/























































































































































































































































































































Автор: Слухоцкий А.Е.
Теги: электротехника электроэнергетика индукционный нагрев расчет индукторов
Год: 1981




Текст
УСТАНОВКИ
ИНДУКЦИОННОГО
НАГРЕВА
Для студентов вузов
УСТАНОВКИ
ИНДУКЦИОННОГО
НАГРЕВА
Под редакцией А. Е. СЛУХОЦКОГО
ДОПУЩЕНО МИНИСТЕРСТВОМ ВЫСШЕГО И СРЕДНЕГО
СПЕЦИАЛЬНОГО ОБРАЗОВАНИЯ СССР
В КАЧЕСТВЕ УЧЕБНОГО ПОСОБИЯ ДЛЯ СТУДЕНТОВ ВУЗОВ,
ОБУЧАЮЩИХСЯ ПО СПЕЦИАЛЬНОСТИ
«ЭЛЕКТРОТЕРМИЧЕСКИЕ УСТАНОВКИ»
Scan by SAMSON
dmitry_samsonov@mail.ru
November 2009
ЛЕНИНГРАД
ЭНЕРГОИЗДАТ
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1981
ББК 31.292
У 79
УДК 621.365.5(075.8)
Реце и з е н т ы: кафедра МЭИ «Электротермические установки»
(зав. кафедрой Л1. М. Соколов); Д. Я- Жижмор
Установки индукционного нагрева: Учебное пособие для
У 79 вузов/А. Е. Слухоцкий, В. С. Немков, Н. А. Павлов, А. В. Ба-
мунэр; Под ред. А. Е. Слухоцкого.— Л.: Энергоиздат.
Ленингр. отд-ние, 1981.— 328 с., ил.
В пер.: 90 к.
В книге излагаются теория индукционного нагрева металлов и высокоча-
стотного нагрева диэлектриков, методы расчета индукторов и рабочих конденса-
торов и расчет основных элементов установок. Приводятся принципы конструиро-
вания нагревателей и описание наиболее характерных конструкций. Рассматри-
ваются особенности применения индукционного нагрева для наиболее важных
процессов термообработки и плавки металлов, а также для нагрева диэлектриков.
Книга является учебным пособием для студентов, изучающих курс «Уста-
новки индукционного нагрева», а также может быть использована работниками
научно-исследовательских институтов, конструкторских бюро и заводов, зани-
мающимися проектированием, изготовлением и эксплуатацией установок индук-
ционного нагрева.
„ 30307—128
Qi 99—81(3). 2302030000
иэ11)—о1
ББК 31.292
6П2.1.081
© Энергоиздат, 1981
ПРЕДИСЛОВИЕ
Предлагаемая читателю книга состоит из двух частей. В первой
части излагается теория индукционного нагрева металлов и высоко-
частотного нагрева диэлектриков. В этой части книги рассмотрены
основные закономерности процессов и приведены приближенные
методы расчета реальных систем для нагрева металлов и диэлек-
триков. Нашли отражение также вопросы расчета и моделирования
индукционных устройств на ЭВМ.
Приближенные методы расчета благодаря своей наглядности
и доступности нашли широкое применение в практике проектирова-
ния индукционных нагревательных установок. Они позволяют
также иллюстрировать основные закономерности индукционного
нагрева, что особенно существенно для учебного процесса.
Во второй части книги рассматривается промышленное примене-
ние индукционного нагрева металлов и высокочастотного нагрева
диэлектриков, основные вопросы технологии, технико-экономиче-
ские показатели и вопросы техники безопасности. В этой же части
рассмотрены особенности индукционного нагрева с применением
частоты 50 Гц, не проявляющиеся на средних и высоких частотах.
Вопросы, касающиеся источников питания и комплектующего
оборудования установок для индукционного нагрева, изложены
весьма кратко, поскольку они рассматриваются в специальных
курсах.
Введение, главы 1—7, § 11-1 и 12-2 написаны А. Е. Слухоцким,
главы 8, 10, 13, § 11-2, 11-3, 12-1, 12-3— 12-5 — В. С. Немковым,
главы 9 и 16— Н. А. Павловым, главы 14 и 15 — А. В. Бамунэ-
ром. Авторы признательны кандидату технических наук Б. С По-
леводову за большую помощь, оказанную при написании главы 8.
Отзывы о книге/ замечания и пожелания просьба направлять
по адресу: 191041, Ленинград, Марсово поле, 1, Ленинградское от-
деление Энергоиздата.
Авторы
ВВЕДЕНИЕ
В течение XIX века были сделаны открытия, составляющие
основу современной электротехники. Фарадеем был открыт закон
электромагнитной индукции, Ленц и Джоуль установили, что про-
хождение тока по проводнику сопровождается выделением тепла,
Максвелл получил основополагающие уравнения электромагнит-
ного поля, носящие его имя, и построил систему современной элек-
тродинамики. В 80-х годах У. Томсон открыл и исследовал поверх-
ностный эффект, заключающийся в том, что переменный ток вы-
тесняется к поверхности проводника. В 1886 г. русский ученый
И. И. Боргман исследовал нагревание стекла в конденсаторе при
быстро следующих друг за другом зарядах и разрядах. Таким об-
разом, уже в XIX веке были заложены теоретические основы тех-
ники индукционного нагрева.
Тем не менее развитие индукционного нагрева относится в ос-
новном к XX веку, и в особенности ко второй его четверти. Отно-
сительно позднее развитие индукционного нагрева при наличии
основных научных предпосылок объясняется отсутствием источни-
ков тока достаточной мощности, а также сравнительно низким
уровнем развития промышленности того времени, не нуждавшейся
в высокопроизводительных методах нагрева и не предъявлявшей
столь высоких требований к материалам, технологии и автоматиза-
ции процессов, как в наше время.
Первыми установками индукционного нагрева были индук-
ционные плавильные печи с магнитопроводами. Опытная печь с от-
крытым горизонтальным каналом была построена в Англии в 1887 г.
Ферранти, а первая промышленная печь того же типа — в Швеции
Кьеллином. Эти печи, применявшиеся для переплавки стали,
обладали плохими энергетическими характеристиками, в частности
относительно большой индуктивностью рассеяния, что заставляло
применять пониженную частоту, получаемую от специального ге-
нератора.
В 1916 г. инж. Уайтом были предложены печи с закрытым кана-
лом. Объем канала составляет лишь незначительную часть объема
ванны. Эти печи получили в дальнейшем широкое распространение
4
вначале для плавки цветных металлов, а позже —для плавки, вы-
держки и перегрева чугуна. В СССР такие печи стали строить на-
чиная с 30-х годов на Московском электрозаводе. Большую роль
в разработке и проектировании этих печей сыграло ОКБ треста
«Электропечь», преобразованное в 1961 г. во ВНИПКТИ электро-
термического оборудования (ВНИИЭТО), который является ве-
дущим в этой области.
В 1908 г. в журнале «Электричество» А. Н. Лодыгин опублико-
вал статью, в которой были впервые описаны принцип работы и
конструкция тигельной индукционной печи без магнитопровода.
В 1912—1913 гг. Дюбуа-Лоренцом была создана первая, такая
печь, питавшаяся от высокочастотного дугового генератора. По-
добная печь с питанием от искрового генератора была построена
в 1916 г. инж. Нортрупом в США. Эти печи имели незначительную
емкость вследствие малой мощности питавших их генераторов.
Изобретение радио А. С. Поповым стимулировало во всем мире
работы по созданию высокочастотных генераторов, сначала элек-
тромашинных, а затем и электронных, единичная мощность которых
в наше время доходит до нескольких мегаватт.
Огромную роль в разработке как электромашинных, так и элек-
тронных генераторов сыграла Нижегородская радиолаборатория,
созданная по указу В. И. Ленина в декабре 1918 г. В этой лабора-
тории под руководством видного радиотехника, а в дальнейшем
пионера высокочастотной электротермии проф. В. П. Вологдина
был создан ряд мощных высокочастотных электромашинных гене-
раторов, предназначавшихся тогда для радиостанций дальней
связи, а под руководством проф. М. А. Бонч-Бруевича разработаны
мощные генераторные лампы. На основе этих работ завод «Электрик»
в Ленинграде с начала 30-х годов начал выпускать промышленные
тигельные печи емкостью от 10 до 600 кг, мощностью до 600 кВт,
питаемые током с частотой от 10 000 до 500 Гц соответственно, раз-
работанные в лаборатории проф. В. П. Вологдина в ЛЭТИ имени
В. И. Ульянова (Ленина).
Тигельные индукционные печи послужили прообразом много-
численных установок индукционного нагрева с целью осуществле-
ния различных технологических операций. В 1935 г. проф. В. П. Во-
логдиным и инж. Б. Н. Романовым был предложен новый метод
поверхностной закалки при индукционном нагреве, быстро завое-
вавший всеобщее признание благодаря невиданной ранее произво-
дительности, малой энергоемкости и огромным возможностям авто-
матизации процесса. В развитии этого метода решающую роль сыг-
рала лаборатория В. П. Вологдина в ЛЭТИ. Большую роль сыграли
также группы, руководимые К. 3. Шепеляковским, Г. И. Бабатом,
М. Г. Лозинским и др. Далее индукционный нагрев получил ши-
рокое применение в кузнечном и прокатном производствах, где
мощность отдельных установок достигает сотен мегаватт, для
сварки, пайки, отжига, отпуска, для получения материалов сверх-
высокой чистоты и для других целей. В наше время невозможно
5
представить себе предприятие, не использующее широко индук-
ционный нагрев при решении различных технологических задач.
Область применения его непрерывно расширяется. Частоты, ис-
пользуемые при индукционном нагреве металлов, охватывают диа-
пазон от 0,5 до 107 Гц.
Ведущими организациями в исследовании и разработке систем
индукционного нагрева являются ВНИПКИ токов высокой ча-
стоты имени В. П. Вологдина (НИИТВЧ) и ВНИИЭТО, Москов-
ский автомобильный завод имени Лихачева, Горьковский автомо-
бильный завод и др.
Большие работы в области теории индукционного нагрева ме-
таллов ведет также кафедра электротермических установок в ЛЭТИ
имени В. И. Ульянова (Ленина), организованная в 1946 г. проф.
В. П. Вологдиным, работающая в содружестве с указанными орга-
низациями.
Параллельно с развитием индукционного нагрева металлов ве-
лись разработки в области высокочастотного нагрева диэлектриков.
Первые опыты по сушке древесины в электромагнитном поле вы-
сокой частоты провел в 1930—1934 гг. Н. С. Селюгин (ЦНИИ ме-
ханической обработки древесины) и одновременно А. И. Иоффе.
Опыт советских исследователей был широко использован за рубе-
жом. В иностранной литературе указывается на приоритет СССР.
В дальнейшем этот метод получил широкое промышленное примене-
ние для нагрева пластмасс и других материалов с целью прессования,
сварки, склеивания и т. д. Диапазон используемых частот
105—1010 Гц. Развитие этого метода многим обязано работам проф.
А. В. Нетушила, инж. Н. Л. Брицына, кандидатов техн, наук
И. Г. Федоровой и Т. А. Шелиной и др.
В разработке технологических процессов и основного оборудо-
вания для нагрева диэлектриков необходимо отметить большую роль
НИИТВЧ имени В. П. Вологдина. Многообразие установок индук-
ционного нагрева можно классифицировать по принципу действия
и по основным конструктивным признакам (табл. В-1).
Таблица В-1
Классификация установок для нагрева в переменном электромагнитном поле
Установки индукционного нагрева проводящих материалов Установки высокоча- стотного нагрева диэлектриков
плаз- менные для тех- нологи- ческих целей плавильные печи под пла- стическую деформа- цию в куз- нечно-прес- совом и прокатном производ- стве для тер- мообра- ботки, пайки, наплав- ки и техно- логиче- ского обогрева для сварки волновыми полями сверхвысо- кой часто- ты (СВЧ) в поле рабочего конден- сатора
каналь- ные с магни- топро- водами ти- гель- ные
6
В одну группу входят все установки собственно индукционного
нагрева проводящих материалов, в том числе и ионизированных
газов. В этих установках нагрев осуществляется за счет магнитной
составляющей переменного электромагнитного поля индуктирован-
ными в нагреваемых объектах токами. Эта группа, как доминирую-
щая, и определила название книги.
Другая группа объединяет установки для нагрева диэлектриков,
где используется электрическая составляющая переменного элек-
тромагнитного поля.
Каждая из этих групп в свою очередь подразделена на под-
группы, в основном по конструктивному признаку.
В соответствующих главах книги рассматриваются основные
виды установок индукционного нагрева и нагрева диэлектриков,
приведенные в табл. В-1, с дальнейшим более детальным подразде-
лением установок.
Развитие индукционного нагрева идет по пути совершенствова-
ния его технологии и автоматизации, в том числе и на основе до-
стижений современной вычислительной техники. Расширяется при-
менение высоких температур как при традиционных способах
нагрева, так и при индукционном плазменном нагреве. В связи с ро-
стом мощности установок и расширением их использования в про-
мышленности особое значение приобрело совершенствование ос-
новной аппаратуры и источников питания, направленное на улуч-
шение энергетических показателей и надежности установок для
нагрева проводящих материалов и диэлектриков.
ЧАСТЬ ПЕРВАЯ
ТЕОРИЯ ИНДУКЦИОННОГО НАГРЕВА
ГЛАВА ПЕРВАЯ
ФИЗИЧЕСКИЕ ОСНОВЫ
ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛОВ
1-1. ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ В ПОГЛОЩАЮЩИХ СРЕДАХ
Система уравнений электродинамики, или уравнения Максвелла,
имеют вид
rotH = J+4?-; (i-i)
dt
rotE = -^-; (1-2)
divB-0; (1-3)
divD = p, (1-4)
где В = ц0|1Н — магнитная индукция; D = 80sE — электриче-
ская индукция; J = уЕ — плотность тока проводимости; у — удель-
ная проводимость проводника; р, — относительная магнитная про-
ницаемость; ц0 = 4л-10-7 — абсолютная магнитная проницае-
мость вакуума, Гн/м; 8—относительная диэлектрическая прони-
цаемость; 80 = 1/(4л-9-109) — абсолютная диэлектрическая про-
ницаемость вакуума, Ф/м; р — объемная плотность электрических
зарядов; Н — напряженность магнитного поля; Е — напряжен-
ность электрического поля.
Уравнение (1-1) представляет собой обобщенный закон полного
тока в дифференциальной форме. В его правой части первый член
есть плотность тока проводимости, второй — плотность тока сме-
щения. Уравнение (1-2) есть закон электромагнитной индукции
в дифференциальной форме. Оба этих уравнения выражают тот
факт, что переменные электрические и магнитные поля существуют
совместно и являются разными сторонами единого электромагнит-
ного процесса.
Уравнение (1-3) является выражением принципа непрерывности
магнитного потока, означающего отсутствие источников магнитного
поля, а уравнение (1-4) представляет собой дифференциальную
форму теоремы Гаусса, утверждающей, что источником электриче-
ского поля являются электрические заряды.
8
В важном случае плоской электромагнитной волны Н и Е
имеют лишь по одной составляющей, например Н = Я2, Е = Еу,
и зависят только от координаты х (рис. 1-1). Таким образом, волна
поляризована в плоскости zOy. Тогда уравнения (1-1) и (1-2) при-
мут вид
дх
+- dDy •
V dt ’
дЕу dBz
дх dt
(1-5)
А
У
О
Рис. 1-1. Ориентация
векторов поля в плоской
электромагнитной волне
гармоники; правомер-
Нейманом [21 ].
В дальнейшем индексы у и z будем опускать.
Обычно при индукционном нагреве применяется синусоидаль-
ное напряжение. Тогда, если магнитная и диэлектрическая прони-
цаемости являются величинами постоян-
ными, не зависящими от Я и Е, синусои-
дальными будут и токи. Это позволяет
представить Я и Е в комплексном виде:
р — р pi®1 — р pi^E Pi®t
где H,n и Ёт—комплексные амплитуды;
QH и 0£ — начальные фазы напряженно-
стей магнитного и электрического полей.
В тех случаях, когда Я и Е представ-
ляют собой несинусоидальные функции
времени, будут подразумеваться их первые
ность такой замены была показана Л. Р.
Использование комплексных выражений для Я, В, Е и D по-
зволяет перейти от уравнений в частных производных к обыкно-
венным дифференциальным уравнениям. После подстановки ком-
плексных значений Я и £ и сокращения временного члена е1'^ урав-
нения (1-5) примут вид
х
- /юе()е£т;
ах
ах
(1-6)
Для нахождения значений Ёт и Нт в любой точке х необходимо
разделить переменные. После подстановки значения Ещ, получен-
ного из первого уравнения (1-6), во второе последнее примет вид
d-~\^ - /(ор0руЯш —О)2808р0рЯт. (1-7)
9
Уравнение того же вида, но относительно Ёт получается под-
становкой значения Нт, найденного из второго уравнения, в пер-
вое:
— ю280ер0цЕт. (1-8)
ах1
В поглощающих средах поглощение энергии и выделение тепла
может обусловливаться током проводимости, магнитным гистерези-
сом и переменной поляризацией. Вторую составляющую можно
охарактеризовать, представив магнитную и диэлектрическую про-
ницаемости в комплексном виде:
= ре-/бг =[icos6r—/ц sin 6Г = ц —/jm';
еп = Dт![^Ёт] = 8пв i п — 8П cos бп j*8n sin 6П = 8П /8П,
где бг и 6П — запаздывание синусоидально изменяющихся во вре-
мени магнитной и электрической индукции по отношению к сину-
соидально изменяющимся напряженностям магнитного и электри-
ческого полей; 6П = arctg (еп/8п) называется углом потерь в ди-
электрике: чем он больше, тем больше потери и, соответственно,
выделение тепла.
При сложной зависимости В, Н, D и Е от времениршеются
в виду их первые гармоники.
Подстановкой в уравнения (1-6) — (1-8) вместо 8 и р их ком-
плексных значений будут учтены потери в материале и его нагрев
за счет магнитного гистерезиса и переменной электрической поля-
ризации. При этом сам вид уравнений останется неизменным.
В проводящей среде ток смещения несоизмеримо мал по сравне-
нию с током проводимости и им можно пренебречь. В связи с этим
уравнения (1-6)—(1-8) упрощаются. При исследовании электро-
магнитных явлений в проводящей среде уравнение (1-7) более
удобно, чем уравнение (1-8). В этом случае наибольший интерес
представляет магнитная составляющая электромагнитного поля,
через которую выражаются токи, напряжения во всех звеньях рас-
сматриваемой системы и потери на гистерезис в ферромагнетиках.
Тогда уравнения (1-6) и (1-7) можно записать в виде
ах ах ах2
Эти уравнения являются основой для расчета электромагнитных
полей в установках индукционного нагрева металлов, где нагрев
осуществляется индуктированным в обрабатываемом объекте то-
ком. При этом поверхностная плотность токов и напряженность
магнитного поля имеют порядокЮ4—105 А/м при незначительных нап-
ряженностях электрического поля, порядка десятков и сотен вольт
на метр. Для немагнитных материалов ц = jx = 1. Потери в про-
водящих ферромагнетиках за счет гистерезиса имеют тот же поря-
Ю
док, что и потери от индуктированного тока, лишь в магнитных
полях с напряженностью, меньшей 103 А/м. При более сильных
полях, имеющих место при индукционном нагреве, потерями на
гистерезис можно пренебречь и считать значение магнитной про-
ницаемости вещественным. Тогда уравнения (1-6) и (1-7) примут
вид
dHm __ р .
— — упт,
ах
dx
^]^уНт = ].2^Нт.
dx*
(1-9)
Потери при переменной поляризации и соответствующее выде-
ление тепла определяются напряженностью электрического поля Е.
Поэтому наиболее удобно использовать уравнение (1-8).
В достаточно хорошем диэлектрике ток проводимости весьма
мал и им можно пренебречь. Уравнения (1-6) и (1-8) примут вид
dx
dx
= — <о2е0ёпр.0|х£т.
(1-Ю)
Большинство диэлектриков немагнитно, т. е. р, = р, = 1. Если,
однако, потери от тока проводимости и электрической поляриза-
ции соизмеримы, можно первую составляющую также учесть вве-
дением комплексной диэлектрической проницаемости. В этом слу-
чае первое уравнение (1-10) примет вид
~ ~ уЁт 4“ 1 о)808пЕm = уЁт Ц- sin бп +
4" /ЁCOS бп — /(O808/?m. (1-11)
В уравнении (1-11) полная комплексная диэлектрическая про-
ницаемость равна
8 = -i— (у 4- С0808п sin 6П 4- /сое08п COS бп) = 8П cos бп —
/СОЕО
— / (еп sin 6П 4- *44) = е' ~/е" = 8<г"/в» (1-12)
где
6 = arctg Вп sin бп М*08»)
£п COS бп
— результирующий угол потерь, аналогичный углу бп, но учиты-
11
вающий также и потери на проводимость диэлектрика; еп — модуль
относительной диэлектрической проницаемости, учитывающий по-
тери только при переменной поляризации.
Теперь в уравнения (1-10) вместо комплексной диэлектрической
проницаемости еп следует подставить полную комплексную диэ-
лектрическую проницаемость е. Получим уравнения электромаг-
нитного поля для диэлектрика в наиболее общей форме.
Потери в диэлектрике, а следовательно, и выделение тепла в нем
определяются, в первую очередь, потерями при переменной поляри-
Рис. 1-2. Схема
нагрева диэлек-
трика
зации, которая, в свою очередь, определяется ампли-
тудой напряженности электрического поля, до-
стигающей в установках для нагрева диэлектриков
104—105 В/м. Поэтому напряжения на рабочих
элементах установки, и прежде всего на рабочем
конденсаторе, в который помещается нагреваемый
диэлектрик, как показано на рис. 1-2, высоки
и составляют тысячи вольт. Суммарный ток про-
водимости и смещения мал, мало и соответствую-
щее ему магнитное поле. В этом заключается
существенное отличие нагрева диэлектриков
от индукционного нагрева металлов, характеризующегося
токами проводимости в нагреваемом объекте, достигающими
десятков тысяч ампер при низком напряжении.
Поляризационные потери в диэлектрике увеличиваются с ча-
стотой, что используется для понижения напряжения на рабочем
конденсаторе. Поэтому для нагрева диэлектриков используются
высокие частоты, не ниже нескольких сотен тысяч герц, а часто
и диапазон СВЧ. Это второе отличие от индукционного нагрева ме-
таллов, где используются частоты от нескольких герц до частот
радиотехнического диапазона в зависимости от свойств нагревае-
мого материала, формы и размеров нагреваемых объектов, техно-
логии.
1-2. ПЛОСКИЕ ЭЛЕКТРОМАГНИТНЫЕ ВОЛНЫ
в однородной проводящей среде
Рассмотрим плоскую электромагнитную волну в полуограни-
ченной проводящей среде с постоянными магнитной проницае-
мостью и удельной проводимостью. Ориентация векторов Е и Н
указана на рис. 1-1. Среда в направлении Ох, совпадающем с на-
правлением движения волны, простирается в бесконечность. Счи-
таем также, что£, Н мВ представляют собой синусоидальные функ-
ции времени или рассматриваются их первые гармоники. Тогда
электромагнитный процесс будет описываться уравнениями (1-9).
Решая третье уравнение (1-9), получим
Нт = Ае^х + Ве^х.
12
Находя коэффициент а из характеристического уравнения,
получаем
«1.2=± k =±k (i+/)•
Так как при любых значениях х значение Нт должно оста-
ваться конечным, то выражение для Нт может содержать только
член с отрицательным значением а. Тогда при х ~ 0 имеем Нт ~
= Нте = А, т. е. амплитуда напряженности магнитного поля
равна амплитуде на поверхности. Выбрав начало отсчета времени
так, чтобы при х = 0 было ди = 0, получим Нте = Нте, а выра-
жение для Нт будет иметь вид
нт = Hmee~k (1+'> х = Нтее-(1+/) х д. (1-13)
Из первого уравнения (1-9) определим напряженность электри-
ческого поля
Ёт =-----= (1 + /) — Нтее~ (1+/>х'д
у ах у
ИЛИ
Ёт = f>Jm = /2 — Hmeein i е~(1+/) хД = /2 Hmeein V(1+'> х Д,
у А
(Ы4)
где р—удельное сопротивление, Омм; Д = l/k — глубина про-
никновения тока, м; Jm—плотность тока, А/м2.
Глубина проникновения тока (в метрах)
Д 1/^ = У2/((орору) = ]/2р/(сорор) 503]/p/(|V). (1-15)
Модули выражений (1-13) и (1-14) равны
Нт=Нтее~хЛ- (1-16)
Em = pJm = Emee-x'\ (1-17)
На поверхности, при х = 0, имеем
Ещ ~ Ете == Нте\ (Г 18)
Jm^Jme = V2^. (1-19)
Определяя фазы из выражений (1-13) и (1-14), получаем
0Я = —х/Д; 0£ = —х/Д + л/4.
Зависимости Нт1Нте =- Ет1Ете = а также QH и 0£
от относительной глубины х/Д приведены на рис. 1-3. На глубине
х Д J J те EnJEme Н ^1 El те ‘ Не, что указывает на ус-
ловность названия «глубина проникновения тока». Однако с вве-
13
дением этой величины значительно упрощаются многие расчеты,
в частности расчет сопротивлений.
Неравномерное распределение плотности тока и напряженности
магнитного поля по сечению проводника носит название поверхност-
ного эффекта. Формы проявления поверхностного эффекта в системе
проводников (эффект близости) и в замкнутых контурах (кольцевой
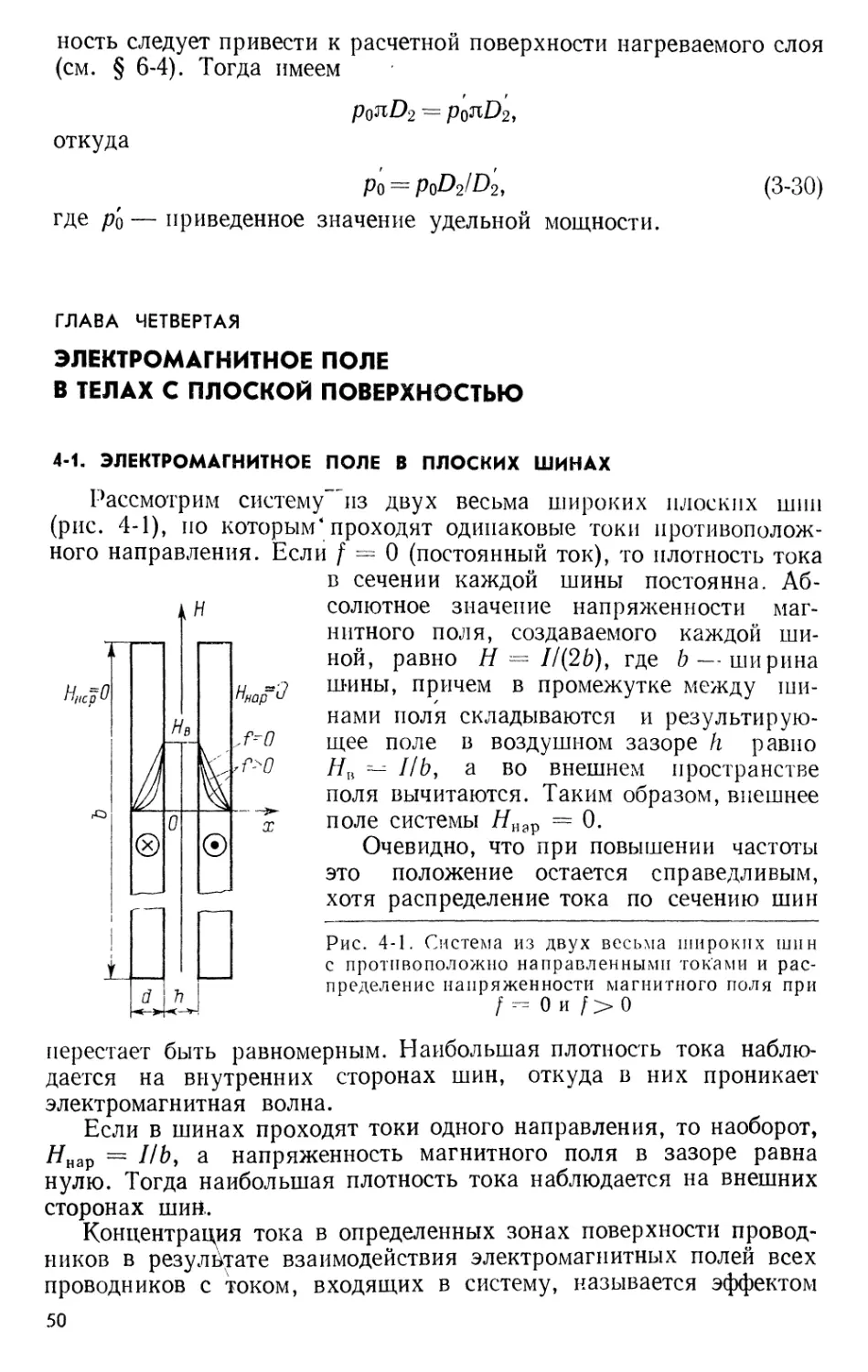
эффект) рассмотрены в § 4-1 и 4-2.
Рассмотрим параллелепипед (рис. 1-4), имеющий грани разме-
рами I и а в направлении осей Оу и Oz и бесконечно длинную грань
в направлении оси Ох, выде-
Рис. 1-3. Зависимость плот-
ности тока, напряженностей
электрического и магнитного
полей, а также фазовых углов
от глубины
ленный в полуограниченной
проводящей среде.
Найдем амплитуду тока (/т),
протекающего в полосе шириной
а, применив закон полного то-
ка к контуру OdbcO. Учиты-
вая, что составляющая напря-
женности магнитного поля в на-
Рис. 1-4. Пояснение к выводу
формул (Ь20) — (1'26)
правлении оси Ох равна нулю,
ность, где Н = 0, получаем
а сторона Ьс удалена в бесконеч-
cf Hdl=aHme = Im. (1-20)
OdbcO
Таким образом, полный ток находится в фазе с напряженностью
магнитного поля на поверхности и также имеет начальную фазу,
равную нулю.
На основании соотношения (1-19) выразим полный ток через
модуль плотности тока на поверхности:
Im=aJme\/^2. (1-21)
Вычислим напряжение и, уравновешивающее ЭДС, наводимую
на участке I магнитным потоком Фм, проходящим сквозь сечение
14
параллелепипеда в направлении Ог, применив к контуру OcefO
(рис. 1-4) закон электромагнитной индукции:
OcefO at
Учитывая, что Ех — 0 и что составляющая интеграла Еу\се\ = 0
вследствие удаленности стороны се, получим
Um = i^^Emel, (1-22)
где Фм — магнитный поток в проводящей среде, пронизывающий
контур OcefO.
Полное внутреннее электрическое сопротивление полосы ши-
риной а и длиной I, выделенной на поверхности полуограниченного
пространства, получим на основании соотношений (1-20) и (1-22)
в виде
2 = 4^ = —^ = И-/хм, (1-23)
' т а time
где г — активное сопротивление полосы; хм — внутреннее реак-
тивное сопротивление, обусловленное только магнитным потоком
Фм, проходящим в металле сквозь сечение OcefO.
Подставив значение Ёте из выражения (1-14), для чего следует
положить в нем х = 0, получим
Z = — /2 е’я:4 или z= —/2-^-; (1-24)
а Д а Д ’
г==х^1р/(а\). (1-25)
Найдем магнитное сопротивление параллелепипеда Zm:
Hdl
у OdbcO аНте J tn • I tn
^tn — ------ = ---- — -•- = / <0 -:-•
Фм Фм Фм U т
Окончательно имеем
Zm = ^- = Rm + jXm, (1-26)
где Z — полное внутреннее электрическое сопротивление.
Модуль магнитного сопротивления равен
Zm = -^ = 1/ R2m-\-X2m. (1-27)
Выясним физический смысл комплексного магнитного сопротив-
ления. Полная мощность, выделяющаяся внутри параллелепипеда,
Р = йт1т12. Так как Um = /соФм, а /„ = Фм7т, то
Р = ~ /o)(bM6MZw = -L- оМ (Хт + /7?т) = Ра j[\.
15
Таким образом, вещественная часть магнитного сопротивления
Rm определяет собой реактивную мощность и составляющую маг-
нитодвижущей силы, совпадающую по фазе с магнитным потоком
Фм. В то же время мнимая часть Хт определяет активную мощ-
ность— потери в среде—и составляющую МДС, совпадающую
по фазе с напряжением Um. уравновешивающим ЭДС, наведенную
на поверхности среды. Обычно в электрических аппаратах эта со-
ставляющая мала, тогда как при индукционном нагреве она опреде-
ляет процесс. Например, в рассматриваемой полубесконечной среде
с р = const и |i = const имеем Rm = Хт.
Если I — а — 1 м, получим так называемые сопротивления
единичного квадрата
2о = + /*0 ’ E-mJ'Нте> ^то = RmQ ~ j
Следовательно,
7 =—7 • 7 — — 7
а I
При выводе выражений (1-20), (1-22), (1-23) и (1-26) не делалось
никаких предположений о характере зависимости удельного со-
противления и магнитной проницаемости от координаты х, В этом
смысле указанные зависимости являются общими, и мы будем ими
пользоваться также и при более сложных формах поверхностного
эффекта.
Формулы (1-21) и (1-25) поясняют название «глубина проникно-
вения тока», позволяя формально считать, что ток проходит лишь
в слое А с равномерной плотностью, равной /т/К2, а за его пре-
делами отсутствует. При этом активное сопротивление вычисляется
так же, как сопротивление пластины толщиной А при постоянном
токе, распределенном по всему сечению равномерно.
Для тепловых расчетов существенно, что в пределах глубины
проникновения тока выделяется основная часть энергии. Опреде-
лим мощность в полосе шириной а и длиной I (см. рис. 1-4), восполь-
зовавшись выражением (1-17). Мощность в элементарном слое dx
на глубине х
dP = — (aJmdxf = al — pJ2mee~2x *dx.
2 adx 2
Отсюда полная активная мощность, проходящая сквозь поверх-
ность проводящей среды,
P = al-^-Je-2xlidx = al^L=alp0, (1-28)
где р0 — удельная мощность на поверхности, Вт/м2.
Использовав формулы (1-15) и (1-19), получим выражение для
удельной мощности (Вт/м2)
р0 = JLpА/4 = 0,993 • 1(Г3Н2те ГрЙЛ (1 -29)
16
Мощность в слое толщиной А
п/2 А
Ро+д=а/—e~2x^dx = alpn (1—е~2} = al (р0— р&) == О,865ро,
2 о
(1-30)
где р0— удельная мощность на поверхности; рд — удельная мощ-
ность на глубине А.
Полученный результат дает основание при приближенных рас-
четах допускать, что в слое А выделяется вся тепловая энергия.
В реальных условиях проводники
имеют сечения конечных размеров и
далеко не всегда плоские. Однако и в
этих случаях понятие глубины проник-
новения тока не теряет смысла, так
как плотность тока спадает до малых
значений уже на расстоянии двух-трех А
от поверхности, а мощность — еще бы-
стрее. При х>2А мощность практиче-
ски равна нулю. Поэтому влияние
кривизны поверхности или толщины
проводника очень часто не сказывается
на точности полученного по формулам
(1-13)—(1-30) результата. Если элек-
тромагнитная волна проникает в про-
водник по всему периметру поперечного
сечения, то минимальная толщина се-
чения должна превышать глубину про-
никновения тока в 4—6 раз.
Рис. 1-5. Индуктор (отре-
зок а системы бесконечной
длины) для нагрева цилинд-
В качестве практического примера при-
менения полученных соотношений рассмотрим
цилиндр, находящийся в поле цилиндриче-
ского же индуктора. ра
Чтобы не осложнять вопроса уче-
том краевых эффектов, рассмотрим отре-
зок а системы бесконечной длины (рис. 1-5). Тогда магнитное поле в за-
зоре между индуктором и цилиндром будет равномерным, а вне индуктора —
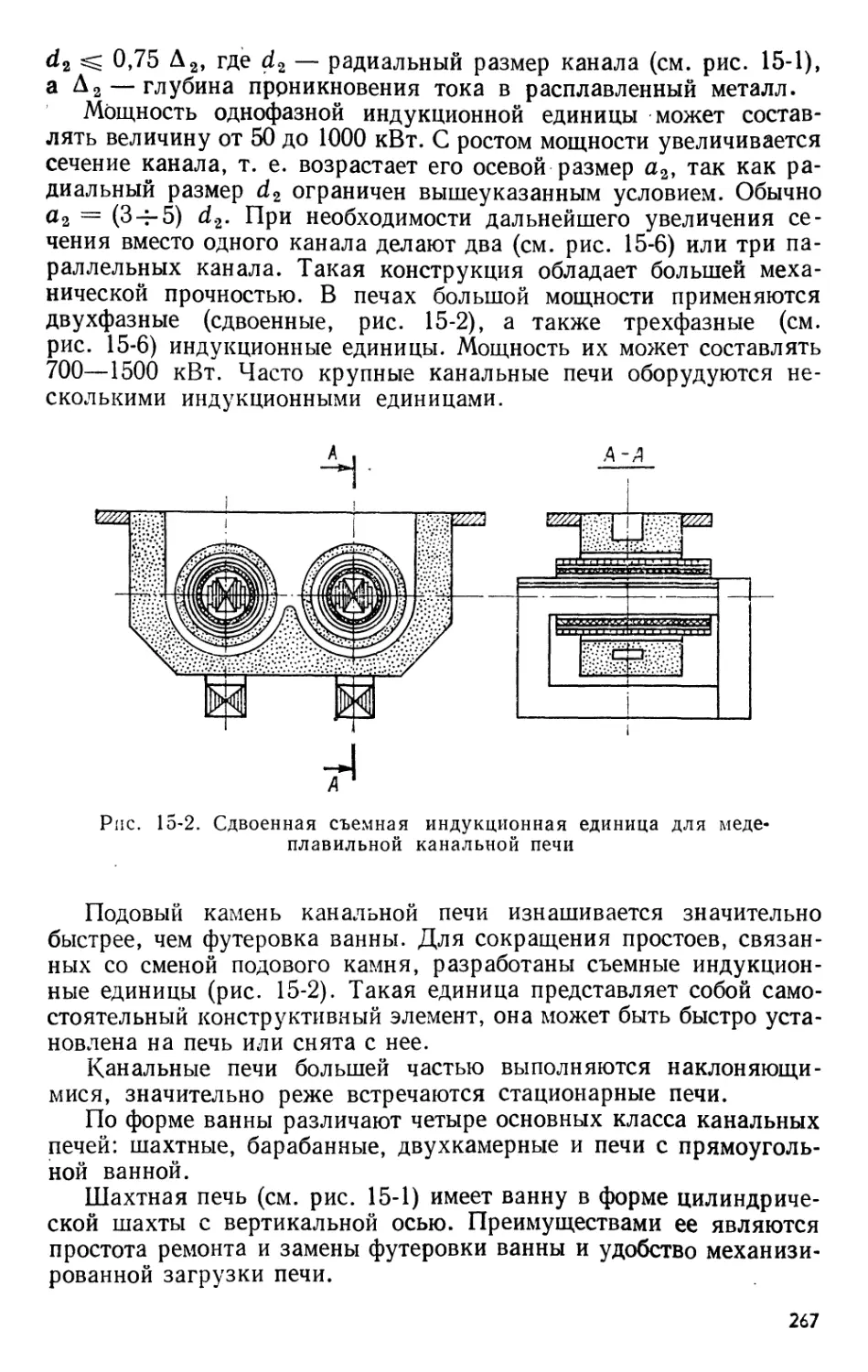
равным нулю. Примем, что диаметр цилиндра D2>6 Д2, где А2 — глубина
проникновения тока в материал цилиндра, а толщина стенки охлаждаемой
водой трубки, из которой выполнен индуктор, 2 Aj. Так как напряжен-
ность магнитного поля в рассматриваемой системе больше нуля только вну-
три индуктора, электромагнитная энергия проникает в трубку индуктора
лишь с внутренней стороны, где концентрируется ток, проходящий по индук-
тору. Условимся, что все величины, относящиеся к индуктору, будут поме-
чаться индексом 1, а относящиеся к нагреваемому объекту (цилиндру) —
индексом 2.
Так как тангенциальная составляющая напряженности магнитного поля
(в рассматриваемом случае — единственная) не претерпевает скачка на гра-
нице раздела различных сред, то напряженность поля в воздушном зазоре
Яв равна напряженности поля на поверхности обмотки индуктора и нагре-
ваемого цилиндра, т. е. Нъ = Нте.
Учитывая, что внешнее магнитное поле индуктора равно нулю, выразим
ток в индукторе (/и) через напряженность магнитного поля, воспользовав-
шись законом полного тока. Тогда, совершив обход по контуру bcdeb (см.
рис. 1-5), получим
где w — число витков индуктора.
Напряжение на зажимах индуктора
/смуфи /<ОПУ / . _ . ч
-----= (Фм1 + Фв Ф«2) ~ ^М1 + + Ум2, О*32)
где Фи — амплитуда полного магнитного потока индуктора, Вб; ФМ1 — со-
ставляющая магнитного потока, проходящая сквозь поперечное сечение об-
мотки индуктора; Фв — составляющая магнитного потока, проходящая че-
рез воздушный зазор; Фм2 — составляющая магнитного потока, проходя-
щая сквозь сечение цилиндра; — составляющая напряжения, уравнове-
шивающая ЭДС, наведенную в обмотке магнитным потоком Фм1; UB — со-
ставляющая напряжения, уравновешивающая ЭДС, наведенную магнитным
потоком Фв; UM2 — составляющая напряжения, уравновешивающая ЭДС,
наведенную магнитным потоком ФМ2; w — число витков индуктора на от-
резке а.
Для составляющей напряжения С/м1, учитывая формулы (1-23), (1-26),
(1-31) и (1-32), можно написать
й _ i<™> аНте _ 2 (1)
V2 - /Г
где Z^ = nDxZ г1а — внутреннее электрическое сопротивление одновитко-
вого индуктора, определяемое магнитным потоком Фм1; Z01 — электриче-
ское сопротивление единичного квадрата поверхности индуктора, Z01 =
= /2р1е/я;4/д1.
Электрическое сопротивление индуктора, имеющего w плотно намотан-
ных витков,
Zx = w2nDxZm/a = w2Z^ = q + jxui, (1-33)
причем
ri « ХМ1 ~ И'ЛР1Р1/(&Д1) = 1е)2лО1р1/(аД1), (1-34)
где — активное сопротивление провода индуктора, Ом; хм1 — его внут-
реннее реактивное сопротивление, Ом; b — ширина витка индуктора при
плотной намотке.
Таким образом, имеем
^м1 = 7и (Г1 +/хм1). (1-35)
Составляющую напряжения UM2 определим подобно тому, как была
определена составляющая UMl:
и., - <'-36>
У £ У
где г2 и хм2 — соответственно активное и внутреннее реактивное сопротив-
ление цилиндра;
Г2 ~ Хм2 ' nD2P2/(aA2)- О’37)
18
Формулу (1-36) можно представить в виде
^м2 = (г2 + Хй), f1'38)
где г2 = w2r2 и х’м2 = ^ХМ2 — активное и внутреннее реактивное сопротив.
ления, приведенные к току индуктора.
Составляющая напряжения
j(dW<bB
/2
/2 I»sh
а
где Sh — площадь сечения воздушного зазора, м2.
В рассматриваемом случае л (Z)2—Подставив значение
магнитного потока Фв в выражение для UB, получим
~ 7и/хв;
(1-39)
хв = cop,0Shay2/a = р,0сол (Df — D|) оу2/(4л) , (1-40)
где хв — реактивное сопротивление, определяемое магнитным потоком Фв
в воздушном зазоре, Ом.
Таким образом, для напряжения на индукторе имеем
йя = [Г1 + г2 + i (Хм1 + Хв + Хмг) —
— [Г1 + г2 + / (xs + хмг) ] = (<и + jXa) — (1-41)
где xs = хм1 + хв — реактивное сопротивление рассеяния индуктора; ги,
xnt 2И — эквивалентные активное, реактивное и полное электрические со-
противления индуктора.
Можно также написать:
^и = ^1 + ^+^м2;
“ ^игГ, "s “
U м2 ~ (г2 + /хм2).
(Ь42)
Соотношения (1-34) — (1-36), (1-38), (1-40) — (1-42) являются общими,
и мы будем часто ими пользоваться.
КПД индуктора равен отношению полезной мощности Р2, переданной
в цилиндр, к полной мощности Ри, подведенной к индуктору:
„ - Рг Pt___________________________________1_
Ри ДРИ + Р2 + /2Г' 1 + fi/r' ’
где ДРИ —- У2/*! — потери в проводе индуктора.
Подставив вместо г± и г2 их значения из формул (1-34) и (1-37), получим,
учитывая, что индуктор выполняется из меди и == 1,
__________1____________
1 4- Pl А2
И 2 Ра ^1
_____1____
i+^iZ -й-
P>i V Р2Н
(1-44)
Таким образом, при резком проявлении поверхностного эффекта КПД
индуктора зависит от отношения диаметров индуктора и цилиндра, удель-
ных сопротивлений и магнитных проницаемостей материалов, но не зависит
от частоты. Последнее объясняется тем, что и г1} и г2 прямо пропор-
19
циональны корню квадратному из частоты; это вытекает из формул (1-15),
(1-34) и (1-37).
Формула (1-44) показывает, что наибольший! КПД получается при на-
греве ферромагнитных материалов с большим удельным сопротивлением.
При нагреве же, например, медного цилиндра в медном индукторе макси-
мальный КПД даже при Dr = D2 равен 0,5.
При нагреве объектов с поперечным сечением любой другой формы струк-
тура всех формул сохраняется. Необходимо подставить в них вместо nD ±
и лЛ2 соответствующие периметры и F2 и пользоваться общим выраже-
нием в формуле (1-40).
1-3. СТАДИИ НАГРЕВА СТАЛЬНОГО ТЕЛА
При нагреве стали изменяются ее удельное сопротивление и
магнитная проницаемость.
Магнитная проницаемость слабо зависит от температуры при-
мерно до 650—700 °C, после чего быстро уменьшается и достигает
значения, примерно равного про-
ницаемости вакуума, как пока-
зано на рис. 1-6. В приближенных
расчетах обычно считается, что она
падает скачком до р = 1 в точ-
ке магнитных превращений (точке
Кюри), примерно соответствующей
температуре 750—770 °C. На
рис. 1-6 исходное значение маг-
нитной проницаемости принято
равным 16, что объясняется при-
менением при индукционном на-
Рис. 1-§ Зависимость относитель-
ной магнитной проницаемости и
удельного сопротивления от тем-
пературы для среднеуглеродистой
стали
греве весьма сильных магнитных
полей. Часто ее исходное значе-
ние составляет 5—6.
Зависимость удельного сопро-
тивления от температуры для стали
с содержанием углерода 0,4—0,5 % приведена на том же рис. 1-6.
Из кривой видно, что в промежутке 15—800 °C удельное сопротив-
ление возрастает примерно в 5 раз. В дальнейшем рост удельного
сопротивления замедляется, причем значения его для разных сор-
тов стали становятся почти равными. В среднем можно принять,
что в интервале температур 800—900 °C удельное сопротивление
равно 10-6 Ом-м. В результате падения магнитной проницаемости
и роста удельного сопротивления в процессе нагрева глубина про-
никновения тока возрастает в 8—10 раз. Для определения глубины
проникновения тока в сталь, нагретую выше точки магнитных пре-
вращений, можно написать простую формулу, подставив в (1-15)
значения р = рк = Ю~6 Ом-м и р = I. Тогда
дк«о,5/У7.
(1-45)
Индекс К указывает, что значения соответствующих величин
относятся к температуре, превышающей точку магнитных превра-
20
щений. Глубину проникновения тока в этом случае будем называть
горячей глубиной проникновения тока.
При нагреве сталь теряет магнитные свойства, прогреваясь
постепенно, от слоя к слою, от поверхности вглубь. Распределение
плотности тока, приведенное на рис. 1-3, искажается, а металл
становится как бы двухслойным. При качественном рассмотрении
можно считать, что распределение плотности тока изобразится
ломаной линией, состоящей из отрезков двух экспонент, первая
из которых соответствует стали, нагретой выше точки магнитных
превращений (рис. 1-7), а вторая — стали, обладающей магнит-
Рис. 1-7. Распределение
плотности тока в сталь-
ном предмете, нагретом
выше точки магнитных
превращений на глубину
ХК
Рис. 1-8. Распределение
температуры по сечению
при индукционном нагреве
ными свойствами. Далее показано (см. § 3-2), что кривая для на-
ружного слоя идет более полого из-за частичного отражения про-
никающей в металл электромагнитной волны от границы раздела
слоя.
Излом кривой ярко выражен, если глубина прогретого слоя хк
меньше Лк. В этом случае выделение энергии в слое хк наиболее
равномерно, вследствие чего нагрев происходит быстро, без боль-
шого перепада температуры в нагреваемом слое и с малыми тепло-
выми потерями на нагрев сердцевины.
На рис. 1-8 представлено распределение температуры при на-
греве под поверхностную закалку на глубину хк. Кривая 1 соот-
ветствует режиму хк<Дк, называемому глубинным, так как теп-
лота выделяется по всей глубине слоя хк. Кривая 2 соответствует
случаю хк>Ак. Здесь основную роль играет теплопроводность,
так же, как и при нагреве внешними источниками тепла, например
в соляной ванне или печи сопротивления. Такой тип нагрева на-
зывается чисто поверхностным. Он характеризуется большими по-
21
терями на утечку тепла в глубь нагреваемого объекта, чем глубин-
ный. Время нагрева при том же перепаде температуры в нагревае-
мом слое резко увеличивается и становится таким же, как при нагреве
с внешними источниками тепла. Этот тип нагрева является невыгод-
ным. На роль изменения свойств стали в формировании процесса
нагрева впервые обратил внимание В. П. Вологдин, который ввел
также и классификацию типов нагрева [4, 5].
Изменение свойств стали с ростом температуры вызывает также
значительное изменение эквивалентных параметров индуктора.
В соответствии с формулой (1-41) полное электрическое сопротив-
ление индуктора
z^ri + r2+i(xs+<2)^rn+ixH- О-46)
Активное сопротивление гх, а для весьма длинного индуктора
и индуктивное сопротивление рассеяния xs не зависят от физиче-
ских свойств нагреваемого объекта. Однако сопротивления г'2 и
х'М2 нагреваемого объекта существенно зависят от его удельного
сопротивления р2 и относительной магнитной проницаемости р,,
претерпевающих значительные изменения в процессе нагрева.
При рассмотрении индукционного нагрева стали до температуры,
превышающей точку магнитных превращений, целесообразно вве-
сти понятия о стадиях нагрева, характеризующих режим работы
системы. Выделим три основные стадии нагрева.
1. Начало нагрева — холодный режим. Удельное сопротивле-
ние постоянно по всему сечению и равно исходному. Магнитная
проницаемость в любой точке сечения определяется кривой намаг-
ничивания. Магнитная проницаемость возрастает от поверхности,
где сталь находится в состоянии сильного магнитного насыщения,
вглубь.
2. Промежуточный режим. Температура поверхности нагре-
ваемого объекта выше исходной, но ниже точки магнитных пре-
вращений. Для последней примем среднее значение — 750 °C.
Эта стадия нагрева отличается от первой зависимостью удельного
сопротивления от координаты, так как функцией координаты яв-
ляется температура, убывающая от поверхности в глубь объекта.
Очевидно, что непостоянство удельного сопротивления сущест-
венно лишь в пределах участка, равного глубине проникновения
электромагнитной волны: хк = (1,54-2,0) Л2. На таком расстоя-
нии от поверхности температура и удельное сопротивление, как
то следует из расчета и опыта, падают не более чем в два раза,
что несоизмеримо с изменением магнитной проницаемости, воз-
растающей от поверхности вглубь в сотни и тысячи раз. Поэтому
в практических расчетах удельное сопротивление в этом режиме
может быть принято равным его значению на поверхности. Обычно
расчет ведется для температуры поверхности TQ = 6004-650 °C,
при которой в среднем р2 ~ (6,04-6,5)-10'7 Ом-м.
3. Горячий режим. Начало горячего режима соответствует об-
разованию у поверхности слоя глубиной хк, нагретого выше точки
22
магнитных превращений, в то время как остальная часть сечения,
имеющая более низкую температуру, постепенно спадающую по
мере удаления от поверхности, остается ферромагнитной. Перемен-
ными являются р2 и р, причем р изменяется почти скачком на гра-
нице слоя хк. Расчетной моделью этой стадии нагрева является
двухслойная среда, в которой на границе слоев магнитная прони-
цаемость меняется скачком от р = 1 до некоторого значения р>1.
В предельном случае горячего режима все сечение прогрето
И р2 И (1 МОЖНО считать ПОСТОЯННЫМИ (р = 1, р2 = рК)-
При расчете установок для сквозного нагрева стальных объек-
тов горячий режим будет подразделяться на две стадии: второй
промежуточный режим (хк<Лк) и собственно горячий режим
(хк> Лк).
Как видно из формулы (1-44), КПД индуктора от начала пер-
вой стадии нагрева к концу второй стадии повышается вследствие
роста удельного сопротивления. С начала третьей стадии нагрева
КПД падает, так как сталь теряет магнитные свойства.
ГЛАВА ВТОРАЯ
ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ
В ФЕРРОМАГНИТНОЙ СРЕДЕ
2-1. СРЕДА С ПЕРЕМЕННОЙ МАГНИТНОЙ ПРОНИЦАЕМОСТЬЮ
В настоящей главе рассмотрим первые две стадии нагрева, не
разделяя их. Эти стадии имеют также и самостоятельное значение,
если по условиям технологии конечная температура поверхности
ниже точки магнитных превращений.
Применительно к этим двум стадиям нагрева будем рассматри-
вать плоскую волну в полуограниченной среде, что не внесет су-
щественных ограничений при практическом применении получен-
ных формул. Глубина проникновения тока в сталь при р = 16
и f = 50 Гц составляет 8 мм, а при f = 2500 Гц она уже меньше
0,15 мм.
На рис. 2-1 представлена основная кривая намагничивания, а
также зависимость от Н относительной магнитной проницаемости pt.
При Н = Нкр магнитная проницаемость достигает ’максимума
и дальше спадает, стремясь к единице, если Н -> со.
При индукционном нагреве напряженность магнитного поля Нте
на поверхности нагреваемого объекта в сотни раз превосходит кри-
тическое значение #кр, так как удельные мощности составляют
сотни ватт и киловатты на квадратный сантиметр. Следовательно,
поверхностные слои находятся в состоянии сильного магнитного
23
насыщения. С глубиной амплитуда напряженности магнитного
поля уменьшается, что вызывает вначале рост магнитной прони-
цаемости, пока она в некоторой точке хг не достигнет максимума
(рис. 2-2). Так как Нте > Якр, то хг в сущности представляет со-
бой глубину проникновения электромагнитной волны, которая
несомненно будет меньше, чем глубина, вычисленная по поверх-
ностному значению магнитной проницаемости (pj в предположении
ее независимости от координаты х. Более круто будет спадать и
плотность тока.
Вследствие более яркого проявления поверхностного эффекта
электрические сопротивления и мощность очевидно будут больше,
чем вычисленные по формулам для pt = const при том же зна-
чении Нте.
Рис. 2-1. Примерная за-
висимость магнитной ин-
дукции и относительной
магнитной проницаемо-
сти от напряженности
магнитного поля
Рис. 2-2. Примерная зави-
симость напряженности
магнитного поля (/) и маг-
нитной проницаемости (2)
от координаты х
В общем случае следует, как это сделал в своей работе акад.
Л. Р. Нейман [21], учитывать и гистерезис. Однако расчеты пока-
зывают, что уже при Н > 5-Ю3 А/м потери на гистерезис прене-
брежимо малы по отношению к мощности, определяемой током про-
водимости, и с увеличением напряженности магнитного поля доля
их продолжает уменьшаться. Так как при индукционном нагреве
Яте>5-104 А/м, то гистерезис мы в расчет принимать не будем.
Поверхностному эффекту в ферромагнитной среде посвящено
много работ; наиболее точно отражает физическое содержание про-
цесса упомянутая выше работа Л. Р. Неймана, которой мы и бу-
дем следовать, введя лишь некоторые упрощения в соответствии
с рассматриваемой задачей.
Рассмотрим исходные положения, принятые Л. Р. Нейманом
при решении уравнений электромагнитного поля.
1. Основная кривая намагничивания аппроксимируется отрез-
ками парабол:
B = kHVn, (2-1)
24
где п — выбирается в зависимости от материала и степени магнит-
ного насыщения.
При Я>//кр для различных материалов 4<п<20. При та-
ких значениях п вычисленная зависимость В = f (//) близка к
действительной. При Н<НК? значение п 1.
2. Сложные зависимости В (/) и Н (J) заменяются их первыми
гармониками Это позволяет исключить зависимость магнитной
проницаемости от времени. Теперь вычисленная по первым гармо-
никам В и Н магнитная проницаемость
R1 — (Но^ ml) (2-2)
является функцией только амплитуды первой гармоники напря-
женности магнитного поля, т. е. рх = f (Нт1). Возможность такой
замены была обоснована эксперимен-
тально.
3. Подстановка в уравнение (1-9)
зависимости р = f (Н^) не позволяет
получить решение уравнения в общем
виде. Поэтому вместо нее введена за-
висимость р = f (х), хотя на самом деле
р = f (Нт). Однако, так как Нт =
= (х), получаем, что р = f [fx (х) 1 =
= <Р (х).
Зависимость р = ср (х) должна удо-
влетворять следующим условиям:
а) если Яте>Якр, то [х = ср (х) дол-
жна сначала возрастать, достигнуть
максимума и затем убывать; б) если
Яте<Якр, то р = ср (х) должна моно-
тонно убывать.
Рис. 2-3. Зависимость маг-
нитной проницаемости от
координаты в соответствии
с формулой (2-3) при %! > О
Требуемый характер имеет зависимость
рх = Ф (*) = ——--------,
r (1—Х/Х1)2
(2-3)
где Pi—относительная магнитная проницаемость в точке х, вы-
численная по первым гармоникам Н и В; реХ—магнитная прони-
цаемость на поверхности; х— расстояние от поверхности.
В дальнейшем будем рассматривать только сильное поле на
поверхности, для которого Нтг>Н^- Если хх>0, то в области
0<х<хх происходит возрастание р, что соответствует сильному
полю на поверхности (рис. 2-3).
В принятой зависимости р от х имеется два явных отступления
от действительности: а) при х = хх р= со и Нт = 0, в то время
как на самом деле р = ртах и Нт = Якр; б) при х-> оо р О,
а на самом деле Нт -> 0 и р -> рнач.
Однако оба этих отступления, в особенности второе, относятся
к области, где электромагнитная волна практически полностью
затухает, и потому не имеют существенного значения.
25
Более полное и строгое обоснование приведенных положений
содержится в указанной выше работе Л. Р. Неймана.
Подставив выражение (2-3) в уравнения электромагнитнго поля
(1-9), получим для первых гармоник Е и Н
dHm,
-—И± = уЕт1- (2-4)
dx
= - /(вИоИл —; (2-5)
dx (1 — х/хх)2 К 7
;Z41, ,, ^т\ Qh2 ^т\ а\
dx2 (1 — x/Xi)2 (1 — x/xj)2
где = = "|/ —коэффициент затухания для первых
гармоник И и Е — величина, обратная глубине проникновения,
вычисленной по значению магнитной проницаемости на поверх-
ности.
Уравнение (2-6) приводится к уравнению с постоянными коэффи-
циентами известной подстановкой
In (1 —x/xj) = g.
После преобразований получим уравнение
-/-2^х?/7т1 = 0, (2-7)
решение которого известно.
2-2. ЗАВИСИМОСТЬ НАПРЯЖЕННОСТИ МАГНИТНОГО ПОЛЯ
И ПЛОТНОСТИ ТОКА ОТ КООРДИНАТЫ
Решая уравнение (2-7), получим Нт1 = Де“5, где а определяется
из характеристического уравнения
а2—а—j-2/^Xi =0.
Корни его будут
+ ]/т +' —г(1 + К1+/-8ВД );
^“^(‘-КчТвед).
Разделяя действительные и мнимые части, получаем
26
. 1 1 / V1 + 64^xf — 1
НуУ -- 2 -------’ (2-8)
. , . 1 L ]/К1+64А>|+1 |
a2 a2 ~l~ ^a2 2 \ r 2 J
. 1 1/ V1 + 64^xf— 1
-/4- V 2----------------- (2-9)
Решение уравнения (2-7) принимает вид
Нт1 = Aiea‘In ° - хМ + А2ещ ,п (1 - х х'> = А, (1 —+
к Xi /
+ ^2fl-^-Y\ (2-10)
к Xi /
В рассматриваемом случае Нте>Н^ и хх>0. При изменении
х от нуля до хх модуль множителя (1—х/х^1 изменяется от 1 до 0,
так как вещественная часть ах положительна. Модуль множителя
(1—х/х^2 возрастает от 1 до оо, так как а2 имеет отрицательную
вещественную часть. Поэтому в точке х=хг при Л2=Д 0 полу-
чаем Нт1 = оо, что невозможно, а следовательно, А2 = 0.
При х = 0 имеем Нт1 = Нте1 = НтеХ, откуда Аг = Нте1.
Окончательно решение уравнения (2-7) примет вид
Нт1 = Нте1еа‘,п <* - Х/Х1) = НтЛ (1 --^-р. (2-11)
Выражение (2-11) описывает процесс в интервале 0<x<Xi.
При х = Xj значение Нтг = 0. Следовательно, при напря-
женность Нт1 = 0. Таким образом, во внутренней области мас-
сивного проводника поле отсутствует, а энергия не проникает
глубже хг. Если устремить хг к бесконечности, то выражение (2-11)
превратится в обычное для р = = const. В самом деле,
lim Taj In (1 ——1 = —ke (1 + /) х,
Х.-.ос [ V *1/1
и мы получаем формулу (1-13).
Выразим величины а[ и а", которые в дальнейшем будем обо-
значать а' и а", через параметр п. Для этого необходимо показать,
что кривая намагничивания, а следовательно, и аппроксимирую-
щая ее формула (2-1), связывающие между собой максимальные
значения кривых В и Н любой формы, действительны и для их пер-
вых гармоник.
Пусть kB и kH — коэффициенты первых гармоник В и Н соот-
ветственно. Тогда
вт1=kBBm-, нт1=kHHm- вт=BmjkB=k (4^-)’;
Bmi = kkBH^lkt = kH^.
27
Опыт показывает, что хотя kB и kH зависят от Н, их изменения
отчасти компенсируют друг друга и коэффициент k’ меняется
слабо, что позволяет считать формулу (2-1) приближенно справед-
ливой и для первых гармоник.
Для модуля напряженности магнитного поля можно написать
НтХ = Нте1(\--^'. (2-12)
\ Ад )
В соответствии с формулами (2-1) и (2-3) получим
Hi /1 \ __т\те\ / Hnvi V п 1
Pei х Лд / В mel/tnei) kH\ne\Hm\ Hmel '
Отсюда учитывая также выражение (2-12), находим
Hmi Л £\- “ rt) f 1__.
нте1 \ Х± ) \ %! /
г 2п 2п
а = —---------=--------.
1 — п п — 1
(2-13)
Теперь из выражения (2-8) легко определяются а" и произве-
дение кехг:
, _ у 8/г (Зга 4- l)2(n+ 1)
2(n—I)
(2-15)
Так как п представляет собой числовой параметр, характери-
зующий конкретную кривую намагничивания, все величины оп-
ределяются однозначно, причем численное значение хг находится
по известному ke.
Напряженность электрического поля и плотность тока опреде-
ляются уравнением (2-4):
____ 1 dHmi met /1 х \а~~1
т у dx ухг \ XL )
или
Ёт1 = Нтл (1 _ • (2-16)
у kext \ kext )
Так как при х = 0 напряженность Emi = Ёте\ = — - , то
Ё— Ё( 1
kex у-1
keXt )
(2-17)
28
Модуль этого выражения
р J mi р /1 /
^ml—~ —^те1\ 1 , I —
т \ keXi /
= нтЛ — -12LL (1 __ Л£.у-'~’1. (2-18)
е у keX1 к vj
Если Нте> 104 А/м, то без большой ошибки в конечных резуль-
татах можно принять п = оо. Тогда
а'= 2; а" = У2; Vi = 1.457. (2-19)
Для модулей напряженностей магнитного и электрического
полей получим
= (2-20)
\ 1 , тО { /
Ет1-ЕтЛ[\ (Д57)
= 1,68//^-^^--^-). (2-21)
Таким образом, напряженность элек-
трического поля и плотность тока убы-
вают с ростом х по закону, близкому
к линейному. При этом плотность тока
на поверхности ферромагнитной среды
в 1,19 раз больше, чем при p = = const,
если в обоих случаях магнитные проницае-
мости на поверхности одинаковы.
В любой точке х магнитная индукция
В
О
н
Рис. 2-4. Идеализиро-
ванная кривая намагни-
чивания при п = оо
Втх — popi// т\ — р0 — Нте11 1
\ kex±
или
В., = №ЛН„Л(1-^
Модуль выражения (2-22)
^=wAeI(i--ггГ’2-
keX ух.
kexr J
(2-22)
(2-23)
Если п = оо и а' = 2, то
т. е. в интервале 0<х<хг индукция не зависит от х, что понятно,
так как при п = оо кривая намагничивания аппроксимируется
ломаной, представленной па рис. 2-4.
29
2.3. ЭЛЕКТРИЧЕСКОЕ И МАГНИТНОЕ СОПРОТИВЛЕНИЯ УЧАСТКА
ФЕРРОМАГНИТНОЙ СРЕДЫ
Полное электрическое сопротивление участка длиной I и ши-
риной а получим на основании формулы (1-23), подставив в нее
значения Ете1 и Нте1:
- Emei 1 ke a j . /о
Zz а Hmei а у keXr
Отсюда получим активное, внутреннее реактивное и полное сопро-
тивления:
1 Г=2 а . - . Л «); Ае kex1 а Ае (2-25)
1 ^м а _Р_ ^L = _L -Р-/2(П); Ag ci (2-26)
Z=Z^ = -VT-^- а Ае у 2 kgXi a Ag (2-27)
где (n), f2 (n), f3 (п) представляют собой поправки к формулам
для р = const, учитывающие непостоянство р; ср — сдвиг фаз ме-
жду Е и Н.
На основании формул (2-13), (2-14) и (2-15) получим
Ш = ---------4га ;
/8п(Зл + 1)Чп-М)
V 8n(3n+ l)2(n +1) Г я+1
обозначим также
f4(n) = tg(P = 4-=yA-^l-.
а' Г 2п
В практически интересном для нас случае, когда п = оо, имеем
Л(п)= 1,372; /2 (и) = 0,972; /8 (и) = 1,192; /=4 (п) = 0,707. (2-29)
Видим, что активное сопротивление участка ферромагнитной
среды почти на 40% больше, чем сопротивление среды с постоян-
ным р = ре1. Соответственно большей оказывается и активная
мощность при одинаковом значении Нте1.
Почти не меняются в интервале значений 0,5 п<^о внутрен-
нее реактивное сопротивление хм и внутренняя реактивная мощ-
ность.
Если л = 1, то fi (п) = f2 (n) = f3 (п) = (п)]= 1, а kexx = оо.
В этом случае имеем среду с постоянной магнитной проницае-
мостью.
зо
Выражения для полного магнитного сопротивления и его со-
ставляющих получим, использовав формулы (2-26) и (2-27). Прини-
мая для практических расчетов п — со, получаем
г = — 1,37—^—; хм = —0,972-5-» —-5-; (2-30)
а &е а Де а
г =-1,68-5-; (2-31)
а
ф = 35°16'; cos ф = 0,816; sin ф - 0,577, (2-32)
где
Ае=50зГЖЛ
При п = со функция (п), характеризующая активное сопро-
тивление, максимальна. Для большинства сталей при Я>Якр
число п близко к 10, a (п) = 1,322. Принимая п = <х>, мы, уп-
рощая расчетные формулы, учитываем также потери на гистерезис,
составляющие 1—4 % потерь на вихревые токи, которыми при вы-
воде формул пренебрегаем.
В § 1-3 было показано/что вислое толщиной, равной глубине
проникновения тока, выделяется^при постоянных р и р 86,5 %
всей энергии, передаваемой в проводник. Руководствуясь этим,
найдем эффективную глубину проникновения тока, или глубину
активного слоя (£), для ферромагнитной среды.
Эффективную глубину проникновения тока можно найти, срав-
нивая активное сопротивление при р = const с активным сопро-
тивлением при р = var, считая в обоих случаях одинаковыми ча-
стоту и магнитную проницаемость на поверхности:
р = const (п = 1), г0 = р/Ае;
p = var (п>1), г0 = (Р/д«)/:1(п) = р/^
откуда
|=АЛ1(«). . (2-33)
В наиболее интересном случае, когда п = оо, глубина актив-
ного слоя (в метрах)
^ = -^г = 3661/-5-. (2-34)
1,37 г
При п = 10 значение (п) = 1,322. Тогда
£ = —^-=3801/ -5-.
1,322 V peif
При п = со в слое | выделяется примерно 87,3 % всей энергии
волны. С уменьшением п доля энергии приближается к 86,5 %,
а | - к Ае.
31
Представляет также интерес глубина проникновения волны.
При pi = const мощность волны спадает по экспоненте. Очевидно,
что полное затухание происходит на расстоянии от поверхности
Х1 = оо. До 0,05 р0 мощность волны спадает на расстоянии
•^О«о5 ^1,5 А*.
При р, = var имеем
%! = <р (и) Ае,
где <р (п) определяется по формуле (2-15).
При п = 10, ф (п) = 1,68; хг = 1,68 &е.
При п — оо ф (ri) = 1,457; хг = 1,457 Аг; %о,о5 Де.
Таким образом, при переменной магнитной проницаемости,
возрастающей с глубиной, поверхностный эффект проявляется
сильнее.
2-4. ОПРЕДЕЛЕНИЕ МАГНИТНОЙ ПРОНИЦАЕМОСТИ
ПО ЗАДАННОЙ УДЕЛЬНОЙ МОЩНОСТИ
Найдем выражение для удельной мощности на поверхности
Ро = (/1)Ч = -|-Я™1Го’ (2'35)
где Р = ЯТО1/Г2 — ток в полосе шириной 1 м; г0 — активное
сопротивление единичного квадрата.
Используя формулу (2-25), получаем (в Вт/м2)
Ро = 4 -Т~ 1 = °’993 •1 K(W fi (ri). (2-36)
2 Де
Формула (2-36) может быть использована для определения
магнитной проницаемости
Удельная мощность р0 определяется при тепловом расчете и для
электрического расчета всегда является заданной. Также задан-
ными являются удельное сопротивление р, частота f и кривая на-
магничивания В = f (//). Однако в формуле (2-36) Нте1— это
амплитуда первой гармоники напряженности магнитного поля, а
Hei—магнитная проницаемость, определенная по амплитудам
первых гармоник В и Я, в то время как основная кривая намагни-
чивания дает связь между максимальными значениями результи-
рующих зависимостей В (/) и Н (/). Таким образом, для определе-
ния магнитной проницаемости необходимо знать коэффициенты
первых гармоник индукции (kB) и напряженности магнитного поля
(kH), которые нужно ввести в формулу (2-36).
Магнитная проницаемость
вте1 (2-37)
kH ^нте kH v
где и Нте — амплитуды результирующих кривых В (t) и Н (/);
kB и kH — коэффициенты первых гармоник; це — магнитная про-
32
ницаемость, определенная из кривой намагничивания по значениям
те И
Так как формы кривых, а следовательно, kB и kH неизвестны
заранее, определение приходится выполнять методом последо-
вательных приближений.
Преобразуем выражение (2-36) так, чтобы в него вошли ампли-
туда Нте реальной кривой Н (/) и значение определяемое по
кривой намагничивания. Тогда
PQ--- 0,993- 10"?/ДСЛ/ — -.ММ») 0,993- 1 рц?
F А’//
X |/ k3HkBfl (п).
Рис. 2-5. Усредненные магнитные свойства стали и
пример определения магнитной проницаемости
1 _ в ~ f (Н); 2, 3, 4 — Н2 Кц = f (//) (значения Я2 Гц
нужно умножить на 10’, 1010. 1011 соответственно для каж-
дой из трех кривых); 5 — ц — f (Н)
Перепишем полученную формулу в виде
Ро_ 1 1
Гр/ Vk3kR fi(n)
r п ts
(2-38)
Построив по данным кривой намагничивания зависимость,
Н2 у р. = f (Д) и вычислив при определенных значениях 1гв и kf/
по формуле (2-38) величину НеУр?, можно определить р,е и р.е1.
Для определения це необходимо иметь кривую намагничивания
стали В = f (И). При сильных полях (Д>4-10* А/м), обычно
применяемых при индукционном нагреве, кривые намагничивания
стали разных сортов весьма мало отличаются друг от друга, что
2 Заказ № 1156
33
дает возможность построить усредненную кривую В = f (Я), ко-
торая приведена на рис. 2-5. Там же приведены зависимости р =
= /(Я) и
Сравнение усредненных значений магнитной проницаемости
с полученными для сталей с содержанием углерода от 0,23 до 0,99%
[21 ] показывает, что погрешность не превышает 6,7% даже при
Н = 4-103 А/м, уменьшаясь до 2,5 % при Н — 4-104 А/м. Дальше
она падает до долей процента. Так как р во все формулы входит
под знаком квадратного корня, то погрешность уменьшается еще
в два раза и выходит за пределы точности измерения р.
Поясним определение магнитной проницаемости на конкретных при-
мерах, в которых примем п — оо. Тогда (п) ~ 1,372 и kB ~ 4/л, т. е.
зависимость В (/) будет прямоугольной формы. Во всех примерах pQ --
== 9,8-106 Вт/м2, / = 2500 Гц; р =- 2-10~'Om m.
Пример 2-1. Примем kn ~ kB~ 4/л, т. е. зависимость Н (/) также
имеет прямоугольную форму. Тогда формула (2-38) примет вид
//2тЛ/1Ъ = 4’55-102М/’ЙГ
После подстановки значений р0, р и / получим
^1/7;= 1,985.10й.
На кривой 4 (рис. 2-5) точка А соответствует найденному значению,
УпеУУ- Имеем
Нте = 2,73-105 А/м; В,„е = 2,38 Тл;
107 2-38 fi о,
и — it. , =------------= 6,93.
е е1 4л 2,73-105
Пример 2-2. Примем kn ~~ 1, т. е. // Имеем
1 1 1 it те met
CJ Не - 6,5-Ю2р0/ |/р/ =2,84-1011;
107 2 47
Нте = 3,46-105 д/м; в _ 2 47 Тл; и, = -2--------711!— = 5,72;
4л 3,46-Ю5
4 7Q
~ 7»3,
л
Пример 2-3. Возьмем kH ~ 8/л2. При этом зависимость Н (/) имеет
треугольную форму. Находим
=8,85. Ю2Ро/|/рГ= 3,88.1(Ш;
Яте = 4,2-105 А/м;
В =2,57Тл; ц = 4,87; и , = — и =7,64.
те ’ * е ’’ 4 el 2
Наиболее близким к практике является третий из рассмотренных слу-
чаев, так как в цепях с насыщенной сталью кривые i (/) и Н (/) всегда имеют
заостренную форму.
В действительности коэффициент kB изменяется в узких пределах и до-
вольно близок к принятому значению 4/л. В то же время примечательным
34
является факт слабой зависимости магнитной проницаемости от как
это видно из приведенных примеров.
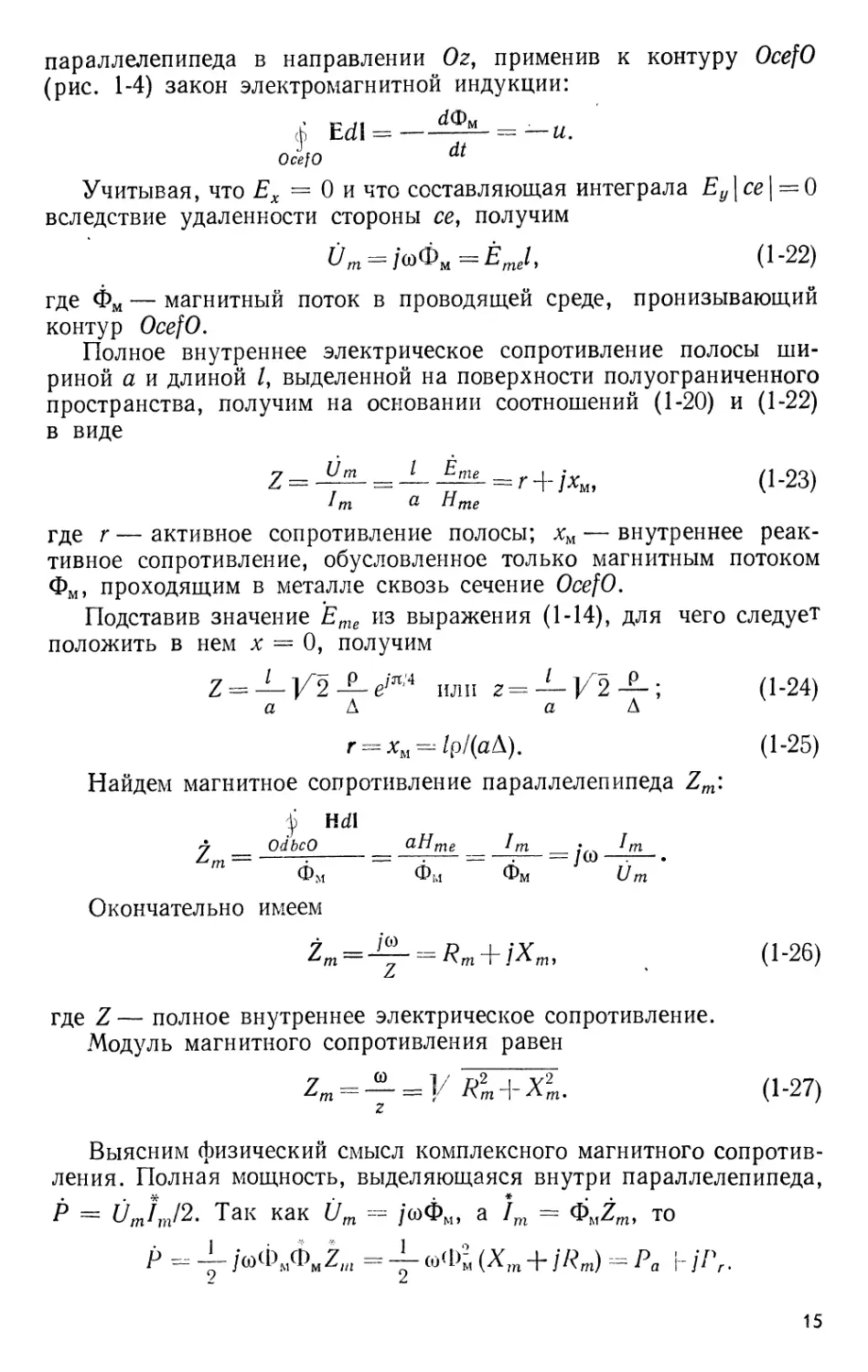
Однако с погрешностью, меньшей 5 %, магнитную проницае-
мость можно определить из основной кривой намагничивания,
если чисто формально принять, что на оси абсцисс отложено дейст-
вующее значение первой гармоники Н [21]. Тогда
Им ~ (2-39)
где Не1 — действующее значение первой гармоники напряженно-
сти магнитного поля на поверхности, А/м; В — индукция, найден-
ная из кривой намагничивания по действующему значению напря-
женности магнитного поля, Тл.
При и — оо формула (2-36) примет вид
Ро=1,36-1О-3//1е1 V рМ
или р0 = 2,72 • Ю-3^ (2-40)
Отсюда (2-41) У о/
Используя данные предыдущих примеров, имеем
-1,6110"; Ве1 = 2,34Тл; =2,39-10^ А/м;
„ 107 2’34 7 о
4л 2,39-105
что очень близко к результату, полученному в примере 2-3.
В дальнейшем будем использовать именно этот приближенный
метод, как наиболее простой и достаточно точный. Во всех после-
дующих главах индекс 1 при В, Н, Е и р будем опускать. Однако
следует помнить, что в расчетах, относящихся к ферромагнитным
средам, речь идет о первой гармонике.
ГЛАВА ТРЕТЬЯ
ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ
В ДВУХСЛОЙНОЙ СРЕДЕ
3-1. ПОСТАНОВКА ЗАДАЧИ
Наиболее общее представление о процессах, происходящих при
индукционном нагреве ферромагнитных проводящих тел, дает его
заключительная стадия — горячий режим (см. § 1-3). При рассмот-
рении горячего режима примем следующие допущения:
2*
35
1) имеются две резко разграниченные среды, на границе ко-
торых относительная магнитная проницаемость изменяется скач-
ком от значения pi ~ 1 в пределах первой среды до pi = р2 на гра-
нице со второй средой;
2) удельное сопротивление первой среды рх неизменно;
3) удельное сопротивление второй среды р2 постоянно и равно
удельному сопротивлению первой среды (рх — р2);
4) магнитная проницаемость второй среды р2 не зависит от ко-
ординаты, но зависит от удельной мощности на поверхности пер-
вой среды.
Перечисленные допущения можно обосновать следующим образом:
1. Магнитная проницаемость в области температур, близких
к точке магнитных превращений, изменяется очень резко, и при-
ближенно это изменение можно считать
скачкообразным.
2. Кривая зависимости удельного со-
противления всех сортов стали от темпе-
ратуры выше точки магнитных превраще-
ний становится пологой. Перепад темпе-
ратуры по толщине первой среды (слой
хк) обычно не превышает 150—200 °C,
что дает основание принять для рх значе-
ние рк, соответствующее температуре 800—
850 °C. Для всех сортов стали можно счи-
тать рк Ю"6 Омм.
3. Удельное сопротивление на границе
сред изменяется непрерывно, постепенно
уменьшаясь с ростом глубины. Магнитная
проницаемость имеет на границе значение
р2, зависящее от степени магнитного насы-
щения стали, и увеличивается с глубиной (см. гл. 2).
Таким образом зависимости р2 = f (%) и р2 = ф W имеют
взаимно противоположный характер (рис. 3-1). Ниже будет пока-
зано, что если для любой точки среды с переменными р и р соблю-
дается равенство рр = const, то внешне такая среда ведет себя так
же, как имеющая р и р, постоянные по всему сечению и равные зна-
чениям их на поверхности этой среды [21]. В реальных условиях
постоянство произведения рр не соблюдается, так как р изменяется
значительно сильнее, чем р, однако наличие первого слоя умень-
шает погрешность от принятого допущения.
Закон распределения плотности тока в пределах второй среды
имеет в рассматриваемом случае второстепенное значение. Поэ-
тому, основываясь на сказанном выше, мы примем для нее р и р
постоянными и равными их значению на границе раздела. Тогда
Рг = Pi — Рк-
Как показывает экспериментальная проверка, расчеты, произ-
веденные па основе указанных допущений, являются достаточно
точными для решения технических задач.
36
о
Рис. 3-1. Примерная за-
висимость удельного со-
противления (/) и маг-
нитной проницаемости
(2) от глубины после
появления нагретого
слоя
Необходимые соотношения будут получены из решения урав-
нений электромагнитного поля для плоской волны при бесконечной
глубине второй среды, что мало ограничивает практическую при-
менимость расчетных формул (см. § 1-2).
3-2. РАСПРЕДЕЛЕНИЕ ПЛОТНОСТИ ТОКА
ПО СЕЧЕНИЮ НАГРЕВАЕМОГО ПРЕДМЕТА
Пусть нагреваемый предмет представляет собой двухслойный
проводник, бесконечный в направлениях Оу и Oz. Толщина первого
слоя равна хк. Второй слой простирается до бесконечности в на-
правлении Ох.
На рис. 3-2 показано расположение векторов электрического
и магнитного полей и направление движения энергии.
Для решения ' задачи используем
уравнения электромагнитного поля
(1-9). Получим
Hin- Ae~k{'+i)x +в?(1|/)х;
Р 1 _
-Ь/) (I !-/) х _gek (1+/) xj .
У
Для первого слоя имеем
Ят1 = Л^-^(,+/)х+
+ = (3-1)
Рис. 3-2. Распространение
электромагнитной энергии
в двухслойной среде
Ёт1 = АЕ+Д_ [л1е-*1(,+/)*-В1Л(1+/)х] = Ёт1 +Ё"т1.
У1
(3-2)
Для второго слоя
Нм _ "+й ' + В/< "+я ' - Нм + »,,2; (3-3)
£шг „ .ML+A [Лг<г>, (Н-/1 <!+/>= Вшг+£;г,
(3-4)
где ______ _ _ _________________________
Здесь величины с одним и двумя штрихами имеют смысл прямых
и отраженных волн.
Так как вторая среда в направлении Ох простирается до беско-
нечности, то Н"тч = 0, Ё"т2 = 0, а следовательно, и В2 = 0.
37
Постоянные и Вг выразим через А2, воспользовавшись тем,
что тангенциальные составляющие Н и Е (в рассматриваемом слу-
чае векторы Н и Е лежат в плоскости, параллельной поверхности
раздела) не терпят разрыва непрерывности при переходе из одной
среды и другую. Поэтому при х — Хк получим из уравнений
(3.1) _ (3-4)
Л^"*! (*+/) *К (Ж) Хк=: Л2е-А2 (1+/)
A(1+у) *к—В^1 (1+;) *к = А2е~к^ (1+/) хк>
Vi
откуда находим
Л, = -А( 1 + 21М С+О хк;
2 k ^ki)
в. — (1 _ e~(kz+ki) <’+/> -vk
2 k y^J
В интересующем нас случае рх = р2 и Bi — 1
Л, = Л- (j + ]/ И2) e-(VA) о+/)хк.
Bi=A. (i—у у) е-(&2+*1)
(3-6)
Зависимость напряженности электрического поля, а следова-
тельно, и плотности тока от координаты найдем, рассмотрев отно-
шение напряженности Е в точке х к ее значению на поверхности
раздела. Поделив уравнение (3-2) на уравнение (3-4) и приняв
во внимание выражения (3-6), после сокращений будем иметь
= F = [(1 + Ун ) л <*+'> *ке-*1 <«+/) *_
ЕтК 2г Из
- (1 -УУ) е-к10+/) жкЛ <>+» х ].
Обозначим
т== . (з-7)
i + viMVi)
В нашем случае
w=_Lz±±Z. (3-8)
1 4-р»
38
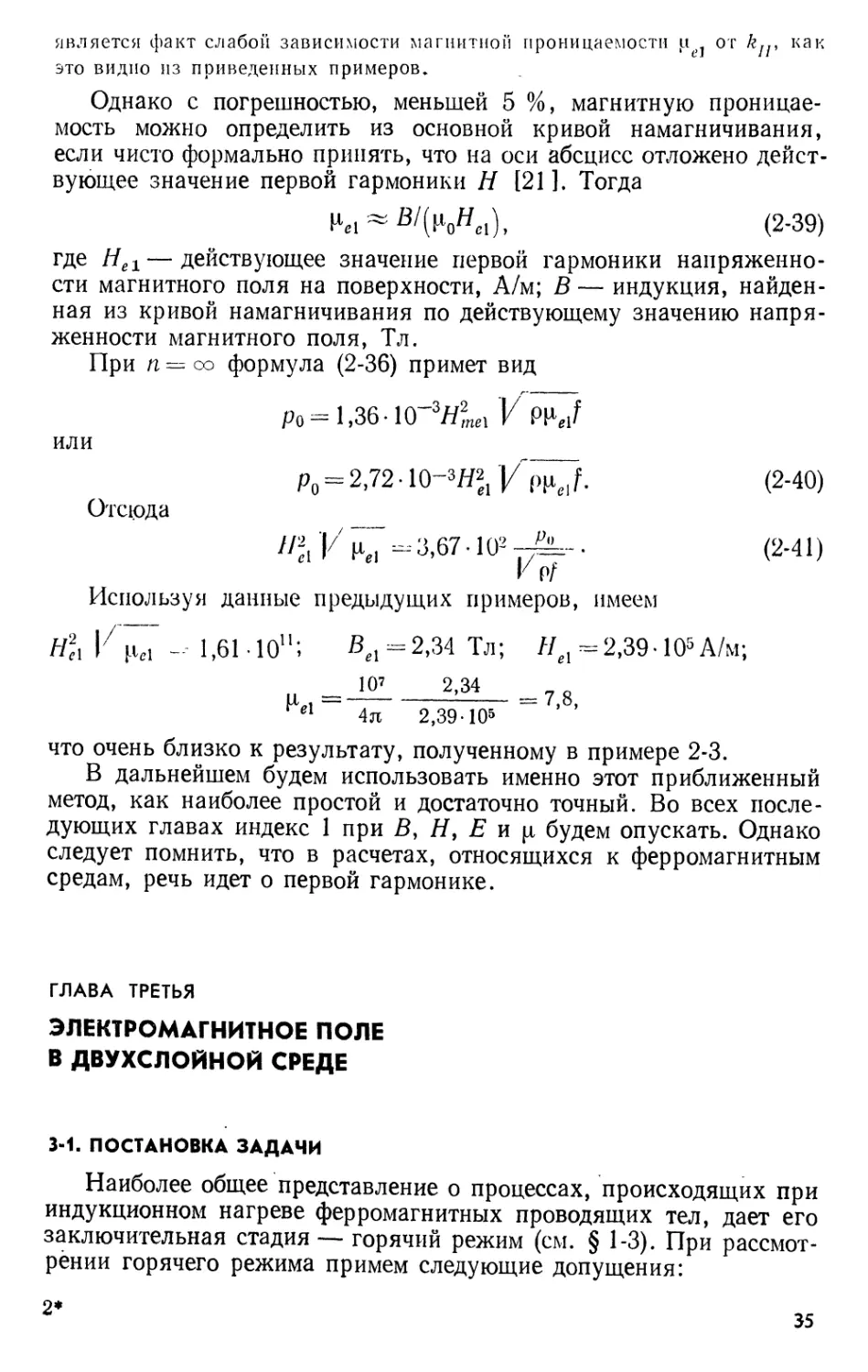
При этом
= _L (1 4- - 1 А 1Л (АК-Ч eiki (хк-*) — me-*i (хк~л) О'к^) I =
2 I J
= -y (1 + p=) (I6*1 (XK-X)—me~kl(*K-X)] cos/?!(xK—x) +
.k j \eh (*к~х) 4 me~ki (*K~*)] sin kx (хк-л-)).
Модуль этого выражения
p .JLjZLL
J mi
Jm К
x Ve2fe! (XK“*) 4- (*K-X) — 2m cos 2^ (xK—x). (3-9)
В частном случае, когда p,2 = oo и m = — 1, имеем
Jrni _ 1 / ch 2^1 (хк — х) 4- cos 2fet (хк — х) (3-10)
jm к И 2
Выражение (3-10) соответствует также хорошо известному слу-
чаю одностороннего поверхностного эффекта в пластине толщиной
хк, ограниченной с двух сторон непроводящей средой, например
воздухом (т = —1 и у2 = 0).
В некоторых случаях удобнее пользоваться отношением JmJJme.
Это отношение найдем, составив предварительно отношение
Jтеитк, т. е. положив х = 0. Получим
/mi . /~е2/г1 -I- m2e~~2fei (*к~х)—2m cos 2fet (хк—х)~ ^3. j j >
J те , V ~ е2 Vk 4- m2e"2ftixK _ 2m cos 2^
При tn — 1
Jnil 1 ch — X) + CQS (*K — x) * (3-12)
Jme V ch 2Z>xxK + cos 2&JXK
Практически удобнее при вычислениях пользоваться выраже-
нием (3-9) и лишь потом получать значения JmiUme- Легко видеть,
что если хк = 0, т. е. первый слой отсутствует, то получаем хорошо
известные выражения (1-13), (1-14) и (1-17).
На рис. 3-3 приведены распределения плотности тока по сече-
нию для трех различных глубин нагрева. Кривые 1 и 2 для первой
среды рассчитаны по формулам (3-11) и (3-12), кривая 3 для обеих
сред—по формуле (1-17). Распределение плотности тока во второй
среде построено по формуле (1-17) в предположении, что ц2 =
= const и р2 = Рк = const, причем для простоты построения
плотность тока на поверхности раздела принята за максимальную,
а начало координат перенесено в точку х = хк. Чтобы кривые были
39
действительны для любой частоты, по оси абсцисс отложены отно-
сительные расстояния хк/Дк= k^.
Рис. 3-3 показывает, что наличие второй среды с оказы-
вает значительное влияние на распределение плотности тока в на-
греваемом слое (см. кривые /, 2, 3). Чем больше щ, тем равномер-
нее это распределение, а следовательно, и распределение плотно-
сти мощности по сечению нагреваемого слоя.
С уменьшением глубины прогрева зависимость плотности тока
от глубины в наружном слое становится все более пологой и равно-
мерность его нагрева повышается (ср. с рис. 1-7).
Рис. 3-3. Распределение плотности тока по сечению нагреваемого предмета
1 — Из -- 2 - “ 16; 3 -- не учтено влияние второй среды
При глубинах прогрева, превышающих горячую глубину про-
никновения тока (хк/Дк &1%к>1), влияние второй среды ос-
лабляется и зависимость плотности тока от глубины приближается
к экспоненте.
3-3. ЭЛЕКТРИЧЕСКОЕ И МАГНИТНОЕ СОПРОТИВЛЕНИЯ
НАГРЕВАЕМОГО МЕТАЛЛА
Электрическое и магнитное сопротивление участка двухслойной
среды определим, использовав общие формулы (1-23) и (1-26):
2 = ~~ 2~ е/я/4 ~
71 -р В} Vi Ar -р Ву
На основании формулы (1-24)
Z0=Z01K =г01е/я/Ч. (3-13)
Здесь г01—электрическое сопротивление единичного квадрата
первой среды в предположении, что она занимает все пространство
40
и вторая среда отсутствует (хк '-о). Комплекс К учитывает влия-
ние второй среды.
Если = оо, то Л 1, так как в этом случае Вг = 0. Заме-
няя А± и Вг их значениями по формуле (3-5), получим
(I Ь е-(*гА) <>+/> *к -(1---------------^-4 e-(V*i) <’+'’> *к
_ \ Vi J___________________________\ J_________________ф
(1 + (1-1-/) хк + (J _ УЛ Л (’+'> *К
\ ) V ТЛ /
После освобождения от мнимости в знаменателе и соответст-
вующих преобразований находим
1 — fn2e 1 ~4/-2me 1 к sin2^txK _ д^/0
п —4k1xK- —Qk^Xtr
l + tn2e 1 K 2me 1 K cos 2&1xI<;
Отсюда
- 2k±x
2me 14in2A:1x п 1/П
tgo _-----------<3-14)
1 — m-e K
I (1 — tne 4/?1 K)2 4 4/Л K sin2 2krx
f< - ---------------------------------------- • (3-15)
1 ni2e 1 K + 2me 1 K cos 2&i%K
Тогда
Zn = z01e,n 4Ke'° = z01Ke/4,> (3-16)
где
Ф = jt/4-I- 0 (3-17)
есть угол, на который напряженность магнитного поля отстает от
напряженности электрического поля.
Заменяя kr и k2 их значениями в выражении для т (3-7), по-
лучим
/и== 1 — /YiMWi)- ,
1 + KTiPa/lTaHx)
откуда видно, что т может быть разных знаков, но \т\ <1.
Возможны три случая:
1. YiH2>Y2Hi- Тогда m<0, tg 0<О, 0<О и ср<л/4. Если
Vi = v2» Hi = 1 и р,2>1» мы имеем интересующий нас случай
индукционного нагрева стали, когда у поверхности появляется
слой глубиной хк с температурой, превышающей точку магнит-
ных превращений.
Это отчасти соответствует картине насыщенной стали, особенно
если разбить ее сечение на много слоев с постепенно увеличиваю-
щейся магнитной проницаемостью.
41
2. Т1Р'2<?2Р1- Тогда m>0, tg 0>О, 0>О, ср>л/4. При
Vi = ?2 имеем р2<ръ что отчасти соответствует стали, находя-
щейся в слабом магнитном поле (напряженность меньше критиче-
ского значения). Для нас этот случай интереса не представляет.
3. Tij-12 = ?2И1 или PiHi = р2р2- В этом случае tg 0 = О,
0 = 0, ср = л/4 и К = 1. Все отраженные волны пропадают, и
внешне явления протекают так, как будто имеется только одна среда
с постоянными Pi и |ix. Этот случай соответствует такому измене-
нию р и р, по сечению, при котором для всех точек сохраняется ра-
венство рр = const, и служит дополнительным основанием для
допущения постоянства р и р основной массы металла. Все сказан-
ное справедливо, пока
0<2^!Хк<л.
При 2&1хк>л знак 0 меняется с периодом 2л, причем ампли-
туда изменения 0 мала и быстро уменьшается. Влияние второй
среды ослабляется настолько, что ее можно не принимать во внима-
ние (электромагнитная волна почти полностью затухает в первом
слое) [21].
Рассмотрим интересующий нас частный случай
111=- 1, ()1 = р2 = рк, ц2>1.
Выясним пределы изменения К в зависимости от хк и т. Из
формулы (3-15) видно, что lim/<^ 1, так как все члены, содержа-
ХК->оо
щие хк, обращаются в нуль. Устремив к нулю, получим lim К
_ V ХК->°
= |Zp2. Если р2 о>, то при хк = 0 величина Л -> так как
в среду с р = со электромагнитная волна не проникает. Электри-
ческое сопротивление такой среды равно бесконечности.
Расчетные выражения для электрического сопротивления имеют
вид
z0==z01K = V2 К = ]О«> PoPiK
Al
или, так как р0 = 4л-10~7 Гн/м,
20 - 2,81- 10~3К (3-18)
Если принять Pi = р2 = 10~6 Ом-м, то
z0 = 2,81 • 10-ЛК KF. (3-19)
Активное и внутреннее реактивное сопротивления равны
r0 = z0cos(p, xo = zosinq). (3-20)
Для магнитного сопротивления будем иметь
Z,., = / — V™ = Z _ Z„Z. (3-21)
Zq Zq К ^01
где $ = л/2—ср — угол, на который магнитный поток в металле
отстает от напряженности магнитного поля на его поверхности.
42
Составляющие магнитного сопротивления равны
Rmo — cos '0* — Z те si п (р; Хто — Zmo COS ф. (3-22)
Из приведенных на рис. 3-4 зависимостей rQ/rQ1, xQ/x01 и на
рис. 3-5 зависимости ф от krx^ при различных значениях т видно,
что изменение всех электрических параметров выражено тем силь-
Рис. 3-4. Зависимость актив-
ного (r0/r01 2 К COS Ф) и
нее, чем больше абсолютное значение
т или, что то же самое, чем больше
р2- Магнитная проницаемость умень-
шается с ростом напряженности
магнитного поля на границе раздела
(при х = хк). Отсюда следует, что
изменение параметров с ростом глу-
бины тем больше, чем меньше удель-
ная мощность. Например, при нагреве
Рис. 3-5. Зависимость угла ф от глуби-
ны первой среды
внутреннего реактивного
(%0/^01 У 2 к Sin Ф) сопро-
тивлении от глубины первой
среды
----- активное сопротивление;
— __ — — внутреннее реактивное
сопротивление
случае удельная мощность в
кузнечных заготовок изменение
параметров выражено сильнее,
чем при нагреве под поверхност-
ную закалку, так как в первом
5—10 раз меньше, чем во втором.
Приведенные кривые не дают непосредственно изменения па-
раметров нагреваемой детали в процессе нагрева. С ростом глубины
нагретого слоя хк при постоянной удельной мощности увеличи-
ваются и абсолютное значение параметра т. Поэтому кривые,
характеризующие реальный процесс, пойдут несколько более по-
лого.
43
Из кривых рис. З-б^’видно, что наименьшее значение ср, а следо-
вательно, наибольший коэффициент мощности индуктора соответст-
вует krxK = 0,34-0,5, что вполне подтверждается опытными дан-
ными.
3-4. ОПРЕДЕЛЕНИЕ МАГНИТНОЙ ПРОНИЦАЕМОСТИ
ПО ЗАДАННОМУ РЕЖИМУ НАГРЕВА
При электрическом расчете заданными величинами обычно яв-
ляются частота /, глубина закалки хк и средняя удельная мощ-
ность pQ. Последняя в процессе нагрева не остается постоянной.
При поверхностной закалке и других видах поверхностного на-
грева ее изменение обычно не превосходит 30%. Поэтому для
приближенного расчета мощность можно считать постоянной и
равной среднему значению за время нагрева. В тех случаях, когда
представляет особый интерес поведение электрической системы,
это изменение может быть учтено (см. § 12-2).
Глубина закаленного слоя принимается в расчете равной
глубине прогрева до точки магнитных превращений. Без большой
ошибки можно считать, что хк приблизительно равна глубине, на
которой в структуре стали содержится не меньше 50% мартенсита,
что соответствует твердости по Роквеллу 45—50 HRC (см. § 7-3).
Если за исходную величину в расчете принимается удельная
мощность р0, то необходимо связать ее со значениями напряжен-
ности магнитного поля как на поверхности металла, так и на глу-
бине хк.
Выражение для удельной мощности (Вт/м2) получим, восполь-
зовавшись формулой (2-35), если подставим в нее значения г0
в соответствии с формулами (3-18)— (3-20). Тогда получим
/?0 - 1,405 • 10 Ч1~,пеК V [hf cos ф. (3-23)
Подставляя значение рх = 10G Ом-м, находим
р0 = 1,405 • 10^Н2теК VT cos <р. (3-24)
Здесь Нте — напряженность магнитного поля на поверхности,
А/м. _
Если среда однородная, то и cos <р ^ 0,707. Тогда
формула (3-23) превращается в формулу (1-29).
Найдем теперь соотношение между напряженностью магнитного
поля на поверхности и на границе сред. Из формул (3-1) и (3-3)
получим
44
Заменяя Д\ и Вг их значениями из формулы (3-6), найдем
Д' = -i- [(I +ГЙ Л"+да« + (1 - V Д Г*‘"+"'к] =
1 /« . -I/—\ г , —MW)* п
=—U+K|MLC K+/ne 1 KJ.
Представив комплексные величины в тригонометрической форме,
найдем после соответствующих преобразований модуль этого вы-
ражения
~ U I- Р Ц2) j е2к^хк^т2е ^хк | 2т cos2k1xl<i .
“тК
(3-25)
Если т = — 1, то Л/ оо, так как при ц2 = со напряженность
/7тК 0- На Рис* 3-6 приведены зависимости N — f (кгхК) для
различных т. Значения наиболее важных для расчетов величин
К, N, cos ср приведены в табл. 3-1 — 3-3.
Таблица 3-1
Зависимость полного электрического сопротивления — г0/г01
от относительной глубины наружного слоя
fei*K т
-0,3 -0,4 - 0,5 -0,6 -0,7 -0,8 -1,0
0,0 1,856 2,334 3,000 4,000 5,600 9,000 оо
0,1 1,636 1,939 2,320 2,810 3,661 4,660 7,080
0,2 1,446 1,644 1,858 t 2,123 2,418 2,750 3,540
(У,3 1,312 1,433 1,575 1,709 1,855 2,025 2,360
0,4 1,204 1,281 1,361 1,441 1,525 1,611 1,778
0,5 1,121 1,168 1,215 1,-258 1,304 1,345 1,405
0,6 1,061 1,086 1,111 1,132 1,172 1,182 1,227
0,7 1,022 1,031 1,041 1,050 1,057 1,067 1,082
0,8 0,994 0,993 0,992 0,992 0,991 0,991 0,992
0,9 0,976 0,970 0,963 0,957 0,952 0,944 0,930
1,0 0,967 0,955 0,946 0,936 0,925 0,916 0,892
1,1 0,962 0,948 0,937 0,925 0,915 0,902 0,877
1,2 0,961 0,946 0,935 0,922 0,911 0,901 0,877
1,3 0,962 0,950 0,939 0,928 0,916 0,908 0,882
1,4 0,968 0,956 0,945 0,934 0,924 0,915 0,892
1,5 0,972 0,962 0,953 0,943 0,934 0,926 0,908
1,57 0,975 0,967 0,958 0,949 0,942 0,934 0,919
Магнитная проницаемость р2 определяется методом последова-
тельных приближений. Поясним это на конкретном примере.
При м ер. 3-1. Пусть задано р0 1 кВт/см2 107 Вт/м2; хк -- 4 мм*
f - 2500 Гц.
45
Находим горячую глубину проникновения тока по формуле (1-45)
л 0,5 п п, , 0,004 п .
д =,-----!— — 0,01 м; тогда £iXv = --------= 0,4.
к кг к 0,01
Определяем напряженность поля на поверхности. На основании фор-
мулы (3-24) найдем Нте (А/м):
Яте = 1/"--------. (3-26)
V 1,405/СЮ cos<p
Рис. 3-6. Зависимость отно-
шения напряженностей
магнитного поля на поверх-
ности и на границе раздела
от глубины первой среды
Рис. 3-7. Пример опреде-
ления магнитной прони-
цаемости второй (вну-
тренней) среды
Зададимся тремя значениями гт, например —0,4, —0,5, —0,7, и,
найдя по табл. 3-1 — 3-3 величины К, N, cos ср, вычислим по три значения
Нте и Н=-• Нте/N.
1. т =-- —0,4 (pi2 5,45); К = 1,281; ЛГ = 2,134; cos (р = 0,865;
V тяДжХдаг - М8 А/";
Н = 3,58-105•2,134 = 1,68- Ю5 А/м.
Из рис. 2-5 находим, в соответствии с полученным значением напря-
женности поля, р-2 = 10,62. Следовательно,
1 + К 10,62
46
Таблица 3-2
Зависимость отношения напряженностей магнитного поля
на поверхности и на границе сред ( V = Нте/Нт¥)
от относительной глубины наружного слоя
Vk т
—0,3 —0,4 —0,5 -0,6 -0,7 -0,8 -1,0
0,0 1,000 1,000 1,000 1,000 1,000 1,000 —
0,1 1,204 1,262 1,336 1,486 1,683 2,090
0,2 1,426 1,546 1,715 1,983 2,414 3,340
0,3 1,676 1,866 2,130 2,540 3,230 4,620
0,4 1,943 2,134 2,565 3,110 4,040 5,930
0,5 2,230 2,555 3,020 3,720 4,900 7,230
0,6 2,530 2,920 3,480 4,320 5,720 8,580
0,7 2,845 3,320 3,975 4,960 6,620 9,920
0,8 3,190 3,730 4,480 5,620 7,520 11,320 сю
0,9 3,545 4,170 5,030 6,320 8,470 12,800
1,0 3,960 4,650 5,600 7,040 9,460 14,260
и 4,370 5,130 6,190 7,800 10,460 15,770
1,2 4,840 5,690 6,860 8,630 11,600 17,500
1,3 5,320 6,260 7,550 9,510 12,750 19,300
1,4 5,880 6,900 8,320 10,460 14,050 21,200
1,5 6,500 7,620 9,170 11,500 15,440 23,300
1,57 7,070 8,260 9,970 12,500 16,760 25,200
Таблица 3-3
Зависимость cos ср от
Мк т
-0,3 -0,4 -0,5 -0,6 —0,7 -0,8 -1,0
0,0 0,707 0,707 0,707 0,707 0,707 0,707 1,000
0,1 0,776 0,800 0,830 0,861 0,897 0,937 1,000
0,2 0,812 0,845 0,877 0,909 0,941 0,967 1,000
0,3 0,827 0,860 0,895 0,925 0,951 0,973 0,998
0,4 0,831 0,865 0,897 0,925 0,949 0,969 0,994
0,5 0,825 0,859 0,889 0,916 0,938 0,959 0,988
0,6 0,816 0,847 0,875 0,900 0,923 0,943 0,974
0,7 0,802 0,831 0,857 0,880 0,901 0,921 0,954
0,8 0,787 0,812 0,834 0,856 0,876 0,894 0,927
0,9 0,772 0,792 0,811 0,829 0,847 0,863 0,893
1,0 0,758 0,773 0,788 0,804 0,817 0,832 0,858
1,1 0,744 0,756 0,768 0,779 0,790 0,803 0,822
1,2 0,732 0,741 0,749 0,758 0,765 0,773 0,788
1,3 0,724 0,728 0,733 0,739 0,744 0,749 0,760
1,4 0,715 0,718 0,721 0,724 0,727 0,730 0,755
1,5 0,710 0,711 0,712 0,713 0,714 0,715 0,717
1,57 0,707 0,707 0,707 0,707 0,707 0,707 0,707
Здесь pn и т' —величины, определенные из кривой намагничивания по
вычисленному значению Нт^.
2. т— 0,5 (ц2 = 9); К = 1,361; N = 2,565; cos ср = 0,897;
нте= 1/"-------------------------- =3,42-105 А/м;
|/ 1,405-1,361-50-0,897
НтК = 1,332-1°ь А/м; ^=13,1; т = — 0,567.
3. т = — 0,7 (ц2 = 32); /< = 1,525; N 4,04; cos q, = 0,949;
Нте = ] f------------107-106------ = 3,13- IO® д/М;
И 1,405-1,525-50 0,949
НтК — 0,774-105 А/м; В2 — 21,5; пг — —0,644.
На основании полученных данных строим две кривые (рис. 3-7): ц2 —
f (tn) и р-2 ~ f Точка их пересечения дает искомое значение р2, а
следовательно, и т. По оси абсцисс отложены абсолютные значения т. Каж-
дая пара значений pQ и относится к одному из трех заданных значений т.
Находим р2 17,2; т = -- 0,612.
3-5. ЭФФЕКТИВНАЯ ГЛУБИНА ПРОНИКНОВЕНИЯ ТОКА
В ДВУХСЛОЙНУЮ СРЕДУ
Активное сопротивление при поверхностном эффекте независимо
от характера изменения р и р по сечению всегда может быть пред-
ставлено в виде
где £ — эффективная глубина проникновения тока, в пределах
которой плотность тока условно постоянна.
Из формул (3-16) и (3-20) имеем для активного сопротивления
единичного квадрата двухслойной среды
г0 --= /<?01 cos ф — К2 Kr01 cos ф,
где г01— активное сопротивление единичного квадрата однородной
среды при температуре выше точки магнитных превращений.
Так как г01 Рд/Дд» имеем
= --------. (3-27)
го Ад |/2 Ксозф
Значения М в зависимости от и т приведены в табл. 3-4.
Эффективная глубина проникновения .тока £ используется в
тепловых расчетах режимов поверхностной закалки в качестве
глубины активного слоя (см. § 7-3) и для определения расчетного
диаметра нагреваемой детали (§6-1 и 6-2).
48
Таблица 3-4
Зависимость М от
Мк т
-0,3 —0,4 -0,5 —0,6 —0,7 -0,8 —1,0
0,0 0,539 0,429 0,333 0,250 0,177 0,111 0,0
0,1 0,559 0,452 0,368 0,293 0,215 0,147 0,100
0,2 0,603 0,508 0,433 0,369 0,313 0,266 0,200
0,3 0,658 0,572 0,503 0,447 0,402 0,390 0,300
0,4 0,707 0,642 0,578 0,532 0,488 0,474 0,400
0,5 0,764 0,705 0,646 0,614 0,578 0,550 0,497
0,6 0,813 0,770 0,730 0,690 0,658 0,637 0,592
0,7 0,862 0,820 0,794 0,770 0,742 0,720 0,685
0,8 0,902 0,878 0,848 0,834 0,820 0,800 0,769
0,9 0,935 0,918 0,902 0,902 0,894 0,870 0,852
1,0 0,970 0,962 0,953 0,953 0,944 0,944 0,925
В приближенных расчетах в качестве магнитной проницаемости
второй среды можно подставлять значение р,2 ~ 16, которое яв-
ляется средним в диапазоне применяемых мощностей. Это значе-
ние может быть уточнено, если применить метод последовательных
приближений. да
При л:к>Дк величина £ Дк, поэтому в табл. 3-4 значения М
приведены лишь для 1.
3-6. ПРИМЕНЕНИЕ ФОРМУЛ, ПОЛУЧЕННЫХ
ДЛЯ ПЛОСКОЙ ВОЛНЫ, К ЦИЛИНДРУ
Ранее указывалось (см. § 1-2), что при ярко выраженном поверх-
ностном эффекте можно считать, что r2 — nD2rJa и %м2 =
где г0 и х0 — сопротивления единичного квадрата, вычисленные
по формулам для плоской волны. Повысить точность вычисления
и расширить применение этих формул возможно, если учесть, что
путь тока короче длины окружности, путем введения так называе-
мого расчетного диаметра £>2. Если в качестве расчетного диаметра
при нагреве внешней поверхности цилиндра взять средний диаметр
активного слоя
D2-D2~£, (3'28)
то с достаточной точностью можно применять формулы, получен-
ные для плоской волны, если D2/% 5.
При нагреве цилиндрической полости изнутри
D2 = D2 + L (3-29)
В холодном и промежуточном режимах вследствие малости Д2
можно считать, что Z)2 ~
Если мы используем формулы для плоской волны, разворачи-
вая нагреваемый слой по расчетному диаметру, то и удельную мощ-
49
ность следует привести к расчетной поверхности нагреваемого слоя
(см. § 6-4). Тогда имеем
PqtlD2 = р0яО2,
откуда
Ро = PqDz! О2, (3-30)
где ро — приведенное значение удельной мощности.
ГЛАВА ЧЕТВЕРТАЯ
ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ
В ТЕЛАХ С ПЛОСКОЙ ПОВЕРХНОСТЬЮ
4-1. ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ В ПЛОСКИХ ШИНАХ
Рассмотрим систему ~из двух весьма широких плоских шин
(рис. 4-1), по которым* проходят одинаковые токи противополож-
ного направления. Если f = 0 (постоянный ток), то плотность тока
в сечении каждой шины постоянна. Аб-
Н
солютное значение напряженности маг-
нитного поля, создаваемого каждой ши-
ной, равно Н — //(26), где Ь — ширина
шины, причем в промежутке между ши-
нами поля складываются и результирую-
щее поле в воздушном зазоре h равно
Яв — I/Ь, а во внешнем пространстве
поля вычитаются. Таким образом, внешнее
поле системы Янар = 0.
Очевидно, что при повышении частоты
это положение остается справедливым,
хотя распределение тока по сечению шин
Рис. 4-1. Система из двух весьма широких шин
с противоположно направленными токами и рас-
пределение напряженности магнитного поля при
f - 0 и /> 0
перестает быть равномерным. Наибольшая плотность тока наблю-
дается на внутренних сторонах шин, откуда в них проникает
электромагнитная волна.
Если в шинах проходят токи одного направления, то наоборот,
Янар = I/Ь, а напряженность магнитного поля в зазоре равна
нулю. Тогда наибольшая плотность тока наблюдается на внешних
сторонах ший.
Концентрация тока в определенных зонах поверхности провод-
ников в результате взаимодействия электромагнитных полей всех
проводников с током, входящих в систему, называется эффектом
50
близости. Зонам с наибольшей суммарной напряженностью маг-
нитного поля соответствует и наибольшая плотность тока в провод-
никах. Распределение тока внутри проводников подчиняется рас-
смотренным выше закономерностям поверхностного эффекта, раз-
новидностью которого является эффект близости.
Используя эффект близости, можно подбором соответствующей
формы индуктора концентрировать нагрев в зонах детали, подлежа-
щих термообработке. Например, если индуктор представляет со-
бой кольцо, охватывающее нагреваемую деталь, то в ней индукти-
руется ток, путь которого имеет также кольцевую форму. Ток
концентрируется в полосе, по ширине мало отличающейся от ши-
рины индуктора.
Эффект близости проявляется тем сильнее, чем меньше расстоя-
ние между проводниками и чем сильнее проявляется поверхностный
эффект, т. е. чем больше отношение толщины проводника к глубине
проникновения тока.
Не следует смешивать перераспределение тока в проводнике
при эффекте близости с электродинамическим взаимодействием
проводников. Проводники с одинаково направленными токами
притягиваются друг к другу, а со встречно направленными — от-
талкиваются.
Так как напряженность магнитного поля в каждой из шин рас-
сматриваемой системы отличается от нуля только с одной стороны
шины, то моделью шины может служить двухслойная среда (см.
§ 3-2), в которой pi^p, р2:" и d, где d — толщина шины.
Тогда на основании формулы (3-12) получим распределение плот-
ности тока в шине
_Лп__ 1 AMW - Х)/Л] + cos |2 (d - х)/А] ,41
Jme - И ch (2d/А)-|-cos (2а/А) ’ '
где х — расстояние от поверхности шины, обращенной в сторону
сильного магнитного поля; Д — глубина проникновения тока в ма-
териал шины.
Так как шины делаются из немагнитного материала, то
А = /2р/(®Ио) ~ 5°3 /р/Л (4-2)
Применив для вычисления активного и внутреннего реактивного
сопротивления шины длиной I, входящей в систему шин, формулы
(3-17) и (3-20), положив в них хк = d, т — — 1, рх — р и р2 = со,
будем иметь
<43)
где b>>d—ширина шины.
51
Сопротивления г и хм часто выражаются через активное сопро-
тивление шины постоянному току. Тогда, умножив числитель и
знаменатель в формулах (4-3) на d, получим
г — г nkr9 хм = г nkx, (4-4)
где
гп = р//(М);
kr ~Л C0S ~ Т 1Г2 S'n fP'
(4-5)
Заметим, что гп представляет собой сопротивление шины по-
стоянному току. Коэффициент kr называется коэффициентом уве-
личения активного сопротивления, a kx—коэффициентом измене-
ния внутреннего реактивного сопротивления. Для системы из двух
шин значение гп удваивается.
Значения коэффициентов сопротивления
Таблица 4-1
2 d/\ 0,4 0,8 1,6 2,0 I1 1 2,4
<р (2d/А) 5,0 2,51 1,292 1,085 0,988
ф (2d/А) 0,133 0,27 0,49 0,65 0,769
1,0 1,004 1,033 1,085 1,185
0,0266 0,107 0,392 0,65 0,922
Продолжение табл. 4-1
2d/к 1 2,8 3,2 3,6 4,0 5,0 6,0
0,963 0,919 0,929 0,95 0,994 1,0
ф (2d/А) 0,91 1,0 1,0 1,0 1,0 1,0
1,33 1,47 1,67 1,9 2,49 3,0
kx 1,27 Z 1,6 1,8 2,0 2,5 3,0
Значения <p (2d/A), ф (2d/A), kr и kx приведены в табл. 4-1. Из
таблицы видно, что при d/Д = 1,6 (точнее, d/Д = л/2) функция
гр (2й/Д) минимальна. Это значит, что шина будет обладать при
данной частоте минимальным активным сопротивлением, если ее
толщина
d — dom — лД/2.
(4-6)
52
Представляют интерес два частных случая:
при 0<А<1 4г=!1, .
при d/Л >2 kr~kx~d!&.
В последнем случае г хм р//(6Л) представляют собой элек-
трические сопротивления участка длиной I и шириной Ь, выделен-
ного в полубесконечной среде, ограниченной плоской поверхностью
(см. § 1-2).
Полное реактивное сопротивление системы из двух шин с про-
тивоположно направленными токами (прямая и обратная шины)
равно
х-хм + хв, (4-7)
где хм = 2plkxl(bd) — внутреннее реактивное сопротивление си-
стемы; хв — реактивное сопротивление, определяемое магнитным
потоком Фв, проходящим через воздушный зазор h (см. рис. 4-1).
Так как шины считаются широкими (/? > /i), то магнитное поле
в зазоре равномерно и, как было показано, Яв ~ НЬ. Тогда маг-
нитный поток в воздушном зазоре
Фв = Но у-lh-
Индуктивность системы (в генри), обусловленная этим магнит-
ным потоком,
LB = фв// ^Ih/b - 4л • U)-4h/b,
а
xR - coLB -- 7,9- \O~*flh/b. (4-8)
4 2. РАСЧЕТ СОПРОТИВЛЕНИЙ ПРОВОДА И ШИН ИНДУКТОРА
Рассмотрим индуктор, охватывающий внешнюю поверхность
нагреваемой детали, например цилиндрическую, эскиз] которого
приведен на рис. 4-2.
Очевидно, что наибольшая напряженность магнитного поля бу-
дет наблюдаться внутри индуктора, и в особенности у внутренней
поверхности провода, а наименьшая — с внешней его стороны.
Как уже указывалось, при большой ширине индуктора напряжен-
ность магнитного поля у внешней поверхности провода будет мала,
приближаясь к нулю при D1/a1>10. Вследствие этого ток будет
концентрироваться на внутренней поверхности провода индуктора.
Явление концентрации тока на внутренней поверхности провода,
образующего замкнутый коцтур, носит название кольцевого эф-
фекта, который проявляется тем сильнее, чем выше частота и меньше
диаметр контура.
При внесении внутрь индуктора нагреваемого объекта концен-
трация тока усиливается за счет эффекта близости, поскольку ин-
53
дуктированный в объекте ток находится приблизительно в противо-
фазе с током в индукторе. Это позволяет использовать для прибли-
женного вычисления активного и внутреннего реактивного сопро-
тивлений провода индуктора формулы, полученные для системы
двух шин.
Рис. 4-2. Цилиндрический индуктор для одновременного ^’на-
грева
Тогда на основании формул (4-4) и (4-5) получим для индуктора,
имеющего полную ширину толщину провода число витков
w, высоту витка Ьг и внутренний диаметр DT:
л[)л Pl 1 JtZ^i n pi 1 ।
fjL =------— w kr ----------------— w2 kr = rlnkr;
br a d±
у m Pl A — Я£>1 m2 Pl A — г Л
лМ1 w rx w kx
di a
где kr и kx находятся из табл. 4-1; w— число витков индуктора.
Если d^lfi Ах, то
эт2Э« Pi лЛ, 9 Pi
a-(4-10)
£>i A} a A!
Дальнейшее утолщение провода ведет лишь к излишним затра-
там меди.. Поэтому в тех случаях, когда провод выполняется из
трубки (индукторы для непрерывно-последовательного нагрева
под закалку или многовитковые для одновременного нагрева —
см. гл. 11 и 12), следует толщину трубки d± выбирать близкой к оп-
54
тимальной, равной 1,6 A v Это возможно, впрочем, лишь при ча-
стотах ниже 10 кГц. При более высоких частотах глубина проник-
новения тока в медь Дх составляет доли миллиметра и толщина
трубки выбирается из соображений механической прочности.
Вычислим активное и реактивное сопротивления подводящих
шин закалочного индуктора, изображенного на рис. 4-2, конструк-
ция которых может считаться характерной. Индуктор присоеди-
няется с помощью подводящих шин и колодок ко вторичной обмотке
понижающего (закалочного) трансформатора (см. § 10-2), более
широкой, чем индуктор. Поэтому шины (см. рис. 4-2) делаются
расширяющимися от индуктора к обмотке. При такой их форме
понижается как активное, так и реактивное сопротивление и улуч-
шается распределение тока в самой вторичной обмотке трансфор-
матора. Шины могут быть разбиты на участки, имеющие прямо-
угольную и трапецеидальную форму. Расстояние между шинами для
понижения их индуктивности делается малым, обычно 1,5—3 мм.
Вследствие малого зазора между шинами и относительно боль-
шой их ширины (b dlu, b > /гш) для вычисления активного и
реактивного сопротивлений пригодны формулы (4-3)— (4-5).
Все участки шин, имеющие неправильную форму, заменяем
эквивалентными прямоугольниками. Имеем
гшк = 2Р1-^-кг, (4-11)
dmbk
где — толщина шины; lk — длина й-го участка; b'k — средняя
ширина й-го участка; kr—коэффициент увеличения сопротивле-
ния.
Полное сопротивление шин
(4-12)
/г—1
Для шин, изображенных на рис. 4-2, имеем
/•шГ-2р!
dmbi dlnb2
' ш1 “Ь Гш2>
где Ь'2 — (Ьх -I Ь2)/2.
Так как ток концентрируется на внутренней поверхности ин-
дуктирующего провода, длина первого участка тоже отсчитывается
от нее. Это показано на рис. 4-2.
При выборе толщины шин следует принимать во внимание,
что последние имеют минимальное сопротивление при dm 1,6 А г
Однако от указанного соотношения часто отступают из соображе-
ний конструктивного удобства, в особенности при частотах выше
2500 Гц (Ах< 1,5 мм).
55
Реактивное сопротивление шин
хшк = 2Р1 kx + 7,9 • ЮЛ ;
dabk bk
k=l
где все линейные размеры — в метрах.
4-3. ПЛОСКИЕ ШИНЫ В ПАЗУ МАГНИТОПРОВОДА
Пусть в пазу магнитопровода находится одна прямоугольная шина
(рис. 4-3). Будем считать, что относительная магнитная проницаемость маг-
нитопровода р — оо (в реальных
случаях р>250). Тогда магнитные линии
в пазу будут нормальны к боковым по-
верхностям магнитопровода. Сделаем до-
пущение, что магнитные линии внутри
паза представляют собой прямые, парал-
лельные его дну. Напряженность маг-
нитного поля внутри магнитопровода и,
следовательно, на стороне шины, обращен-
ной к дну паза, будет равна нулю. При
этом структура магнитного поля оказы-
вается совершенно аналогичной рассмо-
тренной, для системы из двух шип. Наи-
большая плотность тока наблюдается на
поверхности проводника, обращенной к от-
крытой стороне паза.
Одностороннее вытеснение тока в от-
крытой стороне паза представляет собой
явление, более сильно выраженное, чем кольцевой эффект, и исполь-
зуется для борьбы с ним при конструировании индукторов для нагрева пло-
ских поверхностей и внутренних поверхностей любой формы (см. § G-3).
н=о
Рис. 4-3.
топровода
плотности
Шина в
и
тока при перемен-
ном токе
пазу магнп-
распределение
Н=0
Рис. 4-4. Обмотка из двух проводов прямоугольного
сечения. Распределение модуля плотности тока и времен-
ная диаграмма
В рассмотренном случае остаются справедливыми все соотношения для
распределения плотности тока и вычисления электрических сопротивлений,
приведенные в § 4-1.
При нескольких проводниках в пазу, расположенных один над другим,
распределение плотности тока в проводниках получается более сложным.
56
Каждый проводник, кроме нижнего, находится не только в собственном пе-
ременном магнитном поле, по и в поле всех нижележащих проводников.
На рис. 4-4 на примере двух проводников, по которым протекают оди-
наковые токи, показано распределение модуля плотности тока по толщине
проводников. На том же рисунке, на временной диаграмме показаны век-
торы плотности тока на различной глубине для каждого из проводников
и вектор полного тока. Из диаграммы видно, что фаза плотности тока резко
изменяется по мере удаления от верхней поверхности проводника в глубь
паза. Существенно, что фазы плотности тока в верхнем и нижнем слоях верх-
него проводника отличаются друг от друга примерно на 180°. Таким образом,
ток в нижнем слое этого проводника течет большую часть периода в направ-
лении, противоположном направлению тока в верхнем слое. Это является
результатом наложения на ток, который протекал бы при отсутствии пиж-
пего проводника, вихревых токов, возбуждаемых в верхнем проводнике
переменным магнитным полем, вызванным током в нижнем проводнике. На-
личием замыкающихся внутри верхнего проводника вихревых токов объяс-
няется и характер изменения плотности тока по его высоте, резко отличаю-
щийся от имеющего место в нижнем проводнике при том же значении пол-
ного тока.
Из приведенной картины ясно, что потери в верхнем проводнике больше,
чем в нижнем, а следовательно, и активное сопротивление верхнего провод-
ника больше. Разница эта может быть очень значительной и тем большей,
чем резче проявляется поверхностный эффект.
С увеличением числа проводников в пазу рассмотренное явление усили-
вается. Сопротивление каждого из последующих проводников резко возрас-
тает по мере возрастания номера проводника, отсчитываемого от дна паза.
Сопротивление нижнего проводника такое же, как и одиночного.
Не останавливаясь более подробно на этом вопросе, хорошо освещенном
в общих курсах [22, 45], приведем формулы для активного сопротивления.
Активное сопротивление р-го проводника (отсчет от дна паза)
гр -Г npkf-p',
krp
£
z\
(4-14)
где krp — коэффициент увеличения сопротивления р-го проводника; (р (2d!А)
находится из табл. 4-1, a R (d/A) — из табл. 4-2 (см. § 4-5).
Если в пазу расположено п проводников, то среднее значение коэффи-
циента увеличения сопротивления
г 1 V / d / 2d \ п? — 1 о D / d \1
= --= — L — <Р ( — Н-——2Z? — ) . (4-15)
гп п р=1 A L \ А / з \ А /] v '
Значение £гср значительно больше kr для одиночного проводника
даже при не очень ярко выраженном поверхностном эффекте. Поэтому вы-
полнение многослойных обмоток обычно не рекомендуется, если d!A> 1. .
Иногда многослойные, обычно двухслойные, обмотки применяются в ин-
дукторах для сквозного нагрева, главным образом при частоте 50 Гц. Эти
индукторы, как правило, имеют относительно большую длину и напряжен-
ность внешнего поля, близкую к нулю. Очевидно, что наименьшие потери
всегда будут в наружном слое, который аналогичен проводу, лежащему на
дне паза, а наибольшие — во внутреннем. Этот вопрос дополнительно раз-
бирается в § 12-3.
4-4. ПРОВОДЯЩАЯ ПЛАСТИНА
В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ
Рассмотрим систему индуктор — широкая и длинная пластина,
помещенная внутрь него. Будем считать, что удельное сопротив-
ление материала пластины р2 и магнитная проницаемость р по-
57
стоянны по всему сечению. Это допущение соответствует горячему
режиму при сквозном нагреве и с достаточной точностью позволяет
получить основные количественные характеристики системы при
глубине прогрева хк, большей, чем горячая глубина проникнове-
ния Дк (см. § 3-3 и 3-4), а также при нагреве немагнитных материа-
лов. В последнем случае следует принимать значение р2 соответст-
вующим температуре поверхности в рассматриваемый момент вре-
мени;
Важность рассмотрения последней стадии сквозного нагрева
определяется ее длительностью, составляющей примерно 70% об-
щего времени нагрева, а также тем, что в этой стадии КПД индук-
тора имеет наименьшее значение вследствие потери нагреваемым
объектом магнитных свойств. Поэтому
частота должна выбираться по горя-
чему режиму.
Основные соотношения мы полу-
чим для системы бесконечной длины.
Соответствующие поправки будут
внесены в дальнейшем (см. § 6-1).
Рис. 4-5. Система индук-
тор—пластина
Рис. 4-6. Индуктор—вид спе-
реди
На рис. 4-5 и 4-6 приведен'продольный разрез и”вид спереди
системы индуктор — нагреваемая пластина. Напряженность маг-
нитного поля Н направлена вдоль оси О?. При условии бесконечной
протяженности системы Н зависит только от координаты х. Это же
относится и к напряженности электрического поля.
Использовав уравнения (1-9), получим напряженность магнит-
ного поля внутри пластины
где а1>2 = ± k (1 /) = + ct; k — 1 /Л2 = (о |л0|л/(2р2).
Из условий симметрии имеем х = ± О2/2; Нт = Нте\
/I _аО2/2 . ; —аО3'2 л —aDoi2 . я 2
Аге + А2е = Аге - + А2е
58
Следовательно,
Ai — А2 — А.
Отсюда получим
tf„„=2Ach (aD2/2)
и
^т Н те
ch ах
ch (aZ)2/2)
(4-16)
На основании первого из уравнений (1-9) имеем
я н sh ах
ах
те ch (aD2/2)
или
; sh ах
те sh(aD2/2) ’
так как
т г/ и sh (ссР2/2)
d те 'Л11те . z юч
ch (aD2/2)
(4-17)
(4-18)
(4-19)
Модули этих выражений
Нт =Нте]/~ ch(2^M2) + cos(2x/A2) (4.20)
V Ch (D.Jb2) + cos (D2/A2)
__ 1^2 Hme i ch (2х/Д2) cos (2х/Д2) (4-21)
Д2 V ch (£>2/Д2)-I-cos (О2/Д2) '
ИЛИ
ch (2%/Д2) — cos (2х/Д2)
ch (D2/\2) — cos (^а/Д2)
(4-22)
При относительно высоких частотах, когда О2/А2>4, имеем
Н — н р~~х'1^-
11 т 11 те^ 11 те^
J ~ J Р-Х
d т ~ d теи ,
где xr =D2I2—х—расстояние от поверхности пластины вглубь.
При относительно низких частотах, соответствующих О2/А2<1,
получим
~ Hjnei .
J т
59
Таким образом, напряженность магнитного поля постоянна во
всем сечении, а плотность тока линейно убывает к середине пла-
стины.
4-5. НАПРЯЖЕНИЕ НА ИНДУКТОРЕ
Напряжение [7И на зажимах длинного индуктора и напряже-
ние рассеяния (76 вычисляются, как указано в § 1-2.
Составляющая напряжения, которая уравновешивает ЭДС,
наведенную в индукторе магнитным потоком Фм2, проходящим
сквозь поперечное сечение пластины [см. формулу (1-36)1,
(7м2 = /(опуФм2//2.
Использовав формулу (4-16), получим
^-*2 _ . D-ii2
Фм2 = НоН-2&2 j Hmdx= !t°; п J chaxdx.
o ch (aD2/2) о
Учитывая, что Hme = |/2 wlja, после простых ^преобразова-
ний получим
Фм2—|/2&р0р.Д2 ~
0! L х Л‘2 ' А2 ' -
п / ^2 Л___ sh (^2/А 2) А?) . (4-23)
I А2 )~ "ch (Г>2/А 2) + cos (D2/A2) ’ k '
X / Dz \ _ sh (^3/^2) ~b sin (D2/A2) (4-24)
k A2 ) ~ Л (D2/A2) + cos (D^A,) ' ' 7
Тогда найдем
^М2 = 'X + /X) = /и (Г2 + />м2).
a A2
Таблица 4-2
Значения расчетных коэффициентов R и X
£»2/А2 0 0,2 0,4 0,6 0,8 1,0 1,2
R 0 0,0013 0,011 0,0358 0,089 0,160 0,266
X 1 0 1 0,200 0,400 0,598 0,790 0,970 1,123
Продолжение табл. 4-2
D2/A2 1,4 1,6 2,0 3,0 4,0 5,0 оо
R • 0,396 0,540 0,812 1,09 1,050 1,009 1,0
X 1,246 1,325 1,354 1,12 0,996 0,976 1,0
60
Составляющие сопротивления пластины, приведенные к току
длинного индуктора, равны
ri = w2 • 2Ь2ра/?/(аД2); (4-25)
xm2-ш2-262р2Х/(аД2). (4-26)
Множители R и X представляют собой поправки к сопротивле-
ниям, вычисленным при условии резко выраженного поверхност-
ного эффекта:
если Р2/Д2 >3, то R « X « 1; (4-27)
если £)2/Д2<1, то R (О2/Д2)3/6, X « П2/Д2. (4-28)
Рис. 4-7. Функция G для вычисления активного сопро-
тивления пластины
Значения R и X приведены в табл. 4-2.
Формулы (4-25) и (4-26) обеспечивают достаточную точность
вычислений при отношении сторон пластины 62/£>2>5. Если
3<&2/£)2<5, то вместо 2/?а следует подставлять эффективный пе-
риметр пластины
/729 = 2(Z>2 + D2)-4g, (4-29)
где В— глубина активного слоя (см. рис. 4-10).
6t
Таким образом, имеем
г2 = w2F23p2R/(ak2y,
(4-30)
Х'12=--Ш2Г2ЭР2^/(«Д2)-
(4-31)
При b2/D2<.3 ошибка в вычислениях г'2 и х'ы2 возрастает, в осо-
бенности при относительно низких частотах. При b2/D2 = 1 и
D2tk2 = 4 она, например, составляет +20% при вычислении
г2 и —25% при вычислении
Хм2. При уменьшении D2/A2 по-
грешность растет.
Более точно можно опреде-
лить г2 и х'и2 узких пластин по
формулам [35]
г; = ш2Г2р2С/(аА2); (4-32)
Рис. 4-8. Функция Q для вычисле-
ния внутреннего реактивного сопро-
тивления пластины
хм2 = ay2F2p2Q/(aA2), (4-33)
где G и Q = f(D2/&2, b2/D2);
F2 = 2 (b2 + Z>2) — периметр
пластины.
Графики функций G и Q
приведены на рис. 4-7 и 4-8.
При ba/Da>20 они превраща-
ются в функции R и X.
Для вычисления активного
и внутреннего реактивного со-
противлений индуктирующего
провода используем формулы
(4-9), заменив в них вну-
тренним периметром витка Fr:
ri = rlnkr-,
Хм1 — г1п^х>
г1п « w^pJigad!), (4-34)
где Fi = 2 (&! + Dj) — пери-
метр витка индуктора; g —
= wbila—коэффициент запол-
нения, учитывающий неплот-
ность намотки индуктора.
Реактивное сопротивление системы, обусловленное магнитным
потоком Фв в воздушном зазоре, на основании формулы (1-40) будет
хв = шр05йщ2/а = шр0 (Si—S2) xiFla я» ©р0 (bxDi—b2D2) uF/a, (4-35)
где w — число витков индуктора.
Знак приближенного равенства в формулах (4-34) и (4-35) учи-
тывает отличие формы окна индуктора от прямоугольной.
62
Напряжение на индукторе в соответствии с формулами (1-41)
и (1-42) будет
*4 ~ 4 0*и 4“ Ми)>
где ги = г± + Г2 — эквивалентное активное сопротивление ин-
дуктора; хи = + *м2 — эквивалентное реактивное со-
противление индуктора.
4-6. ЭЛЕКТРИЧЕСКИЙ КПД ИНДУКТОРА
Если в проводе индуктора поверхностный эффект выражен
резко, т. е. d1>l,6 Аь то ~ ^^iPi/fe^Ai). Использовав фор-
мулу (1-43), а также (4-30) или (4-32), получим электрический КПД
индуктора в виде
При D2/A2>3, если /?2/£>2>4, и при D2/A2>7, если 62/Z)2 =1,
КПД достигает предельного значения:
Ли ‘ Ли- пред
Р1
^2
(4-38)
что соответствует формуле (1-44).
Как видно из табл. 4-2, при D2/A2 = л наблюдается максимум
функции R, что приводит к появлению весьма слабого максимума
КПД. Этот максимум пропадает при b2/D2<AQ, а также при боль-
шой разнице между F± и F2 (большие зазоры).
Примерная зависимость КПД индуктора при нагреве стальной
пластины от частоты, выраженная через отношение Z)2/A2, приве-
дена на рис. 4-9. Принято, что температура по всему сечению равна
800 °C, и = 1, р2 = 10-6 Омм.
Из рис. 4-9 видно, что в пластине с отношением сторон b2!D2 =1
предельный КПД достигается при более высокой частоте.
63
В общем случае,' если поверхностный эффект в индуктирующем
проводе выражен нерезко, его сопротивление равно [см. формулы
(4-3), (4-9) и (4-34)]
Г! = ау2Лр1Ф (2dl/A1)/(gaA1),
где ср находится по табл. 4-1.
Тогда КПД индуктора будет
Пи “ [ 1 +- --- . (4-39)
gF2 I рр2 G
4-7. ВЫБОР ЧАСТОТЫ
Выбор частоты при сквозном нагреве определяется двумя ос-
новными факторами: 1) электрическим КПД индуктора, который
не должен сильно отличаться от предельного; 2) временем нагрева,
которое должно быть минимальным.
Очевидно, что наибольшая глубина проникновения тока соот-
ветствует прогреву пластины выше точки магнитных превращений.
Поэтому целесообразно при выборе частоты принимать р = 1
и р2 = 10~6 Ом-м.
Определим нижний предел частоты. Если индуктор достаточно
длинный, а ширина пластины велика (Ь2/О2>10), то из формулы
(4-36) и табл. 4-2 получим, что при отношении периметров индуктора
и пластины F-JFs = 2ч-2,5, соответствующем обычно применяе-
мым зазорам, КПД индуктора составляет 0,9—0,95 предельного
значения, если Л2/Д2'> 2. Нижний предел частоты определится
неравенством
/ —р?-. (4-40)
1^2
Подставив значения р2 =•= 10 6 Ом-м и р —- 1, получим для
стали
f>HDl (4-41)
Однако с уменьшением ширины пластины даже при длинном
индукторе нижний предел частоты, как то следует из формулы
(4-37) и графиков рис. 4-9, повышается и при bJD2 1 достигает
значения
f ±12!Р2_ (4-42)
или, при р2 — 10“® Ом м и р — 1,
f = (4-43)
Верхний предел частоты можно получить, рассмотрев распреде-
ление плотности тока и мощности по сечению пластины при различ-
ных частотах. При £>2/Д2<1 распределение плотности тока и на-
64
пряженности магнитного поля перестает зависеть от частоты (см.
§ 4-4) при дальнейшем ее понижении. Следовательно, независимым
от частоты становится и распределение мощности по сечению. Оче-
видно, что понятие глубины проникновения тока в этих условиях
теряет прежний физический и расчетный смысл.
Введем глубину активного слоя £ и по аналогии с глубиной про-
никновения тока зададим ее такой, чтобы в слое выделялось 86,5%
всей энергии, поступающей сквозь поверхность пластины. Тогда при
резком проявлении поверхностного эффекта g = Д2, а при низких
частотах £<Д2, причем формально глубина проникновения тока
может быть больше толщины пластины.
Рассмотрим зависимость глубины активного слоя £ от частоты.
Полная удельная мощ-
ность, сообщаемая пластине,
. DJ2
Ро — Рз .( Jm dx. (4-44)
2 о
Мощность в активном слое
£, отнесенная к единице по-
верхности, выражается как
. DJ2
= у J Jmdx-
(4-45)
Рис. 4-10. Зависимость глубины актив-
ного слоя £ от частоты
После подстановки в формулы (4-44) и (4-45) выражения для
плотности тока (4-22) и несложных преобразований получим
_ JLp2A2 sh (Р2/Д2) —sin (Р2/Д2)
Ро~ 4 ch (Р2/Д2) — cos (О2/Д2) ’
_ JmeP2A2 /sh (£>2/Д2) — sin (£>2/Д2)
P°+E ~ 4 | ch (Оа/Д,) - cos (О2/Д2)
sh [(Р2 - 2&)/Д8] - sin [(Р2 - 2£)/Дг] ]
ch(£)2/A2) — cos(D2/A2) J
По определению глубины активного слоя имеем
| _ ____^2 \____^2 '______^2
Ро
^- = 0,865. (4-46)
, D, . D2
sh — ---sin ——
^2 ^2
Уравнение (4-46) позволяет легко определить |. На рис. 4-10
представлена зависимость £/£)2 = f (Д2/О2), вычисленная по урав-
нению (4-46). Из рис. 4-10 видно:
если 0<Р2/Д2<5, то
0,242 > > 0,2; &средв = 0,22D2;
(4-47)
3 Заказ № 1156
65
если £>2/А2>5, то
£ ~ Д2. (4-48)
Из соотношения (4-47) получим верхний предел частоты
/<6 • 106p2/(p.D2). (4-49)
Для стали выше точки магнитных превращений будем иметь
f<6/D2. (4-50)
ГЛАВА ПЯТАЯ
ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ
В ТЕЛАХ С ОСЕВОЙ СИММЕТРИЕЙ
5-1. СПЛОШНОЙ ЦИЛИНДР В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ
Общая постановка вопроса, принятая в настоящей главе, сов-
падает с принятой в § 4-4. Основные соотношения будут получены
для отрезка системы бесконечной длины, это позволит считать
поле в зазоре между индуктором и цилиндром равномерным, а вне
индуктора равным нулю. Как и прежде, будем считать, что маг-
нитная проницаемость и удельное сопротивление постоянны во
всех точках сечения. Поправки, касающиеся соотношений между
диаметром и длиной индуктора с соответствующими размерами
цилиндра, будут рассмотрены в § 6-1.
Расчетная схема системы индуктор — нагреваемый цилиндр
приведена на рис. 1-5. Напряженность магнитного поля Н направ-
лена вдоль оси цилиндра; при условии бесконечной протяженно-
сти системы и при осевой симметрии напряженность поля внутри
цилиндра зависит только от координаты /?. Это же относится и
к напряженности электрического поля Е. Тогда первые два урав-
нения (1-9) примут в цилиндрических координатах вид
“ТТ* <5-'>
+ = (5-2)
ai\ К
Исключая Ёт из уравнения (5-2), получим
d2Hm
dR2
]ощ(!ц,уНт = 0
66
или
v -TTF^-T + = °’ (5'3)
d (y — j tn) у — jtn d{V —) m)
где m = V~2 R,/\2—относительная координата; R—перемен-
ный радиус.
Решение уравнения (5-3) имеет вид
Нт = С1Л, (V—i tn) + c2N0 (К— / т). (5-4)
Из формул (5-1) и (5-4) получим плотность тока
jm = ~ 2- [ciJjK— i tn) + с2М1(У'— j т)], (5-5)
где JQ и — функции Бесселя первого рода, нулевого и первого
порядков; ?V0 и —соответствующие функции Бесселя второго
рода; Д2—глубина проникновения тока в материал цилиндра.
Постоянные сх и с2 определим из следующих условий: 1) на
оси цилиндра при /? = О плотность тока равна нулю; 2) на поверх-
ности цилиндра при R = R2 напряженность магнитного поля
равна Нте.
На основании закона полного тока находим
Нте = /2 wlja.
Из первого условия и уравнения (5-5) имеем: 0 = С1Л(0) + с2^1(0).
Так к Из ак Jt (0) = 0, a N 1(Q) = — оо, то с2 = 0. второго условия получим Нте = с^0(У jm2), откуда с1= , Jo (У — / т2)
где tn. S=K2 /?2/Л2.
По сх и с дставив полученные значения постоянных интегрирования 2 в формулы (5-4) и (5-5), найдем Нт = Нте-^^'т)}-; (5-6) Jo (У — / т2) jm = Нте • (5-7) Д2 Jo(V—lm2)
Та; и (5-7 к как Jo (К—jtn) = berm-H’bei т, то выражения (5-6) ) можно представить в виде Йт-=Нте berm + 'beiffl ; (5-8) ber m2 -|- / bei m2 j =— Hme ber'm + ibei'm /5.9) m Д2 ber tn2 4- / bei m2
з*
67
Из этих выражений получим модули Нт и jm:
Ьег2 m + bei2 т .
ber2 т2 + bei2 т2
(5-10)
Ьег'2 т + bei'2 in 11 \
ber2 tn2 + bei2 m2
Значения ber x, bei x,
ber'x, bei'x можно найти
в таблицах (см., например,
[19, 47]).
При т>6 имеем
ber2 т + bei2 т Ьег 2 т +
+ bei2 т гп/(2лт).
Отсюда при 7?2>4Д2
(т2> 6) получаем формулы
для напряженности маг-
нитного поля и плотности
тока:
ТТ IIme (R-RJ'b2
г =~ £
m V rir2
Нще Лj.
n г 1 Г) т Hme — х А 2
Рис. 5-1. Распределение плотности тока по J m ~ / :/7Г~~
сечению сплошного цилиндра ^2 V 1 ЛЖ2
При т<1 имеем
m
ber2m + bei2 m » 1, ber'2/n+ bei'2 tn ~ m8/4.
Тогда при /?2<Д2 (m2<l) находим
'Im ~ Пme^lHrn ~ Hme.
Таким образом, напряженность магнитного поля приблизи-
тельно постоянна по всему сечению.
На рис. 5-1 приведено распределение плотности тока по сече-
нию цилиндра при различных значениях т2. Из кривых видно, что
уже при ш2 = 2, что соответствует зависимость
Jm = f (R) близка к линейной. При этом напряженность магнит-
ного поля почти постоянна (не зависит от R).
5-2. НАПРЯЖЕНИЕ НА ИНДУКТОРЕ
ПРИ НАГРЕВЕ СПЛОШНОГО ЦИЛИНДРА
Напряжение t/H на отрезке а бесконечно длинного индуктора
определяется общими выражениями (1-32), (1-41) и (1-42), в кото-
рых составляющие напряжения Url и Us определяются, как в гла-
68
вах 1—4. Необходимо вычислить составляющую напряжения (7м2,
которая уравновешивает ЭДС, наведенную в индукторе магнитным
потоком, проходящим внутри нагреваемого цилиндра. В соответст-
вии с формулой (1-36) эта составляющая равна
1/м2 = /(опуФм2/1/'2.
Рис. 5-2. Расчетные графики к формулам (5-12) — (5-15)
Магнитный поток внутри цилиндра
•R R
Фм2 = f НоЛ• 2nRdR =-----------------------if фегm + jbeitn)RdR =
b ber tn2 -(- / bei m2 о
= лр,орД1т2Ятг
bei' m?— j ber' m2
ber m2 + j bei m2
69
Разделив действительную и мнимую части и выразив Нте через
ток в индукторе, получим
Ф ( ml ml \
= /шш —= /и f ш2лр2--------А + >2лр2------В I = /и (п + №2),
у 2 \ а а )
где
д 2 ber m2 Ьег'/п2 + bei m2 bei'т2 ф (5 12)
m2 ber2 т2 4-bei2 т2
berm2bei'm2— bei т2 ber' т2 (5 13)
m2 ber2 m2 + bei2 m2
Составляющие сопротивления цилиндра, приведенные к току
длинного индуктора,
2 9
' 9 Ш2 ' 2 Ш2
г2 = шлр2----А; хМ2 = ^лр2---------В. (5-14)
а а
Учитывая, что D.J (]/*2 Д2), можно предста-
вить сопротивления в виде
r2 = W2 = ,515,
а Д2 у 2 а Д2 У 2
При т2>6 имеем А ~ В |/2/т2. Тогда формулы (5-15)
переходят в формулу (1-37).
Отметим, что множители т2А/]/2 и ш2В/ |/2 соответствуют
функциям G и Q или R и X для пластины (§ 4-5).
На рис. 5-2 приведены значения Л и В в зависимости от т2.
В табл. 5-1 даны приближенные формулы для вычисления А и В.
Таблица 5-1
Приближенные формулы для расчета
коэффициентов А и В
А в Погреш- ность, %, не более
т2<1 mj/8 1 1
/??2>3 2 /_1 1_\ /2 6
т2 \ у^2 2т2 / т2
т2>6 У 2 !т2 /2/«2 5
Реактивное сопротивление хв, обусловленное магнитным по-
током Фв в воздушном зазоре, вычисляется по формуле (1-40).
Активное г± и внутреннее реактивное хм1 сопротивления индукти-
рующего провода находятся по формулам (4-3) и (4-9).
Тогда в соответствии с формулой (1-41) имеем
“ Л [Г1 + Г2 + j (хв + %М1 + (ги + ~ и^и•
70
5.1 ЭЛЕКТРИЧЕСКИЙ КПД ИНДУКТОРА
ПРИ НАГРЕВЕ СПЛОШНОГО ЦИЛИНДРА
Формулу для электрического КПД найдем обычным tty тем:
1 + г1/г2
При dx>l,6 Дх
JCL/i л О-»
г, я» —- w2 -£1-,
ga Al
где g = wb-Ja. — коэффициент заполнения, учитывающий неплот-
ность намотки индуктора.
Тогда имеем
1 । pi Pi Аг > 2
gD2 р2 А1 ш2А
или после упрощения
Ч. ------------------- (5-16)
1 + 1/
g£)2 У pp2 тгА
При т2>6 Дробь )^2/(щ2Д) ~ 1 (см. табл. 5-1) и КПД дости-
гает предельного значения
Ли- пред = _ • (б* 17)
gD2 V рр2
Это совпадает с формулой (1-44), полученной для частного слу-
чая резко выраженного поверхностного эффекта.
Зависимость КПД индуктора от частоты т|и = f (т.2) похожа
на подобную же зависимость ци = f (D2/A2) для пластины при
Ь2Ю2 = 1, приведенную на рис. 4-9. С увеличением отношения
DXID2 кривые сохраняют характер, но КПД понижается.
Если dx/AxdA выражение для КПД индуктора примет вид
1]и= _Pi_ У~2 Ф (W-M. . (5.18)
gD2 V рр2 т2А J
С увеличением т2 или частоты (что то же самое), если все раз-
меры остаются постоянными, глубина проникновения тока в медь
уменьшается и формула (5-18) переходит в формулу (5-16).
5-4. ВЫБОР ЧАСТОТЫ ПРИ НАГРЕВЕ СПЛОШНОГО ЦИЛИНДРА
При выборе частоты остаются в силе соображения, приведенные
в § 4-7. Определим нижний предел частоты. Считая, что КПД ин-
дуктора должен составлять примерно 0,9 его предельного значе-
71
нйй, и принимая в качестве среднего значения — 2 (обычно
Dx/D2 = 1,54-2,5), получим из анализа формулы (5-16) т2 > 2,5.
При этом нижний предел частоты определится соотношением
f> •9 10*Рг . (5-19)
Подставив значения р2 = 10~6 Ом м и р = 1, получим для
стали
f > З/Dl (5-20)
Верхний предел частоты, как и в § 4-7, определяется из рассмот-
рения зависимости глубины активного слоя £ от частоты. При m2< 1
Jm=HmeR/M
Рис. 5-3. К выводу формулы
(5-21)
Рис. 5-4. Зависимость глубины
активного слоя от частоты
Ток в слое dR на расстоянии R от оси цилиндра, приходящийся
на единицу его высоты (рис. 5-3):
dZ(1) = JmdR.
Мощность на единицу высоты цилиндра
R, п R1
= (JmdRyp-^^ = w.2 f J2mRdR =
2 J dR-1 J
о о
9 R-2 n
__ Hme C mjn я?2Нте / R2 \4
-Лр2 —— \ R dR- ( д I •
Al J 4 /
о
Мощность на единицу высоты цилиндра, выделенная в кольце-
вом слое
72
По условию имеем
_ЦЙ_= 1_ р---------LY = 0,865.
Р(|) к R.)
Отсюда получаем
1 = £пред~ 0,4Я2. (5-21)
В более общей форме для любых частот этот расчет был вы-
полнен Г. А. Разореновым [35], который показал, что
£ « |пред « 0,4# 2 уже при т2 3,5, что соответствует
#2 2,5А2. При #2>2,5Д2 глубина активного слоя £ « Д2.
Зависимость УК2 = f (Д2/#2), приведенная на рис. 5-4, может
быть в расчетах приближенно заменена ломаной линией. Тогда
верхний предел частоты, обеспечивающий наибольшую глубину
активного слоя, а следовательно, и наименьшее время нагрева при
заданных температурах поверхности и оси цилиндра определится
из соотношений
#2/Д2<2,5
или
/<6-106р2/(рО2). (5-22)
Применительно к нагреву стальных цилиндрических заготовок
до температуры выше 750 °C получим
f<6/Dl (5-23)
Неравенства (5-20) и (5-23) можно объединить в одно:
3/Т>2</<6/^, (5-24)
которое и определяет полосу оптимальных частот при нагреве длин-
ных стальных цилиндров.
5-5. ПОНЯТИЕ О СОБСТВЕННОМ И ПРИВЕДЕННОМ
СОПРОТИВЛЕНИИ ЗАГРУЗКИ
Ранее было показано (см. § 1-2), что /и = aHmel(w У 2). Найдем теперь
ток, индуктированный в цилиндре. Выразим ток в цилиндре через напряжен-
ность магнитного поля с помощью закона полного тока (рис. 5-5). Совершив
обход по контуру bcdeb, получим
f ~ ^2 ~ ~У"2 те Н’ (5-25)
где Нт0 — амплитуда напряженности магнитного поля на оси цилиндра.
В общем случае напряженность магнитного поля на оси цилиндра не
равна нулю и может иметь различную фазу. Отсюда видно, что индуктиро-
ванный ток не равен по абсолютному значению полному току индуктора и не
обязательно противоположен ему по фазе. В дальнейшем для простоты бу-
дем считать, что w = 1.
При ярко выраженном поверхностном эффекте Нт 0 « 0 и | /и | » | /2|.
Разность фаз составляет 180°. При более низких частотах Нто 0 и в не-
которых случаях, когда разность фаз между и //0 близка к 180°, /и < /2-
73
Если частота стремится к нулю, то HmQ Нте и /2 0. Следовательно,
в цилиндре перестает выделяться энергия, т. е. Р2 -> 0.
Подставим в формулу (5-25) значение Нто по формуле (5-8), положив
в ней m — 0. Тогда получим
/2 —
__ аНте /____________1________\ / Ьег /п2 — 1 -j- / bei т2
У2 I ber т2 -f j bei т2 ) и ber т2 + / bei т2
Модуль этого выражения
2 —
1 — 2 Ьег т2
ber2 т2 + bei2 т2
— Iи УСо.
(5-26)
Рис. 5-5. Пояснение к форму-
ле (5-25)
Так как зависимость Ьег т2 = f (tn2) при изменении т2 меняет не только
абсолютное значение, но и знак, то Cq может быть больше или меньше еди-
ницы. Следовательно, /2 может быть боль-
ше /и. Если т2 -> 0, то ber т2-> 1,
bei т2 -> 0, с0 -> 0 и /2 0. При т2 « 4
коэффициент с0 достигает максимума, при-
чем /2 ~ 1,23 /и (с0 ~ 1,5). С увеличением
/ц2, тГе. с ростом частоты, с0 -> 1. При
т2 > 6 колебания с0 около единицы прене-
брежимо малы вследствие малости абсо-
лютного значения Нт^. Практически
можно считать, что при т2 >,6 ток /2-
~ И С(( “ 1.
В § 5-2 нами были получены выраже-
ния (5-14) для активного г2 и внутреннего
реактивного х'м2 сопротивлений загрузки,
приведенных к току индуктора. На осно-
вании этих формул легко заключить, что
если частота стремится к нулю (т2 -> 0), то
г2и хм2 так>ке стремятся к нулю. Если
f -> оо (т2 -> оо), то Г2 %м2, возрастая пропорционально корню квадратному
из частоты так же, как при плоской волне в проводящем полупространстве.
Далее этот вопрос разберем на примере активного сопротивления. Примем,
что w -- 1. Выразим приведенное активное сопротивление через ток в ин-
дукторе и мощность в загрузке. Получим
^2=^и.
Назовем собственным активным сопротивлением сопротивление г2, от-
несенное к току 12, индуктированному в загрузке (цилиндре). Выразим его
через мощность и ток в загрузке:
г2 = ^2/^2•
Выражая г2 через г2, находим
где с0 — коэффициент приведения собственного активного сопротивления
к току отрезка а бесконечно длинного одновиткового индуктора.
Так как с понижением частоты /2, с0 и Р2 стремятся к нулю, то Г2 -* 0,
что следует из формул (5-12) и (5-14). Выясним, стремится ли к нулю собст-
венное сопротивление г2, если т2 -> 0. Известно, что когда т2 -> 0, то за-
висимость плотности тока в цилиндре от координаты становится линейной.
Отсюда следует, что сопротивление г2, определяемое характером зависимости
Jm ~~ f (Я), стремится к некоторому предельному значении),
74
Выразим собственное сопротивление Г2 *<ерез приведенное сопротивле-
коэффициент с0, использовав формулы (5-12), (5-14) и (5-26). Тогда
ние Г2 и
получим
ber т2 bei' т2 + bei т2 bei' m2
ber2 т2 -f- bei2 m2 + 1 — 2 ber m2
При
r2 ml 2
f2 — — — jxp2 -------
c0 a m2
m2 <Z 1 имеем
ber2 m2 -j- bei2 m2 1; ber m2 1 — rn2/64;
ber m2 ber m2 4 bei m2 bei m2 m2/16.
Тогда предельное значение r2 будет
m2 2 "г'2/16 p
г2 — г2 пред — — 4л -----•
а т2 1 + 1 — 2 + т^/32 а
При т2>*6 коэффициент с0 л 1 и приведенные сопротивления, равные
собственным, могут вычисляться по формулам для плоской волны в прово-
дящем полупространстве. Если индуктор многовитковый (аг>> 1), то приве-
денные сопротивления умножаются на w2 (г2 =
Все сказанное качественно справедливо для любой формы поперечного
сечения загрузки, например прямоугольной. В зависимости от формы се-
чения меняются только математические выражения и количественные соот-
ношения.
5-6. ПОЛЫЙ ЦИЛИНДР В ПРОДОЛЬНОМ МАГНИТНОМ ПОЛЕ
Основные дифференциальные уравнения (5-1), (5-2), (5-3) и ре-
шение их для напряженности магнитного поля (5-4), а также для
плотности тока (5-5) остаются без изменения. Коэффициенты
и с2 определяются из граничных условий.
В качестве первого граничного условия получаем, что напряжен-
ность магнитного поля на внешней поверхности цилиндра при
R = Т?22 (рис. 5-6) выражается через ток в индукторе как (см.
стр. 67)
Нт = Нте = = C1JO (m2 у—I) + С2^0 [тг У, (5.27)
а
где т2 = |/2 /?22/Д2 — относительный радиус внешней окружно-
сти цилиндра.
Второе граничное условие получим, найдя плотность тока
на’ внутренней поверхности цилиндра, при 7? = Т?21. Применим
закон электромагнитной индукции к контуру 2л7?21:
Edl = 2jlR2l£/nl = /^)Фм. п = ,
где Фм.п—магнитный поток в полости цилиндра, Вб; Нт1—
напряженность магнитного поля при R — Т?21, А/м.
Отсюда находим
Ещ\ ~ т\/2\ jт\ — Em\lp2 = mi/(2p2). (5-28)
75
Подставляя в условие (5-28) значения Нт1 и Jт1 из уравнений
(5-4) и (5-5), получаем
Н=1
/ощо#21
^Рг
' V - 2j
Cl
+ ^2
2р2
^2
В21
$22.
^2
Wo#2l
~ о [т11 * /) ч-
2рз J
или
Рис. 5-6. Система для нагрева
лого цилиндра
по-
(5-29)
где = У 2/?21/^2— относитель-
ный’ радиус полости цилиндра.
Совместным решением уравне-
ний (5-27) и (5-29) находим по-
стоянные Ci и с2, которые выра-
жаются через полный ток индуктора
и относительные радиусы цилин-
дра и т2. Этим полностью оп-
ределяются значения Нт, Ет и Jт в любой точке сечения.
Если толщина стенки цилиндра d2 относительно мала, то плот-
ность тока может быть с достаточной точностью найдена из выраже-
ния (3-12). Такое упрощение возможно, когда D22 5 d2i что почти
всегда соблюдается на практике. В этом случае для определения
глубины активного слоя % можно пользоваться табл. 3-4, положив
tn — — 1 (удельное сопротивление второй среды равно бесконеч-
ности).
5-7. НАПРЯЖЕНИЕ НА ИНДУКТОРЕ
ПРИ НАГРЕВЕ ПОЛОГО ЦИЛИНДРА
Магнитный поток Фм2, проходящий внутри полого цилиндра,
можно разделить на две составляющие: поток Фм. с, проходящий
сквозь сечение стенки цилиндра, и поток Фм. п, проходящий
в полости цилиндра. Таким образом, имеем
Фм2 = Фм. с 4“ Фм. п’,
. -2 (5-30)
Фм. с “ 2тСЦоР' J НmR>dR*t Фм. п
Ru
где Нт1— напряженность магнитного поля в полости цилиндра.
76
Как видно из формул (5-30), магнитный поток Фм2 выражается
через Нте и Нт1, а следовательно, через полный ток индуктора
и относительные радиусы /гц и т2.
Определяемая магнитным потоком Фм2 в соответствии с форму-
лой (1-36) составляющая напряжения
^м2 = /(ошФм2/|/2 =1„[г2-\-}х'к2).
Сопротивления г’> и %м2 могут быть записаны в виде, аналогич-
ном формулам (5-14):
т2 2
г - -- ау‘лр., —-----
" а т2
О
, « 2
--
AC \ BD , "'г д
----1-------— Ю“Л<>2------А ;
С24-£>2 1 а пц
BC — AD , т22
—---------— = йУ2лр,------В„. „,
С2Д-£>2 12 а ц
(5-31)
где А, В, С и D выражаются через функции Бесселя первого
и второго рода от тг и пг2 и их производные. Кроме того, они зави-
сят от р. [31 ].
'т д-ч ° 4С + BD с > «. ВС — AD 4 г / \
Таблицы функции ~ J = т2) иf (mlt т2)
С/ -ф- U С> “г* U
составлены в работах [3, 31, 41] только для р, ~ 1, что, однако,
вполне достаточно для практики, так как при нагреве стальных
труб выше точки Кюри в начальных стадиях нагрева глубина про-
никновения тока всегда значительно меньше толщины стенки трубы
и расчет может производиться по формулам для ярко выраженного
поверхностного эффекта в ферромагнитной и двухслойной средах
(см. гл. 2 и 3).
Для определения 4П ц и Вп, ц более удобно, чем таблицами,
пользоваться простыми приближенными формулами [35], позво-
ляющими получить достаточную точность при т2>2 и Д т<1,
а также при т2>3 и Дт<2:
л _ 2 Ьттгтср
Ц т2 4 4- (Д/и)2 т\
2 2/и2+т2(Дт)3/3
т2 4+(Дт)2т1тср
(5-32)
где Дт = т2—т1 = ]/2б!2/Д2— относительная толщина стенки;
тср = (m2 + mJ : 2 = ]/~2 /?ср/Д2 — средний относительный радиус
цилиндра; при Дт>2 полый цилиндр ведет себя, как сплошной,
4п.ц = 4, Вп.ц в (см- рис. 5-2).
Таким образом, напряжение на индукторе, как и прежде,
t/и — /и (ГИ 4" Ми)-
77
$-8. ЭЛЕКТРИЧЕСКИЙ КПД ИНДУКТОРА И ВЫБОР ЧАСТОТЫ
ПРИ НАГРЕВЕ ПОЛОГО ЦИЛИНДРА
Электрический КПД индуктора определяется по формуле (5-18)
при условии замены в ней коэффициента А на Л„.ц. Коэффициент
Ап. ц, а следовательно, и сопротивление г2 обращаются в нуль при
стремлении к нулю параметров т2 и Ат. При малых значениях
Ат или, что то же самое, малой толщине стенки цилиндра послед-
няя становится «прозрачной» для электромагнитной волны и КПД
индуктора приближается к нулю.
Если т2 > 6, а Ат>2, то Ап. ц ~ А ~ ]^2/ т2 и КПД индук-
тора равен предельному при нагреве сплошного цилиндра [см.
формулу (5-17)]. Следует, однако, отметить, что зависимость г2 =
Рис. 5-7. Зависимость при-
веденного сопротивления
полого цилиндра от относи-
тельной толщины стенки
Рис. 5-8. Зависимость элек-
трического КПД индуктора
от частоты при постоянной
толщине, стенки цилиндра
Для сравнения приведена штри-
ховая кривая, соответствующая
сплошному цилиндру
= f (кт) при т2 = const имеет максимум (рис. 5-7), что приводит
к появлению максимума кривой КПД индуктора (рис. 5-8). Макси-
мум наблюдается при различных значениях т2, в зависимости
от отношения R22/R21t но всегда при d2 < Аг(Ат<]/л 2), т. е.
при слабо выраженном поверхностном эффекте в стенке цилиндра.
Определим частоту, при которой КПД индуктора максимален.
Очевидно, что максимуму КПД соответствует максимум отношения
г'21гх. Если толщина индуктирующего провода меньше глубины
проникновения тока Alt то гх не зависит от частоты и отношение
г2/г1У а также КПД монотонно возрастают с ростом частоты.
Когда d^Ap Использовав для вычисления г2
формулы (5-31) и (5-32), а также учтя, что глубина проникновения
тока в материал цилиндра при р, = 1 равна А2 » 500 Vp2/f, получим
выражение для г2/гг.
Для упрощения ограничимся случаем R2 10d2, что соблю-
дается практически для всего сортамента выпускаемых труб. Это
позволит заменить в формулах (5-31) и (5-32) тг и т2 на тср. Тогда
78
получим
г' f3/2
Л=с---------------------------,
ri 4 + D2cpd2/(6,25.10I0p2)
где постоянный коэффициент С объединяет все величины, не зави-
сящие от частоты.
Оптимальную частоту найдем из уравнения
d f
— — =0.
df \ Г1 7
Имеем
fonT= -8^5’106^ , (5-33)
Ср“2
где О2ср (^22 + £>21) • 2 — средний диаметр цилиндра.
Максимум КПД выражен не очень резко, и выбирать частоту
можно в довольно широких пределах:
4- Ю5Рг Ю5Р2 . (g _од)
^2 ср^2 В2 ср^2
Формулы (5-33) и (5-34) применимы для длинных индукторов,
когда L^/acO,!. С уменьшением длины индуктора максимум КПД
сдвигается в сторону более высоких частот. Если 1, опти-
мальную частоту и полосу частот можно найти по формулам
~ а» 65* ю5Р2 . 4- ю5р2 ю • Ю5р2 (5-35)
^2 СР^2^2 ^2 ср^2^2 ^2 ср^2^2
Коэффициент k2 при D2/a<5 может быть найден по формуле
2,3
2,3 + D 2/а
(5-36)
ГЛАВА ШЕСТАЯ
ПРИБЛИЖЕННЫЙ РАСЧЕТ
КОРОТКИХ ИНДУКТОРОВ
6-1. ИНДУКТОРЫ БЕЗ МАГНИТОПРОВОДОВ
ДЛЯ НАГРЕВА НАРУЖНЫХ ПОВЕРХНОСТЕЙ
В предыдущих главах все индукторы с загрузкой рассматрива-
лись как отрезки системы бесконечной длины. Участок такой си-
стемы длиной а (см. рис. 5-5) характеризуется соотношениями:
1) вне индуктора //= 0, f Hd\ = aHme = w]/r2 /и;
79
2) в воздушном промежутке между индуктором и нагреваемым
объектом поле равномерно, Нта = Нте;
3) магнитный^ поток_ индуктора
®ио ~ ^Hme/Zm„0 = 2 In/Zmno>
где Zm„0 — магнитное сопротивление отрезка а системы; w—число
витков; /и — действующее значение тока в индукторе.
Рис. 6-1. Магнитное поле, схемы замещения и векторная диаграмма
наружного индуктора
Магнитное сопротивление отрезка системы можно выразить
через его составляющие:
-7 ^msQ^m2
Zmso ~1~ Z m2
Zmso jto/ZsQ — j(Ji) I (jXsq) (h/xsq = Rtnso*
Zm2 =
где Zms0 = Rms0 — магнитное сопротивление воздушного зазора;
xs0 — реактивное сопротивление, определяемое магнитным noTOKOMt
проходящим через воздушный зазор; Zm2 — магнитное сопротивле-
ние загрузки; Z2 — электрическое сопротивление загрузки.
Если теперь рассмотреть реальный индуктор длиной а, то бу-
дем иметь:
1) вне индуктора’Я>0;
2) аНте<иуК2/и или Hme<iwV^I»/а, так как составляющая
f Hdl на участке вне индуктора больше нуля;
80
3) магнитный поток индуктора
ф ___
И . ~ *И0’
Z/пи "Ь Rme ^тио Ч" Рте
где Rme — магнитное сопротивление пути обратного замыкания
магнитного потока.
Уменьшение магнитного потока в реальной системе по сравне-
нию с идеализированной при одинаковых значениях тока в индук-
торе приводит к снижению мощности в загрузке и снижению КПД
индуктора.
На рис. 6-1, а приведена примерная картина магнитного поля
индуктора длиной аг, внутри которого находится нагреваемый
объект длиной и Дана магнитная схема замещения индук-
тора.
Магнитной схеме замещения соответствуют электрическая схема
замещения на рис. 6-1,6 и векторная диаграмма на рис. 6-1, в.
Электрическая схема замещения дополнена активным гг и внутрен-
ним реактивным xMi сопротивлениями индуктирующего провода.
В ней
Сопротивления r2 и *м2 представляют собой приведенные к току
индуктора активное и внутреннее реактивное сопротивления
участка а2 загрузки для идеализированной системы бесконечной
длины (см. § 5-5).
Пользуясь схемой замещения на рис. 6-1, б, найдем сопротив-
ления загрузки, приведенные к току короткого индуктора.
Полное приведенное сопротивление нагреваемого тела
7 _ Ё2 jxe[r2 + j(xs -Мм2)] _ ' I ; '
Z.2 — = --—-----;---;---— — '2 1*2-
In r2 + 1 (хе + xs + ^мг)
Разделяя действительную и мнимую части, находим
M2J 1 '2
(6-1)
(6-2)
Х2^С Xs+Xm2
хе
(6-3)
С (r2/xe)a + [l+(xs + xM2)/xe[a
(6-4)
Содержащийся в формулах (6-2) — (6-4) коэффициент с назовем
коэффициентом приведения активного сопротивления.
Так как мощность в нагреваемом объекте Р2 — = /|г2,
то при w = 1 имеем
Для определения составляющих схемы замещения на рис. 6-1, б
рассмотрим магнитное поле индуктора (рис. 6-1, а). Будем считать,
81
что все витки индуктора охватывает один и тот же магнитный по-
ток Фи. На длине а2 магнитный поток проходит по нагреваемому
объекту и индуктору в виде двух составляющих: Ф5 (поток рассея-
ния) и Фм2 (поток в нагреваемом объекте), а на остальном пути —
одним общим потоком Фи.
Примем идеализированную картину магнитного поля, в которой
внутри индуктора все силовые линии параллельны оси, а внешнее
поле такое же, как у пустого индуктора.
В соответствии с магнитной схемой замещения на рис. 6-1, а
полный ток индуктора ю1и расходуется на проведение общего маг-
нитного потока внутри индуктора по участку а2 и по всему пути
его обратного замыкания.
В дальнейшем для простоты примем, что число витков индук-
тора w = 1. Если w> 1, то в схеме замещения и во всех формулах
следует заменить г2, Ли Uh соответственно на пу2г2, &у2хм2,
w2xs, /и/^, wUn.
Сопротивления г2 и хм2 определяются по формулам, приведен-
ным в предыдущих главах, в зависимости от стадии нагрева и формы
тела. Индуктивное сопротивление рассеяния xs рассчитывается для
равномерного поля на участке а2, подобно тому как это делалось
в гл. 1 [см. формулу (1-40) для хв]. При этом имеем
Xs = C0p0S/i/fl2, (6-5)
где Sh — площадь поперечного сечения воздушного зазора, м2;
а2—длина нагреваемого объекта, м.
Для определения хе необходимо найти магнитное сопротивление
обратного замыкания Rme для участков I и II на рис. 6-1, а, со-
ответственно внутри и вне индуктора:
Rте ~ R т I Rm Hi
где Rm i— магнитное сопротивление участка —а2 внутри индук-
тора, но за пределами нагреваемого объекта; RmII — магнитное со-
противление участка обратного замыкания магнитного потока вне
индуктора.
Составляющую полного магнитного сопротивления Rm j можно
определить из соотношений:
Rm i = <о/ДХ10; AxJ0 = ®|i0S!/(«!—а2) = “Но —— X
ai
х —1—= х10—1— ,
«1 — «2 «1 — «2
где Дх10 — реактивное сопротивление условного соленоида длиной
«1—а2> xio—реактивное сопротивление отрезка ах пустого ин-
дуктора бесконечной длины; Sx—площадь окна индуктора (для
цилиндрического индуктора Sx = nD]/4).
Таким образом, имеем
R т 1 = со (П1—|
о / (6-6)
хХ0-сор051/Я1. J
82
Вычисленное по формулам (6-6) магнитное сопротивление
участка / несколько меньше действительного, так как вследствие
поверхностного эффекта магнитный поток Фм2 концентрируется
вблизи поверхности нагреваемого объекта. Однако неравномер-
ность в распределении магнитного потока наблюдается лишь на
сравнительно коротком участке вблизи торца объекта и, как по-
казывают эксперименты, мало сказывается на окончательном ре-
зультате.
При вычислении магнитного сопротивления Rmn участка //,
расположенного вне индуктора, будем исходить из аналогии маг-
нитных полей пустого и загруженного индуктора.
Полное магнитное сопротивление Rm пустого индуктора с лю-
бой формой поперечного сечения легко выразить через его реактив-
ное сопротивление
где — поправочный коэффициент, учитывающий магнитное
сопротивление обратного замыкания; это известный коэффициент
Нагаока [13] для цилиндрического индуктора и аналогичный ему
при другой форме поперечного сечения; %10—реактивное сопро-
тивление отрезка аг индуктора бесконечной длины.
Для получения RmII из полного магнитного сопротивления Rm
необходимо вычесть магнитное сопротивление участка внутри пу-
стого индуктора Rmac Основываясь на высказанном ранее допуще-
нии о равномерности поля внутри индуктора, найдем
Rmat = w/x10; Rm п = со/(йхх10) —со/х10 = ® (1 —&j)/(x10&i).
Отсюда получим
Rте ~ Rtn I 4“ Rm II ® (^1 ^1^2)/(^10^1^1)
И
хе = . (6-7)
Rme а1 а2
В важном частном случае равенства длины индуктора и нагре-
ваемого объекта (ах = а2) имеем
= (6-8)
Допущение о равномерности поля внутри короткого индуктора
приводит к преуменьшению Rma, и, следовательно, к преувеличе-
нию Rm i, что в окончательном результате для Rme в известной мере
компенсирует ошибку в вычислении Rm[, о которой упоминалось
раньше.
Зачастую необходимо нагреть участок поверхности (длина на-
греваемого цилиндра или пластины больше длины индуктора).
В этом случае можно считать, что at да аг, так как индуктирован-
ный ток концентрируется под индуктором. При этом, однако, в оп-
ределение хе вносится некоторая условность.
83
На рис. 6-2 и 6-3 представлены Графики поправочных коэффи-
циентов k = f (D/a) и k = f (D/а, D/b) для вычисления индуктив-
ности соленоидов с круглым и прямоугольным поперечным сече-
нием, необходимые для вычисления хе. Коэффициент k = f (D/а)
может быть также вычислен по формуле (5-36).
Метод приведения параметров нагреваемого объекта по общему
магнитному потоку позволяет получить все предельные случаи.
Если D2 —0 и 0, то > г 1 и > -^мх *~Н т. полу-
чается пустой индуктор.
Рис. 6-2. Поправочный коэффи-
циент для вычисления индуктив-
ности цилиндрического соленоида
Для кривой 2 числа по оси абсцисс
умножаются на 0,1
Рис. 6-3. Поправочный коэффици-
ент для вычисления индуктивности
соленоида с прямоугольным попереч-
ным сечением
С повышением частоты коэффициент приведения активного со-
противления с увеличивается, так как r2, a xs, хе— f.
В пределе, при со, получим
где Sj и S2— площади поперечного сечения индуктора и загрузки
соответственно.
При этом с<1, если S2/Si<J.
Экспериментальная проверка, проведенная при различных от-
ношениях О2/Д2, свидетельствует о незначительных ошибках рас-
чета, обычно составляющих единицы процентов.
Отметим, что при ярко выраженном поверхностном эффекте
(О2/Д2>10) и немагнитных загрузках практически те же резуль-
таты получаются, если представить систему индуктор — нагре-
84
ваёмый объект в ВиДе трансформатора без сердечника и произвести
расчет, пользуясь теорией связанных контуров.
Этот метод довольно широко представлен в литературе (см.,
например, [1, 2, 3, 4, 31, 38]), однако следует иметь в виду, что
применение его при полностью или частично ферромагнитной за-
грузке, а также при относительно низких частотах приводит к со-
вершенно неудовлетворительным результатам, прежде всего
вследствие неопределенности в этих случаях значения взаимной
индуктивности М.
Для эквивалентных электрических сопротивлений нагружен-
ного индуктора теперь можно написать
Г,Г-ггК; +хм1-К;
И +х^,
где гш и — активное и реактивное сопротивления подводящих
шин; гг—активное сопротивление индуктирующего провода;
хм1—его внутреннее реактивное сопротивление; г'2 и х2 вычис-
ляются по формулам (6-2) и (6-3).
Рассмотрим КПД индуктора. В общем случае, когда
сопротивления индуктирующего провода и загрузки будут
П = Piroi!<h\ хМ1 — \ (6-11)
= ^2^02^ ^2» -^м2 = Р 2^02 ^2, (6- 12)
где —внутренний периметр витка индуктора; F2—наружный
периметр нагреваемого объекта; аг и а2— длины индуктора и на-
греваемого объекта.
Коэффициент полезного действия индуктора будет
1
'2
Ли = ~ 1 I // х
Ги 1 •+ Г1/(сГ 2)
При этом формулы (4-37) и (5-18) примут вид
1 V
cG J
1
gP\ai Р
_£1__
НР2
Ли \ + gD2a± |/
где с вычисляется по формуле (6-4).
Предельный КПД будет равен:
пластины
для
ДЛЯ
п — | 1 4- Р1°г
Ли-пред-ё^а1
цилиндра
Pi 1
РР2 спред
Pi 1
где
\ Г рр2 С„Ред
с|1ред вычисляется по формуле (6-9).
(6-13)
(6-14)
(6-15)
(6-16)
(6-17)
85
Разберем зависимость КПД индуктора от частоты при нагрёвё
немагнитного цилиндра. Так как сс,рел = f (DJa^ D^D^, ajja2),
то каждому соотношению размеров соответствует свой предельный
КПД, который достигается при различных частотах.
Задаваясь определенным значением отношения г)и/т]и. пред,
получим выражение для наименьшей допустимой частоты
f л F0/Dl (6-18)
где
р ff , 01 Р* А____ а± Р1 А
\ Gy CI2 Р? / \ ^2 ^2 а2 Р2 )
Приводим значения FQ (вычисленные при условии а± = а2\
DrID2 = 24-2,5; р2 = Ю-6 Ом-м; р = 1) для случая нагрева
стального цилиндра при разных значениях Dja и т]и/Ли пред =
- 0,9:
D2/a .... 0 0,2 0,4 0,6 0,8 1,0 2,0
Fo, м2/с ... 3 5,6 8,3 11,3 15,3 19 53
Таким образом, при = 2ч-2,5 формулой (5-20) можно
пользоваться только при £)2/а<0,1. При = 1,44-1,6 она
может применяться для/)2/а<0,2. Принятое соотношение диамет-
ров характерно для сквозного нагрева.
Эти данные могут быть использованы для приближенного опре-
деления минимальной частоты при нагреве любых немагнитных
материалов. В этом случае в формулу (6-18) вместо Fo следует под-
ставить коэффициент
F = F0p2-106, (6-19)
где р2—удельное сопротивление нагреваемого материала, Ом-м.
Таблица 6-1
Значения коэффициента Fo для определения
нижнего предела частоты при нагреве стальной
пластины
D, b2
D.a 0 0,1 0,2 0,5 1,0
0 1,0 1,0 1,0 1,8 3,0
0,1 1,0 1,07 1,2 2,4 5,0
0,25 1,13 1,40 1,6 3,25 8,0
0,5 1,53 2,05 2,48 4,77 13,0
1.0 2,3 3,3 4,85 14,00 25,0
Если р2 < Ю“6Ом-м, то г]и<0,9 г|и пред. Например, при на-
греве медного цилиндра т]и=0,8 г)и. пред- При нагреве заготовок пря-
моугольного сечения коэффициент Ко зависит также и от отношения
86
Ь2Ю2. Значения коэффициента Fo, вычисленные так же, как для
цилиндра, при Dr!D2 = 2,5, приведены в табл. 6-1. Из таблицы
видно, что формулой (4-41) можно пользоваться только при
D2lb2 < 0,2 и D2/a ^0,1. Для немагнитных материалов, у кото-
рых р2 10~6 Ом м, следует также пользоваться формулой (6-19).
Формула (6-18) показывает, что соотношение (4-50) и (5-23), по
которым выбирается верхний предел частоты, могут использоваться
только при достаточно длинных системах, когда F0-<6. В остальных
случаях частота ограничивается лишь снизу [неравенство (6-18)].
6-2. ИНДУКТОРЫ БЕЗ МАГНИТОПРОВОДОВ ДЛЯ НАГРЕВА
ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Индукторы без магнитопроводов часто применяются для по-
верхностной закалки внутренних поверхностей при частотах выше
10 0002Гц. Из примерной картины магнитного поля системы
Рис. 6-4. Магнитное поле и схемы замещения внутрен-
него индуктора без магнитопровода
(рис. 6-4, а) следует, что наиболее существенная часть пути обрат-
ного замыкания общего магнитного потока Фи — Ф5 + Фм2 про-
ходит в зоне сильного поля внутри полости индуктора. Для этого
участка можно принять R,ne = со/х10. Остальной путь разветвляется
на два: для потока рассеяния Ф5 — это поворот из полости внутрь
зазора h между индуктором и нагреваемой поверхностью, а для
рабочего потока Фм2—путь через зазор.
Этим участкам соответствуют дополнительные сопротивления
R'ms и Rmh (рис. 6-4, б). Это означает, что в электрической схеме
87
замещения (рис. 6-4, в) параллельно сопротивлениям зазора и де-
тали должны быть включены соответственно реактивные сопротив-
ления x's и xh. Однако практическое использование схемы рис. 6-4, в
осложняется трудностью вычисления Rmh и R'ms, а следовательно,
и соответствующих им электрических сопротивлений xh и xs. По-
этому, учитывая основную роль сопротивлений R^ и хе, целесооб-
разно пользоваться более простой схемой замещения по общему
потоку (рис. 6-1, б). Чтобы частично учесть исключенные из схемы
сопротивления R'ms, и особенно Rmh, необходимо вместо сопротив-
ления хе = х10 ввести
. (6-20)
Тогда получим
7?m, = co/xe = ®/(xJoA:c),
где йс<1.
Экспериментальное исследование цилиндрических индукторов
показало, что для вычисления коэффициента kz может быть при-
нята эмпирическая формула
Jfec = ^ + (1—^)e-3WcP, (6-21)
где kr = f (Z)1BH/a) определяется из рис. 6-2; О1ср=(О1 +
+ П1ВН) : 2 — средний диаметр индуктора; Dr и О1ВН— наруж-
ный и внутренний диаметры индуктора соответственно; D2— диа-
метр нагреваемой детали.
Если DJa 0, то kc -> 1 и хе -> х10 — ®ponDi вн/(4й).
Индуктивное сопротивление рассеяния xs вычисляется, как
и прежде, из условия равномерности магнитного поля в воздушном
зазоре. Имеем
xs = cop.0(S2—S^la, (6-22)
где Si = лО|/4 — площадь поперечного сечения наружного кон-
тура индуктора, м2; S 2 = nD^/4 — площадь поперечного сечения
полости детали, м2.
При вычислении активного t\ и внутреннего реактивного хм1
сопротивлений индуктора следует учесть, что взаимно противопо-
ложное действие кольцевого эффекта и эффекта близости улучшает
использование сечения индуктирующего провода. Поэтому, рассчи-
тывая эти сопротивления по формулам (4-9), следует результат
уменьшить в 1,5 раза:
г1п « nD1p1u//( 1, 5MJ = лDjPjW2/(1,5adj), (6 -23)
где г1п — условное сопротивление индуктирующего провода по-
стоянному току; Di—наружный диаметр индуктора, м; b — вы-
сота витка индуктора, м; w—число витков.
КПД таких индукторов при одинаковых размерах ниже, чем
наружных, так как путь обратного замыкания магнитного потока
проходит внутри индуктора, в зоне сильного поля. В этом случае
88
больше составляющая 1е тока индуктора и ёго полный Ток, что ве-
дет к увеличению потерь. Эта разница уменьшается с увеличением
диаметра индуктора и с повышением частоты.
6-3. ИНДУКТОРЫ С МАГНИТОПРОВОДАМИ
Уменьшение магнитного сопротивления обратного замыкания
может быть достигнуто применением магнитопроводов, изготов-
ленных из листов трансформаторной стали или из ферритов. На
рис. 6-5 приведены поперечный разрез такого индуктора и картина
его магнитного поля.
Индукция в магнитопроводе обычно равна 0,15—0,8 Тл. Поэтому
его магнитным сопротивлением можно
оно приблизительно равно нулю.
Рассмотрим схемы замещения
6-4, бив применительно к индук-
тору с магнитопроводом. Из рис. 6-5
видно, что путь обратного замыкания
рабочего магнитного потока Фм2,
сцепленного как с нагреваемым объ-
ектом, так и с индуктирующим про-
пренебречь и считать, что
Рис. 6-5. Разрез индуктирую-
щего провода с магнитопрово-
дом
объединяются. Так как маг-
водом, проходит через воздушные
зазоры h и через магнитопровод, в то
время как путь обратного замыкания
потока рассеяния Ф5 пролегает только
через магнитопровод, где эти потоки и
нитным сопротивлением магнитопровода /?тг можно пренебречь
0-----"---
| П
0---------
Ф«2
Z/n2
Рис. 6-6. Схемы замещения индуктора с магнитопроводом
по сравнению с магнитным сопротивлением Rmh, то схемы замеще-
ния 6-4, бив упрощаются. Принимая в схеме 6-4, б 7?те да R'ms « 0,
получим магнитную схему замещения, приведенную на рис. 6-6, а,
и соответствующую ей электрическую схему замещения на рис. 6-6,6,
дополненную сопротивлением г1У а также сопротивлениями подво-
дящих шин индуктора. Такая схема замещения получила название
схемы замещения по рабочему магнитному потоку.
На рис. 6-6, а магнитное сопротивление воздушных зазоров
обозначено Rmh, так же, как на схеме 6-4, б. Ему соответствует
89
электрическое сопротивление хе = <alR.mh, обозначенное так для
единообразия с обозначениями на рис. 6-1. Формулы приведения
параметров загрузки к току индуктора легко могут быть получены
из формул (6-4), (6-3) и (6-2), если положить в них xs = 0, поскольку
реактивное сопротивление xs находится теперь вне контура на-
грузки. Имеем
/ х2 j 2 \
4=<2Ц*м2+^¥-Ч; (6-24)
X Хе /
с =--------!--------, (6-25)
(r2lxey + (1 + хН2/хеу-
где с, как и прежде,— коэффициент приведения активного сопро-
тивления; х'2—приведенное реактивное сопротивление вторичной
цепи, равное теперь приведенному внутреннему сопротивле-
нию хм2.
Формула (6-2) остается без изменения.
При наличии магнитопровода концентрация индуктированного
тока выражена очень резко. Можно считать, что ток сосредоточен
в полосе шириной а, равной ширине паза в магнитопроводе, что
соблюдается с достаточной точностью, если т. е. во всех
интересных для практики случаях. Тогда активное и внутреннее
реактивное сопротивления загрузки будут
-^м2 “ (6-26)
где /и — длина нагреваемой полосы; г02 и х02—активное и внут-
реннее реактивное сопротивления единичного квадрата (см. § 1-2),
вычисляемые в зависимости от стадии нагрева.
При нагреве плоского предмета /и равняется длине индукти-
рующего провода. При нагреве внутренней цилиндрической по-
верхности
= (6-27)
где D2 = D2 + £ — расчетный диаметр.
Рассмотрим, как распределяются по плоской поверхности, на-
греваемой прямолинейным плоским индуктором, прямые и обрат-
ные ветви индуктированного тока (рис. 6-7). Для прямой ветви
характерна концентрация тока в относительно узкой полосе, в то
время как в обратных ветвях, расположенных симметрично от-
носительно прямой ветви, токи.растекаются с малой поверхностной
плотностью тока Л, и нагрев в них практически отсутствует. Бла-
годаря большому эффективному сечению, по которому проходят
обратные токи, сопротивлением их путей можно пренебречь, как
мы и сделали с самого начала.
Найдем активное гх и внутреннее реактивное хм1 сопротивления
индуктирующего провода. Как уже указывалось (см. § 4-3), при
наличии магнитопровода наблюдается одностороннее вытеснение
90
тока к стороне провода, расположенной у открытой стороны паза.
Это позволяет при однослойной обмотке, которая применяется наи-
более часто, использовать для вычисления этих сопротивлений
формулы (4-9), в которых Dx означает для внутреннего цилиндриче-
ского индуктора его наружный диаметр. Для плоского индуктора
nDr заменяется на /и. Использование многослойных обмоток при
частотах выше 500 Гц не рекомендуется (§ 4-3).
Необходимо теперь вычислить составляющую реактивного со-
противления рассеяния, определяемую магнитным потоком, про-
ходящим в воздушном зазоре h' + h между индуктирующим про-
Рис. 6-7. Растекание тока под
плоским индуктором с магни-
топроводом
Рис. 6-8. К выводу
формулы (6-28)
водом и нагреваемой поверхностью. Точное вычисление его весьма
сложно, но задачу можно упростить, воспользовавшись прибли-
женным вычислением поперечного поля рассеяния провода, зало-
женного в открытый паз. При расчете поля рассеяния будем счи-
тать его равномерным. Условно продолжим башмаки магнитопро-
вода до нагреваемой поверхности (рис. 6-8, вертикальные штрихо-
вые линии). Такое допущение оправдывается тем, что обычно
отношение (h + h')!a в несколько раз меньше единицы; при этом
получается достаточно точный результат. Будем также считать, что
магнитная проницаемость магнитопровода равна бесконечности.
Тогда на основании закона полного тока получим
abcda
где /и — действующее значение тока в индукторе; Нв — напря-
женность магнитного поля в воздухе.
Магнитный поток в воздушном промежутке
Фв = ц0Дв(/г + /г')/и = ц0ау]/2 In(h-\-h') IJa- .
91
Реактивное сопротивление, определяемое магнитным потоком
в воздухе,
хв сошФв/ ( У2 /и) = сор0а’2/и (ft + h')la
или
хв - 7,9- 10->2/и (1г + 1г')/а.
Общее реактивное сопротивление рассеяния
xs = 7,9 • 10->2/н (Л + h')/a -j- rlnkx, (6-28)
где f—частота, Гц; w—число витков; /и — длина индуктирую-
щего провода, м; а — ширина паза в магнитопроводе, м (Ьс на
рис. 6-8); h—зазор между магнитопроводом и нагреваемой по-
верхностью, м; h' — расстояние от внешней поверхности индукти-
рующего провода до края магнитопровода, м.
Если рассчитывается цилиндрический индуктор для нагрева
внутренней поверхности, имеем
/и - лО; /)=(£)! + Z)2)/2 + h\ (6-29)
где D — средний диаметр воздушного зазора.
Определим магнитное сопротивление Rmfl и реактивное сопро-
тивление хе (см. рис. 6-6, б) для одновиткового индуктора. Считая,
что индукция под башмаками магнитопровода постоянна, а за пре-
делами их равна нулю, получим
откуда
= 2й/(р0С/и); (6-30)
хе = —^- = ®ц0-^- = 3,95 -10-7-^-, (6-31)
е Rmh 2h ' 1 h 7
где С — ширина башмака, м.
При больших по сравнению с шириной башмака магнитопровода
зазорах h формула (6-31) дает преуменьшенное значение хе, что
приводит к некоторому завышению тока индуктора, напряжения
на нем и к преуменьшению КПД индуктора. Такой знак погреш-
ности гарантирует известный запас по мощности при проектирова-
нии установки и выборе оборудования.
При расчете цилиндрических индукторов для нагрева внутрен-
них поверхностей /и определяется по формулам (6-29).
Ширина башмака С выбирается из следующих соображений.
Чем шире башмак, тем меньше магнитное сопротивление Rmh, ин-
дукция в магнитопроводе и тем слабее зависимость приведенных
параметров загрузки от возможных колебаний зазора. Однако чрез-
мерное увеличение ширины башмака приводит к получению раз-
92
мытой нагретой полосы. Поэтому практически ограничиваются
соотношением
С = (0,2 4- 0,75) а, (6-32)
где а — ширина паза.
Уменьшение ширины башмака ограничивается повышением ин-
дукции в магнитопроводе (которая при средних частотах не должна
быть больше 0,6 Тл во избежание перегрева магнитопровода), а
также ростом RmIl и понижением вследствие этого КПД индуктора.
Допустимое значение Rmh обеспечивается выполнением нера-
венства
г2/хе<0,5. (6-33)
Рис. 6-9. Индуктор для нагрева плоских поверхностей
Найдем активное и реактивное сопротивления подводящих шин.
На рис. 6-9 представлена наиболее общая конструкция индук-
тора для нагрева плоской поверхности. Подобные индукторы часто
делаются разборными. Так, например, подводящие шины крепятся
к колодкам на концах индуктирующего провода винтами.
Для упрощения расчета шина сложной формы разбивается на
однотипные участки. Форма шин может быть сведена к следующим
двум основным:
1. Шины в виде двух параллельных широких полос, располо-
женных на малом (обычно 1,5 — 3 мм) расстоянии друг от друга.
Как правило, они имеют трапецеидальную форму (см. рис. 4-2).
Шины подобной конструкции применяются обычно в индукторах
для нагрева наружных и внутренних поверхностей цилиндров. Эти
шины рассчитываются по формулам (4-11)—(4-13).
2. Шины, имеющие короткий участок (/3 на рис. 6-9) у места
присоединения индуктора к трансформатору (как у шин, упомяну-
тых в п. 1). Дальше шины расходятся в разные стороны и повора-
чиваются к индуктирующему проводу (участки /х и Z2 на рис. 6-9).
Все прочие конструкции являются комбинациями указанных
двух типов шин.
Расчет реактивного сопротивления участка /3 на рис. 6-9 и ак-
тивного сопротивления всех участков производится, как было
93
указано в § 4-2, по формулам (4-11) — (4-13). Реактивные сопро-
тивления участков и /2 рассчитываются по полуэмпирическим
формулам
хш1 = со -4/i f2,3 lg h 2ti1 л + 0,5 + 0,223-&1+A1 Y 10~7; (6-34)
\ °i + Al 11 /
хш2 = co• 4/2(2,3 lg —----P0,5 + 0,223 M • 10~7, (6-35)
\ bf + At l2 J
где b' = + &2) •’ 2— средняя ширина второго участка шины,
м; A j— глубина проникновения тока в медь, м.
Общее реактивное сопротивление шин
^ш "4“ -^ш2 + -^шЗ •
Индукторы с магнитопроводами применяются главным образом
при нагреве плоских и внутренних поверхностей. При нагреве на-
ружных поверхностей роль магнитопровода много меньше, так
как в этом случае и без него Rme сравнительно мало.
6-4. ПРИМЕРЫ РАСЧЕТА ИНДУКТОРОВ
Пример 6-1. Рассчитывается цилиндрический индуктор для нагрева
под закалку участка наружной поверхности в горячем режиме (двухслойная
среда).
Для расчета задано: внутренний диаметр индуктора D± = 6,1 см; диа-
метр изделия D2 — 5,7 см; ширина индуктора и активного слоя аг = а2 --
— а = 3,3 см; толщина индуктирующего провода dx ~ 1,2 см; глубина за-
каленного слоя ~ 0,45 см; размеры шин: Ьг = 3,3 см; Ь2 = 18,5 см; =
= 10 см; /2 ~ 5 см; — 0,2 см; /?ш -- 0,2 см; частота f ~ 2000 Гц; удель-
ная мощность в нагреваемом изделии р0 ~ 0,814 кВт/см2.
В формулы все размеры подставляются в метрах, а удельная мощ-
ность — в Вт/м2.
Требуется определить напряжение на индукторе ии, ток в индукторе /и,
коэффициент мощности индуктора cos фи, КПД индуктора т]и, мощность,
подводимую к индуктору, Ри.
Обычно рассчитывают условный одновитковый индуктор и, если задано
напряжение на индукторе £/и, находят в конце расчета число витков из со-
отношения w — UvJUn, Uh — напряжение на индуктирующем проводе
условного одновиткового индуктора. Ток в многовитковом индукторе будет
/и = IhW, где /и — ток в условном одновитковом индукторе.
Рассчитываем одновитковый индуктор (w — 1) для одновременного на-
грева (см. § 11-2). __ ___
1. Расчетный диаметр детали А^ — 0,5 : Уf = 0,5 : р^2000 — 0,0112 м;
^1ХК = = 0,402; принимаем ц2 = 16 (т = — 0,6). Из табл. 3-4 на-
ходим, что М =- 0,534; тогда £ — М А^. ~ 0,006 м. При этом
D2:==D2 — g = °,°57 — °,°°6 = О,^1 м.
2. Приведенное значение удельной мощности
₽о= ₽oD2/D2 = 8>141°6 •°-057 : 0,051 =9,11-106 Вт/м2.
3. Относительная магнитная проницаемость. Задаваясь несколькими
значениями т, находим по табл. 3-1, 3-2, 3-3 соответствующие значения К,
N, cos ф и определяем Нте, НтК, пользуясь формулой (3-26).
94
По усредненной кривой намагничивания на рис. 2-5 находим как
показано в примере 3-1. Построив графики ц2 = / (т) и ц2 = f (т), подоб-
ные приведенным на рис. 3-7, получим р,2 = 15,4; т = — 0,594; К = 1,433;
cos ф = 0,923; sin ф = 0,386.
4. Активное и внутреннее реактивное сопротивления нагреваемого слоя
г2 = яО;-2,81 • 10-6ЛУГ cos ф/а = 8,08- 10~4Ом.
хМ2 = r2 sin ф/cos <p = 3,37• 10-4 Ом.
5. Реактивное сопротивление хе. Так как = а2 = а, то хе =
= XioktKl— kj); х10 = <оцо«1/а= 2л-2000-4-10-’ я-0,0612 : (4-0,033) =
= 13,96-10-4 Ом; kr = f (DjJa) = f (0,061; 0,033) = 0,544 (по рис. 6-2);
хе = 13,96-10-4-0,544 : 0,456 = 16,7-10-4 о.м.
6. Реактивное сопротивление рассеяния
xs = <ор,о (Si — S2)/a = 2л-2000-4л-10~7-л (0.0612 — 0.0572): (4-0,033) =
= 1,64-10-4 Ом.
7. Коэффициент приведения активного сопротивления детали
с =----------------------------5------------ =0,52.
(г2/%е)2 + [ 1 + (xs
8. Приведенное активное сопротивление
г' = сг2 = 0,52-8,08-10—4 _ 4,2 - Ю“40м.
9. Приведенное реактивное сопротивление
х2 = Ф<; + Хм2 + [(*s + *м2)2 + Г^/Хе] = 5,42-10-4 Ом.
10. Активное и внутреннее реактивное сопротивление индуктирующего
провода: г1П = p1nD1/(ad1^) » 0,109-10—4 Ом (учитывая наличие в проводе
отверстий для выпуска закалочной воды, принимаем g = 0,9); Aj =
= 503/(VT = 0,0712:/Г =0,0016 м; = 7,5; kr^ kxxd1/\1 = 7,5;
ri = rlnkr = хм1 = rlnkx = 0,82-10-4 Ом.
11. Активное сопротивление шин:
А=1
dj/A, = 0,002 : 0,0016 = 1,25; йг= 1,2 (табл. 4-1);
6' =(0,033 4-0,185): 2 = 0,109 м;
Гш1 = 2 2 • 10-8 • 0,1 • 1,2 : (0,002 • 0,033) = 0,73 • 10~4 Ом;
гш2= 2-2-10-8-0,05-1,2: (0,002-0,109) = 0,11-10-4 Ом;
гш = 0,84-10-4 ом.
12. Реактивное сопротивление шин:
+ 7,9- хш = f хш*; kx 1,0;
хш1 = 2-2-10—8• 0,1 : (0,002-0,033) + 7,9-10~6-2000-0,002-0,1 : 0,033 =
= 1,564-10—4 Ом;
хШ2 = 0,145-10~4 Ом; хш = 1,71 • 10“4 Ом.
95
13. Активное, реактивное и полное сопротивления индуктора!
ги ~ гш + Г1 + г2 = 5,86-10~4 Ом; хи = хш + *м1 + ^2 = 7,95-10~4 Ом;
+ =9,88-10-4 Ом.
14. КПД индуктора
Чи = = 4-2 : 5,86 = 0,718.
15. Коэффициент мощности индуктора
cos Ф = ги/?и = 5,86 : 9,88 = 0,592.
16. Мощность, передаваемая в нагреваемую деталь,
Р2 — nD2apQ = 4,8-104 Вт.
17. Ток в индукторе
/Н = 1п = К^2/г2 = ^4,8-10« : (4,2-10-4) = 10 700 А.
18. Напряжение на индукторе
ии = и'я = /иги = 10 700-9,88- Ю-4 = 10,57 В.
19. Мощность, подводимая к индуктору,
Ри = Р2/т]и = 4,8-104 : 0,718 = 6,68 -104 Вт = 66,8 кВт.
Из эксперимента получено: Uu = 11,5 В; /и = 10 800 А; т)и — 0,74;
cos ф = 0,518; Рп ~ 65 кВт.
При расчете индуктора для нагрева пластины вместо TtD1 и л£>2 следует
подставлять Fr = 2 (Ьг + D±) и F2э — 2 (Ь2 4~ D2) — 4£.
Пример 6-2. Рассчитывается плоский индуктор, подобный приведен-
ному на рис. 6-9.
Для расчета задано: длина магнитопровода, равная длине активного
слоя, /и = 50 см; полная длина индуктирующего провода /и = 53 см; тол-
щина трубки индуктирующего провода dt = 0,2 см; ширина индуктирую-
щего провода b = 2 см; ширина паза в магнитопроводе а — 2,2 см; ширина
башмака магнитопровода С = 1,4 см; h' = 0,1 см; зазор между башмаком
магнитопровода и нагреваемой поверхностью h = 0,5 см; число витков w ~ 1;
частота f = 2000 Гц; удельная мощность р0 ~ 1,55 кВт/см2; глубина зака-
ленного слоя Л'к = 0,45 см.
Конструктивные размеры шин: = 7 см; /2 — 26,4 см; /3 = 4 см;
Ь± = 8 см; Ь2 ~ 18,5 см == b3\ Ьъ = (8 + 18,5) : 2 = 13,25 см; dml = 5 см;
“ ^шз = 0,8 см; //ш = 0,2 см. Расчет проводим для горячего режима.
1. Магнитная проницаемость определяется в соответствии с п. 3 преды-
дущего расчета. Находим ц2 = 11,53; т= — 0,546; К == 1,43; N = 2,84;
cos ф = 0,911; sin ф = 0,412; Нте = 4,35-105 А/м.
2. Полное электрическое сопротивление нагреваемого слоя
г0 = 2,81 • Ю-»К /Г =2,81-10-е-1,44 /2000 = 1,79-10-4 Ом;
г2 = /и2о/а = 1,79-10-4-0,5 : 0,022 = 4,08-10—в Ом.
3. Активное и внутреннее реактивное сопротивления нагреваемого слоя
r2 = z2 cos ф = 3,72-10~3 Ом; хМ2 = z2 sin ф = 1,68-10~3 Ом.
4. Магнитное сопротивление нагреваемого слоя
Zm2 == w/z2 = 2л.2000 : (4,08-10—з) = 3,07-10е.
5. Магнитный поток в нагреваемом слое
ФМ2 = aHmeIZm2 = 0,022-4,35-10® : (3,07- 10е) = 3,12-10—3 Вб.
96
6. Ширина башмака магнитопровода С = 0,014 м; С/а = 0,64, что
удовлетворяет условию (6-32). Индукция в магнитопроводе В = ФМ2/(^и)~
— 0,446 Тл, что допустимо. При /^ 2500 Гц для стали толщиной 0,2 мм
В ^0,6 Тл. При f 10 000 Гц для стали толщиной 0,2 мм 0,2 Тл; для
стали 0,1 мм В 0,4 Тл; для феррита В < 0,3 Тл. При f == 440 кГц для
феррита В 5^0,1 Тл.
7. Определим коэффициент приведения активного сопротивления с.
Реактивное сопротивление
хе = 3,95- \Q-*flnClh = 3,95- JC--6.2. юз.0,5-0,014 : 0,005 = 1,1 • 10~2 Ом.
По формуле (6-33) проверяете/ выбор ширины башмака:
r.Jxe =. 0,33 < 0,5; с=--------!--------- = 0,692.
(^2^)24~ U + ^м-г/^е)2
8. Приведенные активное и внутреннее реактивное сопротивления на-
греваемого слоя
г2 = сг2 = 2,58-IO”3 Ом; х’2 = фм2 + (*м2 + 'г)/*е] = 2’22'10~? °Ml
9. Собственные активное и внутреннее реактивное сопротивления ин-
дуктирующего провода
г1п = р1/и/(м1) = 2-10"8 -0,53 : (0,02-0,002) » 2,65-10-« Ом;
di/Ai = 1,25; fer=l,23; kx = 0,95 (см. табл. 4-1);
ri = riiA 3,26-10~4 Ом; хм1 =□ rlnkx =□ 2,51 • 10~4 Ом.
10. Реактивное сопротивление рассеяния индуктора
xs=> 7,9- 10“6/7и (h + h')/a + xMi = 7,9- 10-б-2-103-0,53 (0,005 + 0,001):
; 0,022 + 2,51 • 10-4 = 2,54-10—» Ом.
FS 11. Активное сопротивление подводящих шин. В рассматриваемом
примере шины симметричны, dul/^1 » 2 на любом из трех участков. Поэ-
тому kr я kx « dva/\1 и гшк 2piZ^/(^Mi);
з
гш = У гшк = 2-2- Ю-з (7:8 + 26,4 : 13,25 + 4 : 18,5): 0,0016 7,7-10-5 Ом.
1
12. Реактивное сопротивление шин. По формуле (6-34)
/ 2.0 07
хш1 = 2л-2-103.4-0,07( 2,3 1g-------------+
V 0,08 + 0,0016
+ 0,5 + 0,223 0,08 + °’00--\10-7 = 4,57-10~* Ом.
0,07 )
По формуле (6-35)
хШ2 = 2Л-2-108-4-0,264^2,3 1g----2'0’?—-------0,5 +
2 V 0,1325 + 0,0016
0 223 0,1325 + 0^16 у 10_? = 2 бз. ю-? Ом.
0,264 )
По формуле (4-13)
хшз “ 7,9- 10-в-2.103-0,04-0,002 : 0,185 + 5,4- Ю”6 => 1,22-10-5 Ом.
Находим
хш « 3,1-10-3 Ом.
4
Заказ № 1156
97
13. Эквивалентное активное, реактивное и полное сопротивления ин-
дуктора
ги = Л1 + гш + г2 и 2>98 • 10”3 Ом; *H = xs + xm+*M2 = 7>8610-3 °м;
^ = /4+^ = M-ю-3 ОМ.
14. КПД индуктора
Пи = rg/Ги = 2,58 : 2,98 = 0,867.
15. Коэффициент мощности индуктора
cos фи = <и/£и = 2,98 : 8,4 = 0,355.
16. Мощность, передаваемая в нагреваемую деталь,
Р2 = Ро/и^== 1,55-107 0,5-0,022 = 1,705-10^ Вт.
17. Ток в индукторе
/и = VР2/г2 = К1,705-105; (2,58-10-3) = 8130 А.
18. Напряжение на индукторе
£/и = /и?и = 8130-8,4-10-з = 68,2 В.
19. Мощность, подводимая к индуктору,
РИ = Р2/Т]И = 1,705-106:0,867= 1,97-103 Вт =197 кВт.
Из эксперимента получено: 11и = 65 В; /и = 8760 А; т)и = 82,4 %;
cos фи = 0,364.
ГЛАВА СЕДЬМАЯ
ОСНОВЫ ТЕПЛОВЫХ РАСЧЕТОВ
ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
7-1. ОСНОВНЫЕ РЕЖИМЫ НАГРЕВА
Нагрев изделия проходит обычно при изменяющихся темпера-
туре (на поверхности) и тепловом потоке. Зависимость их от вре-
мени может быть очень разнообразной. Однако возможно выделить
несколько характерных режимов, которые не встречаются в чистом
виде, но в той или иной степени приближаются к режимам, умею-
щим место в практике.
В литературе (например, в работе [1 ]) иногда встречаются ука-
зания на то, что зависимость мощности в нагреваемой детали от
времени имеет вид, показанный на рис. 7-1 (кривая /). При объяс-
нении этой зависимости обычно исходят из формулы (1-29):
p0«10-3Z72merSV,
где р0 — удельная мощность, Вт/м2; Нте — амплитуда напряжен-
ности магнитного поля на поверхности, А/м; р2 — удельное со-
98
противление детали, Омм; р— относительная магнитная прони-
цаемость; f—частота, Гц. .
Поделив выражение для pQ на Нте, получим выражение для г о
и х0. Таким образом, кривая У, приведенная на рис. 7-1, дает из-
менение во времени также активного и внутреннего реактивного
сопротивлений при ярко выраженном поверхностном эффекте.
Если предположить, что напряженность магнитного поля по-
стоянна или, что почти то же самое, постоянен ток в индукторе, то
при постоянной частоте мощность зависит от произведения рц. Поэ-
тому КрН часто называют фактором поглощения [1]. При темпе-
ратурах ниже точки магнитных пре-
вращений фактор поглощения воз-
растает с течением времени вслед-
ствие роста удельного сопротивления,
тогда как магнитная проницаемость
остается почти неизменной. По до-
стижении поверхностью температуры
магнитных превращений магнитная
проницаемость, а вместе с ней и
мощность быстро падают. В дальней-
шем удельная мощность снова начи-
нает слабо возрастать за счет медлен-
Рис. 7-1. Зависимость мощно-
сти, тока в индукторе и элек-
трических сопротивлений от
времени
ного роста удельного сопротивления,
оставаясь много меньшей не только
своего максимального, но' и началь-
ного значения.
Однако такое представление процесса нагрева является очень
упрощенным и во многих случаях неправильным. Условие даже
приблизительного постоянства тока в индукторе соблюдается лишь
в отдельных частных случаях. Чаще всего, в особенности при ча-
стотах ниже 10 000 Гц, применяется стабилизация напряжения
генератора, которая приводит к приблизительному постоянству
напряжения на зажимах индуктора. При этом ток в индукторе и
мощность могут в зависимости от условий меняться весьма по-
разному.
Рассмотрим наиболее характерные режимы нагрева при при-
близительно постоянном напряжении на индукторе.
Если зазор между индуктором и нагреваемой деталью относи-
тельно велик и превышает глубину проникновения тока Д2 в конце
нагрева в несколько раз, то реактивное сопротивление нагружен-
ного индуктора хи в основном определяется реактивностью рассея-
ния xst которая значительно превышает приведенное реактивное
сопротивление Хм2 и не зависит от режима нагрева. Следовательно,
Хц — Xs “Е %м2 '-*-z *s ^*и >
где /*и = /*1 /*2 — эквивалентное активное сопротивление индук-
тора.
4* 99
Тогда полное электрическое сопротивление индуктора
и = —xs = const
Ц = UJzn const.
Таким образом, при относительно больших зазорах режим на-
грева протекает приблизительно так же, как и при постоянном
токе в индукторе.
Практически режим, близкий к рассмотренному, обычно осу-
ществляется при сквозном нагреве кузнечных заготовок, так как
вследствие необходимости размещать тепловую изоляцию в проме-
жутке между индуктором и заготовкой зазор всегда велик, в не-
сколько раз превышает горячую глубину проникновения тока Ак.
Этот же режим почти всегда характерен для нагрева при частоте
f>70 кГц вследствие малой Ак (Ак<2 мм).
Существенным образом картина меняется, если зазор между
индуктором и нагреваемым изделием относительно мал. В этом слу-
чае Хм2, Г2 и ги одного порядка с xs и претерпевают сильное измене-
ние в процессе нагрева. В’первой стадии нагрева, пока деталь фер-
ромагнитна , Хм2 и г2 возрастают вследствие роста удельного сопро-
тивления р2. Растет и полное электрическое сопротивление индук-
тора, в то время как ток индуктора /и = UJzn = const/zH падает.
В дальнейшем по мере утраты деталью магнитных свойств ги и г2
(рис. 7-1, кривые 4 и 5) уменьшаются, уменьшается и л?м2, а ток
индуктора /и (кривая >3) возрастает.
Полезная мощность в’”детали = 12иг2- При достаточно ярко
выраженном поверхностном эффекте, что является необходимым
условием высокого КПД индуктора, рост I2 преобладает над па-
дением г2 и мощность к концу нагрева "может даже возрасти, как
это показано на рис. 7-1 (кривая 2).
Практически вследствие 'падения напряжения на контурных
шинах и "понижающем трансформаторе напряжение на индукторе
при постоянном напряжении на генераторе несколько падает. Поэ-
тому^вместо возрастания мощности к концу нагрева может наблю-
даться некоторое ее падение (штриховая линия в конце кривой 2).
Необходимо отметить, что при поверхностной закалке с нагре-
вом глубинного типа (хк<Ак) изменение параметров г, х и г
значительно меньше, чем при сквозном нагреве или нагреве поверх-
ностного типа (хк>Ак), когда прогревается слой, превосходящий
горячую глубину проникновения тока. Поэтому даже при отсутст-
вии стабилизации напряжения изменение* мощности оказывается
незначительным и’обычно не превышает 30 % максимального ее зна-
чения, что дает основание при расчетах принимать удельную мощ-
ность постоянной, равной некоторому среднему значению. Такой ре-
жим энергетически более выгоден, чем режим с постоянным током
в индукторе, при котором вследствие резкого колебания потребляе-
мой мощности коэффициент использования генератора оказывается
низким.
100
Режим с постоянной во времени удельной мощностью мы будем
считать основным. В практических расчетах, приведенных ниже,
показано, как произвести приближенный учет изменения удельной
мощности во времени. Необходимость в этом обычно возникает
при сквозном нагреве кузнечных заготовок. Отметим также, что
если горячая глубина проникновения тока Дк оказывается близкой
к радиусу нагреваемой цилиндрической или к толщине прямоу-
гольной заготовки, то к концу нагрева электрический КПД индук-
тора сильно падает. Вследствие этого даже при незначительном
изменении мощности, подводимой к индуктору, мощность в нагре-
ваемой заготовке уменьшается иногда в 2—2,5 раза. Такие режимы
являются невыгодными, и их следует применять лишь в крайних
случаях, когда нет возможности повысить частоту.
В специальных случаях поверхностного нагрева, а в особен-
ности в высокопроизводительных установках для сквозного на-
грева, применяется режим, характеризующийся приблизительно
постоянной температурой поверхности, который часто называют
скоростным или ускоренным нагревом [35, 41 ]. Этот режим тре-
бует или специального регулирования мощности, если применяется
способ одновременного нагрева, или специальной конструкции
индуктора при непрерывно-последовательном нагреве, а также при
использовании нагревателей непрерывного действия (см. § 11-2
и 12-1).
7-2. НАГРЕВ ПРИ ПОСТОЯННОЙ ТЕМПЕРАТУРЕ ПОВЕРХНОСТИ
Рассмотрим наиболее простой случай нагрева чисто поверхност-
ного типа (см. § 1-3), считая, что внутри тела источники тепла от-
сутствуют, т. е. что глубина проникновения тока равна нулю*
Это эквивалентно нагреву с внешними источниками тепла.
Применительно к задачам сквозного нагрева будут введены
поправки, учитывающие глубину активного слоя, по которому про-
текает индуктированный в нагреваемом теле ток.
Здесь и далее считаем, что нагреваемое тело имеет идеальную
теплоизоляцию, т. е. что теплоотдача с его поверхности в окружаю-
щее пространство отсутствует. Учет теплоотдачи будет произво-
диться в необходимых случаях отдельно.
Рассмотрим наиболее важный случай нагрева цилиндра.
Распределение температуры по сечению цилиндра Т = f (R)
может быть получено из решения уравнения теплопроводности без
правой части [14, 171, которое используется для рассмотрения на-
грева внешними источниками тепла (g = 0). В цилиндрических
координатах уравнение имеет вид
dt \dR2 ' R dR ) v ’
где Т— температура, °C; R — переменный радиус, м; t— время, с;
а — температуропроводность, ма/с.
Ю1
Температуропроводность а = М(су). Здесь X—теплопровод-
ность, Вт/(м-К); с— удельная теплоемкость, Дж/(кг-К); у— плот-
ность, кг/м3.
Уравнение решается при граничных условиях первого рода,
когда задается температура поверхности как функция времени.
В рассматриваемом случае температура поверхности То остается
неизменной на протяжении всего процесса нагрева. Тогда имеем:
/ = 0,
/>0,
0<ЖЯ2, Т = 0;
= Т = Т0-
Я = О, dTIdR = О,
где R2— внешний радиус цилиндра, м.
Последнее условие является условием непрерывности распреде-
ления температуры.
Для решения уравнения (7-1) может быть применен метод Фурье,
позволяющий разделить переменные. Тогда получим*:
7’ = T0[l+S(p, т)], (7-2)
где р = R/R2 = 1—л7/?2 — относительная координата; х— рас-
стояние от поверхности цилиндра, м; т = at'Rz — критерий Фурье
(относительное время);
S (Р, т) = -2 f , (7-3)
n=l v„ J1 (vn)
где Jo и — бесселевы функции нулевого и первого порядков;
vn — корень уравнения Jo (vn) = 0; значения vn, Jх (vn) и j0 (vnP)
имеются в различных таблицах [19, 47].
Обычно достаточно вычислить 4—6 членов ряда в формуле (7-3),
так как ряд быстро сходится.
Используя формулу (7-2), можно получить выражение для удель-
ной мощности в любой момент времени *
Р = g e~v„x v„A(vn)
k dR )R=Ri R.2 n=i v„A(v„)
Определим среднюю удельную мощность роср за время на-
грева t, нужную для расчета затраченной энергии:
Рос₽= dt =
? о о n=l
—V^T
“ 1-е "
n—1 Vn
* Решение уравнения приведено в работе [17]. Здесь оно преобразовано
к более удобному виду. - . - -
102
во
Учитывая, что У, l/vn = 0,25, имеем
п--= 1
Роср = (о,25 - Z rV'tT / v2n). (7-5)
at \ п=1 /
Для достаточно точного вычисления удельной мощности по фор-
мулам (7-4) и (7-5) часто можно ограничиться одним или двумя
членами суммы.
Из формулы (7-4) видно, что удельная мощность сильно падает
с течением времени. Если /-> оо, то pQ -> 0, поскольку тепловые
потери в окружающую среду не учитываются. Наоборот, если t О,
pQ оо. Отсюда видно, что в чистом виде режим нагрева с постоян-
ной температурой поверхности невозможен, так как в момент вклю-
чения удельная мощность должна быть бесконечно большой. Прак-
тически температура поднимается быстро в"течение промежутка
времени, который значительно меньше, чем общая длительность
нагрева, а затеям температура поддерживается постоянной. Началь-
ная мощность может быть в 10—20 раз большей, чем конечная.
Время нагрева на глубину рассчитывается по заданному от-
ношению температур
где Тк— заданная температура в точке хк; рк = 1—xKIR2 —
относительная координата точки хк.
Время нагрева /к, а следовательно, и % = тк определяются
графически. Для этого достаточно задаться тремя значениями t
и построить зависимость 7\П\ = f (t). В точке пересечения ее
с заданным значением А получим время нагрева /к.
Во все формулы входят коэффициенты к и а, которые зависят
от температуры. Г. А. Разоренов [4, 5, 35] рекомендует брать для
расчета процесса нагрева стали а = 6,25-10—6 м2/с, что соответст-
вует примерно 800 °C, и К = 41,87 Вт/(м- К), что представляет сред-
нее значение в интервале температур 0—800 °C. Эксперимент под-
тверждает целесообразность выбора таких значений.
Определим термический КПД как отношение полезной энергии
IFK, затраченной на сообщение слою хк температуры 7\, к полной
энергии, переданной в нагреваемое тело.
Полезная энергия на единицу высоты цилиндра равна
Х71
Wk = л [т?2— (^?2—хк)2] УсТк ~ (1 Н-Рк)-
Полная энергия
W = /Wk • 2jr/?2
юз
Или, если подставить из формулы (7-5),
Ц7 = -°—S' 2л7?2,
а
где
00 —V2T /
S' = 0,25- Ее п V2n.
п=1 1
Тогда получим выражение для термического КПД
= _я/?2хкХТк(1+Рк)а _
т W a-2R^T£nRtS'
_ хк 1 + тк _ 1 ~ Ак тк
R9 4S' То ~ 4S' То ' 1 '
Если /к или, что то же самое, т стремится к бесконечности, то
S->0,25; ТО->ТК; Пт->1—Рк-
Следует отметить, что 1—представляет собой отношение
площади нагретого кольцевого слоя толщиной хк к полной пло-
щади поперечного сечения цилиндра.
Если при некотором режиме нагрева имеем \Тц, Тк, *к> ^2»
то при изменении радиуса цилиндра в пг раз, а времени нагрева
/к в т2 раз получим ту же температуру Тк на глубине х’к = тхк.
Точки с одинаковыми температурами расположатся на глубине
х' = тх [см. формулу (7-2)]. Таким образом, подобное распределе-
ние температуры будет иметь место при условии
7*0 = const; Тк = const; 7?2 = ^А?2; tK=m2tK\
х^^тх^, х ==тх\ p$ = pQlm\ -щ —тц.
Здесь т — коэффициент подобия.
Формулы подобия (7-8) являются общими. Они справедливы
и при других формах сечения нагреваемых тел.
Метод подобия полезен для быстрого определения режима на-
грева некоторого тела по известным из расчета или эксперимента
режимам нагрева тел других размеров.
7-1 НАГРЕВ ПРИ ПОСТОЯННОЙ УДЕЛЬНОЙ МОЩНОСТИ
Рассмотрим как наиболее общий вариант нагрев глубинного
типа (см. § 1-3). Рис. 3-3 показывает, что в прогретом выше точки
магнитных превращений слое плотность тока, а следовательно,
и мощность спадают медленно. Заменим это распределение плот-
ности тока более простым, считая, что она постоянна в пределах
104
(7-8)
активного слоя, глубина которого [см. формулу (3-27) ]
^МЛК, (7-9)
где Л4 = 1/(]/Т К cos ср) = /(хк/Дк, т); Дк — горячая глубин3
проникновения тока, м.
Значения М приведены в табл. 3-4. Для магнитной проницае-
мости можно принять среднее значение р2 = 16, так как при обычно
применяемых удельных мощностях 0,4—1,5 кВт/см2 значения р2
лежат в пределах 9—25. Глубина нагретого слоя соответствует
глубине слоя, содержащего после закалки не менее 50% мартен-
сита. В качестве расчетной температуры на внутренней границе
слоя примем Тк = 750 °C, что, как показывает опыт, справедливо
для большинства конструкционных сталей. Это определение глу-
бины закаленного слоя широко распространено, и мы будем им
пользоваться и в дальнейшем. Таким же образом определяется
глубина цементации и прокаливаемости.
При электрических и тепловых расчетах это определение осо-
бенно удобно, так как при температуре больше 750 °C большинство
сталей почти полностью теряет магнитные свойства и тогда глубина
закаленного слоя хк совпадает с глубиной слоя, потерявшего маг-
нитные свойства.
Для дальнейшего упрощения примем, что глубина активного слоя
% неизменна во времени и равна своему значению в конце нагрева.
В пределах слоя | мощность источников тепла постоянна, а за его
пределами равна нулю. Опыт показывает, что такое допущение
обеспечивает достаточную точность расчета.
Тело неограниченной толщины с плоской поверхностью. Рас-
пределение температуры по глубине может быть получено из урав-
нения Фурье с правой частью:
дТ д2Т
-------а------=
dt дх2
а
(7-Ю)
---W,
где Т—температура в точке х, °C; а — температуропроводность,
м2/с; X — теплопроводность, Вт/(м-К); w—мощность источников
тепла, Вт/м3; t—время, с;
= (7-11)
где р0 — удельная мощность, Вт/м2.
При решении уравнения (7-10) предполагаем, что потери тепла
во внешнее пространство отсутствуют. Это не вносит существен-
ной ошибки при расчетах режимов поверхностного нагрева, так
как реальные значения удельных мощностей во много раз превос-
ходят удельную мощность потерь, которая при температурах
800—900 °C составляет 10—15 Вт/см2.
Решение уравнения (7-10) имеет вид [4, 5]
Т= -^((х+1)2Ггр±М— 1] — (х— £)2Г
44 ( [ ) \2Vat ) ]| ’
(7-12)
1Q5
здесь t— время нагрева, с; е = 1 при е = — 1 при
F(z)=fl + -yr]O(z)+-^O1(z),
\ 2,2й / 2
о
где Ф (г) =
у л
J е da — интеграл вероятности; <Dj (г) =
о
~—— е —первая производная интеграла вероятности.
Ул
Значения Ф (?) и Ф-l (г) содержатся в таблицах [47], значения
F (г) приведены в приложении, в табл. П-1 [6];
Рис. 7-2. Графическое
определение времени на-
грева
F (г) ~ I +1/(2z2) при г > 1,17;
F (г) ж 2/(Кя г) при z < 0,17. (7-13)
Следует иметь в виду, что
Ф(—г) = — Ф(г); F(—г) = — F(z).
(7-14)
Если х = 0, то Т = То и формула
(7-12) примет вид
T0=-^-[f(z0)-i], (7-15)
где _
z0 = £/(2 Vat).
Обычно для теплового расчета бывают заданы То, Тк, хк и ча-
стота /. Зная частоту, определяем Необходимо найти время на-
грева /к и удельную мощность р0. Удобнее всего это сделать, по-
строив график Т0/Тк = f (/), откладывая время нагрева по оси
абсцисс (рис. 7-2):
70_____________________2£4F(z0)-l]__________________
^=Г|±Г '
2 'Уat )
(7-16)
Тк
Абсцисса точки на кривой, соответствующая заданному значе-
нию Т0/Тк — А, определяет искомое время нагрева tK. Двойной
знак’ перед единицей во втором члене знаменателя соответствует
двум" типам нагрева: хк<Ак— знак плюс; хк>Ак— знак
минус.
Удельная мощность на основании соотношения (7-15) опреде-
ляется по формуле
р„ =—. (7-17)
g[F(z0)—1]
Часто нагревается только часть изделия или применяется не-
прерывно-последовательный способ нагрева. В этих случаях еле-
1р£
дует учитывать утечку тепла в осевом направлении. Тогда уделв-
ная мощность будет больше, чем вычисленная по формуле (7-17),
и в среднем можно принять
р = (1,2^1,3)р0. (7-18)
Особенностью кривой Т0П\ = f (/) является наличие макси-
мума (см. рис. 7-2). При t = 0 отношение ТйП\ = 1, а при /->- со
значение ТйП\-+- 1. Такой характер кривой объясняется приня-
тым допущением о независимости глубины активного слоя 5 от вре-
мени (£ = const).
В действительности в начале нагрева глубина активного слоя
мала. Поэтому максимум будет отсутствовать и кривая пойдет при-
мерно так, как показано штриховой линией на рис. 7-2. Часть кри-
вой влево от максимума из рассмотрения исключается, и для на-
хождения времени нагрева используется лишь правая ее часть.
Разделив числитель и знаменатель правой части равенства (7-16)
на £2, а числитель и знаменатель каждой дроби под знаком функции
F на хк, сможем переписать формулу в виде
(7-19)
Из формулы (7-19) видно, что полное подобие в распределении
температуры по сечению при изменении хк в m раз может быть по-
лучено при условии
t Дтг 1 Я/тЛ
—2- = —------=-------- — const; —~~ = const.
хк /2 7<cos<p хк
Если принять, что магнитная проницаемость сердцевины на-
греваемого объекта постоянна, то первую формулу можно перепи-
сать в виде Дк/хк — const. Отсюда получим: если х'к = тхк, то
/'к = т2/к; Г = /7т2; р'о = р0/т; т]т = Пт-
Таким образом, для соблюдения полного подобия должна быть
изменена и частота, что несущественно при чисто поверхностном
типе нагрева, где предполагается, что частота всегда достаточно
велика для соблюдения неравенства хк > Ак.
Если £ = О, что можно принять при £<0,3 хк, то имеем нагрев
поверхностного типа и формула (7-12) принимает вид [5]
(7-20)
107
где
Л(г)=-^-ф1(г) + ф(г).
Значения (z) приведены в табл. П-1;
z+y-j при z< 0,1; F^z) « 1 при z> 1,14.
(7-21)
На основании формул (7-20) и (7-21) при х = 0 имеем
П=41/'~Ро^ (7-22)
Л V 71
или, обозначив
<7-23’
получим
то = Л УТК. (7-24)
Таким образом, видим, что при р0 = const величина 7\ пред-
ставляет собой температуру в конце первой секунды нагрева. При
принятых значениях а и Л. имеем = 6,74-1О5ро.
Отношение Т0/Тк получим, поделив уравнение (7-22) на (7-20):
.. =______!________ (7-25)
7 к zK [Гх (zK)—1]
где
гК ~ )•
Зависимость (7-25) не имеет максимума. Если /к 0, то
т0/тк со; если /к->со, то То/Т\->- 1- Формула (7-25) показы-
вает, что Т0/Тк = const, если zK = const. Отсюда при заданных
значениях То и Тк можно получить зависимости р0 и хк от /к.
Считая, что 7о_= 900 °C, а Тк = 750 °C, получаем zK = 0,1;
хк = 5-10-4]А7; р0 = 6670/хк.
Исследуем зависимость термического КПД от относительного
перегрева для простого случая нагрева чисто поверхностного типа.
Полезную энергию найдем, зная массу металла, нагретого до
температуры Тк, и удельную теплоемкость с:
WK — Gk.cTk. — SxKycT к,
где Ок — масса нагретого металла, кг; у—плотность, кг/м3; с —
удельная теплоемкость, Дж/(кг-К); S — одновременно нагревае-
мая площадь, м2.
Полная энергия
W = SputK.
108
Термический КПД
Ят = W K/W — х^усТ к/(р0/к).
Подставляя вместо р0 его значение из формулы (7-22), находим
Т) - 4 Тй 2
Чт~ ZK-
Ул ‘ к
Здесь zK = хк/(2 ]Az/K ) есть функция Т^1Тй‘, определяется
она графическим решением уравнения (7-25). Зависимость термиче-
ского КПД от относительного перепада температуры представ-
лена на рис. 7-3. КПД достигает максимального значения, равного
0,405, при 7\/Т0 = 0,401.
Рис. 7-3. Зависимость
термического КПД от
относительного перепада
температуры
Рис. 7-4. Пояснение к за-
висимости термического
КПД от перепада темпе-
ратуры
На рис. 7-4 приведено примерное распределение температуры.
Площадь, ограниченная кривой, пропорциональна полной энергии,
затраченной на нагрев. Площади Sx и S3 пропорциональны тепло-
вым потерям: S х — потерям на нагрев слоя хк до температуры,
превышающей температуру закалки, a S3— потерям на нагрев
сердцевины. Площадь S2 соответствует энергии, затраченной на
полезный нагрев слоя хк. Поэтому для термического КПД можно
написать выражение
S,
« —--------?----- .
+ ^2 + S3
Если при неизменной глубине слоя хк уменьшать время на-
грева /к, то будут увеличиваться То и площадь Sx при одновре-
менном уменьшении площади S3. Если /к стремится к нулю, то
То стремится к бесконечности, так же, как и площадь Sx. Терми-
ческий КПД при этом стремится к нулю. Если /к стремится к бес-
конечности, то То стремится к Тк, а площадь S3 — тоже к беско-
нечности, так как толщина тела принята бесконечно большой.
Поэтому КПД опять стремится к нулю. В промежутке, при указан-
ном выше отношении Тк/Т0, КПД достигает максимума. В реаль-
109
ных условиях Тк/Т0>0,$ и, если толщина изделия много больше
хк, КПД меньше 20%. Если толщина изделия конечна (одного
порядка с хк), то с приближением Тк/Тй к единице КПД стремится
к отношению
r]T = xK/D,
где D — толщина изделия. Термический КПД в этом случае при
прежних значениях перепада температуры в слое хк будет выше
и может достигать 40—60%.
Нагрев широкой пластины. Если нагрев ведется с одной сто-
роны пластины, а другая имеет идеальную теплоизоляцию, то ре-
шение уравнения (7-10) имеет вид
T = -^-[r + S(a, р, т)], (7-26)
X
где D — толщина пластины, м; т = at/D2 — критерий Фурье;
а = 1/D — относительная глубина активного слоя; 0 = xlD —
относительная координата рассматриваемой точки;
оо
2 'Л 1
S (а, р, т) = — — cos (плР) si п (пла) (1 — e~n^x).
/1 = 1
В таком виде выражение для S (а, р, т) представляет собой мед-
ленно сходящийся ряд, в котором приходится вычислять много
членов. Однако этот ряд разбивается на два: первый, не содержа-
щий экспоненты, медленно сходящийся, который может быть сум-
мирован точно, и второй — быстро сходящийся. Тогда получаем:
1) при а>р (область внутри активного слоя)
S(«, ₽, Т)= + Р +
а [ 3 2 6
оо
----— 'V — cos (плр) sin (пла) е-”2”4
я3 и3
п=1
(7-27)
2) при а<р (область за пределами активного слоя)
S (а, р, т) = — Г— — ар + -
а 3 6
cos (плр) sin (пла) е "2я5т
(7-28)
На границе активного слоя при а = р обе формулы дают оди-
наковый результат. При <t>0,3 члены второго ряда составляют
менее 5% соответствующих членов первого. Поэтому вторым ря-
110
дом можно пренебречь. При этом получаем
«>₽, S (а, 0, г) S(a, ₽) = —< —
а [ 3 2 6 J
а<р, S(a, р, т) « S(a, Р) = 4~Р
Время нагрева /к и удельная мощность р0 определяются подобно
тому, как это было описано выше, по формулам
_?0_т + S (а, 0, т) = г. (7-29)
тк т+5(а, рк, т)
р0 =---------------, (7-30)
0 О[т + $(а, 0, т)]
где S (а, 0, т) и S (а, рк, т) — значения функции S при х = 0
(Р = 0) и х = хк (Р — рк) соответственно.
При нагреве узкого участка в значение удельной мощности вво-
дится поправка по формуле (7-18).
При т>0,3 время нагрева может быть сразу найдено из решения
уравнения (7-29), так как в этом случае S (а, р, т) перестает зависеть
от т:
S(a, 0)--^S(a, рк)
1 к
тк
Если £<0,3 Як, то, как и прежде, принимаем £ = 0 и, следова-
тельно, a = 0. Тогда вместо формул (7-27) и (7-28) имеем одну бо-
лее простую формулу, которая легко получается из формулы (7-28)
оо
s- vSV”(“₽)
О 3v т*
И=1
при т>0,3 S(P, т) S(р) = 1/3 —р+ Р2/2.
Значения S (а, р, и) приведены в табл. П-2. При т<0,05 проще
пользоваться формулами (7-12), (7-16) и (7-17) для тела бесконеч-
ной толщины с плоской поверхностью.
Если толщину нагреваемого тела изменить в пг раз, то полное
подобие в распределении температуры будет получено при соблю-
дении условий
Тп = const; T„=const; D' = mD; x'K=mx-
к > к к I
/к = ^/к; p0 = p0/m; f'1
Если частота настолько высока, что во всех пересчитываемых
режимах имеет место нагрев поверхностного типа, то из условий
подобия частоту можно исключить, считая ее неизменной.
111
При нагреве глубинного типа в приближенных расчетах можно
применять неполное подобие, считая частоту постоянной. Это при-
ведет к некоторому завышению времени нагрева и преуменьшению
удельной мощности, если /п<1, и, наоборот, к небольшому зани-
жению времени нагрева и преувеличению удельной мощности, если
т>1. Необходимо следить, чтобы при пересчете сохранился глу-
бинный тип нагрева.
Термический КПД определится, как и прежде, общей формулой
Пт = -*KYcT к/(р</к) = ХхкТ к/(ар0/к)
для нагрева любого типа.
Подставив значение р0 из выражения (7-30), получим
n _R гк Г] s(“> °> т) 1 •
Лт— Pkv~ 1------------’
* о L т
при т -> оо значение -> оо, TQ Тк и т)т -> рк.
Если пластина нагревается с двух сторон, то во все формулы
следует вместо толщины пластины D подставить D/2. Основанием
для этого служит равенство нулю градиента температуры на об-
ратной стороне пластины, окруженной идеальной теплоизоляцией,
и в средней плоскости пластины, нагреваемой с двух сторон. В по-
следнем случае это следует из условий симметрии и непрерывности
функции распределения температуры.
Нагрев цилиндра. Уравнение теплопроводности имеет вид
дт ( &Т 1 дт X а
di \dR21 R dR X
где w — объемная плотность источников тепла, распределенных
в активном слое Вт/м3.
Объемную плотность источников тепла выразим через удельную
мощность:
р0-2л/?2 Ро 2R%
ИЛИ
w = _______?____= _£о_ 2
I 2-g//?2 g 1+а’
где а= 1 — £/7?2— относительная глубина активного слоя.
Решением уравнения (7-32) будет
T = 2-^-[T-(-S(a, р, т)], (7-33)
где /?2—радиус цилиндра, м; р = 1—х/Т?2—относительная ко-
ордината; т = at/Rl — критерий Фурье;
S (а, р, т) =
___V4 А(уп«)
-“2 v3[/0(v„)]2
/o(vnp)(l-е v«j;
112
здесь v„ — корни уравнения (vn) = 0. Значения vn, а также
Jo(vnX) и Л (v„x) содержатся в таблицах [19, 47].
Формула для S (а, 0, т) упрощается, если разбить ее на две
суммы и выразить первую из них в конечном виде. Получим
1) при 0>а (область внутри активного слоя |)
3(«, р, =
1 — а2
—
7 4 (v„0)e
а2
и=1
2) при 0<а (область вне активного слоя |)
(7-34)
S(a, ₽,т) = -1*Ц
1 — а2
rJ0(v„₽)e *
п=1
а2
а2 In а
Н- — ,
4 ' 8 2(1—а2;
(7-35)
При а = 0 формулы (7-34) и (7-35) дают одинаковый результат.
Если х>0,2, то можно считать, что S (а, 0, т) не зависит от х.
Тогда имеем: при 0>а
S(a, 0, т) « S(a, 0)=---- (20На2-3-41п0); (7-36)
при 0<а
S р, s («, й-i+y + • (7-37)
Время нагрева и удельная мощность определяются по формулам
_Z®. = _£±5_^_1lJEL_ = f (/)• (7-38)
Тк т+«(а,0к,т)
<М9)
где S (а, 1, т) — значение функции S при х = 0 (0 = 1); S (а, 0К,
т) — значение функции 5 при х = хк (0 = 0к)-
При <г>0,2
r2 S(a, 1)--pbs (а, 0К)
Z2 К
К----------------------— •
Т’о/Т’к- 1
Если нагреву подвергается не вся деталь, а лишь некоторый
участок на ее поверхности, то при окончательном вычислении
удельной мощности вводится поправка по формуле (7-18).
Ш
Если £<0,3 хк (нагрев поверхностного типа), считаем .£ — 0
и а — 1. Тогда формула для функции S упростится:
Н=1
Jq(v«P)
fyo (v„)
При т>0,2
5 (₽, T)~s (₽)=-£----U
Значения S (а, 0, т) приведены в табл. П-3.
Для пересчетов режимов нагрева пригодны формулы подобия
(7-31), но в них D следует заменить на Т?2.
Определяя термический КПД так же, как в § 7-2, получим
ЛТкхк#2 0 + 0к) .
2a/Vi<
Подставив вместо р0 его значение по формуле (7-39), найдем
Лт
S (а, 1, т)
1 о L
Если т, -> оо, то TQ -> Тк и т]т-> 1 — Рк-
7-4. ПРИМЕРЫ ТЕПЛОВЫХ РАСЧЕТОВ
Пример 7-1. Подробный расчет проведем для широкой пластины,
нагреваемой с одной стороны. Для расчета задано D — 2,5 см; = 0,5 см;
f = 2500 Гц; То = 900 °C; = 750 °C. Определить pQ и
Решение: 1. TJT„ = 900 : 750 = 1,2.
0 А
2. Глубина проникновения
Принимая р2 ~ 16, что соответствует m ~ — 0,6, из табл. 3-4 для
^1ХК “ хк^К= 0’5 плодим М — 0,614.
При этом £= МДк = 0,00614 м; а = %/D = 0,246; Рк = x^D = 0,2.
3. Задаемся т = 0,05. Из табл. П-2 с помощью интерполирования оп-
ределяем S (0,246; 0; 0,05) = 0,1040; S (0,246; 0,2; 0,05) = 0,067; по фор-
муле (7-29)
То
—— = (0,05 + 0,1040) : (0,05 + 0,067) = 1,316.
1 К
Задаемся т = 0,1. Имеем S (0,246; 0; 0,1) = 0,1528; S (0,246; 0,2; 0,1) =
= 0,1070; Т0/Тк = 1,22.
Задаемся т = 0,15. Получаем S (0,246; 0; 0,15) = 0,1802; S (0,246; 0,2;
0,15) = 0,127; = М9-
Строим график зависимости То/7\= f (/) и определяем требуемое
время как показано на рис. 7-5. Из графика находим = 13 с.
114
Определяем poi
x = atJD2 = 6,25-10—6-13 : (б,25-IO-4) = 0,13;
К
5(0,246; 0; 0,13) = 0,1692; pQ = 41,87-900 : [0,025 X
X (0,13 + 0,1692)] = 5,05-Ю6 Вт/м2
Приведенный пример соответствует также
D = 5 см, но с двух сторон.
Для сравнения приведем результаты рас-
чета р0 и ПРИ тех же значениях То, 7^,
и / для стенки бесконечной толщины и ци-
линдра с радиусом /?2 “ 2,5 см.
Стенка бесконечной толщины: = 13,6 с;
ро=4,9-106 Вт/м2. Результат мало отли-
чается от предыдущего. Это объясняется
тем, что обратная сторона пластины при таком
режиме нагревается только на 10,6 сС, чем
Рис. 7-5. Пример определения времени на-
грева
нагреву пластины толщиной
можно пренебречь. Таким образом, при нагреве на относительно малые глу-
бины (%к < 0,25 D) зачастую можно использовать формулы, полученные для
тела неограниченной толщины.
Цилиндр: = 10 с; Ро = 4,78-106 Вт/м2. В этом случае р0 и + меньше,
чем в двух предыдущих, что свидетельствует о более высоком термическом
КПД.
7-5. ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НАГРЕВА
И УДЕЛЬНОЙ МОЩНОСТИ ПРИ СКВОЗНОМ НАГРЕВЕ
ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК
Расчет по средней удельной мощности. Применительно к нагре-
вателям периодического действия, работающим при (7И = const,
и нагревателям непрерывного действия с постоянным шагом витков
используем расчет при постоянной удельной мощности, выбрав
ее по среднему значению за время нагрева.
Так как длительность сквозного нагрева значительно больше,
чем поверхностного, то обычно т>0,2. Поэтому расчет можно про-
изводить по упрощенным формулам (7-36) и (7-37). Время нагрева
можно вычислить по нижеприведенной формуле. Для расчета
задаются температура поверхности То и температура на оси Тц.
Тогда можно написать
Тр __т + 5 (а, 1) _ г /^\
Тц ~т+5(а, 0) ' U’
Отсюда имеем, заменяя в выражении для т радиус /?2 на диа-
метр £>2:
, _ S (а, 1) — (То/Тц) S (а, 0)
___ (7.40)
115
Нагрев стальных заготовок под ковку и штамповку произ-
водится обычно до ^температуры 1200 — 1300 °C. Принимаем
в качестве средних значения тепловых ^коэффициентов при 800 °C.
Тогда имеем: с = 6,68 102 Дж/(кг-К); X = 33,5 Вт/(м-К); а =
= 6,4-10-’ м2/с.
В практике допускают перепад температуры между поверх-
ностью и осью заготовки ДТ — 100-? 150 К. За промежуток вре-
мени между концом нагрева и началом пластической обработки
температура выравнивается в достаточной степени вследствие теп-
лоотдачи во внешнюю среду ',и теплопроводности. Если считать
То = 1300 °C, то температура” наноси Т„ при ДТ = 100 К равна
1200 °C, а при ДТ = 150 К равна 1150 °C.
Однако при расчете необходимо учесть два обстоятельства, не
рассмотренные при выводе формулы (7-40).
1. Из-за большого времени нагрева удельная мощность мала
и составляет 0,2—0,05 кВт/см2. Поэтому^существенное влияние на
характер распределения температуры по сечению^оказывает рас-
сеяние тепла в окружающее пространство. Наличие тепловых по-
терь приводит к уменьшению перепада температуры в пределах
активного слоя £ по сравнению с расчетным, а следовательно, со-
кращает время нагрева.
2. Удельная мощность в начале нагрева, когда заготовка ферро-
магнитна, больше, чем в конце, что также сокращает время нагрева.
Эти вопросы рассмотрены в ряде опубликованных работ (см. на-
пример, [24]).
Ниже приводится упрощенный, но пригодный для практики
способ расчета. Опыт показывает, что для получения правильного
результата следует в формулу (7-40) подставить удвоенное значение
температурного перепада.
Рассмотрим два характерных случая, упоминавшихся выше.
1. Перепад температуры ДТ = 100 К; То = 1300 °C; Тц =
= 1200 °C. Принимаем для расчета ДТ' =Т0— Тц = 200 К. Тогда
Тц = 1100 °C, а Т0/Тц = 1,18 (Тц — расчетная температура на
оси заготовки). Подставив в формулу (7-40) значение Т0/Тц и при-
веденные выше тепловые коэффициенты, получим
tK 22-104£>1 [S (а, 1) —l,18S(a, 0)]. (7-41)
2. Перепад температуры ДТ = 150 К; То = 1300 °C; Тц =
— 1150 °C. Для расчета принимаем Тц = 1000 °C. Тогда Т0/Т'ц =
= 1,3 и время нагрева
/к « 13- 104Z)i[S(a, 1) —1,33 (а, 0)], (7-42)
где S (а, 1) и S (а, 0) находятся из табл. П-3.
Удельная полезная мощность определяется по формуле (7-39).
Полная полезная мощность
Рт = nD2ap0,
где а — длина заготовки, м.
116
В расчетные формулы Входит относительная глубина активного
слоя, которая, как и прежде, вычисляется для конца нагрева. Как
было показано в § 5-4, глубина активного слоя для цилиндра | =
= Дк при Дк sg 0,4 /?2. При Дк>0,4 R2 величина | = 0,4 Т?2 —
= ^пред = 0,2 D2. Таким образом, имеем
апред = 0,6. (7-43)
Поэтому в табл. П-3 значения S (а, 0, т) даны лишь для а 0,6.
Примерно с той же точностью можно определить время нагрева,
положив | = 0 иа = 1, если вместо диаметра цилиндра О2 подста-
вить в формулы (7-41) и (7-42) расчетный диаметр D2 — D2—е.
Тогда S (а; 1) = S (1; 1) = 0,125 и S (а; 0) = S (1; 0) = — 0,125.
Формулы (7-41) и (7-42) примут вид
tK » 5,9-104L>22 при AT1 = 100 К; (7-44)
tK ~ 3,7-104£>22 при Д7'= 150 К. (7-45)
Зная время нагрева, можно определить среднюю полезную мощ-
ность и через теплосодержание заготовки, что проще, чем по фор-
муле (7-39):
PT = GcTcp//K = 8,4-10WK, (7-46)
где G — масса заготовки, кг; с = 6,68 102 Дж/(кг-К)— средняя
удельная теплоемкость стали; Тер — средняя по сечению темпера-
тура заготовки; /к — время нагрева, с; Рт — средняя полезная
мощность, Вт.
Расчет при постоянной температуре поверхности. При расчете
времени нагрева используется формула (7-6).Как и в предыдущем
случае, заданными являются температура на поверхности То, ко-
торая поддерживается постоянной, и температура на оси заготовки
Тц. Отношение этих температур в конце нагрева
так как при сквозном нагреве на глубину х = /?2 величина 0 =
= 1—x/R2 = 0.
Как и в рассмотренном выше случае, для приближенного учета
активного слоя g при определении времени нагрева вводится рас-
четный диаметр D'2 — D2—£. Тогда имеем
т = atK/R2 = 4atK/D'2. (7-48)
Значение т, а следовательно, и времени нагрева находится
графическим решением уравнения (7-47). Учитывая формулу (7-48),
можно написать
Т = <р /к = Ф(-Го/Гц) D22 = KD2. (7-49)
\ * ц /
117
Считая, как и прежде, То = 1300 °C, а = 6,4-10~в м2/с, полу-
чим
ДТ = 100 К; # = 2,1 -104; ДТ = 150 К; 1,5-104.
Однако в реальных условиях температура поверхности подни-
мается до конечного значения не мгновенно, а в течение 10—15%
общего времени нагрева, что приводит к некоторому увеличению
коэффициента К. Учитывая сказанное, для коэффициента К сле-
дует принять несколько большие значения:
\Т= 100 К; # = 2,5-104; АТ=150 К; #=1,8-104. (7-50)
Средняя полезная мощность может быть вычислена по формуле
(7-46) или через среднюю удельную мощность [см. формулу (7-5) ].
Удельная мощность в любой момент времени вычисляется по фор-
муле (7-4). Необходимо помнить, что при вычислении полной и
удельной мощности в соответствующие формулы подставляется
истинный диаметр D2.
7-6. ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ ВРЕМЕНИ НАГРЕВА
И УДЕЛЬНОЙ МОЩНОСТИ ПРИ СКВОЗНОМ НАГРЕВЕ ЗАГОТОВОК
ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Ограничимся расчетом по средней удельной мощности. Здесь
справедливы все общие замечания, относящиеся к реальному ходу
процесса нагрева и к вносимым поправкам, высказанные примени-
тельно к нагреву цилиндрических объектов.
Расчет ведется по формулам для стенки, нагреваемой с двух
сторон. Следовательно,
₽х Е at
—------; а = —2— ; т =-----.
О2/2 D2/2 (Д/2)2
Обычно время нагрева велико и т >0,3. При этом время нагрева
получается из решения уравнения
2k = T + S(CT’ ffl. = /(/), (7-51)
Тц r + S(a, 1) 7 7
где — условная температура в средней плоскости, °C.
Для перепада температуры АТ = 100 К (АТ' = 200 К) имеем
= 22-104£>2 [<S (а, 0) —1,18S (а, 1)]. (7-52)
Соответственно для перепада температуры АТ = 150 К (АТ' =
= 300 К) получаем
= 13• 104£>2[S(а, 0) —l,3S(a, 1)]. (7-53)
Здесь Т>2 — толщина пластины, м; S (а, 0) и S (а, 1) находятся из
табл. П-2.
Для пластины, нагреваемой с двух сторон в овальном или пря-
моугольном индукторе, предельная глубина активного слоя до-
ив
стирается при Лк > 0,2 D2 и равна
£пред « 0,22Оа; апред = = 0,44. (7-54)
Если Дк<0,2 Z)2, то g Дк.
Заменяя толщину пластины £)2 расчетной толщиной D2 =
= D2—£, получим в соответствии с формулой (7-49) приближенные
формулы для времени нагрева, аналогичные формулам (7-44) и
(7-45):
tK = KDr22= 11,5. 1О4£>22 приДТ = 100К; (7-55)
/к-К/)22-7,2.104/)22 при \Т = 150 К. (7-56)
Средняя мощность может быть рассчитана по формуле (7-46)
или выражена через удельную мощность по формуле (7-30). В рас-
чет подставляется истинная тол-
щина пластины Р2.
Приведенный расчет не учиты-
вает поступления энергии сквозь
узкие боковые грани пластины.
Поэтому он справедлив лишь для
широких пластин, для которых
соблюдается условие b 2/D 2 > 5,
где &2—ширина пластины.
С уменьшением ширины пла-
стины время нагрева также умень-
шается. Приближенное его опре-
деление возможно с помощью
наложения температурных полей,
определяемых энергией, поступаю-
щей от широких и узких граней,
в предположении равномерного
распределения удельной мощности
по всему периметру.
Вычисленные таким образом д;
зависимости представлены на рис. 7-6. Средняя
мощность рассчитывается по формуле (7-46).
Рис. 7-6. Зависимость К — f (D/b)
для стальной пластины, нагревае-
мой до температуры 1200—
1300 °C
ДТ - 100 К и ДТ - 150 К
ГЛАВА ВОСЬМАЯ
МОДЕЛИРОВАНИЕ СИСТЕМ
ИНДУКЦИОННОГО НАГРЕВА НА ЭВМ
8-1. МАТЕМАТИЧЕСКОЕ ОПИСАНИЕ
ИНДУКЦИОННОГО НАГРЕВА
Изложенные в предыдущих главах расчеты электромагнитных и тепло-
вых полей в телах простой конфигурации относятся к одномерной теории
индукционного нагрева. Особенностью этих расчетов является то, что до-
119
статочно рассматривать поле только в металле, так как на поверхности среды
задана постоянная напряженность магнитного и электрического поля или
условия теплоотдачи. Одномерные модели позволяют хорошо изучить по-
верхностный эффект в телах простой конфигурации и их нагрев в однород-
ном поле. Вычисление параметров коротких индукторов по методу магнит-
ных схем замещения, основанное на одномерных моделях, дает приемлемые
результаты для приближенного инженерного расчета наиболее распростра-
ненных индукционных систем.
& Более точно сосредоточенные (г, х, cos (р, КПД) и распределенные (Я,
J, ро) параметры можно рассчитать с помощью двухмерных плоскопарал-
лельных или осесимметричных моделей, учитывающих конечную длину ин-
дуктора и загрузки. Большинство двухмерных задач относится к сопряжен-
ным, требующим совместного решения уравнений для проводящих и непрово-
дящих областей.’ Построение*"двухмерных моделей может быть основано на
аналитических'и’численных методах. Для успешной их реализации необхо-
димо применение'^ЭВМ.
Программы,^основанные на^аналитических методах, отличаются ком-
пактностью~массива исходных'данных, высокой точностью и простотой ис-
пользования, однако могут быть
построены лишь для ограничен-
ного класса устройств. Числен-
ные методы более универсальны,
но требуют большей квалифика-
ции исполнителей при эксплуата-
ции программ, так как точность
расчета зависит от формулировки
сходных данных.
Для полного моделирова-
ния устройств индукционного
нагрева необходим расчет вза-
имосвязанных тепловых и элек-
Рис. 8-1. Расчетный эскиз цилиндриче-
ской индукционной системы
тромагнитных полей. Электро-
магнитное поле определяет источники тепла, создающие температурное поле.
В свою очередь с изменением температуры меняется удельное сопротивление р,
а для ферромагнитных тел и магнитная проницаемость р, падающая до еди-
ницы в точке Кюри. Поскольку тепловая постоянная времени системы на не-
сколько порядков больше, чем электромагнитная, зависимость р, р = f (Т)
можно заменить кусочно-постоянной зависимостью указанных параметров
от времени / и решать электромагнитную задачу отдельно от тепловой в каж-
дом из интервалов постоянства свойств.
Аналогично можно линеаризовать тепловую задачу, в которой имеются
нелинейности, обусловленные зависимостью теплофизических свойств ма-
териалов и условий теплоотдачи от температуры. Сложнее учесть зависи-
мость р = f (Н) в электромагнитной задаче. Вследствие безынерционности
эта нелинейность должна учитываться непосредственно при разработке ме-
тода расчета.
Рассмотрим методы расчета двухмерных электромагнитных полей в уст-
ройствах индукционного нагрева. В общем виде такое устройство (рис. 8-1)
содержит многовитковые обмотки, нагреваемые тела и магнитопроводы. Хотя
теоретически может быть построен алгоритм расчета системы, учитывающий
все происходящие в ней электромагнитные процессы, создание эффективных
методов расчета требует введения упрощений.
Часть упрощений носит достаточно общий характер. В индукционных
устройствах с разомкнутым магнитопроводом можно пренебречь влиянием
потерь и непостоянства р по объему магнитопровода на характер электромаг-
нитного поля в системе. После расчета поля можно найти индукцию в магнито-
проводе и учесть потери, однако важно, чтобы было справедливо начальное
допущение. Магнитопроводы без потерь и с постоянными р, а также их части
объединим в массив, который^обозначим F,
120
Во многих случаях без заметной погрешности многовитковые обмотки
можно заменить совокупностью тонких соленоидов или катушек с известным
токораспределением или приложенным напряжением, что резко упрощает
расчет. Такие обмотки будем считать элементами типа В.
Большой эффект дает постановка так называемых импедансных условий
на поверхности проводящих тел. Сопротивление единичного квадрата тел,
равное отношению тангенциальных составляющих Ё и Н (см. также § 1-1):
ZQ=Et/Ht, (8-1)
в данном случае играет роль импедансных краевых условий.
Такой подход позволяет рассматривать поле только вне загрузки. Хотя
сопротивление Zo зависит от распределения поля во всей системе, во многих
случаях его можно взять таким же, как для однородного поля. Запишем Zo
в виде
Z0 = (Vr+ (8-2)
где Vr и Vx — коэффициенты.
При сильном поверхностном эффекте (плоская волна) получаем: для
однородной среды Vr = Vx — 1; для ферромагнетика в сильном магнитном
поле Vr = 1,37, Vx — 0,97; для двухслойной среды Vr + jVx ~ К 1^2 X
X (cos ф+/ sin ф). Импедансные условия для ферромагнитных тел нелинейны
вследствие зависимости магнитной проницаемости от напряженности поля.
Импедансные граничные условия можно задать и при несильном по-
верхностном эффекте, если градиент плотности тока по касательной к поверх-
ности тела много меньше, чем по нормали к поверхности. Это условие обычно
соблюдается всюду, за исключением сравнительно узкой зоны у концов
загрузки. Тела с импедансными условиями, в том числе с нелинейными, бу-
дем обозначать буквой N. Наконец, к последней группе (Л) отнесем нагре-
ваемые тела с кусочно-постоянными свойствами без импедансных условий.
Таким образом, идеализированная индукционная система состоит из
элементов типа Л, В, F и N (рис. 8-1). Такое деление удобно для построения и
описания расчетных алгоритмов.
8*2. ИНТЕГРАЛЬНЫЕ ЧИСЛЕННЫЕ МЕТОДЫ
ЭЛЕКТРИЧЕСКОГО РАСЧЕТА ИНДУКЦИОННЫХ УСТРОЙСТВ
Интегральные методы основаны на введении вторичных источников
поля, которые характеризуют реакцию тел, составляющих систему, на воз-
действие сторонних (первичных) источников. При этом сами тела заменяются
вакуумом, что упрощает расчет. Введение вторичных источников не является
однозначным, что позволяет создавать различные расчетные модели, наибо-
лее отвечающие конкретным целям [37]. Целью расчета является определе-
ние вторичных источников, после чего легко найти любые параметры системы.
Вторичные источники определяются решением интегральных уравнений,
описывающих их взаимодействие друг с другом и с первичными источниками.
Уравнения учитывают взаимодействие всех источников рассматриваемой си-
стемы, а не только соседних, поэтому интегральные методы наиболее удобны
для расчета квазистационарных систем, т. е. таких устройств, в которых
можно пренебречь запаздыванием сигнала. Это означает, что размеры уст-
ройства должны быть значительно меньше длины электромагнитной волны
в воздухе. Все индукционные устройства подчиняются этому условию.
Важным достоинством интегральных методов является то, что расчет
производится только для областей, занятых вторичными источниками и. со-
ставляющих обычно небольшую часть общего пространства, в котором су-
ществует поле.
121
Рассмотрим некоторые интегральные методы, хорошо зарекомендовав-1
шие себя при расчете индукционных нагревателей. Пусть индукционная
система состоит из немагнитных Цилиндрических слитков с произвольным
распределением р по длине и радиусу (объекты типа Л) и нескольких много-
витковых обмоток с известными токами (объекты В) (рис.8-2). Естественными
вторичными источниками являются круговые токи проводимости в слитках;
плотность этих токов J зависит от 7? и z.
Выделим трубки тока Q и Р в теле А с малыми сечениями ASq и ASp.
ЭДС Sqp и плотность тока Jqp, создаваемые в элементе Q током элемента
Р с плотностью J р, связаны соотношением
— 2tiRqQqJqp — — ImMqpJp&SPi (8-3)
где Mqp — коэффициент взаимной индукции трубок тока Q и Р.
Чтобы учесть воздействие на эле-
0 UB & мент Q всех токов, нужно проинтегри-
v ' ровать уравнение (8-3) по всем сече-
ниям тел с неизвестными токами и
Sb — с известными.
Получаем интегральное уравнение
Фредгольма второго рода [20] отно-
сительно плотности тока Jq, справед-
ливое для всех точек сечения
2nflQpQjQ + /<o J MQpjpdSp =
Рис. 8-2. К численному расчету
индуктора с немагнитной загруз- t
кой = —/со J MqPJpdSP' (8-4)
Sb
Функция Mqp называется ядром интегрального уравнения. Поскольку
область включает саму точку Q и Mqq оо, ядро обладает особенностью,
которая не меняет основных свойств уравнения, однако создает затруднения
при его решении. Возможны разные методы решения уравнения (8-4). Рас-
смотрим метод, основанный на полном осреднении ядра. Для этого разобьем
сечения и Sb на элементы конечного размера, выделив два из них, Q
и Р. Размеры элементов должны быть такими, чтобы плотности тока Jq и Ур»
можно было считать постоянными по сечениям элементов:
2л;/?^р^Jq 4-/со Jр J MQpdSp — —j(d ^2 ’р J MqpdSp' (8-5)
Р С A ASp Р £ В ASp
Получили систему алгебраических уравнений относительно плотности
тока Jq, в которой производится интегрирование (осреднение) ядра по се-
чению источников (Р). Систему (8-5) можно использовать в качестве расчет-
ной, но лучше преобразовать ее, проинтегрировав по сечениям приемников((?):
2л7? р JqASq + У jp [ У MQpdSpdSQ —
р ел b'sQ ь$р
= -/И £ JP f f MQPdSP. <8*6)
P С В ASq ASp
Переходя к токам элементов Iq и /р, получаем
rQ^Q + /W У ^QP^p— —У ^Qplp, (8-7)
Р С А Р £ в
где — активное сопротивление элемента Q, Mqp — коэффициент взаим-
ной индукции объемных колец Q и Р с равномерным распределением тока
122
(ядро уравнения, осредненное по сечениям источников ASp и приемников
ASq).
Обычно для индукторов известны приложенные напряжения, а не токи.
Считая токи индуктора неизвестными, перенесем их в левую часть. В общем
виде полученную систему можно записать так;
+1 /R xqp Ip— Uq9 (8‘8)
Р С л, в
где Zq = rQ и Uq = 0, если Q £ А, и ZQ = ZB, Uq = UB, если Q £ В.
Сопротивление ZB учитывает активное сопротивление обмотки, а также
дополнительные сопротивления, которые могут быть включены в ее цепь
до источника с известным напряжением UB (сопротивления шин, дросселей,
конденсаторов, включенных последовательно с обмоткой). Достоинствами
уравнений (8-8) являются физическая наглядность, симметричность системы
(xqp = xpq) и простота учета элементов внешних цепей индукторов. Система
уравнений (8-8) выражает второй закон Кирхгофа для индуктивно связанных
элементов. Для реализации метода необходимо разработать рекомендации
по разбиению тел на элементы, создать алгоритмы расчета коэффициентов
Mqp и решения систем уравнений высокого порядка с комплексными
членами.
Если поверхностный эффект сильно выражен, то достаточно взять только
поверхностные элементы толщиной А, что резко упрощает расчет. Если не-
обходимо разбиение тел по всему сечению то нужно стремиться умень-
шить число элементов, чтобы порядок системы уравнений (8-8) не превышал
возможностей имеющейся ЭВМ, а также для сокращения времени счета.
Простейшее разбиение на равные квадраты пригодно лишь для загрузок
с продольным сечением, меньшим 2КА2/25, где К — допустимый порядок
системы уравнений. Это следует из того, что для получения погрешности
расчета сопротивлений, не большей 2% , на глубине проникновения тока сле-
дует взять не менее 5 элементов. Например, при частоте 2500 Гц и К — 100
для горячей стали (А — 1 см) получаем максимальное продольное сечение
загрузки всего 8 см2 (2/?2^2 = 8).
Размеры исследуемых систем можно резко увеличить, взяв сетку, не-
равномерную как по длине, так и по глубине. Можно рекомендовать тол-
щину наружного слоя 0,2 А, а каждого последующего слоя —в 1,15—1,2
раза большую, что обеспечивает разбиение нагреваемого тела на глубину
ЗА при 7—8 элементах. Если радиус цилиндра меньше А, то начальный шаг
выбирается не превышающим 0,2 /?2. Разбиение на глубину, большую ЗА,
нецелесообразно в связи с почти полным затуханием поля. Исключение со-
ставляют зоны торцов цилиндра, где может потребоваться разбиение на 5А
и даже более. При порядке системы 150—160 получаем возможность взять
около 20 элементов по длине, чего, как правило, достаточно, если использо-
вать элементы переменной длины. Элементы следует брать короче в областях
с сильным изменением плотности тока по длине, например у краев детали
или индуктора. Эти области заранее известны.
Если число элементов все-таки недостаточно, можно использовать ме-
тод блочных итераций. Для этого нужно выполнить несколько расчетов,
поочередно разбивая интересующие нас области на более мелкие части.
Крупное разбиение одного участка мало сказывается на характере поля в уда-
ленной от участка области.
Значительные сложности возникают при вычислении коэффициентов
взаимной индукции объемных колец друг с другом и с соленоидами, так как
точные аналитические формулы для объемных цилиндрических тел отсутст-
вуют, а численное интегрирование занимает много времени.
При расчете поля в загрузке объемные элементы можно заменить одно-
витковыми соленоидами по среднему радиусу элементов и находить коэффи-
циенты взаимной индукции и самоиндукции для соленоидов, используя таб-
лицы, а также точные или приближенные формулы [13]. Расчет по прибли-
женным формулам предпочтителен, так как занимает меньше времени. По-
123
грешность расчета обычно мала, если длины соленоидов не менее их толщин
и не менее одной десятой их радиусов.
При расчете токораспределения в витках высокочастотного индуктора
из провода с малыми радиусами закругления периметра необходимо брать
элементы очень малой длины, по-разному наклоненные к оси. В этом случае
нужны более точные методы расчета Xqp, например в виде пакета сопряжен-
ных формул или в виде численных процедур.
Эффективность расчета во многом зависит от способа решения сформи-
рованной системы уравнений. Полезно воспользоваться особыми свойствами
системы (8-8): ее симметричностью и наличием действительных членов только
на диагонали. Запишем уравнения (8-8) в матричной форме:
1И111Л + /1И111Й = Ш1. (8-9)
Рис. 8-3. Распределение относительной плотно-
сти тока по поверхности цилиндра при различ-
ных его заглублениях в индуктор Да
где || г||—диагональная матрица активных сопротивлений; ||х||—запол.
ненная матрица реактивных сопротивлений; || 11| и || U || — векторы-столбцы
токов и напряжений.
Разделим реальные и мнимые части и исключим вектор-столбец актив-
ных токов ||/г||. После преобразований получаем
IИ + II * II к II-1 II * II) II II = II и х II - II х IIII г ||-1 II и г II, (8-10)
где ||7Ж||, ||С/Г|| и ||^ж|| — векторы-столбцы составляющих токов и напряже-
ний; || г Ц-1 — диагональная матрица, обратная || г ||.
Действительное уравнение (8-10) решается относительно ||/х|| методом
Гаусса, после чего находятся ||/г|| и остальные параметры. В расчетах ис-
пользуется только верхняя треугольная матрица || х ||. Описанный алгоритм
позволяет эффективно решать системы уравнений до 180-го порядка (напри-
мер, на ЭВМ типа «Минск-32» или ЕС-1022), что значительно больше, чем
допустимый порядок системы при непосредственном решении уравнений
(8-8) в комплексных числах.
Рассмотрим универсальную программу расчета немагнитных осесиммет-
ричных тел [23]. Обмотки индуктора заменяем соленоидами, последова-
тельно соединенные группы которых образуют расчетные цепи. Для каждой
обмотки указываются радиус, длина, координата центра, число витков, ак-
тивное и добавочное реактивное сопротивления и номер цепи, к которой она
принадлежит. Направление намотки учитывается изменением знака, припи-
сываемого числу витков каждого соленоида. Элементы нагреваемых тел
124
описываются координатами центров, средними радиусами, длиной и удель-
ным сопротивлением. Предусмотрены режимы ручного-и автоматического
разбиения сечений загрузки на элементы.
На печать выдаются исходные данные, токи, плотность токов и мощ-
ность элементов, полная мощность в загрузке и в индукторе, КПД и коэффи-
циент мощности системы. Программа позволяет рассчитывать нагреватели
сплошных и полых цилиндров с постоянной и переменной проводимостью,
с секционированными одно- и многослойными обмотками, в том числе трех-
фазными.
В качестве примера на рис. 8-3 показано распределение плотности тока
по поверхности цилиндра с относительным радиусом т2 ~ 15 при различных
заглублениях его в индуктор Да. Рисунок показывает влияние краевого
эффекта индуктора и загрузки. По-
скольку индуктор длинный (а1/7?1=5),
в его средней части плотность тока по-
стоянна. В левой части (z<0) плот-
ность тока уменьшается к краю индук-
тора (z = — aj2) в два раза и про-
должает убывать симметрично по
отношению к торцевой плоскости ин-
дуктора (краевой эффект индуктора).
Кривые в правой части (г > 0) иллю-
стрируют совместное действие краево-
го эффекта индуктора и загрузки. Суве- 0
личением заглубления (Да6> Да5> ...
> Дах) всплеск плотности тока у Рис- 8-4. К численному расчету
края цилиндра возрастает и достигает индуктора с магнитопроводом
двукратного значения (Да=Да6).
Чем выше частота (/п2), тем сильнее всплекс, но тем он уже. Изменение за-
глубления широко используется для получения заданного распределения
температуры по длине загрузки.
Для нагревателей, содержащих магнитные тела, необходимо ввести
вторичные источники намагниченности. Пусть индукционная система содер-
жит'обмотки В, немагнитные тела А и магнитопровод F (рис. 8-4). Влияние
магнитопроводов с постояннойтмагнитной проницаемостью на поле вне их
объема можно" полностью учесть, если заменить их простыми слоями тока
намагниченности наТповерхности. Условием длягнахождения этих токов
служит требование, чтобы при этой замене сохранился неизменным скачок
тангенциальной составляющей магнитной индукции Bf во всех точках маг-
нитопровода:
нар/^/Q вн Ннар/^вн> (8“И)
где Btq нар, Btq вн и Цнар, Цвн —тангенциальные составляющие индукции
и магнитные проницаемости вне и внутри магнитопровода для элемента Q.
Если внешняя среда — воздух, то рнар — I, а р.вн = jaq.
После введения токов намагниченности Iq и замены магнитопровода
вакуумом условие (8-11) примет вид
^tQ нар ~ М'вн/^нар. (8-12)
Так как в соответствии с законом полного тока для элемента длиной Iq
соблюдается условие
вн нар) (8-13)
получаем
P>bh — Инар
= Htq нар lq ” = HfQ нар lqlGq — pq нар/аз» (8-14)
^нар
125
где Fq нар — тангенциальная составляющая МДС у поверхности элемента
Q (вне магнитопровода).
Для того чтобы составить расчетную систему уравнений, надо выразить
HfQ через токи всех элементов устройства. Разобьем поверхности магнито-
проводов и сечения немагнитных тел на кольцевые элементы. Вследствие
линейности системы можно записать:
(8-15)
где Nqp — безразмерный коэффициент, зависящий от геометрии и взаимного
расположения соленоидов Q и Р. Способы расчета этих коэффициентов
даются далее.
Из уравнений (8-14) и (8-15) получим для элементов магнитопровода
Nqp Ipwp — О*
p
Полная система уравнений для нагревателя будет
Zq Iq + / 2 XQP IР = &Q для Q € "4 >
Р
°QIQ — 'ZNQPrPwP = ° ДЛЯ Q F.
р
(8-16)
(8-17)
Суммирование производится по всем элементам (Р £ А, В, F), включая
сами точки Q.
Существенно, что первое уравнение системы (8-17), описывающее ин-
дуктор без магнитопровода, сохраняется неизменным. Система (8-17) не-
симметрична, что объясняется различием характера влияния элементов раз-
ных массивов друг на друга (наведение ЭДС или создание МДС) и тем, что
сами коэффициенты Nqp не обладают свойством симметрии (Nqp #= Npq).
Используя зависимость (8-16), легко составить уравнения для расчета
систем, содержащих тела с импедансными граничными условиями (тела N).
Пусть система содержит тела всех четырех типов (см. рис. 8-1). Разобьем
их на элементы, причем для тел N разбиение производится по поверхности.
Сохраняя принцип осреднения, для кольцевого элемента Q (Q £ N) запишем,
используя средние значения FfQ, HfQ нар и Zo q:
= £<Q-2^Q = —[HiQ HapZQ) = ZqnFq Hap. (8-18)
lQ
Здесь Zqn — сопротивление отрезка загрузки длиной Iq.
Используя связь между токами всех элементов и создаваемыми ими на
элементе Q ЭДС и МДС, получаем
S ~ ZqnNQpWp} Ip — 0;
Р
Q £ N; P £A, В, F, N.
(8-19)
Полная система уравнений для индукционного устройства, содержащего
объекты всех четырех типов, будет состоять из уравнений (8-17) и (8-19)
с учетом того, что суммирование ведется по всем элементам Р (Р £ А, В,
Ft N). Решая эту систему, находим токи обмоток и элементов тел А и N. Ак-
тивная мощность в элементе Q (Q £ N) равна
Л? = 4нзр (8-20)
где FqHaP определяется по формуле (8-15).
126
Постановка импедансных условий наиболее эффективна при расчете
индукторов с ферромагнитной загрузкой. В этом случае необходимо преду-
смотреть итерационный процесс для учета нелинейности ц = f (Н). Для
усредненной кривой намагничивания углеродистых сталей [35] при
Н >4000 А/м можно взять аппроксимирующее выражение
и = 5 - 10б//-°-894,
где И берется в А/м.
В начале расчета задаемся произвольным распределением ц по длине
тела М, например р, = const. Решив систему уравнений, находим токи /д,
напряженности поля Hq и магнитную проницаемость p,Q. Расчет повторяется
при новых значениях Zq, пока разница в piQ не станет меньше заданной ма-
лой величины (1—2 %). Опыт расчетов показывает, что процесс сходится
за три итерации при любых начальных p,Q.
Для реализации метода необходим многократный расчет коэффициентов
МДС Nqp. Первый способ их расчета — непосредственное интегрирование И/
по длине элемента Q:
Nqp = / w HQpdl‘ <8’21>
Р Р Iq
Направления токов и обхода контура I соответствуют рис. 8-4. Значе-
ние Ht qp можно найти по формулам или по таблицам [31]. Расчет по фор-
муле (8-21) универсален и точен, однако трудоемок.
Второй способ расчета Wqp основан на зависимости между коэффициен-
том взаимной индуктивности соленоидов Р и Q и напряженностью поля Hf
у поверхности соленоида Q. Возьмем известную формулу
^р=М*р'1р, (8-22)
где Tqp — потокосцепление соленоидов Q и Р.
Давая малое приращение Ahq соленоиду Q по внешней нормали к его
обмотке, можем получить
1о ^мор
Nop ~ -7-7;---------------. (8-23)
Q Дп<?
Формула (8-23) становится точной при Дпд -» 0. Она проста и удобна,
так как не требует никаких специальных процедур, кроме вычисления ко-
эффициентов Mqp, и без того необходимых при расчете.
При вычислении Nqq (Q — Р) по формуле (8-23) нужно брать не при-
ращение ALq, а приращение ATWqp, где через Р обозначен соленоид, смещен-
ный по отношению к Q по внешней нормали к рассматриваемому телу. Сле-
дует учитывать, что Fqq и, следовательно, Nqq скачком меняются при пере-
ходе с одной стороны обмотки Q на другую, хотя для Р Ф Q коэффициент
Nqp непрерывен.
Формула обеспечивает нужный знак Nqp при любом пространственном
положении элементов. Из нее следует, в частности, что Nqq всегда меньше
нуля.
Для соленоидов с аксиальной намоткой возможен также аналитический
расчет Nqp с помощью полных эллиптических интегралов первого, второго
и третьего рода.
8-3. КОНЕЧНО-РАЗНОСТНЫЕ МЕТОДЫ РАСЧЕТА
ТЕПЛОВЫХ И ЭЛЕКТРОМАГНИТНЫХ ПОЛЕЙ
Конечно-разностные методы являются наиболее универсальными, при-
годными для расчета полей любой природы, если известно поведение их по-
тенциалов или напряженностей в малом объеме*
Электромагнитные поля описываются уравнениями Максвелла, связы-
вающими одни параметры поля с другими с помощью операторов пространст-
венного и временндго дифференцирования* Эти уравнения представляют
127
собой дивергентную форму описания поля. Другой формой описания являются
дифференциальные уравнения второго порядка, характеризующие распреде-
ление какого-либо одного параметра (потенциала, напряженности) в про-
странственно-временной области. Обе формы описания полей могут быть
использованы для построения конечно-разностных схем расчета.
При конечно-разностных методах область непрерывного изменения аргу-
ментов (пространственных координат, времени) заменяется областью дискрет-
ного изменения (сеткой). Непрерывные функции заменяются дискретными
(сеточными), определенными только в узлах сетки. Вместо дифференциальных
операторов вводятся разностные [32].
t-0,5 i+0,5
О-----—О------О—<^—О——о--------о —о
О 1 1-1 ъ 1+1 т-1 т
Рис. 8-5. К расчету одномерных^полей раз-
ностным методом
На рис. 8-5 показана одномерная сетка, состоящая из tn + 1 узлов,
определяющих tn интервалов (шагов). Координаты узлов обозначим через i
(Z = 0, 1, . . . , /п). Шаг сетки будет hi = —Х{. Сетка с постоянным ша-
гом называется равномерной, в противном случае — неравномерной. В за-
висимости от положения узлы называются внутренними, приграничными или
граничными. Кроме узлов с целым номером i, часто вводят точки с номером
i + 0,5:
Хf+o,5 = Xi + °>5Л< = °>5 (Xi +
Сеточную функцию будем обозначать у и определять в точках с целыми
и дробными номерами, записывая ее в виде yi и соответственно. Раз-
ностная производная первого порядка может быть определена несколькими
способами:
УС-У1-! уI-у 1-1
”х —
xi~xi-i А
. У1+1-У1 у 1+1-Ус
УX , \
xi+l-xi h
У^-У^ _ yi+r-yi-i
xi+l xi-l
(8-24)
(8-25)
(8-26)
Это так называемые левая, правая и центральная разностные произ-
водные.
Вторую разностную производную по х можно получить аналогично:
_ У1+1-2у1 + у{_1
У хх
» • (8-27)
Совокупность разностного уравнения, граничных и начальных условий
называется разностной схемой. Рассмотрим разностную схему решения
одномерного уравнения теплопроводности для некоторой скалярной вели-
чины Т, под которой можно понимать температуру или мгновенное значение
напряженности электрического либо магнитного поля в металле:
дТ ч
(8-28)
где а — температуропроводность, a f (х) — функция распределения источ-
ников тепла.
128
Предположим, что на концах интервала [0, &] заданы краевые условия
первого рода, т. е. известна температура
Т(О, 0 = ^1(0; ]
Т(б, о = ф2 W. J
Известны также начальные условия
(8-29)
Т(х, О) = То(х). (8-30)
Введем равномерную сетку: xi = ih, tj — jx, где т — шаг по времени,
а / — номер шага по времени. В узлах сетки будем определять сеточную
функцию у1., являющуюся дискретным аналогом непрерывной функции,
Т(х, /).
Возможны различные варианты построения разностных схем для урав-
нения (8-28), краевых условий (8-29) и начальных условий (8-30).
Используя правую разностную производную по времени, получим
v^-Wi-V y’l-i .
________________= а_____________1 + fi\
т---------------------Я2
i = 1, 2, ..., tn — Г, j = 0, 1, 2, ...;
У'о = У а (</) = tp
Ут = Ут ('/) = Ч»2- .
Начальное распределение функции будет
Уо(х1) — У(х1> to).
Преобразуем уравнение (8-31), введя обозначение о = <зт/Л2:
И+‘ = оУ{'+1 + (1 — У{ + вУ{—1 + Ур
4=1, 2, ..., т — 1; j = 0,1, 2, ...
(8-31)
(8-32)
(8-33)
(8-34)
В уравнении (8-34) значение искомой функции у№ определяется в яв-
ном виде по известным значениям функции на предыдущем шаге по времени
^4-1- Таким образом, по начальному распределению температуры
и граничным условиям можно найти значения температуры во всех узлах I
на первом шаге по времени. Продолжая процесс, определим значение иско-
мой функции в любой точке сетки на любом временном шаге. Такая схема
называется явной.
При использовании разностных схем нужно убедиться в их устойчиво-
сти. Схема устойчива, если малые погрешности, получаемые в ходе решения,
затухают или остаются малыми при неограниченном возрастании номера
шага /. Схема (8-34) устойчива лишь при 0 о 0,5. Следовательно, при
расчете по этой схеме шаг т должен быть достаточно малым.
Поэтому часто применяются так называемые неявные схемы, устойчи-
вые при любом шаге по времени. Применим к уравнению (8-28) левую раз-
ностную производную по времени для шага с номером / + 1. Получим
т Л2
4 = 1, 2, ..., т— 1; / = 0,1,2...
Положив v = h^/(ax), получим
^+; - (2+v) + t/j+} = - <pj,
где = v [yl + f{x}-
(8-35)
(8-36)
5 Заказ № 1156
129
В уравнении (8-36) искомая функция z/7^1 задана в неявном виде, так
как в него входят три неизвестных значения сеточной функции z/7<t}, ,
z/ГЦ- Такая разностная схема называется неявной.
Каждое уравнение (8-36) связывает значения неизвестной функции
в трех соседних пространственных точках. Поскольку значения у на грани-
цах заданы, уравнения (8-36) для всех внутренних точек образуют полную
систему из т—1 уравнений с tn—1 неизвестными. Характерной особенностью
таких систем является то, что матрица их коэффициентов содержит элементы,
отличные от нуля, только на трех главных диагоналях (трехдиагональная
матрица).
Наиболее распространенным методом решения таких систем является
метод прогонки. Рассмотрим его на примере уравнения (8-36). Верхние ин-
дексы писать не будем. Введем обозначение
£/i — at- (Pt- i/i+i), (8-37)
где at- и Pi — величины, называемые коэффициентами прогонки.
Аналогично
z/i-jL = af-j (Pi—i + z/i). (8-38)
Подставив выражение (8-38) в (8-36), получим
at—iPt—1 + ai- iVi — (2 + v) z/i + £/1+1 == — Ф1 • (8-39)
Отсюда следует:
У1 = У».+ . (8-40)
2 +v —a,--!
Сравнивая выражения (8-40) и (8-37), находим рекуррентные формулы
для коэффициентов ai и pt-:
a, =--------J------; (8-41)
2 4- v — af-!
Pi — ai-iPi—1 Ф6 (8-42)
i == 2, ..., tn — 1.
При i — 1 коэффициенты прогонки находятся из левого краевого усло-
вия z/o = гр! (см. рис. 8-5). Его подстановка в уравнение (8-36) дает
% — (2 + v) j/i + уг = -Фх,
откуда
У1 = ^+.<Р1..+ ^. (8-43)
2 4- v
Сравнивая выражения (8-43) и (8-37), находим
«1 = ——-—; ₽1=^1+Ф1- (8’44)
2 4- v
Таким образом могут быть определены коэффициенты прогонки при
i ~ 1, 2, . . . , т—1. Это так называемый прямой ход. По формуле (8-37),
коэффициент^ at«, Pi и краевому условию ут — ф2 находятся значения yi
(обратный хол).
Ут — Фг*’
Ут—1 — 1 (Pm—1 + УтУ>
У1 = «t(Pi + У1+1)>
У1 = ai (Pi + ^2)»
0о = Ф1-
(8-45)
130
Уравнение (8-28) является линейным. В нелинейном уравнении тепло-
д А дГ\
проводности появляется слагаемое вида — ( л--|, которое можно аппрок-
дх \ дх J
симировать по-разному. Как показывает анализ, решения не всех форм раз-
ностных уравнений соответствуют решению исходного дифференциального
уравнения. Для того чтобы соблюдалось соответствие, разностная схема
должна быть консервативной, т. е. в ней должен выполняться закон сохра-
нения энергии.
Самым простым способом получения консервативных схем является
метод баланса, основанный на применении дивергентных форм физических
законов к ячейкам сетки. Рассмотрим его на примере разностной схемы для
расчета потенциального поля. Потенциальные поля описывают стационар-
ный процесс теплопроводности, элек-
трическое поле рабочего конденсатора
при диэлектрическом нагреве и т. д.
Запишем выражение для потока вектора
индукции в электростатическом поле
j 8а grad UdS = Q, (8-46)
S
где S — замкнутая поверхность; Q —
полный заряд, находящийся внутри
нее; еа — диэлектрическая проница-
емость материала.
Будем рассматривать простран-
ственно-двухмерную задачу для обла-
сти с координатами х и г. Введем не-
равномерную сетку (рис. 8-6) с шагом
Рис. 8-6. К расчету двухмерных
полей разностным методом
hi = xt—Xi-i и шагом gi = Zk—Zk-ъ
где i и k — номера узлов сетки.
Предположим, что диэлектрическая проницаемость постоянна в ячейке,
границы которой проходят посередине между узлами сетки, и применим
уравнение (8-46) к ячейке Z, k. Найдем поток электрической индукции сквозь
ее грани, приходящийся на единицу длины по координате, перпендикуляр
ной плоскости рис. 8-6.
Поток сквозь грань 1 равен
С j Г7лс ^i+0,5; k ~ Uik + ^Ь+1 A7.
J ea grad UdS = Elk -------------------------------------• (8-47)
0,5/if+i 2
Потенциал в точке с номером i + 0,5 находим из условия непрерывно-
сти потока индукции сквозь грань Г.
jj Si+l, kUi+l, k + ZikUik /о доч
U i+0,5; k ~’ '° °'
8i+l, k + &ik
С учетом выражения (8-48) поток сквозь грань 1 равен
У 8а grad UdS = —-------(Ui+1, k - Uik) . (8-49)
^i+1 ^i+l.fc + ^ik
Аналогично определяется поток сквозь остальные грани ячейки. Ис-
пользуя полученные выражения, можно преобразовать уравнение (8-46),
выражающее баланс между потоком вектора электрической индукции и
зарядом ячейки, к конечно-разностной форме. Матрица системы уравнений
будет пятидиагональной, что характерно для расчета пространственно-двух-
мерных полей.
Изложенные понятия и методы могут быть распространены на более
сложные многомерные задачи. Для некоторых из них, например для про-
5* 131
странственно-двухмерного уравнения теплопроводности, разработаны спе-
циальные эффективные методы решения, такие, как локально-одномерный
метод и метод переменных направлений [32].
8-4. КОМБИНИРОВАННЫЕ МАТЕМАТИЧЕСКИЕ МОДЕЛИ
УСТРОЙСТВ ИНДУКЦИОННОГО НАГРЕВА
Разработка комбинированных моделей индукционных нагревателей
является наиболее высокой ступенью их математического моделирования.
Такие модели могут быть двух- и более компонентными в зависимости от
числа процессов, учитываемых при их построении. Практически общими
для всех моделей являются электромагнитные и тепловые процессы. Другие
процессы определяются назначением устройства и целью моделирования.
Это могут быть процессы деформации нагретого металла при прессовании,
прокатке, штамповке, процессы структурных превращений при термообра-
ботке и зонной плавке, гидродинамические процессы в жидком металле,
процессы возникновения напряжений в металле и т. д.
В зависимости от числа пространственных координат модели разде-
ляются на одно-, двух- и трехмерные. Дополнительной координатой яв-
ляется время. Модели реализуются с помощью ЭВМ. Комбинированные мо-
дели обладают высокой степенью соответствия натурному устройству и по-
зволяют решать очень широкий круг задач. Прежде всего они дают большой
объем информации о характере тепловых, электромагнитных и иных пара-
метров в системе, труднодостижимый другими способами. Эта информация
помогает яснее понять физическую картину происходящих явлений и полу-
чить их количественные характеристики. Моделирование резко сокращает
объем трудоемких и дорогих натурных экспериментов при разработке новых
процессов и установок, позволяя исследовать переходные и установившиеся
режимы, а также такие режимы, как аварийные, экспериментальное изуче-
ние которых крайне затруднено. При наличии модели процесса или уста-
новки роль натурных экспериментов сводится к проверке ее адекватности
процессу в отдельных точках интересующей нас области, уточнению пара-
метров модели и отработке принятых конструкций с целью их коррекции
и выявления влияния процессов, не учтенных при построении модели.
Проектирование установок и их элементов можно в значительной степени
возложить на ЭВМ. Наиболее полно этой задаче отвечает система автоматизи-
рованного проектирования (САПР). САПР может выдавать основные расчет-
ные данные, проводить их анализ, принимать проектные решения с учетом
различных ограничений, имеющегося оборудования и существующей техно-
логии и даже выдавать текстовую и графическую проектно-конструкторскую
документацию. Обязательным элементом САПР является комбинированная
модель установки или процесса. *
Проектирование установок индукционного нагрева связано с решением
комплекса сложных задач и отличается большим разнообразием, поэтому
реализовать САПР в полном объеме трудно. В настоящее время имеется ряд
комбинированных моделей, выполняющих некоторые функции САПР, та-
кие, как получение проектных данных и параметрическая оптимизация кон-
струкции и режима работы устройства. Особое значение имеют комбиниро-
ванные модели при создании автоматизированных систем управления техно-
логическими процессами (АСУТП).
Комбинированные модели могут строиться на базе различных расчетных
методов — приближенных, аналитических и численных. Выбор метода за-
висит от конкретных условий и во многом определяет эффективность модели.
Тепловой расчет выполняется, как правило, аналитическим или ко-
нечно-разностным численным методом. Электромагнитные процессы рассчи-
тываются как аналитическими, так и численными методами.
Рассмотрим модели, используемые при исследовании и проектировании
установок индукционного нагрева немагнитных цилиндрических слитков.
132
Модели относятся к двухкомпонентным и состоят из трех основных частей
(блоков): тепловой, электрической и информационно-логической.
В тепловом и электрическом блоках производится расчет соответствую-
щих полей. Информационно-логический блок осуществляет ввод и вывод
информации, а также взаимодействие остальных частей программы, опреде-
ляемое конкретной структурой нагревателя и режимом его работы. Тепловой
расчет выполняется конечно-разностным методом, а электрический — по
описанной ранее программе чис-
ленного расчета немагнитных
цилиндрических систем.
При моделировании нагрева-
теля периодического действия
(§ 12-1) весь процесс нагрева
делится на временные интервалы.
В пределах каждого интервала
распределение источников тепла
и физические свойства металла
считаются постоянными. По окон-
чании расчета в логическом блоке
программы анализируется полу-
ченное температурное поле. Если
конечные перепады температуры
по радиусу или длине загрузки
превышают заданные, изменя-
ются число витков индуктора и
его длина, после чего расчет по-
вторяется, пока заданные перепа-
ды не будут достигнуты.
Модели полунепрерывных
нагревателей § 12-1 предусматри-
вают расчет как установившихся,
так и переходных режимов. Мо-
дель установившегося режима
содержит следующие основные
блоки (рис. 8-7): блок формирова-
ния сеток электрического и теп-
лового расчета, блок электриче-
ского расчета, блок интерполяции
источников тепла для 'ввода
в тепловую задачу, блок тепло-
вого расчета.
Если поверхностный эффект
сильно выражен, то сетка элек-
трического расчета имеет лишь
один слой из элементов перемен-
ной длины. Сетка теплового рас-
чета также неравномерна, но
занимает все продольное сечение
слитков.
В установившемся режиме температурное поле изменяется во времени
с периодом /ц. Поскольку распределение температуры 7\ (?) по длине слит-
ков в начале периода неизвестно, задают его заранее, что позволяет найти
удельное сопротивление материала слитков р = ср (7\) и выполнить электри-
ческий расчет.
Из решения электрической задачи определяются источники тепла. Затем
производится тепловой расчет одного из п слитков по мере продвижения его
в индукторе, учитывающий условия стационарной теплоотдачи с боковых
сторон и теплообмена между торцевыми плоскостями слитков. Источники
тепла берутся из электрического расчета в соответствии с положением слитка
Q/tycKj
/Ввод/
v _____________
формирование сеток~~\
[Задание Tr(z) р—
Расчет p=<p(Tf)
i J
^Электрический расчет |-
| /75=6
♦ ___________
| Интерполяция источи иков\
[Тепловой расчет |
Нет
Ри=1)аг
(t^var)
Нет
Нет
Огъаг J
Hem
аТ2<е
Да
ние
ns>n
_____Да
| Тепловой расчет |
-____„ ,t Z~
/Печать/ /Печать/
Да
Нет
Да
Рис. 8-7. Структурная схема модели
полунепрерывного нагревателя немаг-
нитных слитков
133
в данном интервале времени ns. По окончании теплового расчета проверяется
соответствие распределения температуры T# по радиусу выходного слитка
требуемому по условиям технологии Ттр. В случае несоответствия преду-
смотрено изменение мощности индуктора или темпа проталкивания слитков.
После достижения заданного распределения по радиусу проверяется перепад
температуры по длине выходного слитка ДТ2. Если необходимо, изменяется
длина индуктора а± или положение слитков в нем и расчет повторяется.
Когда требуемая равномерность нагрева слитка на выходе достигнута,
проверяется соответствие распределения температуры по длине столба слит-
ков Тг принятому в начале расчета. При значительных расхождениях рас-
пределение корректируется и расчет повторяется. Предусмотрен расчет тем-
пературного поля при транспортировке слитка из нагревателя в пресс.
Опыт расчетов показал, что все итерационные циклы сходятся за 2—3
итерации. Время расчета на ЭВМ «Минск-32» периодического нагревателя —
около 20 мин. Использование моделей при проектировании и внедрении на-
гревателей показало высокую точность и эффективность этих моделей.
Дальнейшее развитие комбинированных моделей направлено на модели-
рование более сложных систем, в том числе содержащих ферромагнитные
тела, и на включение в модели систем управления, источников питания, по-
строение многокомпонентных моделей для таких процессов, как термообра-
ботка, сварка ит, п., расширение возможностей моделей.
ГЛАВА ДЕВЯТАЯ
ВЫСОКОЧАСТОТНЫЙ
НАГРЕВ ДИЭЛЕКТРИКОВ
9-1. ЭЛЕКТРОМАГНИТНОЕ ПОЛЕ В ДИЭЛЕКТРИКЕ
Нагрев диэлектрического материала, помещенного в перемен-
ное электрическое поле между электродами конденсатора, проис-
ходит за счет процессов поляризации и протекания токов сквозной
проводимости. Оба этих процесса обусловлены движением элек-
трических зарядов, входящих в структуру вещества, под дейст-
вием сил электрического поля.
Если электрические заряды могут перемещаться сквозь объем
тела, переходя от одного электрода к другому, или хотя бы пере-
мещаются в нем на макроскопические расстояния, то такие заряды
называются свободными и их движение создает ток проводимости.
Наличие свободных зарядов в структуре диэлектрика характери-
зуется электрической проводимостью у. Эта величина служит не-
которым критерием, позволяющим различать диэлектрики, полу-
проводники и проводники. К диэлектрикам относят вещества с элек-
трической проводимостью, меньшей 10~8 См/м, а к проводникам —
большей 105 См/м. Промежуточные значения проводимости свой-
ственны полупроводниковым материалам. Такое деление несколько
условно, но все же переход указанных границ связан, как правило,
с изменением физической природы носителей электрических
зарядов.
134
Если электрические заряды могут смещаться Только на микро*
скопические расстояния, то они называются связанными и их дви-
жение приводит к поляризации вещества. Каждый элемент струк-
туры вещества: атом, молекула или элементарная ячейка кристал-
лической решетки — состоит из связанных электрических зарядов
разного знака. Такая микросистема зарядов в целом электрически
нейтральна, т. е. алгебраическая сумма положительных и отрица-
тельных зарядов, входящих в микросистему, равна нулю.
Связанные заряды в микросистемах вещества — это в конечном
итоге заряды элементарных частиц— протонов и электронов, вхо-
дящих в состав атомов вещества. Структура атома и взаимодейст-
вие элементов этой структуры с внешним электромагнитным по-
Рис. 9-1. Дискретная (а) и непрерывная (б) си-
стемы связанных зарядов
лем подчиняются сложным законам квантовой механики и электро-
динамики, но в рамках классической теории поля Максвелла—
Лоренца вполне достаточно использовать приближенные модели
микросистем вещества. Одна из возможных моделей представляет
собой совокупность связанных точечных зарядов микро раз-
ного знака, локализованных в микрообъеме вещества. Положи-
тельные заряды находятся в ядрах атомов, а отрицательные —
в геометрических центрах электронных оболочек. Наряду с такой
дискретной моделью микросистем вещества используется и непре-
рывная модель, где допускается существование объемной плотно-
сти связанных зарядов рСв.микро как функции координат в пре-
делах микрообъема вещества Умикро.
Характеристикой электрических свойств системы зарядов слу-
жит электрический момент р. Для дискретной системы зарядов
Р ~ Qi св- микроП, (9'1)
для непрерывной системы
Р ~ f Рсв- микро^ (9'2)
^микро
где г — расстояние от данного заряда или элемента объема до по-
люса системы (рис. 9-1). Суммирование в формуле (9-1) производится
по всем зарядам микросистемы.
135
Электрический момент Нейтральной системы Зарядов однозначно
характеризует ее свойства, так как не зависит от выбора полюса,
если только система электрически нейтральна: У, ^св. микро = О
i
или J* Рсв. микро^ ~0 [45]. Так как суммарные отрицательный
^микро
и положительный заряды нейтральной системы равны по абсолют-
ному значению, то такая система при р Ф 0 подобна диполю, т. е.
совокупности равных положительного и отрицательного точечных
зарядов q, разнесенных на некоторое расстояние. Если полюс си-
стемы совместить с местом нахождения отрицательного заряда, то
по формуле (9-1) дипольный момент р = q\ (где 1 — плечо диполя)
и векторы р и 1 направлены от отрицательного заряда к положи-
тельному (рис. 9-2).
Рис. 9-2. Диполь в электрическом поле (а) и
образование связанных зарядов на элементе
поверхности (б)
Применение микроскопических характеристик поля в диэлек-
трике для количественного исследования процесса поляризации
практически невозможно, так как величины рсв. микро и р недо-
ступны непосредственному измерению. Практически используются
макроскопические характеристики поля в диэлектрике, которые
получаются из соответствующих микроскопических величин пу-
тем усреднения по физически бесконечно малому объему ДУ. Этот
объем в отличие от бесконечно малого математического объема
должен быть чрезвычайно велик по сравнению с расстоянием ме-
жду молекулами вещества и, следовательно, по сравнению с микро-
скопическими неоднородностями среды и поля. Одновременно
объем ДУ должен быть чрезвычайно мал по сравнению с макроско-
пическими неоднородностями среды и поля, что обеспечивает плав-
ное изменение всех усредненных величин при переходе в смежные
элементы объема.
Если дипольные моменты всех микросистем вещества, находя-
щихся в объеме ДУ, геометрически сложить и вычислить предел
Хр*
Р= Пт _*------, (9-3)
ду-.о ду :
136
то получим вектор поляризации Р, который по. своему физическому
смыслу является электрическим моментом молекул диэлектрика
в единице объема.
Скалярная величина плотности связанных зарядов усредняется
по формуле
(9-4)
J Рсв- микро^^
1- Д V
Рсв^ Jim -----—-------
ДУ-+0 Ли
Объем ДУ в этих формулах стремится к нулю, сохраняя свой
макроскопический характер.
При отсутствии внешнего электрического поля ориентация ди-
польных моментов микросистем диэлектрика имеет хаотический
характер и вектор поляризации равен нулю. Если в диэлектрике
существует электрическое поле напряженностью Е, то на каждый
заряд диполя действует сила F = дЕ, стремящаяся развернуть
диполь по направлению электрического поля (рис. 9-2, а). Преиму-
щественная ориентация диполей в одну сторону приводит к тому,
что их геометрическая сумма в единице объема отлична от нуля
и в соответствии с формулой (9-3) вектор поляризации в этом слу-
чае тоже не равен нулю. Так выглядит в самом грубом приближе-
нии один из возможных механизмов поляризации диэлектрика.
Более подробно различные виды процесса поляризации будут рас-
смотрены в § 9-2.
На рис. 9-2, б схематически показан участок поверхности ДХ,
помещенный внутрь диэлектрика и ориентированный перпенди-
кулярно направлению электрического поля. Около этого участка
выделим малый цилиндрический объем, высота которого равна
плечу диполя Z. В таком случае все диполи числом N, попавшие
внутрь цилиндрического объема, окажутся «перерезанными» по-
верхностью ДХ так, что их положительные и отрицательные заряды
окажутся по разные стороны поверхности. На внутренней стороне
поверхности ДХ, считая по направлению нормали, окажется от-
рицательный связанный заряд, поверхностная плотность которого
осв = — qN/&S. Вектор поляризации в рассматриваемом объеме
имеет только одну нормальную составляющую Рп\ в соответствии
с формулой (9-3) находим
р ___а
п &SI AS св’
(9-5)
так как модуль дипольного момента р = ql.
Дополняя участок поверхности ДХ до замкнутой поверхности
X, лежащей целиком внутри диэлектрика, и используя равенство
(9-5), вычисляем поток вектора поляризации
f)PdS--^QCB, (9-6)
s
где QCB — суммарный связанный заряд в объеме V, ограниченном
поверхностью X.
137
Так как Фсв^Рсв^Г, то, применяя к соотношению (9-6)
V
теорему Гаусса, связывающую поток вектора с его дивергенцией,
получаем
divP-—рсв. (9-7)
Эта формула дает связь между двумя макрохарактеристиками
электрического поля в диэлектрике подобно тому, как формула
(9-2) связывает две микрохарактеристики.
Так как поляризация диэлектрика происходит только при на-
личии внешнего электрического поля, то существует связь между
векторами Р и Е. Эту связь запишем в виде
Р-=ае0Е, (9-8)
где 80 — электрическая постоянная системы единиц, или иначе
диэлектрическая проницаемость вакуума (см. § 1-1); а — безраз-
мерный коэффициент пропорциональности, называемый поляри-
зуемостью или диэлектрической восприимчивостью вещества.
За исключением специального класса веществ — сегнетоэлек-
триков, обладающих способностью спонтанной поляризации, диэ-
лектрическая восприимчивость не зависит от напряженности поля
вплоть до значений напряженности, близких к пробивной проч-
ности диэлектрика. У неоднородных диэлектриков величина а
является функцией координат; для анизотропных диэлектриков,
у которых направления векторов Р и Е могут не совпадать, поля-
ризуемость оказывается тензорной величиной.
В реальном диэлектрике, обладающем конечным электрическим
сопротивлением, существуют как связанные, так и свободные за-
ряды. Электрическое поле, создаваемое этими зарядами, сущест-
вует в вакууме между молекулами вещества. Такой подход к опи-
санию поля в диэлектрике, соответствующий классической элек-
тродинамике, позволяет использовать любые формулы, справедли-
вые для электрического поля в вакууме, и для расчета поля в диэ-
лектрике, добавляя к плотности зарядов величину рсв. Например,
формула Гаусса для электрического поля в вакууме div Е = р/е0>
а для электрического поля в диэлектрике
div Е = р + рсв , (9-9)
е0
где р — объемная плотность свободных зарядов.
Объединяя формулы (9-7) и (9-9), получаем
div (е0Е4-Р) = р. (9-10)
Обозначим D = e0E + P. (9-И)
Тогда div D = p. (9-12)
133
Эта формула в интегральной форме имеет вид
pdV = Q, - (9-13)
s v
где Q — суммарный свободный заряд, находящийся внутри по-
верхности S.
Вектор D называется вектором электрической индукции или
вектором электрического смещения. В отличие от векторов Е и Р,
он не имеет самостоятельного физического смысла, а является
чисто вспомогательной математической величиной. Вектор D удо-
бен для расчета поля, так как зависит только от распределения
свободных зарядов. Если поверхностью интегрирования из фор-
мулы (9-13) охватить электрод конденсатора, эта формула позво-
лит по картине поля вектора D находить заряд на электроде, и
следовательно, емкость конденсатора. У поверхности эквипотенци-
ального электрода вектор D имеет только нормальную составляю-
щую, и, как это следует из формулы (9-12), поверхностная плот-
ность свободных зарядов на электроде о = Dn.
Из формул (9-8) и (9-11) находим прямую связь между векто-
рами D и Е:
D = 80 (1 + а) Е = 80еЕ, (9-14)
где 8 = 1 + а — относительная диэлектрическая проницаемость
диэлектрика; величина 8 может быть непосредственно измерена спе-
циальным прибором—измерителем добротности (куметром).
Процесс смещения связанных зарядов диэлектрика под дейст-
вием сил электрического поля имеет определенную длительность,
и поэтому в переменном гармоническом поле вектор поляризации
будет запаздывать по фазе относительно вектора напряженности
поля. В переменном поле диэлектрическая восприимчивость ока-
зывается комплексной величиной а = Р/(&0Ё) и соответственно
8П = D/(e0£) = 1 + а = еп(Г'вп, (9-15)
где 8п — угол потерь, характеризующий активную мощность, вы-
деляющуюся при поляризации диэлектрика (см. § 1-1).
Скорость изменения электрической индукции называется то-
ком смещения. В комплексной форме плотность тока смещения
Лм = МД= )(ое0епЁ. (9-16)
Полный ток в реальном диэлектрике складывается из тока про-
водимости и тока смещения:
+/С080ёпё. (9-17)
Этот ток можно представить в виде тока проводимости:
h = (? + /®808п) Ё = у0Ё, (9-18)
где у0 — комплексная электрическая проводимость диэлектрика,
139
или в виде тока смещения:
J2 = /<оео (еп—j -2-Л Ё = )а>гокЁ,
\ (Dt>o /
(9-19)
где
8= 8П—= е' — /8" = 8'(1 — / tg 6) (9-20)
— полная, или результирующая, комплексная диэлектрическая
проницаемость (см. § 1-1); здесь tg 6 = е'7е' — тангенс полного
Рис. 9-3. Векторная диа-
грамма плотности токов
в диэлектрике
(результирующего) угла потерь в ди-
электрике.
Из формул (9-18) и (9-19) находим
связь между комплексными параметрами
диэлектрика:
Уо = /<О8о8. (9-21)
Эти параметры полностью характери-
зуют свойства диэлектрика в перемен-
ном электрическом поле. Для практи-
ческих расчетов удобнее всего пользо-
ваться двумя вещественными парамет-
рами: в' и tg S.
На рис. 9-3 приведена векторная диа-
грамма плотностей токов в диэлектрике,
построенная на основании формулы
(9-17). На диаграмме показаны компо-
ненты полного тока: ток сквозной прово-
димости J = уЁ\ ток смещения JCM = j <0808ПЁ, имеющий актив-
ную составляющую */см. а = o)8o8ntg 8пЁ и реактивную состав-
ляющую jCM. р = /о)8о8п Ё. Из диаграммы видно, что угол S
больше угла бп, так как полный угол потерь учитывает выделение
тепловой энергии за счет протекания токов проводимости и за счет
поляризации в переменном электрическом поле.
Объемная плотность мощности в диэлектрике
p0 = EJ = у0Е2,
где звездочкой помечены комплексно-сопряженные величины.
Подставляя сюда формулы (9-21) и (9-20), получаем
Ро = а>808' (tg 6—/) Е2. (9-22)
Эта мощность имеет активно-емкостный характер. Объемная
плотность активной мощности (Вт/м3)
Ро а = we0s' tg = 5,55 • 10-“/8'Е2 tg 6. (9-23)
Формула (9-23) записана в системе СИ. Для практических рас-
четов удобнее вычислять мощность в Вт/см8:
Ро.а = 0,555/8' Е'г tg S, (9-24)
140
где частота f подставляется в мегагерцах, а напряженность поля
Е — в кВ/см.
Мощность, выделяющаяся в диэлектрике, пропорциональна
мнимой части диэлектрической проницаемости е" = е' tg S, на-
зываемой иначе фактором потерь, а также частоте и квадрату на-
пряженности электрического поля. Стремление ускорить нагрев
приводит к использованию высоких частотой больших напряженно-
стей электрического поля. Максимальная допустимая напряжен-
ность не должна превосходить электрической прочности диэлек-
трика, т. е. напряженности поля, при которой происходит пробой
и разрушение диэлектрика. Выбор максимальной допустимой ча-
стоты связан с особенностями волновой структуры высокочастот-
ного электромагнитного поля.
Рассмотрим плоскую электромагнитную волну, распространяю-
щеюся в диэлектрическом полупространстве (рис. 9-4). Напряжен-
ность электрического поля удовлетворяет вол-
новому уравнению (см. § 1-1)
= 0-25)
Рис. 9-4. Система координат и направления векторов поля
в плоской электромагнитной волне
где а = /со V цоР8о8 — коэффициент распространения электромаг-
нитной волны; ц0 — магнитная постоянная системы единиц, или
иначе магнитная проницаемость вакуума; ц — относительная маг-
нитная проницаемость диэлектрика.
Коэффициент распространения является комплексным числом:
а = а' + /а". Вещественная часть а' называется коэффициентом
затухания, а мнимая часть а" — коэффициентом фазы или волно-
вым числом. Используя формулу (9-20), находим
а' = ® (j/T+tgM- 1);
а" = ® (j/1 + tg2fi -j- 1).
Решение уравнения (9-25) имеет вид
Ёт = Ётее-™, (9-26)
где Ёте — амплитуда напряженности электрического поля у по-
верхности диэлектрика; х—координата (см. рис. 9-4).
Напряженность магнитного поля находим по закону электро-
магнитной индукции:
и =_______!_ _ а Р р-'ы
dx
141
Это выражение позволяет найти сопротивление единичного квад-
рата поверхности диэлектрика, т. е. волновое сопротивление
среды,
_ Ё те__/ (ОЦРо
Нте ОС У
где ф — сдвиг фаз в электромагнитной волне.
Из формулы (9-27) получаем связь угла ф с углом
• 1 б
ф-аг§г0------— arge = —.
(9-27)
потерь:
(9-28)
У идеального диэлектрика проницаемость — чисто веществен-
ная величина, поэтому угол б = ф = 0 иа' = 0. В хорошо проводя-
щем веществе, где токи проводимости преобладают над токами сме-
щения, tg 6 у/((ое0е') > 1, угол б 90°, фазовый сдвиг ф 45°,
коэффициент затухания а' = т- е- численно равен ко-
эффициенту затухания электромагнитного поля в проводящей
среде (см. § 1-2). У реального диэлектрика угол потерь лежит в ин-
тервале от 0 до 90°, а фазовый сдвиг 0<ф<45°.
Формулу (9-26) перепишем для мгновенных значений напряжен-
ности электрического поля
Е (х, /) = Етее~а x cos (со/ — а х). (9-29)
Отсюда видно, что Д = 1/а' — глубина проникновения поля
в диэлектрик, так как на глубине х = Д амплитуда напряженности
поля уменьшается в е раз.
В отличие от индукционного нагрева металлов при нагреве
диэлектриков поверхностный эффект является вредным, так как
приводит к неравномерному распределению температуры, которая
не может выровняться из-за низкой теплопроводности диэлектри-
ков. Во избежание заметных проявлений поверхностного эффекта
надо выбирать частоту поля такой, чтобы глубина проникновения
в 3—4 раза превосходила размеры нагреваемого тела.
При фиксированном времени t формула (9-29) описывает про-
странственную волну, длина которой % = 2л/а". Так как нагре-
ваемое тело имеет конечные размеры, то из-за отражения электро-
магнитных волн от границ тела внутри его устанавливаются стоя-
чие волны длиною X подобно тому, что происходит в электрических
цепях с распределенными параметрами. Это явление в сочетании
с поверхностным эффектом может приводить к весьма сложной
картине распределения поля по объему тела. Например, для ци-
линдрического тела из диэлектрика с малым значением tg б, нахо-
дящегося в продольном электрическом поле, напряженность элек-
трического поля на оси цилиндра может быть выше напряженности
поля на поверхности [10].
Сравнительная эффективность влияния стоячих волн и затуха-
ния на картину поля характеризуется отношением длины волны
142
к глубине проникновения
Л__ 2ла' / Kl + tg^-f
Л a" k V1 tg2 6 + 1
Отсюда следует, что X = Д при tg б 0,33, а при меньших
значениях tg 6 глубина проникновения больше длины волны. Ве-
личина Д при tg б =0,1 больше X в 3 раза. По этой причине не-
равномерность распределения поля, вызванная поверхностным
эффектом, играет значительно меньшую роль, чем волновой харак-
тер распределения поля. Для суждения о равномерности нагрева
следует сравнивать размеры тела с длиной электромагнитной волны.
Если допустить снижение напряженности поля на 5% за счет
волнового процесса, то это условие можно записать в виде
cos о/'ж0,95, где а— расстояние от места подключения электро-
дов конденсатора до края диэлектрика. Так как arccos 0,95 = 0,318,
то условие выбора максимальной частоты имеет вид
а"а<0,318 или Х>20а. (9-30)
Волновое число а" и, следовательно, максимальная частота
зависят от е' и tg6. Только для диэлектриков с малым углом по-
терь а" У большинства диэлектриков относительная
магнитная проницаемость р = 1. При этих ограничениях условие
выбора частоты (9-30) имеет вид
(9-31)
Так как для любых диэлектриков а' ос" (равенство возможно
только для проводящих материалов), то а"а<0,318. Из этого
неравенства следует, что а<;0,318 Д или Д>3,14 а, т. е. при вы-
полнении условия (9-30) автоматически выполняется и ограниче-
ние по допустимой степени проявления поверхностного эффекта,
даже когда tg б оо.
Если частота поля выбрана по условию (9-30) или (9-31), то
электромагнитное поле в объеме нагреваемого тела син-
фазно и, следовательно, квазистационарно. В квазистационарном
поле совпадают по фазе ток и напряженность магнитного поля,
и поэтому (см. диаграмму на рис. 9-3) угол
Фкс = 90° —б, (9-32)
т. е. угол сркс, на который ток в рабочем конденсаторе опережает
приложенное напряжение, дополняет угол потерь до 90°. В этом
существенное отличие квазистационарного поля от волнового [см.
формулу (9-28)].
Конденсатор, электрическое поле которого квазистационарно,
можно представить в виде схемы замещения. Если электроды кон-
денсатора помещены в среду с е или среда с 8 занимает весь объем
поля конденсатора, как это имеет место в сферическом, идеальном
143
плоском и цилиндрическом конденсаторах, то ток в конденсаторе
/ = jti>ECU,
где U — напряжение на конденсаторе, а С — взаимная емкость
электродов конденсатора в вакууме (геометрическая емкость).
Схема замещения, соответствующая этой формуле, будет одно-
контурной. Варианты такой схемы представлены на рис. 9-5.
Проводимость конденсатора
Y /(огС = сое'С (tg 6 + /) = g + >Спар,
Рис. 9-5. Параллельная (а) и последовательная (б) одно-
контурные схемы замещения конденсатора
где емкость в параллельной схеме замещения
(9-33)
а сопротивление
Аналогично находим параметры последовательной схемы за-
мещения. Сопротивление конденсатора
Z = JL =____1 _ —; 1
/ ./(оеС сое'С (1 + tg2 д) (оСПОСл *
где емкость в последовательной схеме замещения
Спосл^'С(1-И§2б), (9-35)
а сопротивление в ней
Из формул (9-33) — (9-36) получаем тангенс угла сдвига фаз
тока и напряжения
tg <р = WCnaP.=-----J--= _f
g г(оСПОСл tg 6
что подтверждает формулу (9-32).
144
Формулы связи между параметрами последовательной и парал-
лельной схем:
споел 5=5 Спар (1 + tg2 6);
r=R.....
1 + tg2 6
При tg 6 < 1, что бывает чаще всего, емкости в обеих схемах
замещения одинаковы, а сопротивления связаны соотношением
r^R tg26.
9-2. ПОЛЯРИЗАЦИЯ ДИЭЛЕКТРИКОВ
Формальная теория поляризации диэлектриков, кратко рас-
смотренная в предыдущем параграфе, позволяет определить поля-
ризацию как процесс смещения связанных зарядов, приводящий
к появлению электрического момента у любого макроскопического
элемента объема.
Поляризацию принято подразделять на различные виды в за-
висимости от способа смещения вызывающих ее частиц — носите-
лей связанных зарядов. Все частицы диэлектрика, способные сме-
щаться под действием внешнего электрического поля, можно от-
нести к двум видам: упруго, или сильно, связанные и слабо свя-
занные [11]. Процессу движения упруго связанных частиц пре-
пятствует упругая сила. Такая частица имеет одно положение рав-
новесия, около которого совершает тепловые колебания. Под дейст-
вием внешнего электрического поля частица смещается на неболь-
шое расстояние. Упругие силы, или точнее квазиупругие, связы-
вают электронную оболочку и ядро в атомах, атомы в молекулах,
ионы в кристаллах, дипольные молекулы в некоторых твердых те-
лах. Физическая природа таких сил изучается в квантовой меха-
нике.
В отличие от упруго связанных частиц слабо связанные ча-
стицы имеют несколько положений равновесия, в которых могут
находиться с определенной вероятностью. Переход из одного по-
ложения равновесия в другое происходит скачкообразно под дейст-
вием флуктуации теплового движения. Частица колеблется около
положения равновесия, а через некоторое время скачком меняет
это положение равновесия на другое. В новом положении равнове-
сия процесс повторяется. Время колебаний в определенном поло-
жении равновесия зависит от температуры и интенсивности поля
сил связи, в котором находится смещающаяся частица. Структура
внутреннего силового поля определяет высоту потенциального
барьера между равновесными положениями.
Во внешнем электрическом поле энергия частицы в равновесных
состояниях изменяется так, что частица находится в них с другой
вероятностью, чем при отсутствии поля. В результате положи-
145
тельно заряженные частицы смещаются относительно отрицательно
заряженных. Появляется асимметрия в распределении заряженных
частиц, т. е. поляризация. Основную роль в этом процессе играет
тепловое движение. Именно оно направленно перебрасывает ча-
стицы во внешнем электрическом поле и возвращает их к хаоти-
ческому распределению после отключения поля. Одновременно
тепловое движение оказывает и мешающее действие, так как пре-
пятствует полному завершению процесса смещения частиц в элек-
трическом поле.
В соответствии с изложенной картиной поляризацию разделяют
на упругую и релаксационную: упругая — при сильной связи ме-
жду частицами, релаксационная — при слабой связи. Оба типа
поляризации подразделяются на несколько видов в зависимости
от того, какие частицы смещаются в процессе поляризации [11].
Существует четыре вида упругой поляризации: электронная,
атомная, ионная и дипольная. В релаксационной поляризации
различают дипольную, ионную и электронную разновидности и
выделяют отдельно группу процессов, тесно Связанных с электро-
проводностью и получивших название объемной поляризации.
Наиболее распространенным видом упругой поляризации является
электронная поляризация, которая заключается в упругой деформации элек-
тронных оболочек. В результате атом приобретает дипольный момент, на-
правленный согласно с напряженностью внешнего электрического поля и
пропорциональный напряженности поля. Такой диполь называется упругим.
Электронная поляризация существует у всех диэлектриков.
Процесс нарастания упругой поляризации при включении поля носит
колебательный характер. Частота колебаний равна собственной частоте уп-
ругих связей. У самой быстрой упругой поляризации — электронной —
частота собственных колебаний 1014—1016 Гц, а у самой медленной — ионной
частота уменьшается до 1011 Гц.
Для нагрева диэлектриков используются частоты не выше 109 Гц. Полу-
период напряженности электрического поля на несколько порядков больше
периода собственных колебаний упругой поляризации, и этот вид поляриза-
ции устанавливается практически мгновенно после включения поля. Вектор
поляризации следует за изменением вектора напряженности электрического
поля без запаздывания. Угол потерь у таких веществ близок к нулю, и они
не нагреваются в переменном электрическом поле. Источниками потерь у
диэлектриков с упругой поляризацией служат посторонние примеси и связан-
ная с ними сквозная электропроводность. Добавлением электропроводных
примесей специально пользуются в тех случаях, когда надо нагреть диэлек-
трик, имеющий только упругую поляризацию (см. § 16-2).
Наиболее часто встречающимся видом релаксационной поляризации
является дипольная поляризация, возникающая в полярных диэлектриках
при слабых связях между молекулами. Молекулы полярных диэлектриков
обладают собственным электрическим моментом, который не зависит от на-
пряженности внешнего электрического поля. После включения поля наибо-
лее вероятным направлением молекулярных дипольных моментов становится
направление вектора напряженности электрического поля. Под действием
флуктуаций теплового движения большинство дипольных моментов ориенти-
руется в этом направлении. В равновесном состоянии молекулы-диполи не
располагаются строго вдоль поля, так как этому мешает тепловое движение,
а имеют лишь преимущественную ориентацию вдоль поля.
Процесс установления релаксационной поляризации в отличие от поля-
ризации упругого типа носит апериодический характер [7]. При ступенча-
146
том включении постоянного электрического поля
р = Ру (I — e~ilx), (9-37)
где Ру — установившееся значение поляризации.
Постоянная времени т, характеризующая скорость- нарастания поляри-
зации, называется временем релаксации. Для диэлектриков с дипольной
или ионной поляризацией т= 10—7 4- 10"~13с. Эта величина зависит от струк-
туры диэлектрика и температуры. Сравнительно большое время релаксации
приводит к зависимости параметров диэлектрика от частоты поля.
К диэлектрикам с дипольной релаксационной поляризацией относятся
такие полярные жидкости, как вода, нитробензол, спирт, ацетон, соляная
кислота, глицерин и др. Твердые вещества с этим же видом поляризации —
целлюлоза и другие материалы на основе древесины, бакелит, синтетические
смолы, шелк, органическое стекло, эбонит, канифоль и канифольные ком-
паунды.
У некоторых кристаллических веществ, например у щелочно-галоидных
кристаллов и кристаллов, содержащих ионы титана, висмута, стронция, су-
ществует ионная релаксационная поляризация. Появление слабо связанных
ионов и электронов часто обусловлено дефектами кристаллической решетки,
такими, как примесные ионы, пустые узлы и межузельные ионы, дислокации.
В аморфных телах слабо связанные ионы возникают из-за так называемой
неплотной упаковки частиц. Такие ионы существуют в стеклах.
Помимо рассмотренных видов релаксационной поляризации в твердых
диэлектриках часто наблюдается еще одна ее разновидность — объемная
поляризация. Под этим термином понимают ряд явлений, сходных между
собой в том, что они вызывают поляризацию диэлектрика за счет образова-
ния в нем объемных зарядов [11]. Заряды в диэлектрике оказываются сме-
щенными, но не на микрорасстояния, как при прочих видах поляризации,
а на макроскопические расстояния. Продвижению свободных зарядов могут
мешать дефекты кристаллической решетки, которые способны в некоторых
случаях захватывать электроны и ионы.
С образованием объемных зарядов связана поляризация гетерогенных
диэлектриков, содержащих проводящие макровключения. Примерами та-
ких диэлектриков служат влажные материалы, у которых имеются водяные
включения, или пищевые продукты и древесина, имеющие клеточное строе-
ние. Клетки разделены диэлектрическими перегородками, а внутри клеток
содержится электропроводящая жидкость. При внесении таких неоднород-
ных материалов в электрическое поле свободные электроны и ионы, содержа-
щиеся в проводящих или полупроводящих включениях, перемещаются в пре-
делах каждого включения, которое приобретает дипольный момент и ведет
себя подобно гигантской поляризованой молекуле [7]. В данном случае не-
однородность структуры материала приводит к ограниченному перемещению
зарядов, которые, являясь свободными в пределах одного макровключения,
ведут себя аналогично связанным зарядам, так *как их передвижение огра-
ничено неоднородностью вещества.
Накоплению объемных зарядов и разделению зарядов в проводящих
включениях препятствует тепловое движение, стремящееся ослабить поля-
ризацию. По этой причине объемную поляризацию и ее вариант — макро-
структурную поляризацию гетерогенных диэлектриков следует отнести к по-
ляризации релаксационного типа. Процесс нарастания этих видов поляриза-
ции описывается формулой (9-37) и носит апериодический характер. Скорость
нарастания поляризации тем выше, чем выше электропроводность. При ион-
ной проводимости включений постоянная времени макроструктурной поля-
ризации составляет величину порядка 10~3—10“8 с.
В любом диэлектрике с релаксационной поляризацией всегда дополни-
тельно существует хотя бы один вид упругой поляризации. Общая поляри-
зация диэлектрика, представляющая собой средний электрический момент
единицы объема, выражается суммой
Р = Рм 4" рел •
147
При частотах ниже 1000 МГц временем переходного процесса упругой
поляризации можно пренебречь и считать, что мгновенная поляризация Рм
устанавливается скачкообразно. Тогда при включении постоянного электри-
ческого поля Е (/) = Е (/) закон нарастания поляризации примет вид
^(0=Рм61(0 + ^рел (1-е~'/т),
где (/) — единичная ступенчатая функция.
Это выражение, преобразованное по Лапласу, будет
P(s) = —^££3—,
S S (1 + TS)
где s — аргумент преобразования Лапласа.
Введем операторную диэлектрическую проницаемость
.nM--Dw -l + _£W-,
е0£ (s) е0Е (s)
(9-38)
(9-39)
(9-40)
рассматривая эту величину как передаточную функцию при реакции D (s)
на воздействие Е (s). Если Е (/) — ступенчатая функция, то ее изображение
по Лапласу Е (s) = E/s. Подставляя это выражение и формулу (9-39) в выра-
жение (9-40), получаем
8П (S) = 1 + % +
арел
1 -ф ST ’
где ам, арел — поляризуемости диэлектрика при мгновенной и релаксацион-
ной поляризации.
Если ввести обозначение ем — 1 + ам, то арел можно рассматривать
как прирост диэлектрической проницаемости диэлектрика за счет релакса-
ционной поляризации: Дерел = арел- В этих обозначениях операторная
диэлектрическая проницаемость приобретает следующий вид:
en(s) = eM+ Д^рел-. (9-41)
1 + ST
Введение операторной диэлектрической проницаемости позволяет рас-
считывать переходные процессы поляризации при различных видах зависи-
мости Е (/) и непосредственно переходить к рассмотрению поляризации при
гармоническом изменении напряженности электрического поля.
Частотные характеристики релаксационной поляризации. На основе
аналогии между операторным и символическим методами расчета комплекс-
ная диэлектрическая проницаемость находится из операторного выражения
(9-41) путем замены величины s на мнимую частоту /со. В таком случае полу-
чаем формулу Релея
8п — 8м 4"
Д8рел
1 + /(ОТ
(9-42)
Обозначим 8п = еп—/8* и выделим вещественную и мнимую части:
8П = 8М +
Дерел
1 + (сот)2
(9-43)
сотДерел
1 + (©Т)2
(9-44)
148
Годограф комплексного вектора 8П показан на рис. 9-6. Годограф пред-
ставляет собой полуокружность радиусом Д8рел/2. При движении по годо^-
графу из точки © = 0 до точки со -- оо вещественная часть диэлектрической
проницаемости еп плавно уменьшается от 8М + Дерел до ем, а мнимая часть
8* возрастает от нуля до еп маке 1=3 Дерел/2 и опять снижается до нуля.
Частота ©0 = 1/т, при которой наблюдается максимум 8*, называется ча-
стотой релаксации. При этой частоте величина 8^—8м уменьшается в 2 раза
по сравнению со значением ее при © = 0.
Максимальный угол потерь, как это видно из рис. 9-6, будет
при ©макс> ©0. В точке ©макс происходит касание годографа с лучом, про-
веденным из начала коор-
динат.
Из формул (9-43) и (9-44)
находим тангенс угла потерь
tg бп =
©тАерел
Д8рел + ем I1 + <ыт)2 *1
(9-45)
Дифференцируя эту фор-
мулу ;по © и приравнивая
нулю полученный результат,
определяем частоту, соответ-
ствующую максимальному угл
Рис. 9-6. Годограф комплексной диэлек-
трической проницаемости
потерь за счет переменной поляризации:
со = © 1/ 1 4- Де /е .
макс ог ‘ рел'м
(9-46)
Путем подстановки этой величины в формулу (9-45) находим максималь-
ное значение тангенса угла потерь
tg 6п. макс = —7==^= • (9-47)
2 Г 8м(ем + Дерел)
Одной частотой релаксации обладает малое число материалов. Харак-
терным примером такого материала является лед из дистиллированной .воды
при низких температурах. При температуре — 10 °C время релаксации льда
т — 0,6-10~4 * * * с; диэлектрическая проницаемость мгновенной поляризации
8М = 3,5; прирост проницаемости за счет релаксационной поляризации
Дерел — 78. Используя эти исходные данные, можно рассчитать по форму-
лам (9-43) — (9-47) частотные характеристики диэлектрических свойств льда
(рис. 9-7). Частоте релаксации /0 — ©0/(2л) — 1/(2лт) = 2,7 кГц соответст-
вует максимальное значение фактора потерь еп = 39. При этой частоте ве-
щественная часть диэлектрической проницаемости 8г' -- 3,5 + 39 = 42,5.
Из формул (9-46) и (9-47) находим, что tg 6П. макс = 2,32 при частоте /макс =
= 13 кГц. Максимум tg 6П всегда сдвинут в область более высоких частот по
сравнению с максимумом фактора потерь. Аналогичные частотные характе-
ристики имеют некоторые другие полярные материалы, например метиловый
спирт, глицерин при отрицательных температурах и др.
Экспериментальное исследование частотных зависимостей свойств ди-
электриков показало, что у большинства диэлектриков с релаксационной
поляризацией максимум фактора потерь значительно меньше Дерел/2, что
противоречит годографу на рис. 9-6. Это явление объясняется тем, что ди-
149
электрик обладает, как правило, спектром значений времени релаксаций
и вероятностным распределением числа релаксирующих элементов струк-
туры по времени релаксации [7]. Если спектр дискретный, то очевидно,
что
&п — ем +
Де^ t
Рел i
1 4- i^i ’
где Дерел i — прирост диэлектрической проницаемости за счет поляризации
со временем релаксации Tt-; т15 т2, . . . , тл — набор значений времени ре-
лаксации.
Для непрерывного спектра
времени релаксации
Рис. 9-7. Частотные характеристики
диэлектрических свойств льда из ди-
стиллированной воды при температу-
ре — 10 "С
, . f G(t)
бп — См + Асрел I,.. “Г,
J 1 +
о
где G (т) — функция распределе-
ния числа релаксирующих эле-
ментов, например молекул, по
времени релаксации; функция
G (т) должна быть нормирован-
ной, т. е. для нее
со
J G(x)dT= 1.
О
Характер функции распре-
деления в зависимости от струк-
туры диэлектрика может быть
самым различным. Если G (т)
симметрична относительно наи-
более вероятного времени релаксации, то годограф еп близок к дуге ок-
ружности, центр которой смещен вверх относительно положения на рис. 9-6.
Для несимметричных функций распределения годограф еп тоже несим-
метричен и имеет вид сложной кривой [7]. Чем шире спектр времени релак-
сации, тем слабее выражен максимум фактора потерь на частотной характе-
ристике.
Следует отметить, что при заданной напряженности электрического
поля активная мощность, выделяющаяся в диэлектрике, пропорциональна
произведению сое" и монотонно растет с увеличением частоты. Поэтому нет
оснований рекомендовать частоту релаксации в качестве оптимальной ча-
стоты для нагрева диэлектриков. Нагрев протекает тем интенсивнее, чем выше
частота, и верхний предел частоты ограничен только эффектом возникнове-
ния стоячих волн (см. § 9-1).
Вид частотных характеристик релаксационной поляризации, показан-
ных на рис. 9-7, физически объясняется уменьшением полупериода напря-
женности электрического поля по мере увеличения частоты. При низкой ча-
стоте полупериод 772 велик, релаксационная поляризация успевает пол-
ностью развиться, вектор поляризации совпадает по фазе с напряженностью
поля и вещественная часть диэлектрической проницаемости наибольшая:
еп == 8М + Дерел и tg 6П = 0. С ростом частоты поляризация не успевает
завершиться за половину периода. Уже при частоте релаксации соо = 1/т
полупериод 772 = лт и поляризация заметно отстает по фазе.
Частицы диэлектрика в своем следовании за изменениями электриче-
ского поля всегда находятся в непрерывном движении, испытывая тепловые
соударения, интервал между которыми значительно меньше времени релак-
150
сации. Тепловые соударения препятствуют направленному смещению или
ориентации частиц, создавая некоторое «трение», на преодоление которого
расходуется энергия [11].
При «трении» всегда имеет место отставание движущейся частицы от
той силы, которая вызывает движение. Поэтому в переменном электрическом
поле между поляризацией и напряженностью поля возникает разность фаз.
Эта разность фаз достигает максимального значения при частоте /макс- В при-
мере расчета характеристик льда на рис. 9-7 частота /макс в 4,85 раза выше
частоты релаксации. Полупериод при этой частоте лт : 4,85 == 0,65 т, что
явно мало для развития релаксационной поляризации. Отношение
Рис. 9-8. Частотные характеристики (а) и годограф (б) комплексной диэлек-
трической проницаемости при наличии релаксационной поляризации и сквоз-
ной проводимости
(е^—ем)/Аерел ж 0,04, т. е. релаксационная поляризация развивается на
4% своего максимального значения в постоянном электрическом поле. При
дальнейшем повышении частоты релаксационная поляризация вообще пере-
стает развиваться и остается только упругая поляризация, возникающая
без запаздывания. Для упругой поляризации — 8М, a tg 6П = 0.
Выше были рассмотрены свойства диэлектриков при отсутствии сквоз-
ной проводимости. Появление сквозной проводимости существенно изменяет
частотные характеристики, и часто оказывается, что сквозная проводимость
играет более важную роль в процессе нагрева диэлектриков, чем релакса-
ционные явления.
Из формул (9-20) и (9-42) находим, что полная комплексная диэлектриче-
ская проницаемость при наличии сквозной проводимости у имеет следующее
аналитическое выражение:
г = ем+-^-----------j. (9-48)
1 + /сот <оео
Вещественная часть е не изменится по сравнению с формулой (9-43),
а мнимая имеет вид
„ <РтДерел у
8 1 + (ют3) + «е0 ’ <9‘49>
Добавка слагаемого v/(coeo) к фактору потерь е" приводит к резкому
росту этого фактора и полного угла потерь d = arctg (е'7е') в области низ-
ких частот. Принципиальный вид годографа £ и соответствующие частотные
характеристики приведены на рис. 9-8. Уход в бесконечность кривых в"
и tg 6 на рис. 9-8, а при частоте, стремящейся к нулю, объясняется тем, что
в постоянном электрическом поле существуют только токи проводимости,
а токи смещения отсутствуют. В этом случае угол 6 = 90° и tg 6 ~ оо.
151
Минимум на кривых в" и tg 6 при f = /М41Н тоже связан с наличием
сквозной проводимости. При частотах поля, меньших /мин, нагрев
диэлектрика вызван в основном токами проводимости. Для некоторых диэ-
лектриков частота /мин может быть достаточно высокой. Например, вода
в жидкой фазе с электрической проводимостью у = 10-4 См/м имеет /мин =*
= 10 МГц. При повышении частоты на порядок (/> 100 МГц) релаксацион-
ные потери в воде начинают значительно превосходить потери, обусловленные
сквозной проводимостью [7].
Формула (9-48) описывает простое наложение явлений поляризации
и сквозной проводимости, не учитывая влияние электропроводности на сам
процесс поляризации. В действительности с появлением сквозной проводи-
мости в диэлектрике может дополнительно возникнуть объемная поляриза-
ция, чаще всего ее макроструктурная разновидность, и тогда Дерел воз-
растает с увеличением электрической проводимости.
Температурные характеристики релаксационной поляризации. Измене-
ние температуры оказывает существенное влияние на параметры диэлек-
трика, находящегося в электрическом поле. В этом влиянии можно выде-
лить три направления [7]:
1. С ростом температуры уменьшается время релаксации т. Интенсив-
ность теплового движения возрастает, увеличивается частота тепловых флук-
туаций, и это приводит к тому, что частицы вещества все чаще меняют по-
ложения равновесия. Процесс поляризации ускоряется, и в этом заключается
положительное влияние повышения температуры. Зависимость времени ре-
лаксации от абсолютной температуры имеет вид [7]
т = А ев/г, (9-50)
где А, В — коэффициенты, постоянные для данного вида релаксационной
поляризации.
Уменьшение времени релаксации особенно характерно для вязких по-
лярных жидкостей, вязкость которых сильно понижается с ростом темпера-
туры.
2. С ростом температуры увеличивается электрическая проводимость
диэлектрика. Электропроводность носит, как правило, ионный характер,
а с ростом температуры увеличивается подвижность ионов. Количественная
зависимость у от Т приближенно выражается формулой
т = Аоё~В<>'Т, (9-51)
где Ло, Во — постоянные величины.
3. С ростом температуры уменьшается релаксационная поляризация
Ррел и соответственно прирост диэлектрической проницаемости за счет ре-
лаксационной поляризации Дврел = арел =“ ^рел/(ео^)- Усиление тепло-
вого движения препятствует полному завершению поляризации диэлектрика,
стремясь нарушить преимущественную ориентацию дипольных моментов по
направлению электрического поля. Отрицательное влияние повышения тем-
пературы заключается в ослаблении поляризации.
После подстановки экспонент (9-50) и (9-51) в формулу (9-48) получаем
_ - I АеРел _, Аое~во/Т
8 — еМ И--- ’
1 -|- i®AeB'T to8o
Если теперь представить частоту в виде со = е1п ш, то из формулы (9-52)
станет видно, что In со и обратная температура 1/Т входят в формулу одина-
ковым образом. Это значит, что диэлектрическая проницаемость 8 и ее ком-
поненты е' и е" зависят от 1/Т точно так же, как и от In со [7].
Следовательно, температурные характеристики диэлектрика совпадают
по форме с частотными характеристиками, прочитанными справа налево,
в направлении убывания частоты. Например, частотные характеристики
152
диэлектрика с релаксационной поляризацией на рис. 9-7, прочитанные справа
налево, дают температурные характеристики этого типа поляризации, при-
веденные на рис. 9-9. Единственное отличие от сформулированного выше
принципа обращения характеристик состоит в том, что е' с ростом темпера-
туры не приходит к насыщению (штрихпунктирная линия на рис. 9-9), а
стремится к ем, проходя через максимум при температуре Т8Макс. Такой
вид зависимости ё' от температуры объясняется тем, что при Т> Т8макс зна-
чение Дерел уменьшается с ростом
пературы, указанная в п. 3, не
была учтена при выводе форму-
лы (9-52).
На рис. 9-10 приведены се-
мейства экспериментальных тем-
пературных характеристик
вулканизированного каучука,
построенные для различных час-
тот поля [7]. Эти характеристики
демонстрируют совместное
яние изменения
и частоты
электрика
температуры. Зависимость Д8рел от тем-
Рис. 9-10. Температурно-частотные ха-
рактеристики диэлектрических свойств
вулканизированного каучука с 10 %-
ным содержанием серы
вли-
температуры
параметры ди-
релаксацион-
на
с
tg8
tgb
Т^макс 7~£Макс
т
О
Рис. 9-9. Температурные характе-
ристики релаксационной поля-
ризации
ной поляризацией. Из рис. 9-10 видно что при повышении частоты макси-
мумы диэлектрической проницаемости и тангенса угла потерь сдвигаются
в сторону более высоких температур. Причина этого сдвига заключается
в том, что при более высоких частотах релаксационная поляризация может
развиваться при меньших значениях времени релаксации, т. е. при более
высокой температуре (см. п. 1).
9-3. ЭКВИВАЛЕНТНЫЕ ПАРАМЕТРЫ
ГЕТЕРОГЕННЫХ ДИЭЛЕКТРИКОВ
При высокочастотном нагреве часто приходится иметь дело с не-
однородными веществами, состоящими из нескольких компонентов
с различными диэлектрическими свойствами. Для характеристики
таких гетерогенных материалов удобно пользоваться усреднен-
ными параметрами, которые должны учитывать реальную струк-
туру материала и свойства его отдельных компонентов. Формулы,
дающие связь между средним значением комплексной диэлектр и-
153
ческой проницаемости и диэлектрическими проиицаемостями ком
понентов гетерогенного диэлектрика, называются формулами смеси.
Аналогичный подход целесообразно использовать и в тех слу-
чаях, когда загрузка рабочего конденсатора состоит из нескольких
тел, нагреваемых одновременно. Такую загрузку можно рассмат-
ривать как сложный диэлектрик, являющийся «смесью» воздуха
и нагреваемых тел.
Рассмотрим картину квазистационарного электрического поля
вблизи сферического включения радиусом г0 с диэлектрической
проницаемостью 8П находящегося
Рис. 9-11. Диэлектрический шар в од-
нородном электрическом поле
в однородной среде с проницае-
мостью 82. Направление
внешнего однородного поля
напряженностью Ео и система
сферических координат г и
0 показаны на рис. 9-11.
Электрическое поле обла-
дает осевой симметрией, и
поэтому потенциал и напря-
женность поля зависят только
от г и 0. Задача решается
методом разделения перемен-
ных в уравнении Лапласа
для скалярного потенциала.
Для металлического шара эта
задача решена в [22], а для
шара из диэлектрика ход ре-
шения задачи аналогичен.
В результате получаем
аналитические выражения
для радиального Ег и тангенциального £0 компонентов вектора
напряженности электрического поля. Внутри шара (г г0)
Е1Г = — Л cos 0; |
Erf — A sin 0, J
а во внешней области (г > г0)
Д=£о-----3-Ц-
Ei + 2е2
где
В == — Ео (81 ~8г) 'о .
8i + 2е2
(9-53)
(9-54)
(9-55)
(9-56)
154
Из формул (9-53) следует, что напряженность поля внутри шара
E^VEb + El. = Л (9-57)
является постоянной величиной. По направлению вектор Ег сов-
падает с Ео, а по модулю он больше Ео при 81<82 и меньше EQ
при 81>82.
Это явление объясняется действием связанных зарядов, возни-
кающих на поверхности раздела диэлектриков. Напряженность
электрического поля во включении
Е^Е.-Е^ (9-58)
где Ед — напряженность дополнительного поля, созданного свя-
занными зарядами. Знак в формуле (9-58) соответствует случаю
81^>82, когда дополнительное поле оказывает деполяризующее
действие (см. рис. 9-11).
Согласно равенству (9-5) результирующая плотность связанных
зарядов на поверхности раздела диэлектриков
Осв = Р1г — Р2г = е0Е1г (8,782— 1), (9-59)
где Рг — 80 (8— 1) Ег — нормальная составляющая вектора поля-
ризации.
Отсюда с помощью формул (9-53) и (9-57) находим, что
^*св <?св. макс 9,
где
аСв. макс ~ 1) (9-60)
— максимальная плотность связанных зарядов в точках 0^0
и 0 = 180° на поверхности шара.
Напряженность поля Ед пропорциональна максимальной плот-
ности связанных зарядов:
Ея = N , (9-61)
®0
где N — безразмерная величина, называемая коэффициентом депо-
ляризации [45].
Подставляя (9-60) и (9-61) в формулу (9-58), находим
Е,=--------------. (9-62)
е2 + (8i~ М 7V
Выражение для напряженности поля внутри шара было полу-
чено ранее— см. формулы (9-55) и (9-57). Сравнивая эти формулы
с (9-62), получаем коэффициент деполяризации для шара
JV = l/3. (9-63)
Использование коэффициентов деполяризации для расчета на-
пряженности поля во включении по формуле (9-62) возможно только
в тех случаях, когда Е, и, следовательно, Ед постоянны в объеме
155
включения. Этому требованию удовлетворяют лишь включения
в форме эллипсоидов [45], частным случаем которых является
шар. Для эллипсоида с полуосями а, b и с {рис. 9-12, а), помещен-
ного в однородное электрическое поле, направленное вдоль оси х,
коэффициент деполяризации [45]
сю
Nx = (* —... .. ds . (9-64)
2 J V (s + a2)»(s+62)(s + c)2
О
Рис. 9-12. Эллипсоид и его
разновидности
Напряженности электрического поля Ео, Е19 максимальная
плотность зарядов на поверхности эллипсоида осв. макс и коэффи-
циент Nx связаны между собой формулами (9-60)— (9-62). Отсюда
видно, что коэффициент деполяризации зависит только от формы
эллипсоида и никак не связан с диэлектрическими свойствами среды
и материала эллипсоида.
Коэффициенты деполяризации эллипсоида по трем координат-
ным осям связаны между собой следующим соотношением:
Nx±Ny + Nz = l. (9-65)
Так как размеры шара одинаковы по всем трем координатным
осям (а = b = с), то Nx = Ny = Nz = V3 как это сразу следует
из формулы (9-65).
Если оо, то эллипсоид превращается в цилиндр, вытянутый
по направлению внешнего электрического поля. Поскольку свя-
занные заряды, расположенные на торцах цилиндра, разнесены
далеко друг от друга, то £д = 0 и Nx = 0, как это вытекает из
формулы (9-61). Тогда Ny + Nz = 1. Для кругового цилиндра
156
(b = с) эти коэффициенты равны друг другу: Ny = Nz = V2,
т. е. круговой цилиндр в поперечном электрическом поле имеет
коэффициент деполяризации
Л^х/2. (9-66)
В ряде случаев, например при расчете эквивалентных сопротив-
лений штабеля древесины в процессе сушки (см. § 16-3), узкие за-
зоры между пакетами древесины можно заменять эллиптическими
цилиндрами. Формула для расчета коэффициента деполяризации
эллиптического цилиндра в поперечном поле (рис. 9-12, б) полу-
чается из (9-64) при с оо. Эта формула имеет вид
ab (* ds
----- •- ___________
2 J V (s + a2)3 (s + 62)
о
(9-67)
Интеграл (9-67) приводится к табличному виду [47 ] и вычис-
ляется аналитически. Результат вычислений:
Ь — а
Ь а
(9-68)
Предельный случай b > а соответствует плоскому слою диэлек-
трика, расположенному поперек электрического поля (рис. 9-12, в).
Из формулы (9-68) следует, что в этом случае Nx = 1. Если слой
диэлектрика ориентирован вдоль поляке а, рис. 9-12, г), то из
(9-68) вытекает, что Nx = 0.
Общий интеграл (9-64) имеет аналитическое выражение еще в од-
ном частном случае b = с, когда эллипсоид является эллипсои-
дом вращения. Коэффициент деполяризации вытянутого эллипсоида
вращения при р = а/Ь~>1 [45]
'^ = -Лт [i7^=lnfp+/p2-l К1
р2 — ! ]/ рг _ 1 I I
(9-69)
Для сплющенного эллипсоида вращения (сфероида) при р< 1 [7 ]
р3
(9-70)
где Р = ]Л 1— р2/р.
Рассмотрим диэлектрик с проницаемостью е2, внутри которого
содержатся включения диэлектрика с проницаемостью ех;>е2.
Исходное электрические поле Ео в диэлектрике считаем однород-
ным. Известна объемная концентрация включений vx — отноше-
ние суммарного, объема включений к объему всего тела. Форма
включений соответствует одной из разновидностей эллипсоида,
рассмотренных выше. Распределение включений по объему тела
достаточно равномерное.
157
В результате появления включений диэлектрика с 81>>82 про-
ницаемость вещества возросла с 82 до среднего значения проницае-
мости смеси 8ср. При этом произошел прирост поляризации ДР =
= е0 (8ср—Ч) ^о. Прирост поляризации произошел за счет того,
что часть диэлектрика с 82 оказалась замененной диэлектриком
с 8Ь напряженность поля в котором =# £0. Этот процесс частич-
ной замены диэлектриков привел к увеличению поляризации ДР =
= 8о (8i—8г) £1у1- Приравнивая величины ДР, получаем уравне-
ние баланса поляризации гетерогенного диэлектрика
(еср— 8г) £о = (е1-е2) ЕЛ- (9-71)
Напряженности поля Ео и Е± связаны соотношением (9-62). Из
формул (9-62) и (9-71) находим среднюю диэлектрическую прони-
цаемость смеси двух диэлектриков
8ср 82 1 Н"
(Е1 — е2)
е2 + (81 — 8г) Nx
(9-72)
Эта формула для сферических включений (Nx= 1/3) называется
формулой Максвелла. Очевидно, что она справедлива только при
малой концентрации включений, когда возмущения поля, вноси-
мые включениями, не влияют друг на друга.
Связанные заряды, находящиеся на поверхности включений,
с ростом концентрации начинают частично нейтрализовать друг
друга. Поляризация включений уменьшается, так как поле Ед со-
седних включений ослабляет внешнее электрическое поле Ео.
Влияние уменьшения поляризации включений на величину 8ср
можно характеризовать введением в формулу (9-72) эффективного
коэффициента деполяризации Мэфф = k (yj Nx, где значение
k (^i)<l должно уменьшаться с ростом концентрации включений.
Этому требованию удовлетворяет k (c/J = 1—
Заменяя в- формуле Максвелла геометрический коэффициент
деполяризации Nx на эффективный, получаем формулу Лоренца—
Лорентца [7 ]
8ср — ^2 1 4
________fa —e2)^i
8?4-(8i — е2)(1 — i>i) Nx
(9-73)
Иной способ учета зависимости поляризации включений от кон-
центрации заключается в том, что включения диэлектрика с 8Х счи-
таются помещенными в среду, имеющую проницаемость не 82, а
уже 8ср. В этом случае формула (9-62), связывающая величины
Е± и Ео, имеет вид
_______8СрЯр________
8ср + (81 — 8ср) Nx
(9-74)
158
Объединение формул (9-71) *и (9-74) дает квадратное уравнение
относительно еср. Решая его, получаем формулу В. И. Оделевского
8 ^ + 'И^+4е1ег(1-^))у; 5
СР 2(1-^) ’ '
где h = е2 + (е^-е2) Nx (ех + е2).
Формулы смеси (9-73) и (9-75) допускают оба предельных пе-
рехода: 8ср = 82 При уг = О И 8ср = 8j При = 1.
Среднюю диэлектрическую проницаемость удобно использо-
вать и для расчетов эквивалентных параметров слоистых диэлек-
триков, состоящих из двух или более слоев диэлектрика с различ-
ной диэлектрической проницаемостью.
Если включение имеет форму плоского слоя, расположенного
поперек электрического поля (рис. 9-12, в), то Nx = 1 и формула
Лоренца—Лорентца (9-73) преобразуется в вид
। ,
еср Si е2
где v2 = 1——объемная концентрация второго диэлектрика.
При продольном расположении слоев диэлектрика (рис. 9-12, г)
коэффициент Nx = 0 и формула (9-73) приобретает вид
есР ^ел + ^2. (9-77)
Обе последние формулы допускают обобщение на п слоев диэ-
лектрика с различными свойствами. При последовательном соеди-
нении поперечных относительно поля слоев диэлектрика,
(рис. 9-12, в)
— = V ; (9-78)
еСр
k=\
при параллельном соединении продольных относительно поля
слоев (рис-12,г)
8сР = 2 ад. (9-79)
k=A
У пакета из плоских слоев объемная концентрация &-го диэлек-
трика vk = dk/d, где dk — толщина &-го слоя, a d—суммарная
толщина пакета.
Из полученных соотношений видно, что 8ср для слоистого диэ-
лектрика имеет различные значения в зависимости от направления
электрического поля, т. е. такой диэлектрик является анизотроп-
ным. Анизотропными являются и все волокнистые материалы типа
ткани, содержащие цилиндрические включения—волокна. Ве-
личина 8ср в направлении вдоль волокон подсчитывается по фор-
муле (9-77), а поперек волокон — по формуле (9-73) при Nx = г/2,
если волокна имеют круглое поперечное сечение.
159
Совершенно иной подход к выводу формул смеси, не использую-
щий понятие о коэффициенте деполяризации, был предложен Лих-
тенеккером [7]. Рассмотрим его на примере смеси двух диэлектри-
ков.
Формулы (9-76) и (9-77) можно объединить в одну
8ср= ^181+^2, (9-80)
где величина t может принимать значения ± 1. Если t — 1 соот-
ветствует продольному расположению слоев, a t = — 1 — попереч-
ному, то вполне логично предположить, что t = 0 соответствует
хаотичной смеси обоих диэлектриков.
Рис. 9-13. Система параллельных цилиндров
в плоском конденсаторе
Прямая подстановка / = 0 в формулу (9-80) дает тривиальный
результат: + v2 = 1. Чтобы уйти от этого результата, образуем
полный дифференциал обеих частей формулы (9-80):
tecp^Scp = i—1dei + tV2^2~XdZ2.
Это выражение при /->0 переходит в дифференциальное урав-
нение
^еср__. d&2
---— U1 г u2 ,
EcP
решение которого дает формулу Лихтенеккера
еср = е?е^. (9-81)
Эта формула легко обобщается для смеси п компонентов:
еср = П &kk. (9-82)
£=1
Все формулы смеси, рассмотренные выше, являются прибли-
женными, выведенными на основании сделанных допущений. Ана-
лиз этих формул, выполненный А. В. Нетушилом [7], показал,
что формулу Лоренца—Лорентца (9-73) следует применять при
равномерном распределении включений по объему основного диэ-
лектрика, а формулу Оделевского (9-75) — при хаотичном распре-
делении. Формула Лихтенеккера дает правильный результат для
мелкодисперсных смесей при близких концентрациях входящих
в нее компонентов.
160
Наилучший результат для частного случая строго упорядочен-
ного расположения круговых цилиндров, показанного на рис. 9-13,
дает формула А. В. Нетушила, выведенная с учетом взаимного
влияния полей связанных зарядов на поляризацию каждого ци-
линдра и с последующим применением метода средних потенциа-
лов [7 ]. Эта формула имеет вид
8cp = 82d/(d—2л£), (9-83)
где I = 3 arlkel(3a2 + k& = (ех— г2)/(г1 + е2).
Размеры a, d, г0 показаны на рис. 9-13.
Формулы смеси, записанные в настоящем параграфе для дейст-
вительных величин е, справедливы и для комплексных значений 8.
По этим формулам можно рассчитывать 8ср = 8сР — ]&ср и нахо-
дить tg бСр = 8ср/8ср.
Если известны частотные характеристики компонентов 8Х и
8 2, то по формулам смеси можно выполнять частотный анализ эк-
вивалентных параметров гетерогенного диэлектрика. Пусть, на-
пример, в идеальном диэлектрике с s2 находятся сферические вклю-
чения с 8Х = 81—/у/((080). Подставив эти величины и Nx = х/3
в формулу Лоренца—Лорентца (9-73), преобразуем ее в вид (9-42).
После ряда формальных преобразований получим, что еср можно
рассчитывать по формуле (9-42), если принять
Де —8 1 + 2t>1__е •
^^рел — с2 - ъм>
1— V1
Т=-^ (-^-4-81-82Y
У \ 1—fl /
(9-84)
Таким образом, идеальный диэлектрик с проводящими вклю-
чениями ведет себя как диэлектрик с релаксационной поляриза-
цией, имеющий одну частоту релаксации ю0 = 1/т. Частотные ха-
рактеристики 8^р, е"р и tg бср описываются формулами (9-43) —
(9-47) и показаны на рис. 9-7. Видно, что они резко отличаются
от частотных характеристик компонентов смеси.
В поперечном электрическом поле аналогичные частотные ха-
рактеристики имеет двухслойный материал, состоящий из идеаль-
ного диэлектрика и диэлектрика, обладающего сквозной проводи-
мостью.
За счет неоднородности структуры диэлектрическая проницае-
мость смеси может значительно превосходить проницаемости от-
дельных компонентов. Если в предыдущем примере принять е2 =
— е.[ = 80, удельную электрическую проводимость включений
6 Заказ Хе 1156
161
у = 0,1 См/м, а концентрацию включений vr = 0,8, то по форму-
лам (9-84) найдем 8м = 80; Дерел = 960 и т = 1,06-10~7 с.
Для частоты 1 МГц по формулам (9-43) и (9-44) вычисляем 8сР =
= 745 и 8"р = 443. Вещественная часть диэлектрической прони-
цаемости смеси в 9,3 раза превосходит вещественную часть прони-
цаемости компонентов. Полученные цифры типичны для влажных
пищевых продуктов, содержащих ячейки с электролитом.
9-4. ПРИБЛИЖЕННЫЙ РАСЧЕТ РАБОЧЕГО КОНДЕНСАТОРА
Рис. 9-14. Картина элек-
трического поля конденса-
тора с загрузкой
Если частота поля удовлетворяет условию квазистационарности
(9-31), то электрическое поле в нагреваемом теле, зазоре между
телом и электродами конденсатора, а также во внешнем простран-
стве является потенциальным и подчиняется законам электроста-
тики. Эквивалентные параметры рабочего конденсатора с нагруз-
кой могут быть найдены путем решения уравнения Лапласа для
скалярного потенциала в многосвязной
области, последующего расчета напря-
женности поля и распределения плот-
ности зарядов на электродах. Границы
тела или системы тел задаются скачком
диэлектрической проницаемости.
Распределение напряженности поля
по объему тела позволяет найти вну-
тренние источники тепла, суммарную
выделяющуюся мощность и, следова-
тельно, приведенное активное сопро-
тивление, а распределение зарядов
на электродах — емкость загруженного
конденсатора. Электрическое поле в реальных конструкциях ра-
бочего конденсатора оказывается почти всегда существенно трех-
мерным, и задача может быть строго решена только численными
методами с помощью ЭВМ. Алгоритмы таких расчетов известны.
Возможности аналитических методов решения крайне ограничены
многомерностью поля и наличием областей с разной диэлектриче-
ской проницаемостью.
Приближенный расчет параметров рабочего конденсатора, ос-
нованный на идеализации картины электрического поля, может
быть выполнен по двухконтурной схеме замещения.
Из принципиальной картины квазистационарного электриче-
ского поля (рис. 9-14) следует, что поток вектора электрической
индукции в зазоре конденсатора Ф5 и поток в материале Фм при-
ближенно равны:
Ф5 Фм. (9-85)
Это равенство означает пренебрежение потоком электрической
индукции сквозь боковую поверхность тела и, следовательно, внут-
ренним краевым эффектом. Оно выполняется тем точнее, чем меньше
162
зазор и диэлектрическая проницаемость нагреваемого материала.
Приближенный характер равенства (9-85) мало сказывается на
точности расчета эквивалентных параметров конденсатора, так как
емкость и сопротивление— интегральные характеристики системы.
Неоднородность поля у краев диэлектрика влияет только на рас-
пределение внутренних источников тепла.
Если считать равенство (9-85) выполненным, то можно отделить
рабочий поток конденсатора, т. е. поток вектора электрической
индукции, проходящий через нагрузку и воздушный зазор, от внеш-
него потока Фе, проходящего у краев конденсатора. На рис. 9-15
показана идеализированная картина электрического поля и соот-
ветствующая ей схема замещения.
Рис. 9-15. К расчету параметров рабочего конденсатора: а — идеали-
зированная картина электрического поля; б — схема замещения; в —
схема замещения, приведенная к входным контактам конденсатора
Активное сопротивление растеканию высокочастотного тока по
электродам конденсатора зависит от их формы и места располо-
жения контактов. Так как рабочий конденсатор является всегда
высоковольтной и относительно слаботочной системой, то влиянием
гг на эквивалентные параметры конденсатора можно пренебречь.
Как видно из рис. 9-15, а, поверхность материала, параллель-
ная электродам конденсатора, эквипотенциальна. Эквипотенци-
альность поверхности раздела диэлектрика и воздуха есть следст-
вие принятой идеализации картины поля. В этом случае можно
ввести в рассмотрение емкость воздушного зазора Cs и комплекс-
ную емкость материала С2 = еС2, где С2— взаимная емкость ме-
жду поверхностями диэлектрика.
Емкость материала С2 в свою очередь представим в виде одно-
контурной эквивалентной схемы, варианты которой показаны на
рис. 9-5. Выбираем последовательную схему. Тогда сопротивление
загрузки Z2 = 1/(/о)С2) = г2 + 1/(/о)С2 ПОСл) = r2—jx2. Емкость
С2 поел и активное сопротивление загрузки конденсатора г2 рас-
считываются по формулам (9-35) и (9-36) при замене величины С
на С2.
6*
163
Для наиболее распространенного плоского конденсатора с пря-
моугольными пластинами, показанного на рис. 9-16, емкость С2 —
— R0Sjd2, а сопротивления загрузки и зазора будут
d2
х2 —-------------------,
we'eoSj (1 + tg26)
r2 = x2tg6;
1 = ds
(OCj (08q52
(9-86)
где d2—толщина загрузки; S2 = a2b2—площадь поверхности
загрузки, обращенной к электродам; ds = dy—d2 — воздушный
зазор (см. рис. 9-16).
Внешнее емкостное сопротив-
ление хе обусловлено потоком Фе
(см. рис. 9-15, а). Для расчета
хе = 1/(соСг), где Се — внешняя
или, точнее, краевая емкость
рабочего конденсатора, можно ис-
пользовать некоторые общие свой-
ства электрического поля конден-
„ „ „ сатора и магнитного поля индук-
Рис. 9-16. Плоский конденсатор ТОра. Если рассмотреть схему за-
мещения индуктора с нагреваемой
деталью, основанную на общ-
ности потока обратного замыкания (см. § 6-1), то легко заметить
полную аналогию между этой схемой и схемой 9-15, б. Схема за-
мещения индуктора по общему потоку получается из схемы заме-
щения конденсатора путем замены всех емкостей индуктивностями,
а сопротивление гг становится сопротивлением провода индуктора.
Самой интересной является аналогия между внешним сопро-
тивлением хе и индуктивным сопротивлением обратного замыкания,
которое тоже обозначено хе на схемах замещения индуктора в § 6-1.
Это сопротивление при расчете индуктора находится на основании
предположения, что внешнее магнитное поле индуктора с загруз-
кой подобно полю пустого индуктора. Справедливость такого пред-
положения доказана экспериментально. Очевидно, справедливо
и аналогичное утверждение: внешнее (краевое) электрическое поле
конденсатора с загрузкой подобно полю пустого конденсатора.
Отсюда сразу следует способ расчета:
С, = С-Сср.ч, (9-87)
где С — емкость пустого конденсатора; Сср. ч — емкость средней
части конденсатора, в которую помещается нагреваемый материал.
Так как поле средней части конденсатора близко к однородному,
а к этому всегда следует стремиться, выбирая соответствующими
размеры электродов и зазоры, то, например, для плоского конден-
164
сатора на рис. 9-16
Сср., = -^-, (9-88)
«1
где dx—расстояние между электродами.
Емкость пустого конденсатора с плоскими электродами запишем
в виде
C = -^L.kc, (9-89)
di
где S,— площадь электрода конденсатора; для прямоугольных
электродов на рис. 9-16 S, = «1^1-
Таблица 9-1
Значения kc для плоского конденсатора
с круглыми электродами радиусом г
dlr 0 I | 0,1 0,4 0,6 0,8 1 1,2
kc 1 1,175 1,580 1,830 2,075 2,318 2,561
dlr 1,5 2 2,5 3 5 10 20
kc 2,920 3,531 4,149 4,767 7,268 13,59 26,28
Таблица 9-2
Значения kc для плоского конденсатора
с квадратными электродами
d/а 0 0,005 0,025 0,05 0,1 0,2 0,5 1
kc 1 1,003 1,071 1,148 1,281 1,499 2,121 3,168
Таблица 9-3
Значения kc для плоского конденсатора
с прямоугольными электродами
d/а 2 1,5 1,2 1,18 1 0,667 0,5
d/b 3,53 2 2 3,53 2 2 1
kc 6,03 4,62 4,27 5,46 4 3,34 2,55
d/a 0,376 0,333 0,3 0,25 0,2 0,196 0,167
d/b 0,5 1 0,5 0,5 0,333 0,59 0,333
kc 1,96 2,36 1,89 1,82 1,63 1,86 1,59
165
Значения коэффициента емкости kc, учитывающего искажение
поля у краев конденсатора и существование зарядов на внешней
стороне электродов, приведены в табл. 9-1 — 9-3 для конденсато-
ров с круглыми, квадратными и прямоугольными электродами [12].
Если схему замещения 9-15, б преобразовать в одноконтурную
(рис. 9-15, в), то эквивалентные сопротивления конденсатора с за-
грузкой будут
гэ = ri + ~ (9-90)
+ (х2 + х.)2 1
хэ = Ь x2 + xs + -^—, (9-91)
2
где коэффициент приведения активного сопротивления загрузки
L -------------!-----------(9-92)
+ + 2i±A.y
\ Хе ) \ Хе )
Из-за полной аналогии схем замещения совпадает внешний вид
формул (9-90) — (9-92) и формул для расчета параметров индуктора
по общему потоку из § 6-1.
В качестве примера рассмотрим расчет конденсатора с прямо-
угольными пластинами на рис. 9-16. Размеры конденсатора: ах =
= 0,75 м; Ьг — 0,45 м; = 0,15 м. Размеры загрузки: а2 = 0,6 м;
Ь2 = 0,3 м; d2 = 0,12 м. Воздушный зазор ds = dr—d2 — 0,03 м.
Частота поля 10 МГц. Параметры нагреваемого материала: е' =
= 10; tg 6 = 0,1.
При отношении djax = 0,2 и djb^ = 0,333 коэффициент kc =
= 1,63 (см. табл. 9-3). Емкость пустого конденсатора (9-89) С =
= 32,4 пФ. Емкость средней части конденсатора (9-88) Сср. ч =
= 10,6 пФ. Краевая емкость (9-87) Се =32,4—10,6 = 21,8 пФ.
Внешнее сопротивление хе = 1/(соСс) = 730 Ом. По формулам
(9-86) находим сопротивления загрузки и воздушного зазора: х2 =
— 120 Ом; г2 = 12 Ом; хь = 300 Ом.
Коэффициент приведения (9-92) L = 0,402. Эквивалентные со-
противления конденсатора с загрузкой вычисляем по формулам
(9-90) и (9-91): гэ = 4,82 Ом; хэ = 266 Ом. Емкость конденсатора
с загрузкой Сэ = 1/(юхэ) = 60 пФ. Добротность Q = хэ1гэ = 55.
Емкость конденсатора увеличилась при внесении загрузки
чем в 2 раза, хотя материал загрузки имеет е' — 10.
Если напряжение на конденсаторе U = 10 кВ, то ток
= UГ\/~г2 + х2 ~ U/хэ — 37,6 А. Мощность, выделяющаяся
грузке, Р = Ргэ = 6800 Вт. Средняя удельная объемная
ность р0 = P/(a2b2d2) = 0,315 Вт/см3.
менее
в за-
мощ-
ЧАСТЬ ВТОРАЯ
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
ИНДУКЦИОННОГО НАГРЕВА
ГЛАВА ДЕСЯТАЯ
ЭЛЕКТРООБОРУДОВАНИЕ УСТАНОВОК
ИНДУКЦИОННОГО НАГРЕВА
10-1. ИСТОЧНИКИ ПИТАНИЯ УСТАНОВОК
ИНДУКЦИОННОГО НАГРЕВА
Установки индукционного нагрева состоят из технологических устройств
(нагреватели или плавильные печи), источников питания, линий передачи
и средств управления. Технологические устройства определяются видом
процесса и содержат электротехнические, механические и иные элементы.
Установки на частоту 50 Гц обычно могут быть укомплектованы элементами
общего электротехнического назначения (за исключением самого нагрева-
теля или печи). На средних частотах и радиочастотах необходимо специаль-
ное оборудование [41, 46]. В настоящей главе дается краткая характери-
стика основного электрооборудования средней частоты и радиочастоты.
Установки на частоту 50 Гц небольшой мощности проектируются обычно
на стандартное напряжение 127, 220, 380 и 660 В и подключаются непосредст-
венно к промышленной сети. Если коэффициент мощности ниже 0,8, то сле-
дует предварительно скомпенсировать реактивную мощность с помощью кон-
денсаторов до значения cos = 0,92 4- 0,95 при индуктивном характере
цепи. Регулирование режима может осуществляться изменением числа вит-
ков индуктора, автотрансформатором, вольтодобавочным трансформатором
или тиристорным широтно-импульсным регулятором (ШИР). Если напряже-
ние индуктора по условиям техники безопасности или изготовления меньше
стандартного, используются понижающие трансформаторы — печные, сва-
рочные и т. п.
Установки средней и большой (свыше 500 кВт) мощности питаются, как
правило, от собственных трансформаторов с первичным напряжением 6
или 10 кВ. Для равномерности загрузки сети по фазам нагреватели делают
трехфазными, а если это не удается, применяют симметрирующие устрой-
ства [9].
Источниками питания установок средней частоты являются электрома-
шинные преобразователи, статические тиристорные преобразователи, лам-
повые генераторы и электромагнитные умножители частоты.
Умножители частоты. Принцип работы статических умножителей ча-
стоты основан на искажении формы кривой напряжения за счет насыщения
специальных магнитопроводов и выделении высших гармоник во вторичной
цепи. Обычно используются 3-я и 5-я гармоники, дающие частоты 150 и
250 Гц при питающей частоте 50 Гц. Умножители имеют простую конструк-
цию, надежны в работе, обладают удовлетворительным КПД (т) 90%).
Однако они обладают большой массой, требуют больших конденсаторных
батарей, плохо работают при сильно меняющейся нагрузке. В отечественной
практике почти не используются. Иностранные фирмы применяют такие
умножители ограниченно, хотя выходная мощность отдельных установок
превышает 1000 кВт.
Электромаш и иные преобразователи. Вращающиеся преобразователи до
недавнего времени были основными источниками энергии при средних ча-
стотах и до сих пор широко используются в промышленности. В СССР вы-
167
пускаются преобразователи на 1000, 2500, 4000, 8000 и 10000 Гц при мощно-
стях от 12 до 2500 кВт.
Преобразователь состоит из асинхронного двигателя и высокочастотного
генератора индукторного типа, расположенного обычно на одном с ним валу.
Достоинствами электромашинных преобразователей являются: высокая
надежность, устойчивость к перегрузкам по току, возможность параллель-
ной работы большого числа генераторов, простота и большая глубина регу-
лирования мощности, хорошие нагрузочные характеристики, допускающие
безаварийную работу даже при кратковременном коротком замыкании.
Однако генераторы имеют сравнительно невысокий КПД, особенно при ма-
лых мощностях и частоте 8—10 кГц, к тому же сильно снижающийся при
неполной загрузке по мощности и по времени, что объясняется большой
долей постоянных потерь (механические, вентиляционные, потери в стали).
Преобразователи сложны в ремонте. В некоторых случаях недостатком явля-
ется большая постоянная времени, достигающая у мощных машин 2—Зс, боль-
шое время останова (до 45 мин) и недопустимость частых пусков. Проблемы
смазки, шума, габаритов и монтажа успешно решены в современных преоб-
разователях серий ВПЧ и ОПЧ.
За исключением специализированного преобразователя ОПЧ-2500-1,0
(2500 кВт, 1 кГц) все преобразователи однокорпусные вертикальные, имеют
воздушно-водяное охлаждение с замкнутым воздушным циклом. Радиаторы
встроены в корпус машины. Преобразователи устанавливаются на резино-
вых опорах на полу без специального крепления. Двигатели допускают пря-
мой пуск от сети 380/660 В, 3 кВ или 6 кВ.
Преобразователи ОПЧ имеют мощности 250, 320 и 500 кВт при частотах
1000, 2400, 4000 и 10000 Гц. Их КПД при номинальной загрузке 82—90%,
причем верхний предел относится к агрегату ОПЧ-500-1,0 (500 кВт, 1 кГц).
Напряжение средней частоты 800/1600 В.
Преобразователи ВПЧ имеют мощности 12; 20; 30; 50 и 100 кВт при ча-
стотах 2400 и 8000 Гц. Конструкция преобразователей в основном аналогична
конструкции машин ОПЧ. Напряжение средней частоты, зависящее от сое-
динения обмоток генератора, равно 800/400/200 В при мощностях 50 и 100 кВт
и 400/200 В для остальных преобразователей. Номинальный КПД не ниже
70—75% (верхний предел относится к преобразователям мощностью 100 кВт).
Коэффициент мощности нагрузки 0,9 с емкостным характером цепи. Пуск
двигателя прямой от сети 220/380 В. Разработаны преобразователи типа
ВЭП с кольцевым ротором, в полости которого расположен статор инверс-
ного асинхронного двигателя [41]. Мощность 60 и 100 кВт, частота 2400 и
8000 Гц. Совмещенное исполнение двигателя и генератора приводит к умень-
шению массы и габаритов и росту КПД.
Выпускаются генераторные станции (ГС) мощностью 100 и 200 кВт при
2400 и 8000 Гц, состоящие из одного или двух преобразователей типа ВПЧ,
блока охлаждения, контакторного шкафа и шкафа управления генераторами.
Станции ГС входят в состав индукционных закалочных установок ИЗ, га
также служат для создания установок различного назначения. Аппаратура
ГС обеспечивает пуск, подключение к нагрузке, защиту и автоматическую
стабилизацию напряжения генератора. Возбуждение генераторов произво-
дится тиристорным возбудителем ВТ-20 (ток до 20 А, напряжение до 200 В).
Аналогичная аппаратура разработана для создания систем индивидуального
или централизованного питания с преобразователями ОПЧ [41, 46]. Наличие
комплектных шкафов позволяет легко создавать станции различного назна-
чения и мощности.
Тиристорные преобразователи состоят из полупроводникового вып-
рямителя и тиристорного инвертора, к выходу которого подключается
нагреватель и конденсаторная батарея. Коммутирующая, управляющая
и защитная аппаратура входит в состав преобразователей. Типаж преобразо-
вателей постоянно расширяется, в основном в сторону увеличения частоты
и мощности. Выпускаются серийные преобразователи широкого назначения
и специализированные, входящие в состав установок для варки стекла,
плавки, пайки и других процессов.
168
Достоинствами преобразователей являются высокий КПД (90—94%),
мало меняющийся при неполной загрузке, возможность изменения частоты,
хорошая ремонтопригодность, малая инерционность, постоянная готовность
к работе. Однако преобразователи имеют малую перегрузочную способность,
большинство их не приспособлено для параллельной работы и может работать
в довольно узком диапазоне нагрузок. Стоимость тиристорных преобразова-
телей выше, чем машинных.
Используются две основные схемы инверторов. В мостовой последова-
тельно-параллельной схеме (рис. 10-1) в диагональ моста, образованного
тиристорными ячейками Т1—Т4, включена нагрузка zH с компенсирующими
и коммутирующими конденсаторами С1 и С2. Схема проста и имеет большой
Рис. 10-1. Принципиальная
схема параллельно-последо-
вательного инвертора тока
Рис. 10-2. Принципиальная схема
инвертора с удвоением частоты и
обратными диодами
КПД, однако для надежной работы требует специальных систем пуска и
управления. По этой схеме и ее вариантам (последовательный и параллель-
ный инверторы тока) построены серийные преобразователи типа ТПЧ на
мощности 500—800 кВт и частоты 0,5—2,5 кГц (при 250 кВт —до 8 кГц),
а также ряд преобразователей меньшей мощности [46].
В мостовой схеме с удвоением частоты (рис. 10-2) нагрузочный контур,
образованный сопротивлением zH, компенсирующим конденсатором С1 и
разделительным С2, подключен параллельно мосту, плечи которого состоят
из тиристоров Т1—Т4, диодов Д1—Д4 и дросселей L1—L4. Схема обладает
хорошей входной характеристикой, что позволяет ей устойчиво работать
при изменении zH в широких пределах. Возможна параллельная работа пре-
образователей. Время восстановления у тиристоров в этой схеме больше,
чем в предыдущей, что дает ей преимущество при повышении частоты
(/ 4,0 кГц). По степени использования элементов и по КПД схема несколько
уступает последовательному и параллельному инвертору. По схеме рис. 10-2
построены преобразователи малой и средней мощности (до 100 кВт) на ча-
стоты 2,5—10 кГц и преобразователи типа СЧГ мощностью 2 X 800 кВт и
частотой 1 кГц на ртутных вентилях —экситронах.
У большинства серийных преобразователей выходное напряжение со-
ставляет 800 или 400 В и предусмотрено изменение частоты в пределах
20—30 %, что важно при питании тигельных печей.
При неполной загрузке тиристоров по току возможно использование
схемы рис. 10-2 вплоть до 20—30 кГц. Это позволяет при существующих
полупроводниковых приборах удовлетворить потребности ультразвуковой
техники и установок индукционного нагрева в преобразователях мощностью
20—30 кВт. В индивидуальных разработках используются и другие схемы
инверторов.
169
Ламповые генераторы являются источниками питания индукционных
установок в диапазоне радиочастот. Нормами на индустриальные радиопо-
мехи выделено несколько льготных полос с повышенным допустимым излу-
чением. Средние точки полос: 0,066; 0,44; 0,88; 1,76; 5,28; 13,56; 27,12; 40,68
и 81,36 МГц. Для индукционного нагрева используются в основном частоты
0,066 и 0,44 МГц. Частоты 0,88—5,28 МГц применяются для специальных
высокочастотных процессов (получение индукционной плазмы, сварка тон-
ких изделий, плавка окислов и т. д.). Более высокие частоты используются
для нагрева диэлектриков [10, 41].
Все генераторы выполняются с самовозбуждением. Большинство имеет
двухконтурную схему, что обеспечивает стабильность выходной частоты
и хорошие регулировочные возможности. В состав генератора входит повы-
шающий анодный трансформатор, блок выпрямителя, генераторный блок
и блок контуров. Выходной воздушный трансформатор встраивается в кор-
пус генератора или выносится из него. Генераторы имеют системы охлажде-
ния, защиты и управления.
Универсальные высокочастотные индукционные генераторы (ВЧИ)
имеют мощность от 10 до 63 кВт при 0,44 МГц и 100, 160 кВт при 0,066 МГц.
Выпускаются установки малой мощности для литья микропровода (3 кВт),
производства полупроводниковых материалов и для других процессов. Наи-
более мощные генераторы (до 1000 кВт) производятся для сварки и получе-
ния высокочастотной плазмы.
10.2. ТРАНСФОРМАТОРЫ ДЛЯ ИНДУКЦИОННЫХ УСТАНОВОК
Трансформаторы служат для согласования индукторов с источниками
питания и для регулирования режима их работы.
На средней частоте используются трансформаторы с замкнутой магнит-
ной цепью броневого типа. Особенностью трансформаторов является высо-
кая концентрация электромагнитной энергии и малые габариты, что позво-
ляет встраивать их в закалочные станки и технологические линии. В неко-
торых многопозиционных станках, например в станках для закалки колен-
чатых валов, требование малых размеров трансформаторов является одним
из основных. Трансформаторы универсальных закалочных установок и ре-
гулировочные автотрансформаторы кузнечных нагревателей должны иметь
переменный коэффициент трансформации. Закалочные трансформаторы ра-
ботают на нагрузку с коэффициентом мощности 0,2—0,4, часто в повторно-
кратковременном режиме. Все трансформаторы имеют водяное охлаждение
обмоток и магнитной цепи. Имеются три основные конструкции трансформа-
торов. Трансформаторы с цилиндрическими обмотками (ВТО-500, ВТО-ЮОО)
имеют одновитковую вторичную обмотку и помещенную внутрь нее много-
витковую первичную. Магнитная система охлаждается радиаторными ли-
стами с припаянными к ним трубками охлаждения. Трансформаторы просты
и экономичны, но для изменения коэффициента трансформации (&тр) тре-
буют смены первичной обмотки. Серийно такие трансформаторы не выпу-
скаются, но изготавливаются многими заводами для своих потребностей.
Мощность трансформаторов 500 и 1000 кВ-А, частота 2,5 и 8 кГц. Трансфор-
матор ТВД-3 имеет дисковые первичные и вторичные обмотки, что обеспечи-
вает хорошее использование меди. Трансформатор имеет 44 ступени транс-
формации за счет переключения первичных и вторичных витков. Мощность
2000 кВ-А, частота 2,5—8 кГц [41].
Серийно выпускаются трансформаторы типов ТЗЗ-800 и T33-3200 на
800 и 3200 кВ-А, 2,5—8 кГц. Магнитопровод состоит из Ш-образного сердеч-
ника и замыкающего ярма, залитых с одной стороны алюминиево-цинковым
сплавом, в который заложены охлаждающие трубки. Первичная обмотка
выполнена в виде секций (галет) из 6 витков полого медного проводника
с термостойкой изоляцией. Секции залиты алюминием. Заливка образует
незамкнутый виток, служащий вторичной обмоткой. ТЗЗ-800 имеет 4 галеты.
Меняя соединение первичных и вторичных витков, можно получить 37 зна-
170
чений &тр (от 3,24 до 24). Первичное напряжение 800 В. Конструкция транс-
форматора обеспечивает малую индуктивность рассеяния и хорошее охлаж-
дение обмоток и магнитопровода. КПД трансформаторов сильно зависит
от коэффициента мощности нагрузки и при cos (р2 ~ 1 составляет 95—96%,
снижаясь до 85—88% при cos <р2 = 0,3 ч- 0,4. Готовится выпуск трансфор-
маторов Т31-200 и Т32-1250 на мощность 200 и 1250 кВ-А. На частоту 1 кГц
специальные трансформаторы не выпускаются. Можно использовать транс-
форматоры типа ТЗ при сужении диапазона &тр из-за ограничения на индук-
цию сердечника.
Для регулирования мощности кузнечных нагревателей выпускается
автотрансформатор АТСЗ-500 с мощностью 500 кВ-А и 20 значениями &тр
в пределах 1—2,8. Частота 2,5—8 кГц.
Трансформаторами типа ТЗ комплектуются закалочные установки с ма-
шинными и тиристорными преобразователями.
На радиочастотах используются воздушные трансформаторы, имеющие
одновитковую вторичную обмотку из медного листа, а внутри нее — много-
витковую первичную спираль. Трансформаторы просты по конструкции и по-
ставляются совместное генератором. Регулирование £тР не предусмотрено
(только смена обмотки), КПД зависит от сопротивления и коэффициента мощ-
ности нагрузки и при cos <р2 — 0,05 составляет 75—85% . Основной недостаток
воздушных трансформаторов — большая собственная реактивная мощность.
Отношение реактивных мощностей на входе и в нагрузке равно 3—5, что
приводит к завышению мощности конденсаторной батареи и к добавочным
потерям в контурах. В мощных установках высокочастотной сварки исполь-
зуются трансформаторы с незамкнутым магнитопроводом из ферритовых
стержней [42]. Трансформаторы с ферритовым магнитопроводом более
чувствительны к изменению сопротивления нагрузки и дают наилучший
эффект при работе на примерно постоянную нагрузку, что и имеет место
в установках непрерывной сварки.
10-3. КОНДЕНСАТОРЫ ИНДУКЦИОННЫХ УСТАНОВОК
Конденсаторы применяются для компенсации реактивной мощности
индукторов, согласования их с источниками питания и других целей.
Конденсаторы частоты 50 Гц и средней частоты имеют бумажный диэ-
лектрик, пропитанный синтетической жидкостью. Обкладками служит алю-
миниевая фольга. Конденсаторы состоят из отдельных пакетов, соединенных
в секции. Секции помещены в герметичный корпус, заполненный жидким
диэлектриком с большой диэлектрической проницаемостью.
При частоте 50 Гц конденсаторы имеют естественнное воздушное охлажде-
ние. Выпускаются конденсаторы двух габаритов (КС и КС2), отличающиеся
по высоте и по мощности в два раза. Напряжения 0,22; 0,38; 0,66; 1,05; 3,15;
6,3; 10,5 кВ. Конденсаторы могут быть трехфазными с соединением секций
в треугольник (до 1,05 кВ) и однофазными (при всех напряжениях). Мощ-
ность конденсаторов КС2 равна 50 квар при 0,38 и 0,66 кВ и всего 16 квар
при 0,22 кВ. В связи с этим следует избегать проектирования установок
значительной мощности на напряжение 0,22 кВ. Выпускаются конденсаторы
повышенной мощности типа КСЭ-1,05-75 на 1,05 кВ и 75 квар и типа
КСЭК-1,2-150 на 1,2/2,4 кВ и 150 квар. Разработаны конденсаторы с пле-
ночным диэлектриком, имеющие tg 6 ^0,001. На основе конденсаторов
КС2 изготавливаются комплектные конденсаторные установки (ККУ) на
0,38; 6 и 10 кВ. Они содержат конденсаторы, контакторы, аппаратуру защиты,
сигнализации и автоматического регулирования коэффициента мощности.
На напряжение 0,38 кВ выпускается 5 типоразмеров установок с мощно-
стями от 110 до 540 квар. Конденсаторы КС и КС2 допускают длительную
перегрузку на 10% по напряжению и на 30% по току [46].
Конденсаторы средней частоты типа ЭСВ имеют водяное охлаждение.
Они выпускаются на частоты 0,5; 1,0; 2,4; 4,0; 10 кГц. Мощность конденса-
торов при этих частотах составляет 150; 250; 300; 350 и 400 квар соответст-
171
венно. Номинальные напряжения конденсаторов 0,5; 0,8; 1,0; 1,6 и 2,0 кВ.
Конденсаторы имеют от двух до четырех секций, что позволяет включать
их ступенями. На частоту 2,4 кГц и выше выпускаются также подстроечные
конденсаторы ЭСВП, имеющие секции разной емкости. Конденсаторы не
допускают длительной перегрузки по напряжению. Тангенс угла потерь
не выше 0,004.
Конденсаторы монтируются в батареи в вертикальном положении. Кон-
денсаторы КСЭ и КСЭК допускают также горизонтальную установку. Под-
соединение производится к сборным шинам гибкими проводниками. Кор-
пуса должны быть изолированы друг от друга. Особое внимание должно уде-
ляться качеству водяного охлаждения, так как плохое охлаждение является
основной причиной выхода конденсаторов из строя. Температура воды на
входе не должна быть более 30 °C. Желательна установка реле протока в
каждой ветви охлаждения (не более трех конденсаторов последовательно).
Масса конденсаторов не свыше 35 кг. Конденсаторы допускают работу на пере-
менной частоте, но без перегрузки по току и напряжению.
В ламповых генераторах используются керамические конденсаторы вы-
сокого напряжения. Они входят в состав генератора. В установках для вы-
сокочастотной сварки и некоторых других процессов конденсаторы могут
входить также в состав технологических устройств (например, сварочных
головок) [42].
Мощность конденсаторной батареи при параллельной схеме компенса-
ции будет
Qc = Ра (tg Фи — tg фк).
где Ри — активная мощность индуктора, а фи и <рк — фазы индуктора и
контура; при индуктивном характере цепи tg <рк считается положительным,
а при емкостном — отрицательным.
Число конденсаторов выбирается по мощности Qc с учетом отличия на-
пряжения на батарее Uc от номинального (7с н-
Q.c Ur
—-— с« ,
Qch и2с
где Qc н— номинальная мощность одного конденсатора.
Желательно предусмотреть (25—30) %-ный запас по числу конденса-
торов, чтобы учесть возможный выход конденсаторов из строя в процессе
эксплуатации и допуски на значение емкости.
10-4. ТОКОПРОВОДЫ И КОММУТИРУЮЩАЯ АППАРАТУРА
Проектирование линий передачи и выбор коммутирующей аппаратуры
индукционных установок частоты 50 Гц в основном такие же, как и для дру-
гих потребителей, и на них останавливаться не будем.
Особенностью линий средней частоты является увеличение их актив-
ного, и особенно реактивного, сопротивления. В индукционных установках
можно выделить два участка линий передачи: от источника питания до кон-
денсаторной батареи и от последней до индуктора. Первый участок может
иметь длину 50—150 м и должен рассчитываться на максимальный ток, по-
требляемый контуром, или, при индивидуальном питании, на ток источника.
Второй участок имеет обычно малую длину (несколько метров), а его ток
может быть в несколько раз больше, чем ток первого участка.
Для первого участка используются плоские шины, коаксиальный вы-
сокочастотный кабель КВС или концентрический трубчатый фидер. Шино-
провод состоит из алюминиевых, реже медных шин толщиной 6—8 мм и ши-
риной 60—200 мм. Число шин может достигать 6—8, причем токи соседних
шин должны иметь встречные напряжения. Шины монтируются с помощью
изоляторов, изоляционных вставок и стяжек на консолях вдоль стен или
в каналах пола. Допустимые таковые нагрузки и сопротивления шинопро-
водов приведены в работе [41].
172
При больших длинах и токовых нагрузках линий целесообразно исполь-
зовать коаксиальный фидер из двух алюминиевых труб. Фидер не имеет
внешнего магнитного поля, а если толщина стенки более двух-трех глубин
проникновения тока,— то и внешнего электрического поля. Токонесущая
способность увеличивается в 3 раза, если по внутренней трубе пропускать
воду. Герметичность фидера особенно ценна в кузнечных цехах с загрязнен-
ной атмосферой.
Выпускаются два типа высокочастотного кабеля: КВСП и АВАВГ.
Кабель КВСП имеет две концентрические жилы из плоских медных про-
водников, разделенных полиэтиленовой изоляцией. Кабельный сердечник
и внешняя изоляция тоже изготовлены из полиэтилена. Жилы кабеля АВАВГ
сделаны из алюминиевых труб. Допустимый ток 400 А при 1 и 2,4 кГц и
300 А при 10 кГц. Если внутри кабеля АВАВГ пропустить воду, допустимый
ток возрастет в 2,5 раза. Допустимое напряжение кабеля 2000 В. Кабель
прокладывают на специальных лотках, не допускающих пережима изоляции.
В отдельных случаях можно применять на средних частотах обычные
кабели частоты 50 Гц, не имеющие брони.
Потеря напряжения в линии (разность модулей напряжения в ее начале
и конце) зависит от фазы нагрузки и может быть как положительной, так и
отрицательной. Рост напряжения к концу линии возможен при емкостном
характере нагрузки. Потерю напряжения легко определить путем построе-
ния векторной диаграммы [41].
Второй участок исполняется из шин с водяным или воздушным охлажде-
нием, трубчатых проводников или гибкого кабеля с водяным охлаждением.
На радиочастотах длину токопроводов следует делать минимальной.
Используются медные коаксиальные фидеры или специальные радиочастот-
ные кабели (РК). При вынесении нагрузки на значительное расстояние
(более 10 м) могут потребоваться специальные меры по обеспечению устой-
чивости работы генератора [42].
Коммутация цепей средней частоты под нагрузкой осуществляется кон-
такторами серии К 1000. Контакторы имеют прямоходовую подвижную часть
с замыкателями контактов. Катушка питается постоянным током от выпря-
мителя. Напряжение высокой частоты 800 или 1600 В. Номинальный ток
800 А при 8 кГц и 1200 А при 2,4 кГц (до 2400 А при водяном охлаждении).
Контакторы имеют главные контакты и дугогасящие контакты с магнит-
ным дутьем. Для переключения цепей без нагрузки используются одно- или
двухполюсные разъединители ВЛПФ или ВЛДФ. Их номинальное напряже-
ние 2000 В. Рабочие токи достигают 630 А на частоте 8 кГц и 1100 А на
2,4 кГц (до 3000 А при водяном охлаждении). Разъединители имеют вспомога-
тельные контакты для включения в цепи автоматического управления и за-
щиты [41, 46].
ГЛАВА ОДИННАДЦАТАЯ
УСТАНОВКИ
ДЛЯ ПОВЕРХНОСТНОЙ ЗАКАЛКИ
11-1. ВЫБОР ЧАСТОТЫ
Общие положения. Поверхностная закалка относится к основ-
ным процессам, в которых используется индукционный нагрев.
Целью поверхностной закалки является получение высокой проч-
ности и твердости поверхностного слоя при сохранении пластич-
173
ной сердцевины. Подбирая марку стали, температуру, время на-
грева и режим охлаждения, можно получить изделия с комплек-
сом свойств, наиболее соответствующих конкретному назначению.
В качестве глубины закаленного слоя %к обычно принимают
глубину слоя, содержащего не менее 50% мартенсита [35]. Экспе-
риментальные исследования показывают, что цилиндрические об-
разцы малых и средних диаметров имеют наибольшую усталост-
ную прочность, если удовлетворяется равенство
хк/Г>2 = 0,05-4-0,1.
Слой х'к, содержащий чистый мартенсит, имеет меньшую глу-
бину, чем хк. Для получения чистого мартенсита сталь, нагретая
до температуры Тк, превышающей температуру, соответствующую
точке Лсз, должна быть охлаждена до температуры Т<200 °С
со скоростью, превышающей критическую скорость охлаждения икр,
которая сильно зависит от состава стали. Для большинства кон-
струкционных сталей она лежит в пределах 50—500 К/с. Обычно
%к ~ (0,7-4-0,8) хк.
Процесс ведется при больших удельных мощностях, составляю-
щих 0,5—2 кВт/см2, и малом времени нагрева, составляющем еди-
ницы секунд. В этих условиях глубина переходного слоя состав-
ляет (0,25ч-0,3) хк, что обеспечивает высокую усталостную проч-
ность изделия [35].
Для изготовления особо ответственных изделий, а также изде-
лий сложной формы (например, шестерен) применяются так назы-
ваемые стали с регламентированной прокаливаемостью, характе-
ризующиеся весьма высокой критической скоростью охлаждения.
В этом случае требуется не только получить определенный слой х'к,
содержащий чистый мартенсит, но и провести термообработку
сердцевины, прогрев ее до надкритической температуры. Тогда на
глубине, определяемой требованиями максимальной механической
прочности изделия, образуется троосто-сорбитная структура, обес-
печивающая высокие механические свойства сердцевины. Механи-
ческие свойства изделия в целом в сильной степени определяются
характером зависимости температуры от времени, как при нагреве,
так и при охлаждении. Необходимые зависимости Т = f (/) реали-
зуются с помощью программных регуляторов. Этот вариант поверх-
ностной закалки хотя и нашел применение в промышленности, но
изучен еще недостаточно [43].
Температура, при которой достигается наибольшая твердость,
зависит от марки стали, ее исходной структуры и скорости нагрева.
При скоростях нагрева 50—500 К/с, характерных для индукцион-
ного метода поверхностной закалки, эта температура на 60—100 К
выше, чем при медленном нагреве в печах. Для большинства угле-
родистых и среднелегированных сталей в качестве расчетной мо-
жет быть взята температура около 900 °C.
Выбор частоты определяется следующими основными факто-
рами:
174
1) необходимостью нагрева глубинного типа, при котором обес-
печивается наименьшей перепад температуры в слое хк, наиболь-
ший термический КПД (см. § 1-3 и 7-3) и высокая производитель-
ность;
2) допустимым уровнем удельных потерь в индукторе;
3) достаточно высоким электрическим КПД индуктора;
4) типажом высокочастотного оборудования.
Как было указано в § 1-3, первое требование обеспечивается
соотношением хк<Дк, при котором распределение плотности
тока и энергии по сечению нагреваемого слоя наиболее равномерно
(см. рис. 1-7 и 3-3). Термический КПД часто превышает 40%.
С уменьшением глубины закаленного слоя при неизменной ча-
стоте увеличивается необходимая удельная мощность р0 при одно-
временном уменьшении времени нагрева. Так как электрический
КПД индуктора при этом меняется мало, то приблизительно в та-
ком же соотношении будут возрастать удельные потери Дри в ин-
дукторе. Опыт показывает, что в массовом производстве недопу-
стимы режимы, при которых Дри>0,4 кВт/см2, так как при этом
индуктор часто перегорает вследствие нестабильности охлаждения.
Расчет и опыт показывают, что минимальная глубина закален-
ного слоя, при которой потери в индукторе не превышают
0,4 кВт/см2, связана с частотой соотношением
хк min ~ 0,25 Дк.
Диапазон частот, обеспечивающий глубинный тип нагрева и до-
пустимые потери в индукторе, определяется неравенством
0,015/хк</<0,25/хк. (1Ы)
Из широкой полосы частот, определяемых неравенством (11-1),
возможно выделить некоторую оптимальную частоту. Выше было
показано (см. § 3-3), что при хк = (0,3-е-0,4) Ак сдвиг фазы <р
между Нте и Ете имеет минимум и, следовательно, коэффициент
мощности индуктора максимален. Экспериментальные исследова-
ния, проведенные в лаборатории проф. В. П. Вологдина, показы-
вают, что максимум полного КПД, включая термический, дости-
гается при хк ~ (0,4-е- 0,5) Дк или при
U« 0,06/4.. (П-2)
Хотя максимум выражен не очень сильно, формула (11-2) мо-
жет служить для уточнения выбора частоты в диапазоне, указы-
ваемом неравенством (11-1).
Глубинный нагрев для большинства машиностроительных де-
талей обеспечивается при средних частотах (табл. 11-1).
Для наиболее часто встречающегося случая закалки внешней
цилиндрической поверхности нижняя граница частоты, при ко-
175
торой электрический КПД мало отличается от предельного, дается
соотношением (6-18)
f>FolD2,
где D2— диаметр детали, м; Fo = f (Dx/D2; D2/ax); £>х и ax—
диаметр и ширина индуктора, м.
Таблица 11-1
Глубина закаленного слоя при различных частотах
Глубина закаленного слоя, мм Частота, кГц
0,05 1,0 2,5 4,0 8,0 10,0
Минимальная 17,5 4 2,5 2 1,4 1,2
Оптимальная 35 8 5 4 2,8 2,5
Максимальная 70 16 10 8 5,6 5
Значения Fo при D-JD^ = 1,054-1,1, что наиболее характерно
для закалочных индукторов, вычисленные также, как в § 6-1, та-
ковы:
D2!ax ..................... 0 1,0 2,0 5,0 10,0
Fo ........................ 2,2 4,5 8,0 28,0 75,0
Последнее неравенство служит для проверки выбора частоты
по соотношениям (11-1) и (11-2). В диапазоне средних частот
(f 18 кГц) в качестве источников питания применяются машин-
ные генераторы или статические преобразо-
I ватели частоты, КПД которых достигает
ГЛ гК 90—92%. Закалочные трансформаторы име-
ют КПД, равный 85—90%.
\ Of * При частотах f 66 кГц используются
\\ J ламповые генераторы и воздушные трансфор-
4------------маторы, имеющие более низкий КПД. Поэ-
тому при закалке на глубину хк>2мм безу-
Рис. 11-1. К выбору словно следует использовать средние частоты,
частоты для, нагрева Радиочастоты следует использовать при
тел сложной формы n J г
хк<2 мм, а также для универсальных устано-
вок малой производительности, предназна-
ченных для термообработки широкой номенклатуры деталей.
Более сложен вопрос выбора частоты для закалки деталей слож-
ной формы (зубчатых колес, кулачков и др.). Если, например, тре-
буется закалить зубчатое колесо по всему контуру, то на первый
взгляд кажется необходимым, чтобы удельная мощность была
одинакова во всех точках поверхности. Это возможно при поверх-
ностном эффекте, ярко выраженном как в зубцах, так и во впади-
нах. Однако при ближайшем рассмотрении видно, что условия на-
грева зубцов и впадин различны.
176
Точка О в зубце находится под действием большего числа ис-
точников тепла, чем точка Ох у впадины, как это показано на
рис. 11-1 стрелками. При равномерном распределении удельной
мощности это приведет к перегреву зубца относительно впадины.
Наоборот, при низкой частоте, когда глубина проникновения тока
сравнима с толщиной зубца, плотность тока в зубцах падает и
вместе с ней падает удельная мощность. Впадины нагреваются
сильнее зубцов. Очевидно, что существует некоторая оптимальная
частота, при которой вся поверхность нагревается равномерно.
При этом удельная мощность во впадинах примерно в два раза
больше, чем в зубцах.
Оптимальная частота будет [6, 35]
/«0,2/$, (11-3)
где —радиус наименьшего закругления, м (см. рис. 11-1).
В применении к зубчатым колесам, выразив радиус Л?2 через
модуль колеса, получим
f «3-105/М2, (11-4)
где М — модуль зубчатого колеса, мм.
Это ограничение можно снять, проводя нагрев на двух часто-
тах, как было предложено проф. В. П. Вологдиным, или 'приме-
няя стали с регламентированной прокаливаемостью? Во втором
случае до надкритической температуры прогревают весь венец зуб-
чатого колеса, используя частоту выше оптимальной. Непрерыв-
ный закаленный слой по контуру зубчатого колеса получается при
резком охлаждении за счет малой глубины прокаливаемости стали.
Толщина закаленного слоя во впадине меньше, чем у вершины
зуба.
11-2. ОСНОВНЫЕ ТИПЫ
ЗАКАЛОЧНЫХ ИНДУКТОРОВ
Индуктор является основным элементом высокочастотный за-
калочной установки, во многом определяющим^качество закалки
и экономичность процесса. Существует огромное число конструк-
ций 'индукторов, причем даже для нагрева одной детали могут ис-
пользоваться индукторы различных типов. Можно условно выде-
лить следующие типы индукторов: а) для внешних цилиндрических
поверхностей; б) для плоских поверхностей; в) для внутренних
цилиндрических поверхностей; г) индукторы для тел сложной
формы.
Всякий индуктор содержит индуктирующий'провод, создающий
магнитное поле, токопроводящие шины, контактные колодки для
присоединения к закалочному трансформатору, устройства для
подачи воды, охлаждающей индуктор и нагретую поверхность. Ин-
дукторы для нагрева плоских и внутренних цилиндрических по-
верхностей часто снабжают магнитопроводами, повышающими КПД
177
и коэффициент мощности устройства. Магнитопроводы приме-
няются также для формирования магнитного поля, обеспечиваю-
щего требуемую форму закаленного слоя. В некоторых случаях
индукторы снабжаются приспособлениями для установки нагре-
ваемых деталей. Основными параметрами индуктора являются
ширина индуктирующего провода аъ его толщина dr и зазор h
между индуктором и деталью.
Различают два способа закалки: одновременный и непрерывно-
последовательный. При одновременном способе весь участок по-
верхности, подлежащий закалке, нагревается одним или несколь-
кими неподвижными индукторами, а затем охлаждается закалоч-
ной жидкостью. При непрерывно-последовательном способе на-
греваемая деталь перемещается относительно индуктора, нагре-
ваясь за время нахождения в его магнитном поле до температуры
закалки, после чего охлаждается в спрейерном устройстве.
Одновременный способ используется, когда мощность генера-
тора достаточна для нагрева всей детали или ее части, подлежащей
закалке. При одновременном способе, меняя зазор h и ширину
индуктирующего провода или применяя магнитопроводы, можно
добиться требуемого распределения температуры даже при закалке
тел сложной формы, таких как кулачки распределительных валов,
конические детали и т. п. Ширина индуктирующего провода при
нагреве всей детали или отдельного ее элемента берется примерно
равной ширине нагреваемой зоны. Если нагревается участок де-
тали, то ширина провода аг берется на 10—20% большей ширины
участка, что позволяет компенсировать теплоотвод в соседние зоны
и ослабление магнитного поля у краев индуктора. Индукторы для
одновременного нагрева обычно не имеют постоянного охлаждения
индуктирующего провода. Тепло, выделяющееся в индукторе во
время нагрева, аккумулируется медью индуктирующего провода,
толщина которого выбирается из условия нагрева до температуры
не свыше 250 °C. Это требование обычно выполняется, если при-
нять di = (2,54-4,0) хк при средних частотах и = 5-4-6 мм
при частотах радиодиапазона. Накопленное тепло уносится закалоч-
ной водой, подаваемой на закаливаемую поверхность через отвер-
стия в индукторе. Время охлаждения обычно превышает время
нагрева.
Для большей равномерности нагрева и охлаждения цилиндри-
ческие детали вращают с частотой 30—100 об/мин. Если деталь
неподвижна, то отверстия для подачи воды делают коническими,
что способствует лучшему распределению струй. Разработан спо-
соб подачи воды в зазор между индуктором и деталью, часто ис-
пользуемый при закалке изделий из сталей регламентированной
прокаливаемое™, требующих особенно интенсивного охлаждения.
Иногда охлаждение осуществляется в специальном устройстве,
куда изделие быстро переносится (обычно сбрасывается) из индук-
тора. Этот способ охлаждения позволяет лучше использовать за-
калочную установку и в 2—3 раза увеличить производительность.
178
Он применяется также при использовании вместо воды специаль-
ных закалочных сред. Индукторы для одновременного нагрева
требуют высокой точности изготовления из-за большого влияния
на качество закалки непостоянства зазора, который составляет
обычно 1—3 мм и достигает 5—6 мм для деталей больших размеров.
Индукторы часто делаются одновитковыми с точеным индуктирую-
щим проводом. Контактные колодки, шины и другие элементы при-
варивают к индуктирующему проводу или припаивают к нему
среднеплавкими припоями.
Непрерывно-последовательный нагрев используется, когда од-
новременный нагрев требует слишком большой мощности генера-
тора или дает избыточную производительность. Непрерывно-по-
следовательный способ применяется для нагрева тел простой кон-
фигурации с плоской или цилиндрической поверхностью. Ширина
индуктирующего провода определяется мощностью генератора или
требуемой производительностью. При заданной мощности генера-
тора получаем (в метрах) ширину
fli = ...ку’РгПиЛтр ,
Pol
где Рг — мощность генератора, кВт; г]и и г]тр — КПД индуктора
и трансформатора; pQ — удельная мощность, необходимая для
закалки; I — длина индуктирующего провода; для цилиндрической
детали диаметром D2 имеем I = 2лО2-
В ориентировочном расчете можно принять г]и г|тр 0,8;
тогда
^~ 640 Рг/(р0/). (11-6)
Если задана производительность, а следовательно, и скорость
v движения детали относительно индуктора, то ширина индуктора
и мощность генератора (в киловаттах) будут
Рг~ 1,56 - 10“"3p0Zaj,
где pQ и /к определяются из теплового расчета (см. § 7-3).
Индукторы для непрерывно-последовательного нагрева делают
из одного или нескольких витков прямоугольной в сечении медной
трубки с постоянным водяным охлаждением. Оптимальная тол-
щина стенки трубки dr = л/(2Ах) (см. § 4-1). При радиочастоте
толщина трубки выбирается из условий механической прочности
(dx ;> 1 мм). Закалочная вода подается из отверстий в торцевой
стенке крайнего витка или из специального спрейера, расположен-
ного на выходе из индуктора. Для уменьшения потерь от наведен-
ных токов спрейер делают в виде разрезного кольца. Угол наклона
струй воды к поверхности детали подбирают так, чтобы вода не
попадала под индуктор. Для горизонтального расположения из-
делия угол равен 30—45°. Расстояние от индуктора до зоны охлаж-
дения должно быть минимальным, чтобы температура нагретого
слоя не успевала опуститься ниже температуры закалки.
179
Индукторы для внешних цилиндрических поверхностей. Наруж-
ные индукторы для закалки цилиндрических тел имеют высокий
КПД и коэффициент мощности даже без применения магнитопро-
вода, так как нагреваемое изделие расположено в зоне сильного
магнитного поля. Магнитопроводы иногда применяют для усиления
нагрева в какой-либо части индуктора, например в зоне присоеди-
нения шин к индуктирующему проводу [35], или для экранирова-
ния соседних элементов от поля индуктора. При закалке шеек ко-
ленчатых валов и других дета-
лей цилиндрические индукторы
приходится делать разъемными
(рис. 11-2). Съемная часть 4
присоединяется к неподвижной
части 1 индуктора с помощью
болтового соединения 2 или
рычажного механизма. Ин-
дукторы станков-автоматов
Рис. 11-2. Разъемный индук-
тор для закалки шеек колен-
чатого вала
Рис. 11-3. Схема разъем-
ного индуктора с магнит-
ной связью частей
Верхняя половина магнито-
провода снята
имеют гидравлический или пневматический привод. Контакт
является слабым местом разъемного индуктора. Чтобы по-
высить его надежность, контактные участки делают в виде сере-
бряных или посеребренных выступов 3 шириной 6—8 мм и высотой
0,5—1 мм. Выступы относят от внутренней поверхности индуктора,
чтобы непостоянство контакта по ширине разъема меньше сказы-
валось на распределении тока по рабочей поверхности. Разработаны
разъемные индукторы, которые имеют не кондуктивную, а магнит-
ную связь между частями (рис. 11-3). Неподвижная часть индук-
тора 3 присоединяется к закалочному трансформатору. Над ней
помещается съемная часть, имеющая такую же конструкцию, но
с короткозамкнутой обмоткой. Ток 119 протекающий по обмотке 3
неподвижной части, индуктирует встречный ток /2 « /х в съемной
обмотке /, так что полукольца 4 образуют два цилиндрических
индуктора для нагрева двух деталей или участков одной и той же
180
детали. Магнитопровод 2 служит для увеличения магнитной связи
между пол у индукторами.
Иногда используются индукторы-трансформаторы, позволяю-
щие повысить напряжение на индукторе. Вторичный виток может
быть сделан сменным, что повышает универсальность индуктора.
Индукторы-трансформаторы наиболее эффективны при закалке
небольших участков изделий малого диаметра, когда длина индук-
тирующего провода обычного индуктора много меньше длины под-
водящих шин, а увеличить число витков не представляется воз-
можным.
Рис. 11-4. Индукторы для
закалки плоских тел
Индукторы для закалки плоских поверхностей. Равномерный
и непрерывный закаленный слой на плоской поверхности получить
сложнее, чем на цилиндрической, так как вследствие замкнутости
линий тока всегда имеются участки, в которых плотность индукти-
рованного тока близка к нулю (см. рис. 6-7). Непрерывный слой
можно получить за счет непрерывного или возвратно-поступатель-
ного движения индуктора относительно изделия либо путем смыка-
ния нагретых зон за счет теплопроводности. При одновременном на-
греве нагреваемый участок должен быть целиком перекрыт индук-
тирующим проводом, наводящим ток большой плотности. Обрат-
ный ток распределяется по большой поверхности и не вызывает
заметного нагрева.
Индукторы для нагрева плоских поверхностей можно разделить
на два типа. В основе индукторов первого типа лежит петля, пло-
скость которой параллельна нагреваемой поверхности (рис. 11-4, а).
Индуктирующие провода 2 создают свои зоны нагрева, которые
могут сомкнуться при большой глубине слоя и длительном нагреве.
Для повышения КПД и коэффициента мощности индукторы снаб-
181
жаются магнитопроводами 1, концентрирующими поле на поверх-
ности изделия. При больших размерах нагреваемой зоны исполь-
зуют зигзагообразные индукторы (рис. 11-4, б). Для нагрева ди-
сков и фланцев применяют спиральные индукторы (рис. 11-4, в).
Под центром спирального индуктора нагрев отсутствует. Незака-
ленный участок можно уменьшить с помощью магнитного сердеч-
Рис. 11-5. Индуктор для закалки
шеек коленчатого вала с враще-
нием
индуктора без магнитопровода
ника 1. Иногда диск размещают
эксцентрично по отношению к ин-
дуктору и вращают, чтобы полу-
чить сплошной нагретый слой.
Индукторы второго типа пред-
ставляют собой петлю, плоскость
которой перпендикулярна нагре-
ваемой поверхности (рис. 11-4, г).
Ветвь петли 2 является индукти-
рующим проводом, а ветвь 3 слу-
жит обратной шиной. Чтобы по-
лучить приемлемый КПД такого
(например, на радиочастоте), рас-
стояние между ветвями 2 и 3 должно быть взято много большим,
чем зазор между индуктором и деталью. Индукторы средней ча-
Рис. 11-6. Индуктор для закалки направляю-
щих станин
стоты этого типа обязательно снабжаются магнитопроводами. Про-
вод 3 делают большой ширины, чтобы уменьшить его активное со-
противление и индуктивность (см. рис. 6-9). Для одновременного
нагрева могут использоваться индукторы всех рассмотренных
типов.
Для непрерывно-последовательного нагрева обычно исполь-
зуются плоские индукторы (рис. 6-9), более простые по конструк-
ции. При малом времени нагрева в этом случае термический КПД
выше вследствие однократности нагрева. Если глубина закален-
182
ного слоя или производительность велика, как, например, при за-
калке рельсов и плит, применяют петлевые или зигзагообразные
индукторы (рис. 11-4, а и б).
Индукторы, близкие по конструкции к плоским и петлевым,
могут применяться для закалки цилиндрических и других, более
сложных, поверхностей. Напри-
мер, два петлевых индуктора, ох-
ватывающие деталь, позволяют
закаливать неподвижные или вра-
щающиеся цилиндрические изде-
лия. Зигзагообразный индуктор
для закалки шеек коленчатого
вала с вращением показан на
рис. 11-5. Достоинством этих
индукторов является отсутствие
электрического разъема и удоб-
ство встраивания закалочных по-
стов в автоматические линии.
На рис. 11-6 показан индуктор
сложной формы, являющийся
комбинацией плоских индукторов
и предназначенный для закалки
Рис. 11-7. Цилиндрический индуктор
для закалки внутренних поверхностей
а также для
направляющих станин. Магнитопроводы 2 служат для повышения
КПД и коэффициента мощности индукторов /,
лирования нагрева отдельных участков детали.
Рис. 11-8. Петлевой индуктор для закалки внутренних поверхностей
Д-Д
Индукторы для внутренних поверхностей. Используются три
основных типа индукторов.Цилиндрические индукторы (рис. 11-7)
183
применяют для закалки отверстий диаметром не менее 40 мм. Ин-
дукторы состоят из одного или нескольких витков индуктирующего
провода 3, П-образного магнитопровода 2 и токоподводящих шин 1.
В отдельных случаях, особенно на радиочастоте, индукторы не
имеют магнитопровода. Тогда нужно стремиться максимально уве-
личить внутренний диаметр индуктора за счет радиального размера
провода и зазора индуктор—
деталь. Отверстия диаметром
20—40 мм нагревают петле-
выми индукторами при враще-
нии детали (рис. 11-8). Индук-
торы обязательно снабжаются
магнитопроводами 1 из тран-
сформаторной стали или фер-
рита. Плотность тока и
удельные потери в петлевом
индукторе больше, чем в ци-
линдрическом, при той же по-
Рис. 11-9. Стержневой индуктор лезнои .мощности. Поэтому
индуктирующий провод обыч-
но имеет две камеры 2 и 3, одна из которых обеспечивает постоянное
охлаждение, а другая служит для подачи закалочной воды. Для
закалки сквозных отверстий малого диаметра могут применяться
стержневые индукторы (рис. 11-9), состоящие из толстостенной
трубки 3 с отверстиями и токоподводящих шин. Здесь недостатком
является наличие электрических контактов 2, 4. Если диаметр
отверстия соизмерим с его длиной, то нагрев неравномерен по ок-
ружности из-за того, что основная часть вторичного тока /2 замы-
кается по стороне детали, обращенной к шинам индуктора /. Осо-
бенностью охлаждения при закалке гильз и стаканов изнутри яв-
ляется то, что закалочную воду часто подают на наружную поверх-
ность в течение всего времени нагрева и после него, до полного
охлаждения.
Индукторы для нагрева тел сложной формы могут рассматри-
ваться как комбинация индукторов рассмотренных выше типов.
Особенно разнообразны индукторы для закалки зубчатых колес.
Используются цилиндрические, плоские и петлевые индукторы
как при одновременном, так и при последовательном нагреве [35].
11-3. ВЫБОР ОСНОВНОГО ОБОРУДОВАНИЯ
Для поверхностной закалки используются установки, состоящие
из технологического устройства (закалочного станка), источника
питания, линии передачи, управляющей и контрольно-измеритель-
ной аппаратуры. Система водяного охлаждения обеспечивает ох-
лаждение элементов высокочастотный схемы (индуктора, трансфор-
матора, конденсаторов, источника) и закаливаемой поверхности.
184
Закалочные станки служат для подачи, крепления и техноло-
гического перемещения деталей в процессе нагрева и охлаждения.
Трансформатор с индуктором, а на средней частоте и конденсатор-
ная батарея обычно встраиваются в станок, образуя закалочную
головку. В простейших случаях закалка производится не на станке,
а в приспособлении,^пристраиваемом к генератору или шкафу,
содержащему трансформатор.
Закалочные станки делятся на универсальные и специализиро-
ванные. Универсальные служат для обработки деталей одного
вида, например валов, отличающихся по длине и диаметру. Разра-
ботан ряд станков этого типа. Выпускаются тяжелые станки се-
рии ИЗУВ для закалки крупногабаритных валов, обойм и зубча-
тых колес. Часто для закалки валов и других длинных изделий
используются переделанные токарные или другие металлорежу-
щие станки. В процессе закалки валы могут располагаться гори-
зонтально или вертикально. В схеме с подвижным индуктором,
используемой для закалки длинных и тяжелых валов, предпочти-
тельно вертикальное положение детали, дающее меньшую ее де-
формацию и позволяющее приблизить зону охлаждения к индук-
тору. Для небольших валов, осей и пальцев можно рекомендовать
схему с горизонтальным или наклонным движением деталей сквозь
неподвижный индуктор. Крупногабаритные детали, например на-
правляющие станков, закаливаются в горизонтальном положении
непрерывно-последовательным способом. Нагрев осуществляется
плоским индуктором (см. рис. 11-7), который крепится к выводам
трансформатора, расположенного на подвижной части — суппорте
станка. Подвод энергии к закалочной головке осуществляется гиб-
ким кабелем. Длина закаливаемых деталей достигает 2700 мм при
ширине до 650 мм.
Специализированные станки служат для закалки одной или не-
скольких однотипных деталей в массовом или крупносерийном
производстве. Наиболее характерными являются станки для за-
калки зубчатых колес, коленчатых и распределительных валов.
Специализированные станки обычно имеют высокий уровень ме-
ханизации и автоматизации.
Конструкция закалочных станков сильно зависит от типа ин-
дуктора, и их проектирование должно производиться совместно.
Большинство машиностроительных деталей закаливается на
частотах 2,5—10 кГц при мощностях 50—200 кВт, что обусловило
разработку и выпуск универсальных закалочных установок типа
ИЗ. Установки имеют мощность 100 и 200 кВт при частотах 2,4 кГц
или 8 кГц. В их состав входят генераторная станция, включающая
в себя один или два вращающихся преобразователя типа ВПЧ,
аппаратуру пуска и блок охлаждения, и закалочная станция.
Закалочная станция состоит из нагревательного блока, содержа-
щего трансформатор, конденсаторы и элементы системы охлажде-
ния, из шкафа управления и сливного блока, имеющего водяную
турбинку для вращения деталей. Закалочная станция под-
185
ключается к генераторной с помощью контакторного шка-
фа [41 ].
Установки типа ИЗ могут дополняться закалочными станками
или использоваться самостоятельно. В последнем случае приспо-
собление для закалки монтируется на сливном блоке. Площадь
одновременно нагреваемой поверхности может достигать 200 см2
при мощности 100 кВт и 400 см2 при 200 кВт.
При одновременной закалке время нагрева составляет 20—50 %
всего цикла, поэтому для лучшего использования генераторов по
мощности подключают поочередно несколько закалочных станков
(два—четыре) или постов к одной генераторной станции. Групповое
питание станков снижает капитальные затраты и расход электро-
энергии за счет уменьшения потерь холостого хода преобразовате-
лей. Разрабатываются закалочные установки с питанием от тири-
сторных преобразователей частоты.
Надежность закалочных установок во многом определяется ра-
ботой системы охлаждения. Количество воды для охлаждения кон-
денсаторов, трансформаторов и источника питания определяется
по их паспортным данным. Расход воды для охлаждения индуктора
и токопровода (м3/с) определяется по формуле
Г в = 0,24 • 10-3ДРв/(Т2 — 7\), (11-7)
где ДРВ — мощность, отводимая водой, кВт; 7\ и Т2— темпера-
тура воды на входе и выходе.
Во избежание выпадения солей Т2 не должно превышать 50 °C.
Температура 7\ на входе по техническим условиям на конденсаторы
и другие элементы должна быть не выше 25 °C (по согласованию
и при снижении мощности 7\ = 35-4-40 °C).
Ориентировочно для закалочных установок расход охлаждаю-
щей воды (м3/ч) составляет (без учета преобразователей)
№в = 0,05РЛ, (11-8)
где kt — коэффициент использования генератора по мощности и
времени.
Из этого количества на закалку детали идет примерно 65%, а
на охлаждение индуктора, трансформатора и конденсаторов —
соответственно 15; 15 и 5%. Для сталей регламентированной про-
каливаемости расход воды при закалке может быть значительно
большим. Контроль над эффективностью охлаждения элементов
схемы осуществляется визуально, для чего все сливы должны быть
доступны для наблюдения. Целесообразна установка защитных
реле на сливных ветвях. Качество воды нормируется как по жест-
кости, так и по механическим примесям [41 ]. Следует стремиться
к созданию замкнутых систем охлаждения, обеспечивающих мень-
ший расход и стабильное качество воды. Иногда замкнутую систему
с чистой водой используют только для охлаждения высокочастот-
ных элементов, так как к закалочной воде не предъявляется жест-
ких требований в отношении механических примесей и химического
186
состава. В некоторых.случаях в качестве закалочной среды исполь-
зуется масло, водовоздушные смеси, специальные растворы и
эмульсии, обеспечивающие требуемое качество охлаждения.
Поверхностная индукционная закалка находит широкое при-
менение в различных отраслях техники, особенно в машинострое-
нии, автомобильной и тракторной промышленности. Этому способст-
вует ряд специфических черт метода, обеспечивающих его высокие
технико-экономические показатели. Индукционная закалка резко
сокращает время термообработки, дает высокую производитель-
ность. Закалочные станки занимают мало места. Эти факторы сов-
местно с отсутствием загрязнения окружающей среды позволяют
размещать закалочные устройства непосредственно в механосбо-
рочных цехах и встраивать их в технологические линии.
Большую экономию дает применение поверхностной закалки
вместо химико-термической обработки. Резко (в 5—6 раз) сокра-
щается стоимость обработки. Во многих случаях появляется воз-
можность заменить дорогие легированные стали обычными углеро-
дистыми типа Ст. 45 или снизить содержание легирующих элемен-
тов без ухудшения механических свойств изделий. Этому способст-
вует предварительная термообработка деталей перед поверхност-
ной закалкой. Закаленная деталь имеет твердый поверхностный
слой и прочную, но достаточно вязкую сердцевину. Аналогичный
комплекс свойств дает поверхностная закалка сталей регламенти-
рованной прокаливаемости.
Особенно большие преимущества дает индукционный метод
при местной закалке деталей. Отпадает необходимость в защите
не подлежащих закалке мест, сокращается расход энергии. Вследст-
вие быстрого локального нагрева уменьшается деформация изде-
лия по сравнению с методами, связанными со сквозным нагревом.
В некоторых случаях, например при закалке валков холодной
прокатки, большое значение имеет возможность получить при ин-
дукционном методе поверхностную твердость, на две-три единицы
Роквелла большую, чем иными способами, и снизить брак при термо-
обработке.
В настоящее время индукционной поверхностной закалке под-
вергается широкий сортамент деталей из углеродистых и легиро-
ванных сталей и чугуна.
Опыт эксплуатации закалочных установок показал их высокую
надежность и безопасность при обслуживании. Монтаж закалоч-
ных устройств и линий передачи должен производиться с учетом
требований ПУЭ [26]. Конструкция станка должна исключать
возможность случайного прикосновения к элементам, находящимся
под высоким напряжением (конденсаторы, выводы первичной об-
мотки трансформатора и т. п.). Вторичная обмотка трансформа-
тора и все металлические конструкции станка должны быть зазем-
лены. Напряжение на индукторе составляет несколько десятков,
а иногда и сотни вольт и может служить причиной поражения пер-
сонала. Запрещается прикасаться к индуктору, находящемуся
187
под напряжением, или менять деталь без его отключения. Сани-
тарно-гигиеническими нормами ограничиваются напряженности
магнитного и электрического полей в зоне расположения обслужи-
вающего персонала (5 А/м и 20 В/м соответственно). Обычно эти
нормы соблюдаются без применения специальных мер. В против-
ном случае используют экранирование индуктора магнитопрово-
дами или кожухами. На установках с ламповыми генераторами
дополнительно контролируется уровень создаваемых ими радио-
помех. Персонал, обслуживающий установки, должен пройти обу-
чение и инструктаж на рабочем месте. Характер индивидуальных
средств защиты определяется конкретным типом процесса.
ГЛАВА ДВЕНАДЦАТАЯ
УСТАНОВКИ ДЛЯ СКВОЗНОГО НАГРЕВА
ПОД ПЛАСТИЧЕСКУЮ ДЕФОРМАЦИЮ
12-1. ТИПЫ НАГРЕВАТЕЛЕЙ
ДЛЯ СКВОЗНОГО НАГРЕВА
Наряду с поверхностной закалкой широко применяется сквоз-
ной индукционный нагрев под пластическую деформацию: объем-
ную штамповку, ковку, прокатку, прессование, волочение. Нагреву
Рис. 12-1. Нагрев цилиндрических заготовок
в индукторах различных типов: цилиндриче-
ском (а), овальном (б и в) и щелевом (г)
подвергаются стали различных типов, от малоуглеродистых до
легированных, а также сплавы титана, алюминия, меди и других
металлов. Целью нагрева является обычно получение заданной
188
температуры с определенной допустимой неравномерностью по
объему изделия. Для сталей средняя температура Тср находится
в диапазоне 1000—1250 °C с допустимым отклонением от нее
±(100 — 25) К (меньшее отклонение — для точных технологий,
таких, как штамповка на ковочных вальцах и др.). Обычно при-
нимают максимальную температуру нагрева стали ТтаК = 1250 °C,
а перепад температуры по сечению ДТ = 100—150 К. В отдельных
случаях, например при прессовании алюминия, используется гра-
диентный нагрев с заданным законом изменения температуры по
длине изделия.
Время нагрева и удельная мощность определяются из условия
достижения требуемого распределения температуры. При этом
время транспортировки нагретых тел к прессу или другому агре-
1 2
В
Jjaaol Т X-iaaOL-i-
гату может использоваться для выравнивания температуры, од-
нако в ходе всего процесса максимальная температура не должна
превышать величины Tmaxi зави-
сящей от вида материала. Иногда,
особенно при нагреве заготовок
из легированных сталей, вводится
ограничение на перепад темпера-
тур Д71 в диапазоне Тс 650 °C
из-за опасности возникновения
внутренних трещин от термических
напряжений.
Нагрев осуществляется в спе-
циальных индукционных ^нагрева-
телях, основным элементом кото-
рых является индуктор. Наиболь-
гПааагтРапгЛ
Рис. 12-2. Нагрев ленты в попе-
речном магнитном поле
шее распространение получили индукторы цилиндрического, оваль-
ного и щелевого типа. Прямоугольные тела нагревают в овальных
(прямоугольных), реже щелевых индукторах. Для цилиндриче-
ских тел используют индукторы всех трех типов (рис. 12-1), причем
в овальных индукторах цилиндры могут располагаться вдоль
(рис. 12-1, б) или поперек (рис. 12-1, в) оси индуктора (нагрев
в продольном или поперечном поле индуктора). Для нагрева лент
и пластин толщиной менее двух глубин проникновения эффективно
использование индукторов поперечного поля (рис. 12-2), состоя-
щих из двух плоских индукторов 1 с Ш-образным магнитопроводом
2, токи в которых имеют одинаковое направление [41 ]. Тип ис-
пользованного индуктора во многом определяет конструкцию и
технико-экономические показатели всего нагревателя.
Наиболее часто нагрев осуществляется при постоянстве напря-
жения на индукторе, однако используются также режимы с при-
мерно постоянной мощностью или температурой поверхности (уско-
ренный нагрев), а также режимы с изменением мощности по спе-
циальной программе (оптимальные режимы нагрева).
Выбор типа индуктора необходимо производить по совокупности
электрических, тепловых и конструктивных характеристик.
189
Цилиндрические индукторы наиболее просты по конструкции,
надежны, обладают высоким полным КПД и обеспечивают мини-
мальное окисление заготовок вследствие слабого доступа воздуха
в зону нагрева (нагрев в застойной атмосфере). Этот тип индуктора
наиболее распространен на практике. Щелевые индукторы имеют
более низкие энергетические показатели и применяются в тех слу-
чаях, когда удобство транспортировки заготовок имеет особое зна-
чение.
По принципу действия нагреватели делятся на периодические,
непрерывные и полунепрерывные. В периодических нагревателях
одно или несколько изделий нагреваются до требуемой температуры,
после чего загрузка индуктора полностью заменяется. В нагрева-
телях непрерывного действия изделия в процессе нагрева находятся
в непрерывном или пульсирующем движении, а в полунепрерывных
нагреваются одновременно несколько изделий с поштучной их за-
меной.
По длине нагреваемых изделий различают нагреватели для
сквозного нагрева длинных заготовок (штанг), коротких (мерных)
заготовок и нагрева участков длинных заготовок, обычно их кон-
цов.
Нагреватели снабжаются устройствами для подачи заготовок,
перемещения их через индуктор и передачи на пресс или другое
технологическое оборудование. Заготовки подаются на вход ин-
дуктора с помощью перепускных механизмов с накопительных лот-
ков, из кассет и со стеллажей или специальными автоматами из
загрузочных бункеров. Выгрузка заготовок из индуктора и их пере-
дача на пресс производится с помощью роликов, лотков, цепных
или пластинчатых транспортеров. Наибольшую сложность пред-
ставляет перемещение заготовок через индуктор. Разработано
много вариантов устройств, конструкция которых зависит от вида
заготовок, типа индуктора и режима работы нагревателя [41, 35].
Нагрев длинных заготовок. Длинные заготовки обычно нагре-
вают в секционированных цилиндрических или прямоугольных
индукторах при непрерывном перемещении с помощью системы
приводных роликов. Расстояние между осями соседних роликов
не должно превышать половины длины заготовки. Принимая ми-
нимальную длину секции равной 15 см, а длину промежутка для
ролика 10 см, получаем, что этот способ пригоден лишь при длине
заготовок более 50 см.
Нагрев штанг перед шаропрокатными и другими специаль-
ными станами осуществляется в периодических нагревателях с по-
очередной выдачей нагретых штанг, что сокращает общую длину
установки.
Нагреватели мерных заготовок. При малой производительности
и сравнительно большой длине заготовок используют периодиче-
ские нагреватели (рис. 12-3). Заготовки заталкиваются в индуктор 3
с теплоизоляцией 5 по направляющим 7 толкателем 1 с пневмати-
ческим, гидравлическим или электромеханическим (реечным или
190
кулисным) приводом. Направляющие, изготавливаемые из трубок
из немагнитной стали (например, Х18Н10Т), не должны образовы-
вать замкнутых контуров во избежание дополнительных потерь
энергии. Для повышения стойкости направляющих к истиранию
на них иногда наплавляют полоски износостойкого материала.
Нагретая заготовка 4 после окончания цикла нагрева выталки-
Рис. 12-3. Схема нагревателя периодического действия
вается холодной заготовкой 2. Горячая заготовка попадает на при-
водные ролики 6 на выходе из индуктора и перемещается к прессу.
Основная масса мерных заготовок нагревается в полунепре-
рывных и непрерывных нагревателях. Полунепрерывные нагрева-
Рис. 12-4. Схема нагревателя с шаговым перемеще-
нием заготовок
тели по конструкции близки к периодическим, однако у них в ин-
дукторе находится столб из нескольких заготовок. Недостатками
конструкции являются невозможность нагрева одиночных загото-
вок, сравнительно быстрое истирание направляющих, ненадежная
работа при нагреве заготовок с заусенцами и неровными торцами.
Эти же недостатки присущи нагревателям непрерывного действия,
в которых столб заготовок проталкивается по направляющим си-
стемой приводных и прижимных роликов, расположенных на входе
в индуктор.
Широкое распространение получили нагреватели с шаговым
перемещением мерных заготовок (рис. 12-4). Заготовки 1 в индук-
торе лежат на двух неподвижных направляющих 6, между кото-
рыми расположен лоток 7, поддерживаемый опорами 5, закреплен-
ными на раме 4. Рама 4 совершает циклическое движение. Сначала
лоток поднимает столб заготовок и переносит его вперед, затем
191
опускает их на направляющие 6 и возвращается обратно. Проме-
жуточные опоры лотка располагаются в зазорах между секциями
индуктора 2. Так как шаг перемещения мал, конец выходной за-
готовки может остыть при выходе из индуктора. Быстрая разгрузка
обеспечивается скоростными роликами на выходе из индуктора или
специальной конструкцией последней секции (3 на рис. 12-4), под-
держивающей температуру заготовки вплоть до ее соскальзывания
по наклонным направляющим [35]. Шагающий механизм приводит
к некоторому увеличению воздушного зазора в индукторе, что сни-
жает его коэффициент мощности и КПД.
Нагреватели со щелевыми индукторами используются в основ-
ном для нагрева концов заготовок (рис. 12-5). Заготовки распола-
гаются на транспортере или в гнездах специального барабана,
Рис. 12-5. Нагрев концов заготовок
в щелевом индукторе
Рис. 12-6. Цилиндрический индук-
тор, залитый в бетон (направляю-
щие сняты)
обеспечивающего их движение [41 ]. Для этой же цели исполь-
зуются нагреватели с овальными индукторами. Загрузка и вы-
грузка заготовок из индуктора осуществляется толкателями.
Отечественной промышленностью для нагрева стальных заго-
товок под пластическую деформацию серийно выпускаются нагре-
ватели типов КИН и ИНМ [41 ].
Конструкции индукторов. Индукторы для сквозного нагрева
имеют многовитковый индуктирующий провод из медной трубки
прямоугольного сечения, тепловую изоляцию, направляющие для
заготовок и конструктивные элементы, обеспечивающие крепление
всего индуктора и его частей, подвода воды и тока. Индуктирую-
щий провод изолируется путем обмотки стеклолентой и пропитки
кремнийорганическим лаком.
Типичная конструкция цилиндрического индуктора показана
на рис. 12-6. Индуктирующий провод /, снабженный колодками 2
и штуцерами 3 для подвода тока и воды, залит жаростойким бето-
ном. Внутренняя часть бетона 6 выполняет роль теплоизоляции,
а наружная часть 4— роль конструктивного элемента. В заливке
предусматриваются пазы 5 для размещения направляющих и пазы
7 — для установки и центровки индуктора. Витки залитого ин-
192
дуктора имеют электрическую изоляцию и наматываются с зазором
для затекания бетона; что обеспечивает прочность конструкции.
Недостатками такого исполнения являются значительные тепло-
вые потери и низкая ремонтопригодность индуктора.
Более высокий КПД имеют индукторы с двухслойной изоляцией:
из листового асбеста или кремнеземистых волокнистых материалов
и из жароупорных гильз (пластин — для овальных или щелевых
индукторов) из шамота либо карборунда. Индуктирующий провод
в таких индукторах крепится с боков деревянными или тексто-
литовыми брусьями, а с торцов — асбоцементными плитами. Ис-
пользуется также крепление провода путем обмотки его снаружи
стеклотканью с пропиткой эпоксидным компаундом.
Выбор основных параметров индуктора. Выбор основных раз-
меров рассмотрим на примере цилиндрических индукторов. Такие
индукторы характеризуются внутренним диаметром Dly длиной
и числом витков обмотки w, а также толщиной теплоизоляции
(футеровки) и теплопроводностью ее слоев. Внутренний диаметр
тепловой изоляции £>ф1 определяется максимальным диаметром
нагреваемых заготовок О2 и зазором Л3, зависящим от размера
и качества заготовок, а также от принятого способа транспорти-
ровки: £>ф1 = D2 + 2Л3.
Толщина тепловой изоляции выбирается из условия полу-
чения максимального полного КПД индуктора. С увеличением
dfy уменьшаются тепловые потери, однако одновременно падают
электрический КПД и коэффициент мощности индуктора. Опти-
мальная толщина изоляции тем больше, чем выше температура
и теплопроводность материала футеровки, а также чем меньше
удельная мощность, передаваемая в заготовку. Размер уточ-
няется с учетом принятой технологии изготовления футеровки.
Из условия механической прочности толщина теплоизоляционных
гильз или слоя бетона должна быть не менее 10 мм.
Полный КПД индуктора равен произведению электрического
и термического тц КПД.
Термический КПД зависит от отношения тепловых потерь ДРТ
к полной мощности Р2, передаваемой в загрузку:
Р2 — к Рт . ДР,
Т|т --?1---------------
Р* Рг
Тепловые потери определяются температурой TQ поверхности
заготовки и тепловым сопротивлением воздушного зазора и самой
теплоизоляции [24]. При То>8ОО °C и правильно выбранной
теплоизоляции тепловое сопротивление зазора можно не учиты-
вать. Тогда для двухслойной цилиндрической теплоизоляции с
толщинами б/ф1 и б/ф2 получаем потери на 1 м длины индуктора,
выраженные в ваттах:
ЛРТ- —
-1_1п 2фг.+ _1_1п_21_
^ф1 ^ф1 ^ф2 ^ф2
(12-1)
2л (Гр Тнар)
(12-2)
7 Заказ № 1156
193
Здесь ТНар — температура наружной поверхности теплоизоляции,
(Твар ~ 50 °C); Оф2 — диаметр границы раздела слоев футеровки,
£>ф2 = £>ф1 4" 2б/фХ; \j>i, ^2 — теплопроводности слоев.
В наиболее распространенном случае нагрева стальных заго-
товок среднего диаметра (О2 = 25-4-150 мм) до температуры
1250 °C полный КПД близок к максимальному при диаметре ин-
дуктора Di — (1,4-4-2,0) D2, причем меньший предел относится
к заготовкам большего диаметра. При Т « 1300 °C и однослойной
теплоизоляции из бетона или шамота тепловые потери на 1 м
длины [41 ] будут
АРТ 3,74 • 103: In —L. (12-3)
Чтобы определить полные тепловые потери с поверхности за-
готовок, надо к ЛРТ добавить мощность, передаваемую в водоох-
лаждаемые направляющие, и потери на излучение и конвекцию
[41 ] при прохождении открытых участков, лишенных теплоизоля-
ции (для секционированных индукторов). Длина индуктора перио-
дического нагревателя определяется из условия возможно более
равномерного нагрева заготовки по длине = а2 + 2Ля.
Величина Аа зависит от степени поверхностного эффекта (см.
рис. 8-3) и температуры заготовки/ определяющей тепловые по-
тери с торца. При нагреве стальных заготовок до 1250 °C справед-
ливо соотношение = (0,5-4-0,8) Dr. Если Т0<750 °C и заго-
товка ферромагнитна, то ее концы недогреваются даже при значи-
тельных и выравнивание нагрева по длине за счет изменения
малоэффективно. При нагреве слитков из меди и алюминия поверх-
ностный эффект обычно сильно выражен и Ка = 5ч-8 см во всем
диапазоне диаметров D2 = 70-4-450 мм.
Длина индуктора нагревателя полунепрерывного действия
аг = па2 + (12-4)
где п — число одновременно нагреваемых заготовок.
Для непрерывного нагревателя получаем аналогично = vtKf
где v—скорость движения загрузки, а /к— требуемое время на-
грева элемента тела до конечной температуры.
Число витков индуктора определяется из электрического рас-
чета (см. § 12-2) по заданному напряжению t/H и требуемой мощ-
ности индуктора. Шаг намотки провода равен = a1/{w1 + 1).
Минимальный шаг ограничивается размером канала для протека-
ния охлаждающей воды, который не должен быть уже 5 мм. Если
требуемое число витков не укладывается на заданной длине,, сле-
дует понизить t/H, поставив автотрансформатор. На промышлен-
ной частоте можно расположить витки в два-три слоя, выбрав
соответствующим образом сечение провода (см. § 12-3). При сред-
них частотах использовать многослойные обмотки не рекомендуется
из-за возрастания потерь в них.
194
В индукторах для ускоренного нагрева напряженность поля на
начальном участке должна быть в несколько раз большей, чем на
последующих. Это достигается изменением ширины провода и шага
намотки или при секционированном индукторе выбором соответст-
вующей схемы включения секций.
Частота для сквозного нагрева выбирается из противоречивых
требований малого времени нагрева и высокого электрического
КПД индуктора (см. § 6-1 и § 5-3) с учетом имеющегося типажа
источников питания и их КПД.
Электрический режим работы нагревателей обычно характери-
зуется постоянством напряжения на индукторе или на входе питаю-
щего фидера, что обеспечивает повторяемость процесса. В отдель-
ных случаях используются регуляторы, поддерживающие постоян-
ной потребляемую мощность, или различные параметрические
схемы, обеспечивающие режим примерно постоянного тока.
12-2. ПРИБЛИЖЕННЫЙ ЭЛЕКТРИЧЕСКИЙ РАСЧЕТ
ИНДУКТОРОВ НАГРЕВАТЕЛЕЙ НА СРЕДНИХ ЧАСТОТАХ
Нагреватели периодического действия. Как указывалось выше
(см. § 7-1), мощность, подводимая к индуктору, в течение цикла
нагрева меняется вследствие изменения удельного сопротивления
и магнитной проницаемости заго-
товок. Характерная зависимость
потребляемой заготовкой мощно- ргл
сти от времени при (7И — const
приведена на рис. 12-7. Большая / \
часть времени нагрева (около / \
0,7 /к) приходится на горячий / \
режим (%К>ДК), когда параметры Ргср---------V----------------
индуктора и потребляемая им Р2Г------------------------------
мощность практически постоянны.
На основании анализа расчетных —___________________________
и экспериментальных данных 0 *
МОЖНО считать, ЧТО МОЩНОСТЬ Р2Г рис. 12-7. Изменение мощности
В конце нагрева стальной заго- при периодическом нагреве заго-
товки до температуры 1200—1300°С товки
при условии приблизительно
постоянного напряжения на индукторе связана со средней мощ-
ностью соотношением
Р2Г 0,72Р2ср. (12-5)
Средняя за время нагрева мощность
Р2ср« 1,05(Рт +ДРТ), (12-6)
где Рт — средняя полезная мощность [формула (7-46)1; ДРТ—
мощность тепловых потерь [формулы (12-2) и (12-3)]; коэффициент
1,05 учитывает потери в направляющих.
7*
195
Рассчитав индуктор на мощность Р2Г — только в заключитель-
ной стадии горячего режима (см. § 1-3), мы обеспечим весь нор-
мальный цикл нагрева и требуемую среднюю мощность Р2ср-
Расчет целесообразно проводить в следующем порядке. Выби-
рается частота по формуле (4-50), (5-23) или (6-18) в зависимости
от формы сечения. Определяется время нагрева tK по формулам
(7-44), (7-45) для цилиндрической заготовки и по формуле (7-55) —
для прямоугольной. В последнем случае коэффициент К —
= f (D2lb^ находится из кривых рис. 7-6. Размеры индуктора
выбираются, как указано в § 12-1, после чего определяются сред-
няя полезная мощность Рт, мощность тепловых потерь ЛРТ и сред-
няя мощность, подведенная к индуктору Р2ср [см. формулу
(12-6)].
Остальной расчет проводится для условного одновиткового
индуктора аналогично расчету, приведенному в примере 6-1. Од-
нако теперь не учитывается сопротивление подводящих проводов,
которое много меньше сопротивления индуктирующего провода.
В заключительной части расчета вычисляется число витков
индуктора по соотношению
w--=UJUn, (12-7)
где Ulf — заданное напряжение на индуктирующем проводе; U'n —
напряжение на индуктирующем проводе условного одновиткового
индуктора.
После определения числа витков выбирается трубка, из кото-
рой будет изготовлен индуктор. Толщина стенки трубки dr должна
быть не меньше глубины проникновения тока в медь Дх.
Активное г2 и внутреннее реактивное хм2 сопротивления заго-
товки вычисляются по формулам (4-32) и (4-33) для заготовок с
прямоугольным поперечным сечением и по формулам (5-14) для
цилиндрических заготовок. В указанные формулы целесообразно
подставлять среднее удельное сопротивление в интервале темпера-
тур 800—1300 °C р2 1,24-10“6 Ом-м. Магнитная проницаемость
|Х = 1.
Так как длина индуктора больше длины заготовки
то хе вычисляется по общей формуле (6-7). Индуктивное сопротив-
ление рассеяния вычисляется по формуле (6-5).
В тех случаях, когда необходимо знать пределы изменения ак-
тивной и реактивной мощности на зажимах индуктора, что важно,
например, при разработке системы для поддержания постоянным
коэффициента мощности питающей линии, следует расчет индук-
тора проводить по этапам нагрева при постоянном подводимом
напряжении. Такой расчет приведен в [35].
Индукторы с постоянным шагом намотки для нагревателей по-
лунепрерывного действия. В процессе нагрева каждая заготовка
перемещается через определенные промежутки времени t0 на длину
одной заготовки и проходит через весь индуктор. Время t0 обычно
196
называют темпом выдачи. С полным временем нагрева tK оно свя-
зано соотношением
= ' (12-8)
где п — число заготовок в индукторе.
Заготовки, расположенные у выходного конца индуктора и на-
гретые выше точки магнитных превращений, потребляют мощ-
ность, меньшую, чем заготовки, находящиеся в ферромагнитном
состоянии, расположенные у загрузочного^конца индуктора. Од-
нако полная мощность, потребляемая индуктором, остается по-
стоянной, если не учитывать кратковременного переходного ре-
жима, сопровождающего перемещение заготовок. Последнее заме-
чание отпадает, если перемещение заготовок непрерывно.
Рис. 12-8. Картина магнитного поля при на-
греве двух заготовок, магнитной и немагнит-
ной, в длинном индукторе
Особенность электромагнитных явлений в системе определяется
именно изменением свойств заготовок при переходе от одной за-
готовки к другой. Первые заготовки полностью ферромагнитны,
а остальные или частично ферромагнитны (двухслойная среда),
или совсем немагнитны. Для построения методики расчета необ-
ходимо знать характер распределения магнитного потока и напря-
женности Нте по длине индуктора.
Рассмотрим участок индуктора большой длины, на котором
расположен стык ферромагнитной и немагнитной заготовок
(рис. 12-8). Если индуктор многовитковый с постоянным шагом
намотки, то в областях, отстоящих от стыка на расстояние, боль-
шее Dlf напряженности поля будут одинаковы и равны поверхност-
ной плотности тока в индукторе: Нте х = Нте2 = w'In\ здесь
шг — число витков на единицу длины. При одной и той же напря-
женности магнитного поля в зазоре магнитный поток первого
участка будет больше, чем второго, так как магнитное сопротивле-
ние последнего меньше. Чтобы соблюдался принцип непрерывно-
сти магнитного потока, следует предположить, что часть его в зоне
стыка заготовок должна ответвляться и выходить за пределы ин-
дуктора, пересекая обмотку. Ответвляющийся поток создает на-
пряженность //нар >0 у наружной поверхности обмотки, что в со-
ответствии с законом полного тока приводит к уменьшению напря-
197
женности магнитного поля на первом участке в зоне стыка, т. е
Н mel^H mell- 0 2-9)
Поэтому длинный многовитковый индуктор, заполненный за-
готовками с разными свойствами, представляет собой комбинацию
нескольких магнитно-связанных индукторов с различными маг-
нитными потоками и изменяющейся в зоне стыка индукторов на-
пряженностью магнитного поля.
Иная картина наблюдается для одновиткового индуктора с мас-
сивным проводом. Магнитный поток индуктора не может проник-
нуть сквозь толщу провода и постоянен по всей длине. Однако на-
пряженность магнитного поля и плотность тока в индукторе будут
переменными по длине в соответствии с неравенством (12-9). На-
пряженность поля вне длинного массивного индуктора всегда
равна нулю.
В реальных многовитковых индукторах магнитная проница-
емость первого участка = 15-Ч-40 и напряженностьНте меняется
слабо. При большом зазоре сравнительно мало меняется и полный
поток индуктора Фи. Это дает основание для расчета сопротивле-
ний г2 и хм2 при Нте = const и приведения параметров загрузки,
исходя из полной длины индуктора.
Анализ серии расчетов показал, что с достаточной для прак-
тики точностью г2 и х2г могут определяться из соотношений
г2 = 1,65г2г; а:м2 = 1,15х2м> г, (12-10)
где г2г и х2м. г — сопротивления загрузки, вычисленные для го-
рячего режима, как указывалось ранее.
Более точный расчет г2 и хм2 может быть осуществлен с помощью
разбиения столба заготовок на зоны с различными свойствами
[35]. Расчет параметров всей системы с учетом краевого эффекта
и нелинейной зависимости В = f (//) можно выполнить числен-
ными методами (см. § 8-2 и 8-3).
Выбор частоты, тепловой расчет и электрический расчет, а
также выбор размеров индуктора производятся, как и для индук-
тора нагревателя периодического действия. При расчете средней
полезной мощности Рт в формулу (7-46) подставляются полное
время нагрева /к и масса всех заготовок.
Если задан темп выдачи заготовок /0 и нужно определить число
их п, то мощность (в киловаттах) будет
PT = 84OG7/o, (12-11)
где G' — масса одной заготовки, кг.
Число заготовок находится по формуле (12-8) после определения
времени нагрева tK. Длина столба заготовок а2 = па'2.
Разновидностями нагревателей непрерывного действия яв-
ляются нагреватели с овальными и щелевыми индукторами. При
нагреве цилиндрических заготовок (чаще всего концов длинных
прутков) длина овального индуктора аг определяется, как для пе-
198
риодического нагревателя. Ширина щели индуктора (см. рис. 12-1,6)
b1 = nD2 + \b, л (12-12)
где D2 — диаметр заготовки, м; п = t^/tQ—число заготовок;
Д& выбирается из конструктивных соображений; в этот размер
включается также толщина тепловой изоляции (см. § 12-1).
Активное и внутреннее реактивное сопротивления заготовок
находятся из соотношений
л. = 1,65г2ги; хм2^ 1,15х2м.гп, (12-13)
где г2г и х2м.г— активное и внутреннее реактивное сопротивления
одной заготовки в горячем режиме.
Реактивное сопротивление рассеяния рассчитывается по общей
формуле [см. формулу (6-5) ]
где
лл^/4. (12-14)
Щелевой индуктор (см. рис. 12-5) рассчитывается так же, как
овальный, но при определении реактивных сопротивлений xs и хе
он условно распрямляется по средней линии так, что получается
широкий овальный индуктор.
12-3. НАГРЕВ НА ЧАСТОТЕ 50 ГЦ
И ДВУХЧАСТОТНЫЙ НАГРЕВ
Ряд особенностей заставляет выделить частоту 50 Гц отдельно,
хотя основные закономерности и методы расчета те же, что и на
средних частотах. Главными преимуществами использования ча-
стоты 50 Гц являются: 1) снижение расхода энергии и капитальных
затрат в связи с отсутствием преобразователя частоты; 2) уменьше-
ние времени нагрева изделий. Эти преимущества наиболее полно
реализуются в установках большой мощности, в особенности при
нагреве хорошо проводящих материалов (сплавы меди и алюми-
ния), когда КПД индуктора составляет всего 40—60 % и допол-
нительные потери в преобразователе велики.
Как показано в § 5-3, нижняя граница оптимальных диаметров
при нагреве длинных немагнитных цилиндров определяется усло-
вием т2 = 2,5. Учитывая, что на промышленной частоте дополни-
тельные потери в схеме питания малы (4—5%), снизим этот пре-
дел до т2 = 1,84-2,0. Минимальные допустимые и оптимальные
(при т2 = 3,5) диаметры немагнитных цилиндров приведены в
табл. 12-1.
Сложнее определить минимальный диаметр ферромагнитных ци-
линдров, так как он зависит не только от частоты, но и от напря-
женности поля, определяющей магнитную проницаемость на по-
верхности Расчеты показывают, что высокий КПД и коэффи-
199
Таблица 12-1
Характеристики заготовок для нагрева на частоте 50 Гц
Материал заготовки
Параметр Сталь Титан Алюминий Медь
Температура нагре- ва, °C Удельное сопротивле- ние, Ом-м Глубина проникнове- ния, мм Диаметр, мм: минимальный 1000—1200 1000—1200 400—600 800—1000
1,2-10-4 1,5-10-4 10-5 8-IO”6
78 87 22,5 20
200 220 70 • 60
оптимальный 390 430 НО 100
ниент мощности соответствуют случаю, когда радиус цилиндра
больше или равен двум глубинам проникновения Де, соответст-
вующим pt,. Используя аппроксимацию кривой намагничивания
р, = 5- 105№°'894, где И в А/м, получаем (в метрах)
Dmin =2,36р0-356р§’288Г0,644. (12-15)
Здесь р0 — удельная мощность, Вт/м2; р — удельное сопро-
тивление, Ом-м.
При f = 50 Гц формула (12-15) принимает вид
Anin^O,19po°’28W356. (12-16)
Если нагревается полый цилиндр, то толщина его стенки должна
быть не менее (1,0—1,5) Ае в зависимости от диаметра. Частота
50 Гц применяется главным образом для сквозного нагрева крупно-
габаритных цилиндрических или прямоугольных слитков из стали,
титана, алюминия и меди под прокатку и прессование, а также для
низкотемпературного нагрева стальных изделий. Проектирова-
ние установок промышленной частоты связано с рядом особенно-
стей: 1) усложняется управление режимом нагрева; 2) резко воз-
растают электродинамические усилия и создаваемые ими вибрации;
3) в установках большой мощности необходима равномерная за-
грузка фаз.
Управление режимом нагрева и его стабилизация при колеба-
ниях напряжения сети должны производиться воздействием на
силовые цепи, а не на цепи возбуждения, как на средней частоте.
Для этого используются силовые трансформаторы с регулируемым
вторичным напряжением, вольтодобавочные трансформаторы и ти-
ристорные регуляторы [46]. Часто применяется регулирование ре-
жима с помощью автотрансформаторного включения индукторов
или последовательно-параллельной компенсации (рис. 12-9). Ме-
200
Рис. 12-9. Схема последо-
вательно-параллельного
включения конденсато-
ров
няя емкости Сх и С2, можно регулировать мощность и коэффициент
мощности контура. ,
Электродинамические усилия пропорциональны квадрату на-
пряженности поля. При сильном поверхностном эффекте и посто-
янстве р и |i соблюдается соотношение р0~ следова-
тельно, при неизменном р0 напряженность Не — f“0,25 и электро-
динамические усилия g3JJt — f0,5. Энергия механических колеба-
ний, пропорциональная ^д, изменяется как f"1. Так как размеры
тел, нагреваемых на частоте 50 Гц, относительно велики, полные
усилия достигают десятков килоньютонов. Эти усилия, имеющие
постоянную составляющую и переменную с частотой 100 Гц, дейст-
вуют как на обмотку индуктора, так и на магнитопроводы и нагре-
ваемые тела. Обмотки испытывают раз-
рывающие радиальные и сжимающие осе-
вые усилия. Немагнитные тела выталки-
ваются из зоны сильного магнитного поля,
а магнитные — втягиваются в него. Вибра-
ции обмоток под действием динамических
сил приводят к разрушению тепловой и
электрической изоляции и паяных соедине-
ний, создают шум. Особенно велики вибра-
ции овальных индукторов, имеющих мень-
шую жесткость. Мерами борьбы с динамиче-
скими усилиями являются фиксация слит-
ков в индукторе, особенно алюминиевых,
имеющих меньшую массу, фиксация витков
с помощью шпилек, крепящихся к жестким рамам, заливка обмоток
бетоном и эпоксидным компаундом, армированным стекловолок-
ном. Собственные механические частоты элементов индуктора
должны быть далеки от 100 Гц во избежание резонансных явлений.
В трехфазных нагревателях, кроме электродинамических сил от
пульсирующего поля, появляются осевые силы от бегущего поля.
Индукторы часто снабжаются магнитопроводами, которые слу-
жат для уменьшения внешних магнитных- полей, для повышения
коэффициента мощности и КПД, а также часто используются в ка-
честве конструктивного элемента при стяжке обмотки. Для внеш-
них индукторов с длиной, большей диаметра, влияние магнито-
провода на энергетические параметры, особенно на КПД, мало.
Равномерность загрузки фаз питающей сети достигается созданием
трехфазных нагревателей или использованием симметрирующих
устройств для однофазных нагрузок [9, 46] (см. также § 14-7).
Существуют различные конструкции трехфазных нагревателей.
Периодические нагреватели имеют число индукторов, кратное трем,
причем циклы их работы согласованы друг с другом. Индукторы
нагревателей непрерывного действия располагаются обычно с за-
зором между ними для размещения транспортных механизмов.
Магнитная связь между такими индукторами мала.
201
При проектировании полунепрерывных нагревателей мерных заго-
товок или слитков необходимо решать две взаимосвязанные задачи:
обеспечения равномерности нагрева слитков и равномерности за-
грузки фаз. Основной является равномерность нагрева, поэтому
индукторы располагают друг за другом с возможно малым осевым
зазором, чтобы уменьшить провал кривой удельной мощности в за-
грузке в зоне стыка. Провал зависит от сдвига фаз токов в сосед-
них обмотках, зазора между ними, длины обмоток, характеристик
загрузки, наличия магнитопровода. На рис. 12-10 представлены
кривые распределения относительной удельной мощности в за-
грузке при нулевом зазоре между длинными обмотками с одинако-
выми по модулю токами. Если сдвиг фаз ср = 120° (кривая /), то
Рис. 12-10. Распределение
удельной мощности в зоне сты-
ка секций индуктора, подклю-
ченных к разным фазам
Рис. 12-11. Векторная диа-
грамма для двух индуктивно
связанных индукторов
провал достигает 75—80% исходного уровня. Провал мощности
можно сократить примерно до 25%, если обеспечить сдвиг фаз
ср = 60° путем изменения фазы одной из секций на 180° (кривая 2).
Почти равномерное распределение ро можно получить, используя
сгущение витков обмоток в зоне стыка (кривая 3).
Однако близкое расположение обмоток, в особенности при сгу-
щении витков у краев, увеличивает их взаимную индуктивность,
что приводит к неравномерной загрузке фаз питающей сети (эф-
фект переноса мощности из одной фазы в другую). Рассмотрим этот
эффект подробнее для простейшего случая — двух одинаковых
индукторов с сопротивлениями Z, равными по модулю токами
/1 = /и/2 = / ехр (— /ср) и сопротивлением взаимной индуктив-
ности хм. Взаимное влияние обмоток приводит к изменению на-
пряжений и± и U2 по модулю и, что важнее, по фазе по сравнению
с их значениями (]\ и найденными без учета хм (рис. 12-11).
Активные мощности от сети будут
Pi,2 = 72ReZ± 12хм sinq = P± \PMf (12-17)
где Р — мощность индукторов без учета взаимного влияния; ДР —
переносимая мощность.
202
Мощность Р2 ийдуктора 2 с током, отстающим по фазе, будет
много меньше, чем Ръ и может быть даже отрицательной. Суммар-
ная активная мощность сохраняется постоянной. Из формулы
(12-17) следует, что переносимая мощность одинакова при углах
<р = 60 и 120°. Характерно, что мощности, выделяющиеся в загрузке
под индукторами 1 и 2 на рис. 12-10, изменяются значительно
меньше, чем мощности от сети.
На практике для уменьшения взаимной индуктивности обмоток
между ними иногда помещают полюсы магнитопроводов. При этом
образуется глубокий, но узкий провал мощности ро в зоне стыка.
Равномерность нагрева заготовок достигается правильным выбо-
ром соотношения между их длиной и длиной обмоток, чтобы при
перемещении заготовок провал мощности не приходился на одну
и ту же их часть. Выравнивание температуры происходит за счет
теп л оп роводности.
Рис. 12-12. Сечения проводников обмоток индукто-
ров 50 Гц
Существенные особенности имеются при проектировании об-
моток индукторов. На промышленной частоте витковые напряже-
ния значительно меньше, чем в среднечастотном диапазоне, и для
согласования индуктора с сетью 380 или 660 В необходимо большое
число виктов. Часто витки не укладываются в один слой, тогда
используются двух- и трехслойные конструкции. Для однослойных
обмоток применяют трубчатые проводники с основной токонесущей
стенкой толщиной d1 = 10-4-12 мм и смещенным отверстием круг-
лого (рис. 12-12, а) или прямоугольного (рис. 12-12, б) сечения.
Ширина провода с лежит в диапазоне 16—70 мм. Прямоугольное
сечение отверстия охлаждения предпочтительно, так как позволяет
увеличить площадь канала при малой ширине провода и умень-
шить расход меди и жесткость провода — при большой. Расчет
активного и внутреннего реактивного сопротивлений однослойных
обмоток производится так же, как и обмоток для средней частоты,
причем в качестве толщины провода берется размер d±.
Потери в многослойной обмотке сильно зависят от ее конструк-
ции (см. § 4-3) и при правильном выборе токопроводов могут быть
заметно меньше, чем в однослойной. Оптимальной является об-
мотка из плотно намотанных сплошных проводников прямоуголь-
ного сечения толщиной dt = 1,32 Д/Уи, где Aj—глубина про-
203
никновения тока в медь, 10 мм; п—число слоев обмотки.
Сопротивление такой обмотки переменному току на 33% больше,
чем постоянному. Если не учитывать роста диаметра витков от слоя
к слою, то потери в многослойной обмотке длинного индуктора
будут примерно в ]/п раз меньше, чем у оптимальной однослойной
обмотки при том же токе, а следовательно, той же мощности в за-
грузке. Введение переменной, уменьшающейся к внутренним слоям
толщины провода позволяет снизить потери еще на 13%. Много-
слойные обмотки из сплошных проводников прямоугольного се-
чения используются в электрических машинах, но не нашли ши-
рокого применения в индукционных печах и нагревателях из-за
тяжелых термических и механических условий работы. Введение
водяного охлаждения обмоток приводит к увеличению радиального
размера t провода из-за канала охлаждения. Для равностенной
трубки (рис. 12-12, в)
t = т + 2й1,
где т — высота канала охлаждения, a dr — толщина стенки.
Вследствие роста t увеличиваются вихревые токи, наведенные
во внутренних слоях, и создаваемые ими дополнительные потери.
Уменьшение толщины стенок dr снижает вихревые токи, однако
возрастает активное сопротивление. Существует оптимальная тол-
щина стенки трубки, зависящая от высоты канала т, которая
должна быть взята минимальной возможной. Расчеты и опыты по-
казали, что при т = 5 мм толщина стенки трубки второго слоя,
считая снаружи, должна быть dt = 2,5-4 4 мм, а третьего слоя
d± = 24-3 мм. Для т = 10 мм соответствующие толщины будут
d± = 2-4-3 мм и di = 1,3-4 2 мм. Наружный слой желательно
изготовлять из неравностенной трубки (рис. 12-12, а и б).
Сопротивление р-го слоя, считая снаружи, навитого из рав-
ностенной трубки, можно получить по приближенной формуле
Гр =- Гп 14
(2р—l)2gpso
(12-18)
где гп — сопротивление слоя постоянному току; So—площадь
сечения меди трубки, включая боковые стенки; gp— коэффициент
заполнения обмотки витками по длине; Jz — момент инерции се-
чения витка относительно его оси симметрии, параллельной оси
индуктора.
Правильно спроектированные двух- и трехслойные обмотки
с внутренними слоями из равностенной трубки ст = 5-46 мм имеют
примерно такие же потери, как однослойные. Значительного со-
кращения потерь можно достичь, применяя для внутренних слоев
специальный провод (рис. 12-12, г) из шины толщиной dt и при-
паянной к ней камеры охлаждения из материала с большим удель-
204
ным сопротивлением. Потери в таком проводе лишь немного пре-
вышают потери в сплошных проводниках той же толщины dv
Электрический расчет многослойного индуктора можно выпол-
нить так же, как и однослойного. Для этого многослойную обмотку
заменяем эквивалентной однослойной с суммарными числом вит-
ков и активным сопротивлением. Диаметр D3 этой обмотки опреде-
ляется из условия равенства индуктивности пустого однослойного
и многослойного индукторов. Получаем при равном числе витков
в слоях
4D| 1 3DL при п — 2;
9ОЭ— D[3 ЗГ?2э _|_ 5£)зэ при /1-3',
(12-19)
где D13, D23, и D33 — эквивалентные диаметры слоев, равные сред-
ним диаметрам слоев для равностенных проводников и средним
диаметрам токонесущих слоев для неравностенных. Отсчет слоев
ведется снаружи. Дальнейший расчет ведется, как для однослой-
ных индукторов диаметром Оэ, с тем отличием, что внутреннее
реактивное сопротивление хм1 принимается равным нулю, так как
оно уже учтено при определении D3.
Двухчастотный нагрев. Можно выделить два основных примене-
ния двухчастотного нагрева. В первом случае используется пред-
варительный нагрев на частоте 50 Гц стальных заготовок до точки
Кюри, после чего нагрев до требуемой температуры осуществляется
на средней частоте. Применение промышленной частоты позволяет
уменьшить стоимость установки и расход электроэнергии за счет
отсутствия преобразователя частоты на начальной стадии нагрева.
Этот способ целесообразен при создании установок большой мощ-
ности (свыше 1 МВт) для нагрева заготовок диаметром менее 180 мм,
когда нагрев выше точки Кюри на частоте 50 Гц неэффективен.
Во втором случае падение интенсивности нагрева при потере за-
готовкой магнитных свойств используется для выравнивания тем-
пературы по длине изделий. Заготовки, имеющие переменную на-
чальную температуру, например прутки, частично откованные на
горизонтально-ковочной машине, нагреваются в периодическом
индукторе на частоте 50 Гц, после чего нагрев ведется на средней
частоте в другом или в том же индукторе (в этом последнем случае
обмотка индуктора имеет несколько слоев). При 50 Гц все
слои включены последовательно, а на средней частоте к источнику
подключается только внутренний слой. Для улучшения загрузки
источников установки снабжаются двумя индукторами. Мощность
установок 250—500 кВт по каждой из частот [41 ].
Имеется большое число индукционных установок промышлен-
ной частоты других типов, применяемых в различных технологиче-
ских процессах. Некоторые из них рассмотрены в § 13-3.
205
12-4. ОХЛАЖДЕНИЕ ИНДУКТОРА
И ЭЛЕМЕНТОВ УСТАНОВКИ
В отличие от закалочных индукторы для сквозного нагрева
имеют длину провода несколько десятков, а на частоте 50 Гц —
даже сотен метров. Чтобы обеспечить эффективное охлаждение
индуктора, необходимо выполнить гидравлический расчет и вы-
брать требуемое число ветвей охлаждения. Количество тепла АРВ,
отводимое водой, складывается из электрических потерь в самом
индукторе и тепла, идущего от заготовки через теплоизоляцию:
АРв-Рт(1/ц — 1), (12-20)
где г) — полный КПД индуктора, Рт — полезная мощность в за-
грузке.
Расход охлаждающей воды 1ГВ определяется по формуле (Н-7).
Температура воды на входе зависит от конкретных условий и
обычно не превышает 25—30 °C.
Скорость воды, протекающей по трубке,
vB = rB/SB, (12-21)
где SB— площадь отверстия, м2; обычно vB = 1-н2 м/с.
Гидравлическое давление (в паскалях), необходимое для про-
пускания требуемого количества воды по каналу длиной /,
4,9-1O2M;//Do, (12-22)
где — коэффициент сопротивления при шероховатости первого
рода, a Dq — эквивалентный гидравлический диаметр канала, м:
Г>0-4£в/Е; (12-23)
здесь F—внутренний периметр трубки, м.
Для цилиндрического отверстия с диаметром £>в диа-
метр Do = DB. Коэффициент учитывает влияние качества по-
верхности трубки на гидравлическое давление,
—10“2 (/г/Г)0)0’31', (12-24)
где k—коэффициент шероховатости, равный 1,5-н5 м; принимаем
для трубок с налетом накипи k = 3 м.
Допустимый перепад давления Ардоп зависит от параметров
системы охлаждения. Если индуктор охлаждается от городского
водопровода, то перепад не должен превышать 2-105 Па. В замкну-
тых системах охлаждения Ардоп зависит от давления, развивае-
мого насосом. Если давление, рассчитанное по формуле (12-22),
превышает допустимое, то необходимо разделить индуктор на не-
сколько ветвей охлаждения.
Для каждой из п ветвей охлаждения тепловая мощность, рас-
ход воды и скорость vB в п раз меньше, чем для всего индуктора.
В соответствии с формулой (12-22) перепад давления в одной ветви
будет
Арп = кр/п\
(12-25)
206
откуда требуемое число ветвей
з ________
п > у Др/Дрдоп. . (12-26)
При расчете охлаждения индуктора следует проверить, является
ли характер движения воды вихревым (турбулентным), обеспечи-
вающим хороший отвод тепла с поверхности трубки. Турбулент-
ное движение соответствует условию, что критерий Рейнольдса
превышает 2300:
Re = -^.>2300, (12-27)
и'
где р/ — кинематическая вязкость воды, м2/с.
Кинематическая вязкость, зависящая от температуры, берется
для Тср = 0,5 (Тг + Т2). Для Тср = 20; 40; 60 °C кинематическая
вязкость равна соответственно р'-106 = 1,0; 0,66; 0,48. Обычно
условие (12-27) соблюдается. Если Re<2300, следует увеличить
Dq или скорость V.
Число ветвей охлаждения следует брать по возможности малым,
так как с его увеличением возрастает число паяных соединений
провода, усложняется конструкция индуктора и система подвода
и слива воды. Каждая ветвь охлаждения должна иметь свой подвод
и слив, что обеспечивает возможность контроля и регулирования
количества воды. К соседним выводам охлаждения индуктора для
обеспечения примерно равной температуры прилегающих участков
провода следует подсоединять два подводящих или два отводящих
воду шланга. Особое внимание на охлаждение обмоток следует
обращать при проектировании многослойных индукторов. В наи-
более тяжелых условиях находится внутренний слой индуктора,
потому что электрические потери в нем максимальны и, кроме того,
в него поступает через футеровку тепловой поток от нагретой за-
готовки. Полная мощность, отводимая водой от внутреннего слоя,
может быть в несколько раз больше, чем от остальных слоев. Уве-
личение числа ветвей охлаждения внутренних слоев нежелательно,
так как выводы ветвей охлаждения должны проходить в зазоры
между витками вышележащих слоев, что приводит к усложнению
конструкции и уменьшению надежности из-за электрических про-
боев. Увеличение высоты канала охлаждения приводит к резкому
росту электрических потерь и также неприемлемо. Можно рекомен-
довать следующие мероприятия при проектировании таких индук-
торов: выполнение индуктора в виде отдельных коротких секций
с одной ветвью охлаждения в слое; применение специальных про-
водов (см. рис. 12-12), позволяющих иметь большую высоту канала
охлаждения; уменьшение числа витков во внутреннем слое с одно-
временным увеличением ширины провода. Для мощных индукцион-
ных установок желательно создание замкнутых систем охлаждения
с дистиллированной водой, что позволит повысить давление в си-
стеме и увеличить температуру воды на выходе до 70 °C.
207
^2
Рис. 12-13. Схема замкнутой си-
стемы водяного охлаждения
Расход воды на охлаждение остальных элементов схемы (источ-
ники питания, конденсаторы, трансформаторы) определяется их
техническими данными. Например, водоохлаждаемые конденса-
торы допускается соединять «по воде» последовательно до трех еди-
ниц с учетом того, что температура воды на выходе не должна
быть выше 40 °C. В схеме водоснабжения следует предусмотреть
защитные устройства — реле давления питающей сети и реле про-
тока, которые желательно устанавливать на каждую ветвь охлаж-
дения. Надежность работы уста-
новок во многом зависит от ка-
чества охлаждающей воды. Нор-
мами предусмотрены ограничения
на механические примеси, жест-
кость и водородный показатель
воды [41]. Температура воды на
входе должна быть не более 25 °C,
в отдельных случаях допускается
ее повышение до 40 °C. Темпера-
тура воды ниже 15 °C также неже-
лательна, так как при этом может
происходить конденсация влаги
на токоведущих частях, что при-
водит к пробоям.
Системы водяного охлаждения
делятся на проточные и оборот-
ные. Применение оборотных систем позволяет резко снизить рас-
ход воды и регулировать ее параметры. Охлаждение воды в оборот-
ных системах осуществляется в бассейнах с брызгалами, в градир-
нях или теплообменниках типа вода—вода или вода—воздух [27].
Наиболее экономичны системы с теплообменниками, в которых рас-
ход воды весьма мал (рис. 12-13). Системы заполняются дистилли-
рованной или специально очищенной водой. Из индукционной
установки 5 нагретая вода насосами 1 подается в теплообменник 4,
после чего поступает в бак 5, служащий буферным резервуаром.
Изменение объема воды при нагреве компенсируется расширитель-
ным баком 2.
Рассмотренные системы охлаждения используются не только
в нагревательных установках, но и в плавильных печах и установ-
ках других типов.
12-5. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
При сквозном индукционном нагреве отсутствует явная эконо-
мия энергии, характерная для поверхностной закалки, поэтому
целесообразность его использования должна быть подтверждена
всесторонним технико-экономическим анализом. Анализ должен
учитывать совокупность факторов — экономических, технических,
санитарно-гигиенических и социальных.
208
Основными достоинствами установок индукционного нагрева
являются:
1. Малая тепловая инерция установки и ее постоянная готов-
ность к работе. Разогрев газовой печи или печи сопротивления
с их массивной футеровкой занимает часы, и на него затрачивается
до 40% энергии, расходуемой за смену.
2. Простота обслуживания и особенно ремонта установки, ко-
торый обычно сводится к замене индуктора, что занимает несколько
десятков минут.
3. Высокая надежность из-за невысокой температуры футе-
ровки.
4. Малый угар металла, который в 2—4 раза меньше, чем в пла-
менных печах и печах сопротивления (если в них не применяется
защитная среда), благодаря высокой скорости нагрева и наличию
застойной газовой среды в малом воздушном промежутке между
футеровкой и нагреваемым объектом.
5. Увеличение сроков службы штампов на 20—30% вследствие
уменьшения слоя окалины и повышения пластичности материала
из-за быстрого нагрева, что составляет одну из существенных ста-
тей экономии.
6. Легкость автоматизации и механизации процесса.
7. Высокая производительность и хорошее использование про-
изводственных площадей.
8. Коренное улучшение условий труда благодаря резкому
уменьшению выделения тепла, газов и твердых частиц по сравне-
нию с пламенными печами. Это приводит к уменьшению текучести
персонала, характерной для цехов, оборудованных нефтяными и га-
зовыми печами.
К недостаткам индукционного сквозного нагрева следует от-
нести более высокую стоимость энергии и относительно большие
капитальные затраты, особенно при средней и малой годовой про-
изводительности. Поэтому экономическая эффективность примене-
ния индукционного нагрева определяется возможностью реализации
его основных преимуществ и в каждом конкретном случае должна
подвергаться тщательному анализу.
При расчете технико-экономических показателей индукцион-
ного нагрева на средних частотах в условиях крупносерийного
и массового производства можно исходить из следующих данных,
отнесенных к одной тонне стальных заготовок [41 ]:
Расход электроэнергии от сети, кВт-ч ......... 460—500
Расход воды, м3............................... 25
Экономия металла, кг . . . .*................. 20
Снижение расхода на штампы, %................. 20
Увеличение съема готовых поковок при принятых
для газового нагрева коэффициентах загрузки
оборудования, % . . ’.................... 20
Снижение расхода на зарплату, % ............ 30
Амортизационные расходы, руб..................1,0—1,2
209
Необходимо отметить, что расход электроэнергии и воды ука-
зан для установок с питанием от машинных преобразователей.
В установках с питанием от тиристорных преобразователей расход
электроэнергии составляет 370—380 кВт-ч/т, а при питании на-
гревателей от сети 50 Гц— 360 кВт-ч/т. Расход воды также сни-
жается на 8—10%.
Капитальные затраты на нагревательное оборудование состав-
ляют в среднем 10—12 руб. на тонну годового выпуска.
При нагреве цветных металлов (алюминия, меди, титана и спла-
вов на их основе) основными достоинствами индукционного метода
являются высокое качество нагрева, уменьшение расхода металла,
возможность обеспечить максимальную загрузку прокатного или
прессового оборудования и улучшение условий труда.
Технико-экономические показатели при применении индук-
ционного нагрева во многом зависят от схемы питания. Питание
установок сквозного нагрева осуществляется по индивидуальным
и централизованным схемам. В первом случае один или несколько
согласованно работающих нагревателей питаются от одного источ-
ника. Достоинством схемы является простота регулирования мощ-
ности за счет изменения напряжения или частоты источника, боль-
шая стабильность нагрева, автономность.
Недостатками схемы являются усложнение резервирования
и плохое использование источника по времени и по мощности, так
как он выбирается по максимальной мощности нагревателей.
Схема применяется для установок с глубоким регулированием
мощности или с особо точным режимом, а также при питании от
источников, не допускающих параллельной работы (некоторые
типы тиристорных преобразователей).
При централизованном питании все источники объединяются
в генераторную подстанцию; к ней присоединяются нагреватели,
число и мощность которых меняется во времени. Мощность генера-
торной подстанции Рг определяется по формуле
Pr=kSPn max, (12-28)
п
где Рп тах — максимальная мощность n-го нагревателя; k =-
= 0,60—0,75 — коэффициент, учитывающий неодновременность и
несинхронность работы нагревателей.
Централизованное питание позволяет легко резервировать ис-
точники, применить более мощные генераторы и лучше загрузить
их по мощности, что повышает их КПД, особенно при использова-
нии машинных преобразователей. Недостатки схемы: сложнее ре-
гулирование мощности отдельных потребителей и меньше стабиль-
ность нагрева из-за того, что изменение режима работы какого-
либо нагревателя, например его отключение, приводит к измене-
нию напряжения на других нагревателях.
Последний недостаток слабо проявляется в широко распростра-
ненных фидерных схемах централизованного питания (рис. 12-14).
210
Генераторная станция выносится в отдельное помещение и содер-
жит электромашинные преобразователи М—Г, -их пусковые уст-
ройства ПУ, аппаратуру управления, контроля и защиты.
Фидеры генераторов с помощью контакторов КГ и разъедини-
телей РГ присоединяются к коротким сборным шинам, расположен-
ным в кузнечном цехе [41 ]. Напряжение на сборных шинах поддер-
живается постоянным с точностью ± 1 %. Для этого сигнал об-
ратной связи снимается со сборных шин через трансформатор ТОС
и подается на тиристорный возбудитель ВТ, питающий обмотки
возбуждения генераторов ОВ. Нагреватели И подключаются
к сборным шинам через собственные фидеры с помощью разъеди-
Рис. 12-14. Принципиальная однолинейная схема централизованного пи-
тания индукционных нагревателей от машинных преобразователей
нителей РФ и PH и контакторов КН. Регулирование мощности
отдельных нагревателей производится с помощью автотрансфор-
маторов АТ или иных средств (см. § 12-3).
В схеме предусмотрена защита от перенапряжений с помощью
разрядника Р и реле максимального тока на сборных шинах, а
также защита от перегрузок по току фидеров отдельных потреби-
телей и обмоток возбуждения генераторов. Защитные реле и из-
мерительные приборы подключаются к силовым цепям через транс-
форматоры тока ТТ и напряжения TH. В отечественной практике,
как правило, используются изолированные от земли сети средней
частоты. Иногда применяют схемы с заземлением средней точки
обмоток генераторов, что позволяет контролировать состояние изо-
ляции элементов схемы и отключать питание при возникновении
утечки на землю.
Мероприятия по технике безопасности при эксплуатации уста-
новок сквозного нагрева в основном такие же, как при поверхност-
ной закалке.
211
Достоинства индукционного метода приводят к постоянному
расширению его применения для сквозного нагрева. Все современ-
ные кузнечные цехи с массовым производством оборудуются ин-
дукционными нагревателями. Строятся автоматизированные уста-
новки для нагрева стальных и алюминиевых слитков под прокатку,
мощность которых достигает сотен мегаватт. В некоторых случаях,
например при согласовании работы двух прокатных станов или
совмещенном процессе непрерывной разливки и прокатки, примене-
ние индукционного нагрева является единственно разумным ре-
шением. Расширяется использование сквозного индукционного
нагрева для объемной термообработки труб, арматурной стали,
лент и других изделий [41 ].
ГЛАВА ТРИНАДЦАТАЯ
РАЗЛИЧНЫЕ ПРИМЕНЕНИЯ
ИНДУКЦИОННОГО НАГРЕВА
13-1. ИНДУКЦИОННЫЙ НАГРЕВ
В СВАРОЧНОМ ПРОИЗВОДСТВЕ
К операциям сварочного производства, в которых используется
индукционный нагрев, относятся подогрев изделий перед сваркой,
собственно сварка и термообработка сварных соединений.
Подогрев перед сваркой. Трубы из малоуглеродистых сталей
часто получают путем обжатия в сварочных валках заготовки,
сформованной из ленты, нагретой
предварительно в печи до темпе-
ратуры 1350—1400 °C (печная
сварка). Скорость сварки достигает
600 м/мин. Если использовать
подогрев кромок штрипса перед
сваркой индукционным способом,
то. в печи ленту достаточно на-
гревать только до 1000—1100 °C,
Рис. 13-1. Индуктор для подогре- что снижает расход топлива,
ва толстостенных изделии на ча- уменьшает потери металла в ока-
стоте 50 Гц J г
лину, повышает износостойкость
оборудования. Нагрев кромок может производиться плоскими ин-
дукторами или индукторами поперечного поля на частоте 1000—
•10000 Гц.
При сварке толстостенных изделий, например химических ре-
акторов, из легированных сталей дуговым или электрошлаковым
способом в околошовной зоне возникают термические напряжения,
которые приводят к образованию трещин. Индукционный подо-
212
грев до 250—350 °C уменьшает напряжения и позволяет получить
требуемую скорость охлаждения металла шва. Швы бывают пря-
молинейные и кольцевые, причем их диаметр достигает 5 м и более.
Нагрев ведется обычно непрерывно-последовательным способом
плоскими индукторами на частоте 50 Гц. Ширина нагреваемой зоны
около 100 мм на сторону. Индукторы (рис. 13-1) имеют магнито-
провод /с естественным охлаждением, в пазы которого уложены
в 2—3 слоя витки обмотки 2 из медной трубки, охлаждаемой водой.
Для защиты обмотки от теплового излучения и механических по-
вреждений часто используются водоохлаждаемые коробчатые эк-
раны 3 из меди или немагнитной стали. Такие экраны иногда по-
мещают и под башмаки для уменьшения нагрева листов магнито-
провода. Если толщина стенки d3 и общая толщина экрана /э взяты
малыми (ЛД<0,2 Дэ, где Дэ—глубина проникновения тока
в материал экрана), то потери в нем будут малы. Полезные удель-
ные мощности составляют 200—500 кВт/м2. Чтобы уменьшить теп-
/2545 5755 10 // 12
Рис. 13-2. Схема трубоэлектросварочного стана
лоперепады в изделии, применяют тепловую изоляцию с боков и
обратной стороны нагреваемой зоны. Если толщина стенки более
70 мм, желательно применять двухсторонний нагрев.
Высокочастотная сварка. Исключительно важное значение имеет
сварка изделий при высокочастотном нагреве, особенно сварка
продольных швов труб, профилей и оболочек кабелей [42]. В на-
стоящее время на более чем шестидесяти станах высокочастотной
сварки ежедневно изготавливается свыше 3 млн. м труб и профилей
из низкоуглеродистых сталей и сплавов цветных металлов. Диаметр
труб составляет 10 — 530 мм при толщине стенки 0,5—10 мм. До-
стоинства шовной сварки при высокочастотном нагреве заклю-
чаются в универсальности способа, позволяющего сваривать прак-
тически любые металлы без применения защитных сред; в высокой
экономичности процесса, связанной с локализацией энергии в уз-
кой зоне кромок; в высоком качестве соединения и большой ско-
рости процесса, достигающей 120 м/мин. В некоторых случаях,
например при сварке алюминиевых и стальных оболочек кабелей
связи, высокочастотный метод является единственно возможным
способом нагрева.
Процесс сварки осуществляется на специальных сварочных
станах (рис. 13-2), на которых штрипс из рулонов 1 разматывается,
правится в валках 2, обрезается ножницами 3 и приваривается
к концу предыдущего рулона в стыкосварочной машине 4. Непре-
213
рывная лента формуется в клетях 6 и 7 в трубную заготовку, ко-
торая сваривается в трубу в клети 9 при нагреве индуктором 8.
После снятия наружного грата резцом 10 и охлаждения шва труба
калибруется валками 11 и режется ножницами 12 на участки оп-
ределенной длины или поступает на редукционный стан, позволяю-
щий из одной сварной трубы получать трубы меньшего диаметра
и толщины. Перед редуцированием производится нагрев трубы
в цилиндрических индукторах до температуры 900—1000 °C. Про-
цесс непрерывен; во время стыковой сварки рулонов лента посту-
пает из специального накопителя 5. Сварочное устройство стана
состоит из индуктора или системы контактного токоподвода, маг-
нитопроводов, высокочастотного трансформатора и конденсаторов
нагрузочного контура. Эти элементы объединены в один блок, но-
сящий название сварочной головки. Источником питания служат
ламповые генераторы или машинные преобразователи частотой
10 кГц. Источники питания располагаются в генераторном зале
и соединяются со сварочной головкой кабелями. Выбор частоты
тока и способа подвода энергии к трубной заготовке зависит от
диаметра и толщины стенки трубы, качества штрипса и других фак-
торов.
Ток высокой частоты, подводимый к трубной заготовке индук-
ционным или контактным методом, вследствие эффекта близости
стягивается на стороны кромок, обращенные друг к другу, и бы-
стро разогревает тонкий слой металла до плавления. Расплавлен-
ный металл выдавливается при осадке в сварочных валках вместе
с окислами, образуя наружный и внутренний грат. Минимальное
количество расплава определяется надежностью удаления загряз-
нений. Увеличение глубины прогретого слоя приводит к росту по-
требляемой мощности, возрастанию объема грата и снижению устой-
чивости тонких кромок при осадке в сварочной клети. Основными
параметрами сварки являются длина кромок, увеличивающаяся
с ростом их толщины и диаметра трубы и находящаяся в пределах
20—200 мм, угол схождения кромок, равный 1—6°, и величина
осадки. Электрический режим характеризуется частотой тока и рас-
ходом энергии wQ на единицу длины (м) и толщины трубы (мм).
В СССР за основную частоту для сварки труб принята частота
440 кГц, однако при малой толщине стенки (d = 0,3 4-0,4 мм)
используется частота 1760 кГц, а при d>6 мм и большом диаметре
стальных труб — частота 10 кГц. Снижение частоты улучшает
равномерность нагрева по толщине кромок, уменьшает напряжение
на элементах схемы и скорость охлаждения металла в зоне шва,
но приводит к росту расхода энергии. С повышением толщины
трубы приведенная энергия w0 возрастает при любой частоте и
способе подвода тока.
Сварка с индукционным подводом энергии. При индукционном
подводе энергии используются внешние и внутренние индукторы.
Внешний индуктор имеет один или несколько витков (рис. 13-3)
и может быть разъемным для облегчения монтажа. Магнитное поле
214
индуктора 2 наводит ц теле заготовки 3 ток, часть которого (рабочий
ток) проходит по кромкам и замыкается через точку их схождения 4.
Остальной ток замыкается по внутренней стенке трубы (шунтирую-
щий ток). Для его уменьшения в полость трубы вводится сердеч-
ник 1 из феррита или трансформаторной стали (при 10 кГц), закреп-
ленный на кронштейне, проходящем через щель заготовки. Сердеч-
ник интенсивно охлаждается водой. С ростом диаметра трубы уве-
личиваются потери в ее теле и растет w0. Этот недостаток индук-
ционного подвода сглаживается при использовании внутреннего
индуктора на частоте 10 кГц, что осуществимо, однако, лишь при
диаметре труб свыше 200 мм [42]. Возможен нагрев одновременно
внешним и внутренним индукторами, что повышает скорость сварки
и равномерность нагрева кромок.
Рис. 13-3. Сварка трубы внешним индуктором
Основными достоинствами индукционного подвода, обеспечи-
вающими его преимущественное использование, являются высокая
надежность и сниженные требования к качеству поверхности
штрипса.
Сварка с контактным подводом. Контактный подвод тока осу-
ществляется с помощью скользящих контактов с бронзовыми или
вольфрамовыми наконечниками или же вращающихся роликов
(дисков), прижимаемых с усилием 1000—10000 Н к кромкам заго-
товки. По мере износа контактные наконечники заменяются, а ро-
лики перетачиваются. Подвод тока к роликам осуществляется че-
рез специальный воздушный трансформатор с вращающейся вто-
ричной обмоткой. Скользящие контакты могут устанавливаться
в любом положении по отношению друг к другу, что делает этот
вид токоподвода основным при спиральной сварке труб, сварке
несимметричных профилей и т. д. Роликовый подвод обладает боль-
шим сроком службы и используется для труб диаметром 159—
219 мм.
Контактный подвод делается только при частоте 440 кГц, так
как при этом меньше токи и больше напряжения, чем при 10 кГц,
215
что облегчает работу контактов. Основной недостаток — малая
износостойкость контактов, сильно зависящая от качества поверх-
ности. Скользящие контакты приходится менять после сварки
20—25 км стальных труб при хорошей поверхности штрипса и
1—7 км труб—при плохой. Расход энергии при использовании
скользящих контактов мало зависит от диаметра трубы.
Сварочные установки. К сварочным высокочастотным устройст-
вам предъявляются особые требования в отношении надежности,
так как выход из строя какого-либо элемента установки приведет
к остановке всего стана и к большим материальным потерям. Вы-
сокая надежность обеспечивается резервированием элементов (ин-
дукторов, ламп и др.), применением высококачественных узлов
и материалов, быстродействующей защитой, блочным исполнением
оборудования.
Разработаны установки для сварки труб и профилей на частоты
10, 440 и 1760 кГц. Индукционные сварочные установки типа ИС
на мощность 1000, 1500, 2000 и 4000 кВт с частотой 10 кГц пред-
назначены для одно- и двухшовной сварки труб диаметром 203—
1620 мм с толщиной стенки 6—20 мм. Установки укомплекто-
ваны машинными генераторами типа ОПЧ-250-Ю, работающими
параллельно. Индукторы выполняются многовитковыми, что ис-
ключает необходимость в понижающем трансформаторе. Согласо-
вание индуктора с генераторами осуществляется последовательно-
параллельным включением конденсаторов. В связи с этим напря-
жение на индукторе достигает 1000 В при напряжении генераторов
800 В.
Скорость сварки может быть найдена по приведенной энергии
которая при использовании внутреннего индуктора составляет
3,5—4 кВт-мин/(м-мм) при скорости 40—60 м/мин и диаметрах
до 530 мм и возрастает до 5—8 кВт-мин/(м-мм) при увеличении
диаметра трубы до 1620 мм и уменьшении скорости сварки до
10 м/мин. Расчет числа витков индуктора и других электрических
параметров затруднен из-за сложности системы. Приблизительный
расчет можно выполнить на основе схем замещения при вычисле-
нии их элементов по графикам [42]. Ориентировочное значение
коэффициента мощности индуктора 0,2—0,3. Энергия, выделяю-
щаяся в кромках, составляет 40—70% энергии, передаваемой в за-
готовку трубы. В индукторе теряется примерно 10% подводимой
энергии.
Высокочастотные сварочные установки с ламповыми генерато-
рами ВЧС1-100/1,76 и ВЧС1-160/1,76 с колебательной мощностью
100 и 160 кВт и частотой 1,76 МГц разработаны для сварки тонко-
стенных труб и оболочек кабелей. Для сварки на частоте 440 кГц
выпускаются установки мощностью 160, 250, 400 и 1000 кВт.
Ламповые генераторы имеют специальную двухконтурную
схему.
При скорости сварки 120 м/мин и длине кромок 40 мм время
нагрева элемента трубы равно 0,02 с, т. е. соизмеримо с периодом
216
пульсаций выпрямленного напряжения. Чтобы получать стабиль-
ное качество сварного шва, генераторы снабжены фильтрами анод-
ного напряжения, снижающими его пульсации до 1 %. Регулиро-
вание напряжения производится тиристорным регулятором в пер-
вичной цепи анодного трансформатора. Точность стабилизации
высокочастотного напряжения достигает 0,1%.
Колебательные контуры содержат мощные керамические кон-
денсаторы, с единичной мощностью до 1500 кВ-А. Для сварочных
головок разработаны специальные понижающие трансформаторы.
Из-за высокого первичного напряжения (до 10 кВ) межобмоточ-
ный зазор приходится брать большим и обычные воздушные транс-
форматоры получаются с малым коэффициентом связи, поэтому
их собственная реактивная мощность в 3—4 раза превышает реак-
тивную мощность нагрузки.
Разработаны специальные трансформаторы, имеющие незамкну-
тый магнитопровод из ферритовых стержней, охлаждаемых водой,
и первичную обмотку, герметизированную вспененным полисти-
ролом ПСБ, позволяющим уменьшить зазор и повысить надеж-
ность. Собственная реактивная мощность трансформатора от этих
мероприятий снижается в 2—2,5 раза. В результате значительно
уменьшаются размеры и стоимость высокочастотного контура и
снижаются потери в его элементах.
Расчет режимов сварки на радиочастоте производится по кри-
вым зависимости w0 от скорости сварки, толщины и диаметра трубы,
полученным экспериментально [41, 42]. Для индукционного токо-
подвода w0 имеет минимум при диаметре трубы 20—35 мм, равный
для стали 0,8—1,0 кВт-мин/(м-мм), а для алюминия 0,5—
0,6 кВт-мин/(м-мм). При диаметрах 133—203 мм значение ш0
возрастает до 1,6—2,0 и 1,0—1,2 кВт-мин/(м-мм) соответственно.
Окончательный режим сварки подбирается экспериментально.
С уменьшением скорости сварки качество шва снижается; сущест-
вует минимальная скорость, при которой сварка еще возможна.
Для стали она составляет 1,5—2,0 м/мин. Ориентировочное значе-
ние коэффициента мощности при индукционной сварке на частоте
440 кГц составляет 0,05—0,1, а при контактном подводе—при-
мерно в два раза выше. Напряжение на индукторе 1—1,5 кВ, на
контактах 0,15—0,7 кВ.
Очень эффективна высокочастотная сварка алюминиевых и
стальных оболочек в кабелях связи. Сварка оболочек позволяет
резко снизить стоимость кабеля, отказаться от применения дефи-
цитного свинца, повысить производительность оборудования. По-
скольку в полости оболочки находятся жилы кабеля (кабельный
сердечник), поместить туда магнитопровод невозможно. Поэтому
расход энергии в 1,5—2 раза выше, чем при сварке труб. Сварка
ведется на частоте 440 или 1760 кГц при мощности 100—160 кВт.
Скорость сварки достигает 80—90 м/мин, снижаясь до 20—25 м/мин
во время сращивания кабельного сердечника. На кабельных ста-
нах используется автоматический регулятор, датчик которого
217
рывнои шовной сварки,
Рис. 13-4. Сварка замкну-
тых швов плавлением
улавливает излучение очага сварки. Регулятор воздействует на
управляемый выпрямитель генератора, отрабатывая возмущения
по скорости движения кабеля и толщине оболочки.
Кроме сварки труб и оболочек кабеля, нужно отметить шовную
сварку полос, в том числе биметаллических, незамкнутых профилей,
биметаллической проволоки, приварку продольных или спиральных
ребер к трубам, а также одновременную высокочастотную сварку
незамкнутых швов конечной длины.
Высокочастотный нагрев используется не только для непре-
но и для получения замкнутых сварных
швов за счет быстрого оплавления
кромок полем индуктора (рис. 13-4).
Кольцевой индуктор 1 снабжается фер-
ритовым магнитопроводом 2. Время
нагрева — от долей секунды до несколь-
ких секунд. Частота источника 440^или
66 кГц. Таким методом получают гер-
метизирующие швы на конденсаторах,
выводах трубчатых электронагревателей
и других изделиях в массовом произ-
водстве.
Трубы из малоуглеродистых сталей
свариваются встык при нагреве зоны
сварки в кольцевом индукторе. Вну-
тренние слои прогреваются за счет тепло-
проводности, поэтому сварка ведется без
плавления, а время нагрева велико — от единиц до десятков се-
кунд. Для ограничения зоны нагрева используется магнитопровод.
Частота тока 1—10 кГц. Мощность установок — десятки или сотни
киловатт. Проектирование установок ведется примерно так же, как
для поверхностной закалки.
Термообработка сварных швов. Индукционный нагрев широко
используется для термообработки (отпуска или нормализации)
сварных соединений. Кольцевые сварные швы на трубах и аппара-
тах нагревают одновременным способом в кольцевых разъемных
или неразъемных индукторах промышленной или средней частоты.
Температуры зависят от марки стали и цели обработки и колеб-
лются в пределах 600—1200 °C. Часто термообработку приходится
проводить во время монтажа. При этом используются гибкие ин-
дукторы из специального кабеля с естественным или водяным ох-
лаждением, которые накладываются на слой теплоизоляции. Вы-
пускаются специальные стационарные и переносные установки для
термообработки кольцевых швов, состоящие из источника питания,
индукторов или гибкого кабеля-индуктора, аппаратуры управле-
ния и конденсаторной батареи. Мощности установок составляют
десятки, реже сотни киловатт.
Важным процессом является локальная термообработка про-
дольных сварных швов труб большого диаметра (530 мм и более),
218
применяющихся для строительства магистральных газо- и нефте-
проводов. Нормализация швов при нагреве до температуры 950—
1100 °C повышает ударную вязкость при низких температурах,
• (40—60) °C. Желательно проводить нормализацию в линии со
скоростью до 50—100 м/ч непосредственно после дуговой сварки.
Нагрев осуществляется плоскими индукторами с магнитопрово-
дами на частоте 1000 или 2500 Гц, что обеспечивает достаточно
быстрый и равномерный прогрев стенок толщиной 10—20 мм. На-
греву подвергается зона шириной 60—120 мм.
Чтобы предотвратить смещение шва из-под индуктора, исполь-
зуют специальные системы ориентации, работающие от датчиков,
реагирующих на остаточное тепло зоны сварки. Общая мощность
источников питания — тиристорных или машинных преобразова-
телей— достигает 4500 кВт. Одной из проблем при проектирова-
нии таких установок является подавление шумов, возникающих
при нагреве. Снижение уровня шума достигается за счет перехода
на более высокую частоту (с 1000 на 2500 Гц), ограждения зоны
термообработки и качественного исполнения всех элементов высо-
кочастотной схемы.
13-2. ПАЙКА И НАПЛАВКА
ПРИ ИНДУКЦИОННОМ НАГРЕВЕ
Пайка. Одной из традиционных областей применения индук-
ционного нагрева является пайка [6]. При этом процессе исполь-
зуются такие достоинства индукционного метода, как чистота и
большая скорость нагрева, возможность пайки в любой газовой
среде и в вакууме, легкость регулирования мощности, достижи-
мость любых температур, возможность локального нагрева зоны
соединения. Основными недостатками являются большие капиталь-
ные затраты и трудность получения равномерного нагрева при
пайке деталей сложной формы. Технико-экономическая эффектив-
ность сильно зависит от конкретных условий.
Применение индукционного нагрева обычно экономически оп-
равдано при пайке среднеплавкими припоями (медь, латунь, ферро-
марганец, медно-серебряные сплавы) с температурой плавления
400—1200 °C.
Основной задачей при индукционном нагреве под пайку яв-
ляется получение заданной равномерности температуры соединяе-
мых тел и припоя в зоне пайки. Припой вводится в зону соединения
в виде колечек, лент или паст и обычно нагревается косвенно от
самих изделий. Вместе с припоем в зону соединения вводится флюс
(прокаленная бура и др.).
Время нагрева под пайку составляет 10—120 с, что опреде-
ляется возможностью получения требуемого распределения тем-
пературы, временем расплавления припоя и затекания его в шов.
Завышение времени нагрева приводит к снижению производитель-
ности, излишнему расходу энергии и окислению изделий. Средние
219
удельные мощности колеблются в пределах 10—200 Вт/см2. Общая
мощность источника питания невелика — единицы и десятки ки-
ловатт, редко более 100 кВт. Выбор частоты определяется нали-
чием источников необходимой мощности, требованием высокого
КПД установки и равномерности нагрева. Обычно в качестве ис-
точников питания применяются ламповые генераторы мощностью
10—100 кВт при частотах 66 или 440 кГц и машинные преобразо-
ватели на 8—10 кГц мощностью 50 и 100 кВт.
Различают ручную, полуавтоматическую и автоматическую
пайку. При широком сортаменте изделий используется ручная
пайка, обычно на радиочастоте. Ламповый генератор снабжается
набором индукторов простой формы, в которые оператор с помощью
простых приспособлений вносит паяемый узел, собранный и за-
фиксированный с помощью зажимов, штифтов, обвязки асбестовым
шнуром и т. п. Управление процессом производится вручную пу-
тем изменения положения изделий в индукторе и регулирования
мощности генератора, часто путем его включения и выключения.
Примером могут служить установки для пайки резцов, фрез и дру-
гих изделий в инструментальных цехах.
При полуавтоматической пайке установка и снятие изделий
происходит вручную, нагрев отключается автоматически с дози-
ровкой по температуре, энергии или времени. В последнем случае
необходима стабилизация режима генератора.
Установки полуавтоматической и автоматической пайки проек-
тируются для массового производства изделий’с высокой стабиль-
ностью параметров последних. Часто процесс осуществляется в за-
щитной газовой среде или в вакууме (рис. 13-5). Автоматический
станок для пайки имеет позиции для подачи изделий, их нагрева,
охлаждения и снятия. Собранный узел 2 с припоем 4 устанавли-
вается на медном столе 5, имеющем каналы водяного охлаждения 6,
и закрывается стеклянным колпачком 3. Индуктор 1 может распо-
лагаться снаружи или внутри объема с откачанным воздухом.
Нужно отметить, что наиболее эффективно применение индукцион-
ной пайки, когда все элементы установки, включая источники пи-
тания и само паяное соединение, проектируются с учетом специ-
фики процесса. Перспективна разработка установок для индук-
ционной пайки с питанием от тиристорных источников с частотой
10—25 кГц.
Наплавка. Процесс наплавки (напайки) одного материала на
другой близок к пайке, так как тоже основан на взаимодействии
жидкого металла с твердым в присутствии флюса. Возможны раз-
личные способы индукционной наплавки: расплавление частиц
одного металла на подложке из другого, заливка жидкого металла
на подогретую основу, внедрение частиц твердого материала в оп-
лавляемую поверхность подложки. Наплавка производится для
восстановления деталей или чаще для получения биметаллов.
Обычно наплавляется (или вплавляется) на основу материал,
обладающий особо ценными свойствами (баббит, бронза, стеллит,
220
карбиды вольфрама). Наплавка связана с расплавлением одного
из материалов, поэтому удельная мощность здесь может быть на
порядок выше, чем при пайке. Значительно выше и общая мощ-
ность (десятки и сотни киловатт). Используются средние частоты
и радиочастоты (66 или 440 кГц) в зависимости от размеров изде-
лий. Наибольшее распространение получили процессы с заливкой
жидкого металла на подогретую основу.
Перспективно получение биметаллических втулок и гильз пу-
тем центробежной наплавки при индукционном нагреве (рис. 13-6).
Навеска износостойкого материала быстро расплавляется и пере-
гревается в тигельной печи 1 и с помощью желоба 2 заливается
6
Рис. 13-5. Уоройово для ин-
дукционной пайки в вакууме
Рис. 13-6. Схема уоройшва для
наплавки гильз при индукционном
нагреве
в быстро вращающуюся гильзу 3, предварительно подогретую
в индукторе 4 и покрытую флюсом. Вращение продолжается до
затвердевания металла. Длительность цикла наплавки составляет
1—5 мин, процесс осуществляется на полуавтоматическом или ав-
томатическом станке.
Близким к наплавке является процесс оплавления антикорро-
зионных или иных покрытий на ленте, листах и трубах. Оплавле-
ние производится для получения сплошного покрытия и улучше-
ния его адгезии к основному материалу. Температура нагрева за-
висит от материала покрытия и составляет 200—300 °C. Обычно
используются установки непрерывного нагрева средней частоты.
Для ферромагнитных лент применяется нагрев в продольном маг-
нитном поле, а для немагнитных—в поперечном поле [41]. Для
нагрева труб применяются многовитковые цилиндрические индук-
торы, в некоторых случаях при частоте 50 Гц.
13-3. ИНДУКЦИОННЫЙ НАГРЕВ
В СПЕЦИАЛЬНЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ
Кроме рассмотренных, существует большое число других тех-
нологических процессов, в которых эффективно применяется ин-
дукционный нагрев. Все их можно условно разделить на процессы
.221
Рис. 13-7. Высокочастотный
плазмотрон
с прямым индукционным нагревом и косвенным нагревом рабочих
тел (последние назовем для краткости процессами с обогревом).
Подход к проектированию установок для процессов этих двух
типов различен. В первом случае обычно требуется создать устрой-
ство для нагрева заданных тел, а во втором необходимо спроекти-
ровать и сам нагреваемый объект, что расширяет круг задач, под-
лежащих решению.
Рассмотрим основные процессы и установки первого типа. Сюда
относятся индукционные плазменные установки, нагрев под гибку
труб и профилей, нагрев перед механической обработкой, нагрев под
под посадку, спекание порошков и т. д.
Индукционная плазма. Индукци-
онный метод обеспечив ает чистоту
плазмы, надежность и длительность
работы устройства даже при исполь-
зовании воздуха в качестве рабочего
газа. Индукционный плазмотрон
(рис. 13-7) состоит из многовиткового
индуктора 1 и кварцевой трубы 2
с водяным или газовым охлаждением.
Внутрь трубы с помощью газофор-
мирующей головки 3 подается рабо-
чий газ, обычно аргон. Для защиты
кварцевой трубы от контакта с плаз-
мой используют водоохлаждаемые
медные решетки и подачу струй ох-
лаждающего газа вдоль ее стенок.
Зажигание плазменного факела
4 производится от внешнего ис-
точника, например от дугового разряда, обеспечивающего на-
чальную ионизацию газа. Температура плазмы зависит главным
образом от рабочего газа и для аргона составляет 9500—11500 К.
Проводимость ионизированного газа много ниже, чем металлов,
поэтому плазмотроны работают при частотах 1—40 МГц. В послед-
нее время в связи с увеличением мощности и размеров плазменных
факелов происходит переход на более низкие частоты, 440 кГц
и ниже. При использовании ферромагнитного сердечника кольце-
вой разряд возможен даже при средней частоте (10 кГц).
Высокочастотные плазменные установки находят широкое при-
менение в плазмохимии, при высокотемпературных и аэродинами-
ческих исследованиях, при сфероидизации порошков и в других
процессах. Отечественная промышленность выпускает специаль-
ные установки для нагрева газов типа ВЧГ. Рабочая частота
1,76 МГц, мощность 160 и 60 кВт. Схема двухконтурная, обеспечи-
вает повышенное напряжение на индукторе (5—7 кВ).
Установки снабжаются блоками плазмотронов для осуществле-
ния различных процессов. Мощность подобных установок может
достигать 1 МВт и более.
222
Гибка труб и профилей. При гибке труб и профилей необходим
интенсивный локальный нагрев и встраивание индукторов в техно-
логические установки. Индукторы часто снабжаются магнитопро-
водами, улучшающими их энергетические характеристики и Су-
жающими зону нагрева. Гибка происходит при непрерывном дви-
жении трубы за счет деформации в узкой нагретой полосе. Нали-
чие холодных участков по краям зоны обеспечивает сохранение
формы поперечного сечения трубы даже при диаметрах, достигаю-
щих 100 см. Проектирование установок примерно такое же, как
при индукционной закалке. Отличием является требование сквоз-
ного прогрева сечения. Температура достигает 850—1000 °C, мощ-
ность составляет десятки и сотни киловатт (до 1000 кВт), частота
1—10 кГц. При гибке профиля частота выбирается из условия на-
грева наиболее тонких его частей (8—10 кГц). Время нагрева эле-
мента составляет 10—45 с, удельная мощность для профилей
0,1—0,2 кВт/см2. Возможно совмещение гибки с термообработкой
труб и профилей.
Нагрев под посадку. Нагрев под горячую посадку колес и бан-
дажей относится к низкотемпературному (до 150—400 °C) нагреву
стали, в связи с чем широко используется частота 50 Гц. Приме-
няются обычные цилиндрические индукторы с магнитопроводом
или без него, но чаще нагреватели с замкнутым магнитопроводом
(трансформаторного типа). Последние обладают высоким КПД и
коэффициентом мощности и позволяют нагревать на частоте 50 Гц
даже сравнительно тонкостенные изделия. Трансформаторный на-
греватель имеет магнитопровод стержневого, реже броневого типа,
вторичным витком которого является нагреваемая деталь. Индук-
тирующая обмотка располагается обычно на другом стержне из
конструктивных соображений, хотя для повышения коэффициента
мощности ее лучше располагать снаружи или внутри нагреваемого
тела. Для нагрева больших колец (диаметр свыше 100 см) исполь-
зуется несколько трансформаторных нагревателей, расположенных
по окружности и подключенных к одной фазе согласно. Мощность
установок составляет 10—150 кВт, время нагрева 5—30 мин в за-
висимости от размеров изделия. Коэффициент мощности достигает
0,6—0,65. При небольших мощностях обмотки многослойные с ес-
тественным охлаждением. В некоторых странах (например, ГДР)
выпускаются серийные установки для нагрева колес и бандажей
под посадку.
Нагрев перед механической обработкой. Установки для нагрева
перед механической обработкой (точение, фрезерование) имеют
много общего с закалочными установками. Они содержат источник
питания средней частоты (2,5-—8 кГц) и нагревательный контур,
состоящий из конденсаторов, индуктора и понижающего трансфор-
матора. Элементы контура входят в блок, жестко связанный с суп-
портом мощного металлорежущего станка. Нагреву подвергаются
поверхностные слои труднообрабатываемых материалов, таких
как сплавы титана и некоторые типы сталей. При нагреве до 400—
223
500 ° С материал становится более пластичным и менее твердым,
что позволяет повысить производительность станков. При обра-
ботке титановых слитков производительность возрастает в 3—5 раз.
Существует два способа нагрева слитков: по боковой поверхности
и по следу резца. В первом случае для получения заданного пере-
пада температуры 100—150 К по глубине резания 0,5—2,5 см тре-
буется большое время нагрева. Поэтому термический КПД низок.
Используются многовитковые цилиндрические или плоские индук-
торы.
Для нагрева по следу резца (рис. 13-8) применяют более слож-
ные, обычно одновитковые, индукторы с магнитопроводом 2, за-
литым алюминиевым сплавом 3 для улучшения охлаждения. За-
ливка может использоваться в качестве
обратного провода. Тепло отводится во-
дой, протекающей по каналам 4. Индук-
тирующий провод 5 с зазором 2—5 мм
примыкает к поверхности резания слит-
ка 1. Нагрев характеризуется высоким
термическим КПД и равномерностью
температуры в зоне резания. Недостат-
ком является более сложное обслужи-
вание и меньшая надежность из-за
опасности повреждения индуктора
стружкой или слитком при поломке
резца.
Установки индукционного обогрева
могут быть высокотемпературными (на-
Рис. 13-8. Индуктор для на- пример, индукционные термостаты кос-
грева слитка по следу резца венного нагрева), однако в большинстве
случаев температуры не превышают 300°С
(обогрев трубопроводов, химических реакторов, экструдеров, штам-
пов, подогрев валков прокатных станов и каландров, сушка, про-
калка сыпучих материалов, нагрев жидкостей и газов). Имеются
сообщения о нагреве железобетона и сушке древесины с помощью
стальных решеток, закладываемых в штабель [15].
Обогрев трубопроводов. При обогреве трубопроводов могут ис-
пользоваться цилиндрические индукторы из провода с теплостой-
кой изоляцией или однофазного кабеля с большим шагом намотки.
С увеличением шага намотки в пределе получаем двухпроводную
линию, проложенную вдоль трубопровода. В качестве обратного
провода может использоваться сама труба. Мощность определяется
из расчета тепловых потерь с учетом принятой изоляции и темпе-
ратур трубы и окружающей среды. Обычно средняя удельная мощ-
ность составляет доли ватта на квадратный сантиметр поверхности
трубы.
Нагрев жидкостей и газов. Установки для нагрева жидкостей
и газов строятся по двум схемам. В первой схеме, применимой для
7"<750 °C, нагреваемые трубы, по которым проходит газ или жид-
224
кость, являются сердечниками магнитной системы. Обычно нагрев
производится на частоте 50 Гц; нагреваемые трубы или их пучки
объединяют в трехфазную магнитную систему. ДЯя получения вы-
$жих КПД (0,8—0,9) и коэффициента мощности (0,7—0,8) необ-
ходимо, чтобы толщина стенок труб d была не менее глубины про-
никновения тока; это накладывает ограничение на удельную мощ-
ность (ро 10 Вт/см2 при d 0,6 см). Обмотки могут иметь воз-
душное охлаждение и часто изготавливаются в виде многослойных
катушек из алюминиевого провода.
Более высокие показатели имеют нагреватели трансформатор-
ного типа. На магнитной системе трехфазного трансформатора с ци-
линдрическими первичными обмотками . монтируются вторичные
обмотки в виде змеевиков (по которым пропускается нагреваемая
жидкость или газ), электрически замкнутых накоротко, жела-
тельно из немагнитного материала с высоким удельным сопротив-
лением (аустенитная сталь). Расчет установки проводится, как
для обычного трансформатора с активной нагрузкой. Эти нагрева-
тели более сложны в изготовлении, зато обеспечивают высокие
КПД, коэффициент мощности (свыше 0,9) и большие удельные мощ-
ности, ограниченные лишь условиями теплоотвода от первичной
и вторичной обмоток и насыщением магнитной системы. Мощность
нагревателей составляет десятки и сотни киловатт. Благодаря вы-
сокому коэффициенту мощности они включаются в сеть без компен-
сации реактивной мощности.
Обогрев химических реакторов. При обогреве химических ре-
акторов (Т = 100—400 °C) важна малая тепловая инерция индук-
ционного способа и возможность равномерного нагрева больших
поверхностей. Особенно эффективен индукционный обогрев при
температурах свыше 200—250 °C. Емкости реакторов достигают
десятков кубометров, давления— 10 МПа (автоклавы). Мощность
системы обогрева достигает 300 кВт, частота 50 Гц. Удельные мощ-
ности обычно не превышают 10 Вт/см2. Дальнейшего увеличения
мощности без сильного насыщения стали можно достичь, покрывая
стенку реактора тонким слоем меди. При этом получается двухслой-
ная среда (см. гл. 3) и напряженность магнитного поля на границе
слоев падает. Одновременно возрастает коэффициент мощности
устройства. Активное сопротивление и КПД незначительно сни-
жаются. Индукторы часто секционируются для создания автоном-
ных температурных зон, регулируемых по сигналам от термопар
(рис. 13-9). Для уменьшения взаимного влияния секции разде-
ляются магнитными фланцами 4. Секционирование позволяет также
равномерно загрузить фазы сети. Обмотки 3 делают многослой-
ными из прямоугольного провода с теплостойкой изоляцией. Теп-
ловая изоляция 2 может прокладываться как между корпусом ре-
актора 1 и обмотками 3, так и снаружи для обеспечения допусти-
мой температуры электроизоляции.
Большое значение имеет равномерность нагрева вещества в ре-
акторе. При малой вязкости массы и периодическом процессе ис-
8 Заказ № 1156 225
Рис. 13-9. Химический реактор с индукци-
онным o6orpeBOMj
пользуют механические мешалки. Иногда применяю! колЬцёвыё
индукторы, заключенные в герметичную стальную оболочку, ко-
торые вводятся прямо в реактор (погружные индукторы). Для ве-
ществ с большой вязкостью и для непрерывных процессов могут
использоваться реакторы из пучка труб или коаксиальные кон-
струкции. Например, изготовив внешнюю трубу из аустенитной,
а внутреннюю — из магнитной стали, можно добиться равномер-
ного нагрева обеих труб полем одного внешнего индуктора. При
проектировании систем обогрева химических реакторов следует
учитывать ряд особенностей. Реакции полимеризации обычно про-
ходят с выделением тепла, и
часто необходим отвод тепла
для поддержания заданного
температурного режима или
охлаждения массы по окон-
чании процесса. При обогреве
паром или органическим теп-
лоносителем подача и отвод
тепла осуществляются одной
системой, а при индукцион-
ном методе необходимы спе-
циальные j меры, например
продувка воздуха между ин-
дуктором и стенкой реактора.
Наконец, химические реак-
торы обычно работают во
взрывоопасных производ-
ствах и система индукцион-
ного обогрева должна удовле-
творять требованиям «Правил
изготовления взрывозащищенного электрооборудования» (ПИВЭ).
Широко используется индукционный обогрев штампов для прес-
сования пластмасс (Т 300 °C) и начальный нагрев крупных штам-
пов для штамповки металла. Применяют внешние съемные и встроен-
ные индукторы. Встроенные индукторы часто бывают стержневого
типа, при котором обмотка вводится в каналы, просверленные в
толще штампа. Обмотки, как правило, не имеют водяного охлаж-
дения.
Сушка покрытий. Индукционная сушка покрытий и обмазок
на металлических изделиях эффективна в основном при большой
толщине слоя, подлежащего сушке (сушка обмоток якорей двига-
телей и обмазок сварочных электродов), а также при жестких огра-
ничениях на время сушки (непрерывное нанесение покрытий на
ленты). Резкое ускорение сушки объясняется тем, что в отличие
от нагрева внешними источниками тепла при индукционном на-
греве градиент температуры совпадает по направлению с потоком
жидкости (вода, растворитель) или пара. Так, процесс сушки об-
мазки электродов ускоряется более чем в 10 раз. Нагрев электродов
226
осуществляется индуктором в виде двухпроводной линии из алю-
миниевых шин. Электроды транспортируются подвесным конвейе-
ром. Длина конвейера 75 м, производительность 4 т/ч. Частота
тока 10 кГц, мощность 1250 кВт. Температура нагрева — до 100 °C.
Бытовой нагрев. В связи с возрастающей электрификацией
быта важное значение приобретает использование индукционного
нагрева для приготовления пищи и других целей. При выделении
тепла в самый посуде (кастрюлях, сковородах) резко возрастают
термический КПД и скорость нагрева. На предприятиях общест-
венного питания для обогрева жарочных шкафов, сковород и дру-
гого оборудования могут использоваться встроенные соленоид-
ные или плоские индукционные нагреватели.
Имеются образцы индукционных плит бытового назначения.
Плита имеет магнитную систему из расслоенной стали с несколь-
кими открытыми полюсами, обращенными к днищу специальной
кастрюли. Обмотки возбуждения, намотанные на полюсы, обду-
ваются встроенным вентилятором. Чтобы уменьшить вибрации
и шум из-за электродинамических усилий, магнитные потоки от-
дельных групп полюсов сдвигают по фазе. Кастрюля изготавливается
из магнитной нержавеющей стали с дном, покрытым слоем алюми-
ния.
Немагнитный слой позволяет применять большие удельные
мощности без насыщения стали и дополнительно снижает электро-
динамические усилия, так как вихревые токи в нем компенсируют
силу притяжения магнитных масс. Плиты имеют программный ре-
гулятор и защиту от использования некомплектных кастрюль.
Мощность плиты около 1,5 кВт.
Освоен выпуск бытовых плит повышенной частоты со встроен-
ным тиристорным преобразователем. Выходная частота около
10 кГц, что обеспечивает малый уровень вибраций и шума.
Индукционные плиты имеют большую стоимость, чем обычные
плиты сопротивления, однако потребляют в 2—2,5 раза меньше
энергии и обеспечивают быстрый и точно регулируемый нагрев.
ГЛАВА ЧЕТЫРНАДЦАТАЯ
ИНДУКЦИОННЫЕ ТИГЕЛЬНЫЕ ПЕЧИ
14-1. КЛАССИФИКАЦИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
Индукционная плавильная тигельная печь (рис. 14-1) представ-
ляет собой цилиндрическую электромагнитную систему с многовит-
ковым индуктором 1. Поскольку загрузка 2 нагревается до темпе-
ратуры, превышающей температуру плавления, обязательным эле-
ментом конструкции печи является тигель — сосуд, в который
8*
227
помещается расплавляемая шихта. В зависимости от электрических
свойств материала тигля различают индукционные печи с непрово-
дящим (рис. 14-1, а) и проводящим (рис. 14-1, б) тиглем.
К первой группе относятся печи с диэлектрическим керамиче-
ским тиглем 3, предназначенные для плавления металлов. В таких
печах загрузка (садка) нагревается индуктированным в ней током,
тигель же эквивалентен воздушному зазору.
Ко второй группе относятся печи со стальным, графитовым или
графито-шамотным тиглем 4, обладающим большей или меньшей
электропроводностью. Если толщина стенки тигля более чем вдвое
превышает глубину проникновения тока в материал тигля, то можно
считать, что индуктированный ток сосредоточен в стенке тигля,
загрузка же прогревается только путем теплопередачи и может не
обладать электропроводностью. При меньшей толщине стенки тигля
электромагнитное поле проникает в загрузку и энергия выделяется
как в стенке тигля, так и в самой загрузке, если она электропро-
водка. Печи с проводящим тиглем имеют теплоизоляцию 5.
По характеру рабочей среды индукционные тигельные печи
можно разделить на открытые, работающие в атмосфере, и вакуум-
ные. Конструкции вакуумных печей обеспечивают как плавку, так
и разливку металла в вакууме, благодаря чему содержание раство-
ренных в металле газов получается очень низким.
Индуктор и футеровка, основной частью которой является ти-
гель, укрепляются в корпусе печи. Конструктивные детали корпуса
располагаются вне индуктора на небольшом расстоянии от него,
т. е. в области, пронизываемой магнитным потоком индуктора на
пути его обратного замыкания. Поэтому в металлических деталях
корпуса могут возникать вихревые токи, вызывающие нагрев.
Для уменьшения потерь в корпусе у печей небольшой емкости
основные детали корпуса изготавливаются из непроводящих ма-
териалов. Возможно также удаление металлических узлов корпуса
на большее расстояние от индуктора, в область более слабого поля.
228
Однако такое конструктивное решение приводит к резкому увели-
чению габаритов печи и потому приемлемо лишь для печей самой
малой емкости. У печей значительной емкости приходится узлы
несущей конструкции защищать от внешнего поля индуктора.
Для защиты используют магнитопровод в виде вертикальных
пакетов трансформаторной стали, располагающихся вокруг индук-
тора, или электромагнитный экран между индуктором и корпусом
в виде сплошного кожуха из листового материала с малым удель-
ным сопротивлением; потери в таком экране невелики.
Таким образом, в соответствии с методом снижения потерь в
корпусе индукционные тигельные печи делятся на три класса:
а) неэкранированные; б) с магнитопроводом; в) с электромагнит-
ным экраном.
Диапазон емкостей индукционных тигельных печей очень ши-
рок. В качестве примера печи минимальной емкости (0,1 кг) можно
указать отечественную установку для литья зубных протезов из
нержавеющей стали, а максимальной (120 т) — печь фирмы «Юн-
кер» (ФРГ), предназначенную для отливки крупных судовых вин-
тов из бронзы.
Крупные тигельные печи работают на частоте 50 Гц; с умень-
шением емкости печи частота тока должна повышаться, чтобы со-
хранилось соотношение между глубиной проникновения тока и диа-
метром загрузки, обеспечивающее высокий КПД индуктора (см.
§ 5-4 и 6-1).
По частоте питающего тока индукционные тигельные печи можно
классифицировать следующим образом:
а) высокочастотные с питанием от ламповых генераторов;
б) работающие на частоте 500—10000 Гц с питанием от вентиль-
ных или машинных преобразователей частоты;
в) работающие на частотах 150 и 250 Гц с питанием от статиче-
ских умножителей частоты;
г) работающие на частоте 50 Гц с питанием от сети, при значи-
тельной мощности оборудованные симметрирующими устройст-
вами.
Индукционные тигельные печи как плавильные устройства об-
ладают большими достоинствами, важнейшие из которых — воз-
можность получения весьма чистых металлов и сплавов точно за-
данного состава, стабильность свойств получаемого металла, ма-
лый угар металла и легирующих элементов, высокая производи-
тельность, возможность полной автоматизации, хорошие условия
труда обслуживающего персонала, малая степень загрязнения
окружающей среды.
Недостатками индукционных тигельных печей являются высо-
кая стоимость электрооборудования, особенно при частотах выше
50 Гц, и низкий’КПД при плавке материалов с малым удельным
сопротивлением.
Сочетанием таких качеств определяется область применения
индукционных тигельных печей: плавка легированных сталей и
229
синтетического чугуна, цветных тяжелых и легких сплавов, ред-
ких и благородных металлов. Поскольку область применения этих
печей ограничивается не техническими, а экономическими факто-
рами, по мере увеличения производства электроэнергии она не-
прерывно расширяется, захватывая все более дешевые металлы
и сплавы.
Основной тенденцией в развитии индукционных тигельных пе-
чей является рост как единичной емкости, так и суммарной емкости
парка печей, связанный прежде всего с потребностью в больших
количествах высококачественного металла. Кроме того, при уве-
личении емкости повышается КПД печи и снижаются удельные
расходы на ее изготовление и эксплуатацию.
Создаются также принципиально новые виды печей, например'
горизонтальные печи непрерывного действия, рассмотренные В’
§ 14-5, а также индукционно-плазменные печи. Последние соче-
тают два вида нагрева, при этом обеспечиваются интенсивное пере-
мешивание расплава, как в любой индукционной печи, и высокая
температура и реакционная способность шлака, как в любой ду-
говой или плазменной печи.
14-2. КОНСТРУКЦИЯ ОТКРЫТОЙ НЕЭКРАНИРОВАННОЙ
ТИГЕЛЬНОЙ ПЕЧИ
Основными конструктивными узлами открытой неэкраниро-
ванной тигельной печи (рис. 14-2) являются футеровка, индуктор 5,
корпус 5, крышка /, контактное устройство 7, механизм наклона 9.
Футеровка печи включает в себя тигель 4, подину 6 и лёточную
керамику 2, соединение которой с верхним краем тигля выполняется
с помощью обмазки 8,
К тиглю предъявляются высокие требования: он должен выдер-
живать большие температурные напряжения (градиент темпера^
туры в стенке тигля достигает 200 К/см), а также гидростатическое
давление столба расплава и механические нагрузки, возникающие
при загрузке и осаживании шихты. Кроме того, тигель должен
быть химически стоек по отношению к расплавленному металлу
и шлаку и неэлектропроводен при рабочей температуре. Стойкостью
тигля определяется продолжительность эксплуатации печи, т. е.
суммарное время плавок между сменами футеровки.
Существует большое число рецептов футеровок для индукцион-
ных тигельных печей [2, 3, 27, 38, 40, 44]. Выбор рецептуры и гра-
нулометрического состава футеровочных материалов определяется
свойствами выплавляемого металла или сплава.
Футеровка печей для плавки черных металлов может быть кис-
лой (на основе кремнезема SiO2), основной (на основе плавленого
магнезита MgO) или нейтральной (на основе глинозема А12О3).
При плавке алюминия и его сплавов применяют футеровку из жа-
роупорного бетона на основе тонкомолотого периклаза с шамот-
ным заполнителем. В печах для плавки меди используется футеро-
вочная масса, состоящая из тонкомолотого корунда и высокогли-
230
йо^емистого шамота. Ь
риалы, обеспечивающие
нагреве (бура, борная
рующие увлажненную футе-
ровочную массу (жидкое сте-
кло, глина и др.).
Тигли изготовляют обычно
методом набивки в печи, тех-
нология которой тщательно
отработана [27, 40], и зна-
чительно реже— формовкой
вне печи.
Стенка тигля спекается
при плавках не на всю толщи-
ну, а имеет три гкзоны: плот-
ную спеченную с ошлако-
ванной внутренней поверх-
ностью, менее плотную
переходную и наружную бу-
ферную зону, сохранившую
рыхлость, которая служит
теплоизоляцией, компенси-
рует тепловое расширение
футеровки и амортизирует
толчки и удары при загрузке
и осаживании шихты, а так-
же вибрацию, передающуюся
от индуктора.
Проводящие тигли не
являются футеровкой печи.
Они применяются для плав-
ки материалов, не взаимо-
действующих с материа-
лом тигля (например, маг-
ний можно плавить в сталь-
ных тиглях, а медь и алю-
миний— в графитовых).
В проводящих тиглях можно
качестве связующих применяются матё-
спекание сухой футеровочной массы при
кислота и др.), или материалы, цементи-
Рис. 14-2. Открытая неэкранирован-
ная индукционная тигельная печь
плавить материалы с очень высоким удельным сопротивлением.
При плавке материала с низким удельным сопротивлением в гра-
фитовом тигле электрический КПД индуктора выше, чем при ис-
пользовании непроводящего тигля. Такую систему можно рассмат-
ривать как двухслойную среду (см. гл. 3).
Стальные тигли делают сварными, изготовление их несложно;
графитовые и графито-шамотные тигли изготовляются специали-
зированными электродными заводами.
Между проводящим тиглем и индуктором помещают теплоизо-
ляционный слой набивной футеровки или засыпки, поскольку про-
231
водящий тигель нагревается при работе до температуры расплава.
Подина — укрепленная в корпусе печи нижняя плита, на ней
устанавливаются индуктор и тигель, для которого имеется круглое
углубление. Подина печей малой емкости изготовляется из фасон-
ных шамотных блоков или стеклотекстолитовых плит в несколько
слоев, а крупных печей — выкладывается из стандартных шамот-
ных кирпичей или заливается из жаропрочного бетона.
Индуктор выполняется из профилированной водоохлаждаемой
медной трубки прямоугольного сечения. Толщина стенки трубки вы-
бирается в соответствии с частотой тока (см. § 4-2). На частоте 50 Гц
нередко применяется неравностенная трубка, одна из стенок ко-
торой утолщена до 10—13 мм. Утолщенная стенка располагается
со стороны тигля. Конструкция индуктора должна обладать вы-
сокой механической жесткостью и прочностью, поскольку индук-
тор воспринимает большие усилия, особенно при наклоне печи.
Имеются две основные конструктивные разновидности индукто-
ров тигельных печей: стяжные и с креплением витков шпиль-
ками.
Стяжные индукторы применяются преимущественно на круп-
ных печах. В таких индукторах витки вплотную прилегают друг
к другу и сжимаются в осевом направлении между верхней и ниж-
ней стяжными плитами. Крепление отдельных витков не произво-
дится, необходимый зазор между ними обеспечивается за счет меж-
витковой изоляции. В радиальном направлении витки фиксируются
снаружи вертикальными изолирующими брусьями; для этой цели
могут быть использованы пакеты магнитопровода, отделенные от
индуктора прокладками.
В индукторах’с креплением витков шпильками последние при-
паиваются твердым припоем к виткам индуктора с наружной сто-
роны и выступают радиально, располагаясь один под другим на
образующей цилиндрической поверхности индуктора. Угловое рас-
стояние между шпильками одного витка составляет обычно 120
или 90°; соответственно этому витки индуктора крепятся латунными
гайками к трем или четырем прочным изоляционным стойкам, ко-
торые в свою очередь прикрепляются к верхней и нижней кольцевым
плитам, образуя жесткую конструкцию (рис. 14-2). Витки индук-
торов такого типа могут не иметь изоляции, поскольку воздушный
зазор между ними фиксируется креплением.
Вода, охлаждающая индуктор, должна отводить не только
тепло, выделяющееся в нем за счет электрических потерь, но и теп-
ловые потери через боковую поверхность тигля. Нередко систему
охлаждения индуктора приходится выполнять в виде нескольких
параллельных ветвей, чтобы обеспечить требуемый расход охлаж-
дающей воды.
На крупных печах выше индуктора, а иногда также и ниже его
располагаются разомкнутые водоохлаждаемые катушки, которые
не имеют электрического питания и служат лишь для охлаждения
верхней и нижней части стенок тигля.
232
Корпус печи, соединяющий в единое целое все ее узлы, состоит
из неподвижной и наклоняющейся частей. На неподвижной части,
называемой станиной или опорной рамой, крепятся подшипники
механизма наклона печи. Наклоняющаяся часть корпуса может
иметь различное конструктивное решение: в виде каркаса (пово-
ротной рамы) или в виде кожуха. Открытые неэкранированные печи
емкостью до 0,5 т имеют каркасы из деревянных или асбоцемент-
ных брусьев, при большей емкости каркасы печей изготовляют из
немагнитных металлов — алюминиевых сплавов, бронзы или не-
магнитной стали, причем для уменьшения электрических потерь
детали каркаса соединяют между собой через изолирующие про-
кладки, чтобы избежать образования замкнутого витка, охваты-
вающего индуктор.
Крышка. Печи большой и средней емкости для уменьшения
тепловых потерь на излучение оборудуются крышками из немаг-
нитной стали, футерованными огнеупором и теплоизоляцией. От-
крывание крышки при небольшой ее массе производится с помощью
ручного привода, а при значительной массе крышка снабжается
механизмом с электро- или гидроприводом.
Печи малой емкости обычно не имеют крышки, поскольку боль-
шую часть рабочего цикла таких печей составляет период расплав-
ления, во время которого в верхней части тигля находится нерас-
плавившаяся шихта, поглощающая излучение жидкого металла.
В течение непродолжительного времени, когда металл расплавлен
полностью, поверхность его покрыта шлаком, имеющим в индук-
ционной печи относительно невысокую температуру и играющим
роль теплоизоляции.
Контактное устройство. Соединение индуктора с токоподводом,
не препятствующее наклону печи, выполняется в виде разъемного
контактного устройства или гибким кабелем.
При разъемном соединении в нижней части корпуса печи мон-
тируются подвижные контакты, а под печью — неподвижные. Под-
вижные контакты представляют собой врубные ножи (рис. 14-2)
или нажимные пальцы, а неподвижные — соответственно губки или
пружинящие пластины. Контактное устройство с разъемным со-
единением работает надежно лишь при водяном охлаждении как
подвижных, так и неподвижных контактов.
В современных печах чаще применяется соединение токопод-
вода с индуктором гибким водоохлаждаемым кабелем. Такое сое-
динение более надежно. Недостатком его является увеличение по-
терь вследствие того, что кабель представляет собой дополнитель-
ный элемент контура.
Механизм наклона. Ось наклона печи располагают вблизи слив-
ного носка (лётки), чтобы струя расплавленного металла не меняла
своего направления в процессе разливки (рис. 14-2). Это исключает
необходимость маневрирования ковшом.
У миксеров (копильников) тигель всегда заполнен металлом
И при разливке сливается малая его часть. В связи с этим дуга,
733
электрическая лебедка или
описываемая сливным носком, невелика, и ось наклона миксера
располагают вблизи его центра тяжести, что уменьшает усилие,
требуемое для наклона (рис. 14-3).
Применяются различные конструкции механизмов наклона.
Часто печь наклоняют с помощью троса, тянущего за серьгу, при-
крепленную к нижней части каркаса. При емкости печи до 100 кг
такой механизм может приводиться в действие ручной лебедкой,
а при большей емкости используется
тельфер (см. рис. 14-2). Послед-
нее особенно удобно, так как
один тельфер может обслужи-
вать несколько печей и исполь-
зоваться не только для их опро-
кидывания, но и для доставки
к ним шихтовых материалов.
Для печей большой емкости
широкое распространение полу-
7777T77Z^777/''Zr7777Z777777777777777
Рис. 14-3. Расположение оси на-
клона у индукционного тигель-
ного миксера
Рис. 14-4. Гидравлический ме-
ханизм наклона индукционной
тигельной печи
чил гидравлический механизм наклона (рис. 14-4). Механизм состоит
из маслонапорной установки и двух гидравлических цилиндров 2
(на рисунке виден один), установленных на шарнирах 1. Плунжеры
3, шарнирно связанные с каркасом печи, под давлением масла мо-
гут выдвигаться, наклоняя печь.
Применяются также механизмы наклона печей с зубчатой рей-
кой, цевочным сектором и др., оборудованные электроприводом [3 ].
14-3. ПЕЧИ С МАГНИТОПРОВОДОМ
И ЭЛЕКТРОМАГНИТНЫМ ЭКРАНОМ
Напряженность магнитного поля с внешней стороны магнито-
провода или экрана ничтожно мала. Это позволяет изготовлять
корпуса печей с магнитопроводом и экраном из углеродистой стали;
размеры их могут быть существенно уменьшены.
234
Печь с МйгййТоГфоводом. Примерная конструкция печи привёл
дена на рис. 14-5. Пакеты трансформаторной стали /, образующие
внешний магнитопровод, прижимаются через 'изолирующие про^
кладки 2 к индуктору 3 с помощью нажимных болтов 4, создавая
А-А
жесткую конструкцию.
Расчетмагнитопровода вьр
полняется в следующем по-
рядке [3].
Магнитный поток индук-
тора (в веберах)
ф = [7/(4,44/w),
где U — напряжение на ин-
дукторе, В; w— число витков
индуктора.
Поток, замыкающийся че-
рез магнитопровод,
Фм “ ^мФ,
Рис. 14-5. Индукционная тигель-
ная печь с магнитопроводом
Рис. 14-6. График для оп-
ределения магнитного по-
тока в магнитопроводе ти-
гельной печи
где kM — коэффициент, зависящий от соотношения геометрических
размеров магнитопровода и индуктора (рис. 14-6).
Площадь сечения стали магнитопровода (в квадратных метрах)
SM - - Фм/5-
Индукцией В для холоднокатаных сталей задаются в пределах
0,9— 1,4 Тл при частоте 50 Гц и толщине листа 0,35 мм и 0,5 —
1,0 Тл при повышенных частотах и толщине листа 0,2 мм.
Число пакетов магнитопровода пм выбирают, исходя из разме-
нов и конструкции печи.
Площадь сечения стали одного пакета
23$
Площадь полного сечения одного пакета
•Sn = SMi/&3,
где k3 — коэффициент заполнения пакета сталью, учитывающий
межлистовую изоляцию.
Потери в пакете магнитопровода (в ваттах)
где ам — высота пакета магнитопровода, м; принимается несколько
большей высоты индуктора; ус = 7600 кг/м3 — плотность трансфор-
маторной стали; рм — удельные потери в стали, Вт/кг; зависят от
листа и сорта стали, приводятся в
электротехнических справочниках.
Потери на единицу боковой по-
верхности пакета
частоты, индукции, толщины
Рис. 14-7. Индукционная тигель-
ная печь с электромагнитным
экраном
ГП1 С /С ! J \ ’
(^п 4~ ^п)
где 6П и — ширина и толщина
пакета, принимаются конструктив-
но, *^п-
При естественном воздушном
охлаждении пакетов значение рп1
не должно превышать 750 Вт/м2
во избежание перегрева магнито-
провода по сравнению с окружаю-
щей средой, большего 75 °C. Если
это условие не удовлетворяется,
необходимо развить теплоотдаю-
щую поверхность, разбив магнито-
провод на большее число пакетов, или снизить индукцию, увели-
чив сечение стали SM.
Суммарная мощность потерь в магнитопроводе Рм = пмРп
обычно не превышает 1,5—2% потерь в индукторе. Масса магнито-
провода GM = SMaMyc довольно велика; у малых печей она может
даже превышать массу садки.
Печь с электромагнитным экраном изображена на рис. 14-7.
Печь имеет замкнутый экран (кожух) 1 из металла с низким удель-
ным сопротивлением, расположенный между индуктором 2 и кор-
пусом 3. Материалом экрана служит медь, а при больших разме-
рах — менее дефицитный алюминий. Толщина экрана должна быть
больше, чем полторы глубины проникновения тока в материал. При
меньшей толщине напряженность магнитного поля за экраном
уменьшится недостаточно.
Применение электромагнитных экранов целесообразно лишь
при частотах тока выше 50 Гц, так как на частоте 50 Гц толщина,
масса и стоимость экрана оказываются чрезмерными.
236
14-4. ВАКУУМНЫЕ ТИГЕЛЬНЫЕ ПЕЧИ
Плавка^ в вакууме применяется для получения особо чистых
металлов и сплавов. При вакуумной плавке интенсивно удаляются
Тазы и вредные примеси, содержавшиеся в исходных материалах.
Кроме того, присаживаемые компоненты почти полностью входят
в сплав, а не теряются, как при плавке на воздухе, за счет образо-
вания окисных и нитридных соединений, не растворимых в металле.
Вакуумная печь имеет герметичный кожух, присоединяемый
к системе откачки воздуха.
По конструктивному исполнению вакуумные индукционные ти-
гельные печи можно классифицировать следующим образом [16]:
а) поворотные печи с фиксированной изложницей;
б) поворотные печи с качающейся изложницей;
в) поворотные печи с выносной разливочной камерой;
г) печи с наклоняющимся тиглем внутри неподвижного кожуха;
д) печи с неподвижными кожухом и тиглем;
е) печи с индуктором, расположенным вне вакуумного про-
странства.
Поворотная печь с фиксированной изложницей (рис. 14-8, а) представ-
ляет собой герметичный кожух 1 с крышкой 2 и боковой горловиной для
присоединения камеры изложницы 7. Фланцы крышки и горловины имеют,
как и у вакуумных печей других конструкций, резиновые уплотнения и
охлаждаются водой для предохранения резиновых прокладок от перегрева.
При сливе металла из тигля 3 в изложницу 8 наклоняется вся печь вместе
с кожухом; изложница неподвижна относительно тигля. Откачка произво-
дится через полую ось наклона 5, что избавляет от необходимости устройства
гибкого вакуумпровода. Печь снабжена застекленным смотровым окном 6
и ломиком 4, проходящим сквозь вакуумное уплотнение в крышке и позво-
ляющим осаживать шихту без нарушения вакуума.
Недостатком печи является попадание металла при сливе на боковую
стенку изложницы, что приводит к ее размыву, а также ухудшает условия
кристаллизации слитка, портит его поверхность и затрудняет извлечение его
из изложницы. Для устранения этого недостатка разработаны поворотные
печи с качающейся изложницей (рис. 14-8, б). В такой печи изложница, под-
вешенная на цапфах, располагается в достаточно просторной камере и при
повороте печи занимает вертикальное положение в течение всего времени
сливания металла.
По режиму работы обе рассмотренные печи относятся к классу печей
периодического действия: при каждом рабочем цикле в печь напускается
воздух и крышка печи поднимается. Емкость таких печей не превышает не-
скольких сотен килограммов.
Значительно большую емкость — Юти более — могут иметь вакуум-
ные поворотные печи с выносной разливочной камерой (рис. 14-8, в), по-
скольку плавильная камера 1 такой печи при заданной ее емкости имеет ми-
нимальные размеры, а в отдельной разливочной камере 2 может распола-
гаться на поворотном столе 4 большое число изложниц или форм 3. При раз-
ливке поворачивается плавильная камера; сливаемый металл по наклонному
желобу 5, проходящему в соединительном патрубке 6, попадает в изложницу,
находящуюся в разливочной камере.
Печи с выносными разливочными камерами могут быть как периодиче-
ского, так и полунепрерывного действия. Последние отличаются сохране-
нием вакуума в плавильной камере в течение всей эксплуатации, длитель-
ность которой определяется состоянием тигля. Это резко повышает произво-
дительность печи за счет исключения операции откачки в каждом рабочем
237
цикле и улучшает качество выплавляемого металла благодаря меньшему
количеству адсорбированных печью газов.
Печи полунепрерывного действия с выносной разливочной камерой обо-
рудуются механизмом для втягивания желоба 5 в плавильную или разли-
вочную камеру и вакуумным затвором, перекрывающим соединительный
патрубок 6. Кроме того, они имеют загрузочную камеру, располагающуюся
над тиглем и также отделяющуюся от плавильной камеры вакуумным за-
твором. Такое устройство позволяет производить загрузку печи и извлече-
Рис. 14-8. Поворотные вакуумные индукционные тигель-
ные печи
ние изложниц из разливочной камеры без нарушения вакуума в плавильной
камере.
Вакуумные печи с наклоняющимся тиглем внутри неподвижного кожуха
имеют наибольшее распространение. Их преимущества — возможность за-
ливки металла в любое число изложниц или форм, удобство наблюдения за
процессом разливки благодаря неподвижности смотровых окон, жесткое
крепление системы откачки к кожуху печи без поворотных уплотнений.
Печь с неподвижным кожухом и наклоняющимся тиглем периодического
действия (рис. 14-9) имеет устройство для осаживания шихты 1 и смотровое
окно 2, камера изложниц у нее не отделяется от плавильной камеры. Печь
полунепрерывного действия отличается от нее наличием загрузочной камеры
и камеры изложниц, отделяемых вакуумными затворами от плавильной
камеры и от цеха.
238
Вакуумные печи с неподвижным кожухом и тиглем имеют донную раз-
ливку металла. Они выполняются небольшой емкости и позволяют получать
слитки без неметаллических включений, поскольку шлак и примеси нахо-
дятся на поверхности металла. Кроме того, печь с донным сливом имеет ми-
нимальные размеры кожуха, а срок службы тигля в такой печи возрастает
благодаря отсутствию механических нагрузок, связанных с наклоном. От-
верстие в дне тигля запирается внутренним или наружным стопором либо
с помощью расплавляющейся пробки.
Достоинство печей с внутренним стопором (рис. 14-10, а) — возмож-
ность свободного истечения металла и выпуска его порциями, а недостатки —
необходимость изготовлять шток стопора из материала, обладающего вы-
сокой огнеупорностью и химической стойкостью, а также уменьшение по-
Рис. 14-9. Вакуумная
индукционная тигельная
печь с наклоняющимся
тиглем внутри непо-
движного кожуха
Рис. 14-10. Вакуумные индукционные ти-
гельные печи с неподвижным кожухом и
тиглем
лезной емкости тигля и ухудшение условий его загрузки. Печи с наружным
стопором (рис. 14-10, б) лишены этих недостатков, но во избежание утечки
металла пробка должна прижиматься к дну тигля с большой силой, а при
открывании отверстия — быстро отводиться в сторону, чтобы предотвра-
тить разбрызгивание металла и размыв пробки.
Наиболее надежно работают печи с донными стопорами, имеющие гра-
фитовые тигли и графитовые пробки.
Печи с донной разливкой с помощью расплавляющейся пробки, которая
изготовляется из того же металла, что и расплавляемый в тигле, имеют уд-
линенный сливной носок, оборудованный дополнительным индуктором для
расплавления пробки по окончании плавки.
Отдельную группу составляют печи с индуктором, расположенным вне
вакуумного пространства (рис. 14-10, б), имеющие обычно донную разливку.
В качестве кожухов этих печей, которые должны быть непроводящими и не-
магнитными, газонепроницаемыми и термостойкими, используют трубы из
кварца или плавленого электрокорунда, уплотненные на торцах сталь-
ными крышками. Однако по условиям механической прочности эти трубы
239
не могут быть большого диаметра, вследствие чего печи такого типа не по-
лучили широкого распространения.
Помимо указанных выше, современные вакуумные печи имеют различ-
ные приспособления, позволяющие без нарушения вакуума производить
необходимые технологические операции: бункера для дополнительных пор-
ций шихты, дозаторы*для"введения в тигель в определенном порядке приса-
дочных материалов, устройства для измерения температуры жидкого металла
термопарой и для взятия его проб, скребки для зачистки тигля после слива
металла и др.
Герметичный кожух вакуумной индукционной печи представляет собой
металлический замкнутый виток, охватывающий индуктор (исключение со-
ставляют печи с индуктором вне вакуумного пространства и неметалличе-
ским кожухом). Увеличение диаметра кожуха с целью снижения потерь в
нем связано с возрастанием вакуумируемого объема и необходимостью ис-
пользования более мощной откачной системы, что нежелательно. Поэтому
вакуумные печи даже небольшой емкости часто выполняют с магнитопрово-
дом, что позволяет резко сократить потери в кожухе, не увеличивая его раз-
меров. Для вакуумных печей удельные потери с поверхности пакетов магни-
топровода не должны превышать 525 Вт/м2 при вакууме 2,5 Па и 475 Вт/м2
при 0,15 Па [3]. Следует указать, однако, что магнитопровод усложняет
конструкцию печи и снижает ее вакуумные свойства, так как стальные па-
кеты имеют развитые поверхности, которые адсорбируют газы.
В зависимости от степени разрежения различают низковакуумные печи,
работающие при давлении до 10 Па, средневакуумные —от 10 до 10~2 Па
и высоковакуумные, работающие при давлении ниже 10~2 Па. Большая часть
вакуумных индукционных тигельных печей "'относится к низко- и среднева-
куумным.
Система откачки печи состоит обычно из двух последовательно соеди-
ненных вакуумных насосов: механического форвакуумного, позволяющего
достигнуть давления 1 Па, и диффузионного, создающего более глубокое
разрежение, но не могущего работать при выпускном давлении, превышаю-
щем 100—150 Па. <
Для получения некоторых сплавов применяют так называемые вакуумно-
компрессионные печи, которые могут работать как при пониженном, так
и при повышенном давлении. Использование их целесообразно, например,
при необходимости введения в сплав летучих компонентов. В этом случае
плавку проводят в вакууме, а в конце процесса создают в печи повышенное
давление инертного газа, после чего вводят летучие присадки.
14-5. СПЕЦИАЛЬНЫЕ ТИПЫ ПЛАВИЛЬНЫХ УСТРОЙСТВ
Горизонтальная индукционная печь непрерывного действия. Стремле-
ние повысить производительность плавильной установки за счет ликвидации
межплавочных простоев и улучшить использование оборудования привело
к разработке проходной индукционной печи непрерывного действия для
плавки чугуна [27]. Печь (рис. 14-11) имеет горизонтальный цилиндрический
индуктор 2 с магнито проводом 3. Рабочее пространство печи 4 представляет
собой тоннель из высокоглиноземистого огнеупора 5, на концах которого
находятся загрузочная ванна 1 и разгрузочная 6. Шихта загружается в за-
грузочную ванну,"’а жидкий "металл постоянно сливается через сливной но-
сок 7 без наклона^печи.
В настоящее время работают опытные образцы таких печей, но приме-
нение их будет расширяться, так как помимо высокой производительности
они * имеют серьезные достоинства, обусловленные конструкцией: малую
относительную поверхность зеркала расплава, невысокое гидростатическое
давление при большой емкости благодаря горизонтальной компоновке, сла-
бое движение металла на зеркале ванны даже при высокой удельной мощ-
ности,г стабильные температурные условия работы футеровки и отсутствие
в ней нагрузок, связанных с наклоном печи.
240
о Плавка в гарнисаже. Гарнисажем называется твердый слой, отделяю-
щий расплав от конструктивных элементов плавильного устройства и имею-
щий тот же химический состав, что и расплав. Обычно гарнисаж образуется
путем спекания шихтовых материалов или кристаллизации расплава.
Рис. 14-11. Горизонтальная индукционная печь
непрерывного действия для плавки чугуна
Плавка в гарнисаже применяется для металлов, химически активных
при высоких температурах (например, титан), и огнеупорных материалов,
электропроводных в расплавленном состоянии. Она обеспечивает исключи-
тельно высокую чистоту расплава, не соприкасающегося с инородным ве-
ществом тигля. Часто гарнисажная плавка
проводится в вакууме. Гарнисаж играет
также роль теплоизоляции, значительно
уменьшая тепловые потери плавильного
устройства.
Существуют две технологические схе-
мы плавки в гарнисаже: с вводом энергии
сквозь боковую стенку, сквозь гарнисаж
(рис. 14-12, а), и с вводом энергии
сквозь поверхность ванны (рис. 14-12, б).
Схема рис. 14-12, а обеспечивает равно-
мерность температурного поля по вы-
соте и высокий КПД индуктора. Схема
рис. 14-12, б характеризуется перегревом
Рис. 14-13. Плавильное
устройство индукционной печи
с холодным тиглем
а;
Рис. 14-12. Технологические схемы ин*
дукционной плавки в гарнисаже
241
поверхности ванны и худшими энергетическими показателями вследствие
плохой магнитной связи торцевого индуктора с загрузкой. Для сохра-
нения гарнисажа 1 необходим интенсивный отвод тепла от его наружной
поверхности. При плавке по схеме рис. 14-12, а тепло отдается водоохлаж-
даемому индуктору 2, по схеме рис. 14-12, б — мёдному водоохлаждаемому
тиглю 3.
Плавка в холодных тиглях [25]. Одним из методов получения особо
чистых металлов, полупроводников и окисных материалов является плавка
в холодных тиглях, т. е. в металлических (медных и реже серебряных) во-
доохлаждаемых тиглях, помещаемых в плавильный индуктор. Низкая тем-
пература тигля предотвращает химическое взаимодействие между ним и рас-
плавом.
Рис. 14-14. Кристаллизатор с элек-
тромагнитным удержанием расплава
на опоре
Рис. 14-15. Схема верти-
кальной бестигельной
зонной плавки
Конструкции холодных тиглей довольно разнообразны, наиболее рас-
пространенная показана на рис. 14-13. Для того чтобы проводящий метал-
лический тигель не экранировал поля индуктора 1 от загрузки 2, он выпол-
нен не сплошным, а разрезным, состоящим из отдельных водоохлаждаемых
секций 3. В нижней части плавильного устройства помещается водоохлаж-
даемое основание 4, которое, если требуется слиток большой длины, делается
подвижным для вытягивания кристаллизующейся части слитка 5. Внутрен-
няя поверхность секций тигля может иметь изоляционное покрытие из ту-
гоплавкого окисла, зазоры между секциями также могут быть заполнены
изоляцией. При ее отсутствии расплав, выходящий в зазоры, удерживается
от растекания силами поверхностного натяжения.
На поверхности холодного тигля, соприкасающейся с расплавом,
обычно образуется гарнисаж толщиной в доли миллиметра, по при сильном
перегреве расплава его может и не быть.
Полупроводниковые и окисные материалы невозможно нагреть индук-
ционным методом из холодного состояния, так как их удельное сопротивле-
ние в этом состоянии слишком велико. Для таких материалов разработаны
различные методы начального (стартового) нагрева.
Плавка с электромагнитным удержанием расплава на опоре [36]. В ин-
дукционных плавильных устройствах используется не только эффект на-
грева загрузки индуктированным током, но и эффект силового взаимодейст-
вия между индуктированным током и магнитным полем индуктора. Эффект
242
этот проявляется в том, что немагнитное тело, в Котором индуктируется ток,
стремится быть вытолкнутым из области сильного поля в область более сла-
бого поля. В частности; в любой индукционной тигельной печи наблюдается
обжатие расплава силами электромагнитного поля, вызывающее циркуля-
цию расплава и придающее его поверхности вид выпуклого мениска. При
достаточной напряженности магнитного поля расплав отжимается от боко-
вых стенок плавильного пространства и принимает вид столба, удерживае-
мого на нижней опоре электродинамическими силами. Высота его может
достигать 10—15 см.
На электромагнитном удержании расплава на опоре основано действие
кристаллизатора, показанного на рис. 14-14, обеспечивающего высокую чи-
стоту слитка, кристаллизующегося без соприкосновения с кристаллизато-
ром-охладителем. Поддон 1 медленно перемещается вниз, а на боковую по-
верхность кристаллизующегося слитка 2 подается охлаждающая вода из
коллектора 5. Над слитком расплав 3 обжимается и удерживается полем
индуктора 4. По лотку 6 в кристаллизатор поступает расплав из плавильной
печи.
Рис. 14-16. Плавка во взвешенном состоянии в индукторе с обрат-
ным витком
Бестигельная зонная' плавка [29]. Вертикальная бестигельная зонная
плавка широко применяется для очистки материалов, получения монокри-
сталлических слитков и выравнивания в слитках концентрации нужных при-
месей. Бестигельной зонной плавке подвергаются полупроводники, прежде
всего кремний, а также тугоплавкие металлы и окислы.
Сущность 'метода (рис. 14-15) состоит в том, что в поликристаллическом
слитке в виде стержня 1 с помощью индуктора 2 проплавляется зона 5, удер-
живаемая силами поверхностного натяжения. Зона медленно перемещается
относительно стержня. Примеси движутся вместе с расплавленной зоной
и оттесняются к концу стержня. Процесс ведется в вакууме. За несколько
проходов удается получить слиток сверхвысокой чистоты, имеющий моно-
кристаллическую структуру.
Для увеличения диаметра слитков кремния, что является важной за-
дачей, применяется электромагнитное обжатие зоны с помощью отдельного
индуктора, работающего на более низкой частоте, чем плавильный индуктор,
и другие технологические приемы, позволяющие получать слитки диаметром
несколько десятков миллиметров.
Индукционная плавка во взвешенном состоянии [39]. Два кольцевых
индуктора, расположенные один над другим, как показано на рис. 14-16, и
обтекаемые токами, фазы которых противоположны, создают систему маг-
нитных полей, характеризующуюся наличием потенциальной ямы, т. е. об-
ласти слабого поля, со всех сторон окруженной более сильным полем. По-
мещенный в эту область проводящий шарик (рис. 14-16, а) будет устойчиво
243
виёеТь, если грайитйЦиойные силы уравнойешйвак>тся найрайлейнои вверх
равнодействующей сил, создаваемых полем нижнего индуктора. Шарик бу-
дет нагреваться индуктированными в нем токами и может быть расплавлен.
Такой процесс называется плавкой во взвешенном состоянии.
Жидкий расплав утрачивает шарообразную форму и в соответствии с кон-
фигурацией поля приобретает форму тела, показанного на рис. 14-16, б.
На «экваторе» и «полюсах» этого тела, где нет индуктированных токов, элек-
тромагнитное обжатие отсутствует и жидкий расплав висит, не проливаясь,
только благодаря силам поверхностного натяжения. Поэтому плавить во
взвешенном состоянии удается лишь небольшие количества материалов
(десятки граммов). Метод применяется для вакуумной плавки при отливке
мелких изделий и изготовлении особо чистых образцов для физико-химиче-
ски х~ исследований.
14-6. ЦИРКУЛЯЦИЯ МЕТАЛЛА В ТИГЕЛЬНЫХ ПЕЧАХ
Расплавленный металл в индукционной тигельной печи обжи-
мается электромагнитным полем. В средней по высоте части ци-
линдрического тигля, где не сказывается краевой эффект, силы
электродинамического взаимодействия индуктированного тока и
магнитного поля индуктора направлены радиально к оси цилиндра
и убывают от максимального значения на поверхности до нуля на
оси. Создаваемое этими силами давление сжатия возрастает от по-
верхности к оси; максимальное давление (в паскалях) на оси ци-
линдра равно [3]
Рсж = Я 1(1--------------------------,
'сж Ьег2/т?2bei2/п2 )
где Нте — амплитуда напряженности магнитного поля в зазоре,
А/м; для индукционных тигельных печей составляет 104—105 А/м;
р, — относительная магнитная проницаемость, для расплавлен-
ных металлов равна единице; т2== ]л2/?2/Д2 — относительный
радиус цилиндра; /?2—радиус цилиндра, м; Д2— глубина про-
никновения тока в расплав, м.
При ярко выраженном поверхностном эффекте, практически
всегда имеющем место в тигельной печи, разность в скобках весьма
близка к единице, поэтому формула упрощается:
рсж = л-10-7tfL (14-1)
При ярко выраженном поверхностном эффекте
Н те — 2р0А2/р2,
где р0— удельная поверхностная мощность, Вт/м2; р2— удельное
сопротивление расплава, Омм.
Следовательно, выражению для рсЖ может быть придан вид
Рсж = 2л • 1О-7роД2/р2 = 3,16- 1,О“4ро/Кр^. (14-2)
Из формулы (14-2) видно, что при неизменной мощности, пере-
даваемой в расплав, силовое воздействие на него усиливается с по-
нижением частоты.
244
Тигельная печь, представляет собой относительно короткую
электромагнитную систему (отношение высоты загрузки к диаметру
редко превосходит 1,5), поэтому электродинамические силы на-
правлены строго радиально только в средней по высоте части тигля.
Ближе к верхнему и нижнему краям тигля, где магнитное поле
искажается и линии его не идут параллельно оси, радиальная со-
ставляющая электродинамических сил уменьшается, как показано
горизонтальными стрелками на рис. 14-17. Под действием такой
системы сил металл в средней части тигля перетекает от периферии
к оси, затем по оси тигля выжимается вверх к зеркалу ванны и
вниз ко дну тигля. Вверху и внизу он перетекает к стенкам и вдоль
стенок возвращается к средней части тигля, совершая так назы-
ваемую двухконтурную циркуляцию.
Сам факт электродинамической циркуляции металла, которая
может быть весьма интенсивной, является достоинством индукцион-
ной тигельной печи, выгодно отличаю-
щим ее от дуговой печи. Циркуляция
ускоряет расплавление, выравнивает
температуру и химический состав ван-
ны, способствует взаимодействию ме-
талла со шлаком.
Однако описанная двухконтурная
циркуляция имеет и серьезные недо-
статки. Во-первых, в каждом из конту-
ров, т. е. в верхней и нижней полови-
Рис. 14-17. Двухконтурная
нах ванны, металл циркулирует раз- циркуляция металла в ин-
дельно, слабо смешиваясь. Во-вторых, аукционной тигельной пе-
на поверхности ванны образуется выпук- чи
лый мениск, с возрастанием высоты которого приходится увеличи-
вать количество шлака, поскольку он должен полностью покры-
вать поверхность металла. При этом шлак взаимодействует с огне-
упором тигля в широком поясе, разъедая его и способствуя загряз-
нению ванны. Кроме того, при увеличении количества шлака он
получается более холодным, поскольку в индукционной печи шлак
нагревается только путем теплопередачи от металла. Понижение
температуры шлака замедляет протекание химических реакций
и увеличивает продолжительность плавки. Как правило, высота
мениска hM (рис. 14-17) не должна превышать 15% полной высоты
металла по оси тигля.
При радиальном направлении электродинамических сил по всей
высоте тигля высота мениска определяется из условия равенства
электродинамического давления на оси тигля рсЖ и гидростатиче-
ского давления столба металла высотой йм:
/гм-Рсж/(9,81?) = 0,32.10-4ро/(т Кр2/), (14-3)
где у — плотность расплава, кг/м3.
При реальной картине поля высота мениска получается не-
сколько меньшей, чем та, что следует из формулы (14-3).
24 s
При проектировании индукционных ТигёЛьйЫх Печей Нередко
удельную мощность приходится ограничивать из соображений не
энергетики, а магнитогидродинамики, так как при увеличении
удельной мощности растет и высота мениска, как видно из формулы
(14-3). Поэтому в СССР и за рубежом разрабатываются конструк-
ции и схемы тигельных печей с плоской поверхностью зеркала
ванны.
Наиболее распространенный способ уменьшения высоты ме-
ниска состоит в расположении верхнего края индуктора ниже зер-
кала ванны. Этот способ применяется, например, в печах для плавки
алюминия, для которых особенно важно ослабить циркуляцию на
зеркале ванны, чтобы предотвра-
тить взламывание тугоплавкой оки-
сной пленки. При такой конструк-
ции поле в верхней части ванны
ослабляется и циркуляция вблизи
Рис. 14-18. Двухкоитур-
ная схема питания ин-
дуктора тигельной печи
Рис. 14-19. Одноконтур-
ная циркуляция металла
в индукционной печи
с бегущим полем
оси тигля не достигает поверхности. В.результате зеркало ванны
становится почти плоским. Однако эта конструкция имеет суще-
ственный недостаток. Ослабление поля в верхней части ванны
приводит к снижению выделяющейся в этой зоне мощности,
вследствие чего в процессе расплавления куски шихты в верхней
части тигля свариваются, образуя «мост», под которым распла-
вленный металл перегревается. Поэтому в печах с низким рас1-
положением индуктора плавку ведут, тщательно осаживая шихту,
чтобы не допустить образования мостов.
Предложен ряд схемных решений для улучшения циркуляции
металла в индукционной тигельной печи.
Индуктор может быть разбит на несколько секций. В период
расплавления включаются все секции, обеспечивая равномерное
распределение мощности и быстрое расплавление шихты без обра-
зования мостов, в рафинировочный же период плавки верхняя
секция отключается и электродинамическая циркуляция у поверх-
ности ванны ослабляется, высота мениска уменьшается.
Большой интерес представляет двухконтурная схема питания
индуктора печи ИП (рис. 14-18), позволяющая перераспределять
246
мощность и электродинамические силы по высоте ванны путем ре-
гулирования емкости конденсаторных батарей Сг и С2, включен-
ных параллельно верхней и нижней половинам индуктора.
Радикальным решением проблемы улучшения электродинамиче-
ского перемешивания металла в тигельной печи, правда, ценой
значительного усложнения системы ее питания является осущест-
вление одноконтурной циркуляции с помощью бегущего поля.
В такой печи металл перемешивается во всем объеме ванны, а по-
верхность его остается почти плоской (рис. 14-19). Бегущее поле,
оказывающее силовое воздействие на расплав, создается многофаз-
ным током низкой частоты (16 или 50 Гц), а энергия для нагрева
передается в садку на более высокой частоте, т. е. печь является
двухчастотной. Нагрев и перемешивание могут производиться од-
новременно или поочередно. В первом случае используются раз-
дельные индукторы — однофазный для нагрева и многофазный
для перемешивания, оборудованные фильтрами для защиты ис-
точника одной частоты от проникновения другой частоты. Во вто-
ром случае печь имеет один секционированный индуктор, подклю-
чаемый поочередно с соответствующими переключениями к раз-
личным источникам питания.
14-7. РАБОЧАЯ ЧАСТОТА ТОКА И ПИТАНИЕ
ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
ОТ РАЗЛИЧНЫХ ИСТОЧНИКОВ
Выбор рабочей частоты индукционной тигельной печи базируется
на технико-экономических соображениях.
Техническая сторона вопроса состоит в том, что при выбранной
частоте тока должна происходить эффективная передача энергии
в нагрузку с достаточно высоким КПД как при расплавленной
садке, так и при заполнении тигля кусковой шихтой, если плавка
в печи ведется на твердой завалке. С другой стороны, глубинный
характер нагрева должен обеспечивать электродинамическое воз-
действие на расплав и его интенсивное перемешивание, но без чрез-
мерного увеличения высоты мениска.
Для печей, работающих на жидкой завалке или с остаточной
емкостью, у которых металл сливается не полностью и шихта за-
гружается в жидкую ванну, оставшуюся от предыдущей плавки,
частоту можно выбирать, исходя из соотношений (6-18) и (6-19),
обеспечивающих работу при электрическом КПД индуктора, близ-
ком к предельному (см. § 6-1).
Имеем (в герцах)
f>lO6p2Fo/Dl (14-4)
где D2— диаметр тигля, м; р2—удельное сопротивление рас-
плавленного металла, Ом-м; Fo = f (D2/a2)— см. § 6-1; а2— вы-
сота загрузки, м.
При Р2/а2 = 0,8н-1, что характерно для тигельных печей,
соотношение (14-4) соответствует m2 = Z>2/f]/'2 Д2) ^6.
247
В печах, загружаемых кусковой шихтой, в начале плавки ин-
дуктированные токи замыкаются внутри отдельных кусков, по-
скольку они имеют плохой электрический контакт между собой.
Для таких печей следует выбирать приемлемое значение параметра
£^/(1^2 Дш), где £)ш—средний диаметр кусков шихты, а Дш —
глубина проникновения тока для кусковой шихты в наиболее не-
благоприятный момент плавки. Таким является момент, предшест-
вующий сплавлению отдельных кусков шихты в монолит, когда
относительная магнитная проницаемость равна единице, а удель-
ное сопротивление существенно возросло по сравнению с исход-
ным холодным состоянием. Приняв для этого момента Dj( Р 2АШ) =
= 2, что обеспечивает минимально приемлемые условия нагрева,
получим формулу для расчета частоты печей с кусковой завалкой
/>2- 106РшМ, (14-5)
где рш — удельное сопротивление расплавляемого материала при
температуре, несколько меньшей точки плавления, Ом м.
Определив fmin, производят предварительный выбор частоты,
исходя из шкалы частот источников питания электротермических
установок (см. § 10-1).
В тех случаях, когда выбор частоты ограничен в связи с наличием
определенных источников питания, может оказаться целесообраз-
ным изменить гранулометрический состав шихты, увеличив средний
диаметр кусков, если это возможно.
При заданной мощности печи или после ее определения
(см. § 14-9) следует проверить высоту мениска по формуле (14-3)
и, если она недопустимо велика, повысить частоту.
Экономический подход к выбору частоты заключается в том,
чтобы в диапазоне частот, отвечающих условию (14-4) или (14-5),
выбрать частоту, соответствующую минимальным капитальным
затратам на печную установку. При этом общий электрический
КПД индуктора и источника питания т) должен быть близок к мак-
симальному значению.
Общий :КПД т| = ПЛист, где т)и— электрический КПД ин-
дуктора печи, а 'т)иСт — КПД источника питания. Значение т)и
с повышением частоты почти не увеличивается, поскольку рассмат-
ривается область ZX/(|/2 Д2)>6, а т)пст с ростом частоты сни-
жается по пологой кривой. Поэтому существует достаточно широ-
кая область, где значения т) близки к максимуму, и окончательно
выбранная рабочая частота должна лежать в этой области.
Зависимость капитальных затрат от частоты имеет минимум
в связи с тем, что стоимость двух основных элементов электрообо-
рудования печной установки — источника питания и компенси-
рующей конденсаторной батареи — с ростом частоты изменяется
противоположным образом: стоимость 1 кВ-А мощности источника
возрастает, а стоимость 1 квар реактивной мощности конденсато-
ров снижается.
Окончательно частоту следует выбирать, выполнив сравни*
тельные технико-экономические расчеты по двум-трем вариантам.
Большее число вариантов рассматривать не приходится ввиду ог-
раниченной номенклатуры источников питания.
Печи малой емкости, не превышающей 20—30 кг, работают на
частотах свыше 70 кГц с питанием от ламповых генераторов. Пла-
вильная печь располагается в непосредственной близости от лампо-
вого генератора, поскольку канализация энергии высокой частоты
сопряжена с серьезными трудностями (большие потери и возникно-
вение радиопомех). Напряжение питания подается к контуру, обра-
зованному индуктором и компенсирующей емкостью С, по схеме
рис. 14-20, а. Регулирование напряжения на индукторе печи ИП
осуществляется изменением настройки лампового генератора. Вит-
ковое напряжение индуктора при питании от лампового генератора
может быть от 400 до 1000 В.
Рис. 14-20. Схемы колебательных контуров индукционных тигельных печей
Более крупные печи, емкостью до нескольких сотен килограм-
мов (а для стали — до нескольких тонн), работают на средних
частотах 150—10 000 Гц с питанием от машинных или статических
преобразователей частоты. Индукторы печей, питающихся от ма-
шинных генераторов, в большинстве случаев имеют автотрансфор-
маторную схему включения (рис. 14-20, б) с двумя-тремя отводами.
Отводы позволяют изменять напряжение на индукторе, поднимая
его выше напряжения источника (но не выше номинального напря-
жения конденсаторов, подключенных параллельно индуктору,
во избежание выхода их из строя). Переключением витков индук-
тора обеспечивается согласование нагрузки с генератором при из-
меняющихся по ходу нагрева эквивалентных электрических пара-
метрах печи.
Применяется также схема рис. 14-20, в, позволяющая поддер-
живать мощность постоянной в течение всего цикла плавки регу-
лированием параллельной и последовательной емкости и С2.
При использовании этой схемы целесообразно проектировать ин-
дуктор на напряжение, значительно превосходящее выходное на-
пряжение генератора, которое остается в процессе плавки ста-
бильным.
При питании печей от статических тиристорных преобразова-
телей частоты (инверторов) используются схемы рис. 14-20, а, в, г,
249
причем конденсаторные батареи С± и С2 в этих схемах выполняют
функцию не только компенсирующей емкости контура, но и комму-
тирующей емкости инвертора [8].
На частотах 150 и 250 Гц в качестве источников питания печей
применяются статические электромагнитные умножители частоты.
Витковое напряжение среднечастотных печей лежит в пределах
от 20 до 200 В.
Рис. 14-21. Схема индуктора из двух па-
раллельных секций
Крупные печи работают на частоте 50 Гц. Источниками питания
их служат специальные понижающие печные трансформаторы,
вторичное напряжение которых может изменяться ступенями в ши-
роких пределах. Регулирование вторичного напряжения произво-
Рис. 14-22. Схемы симметрирующих устройств
дится дистанционно; оно необходимо для обеспечения нормальной
работы печи при частичном заполнении тигля и в режиме термоста-
тирования расплава.
Индукторы печей большой емкости иногда выполняют из двух
параллельно включаемых секций. При малом расчетном числе
витков это позволяет равномерно распределить их по высоте тигля
без слишком больших зазоров. Направление намотки секций
должно быть противоположным, а схема соединения выполняется
по рис. 14-21, а, так как при намотке в одном направлении и сое-
динении по рис. 14-21, б между расположенными рядом началом
одной и концом другой секции оказывается приложенным полное
напряжение источника питания.
250
Печь, работающая на частоте 50 Гц, представляет собой одно-
фазную нагрузку, которая при значительной мощности может вы-
звать недопустимую несимметрию токов и напряжений в питающей
трехфазной сети. Это обстоятельство обусловливает необходимость
применения специальных симметрирующих устройств, схемы ко-
торых приведены на рис. 14-22. Наиболее распространенная схема
Штейнметца (рис. 14-22, а) обеспечивает полное симметрирование
при чисто активной постоянной однофазной нагрузке, т. е. при не-
изменных параметрах печи (гп) и компенсации ее индуктивности
емкостью Сп до коэффициента мощности, равного единице. Прин-
цип действия схемы иллюстрирует вектор-
ная диаграмма на рис. 14-23. Если ем-
кость Сс и индуктивность L симметрирую-
щего устройства подобраны так, чтобы
токи в них 1АВ и 1ВС отвечали условию
1дв = he = W У З, где 1СА — актив-
ный ток однофазной нагрузки, то линей-
ные токи 1А, 1В и 1С образуют симметрич-
ную трехфазную систему.
Схема симметрирования с дросселем-
делителем (рис. 14-22, б) позволяет сим-
Рис. 14-23. Векторная
диаграмма напряжений
и токов в симметрирую-
щей схеме Штейнметца
метрировать нагрузку с активно-индуктив-
ной реакцией, характерной для индукци-
онных установок, и благодаря этому дает
сокращение суммарной реактивной мощ-
ности, необходимой для компенсации и
симметрирования.
Поскольку параметры печи по ходу плавки не остаются по-
стоянными, для обеспечения симметричной загрузки сети в тече-
ние всего процесса плавки разработаны управляемые симметрирую-
щие устройства на базе схем рис. 14-22, в которых симметрирующая
емкость состоит из постоянной батареи конденсаторов Сс и не-
скольких групп конденсаторов, которые могут подключаться кон-
такторами параллельно батарее Сс или дросселю L [9].
Применение симметрирующего устройства может быть экономи-
чески оправдано даже в тех случаях, когда вызываемая однофазной
печью несимметрия напряжений в трехфазной сети лежит в преде-
лах, допускаемых нормативами (2 %), поскольку с несимметрией
связаны добавочные потери и уменьшение срока службы двига-
телей и других приемников, питающихся от той же сети.
14-8. ПОРЯДОК РАСЧЕТА И ПРОЕКТИРОВАНИЯ
ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЕЧИ
Техническое задание на проектирование плавильной установки
с индукционной тигельной печью должно содержать данные о рас-
плавляемом металле или сплаве (наименование, марка, состав,
плотность в твердом и жидком состоянии, температуры плавления
251
и разливки, теплосодержание при температуре разливки-, удель-
ное сопротивление в зависимости от температуры, гранулометри-
ческий состав шихты), производительность печи и параметры пи-
тающей сети (напряжение и мощность). Последние необходимы для
выбора напряжения двигателя и способа его запуска при питании
от машинного преобразователя частоты или выбора первичного
напряжения входного силового трансформатора при питании печи
от других источников, а также для решения вопроса о применении
симметрирующего устройства для печей частоты 50 Гц.
Задачами проектирования являются выбор оптимальной кон-
струкции печи, определение ее размеров, электрических парамет-
ров и технико-экономических показателей, разработка системы
охлаждения и механизмов печи, а также подбор комплектующего
оборудования: источника питания, компенсирующей конденсатор-
ной батареи, коммутирующей и измерительной аппаратуры, уст-
ройств автоматики, гидравлических или электрических приводов
механизмов печи и т. д.
Индукционная тигельная печь является совокупностью ряда
систем, каждая из которых требует расчета: тепловой системы, в
которой наряду с полезным теплом имеются тепловые потери раз-
личных видов, требующие отвода без перегрева конструкций; элек-
тромагнитной системы, предназначенной для эффективной передачи
энергии в загрузку и преобразования ее в тепловую; механической
системы, детали и узлы которой испытывают нагрузки и должны
проверяться на прочность; гидравлической системы, которая должна
обеспечить расчетный расход воды для охлаждения индуктора, а
иногда и других элементов конструкции печи при питании, как
правило, от источника технической воды с определенными парамет-
рами, входящего в замкнутую схему оборотного водоснабжения.
Методика определения тепловых потерь рассматриваемых печей
такова же, как для электрических промышленных печей других
типов;* расчеты системы водяного охлаждения и механические
также не являются специфическими для индукционных тигельных
печей. Поэтому ниже изложены лишь вопросы, относящиеся к оп-
ределению размеров тигельной печи и ее электрическому расчету.
14-9. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ
И ЭНЕРГЕТИЧЕСКИХ ПАРАМЕТРОВ ПЕЧИ
В задании на проектирование печи могут быть указаны либо
полезная емкость тигля G (в тоннах) и время плавки, либо суточная
(сменная) производительность, время плавки и время загрузки
и разливки.’Во втором случае полезная емкость тигля определяется
по формуле
или
где Мсут и
С = МсуЖл Но)/24 J
С = Мсм('пл-Н<ХмЛ ( '
Мсм — суточная и сменная производительность, т;
252
t<M — продолжительность смены, ч; twl— время плавки, ч; /0 —
время загрузки и разливки, ч.
Полезный объем тигля (в кубических метрах)
V = Ю’О/у, (14-7)
где у — плотность расплавленного металла, кг/м3.
Для определения формы тигля и соотношения между высотой
загрузки и индуктора (рис. 14-24) следует задаться значениями
коэффициентов сх — D2/a2, с2 = Дф/£>2 и с3 = aja2. Здесь D2 —
средний внутренний диаметр тигля; Дф—средняя толщина фу-
теровки тигля; — высота индуктора; а2— высота загрузки.
____%___ .
Рис. 14-24. К расчету индук-
ционной тигельной печи
Рис. 14-25. Оптимальные зна-
чения коэффициентов геомет-
рии тигля epi с2 в зависимости
от емкости печи
Выбор значений коэффициентов съ с2 и с3 основывается на тех-
нико-экономических факторах. Для удобства ведения металлурги-
ческого процесса и из условия минимизации тепловых потерь диа-
метр и глубина загрузки должны быть приблизительно одинако-
выми; для повышения же электрического КПД следует увеличи-
вать высоту загрузки, уменьшая диаметр (пока сохраняется
достаточно большое отношение радиуса садки к глубине проникно-
вения тока). Требования к толщине футеровки также противоре-
чивы: с ее увеличением термический КПД печи растет, а электри-
ческий падает. Кроме того, толщина футеровки должна быть до-
статочной для того, чтобы ее механическая прочность обеспечила
надежную эксплуатацию тигля.
По соображениям механической прочности внутреннкжГповерх-
ность тигля делают не цилиндрической, а конической (рис* 14-24)
с углом а между образующей конуса и осью тигля в пределах 2—5°;
при этом толщина стенки растет от поверхности металла к дну
тигля в соответствии с ростом гидростатического давления.
В условиях противоречивых требований целесообразно для
выбора коэффициентов сг и с2 применить экономический критерий.
253
Значения коэффициента сх должны лежать в таком диапазоне, чтобы
соотношения между диаметром и высотой загрузки были приемлемы
с точки зрения удобства ведения плавки. Диапазон значений ко-
эффициента с2 должен обеспечивать достаточную механическую
прочность футеровки. Внутри этих диапазонов оптимальными яв-
ляются значения коэффициентов ct и с2, при которых имеет место
максимум полного КПД печи, равного произведению электриче-
ского и термического КПД.
В результате решения задачи оптимизации с помощью ЭВМ по-
строены графики рис. 14-25, представляющие собой зависимости
оптимальных значений коэффициентов сх и с2 от емкости печи для
черных металлов и алюминия.
Что касается коэффициента г3, то с возрастанием его в пределах
от 0,5 до 1,5 полный КПД печи повышается, хотя и незначительно.
Поэтому коэффициент следует принимать равным 1,1—1,3, рас-
полагая индуктор симметрично относительно загрузки, для всех
печей, кроме тех, у которых верхний торец индуктора приходится
опускать ниже зеркала ванны для ослабления циркуляции металла
в верхней части тигля и уменьшения высоты мениска. В последнем
случае в электрическом расчете печи под величиной а2 следует по-
нимать расстояние от дна тигля до верхнего торца индуктора.
Поскольку угол конусности стенки тигля а мал, полезный объем
тигля можно рассчитать как объем цилиндра диаметром D2 и вы-
сотой а2:
V - л.Л1а.,/4 = л£>2/(4С|),
откуда
Д —^c^VIn. (14-8)
Высота загрузки а2, толщина футеровки Дф, высота индуктора
ах и его внутренний диаметр Dr могут быть легко определены:
tt2 = Z)2/Ci*, di== C^d2\ (14-9)
Д = Д + 2ДФ. (14-10)
Если печь имеет магнитопровод, диаметр окружности его па-
кетов DM (рис. 14-5) выбирается конструктивно.
Полезная мощность печи (в ваттах) определяется по формуле
Рпол=?СЖ6/пл), (14-11)
где q — теплосодержание металла при температуре разливки,
Дж/кг.
Тепловые потери через под и крышку рассчитываются по фор-
мулам стационарной теплопередачи через плоскую многослойную
стенку, потери через боковую стенку тигля — по формулам тепло-
передачи через цилиндрическую стенку, а потери с зеркала ванны
при снятой крышке, имеющие место в течение приблизительно
15% времени плавки /пл,— по формулам теплопередачи излуче-
нием [27, 33].
254
Суммарные тепловые потери АРТ составляют 5—35% полезной
мощности Рпол, причем меньшая цифра относится к печам большей
емкости. Таким образом, термический КПД индукционных тигель-
ных печей i]T = Рпол/(^пол + АЛ-) лежит в пределах от 75 до
95%.
Сумма полез ной Мощности и тепловых потерь представляет со-
бой активную мощность Р2, передаваемую в садку:
Р2 = ^пол+А^т. (14-12)
Ориентировочное значение активной мощности печи Рп можно
получить, задавшись значением электрического КПД индуктора т)и:
Рц —Р г/Ли*. (14-13)
Значение т)и может составлять 70—95%; оно тем выше, чем
больше удельное сопротивление расплавляемого^металла.
Мощность источника питания должна быть несколько больше
(на 5—10%) активной мощности печи Рп, поскольку источник
должен покрывать также потери в токоподводе и конденсаторах.
После определения ориентировочной мощности печной установки
и выбора частоты тока на основе соображений, изложенных в § 14-7,
производится подбор источника питания. Из выпускаемых про-
мышленностью серий подбирается наиболее подходящий преобра-
зователь частоты или трансформатор, если печь работает на частоте
50 Гц. При питании от машинных преобразователей в некоторых
случаях удается обеспечить наиболее полную их загрузку, приме-
нив параллельную работу нескольких преобразователей на одну
печь.
Выбор источника питания определяет напряжение, подводимое
к печному контуру, т. е. к индуктору печи, если в контуре нет по-
следовательной емкости (см. рис. 14-20).
14-10. ЭЛЕКТРИЧЕСКИЙ РАСЧЕТ
ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЕЧИ
Электрический расчет печи при расплавленной загрузке (в ре-
жиме разливки) проводится в соответствии со схемой замещения
по общему магнитному потоку (см. § 6-1 и 6-4).
При наличии внешнего магнитопровода коэффициент учи-
тывающий магнитное сопротивление обратного замыкания, на-
ходится по графикам рис. 14-26.
В режиме разливки относительная магнитная проницаемость
загрузки равна единице, а ее удельное сопротивление приблизи-
тельно постоянно во всех точках сечения. Поэтому активное и
внутреннее реактивное сопротивления загрузки г2 и хм2 вы-
числяются по формулам (5-14) или (5-15), причем расчет ведется
для условного одновиткового индуктора (ш = 1).
255
Активное и внутреннее реактивное сопротивления условного
одновиткового индуктирующего провода гх и хм1 определяются
по формуле (4-10) при w = 1 (см. также § 5-3).
Реактивное сопротивление рассеяния условного одновиткового
индуктора xs находится по формуле (6-5), причем расчетная пло-
щадь поперечного сечения воздушного зазора
S„ = ji(Di —£>|)/4. (14-14)
Реактивное сопротивление обратного замыкания хе условного
одновиткового индуктора вычисляется по формулам (6-6), (6-7).
Коэффициент приведения параметров с определяется по фор-
муле (6-4), а приведенные активное и реактивное сопротивления
0 0,2 Ofi 0,6 0,8 f,0 0,8 0,6 Ofi 0,2 О
Рис. 14-26. Коэффициент самоин-
дукции соленоида с внешним маг-
нитопроводом
загрузки г2 и х2— по формулам
(6-2) и (6-3).
Эквивалентные электриче-
ские сопротивления условного
одновиткового нагруженного
индуктора ги, хи и ги находятся
по формулам (6-10), причем ак-
тивное и реактивное сопротив-
ления подводящих шин гш и хЦ1
для печного индуктора не учи-
тываются (гш = хш = 0).
Электрический КПД и коэф-
фициент мощности индуктора
будут
Пя=г2/гя; созфи=ги/гн.
Активная мощность, подво-
димая к индуктору,
Рп = Р^и,
где Р2—мощность, передаваемая
в загрузку, см. формулу (14-12).
Уточненное значение Рп следует сопоставить с предварительно
полученным, см. формулу (14-13).
Потери в индукторе, отводимые вместе с тепловыми потерями
сквозь боковую стенку тигля охлаждающей водой,
АРи = Рп-Р2 = Рп(1-П„). (14-15)
Ток условного одновиткового индуктора
/и =
Напряжение на условном одновитковом индукторе
U и =. 1 и?и,
Число витков индуктора
где (7И — напряжение на индукторе печи.
256
Ток индуктора
и “ Л^.
Тепловой и гидравлический расчеты системы охлаждения индук-
тора печи не отличаются от соответствующих расчетов индуктора
для сквозного нагрева (см. § 12-4). Расчет магнитопровода, если
он имеется, выполняется в порядке, изложенном в § 14-3. Расчет
компенсирующей конденсаторной батареи производится так же,
как в § 10-3.
Электрические расчеты режимов с кусковой шихтой ввиду не-
определенности исходных данных весьма неточны, поэтому они
рассматриваться не будут.
Печь с проводящим тиглем значительной толщины (более чем
вдвое превосходящей глубину проникновения тока в материал
тигля) рассчитывается как система индуктор — сплошной цилиндр
(см. § 5-1 — 5-5). Печь с тонким проводящим тиглем при проводя-
щей загрузке рассчитывается как система индуктор — двухслой-
ный цилиндр (см. гл. 3), а при непроводящей загрузке—как си-
стема индуктор — полый цилиндр (см. § 5-6— 5-8).
14-11. ПРИМЕР РАСЧЕТА ИНДУКЦИОННОЙ
ТИГЕЛЬНОЙ ПЕЧИ
Задание. Рассчитать индукционную тигельную печь для плавки стали
емкостью G = 6 т (без рафинирования).
Время плавки /пл = 1,5 ч. Режим работы — на твердой завалке, сред-
ний диаметр кусков шихты — 0,08 м.
Удельное сопротивление стали в холодном режиме рх = 0,2-10~6 Ом-м;
перед сплавлением кусков шихты рш = 1,2-10~6 Ом-м; в режиме разливки
р2 = 1,37-10-6 Ом-м.
Теплосодержание стали при температуре разливки q — 1,42-106 Дж/кг,
плотность у = 7200 кг/м3.
Расчет. 1. Полезный объем тигля по формуле (14-7)
V = №G/y = 103-6 : 7200 = 0,833 м3.
2. Основные геометрические размеры по формулам (14-8) — (14-10).
Коэффициенты clf с2, с3 выбираются по графику рис. 14-25 и в соответствии
с рекомендациями § 14-9: С\ -- 0,7; с2 = 0,11; с3 = 1,1;
Р2 = = ^4-0,7-0,833/л «0,9 м;
а2 = Р2/с1 = 0,9:0,7= 1,3 м; Дф = с2Р2 = 0,11 0,9 = 0,1 м;
01 = с3а2 = 1,1 • 1,3 = 1,43 м; Р, = Р2 + 2Дф = 0,9 + 2 0,1 = 1,1 м.
Расположение индуктора относительно загрузки по высоте симметрич-
ное. Печь имеет внешний магнитопровод, принимается DMIDr = 1,1.
3. Мощность печи. Полезная мощность по формуле (14-11)
Рпол = ^С/(3,6/ПЛ) = 1,42 106-6 : (3,6-1,5) 1600 кВт.
Приняв тепловые потери ДРТ — ПО кВт, получим по формуле (14-12)
мощность, передаваемую в загрузку,
Р2 = Рпол + АРт = 16С0 4-110=1710 кВт;
термический КПД печи
Чт = Рпол/Рз = 1600 - 1710 = 0,936.
Заказ № 1156
257
Задаваясь электрическим КПД т]и = 0,85, получим ориентировочное
значение подводимой к печи мощности
Рп = = 1710 : 0,85 = 2010 кВт.
С учетом потерь в токоподводе и конденсаторной батарее мощность ис-
точника питания должна быть не менее 2200 кВт.
4. Выбор частоты и источника питания. Минимальная частота для пе-
чей с кусковой завалкой по формуле (14-5)
/min = 2- Ю6рш/Ощ = 2-106-1,2-IO"6 : 0,082 = 375 Гц.
В качестве рабочей частоты принимается ближайшая большая стандарт-
ная частота 500 Гц, а в качестве источника питания — три тиристорных пре-
образователя суммарной мощностью 3-800 = 2400 кВт, работающие в па-
раллель. Напряжение источника питания, подводимое к индуктору, UK =
= 1500 В.
5. Удельная поверхностная мощность и высота мениска по формуле
(14-3)
Р2 1710-103 ... 0 . 2
р0 —-------— =------------= 465,2-103 Вт/м2;
nD2a2 я -0,9 -1,3
, 0,32-10-4ро 0,32-10-4.465,2-103 п по
Ам =------=----------------,7 8 =~° 0-08 м.
уУр/ 7200 V 1,37-10~6-500
Высота мениска составляет 6% глубины ванны, что вполне допустимо.
6. Активное и внутреннее реактивное сопротивления загрузки вычис-
ляются следующим образом:
Д2 = 503 Vp2/f = 503 V 1,37-Ю-6 : 500 = 0,0263 м;
т2 = 1»2/('У2'Д2) = 0,9 : ( /Г-0,0263) = 24,2.
При т2 = 24,2 с высокой степенью точности (см. § 5-2)
А (т2) = В (т2) = V2lm2 = /Г: 24,2 = 0,0584;
г2 = хм2 = лр2т|Д (m2)/a2= n-l,37-10-6-24,22-0,0584 : 1,3 = 1,13-10“4 Ом.
7. Активное и внутреннее реактивное сопротивления условного одно-
виткового индуктирующего провода при коэффициенте заполнения g = 0,9
и глубине проникновения тока в медь
Дх = 503 V~pjf = 503 V 2-10-8 : 500 = 0,0032 м
по формуле (4-1 С) будут
яр!#! л-2-10~8-1,1 Л 1СО 1Л 4 п
гг = хм1 = - — =------------------ 0,168-10-4 Ом.
g\1a1 0,9-0,0032-1,43
8. Реактивное сопротивление рассеяния при площади поперечного се-
чения воздушного зазора
Sft = л (D2 — О2)/4 = л
в соответствии с формулой (6-5)
х5=^2л/ро5лМ2 = 2л-500-4я-1С"7-0»3142 : 1,3 «=> 9,54 - 1С—4 Ом.
9. Реактивное сопротивление обратного замыкания определим по фор-
мулам (6-6), (6-7), предварительно найдя k± = 0,845 по графику на рис. 14-26
для D1!a1 = 1,1 : 1,43 = 0,77 и DM/D1 = 1,1:
4 = 0,3142 м2
258
n'Dj. „1 ,2
х1и = 2л/и0----L = 2л-500-4л- 10“7 ’ = 26,24-10-4 Ом;
4at 4-1,43
Xe = x10 —------= 26,24- IO-*-----0,845-1,43--= 3 10_4 Qm
«1 —Мг 1,43-0,845-1,3
10. Коэффициент приведения параметров по формуле (6-4)
------------------------------------ = 0,809.
( ЫЗ У / ЦЗ + 9,54 у
к 95,63 ) "Ц 95,63 )
11. Приведенные активное и реактивное сопротивления загрузки по
формулам (6-2), (6-3)
г' = сг2 = 0,809-1,13• 10—4 = 0,914-10-4 Ом;
= с (хм2 + xs + [г2 + (хм2 + xs)2]/х0} = 0,809 {(1,13 + 9,54). 10'4 +
-+- [1,132-10—8 + (1,13 Н-9,54)2.10—8] : (95,63-10-4)} =9,60-10-4 Ом.
12. Эквивалентные электрические сопротивления нагруженного индук-
тора (без шин) по формулам (6-10)
Ли = Г] + г'= (0,168 + 0,914)1-Ю~4 = 1,082-10—4 Ом;
хи = хм| +х2= (0,168 + 9,60)-10-4 = 9,77-10~4 Ом;
z„ = )/г2 4-х2 ='К 1,0822 + 9,772 • 10—4 = 9,83 • 10—4 Ом.
13. Электрический КПД и коэффициент мощности индуктора
'Пи = г2/ги “ 0,914 : 1,082 = 0,845; cos<ри = ги/?и = 1,082 : 9,83 = 0,11.
14. Активная мощность, подводимая к индуктору,
рп = Р2/т|и = 1710 : 0,845 = 2024 кВт,
что почти совпадает с полученным в п. 3 ориентировочным значением Рп
(2010 кВт), на основе которого был выбран источник питания.
15. Потери в индукторе по формуле (14-15)
дри == рп — р2 = 2024 — 1710 = 314 кВт.
16. Число витков индуктора w. Ток условного одновиткового индук-
тора
/и = ]/р2А2 1710-Ю3 : (0,914-10“4)= 136 780 А;
9*
259
Напряжение на условном одновитковом индукторе
U'n = l'HzH = 136780-9,83- IO-4 = 134,45 В;
W = UJU'U = 1500 ' 134,45 = 11,16= 11 вит.
17. Ток индуктора
/н = Ijw - 136 780 : 11 = 12 435 А.
14*12. АВТОМАТИЧЕСКОЕ РЕГУЛИРОВАНИЕ РЕЖИМА
ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЕЧИ
Индукционные тигельные печи с точки зрения автоматического
регулирования являются одним из наиболее сложных классов ин-
дукционных электротермических установок. Это связано с тем, что
электрические параметры системы индуктор—загрузка по ходу
Рис. 14-27. Силовая схема индукционной тигельной пе-
чи, работающей на частоте 50 Гц, и структурная схема
системы ее автоматического регулирования
нагрева изменяются в широких пределах, причем характер этих
изменений не вполне детерминирован, поскольку они обусловлены
не только зависимостью удельного сопротивления и магнитной
проницаемости нагреваемых материалов от температуры, но и та-
кими неопределенными факторами, как габариты шихты и распо-
ложение ее отдельных кусков при загрузке, а также случайными
воздействиями при подгрузке и осаживании шихты.
Для обеспечения оптимального режима плавки с полным ис-
пользованием мощности источника питания разработаны и серийно
выпускаются комплектные устройства автоматического управления
электрическим режимом индукционных тигельных печей [8, 27].
Система регулирования для печи, работающей на частоте 50 Гц
(рис. 14-27), включает в себя локальные регуляторы, осуществляю-
260
щие переключение ступеней напряжения питающего трансформа-
тора Т и переключение емкостей в конденсаторных батареях печного
контура и симметрирующего устройства.
Компенсирующая емкость печи ИП имеет постоянную часть С
и подключаемые контакторами —Кп группы конденсаторов
Сг—Сп. Симметрирующее устройство состоит из дросселя-делителя
L, постоянно включенной емкости Сс и емкостей Сс1 и Сс2, пере-
ключаемых контакторами схемы симметрирования КСг и КС2.
Датчик фазы ДФ, реагирующий на сигналы трансформатора
напряжения TH и трансформатора тока ТТЗ, с помощью переклю-
чающего устройства ПУ2 подбирает переменную емкость ко тура
Рис. 14-28. Силовая схема индукционной ти-
гельной печи средней частоты с питанием от
машинного генератора и структурная схема
системы ее автоматического регулирования
таким образом, чтобы с точностью ±3% сохранялось заданное
значение коэффициента мощности. Коммутация конденсаторов осу-
ществляется под нагрузкой. Переключатель ступеней напряжения
ПСН получает команды от блока сравнения БС, на входы которого
подаются напряжение уставки (7у и сигналы, пропорциональные
току и напряжению печного контура, от выпрямителей В1 и В2.
Плавка ведется на ступени напряжения трансформатора, соответст-
вующей его максимальной допустимой загрузке по току.
Датчик симметрирования ДС получает сигнал от трансформато-
ров тока ТТ1, ТТ2 и через переключающее устройство ПУ1 воз-
действует на контакторы КСг и КС2, поддерживая симметрию за-
грузки питающей трехфазной сети по току с точностью ± 5%.
При отсутствии симметрирующего устройства или применении
питающего трансформатора без переключения ступеней напряже-
ния соответствующие локальные регуляторы исключаются из си-
стемы управления электрическим режимом печи.
261
Система регулирования для среднечастотной печи с питанием
от машинного генератора (рис. 14-28) включает в себя блоки регу-
лирования коэффициента мощности, напряжения генератора, на-
грузки, а также блок защиты БЗ.
Блок регулирования коэффициента мощности, состоящий из
трансформатора напряжения TH, трансформатора тока ТТ, дат-
чика фазы ДФ и переключающего устройства ПУ, принципиально
не отличается от соответствующего блока системы управления
печью, работающей на частоте 50 Гц, но коммутация конденсаторов
производится при отключенном питании.
Напряжение генератора Г регулируется путем изменения угла
отпирания тиристоров выпрямителя В, питающего обмотку воз-
буждения ОВ. Угол отпирания а устанавливается блоком сравне-
ния БС и усилителем-фазорегулятором УФР.
Регулятор нагрузки PH осуществляет автоматическое согласо-
вание параметров генератора и печи ИИ. При значительном уве-
личении эквивалентного сопротивления печи напряжение генера-
тора переключается линейными контакторами КЛ1 и КЛ2 с пол-
ного числа витков индуктора на уменьшенное.
14-13. ПЛАВИЛЬНЫЕ УСТАНОВКИ
С ИНДУКЦИОННЫМИ ТИГЕЛЬНЫМИ ПЕЧАМИ
В состав плавильной установки помимо собственно тигельной
печи с механизмом наклона входят источник питания (преобразо-
ватель частоты или трансформатор) со своим вспомогательным обо-
рудованием и аппаратурой, компенсирующая конденсаторная ба-
тарея (коэффициент мощности печи до компенсации составляет
0,1—0,2), токоподвод, аппаратура автоматики, защиты и сигнали-
зации, измерительная и коммутационная аппаратура. Для печей
с гидравлическим приводом механизмов и вакуумных печей до-
бавляются соответственно маслонапорная установка и вакуумные
насосы и приборы.
Современные тигельные печи конструируют таким образом,
что индуктор вместе с креплениями и износившимся тиглем можно
быстро извлечь из поворотной рамы и заменить запасным с новым
тиглем. При такой конструкции, а также в тех случаях, когда
время работы тигля достигает нескольких месяцев, т. е. при
плавке легкоплавких металлов, в комплект плавильной установки
может входить только одна печь. Во всех остальных случаях в ком-
плект установки входят минимум две печи, из которых одна ра-
ботает, а в другой производится набивка и сушка тигля. Сушка
является длительной операцией, соизмеримой по продолжитель-
ности с эксплуатационной кампанией печи между сменами тигля.
При вакуумной плавке наличие двух поочередно работающих пе-
чей в составе плавильной установки резко повышает производитель-
ность, поскольку у этих печей время межплавочного простоя часто
бывает того же порядка, что и врёмя плавки.
262
Компоновка оборудования плавильных установок с ин-
дукционными тигельными печами должна отвечать требованиям
удобства ведения металлургического процесса, уменьшения потерь
электроэнергии и безопасности обслуживания и эксплуата-
ции.
Первое требование удовлетворяется организацией удобной
транспортировки шихтовых материалов, жидкого металла и шла-
ков. Печь располагается на такой отметке, чтобы под ее сливной
носок мог быть свободно подведен разливочный ковш.
Электрическими потерями, зависящими от компоновки обору-
дования, являются потери в токоподводе. Для их уменьшения ис-
точник питания, и особенно кон-
денсаторная батарея, должен рас-
полагаться как можно ближе
к печи.
Для обеспечения безопасности
эксплуатации электротехническое
оборудование плавильной уста-
новки размещается в изолиро-
ванном помещении преобразовате-
льной подстанции, установка снаб-
жается блокировками безопасности
на случай ошибочных действий
персонала или технических неис-
правностей (прекращение подачи
охлаждающей воды, разрушение
футеровки тигля и т. п.).
Рис. 14-29. Расположение обору-
дования тигельной печи средней
емкости (1 т)
и конденсаторная батарея 4
В качестве примера на
рис. 14-29 показана планировка
установки индукционной тигельной
печи средней емкости (1 т). Элек-
тромашинный преобразователь 1
установлены в помещении подстанции 5 рядом с рабочей площад-
кой S, на которой смонтировано две печи 9, входящие в комплект
установки. Конденсаторная батарея 4, панель с контакторами
3 и щиты с аппаратурой 6, доступ к которым разрешен лишь при
снятом напряжении, отделены сетчатым ограждением 12 с дверью 2,
оборудованной электрической блокировкой. Лицевые стороны
щитов 6 с измерительными приборами и рукоятками органов уп-
равления выходят на площадку обслуживания печи 8. Пульт уп-
равления наклоном 10 расположен рядом с печью в месте, удобном
для наблюдения за сливом металла. Маслонапорная установка 11
гидравлического механизма наклона установлена в изолированном
помещении рядом с печью под рабочей площадкой.
Токоподвод, соединяющий вводы печи с конденсаторной бата-
реей, выполняется в виде пакетов плоских алюминиевых шин че-
редующейся полярности с естественным воздушным охлаждением
или трубчатых шин с водяным охлаждением.
263
Системы водяного охлаждения индуктора и других элементов
установки оборудуются струйными реле и реле давления, отключаю-
щими питание печи при снижении расхода или прекращении по-
дачи воды. Сливные воронки 7 систем водяного охлаждения смон-
тированы на рабочей площадке 8 для удобства визуального кон-
троля.
14-14. ЭКСПЛУАТАЦИЯ ИНДУКЦИОННЫХ ТИГЕЛЬНЫХ ПЕЧЕЙ
Индукционные тигельные печи применяются в литейном и ме-
таллургическом производстве. В литейном производстве процесс
плавки сводится к расплавлению и нагреву до температуры раз-
ливки металла, имеющего заданный состав. Рафинировочный период
плавки отсутствует, работать желательно при максимальной удель-
ной мощности для увеличения производительности печи.
В металлургическом производстве плавка делится на два этапа:
период расплавления и период рафинирования, продолжительность
которого определяется скоростью протекания химических реакций
и почти не зависит от электрического режима печи.
В металлургии индукционные тигельные печи применяются не
только отдельно, но и в дуплекс-процессах с плавильными печами
других типов [38]. Экономическая целесообразность этого обуслов-
лена высокой стоимостью расплавления материалов в индукцион-
ной печи и малым выгоранием в ней легирующих добавок. Дуплекс-
процесс, позволяющий получать большие количества легированной
стали, состоит в том, что легирующие элементы расплавляются
в индукционной печи и заливаются в мартеновскую или дуговую
печь, в которой плавится основная масса металла и после добавле-
ния легирующих присадок производится доводка до заданного
состава. Для выплавки легированной стали в меньших количест-
вах (порядка нескольких тонн) применяется другой дуплекс-процесс:
металл расплавляется в дуговой печи и переливается в индукцион-
ную печь, в которой проводится лишь рафинировочный период
плавки, включающий легирование.
Наконец, индукционные тигельные печи используются в ка-
честве миксеров-копильников, в которые металл сливается из пла-
вильных печей и где он поддерживается в постоянной готовности
к разливке в ковши. Индукционные тигельные миксеры работают
в режиме минимальной удельной мощности.
Жидкая загрузка применяется не только в дуплекс-процессах
и миксерном режиме. Многие современные крупные печи, исполь-
зуемые как самостоятельные плавильные устройства, работают
с остаточной емкостью, которая может составлять 60—90% пол-
ной емкости тигля. Преимущества работы с остаточной емкостью:
отсутствие трудностей, связанных с расплавлением мелкой куско-
вой шихтк, увеличение срока службы футеровки в условиях по-
стоянного теплового режима, выравнивание состава выплавляе-
мого металла за счет буферного действия остаточной емкости.
264
При эксплуатации плавильных установок с индукционными ти-
гельными печами должны соблюдаться правила техники безопас-
ности для электротехнических установок соответствующего класса.
Кроме того, должны быть приняты меры безопасности, связанные
со специфическими особенностями тигельных печей.
Основная опасность, возникающая при работе индукционной
тигельной* печи, заключается в возможности прожога витков водо-
охлаждаемого индуктора расплавленным металлом при поврежде-
нии футеровки. При этом не исключается выброс металла из печи
вследствие бурного парообразования или даже взрыв. Для пре-
дотвращения аварий такого рода разработаны сигнализаторы со-
стояния футеровки, отключающие питание печи и включающие
сигнализацию при появлении трещин в тигле или недопустимом
утоныпении его стенок. Действие сигнализатора основано на из-
мерении сопротивления между расплавленным металлом и спе-
циальными электродами, запекаемыми в стенку и подину тигля,
и на срабатывании реле при уменьшении сопротивления.
Технико-экономические показатели индукционных тигельных
печей говорят о высокой эффективности этого оборудования. При
плавке алюминия и медных сплавов угар металла сокращается
для различных видов шихты и марок сплавов на 30—60% по срав-
нению с газовыми и мазутными печами; при плавке стали уменьше-
ние расхода легирующих элементов по сравнению с дуговыми пе-
чами доходит до 50% [41 ]; при выплавке в индукционных печах
синтетических чугунов уменьшается в 3—4 раза по сравнению
с плавкой в вагранках количество растворенных в металле газов,
снижается в 1,5—2 раза брак по литью, а главное — применяется
более дешевая шихта, включающая стальной лом и не содержащая
литейного чугуна, что позволяет высвободить часть доменного
парка для увеличения выпуска передельного чугуна [27].
Во всех случаях резко улучшаются условия труда и умень-
шается загрязнение окружающей среды.
ГЛАВА ПЯТНАДЦАТАЯ
ИНДУКЦИОННЫЕ КАНАЛЬНЫЕ ПЕЧИ
15-1. КЛАССИФИКАЦИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ
ИНДУКЦИОННЫХ КАНАЛЬНЫХ ПЕЧЕЙ
Индукционная канальная печь (рис. 15-1) по принципу дейст-
вия является трансформатором со стальным магнитопроводом /,
одновитковая вторичная обмотка которого служит одновременно
и нагрузкой. Конструктивно печь состоит из футерованной ванны 2,
в которой помещается почти вся масса расплавляемого металла 3,
265
Рис. 15-1. Устройство индукционной
шахтной канальной печи
и находящейся под ванной так называемой индукционной единицы.
Последняя объединяет подовый камень 6, магцитопровод 1 и ин-
дуктор Подовый камень представляет собой огнеупорный массив
с цилиндрическим проемом 7 и окружающим его каналом 5, устья
которого открываются в ванну. Стержень магнитопровода распо-
лагается в проеме 7, а ярма охватывают подовый камень с боков.
Индуктор 4 является первичной обмоткой трансформатора, а роль
вторичного витка выполняет расплавленный металл, заполняющий
канал 5 и находящийся в ниж-
ней части ванны.
Ток, протекающий во вто-
ричной цепи, вызывает нагрев
расплава, при этом почти вся
энергия выделяется в канале,
имеющем малое сечение. Металл,
находящийся в ванне, нагре-
вается за счет тепло- и массо-
обмена между каналом и ван-
ной. Перемещение металла обу-
словлено главным образом
электродинамическими усилия-
ми, возникающими в канале, и
в меньшей степени конвекцией,
связанной с перегревом металла
в канале по отношению к ван-
не. Перегрев ограничивается
некоторой предельной допусти-
мой величиной, лимитирующей
удельную мощность в канале.
Принцип действия канальной
печи требует наличия постоянно
замкнутой вторичной цепи. Поэтому все канальные печи работают
с остаточной емкостью, составляющей обычно 25—30% полной
емкости печи и обеспечивающей постоянное заполнение канала
жидким металлом. Замораживание металла в канале в подавляю-
щем большинстве случаев не допускается, во время межплавочного
простоя металл в канале должен поддерживаться в расплавленном
состоянии. Таким образом, канальные печи эксплуатируются в по-
лунепрерывном режиме, они не приспособлены для смены выплав-
ляемого металла и являются в этом смысле специализированными,
тем более, что различие свойств металлов приводит к существен-
ным конструктивным различиям предназначенных для их плавки
печей. Поэтому канальные печи классифицируются прежде всего
по металлам, для плавки которых они предназначены.
Все канальные печи работают на частоте 50 Гц, поскольку до-
статочно высокий электрический КПД системы индуктор—канал
может бытьх обеспечен на этой частоте при любом удельном сопро-
тивлении расплавленного металла и выполнении условия
266
d2 0,75 Д2, где d2 — радиальный размер канала (см. рис. 15-1),
а Л2 — глубина проникновения тока в расплавленный металл.
Мощность однофазной индукционной единицы может состав-
лять величину от 50 до 1000 кВт. С ростом мощности увеличивается
сечение канала, т. е. возрастает его осевой размер а2, так как ра-
диальный размер d2 ограничен вышеуказанным условием. Обычно
а2 = (З-т-5) d2. При необходимости дальнейшего увеличения се-
чения вместо одного канала делают два (см. рис. 15-6) или три па-
раллельных канала. Такая конструкция обладает большей меха-
нической прочностью. В печах большой мощности применяются
двухфазные (сдвоенные, рис. 15-2), а также трехфазные (см.
рис. 15-6) индукционные единицы. Мощность их может составлять
700—1500 кВт. Часто крупные канальные печи оборудуются не-
сколькими индукционными единицами.
Рис. 15-2. Сдвоенная съемная индукционная единица для меде-
плавильной канальной печи
Подовый камень канальной печи изнашивается значительно
быстрее, чем футеровка ванны. Для сокращения простоев, связан-
ных со сменой подового камня, разработаны съемные индукцион-
ные единицы (рис. 15-2). Такая единица представляет собой само-
стоятельный конструктивный элемент, она может быть быстро уста-
новлена на печь или снята с нее.
Канальные печи большей частью выполняются наклоняющи-
мися, значительно реже встречаются стационарные печи.
По форме ванны различают четыре основных класса канальных
печей: шахтные, барабанные, двухкамерные и печи с прямоуголь-
ной ванной.
Шахтная печь (см. рис. 15-1) имеет ванну в форме цилиндриче-
ской шахты с вертикальной осью. Преимуществами ее являются
простота ремонта и замены футеровки ванны и удобство механизи-
рованной загрузки печи.
267
Рис. 15-3. Схематическое
устройство барабанной ка-
нальной печи
Ванна барабанной печи (рис. 15-3) выполнена в виде цилиндра
с горизонтальной осью. Индукционные единицы располагаются по
обе стороны барабана. Емкость барабанных печей достигает 40 м3
(250 т по чугуну), они используются главным образом в качестве
миксеров, допускающих одновременную заливку и разливку ме-
талла. Ванна печи может поворачиваться в обе стороны вокруг
горизонтальной оси, параллельной оси барабана. Это позволяет
производить замену съемных индукционных единиц, которыми
обычно оборудуются барабанные печи, без полного слица металла;
для этого достаточно повернуть печь на угол, необходимый для опо-
рожнения каналов сменяемой единицы.
В двухкамерной печи (рис. 15-4) го-
ризонтальные или наклонные каналы
соединяют две ванны, одна из которых
является плавильной, а другая— раз-
ливочной. Каналы вместе с примыка-
ющими участками ванн образуют зам-
кнутый вторичный виток.
Печи с ванной прямоугольной фор-
мы (рис. 15-5) применяются редко и
почти всегда выполняются стационар-
ной конструкции, жидкий металл из
них вычерпывается или выкачивается.
Индукционная единица может при-
мыкать к нижней части ванны любой
формы в вертикальном, горизонтальном
или наклонном положении. Соответственно различают печи с вер-
тикальными, горизонтальными и наклонными каналами.
Печи с вертикальными каналами (см. рис. 15-1, 15-6) широко
распространены. Перемешивание металла происходит в них наи-
более интенсивно, очистку каналов производить несложно. Недо-
статком конструкции, проявляющимся особенно сильно при зна-
чительной глубине ванны, является большое гидростатическое
давление в канале, ухудшающее условия работы подового камня.
Печи с горизонтальными каналами (рис. 15-5) характеризуются
малым гидростатическим давлением в канале, циркуляция металла
в верхней части ванны у них ослаблена, что при плавке некоторых
металлов, например алюминия, полезно. Очистка каналов в таких
печах затруднена.
Печи с наклонными каналами (см. рис. 15-3) можно рассматри-
вать, как компромиссную конструкцию, сочетающую качества пе-
чей с вертикальными и горизонтальными каналами.
Форма поперечного сечения каналов может быть различной,
наиболее распространены каналы прямоугольного и овального се-
чения, вытянутого в направлении, параллельном оси индуктора.
Основные свойства канальных печей, как класса индукционных
электротермических установок, предназначенных для плавки ме-
таллов, сводятся к следующему. Главная особенность индукцион-
268
ных установок — выделение тепла в самом нагреваемом объекте —
присуща канальным печам лишь в слабой степени, поскольку ос-
новная масса металла, находящаяся в ванне, прогревается почти
исключительно за счет конвекции и теплопроводности. Таким об-
разом, по схеме ввода тепла в ванну канальные печи уступают
тигельным. Однако канальные печи, в которых тепло вводится
в ванну снизу или сбоку, имеют существенные преимущества пе-
ред печами с другими источниками нагрева, в которых тепло вво-
дится сверху, что приводит к перегреву и усиленному окислению
поверхности расплава.
Рис. 15-4. Схематическое устройство
двухкамерной канальной печи
Рис. 15-5. Схематическое устройство
канальной печи с ванной прямо-
угольной формы
В отношении равномерности распределения температуры и од-
нородности химического состава ванны, а также угара металла
канальные печи не уступают тигельным, а по значениям КПД и
коэффициента мощности значительно их превосходят, причем
эти показатели не зависят от степени заполнения печи металлом.
Увеличение емкости является более простой проблемой для ка-
нальных печей, чем для тигельных, поскольку энергетические
задачи решаются простым наращиванием числа индукционных еди-
ниц. Условия работы подовых камней канальных печей значи-
тельно тяжелее, чем футеровки тигельных печей, с повышением
температуры металла в каналах срок службы подовых камней
прогрессивно сокращается. Наконец, для канальных печей харак-
терен полунепрерывный или непрерывный режим работы.
Эти свойства обусловливают использование индукционных ка-
нальных печей главным образом для плавки цветных металлов
4меди, алюминия, цинка и их сплавов), в качестве разливочных
269
печей в производстве цветного литья и миксеров для накопления,
выравнивания состава и подогрева чугуна, расплавленного в пе-
чах других типов.
1S-2. КОНСТРУКТИВНЫЕ УЗЛЫ
ИНДУКЦИОННЫХ КАНАЛЬНЫХ ПЕЧЕЙ
При большом разнообразии типов индукционных канальных пе-
чей основные конструктивные узлы являются общими для них всех.
На рис. 15-6 эти узлы показаны на примере трехфазной печи для
Рис. J5-6. Шахтная канальная печь для плавки медных сплавов с трехфаз-
ной индукционной единицей
плавки медных сплавов: футеровка /, 2, трансформатор печи 3—5,
корпус 6—S, крышка Р, вентиляционная установка 10, 11, механизм
наклона 12, 13.
Футеровка. Подовый камень 1 и футеровка ванны 2 выполняются
из различных огнеупорных материалов в зависимости от назначе-
ния печи [3, 27, 38, 40]. В печах для плавки медных сплавов при-
меняются футеровки на основе высокоглиноземистого шамота или
кварцита; для плавки алюминия — на основе шамота, кварцита
и огнеупорной глины; для плавки цинка — на основе каолинового
шамота и огнеупорной глины; для плавки черных металлов — на
основе корунда. В качестве связующих используются обычно спе-
кающиеся материалы (борная кислота и др.). Подовые камни всегда
изготовляются из набивных масс, ванна часто футеруется огне-
270
упорным кирпичом. Толщина футеровки ванны выбирается из ус-
ловий обеспечения высокого термического КПД печи и долговеч-
ности.
Подовый камень является наиболее ответственной деталью
печи, поскольку в течение эксплуатационной кампании он недо-
ступен для осмотров и ремонта, условия же его работы чрезвы-
чайно тяжелые. Толщина стенки подового камня, отделяющей^ка-
нал от проема, в котором находится индуктор, составляет лишь
5—12 см, так как при ее увеличении возрастает рассеяние и сни-
жается коэффициент мощности печи. Температура металла в ка-
нале при плавке чугуна достигает 1650 °C, температура же стенки
проема не должна превышать 200 °C. Поэтому градиент темпера-
туры в стенке подового камня составляет 150—250 К/см. Кроме
того, стенки канала находятся под большим гидростатическим дав-
лением столба металла и подвергаются, особенно вблизи устьев,
размывающему действию циркулирующего металла.
Этими условиями определяются требования к футеровке подо-
вого камня: большая механическая прочность при рабочей темпера-
туре, минимальный коэффициент линейного расширения, стойкость
против размывания интенсивно циркулирующим металлом, хими-
ческая стойкость по отношению к расплавленному металлу и его
окислам, хорошие электроизоляционные свойства при высоких
температурах. Соответствие этим требованиям достигается точным
соблюдением заданной рецептуры футеровочной массы, ее грануло-
метрического состава и технологии набивки, сушки и разогрева
подовых камней [27, 40]. И в СССР и за рубежом ведутся иссле-
довательские работы по созданию новых огнеупорных материалов
для подовых камней, пригодных для работы при более высоких
температурах и с более агрессивными металлами.
Подовые камни съемных индукционных единиц формуются вне
печи. Для уплотнения плоскости разъема съемных единиц приме-
няются миканитовые прокладки, покрытые огнеупорной об-
мазкой.
Съемные индукционные единицы применяются на крупных пе
чах. Использование их на печах малой емкости нецелесообразно,
так как основной выигрыш при их применении получается за счет
смены изношенных подовых камней без слива металла; на печах
небольшой емкости с малой тепловой инерцией это невозможно
ввиду быстрого остывания металла в ванне до температуры затвер-
девания.
Трансформатор печи. Схема трансформатора печи, элементами
которого являются магнитопровод 3 (рис. 15-6), индукторы 4 и ка-
налы 5, определяется конструкцией печи.
Печь с индукционной единицей, показанной на рис. 15-1, имеет
однофазный трансформатор с броневым магнитопроводом. Широко
применяются также трансформаторы со стержневыми магнитопро-
водами. Напряжение на первичную обмотку (индуктор) подается
от питающего автотрансформатора с большим числом ступеней
271
напряжения, что позволяет регулировать мощность печи. Авто-
трансформатор включается на линейное напряжение цеховой сети
обычно без симметрирующего устройства, поскольку мощность
однофазных печей относительно невелика.
Печь со сдвоенной индукционной единицей представляет собой
двухфазную нагрузку, так же, как и печь с двумя отдельными
однофазными индукционными единицами. Индукторы в двухфаз-
ной системе подключаются к трехфазной сети по схеме открытого
треугольника, если это не вызывает недопустимой несимметрии
напряжений, или по схеме Скотта, обеспечивающей равномерную
загрузку трех фаз. Конструктивно сдвоенная индукционная еди-
ница состоит из двух трансформаторов стержневого типа (см.
рис. 15-2).
Печь с трехфазной индукционной единицей (рис. 15-6) может
иметь трехфазный трансформатор или три однофазных трансформа-
тора. Последнее предпочтительно, несмотря на большую, массу
магнитопровода, так как обеспечивает более удобную сборку и
разборку, которые приходится периодически производить при смене
футеровки. Трехфазные индукционные единицы или группы одно-
фазных единиц, число которых кратно трем, позволяют равно-
мерно загрузить питающую сеть. Питание многофазных печей
также осуществляется через регулировочные автотрансформа-
торы.
Магнитопровод трансформатора печи изготовляется из листо-
вой электротехнической стали, ярмо выполняется съемным в связи
с необходимостью регулярной сборки и разборки. Форма попереч-
ного сечения стержня при небольшой мощности трансформатора —
квадратная или прямоугольная, а при значительной мощности —
крестообразная или ступенчатая.
Индуктор канальной печи имеет принудительное воздушное
пли водяное охлаждение. При воздушном охлаждении индуктор
изготовляется из медного обмоточного провода прямоугольного
сечения, средняя плотность тока составляет 2,5—4 А/мм2. При во-
дяном охлаждении индуктор изготовляется из профилированной
медной трубки, желательно неравностенной, с толщиной рабочей
стенки (обращенной к каналу) 10—15 мм. Средняя плотность тока
достигает 15 А/мм2. Индуктор, как правило, выполняется одно-
слойным, в редких случаях — двухслойным. Последний значи-
тельно сложнее конструктивно и имеет более низкий коэффициент
мощности.
Номинальное напряжение на индукторе не превышает 1000 В
и чаще всего соответствует стандартному напряжению сети (220,
380 или 500 В). Витковое напряжение при малой мощности индук-
ционной единицы составляет 7—10 В, а при большой мощности
оно возрастает до 13—20 В.
Форма витков индуктора обычно круговая, лишь у печей для
плавки алюминия, каналы которых состоят из прямолинейных от-
резков, а сердечник всегда имеет прямоугольное сечение, витки
272
индуктора также делаются прямоугольными (см. § 15-3, рис. 15-4
и 15-8). Между стержнем и индуктором помещается изолирующая
бумажно-бакелитовая гильза, закрепленная деревянными клиньями.
t Корпус печи. Обычно корпус печи состоит из каркаса 6
(рис. 15-6), кожуха ванны 7 и кожуха индукционной единицы 8.
Кожух ванны у печей малой емкости, а у барабанных печей также
и значительной емкости может быть выполнен достаточно прочным
и жестким, что позволяет отказаться от каркаса. Конструкции и
крепления корпуса должны быть рассчитаны на нагрузки, возни-
кающие при наклоне печи, чтобы обеспечивать необходимую жест-
кость в наклоненном положении.
Каркас изготовляется из стальных фасонных балок. Цапфы оси
наклона опираются на подшипники, смонтированные на опорах,
установленных на фундаменте. Кожух ванны изготовляется из
листовой стали толщиной 6—15 мм и снабжается ребрами жесткости.
Кожух индукционной единицы служит для соединения подового
камня и трансформатора печи в единый конструктивный элемент.
Двухкамерные печи не имеют отдельного кожуха индукционной
единицы, он составляет у них одно целое с кожухом ванны. Кожух
индукционной единицы охватывает индуктор, поэтому для умень-
шения потерь на вихревые токи он делается составным из двух
половин с изолирующей прокладкой между ними. Стяжка произ-
водится болтами, снабженными изолирующими втулками и шай-
бами. Таким же образом кожух индукционной единицы крепится
к кожуху ванны.
Кожухи индукционных единиц могут быть литыми или свар-
ными, часто они имеют ребра жесткости. В качестве материала ко-
жухов предпочтительно использовать немагнитные сплавы.
Вентиляционная установка. В печах небольшой емкости, не
имеющих водяного охлаждения, вентиляционная установка служит
для отвода тепла от индуктора и поверхности проема подового
камня, нагреваемой за счет теплопроводности от расплавленного
металла в близко расположенных каналах. Применение водоохлаж-
даемого индуктора не освобождает от необходимости вентилировать
проем подового камня во избежание перегрева его поверхности.
Современные съемные индукционные единицы имеют не только
водоохлаждаемые индукторы, но также водяное охлаждение ко-
жухов и проемов. В проеме размещается разрезная рубашка во-
дяного охлаждения, прилегающая к поверхности проема, но не
образующая замкнутого витка. Однако и такие индукционные еди-
ницы имеют дополнительное воздушное охлаждение [27]. Таким
образом, вентиляционная установка является обязательным эле-
ментом оборудования канальной печи.
Вентиляторы 10 с приводными двигателями часто устанавли-
ваются на каркасе печи, как показано на рис. 15-6. При этом вен-
тилятор соединяется с коробом, распределяющим воздух по венти-
лируемым проемам, коротким жестким воздуховодом 11. Однако
масса вентиляционной установки может быть значительной, что
1 г/2 10 Заказ № 1156
273
шается нагрузка на механизм
3
Рис. 15-7. Барабанная канальная
печь для плавки медных сплавов
приводит к существенному увеличению нагрузки на механизм на*
клона печи. Поэтому применяется и другая компоновка, при ко-
торой вентиляторы устанавливаются рядом с печью и соединяются
с нею гибкими рукавами, обеспечивающими возможность наклона.
Вместо гибких рукавов может использоваться воздуховод, состоя-
щий из двух жестких участков, сочленяющихся с помощью пово-
ротного стыка на продолжении оси наклона, что также позволяет
осуществлять опрокидывание печи. При такой компоновке умень-
[лона, но усложняется конструк-
ция воздуховодов и загроможда-
ется пространство вокруг печи.
Печи со съемными индук-
ционными единицами обору-
дуются индивидуальными вен-
тиляторами для охлаждения
каждой единицы (рис. 15-7).
Выход из строя вентилятора
может привести к аварии печи.
Поэтому вентиляционная уста-
новка должна иметь резервный
вентилятор, готовый к немед-
ленному включению и отделен-
ный от воздуховода задвижкой.
Исключение составляют печи
с индивидуальными вентиля-
торами на индукционных еди-
ницах. Индивидуальные вен-
тиляторы имеют небольшие габариты и массу и в случае выхода
из строя могут быть ("очень быстро заменены, поэтому уста-
навливать резервные вентиляторы на печь не требуется.
Механизм наклона. Канальные печи малой емкости (до 150—
200 кг) снабжаются обычно механизмом наклона с ручным приводом,
ось наклона их часто проходит вблизи центра тяжести печи.
Крупные печи оборудуются механизмом наклона с гидравли-
ческим приводом (см. рис. 15-6). Механизм состоит из маслонапор-
ной установки и двух гидравлических цилиндров 12 с плунжерами.
Ось наклона 13 располагается у сливного носка 14.
Наклон барабанных печей осуществляется путем поворота во-
круг оси, параллельной продольной оси ванны (рис. 15-7). На тор-
цах кожуха ванны закреплены опорные диски 2, установленные на
катках 1. Лётка 3 расположена на торцевой стенке ванны. При
вертикальном положении печи лёточное отверстие находится выше
уровня жидкого металла, при повороте печи на катках 1 оно ока-
зывается под зеркалом ванны. Положение лётки относительно
ковша в процессе слива металла не изменяется, поскольку лётка
располагается в центре опорного диска, на оси поворота.
Механизм наклона любого типа должен обеспечивать слив
всего металла из печи.
274
15-3. ОСОБЕННОСТИ КАНАЛЬНЫХ ПЕЧЕЙ
ДЛЯ ПЛАВКИ РАЗЛИЧНЫХ МЕТАЛЛОВ
Печи для плавки меди и ее сплавов. Температура разливки меди
равна 1230 °C, и чтобы перегрев металла в каналах не привел к су-
щественному сокращению срока службы подового камня, удельная
мощность в каналах не должна превосходить 50-Ю6 Вт/м3.
Для латуни температура разливки составляет примерно 1050 °C,
а удельная мощность в каналах ограничивается величиной (50—
60)-106 Вт/м3. При большей удельной мощности возникает так на-
зываемая цинковая пульсация, состоящая в периодическом преры-
вании тока в каналах. Причина этого заключается в том, что цинк,
температура кипения которого равна 916 °C, при плавке латуни
вскипает в каналах. Пары цинка в виде пузырьков поднимаются
к устьям каналов, где конденсируются, соприкасаясь с более хо-
лодным металлом. Наличие пузырьков приводит к уменьшению рабо-
чего сечения канала, возрастанию плотности тока в нем и увеличению
сил электродинамического обжатия металла в канале магнитным
полем собственного тока. При удельной мощности, превосходящей
вышеуказанную, кипение цинка происходит настолько интенсивно,
что рабочее сечение канала существенно сокращается, электроди-
намическое давление превосходит гидростатическое давление
столба металла над каналом, вследствие чего металл оказывается
пережатым и ток прекращается. После разрыва тока электродина-
мические силы исчезают, пузырьки всплывают, после чего прохож-
дение тока возобновляется. Разрывы тока происходят 2—3 раза
в секунду, нарушая нормальную работу печи.
При удельной мощности, меньшей указанной предельной, цин-
ковая пульсация начинается лишь при прогреве всей ванны до
температуры порядка 1000 °C и служит сигналом о готовности ла-
туни к разливке.
Следует отметить, что цинковая пульсация является единствен-
ным случаем в практике эксплуатации современных канальных пе-
чей, когда электродинамические силы оказываются достаточными
для пережатия металла в канале.
Для плавки меди и ее сплавов применяются шахтные, а при
загрузке более 3 т—барабанные печи и миксеры. Максимальная
емкость их — примерно 35 т, удельный расход электроэнергии
при плавке меди — около 300 кВт-ч/т, при плавке медных спла-
вов— около 200 кВт-ч/т. Коэффициент мощности при плавке
меди составляет примерно 0,5; при плавке бронз и латуней — при-
мерно 0,7; при плавке медноникелевых сплавов—примерно 0,8.
Печи для плавки алюминия. Особенности канальных печей для
плавки алюминия и его сплавов связаны с легкой окисляемостью
алюминия и другими свойствами металла и его окиси. Алюминий
имеет температуру плавления 658 °C, разливки — около 730 °C,
плотность его в расплавленном состоянии мала и составляет
2500 кг/м3. Низкая плотность жидкого алюминия делает нежела-
1 V2 Ю*
275
Рис. 15-8. Съемная индук-
ционная единица для плав-
ки алюминия
тельной интенсивную циркуляцию расплава, поскольку неметал-
лические включения, увлеченные в глубину ванны, всплывают
очень медленно. Температура плавления окиси алюминия 2070 °C,
плотность ее 3700 кг/м3. Расплавленный алюминий в печи покры-
вается пленкой твердой окиси, которая благодаря поверхностному
натяжению жидкого алюминия удерживается на его поверхности,
предохраняя металл от дальнейшего окисления. Однако если сплош-
ная пленка взломана, то осколки ее тонут и опускаются на
дно ванны, попадая в каналы. Окись алюминия химически активна;
осколки пленки вследствие химического взаимодействия прикреп-
ляются к стенкам каналов, уменьшая их сечение. Таким образом,
в процессе работы каналы постепенно
«зарастают» и их приходится периодиче-
ски очищать.
Описанные свойства алюминия и его
окиси вынуждают работать с низкой
удельной мощностью в каналах. При
этом уменьшается перегрев металла
в каналах, а температура на поверх-
ности поддерживается на минимальном
уровне, не выше 750 °C, что ослабляет
окисление, скорость которого растет
с повышением температуры. Кроме того,
при малой удельной мощности ослаб-
ляется циркуляция металла, что способ-
ствует сохранности окисной пленки
и уменьшению количества неметаллических включений. В печах
с вертикальными каналами удельная мощность в каналах не превы-
шает (4—6) • 106 Вт/м3; в печах с горизонтальными каналами, где
струи горячего металла, выходящие из каналов, направлены не
к поверхности, а параллельно ей у дна ванны, удельная мощность
может быть повышена до (12—15)• 106 Вт/м3 [3].
Обеспечить сохранность окисной пленки в печи невозможно,
поскольку она неизбежно разрушается при загрузках шихты. В пе-
риод расплавления взламывание пленки происходит главным обра-
зом вследствие циркуляции металла. Поэтому в печах для плавки
алюминия принимают меры для ее ослабления, особенно в верхней
части ванны: уменьшают, как уже сказано, удельную мощность
в каналах, часто применяют горизонтальное расположение кана-
лов, а при вертикальном их расположении увеличивают глубину
ванны, переход из канала в ванну выполняют под прямым углом,
без закруглений (рис. 15-8), что увеличивает гидравлическое со-
противление устья канала (см. § 15-4).
Горизонтальное расположение каналов имеет еще то преиму-
щество, что затрудняет попадание в них осколков окисной пленки,
хотя и не исключает его полностью, поскольку осколки могут ув-
лекаться в каналы циркуляцией металла.
Каналы печей для плавки алюминия состоят из прямолинейных
276
участков, что позволяет обеспечить их очистку. На рис. 15-8 пока-
зана съемная индукционная единица для плавки алюминия. Верти-
кальные участки канала очищаются механическими инструментами
сквозь жидкую ванну; для очистки нижнего горизонтального участ-
ка, требующей слива металла, предусмотрен разъем по линии А—А.
Зарастание канала сказывается на электрическом режиме лишь
после того, как его размер в свету d2 (рис. 15-8) становится при-
близительно равным глубине проникновения тока, которая для
расплавленного алюминия при частоте 50 Гц равна 3,5 см. Поэтому
для того чтобы очистку каналов производить возможно реже, при-
нимают б/2 = 6-4-10 см. Для горизонтального участка, очищать
который особенно затруднительно, размер d2r = (1,3-4-1,5) d2.
Вертикальные участки каналов очищают в среднем один раз в смену,
а горизонтальные участки — один раз в сутки.
Наряду с печами других конструктивных типов для плавки
алюминия применяются двухкамерные печи. Такая печь может
быть однофазной с двумя каналами, соединяющими ванны (см.
рис. 15-4), или трехфазной с четырьмя каналами. В стенках ванн
по осям каналов имеются отверстия для чистки каналов, закры-
ваемые глиняными пробками (см. рис. 15-4). Чистка производится
после слива металла.
Печи для плавки алюминия имеют емкость от 0,2 до 40 т, коэффи-
циент мощности их из-за большого сечения канала низок; он со-
ставляет 0,3—0,4, а у крупных и особенно двухкамерных печей,
у которых вторичный виток на двух участках проходит через ванны,
может быть даже ниже. Удельный расход энергии при плавке алю-
миния и его сплавов в канальных печах лежит в пределах -360—
500 кВт-ч/т.
Печи для плавки цинка. В канальных печах переплавляется
катодный цинк высокой чистоты, не требующий рафинирования.
Температура плавления цинка равна 419 °C, температура раз-
ливки 480—500 °C, удельная мощность в каналах составляет
(30—40)-106 Вт/м3. Расплавленный цинк, обладая высокой жидко-
текучестью, легко проникает в поры футеровки и вступает в соеди-
нение с футеровочными материалами. Поскольку процесс пропиты-
вания футеровки цинком ускоряется с увеличением гидростатиче-
ского давления металла, печи для плавки цинка имеют прямо-
угольную ванну небольшой глубины и индукционные единицы с го-
ризонтальными каналами. Ванна разделяется на плавильную
и разливочную камеры внутренней перегородкой, в нижней части
которой имеется окно. Чистый металл перетекает через окно в раз-
ливочную камеру, примеси же и загрязнения, находящиеся у по-
верхности, остаются в плавильной камере. Печи оборудуются за-
грузочным и разливочным устройствами и работают в непрерыв-
ном режиме: катодный цинк загружается в плавильную камеру
через проем в своде, а переплавленный металл разливается в из-
ложницы. Разливка может осуществляться вычерпыванием металла
ковшом, выпуском его через клапан или выкачиванием насосом.
Загрузочное и разгрузочное устройства имеют конструкцию, пре-
дотвращающую попадание паров цинка в цех, а кроме того, снаб-
жаются мощной вытяжной вентиляцией, поскольку пары цинка
ядовиты.
Печи для плавки цинка с несъемными индукционными едини-
цами выполняются стационарными, а при применении съемных
индукционных единиц — качающимися. Загрузка качающихся пе-
чей и разливка цинка из них производится в вертикальном поло-
жении, а наклон в ту или другую сторону используется только для
смены индукционных единиц без слива металла [40].
Емкость печей для цинка достигает 150 т [38], коэффициент
мощности их равен 0,5—0,6, удельный расход энергии - около
100 кВт-ч/т.
Печи для плавки чугуна. Канальные печи используются при
плавке чугуна в качестве миксеров в дуплекс-процессе с вагран-
ками, дуговыми и индукционными тигельными печами, позволяя
повысить температуру, осуществить легирование и обеспечить од-
нородность чугуна перед разливкой. Емкость канальных миксеров
лежит в пределах от 0,5 до 250 т. Коэффициент мощности печей
для плавки чугуна составляет 0,6—0,8; срок службы футеровки
ванны достигает года, а подового камня 4—6 мес; допустимая удель-
ная мощность в каналах из условия перегрева металла (40 —
50). 106 Вт/м3.
Печи емкостью до 16 т — шахтные, с одной или двумя съемными
индукционными единицами, печи большей емкости имеются двух
исполнений — шахтные и барабанные, с числом съемных единиц
от одной до четырех.
Существуют специальные канальные раздаточные миксеры для
обслуживания литейных конвейеров. Чугун заливается из них
непосредственно в литейные формы. Выдача дозированной порции
металла из такого миксера производится либо с помощью наклона
печи, либо вытеснением металла путем подачи сжатого газа в гер-
метизированную печь.
Канальные миксеры для чугуна имеют сифонные системы за-
ливки и слива металла; заливной и выпускной каналы выходят
в ванну около ее дна, ниже зеркала расплава. Благодаря этому
сливаемый металл не загрязняется шлаком. Заливка и слив ме-
талла могут производиться одновременно.
15-4. ЦИРКУЛЯЦИЯ МЕТАЛЛА В КАНАЛЬНЫХ ПЕЧАХ
Интенсивное движение расплавленного металла из каналов
в ванну и в обратном направлении имеет важнейшее значение, так
как почти все тепло выделяется в каналах. В возникновении цирку-
ляции металла некоторую роль играет конвекция, связанная с пе-
регревом металла в каналах, но основным фактором является элек-
тродинамическое взаимодействие тока в канале с магнитным по-
током рассеяния, проходящим между каналом и индуктором.
278
Электродинамические силы направлены от индуктора к металлу
в канале. Создаваемое ими давление равно нулю на внутренней
поверхности канала и максимально на его наружной поверхности.
Вследствие этого металл вытесняется в ванну из устья канала
вдоль его наружной стенки и всасывается в канал вдоль его внут-
ренней стенки (рис. 15-9). Для усиления циркуляции устьям ка-
налов придают обтекаемую округлую форму, обеспечивающую
минимальное гидравлическое сопротивление (рис. 15-9, а). В тех
же случаях, когда необходимо ослабить циркуляцию (например,
при плавке алюминия), устья делают без расширения, с большим
гидравлическим сопротивлением (рис. 15-9, б).
Рис. 15-10. Сдвоенная ин-
дукционная единица с од-
нонаправленным движени-
ем металла в каналах
Рис. 15-9. Циркуляция металла в каналь-
ной печи
Сквозное однонаправленное движение металла через канал и
ванну вместо симметричной циркуляции, показанной на рис. 15-9,
позволяет усилить тепло- и массообмен, уменьшить перегрев ме-
талла в каналах и за счет этого увеличить стойкость подового
камня. Для обеспечения такого движения металла были предло-
жены различные технические решения: винтовые каналы с устьями,
выходящими в ванну на разной высоте, что резко усиливает кон-
векцию [38]; каналы переменного сечения, в которых имеется не
только радиальная (обжимающая), но и осевая составляющая сил
электродинамического взаимодействия тока в канале с собственным
магнитным полем [3]; дополнительный электромагнит для созда-
ния электродинамической силы, перемещающей металл вверх по
центральному каналу сдвоенной индукционной единицы [36].
Применение винтовых каналов и каналов переменного сечения
на одноканальных единицах себя не оправдало. Использование
дополнительного электромагнита связано с усложнением и удоро-
жанием печи и потому нашло лишь ограниченное применение. Ис-
пользование каналов с устьями переменного сечения на сдвоенных
индукционных единицах дало положительный результат. На
279
рис. 15-10 показана сдвоенная единица с различной формой цен-
трального и боковых устьев, что обусловливает однонаправленное
движение металла, особенно интенсивное при отсутствии фазового
сдвига между магнитными потоками индукторов. Такие единицы
применяются в практике и обеспечивают удвоение срока службы
футеровки [36].
15-5. РАСЧЕТ ИНДУКЦИОННОЙ КАНАЛЬНОЙ ПЕЧИ
Техническое задание на проектирование индукционной ка-
нальной печи должно содержать те же данные, что и для тигельной
печи (см. § 14-8). Проект канальной печи кроме разделов, имею-
щихся в проекте тигельной печи, включает в себя расчет вентиля-
ционной установки. Методика его достаточно подробно приведена
в [3 ]; ниже кратко изложены вопросы, относящиеся к определению
размеров и электрическому расчету самой печи.
Полезная (сливаемая) емкость печи G либо задается, либо, если
задана производительность, определяется, как и для тигельной
печи, по формулам (14-6). Полезный объем ванны находится по
формуле (14-7). Остаточную емкость выбирают в зависимости от
назначения печи. У плавильных печей она составляет 30—45%
сливаемой емкости, а у миксеров и печей непрерывного действия
может быть в несколько раз больше ее. Форма ванны определяется
металлом, для плавки которого предназначена печь, емкостью
и назначением печи (см. § 15-3). Приняв ту или иную форму ванны
и зная ее объем, рассчитывают геометрические размеры ванны.
Расчет индукционных единиц производится в две стадии. Вна-
чале, задаваясь коэффициентом мощности, выполняют предвари-
тельный расчет, в котором определяются основные геометрические
размеры системы индуктор—канал. По данным предварительного
расчета разрабатывается эскиз конструкции индукционной еди-
ницы. Вторая стадия представляет собой электрический расчет
для разработанной конструкции. Полученные в нем значения тока
и коэффициента мощности индуктора должны удовлетворительно
совпадать с данными предварительного расчета. При значительных
расхождениях весь расчет следует повторить, введя необходимые
коррективы.
Полезная мощность печи (в ваттах)
^пол = G (Qz 71)/(3,6/пл), (15-1)
где G — полезная емкость печи, т; qr и q2 — начальное и конечное
теплосодержание^металла, Дж/кг; £пл — время плавки или подо-
грева жидкого металла, ч.
Подводимая к печи мощность Рп = Рпол/Лп* причем т]п — КПД
печи, определяемый по формуле
Пп = Рпол/(Рпол + АРТ. в + АРТ. и+АРи), (15-2)
где ДРТ. в — тепловые потери ванны; ДРТ> и — тепловые потери
индукционных единиц; ДРН — потери в меди индукторов. В пред-
280
верительном расчете значением т]п задаются в пределах от 0,65 до
0,85 в зависимости от емкости, мощности и назначения печи. Чаще
всего г|п = 0,74-0,75, более высокие значения КПД относятся
к печам большей емкости.
Число индукционных единиц п выбирают, исходя из мощности
печи, с учетом условий их размещения при принятой конструкции
ванны. Мощность однофазной единицы может достигать 1000 кВт,
но во избежание несимметрии напряжений в питающей сети уже при
мощности печи 250—300 кВт следует переходить к двух- или трех-
фазным единицам либо применять несколько однофазных единиц.
Рис. 15-11. К расчету индукционной единицы каналь-
ной печи
Мощность одной индукционной единицы
P = PJn. (15-3)
Предварительный расчет геометрических размеров однофазной
индукционной единицы с круговым каналом (рис. 15-11) проводится
в следующем порядке.
Сечение стали стержня трансформатора печи (в квадратных
метрах) рассчитывается по формуле, вывод которой приведен в
1381:
Sc = с КPty/(BJ„f cos Ф),
(15-4)
где Р — мощность индукционной единицы, Вт; ф — отношение
массы магнитопровода к массе индуктора, при водяном охлаждении
индуктора гр = 25-4-30; В — индукция в стержне, Тл; </и — плот-
ность тока в индукторе, А/м2; cos ср — коэффициент мощности индук-
тора; его значением задаются в зависимости от металла, для плавки
которого предназначена печь (см. § Д5-3), имея также в виду, что
с ростом мощности индукционной единицы значение cos ф сни-
281
жается; с — коэффициент, зависящий от конструкции транс-
форматора печи; для однофазного броневого трансформатора
с 0,34, для стержневого с 0,3, для трехфазных трансформа-
торов с 0,2.
Площадь сечения стержня с учетом изоляции S = SJk3, где
k., = 0,9 — коэффициент заполнения, учитывающий межлисто-
вую изоляцию.
Диаметр окружности, описанной вокруг сечения стержня (внут-
ренний диаметр изолирующей гильзы),
D? = V4S/(nkt), (15-5)
где — коэффициент заполнения круга диаметром Dr, завися-
щий от формы сечения стержня; для квадратного сечения =
= 0,64, для ступенчатого сечения кф растет с увеличением числа
ступеней, при трех ступенях = 0,8.
Внутренний диаметр индуктора
= £>г + 2ctr, (15-6)
где dr — толщина изолирующей гильзы.
Число витков индуктора
w=t/H/(4,44BfSc), (15-7)
где — напряжение на индукторе, В.
Ток индуктора
1п = Р/(Ua cos <p). (15-8)
Площадь сечения провода индуктора
S„ = /„//„. (15-9)
По сечению SM выбирается провод индуктора. При водяном ох-
лаждении проводом служит неравностенная медная трубка или
равностенная с толщиной стенки 2,5—5 мм (см. § 15-2).
Средний диаметр индуктора
Da = D1 + d1, (15-10)
где dr— радиальный размер провода индуктора.
Наружный диаметр индуктора
£>1Н == £)и + dj. (15-11)
Диаметр проема подового камня
Dn = D1H + 2dB, (15-12)
где dB — расстояние от наружной поверхности индуктора до внут-
ренней поверхности проема; при воздушном охлаждении подового
камня dB 0,015 м.
Осевой размер индуктора
аи = (йу+1)(а14-6из), (15-13)
где аг—осевой размер провода индуктора; 6ИЗ — толщина меж-
витковой изоляции индуктора.
282
Ток в канале
/к ~ (15-14)
Сечение канала
SK = /K/JK, (15-15)
где JK — плотность тока в канале; выбирается в соответствии с до-
пустимой удельной мощностью при плавке различных металлов
(см. § 15-3).
Радиальный размер канала d2 из условий высокого электриче-
ского КПД и коэффициента мощности должен отвечать соотноше-
нию d2 < 0,75А2, где Д2—глубина проникновения тока в рас-
плавленный металл. Лишь при плавке алюминия по технологиче-
ским соображениям принимают d2 = (2-4-3) Д2, см. § 15-3. Осе-
вой размер канала прямоугольного сечения а2 = SJd2. Если по
расчету получается a2>5d2, целесообразно принять два парал-
лельных канала, разнесенных в осевом направлении на расстояние,
в 1,5—2,5 раза превышающее осевой размер каждого канала (см.
§ 15-1).
Внутренний диаметр канала Рк определяется толщиной футе-
ровки между каналом и проемом б(ф, которая во избежание сниже-
ния коэффициента мощности должна быть минимальной и состав-
ляет величину от 0,05 до 0,12 м в зависимости от гидростатического
давления металла и прочности материала футеровки.
Толщина наружной части футеровки dH определяется в основ-
ном соображениями тепловой изоляции.
Электрический расчет индукционной единицы разработанной
конструкции выполняется в следующем порядке.
Активное сопротивление индуктирующего провода
ri =^kr^AnDnwlS^ (15-16)
где kr ~ 1,15—среднее значение коэффициента увеличения ак-
тивного сопротивления на частоте 50 Гц для проводов и трубок,
применяемых для изготовления индукторов канальных печей.
Активное сопротивление металла в канале и ванне
при d2<A2 Ъ = p2[/K/SK + /в/(а2д2)]; |
при d2>2A2 г2 = Р2(^к + и/(а2Д2). 1
где /к — длина канала по средней линии; /в — расстояние между
устьями канала по дну ванны (определяется по эскизу на рис. 5-11).
Активное сопротивление нагруженного индуктора
= (15-18)
Индуктивное сопротивление нагруженного индуктора (в омах)
хи = 8nfn^DpdskRks-10~6/аи, (15-19)
где Dp = (DK + D1H)/2— средний (расчетный) диаметр зазора, м;
ds — (DK—£>lfl)/2 -j- (dx + d2)/3 — приведенное расстояние между
283
индуктором и каналом, м; kR = 1 — (DK — D1H + 2dx +
+ 2d2) I (2naw) — коэффициент Роговского; ks = 1 + a (1 -j-
+ aa„/Js)/3,5 — коэффициент, учитывающий увеличение индук-
тивного сопротивления вследствие различия осевых размеров ин-
дуктора и канала; a = (аи—а^1ап.
Полное сопротивление нагруженного индуктора
ги=Кг2„+х2. (15-20)
Коэффициент мощности индуктора
coscp ==ги/ги. (15-21)
Ток индуктора
(15-22)
Убедившись в удовлетворительном совпадении расчетного и
предварительно принятого значений cos ср, а также значений токов,
вычисленных по формулам (15-8) и (15-22), рассчитывают тепловые
потери ванны АР,Г в и индукционных единиц АРТ и, после чего
определяют КПД печи по формуле (15-2).
Реактивная мощность конденсаторной батареи, если печь обо-
рудуется ею, определяется так же, как для других типов индук-
ционных установок.
15-6. ПРИМЕР РАСЧЕТА ИНДУКЦИОННОЙ КАНАЛЬНОЙ ПЕЧИ
Задание. Рассчитать индукционную канальную печь дли плавки латуни
марки Л62 емкостью G — 1т. Время плавки /пл = 1,25 ч, режим работы —
на твердой холодной завалке.
Удельное сопротивление латуни Л62 в жидком состоянии р2 =
= 40-Ю-8 Ом-м, плотность у = 7800 кг/м3, теплосодержание при темпе-
ратуре разливки (1070 сС) q2 ~ 645-103 Дж/кг.
Напряжение на индукторе £/и = 375 В.
Определение мощности печи. Остаточную емкость печи принимаем рав-
ной 35 % полезной емкости G. Полная емкость составляет 1,35 G = 1,35 т.
Объем ванны по формуле (14-7)
V = 1,35-10з: 7800 = 0,173 м3.
Полезная мощность печи по формуле (15-1)
РПол = 1-645-103 : (3,6-1,25)= 143-103 Вт.
Задаемся значением КПД печи 1]п ~ 0,65, тогда подводимая к печи
мощность
Рп= 143-103 : 0,65 = 220-Ю3 Вт.
Для рассчитываемой печи целесообразно принять шахтную форму ванны
и одну однофазную индукционную единицу с круговым каналом (конструк-
ция по рис. 15-1 и 15-11). При п ~ 1 мощность индукционной единицы равна
мощности печи, Р — Рп — 220-103 Вт.
Предварительный расчет индукционной единицы. Площадь сечения стали
сердечника стержневого трансформатора печи по формуле (15-4) при с = 0,3;
ф = 25; В = 1,2 Тл; /и = 9-106 А/м2; cos <р — 0,72 будет
8С = 0,3 Y220-103.25 : (1,2-9- Ю6• 50• 0,72) = 357-10~* м2.
284
Площадь сечения стержня с учетом межлистовой изоляции
S = 357-10-4 : 0,9 = 396-10-4 м2.
Внутренний диаметр изолирующий гильзы по формуле (15-5) при ---
— 0,8
Dr = /4• 396-IO-4 : (л-0,8) = 0,252 м.
Внутренний диаметр индуктора по формуле (15-6) при dr = 0,006 м
Di = 0,252+ 2-0,006 = 0,264 м.
Число витков индуктора по формуле (15-7)
w = 375: (4,44-1,2-50-357-10-4) = 39-
Ток индуктора по формуле (15-8)
/и = 220- 10з: (375-0,72) = 815 А.
Площадь сечения провода индуктора по формуле (15-9)
SM = 815 : (9-106) = 90,6-10~6 м2 = 90,6 мм2.
Выбираем профилированную медную трубку dx X ~ 12 X 12 мм
с толщиной стенки 2,5 мм, имеющую площадь сечения SM — 95 мм2.
Средний и наружный диаметры индуктора по формулам (15-10) и (15-11)
Пи = 0,264 + 0,012 = 0,276 м;
D1H = 0,276 + 0,012 = 0,288 м.
Диаметр проема подового камня по формуле (15-12) при dB = 0,021 м
будет
Dn = 0,288 + 2-0,021 = 0,33 м.
Осевой размер индуктора по формуле (15-13) при 6ИЗ = 0,002 м
= (39 + 1).(0,012 + 0,002) = 0,56 м.
Ток в канале по формуле (15-14)
/к = 815-39 = 31 785 А.
При удельной мощности в канале 50-106 Вт/м3 плотность тока
JK = |/ 50-Ю6: (40-10~8)= 11,18-10« А/м2.
Площадь сечения канала по формуле (15-15)
SK = 31 785: (11,18-106) = 2845-10—6 м2 = 2845 мм2.
Глубина проникновения тока в жидкую латунь
Д2= 503 /40-10-8: 50= 0,045 м.
Радиальный размер канала принимаем равным d2 = 30 мм <7 0,75 Да.
Осевой размер канала прямоугольного сечения
а2 = 2845 : 30 = 95 мм = 0,095 м .
Внутренний диаметр канала при d§ — 0,08 м
£)к = 0,33 + 2-0,08 = 0,49 м.
Длина канала по средней линии /к = 1,15 м, расстояние между устьями
каналов по дну ванны /в = 0,55 м (по эскизу канальной части печи).
Электрический расчет. Активное сопротивление индуктирующего про-
вода по формуле (15-16)
Г1 =з 1,15 • 2 • 10-8. л. о, 276 • 39 : (95 • 10-6) = 81,9 • 10-< Ом.
285
Активное сопротивление металла в канале и ванне по формуле (15-17)
г2 = 40-10~8 [1,15 : (2845 - 10~e) + 0,55 : (0,095-0,045)] = 2,13-10-4 Ом.
Активное сопротивление нагруженного индуктора по формуле (15-18)
ги = (81,94-392 2,13)-10-4 = 3324-10-4 Ом.
Для определения индуктивного сопротивления нагруженного индук-
тора предварительно найдем следующие величины:
Dp = (0,49 + 0,288) : 2 = 0,389 м;
ds = (0,49 — 0,288) : 2 +(0,012 + 0,03): 3 = 0,115 м;
kR = 1 —(0,49 — 0,288 + 2.0,012 + 2-0,03) : (2л-0,56) = 0,919,
а = (0,56 — 0,095): 0,56 = 0,83;
ks--= 1 + 0,83- (1 + 0,83 0,56: 0,115): 3,5 = 2,196.
Наконец, по формуле (15-19) получим
хи = 8л 50-392.0,389-0,115-0,919.2,196-10—в : 0,56 = 3081 -10-4 Ом.
Полное сопротивление нагруженного индуктора
ии = J/33242 + 30812'. 10~4 = 4532-10-4 Ом>
Коэффициент мощности индуктора
cos ф = 3324 -10-4: (4532 • 10~4) = 0,733.
Ток индуктора
/и =, 375 : (4532-10-4) = 827,5 А.
Полученное в расчете значение коэффициента мощности отличается от
предварительно принятого менее чем на 2%, а различие в значении тока
индуктора составляет 1,5%. Поэтому пересчета не требуется.
15-7. ПЛАВИЛЬНЫЕ УСТАНОВКИ С КАНАЛЬНЫМИ ПЕЧАМИ
Печная установка включает в себя собственно канальную печь
с механизмом наклона и ряд элементов оборудования, необходимых
для обеспечения ее нормальной эксплуатации.
Печи сравнительно небольшой мощности питаются от шин низ-
кого напряжения цеховой понижающей подстанции. При наличии
нескольких печей их распределяютпо фазам так, чтобы по возмож-
ности равномерно загрузить трехфазную сеть. Автотрансформа-
тор для регулирования напряжения иногда может предусматри-
ваться один на несколько печей, в этом случае схема коммутации
должна позволять быстро включить его в цепь любой печи. Это
возможно, например, при плавке латуни и цинка в литейных це-
хах с постоянным ритмом работы, когда понижение напряжения
может потребоваться лишь при первом пуске какой-либо печи по-
сле замены индукционной единицы или при случайном простое
для поддержания металла в печи в нагретом состоянии.
Печи мощностью свыше 1000 кВт обычно питаются от сети 6
(10) кВ через индивидуальные силовые понижающие трансформа-
торы, оборудованные встроенными переключателями ступеней на-
пряжения.
286
Компенсирующая конденсаторная батарея, как правило, вхо-
дит в состав печной установки, однако у печи, имеющей небольшую
мощность и относительно высокий коэффициент мощности (0,8 и
выше), ее может и не быть. Элементами каждой печной установки
являются токоподвод и аппаратура защиты и сигнализации, изме-
рительная и коммутационная аппаратура.
Расположение оборудования печной установки может быть раз-
личным. Оно определяется в основном удобством транспортировки
жидкого металла, в особенности если канальная печь работает
совместно с другими плавильными печами и разливочными средст-
вами.
Рис. 15-12. Расположение оборудования канальной печи
средней емкости (1,6 т) для плавки медных сплавов
Отметка, на которой устанавливается печь, выбирается из усло-
вия удобства загрузки или заливки и слива металла, а также мон-
тажа и смены индукционных единиц. Как правило, печи малой
емкости устанавливаются на уровне пола цеха, наклоняющиеся
печи средней и большой емкости — на приподнятой рабочей пло-
щадке, крупные барабанные печи, имеющие помосты для обслужи-
вания,— тоже на уровне пола.
Конденсаторная батарея размещается в непосредственной бли-
зости от печи, обычно под рабочей площадкой или в подвале, в по-
мещении с принудительной вентиляцией, поскольку конденсаторы
на частоту 50 Гц имеют воздушное охлаждение. При открывании
двери конденсаторного помещения установка отключается блоки-
ровкой безопасности. Под рабочей площадкой устанавливаются
также автотрансформатор и маслонапорная установка гидропри-
вода механизма наклона.
При питании печи от отдельного силового трансформатора его
ячейка должна располагаться возможно ближе к печи для умень-
шения потерь в токоподводе.
р Вблизи печей должен быть оборудован участок для футеровоч-
ных работ, сушки и прокаливания индукционных единиц.
287
В качестве примера на рис. 15-12 показана плавильная установка с ка-
нальной печью емкостью 1,6 т для плавки медных сплавов. Трансформатор-
ная ячейка /, в которой размещается трансформатор мощностью 1000 кВ-А
с коммутационной аппаратурой высокого напряжения и защитой, изображе-
на штриховыми линиями, так как она может располагаться и в другом месте.
На рабочей площадке 2 установлен щит управления 3, на лицевой панели
которого находятся измерительные приборы, сигнальные лампы, кнопки
включения и отключения нагрева и управления переключением ступеней
напряжения. Управление наклоном печи 5 производится с пульта 6, установ-
ленного в месте, удобном для наблюдения за сливом металла. Уровень ра-
бочей площадки обеспечивает удобство подведения ковша- 7 под сливной но-
сок печи. Площадка 4, наклоняющаяся вместе с печью, закрывает вырез
в основной рабочей площадке, позволяющий печи свободно поворачиваться
вокруг оси наклона. Под рабочей площадкой установлены силовой щит 10
с электроаппаратурой и гидравлический механизм наклона печи 8; здесь же
смонтирован токоподвод 9, соединенный с печью гибкими кабелями. Под
рабочей площадкой располагаются также конденсаторная батарея и масло-
напорная установка, не показанные на рисунке.
15 8. ЭКСПЛУАТАЦИЯ ИНДУКЦИОННЫХ КАНАЛЬНЫХ ПЕЧЕЙ
Шихта канальных печей составляется из чистых исходных материалов,
отходов производства и лигатур (промежуточных сплавов). В печь загру-
жаются вначале тугоплавкие компоненты шихты, затем составляющие ос-
новную массу сплава и последними — легкоплавкие. В процессе расплав-
ления шихту следует периодически осаживать во избежание сваривания
кусков и образования моста над расплавленным металлом.
При плавке алюминия и его сплавов шихтовые материалы должны быть
очищены от неметаллических загрязнений, поскольку из-за малой плотно-
сти алюминия они удаляются из расплава с большим трудом. Так как скры-
тая теплота плавления алюминия велика, то при загрузке в печь большого
количества шихты металл может затвердеть в каналах; поэтому шихту за-
гружают небольшими порциями. Напряжение на индукторе в начале плавки
должно быть снижено; по мере накопления жидкого металла напряжение
повышают, следя за тем, чтобы ванна оставалась спокойной и окисная пленка
на ее поверхности не взламывалась.
При временных остановках канальная печь переводится в режим холо-
стого хода, когда в ней оставляют лишь такое количество металла, которое
обеспечивает заполнение каналов и сохранение в каждом из них замкнутого
кольца металла. Этот остаток металла поддерживается в жидком состоянии.
Мощность в таком режиме составляет 10—15% номинальной мощности
печи.
При длительной остановке печи весь металл из нее должен быть слит,
так как при застывании и последующем охлаждении происходит разрыв его
в каналах вследствие сжатия, после чего пуск печи становится невозмож-
ным. Для пуска опорожненной печи в нее заливают расплавленный металл,
причем ванна и подовый камень должны быть предварительно разогреты до
температуры, близкой к температуре расплава, во избежание растрескивания
футеровки и застывания металла в каналах. Разогрев футеровки является
длительным процессом, поскольку скорость его не должна превышать не-
скольких градусов в час.
Переход к новому составу сплава возможен лишь при условии, что фу-
теровка по своим температурным характеристикам и химическим свойствам
пригодна для нового сплава. Прежний сплав полностью сливается из печи,
и в нее заливается новый. Если прежний сплав не содержал компонентов,
недопустимых для нового сплава, то годный металл может быть получен при
первой же плавке. Если же такие компоненты в прежнем сплаве содержа-
лись, то приходится провести несколько переходных плавок, после каж-
288
дой из которых содержание нежелательных компонентов, оставшихся
в каналах и на стенках ванны при сливе металла, снижается.
Для нормальной эксплуатации канальной печи -со съемными индук-
ционными единицами необходимо иметь в резерве полный комплект разогре-
тых единиц, готовых к немедленной замене. Замена производится на горячей
печи с временным отключением охлаждения заменяемой единицы. Поэтому
все операции по замене должны выполняться быстро, чтобы длительность
перерыва в подаче охлаждающей воды и воздуха не превысила 10—15 мин,
в противном случае электрическая изоляция будет разрушена.
В процессе эксплуатации печи необходимо постоянно вести наблюдение
за бесперебойной подачей охлаждающей воды и воздуха и их температурами
на выходе из систем охлаждения. При снижении давления воды или воздуха
срабатывают соответствующие реле, отключается энергопитание неисправ-
ной индукционной единицы и подаются световые и звуковые сигналы. В слу-
чае снижения давления в водопроводной магистрали печь переводят на ре-
зервное охлаждение от пожарного водопровода или аварийного бака, обеспе-
чивающего самотечное питание водой систем охлаждения печи в течение
0,5—1 ч.
При прекращении питания электроэнергией металл в печи может за-
стыть, что является серьезной аварией. Поэтому в схемах энергоснабжения
канальных печей желательно предусматривать резервирование. Мощность
резервного питания должна быть достаточной для поддержания металла
в печи в расплавленном состоянии.
Состояние футеровки ванны в процессе эксплуатации контролируется
визуально. Контроль недоступных для осмотра каналов осуществляется
косвенным методом, путем регистрации активного и реактивного сопротив-
лений каждого индуктора, которые определяются по показаниям киловатт-
метра и фазометра. Активное сопротивление в первом приближении обратно
пропорционально площади сечения канала, а реактивное — пропорцио-
нально расстоянию от канала до индуктора. Поэтому при равномерном рас-
ширении (размыве) канала активное и реактивное сопротивления снижаются,
а при равномерном зарастании канала — увеличиваются; при сдвиге канала
в сторону индуктора реактивное сопротивление уменьшается, а при сдвиге
его в сторону кожуха — увеличивается. По данным измерений строятся
диаграммы и графики изменения сопротивлений, позволяющие судить об
износе футеровки каналов [27]. О состоянии футеровки канальной печи
судят также по температуре кожуха, которую регулярно измеряют во мно-
гих контрольных точках. Местное повышение температуры кожуха или по-
вышение температуры воды в какой-либо ветви системы охлаждения сви-
детельствует о начавшемся разрушении футеровки.
ГЛАВА ШЕСТНАДЦАТАЯ
ТЕХНОЛОГИЯ ВЫСОКОЧАСТОТНОГО
НАГРЕВА ДИЭЛЕКТРИКОВ
16-1. СВАРКА ТЕРМОПЛАСТИЧНЫХ ПЛАСТМАСС
Термопластичные пластмассы, или термопласты, обладают спо-
собностью восстанавливать свои исходные свойства после нагрева
до температуры плавления. Нагрев и охлаждение могут повторяться
неограниченное число* раз, если только не превышается темпера-
тура разрушения структуры данного полимера.
289
Свойство термопластичности позволяет применять термическую
сварку при изготовлении изделий из термопластов. Нагрев свари-
ваемых участков от внешнего источника тепла — горячим возду-
хом или контактом с разогретой металлической пластиной — при-
водит к перегреву поверхности вследствие низкой теплопроводно-
сти термопласта. Этого недостатка лишен нагрев в электрическом
поле высокой частоты.
Достаточно эффективно греются в электрическом поле те ма-
териалы, фактор потерь которых в" не меньше сотых долей еди-
ницы [10]. Этому условию удовлетворяют материалы, изготовлен-
ные на основе поливинилхлоридной и полиамидной смол с добавкой
пластификаторов и красителей, — пластикаты. Эти смолы являются
дипольными диэлектриками, у которых s' = 3,3-н4,5, a tg б =
= 0,03 4-0,1. Свойства существенно зависят от частоты и темпера-
туры [10].
Рис. 16-1. Симметричные (а) и несимметричные (б)
сварочные электроды
Пластикат выпускается в виде пленок толщиной от 0,1 до 0,5 мм.
Они широко используются в промышленности для упаковки раз-
личных изделий, производства галантерейных товаров и герметич-
ных оболочек, для внутренней обивки автомобилей и т. д. Во всех
этих технологических процессах используется высокочастотная
сварка.
Процесс сварки пластикатовых пленок может быть как периоди-
ческим, так и непрерывно-последовательным. Устройство периоди-
ческого действия (рис. 16-1) состоит из двух электродов (2), между
которыми размещаются оба листа свариваемого материала (/).
К электродам подводится напряжение высокой частоты. Нижний
электрод обычно заземляется. Для сварки тонких пленок и для
сварки с одновременной обрезкой кромок [10] нижний электрод
выполняется в виде массивной плиты (4), на которой размещается
теплоизоляционная прокладка (3) из механически прочного мате-
риала с малым фактором потерь. Электроды изготавливаются из
немагнитной стали или латуни. Необходимое для сварки давление
(50—100)-104 Па подается на электроды от гидравлического пресса.
290
Края электрода, где концентрируются электрические заряды,
должны быть закруглены во избежание местного перегрева свари-
ваемого материала. Экспериментально установлено, что радиус
закруглений должен быть около % ширины электрода [101. До-
статочная механическая прочность и герметичность шва дости-
гается при ширине шва и, соответственно, электродов b 4d,
(рис. 16-1).
За одну операцию сваривается участок шва, равный длине элек-
трода. Длина электрода ограничена мощностью генератора и ус-
ловиями квазистационарности электрического поля (см. § 9-1).
Для сварки употребляются частоты 27,12; 40,68; 81,36; 152,5 МГц
110].
Теплопроводность пластиката значительно ниже теплопровод-
ности металла, и почти весь тепловой поток из зоны нагрева направ-
лен в электроды. Температурное поле Т (х, I) является практически
одномерным.
В нагреваемом материале (— d < х d) температурное поле
описывается одномерным уравнением теплопроводности (7-10),
в котором температуре- и теплопроводность а = а± и % ха-
рактеризуют теплофизические свойства пластиката. Поле в элек-
троде лишено внутренних источников тепла и описывается одно-
родным уравнением
37 д2!' „ /1Г 1ч
------------=.- о, (16-1)
dt “ дх2 V 7
где а2— температуропроводность металла электрода.
Для решения уравнений (7-10) и (16-1) используем операторный
метод [17]. Интегральное преобразование Лапласа выполним по
времени I. Тогда дифференциальные уравнения в частных произ-
водных для функции Т (х, /) превратятся в обыкновенные диффе-
ренциальные уравнения второго порядка для изображения темпе-
ратуры Т (х, s). Решение этих уравнений в интервалах — d х
и х d имеет соответственно следующий вид:
Т(х, s)—— x-M-chlZ — х; (16-2)
s X,s2 И ах Г «j
T(Xt s)—^- = В1е-^х + В2е>^х, (16-3)
S
где w—плотность внутренних источников тепла в пластикате;
Тнач — начальная температура.
Постоянные интегрирования Alf Д2, В2 находятся из двух
краевых и двух граничных условий. Граничными условиями слу-
жат равенства температур и тепловых потоков в плоскости сопри-
косновения электрода и пластиката (х d), полученные из формул
(16-2) и (16-3).
291
После первых сварок температура верхнего конца электрода
(х -= d + h на рис. 16-1) практически не отличается от начальной,
что дает основание принять В2 = 0.
В качестве второго краевого условия используем равенство
нулю производной дТ!дх в точке максимума температуры. При
сварке в симметричных электродах (рис. 16-1, а) максимум темпе-
ратуры лежит в плоскости сварки (х = 0). Если сварка произво-
дится с теплоизоляционной прокладкой (рис. 16-1, б), то макси-
мум температуры смещается в сторону прокладки.
После определения постоянных интегрирования находим изо-
бражение температурного поля в нагреваемом материале при сим-
метричных электродах
Т (х, s)
war
1^2
(1
ch ах \
ch ad 4- g sh od J
(16-4)
S
где % = l1]/'a2/(X2 — параметр, характеризующий
различие теплофизических свойств пластиката и металла элек-
трода.
С помощью степенного ряда (1—г)”1 = 1 + г + г2 + г3 + . . •
преобразуем выражение (16-4):
1_
нч
Т(х, s)—
1
оо
X (—v)"“’ (<“* -1-^)
/1—1
(16-5)
где v = (1—£)/(! + £); ип = о [(2п—1) d—х]; vn = о[(2/г —
— 1) d + х].
Оригинал изображения (16-5) находится с помощью интегралов
функции Гаусса [17]
, 2 С гЧ
eric z =-- —ez dz.
Гл г
ОО
Первый интеграл функции Гаусса i erfcz = j* "erfczdz, вто-
z
оо
рой интеграл г2 erfcz = J i erfcz dz. Интегралы высших порядков
вводятся аналогично. Таблицы первых шести интегралов содер-
жатся в [17].
Окончательный вид функции распределения температуры по
толщине пластиката при сварке в симметричных электродах
Т(х,/)—Тнач = -^-т<р(х, т),
Ах
где т = а^/сР—безразмерное время (критерий Фурье);
(16-6)
П—1
.2 с 2п — 1 — xld
i erfc-------7=----
2 /т
292
2 А )
— вспомогательная функция.
Удельная мощность, проходящаяся на единицу поверхности
сварного шва, р0 = 2wd. Из формулы (16-6) при х — 0 находим
Р0 = 2Х1(Т0 —Тнач)/(<р(О, т)тф, (16-7)
где TQ — температура сварки.
Зависимость р0 от толщины свариваемого пакета 2d при разном
времени нагрева показана на рис. 16-2. Расчет выполнен для по-
ливинилхлоридного пластиката (Хг 1,67-10“3 Вт/(см-К); а1~^=
~ 0,725-10~3 см2/с) и электродов из немагнитной стали (Х2
Рис. 16-2. Зависимость’удельной мощности
для сварки пластиката от полной толщины
материала при разном времени нагрева
= 0,316 Вт/(см-К); ~ 0,06 см2/с). Температура сварки 180 °C.
Возрастание мощности при d<0,l см вызвано резким увеличением
тепловых потерь при малой толщине пластиката.
Термический КПД сварки
f)-T^]dx.
a^wta о
Подставив сюда формулу (16-6) и выполнив интегрирование
получим
П (т) =1 — У} Perfc — f3erfc vM • (16’8)
1 + S Jtad \ Vт И /
П=1
Термический КПД быстро уменьшается с ростом времени на-
грева.
Через некоторое время после начала работы сварочной уста-
новки температура электрода увеличивается и в установившемся
293
режиме Достигает некоторого Среднего значения Тэл. Обычно
Тэл 60 °C. При сварке в «горячих» электродах процесс нагрева
разделяется на два этапа. Первый этап нагрева, когда температура
пластиката ниже Тэл, протекает адиабатно. Продолжительность
первого этапа
^1 = ^1(Лл-^нач)/(^). (16-9)
Продолжительность второго этапа нагрева t2 находим из урав-
нения
?;-Лл-~г2(р(0, т2), (16-10)
где т2 = a^/d2.
Общее время нагрева tr = tr + t2 меньше времени нагрева
в холодных электродах на 15—40% в зависимости от толщины пла-
стиката. Термический КПД при сварке в горячих электродах
Лг ~ 1^1 + ^2Л (Т2)]/(^1 + ^2),
где т] (т2) вычисляется по формуле (16-8) при т = т2.
При сварке на плите с прокладкой максимум температуры в про-
цессе нагрева смещается из плоскости сварки (% = 0) в точку
х —— xQ (см. рис. 16-1,6). Это смещение можно приближенно
оценить, если иметь в виду, что смещение максимума прямо про-
порционально разности термических сопротивлений прокладки
и верхнего электрода и обратно пропорционально сумме всех тер-
мических сопротивлений, стоящих на пути теплового потока. Поэ-
тому
x()/d, (/?п— R2)/(2R1 -Т Т?2 -{- /?п),
где = d/Xf, /?п = dn/Xn; R2— удельные термические сопротив-
ления одного слоя пластиката, прокладки и верхнего электрода.
Термическое сопротивление металлического электрода всегда
гораздо меньше сопротивления прокладки, и в последней формуле
им можно пренебречь. Окончательно
Хр ________I_____
d 1 -j- 2?ind/(?i]dn)
; Отсюда видно, что предельное смещение максимума темпера-
туры хомакс ^d будет при идеальной тепловой изоляции нижнего
электрода.
Распределение температуры по толщине пакета листов пласти-
ката, свариваемого в несимметричных электродах, можно рассчи-
тать по формуле (16-6), если заменить в ней величину d на d' =
= d + Xq и координату х на х’ = х + х0. В этом случае макси-
мальная температура вычисляется при х' = 0 или х — х0, а тем-
пература в плоскости сварки — при х' = xQ или х = 0. Если верх-
ний электрод горячий и имеет температуру Тэл, то время второго
этапа нагрева находится из уравнения (16-10) при таких же точно
294
заменах величин d и х на d' и х>. Формула (16-9) справедлива при
любой форме электродов.
О распределении температуры дает представление график на
рис. 16-3, где приведены результаты расчета нагрева в холодных
электродах пластиката толщиной 0,2 мм на прокладке из фторо-
пласта [Хп = 2,5-10“3 Вт/(см-К)] толщиной 0,2 мм и 0,5 мм.
Время нагрева 1 с.
Метод сварки под прессом с одновременным нагревом удобно
использовать для получения швов сложной конфигурации, в том
числе и замкнутых. Аналогичный метод применяется для нагрева
термопластов на тканой основе
Рис. 16-3. Кривые распреде-
ления температуры по толщи-
не материала при сварке на
прокладках разной толщины
с целью тиснения узоров металли-
ческими электродами или матри-
цами из ситалла. Такая обработка
все шире распространяется в обув-
ной и швейной промышленности.
Рис. 16-4. Расположение электродов
при сварке линолехми
Сварка с одновременным нагревом используется для соедине-
ния труб и изготовления сосудов из непластифицированных термо-
пластов: винипласта, в основе которого лежит та же поливинил-
хлоридная смола, и твердого полиамида [10].
Значительный экономический эффект дает применение стыковой
сварки линолеума при изготовлении герметичных полов. Линолеум
состоит из термопластичного полимера, чаще всего поливинилхло-
ридной смолы, и тканой либо войлочной подосновы. Для сварки
используется метод одновременного нагрева с помощью ленточных
электродов, уложенных параллельно по обе стороны от сваривае-
мого шва (рис. 16-4) [10].
- Одностороннее расположение электродов приводит к неравно-
мерному распределению напряженности поля по высоте шва. Ос-
лабление поля вдоль оси х можно приближенно оценить, заменяя
ленточные электроды линейным диполем — двумя параллельными,
разноименно заряженными нитями. В этом случае [22] напряжен-
295
йость поля в точках на оси х
Е^Е0—-—, (16-11)
0 а'2 + х2 ' '
где а — половина расстояния между серединами электродов; £0 —
напряженность поля на внешней поверхности линолеума, в точке
х = 0 (см. рис. 16-4).
Если пренебречь растеканием тепла за счет теплопроводности,
то отношения плотности внутренних источников тепла, температур
нагрева и квадратов напряженности поля в точках к = 0 и х = d
равны друг другу:
Г»-,Гнач.. r_go_y. (16-12)
wd I'd Т’нач \ Ed /
Из формул (16-11) при х = d и (16-12) находим
4=1/v/4~-FLa4—ь <16-13)
д у У Т d р нач
Если d = 2 мм — толщина слоя термопласта на линолеуме, а
допустимые температуры на поверхности линолеума То = 160 °C,
на глубине 2 мм Td = 140 °C, то по формуле (16-13) находим а =
= 7 мм [10]. При ширине ленточного электрода b = 2 d — 4 мм
расстояние между внутренними кромками электродов 2а—b =
= 14 — 4 = 10 мм. Электроды таких размеров должны обеспечить
теплоперепад по высоте шва около 20 К [10 ].
Поскольку при использовании ленточных или любых других
накладных электродов нагреваемый материал и окружающий воз-
дух соединены электрически параллельно, среднее значение ком-
плексной диэлектрической проницаемости находится по формуле
(9-77) при ^ = ^=0,5
8СР = (1 +е)/2,
где 8 — диэлектрическая проницаемость материала.
Проводимость электродов с нагрузкой
У = /<08срС.
Взаимная емкость ленточных электродов в воздухе С нахо-
дится методом конформных отображений [7 ].
Процесс непрерывно-последовательной сварки термопластов упо-
требляется для сварки оболочек из тонкого пластиката. Сварочное
устройство состоит из двух роликов, между которыми зажимается
и проходит с заданной скоростью свариваемая пленка. Нижний,
заземленный ролик является ведущим. К роликам подключено
высокочастотное напряжение. Верхний электрод-ролик имеет диа-
метр 25—30 мм и ширину 2—4 мм, а нижний — диаметр 60 мм
и ширину около 10 мм. Иногда применяют сдвоенную систему из
параллельно расположенных пар роликов для получения особо
прочного двойного шва.
296
Характерной особенностью этого способа сварки является за-
висимость максимальной скорости сварки от частоты поля. Дейст-
вительно, требуемая мощность растет пропорционально скорости
сварки, а объем зоны нагрева ограничен размерами роликов. При
заданном максимальном уровне напряженности поля увеличить
плотность мощности можно только повышением частоты. Например,
при толщине пленки 0,1 мм можно достигнуть скорости сварки
6 м/мин на частоте 152,5 МГц [10].
16-2. НАГРЕВ ТЕРМОРЕАКТИВНЫХ ПЛАСТМАСС
И ПЕНОПОЛИСТИРОЛА
Термореактивные пластмассы или реактопласты можно нагревать только
один раз при изготовлении изделий. Возникающая при нагреве полимериза-
ция необратимо изменяет свойства исходного вещества, переходящего в
термостабильное состояние.
Реактопласты состоят из связующей основы и наполнителя. Связующей
основой являются синтетические смолы: фенолформальдегидные, эпоксид-
ные, полиэфирные и др., а в качестве наполнителя используются отходы
тканей, бумаги, древесная мука или опилки, кварцевый песок и другие ма-
териалы. Наполнителем у стеклопластиков служит стекловолокно или стек-
лоткань.
Основным методом изготовления изделий является горячее прессование.
Исходный материал, имеющий вид порошка, предварительно прессуется
в холодном состоянии в крупные таблетки, которые затем нагреваются в ра-
бочем конденсаторе до заданной температуры. Далее таблетки помещаются
в предварительно разогретую пресс-форму, где происходит формование из-
делия и последующая выдержка для завершения отверждения материала.
Рабочий конденсатор состоит из двух параллельных горизонтальных
пластин и расположен в одном блоке с колебательным контуром лампового
генератора. Нижняя пластина неподвижна и заземлена, а верхняя может
перемещаться в вертикальном направлении. Изменением расстояния между
пластинами регулируется режим работы лампового генератора и напряжен-
ность электрического поля в материале. Таблетки укладываются равномер-
ным слоем на выдвижной металлический поддон, имеющий надежный кон-
такт с нижней пластиной конденсатора.
При регулировании напряжения изменением воздушного зазора следует
иметь в виду, что напряженность поля в малых зазорах может превысить
пробивную прочность воздуха. Напряжение на плоском конденсаторе U =
= Um + UB складывается из напряжения на материале £/м — E^d^ и в за-
зоре UB— EBdB. Напряженности поля в нагреваемом материале Ем и в воз-
духе Ев связаны соотношением Ев — еЕм. Отсюда находим
UIUm^ 1 + edB/dM. (16-14)
Усредненные диэлектрические свойства пресс-порошков в диапазоне ча-
стот 20—40 МГц характеризуются значением е=5 и tg б = 0,04 [10].
Если, например, высота таблеток = 2 см, а воздушный зазор dB =
= 0,02dM = 0,04 см, то при напряжении на конденсаторе 5 кВ напряжен-
ность электрического поля в зазоре 12 кВ/см, что уже приводит к пробою.
Экспериментально установлено, что допустимая напряженность поля в за-
зоре при нагреве реактопластов равна 9 кВ/см [10].
Приближенный тепловой расчет нагрева можно выполнить по зависимо-
сти средней температуры от времени. Средняя температура тела, имеющего
объем V и площадь поверхности 5, связана со средней по объему плотностью
внутренних источников тепла w уравнением динамического теплового ба-
Заказ № 1156
297
ланса
eg — = w - ₽ (T - Тнач), (16-15)
at
где c — удельная теплоемкость; g — плотность; p — aS/V — приведенный
коэффициент теплоотдачи; a — коэффициент теплоотдачи с поверхности
тела!
Решение этого уравнения имеет вид
Т Т W /11 /1С
Т —Тнач = — ^1| — е J. (16-16)
Если величина р/ мала, то, используя разложение экспоненты в степен-
ной ряд, находим
7’-'Л,ач = —(16-17)
eg \ 2-Cg )
Для р — 0 из последней формулы получаем уравнение адиабатного на-
грева Т—ТНач = wtKcg).
Особенностью технологии прессования изделий из реактопластов яв-
ляется зависимость допустимой температуры нагрева от времени нагрева
[10]. Если время нагрева составляет 5—8 с и меньше, то нагрев таблеток
можно проводить до температуры отверждения пресс-массы. Замедление
нагрева приводит к частичной полимеризации связующего еще до переноса
таблеток в пресс-форму, что вредно сказывается на качестве изделий. При
медленном нагреве допустимую температуру следует понижать. Чаще всего
нагревают до 120 °C. Минимальное время нагрева ограничено скоростью
30 К/с [10].
Высокочастотный нагрев пресс-порошков по сравнению с конвекционным
нагревом отличается значительным сокращением времени нагрева, что дает
возможность организовать поточную линию производства изделий; повы-
шением качества изделий, особенно толстостенных; уменьшением на 25—35 %
времени выдержки изделий в пресс-формах и увеличением их срока службы
за счет снижения давления при прессовании.
Производство листов из стеклопластика осуществляется аналогичным
методом горячего прессования. Пакет листов стеклоткани, пропитанных свя-
зующей смолой, зажимается между плитами пресса. Так как пресс-форма
незамкнутая, то высокочастотный нагрев пакетов можно проводить непо-
средственно в плитах пресса плоскими электродами. Такой вариант размеще-
ния электродов конденсатора и удобная для высокочастотного нагрева форма
изделий обеспечивают максимальную эффективность данному способу на-
грева.
Трубы и профильные изделия из стеклопластика изготавливаются ме-
тодом намотки или протяжки. В последнем случае рабочим конденсатором
служит сама фильера, облицованная фторопластом. В такой фильере проис-
ходит одновременно нагрев, формование профиля и отверждение связующего
полимера.
Намотка труб выполняется как одновременным, так и непрерывно-
последовательным способом. При одновременном способе изготовления труб
пропитанная связующей смолой стеклоткань наматывается на металлическую
оправку — дорн, а затем целиком нагревается до отверждения. Применение
высокочастотного нагрева позволяет сократить время отверждения примерно
в 10 раз, хотя и при этом способе нагрева оно велико и равняется двум ча-
сам при эпоксидно-фенольном связующем [10]. Такая длительность тре-
буется для заполнения смолой пустот между слоями стеклоткани и получе-
ния высокой прочности.
298
Так как труба имеет длину несколько метров, то для ее нагрева нужен
конденсатор, имеющий'малую емкость на единицу длины. Такой конденсатор
образуют заземленный дорн и второй электрод, состоящий из одной или двух
электрически соединенных полос, параллельных оси трубы. Для получения
равномерного нагрева трубу вращают с частотой 2—5 об/мин [10].
При непрерывно-последовательном способе производства труб на вра-
щающийся дорн равномерно укладываются стеклянные нити, смоченные
полиэфирной смолой. К моменту схода с дорна труба должна иметь доста-
точную механическую прочность. Так как стенка трубы равномерно пропи-
тана связующим, то процесс отверждения можно проводить быстро. Высоко-
частотный нагрев позволяет это сделать за время пребывания трубы на’дорне.
Для труб диаметром 90—150 мм и толщиной стенки до 5 мм время отвержде-
ния 35 с. Рабочий,конденсатор состоит из двух полос, поверхности которых
параллельны поверхности трубы. Металлический дорн попадает внутрь кон-
денсатора и является эквипотенциальной поверхностью [10].
Нагрев пенополистирола. Изделия из пенополистирола имеют очень
малую плотность (0,01—0,05 г/см3) и теплопроводность и благодаря этим
свойствам широко применяются для тепловой изоляции холодильников, а
также в качестве упаковочной тары.
Исходным сырьем является гранулированный полистирол марки ПСБ,
который получают путем полимеризации мономера стирола. При полимери-
зации в гранулы вводятся легкокипящие жидкости—изопентан или гексан,
играющие в дальнейшем роль газообразователей. Гранулы имеют вид полу-
прозрачных шариков диаметром 0,4—3 мм. Структура гранул ячеистая
с замкнутыми порами.
При нагреве до 95—100 °C полистирол, являющийся термопластичным
полимером, размягчается, изопентан превращается в газ и гранулы увели-
чиваются в’объеме. Переработка гранул ПСБ производится в две стадии:
предварительного вспенивания до требуемой плотности и окончательного
вспенивания с одновременной формовкой изделий.
Предварительное вспенивание проводят нагревом гранул в свободном
объеме кипящей водой или инфракрасным облучением. Этот процесс приво-
дит к снижению насыпной плотности гранул от 600—700 кг/м3 до 200—50 кг/м3
в зависимости от продолжительности нагрева, который длится от одной до
пяти минут. Продолжительность нагрева подбирают экспериментально,
имея в виду, что от плотности гранул после предварительного вспенивания
зависит плотность будущего изделия.
Окончательное вспенивание проводят с использованием высокочастот-
ного нагрева. Пенополистирол имеет очень низкий фактор потерь
е" 0,0004, и для эффективного нагрева в электрическом поле $го необхо-
димо искусственно увеличить. Наилучшим средством является смачива-
ние гранул пенополистирола электропроводящей жидкостью — подсолен-
ной водой или водно-мыльной эмульсией. Эмульсия лучше обволакивает гра-
нулы, и практически используется пятипроцентный водно-мыльный раствор
из расчета на 1 дм3 гранул 5—7 см3 жидкости. В материале с проводящими
включениями развивается макроструктурная поляризация (см. § 9-2). Смо-
ченные гранулы засыпают в форму из диэлектрического материала, которая
зажимается в электродах рабочего конденсатора. При нагреве жидкость
закипает, гранулы размягчаются, увеличиваются в объеме под действием
внутреннего давления паров изопентана и спекаются. Пар выходит через
специальные отверстия и щели. Форма должна выдерживать давление до
2-105 Па. С испарением всей влаги автоматически заканчивается нагрев,
так как сам пенополистирол не греется в электрическом поле. После охлаж-
дения до прекращения расширения гранул форму можно раскрывать.
Тепловой расчет нагрева выполняется методом энергетического баланса.
По известным массам и теплоемкостям пенополистирола, изопентана и воды,
а также по известной удельной теплоте парообразования воды и изопентана
рассчитывается расход энергии на процесс формовки. Время нагрева выби-
рается в пределах 1—3 мин в зависимости от размеров изделия.
И*
299
16-3. СУШКА ВЛАЖНЫХ МАТЕРИАЛОВ
Высокочастотный нагрев значительно ускоряет процесс сушки,
так как усиливает испарение влаги и перемещение ее из внутрен-
них слоев тела к поверхности. Процесс сушки подчиняется законам
тепло- и массообмена, которые рассматривают взаимодействие двух
физических полей: температурного поля и поля влагосодержания
[18].
Влагосодержанием и называют отношение массы влаги в еди-
нице объема к плотности абсолютно сухого тела. В пределах объема
тела эта величина является функцией координат и времени. Гради-
ентом влагосодержания определяется вектор плотности потока
влаги в кг/(с-м2)
3 = —ku grad и, (16-18)
где ku — влагопроводность, кг/(с-м).
Отсюда видно, что влага перемещается внутри тела из влажных
мест в места менее влажные. При сушке поверхностные слои тела
всегда имеют меньшее влагосодержание и влага перемещается от
центра тела к поверхности. Физическая природа самого процесса
перемещения влаги определяется структурой тела. В коллоидном
теле (тесто, пищевые продукты) это будет диффузия, а в капиллярно-
пористом теле (керамика) — движение влаги по капиллярам. В те-
лах со структурой смешанного типа, к которым относятся древе-
сина и все материалы на ее основе, имеют место оба вида перемеще-
ния влаги.
[ Перемещение влаги происходит и под действием неравномерного
распределения температуры. Это явление называется термовлаго-
проводностью. Соответствующая плотность потока влаги опреде-
ляется по формуле
= — &Tgrad Т, (16-19)
где kT — термовлагопроводность, кг/{с• м • К).
Из формулы (16-19) видно, что влага следует за потоком тепла
от горячих мест тела к более холодным. Физическая причина этого
явления заключается в увеличении вместе с температурой кинети-
ческой энергии молекул воды, что вызывает дополнительный про-
цесс диффузии влаги, а главное, в увеличении давления водяного
пара. Если температура в центре пористого тела выше, чем на по-
верхности, то пар выталкивает воду к поверхности по капиллярам.
Результирующая плотность потока влаги определяется суммой
векторов^ и5<г. Независимость от градиентов температуры и влаго-
содержания нелинейна, так как коэффициенты ku и kT сами яв-
ляются функциями температуры и влагосодержания.
Поток влагопроводности всегда направлен от центра к поверх-
ности тела, а направление потока термовлагопроводности зависит
от способа нагрева. При сушке нагретым воздухом в специальных
камерах температура поверхности тела выше температуры центра,
вектор SfT направлен внутрь тела и препятствует перемещению
зоо
Рис. 16-5. Идеализированная кривая
сушки (/) и кривая роста температу-
влаги к поверхности. Если действуют внутренние источники тепла,
то поверхность охлаждается за счет теплоотдачи и испарения. По-
ток термовлагопроводности в этом случае направлен от центра тела
к поверхности. Совпадение направления векторов 3 и является
главным достоинством сушки с нагревом в электрическом поле вы-
сокой частоты.
Процесс высокочастотной сушки лимитируется скоростью испа-
рения влаги с поверхности тела. Испарение можно усилить прину-
дительной циркуляцией воздуха через сушильную камеру или его
частичной откачкой. Вакуумная
сушка с высокочастотным на-
гревом дает наивысшую произ-
водительность, легко управля-
ется по всем параметрам тех-
нологического процесса, и по-
этому имеет перспективы широ-
кого внедрения.
Приближенный расчет про-
цесса сушки можно выполнить,
исследуя зависимость между
средними значениями темпера-
туры и влагосодержания тела.
Эти величины связаны уравне-
нием, вытекающим из закона
сохранения энергии,
go [c0 + csu(t)]^- = w(t)~^[T(i)-Tua4] + (>g0^-, (16-20)
at at
где go— плотность сухого вещества; с0 и св — удельные теплоем-
кости сухого вещества и влаги; р — удельная теплота парообразо-
вания; Р = aS/V — приведенный коэффициент теплоотдачи; а —
коэффициент теплоотдачи с поверхности тела; S и V — поверхность
и объем тела.
Плотность внутренних источников тепла w (/) является функ-
цией времени, и ее следует рассматривать как управляющее воз-
действие. Уравнение (16-20) содержит две неизвестные функции:
и (t) и Т (t). Задаваясь одной, можно найти другую.
Большинство материалов, подвергающихся промышленной
сушке (древесина, бумага, пряжа и т. п.), имеет кривую сушки,
близкую к кривой 1 на рис. 16-5. Характерной особенностью этой
кривой является линейное снижение влагосодержания от началь-
ного значения пнач до гигроскопического влагосодержания иг.
Дальнейшее снижение и (/) происходит по экспоненциальному за-
кону до конечного влагосодержания пк.
Физическая природа связи влаги и материала достаточно разно-
образна [18]. Каждый вид связи характеризуется энергией, ко-
торую надо сообщить телу для разрыва этой связи. Влага в теле,
избыточная по сравнению с влагой, соответствующей гигроскопи-
301
ческому влагосодержанию, называется свободной. Для ее удаления
нужны затраты энергии только на испарение.
Влагосодержание тела начинает заметно уменьшаться лишь
с момента разогрева тела до температуры сушки Тс. При началь-
ном разогреве и = иаач и duldt = 0. Подставляя эти значения
в уравнение (16-20) и решая его, находим закон изменения темпе-
ратуры при 0 t -с t0
770 — 7\ач = — f 1 — [So (Со+“начСвЩ . (16-21)
₽ I )
При t = t0 и Т = Тс эта формула дает связь между плотностью
источников тепла на стадии разогрева и временем разогрева /0.
В интервале /0 t как видно из рис. 16-5, функция и (/)
уменьшается по линейному закону и скорость сушки
в “ (^нач wr)/(^l ^о) (16-22)
— постоянная величина.
Температура на стадии постоянной скорости сушки, когда уда-
ляется свободная влага, практически не возрастает и остается
равной Тс [10]. Подставляя в уравнение (16-20) величины Т = Тс,
dT/dt = 0 и duldt = — о, находим плотность источников тепла
^1 = Р^0О + ₽(7,с—Т’нач). (16-23)
которую следует поддерживать на стадии постоянной скорости
сушки.
Длительность этой стадии (/х—/0) находится из формулы (16-22)
по заданному значению о. Скорость сушки о выбирают в зависимо-
сти от прочности материала и размеров тела. Для досок, например,
а = 104-15 %/ч. Высокие скорости сушки могут привести к обра-
зованию трещин.
На второй стадии сушки удаляется связанная влага и влагосо-
держание тела уменьшается по экспоненциальному закону:
u(0 = Mre~o(z"Z1)'“r. (16-24)
Скорость сушки тоже уменьшается:
— = — _ (j JlSIL. (16-25)
dt uv
Длительность стадии падающей скорости сушки (/2—нахо-
дим из формулы (16-24) после подстановки и = ик и t — (см.
рис. 16-5). Общая длительность процесса сушки складывается- из
времени разогрева и длительности обеих стадий:
а а ик
(16-26)
Для реализации принятой зависимости и (/) необходимо на вто-
рой стадии сушки снижать плотность внутренних источников тепла.
302
Температура на второй стадии сушки возрастает от Гс до Тк (см.
рис. 16-5). Средняя скорость этого возрастания (dT/dt)cp =
== (Тк—ТсЖ—G)- Величина 0 (Т— Т„ач), стоящая в правой ча-
сти уравнения (16-20), характеризует тепловые потери. С некото-
рым преувеличением тепловых потерь примем в данном расчете
Т = Тк. Тогда из уравнения (16-20) находим, что плотность источ-
ников тепла в интервале должна регулироваться по
следующему закону:
w (/) = р^оО + ₽ (Тк- Тнач) + g0 ко+^в« (01 -7~ / -
где и (/) вычисляется по формуле (16-24); р' ~ р + рг; рг — удель-
ная энергия, идущая на разрыв гигроскопических связей.
Рис. 16-7. Тело сложной формы
в плоском конденсаторе
Рис. 16-6. Гребенчатые^электроды для
нагрева листов
При высокочастотной сушке древесины заготовки укладывают
в прямоугольный штабель, имеющий вертикальные и горизонталь-
ные каналы для циркуляции воздуха. Штабель помещают в сушиль-
ную камеру между висящими вертикально плоскими электродами.
В камеру подается воздух при температуре 70 °C и влажности
70—90% [10]. Влажность воздуха увеличивается к концу сушки,
чтобы избежать появления трещин. Температура в центре заго-
товки должна быть 100—105 °C, а на поверхности — около 80 °C.
Тепловой расчет следует выполнять для Тс = 90 °C. Максималь-
ная допустимая частота обычно снижается из-за больших размеров
загрузки до 0,3—0,5 МГц. Плотность источников тепла 0,01—
0,05 Вт/см3; напряженность поля в древесине 100—400 В/см; время
сушки составляет несколько часов [10].
Диэлектрические свойства древесины сильно зависят от влаго-
содержания. Например, для березы е изменяется от 68 до 3, а
tg б — соответственно от 2 до 0,3 при уменьшении влагосодержа-
ния от 55 до 10% [10]. Эту зависимость необходимо учитывать
при электрическом расчете конденсатора, который выполняется
по схеме замещения из § 9-4. Совместное использование зависимо-
стей е и tg б от и, кривой сушки и (t) и характеристики источников
тепла w (t) позволяет найти закон регулирования напряжения на
рабочем конденсаторе в течение всего процесса сушки.
30?
Иногда приходится иметь дело с сушкой тонколистовых мате-
риалов— бумаги или ткани. В этом случае нагрев в плоском кон-
денсаторе невозможен, так как почти все напряжение рабочего
конденсатора придется на воздушный зазор, а напряженность элек-
трического поля в материале будет очень низка (см. расчет поля
в § 16-2). Для нагрева тонких листов применяются гребенчатые
электроды, показанные на рис. 16-6. Чередование полярности
электродов приводит к тому, что значительная часть потока элек-
трической индукции проходит вдоль нагреваемого листа.
Так как сушка является энергоемким процессом, ее экономиче-
ская эффективность тем выше, чем’меньше разность начального
и конечного влагосодержания. Ярким примером такого процесса
является сушка литейных форм и стержней, изготовленных из
песка и связующих материалов. Начальное влагосодержание смеси
не превышает 5%. В процессе нагрева одновременно происходит
сушка щ затвердевание связующего вещества. Нагрев длится не-
сколько минут. Температура нагрева лежит в пределах от 130 до
180 °C в зависимости от связующего вещества [10].
Литейные стержни, как правило, имеют сложную форму, и
главная проблема заключается в обеспечении равномерного на-
грева по объему изделия. На рис. 16-7 показан ступенчатый стержень
в плоском конденсаторе. Из условия постоянства напряжения на
электродах конденсатора
EBjdB1 + E1d1 = + E2d2
и равенств ЕВ1 = &Е1, Ев2 = &Е2 находим отношение напряжен-
ностей поля в материале высокой и низкой ступени на рис. 16-7.
Ei/£2 - (4 + edB2)/(dx + edB1), (16-27)
где dB, d—воздушный зазор и высота материала; индекс 1 озна-
чает принадлежность соответствующих величин к высокой ступени,
а индекс 2—к низкой.
Отсюда видно, что Ех>£2, т. е. нагрев тела неравномерный.
В плоских электродах нагрев выравнивается только при больших
зазорах. Когда dB > d, то из формулы (16-27) следует £х £2.
Недостаток этого способа заключается в значительном повышении
напряжения на конденсаторе для достижения достаточной скорости
нагрева.
Нагрев выравнивается, если использовать фигурные электроды.
Зазор над низкой ступенькой должен быть уменьшен, тогда напря-
женность поля Е2 увеличится. В формуле (16-27) приравняем,
£х = Е2 и решим это уравнение относительно уменьшенного воз-
душного зазора. Получим
d^-d^ + ^-d^. (16-28)
Конденсатор с зазорами dB1 и dB2, показанный штриховой ли-
нией на рис. 16-7, обеспечивает равномерный нагрев.
304
Другой способ выравнивания нагрева заключается в примене-
нии вкладышей из диэлектрика с близким значением е и малым уг-
лом потерь. Возможно применение и немагнитных металлических
вкладышей, которые как бы закорачивают тот объем в электриче-
ском поле, где сами находятся. Толщина широкого металличе-
ского вкладыша равна высоте, на которую снижается фигурный
электрод (см. рис. 16-7):
При сушке литейных стержней на конвейере используются
только плоские электроды. По длине конвейера устанавливают не-
сколько пар электродов, и напряженность поля в материале регу-
лируют, меняя расстояние между ними. Иногда для выравнивания
нагрева соседние пары электродов устанавливают во взаимно пер-
пендикулярных плоскостях.
Положительное влияние на равномерность нагрева оказывает
уменьшение фактора потерь материала по мере высушивания, так
как холодные и более влажные места греются сильнее.
16-4. НАГРЕВ ДИЭЛЕКТРИКОВ
НА СВЕРХВЫСОКИХ ЧАСТОТАХ
Применение сверхвысоких частот (СВЧ) для нагрева диэлектри-
ков позволяет получать достаточно высокие удельные мощности
при сниженных значениях напряженности электрического поля.
Ограничения на напряженность поля чаще всего бывают связаны
со''свойствами нагреваемого материала или с технологическими
особенностями нагрева.
Низкую электрическую прочность имеют все влажные диэлек-
трики, и особенно пищевые продукты: мясо, рыба, картофель,
овощи. Для тепловой обработки этих продуктов используются ча-
стоты 433, 915 и 2375 МГц, относящиеся к дециметровому диапазону
длин электромагнитных волн [30].
Электромагнитные поля сверхвысоких частот не удовлетворяют
условию квазистационарности и носят ярко выраженный волновой
характер. Для нагрева тело подвергают облучению свободно па-
дающей электромагнитной волной или воздействию поля бегущей
либо стоячей электромагнитной волны. В роли нагревательных
устройств выступают уже не рабочие конденсаторы, а — соответст-
венно указанным способам нагрева — антенны, волноводы или
объемные резонаторы. ь ’
Нагрев™ непосредственным облучением используется относи-
тельно редко. Известны случаи применения СВЧ-излучения ,с по-
мощью рупорных антенн для дробления горных пород и раскалы-
вания бетона, уничтожения домового гриба в кирпичной кладке
и древесного точильщика в древесине, нагрева участков тела при
физиотерапии (СВЧ-диатермия).
305
Нагрев в поле бегущей волны целесообразно использовать в уста-
новках непрерывного действия. Простейшее нагревательное устрой-
ство с бегущей волной (рис. 16-8) состоит из магнетронного генерато-
ра МГ, волновода прямоугольного сечения 1 и оконечной нагрузки 2.
Нагреваемый материал имеет форму тонкого листа, который про-
тягивается через щель 3 в широкой стенке волновода. Установки
такого типа применяются для сушки бумаги или ткани [28, 34].
Электромагнитная волна в прямоугольном волноводе распро-
страняется только тогда, когда размер широкой стенки волновода
больше половины длины волны в свободном пространстве (а>Х0/2).
Если Х0>2а, то волна вдоль оси волновода затухает по аперио-
дическому закону. Равенство А.о= 2а соответствует самой низкой
критической частоте волновода — для волны типа Н10 (иначе
ТЕ10).
Рис. 16-8. СВЧ-установка для нагрева листов бегущей
электромагнитной волной
Подбирая отношение размеров сечения волновода, можно до-
биться распространения по волноводу только волны Н10. Для
этого при Ь= а/2 длина волны должна лежать в диапазоне а<А.<2а.
Волны высших типов в таком волноводе апериодически затухают.
Напряженность электрического поля волны типа Н10 имеет
только одну составляющую по оси у
у = Еут sin ,
а
направленную параллельно поверхности диэлектрика (см.рис. 16-8).
Значение Еу максимально при х — а/2, т. е. как раз там, где
проходит лист нагреваемого материала. Токи в середине широкой
стенки волновода при распространении волны типа Н10 текут вдоль
оси волновода, и щель для пропуска нагреваемого материала не
искажает структуры поля и не вызывает заметного излучения с по-
верхности волновода.
, Простейшая нагревательная установка, показанная на рис. 16-8,
не обеспечивает равномерного нагрева по ширине листа, так как
поглощение мощности приводит к спаду напряженности электри-
ческого поля по длине волновода. Для ликвидации неравномерно-
сти нагрева в реальных установках секции волновода соединяются
последовательно в плоский змеевик и материал проходит последо-
306
вательно все секции. В такой конструкции бегущая волна прохо-
дит поперек нагреваемого листа сначала в одном направлении, а
затем в противоположном. Этим и достигается' выравнивание на-
грева, если только число секций четное.
В конце волноводного тракта помещается поглощающая на-
грузка, водяная или изготовленная из графито-цементной смеси.
Нагрузка служит для поглощения энергии, не выделившейся в на-
греваемом материале. Отражение энергии от конца волновода не-
допустимо, так как приводит к возникновению стоячей волны и,
следовательно, нарушает равномерность нагрева. Кроме того, от-
раженная энергия нарушает режим работы генератора, может выз-
вать перегрев магнетрона и выход его из строя.
Рис. 16-9. Схема конвейерной СВЧ-установки (а) и поперечное сечение ра-
бочей камеры (б)
Нагрев бегущей электромагнитной волной используется для
тепловой обработки пищевых продуктов. Конструктивно такая
установка представляет собой конвейерную систему с одним или
несколькими магнетронами, рабочей камерой — волноводом и
устройствами для ввода и вывода загрузки. Часто необходимую
мощность конвейерной установки набирают из нескольких СВЧ-
модулей мощностью 1,5—10 кВт каждый [34].
Для установок мощностью более 10 кВт предпочтительно вы-
брать более низкую частоту в СВЧ-диапазоне: 915 или 433 МГц.
Это связано с тем, что размеры обрабатываемого изделия в таких
установках сравнительно большие, чем и предопределяется выбор
более длинных волн. Кроме того, с увеличением длины волны осла-
бевает излучение и упрощается конструкция узлов ввода и вывода
загрузки.
На рис. 16-9, а приведена схема конвейерной установки мощ-
ностью 10 кВт, работающей на частоте 433 МГц [30]. Обрабаты-
ваемый продукт (7) в полипропиленовых контейнерах перемещается
по цепному конвейеру внутри туннеля прямоугольного сечения
(4) из полипропилена от входного устройства (3) через рабочую ка-
меру (5) и выходное устройство (3). Звенья цепи выполнены из
307
фторопласта. Циркуляция воздуха в камере создается вентилято-
рами (6).
СВЧ-энергия от генератора (/) через устройство ввода энергии
(2) направляется в зону нагрева со стороны подачи обрабатывае-
мых изделий. С противоположной стороны размещается узел вы-
вода непоглощенной энергии (10) и согласованная с системой ге-
нератор — камера нагрузки (9), охлаждаемая водой. Подвод энер-
гии со стороны входа изделий обеспечивает экспоненциальное сни-
жение поглощаемой мощности вдоль волновода, характерное для
бегущей волны. Такое снижение благоприятно сказывается на ре-
жиме тепловой обработки пищевых продуктов: интенсивный нагрев
в первый период тепловой обработки переходит в поддержание
достигнутой температуры до выхода изделия из зоны нагрева.
Рабочая камера представляет собой волновод П-образного се-
чения (рис. 16-9, б). По сравнению с прямоугольным волноводом
такая форма сечения позволяет получать значительно более высо-
кие напряженности электрического поля в зоне нагрева. Длина
рабочей камеры 2 м, и состоит она из четырех одинаковых по длине
и форме секций П-образного волновода. Напряженность поля в ре-
жиме холостого хода 144 В/см. КПД рабочей камеры, рассчитан-
ный для варианта нагрева воды в контейнерах, равен 88%.
Устройства ввода и вывода обрабатываемого продукта должны
обеспечивать безопасную и эффективную работу установки. В рас-
сматриваемой установке используются запредельные аттенюаторы,
имеющие вид прямоугольных волноводов с размерами стенок,
меньшими критических для данной частоты. При сечении аттенюа-
тора 228 X 190 мм и затухании 70 дБ длина его должна быть не
менее 1000 мм. Утечка энергии не превышает 2—3 мкВт/см2 на
расстоянии 150 мм от отверстия аттенюатора.
Принятые в СССР нормы утечки составляют 10 мкВт/см2 при
облучении в течение всего рабочего дня и 100 мкВт/см2 при облу-
чении в течение 2 ч [30]. Эти нормы являются самыми низкими
в мире и абсолютно безопасными для обслуживающего персонала.
Размеры сечения запредельных аттенюаторов для частот выше
433 МГц получаются слишком малыми. В этом случае подавление
излучения из загрузочных отверстий рабочей камеры осущест-
вляется реактивными фильтрами, имеющими вид четвертьволновых
короткозамкнутых секций прямоугольного волновода, вмонтиро-
ванных в широкую стенку рабочей камеры. Такие секции вносят
в плоскость стенки большое реактивное сопротивление, которое
отражает электромагнитные волны. Особо хорошие результаты
дает сочетание четвертьволновых фильтров с преобразователем
волны основного типа Я10 в волны высших типов HnQ [28].
Применение реактивных фильтров, расположенных у краев
рабочей камеры, приводит к возникновению стоячих волн, и на-
гревательные установки такого типа приближаются по структуре
электромагнитного; поля к установкам периодического действия,
рабочая камера которых является объемным резонатором.
308
Большинство существующих СВЧ-установок для тепловой об-
работки пищевых продуктов — это установки периодического дей-
ствия, известные под названиями «СВЧ-печь», «микроволновая
печь» или «магнетронная кухня».' Мощность этих установок
0,75—2 кВт, частота 2375 или 2450’МГц в зависимости от приня-
того в стране-изготовителе стандарта разрешенных частот. Рабо-
чей камерой служит прямоугольной’объемный резонатор, размеры
которого, например для печи «Славянка-1001», составляют 35 х
X 24 х 30 см (рис. 16-10).
На рис. 16-10 показано нагреваемое изделие (5), размещенное
на подставке (3) внутри камеры (4). Загрузка камеры происходит
через дверцу (3). Подвод СВЧ-энергии снизу от магнетрона (/),
защищенного от загрязнений ограждением (2), и расположение
диссектора (7) с электродвигателем (6) в верхней части камеры
Рис. 16-10. Устройство рабочей камеры
СВ Ч-печи «Славянка-1001»
представляют собой один из многих вариантов компоновки основ-
ных элементов СВЧ-печей.
В прямоугольном резонаторе возникают стоячие электромаг-
нитные волны типа Нтпр или Етпр. Картина поля этих волн та-
кова, что вдоль каждого из трех размеров резонатора укладывается
целое число полуволн. Резонансная длина волны определяется
соотношением [45]
Х = 2
(16-29)
где х0, t/0, z0 — размеры резонатора; т, и, р — целые числа. Пол-
ное число наборов чисел ш, и и р показывает, сколько^видов ко-
лебаний может одновременно существовать в резонаторе.
Нагрев диэлектрика в поле стоячей волны происходит неравно-
мерно из-за наличия максимумов и минимумов напряженности
электрического поля. Размеры рабочей камеры следует выбирать
таким образом, чтобы в ней возбуждалось возможно большее число
типов колебаний. Тогда наложение стоячих волн различных типов
приводит к образованию поля сложной структуры, в котором эк-
стремумы электрического и магнитного полей выражены не столь
309
ярко. Это благоприятно сказывается на равномерности нагрева.
Число типов колебаний находят с помощью формулы (16-29), за-
даваясь размерами резонатора. Методика расчета и соответствую-
щая номограмма приведены в [28].
Из формулы (16-29) следует, что число типов колебаний воз-
растает с увеличением размеров резонатора. Максимальные допу-
стимые размеры рабочей камеры связаны технологическими огра-
ничениями, из которых главным является мощность генератора
СВЧ. По этой причине для возбуждения большего числа типов ко-
лебаний используют дополнительные средства.
К таким средствам относятся подвижные отражатели (диссек-
торы) и подвод СВЧ-энергии через несколько элементов связи.
Если для возбуждения резонатора использовать два ввода СВЧ-
энергии со сдвигом поляризации питающих волн на 90°, то число
типов колебаний почти удваивается и равномерность результирую-
щего поля оказывается достаточно высокой [28]. Недостатки та-
кого способа повышения равномерности поля заключаются в не-
обходимости использования двух магнетронов, в сложности согла-
сования и выравнивания нагрузки магнетронов.
Чаще всего в СВЧ-печах периодического действия используются
диссекторы, представляющие собой металлические вертушки с не-
сколькими лопастями (см. рис. 16-10). Частота вращения вертушки
от 10 до 60 об/мин. Движение металлических поверхностей непре-
рывно изменяет граничные условия в резонаторе, и последова-
тельно друг за другом возникают новые типы колебаний. Структура
электромагнитного поля в рабочей камере периодически изменяется,
и это приводит к выравниванию энергии, выделяющейся в различ-
ных точках объема камеры за время нагрева. Диссектор как бы
перемешивает электромагнитное поле в резонаторе.
Дверца в рабочей камере, служащая для загрузки и выгрузки
нагреваемых изделий, должна быть снабжена специальными уст-
ройствами, препятствующими СВЧ-излучению. Так как всякая
прорезь в стенке резонатора, прерывающая путь тока, является
источником излучения, то дверца рабочей камеры должна иметь
по всему периметру надежный электрический контакт из кнопок
или пластинчатых пружин. Дальнейшее ослабление излучения
достигается путем использования четвертьволновых дросселей и
прокладок из поглощающего материала. В дверце может быть рас-
положено окно из металлизированного стекла.
. Установки СВЧ применяются для приготовления блюд из сы-
рых продуктов или разогрева готовых блюд из замороженного со-
стояния. Время тепловой обработки значительно сокращается по
сравнению с традиционными методами за счет действия внутрен-
них источников тепла. Уменьшение времени воздействия высоких
температур способствует сохранению питательной ценности и улуч-
шению вкусовых качеств продукта.
Особенно эффективно протекает процесс размораживания, так
как теплопроводность Замороженных продуктов уменьшается по
310
мере оттаивания. При размораживании на воздухе оттаявший по-
верхностный слой теплоизолирует внутренние слои продукта (мяса
или рыбы), процесс затягивается, в результате чего продукт те-
ряет часть влаги, минеральных солей и питательных веществ.
Тепловую обработку пищевых продуктов следует проводить
в контейнерах из диэлектрика, не греющегося в электрическом
поле СВЧ. Этому требованию удовлетворяют контейнеры из жаро-
прочного стекла «пирекс», фарфора, полиэтилена, пропилена, фто-
ропласта. Размеры кусков пищевых продуктов хотя бы в одном
измерении не должны превосходить двух-трех значений глубины
проникновения поля. Установлено, что загрузка рабочей камеры
в форме низкого цилиндра, высота которого в 2—5 раз меньше диа-
метра, наилучшим образом удовлетворяет условиям СВЧ-нагрева
Диэлектрические свойства пищевых продуктов могут быть са-
мыми различными. Они зависят от влажности и меняются в тече-
ние тепловой обработки. Например, значения е' и tg б при темпера-
туре 20 °C для говядины 50 и 0,38, а для говяжьего жира 5 и 0,1
соответственно. Глубина проникновения поля'при частоте 2375 МГц
в говядину 1,5 см, а в жир — 18 см.
Процесс тепловой обработки пищевых продуктов протекает
в два этапа. На первом этапе температура поднимается до 85—96 °C.
На втором этапе мощность снижают до уровня, обеспечивающего
стабилизацию достигнутой температуры, называемой температурой
кулинарной готовности [301.
Для большинства пищевых продуктов скорость подъема темпе-
ратуры ограничена значением 0,4—1 К/с. Более высокий темп на-
грева может привести к разрушению внутренней структуры изде-
лия из-за чрезмерно интенсивного парообразования [30].
Удельная теплоемкость основных пищевых продуктов — мяса,
рыбы и овощей находится в интервале 3,4—4,2 кДж/(кг-К)- Пола-
гая скорость подъема температуры 0,5 К/с, удельную теплоемкость
4 кДж/(кг-К), а температуру нагрева 90 °C при начальной темпера-
туре 20 °C, получаем время нагрева (90 — 20) : 0,5 = 140 с, а удель-
ную мощность 4-0,5= 2 кВт/кг. Такая удельная мощность позво-
ляет находить оптимальную массу загрузки СВЧ-печи при задан-
ной мощности генератора [30].
Второй этап тепловой обработки длится обычно от 2 до 5 мин,
и его длительность уточняется экспериментально. За время второго
этапа в пищевом продукте происходят необходимые структурные
и биохимические превращения, а также частичное испарение влаги.
Главное достоинство СВЧ-нагрева заключается в равномерном
выделении тепла по объему изделия. Это достоинство может иногда
оказаться и недостатком: готовое кулинарное изделие имеет вкус
вареного, а выпеченный хлеб не имеет корочки. Для получения
вкуса и вида жареного или печеного пищевого продукта СВЧ-на-
грев целесообразно сочетать с нагревом инфракрасным облучением.
311
ПРИЛОЖЕНИЕ
Таблица П-1
Вспомогательные функции F(z) и Fi(z}
2 F (2) Fl U) Z F (г) F, (г) Z F(2) F, (z)
0,00 — — 0,25 4,607 2,396 0,50 2,441 1,399
0,01 112,9 56,41 0,26 4,438 2,316 0,51 2,399 1,382
0,02 54,47 28,22 0,27 4,280 2,240 0,52 2,360 1,366
0,03 37,60 18,82 0,28 4,135 2,171 0,53 2,323 1,350
0,04 28,23 14,14 0,29 3,999 2,106 0,54 2,288 1,335
0,05 22,60 11,32 0,30 3,873 2,048 0,55 2,252 1,321
0,06 18,82 9,434 0,31 3,755 1,992 0,56 2,219 1,308
0,07 16,15 8,101 0,32 3,647 1,942 0,57 2,187 1,295
0,08 14,14 7,096 0,33 3,542 1,892 0,58 2,157 1,283
0,09 12,58 6,317 0,34 3,445 1,847 0,59 2,127 1,271
0,10 11,32 5,698 0,35 3,355 1,806 0,60 2,099 1,260
0,11 10,30 5,192 0,36 3,268 1,766 0,61 2,072 1,249
0,12 9,449 4,769 0,37 3,186 1,728 0,62 2,045 1,239
0,13 8,732 4,415 0,38 3,110 1,694 0,63 2,019 1,231
0,14 8,112 4,110 0,39 3,038 1,662 0,64 1,994 1,220
0,15 7,577 3,844 0,40 2,969 1,630 0,65 1,971 1,211
0,16 7,113 3,617 0,41 2,905 1,602 0,66 1,948 1,202
0,17 6,700 3,413 0,42 2,842 1,574 0,67 1,926 1,194
0,18 6,335 3,235 0,43 2,784 1,548 0,68 1,904 1,186
0,19 6,009 3,076 0,44 2,726 1,522 0,69 1,883 1,179
0,20 5,716 2,933 0,45 2,674 1,500 0,70 1,863 1,172
0,21 5,452 2,805 0,46 2,623 1,477 0,71 1,844 1,165
0,22 5,211 2,687 0,47 2,574 1,456 0,72 1,825 1,158
0,23 4,991 2,581 0,48 2,533 1,437 0,73 1,807 1,152
0,24 4,790 2,484 0,49 2,482 1,417 0,74 1,789 1,146
312
Продолжение табл. П~1
2 F(z) Fi (z) z F (z) F, (2) Z F(2) Fi Ю
0,75 1,772 1,140 1,10 1,396 1,033 1,45 1,236 1,007
0,76 1,756 1,134 1,11 1,390 1,032 1,46 1,233 1,007
0,77 1,739 1,129 1,12 1,384 1,031 1,47 1,229 1,007
0,78 1,724 1,124 1,13 1,378 1,029 1,48 1,226 1,006
0,79 1,709 1,119 1,14 1,372 1,028 1,49 1,223 1,006
0,80 1,694 1,114 1,15 1,366 1,027 1,50 1,221 1,006
0,81 1,679 1,109 1,16 1,360 1,026 1,51 1,217 1,006
0,82 1,665 1,105 1,17 1,354 1,025 1,52 1,215 1,006
0,83 1,652 1,101 1,18 1,349 1,024 1,53 1,212 1,005
0,84 1,639 1,097 1,19 1,343 1,023 1,54 1,210 1,005
0,85 1,626 1,093 1,20 1,337 1,022 1,55 1,207 1,005
0,86 1,614 1,089 1,21 1,333 1,021 1,56 1,204 1,005
0,87 1,602 1,086 1,22 1,327 1,020 1,57 1,202 1,005
0,88 1,591 1,082 1,23 1,323 1,019 1,58 1,199 1,004
0,89 1,579 1,079 1,24 1,318 1,018 1,59 1,197 1,004
0,90 1,568 1,076 1,25 1,313 1,018 1,60 1,194 1,004
0,91 1,557 1,073 1,26 1,309 1,017 1,61 1,192 1,004
0,92 1,547 1,070 1,27 1,304 1,016 1,62 1,190 1,004
0,93 1,536 1,067 1,28 1,299 1,015 1,63 1,187 1,003
0,91 1,526 1,064 1,29 1,295 1,015 1,64 1,185 1,003
0,95 1,517 1,062 1,30 1,290 1,014 1,65 1,183 1,003
0,96 1,508 1,059 1,31 1,286 1,013 1,66 1,181 1,003
0,97 1,498 1,057 1,32 1,282 1,013 1,67 1,179 1,003
0,98 1,489 1,055 1,33 1,278 1,012 1,68 1,176 1,003
0,99 1,480 1,052 1,34 1,274 1,012 1,69 1,174 1,002
1,00 1,472 1,050 1,35 1,270 1,011 1,70 1,172 1,002
1,01 1,463 1,048 1,36 1,266 1,011 1,71 1,170 1,002
1,02 1,455 1,046 1,37 1,263 1,010 1,72 1,168 1,002
1,03 1,447 1,044 1,38 1,260 1,010 1,73 1,166 1,002
1,04 1,440 1,043 1,39 1,256 1,009 1,74 1,165 1,002
1,05 1,432 1,041 1,40 1,252 1,009 1,75 1,163 1,002
1,06 1,425 1,039 1,41 1,249 1,009 1,76 1,161 1,002
1,07 1,418 1,038 1,42 1,245 1,008 1,77 1,159 1,002
1,08 1,411 1,036 1,43 1,242 1,008 1,78 1,157 1,001
1,09 1,404 1,035 1,44 1,239 1,008 1,79 1,156 1,001
313
Продолжение табл, П1
Z F (2) Fi (г) 2 F(z) Ft (2) 2 F(z) Ft (2)
1,80 1,154 1,001 1,87 1,143 1,001 1,94 1,133 1,000
1,81 1,152 1,001 1,88 1,142 1,001 1,95 1,131 1,000
1,82 1,150 1,001 1,89 1,140 1,001 1,96 1,130 1,000
1,83 1,149 1,001 1,90 1,139 1,000 1,97 1,129 1,000
1,84 1,147 1,001 1,91 1,137 1,000 1,98 1,128 1,000
1,85 1,146 1,001 1,92 1,136 1,000 1,99 1,126 1,000
1,86 1,145 1,001 1,93 1,134 1,000
Окончание табл. П-1
2 F(z) 2 F(2) 2 F (z) 2 F (z)
2,00 1,125 2,23 1,101 2,46 1,083 2,68 1,070
2,01 1,124 2,24 1,100 2,47 1,082 2,69 1,069
2,02 1,123 2,25 1,099 2,48 1,081 2,70 1,069
2,03 1,121 2,26 1,098 2,49 1,081 2,71 1,068
2,04 1,120 2,27 1,097 2,50 1,080 2,72 1,068
2,05 1,119 2,28 1,096 2,51 1,079 2,73 1,067
2,06 1,118 2,29 1,095 2,52 1,079 2,74 1,067
2,07 1,117 2,30 1,095 2,53 1,078 2,75 1,066
2,08 1,116 2,31 1,094 2,54 1,078 2,76 1,066
2,09 1,115 2,32 1,093 2,55 1,077 2,77 1,065
2,10 1,113 2,33 1,092 2,56 1,076 2,78 1,065
2,11 1,112 2,34 1,091 2,57 1,076 2,79 1,064
2,12 1,111 2,35 1,091 2,58 1,075 2,80 1,064
2,13 1,110 2,36 1,090 2,59 1,075 2,81 1,063
2,14 1,109 2,37 1,089 2,60 1,074 2,82 1,063
2,15 1,108 2,38 1,088 2,61 1,073 2,83 1,062
2,16 1,107 2,39 1,088 2,62 1,073 2,84 1,062
2,17 1,106 2,40 1,087 2,63 1,072 2,85 1,062
2,18 1,105 2,41 1,086 2,64 1,072 2,86 1,061
2,19 1,104 2,42 1,085 2,65 1,071 2,87 1,061
2,20 1,103 2,43 1,085 2,66 1,071 2,88 1,060
2,21 1,102 2,44 1,084 2,67 1,070 2,89 1,060
2,22 1,102 2,45 1,083
314
Таблица П-2
ы
Вспомогательная функция S (а, Р, т) для тела ограниченной толщины с плоской поверхностью
т а 3
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
0,0 0,3333 0,2383 0,1533 0,0783 0,0133 I —0,0417 —0,0867 —0,1217 —0,1467 —0,1617 —0,1667
0,1 0,2850 0,2500 0,1550 0,0800 0,0150 —0.0400 —0,0850 —0,1200 —0,1450 ^—0,1600 —0,1650
0,2 0,2400 0,2200 0,1600 0,0850 0,0200 —0,0350 —0,0800 —0,1150 —0,1400 "—0,1550 —0,1600
0,30 0,3 0,1983 0,1866 0,1516 0,0933 0,0283 —0,0267 —0,0717 —0,1067 —0,1317 —0,1467 —0,1517
0,4 0,1600 0,1525 0,1300 0,0925 0,0400 , , —0,0150 —0,0600 —0,0950 —0,1200 —0,1350 —0,1400
0,5 0,1250 0,1200 0,1050 0,0800 0,0450 ' 0.0000 —0,0450 —0,0800 —0,1050 —0,1200 —0,1250
0,6 0,0933 0,0900 0,0800 0,0633 0,0400 | -.0,0100 —0,0267 —0,0617 —0,0867 —0,1017 —0,1067
0,0 0,3031 0,2095 0,1288 0,0605 0,0040 } —0,0417 —0,0774 —0,1039 —0,1222 —0,1329 —0,1364
0,1 0,2553 0,2217 0,1309 0,0625 0,0058 ; —0,0400 —0,0758 —0,1025 —0,1209 —0,1317 —0,1353
0,2 0,2117 0,1931 0,1371 0,0684 0,0113 | —0,0350 —0,0713 —0,0984 —0,1171 —0,1281 —0,1317
0,20 0,3 0,1724 0,1620 0,1306 0,0781 0,0203 ‘ —0,0267 —0,0637 —0,0915 —0,1107 —0,1221 —0,1258
0,4 0,1371 0,1308 0,1115 0,0791 0,0329 —0,0150 —0,0529 —0,0816 —0,1015 —0,1133 —О; 1171
0,5 0,1058 0,1017 0,0894 0,0687 0,0391 0.0000 —0,0391 —0,0687 —0,0894 —0,1017 —0,1058
0,6 0,0781 0,0755 0,0677 0,0537 0,0553 | -:-о,оюо —0,0220 —0,0527 —0,0742 —0,0872 —0,0915
0,0 0,2871 0,1943 0,1158 0,0511 —0,0010 —0,0416 —0,0724 —0,0945 —0,1092 —0,1177 —0,1205
0.15 0,1 0,2396 0,2068 0,1182 0,0533 -7-0,0010 —0,0399 -0,0710 —0,0933 —0,1082 —0,1168 —0,1196
0,2 0,1986 0,1789 0,1251 0,0596 +0,0067 —0,0349 —0,0667 —0,0896 —0,1051 —0,1139 —0,1168
u>
т a
0,0 0,1 0,2 0,3 0,4 |
0,3 0,1586 0,1489 0,1195 0,0700 +0,0160
0,15 0,4 0,1250 0,1192 0,1017 0,0719 +0,0292
0,5 0,0956 0,0920 0,0812 0,0627 +0,0359
0,6 0,0700 0,0678 0,0601 0,0496 +0,0328
0,0 0,2577 0,1664 0,0921 0,0339 —0,0101
0,1 0,2107 0,1793 0,0949 0,0363 —0,0080
0,2 0,1693 0,1538 0,1028 0,0434 —0,0019
0,10 0,3 0,1334 0,1249 0,0991 0,0551 +0,0082
0,4 0,1028 0,0981 0,0838 0,0589 +0,0223
0,5 0,0768 0,0743 0,0661 0,0517 +0,0301
0,6 0,0551 0,0537 0,0491 0,0409 +0,0285
0,0 0,2020 0,1146 0,0509 0,0079 —0,0188
0,1 0,1564 0,1285 0,0544 0,0105 —0,0170
0,2 0,1187 0,1045 0,0646 0,0188 —0,0111
0,05 0,3 0,0885 0,0827 0,0647 0,0323 —0,0013
0,4 0,0645 0,0620 0,0537 0,0379 +0,0125
0,5 0,0463 0,0452 0,0413 0,0338 +0,0207
0,6 0,0321 0,0317 0,0299 0,0266 +0,0197
Продолжение табл. П-2
3
0.5 0,6 0,7 0,8 0,9 1,0
—0,0267 —0,0594 —0,0834 —0,0996 —0,1090 —0,1120
—0,0150 —0,0492 —0,0744 —0,0917 —0,1017 —0,1050
0,0000 —0,0359 —0,0627 —0,0812 —0,0920 —0,0956
-1-0,0100 —0,0195 —0,0480 —0,0668 —0,0795 —0,0834
—0,0407 —0,0633 —0,0773 —0,0855 —0,0898 —0,0911
—0,0391 —0,0620 —0,0763 —0,0849 —0,0893 —0,0907
—0,0343 -0,0581 —0,0734 —0,0828 —0,0878 —0,0893
—0,0262 —0,0516 —0,0685 —0,0792 —0,0850 —0,0868
—0,0148 —0,0423 —0,0614 —0,0738 —0,0806 —0,0828
0,0000 —0,0301 —0,0517 —0,0661 —0,0743 —0,0768
-г-0,0098 —0.0152 —0,0393 —0,0558 —0,0654 —0,0685
—0,0341 —0,0424 —0,0467 —0,0489 —0,0500 —0,0500
—0,0329 —0,0416 —0,0461 —0,0488 —0,0499 —0,0500
—0,0293 —0,0397 —0,0452 —0,0482 —0,0497 —0,0500
—0,0229 —0,0359 —0,0433 —0,0472 —0,0490 —0,0495
—0.0132 —0,0297 —0,0394 —0,0447 —0,0473 —0,0481
0.0000 —0,0207 —0,0338 —0,0413 —0,0452 —0,0463
-г0,0088 —0,0084 —0,0258 —0,0358 —0,0414 —0,0431
Таблица П-3
Вспомогательная функция S (а, Р, т) для цилиндра
т а 3
1,0 0,9 0,8 0,7 0,6 0,5 | 0,4 0,3 0,2 0,1 0,0
1,о'А 0,1250 0,0775 0,0350 —0,0025 —0,0350 —0,0625 —0,0850 —0,1025 —0,1150 —0,1225 —0,1250
0,9 0,1013 0,0788 0,0363 —0,0012 —0,0337 —0,0612 —0,0837 —0,1012 —0,1137 —0,1212 —0,1237
0,8 0,0800 0,0708 0,0417 +0,0042 —0,0283 —0,0558 —0,0783 —0,0958 —0,1083 —0,1158 —0,1183
0,20 0,7 0,0613 0,0563 0,0404 +0,0125 —0,0200 —0,0475 —0,0700 —0,0875 —0,1000 —0,1075 —0,1100
0,6 0,0450 0,0421 0,0329 +0,0164 —0,0087 —0,0362 —0,0587 —0,0762 —0,0887 —0,0962 —0,0987
1,0 0,1175 0,0705 0,0297 —0,0050 —0,0339 —0,0574 —0,0758 —0,0895 —0,0990 —0,1045 —0,1063
0,9 0,0939 0,0720 0,0312 —0,0037 —0,0336 —0,0562 —0,0747 —0,0885 —0,0980 —0,1036 —0,1054
0,15 0,8 0,0732 0,0645 0,0369 +0,0019 —0,0273 —0,0512 —0,0699 —0,0840 —0,0937 —0,0995 —0,1013
0,7 0,0553 0,0508 0,0362 +0,0105 —0,0192 —0,0434 —0,0626 —0,0771 —0,0872 —0,0932 —0,0951
0,6 0,0400 0,0375 0,0294 +0,0147 —0,0080 —0,0329 —0,0526 —0,0677 —0,0782 —0,0845 —0,0864
1,0 0,1093 0,0630 0,0241 —0,0077 —0,0328 —0,0519 —0,0658 —0,0754 —0 0816 —0,0850 —0,0861
0,9 0,0860 0,0646 0,0310 —0,0063 —0,0316 —0,0508 —0,0649 —0,0748 —0,0811 —0,0849 —0,0856
0,10 0,8 0,0658 0,0576 0,0318 —0,0006 —0,0263 —0,0462 —0,0609 —0,0712 —0,0779 —0,0817 —0,0829
0,7 0,0488 0,0448 0,0314 +0,0083 —0,0183 —0,0391 —0,0547 —0,0659 —0,0734 —0,0776 —0,0790
0,6 0,0347 0,0329 0,0260 +0,0131 —0,0073 —0,0295 —0,0461 —0,0584 —0,0667 —0,0715 —0,0731
1,0 0,0906 0,0458 0,0120 —0,0122 —0,0283 —0,0382 —0,0439 —0,0470 —0,0485 —0,0495 —0,0497
0,9 0,0677 0,0480 0,0137 —0,0110 —0,0272 —0,0373 —0,0435 —0,0469 —0,0485 —0,0494 —0,0497
0,05 0,8 0,0491 0,0426 0,0209 —0,0049 —0,0227 —0,0342 —0,0412 —0,0453 —0,0474 —0,0485 —0,0488
0,7 0,0345 0,0317 0,0221 +0,0043 —0,0155 —0,0289 —0,0376 —0,0428 —0,0456 —0,0472 —0,0476
0,6 0,0233 0,0220 0,0179 +0,0094 —0,0054 —0,0214 —0,0322 —0,0391 —0,0433 —0,0454 —0,0460
1,0 0,0712 0,0289 0,0018 —0,0133 —0,0205 —0,0234 —0,0247 —0,0249 —0,0250 —0,0250 —0,0250
0,9 0,0490 0,0317 0,0037 —0,0120 —0,0201 —0,0233 —0,0247 —0,0249 —0,0250 —0,0250 —0,0250
0,025 0,8 0,0326 0,0278 0,0115 —0,0068 —0,0169 —0,0217 —0,0236 —0,0244 —0,0246 —0,0247 —0,0248
0,7 0,0211 0,0196 0,0138 +0,0016 —0,0117 —0,0191 —0,0224 —0,0238 —0,0244 —0,0246 —0,0247
0,6 0,0132 0,0129 0,0110 +0,0063 —0,0036 —0,0141 —0,0199 —0,0227 —0,0240 —0,0245 —0,0247
СПИСОК ЛИТЕРАТУРЫ
1. Бабат Г. И. Индукционный нагрев металлов и его промышленное
применение.— М.—Л.: Энергия, 1965.
2. Брокмайер К. Индукционные плавильные печи. (Пер. с нем.).—
М.: Энергия, 1972.
3. Вайнберг А. М. Индукционные плавильные печи.— М.: Энергия,
1967.
4. Вологдин В. П. Поверхностная закалка индукционным способом.—
М.—Л.: Металлургиздат, 1939.
5. Вологдин В. П. Поверхностная индукционная закалка.— М.: Обо-
ронгиз, 1947.
6. Вологдин В. В. Пайка и наплавка при индукционном нагреве.—
М.—Л.: Машиностроение, 1965.
7. Высокочастотный нагрев диэлектриков и полупроводников/А. В. Не-
тушил, Б. Я. Жуховицкий, В. Н. Кудин, Е. П. Парини—М.: Госэнергоиз-
дат, 1959.
8. Гитгарц Д. А., Иоффе Ю. С. Новые источники питания и автоматика
индукционных установок для нагрева и плавки.— М.: Энергия, 1972.
9. Гитгарц Д. А., Мнухин Л. А. Симметрирующие устройства для од-
нофазных электротермических установок.— М.: Энергия, 1974.
10. Глуханов Н. П., Федорова И. Г. Высокочастотный нагрев диэлектри-
ческих материалов в машиностроении.— Л.: Машиностроение, 1972.
11. Губкин А. И. Физика диэлектриков.— М.: Высшая школа, 1971.
12. Иоссель Ю. А., Кочанов Э. С., Струнский М. Г. Расчет электриче-
ской емкости.— Л.: Энергия, 1969.
13. Калантаров П. Л., Цейтлин Л. А. Расчет индуктивностей (Справоч-
ная книга).— Л.: Энергия, 1970.
14. Карслоу X., Егер Д. Операционные методы в прикладной матема-
тике. (Пер. с англ.) — М.: Изд-во иностр, лит., 1948.
15. Кувалдин А. Б. Низкотемпературный индукционный нагрев стали
(Библиотека электротермиста, вып. 62).— М.: Энергия, 1976.
16. Лейканд М. С. Вакуумные электрические печи.— М.: Энергия, 1968.
17. Лыков А. В. Теория теплопроводности.— М.: Высшая школа, 1967.
18. Лыков А. В. Теория сушки.— М.: Энергия, 1968.
19. - Люстерник Л. А., Акушский Н. Я., Диткин В. А. Таблицы бессе-
левых функций.— М.—Л.: Гостехиздат, 1949.
20. Мышкис А. Д. Математика (Специальные курсы).— М.: Наука,
1971.
21. Нейман Л. Р. Поверхностный эффект в ферромагнитных телах.—
Л.: Гостехиздат, 1949.
22. Нейман Л. Р., Калантаров П. Л. Теоретические основы электротех-
ники.—М.—Л.: Энергоиздат, 1948.
23. Немков В. С., Полеводов Б. С. Математическое моделирование на
ЭВМ устройств высокочастотного нагрева.— Л.: Машиностроение, 1980.
318
24. Павлов Н. А. Инженерные тепловые расчеты индукционных нагре-
вателей (Библиотека электротермиста, вып. 66).— М%: Энергия, 1978.
25. Петров Ю. Б., Ратников Д. Г. Холодные тигли.— М.: Металлургия,
26. Правила устройства электроустановок.— М: Энергия, 1964.
27. Простяков А. А. Индукционные печи и миксеры для плавки чугуна.—
М.: Энергия, 1977.
28. Пюшнер Г. Нагрев энергией сверхвысоких частот.—М.: Энергия
1968. ’
29. Ратников Д. Г. Бестигельная зонная плавка.— М.: Металлургия
1976.
30. Рогов И. А., Некрутман С. В. Сверхвысокочастотный и инфракрас-
ный нагрев пищевых продуктов.— М.: Пищевая промышленность, 1976.
31. Родигин Н. М. Индукционный нагрев стальных изделий.—Сверд-
ловск: Металлургиздат, 1950.
32. Самарский А. А. Теория разностных схем.— М.: Наука, 1977.
33. Свенчанский А. Д. Электрические промышленные печи.—М.: Энер-
гия, 1975.
34. СВЧ-энергетика (Пер. с англ.)/Под ред. Э. Окресса — М.: Мир,
1971.
35. Слухоцкий А. Е., Рыскин С. Е. Индукторы для индукционного на-
грева.— Л.: Энергия, 1974.
36. Тир Л. Л., Фомин Н. И. Современные методы индукционной плавки
(Библиотека электротермиста, вып. 59).— М.: Энергия, 1975.
37. Тозони О. В. Метод вторичных источников в электротехнике.— М.:
Энергия, 1975.
38. Фарбман С. А., Колобнев И. Ф. Индукционные печи для плавки ме-
таллов и сплавов.— М.: Металлургия, 1968.
39. Фогель А. А. Индукционный метод удержания жидких металлов
во взвешенном состоянии.— Л.: Машиностроение, 1979.
40. Цыганов В. А. Плавка цветных металлов в индукционных печах.—
М.: Металлургия, 1974.
41. Шамов А. Н., Бодажков В. А. Проектирование и эксплуатация вы-
сокочастотных установок.— Л.: Машиностроение, 1974.
42. Шамов А. Н., Лунин И. В., Иванов В.Н. Высокочастотная сварка
металлов.— Л.: Машиностроение, 1977.
43. Шепеляковский К. 3. Упрочнение деталей машин поверхностной
закалкой при индукционном нагреве.— М.: Машиностроение, 1972.
44. Шекалов А. А., Штрейс Я. О., Блинов Б. В. Плавка в малых индук-
ционных печах.— М.—Л.: Машиностроение, 1965.
45. Шимони К. Теоретическая электротехника.— М.: Мир, 1964.
46. Электрооборудование и автоматика электротермических установок
(Справочник).— М.: Энергия, 1978.
47. Янке Е., Эмде Ф. Таблицы функций с формулами и кривыми. —
М.—Л.: Гостехиздат, 1948.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ
Активный слой 31, 48, 65, 72
Амплитуда комплексная 9
Аппаратура коммутационная 173
Баланс тепловой динамический 298
----влажного тела 301
Вектор поляризации 136
— электрической индукции 8, 139
Влага свободная 301
— связанная 301
Влагопроводность 300
Волна бегущая 141, 306
— стоячая 142, 309
Волновое сопротивление среды 142
Восприимчивость диэлектрическая
138
Время нагрева 103, 106, 111, 113, 116
Генератор ламповый, см. преобра-
зователи частоты 170
Гибка труб и профилей 223
Глубина проникновения тока 13
------- горячая 21
Глубинный тип нагрева 21
Годогреф диэлектрической прони-
цаемости 149, 151
Диаграмма токов в диэлектрике 140
Диаметр расчетный 48, 49, 205
Диссектор 310
Диэлектрик анизотропный 159
— гетерогенный 153
Дуплекс-процессы 264, 278
Закаленный слой 173, 174
Закалка.поверхностная 173
----непрерывно-последовательная
179
---- одновременная 178
Заряды свободные 135
— связанные 135
Импедансные граничные условия 121
320
Индукционная единица канальной
печи 266, 267
---------сдвоенная 267, 272
---------съемная 267, 271
---------трехфазная 272
Индукция магнитная 8
— электрическая 8
Индуктор для нагрева внутренней
поверхности 87
— канальной печи 272
— овальный 188
— петлевой 181, 184
— плоский 182, 213
— поперечного поля 189
— разъемный 180
— с магнитопроводом 89
— спиральный 182
— стержневой 184
— тигельной печи 232
— цилиндрический 17, 180, 183, 188,
192
— щелевой 188, 190
Конденсатор гребенчатый 303
— ленточный 295
— плоский 164
— промышленной частоты 171
—средней частоты 171, 172
Контактное устройство тигельной
печи 233
Корпус печи канальной 273
---- тигельной 233
Коэффициент деполяризации 155, 158
— изменения внутреннего реактив-
ного сопротивления 53, 58
— приведения параметров загрузки
81, 166
— распространения электромагнит-
ной волны 141
— увеличения активного сопротив-
ления 53, 55
КПД индуктора 19, 63, 71, 78, 85
КПД нагревателя полный 193
----термический 193
---- электрический 193, 199
— термический при поверхностном
нагреве 103, 109, 112, 114 4
Линия передачи 172
Магнитное сопротивление среды 15
Метод баланса 131
— прогонки 130
Методы расчета аналитические 120
----интегральные 121
---- разностные 127
Механизм наклона канальной печи
274
---- тигельной печи 233
Миксеры 233, 264, 278
•Модели математические 119
---- двухмерные^131
---- комбинированные 132
Момент электрический 136
Нагрев индукционный двухчастот-
ный 177, 205
---- поверхностный 21
---- глубинный 21
Нагреватель индукционный непре-
рывный 190
---- периодический 190
----полунепрерывный 190
Нагрузка конечная волноводная 307
Наплавка индукционная 220
Обогрев плит 227
— реакторов 225
— трубопроводов 224
— штампов 226
Основная кривая намагничивания 24
-------, аппроксимация 24
_______ усредненная 34
Пайка индукционная 219
Пенополистирол 299
Перенос мощности 202
Печь индукционная горизонтальная
непрерывного действия 240
__ канальная барабанная 268
__ двухкамерная 268
____ с прямоугольнойТванной 268
__ — шахтная 267
__ микроволновая 309
— тигельная вакуумная 228, 237
_______ поворотная 237 3
__с неподвижным кожухом 238
_______с неподвижными кожухом
и тиглем 239
____ двухчастотная 247
__ — нёэкранированная 230
___с магнитопроводом 229, 235
пла.к:лв“;;°"™г2“"236
— В гарнисаже 241
во взвешенном состоянии 243
— в холодных тиглях 242
— зонная бестигельная 243
с электромагнитным удержанием
расплава на опоре 242
Плазма индукционная 222
Пластмасса термопластичная 289
— термореактивная 297
Подавление СВЧ-излучения 308, 310
Подина тигельной печи 232
Подобие 104, 107, 111
Подовый камень 266, 270
Поляризация дипольная 146
— ионная 147
— макроструктурная 147
— объемная 147
— релаксационная 146
— упругая 146
— электрическая 10
— электронная 146
Преобразователь частоты 167
----ламповый 170, 249
----тиристорный 168, 249
----статический электромагнитный
167, 250
----электромашинный 167, 249
Пресс-порошок 297
Проницаемость 8
— диэлектрическая вакуума абсо-
лютная 8
---- комплексная 10, 139
-------полная' И, 140
---- операторная 148
---- относительная 8, 139
— магнитная вакуума абсолютная 8
---- комплексная 10
---- относительная 8
Процессы волновые 141
Разностная схема явная 129
---- неявная 129
Режим горячий 23
— нагрева с постоянной удельной
мощностью 101, 104
---- температурой поверхно-
сти 101
— промежуточный 22
— холодный 22
Сварка высокочастотная 213
----замкнутых швов 218
---- кабелей 217
---- труб индукционная 214
------- контактная 215
— термопластов 289
Симметрирующие устройства 251
321
Система охлаждения закалочной
установки 186
---- канальной печи 272
----нагревательной установки 206
---- тигельной печи 232
Соотношение токов в индукторе и
загрузке 73
Сопротивление единичного квадрата
— приведенное 74
— собственное 74
Спрейер 179
Стадии нагрева 20
Станок закалочный 185
Стеклопластик 298
Сушка высокочастотная 300
— покрытий индукционная 226
Схема замещения индуктора 80, 87
---- конденсатора 144, 163
— питания нагревателей индиви-
дуальная 210
централизованная 210
Схемы печных контуров 249
Термовлагопроводность 300
Термообработка объемная 205, 212
— пищевых продуктов 311
— поверхностная, см. закалка
— сварных швов 218
Тигель керамический 228, 230
— проводящий 228, 230
Трансформатор воздушный 171
— закалочный 170
— печной 250, 271, 286
— сварочный радиочастотный 171,
217
Угол потерь 10, 139, 140
Удельная мощность 12
----, определение 102, 106, 111, 113
Уравнения электродинамики (Мак-
свелла) 8, 26 66
— теплопроводности (Фурье) 101,
105, 112
Усилия электродинамические 201,
243, 244
Установка закалочная 184, 186
— нагревательная 188, 208
— плавильная 262, 286
— сварочная 216
Фактор поглощения 99
— потерь 141
Ферромагнитная среда 23
Футеровка тигельной печи 230
канальной печи 270
Частота, выбор G4, 71, 78, 86, 143,
175, 247
— критическая волновода 306
— оптимальная 175
— промышленная 199
— радиодиапазона 170
— релаксации 149
— сверхвысокая 305
— средняя 167
Электрическое сопротивление среды
15, 142
------- активное 15
-------внутреннее реактивное 15
------- полное 15
Электромагнитная волна плоская
9, 141
Электропроводность комплексная
139
Эффект близости 50, 51
— кольцевой 54
— поверхностный 14
ОГЛАВЛЕНИЕ
Предисловие ..................................................... 3
Введение ........................................................ 4
Часть первая. Теория индукционного нагрева........................8
Глава первая. Физические основы индукционного нагрева металлов —
1-1. Электромагнитное поле в поглощающих средах.............—
1-2. Плоские электромагнитные волны в однородной проводящей
среде .................................................12
1-3. Стадии нагрева стального тела.........................20
Глава вторая. Электромагнитное поле в ферромагнитной среде ... 23
2-1. Среда с переменной магнитной проницаемостью.............—
2-2. Зависимость напряженности магнитного поля и плотности
тока от координаты.....................................26
2-3. Электрическое и магнитное сопротивления участка ферромаг-
нитной среды...........................................30
2-4. Определение магнитной проницаемости по заданной удельной
мощности ....................................32
Глава третья. Электромагнитное поле в двухслойной среде..........35
3-1. Постановка задачи......................................—
3-2. Распределение плотности тока по сечению нагреваемого пред-
мета ..................................................37
3-3. Электрическое и магнитное сопротивления нагреваемого ме-
талла .................................................40
3-4. Определение магнитной проницаемости по заданному режиму
нагрева ...............................................44
3-5. Эффективная глубина проникновения тока в двухслойную
среду .................................................48
3-6. Применение формул, полученных для плоской волны, к ци-
линдру ................................................49
Глава четвертая. Электромагнитное поле в телах с плоской поверхностью 50
4-1. Электромагнитное поле в плоских шинах...................—
4-2. Расчет сопротивлений провода и шин индуктора...........53
4-3. Плоские шины в пазу магнитопровода.....................56
4-4. Проводящая пластина в продольном магнитном поле .... 57
4-5. Напряжение на индукторе................................60
4-6. Электрический КПД индуктора............................63
4-7. Выбор частоты..........................................64
323
Глава пятая. Электромагнитное поле в телах с осевой симметрией . . 66
5-1. Сплошной цилиндр в продольном магнитном поле...........—
5-2. Напряжение на индукторе при нагреве сплошного цилиндра 68
5-3. Электрический КПД индуктора при нагреве сплошного ци-
линдра ................................................71
5-4. Выбор частоты при нагреве сплошного цилиндра...........—
5-5. Понятие о собственном и приведенном сопротивлении загрузки 73
5-6. Полый цилиндр в продольном магнитном поле.............75
5-7. Напряжение на индукторе при нагреве полого цилиндра . . 76
5-8. Электрический КПД индуктора и выбор частоты при нагреве
полого цилиндра .................................... 78
Глава шестая. Приближенный расчет коротких индукторов...........79
6-1. Индукторы без магнитопроводов для нагрева наружных по-
верхностей .............................................—
6-2. Индукторы без магнитопроводов для нагрева внутренних ци-
линдрических поверхностей..............................87
6-3. Индукторы с магнитопроводами..........................89
6-4. Примеры расчета индукторов............................94
Глава седьмая. Основы тепловых расчетов при индукционном нагреве . . 98
7-1. Основные режимы нагрева................................—
7-2. Нагрев при постоянной температуре поверхности........101
7-3. Нагрев при постоянной удельной мощности..............104
7-4. Примеры тепловых расчетов............................114
7-5. Приближенное определение времени нагрева и удельной мощ-
ности при сквозном нагреве цилиндрических заготовок . . .115
7-6. Приближенное определение времени нагрева и удельной мощ-
ности при сквозном нагреве заготовок прямоугольного сече-
ния ..................................................118
Глава восьмая. Моделирование систем индукционного нагрева на ЭВМ 119
8-1. Математическое описание систем индукционного нагрева . . —
8-2. Интегральные численные методы электрического расчета ин-
дукционных устройств..................................121
8-3. Конечно-разностные методы расчета тепловых и электромаг-
нитных полей..........................................127
8-4. Комбинированные математические модели устройств индук-
ционного нагрева......................................132
Глава девятая. Высокочастотный нагрев диэлектриков..............134
9-1. Электромагнитное поле в диэлектрике....................—
9-2. Поляризация диэлектриков.............................145
9-3. Эквивалентные параметры гетерогенных диэлектриков . . .153
9-4. Приближенный расчет рабочего конденсатора............162
Часть вторая. Промышленное применение индукционного
нагрева.......................................................167
Глава десятая. Электрооборудование установок индукционного нагрева —
10-1. Источники питания установок индукционного нагрева . . —
10-2. Трансформаторы для индукционных установок...........170
10-3. Конденсаторы индукционных установок.................171
10-4. Токопроводы и коммутирующая аппаратура........... . 172
Глава одиннадцатая. Установки для поверхностной закалки........173
11-1. Выбор частоты.........................................—
11-2. Основные типы закалочных индукторов.................177
11-3. Выбор основного оборудования........................184
324
Глава двенадцатая. Установки для сквозного нагрева под пластическую
деформацию........................................................188
12-1. Типы нагревателей для сквозного нагрева...................
12-2. Приближенный электрический расчет индукторов нагрева-
телей на средних частотах......................................
12-3. Нагрев на частоте 50 Гц и двухчастотный нагрев.....*. 199
12-4. Охлаждение индуктора и элементов установки ...... 206
12-5. Технико-экономические показатели...................’ ’ 208
Глава тринадцатая. Различные применения индукционного нагрева . . 212
13-1. Индукционный нагрев в сварочном производстве..........—
13-2. Пайка и наплавка при индукционном нагреве............219
13-3. Индукционный нагрев в специальных технологических* про-
цессах ................................................221
Глава четырнадцатая. Индукционные тигельные печи . .............227
14-1. Классификация и область применения индукционных тигель-
ных печей.....................................................
14-2. Конструкция открытой неэкранированной тигельной печи . 230
14-3. Печи с магнитопроводом и электромагнитным экраном . . . 234
14-4. Вакуумные тигельные печи............................237
14-5. Специальные типы плавильных устройств...............240
14-6. Циркуляция металла в тигельных печах................244
14-7. Рабочая частота тока и питание индукционных тигельных
печей от различных источников........................247
14-8. Порядок расчета и проектирования индукционной тигельной
печи ................................................251
14-9. Определение основных геометрических размеров и энергети-
ческих параметров печи.............................. 252
14-10. Электрический расчет индукционной тигельной печи . . . 255
14-11. Пример расчета индукционной тигельной печи.........257
14-12. Автоматическое регулирование режима индукционной ти-
гельной печи.........................................260
14-13. Плавильные установки с индукционными тигельными пе- с
чами ................................................262
14-14. Эксплуатация индукционных тигельных печей..........264
Глава пятнадцатая. Индукционные канальные печи..................265
15-1. Классификация и область применения индукционных ка-
нальных печей..........................................—
15-2. Конструктивные узлы индукционных канальных печей 270
15-3. Особенности канальных печей для плавки различных метал-
лов .................................................275
15-4. Циркуляция металла в канальных печах................278
15-5. Расчет индукционной канальной печи..................280
15-6. Пример расчета индукционной канальной печи..........284
15-7. Плавильные установки с канальными печами ...........286
15-8. Эксплуатация индукционных канальных печей...........288
Глава шестнадцатая. Технология высокочастотного нагрева диэлектриков 289
16-1. Сварка термопластичных пластмасс......................—
16-2. Нагрев термореактивных пластмасс и пенополистирола . . 297
16-3. Сушка влажных материалов...........................300
16-4. Нагрев диэлектриков на сверхвысоких частотах........305
Приложение .....................................................312
Список литературы..................................................
Алфавитный указатель...............................................
325
Александр Евгеньевич Слухоцкий
Валентин Сергеевич Немков
Николай Александрович Павлов
Александр Владимирович Бамунэр
УСТАНОВКИ
ИНДУКЦИОННОГО НАГРЕВА
Редактор Ю. В. Долгополова
Художественный редактор Д. Р. Стеванович
Технический редактор Д. Г. Рябкина
Корректор А. Н. Акимов
Переплет художника Г. В. Смирнова
ИБ № 1882 («Энергия»)
Сдано в набор 27.05.81. Подписано в печать
02.09.81. М-13784. Формат 60 X 90 Vie- Бумага
типографская Ns 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 20,5. Уч.-изд. л. 22,8.
Тираж 10 000 экз. Заказ 1156. Цена 90 к.
Ленинградское отделение Энергоиздата.
191041, Ленинград, Марсово поле, 1.
Ленинградская типография № 4 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при Государ-
ственном комитете СССР по делам издательств, полигра-
фии и книжной торговли. 191126, Ленинград, Социалистиче-
ская ул., 14.
В КНИГОТОРГАХ СТРАНЫ ИМЕЮТСЯ СЛЕДУЮЩИЕ
КНИГИ ИЗДАТЕЛЬСТВА «ЭНЕРГИЯ»
В Волгоградском
Брынский Е. А., Данилевич Я. Б., Яковлев В. И. Электромаг-
нитные поля в электрических машинах. Л., Энергия, 1979. 80 к.
Имеется 10 экз.
Извозчиков В. А., Тимофеев О. А. Фотопроводящие окислы
свинца в электронике. Л., Энергия, 1979. 65 к. Имеется 10 экз.
400001, Волгоград, Рабоче-Крестьянская ул., 13. С/с 92453102
в городском управлении Госбанка.
В Донецком
Захаров В. К. Электронные элементы автоматики. Учебник
для вузов по специальности «Автоматика и телемеханика».—
2-е изд., перераб. и доп. Л., Энергия, 1975. 1 р. 05 к. Имеется
90 экз.
340002, Донецк, ул. Б. Хмельницкого, 102. С/с 92453001 в Ка-
лининском отделении Госбанка.
В Кзыл-Ординском
Домбровский В. В., Хуторецкий Г. М. Основы проектирова-
ния электрических машин переменного тока. Л., Энергия, 1974.
2 р. 43 к. Имеется 56 экз.
460701, Кзыл-Орда, ул. 60 лет Октября, 143. С/с 9245302
в городском отделении Госбанка.
В Киевском
Цифровые схемы распределения тока. Л., Энергия, 1969.
70 к. Имеется 273 экз.
252124, Киев, ул. Радищева, 12/16. С/с 92045305, в областной
конторе Госбанка.
В Кировском
Использование водной энергии. Учеб, пособие для втузов/
Д С Щавелев, П. И. Васильев, Ю. С. Васильев и др. Под ред.
Д С Щавелева. Л., Энергия, 1976. 2 р. 46 к. Имеется 10 экз.
610000, Киров, ул. Ленина, 88. С/с 9245303 в городском уп-
равлении Госбанка.
В Ленинабадском
Меерсон А. М. Радиоизмерительная техника.— 3-е изд. пере-
раб. и доп. Л., Энергия, 1978. Массовая радиобиблиотека
(Вып. 960). 2 р. 50 к. Имеется 60 экз.
735690, Ленинабад, Кайраккумский поворот. С/с 9245302
в городском отделении Госбанка.
В Мособлкниге
Анисимов В. И. Топологический расчет электронных схем.
Л., Энергия, 1977. 1 р. 10 к. Имеется 70 экз.
111399, Москва, ул. Металлургов, 58. С/с 9245202 в област-
ной конторе Госбанка.
В Новочеркасском
Дельвинг Г. Н., Траскунов П. М., Царюк Н. М. Управление
качеством продукции в электроприборостроении. Л., Энергия,
1977. 70 к. Имеется 31 экз.
Иоссель Ю. Я. Расчет потенциальных полей в энергетике.
Справочная книга. Л., Энергия, 1978. 1 р. 30 к. Имеется 30экз.
346430, Новочеркасск, пр. Ленина, 10. С/с 92453303 в обла-
стной конторе Госбанка.
В Павлодарском
Авербух А. М. Релейная защита в задачах с решениями и
примерами. Л., Энергия, 1975. 1 р. 43 к. Имеется 95 экз.
637021, Павлодар, ул. Фрунзе, 151. С/с 9245301 в городской
конторе Госбанка.
В Свердловском
Пехович А. И., Жидких В. М. Расчеты теплового режима
твердых тел.— 2-е изд., перераб. и доп. Л., Энергия, 1976.
1 р. 32 к. Имеется 34 экз.
620046, Свердловск, Артинская ул., 23-А. С/с 92453701 в го-
родском управлении Госбанка.
ОПЕЧАТКА
На странице 114 третью формулу сверху следует читать
~ (1 + Рк)
’IT п
2ар0«к