/
























































































































Автор: Булатов М. Бодров Г. Лизнев Н.
Теги: станки токарные станки винторезный станок станкостроение
Год: 1969
Похожие



Текст
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
всесоюзное объединение «союзстанкоремонт.
РЕМОНТ И МОДЕРНИЗАЦИЯ
ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА
1А62
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ СССР
ВСЕСОЮЗНОЕ ОБЪЕДИНЕНИЕ ПО РЕМОНТУ МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
° -СОЮЗСТАНКОРЕМОНТ-
ЦЁНТРАЛЬНОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО АВТОМАТИЗАЦИИ И МОДЕРНИЗАЦИИ
ДЕЙСТВУЮЩЕГО МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ
-ЦПКБАМ-
АЛЬБОМ
ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ ПО КАПИТАЛЬНОМУ РЕМОНТУ И
МОДЕРНИЗАЦИИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А62
(Н.ЛИЗНЕВ)
руководи+ель темы
1. ОБЩЕЕ ОПИСАНИЕ СТАНКА
и. РЕКОМЕНДАЦИИ ПО КАПИТАЛЬНОМУ
1Т-.Ш1НУ
Топовой тс чологояосии! провесе оирасип стетов
Ллвокрас'.чнм( материал. реиом<нлу”М>.111 ппя оирасви
Приложение М I. А иг тетяичесжого осмотра перед
Ill РЕКОМЕНДАЦИИ ПО МОДЕРНИЗАЦИИ
руцовавшР - ЦПКБАМ.
РОМАНОВ Д.С.
ГУДОЖНИКОВ Н.Г.
ПОЛУНИЧЕВ В.В.
ПИВОВАРОВ Н.А.
КОРШУНОВ К.Т.
САЛЬНИКОВА Л.М.
БУЛАТОВА С.Н.
ПТАЧЕК О.В.
СТАРОВЕРОВ Ю.А.
ТИШКИНА В.С.
ХРАПКОВ В.И.
НАЗНАЧЕНИЕ, ОБЛАСТЬ ПРИМЕНЕНИЯ,
750; 1000; 1500
650: <£00; 1400
ОРГАНЫ УПРАВЛЕНИЯ (рве. I)
СПЕЦИФИКАЦИЯ ОСНОВНЫХ УЗЛОВ СТАНКА (рве.
Н . .......... . забВОо3дНа’'КрасвмРйГвЖвЙ । Липедког^станкозавода
27 Передняя бабка 182-2 02 сб.1 28 о Насос смазки IA02-18 1S сб.1 29 Каретка в суппорт 1А62-8; 1А82-4 04 и 05 сб.1 30 ° Фартук 182-6 08 сб.1 31 Охлаждение 182-13 13 сб.1 33 Задняя бабка 182-3 03 сб.1
I 3 I________________________________________4 I . ° T
8 8 8 8 8 I
- 18 -
, 1 > 1 • 1 • 1 " 1
47 Шестерня 38 2 334-162—7 0726 48 Шестерня 34 1,5 344-162-7 0733 50 Шестерня 25 2 32S-162-7 0721А 55 Шестерня 58 1,5 331-162-7 0723 58; 57 - Шестерня 28; 42 1,5 338-182-7 0730 58; 59 Шестерня 28; 58 1,5 339-162-7 0731 80 Шестерня * 28 1,5 337-182-7 0722 81 Шестерня 58 1,5 52-11-7 0779 ФАРТУК 82 Шестерня 40 1,5 28-11-8 0832 66; 67 Шестерня 33 1,5 30-11-6 0835 88 Червяк 4 ЗП 54-11-8 0650А 70 Шестерня 24 2 А23-11-6 0831А 71; 72 Шестерня 50; 23 2 29-П-6 0834 73 Шестерня 89 2 28-11-6 0833. 74 Шестерня 12 3 308-162-6 068 75 Зубчатая рейка 3 20-11-11 1114, 1115
I 3 I 3
307-182-8
304-182-8
302-182-6
309-162-3 038
6-11-3 0312
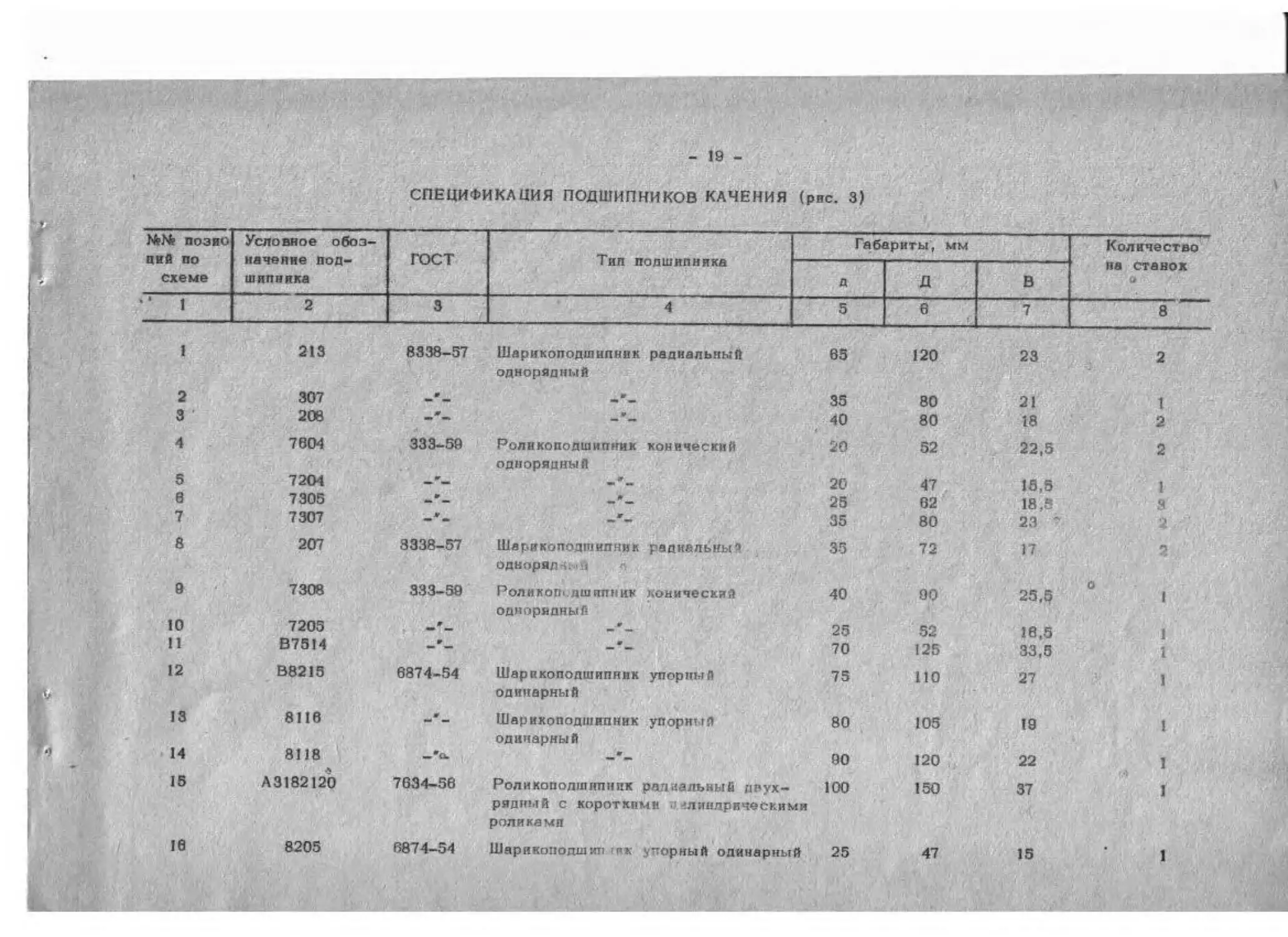
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ (рве. 3)
7634-53
КАРТА СМАЗКИ (рнс. 4)
п/п Сма3““0т7ли УЗПЬ1 Сстем. смазки Смазочные материалы Р.Ж.М
I 2 3 4 5 8
• я X § д’ J О Е g J S Е II II! i з 1 5г »г •? =. h • ' ’ К =! S; '•! Is! ’ 5 “ ' ? I I s ! g - ® £ i gs а & 8 см о а ® ° ?« s 8= ! ! ;s • : .s s- . s s? t S P 1- S® S h ’ ’ h ®E "8 L s Г- s Ss if s= H S- I ii ! !н: н H ii . a® s ’ а а з S £S"|f5azp“ g t4 jib!! u’ff-d • 5 а о и*°-ао.5Яш?«Но,£а5 и • ГОСТ 1707-51 ^машинное0 ГОСТ 1707-51 Нги=”'г
1 2 3 4 5 а
Bp,.„к. „ ......к. (мешенное масло 'С') °“" р“
ОПИСАНИЕ ЭЛЕКТРОСХЕМЫ (рис. 5)
1КУ 'Стоп'. Р Р Р Л глав г при ода при нажатии инов»
СПЕЦИФИКАЦИЯ ЭЛЕКТРРОСОРУДОВАНИЯ,
ВПЗ-10
1500 об/м«и.
10. Для ставное, установленных на фундаменте, - проверка состояния фундамента, исправление его, проверка
ОРГАНИЗАЦИОННЫЕ МЕРОПРИЯТИЯ
ПОДГОТОВКА К КАПИТАЛЬНО
Падсаггем,.
..еЗМаитМ’Я бригдды;
Прдготрвка
-Пцисдссоблений
Цеховой механик или ремонтный мастер должны свревременпо обеспечить ремонтную бригаду технологическим процес-
сом, необходимыми чертежами, дефектно-сметной ведомостью, нормами точности станка, запчастями в другими материалами.
лрикрепляеПРяВеавНИЯ П0у3д°°0ГО " о|10н,,атвльН|М‘ приемки станка из капитального ремонта х ремонтной бригада
Окончательная’ приемка станка из капитального ремонта производится в соответствии с нормами точности для токар-
взп'оов 88 ПО ГОСТ 42-58 (пр"л-оже"яе № 7) и техническими условиями на ремонт металлорежутих станков ОМРТМ
РАЗБОРКА, ПРОМЫВКА. ДЕФЕКТАЦИЯ
80-120
120-150
МАРШРУТНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА
РЕМОНТУ
РАЗБОРКА „СТАНКА ,НАЕЗДЫ
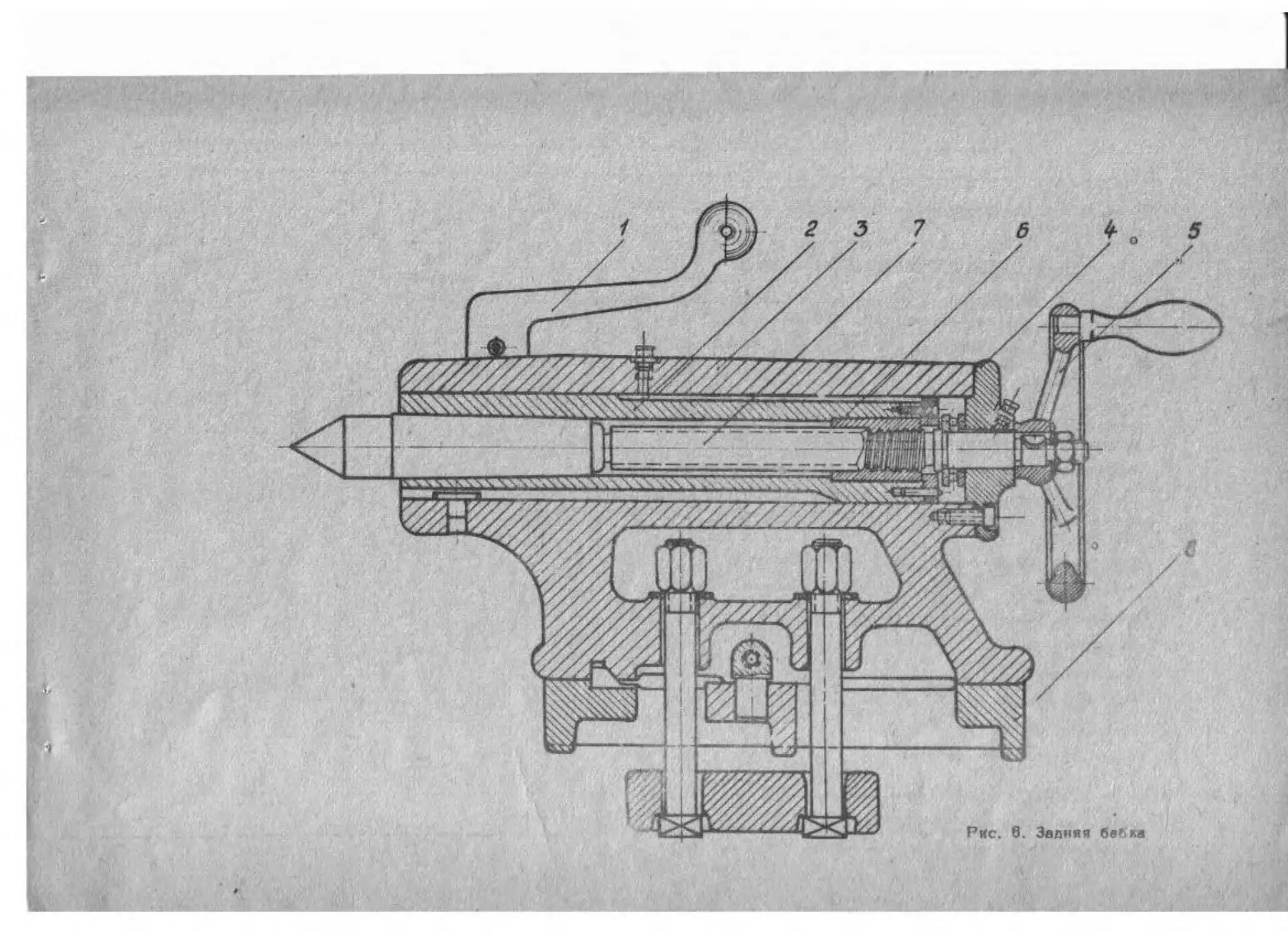
РАЗБОРКА ЗАДНЕЙ БАБКИ (ptic, 0)
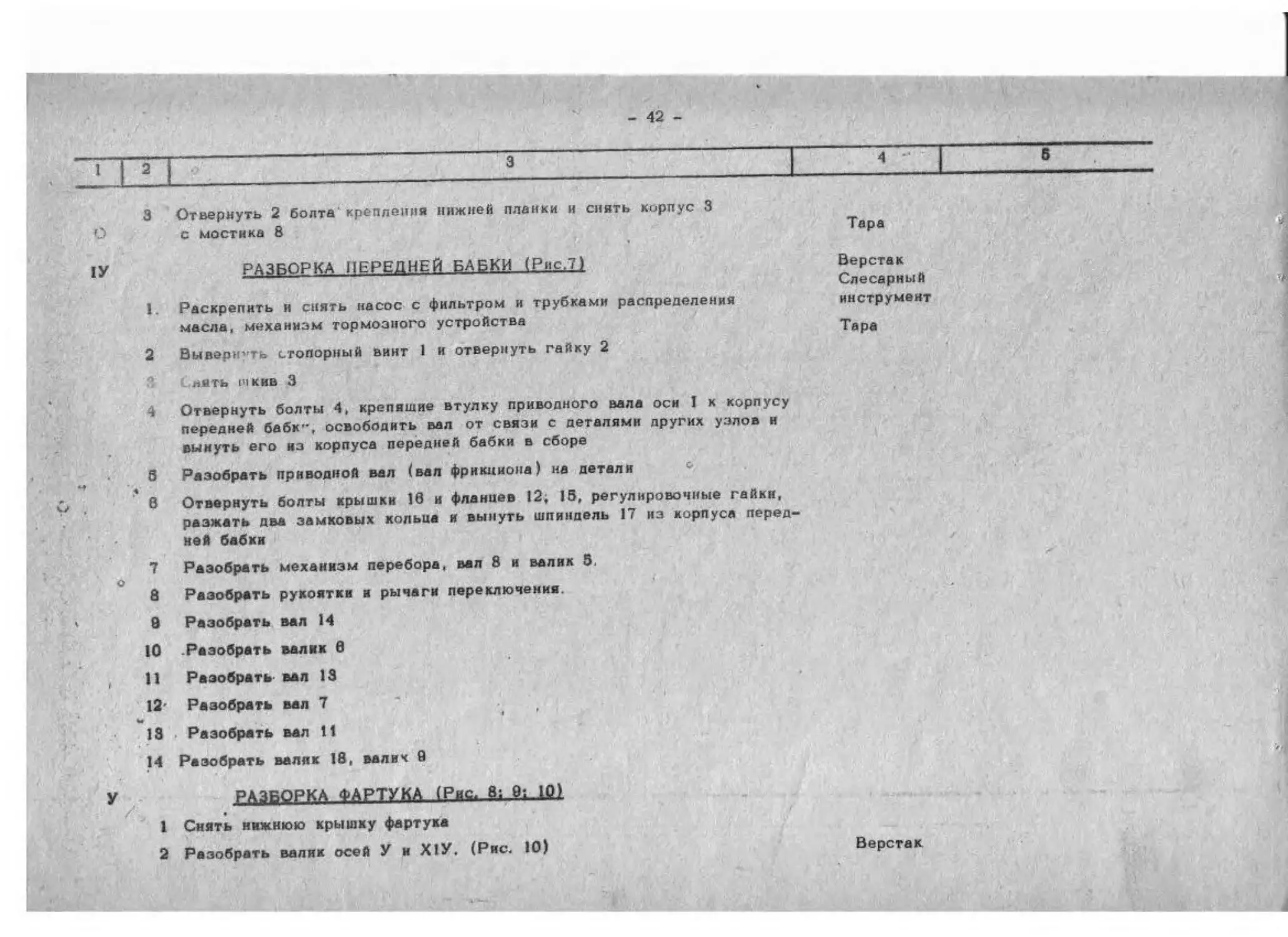
РАЗБОРКА ПЕРЕДНЕЙ БАБКИ (Рис,7)
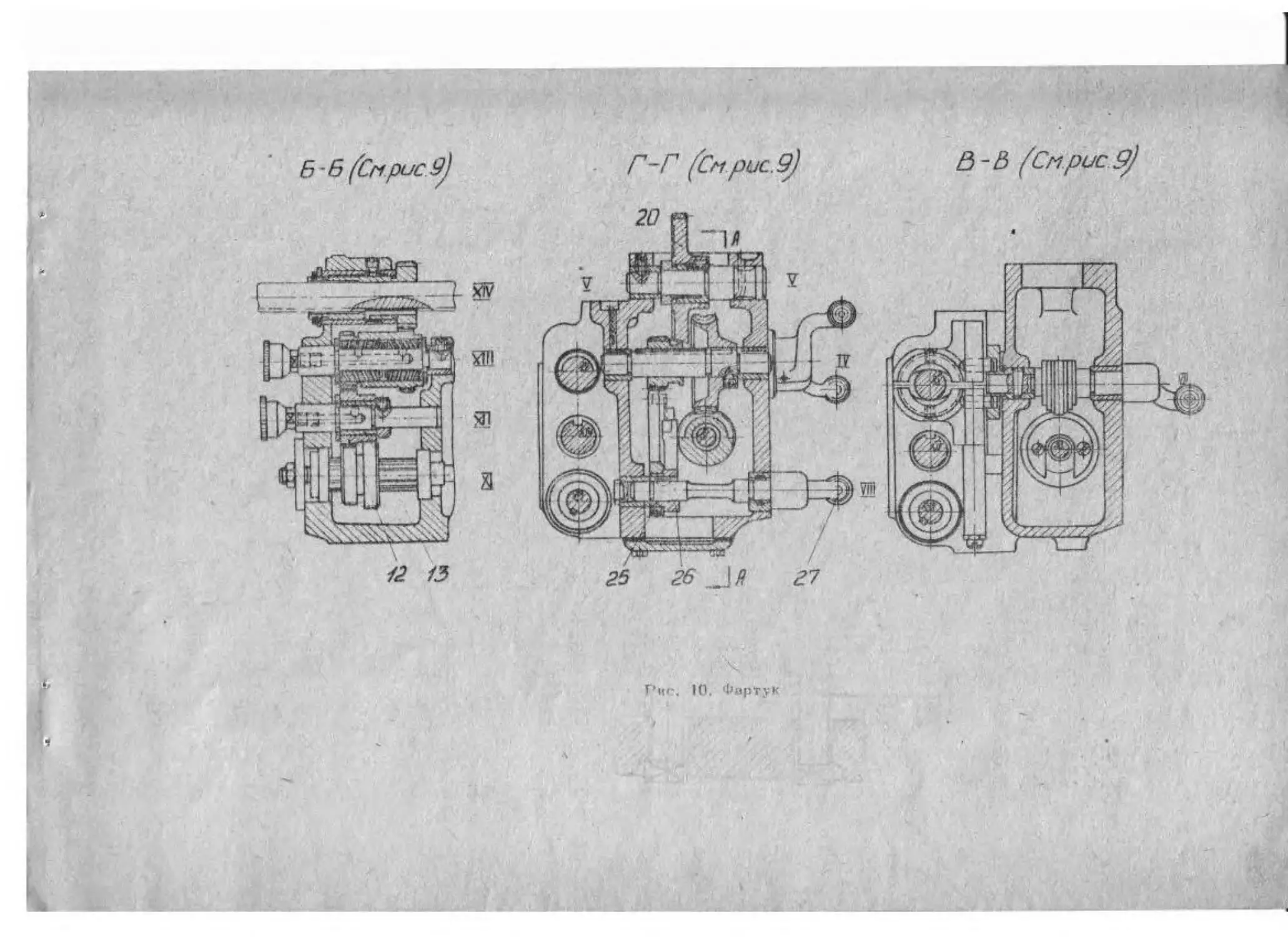
РАЗБОРКА ФАРТУКА (Рис, 8i .
РАЗБОРКА СУППОРТА И КАРЕТКИ (Рис, II)
РАЗБОРКА КОРОБКИ ПОДАЧ (Рис. 1Э; 18а 14)
А-в (См.рис. /Oj
Б-6 (Cri.puc.9)
72 /3
Г-Г (См рис.9) В-£> (Сприс.9)
25 26 27
g-Ё (Спрос.#) E-E (Спрос#)
*>*’*«>' I
е>-& (Спрос S2)
ПРОМЫВКА И ОКРАСКА ВНУГРЕННИХ ПОВЕРХНОСТЕЙ
Шабер
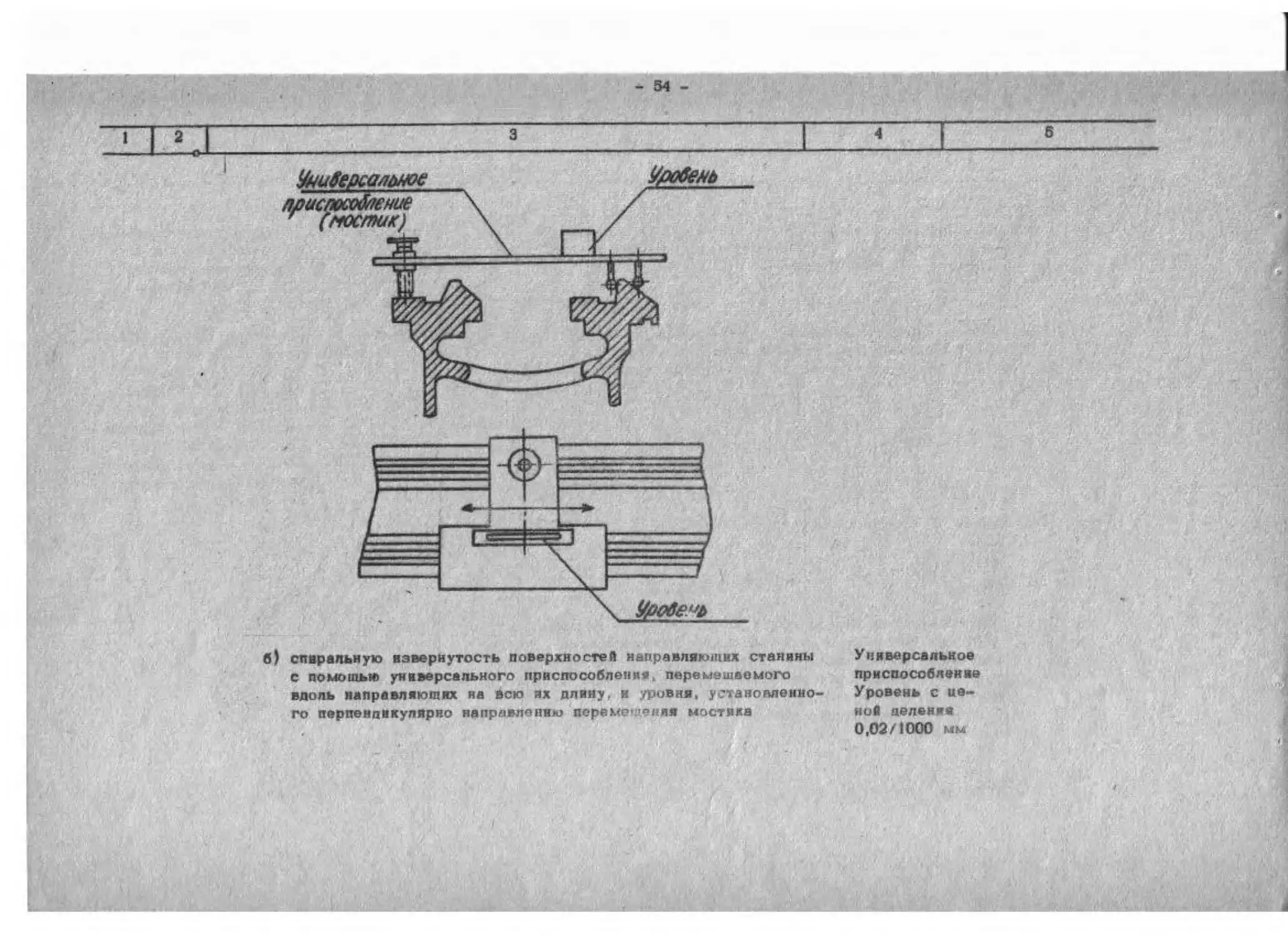
0,02/1000 мм
800Рмм) Р УЛ1,₽° 8 (иопус''аемов виевяе конуса 0,01 мм на длине
ВОССТАНОВЛЕНИЕ ТОЧНОСТИ, СБОРКА
И РЕГУЛИРОВКА СУППОРТА
-IPjc.-Zl
Шуп № 1
0,03 + 0,01 мм
25x25 мм
арССТЛНОВЛЕ^ИЕ^ точности,
IgA. И. РЕГУЛИРОВКА
2 Испытать п отрегулировать коробку подач
ВОССТАНОВЛЕНИЕ точности ХОДОВОГО ВИНТА, ХОДОВОГО ВАЛИКАх
QBMA.fl. СБОРКА СТАЦЦА
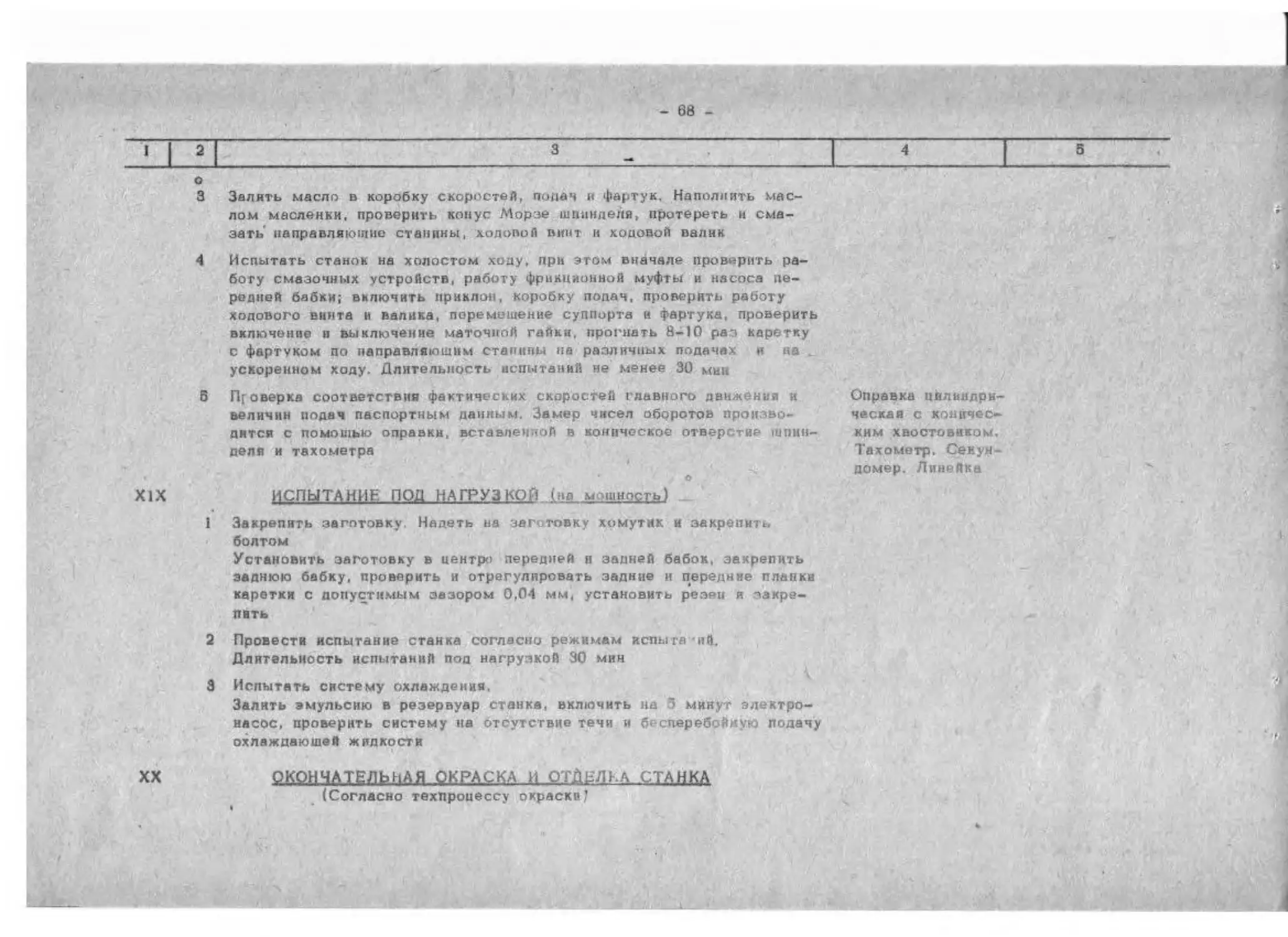
ИСПЫТАНИЕ НА ХОЛОСТОМ ХОДУ
СОБРАННОГО СТАНКА
- 73 -
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОКРАСКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Ц3<.гу ИНЫХ, ДЕТАЛЕЙ
** Наименование операций щ № nh|3 |Ео |; нскусствен- Оборудование
1 2 3 4 5 в 7
• А Г-ЮС , 147 ГФ-020 XB-OO-S 1 При 60°С - ! Н р L? г 1 ? - s = '1 * Н » з ° 1 ।! г ’ * g s 2 ? .г g - J
• Упаненне пыля маши;,ка’,ППМИЬНвЯ п,
1 2 3 4 3 8 ... 7
•» f ? ? "s? ? S 5 Jill ! “ 5 r .1Ш I | I ь о 3 Hi 1 HKO-27, HKO- XB-00-5 H KO-27, HKO-23 При 60°C При 30°C 7 s - « I 7 В H* ° HL ii £ i . h§s ii | « л « § § | S g л И s t = 1 & s f. g = aS 3 a “ e x J.Tnn°4””™'>
СТАЛЬНЫХ, АЛЮМИНИЕВЫХ И ЧУГУННЫХ ДЕТАЛЕЙ, А ТАКЖЕ ДЕТАЛЕЙ,
Наименование плераний Время сушки Оборудование
ре 18-23°С теХГ’
2 3 4 5 8 7
Грунт А Г-ЮС, 1 час При Стальная щетка Иолглиьриав
ГФ-020 110°С - з Ю i а И!?! I г В “ |
НЦ-11-46, ИЦ-258 НКО-3, Н КО-21, = S-3 5 § “Б оГ $ sЯ = »3 в3 о ° з° ЧЧ is - t3« “5 , is8 ; ' ? ' й? Р Т При 80t
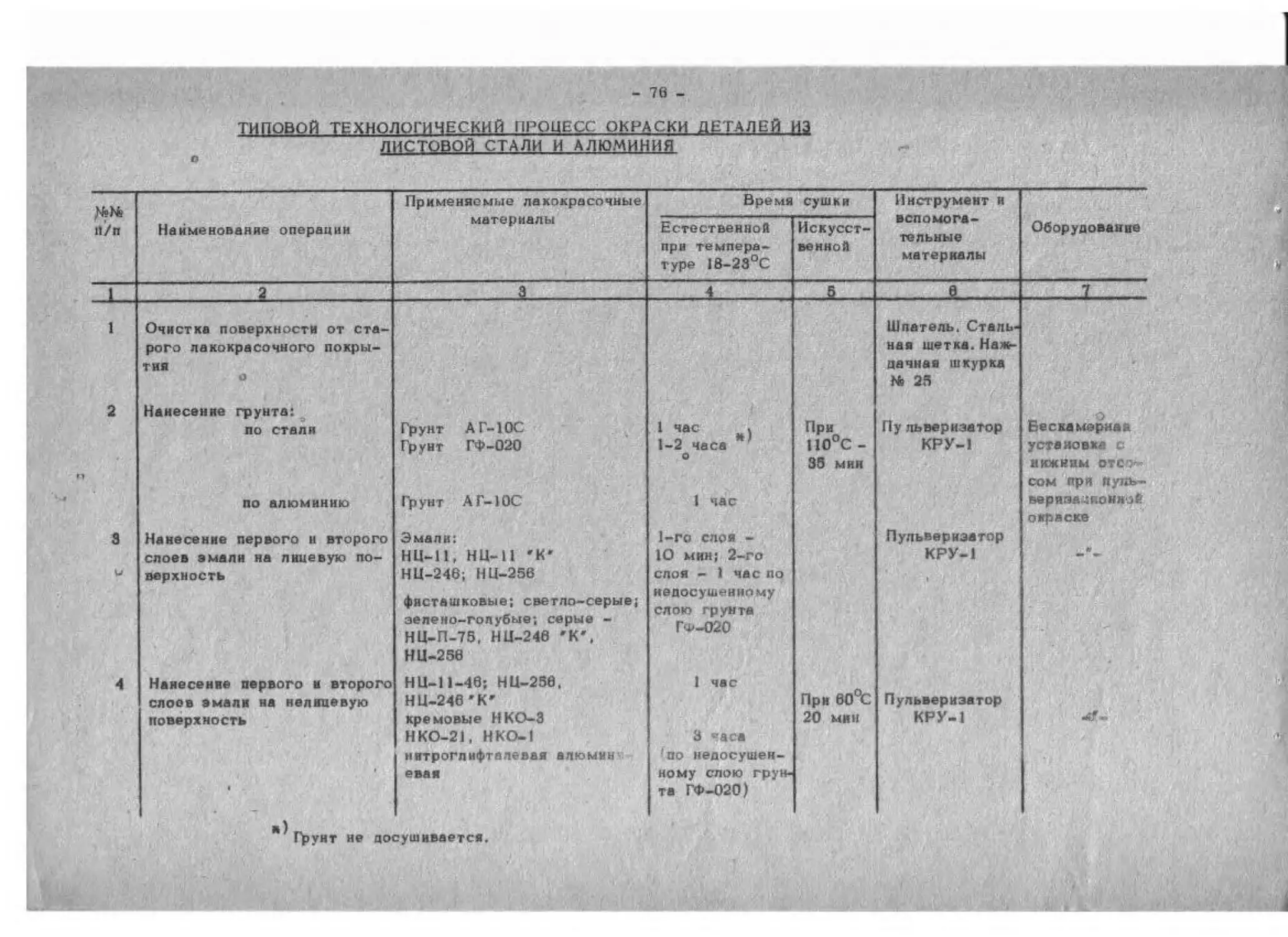
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОКРАСКИ ДЕТАЛЕЙ ИЗ
Нвйменоввние операции Применяемые «иоирасоеные 0 i “°i I f -S"'
3 S 2 о о ° I I £ | н ..1 1 :з it is и: || , ё ц S g s 3 - £ ? 8 8 " g г. i |ss. оЧ> i 5 5 8 Грунт АГ-10С Грунт АГ-10С HU-11, HU-11 'К* HU-246; HU-256 1-ГО слоя - no"c. ЕаЕ'В0П''^
з s г ’hi г “ s Z s 3 S S = S 5 3 НЦ-П-75, HU-246 'K', HU-256 HU-11-46; HU-256. HU-246 "K’ HKO-21, HKO-I 1 i Г I * ’U g । ?s =• s s 3 I1 - "d При 60°C "’’"“"Г"”
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ОКРАСКИ СТАНКОВ В СВОРЕ
С. ПРИМЕНЕНИЕМ НИТРОЭМАЛЕЙ
1 2 3 4 5 6 7
8 Шлифование ih i h«S; Ф j j 1 s ;J: s . p ’ a I S S-; 1т 4 * :• | j a s h s H:; 5 ” 5 t P S i= 1. J« S ш S - == Э S g д _
» h! I । и®.° •. : I; H 1 « • |l h = i ; *5i' m a ни-li, ни-li *к*. HU-248 'K', HU-248, HU-288 - HU-11-76, HU-248'K,' HU-288 серые. НЦ-ОО-7 HU-00-8 a.s“,c кий ПП-4
IS ХеьСвННА "Г СЛ°вВ Эмали: HU-11, HU-11 'K', HU-258, Hl'-248, НЦ-246/К’; рыв’HU-11-75, HU- 258, HU-248 - серые 10-15 MBH. Й“Г""'°Р *w‘ 3 5 S 5 И * h
НЦ-00-8
Эмали: НЦ-11»
HU-ПК, HU-2S8,
НЦ-245'К'
рые НЦ-П-75,
НЦ-24ВК, НЦ-250 -
НЦ-11 или
ЛАКОКРАСОЧНЫЙ МАТЕРИАЛ. РЕКОМЕНДУЕМЫЙ ДЛЯ ОКРАСКИ
-X Наименование ГОСТ. Применяемый °пТвЗР-4 ГеМПв₽"УРв
поп кисть под пульверизатор
1 2 3 4 5 3 7
Грунт АГ-10С Грунт 147 Шпатлевка НЦ-ОО-7 Эмали: HU-I1 НЦ-11-120 НЦ-11-121 НЦ-11-122 -'- НЦ-248 4050-63 ТУ МхП 4333-33 ТУ МхП 1945-49 10277-32 10277-32 - ПШННШШи - М si! Ч * 5 iI В:S S s ;S1 Th Ц hi i 343, РДВ Г Ш ' ' М
ТЕХНИЧЕСКОГО ОСМОТРА ПЕРЕД РЕМОНТОМ
Прелыдугаег ремонт произведен ----------------------------------- 19 г.
РЕЗУЛЬТАТЫ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ СТАНКА
ПО ВНЕШНЕМУ ОСМОТРУ
И. РЕЗУЛЬТАТЫ ПРОВЕРКИ КОМПЛЕКТНОСТИ СТАНКА
ДЕФЕКТНО-СМЕТНАЯ ВЕДОМОСТЬ
ПЕРЕДНЯЯ БАБКА
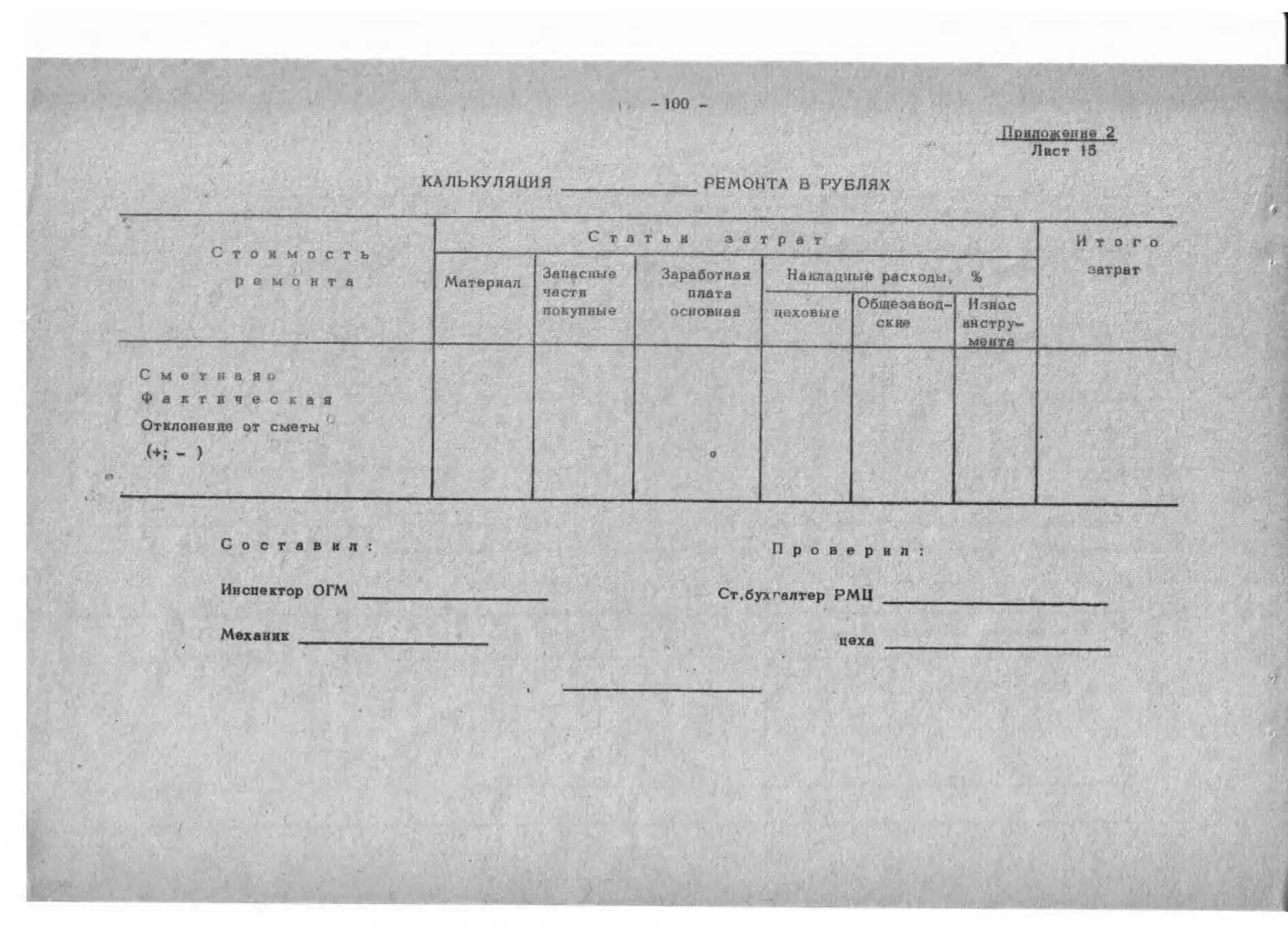
КАЛЬКУЛЯЦИЯ
,РЕМОНТА В РУБЛЯХ
I 2 8 4
и a ^.ct °Т?8РСТ”н ШП""~
19 111 ?s ’ 1 = 1S " 8 = S saj SP.P si M HHrUH P Hi d il’It: IP * h •ah h| «I | sj П ill 1 ' i > Ц ц ii hi si : • ss 8 i H ’h ’ ? a) - 0,01 мм 6) - 0,01 мм 400 мм - 0,023 мм
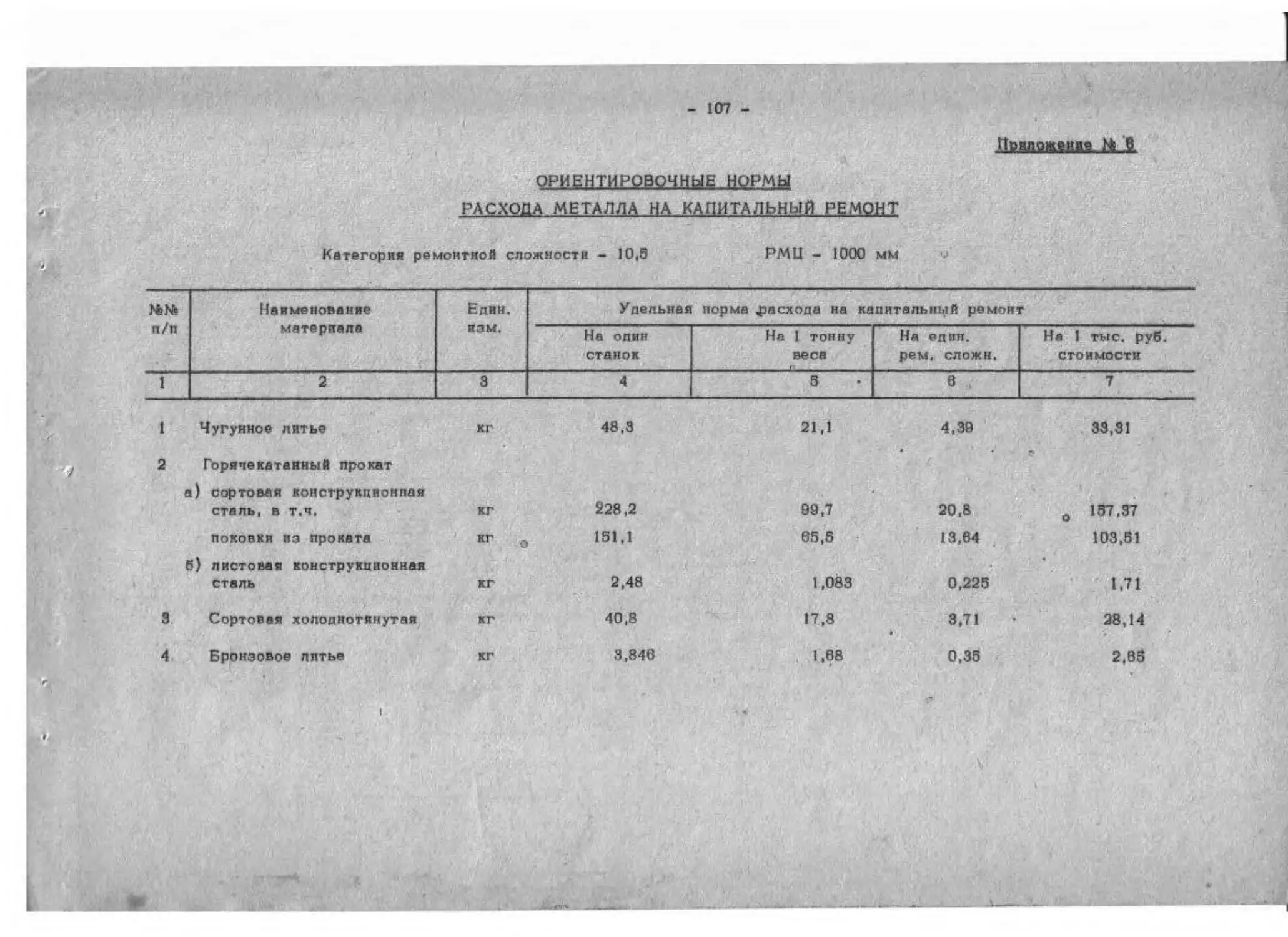
ОРИЕНТИРОВОЧНЫЕ НОРМЫ
РАСХОДА МЕТАЛЛА НА КАПИТАЛЬНЫЙ РЕМОНТ
PMU - 1000 мм
Наименование Един. Удельная норма расхода на капительный ремоя
станок” веса I рем. сложи. стоимости
1 2 8 ’ -Г 5-“
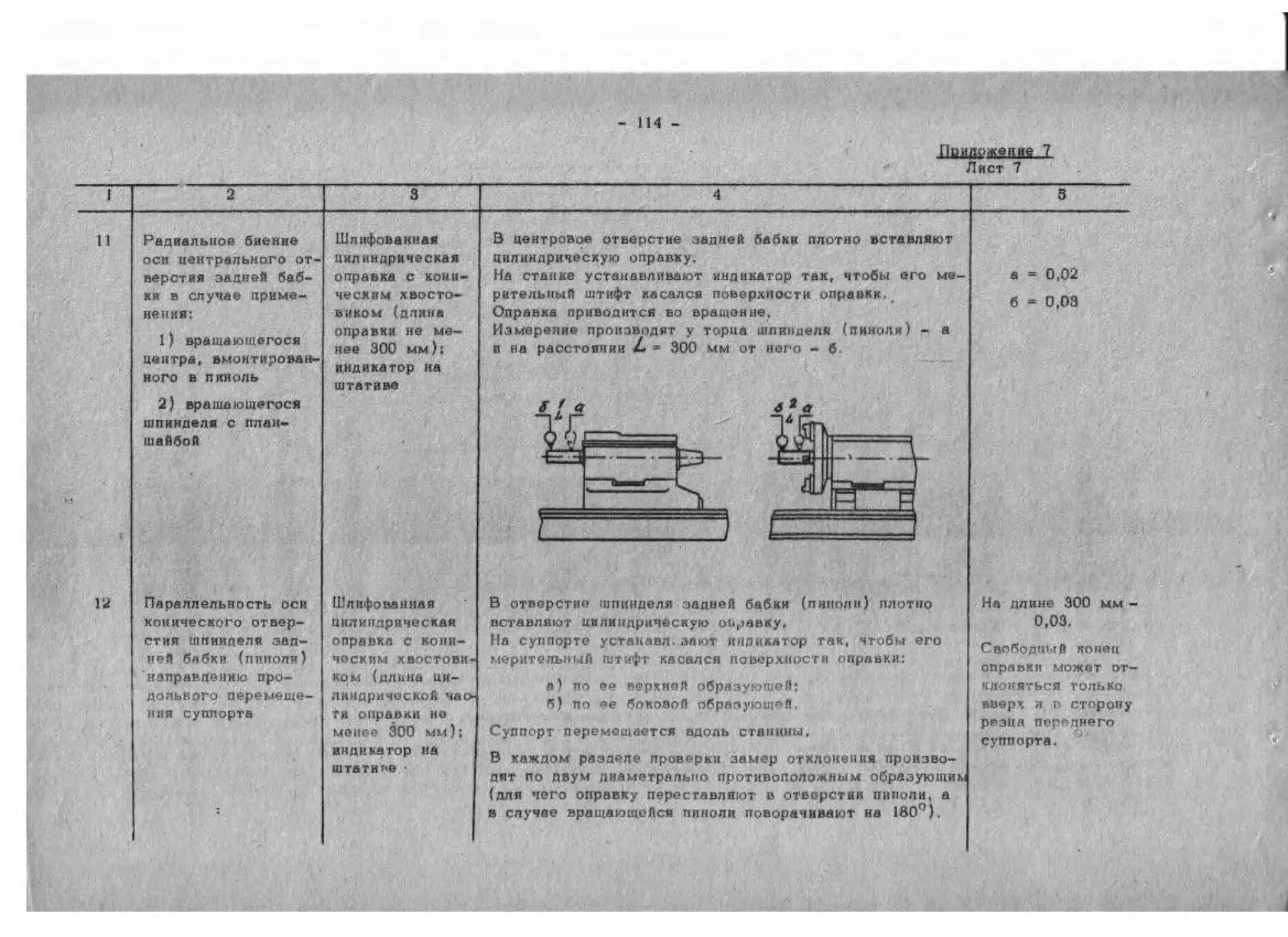
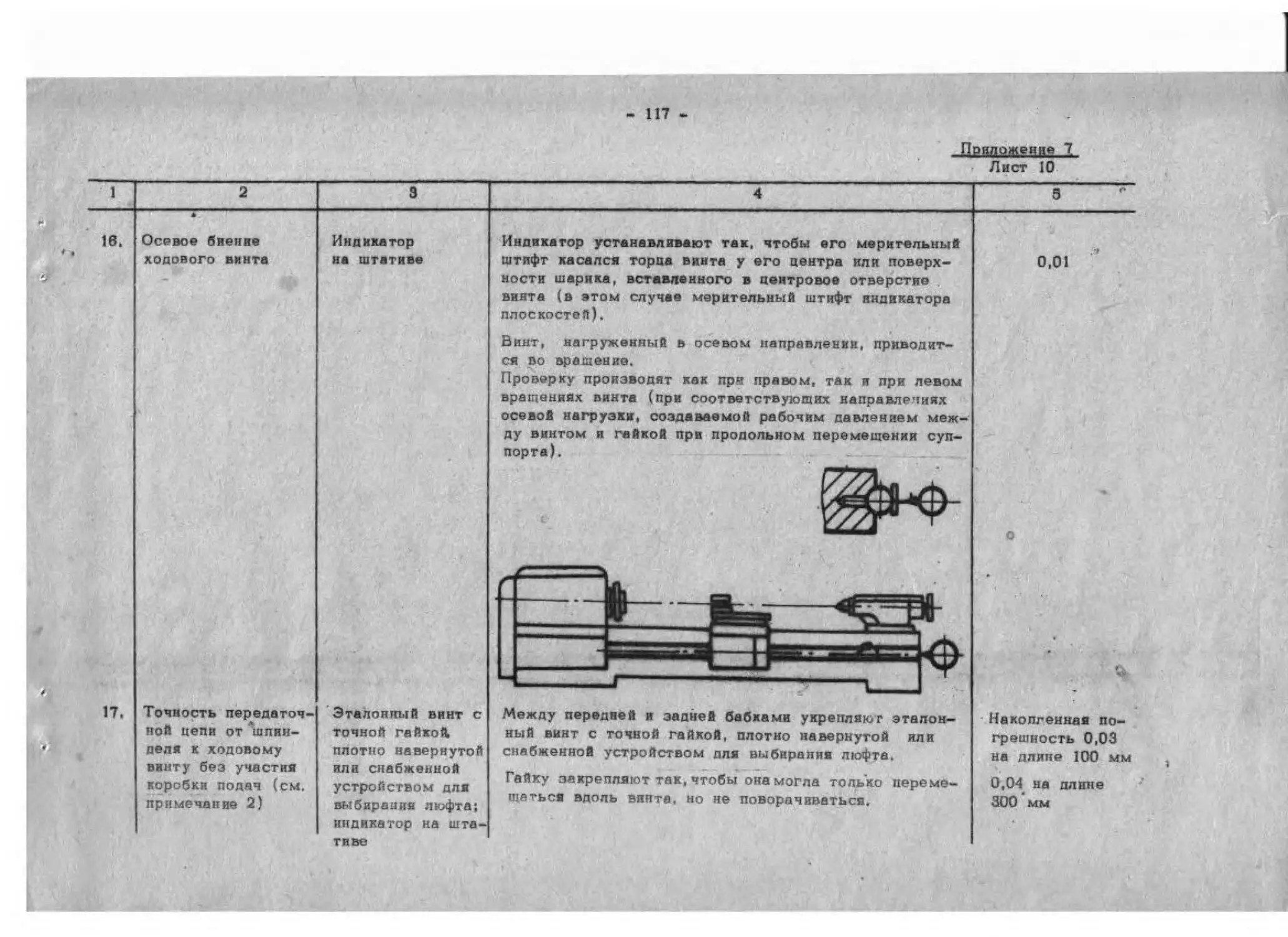
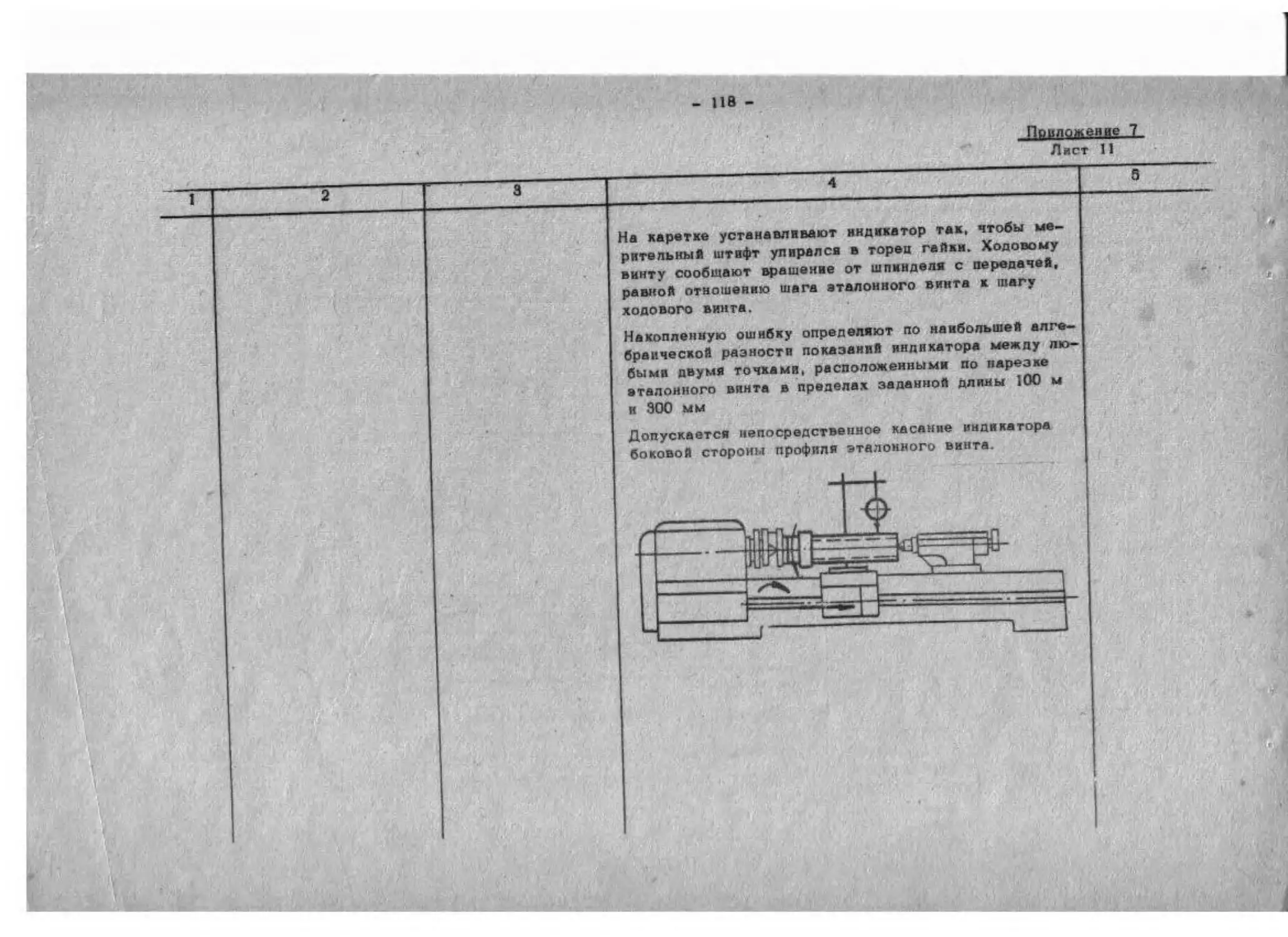
МЕТОДИКА ПРОВЕРКИ НА ТОЧНОСТЬ ТОКАРНОГО СТАНКА
(по ГОСТ 42-Вв)
I
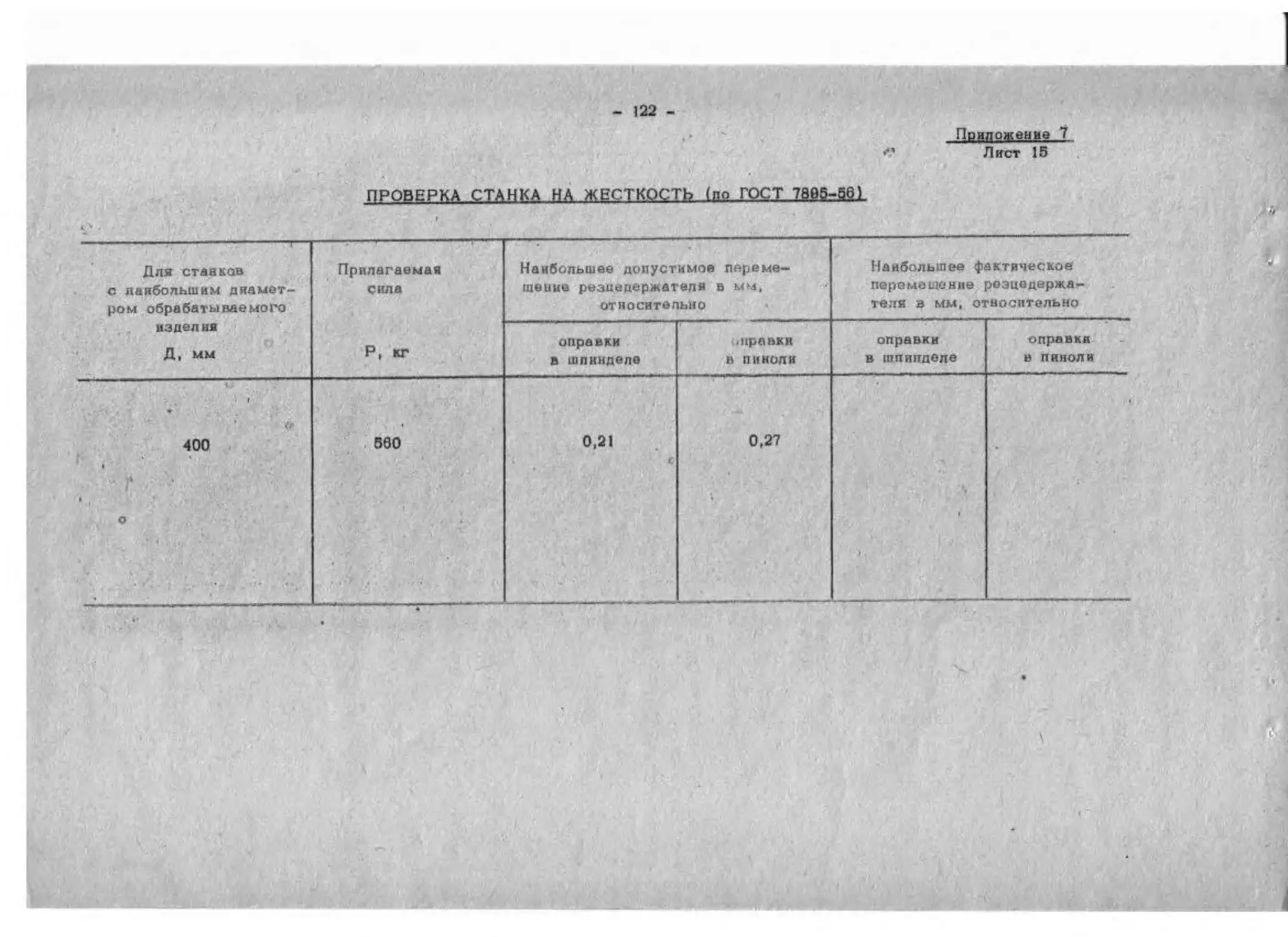
ПРОВЕРКА СТАНКА НА ЖЕСТКОСТЬ (до ГОСТ 7886-581
5 ! 3 Е в g § 1 3 ? Пр”^"ма' шейке резцедержателя в мм. "Хрж1-
Р, кг .“пийд’еле в'пХли в шпинделе в°пРивол‘
400 680 0,21 0,27
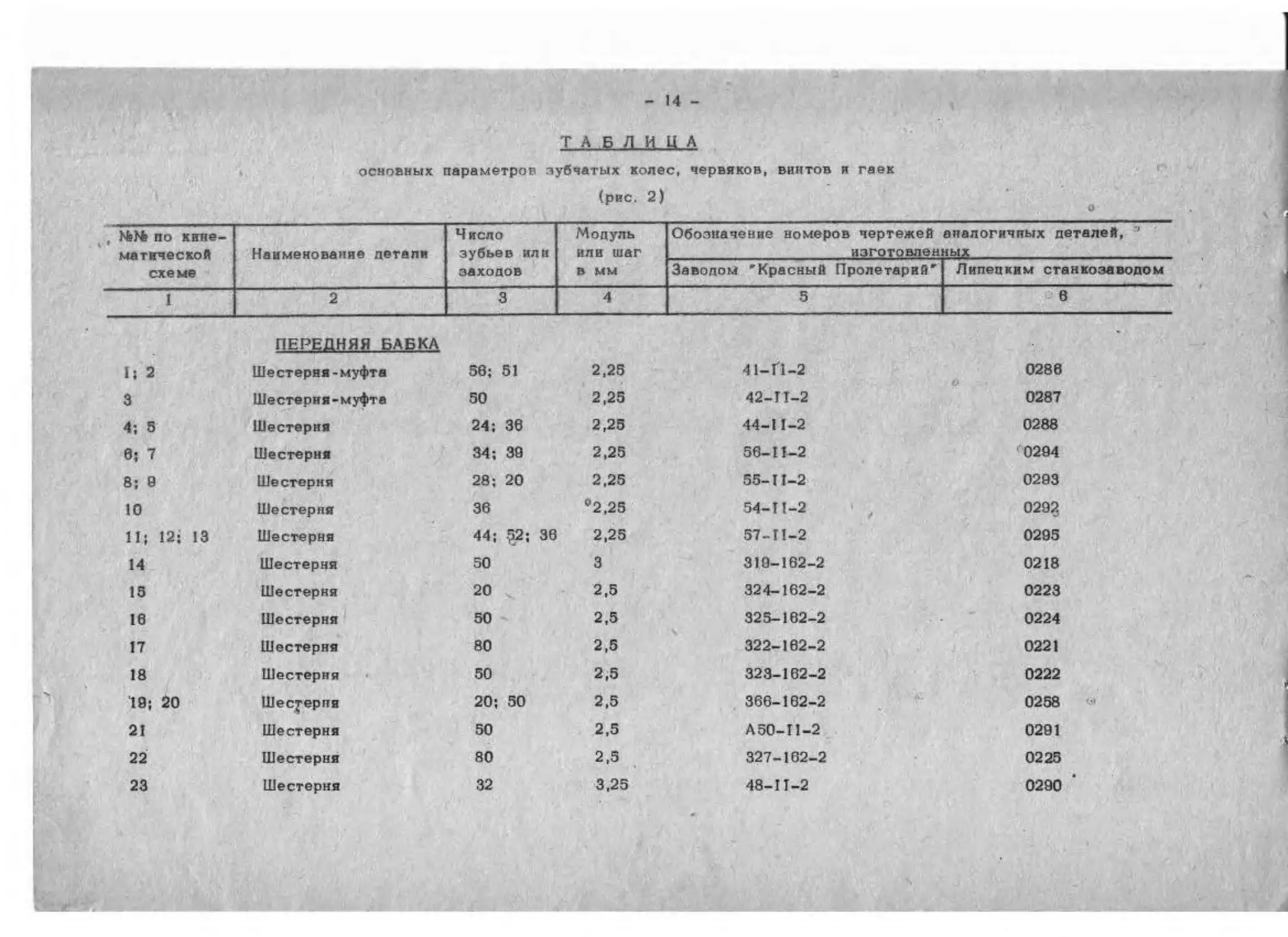
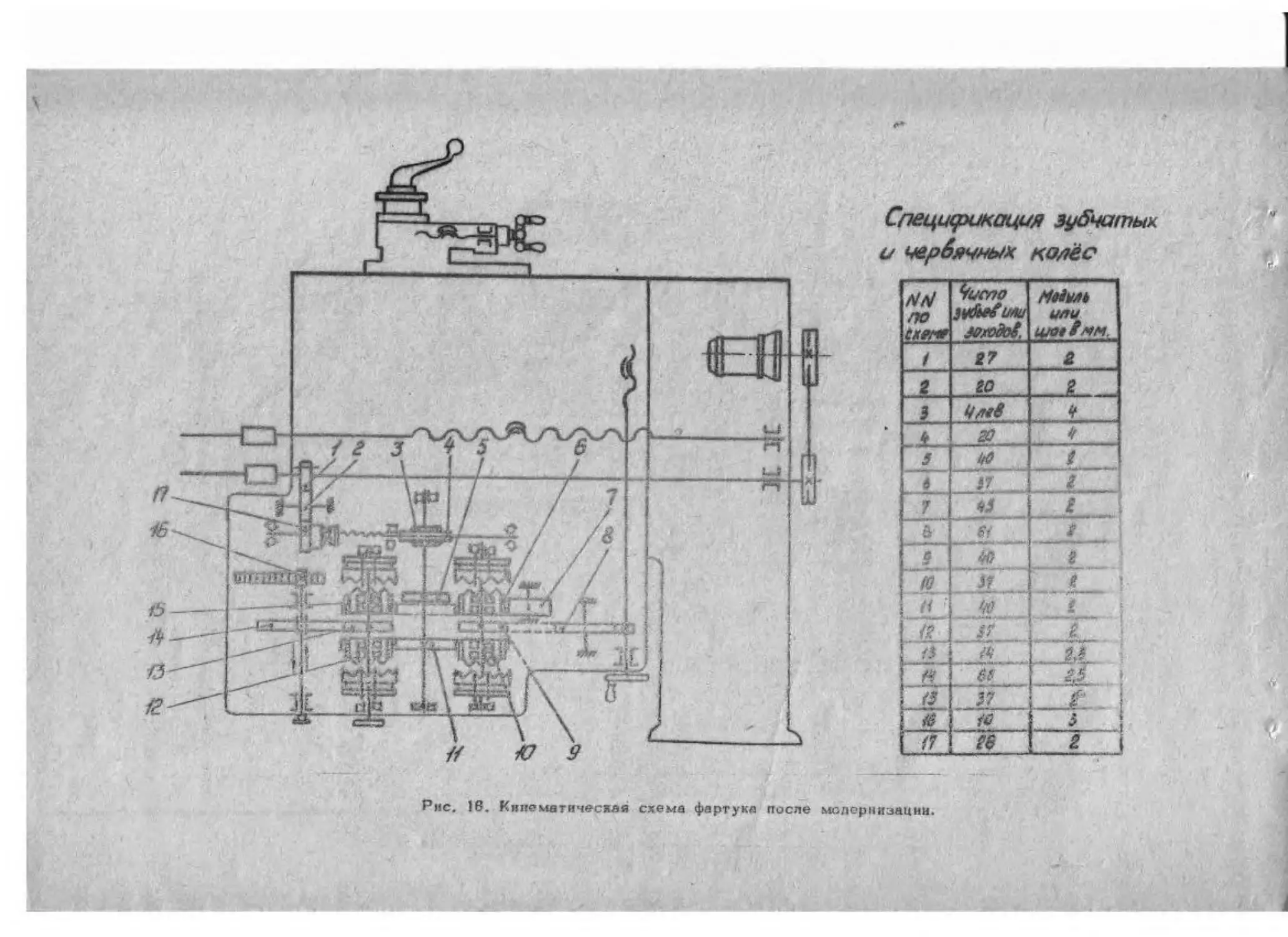
Специсрикация зубчаты,
и чербячных колёс
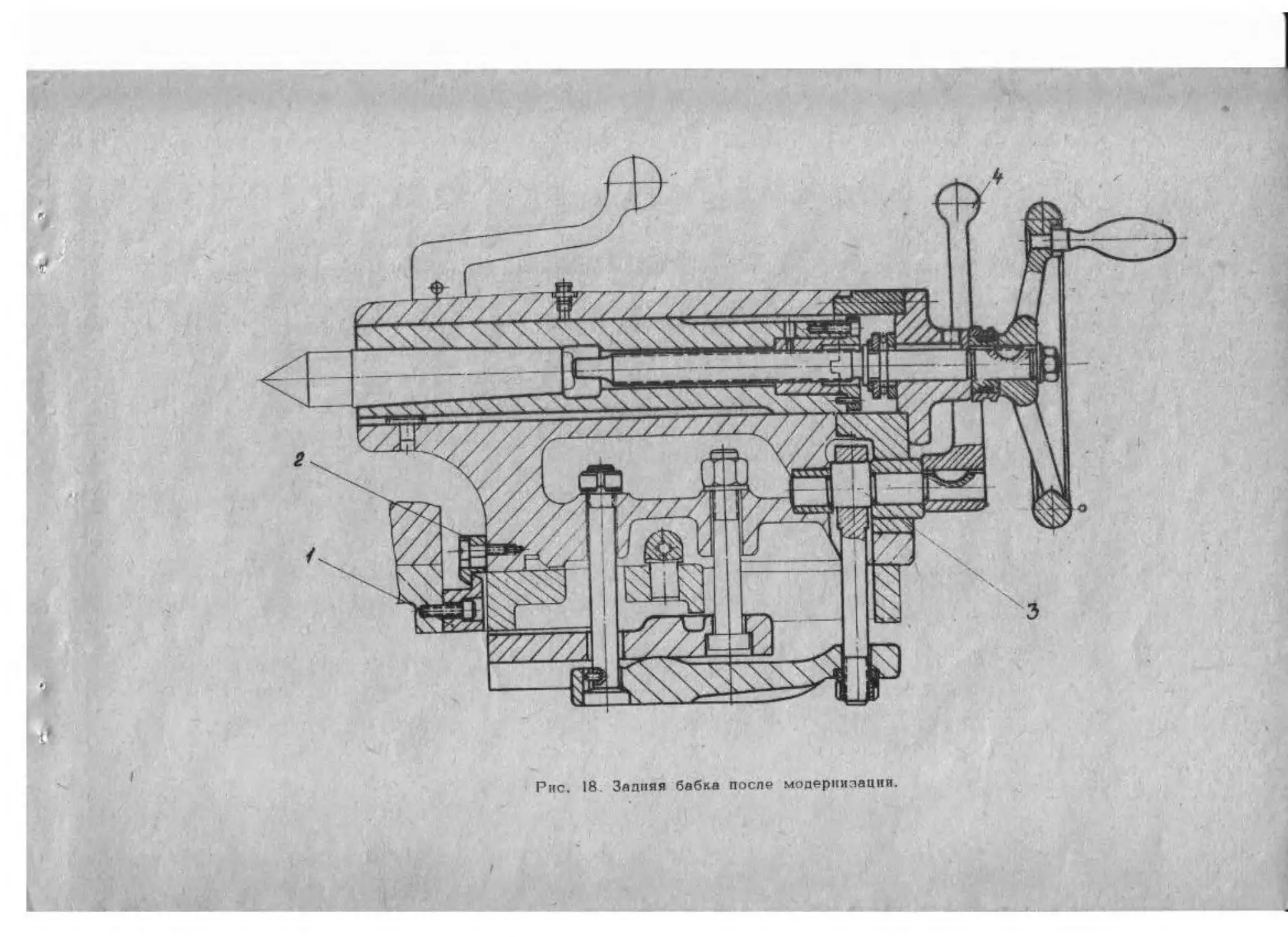
МОДЕРНИЗАЦИЯ ЗАДНЕЙ БАБКИ
Задняя бабка после модернизации (рнс. 18) приобрела возможность механизированного перемещения
По направляющим станины за счет установки замкового устройства 1 и 2 на корпусе задней бабки,и пиж-
л
МОДЕРНИЗАЦИЯ КОРОБКИ СКОРОСТЕЙ
МЕХАНИЗМ БЫСТРОГО ПЕРЕМЕЩЕНИЯ КАРЕТКИ И. СУППОРТА
Вид 5 /рис.21/
СМАЗКА КОРОБКИ ПОДАЧ
До модернизации смазку механизмов коробки подач осуществляли вручную, машинное масло напи-
Модерниэация смазки коробки подач предусматривает автоматизацию этого процесса.
В коробке подач (рис. 22) устанавливается плунжерный пасос типа НСВП, который в процессе
работы коробки подач обеспечивает принудительную смазку узла, Првиесс смазки происходит спейу-
за крепленного па валике винтом 2. приводится в действие плунжер ,3,
который движется поступательно в корпусе насоса 4. При опускании плунжера масло подается
часть коробки подач по хлорвиниловой трубке 0. а засасывается при подъеме плунжера под воздействием
к л. 'й4. .1,
ЗАЩИТНОЕ ОГРАЖДЕНИЕ
Прозрачный экран (ряс. 24) крепится шарнирно иа кронштейн I, который также подвижно по-
ЗАКЛЮЧЕНИЕ.
Адьбомы те^нчеснгй^ументачвн^о^пнтальнрму ремонту
; 1 1 1 1 3 3 5 I 1 | 1 | | | | | зззз till Ills > 2 х Б S Й 3 8 ПЙ
: • ! П 5 ! 8 8g g g | а | s s i I H § Б O 6 £ 6 1 | g s a |« И i H H i i i i I I.! I ! I li |I
ggggggSSSSfefeSS
M M I I M M М i I
мол. 2А125
мод. 2AIBO
мод. 1К36
модЛпЗП " Р
.itc
ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИИ ПО КАПИТАЛЬНОМУ РЕМОНТУ И
МОДЕРНИЗАЦИИ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А82
ЦЕНТРАЛЬНОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ БЮРО АВТОМАТИЗАЦИИ
Й МОДЕРНИЗАЦИИ ДЕЙСТВУЮЩЕГО МЕТАЛЛООБРАБАТЫВАЮЩЕГО ОБОРУДОВАНИЯ