Расположени линии сгиба
поперек волокон вдоль волокон поперек волокон вдоль волокон
Алюминий 0 0,2г 0,35 0,85
Сплавы АД1, АМН, Д1 1,05 1,55 1,55 2,55
Сплавы Д16Т, В95 2,0з 3,05 3,05 4,05
Латунь Л68, ЛС59-1 — — 1,05 2,05
Сталь 15, 20, СгЗ 0,15 0,55 0,55 1,05
127
Продолжение табл. 7.6
Материалы Отожженные или нормализованные Наторгованные, полунагартован-ные или состаренные
Расположени линии сгиба
поперек волокон ВДОЛЬ волокон поперек волокон ВДОЛЬ волокон
Сталь 25, 30, Ст4 0,25 0,65 0,8s 1,2s
Сталь 35, 40, Ст5 0,35 0,8s 0,8s 1,5s
Сталь 45, 50 Стб 0,55 1,0s 1,0s 1,7s
Сталь 55, 60, Ст7 0,75 1,3s 1,3s 2,0s
Сплав титановый ВТ1 1,55 2,0s — —
Сплав титановый ВТ20 5,05 7,0s — —
Примечание.! —толщина листа.
Таблица 7.7. Минимальные радиусы сгиба прутков круглого ffi и квадратного Яг сечения (рис. 7.3), мм
Диаметр круга или сторона квадрата Сталь 20, СтЗ Сталь 45, Ст5 Сталь 60Г, 60С2 Медь М3, латунь Л62
Я, Я. Л, R,
2 0,6 — — 0,6
3 1 — — 1 — — 1
4 1 — 2 — . — 1
5; 6 2 3 4 6 5 2
8 3 4 5 8 6 2
10 8 10 10 10 13 6
12 10 — 13 — 16 6
16 13 16 16 16 22 10
20 16 20 20 20 25 13
25 20 25 25 25 30 16
30 25 30 30 30 40 18
Таблица 7.8. Поправочные коэффициенты для определения радиусов при различных углах сгиба
Материал Угол сгиба, град
30 45 60 90 105 120 150
Алюминиевые и титаноые 1,15 1,10 1,05 1,0 0,95 0,90 —
сплавы
Магниевые сплавы 1,30 1,20 1,10 1,0 — 0,90 0,80
Медь и медные сплавы 1,65 1,45 1,36 1,0 — 0,90 0,90
7.2. РИФЛЕНИЯ ПРЯМЫЕ И СЕТЧАТЫЕ
Рифления прямые наносят на участки цилиндрических поверхностей металлических деталей для их заформовки в другие металлические или пластмассовые детали. Прямые и сетчатые рифления используют
128
в деталях типа ручек, фиксаторов, маховичков и других, аналогичных элементах устройств ручного управления.
Форма и размеры рифлений [7.22] приведены на рис. 7.4. Значения шага Р рифления и рекомендации по его выбору приведены табл. 7.9 и 7.10. Высота h профиля составляет (0,25...0,7)Рдля деталей из стали и (0,25...0,5)Р для деталей из цветных металлов и их сплавов. Значения угла а равны соответственно 70 и 90°. Фаски назначают по [7.10] (см. табл. 7.1).
Примеры условного обозначения:
прямого рифления с шагом Р= 1,2 мм —
Рифление сетчатое 1,0
Рис. 7.4. Рифления прямое (а) и сетчатое (6), их обозначение на чертеже (в)
Рифление прямое 1,2 ГОСТ...;
сетчатого рифления с шагом Р= 1,0 мм (рис. 7.4, в) —
Рифление сетчатое 1,0 ГОСТ... .
Таблица 7.9. Рифления прямые для любых материалов (рис. 7.4, а), мм
Ширина В на-называемой по-верхности Диаметр Д накатываемой поверхности
до 8,0 св. 8 до 16 св. 16 до 32 св. 32 до 63 св. 63 до 125 св. 125
Шаг Р рифления
До 4 Св. 4 до 8 » 8 » 16 » 16 » 32 » 32 0,5 0,5 0,6 о,6 0,6 0,8 1,0
0,8 0,8
1,0 1,0 1,2 1,2 1,6
Таблица 7.10. Рифления сетчатые (рис. 7.4, б, в), мм
Материал заготовки Ширина В на-катываемой поверхности- Диаметр Д накатываемой поверхности
ДО 8 св. 8 ДО 16 св. 16 до 32 св. 32 до 63 св. 63 до 125 св. 125
Шаг Р рифления
Цветные металлы и сплавы До 8 Св. 8 до 16 0,5 0,6 0,6 0,6 0,8
0,8 0,8
5-152
129
Продолжение табл. 7.10
Материал заготовки Ширина В накатываемой поверхности Диаметр накатываемой поверхности
до 8 св. 8 до 16 св. 16 до 32 св. 32 до 63 св. 63 до 125 св. 125
Шаг Р рифления
» 16 » 32 0,6 1,0 —
» 32 0,8 1,о 1,2 1,6
До 8 0,8
Св. 8 до 16 0,5 1,0 —
Сталь » 16 » 32 . °.8 1,0 1,2 1,2 —
» 32 1,6 2,0
7.3. ИЗДЕЛИЯ С НАДПИСЯМИ, ЗНАКАМИ И ШКАЛАМИ
Шрифты. Для нанесения надписей на отдельных деталях измерительных приборов, изделиях радиоэлектронной и вычислительной (кроме авиационной) техники установлены шрифты, наносимые гравированием [7.2], методом плоской печати [7.3] или другими методами (например, травлением).
Шрифты включают написание знаков русского, латинского и греческого алфавитов; арабских и римских цифр; знаков математических, препинания и символьных. Шрифт, наносимый методом плоской печати, содержит также показатели степени и индексы.
Шрифт в зависимости от начертания разделяют на прямой нормальный полужирный — ПрЗ (основной для плоской печати и гравирования); прямой узкий светлый —Пр41-, прямой нормальный жирный — Пр5~, прямой контурный — ПрК5\ наклонный нормальный жирный — Пр/5', наклонный контурный — ПрК/5. Начертания указанных шрифтов приведены в [7.2]. Пример выполнения шрифта ПрЗ гравированием и основные соотношения его размеров показаны на рис. 7.5. Профиль сечения (рис. 7.6) определяется способом нанесения —
Рис. 7.5. Начертание и основные размеры гравированного шрифта:
И — высота шрифта; b — толщина обводки; h — высота строчных знаков; К—высота; Т—ширина площадки; 6, — расстояние от основания площадки до линии шрифта
130
Рис. 7.6. Профили сечений гравированного шрифта углубленного (а, в) и выпуклого (б, г):
а, б—для b < 1 мм; в, г —для b > 1 мм
пластической или тепловой деформацией, строганием или фрезерованием (концевой или дисковой фрезой). Глубина штриха должна составлять 0,3...0,8 его ширины, а в случае заполнения контрастным или светящимся составом —не менее 0,8 ширины.
Пример условного обозначения шрифта высотой 5 мм начертания ПрЗ, выполняемого гравированием:
Шрифт 5-ПрЗ по ГОСТ... .
Высота Н шрифта плоскопечатного и гравированного выбирается из ряда [7.2, 7.3], мм: 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; для гравированного шрифта ряд дополняется значениями Я= 12,0 и 16,0 мм.
Интервалы между буквами, цифрами и знаками в надписи зависят от ширины копировальных планок Т, равной для нормального шрифта от 0,7 до 0,75Я. Расстояние между строками не менее 0,5Я.
Предельные отклонения размеров букв, цифр и знаков по высоте, а также расстояний между ними в строке не более + Z716/2.
Видимая невооруженным глазом высота цифр и знаков должна быть не менее 2 мм. Наименьшая технологически допустимая высота шрифта и знаков, выполняемых на серебре, алюминиевых сплавах, нейзильбере и латуни,—0,4 мм, на стали —1,0 мм. Шрифт размером менее 2 мм должен рассматриваться через лупу или микроскоп соот
ветствующего увеличения.
Правила нанесения надписей на чертежах. Надписи и знаки на плоских поверхностях изображают,
как правило, полностью независимо от способа их нанесения. Расположение надписи определяется общими требованиями к готовому изделию. Начертание указывают ______/
типом и размером шрифта, а при необходимости —линейными и угловыми размерами зон нанесения знаков. При симметричном расположении надписи относительно контура детали (рис. 7.7) размеры
СИГНАЛ
ТУВ 1
Рис. 7.7. Симметричное расположение надписи на изделии
131
2от6. 0
Шрифт ПВСо
Шрифт Пр 1,5
Рис. 7.8. Чертеж плоской детали с надписями и знаками
зон не указывают, ограничиваясь указанием в технических требованиях предельных отклонений расположения надписи относительно плоскости симметрии. В технических требованиях указывают также способ нанесения надписи или дают ссылку на определяющий его нормативно-технический документ, сведения о наличии и составе покрытий фона и заполнителей знаков (рис. 7.8).
Надписи, знаки и шкалы, выполняемые на цилиндрических или конических поверхностях, на чертеже показывают в виде развертки (рис. 7.9 и 7.10). На виде, где надписи должны проецироваться с искажением, допускается их изображение без искажения. Допускается
< Числоровных делений по окружности-ЮО 2.Ширина рисок 0,6мм
3. Покрытие.. .
4. Покрытие цитр и рисок... _
5. Шрифт ПрЗ ГОСТ... гравировать
Рис. 7.9. Чертеж шкалы на цилиндрической поверхности
132
Рис. 7.10. Чертеж шкалы на конической поверхности
также на виде детали показывать лишь часть наносимых данных (например, расположение штрихов и порядок их оцифровки; рис. 7.10), необходимых для указания однозначной связи вида с разверткой поверхности.
Изображение развертки линейной шкалы допускается выполнять с разрывами. В этом случае в технических требованиях на поле чертежа делается надпись типа
Число равных делений по окружности ... (см. рис. 7.9 и 7.10).
Ширина штрихов сеток и шкал зависит от области их применения: для особо точных шкал лабораторных приборов и станочного оборудования — 0,002...0,05 мм;
для лабораторных приборов и отсчетных устройств станков общего применения —0,15+0,05 мм;
для полевых приборов — О,25...О,35+01 мм;
для шкал приборов, рассматриваемых на расстоянии до 1 м,— 0,8-1,0+0’2 мм.
Промежутки между ближайшими делениями шкал должны быть не менее двух- или трехкратной ширины штрихов. Длина интервала и ее связь с шириной штрихов зависят от материала шкалы (табл. 7.11). Видимая угловая ширина штрихов должна быть не менее 40 угл. с. Ширина штриха индекса и нониуса принимается равной ширине штриха шкалы.
Таблица 7.11. Длина интервала прямых и угловых шкал, мм
Материал шкалы Ширина штриха Длина интервала t
свыше до
Серебро, нейзильбер 0,010-0,016 0,05 0,15
Серебро, нейзильбер, алю- 0,010...0,020 0,15 0,20
миниевые сплавы 0,016.-0,030 0,2 0,4
133
Продолжение табл. 7.11
Материал шкалы Ширина штриха Длина интервала /
свыше ДО
0,03-0,10 0,4 0,7
Латунь, алюминиевые 0,10-0,16 0,7 1,0
сплавы
0,10-0,20 1,0 1,5
0,16-0,25 1,5 2,0
0,50-0,70 3,0 5,0
Сталь, латунь 0,08-0,10 0,7 1,0
0,16-0,20 1,0 1,5
0,20-0,28 1,5 2,0
0,30-0,40 2,0 3,0
Латунь 0,8-1,2 5,0 8,0
2,0 8,0
Длина штрихов шкалы определяется в зависимости от наименьшего значения длины интервала t. Рекомендуется назначать: длину короткого штриха в пределах — (1,2—2,0)/ при t < 0,8 мм и /, = (1,0...2,0)/ при t > 0,8 мм; соотношение длин короткого, среднего и длинного штрихов - 1:1,6:2,6 или 1:1,5:2; соотношение длинных и коротких штрихов при отсутствии средних — 1,5:1 или 2:1. Предельные отклонения длин однозначных штрихов для разных деталей устанавливают в пределах 10 % от соответствующих значений, для одной детали — в пределах не более 5 %.
Таблица 7.12. Допускаемые отклонения расстояний между двумя любыми штрихами прямолинейных шкал, мм
Номинальная длина Класс точности шкалы
1 2 3 4
Длина одного любого деления 0,005 0,01 0,02 0,05
До 50 0,01 0,02 0,05 0,10
Св. 50 до 100 0,02 0,05 0,10 0,20
» 100 0,03 0,10 0,20 0,50
Таблица 7.13. Предельные отклонения углов между двумя соседними штрихами круговых, дуговых плоских, конических и цилиндрических шкал, угл. мин
Контролируемый угол на шкале Класс точности шкалы
1 2 3 4 5 6
Одного любого деления шкалы (кроме цилиндрической) 10" 0,25 0,5 1 2 5
То же, цилиндрической 20" 3 5 8 15 —
Между двумя любыми штрихами шкалы (кроме цилиндрической) 0,25 0,5 1 2 5 10
То же, цилиндрической 0,5 5 8 12 20 —
134
Предельные отклонения на интервалы делений шкал зависят от вида, требуемой точности отсчета и длины линейной или развернутой шкалы (табл. 7.12). Допускаемые отклонения углов между штрихами круглых, дуговых плоских, конических и цилиндрических шкал выби рают по табл. 7.13.
7.4. ОТВЕРСТИЯ
Р и с . 7.11. Сквозные отверстии типа I (а) и типа II (б) под крепежные детали
Сквозные отверстия под крепежные детали (рис. 7.11). Размеры сквозных отверстий под болты, винты, шпильки и заклепки с диамст рами стержня от 1,0 до 160 мм [7.11] распределены по трем рядам (таби. 7.14), из которых первый ряд является предпочтительным, а третий нс рекомендован к применению для заклепочных соединений.
Предельные отклонения диаметров отверстий для первого ряда—по Я12, для второго и третьего рядов — по Я14.
Рекомендации по выбору рядов сквозных отверстий.
1. Для соединений, к которым предъявляются лишь требования собираемости, при независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий до 500 мм, ряды сквозных отверстий выбирают в зависимости от количества и расположения отверстий, способа их образования и типа соединения:
при любом количестве отверстий и любом их расположении при обработке
отверстий по кондукторам для соединений типа I и II —первый ряд;
для однорядного расположения отверстий (рис. 7.12), координиро ванных относительно оси базового отверстия или базовой плоскости, образованных пробивкой штампами повышенной точности, литьем под давлением или литьем по выплавляемым моделям повышенной точности, для соединений типа I — первый ряд; типа II — второй ряд;
Таблица 7.14. Размеры сквозных отверстий под крепежные детали, мм
Диа-метр Ряд диаметров d} сквозных отверстий Диа-метр Ряд диаметров d{ сквозных отверстий Диа-метр Ряд диаметров сквозных отверстии
стержня d 1 2 3 стержня d 1 2 3 стержня d 1 2 3
1,о 1,2 1,3 — 18 19 20 21 68 70 74 78
1,2 1,4 1,5 — 20 21 22 24 72 74 78 82
1,4 1,6 1,7 — 22 23 24 26 76 78 82 86
1,6 1,7 1,8 2,0 24 25 26 28 80 82 86 91
135
Продолжение табл. 7.14
Диаметр стержня d Ряд диаметров dx сквозных отверстий Диа-метр стержня d Ряд диаметров </, сквозных отверстий Диа-метр стержня d Ряд д иаметров dx сквозных отверстий
1 2 3 1 2 3 1 2 3
2,0 2,2 2,4 2,6 27 28 30 32 85 87 91 96
2,5 2,7 2,9 3,1 30 31 33 35 90 93 96 101
3 3,2 3,4 3,6 33 34 36 38 95 98 101 107
4 4,3 4,5 4,8 36 37 39 42 100 104 107 112
5 5,3 5,5 5,8 39 40 42 45 105 109 112 117
6 6,4 6,6 7,0 42 43 45 48 ПО 114 117 122
7 7,4 7,6 8,0 45 46 48 52 115 120 124 127
8 8,4 9,0 10 48 50 52 56 120 124 127 132
10 10,5 11 12 52 54 56 62 125 129 132 137
12 13 14 15 56 58 62 66 130 134 137 144
14 15 16 17 60 62 66 70 140 144 147 155
16 17 18 19 64 66 70 74 150 155 158 165
Рис. 7.13. Двухрядное расположение отверстий
Р и с . 7.12. Однорядное расположение отверстий
для отверстий числом до четырех, расположенных в два ряда (рис. 7.13) и координированных относительно их осей, обработанных по разметке, пробитых штампами обычной точности, полученных литьем нормальной точности, для соединений типа I —второй ряд; типа II — третий ряд;
для отверстий числом более четырех, расположенных в два (и более) ряда (рис. 7.14), координированных относительно своих осей, пробитых штампами повышенной точности, изготовленных литьем под давлением или по выплавляемым моделям повышенной точности, для соединений типов I и II — второй ряд;
для отверстий, расположенных по окружности (рис. 7.15), обработанных по разметке, пробитых штампами обычной точности, выполненных литьем нормальной точности, для соединения типа I — третий рад.
2. Для соединений, к которым помимо требований к собираемости предъявляются дополнительные требования по юстировке (обеспечению небольших взаимных перемещений соединяемых при сборке 136
Р и с . 7.14. Многорядное расположение отверстий
Рис. 7.15. Расположение отверстий по окружности
* Размер для сера боа
Рис. 7.16. Сквозные квадратные и продолговатые отверстия
деталей) или при расстояниях между осями наиболее удаленных отверстий более 500 мм, допустимо применять более грубые по сравнению с указанными выше соотношениями между диаметром стержня крепежного изделия и диаметром отверстия.
3. При совместно обработке отверстий в деталях, соединяемых заклепками, а также для неразборных болтовых соединений номинальный диаметр сквозного отверстия принимают равным наибольшему предельному диаметру стержня крепежной детали, предусматривая при этом зенковку отверстий в размер, соответствующий радиусу под головкой стержня.
Сквозные квадратные и продолговатые отверстия (рис. 7.16) под крепежные изделия стандартизованы [7.20]. Форма и размеры квадратных отверстий для болтов с квадратным подголовком диаметром от 5 до 24 мм приведены на рис. 7.16, див табл. 7.15, продолговатых отверстий —на рис. 7.16, бив табл. 7.16. Значения размера L принимают из ряда, мм: 3, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 60, 70, 80, 90, 100, 110, 125.
В обоснованных случаях допустимо применять для диаметров любых стержней продолговатые отверстия с размерами L, не предусмотренными в табл. 7.16, выбранными из ряда TtalO [5.1].
137
Таблица 7.15. Размеры квадратных отверстий под крепежные детали, мм
Размер подголовка болта В Л™ Размер подголовка болта В Дли
ряд 1 ряд 2 ряд 1 ряд 2
5 5,5 — 0,5 14 15 16 1,0
6 6,6 7 16 17 18 1,2
8 9 — 0,8 20 22 24
10 11 12 22 24 26 1,6
12 13 14 1,0 24 26 28
При изготовлении продолговатых отверстий концевыми фрезами можно в дополнение к ряду 1 (см. табл. 7.16) использовать размеры В, мм: 3, 4, 5, 6, 8, 25, 36, 40.
Предельные отклонения размеров квадратных и продолговатых отверстий —не грубее Н14.
Таблица 7.16. Размеры продолговатых отверстий под крепежные детали, мм
d В Диапазон Z d В Диапазон L
ряд 1 ряд 2 ряд 1 ряд 2
2 2,4 — 3...8 16 17 18 20...60
2,5 2,9 — 4...10 18 19 20 22...70
3 3,4 — 4...12 20 22 24 25...80
4 4,5 — 6...16 22 24 26 28...90
5 5,5 — 8...18 24 26 28 32...100
6 6,7 7 10...18 27 30 32 36...110
8 9 10 12...40 30 33 35 40...125
10 11 12 14...45 36 39 42 45...125
12 13 14 16...50 42 45 48 50... 125
14 15 16 18...55 48 52 56 60...125
Упрощенное изображение и нанесение размеров отверстий (рис. 7.17) допускается применять в следующих случаях [7.1]: диаметр отверстия в изображении на чертеже равен или менее 2 мм; отсутствует изображение отверстий в разрезе или сечении вдоль оси отверстия; нанесение размеров по общим правилам усложняет чтение чертежа. В этих случаях размеры отверстий указывают на полках линий-выносок, проведенных от осей отверстий. Обозначение элементов отверстий, используемых в структуре записи данных по типам отверстий (см. рис. 7.17), следующее:
—диаметр основного отверстия; d2 —диаметр зенковки; lt —длина цилиндрической части основного отверстия; /2 —длина резьбы в глухом отверстии; /3 —глубина зенковки; /4 —глубина фаски; z — обозначение резьбы по стандарту; <р — центральный угол зенковки; а — угол фаски.
Центровые технологические отверстия (рис. 7.18). Их форма и размеры установлены в [7.19]. Формы А, В, Т, Р, F и Я относятся к 138
а) z
075
V— М10
drlt** z-lf** dt z
dild2'^ z/d2*4
№0*1,5-2*45°
Ф12Н8~1*У>° \M10* 1,5-2*45°
Фб,5/ф10*2*90°
M8/t>!2*1*90°
<jS/9>4*3,6
МЩФ16*4
Ф20Н8/ф32*90°
М1О/Ф16*12О°
Ф10*25±2
М16*20-25
акюкяе»
Р и с . 7.17. Примеры полного (в) и упрощенного (б) нанесения размеров отверстий
Форма A
Форма В
Форма Т
Форма R Г*
Рис. 7.18. Формы центровых технологических отверстий
формам общего применения, формы Си Е используют в изделиях массой свыше 1500 кг.
Рекомендации по применению форм центровых отверстий общего назначения:
1. Форма А используется в случаях, когда после обработки детали необходимость в использовании центровых отверстий отпадает, а также в случаях, когда сохранность центровых отверстий в процессе эксплуатации детали гарантируется соответствующей термообработкой.
2. Форму 2? применяют для изделий, где центровые отверстия служат базой для многократного использования в процессе обработки и сохраняются в готовых изделиях в процессе их эксплуатации.
3. Форму Тиспользуют в конструкциях оправок и калибров-пробок. Размеры центровых отверстий форм А, В и Тданы в табл. 7.17.
4. Форму R (табл. 7.18) применяют для изделий, выполняемых с повышенной точностью.
5. Формы F и Н (табл. 7.19) применимы для монтажных работ, транспортирования и хранения изделий, а также установки изделий при их термообработке. Не рекомендуется применение этих форм для изделий режущего и вспомогательного инструмента с хвостовиками, имеющими конусность 1:10, 1:7, 1:1, конусы метрический и Морзе. Для изделий перечисленных типов предназначены центровые отверстия формы Р (табл. 7.20).
Таблица 7.17. Размеры центровых отверстий форм А, В и Т (рис.
7.18), мм
D d а, 4 4 4
2 0,5 1,06 — 0,8 0,48
2,5 0,63 1,32 — 0,9 0,60 — —
3 0,8 1,70 2,5 —— 1,1 1,78 1,02 —
140
Продолжение табл. 7.17
D d 4, 4 d, 1 4
4 1,0 2,12 3,15 — 1,3 0,97 1,27 —
5 1,25 2,65 4,0 — 1,6 1,21 1,60 —
6 1,6 3,35 5,0 — 2,0 1,52 1,99 —
10 2,0 4,25 6,3 7 2,5 1,95 2,54 0,6
14 2,5 5,30 8,0 9 3,1 2,42 3,20 0,8
20 3,15 6,7 10,0 12 3,9 3,07 4,03 0,9
30 4,0 8,5 12,5 16 5,0 3,90 5,06 1,2
40 5,0 10,6 16,0 20 6,3 4,85 6,41 1,6
60 6,3 13,2 18,0 25 8,0 5,98 7,36 1,8
80 8,0 17,0 22,4 32 Ю,1 7,79 9,35 2,0
100 10 21,2 28,0 36 12,8 9,70 11,66 2,5
120 12 25,4 33,0 — 14,6 11,60 13,80 —
160 16 33,9 42,5 — 19,2 15,50 18,00 —
240 20 42,4 51,6 — 25,0 19,40 22,00 —
360 25 53,0 63,3 — 32,0 24,0 27,00 —
Примечание. Предельные отклонения: — по Я14, 1\ — по НИ (до /j = 0,97) и Я12 — остальные, О — по Я12.
Таблица 7.18. Размеры центровых отверстий формы R (рис. 7.18), мм
D d di r D d d, r
2 0,5 1,3 1,3 1,3...1,6 14 2,5 5,3 5,5 6,3...8,0
2,5 0,63 1,5 1,5 1,6...2,0 20 3,15 6,7 7,0 8,0...10,0
3 0,8 1,71 1,9 2,0...2,5 30 4,0 8,5 8,9 10...12,5
4 1,0 2,12 2,3 2,5...3,2 40 5,0 10,6 11,2 12,5...16
5 1,25 2,65 2,8 3,2...4,0 60 6,3 13,2 14,0 16...20
6 1,6 3,35 3,5 4,0...5,0 80 8,0 17,0 17,9 20...25
10 2,0 4,25 4,4 5,0...6,3 100 10 21,2 22,5 25...31,5
Таблица 7.19. Размеры центровых отверстий форм F и Н (рис. 7.18), мм
D для форм d d, Я14 4 4 /, Я12 Amax /, Я12
F H
8 — М3 3,2 5 — 2,8 1,56 — —
10 16 M4 4,3 6,5 8,2 2,5 1,9 4 2,4
12,5 20 M5 5,3 8 11,4 4,5 2,3 5,5 3,3
16 25 M6 6,4 10 13,3 5,5 3 6,5 4,0
20 32 M8 8,4 12,5 16,0 7 3,5 8 4,5
25 40 M10 11 15,6 19,8 9 4 10,2 5,2
32 50 M12 13 18 22,0 10 4,3 11,2 5,5
40 63 M16 17 22,8 28,7 11 5 12,5 6,5
63 80 M20 21 28 33,0 12,5 6 14 7,5
141
Продолжение табл. 7.19
Одля форм d d, Я14 4 4 U /,Я12 AktttK /,Я12
F И
— 100 М24 25 36 43 14 9,5 16 11,5
— 160 МЗО 31 44,8 51,8 18 11,2 20 14,0
— 250 М36 37,5 53 60 20 13,5 22 15,5
При выборе диаметра центрового отверстия форм А, В, Т необходимо учитывать его зависимость от массы изделия, в котором оно выполняется. Рекомендуемые отношения d/M (где d—в мм, М— масса, кг, не более): 2/50; 2,5/80; 3,15/90; 4/100; 5/200; 6,3/600; 8/500; 12/1000.
Примеры условных обозначений центровых отверстий:
Отв. цент. А2,5 ГОСТ...,
Отв. цент. CS ГОСТ..., Отв. цент. Н Мб ГОСТ...,
где А, С, Н—форма отверстия; 2,5 и 8 —диаметр d отверстия; Мб— диаметр d резьбового отверстия.
Таблица 7.20. Размеры центровых отверстий формы Р (рис. 7.18), мм
Обозначение конусов d < /714 «А d, Дейв / /. 4
1 2 3 4 5
— 1 2 3 4 В12 В18 В24 В32 — 30 40 Мб мю М12 М16 6,4 10,5 13 17 8 12,5 15 20 8,5 13,2 17 22 16 24 28 32 3,5 4,5 6 8 1,53 1,9 2,3 3,2 0,6
5 В45 80 90 45 М20 21 26 30 40 10 5,5 1,1
6 — — 50 55 М24 25 31 36 50 11 6,6 1,4
80 — — 100 120 140 60 МЗО 31 38 45 65 14 8,0 2,0
100 120 — — 160 200 65 М36 37 45 52 80 15 9,0 2,0
160 200 — — — 70 М36 М48 50 60 68 100 18 11 2,3
142
7.5. КАНАВКИ И ПРОТОЧКИ
Канавки для выхода шлифовального круга. Форма и размеры канавок для деталей со шлифованными поверхностями установлены в [7.7]. Для круглого наружного и внутреннего шлифования по цилиндру данные приведены на рис. 7.19 и в табл. 7.21, наружного и внутреннего шлифования по торцу — на рис. 7.20 и в табл. 7.21, смешанного шлифования по цилиндру и торцу — на рис. 7.21 и в табл. 7.22 (для исполнения 4). При плоском шлифовании (рис. 7.22) сечение канавки определяется размерами bt х h-. = 2 х 1,6; 3 х 2,0; 5 х 3,0 мм. Радиусы скруглений г2 соответственно равны 0,5; 1,0 и 1,6 мм.
Исполнение У Исполнение!
При шлифовании на одной детали нескольких различных поверхностей следует применять канавки одного типоразмера. Размеры канавок могут отличаться от стандартных, если это определено условиями прочности или конструктивными особенностями изделия.
Таблица 7.21. Размеры канавок для выхода шлифовального круга (рис. 7.19, 7.20, 7.21; исполн. 1—3), мм
Ь для исполнения Наружное шлифование Внутреннее шлифование Л Г 0 d
1 и 2 3 4, 4
1 1,6 2 — d — 0,3 rf+0,3 0,2 0,3 0,2 < 10
0,5 0,3
d — 0,5 rf+0,5 о,з
143
Продолжение табл. 7.21
Ь для исполнения Наружное шлифование Внутреннее шлифование h Г А 4
1 и 2 3 4, 4,
3 1,5 а—о,5 4+0,5 0,3 1,0 10...50
0,5
5 2,25 1,6
8 2,8 а—1,о 4 + 1,0 0,5 2,0 1,0 > 100
10 5,0 3,0
Таблица 7.22. Размеры канавок для выхода шлифовального круга при наружном шлифовании (рис. 7.21, исполн. 4), мм
Ь 4, Л С гг
1,1 4—0,2 0,1 0,5 0,8 0,2
2,2 4—0,4 0,2 1,0 1,5 0,4
4,3 4—0,6 0,3 1,5 3,3 0,6
6,4 4—0,8 0,4 2,3 5,0 1,0
Исполнение 1 h
Исполнение 2
Л _
Р и с . 7.21. Канавки для выхода шлифовального круга при наружном шлифовании по цилиндру и торцу
Рис. 7.22. Канавки для выхода шлифовального круга при плоском шлифовании
144
Рис. 7.23. Канавки сальниковых уплотнений
'-Размер для справок
Рис. 7.24. Примеры размещения в конструкции резиновых уплотнительных колец
Канавки под уплотнительные кольца. Форма и размеры канавок сальниковых уплотнений с кольцами из фетра и войлока приведены на рис. 7.23 и в табл. 7.23. Диаметры d, d\ и Di принимают равными: d= dB + 1,0; d\ = dB—1,0; D\ — D—1,0 (мм).
Таблица 7.23. Размеры канавок для сальниковых уплотнений и толщины колец для них (рис. 7.23), мм
Диаметр вала 2=d 2 b *2 Диаметр dB вала 1)=д 2 b *2
От 10 до 15 4 2 3 2,5 От 70 до 85 9 6 8,3 7
» 16 » 22 5 3 4,3 3,5 » 90 » 95 10 7 9,6 8,5
» 25 » 48 6 4 5,5 5 » 100 » 115 12 8 И,1 9,5
» 50 » 65 8 5 7,1 6 » 120 » 135 14 9 12,7 10,5
Примечание. Ьх —размер справочный.
Канавки и фаски под резиновые уплотнительные кольца круглого сечения выполняют в деталях типа корпусов и крышек при их соединениях со статическим уплотнением (рис. 7.24). Для радиальных уплотнений форма и размеры канавок приведены на рис. 7.25, айв табл. 7.24, для торцевых — на рис. 7.25, би в табл. 7.25, для уплотнений по конусной форме —на рис. 7.25, вив табл. 7.26 [7.8; 7.21].
Все размеры посадочных мест приведены к диаметру сечения колец
145
Рис. 7.25. Канавки и посадочные места для радиальных (в), торцевых (ff) уплотнений и уплотнений по конической фаске (в) резиновыми кольцами (г) круглого сечения
d2. Номинальные диаметры колец установлены до 300 мм. Размеры канавок для промежуточных диаметров, не приведенных в табл. 7.24, можно вычислить с учетом соотношений меньших из приведенных значений диаметров. Например, диаметры d, D, d3, и ширина b для неподвижного соединения при размерах кольца - 3 мм и dt - 24,5 мм определяются с учетом данных для dv: d = d3 + 0,5 = 24,5 + 0,5 = 25 мм; D=J+5 = 25 + 5 = 30 мм; d3 — d + 0,3 = 25,3 мм; Д = D—0,3 = 29,7 мм; b — 4 мм.
Таблица 7.24. Размеры резиновых колец и проточек под них для радиальных уплотнений (рис. 7.25, а), мм
4 d D Подвижное соединение Неподвижное соединение
4 д ь d, Д ь
9 9,5 13,5 9,5 13,5 3,3 9,8 13,2
15 15,5 19,5 15,5 19,5 3,3 15,8 19,2
2,5 19,5 20 24 — — — 20,3 23,7 3,6
31 32 36 — — 32,3 35,7
49 50 54 — — 1 —" 1’ 50,3 53,7
19,5 20 25 20 25 3,7 20,3 24,7
31 32 37 32 37 3,7 32,3 36,7
3,о 63,5 65 70. — — — 65,3 69,7 4,0
93 95 100 — — — 95,3 99,7
21,5 22 28 22 28 4,4 22,4 27,6
31 32 38 32 38 4,4 32,4 37,6
92 94 100 — — 94,4 99,6
3,6 121,5 125 130 —• — — 125,4 129,6 4,7
151 155 160 — — — 155,4 159,6
191,5 195 200 ——— — — 195,4 199,6
195,5 200 205 — — —— 200,4 204,6
146
Продолжение табл. 7.24
4 </, d D Подвижное соединение Неподвижное соединение
4 А b 4 А Ь
27,5 28 36 28 38 28,6 35,4
31 32 40 32 40 32,6 39,4
62,5 64 72 64 72 64,6 71,4
92 95 102 94 103 94,6 102,4
4,6 122,5 125 135 127 133 5,2 127,6 132,4 5,6
152 155 165 157 163 157,6 162,4
191,5 195 205 197 203 197,6 202,4
216 220 230 222 228 222,6 227,4
245,5 250 260 252 258 252,6 256,4
49 50 60 50 60 50,8 59,2
63,5 65 75 65 75 65,8 74,2
93 95 105 95 105 6,5 95,8 104,2
122,5 125 135 125 135 125,8 134,2
152 155 165 155,8 164,2
5,8 191,5 195 205 195,8 204,2 7,0
216 220 230 220,8 229,2
245 250 260 — — — 250,8 259,2
275 280 290 280,8 289,2
294,5 300 310 300,8 309,2
180 185 200 185 200 186,4 198,6
191,5 195 210 195 210 196,4 208,6
221 225 240 225 240 226,4 238,6
8,5 245 250 265 250 265 9,4 251,4 263,6 ю,з
275 285 300 285 300 286,4 298,6
294,5 300 315 300 315 301,4 313,6
Таблица 7.25. Размеры посадочных мест под торцевые уплотнения с резиновыми кольцами (рис. 7.25, б), мм
4 4 4 А h R 4 4 4 А Л R
19,5 17 24 27,5 25 37
2,5 49,0 47 54 1,85 4,6 245,5 241 253 3,3
0,4
19,5 16 25 49,0 45 60
3,0 2,2 5,8 4,2 0,6
93,0 89 98 304,5 300 315
21,5 19 29 180,0 175 196
3,6 2,6 0,6 8,5 6,5
195,5 192 202 299,5 295 316
147
Таблица 7.26. Размеры посадочных мест для уплотнений резиновыми кольцами по конусной фаске (рис. 7.25, в), мм
ъ е«.< Л™ 4 с*' Л™, •Snin
1,4 2,0 0,7 4 4,6 0,16 7,2 2,5 9
1,9 0,12 3,0 1,0 4 5,8 7,8 3,0 10
2,5 4,3 1,3 5 7,5 0,18 10,2 3,5 12
3,0 4,8 2,0 6 8,5 0,20 11,5 3,0 14
3,6 0,15 5,5 2,5 7
Поля допусков на основные размеры канавок радиальных и торцевых уплотнений, а также шероховатость поверхностей соединяемых деталей обозначены на рис. 7.25. Радиусы скруглений обеспечиваются инструментом в процессе обработки деталей.
Радиальные биения поверхностей А и Б (рис. 7.25) установлены в зависимости от диаметра сечения d2 кольца и составляют:
0,04 мм —для t/2 = 2,5 мм при d и D до 19,5 мм, для d2 = 3,0 и 3,6 мм при t/до 30 и Dдо 36 мм, для d^ — 4,6 мм при t/до 30 и D до 38 мм;
0,07 мм —для d2 = 3,0 и 3,6 мм при d— 200 и D — 205 мм, для d2 = 4,6 мм при d = 200 и D = 210 мм, для d2 = 8,5 мм при d — 200 и D =215 мм.
Во всех остальных случаях радиальное биение составляет не более 0,06 мм.
Эти же требования распространяются на посадочные поверхности резьбовых соединений, уплотняемых резиновыми кольцами. Форма и размеры посадочных мест для уплотняемых резьбовых соединений даны на рис. 7.26 и в табл. 7.27. Размеры резиновых колец —по рис. 7.25, г (см. табл. 7.24). Рекомендуется использовать резьбу d с мелким шагом; при этом d5 = d+ 0,5 мм, Lmsx ~ - 1,0 мм.
Рис. 7.26. Посадочные места под уплотнения резьбовых соединений резиновыми кольцами
148
Таблица 7.27. Размеры посадочных мест для уплотнения резиновыми кольцами резьбовых соединений (рис. 7.26), мм
d 4г 4, 4„ 4. й = Л
Мб 4,7 7,8 4,4 11 10
М8 х 1 1,4 5,7 9,8 6,4 13 3 11
MlOxd 7,7 11,8 8,4 15 12
М12х 1,5 8,7 13,8 9,7 17 13
М14х 1,5 1,9 10,6 15,8 11,7 19 4 13
М16 х 1,5 12,6 17,8 13,7 21 14
М18х 1,5 14,6 19,8 15,7 23
М20х 1,5 16,6 21,8 17,7 25 15
М22х 1,5 18,6 23,8 19,7 27
М24х 1,5 20,6 25,8 21,7 29 16
М27х2 22,5 28,8 24 32 22
М30х2 26,5 31,8 27 35 23
М33х2 29,5 35,3 30 39 24
М36х2 32,0 38,3 33 42 25
М39х2 3,0 35,0 41,3 36 45 5
М42х2 39,0 44,3 39 48
М45 х 2 41,0 47,3 42 51 27
М48 х 2 44,0 50,3 45 54
г; д}
149
Выход резьбы —сбега, недорезы, проточки. Для крепежных изделий с метрической резьбой размеры сбегов резьбы, недорезов и проточек стандартизованы [7.27]. Установленные стандартом параметры применимы в изделиях с метрической резьбой, не относящихся к крепежным.
Размеры сбегов и недорезов наружной метрической резьбы (рис. 7.27) приведены в табл. 7.28, форма и размеры проточек (рис. 7.28) — в табл. 7.29. Нормальные сбег и проточку используют для всех изделий классов точности А, В и С. Нормальный недорез —для изделий класса точности А, длинный недорез —для изделий классов точности В и С. Короткий сбег и короткий недорез применимы для изделий, в которых по конструктивным причинам необходим уменьшенный выход резьбы. Допускается применение проточек с размерами по табл. 7.30.
Д ля внутренней метрической резьбы (рис. 7.29) размеры сбегов и недорезов даны в табл. 7.31, размеры проточек (рис. 7.30) —в табл. 7.32.
Таблица 7.28. Размеры сбегов и недорезов наружной метрической резьбы (рис. 7.27), мм
Шаг резьбы р Сбег х, не более Недорез а, не более
нормальный ~2,5Р короткий - 1,257» нормальный ~ЗР короткий ~2Р длинный -4Р
0,2 0,5 0,25 0,6 0,4 0,8
0,25 0,6 0,3 0,75 0,5 1
0,3 0,75 0,4 0,9 0,6 1,2
0,35 0,9 0,45 1,05 0,7 1,4
0,4 1 0,5 1,2 0,8 1,6
0,45 1,1 0,6 1,35 0,9 1,8
0,5 1,25 0,7 1,5 1 2
0,6 1,5 0,75 1,8 1,2 2,4
0,7 1,75 0,9 2,1 1,4 2,8
0,75 1,9 1 2,25 1,5 3
0,8 2 1 2,4 1,6 3,2
1 2,5 1,25 3 2 4
1,25 3,2 1,6 3,75 2,5 5
1,5 3,8 1,9 4,5 3 6
1,75 4,3 2,2 5,2 3,5 7
2 5 2,5 6 4 8
2,5 6,3 3,2 7,5 5 10
3 7,5 3,8 9 6 12
3,5 9 4,5 10,5 7 14
4 10 5 12 8 16
4,5 11 5,5 13,5 9 18
5 12,5 6,3 15 10 20
5,5 14 7 16 11 22
6 15 7,5 18 12 24
150
Таблица 7.29. Размеры проточек наружной метрической резьбы по [7.27] (рис. 7.28), мм
Шаг резьбы Р Номинальный диаметр резьбы с крупным шагом <//13* йп», - ЗР г ~ 0,5Р
0,2 0,8 </—0,3 0,32 0,6 о,1
0,25 1; 1,2 </—0,4 0,4 0,75 0,12
о,з 1,4 </—0,5 0,5 0,9 0,16
0,35 1,6; 1,8 </—0,6 0,6 1,05
0,4 2 </—0,7 0,6 1,2 0,2
0,45 2,2; 2,5 </—0,7 0,7 1,35
0,5 3 </—0,8 0,8 1,5
0,6 3,5 </—1 0,9 1,8
0,7 4 </—1,1 1,1 2,1
0,75 4,5 </—1,2 1,2 2,25 0,4
0,8 5 <7—1,3 1,3 2,4
1 6; 7 </—1,6 1,6 3 0,6
1,25 8 </—2 2 3,75
1,5 10 </—2,3 2,5 4,5 0,8
1,75 12 <7—2,6 3 5,25 1
2 14; 16 </—3 3,4 6
2,5 18; 20; 22 <7—3,6 4,4 7,5 1,2
3 24; 27 </—4,4 5,2 9
3,5 30; 33 </—5 6,2 10,5 1,6
4 36; 39 </—5,7 7 12 2
4,5 42; 45 </—6,4 8 13,5
5 48; 52 </—7 9 15 2,5
5,5 56; 60 </—7,7 11 17,5 3,2
6 64; 68 <7—8,3 11 18
* Для d s 3 мм —по Л12.
Таблиц а 7.30. Допускаемые размеры проточек (рис. 7.28), мм
Шаг резьбы Р Проточка узкая (g, « 2.5Р) Проточка широкая » 3.5Р)
0,2 0,25 0,5 0,45 0,7
0,25 0,25 0,6 0,55 0,9
0,3 0,3 0,75 0,6 1,05
0,4 0,5 1 0,8 1,4
0,5 0,5 1,25 1,1 1,75
0,6 0,6 1,5 1,2 2,1
0,7 0,8 1,75 1,5 2,45
0,75 0,9 1,9 1,6 2,6
0,8 0,9 2 1,7 2,8
1 1,1 2,5 2,1 3,5
1,25 1,5 3,2 2,7 4,4
1,5 1,8 3,8 3,2 5,2
151
Продолжение табл. 7.30
Шаг резьбы Р Проточка узкая (& * 2,5Р) Проточка широкая (к, ® 3,5Р)
1,75 2,1 4,3 3,2 5,2
2 2,5 5 4,5 7
2,5 3,2 6,3 5,6 8,7
3 3,7 7,5 6,7 10,5
3,5 4,7 9 7,7 12
4 5,0 10 9 14
4,5 5,5 11 10,5 16
5 6,5 12,5 11,5 17,5
5,5 7,5 14 12,5 19
6 8,0 15 14 21
Рис. 7.29. Сбеги и недорезы внутренней метрической резьбы
Рис. 7.30. Проточки внутренней метрической резьбы
Таблица 7.31. Размеры сбегов и недорезов внутренней метрической резьбы (рис. 7.29), мм
Шаг резь-бы, Р Сбег х, не более Недорез я, не более
нормальный короткий длинный нормальный короткий длинный
0,2 0,4 0,3 0,8 1,6 1 2
0,25 0,5 о,з 1 1,8 1,2 2,5
0,3 0,6 0,4 1,2 2 1,2 2,8
0,35 0,7 0,4 1,4 2,2 1,5 3,2
0,4 0,8 0,6 1,6 2,5 1,5 3,5
0,45 0,9 0,6 1,8 3 2 4
0,5 1 0,8 2 3 2 5
152
Продолжение табл. 7.31
Шаг резь-бы, Р Сбег х, не более Недорез я, не более
нормальный короткий длинный нормальный короткий длинный
0,6 1,2 0,8 2,4 3,5 2,5 5,5
0,7 1,4 I 2,8 3,5 2,5 6
0,75 1,5 1 3 4 2,5 7
0,8 1,6 1,2 3,2 4 2,5 8
1 2 1,5 4 6 4 10
1,25 2,5 1,8 5 8 4 12
1,5 3 2 6 9 4 13
1,75 3,5 2,5 7 11 5 16
2 4 3 8 11 5 16
2,5 5 3,5 10 12 6 18
3 6 4 12 15 7 22
3,5 7 5 14 17 8 25
4 8 6 16 19 9 28
4,5 9 6 18 23 И 33
5 10 7 20 26 12 37
5,5 11 8 22 28 13 40
6 12 9 24 28 13 42
Таблица 7.32. Размеры проточек внутренней метрической резьбы (рис. 7.30), мм
Шаг резьбы р <//713 R « 0,5P
нормальная короткая нормальная короткая
0,2 0,8 0,5 1,2 0,9 0,1
0,25 1 0,6 1,4 1 <7+0,1 0,12
0,3 1,2 0,75 1,6 1,25 0,16
0,35 1,4 0,9 1,9 1,4 0,16
0,4 1,6 1 2,2 1,6 </+0,2 0,2
0,45 1,8 1,1 2,4 1,7
0,5 2,2 1,25 2,5 2
0,6 2,4 1,5 3,3 2,4
0,7 2,8 1,75 3,8 2,75 </+0,3 0,4
0,75 3 1,9 4 2,9
0,8 3,2 2 4,2 3
1 4 2,5 5,2 3,7 0,6
1,25 5 3,2 6,7 4,9
1,5 6 3,8 7,8 5,6 0,8
1,75 7 4,3 9,1 6,4 1,0
2 8 5 10,3 7,3
2,5 10 6,3 13 9,3 1,2
3 12 7,5 15,2 10,7 </+0,5 1,6
153
Продолжение табл. 7.32
Шаг резьбы р R « 0,5Р
нормальная короткая нормальная короткая
3,5 14 9 17 12,7 1,6
4 16 10 20 14 2
4,5 18 11 23 16
5 20 12,5 26 18,5 Д+0,5 2,5
5,5 22 14 28 20 3;2
6 24 15 30 21
Для трубной цилиндрической резьбы ряд размеров недорезов, проточек и фасок (рис. 7.31) приведен в табл. 7.33 и 7.34.
Для трапецеидальной однозаходной резьбы размеры проточек и фасок (рис. 7.31) даны в табл. 7.35 (с шагом Р до 12 мм). Для многозаходной трапецеидальной резьбы ширину проточки принимают равной ширине проточки однозаходной резьбы, шаг которой равен ходу многозаходной резьбы.
Таблица 7.33. Размеры недорезов, проточек и фасок наружной трубной цилиндрической резьбы (рис. 7.31), мм
Обозначение размера резьбы Число шагов на длине 25,4 мм Недорез я, ие более Проточка Фаска Z
нормальный уменьшенный нормальная узкая
/ Л Я, f R Я,
1/8 28 2,5 1,6 2,5 1,6 0,5 0,3 1,0
1/4 3/8 19 4,0 2,5 4,0 1,0 0,5 2,5 1,6
1/2—7/8 14 5,0 3,0 5,0 1,6 3,0 1,0 0,5 2,0
1-6 11 6,0 4,0 6,0 1,0 4,0 2,5
Рис. 7.31. Проточки и фаски трубной цилиндрической и трапецеидальной резьбы
154
Значения диаметра dfi мм: 8,0 (1/8); 11,0 (1/4); 14,5 (3/8); 18,0 (1/2); 20,0 (5,8); 23,5 (3/4); 27,0 (7/8); 29,5 (1); 34,0 (l’/g); 38,0 (Г/4); 40,5 (Г/8); 44,0 (1'Л); 50,0 (13/4); 56,0 (2); 62,0 (2’/4); 71,5 (2%); 84,0 (3); 96,5 (3'/2); 109,0 (4); 134,5 (5); 160,0 (6). В скобках указано обозначение резьбы в дюймах.
Т а б л и ц а 7.34. Размеры недорезов проточек и фасок внутренней трубной цилиндрической резьбы (рис. 7.31), мм
Обозначение размера резьбы Число шагов на дли-не 25,4 мм Недорез д, не более Проточка Фаска Z
нормальный умень-шенный нормальная узкая
г R Я, / R Л.
1/8 28 4 2,5 4 1,0 0,5 2,5 1,0 1,о
1/4; 3/8 19 5 3 5 1,6 3 0,5
1/2—7/8 14 8 5 8 2,0 1,0 5 1,6 1,6
1-6 11 10 6 10 3,0 6 1,0
Значения диаметра dfi мм: 10,0 (1/8); 13,5 (1/4); 17,0 (3/8); 21,5 (1/2); 23,5 (5/8); 27 (3/4); 31 (7/8); 34 (1); 39 (1*/8); 43 (1*/4); 45 (13/8); 48,5 (1'/2); 54,5 (13/4); 60,5 (2); 66,5 (2*/4); 76 (21/2); 82,5 (23/4); 89 (3); 101 (З'Д); И4(4); 139 (5); 165 (6). В скобках указано обозначение резьбы в дюймах.
Таблица 7.35. Размеры проточек и фасок трапецеидальной резьбы, мм
Шаг резьбы / R Л. df наружной резьбы ^внутренней резьбы z
2 3 1 0,5 d—3,0 d+ 1,0 1,6
3 5 1,6 d—4,2 2
4 6 </—5,2 d+ 1,1 2,5
5 8 2 d—7,0 d+ 1,6 3
6 10 d—8,0 3,5
8 12 3 1,0 d—10,2 d+ 1,8 4,5
10 16 d—12,5 5,5
12 18 d—14,5 d+ 2,1 6,5
Сбег х при угле заборной части инструмента 20° примерно соответствует уменьшенному недорезу, при угле 30° — примерно в 1,6 раза меньше.
155
7.6. КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Пазы Т-образные обработанные используют в металлорежущих станках, приспособлениях и принадлежностях к ним. Форма (рис. 7.32) и рекомендуемые к применению размеры (табл. 7.36) стандартизованы [7.4].
Таблица 7.36. Размеры Т-образных обработанных пазов (рис. 7.32), мм
а
10
12
14
18
22
28
36
42
48
54
номинал
10
11
14,5
16
19
23
30
37
46
56
68
80
90
отклонение
+ 1,5
номинал
12
16
20
25
32
36
40
отклонение
+ 0,5
не более
10
13
18
21
25
28
36
45
56
71
85
95
106
не менее
для чугуна
11
15
17
20
23
30
38
48
61
74
84
94
ДЛЯ стали
7,5
10
13
15
17
21
26
33
40
51
61
69
79
1__L___L—&.
не более
2,5
,5
2,5
1,6
1,0
2,0
5
6
8
b
3
5
7
7
8
9
h
е
Z
8
+ 1
+ 3
+ 2
+ 4
+ 5
6
Пример условного обозначения Т-образного паза шириной а = 18 мм и полем допуска №8.
Паз Т-образный 18Н% ГОСТ ....
Профили направляющих скольжения установлены следующих типов:
тип 1 —прямоугольные симметричные (рис. 7.33, табл. 7.37);
тип 2 —треугольные несимметричные (рис. 7.34, табл. 7.38);
тип 3 —прямоугольные (рис. 7.35, табл. 7.39);
тип 4 —остроугольные («ласточкин хвост» —рис. 7.36).
156
Рис. 7.32. Паз станочный Т-образный обработанный
Рис . 7.33. Форма сечения треугольных симметричных направляющих скольжения — охватываемой (а) и охватывающей (6)
ЭпИ.
Таблица 7.37. Размеры направляющих скольжения треугольной симметричной формы (рис. 7.33), мм
И Н, Л Л при а Ъ Г
РЯД-1 ряд 2 ряд 3 90“ 120“
6 Г 12 14 16 П 7 12 —
8 16 18 20 9 16 — 2
0,6
10 20 22 25 11 20 3
12 25 28 32 13 24 —
16 32 36 40 17 32 — 5
20 40 45 40 21 40 —
1,6
25 50 55 60 27 50 86,6 8
32 60 70 80 24 64 110,9
40 80 90 100 42 80 138,6 10
50 100 ПО 125 53 100 173,2 2,5
60 125 140 160 63 120 207,9 12
80 — — — 84 160 277,1 16
100 — — — 104 200 346,4
20 4
125 — —— 129 — 433,0
160 — — — 165 — 554,3 25 6
200 — — — 205 — 692,8 32
Примечание. В — размер справочный.
157
Таблица 7.38. Размеры направляющих скольжения треугольной несимметричной формы (рис. 7.34), мм
Я я, й Л при р й, при р й
ряд 1 рад 2 ряд 3 30° 25° 20° 30° 25° 20“
10 20 22 25 И 23,1 26,1
0,5 0,36 2
12 25 28 32 13 27,7 31,3 —
16 32 36 40 17 37,0 41,8 1 II
0,75 0,55 — 3
20 40 45 50 21 46,2 52,2
25 50 55 60 27 57,7 65,3 77,8
1,25 0,90 0,60 5
32 60 70 80 34 73,9 83,5 99,6
40 80 90 100 42 92,4 104,4 124,5 2,0 1,45 0,95 8
50 100 НО 125 53 115,5 130,5 155,5 2,5 1,80 1,20 10
60 120 140 160 63 138,6 156,6 186,7 3,0 2,15 1,45 12
80 — — 1 — 84 184,8 208,9 248,9 4,0 2,90 1,90 16
100 — — — 104 230,9 261,1 311,2
125 — — — 129 — 326,4 388,9 3,60 2,40 20
160 — — — 165 417,7 497,9
5,0
200 — — — 205 522,2 622,3
3,85 32
250 — — — 255 — — 777,9 5,75
320 — — — 325 — — 995,7 4,80 40
Примечание. Рекомендуемые размеры г. 0,4 при Яй 12; 0,6 при Я = 16...32; 1,0 при Я = 40...60; 2,5 при Я= 80... 160; 4 при Я2 200 мм. В—размер справочный.
Рис. 7.34. Форма сечения треугольных несимметричных направляющих скольжения —охватываемой (а) и охватывающей (б)
Для направляющих типа «ласточкин хвост» нормированы лишь два параметра — Ни Н}. Остальные размеры выбирают из ряда Ла20 по [5-1].
Ряд размеров Н. 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 60; 80. Размер Нх
158
Вг
Рис. 7.35. Формы сечения прямоугольных направляющих скольжения
Рис. 7.36. Формы сечения направляющих скольжения типа «ласточкин хвост»
определяют как = Н+ 0,5 при Н= 6...16; = Н+ 1 при Н= 20...40;
= Н+ 1,5 при Н > 50 мм.
Концы шлифовальных шпинделей с наружным базирующим конусом (рис. 7.37) для посадки фланцев шлифовального инструмента [7.5] имеют размеры, приведенные в табл. 7.40.
Таблица 7.39. Размеры прямоугольных направляющих скольжения (рис. 7.35), мм
н В Д
ряд 1 ряд 2 ряд 3 РЯД 4 ряд 5 ряд 1 РЯД 2 РЯД 3
8 12 16 20 25 32 4 5
10 16 20 25 32 40 — 5 6
12 20 25 32 . 40 50 — 6 8
16 25 32 40 50 60 — 8 10
20 32 40 50 60 80 — 10 12
25 40 50 60 80 100 — 12 16
32 50 60 80 100 125 12 16 20
40 60 80 100 125 160 16 20 25
50 80 100 125 160 200 20 25 32
60 100 125 160 200 250 25 32 40
80 125 160 200 250 320 32 40 50
100 160 200 250 320 400 40 50 60
159
Рис. 7.37. Концы шлифовальных шпинделей с наружным базирующим конусом типа 1 (а) и типа 2 (б)
Резьба по [6.17] с допуском 6#/6Я. Выход резьбы—по [7.27]. Размеры центровых отверстий для концов с наружной резьбой формы В или R — по [7.19]. Направление резьбы выбирается противоположным направлению вращения шпинделя. Сегментные шпонки — по [10.43].
Таблица 7.40. Присоединительные размеры шлифовальных шпинделей с наружным базирующим конусом (рис. 7.37), мм
D d 4 4 4 L / 4 4
10 Мб М5 5,5 10 10 14
12 — М8 Мб 6,5 12 — 12 17
16 М10 М8 8,5 16 18 24
20 М12 М8 8,5 20 18 24
25 16 М16 М10 10,5 25 16 24 35
32 19 М16 М12 12,5 32 20 24 35
40 22 М24 М16 17 40 25 36 45
50 25 М24 М16 17 50 32 36 45
65 28 МЗбхЗ М24 25 65 40 50 65
80 32 МЗбхЗ М24 25 80 50 50 65
100 38 М48хЗ — — 100 65 60 —
125 38 М48хЗ — 125 80 60 —
D 4 1, t b С
10 12 3,0 0,2 0,15 1,0
12 15 3,5 — 1 0,3 0,15 1,2
16 22 4,5 0,6 0,2 2,0
20 22 4,5 0,6 0,2 2,0
25 32 6,0 5,5 3 1,0 0,6 4,0
32 32 6,0 6,0 4 1,0 0,8 4,0
40 42 8,0 7,2 5 1,6 1,0 5,0
50 42 8,0 7,8 6 1,6 1,0 5,0
160
Продолжение табл. 7.40
D 4 1, t ь С С,
65 62 11 8,8 8 1,6 1,6 6,5
80 62 11 10,5 10 2,0 1,6 6,5
100 — — — 10 2,0 — —
125 — — — 10 2,0 — —
П р и м е ч а н и е . L = 100 и 125 мм только для типа 1.
Инструментальные конусы Морзе и метрические (рис. 7.38) имеют два исполнения конца наружного конуса со стороны малого основания — в виде лапки или резьбового отверстия. Аналогично оформлены внутренние конусы. Основные размеры конусов [7.28] приведены в табл. 7.41, конструктивных элементов конусов Морзе — в табл. 7.42, метрических конусов — в табл. 7.43. Приведенные теоретические значения размеров Д, d и d2 определяются соответственно диаметром D и номинальными размерами a, lt и 12. Диаметр лапки </3 может по длине превышать размер с при условии, что с11ИХ = е.
Таблица 7.41. Основные рвзмеры инструментальных конусов (рис. 7.38), мм
Обозначение Конусность D Наружный конус Внутренний конус
а Д ^Звих 4пм 4 Z
Конус метрический
4 1:20 4 2 4,1 23 — 3 25 21 0,05
6 6 3 6,2 32 — 4,6 34 29 ' 0,05
Конус Морзе
0 9 3 9,2 50 56,5 6,7 52 49
1 12 3,5 12,2 53,5 62 9,7 56 52 1,00
2 18 5,0 18 64 75 14,9 67 62
3 ~ 1:20 24 5,0 24,1 81 94 20,2 84 78
4 31 6,5 31,6 102,5 117,5 26,2 107 98 1,5
5 44 6,5 44,7 129,5 149,5 38,2 135 —
6 63 8,0 63,8 182 210 54,6 188 — 2
Конус метрический
80 80 8,0 80,4 196 220 71,5 202 —
100 100 10 100,5 232 260 80 240 — 2
120 1:20 120 12 120,6 268 300 108,5 276 —
160 160 16 160,8 340 380 145,5 350 — 3
200 200 20 201 412 460 182,5 424 —
Примечания: 1. Обозначение размеров —по [7.28].
2. Значения конусности по номерам конуса Морзе: № 0 — 1:19,212; № 1 — 1:20,047; №2 — 1:20,020; № 3 — 1:19,922; № 4 — 1:19,254; № 5 — 1:19,002; №6 -1:19,180.
3. Точные значения D для конусов Морзе: № 0 —9,045; № 1 — 12,065; №2 — 17,780; № 3 — 23,825; № 4 — 31,267; № 5 —44,399; № 6 —63,348.
4. Д — размер теоретический; z — максимально допускаемое отклонение положения основной плоскости, в которой находится диаметр D, от ее теоретического положения.
(-'Л- 161
Основная плоскость
Основная плоскость
Рис. 7.38. Инструментальные конусы Морзе и метрические
Основная плоскость
Таблица 7.42. Размеры конструктивных элементов инструментальных конусов Морзе (рис. 7.38), мм
Конус 0 1 2 3 4 5 6
<6тах 6 8,7 13,5 18,5 24,5 35,7 51
С 6,5 8,5 10 13 16 19 27
bhl3 3,9 5,2 6,3 7,9 11,9 15,9 19
Зпах 10,5 13,5 16 20 24 29 40
Лпах 4 5 6 7 8 10 —
Л1 1 1,2 1,6 2 2,5 3 4
di — M6 MIO M12 M16 M20 M24
Anin — 16 24 28 32 40 50
^4max 6 9 14 19 25 35,7 51
Anax 4 5 5 7 8 10 16
h 15 19 22 27 32 38 47
di 6,1 9 14 19,1 25,2 36,5 52,4
d 6,4 9,4 14,6 19,8 25,9 37,6 53,9
Примечание. Размеры d; и </ — теоретические.
162
Таблица 7.43. Размеры конструктивных элементов инструментальных метрических конусов (рис. 7.38), мм
Конус 4 6 80 100 120 160 200
^Зтах — — 67 85 102 138 174
с — — 24 28 32 40 48
Ыг\3 — — 26 32 38 50 62
— — 48 58 68 88 108
Дпах — — 24 30 36 48 60
Л| — — 5 5 6 8 10
d\ — — МЗО М36 М36 М48 М48
4шп — — 65 80 80 100 100
^4max 2,5 4 67 85 102 138 174
Днях 2 3 24 30 36 48 60
h 8 12 52 60 70 90 ПО
dl — — 69 87 105 141 ' 177
d 2,9 4,4 70,2 88,4 106,6 153 179,4
Конусы инструментов с конусностью 1:10 и 1:7 (рис. 7.39) имеют размеры [7.6], приведенные в табл. 7.44 и 7.45. Концы наружных конусов могут выполняться без резьбового отверстия. Внутренние конусы могут иметь сквозное отверстие диаметра dy Центровое отверстие — формы Н по [7.19].
Рис. 7.39. Конусы инструментальные с конусностью Г.10 и 1:7
Таблица 7.44. Размеры инструментальных конусов с конусностью 1:10 (2а = 5°43'29") (рис. 7.39), мм
Обозначение конуса D Для наружных конусов Для внутренних конусов
д| d L 4 4 а t / d <4 А
80 80 80,7 60,7 200 56 М20 7 8 40 63 22 205
100 100 100,7 76,7 240 72 МЗО 10 10 65 79 32 245
120 120 121,0 93,0 280 88 МЗО 10 12 65 97 32 285
160 160 161,5 125,5 360 129 М36 15 14 70 130 40 365
200 200 201,5 157,5 440 152 М36 15 18 '80 164 40 445
163
Таблица 7.45. Размеры инструментальных конусов с конусностьк 1:7 (2а = 8°10'16") (рис. 7.39), мм
Обозначение конуса D Для наружных конусов Для внутренних конусов
д d L 4, а / / 4, /,
80 80 81,00 52,428 200 48 М20 7 8 40 56 22 205
100 100 101,00 66,714 240 62 МЗО 10 10 65 71 32 245
120 120 121,43 81,428 280 76 МЗО 10 12 65 87 32 285
160 160 162,14 110,713 360 105 М36 15 14 80 116 40 365
200 200 202,14 139,285 440 135 М36 15 18 80 146 40 445
Глава 8
ПРАВИЛА ВЫПОЛНЕНИЯ
ЧЕРТЕЖЕЙ ДЕТАЛЕЙ,
ЧЕРТЕЖИ ТИПОВЫХ ДЕТАЛЕЙ
И СТАНДАРТЫ НА ИХ ПАРАМЕТРЫ
8.1. ОСНОВНЫЕ ТРЕБОВАНИЯ К ЧЕРТЕЖАМ ДЕТАЛЕЙ
Основные требования к рабочим чертежам, в том числе общие требования к чертежам деталей, изложены в [3.1].
При разработке рабочих чертежей предусматривают:
а) рационально ограниченную номенклатуру резьб, шлицев и других конструктивных и технологических элементов, их размеров, покрытий и т. д. (см. гл. 6, 7, 13);
б) рационально ограниченную номенклатуру марок и сортаментов материалов, а также применение наиболее дешевых и наименее дефицитных материалов;
в) необходимую степень взаимозаменяемости, наивыгоднейшие способы изготовления и ремонта изделий.
На чертежах можно давать ссылки на государственные, отраслевые и республиканские стандарты и технические условия или их отдельные разделы, если они полностью и однозначно определяют соответствующие требования, но нельзя ссылаться на отдельные пункты этих документов. Нельзя давать ссылки на документы, определяющие форму и размеры конструктивных элементов изделий (фаски, канавки и т. п.), если в соответствующих стандартах нет условного обозначения этих элементов. Все данные для их изготовления приводят на чертежах.
Технологические указания на рабочих чертежах не помещают. Но в виде исключения можно:
а) указать способы изготовления и контроля, если они единствен-
164
Рис. 8.1. Указание размера элемента детали, обрабатываемого в процессе сборки
Рис. 8.2. Указание шероховатости поверхности и размера:
а —до и после покрытия; б — только после покрытия
ные, гарантирующие требуемое качество изделия, например совместная обработка, совместная гибка и т. п.;
б) дать указания по выбору вида технологической заготовки (отливки, поковки и т. п.);
в) указать определенный технологический прием, гарантирующий обеспечение отдельных технических требований к изделию, которые невозможно выразить объективными показателями, например процесс старения, вакуумная пропитка и др.
На рабочем чертеже изделия указывают размеры, предельные отклонения, шероховатость поверхности и другие данные, которые обеспечивают перед сборкой.
Изделие, при изготовлении которого предусматривается припуск на последующую обработку отдельных элементов в процессе сборки, изображают на чертеже с размерами, предельными отклонениями и другими данными, которым оно должно соответствовать после окончательной обработки. Такие размеры заключают в круглые скобки, а в технических требованиях делают запись типа Размеры в скобках после сборки (рис. 8.1).
На рабочих чертежах изделий с покрытиями указывают размеры и шероховатость поверхности до покрытия. Их можно указывать одновременно до.и после покрытия (рис. 8.2, а).
Если размеры и шероховатость поверхности указывают только после покрытия, то соответствующие размеры и обозначения шероховатости поверхности отмечают знаком * и в технических требованиях чертежа делают запись типа Размеры и шероховатость поверхности после покрытия (рис. 8.2, б).
Если ребро (кромку) необходимо изготовить острым или скруглить, то на чертеже помещают соответствующее указание. Если таких указаний нет, то их выполняют притупленными.
165
Рис. 8.3. Указание на чертеже центровых отверстий: а — обязательных; б—недопустимых
Если в окончательно изготовленном изделии должны быть цент ровые отверстия, выполняемые по [7.19], то их изображают условно знаком < с указанием обозначения по [7.19] на полке линии «ь\ носки. При наличии двух одинаковых отверстий изображают одно иг: них (рис. 8.3, а). Если центровые отверстия в готовом изделии недопус
тимы, то при этом указывают знак (рис. 8.3, б). Центровые отверстия не изображают и в технических требованиях не помещают никаких указаний, если наличие центрового гнезда конструктивно безразлично.
Чертежи совместно обрабатываемых изделий. Если отдельные элементы изделия необходимо до сборки обработать совместно с другим изделием, для чего их временно соединяют и скрепляют (например, половины корпуса, части картера и т. п.), то на оба изделия выпускают в общем порядке самостоятельные чертежи с указанием на них всех размеров, предельных отклонений, шероховатости поверхности и других необходимых данных.
Размеры с предельными отклонениями элементов, обрабатываемых совместно, заключают в квадратные скобки и в технических требованиях помещают указание: Обработку по размерам в квадратных скобках производить совместно с... (рис. 8.4, а, б).
В сложных случаях при указании размеров, связывающих различные поверхности обоих изделий, рядом с изображением одного из изделий, наиболее полно отражающего условия совместной обработки, помещают полное или частичное упрощенное изображение другого изделия, выполненное сплошными тонкими линиями (рис. 8.4, б).
Технические требования, относящиеся к поверхностям, обрабатываемым совместно, помещают на том чертеже, где изображены все совместно обрабатываемые изделия. Указания о совместной обработке помещают на всех чертежах совместно обрабатываемых изделий.
Если отдельные элементы изделия должны быть обработаны по другому изделию и (или) пригнаны к нему, то размеры таких элементов отмечают у изображения знаком * или буквенным обозначением, а в технических требованиях чертежа приводят соответствующие указания (рис. 8.5).
На чертеже изделия, получаемого разрезкой заготовки на части и
166
2. Детали применять совместно.
Рис. 8.4. Чертежи деталей, обрабатываемых совместно
1. Обработку по размерам б квадратных скобках производить совместно с бет...
2. Детали применять совместно.
взаимозаменяемого с любым другим изделием, изготовленным из других заготовок по данному чертежу, изображения заготовки не помещают (рис. 8.6, а).
На изделие, получаемое разрезкой заготовки на части или состоящее из двух (и более) совместно обрабатываемых частей, применяемых
только совместно и не взаимозаменяемых с такими же частями другого такого же изделия, разрабатывается один чертеж (рис. 8.6, б).
Чертежи изделий с дополнительной обработкой или переделкой выполняют с учетом следующих требований:
а) изделие-заготовку изображают сплошными тонкими линиями, а поверхности, получаемые дополнительной обработкой,— сплошными основными линиями;
б) наносят только те размеры, предельные отклонения и шероховатости поверхности, которые необходимы для дополнительной обработки (рис. 8.7).
На таких чертежах можно нано-
1. ПоВерхн. к обработать по дет...., выдержав размер б
2. Детое и применять совместно.
Рис. 8.5. Элемент изделия, обрабатываемый по другому изделию
167
Г* -п A
P и с . 8.6. Чертежи деталей, получаемых разрезкой заготовки на части: а — взаимозаменяемые; б — невзаимозаменяемые
сить справочные, габаритные и присоединительные размеры, а также изображать только часть изделия-заготовки, элементы которой дополнительно обрабатывают.
На чертеже детали, изготовляемой дополнительной обработкой заготовки, в графе 3 основной надписи записывают слово Заготовка и обозначение изделия-заготовки. Изделие-заготовку записывают в соответствующий раздел спецификации. При этом в графе Поз. ставят прочерк. В графе Наименование после наименования изделия-заготовки указывают в скобках: (Заготовка для...).
Гнутые и упругие детали. Если форма и размеры вех элементов
определены на чертеже готовой детали, то развертку не приводят. Когда изображение детали, изготовляемой гибкой, не дает полного представления о форме и размерах отдельных ее элементов, на чертеже детали помещают ее полную или частичную развертку. На изображении развертки наносят те размеры, которые невозможно указать на
Рис. 8.7. Чертеж детали с дополнительной обработкой
Рис. 8.8. Чертеж детали с разверткой
168
изображении готовой детали. Развертку изображают сплошными основными линиями, толщина которых равна толщине линий видимого контура на изображении детали. При необходимости на изображении развертки наносят линии сгибов, выполняемые штрихпунктирными тонкими линиями с двумя точками, с указанием на полке линии-выноски Линия сгиба. Над изображением
развертки наносят знак (рис. 8.8). Не нарушая ясности чертежа, можно совмещать развертку с видом детали. В этом случае развертку изобра-
жают штрихпунктирными тонкими линиями с z-ч Рис. 8.9. Изображе-
двумя точками и знак v-Л- не наносят (рис. 8.9). ние развертки, совме-Упругие детали, контролируемые в напряжен- шейное с видом ном (деформированном) состоянии, изображают
в свободном состоянии сплошными основными линиями. В деформи-
рованном состоянии их изображают штрихпунктирными тонкими линиями с двумя точками и на этом изображении наносят контролируемые размеры (рис. 8.10). Остальные размеры наносят на изображении детали в свободном состоянии.
Если деформируемые элементы упругой детали имеют в свободном состоянии произвольную форму (рис. 8.11, б), то деталь изображают
на чертеже в состоянии ее измерения с соответствующим указанием на поле чертежа (рис. 8.11, а).
Детали из материалов со специфическими особенностями. Если
Р и с . 8.10. Упругая деталь с измеряемыми размерами в деформированном состоянии
Р и с . 8.11. Изображение упругой детали в состоянии измерения ее размеров (а) и в свободном состоянии (6)
169
Направление проката
Направление основы
/Направление волокон лицевой стороны
мае
/направление волокон
Рис. 8.12. Указание на чертежах направления проката для металла (а), основы для ткани (б), продольного для бумаги (в), волокон для дерева (г) и волокон для фанеры (<3)
Расположение слоев-параллельно прверхностаА
Лицевая сторона
Р и с . 8.13. Указание требования к направлению расположения слоев материала детали
Рис. 8.15. Изображение прозрачной детали с надписью на обратной стороне
Рис. 8.14. Указание лицевой стороны материала
деталь изготовляют из материала, имеющего определенное направление волокон, основы и т. п. (металлическая лента, ткань, дерево), то на чертеже при необходимости указывают направление (рис. 8.12). Указания о расположении слоев материала детали, изготовляемой из текстолита^ фибры, гетинакса или другого слоистого материала, при необходимости помещают в технических требованиях (рис. 8.13). Если материал имеет лицевую и оборотную сторону (кожа, некоторые виды пленок и др.), то на чертежах деталей при необходимости на полке линии-выноски указывают лицевую сторону (рис. 8.14).
170
Детали из прозрачных материалов изображают как непрозрачные. Надписи, цифры, знаки, которые у готовой детали видят с лицевой стороны, а наносят с обратной, изображают как видимые; и помещают соответствующие указания в технических требованиях (рис. 8.15).
8.2. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ПРУЖИН
Чертежи пружин выполняют по [8.1]. Винтовые пружины сжатия и растяжения изображают с правым направлением навивки. Левое направление навивки указывают в технических требованиях.
Пружины кручения изображают с требуемым направлением навивки. Поджатые концы витков пружин сжатия изображают, как показано на рис. 8.16.
Рис. 8.16. Концы витков пружин сжатия:
3
а, б — поджарые на целый виток: нешлифованный (а), зашлифованный на /4 окружности (б); в — поджатые на /4 витка и зашлифованные на 74 окружности
Для параметров пружин установлены следующие основные обозначения:
высота (длина) пружины в свободном состоянии —Но; то же, между зацепами — Н 'о; высота тарельчатой пружины в свободном состоянии — ho; высота (длина) пружины под нагрузкой —Яь Я2, деформация (прогиб) пружины осевая —j), F2, F3, тарельчатой максимальная —Д, угловая —<pi, <р2, <Рз;
диаметр пружины наружный — D, внутренний— D\, диаметр конической пружины наружный малый — D';
диаметр контрольного стержня — Dc, гильзы — D.;
длина развернутой пружины — L;
длина пластинчатой пружины в свободном состоянии — Lq;
зазор между концом опорного витка и соседним рабочим витком — X;
момент силы —М\, М2, М2;
напряжение касательное при кручении —т1; т2, т3, нормальное при изгибе —<т1; аг, <г3;
сила пружины —Л, Р2, Р2;
сила межвиткового давления — Ри;
толщина (высота) сечения —s;
толщина конца опорного витка — ,ук;
угол между зацепами пружины кручения под нагрузкой а1( а2, а3;
число жил в тросе — i;
число рабочих витков или тарельчатых пружин в пакете — л;
171
Рис. 8.17. Пружина сжатия с поджаты- Рис. 8.18. Пружина сжатия с поджа-ми на 3/д витка концами и шлифованны- тыми на один виток концами и шлифо-ми на /4 окружности опорными ванными на 3/4 окружности опорными
поверхностями поверхностями
число витков полное или число витков спиральной пружины в свободном состоянии — Ль
число оборотов барабана спиральной пружины —<щ, ц/2, уз!
шаг пружины — Т,
шаг троса — Z,p;
ширина сечения —В;
ширина опорной плоскости тарельчатой пружины — Ь.
Примечание. Индекс 1 применяют для указания величин, соответствующих предварительной деформации, индекс 2 — рабочей деформации, индекс 3 — максимальной деформации пружины.
Примеры чертежей пружин приведены на рис. 8.17...8.31.
На рабочем чертеже пружины с контролируемыми силовыми параметрами помещают диаграмму испытаний, на которой показывают зависимость нагрузки от деформации или деформации от нагрузки. Если заданным параметром является высота или деформация (линейная или угловая), то указывают предельные отклонения нагрузки — силы или момента (см. рис. 8.17,8.19...8.31). Если заданным параметром является нагрузка, то указывают предельные отклонения высоты или деформации (рис. 8.18).
Для пружины растяжения с межвитковым давлением на диаграмме указывают значение силы Ря (рис. 8.24).
Если для характеристики пружины достаточно задать только один исходный и зависимый от него параметр (например, Р2 и F2, <р2 и М), то диаграмму на чертеже можно не приводить, а эти параметры указывать в технических требованиях.
Для спиральной плоской пружины с контролируемыми силовыми параметрами кроме диаграммы на чертеже помещают схему закрепления пружины с указанием размеров вала и барабана (рис. 8.28).
172.
Сечение заготовки (М.С
Р и с . 8.19. Пружина сжатия с прямоугольным сечением витка с поджатыми на ъ/ь витка концами и шлифованными на 3/л окружности опорными поверхностями
Направление навивки пружины- против часовой стрелки
Направление свивки троса-по часовой стрелке
* Размеры и параметры для справок
Рис. 8.20. Пружина сжатия трехжильная с поджатыми на 3/д витка концами
Заготовка (И...)
Для пакета тарельчатых пружин с контролируемыми силовыми параметрами на чертеже приводят кроме диаграммы схему расположения пружин в пакете (рис. 8.29, 8.30).
Если в механизме используют одну тарельчатую пружину с конт-
173
Рис. 8.22. Пружина сжатия коническая (телескопическая) из заготовки прямоугольного сечения с шлифованными на 74 окружности опорными поверхностями
Рис. 8.21. Пружина сжатия коническая из проволоки круглого сечения с поджатыми на 3/4 витка концами и шлифованными на 3/4 окружности опорными поверхностями
Рис. 8.23. Пружина растяжения из проволоки круглого сечения с зацепами, расположенными в одной плоскости
Рис. 8.24. Пружина растяжения с меж-витковым давлением из проволоки круглого сечения с зацепами, расположенными под углом 90°
Рис. 8.25. Пружина кручения из проволоки круглого сечения с прямыми концами, расположенными под углом 90°
Рис. 8.26. Пружина кручения с прямыми концами, расположенными вдоль оси пружины
Рис. 8.27. Пружина спиральная из заготовки прямоугольного сечения с отогнутыми зацепами
ролируемыми силовыми параметрами, то диаграмму можно приводить и для одной пружины.
Для пластинчатой пружины с контролируемыми силовыми параметрами кроме диаграммы на чертеже приводят схему закрепления пружины и указывают размеры от точки приложения нагрузки до места закрепления (рис. 8.31).
Если у пружины контролируют две нагрузки, то предельные отклонения высоты (длины) не устанавливают (см. рис. 8.17,8.19...8.22). Если
175
Рис. 8.28. Пружина спиральная плоская из заготовки прямоугольного сечения с креплением к валу и барабану
Рис. 8.29. Пружина тарельчатая с наклонными кромками контролируют только одну нагрузку или на чертеже не приводят диаграмму, то указывают предельные отклонения высоты (длины) пружины в свободном состоянии.
Для ограничения размеров только по внутреннему или наружному
Схема расположения пружин 6 пакете при силовых '
176
Схема расположения пружин в пакете при силобых испытаниях
Рис. 8.30. Пружина тарельчатая с прямыми кромками
Схема закрепления пружины присилобых испытаниях
Р и с . 8.31. Пружина изгиба пластинчатая
диаметру винтовой пружины на чертеже указывают одно из требований по стержню или гильзе (Dc или Д.). Можно указать на чертеже предельные отклонения диаметра пружины, тогда требование о контроле по стержню и гильзе на чертеже не помещают (см. рис. 8.18, 8.21...8.24).
На чертеже указывают справочные значения силы Р3, момента М3, деформации пружины осевой F3 и угловой <р3, угла между зацепами пружины а3, числа оборотов барабана спиральной пружины ц/3, высоты пружины под нагрузкой Н3, модуля сдвига G, модуля упругости Е, максимального напряжения при кручении т3 и при изгибе о3.
На чертеже пружины стандартизованной конструкции значения
177
величин G, Е, т3, можно не указывать, при этом в технических требованиях чертежа приводят ссылку на стандартизованную пружину.
Значение твердости указывают при необходимости только на чертеже пружины, подвергающейся после навивки термической обработке.
Сортамент материала пружины, полностью определяющий размеры и предельное отклонение поперечного сечения, указывают в графе Материал основной надписи чертежа.
Когда необходимо учитывать изменения формы и размеров сечения, на чертеже показывают форму и размеры сечения витка готовой пружины (см. рис. 8.19...8.21).
На чертеже пружины основные технические требования рекомендуется приводить в такой последовательности записями по типу:
б» = ...Па; т*3= ...Па; Е = ...Па; <т3= Па.
Пружина... ГОСТ...
Направление навивки пружины...
Направление свивки троса...
I = ...; п - ...; = ...; HRC3 = ...; Д = ... мм; Д = ... мм.
* Размеры для справок. * Параметры для справок или размеры и параметры для справок.
Пакет пружин маркировать на бирке и применять комплектно.
Остальные технические требования по...
Классификация винтовых цилиндрических пружин сжатия и растяжения из стали круглого сечения приведена в [8.14], обозначения параметров и методика определения размеров — в [8.15], стандарты на основные параметры витков —в табл. 8.1 [8.16].
Режим работы пружин I и III классов — циклический, II класса — циклический и статический.
Таблица 8.1. Классификация и стандарты на основные параметры витков цилиндрических винтовых пружин растяжения и сжатия из стали круглого сечения
Класс и разряд пружин Вид пружин Сила пружины при максимальной деформации, Н Диаметр проволоки (прутка) d, мм ГОСТ
1-1 ОСР 1...850 0,2...0,5 13766—86
1-2 ОСР 1...800 0,2-5,0 13767—86
25...800 1,25-50 13767—86
1-3 ОСР 150...6300 3,15-12,5 13768—86
1-4 ОС 2800...180 000 14...71 13769—86
П-1 ОСР 1,50..1400 0,2...5,0 13770—86
П-2 ОСР 1,25...125О 0,2...5,0 13771—86
42,5.-1250 1,25-5,0 13771—86
П-3 ОСР 265...112 000 3,15-12,5 13772—86
II-4 ОС 4500...280 000 14,0...71 13773—86
Ш-1 ТС 12,5-1000 0,35-2,8 13774—86
Ш-2 ОС 355...15 000 3,15-12,5 13775—86
Ш-З ОС 6000...20 000 14,0-25 13776—86
Примечание. Принятые обозначения: ОСР — пружины одножильные сжатия и растяжения; ОС — пружины одножильные сжатия; ТС — трехжильные сжатия.
178
8.3. ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ЗВЕЗДОЧЕК ЦЕПЕЙ
Звездочки цепей имеют стандартизованный профиль, определяемый типоразмером цепи. На чертежах дают изображение звездочек в разрезе с необходимыми размерами и помещают таблицу, состоящую из трех частей, которые отделяют друг от друга сплошной основной линией.
В первой части таблицы приводят обозначение сопрягаемой цепи с указанием стандарта на нее, во второй части —данные звездочки, в третьей — справочные данные.
Таблицу параметров приводят в правом верхнем углу чертежа.
При выполнении чертежа блока звездочек в одной таблице указывают необходимые данные для каждого типа звездочек. Венцы обозначают прописными буквами русского алфавита. В неиспользованных графах таблицы ставят прочерк.
На чертеже звездочки, имеющей профиль, частично отличающийся от стандартизованного, помещают изображение профиля зуба (см. рис. 8.36). На изображении профиля указывают диаметр окружности, ограничивающей стандартизованную часть профиля:
наносят все необходимые размеры для изготовления нестандарти-зованной части профиля или оговаривают эту часть профиля в технических требованиях чертежа;
стандартизованную часть профиля выделяют штрихпунктирной утолщенной линией.
Предельные отклонения диаметра отверстия ступицы не ниже Н8.
Звездочки к приводным роликовым и втулочным цепям по ГОСТ 13568—75 и 21834—76 выполняют по [8.2], профиль зуба звездочек — по [8.8]. Геометрическая характеристика зацепления А. < 2(А — t/Du), где t — шаг цепи; Du—диаметр элемента зацепления цепей—втулки, ролика.
На изображении звездочки (рис. 8.32) указывают ширину зуба звездочки bb b2; ширину венца (для многорядной звездочки) В2, В3; радиус закругления зуба (в осевой плоскости) г3; расстояние от вершины зуба до линии центров дуг закруглений (в осевой плоскости) /г3;
Рис. 8.32. Параметры, указываемые на осевом разрезе однорядной (а — в), двухрядной (<9), трехрядной (г) звездочки
179
11
Цепь
Число зуБьеб
Профиль зуБа по
ГОСТ 591-69__________
Диаметр окружности
Впадин
Класс точности по
ГОСТ 591-69__________
Допуск на разность шагоВ
Радиальное биение. окружности Впадин
Торцевое Биение зубчатого бенца
Диаметр делительной окружности
Сопрягаемая цепь
Без смещения
fit
W,45-ot3tf
Шаг
Диаметр ротта
Ширина Внутренней части пластины
Расстояние между Внутренними пластинами
* Размер для справок
0,16
0.5
0.5
57,07
Bin
12.7
8,51
11,81
7,75
Рис. 8.33. Пример изображения звездочки к приводной роликовой или втулочной цепи
диаметр обода (наибольший) Д; радиус закругления у границы обода (при необходимости) г4; диаметр окружности выступов Д; шероховатость поверхности зубьев Ra не более 6,3 мкм для окружной скорости до 8 м/с и не более 3,2 мкм для окружной скорости свыше 8 м/с.
Пример изображения звездочки и таблицы параметров к нему приведены на рис. 8.33.
Вместо указанных в таблице параметров могут быть приведены: диаметр d\ втулки (вместо диаметра D ролика); надпись Со смещением (вместо Без смещения)-, размер наибольшей хорды Д и предельные отклонения (для звездочек с нечетным числом зубьев вместо Д); расстояние А между рядами для многорядной цепи. При необходимости указывают и другие справочные данные, относящиеся к элементам зацепления.
Звездочки с профилем без смещения центров дуг впадин рекомендуется применять в особо точных кинематических реверсивных передачах с одно- и двухрядными цепями. В остальных случаях рекомендуется применять звездочки со смещением центров дуг впадин.
Звездочки для пластинчатых цепей тяговых по ГОСТ 588—81, грузовых по ГОСТ 191—82, а также для приводных роликовых цепей 180
bf 5) 6)
5
Рис. 8.34. Осевое сечение (разрез) венца звездочки для пластинчатых цепей:
а — в — однорядной исполнения 1, 2, 3; г —двухрядной исполнения 4 (повторяющиеся размеры на изображениях б, в, г не указаны)
Цепь...
Цисл о зубьев
Величина смещения центров дуг впадин Радиус впадин зубьев Радиус закругления голооки зуба
Высота прямолинейной поверхности зуба
Угол впадины Профиль зуба Степень точности
Диаметр делительной окружности
I____________
ГОСТ592- St JПО ГОСТ592-81
во
10
35
110
Рис. 8.35. Пример чертежа звездочки дд.-i «лмгинчатых тяговых цепей
по ГОСТ 13568—75, работающих при скоростях до 5 м/с, и транспортерных цепей на базе цепей типа ПРД по ГОСТ 13568—75 выполняют по [8.4], их профиль —по [8.9].
На чертеже звездочки, имеющей стандартизованный профиль зуба, помещают осевое сечение (или разрез) звездочки (рис. 8.34 и 8.35) с указанием размеров и таблицу параметров. На рис. 8.35 таблица параметров дана для звездочек пластинчатых тяговых цепей.
Для звездочек грузовых цепей указывают: число зубьев z, диаметр вспомогательной окружности радиус впадин зубьев г, радиус головки зуба А; профиль зуба со ссыпкой на соответствующий стандарт.
181
Рис. 8.36. Пример изображения профиля звездочки для пластинчатых цепей с нестандартизованными участками
Пример изображения профиля звездочки с нестандартизованными участками приведен на рис. 8.36. Стандартизованные участки профиля отмечены штрихпунктирной утолщенной линией.
Чертежи звездочек для цепей зубчатых (ГОСТ 13552—68) выполняют по [8.5, 8.13]; тяговых разборных (ГОСТ 589—74) —по [8.6, 8.10], грузовых и тяговых круглозвенных (ГОСТ 2319—70) —по [8.7, 8.12].
8.4, ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ СИЛЬФОНОВ И ИХ ПАРАМЕТРЫ
Сильфон изображают в соответствии с примерами на рис. 8.37...8.43.
Разделительные и компенсаторные сильфоны из нержавеющей стали предназначены для работы в средах, не вызывающих коррозии
Рис. 8.37. Цилиндрический однослойный сильфон исполнения 1 (а) и исполнения 2 (б). При Одо 100 мм г= 0,5...1,0 мм, при D свыше 100 мм г = 2 мм
Рис. 8.38. Многослойный сильфон
;82
Lo
гн f'en a
Рис. 8.39. Фасонные сильфоны
a — co складывающимися гофрами; б—симметричного профиля; 1 и 2 — средние мембраны; 3 и 4 — крайние мембраны
материала при температуре от 23 К (—260° С) до 738 К (465 °C) [8.22], от 73 К (—200° С) до 673 К (400° С) [8.29], от 13 К (—260 °C) до 823 К (550° С) [8.19]. Изготовляются исполнения 1 с внутренним и исполнения 2 с наружным посадочным диаметром буртика (рис. 8.37).
183
Размеры и параметры однослойных измерительных металлических сильфонов установлены в [8.17, 8.20]. Выборка приведена в табл. 8.2...8.5.
Таблица 8.2. Основные размеры и параметры разделительных и компенсаторных сильфонов исполнения 1 [8.22] (см. рис. 8.37), мм
D d d. / Л*. см!
16 9,5 13+O,I2 3,5 1,28
18 11,5 14+O,12 3,5 1,70
22 13,5 16+0,12 3,5 2,48
28 17,5 20+о.н 4 4,06
38 25,5 32+0,17 4 7,91
40 29,5 35+О’17 5 9,42
45 33,5 39+о,п 5 12,00
52 37,5 45+0,17 5 15,80
52 33,5 38+О’17 5 14,40
63 47,5 55+0,20 5 24,00
63 45,5 48+0’17 5 23,10
65 50,6 57,5+0,2 7 26,10
78 55,5 60,0+0’7 7 35,20
100 82,0 85,5+0’23 9 65,00
125 101,1 104,7 * 0,46 12 100,20
160 130,0 135,0 ±0,53 10 165,00
Примечание. — эффективная площадь.
Т а б л и ц а 8.3. Основные размеры и параметры разделительных и компенсаторных сильфонов исполнения 1 [8.22] (см. рис. 8.37), мм
D 4, So t а п Ср, кН/м u, Ymax’ p л max’
max mm град МПа
н,з 2 120 30 0,60 0,70
15,0 4 60 16 1,10 1,30
19 1,9 1,4 6 40 10,5 1,7 2,0
16 22,7 0,12 8 30 8,0 2,2 2,6 0,92
184
Продолжение табл. 8.3
D 4 % t а п С(„ кН/м град МПа
шах min
27 10 29 6,0 2,8 3,3
30,5 12 24 5,5 3,4 4,0
16 38 0,12 1.9 1,4 16 16 4,0 4,5 5,3 0,92
12,2 2 224 35 1,0 1,0
16,6 0,12 4 112 18 2,0 2,0 1,50
38 15 2,5 2,6
19 0,14 5 53 22 2,3 2,4 1,85
0,22 160 70 1,8 1,9 3,10
0,12 32 12 3,0 3,1 1,50
18 20,5 0,14 6 44 18 2,7 2,8 1,85
0,22 2,2 1,4 145 50 2,1 2,2 3,10
25,4 0,12 8 26 8,0 4,0 4,1 1,50
0,12 19 6,0 5,0 5,1 1,50
30 10
0,14 28 13 4,5 4,6 1,85
47,0 18 45 15 7,2 7,5
0,18 2,60
56,5 22 36 12 8,7 9,1
26,5 6 17 4,0 3,6 3,2
0,10 3,0 1,9 0,80
14,1 80 12 1,1 1,0
14,3 0,12 3,2 2,3 2 80 25 1,0 0,9 0,85
22 20,1 0,10 3,0 1,9 4 40 6,0 2,2 2,0 0,80
20,7 0,12 3,2 2,3 50 11 2,0 1,8 0,85
26,5 0,10 3,0 1,9 6 26 4,0 3,3 2,8 0,80
27,1 35 10 2,6 1,9
33,5 0,12 3,2 2,3 8 23 7,0 3,5 2,7 0,85
40,0 10 18 5,0 4,4 3,2
16,0 2 115 35 1,2 0,8
28 22,0 4 57 17,5 2,4 1,6
28,7 6 35 11,5 3,6 2,4
35,5 0,16 3,3 2,4 8 28 8,2 4,8 3,2 1,10
42,0 10 21 7,0 6,0 4,0
48,5 12 20 5,8 7,2 4,9
18,0 0,16 4,2 2,8 2 80 22 1,3 0,6 0,85
18,4 0,12 4,5 3,1 63 14 1,5 0,7 0,37
22,0 0,16 4,2 2,8 44 16 2,0 1,0 0,85
38 22,0 0,22 4,0 2,8 80 40 1,8 0,9 1,25
27,4 0,12 4,5 3,1 4 31 7,0 3,0 1,5 0,37
26,2 0,16 4,2 2,8 35 11 2,6 1,3 0,85
185
Продолжение табл. 8.3
D д Jo t а п Со, кН/м Утах» град р * тах» МПа
max min
35,0 0,16 4,2 2,8 6 22 8,0 3,9 1,9 0,85
38 34,0 0,22 4,0 2,8 6 54 18 3,6 1,8 1,25
36,4 0,12 4,5 3,1 21 4,8 4,5 2,2 0,37
37,0 0,22 4,0 2,8 7 42 17 4,2 2,4 1,25
41,5 0,22 4,0 2,8 48 16 4,8 2,9 1,25
45,4 0,12 4,5 3,1 8 16 3,5 6,0 3,0 0,37
43,0 0,16 4,2 2,8 19 6,0 5,6 2,7 0,85
51,4 0,16 4,2 2,8 23 6,4 6,5 3,2 0,85
49,5 0,22 4,0 2,8 10 30 12 6,0 3,0 1,25
55 0,12 4,5 3,1 7 1,5 7,5 3,7 0,37
55 0,14 4,5 3,1 9 3,0 7,0 3,5 0,65
60 0,16 4,2 2,8 12 11 4,0 7,8 3,8 0,85
58,0 0,22 4,0 2,8 30 10 7,2 3,5 1,25
73,5 0,22 4,0 2,8 16 24 8,0 9,6 4,7 1,25
40 60 0,22 4,0 3,0 12 45 27 8,8 4,1 1,20
33,5 0,16 45 18 5,0 2,3 0,90
33,5 0,18 6 55 22 4,8 2,0 1,00
33,5 0,22 90 22 4,5 1,8 1,10
45 41,0 0,22 3,7 2,7 8 72 17 6,0 2,4 1,10
41,0 0,18 44 13 6,4 2,6 1,00
70,0 0,22 16 37 8,5 12,0 4,8 1,10
74,0 0,22 17 35 8,0 12,8 5,2 1,10
25,0 0,16 3 55 20 3,3 1,1 0,35
39,0 0,22 6 58 23 6,2 2,3 1,00
52,0 0,16 4,5 3,1 9 18 5,0 9,9 3,5 0,35
52 52,0 0,22 42 17 9,3 3,3 1,00
75,0 0,16 12 3,0 16,8 5,2 0,35
99,0 0,14 6,2 4,2 14 7,5 2,5 18,2 5,4 0,15
99,0 0,16 6,2 4,2 9 3,0 15,4 4,6 0,25
75,0 0,22 4,5 3,1 26 10 14,5 5,1 1,00
88,0 0,16 4,5* 3,1 17' 9,5 3,0 18,7 6,6 0,35
42,5 0,16 5,1 3,6 6 22 9,0 7,2 2,1 0,44
53,0 0,22 5,1 3,6 8 54 18 8,5 2,5 0,80
63 44,0 0,26 4,0 2,3 40 14 7,2 2,5 1,05
58,0 0,16 17 6,0 10,8 3,1 0,44
58,0 0,22 9 45 17 9,6 2,7 0,80
58,0 0,26 5,1 3,6 52 23 8,1 2,3 1,05
88,5 0,16 15 13 3,0 18,0 5,2 0,44
88,5 0,22 28 10 16,0 4,6 0,80
65 36,0 0,30 5,0 3,5 4 210 50 3,5 1,0 1,10
78 87,5 0,16 7,1 4,9 10 11 3,0 15,8 3,7 0,25
100 55,5 0,20 5,0 2,5 7 50 6,0 11,8 2,8 0,30
186
Продолжение табл. 8.3
D 4 *0 / а п Со, кН/м \nax Ymw град Л». МПа
max min
125 75,6 0,50 6,2 4,2 8 36 12 7,0 1,0 0,32
42,7 2 130 37,8 3,2 0,4
61,9 4 65 18,9 6,4 0,7
160 81,1 6 43 12,6 9,6 1,1
100,3 0,50 9,6 6,1 8 32 9,5 12,8 1,5 0,30
119,5 10 26 7,6 16,0 1,8
139,0 12 22 6,3 19,2 2,1
Примечание. s„ — толщина трубки сильфона и заготовки; п — число гофров; Се -жесткость по силе; Хтах — максимальный рабочий ход на сжатие; ут — максимальный изгиб; -
максимальное рабочее давление (внутреннее и наружное).
Таблица 8.4. Основные размеры и параметры разделительных и компенсаторных сильфонов исполнения 2 [8.22] (см. рис. 8.37), мм
D d 1 Ль, СМ2
29 20,0 22—0,14 5 4,7
72 55,5 56—0,20 6 4,7
78 59,5 60—0,20 7 37,2
92 75,5 78—0,20 7 55,0
100 75,5 76—0,20 7 60,0
126 96,0 96 ± 0,46 12 96,8
145 115,0 116 + 0,46 12 132,8
145 115,0 116 + 0,46 7 132,8
157 127,0 127 ±0,53 12 158,3
157 126,0 127 ± 0,53 10 158,3
160 130,0 130 ±0,53 12 165,0
165 137,0 138 + 0,53 12 180,2
165 137,5 138 ±0,53 10 180,2
180 149,0 150 + 0,53 12 212,4
190 150,0 150 ±0,53 16 227,0
190 149,0 150 + 0,53 16 227,0
196 180,0 180,4 ±0,60 8 277,5
Примечание, /дф — эффективная площадь.
Таблица 8.5. Основные размеры и параметры разделительных и компенсаторных сильфонов исполнения 2 [8.22] (см. рис. 8.37), мм
D 4 t а п Св, кН/м Ymax’ град Лих’ МПа
max min
29 100,0 0,22 3,8 2,4 24 45 15,0 11,0 7,2 0,50
168,0 0,16 3,8 2,4 42 25 5,0 33,6 21,8 0,15
72 28,5 0,15 4,5 3,0 4 28 10,0 4,0 1,0 0,25
78 30,0 0,16 5,5 4,0 3 36 10,0 3,5 0,8 0.32
56,5 0,16 8 20 6,0 9,2 2,1
187
Продолжение табл. 8.5
D 4 So t а п кН/м ^тпах Утах» Лт,
max min град МПа
67,5 0,16 10 17 5,0 11,5 2,7
78 51,0 0,24 5,5 4,0 7 66 н,о 7,7 1,8
67,5 0,24 10 32 12,0 11,0 2,6 0,45
78,5 0,24 12 24 10,0 13,2 3,1
92 78,0 0,22 6,0 4,0 11 60 20,0 11,0 2,2 0,45
49,0 0,16 5 22 3,0 8,0 1,5
56,0 0,16 6 18 5,0 9,6 1,7 0,17
63,0 0,16 7,3 5,2 7 15 4,5 11,2 2,0
70,0 0,16 8 13 3,5 12,8 2,3
100 78,0 0,14 7 2,0 13,5 2,5 0,22
65,0 0,14 5,8* 4,5 9 12 1,7 13,5 2,5
78,0 0,16 7,3 5,2 9 2,0 14,4 2,6 0,17
78,0 0,22 7,3 5,2 18 8,0 14,0 2,5 0,32
93,0 0,16 1,3 5,2 11 10 2,5 17,6 3,2
88,0 0,16 5,8* 4,5 5,5* 1,5 20,8 5,1 0,17
107,0 0,16 13 8 2,2 20,8 5,1
107,0 0,22 7,3 5,2 12 4,0 20,1 3,8 0,32
107,0 0,24 15 6,0 20,0 3,6 0,40
126 63,0 0,30 8,4 5,8 5 • 89 27,7 5,9 0,8
114,0 0,30 8,4 5,8 11 40 12,6 13,0 1,8 0,70
145 104,0 0,28 8,2 6,1 10 43 13,4 10,0 1,2
119,0 0,28 8,2 6,1 13 37 10,3 13,0 1,6 0,32
123,0 0,30 12 48 13,2 14,8 1,6 0,28
72,0 0,50 8,4 5,7 6 357 101,3 7,3 0,8 0,48
157 123,0 0,50 12 178 50,6 14,8 1,6
127,0 0,80 11,1 7,0 10 883 261,4 12,0 1,3 0,70
160 140,0 0,50 10,0 5,5 12 216 65,8 24,7 2,7 0,30
73,0 0,40 8,8 6 289 71,2 9,5 0,9 0,28
165 99,0 0,40 8,8 5,0 9 192 57,4 15,2 1,9
110,0 0,50 8,5 11 319 75,5 17,5 1,8 0,40
106,0 0,50 8,5 4,6 10 244 60,6 18,3 1,7
180 123,0 0,50 8,6 4,6 12 204 50,1 22,0 2,1 0,32
131,5 0,30 8,5 6,0 12 27 6,8 13,7 1,2 0,28
190 164,0 0,50 9,0 6,0 15 57 20,4 21,0 1,9 0,40
196 78,0 0,30 6,5 3,5 10 240 66,8 13,5 1,2 0,27
Примечание. s„—толщина трубки сильфона и заготовки; п—число гофров; Се— жесткость по силе; Х„]ах — максимальный рабочий ход на сжатие; у„, — максимальный изгиб; Рт„ — максимальное рабочее давление (внутреннее и наружное).
188
Примеры условного обозначения:
сильфона диаметром D = 16 мм с числом гофров п = 12 толщиной стенки 50 = 0,12 мм исполнения 1:
Сильфон 16—12—0,12—1ГОСТ...;
к обозначению сильфона с размером шага t, отмеченным знаком *, добавляют букву А:
Сильфон 52—14—0,16А—1 ГОСТ...;
сильфона диаметром D = 29 мм с числом гофров п = 24, толщиной стенки 50 = 0,22 мм, исполнения 2:
Сильфон 29—24—0,22—2 ГОСТ...;
к обозначению сильфона с размером шага t, отмеченным знаком *, добавляют букву А:
Сильфон Ю0—9—0,14А—2ГОСТ... .
На изготовление сильфонов идут особо тонкостенные бесшовные или продольно-шовные трубки-заготовки из коррозионно- и жаростойкой стали 12Х18Н10Т, 08Х18Н10Т и 06Х18Н10Т.
При эксплуатации сильфонов рекомендуется: применять сильфоны при работе на сжатие; применять сильфоны при работе на растяжение, при этом растяжение должно составлять 30 %, сжатие — 70 % максимального рабочего хоДа; стабилизировать (при необходимости) сильфоны по длине по методике [8.17], так как сильфон поставляют дестабилизированным; изготовлять арматуру, к которой приваривают сильфон, из стали по ГОСТ 5632—Т2.
Концевые детали приваривают к сильфону из нержавеющей стали по наружной или внутренней поверхности бортика короткоимпульсной или аргонодуговой сваркой. Сильфоны из полутомпака паяют легкоплавкими припоями. Не следует использовать припои с высокой температурой плавления 700...800° С, так как это вызывает нарушение структуры материала и изменение физических характеристик сильфонов.
Не рекомендуется применять сильфоны при давлении, превышающем максимальное рабочее давление, и ходе, превышающем максимальный рабочий ход, так как это приводит к увеличению остаточных деформаций и выходу сильфона из строя.
8.5. ВЫПОЛНЕНИЕ ЧЕРТЕЖЕЙ ПЕЧАТНЫХ ПЛАТ
И ТОПОЛОГИЧЕСКИХ ЧЕРТЕЖЕЙ
ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
Печатная плата — деталь, состоящая из основания (пластины стандартных размеров из электроизоляционного материала) с нанесенным на него печатным монтажом. Чертежи печатных плат выполняют по ЕСКД [8.3] и отраслевым стандартам на основании принципиальных
189
электрических схем, определяющих полный состав навесных элементов и связей между ними.
Печатный монтаж — система печатных проводников (участков токопроводящих покрытий), обеспечивающих электрическое соединение элементов схемы.
Навесные элементы — объемные электрорадиоэлементы, установленные и закрепленные на печатной плате и имеющие электрический контакт с печатными проводниками.
Монтажное отверстие —отверстие в печатной плате для закрепления выводов навесных элементов и их электрического соединения с печатными проводниками.
Контактная площадка — металлизированный участок вокруг монтажного отверстия, имеющий контакт с печатным проводником.
Координатная сетка —масштабная сетка, наносимая на изображение платы и служащая для определения положения монтажных отверстий, печатных проводников и других элементов платы. Шаг координатной сетки —расстояние между соседними линиями сетки. Узел координатной сетки —точка пересечения линий сетки.
Чертеж печатной платы (односторонней или двусторонней) классифицируется как чертеж детали. Он должен содержать все сведения, необходимые для ее изготовления и контроля: изображение со стороны печатного монтажа, изображение со стороны навесных элементов, размеры; предельные отклонения и шероховатость поверхностей платы, размеры или координаты всех ее элементов (отверстий, проводников, присоединительных элементов); технические требования; сведения о материале.
Размеры каждой стороны печатной платы должны быть кратными: 2,5 при длине до 100 мм, 5 при длине до 350 мм, 20 при длине более 350 мм. Максимальный размер большей стороны платы не должен превышать 470 мм. Соотношение линейных размеров сторон не более 3:1 и выбирается из ряда 1:1, 1:2, 2:5. Толщину плат определяют из механических требований с учетом метода изготовления и способа установки в изделии. Рекомендуемые толщины, мм: 0,8; 1,0; 1,5; 2,0; 2,5; 3,0. Чертежи выполняют в натуральную величину или с увеличением 2:1, 4:1, 5:1, 10:1.
Габаритные размеры печатных плат, диаметры и координаты отверстий, контактных площадок и других элементов показывают на чертеже одним из следующих способов: а) в соответствии с [8.11] посредством выносных и размерных линий; б) нанесением координатной сетки; в) комбинированным способом (размерными и выносными линиями в сочетании с координатной сеткой); г) с помощью таблицы координат.
За основной шаг координатной сетки, наносимой на изображение главного вида платы, принята величина 2,5 мм. В технически обоснованных случаях допустимо применение сетки в прямоугольной системе координат с шагом 1,25 мм или с шагом, кратным 0,625 мм. Для сетки в полярной системе координат задают линейный шаг концентрических окружностей и угловой шаг радиальных линий. В зависимости от 190
Обозначение отверстий Диаметр, мм Количест-6о отверстий
отверстия контактна площадки
0,8 2,0 9
-ф- 1,2^ 3,0 33
-ф- 1,6t0'n 3,6 10
t. Плату изготовить химическим методом
2. Плата должна соответствовать ОСТ...
3. Шаг координатной сетки 1,25 мм
П. Ширина проводников не менее 0,5 мм
5. Координацию проводников выдерживать по координатной сетке. Расстояние между проводниками не менее 0,5 мм
6. Допускается подрезка контактных ппощадок
7. Маркировку выполнить шрифтом 2,5 по НО...
Основная надпись
Рис. 8.44. Комбинированный способ нанесения размеров на чертеже печатной платы
Рис. 8.45. Вариант Обозначения координатной сетки на печатной плате
способа выполнения документации и насыщенности чертежа сетку наносят на все поле платы (рис. 8.44) или рисками по ее периметру (рис. 8.45). Шаг сетки нумеруют, принимая за начало отсчета левый нижний угол платы или левую нижнюю точку, образованную построением, или центр крайнего левого нижнего отверстия на плате (в прямоугольных координатах), или центр концентрических окружностей (в полярных координатах).
Центры монтажных н контактных отверстий должны располагаться в узлах координатной сетки. Допускается размещать монтажные отверстия вне узлов по установочным размерам монтируемого на плате изделия (см. рис. 8.46, выноска А) с указанием необходимых линейных и угловых размеров. При этом центр одного из отверстий, принятого за основное, должен быть размещен в узле координатной сетки.
Диаметры монтажных и переходных металлизированных и неметалл изированных отверстий, их количество и другие сведения помещают на поле чертежа в таблице произвольных размеров следующего образца.
Условное обозначе-ние отверстий Диаметры, мм Наличие ме-таллизации в отверстии Количество отверстий
отверстий зенковок контактных площадок
Рекомендуемые соотношения диаметров приведены в табл. 8.6.
192
Таблица 8.6. Размеры отверстий в печатных платах, мм
Диаметр Диаметр
выводов элемента отверстия в плате зенковки контактной площадки выводов элемента отверстия в плате зенковки контактной площадки
0,5-0,6 0,8 1,1 2,2 1,4...1,5 1,8 2,2 4,0
0,6...0,8 1,0 1,5 2,5 1,7-1,9 2,2 2,8 5,0
0,9...1,0 1,3 1,8 3,0 2,0-2,2 2,5 3,0 5,5
1,1...1,3 1,5 2,0 3,5 2,3...2,5 2,8 3,2 6,0
Примечания: 1. Зенковка выполняется с двух сторон или только со стороны навесных элементов.
2. Угол зенковки — 110°.
Отверстия на чертеже показывают упрощенно — одной окружностью одного диаметра. Для удобства прочтения чертежа вводят условные обозначения диаметров (см. рис. 4.41). Рекомендуется на одном чертеже использовать отверстия не более трех типоразмеров. Второй концентрической окружностью изображают контактные площадки круглой формы. Форма площадок, отличающаяся от круглой, чертежом не задается — ее размеры и конфигурацию определяют в процессе изготовления платы или маски. Конфигурацию проводников также выдерживают при изготовлении платы (маски) по координатной сетке по техническим условиям.
Проводники, контактные площадки и иные токопроводящие элементы на изображении платы подлежат штриховке (рис. 8.46). Допускается вычерчивать проводники сплошной утолщенной линией, если: а) ширина проводника в изображении (с учетом масштаба изображения) не превышает 2 мм; б) действительная ширина проводника оговорена в технических требованиях на поле чертежа. Контактные площадки, примыкающие к проводникам, и промежутки между окружностями, имеющие размер до 2 мм, в этих случаях также не штрихуют.
Участки платы, которые нельзя занимать проводниками, обозначают штрихпунктирными линиями с указанием размеров (рис. 8.46, зона А).
Примеры выполнения чертежей печатных плат с комбинированным способом простановки размеров и с указанием размеров в таблице координат приведены соответственно на рис. 8.44 и 8.46.
Чертеж печатной платы со стороны навесных элементов должен содержать сведения о маркировке элементов и их расположении относительно контактных площадок. Маркировкой вводят позиционные обозначения, присвоенные всем элементам, устройствам и функциональным группам изделия в соответствии с его принципиальной электрической схемой. Позиционное обозначение состоит из буквенного кода вида элемента (R — резистор, С — конденсатор, L — катушка индуктивности, V—прибор полупроводниковый, D — элемент логический двоичный, А—усилитель и общее обозначение устройств) и порядкового номера элемента в пределах данного вида начиная с 7-152 193
МН тачек Координаты НН точек Координаты
X У к У
1 30 32,5
2 5 30 30 32,5 10
3 30 30 31 97,5 10
9 92,5 30 32 5 7,5
5 15 27,5 33 12,5 7,5
6 5 25 39 10 5
7 10 25 35 22,5 5
3 20 25 36 35 5
37 90 5
Обозначение отверстий Диаметр, мн Количест Во отверстий
отверстия контентной оющавки
0.6 1,3 6
-ф- 1,0 2,9 25
-ф- 1,5 2,9 6
-ф- 2,6 - 9
1 Плату изготовить комбинированный способом
2. Плата должна соответствовать ГОСТ...
3. Шаг координатной сетки 2,5мн
9. Материал токопроводящего слоя и ега толщина по ГОСТ...
T Ширина проводников не менее О, в мн
6. Расстояние между проводниками не менее 1нн
Z Расстояние между вазовой тонкой и любым монтажным
Отверстием с допуском 0,12 мн в. в зоне А удалить токопроводящее покрытие
9. Маркировку выполнить травлением шрифтом 2,5 па ГОСТ...
10. Маркированные отверстия 1-в зенковать до 2*120°
Рис. 8.46. Табличный способ указания координат элементов на чертеже печатной платы
единицы. Порядковые номера проставляют слева направо сверху вниз по принципиальной электрической схеме.
Над или справа от изображения элемента или контактных площадок на плате указывают наименование (буквенное обозначение или символ) вывода прибора, имеющего направленное включение: для диодов — «+» (основание треугольника) и «—»; для транзистора — К (коллектор), Б (база) и Э (эмиттер).
Допускается размещать на главном виде печатной платы электрическую схему изделия. В этом случае чертеж платы со стороны навесных элементов не выполняется.
Чертежи многослойных печатных плат применяются для конструирования интегральных микросхем и других изделий функциональной микроэлектроники.
Интегральная микросхема (ИС) — микроэлектронное изделие, выполняющее функции преобразования и обработки сигнала и имеющее высокую плотность упаковки электрически соединенных элементов и компонентов, изготовленных в едином технологическом цикле.
Элемент ИС — часть интегральной микросхемы, реализующая функцию какого-либо электрорадиоэлемента, выполненная неразделимо от подложки и не имеющая самостоятельного значения как изделие.
Полупроводниковая ИС — интегральная микросхема, все элементы и межэлементные соединения которой выполнены в объеме и на поверхности полупроводника.
Пленочная ИС — интегральная микросхема, все элементы и межэлементные соединения которой выполнены в виде пленок. Различают толстопленочные (Я свыше 1 до 25 мкм) и тонкопленочные (Я < 1 мкм) ИС. Методами пленочной технологии изготовляют резисторы, конденсаторы, катушки индуктивности, соединительные проводники и контактные площадки.
Гибридная ИС — интегральная микросхема, содержащая кроме элементов пленочного исполнения навесные компоненты в виде бес-корпусных микросхем, дискретных транзисторов и прочих микрокомпонентов.
Подложка ИС — заготовка, предназначенная для нанесения на нее элементов гибридных и пленочных ИС, межэлементных и межкомпонентных соединений, в том числе контактных площадок.
Плата ИС — часть подложки гибридной ИС, на поверхности которой выполнены пленочные элементы полупроводниковой микросхемы, межэлементные соединения и контактные площадки.
Кристалл ИС — часть полупроводниковой пластины, в объеме и на поверхности которой сформированы элементы полупроводниковой микросхемы, межэлементные соединения и контактные площадки.
Процесс проектирования гибридной ИС разделяется на следующие этапы: а) разработка принципиальной электрической схемы, б) определение типоразмеров навесных элементов, в) расчет формы и размеров пленочных элементов, г) определение размеров диэлектрической под
ложки и выбор типа корпуса, д) разработка топологических чертежей изделия.
В комплект конструкторской документации на изделие — гибридную тонкопленочную микросхему — входят: а) схема электрическая принципиальная, б) сборочный чертеж со спецификацией, в) чертеж совмещенной топологии (платы с изображением всех нанесенных на нее слоев), г) топологические чертежи отдельных слоев пленочных элементов, д) чертежи деталей (подложки, элементов корпусов, выводных контактов).
Топологические чертежи гибридных интегральных микросхем определяют ориентацию, состав и взаимное расположение элементов и контактов на подложке (плате), а также форму и размеры пленочных элементов и соединений между ними. Чертежи выполняют в соответствии с правилами ЕСКД и дополнительными требованиями отраслевых стандартов (табл. 8.7).
За главный вид топологического чертежа на первом листе принимают чертеж совмещенной топологии (рис. 8.47) — изображение после нанесения последнего слоя с указанием всех элементов схемы и их электрических связей. Элементы схемы, расположенные в разных по глубине слоях, выделяют различной штриховкой. Резистивный слой изображают площадками с точечным фоном; проводники, контактные площадки и обкладки конденсаторов штрихуют тонкими линиями различного направления и частоты; диэлектрический и защитный слои показывают соответственно штрихпунктирной и штриховой линией без штриховки защищенных участков. Обозначение штриховки вносят в таблицу на поле чертежа (см. табл, на рис. 8.48).
Контактные площадки, располагаемые обычно по контуру платы, нумеруют от нижнего левого угла по направлению движения часовой стрелки. Внутренние площадки нумеруют в том же порядке последующими порядковыми номерами. Номера выводов на плате и принципиальной электрической схеме должны совпадать.
Для ориентирования при изготовлении и указания начала отсчета контактных площадок на плате предусматривают площадку «ключ» размером примерно 0,3 х 0,8 мм (рис. 8.47).
Таблица 8.7. Основные конструктивные требования и технологические ограничения изготовления гибридных интегральных микрЬсхем (минимально допустимые размеры, мм)
Схема Требование или ограничение Обозначение Размер
Расстояние от края платы до края отверстия
То же, до пленочного элемента
Размеры контактных площадок для монтажа навесных элементов с жесткими выводами
То же, для монтажа активных элементов с гибкими выводами:
при ручном монтаже
196
Продолжение табл. 8.7
Схема Требование или ограничение Обозначение Размер
при автоматизированном монтаже Ширина проводника под пайку навесных элементов То же, в зависимости от силы тока, А: до 0,3 » 1,0 » 2,0 » 3,0 » 6,0 » к » » » » » 0,6 х 1,2 0,4 0,15 0,30 0,60 0,80 1,0
Расстояние между пленочными элементами в разных слоях t 0,4
г— -+J*
WSSSSSA
, Aj32 Размеры резистора и его расположение относительно печат- / d 0,8 0,8
71 Г? /
ных проводников t с 0,2 0,2
t 12
. а . Ь 1 1| Размеры взаимного положения слоев пленочного конденсатора а b 0,2 0,3
Расстояние: от края активного элемента до а 1,0
края платы
от пленочного луженого элемента до края навесного элемента ь 0,2
от края активного элемента до d 0,8
контактной площадки (места пайки) 1 2,5
от края активного элемента до контактной площадки навесного конденсатора С 1,0
Расстояние между соседними а 0,2
элементами и контактными площадками для элементов с гибкими выводами То же, между пленочными лужеными элементами с жесткими выводами при размерах элементов: с t 0,3 0,2
до 1,85 х 1,85 мм t 2,0
свыше 1,85 х 1,85 мм t 1,0
197
W)
Табл. 1
N слоя Условное обозначение Наименование слоя Материал слоя Электрическая црампершша Метод чолучени Пласта чертежа
1 I-' Резистивный Нихром Х20НВ0 ГОСТ... К„--3!)0 Ом Ол 1 3,т.3
2 IM ншкние обкладки кон-денстпороб АлюминийА 99 ГОСТ... Ro-0,0S0m 4
в I 1 Защитный Стекло боросиликатное То=500ОМ>!ы‘ г
4 м верхние обкладки конденсаторов АлюминийА 99 ГОСТ... R0POfiS Ом 6
У контактные площрики а проводники Медь вакуумная ТУ... Р.п-0,06 Ом 7
Табл. 2
N ОЗМ. Обозначение Точки измерения номинал, допуск
1 R1 10-12 3,8к0мИ5%
2 R2 11 -14 5600м±157>
3 R3 В -13 910 Ом ±157°
4 Л4 7-8 1,1к0мЫ57о
5 R5 6 -7 510 Омь 157°
6 С1. 8 -13 T50nV±70X
7 С2 6-7 530пФ *207°
1. *-Размер для справок О.Поверхот А полировать.
3. Элементы в слом выполнять б соответствии с табл 1.
4. Конфигурацию элементов выполнять по координатам, приведенным в таблицах на соответствующих ластах.
5. Электрические характеристики и данные для контроля слоев даны в табл. 1и2
6. Нумерация контактных площадок и обозначения элементов соответствуют схеме электрической принципиальной А6в.ХХ'АЭ7
Рис. 8.47. Чертеж совмещенной топологии гибридной интегральной микросхемы (первый лист)
Допускается отдельные промежуточные слои, не используемые для монтажа микросхемы в изделии, на чертеже совмещенной топологии не изображать. В технических условиях, располагаемых на поле чертежа над основной надписью, делается в этом случае соответствующая запись.
Последующие листы топологических чертежей должны содержать изображение отдельных слоев изделия. На рис. 8.48 показан чертеж резистивного слоя схемы по топологическому чертежу рис. 8.47.
Каждая зона слоя (элемент в виде многоугольника) нумеруется: за
198
Резистивный спой
Тадл.З
NN точек Координаты NN точек Координаты NN точек Координаты NN точек Координаты
X У X У X У X У
1 1,5 1,8 9 1,9 2,1 17 6,5 2,2 25 13.3 1,7
2 1.3 2,6 10 1,9 1,8 18 6,5 1,1 26 13.3 0.6
3 1,3 3,0 11 1,9 3,5 19 8,0 0,6 27 11.1 2,1
4 1,3 9,9 12 1,9 3,9 20 8,0 1.7 28 11,1 3,2
5 2,6 9,9 13 2,3 2,6. 21 9,6 1,7 29 13.3 5,2
6 2.6 3,9 19 2,3 3.0 22 9,6 0,6 30 13,3 2,1
7 2,9 3,5 15 9,8 1,1 23 11,0 0,6
в 2,9 2,1 16 9,8 2,2 29 11,0 1,7
★-Размеры для справок
Основная надпись
Рис. 8.48. Топологический чертеж резистивного слоя
начало отсчета координат принимают нижний левый угол платы. Вершины каждого многоугольника нумеруют, начиная с левого нижнего угла по часовой стрелке. К следующему многоугольнику переходят по направлению снизу вверх слева направо. Координаты всех точек записывают в таблице, размещаемой на поле чертежа.
Примеры построения типовых пленочных элементов показаны на рис. 8.49.
Схемы оформления контактных площадок и выводов пленочных элементов даны на рис. 8.50.
Чертежи полупроводниковых интегральных микросхем также разрабатываются в соответствии с принципиальной электрической схемой. Оформление этой схемы имеет следующие особенности: а) схема не сопровождается спецификацией или иным перечнем компонентов — номиналы элементов и другие данные указывают возле позиционных обозначений непосредственно на схеме, б) обязательным является указание внешних выводов, в) допускается совмещение на одном листе
199
Рис. 8.49. Структура типовых пленочных элементов интегральных микросхем:
а — резистор; б — конденсатор; в—индуктивность; 1 — проводник; 2 — защитный слой; 3 — резистивный слой; 4— подложка; 5 — обкладка л-типа проводимости; 6—диэлектрик; 7—обкладка p-типа проводимости
Рис. 8.50. Конструктивные схемы контактных площадок и выводов пленочных элементов;
1 —плата (диэлектрик); 2— проводник (металлизированный слой); 3 — вывод навесного элемента
принципиальной и функциональной схем с указанием соответствующих параметров в виде таблиц или текстовой записи (табл. 8.8).
На первом листе конструкторской документации помещают главный вид —чертеж совмещенной топологии (рис. 8.51), изображающий подложку (кристалл) с координатной сеткой, со всеми нанесенными на нее слоями пленочных элементов и электрическими связями. Излагаются технические требования, приводятся типовая структура, обозначения и таблица характеристик слоев. Шаг координатной сетки выбирают из ряда, мм: 0,001; 0,005; 0,01; 0,025; 0,05; 0,1; 0,2. На чертеже совмещенной топологии также размещают фигуры совмещения, структура которых показана на рис. 8.52, и сложный ступенчатый разрез через различные элементы и компоненты микросхем. Положение секущей плоскости при этом не обозначается. Масштаб толщины слоев допускается не выдерживать. Основные данные слоев указывают в таблице на поле чертежа (см. рис. 8.51). Схема построения границ 200
областей в слоях к чертежу совмещенной топологии показана на рис. 8.53.
Таблица 8.8. Основные конструктивные требования и технологические ограничения изготовления полупороводниковых тонкопленочных интегральных микросхем (минимально допустимые размеры, мкм)
Схема
Требование или ограничение Обоз-начение Способы изготовления
масочный фотолитографический
Расстояние пленочных элементов от края а 500 200
Шаг расположения и размеры периферий- ь 625 1250; 2500 и кратный 2,5 мм
ных контактных площадок □с 400 1000 х 400
Расстояние между элементами в одном слое d 200 100
Ширина пленочных проводников к 100
Размеры контактных а 200
площадок и их расположение относительно пленочных b с 100 100
элементов 1; к Г, d 600 350
Размеры резисторов а / 100 300
ь 1* 300 10а 100
Размеры окон в защитном слое
100
400
201
Табл. 1
Элементы структуры Толщина, мкм Материал № листа чертежа
Наименование Обозначение Наименование, марка ГОСТ, ОСТ,ТУ
Подложка н У00±30 ЗКДбЗ • • • —
Эпитаксиальный слой ", 8,0+0,2 Кремниевые структуры • • * 2
базовая область нг 2,5 +0,3 бор трех-бромистыи 0СУ9-У • • • 3
Змиттерная область Из 1,3 ±0,3 Фосфор трехбромистый. • • • У
Разделительная область 12+2 бор трех-, бромистый ОСЧ9-Ч • ♦ • 5
Слой металлизации Н5 1,2 ±0,1 Алюминий • • • 6
Пленка диэлектрика "б 0,6 ±0,05 Диоксид кремния • • • —
Пассивация н7 Ц8±0,1 То же • • • -
1. Размеры Вл я справок
2. Характеристики и Ванные по изготовлению отдельных слоев приведены 8 табл. 1
3. Нумерация контактных площадок и обозначение элементов соответствуют схеме принципиальной электрической Абв. XXX. ХЭ12
У. К-фигуры совмещения
Рис. 8.51. Чертеж совмещенной топологии полупроводниковой интегральной микросхемы (первый лист)
Рис. 8.52. Структура фигур совмещения:
1 — поверхность кристалла; 2 — граница кристалла с оксидным покрытием; 3— 7—фигуры для топологии: разделительного слоя (J), базового слоя (4), эмиттерного слоя (5), контактных окон (6), слоя металлизации (7)
Рис. 8.53. Границы областей в слоях микросхемы (К—коллектор,
Б — база, Э—эмиттер):
1—разделительной области; 2 — области коллектора; 3 — контактного окна к области коллектора; 4 — области базы; 5 — контактного окна к области базы; 6 — области эмиттера; 7— контактного окна к области эмиттера; 8—металлизированных проводников
Для изготовления фотошаблонов и масок оформляют топологические чертежи отдельных слоев микросхемы: базового (контуры резисторов, базы транзисторов и анодных областей диодов), разделительного (разделяющего области вокруг резисторов, контактных площадок и других элементов), эмиттерного (контуры эмиттерных областей, коллекторных контактов и катодов диодов), контактных окон, слоев металлизации. На каждом из этих чертежей показывают проекцию кристалла с габаритными размерами, записывают технические требования, заполняют таблицу координат каждой фигуры слоя и размещают соответствующую фигуру совмещения. Каждая фигура слоя должна иметь цифровое обозначение левой нижней вершины. Цифра 1 присваивается левому нижнему углу прямоугольника, определяющего границы кристалла. Следующие вершины обозначаются в последовательности слева направо снизу вверх. Координаты всех вершин заносят в таблицу. Наименование слоя указывают текстом над изображением главного вида. На рис. 8.54 показаны элементы чертежа слоя металлизации к чертежу совмещенной топологии по рис. 8.51. Основную надпись выполняют по форме 2а [2.1].
Основные конструктивные требования и технологические ограничения для изготовления по отраслевым стандартам и стандартам предприятий интегральных микросхем и полупроводниковых тонкопленочных микросхем даны в табл. 8.8 и 8.9 соответственно.
Материалы. Для изготовления печатных плат применяются листовые слоистые электроизоляционные пластмассы с наклеенной на одну или две поверхности медной фольгой толщиной 0,036...0,05 мм. Радио-203
Тайл. 6
N N точек Координаты, мм Координаты, мкм Приме-чание
X У X У
1 0 0 0 0
2 0 tzo 0 900
3 120 120 900 900
9 120 0 900 0
5 15 15 50 50
6 15 99 50 196
7 21 99 70 196
8 30 37,5 70 125
9 30 30 100 100
10 30 15 100 50
11 15 78 50 260
• • • • в • • « • • » « • . «
75 11,5 96 38 153
16 11,5 73,5 38 Z95
109 106,5 27 355 90
105 106,5 33 355 110
106 112,5 33 375 110
107 112,5 27 375 90
♦ • • • • » • • • • * •
1. * - Размеры для справок
2. Конструктивное исполнение по чертежу... (указать обозначение чертежа совмещенной
топологии)
3. Гаваритные размеры даны В мкм
Рис. 8.54. Топологический чертеж слоя металлизации
технические сорта пластмасс — гетинакс фольгированный ГФ-1, ГФ-2 (цифра в обозначении указывает толщину материала без фольги) и стеклотекстолит фольгированный СФ-2-50 по ГОСТ 10316—78 толщиной 0,8; 1,0; 1,5; 2,0; 2,5 и 3,0 мм, выпускаемый в виде листов размерами 450 х 600, 550 х 700, 980 х 1430 мм. При выборе габаритных размеров печатных плат следует руководствоваться линейными размерами [8.11] (табл. 8.9) или соотношениями, приведенными в начале § 8.5. В технически обоснованных случаях допускается применение форм печатных плат, отличающихся от прямоугольной.
Для подложек интегральных микросхем используют монокристаллический сверхчистый кремний в виде дисков диаметром 62,5; 78,5 и 102,5 мм с допуском не более ± 0,5 мм. По ГОСТ 19658—81 материал выпускается трех марок и 10 групп. Обозначение состоит из четырех букв: ЭКДБ (группы с 1-й по 4-ю), ЭКЭС (группа 5-я), ЭКЭФ (группы с 6-й по 10-ю), где Э —эпитаксиальный, К —кремний, Д —с дырочной проводимостью, Э—с электронной проводимостью, Б—легированный бором, С —сурьмой, Ф —фосфором. Группы различаются по удельному электрическому сопротивлению.
Маркировка
означает, что пластина диаметром 60 мм состоит из эпитаксиального слоя кремния с электронной проводимостью, легированного фосфором, с удельным сопротивлением 0,5 Ом см и толщиной 10 мкм, который выращен на кремниевой подложке с дырочной проводимостью, легированной бором, с удельным сопротивлением 20 Ом>см и толщиной 300 мкм.
Таблица 8.9. Стандартные размеры прямоугольных печатных плат, мм
Высота Длина Высота Длина
рад 1 рад 2 ряд 1 рад 2
10 10 20 15 30 40 ПО — ПО 120 130
15 — 15 20 25 30 135 140 150
20 20 30 40 25 45 50 160 170 180
60 80 120 120 140 160 130 150 170
30 30 40 50 45 80 90 180 200 240 190 220 280
60 320 360
40 40 50 60 45 75 100 130 — 130 140 150
80 120 140 160 170 180 190
205
Продолжение табл. 8.9
Высота Длина Высота Длина
ряд 1 РЯД 2 ряд 1 ряд 2
45 — 45 50 60 70 200 260
75 80 85 90 140 140 160 180 150 170 190
50 50 60 80 75 85 95 220 260 320
90 100 360
60 60 80 90 75 85 95 110 150 150 160 170
100 120 140 160 180 180 190 200
75 — 75 80 85 90 300
95 100 170 160 160 180 200 170 190 220
80 80 100 85 90 95 110 240 280 320 260 300 360
120 140 130 150 180 170 170 175 180
160 200 240 190 200 340
85 — 85 90 95 100 180 180 200 240 190 220 260
280 320 360 300 340
90 90 100 95 110 130 200 200 240 280 220 260 300
120 140 150 170 1 " 320 360 340
160 180 220 — 220 240 260
100 100 120 НО 130 150 280 300 320
140 160 170 190 200 340 360
180 240 280 240 240 280 320 360 260 300 340
Подложки гибридных и полупроводниковых микросхем имеют форму прямоугольной пластины толщиной от 0,2 до 1,6 мм и габаритами 50x50, 60x48, 100x 100 мм. Материал—стекло бесщелочное (боросиликатное или алюмосиликатное) С41-1, С48-3; ситалл (кристаллизованное стекло) СТ50-1; керамика на основе оксидов алюминия (96 % А12О3) или бериллия (99,5 % ВеО); керамика «Поликор» (керамика, глазурованная слоем бесщелочного стекла).
В качестве материалов тонкопленочных полупроводниковых микросхем используют алюминий, медь, тантал, титан, молибден, золото с подслоем хрома, нихрома или марганца. Толщина слоя от 20 до 50 мкм.
Резистивные слои представляют собой пленки хрома, нихрома Х20Н80, тантала, титана, рения, нитрида тантала, силицидов хрома (сплавы PC) или сплава МЛТ-ЗМ.
Диэлектрические слои выполняют осаждением монооксида или диоксида кремния или германия, оксидов алюминия или тантала, нитрида кремния, сернистой сурьмы или полимерных пленок.
Глава 9
СТАНДАРТНЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ
9.1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К БОЛТАМ, ВИНТАМ, ШПИЛЬКАМ, ГАЙКАМ И ИХ ОБОЗНАЧЕНИЕ
Для болтов, винтов, шпилек и гаек установлены технические требования [9.17], включающие классы прочности (для изделий из углеродистой или легированной сталей), группы прочности (для изделий из специальных сталей, цветных металлов и сплавов), допуски размеров, формы и расположения поверхностей, виды покрытий, маркировку, методы контроля, условные обозначения.
Классы прочности. Для болтов, винтов и шпилек из углеродистой и легированной сталей установлены [9.22] классы прочности: 3.6; 4.6; 4.8'; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9 и 12.9.
Обозначение класса прочности состоит из двух цифр: первая соответствует '/юо номинального значения временного сопротивления разрыву в Н/мм2, вторая соответствует ’/ю отношения номинального значения предела текучести к временному сопротивлению в процентах. Произведение двух цифр обозначения соответствует */10 номинального значения предела текучести в Н/мм2.
Для гаек из углеродистой и легированной стали установлены следующие классы прочности: для нормальных гаек — 4; 5; 6; 8; 10; 12; 14, для низких гаек —04; 06; 08;. Класс прочности обозначен числом, которое при умножении на 100 (10) дает значение испытательной нагрузки в МПа (кгс/см2).
Группы прочности. Для болтов, винтов и шпилек из коррозионно-стойких, жаропрочных, жаростойких и теплоустойчивых сталей при нормальной температуре установлены группы механических свойств, обозначаемые числом, соответствующим временному сопротивлению ств в Н/мм2. Рекомендуемые марки сталей в группе (указаны в скобках): группа 21 (510, 12Х18Н10Т, 12Х18Н9Т, 10Х17Н13М2Т, 10X17H13M3T, 06ХН28МДТ); группа 22 (590, 12X13, 08Х21Н6М2Т); группа 23 (690, 20X13, 14Х17Н2); группа 24 (880, 10X11H23T3MP); группа 25 (880, 13Х11Н2В2МФ, 25Х1МФ, 25Х12М1Ф, 20ХМ1Ф1ТР), группа 26 (1080, 07Х16Н6). Такие же группы (и марки сталей) установлены для гаек, при этом обозначению группы соответствует напряжение от пробной нагрузки ст/г, Н/мм2, не менее: 21—510; 22—590; 23—690; 24 и 25—880; 26—1080.
Для болтов, винтов и шпилек из цветных металлов и сплавов при нормальной температуре установлены группы механических свойств, обозначаемые числом, соответствующим временному сопротивлению ств в Н/мм2. Рекомендуемые марки сплавов в группе (указаны в скобках): группа 31 (260, АМг5П, АМг); группа 32 (310, Латунь Л63, Латунь ЛС59-1); группа 33 (310, Латунь ЛС59-1 антимагнитная, Латунь Л63 антимагнитная); группа 34 (490, Бронза БрАМц9-2); группа 35 (370, Д1, ДШ, Д16, Д16П). Такие же группы (и марки сплавов) установлены 207
для гаек, при этом обозначению группы соответствует напряжение от пробной нагрузки ст/-, Н/мм2, не менее: 31—260; 32 и 33—310; 34—490; 35—370.
Классы точности. Для крепежных изделий установлены [9.19] три класса точности —А, В, С —и методы контроля размеров и отклоне ний формы и расположения поверхностей.
Поля допусков резьбы для крепежных изделий установлены для классов точности: А и В —наружной 6g, внутренней 6Н; С —наружной 8g, внутренней TH.
В [9.19] установлены допуски размеров, допуски расположения и суммарные допуски формы и расположения поверхностей.
Покрытия. Крепежные изделия поставляют без покрытий или используют покрытия по [9.3]. В условных обозначениях болтов, винтов, шпилек и гаек их указывают числами: 01 —цинковое хроматированное; 02—кадмиевое хроматированное; 03—многослойное медно-никелевое; 04—многослойное медь—никель—хром; 05 — оксидное с пропиткой маслом; 06 — фосфатное с пропиткой маслом; 07—оловянное; 08—медное; 09—цинковое; 10—оксидное, наполненное хроматами; 11—оксидное из кислых растворов; 12 — серебряное; 13—никелевое.
Схема условного обозначения крепежных изделий показана на примере винта с диаметром резьбы до 48 мм:
Винт А2М12х 1,25-Л-6е х 60.58. С.019 ГОСТ...,
где Винт —наименование изделия; А—класс точности; 2 —исполнение; М12 —номинальный диаметр резьбы; 1,25 —мелкий шаг резьбы, мм; Л — левое направление резьбы; бе — поле допуска резьбы; 60 —длина изделия, мм; 58 —класс прочности (точку между цифрами не ставят); С —указание о применении спокойной стали (А — автоматной); 019 —цинковое покрытие толщиной 9 мкм, хроматированное; ГОСТ — номер стандарта на изделие.
В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбу, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на данное изделие предусматриваются два класса точности (А и В).
Марку материала указывают только для изделий классов прочности 05; 8; 8.8 и выше, групп 21...26 и 31...35 перед видом и толщиной покрытия.
Если применяется покрытие, не предусмотренное [9.18], цифровое обозначение которого приведено выше, то обозначение указывают по [9.4].
9.2. БОЛТЫ ОБЩЕГО НАЗНАЧЕНИЯ
Болты общего назначения с шестигранной головкой применяют для соединения деталей со сквозными отверстиями. Их конструкция и основные размеры установлены в следующих стандартах:
208
с нормальной головкой для </=6...48 мм класса точности В—в 19.49], для</ = 10...48 мм класса точности С—в [9.103], для d= 1,6...48 мм повышенной точности —в [9.51];
с уменьшенной головкой для d= 8...48 мм класса точности В —в [9.48], класса точности А — в [9.52], для d = 20...48 мм класса точности С—в [9.105];
с уменьшенной головкой и направляющим подголовком для d = 6...48 мм класса точности В —в [9.47], класса точности А — в [9.53], для d = =20...48 мм класса точности С —в [9.104].
Исполнения болтов с нормальной шестигранной головкой по [9.49, 9.51] классов точности В и А приведены на рис. 9.1, основные размеры — в табл. 9.1...9.3. Значения размеров, не рекомендуемые к применению, в таблицах не указаны.
Таблица 9.1. Длина болтов М6...М48 с шестигранной головкой классов точности А и В по [9.49, 9.51] (рис. 9.1), мм
/ Мб М8 мю М12 М16 М18
Ь /| Ь 4 ь k ь 4 ь 4 ь
8 ♦ * — — —
10 — * — * — * — — — — — —
12 '1 * — * — * — — — — — —
14 10 * — * — * — * — — — —
16 12 * 12 * — * — * — — —
20 16 * 16 * 16 * 15 * — * *
25 21 18 21 * 21 * 20 * 19 * — *
30 26 18 26 22 26 * 25 * 24 * 24 *
35 31 18 31 22 31 26 30 * 29 * 29 *
40 36 18 36 22 36 26 35 30 34 * 34 *
45 41 18 41 22 41 26 40 30 39 38 39 *
50 46 18 46 22 46 26 45 30 44 38 44 42
55 51 18 51 22 51 26 50 30 49 38 49 42
60 56 18 56 22 56 26 55 30 54 38 54 42
65 61 18 61 22 61 26 60 30 59 38 58 42
70 66 18 66 22 66 26 65 30 64 38 64 42
75 71 18 71 22 71 26 70 30 69 38 69 42
80 76 18 76 22 76 26 75 30 74 38 74 42
90 86 18 86 22 86 26 85 30 84 38 84 42
100 — — 96 22 96 26 95 30 94 38 94 42
ПО — — — — 106 26 105 30 104 38 104 42
1 М20 М24 МЗО М36 М42 М48
/, ь /. ь /| Ь ь /, Ь 4 Ь
25 — ♦ —
30 24 * —
35 29 * 28 * —
40 34 * 33 * —
45 39 . * 38 * 36 * — — — — — —
209
Продолжение табл. 9.1
/ М20 М24 МЗО М36 М42 М48
4 Ь 6 ь А b ь ь А Ь
50 44 * 43 * 41 * 40 * — — — —
55 49 46 48 * 46 * 45 * — ♦ •—- —
60 54 46 53 * 51 * 50 * 48 * — —
65 59 46 58 54 56 * 55 * 53 * — *
70 64 46 63 54 61 * 60 * 58 * 58 *
75 69 46 68 54 66 66 65 * 63 * 63 *
80 74 46 73 54 71 66 70 * 68 * 68 *
90 84 46 83 54 81 66 80 78 78 * 78 *
100 94 46 93 54 91 66 90 78 88 * 88 *
110 104 46 103 54 101 66 100 78 98 90 98 *
120 114 46 113 54 111 66 ПО 78 108 90 108 102
Примечания:!. Болты с размерами, расположенными выше ломаной линии, допускается выполнять с резьбой на всей длине стержня (/ = Ь).
1. Знаком * отмечены болты с резьбой на всей длине стержня.
Таблица 9.2. Длина тонких (М1.6...М5) болтов класса точности А с шестигранной головкой по [9.51] (рис. 9.1), мм
1 Ml,6 М2 М2,5 М3 М4 М5
b 1. ь А 6
2 * — — — — —-
3 * * * — — — — —
4; 5 * * * * — — — —
6; 8 * * * * — * — *
10 * * * * 7,5 * — *
12 8 * * * 9,5 * 9,5 *
14 8 10 10 12 11,5 * 11,5 *
16 — 10 10 12 13,5 14 13,5 *
20 ——— — 10 12 17,5 14 17,5 16
25 — — 10 12 22,5 14 22,5 16
30 — — — 12 27,5 14 27,5 16
35 — — — — 32,5 14 32,5 16
40 — — — 37,5 14 37,5 16
45 — — — — 42,5 14 42,5 16
50 — — —— 47,5 14 47,5 16
55 — — — — 52,5 14 52,5 16
60 — — — — 57,5 14 57,5 16
65 — — — — — 62,5 16
70 — — — — — — 67,5 16
Примечание. Знаком * отмечены болты с резьбой на всей длине стержня.
210
. Исполнение 3
Р и с . 9.1. Болты общего назначения различного исполнения (в скобках — шероховатость поверхности болтов класса точности А)
Таблица 9.3. Основные рвзмеры болтов с шестигранной головкой классов точности А и в по [9.49, 9.51] (рис. 9.1), мм
d не менее 4, <4 l-k (min) к е К
класс В класс А класс В класс А
1,6 — 2,3 — — — — " — 3,4 1,1
2 — 3,1 — — — — — 4,3 1,4
2,5 4,1 — — — — — 5,5 1,7
3 4,6 —— — — — — 6,0 2,0
4 — 5,9 — — — — 7,7 2,8
5 — 6,9 —- — — — — 8,8 3,5
6 8,7 8,9 1,6 2 2,5 2 10,9 Н,1 4,0
8 11,5 11,6 2 2,5 4 2,8 14,2 14,4 5,3
10 15,5 15,6 2,5 3,2 4 3,5 18,7 18,9 6,4
12 17,2 17,4 3,2 3,2 5 4 20,9 21,1 7,5
16 22,0 22,5 4 4 6 5 26,2 26,8 10,0
20 27,7 28,5 4 4 6 6,5 33,0 33,5 12,5
211
Продолжение табл. 9.3
d dw, не менее d, 4, (min) 4 е К
класс В класс А класс В класс А
24 33,2 33,6 5 4 8 7,5 39,6 40,0 15,0
30 42,7 42,7 6,3 4 10 9,5 50,9 51,9 18,7
36 51,1 51,1 6,3 5 10 11,5 60,8 61,3 22,5
42 59,9 61,0 8 5 12 13,0 71,3 72,6 26,0
48 69,4 70,5 8 5 12 15,0 82,6 83,9 30,0
Примечания: 1. Наряду с крупными применяют мелкие шага: М8 х 1; М10 х 1,25; М12 х X 1,25; М16х 1,5; М20х 1,5; М24х2; М30х2; МЗбхЗ; М42 х 3 и М48 х 3.
2. Размер А «под ключ», за исключением 5= 17 для М10 и 5= 19 для М12, см. в табл. 9.33; радиус под головкой — см. в табл. 9.29.
9.3. БОЛТЫ СПЕЦИАЛЬНЫЕ
Болты для отверстий из-под развертки [9.54] повышенной точности исполнения 1 и 2 выпускаются с уменьшенной шестигранной головкой и номинальным диаметром резьбы от 6 до 48 мм (рис. 9.2). Номинальный диаметр гладкой части стержня = d+ 1 мм при d <. 24 мм и dt = d+ 2 мм при d > 24 мм. Другие размеры болтов (для d < 20 мм) приведены в табл. 9.4 и 9.5.
Щ = (0,90. ..0,95)5
Рис. 9.2. Болты повышенной точности для отверстий из-под развертки
*-Шероховатость поверхности сполем Попуска /(7-9а^0,!>0мкм.
Таблица 9.4. Длина гладкой части стержня болтов по [9.54] для отверстий из-под развертки (рис. 9.2), мм
1 4 при номинальном диаметре резьбы d
6 8 10 12 16 20
20 8 — — — •——
25 13 — — — — —
30 18 15 12 — — —
35 23 20 17 13 — —
11'2
Продолжение табл. 9.4
/ /2 при номинальном диаметре резьбы d
6 8 10 12 16 20
40 25 22 20 18 — —
45 30 27 25 23 17 —
50 35 32 30 28 22 —
55 40 37 35 33 27 23
60 45 42 40 38 32 28
65 50 47 45 43 37 33
70 55 52 50 48 42 38
75 60 57 55 53 47 43
80 — 62 60 58 52 48
90 — 70 68 62 58
100 — 80 78 72 68
НО — 85 82 78 72
120 — — 95 92 88 82
130 —— — — 102 98 92
140 —— — 112 108 102
150 —- — — 122 118 112
160 — — 132 128 122
180 — — — 152 148 142
200 — — — — 168 162
Таблица 9.5. Размеры болтов по [9.54] для отверстий из-под развертки (рис. 9.2), мм
d 5 D К 4 d, /.
6 10 11,0 4,0 4,0 1,6 1,5 /—5,5
8 12 13,2 5,5 5,5 2,0 2,0 /—5,5
10 14 15,5 7,0 7,0 2,5 2,5 /—5,5
12 17 18,9 8,0 8,5 3,2 3,0 /—7
16 22 24,5 10,0 12,0 4,0 4,0 /—9
20 27 30,1 13,0 15,0 4,0 5,0 /—10
Примечания: 1. Для резьбы d = 6 мм применяют крупный шаг, для da 8 мм —крупный и мелкий.
2. Значение радиуса под головкой — см. в табл. 9.29.
Предельные отклонения: поверхности диаметра по /г9 (допускается по А7); высоты К головки —ys14; размера под ключ —А13; диаметра </2 — А14; длины /3 — 7714; радиуса под головкой при R < 1 мм — А10; диаметра d3 —ША. Допуски соосности головки относительно стержня, соосности резьбовой части относительно стержня, пересечения оси отверстия относительно оси стержня — в диаметральном выражении 27713. Резьба применяется с крупным шагом, а при d > 8 мм —с крупным и мелким по [6.17] полем допуска 6g или 8g по [6.15].
213
Сбег и недорез резьбы —короткие по [7.27], технические требования — по [9.22].
Пример условного обозначения болта исполнения 2 с диаметром резьбы d= 12 мм, мелким шагом, полем допуска 8g, длиной /= 60 мм, класса прочности 10.9, из стали 40Х, с покрытием 01 толщиной 9 мкм, с предельным отклонением размера dx по С7;
Болт К2М12х 1,25—8g х 60.109.40Х.019 ГОСТ... .
Буква К перед обозначением исполнения соответствует диаметру с полем допуска Л7.
* Размер для справок.
Рис. 9.3. Болты конические
Болты конические (рис. 9.3). Основные размеры болтов с диаметром резьбы от 4 до 16 мм [9.96] приведены в табл. 9.6. Размеры шлицев см. в табл. 9.25 и 9.26. Разрешается выполнение болтов без шлица, со сферическим концом конусной головки и с отверстием под шпильку или штифт на резьбовом участке стержня. Резьба—по [6.17], поля допусков 8g или 6g — по [6.15]. Допуски на угловые размеры конусной части болта по 6-й степени точности —по [5.3].
Таблица 9.6. Основные размеры конических болтов по [9.96] (рис. 9.3), мм
d D 4 /, 1 Г С
4 5 2,5 12 1,0 20...63 0,3 0,8
5 6 3,5 14 1,2 20...71 0,3 1,0
6 8 4,0 16 1,5 25...80 0,4 1,2
8 10 5,5 18 2,0 32...80 0,4 1,6
10 12 7,0 20 2,5 32...80 0,5 1,6
12 14 8,5 25 3,0 32...80 0,6 1,6
16 20 12,0 30 4,0 40...100 0,8 2,0
Примечания: 1. Для d = 4...6 мм применяют крупный шаг, для d а 8 мм — крупный и мелкий.
2. Рекомендуемый ряд длин /, мм: 20; 25; 32; 40; 50; 63; 71; 80; 100.
3. Размеры шлицев —по табл, 9.25 и 9.26 для винтов с цилиндрической головкой.
214
Предельные отклонения размеров: D по ЛЮ, dx —по h 14, Ц —по _д15, /2 —по 7/15, п — по 7/14.
Отклонение от соосности резьбы относительно конусной части для d= 4 и 5 мм —0,20, для d= 6... 12 мм —0,25, для <7= 16 мм —0,30 мм. Несимметричность шлица относительно конусной части —0,35; 0,45 и 0,50 мм соответственно.
Механические свойства: классы прочности 5.8... 12.9 для болтов из углеродистых и легированных сталей и группы 23...26 для болтов из жаропрочных и коррозионно-стойких сталей.
Болты откидные (рис. 9.4) с резьбой диаметром от 5 до 36 мм по [9.28] имеют три исполнения, отличающиеся формой головки и наличием отверстия под штифт в резьбовой части болта. Конструктивные размеры и допускаемые отклонения приведены в табл. 9.7 и 9.8.
Предельные отклонения: диаметра d{ для болтов нормальной точности — 7/12, грубой точности 7/14; d2 — 7/14; b — Л1; /2 — 7/14; /0 — плюс два шага резьбы; размеров головки —по второму классу [9.17]. Неуказанные предельные отклонения размеров: отверстий — 7/16, валов — Л16, остальных —/716/2.
Рис. 9.4. Болты откидные
215
Таблица 9.7. Размеры откидных болтов по [9.28] (рис. 9.4), мм
d Исполнения 1 и 2
Щ>) D 4, d. ь 1 R
5 25, 32(16); 36(20); 40(25); 45, 50, 55, 60(30) 10 4 1,6 6 2,5 4
6 32(16); 36(20); 40(25);-45, 50, 55(30); 60, 65, 70(35) 12 5 1,6 8 2,5 5
8 36(20); 40(25); 45, 50(30); 55,60,65(35); 70(40); 75, 80(45) 14 6 2 10 3,5 5 ’
10 40(25); 45, 50(30); 55(35); 60, 65(40); 70, 75, 80, 85(45); 90,95(55); 100(65) 18 8 2 12 3,5 6
12 45(30); 50, 55(35); 60, 65(40); 70, 75(45); 80, 85(50); 90, 95(60); 100(65); НО, 125(75) 20 10 2 14 3,5 8
16 60(40); 70, 75(50); 80, 85(55); 90, 95(60); 100, НО, 120, 125(75); 140(90); 160(110) 28 14 3 18 4,5 10
20 80(55); 90(65); 100(75); 110(80); 125(80); 140(95); 160,180, 200(110) 34 18 4 22 5,5 12
24 100(70); 110, 125(80); 140(95); 160, 180, 200, 220(110); 250(125) 42 20 4 26 5,5 16
30 125(90); 140(95); 160, 180, 200, 220(110); 250, 280(125) 52 25 6 34 5,5 20
36 140(95); 160(100); 180, 200, 220(125); 250, 280, 320(140) 64 30 6 40 7,0 22
Исполнение 3
d 7(4) /, 4 41 4? В
10 60(35); 65(40); 70(45) 16 10 8 12 16 16 8 3,8
12 65(35); 70(40); 75, 80(50) 18 12 10 15 20 20 10 4,8
16 80(40); 85(45); 90(50); 95(55); 100(60); 110(70) 26 16 14 20 28 28 14 6,8
20 110(60); 125(70); 140(80) 34 20 18 24 30 36 18 8,8
24 140(70); 160, 180(80); 200(90) 42 24 20 28 40 46 22 11,7
30 160(80); 180(90); 200(100) 52 30 25 35 52 60 30 14,7
36 180(90); 200(100) 60 36 30 42 64 68 34 16,7
Таблица 9.8. Номинальные отклонения положения элементов откидных болтов, мм
Отклонение М5 Мб М8 М10 М12 М16 М20 М24 МЗО М36
f 0,25 0,3 0,4 0,5 0,6 0,7 0,8 . 1,0
t 0,08 0,12 0,27 0,32
т 0,3 0,4 0,5 0,6
Примечание./ — отклонение от соосности головки и стержня; / — отклонение от перпендикулярности оси отверстия в головке к оси стержня на длине, равной 0,56 или 0,5^; т — отклонение от пересечения осей головки и отверстия в головке на длине, равной d.
Для болтов грубой точности допускается отклонение от соосности головки и стержня не более 2/ отклонение от пересечения осей головки и отверстия в головке не более 1,5 мм, отклонение от перпендикулярности оси отверстия в головке к оси стержня на длине, равной 0,56 216
Рис. 9.5. Рым-болт и гнездо под него
или 0,5Ь{, не более 2г, шероховатость поверхностей, образующих размер b, Ra <100 мкм, поверхности отверстия диаметром </, — Ra < 20 мкм.
В условном обозначении откидного болта поле допуска резьбы 8g не указывают, указывают длину Z; для болтов грубой точности вводят букву Г перед обозначением исполнения.
Рым-болты используют для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах. Размеры рым-болтов и гнезд под них приведены на рис. 9.5 и в табл. 9.9 [9.3]. В стандарте предусмотрен ряд болтов с резьбой от М8 до М100.
Материал —сталь 20 или сталь 25, способ изготовления —штамповка. Поле допуска резьбы для рым-болта — 8g, для гнезда —7Н.
Таблица 9.9. Размеры рым-болтов и гнезд под них (рис. 9.5), мм
d 4 4 rf, b h A. A, / rt r
8 36 20 8 13 10 12 6 5 18 12 4 2
10 45 20 10 15 12 16 8 6 21 15 4 2
12 54 30 12 17 14 18 10 6 25 19 6 2
16 63 35 14 22 16 20 12 7 32 25 6 2
20 72 40 16 28 19 24 14 9 38 29 8 3
24 90 50 20 32 24 29 16 10 45 35 12 3
Примечание. Для резьбы М8...М24 </4 = d2; /2 = (/ + 1).
Пример условного обозначения рым-болта с резьбой М10 без покрытия:
Рым-болт М10 ГОСТ... .
Допуски взаимного положения элементов рым-болтов установлены в [9.31].
Грузоподъемность (кг) на один рым-болт определяется тремя значениями: при направлении строп по вертикальной оси, под углом 45° к вертикальной оси рым-болта в плоскости кольца и с отклонением от плоскости кольца. Например, для М10 —200, 125, 65 кг.
217
Рис. 9.6. Болты с усом:
а —с полукруглой головкой; б — с потайной головкой; в —с полукруглой увеличенной головкой
Болты с усом под головкой (рис. 9.6). Длины болтов приведены в табл. 9.10, остальные размеры по [9.45, 9.46,9.50] —в табл. 9.11. Резьба метрическая с полем допуска 8g. Механическая прочность — по классам прочности 3.6; 4.6; 4.8; 5.6; 5.8.
Предельные отклонения размеров: D — по уД6; К—по jJ6; V— по hl5; b—(+ 27); допуск соосности головки относительно стержня в диаметральном выражении — 27715.
Таблица 9.10. Длина болтов с усом и длина резьбы по [9.45, 9.46, 9.50] (рис. 9.6), мм
d Длина 1 при форме головки ь
полукруглой полукруглой увеличенной потайной
от ДО от ДО ОТ до
5 16 80 — — 16 80 16
6 16 100 25 100 16 100 18
8 16 100 30 150 20 ПО 22
10 20 160 35 200 20 160 26(32)
12 25 200 40 200 25 160 30(36)
218
Продолжение табл. 9.10
d Длина 1 при форме головки b
полукруглой полукруглой увеличенной потайной
от ДО ОТ до ОТ ДО
16 25 200 40 200 30 200 38(44)
20 45 200 50 200 35 200 46(52)
24 — — — — 55 200 54(60)
Примечания: 1. Стандартом предусмотрен следующий ряд длин /: 16, 20, затем через каждые 5 мм до 80 мм и через 10 мм до 200 мм.
2. Размер b приведен для / до 120 мм, для / > 120 мм размер указан в скобках.
Таблица 9.11. Размеры болтов с усом по [9.45, 9.46, 9.50] (рис. 9.6), мм
d D по К по R, по И по по
[9.45] [9.46] [9.50] [9.45] [9.46] [9.50] [9.45] [9.50] [9.45] [9.50] [9.45] [9.46] [9.50]
5 10 10 — 4 3 — 6 — 2,0 2,0 1,8 2,3 —
6 12 12 14 5 4 3 7 11 2,5 2,5 3 2,8 3
8 16 16 18 6 5 4 9 14 3,0 3,0 4 3,5 4
10 20 20 23 8 6 5 11 18 3,2 3,2 4,5 4,5 5
12 24 24 28 10 7 6 14 22 3,6 3,6 5,5 5,5 6
16 32 32 35 12 9 8 18 26 4,2 4,2 8 5,5 8
20 40 32 44 16 11,5 10 21 32 4,7 5,4 10 5,5 9
24 — 38 — — 13 — — — — 6,6 — 6,5 —
Примечания 1. Для болтов с номинальным диаметром d s 16 мм; а = 90°, для d а 20 мм а = 60°.
2. Значения радиуса R под головкой и диаметра г/0 см. в табл. 9.29.
Болты к станочным обработанным пазам (рис. 9.7) имеют форму и размеры, согласованные с размерами пазов (см. гл. 7).
Для быстросменных болтов [9.90] (рис. 9.7, а) и болтов с квадратной головкой [9.91] (рис. 9.7, 6) размеры головок и диапазон длин приведены в табл. 9.12.
Болты изготовляют из стали 35 с закалкой до твердости 35...40 HRC3. Поле допуска резьбы — 8g. Размеры сбегов и фасок на конце резьбы — см. § 7.5.
Таблица 9.12. Размеры болтов к станочным обработанным пазам (рис. 9.7), мм
Ширина станочного паза d h Быстросменные С квадратной головкой Г
Н В L ь D L
10 М8 6 20 8 32...60 14 20 25...80
12 мю 7 25 10 40...80 18 25 30...120 0,6
14 М12 8 28 12 50...150 22 28 40...150
18 М16 10 26 16 60...210 28 36 50...200 1,2
219
Продолжение табл. 9.12
Ширина станочного паза а Л Быстросменные С квадратной головкой Г
Н в L b D 1
22 М20 14 42 20 80...250 34 42 60...200
28 М24 18 55 24 100...400 44 55 70...200 1,6
36 МЗО 22 65 30 125...360 54 65 100...280
42 М36 26 — — — 65 80 120...360
48 М42 30 — — — 75 95 150...360 2,0
54 М48 34 —— — 85 105 160...400
Рис. 9.7. Болты к станочным обработанным пазам
9.4. ВИНТЫ
Винты для металла подразделяют на крепежные общего назначения, самонарезающие, невыпадающие и установочные. Их элементы стандартизованы: концы винтов —см. рис. 9.19 и табл. 9.28, радиусы под головкой—см. табл. 9.29, шлицы прямые—см. рис. 9.17, а и табл. 9.25, 9.26, шлицы крестообразные—см. рис. 9.18 и табл. 9.27, отверстия под концы установочных винтов —см. рис. 9.20 и табл. 9.30, головки шестигранные —см. рис. 9.1 и табл. 9.3.
220
Рис. 9.8. Винты крепежные общего назначения с цилиндрической (а), полукруглой (6), полупотайной (в), потайной (г) и цилиндрической скругленной (д) головкой. Винты (б) (в) и (г) исполнения 1 имеют прямой шлиц, исполнения 2 —крестообразный
Классы точности винтов: А (повышенной точности) и В (нормальной точности).
Крепежные винты общего назначения (рис. 9.8) с диаметром резьбы d~ 1 ...20 мм и длиной /= 2...120 мм имеют форму головки цилиндрическую [9.16], полукруглую [9.106], полупотайную [9.107], потайную [9.108] (/ = 1...120 мм), цилиндрическую скругленную [9.83] (d= 2...10 мм, I — 3...70 мм). Их длины и основные размеры приведены в табл. 9.13 и 9.14.
Резьба — по [6.17], шлицы прямые —по [7.23], шлицы крестообразные — по [7.9], радиус под головкой —по [7.24].
Таблица 9.13. Длина крепежных винтов общего назначения классов точности А и В (рис. 9.8), мм
d /при форме головки
цилиндрической полукруглой полупотайной потайной
1,0 2...10 2...5 2...10 2...10
1,2 2...12 2...7 2...12 2...12
1,4 2...12 2...11 3...12 3...12
1,6 2...16 2...14 3...16 3...16
2 2,5...20 2,5...18 3...20 3...20
2,5 3...25 3...25 3,5...25 3,5...25
3 3...30 3...30 3.5...30 3.5...30
3,5 4...35 4...36 5...35 5...35
4 4...40 4...42 5...40 5...40
221
Продолжение табл. 9.13
d 1 при форме головки
цилиндрической полукруглой полупотайной потайной
5 6...50 6...50 6...100 6...50
6 7...60 7...5S 8...100 7...60
8 12...80 12...70 10...100 8...80
10 18...100 18...70 12...100 11...100
12 18...100 22...80 16...100 16...100
14 22...100 25...90 25... 100 30...100
16 28...100 30...95 30...100 32...100
18 35...НО 35...110 35...110 35... ПО
20 40...120 40... 120 40... 120 40... 120
Примечание. Длину I в указанных пределах выбирают из ряда, мм: 2; 3; 3,5; 4; 5; 6; 8; 9; 10; 11; 12; 14; 16; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65; 70; 75; 80; 90; 100; ПО; 120.
Таблица 9.14. Основные размеры крепежных аинтов общего назначения классов точности А и В (рис. 9.8), мм
d Ь D К К, Д / R
1 8(-) 2 0,7 0,7 0,6 1,9 1,1 2,1 0,25 0,1
1,2 9(—) 2,3 0,8 0,8 0,72 2,3 1,3 2,6 0,3 0,1
1,4 9(—) 2,6 0,9 0,95 0,84 2,6 1,4 2,9 0,35 0,1
1,6 9(—) 3 1 1,1 0,96 3 1,6 3,4 0,4 0,1
2 10(16) 3,8 1,3 1,4 1,2 3,8 2,0 4,2 0,5 0,1
2,5 11(18) 4,5 1,6 1,7 1,5 4,7 2,4 5,4 0,6 0,1
3 12(19) 5,5 2 2,1 1,65 5,6 2,9 6,0 0,75 0,1
3,5 13(20) 6 2,4 2,4 1,93 6,5 3,1 6,8 0,9 о,1
4 14(22) 7 2,6 2,8 2,2 7,4 3,6 8 1 0,2
5 16(25) 8,5 3,3 3,5 2,5 9,2 4,4 9,4 1,25 0,2
6 18(28) 10 3,9 4,2 3 11 5,1 12 1,5 0,25
8 22(34) 13 5 5,6 4 14,5 6,6 15 2 0,4
10 26(40) 16 6 7 5 18 8,1 19 2,5 0,4
12 30(46) 18 7 8 6 21,5 9,1 22,5 3 0,6
14 34(52) 21 8 9,5 7 25 10,6 26 3,5 0,6
16 38(58) 24 9 11 8 28,5 12,1 30 4 0,6
18 42(64) 27 10 12 9 32,5 13,6 34 4,5 0,6
20 46(70) 30 11 14 10 36 15,1 38 5 0,8
Примечания 1. В скобках указан размер b винта с удлиненной резьбой.
2. Винты имеют при d = 1...6 мм крупный шаг, остальные —крупный и мелкий; М8 х 1; М10 х х1,25; М12 х 1,25; М14 х 1,5; М16 х 1,5; М18 xl,5; М20 х!,5.
Крепежные винты самонарезающие с диаметром резьбы d от 2,5 до 8 мм и длиной / от 6 до 50 мм класса точности В с притупленным концом имеют форму головки потайную [9.75], полупотайную [9.76], полукруглую [9.77] (рис. 9.9); с заостренным концом — соответственно головки потайную [9.86], полупотайную [9.85] и полукруглую [9.84].
222
Рис. 9.9. Винты крепежные самонарезающие с полукруглой головкой:
а — с притупленным концом; б — с заостренным концом; в — отверстие под винт с крупным шагом; г — отверстие под винт с мелким шагом
Винты с заостренным концом имеют резьбу только с крупным шагом. Для всех типов винтов предусмотрены два исполнения: 1 — с прямым шлицем; 2 —с крестообразным шлицем по [7.9]. Основные размеры самонарезающих винтов и отверстий под них приведены в табл. 9.15. Размеры головок — по соответствующим размерам d для винтов общего назначения (см. табл. 9.14).
Таблица 9.15. Основные размеры самонарезающих винтов (рис. 9.9), мм
d / Шаг крупный Шаг мелкий
Р 4 4 А р 4 4 4
2,5 6...20 1,25 1,7 2,0 2,9 1 2,0 2,1 3,5 1,0
3 6...20 1,25 2,1 2,5 2,9 1 2,3 2,5 3,5 1,0
4 8...35 1,75 2,8 3,0 4,3 1,5 2,9 3,5 5,0 1,5
5 10...45 2,0 3,5 3,8 5,7 1,5 3,9 4,5 5,5 1,5
6 12...50 2,5 4,2 4,8 5,7 1,75 4,9 5,5 6,0 1,75
8 16...50 3,5 5,6 6,0 6,1 2 6,2 7,5 7,0 2,0
Примечание. Рекомендуемый ряд длин /, мм: 6; 8; 10; 12; 14; 16; 20; 25; 30; 35; 40; 45; 50.
Винты изготовляют из углеродистых сталей марок 10, Юкп (группа 01), 20, 20кп, 25 (группа 04), легированных сталей 20Х, 40Х (класс прочности 10), 30ХГСА (класс прочности 12) с термической или химико-термической обработкой. Твердость винтов с крупным шагом — 57...63 HRC3, с мелким — 37...47 HRC3.
Пример условного обозначения винта в исполнении 2 с диаметром резьбы d= 5 мм, мелким шагом, длиной /= 30 мм, из углеродистой стали с цинковым покрытием толщиной 6 мкм, хроматированным:
Винт 2—5х 1,5 х 30,01.016 ГОСТ... .
Невыпадающие винты (рис. 9.10) класса точности В изготовляют с диаметром резьбы от 2,5 до 12 мм и рекомендуемой длиной от 6 до 223
Исполнение 1
Исполнение 2
Исполнение 3
Рис. 9.10. Винты невыпадающие с цилиндрической (а), цилиндрической со сферой (б), потайной (в), полупотайной (г), полукруглой (д) и рифленой (е) головкой
80 мм. Их основные размеры приведены в табл. 9.16 и 9.17. Размеры прямых шлицев см. в табл. 9.25 и 9.26. Головки винтов исполнения 1 имеют прямой шлиц, исполнения 2 —крестообразный по табл. 9.27.
По форме головки различают винты с цилиндрической [9.60], цилиндрической со сферой [9.61], потайной [9.63], полупотайной [9.64], полукруглой [9.65] и цилиндрической накатанной [9.68] головками. Винты изготовляют также с шестигранной головкой под ключ [9.62] с диаметром резьбы от 6 до 30 мм, с цилиндрической головкой и шестигранным углублением под ключ [9.66] с диаметром резьбы от 6 до 16 мм, с лыской под ключ [9.67] с диаметром резьбы от 6 до 16 мм.
Продолжение табл. 9.16
d 4 D А К А А К, А 4 4 4
6 4 10 11 п 3,9 5,5 3 4,2 9 2 2,5 1,5
8 5,5 13 14,5 14 5 6,5 4 5,6 11 2,5 3 1,5
10 7 16 18 18 6 8 5 7 14 2,5 3 2,5
12 9 18 21,5 20 7 10 6 8 16 3,2 3 2,5
d R , А А А Г h hr f fl
2,5 0,2 3,9 5,4 2,4 0,4 0,8 0,5 0,6 0,8
3 0,2 4,3 6 2,9 0,5 1,0 — 0,7 0,75 1
4 0,2 5,6 8 3,6 0,8 1,6 1,5 0,8 1,0 1,6
5 0,4 7,1 9,4 4,4 0,8 1,6 2 1,3 1,25 1,6
6 0,4 9,4 12 5,1 1,0 2,0 2,5 1,8 1,5 2
8 0,5 11 15 6,6 1,25 2,5 2,8 2,0 2,0 2,5
10 0,5 13 19 8,1 1,5 2,5 3,0 3,0 2,5 3
12 0,6 16 22,5 9,1 2,0 3,0 3,5 4,5 3,0 4
Таблица 9.17. Длина резьбового участка невыпадающих винтов (рис. 9.10), мм
Рекомендуемая длина 1 винта Длина b при номинальном диаметре резьбы d
2,5 3 4 5 6 8 10 12
6 3 4 — — — — — —
8 3 4 5 — — — — —
10 3 4 5 6 — — — —.
12; 16 3 4 5 6 8 — — —
20 — 4 5 6 8 — — —
25 — 4 5 6 8 10 12 —.
32; 40; 50; 60 — 4 5 6 8 10 12 16
80 — — — 6 8 10 12 16
Р и с . 9.11. Винты установочные с прямым шлицем с коническим (а), плоским (б), цилиндрическим (в) и засверленным (г) концом
225
Установочные винты классов точности А и В с прямым шлицем (рис. 9.11) выполняются с коническим [9.6], плоским [9.7], цилиндрическим [9.8] и засверленным [9.9] концом (см. рис. 9.19). Их основные параметры приведены в табл. 9.18, размеры шлицев по [7.23] см. в табл. 9.25...9.27. Шлицевой конец винтов может выполняться в виде сферы радиусом г ® 2d. Резьба с крупным шагом —по [6.7]. Механические свойства и методы испытаний винтов из углеродистой и легированной стали—по [9.17]; из коррозионно-стойкой, жаропрочной, теплоустойчивой стали и цветных сплавов —по [9.22].
Таблица 9.18. Основные размеры установочных винтов со шлицем (рис. 9.11), мм
d А а), в) 4 1_ . 4 6) . 1,г) <4 Л С
ОТ до ОТ ДО ОТ ДО
1 2 4 — —— —— — — — — 0,2
1,2 2 6 — — — — —— 0,2
1,6 2 8 — " — — — — — — 0,3
2 2 10 1 3 10 —— — 1 — 0,1 0,3
2,5 2,5 12 1,2 4 12 — — 1,5 — 0,2 0,3
3 3 16 1,5 5 16 3 16 2 1,4 0,3 0,5
4 4 20 2 6 20 4 20 2,5 2 0,3 0,5
5 5 25 2,5 8 25 5 25 2,5 2,5 0,3 1,0
6 6 30 3 8 35 6 30 3 3 0,4 1,0
8 8 40 4 10 40 8 40 4 5 0,4 1,4
10 10 50 4,5 12 50 10 50 4,5 6 0,5 1,6
12 12 60 6 14 50 12 50 6 8 0,6 1,6
Примечание. Длину в указанных пределах выбирают из рада, мм: 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25; 30; 35; 40; 45 и 50.
Установочные винты с шестигранным углублением под ключ (рис. 9.12) имеют концы конический [9.56] (длина винта /=8...1ОО мм), плоский [9.80] (/= 6... 100 мм) и цилиндрический [9.81] (/ = 10...100 мм).
Рис. 9.12. Винты установочные с шестигранным углублением под ключ с коническим (а), плоским (б) и цилиндрическим (в) концом
226
Р и с . 9.13. Винты установочные с квадратной головкой
Все винты имеют резьбу диаметром от 4 до 24 мм с крупным шагом. Их основные размеры приведены в табл. 9.19.
Таблица 9.19. Основные размеры установочных винтов с шестигранным углублением под ключ (рис. 9.12), мм
d 5 t D С / по
[956] [9.80] [9.81]
4 2 2,5 2,6 0,5 8...20 6...20 10...20
5 2,5 3 3,2 1,0 10...25 8...25 10...25
6 3 3,5 3,8 1,0 10...45 8...30 12...45
8 4 5 4,9 1,4 16...60 12...50 16...55
10 5 6 6,1 1,6 16...70 16...70 20...70
12 6 8 7,2 1,6 20...80 16...80 25...80
16 8 10 9,7 2,0 25...90 20...90 30...100
20 10 12 12,0 2,5 30...100 25...100 35...100
24 12 15 14,3 2,5 30...100 30...100 40...100
Примечание. Длину / в указанных пределах выбирают из ряда, мм: 6; 8; 10; 12; 16; 20; 25; 30; 35; 40; 50; 60; 70; 80; 90; 100.
Установочные винты с квадратной головкой (рис. 9.13) имеют цилиндрический [9.11], засверленный [9.13], ступенчатый со сферой [9.14] концы и длину от 12 до 100 мм. Их основные размеры приведены в табл. 9.20. Стандартизованы также установочные винты с квадратной головкой и буртиком [9.15], а также винты с шестигранной головкой [9.10, 9.12].
Таблица 9.20. Основные размеры установочных винтов с квадратной головкой (рис. 9.13), мм
d 5 К е А 4, <4 /
6 7 6 9 3 4 3 12...35
8 8 7 10 4 5,5 5 14...40
10 10 8 13 5 7 6 16...50
227
Продолжение табл. 9.20
12
16
20
12
17
22
К
10
14
18
16
22
28
6
8
10
8,5
12
15
8
10
14
/
20...60
25...80
35...100
d
S
е
Примечание. Длину I в указанных пределах выбирают из ряда, мм: 12; 14; 16; 20; 25; 30; 35; 40; 45; 50; 55; 60; 65; 70; 75; 80; 90; 100.
9.5. ШПИЛЬКИ
Шпильками называют цилиндрические стержни с резьбой на обоих концах или по всей длине. По способу образования соединения различают два типа шпилек: для ввинчивания в резьбовое отверстие корпусной детали и для деталей с гладкими сквозными отверстиями. В первом случае шпилька должна быть затянута в корпусной детали с упором в сбеге резьбы или в дно резьбового отверстия. Во втором случае соединение деталей осуществляется посредством гаек.
Шпильки общего применения (рис. 9.14,9.15), предназначенные для деталей с резьбовыми и гладкими отверстиями, выпускают нормального (В) и повышенного (А) классов точности, с диаметром метрической резьбы от 2 до 48 мм. Шаг резьбы крупный, а для диаметров свыше 8 мм —крупный или мелкий: М8 х 1, М10 х 1,25; М12 х 1,25; М16 х 1,5; М20 х 1,5; М24 х 2; МЗО х 2; М36 х 3; М42 х 3; М48 х 3.
Рис. 9.14. Шпильки общего применения классов точности В (а) и А (б) для деталей с резьбовыми отверстиями
Рис. 9.15. Шпильки общего применения классов точности В (а) и А (б) для деталей с гладкими отверстиями
228
В зависимости от материала деталей с резьбовыми отверстиями применяются шпильки с различной длиной ввинчиваемого конца:
l\ = d [9.117, 9.118] для стальных, бронзовых и латунных деталей с относительным удлинением > 8 %, а также для деталей из титановых сплавов;
l} — l,25d [9.119, 9.120] и /, = l,6rf [9.121, 9.122] для деталей из ковкого и серого чугуна (допускаются для стали и бронзы при 5^< <8 %);
/, = 2d [9.123, 9.124] и 4 = 2,5d [9.125, 9.126] для деталей из легких сплавов.
Рекомендуемые к применению длины шпилек приведены в табл. 9.21; поля допусков —в табл. 9.22.
Шпильки для деталей с гладкими отверстиями имеют одинаковые по длине резьбовые концы [9.127, 9.128].
Для шпилек по [9.121, 9.122] диаметр стержня dt равен номинальному диаметру резьбы d. Длина ввинчиваемого резьбового конца для d = 2 и 2,5 мм равна 4 = 3 мм, для всех остальных —1{ = d.
Таблица 9.21. Длина шпилек общего применения по [9.117, 9.118]
(рис. 9.14), мм
1 Длина /„ резьбового (гаечного) конца при d
2 2,5 3 4 5 6 8 10
10 * * * — — — — —
12 10 * * — — — — —
14 10 11 * * — — — —
16 10 11 12 * * * * *
20 10 11 12 14 16 * ♦ *
25 10 11 12 14 16 18 * *
30 10 11 12 14 16 18 22 *
35; 40; 45; 50; 55; 60; 65; 70; 75; 80 10 11 12 14 16 18 22 26
90; 100; ПО; 120 — 11 12 14 16 18 22 26
130; 140; 150; 160 — 17 18 20 22 24 28 32
170; 180; 190; 200 — — — — — — 28 32
/ 12 16 20 24 30 36 42 48
25; 30; 35 * * — — — — — —
40 30 * * — — — — —
45 30 * * * — — — —
50; 55 30 38 * * — — — —
60; 65 30 38 46 * * — — —
70; 75 30 38 46 54 * * — —
80 30 38 46 54 * * * *
90 30 38 46 54 66 * * *
100 30 38 46 54 66 78 * *
ПО; 120 30 38 46 54 66 68 90 *
130 36 44 52 60 72 84 96 *
229
Продолжение табл. 9.21
1 12 16 20 24 30 36 42 48
140; 150; 160; 170; 180; 190; 200 36 44 52 60 72 84 96 108
220 49 57 65 73 85 97 109 121
240 — — 65 73 85 97 109 121
260 — — — — 85 97 109 121
280; 300 — — — — — 97 109 121
Примечания: 1. Номинальная длина шпильки / не включает длину /, резьбового ввинчиваемого конца.
2. Знаком * отмечены шпильки с длиной гаечного конца 4 = /—0,54—2Р.
Предельное отклонение длины /0 не более 2Р.
Таблица 9.22. Поля допусков размеров шпилек общего применения
Размер Поле допуска шпилек
нормальной точности повышенной точности
Диаметр стержня <6 Л14 Л12
Длина ввинчиваемого конца Л ysl7 7sl6
Длина шпильки / Л16 УЫ5
Примеры условного обозначения шпилек для деталей с резьбовыми отверстиями:
Шпилька Ml 2—6g* 120.58 ГОСТ...
— шпилька с диаметром резьбы 12 мм, крупным шагом; полем допуска 6g, длиной 120 мм, класса прочности 5,8, без покрытия;
Шпилька 2М12* l—8g* 120.66.40Х.039 ГОСТ...
— шпилька с диаметром стержня, приблизительно равным среднему диаметру резьбы (12 мм), с мелким шагом (1 мм), полем допуска 8g, класса прочности 6.6, из стали марки 40Х, покрытием 03 толщиной 9 мкм;
Шпилька М12^^- х 120.58.01 ГОСТ...
1,75- 6 g
— шпилька с диаметром резьбы 12 мм, шагом 1,25 мм и полем допуска jsl на ввинчиваемом конце, шагом 1,75 мм и полем допуска 6g на гаечном конце, класса прочности 5.8, с покрытием 01.
Для деталей с гладкими отверстиями структура обозначения шпилек та же.
Шпильки фланцевые по [9.57] предназначены для соединений с температурой среды от 0 до 650° С. Стандартизованы пять конструктивных типов шпилек, каждый тип имеет два исполнения.
Тип А —шпилька сплошная с одинаковыми номинальными диаметрами резьбовой и гладкой частей (рис. 9.16). Применяется при температуре металла не выше 300° С.
230
Тип Б — шпилька сплошная с номинальными диаметрами резьбы, большими номинального диаметра гладкой части (рис. 9.16). Применяется при температуре металла свыше 300° С.
Тип В — шпилька с осевым отверстием по всей длине, с номинальными диаметрами, большими номинального диаметра гладкой части, и четырехгранным выступом под ключ. Применяется при затяжке с нагревом при температуре металла от 0 до 650° С.
Тип Г — шпилька с осевым отверстием по всей длине, с номинальными диаметрами резьбы, большими номинального диаметра гладкой части, и цилиндрическим гладким выступом на ввинчиваемом конце. Применяется аналогично типу В.
Тип Д — шпилька с осевым отверстием по всей длине, с номинальными диаметрами, большими номинального диаметра гладкой части, без выступов. Применяется аналогично типу В.
Основные размеры типа А и Б шпилек приведены в табл. 9.23, длины — в табл. 9.24. Нерекомендуемые значения размеров в таблицах опущены.
Таблица 9.23. Основные размеры шпилек для фланцевых соединений (рис. 9.16), мм
Номинальный диа-метр d Шаг резьбы Р Диаметр d2 для типа Б Длина ввинчиваемого резьбового конца / Я для типа Б
крупный мелкий с крупным шагом с мелким шагом номинальный размер предельное отклонение
10 1,5 1,25 7,8 8 15 + 1,8 6
12 1,75 1,25 9,5 10 18 + 2,1 6
16 2 1,5 13 14 22 + 2,1 6
20 1,5 16 18 28 + 2,5 6
24 3 2 20 21 35 + 2,5 8
231
Продолжение табл. 9.23
Номинальный диа-метр d Шаг резьбы Р Диаметр d2 для типа Б Длина ввинчиваемого резьбового конца / R для типа Б
крупный мелкий с крупным шагом с мелким шагом номинальный размер предельное отклонение
30 3,5 2 24 27 42 + 3 8
36 4 з 30 33 50 + 3 12
42 4,5 3 35 35 58 + 3 12
48 5 3 40 40 65 + 3 12
56 5,5 4 48 50 75 + 4 12
64 6 4 54 58 90 + 4 12
Примечание, диаметру d резьбы.
Диаметр
гладкой части </, для типа А примерно равен номинальному
Таблица 9.24. Длина шпилек для фланцевых соединений (рис. 9.16), мм
L Длина 4 резьбового конца при номинальном диаметре d
10 12 16 20 24 30 36 42 48 56 64
45; 50 22 " — — — — — — —
55; 60 22 25 '' — — — — — — — —
65...80 22 25 32 1 — — — — — — —
85; 90; 95 22 25 32 40 — — — — — — —
100 28 30 32 40 — — — — — — —
ПО; 120 28 30 32 40 48 — — —— — — —
130...150 28 30 40 40 47 60 — — — — —
160...190 — 30 40 48 48 60 70 75 — — —
200 — 30 40 48 48 60 70 75 90 — —
210...230 — ""1 40 48 58 60 70 75 90 — —
240; 250 — — — — 58 70 70 75 90 105 —
260...320 — — — — — 70 80 90 90 105 120
330...350 — — — — 70 80 90 95 105 120
Пример условного обозначения:
Шпилька EM24—6g х 12040Х. 036 ГОСТ...
— шпилька типа Б, исполнения 1 (не указывается), с диаметром резьбы 24 мм, с крупным шагом (не указывается), с полем допуска 6g, длиной 120 мм, длиной ввинчиваемого конца 1\ = 35 мм, длиной резьбового конца & = 48 мм, из стали марки 40Х, покрытием 03 толщиной 6 мкм.
232
9.6. ЭЛЕМЕНТЫ КРЕПЕЖНЫХ
РЕЗЬБОВЫХ ИЗДЕЛИЙ И СОЕДИНЕНИЙ
Размеры прямых шлицев (рис. 9.17) для винтов и шурупов приведены в табл. 9.25 и 9.26. Требования к форме и геометрии шлицев — по ГОСТ 1759.0—87.
Рис. 9.17. Посадочные места под конические головки винтов
Таблица 9.25. Ширина шлица b (рис. 9.17), мм
d Для винта с головкой Для винта установочного d Для винта с головкой Для винта установочного
номинальная предельная номинальная предельная номинальная предельная номинальная предельная
1 0,25 0,31 0,20 0,26 5 1,2 1,26 0,8 0,86
0,45 0,40 1,51 1,00
1,2 0,30 0,36 0,25 0,31 6 1,6 1,66 1,0 1,06
0,50 0,45 1,91 1,20
1,4 0,30 0,36 0,25 0,31 8 2,0 2,06 1,2 1,26
0,50 0,45 2,31 1,51
1,6 0,40 0,46 0,25 0,31 10 2,5 2,56 1,6 1,66
0,60 0,45 2,81 1,91
2 0,50 0,56 0,25 0,31 12 3,0 3,06 2,0 2,07
0,70 0,45 3,31 2,37
2,5 0,60 0,66 0,40 0,46 14 3,0 3,06 2,0 2,07
0,80 0,60 3,31 2,37
3 0,80 0,86 0,40 0,46 16 4,0 4,07 2,5 2,57
1,00 0,60 4,37 2,87
3,5 0,80 0,86 0,50 0,56 18 4,0 4,07 3,0 3,07
1,0 0,70 4,37 3,37
4 1,0 1,06 0,60 0,66 20 5,0 5,07 3,0 3,07
1,20 0,80 5,37 3,37
233
Таблица 9.26. Глубина шлица h (рис. 9.17), мм
Диаметр d стержня винта На головках
цилиндрической и цилиндрической со сферой потайной полупотайной цилиндрической скругленной полукруглой На установочном винте
1,о 0,30...0,44 0,20...0,30 0,40-0,55 — 0,25-0,55 0,63-0,78
1,2 0,35...0,49 0,24...0,35 0,48-0,64 —
1,4 0,40...0,60 0,28...0,45 0,56-0,73 — 0,35.„0,65 0,75-0,94
1,6 0,45...0,65 0,32-0,50 0,64-0,80 0,38-0,62 0,45-0,75 0,88.„1,06
2,0 0,60...0,85 0,40...0,60 0,80-1,0 0,48-0,72 0,75-1,05 1.0...1,2
2,5 0,70...1,0 0,50-0,73 1,0-1,2 0,6.„0,9 0,9-1,3 1,1-1,33
3,0 0,9-1,3 0,6-0,85 1,2-1,45 0,72.„1,08 1,0... 1,4 1,25-1,5
3,5 1,0-1,4 0,7-1,0 1,4-1,7 0,84-1,26 1,3-1,7 1,5-1,78
4 1,2-1,6 0,8-1,1 1,6-1,9 0,96...1,44 1,6...2,0 1,75-2,05
5 1,5...2,0 1,1-1,35 2,0-2,3 1,2.„1,8 2,1.„2,5 2,0-2,35
6 1,8...2,3 1,2-1,6 2,4-2,8 1,44-2,16 2,3-2,7 2,5-2,9
8 2,3...2,8 1,6-2,1 3,2-3,7 1,92.„2,88 3,26-3,74 3,1.„3,6
10 2,7...3,2 2,0...2,6 4,0...4,5 2,4...3,6 3,76-4,24 3,75-4,25
12 3,2-3,8 2,4-3,0 4,8-5,4 — 3,96...4,44 3,75...4,25
14 3,6...4,2 2,8...3,5 5,6-6,3 — 4,26-4,74 3,75-4,25
16 4,0...4,6 3,2-4,0 6,4-7,2 — 4,9-5,3 4,25-4,75
18 4,5-5,1 3,6-4,5 7,2-8,1 —— 5,3-5,7 4,75-5,25
20 5,0...5,6 4,0-5,0 8,0...9,0 — 5,8...6,2 5,25-5,75
Размеры крестообразных шлицев (рис. 9.18) даны в табл. 9.27.
Таблица 9.27. Размеры крестообразных шлицев (рис. 9.18), мм
Диаметр d стержня винта (шу-рупа) Номер шлица Для винтов (шурупов) с головкой
полукруглой полупотайной потайной
т h т А т h
2 0 2,0 1,2 2,3 1,5 2,0 1,1
2,5 1 2,6 1,3 3,0 1,6 2,7 1,4
3 3,0 1,7 3,3 2,0 2,8 1,5
3,5 2 4,1 1,8 4,4 2,2 4,0 1,7
4 4,6 2,2 4,8 2,5 4,3 2,0
5 5,2 2,8 5,4 3,1 4,6 2,3
6 3 7,0 3,2 7,3 3,5 6,5 2,7
8 8,2 4,6 8,7 5,0 7,5 3,7
10 4 10,6 5,6 11,2 6,1 9,7 4,6
12 11,8 6,8 12,6 7,5 10,7 5,6
Концы болтов, винтов и шпилек с метрической резьбой диаметром от 1,0 до 48 мм в соответствии с [7.14] приведены на рис. 9.19, размеры — в табл. 9.28. На торцах стержней с накатанной резьбой, с концом
234
Рис. 9.18. Шлицы прямые (а) и крестообразные (б)
без фаски или с фаской выполняется лунка диаметром d3. Диаметр торца стержня всегда меньше внутреннего диаметра резьбы. Вместо радиуса /t* допускается выполнение фаски zt х 45°. Значения Zt следующие, мм: 0,2 для d = 1,0; 0,3 для d = 1,2; 0,35 для d — 1,4; 0,8 для d= 1,6; 0,5d для остальных диаметров.
Таблица 9.28. Размеры концов болтов, винтов и шпилек (рис. 9.19), мм
d </2А14 <ДА14 X Z, ^4min
1 0,5 — — 0,1
1,2 1,4 0,6 0,7 0,7 0,1 0,2 0,2
1,6 0,8 — — 0,8 —
2,0 1 0,2 — 1,0 1,0 0,3 0,3
2,5 1,5 0,3 — 1,2 0,2 1,25
3 3,5 2 2,2 0,4 __ 1,4 1,7 1,5 1,75 0,4 0,5
4 2,5 2 0,3 2,0 0,5
5 3,5 — 2,5 2,5 0,6
6 4 0,5 1,5 3 3 0,7 1,0
7 5 2 4 0,4 3,5 0,8
8 5,5 5 4 1,0 1,4
10 7 1,0 2,5 6 0,5 5
12 8,5 • 3 8 0,6 6 1,2 1,6
14 10 2 4 9 7 1,5
16 12 3 10 0,8 8 1,7 2,0
18 13 4 5 12 9 2,0
20 15 5 14 1,0 10
22 17 6 16 11 2,5 2,5
24 18 6 16 12
27 30 21 23 7 8 1,2 13,5 15
зз . 36 26 28 8 10 1,6 16,5 18
39 30 12 — 19,5
235
Продолжение табл. 9.28
Рис. 9.19. Концы стандартных винтов, болтов и шпилек плоские (а), сферические (б), с конической фаской (в), цилиндрические короткие (г) и удлиненные (д), цилиндрические с фаской (е) и сферой (ж), с короткой (з) и удлиненной (и) фаской, с удлиненной фаской и засверленным концом (к)
Радиусы под головкой болтов, винтов и шурупов [7.24] имеют значения, приведенные в табл. 9.29. Стандарт не распространяется на винты и шурупы с потайными и полупотайными головками. Размер —диаметр окружности, образованной при сопряжении галтели радиуса R с опорной плоскостью головки крепежного изделия. Для шурупов размеры R и </а принимают, как правило, по классу точности С болтов и винтов. В пределах диаметра </а допускается сопряжение стержня с головкой дугами двух и более радиусов.
Таблица 9.29. Размеры радиусов под головкой крепежных резьбовых изделий, мм
Диаметр стержня d Дп1п 4 при классе точности Диаметр стержня d Rm. d„ при классе точности
А, В С А, В С
1 1,4 14 16,2 17,2
1,2 1,6 16 0,6 17,2 19,2
1,4 1,8 18 20,2 21,2
1,6 0,1 2,0 — 20 0,8 22,4 24,4
236
Продолжение табл. 9.29
Диаметр стержня d п ЛПШ1 rf, при классе точности Диаметр стержня d da при классе точности
А, В С А, В С
2 2,6 22 0,8 24,4 26,4
2,5 0,1 3,1 — 24 26,4 28,4
3 3,6 27 30,4 31,4
3,5 4,1 30 33,4 35,4
4 0,2 4,7 — 33 1,0 36,4 38,4
5 5,7 6,0 36 39,4 42,4
6 0,25 6,8 7,2 39 42,4 45,4
7 7,8 8,2 42 1,2 45,6 48,6
8 0,4 9,2 10,2 45 48,6 52,6
10 11,2 12,2 48 1,6 52,6 56,8
12 0,6 14,2 15,2 52 56,6 62,6
Рис. 9.20. Отверстия под концы винтов, болтов и шпилек с цилиндрическим (а), цилиндрическим с фаской (б) и коническим (в) концом
Отверстия под концы установочных винтов (рис. 9.20) выполняют по [7.15] и размерам, приведенным в табл. 9.30.
Таблица 9.30. Размеры отверстий под концы установочных винтов (рис. 9.20), мм
d 4, Л, Л, Л, d d, Л, Л, Л,
1 0,5 — — 0,2 6 4 2 1,0 2
1,2 0,6 — о,з 8 5,5 2,5 1,0 2,7
1,6 0,8 0,6 0,4 10 7 3 1,2 3,5
2 1 0,8 0,5 12 8,5 4 1,6 4,2
2,5 1,5 1 0,7 16 12 4 2,0 6
3 2 1,2 1,0 20 15 6 2,5 7,5
4 2,5 1,6 1,4 24 18 6 2,5 9
5 3,5 1,6 1,7
Примечания: 1. Предельные отклонения размеров —^Я14, й| и Л2 —± /Л4/2.
2. Предельные отклонения размера не распространяются на отверстия типа 3.
237
Рис. 9.21. Посадочные места под цилиндрические и полусферические головки винтов
Размеры опорных поверхностей под цилиндрические и полукруглые головки с прямым и крестообразным шлицем и под цилиндрические головки винтов с шестигранным углублением под ключ (рис. 9.21) приведены в табл. 9.31. Размеры и t3 даны для винтов с нормальными или легкими пружинными шайбами.
Размеры опорных поверхностей под потайные и полупотайные головки винтов и шурупов и под шайбы стопорные с зубьями"для этих головок (рис. 9.22) даны в табл. 9.32.
Таблица 9.31. Размеры опорных поверхностей под головки со шлицем и шестигранным углублением под ключ (рис. 9.21), мм
d В А t h ty d D A t 6 h 6
1 2,2 0,8 14 24 30 15 18,5 9 12,5
1,2 2,5 0,9 16 26 34 17,5 21 10,5 14
1,4. 2,8 — — 1,0 — 18 30 36 19,5 23 11,5 15
1,6 3,3 — 1,2 20 34 40 21,5 25,6 12,5 16,5
1,8 3,8 1,5 22 36 23,5 27,5 13,5 17,5
2 4,3 1,6 2,2 24 40 — 25,5 30,5 14,5 19,5
2,5 5,0 2.0 2,7 27 45 28,5 33,5 — —
238
Продолжение табл. 9.31
d D д t 6 6 6 d D t А 6 6
3 6,0 3,4 4,3 2,4 3,3 30 48 32 38
3,5 6,5 4,0 — 2,9 3,8 33 53 — 35 41
4 8 12 4,6 5,5 3,2 4,5 36 57 38 44 — —
5 10 15 5,7 7 4,0 5,5 39 60 41 49
6 11 18 6,8 8,5 4,7 6,5 42 65 44 52
8 15 20 9 11 6,0 8,0 45 71 47 55
10 18 24 11 13,5 7,0 9,5 48 75 50 59
12 20 26 13 16 8,0 11
Примечание. Предельные отклонения по //14, кроме Л,.
Рис. 9.22. Посадочные места под шестигранные головки болтов и под гайки
Таблица 9.32. Размеры опорных поверхностей под потайные и полупотайные головки (рис. 9.22), мм
d в,тз Л,//12 D,H14 f+0.1 d Л.//13 Д//12 Л3Я14 f+O.i
1 2,4 2,0 — 0,2 5 10,4 10 H,5 0,3
1,2 2,8 2,5 6 12,4 11,5 14,5 0,4
1,4 3,2 2,8 8 16,4 15 18,5 0,7
1,6 3,7 3,3 10 20,4 19 22
2 4,6 4,3 12 24,4 23 26 1,0
239
Продолжение табл. 9.32
d .... ДЯ12 Д//14 Г1 d Д7ЛЗ ДЯ12 ДЯ14 Г1
2,5 5,7 5 0,3 14 28,4 26 —
3 6,6 6 7 16 32,4 30 1,2
3,5 7,6 7 — 18 36,4 34
4 . 8,6 8 9 20 40,4 37 1,7
Размеры под ключ (табл. 9.33) для шестигранных головок деталей крепления установлены [7.245; 7.18]: нормальные (Н), уменьшенные (М) и увеличенные (Б). Размеры опорных поверхностей под шестигранные головки деталей крепления с нормальным размером под ключ даны в табл. 9.34.
Таблица 9.33. Размеры под ключ шестигранных головок болтов и гаек, мм
d Размер под ключ d Размер под ключ
Н М Б Ф, Н М Б Ф, ф2
1 14 21 18 24 18 21
1,2 3,2 16 ' 24 21 27 21 34
1,4 18 27 24 30 — —
1,6 4 — — 20 30 27 34 27 30
2,5 5 — 24 36 34 41
3 5,5 — 27 41 36 46
4 7 30 46 41 50
5 8 7 8 33 50 46 55 — —
6 10 8 10 36 55 50 60
8 13 12 10 13 42 65 60 70
10 16 14 13 15 45 70 65 75
12 18 16 21 15 18 48 75 — 80
Примечания: \. d — номинальный диаметр стержня крепежного изделия.
2. Головки: Н—нормальная; М—уменьшенная; Б—увеличенная; Ф!—с фланцем; Ф2— гайка с фланцем.
Стандарт [7.25] содержит также данные по размерам опорных поверхностей для головок с уменьшенным и увеличенным размерами под ключ. Гаечные ключи имеют согласованный с размерами головок и гаек ряд номинальных размеров. Минимальные конструктивные размеры мест под гаечные ключи приведены в табл. 9.35 (рис. 9.23, а —з).
Таблица 9.34. Размеры опорных поверхностей под шестигранные головки болтов и гайки с нормальным размером под ключ (рис. 9.22), мм
d DH15 Д d DH15 А d DH15 Д
1,6 5 8 10 22 28 27 52 60
2 6 8 12 26 30 30 61 65
2,5 7,5 10 14 30. 34 33 67 75
240
Продолжение табл. 9.34
1
d DH15 А d DH15 А d DH15 А
3 8 10 16 33 38 36 71 80
4 10 14 18 36 42 39 75 85
5 11 16 20 40 45 42 80 90
6 13,5 18 22 43 48 45 90 95
8 18 24 24 48 52 48 85 100
Диаметры сквозных отверстий dx по [7.11] —см. § 7.1. Для опорных поверхностей под цилиндрические головки винтов не рекомендуется использовать сквозные отверстия по третьему ряду.
Таблица 9.35. Минимальные размеры мест под гаечные ключи с зевом ключа от 3,2 до 55 мм (рис. 9.23), мм
Л' А л, 4 Е А М L А R D
3,2 8 4 5 14 10 9 11
4 9 — 16 12 12
5 11 — 5 7 7 18 14 10 14
5,5 12 10 20 16
7 14 12 6 8 8 26 20 13 16
8 17 16 14 7 8 9 30 24 15 20
10 20 18 16 8 10 11 36 28 18 22
12 24 20 18 10 11 13 45 34 22 26
13 26 — 20 10 13 14 45 23
14 28 22 22 11 15 15 48 36 24
17 34 26 28 13 16 17 52 38 26 30
19 36 30 30 14 17 19 60 45 30 32
22 42 32 34 15 19 24 72 55 36 36
24 48 36 36 16 21 25 78 60 38 40
27 52 40 40 19 24 28 85 65 42 45
30 58 45 45 22 28 28 95 70 48 48
32 62 48 48 26 30 32 100 80 50 52
36 68 52 52 26 36 36 НО 85 55 60
41 80 60 60 30 36 40 120 90 60 63
46 90 65 68 31 40 45 140 105 68 70
50 95 70 75 32 44 48 150 НО 72 75
55 105 78 80 36 45 52 160 120 80 85
Примечание. Рекомендуется принимать Х= Е.
Для опорных поверхностей под шестигранные головки болтов без шайб и под цилиндрические головки винтов без шайб между опорной плоскостью и сквозным отверстием предусматривают фаску не менее 0,5 х 45° при диаметре отверстия от 12 до 20 мм и не менее 1,0 х 45° при диаметре свыше 20 мм. Между опорной поверхностью и цилиндрической поверхностью углубления под головку крепежного изделия 241
Рис. 9.23. Посадочные места под ключ для шестигранных головок болтов и гаек
допускается радиус скругления до 0,3 мм. При глубине t углубления, превышающей */3 высоты гайки (головки болта или винта), размеры D выбирают по [7.18].
9.7. ГАЙКИ
Гайки, типы и размеры которых установлены соответствующими стандартами, разделены на три класса точности: повышенной (А), нормальной (В) и грубой (С).
В гайках используют стандартную резьбу диаметром 1...48 мм с крупным шагом, а для диаметров 8...48 мм —с крупным и мелким
242
Исполнение 3
Рис. 9.24. Гайки шестигранные нормальные
Рис. 9.25. Гайки шестигранные низкие
шагом (М8 х 1; М10 х 1,25; М12 х 1,25; М14...М22 xl,5; М24...М30 х2; М36...М48 х 3). Иные размеры используют в круглых гайках.
Гайки шестигранные. Основные размеры шестигранных гаек класса точности В нормальных (рис. 9.24) по [9.32] и низких (рис. 9.25) по [9.33] приведены в табл. 9.36; высоких (рис. 9.26, б) по [9.99] и особо высоких (рис. 9.26, а) по [9.101]—в табл. 9.37; с уменьшенным размером под ключ —в [9.97], низких с уменьшенным размером под ключ — в [9.98]; прорезных и корончатых (рис. 9.27) по [9.34] — в табл. 9.38; прорезных и корончатых низких — в [9.35].
Т а блица 9.36. Основные размеры гаек шестигранных класса точности В нормальных по [9.32] (рис. 9.24) и низких по [9.33] (рис. 9.25), мм
d 5 е 4. Л, т т,
1,6 3,2 3,3 1,6...!,84 2,9 0,1—0,2 1,3 1,0
2 4 4,2 2,0—2,30 3,6 0,1...0,2 1,6 1,2
2,5 5 5,3 2,5-2,90 4,5 0,1...0,3 2,0 1,6
3 5,5 5,9 3,0-3,45 5,0 0,15-0,4 2,4 1,8
4 7 7,5 4,0...4,60 6,3 0,15-0,4 3,2 2,2
5 8 8,6 5,0...5,75 7,2 0,15-0,5 4,0 2,7
6 10 10,9 6-6,75 9,0 0,15...0,5 5,0 3,2
8 13 14,2 8,0—8,75 11,7 0,15...0,6 6,5 4,0
10 17 18,7 10-10,8 15,5 0,15...0,6 8,0 5
243
Продолжение табл. 9.36
d Л' е <4 4, Л* т т,
12 19 20,9 12...13,0 17,2 0,15...0,6 10 6
16 24 26,2 16...17,3 22,0 0,2-0,8 13 8
20 30 33,0 20-21,6 27,7 0,2...0,8 16 10
24 36 39,6 24...25,9 33,2 0,2...0,8 19 12
30 46 50,9 30...32,4 42,7 0,2-0,8 24 15
36 55 60,8 36...38,9 51,1 0,2...0,8 29 18
42 65 71,3 42...45,6 59,9 0,2...0,8 34 21
48 75 82,6 48,..51,8 69,4 0,25...0,8 38 24
Примечание. Низкие гайки по [9.33] предусматривают использование резьбы с номинальным диаметром 1,0 и 1,4 мм.
Таблица 9.37. Основные размеры гаек шестигранных класса точности В высоких по [9.99] и особо высоких [9.101] (рис. 9.26), мм
d Л' е d. d. "h т3
3 5,5 5,9 3-3,45 5,0 3,6
4 , 7 7,5 4...4,60 6,3 4,8 —
5 8 8,6 5...5,72 7,2 6,0 —
6 10 10,9 6-6,75 9,0 7,5 —
8 13 14,2 8-8,75 11,7 9,0 12
10 17 18,7 10-10,8 15,5 12 15
12 19 20,9 I2...13.0 17,2 15 18
16 24 26,2 16...17,3 22,0 19 24
20 30 33,0 20...21,6 27,7 24 30
24 36 39,6 24-25,9 33,2 28 36
30 46 50,9 30—32,4 42,7 36 45
36 55 60,8 36...38.9 51,1 42 54
42 65 71,3 42-45,4 59,9 50 63
48 75 82,6 48-51,8 69,4 58 71
Рис. 9.26. Гайки шестигранные особо высокие (а) й высокие (б)
244
Рис. 9.27. Гайки шестигранные прорезные (а) и корончатые (б)
Таблица 9.38. Основные размеры гаек шестигранных прорезных и корончатых класса точности В по [9.34] и класса точности А по [9.39] (рис. 9.20), мм
d З' h е п т D d. Размер шплинта по _ [9.51
кд. В кд. А исп. 1 исп. 2
4 7 5 7,7 7,7 1,2 3,2 — 4...4,6 1x12 —
5 8 6 8,8 8,8 1,4 4 — 5...5,75 1,2х 12 —
6 10 7,5 10,9 11,0 2 5 — 6...6,75 1,6x16 —
8 13 9,5 14,2 14,4 2,5 6,5 1 8...8,75 2x20 —
10 17 12 18,7 18,9 2,8 8 — 10...10,8 2,5 х 25 —
12 19 15 20,9 21,1 3,5 10 17 12...13,0 3,2x32 3,2 х 25
16 24 19 26,5 26,8 4,5 13 22 16...17,3 4x36 4x32
20 30 22 33,3 33,6 4,5 16 28 20...21,6 4x40 4 х 36
24 26 27 39,6 40,3 5,5 19 34 24...25,9 5x45 5x40
30 46 33 50,9 51,6 7,0 24 42 30...32,4 6,3 х 63 6,3 х 50
36 55 38 60,8 61,7 7,0 29 50 36...38,9 6,3x71 6,3 х 63
42 65 46 72,1 73,0 9,0 34 58 42...45,4 8x80 8x71
48 75 50 83,4 84,3 9,0 38 65 48...52,0 8x90 8x80
Примечания: 1. Число прорезей равно 6 для dor 4 до 36 мм и 8 для d= 42, 48 мм.
2. Поля допусков резьбы 7Нили 6Н.
Основные размеры шестигранных гаек класса точности А нормальных приведены в [9.36], с уменьшенным размером под ключ — в [9.24], высоких —в [9.100], особо высоких — [9.38], низких — [9.37], низких с уменьшенным размером под ключ — в [9.24], прорезных и корончатых (см. табл. 9.38) —в [9.39], прорезных с уменьшенным размером под ключ—в [9.26], прорезных и корончатых низких—в [9.40], прорезных низких с уменьшенным размером под ключ —в [9.41].
Примеры условного обозначения:
Гайка М12—6Н.5 ГОСТ...
— гайка исполнения 1 (не указывается) с диаметром резьбы 12 мм, с
245
Рис. 9.28. Гайки круглые шлицевые (а), со шлицем на торце (G), с радиально расположенными отверстиями (в), с отверстиями на торце под ключ (г)
крупным шагом (не указывается), с полем допуска 6/7, класса прочности 5, без покрытия.
Гайка 2М12х 1,25—6Н.06.40Х.016 ГОСТ...
— гайка исполнения 2 с диаметром резьбы 12 мм, мелким шагом 1,25 мм, с полем допуска 6Н, класса прочности 06, из стали марки 40Х, с покрытием 01 толщиной 6 мкм.
Гайки круглые. Размеры гаек круглых шлицевых (рис. 9.28) по [9.88] приведены в табл. 9.39, со шлицем на торце (рис. 9.28, б) по [9.78] — в табл. 9.40, с радиально расположенными отверстиями под ключ (рис. 9.28, в) по [9.55] —в табл. 9.41, с отверстиями на торце под ключ (рис. 9.28, г) по [9.42] —в табл. 9.42.
Таблица 9.39. Основные размеры гаек круглых шлицевых по [9.88] (рис. 9.21, а), мм
d Р D А т Ь t d Р D А т » t
4 0,5 12 6,5 3 1,6 1,6 12 1,25 26 18 8 5 2,5
5 0,5 14 8' 3 1,6 1,6 16 1,5 30 22
6 0,5 16 9,5 4 2 2 18 32 24
8 1,0 22 14 6 3,5 2 20 34 27
10 1,25 24 16 8 4 2 22 1,5 38 30 10 5 2,5
246
Продолжение табл. 9.39
d Р D D\ т b t d Р D д т b t
24 42 33 76 110 95
27 45 36 80 115 100
30 48 39 85 120 105
33 1,5 52 42 10 6 3 90 2 125 ПО 18 12 6
36 55 45
39 60 48 95 130 115
42 65 52 100 135 120
45 70 56 105 140 125
48 1,5 75 60 12 8 4 ПО 2 150 130 24 14 7
52 80 65
115 155 135
56 2 85 70 12 8 4 120 160 140
60 90 75 125 165 145
64 95 80 130 170 150
68 2 100 85 15 10 5 135 2 175 155 26 14 7
72 105 90 140 180 160
146 185 165
Примечания: 1. Число прорезей —4 для d= 4... 100 мм; 6 для rf= 105... 145 мм; 8 для d = 150...200 мм.
2. Размер фаски cnm —0,6 для rf= 4...16 мм; 1,0 для d= 18...45 мм; 1,6 для d= 48...105 мм; 2,5 для d= ПО мм.
3. Гайки с диаметром резьбы до 6 мм выпускаются также с крупным шагом, т. е. М4 х 0,7; М5 х 0,8; Мб х 1.
Таблица 9.40. Основные размеры гаек круглых со шлицем на торце по [9.78] (рис. 9.28, 6), мм
d п d О™ п
1 2,5 1 0,3 0,3 5 9 4,2 2 1,5
1,2 3 1,2 0,4 0,4 6 11 5 2,5 2,3
1,4 3 1,4 0,4 0,5 8 14 6,5 3 2,5
1,6 3 1,6 0,5 0,6 10 21 8 3,5 3,2
2 '4,5 2 1,0 0,8 12 21 10 4 3,8
2,5 5,5 2,2 1,2 0,9 16 26 12 4 3,8
3 6 2,5 1,2 1 20 32 114 5 4,8
4 8 3,5 1,4 1,2
Таблица 9.41. Основные размеры гаек круглых с радиально расположенными отверстиями под ключ по [9.55] (рис. 9.98, в), мм
d D т d, h С Р
2 5,5 2 1 1,2
2,5 7 2,2 1,2 1,5 0,3 о,1 0,6
3 8 2,5 1,5 1,7
4 10 3,4 1,5 2
5 12 4,2 2 2,3 0,5 0,2 0,8
247
\ Продолжение табл. 9.41
d D т 4. й С Р
6 16 5 3 3,5 0,5 0,2
8 20 5 3 4,5
10 25 6 3,5 4,5 0,8 0,4
12 28 6 3,5 5 1,0
16 32 7 4 6 1,2 0,6
20 36 8 4 6
Примечание. Размер D—до рифления.
Гайки шлицевые точности А и В выпускают по одному стандарту. При их обозначении класс точности указывают перед размером резьбы.
Пример условного обозначения:
Гайка В. М16х 1,5. 7Н. 06. 05 ГОСТ...
— гайка круглая шлицевая класса точности В, с диаметром резьбы 16 мм, с мелким шагом резьбы 1,5 мм, с полем допуска 7Я, с покрытием химическим оксидным, пропитанным маслом.
Таблица 9.42. Основные размеры гаек круглых с отверстиями на торце под ключ по [9.42] (рис. 9.28, г), мм
d Р О Д d, т й С А
8 1,0 18 13 3 6 3.5 0,6
10 1,25 22 < 15
12 26 18
14 28 20
16 30 22 3,5 8 5 0,4
18 32 24
20 34 27
22 38 30 1,0
24 1,5 42 34 4
27 45 34
30 48 38
33 52 42
36 55 48 4,5 10 7 0,6
39 60 48
42 65 56
45 70 56 6
48 75 64
52 80 64
56 85 72
60 90 72 8 12
64 95 80 8
68 2 100 80 1,6 1,0
72 105 90
76 НО 90 9 15 11
80 115 100
248
Исполнение 7
Исполнение г
Рис. 9.29. Гайки-барашки
Исполнение 7
Исполнение 2
Рис. 9.30. Гайки колпачковые
Гайки-барашки и колпачковые. Размеры гаек-барашек (рис. 9.29) по [9.27] приведены в табл. 9.43, колпачковых (рис. 9.30) по [9.87] — в табл. 9.44 (гайки исполнения 2 имеют нормальный диаметр резьбы не менее 6 мм).
Таблица 9.43. Основные размеры гаек-барашек по [9.27] (рис. 9.29), мм
d D Д L И h Ь R
3 7 6 20 8 3 1,2 1,5 3
4 8 7 24 10 4 1,5 2 4 —
5 10 8 28 12 5 2,0 2,5 4,5 1
6 12 10 32 14 6 2,5 3 5 1,2
8 15 13 40 18 8 3,0 3,4 6 2
10 18 15 48 22 10 3,4 4 7 2,5
12 22 19 55 26 12 4,0 5 8,5 3,2
16 30 26 70 32 14 6,0 7 10 4
249
Продолжение табл. 9.43
d D А £ н h b __А_ R 4,
20 34 30 85 38 16 7,0 8 11,5 4
24 45 38 100 48 20 9,0 11 15 4
Таблица 9.44. Основные размеры гаек колпачковых по [9.87] (рис. 9.30), мм
d Н т R 1 d Я т R 1 /.
.3 7 2,4 2,5 5 2 10 . 18 8 8 13 7
4 9 3,2 3,0 6 3 12 22 10 9 16 9
5 10 4 4 7 3,8 16 28 13 И 21 13
6 12 5 5 8 4 20 34 16 14 26 16
8 15 6,5 6,5 11 6 24 38 19 17 29 19
Примечание. Размеры d} = а = 1,5 мм при d= 6; 8 мм; 4, = а = 2,0 мм при d = 10...24 мм.
9.8. СТОЙКИ КРЕПЕЖНЫЕ УСТАНОВОЧНЫЕ
Крепежные установочные стойки применяют при монтаже несущих деталей конструкций для обеспечения их параллельного расположения. Стандартами предусмотрено два основных конструктивных варианта
Рис. 9.31. Стойки крепежные установочные с резьбовым концом и отверстием шестигранные (а), круглые с лыской (б), круглые со шлицем (в), с резьбовыми отверстиями шестигранные (г), круглые с лыской (д), круглые со шлицем (е)
250
стоек: с резьбовым концом под гайку и резьбовым отверстием под винт (рис. 9.31, а (9.111], рис. 9.31, б [9.112], рис. 9.31, в [9.113]) или с двумя резьбовыми отверстиями в торцах под винт (рис. 9.31, г [9.114], рис. 9.31, д [9.115], рис. 9.31, е [9.116]). Каждый вариант имеет три типа стоек, отличающихся формой участка наружной поверхности под инструмент,—шестигранной, с лысками или со шлицем.
Для резьбы стоек применяют крупный шаг. Диаметр резьбы d -=10 мм установлен только для стоек по [9.114], остальные основные размеры приведены в табл. 9.45. Длина стоек L, фиксирующая расстояние между плоскостями соединяемых деталей, выполняется с предельным отклонением по Й11. Рекомендуемые длины стоек даны в табл. 9.46. Допуск на перпендикулярность торцевых поверхностей относительно оси стойки нормальной точности не превышает 0,1 мм.
Таблица 9.45. Основные размеры крепежных установочных стоек, мм
d S Д D </> 4 4 h Ь
2 4 4,4 5 2,2 4 5(6) .5 0,6 0,5
2,5 5 5,5 6 2,7 5 6(7) 5 0,8 0,6
3 5,5 6,0 7 3,2 6 9 5 1,0 0,8
4 7 7,7 8 4,3 7 10 6 1,2 1,0
5 8 8,8 9 5,3 8 12 8 1,6 1,2
6 10 11,0 11 6,4 9 13 10 2,0 1,6
8 13 14,3 15 8,4 12 16 12 2,5 2,0
10 17 18,9 — 10,5 15 20 —
Примечание. Размеры в скобках относятся к стойкам по [9.114] и [9.116].
Таблица 9.46. Длина крепежных установочных стоек (рис. 9.31), мм
d Длина £„ при длине L
7 1 8 1 9 1 10 I 11 1 12 1 13 1 14 1 15
2 11/14 12/15 13/16 14/17 15/18 16/19 17/20 18/21 19/22
2,5 — 13/16 14/17 15/18 16/19 17/20 18/21 19/22 20/23
3 — — — — — — • — 20/24
d 16 1 17 1 18 | 19 1 20 | 22 | 24 | 26 | 28
2 20/23 21/24 22/25 23/26 24/27 26/29 28/31 30/33 32/35
2,5 21/24 22/25 23/26 24/27 25/28 27/30 29/32 31/34 33/36
3 21/25 22/26 23/27 24/28 25/29 27/31 29/33 31/38 33/37
4 — — 24/30 25/31 26/32 28/34 30/36 32/38 34/40
d 30 | 32 | 34 | 36 1 38 1 40 | 42 | 45 | 48
2 34/37 — —
2,5 35/38 37/40 39/42 41/44 43/46 45/48 — — —
3 35/39 37/41 39/43 41/45 43/47 45/49 47/51 50/54 53/57
4 36/42 38/42 40/46 42/48 44/49 46/52 48/54 51/56 54/60
5 38/44 40/46 42/49 44/50 46/52 48/54 50/57 53/59 56/63
6 —— — — — — 49/57 51/60 54/62 57/66
251
Продолжение табл. 9.46
d 50 1 53 55 | 60 | 65 70 | 75 | 80 85
3 55/59 58/62 60/64 65/69 — — — —
4 56/62 59/65 61/66 66/71 72/76 77/81 82/86 87/91 92/96
5 58/64 61/68 63/69 67/74 73/79 78/84 83/89 88/94 93/99
6 59/67 62/71 64/72 68/77 74/83 79/87 84/92 89/97 94/102
8 — — — — — 82/93 87/98 92/103 97/108
d 90 95 | 100 ПО | 120 130
4 96/101 102/106 107/111 116/121 —
5 98/104 103/109 108/114 118/124 128/134 138/144
6 99/107 104/112 109/117 119/127 129/137 139/147
8 102/113 107/118 112/123 122/133 132/143 142/153
Примечания:!.В числителе указаны длины Lt коротких стоек, в знаменателе — длинных.
2. Для стоек по [9.111] длины L установлены с диаметра резьбы 10 мм в диапазоне ряда от 40 до 150 мм.
3. Длина /э = (I—/2)/2.
Стойки всех вариантов и типов имеют также исполнение 2, отличающееся наличием в резьбовом отверстии цилиндрического углубления длиной 1,5 мм, диаметром и фаской dt х 120°.
Пример условного обозначения стойки исполнения 2 нормальной степени точности с диаметром d = 5 мм, размерами L = 32 мм и £, = 40 мм, класса точности 5.6, с покрытием 01 толщиной 3 мкм:
Стойка 2Н М5х32х 40—56.013 ГОСТ...
(исполнение 1 и повышенную точность в обозначении не указывают).
9.9. ШАЙБЫ, ШТИФТЫ, ШПЛИНТЫ
Шайбы обычные (рис. 9.32). Размеры шайб обычных нормальных по [9.82] (исполнения 1 и 2) и увеличенных по [9.44] (только исполнения 1) указаны в табл. 9.47. Технические условия по [9.109] определены для классов точности А и С.
Рис. 9.32. Шайбы обычные класса точности С (исполнение 1) нормальные и увеличенные, класса точности А (исполнение 2) нормальные
252
Таблица 9.47. Размеры обычных шайб по [9.82] и увеличенных по [9.44] (рис. 9.32), мм
Диаметр резьбы кре- 4. Шайбы нормальные (исп. 1 и 2) Шайбы увеличенные (исп. 1)
пежной детали d Кл. С Кл. А 4 ‘ S 4
1,о 1,2 1,1 3,5 4 0,5
1,2 1,4 1,3 4 0,5
1,4 1,6 1,5 4,0 0,3 — — Ill
1,6 1,8 1,7 5
2,0 2,4 2,2 5,0 6
2,5 2,9 2,7 6,0 8 0,8
3 3,4 3,2 7,0 0,5 10
3,5 — 3,7 8,0 — —
4 4,5 4,3 9,0 0,8 12 1,0
5 5,5 5,3 10 1,0 16 1,6
6 6,6 6,4 12 1,6 18 1,6
8 9,0 8,4 16 24 2,0
10 10,5 10,5 21 2,0 30 2,5
12 13,5 13,0 24 . 2,5 36 3,0
14 15,5 15,0 28 42
16 17,5 17,0 30 48
18 20,0 19,0 34 3,0 55 4,0
20 22,0 21,0 37 60 5,0
22 24,0 23,0 39 65
24 26,0 25,0 44 70
27 30,0 28,0 50 4,0 80 6,0
30 33,0 31,0 56 90
33 — 34,0 60 5,0 100 8,0
36 39,0 37,0 66 120
39 — 40,0 72 6,0 120
42 45,0 43,0 78 7,0 140 10,0
48 52,0 50,0 92 8,0 140
Применяемые марки материалов: стали марок 08, 08кп, 10, Юкп, 15, 20, 35, 40, СтЗ, СтЗкп, 40Х, 45Х и другие; латуни и бронзы.
Уменьшенные шайбы изготовляют по [9.69].
Примеры условного обозначения:
Шайба А. 12.01.СтЗкп ГОСТ...
— шайба исполнения 1, класса А, для крепежной детали диаметром 12 мм, толщиной 1 мм, из стали марки СтЗкп, без покрытия;
Шайба 2.12.01.СтЗкп.016ГОСТ...
— то же, исполнения 2, с цинковым покрытием толщиной 6 мкм, хроматированным.
253
Рис. 9.33. Шайбы пружинные
Твердость стальных шайб класса точности А должна составлять не менее 140 HV, класса точности С —не менее 100 HV.
Шайбы пружинные (рис. 9.33) по [9.43] выполняют четырех типов: нормальные с квадратным поперечным сечением (Н), тяжелые с квадратным поперечным сечением (Т), особо тяжелые с квадратным поперечным сечением (ОТ), легкие с прямоугольным поперечным сечением (Л). Буквенные обозначения типа шайбы (кроме Н) вносят в обозначение шайбы после размера номинального диаметра резьбы крепежной детали. Основные размеры пружинных шайб даны в табл. 9.48.
Таблица 9.48. Размеры шайб пружинных по [9.43] (рис. 9.33), мм
d 4 Тип шайбы
Л Н Ь = s Т b-s от b = s ^"пшх
ь
2,0 2,1 0,8 0,5 0,5 0,6
2,5 2,6 0,8 0,6 0,6 0,8 —
3,0 3,1 1,0 0,8 0,8 1,0
3,5 3,6 1,0 0,8 1,0 — —
4 4,1 1,2 0,8 1,0 1,4 0,15
5 5,1 1,2 1,0 1,2. 1,6
6 6,1 1,6 1,2 1,4 2,0 0,2
7 7,2 2,0 1,6 2,0 —
8 8,2 2,0 1,6 2,0 2,5 0,3
10 10,2 2,5 2,0 2,5 3,0 3,5
12 12,2 3,5 2,5 3,0 3,5 4,0
14 14,2 4,0 3,0 3,2 4,0 4,5
16 16,3 4,5 3,2 3,5 4,5 5,0 0,4
18 18,3 5,0 3,5 4,0 5,0 5,5
20 20,5 5,5 4,0 4,5 5,5 6,0
22 22,5 6,0 4,5 5,0 6,0 7,0
254
Продолжение табл. 9.48
d <4 Тип шайбы
л Н b = s т b = s от 6 = S К™
ь 5
24 24,5 6,5 4,8 5,5 7,0 8,0 0,5
27 27,5 7,0 5,5 6,0 8,0 9,0
30 30,5 8,0 6,5 9,0 10
33 33,5 7,0 — —
36 36,5 10 6,0 8,0 10 12
39 39,5 8,5 —
42 42,5 9,0 12 0,8
45 45,5 12 7,0 9,5 —
48 48,5 10,0 —
Рис. 9.34. Шайбы стопорные с внутренними (а), наружными (б) зубьями и с наружными зубьями под винты с потайной и полупотайной головкой с углом 90° (в)
Материалом для изготовления пружинных шайб служит сталь марок 65Г, 70, 3X13; бронза БрКМцЗ-1.
Пример условного обозначения:
Шайба 12.65Г ГОСТ...
— шайба пружинная нормальная, исполнения 1, для крепежного изделия диаметром 12 мм, из стали 65Г, без покрытия;
255
Исполнение 1
Рис. 9.34. Продолжение
Шайба 12Л.65Г.029 ГОСТ...
— то же, легкая, с кадмированным покрытием толщиной 9 мкм, хроматированным.
Шайбы стопорные с зубьями (рис. 9.34) выпускаются в двух исполнениях — насечные (исполнение 1) и вырубные (исполнение 2) трех типов: с внутренними зубьями (рис. 9.34, а [9.72]); с наружными зубьями (рис. 9.34, б [9.72]); с наружными зубьями под винты с потайной и полупотайной головкой с углом 90° (рис. 9.34, в [9.73]). Их основные размеры даны в табл. 9.49. Стандартные шайбы всех типов имеют направление зубьев, обеспечивающее стопорение резьбовых деталей с правой резьбой. Основные параметры стопорных зубчатых шайб приведены в табл. 9.49.
Таблица 9.34), мм 9.49. Основные размеры стопорных шайб с зубьями (рис.
d 1 do 1 О 1 s 1 н 1 А 1 Sl А А S1 А
2,0 2,2 5,3 0,2 0,6 — 5 0,2 0,6
2,5 2,7 6,3 0,2 0,6 — — — 6 0,3 0,9
3 3,2 7 0,3 0,9 7 0,4 0,8 7 0,3 0,9
4 4,2 9 0,4 1,2 9 0,5 1,1 9 0,4 1,2
5 5,2 10 0,7 1,75 10,5 0,5 1,2 10 0,7 2,1
6 6,3 12 0,7 1,75 12,5 0,6 1,3 12 0,7 2,1
8 8,4 14 0,8 2,0 15,5 0,8 1,8 14 0,8 2,4
10 10,5 17 1,0 2,5 18 0,9 1,9 17 1,0 2,5
12 12,5 19 1,2 2,75 21 1,0 2,2 19 1,2 3,0
16 16,5 24 1,4 3,2 27 1,2 2,4 24 1,4 3,2
20 21,0 30 1,7 3,75 33 1,2 2,7 30 1,7 3,9
d А А А Ь А 1 А L /,
2; 2,5 — — — — — —" 1» — — — —
3 7,0 0,8 6,1 0,2 0,6 0,7 5,8 0,4 1,8 0,8
4 8,8 1,2 7,8 0,3 0,9 0,8 7,7 0,4 2,5 0,9
256
Продолжение табл. 9.49
d А И, А 6 А / А s, L /,
5 10,2 1,3 9,8 0,4 1,2 0,9 8,8 0,5 2,8 1,0
6 12,2 1,4 11,8 0,5 1,5 1,1 10,8 0,5 3,4 1,4
8 15,4 1,8 15,6 0,7 2,1 1,8 13,3 0,6 4,8 1,8
10 18,0 2,2 19,6 0,7 2,1 2,4 16,2 0,8 6,5 2,4
12 21,0 2,2 22,6 0,8 2,4 2,8 — — — —
16 26,5 2,6 — — — — — — —» —
20 33,0 2,8 — — — — — — — —
Шайбы стопорные многолапчатые (рис. 9.35). Размеры по [9.89] приведены в табл. 9.50. Шайбы стандартного ряда выпускаются до размера d = 200 мм и предназначены для стопорения круглых шлицевых гаек по [9.78]. При сборке внутреннюю отогнутую лапку устанавливают в продольный паз резьбового стержня, а одну из шести наружных лапок отгибают в шлиц гайки.
Рис. 9.35. Шайба стопорная многолапчатая
Таблица 9.50. Размеры шайб стопорных многолапчатых по [9.89] (рис 9.35), мм
d 4. d2 / b Л Г J
4 4,2 14 6,5 2,7 1,5 1,5...2,5
5 5,2 16 8 3,2 0,8
6 6,2 18 9,5 3,2 1,8 2,0...3,0
8 8,5 24 14 5,5 3,0 0,2
10 10,5 26 16 7 3,5
12 12,5 28 18 9 3,8 2,5...4,0
9-152 257
Продолжение табл. 9.50
d 4.. . 4 1 Ь А Г 5
14 14,5 30 20 11 3,8 2,5...4,0 0,2
16 16,5 32 22 13
18 -18,5 34 24 15 1,0
20 20,5 37 27 17 3,5...6,0
22 22,5 40 30 19 4,8 0,5
24 24,5 44 33 21
27 27,5 47 36 24
30 30,5 50 39 27
33 33,5 54 42 30
36 36,5 58 45 33 4,5...8.0
39 39,5 62 48 36 5,8
42 42,5 67 52 39
45 45,5 72 56 42
48 48,5 77 60 45
52 52,5 82 65 49
56 57 87 70 53 7,8
60 61 92 75 57 5,5-10,0 1,6-
64 65 97 80 61
68 69 102 85 65 0,8
72 73 107 90 69
76 77 112 96 73 9,5 6,5-13,0
80 81 117 100 76
85 86 122 105 81
Примечание. Стандартом предусмотрен ряд шайб для диаметров 90...150 (через 5 мм), 150...200 (через 10 мм).
Шайбы стопорные деформируемые стандартизованы двух типов — с лапкой (рис. 9.36, а) нормальные [9.92] и уменьшенные [9.93]; с носком (рис. 9.36, 6) нормальные [9.94] и уменьшенные [9.95]. Стандарты предусматривают размеры шайб нормального ряда для диаметров резьбовых стержней d до 48 мм, уменьшенных шайб — от 6 до 24 мм. В табл. 9.51 даны размеры шайб с лапкой и носком нормального ряда.
Таблица 9.51. Основные размеры стопорных деформируемых шайб (рис. 9.36), мм
d do D В L Д % Д Д А 4 ‘
3 3,2 5,5 3 4 12 5 2,4 4,5 7,5 4,3 3
4 4,3 7 4 5 14 6 0,5 5,5 8,5 5,3
5 5,3 8 5 6 16 7,5 7,0 10,0 6,8
6 6,4 10 6 7,5 18 9 0,8 3,4 7,5 11,5 7,3 4
8 8,4 14 8 9 20 11 8,5 12,5 8,1
10 10,5 17 10 10 22 13 4,4 10 14 9,6 5
12 13 19 12 12 28 15 1,0 12 16 11,5
258
Продолжение табл. 9.51
Рис. 9.36. Шайбы стопорные деформируемые с лапкой (а) и носком (б)
Тип!
Рис. 9.37. Штифты цилиндрические
Шайбы с лапкой назначают для конструкций, в которых есть возможность отогнуть длинную лапку за край детали. Шайбы с носком используют для конструкций, в которых край детали расположен далеко от отверстия под крепежный элемент. Носок шайбы при сборке вводят в отверстие диаметром d{ и глубиной h, просверленное в детали. Разрезную лапку отгибают на грани гайки для ее фиксации в выбранном положении.
Штифты цилиндрические (рис. 9.37) по [9.30] и конические (рис. 9.38) по [9.29]. Размеры приведены в табл. 9.52. Материал штифтов — сталь 45. Возможно использование других марок сталей, а также латуней и бронз.
259
Тип 1 Тип 2
d^tj+L/50
Рис. 9.38. Штифты конические
Предельные отклонения диаметра: цилиндрических штифтов типа 1 —тб, типа 2—А8, типа 3 —АП; конических штифтов типа 1 — А10, типа 2 —АП; предельные отклонения конусности штифтов типа 1 — ± Я 78/2, типа 2—А 710/2; предельные отклонения длины штифтов всех видов ys15.
Таблица 9.52. Размеры штифтов цилиндрических по [9.30] (рис. 9.37) и конических по [9.29] (рис. 9.38), мм
d сх45” Длина L штифта d сх45° Длина L штифта
цилиндрического конического цилиндрического конического
0,6 0,1 2,5.„8 4...12 4 0,6 8...80 16...70
0,8 0,1 2.5...14 4...14 5 0,8 10...100 16...90
1 0,2 2,5...16 5...16 6 1 12...120 20... НО
1,2 0,2 2,5...25 6...20 8 1,2 16...160 25...140
1,6 0,3 3...40 6...25 10 1,6 20... 160 30...155
2 0,3 4...40 8...36 12 1,6 25... 160 36...220
2,5 0,5 5...50 10...45 16 2,0 30...280 40...280
3 0,5 6...60 12...55 20 2,5 40...280 50...280
Примечания: 1. Стандартом предусмотрен ряд штифтов с диаметрами 25, 32, 40 и 50 мм длиной 50...280 мм.
2. Длину штифта L выбирают из ряда, мм: 2,5; 3; 4; 5; 6; 8; 10; 12; 14; 16; 20; 25; 30; 36; 40; 45; 50; 60; 65; 70; 80; 90; 100; 120; 140; 160; 180; 200; 220; 250; 280.
Примеры условных обозначений:
Штифт 8т6х 40 ГОСТ...
— штифт цилиндрический типа 1 диаметром 8 мм, предельным отклонением диаметра тб, длиной 40 мм;
Штифт 2.8тб х 40 ГОСТ...
— то же, типа 2;
Штифт 8х 40 ГОСТ...
— штифт конический типа 1, диаметром 8 мм и длиной 40 мм;
260
Штифт 2.8 у. 40 ГОСТ...
— то же, типа 2.
Шплинты (рис. 9.39) используются для предотвращения самоот-винчивания корончатых и шлицевых гаек и продольной фиксации деталей на гладких валах и осях. Их размеры по [9.5] приведены в табл. 9.53. Материалы, покрытия и их условные обозначения даны в табл. 9.54. Условное обозначение покрытий соответствует принятому в [4.9]; толщина металлических покрытий от 6 до 12 мкм.
Таблица 9.53. Размеры шплинтов по [9.5] (рис. 9.39), мм
Условный диаметр шплинта d0 d 4 4 D Рекомендуемые диаметры соединяемых деталей /
болт штифт, болт
о,6 0,4...0,5 0,8...1,6 2,0 0,9—1,0 2,5 2 4...8
0,8 0,6...0,7 2,4 1,2—1,4 2,5—3,5 2...3 5...16
1,0 0,8...0,9 3,0 1.6...1.8 3,5...4,5 3...4 6...20
1,2 0,9—1,0 1,3...2,5 3,0 1,7...2,0 4,5...5,5 4...5 8...25
1,6 1,3...1,4 3,2 2,4...2,8 5,5—7 5...6 8...32
2 . 1,7—1,8 4,0 3,2...2,6 7...9 6...8 10—40
2.5 2,1...2,3 5,0 4.0...4.6 9...11 8...9 12...51
3.2 2.7...2,9 1,6...3.2 6.4 5.1...5.8 1...14 9...12 14...63
4 3,5...3,6 2,0...4,0 8,0 6,5—7,4 14...20 12...17 18...80
5 4,4...4,6 10 8,0...9,-2 20...27 17...23 22...100
6,3 5,7...5,9 12,6 10,3—11,8 27...39 23...29 32...125
8 7.3...7.5 16 13.1...15.0 39...56 29...44 40...160
10 9,3—9,5 3,2—6,3 20 16,6—19 56...80 44...69 45...200
13 12,1—12,4 26 21,7—24 80...120 69...110 71...250
16 15,1—15,4 32 27,0...30,8 120...170 ПО...160 112...280
20 19,0—19,3 40 33,8—38,6 > 170 > 160 160...280
Примечания: 1. Условный диаметр шплинта d0 равен диаметру отверстия под шплинт.
2. Длину шплинта I выбирают из ряда, мм: 4, 5, 6...22 (через 2), 25, 28, 32, 36, 40, 45, 51, 56, 63, 71, 80, 90, 100, 112, 125, 140, 160, 180, 200, 224, 250, 280.
Т а б л и ц а 9.54. Материалы и покрытия шплинтов
Материал Условное обозначение Вид и условное обозначение покрытия
Стали низкоуглеродистые с содержанием углерода < 0,2 % 0 Цинковое с хроматированием (01) Кадмиевое с хроматированием (02) Оксидное фосфатное (06)
Сталь коррозионно-стойкая 2 Оксидное (05)
Бронза БрАМц, латунь Л63 3 Никелевое (03); оксидное (05) Без покрытия (00)
Вусловном обозначении шплинта указывают условный диаметр, длину, условное обозначение материала и покрытия (см. табл. 9.54), толщину покрытия, номер стандарта. Примеры:
261
Л(Увеличено)
Рис. 9.39. Шплинты
Шплинт 4 у 32.3.036ГОСТ...
— шплинт с условным диаметром 4 мм, длиной 32 мм, из латуни марки Л63, с никелевым покрытием толщиной 6 мкм;
Шплинт 4 у 32 ГОСТ...
— то же, из низкоуглеродистой стали, без покрытия.
Глава 10
ИЗОБРАЖЕНИЕ СОЕДИНЕНИЙ
10.1. ИЗОБРАЖЕНИЕ СОЕДИНЕНИЙ СТАНДАРТНЫМИ РЕЗЬБОВЫМИ ДЕТАЛЯМИ
Изображения типовых конструкций резьбовых болтового и шпилечного соединений приведены на рис. 10.1 и 10.2. На шпилечном соединении гайка изображена упрощенно. Размеры крепежных деталей соединений приведены в гл. 9. Отверстия под крепежные детали — см. в табл. 7.14. Места под головки болтов и гайки с учетом свободного
доступа ключей — см. в табл. 9.31.
Крепежные детали с метрической резьбой обладают свойством самоторможения, так как угол подъема винтовой линии меньше угла трения. Это условие обеспечивает стабильность соединения при действии статической нагрузки. Знакопеременные нагрузки (вибрации, температурные и пластические деформации) ослабляют затяг резьбового
Рис. 10.1. Болтовое соединение:
1—болт; 2—гайка; 3— шайба
соединения, что приводит к самопроизвольному свинчиванию резьбовых деталей.
262
Рис. 10.2. Соединение шпильками с заклиниванием на сбеге резьбы шпильки (а), резьбового гнезда (б)
Рис. 10.3. Резьбовые соединения с предохранением от самоотвинчивания дополнительной резьбовой деталью:
а — контргайкой; б—винтом в торце разрезной гайки; в — установочным винтом с вкладышем из мягкого материала; г — гайкой с завальцоваииым пластмассовым кольцом (резьба в кольце нарезается крепежной деталью непосредственно при сборке)
Рис. 10.4. Резьбовые соединения с предохранением от самоотвинчивания с помощью упругих деталей;
а — цилиндрической пружины сжатия; б, в — пружинной шайбы; г — шайбы с внутренними и наружными зубьями
л-л
Рис. 10.5. Резьбовые соединения с предохранением от самоотвинчивания деформируемыми деталями:
о — шплинтом; 6 — г — стопорной шайбой
Конструктивные способы предотвращения самоотвинчивания направлены на создание повышенного трения в резьбе за счет применения дополнительных резьбовых деталей (рис. 10.3), применения упругих элементов (рис. 10.4), пластической деформации вспомогательных стандартных элементов (рис. 10.5) или использования связу-
ющих материалов в виде жидких пластмасс, лаков и красок.
Посредством шплинта фиксируется положение прорезных и корончатых гаек (рис. 10.5, о). Для стопорения шестигранных шлицевых
гаек, а также болтов с шестигранными головками применяют шайбы (рис. 10.5, б) с отгибкой лапки на краю детали и на грани гайки, с введением носка шайбы в отверстие, засверленное в детали (см. рис.
10.5, в), или с отгибкой лапок многолапчатых шайб в прорези шлицевой
гайки и в продольный паз резьбового стержня (рис. 10.5, г).
Рис. 10.6. Резьбовое соединение болтом с
Примеры соединений болтом с усом под головкой, откидным болтом и коническим болтом, разжимающим сферическую опору, приведены на рис. 10.6...10.8.
Упрощенные и условные изображения крепежных деталей выполняются по [10.3]. На чертежах общих видов и сборочных допускается применение в зависимости от назначения и масштаба чертежа как полное, так и упрощенное и условное изображения крепежных изделий (табл. 10.1). При этом все три вида изображений разрешается использовать для изображения на одном сборочном
усом чертеже одних и тех же изделий.
264
Рис. 10.7. Соединение откидным болтом
Рис. 10.8. Соединение с коническим болтом
Таблица 10.1. Упрощенное изображение крепежных деталей по [10.3]
265
Продолжение табл. 10.1
Наименование Изображение
упрощенное условное
3. Винты с полукруглой головкой
с цилиндрической головкой
с цилиндрической головкой и сферой |
с полукруглой головкой и крестообразным шлицем ^7- -^-
с цилиндрической головкой, сферой и крестообразным шлицем 4-
с шестигранным углублением под ключ ГК
с потайной головкой
с полупотайной головкой
с потайной головкой и крестообразным шлицем
саморежущие
саморежущие с крестообразным шлицем
4. Гайки круглые
шестигранные Н _tz
Т
266
Продолжение табл. 10.1
Крепежные детали изображают условно, если в выбранном масштабе диаметры стержней 2 мкм.
Размер упрошенного изображения должен давать полное представление о характере соединения. Примеры упрощенных изображений стандартных крепежных изделий в соединениях приведены в табл. 10.2.
Однотипные крепежные изделия, входящие в соединение, изображенные на одном сбороЧном чертеже, следует показывать упрощенно или словно в одном-двух местах этого соединения, а в остальных — центровыми или осевыми линиями. Если чертеж содержит несколько групп крепежных изделий различных типоразмеров, то допускается применение дополнительных условных знаков (см. рис. 4.41).
267
Таблица 10.2. Примеры упрощенных и условных изображений крепежных изделий в соединениях
Шлицы на головках винтов и других крепежных деталей следует изображать одной сплошной утолщенной линией: в проекции на плоскость, параллельную оси детали,— по оси детали; в проекции на плоскость, перпендикулярную оси детали,— под углом 45° к рамке чертежа или центровой линии (см. рис. 14.3).
10.2. ИЗОБРАЖЕНИЕ СВАРНЫХ СОЕДИНЕНИЙ
Условные изображения и обозначения швов сварных соединений установлены [10.1].
Изображение швов сварных соединений. Сварные соединения независимо от способа сварки условно изображают: видимые швы — 268
Рис. 10.9. Условные изображения швов сварных соединений независимо от способа сварки
Рис. 10.11. Изображение сечения стандартного (а) и нестандартного (б) многопроходного шва
Рис. 10.10. Размеры условного обозначения одиночной сварной точки
сплошной (рис. 10.9, а, в), невидимые швы—штриховой (рис. 10.9, г) линией, видимую одиночную сварную точку — знаком «+» (рис. 10.9, б, 10.10). Невидимые сварные точки не изображают. От изображения шва или сварной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (рис. 10.9). Предпочтительнее проводить ее от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их обозначают прописными буквами русского алфавита (рис. 10.11, а). Для нестандартного шва указывают размеры конструктивных элементов, необходимых для его выполнения (рис. 10.11, б). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва —сплошными тонкими линиями.
Условные обозначения швов сварных соединений. Структура условного обозначения стандартного шва или сварной точки приведена на рис. 10.12, а, нестандартного —на рис. 10.12, б.
На месте указанных прямоугольников записывают следующие данные:
1 — обозначение стандарта на типы и конструктивные элементы швов;
269
Рис. 10.12. Структура условного обозначения стандартного сварного шва (а), одиночной сварной точки и нестандартного шва (б)
6}
1 2 3 4 5 6 7 5
Рис . 10.13. Вспомогательные знаки в условных обозначениях сварных соединений:
1 — усиление шва снять; 2 — наплывы и неровности шва обработать с плавным переходом к основному металлу; 3 — шов прерывистый или точечный с цепным расположением, угол наклона линии 60°; 4 — шов прерывистый или точечный с шахматным расположением; 5—шов по незамкнутой линии (знак применяют, если расположение шва ясно из чертежа); 6—знак в прямоугольнике 4 (см. рис. 10.12) перед размером катета по стандарту; 7—шов по замкнутой линии (диаметр знака 3...5 мм); 8 — шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения
2 — буквенно-цифровое обозначение шва по стандарту;
3 — условное обозначение способа сварки по стандарту;
4 —знак 6 (по рис. 10.13) и размер катета согласно стандарту;
5 — размеры и знаки, указанные ниже;
6 —вспомогательные знаки (по рис. 10.13);
7 —вспомогательные знаки 7 или 8 (по рис. 10.13).
На месте прямоугольника 5 записывают следующие данные:
для прерывистого шва — размер длины провариваемого участка, знаки 3 или 4 (по рис. 10.13) и размер шага;
для одиночной сварочной точки — размер расчетного диаметра точки;
для шва контактной точечной сварки или электрозаклепочного — размер расчетного диаметра точки или электрозаклепки, знаки 3 или 4 (по рис. 10.13) и размер шага;
для шва контактной шовной сварки —размер расчетной ширины шва;
для прерывистого шва контактной шовной сварки —размер расчетной ширины шва, знак умножения, размер длины провариваемого участка, знак 3 (по рис. 10.13) и размер шага.
Для нестандартных швов способ сварки указывают в технических требованиях или в таблице швов.
Вспомогательные знаки (рис. 10.13) выполняют сплошными тонкими линиями, их высота одинакова с высотой цифр, входящих в обозначение шва.
Условное обозначение шва наносят на полке линии-выноски для шва с лицевой стороны и под полкой для шва с обратной стороны (рис. 10.14). Обозначение шероховатости механически обработанной повер-270
Рис. 10.14. Расположение условного обозначения (УО) с лицевой (а, б) и обратной (в) стороны шва
Условное обозначение
Рис. 10.15. Обозначение контрольного комплекса или категории контроля шва
, Обозначение контрольного комплекса или категории контроля шОа
хности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (см. рис. 10.14, б, в), или указывают в таблице швов, или приводят в технических требованиях чертежа, например Параметр шероховатости сварных швов...
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение можно помещать под линией-выноской (рис. 10.15).
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов; их можно и не указывать.
При наличии на чертеже одинаковых швов обозначение наносят у одного из швов, а от изображений остальных швов этого типа проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
на линии-выноске, имеющей полку с обозначением шва (рис. 10.16, а);
на полке (под полкой) линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой (обратной) стороны (рис. 10.16, б).
Количество одинаковых швов можно указывать на линии-выноске, имеющей полку с обозначением (рис. 10.16, а).
Упрощение обозначений швов сварных соединений. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, стандарт
Условное обозначение
Рис. 10.16. Обозначение одинаковых швов порядковыми номерами
271
приводят в технических требованиях по типу Сварные швы ...по ... или . в таблице. Если все швы одинаковы и изображены с одной стороны, то порядковый номер им не присваи-Р и с . 10.17. Обозначение одинаковых вают, а швы отмечают линиями-вы-швов носками без полок (рис. 10.17),
обозначение шва указывают в технических требованиях.
На чертеже симметричного изделия при наличии на изображении оси симметрии можно отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы можно отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого проведена линия-выноска с номером позиции).
Можно не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях, эта запись однозначно определяет место сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении шва и расположение швов.
Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или в таблице швов.
Типы швов, их конструктивные элементы и размеры регламентированы в следующих стандартах.
1. Сварные соединения из углеродистой и низколегированной стали под острыми и тупыми углами выполняют автоматической и полуавтоматической дуговой сваркой под флюсом по [10.16] (s = 2...60 мм), ручной дуговой сваркой по [10.17] (s= 1...60 мм), электрошлаковой сваркой по [10.35] (s= 16...450 мм).
2. Швы электродуговой и электрошлаковой сваркой соединений из двухслойной коррозионно-стойкой стали установлены в [10.37] (j,= =4...160 мм).
3. Сварные соединения из стали, сплавов на железоникелевой и никелевой основах выполняют ручной дуговой сваркой по [10.6] (s = =1...175 мм), дуговой сваркой в защитном газе по [10.26] (s — 0,5... 120 мм) и по [10.41] под острыми и тупыми углами (s = 0,5...120 мм), сваркой под флюсом по [10.8] (s= 1,5...60 мм).
4. Дуговой сваркой точечные сварные соединения [10.18] выполняют из сталей, медных, алюминиевых и никелевых сплавов под флюсом, в углекислом газе, инертных газах, покрытым электродом (5 = 0,4... 18 мм).
5. Контактной точечной, рельефной и шовной сваркой выполняют соединения по [10.36] из сталей, сплавов на железоникелевой и нике-272 V
Рис. 10.18. Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый ручной дуговой сваркой при монтаже изделия со снятием усиления с обеих сторон
Рис. 10.19. Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом по замкнутой линии
Рис. 10.20. Шов углового соединения со скосом кромок, выполняемый электрошла-ковой сваркой проволочным электродом с катетом шва 22 мм с лицевой (а) и обратной (б) стороны
Рис. 10.21. Шов точечный соединения внахлестку, выполняемый дуговой сваркой в инертном газе плавящимся электродом с расчетным диаметром точки 9 мм, шахматным расположением точек шагом 100 мм и со снятием усиления
Г0СТ1МЮ-80-С2-НГП
Рис. 10.22. Шов стыкового соединения без скоса кромок, односторонний, на подкладке, выполняемый сваркой нагретым газом с присадкой
левой основах, титановых, алюминиевых, магниевых и медных (s — =0,3...6 мм).
Основные типы сварных соединений, конструктивные элементы и размеры при дуговой сварке алюминия и алюминиевых сплавов уста-
273
Рис. 10.23. Одиночные сварные точки соединения внахлестку, выполняемые дуговой сваркой под флюсом с диаметром электрозаклепки 11 мм и снятием усиления
ГОСТ ^806-80-T5-PtiJ-b,6-50C100
Рис. 10.24. Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый ручной дуговой сваркой неплавя-щимся металлическим электродом в защитных газах по замкнутой линии с катетом шва 6 мм, длиной провариваемого участка 50 мм, шагом 100 мм
Рис. 10.25. Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой с расчетным диаметром точки 5 мм1
Рис. 10.26. Шов соединения внахлестку, выполняемый контактной шовной сваркой с шириной шва 6 мм, длиной провариваемого участка 50 мм и шагом 100 мм
новлены в [10.34] (з - 0,8...60 мм), контактных электрических проводников из алюминия и его сплавов, меди, стали и комбинированных сталеалюминиевых проводов — в [10.41], при сварке нагретым газом с присадочным прутком или экструзионной сварке полиэтилена, полипропилена и винипласта — в [10.38].
Примеры условных обозначений стандартных швов сварных соединений приведены на рис. 10.18...10.28 (слева указана форма поперечного сечения шва, справа — его условное обозначение), нестандартного шва —на рис. 10.11, б,
274
гост маоб-во-ш-ггзъ.о^
Рис. 10.27. Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом с катетом шва 5 мм по незамкнутой линии
Рис. 10.28. Шов соединения без скоса кромок, односторонний, выполняемый при монтаже изделия
Рис. 10.29. Стыковые сварные соединения: форма подготовленных кромок и сварного шва, их условные обозначения
s б
b I vTnpu s=2...e
— 5, »г И n=(o,7...o,5}s
Л при s=2...3O n=(0,5...1)s
У10
S*=3...6O
Рис. 10.30. Угловые сварные соединения: форма подготовленных кромок и сварного шва, их условные обозначения
Рис. 10.31. Тавровые (7) и нахлесточные (Я) сварные соединения: форма подготовленных кромок и сварного шва, их условные обозначения
Сварные соединения при ручной дуговой сварке [10.6] (рис. 10.29... 10.31). На рисунках показаны форма поперечного сечения подготовленных кромок с размерами (слева) и сварного шва (справа), а также стандартные условные обозначения сварного соединения: стыковых С1...С17 (рис. 10.29), угловых У1...У10 (рис. 10.30), тавровых Т1...Т8м. нахлесточных Н1, Я2 (рис. 10.31). Значения размеров даны в табл. 10.3.
Таблица 10.3. Размеры сварных соединений [10.6] (рис. 10.29...10.31), мм
Тип соединения 5 Ь Тип соедине-. НИЯ 5 Ь
С1 и СЗ От 1 до 2 Св. 2 До 0,5 » 1 У4 От 1 до 1,5 Св. 1,5 » 3 » 3 » 6 До 0,5 » 1 » 2
С2 и С6 От 1 до 1,5 Св. 1,5 »3 » 3 » 4 » 0,5 1 + 1,0 1-0,5 Л э+1,0 * *-0.5
У5 От 2 ^о 3 Св. 3 » 1 » 20
Т1 иТЗ От 2 до 3 Св. 3 » 15 » 15 » 1 » 2 » 3
С7 От 2 до 4 Св. 4 2+1
СП От 3 до 8 Св. 8 » 11 » 14 » 60 3± 1 4+ 1 5+ 1 Н1 иНЗ От 2 до 5 Св. 5 » 10 » 10 » 29 » 29 » 1(3...20) » 1,5(8...40) » 2(12.. .100) » 2(30.. .240)
У1 От 1 до 2 Св. 2 До 0,5 » 1
Примечание.В скобках указан размер В.
Сварку стыковых соединений деталей неодинаковой толщины при разнице, не превышающей указанных ниже значений, проводят так же, как и деталей одинаковой толщины, мм:
толщина более тонкой детали
1,0...4,0 4...20 20...30 >30
разность толщин деталей
2 3 4
Конструктивные элементы подготовленных кромок и размеры сварного шва выбирают по большей толщине. При разности в толщине свариваемых деталей свыше указанных значений на более толстой детали делают скос под углом (15 ± 2)° до толщины тонкой детали.
В [10.6] кроме указанных выше (см. рис. 10.29...10.31) приведены конструктивные элементы для следующих наибольших толщин материалов, мм: при стыковых соединениях —до 175; угловых —до 100; тавровых—до 120.
277
Рис. 10.32. Конструктивные элементы соединений контактной точечной сваркой: а — неплакированные металлы; б — плакированные металлы; в—детали неравной толщины; г — разноименные металлы
Сварные соединения при контактной сварке [10.36]. Условное обозначение контактной точечной сварки — Кт, рельефной — Кр, шовной — Кш.
Конструктивные элементы сварных соединений, их размеры указаны на рис. 10.32... 10.34 и в табл. 10.4... 10.7. Группу соединения устанавливают при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
Для конструктивных элементов сварных соединений приняты следующие обозначения (в дополнение к указанным на рис. 10.32...10.34): d — расчетный диаметр литого ядра точки или ширина литой зоны шва; h и hx — величина проплавления; f— перекрытие литых зон шва; В — ширина нахлестки; п — число рядов точек.
278
A -A до сборки
После сборки d
Рис. 10.33. Конструктивные элементы соединений контактной рельефной сваркой
Рис. 10.34. Конструктивные элементы соединений контактной шовной сваркой
Таблица 10.4. Размеры конструктивных элементов соединений группы А контактной точечной сваркой (рис. 10.32), мм
S = Si не менее Однорядный шов — В, не менее /, не менее с, не менее
* ♦♦
о,3 2,5 6 10 8 9,0
Св. 0,3 до 0,4 2,7 7 10 8 9,0
» 0,4 » 0,6 3,0 8 10 10 12,0
» 0,6 » 0,7 3,3 9 12 11 13,0
» 0,7 » 0,8 3,5 10 12 13 15,5
» 0,8 » 1,0 4,0 11 14 15 18,0
» 1,0 » 1,3 5,0 13 16 17 20,5
» 1,3 » 1,6 6,0 14 18 20 24,0
» 1,6 » 1,8 6,5 15 19 22 26,0
» 1,8 » 2,2 7,0 17 20 25 30,0
279
Продолжение табл. 10.4
5 = Jj (/, не менее Однорядный шов — Д не менее /, не менее с, не менее
* ♦♦
Св. 2,2 до 2,7 8,0 19 22 30 36,0
» 2,7 » 3,2 9,0 21 26 35 42,0
» 3,2 » 3,7 10,5 24 28 40 48,0
» 3,7 » 4,2 12,0 28 32 45 54,0
» 4,2 » 4,7 13,0 31 36 50 60,0
» 4,7 » 5,2 14,0 34 40 55 66,0
» 5,2 » 5,7 15,0 48 46 60 72,0
» 5,7 » 6,0 16,0 42 50 65 78,0
* Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы.
** Алюминиевые, магниевые и медные сплавы.
Таблица 10.5. Размеры конструктивных элементов соединений группы Б контактной точечной сваркой (рис. 10.32), мм
5= S, </, не менее Однорядный шов, В, не менее /, не менее с, не менее
♦ ♦♦
0,3 1,5 4 6 7 8,5
Св. 0,3 до 0,4 1,7 5 7 7 8,5
» 0,4 » 0,5 2,0 6 8 8 10
» 0,5 » 0,6 2,2 7 9 8 10
» 0,6 » 0,8 2,5 8 10 10 12 .1
» 0,8 » 1,0 3,0 9 12 12 15
» 1,0 » 1,3 3,5 10 13 14 16
» 1,3 » 1,6 4,0 И 14 16 18
» 1,6 » 1,8 4,5 12 15 18 19
» 1,8 » 2,2 5,0 13 16 20 24
» 2,2 о 2,7 6,0 15 18 23 27
» 2,7 » 3,2 7,0 17 20 26 31
* Стали, сплавы на железоникелевой и никелевой основах, титановые сплавы.
** Алюминиевые, магниевые и медные сплавы.
Таблица 10.6. Размеры конструктивных элементов соединений рельефной точечной сваркой (рис. 10.33), мм
S-Si Группа соединений А Группа соединений Б
</, не менее однорядный шов — В, не менее d, не менее однорядный шов — В, не менее
0,3 2,5 5 1,5 3
Св. 0,3 до 0,4 2,7 5 1,7 3
Св. 0,4 до 0,5 3,0 6 2,0 4
» 0,5 » 0,6 3,0 6 2,2 4
» 0,6 » 0,7 3,3 6 2,5 5
» 0,7 » 0,8 3,5 7 2,5 5
280
Продолжение табл. 10.6
s- 5; Группа соединений А Группа соединений Б
d, не менее однорядный шов — Д не менее d, не менее однорядный шов — В, не менее
» 0,8 » 1,0 4,0 8 3,0 6
» 1,0 » 1,3 5,0 10 3,5 6
» 1,3 » 1,6 6,0 12 4,0 8
» 1,6 » 1,8 6,5 13 4,5 9
» 1,8 » 2,2 7,0 14 5,0 10
» 2,2 » 2,7 8,0 16 6,0 12
» 2,7 » 3,2 9,0 18 6,5 13
» 3,2 » 3,7 10,5 21 7,0 14
» 3,7 » 4,2 12,0 22 8,0 16
» 4,2 » 4,7 13,0 24 9,0 18
» 4,7 » 5,2 14,0 26 10,0 20
» 5,2 » 5,7 15,0 28 11,0 22
» 5,7 » 6,0 16,0 30 12,0 24
Таблица 10.7. Размеры конструктивных элементов соединений шовной поверхности сваркой (рис. 10.34), мм
5=5, Группа соединений А Группа соединений Б
d, не менее однорядный шов — Д не менее d, не менее однорядный шов — Д не менее
* ♦♦ * *»
0,3 2,5 6 1,5 4 6
Св. 0,3 до 0,4 2,5 7 1,7 5 7
» 0,4 » 0,5 3,0 8 10 2,0 6 8
» 0,5 » 0,6 3,0 8 2,2 7 9
» 0,6 » 0,8 3,5 10 12 2,5 8 10
» 0,8 » 1,0 4,0 11 14 3,0 9 12
» 1,0 » 1,3 5,0 13 16 3,5 10 13
» 1,3 » 1,6 6,0 14 18 4,0 11 14
» 1,6» 1,8 6,5 15 19 4,5 12 15
» 1,8 » 2,2 7,0 17 20 5,0 13 16
» 2,2 » 2,7 7,5 19 22 6,0 15 18
» 2,7 » 3,2 8,0 21 26 7,0 17 20
» 3,2 » 3,7 9,0 24 28 — — —
» 3,7 » 4,0 10,0 28 30 — —
* Стали и сплавы на железоникелевой и никелевой основах, титановые сплавы. Алюминиевые, магниевые и медные сплавы.
Ширина нахлестки (рис. 10.35) для многорядных швов при цепном расположении точек В = 2и + с(л—1); при шахматном — В ~ 2и + +d,(n—1). Расстояние и >0,5Дпш. При сварке деталей неодинаковой
281
Рис. 10.35. Виды нахлестки деталей для контактной точечной, рельефной и шовной сварки
толщины размеры конструктивных элементов выбирают по детали меньшей толщины.
В случае (s/sx) > 2 минимальную ширину нахлестки В, расстояние t между центрами соседних точек в ряду и расстояние с между осями соседних рядов точек увеличивают в 1,2... 1,3 раза.
При сварке трех (и более) деталей расчетный диаметр d литого ядра точки устанавливают раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
Величина проплавления h, Л,: для магниевых сплавов —от 2 до 70 %, титановых —от 20 до 95 %, остальных металлов и сплавов —от 20 до 80 % толщины деталей.
При шовной контактной сварке перекрытие/литых зон герметичного шва — не менее '/4 длины в литой зоне шва. При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
Глубина вмятины g, — не более '/5 толщины деталей.
10.3. ИЗОБРАЖЕНИЕ ПАЯНЫХ И КЛЕЕВЫХ СОЕДИНЕНИЙ
Паяные соединения обозначают по [10.2] условным знаком (рис. 10.36, а), который наносят на линию-выноску сплошной основной линией (рис. 10.37, а —в). Шов, выполняемый по замкнутой линии, обозначают окружностью диаметром от 3 до 5 мм, выполняемой
Рис. 10.36. Знаки обозначения паяного (а) и клеевого (б) соединений
Рис. 10.37. Изображения и обозначения паяных соединений:
а—таврового; б—по замкнутому контуру; в — ограниченного определенным участком
282
ПН-1
и
ПН-2
ПН-4
ЛН-5~
ПН-б
ПС-1
Рис. 10.38. Основные типы паяных соединений:
ПН-1 — ПН-3 — нахлесточные; ПН-4 — ПН6 —телескопические; ПВ-1, ПВ-2 —стыковые; ПВ-3, ПВ-4—косостыковые; ПТ-1—ПТ-4—тавровые; ПУ-1, ПУ-3—угловые; ПС-1, ПС-5—соприкасающиеся
тонкой линией (рис. 10.37, б). На изображении паяного соединения при необходимости указывают размеры шва и шероховатость поверхности.
Основные типы паяных соединений по [10.39] и их условные обозначения приведены на рис. 10.38. Комбинированные паяные соединения, широко применяемые в промышленности, приведены на рис. 10.39. Там же указаны условные обозначения соединений.
В условном обозначении шва паяного соединения указывают буквенно-цифровое обозначение типа, размеры сечения и длину шва.
283
ПН-2',ПВ-1
ПН-5;ПВ-2
ПВ-Г, 2ПН-1
2ЛН-3-.ЗПВ-1
2ПВ-3
ЛВ-2;ЛВ-4
\W7M
пПВ-4
ПТ-1;2ПВ~1
ПН-i; ипн-2
ЗПН-2',2ПВ-1
6ПН-2,lf-ПВ-Г,ПС-1
2ПН-2;2ПВ-1
Рис. 10.39. Комбинированные паяные соединения (л —число витков)
Пример условного обозначения паяного шва нахлесточного ПН-1, толщиной 0,05 мм, шириной 10 мм и длиной шва 150 мм:
ПН-1 0,05* 10* ПОГОСТ... .
Буквенно-цифровое обозначение шва комбинированного паяного соединения состоит из буквенно-цифровых обозначений основных типов, например
ПН-2 0,01* 12* 100ПВ-1, 0,02* 5* 100 ГОСТ... .
Сборочные зазоры для наиболее распространенных сочетаний «паяемый материал —припой» приведены в табл. 10.8.
Обозначение припоя приводят в технических требованиях чертежа по типу ПОС 40 ГОСТ ... . При необходимости в том же пункте технических требований приводят требования к качеству шва. Ссылку на номер пункта технических требований помещают на полке линии-выноски, проведенной от изображения шва.
При выполнении швов припоями различных марок всем швам, выполняемым одним и тем же припоем, присваивают один порядковый номер, который наносят на линии-выноске. При этом в технических требованиях материал припоя указывают по типу ПОС 40 ГОСТ... (№ 1); ПМУ36 ГОСТ... (№ 2); ПСр 72 ГОСТ... (№ 3).
284
Рис. 10.40. Изображения и обозначения клеевых соединений: о — с косым срезом; б, в — по замкнутой линии
Таблица 10.8. Сборочные зазоры при пайке, мм
Наименование при- ПОЯ Наименование паяемого материала
медь медные сплавы сталь углеродистая и низколегированная сталь нержавеющая алюминий и его сплавы
Оловянно-свин- ЦОВЫЙ 0,07...0,20 0,07...0,20 0,05-0,50 0,20-0,75 0,05-0,15
Медный — 0,04...0,20 0,001-0,06 0,01-0,10 —
Медно-цинковый 0,04...0,20 0,04...0,20 0,05-0,25 0,02-0,12 —
Медно-фосфор-ный 0,04...0,20 0,04...0,20 — — —
Серебряно-медно-фосфористый 0,02...0,15 0,02.-0,15 — — —
Серебряный 0,04...0,25 0,04.-0,25 0,02-0,15 0,05-0,10 —
Алюминиевый — — — 0,12-0,25
Цинковый — — — — 0,10-0,25
Клеевые соединения обозначают по [10.2] условным знаком (см. рис. 10.36, б), который наносят на линии-выноске сплошной основной линией (рис. 10.40). Обозначение марки клея выполняют так же, как и припоя в паяных соединениях.
10.4. ИЗОБРАЖЕНИЕ КЛЕПАНЫХ СОЕДИНЕНИЙ
Клепаные соединения и их условные изображения по [10.2] приведены на рис. 10.41. Условные изображения (справа) показаны в сечении и на виде.
Если предмет, изображенный на сборочном чертеже, имеет ряд однотипных соединений с заклепками одного типа и с одинаковыми размерами, то заклепки, входящие в соединения, показывают условно в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (рис. 10.42).
Заклепки общемашиностроительного применения [10.10...10.15] (рис. 10.44) с диаметром стержня от 1 (2) до 36 мм (только до 10 мм —рис.
285
Рис. 10.41. Условные изображения клепаных соединений:
а — заклепкой с полукруглой, плоской или скругленной головкой и такой же замыкающей головкой; б—заклепкой с потайной головкой и полукруглой, плоской или скругленной замыкающей головкой; в — заклепкой с потайной головкой и потайной замыкающей головкой; г—заклепкой с полупотай-ной головкой и потайной замыкающей головкой; д—заклепкой специальной
А-А
Рис. 10.42. Условное изображение одинаковых заклепок в соединении
Рис. 10.43. Обозначение групп одинаковых заклепок:
а —условными знаками; б—буквами
а)______________________________
ф" ф" ’ф' ф" ф" ф- ф"
Рис. 10.44. Конструкция и размеры заклепок (размер Di —в заклепках повышенной точности):
а — с полукруглой головкой; б — с потайной головкой; в — с полукруглой низкой головкой; г — с плоской головкой
10.44, в) классов точности В и С имеют различную форму головки.
Размеры заклепок приведены ниже для диаметра стержня до 10 мм.
Заклепки с полукруглой головкой по [10.10] (рис. 10.44, а) с диаметром d — 1...36 мм имеют следующие размеры (для d < 10 мм), мм:
d 1 | 1,2 I 1,61 2 | 2,5 | з 1 4 1 5 1 6 1 _8_1 10
D 1,8 2,1 2,9 3,5 4,4 5,3 7,1 8,8 11 14 16
Н 0,6 0,7 1,0 1,2 1,5 1,8 2,4 3,0 3,6 4,8 6,0
Г 0,2 1 0,4 1 0,5 1 0,6
R 1 1,2 1,6 1,9 2,4 2,9 3,8 4,7 6 7,5 8,3
1* 1 1,5 1 3 1 4 1 6
* Расстояние от головки до места измерения диаметра.
Длина L стержня при его диаметре d, мм:
d... 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5,0 6,0 8,0
L... 2...8 2...10 3...12 3...16 3...20 4...40 4...50 7...60 7...60 7...70
Длина заклепок, мм: нормальной точности (В) —2... 10 (через 1); 12...42 (через 2); 45; 48; 50; 52; 55 и 60...100 (через 5); повышенной точности (С) —'2...20 (через 1); 22...60 (через 2).
287
Диаметр d измеряют по дайне L — I.
Параметр шероховатости всех поверхностей заклепок класса точности С — Ra <50 мкм.
Пример условного обозначения заклепки с полукруглой головкой класса точности В диаметром стержня d = 8, дайной L — 20 мм, из материала группы 00, без покрытия:
Заклепка 8х 20.00 ГОСТ...
Предельные отклонения высоты головки: дая Н < 1 мм — для Н— 1 мм — Н+ 0,28.
Заклепки с потайной головкой по [10.11] (рис. 10.44, б)сдиаметром
Для диаметра <7= 10 мм угол конуса головки равен 75°. Длина стержня L при диаметре J, мм:
d 1,0 1,2 1,6 I 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10
L 2...8 3...10 3...12 1 3...16 4...20 4...40 5...50 8..60 8..60 8...8O 16...75
Длину L выбирают из того же ряда, что и дая заклепок с полукруглой головкой.
Заклепки с полукруглой низкой головкой по [10.13] с диаметром d = 1...10 мм (рис. 10.44, в, обозначения размеров см. на рис. 10.44, а) имеют следующие размеры, мм:
d 2 2,5 3 4 5 6 8 10
D 4 5 6 8 10 12 16 20
И 0,8 1 1,2 1,6 2 2,5 3 4
/*;nnx 0,2 0,4 0,5 0,6
R 2,9 3,6 4,4 5,8 7,3 8,5 12,2 14,5
I 1,5 3 4 6
Длина L стержня при диаметре d, мм:
d 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10
L 2... 10 4...18 4...38 6...50 8...5O 8...50 10...50 16...50
Заклепки с плоской головкой по [10.14] (рис. 10.44, г) с диаметром d~ 2...36 мм имеют следующие размеры (дая d < 10 мм), мм:
288
d 2 2,5 3 4 5 6 8 10
D 3,8 4,8 5,5 7,5 9,5 11 14 16
Н 1 1,2 1,6 2 2,5 3 4 5
fmax 0,2 0,4 0,5 0,6
Г him 0,5 0,7 1,0 1,3 2,0
/ 3 4 6
Длина L стержня при диаметре d, мм:
d 2,0 2,5 3,0 4,5 5,0 6,0 8,0 10,0
L 4...10 5...14 5...18 6...32 8...60 10..60 14...60 16...85
Заклепки общемашиностроительного применения по [10.15] предназначены для работы при температуре от + 300 до —60° С.
Схема условного обозначения заклепок показана на примере
Заклепка С 8х 20.38.М3.03 ГОСТ...,
где С — класс точности (класс точности В не указывают); 8 —диаметр стержня, мм; 20—длина, мм; 38—условное обозначение марки (группы) материала; М3 — марка материала (указывается для групп 01, 03, 38 и для материала, не указанного ниже); 03 —условное обозначение вида покрытия — см. § 4.6 (отсутствие покрытия не указывают) и его толщины; ГОСТ...—обозначение стандарта на конкретный вид заклепок.
Марки материала и их условные обозначения:
Вид и марка Условное обозначение марки (группы)
Углеродистые стали:
Ст2 00
10, Юкп 01
СтЗ 02
15, 15кп 03
Легированная сталь 09Г2 10
Нержавеющая сталь 12Х18Н9Т 21
Латунь:
Л63 32
Л63 (антимагнитная) 33
Медь М3, МТ 38
Алюминиевые сплавы:
АМг 5П 31
Д18 36
АД1 37
Предельные отклонения размеров заклепок: 10-152
289
Рис. 10.45. Допуски расположения поверхностей заклепок
класса точности В —djs 14; Djs 15; L + /716/2; Z&16 (Н> 1 мм);
класса точности С —djs 15; Д/Д6; L ± ПМ/Т, (Н> 1 мм).
Допускаемые отклонения от правильной геометрической формы и взаимного расположения поверхностей заклепок (рис. 10.45) не выше значений, указанных в табл. 10.9.
Таблица 10.9. Допускаемые отклонения формы и расположения поверхностей заклепок по [10.15], мм
Диаметр стержня d Допуск перпендикулярности < Допуск соосности f Высота цилиндрического пояска головки, не более Недопрессовка сферы головки в виде площадки диаметром, не более
1 0,05 0,9
1,2 0,06 0,3 1,05
1,6 0,08 0,1 1,45
2 0,1 0,4 1,75
2,5 0,12 2,2
3 0,16 2,6
4 0,2 0,2 0,6 3,5
5 0,25 4.4
6 0,3 6,5
8 0,4 0,3 1,5 8,4
10 0,5 0,4 9,5
Допуск перпендикулярности опорной и торцевой поверхностей к оси стержня t — 0,0175Д для класса точности В и 0,0349£> для класса точности С.
Заклепки повышенной точности для соединений с высокими требованиями к эксплуатационной надежности с диаметром стержня от 1 (2) до 10 (8) мм, по конструкции, аналогичные рассмотренным (см. рис. 10.44), выпускают по [10.27—10.33].
Заклепки пустотелые со скругленной головкой общемашиностроительного применения по [10.19] (рис. 10.46, а) имеют размеры, приведенные в табл. 10.10. Предельные отклонения диаметра d стержня заклепки —/Д4; диаметра D головки —/Д5; длина /— Пре-
дельные отклонения наружного диаметра d заклепок, изготовленных'' из труб,—по сортаменту труб. 290
Исполнение 1
Н L
Исполнение 2 для di, 10мм
Исполнение 2 для с!=2-6мм
9 Я* h
Рис. 10.46. Конструкция и размеры пустотелых (а) и полупустотелых (б) заклепок
Таблица 10.10. Размеры пустотелых заклепок со скругленной головкой по [10.19] (рис. 10.46, а), мм
d D S н г, не более
сталь латунь алюминиевый сплав медь
1,о 2,0 0,10 — 0,3 0,1
1,2 2,2
1,6 1,8 2,9 3,3 ' 0,15 0,4 0,2 0,2
2,0 3,5 0,25 0,5
2,5 4,0
3,0 5,0 0,30 0,40 0,50 0,7
4,0 6,2 0,50 0,50 0,50 0,8 0,3
5,0 7,5 1,00 0,9
6,0 10,0 1,00 1,0 0,5
8,0 13,0 1,00 1,50 1,50 1,2
10,0 15,0 2,00 1,5
12,0 17,0 0,8
16,0 22,0 2,50 2,00 2,50 2,0
20,0 26,0 2,5 1,0
Допускаемые отклонения размераН, мм: + 0,14ммдляЯ= 0,3...1,0; + 0,25 для Н >1,2.
Пустотелые заклепки стандартизованы также с плоской [10.20] и потайной [10.21] головкой с углом конуса головки 90 и 120° (диаметр стержней от 1 до 10 мм).
Заклепки полупустотелые с полукруглой головкой по [10.22] (рис. 10.46, б) имеют размеры, приведенные в табл. 10.11.
291
Таблица 10.11. Размеры полупустотелых заклепок с полукруглой головкой по [10.22] (рис. 10.46, б), мм
d D Н н. у 'тлх h д, R Л,
1,0 2,0 0,4 — 0,2 0,6 1,0 1,5 1,4 —
1,2 2,4 0,5 1,7
1,6 3,2 0,7 1,0 1,5 2,2
2,0 4,0 0,8 0,70 1,2 2,9 3,2
2,5 5,0 1,0 0,85 1,6 2,5 3,0 3,6 4,1
3,0 6,0 1,2 1,00 2,0 4,4 5,0
4,0 8,0 1,6 1,40 0,4 2,8 4,0 5,8 7,2
5,0 10,0 2,0 1,70 3,5 5,0 4,0 7,3 8,2
6,0 12,0 2,5 2,0 0,5 4,5 8,5 10,0
8,0 16,0 3,0 — 6,0 6,0 12,2 —
10,0 20,0 4,0 0,6 8,0 8,0 6,0 14,5
/*, —расстояние от головки до места измерения диаметра.
Пример условного обозначения заклепки исполнения 2 диаметром d= 8 мм, длиной /= 20 мм, из материала группы 21, из стали марки 12Х18Н9Т с серебряным покрытием толщиной 6 мкм:
Заклепки 2.8х 20.21.12X18H9T.126 ГОСТ...
Исполнение 1 не указывают.
Предельные отклонения: J%16; I ± /716/2; Ни мм ДЛЯ
Н< 1 мм и /Д6 для Н > 1 мм.
Предельные отклонения: диаметра отверстия ^Я12 для </, < 1 мм и J//14 для d >1 мм, глубины отверстия—hHVl. Допуск соосности отверстия и стержня для заклепок d от 1 до 1,6 мм —0,05 мм; для d свыше 1,6 до 2 мм —0,12 мм; для d свыше 2 мм —0,20 мм.
Шероховатость поверхности заклепок из коррозионно-стойких сталей — не более Ra6,3 мкм, кроме отверстия.
Стандартизованы также полупустотелые заклепки с плоской [10.23] и потайной [10.24] головкой с углом конуса 90 и 120°.
Пустотелые и полупустотелые заклепки изготовляют из следующих марок материалов (условные обозначения), принятых для заклепок общемашиностроительного применения (см. выше): 01, 03, 21, 32, 33, 38, 31, 36, 37, а также из сталей 20, 20кп (04) и алюминиевого сплава В65 (41).
Виды покрытий — см. § 4.6.
Допускаемые отклонения от правильной геометрической формы и взаимного расположения поверхностей по [10.15]. Отверстия под заклепки — по 1-му ряду [7.11].
292
10.5. ИЗОБРАЖЕНИЕ СОЕДИНЕНИЙ ШПОНКАМИ
Шпонкой называется деталь, устанавливаемая в пазах соединяемых деталей для предотвращения их относительного перемещения при передаче крутящего момента. Преимущественно применяются при соединении валов со ступицами вращающихся деталей (рис. 10.47).
Стандартами предусмотрено изготовление призматических, клиновых и сегментных шпонок.
Стандарт [10.45] (рис. 10.48) устанавливает размеры и предельные отклонения призматических шпонок и соответствующих им шпоночных пазов на валах и втулках (табл. 10.12). Для подвижных соединений рекомендуется использовать призматические шпонки увеличенной длины с отверстиями для закрепления на валу (рис. 10.49). Стандарт [10.9] нормирует размеры направляющих шпонок и пазов под них для валов диаметром от 22 до 200 мм.
Стандарт [10.42] (рис. 10.47, б; рис. 10.50) распространяется на шпоночные соединения клиновыми шпонками с головкой и без голо-
Р и с . 10.47. Соединение шпонкой:
а — призматической; б — клиновой; в — сегментной
293
Рис. 10.47. Продолжение
Рис. 10.48. Призматические шпонки
вки. Клиновые шпонки (табл. 10.13) рекомендуются для неподвижных соединений с обязательным выходом шпоночного паза на торце вала (рис. 10.47, б).
Стандарт [10.43] устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валах и втулках (рис. 10.51, табл. 10.14). Сегментные шпонки рекомендованы только для неподвижных соединений. Предельные отклонения ширины паза вала и втулки зависят от назначения шпоночного соединения (табл. 10.15).
Таблица 10.12. Размеры соединений с призматическими шпонками по [10.45] (рис. 10.47, а, 10.48), мм
Диаметр вала d Шпонка с или г Шпоночный паз Г1 ИЛИ Cf
b Л / h h.
6...8 2 2 6...20 1,2 l,o
8...10 3 3 6...36 0,16...0,25 1,8 1,4 0,08...0,16
10...12 4 4 8...45 2,5 1,8
12...17 5 5 10...56 3 2,3
17...22 6 6 14...70 0,25...0,4 3,5 2,8 0,16...0,25
22...30 8 7 18...90 4 3,3
30...38 10 8 22...110 5 3,3
38...44 12 8 28...140 5 3,3
44...50 14 9 36... 160 0,4...0,6 5,5 3,8 0,25...0,4
50...58 16 10 45...180 6 4,3
294
Продолжение табл. 10,12
Диаметр вала d Шпонка с или г Шпоночный паз или С]
b Л / А 'а
5S...65 18 11 5O...2OO 0,4...0,6 7 4,4 0.25...0.4
65...75 20 12 56...220 7,5 4,9
7S...85 22 14 63...250 9 5,4
85...9S 25 14 70...280 0,6...0,8 9 5,4 0,4...0,6
95...110 28 16 80...320 10 6,4
110...130 32 18 90...360 11 7,4
Примечания: 1. Стандарт предусматривает размеры соединений для валов диаметром до 500 мм.
2. Предельные отклонения высоты при Л S6 мм —по Л9; при Л > 6 мм —по АН.
3. Предельное отклонение глубины шпоночных пазов при d S 22 мм составляет + 0,1 мм; свыше 22 до 130 мм—+ 0,2 мм.
4. Ряд стандартных длин шпонок, мм: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80; 90; 100; НО; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500.
Таблица 10.13. Размеры соединений с клиновыми шпонками по [10.42] (рис. 10.47, а, 10.50) мм
Диаметр Шпонка Шпоночный паз
вала d
Ь А / с или г л. Ь 6 h r( или С|
6...8 2 2 6...20 1 2 1,2 0,5
8...10 3 3 6...36 0,16...0,25 3 1,8 0,9 0,08...0,16
10...12 4 4 8...45 7 4 2,5 1.2
12...17 5 5 10...56 8 5 3 1,7
17...22 6 6 14...70 0,25—0,40 10 6 3,5 2,2 0,16...0,25
22...30 8 7 18...90 11 8 4 2.4
30...38 10 8 22...110 12 10 5 2,4
38...44 12 8 28... 140 12 12 5 2,2
44... 50 16 10 36... 160 0,4...0,6 14 14 5,5 2,9 0,25...0,4
50...58 16 10 45...180 16 16 6 3,4
58...65 18 И 50...200 18 18 7 3,4
65...75 20 .12 56...220 20 20 7,5 3,9
75...8S 22 14 63...250 22 22 9 4,4
85...95 25 14 70...280 0,6...0,8 22 25 9 4,4 0,4...0,6
95...110 28 16 80...320 25 28 10 5,4
110...130 32 18 90...360 28 32 11 6,4
Примечания см. табл. 10.12.
В качестве шпонок допускается использовать стандартные цилиндрические штифты (рис. 10.52), устанавливаемые с торца в отверстиях соединяемых деталей.
295
Рис. 10.49. Шпоночное соединение увеличенной длины
Рис. 10.50. Клиновые шпонки
Рис. 10.51. Сегментные шпонки Рис. 10.52. Соединение со штифтом в качестве шпонки в подвижном соединении
Таблица 10.14. Размеры соединений с сегментными шпонками по [10.43] (рис. 10.47, в, 10.51), мм
Диаметр вала d Шпонка Шпоночный паз
передача крутящего момента фиксация элементов ь Л Р с или г t, 6 г, или с.
3...4 3...4 1,0 1,4 4 1,0 0,6
4...5 4...6 1.5 2.6 7 2,0 0,8
5...6 6 .8 2,0 2.6 10 1,8 1,0
6...7 8...10 2,0 3,7 10 0,16...0,25 2,9 1,0 0,08. ..0,16
7..8 10...12 2,5 3,7 10 2,7 1,2
8 ...10 12...15 3 5 13 3,8 1,4
10...12 15...18 3 6,5 16 5,3 1,4
12...14 18...20 4 6,5 16 5,0 1,8
14...16 20...22 4 7,5 19 6,0 1,8
16...18 22...25 5 6,5 16 4,5 2,3
18...20 25...28 5 7,5 19 0,25...0,40 5,5 2,3 0,16...0,25
20...22 28...32 5 9 22 7,0 2,3
22...25 32...36 6 9 22 6,5 2,8
25...28 36...40 6 10 25 7,5 2,8
28...32 св. 40 8 11 28 0,4...0,6 8,0 31,3 0,25...0,40
32...38 св. 40 10 13 32 10 3,3
Таблица 10.15. Предельные отклонения ширины паза под призматические и сегментные шпонки
Тип соединения Тип ШПОНКИ
призматическая сегментная
вал втулка вал втулка
Свободный Н9 2)10 — —
Нормальный N9 Л9 7V9 49
Плотный Р9 Г9 Р)
В условных обозначениях призматических и клиновых шпонок указывают номер исполнения (кроме исполнения 1), размеры поперечного сечения bxh, длину / и номер стандарта. Для сегментных шпонок длина в обозначении не указывается.
Примеры условных обозначений:
Призматическая шпонка исполнения 1 с размерами b = 10 мм, h = —1 мм, /= 28 мм:
Шпонка 10х7х 28 ГОСТ 23360—78.
То же, исполнение 2:
Шпонка 2—10 х 7x28 ГОСТ 23360—78.
Клиновая шпонка исполнения 1 с размерами b = 8 мм, h = 7 мм, / = 40 мм:
297
Шпонка 8*7*40 ГОСТ 24068—80.
Сегментная шпонка исполнения 2 с размерами b*h— 5x5,2 мм:
Шпонка 2—5* 5,2 ГОСТ 24071—80.
10.6. ИЗОБРАЖЕНИЕ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
В зависимости от формы профиля зубьев различают соединения с прямобочными (рис. 10.53), эвольвентными (рис. 10.54) и треугольными (рис. 10.55) зубьями.
Прямобочные шлицевые соединения по [10.5] применяют с центрированием ступицы по наружному D (рис. 10.53, а), внутреннему d (рис. 10.53, б) диаметрам и боковым сторонам b (рис. 10.53, в) шлицев. Форма сечения ступицы при любом способе центрирования выполняется, как показано на рис. 10.53, г. Форма сечения шлицевого вала имеет
Рис. 10.53. Прямобочное шлицевое соединение с базированием по наружному (а) и внутреннему (б) диаметрам, по боковым поверхностям (в) и чертежи конструктивных элементов деталей соединений (г, д)
298
исполнение А или С при центрировании по d и исполнение В при центрировании по D и Ь. В зависимости от размера и количества шлицев (числа зубьев) установлены три серии соединений: легкая (для неподвижных или слабо нагруженных соединений), средняя (для умеренно нагруженных соединений) и тяжелая (для подвижных нагруженных соединений).
Основные размеры прямобочных шлицевых соединений по (10.5] приведены в табл. 10.16, посадки сопрягаемых поверхностей —в табл. 10.17, поля допусков —в табл. 10.18.
Таблица 10.16. Основные размеры соединений шлицевых прямобочных по [10.5] (рис. 10.53), мм
Число зубьев z d D b ^1пш> ^min с
Легкая серия
23 26 6 22,1 3,54
6 26 30 6 24,6 3,85 0,3 0,2
28 32 7 26,7 4,03
32 36 6 30,4 2,71
8 36 40 7 34,5 3,46 0,4 0,3
42 46 8 40,4 5,03
46 50 9 44,6 5,75
52 58 10 49,7 4,89
8 56 62 10 53,6 6,38 0,5 0,5
62 68 12 59,8 7,31
72 78 12 69,6 5,45
10 82 88 12 79,3 8,62 0,5 0,5
92 . 98 14 89,4 10,08
102 108 16 99,9 11,49
Средняя серия
И 14 3 9,9 —
6 13 16 3,5 12,0 — 0,3 0,2
16 20 4 14,5 —
18 22 5 16,7 —
21 25 5 19,5 1,95
23 28 6 21,3 1,34
26 32 6 23,4 1,65
28 34 7 23,9 1,70
32 38 6 29,4 —
36 42 7 33,5 1,02 0,4 0,3
42 48 8 39,5 2,57
8 46 54 9 42,7 —
52 60 10 48,7 2,44 0,5 0,5
56 65 10 52,2 2,50
62 72 12 57,8 2,40
10 72 82 12 67,4 — 0,5 0,5
299
Продолжение табл. 10.16
Число зубьев z d D b ^1ш»п ^пип с ^гпах
82 92 12 77,1 3,0
10 92 102 14 87,3 4,5 0,5 0,5
102 112 16 96,7 6,3
112 125 18 106,3 4,4
Тяжелая серия
16 20 2,5 14,3 —
18 23 3 15,6 — 0,3 0,2
21 26 3 18,5 —
23 29 4 20,3 —
10 26 32 4 23,0 —
28 35 4 24,4 —
32 40 5 28,0 — 0,4 0,3
36 45 5 31,3 —
42 52 6 36,9 —
46 56 7 40,9 —
52 60 5 47,0 —
16 56 65 5 50,6 — 0,5 0,5
62 72 6 56,1 ———
72 82 7 65,9 —
82 92 6 75,6 —
20 92 102 7 85,5 — 1
102 115 8 94,0 —
112 125 9 104,0 —
Примеры условного обозначения: втулки при центрировании по внутреннему диаметру d
d—6 х 52Я7х 36Н12* 6D9,
где d — вид центрирования; 6 —число зубьев; 32 —внутренний диаметр с полем допуска Я7; 36 — наружный диаметр с полем допуска 7712; 6 — ширина зуба с полем допуска 7)9;
то же, вала
d — 6 *32f7*36all* 6f8,
где fl, al 1 и fi — поля допусков размеров d, Du b соответственно; соединения
d—6 х 32Н7/Р х 36H12/all x 6D9//8.
Эвольвентные шлицевые соединения с углом профиля 30° по [10.7] различают с центрированием ступицы по боковым поверхностям 5 шлицев и наружному диаметру D (рис. 10.54, а) и по боковым поверхностям (рис. 10.54, 6).
300
Таблица 10.17. Предпочтительные посадки сопрягаемых поверхностей прямобочных шлицевых соединений
Способ центрирования Посадки центрирующего диаметра d или D Посадки по ширине
По внутреннему диаметру d ffl/fl-, ffl/g6- Д7/е8 D9/h9; Ib/jsT, f»/Kl\ FIQ/J9-, FlQ/jsl
По наружному диаметру D ffl/fl', Й7/Л6 ВД; /8/78, FS/fl .
По ширине b —• Z»/e8; D9/k&; FW/&, FW/fi
Таблица 10.18. Поля допусков нецентрирующих диаметров прямобочных шлицевых соединений
Центрирующий диаметр Вид центрирования Поле допуска
вала втулки
d По D или b — ЯП
D По d или b all Н12
Таблица 10.19. Основные рвзмеры эвольвентных шлицевых соединений по [10.7] (рис. 10.54), мм
D Модуль т D Модуль т
0,8 1,25 2 3 5 _ 0,8 1,25 .. 2 . 3 5
Число зубьев z Число зубьев г
10 11 — — — — 60 — — 28 18 —
12 13 — — — 65 — — 31 20 —
15 17 — — — — 70 — — 34 22 —
17 20 12 — — — 75 — 36 24 —
20 23 14 — — — 80 — — 38 25 —
25 30 18 — ——-- — 85 — — — 27 15
30 36 22 — — — 90 — — — 28 16
35 — 26 16 — — 95 — — — 30 18
40 — 30 18 — — 100 — — — 32 18
45 — 34 21 ——— — ПО — — — 35 20
50 — 38 24 —. — 120 — — — 38 22
55 — — 26 17 —
Примечание. Стандартом предусмотрен 1-й ряд предпочтительных размеров с диапазоном диаметров D от 4 до 500 мм и модулей т от 0,5 до 10 мм.
Обозначения: D — номинальный диаметр; d — диаметр делительной окружности {d—mt)', Df — диаметр окружности впадин втулки (при плоской форме дна впадин Df— D, при закругленной Df = D + +0,44т); df—диаметр окружности впадин вала (при плоской форме дна впадины dfmax = D—2,2т, при закругленной —d^ = D—2,76/и); da — диаметр окружности вершин зубьев вала (при центрировании по 5: da = D—0,2/и; при центрировании по Д d„ = D).
Основные размеры эвольвентных шлицевых соединений из предпочтительного 1-го ряда [10.7] приведены в табл. 10.19.
301
Рис. 10.54. Эвольвентное шлицевое соединение с базированием по боковым поверхностям и наружному диаметру (а), по боковым поверхностям (б)
Рис. 10.55. Соединение с треугольным зубом
Вусловном обозначении соединения последовательно указывают номинальный диаметр D, модуль т и значение полей допуска, например
50 х 2 х H9/g8 ГОСТ... .
Число зубьев не указывают, так как оно определено значениями D и т.
Треугольные шлицевые соединения (рис. 10.55) используют для неподвижных соединений, передающих малые крутящие моменты, при тонкостенных втулках и для замены прессовых посадок.
Основные параметры: число зубьев —от 20 до 70, модуль —от 0,2 до 1,5 мм, угол впадин вала — 90,72 или 60°. Центрирование —только по боковым поверхностям зубьев. Основные размеры элементов соединения даны в табл. 10.20.
302
Рис. 10.56. Условное изображение шлицевых вала (о), втулки (б) и шлицевого соединения (е)
Таблица 10.20. Номинальные размеры треугольных шлицевых соединений (рис. 10.S5), мм
О. Отверстие и вал Отверстие Вал
число зубьев z ₽, град d диаметр по вершинам
д Д а. Д
5 4,89 5,12 4,66 5,03 4,72 5 4,69
6 5,86 6,14 5,58 6,03 5,66 6 5,63
8 7,79 8,16 7,42 8,03 7,52 8 7,49
10 9,72 10,18 9,26 10,03 9,38 10 9,35
12 36 80 11,67 12,23 11,12 12,03 11,26 12 11,23
15 14,56 15,25 13,86 15,03 14,04 15 14,01
20 19,34 20,26 18,42 20,03 18,66 20 18,63
25 24,46 25,31 23,60 25,03 23,82 25 23,79
30 29,33 30,35 28,30 30,03 .28,57 30 28,54
32 31,28 32,37 30,184 32,05 30,47 32 30,42
35 34,20 35,39 33,00 35,05 33,31 35 33,26
40 48 82,5 39,06 40,43 36,70 40,05 38,05 40 38,0
42 41,02 42,45 39,58 42,05 39,95 42 49,90
45 43,94 45,48 42,41 45,05 42,81 45 42,76
50 48,83 50,54 47,13 50,05 47,57 50 47,52
55 53,72 55,60 51,84 55,05 52,33 45 52,28
60 58,62 60,67 56,67 60,05 57,10 60 57,05
70 68,41 70,80 66,02 70,05 66,64 70 66,59
Примечание. Расчетные диаметры Д (наружный) и Д (внутренний) указываются на чертеже отверстия и вала соответственно.
303
Шлицевые соединения изображают, согласно [ 10.4], упрощенно, как показано на рис. 10.56, а (на валу), рис. 10.56, б (в отверстии) и рис. 10.56, в (в соединении). На чертеже, содержащем нестандартные шлицевые соединения, в том числе с треугольным профилем зуба, помещают изображение профиля зуба и впадины со всеми необходимыми размерами. В изображении эвольвентных соединений дополнительно показывают делительную окружность,'как на рис. 10.56, в.
Глава 11
ИЗОБРАЖЕНИЕ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
11.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ ЗУБЧАТЫХ ЗАЦЕПЛЕНИЙ
В зубчатой передаче движение передается с помощью зацепления пары зубчатых колес, меньшее из которых называется шестерней, большее — колесом. Термин «зубчатое колесо» относится как к шестерне, так и к колесу. Параметры шестерни принято обозначать с индексом 1, параметры колеса —с индексом 2.
Зубчатые передачи подразделяют в зависимости от:
расположения геометрических осей валов с зубчатыми колесами на цилиндрические (при параллельных осях), кон и ч е с к и е (при пересекающихся осях) и винтовые (при скрещивающихся осях); реечную передачу рассматривают как частный случай цилиндрической зубчатой передачи с колесом, диаметр которого равен бесконечности;
расположение зубьев на ободе колеса на прямозубые, косозубые, шевронные и с круговыми зубьями;
формы профиля зуба — эвольвентные, циклоидальные и с зацеплением Новикова;
взаимного расположения колес — с внешним или внутренним зацеплением;
числа ступеней передачи — одно- и многоступенчатые;
характера движения валов —рядовые и планетарные.
Преимущественное применение имеют прямозубые цилиндрические и конические передачи с эвольвентными зубьями.
Геометрические и кинематические элементы зацепления цилиндрической пары колес с эвольвентными зубьями (рис. 11.1) имеют следующие определения. \
Делительная окружность — окружность, принадлежащая отдельно взятому колесу, на которой шаг / и угол зацепления 304
Рис . 11.1. Параметры эвольвентной зубчатой передачи
а колеса соответственно равны теоретическому шагу и углу зацепления режущего инструмента.
Окружность выступов — окружность 1, проходящая через вершины зубьев.
Окружность впадин — окружность 2, проходящая через основания зубьев.
Полюс зацепления — точка Р на пересечении линии центров Oj О2 с общей нормалью к сопряженным профилям в точке их касания (на линии зацепления).
Начальная окружность — окружность, проходящая через полюс зацепления Р на линии центров колес. Начальные окружности двух находящихся в зацеплении колес касаются одна другой в полюсе зацепления и делят зубья колес по высоте на две части: головку и ножку.У отдельно взятого колеса начальной окружности не существует.
Линия зацепления —линия I, неподвижная относительно линии центров О|О2, по которой перемещается точка касания сопряженных элементов. Отрезок t линии зацепления между начальной и конечной точками фактического касания сопряженных профилей называют активной частью линии зацепления.
Шаг зацепления t — расстояние между одноименными точками двух смежных зубьев, измеренное по начальной окружности
305
и равное отношению длины начальной окружности к числу зубьев: t = =nd/z
Толщина зуба 5 —длина дуги окружности между двумя разноименными профилями одного зуба, измеренная по начальной окружности. Теоретическая толщина s = 0,5/ используется для вычерчивания зубьев эвольвентного профиля.
Модуль зацепления т —часть диаметра делительной окружности, приходящаяся на один зуб: т- t/n = d/z- Модуль является основной характеристикой размеров зубьев и измеряется в миллиметрах.
Угол зацепления а —угол между линией центров и перпендикуляром к линии зацепления.
Высота зуба или глубина впадины h — радиальное расстояние между окружностью выступов и окружностью впадин. Складывается из высоты головки зуба й„ = т и высоты ножки зуба hf= 1,25т, т. е. h — 2,25т.
Диаметр начальной окружности d~ mz-
Диаметр окружности выступов da = d + 2he=: ~m(z + 2).
Диаметр окружности впадин df~d—2hf-m(z—2,5).
Передаточное число зубчатой передачи i — отношение угловых <о скоростей ведущего и ведомого колес или отношение частоты вращения п ведущего и ведомого колес: i — <О]/(о2 = пх1пг.
Межцентровое расстояние Ох О2 = А = m(zt + Zi)/2..
Стандартом [11.7] предусмотрено два ряда модулей т (первый ряд считается предпочтительным), мм:
1-й ряд: 0,05; 0,06; 0,08; 0,1; 0,12; 0,15; 0,2; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1; 1,25; 2; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 60; 80; 100;
2-й ряд: 0,055; 0,07; 0,09; 0,11; 0,14; 0,18; 0,22; 0,28; 0,35; 0,45; 0,55; 0,7; 0,9; 1,125; 1,375; 1,75; 2,25; 2,75; 3,5; 4,5; 5,5; 7; 9; 11; 14; 18; 22; 28; 36; 45; 55; 70; 90.
11.2. ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ
Изображение зубчатых колес. Выполнение чертежей зубчатых колес, реек, червяков и звездочек цепных передач производится по условным изображениям, установленным в [11.1].
Зубья и витки колес и червяков вычерчивают в осевых разрезах и сечениях, зубья реек — в поперечных. В остальных случаях зубья и витки не вычерчивают, ограничивая изображение окружностью по диаметру выступов. При необходимости профиль зуба или витка показывают на выносном элементе или ограниченном участке изображения детали (рис. 11.2).
Окружности и образующие поверхностей выступов зубьев и витков показывают сплошными линиями, в том числе и в зоне зацепления (рис. 11.3... 11.6). Тонкими штрихпунктирными линиями обозначают: на чертежах зубчатых колес, реек, червяков и звездочек —делительные 306
Рис. 11.2. Условное изображение цилиндрических зубчатых колес с наружным (о) и внутренним (б) зубчатым венцом
Рис. 11.3. Условное изображение зубчатых передач с цилиндрическими колесами
окружности, делительные линии и образующие делительных поверхностей (цилиндров, конусов и т. п.), а также окружности больших оснований делительных конусов; на чертежах глобоидных червяков и сопрягаемых с ними червячных колес — расчетные окружности и образующие расчетных поверхностей.
Окружности и образующие поверхностей впадин зубьев и витков на видах деталей допускается показывать сплошными тонкими линиями, а в разрезах и сечениях —сплошными основными линиями.
В продольных осевых разрезах зубчатых колес и звездочек, а также в поперечных разрезах реек и червяков зубья и витки условно совмещают с плоскостью чертежа и показывают нерассеченными независимо от профиля зуба и углов наклона зуба (углов подъема витка).
Примеры применения условных изображений по [11.1] для зубчатых цилиндрических, конических и червячных колес приведены ниже на рис. 11.7...11.12.
Изображение зубчатых передач. При изображении на чертеже зубчатых передач и цепных передач начальные и расчетные окружности, образующие начальных и расчетных окружностей, а также окружности 307
Рис. 11.4. Условное изображение конической передачи с углом между осями 90°
Рис. 11.5. Условное изображение зубчатой реечной передачи
Рис. 11.6. Условное изображение червячной передачи с цилиндрическим червяком
больших оснований начальных конусов проводят тонкими штрихпун-ктирными линиями (рис. 11.3... 11.6). Окружности и образующие поверхностей выступов зубьев и витков показывают сплошными основными линиями на всем протяжении, включая зону зацепления.
На разрезе в зоне зацепления, если секущая плоскость проходит через оси зубчатых колес, принято зуб ведущего колеса показывать расположенным перед зубом ведомого колеса. Аналогично, для червячных передач виток червяка показывают расположенным перед зубом червячного колеса. В реечном зацеплении зуб колеса изображают перед зубом рейки. Во всех случаях невидимые контуры допускается не наносить (рис. 11.4).
Цилиндрические зубчатые колеса. Правила выполнения чертежей эвольвентных зубчатых колес с указанием параметров зубчатого венца установлены в [11.2]. На изображении (рис. 11.7, 11.8) указывают диаметр вершин зубьев, ширину венца, размеры фасок или радиусы притуплений на кромках зубьев, шероховатость боковых поверхностей зубьев.
308
Рис. 11.7. Пример указания параметров зубчатого венца на чертеже прямозубого цилиндрического зубчатого колеса со стандартным исходным контуром
z
гост
13755-81
Модуль число зубьеВ нормальный исходный контур
Коэффициент смещения степень точности по ГОСТ 1645-81 Данные бля контро/и взаимного положения разноименных профилей зубьеб
Делительный диаметр
Прочие справочные данные
На поле чертежа в правом верхнем углу помещают таблицу параметров зубчатого венца, состоящую из трех частей, отделенных одна от другой сплошными основными линиями: первая часть —основные данные, вторая — данные для контроля, третья — справочные данные.
В первой части таблицы указывают: модуль т стандартного ряда; число зубьев z (для зубчатого сектора — число зубьев секторного колеса); угол наклона р линии зуба косозубых и шевронных колес; направление линии косого зуба (надписью Правое или Левое, для шевронных колес — надписью Шевронное); нормальный исходный контур (стандартный — указанием соответствующего стандарта, нестандартный — указанием группы параметров, включающих угол профиля а, коэффициент высоты головки ha, коэффициент толщины зуба s и др.). Если исходный контур не полностью определен перечисленными параметрами, то на чертеже должно быть приведено его изображение с необходимыми размерами. В этой части таблицы приводят также коэффициент смещения £, с соответствующим знаком и степень точности по нормам бокового зазора.
Вторая часть таблицы содержит данные для контроля взаимного положения разноименных профилей зубьев. Перечень данных для зубчатых колес со стандартным или нестандартным исходным профилем определяется одним из контрольных комплексов, предусмотренных стандартом на допуски и нормы кинематической точности, плавности работы, контакта зубьев в передаче и бокового зазора. Вариант данных для прямозубых эвольвентных колес стандартного исходного контура включает: постоянную хорду зуба ~зс, высоту до 309
Зубчатый Венец
Модуль
Число зубьев z нормальный исходный контур -
Коэффициент смещения
Степень точности
данные Оля контра-ля Взаимного положения разноименных профилей зубьев
Делительный диаметр
Прочие справочные данные
ГОСТ
13755-81
10 35 35
145
Рис . 11.8. Пример указания параметров зубчатого венца на чертеже цилиндрического зубчатого колеса со стандартным исходным контуром, имеющего два венца
постоянной хорды 7гс, длину общей нормали Ж, торцевой размер М по роликам или шарикам, диаметр ролика (шарика).
В третьей части таблицы указывают: делительный диаметр dd, шаг зацепления ра, осевой шаг рх, ход зуба pz, обозначение чертежа сопряженного зубчатого колеса.
При наличии двух (и более) венцов одного вида (рис. 11.8) значения параметров указывают в отдельных графах (колонках) таблицы с обозначением соответствующей колонки и венца прописной буквой русского алфавита. Если изделие имеет два (или более) венца разного вида (например, цилиндрический и конический), то для каждого венца заполняют отдельную таблицу. Таблицы допускается располагать рядом или одна под другой. Неиспользуемые строки таблицы параметров разрешено исключать или прочеркивать.
Реечное зацепление. Правила выполнения чертежей механически обработанных реек, сопрягаемых с эвольвентными цилиндрическими зубчатыми колесами, устанавливает [11.3].
На изображении зубчатой рейки (рис. 11.9) указывают: длину нарезной части рейки; размеры фасок или радиусы скругления на кромках зубьев; шероховатость боковых поверхностей зубьев.
В первой части таблицы параметров обозначают: модуль т; угол наклона р линии зуба косых зубьев; направление линии зуба для косых зубьев (надписью Правое или Левое); нормальный исходный контур (нормальный стандартный со ссылкой на соответствующий стандарт или нестандартный с параметрами: угол профиля а, коэффициент 310
Рис. 11.9. Пример указания параметров зубчатого венца на чертеж прямозубой зубчатой рейки со стандартным исходным контуром
высоты головки /га, коэффициент радиального зазора с, коэффициент толщины зуба 5, степень точности и вид сопряжения по нормам бокового зазора).
Перечень данных второй части таблицы параметров аналогичен перечню данных цилиндрических колес.
В третью часть таблицы параметров вносят число зубьев z рейки, нормальный шаг р„ и обозначение чертежа сопряженного зубчатого колеса.
Пример выполнения чертежа элементов реечного зацепления см. на рис. 11.5. Профиль зуба рейки—равнобочная трапеция с углом наклона боковых сторон 20° к высоте трапеции. Средняя линия рейки касательна к делительной окружности зубчатого колеса. Линия впадин рейки не изображается.
Конические зубчатые колеса (рис. 11.10). Правила выполнения чертежей конических зубчатых колес с прямолинейным профилем исходного контура и указания параметров зубчатого венца установлены [И.4].
На изображении колеса указывают: внешний диаметр вершин зубьев до притупления кромки; внешний диаметр вершин зубьев после притупления кромки; расстояние от базовой плоскости до плоскости внешней окружности вершин зубьев; угол конуса вершин зубьев; угол внешнего дополнительного конуса; базовое расстояние; размеры фасок или радиусы притупления вершин зубьев; положение измерительного сечения; шероховатость боковых поверхностей зубьев; ширину зубчатого венца. При плоскосрезанном переднем торце колеса ширину венца обозначают как справочный размер.
Зубья конических колес в зависимости от изменения размеров сечений по длине зуба могут выполняться по трем формам: форма 1 — пропорционально понижающиеся зубья (вершины конусов делительного и впадин совпадают) — применяется для прямых зубьев и для
311
Измерительное сечение
Внешний _ окружной модуль
Число зубьев
Тип зуба
Исходный контур
коэффициент смещения ^коэффициент изменения толщины зуба Угол делительного конуса
Степени точности
S'sutia 0 изме-ном сечении
Межосеббй угол передачи
Средний^ окружной модуль Внешнее конус -ное расстояние
Среднее конус-ное расстояние
Средний делитель ныи диаметр
угол конуса, опадин
а внешняя' Высота зуба
прямой
KL.
^0!
h.
Обозначение чеотёкт. сопряженного колеса
г
£
R
d
6.
Рис. 11.10. Пример указания параметров зубчатого венца прямозубого конического зубчатого колеса стандартным исходным контуром
круговых с модулем не менее 2 мм; форма 2 — понижающие зубья (образующие конусов делительного, впадин и вершин не совпадают) — применяется для любых колес при их массовом производстве; форма 3 — равновысокие зубья (образующие конусы делительного, впадин и вершин параллельны) — применяется для круговых зубьев.
Модуль конических зубчатых колес измеряют в среднем сечении зуба. Для зубьев формы 1 и 2 средний нормальный модуль всегда меньше внешнего окружного: для прямозубых колес т = 0,857/ие, для колес с круглыми зубьями при угле наклона зуба р = 35° т = 0,702zwrc. Внешний окружной модуль, вносимый в таблицу параметров конических колес, допускается не округлять до стандартного значения.
В таблицу параметров последовательно вносят:
1-я часть: модуль (внешний нормальный т„е, внешний окружной те, средний нормальный т„ для колес соответственно с тангенциальными, прямыми и круговыми зубьями); число зубьев z; тип зуба (надписью Тангенциальный, Прямой, Круговой); осевую форму зуба, угол наклона зуба (внешний нормальный рле для тангенциального или средний р„ для кругового зуба); направление линии зуба (надписью Правое или Левое); исходный контур (стандартный со ссылкой на номер 312
стандарта или нестандартный с указанием сечения, к которому относятся параметры: угол профиля а„, коэффициент высоты головки h'a, коэффициент радиального зазора с’); коэффициент смещения с соответствующим знаком (хе, х„„ х„ для колес соответственно с прямым, тангенциальным и круговым зубом; при отсутствии смещения проставляют «О»); коэффициент изменения толщины зуба с соответствующим знаком; угол делительного конуса 5; степень точности и вид сопряжения по нормам бокового зазора;
2-я часть: размеры зуба в измерительном сечении (допускается на чертеже шестерни вместо размеров зуба в измерительном сечении указывать боковой зазор в паре с сопряженным зубчатым колесом записью Допускаемый боковой зазор в паре);
3-я часть: межосевой угол передачи; модуль (средний окружной тт для колеса с прямыми зубьями, средний нормальный т„ для тангенциальных зубьев, внешний окружной mte для круговых зубьев); внешнее конусное расстояние Re; среднее конусное расстояние R; средний делительный диаметр d; угол конуса впадин 8/ внешняя высота зуба he и другие справочные данные с указанием обозначения чертежа сопряженного зубчатого колеса.
Основные геометрические параметры конических прямозубых колес с углом между осями 8 = 90° (рис. 11.10) приведены ниже.
Модуль т = t/л; znmax -т + b/zxsm фр Передаточное число i = dx/dy= ~ Число зубьев zx — dx/m; z2 = d2/m. Диаметр делительной окружности dx = mzx; d2 = mz2. Диаметр окружности выступов DeX = dx + +2wmax cos ф, = >nmax(Zi + 2 cos ф,); De2 = d2 + 2wmax cos ф2 = winax(Z2 + +2 cos ф2). Диаметр окружности впадин DiX - dx—2,4даП1М cos ф] = ='»,nax(^i—2,4 cos ф,); Da = d2—-2,4/nmax cos ф2 = /итах(г2—2,4 cos ф2).
Угол начального конуса tg ф1 = zx/z2; tg ф2 = z2/Zi- Угол дополнительного конуса фй1 = 90°—фр фл = 90°—ф2. Угол конуса выступов (угол наружного конуса) ан1 = ф1 + у(; ан2 = ф2 + у2. Угол конуса впадин авп1= = Ф1—Y6 авп2 = <Р2—У2- Угол головки зуба tg у] = m/L = 2 sin ф! /zx— =2 sin ф2/г2. Угол ножки зуба tg у2 = l,2m/L = 1,2 tgy,. Шаг по делительной окружности t — нт. Высота зуба h = 2,2т. Длина зуба b <L/3. Длина образующей начального конуса L - ddx/2 sin ф, = d,n/2 sin ф2.
Червяки цилиндрические и червячные колеса. Правила выполнения чертежей цилиндрических механически обработанных червяков видов ZA (архимедов червяк), ZJ (эвольвентный червяк), ZH1 (конволютный червяк с прямолинейным профилем витка), ZH2 (конволютный червяк с прямолинейным профилем впадины) и ZK (червяк, образованный конусом) по [11.6] и сопрягаемых с ними червячных колес передач с углом скрещивания 90° регламентированы [11.5].
На изображении цилиндрического червяка (рис. 11.11) указывают диаметр вершин витка deX, длину нарезанной части червяка Ьх, данные для определения контура нарезной части червяка, радиус кривизны переходной кривой витка рд, радиус кривизны линии притупления витка рЛ1 или размер фаски, шероховатость боковых поверхностей витка.
313
модуль
Число биткой
Вив червяка Делительный угол попсма. Направление линии Оита
Исходный червяк
Степени точности шные я«> лвигдам
прорилеи даШеВ Деди'теямыО диаметр
Ход Витка
т
~z?
- ZA
________
- прабое
д,
Рг1
Рис. 11.11. Пример указания параметров зубчатого венца на чертеже червяка вида ZA (архимедова)
Модули
Число зуЗьеВ
Направление линии зуоа
Коэффициент смещения червяка Исходный производящий червяк
Степени точности межосеВое расстояние Делительный диаметр
Вид сопряженного червяка
число Витков сопряженною червяка 'обозначение чер-' тем сопряженного червяка
т
~г
Че
ТОСТ, мм-ю
Z4
X
2/
Рис. 11.12. Пример указания параметров зубчатого венца на чертеже колеса, сопрягаемого с червяком вида ZA (архимедовым)
На изображении червячного колеса (рис. 11.12) указывают диаметр вершин зубьев de2, наибольший диаметр D„ ширину венца Ь2, данные для определения контура венца колеса, расстояние от базового торца до средней торцевой плоскости колеса (при необходимости —до центра выемки поверхности вершин зубьев), радиус кривизны переходной кривой зуба p^, радиус кривизны линии притупления зуба рж или размер фаски, шероховатость боковых поверхностей зубьев.
314
Втаблицу параметров Червяка последовательно вносят:
1-я часть: модуль т\ число витков гв вид червяка (ZA, ZJ и т. д.); угол подъема линии витка (основной vB для червяка вида ZJ или делительный v для червяков остальных видов); направление линии витка (надписью Правое или Левое); исходный червяк (стандартный со ссылкой на соответствующий стандарт или нестандартный с указанием всех параметров витка);
2-я часть: данные для контроля профиля витка, например делительная толщина по хорде витка sol и высота hal до хорды или размер червяка по роликам М и диаметр измерительного ролика Z);
3-я часть: делительный диаметр червяка dl, ход витка рг1, межосевое расстояние ат число зубьев сопряженного червячного колеса Zi, обозначение чертежа сопряженного колеса.
Аналогично, для червячного колеса:
1-я часть: модуль т; число зубьев z2; направление линии зуба (надписью Правое или Левое); коэффициент смещения червяка х; исходный производящий червяк (стандартный со ссылкой на соответствующий стандарт или нестандартный с указанием угла профиля, коэффициентов высоты витка, высоты головки, расчетной толщины и радиуса скругления кромки); степень точности и вид сопряжения по нормам бокового зазора в соответствии со стандартом;
2-ю часть таблицы параметров венца на чертеже червячного колеса не заполняют;
3-я часть: межосевое расстояние aw\ делительный диаметр d2; вид сопряженного червяка ZA; число витков сопряженного червяка Z\, обозначение чертежа сопряженного червяка.
Глава 12
ДЕТАЛИ СОЕДИНЕНИЙ МАССО- И
ЭНЕРГОКОММУНИКАЦИЙ
12.1. РЯДЫ НОМИНАЛЬНЫХ ДАВЛЕНИЙ
И УСЛОВНЫХ ПРОХОДОВ
Ряд номинальных (условных) давлений для соединений трубопроводов и арматуры установлен [12.35]. Значения давления Ри обозначения номинальных (условных) давлений PN приняты следующие:
Р, МПа 0,01 0,016 0,025 0,040 0,063 0,1 0,16 0,25 0,4
PN, кг/см2 0,1 0,16 0,25 0,4 0,63 1 1,6 2,5 4
Р, МПа 0,63 1,0 1,6 2,5 4,0 6,3 8,0 10,0 12,5
PN, кг/см2 6,3 10 16 25 40 63 80 100 125
315
Р, МПа 16,0 20,0 25,0 32,0 40,0 50,0 63,0 80,0________
PN, кг/см2 160 200 250 320 400 500 630 800
Номинальные (условные) давления менее 0,01 МПа следует выбирать из ряда R5, более 80 МПа —из ряда /ЙО по [5.2]. Допускается применять обозначение номинального (условного) давления в форме РДО вместо нормированного PN1Q. При маркировке возможно применение обозначения PN6 вместо PN6,i.
Проходы условные на соединения трубопроводов и арматуру установлены [12.37]. Условный проход (номинальный диаметр) приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в миллиметрах.
Установлен следующий ряд значений условного прохода:
3 10 25 65 160* 350 700 1400 2400 3400
4 12 32 80 175** 400 800 1600 2600** 3600**
5 15 40 100 200 450 900 1800 2800 3800**
6 16* 50 125 250 500 1000 2000 3000 4000
8 20 63* 150 300 600 1200 2200 3200**
* Допускается применять только для гидравлических и пневматических устройств.
*♦ Для арматуры общего назначения применять не допускается.
Условный проход указывают обозначением DN и числовым значением, выбранным из ряда. Например, условный проход 200 обозначают Z>/V200.
В арматуре и соединениях трубопроводов, производство которых освоено до 1 января 1991 г., допускается применять обозначение условного прохода (номинального размера) Dy.
12.2. СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
ИЗ КОВКОГО ЧУГУНА
Номенклатура соединительных частей трубопроводов из ковкого чугуна приведена в [12.3] с цилиндрической трубной резьбой по [6.6] (см. рис. 12.2...12.6).
Соединительные части [12.3...12.21] предназначеныдая соединения водо- и газопроводных труб с применением уплотнения в системах отопления, водопроводных, газопроводных и других в условиях неагрессивных сред (вода, насыщенный водяной пар, горючий газ и др.) при температуре проводимой среды не выше 175° С:
при условном давлении PN- 1,6 МПа ( ~16 кгс/см2) условный проход не более DN= 40 мм;
при PN- 1 МПа ( ~10 кгс/см2) условный проход DN= 50... 100 мм.
Конструктивные элементы соединительных частей (рис. 12.1) и их размеры приведены в табл. 12.1. Вариант 1 или 2 выбирает предприятие-изготовитель, отдавая предпочтение тому, который обеспечивает 316
* Размеры для справок.
Рис . 12.1. Размеры конструктивных элементов соединительных частей трубопроводов:
а —с внутренней резьбой; б — с наружной резьбой; в — ребер
минимальную массу соединительной части для каждого D. Резьба соединительных частей установлена [6.6] (класс точности В); сбеги, проточки, фаски резьбы — [7.27]. Уменьшение высоты профиля за счет его вершин не должно превышать 15 %.
Таблица 12.1. Размеры элементов соединительных частей из ковкого чугуна [12.4] (рис. 12.1), мм
Условный про-ход DN Резьба
обозначение d / 1 /. /2max
min
8 G1/4-B 13,158 9,0 9 7,0
10 G3/8-B 16,663 10,0 11 8,0
15 G1/2-B 20,956 12,0 14 9,0
20 G3/4-B 26,442 13,5 16 10,5
25 G1-B 33,250 15,0 19 11,0
32 gi‘/4-b 41,912 17,0 21 13,0
40 gi'/2-b 47,805 19,0 21 15,0
50 G2-B 59,616 21,0 24 17,0
Продолжение табл. 12.1
Условный проход DN d, <‘г s 5| *2 Sj b *2 h
8 13,5 12,5 2,5 3,0 3,5 3,5 3,0 2,0 3,5 2,0
10 17,0 16,0 2,5 3,0 3,5 3,5 3,0 2,0 3,5 2,0
15 21,5 20,0 2,8 3,5 4,2 4,2 3,5 2,0 4,0 2,0
20 27,0 25,5 3,0 3,5 4,4 4,2 4,0 2,0 4,0 2,5
25 34,0 32,0 3,3 4,0 5,2 4,8 4,0 2,5 4,5 2,5
32 42,5 40,5 3,6 4,0 5,4 4,8 4,0 2,5 5,0 3,0
40 48,5 46,5 4,0 4,0 5,8 4,8 4,0 3,0 5,0 3,0
50 60,5 58,5 4,5 4,5 6,4 5,4 5,0 3,0 6,0 3,5
317
Рис. 12.2. Угольники проходные (а, в, д) и переходные (б, г, е)
е)
Угольники проходные (рис. 12.2, а —г) по [12.5] изготовляют с углом 90 и 45° двух исполнений: 1 —с внутренней резьбой; 2 —с наружной и внутренней резьбой. Их размеры приведены в табл. 12.2 и 12.3.
Угольники переходные (рис. 12.2, д, е) изготовляют с углом 90° тех же двух исполнений; их размеры даны в табл. 12.4.
Примеры условного обозначения угольников: проходного с углом 90° исполнения 1 без покрытия с DN- 40 мм:
318
1
Угольник 90°—1-—40 ГОСТ...;
то же, с цинковым покрытием:
Угольник 90°—1—Ц—40 ГОСТ
проходного с углом 45° исполнения 1 без покрытия с DN- 40 мм:
Угольник 45°——/——40 ГОСТ...;
переходного исполнения 1 без покрытия с DN- 40 мм и DN= 25 мм:
Угольник 1—40 х 25 ГОСТ... .
Тройники (рис. 12.3). Размеры тройников прямых по [12.7] приведены в табл. 12.2, переходных по [12.8]—в табл. 12.4, с двумя переходами по [12.9] —в табл. 12.5.
Таблица 12.2. Основные размеры проходных угольников с углом 90° (рис. 12.2, а, д), тройников (рис. 12.3, а), крестов (рис. 12.4, а), муфт (рис. 12.5, а —в) и ниппелей (рис. 12.5, д) из ковкого чугуна, мм
Условный проход DN Резьба d Угольники, тройни-ки, кресты Муфты Ниппели двойные
короткие длинные
a b a a S a й
8 G1/4B 21 28 22 27 17 36 7
10 G3/8-B 25 32 24 30 19 38 7
15 G1/2-B 28 37 28 36 24 44 7
20 G3/4-B 33 43 31 39 30 47 8
25 G1-B 38 52 35 45 36 53 8
32 Gl*/4-B 45 60 39 50 46 57 9
40 Gl’/2-В 50 65 43 55 50 59 9
50 G2-B 58 74 47 65 65 68 10
Таблица 12.3. Основные размеры угольников с углом 45° из ковкого чугуна (рис. 12.2, в, г), мм
DN Резьба d a b DN Резьба d a b
10 G1/8-B 20 25 32 Gl*/4-B 33 43
15 G1/2-B 22 28 40 Gl‘/2-B 36 46
20 G3/4-B 25 32 50 G2-B 43 55
25 G1-B 28 37
Таблица 12.4. Основные размеры переходных угольников (рис. 12.2, б, е), тройников (рис. 12.3, б), крестов (рис. 12.4, б) и муфт (рис. 12.5, г) из ковкого чугуна, мм
Условный проход DN* DNt Резьба d x d{ Угольники, тройники, кресты Муфты a
a b c
10 x 8 G3/8xGl/4 23** 23** “— 30
15x8 Gl/2 x Gl/4 24* 24* 36
15 x 10 Gl/2 x G3/8 26 26 33 36
319
Продолжение табл. 12.4
Условный проход DNx DNt Резьба dx dx Угольники, тройники, кресты Муфты а
a b С
15x20 Gl/2x G3/4 31* 30* — —
15x25 Gl/2xGl 34* 32* — —
20x8 G3/4 x Gl/4 26* 27* — 39
20 х 10 G3/4 x G3/8 28 28 — 39
20 х 15 G3/4 x Gl/2 30*1 31*' 40* 39
20 х 25 G3/4xGl 36 35 — 39
20 х 32 G3/4xGl'/4 41* 36* —
25x8 G1 x Gl/4 28* 31* — —
25 х 10 G1 x G3/8 30* 32* — 45
25 х 15 G1 x Gl/2 32 34 — 45
25x20 G1 x G3/4 35 36 46 45
25x32 G1 x Gl'/4 42* 40* — —
25 х 40 G1 x Gl‘/2 46* 42* —
32 х 10 Gl*/4xG3/8 32* 36* — 50
32 х 15 Gl‘/4xGl/2 34 38 — 50
32 х 20 Gl‘/4xG3/4 36 41 — 50
32x25 G1'/4xG1 40 42 56 50
32x40 G7/4xG7/2 40* 46* - —
32x50 Gl’/4 x G2 54* 48* — —
40 х 15 0172x01/2 36* 42* — 55
40 х 20 G7/2x G3/4 38*' 44*1 — 55
40x25 07/2x01 42 46 55
40 х 32 G7/2XG7/4 46 48 55
40x50 G7/2XG2 55* 52* —
50 х 15 G2 x Gl/2 38* 48* — 65
50x20 G2 x G3/4 40* 50* — 65
50x25 G2xGI 44*' 52*1 — 65
50x32 G2xG7/4 48*' 54*1 — 65
50x40 G2xG7/2 .52 55 — 65
65 х 25 G2]/2xGl 47* 60* — —
65 х 50 G2*/2 x G2 61** 66** — —
Примечание. Класс точности резьбы — В.
* Только тройники.
** Угольники и тройники.
** Тройники и кресты.
Примеры условного обозначения тройников: прямого, без покрытия, с DN= 40 мм;
Тройник 40 ГОСТ
то же, с цинковым покрытием:
320
Рис. 12.3. Тройники прямые (а), переходные (6), с двумя переходами (в)
Таблица 12.5. Основные размеры тройников (рис. 12.3, в) и крестов (рис. 12.4, в) с двумя переходами, мм
Условный проход DN, х DN2 х DN, Резьба d a b c
20 х 15 х 15 G3/4 х G1/2 х Gl/2 30 31 28
20 х 20 х 15 G3/4 x G3/4 x Gl/2 33 33 31
25 х 20 х 15 G1 xG3/4xGl/2 35* 36* 31
25 х 15 х 20 G1 xGl/2xG3/4 32 34 30
25 х 20 х 20 G1 x G3/4 x G3/4 35 36 33
25 х 25 х 15 G1 xG3/4xGl/2 38* 38* 34
25 х 25 х 20 G1 xGl x G3/4 38* 38* 36
30 х 20 х 20 Gl'/4 x G3/4 x G3/4 36* 41* 33*
30 х 20 х 25 Gp/4 x G3/4 x G1 36 41 35
35 х 25 х 25 Gl‘/4xGl xGl 40‘ 42* 38*
40 х 25 х 32 Gl‘/2xGl xG1‘/4 42* 46* 40*
Примечание. Класс точности резьбы — В. * Только тройники.
Тройник Ц — 40 ГОСТ...,
переходного, без покрытия, с DN= 40 мм, DN\ = 32 мм:
Тройник 40 х 32 ГОСТ...;
с двумя переходами, с цинковым покрытием, с DN= 25 мм, DNi = 15 мм и DNz = 20 мм:
Тройник Ц — 25x15 х 20 ГОСТ... .
Кресты (крестовины) (рис. 12.4). Размеры крестовин прямых по [12.10] приведены в табл. 12.2, переходных по [12.11] —в табл. 12.4, с двумя переходами по [12.12] —в табл. 12.5.
Примеры условного обозначения: креста без покрытия с DN= 25 мм:
11-152
321
Рис. 12.4. Кресты (крестовины) прямые (а), переходные (6), с двумя переходами (в)
Крест 25ГОСТ...;
переходного креста с цинковым покрытием с DN= 25 мм и DNi = 20 мм: Крест Ц — 25x20 ГОСТ...;
креста с двумя переходами без покрытия с DN = 25 мм, DNi = 20 мм и DN2 = 15 мм:
Крест 25 x 20x15 ГОСТ... .
Муфты (рис. 12.5, а—г) прямые короткие по [12.13] и прямые длинные по [12.14] с правой резьбой (исполнение 1) и с право-левой резьбой (исполнение 2). Размеры приведены в табл. 12.2. Все компенсирующие муфты [12.15] имеют одинаковую длину и следующие условные проходы DN, мм (с резьбой):
/)M5(Gl/2-B); ZW20(G3/4-B); 2W25(G1-B); DA32(G174-B); P)V32(G172-B); 2W40(G17rB); W50(G2-B).
Размеры переходных муфт см. в табл. 12.4.
Число ребер на муфтах: 2 (для DN= 8...20), 4 (длй* DN= 25...40), 6 (для DN— 50 и более).
Примеры условного обозначения: прямой короткой муфты без покрытия с DN- 40 мм: '
Муфта короткая 40 ГОСТ...;
прямой длинной муфты исполнения 1 с цинковым покрытием:
Муфта длинная 1— Ц —40 ГОСТ ...;
компенсирующей муфты без покрытия с DN= 40 мм:
Муфта компенсирующая 40 ГОСТ...;
переходной муфты без покрытия с DN= 32 мм и DN= 35 мм:
Муфта 32 х 35 ГОСТ... .
322
Рис. 12.5. Муфты прямые: короткая (а), длинная (6), компенсирующая (в), переходная (г), ниппель двойной (д), футорки (г)
Ниппели (двойные) (рис. 12.5, д) [12.17]. Размеры приведены в табл. 12.2.
Пример условного обозначения двойного ниппеля без покрытия с Dy = 40 мм:
323
Ниппель 40 ГОСТ... .
Футорки (рис. 12.5, е) [12.19]. Размеры приведены в табл. 12.6.
Таблица 12.6. Основные размеры футорок из ковкого чугуна по [12.19] (рис. 12.5, е), мм
Условный проход DNx DN, Тип Резьба a 51 Л b
d 4
10x8 I G3/8 Gl/4 20 19 7 ——
15x8 II Gl/2 Gl/4 24 24 7 —
15 х 10 I Gl/2 G3/8 24 24 7 ——-
20x8 II G3/4 Gl/4 26 30 7 —
20 х 10 II G3/4 G3/8 26 30 7 —
20 х 15 I G3/4 Gl/2 26 30 7 —
25x8 II Gl Gl/4 29 36 7 —
25 х 10 II Gl G3/8 29 36 7 —
25 х 15 II Gl Gl/2 29 36 7 —
25x20 I Gl G3/4 29 36 7 —
32 х 10 II Gl1/, G3/8 31 46 7 —
32 х 15 II Gl‘/4 Gl/2 31 46 7 —-
32x20 II gi‘/4 G3/4 31 46 7 —
32x25 I gi’/4 Gl 31 46 7 —
40 х 10 II Gl*/2 G3/8 31 50 7 —
40 х 15 II Gl% Gl/2 31 50 7 —
40 х 20 II Gl'A G3/4 31 50 7 — —
40x25 II Gl'A Gl 31 50 7 —
40x32 I ' Gl'A Gl'/4 31 50 7 —
50 х 15 III G2 G'/2 48 65 8 35
50 х 20 III G2 G3/4 48 65 8 35
50x25 II G2 Gl 35 65 8 —
50x32 II G2 Gl'/4 35 65 8 ——
50 х 40 II G2 gi'/2 35 65 8 —
65 х 25 III G2'/2 Gl 40 80 9 54
Примечание. Класс точности резьбы — В.
Пример условного обозначения футорки без покрытия с DN= 25 мм на DN= 15 мм:
Футорка 25 х 15 ГОСТ... .
Соединительные гайки, контргайки, колпачки и пробки (рис. 12.6) по [12.18, 12.20, 12.21]. Размеры приведены в табл. 12.7. В условном обозначении после наименования указывают размер условного прохода. Л
324
Рис. 12.6. Контргайка (а), колпак (6)
Таблица 12.7. Основные размеры соединительных гаек, контргаек, колпачков и пробок из ковкого чугуна (рис. 12.6), мм
Условный проход DN Резьба Контргайки Колпачки Пробки
н 51 D Д L L 51 Н
8 G1/4 6 22 25,4 20 — 22 9 6
10 G3/8 7 27 31,2 25 — 24 11 7
15 G1/2 8 32 36,9 30 19 26 14 7
20 G3/4 9 36 41,6 33 22 32 17 9
25 G1 10 46 53,1 43 24 36 19 10
32 G17< 11 55 63,5 52 27 39 22 12
40 Gl’A 12 60 69,3 56 27 41 22 12
50 G2 13 75 86,5 70 32 48 27 14
12.3. МУФТОВЫЕ КОНЦЫ
ЛИТОЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ
Шестигранные муфтовые концы с трубной цилиндрической резьбой (рис. 12.7) литой трубопроводной арматуры общего назначения [12.1]. Размеры их приведены в табл. 12.8.
Арматура, выполненная из латуни, бронзы и ковкого чугуна, обеспечивает условное давление PN не более 25 кгс/см2, из серого чугуна — не более 16 кгс/см2. Сбег резьбы (уменьшенный) и фаски—по [7.27].
Условные проходы — по СТ СЭВ 254—76. Резьба трубная цилиндрическая класса точности В по [6.6].
325
Рис. 12.7. Муфтовые концы литой трубопроводной арматуры
Таблица 12.3. Размеры муфтовых концов литой трубопроводной арматуры по [12.1] (рис. 12.7), мм
Условный проход DN d Ковкий чугун Серый чугун Латунь и бронза
51 I min h 51 / min h 5 Anin Amin
Ws 16 PN S25 PN <16 PN £25
6 G1/4 19 9 10 11 — — 19 9 11 7 11
10 G3/8 22 10 12 27 12 14 22 10 12 8 12
15 Gl/2 27 12 14 30 14 16 27 12 15 9 13
20 G3/4 36 14 16 36 16 18 32 14 17 10 14
25 G1 41 16 18 46 18 21 41 16 19 12 16
32 Gl‘/4 50 18 21 55 20 23 50 18 22 14 18
40 Gl*/2 60 20 23 60 22 26 60 20 — 16 —
65 G2*/2 90 25 28 90 26 30 90 25 — 20 '
80 G3 100 28 31 105 30 34 100 28 — 22 —
Примечание. Условное давление PN в кгс/см2.
Предельные отклонения размера 5 под ключ для необработанных шестигранных муфтовых концов, полученных литьем в формы и кокиль, мм: ।
5............................ от 19 до 30 от 32 до 50 от 55 до 60 от 70 до 105
Предельные отклонения . . . —1,3 —2,0 —2,4 —2,8
12.4. ДЕТАЛИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
ПО НАРУЖНОМУ КОНУСУ
Соединения трубопроводов по наружному конусу применяют во всех видах техники для различных жидкостных и газовых сред, в том числе агрессивных, при температуре от —60 до + 500° и давлении до 106 МПа (1060 кгс/см2) в зависимости от материала труб и арматуры. Наружный диаметр труб от 3 до 38 мм.
Резьбовая часть арматуры (рис. 12.8) для соединения трубопроводов
326
Рис. 12.8. Резьбовая часть арматуры для соединений трубопроводов по наружному конусу (справа — резьбовая часть корпуса)
по наружному конусу. Размеры приведены в табл. 12.9. Допуск радиального биения поверхности А относительно оси резьбы составляет 0,05 мм для диаметров до М24 х 1,5.
Таблица 12.9. Размеры резьбовой части арматуры для соединения трубопроводов по наружному конусу (рис. 12.8), мм
Наружный диаметр труб А d 4 D Л /±0,3 /,± 0,25
исполи. 1 исполн.2
3 1,7 2,6 М8 х 1 6,5 11 13 4,0
4 2,7 3,6 МЮх 1 8,5 12 14 4,5
6 3,7 4,6 М12 х 1 10,5 13 15 5,5
8 5,5 6,6 М14 х 1 12,5
10 7,5 8,8 М16х 1 14,5 14 16 5,0
12 9,5 10,8 М20 х 1,5 17,8 17 20 6,5
14 11,5 12,8 М22 х 1,5 19,8 6,0
16 13,5 14,8 М24 х 1,5 21,8 18 21 6,5
18 15,5 16,8 М27 х 1,5 24,8 7,0
20 17,0 18,5 МЗО х 1,5 27,8 19 22 8,0
22 19,0 20,5 МЗЗ х 2 30,0 22 26 8,5
25 22,0 23,5 7,5
28 25,0 26,5 М39 х 2 36,0 9,5
30 27,0 28,5 23 27 7,5
32 28,0 29,5 М42 х 2 39,0 8,0
34 30,0 31,5 42,0 24 28 9,5
36 32,0 33,5 М48 х 2 45,0 25 29 9,5
38 34,0 35,8 8,0
327
12.5. ДЕТАЛИ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ПО ВНУТРЕННЕМУ КОНУСУ
Соединения трубопроводов по внутреннему конусу [12.30] применяют в различных жидкостных и газовых средах, в том числе агрессивных, для работы при температуре от —60 до + 500° С и давлениях до 65 МПа (650 кгс/см2) в зависимости от применяемых материалов, сортамента арматуры и вида соединения. Стандартный ряд деталей предназначен для соединения труб с наружным диаметром от 6 до 38 мм. Для неагрессивных сред используют паяные, для агрессивных — сварные конструкции.
Резьбовая часть арматуры для соединения трубопроводов по внутреннему конусу по [12.30] (рис. 12.9).
Размеры приведены в табл. 12.10.
Рис . 12.9. Резьбовая часть арматуры для соединений трубопроводов по внутреннему конусу
Таблица 12.10. Размеры резьбовой части арматуры для соединений трубопроводов по внутреннему конусу (рис. 12.9), мм
Наружный диаметр трубы 4 Резьба D 1 Наружный диаметр трубы D„ 4. Резьба D /
6 11 М14х 1,5 24 29 МЗЗ х 1,5 12
8 13 М16х 1,5 25 32 М36 х 1,5
10 15 М18 х 1,5 9 28 35 М39 х 1,5
12 17 М20 х 1,5 30 35,5 М39 х 1,5
14 19 М22 х 1,5 32 38 М42 х 1,5 13
16 21 М24 х 1,5 34 41 М45 х 1,5
18 24 М27 х 1,5 11 36 44 М48 х 1,5
20 27 МЗО X 1,5 38 44 М48 х 1,5
22 29 МЗЗ X 1,5 12
Примечание, d- DH—2,0.
328
12.6. ДЕТАЛИ ДЛЯ ПРИСОЕДИНЕНИЯ ШЛАНГОВ, РУКАВОВ
Для присоединения шлангов и рукавов используют ниппели (рис. 12.10), размеры которых приведены в табл. 12.11. К корпусам ниппель крепят через штуцер с накидной гайкой. Выполняют также ниппели с внутренней трубной или конической наружной дюймовой резьбой и шестигранником под ключ.
Рис. 12.10. Ниппель для присоединения рукавов (шлангов)
Таблица 12.11. Размеры ниппелей для присоединения рукавов, шлангов (рис. 12.10), мм
Условный проход DN d 4, d2 d, d,- 0,2 L
8 7,5 . 9 12 1 л- 0,06 Н-0,18 12 40
10 9,5 11 15 1 о-0,06 -18- 0,18 16 51
15 14 16 20 0,07 0,21 20 63
20 16 17,5 22 ло 0,07 2S- 0,21 26 80
25 23 24,5 29 20- 0,08 М- 0,25 32 100
Условный проход DN / /, 4 /, + 0,4 R Число зубьев Д—0,2
8 26 6 4 9 6 3 16
10 34 8 5 10 8 3 20
15 45 8 6 12 10 4 25
20 56 10 7 14 13 4 31
25 70 12 8 14 16 4 37
329
12.7. ФЛАНЦЫ АРМАТУРЫ, СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ И ТРУБОПРОВОДОВ
Фланцы трубопроводов и соединительных частей, а также присоединительные фланцы арматуры машин, приборов, аппаратов и резервуаров по [12.22] (рис. 12.11) рассчитаны на условное давление PN от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2) и температуру среды от 20 до 873 К (от —253 до + 600° С) и на фланцы с прокладками из фтороп-ласта-4 на условное давление PNот 0,1 до 20,0 МПа (от 1 до 200 кгс/см2) и температуру среды от 73 до 473 К (от —200 до + 200° С).
Типы и основные параметры фланцев (условное давление АУМПа; условный проход DN, мм) следующие (PNx DN):
литые из серого чугуна по [12.28]: (0,1; 0,25) х (15...3000); 0,6 х х(15...24ОО); 1,0 х (15...2000); 1,6 х (15... 1000);
вариант
{квадратные фланец)
Рис. 12.11. Фланцы арматуры, соединительных частей и трубопроводов исполнений:
1 — с соединительным выступом; 2 — с выступом; 3 — с впадиной; 4—с шипом; 5 — с пазом; 6 — под линзовую прокладку; 7 — под прокладку овального сечения
330
Исполнение 7
потв.с!
Рис. 12.11. Продолжение
С-2,5 для фланцев поГОСТ 12В21-80
С =5 для остальных срланцед
Рис. 12.12. Фланец стальной приварной встык
литые из ковкого чугуна по [12.25]: (1,6; 2,5; 4,0) х (15...80);
литые стальные по [12.23]: 1,6х х(15...16ОО); 2,5 х(15...1400); 4,Ох х(15...8ОО); 6,3 х(15...6ОО); 10х х(15...400); 16 х(15...3ОО); 20х х(15...25О);
стальные плоские приварные по [12.26]: (0,1; 0,25) х (10...2400); 0,6 х (10...1600); 1,0 х(1О...16ОО); 1,6 х(1О...12ОО); 2,5 х(1О...8ОО);
стальные приварные встык по [12.24]: (0,1; 0,25; 0,6) х (10...1600); (1,0; 1,6; 2,5; 4,0; 6,3) х (10...1200); 10 х (10...400); 16 х(15...300); 20х х(15...25О);
стальные свободные на приварном кольце по [12.27]: (0,1; 0,25; 0,6; 1,0; 1,6; 2,5) х(1О...5ОО).
Присоединительные размеры, размеры и исполнения уплотнительных поверхностей литых фланцев (рис. 12.36) для условных давлений PN 1,0 МПа (10 кгс/см2) и PN 1,6 МПа и условных проходов до Д < <150 мм приведены в табл. 12.13. Для остальных значений PN и DN размеры см. в [12.22]. Размеры диаметров Dm и толщины b фланцев (рис. 12.11) на давление PN 1,6 МПа, а также размеры приварных фланцев (толщина плоских, размеры литых—рис. 12.12) приведены в табл. 12.13 для Dy < 250 мм.
Фланцы всех исполнений, имеющие четыре отверстия под болты или шпильки, допускается изготовлять квадратными на PN< 4,0 МПа.
Предельные отклонения номинального размера h, мм: +1 при h = =2; ±2 при h > 2.
331
Таблица 12.12. Размеры фланцев арматуры для условных давлений PN 1,0 и 1,6 МПа по [12.22] (рис. 12.11), мм
Условный проход DN D А А А А А А d п Л Л| *1 В d болтов и шпилек
10 90 60 42 24 34 23 35 70
15 95 65 47 29 39 28 40 14 75 М12
20 105 75 58 36 50 35 51 2 80
25 115 85 68 43 57 42 58 4 90
32 135 100 78 51 65 50 66 4 3 105
40 145 110 88 61 75 60 76 НО
50 160 125 102 73 87 72 88 125
65 180 145 122 95 109 94 110 18 140 М16
80 195 160 133 106 120 105 121 3 150
100 215 180 158 129 149 128 150 8
125 245 210 184 155 175 154 176 4,5 3,5 —
150 280 240 212 183 203 182 204 22 М20
Таблица 12.13. Значения диаметра Dm и толщины Ь фланцеа арматуры (рис. 12.12), мм
DN По [12.28] По [12.23] По 112.26] По [12.24]
b А Ь А b b А А Л4 </,
10 — — — 12 22 15 23 8
15 12 37 39 28 19 26 12
20 14 42 12 44 14 8 36 26 18
25 49 49 16 42 33 28 25
32 16 60 56 50 39 31
40 68 14 64 17 60 46 38
50 17 80 74 19 9 к 70 58 33 49
65 100 15 100 21 88 77 66
80 19 114 17 ПО 102 90 35 78
100 21 136 130 23 11 122 НО 37 96
125 23 165 19 161 25 148 135 121
150 25 192 21 186 172 161 38 146
332
Продолжение табл. 12.13
DN По [12.28] По [12.23] По [12.26] По [12.24]
Ь А Ь В. Ь b D. о. /< 4
200 27 246 23 240 27 13 235 222 45 202
250 29 298 27 298 28 15 288 278 254
Предельные отклонения размеров:
hl, hi D1 Dl, Ds D1 DS /12, /13 d D9
+ 0,5 мм + 0,4 мм Н\2 Й12 ± 0,75 мм + 0,15 мм 0,4 мм Я15 h!4
Для соединений типа А по ГОСТ 14140—81 позиционный допуск осей отверстий d (допуск зависимый) в диаметральном выражении, мм, не более: 1,0 для отверстий диаметром <7=11 мм; 2,0 для d~ 14...26 мм; 3,0 для d~ 30...45 мм; 4,0 для <7= 52 и 56 мм; 6,0 для d= 62...78 мм.
Для фланцев с резьбовыми отверстиями (тип В по ГОСТ 14140—81) позиционный допуск осей отверстий d (допуск зависимый) в диаметральном выражении, мм, не более: 0,5 для <7=11 мм; 1,0 для <7 = 14...26 мм; 1,6 для <7= 30...45 мм; 2,0 для <7= 52 и 56 мм; 3,0 для <7= 62...78 мм.
Поля допусков посадочных мест под фторопластовые прокладки в сопрягаемых деталях должны соответствовать для диаметров (шипа или паза) D, мм: Д = 18...30 Н12/М2; 30 < D< 130Я12/<711; 130 <D< <26ОЯ11/<7Н; 260 < Д < 500Я11//9; 500 < D< 800Я10//9; 800 < D< <1000Я9//9.
Пример условного обозначения при заказе круглого стального приварного встык фланца DN= 50 мм на PN= 1,0 МПа (10 кгс/см2) из стали 25 исполнения 1 (с соединительным выступом):
Фланец 1—50—10 Ст25 ГОСТ..., то же, квадратного:
Фланец квадратный 1—50—10 Ст25 ГОСТ... .
При заказе фланцев с шипом-пазом под фторопластовые прокладки к условному обозначению добавляют букву Ф после обозначения условного давления.
12.8. СОЕДИНИТЕЛЬНЫЕ ЧАСТИ
ВАКУУМНЫХ ТРУБОПРОВОДОВ И АРМАТУРЫ
Проходы условные элементов вакуумных систем имеют следующий ряд номинальных размеров [12.31], мм: 0,1; 0,25; 0,63; 1,0; 1,6; 2,5; 4,0; 6,3; 10; 16; 25; 40; 63; 100; 160; 250; 400; 630; 1000; 1600; 2500; 4000; 6300.
Для фланцев, штуцерных соединений и элементов трубопроводов
333
Рис. 12.13. Соединения вакуумных трубопроводов: а —колено; б—тройник; в — крестовина
допускается применять следующий ряд номинальных размеров, мм: 8, 12, 20, 32, 50, 80, 125, 200, 320, 500, 800, 1250, 2000, 3150 и 5000. Допускается изготовление элементов вакуумных систем с DN= 900 мм.
Пример обозначения условного прохода с номинальным размером 100 мм: DN100.
Соединения вакуумных трубопроводов (рис. 12.13) —колена, тройники, крестовины —применяются в вакуумных системах технологического оборудования приборостроительного производства, работающих в диапазоне давлений от 105 до 10'5 Па. Условные проходы от 10 до 650 мм ряда R5 — по [5.2]. Присоединительные и установочные размеры по [12.34] приведены в табл. 12.14.
Таблица 12.14. Присоединительные и установочные размеры соединений вакуумных трубопроводов (рис. 12.13), мм
DN е Я DN е И
номин. ОТКЛ. номин. ОТКЛ. номин. ОТКЛ. НОМИН. ОТКЛ.
10 40 80 100 но ± 1,5 220 ±2,0
16 40 80 ±1,5 160 150 300
25 50 ± 1,5 100 250 220 ±2,0 400
40 65 130 ±2,0 400 300 600 ±3,0
63 90 180 630 440 + 3,0 800
Значения С для фланцев: по [12.32]— +2° для DN= 10...40; по [12.33]—± 1° для DN= 10..25 и + 30' для остальных; по [12.34]—± 1° для DN= 10...40 и ± 30' для остальных.
Размеры фланцев по [12.32, 12.33] см. на рис. 12.15, 12.16, расположение крепежных отверстий во фланцах по [12.32] —на рис. 12.14. Угол а определяется соответствующим числом крепежных отверстий.
Фланцы неподвижные винтовые (рис. 12.15) для вакуумных систем технологического оборудования с условными проходами от 10 до 1000 мм R5 и диапазона давлений от 105 до 10'5 Па имеют присоединительные и основные размеры по [12.32] (табл. 12.15). Диаметры £>з и А ограничивают уплотнительную поверхность. Диаметр Дз на глубине h служит для установки центрирующего кольца. Диаметр А — рекомендуемый и приблизительно соответствует предпочтительному 334
Рис. 12.14. Положение отверстий на фланцах соединений вакуумных трубопроводов
Рис. 12.15. Неподвижный винтовой фланец вакуумных систем (В—уплотнительная поверхность)
внутреннему диаметру трубы. Диаметр А определяет максимальный размер сварного шва присоединительной трубы. Вместо сквозных отверстий диаметром d можно применять резьбовые.
Пример условного обозначения неподвижного винтового фланца условного прохода 25 мм:
Фланец 25 ГОСТ... .
Таблица 12.15.0сновныеиприсоединительныеразмерынеподвиж-ных винтовых фланцев вакуумного оборудования по [12.32] (рис. 1215), мм
DN Д Д А А D d с п ь
10 10 40 30 12,2 55 6,5 22
16 16 45 35 17,2 60 6,6 0,6 8 27
25 24 55 45 26,2 70 4 37
40 41 80 65 41,2 100 58
63 70 НО 95 70 130 9 12 88
100 102 145 130 102 165 1,0 8 123
160 153 200 180 153 225 11 172
250 261 310 290 261 335 12 16 282
400 400 480 450 400 510 16 20 450
630 651 720 690 651 750 14 2,0 20 24 690
1000 1000 1090 1060 1000 1120 32 1060
Примечания: 1. Размер 6mi„ = 2,5 для DN = 10...100 мм и 4,5 для DN г 160 мм.
2. Предельные отклонения: й3 + 0,2 мм для DN= 10...63 мм и Д771 1 для DNсвыше 100 мм; b + 0,5 для DN= 10...25 мм, b + 0,6 для DN- 40...250 мм и b + 0,7 для DNi 400 мм.
335
п ami, а
а) |ФМ а
Рис. 12.16. Детали поворотных винтовых фланцев вакуумных систем:
а — накидной фланец; б—распорное кольцо; в — опорный фланец; В — уплотнительная поверхность
Фланцы поворотные винтовые (рис. 12.16) с условными проходами от 10 до 630 мм ряда R5 по [5.2} предназначены для вакуумных систем, рассчитанных на давление от 105 до 10’5 Па. Их основные и присоединительные размеры по [12.33] приведены в табл. 12.16 для опорных фланцев и в табл. 12.17 —для накидных. Размеры распорных колец даны в табл. 12.18.
Таблица 12.16. Основные и присоединительные размеры опорных винтовых фланцев вакуумных систем по [12.33] (рис. 12.16, в), мм
DN Д Д Ь А.1Я14) т(Д10) ДАН) Д(А11)
10 10 12,2 30 15 28
16 16 17,2 8 3,0 1,0 35 20 33
25 24 25,2 45 30 43
40 41 41,2 65 50 62
63 70 70 1,5 95 80 92
100 102 102 12 5,0 130 115 127
160 153 153 2,5 180 165 175
250 261 261 290 275 285
400 400 400 17 7,5 4,0 450 435 442
630 651 690 675 682
Примечания: 1. Размер hmm = 2,5 для DN- 10...100 мм и 4,5 для DN г 160 мм.
2. Предельные отклонения: Ог + 0,2 для DN- 1O...63 мм и й2^1 ДЛЯ 100 мм; Ь± 0,5 для DN= 10 ..25 мм и Ь± 0,6 для DN 4 40 мм.
336
Таблица 12.17. Основные и присоединительные размеры накидных поворотных винтовых фланцев вакуумных систем по [12.33] (рис. 12.16, а), мм
\DN д </(А13) п ДЛИ) А Л(А14) W11) Д(Я14) ДД10)
\10 40 55 30,1 32,1
16 45 6,6 60 8 3,0 35,1 37,1 1,0
25 55 4 70 45,1 47,1
40 80 100 65,5 68,5
63 110 9,0 130 12 5,5 95,5 98,5 1,5
100 145 8 165 130,5 133,5
160 200 11 225 16 6,5 180,7 185,7 2,5
250 310 12 335 290,7 295,7
400 480 14 16 510 20 10 450,8 458,8 4,0
630 720 20 750 24 690,8 698,8
Примечание. Для DN- 10...25 мм с = 0,6, ЛА = + 0,5; для ZW= 40...250 мм с= 1,0, ЛА = =± 0,6; для DNi 400 мм с = 2,0 и ЛА = ± 0,7.
Таблица 12.18. Основные и присоединительные размеры распорных колец по [12.33] (рис. 12.16, 6), мм
DN 10 1 16 1 25 40 L бз 1 100 160 250 400 630
d 2 + 0,02 3 ± 0,025 5 ± 0,025 8 ± 0,03
Di 28 1 33- 1 43 62 1 92 | 127 175 285 442 682
Диаметры Ди D опорных фланцев ограничивают уплотнительную поверхность. Диаметр Д на глубине h служит для установки центрирующего кольца. Диаметр Д — рекомендуемый и приблизительно соответствует предпочтительному внутреннему диаметру трубы.
Диаметр Д ограничивает поверхность прилегания для зажимной скобы и определяет максимальный размер сварного шва присоединительной трубы. Опорный фланец можно использовать во фланцевом соединении с зажимной скобой (накидным хомутом, зажимной гильзой).
Примеры условного обозначения: опорного фланца с условным проходом 63 мм:
Опорный фланец 63 ГОСТ... ;
накидного фланца с условным проходом 63 мм:
Накидной фланец 63 ГОСТ... ;
распорного кольца условного прохода 63 мм:
Распорное кольцо 63 ГОСТ... .
Фланцевые прогреваемые соединения для сверхвысоковакуумных систем по [12.36] (рис. 12.17) используют в диапазоне от 1 105 до 1 10'8 Па при температурах от -196 до + 450° С в трубопроводах с условными
337
Исполнение 1
Исполнение 2
Рис. 12.17. Фланцевое прогреваемое соединение для сверхвысоковакуумных систем:
1 — фланец неподвижный (см. рис. 12.18); 2 — прокладка (см. рис. 12.19); 3 — фланец неподвижный с резьбовыми крепежными отверстиями; 4— болт по 19.49]; 5—шпилька по [9.117); б — гайка по [9.32]; 7—шайба по [9.82]
Рис. 12.18. Фланец для прогреваемых соединений сверхвысоковакуумных систем
проходами по [12.31] £Wot 16 до 630 мм ряда R5 и 200 мм ряда ЛЮ по [5.2] (кроме условного прохода 25 мм). Значение потока натекания через фланцевое соединение должно быть не более 0 = 1’10'“ Па-м3-с'’.
Таблица 12.19. Размеры неподвижных фланцев сверхвысоковакуумных систем по [12.36] (рис. 12.18], мм
DN
16
40
63
D(HU) А Д ±0,1 Д/,9 Д(Й11) Д(ЛИ) Я(Л11) А(ЛН)
16,0 27,0 18,3 21,4 34 18,5 8 13
35,0 58,7 41,8 48,3 70 38,5 13 ,, 18
62,0 92,1 77,0 82,6 114 66,0 18 . 23
п
6
6
8
а
60°
60°
45°
338
Продолжение табл. 12.19
DN DfHll) А Д, ±0,1 А/,9 А(АН) Д.(ЛП) /ДЛИ) Я,(А11) Л а
100 100,4 130,2 115,2 120,7 152 104,5 21 25 16 22°33'
160 150,0 181,0 166,0 171,0 202 156,0 22 27 20 18°
200 200,0 231,8 216,8 222,3 253 206,0 25 30 24 15°
250 250,0 284,0 267,5 273,0 305 256,0 25 30 32 11°15’
Примечание. Размеры (d; dj) *DN, мм: (М4; 4,4 )х 16; (Мб; 6,6) х 40; (М8; 8,4)х (63...250).
Неподвижные фланцы (рис. 12.18) изготовляют исполнения 1 с гладкими отверстиями и исполнения 2 (см. поз. 3 на рис. 12.17) с резьбовыми отверстиями под шпильки. Для исполнения 2 позиционный допуск на положение осей резьбовых отверстий 0,1 мм (допуск зависимый). Размеры неподвижных фланцев приведены в табл. 12.19, размеры прокладок (рис. 12.19)—в табл. 12.20.
Рис. 12.19. Прокладка для прогреваемых соединений сверхвысоковакуумных систем
Таблица 12.20. Размеры прокладок (рис. 12.19), мм
DN 4. Предельное отклонение <4 Предельное отклонение
16 21,2 16,0 ±0,2
40 48,1 36,8
63 82,4 ±0,05 63,6 ±0,3
100 120,5 101,7
160 171,3 152,5
200 222,1 -0,10 203,4 ±0,5
250 272,8 254,0
Фланцевые соединения с поворотными фланцами (рис. 12.20) имеют детали (рис. 12.21 и 12.22), размеры которых приведены в табл. 12.21 и 12.22.
В [12.12] приведены также конструкция и размеры фланцевых соединений и их элементов для условных проходов 400 и 630 мм.
Материалы деталей фланцевых соединений: фланцев — сталь 12Х18Н10Т —лист обычного класса точности; прокладок —медь Ml — лист холоднокатаный мягкий; болтов, шпилек, гаек, шайб —сталь 12Х18Н10Т, патрубков —сталь 12Х18Н10Т —трубы обычного класса точности или лист обычного класса точности.
Прокладки подлежат отжигу в вакуумной печи при температуре 700° С в течение 20 мин.
339
Исполнение 1
Исполнение 2
Рис. 12.20. Фланцевое прогреваемое соединение для сверхвысоковакуумных систем с поворотными фланцами:
1 — фланец накидной (см. рис. 12.21); 2—фланец опорный (см. рис. 12.22); 3—прокладка (см. рис. 12.19); 4 — фланец поворотный с резьбовыми крепежными отверстиями; 5—болт по [9.49] (см табл 9.3); б — шпилька по [9.117] (см. табл. 9.21); 7 —гайка по [9.32] (см. табл. 9.36); 8—шайба по [9.821 (см. табл. 9.47)
Исполнение 1
Рис. 12.21. Накидной фланец для соединений сверхвысоковакуумных систем
Рис. 12.22. Опорный фланец для соединений сверхвысоковакуумных систем
Таблица Таблица 12.21. Размеры накидных фланцев сверхвысоковакуумных систем (рис. 12.21), мм
DN ЛЯ13) А А(/.9) А(Л11) Я(Л11) Л( ± 0,05) п а
16 19,3 27,0 21,4 34 8 5,8 6 60°
40 39,0 58,7 48,3 70 13 7,6 6 60°
63 67,0 92,1 82,6 114 18 12,7 8 45°
100 105,0 130,2 120,7 152 21 14,3 16 22°30'
160 160,8 181,8 171,5 202 22 15,8 20 18°
200 206,5 231,8 222,3 253 25 17,2 24 15°
250 257,0 282,0 273,0 305 32 1Г15'
Примечание. Размеры 4 и —см. примечание к табл. 12.19.
Таблица 12.22. Размеры опорных фланцев сверхвысоковауумных систем (рис. 12.22), мм
DN Д(с8) А(Я11) А(±0,1) и й(—0,05)
16 21,4 18,5 16,0 18,3 10 5,2
40 48,3 38,5 35,0 41,8 15 7,0
63 82,6 66,5 59,5 77,0 20 12,1
100 120,7 104,5 100,4 115,2 25 13,7
160 171,5 160,6 150,0 166,0 25 15,2
200 222,3 206,0 200,0 216,0 28 16,6
250 273,0 256,0 250,0 267,5 28 16,6
12.9. СОЕДИНЕНИЯ ШТЕПСЕЛЬНЫЕ ДВУХПОЛЮСНЫЕ
Штепсельные двухполюсные соединители по [12.2] с цилиндрическими контактами предназначены для присоединения электрических приемников с номинальными токами 6,3; 10 и 16А и напряжением 220 В к осветительной сети переменного тока частотой 50 и (или) 60 Гц.
Виды климатических исполнителей —УХЛ1, УХЛ2, УХЛ4, Tl, Т2, 04 по ГОСТ 15150—69.
Основные размеры вилок и розеток на номинальный ток 6,3 и
341
Рис. 12.23. Вилка на номинальный ток 6,3 и 10 А:
Ф39И
Рис. 12.24. Розетка на номинальный ток 6,3 и 10 А:
1 — штырь вилки; 2 — корпус
вилки
1 — основание розетки; 2 — контакт гнездовой; 3 — крышка розетки скрытой установки; 4—крышка розетки открытой установки; 5—вариант крышки удлинителя и розеточной части разветвителя
Рис. 12.25. Вилка на номинальный ток 10 и 16 А:
1 — штырь; 2 — корпус; 3 — заземляющий контакт
10 А (класс защиты 0 по ГОСТ 12.2.007.0:—75) приведены на рис. 12.23 и 12.24, на ток 16 и 10 А (класс защиты 1) —на рис. 12.25 и 12.26.
Диаметр dштыря вилки защиты 0:4,0_оо8 (на номинальный ток 6,3 А); 4,8 ± 0,06 (на номинальный ток 10 и 16 А). Диаметр d отверстий для прохода штырей вилки в розетках (рис. 12.24) соответственно 4,5+й’3 и 5,5+0’3 мм.
Заземляющий контакт должен быть пружинящим при расхождении
342
Рис. 12.26. Розетка на номинальный ток 10 и 16 А:
1 — основание; 2 — контакт гнездовой; 3— крышка для скрытой установки; 4—крышка для открытой установки и удлинителя; 5 — заземляющий контакт
до размера 33 мм. Вилки должны иметь винтовые контактные зажимы по ГОСТ 25034—81. Розетки должны иметь винтовые контактные зажимы, рассчитанные на присоединение двух медных или алюминиевых (алюмомедных) проводов сечением от 0,75 до 2,5 мм2 для розеток на номинальные токи 6,3 и 10 А, от 1,5 до 4,0 мм2 на номинальный ток 16 А.
В стандарте установлены также другие технические требования к деталям соединения.
Глава 13
ВАЛЫ, ОСИ, ОПОРЫ
13.1. ВАЛЫ, ОСИ
Зубчатые колеса, шкивы, звездочки и другие вращающиеся элементы механических передач устанавливают на валах или осях.
Вал —деталь, являющаяся звеном механизма, передающая крутящий момент и вращающаяся совместно с закрепленными на нем элементами.
Ось —деталь, предназначенная только для поддержания вращающихся, качающихся или перемещающихся по ней деталей. В отличие от вала ось не передает крутящих моментов. Оси могут быть неподвижными или медленно вращаться вместе с насаженными на них деталями.
По геометрической форме валы делятся на прямые, коленчатые и гибкие (рис. 13.1). Прямые жесткие валы могут конструктивно объединять функции несущей детали элемента передачи движения, например вал-шестерня (а) или вал-кулачок (Z>) (рис. 13.2).
По типу поперечного сечения жесткие валы могут быть сплошными или полыми, а по очертанию — гладкими цилиндрическими, со шпоночными канавками, проточками под стопорные или упорные кольца, резьбовыми, шлицевыми или профильными участками.
Части валов и осей, опирающиеся на неподвижные опоры, носят общее название цапфы. В зависимости от места расположения на валу они подразделяются на шипы, шейки и пяты.
Шип — цапфа, расположенная на конце вала и передающая в основном радиальную нагрузку. Шейкой называют цапфу в средней части вала. Опорой для шипов и шеек служат подшипники (подшипник
Рис. 13.1. Типы валов:
а — прямые; б — коленчатые; в — гибкие 344
Рис. 13.3. Формы шипов (цапф) на концах валов: а — цилиндрическая; б — коническая; в — шаровая
Рис. 13.4. Формы пят валов:
а — сплошная; б — кольцевая; в—точечная
— деталь, находящаяся под шипом). Шипы и шейки могут иметь цилиндрическую, коническую или шаровую форму (рис. 13.3). Пятой называют цапфу, передающую осевую нагрузку. Опорами для пят служат подпятники. Пяты по форме могут выполняться сплошными, кольцевыми и точечными (рис. 13.4).
Цилиндрические концы валов диаметром от 0,8 до 630 мм предназначены для посадки деталей, перадающих крутящий момент в машинах (кроме электрических автотракторных), механизмах и приборах. Основные размеры, допускаемые крутящие моменты и технические требования установлены [13.12].
Таблица 13.1. Номинальные размеры цилиндрических концов валов (рис. 13.2, а), мм
d / Г С d / Г С
ряд 1 ряд 2 ис-полн.1 ис-полн. 2 ряд 1 ряд 2 ИС-ПОЛИ.1 ис-полн. 2
0,8 — 3 32 — 80 58
1,0 — 36 38
1,2 1,3 4 40 42
1,6 1,8 5 0,2 45 48 НО 82
2,0 — 8 50 53 2,0 1,6
2,5 2,8 10 — 0,2 55 —
. 3,0 — 60 63
4,0 3,8 12 70 65 140 105
5,0 4,8 14 0,4 — 75
6,0 5,8 16 80 85 170 130
7,0 — 90 95
100 105 3,0 2,5
8,0 — 20 ПО 120 210 165
9,0 —
10 — 125
11 — 23 20 140 130 250 200
12 — — 150 4,0 3,0
30 25 1,0 0,6 160 170
14 — 300 240
180 —
16 — 40 28 200 190
18 19 200 210 350 280
20 — 50 36 1,6 1,0 — 240 410 330 5,0 4,0
346
Продолжение табл. 13.1
d 1 Г с d 1 Г С
ряд 1 ряд 2 ис-полн. 1 ис-полн. 2 ряд 1 ряд 2 ис-полн. 1 ис-полн.2
22 24 50 36 1,6 1,0
25 — 60 42 250 260
280 300 5,0 4,0
28 30 320 — 470 380
Номинальные размеры концов цилиндрических валов для диаметров до 320 мм приведены в табл. 13.1, основные размеры концов валов с метрической резьбой (рис. 13.2) —в табл. 13.2.
Таблица 13.2. Основные размеры цилиндрических цапф с резьбовым концом (рис. 13.2, а), мм
d /, 4 4, d А 4 d,
1,8 8 5 Ml ,6 22 50 36 М12 х 1,25
2,0 24
2,5 6 25 60 42 М16х 1,5
2,8 10 М2 28
3,0 7 30
3,8 12 8 М3 32 80 58 М20 х 1,5
4,0 36
5,0 14 9 38
6,0 16 10 М4 40 М24 х 2
7,0 42
8,0 20 12 М5 45 НО 82 МЗО х 2
9,0 48
10 23 25 Мб 50 МЗбхЗ
11 55
12 30 18 М8 х 1 60 М42 х 3
14 63
16 65 140 105
18 40 28 М10 х 1,25 70 М48 х 3
19 75
20 50 36 М12 х 1,25 80 170 130 М56 х 4
347
Рис. 13.5. Переходный участки между ступенями валов (галтели)
Стандартные ряды числовых значений диаметров цапф (см. табл. 13.1) согласованы со стандартным рядом посадочных диаметров подшипников качения. Диаметр буртика (заплечика) вала для упора подшипника качения может быть определен как D = d+ 3,2г15 где i\ — координата фаски внутреннего диаметра подшипника.
Переходные участки между ступенями валов и осей выполняют, как правило, в виде плавного перехода, называемого галтелью. Галтели (рис. 13.5) очерчивают дугами возможно большего радиуса (а), выполняют по эллиптической кривой (6), с поднутрением постоянного (в) или переменного (г) радиуса. Предусматриваемые для выхода шлифовального круга кольцевые канавки и проточки (д, ё) должны иметь стандартные размеры (см. табл. 7.26 и 7.27).
В зависимости от диаметра посадочной поверхности d координаты г и/галтели (см. рис. 13.2), высота буртика /ц (при переходе цилиндр — цилиндр) и /к (при переходе конус — цилиндр) определяются по табл. 13.3.
Таблица 13.3. Высота буртиков (заплечиков) переходных участков валов и осей (рис. 13.2), мм
d 4...8 10...16 18...22 24...30 32...38 40...44 45...50 52...58 60...65 67...75
1,8 2,5 3,0 3,5 3,5 3,5 4,0 4,5 4,6 5,1
1,0 1,2 1,5 1,8 2,0 2,3 2,5 2,7 2,7 2,7
Г 0,8 1,4 1,6 2,0 2,5 2,5 3,0 3,0 3,5 3,5
f 0,5 0,5 1,0 1,0 1,2 1,2 1,6 2,0 2,0 2,5
Поля допусков диаметров d до 5,8 мм не регламентированы; св. 5,8 до 30 мм —Д6; св. 30 до 50 мм —кб; св. 50 до 630 мм —тб.
Шпонки:
для валов (см. рис. 10.48, исполнение 1, и рис. 10.51): для диаметров до 14 мм —сегментные; для диаметров св. 14 мм — призматические обыкновенные, тангенциальные нормальные;
для валов (см. рис. 10.48, исполнение 2): для диаметров до 30 мм —
348
Рис. 13.6. Резьбовой участок вала с канавкой под язычок стопорной шайбы
Рис. 13.7. Смазочные отверстия и канавки валов
призматические обыкновенные; свыше 30 мм — призматические высокие и тангенциальные усиленные.
Допуск симметричности шпоночного паза относительно оси конца вала не должен превышать двух полей допусков на ширину шпоночного паза. Допуск параллельности плоскости симметрии шпоночного паза относительно оси конца вала — не более половины поля допуска на ширину шпоночного паза.
Размеры резьбовых участков валов и канавок под язычок стопорной шайбы приведены на рис. 13.6 и в табл. 13.4, смазочных отверстий и канавок —на рис. 13.7 и в табл. 13.5.
Конические концы валов с конусностью 1:10 и диаметром от 3 до 630 мм предназначены для посадки деталей, передающих крутящий момент (шкивы, муфты, зубчатые колеса и др.) в машинах, механизмах и приборах (кроме тяговых и автотракторных электрических машин).
Таблица 13.4. Размеры резьбовых участков валов и канавок под язычок стопорной шайбы (рис. 13.6), мм
d d, / b а. «2 а,
Мб X 0,5 5,0 6 3 1,0 2,5 0,6
М8 х 0,75 6,5 10 4
МЮх 1 8,5 12 5 1,5 3,0 0,8
М12 х 1 10,5
М16х 1 13,5 12
М20 х 1,5 16,5 6 2,0 3,5 1,0
М24 х 1,5 20,5 16
МЗО х 1,5 26,5
МЗбх 1,5 32,5 18 6 3 4 1,5
М42 х 1,5 38,5
М48 х 1,5 44,5
М52х1,5 48,0 20 8 3 5 1,5
349
Продолжение табл. 13.4
d 4 1 Ь "1 «2 а>
М56 х 1,5 52,0 20 8 3 5 1,5
М64х 1,5 60,0 24 6
Таблица 13.5. Размеры смазочных отверстий и канавок валов (рис. 13.7), мм
D Диаметр резьбы d Глубина нарезки 1„М: 4, 4 Л R Г
метрической конической, дюйм метрической конической дюймовой трубной конической трубной цилиндрической
До 16 М8 х 1 — 12 — — — 6,5 5 10 1,5 1,2 0,8
16...30 М10 х 1 1/8 14 6,7 10 — 8,5 6 15 2,0 1,5 1,0
30...60 — 1/4 — 10,2 11 18 11,5 8 20 2,5 2,0 1,5
60... 120 — 3/8 — — 13 20 14,5 10 25 2,5 2,5 1,5
Св. 120 — 1/2 — 13,5 16 .25 18,5 12 30 3,0 3,0 2,0
Размеры концов валов (рис. 13.8) двух типов — с наружной резьбой и внутренней резьбой — нормализованы в двух исполнениях: 1 — длинные, 2 —короткие [7.21]. В табл. 13.6 приведены размеры концов валов с конусностью Г. 10 в интервале диаметров от 3 до 125 мм.
Таблица 13.6. Концы конических валов с конусностью 1:10 с наружной резьбой (рис. 13.8, а), мм
А . 4 L А d> d,
ряд 1 ряд 2 исполнение
1 2 1 2 1 2
3 4 5 6 7 8 9 10 11 12 14 16 18 — 10 12 14 — 7 8 9 — 2,65 3,60 4,55 5,50 6,50 7,40 8,40 9,25 10,25 11,10 13,10 14,6 16,6 — М2 М3 —
М4
16 10
20 12 Мб
23 15
М8 х 1 М4
30 18
40 28 28 16 15,2 17,2 МЮх 1,25
350
Продолжение табл. 13.6
d А 4. 4, 4, 4,
ряд 1 ряд 2 исполнение
1 2 1 2 1 2
— 19 40 28 28 16 17,6 18,2 М10х 1,25 М5
20 — 18,2 18,9
22 — 50 36 36 22 20,2 20,9 М12 х 1,25 Мб
— 24 22,2 22,9
25 1 — 60 42 42 24 22,9 23,8 М16х 1,5 М8
28 — 25,9 26,8
— 30 27,1 28,2
32 — 29,1 30,2 М20 х 1,5 М10
— 35 80 58 58 36 32,1 33,2
36 — 33,1 34,2
— 38 35,1 36,2 М24 х 2
40 — 35,9 37,3 М24 х 2 М12
— 42 37,9 39,3
45 — 40,9 42,3 МЗО х 2 М16
— 48 ПО 82 82 54 43,9 45,3
50 — 45,9 47,3
— 53 48,9 50,3 МЗбх 3
— 55 50,9 52,3
56 — 51,9 53,3 М20
— 60 54,75 56,5
63 — 57,75 59,5 М42 х 3
— 65 140 105 105 70 59,75 61,5
— 70 64,75 66,5
71 — 65,75 67,5 М48 х 3 М24
— 75 69,75 71,5
80 — 73,5 75,5 М56 х 4
— 85 170 130 130 90 78,5 80,5 МЗО
90 — 83,5 85,5 М64 х 4
— 95 88,5 90,5
100 — 91,5 94,0 М72 х 4 М36
— 105 96,75 99,0
НО — 210 165 165 120 101,75 104,0 М42
— 120 111,75 114,0 М90 х 4
125 — 116,75 119,0 М48
Шпоночный паз для конических валов с диаметром < 220 мм выполняют параллельно оси вала, с большим диаметром — параллельно образующей конуса. Размеры шпоночных канавок конических концов валов даны в табл. 13.7.
351
Таблица 13.7. Размеры шпоночных канавок конических концов валов (рис. 13.8, а), мм
rf, Ь Л t b Л t
11; 12 2 2 1,2 70...75 18 11 7,0
14; 16 3 3 1,8 80; 85 20 12 7,5
18...22 4 4 2,5 90; 95 22 14 9,0
24...30 5 5 3,0 100...110 25 14 9,0
32...38 6 6 3,5 120...130 28 16 10
40; 42 10 8 5,0 140; 150 32 18 11
45...50 12 8 5,0 160; 170 36 20 12
53; 56 14 9 5,5 180...200 40 22 13
60...65 16 10 6,0
Допускается для концов валов диаметром до 14 мм применение сегментных шпонок по [10.43]. Размеры призматических шпонок для любых диаметров —по [10.45].
В технически обоснованных случаях допускается изготовление концов конических осей без шпоночного паза и с левой резьбой.
Для концов валов с внутренней резьбой (рис. 13.8, б) рекомендуемые размеры резьбовых отверстий приведены в табд. 13.8. Значение угла а = 60° для < 120 мм и а = 75° для у/, > 125 мм.
Условное обозначение конического конца вала типа 1 (с наружной резьбой), исполнения 1 (длинного), с номинальным диаметром dt = 20 мм:
К1120 ГОСТ... .
352
Рис. 13.9. Схема крепления вала в подшипниках качения с плавающей опорой
Таблица 13.8. Размеры резьбовых отверстий конических концов вала (рис. 13.8, б), мм
rf, ds <4 А 4 4 4
12...16 М4 4,3 6,5 14 8 3,5 1,9
18; 19 М5 5,3 8,0 17 10 4,5 2,3
20...24 Мб 6,4 10,0 21 12 5,5 3,0
25; 28 М8 8,4 12,5 25 16 7,0 3,5
30...35 М10 и,о 15,6 30 20 9,0 4,0
36...42 М12 13,0 18,0 38 24 10,0 4,3
45...50 М16 17,0 22,8 45 32 11,0 5,0
50...65 М20 21,0 28,0 53 36 12,5 6,0
70...75 М24 25,0 36,0 63 40 14,0 9,5
80...90 МЗО 31,0 44,8 75 50 18,0 12,0
95; 100 М36 37,5 53,0 90 60 20,0 13,5
НО; 120 М42 43,5 59,7 105 65 22,0 14,0
125 М48 49,5 74,0 120 70 24,0 16,0
Примеры установки валов. Типовая конструкция вала предполагает его установку в двух подшипниковых опорах. По способности фиксировать осевое положение вала опоры разделяют на фиксирующие и плавающие. В фиксирующих опорах конструктивно обеспечивается предотвращение осевых перемещений вала в обоих направлениях. В схеме (рис. 13.9) левая опора является фиксирующей: внутреннее кольцо подшипника зажато между заплечиком вала и резьбовой гайкой; наружное поджато к фланцу корпуса привертной крышкой. В правой опоре наружное кольцо подшипника имеет возможность осевого перемещения, а внутреннее кольцо зафиксировано на валу втулкой и пружинным кольцом.
В схеме на рис. 13.10 (компоновка «враспор») обе опоры являются фиксирующими: внутренние кольца подшипников имеют односторонний упор в виде заплечика вала или распорной втулки, а наружные опираются на фланцы привертных крышек.
Некоторые типовые конструкции установки подшипников качения показаны на рис. 13.11. Для фиксации внутренних колец подшипников использованы: гайка круглая шлицевая со стопорной многолапчатой 12-152 353
Рис. 13.10. Схема крепления вала в подшипниках качения с фиксирующими опорами
шайбой (а), гайка корончатая (б) со шплинтом, концевая шайба (в), кольцо пружинное (г) с невыпадающим штифтом (д). Показана установка наружных колец подшипников: посредством пружинного внутреннего кольца (б), привертной крышки (в), прижимного кольца (г) и крышки-вкладыша (б) с упорным винтом.
Примеры выполнения чертежей вала и вала-шестерни (рис. 13.12, 13.13). Для удобства чтения чертежа все сведения, необходимые для изготовления детали, располагают следующим образом:
Рис. 13.11. Типовые конструкции крепления подшипников качения
354
I^MEEll
tejEftfiriEF-]
ЯЗОкб
Ф,0?5|Лв|
©|0g/?5|4S|
|OI 0.01
L«
W(C)_
6
ft
70 (Ф)
285(Г)
Зх45д £
55(c) f 70Ы2(П)
la
6o(c)7 50ht2(cp) '
2^5
Ш ~*•
A(M5:l)
|Zy | o,oi />\О,О12\А&\
Полировать
zvV)
©|gga?5|^|
g,
zs
‘tS(C)
Рис. 13.12. Схема простановки размеров на рабочем чертеже вала
Рис. 13.13. Схема простановки размеров на рабочем чертеже вала
Рис. 13.14. Типовые конструкции крепления цилиндрических осей в опорах:
а — распорной втулкой; б—клеммным зажимом; в—стопорным винтом; г — накладкой-скобой; д — пружинной шайбой; е — проволочным кольцом; ж — з — накладками на лысках; и — штифтом и посадкой на рифление; к — концевой шайбой
Рис. 13.15. Концы цилиндрических осей
осевые линейные размеры — под изображением детали на минимальном числе уровней (2...5);
356
Рис. 13.16. Коническая цапфа вертикальной оси
условные обозначения баз — под изображением детали;
условные обозначения допусков формы и расположения — над изображением детали на одном-двух уровнях;
условные обозначения параметров шероховатости — на верхних границах изображения, а для торцевых поверхностей — под изображением детали на выносных линиях.
Технические требования записывают над основной надписью или при недостатке места левее основной надписи в таком порядке:
1. Требования к материалу, заготовке, термической обработке.
2. Указания о справочных и других размерах, не указанных на изображении.
3. Предельные отклонения неуказанных размеров.
4. Допуски формы и расположения элементов, для которых не нормированы стандартом условные графические знаки.
5. Требования к качеству поверхностей —указания об отделке и покрытиях.
Исходные данные и рекомендации даны в табл. 13.10...13.13.
На чертеже вала задают габаритные (Г), присоединительные (П), функциональные (Ф), сопряженные (С) и координирующие (К) размеры. Отдельные размеры — справочные.
Цилиндрические цапфы осей могут выполняться гладкими сплошными, гладкими полыми или иметь конструктивные особенности в зависимости от способа их фиксации в опорах. Типовые конструкции крепления цилиндрических осей в опорах даны на рис. 13.14.
Размеры концов цилиндрических осей (рис. 13.15) приведены в табл. 13.9.
Таблица 13.9. Концы цилиндрических осей (рис. 13.15), мм
Исполнение d
3 ._ 4 5 6 8 10 12 16 20 24
1 / 6 6; 10; 14 14; 20 20 24 30
2 rfi — — 2,4 3,2 4,0 6 8 10 10 12
3 di — 3,5 4,4 5,2 7 8,8 10,6 14 — —
4 b а 6 2,4 6 3,2 6: 8: 10: 12 10: 12: 16
4 4,5 6 8 10 12 16 20
5 s bt — — — 4,2 6 8 2,5; 8 3,5; 5; 10 3; 10 16 18
' 6 n h — — 1,5 6 2 8 3,2 10 „4,2 12 4,2 12 4,8 18 4,8 18
7 h — 6 8 8 10 12 16 20 30 36
357
Продолжение табл. 13.9
Исполнение d
3 4 5 6 8 10 12 16 20 24
7 М — 2 2,5 3 3 4 5 6 8 10
8 т — 1,5 1,5 2 2 2,5 2,5 4 5 5
t — 1,5 1,5 2 2,5 3 3 3 4 4
9 Ьг 4 6 10 12 16 20 24 — —
z 18 24 30 36 48 60 72 — — —
Конические цапфы вертикальных осей выполняют односторонними (рис. 13.16), горизонтальных осей —двусторонними (опоры на центрах, рис. 13.17). Вертикальные конические цапфы применяют преимущественно в точных астрономических и геодезических приборах. Конусность оси выбирают в пределах 1:5...1:10 при среднем диаметре конуса, составляющем 0,5...0,7 длины конуса. Углы конуса менее 2°30' не применяют во избежание заклинивания осевой системы.
Опоры на центрах применяют для легких деталей, требующих точного центрирования. Размеры центровых отверстий для установки горизонтальных опор даны в табл. 13.10.
Рис. 13.17. Опоры на центрах
Таблица 13.10. Размеры центровых отверстий (рис. 13.17), мм
D d I
До 2,5 0,5 1,2 1,0
Св. 2,5 до 5 0,75 2,0 1,4
» 5 » 10 1,0 2,5 1,8
» 10 » 20 1,5 4,0 2,4
Оси на шаровых опорах обеспечивают кроме вращения возможность поворота оси вокруг шаровой цапфы. Угол конуса втулки а составляет 30 или 45°. Возможно использование посадки шаровой цапфы во втулку с гнездом сферической формы, причем радиусы сфер цапфы и гнезда втулки равны. Основные размеры шаровых цапф приведены в табл. 13.11 (рис. 13.18).
358
Рис. 13.18. Сферические опоры
Таблица 13.11. Основные размеры шаровых цапф (рис. 13.18), мм
D L | М 1 d 1 н 1 г 1 л 1 ь
6 16 4 8 10 2 2 1,0
8 20 5 10 12 2 2 1,0
10 25 8 12 15 3 3 1,0
12 30 10 15 18 3 4 1,5
16 38 12 18 22 3 5 2,0
20 46 16 22 26 4 5 2,0
25 58 20 28 32 5 6 2,5
Разновидностью шаровой опоры является опора на шпиле (рис.
13.19), где контактирующие поверхности имеют сферическую форму, но с разными радиусами кривизны. Угол конусной части равен 60°, радиус сферической поверхности в вершине R - 0,025...0,2 мм. Ось опирается на подпятник (подушку) с углом конуса 90° и радиусом сферы 7?| = =(4...10)Л. Опору применяют при вертикальном и горизонтальном положении в устройствах с минимальным моментом трения. Такие опоры, называемые кернами, изготовляют из инструменталь
Р и с . 13.19. Ось с опорой на шпиле
359
ных сталей У10А, У12А с закалкой до твердости > 50HRC; для изготовления подпятников применяют искусственные камни типа агата, сапфира, рубина или ситалла и другого специального стекла.
Материалы валов и осей. Валы и оси изготовляют преимущественно из конструкционных сталей марок 20, 30, 35, 40 и 45 и обыкновенных углеродистых сталей СтЗ, Ст4, Ст5, Стб без термообработки. Для валов с термообработкой применимы стали 20Х, 45Х, 12ХНЗА, 40ХН, 30ХГТ и др. Оси измерительных приборов, часовых и других механизмов изготовляют из сталей У7, У8 и У12, из нержавеющей стали, бронзы марок БрАМц9-2, БрКМцЗ-1, БрОЦ4-3, БрБ2 и др. В конструкциях электромеханических приборов для валиков и осей используют алюминиевые сплавы марок Д1, Д16, Д16Т, Б95, АД1, а также пластмассы (текстолит, волокнит) и керамические материалы.
13.2. ПОДШИПНИКИ СКОЛЬЖЕНИЯ
В простейшем виде подшипник скольжения представляет собой отверстие в корпусе или втулке, охватывающее цапфу и нагруженное поперечными радиальными силами. Типовой подшипник скольжения состоит из корпуса, вкладышей и смазывающих устройств.
Таблица 13.12. Втулки биметаллические по [13.2; 13.17] (рис. 13.21), мм
d D д L Ь С S
ряд 1 ряд 2 ряд 3
20 26 32
22 28 34 15 20 30 3 0,5 0,4...0,8
25 32 38
28 36 42 20 30 40 4 0,5 0,4...0,8
30 38 44
35 45 50 30 40 50
40 50 58
45 55 63 30 40 60 5 0,8 o,s:.:i,o
48 58 66
50 60 68
55 65 73 40 50 70 5 0,8 0,5...1,0
60 75 83 40 60 80 7.5 0,8 0,9...1,5
65 80 88 50 60 80
70 85 95 50 70 90 7,5 1,0 0,9... 1,5
80 95 105 60 80 100
Форма корпуса подшипника может быть произвольной или стандартной. Стандартные корпуса подшипников скольжения (рис. 13.20) делятся на н е р а з ъ е м н ы е (а) [13.9] иразъемные (б) [13.11; 13.18]. В отверстия корпуса устанавливают вкладыши, выполненные из антифрикционных материалов в виде разъемных или цельных 360
и
2отвф
Рис. 13.20. Подшипник скольжения с неразъемным (а) и разъемным (б) корпусом
втулок. Два типа втулок — биметаллические и из спекаемых материалов— стандартизованы. Размеры втулок биметаллических [13.10; 13.17] приведены в табл. 13.12, втулок из спекаемых материалов — порошков железа или бронзы [13.2] —в табл. 13.13 (рис. 13.21 и 13.22 соответственно).
При конструировании нестандартных вкладышей их параметры определяют в зависимости от диаметра цапфы и материала вкладыша. Для чугунных вкладышей s = 0,35t/+2,5 мм, дая бронзовых—s = =(0,05...0,08)d + 2,5 мм. Толщина буртика Н= (1...1,2)5, высота буртика 361
h — 0,06л. Толщина слоя баббита (сплава на основе олова, свинца и сурьмы, например марок Б83, Б89) на рабочей поверхности вкладыша обычно не превышает 0,5 мм. Рекомендуемое соотношение длины вкладыша к диаметру его отверстия под цапфу l/d = 0,5...0,9 (рис. 13.23).
Таблица 13.13. Втулки из спекаемых материалов по [13.10, 13.17] (рис. 13.22), мм
d D Д L ь С
ряд 1 ряд 2 ряд 3
20 25; 26 32 15 20 25 3 0,4
22 27; 28 34
25 30; 32 39 3,5 0,4
28 33; 36 44 20 25 30 4 0,6
30 35; 38 46
32 38; 40 48
35 41; 45 55 25 35 40
38 44; 48 58 25 35 45
40 46; 50 60 30 40 50
45 51; 55 65 35 45 — 5 0,7
50 58; 60 70 35 50 —
55 63; 65 75 40 — —
60 68; 72 84 50 — — 6
На наружной поверхности вкладышей допускается выполнение канавок с размерами по табл. 13.14 (рис. 13.24).
Размеры смазочных канавок вкладышей и отверстий подшипников скольжения (см. рис. 13.24) принимают равными: = 0,025г/; г = 0,05г/; Я=0,15</; а = (0,08...0,12)/; b = (0,12...0,20)/; с = 0,25л; 4= 1,5s.
Рис. 13.21. Втулки биметаллические для подшипников скольжения
Тип В
362
Рис. 13.22. Втулки подшипников скольжения из спекаемых материалов
типВ
Рис. 13.23. Втулки и вкладыши нестандартные
Рис. 13.24. Канавки смазочные подшипников скольжения
Примеры условного обозначения:
втулка биметаллическая типа В с диаметром отверстия d= 20 мм, наружным диаметром D = 26 мм, диаметром буртика Dx = 32 мм и длиной 20 мм:
Втулка В 20/26 х 20 ГОСТ...
(предельные отклонения диаметра отверстия в корпусе — по Н7, внутреннего диаметра d — по F7, наружного диаметра D — по гб);
втулка из спекаемых материалов типа В с внутренним диаметром d = 20 мм, наружным диаметром D = 26 мм, диаметром буртика Д = =32 мм и длиной 15 мм:
Втулка В 20/26х 15 ГОСТ...
(предельные отклонения: диаметра отверстия в корпусе—по Н1, наружного диаметра втулки —по г7, внутреннего диаметра втулки — по Н1).
Таблица 13.14. Размеры канавок на наружных поверхностях втулок и валов (рис. 13.24), мм
d Ь d, Г d b d, Г
До 6 1,5 Д—0,2 0,4 Св. 50 до 100 5 Д—1,0 1,6
Св. 6 до 10 2 Д—0,3 ОД » 100 8 d—1,5 2,0
» 10 » 50 3 Д—0,5 1,0
363
13.3. ПОДШИПНИКИ КАЧЕНИЯ
Подшипники качения представляют собой готовые стандартные узлы, основными элементами которых служат тела качения — шарики или ролики, установленные между двумя кольцами —внутренним и наружным — и удерживаемые на определенном расстоянии друг от друга обоймой, называемой сепаратором.
Подшипники качения классифицируют по следующим признакам: по форме тел качения (рис. 13.25) —шариковые (а) и роликовые, причем последние могут иметь цилиндрическую (б), коническую (в), торовидную (бочкообразную) (г), игольчатую (б) или витую (е) форму; по направлению воспринимаемой нагрузки —радиальные, радиально-упорные, упорно-радиальные и упорные;
по числу рядов тел качения — однорядные и многорядные;
по способности самоустанавливаться — несамоустанавливающие-ся и самоустанавливающиеся (сферические);
по габаритным размерам — на серии в зависимости от размера диаметра и ширины.
Маркировка подшипников качения. Основное условное обозначение подшипника состоит из семи знаков и ряда дополнительных знаков, располагаемых справа и слева от основного. Дополнительные знаки слева начинаются с прописной буквы категории (А, В, категорию С не указывают) подшипника и включают цифровые коды (1, 2, ..., 9) моментов трения, радиальных зазоров (0,1,2,..., 9) и классов точности. Дополнительные знаки справа последовательно указывают: XX — материал деталей, XXX — конструктивные изменения, XX — модификацию конструктивных изменений, XX—специальные технические требования (требования к температуре отпуска колец или шариков, обозначение вида смазочного материала, требования по уровню вибрации [13.3]).
Пример полного условного обозначения подшипника качения:
Рис. 13.25. Формы тел качения подшипников
364
А65—7000106 Л1 У Т2 С2 ГОСТ... , где С2 —смазка ЦИАТИМ-221; Т2 —температура отпуска колец 250 °C; У — повышенные требования по точности вращения; Л1 —сепаратор из латуни; 7000106 —основное условное обозначение подшипника; 5 —класс точности; 6 —группа радиального зазора; А — категория.
При отсутствии каких-либо требований соответствующие знаки в обозначении опускаются.
Основное условное обозначение подшипника характеризует его основное исполнение (с кольцами и телами качения из подшипниковой стали ШХ15, класса точности 0, со стандартным исполнением сепаратора) и основные признаки — размерную серию (серию диаметров и серию ширин [13.4]), тип и конструктивное исполнение и диаметр посадочного отверстия.
В вышеуказанном примере основное условное обозначение читается справа налево следующим образом: 06 —диаметр отверстия; 1 — серия диаметров; 0 — тип подшипника; 00 — конструктивное исполнение; 7 — серия ширин.
Две первые цифры справа обозначают внутренний диаметр подшипника, равный номинальному диаметру отверстия внутреннего кольца. Подшипники с диаметром отверстия до 10 мм (кроме 0,6; 1,5 и 2,5 мм) имеют в обозначении цифру (последний знак), указывающую непосредственное значение диаметра; диаметры отверстия 0,6; 1,5 и 2,5 мм обозначают через косую черту (например, 308008/1,5). Для подшипников с диаметром d= 20...495 мм (кроме </ = 22; 28 и 32 мм) размер внутреннего диаметра определяется умножением первых двух справа цифр на пять (например, подшипник 7000106 имеет d = 30 мм). Диаметры отверстия, равные 22,28,32 и 50 мм, обозначают через косую черту знаками, равными номинальному диаметру отверстия. Обозначения диаметров отверстий подшипников от 10 до 17 мм должны соответствовать 00 (t/= 10 мм), 01 (d= 12 мм), 02 (</= 15 мм), 03 (</ = = 17 мм). В условном обозначении подшипников с диаметрами, отличающимися от указанных, на третьем месте ставят цифру 9.
Третья цифра справа обозначает серию диаметров 0; 8; 9; 1; 2(5); 3(6); 4, отличающихся номинальными значениями динамической и статической грузоподъемности.
Четвертая цифра справа обозначает тип подшипника: 0 — шариковый радиальный, 1—шариковый радиальный сферический, 2 — роликовый радиальный с короткими цилиндрическими роликами, 3 — роликовый радиальный сферический, 4 — роликовый игольчатый или с длинными цилиндрическими роликами, 5 —радиальный роликовый с витыми роликами, 6 —радиальноупорный шариковый, 7 —роликовый конический, 8 —упорный или упорно-радиальный шариковый, 9 —упорный или упорно-радиальный роликовый.
Пятая и шестая цифры обозначают варианты конструктивного исполнения подшипников или отклонение конструкции подшипника от основного типа. Например, радиально-упорный подшипник 46206 365
имеет угол контакта а = 26°; подшипники 36206 и 66206 имеют при тех же габаритных размерах соответственно а = 12 и 36°.
Седьмая цифра справа обозначает серию ширин от 0 до 9, отличающихся номинальной шириной наружного кольца подшипника.
Если серия ширин, конструктивное исполнение и тип подшипника имеют в обозначении знаки 0 или 00, то стоящие левее последней значащей цифры знаки опускаются. В этом случае условное обозначение подшипника будет состоять из двух, трех или четырех цифр, например 106.
Основные размеры подшипников качения установлены общим стандартом [13.14]. Соответствующими стандартами по типам подшипников установлены конструктивные исполнения, форма и размеры основных образующих поверхностей, предельные отклонения этих размеров, нормы точности вращения, а также методы контроля и испытаний.
Норма точности (класс точности) указывается цифровым знаком 0 (06Х — только для роликовых конических подшипников), 6, 5, 4, 2, 1, 7, 8 через тире впереди основного обозначения подшипника. Нормальный класс точности (цифра 0) в обозначении подшипников категории С не указывают. При переходе от нормального класса точности к сверхвысокому допуск радиального биения снижается примерно в пять раз; стоимость подшипника возрастает примерно в десять раз. Требования по нормам точности вращения могут устанавливаться различными для подшипников различных типов. Например, техническими требованиями [13.8] для приборных подшипников установлены классы точности 5А и 4А без отнесения к категориям А, В или С.
Кольца подшипников и тела качения изготовляют из хромистых сталей ШХ6, ШХ9, ШХ15, ШХ15ГС, хромоникелевых сталей 12ХЗА, 12Х2Н4А и других с закалкой до твердости 61...66HRC,. Сепараторы штампуют из стальной холоднотянутой ленты, тонколистовой и листовой качественной стали, латунной и бронзовой ленты, а также из текстолита. В обозначение подшипника вводят дополнительные знаки, характеризующие материал деталей: Г — сепаратор из черных металлов, Б—сепаратор из безоловянистой бронзы, Д—сепаратор из алюминиевого сплава, Л—сепаратор из латуни, Е—сепаратор из пластических материалов, Н —детали из теплопрочной стали, Я — детали из редко применяемых материалов (керамики, стекла, твердых сплавов), Ю —детали из нержавеющей стали, Р—детали из теплостойких (быстрорежущих) сталей, X —детали из цементируемой стали, Э —детали из стали марки ШХ со специальными присадками.
В подшипники закрытого типа закладывают пластические смазки, условные обозначения которых по [13.3] также вводят в число дополнительных знаков справа от основного обозначения подшипника (например, смазка ЦИАТИМ 221С имеет условный знак С4, ЦИАТИМ 202 — С5, ВНИИНП 271—С7, ЛИТОЛ 24—€17).
Изображение подшипников на чертежах. Стандартные подшипники
366
Рис. 13.26. Упрощенное изображение Рис. 13.27. Изображение подшипни-подшипников качения ков качения на чертежах сборочных
единиц
качения изображают на чертеже в рабочем положении основными сплошными линиями по контуру в соответствии с их габаритными размерами d (номинальный диаметр внутреннего кольца), D (номинальный диаметр наружного кольца) и В (номинальная ширина подшипника) с использованием соотношений по рис. 13.29. Сепараторы и монтажные фаски не изображают.
Стандартом [13.19] предусматривается упрощенное изображение подшипника без указания типа и конструктивных особенностей проведением внутри контура диагоналей сплошными тонкими линиями (рис. 13.26). Допускается при изображении подшипника в разрезе на сборочном чертеже совмещать нормальный разрез в верхней или левой половине изображения с упрощенным изображением в другой половине (рис. 13.27). Допускается также применять упрощенные изображения подшипников, как показано на рис. 13.28. При необходимости в контур подшипника вписывают его условное графическое обозначение и упрощенное изображение конструктивных особенностей.
Примеры условных обозначений:
двухрядного сферического шарикового радиального с цилиндрическим отверстием внутреннего кольца серии диаметров 2 с d = 20 мм, 0= 47 мм, В= 14 мм:
Подшипник 1204 ГОСТ... ;
то же, с коническим отверстием внутреннего кольца:
Подшипник 111204 ГОСТ... ,
то же, с закрепительной втулкой:
Подшипник 11204 ГОСТ... , радиального шарикового однорядного с упорным бортом на наружном кольце с одной защитной шайбой серии диаметров 9, серии ширин 3 с диаметром отверстия </=2,5 мм, 0 = 7,0 мм, 5=3,5 мм, класса точности 5А:
Подшипник 5А—386009/2,5 ГОСТ... .
Подшипники радиальные шариковые однорядные [13.6] общего при-
367
г)
Рис. 13.28. Подшипники шариковые однорядные:
а — обычный; б — с защитными шайбами; в — с уплотнением и канавкой на наружном кольце; г — с упорным бортом
менения (рис. 13.28) имеют конструктивные исполнения, отличающиеся от обычного (а) наличием защитных шайб (б), уплотнений и кольцевых канавок на наружном кольце (а), упорного борта (г) или сочетанием отдельных модификаций. Основные размеры подшипников даны в табл. 13.15.
Таблица 13.15. Подшипники шариковые радиальные однорядные по [13.6] (рис. 13.28, а), мм
Условное обозначение d D В Г Условное обозначение d D В Г
Серия диаметров 8, нормальная 1 и широкая 2 серии ширин
I000083 3 7 2 1000804 20 32
1000084 4 9 2,5 0,3 1000805 25 37
1000085 5 11 3 1000806 30 42 7 0,5
1000086 6 13 3,5 1000807 35 47
1000088 8 16 4 0,4 1000808 40 52
1000800 10 19 1000810 50 65
1000801 12 21 1000812 60 78
1000802 15 24 5 0,5 1000814 70 90 10 1,0
1000803 17 26 1000816 80 100
Серия диаметров 9, нормальная серия ширин /
1000093 3 8 3 0.3 1000905 25 42 9 0,5
1000094 4 if 4 1000906 30 47 9
1000095 5 13 4 1,0 1000908 40 62 12 1,0
1000096 6 15 5 1000910 50 72 12
1000098 8 19 1000912 60 85 13
1000900 10 22 6 0,5 1000914 70 100 16 1,5
1000901 12 24 1000916 80 ПО 16
1000902 15 28 7 0,5 1000918 90 125 18
1000903 17 30 1000920 100 140 20 2,0
368
Продолжение табл. 13.15
Условное обозначение d D В Г Условное обозначение d D В Г
1000904 20 п 9 0,5 1000924 120 165 22 2,0
Серия диаметров 1, узкая серия ширин
7000101 12 28 7 7000111 55 90 11
7000102 15 32 8 7000112 60 95 11 1,0
7000104 20 42 8 0,5 7000114 70 НО 13
7000105 25 47 8 7000116 80 125 14
7000106 30 55 9 7000118 90 140 16
7000108 40 68 9 7000120 100 150 16 1,5
7000110 50 80 10 1,0 7000124 120 180 19
Серия диаметров 1, нормальная серия ширин 0
16 6 17 6 109 45 75 16
17 7 19 6 НО 50 80 16 1,5
18 8 22 7 112 60 95 18
19 9 24 7 0,5 114 70 НО 20 2,0
100 10 26 8 116 80 125 22
101 12 28 8 118 90 140 24 2,5
102 15 32 9 120 100 150 24
104 20 42 12 1,0 122 НО 170 28
105 25 47 12 124 120 180 28 3,0
106 30 55 13 126 130 200 33
107 35 62 14 1,5 128 140 210 33
108 40 68 15 130 150 225 35 3,5
Серия диаметров 2, узкая серия ширин
23 3 10 4 0,3 206 30 62 16 1,5
24 4 13 5 207 35 72 17
25 5 16 5 0,5 208 40 80 18 2,0
26 6 19 6 210 50 90 20
28 8 24 8 212 60 НО 22 2,5
200 10 30 9 214 70 125 24
201 12 32 10 1,0 216 80 140 26 2,0
202 15 35 11 218 90 160 30
203 17 40 12 220 100 180 34
204 20 47 14 1,5 222 НО 200 38 3,5
205 25 52 15 224 120 215 40
Серия диаметров 3, узкая серия ширин
34 . 4 16 5 0,5 307 35 80 21 2,5
35 5 19 6 308 40 90 23
300 10 35 11 1,0 310 50 ПО 27 3,0
301 12 37 12 312 60 130 31
302 15 42 13 1,5 314 70 150 35 3,5
303 17 47 14 316 80 170 39
369
Продолжение табл. 13.15
Условное обозначение d D В Г Условное обозначение d D В Г
304 20 52 15 318 90 190 43
305 306 25 30 62 72 Сер 17 19 ия диам 2,0 гтров 4, 320 324 узкая серия 100 120 ширин 215 260 47 55 4,0
403 17 62 17 410 50 130 31 3,5
404 20 72 19 2,0 412 60 150 35 3,5
405 25 80 21 414 70 180 42 4,0
406 30 90 23 2,5 416 80 200 48 4,0
407 408 35 40 100 110 25 27 3,0 418 90 225 54 5,0
Рис. 13.29. Изображение подшипников качения в разрезе по приведенным соотношениям d, D, b
Для вычерчивания стандартных подшипников качения по габаритным размерам d, D и В рекомендуется использовать соотношения, приведенные на рис. 13.29, а —д.
370
13.4. РАЗМЕРЫ ЭЛЕМЕНТОВ КРЕПЛЕНИЯ ПОДШИПНИКОВ КАЧЕНИЯ
Размеры конструктивных элементов (рис. 13.30) крепления подшипников качения приведены в табл. 13.16.
Таблица 13.16. Заплечики вала и корпуса для подшипников качения (рис. 13.30), мм
Шарикоподшипники: радиальные однорядные по [ 13.6] особо легкой серии диаметров 1, узкая ширина; с защитными шайбами по [13.5] особо легкой серии.
d D 4. д d D 4
8 22 10 11 20 19 50 80 55 75
12 28 14 15 26 25 55 90 60 — 85 —
15 32 17 18 30 29 60 95 65 —. 90 —
17 35 19 20 33 32 70 НО 75 — 105 —
20 42 22 23 40 39 75 115 80 82 ПО 108
25 47 27 28 45 44 80 125 85 88 120 118
30 55 32 34 50 48 85 130 90 92 125 122
35 62 37 40 60 58 90 140 98 100 132 130
40 68 42 45 65 62 95 145 102 105 138 135
45 75 50 — 70 — 100 150 108 ПО 142 140
Рис. 13.30. Заплечики вала и корпуса для установки подшипников качения
13.5. КРЕПЛЕНИЕ ВАЛОВ И ОСЕЙ
В зависимости от функционального назначения детали в конструкции требуется обеспечить или закрепление детали в осевом направлении, или стопорение на валу от проворачивания (вращения), или предотвратить одновременно ее угловые и продольные перемещения.
Некоторые конструктивные решения крепления осей посредством стандартных крепежных элементов показаны на рис. 13.13. При этом предполагается установка оси в двух опорах.
К типовым крепежным элементам, предназначенным для установ-
371
Варианты исполнения а±5°
Рис. 13.31. Канавки для пружинных колец наружных и внутренних
5
<£-60° для c/i 58ММ
</= 90° для дг-ВОмм для д ъ. so мм
Рис. 13.32. Кольца пружинные упорные концентрические наружные (а) и внутренние (й)
ки на валах деталей и их фиксации в осевом направлении, относятся установочные детали в виде разрезных упорных колец и концевых шайб. Сборку соединения разрезными пружинными кольцами осуществляют на валу перемещением наружного кольца вдоль оси вала или
372
в корпусе перемещением внутреннего кольца вдоль оси отверстия корпуса до совмещения с соответствующей канавкой. Радиальные зазоры в соединении кольца с канавкой устраняются за счет упругих свойств материала колец. Размеры канавок на валах и в корпусах под стандартные плоские пружинные кольца (рис. 13.31) приведены в табл. 13.17.
Таблица 13.17. Размеры канавок под пружинные упорные кольца концентрические (к) и эксцентрические (э) (рис. 13.31), мм
d Под кольцо наружное Под кольцо внутреннее
rf,(K) rf,(3) *,(к) *1(Э) Д(к) Д(э) *1(К) *,(э)
4 3,6 3,75 0,5 0,6
5 4,6 4,75 0,7 — — — —
6 5,6 5,75 0,8
7 6,6 6,75 0,9
8 7,5 7,2 8,5 8,3 0,9
9 8,5 8,6 9,5 9,3
10 9,5 9,6 10,5 10,4
12 11,3 11,5 12 12,7 12,5
14 13,2 13,4 14,8 14,6 1,2
15 14,1 14,3 15,9 15,7 1,2
16 15,0 15,2 17,0 16,8
18 16,8 17,0 19,2 19,0
20 18,6 19,0 21,4 21,0
22 20,6 21,0 23,4 23,0
24 22,5 22,9 25,5 25,2
25 23,5 23,9 1,4 26,5 26,2
26 24,5 24,9 27,5 27,2
28 26,5 26,6 29,5 29,4 1,4
30 28,5 28,6 31,5 31,4
32 30,2 30,3 33,8 33,7
34 32,2 32,3 35,7
35 33,0 37,0
36 34,0 38,0
40 37,5 19 42,5
42 39,5 44,5
45 42,5 47,5
48 45,5 50,5
50 47,0 53,0 1,9
52 49,0 2,2 55,0
55 52,0 58,0
60 57,0 63,0
65 62,0 68,0
70 67,0 2,8 73,0
373
Продолжение табл. 13.17
d Под кольцо наружное Под кольцо внутреннее
rf,(K) I <У,(э) А,(к) А,(э) Д(к) | Д(э) *,(к) | Ь&)
75 72,0 78,0 1.9 |
80 83,5 2,8 83,5
85 81,5 88,5 2,2
90 86,5 93,5
95 91,5 3,5 98,5
100 96,5 103,5
Примечание. Кольца должны входить в канавку без радиального зазора по внутреннему диаметру (наружные) и по наружному диаметру (внутренние).
Для изготовления разрезных пружинных колец используют рессорно-пружинную сталь марки 65Г, стальную холоднотянутую проволоку, стальную легированную проволоку, проволоку, листы и ленты из бериллиевой бронзы БрБ2, кремнемарганцовой бронзы БрКМцЗ-1, оловянно-цинковой бронзы БрОЦ4-3 и другие материалы с высокими упругими свойствами.
Плоские пружинные упорные кольца: концентрические (рис. 13.32) наружные (а) [13.13] и внутренние (б) [13.14]; эксцентрические наружные [ 13.15] и внутренние [13.16] — предназначены для диаметров валов от 4 до 200 мм и диаметров отверстий от 8 до 320 мм. Конструктивные параметры колец приведены соответственно в табл. 13.18, 13.19 (для диаметров валов и отверстий до 100 мм).
Таблица 13.18. Кольца наружные концентрические по [13.13] (рис. 13.32, а), мм
d d2 d, s b I d s b /
4 3,5 0,4 0,8 40 36,5
5 4,5 0,6 0,8 42 38,5
6 5,4 0,7 1,2 45 41,5 — 1,7 5
7 6,4 0,8 46 42,5
8 7,2 48 44,5
9 8,2 1,7 2 50 45,8 8
10 9,2 1,0 52 47,8
12 11,0 3 54 49,8
14 12,9 2,0 55 50,8 2,0 2,0 6
15 13,8
4 ' 56 51,8
16 14,7 58 53,8
18 16,5 2,5 60 55,8
19 17,5 — 1,2 62 57,8
20 18,2 5 65 60,8
22 20,2 3,2 68 63,6 2,5 2,5 7
23 21,1 70 65,6
374
Продолжение табл. 13.18
d d, d, s b I d di d, 5 b I
24 22,1 3,2 5 72 67,6 7
25 23,1 75 70,6
26 24,0 78 73,5 2,5 2,5 10
28 25,8 1,2 80 75,0 8
30 27,8 4,0 82 77,0
32 29,5 — 6 85 79,5
34 31,4 88 82,5
35 32,2 90 84,5
36 33,0 1,7 5,0 92 86,5 3,0 3,0 9,5
37 34,0 8 95 89,5
38 35,0 100 94,5 12
Примечание. Предельные отклонения размера s по //14, b по Л12; радиус закругления: Г| = 0,1 для d = 4...7 мм; 0,2 для d- 8...34 мм; 0,3 для d= 35,..62 мм; 0,4 для d — 65...100 мм.
Таблица 13.19. Кольца внутренние концентрические по [14.37] (рис.
13.32, 6), мм
rf d2 d, s b I d d2 d, J b /
8 8,8 3,0 40 43,5
0,8 l,o 12
9 9,8 3,5 42 45,5
10 10,8 1,3 45 48,5 4,0
11 11,8 46 49,5 14
12 13,0 4,0 48 51,6
13 14,1 50 54,2
14 15,1 1,7 4,5 52 56,2
15 16,2 54 58,2
16 17,3 5,0 55 59,0 —
17 18,4 1,0 56 60,2 1,7
18 19,6 58 62,2
19 20,6 60 . 64,2 16
20 21,8 — 2,0 6,0 62 66,2 5,0
21 22,8 65 69,2
22 23,8 68 72,5
23 24,9 70 74,5
24 25,9 7,0 72 76,5
25 26,9 75 79,5
26 28,0 2,5 78 82,5 18
28 30,2 1,2 8,0 80 85,5 2,5
30 32,2 82 87,5
32 34,5 9,0 85 90,5
34 36,5 88 93,5 3,0 2,0 6,0 20
35 37,8 3,2 10 90 95,5
375
Продолжение табл. 13.19
d __А_ 5 Ь 1 d d. s b /
36 38,8 92 97,5 20
37 39,8 3,2 3,2 10 95 100,5 3,0 2,0 6,0
38 40,8 98 103,5
39 42,0 100 105,5
Примечание. Предельные отклонения размеров: s по А12, b по Я14; радиус закругления /| = 0,2 для di 38 мм; 0,3 для d= 40...100 мм.
Пример условного обозначения наружного пружинного упорного кольца, концентрического, исполнения 1, класса точности А, с условным диаметром 30 мм, из стали 65Г, без покрытия:
Кольцо АЗО ГОСТ
то же, исполнения 2, класса точности В с кадмиевым покрытием толщиной 6 мкм хроматированным:
Кольцо 2В30.К6.хр ГОСТ... .
Гайки для закрепления внутренних колец подшипников качения [13.7] на валах с метрической резьбой или на стяжных втулках с метрической резьбой (рис, 13.33) имеют основные размеры по табл. 13.20. Крепление выполняется через стопорные шайбы типов: МВ и MBL — с прямым внутренним лепестком; АМВ — с лепестком, отогнутым наружу; ВМВ —-с лепестком, отогнутым внутрь (рис. 13.34). Их параметры приведены в табл. 13.21.
Рис. 13.33. Гайки стяжные для крепления внутренних колец подшипников качения на валах
Рис. 13.34. Шайбы стопорные многолапчатые для крепления подшипников качения на валах
376
Т аблица 13.20, Гайки для крепления внутренних колец подшипников на валах, закрепительных и стяжных втулках с метрической резьбой (рис. 13.33), мм
Обозначение гайки d rf0A12 d, 29А14 В* АЯ14
кмо — М10 х 0,75 18 13,5 4 — 3
КМ1 — М12х 1 22 17 4 — 3
КМ2 КМВ2 MI5 х 1 25 21 5 8 4
кмз КМВЗ М17 х 1 28 24 5 8 4
КМ4 КМВ4 М20 х 1 32 26 6 9 4 2,0
— КМВ/22 М22 х 1 34 28 — 9 4
КМ5 КМВ5 М25х 1,5 38 32 7 10 5
КМВ/28 М28 х 1,5 42 36 — 10 5
КМб КМВб МЗОх 1,5 45 38 7 10 5
— КМВ/32 М32 х 1,5 48 40 — 11 5
КМ7 КМВ7 М35 х 1,5 52 44 8 11 5
КМ8 КМВ8 М40 х 1,5 58 50 9 11 6
КМ9 КМВ9 М45 х 1,5 65 56 10 12 6 2,5
КМ10 КМВ10 М50х 1,5 70 61 11 13 6
КМ11 КМВ11 М55 х 2 75 67 11 13 7
КМ12 КМВ12 М60 х 2 80 73 11 14 7 3,0
КМ13 КМВ13 М65 х 2 85 79 12 14 7
КМ14 КМВ14 М70 х 2 92 85 12 14 8
КМ15 КМВ15 М75 х 2 98 90 13 15 8 3,5
КМ16 — М80 х 2 105 95 15 — 8
•КМ17 — М85 х 2 ПО 102 16 — 8
КМ18 — М90 х 2 120 108 16 — 10 4,0
КМ20 — М100х2 130 120 18 — 10
Таблица 13.21. Шайбы стопорные по [13.7] для крепления подшипников качения (рис. 13.34), мм
Обозначение шайбы rf.CH d2ffl2 4 Z.A14 /2*14 Д Шайба типа
MB, MBI, АМВ вмв
В М В м
мво AMB0 — 10 13,5 21 3 3 3 8,5 — —
МВ1 АМВ1 — 12 17 25 10,5 — —
МВ2 АМВ2 ВМВ2 15 21 28 1,0 13,5 12,1
мвз АМВЗ ВМВЗ 17 24 32 4 4 15,5 14,1
МВ4 АМВ4 ВМВ4 20 26 36 4 18,5 1,5 17,2
МВ5 АМВ5 ВМВ5 25 32 42 23,0 21,8
МВ6 АМВ6 ВМВ6 30 38 49 5 5 1,25 27,5 26,8
МВ7 АМВ7 ВМВ7 35 44 57 32,5 31,7
МВ8 АМВ8 ВМВ8 40 50 62 1,25 37,5 36,4
МВ9 АМВ9 ВМВ9 45 56 69 6 6 5 42,5 1,8 41,4
377
Продолжение табл. 13.21
Обозначение шайбы <С11 rf2//12 dj Г.Л14 /2А14 4 Шайба типа
MB, MBI, АМВ ВМВ
В М В м
мвю АМВ10 ВМВ10 50 61 74 6 6 1,25 47,5 1,8 46,4
мвн АМВ11 ВМВ11 55 67 81 52,5 51,0
МВ12 АМВ12 ВМВ12 60 73 86 7 57,5 55,8
МВ13 АМВ13 ВМВ13 65 79 92 8 1,5 62,5 2,0 60,8
МВ14 АМВ14 ВМВ14 70 85 98 6 66,5 65,8
МВ15 АМВ15 ВМВ15 75 90 104 8 71,5 70,4
МВ16 АМВ16 ВМВ16 80 95 112 76,5 2,5 75,0
МВ17 АМВ17 ВМВ17 85 102 119 10 81,5 80,0
МВ18 АМВ18 ВМВ18 90 108 126 1,8 86,5 84,5
МВ19 АМВ19 ВМВ19 95 113 133 10 8 91,5 3,0 89,5
МВ20 АМВ20 ВМВ20 100 120 142 12 96,5 94,5
Примечание. Число зубьев на наружной поверхности шайбы не менее 9 при d{ = 10 и 12 мм, 11 при rf] = 15...20 мм, 13 при rfj - 25...50 мм, 17 при d] - 55...115 мм.
Глава 14
ЧЕРТЕЖИ ОБЩЕГО ВИДА И СБОРОЧНЫЕ
14.1. ЧЕРТЕЖ ОБЩЕГО ВИДА
Чертеж общего вида поясняет конструкцию изделия и принцип его работы и является основой для разработки рабочей документации — рабочих чертежей деталей и сборочных чертежей, входящих в изделие сборочных единиц, включая сборочный чертеж изделия.
В [1.11; 1.12] установлено, что в общем случае чертеж общего вида должен содержать:
а) изображения (виды, разрезы, сечения), текстовую часть и надписи, необходимые для понимания конструктивного устройства изделия, взаимодействия его составных частей и принципа работы;
б) наименования, а также обозначения (если они имеются) тех составных частей, для которых необходимо указать данные (техническую характеристику, количество, материал, принцип работы и др.) или запись которых необходима для пояснения чертежа общего вида, описания принципа работы изделия, указания о составе и др.;
в) размеры и другие наносимые на изображении данные (при необходимости);
378
j) схему (если она требуется, но не оформляется отдельным документом);
д) техническую характеристику изделия, если она необходима для удобства сопоставления вариантов по чертежу общего вида.
Чертеж общего вида выполняют по правилам, изложенным в [3.1, 3.3].
Главное изображение изделия на чертеже общего вида. Изделие обычно располагают в рабочем положении. Если рабочее положение изделия может быть любым, то главное изображение выбирают так, чтобы выбранное положение было удобно при сборке и давало наиболее полное представление о конструкции изделия.
Главное изображение обычно выполняют как фронтальный или сложный разрез или при симметричной конструкции — соединяя половину главного вида и половину фронтального разреза.
Основные изображения изделия на чертеже общего вида. Состав других изображений определяют в зависимости от особенности конструкции изделия и формы его деталей. Количество изображений должно быть наименьшим, но достаточным, чтобы давать полное представление о конструкции изделия в целом, взаимодействии его составных частей, о конструкции и технических формах всех деталей и сборочных единиц.
Основные изображения изделия располагают в проекционной связи относительно главного. В отдельных случаях для более рационального использования поля чертежа часть их помещают на свободном поле и отмечают соответствующими надписями, указывающими направление взгляда.
Основными изображениями изделия на чертеже общего вида могут быть как виды изделия, так и разрезы плоскостями, параллельными основным плоскостям проекций, или сложные разрезы. Как правило, это делают при несимметричном характере изображений в тех случаях, когда разрез дает более исчерпывающую информацию об изделии, чем вид. Вид на изделие (если он необходим) в этом случае располагают на свободном поле чертежа.
Отдельные изображения могут быть даны в уменьшенном по сравнению с главным изображением масштабе, если форма изображаемых элементов простая и «чтение» их этим не затрудняется.
Мелкие конструктивные элементы, используя дополнительные виды, сечения или выносные элементы, выполняют в увеличенном масштабе.
На чертеже общего вида допускается помещать изображение соседних изделий, сопрягаемых с конструируемым («обстановку»). Линии «обстановки» — тонкие линии отсутствующего контура. Составные части изделия, расположенные за «обстановкой», изображают как видимые. Предметы «обстановки» выполняют упрощенно, приводя лишь необходимые данные для определения места установки, методов присоединения и крепления изделия. В разрезах и сечениях «обстановку» допускается не штриховать. Наименование или обозначение
379
изделий, составляющих «обстановку», если их необходимо указать на чертеже, помещают непосредственно на ее изображении или на поле линии-выноски, проведенной от соответствующего изображения.
Такие детали, как винты, болты, шпильки, заклепки, штифты, шпонки, непустотелые валы, оси, рукоятки, штоки и т. п. при продольном разрезе показывают нерассеченными и не штрихуют. Если в этих деталях имеются отверстия, пазы и тому подобные элементы, то на чертежах их показывают с помощью местных разрезов. Шарики всегда показывают нерассеченными.
Как правило, показывают нерассеченными на чертежах общего вида гайки и шайбы.
Нанесение размеров. На чертежах общего вида наносят габаритные и присоединительные размеры в соответствии с требованиями [4.1].
Габаритные размеры определяют расстояние между точками очертания изделия по трем координатным направлениям. При наличии в изделии перемещающихся деталей габаритные размеры указывают для двух крайних положений этих деталей и проставляют по типу 90...110.
Присоединительные размеры определяют координаты и размеры элементов или составных частей изделия, с помощью которых к данному изделию присоединяют другие изделия, работающие с ним в комплексе.
Нанесение номеров позиций. Номера позиций деталей, материалов или сборочных единиц, входящих в изделие, указывают на полках линий-выносок, проводимых от соответствующих деталей, материалов или сборочных единиц.
Линии-выноски и полки на чертежах выполняют сплошной тонкой линией толщиной s/2. Длина полок 6...8 мм.
Линию-выноску заканчивают точкой на изображении соответствующей ей составной части устройства. Если размер или характер изображения составной части устройства не позволяет закончить линию-выноску точкой, то ее заканчивают стрелкой, упирающейся в изображение этой составной части. Например, стрелками заканчивают линии-выноски на изображениях пружин с малым (менее 2 мм) поперечным сечением витков, на изображениях тонких прокладок и некоторых деталей, изготовляемых из тонких листовых материалов (толщиной на чертеже менее 2 мм), на изображениях мелких винтов, штифтов, шайб, гнезд, пистонов, проводов и т. п.
Линии-выноски по возможности не должны пересекаться с размерными и выносными, что обеспечивается при коротких выносных линиях и оптимальной группировке позиций.
Линии-выноски при пересечении заштрихованных участков изображений (разрезов, сечений) должны быть не параллельны линиям штриховки.
Номера позиций указывают на тех изображениях, на которых соответствующие составные части устройства проецируются как видимые,— как правило, на основных видах и разрезах.
Номера позиций располагают параллельно основной надписи чер-
380
тежа вне контура изображения и группируют их в колонку или строчку по возможности на одной линии и как можно ближе к изображению.
На чертеже общего вида по возможности группируют расположение полок линий-выносок позиций тех деталей, которые в конструкции сборочной единицы взаимосвязаны общим функциональным назначением или условиями совместной сборки и разборки.
Позиции для сборочных единиц, входящих в состав устройства, указывают от изображения их основных деталей.
Рис. 14.1. Общая линия-выноска для труппы крепежных деталей
Деталям и материалам, которые входят в состав сборочных единиц устройства, номера позиций на чертеже общего вида не присваивают. Такие детали и материалы учитывают в спецификациях соответствующих сборочных единиц.
Нумерацию деталей устройства начинают с его основной детали (корпуса, основания, шасси и т. п.).
Номер позиции, как правило, наносят на чертеже один раз. Если в устройстве содержится несколько одинаковых деталей, то линией-выноской и номером позиции отмечают только одну из них, а количество таких деталей указывают в таблице составных частей устройства в соответствующей графе.
Допускается повторно указывать номера позиций одинаковых составных частей (например, одинаковых болтов, винтов, гаек, штифтов, кнопок, рукояток и т. п.). В этом случае все повторяющиеся номера позиций выделяют двойной полкой.
Рис. 14.2. Рекомендуемая форма таблицы составных частей изделия
381
Рис. 14.4. Условное изображение конца глухого резьбового отверстия
Допускается делать общую линию-выноску с вертикальным расположением номеров позиций для группы крепежных деталей, относящихся к одному и тому же месту крепления. В этих случаях линию-выноску проводят от изображения составной части, номер которой указывают первым (рис. 14.1).
Штифт номеров позиций должен быть на один-два размера больше шрифта, принятого для размерных чисел на том же чертеже.
Выполнение таблицы составных частей изделия. Для чертежа общего вида перечень составных частей изделия оформляют в виде таблицы [1.12]. Рекомендуемая форма таблицы показана на рис. 14.2.
Таблица составных частей изделия по содержанию обычно аналогична спецификации, предусмотренной для сборочных чертежей.
При этом составные части в таблицу рекомендуется записывать в следующем порядке: заимствованные изделия; покупные изделия; вновь разрабатываемые изделия.
Таблицу размещают на том же листе, что и изображение изделия, или на отдельных листах формата А4 в качестве последующих
листов чертежа общего вида.
Допускаемые упрощения на чертеже общего вида. На учебных чертежах обычно не применяют упрощенные, а тем более условные изображения крепежных деталей. Допускается их использовать лишь в тех случаях, когда диаметры стержней на чертеже менее 3 мм.
Разрешается шлицы на головках крепежных деталей при ширине их менее 1 мм изображать одной сплошной линией: на одном виде — по оси крепежных деталей, на другом — под утлом 45° к рамке чертежа
382
Рис. 14.5. Чертеж общего вица вентилятора
Рис . 14.5. Продолжение
f I S Обозначение Наименование I W Примечание
Сборочные единицы
3 Крыльчатка 1
6 Срубка 1
Детали
? Корпус 1 Сплав Д16
2 Крышка 1 Сплав Д16
3 Ступица 1 Сталь Х18Н9Т
4 Диск 1 Сталь Х18Н9Т
5 Лопасть 16 — и
6 Трубка 1 Медь М3
7 Планка 1 Сталь 20
3 Кольцо 1 Сталь 20
9 Прокладка 1 Резина губчатая
10 Колесо зубчатое 1 Сталь 9X18
Стандартные изделия
м Винт Мбкв ГОСТ 17475'80 4
12 Винт М3*8 ГОСТ 1491-80 2
п шайба пруж.ЗГ0СТб402~70 2
14 Подшипник 1000095 2
ГОСТ 8538-75
15 Штырю кон. 1,6*12ГОСТ3129~7О 1
16 Штшрт цил.2*10 ГОСТ 3128-70 2
А
Рис. 14.6. Таблица составных частей к рис. 14.5
или под углом 45° к центровой линии, когда последняя наклонена к рамке чертежа под углом, близким к 45° (рис. 14.3).
На изображениях резьбовых соединений разрешается не показывать разность между глубиной отверстия под резьбу и длиной резьбы, изображая конец глухого резьбового отверстия, как показано на рис. 14.4.
Если чертеж общего вида содержит ряд однотипных элементов (например, ряд одинаковых отверстий или винтовых, болтовых, заклепочных и тому подобных соединений), то на всех изображениях чертежа общего вида, содержащих однотипные элементы, последние целесообразно показывать полностью независимо от их числа.
Номера позиций для повторяющихся однотипных соединений наносят один раз для каждой группы одинаковых по типу и размерам соединений.
13-152
385
Допускается не показывать фаски на стержнях с резьбой и в отверстиях с резьбой.
Допускается не показывать крышки, кожухи, экраны, рукоятки и другие детали, загораживающие закрытые ими составные части изделия. При этом над изображением делают соответствующую надпись, например
Крышка не показана или Крышка поз. 3 не показана.
Если в таких случаях технические формы этих деталей на других изображениях устройства выявлены не полностью, то чертеж общего вида дополняют соответствующими видами на отсутствующие изображения этих деталей, которые сопровождают надписями по типу
Вид 7, дет. 3.
На чертежах общего вида эскизного проекта изображения выполняют с максимальными упрощениями, предусмотренными для рабочих чертежей.
Пример чертежа общего вида изделия (вентилятора) приведен на рис. 14.5, таблицы составных частей к ней —на рис. 14.6.
14.2. СБОРОЧНЫЕ ЧЕРТЕЖИ И СПЕЦИФИКАЦИИ
Содержание сборочного чертежа и нанесение размеров. Количество сборочных чертежей должно быть минимальным, но достаточным для рациональной организации производства (сборки и контроля) изделия. При необходимости на сборочных чертежах приводят данные о работе изделия и взаимодействии его частей.
Сборочный чертеж изделия (сборочной единицы) должен содержать:
а) изображения изделия (сборочной единицы), дающие представление о расположении и взаимной связи составных частей, соединяемых по данному чертежу, и обеспечивающие возможность сборки и контроля;
б) размеры, предельные отклонения и другие параметры и требования, которые выполняют и контролируют по данному чертежу; можно указывать в качестве справочных размеры деталей, определяющие характер сопряжения;
в) указания о характере сопряжения и методах его осуществления, если точность сопряжения обеспечивают не заданными предельными отклонениями размеров, а подбором, пригонкой и т. п., а также указания о выполнении неразъемных соединений (сварных, паяных и др-);
г) номера позиций составных частей, входящих в изделие (сборочную единицу);
д) габаритные размеры;
е) установочные, присоединительные и другие необходимые справочные размеры;
386
Рис. 14.7. Изображение пограничного изделия на сборочном чертеже
Рис. 14.8. Условное изображение части изделия, расположенной за пружиной (показаны лишь сечения витков)
ж) техническую характеристику (при необходимости);
з) координаты центра масс (при необходимости).
При указании установочных и присоединительных размеров наносят: координаты расположения, размеры с предельными отклонениями элементов, служащих для соединения с сопрягаемыми изделиями; другие параметры, например для зубчатых колес, служащих элементами внешней связи,— модуль, количество и направление зубьев.
Перемещающиеся части на сборочном чертеже можно изображать в крайнем или промежуточном положении с соответствующими размерами. Если при изображении перемещающихся частей затрудняется чтение чертежа, то эти части можно изображать на дополнительных видах с соответствующими надписями, например Крайнее положение каретки поз. 5.
На сборочном чертеже изделия можно помещать изображение пограничных (соседних) изделий (обстановки) и размеры, определяющие их взаимное расположение (рис. 14.7).
Составные части изделия, расположенные за обстановкой, изображают как видимые. При необходимости можно изображать их как невидимые.
Предметы «обстановки» выполняют упрощенно и приводят необходимые данные для определения места установки, метода крепления и присоединения соседнего изделия. В разрезах и сечениях «обстановку» можно не штриховать. Если необходимо указать наименование или обозначение изделий, составляющих «обстановку», или их элементов, то эти указания помещают непосредственно на изображение «обстановки» или на полке линии-выноски, проведенной от соответствующего изображения, например Патрубок маслоохладителя... и т. п.
387
На сборочном чертеже изделия вспомогательного производства (например, штампа, кондуктора и т. п.) можно помещать в правом верхнем углу операционный эскиз.
Сборочные чертежи выполняют, как правило, с упрощениями, соответствующими требованиям стандартов ЕСКД и [3.1], излагаемыми ниже.
На сборочных чертежах можно не показывать:
а) фаски, скругления, проточки, углубления, выступы, накатки, насечки, оплетки и другие мелкие элементы;
б) зазоры между стержнем и отверстием;
в) крышки, щиты, кожухи, перегородки и т. п., если необходимо показать закрытые или составные части изделия; при этом над изображением делают соответствующую надпись, например Крышка поз. 3 не показана;
г) видимые составные части изделия и их элементы, расположенные за сеткой, а также частично закрытые впереди расположенными составными частями;
д) надписи на табличках, фирменных планках, шкалах и других подобных деталях, изображая только их контур.
Изделия из прозрачного материала изображают как непрозрачные. Можно на сборочных чертежах составные части изделий и их элементы, расположенные за прозрачными предметами, изображать как видимые, например шкалы, стрелки приборов, внутреннее устройство ламп и т. п.
Изделия, расположенные за винтовой пружиной, изображенной лишь сечениями витков, изображают до зоны, условно закрывающей эти изделия и определяемой осевыми линиями сечений витков (рис. 14.8).
На сборочных чертежах применяют способы упрощенного изображения составных частей изделий:
а) на разрезах изображают нерассеченными составные части, на которые оформлены сборочные чертежи (пример на рис. 14.9);
б) типовые, покупные и другие широко применяемые изделия изображают упрощенными внешними очертаниями (рис. 14.10), не изображая мелких выступов, впадин и т. п.
На сборочных чертежах, включающих изображения нескольких одинаковых составных частей (колес, опорных катков и т. п.), допускается выполнять изображение одной составной части, а изображения остальных частей —упрощенно в виде внешних очертаний.
Сварное, паяное, клеевое и тому подобные изделия из однородного материала в сборе с другими изделиями в разрезах и сечениях штрихуют в одну сторону, изображая границы между деталями изделия сплошными основными линиями (рис. 14.11). Можно не показывать границы между деталями, т. е. изображать конструкцию как монолитное тело.
Если необходимо указать положение центра масс изделия, то на чертеже приводят соответствующие размеры и на полке линии-выноски помещают надпись Ц.М. Линии центров масс составных частей 388
Рис. 14.9. Изображение самостоятельной сборочной единицы на разрезе изделия
изделия наносят штрихпунктир-ной тонкой линией, а на полке линии-выноски делают надпись Линия Ц.М.
Пример сборочного чертежа вентилятора приведен на рис. 14.12.
Номера позиций. Правила их нанесения подробно рассмотрены в § 14.1.
На сборочных чертежах номера позиций на поле чертежа наносят в соответствии с порядком записи составных частей в спецификации. Номера позиций присваивают всем составным частям изделия, т. е. сборочным единицам, деталям, стандартным изделиям и материалам. Нанесение номеров позиций выполняют по принципу сквозной нумерации. Порядок нумерации составных частей изделия следующий: вначале обозначают сборочные единицы изделия, затем его детали, далее стандартные изделия и в последнюю очередь материалы.
Выполнение отдельных видов сборочных чертежей. В [3.1] изложен ряд правил на оформление
сборочных чертежей изделий, включающих детали, на которые не выпущены рабочие чертежи. В частности, на поле сборочного чертежа допускается размещать отдельные изображения нескольких деталей, на которые допускается не выпускать рабочие чертежи, при условии сохранения ясности чертежа. Над изображением детали наносят надпись, содержащую номер позиции и масштаб изображения, если он отличается от масштаба, указанного в основной надписи чертежа.
Если деталь больших размеров и сложной конфигурации соединяют запрессовкой, пайкой, сваркой, клепкой или другими подобными способами с деталью менее сложной и меньших размеров (1...3 шт.), то допускается на сборочных чертежах изделий помещать все размеры и другие данные, необходимые для изготовления и контроля основной детали, и выпускать чертежи только на менее сложные детали.
Спецификация по [14.1] (рис. 14.13) определяет состав сборочной единицы — комплекса и комплекта — и необходима для изготовления, комплектования конструкторских документов и планирования запуска в производство указанных изделий.
389
Рис. 14.11. Штриховка в сечениях однородного материала в неподвижных соединениях на сборочном чертеже
Рис. 14.10. Изображение покупного изделия полное (а) и упрощенное (б)
Рис. 14.12. Сборочный чертеж вентилятора, общий вид которого приведен на рис. 14.5
Спецификации в общем случае состоят из разделов, которые располагают в такой последовательности: документация; комплексы; сборочные единицы; детали; стандартные изделия; прочие изделия; материалы; комплекты. Наличие тех или иных разделов определяется составом специфицируемого изделия. Заголовок раздела записывают в графе «Наименование» и подчеркивают.
В раздел Документация вносят документы, составляющие основной комплект конструкторских документов специфицируемого изделия (кроме его спецификации, ведомости эксплуатационных документов
390
6 6 О
ЬВ 10 22 5
I
э
л
Обозначение
Наименование
Примечание
В
XXX. XXX. XXX ГУ
cd
XXX. XXX. XXX
XXX. XXX. XXX
1_ z
L
6
Документация
Технические ислобия
Летали корпус колесо зубчатое Крышка
Сборочные единицы Крыльчатка Трубка
вентилятор
L'EL WUWmiM 1/№1Л MU
XXX. XXX. XXX XXX. XXX. XXX XXX. XXX. XXX.
L 9 w_ 11_ 12_ IB
оинтнмтпхт-ю Винт М3*8 ГРОТ №1-80 Штипнт ШЯПШЖ Шойба пружлготмо-ю Лш8тюнЛ,6хКШ31а-10 шш0ш имтопшм
I вилл ЯШГМ1Л I
210
Рис. 14.13. Спецификация к сборочному чертежу на рис. 14.12
и ведомости документов для ремонта), а также документы основного комплекта записываемых в спецификацию неспецифицируемых составных частей (деталей), кроме их рабочих чертежей. Внутри раздела документы записывают в такой последовательности; документы на специфицируемое изделие; документы на неспецифицируемые составные части.
В разделы Комплексы, Сборочные единицы и Детали изделия записывают в алфавитном порядке сочетания начальных знаков (букв) индексов организаций разработчиков и в порядке возрастания цифр, входящих в обозначение, например, «Крыльчатка» (рис. 14.14), «Трубка» (рис. 14.15).
391
В раздел Стандартные изделия записывают изделия, применяемые по государственным стандартам, республиканским стандартам, отраслевым стандартам, стандартам предприятия (для изделий вспомогательного производства). В пределах каждой категории стандартов запись приводят по группам изделий одного функционального назначения (например, подшипники, крепежные изделия, электротехнические изделия, изделия электронной техники и т. п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого наименования — в порядке возрастания обозначений стандартов, в пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия, например:
Шайбы ГОСТ-
Шайба 3
Шайба 4 и т. д.
В раздел Прочие изделия вносят изделия, примененные по основным конструкторским документам (по техническим условиям), за исключением стандартных.
В раздел Материалы вносят все материалы, непосредственно входящие в специфицируемое изделие. Материалы записывают по видам в такой последовательности:
металлы черные;
металлы магнитоэлектрические и ферромагнитные;
металлы цветные, благородные и редкие;
кабели, провода, шнуры;
пластмассы и пресс-материалы;
бумажные и текстильные материалы;
лесоматериалы;
резиновые и кожевенные материалы;
минеральные, керамические и стеклянные материалы; лаки, краски, нефтепродукты, химикаты;
прочие материалы.
В пределах каждого вида материалы записывают в алфавитном порядке наименований, а в пределах каждого наименования—по возрастанию размеров или других технических параметров.
Не записывают те материалы, количество которых определяет не конструктор, а технолог (лаки, краски, клей, замазки, электроды, припои). Указание об их применении делают в технических требованиях на поле чертежа.
В раздел Комплекты вносят ведомости эксплуатационных документов и документов для ремонта, комплекты монтажных частей, сменных частей, запасных частей, инструмента и принадлежностей, укладочных средств, прочие комплекты.
Графы спецификации заполняют следующим образом. В графе «Формат» указывают форматы документов, обозначения которых записывают в графу «Обозначение». Если документ выполнен на нескольких листах различных форматов, то в графе «Формат» ставят 392-
Рис. 14.14. Сборочный чертеж крыльчатки вентилятора
звездочку, а в графе «Примечание» знак звездочки повторяют и перечисляют все форматы в порядке их увеличения. Для документов, записанных в разделах «Стандартные изделия», «Прочие изделия» и «Материалы», графу «Формат» не заполняют. Для деталей, на которые не выпущены чертежи, в этой графе указывают БЧ.
В графе «Зона» указывают обозначение зоны, в которой находится
1.V-152
393
[7/|42|>
2. Припой на Внутренней стенке зачистить
З.ШоВ герметичный
У. Клей ЛИ....
Рис. 14.15. Сборочный чертеж трубки вентилятора
номер позиции записываемой составной части (при разбивке поля чертежа на зоны по [2.1]).
В графе «Поз.» указывают порядковые номера составных частей, непосредственно входящих в специфицируемое изделие, в последовательности записи их в спецификации. Для разделов «Документация» и «Комплекты» графу не заполняют.
394
В графе «Обозначение» указывают: в разделе «Документация» — обозначения записываемых документов; в разделах «Комплексы», «Сборочные единицы», «Детали» и «Комплекты»—обозначения основных конструкторских документов на записываемые в эти разделы изделия. Для деталей, на которые не выпущены чертежи,— присвоенное им обозначение. В разделах «Стандартные изделия», «Прочие изделия» и «Материалы» графу не заполняют. Если для изготовления стандартного изделия выпущена конструкторская документация, в графе «Обозначение» указывают обозначение выпущенного основного конструкторского документа.
В графе «Наименование» указывают:
в разделе «Документация» для документов, входящих в основной комплект специфицируемого изделия и составляемых на данное изделие,— только наименование документов, например Сборочный чертеж, Габаритный чертеж, Технические условия. Для документов на неспеци-фицированные составные части — наименование изделия и наименование документа;
в разделах спецификации «Комплексы», «Сборочные единицы», «Детали», «Комплекты»—наименования изделий в соответствии с основной надписью на основных конструкторских документах этих изделий; для деталей, на которые не выпущены чертежи, указывают наименование и материал, а также размеры, необходимые для изготовления;
в разделе «Стандартные изделия» — наименования и обозначения изделий в соответствии со стандартами на эти изделия;
в разделе «Прочие изделия» — наименования и условные обозначения изделий в соответствии с документами на их поставку с указанием обозначений этих документов;
в разделе «Материалы» — обозначения материалов, установленные в стандартах или технических условиях на них.
В графе «Кол.» указывают: для составных частей изделия, записываемых в спецификацию,— количество их на одно специфицируемое изделие; в разделе «Материалы»—количество материалов на одно изделие с указанием единиц. Можно единицы величин записывать в графе «Примечание» в непосредственной близости от графы «Кол.». В разделе «Документация» графу не заполняют.
В графе «Примечание» указывают дополнительные сведения для планирования и организации производства. Для документов, выпущенных на двух (и более) листах различных форматов, указывают обозначения форматов, например *А4, АЗ.
После каждого раздела спецификации оставляют несколько свободных строк для дополнительных записей. При этом следует резервировать и номера позиций.
Допускается располагать спецификацию на поле чертежа формата А4 (см. рис. 14.14, 14.15) и при оформлении схем.
395
Глава 15
ЧЕРТЕЖИ СХЕМ
15.1. КЛАССИФИКАЦИЯ СХЕМ
И ОБЩИЕ ТРЕБОВАНИЯ К ИХ ВЫПОЛНЕНИЮ
Схема — графический конструкторский документ, содержащий составные части изделия и связи между ними в виде условных изображений или обозначений. Схема должна пояснять основные принципы действия и (или) последовательность процессов при работе устройства, механизма, прибора и т. д. а также указывать необходимые данные для проектирования, регулирования, контроля, ремонта и эксплуатации соответствующего изделия.
Требования к оформлению и выполнению схем установлены стандартами седьмой классификационной группы ЕСКД, которые содержат следующие термины и определения:
Элемент схемы — составная часть схемы, которая выполняет определенную функцию в изделии и не может быть разделена на составные части, имеющие самостоятельное функциональное значение (резистор, муфта, трансформатор и т. п.).
Устройство — совокупность элементов, представляющих единую конструкцию (блок питания, механизм, клапан распределительный). Устройство может не иметь в изделии определенного функционального назначения.
Функциональная группа — совокупность элементов, выполняющих в изделии определенную функцию и не объединенных в единую конструкцию.
Функциональная часть — элемент, функциональная группа или устройство, выполняющее определенную функцию.
Функциональная цепь —линия, канал, тракт определенного функционального назначения.
Линия взаимосвязи — отрезок линии, указывающий на наличие связи между элементами схемы и функциональными частями изделия.
Установка —условное наименование объекта в энергетических сооружениях, на который выпускается схема.
Наименование и буквенно-цифровой код схем определяются их видом и типом. Виды и типы схем и их обозначения установлены для изделий всех отраслей промышленности [15.1].
Виды схем и соответствующие им буквенные обозначения установлены в зависимости от видов элементов и связей, входящих в состав изделия: вакуумные — В, гидравлические — Г, деления — Е, кинематические— К, оптические—Л, пневматические—П, комбинированные — С, энергетические — Р, газовые (кроме пневматических) — X, электрические — Э.
Типы схем и соответствующие им цифровые обозначения установ
396
лены в зависимости от назначения схемы: структурные — 1, функциональные — 2, принципиальные полные для электрических схем — 3, соединений (монтажные) —4, подключения —5, общие —6, расположения — 7, объединенные —0.
Примеры кодов схем: электрическая принципиальная —ЭЗ, гидравлическая соединений — Г4, электрогидравлическая принципиальная— СЗ, электрическая соединений и подключений—Э0, гидравлическая структурная, принципиальная и соединений — ГО.
В дополнение к схемам или взамен схем выпускают в виде самостоятельных документов таблицы, дающие сведения о расположении, соединении, местах подключения устройств и другую информацию. Код таблицы состоит из буквы Т и кода соответствующей схемы, например код таблицы соединений к электрической схеме соединений — ТЭ4. В основной надписи этого документа указывают наименование изделия и наименование документа «Таблица соединений». В спецификацию их записывают после схем, к которым они выпущены, или вместо них.
Структурная схема определяет основные функциональные части изделия, их назначение и взаимосвязи. Разрабатывается при проектировании изделия на стадии, предшествующей разработке схем других типов, и используется для общего ознакомления с изделием. Функциональные части изображают на схеме в виде прямоугольников или иных плоских фигур с вписанными в них обозначениями типов элементов. Допустимо использование стандартных условных графических изображений. Ход рабочего процесса поясняют линиями взаимосвязи со стрелками.
Функциональная схема поясняет определенные процессы, протекающие в отдельных цепях изделия или изделии в целом. Используется для изучения принципа работы изделия, а также при наладке, регулировке, контроле и ремонте изделия.
Принципиальная схема (полная) определяет полный состав элементов и связей между ними и дает представление о принципах работы изделия. Служит для разработки других конструкторских документов, например чертежей печатных плат, монтажных схем, а также изучения принципов работы изделия при его наладке и эксплуатации.
Схема соединений (монтажная) показывает порядок соединения составных частей изделия, состав элементов соединений (проводов, жгутов, трубопроводов), места присоединений, ввода и вывода. Используется при разработке других конструкторских документов — чертежей, определяющих прокладку и способы крепления элементов соединений, схем подключения и присоединения для осуществления контрольных операций.
Схема подключения показывает внешние входные и выходные подключения изделия. Используется для разработки других конструкторских документов и осуществления подключений изделия при его эксплуатации.
397
Общая схема определяет составные части комплекса и соединения его составных частей на месте эксплуатации. Используется при ознакомлении с комплексом, его монтаже и проведении контрольных операций на месте эксплуатации.
Схема расположения определяет относительное расположение составных частей изделия, в том числе (при необходимости) проводов, жгутов, трубопроводов и т. п. Используется при монтаже, эксплуатации и ремонте изделий.
Схема объединенная содержит в виде совмещения на одном конструкторском документе двух или нескольких типов схем, разрабатываемых для одного изделия.
Общие требования к выполнению схем. Номенклатура схем, входящих в комплект конструкторской документации, определяется разработчиком в зависимости от состава и особенностей изделия. Количество типов схем должно быть минимальным, но их совокупность должна содержать полный объем сведений, необходимых для проектирования, изготовления, монтажа, эксплуатации и ремонта изделйя.
Форматы. Форматы листов для выполнения схем должны соответствовать стандартным [2.2] с предпочтительным применением основных форматов. Выбранный формат должен обеспечивать компактное выполнение схемы, не нарушающее ее наглядности и удобства использования.
Изображение схем. Схемы выполняют без соблюдения масштаба, при этом действительное пространственное расположение элементов изделия не учитывают или учитывают приближенно. Допускается располагать условные графические изображения элементов в том же порядке, в каком они расположены в изделии, если это не затрудняет чтение схемы. Графические обозначения, изображения элементов и линии взаимосвязи располагают на схеме таким образом, чтобы обеспечить полное представление о структуре изделия и взаимодействии его составных частей.
Схему одного вида можно дополнять отдельными элементами схем другого вида, элементами и устройствами, не входящими в состав изделия, но необходимыми для разъяснения принципов работы основной схемы. Графические обозначения таких элементов и устройств отделяют на схеме штрихпунктирными линиями, указывая надписями местонахождение этих элементов и другие необходимые данные.
Схему допускается выполнять в пределах условного контура, упрощенно изображающего сплошными тонкими линиями конструкцию изделия.
При наличии в изделии нескольких одинаковых элементов (устройств, функциональных групп), соединенных параллельно, разрешается вместо изображения всех ветвей изображать одну ветвь с указанием количества ветвей цифровым индексом или графическим обозначение -ем ответвителя (рис. 15.1). \
При последовательном соединении трех (и более) одинаковых
398
R7...R11
Рис. 15.1. Допускаемое изображение параллельного соединения с одинаковыми элементами
Рис. 15.2. Допускаемое изображение последовательного соединения с одинаковыми элементами
элементов рекомендуется изображать только первый и последний элементы, соединенные штриховой линией взаимосвязи. Над линией указывают общее количество элементов (рис. 15.2).
При выполнении схем используют графические обозначения: условные, установленные в стандартах ЕСКД;
упрощенные внешние очертания, в том числе аксонометрические; нестандартизованные условные, с пояснительными надписями на схеме;
в виде прямоугольников.
Размеры отдельных графических обозначений стандартизованы (например, прямые, дуговые и ломаные стрелки и др., см. рис. 15.4...15.11). Допускается все обозначения пропорционально увеличивать или уменьшать в зависимости от насыщенности чертежа и объема поясняющих знаков и надписей. Условные графические обозначения выполняют линиями той же толщины, что и линии связи. Толщина линий связи выбирается в пределах от 0,2 до 1,0 мм, рекомендуемая толщина 0,3...0,5 мм. Размеры графических элементов, а также толщины их линий должны быть одинаковыми на всех схемах данного изделия.
На схеме условные графические обозначения элементов изображают в положении, заданном соответствующим стандартом, или повернутыми на угол, кратный 90°. Допускается обозначения поворачивать на угол, кратный 45°, или применять зеркально повернутые изображения. Обозначения, содержащие буквенные, цифровые или буквенноцифровые элементы, допускается изображать повернутыми против часовой стрелки только на угол 90 и 45°.
На схемах разрешается приводить различные технические данные, определяемые видом и типом схемы. Эти сведения помещают около графических обозначений по возможности справа или сверху или на свободном поле чертежа —предпочтительно над основной надписью.
399
185
110 10
' UJtUSl Поз Обозначение Наименование Кол. Примечание
Катушка индуктивности АввГ. ШШ.ХК.К 1
Резисторы
С: 01 МЛТ-0,5-500кОм ± 57.Г0СТ... 1
«Г о© R2 1СП-1-1-56ООМ±2О7.-А-вС-3--11,5 ГОСТ... 1
К5 ПЗВ-10-5КОм ±57. гост... 1
Резисторы М/1Т ГОСТ...
Резисторы СП ГОСТ...
Я4 МЛТ~0,5 -150к0м±107° 1
Я5 1СП-1-1-560 Ом±207'-А-8С-5-12,5 1
R6 МОТ-0,5-150 кОм + 107. 1
R1.R8 МЛТ-0,25-100кОм ±107, 2
89 1СП-1-1-560 Ом±2О7.-А-вС-5-12,5 1
Прочие изделия
<Р1 Фильтр АвВГ. ШХХХ.Ш 1-
Гидроклапаны предохранительные.
ГОСТ...
кт Клапан 10-100 -1К-11 1
КП2...Ш Клапан 10'520-1К-11 5
Рис. 15.3. Перечень элементов схемы (форма и пример заполнения)
Около графических обозначений элементов размещают, в частности, номинальные значения их параметров, а на свободном поле — таблицы, текстовые указания, графики и диаграммы.
Линии связи выполняют в виде горизонтальных и вертикальных отрезков при наименьшем количестве изломов и взаимных пересечений. Допускается в отдельных случаях применять наклонные отрезки линий связи, длина которых должна быть по возможности ограничена.
400
Расстояние между соседними параллельными линиями связи должно быть не менее 3 мм.
Линии связи показывают в пределах одного листа, как правило, полностью. Разрешается их обрывать, если они затрудняют чтение схемы. В этом случае обрывы линий связи заканчивают стрелками с указанием места подключения и необходимых характеристик данной цепи (например, полярность, потенциал, давление и т. п.). Линии связи, переходящие с одного листа на другой, обрывают за пределами изображения схемы без стрелок. Рядом с местом обрыва линии указывают обозначение или наименование, присвоенное этой линии (например, номер провода, наименование или обозначение сигнала), и в круглых скобках — номер листа, где дано продолжение данной схемы, или обозначение документа (при выполнении схем самостоятельными документами), на который переходит линия связи.
Перечень элементов. Изображенные на схеме элементы обозначают в соответствии со стандартами и вносят в перечень элементов на первом листе схемы (рис. 15.3) или оформляют перечень в виде самостоятельного документа на листах формата А4. В графе «Наименование» для функциональных групп указывают их наименования. В графе «Примечание» отмечают технические данные элемента, не содержащиеся в его наименовании.
Перечень элементов, совмещенный с первым листом схемы, располагают, как правило, над основной надписью. Расстояние от основной надписи до нижней строки перечня не менее 12 мм. Продолжение перечня элементов размещают слева от основной надписи с повторением головки таблицы.
В перечне элементов, оформленном в виде самостоятельного документа, указывают его код, состоящий из буквы П и кода схемы, и записывают элементы группами в алфавитном порядке буквенных позиционных обозначений. В пределах каждой группы, имеющей одинаковые буквенные позиционные обозначения, их располагают в порядке возрастания порядковых номеров. Элементы одного вида с одинаковыми параметрами, но имеющие на схеме последовательные порядковые номера, допускается записывать в перечне одной строкой (см. запись КП2..КП4 на рис. 15.3). В основной надписи (форма 2 для первого листа и 2а по [2.1] для последующих) указывают наименование изделия и наименование документа — «Перечень элементов».
15.2. УСЛОВНЫЕ ГРАФИЧЕСКИЕ ОБОЗНАЧЕНИЯ
ОБЩЕГО ПРИМЕНЕНИЯ В СХЕМАХ
Установлены [15.10] следующие условные графические обозначения общего применения:
направлений распространения тока, сигнала, информации и потока энергии, жидкости и газа (рис. 15.4);
направлений движения (рис. 15.5);
линий механической связи элементов (рис. 15.6);
401
Рис. 15.4. Условные графические обозначения направлений распространения:
а — в — Тока, сигнала, информации и потока энергии (г — передача, д — прием); е — з — энергии (е — от токоведущей шины, ж — к токоведущей шиие); и, к, н — потока жидкости; я, м — потока газа (воздуха); а, и, л, н—в одном направлении; з, к, м — в обоих направлениях; б — неодновременно; в —одновременно
Рис. 15.5. Условные графические обозначения направлений движения:
а — ж — прямолинейное; з —м — вращательное; а, з — одностороннее; б, и — возвратное; в, к — одностороннее с выстоем; г — возвратное с выстоем; д, л — с ограничением в направлении движения; е, м —с ограничением движения на заданную величину (е —на 40 мм, м — на 45°)
Рис. 15.6. Линии механической связи в схемах гидравлических и пневматических (а), в электрических (6—ж), с эластичным элементом (в); разветвления под углом 90° (г), 45° (й), пересечения под углом 90° (е), 45° (ж)
<9 / е>1
-У-------J.,
I
Рис. 15.7. Линии механической связи;
а, б, ж — передающие движение в направлении, указанном стрелками (см. рис. 15.6); прямолинейное (а), вращательное (6), винтовое (ж); в —срабатывающей периодически; г — со ступенчатым движением; е — имеющей выдержку во времени; ж — с автоматическим возвратом до состояния покоя после исчезновения приводящей силы (возврат в направлении стрелки)
п)
Рис. 15.8. Регулирование задействованием органов управления (а — и), автоматическое (к), подстроечное (л); саморегулирование, вызванное физическими процессами или величинами (м, н); функция преобразования, например аналого-цифрового (о); пример конденсатора с подстроечным регулированием (л);
линейное (а, м), нелинейное (б, н), плавное (в), ступенчатое (г); функциональная зависимость регулирования, например логарифмическая (д); способы: е — ручкой, выведенной наружу; ж, з— инструментом (ж — элемент регулирования снаружи, з — внутри устройства); и — ручкой с указанием стрелкой направления движения, при котором регулируемая величина увеличивается
передачи движения (рис. 15.7);
регулирования, саморегулирования и преобразования (рис. 15.8);
элементов привода (рис. 15.9, 15.10);
управляющих устройств (рис. 15.11).
Общие элементы условных графических обозначений, линии для выделения или разделения частей схемы и экранирования показаны на рис. 15.12. Установленные стандартом размеры обозначений нанесены на соответствующих рисунках. Применение обозначений элементов регулирования по рис. 15.8 предусматривает пересечение с условным графическим обозначением самого элемента (рис. 15.8, и).
Кроме перечисленных стандарт [15.10] содержит также следующие обозначения: заземления и возможных повреждений изоляции; элек-
Р и с . 15.9. Привод ручной:
общее обозначение (а): приводимый в движение: б — ключом; в, г — рукояткой несъемной (в), съемной (г); д — маховичком; е — и — кнопкой: нажатием (е), нажатием кнопки с щраниченным доступом (ж), вытягиванием (з), поворотом (и); к — рычагом; л—аварийного срабатывания; м — привод ножной, н — привод другими частями тела
403
Рис. 15.10. Приводы:
о —аккумулятор механической энергии (общее обозначение); б — электромагнитный; в —пневматический или гидравлический; г — элекгромашинный; д—тепловой; е — мембранный; ж — поплавковый; з — центробежный; и — с помощью биметалла; к — струйный; л — кулачковый; м — линейкой (рейкой); н— пиропатрон; о, п—механической пружиной; р— шестеренчатый, с — щупом или прижимной планкой
Рис. 15.11. Управляющие устройства:
а, б — фиксирующий механизм (б — в положении фиксации); в — д — механизм с защелкой (г — препятствующей движению вправо, д — в нефиксированном положении); е — механизм свободного расцепления; ж — и — муфта (з — выключенная, и — включенная); к—м — тормоз (л — в отпущенном состоянии, м — в состоянии торможения); и —поводок; о — кулак; л —линейка (рейка); р — пружина; с —толкатель; т —ролик; у — ролик, срабатывающий в одном направлении; а, в, ж, к — общее обозначение
трических связей, проводов, кабелей, шин; рода тока и напряжения; видов обмоток в электротехнических изделиях; форм импульсов, сигналов; видов модуляции; появления реакций при достижении определенных величин; веществ (сред); воздействий, эффектов, зависимостей; прочих квалифицирующих символов, выполняемых на алфавитно-цифровых печатающих устройствах.
404
Рис. 15.12. Прибор или устройство (а, б); баллон электровакуумного и ионного или корпус полупроводникового прибора (в, г); комбинированные электровакуумные приборы при раздельном изображении систем электродов (3); линия для выделения устройств, функциональных групп, частей схемы (е); экранирование (яс); экранирование группы элементов (з); линий электрической связи (и)
15.3. ПРАВИЛА ВЫПОЛНЕНИЯ КИНЕМАТИЧЕСКИХ СХЕМ
Общие требования к выполнению кинематических схем регламентируют стандарты [15.1; 15.3; 15.28]. В зависимости от назначения кинематические схемы подразделяются на принципиальные, структурные и функциональные.
Принципиальная кинематическая схема представляет собой совокупность кинематических элементов и их соединений, предназначенных для осуществления регулирования, управления и контроля заданных движений исполнительных органов. На схеме отражают кинематические связи механические и немеханические, предусмотренные внутри исполнительных органов, между отдельными парами элементов, цепями и группами, а также связи с источником движения. Пример схемы показан на рис. 15.13.
Все элементы схемы показывают условными графическими обозначениями (см. рис. 15.5, 15.7...15.11) или упрощенно в виде внешних контурных очертаний. Схему вычерчивают, как правило, в виде развертки на плоскости или в аксонометрической проекции. Соотношение размеров взаимодействующих элементов в изделии должно примерно соответствовать соотношению размеров условных графических обозначений на схеме.
На принципиальной кинематической схеме изображают:
валы, оси, стержни, шатуны, кривошипы и т. п.— сплошными основными ЛИНИЯМИ ТОЛЩИНОЙ 5",
зубчатые колеса, червяки, шкивы, кулачки и иные элементы в виде упрощенных внешних очертаний — сплошными линиями толщиной 5/2;
контур изделия, в который вписана схема или ее часть,—сплошными тонкими линиями толщиной 5/3;
кинематические связи между сопряженными парами звеньев, вычерченных раздельно,— штриховыми линиями толщиной 5/2;
405
Рис. 15.13. Пример выполнения кинематической схемы станка
кинематические связи между элементами или между ними и источником движения через немеханические энергетические участки — двойными штриховыми линиями толщиной s/2;
расчетные связи между элементами — тремя параллельными штриховыми линиями толщиной s/2.
На принципиальной кинематической схеме указывают:
наименование каждой группы элементов с учетом ее основного функционального назначения, которое наносят на полке линии-выноски, проведенной от соответствующей группы;
основные характеристики и параметры кинематических элементов, определяющие исполнительные движения рабочих органов изделия или его составных частей (см. рис. 15.13).
Примерный перечень основных характеристик и параметров кинематических элементов:
для источника движения (двигателя) — наименование, тип, характеристика;
для механизма или кинематической группы —характеристика основных исполнительных движений, диапазон регулирования, передаточные отношения, пределы перемещений (длину перемещения или угол поворота исполнительного органа), направление^ вращения или перемещения исполнительного органа;
для отсчетных, делительных и других точных механизмов и устройств — пределы измерения, степень точности передачи, значения допускаемых относительных перемещений и поворотов, значения мертвых ходов между ведущими и исполнительными элементами, цена деления;
для шкивов ременной передачи —диаметры; для сменных шкивов — отношение диаметров ведущих шкивов к диаметрам ведомых;
для зубчатых зацеплений — число зубьев колес, число зубьев на полной окружности и фактическое число зубьев зубчатых секторов, модуль, направление и угол наклона зубьев косозубых колес и реек, модуль осевой, число заходов и тип червяка;
для ходового винта — ход винтовой линии, число заходов, надпись «Лев.» для левых резьб;
для звездочки цепной передачи —число зубьев, шаг цепи;
для кулачка — параметры кривых, пределы перемещения поводка (толкателя).
При наличии в схеме элементов, параметры которых подлежат уточнению в процессе регулирования и наладки, на схеме обозначают расчетные значения параметров со ссылкой на примечание в виде надписи Параметры... подбирают при регулировании.
Нумерация элементов. Каждому кинематическому элементу схемы присваивают порядковый номер начиная от источника движения или буквенное позиционное обозначение. Буквенные коды наиболее распространенных групп элементов [15.3]: А — механизм (общее обозначение); В—вал; С—элементы кулачкового механизма (кулачок, толкатель); Е —разные элементы; Н —элементы механизма с гибки
407
ми звеньями (цепь, ремень); К — элементы рычажного механизма; М — источник движения (двигатель); Р—элементы мальтийского или храпового механизма; Т — элементы зубчатого или фрикционного механизма; X — муфта; У — тормоз. Валы допускается нумеровать римскими цифрами, все остальные элементы нумеруют только арабскими цифрами. Порядковый номер элемента проставляют на полке линии-выноски. Под полкой указывают основные характеристики и параметры данного кинематического элемента.
Элементы покупных или заимствованных механизмов не нумеруют. Сменные кинематические элементы обозначают на схеме строчными буквами латинского алфавита (см. рис. 15.13 —сменные шестерни а, Ь, с, d). Характеристики всего набора сменных элементов указывают в таблице на поле чертежа.
Структурная кинематическая схема должна содержать все основные функциональные части изделия и взаимосвязи между ними. Схему представляют либо графическим изображением простых геометрических фигур, либо аналитической записью, допускающей применение ЭВМ. Наименование соответствующей функциональной части изделия вписывают внутрь геометрической фигуры.
Функциональная кинематическая схема должна содержать изображение всех участвующих в процессе функциональных элементов с обязательным их обозначением в последовательности функциональной связи. Изображения выполняют посредством простых геометрических фигур с соответствующими надписями, обозначениями и линиями взаимосвязи.
Условные графические обозначения некоторых элементов кинематики по [15.28] приведены в табл. 15.1.
Таблица 15.1. Условные графические обозначения элементов машин и механизмов (выдержки из [15.28])
Наименование Обозначение Наименование Обозначение
г) реечная (общее обозначение без уточнения типа зубьев)
Передача:
а) плоским ремнем, открытая
Вал, ось; стержень и т. п.
Подшипник:
а) скольжения радиальный
б) качения радиальный (общее обозначение)
Муфта упругая (эластичное соединение валов)
Муфта сцепления:
а) кулачковая односторонняя
б) цепью (общее обозначение без уточнения типа цепи)
408
Продолжение табл. 15.1
Наименование Обозначение Наименование Обозначение
б) предохранительная Маховик A J™1-" Тормоз колодочный 1 *-_1К~
Передача зубчатая: а) цилиндрическая (с
прямыми зубьями)
Храповой зубчатый механизм
б) коническая (с прямыми зубьями)
в) червячная с цилиндрическим червяком
Пружина цилиндрическая сжатия
Кулачок дисковый
Кулачок барабанный цилиндрический
15.4. ПРАВИЛА ВЫПОЛНЕНИЯ ГИДРАВЛИЧЕСКИХ,
ПНЕВМАТИЧЕСКИХ И ВАКУУМНЫХ СХЕМ
В соответствии с [15.1,15.4,15.36] гидравлические, пневматические и вакуумные схемы в зависимости от назначения разделяются на типы: структурные, принципиальные, соединения.
Гидравлические и пневматические схемы. На структурной схеме показывают все основные функциональные части изделия: элементы, устройства и функциональные группы и основные взаимосвязи между ними. На линиях взаимосвязи указывают направление потоков рабочей среды. Наименования, обозначения и технические данные функциональных частей наносят над изображением или справа от него, или вписывают в прямоугольники, заменяющие изображения.
На принципиальной схеме даются полный состав элементов в виде условных графических обозначений и все связи между ними. Элементы
409
и устройства показывают, как правило, в исходном положении: пружины клапанов — в состоянии предварительного сжатия, электромагниты — обесточенные и т. п. Условные графические обозначения баков под атмосферным давлением и мест удаления воздуха из гидросети применяют только в положении, рекомендуемом соответствующим стандартом.
Каждый элемент схемы должен иметь позиционное обозначение, состоящее из буквенного обозначения и последующего порядкового номера. В [15.4] установлены следующие обязательные к применению позиционные обозначения гидро- и пневмоэлементов:
А — устройство (общее обозначение) ' АК — аккумулятор АТ — аппарат теплообменный Б — гидробак ВД — влагоотделитель ВМ — вентиль ВТ — гидровытеснитель Г —пневмоглушитель Д —двигатель поворотный ДП —делитель потока ДР — дроссель МП — передача гидродинамическая МР —маслораспылитель МС — масленка МФ — муфта гидродинамическая Н — насос ЗМ —замок К — клапан Клапаны: КВ — выдержки времени КД —давления КО — обратный КП — предохранительный КР — редукционный КМ — компрессор М —мотор МН — манометр Р — распределитель РД — реле давления РЗ — аппарат золотниковый РК — аппарат клапанный PC — ресивер С — сепаратор СП — сумматор потока
Насосы: Т — термометр
НА — аксиально-поршневый НМ — насос-мотор НП —пластинчатый HP —радиально-поршневой ПР —пневмогидропреобразователь ТР — трансформатор гидравлический У В —устройство воздухоспуск- ное УС — гидроусилитель Ф — фильтр Ц — цилиндр
При введении обозначения вне этого перечня его содержание расшифровывают на поле схемы.
При присвоении элементам позиционных обозначений соблюдаю^ аю
a) S) б)
Рис. 15.14. Фрагменты гидросхем:
а — повторное изображение бака; б — подвод рабочей среды; в —пример схемы
сквозную нумерацию в пределах изделия. Порядковые номера вводят по группам элементов с одинаковым буквенным позиционным обозначением, например КП1, КП2, КП12; Pl, Р2, ... . Буквы и цифры в позиционных обозначениях выполняют шрифтом одного размера. Порядковые номера устанавливают в последовательности расположения элементов на схеме в направлении сверху вниз, слева направо. Место простановки позиционного обозначения — справа или над условным графическим обозначением соответствующего элемента схемы.
Данные об элементах схемы записывают в перечень элементов (головку перечня см. на рис. 15.3). Элементы записывают в перечень группами в алфавитном порядке буквенных позиционных обозначений. В пределах каждой группы элементы перечисляют в порядке возрастания номеров.
При выполнении принципиальной схемы на нескольких листах необходимо сохранить сквозную нумерацию и единый перечень элементов. Отдельные элементы допускается повторно изображать на других листах схемы с сохранением ранее присвоенных им позиционных обозначений.
При сокращении длины слива и дренажа баки повторно изображают около соответствующего элемента; при сокращении длины линии нагнетания источник питания повторно не изображают, а около соответствующего элемента или устройства показывают подвод рабочей среды (рис. 15.14).
На схеме соединений помимо гидравлических, пневматических или вакуумных элементов и устройств показывают трубопроводы и элементы соединений трубопроводов. Элементы, устройства и соединения трубопроводов изображают в виде упрощенных внешних очертаний, а трубопроводы—сплошными основными линиями. Соединения принято изображать условными графическими изображениями. Номера элементов, устройств и трубопроводов должны соответствовать номерам, принятом на принципиальной схеме. Соединениям трубопроводов присваивают номера после номеров трубопроводов. Номера трубопроводов проставляют, как правило, возле обоих концов их изображений. В перечне элементов для трубопроводов
411
должны быть обозначены сортамент и материал труб. Допускается эти данные указывать около линий, изображающих трубопроводы.
Вакуумные схемы выполняют в соответствии с требованиями стандартов [15.1, 15,4, 15.10, 15.32, 15.33, 15.35, 15.36]. На принципиальной схеме помещают в виде условных графических обозначений все вакуумные элементы или устройства, необходимые для реализации проектируемых вакуумных процессов и их контроля, а также все вакуумные связи в виде линий связи.
Каждому элементу схемы присваивают буквенно-цифровой код. Буквенные коды наиболее распространенных вакуумных элементов [15.35]:
А — устройство (общее назначение)
N — насос вакуумный
Насосы:
NI —механический
NV — вращательный объемный без газобалласта
NL —то же, газобалластный
NZ — двухроторный
NR —турбомолекулярный
NW — водокольцевой
NB —струйный
NH — эжекторный
NS — сорбционный
NA — адсорбционный
NG — испарительный геттерный
NC — криосорбционный
NE — испарительный ионный
NM — магнитный электроразряд-ный
NK — криогенный
NP — комбинированный
В — ловушка (отражатель)
Ловушки:
ВМ — охлаждаемая жидкостью, заливаемой в резервуар
BS — сорбционная
ВТ — термоэлектрическая
BE — ионная
Р — вакуумметр
Вакуумметры:
PD —деформационный
PL — жидкостный
РА — ионизационный
РМ — магнитный электрораз-рядный
РТ —тепловой
G —течеискатель
S — масс-спектрометр
С — камера
CV — камера вакуумная
V — колпак вакуумный
VT —прогреваемая часть вакуумной системы
VF — клапан (затвор)
Клапаны:
VT —тарельчатый (дисковый)
VP—регулировочный, дозирующий
VII — с ручным приводом
VA — с дистанционным управлением
412
VP — с пневмо- или гидроприводом
VE — с электромагнитным приводом
VM — с электроприводом
Порядковые номера элементов надписывают арабскими цифрами в соответствии с последовательностью расположения элементов и устройств на схеме в направлении сверху вниз и слева направо в пределах групп видов элементов, например ВТ1, ВТ2, ВТЗ, VF1, VF2 и т. д. Расположение кода на схеме — над или справа от элемента (рис. 15.15).
Рис. 15.15. Пример вакуумной схемы
Рис. 15.16. Элементы трубопроводов:
а — в — линии связи: всасывания, напора, слива (а), управления (в), дренажа (а); г,д — соединения; е — перекрещивания;
трубопроводы: ж —с вертикальным стояком; з— гибкий; и — изолированный; к — в футляре (в трубе);
соединения: л — общее обозначение; м—фланцевое; и — штуцерное резьбовое; о, п—муфтовое: резьбовое (о), эластичное (и); р — шарнирное;
общее обозначение неподвижной (с) и подвижной (т) опоры трубопровода
На схеме устройства, элементы которого не являются самостоятельными конструкциями, принято добавлять к порядковому номеру позиционного обозначения условный порядковый номер такого эле-413
Рис. 15.17. Детали соединений трубопроводов:
а—тройники; б — крестовины; в — колена, отводы; г — разветвитель, коллектор, гребенка (изображения в соответствии с действительной конфигурацией)
Рис. 15.18. Переходы, патрубки (а —в), муфты быстросъемные (г, д), компенсатор (е): а, е — общее обозначение; б—фланцевый; в—штуцерный; г — без обратных клапанов; д — с обратным клапаном
г) V ')
Ж-
к) л) м) Н) о) п)
ОК И XI >-+ <ф>
Рис. 15.19. Арматура общего назначения:
а — и — вентили (клапаны) запорные: проходной (а), угловой (б), трехходовой (а), регулирующий (г), обратный (д), предохранительный (е), дроссельный (ж), редукционный (з), воздушный автоматический (а); к—задвижка; л — затвор поворотный; м — кран; н, о—кран концевой: общее обозначение («), водоразборный (о); п — смеситель (общее обозначение)
Рис. 15.20. Гидробаки: открытый (а), закрытые с давлением выше атмосферного (б), ниже атмосферного (в), аккумулятор (ресивер) (г)
Рис. 15.21. Элементы гидравлических и пневматических сетей:
а —глушитель шума; б — гаситель гидравлического удара; в — мембрана прорыва; г — форсунка; д — заборник воздуха из атмосферы; е — заборник воздуха от двигателя; ж — заливная горловина; з — присоединительное устройство к другим машинам
Рис. 15.22. Элементы гидро- и пневмоаппаратуры; насосы и двигатели:
а, б — регулирующий орган нормально закрытый (о), открытый (в); в — клапан предохранительный (ограничивающий максимальное давление р,); г — регулятор давления пневматический (поддерживает р2 = const при р2 < pi); д —делитель потока; е —сумматор потока; ж — регулятор потока; з — клапан обратный; и — насос; к — гидромотор; л — пневмомотор; м —- насос-мотор; и — цилиндр; о — камера мембранная
Рис. 15.23. Элементы машин и аппаратов химических производств:
а — аппараты теплообменные; б — подогреватели; s — конденсаторы; г — маслораспылители; д — увлажнители воздуха; е — аппараты выпарные; ж —- фильтры; з — влагоотделитель; и —• аппараты сушильные; к — о — устройства питающие (к —м) и дозирующие (н, о) с тяговыми элементами (к), вращающиеся (л), качающиеся (м), объемные <«), весовые (о); п — мешалки; р — центрифуги; с— сверхцентрифуги (сепараторы жидкостные); т, у — аппараты обработки твердых материалов измельчением (т), сортировкой (у); ф — грануляторы; х — смесители
а — насос вакуумный механический струйный; б—то же, сорбционный; в —ловушка; г —вакуумметр; д — течеискатель; е—.масс-спектрометр; ж — вакуумная камера (размер а выбирают из ряда 14, 20, 28, 40, 56 мм)
мента, разделяя их точкой. Условные порядковые номера в перечень элементов не вносят.
На линиях связи помечают направления потоков рабочей среды. Линии связи с различной рабочей средой или различного назначения выполняют линиями разного начертания или вводят цифровые обозначения в разрывах линий связи с последующей расшифровкой этих знаков на поле схемы.
Условные графические обозначения элементов гидравлических, пневматических и вакуумных схем по [15.29...15.35] даны на рис. 15.16...15.24. Общие обозначения см. на рис. 15.4, 15.8, 15.10.
15.5. ПРАВИЛА ВЫПОЛНЕНИЯ ЭЛЕКТРИЧЕСКИХ СХЕМ
Правила выполнения электрических схем установлены в [15.2], виды и типы схем, а также общие требования —в [15.1] (см. § 15.1 и 15.2).
Структурная электрическая схема. Функциональные части установки изображают в виде прямоугольников или принятых условных графических обозначений. При изображении элементов в виде прямоугольников их наименование, обозначение и тип рекомендуется вписывать внутрь прямоугольника. На линиях связи допускается обозначать направление хода процесса в изделии. Допускается также указывать тип элемента (устройства) и (или) обозначение документа (основного конструкторского документа, номера государственного стандарта и технических условий), на основании которого этот элемент (устройство) применен.
Возможно размещение на схеме поясняющих надписей, диаграмм, графиков или таблиц, разъясняющих последовательность процессов во времени и состояние параметров в характерных точках (ток, напряжение, форма и значения импульсов и т. п.).
Функциональная электрическая схема. На схеме изображают функциональные части изделия (элементы, устройства, функциональные группы), участвующие в процессе, и связи между этими частями. Все функциональные части и связи между ними изображают в виде условных графических обозначений, установленных в стандартах ЕСКД. Отдельные части допустимо изображать в виде прямоугольников.
На схеме указывают:
для каждой функциональной группы — обозначение, присвоенное ей на принципиальной схеме, и (или) ее наименование; если группа изображена условным графическим обозначением, то ее наименование не указывают;
для каждого устройства, изображенного прямоугольником,— позиционное обозначение по принципиальной схеме, его наименование и тип и (или) обозначение документа, на основании которого это устройство применено;
для каждого устройства, изображенного условным графическим
416
Рис. 15.25. Многолинейное (а) и однолинейное (б) изображение схем
обозначением,— позиционное обозначение по принципиальной схеме, его тип и (или) обозначение документа;
дая каждого элемента — позиционное обозначение по принципиальной схеме и (или) его тип.
Надписи, диаграммы и таблицы, разъясняющие определенные процессы в отдельных функциональных цепях, размещают на свободном поле схемы. Технические характеристики функциональных частей рекомендуется помещать рядом с графическими обозначениями или на свободном поле схемы.
Принципиальная электрическая схема. На схеме изображают все электрические элементы и устройст
ва, необходимые дая реализации в изделии электрических процессов и их контроля, все электрические связи между ними, а также электрические элементы (разъемы, зажимы и т. п.), которыми заканчиваются входные и выходные цепи. Схемы вычерчивают для изделий, находящихся в отключенном состоянии. Допускается отдельные элементы схемы изображать в выбранном рабочем положении с указанием на поле схемы режима их работы.
Элементы схемы изображают в виде условных графических обозначений, установленных стандартами ЕСКД, совмещенным или разнесенным способом. При совмещенном способе составные части элементов изображают на схеме совместно, т. е. в непосредственной близости друг от друга. При разнесенном способе составные части одного элемента или устройства вычерчивают в разных местах схемы таким образом, чтобы отдельные цепи изделия были показаны наиболее наглядно. Разнесенным способом выполняют схемы автоматики и электрооборудования, т. е. схемы, содержащие много однотипных контакторов, реле и коммутационных устройств.
Схемы выполняют в однолинейном или многолинейном изображении. При многолинейном изображении (рис. 15.25, а) каждую цепь представляют отдельной линией, а элементы цепей — отдельными графическими обозначениями. Однолинейное изображение предполагает совмещение цепей, выполняющих одноименные функции, в одну цепь, изображаемую одной линией (рис. 15.25, б), а одинаковые элементы цепей —в одном условном графическом обозначении.
В целях упрощения схемы применяют групповые линии связи для изображения (последовательного или параллельного) нескольких одинаковых элементов (рис. 15.26). Линия групповой связи показана одной
417
47
Рис. 15.26. Схема с групповой линией связи 1...12
Конт. Цепь
al -110В
а2 +110В
aJ -110В
а4 + 110 в
а5 -6,3В
аб +6,3 в
а7 -5В
а8 +5В
Ы -27В
Ь2 +278
БЗ -ггов
Ь8 -22ОВ
утолщенной линией. Линии связи, направленные к групповой линии связи, и линии адреса (от групповой линии) обозначают согласованными порядковыми номерами.
Каждый элемент или устройство, изображенные на схеме, должны иметь позиционное буквенно-цифровое обозначение в соответствии с требованиями [15.8]. Позиционные обозначения элементам следует присваивать в пределах данного изделия. Порядковые номера элементам и устройствам присваивают начиная с единицы в пределах группы элементов с одинаковыми буквенными позиционными обозначениями, например Rl, R2,..., Cl, С2,.... Порядковые номера устанавливают в соответствии с последовательностью расположения элементов на схеме сверху вниз в направлении слева направо. Позиционные обозначения проставляют рядом с графическим обозначением с правой стороны или над ним. При разнесенном способе изображения элемента его позиционное обозначение проставляют около каждой составной части. При изображении переключателей, кроме позиционного обоз-418
начения, следует указывать обозначения контактов выводов, нанесенных на изделие или установленных в их документации.
Буквенные коды наиболее распространенных электрических элементов и устройств [15.8]:
А—устройство (усилители, приборы телеуправления, лазеры и т. п.)
В — преобразователи неэлектрических величин в электрические (кроме генераторов и источников питания) или аналоговые, в том числе многоразрядные, преобразователи или датчики для указания и измерения
С — конденсаторы
D — схемы интегральные логические двоичные, микросборки
Е — элементы разные
F —разрядники, предохранители, устройства защитные
G — генераторы, источники питания, кварцевые осцилляторы
Н —- устройства индикаторные и сигнальные
К — реле, контакторы, пускатели L — катушки индуктивности, дроссели
М — двигатели
Р — приборы, измерительное оборудование
Q — выключатели и разъединители в силовых цепях
R — резисторы
S —устройства коммутационные в цепях управления, сигнализации и измерительных
Т —трансформаторы, автотрансформаторы
U —преобразователи электрических величин в электрические V —приборы электровакуумные и полупроводниковые
W—линии и элементы СВЧ, антенны
X — соединения контактные
Y —устройства механические с электромагнитным приводом Z —устройства оконечные, фильтры, ограничители
В [15.8] приведены также двухбуквенные коды видов элементов, например BL —фотоэлемент, ВМ —микрофон.
На принципиальной схеме должны быть однозначно определены все элементы, входящие в состав изделия и изображенные на схеме. Данные об элементах записывают в перечень элементов по образцу рис. 15.3. Запись элементов, входящих в каждое устройство или функциональную группу, начинают с соответствующего заголовка — его записывают в графе «Наименование» и подчеркивают. Если в изделие входит несколько одинаковых устройств или функциональных групп, то в перечне указывают количество элементов, имеющихся в одном устройстве. Общее количество одинаковых устройств функциональных групп указывают в графе «Кол.» на одной строке с заголовком.
Если в состав изделия входят устройства, имеющие самостоятельные принципиальные схемы, каждое такое устройство рассматривают 419
как элемент схемы изделия. Ему присваивают позиционное обозначение и записывают в перечень элементов одной позицией.
Если в состав изделия входит несколько одинаковых устройств, не имеющих самостоятельных принципиальных схем или одинаковых функциональных групп, то на схеме изделия допускается не повторять схемы этих устройств. В этом случае устройство изображают в виде прямоугольника, а схему такого устройства размещают внутри одного из прямоугольников или помещают на поле схемы с соответствующей надписью.
Нумерация и кодирование входных и выходных элементов схемы сопровождается маркировкой цепей. Последовательность маркировки — от источника питания к потребителям; разветвляющиеся участки цепи маркируют сверху вниз в направлении слева направо. При маркировке допускается оставлять резервные номера. Цепи обозначают прописными буквами латинского алфавита и арабскими цифрами. Силовые цепи маркируют буквами, обозначающими фазы, и последовательными цифрами. Например, фазы переменного тока на участке цепи первой фазы L1 —Lil, L12, L13, ..., на участке цепи второй фазы L2—L21, L22, L23 и т. д. Участки положительной полярности маркируют нечетными цифрами, отрицательной — четными. Участки цепи, разделенные контактами, обмотками реле, резисторами и другими элементами, должны иметь разную маркировку. Участки цепи, проходящие через разъемные, разборные или неразборные контактные соединения, должны иметь одинаковые обозначения. Маркировка выводов (контактов) элементов на схеме должна соответствовать маркировке соответствующих контактов и выводов на изделии или указанным в документации на это изделие.
При выполнении принципиальной схемы на поле чертежа допускается помещать различные текстовые данные:
указания о марках, сечениях и расцветках проводов и кабелей, посредством которых должны выполняться соединения;
указания о требованиях к электрическому монтажу изделия;
указания о назначении отдельных цепей в схемах, выполненных разнесенным способом.
При выполнении схемы на нескольких листах следует выполнять следующие требования: при присвоении элементам позиционных обозначений соблюдать сквозную нумерацию в пределах изделия; заполнять общий перечень элементов.
При проектировании изделия, в которое входят несколько разных устройств, на каждое из них рекомендуется выполнять самостоятельную принципиальную схему. При этом также соблюдают сквозную нумерацию элементов в пределах всего изделия, а в каждой схеме приводят перечень только тех элементов, позиционные обозначения которых указаны на этой схеме.
Схема соединений содержит изображения всех устройств и элементов, входящих в состав изделия, их входных и выходных элементов, и 420
определяет состав и адресность проводов, жгутов, кабелей, которыми осуществляются соединения элементов в схему.
Элементы и устройства на схеме соединений изображают в виде прямоугольников, внешних контурных очертаний или условных графических обозначений, входные и выходные элементы (разъемы, платы, зажимы и т. п.) —также в виде стандартных условных графических обозначений.
Расположение графических обозначений на схеме должно примерно соответствовать действительному размещению элементов и устройств в изделии, а расположение и ориентация входных и выходных элементов внутри устройства —действительному размещению и ориентации их в устройстве.
Позиционные обозначения, размещаемые около соответствующих изображений, должны быть идентичны обозначениям, присвоенным тем же элементам на принципиальной схеме. Допускается указывать также наименование, тип и основные параметры элементов.
Надписи, знаки или графические обозначения, предназначенные для нанесения на изделие, помещают на схеме соединений заключенными в кавычки. Обозначения выводов (контактов), нанесенные на изделие или установленные в документации на соответствующие элементы (устройства), также указывают на схеме.
Провода, группы проводов, жгуты и кабели показывают на схеме отдельными линиями толщиной от 0,4 до 1,0 мм. Для упрощения графики допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. При подходе к контактам общую линию разветвляют до отдельных линий. Провода, жгуты и кабели обозначают порядковыми номерами в пределах изделия отдельно для каждого вида проводников. Номера кабелей проставляют в окружностях, помещенных в разрывах линий, изображающих кабели; номера жгутов — на полках линий-выносок; номера групп проводов — около линий-выносок. Жилы кабелей нумеруют в пределах каждого кабеля в отдельности. Номера проводников помещают, как правило, около обоих концов изображений или вблизи мест их разветвления (рис. 15.27).
На схеме соединений должны быть указаны:
для проводов — марка, сечение и расцветка (при необходимости);
для кабелей — марка, количество и сечение жил, количество занятых жил (количество занятых жил обозначают в прямоугольнике справа от обозначения кабеля).
Сведения о проводниках и присоединениях могут быть указаны в таблице на поле схемы, как правило, на первом листе над основной надписью или в виде самостоятельного документа формата А4. В таблице заполняют следующие графы: «Обозначение провода», «Обозначение соединения» (для условных буквенно-цифровых обозначений соединяемых элементов), «Данные провода», «Примечание».
Схема подключения показывает внешние подключения изделия. На схеме изображают изделие, его входные и выходные элементы и 421
Обозначение пробоОа Откуда идет Куда поступает Данные провода Примечай.
Жгут 1
1 = А1~Х1 -2а =А5~Х25:2а . М Г Ш В 0,5
г = Л1~ХГ-За =А5-Х25--За МГШВ 0,5
3 = А1-Х1 -5а =A5-X25-5a МГШВ 0, 75
Жгут 6
33 = А1-Х9--1 - ХГЗ 1 МГШВ 0,5
34 = А1 ~Х9-2 -XTУ : ! МГШВ 0,5
35 = А1 -Х9-3 -ХГЗ-2 МГШВ 0,5
Кабели
1 = М -ХУ = А9-Х19 РК-75-3-11
2 = А1 -ХУ = А1(-Х17 РК-75-3-11
9 = АЗ-Х15 = А9-Х20 РК-75-3-М
Рис. 15.27. Схема электрических соединений
подводимые к ним концы проводов и кабелей внешнего монтажа, указывают данные о характеристиках внешних цепей и адресов.
Изделие изображают в виде прямоугольника или внешних очертаний, входные и выходные элементы — в виде условных графических обозначений. Размещение входных и выходных элементов в изображении на схеме и в изделии должно по возможности совпадать. Всем элементам присваивают буквенно-позиционные обозначения согласно принципиальной схеме или схеме соединений. Допускается приводить наименования и типы разъемов, которыми осуществляется внешний монтаж. Сведения о внешнем подключении помещают в таблице подключения. В таблице заполняют следующие графы: «Номер кабеля» (провода, контакта), «Номер жилы», «Характеристика внешней цепи», «Адрес».
Схема общая определяет составные части комплекса и соединение их между собой. Используется при проектировании, монтаже и наладке комплексов.
Общую схему следует по возможности выполнять на одном листе. Если схема из-за сложности изделия не может быть выполнена на одном листе, то на первом листе представляют изделие в целом, изображая посты и (или) помещения условными очертаниями с указанием связи между ними. Внутри условных очертаний изображают только те устройства и элементы, к которым подводят провода и кабели. На других листах полностью вычерчивают схемы отдельных постов или групп постов. Требования к выполнению как отдельных частей, так и общей схемы комплекса полностью соответствуют требованиям, установленным для выполнения схем соединений и схем подключения.
Схема расположения должна содержать составные части изделия или комплекса, а при необходимости —связи между ними, конструкцию, изображение помещения или местности, где эти составные части будут расположены. Составные части изделия и соединители (кабели, провода и др.) показывают, как правило, в виде упрощенных внешних очертаний. При выполнении схемы расположения применяют различные способы построения: аксонометрию, план, условную развертку, разрез конструкции и т. п. Для каждого устройства и элемента схемы указывают наименование, тип и обозначение документа, на основании которого они применены.
В [15.2] приведены также некоторые рекомендации по упрощению выполнения схем в различных частных случаях.
15.6. ПРАВИЛА ВЫПОЛНЕНИЯ ОПТИЧЕСКИХ СХЕМ
Правила выполнения чертежей и схем оптических изделий установлены [8.3].
На оптической схеме должны быть изображены: оптические элементы изделия; источники излучения (упрощенными или условными графическими обозначениями); приемники лучистой энергии, напри-423
Фокусное расстояние 45,24 ±17, Относительное отверстие Г-2,8
Угловое поле 50°
Размер кайра 24»36
, Диаметр Оиасррагмы 12,8
Диаметр Входного зрачка 15,8
Номера * позиции деталей ^0/ Стрелка noOt, Стрелка nod# Толщина по оси
1 ' 16,5 2,23 13,7 0,47 4,5
2 13,7 0,34 12,7 1,54 1,6
3 13,0 0,31 13,0 1,38 1,35
4 13,0 1,38 13,0 0,62 5,9
Номера позиций деталей Наименование f' SF Sr
1,2,3,4 ОВъектиб 45,24 -36,63 35,91
Рис. 15.28. Чертеж оптической схемы фотообъектива
мер фотоэлементы, фотоумножители (условными графическими обозначениями).
Оптические детали и узлы оптических схем располагают на чертеже по ходу светового луча от плоскости предметов слева направо (рис.
424
15.28). Элементы, поворачивающиеся или перемещающиеся вдоль или перпендикулярно оптической оси, следует показывать в основном рабочем положении. Дополнительно показывают штрихпунктирной линией крайние положения этих элементов. При изображении поворачивающихся элементов допускается обозначать положение оси вращения прописными буквами русского алфавита.
Кроме того, на оптической схеме должны быть обозначены: положение действующих и апертурных диафрагм; положение входного и выходного зрачков (при необходимости, например для визуальных систем); положение фокальных плоскостей, плоскостей изображения, плоскостей предмета (при необходимости, например для фото-, кинообъективов и объективов микроскопов); положение экранов, светорас-сеивающих полостей и поверхностей (при необходимости, например для спектральных и фотометрических приборов).
Количество изображений должно давать полное представление о составе, форме и взаимном положении всех деталей и узлов оптической системы.
На схеме указывают следующие размеры: габаритные и установочные; воздушные промежутки между компонентами и другие линейные размеры (при необходимости с допусками); пределы перемещения или предельные углы поворота подвижных оптических элементов; диаметры диафрагм и зрачков, тел накала или других светящихся элементов источников излучения; приемников излученя; положения фокальных плоскостей, плоскостей предмета (для систем, работающих на конечном расстоянии) и изображения.
Световые диаметры деталей и соответствующие им стрелки прогиба, толщины по оси (для призм —длины разверток) оформляют в виде таблицы на поле чертежа (верхняя таблица на рис. 15.28, средняя таблица на рис. 15.29). На схемах с большим количеством оптических элементов допускается указывать световые диаметры и толщины по оси непосредственно на изображении.
Если оптическая схема представляет собой одну сборочную единицу, например фотообъектив (см. рис. 15.28), диоптрийная трубка (см. рис. 15.29), в таблицу последовательно вносят значения фокусных расстояний /, переднего SF и заднего S'p фокальных отрезков (см. нижнюю таблицу на рис. 15.28, верхнюю —на рис. 15.29).
На схеме также в виде таблиц помещают дополнительные справочные и расчетные данные, например сведения о положении плоскости изображения от последней поверхности оптического компонента в зависимости от расстояния до плоскости предмета; линейное перемещение окуляра на одну диоптрию и др. Размеры граф таблиц для справочных данных стандартами не регламентированы.
Основные оптические характеристики системы указывают текстом на свободном поле чертежа. К ним относятся:
для телескопических систем —увеличение, угловое поле, диаметр выходного зрачка, его удаление от последней поверхности окуляра, предел разрешения;
425
12 3 6 5 6
Увеличение 3,85х
Угловое поле 12’
Превел разрешения в“
Диаметр выховного зрачка 6,6мм
Перемещение окуляра на 10птр 0,6 мм
Номерам* деталей наименование узла схемы Г Sc s^.
и Объектив 79,67 -76,83 77,02
Окуляр -Щ?1. -6.66 6,98
Номера поз. бет. Ори Стрелка ПО Оц Оег Стрелка ПООвг Толщина по оси
1 16.5 0.73 16,5 1,61 3,5
2 16,5 1,60 16,5 0,71 2,0
3 18,0 - 18,0 — 2,5
4 19,7 0,96 19,2 2,11 6,5
5 11,2 1,29 11,2 1,78 6,6
6 ... 1,78 11,2 0,23
Диоптрии Перемещение Л объектива Диоптрии Перемеще-объективо Диоптрии перемеще-объектива
-2,5 -19,15 -0,75 -5,05 1,0 5,87
-2,25 -17,35 -0,5 -3,29 1,25 7.22
-2,0 -13,56 -0,25 -1,22 1,5 7,96
-1,75 -9,10 0 0,00 1,75 8,28
-1,50 -1,11 0,25 1,21 2,0 9,35
-1.25 -6.35 0,5 2.60 2.25 10,50
-5,83 0,75 3,58 Л* 11,66
Дм г', мм
1.0 2.227
. 1,25 1,766
1,5 1,636
2,0 1,057
2,5 0,838
3 0,696
6 0,516
5 0,611
7 0,292
10 0,203
20 0.101
о<> 0
Относит, отв. Диаметр вх. ЗР. Диаметр виафрагны
1 -2,8 15.8 12,8
6 11,3 9,1
5.6 8.1 6,5
8 5.7 6,6
11 6,1 3,3
16 2,8 2,3
22 2,1 1,7
D - расстояние от объекта съемки во плоскости изображения
i'-перемещение объектива
Оля фокусировки
Рис. 15.29. Чертеж оптической схемы диоптрийной трубки
Г Перечень деталей
Ферм. Пез. Обозначение Наименование Кол. Примеч.
1 Линза 1
2 Линза 1
3 Линза 1
4 Линза 1
Основная надпись
Рис. 15.30. Таблица перечня деталей оптической схемы
для фотографических объективов — фокусное расстояние, относительное отверстие (отношение диаметра входного зрачка к фокусному расстоянию), угловое или линейное (размер кадра) поле в плоскости изображений, предел разрешения, коэффициент светопропускания;
для фотоэлектрических систем — размеры фотокатода или тип фотоприемников, размеры светового пятна на приемнике излучения (при необходимости);
для интерферометров — фокусные расстояния объектива и конденсора, длина плеч, расстояние между интерферирующими пучками, наибольший размер светового пучка, расчетное значение фактора резкости (при необходимости); длины волн, пропускаемые фильтром; размеры кадра при регистрации (на пленку, пластинку); точность регистрации (в долях длины волны).
Допускается основные оптические характеристики указывать на схеме с их предельными отклонениями или их наибольшие и наименьшие значения.
Номера позиций оптическим деталям присваивают по ходу луча и указывают цифрами на полках линий-выносок от каждой детали. Повторяющимся деталям присваивают один и тот же номер позиции. При разветвлении схемы по нескольким направлениям номера позиций следует указывать по одному направлению до конца, затем последующие номера позиций по другому направлению и т. д. Допускается присваивать номера позиций источникам излучения и приемникам лучистой энергии. Все элементы, которым на схеме присвоен номер позиции, записывают в перечень деталей. Последний выполняется в виде таблицы, располагаемой над основной надписью схемы (рис. 15.30).
Если изделие имеет оптические сменные части (узлы), то на оптической схеме изображают одну из них и выносят ее позицию, а в графе «Примечание» таблицы элементов записывают, что они сменные, и указывают номера, определяющие их положение в схеме. Вместо размеров допустимо в примечании указать их основную оптическую характеристику, например увеличение сменных окуляров или марку сменных светофильтров.
427
Оптические схемы отдельных сборочных единиц, имеющие самостоятельное значение и входящие в состав сложного изделия, принято выпускать отдельными документами. В этом случае в перечень деталей записывают обозначения и наименования каждой оптической схемы. На общей принципиальной схеме изделия такие схемы изображают упрощенно в виде контура, ограниченного штрихпунктирной линией, с указанием согласующих размеров. Допускается также оптическую схему самостоятельной сборочной единицы дублировать на принципиальной схеме изделия. При этом необходимо указать положение граничных поверхностей данной схемы и размеры, определяющие положение этих поверхностей относительно других элементов изделия (механических, оптических и др.).
15.7. СХЕМЫ АЛГОРИТМОВ И ПРОГРАММ
Стандарты Единой системы программной документации (ЕСПД) устанавливают взаимоувязанные правила разработки, оформления и обращения программ и программной документации. Правила и положения ЕСПД — составная часть организационно-технической структуры системы автоматизированного проектирования (САПР) — распространяются на программы и программную документацию для вычислительных машин и комплексов независимо от их назначения и области применения.
Стандартом [15.37] установлены правила выполнения схем алгоритмов и программ автоматизированным способом и от руки. Принятые условные графические обозначения (символы) приведены в виде фрагментов алгоритмов на рис. 15.31. Символы операций соединяют в последовательности их реализации сплошными тонкими линиями. Координату зоны символа или порядковый номер операции простав-
Р и с . 15.31. Правила применения символов в схемах алгоритмов и программ:
а — фрагмент алгоритма; б — комментарий; в — соединитель; г — линии потока; д — исход решения; е — начало, прерывание, конец алгоритма или программы
428
ляют слева в верхней части символа в разрыве его контура (а). При выполнении схем от руки или при наличии координатной сетки допускается координаты символов не проставлять.
В пределах контура символа делают запись, поясняющую отображаемую им функцию. Если поясняющая запись не помещается внутри символа, дополнительный комментарий выносят на свободное место схемы алгоритма и соединяют с поясняемым символом штриховой тонкой линией (б).
Символ «соединитель» (в) в. виде кружка с вписанным в него буквенным, цифровым или буквенно-цифровым обозначением (идентификатором) используют для обрыва линий связи (линий потока) между удаленными друг от друга символами. Указание направлений линий потока (г) сопровождают стрелкой, если линия направлена справа налево или снизу вверх. В других случаях стрелка не применяется.
Решение операции может сопровождаться числом исходов (признаков) не более трех (Да, Нет, =, или >, <, =). Вариант исхода проставляют над каждой выходящей линией потока или справа от нее (ф.
Таблица 15.2. Обязательные символы и отображаемые ими функции в алгоритме обработки данных по [15.6]
Наименование
Процесс
Решение
Модификация
Обозначения
_____________Функции______________
Выполнение операций (группы операций), в результате которых изменяется значение (форма представления, расположение) данных
Выбор направления алгоритма (программы) в зависимости от некоторых переменных условий
Выполнение операций, меняющих команды (группы команд), изменяющих программу
Предопределенный процесс
Использование ранее созданных и описанных отдельно алгоритмов (программ)
429
Продолжение табл. 15.2
Наименование
Ручная операция
Вспомогательная операция
Слияние
Выделение
Группировка
Сортировка
Ручной ввод
Обозначения
во‘
60°
60°
_____________Функции____________
Автономный процесс, выполняемый вручную или с помощью неавтоматически действующих средств
Автономный процесс, выполняемый устройством, не управляемым непосредственно процессором
Объединение двух (или более) множеств в единое множество
Удаление одного (или более) множества из единого множества
Объединение двух (или более) множеств с выделением нескольких других множеств
Упорядочение множеств по заданным признакам
Ручной ввод данных с помощью неавтономных устройств с клавиатурой, переключателей, кнопок
430
Продолжение табл. 15.2
Наименование
Ввод-вывод
Неавтономная память
Автономная память
Документ
Перфокарта
Перфолента
Магнитная лента
Обозначения
_____________Функции______________
Преобразование данных в форму, пригодную для обработки (ввод) или отображения результатов обработки (вывод)
Ввод-вывод данных в случае использования запоминающего устройства, управляемого непосредственно процессором
Ввод-вывод данных в случае использования запоминающего устройства, не управляемого непосредственно процессором
Ввод-вывод данных, носителем которых является бумага
Ввод-вывод данных, носителем которых является перфокарта
Ввод-вывод данных, носителем которых является перфолента
Ввод-вывод данных, носителем которых служит магнитная лента
431
Продолжение табл. 15.2
Наименование
Магнитный барабан
Магнитный диск
Оперативная память
Дисплей
Канал связи
Линия потока
Параллельные действия
Соединитель
_____________Функции_____________
Ввод-вывод данных, носителем которых служит магнитный барабан
Ввод-вывод данных, носителем которых служит магнитный диск
Ввод-вывод данных, носителем которых служит магнитный сердечник
Ввод-вывод данных, если непосредственно подключенное к процессору устройство воспроизводит данные и позволяет оператору вносить изменения в процессе их обработки
Передача данных по каналу связи
Указание последовательности связей между символами
Начало или окончание двух (иди более) одновременно выполняемых операций
Указание связи между прерванными линиями потока (связывающие символы)
432
Продолжение табл. 15.2
Наименование
Пуск-останов
Файл
_____________Функции_____________
Начало, конец, прерывание процесса обработки данных или выполнения программы
Представление объекта обработки данных (используется совместно с символами конкретных носителей данных)
Рис. 15.32. Рекомендуемые символы в алгоритмах и программах обработки данных:
а — межстраничный соединитель; б — магнитная карта; в — ручной документ; г — архив; д — автономная обработка; е — расшифровка; ж — кодирование; з — копирование; и —транспортирование носителей; к — материальный поток последовательности операций; л — источник (приемник) данных
*9 0,25а
Рис. 15.32. Продолжение
14-152
433
Снятие ограни ' чениапо критериям оптимизации
Вывор оптимального варианта конструкции
Окончательныв' расчет венца и ступицы
Расчет неМрьи" риеиых Papuan-mod конструкции
Нет
Печать конструктив- *____
них параметров
Определение
„ возможных вариантов .конструкции "Расчет варьи-
конструкции
'Коррекция
__ветируемых вариантов конструкции
"Сравнительная оценка вариан-~ тов по заданным
критериям оптими--зации
~~?р°^сям),1,ш-
кюрекшонныв~\ Г'
расчет профиля----1
Рис, 15.33. Фрагмент схемы укрупненного алгоритма расчета и проектирования зубчатого колеса
Символы «Пуск», «Прерывание» и «Конец» (е) применяют соответственно в начале схемы алгоритма или программы, в случае ее прерывания для возврата или переноса, а также в конце программы.
Условные графические обозначения в схемах алгоритмов и программ [15.38], отображающие основные операции процесса обработки данных и программирования, разделяются на обязательные (табл. 15.2) и рекомендуемые (рис. 15.32). Размер а следует выбирать из ряда 10, 15, 20 мм. Допускается увеличение размера а на число, кратное 5. Размер b принимают равным 1,5а.
На рис. 15.33 приведен фрагмент укрупненного алгоритма проектирования зубчатого колеса. Схема алгоритма обычно сопровождается текстовой расшифровкой последовательности и содержания операций, а также таблицей идентификаторов.
434
Глава 16
ГЕОМЕТРИЧЕСКИЕ ПОСТРОЕНИЯ НА ПЛОСКОСТИ
16.1. ДЕЛЕНИЕ ОТРЕЗКОВ ПРЯМЫХ И УГЛОВ. ПЕРПЕНДИКУЛЯР К ПРЯМОЙ
Деление отрезка пополам (рис. 16.1). Отрезок АВ прямой т делится на две равные части перпендикуляром п, проведенным через точки пересечения С и D дуг окружностей радиуса R > 0,5АВ с центрами соответственно в точках А и В. Точка Е — середина отрезка АВ.
Деление отрезка на заданное число частей. Отрезок АВ прямой т разделен (рис. 16.2) на семь частей посредством вспомогательного луча t, проведенного под острым углом к заданной прямой т через точку А. На луче t от точки А отложить заданное число (и = 7) равных произвольной длины отрезков (отмеченных точками 1, 2, 7). Последнюю
точку 7 соединить с точкой В и последовательно из каждой точки деления луча t провести ряд прямых параллельно прямой В7 до пересечения с прямой т. Полученные точки 2', ... делят отрезок AS в искомом отношении.
Деление отрезка прямой на пропорциональные части. Выполняется по аналогии с построением на рис. 17.2 с тем отличием, что на вспомогательном луче t откладывают сумму отрезков, составляющих заданное отношение, например АЗ':3’В= 3:4 или A5':5'S= 5:2 (рис. 16.2).
Деление отрезка прямой в среднем и крайнем отношении (правило «золотого сечения»). На рис. 16.3 отрезок АВ разделен в отношении АВ.АК - АК:КВ. Для построения разделить отрезок АВ пополам точкой С; в точке В восставить к АВ перпендикуляр и отложить на нем отрезок ВМ— АС, на луче ЛЛ/от точки Мотложить отрезок MN= ВМ= АВ/2, затем из точки А радиусом AN на прямой АВ засечь точку К, являющуюся искомой для деления отрезка в заданном отношении.
Рис. 16.1. Деление отрезка пополам
Рис. 16.2. Деление отрезка на пропорциональные части
435
Рис. 16.3. Деление отрезка в среднем и крайнем отношении
Рис . 16.4. Построение отрезков прямой с соотношением V2
Построение отрезков прямой линии с соотношением сторон 'll. Диагональ квадрата (рис. 16.4), построенного на заданной стороне АВ, равна V2 АВ; далее АВ = 'll АО, АО = 'll ОМ; ОМ — 'll MN;... .
Это соотношение принято при образовании стандартных форматов чертежей. На рис. 16.5 показано построение большой стороны АС формата по заданной короткой стороне АВ: в прямоугольнике на стороне AD отложить АК- АВ и построить ВС= ВК— V2 АВ.
Построение перпендикуляра к прямой т, проходящего через точку О, лежащую вне этой прямой. Засечкой произвольного радиуса R из точки О отметить на прямой т точки А и В (рис. 16.6). Используя эти точки как центры, провести равными радиусами дуги окружностей до их взаимного пересечения в точке О’. Получим искомое 00' 1т.
Построение перпендикуляра к прямой т в точке А, принадлежащей данной прямой. Провести из произвольно выбранного центра О, расположенного вне данной прямой, дугу окружности радиуса R = ОА (рис. 16.7) и отметить на прямой т точку В ее пересечения с дугой.
Рис. 16.5. Схема построения стандартного формата
Рис. 16.6. Построение перпендикуляра к прямой из точки вне прямой
436
Рис. 16.7. Построение перпендикуляра к прямой в точке на прямой
Рис. 16.8. Построение угла по его тригонометрической функции
Рис. 16.10. Построение угла 60°
Провести диаметр ВМ и прямую МА.МА 1 АВ, так как вписанный в окружность и опирающийся на ее диаметр угол МАВ — прямой.
Построение заданного угла. Любой угол можно построить посредством транспортира или с использованием тригонометрических функций угла (в частности, тангенсов и котангенсов), приближенные значения которых приведены в табл. 16.1. Например, для угла а = 25° tga = 0,466. В выбранном масштабе построить прямоугольный треугольник АВС, в котором Z CAB- arctg 0,466, или АВ= 100 мм, СВ = =46,6 мм (рис. 16.8). Для углов а > 45° удобно пользоваться значениями котангенсов углов.
Построение угла 30° (рис. 16.9). Построить, прямой угол АОВ. Из точки О провести дугу радиусом R; из точки А тем же радиусом R сделать засечку на дуге АВ в точке М. Угол МОВ — искомый.
Построение угла 60° (рис. 16.10). Из точки О на прямой т провести дугу 1 окружности произвольного радиуса R. Из точки А на той же прямой тем же радиусом провести дугу 2 до пересечения с дугой 1 в точке В. Угол АОВ — искомый.
Деление угла пополам (рис. 16.11). Из вершины заданного угла провести дугу произвольного радиуса R до пересечения со сторонами 437
Рис. 16.11. Деление угла пополам
Рис. 16.12. Построение угла 75°
угла в точках А и В. Из полученных точек, как из центров, провести две дуги равных радиусов до их взаимного пересечения в точке М. Биссектриса ОМ делит заданный угол пополам.
Таблица 16.1. Приближенные значения тангенсов и котангенсов углов
Угол, град tga Угол, град tga Угол, град tga
1 0,017 89 16 0,287 74 31 0,601 59
2 0,035 88 17 0,306 73 32 0,625 58
3 0,052 87 18 0,325 72 33 0,649 57
4 0,070 . 86 19 0,344 71 34 0,675 56
5 0,087 85 20 0,364 70 35 0,700 55
6 0,110 84 21 0,384 69 36 0,727 54
7 0,123 83 22 0,404 68 37 0,754 53
8 0,140 82 23 0,424 67 38 0,781 52
9 0,158 81 24 0,445 66 39 0,810 51
10 0,176 80 25 0,466 65 40 0,839 50
11 0,194 79 26 0,488 64 41 0,869 49
12 0,213 78 27 0,510 63 42 0,900 48
13 0,231 77 28 0,532 62 43 0,933 47
14 0,249 76 29 0,554 61 44 0,966 46
15 0,268 75 30 0,577 60 45 1,000 45
ctga Угол, град ctga Угол, град ctga Угол, град
Построение угла 75° (рис. 16.12). Повторить построение по рис. 16.9 для угла 60° и дополнить построением по рис. 16.11 биссектрисы угла АОМ. Угол СОВ — искомый.
438
Рис. 16.13. Построение углов с помощью чертежных треугольников
2
Рис . 16.14. Деление прямого угла на 7 равных частей
Построение углов 15, 30, 45, 60, 75 и 90° возможно посредством чертежных треугольников (рис. 16.13).
Деление прямого угла на семь равных частей (рис. 16.14). Из вершины прямого угла произвольным радиусом описать дугу АВ. Тем же радиусом из точки В провести дугу 1 до пересечения с дугой АВ в точке С. Провести из точки С перпендикуляр CD к прямой ОВ и разделить его пополам в точке К. Через точку деления К провести перпендикуляр к прямой CD и отметить точку М его пересечения с дугой АВ. Из точки М, как из центра, провести дугу радиусом МВ и отметить на дуге АВ точку их пересечения 3. Тем же радиусом МВ отметить на дуге АВ (центр в точке 3) точку 2. Угол А02 — искомый, равный '/7 прямого угла.
16.2. ДЕЛЕНИЕ ОКРУЖНОСТИ НА РАВНЫЕ ЧАСТИ.
ПОСТРОЕНИЕ ПРАВИЛЬНЫХ МНОГОУГОЛЬНИКОВ
Определение центра дуги (рис. 16.15). Наметить на дуге окружности три произвольно расположенные точки А, В и С. Соединить точки прямыми АВ и ВС для получения хорд данной дуги. Точка пересечения перпендикуляров, проведенных через середины хорд (см. построение на рис. 16.1), определяет положение центра исходной дуги.
Определение центра окружности (рис. 16.16). В заданной окружности провести две не параллельные между собой хорды АВ и CD. Через середины хорд провести перпендикуляры (см. построение на рис. 16.1), пересечение которых определит положение центра исходной окружности.
Деление окружности на три, шесть и двенадцать частей (рис. 16.17). В окружности заданного радиуса R провести через центр О взаимно перпендикулярные оси АВ и CD. Из любой точки конца диаметра (например, А) провести радиусом Л дугу до пересечения с окружностью в точках 1 и 2. Отрезок 1-2 — искомая сторона правильного вписанного
439
о
Рис. 16.15. Определение центра дуги
Рис. 16.16. Определение центра окружности
Рис. 16.17. Деление окружности на 3, 6 и 12 частей
Рис . 16.18. Деление окружности на 4 и 8 частей
треугольника 1В2. В свою очередь, отрезки Al = А2 и Cl= D2 соответственно равны сторонам правильных вписанных шестиугольника и двенадцатиугольника. Для построения недостающих точек (вершин углов) достаточно провести из точки В противоположного конца диаметра окружности дугу того же радиуса R до пересечения с окружностью или измерителем последовательно отложить соответствующие отрезки на основной окружности.
Деление окружности на четыре и восемь частей (рис. 16.18). Провести два взаимно перпендикулярных диаметра АВ и CD. Отрезки АС = ~СВ = BD, соединяющие концы диаметров, являются искомыми сторонами правильного четырехугольника, вписанного в окружность.
Для деления окружности на восемь частей построить из центра О перпендикуляр к одной из сторон (например, АС) и продолжить его до пересечения с окружностью в точке М. Отрезок AM — искомая сторона правильного восьмиугольника, вписанного в окружность.
Деление окружности на пять и десять частей (рис. 16.19). Провести два взаимно перпендикулярных диаметра АВ и CD и разделить радиус ОВ пополам в точке М. Из точки М, как из центра, провести дугу 440
Рис. 16.19. Деление окружности на 5 и 10 частей
Рис. 16.20. Деление окружности на 7 частей
радиусом МА до пересечения ее с диаметром АВ в точке К. Отрезок СК равен стороне правильного вписанного пятиугольника, отрезок ОК— десятиугольника. Для деления окружности на пять частей достаточно дугой радиуса СК сделать засечки на исходной окружности в точках 1, 2 и далее; используя точки 7 и 2 как центры, тем же радиусом отметить точки 3 и 4. Точки С, 1, 3, 4, 2 — вершины правильного вписанного пятиугольника.
Деление окружности на семь частей (рис. 16.20). Из точек А и В концов горизонтального диаметра АВ провести дуги окружности радиусом R — АО = ВО и отметить точки их пересечения 7 и 2 с исходной окружностью. На пересечении хорды 7-2 с радиусом ОТ) отметить точку М. Отрезок ОМ равен стороне правильного вписанного семиугольника. Для его построения последовательно отметить на исходной окружности точки 3, 4, 5, 6, 7, 8 радиусом R — ОМ.
Деление окружности на п равных частей (рис. 16.21). Провести в окружности заданного радиуса R диаметр АВ и разделить его на заданное число равных частей (на рис. 16.21 п = 9). Из точек А и В, как из центров, провести дуги окружности радиуса 2 А до их пересечения в точках К и М. Используя полученные точки К и Мъ качестве центров, провести семейство лучей через четные или нечетные точки деления диаметра АВ до пересечения с заданной окружностью. Полученные на окружности точки 1, 2,9 — искомые точки деления окружности на заданное число частей.
Погрешность построения описанным способом — в пределах 0,01 А, что достаточно для практических целей. Деление окружности на п равных частей можно также выполнить, используя данные табл. 16.2, где приведены длины сторон правильных многоугольников, вписанных в окружность единичного диаметра. Для получения номинального размера стороны и-угольника достаточно табличное значение длины стороны при выбранном п умножить на числовое значение диаметра окружности.
Построение правильных многоугольников по заданной длине одной
441
А-9‘5
Рис. 16.21. Построение правильных многоугольников, вписанных в окружность
стороны (рис. 16.22). Сторону АВ разделить точкой О пополам и восставить в этой точке перпендикуляр к АВ. Из точек А и В радиусом R — АВ провести дуги до их пересечения в точке 1. Треугольник А1В — искомый.
Для построения квадрата надо восставить в точках А и В перпендикуляры к АВ и продолжить их до пересечения в точках Си D с дугами R = А В. Квадрат ACDB — искомый.
Таблица 16.2. Длины сторон правильных многоугольников, вписанных в окружность диаметром d = 1
Число сторон п Длина стороны а Число сторон п Длина стороны а Число сторон п Длина стороны а
3 0,8660 15 0,2079 27 0,1161
4 0,7071 16 0,1951 28 0,1120
5 0,5878 17 0,1838 30 0,1045
6 0,5000 18 0,1736 32 0,0980
7 0,4389 19 0,1646 34 0,0923
8 0,3827 20 0,1564 36 0,0872
9 0,3420 21 0,1490 38 0,0826
10 0,3090 22 0,1423 40 0,0785
11 0,2817 23 0,1362 42 0,0747
12 0,2588 24 0,1305 44 0,0713
13 0,2393 25 0,1253 48 0,0654
14 0,2225 26 0,1205 50 0,0627
В квадрате ACDB провести диагонали и отметить точку 2 их пересечения. Разделить расстояние между точками 1 и 2 пополам точкой 3, которая будет служить центром окружности для вписанного в нее правильного пятиугольника со стороной АВ. 442
Рис. 16.22. Построение правильных многоугольников по заданной стороне
Последовательно откладывая расстояние 1-3 от точки 1 вверх по перпендикуляру, отметить точки 4, 5, 6, которые будут служить центрами окружностей для построения соответственно семи-, восьми-, девятиугольника и т. д. с заданной стороной АВ. Радиусами проводимых при этом окружностей являются расстояния от точки А до соответствующих центров.
Для определения с достаточной для практики точностью длина стороны а„ (п — число сторон многоугольника) может быть вычислена в зависимости от заданной высоты Н фигуры по соотношениям а3 = =1,115/7; а4 = 0,707/7; а5 = 0,650Я; а6 = 0,577Н; а. = 0,414/7
По данным табл. 16.3 можно по заданной длине а стороны определить радиус R описанной окружности.
Таблица 16.3. Зависимость радиуса R описанной окружности от длины а стороны вписанного многоугольника
Число сторон п Радиус R Число сторон п Радиус R
3 0,577а 8 1,307а
4 0,707а 9 1,462а
5 0,851а 10 1,618а
6 1,000а 11 1,755а
7 1,152а 12 1,932а
443
16.3. СПРЯМЛЕНИЕ ОКРУЖНОСТИ И ЕЕ ДУГИ
Спрямление окружности (развертка) выполняется подсчетом длины окружности по формуле l — n/d, где d—-диаметр окружности, с последующим изображением длины /окружности в виде прямой линии.
Графический способ спрямления окружности (рис. 16.23). На касательной к окружности от точки А отложить отрезок АВ = 3d. Из центра О окружности провести радиус ОС под углом 60° к прямой АВ. Из точки С провести прямую СК \\АВ. Длина отрезка КВ с достаточной точностью воспроизводит длину окружности.
Спрямление дуги окружности. Длину дуги окружности определяют
Рис. 16.23. Построение развертки окружности
по формуле /= лАа/180°, где R — радиус дуги, а —угол сектора дуги, град. Расчетную длину / отложить в виде прямой линии.
Графический способ спрямления дуги окружности, стягивающей угловой сектор до 60° (рис. 16.24). Провести хорду АВ заданной дуги и разделить ее пополам в точке С. Отложить отрезок АК= ЗАС. В точке В провести касательную к дуге (перпендикулярно радиусу OB'). Из точки К провести дугу радиусом R — АКао пересечения с касательной. Длина отрезка ВМ равна длине заданной дуги окружности.
Графический способ спрямления дуги окружности или плоской кривой с помощью циркуля (рис. 16.25). Заданную дугу разделить на произвольное число малых дуг. Шаг деления произвольный и должен
Рис. 16.24. Спрямление дуги окружности, стягивающей угловой сектор до 60°
Рис. 16.25. Спрямление дуги окружности и плоской кривой
444
быть тем меньше, чем короче радиус дуги. На прямой линии от исходной точки О последовательно отложить отрезки, равные хордам малых дуг. Сумма длин хорд на прямой с достаточной точностью воспроизводит развертку заданной дуги окружности.
16.4. СОПРЯЖЕНИЯ
Сопряжением принято называть плавный переход прямой линии в дугу окружности или одной дуги в другую. Общая для этих линий дочка называется точкой сопряжения.
В основе алгоритма решения задач на построение сопряжений лежат следующие правила:
Правило 1. Прямая, касательная к окружности, составляет прямой угол с радиусом, проведенным в точку касания.
Правило 2. Геометрическим местом центров окружностей, касательных к данной прямой, является прямая, параллельная заданной прямой и отстоящая от нее на величину радиуса окружности. '
Правило 3. Точка касания двух окружностей (точка сопряжения) находится на линии, соединяющей их центры.
В общем случае построение сопряжения двух линий при заданном радиусе сопряжения состоит из следующих этапов:
1. Построение множества точек, находящихся на расстоянии радиуса сопряжения от первой из сопрягаемых линий.
2. Построение множества точек, находящихся на расстоянии радиуса сопряжения от второй из сопрягаемых линий.
3. Определение на пересечении множества точек центра дуги сопряжения.
4. Определение точки сопряжения на первой (или второй) из сопрягаемых линий.
5. Проведение дуги сопряжения в зоне между точками сопряжения.
Построение прямой, касательной к окружности (рис. 16.26). Для построения прямой t, касающейся окружности в заданной точке А,
Рис. 16.26. Построение прямой, касательной к окружности
Рис. 16.27. Сопряжение пересекающихся прямых дугой данного радиуса
445
о
о
Рис. 16.29. Сопряжение трех пересекающихся прямых
Рис. 16.28. Сопряжение пересекающихся прямых при заданной точке сопряжения
Рис. 16.30. Сопряжение дуги окружности и прямой линии дугой заданного радиуса:
а — внешнее касание; б — внутреннее касание
достаточно в соответствии с правилом 1 провести искомую прямую перпендикулярно радиусу ОА.
Для проведения касательной к окружности, параллельной заданной прямой Ь, достаточно найти точку сопряжения М на пересечении заданной окружности с перпендикуляром к прямой из центра O-.b 1 ОВ- к 1 ОВ- к || Ь.
Сопряжение пересекающихся прямых дугой окружности данного радиуса (рис. 16.27). В соответствии с правилом 2 для нахождения центра О сопрягающей окружности провести вспомогательные прямые, параллельные заданным т и п, на расстоянии, равном радиусу В. Точка О пересечения вспомогательных прямых —центр дуги сопряжения. Точки сопряжения А и 5 лежат в основаниях перпендикуляров к исходным прямым и ограничивают угловой размер дуги сопряжения.
Если положение одной из точек сопряжения задано (точка А на рис. 16.28), а радиус сопряжения не указан, то искомый центр О находится на пересечении перпендикуляра из точки А с биссектрисой угла, образованного заданными прямыми (построение биссектрисы см. на рис. 16.11).
446
Рис. 16.31. Сопряжение двух окружностей дугой заданного радиуса: а — внешнее касание; б — внутреннее касание; в — смешанное касание
Сопряжение трех пересекающихся прямых (рис. 16.29). Положение ,,центра сопрягаемой окружности определяется точкой пересечения биссектрис углов. Радиус окружности (дуги сопряжения) равен длине перпендикуляра, опущенного из центра О на любую из заданных прямых.
Сопряжение дуги окружности и прямой линии дугой заданного радиуса (рис. 16.30). Внешнее касание (рис. 16.30, а). Центр О| дуги сопряжения находится на пересечении вспомогательной прямой, отстоящей от заданной прямой на величину радиуса Л1; и дуги радиуса R + Л, из центра О. Точки сопряжения К и М находятся соответственно в основании перпендикуляра OtK и на пересечении прямой OOi с основной окружностью.
Внутреннее касание (рис. 16.30, 6). Центр Ох дуги сопряжения находится на пересечении вспомогательной прямой, отстоящей от заданной прямой на величину радиуса R, и дуги радиуса R — Л, из центра О. Точки сопряжения —соответственно в основании перпендикуляра ОХК и на пересечении продолжения луча ООХ с основной окружностью.
Сопряжение двух окружностей дугой заданного радиуса ^.Внешнее касание (рис. 16.31, а). Центр О3 искомой дуги радиуса А3 находится на пересечении вспомогательных окружностей, описанных из центров О, и О2 соответствующими радиусами Я, + А3 и А2 + Я3.
Внутреннее касание (рис. 16.31, б). Центр О3 искомой
447
Рис. 16.32. Построение касательной к окружности через заданную внешнюю точку
дуги радиуса R, находится на пересечении вспомогательных окружностей, описанных из центров и О2 соответствующими радиусами
—R3 и R3—R2.
Смешанное касание (внешнееи внутреннее) (рис. 16.31, в). Центр искомой дуги радиуса R3 находится на пересечении вспомогательных дуг, проведенных из центров О, и О2 соответствующими радиусами R3—R{ и R3 + R2. Для всех случаев точки сопряжения окружностей К и М по правилу 3 лежат на лучах, соединяющих центры сопрягаемых окружностей.
Построение касательной к окружности через заданную внешнюю точку А (рис. 16.32). Точки сопряжения К и расположены на окружности при ее пересечении со вспомогательной дугой, проведенной через центр исходной окружности О радиусом, равным половине расстояния ОА.
Построение касательной к двум окружностям. Внешнее касание (рис. 16.33, а). Из центра О, большей окружности построить вспомогательную окружность радиусом Rr—R2. Разделить отрезок О{ О2 пополам в точке К и провести вторую вспомогательную окружность с центром в точке К радиусом R - КО}. Точка В пересечения вспомогательных окружностей определяет направление радиуса О&, где Кх — искомая точка сопряжения для окружности R{. Для построения точки К2 сопряжения для R2 достаточно из центра О2 провести радиус О2К2 параллельно радиусу 0}Кх.
Внутреннее касание (рис. 16.33, 6). Из центра Ot большей окружности построить вспомогательную окружность радиусом Rt + R2. Далее воспроизвести построение по рис. 16.33, а.
Сопряжение окружности и прямой при условии, что дуга сопряжения
Рис. 16.33. Построение касательной к двум окружностям:
а — внешнее касание; б — внутреннее касание
448
Рис. 16.34. Сопряжение окружности и прямой при заданной точке сопряжения на окружности:
а—внешнее касание, б — внутреннее касание
проходит через заданную точку А на окружности (рис. 16.34: а — внешнее касание, б — внутреннее касание). Центр дуги сопряжения определяется точкой пересечения луча ОА, проведенного через точку сопряжения А и центр О заданной окружности, и биссектрисы угла АВК, образованного касательной АВ в точке сопряжения и заданной прямой t. Радиус сопрягающей дуги равен расстоянию Of А; О, К It, где К—точка сопряжения на прямой t.
Построение окружности, проходящей через данную точку А и касающейся данной окружности с центром О в заданной точке В (рис. 16.35: а — внешнее касание, б — внутреннее касание). Центр О, дуги сопряжения определяется точкой пересечения луча, проведенного через центр О и заданную точку сопряжения В, с перпендикуляром, восставленным из середины хорды АВ', ОХВ— радиус искомой окружности.
Сопряжение окружности данного радиуса и прямой при условии, что дуга сопряжения должна проходить через точку Л на прямой Г (рис. 16.36: а — внешнее касание, б — внутреннее касание). В данной точке А на прямой восставить перпендикуляр т и отложить на нем отрезок АВ, равный радиусу R заданной окружности. Полученную точку В соединить с центром О окружности и из середины отрезка ОВ восставить к нему перпендикуляр п. В точке пересечения перпендикуляров m и п отметить точку О] — центр искомой дуги сопряжения. По правилу 3 точка К—точка сопряжения; ОХК—радиус дуги сопряжения.
Сопряжение двух неконцентрических дуг окружностей третьей дугой заданного радиуса (рис. 16.37). Центр О3 дуги Я3 находится на пересечении двух вспомогательных дуг, построенных соответственно из центров О, И О2 радиусами Aj + Я3 и R2—R2. Точки сопряжения Kvt М определяются по правилу 3.
Сопряжение двух параллельных прямых двумя дугами при заданных точках сопряжения (рис. 16.38). Для построения центров сопряжения О( и О2 соединить заданные точки сопряжения А и В отрезком АВ. Отметив на АВ произвольную точку М, восставить срединные перпендикуляры к отрезкам AM и МВ. Искомые центры О, и О2 находятся в
449
Рис. 16.35. Сопряжение окружности в заданной точке В с окружностью, проходящей через заданную точку А:
а — внешнее касание; б — внутреннее касание
Рис. 16.36. Сопряжение окружности и прямой дугой, проходящей через точку на прямой:
а — внешнее касание; б — внутреннее касание
Рис. 16.37. Сопряжение двух неконцентрических окружностей дугой заданного радиуса
Рис. 16.38. Сопряжение двух параллельных прямых двумя дугами в заданных точках сопряжения на прямых
точках пересечения срединных перпендикуляров с соответствующими перпендикулярами из точек А и В сопряжения. Радиусы сопрягаемых дуг: 7?) = ОГА; R2 - О2В. Если АМ= МВ, то Д = R2.
16.5. ПОСТРОЕНИЕ ЦИРКУЛЬНЫХ И ЛЕКАЛЬНЫХ КРИВЫХ
Построение эллипса по двум его осям. Первый способ (рис.
16.39) . На заданных осях эллипса—большой АВ и малой CD— построить как на диаметрах две концентрические окружности. Одну из них разделить на 8... 12 равных или неравных частей и через точки деления и центр О провести радиусы до их пересечения с большой окружностью. Через точки 1, 2, ... деления большой окружности провести прямые, параллельные малой оси CD, а через точки 1', 2', ... деления малой окружности —прямые, параллельные большой оси АВ. Точки пересечения соответствующих прямых принадлежат искомому эллипсу. Полученную совокупность точек, включая точки на большой и малой осях, последовательно соединить от руки плавной кривой, которую затем обвести по лекалу.
Второй способ (рис. 16.40). На большой оси эллипса как на диаметре АВ построить вспомогательную окружность. В произвольной точке К на продолжении большой оси восставить перпендикуляр
п и отложить на нем отрезки, равные заданным полуосям эллипса: КМ= а\ KN= b. Выбрать на продолжении большой оси эллипса произвольную точку О и соединить ее прямыми с точками М и N. Далее для каждой из произвольно выбранных точек 7, 2, ... на вспомогательной окружности построить две линии: прямую, параллельную малой оси эллипса, и ломаную П'Т'Г", опирающуюся в точках Т и 7" соответственно на прямые ОМ и ON. При этом прямая 77' ||7"7'" и параллельна большой оси эллипса. На пересечении построенных прямых отметить точки Т", 2", ... искомого эллипса. Недостающие точки
других четвертей эллипса строятся симметрично относительно осей.
Построение эллипса по заданным сопряженным диаметрам (рис. 16.41). На данных сопряженных диаметрах АВ и CD построить параллелограмм, стороны которого параллельны диаметрам АВ и CD. Сопряженный диаметр АВ и сторону PQ параллелограмма разделить на произвольное, но одинаковое число равных частей. Из точек С и D провести последовательно связки лучей через соответствующие точки деления. Пересечение пар лучей, проведенных через одноименные точки деления, определяет точки эл-
Р и с . 16.39. Построение эллипса по сопряженным диаметрам
451
Рис. 16.40. Построение эллипса по заданным диаметрам
липса (например, луч С2, пересекаясь с лучом D2, образует точку К эллипса). Построение нижней части эллипса аналогично. Отметим, что заданные диаметры АВ и CD не являются осями эллипса. Для построения осей MNи KL необходимо пересечь линию эллипса окружностью произвольного радиуса с центром в точке О и точки пересечения Е и F соединить хордой ЕЕ Срединный перпендикуляр к EF определяет положение малой оси KL эллипса; MN 1KL.
Построение эллипса по хордам (рис. 16.42). Диаметр исходной окружности AtBj разделить на несколько равных частей (л = 6) и через точки деления провести хорды, параллельные другому диаметру CtDt. Затем с учетом заданного коэффициента искажения, например АВ: CD= = 0,5 (для фронтальной изометрической проекции), построить последовательно параллелограмм в осях АВ = AtBt и CD = 0,5 С, Д(, разделить диаметр АВ в принятом соотношении (л = 6) и через точки деления 1, 2, ... провести хорды, параллельные CD. С учетом заданного коэффициента искажения отложить длину хорд. Концы хорд и диаметров соединить плавной кривой линией.
Построение касательной и нормали к эллипсу (рис. 16.43). Если
Рис. 16.42. Построение эллипса по хордам
Рис. 16.41. Вариант построения эллипса по сопряженным диаметрам
452
Рис. 16.43. Построение касательной и Рис. 16.44. Построение овала по двум нормали к эллипсу осям
точка А сопряжения принадлежит эллипсу, то для построения касательной т и нормали п в точке А надо соединить точку А с фокусами эллипса и построить биссектрису угла F1AF2, которая и будет служить нормалью п. Перпендикулярная ей прямая в точке А (биссектриса внешнего угла) —касательная т.
Если точка В сопряжения расположена вне эллипса, необходимо найти положение вспомогательной точки С как точки пересечения двух дуг, одна из которых проведена из точки В радиусом BF\, вторая —из точки фокуса Fi радиусом R= 2а. На пересечении луча F2C с кривой эллипса отметить точку К как точку касания прямой ВК к эллипсу. Нормаль в точке К перпендикулярна касательной ВК.
Для определения положения фокусов эллипса Fi и Fi необходимо, приняв за центр один из концов малой оси эллипса, засечь другую (большую) ось дугой радиуса R, равного половине большой оси (R = =а).
Построение овала. Овал —плоская, замкнутая, выпуклая, плавная кривая, состоящая из взаимно сопрягающихся дуг окружностей различных радиусов. Построение овала выполняется дугами окружностей из соответствующих центров Oi, О2, Оз и О4. Ниже приведены два способа построения овала, которыми с практической точностью можно заменить построение эллипса.
Построение овала по двум его осям. Первый способ (рис. 16.44). Для нахождения центров Ot О2 необходимо: 1) отложить на малой оси отрезок ОЕ= О А (длину большой полуоси); 2) провести прямую АС и отложить на ней от точки С отрезок СК= СЕ’, 3) восставить срединный перпендикуляр п к отрезку АК, 4) на пересечении с заданными осями овала отметить положение центров (\ и О2. Два других центра О2 и симметричны О, и О2 относительно точки О пересечения
453
Рис. 16.46. Построение овала делением большой оси на четыре части
осей овала; 5); из центров О, и О3 провести дуги окружностей радиусом R2; 6) на продолжении лучей О}О2, О2О3, О4О} и О4О3, соединяющих найденные центры, отметить точки сопряжения 1, 2, 3, 4 и соединить их дугами окружностей: Rx = О22, R2 = О32.
Второй способ — при заданном соотношении осей АВ — =-^3 CD (рис. 16.45): 1) из центра О пересечения осей овала радиусом ОА провести дугу до пересечения с продолжением малой оси CD и отметить точки О2, О4; 2) аналогично радиусом ОС описать дугу до пересечения с большой осью АВ в точках и О3; 3) провести лучи через полученные центры О1...О4; 4) провести дуги сопряжения радиусами /?, = О2С, R2 = 0{А до пересечения с лучами в точках 1, 2, 3 и 4.
Построение овала делением большой оси на четыре равные части (рис. 16.46): 1) через центр О большой оси АВ перпендикулярно АВ провести малую ось; 2) из того же центра О радиусом ОО3 = ОА/2 описать окружность и на ее пересечении с малой осью отметить центры О3 и О4, 3) из центров О} и О2 описать дуги окружностей радиусом 2?! = OtA; 4) на продолжениях лучей, соединяющих центры малых и больших дуг, отметить точки сопряжения 1,2, Зи 4 при их пересечении с дугами Rx \ 5) из центров О3 и О4 провести дуги окружностей радиусом R2 = О31, замыкающие овал.
Построение овала делением большой оси на три равные части (рис. 16.47): 1) разделить большую ось AS овала натри равные части, отметив центры О} и О2; 2) описать из центров О, и О2 окружности радиусом 2?, - АВ/3 и отметить точки О3 и О4 их взаимного пересечения как центры сопрягаемых дуг овала; 3) на лучах, соединяющих центры сопрягаемых дуг, при их пересечении с окружностями радиуса R{ отметить точки сопряжения 1, 2, 3, 4; описать дуги окружностей из центров О3 и О4, замыкающие овал.
Построение спирали Архимеда (рис. 16.48). Спираль Архимеда — траектория точки, равномерно движущейся от центра окружности по радиусу, вращающемуся с постоянной угловой скоростью.
454
Рис. 16.47, Построение овала делением большой оси на три части
Рис. 16.48. Построение спирали Архимеда
Для построения спирали Архимеда исходную, окружность и ее радиус разделить на одинаковое число равных частей (на рис. 16.48 п - 8; 1,2,8— точки деления радиуса; Г, 2',..., 8' —точки деления окружности). Через точки деления на окружности провести из центра О лучи, последовательно откладывая на каждом из них соответствующее число делений радиуса: на первом О Г — расстояние 01, на втором 02’—расстояние 02 и т. д. Полученный ряд точек I, П, VIII соединить плавной кривой и обвести ее по лекалу.
Построение спирали Архимеда на участке между заданными точками (рис. 16.49). Точки А и В должны быть заданы радиусами R\ и Rr Для построения соединить точки А и В с центром О отрезками ОА и ОВ, на большем радиусе ОВ отложить отрезок В1 =* Й2—Я1 и разделить его на произвольное число равных частей (и = 8). На столько же равных частей разделить угол АОВ. На пересечении лучей, делящих угол, и дуг, проведенных через точки 1, 2,Уделения отрезка 1В, отметить точки спирали Архимеда.
Построение эвольвенты (развертки) окружности по заданному диаметру (рис. 16.50). Исходную окружность с центром О разделить на произвольное число равных частей (п = 12). В точках деления 1, 2, 12 провести касательные к окружности, направленные в одну сторону. Касательную, проведенную из последней точки деления, ограничить отрезком, равным длине окружности (2тгЛ), и разделить этот отрезок на то же число равных частей. Последовательно отмечая на всех касательных точки, соответствующие определенному числу делений длины окружности: на первой —одному делению, на второй —двум, и т. д.,—соединить их плавной кривой линией.
Построение циклоиды (рис. 16.51). Циклоидой называют траекто-
455
Рис. 16.49. Построение спирали Архимеда на участке между заданными точками
Рис. 16.50. Построение эвольвенты
рию движения точки на окружности, перекатываемой без проскальзывания по прямой линии. Для построения циклоиды необходимо от начальной точки А окружности провести направляющую прямую, ограничив ее длину отрезком ААЪ равным длине заданной окружности (2п7?). Разделить отрезок ААХ и окружность на одинаковое число равных частей (и = 12). Через точки деления окружности 1, 2, ... провести ряд прямых параллельно направляющей прямой АА1г а через точки деления прямой — перпендикуляры, которые при пересечении с осевой линией, продолженной из центра начальной окружности, обозначат ряд последовательно расположенных центров О1г О2, ... перекатываемой окружности. Описывая из этих центров дуги радиусом R, последовательно отметить точки их пересечения с соответствующими прямыми, параллельными АА{, как точки, принадлежащие циклоиде.
Построение эпициклоиды и гипоциклоиды. Эти плоские кривые можно рассматривать как частные случаи циклоиды, где направляющей для перекатывания окружности служит дуга заданного радиуса. При перекатывании исходной окружности радиуса г по внешней стороне направляющей дуги радиуса R точка А описывает эпициклоиду 456
Рис. 16.51. Построение циклоиды
Рис. 16.52. Построение эпициклоиды
(рис. 16.52), по внутренней стороне —гипоциклоиду (рис. 16.53). Длина дуги направляющей окружности определяется центральным углом а = 360г/R. Построение точек эпициклоиды и гипоциклоиды аналогично построению циклоиды (см. рис. 17.51) при условии замены прямых, параллельных направляющей ААЬ дугами концентрических окружностей, а перпендикуляров к линии АА{ —радиусами.
Эпициклоида, построенная при Л = г, называется кардиоидой; гипоциклоида, полученная при R — 4г, называется астроидой. При R — 2г гипоциклоида трансформируется в прямую, являющуюся диаметром направляющей окружности.
Построение параболы. Способ 1 — по заданным директрисе и положению фокуса У7(рис. 16.54). Вершина параболы находится в точке А на расстоянии ОА = OF 12. Другие точки кривой определяются пере-457
Рис. 16.53. Построение гипоцикловды
сечением прямых, проведенных из произвольных точек I, 2, ... параллельно директрисе, с дугами окружностей, центр которых расположен в фокусе F, а радиус равен расстоянию соответствующих точек до директрисы.
Способ 2 — по заданным вершине, оси и одной из точек параболы (рис. 16.55). Из точек А и В провести взаимно перпендикулярные прямые до пересечения в точке С. Отрезки АС и ВС разделить на одинаковое число равных частей. Из вершины А провести лучи в точки деления на отрезке ВС, а из точек деления на отрезке АС — прямые, параллельные оси параболы. В пересечении соответствующих
Рис. 16.54. Построение параболы по директрисе и положению фокуса
458
Рис. 16.55. Построение параболы по ее вершине, оси и точке
прямых отметить точки одной ветви параболы. Точки другой ветви параболы симметричны относительно оси параболы.
Способ 3 — посредством касательных прямых к параболе в заданных осях (рис. 16.56). Оси параболы, исходящие из начальной точки О, могут располагаться под тупым или острым углом. Заданные оси ОА и ОВ разделить на одинаковое число равных частей и пронумеровать точки деления. Точки деления с одинаковыми номерами последовательно соединить прямыми линиями. К полученному семейству прямых подобрать с помощью лекала огибающую касательную кривую — параболу.
Построение касательной и нормали к параболе в заданной точке (см. рис. 16.54). Из заданной точки В на ветви параболы опустить перпендикуляр ВС к директрисе и построить угол СВР. Касательная t является биссектрисой угла СВР, нормаль к перпендикулярна t.
Построение гиперболы. Способ 1 — по заданным вершинам А и At и фокусам F, н Р гиперболы при АР— А^. На оси гиперболы отметить ряд произвольных точек (рис. 16.57): 1, 2, ..., 7„ 2,, .... Точки
Рис. 16.58. Построение гиперболы по ее точке в заданных координатах
Рис. 16.57. Построение гиперболы по ее вершинам и фокусам
459
Рис. 16.59. Построение гиперболы по ее вершине и точке
гиперболы определяются построением на пересечении дуг, проведенных из фокусов F и F\. Радиусами дуг служат расстояния от точек до вершин гиперболы, например Rx ~ А3\ R2 = At3.
Способ 2 — по заданной точке М в системе координат OXY (рис. 16.58). Через данную точку М провести вспомогательные оси AM и МК, параллельные соответственно ОХ и OY. На оси МК выбрать произвольные точки 1, 2, через которые провести горизонтальные
лучи. Из начала координат О провести через те же точки ряд лучей до пересечения со вспомогательной осью AM в точках 22, ... . Опуская из этих точек перпендикуляры на горизонтальные лучи соответствующих номеров, отметить ряд точек, принадлежащих гиперболе.
Способ 3 — по заданной вершине А и точке С гиперболы (рис. 16.59). Из точки С опустить перпендикуляр к действительной оси АВ гиперболы и построить прямоугольник ABCD. Стороны СВ и CD прямоугольника разделить на одинаковое число равных частей. На оси гиперболы отложить отрезок ОА = АВ и провести два пучка лучей: из точки О — к точкам деления стороны СВ, из точки А — к точкам деления CD. Взаимное пересечение одноименных лучей определяет положение точек гиперболы.
Построение синусоиды по заданному диаметру начальной окружности (рис. 16.60). Выбрать начало координат для построения синусоиды совпадающим с точкой А на окружности заданного радиуса R и на продолжении оси ОА отложить отрезок AAt = 2nR (равный длине окружности). Разделить окружность и отрезок AAt на одинаковое число равных частей и пронумеровать точки деления. Через точки деления окружности провести ряд прямых, параллельных ЛД; из точек деления прямой АА\ —ряд прямых, перпендикулярных На пересечении
Рис. 16.60. Построение синусоиды
460
этих вспомогательных прямых, имеющих одноименные номера, отметить точки синусоиды.
Вид синусоид имеют многие кривые, изображающие гармонические колебательные процессы или являющиеся проекциями винтовых линий. Для их построения выполнение условия АА\ = 2nR не является обязательным, но принцип деления исходной окружности и прямой АА} должен быть сохранен.
Глава 17
КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
17.1. КОНСТРУКЦИОННЫЕ СТАЛИ
Сталь углеродистая общего назначения по [17.2] поставляется горячекатаная — сортовая, фасонная, листовая и универсальная марок СтО, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГсп, СтЗГпс, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп с содержанием углерода от 0,06...0,12 до 0,38...0,49 %. Буква Г в обозначении указывает на повышенное содержание марганца. По степени раскисления различают сталь кипящую (кп), полуспокойную (пс) и спокойную.
Группы поставки: А — по механическим свойствам (в обозначении не указывают), Б—по химическому составу, В—по механическим свойствам и химическому составу.
По перечню нормируемых показателей сталь каждой группы разделена на категории: группа А —1...3, группа Б — 1; 2, группа В — 1 ...6. Из механических свойств для всех категорий нормированы предел прочности на растяжение и относительное удлинение; для категорий 2...6, кроме того, нормирован предел текучести, для категорий 4...6 — ударная вязкость.
Сталь углеродистая качественная конструкционная по [17.4] предусмотрена марок 05, 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, 58 и 60. Обозначение марки соответствует среднему содержанию углерода в сотых долях процента, например сталь 60 содержит 0,57...0,65 % углерода.
Сталь инструментальная углеродистая по [17.7] поставляется горячекатаная, калиброванная и со специальной отделкой поверхности, а также в виде листов, ленты, проволоки. Различают качественные стали марок У7, У8, У9, УЮ, У11, У12, У13 с содержанием углерода от 0,65...0,74 до 1,25...1,35 % и высококачественные У7А...У13А. Сталь поставляется термически обработанной — отожженной (без термообработки не применяется). Из механических свойств стандартом нормируется только твердость.
Сталь рессорно-пружинная углеродистая и легированная по [17.7]
461
Рис. 17.1. Гнутые стальные профили:
угловой равнополочный (а) и неравнополочный (б), швеллер равнополочный (я) и неравнополочный (г), зетовый равнополочный (д) и неравнополочный (е), корытный (ж)
поставляется горячекатаная — калиброванная и серебрянка в виде полос, ленты, проволоки. По химическому составу предусмотрены марки стали углеродистой —65, 70, 75, 85, а также легированной — 55ГС, 65Г, 70Г, 60С2Г, 65С2Х\ и др. По показателям качества, подвергающимся контролю, сталь разделяется на категории: 1 —с контролем только химического состава; 1А — с контролем химического состава и твердости в термообработанном состоянии; 1Б —то же, в нетермообработанном состоянии.
Сортамент сталей. Сортаментом называется каталог прокатываемых, холодногнутых или прессованных полуфабрикатов и изделий с указанием их основных геометрических размеров, формы сечения, значений допусков и массы единицы длины. Полуфабрикаты в виде гладкого или профильного листа, полосы, ленты, проволоки могут непосредственно применяться в конструкциях или могут служить заготовками для сталей и изделий.
Стальной прокат поставляют круглый, квадратный, шестигранный, полосовой, в виде листа, ленты, проволоки, труб, круглого повышенной точности со специальной отделкой поверхности (серебрянка), а также в виде профилей гнутых и фасонных горячекатаных.
Профили стальные гнутые изготовляют из сталей обыкновенного качества, качественных углеродистых и легированных сталей обычной (В) и повышенной (Б) точности профилирования, нормальной (в обозначении не указывается) и высокой (А) точности проката.
Сталь угловая равнополочная (рис. 17.1, а) выпускается размерами В х В х s (г), мм:
462
25 x 25 x 1,5(2,4) 32 x 32 x 1,5(2,4)
25 х 25 х 2,0(3,5) 32 х 32 х 2,0(3,5)
25 х 25 х 2,5(3,0) 32 х 32 х 2,5(3,6)
и далее до 160 х 160 х 7,0.
36 х 36 х 2,0(3,4)
36 х 36 х 2,5(3,5)
36 х 36 х 3,0(4,6)
40 х 40 х 2,0(3,5)
40 х 40 х 2,5(3,6)
40 х 40 х 3,0(4,7)
Сталь угловая неравно полочная (рис. 17.1, б) выпускается размерами В xb xs (г), мм:
25 x 20 x 1,5(2) 32 x 25 x 2,5(3)
25 х 20 х 2,0(3) 40 х 25 х 1,5(2)
32 x 25 x 1,5(2) 40 x 25 x 2,0(3)
32 х 25 х 2,0(3) 40 х 25 х 2,5(3)
и далее до 200 х 100 х 6,0.
40 х 32 х 2,0(3)
40 х 32 х 2,5(3)
40 х 32 х 3,0(4)
45 х 30 х 3,0(4)
50 х 35 х 3,2(5)
50 х 36 х 2,5(3)
50 х 36 х 3,0(4)
50 х 36 х 4,0(6)
Швеллеры
стальные
гнутые равнополоч-
ные (рис. 17.1, в) выпускаются размерами Н х Вх s (г), мм:
28 х 27 х 1,5(2)
28 х 27 х 2,5(4)
32 х 20 х 2,0(3)
32 х 25 х 2,0(3)
и далее до 380 х 50
32 х 25 х 3,0(4)
32 х 32 х 1,5(2)
32 х 32 х 2,0(3)
6,0(14).
32 х 32 х 2,5(3)
40 х 20 х 2,0(3)
40 х 20 х 3,0(5)
40 х 32 х 2,5(3)
40 х 40 х 2,0(3)
40 х 40 х 3,0(4)
Швеллеры стальные гнутые неравнополочные (рис. 17.1, г) выпускаются размерами Н х В х b xs(r), мм:
32 х 32 х 20 х 6(3;5) 40 х 32 х 20 х 2(3;5)
32 х 40 х 15 х 3(5;7) 40 х 40 х 20 х 2(3;5)
32 х 50 х 20 х 4(6; 10) 40 х 50 х 32 х 3(5;7)
37 х 60 х 32 х 3(5;7)
43 х 106 х 32 х 3(5;7)
50 х 40 х 12 х 2,5(4;6)
50 х 50 х 20 х 2(3;5)
и далее до 300 х 80 х 40 х 5.
Профили стальные гнутые зетовые равнополочные (рис. 17.1, д) и неравнополочные (рис. 17.1, е) выпускаются размерами, мм: равнополочные h х b х 5 (г): 40 х 32 х 2(3;5); 40 х 55х х 4(6; 10); 76 х 60 х 4(6; 10) и далее до 200 х 87 х 6; неравнополочные
h х Ь х bt х s 35 х 30 х 14 хЗ(4;7); 40 х 60 х 40 х 3(4;7); 55 х 50 х 40х х 2,5(3,5); 55 х 50 х,40 х 2,5(3,5); 55 х 50 х 40 х 3(4;7); 55 х 65 х 40 х х 3(4;7); и далее до 265 х 50 х 20 х 3.
Профили стальные гнутые корытные р а в -нополочные (рис. 17.1, ж) выпускаются размерами h х Ь х а х х f (г):
40 х 32 х 28 х 4(6) 45 х 50 х 40,5 х 4(6)
40 х 32 х 32 х 3(4) 50 х 31 х 22 х 2(3)
и далее до 24 х 350 х 63 х 6.
50 х 50 х 16 х 1,2(2)
50 х 60 х 32 х 2(3)
Примеры обозначения:
463
Рис, 17.2. Фасонные горячекатаные стальные профили: а, б — уголок; в — двутавр; г — швеллер
Уголок
В-25 * 20* 1,5ГОСТ...
2- 15* ГОСТ...
— уголок гнутый неравнополочный с размерами полок 25 и 20, толщиной полок 1,5 мм, обычной точности профилирования (В), нормальной точности прокатки (не указывается) из стали категории 2 марки 15Х;
Швеллер
40 * 20* 2 ГОСТ...
45-2 ГОСТ...
Таблица 17.1. Сталь прокатная угловая равнополочная. Основные размеры (рис. 17.2, а), мм
№ профиля В S ' R Г № профиля В •У R Г
2 20 3;4 3,5 1,2 7 70 5; 6; 7 8 2,7
2,5 25 3; 4 3,5 1,3 7,5 75 5; 6; 8 9 3,0
2,8 28 3 4 1,5 8 80 6; 8 9 3,0
3,2 32 3; 4 4,5 1,5 9 90 6; 7; 8 10 3,3
3,6 36 3; 4 4,5 1,5 10 100 7; 8; 10; 12 12 4,0
464
Продолжение табл 17.1
№ профиля в 5 R Г № профиля fi S R Г
4 40 3; 4; 5 5 1,7 11 НО 7; 8 12 4,0
4,5 45 3; 4; 5 5 1,7 12,5 125 8; 10; 14 14 4,6
5 50 3; 4; 5 5,5 1,8 14 140 9; 10; 12 14 4,6
5,6 56 4; 5 6 2,0 16 160 10; 11; 14 16 5,3
6,3 П 63 зиме 4; 5; 6 р ус 7 Л О В I Уго 2,3 I О Г О Б-иок — 18 20 обо 56 х 56 СтЗкп. 180 200 з н а ч 5 гоа ГОСТ... 11; 12 12; 13; 14 е н и я : г 16 18 5,3 6,0
— швеллер гнутый равнополочный высотой 40 мм с шириной полки 20 мм и толщиной 2,0 мм из стали марки 45 категории 2:
Зетовый профиль
Б- 40* 32-2А ГОСТ...
2- Ст5кп ГОСТ...
— зетовый профиль повышенной точности профилирования высотой точности прокатки высотой 40 мм, шириной полки 32 мм и толщиной 2 мм из стали категории 2 марки Ст5кп.
Таблица 17.2. Сталь прокатная угловая неравнополочная. Основные размеры (рис. 17.2, б), мм
№ профиля В В, S R Г № профиля В в, S R Г
2,5/1,6 25 16 3 3,5 1,2 9/5,6 90 56 5,5; 6; 8 9 3,0
3,2/2 32 20 3; 4 3,5 1,2 10/6,3 100 63 6; 7; 8 10 3,3
4/2,5 40 25 3; 4 4 1,3 11/7 НО 70 6,5; 8 10 3,3
4,5/2,8 45 28 3; 4 5 1,7 12,5/8 125 80 7; 8; 10 11 3,7
5/3,2 50 32 3; 4 5,5 1,8 14/9 140 90 8; 10 12 4,0
5,6/3,6 56 36 4; 5 6 2,0 16/10 160 100 9; Ю; 12 13 4,3
6,3/4 63 40 4; 5; 6 7 2,3 18/11 180 НО 10; 12 14 4,7
7/4,5 7,5/5 70 75 45 50 5 5; 6; 8 7,5 8 2,5 2,7 20/12,5 200 125 Н; 12; 14; 16 14 4,7
8/5 П1 15-152 80 ЗИМ 50 гр У 5; 6 ело J 8 В н О Гголок 2,7 ГО с Б-56 С 25/16 б О 3 I * 36* 4 Уп5ТОС 250 з а ч е ГОСТ.. т... 160 НИЯ 12; 16; 18; 20 18 6,0 465
Таблица 17.3. Балки двутавровые. Основные размеры (рис. 17.2, в), мм
№ профиля Н В 5 t R Г
10 100 55 4,5 7,2 1 2,5
12 120 64 4,8 7,3 7,5 3
14 140 73 4,9 7,5 8 3
16 160 81 5,0 7,8 8,5 3,5
18 180 90 5,1 8,1 9 3,5
20 200 100 5,2 8,4 9,5 4
22 220 ПО 5,4 8,7 10 4
24 240 115 5,6 9,5 10,5 4
27 270 125 6,0 9,8 11 4,5
30 300 135 6,5 10,2 12 5
Примечание. Предусмотрены профили № 33, 36, 40, 45, 50, 55 и 60.
Пример условного обозначения:
17.2. ЛИТЕЙНЫЕ ЧЕРНЫЕ МЕТАЛЛЫ
Отливки из конструкционной нелегированной и легированной стали [17.3] в зависимости от назначения и перечня контролируемых параметров разделяются на три группы:
I — отливки общего назначения, размеры и конфигурация которых определяются только конструктивно и технологически; контролируются внешний вид, размеры, химический состав;
II —отливки ответственного назначения для деталей, рассчитываемых на прочность при статических и динамических нагрузках; контролируются внешний вид, размеры, химический состав и механические свойства — предел текучести или предел прочности и относительное удлинение;
III —отливки особо ответственного назначения для деталей, рассчитываемых на прочность при динамических ударных нагрузках; контролируются все показатели группы II и ударная вязкость.
Применяемые марки стали: 15Л...55Л, 20ГЛ, 35ГЛ, 30ГСЛ, 20Г1ФЛ, 30ГСФЛ и т. д. по [17.4], буква Л —сталь литейная.
Пример обозначения:
Сталь 35ХЛ — II ГОСТ...
— сталь марки 35Х литейная, с нормированными механическими свойствами группы II.
Чугун с пластинчатым графитом для отливок [17.6] выпускается марок СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35. В обозначении марки буквы СЧ — серый чугун, цифры после них — значение предела прочности на растяжение образца (МПа), деленное на 10.
Чугун с шаровидным графитом для отливок [17.15] выпускается
466
марок ВЧ35, ВЧ40, ВЧ45, ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ100. В обозначении буквы ВЧ — высокопрочный чугун, цифры после них — значение предела прочности (временного сопротивления) при растяжении (МПа), деленное на 10.
Чугун антифрикционный для отливок [17.8] выпускается марок АЧС-1, АЧС-2, АЧС-3, АЧС-4, АЧС-5, АЧС-6, АЧВ-1, АЧВ-2, АЧК-1, АЧК-2 на основе серых (С), высокопрочных (В) и ковких (К) чугунов с добавлением легирующих элементов. Буква А в обозначении означает антифрикционный, цифры после букв —условный номер марки.
Отливки из ковкого чугуна [17.5] выпускаются марок КЧ30-6, КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-6, КЧ50-4, КЧ56-4, КЧ60-3, КЧ63-2. В обозначении буквы КЧ — ковкий чугун, цифры — значение предела прочности (МПа) при растяжении и через тире—относительное удлинение (%).
17.3. ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Алюминий и сплавы алюминиевые деформируемые [17.13] выпускают следующих групп и марок:
алюминий деформируемый —АДО, АД1 (99,5 % и 99,3 % алюминия);
сплавы с марганцем — АМц, АМцС;
сплавы с магнием и марганцем —Д12, АМг1, АМг2, АМгЗ, АМг4, АМг5, АМгб (магния от 0,8...1,3 до 5,8...6,8 %);
сплавы с магнием и кремнием —АД31, АДЗЗ, АД35, АВ (магния около 1 %, кремния от 0,3...0,7 до 0,8... 1,2 %);
сплавы с медью и магнием (дюрали) —Д1, Д16, Д18, В65 (меди до 3,8...4,9 %, магния 1,2...1,8 %);
сложнолегированные сплавы системы алюминий — медь — магний — марганец—кремний —АК6, АК8 (до 5,3...7,8 % легирующих элементов);
сплавы системы алюминий — медь — магний — никель — железо — кремний —АК4, АК4-1 (до 4,8...7,3 % легирующих элементов);
сплав алюминия с медью, магнием, марганцем, цинком и хромом — В95.
Состояние материалов по техническим требованиям [17.16]:
мягкие (М), закаленные и естественно состаренные (Т) и закаленные и искусственно состаренные (Т1). Прочность: нормальная (в обозначении не указывается) и повышенная (ПП).
Пример обозначения:
Сплав Д16Т ПП ГОСТ...
Сплавы литейные алюминиевые [17.9] выпускают следующих групп и марок:
группа I—сплавы системы алюминий—кремний: АЛ2, АЛ4, АЛ4-1, АЛ9, АЛ9-1, АЛ34, АЛК7, АЛК9 (кремния от 6...8 до 10...13 %);
467
группа II —сплавы системы алюминий —кремний —медь: АЛЗ, АЛ5, АЛ5-1, АЛ6, АЛ32, АК5М2 и т. д. (кремния до 4...6 %, меди 6...8 %);
группа III — сплавы системы алюминий — медь: АЛ7, АЛ 19, АЛЗЗ (до 6,2 % меди);
группа IV—сплавы системы алюминий—магний: АЛ8, АЛ 13, АЛ22, АЛ23, АЛ27, АЛ28, АЛ29 (магния 5... 13 %);
группа V — сплавы на основе алюминия с другими компонентами: АЛ1, АЛИ, АЛ21, АЛ24, АЛ25, АЛЗО, АК5М2ЦБ и т. д.
Магниевые деформируемые сплавы [17.17] выпускают марок МА1, МА2, МА2-1, МА5, МА8, МАИ, МА12, МА14 и т. д.
Магниевые литейные сплавы [17.12] выпускают марок: МЛЗ, МЛ4, МЛ5, МЛ6, МЛ8, МЛ9, МЛ10 и др.
Содержание легирующих элементов в магниевых сплавах до 8...И %. Основными легирующими компонентами служат: марганец (МА1, МА17, МА8, МЛ2); алюминий—марганец—цинк (МА2, МА2-1, МА5, MAI8, МА21, МЛЗ, МЛ4пч, МЛ5он, МЛ5пч); цинк —цирконий (МА14, МЛ 12); цинк — цирконий—редкие земли (МА15, МА19, МЛ 15 и т. д.).
В обозначениях: пч — повышенной чистоты; он — общего назначения.
Титан и титановые сплавы, обрабатываемые давлением [17.21], выпускаются марок: ВТ1-00, ВТ1-0 (чистый титан), ВТ1-2; ВТ-5, ПТ-1М (сплавы с алюминием); ОТ4-0, ОТ4-1, ОТ4 (сплавы с алюминием, марганцесодержащие); ВТ5-1 (сплав с алюминием и оловом); ВТЗ-1, ВТ9 (сплавы с алюминием и молибденом); ВТ14, ВТ20, ВТ22 (сплавы с алюминием, молибденом, ванадием и хромом), ВТ6, ВТбс, ВТ8, ПТ-7м, ПТ-ЗВ, АТЗ.
Латуни, обрабатываемые давлением [17.19],— сплавы меди с цинком (Л96 —томпак, Л60, Л63, Л68, Л70, Л80, Л85, Л90) и с другими легирующими металлами:
алюминием (ЛА77-2, ЛАМш77-2-0,05, ЛАН59-3-2 и др.);
марганцем (ЛМц58-2, ЛМцА57-1-1);
оловом (ЛО70-1, ЛО60-1);
свинцом (ЛС59-1, ЛС60-1, ЛС63-3, ЛС74-3);
никелем (ЛН65-5); кремнием (ЛК80-3).
Буквы в обозначениях марок: Л —латунь, далее легирующие элементы: А —алюминий, Мц —марганец, О —олово, С —свинец, Ж — железо, К —кремний, Н —никель, Мш —мышьяк. Первые цифры— содержание меди (в процентах), последующие—содержание легирующих элементов в порядке их обозначений.
Бронзы оловянные, обрабатываемые давлением [17.14], выпускаются марок БрОФ7-0,2, БрОФ6,5-0,4, БрОФ6,5-0,15, Бр-ОЦ4-3, БрОЦС4-4-2,5 и т. д. В обозначениях марок: Бр — бронза, О — олово, Ц — цинк, С — свинец, Ф — фосфор; цифры — содержание компонентов в порядке их перечисления. 468
17.4. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Стекло органическое конструкционное [17.20] выпускается марок: СОЛ—полиметилметакрилат листовой пластифицированный, СТ-1 — непластифицированный, 2-55 —сополимерный.
Размеры листов, мм:
толщина—0,8; 1,0; 1,5; 2,0; 2,5; 3...8 (через 1); 10...24 (через 2);
ширина—400, 500, 700...1400;
длина —500, 650, 800... 1600.
Пример обозначения:
Стекло органическое СТ—1—4х 400 х 800 ГОСТ...
— стекло органическое конструкционное, непластифицированное (СТ-1), лист толщиной 4 мм с габаритами 400 х 800 мм.
Текстолит и асботекстолит [17.1]—слоистый пресс-материал из ткани, пропитанной фенольными смолами; выпускается марок: ПТК и ПТ-1 —поделочный, сорта 1 и 2; ПТК-С —поделочный конструкционный, судовой; ПТМ-1, ПТМ-2—металлургический; ПТГ-1 — графитизированный; А, Б, Г — на основе асбестовой ткани.
Толщина листов, мм: 0,5...ПО (ПТК, ПТ-1) и 5...ПО (А, Б, Г) из ряда 0,5; 0,7; 0,8; 1,0; 1,2; 1,5; 1,8; 2,0...4,5 (через 0,5); 2,2; 5...20 (через 1); 22, 25; 27; 30; 32; 35; 38; 40; 43; 45...80 (через 5); 90; 100; ПО.
Размеры листов, мм: 450 х 600...950 х 1950; марок А и Б —400 х х 600...800 х 1400.
Примеры обозначения:
Текстолит ПТК—2,5, сорт 1 ГОСТ..., лист 500 х 800
— текстолит поделочный (ПТК), толщиной 2,5 мм, сорт 1, лист габаритами 500 х 800 мм;
Асботекстолит А—4 ГОСТ..., лист 400 х 600
— асботекстолит повышенной прочности и плотности (А), толщиной 4 мм, лист габаритами 400 х 600 мм.
Гетинакс электротехнический листовой [17.10] выпускается марок I, II, III, V, VI, VII, X, отличающихся предусмотренными для каждой марки условиями работы в различных средах; с дополнительными требованиями по светонепроницаемости (С), высшей и 1-й категории качества.
Толщина листов от 0,2 до 50 мм в зависимости от марки. Для марки 1, мм: 0,2; 0,3; 0,35; 0,4...2,2 (через 0,2); 0,5; 1,5; 1,9; 2,5; 2,8; 3...6 (через 0,5); 7... 16 (через 1), далее до 50.
Габариты листов, мм: ширина — 450...980, длина —700...2480.
Пример обозначения:
Гетинакс 1С 6 ГОСТ..., лист 500 х 1000
— гетинакс электротехнический марки 1 (для работы в воздухе или
469
трансформаторном масле), светонепроницаемый (С), толщиной 6 мм, габариты листа 500 х 1000 мм.
Эбонит электротехнический [17.11] выпускается в виде пластин, стержней и трубок марок А (с повышенными электрическими свойствами), Б (с обычными электрическими свойствами) и В (поделочный).
Пластины —толщина, мм: 0,8...32, ширина 250...500;
стержни —диаметр, мм: 5...75;
трубки —внутренний диаметр, мм: 5...50 при толщине стенок 1...4 (до 0 20), 10...20 (до 0 50).
Пример обозначения:
Пластина эбонит В 8 х 500 ГОСТ...
— пластина из эбонита поделочного (В) сечением 8 х 500 мм.
ПЕРЕЧЕНЬ СТАНДАРТОВ
К главе 1
1.1. ГОСТ Р 1.0—92
1.2. ГОСТ Р 1.2—92
1.3. ГОСТ Р 1.4—93
1.4. ГОСТ Р 1.5—92
1.5. ГОСТ Р 1.8—95
1.6. ГОСТ Р 1.9—95
1.7. ГОСТ Р 1.10—95
Государственная система стандартизации (ГСС). Основные положения
ГСС. Порядок разработки государственных стандартов
ГСС. Стандарты отраслей, стандарты предприятий, стандарты научно-технических, инженерных обществ
ГСС. Общие требования к построению, изложению, оформлению и содержанию стандартов
ГСС. Порядок разработки и применения межгосударственных стандартов
ГСС. Порядок маркировки продукции и услуг знаком соответствия государственным стандартам
ГСС. Порядок разработки, принятие, регистрации правил и рекомендаций по стандартизации, метрологии, сертификации информации о них
Единая система конструкторской документации (ЕСКД)
1.8. ГОСТ 2.001—93
1.9. ГОСТ 2.003—83
1.10. ГОСТ 2.004—88
1.11. ГОСТ 2.101—68
1.12. ГОСТ 2.102—68
1.13. ГОСТ 2.103—68
1.14. ГОСТ 2.105—79
1.15. ГОСТ 2.106—68
1.16. ГОСТ 2.114—70
1.17. ГОСТ 2.118—73
1.18. ГОСТ 2.119—73
1.19. ГОСТ 2.120—73
Общие положения
Документы на перфокартах и перфолентах. Типы и виды
Общие требования к выполнению конструкторской и технологической документации на печатающих и графических устройствах вывода электронных вычислительных машин
Виды изделий
Виды и комплектность конструкторских документов
Стадии разработки
Общие требования к текстовым документам
Текстовые документы
Технические условия. Правила построения, изложения и оформления
Техническое предложение
Эскизный проект
Технический проект
471
К главе 2,
Единая система конструкторской документации (ЕСКД)
2.1. ГОСТ 2.104—68
2.2. ГОСТ 2.301—68
2.3. ГОСТ 2.302—68
2.4. ГОСТ 2.303—68
2.5. ГОСТ 2.304—81
2.6. ГОСТ 2.306—68
Основные надписи
Форматы
Масштабы
Линии
Шрифты чертежные
Обозначения графические материалов и правила их нанесения на чертежах
К главе 3
Единая система конструкторской документации (ЕСКД)
3.1. ГОСТ 2.109—73
3.2. ГОСТ 2.305—68
3.3. ГОСТ 2.317—69
4.1. ГОСТ 2.307—68
4.2. ГОСТ 2.308—79
4.3. ГОСТ 2.309—73
4.4. ГОСТ 2.310—68
4.5. ГОСТ 2.314—68
4.6. ГОСТ 2.316—68
4.7. ГОСТ 2.321—84
4.8. ГОСТ 2789—73
4.9. ГОСТ 21495—76
4.10. ГОСТ 24642—81
4.11. ГОСТ 24643—81
4.12. ГОСТ 25346—89
4.13. ГОСТ 25347—82
4.14. ГОСТ 25670—83
Основные требования к чертежам Изображения, виды, разрезы, сечения Аксонометрические проекции
К главе 4
ЕСКД. Нанесение размеров и предельных отклонений
ЕСКД- Указание на чертежах допусков формы и расположения поверхностей
ЕСКД. Обозначение шероховатости поверхностей
ЕСКД. Нанесение на чертежах обозначений покрытий, термической и других видов обработки
ЕСКД. Указания на чертежах о маркировании и клеймении изделий
ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц
ЕСКД. Обозначения буквенные
Шероховатость поверхности. Параметры и характеристики
Базирование и базы в машиностроении. Термины и определения
Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей
Единая система допусков и посадок (ЕСДП)? Общие положения, ряды допусков и основных отклонений
ЕСДП. Поля допусков и рекомендуемые посадки
ЕСДП. Предельные отклонения, оговариваемые общей записью
472
К главе 5
5.1. ГОСТ 6636—69 Основные нормы взаимозаменяемости. Нормальные линейные размеры
5.2. ГОСТ 8032—84 Предпочтительные числа и ряды предпочтительных чисел
5.3. ГОСТ 8593—81 Основные нормы взаимозаменяемости. Нормальные конусности и углы конусов
5.4. ГОСТ 8908—81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов К главе 6
6.1. ГОСТ 2.311—68 6.2. ГОСТ 2746.1—88Е ЕСКД. Изображение резьбы Патроны резьбовые пластмассовые серии Е14 и Е27. Технические условия
6.3. ГОСТ 6Ц1—52 6.4. ГОСТ 6211—81 6.5. ГОСТ 6357—81 6.6. ГОСТ 8724—81 6.7. ГОСТ 9150—81 6.8. ГОСТ 9484—81 6.9. ГОСТ 10177—82 6.10. ГОСТ 11709—81 6.11. ГОСТ 13536—68 Резьба коническая дюймовая Резьба трубная коническая Резьба трубная цилиндрическая Резьба метрическая. Диаметры и шаги Резьба метрическая. Профиль Резьба трапецеидальная. Профиль Резьба упорная. Профиль и основные размеры Резьба метрическая для деталей из пластмасс Резьба круглая для санитарно-технической арматуры. Профиль, основные размеры, допуски
6.12. ГОСТ 16967—81 Резьба метрическая для приборостроения. Диаметры и шаги
6.13. ГОСТ 24705—81 6.14. ГОСТ 24706—81 Резьба метрическая. Основные размеры Резьба метрическая для приборостроения. Основные размеры
6.15. ГОСТ 24737—81 Резьба трапецеидальная однозаходная. Основные размеры
6.16. ГОСТ 24738—81 Резьба трапецеидальная однозаходная. Диаметры и шаги
6.17. ГОСТ 24739—81 6.18. ГОСТ 25229—82 6.19. ГОСТ 28108—89 Резьба трапецеидальная многозаходная Резьба метрическая коническая Цоколи для источников света. Типы, основные и присоединительные размеры, калибры К главе 7
7.1. ГОСТ 2.318—81 ЕСКД. Правила упрощенного нанесения размеров отверстий
7.2. ГОСТ 26.008—85 Единая система стандартов приборостроения. Шрифты для надписей, наносимых методом гравирования
473
7.3. ГОСТ 26.020—80
7.4. ГОСТ 1574—91
7.5. ГОСТ 2323—76
7.6. ГОСТ 7343—72
7.7. ГОСТ 8820—69
7.8. ГОСТ 9633—73
7.9. ГОСТ 10753—86
7.10. ГОСТ 10948—64
7.11. ГОСТ 11284—75
7.12. ГОСТ 12081—72
7.13. ГОСТ 12201—66
7.14. ГОСТ 12414—94
7.15. ГОСТ 12415—80
7.16. ГОСТ 12876—67
7.17. ГОСТ 13152—67
7.18. ГОСТ 13682—80
7.19. ГОСТ 14034—74
7.20. ГОСТ 16030—70
7.21. ГОСТ 18829—73
7.22. ГОСТ 21474—75
7.23. ГОСТ 24669—81
7.24. ГОСТ 24670—81
7.25. ГОСТ 24671—84
7.26. ГОСТ 25548—82
7.27. ГОСТ 27148—86
7.28. СТ СЭВ 147—75
Единая система стандартов приборостроения. Шрифты для средств измерений и автоматизации. Начертание и основные размеры
Пазы Т-образные обработанные. Размеры
Конусы шлифовальные с наружным базирующим конусом. Присоединительные размеры
Конусы инструментов с конусностью 1:10 и 1:7. Размеры
Канавки для выхода шлифовального круга. Форма и размеры
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
Шлицы крестообразные для винтов и шурупов.
Размеры и методы контроля
Радиусы закруглений и фаски
Отверстия сквозные под крепежные детали. Размеры
Концы валов конические с конусностью 1:10. Основные размеры
Болты быстросъемные к станочным пазам
Концы болтов, винтов и шпилек. Размеры
Отверстия под концы установочных винтов. Типы и размеры
Поверхности опорные под крепежные детали. Размеры
Болты к пазам станочным обработанным. Конст-. рукция и размеры
Места под ключи гаечные. Размеры
Отверстия центровые. Размеры
Отверстия сквозные квадратные и продолговатые под крепежные детали. Форма и размеры
Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических'устройств. Технические условия
Рифления прямые и сетчатые. Форма и основные размеры
Шлицы прямые для винтов и шурупов. Размеры
Болты, винты и шурупы. Радиусы под головкой
Болты, винты, шурупы с шестигранной головкой и гайки шестигранные. Размеры под ключ
Основные нормы взаимозаменяемости. Конусы и конические соединения. Термины и определения
Выход резьбы, сбеги, недорезы, проточки. Размеры
Конусы инструментальные. Морзе и метрические. Основные размеры
474
К главе 8
8.1. ГОСТ 2.401—68
8.2. ГОСТ 2.408—68
8.3. ГОСТ 2.417—78
8.4. ГОСТ 2.421—75
8.5. ГОСТ 2.425—74
8.6. ГОСТ 2.426—74
8.7. ГОСТ 2.427—75
8.8. ГОСТ 591—69
8.9. ГОСТ 592—81
8.10. ГОСТ 593—75
8.11. ГОСТ 10317—79
8.12. ГОСТ 13561—89
8.13. ГОСТ 13576—81
8.14. ГОСТ 13764—86
8.15. ГОСТ 13765—86
8.16. ГОСТ 13766—86...13776—86
8.17. ГОСТ 21482—76
8.18. ГОСТ 21557—83
8.19. ГОСТ 21744—83
8.20. ГОСТ 21754—81
8.21. ГОСТ 21756—83
8.22. ГОСТ 22388—77Е
ЕСКД. Правила выполнения чертежей пружин
ЕСКД- Правила выполнения рабочих чертежей звездочек приводных роликовых и втулочных цепей
ЕСКД. Правила выполнения чертежей печатных плат
ЕСКД. Правила выполнения рабочих чертежей звездочек для пластинчатых цепей
ЕСКД. Правила выполнения рабочих чертежей звездочек для зубчатых цепей
ЕСКД. Правила выполнения рабочих чертежей звездочек для разборных цепей
ЕСКД. Правила выполнения рабочих чертежей звездочек для круглозвенных цепей
Звездочки к приводным роликовым и втулочным цепям. Методы расчета и построения профиля зуба и инструмента. Допуски
Звездочки для пластинчатых цепей. Методы расчета построения профиля зубьев. Предельные отклонения
Звездочки для тяговых разборных цепей. Методы расчета и построения профиля зуба. Допуски
Платы печатные. Основные размеры
Звездочки для грузовых и тяговых круглозвенных цепей. Методы расчета и построения профиля зубьев
Звездочки для приводных цепей. Методы расчета и построения профиля зубьев. Предельные отклонения
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Классификация
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Обозначения параметров. Методика определения размеров
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Основные параметры (по классам и разрядам)
Сильфоны однослойные измерительные металлические. Технические условия
Втулки и кольца соединительные для металлических сильфонов. Технические условия
Сильфоны многослойные металлические. Технические условия
Сильфоны сварные металлические. Технические условия
Компенсаторы и уплотнения сильфонные. Термины и определения
Сильфоны однослойные разделительные и компенсаторные из нержавеющей стали. Технические условия
475
8.23. ГОСТ 22743—85
8.24. ГОСТ 23751—86
8.25. ГОСТ 23752—79
8.26. ГОСТ 24553—81Е
Сильфон. Термины, определения и буквенные обозначения
Платы печатные. Основные параметры, конструкции
Платы печатные. Общие технические условия
Сильфоны однослойные компенсаторные армированные кольцами. Технические условия
К главе 9
9.1...9.4 —Единая система защиты от коррозии и старения (ЕСЗКС)
9.1. ГОСТ 9.032—74
9.2. ГОСТ 9.301—86
9.3. ГОСТ 9.303—84
9.4. ГОСТ 9.306—85
9.5. ГОСТ 397—79
9.6. ГОСТ 1476—93
9.7. ГОСТ 1477—93
9.8. ГОСТ 1478—93
9.9. ГОСТ 1479—93
9.10. ГОСТ 1481—84
9.11. ГОСТ 1482—84
9.12. ГОСТ 1483—84
9.13. ГОСТ 1485—84
9.14. ГОСТ 1486—84
9.15. ГОСТ 1488—84
Покрытия лакокрасочные. Классификация и обозначения
Покрытия металлические и неметаллические неорганические. Общие требования
Покрытия металлические и неметаллические неорганические. Общие требования к выбору
Покрытия металлические и неметаллические
Шплинты. Технические условия
Винты установочные с коническим концом и прямым шлицем классов точности А и В. Конструкция и размеры
Винты установочные с плоским концом и прямым шлицем классов точности А и В. Конструкция и размеры
Винты установочные с цилиндрическим концом и прямым шлицем классов точности А и В. Конструкция и размеры
Винты установочные с засверленным концом и прямым шлицем классов точности А и В. Конструкция и размеры
Винты установочные с шестигранной головкой и цилиндрическим концом классов точности А и В. Конструкция и размеры
Винты установочные с квадратной головкой и цилиндрическим концом классов точности А и В. Конструкция и размеры
Винты установочные с шестигранной головкой и ступенчатым концом с конусом классов точности А и В. Конструкция и размеры
Винты установочные с квадратной головкой и засверленным концом классов точности А и В. Конструкция и размеры
Винты установочные с квадратной головкой и ступенчатым концом со сферой классов точности А и В. Конструкция и размеры
Винты установочные с квадратной головкой и буртиком классов точности А и В. Конструкция и размеры
47,6
9.16. ГОСТ 1491—80
9.17. ГОСТ 1759—70
9.18. ГОСТ 1759.0—87
9.19. ГОСТ 1759.1—82
9.20. ГОСТ 1759.2—82
9.21. ГОСТ 1759.3—83
9.22. ГОСТ 1759.4—87 (ИСО 898/1—78)
9.23. ГОСТ 1759.5—87 (ИСО 898/2—80)
9.24. ГОСТ 2524—70
9.25. ГОСТ 2526—70
9.26. ГОСТ 2528—73
9.27. ГОСТ 3032—76
9.28. ГОСТ 3033—79
9.29. ГОСТ 3129—70
9.30. ГОСТ 3128—70
9.31. ГОСТ 4751—73
9.32. ГОСТ 5915—70
9.33. ГОСТ 5916—70
9.34. ГОСТ 5918—73
9.35. ГОСТ 5919—73
9.36. ГОСТ 5927—70
9.37. ГОСТ 5929—70
9.38. ГОСТ 5931—70
9.39. ГОСТ 5932—73
9.40. ГОСТ 5933—73
9.41. ГОСТ 5935—73
Винты с цилиндрической головкой классов точности А и В. Конструкция и размеры
Болты, винты, шпильки и гайки. Технические требования
Болты, винты, шпильки и гайки. Технические условия
Болты, винты, шпильки, гайки и шурупы. Допуски
Болты, винты и шпильки. Дефекты поверхности и методы контроля
Гайки. Дефекты поверхности и методы контроля
Болты, винты и шпильки. Механические свойства и методы испытаний
Гайки. Механические свойства и методы испытаний
Гайки шестигранные с уменьшенным размером под ключ класса точности А. Конструкция и размеры
Гайки шестигранные низкие с уменьшенным размером под ключ класса точности А. Конструкция и размеры
Гайки шестигранные прорезные с уменьшенным размером под ключ класса точности А. Конструкция и размеры
Гайки-барашки. Конструкция и размеры
Болты откидные. Конструкция и размеры
Штифты конические. Конструкция и размеры
Штифты цилиндрические. Конструкция и размеры
Рым-болты
Гайки шестигранные класса точности В. Конструкция и размеры
Гайки шестигранные низкие класса точности В. Конструкция и размеры
Гайки шестигранные прорезные и корончатые класса точности В. Конструкция и размеры
Гайки шестигранные прорезные и корончатые низкие класса точности В. Конструкция и размеры
Гайки шестигранные класса точности А. Конструкция и размеры
Гайки шестигранные низкие класса точности А. Конструкция и размеры
Гайки шестигранные особо высокие класса точности А. Конструкция и размеры
Гайки шестигранные прорезные и корончатые класса точности А. Конструкция и размеры
Гайки шестигранные прорезные и корончатые низкие класса точности А. Конструкция и размеры
Гайки шестигранные прорезные низкие с уменьшенным размером под ключ класса точности А. Конструкция и размеры
477
9.42. ГОСТ 6393—73
9.43. ГОСТ 6402—70
9.44. ГОСТ 6958—78
9.45. ГОСТ 7783—81
9.46. ГОСТ 7785—81
9.47. ГОСТ 7795—70
9.48. ГОСТ 7796—70
9.49. ГОСТ 7798—70
9.50. ГОСТ 7801—81
9.51. ГОСТ 7805—70
9.52. ГОСТ 7808—70
9.53. ГОСТ 7811—70
9.54. ГОСТ 7817—80
9.55. ГОСТ 8381—73
9.56. ГОСТ 8878—93
9.57. ГОСТ 9066—75
9.58. ГОСТ 9464—79
9.59. ГОСТ 9649—78
9.60. ГОСТ 10336—80
9 61. ГОСТ 10337—80
9.62. ГОСТ 10338—80
9.63. ГОСТ 10339—80
9.64. ГОСТ 10340—80
Гайки круглые с отверстием на торце под ключ класса точности А. Конструкция и размеры
Шайбы пружинные. Технические условия
Шайбы увеличенные. Технические условия
Болты с полукруглой головкой и усом класса точности С. Конструкция и размеры
Болты с потайной головкой и усом класса точности С. Конструкция и размеры
Болты с уменьшенной головкой и направляющим подголовком класса точности В. Конструкция и размеры
Болты с шестигранной уменьшенной головкой класса точности В. Конструкция и размеры
Болты с шестигранной головкой класса точности В. Конструкция и размеры
Болты с увеличенной полукруглой головкой и усом класса точности С. Конструкция и размеры
Болты с шестигранной головкой класса точности А. Конструкция и размеры
Болты с шестигранной уменьшенной головкой класса точности А. Конструкция и размеры
Болты с шестигранной уменьшенной головкой и направляющим подголовком класса точности А. Конструкция и размеры
Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки
Гайки круглые с радиально расположенными отверстиями класса точности А. Конструкция и размеры
Винты установочные с коническим концом и шестигранным углублением под ключ классов точности А и В. Конструкция и размеры
Шпильки для фланцевых соединений с температурой среды от 0 до 650° С. Типы и основные размеры
Штифты конические с внутренней резьбой. Конструкция и размеры
Шайбы стальные класса точности А для пальцев. Технические условия
Винты с цилиндрической головкой невыпадающие класса точности В. Конструкция и размеры
Винты с цилиндрической головкой и сферой невыпадающие класса точности В. Конструкция и размеры
Винты с шестигранной головкой невыпадающие класса точности В. Конструкция и размеры
Винты с потайной головкой невыпадаюшие класса точности В. Конструкция и размеры
Винты с полупотайной головкой невыпадающие класса точности В. Конструкция и размеры
478
9.65. ГОСТ
9.66. ГОСТ
9.67. ГОСТ
9.68. ГОСТ
9.69. ГОСТ
9.70. ГОСТ
9.71. ГОСТ
9.72. ГОСТ
9.73. ГОСТ
9.74. ГОСТ
9.75. ГОСТ
9.76. ГОСТ
9.77. ГОСТ
9.78. ГОСТ
9.79. ГОСТ
9.80. ГОСТ
9.81. ГОСТ
9.82. ГОСТ
9.83. ГОСТ
9.84. ГОСТ
9.85. ГОСТ
9.86. ГОСТ
9.87. ГОСТ
10341—80
10342—80
10343—80
10344—80
10450—78
10461—81
10462—81
10463—81
10464—81
10618—80
10619—80
10620—80
10621—80
10657—80
10773—93
11074—93
11075—93
11371—78
11644—75
11650—80
11651—80
11652—80
11860—85
Винты с полукруглой головкой невыпадающие класса точности В. Конструкция и размеры
Винты с цилиндрической головкой и шестигранным углублением под ключ невыпадающие класса точности В. Конструкция и размеры
Винты с лыской под ключ невыпадающие класса точности В. Конструкция и размеры
Винты с накатанной головкой невыпадающие класса точности В. Конструкция и размеры
Шайбы уменьшенные. Технические условия
Шайбы стопорные с зубьями. Общие технические условия
Шайбы стопорные с внутренними зубьями. Конструкция и размеры
Шайбы стопорные с наружными зубьями. Конструкция и размеры
Шайбы стопорные с наружными зубьями под винты с потайной и полупотайной головкой с углом 90°. Конструкция и размеры
Винты самонарезающие для металла и пластмассы. Общие технические условия
Винты самонарезающие с потайной головкой для металла и пластмассы. Конструкция и размеры
Винты самонарезающие с полупотайной головкой для металла и пластмассы. Конструкция и размеры
Винты самонарезающие с полукруглой головкой для металла и пластмассы. Конструкция и размеры
Гайки круглые со шлицем на торце. Технические условия
Штифты цилиндрические насеченные. Конструкция и размеры
Винты установочные с плоским концом и шестигранным углублением под ключ классов точности А и В. Конструкция и размеры
Винты установочные с цилиндрическим концом и шестигранным углублением под ключ классов точности А и В. Конструкция и размеры
Шайбы. Технические условия
Винты с цилиндрической скругленной головкой классов точности А и В. Конструкция и размеры
Винты самонарезающие с полукруглой головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
Винты самонарезающие с полупотайной головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
Винты самонарезающие с потайной головкой и заостренным концом для металла и пластмассы. Конструкция и размеры
Гайки колпачковые класса точности А. Конструкция и размеры
479
9.88. ГОСТ 11871—88
9.89. ГОСТ 11872—89
9.90. ГОСТ 12201—66
9.91. ГОСТ 13152—67
9.92. ГОСТ 13463—77
9.93. ГОСТ 13464—77
9.94. ГОСТ 13465—77
9.95. ГОСТ 13466—77
9.96. ГОСТ 15163—78
9.97. ГОСТ 15521—70
9.98. ГОСТ 15522—70
9.99. ГОСТ 15523—70
9.100. ГОСТ 15524—70
9.101. ГОСТ 15525—70
9.102. ГОСТ 15526—70
9.103. ГОСТ 15589—70
9.104. ГОСТ 15590—70
9.105. ГОСТ 15591—70
9.106. ГОСТ 17473—80
9.107. ГОСТ 17474—80
9.108. ГОСТ 17475—80
9.109. ГОСТ 18123—82
9.110. ГОСТ 19256—73
9.111. ГОСТ 20862—81
9.112. ГОСТ 20863—81
Гайки круглые шлицевые. Технические условия
Шайбы стопорные многолапчатые. Технические условия
Болты быстросъемные к станочным пазам
Болты к пазам станочным обработанным. Конструкция и размеры
Шайбы стопорные с лапкой. Конструкция и размеры
Шайбы стопорные с лапкой уменьшенные. Конструкция и размеры
Шайбы стопорные с носком. Конструкция и размеры
Шайбы стопорные с носком уменьшенные. Конструкция и размеры
Болты конические повышенной точности. Технические условия
Гайки шестигранные с уменьшенным размером под ключ класса точности В. Конструкция и размеры
Гайки шестигранные низкие с уменьшенным размером под ключ класса точности В. Конструкция и размеры
Гайки шестигранные высокие класса точности В. Конструкция и размеры
Гайки шестигранные высокие класса точности А. Конструкция и размеры
Гайки шестигранные особо высокие класса точности В. Конструкция и размеры
Гайки шестигранные класса точности С. Конструкция и размеры
Болты с шестигранной головкой класса точности С. Конструкция и размеры
Болты с уменьшенной головкой и направляющим подголовком класса точности С. Конструкция и размеры
Болты с шестигранной уменьшенной головкой класса точности С. Конструкция и размеры
Винты с полукруглой головкой классов точности А и В. Конструкция и размеры
Винты с полупотайной головкой классов точности А и В. Конструкция и размеры
Винты с потайной головкой классов точности А и В. Конструкция и размеры
Шайбы. Общие технические условия
Стержни под накатывание резьбы метрической. Диаметры
Стойки установочные крепежные шестигранные с резьбовым концом и отверстием. Конструкция и размеры
Стойки установочные крепежные круглые с лысками и резьбовым концом и отверстием. Конструкция и размеры
480
9.113. ГОСТ 20864—81
9.114. ГОСТ 20865—81
9.115. ГОСТ 20866—81
9.116. ГОСТ 20867—81
9.117. ГОСТ 22032—76
9.118. ГОСТ 22033—76
9.119. ГОСТ 22034—76
9.120. ГОСТ 22035—76
9.121. ГОСТ 22036—76
9.122. ГОСТ 22037—76
9.123. ГОСТ 22038—76
9.124. ГОСТ 22039—76
9.125. ГОСТ 22040—76
9.126. ГОСТ 22041—76
9.127. ГОСТ 22042—76
9.128. ГОСТ 22043—76
10.1. ГОСТ 2.312—72
10.2. ГОСТ 2.313—82
10.3. ГОСТ 2.315—68
10.4. ГОСТ 2.409—74
10.5. ГОСТ 1139—80
10.6. ГОСТ 5264—80
Стойки установочные крепежные круглые со шлицем и резьбовым концом с отверстиями. Конструкция и размеры
Стойки установочные крепежные шестигранные с резьбовыми отверстиями. Конструкция и размеры
Стойки установочные крепежные круглые с лысками и резьбовыми отверстиями. Конструкция и размеры
Стойки установочные крепежные круглые со шлицем и резьбовыми отверстиями. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 1<7. Класс точности В. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной Id. Класс точности А. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 1,25<7. Класс точности В. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 1,25с?.
Класс точности А. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 1,6с?. Класс точности В. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 1,бс?. Класс точности А. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 2d. Класс точности В. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 2d. Класс точности А. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 2,5с?. Класс точности В. Конструкция и размеры
Шпильки с ввинчиваемым концом длиной 2,5d. Класс точности А. Конструкция и размеры
Шпильки для деталей с гладкими отверстиями. Класс точности В. Конструкция и размеры
Шпильки для деталей с гладкими отверстиями. Класс точности А. Конструкция и размеры
К главе 10
ЕСКД. Условные изображения и обозначения швов сварных соединений
ЕСКД. Условные изображения и обозначения неразъемных соединений
ЕСКД. Изображения упрощенные и условные крепежных деталей
ЕСКД. Правила выполнения чертежей зубчатых (шлицевых) соединений
Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры и допуски
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
481
10.7. 6033—80
10.8. 8713—79
10.9. ГОСТ 8790—79
10.10. ГОСТ 10299—80
10.11. ГОСТ 10300—80
10.12. ГОСТ 10301—80
10.13. ГОСТ 10302—80
10.14. ГОСТ 10303—80
10.15. ГОСТ 10304—S0
10.16. ГОСТ 11533—75
10.17. ГОСТ 11534—75
10.18. ГОСТ 11776—74
10.19. ГОСТ 12638—80
10.20. ГОСТ 12639—80
10.21. ГОСТ 12640—80
10.22. ГОСТ 12641—80
10.23. ГОСТ 12642—80
10.24. ГОСТ 12643—80
10.25. ГОСТ 12644—80
10.26. ГОСТ 14771—76
10.27. ГОСТ 14797—85
10.28. ГОСТ 14798—85
Основные нормы взаимозаменяемости. Соединения шлицевые эвольвентные с углом профиля 30°. Размеры, допуски н измеряемые величины
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими направляющими шпонками с креплением на валу. Размеры шпонок и сечений пазов. Допуски и посадки
Заклепки с полукруглой головкой. Технические условия
Заклепки с потайной головкой. Технические условия
Заклепки с полупотайной головкой. Технические условия
Заклепки с полукруглой низкой головкой. Технические условия
Заклепки с плоской головкой. Технические условия
Заклепки. Общие технические условия
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы, размеры
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
Заклепки пустотелые со скругленной головкой. Технические условия
Заклепки пустотелые с плоской головкой. Технические условия
Заклепки пустотелые с потайной головкой. Технические условия
Заклепки полупустотелые с полукруглой головкой. Технические условия
Заклепки полупустотелые с плоской головкой. Технические условия
Заклепки полупустотелые с потайной головкой. Технические условия
Заклепки пустотелые и полупустогелые. Общие технические условия
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Заклепки с полукруглой головкой (повышенной точности). Конструкция и размеры
Заклепки с потайной головкой (угол 90°) (повышенной точности). Конструкция н размеры
482
10.29. ГОСТ 14799—85
10.30. ГОСТ 14800—85
10.31. ГОСТ 14801—85
10.32. ГОСТ 14802—85
10.33. ГОСТ 14803—85
10.34. ГОСТ 14806—80
10.35. ГОСТ 15164—78
10.36. ГОСТ 15878—79
10.37. ГОСТ 16098—80
10.38. ГОСТ 16310—80
10.39. ГОСТ 19249—73
10.40. ГОСТ 23518—79
10.41. ГОСТ 23792—79
10.42. ГОСТ 24068—80
10.43. ГОСТ 24071—97 (ИСО 3912—77)
10.44. ГОСТ 26805—86
10.45. ГОСТ 23360—78
11.1. ГОСТ 2.402—68
11.2. ГОСТ 2.403—75
11.3. ГОСТ 2.404—75
Заклепки с потайной головкой (угол 120°) (повышенной точности). Конструкция и размеры
Заклепки с плосковыпуклой головкой (повышенной точности). Конструкция и размеры
Заклепки с плоской головкой (повышенной точности). Конструкция и размеры
Заклепки (повышенной точности). Диаметры отверстий под заклепки, размеры замыкающих головок и подбор длин заклепок
Заклепки (повышенной точности). Общие технические условия
Дуговая сварка алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы. Конструктивные элементы и размеры
Электрошлаковая сварка. Соединения сварные. Конструктивные элементы и размеры
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
Швы сварных соединений из двухслойной коррозионно-стойкой стали. Основные типы и конструктивные элементы
Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
Соединения паяные. Основные типы и параметры
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Соединения контактные электрические сварные. Основные типы, конструктивные элементы и размеры
Основные нормы взаимозаменяемости. Соединения шпоночные с клиновыми шпонками. Размеры шпонок и сечений пазов
Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы
Заклепки трубчатые для односторонней клепки тонколистовых строительных металлоконструкций. Технические условия
Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов
К главе 11
ЕСКД. Условные изображения зубчатых колес, реек, червяков и звездочек цепных передач
ЕСКД. Правила выполнения чертежей цилиндри веских зубчатых колес
ЕСКД. Правила выполнения чертежей зубчатых реек
11.4. ГОСТ 2.405—75
11.5. ГОСТ 2.406—76
11.6. ГОСТ 2.407—75
11.7. ГОСТ 9563—60
12.1. ГОСТ 6527—68
12.2. ГОСТ 7396.0—89Е
12.3... 12.21. ГОСТ
75...8963—75
12.3. ГОСТ 8943—75
12.4. ГОСТ 8944—75
12.5. ГОСТ 8946—75
12.6. ГОСТ 8947—75
12.7. ГОСТ 8948—75
12.8. ГОСТ 8949—75
12.9. ГОСТ 8950—75
12.10. ГОСТ 8951—75
12.11. ГОСТ 8952—75
12.12. ГОСТ 8953—75
12.13. ГОСТ 8954—75
12.14. ГОСТ 8955—81
12.15. ГОСТ 8956—75
12.16. ГОСТ 8957—75
12.17. ГОСТ 8958—75
12.18. ГОСТ 8959—75
12.19. ГОСТ 8961—75
12.20. ГОСТ 8962—75
12.21. ГОСТ 8963—75
12.22. ГОСТ 12815—80
12.23. ГОСТ 12816—80
12.24. ГОСТ 12819—80
ЕСКД. Правила выполнения чертежей конических зубчатых колес
ЕСКД. Правила выполнения чертежей цилиндрических червяков и червячных колес
ЕСКД. Правила выполнения чертежей червяков и колес глобоидных передач
Основные нормы взаимозаменяемости. Колеса зубчатые. Модули
К главе 12
Концы муфтовые с трубной цилиндрической резьбой. Размеры
Соединения электрические штепсельные бытового и аналогичного назначения. Общие технические
условия
8943— Соединительные части из ковкого чугуна с ци-
линдрической резьбой для трубопроводов. Основ-
ные размеры Номенклатура Технические требования Угольники проходные Угольники переходные Тройники прямые Тройники переходные Тройники с двумя переходами Кресты прямые Кресты переходные
Кресты с двумя переходами Муфты прямые короткие Муфты прямые длинные Муфты компенсирующие Муфты переходные Ниппели двойные
Гайки соединительные
Контргайки
Колпаки
Пробки
Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Типы. Присоединительные размеры уплотнительных поверхностей
Фланцы арматуры, соединительных частей и трубопроводов на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Общие требования
Фланцы литые стальные на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
484
12.25. ГОСТ 12821—80
12.26. ГОСТ 12818—SO
12.27. ГОСТ 12820—80
12.28. ГОСТ 12822—80
12.29. ГОСТ 12817—80
12.30. ГОСТ 16039—70
12.31. ГОСТ 18626—73
12.32. ГОСТ 24934—81
12.33. ГОСТ 24935—81
12.34. ГОСТ 25198—82
12.35. ГОСТ 26349—84
12.36. ГОСТ 26526—85
12.37. ГОСТ 28338—89
13.1. ГОСТ 520—89 (ИСО492—86, ИСО 199—79)
13.2. ГОСТ 1978—81
13.3. ГОСТ 3189—89
13.4. ГОСТ 3478—79
13.5. ГОСТ 7242—81
13.6. ГОСТ 8338—75
13.7. ГОСТ 8530—90
13.8. ГОСТ 10058 —90
13.9. ГОСТ 11521—82...11524—82
Фланцы стальные приварные встык на Ру от 0,1 до 20,0 МПа (от 1 до 200 кгс/см2). Конструкция и размеры
Фланцы литые из ковкого чугуна на Ру от 0,1 до 4,0 МПа (от 1 до 40 кгс/см2). Конструкция и размеры
Фланцы стальные плоские приварные на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
Фланцы стальные свободные на приварном кольце на Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2). Конструкция и размеры
Фланцы литые из серого чугуна на Ру от 0,1 до 1,6 МПа (от 1 до 16 кгс/см2). Конструкция и размеры
Резьбовая часть арматуры
Проходы условные вакуумных систем
Оборудование вакуумное. Фланцы неподвижные винтовые. Основные и присоединительные размеры
Оборудование вакуумное. Фланцы поворотные винтовые. Основные и присоединительные размеры
Оборудование вакуумное. Соединения вакуумных трубопроводов. Установочные размеры
Соединения трубопроводов и арматуры. Давления номинальные (условные). Ряды
Оборудование вакуумное. Соединения фланцевые для сверхвысоковакуумных систем. Конструкция, размеры и технические требования
Соединения трубопроводов и арматуры. Проходы условные (размеры номинальные). Ряды
К главе 13
Подшипники шариковые и роликовые. Технические требования
Втулки подшипников скольжения биметаллические. Типы и основные размеры
Подшипники шариковые и роликовые. Система условных обозначений
Подшипники качения. Основные размеры
Подшипники шариковые радиальные однорядные с защитными шайбами. Технические условия
Подшипники шариковые радиальные однорядные. Основные размеры
Гайки, шайбы и скобы для закрепительных и стяжных втулок. Технические условия
Подшипники радиальные шариковые однорядные для приборов. Технические условия
Корпуса подшипников скольжения на лапках с двумя крепежными отверстиями. Конструкция и размеры
485
13.10. ГОСТ 11525—82
13.11. ГОСТ 11607—82... 11611—82
13.12. ГОСТ 11648—75
13.13. ГОСТ 13940—86
13.14. ГОСТ 13941—86
13.15. ГОСТ 13942—86
13.16. ГОСТ 13943—86
13.17. ГОСТ 25105—82
13.18. ГОСТ 25106—82
13.19. ГОСТ 2.420—69
Втулки металлические для неразъемных корпусов на лапках и фланцевых корпусов подшипников скольжения. Конструкция и размеры
Корпуса подшипников скольжения разъемные с двумя крепежными отверстиями. Конструкция и размеры
Кольца пружинные упорные быстросъемные. Технические условия
Кольца пружинные упорные плоские концентрические наружные
Кольца пружинные упорные плоские концентрические внутренние
Кольца пружинные упорные плоские наружные эксцентрические
Кольца пружинные упорные плоские внутренние эксцентрические
Втулки и вкладыши металлические для неразъемных и разъемных корпусов подшипников скольжения. Технические требования (ГОСТ 24832—81. Втулки биметаллические. ГОСТ 24833—81. Втулки из спекаемых материалов)
Корпуса подшипников скольжения неразъемные и разъемные. Технические требования
ЕСКД. Упрощенные изображения подшипников качения на сборочных чертежах
14.1. ГОСТ 2.108—68
К главе 14
| ЕСКД. Спецификация
К главе 15
Единая система конструкторской документации (ЕСКД)
15.1. ГОСТ 2.701—84 Схемы, виды и типы. Общие требования к выполнению
15.2. ГОСТ 2.702—75 Правила выполнения электрических схем
15.3. ГОСТ 2.703—68 Правила выполнения кинематических схем
15.4. ГОСТ 2.704—76 Правила выполнения гидравлических и пневматических схем
15.5. ГОСТ 2.705—70 Правила выполнения электрических схем обмоток и изделий с обмотками
15.6. ГОСТ 2.708—81 Правила выполнения электрических схем цифровой вычислительной техники
15.7. ГОСТ 2.709—89 Система обозначений в электрических схемах
15.8. ГОСТ 2.710—81 Обозначения буквенно-цифровые в электрических схемах
15.9. ГОСТ 2.711—82 Схема деления изделия на составные части
15.10....15.35. ГОСТ 2.721 — 74...2.796—81 Обозначения условные графические в схемах
486
15.10. ГОСТ 2.721—74
15.11. ГОСТ 2.722—68
15.12. ГОСТ 2.723—68
15.13. ГОСТ 2.725—68
15.14. ГОСТ 2.726—68
15.15. ГОСТ 2.727—68
15.16 ГОСТ 2.728—68
15.17. ГОСТ 2.729—73
15.18. ГОСТ 2.730—73
15.19. ГОСТ 2.735—68
15.20. ГОСТ 2.736—68
15.21. ГОСТ 2.737—68
15.22. ГОСТ 2.739—68
15.23. ГОСТ 2.740—89
15.24. ГОСТ 2.741—68
15.25. ГОСТ 2.742—68
15.26. ГОСТ 2.752—71
15.27. ГОСТ 2.755—87
15.28. ГОСТ 2.770—68
15.29. ГОСТ 2.780—96
15.30. ГОСТ 2.781—96
15.31. ГОСТ 2.782—96
15.32. ГОСТ 2.784—96
15.33. ГОСТ 2.785—70
15.34. ГОСТ 2.793—79
15.35. ГОСТ 2.796—95
15.36. ГОСТ 2.797—81
17.1. ГОСТ 5—78Е
17.2. ГОСТ 380—88
17.3. ГОСТ 977—88
17.4. ГОСТ 1050—88
17.5. ГОСТ 1215—79
Обозначения общего применения
Машины электрические
Катушки индуктивности, трансформаторы и магнитные усилители
Устройства коммутирующие
Токосъемники
Разрядники, предохранители
Резисторы, конденсаторы
Приборы электроизмерительные
Приборы полупроводниковые
Антенны
Элементы пьезотехнические и магнитострикционные; линии задержки
Устройства связи
Аппараты, коммутаторы и станции коммутационные телефонные
Аппараты и трансляции телеграфные
Приборы акустические
Источники тока электрохимические
Устройства телемеханики
Устройства коммутационные и контактные соединения
Элементы кинематики
Элементы гидравлических и пневматических сетей
Аппаратура распределительная и регулирующая гидравлическая и пневматическая
Насосы и двигатели гидравлические и пневматические
Элементы трубопроводов
Арматура трубопроводная
Элементы и устройства машин и аппаратов химических производств
Элементы вакуумных систем
Правила выполнения вакуумных схем
К главе 17
Текстолит и асботекстолит конструкционные.
Технические условия
Сталь углеродистая обыкновенного качества.
Марки
Отливки из конструкционной нелегированной и легированной стали. Общие технические условия
Сталь углеродистая качественная конструкционная. Технические условия
Отливки из ковкого чугуна. Общие технические условия
487
17.6. ГОСТ 1412—85
17.7. ГОСТ 1435—90
17.8. ГОСТ 1585—85
17.9. ГОСТ 2685—75
17.10. ГОСТ 2718—74
17.11. ГОСТ 2748—77
17.12. ГОСТ 2856—79
17.13. ГОСТ 4784—74
17.14. ГОСТ 5017—74
17.15. ГОСТ 7293—85
17.16. ГОСТ 8617—81Е
17.17. ГОСТ 14957—76
17.18. ГОСТ 14959—79
17.19. ГОСТ 15527—70
17.20. ГОСТ 15809—70Е
17.21. ГОСТ 19807—91
Чугун с пластинчатым графитом для отливок. Марки
Сталь нелегированная инструментальная. Технические условия
Чугун антифрикционный для отливок. Марки
Сплавы алюминиевые литейные. Марки, технические требования и методы испытаний
Гетинакс электротехнический листовой. Технические условия
Пластины, стержни, трубки эбонитовые электротехнические. Технические условия
Сплавы магниевые литейные. Марки
Алюминий и сплавы алюминиевые деформируемые. Марки
Бронзы оловянные, обрабатываемые давлением. Марки
Чугун с шаровидным графитом для отливок. Марки
Профили прессованные из алюминия и алюминиевых сплавов. Технические условия
Сплавы магниевые деформируемые. Марки
Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
Стекло органическое конструкционное. Технические условия
Титан и титановые сплавы, обрабатываемые давлением. Марки
СПИСОК ЛИТЕРАТУРЫ
Александров К.К., Кузьмина Е.Г. Электротехнические чертежи и схемы. М., 1990.
Анурьев В.И. Справочник конструктора-машиностроителя. Т. 1, 2, 3. М., 1982.
Банковский Ю.М., Галактионов В.А., Михайлова Т.Н. ГРАФОР. Графическое расширение ФОРТРАНа. М., 1985.
Богданов В.Н., Малежик И.Ф., Верхала А.П. и др. Справочное руководство по черчению. М., 1989.
Борисов Д.М., Матвеев А.А., Богомолов П.И. Черчение. М., 1987.
Гардан И, Люка М. Машинная графика и автоматизация конструирования. М., 1987.
Левицкий В. С. Машиностроительное черчение и автоматизация выполнения чертежей. М., 1998.
Вяткин Т.П., Андреева А.Н., Болтухин А.К. и др. Машиностроительное черчение. М., 1985.
Романычева Э. Т., Сидорова Т.М., Сидоров С.Ю. Компьютерная технология инженерной графики в среде AutoCAD-12. М., 1996.
Инженерная и компьютерйая графика.//^. Т. Романычева, А.К. Иванов, А. С. Куликов, Т.М. Сидорова, С.Ю. Сидоров. М., 1996.
Мерзок Э.Д., Мерзон И.Э., Медведевская Н.В. Машиностроительное черчение. М., 1987.
Михайленко В.Е., Пономарев А.М. Инженерная графика. Киев, 1985.
Попова Т.Н., Алексеев С.Ю. Машиностроительное черчение. Справочник. Л., 1986.
Романычева Э. Т, Иванов А.К., Куликов А. С., Миронова Н.Г. Разработка и оформление конструкторской документации РЭА. М., 1989.
Фролов С.А., Воинов А.В., Феоктистова ЕД. Машиностроительное черчение. М., 1987.
Чекмарев А.А. Начертательная геометрия и черчение. М., 1987; 1999.
Чекмарев А.А. Инженерная графика. М., 1988; 1998; 2000.
Черчение.//ДМ Борисов, Е.А. Василенко, Б.А. Ляпунов, М.Н. Макарова. М., 1987.
предметный указатель
Аксонометрические проекции 31
Арматура трубопроводная
из ковкого чугуна 316
соединений по внутреннему конусу 328
— по наружному конусу 326
— резьбовых 327
Болты
общего назначения 209
специальные 212
— для отверстий из-под развертки 213
— конические 215
— к станочным пазам 220
— откидные 215
— рым-болты 218
— с усом под головкой 219
Бронза литейная 467
Вал 344
Вал-шестерня 355
Ведомость 17
Вид (изображение)
главный 40
местный 42
развернутый 43
Виды конструкторских документов 17
Винты
общего назначения 220
невыпадаюшие 223
самонарезающие 222
установочные 224
— с квадратной головкой 226
— с шестигранным углублением под ключ 226
Втулки
биметаллические 363
вкладыши 364
из спекаемых материалов 363
Выносной элемент 50
Выход резьбы 148
Галтель 347
Гайки
барашки 249
колпачковые 249
круглые 246
накидные 334
соединительные трубопроводные 324
стяжные для подшипников 375
шестигранные 243
— высокие и особо высокие 244
— прорезные и корончатые 245
Гетинакс электротехнический 468
Гипербола 454
Гипоциклоида 451
Деление окружности 439, 441
— отрезка 435
— угла 438, 440
Деталь 13
Диметрия косоугольная 57
— прямоугольная 55
Документ 18
Дубликат 19
Дуга сопряжения 455
Заклепки
общего применения 277
пустотелые 281
Записка пояснительная 18
Зацепление зубчатое 304
Звездочка цепной передачи 179
Изделие 13
Изображение 38
Изометрия
прямоугольная 56
косоугольная фронтальная 57
— горизонтальная 56
нанесение размеров 58
штриховка 58
Канавки
для выхода шлифовального круга 143
под пружинные кольца 371
под уплотнения 144
Касательная 448
Классификатор ЕСКД 15
Код классификационной характеристики
14
Кольца
запорные круглые 375
концентрические внутренние и наружные
365
490
резиновые для уплотнений 166
Комплект 14
Конусность 68
Конус инструментальный 160
Концы
болтов, винтов и шпилек 236
валов цилиндрических гладких 346
— конических гладких 349
— резьбовых 350
муфтовые 325
осей 359
шлифовальных шпинделей 160
Копия 19
Крест (крестовина) 321
Латунь 467
Линии чертежа 27, 60
— сгиба 169
Лист чертежный 21
Масштаб 27
Модуль зацепления 306
Муфта прямая 323
— компенсирующая 323
Надписи 88
Направляющие скольжения 157
Недорез резьбы внутренней 150
— наружной 153
Ниппели
для присоединения рукавов 329
для соединений по наружному конусу
326
двойной 323
Номер стандарта 7
Нормаль 436
Обозначения графические
материалов 30
свойств материалов 85
швов паяных соединений 282
— сварных соединений 268
шероховатости 79
Овал 453
Опоры
коническая 359
на центрах 360
сферическая 360
точечная на шпиле 361
цилиндрическая 357
Опорная поверхность под головки крепеж-
ных деталей 240
Оригинал 18
Отверстия
квадратные 138
круглые в печатных платах 193
— под крепежные детали 135
нанесение размеров 138
продолговатые 137
резьбовые в конических концах валов 353
„ упрощенные изображения 138
центровые 140
Паз Т-образный станочный 156
Парабола 457
Передача зубчатая
коническая 311
параметры и определения 304
реечная 311
цилиндрическая прямозубая 307
червячная 314
Плата печатная 186
— однослойная с навесным монтажом 186
— многослойная интегральных микросхем 195
Подлинник 19
Подшипники качения
изображение 370
маркировка 364
радиальные шариковые однорядные 368
посадочные поверхности под стандартные подшипники 360
— скольжения 467
Покрытия
деталей металлических 81
— крепежных 209
Поле допуска
отверстия и вала 76
резьбовых элементов 114
угловых размеров 78
Построение
перпендикулярных прямых 436
правильных многоугольников 442
углов 437
эллипсов 451
Пробка трубопроводная 324
Проект технический 19
— эскизный 19
Прокат стальной 463
Проточка 143, 148, 153
Профиль стальной гнутый 463
— фасонный горячекатаный 465
Проход условный 315
Пружины 171
Радиус гибки 124
— закругления 66, 126
— под головку крепежной детали 238
— сопряжения 445
Размер(ы) нормальные линейные 91
---угловые 96
Размер(ы) опорной поверхности 242
— положения 68
— справочный 74
— формы элемента 64
491
Разрез 44
Резьба
для пластмасс 106
изображение 163
коническая 109
круглая 119
метрическая 99
параметры 97
сбег 148
трапецеидальная 107
трубная 113
упорная НО
элементы 97
Рифление 128
Сборочная единица 13
Сечение 47
Сильфон 182
Соединения неразъемные
клепаные 285
паяные и клеевые 282
сварные контактной сваркой 270
— ручной дуговой сваркой 268
резьбовые 262
шпилечные 263
шлицевые прямобочные 298
— треугольные 302
— эвольвентные 300
шпоночные 293
штепсельные двухполюсные 341
Сопряжения
окружностей 444
правила 441
прямых дугами окружностей 441
комбинированные 444
Спецификация 389
Сплавы алюминиевые деформируемые 467
---литейные 467
— магниевые деформируемые 468
----- литейные 468
Спрямление дуги окружности 444
Стадии разработки 19
Сталь инструментальная углеродистая 462
— качественная конструкционная 461
— круглая со специальной отделкой
461
— легированная конструкционная 461
— рессорно-пружинная 461
— углеродистая общего назначения 461
Стекло органическое конструкционное
468
Стойки установочные 250
Схема(ы)
алгоритмов и программ 428
гидравлическая 409
изображение на чертеже 539
кинематическая 405
классификация, общие требования 396
492
общая 422
оптическая 423
перечень элементов 401
пневматическая 409
подключения 397
принципиальная 397
расположения 398
соединений 397
структурная 416
условные обозначения элементов 542
функциональная 416
электрическая 416
Таблица(ы) 18, 120
Текстолит 469
Тела качения подшипников 364
Технические условия 18
Точка сопряжения 445
Тройник прямой 321
Угольник переходной 318
— проходной 318
Уклон 67
Фаска 124
Фланец винтовой вакуумный 331
----поворотный 333
— для прогреваемых соединений 334
— накидной 326
— опорный высоковакуумный 338
Формат 21
Футорка 323
Ход резьбы 98
Хорда 434
Центр окружности, дуги 439
— сопряжения 445
Цапфа 357
Циклоида 456
Чертеж
детали 17, 164
габаритный 17
общего вида 17
общие требования 378
печатной платы 192
сборочный 17
— указание номеров позиций 380, 390
— требования 386
— условности и упрощения 383
совместно обрабатываемых деталей 166
топологический 196, 200
Числа размерные 62
Чугун 466
Шаг резьбы 98
— координатной сетки 92
Шайбы деформируемые 159
— запорные круглые 253
— концевые 375
— пружинные 255
— упорные быстросъемные 374
— стопорные для подшипников 374
---с зубьями 157
---многолапчатые 158
Шероховатость
параметры 79
правила нанесения на чертежах 80
Шифр документа 8
Шкалы линейные и угловые 132
Шлицы крепежных деталей 324
Швы сварные
изображение 268
типы 271
условные обозначения 271
Шпильки общего применения 228
— фланцевые 231
Шплинты 261
Шпонки клиновые 293
— призматические 293
— сегментные 294
Шрифт чертежный 33
— для надписей на деталях 130
Штуцер 328, 329
Эбонит электротехнический 470
Эвольвента 455
Элемент выносной 51
Эллипс 451
Эпициклоида 456
Справочное издание
Чекмарев Альберт Анатольевич Осипов Валентин Константинович
СПРАВОЧНИК по машиностроительному черчению
Зав. редакцией Н. С. Качармина Редактор В. А. Козлов Художественный редактор Ю. Э. Иванова Технический редактор Л. А. Овчинникова Компьютерная верстка С. Н. Луговая Корректор Г. И. Кострикова Операторы М. Н. Паскарь, Е. А. Левченко
Лицензия ИД № 06236 от 09.11.01. Изд. № ВТИ-56. Подл, в печать 26.07.02 Формат 60 *88 Vie- Бум. газетн. Гарнитура Таймс. Печать офсетная.
Объем 30, 38 усл. печ. л., 30,38 усл. кр.-отт., 30,12 уч.-изд. л.
Тираж 8000 экз. Заказ №152
ФГУП «Издательство «Высшая школа», 127994, Москва, ГСП-4, Неглинная ул., д. 29/14.
Тел.: (095) 200-04-56
E-mail: info@v-shkola.ru http://www.v-shkola.ru
Отдел реализации-. (095) 200-07-69, 200-59-39, факс: (095) 200-03-01.
E-mail: sales@v-shkola.ru
Отдел «Книга-почтой»: (095) 200-33-36. E-mail: bookpost@v-shkola.ru
Набрано на персональных компьютерах издательства.
Отпечатано в ОАО «Оригинал», 101990, Москва, Центр, Хохловский пер., д. 7.
ISBN 5-06-003659-6
9
785060
036596
Чекмарев, А.А.
Ч 37 Справочник по машиностроительному черчению/А.А. Чекмарев, В.К. Осипов. — 3-е изд., стер. — М.: Высш. шк. 2002. — 493 с.: ил.
ISBN 5-06-003659-6
В справочнике приведены нормативные материалы (по состоянию на 1 января 2000 г.) по оформлению чертежей и схем машин и приборов, конструктивным элементам деталей, стандартным крепежным, соединительным, опорным деталям и печатным платам, подшипникам качения, конструкционные материалы, чертежи типовых деталей, типовые геометрические построения.
Второе издание вышло в 2001 г.
Для студентов втузов, техникумов. Может быть полезен инженерам и техникам.
УДК 744
ББК 30.11