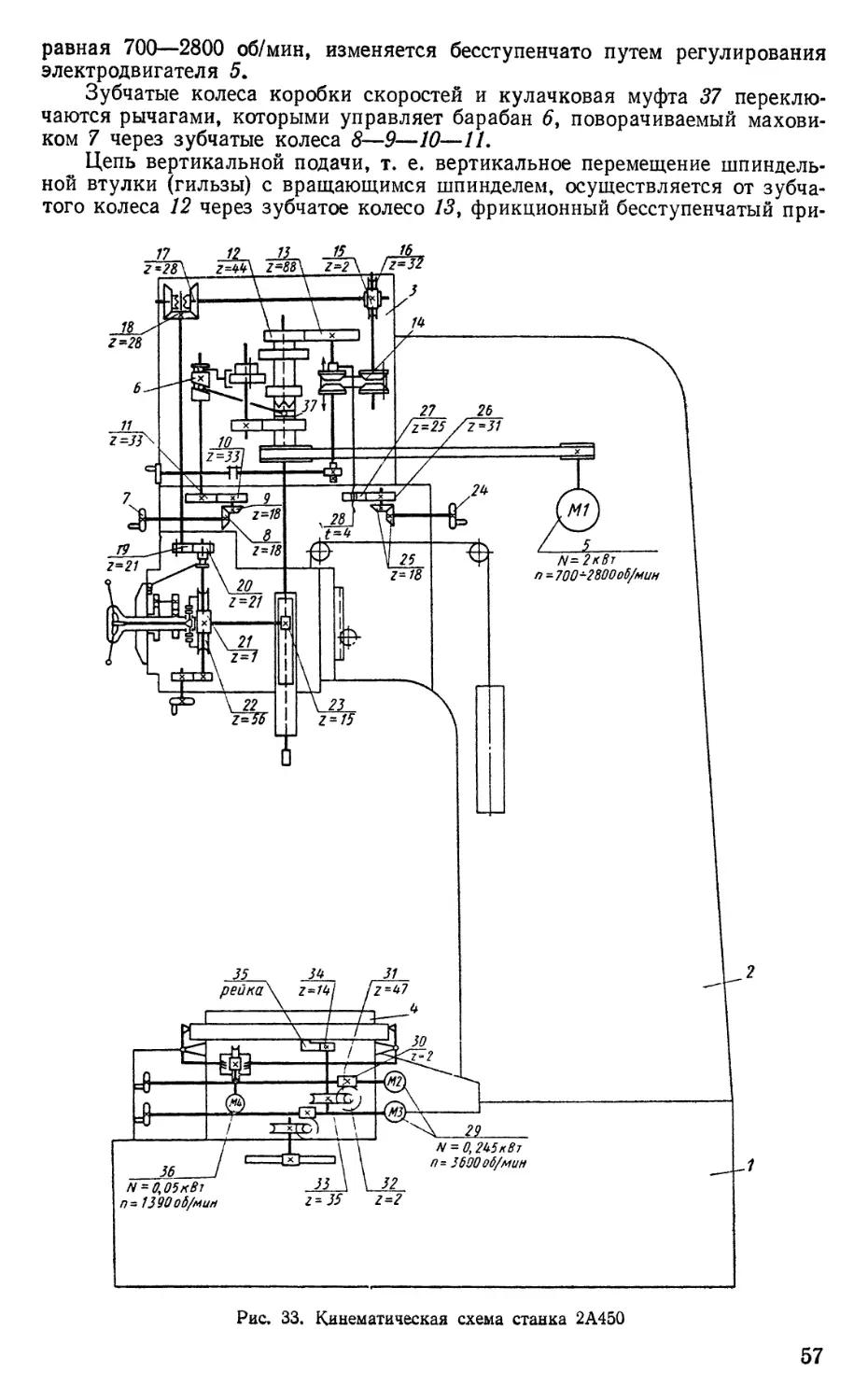
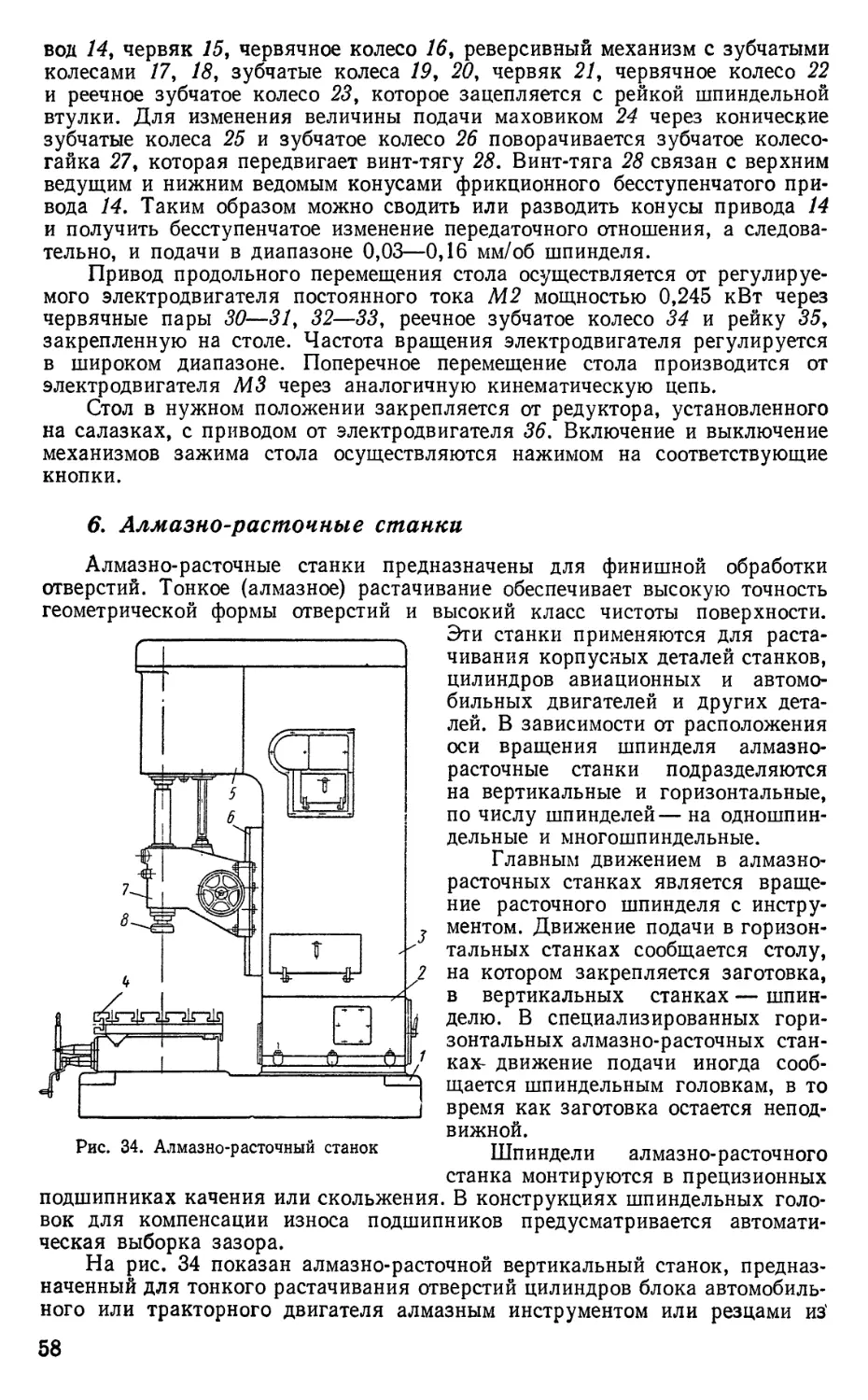
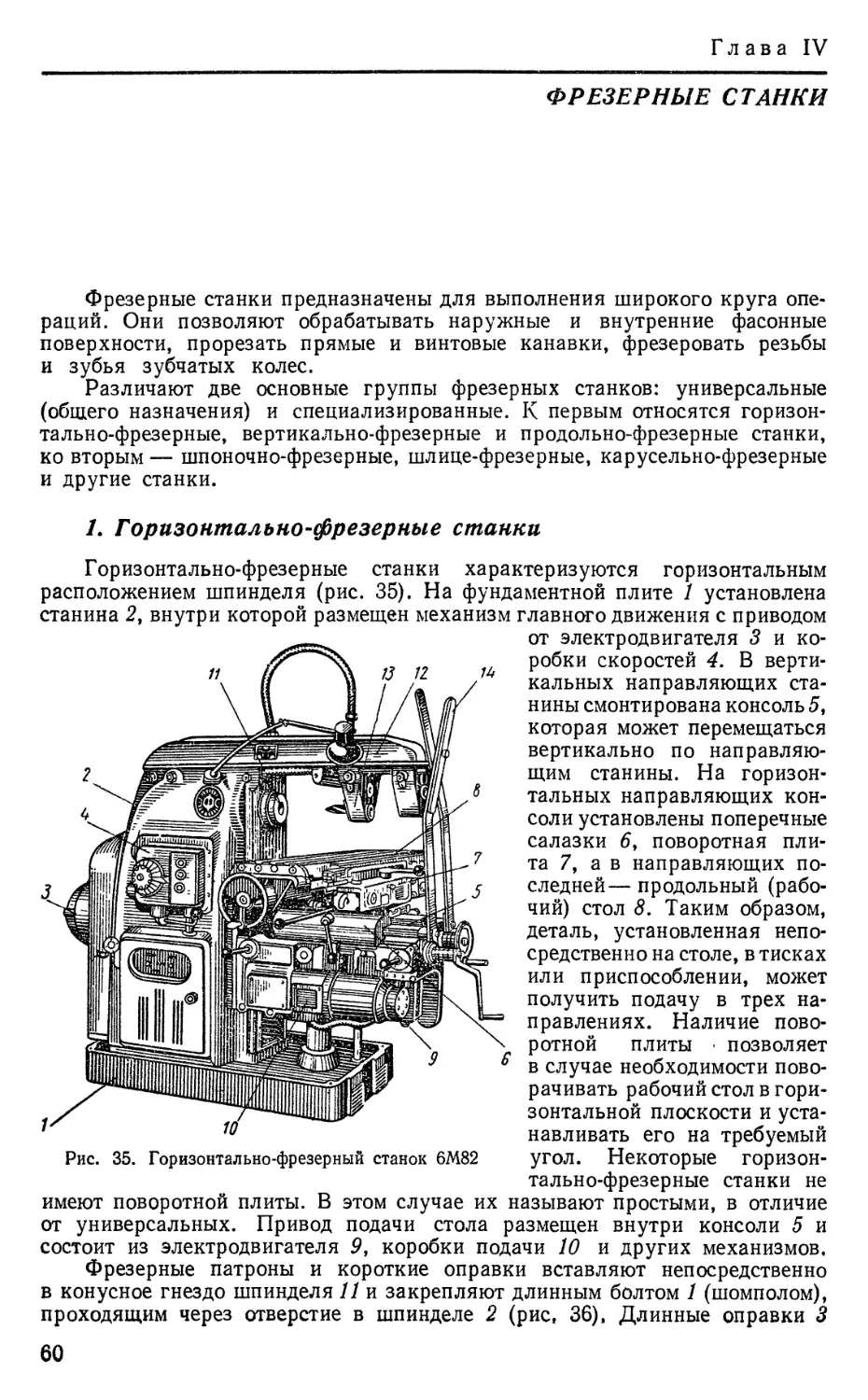
/





















































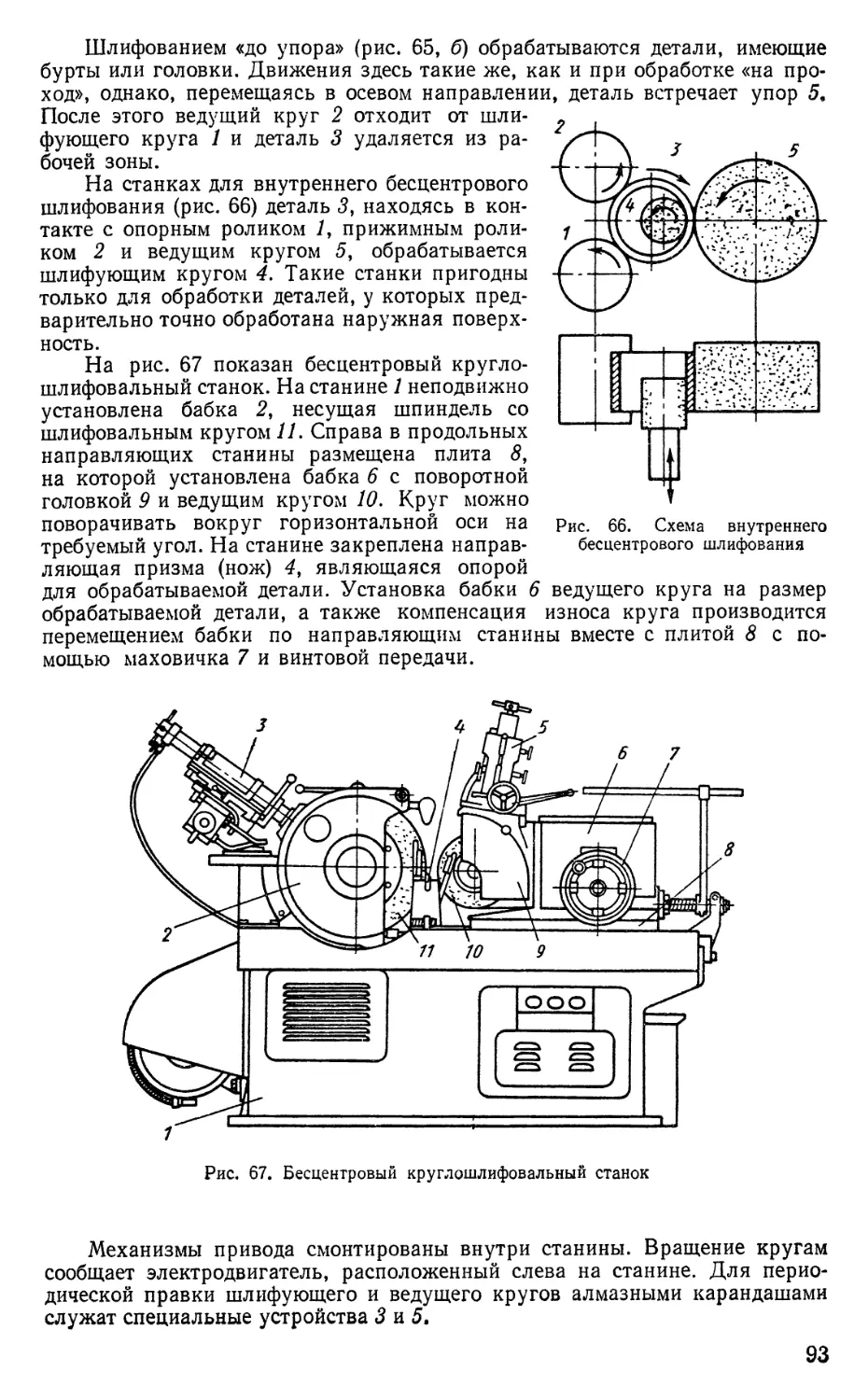


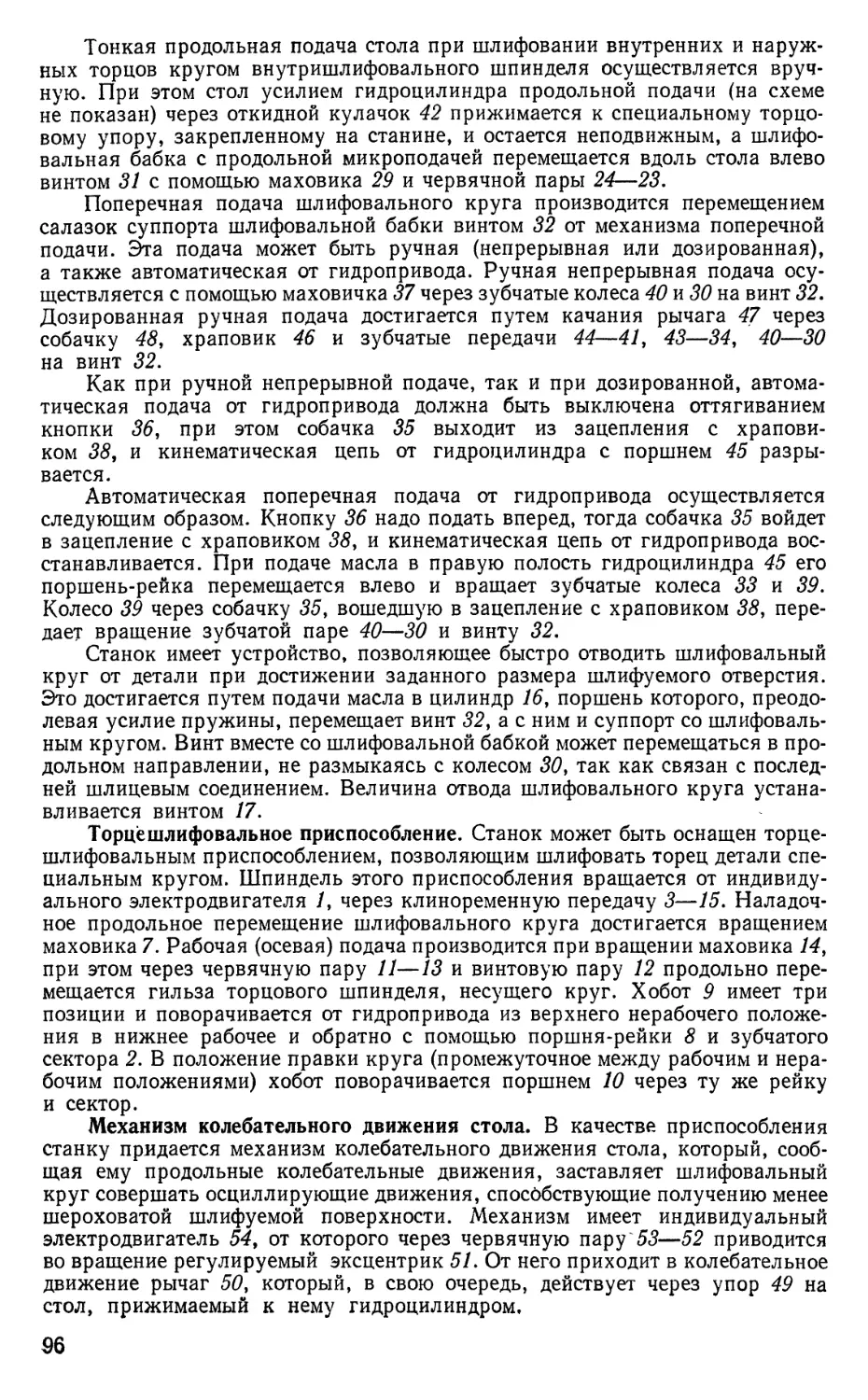
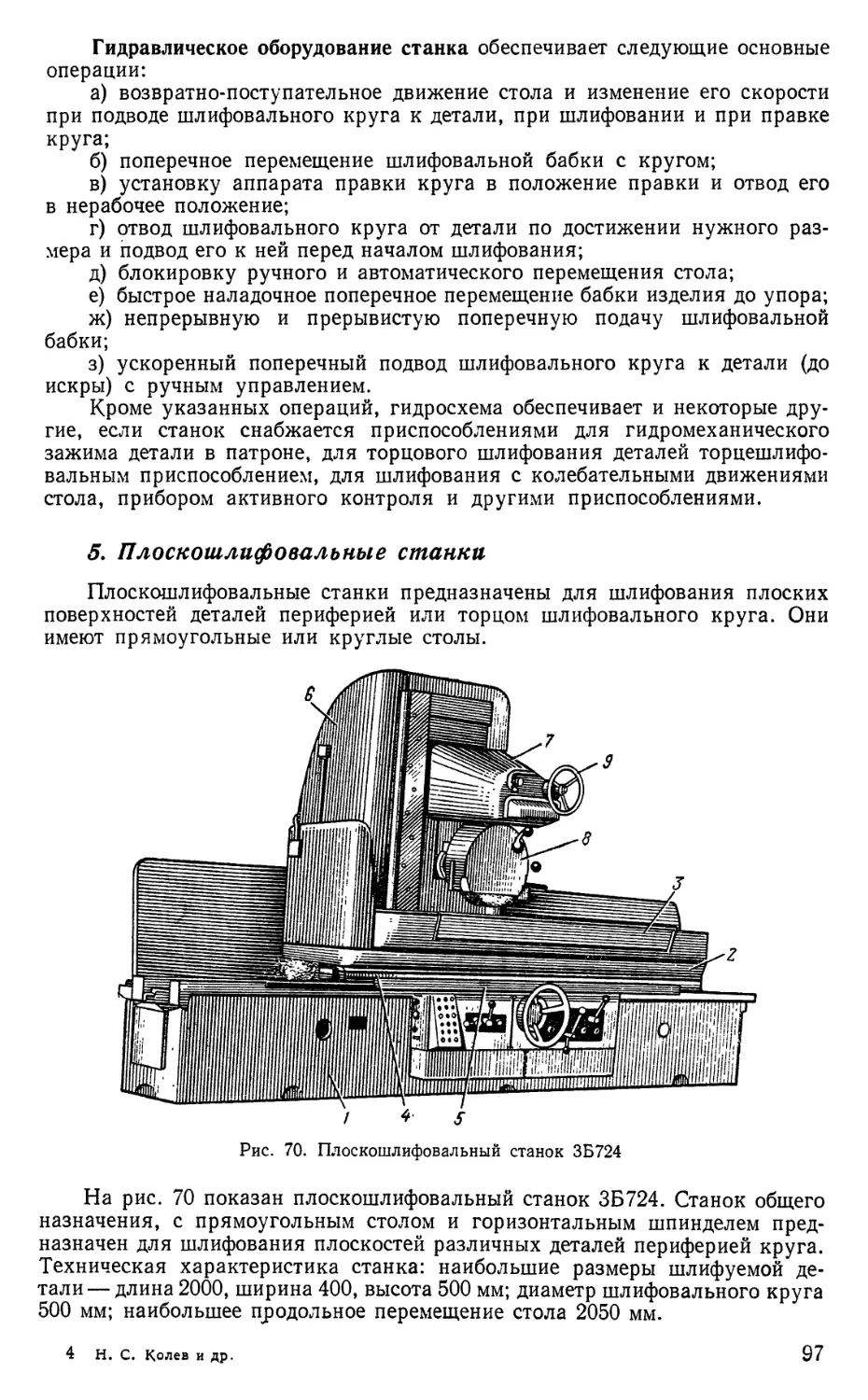














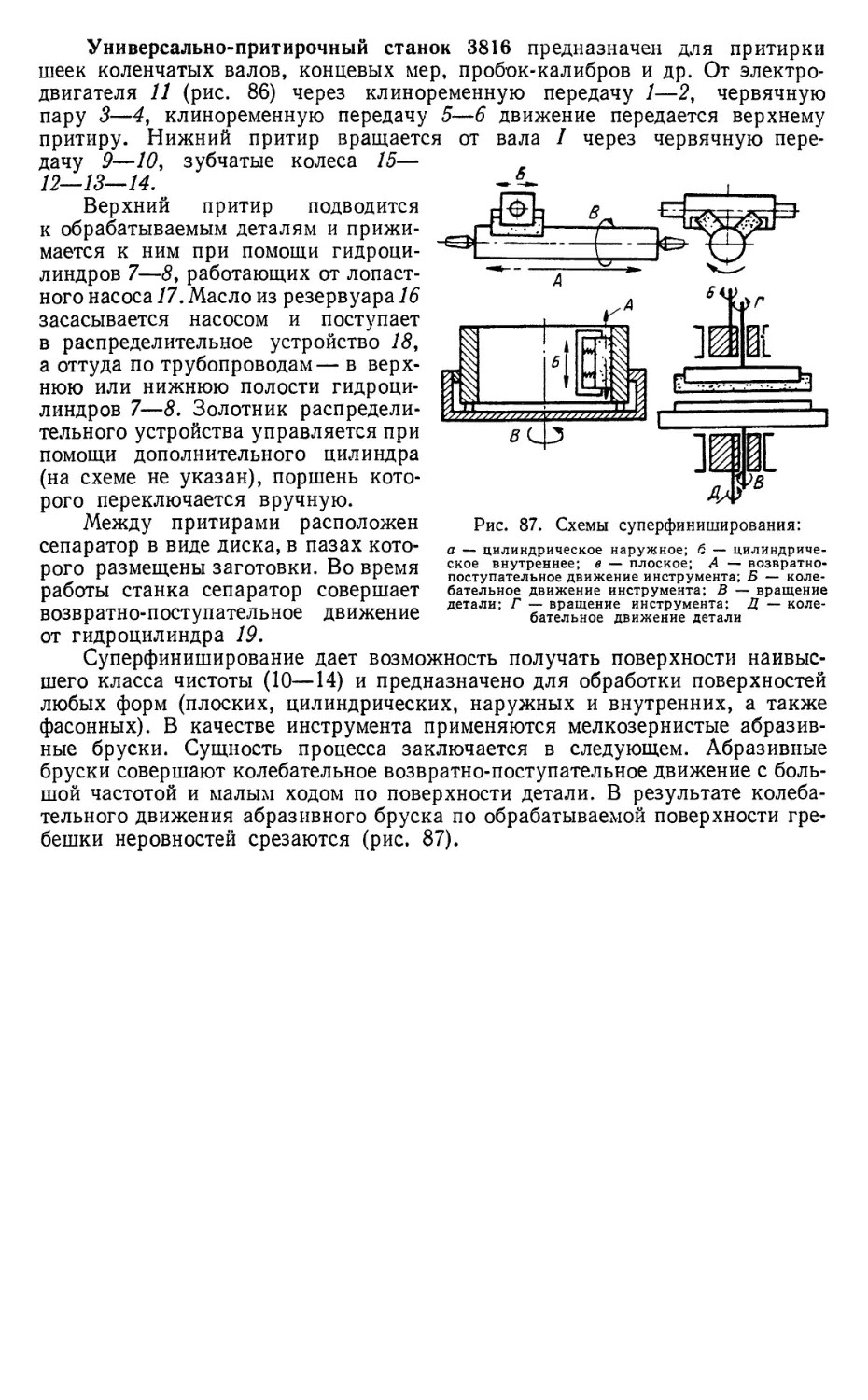



































































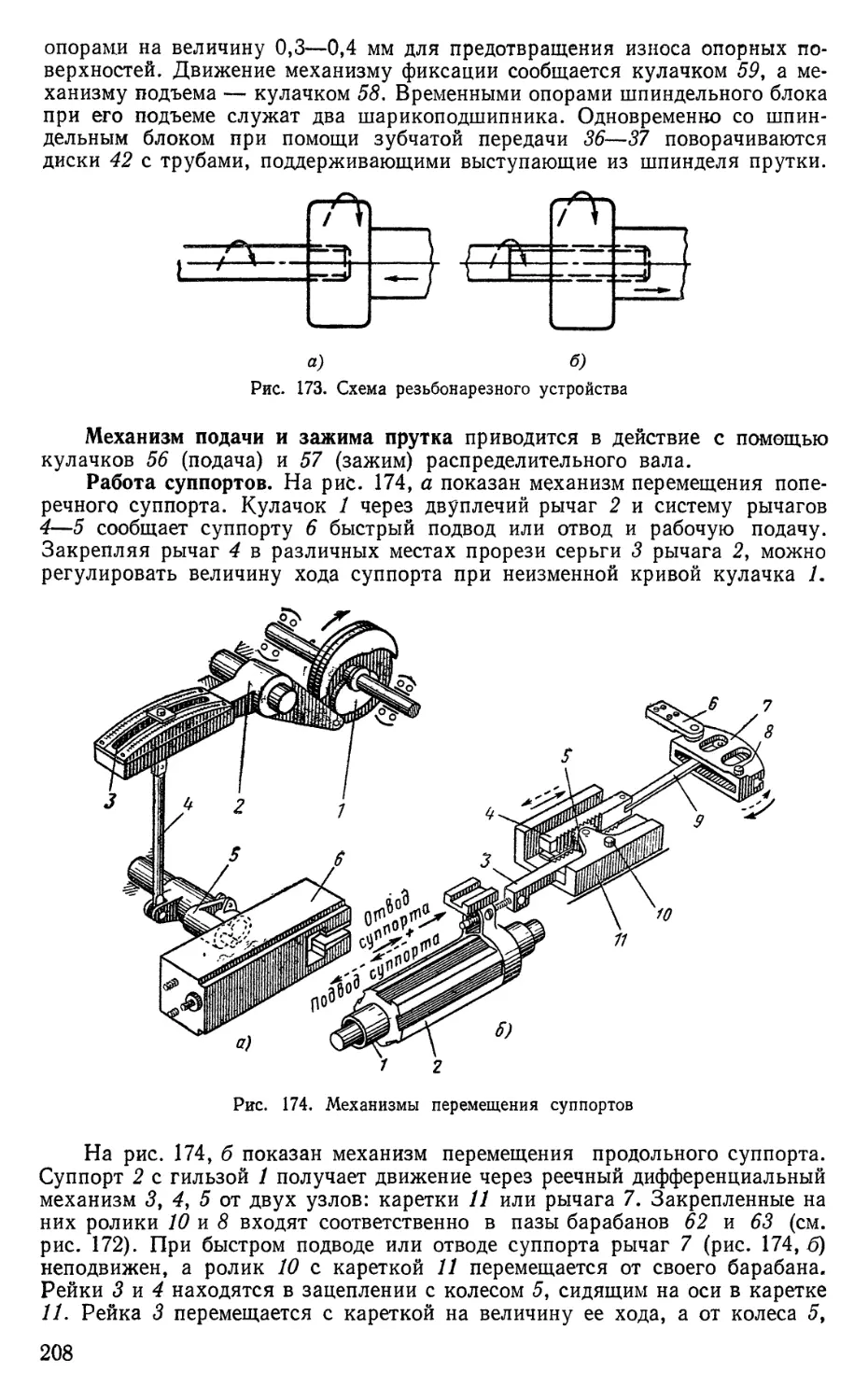
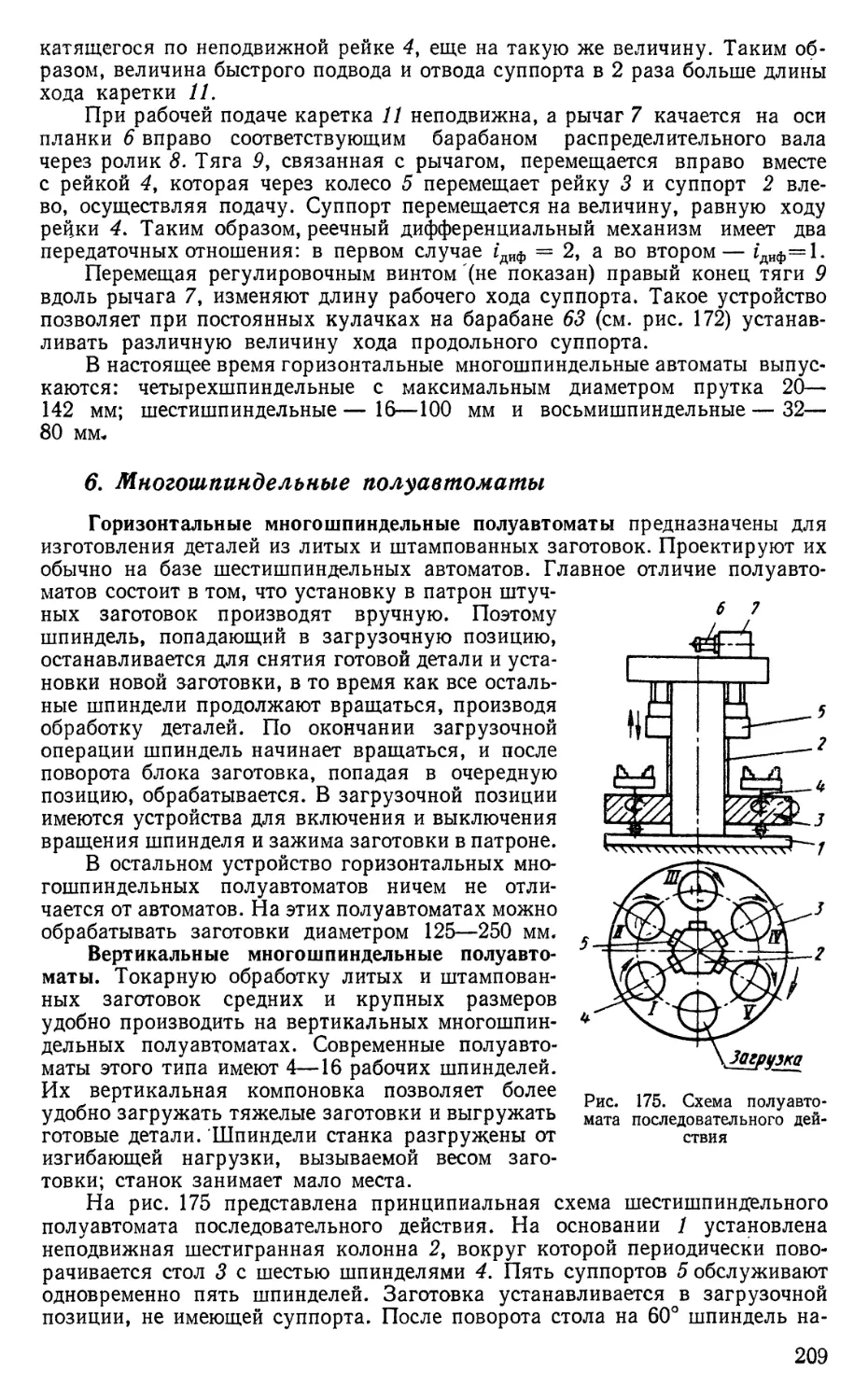

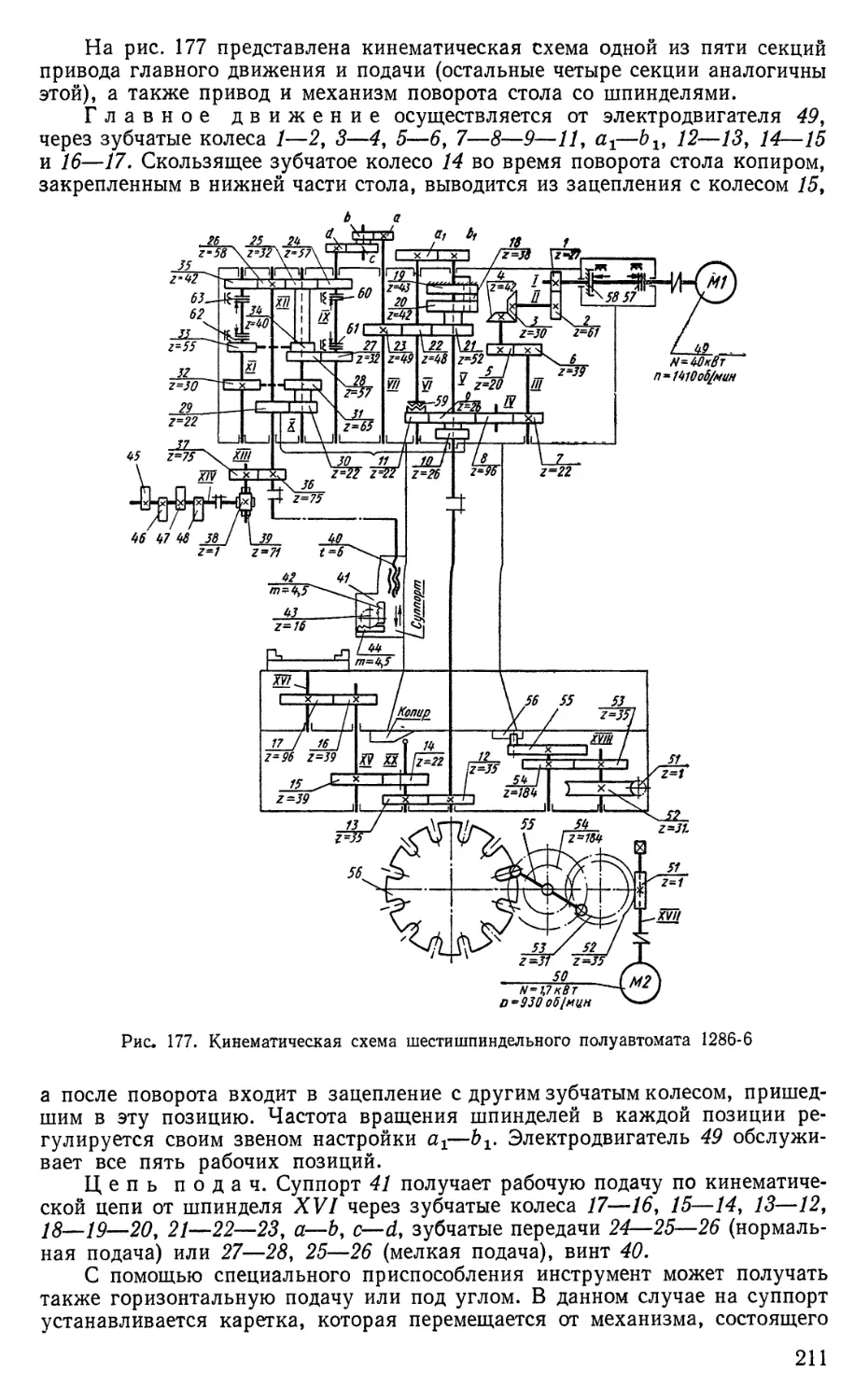










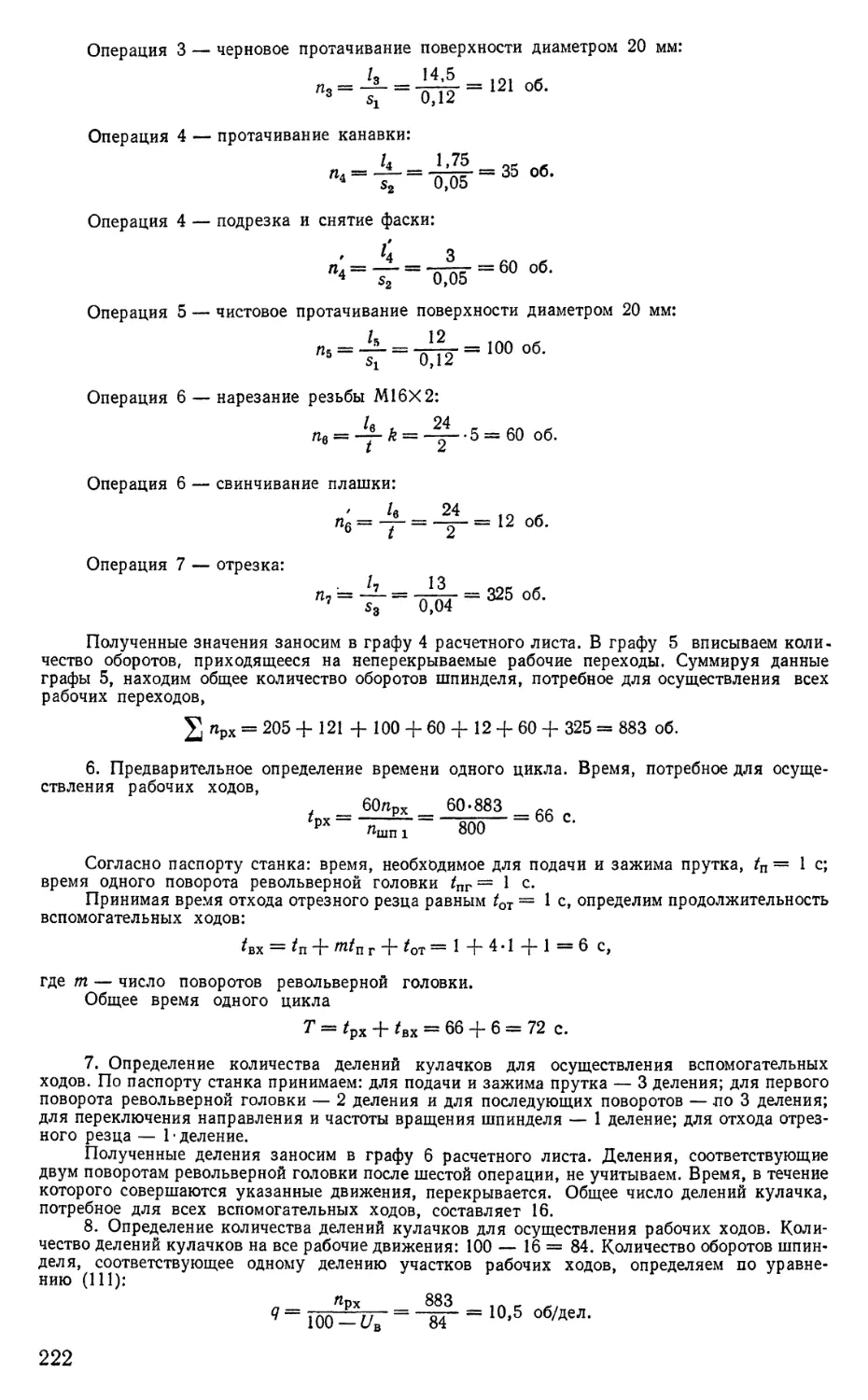


















































































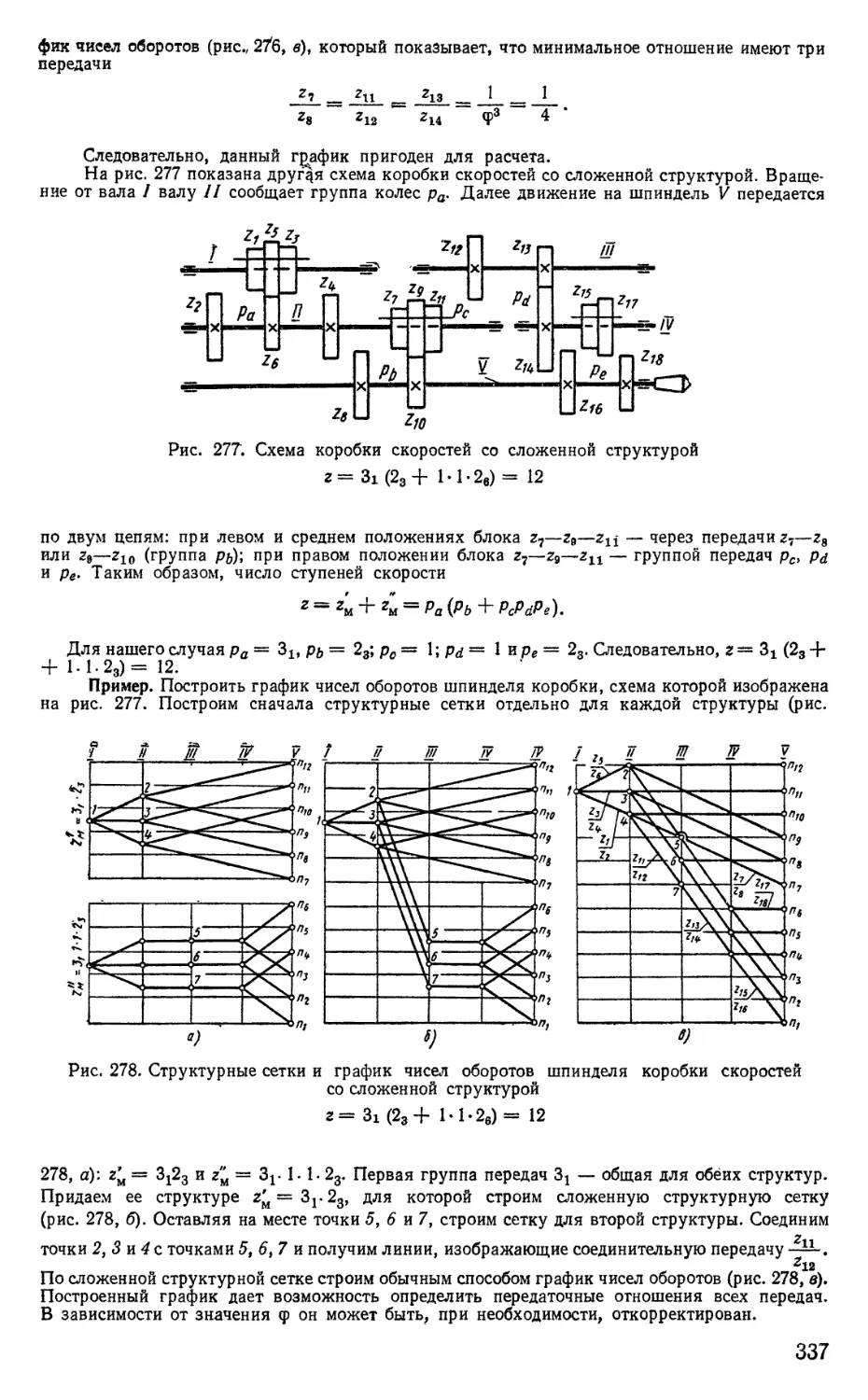


















































































Текст
ME ТАЛЛОРЕЖ УЩИЕ
СТАНКИ
Под редакцией
проф. В. К. ТЕПИНКИЧИЕВА
Допущено Министерством
высшего и среднего
специального образования СССР
в качестве учебника
для студентов
машиностроительных
специальностей
высших учебных заведений
Москва
«МАШИ НОСТ РОЕНИЕ»
1973
М54
УДК 621.9.06 (075.8)
Металлорежущие станки. Колл. авторов под ред. проф.
В. К. Тепинкичиева. М., «Машиностроение», 1973, 472 с.
В книге описаны кинематика, устройство, наладка и
проектирование металлорежущих станков; рассмотрены
автоматические линии и станки для электрофизических и
электрохимических методов обработки; даны общие сведения о станках
с программным управлением; рассмотрен расчет и
конструирование основных деталей и узлов станка.
Книга предназначена в качестве учебника для студентов вузов,
обучающихся по специальности 0501. Ил. 387, табл. 31, список
лит. 63 назв.
Авторы: Н. С. КОЛЕВ, Л. В. КРАСНИЧЕНКО, Н. С. НИКУЛИН,
А. С. ПРОНИКОВ, В. К. ТЕПИНКИЧИЕВ, А. 'А. ТИХОНОВ, Ю. А. ШУВАЛОВ
Рецензенты: кафедра станков Одесского политехнического института
и инж. Ю. М. ЖЕДЬ
М 3134-140 ,40-73
038(01)—73
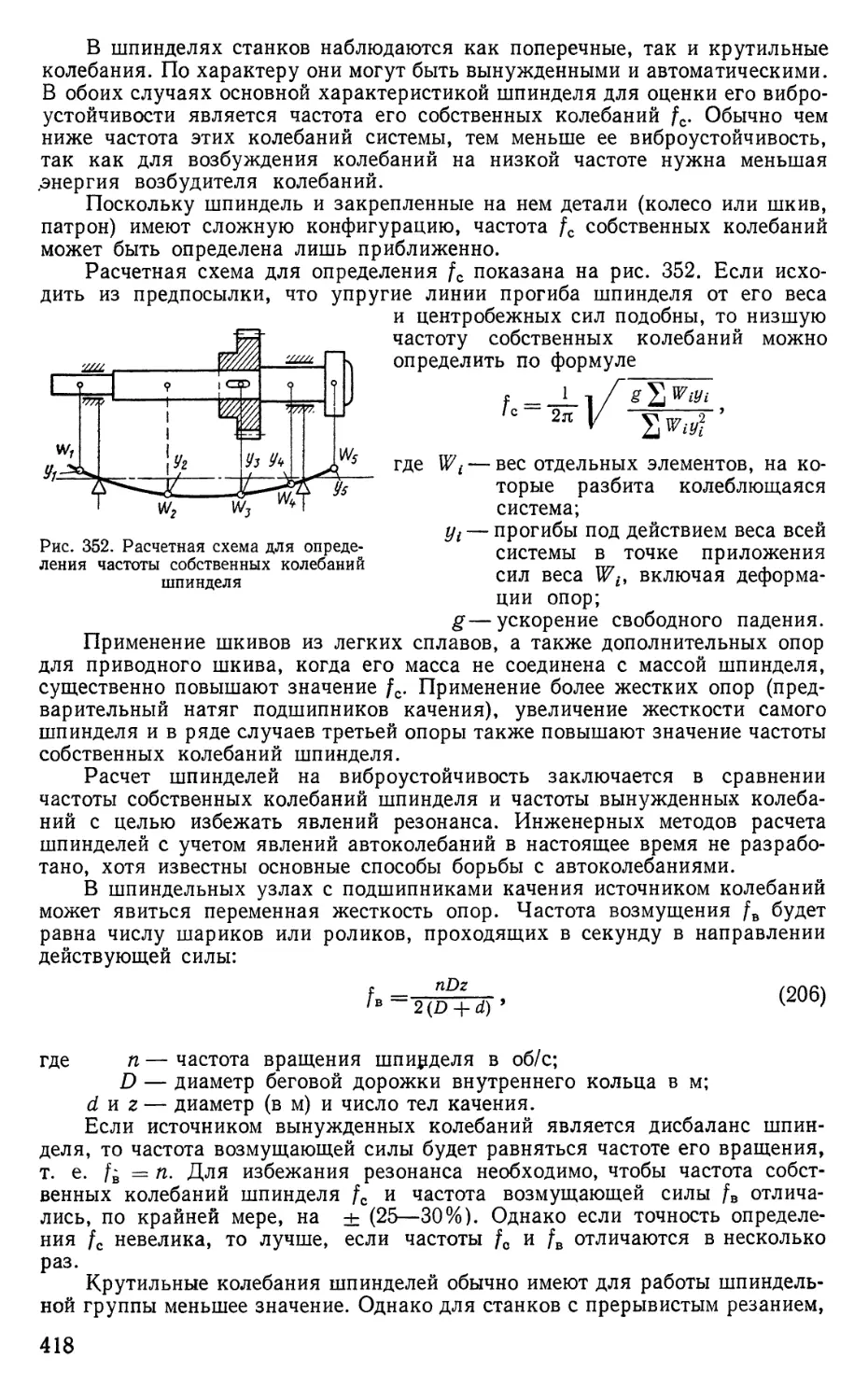
ВВЕДЕНИЕ
Русское станкостроение возникло еще в XVIII веке. Андрей Нартов,
токарь Петра I, построил ряд токарных станков, в том числе копировально-
токарные, станки для нарезания винтов, для обтачивания цапф орудий,
для отрезки прибылей. Это он изобрел станок с самоходным суппортом.
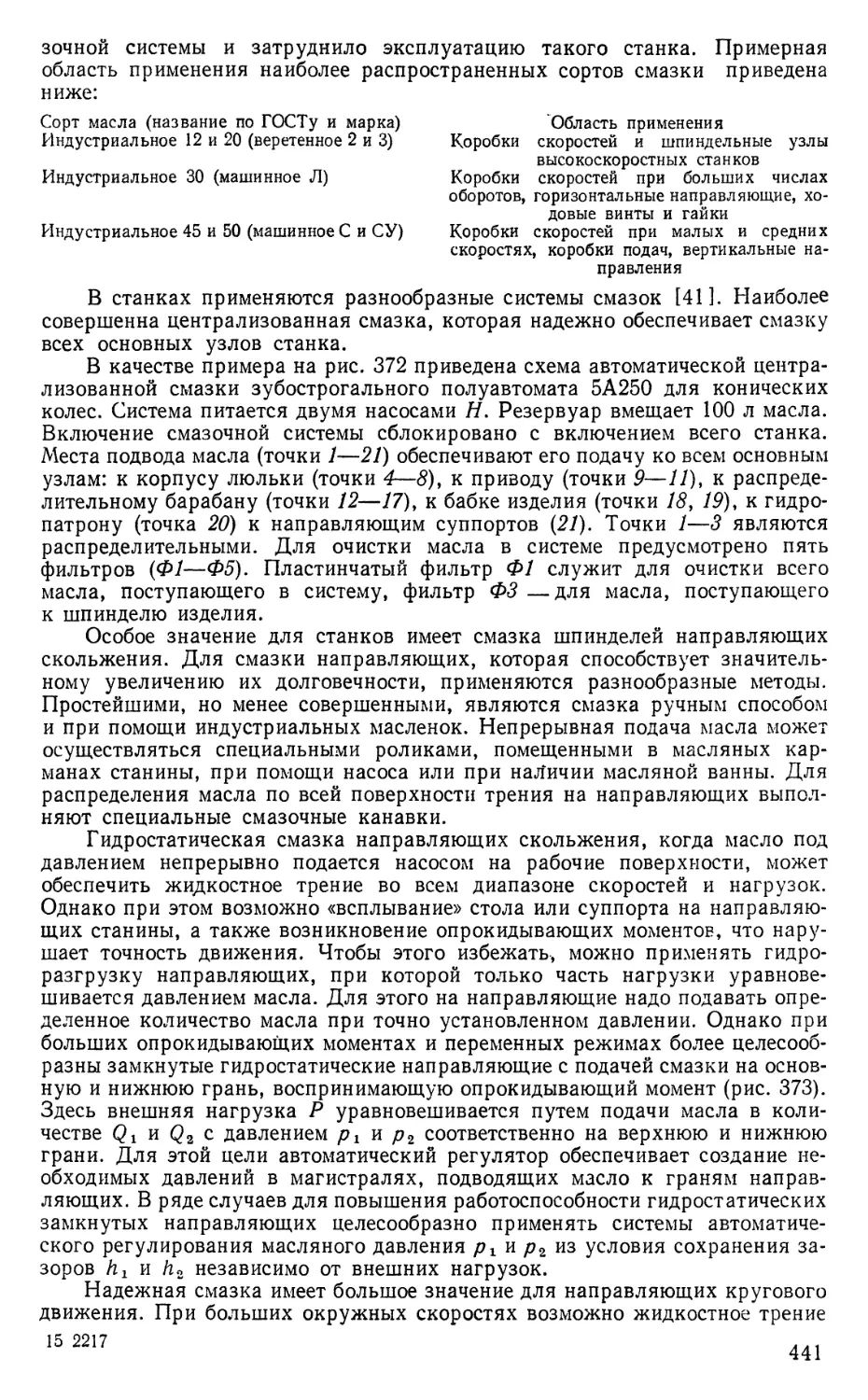
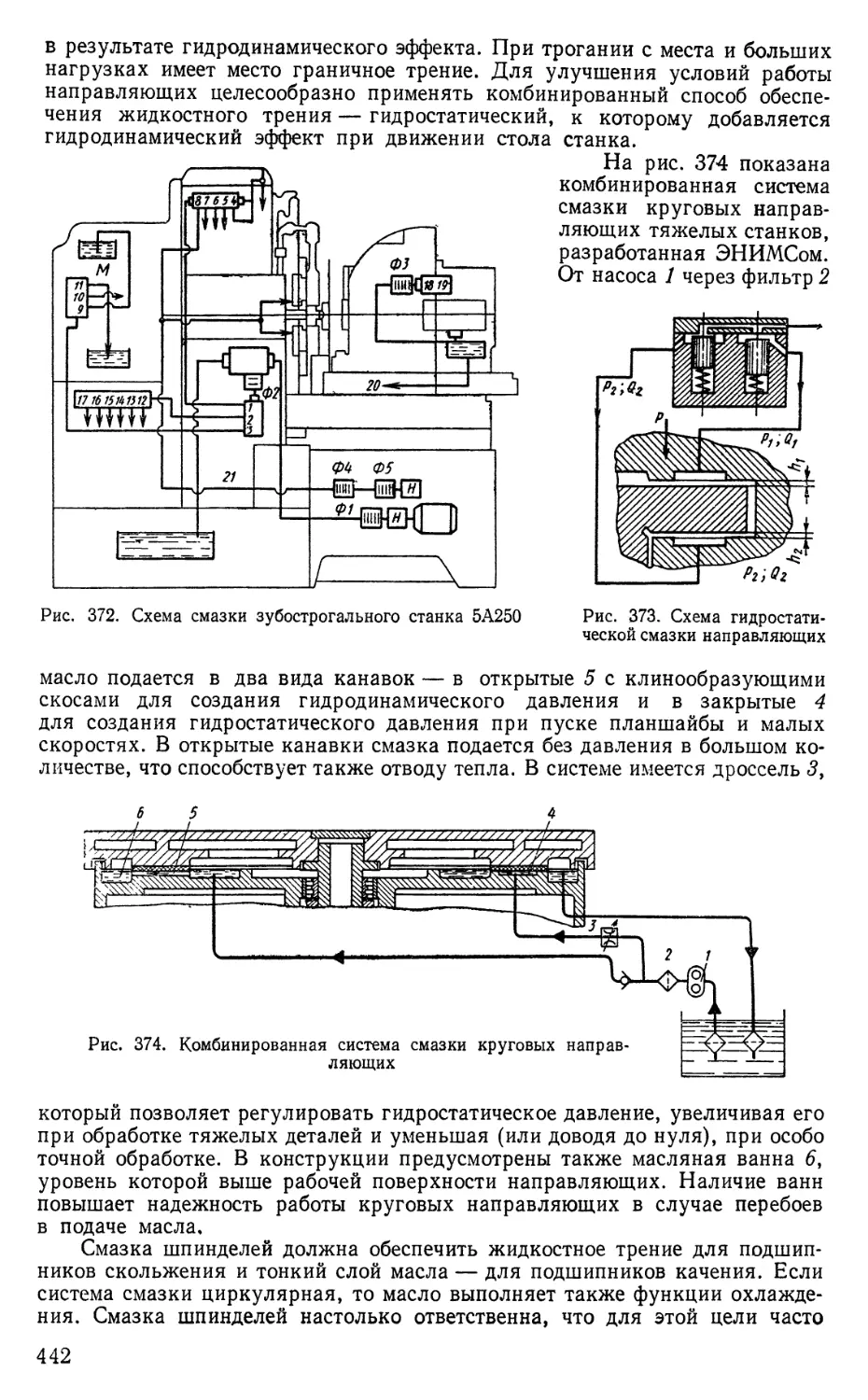
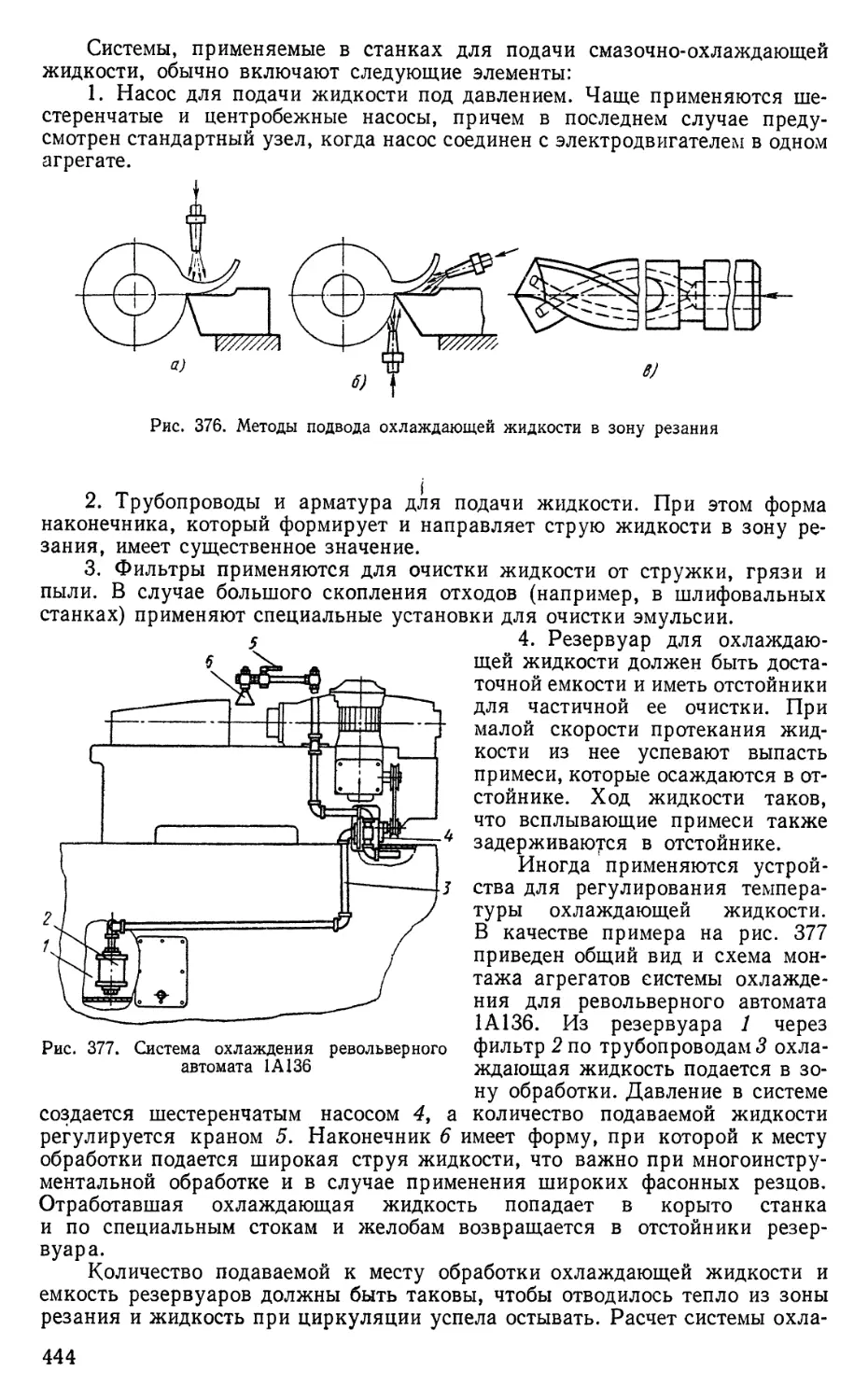
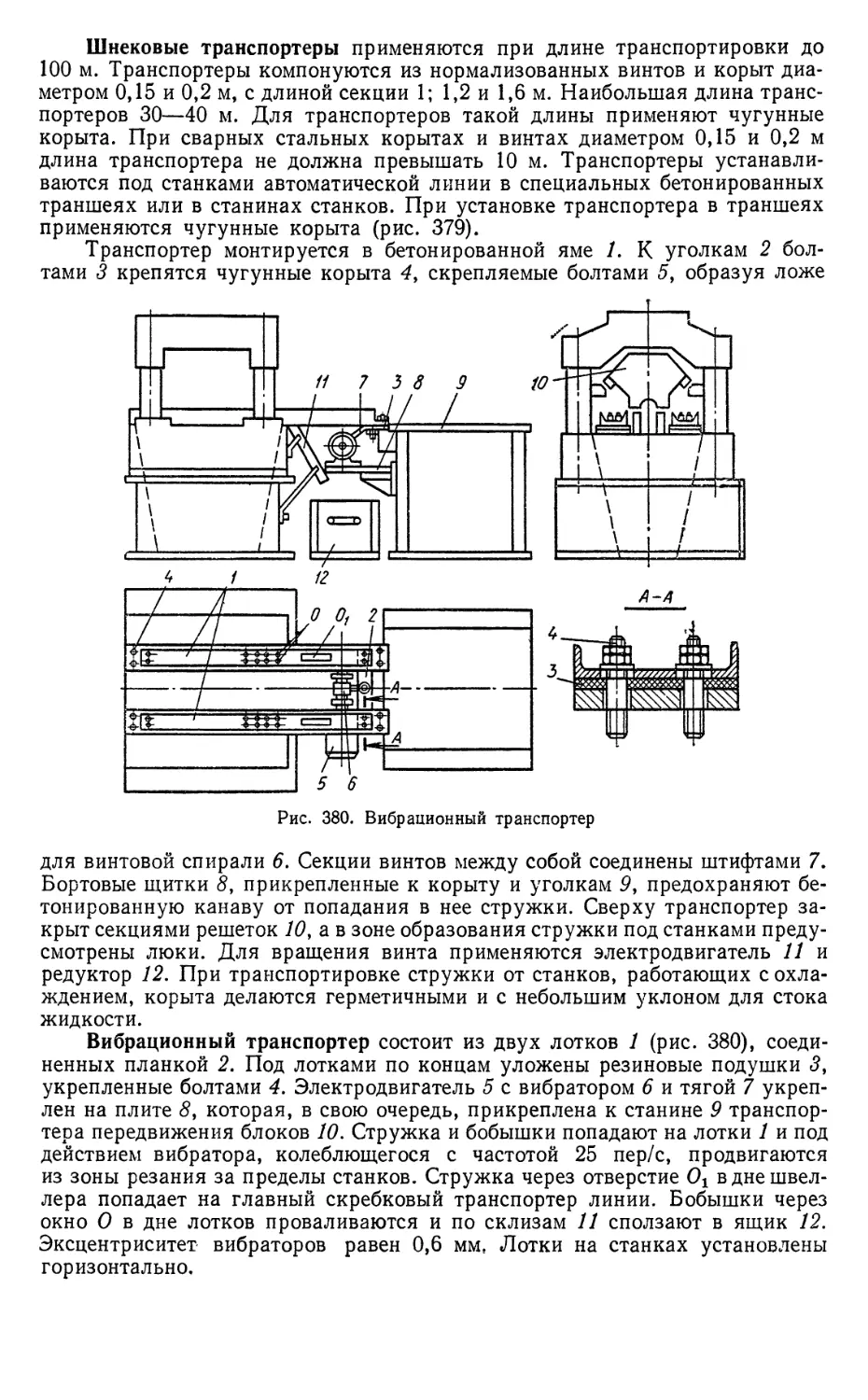
Солдат Яков Батищев создал 12- и 24-ствольные станки для обработки
ружейных стволов. М. В. Ломоносов в это же время сконструировал сферо-
токарный станок для обработки металлических сферических зеркал.
Русские самоучки Лев Собакин, Алексей Сурнин, Павел Захава и многие
другие обогатили технику того времени станками новых типов.
Но несмотря на наличие талантливых русских механиков, создавших
ряд оригинальных станков, станкостроение в царской России не Поднялось
до уровня самостоятельной отрасли — все же большая часть оборудования
ввозились из-за границы. Так, в 1914—1917 гг., вся промышленность
России располагала 90—100 тысячами металлорежущих станков, из которых
станков отечественного производства было менее 20%. Производство
станков было сосредоточено (в числе прочей продукции) на сорока предприятиях,
тридцать из которых были кустарными мастерскими, с численностью
рабочих 40—100 человек.
В декабре 1925 г. XIV съезд BKJI (б) принял генеральный план
развития народного хозяйства, вошедший в историю как план социалистической
индустриализации страны. Планом, в частности, предусматривалось в
кратчайшие сроки превратить станкостроение из «узкого места» в мощную
техническую базу для дальнейшего развития советского машиностроения.
С этого момента начинается бурный рост производственной базы
станкостроения. В 1932 г. вступает в строй Московский станкостроительный завод
им. Серго Орджоникидзе, в 1934 г. — Московский завод «Станкоконструкция»,
в 1935 г. — Тбилисский станкостроительный завод им. Кирова и
Саратовский завод тяжелых зуборезных станков, в 1936 г. — Киевский завод
станков-автоматов им. Горького, в 1939 г. — Краматорский завод тяжелого
станкостроения.
Большим событием того времени была организация в 1933 г.
экспериментального научно-исследовательского института металлорежущих
станков (ЭНИМС). На него была возложена обязанность—проведение
научных исследований в области станкостроения и разработка типажа
металлорежущих станков. Вскоре создается отраслевой втуз — Московский станко-
инструментальный институт. Началась подготовка инженеров по
металлорежущим станкам в МВТУ им. Баумана, в Ленинградском, Киевском и
в других институтах.
Состоявшийся в 1934 г. XVII съезд ВКП (б) предложил осуществить
такую реконструкцию машиностроения, которая удовлетворила бы все
потребности народного хозяйства в современном, технически передовом
оборудовании при широком развитии новых видов производств. Съезд
поставил трудную по тому времени задачу — освоить производство 200
типоразмеров металлорежущих станков.
Поставленная XVII съездом задача была блестяще выполнена. Уже
в 1940 г. станкостроительные заводы выпускали 202 типоразмера
универсальных и специализированных станков. К этому времени промышленность
S*
3
получала наши советские автоматы и полуавтоматы, зубообрабатывающие,
шлифовальные, протяжные, карусельные, револьверные, расточные и
другие современные станки, предназначенные не только для единичного, но
также и для крупносерийного и массового производства различных машин.
К 1937 г. полностью был завершен переход на индивидуальный
электропривод, что по тому времени означало большое техническое достижение.
1937 год считают началом нового пути в развитии Советского
станкостроения. К этому времени заканчивается организационный период и
начинается путь самостоятельного технического роста. Главным итогом"
предыдущего десятилетия является создание не только крупной производственной
базы, но и кадров станкостроителей, способных самостоятельно решать
насущные задачи отечественного станкостроения. Все это вместе взятое
привело к тому, что станкостроительная промышленность к началу Великой
Отечественной войны превратилась в мощную комплексную отрасль
машиностроения, способную решать задачи того времени. Она твердо вступила на
путь освобождения отечественного машиностроения от иностранной
зависимости.
Нападение гитлеровской Германии на Советский Союз поставило перед
станкостроением новые задачи. В результате военных действий ряд
станкостроительных заводов был разрушен. Большая часть людей и оборудования
была переброшена на Урал, в Сибирь, где были построены
станкостроительные заводы или станкостроительные цехи "на ведущих
машиностроительных заводах. Накопленный опыт станкостроения, наличие кадров
рабочих и конструкторов, большой объем технической документации в виде
проектов конструкций, нормалей, стандартов, позволили успешно
справиться с задачей обеспечения страны различными станками. Во время
Великой Отечественной войны на станкостроительных заводах началось внедрение
поточных методов производства станков. Победоносное завершение войны
показало, что советские станкостроители экзамен на «аттестат зрелости»
выдержали весьма успешно.
Сразу же после окончания Великой Отечественной войны
Правительство Советского Союза дало указание разработать четвертый пятилетний
план развития народного хозяйства. Основной задачей этого периода
являлось восстановление довоенного уровня промышленности и сельского
хозяйства и затем значительное превышение этого уровня. В строй
действующих вступили такие станкостроительные заводы как Коломенский,
Новосибирский, Ульяновский, Рязанский, Воронежский, Минский и многие
другие. Была проделана большая работа по специализации заводов и
конструкторских организаций.
Эффективность скоростного проектирования и внедрения передовой
технологии, комплексной механизации и автоматизации процессов
производства металлорежущих станков возможны при широко развитой
специализации производства, на основе агрегатирования, унификации и
нормализации деталей, а также целых узлов. Эти мероприятия, проводимые на
протяжении всей истории советского станкостроения, позволили устранить
многообразие, увеличить количество одинаковых деталей и узлов и перейти в связи
с этим к более совершенному типу производства.
Еще до Великой Отечественной войны были разработаны научные
основы агрегатирования и создания специальных агрегатных станков на
основе нормализованных унифицированных агрегатов и узлов. Теперь эти
крупные изыскания внедрялись в жизнь. Несколько позже агрегатирование',
и унификация становятся основой при проектировании станков.
Директивы XIX съезда КПСС по пятому пятилетнему плану развития
народного хозяйства (1951—1955 гг.) поставили задачу широкого внедрения
автоматизированных массово-поточных производств в ведущих отраслях
машиностроения. Это вызвало большой спрос промышленности на
специальные агрегатные станки и особенно на автоматические линии.
4
Повышение уровня механизации и автоматизации станков явилось
одним из главных направлений в советском станкостроении. Эти мероприятия
обеспечили значительное сокращение затрат времени на ручные и
вспомогательные приемы. Актуальность этой проблемы остается до настоящего
времени, и над ней работает большое количество людей, совершенствуя и
создавая новые системы станков.
Большим достоинством конструкций выпускаемых станков является
возможность встраивания их в автоматические линии. Компоновка
последних обычно производится на базе двух видов оборудования: специально
изготовленного для работы в автоматических линиях и универсального
оборудования. Практика показала, что во многих случаях применение
универсального оборудования оказывается более целесообразным: Это ускоряет
проектирование и изготовление автоматических линий. Одновременно с
механизацией и автоматизацией станков выросли требования к точности и
чистоте обработки. Это потребовало значительно увеличить выпуск
прецизионных станков.
Советский Союз занимает ведущее место в создании станков для
электрофизической и электрохимической размерной обработки, основанных на
различных процессах энергетического воздействия на твердое тело. На этих
станках можно обрабатывать детали из твердых сплавов, жаропрочных и
других материалов независимо от их твердости. Значительный вклад в
развитие данных методов обработки внес ЭНИМС в содружестве с Академией
наук СССР.
Успехи в развитии вычислительной техники позволили широко
развернуть работы по созданию систем числового управления металлорежущими
станками. Числовая система основана на использовании счетно-решающих
устройств. Она представляет собой сложную систему, но применение в
практике показало ее неоспоримые преимущества. Способ подготовки программ
в этом случае и особенно их осуществление таковы, что позволяют строить
станки, предназначенные для единичного производства. Метод
программирования и воспроизводства программ широко универсален. Особенностью
•этих станков является то, что они могут очень быстро перенастраиваться
на обработку новой партии деталей, при разнообразной их номенклатуре.
По существу универсальный станок в данном случае быстро превращается
в автомат.
Наряду с этим в последнее время ведутся работы по изысканию такой
системы, которая бы вместе с осуществлением программы учитывала
реальные условия работы, например, недостаточную жесткость детали. Такие
системы получили название адаптивных, или самонастраивающихся.
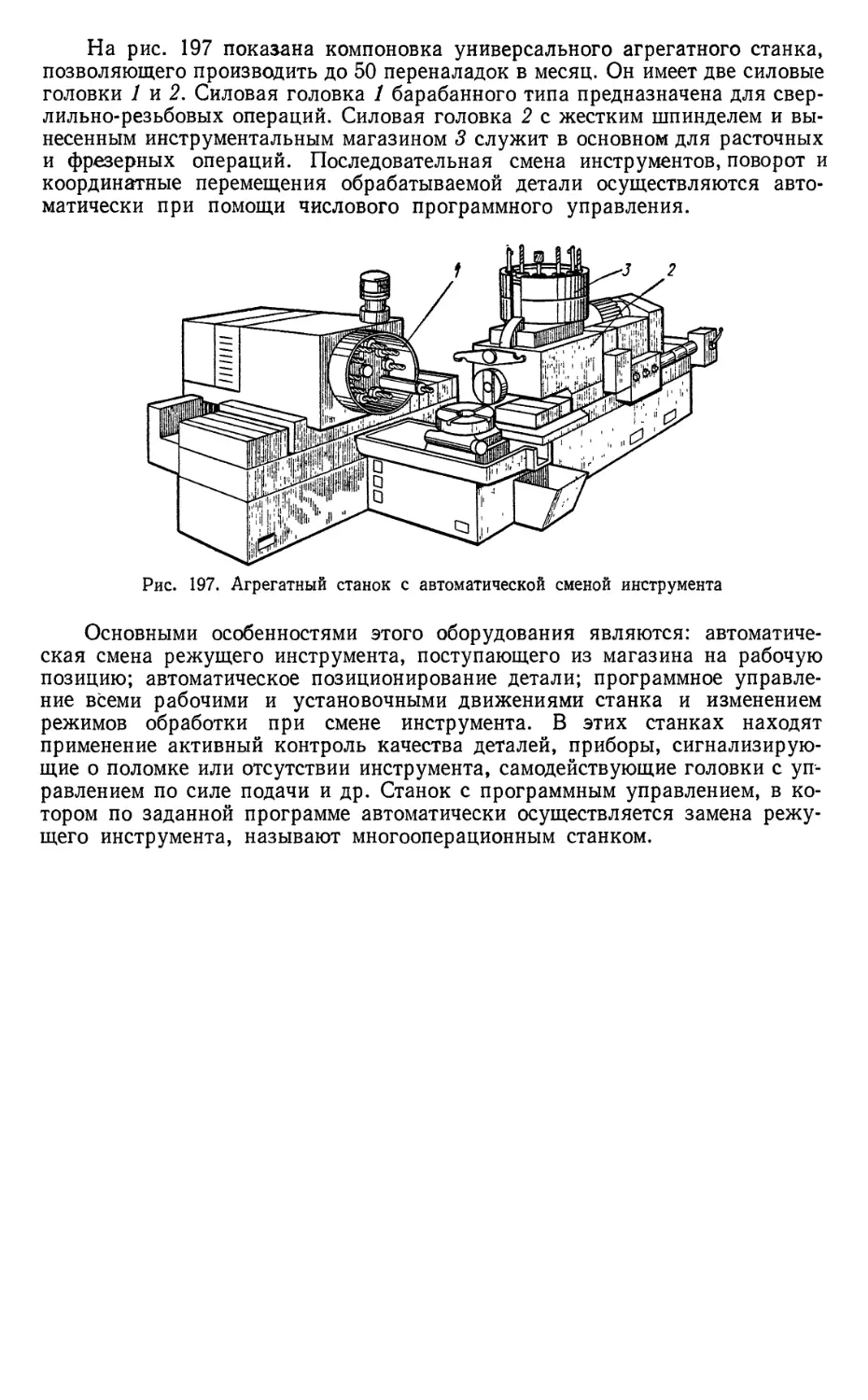
В последнее время в Советском Союзе приступили к изготовлению
металлорежущих станков с автоматической сменой инструмента при программном
их управлении. Эти станки, называемые многооперационными,
предназначены для обработки корпусных деталей с отверстиями, а также деталей типа
рычагов, плит, кронштейнов и т. п. Особенностью станков является
автоматическая смена инструмента, который в больших количествах (иногда свыше
100) находится в специальных магазинах. Данные станки представляют
собой усовершенствованные конструкции станков и систем управления.
Несмотря на усложнение конструкций и удорожание станков, их применение
оказывается рентабельным благодаря повышению производительности, в
основном в результате резкого сокращения вспомогательного времени и
улучшения организации труда, повышения точности обработки.
За последние 45 лет Советское станкостроение не только оформилось
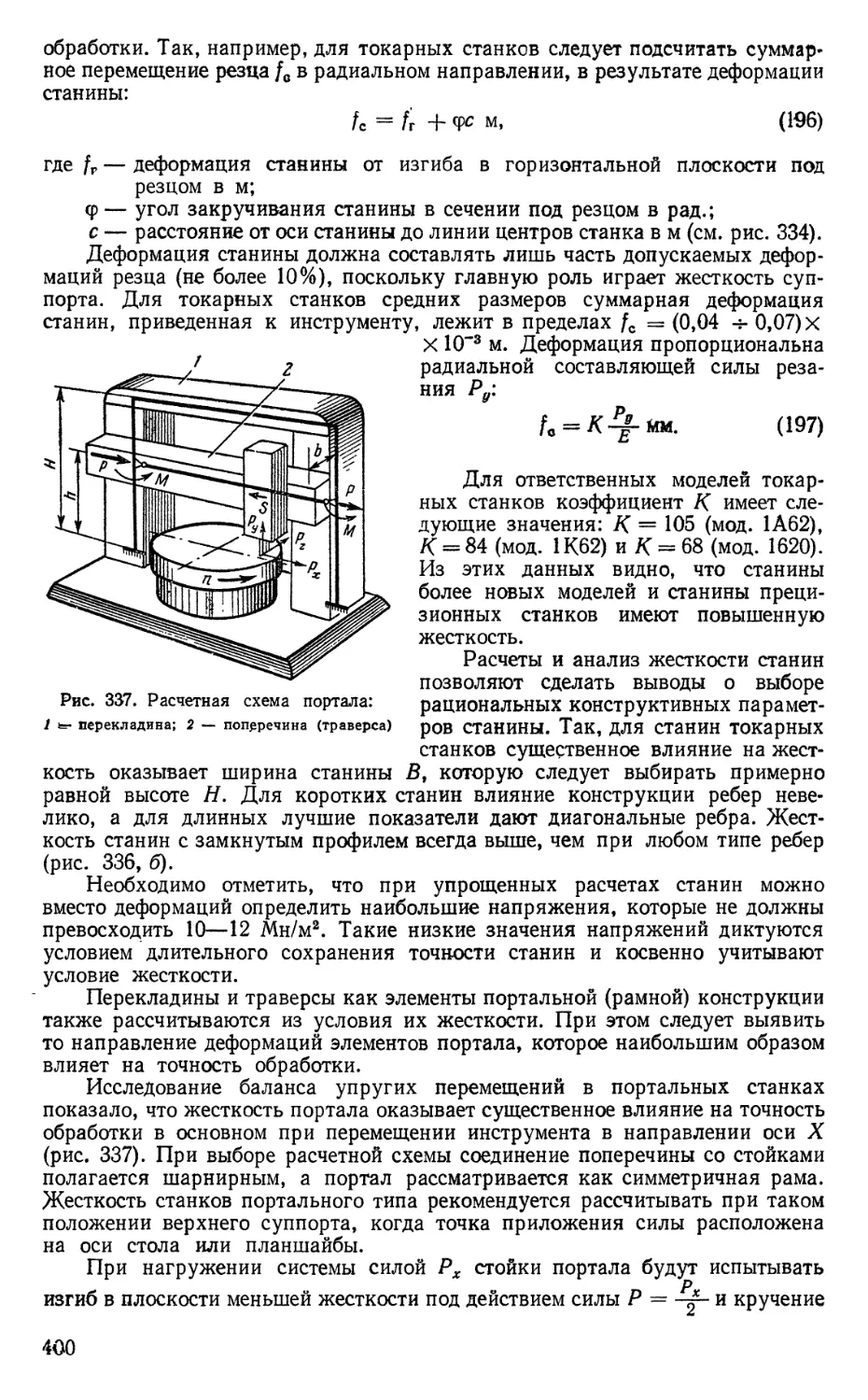
как самостоятельная отрасль, но и оказалось способным производить в
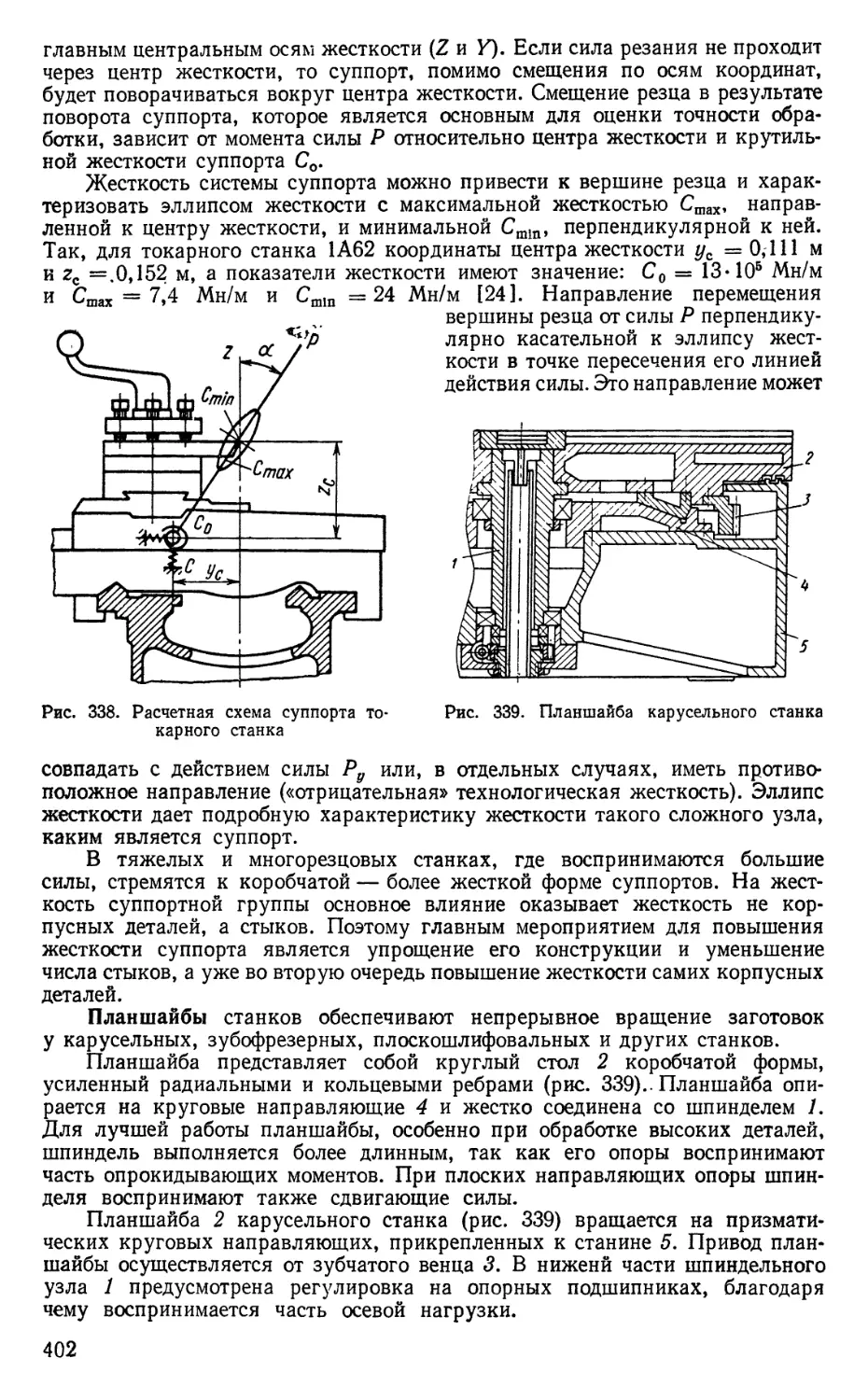
больших количествах любые станки. С 1962 г. Советский Союз занимает первое
место в мире по выпуску металлорежущих станков, обеспечивая не только
свои потребности, но и экспортируя станки во многие страны мира. Так,
если в 1930 г. советская станкостроительная промышленность выпустила
5
8 тыс. станков, около 40 моделей, то в 1971 г. — 205 тыс. станков, более
2000 моделей, в том числе 2539 станков с числовым программным
управлением. Если в 1960 г. выпуск автоматических линий составил 10 комплектов,
то в 1960 г. — до 174, а в 1970 г. — 542 комплекта.
Успешному развитию советского станкостроения в значительной мере
способствовала огромная научно-исследовательская работа, проводимая
нашими учеными, инженерами и новаторами производства. По мере роста
выпуска и номенклатуры металлорежущих станков ставились и решались
новые задачи, расширялся круг исследователей, увеличивались творческие
коллективы.
Основоположником курса «Кинематика станков» является профессор
Г. М. Головин. В его трудах получены решения таких вопросов, как настройка
винторезных, делительных и дифференциальных цепей. Им установлен
единый закон кинематической настройки и тем самым заложена основа для
дальнейших исследований.
Принципиальные вопросы проектирования станков нашли отражение
в работах лауреата государственной премии академика В. И. Дикушина.
На базе этих работ во второй пятилетке были разработаны и впервые в
Европе созданы агрегатные станки, имеющие исключительное значение в
нашем машиностроении, а также была решена другая важнейшая проблема,
разработанная ЭНИМСом, — принципы построения геометрических и
размерных рядов станков по единому технологическому признаку с
унификацией узлов и создание гамм станков. Например, гамма карусельных станков
состоит из девяти моделей с диаметром планшайбы от 3200 до 8000 мм. Для
этих моделей используют: привод подачи одного размера, привод вращения
планшайбы двух размеров, суппортную группу трех размеров. Одинаковые
конструкции узлов имеют, кроме того, унифицированные детали. Например,
два размера коробок скоростей имеют одинаковые детали механизма
переключения, суппорты — одинаковые зажимы и т. д.
Повышение мощности и быстроходности металлорежущих станков
требовали решения проблемы жесткости и виброустойчивости. В работах
инженера К. В. Вотинова и других были разработаны проблемы жесткости
станков. Данные работы теоретически и экспериментально обосновали нормы
жесткости различных станков, системы конструктивных и технологических
мероприятий по повышению их жесткости.
Большим вкладом в станкостроение явились работы доктора
технических наук профессора Д. Н. Решетова. При его непосредственном участии
вышло огромное количество руководящих материалов по расчету
металлорежущих станков. Кроме того, под его руководством проведены большие
экспериментальные исследования по динамике привода и, в частности, по
вибрации станков.
Результаты работ огромного коллектива научных работников и
инженеров позволили создать в Советском Союзе стройную теорию и методы
инженерных расчетов несущей способности деталей и механизмов привода.
Говоря о работах по изучению привода, нельзя не упомянуть о больших
научных разработках, предпринятых в области гидрофикации
металлорежущих станков. Промышленное использование ее в широком масштабе впервые
осуществили станкостроители. Благодаря большим научным изысканиям,
проведенным в ЭНИМСе, Станкоинструментальном, в Киевском
политехническом и других институтах, а также в заводских лабораториях,
гидропривод нашел очень широкое применение.
В нашей стране выпущено много книг и монографий, посвященных
данному вопросу. По своему содержанию, научному уровню, комплексу
рассматриваемых вопросов они выгодно отличаются от многих зарубежных
работ подобного рода. Одной из первых фундаментальных работ была книга
доктора технических наук профессора Н. С. Ачеркана «Расчет и
конструирование металлорежущих станков», выпущенная в 1936 г.
6
Большой вклад в станкостроение вносят новаторы производства. Эта
многочисленная армия рабочих станкостроительных заводов своими
рационализаторскими предложениями делает огромный вклад в развитие
конструкций и технологии производства станков. Среди них можно назвать
лауреатов Государственной премии Г. С. Борткевича и П. Б. Быкова,
изобретателя И. П. Иночкина и многих других передовиков производства.
В Директивах XXIV съезда КПСС по пятилетнему плану развития
народного хозяйства СССР на 1971—1975 гг. записано, что необходимо
ускорить техническое перевооружение машиностроения. В этом решающая
роль принадлежит станкоинструментальной промышленности. В новой
пятилетке будет значительно улучшена структура выпускаемого оборудования,
в частности станков для шлифования и финишной отделки, а также станков
высокой и особо высокой точности. Производство автоматических и
полуавтоматических линий возрастет в 1,6 раза. Не менее чем в 3,5 раза увеличится
выпуск станков с числовым программным управлением.
Советское станкостроение — это крупная отрасль машиностроения.
Она в состоянии полностью обеспечить потребность всей нашей
промышленности в металлорежущем оборудовании. И от уровня его развития зависит
успех всей промышленности Советского Союза.
Глава I
КИНЕМАТИЧЕСКИЕ ОСНОВЫ
И КЛАССИФИКАЦИЯ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
1. Методы образования поверхностей деталей
при обработке на металлорежущих станках
Тело деталей машин ограничено геометрическими поверхностями,
возникающими в процессе обработки. Это в основном плоскость, круговые и
некруговые цилиндры, круговые и некруговые конусы, линейчатые и
шаровые поверхности, имеющие определенную протяженность и взаимное
расположение. Реальные поверхности, полученные в результате обработки на
станках, отличаются от идеальных геометрических поверхностей. След кромки
инструмента, трение между задней его поверхностью и обработанной
поверхностью, пластические явления при отрыве отдельных слоев металла,
упругие деформации поверхностных слоев, вибрации и другие явления,
возникающие в процессе резания, создают на обработанной поверхности
микронеровность и волнистость. Их допустимая величина зависит от служебного
-назначения поверхностей деталей машин и достигается различными методами
обработки. Несмотря на это отличие, реальные геометрические поверхности
могут быть получены теми же методами, что и идеальные.
Поверхности обрабатываемых деталей можно рассматривать как
непрерывное множество последовательных геометрических положений
(следов) движущейся производящей линии, называемой образующей, по другой
производящей линии, называемой направляющей. Например, для
получения плоскости необходимо образующую прямую линию / перемещать по
направляющей прямой линии 2 (рис. 1, а). Цилиндрическая поверхность
может быть получена при перемещении образующей прямой линии 1 по
направляющей линии-окружности (рис. 1, б) или образующей окружности 1
вдоль направляющей прямой линии 2 (рис. 1, в). Рабочую поверхность
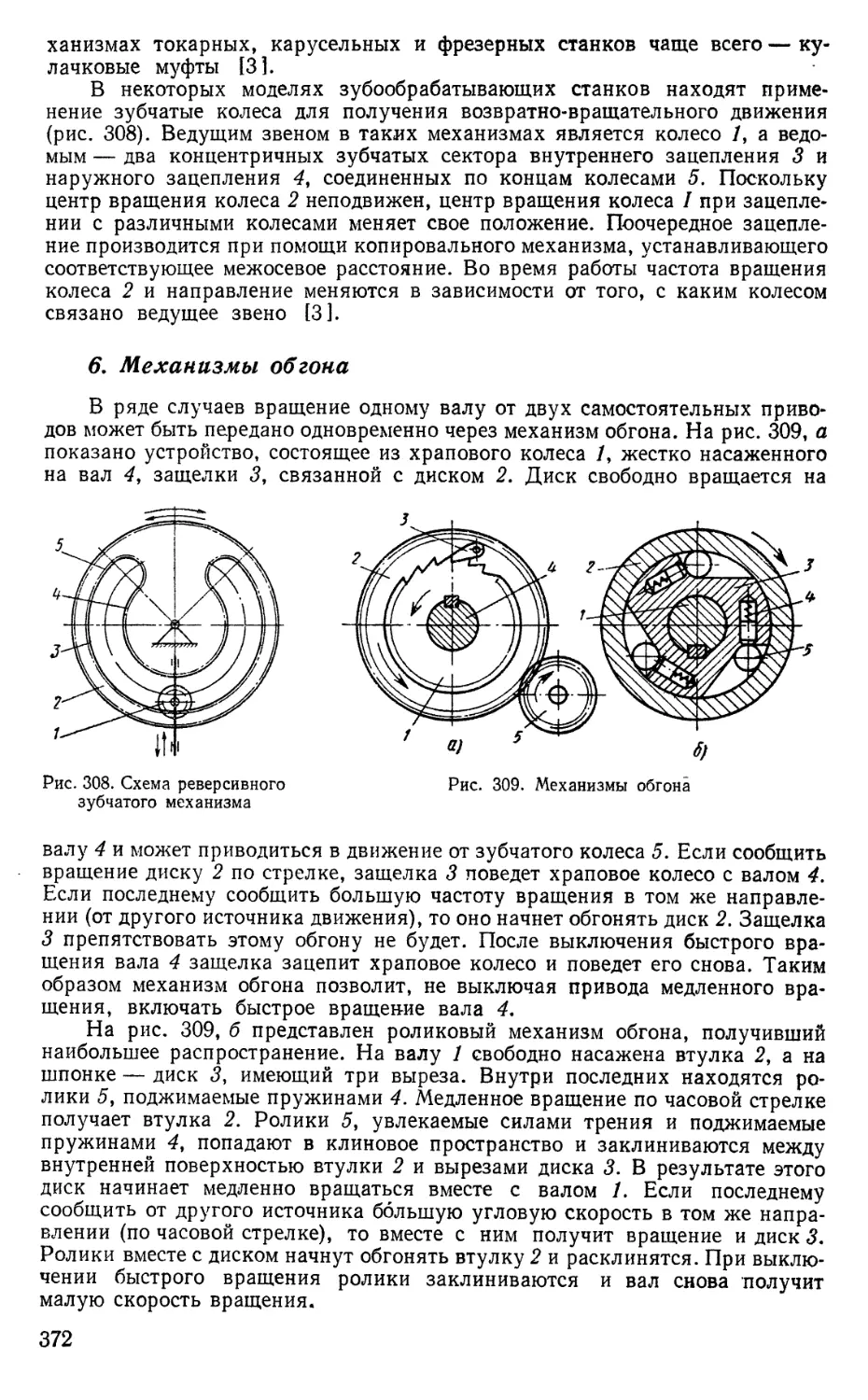
зуба цилиндрического колеса можно получить, если образующую линию —
эвольвенту 1 передвигать вдоль направляющей 2 (рис. 1, г) или, наоборот,
образующую прямую 1 —1 по направляющей — эвольвенте 2 (рис. 1, д).
Рассмотренные поверхности называют обратимыми, так как их форма
не изменяется, если поменять местами образующие линии с направляющими.
В противоположность им этого нельзя сделать при образовании необратимых
поверхностей. Например, если левый конец образующей прямой линии 1
перемещать по направляющей окружности 2, то получим круговую
коническую поверхность (рис. 1, ё). Но если окружность 2 сделать образующей
и переместить вдоль направляющей прямой, то конус не получится. В этом
случае необходимо, чтобы по мере перемещения окружности к точке О ее
диаметр изменялся, достигая в вершине нуля. Такие поверхности называют
также поверхностями с изменяющимися производящими линиями, в
противоположность поверхностям, у которых производящие линии постоянны
(рис. 1, а— д).
Большинство поверхностей деталей машин может быть образовано при
использовании в качестве производящих линий прямой линии, окружности,
эвольвенты, винтовой и ряда других линий» В реальных условиях обработки
производящие линии не существуют» Они воспроизводятся комбинацией
согласованных между собой вращательных и прямолинейных перемещений
8
инструмента и заготовки. Движения, необходимые для образования
производящих линий, называют рабочими формообразующими движениями. Они
могут быть простыми, состоящими из одного движения, и сложными,
состоящими из нескольких простых движений. Существует четыре метода
образования производящих линий: копирования, обката, следа и касания.
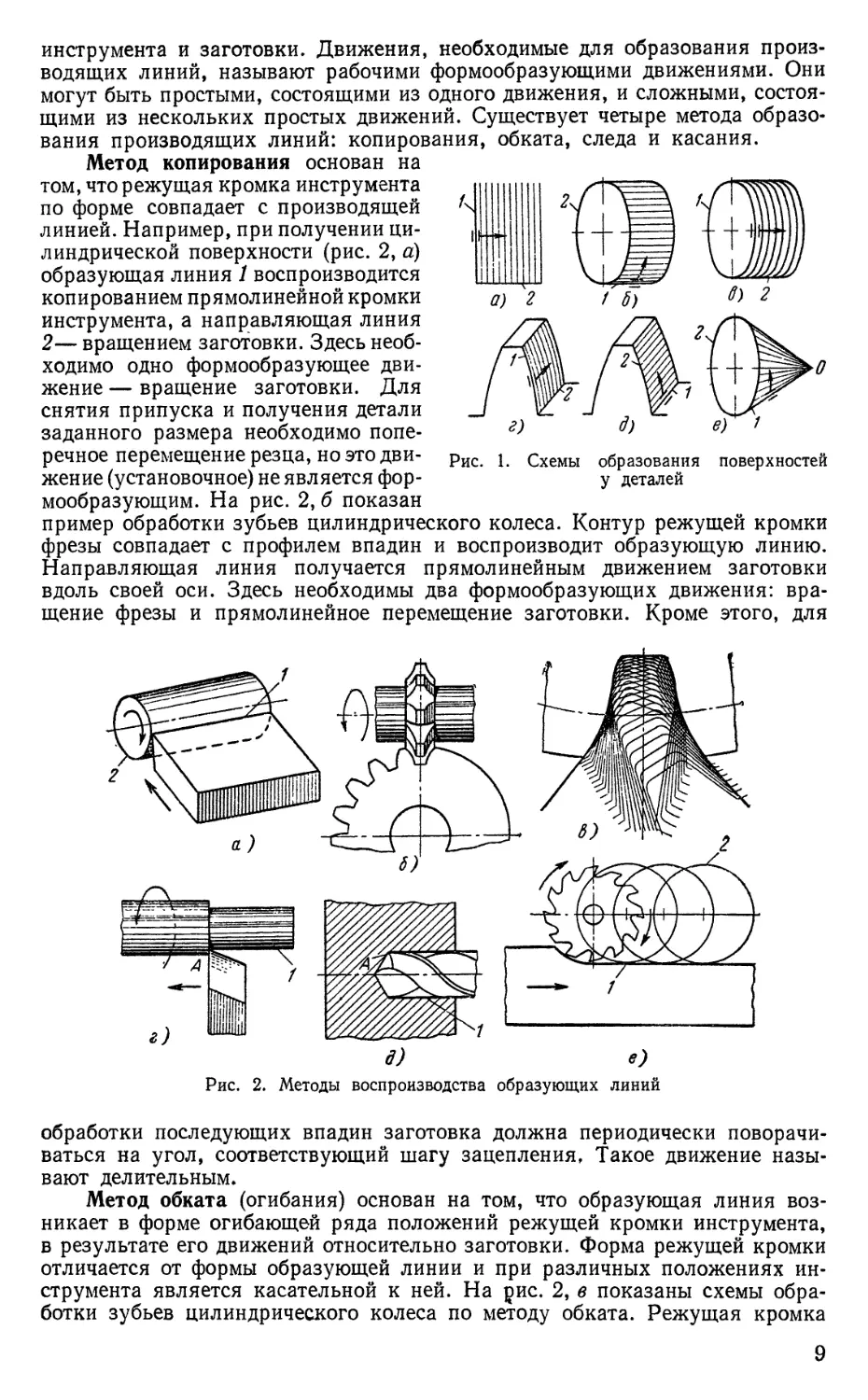
Метод копирования основан на
том, что режущая кромка инструмента
по форме совпадает с производящей
линией. Например, при получении
цилиндрической поверхности (рис. 2, а)
образующая линия / воспроизводится
копированием прямолинейной кромки
инструмента, а направляющая линия
2— вращением заготовки. Здесь
необходимо одно формообразующее
движение — вращение заготовки. Для
снятия припуска и получения детали
заданного размера необходимо
поперечное перемещение резца, но это
движение (установочное) не является
формообразующим. На рис. 2, б показан
пример обработки зубьев цилиндрического колеса. Контур режущей кромки
фрезы совпадает с профилем впадин и воспроизводит образующую линию.
Направляющая линия получается прямолинейным движением заготовки
вдоль своей оси. Здесь необходимы два формообразующих движения:
вращение фрезы и прямолинейное перемещение заготовки. Кроме этого, для
образования
у деталей
е)
поверхностей
д) е)
Рис. 2. Методы воспроизводства образующих линий
обработки последующих впадин заготовка должна периодически
поворачиваться на угол, соответствующий шагу зацепления, Такое движение
называют делительным.
Метод обката (огибания) основан на том, что образующая линия
возникает в форме огибающей ряда положений режущей кромки инструмента,
в результате его движений относительно заготовки. Форма режущей кромки
отличается от формы образующей линии и при различных положениях
инструмента является касательной к ней. На рис. 2, в показаны схемы
обработки зубьев цилиндрического колеса по методу обката. Режущая кромка
9
инструмента имеет форму зуба зубчатой рейки. Если сообщить вращение
заготовке и согласованное с ним прямолинейное перемещение рейки вдоль
ее оси, как в реечной передаче, то в своем движении относительно заготовки
режущий контур инструмента займет множество положений. Их огибающей
явится образующая линия в форме впадины колеса. Направляющая линия
по предыдущему образуется прямолинейным перемещением инструмента
или заготовки вдоль оси колеса. Для рассматриваемого случая требуется
три формообразующих движения: вращение заготовки, перемещение
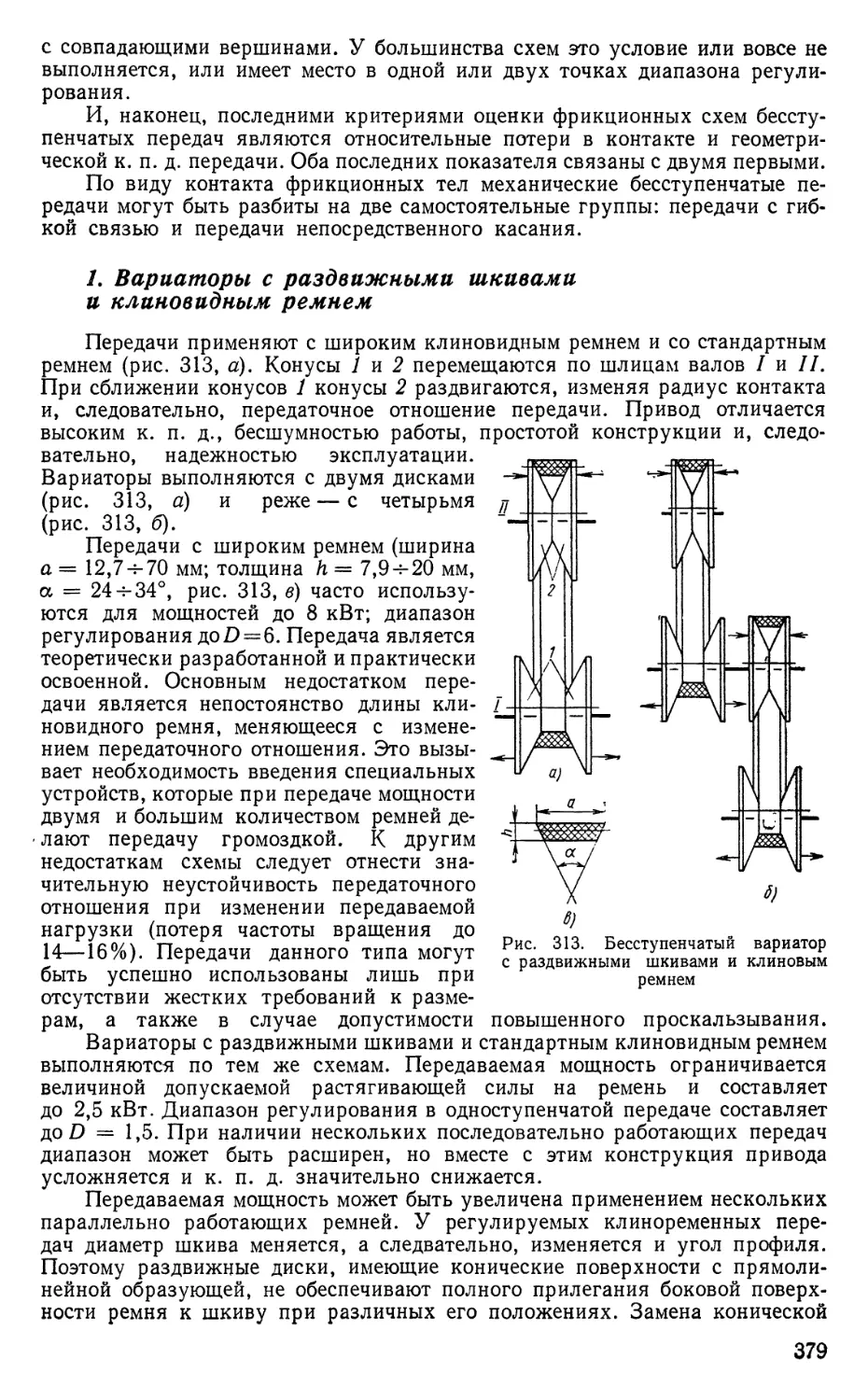
инструмента вдоль своей оси, перемещение инструмента или заготовки вдоль
оси зубчатого колеса.
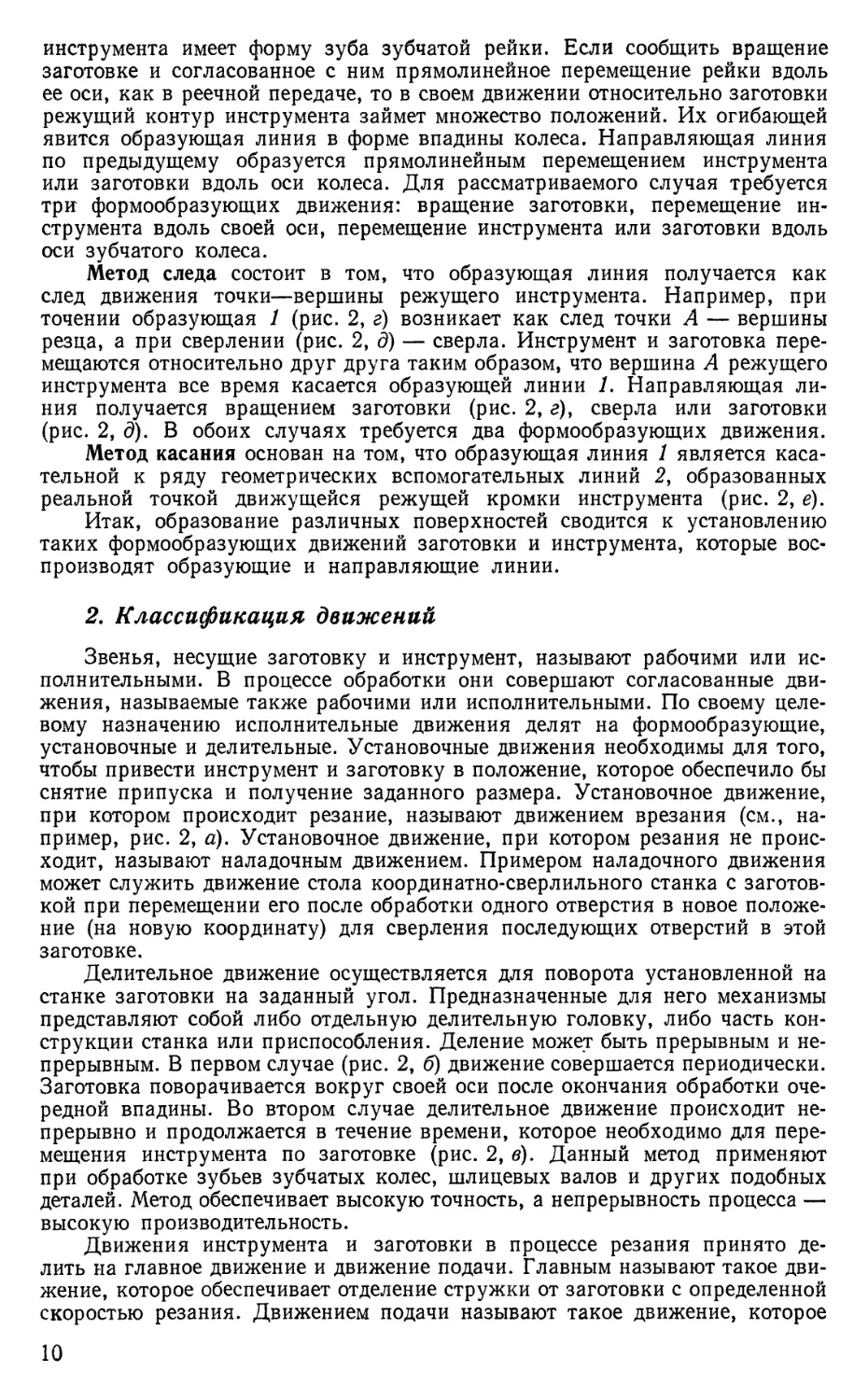
Метод следа состоит в том, что образующая линия получается как
след движения точки—вершины режущего инструмента. Например, при
точении образующая 1 (рис. 2, г) возникает как след точки А — вершины
резца, а при сверлении (рис. 2, д) — сверла. Инструмент и заготовка
перемещаются относительно друг друга таким образом, что вершина А режущего
инструмента все время касается образующей линии 1. Направляющая
линия получается вращением заготовки (рис. 2, г), сверла или заготовки
(рис. 2, д). В обоих случаях требуется два формообразующих движения.
Метод касания основан на том, что образующая линия 1 является
касательной к ряду геометрических вспомогательных линий 2, образованных
реальной точкой движущейся режущей кромки инструмента (рис. 2, е).
Итак, образование различных поверхностей сводится к установлению
таких формообразующих движений заготовки и инструмента, которые
воспроизводят образующие и направляющие линии.
2. Классификация движений
Звенья, несущие заготовку и инструмент, называют рабочими или
исполнительными. В процессе обработки они совершают согласованные
движения, называемые также рабочими или исполнительными. По своему
целевому назначению исполнительные движения делят на формообразующие,
установочные и делительные. Установочные движения необходимы для того,
чтобы привести инструмент и заготовку в положение, которое обеспечило бы
снятие припуска и получение заданного размера. Установочное движение,
при котором происходит резание, называют движением врезания (см.,
например, рис, 2, а). Установочное движение, при котором резания не
происходит, называют наладочным движением. Примером наладочного движения
может служить движение стола координатно-сверлильного станка с
заготовкой при перемещении его после обработки одного отверстия в новое
положение (на новую координату) для сверления последующих отверстий в этой
заготовке.
Делительное движение осуществляется для поворота установленной на
станке заготовки на заданный угол. Предназначенные для него механизмы
представляют собой либо отдельную делительную головку, либо часть
конструкции станка или приспособления. Деление может быть прерывным и
непрерывным. В первом случае (рис. 2, б) движение совершается периодически.
Заготовка поворачивается вокруг своей оси после окончания обработки
очередной впадины. Во втором случае делительное движение происходит
непрерывно и продолжается в течение времени, которое необходимо для
перемещения инструмента по заготовке (рис. 2, в). Данный метод применяют
при обработке зубьев зубчатых колес, шлицевых валов и других подобных
деталей. Метод обеспечивает высокую точность, а непрерывность процесса —
высокую производительность.
Движения инструмента и заготовки в процессе резания принято
делить на главное движение и движение подачи. Главным называют такое
движение, которое обеспечивает отделение стружки от заготовки с определенной
скоростью резания. Движением подачи называют такое движение, которое
10
позволяет подвести под кромку инструмента новые участки заготовки и тем
самым обеспечить снятие стружки со всей обрабатываемой поверхности.
Главное движение и движение подачи могут быть вращательными и
прямолинейными; они могут совершаться как заготовкой, так и инструментом.
Например, в токарных станках главное движение (вращательное)
совершает заготовка, движение подачи (прямолинейное) — инструмент (резец).
Во фрезерных станках, наоборот, главное вращательное движение получает
инструмент (фреза), а прямолинейное движение подачи — заготовка (стол).
Главное движение и движение подачи являются формообразующими
движениями. Если для формообразования требуется одно движение, то оно
будет главным движением (например, вращение заготовки на рис. 2, а). При
необходимости двух формообразующих движений — одно будет главным,
а другое — движением подачи (см. рис. 2, б, г — ё). Если формообразующих
движений больше двух, то одно из них будет главным, а остальные —
движениями подачи.
Кроме рабочих движений, для обработки деталей на станках
необходимы вспомогательные движения, которые в процессе резания не участвуют.
К числу вспомогательных движений относят движения, связанные с
установкой и закреплением заготовки, подводом и отводом инструмента,
включением и выключением приводов. К ним относятся также движения,
осуществляющие автоматическую установку и снятие инструмента, его правку,
транспортирование заготовок, активный контроль размеров,
реверсирование и др.
3. Кинематические связи в станках
В металлорежущих станках связь движущихся элементов передач и
механизмов бывает довольно сложной, поэтому вопрос о кинематических
связях имеет существенное значение. Термином «кинематическая связь»
определяется связь движущихся элементов станка между собой. А так как
движущиеся элементы станка входят в состав привода того или иного
рабочего движения, то кинематическая связь означает структуру привода.
При изучении металлорежущих станков прежде всего необходимо
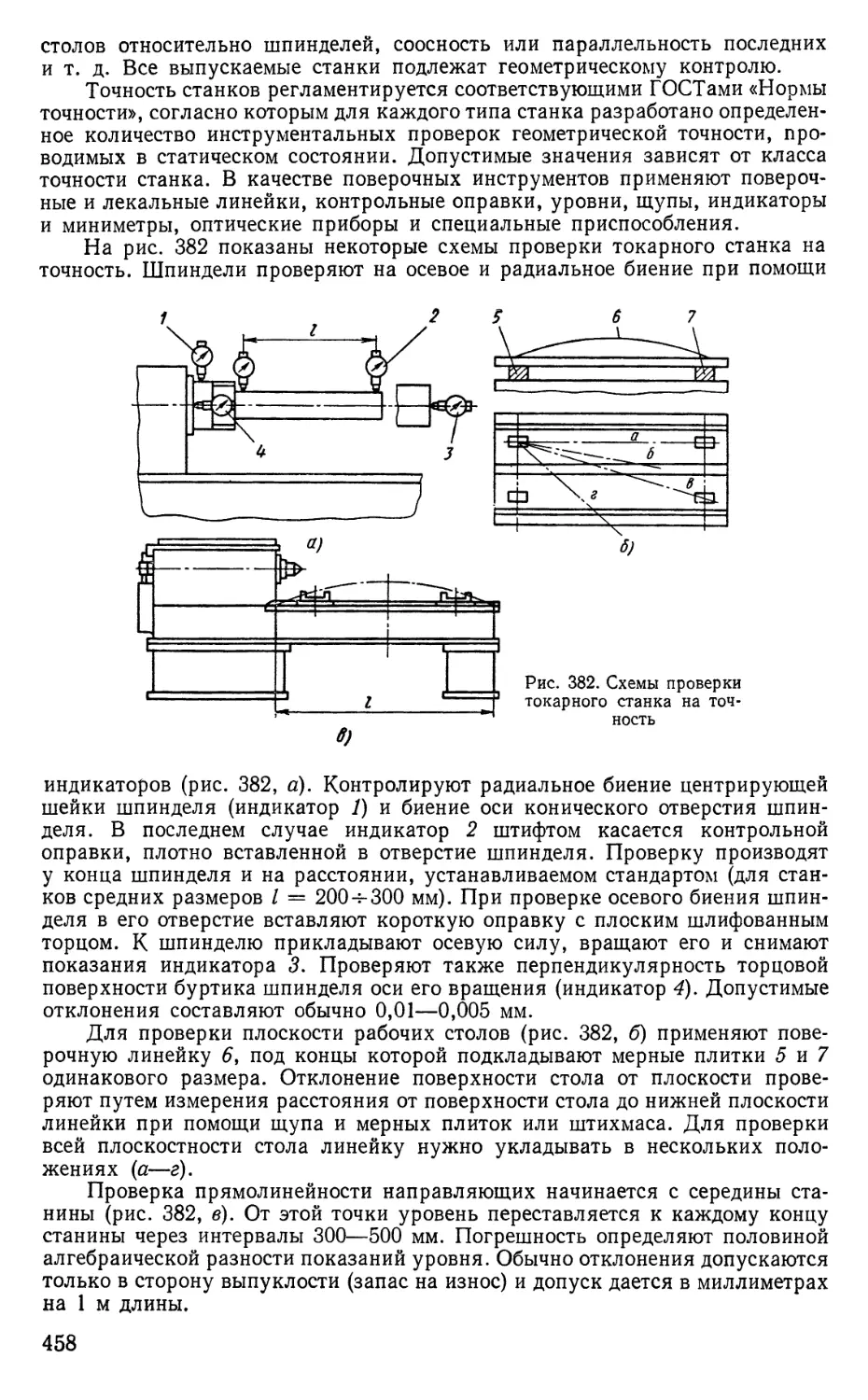
уяснить структуру приводов рабочих движений, а стало быть, и их
кинематические связи. Кинематические связи в станках условно изображают схемами,
которые называются структурными. Каждая кинематическая связь состоит
из одной или нескольких механических, электрических, гидравлических и
других кинематических цепей, через которые осуществляются требуемые
исполнительные движения. Чтобы обеспечить в станке вполне определенное
исполнительное движение, например, движение режущего инструмента
относительно заготовки, необходима кинематическая связь между
исполнительными звеньями станка и кинематическая связь этих звеньев с
источником движения. Кинематические связи исполнительных звеньев между собой
будем называть внутренними кинематическими связями. Если
исполнительное движение является простым (рис. 3, а), например вращательным, то
внутренняя кинематическая связь осуществляется одной кинематической
вращательной парой между исполнительным звеном (в нашем примере
шпиндель У), участвующим в данном движении, и исполнительным звеном
(бабка 2), не участвующим в рассматриваемом относительном движении.
Внутренняя кинематическая связь определяет характер исполнительного
движения. Скорость исполнительного движения внутренней кинематической
связью не определяется.
Внешняя кинематическая связь (рис. 3, б) — это связь между
подвижным исполнительным звеном (шпинделем 1) и источником движения
(электродвигателем 5). Внешняя кинематическая связь осуществляется
несколькими звеньями, и при помощи органа настройки iv производится
кинематическая настройка на заданную скорость исполнительного движения при
11
неизменной скорости электродвигателя. Органами настройки могут быть
сменные зубчатые колеса (механизм гитары), сменные шкивы, коробки скоростей
и подач. В структурных кинематических схемах станков промежуточные
звенья кинематических связей будем условно изображать штриховой
линией, а органы настройки — ромбом, как это сделано на рис. 3, в.
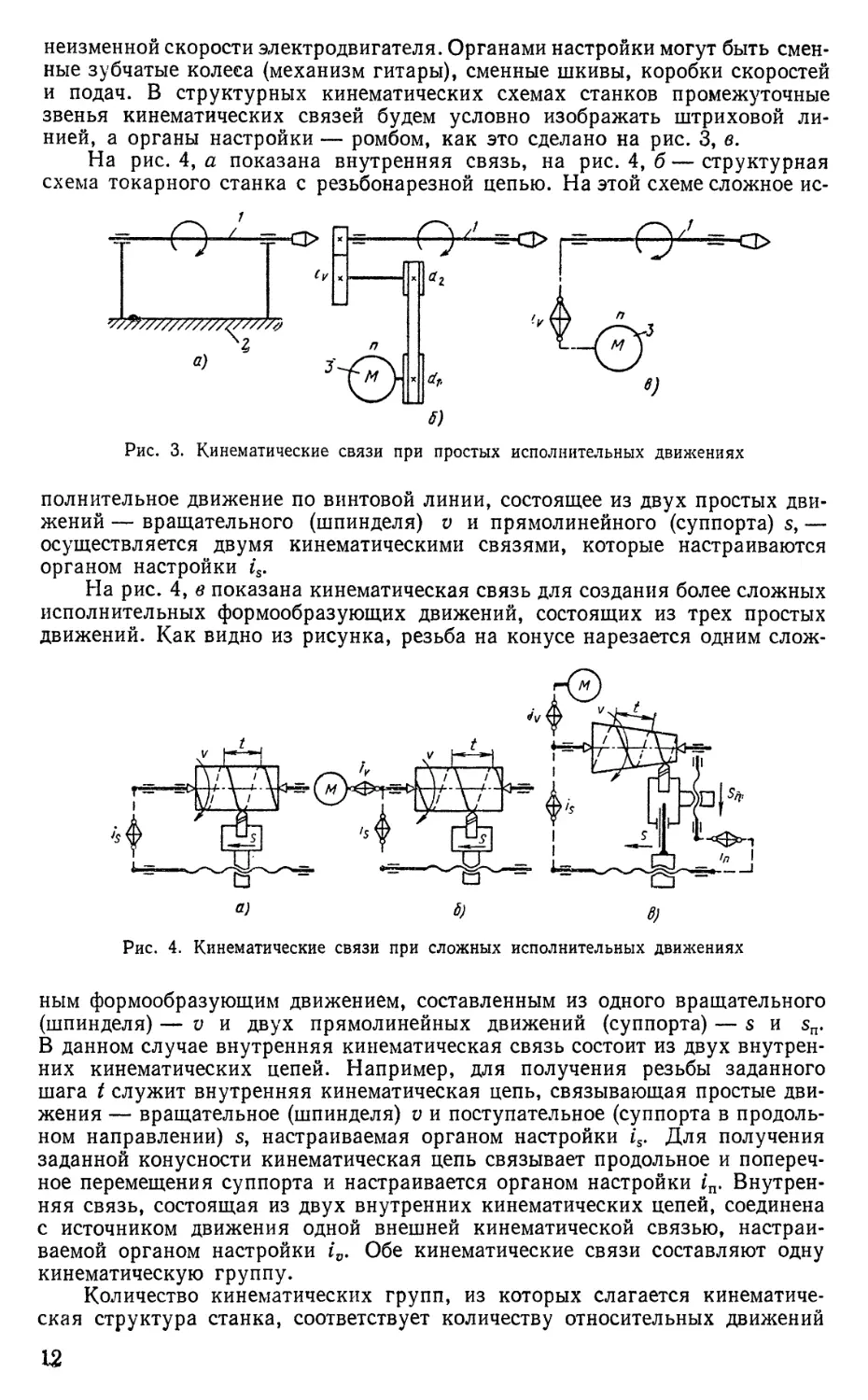
На рис. 4, а показана внутренняя связь, на рис. 4, б — структурная
схема токарного станка с резьбонарезной цепью. На этой схеме сложное ис-
О < jO
Я"
'//??///////////(/////()
а)
П II
ч-г
')
5)
Рис. 3. Кинематические связи при простых исполнительных движениях
полнительное движение по винтовой линии, состоящее из двух простых
движений — вращательного (шпинделя) v и прямолинейного (суппорта) s, —
осуществляется двумя кинематическими связями, которые настраиваются
органом настройки is.
На рис. 4, в показана кинематическая связь для создания более сложных
исполнительных формообразующих движений, состоящих из трех простых
движений. Как видно из рисунка, резьба на конусе нарезается одним слож-
'v
сйо
*
6)
Рис. 4. Кинематические связи при сложных исполнительных движениях
ным формообразующим движением, составленным из одного вращательного
(шпинделя) — v и двух прямолинейных движений (суппорта) — s и sn.
В данном случае внутренняя кинематическая связь состоит из двух
внутренних кинематических цепей. Например, для получения резьбы заданного
шага t служит внутренняя кинематическая цепь, связывающая простые
движения — вращательное (шпинделя) v и поступательное (суппорта в
продольном направлении) s, настраиваемая органом настройки is. Для получения
заданной конусности кинематическая цепь связывает продольное и
поперечное перемещения суппорта и настраивается органом настройки /п.
Внутренняя связь, состоящая из двух внутренних кинематических цепей, соединена
с источником движения одной внешней кинематической связью,
настраиваемой органом настройки i0. Обе кинематические связи составляют одну
кинематическую группу.
Количество кинематических групп, из которых слагается
кинематическая структура станка, соответствует количеству относительных движений
12
= О = а>
между заготовкой и режущим инструментом, осуществляющих при
обработке процессы врезания, формообразования и деления. Для делительного
движения в кинематическую группу вводят отсчетное устройство (звено),
которое и соединяют кинематической связью
с конечным звеном делительной группы. На
рис. 5 показана структурная схема группы
деления, где в качестве отсчетного устройства
применен делительный диск / с фиксатором 2.
Кинематическая группа врезания структурно
ничем не отличается от группы
формообразования. Для осуществления рабочих движений
металлорежущий станок должен иметь
исполнительные звенья (шпиндель, стол, суппорт
и т. п.), и кинематические связи их как между
собой, так и с источником движения
(электродвигателем).
В схемах, рассмотренных ранее,
исполнительные связи осуществлялись механическими
средствами с помощью различных передач. В практике станкостроения
используются и другие средства, например, гидравлические,
электрические, пневматические и т. д. На рис. 6 приведены примеры применения
V///s/////ssss„,r.
1<<Г
Рис. 5. Структурная схема
деления
Рис. 6. Электрическая (а) и гидравлическая (б) связи
электрических и гидравлических средств связи. На рис. 6, а показана
электрическая связь 6, соединяющая электрокопировальную головку 5
с электродвигателем, которому передаются электросигналы для
перемещения поперечного суппорта 7, а на рис, 6, б — гидравлическая связь
(см. гл. II).
4. Основы кинематической настройки станков
Чтобы достигнуть необходимых перемещений конечных звеньев цепи
для получения заданной формы и размеров деталей, производят
кинематическую настройку станка, которая в основном сводится к определению
параметров органа настройки. Расчетные перемещения определяют исходя из
формы поверхности, которая должна быть образована на заготовке, и
режущего инструмента. Затем по кинематической цепи составляется уравнение
кинематического баланса, связывающее начальное и конечное перемещение,
13
и из последнего находится зависимость параметра, органа настройки от
расчетных перемещений и постоянных коэффициентов цепи.1
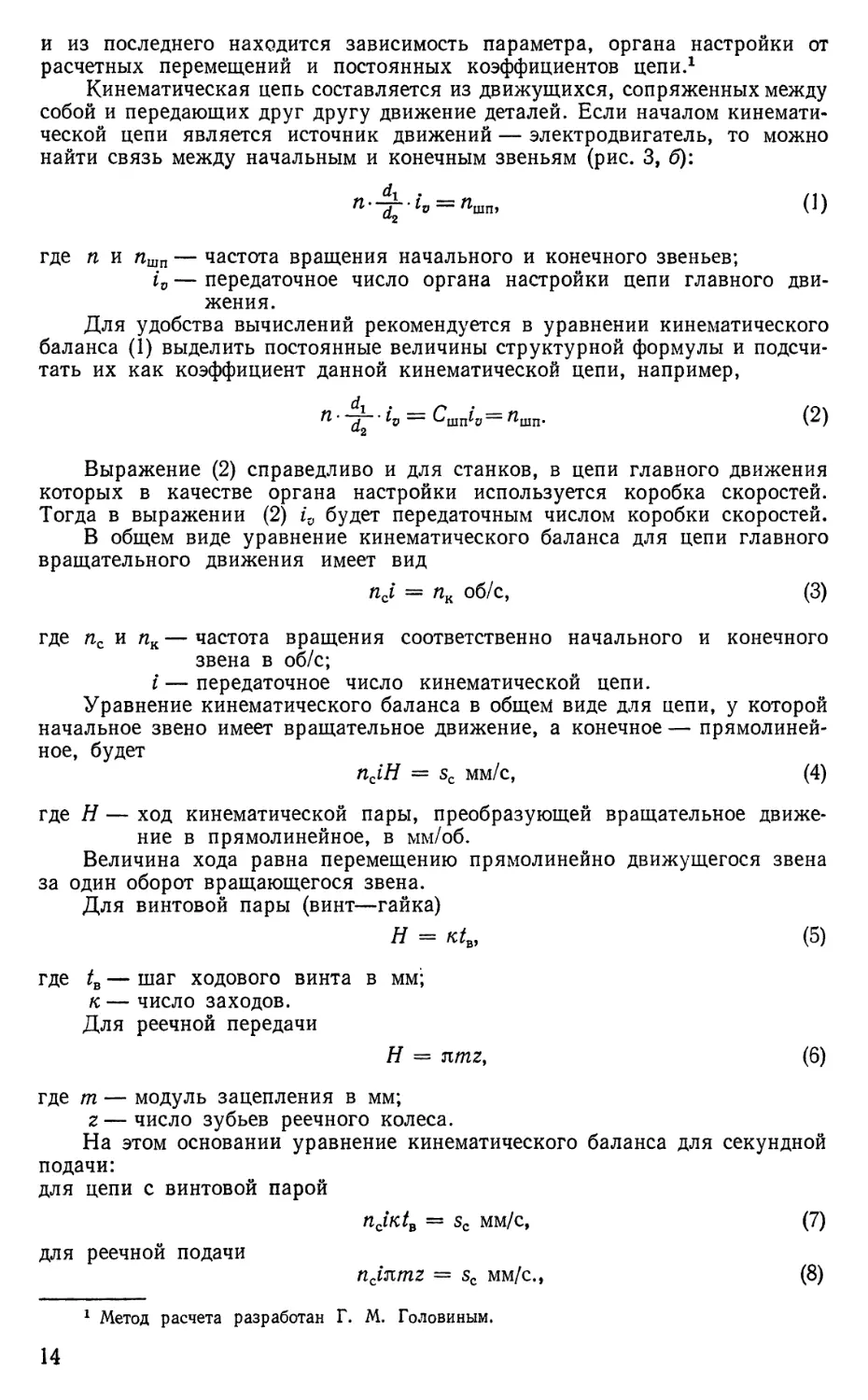
Кинематическая цепь составляется из движущихся, сопряженных между
собой и передающих друг другу движение деталей. Если началом
кинематической цепи является источник движений — электродвигатель, то можно
найти связь между начальным и конечным звеньям (рис. 3, б):
п""^-'о = лШП1 (1)
где п и пши — частота вращения начального и конечного звеньев;
iv — передаточное число органа настройки цепи главного
движения.
Для удобства вычислений рекомендуется в уравнении кинематического
баланса (1) выделить постоянные величины структурной формулы и
подсчитать их как коэффициент данной кинематической цепи, например,
Выражение (2) справедливо и для станков, в цепи главного движения
которых в качестве органа настройки используется коробка скоростей.
Тогда в выражении (2) и0 будет передаточным числом коробки скоростей.
В общем виде уравнение кинематического баланса для цепи главного
вращательного движения имеет вид
nci = пк об/с, (3)
где пс и пк — частота вращения соответственно начального и конечного
звена в об/с;
i—передаточное число кинематической цепи.
Уравнение кинематического баланса в общем виде для цепи, у которой
начальное звено имеет вращательное движение, а конечное —
прямолинейное, будет
псШ = sc мм/с, (4)
где Я — ход кинематической пары, преобразующей вращательное
движение в прямолинейное, в мм/об.
Величина хода равна перемещению прямолинейно движущегося звена
за один оборот вращающегося звена.
Для винтовой пары (винт—гайка)
Н = fttB, (5)
где tB — шаг ходового винта в мм;
к — число заходов.
Для реечной передачи
Н = nmz, (6)
где т — модуль зацепления в мм;
z—число зубьев реечного колеса.
На этом основании уравнение кинематического баланса для секундной
подачи:
для цепи с винтовой парой
псШв = sc мм/с, (7)
для реечной подачи
njnmz = sc мм/с, (8)
1 Метод расчета разработан Г. М. Головиным.
14
Уравнение кинематического баланса для оборотной подачи:
1 об Ш = s мм/об. (9)
Из уравнений кинематического баланса (7) — (9) определяют
передаточное отношение органа настройки. Например, из уравнения (2) находят
величину передаточного отношения
/, = £==-. (Ю)
Выражение (10) является формулой настройки сменных колес гитары
скоростей цепи (рис. 3, б).
Приведенный в настоящей главе анализ структурных схем
металлорежущих станков позволяет сделать следующие выводы. Кинематическая
структура металлорежущих станков зависит от геометрической формы,
размеров обрабатываемой поверхности и метода обработки. Чем меньше
необходимое число исполнительных формообразующих движений, тем из
меньшего количества кинематических цепей состоит кинематическая структура
станка, тем более простыми могут быть кинематика и конструкция станка.
Существенное значение имеют и другие факторы, например, точность и класс
чистоты обработки поверхности, вопросы динамики резания, условия
обслуживания станка и экономические факторы.
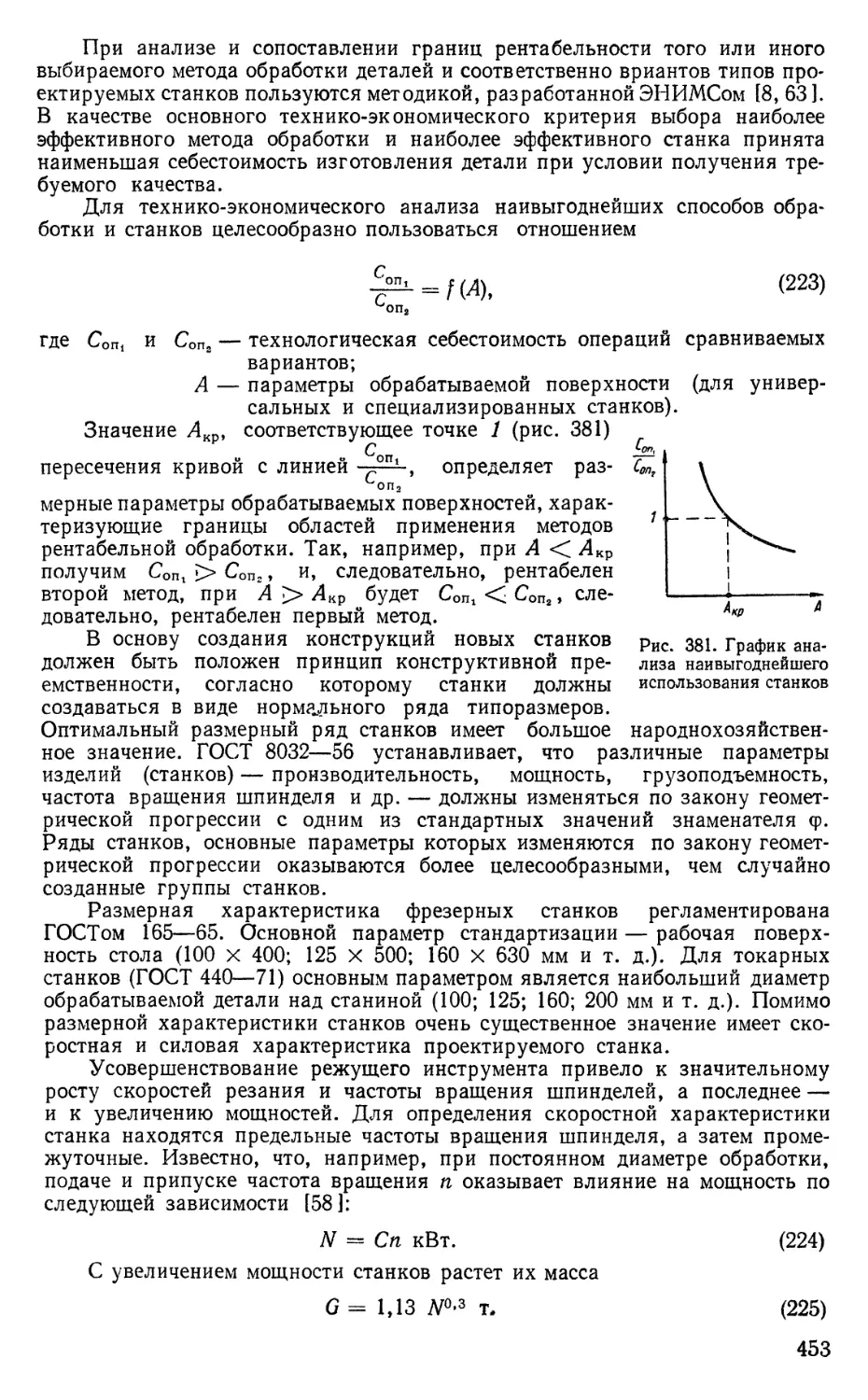
5. Основные размеры и размерные ряды станков
Для большинства выпускаемых в Советском Союзе станков
общесоюзные стандарты устанавливают основные параметры, .характеризующие
размеры обрабатываемых деталей или геометрические размеры станка.
Например, для карусельных, круглошлифовальных и зубофрезерных станков
основным параметром стандартизации является наибольший диаметр
обрабатываемой детали; для поперечно-строгальных и долбежных станков —
наибольший ход ползуна; для фрезерных станков — габаритные размеры
столов и т. д.
Экономически целесообразно создавать станки в виде размерных
рядов. Размерным рядом называют группу однотипных станков, подобных по
кинематической схеме, конструкции, внешнему виду, но имеющих разные
основные параметры — размеры. Например, ГОСТ 600—60
предусматривает 15 размеров карусельных станков с основным
параметром—наибольшим диаметром обрабатываемой детали — 0,8—20 м; ГОСТ 2983—65 для
круглошлифовальных станков устанавливает 6 размеров с диаметром
обрабатываемой детали 0,1—0,56; ГОСТ 6852—65 для зубофрезерных станков
общего назначения — 10 размеров с диаметром обрабатываемой детали
0,08—5 м и т. д.
Конструкция станков размерного ряда состоит в основном из
унифицированных х узлов и деталей, одинаковых или подобных. Это облегчает
проектирование, изготовление и эксплуатацию станков, удешевляет их
производство. Конструктивное подобие моделей и широкая межразмерная
унификация дают возможность при мелкосерийном производстве станков
организовать крупносерийное, а в ряде случаев поточное производство их узлов
и деталей.
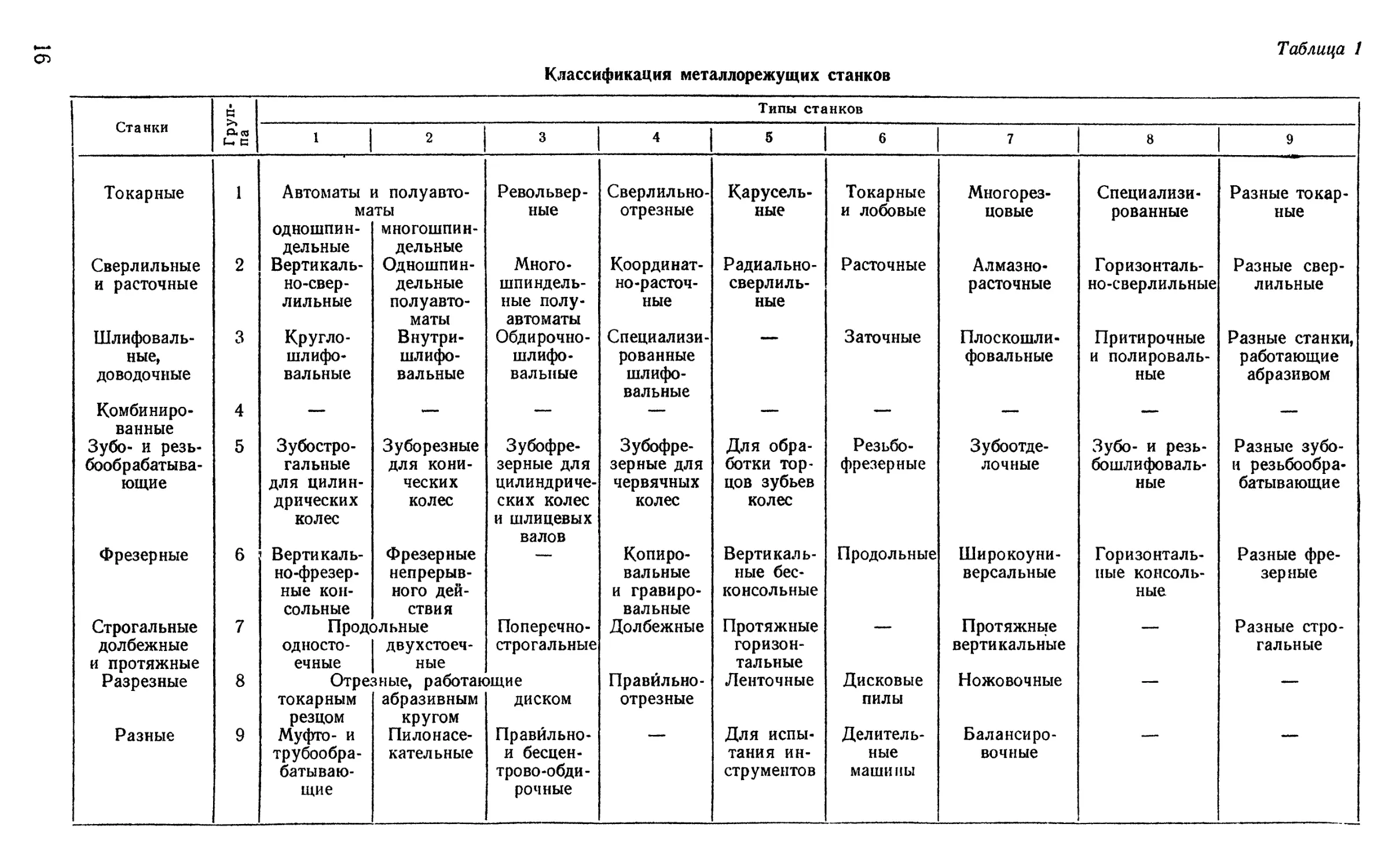
6. Классификация металлорежущих станков
В зависимости от характера выполняемых работ станки делят на группы,
которые, в свою очередь, разбиваются на отдельные типы станков (табл/l).
Станок, являющийся представителем размерного ряда и имеющий конкрет-
1 Унификация — устранение, многообразия формы, размеров, конструкций и сведение
их к разумному минимуму.
15
Таблица 1
Классификация металлорежущих станков
Станки
Токарные
Сверлильные
и расточные
Шлифовальные,
доводочные
Комбинированные
Зубо- и резь-
бообрабатыва-
ющие
Фрезерные
Строгальные
долбежные
и протяжные
Разрезные
Разные
Группа
1
2
3
4
5
6
7
i 8
9
1 ! 2
Автоматы и
полуавтоматы
одношпин-
дельные
но-сверлильные
Кр
шлифовальные
—
Зубостро-
гальные
для
цилиндрических
колес
но-фрезерные
консольные
многошпиндельные
Одношпин-
дельные
полуавтоматы
Внутри-
шлифовальные
_
Зуборезные
для
конических
колес
Фрезерные
непрерывного
действия
Продольные
односто- 1 двухстоеч-
ечные 1 ные
Отрезные, работак
токарным
резцом
Муфто- и
трубообра-
i батываю-
щие
абразивным
кругом
Пилонасе-
кательные
»
Револьверные
Много-
шпиндель-
ные
полуавтоматы
Обдирочно-
шлифо-
вальные
—
Зубофре-
зерные для
цилиндрических колес
и шлицевых
валов
—
Поперечно-
строгальные
>щие
диском
Правйльно-
и бесцен-
трово-обди-
рочные
4
Сверлильно-
отрезные
Координат-
но-расточ-
ные
Специализированные
шлифовальные
—
Зубофре-
зерные для
червячных
колес
Копировальные
и
гравировальные
Долбежные
Правильно-
отрезные
—
Типы станков
5
Карусельные
Радиально-
сверлиль-
ные
—
—
Для
обработки
торцов зубьев
колес
Вертикальные
бесконсольные
Протяжные
горизонтальные
Ленточные
Для
испытания
инструментов
«
Токарные
и лобовые
Расточные
Заточные
—
Резьбо-
фрезерные
Продольные
—
Дисковые
пилы
Делительные
машины
7
Многорезцовые
Алмазно-
расточные
Плоскошлифовальные
—
Зубоотде-
лочные
Широкоуниверсальные
Протяжные
вертикальные
Ножовочные
Балансировочные
8
Специализированные
Горизонтально-сверлильные
Притирочные
и
полировальные
_
Зубо- и резь-
бошлифоваль-
ные
Горизонтальные
консольные
—
—
—
9
Разные
токарные
Разные
сверлильные
Разные станки,
работающие
абразивом
~~
Разные зубо-
и резьбообра-
батывающие
Разные
фрезерные
Разные
строгальные
—
—
ные параметры, характеризует собой типоразмер, который, в свою очередь,
может иметь различные конструктивные исполнения. Конкретная
конструкция станка данного типоразмера, спроектированная для заданных условий
обработки, носит название модели.
Такая классификация позволяет присваивать каждому станку
серийного производства шифр (индекс) — условное обозначание типа и модели.
Он образуется в виде числа, состоящего из трех-четырех цифр. Первая цифра
указывает группу, вторая — тип, третья и четвертая характеризуют один
из важнейших размеров станка или обрабатываемой детали. При
модернизации в индекс станка вводят букву между первой и второй цифрами.
Например, шифр 2150 обозначает вертикально-сверлильный станок, с
наибольшим диаметром сверления деталей из стали 50 мм. После модернизации станку
присвоен индекс 2А150, который отличает его новую модель от предыдущей.
Модификацию базовой модели обозначают какой-либо буквой в конце шифра,
например, 6Н12—индекс вертикально-фрезерного станка, а 6Н12К—
копировально-фрезерного, созданного на базе станка предыдущей модели.
Шифр специальных и специализированных станков образуется путем
добавления к шифру завода порядкового номера модели, например, ЕЗ-9 —
шифр специального станка для нарезания зубчатых реек, выпускаемый
Егорьевским станкостроительным заводом «Комсомолец».
По степени универсальности различают станки универсальные,
специализированные и специальные. Первые предназначены для обработки
деталей разнообразной номенклатуры, вторые — для обработки деталей,
сходных по конфигурации, но имеющих различные размеры, например, зубо-
обрабатывающие или резьбонарезные станки. На специальных станках
обрабатывают детали одного типоразмера.
По степени точности различают станки пяти классов: нормальный Н,
повышенный П, высокий В, особо высокий А и особо точный С (мастер-
станки). Соотношение между величинами допусков при переходе от класса
к классу выражается знаменателем ряда 1,6.
Крупногабаритные станки, имеющие большую массу (более 10 т),
относят к группе тяжелых станков. В отдельных случаях в основу
классификации принимают такие признаки, как автоматизацию, количество
одновременно работающих инструментов, расположение оси шпинделя в
пространстве и т. д.
7. Основные понятия о приводе
Совокупность устройств, приводящих в действие рабочие органы
металлорежущих станков, называют приводом. Он состоит из двигателя и
механизмов, передающих движение рабочим органам.
В качестве двигателей чаще всего применяют односкоростные
асинхронные электродвигатели переменного тока с короткозамкнутым ротором.
Обладая жесткой характеристикой, они обеспечивают постоянство мощности
во всем диапазоне скоростей и незначительное изменение частоты
вращения вала под нагрузкой. Реже применяют двух- и трехскоростные
электродвигатели, а в приводах тяжелых и некоторых средних станков —
электродвигатели постоянного тока. В последние годы получают распространение
тиристорные приводы постоянного тока, имеющие малые размеры, большую
надежность и низкую стоимость. Начинают применять шаговые двигатели,
быстродействие которых достигает 18 000 Гц. При осуществлении
вспомогательных движений нередко используют электромагниты (соленоиды).
Широкое распространение в металлорежущих станках получил гидравлический
привод.
Как правило, вал электродвигателя и ведущий вал привода связывают
между собой соединительной муфтой или одной из передач — ременной или
зубчатой.
17
Таблица
Условные обозначения элементов кинематических цепей
Наименование
Обозначение
1. Вал, валик, ось, стержень, шатун и т. п.
2. Шарнирное соединение стержней
3. Подшипники скольжения и качения (без уточнения
типа):
а) радиальный
б) радиально-упорный:
односторонний
двусторонний
—I-
4. Радиальный подшипник скольжения
5. Подшипники качения:
а) радиальный (общее обозначение)
б) радиальный роликовый
в) радиальный самоустанавливающийся
г) радиально-упорные (общее обозначение):
односторонний
двусторонний
д) радиально-упорные роликовые:
односторонний
двусторонний
е) упорные:
одинарные
двойной
а
а
w^
6. Соединение детали с валом:
а) свободное при вращении
б) подвижное без вращения
в) при помощи вытяжной шпонки
г) глухое
7. Соединение двух валов:
а) глухое
б) эластичное
в) шарнирное
г) телескопическое
д) предохранительной муфтой
S
&
J5M-
18
Продолжение табл. 2
Наименование
Обозначение
8. Муфты сцепления кулачковые (зубчатые):
а) односторонняя
б) двусторонняя
9. Муфты сцепления фрикционные:
а) общее обозначение (без уточнения типа)
б) односторонние (общее обозначение)
в) односторонние электромагнитные (общее
обозначение)
г) двусторонние электромагнитные (общее
обозначение)
д) двусторонние электромагнитные (общее
обозначение)
е) конусные односторонние
ж) дисковые односторонние
з) дисковые двусторонние
10. Муфты обгона самовыключающиеся:
а) односторонние
б) двусторонние
—н—
—S8—
-=1 Ь-
-Зн-
-HJ—
—М—
Ф-Ф-
фе
11. Тормоза:
а) ленточные
б) дисковые
в) дисковые электромагнитные
12. Храповые зубчатые механизмы с наружным
зацеплением двусторонние
ф#
13. Шкив ступенчатый, закрепленный на валу
-\>
Продолжение табл. 2
Наименование
Обозначение
14. Передачи плоским ремнем открытые
15. Передачи клиновидным ремнем
16. Передачи зубчатые (цилиндрические):
а) внешнее зацепление (общее обозначение без
уточнения типа зубьев)
б) внутреннее зацепление
--4-4- Ч
1>чВ
17. Передачи зубчатые (конические) без уточнения типа
зубьев
18. Передачи червячные с цилиндрическим червяком
.4-4- -J
f
19. Передачи зубчатые (винтовые)
И-
4f-
<Р"
20. Передачи зубчатые (реечные) без уточнения типа
зубьев
21. Гайка на винте, передающем движение:
а) неразъемная
б) разъемная
т
20
Продолжение табл. 2
Наименование
1 22. Электродвигатели:
а) общее обозначение
б) п электродвигателей
23. Насос постоянной производительности:
а) с постоянным направлением потока
б) с реверсивным потоком
24. Насос с регулируемой производительностью:
а) с постоянным направлением потока
б) с реверсивным потоком
25. Гидромотор (общее обозначение)
26. Цилиндр (общее обозначение)
27. Цилиндр одностороннего действия с возвратом штока
пружиной
28. Цилиндр двустороннего действия:
а) с односторонним штоком
б) с двусторонним штоком
29. Цилиндр дифференциальный
30. Камера мембранная одностороннего действия
31. Насос ручной
Обозначение
©
®©
-0--0-
0 1
Ф
Ф
1
1
1 1 1
L » . 1 1
N\A { 1
Г^-Т"
11 1
1 ! 1
С
1
1
1- 1
1 > <
| 1
Ф
1 ' 1
1 L.
D
I 1
0=
0
21
Продолжение табл. 2
Наименование
Обозначение
32. Насос шестеренный
<Й>
33. Насос ротационный лопастной (пластинчатый)
34. Насос радиально-поршневой
35. Насос аксиально-поршневой
36. Аккумулятор гидравлический (общее обозначение)
37. Фильтр для жидкости или воздуха
38. Проходы (каналы), показывающие направление
потоков рабочей среды
39. Места соединений проходов
шога
ии
40. Распределитель 4/2 с управлением:
а) от рукоятки фиксатора
б) от двух электромагнитов
И
х
X
41. Распределитель 4/3 с соединением нагнетательной
линии и обоих отводов на бак при среднем положении
золотника с управлением:
а) от двух электромагнитов
б) электрогидравлическим от двух вспомогательных
распределителей, от основного потока, без
регулирования времени срабатывания
EZW
ао
и
ш^дата.
д
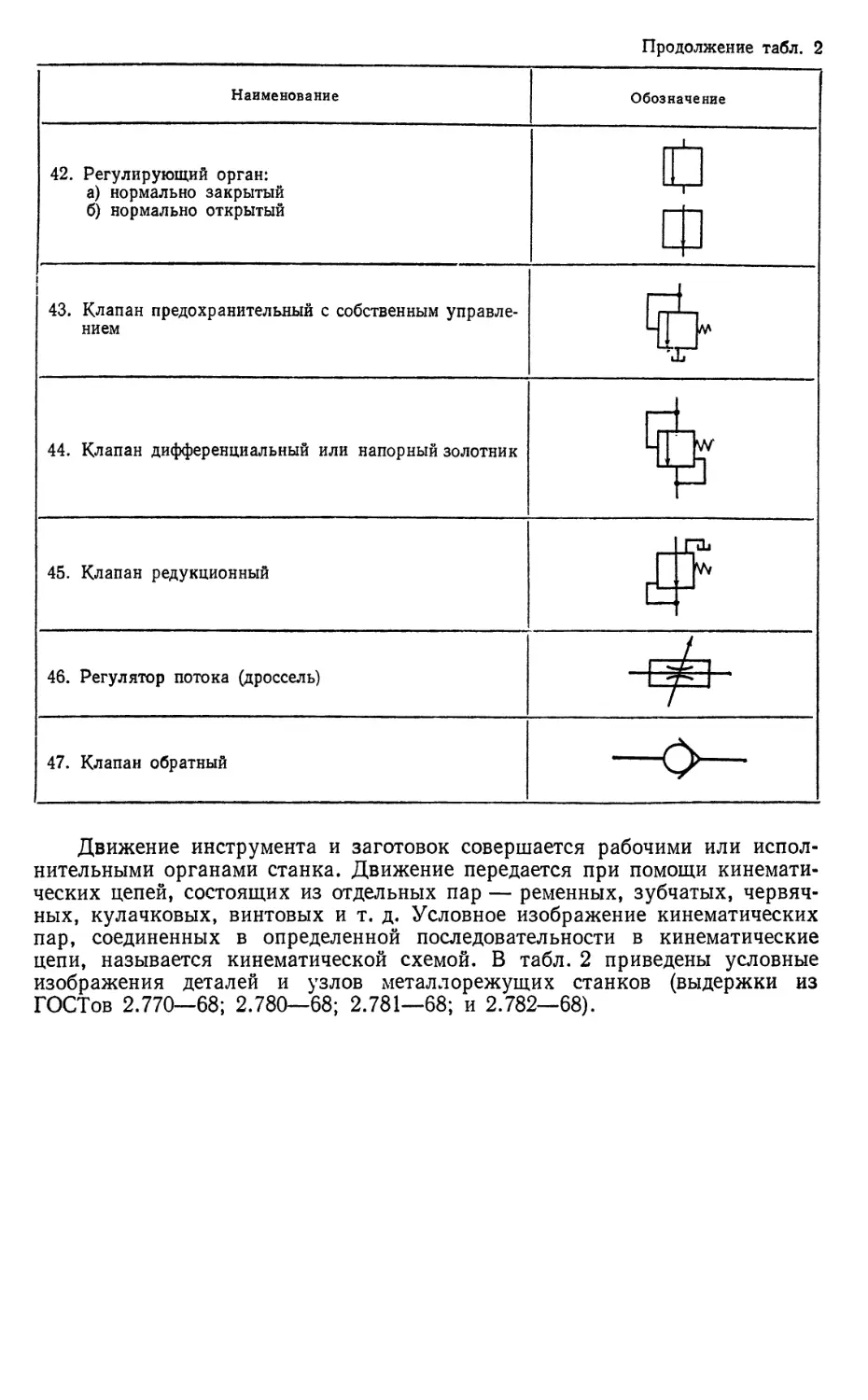
22
Продолжение табл. 2
Наименование
42. Регулирующий орган:
а) нормально закрытый
б) нормально открытый
43. Клапан предохранительный с собственным
управлением
44. Клапан дифференциальный или напорный золотник
45. Клапан редукционный
46. Регулятор потока (дроссель)
47. Клапан обратный
Обозначение
1 G
1 Ф 1
и/-
iAA
UMw
г-Нт1
1 j tvv
4
J
4- ,
' T*
/
-o-
Движение инструмента и заготовок совершается рабочими или
исполнительными органами станка. Движение передается при помощи
кинематических цепей, состоящих из отдельных пар — ременных, зубчатых,
червячных, кулачковых, винтовых и т. д. Условное изображение кинематических
пар, соединенных в определенной последовательности в кинематические
цепи, называется кинематической схемой. В табл. 2 приведены условные
изображения деталей и узлов металлорежущих станков (выдержки из
ГОСТов 2.770—68; 2.780—68; 2.781—68; и 2.782—68).
Глава II
ТОКАРНЫЕ СТАНКИ
Токарные станки делятся на универсальные и специализированные.
Универсальные станки предназначены для выполнения самых
разнообразных операций: обработки наружных и внутренних цилиндрических,
конических, фасонных и торцовых поверхностей; нарезания наружных и
внутренних резьб; отрезки, сверления, зенкерования и развертывания
отверстий. На специализированных
станках выполняют более узкий
круг операций, например,
обтачивание гладких и ступенчатых
валов, прокатных валков, осей
колесных пар
железнодорожного транспорта, различного
рода муфт, труб и т. п.
Универсальные станки подразделяются
на токарно-винторезные и
токарные. Токарные станки
предназначены для выполнения всех
токарных операций, за
исключением нарезания резьбы
резцами.
Наша промышленность
выпускает различные модели
токарных и токарно-винторезных
станков — от настольных до тяжелых. Наибольший диаметр
обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм,
при длине заготовки от 125 до 24 000 мм. Некоторые
токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют
обрабатывать сложные контуры без специальных фасонных резцов и
комбинированного расточного инструмента, а также значительно упрощают
наладку и подналадку станков.
Структурная схема токарно-винторезного станка представлена на рис. 7.
Формообразование обеспечивается вращательным движением заготовки (Вх)
по цепи: электродвигатель / — шпиндель 2 со звеном настройки iv и
поступательным движением инструмента (#х и П2) по цепи: шпиндель 2 — ходовой
вал 4 (при точении) или шпиндель — ходовой винт 3 (при нарезании резьбы)
со звеньями настройки iT и /кп.
Рис. 7.
Структурная схема токарно-винторезного
станка
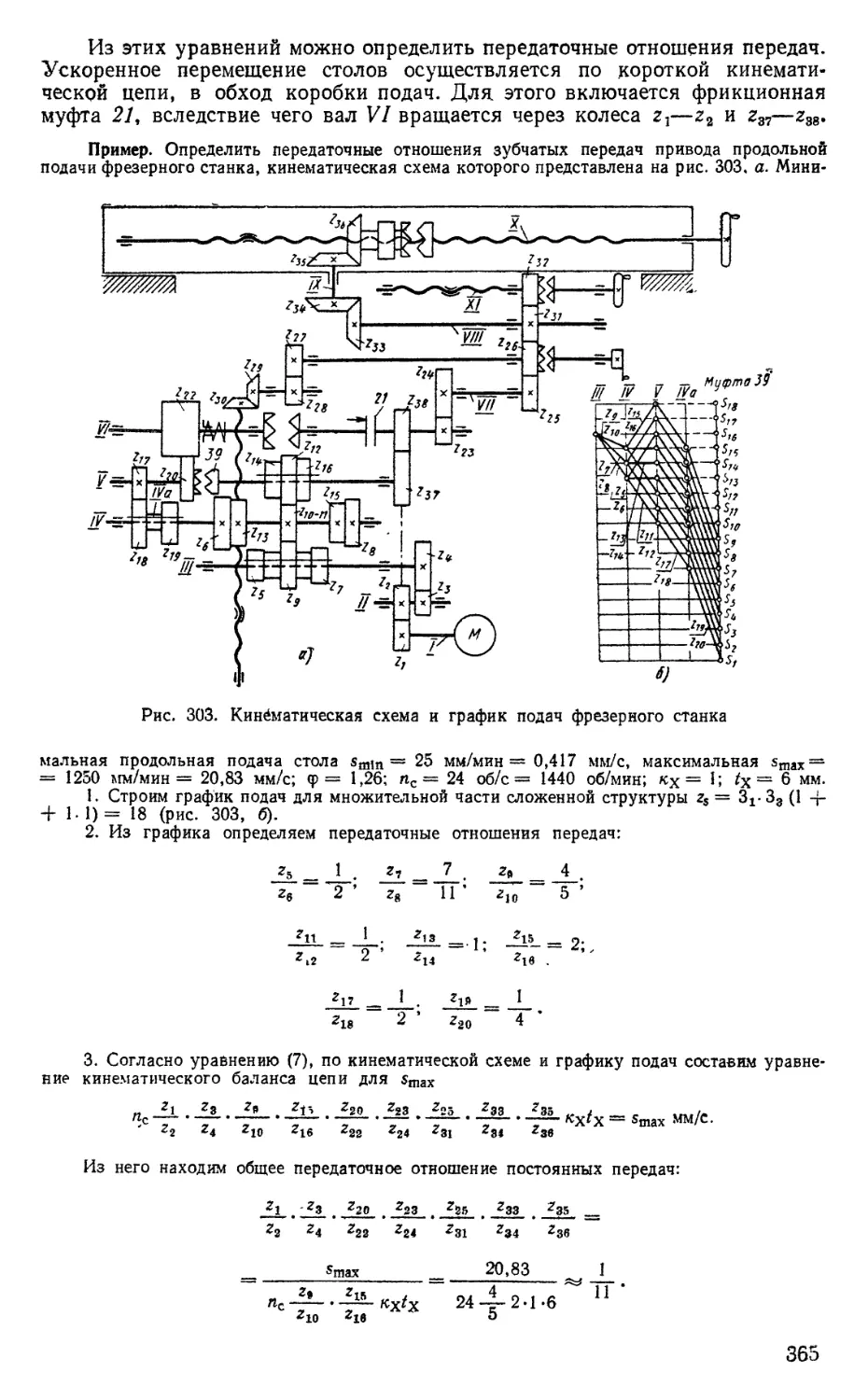
/. Токарно-винторезный станок 1К62
Назначение станка — наружное и внутреннее точение, нарезание
правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-
и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы
и т. д. Станок применяется в единичном и мелкосерийном производстве,
24
Техническая характеристика станка
Наибольший диаметр детали, устанавливаемой над
станиной, в мм 400
Расстояние между центрами в мм 710, 1000 и 1400
Диаметр отверстия шпинделя в мм 47
Число значений частот вращения шпинделя 23
Частота вращения шпинделя в об/мин 12,5—2000
Число подач 42
Подачи на 1 оборот в мм:
продольные 0,07—4,16
поперечные 0,035—2,08
Шаг нарезаемой резьбы:
метрической в мм 1—192
дюймовой (число ниток на 1") 2—24
модульной в мм (0,5—48) п
Мощность электродвигателя в кВт 10
На рис. 8 показан токарно-винторезный станок 1К62. Станина У,
установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы
станка. Слева на станине размещена передняя бабка 4, В ней имеется
коробка скоростей со шпинделем, на переднем конце которого закреплен
патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль
направляющих станины и закреплять в зависимости от длины детали на
требуемом расстоянии от передней бабки. Режущий инструмент (резцы)
закрепляют в разцедержателе суппорта 7«
в
Рис. 8. Токарно-винторезный
станок 1К62
Продольная и поперечная подачи суппорта осуществляются с помощью
механизмов, расположенных & фартуке 8 и получающих вращение от
ходового вала 9 или ходового винта 10. Первый используют при точении, второй —
при нарезании резьбы. Величину подачи суппорта устанавливают
настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда
собирается стружка и стекает охлаждающая жидкость. Кинематическая
схема станка представлена на рис. 9.
Главное движение. Главным движением в станке является вращение
шпинделя, которое он получает от электордвигателя / через клиноременную
передачу со шкивами 2—3 и коробку скоростей. На приемном валу //
установлена двусторонняя многодисковая фрикционная муфта 97. Для
получения прямого вращения шпинделя муфту 97 смещают влево и привод
вращения осуществляется по следующей цепи -зубчатых колес: 4—5 или 6—7,
8—9 или 10—И, или 12—13, вал /Vх, колеса 14—15, шпиндель V, или через
перебор, состоящий из группы передач с двухвенцовыми блоками 16—17
25
Рис. 9. Кинематическая схема токарно-винторезного станка 1К62
и 18—19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при
перемещении вправо блока 15—21 на шпинделе. Переключая блоки колес,
можно получить шесть вариантов зацепления зубчатых колес при передаче
вращения с вала IV непосредственно на шпиндель и 24 варианта — при
передаче вращения через перебор. В действительности количество значений
частот вращений шпинделя: меньше (23), так как передаточные отношения
некоторых вариантов численно совпадают.
Реверсирование шпинделя выполняют перемещением муфты 97 вправо.
Тогда вращение с вала // на вал /// передается через зубчатые колеса 22—
23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15,
фактических значений частот вращения 12, так как передаточные отношения
некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре
кинематические цепи: винторезную, продольной и поперечной подачи, цепь
ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V
через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным
шагом — от вала VI через звено увеличения шага и далее через зубчатые
колеса 27—28. В этом случае звено увеличения шага может дать четыре
варианта передач:
1) шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
2) шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
3) шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
4) шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII.
С вала VIII движение передается по цепи колес 32—5с? или 34—35,
или через реверсивный механизм с колесами 36—37—38, сменные колеса
39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение
можно передать по двум вариантам зацепления зубчатых колес.
1. Вращение передается через зубчатые колеса 44—45—46 на вал XI,
затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма
Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60,
61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем
вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI.
В первом случае — через муфту 101, во втором — через пару 69—70 и
муфту обгона 106.
2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес
наружного и внутреннего зацепления 44—71 вращение передается конусу
Нортона, который становится ведущим звеном, и затем через колеса 49—48—47
валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по
цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта
осуществляется от ходового винта 68 через маточную гайку, закрепленную в
фартуке. Для нарезания метрической и модульной резьб винторезную цепь
устанавливают по первому варианту, а для дюймовых и питчевых — по
второму. Изменение величины шага резьбы достигается переключением
зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63
и 67—66 и установкой сменных колес на гитаре. При точении и
нарезании метрических и дюймовых резьб в зацеплении находятся сменные
зубчатые колеса 39—43—40, а при нарезании модульных и питчевых —
41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для
устранения влияния погрешностей кинематической цепи последнюю укорачивают
включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют
вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для
нарезания резьб с различным шагом настраивают в данном случае только
подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения
механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного
27
паза скользит зубчатое колесо 72, передающее вращение от вала XVI через
пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования
включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала
XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII
и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно
связана со станиной станка, реечное колесо 84, вращаясь, одновременно
катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением
муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87
Рис. 10. Коробка скоростей станка 1К62
вращение передается валу XIX и далее через зубчатые колеса 88—89—90
на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления
ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается
быстрое вращение от электродвигателя 92 через клиноременную передачу
93—94. Механизм подачи суппорта через- коробку подач при этом можно не
выключать, так как в цепи привода ходового вала установлена муфта
обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать
резцовые салазки и пиноль задней бабки^
Рассмотрим отдельно некоторые узлы станка.
Передняя бабка. На рис. 10 показана передняя бабка с коробкой
скоростей. Вращение от главного электродвигателя передается ведомому шкиву,
сидящему на валу /. Этот вал несет реверсивную фрикционную муфту, от
которой движение на вал // передается или через блок z = 56— г = 51,
или через колесо г = 50 и промежуточный блок г = 24 — г = 36, сидящий
28
на консольной осн. С вала // на вал /// вращение передается через тройной
блок z = 47 — z = 55 — z = 38. В левом положении блока 2 = 43 — z =
== 52, сидящего на шпинделе, движение с вала /// передается на шпиндель
непосредственно через колеса z = 65 — z = 43, а в правом положении
этого блока — через перебор, установленный на валах IV и V. Все валы
вращаются на опорах качения, которые смазываются как разбрызгиванием,
так как коробка скоростей залита маслом, так и принудительно — с помощью
насоса. Движение подачи от шпинделя VI передается валу VII трензеля и
далее на механизм подач.
Задняя бабка имеет плиту 12 (рис. 11) и может перемещаться по
направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная
пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары
7—8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней
Рис. 11. Задняя бабка станка 1К62
и заднего центра 4. Корпус 3 бабки с помощью винтовой пары / может
смещаться в поперечном направлении относительно плиты 12. Болтом 14 и
башмаком 2 задняя бабка может закрепляться на станине станка. Это также
можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В
конусное гнездо пиноли можно установить не только задний центр, но и
режущий инструмент для обработки отверстий (сверло, зенкер и др.).
Коробка подач закреплена на станине ниже передней бабки, имеет
несколько валов, на которых установлены: ступенчатый блок механизма
Нортона 3 (рис. 12), блоки зубчатых колес 6 и 13 и переключаемые муфты /,
2, 4, 5, 7, 8> 14, 15. В правом положении муфты 7 получает вращение
ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту
обгона 11—12 вращается ходовой вал 10.
Суппорт состоит из следующих основных частей (рис. 13): нижних
салазок / для продольного перемещения суппорта по направляющим 2
станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка
перемещается в направляющих нижних салазок с помощью винта 5 и без-
люфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7,
а при автоматической — от зубчатого колеса 8.
В круговых направляющих поперечной каретки 3 установлена
поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4
с четырехпозиционным резцедержателем 10. Такая конструкция позволяет
устанавливать и зажимать болтами поворотную плиту с резцовыми
салазками под любым углом к оси шпинделя. При повороте рукоятки // против
часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно
из нижних отверстий его сходит с фиксатора. После фиксации резцедержа-
29
8
15 14 13
Рис. 12. Коробка подач станка 1К62
12 11
А
-J
А
Рис. 13. Суппорт станка 1К62
O-i
А-А
со
to
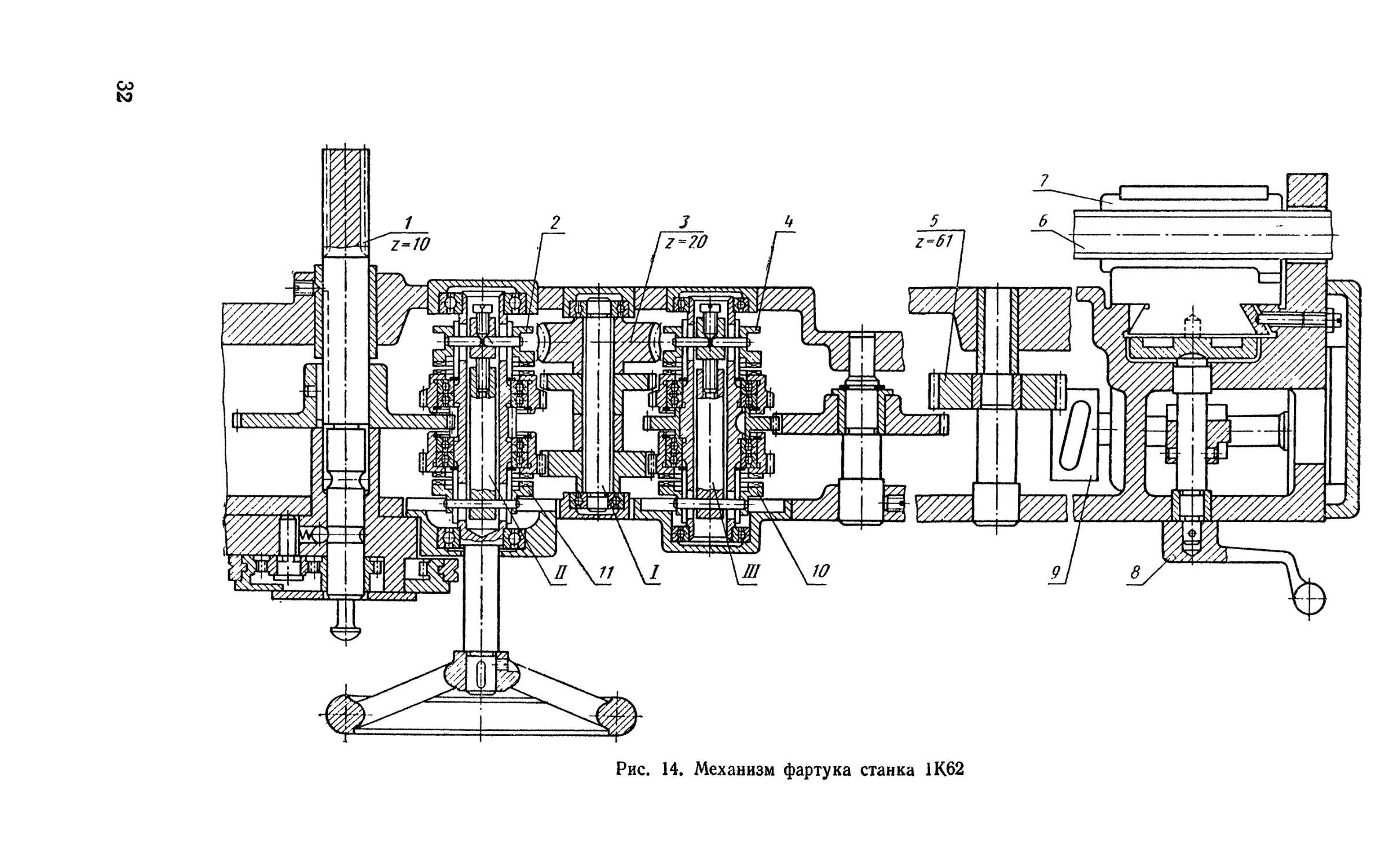
Рис. 14. Механизм фартука станка 1К62
теля в новом положении его зажимают, повернув рукоятку 11 в обратном
направлении.
Механизм фартука расположен в корпусе, привернутом к каретке
суппорта (рис. 14). От ходового вала через ряд передач вращается червячное
колесо 3. Вращение с вала / передается зубчатыми колесами валов // и
///. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями,
которыми включается перемещение суппорта в одном из четырех
направлений. Продольное движение суппорта осуществляется реечным колесом /,
а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого
колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового
винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал,
чтобы нельзя было включить подачу суппорта от них одновременно.
2. Расчет кинематической настройки
токарно-винторезных станков
Настройка кинематических цепей при выполнении разнообразных
работ на токарно-винторезных станках сводится к подбору передаточных
отношений передач коробок скоростей, подач и других механизмов, что
осуществляется переключением соответствующих рычагов. Исключение
представляет нарезание особо точных резьб или резьб с ненормализованным
шагом. Конечным звеном резьбонарезной цепи является ходовой винт 68 (см.
рис. 9) и маточная гайка, поэтому уравнение настройки согласно
равенствам (5) и (9) можно написать в следующем виде (имея ввиду однозаход-
ность винта)
1 об. шп itB = ta, (11)
где tH — шаг нарезаемой резьбы;
tB — шаг ходового винта;
/ — передаточное отношение кинематической цепи от шпиндеяя до
ходового винта.
Так как для рассматриваемого случая валы X, XII, XV я ходовой
винт 68, связанные муфтами 98, 99 и 101, представляют собой единое
звено, то передаточное отношение цепи
i = Уг. (12)
где /п — передаточное отношение постоянных передач;
ir — передаточное отношение сменных колес (гитары) звена настройки.
На основании уравнений (11) и (12)
Обозначив -г- через С, получим
*', = С-Г- (13)
Передаточное отношение in чаще всего равно 1 : 1 или 1 : 2.
Применительно к кинематической схеме, изображенной на рис. 9, значение in
может быть различным, в зависимости от положения блоков с зубчатыми
колесами 26—28 и 35—33 на валах VIII и IX.
Если колесо 25, сидящее на шпинделе, сцеплено с колесом 26, то
вращение механизму подач сообщает непосредственно шпиндель, и
передаточное отношение постоянных передач in от шпинделя к звену настройки (к
гитаре) будет —.— = 1 или -gjj-.-gg- = -g- (валы V, VIII и IX), При
нарезании резьбы с большим шагом (14—192 мм) передача движения
осуществляется через звено увеличения шага, В этом случае блок колес 15—21 на
2 Н. С. Колев и др.
33
шпинделе занимает правое положение, а колесо 27 на валу IV зацепляется
с колесом 28 на валу VIII.
Передаточное отношение цепи от шпинделя до гитары (до вала IX)
при сцеплении колес в такой последовательности будет в одном из
вариантов таким:
. __ 54 88 88 45 42 _ ~0
*п ~~ 27 * 22 # 22 * 45 * 42 "~ 6*щ
Включение звена увеличения шага из четырех вариантов зацепления
колес дает увеличение передаточного отношения от шпинделя до вала VIII
в 2; 8 и 32 раза, что соответственно дает увеличение шага нарезаемой резьбы
тоже в 2; 8 и 32 раза. В последнем варианте в реверсивном механизме (валы
VIII и /X) включаются колеса 32 к 33 с передаточным отношением i = -j>
поэтому шаг нарезаемой резьбы увеличивается не в 32, а в 16 раз.
Примеры настройки винторезной цепи без коробки подач. Настройку
винторезной цепи будем производить только гитарой, выключив коробку
подач (замыкаются муфты 98, 99, 101 и размыкается механизм Нортона;
см. рис. 9).
Пример 1. Настроить станок 1К62 на нарезание однозаходной метрической резьбы с шагом
/н = 1,75 мм.
Шаг ходового винта tB= 12 мм. Примем С= 1, т, е. замкнем колеса 34—35 с i= 1,
тогда по уравнению (13)
. Jh___LZE— _7 1_ —JL 20
*г~~ tB ~~ 12 ~ 12 ' 4 — 60 ' 80 *
Как видим, на гитаре надо установить две пары зубчатых колес. Проверим условие их
сцепляемости, согласно уравнению (151): для первой пары — а+ b >c+ 15; 35+ 60 •>
>20+ 15; 95>35; для второй пары — с+ d>b+ 15; 20+80>60+ 15; 100>75.
Как видим, сцепляемость зубчатых колес обеспечена.
Пример 2. Настроить станок 1К62 на нарезание однозаходной дюймовой резьбы 3,5 нитки
на 1" (С= 1).
В этом случае
'н =
Г
Выразим шаги нарезаемой резьбы и ходового винта в одной системе единиц. Так как 1'':
127
25,4 = —— мм, то
5
1-127
Тогда
. tH Ы27 2-127 40-127 127 _40_
'г~~ tQ ~~ 3,5-5-12 3,5-120 70-120 ~~ 70 '120'
Проверку сцепляемости зубчатых колес можно сделать аналогично.
Пример 3. Настроить станок 1К62 на нарезание однозаходного червяка модуля 3 мм.
Шаг модульной резьбы tH = nmz, где т — модуль; г — число заходов червяка. Берем зна-
22
чение п = —-, тогда
. tH _лтг^ 22-3-1 _ 11 J[_ ^ _55_ J20_
lr~ tQ "" *в 7-12 ~~ 7 * 2 35 * 40 '
Нарезание многозаходной резьбы. При многозаходной резьбе под шагом tu
понимают расстояние между параллельными сторонами профиля двух
соседних витков. Поэтому для получения резьбы заданного шага tH механизм
должен за 1 оборот заготовки переместить суппорт на величину хода резьбы
s = Kta> где к — число заходов нарезаемой резьбы. Такого типа резьбы
нарезают на ходовых винтах, многозаходных червяках и других деталях.
34
В общем случае при к заходах угол между соседними нитками (если
смотреть в торец детали) будет:
п^ 360°
к
Многозаходная резьба нарезается двумя способами: после нарезания
первой нитки заготовку поворачивают на часть оборота —, предварительно
разомкнув винторезную цепь, или, оставляя заготовку неподвижной,
перемещают инструмент вместе с резцовыми салазками продольно на величину
шага резьбы /н. Затем нарезают следующий заход и т. д.
На станке 1К62 имеется специальное делительное устройство для
нарезания многозаходных резьб. Оно состоит из кольца с риской, укрепленного
на корпусе передней бабки, и диска с делениями, насаженного на шпиндель
и имеющего на периферии 60 делений. После нарезания первого захода шпин-
60 0
дель надо повернуть на число делении, равное —. Это устройство позволяет
нарезать резьбы с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, 60. На
станках, не имеющих делительного приспособления, пользуются поводковой
делительной планшайбой.
Пример. Изготовить резьбовой калибр с трехзаходной метрической резьбой с ходом
s= 180 мм. Так как шаг резьбы большой, необходимо пользоваться звеном увеличения шага.
Примем следующий вариант винторезной цепи (см. рис. 9):
12 = s,
1 л* и
1 об. шт.--оу-
где 12 — шаг ходового винта.
Здесь
54
tn- 27"
Обозначив -г— через С, получим
1ц
;г = с
88 88
' 22 * 22
88 88
' 22' 22'
S 1
tB 8
45 28 .
* 45 " 56'*Г"
45 28
45 ' 56
180 90
'12 48 *
Настраивая гитару, колесо г = 90 установим на вал IX, a z = 48 — на вал X. Замкнеи
их промежуточным колесом с любым числом зубьев.
3. Обработка конических и фасонных поверхностей
на токарных станках
Обработка конических поверхностей на токарных станках производится
тремя способами.
Первый способ заключается в том, что корпус задней бабки смещают
в поперечном направлении на величину h (рис. 15, а). Вследствие этого ось
заготовки образует определенный угол а с осью центров, а резец при своем
движении обтачивает коническую поверхность. Из схем видно, что
h = L sin a; (14)
Решая совместно оба уравнения, получим
h=z L^ilcosa. (16)
Для изготовления точных конусов этот способ непригоден вследствие
неправильного положения центровых отверстий относительно центров.
#
35
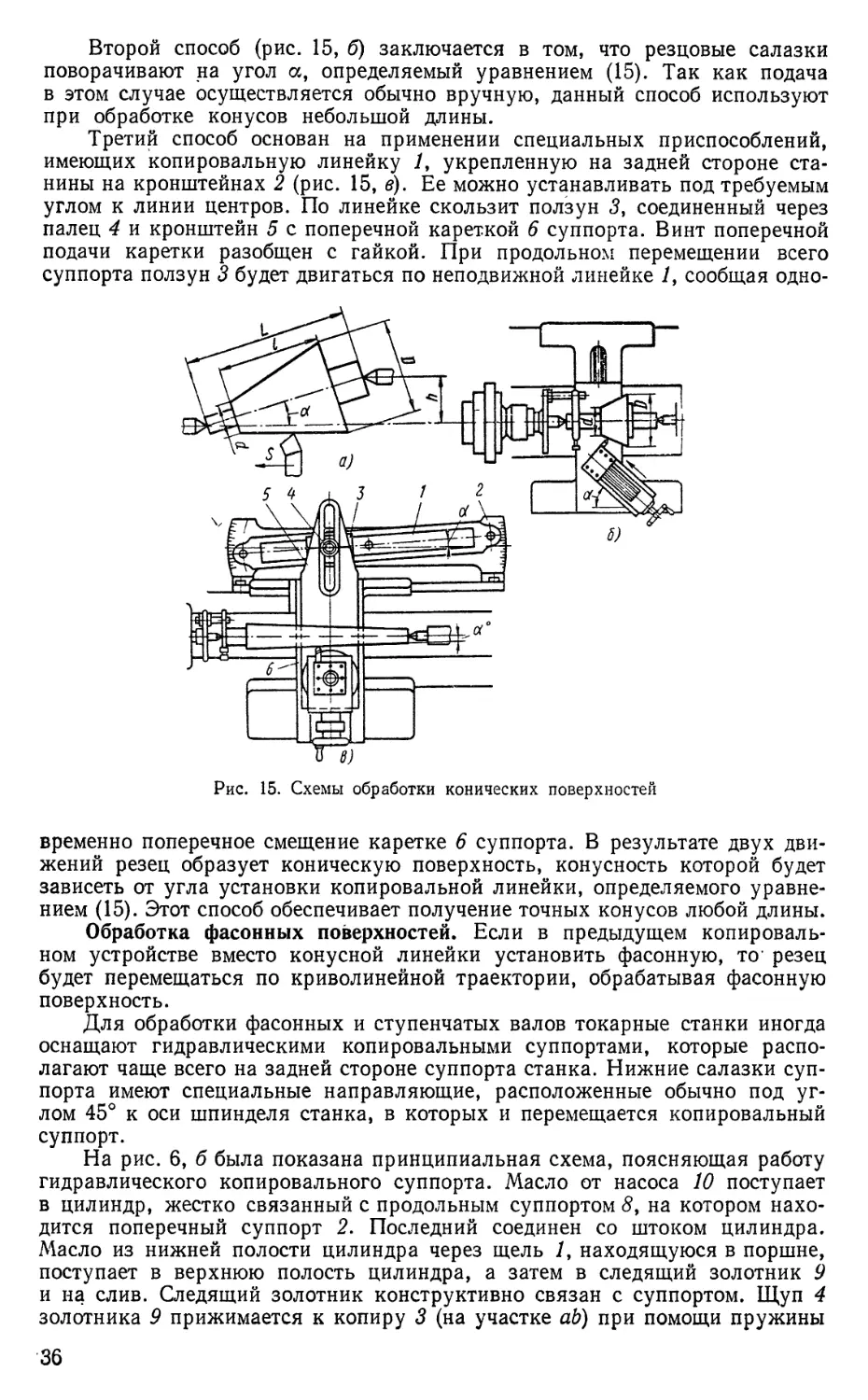
Второй способ (рис. 15, б) заключается в том, что резцовые салазки
поворачивают на угол а, определяемый уравнением (15). Так как подача
в этом случае осуществляется обычно вручную, данный способ используют
при обработке конусов небольшой длины.
Третий способ основан на применении специальных приспособлений,
имеющих копировальную линейку 1, укрепленную на задней стороне
станины на кронштейнах 2 (рис. 15, в). Ее можно устанавливать под требуемым
углом к линии центров. По линейке скользит ползун 3, соединенный через
палец 4 и кронштейн 5 с поперечной кареткой 6 суппорта. Винт поперечной
подачи каретки разобщен с гайкой. При продольном перемещении всего
суппорта ползун 3 будет двигаться по неподвижной линейке jf, сообщая одно-
Рис. 15. Схемы обработки конических поверхностей
временно поперечное смещение каретке 6 суппорта. В результате двух
движений резец образует коническую поверхность, конусность которой будет
зависеть от угла установки копировальной линейки, определяемого
уравнением (15). Этот способ обеспечивает получение точных конусов любой длины.
Обработка фасонных поверхностей. Если в предыдущем
копировальном устройстве вместо конусной линейки установить фасонную, то' резец
будет перемещаться по криволинейной траектории, обрабатывая фасонную
поверхность.
Для обработки фасонных и ступенчатых валов токарные станки иногда
оснащают гидравлическими копировальными суппортами, которые
располагают чаще всего на задней стороне суппорта станка. Нижние салазки
суппорта имеют специальные направляющие, расположенные обычно под
углом 45° к оси шпинделя станка, в которых и перемещается копировальный
суппорт.
На рис. 6, б была показана принципиальная схема, поясняющая работу
гидравлического копировального суппорта. Масло от насоса 10 поступает
в цилиндр, жестко связанный с продольным суппортом 5, на котором
находится поперечный суппорт 2. Последний соединен со штоком цилиндра.
Масло из нижней полости цилиндра через щель 7, находящуюся в поршне,
поступает в верхнюю полость цилиндра, а затем в следящий золотник 9
и на слив. Следящий золотник конструктивно связан с суппортом. Щуп 4
золотника 9 прижимается к копиру 3 (на участке ab) при помощи пружины
36
(на схеме не показана). При этом положении щупа масло через золотник 9
поступает на слив, а поперечный суппорт 2, вследствие разности давлений
в нижней и в верхней полостях, перемещается назад. В тот момент, когда
щуп окажется на участке be, он под действием копира утапливается,
преодолевая сопротивление пружины. При этом слив масла из золотника 9
постепенно перекрывается. Так как площадь сечения поршня в нижней полости
больше, чем в верхней, давление масла заставит перемещаться суппорт 2
вниз.
На практике встречаются самые различные модели токарных и токарно-
винторезных станков, от настольных до тяжелых, с широким диапазоном
размеров. Наибольший диаметр обработки на советских станках колеблется
от 85 до 5000 мм при длине заготовки от 125 до 24 000 мм.
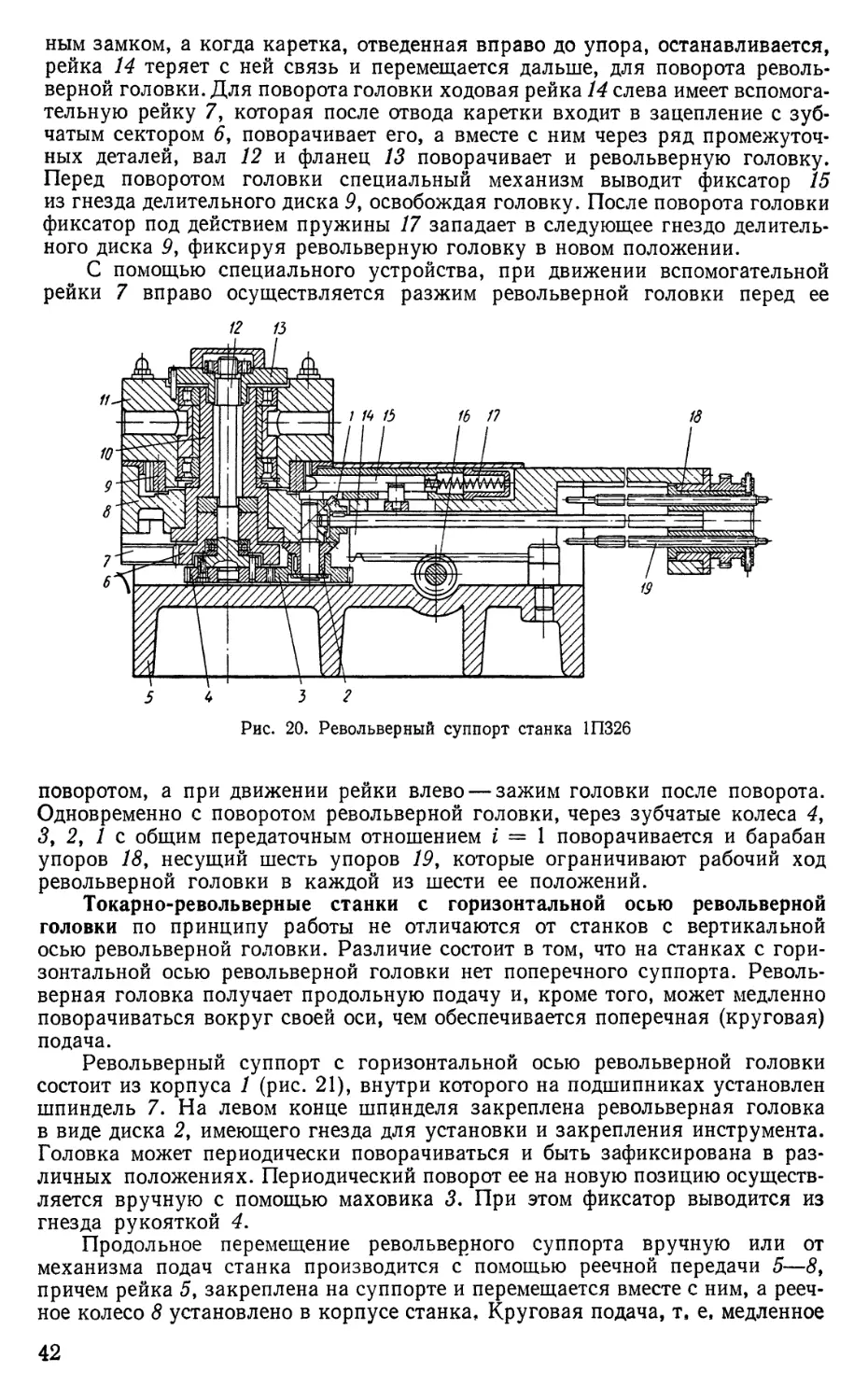
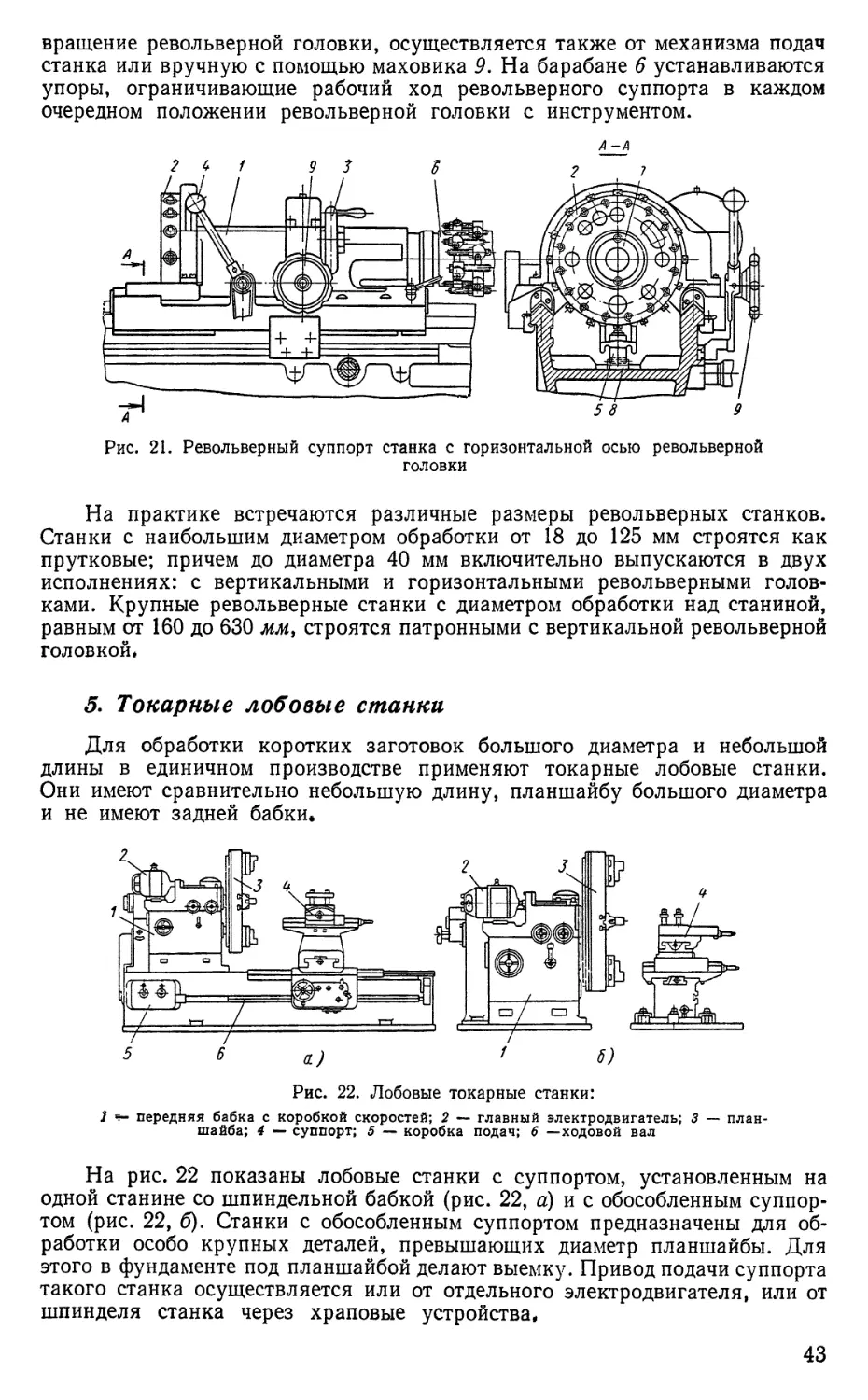
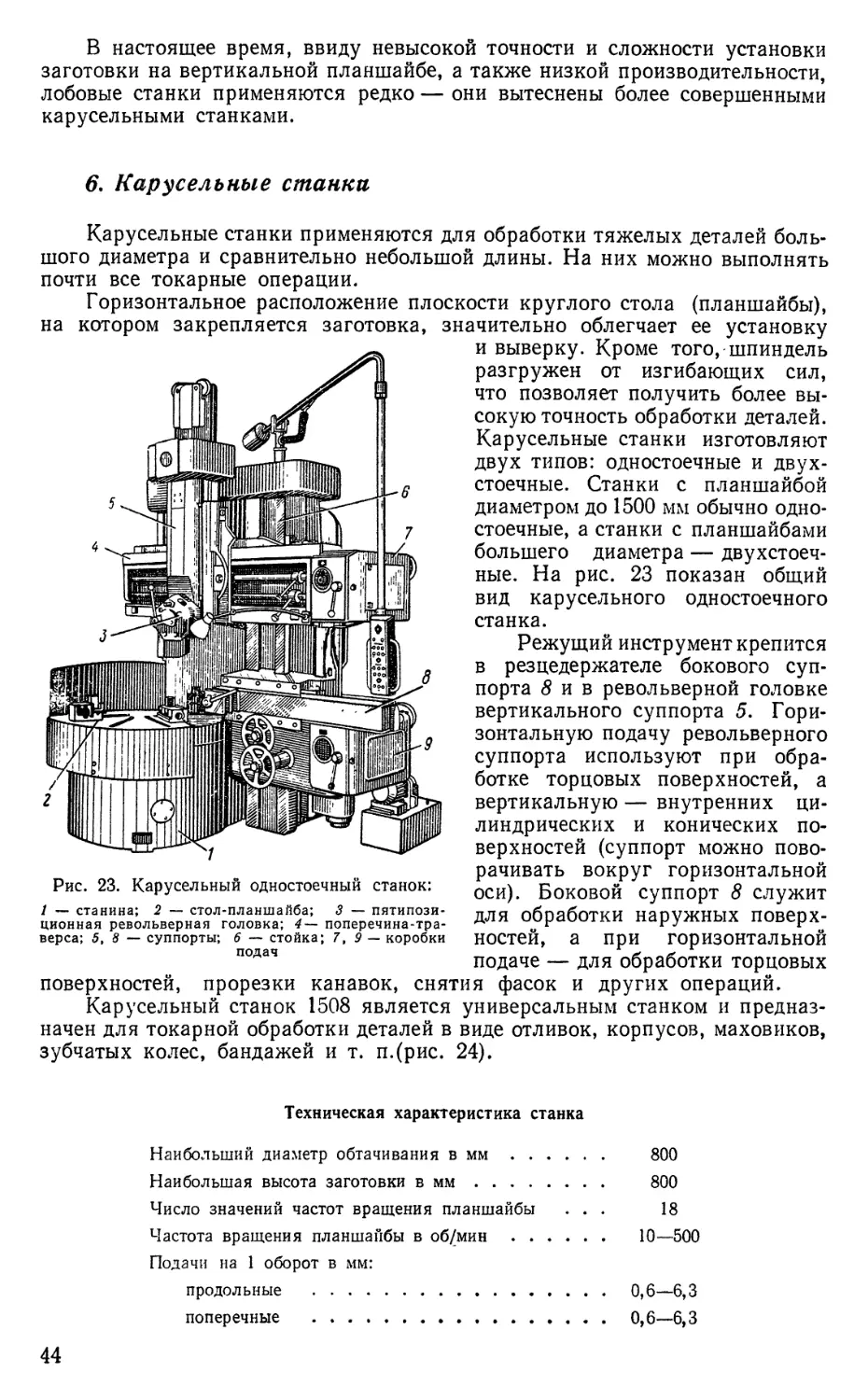
4. Токарно-револьверные станки
Токарно-револьверные станки применяются в серийном производстве
для обработки деталей из прутков или из штучных заготовок. На этих
станках можно выполнить все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не
имеют задней бабки и ходового винта, а имеют револьверную головку,
в гнездах которой может быть установлен разнообразный инструмент.
При наличии специальных комбинированных державок можно в одном гнезде
головки, закрепить несколько инструментов. Заготовки зажимаются
патронами или специальными цанговыми зажимными устройствами.
Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент
последовательно подводится к детали, обрабатывая ее за несколько
переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Применение токарно-револьверных станков считается рациональным в том
случае, если по технологическому процессу обработки детали требуется
применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с
токарными, относятся: возможность сокращения машинного времени за счет
применения многорезцовых державок и одновременной обработки детали
инструментом, установленным на револьверной головке и поперечном
суппорте, а также сравнительно малые затраты времени за счет предварительной
настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых
заготовок бывают прутковые или патронные. Обычно станки малого
размера — прутковые, а среднего размера могут быть как прутковые, так и
патронные. Крупные револьверные станки обычно патронные. Все эти станки
делятся на станки с вертикальной и горизонтальной осью вращения
револьверной головки (рис. 16). Револьверные головки бывают призматические
и цилиндрические. Головки призматической формы (рис. 16, а) обычно имеют
вертикальную ось и шесть граней с гнездами. Головки цилиндрической
формы делают с горизонтальной осью вращения (рис. 16, б и в) с
расположением горизонтальной оси головки параллельно (рис. 16, б) или
перпендикулярно оси шпинделя станка (рис. 16, в).
Движения в револьверных станках. В револьверных станках главным
движением является вращение шпинделя, несущего заготовку; движением
подачи — продольное sx и поперечное s2 перемещение суппортов, несущих
режущий инструмент. В револьверных головках с горизонтальной осью
вращения, параллельной оси шпинделя, поперечная подача осуществляется
медленным вращением револьверной головки (рис. 16, б). В станках с
револьверной головкой, имеющей вертикальную ось вращения, поперечная
подача осуществляется поперечным суппортом, а иногда и перемещением
салазок с револьверной головкой в поперечном направлении (рис. 16, а).
37
Вспомогательными движениями в револьверных станках являются:
повороты (индексирование) револьверной головки для последовательного
ввода в работу различного инструмента; подача и зажим прутка; быстрый
подвод и отвод револьверного, поперечного суппортов и др.
Рис. 16, Револьверные головки
Токарно-револьверный станок 1Н325 является универсальным общего
назначения и предназначен для обработки деталей' из прутка диаметром
до 25 мм, либо штучных заготовок, закрепляемых в патроне. Станок имеет
шестигранную револьверную головку с вертикальной осью вращения.
3 2 1
Рис. 17. Токарно-револьверный станок 1Н325
На станке можно производить все виды токарных работ, включая нарезание
резьб плашками, метчиками или с помощью специального резьбонарезного
копира.
Техническая характеристика станка: число значений частот вращения
шпинделя 16; частота вращения шпинделя 80—3150 об/мин; число подач 3;
продольная подача 0,05—0,3 мм/об; поперечная — 0,05—0,3 мм/об.
На рис. 17 показан общий вид станка. В корпусе 1 установлен
редуктор 3. Слева на станине 2 расположена шпиндельная бабка 5 и коробка
38
подач 4. На направляющих станины справа установлен револьверный
суппорт. Он состоит из каретки 5 и шестипозиционной револьверной головки 7.
В гнездах последней в специальных державках закрепляется режущий
инструмент. Головка поворачивается вокруг вертикальной оси, фиксируется
в шести положениях и вместе с суппортом получает продольную подачу
с помощью механизма, смонтированного в фартуке 9. Поперечным
суппортом 6 отрезают готовые детали, а также выполняют поперечное фасонное
обтачивание. Кинематическая схема станка представлена на рис. 18.
Главное движение — вращение шпинделя осуществляется от
двухскоростного электродвигателя 1 через двухступенчатую коробку
скоростей (редуктор) по двум кинематическим цепям.
При включенной муфте 5 — через зубчатые колеса 2—3 на вал /,
затем через сменные колеса а—b на вал // и через ременную передачу 10—52
на шпиндель VII. При включенной муфте 6 — через зубчатые колеса 2—3,
4—9, 8—7 на вал / и далее по предыдущей цепи. Сочетание двухскоростного
электродвигателя с двухскоростным редуктором и наличие двух пар
обратимых сменных колес а—b позволяет получить 16 значений частот вращения
шпинделя. Реверсирование шпинделя осуществляется изменением
направления вращения электродвигателя.
Суппорты. Поперечный суппорт имеет только поперечное
перемещение, которое заимствуется от шпинделя и через две ременные передачи
со шкивами 52—10, И—12, трехскоростную коробку подач, червячную пару
22—23, зубчатые колеса 24—25 и 26—27 передается на винт XI.
Установочное продольное перемещение суппорта осуществляется вручную с помощью
реечной пары 28—29.
Револьверный суппорт получает только продольное перемещение,
которое от шпинделя до ходового вала X осуществляется по предыдущей цепи,
а далее через зубчатые колеса 30—31, червячную пару 32—33, зубчатые
колеса 34—35 и 36—37 передается на реечную пару 38—>39. Ручное
установочное перемещение револьверного суппорта производится с помощью
реечной пары 58—59.
Коробка подач сообщает три подачи поперечному и
револьверному суппортам. При включении электромагнитной муфты 14 движение на
вал V передается непосредственно с вала IV] при включении муфты 16 —
через зубчатые колеса 13—19, 20—15\ при включении муфты 18 — через
зубчатые колеса 13—19 и 21—17.
Резьбонарезное приспособление предназначено для
нарезания по копиру наружных и внутренних резьб резцами и гребенками.
Вал копира IX может получать от шпинделя вращения с передаточным
отношением i± = 1 или 12 = -^- с помощью скользящего блока 48—49.
Таким образом, с помощью одного резьбового копира можно нарезать резьбы
двух разных шагов: при передаточном отношении от шпинделя к валу
копира IX 1г = 1, шаг нарезаемой резьбы равен шагу копира; при
передаточном отношении от шпинделя к копиру i2 = -у, шаг нарезаемой резьбы равен
половине шага резьбы копира.
Механизм подачи и зажима прутка. Подача и зажим
прутка осуществляются с помощью барабанов 53—54\ получающих привод
от электродвигателя 57, через червячную пару 55—56.
На валу 5 (рис. 19), получающем вращение от отдельного
электродвигателя через червячную передачу 2—3, закреплены барабаны
(цилиндрические кулачки) 1 и 4. Барабан 1 с помощью рычага 20 управляет перемещением
муфты 13 зажимного механизма, расположенного на левом конце шпинделя.
Для зажима прутка муфта 13 перемещается влево и своей конической
поверхностью утапливает шарики 16. При этом сепаратор 15, упругий
компенсатор 14, регулировочное кольцо 12 и гайка 10, навернутая на трубу за-
39
о
Резьбодый
Резьбовое
приспособление
49 51 50
N-2,6/3,0 к Ь'т
п=1Ч20/2800од/мин
z=35 z=62
Рис. 18. Кинематическая схема токарно-револьверного станка 1П325
жима 17, перемещаются влево. На правом конце трубы зажима 17 навернута
пружинящая цанга 18, которая затягивается в конусное отверстие
шпинделя и зажимает пруток. При разжиме муфта 13 отходит вправо, шарики 16
освобождаются; цанга 18, благодаря своей упругости, разжимаясь,
скользит по конусу шпинделя, перемещаясь вправо, и увлекает за собой трубу 17
и детали 10, 12, 14, 15. Шарики при этом выдавливаются на периферию.
Барабан 4 с помощью рычага 6 и качающейся кулисы 11 сообщает
возвратно-поступательное движение ползушке подачи 8, которая скользит по
направляющей, привернутой к корпусу механизма. В ползушке на
шариковом подшипнике установлена труба подачи 9, несущая на своем правом
Ю 11 12 15 К 15 16 1?
Рис. 19. Механизм подачи и зажима прутка
конце подающую цангу 19. Усилие, подающее ползушку подачи вместе с
трубой подачи, цангой и прутком вправо до упора, создается пружиной 7.
Отвод же подающей трубы влево осуществляется кривой барабана 4.
Подача и зажим прутка производится в такой последовательности:
после отрезки готовой детали зажимная цанга 18 зажата и удерживает
пруток. Подающая труба 9 с цангой 19 перемещается влево, и цанга
проскальзывает по прутку. Затем зажимная цанга 18 разжимается, освобождая
пруток, а подающая труба с цангой 19, перемещаясь вправо, подает пруток до
упора, отрегулированного в соответствии с длиной обрабатываемой детали.
После этого зажимная цанга, сжимаясь, закрепляет пруток.
Револьверный суппорт (рис. 20) состоит из двух частей:
установочного ползуна 5, который может закрепляться на направляющих
станины, и каретки 8, перемещающейся по направляющим ползуна 5.
Каретка несет пустотелую колонну 10, на которой на подшипниках установлена
шестигранная револьверная головка 11 с прикрепленным к ней
делительным диском 9.
В пазу каретки 8 установлена ходовая рейка 14, находящаяся в
зацеплении с реечным колесом 16. С помощью этой реечной пары осуществляется
рабочая подача каретки 8 с револьверной головкой и отвод их вправо.
Ходовая рейка 14 в зоне рабочего хода каретки 5 жестко с ней связана специаль-
41
ным замком, а когда каретка, отведенная вправо до упора, останавливается,
рейка 14 теряет с ней связь и перемещается дальше, для поворота
револьверной головки. Для поворота головки ходовая рейка 14 слева имеет
вспомогательную рейку 7, которая после отвода каретки входит в зацепление с
зубчатым сектором 6, поворачивает его, а вместе с ним через ряд
промежуточных деталей, вал 12 и фланец 13 поворачивает и револьверную головку.
Перед поворотом головки специальный механизм выводит фиксатор 15
из гнезда делительного диска 9, освобождая головку. После поворота головки
фиксатор под действием пружины 17 западает в следующее гнездо
делительного диска 9, фиксируя револьверную головку в новом положении.
С помощью специального устройства, при движении вспомогательной
рейки 7 вправо осуществляется разжим револьверной головки перед ее
12 13
Рис. 20. Револьверный суппорт станка 1П326
поворотом, а при движении рейки влево — зажим головки после поворота.
Одновременно с поворотом револьверной головки, через зубчатые колеса 4,
3, 2, 1 с общим передаточным отношением i = 1 поворачивается и барабан
упоров 18, несущий шесть упоров 19, которые ограничивают рабочий ход
револьверной головки в каждой из шести ее положений.
Токарно-револьверные станки с горизонтальной осью револьверной
головки по принципу работы не отличаются от станков с вертикальной
осью револьверной головки. Различие состоит в том, что на станках с
горизонтальной осью револьверной головки нет поперечного суппорта.
Револьверная головка получает продольную подачу и, кроме того, может медленно
поворачиваться вокруг своей оси, чем обеспечивается поперечная (круговая)
подача.
Револьверный суппорт с горизонтальной осью револьверной головки
состоит из корпуса 1 (рис. 21), внутри которого на подшипниках установлен
шпиндель 7. На левом конце шпцнделя закреплена револьверная головка
в виде диска 2, имеющего гнезда для установки и закрепления инструмента.
Головка может периодически поворачиваться и быть зафиксирована в
различных положениях. Периодический поворот ее на новую позицию
осуществляется вручную с помощью маховика 3. При этом фиксатор выводится из
гнезда рукояткой 4.
Продольное перемещение револьверного суппорта вручную или от
механизма подач станка производится с помощью реечной передачи 5—8,
причем рейка 5, закреплена на суппорте и перемещается вместе с ним, а
реечное колесо 8 установлено в корпусе станка. Круговая подача, т9 е, медленное
42
вращение револьверной головки, осуществляется также от механизма подач
станка или вручную с помощью маховика 9. На барабане 6 устанавливаются
упоры, ограничивающие рабочий ход револьверного суппорта в каждом
очередном положении револьверной головки с инструментом.
Рис. 21. Револьверный суппорт станка с горизонтальной осью револьверной
головки
На практике встречаются различные размеры револьверных станков.
Станки с наибольшим диаметром обработки от 18 до 125 мм строятся как
прутковые; причем до диаметра 40 мм включительно выпускаются в двух
исполнениях: с вертикальными и горизонтальными револьверными
головками. Крупные револьверные станки с диаметром обработки над станиной,
равным от 160 до 630 мм9 строятся патронными с вертикальной револьверной
головкой*
5. Токарные лобовые станки
Для обработки коротких заготовок большого диаметра и небольшой
длины в единичном производстве применяют токарные лобовые станки.
Они имеют сравнительно небольшую длину, планшайбу большого диаметра
и не имеют задней бабки*
5 6 а) 1 6)
Рис. 22. Лобовые токарные станки:
Л =- передняя бабка с коробкой скоростей; 2 — главный электродвигатель; 3 —
планшайба; 4 — суппорт; 5 — коробка подач; 6 —ходовой вал
На рис. 22 показаны лобовые станки с суппортом, установленным на
одной станине со шпиндельной бабкой (рис. 22, а) и с обособленным
суппортом (рис. 22, б). Станки с обособленным суппортом предназначены для
обработки особо крупных деталей, превышающих диаметр планшайбы. Для
этого в фундаменте под планшайбой делают выемку. Привод подачи суппорта
такого станка осуществляется или от отдельного электродвигателя, или от
шпинделя станка через храповые устройства,
43
В настоящее время, ввиду невысокой точности и сложности установки
заготовки на вертикальной планшайбе, а также низкой производительности,
лобовые станки применяются редко — они вытеснены более совершенными
карусельными станками.
6. Карусельные станка
Карусельные станки применяются для обработки тяжелых деталей
большого диаметра и сравнительно небольшой длины. На них можно выполнять
почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы),
на котором закрепляется заготовка, значительно облегчает ее установку
и выверку. Кроме того, шпиндель
разгружен от изгибающих сил,
что позволяет получить более
высокую точность обработки деталей.
Карусельные станки изготовляют
двух типов: одностоечные и двух-
стоечные. Станки с планшайбой
диаметром до 1500 мм обычно
одностоечные, а станки с планшайбами
большего диаметра — двухстоеч-
ные. На рис. 23 показан общий
вид карусельного одностоечного
станка.
Режущий инструмент крепится
в резцедержателе бокового
суппорта 8 и в револьверной головке
вертикального суппорта 5.
Горизонтальную подачу револьверного
суппорта используют при
обработке торцовых поверхностей, а
вертикальную — внутренних
цилиндрических и конических
поверхностей (суппорт можно
поворачивать вокруг горизонтальной
оси). Боковой суппорт 8 служит
для обработки наружных
поверхностей, а при горизонтальной
подаче — для обработки торцовых
поверхностей, прорезки канавок, снятия фасок и других операций.
Карусельный станок 1508 является универсальным станком и
предназначен для токарной обработки деталей в виде отливок, корпусов, маховиков,
зубчатых колес, бандажей и т. п.(рис. 24).
Рис. 23. Карусельный одностоечный станок:
/ — станина; 2 — стол-планшайба; 3 — пятипози-
ционная револьверная головка; 4—
поперечина-траверса; 5, 8 ■— суппорты; 6 — стойка; 7', 9 — коробки
подач
Техническая характеристика станка
Наибольший диаметр обтачивания в мм 800
Наибольшая высота заготовки в мм 800
Число значений частот вращения планшайбы ... 18
Частота вращения планшайбы в об/мин 10—500
Подачи на 1 оборот в мм:
продольные 0,6—6,3
поперечные 0,6—6,3
44
Главное движение (вращение планшайбы) производится от
электродвигателя 99 через ременную передачу /—2, зубчатые передачи 3—4 или
5—6, или 7—5 на вал //, затем через передачи 4—9 или 10—11, или 19—20
на вал ///; далее через передачи 12—13, 17—18 или 14—15—16 на вал V
и через коническую пару 25—26 и передачу 27—28 на шпиндель VIIL
Коробка скоростей сообщает планшайбе 18 различных значений частот
вращения.
Движения подач. Подачи суппортов (револьверного и бокового)
заимствуются от планшайбы через две независимые двенадцатискоростные коробки
подач с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от
вала VIII планшайбы, через зубчатую передачу 28—27, коническую пару 26—
25, зубчатые передачи 21—22 и 23—24, передачи 29—30 и 31—32,
коническую пару 42—43, вал XIII коробки подач (показана отдельно, слева),
муфту 111, зубчатые передачи 67—68 или 69—70, или 71—72 и
электромагнитные муфты 112, ИЗ или муфту обгона 114, зубчатые передачи 74—75
или 68—76 и муфты 115 или 116, передачи 77—78, 80—79,81—82 и муфту 118
или 81—82 и муфту 117, вал XVI, реверсивный механизм, состоящий из
зубчатых колес 83—89 и муфты 119 или 82—85—86 и муфты 120,
зубчатую передачу 87—88 и вал XIX на винт 51 в каретке револьверного
суппорта.
Вертикальная подача револьверного суппорта осуществляется по той
же цепи до вала XVI коробки подач и далее, через зубчатые передачи 83—94
и муфту 123 или 85—95 и муфту 124, передачу 93—92 и вал XX на вал XXVI
в каретке суппорта, затем через коническую пару 44—45, зубчатые
колеса 46—47—48 и коническую пару 49—50 на винт 52.
Горизонтальная подача бокового суппорта осуществляется от
электродвигателя 99 до вала XII по той же цепи, далее через коническую пару 33—
34 на вал XIII другой коробки подач, затем через коробку подач по цепям,
указанным выше, до вала XIX, далее на вал XXV в каретке бокового
суппорта и через передачи 37—38—39—40 на винт 41.
Вертикальная подача бокового суппорта осуществляется по той же
цепи до вала XVI коробки подач, затем на вал XX этой же коробки по
цепям, указанным выше, далее на вал XXIX в каретке суппорта и через
конические передачи 35—36 и 96—97 на винт 98.
Установочные перемещения. Установочное перемещение
револьверного суппорта (горизонтальное или вертикальное) осуществляется
от электродвигателя быстрых ходов 59, зубчатые передачи 60—61, 62—73,
при разомкнутой муфте 111, через коробку подач до валов XIX или XX
и далее по цепям этого суппорта, указанным выше.
Установочное перемещение бокового суппорта производится от
электродвигателя быстрых ходов другой коробки подач и далее, по цепям бокового
суппорта, указанным выше.
Установочное перемещение траверсы осуществляется от
электродвигателя 58, через червячную передачу 55—56 на винт 57. Ручное установочное
перемещение суппортов производится с помощью маховиков 99 и 100 в
коробках подач, через конические передачи 84—90 или 101—91 на валы XIX
или XX и далее по указанным ранее кинематическим цепям суппортов.
Ползун револьверного суппорта при обработке конической поверхности
поворачивается через червячную передачу 53—54.
В Советском Союзе изготовляется большое количество карусельных
станков. Станки с диаметром обработки 800—1600 мм и высотой
обрабатываемой детали 800—1000 мм строятся в одностоечном исполнении, а с
диаметром 2300—8000 мм и высотой 1600—3200 мм—в двухстоечном. Вообще
говоря, станки выпускаются в зависимости от потребности и больших
размеров (до 25 м).
45
Кородка подач
N = 1кВт
п- 1250о5/мин
65
z=2h
100/
р\12з f m/ У—f
101
Z = 10 Z=73
9Ь
93 ,
Z = 35
PS /
Z=54
Коробка скоростей
12 /4 20
N=28 к Вт
л=?Ь50о5/мин
0 270
z=48 z=67 z=-42 z=55 Z~30 z=30 z=40
z=63
-X
Рис. 24. Кинематическая
46
1508
Глава III
СВЕРЛИЛЬНЫЕ И РАСТОЧНЫЕ СТАНКИ
Сверлильные станки предназначены для сверления глухих и сквозных
отверстий, рассверливания, зенкерования, развертывания, растачивания и
нарезания резьбы.
Основными формообразующими
движениями при сверлильных
операциях являются: главное —
вращательное движение v и движение
подачи s шпинделя станка (рис. 25, а).
Кинематические цепи,
осуществляющие эти движения, имеют
самостоятельные органы настройки iv и /s,
посредством которых устанавливается
необходимая скорость вращения
инструмента и его подача-.
Сверлильные станки
подразделяются на вертикально-сверлильные
настольные и наклонные, радиально-
сверлильные, для глубокого сверле-
, *Ф*—-См)
^
tkj
*)
Рис. 25. Вертикально-сверлильный станок
ния, центровальные и многошпиндельные. Настольные станки строят для
наибольшего условного диаметра сверления отверстий в стальных деталях
(<тв = 500-йЗОО Мн/м2) 3; 6; 12 и 16 мм, вертикально-сверлильные и ради-
ально-сверлильные — 18; 25; 35; 50 и 75 мм. Вылет радиально-сверлильных
станков составляет 1300—2000 мм.
/. Вертикально-сверлильные станки
Общий вид Наиболее распространенного универсального одношпиндель-
ного вертикально-сверлильного станка показан на рис. 25, б. Станок
предназначен для работы в основных производственных цехах, а также в уело-
48
М-Г~ N=7кВт
n=t500 Об/мин
Рис. 26. Кинематическая схема вертикально-сверлильного станка 2А150
49
виях единичного и мелкосерийного производства, в ремонтно-механических
и инструментальных цехах.
На фундаментной плите / смонтирована колонна 3 коробчатой формы*
В ее верхней части размещена шпиндельная головка 6, несущая
электродвигатель 5 и шпиндель 7 с инструментом 8. На вертикальных направляющих
колонны установлена шпиндельная бабка 4, внутри которой 'размещен
механизм подачи, осуществляющий
вертикальное перемещение шпинделя. Поднимать и
опускать шпиндель можно механически и вручную,
с помощью штурвала 2. Для установки и
закрепления приспособления с обрабатываемыми
заготовками имеется стол 9. Его устанавливают
на различной высоте, в зависимости от
размеров обрабатываемых деталей.
На рис. 26 представлена кинематическая
схема вертикально-сверлильного станка 2А150
(2Н150). Частота вращения шпинделя
изменяется с помощью коробки скоростей.
Приемный вал / вращается от электродвигателя 46
через ременную передачу /—2. Движение
валу // сообщает одна из четырех пар зубчатых
колес 3—4, 5—6, 7—8 и 9—10. Дальнейшее
вращение передается одной из кинематических
цепей: 11—15, 16—17 или 13—14, 16—17 или
13—14, 18—19. Колеса 17 и 19 вращают
втулку 20, а вместе с ней и шпиндель V, связанный
со втулкой шлицевым соединением. В итоге
шпиндель имеет 12 различных значений частот
вращения. Реверсирование шпинделя,
необходимое при производстве резьбонарезных работ,
осуществляется переключением полюсов
электродвигателя.
Рабочая подача шпинделя производится
с помощью реечной передачи. Реечное колесо 42
находится в зацеплении с рейкой пиноли 43.
При вращении колеса пиноль перемещается
вертикально вместе со шпинделем.
Описываемый станок имеет девять подач,
осуществляемых от шпинделя через цилиндрические
зубчатые колеса 21—22, 23—24 и коробку подач.
Вращение валу VIII сообщает одна из трех
передач 25—26, 27—28 или 21—30 и далее
на вал X—одна из трех цепей зубчатых колес
30—31, 32—33 или 30—31, 31—34 или 47—35,
31—34. Зубчатые передачи 36—37 и червячная
пара 40—41 сообщают вращение реечному
колесу 42.
На рис. 27 показана конструкция характерного для сверлильных
станков шпиндельного узла. Втулка 7, с жестко насаженными колесами 6 и 8
(17 и 19 на рис. 26), вращается в двух шарикоподшипниках. На верхнем
конце шпинделя нарезаны шлицы, которыми он входит внутрь втулки,
получая от нее вращение. Нижний участок его смонтирован на подшипниках
в пиноли 4. Конструкция узла такова, что шпиндель, свободно вращаясь,
не имеет осевого смещения относительно пиноли. Последняя, получая
вертикальную подачу от реечного колеса 5, увлекает за собой шпиндель. Когда
при сверлении шпиндель перемещается вниз или вверх, возвращаясь в
исходное положение, шлицевый участок его скользит в шлицах втулки 7 без нару-
Рис.
27. Шпиндельный
сверлильного станка
узел
50
шения кинематической связи. Сила подачи при сверлении воспринимается
ynopHbLM подшипником, смонтированным в нижней части пиноли, а сама
пиноль перемещается в круговых направляющих корпуса (см. рис. 25, б)
шпиндельной бабки 4.
Нижний конец шпинделя имеет коническое отверстие определенного
стандартного размера. В него вводится хвостовик инструмента ) и
удерживается там силой трения. Шпиндель имеет отверстие 2, в которое вводится
клин 3 для выталкивания инструмента. В случае необходимости закрепления
в шпинделе инструмента различных диаметров с хвостовиками, меньшими
размера гнезда, применяют переходные втулки.
2. Радиально-сверлильные станка
Перемещение по плоскости стола крупногабаритных и тяжелых деталей
вызывает большие неудобства и потерю времени. Поэтому при обработке
большого количества отверстий в таких деталях применяют радиально-
сверлильные станки (рис. 28). При работе на них деталь остается
неподвижной, а шпиндель со сверлом
перемещается относительно детали и
устанавливается в требуемое
положение.
На фундаментной плите 1
установлена тумба 2 с неподвижной
колонной, на которую надета
гильза 3, поворачивающаяся
вокруг колонны на 360°. На гильзе
смонтирована траверса 4.
Траверса, в свою очередь, имеет
горизонтальные направляющие, в
которых может перемещаться
сверлильная головка 5. Внутри головки
размещены коробка скоростей,
коробка подач и узел шпинделя 6.
На передней крышке расположены
органы управления.
Обрабатываемые детали
устанавливаются на столе 7 или
непосредственно на верхней плоскости
фундаментной плиты /. Шпиндель 6
со сверлильной головкой может
перемещаться в горизонтальном Рис. 28. Радиально-сверлильный станок
направлении, а вместе с
траверсой 4 и гильзой 3 поворачиваться вокруг оси неподвижной колонны. Эти
два движения обеспечивают установку инструмента по любым координатам.
С помощью винта 8 траверса поднимается или опускается по гильзе и
закрепляется на любой высоте. Гильза, в свою очередь, может быть зажата на
колонне, а сверлильная головка — на траверсе. Перед сверлением
отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки
освобождают. Механизмы зажима размещены в нижней части гильзы — над
тумбой 2 и в сверлильной головке 5.
3. Многошпиндельные сверлильные станки
и головки
Для одновременного сверления нескольких отверстий применяют
многошпиндельные станки и головки.
В машиностроении нашли распространение два вида
многошпиндельных головок: головки, которыми оснащают универсальные вертикально-
51
сверлильные станки; сверлильные головки (шпиндельные коробки, насадки)
агрегатных станков.
На рис. 29, а показана компоновка узлов многошпиндельной
сверлильной головки с неподвижными шпинделями. Шпиндели /, количество и
расположение которых зависит от числа отверстий обрабатываемой детали,
смонтированы в корпусе 2 головки. Привод их осуществляется от централь-
а) ё)
Рис. 29. Многошпиндельные головки
ного— ведущего колеса 3 (рис. 29, б). Головка устанавливается на станке
следующим образом. Пиноль сверлильного станка оснащают фланцем 4.
К нему прикреплют корпус 2 головки. На конце ведущего вала 5 сделаны
лыски, которыми он заходит в прямоугольный паз шпинделя 6 станка.
Следовательно, шпиндель станка вращает все шпиндели головки, а пиноль
сообщает ей подачу.
У многих универсальных станков пиноль не имеет фланца, а
шпиндель — прямоугольного паза. В таких случаях фланец 4 делают насадным,
а вал 5 — с хвостовиком, размер которого соответствует конусу в шпинделе,
4. Горизонтально-расточные станка
Расточные станки предназначаются для обработки деталей в условиях
единичного и серийного производств. Это — широкоуниверсальные станки,
на которых можно производить черновое и чистовое растачивание отверстий,
обтачивание наружных цилиндрических поверхностей и торцов отверстий,
сверление, зенкерование и развертывание отверстий, фрезерование плоско-
52
стей, нарезание резьбы и другие операции. Большое разнообразие
различных видов обработки, производимых на расточных станках, позволяет в ряде
случаев проводить полную обработку детали без перестановки ее на другие
станки, что особенно важно для тяжелого машиностроения.
Характерной особенностью расточных.станков является наличие
горизонтального (или вертикального) шпинделя, который совершает движение
осевой подачи. В шпинделе крепится режущий инструмент — борштанга
с резцами, сверло, зенкер, фреза, метчик и др. Е> последнее время широкое
применение начинают получать расточные станки с программным
управлением, что сокращает время на переналадку станка, повышает
производительность труда и улучшает качество обработки.
В зависимости от характера выполняемых операций, назначения и
конструктивных особенностей расточные станки можно подразделить на
универсальные и специализированные. В свою очередь, универсальные станки
разделяются на горизонтально-расточные, координатно-расточные и алмазно-
расточные (отделочно-расточные). Для всех типов станков наиболее
существенным параметром, определяющим все основные размеры станка, является
диаметр расточного шпинделя.
Формообразующими движениями в расточных станках являются:
вращение шпинделя и движение подачи. Подача сообщается либо инструменту,
либо заготовке, в зависимости от условий обработки. Вспомогательными
движениями являются: установочные перемещения шпиндельной бабки в
вертикальном направлении, установочные перемещения стола в продольном
и поперечном направлениях, установочное перемещение задней стойки
с люнетом, перемещение люнета по стойке и т. д.
На рис. 30 показана кинематическая схема универсального
горизонтально-расточного станка 2625. На станине 1 справа установлена передняя
неподвижная стойка 2, по вертикальным направляющим которой
перемещается шпиндельная бабка 3. С левой стороны станины установлена задняя
стойка 4, которую можно перемещать по направляющим станины. Между
стойками на направляющих станины расположен поворотный стол 5,
который может совершать движения подачи в продольном и поперечном
направлениях. В шпиндельной бабке, расположенной на передней стойке станка,
помещается механизм главного движения и механизм подачи расточного
шпинделя. Бабка может перемещаться вручную по направляющим стойки 2.
Рассмотрим основные кинематические цепи станка.
Главное движение — вращение расточного шпинделя и шпинделя
планшайбы. Вращение шпинделям передается от двухскоростного
электродвигателя 30, через ременную передачу 6—7, зубчатые передачи коробки
скоростей 8—9, 10—11, 12—13, 14—15, 16—17, 18—19. При включении муфты 31
движение с вала коробки скоростей через колеса 20—21 будет передаваться
на планшайбу. Коробка скоростей обеспечивает 18 различных значений
частот вращения шпинделей.
Расточной шпиндель, помимо вращательного движения, может
совершать также поступательное движение подачи в осевом направлении. Коробка
подач позволяет получить 16 подач. Наличие ходового винта подачи
шпинделя позволяет нарезать наружные и внутренние резьбы. Эта цепь
настраивается при помощи гитары а—Ь, с—d.
Шпиндель планшайбы имеет суппорт, служащий для подачи инструмента
в радиальном (поперечном) направлении при помощи планетарной передачи.
Движение от шпинделя планшайбы к суппорту передается по двум
кинематическим цепям. С одной стороны движение передается непосредственно от
шпинделя через зубчатые колеса 21—22 с постоянным передаточным
отношением 58 : 22 на водило. В этом случае колеса 23 и 24 совершают планетарное
движение, вращая колесо 25. С другой стороны на это колесо передается
движение от шпинделя через коробку подач станка. Движение,
передаваемое по обеим кинематическим цепям, суммируется зубчатым колесом 25 и
53
передается через колеса 26—27, червячную и реечную передачи суппорту
планшайбы. Суппорт планшайбы имеет 16 подач, предельные значения
которых будут smn = 0,05 мм/об, sraax = 8,1 мм/об.
Шпиндельная бабка также имеет 16 ступеней вертикальной подачи по
направляющим передней стойки в пределах от 0,1 до 16 мм/об планшайбы.
Стол станка совершает продольную подачу. Начальным звеном этой
цепи является расточной шпиндель, конечным звеном— реечное колесо 28.
Стол имеет 16 подач в пределах от 0,05 до 8,1 мм/об расточного шпинделя
и от 0,1 до 16 мм/об шпинделя планшайбы. Ускоренное перемещение стола
производится электродвигателем 29 быстрых перемещений.
Рис. 30. Кинематическая
схема универсального
горизонтально-расточного
станка 2625
5. Координатно-расточные станки
Координатно-расточные станки предназначены для обработки отверстий
в кондукторах, приспособлениях и деталях, для которых требуется высокая
точность взаимного расположения отверстий. Наряду с растачиванием на
станках могут выполняться сверлильные операции, чистовое фрезерование,
разметка и проверка линейных размеров, в частности межцентровых рас-
54
стояний. Применяя поставляемые со станком поворотные столы и другие
принадлежности, можно, кроме того, обрабатывать отверстия, заданные
в полярной системе координат, наклонные и взаимноперпендикулярные
отверстия и протачивать торцовые поверхности.
На рис. 31 представлен координатно-расточной станок 2А450,
оборудованный оптическими устройствами, позволяющими отсчитывать целую
и дробную части координатного размера» Станок 2А450 пригоден как для
55
работы в инструментальных, так и в производственных цехах для точной
обработки деталей без специальной оснастки.
В условиях нормальной эксплуатации станок обеспечивает точность
установки межцентровых расстояний в прямоугольной системе координат —
0,004 мм, в полярной системе — 5 угловых секунд. Точность расстояний
между осями отверстий, обработанных в нормальных для координатного
растачивания условиях, —• 0,006 мм.
Координаты отсчитываются при помощи точных масштабных
зеркальных валиков и оптических приборов. Зеркальные валики представляют
собой стержни из нержавеющей стали, на которых нанесены шкалы в виде
рисок. Поверхность валиков
доведена до зеркального блеска.
Координаты устанавливаются по точным
шкалам путем наблюдения через
специальные микроскопы.
На рис. 32 приведена схема хода
лучей при наблюдении продольного
масштаба. Лучи от источника света 10
через линзы 9 направленным пучком
падают на расположенную под углом
45° поверхность плоского стекла 8,
Рис. 31. Координатно-расточный станок Рис. 32. Схема схода лучей при наблюде-
2А450: нии продольного масштаба
1 «*- станина; 2 *— стойка; 3 — шпиндельная бабка;
4 — стол
отражаются от него и попадают на зеркальную поверхность масштабного
валика 7. Лучи, отраженные валиком 7, проходят плоское стекло 5,
преломляются призмой 6, идут сквозь линзы 5 параллельным пучком и выходят из
объектива. Пройдя расстояние между кареткой станка и пультом
управления, лучи попадают в окуляр. Затем лучи проходят линзу 4, преломляются
призмой 3 и собираются в фокусе окуляра /. В поле зрения окуляра /
находится тонкая стеклянная пластинка 2 с двумя параллельными визирными
рисками, между которыми и должно располагаться изображение риски шкалы
масштабного валика 7.
Перемещения при помощи шкал зеркальных валиков измеряются
следующим образом. Величина перемещения, равная целым миллиметрам, отсчи-
тывается по масштабным линейкам с миллиметровыми делениями.
Перемещения, составляющие доли миллиметров, отсчитываются по лимбам,
закрепленным на валиках со шкалами. Точность производимых отсчетов зависит
от точности шага рисок масштабного валика.
На рис. 33 показана кинематическая схема станка 2А450. Цепь
главного движения обеспечивает вращение шпинделя с режущим инструментом.
Вращение шпинделя осуществляется от регулируемого электродвигателя
постоянного тока 5 через ременную передачу и трехступенчатую коробку
скоростей, В пределах каждой из ступеней частота вращения шпинделя,
56
равная 700—2800 об/мин, изменяется бесступенчато путем регулирования
электродвигателя 5.
Зубчатые колеса коробки скоростей и кулачковая муфта 37
переключаются рычагами, которыми управляет барабан 69 поворачиваемый
маховиком 7 через зубчатые колеса 8—9—10—//.
^ Цепь вертикальной подачи, т. е. вертикальное перемещение
шпиндельной втулки (гильзы) с вращающимся шпинделем, осуществляется от
зубчатого колеса 12 через зубчатое колесо 13, фрикционный бесступенчатый при-
Рис 33. Кинематическая схема станка 2А450
57
вод 14, червяк 15, червячное колесо 16, реверсивный механизм с зубчатыми
колесами 17, 18, зубчатые колеса 19, 20, червяк 21, червячное колесо 22
и реечное зубчатое колесо 23, которое зацепляется с рейкой шпиндельной
втулки. Для изменения величины подачи маховиком 24 через конические
зубчатые колеса 25 и зубчатое колесо 26 поворачивается зубчатое колесо-
гайка 27, которая передвигает винт-тягу 28. Винт-тяга 28 связан с верхним
ведущим и нижним ведомым конусами фрикционного бесступенчатого
привода 14. Таким образом можно сводить или разводить конусы привода 14
и получить бесступенчатое изменение передаточного отношения, а
следовательно, и подачи в диапазоне 0,03—0,16 мм/об шпинделя.
Привод продольного перемещения стола осуществляется от
регулируемого электродвигателя постоянного тока М2 мощностью 0,245 кВт через
червячные пары 30—31, 32—33, реечное зубчатое колесо 34 и рейку 35,
закрепленную на столе. Частота вращения электродвигателя регулируется
в широком диапазоне. Поперечное перемещение стола производится от
электродвигателя МЗ через аналогичную кинематическую цепь.
Стол в нужном положении закрепляется от редуктора, установленного
на салазках, с приводом от электродвигателя 36. Включение и выключение
механизмов зажима стола осуществляются нажимом на соответствующие
кнопки.
6. Алмазно-расточные станки
Алмазно-расточные станки предназначены для финишной обработки
отверстий. Тонкое (алмазное) растачивание обеспечивает высокую точность
геометрической формы отверстий и высокий класс чистоты поверхности.
Эти станки применяются для
растачивания корпусных деталей станков,
цилиндров авиационных и
автомобильных двигателей и других
деталей. В зависимости от расположения
оси вращения шпинделя алмазно-
расточные станки подразделяются
на вертикальные и горизонтальные,
по числу шпинделей— на одношпин-
дельные и многошпиндельные.
Главным движением в алмазно-
расточных станках является
вращение расточного шпинделя с
инструментом. Движение подачи в
горизонтальных станках сообщается столу,
на котором закрепляется заготовка,
в вертикальных станках —
шпинделю. В специализированных
горизонтальных алмазно-расточных
станках- движение подачи иногда
сообщается шпиндельным головкам, в то
время как заготовка остается
неподвижной.
Шпиндели алмазно-расточного
станка монтируются в прецизионных
подшипниках качения или скольжения. В конструкциях шпиндельных
головок для компенсации износа подшипников предусматривается
автоматическая выборка зазора.
На рис. 34 показан алмазно-расточной вертикальный станок,
предназначенный для тонкого растачивания отверстий цилиндров блока
автомобильного или тракторного двигателя алмазным инструментом или резцами из'
Рис. 34. Алмазно-расточный станок
58
твердого сплава. Этот станок имеет массивную жесткую конструкцию, что
уменьшает вибрации, возникающие от быстровращающихся механизмов*
На фундаментной плите 1 монтируется тумба 2, а на ней —
вертикальная станина 3. На передней части плиты 1 имеются три Т-образных паза для
закрепления стола 4. На плите внутри тумбы 2 установлен
электродвигатель для привода главного движения. Внутри тумбы 2 установлены насосы
для охлаждающей жидкости и смазки, а также электроаппаратура. Внутри
станины 3 размещены коробки скоростей и подач, а спереди, на наружной
верхней ее части, установлена и закреплена шпиндельная головка 5. По двум
прямолинейным направляющим 6 вертикальной станины 3 может
перемещаться кронштейн 7 со сменными борштангами 8.
От электродвигателя через клиноременную передачу, коробку скоростей
и плоскоременную передачу шпиндель станка с борштангой 8 получает
шесть различных значений частот вращения в пределах 225—550 об/мин.
Настройка шпинделя с борштангой 8 на различную частоту вращения
производится при помощи сменных зубчатых колес коробки скоростей.
Коробка подач также является самостоятельным узлом,
вмонтированным внутри станины 3 в верхней ее части. Кроме механизма переключения
рабочих подач шпинделя с борштангой S, в коробке подач находятся
механизмы ускоренной его подачи и автоматического переключения шпинделя
с ускоренного подвода на рабочую подачу и на ускоренный возврат
шпинделя в исходное вертикальное положение.
Советское станкостроение изготовляет достаточный комплект расточных
станков. В частности, горизонтально-расточные станки строятся со
шпинделями диадметром 80—320 мм. В широких пределах выпускаются коорди-
натно-расточные станки. Размеры рабочих поверхностей столов их
колеблются от 160X280 до 1400X2200 мм.
Глава IV
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки предназначены для выполнения широкого круга
операций. Они позволяют обрабатывать наружные и внутренние фасонные
поверхности, прорезать прямые и винтовые канавки, фрезеровать резьбы
и зубья зубчатых колес.
Различают две основные группы фрезерных станков: универсальные
(общего назначения) и специализированные. К первым относятся
горизонтально-фрезерные, вертикально-фрезерные и продольно-фрезерные станки,
ко вторым — шпоночно-фрезерные, шлице-фрезерные, карусельно-фрезерные
и другие станки.
/. Горизонтально-фрезерные станки
Горизонтально-фрезерные станки характеризуются горизонтальным
расположением шпинделя (рис. 35). На фундаментной плите / установлена
станина 2, внутри которой размещен механизм главного движения с приводом
от электродвигателя 3 и
коробки скоростей 4. В
вертикальных направляющих
станины смонтирована консоль 5,
которая может перемещаться
вертикально по
направляющим станины. На
горизонтальных направляющих
консоли установлены поперечные
салазки 6> поворотная
плита 7, а в направляющих
последней— продольный
(рабочий) стол 5. Таким образом,
деталь, установленная
непосредственно на столе, в тисках
или приспособлении, может
получить подачу в трех
направлениях. Наличие
поворотной плиты • позволяет
в случае необходимости
поворачивать рабочий стол в
горизонтальной плоскости и
устанавливать его на требуемый
угол. Некоторые
горизонтально-фрезерные станки не
имеют поворотной плиты. В этом случае их называют простыми, в отличие
от универсальных. Привод подачи стола размещен внутри консоли 5 и
состоит из электродвигателя 9, коробки подачи 10 и других механизмов.
Фрезерные патроны и короткие оправки вставляют непосредственно
в конусное гнездо шпинделя 11 и закрепляют длинным болтом 1 (шомполом),
проходящим через отверстие в шпинделе 2 (рис, 36) 8 Длинные оправки 3
Рис. 35. Горизонтально-фрезерный станок 6М82
60
требуют дополнительной опоры, поэтому один конец ее закрепляют в
отверстие шпинделя, а второй располагают в подшипнике подвески 4 хобота.
Хобот 12 (см. рис. 35) расположен в верхней части станины 2. В его
направляющих установлена подвеска 13 с центром (слева) или с подшипником
(справа). На хоботе могут быть закреплены также две поддержки 14, нижние
концы которых связаны с консолью. Поддержки служат для увеличения
жесткости консоли.
На рис. 37 показана кинематическая схема универсального
горизонтально-фрезерного станка 6М82. Привод главного движения заимствуется
от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей.
Вращение от вала / с помощью зубчатых колес /—2 передается на одну из
трех пар колес 3—4, 5—6 или 7—8. Отсюда одна из передачи 9—10, 11—12
Рис. 36. Прием закрепления патронов и оправок
или 4—13 сообщает движение валу IV, а последний по цепи колес 14—15
или 16—17 — шпинделю V. Частота вращения шпинделя изменяется
переключением колес 3—5—7, 10—13—12 и 14—16.
Привод механизма подачи расположен внутри консоли.
Электродвигатель 63 с помощью передач 18—19, 20—21 вращает вал VIII и далее через
зубчатые колеса 22—23, 24—25 или 26—27, 27—28, 29—30 или 31—32
вращение передается валу X. Отсюда движение на вал XI может быть
передано через пару колес 33—34 (колесо 33 смещается вправо для сцепления
с муфтой 75) или через перебор, состоящий из колес 35—36, 37—33 и 33—34
(при этом колесо 33 занимает положение, показанное на схеме). Широкое
колесо 34 свободно насажено на вал и передает ему вращение при включении
муфты 64. При включении дисковой фрикционной муфты 67 вал XI может
получить быстрое вращение, необходимое для осуществления ускоренных
ходов. Цепь быстрого вращения состоит из групп передач 18—19, 19—52
и 52—53. Муфты 67 и 64 сблокированы и имеют один орган управления; при
включении- первой муфты вторая выключается и наоборот. Подачи стола
осуществляются с помощью винтовых механизмов: продольная 54—55,
поперечная 56—57 и вертикальная 58—59. Гайка 55 закреплена в верхних
салазках, гайка 57 — в консоли, гайка 59 — в тумбе 66.
Цепь продольной подачи соединяет вал XI с ходовым винтом 54. Она
состоит из передач 38—39, 40—41—42, 43—44, 45—46 (на схеме винт 54
повернут на 90° относительно оси колес 44 и 45; его ось перпендикулярна
к плоскости чертежа). Цепь поперечной подачи состоит из зубчатых колес 38—
39, 40—41—42—47. Цепь вертикальной подачи включает в себя зубчатые
колеса 38—39, 40—41, 48—49 и 50—51. Для включения и выключения подач
служат муфты 62, 65 и 70.
2. Вертикально-фрезерные станки
Вертикально-фрезерные станки строятся обычно на одной базе с
горизонтально-фрезерными и поэтому имеют много унифицированных деталей
и узлов. Вертикально-фрезерный станок отличается от горизонтально-
фрезерного вертикальным расположением оси шпинделя, в связи с чем
изменена конструкция станины, шпиндельного узла, а в кинематической схеме
привода главного движения добавлена пара конических зубчатых колес,
передающих вращение на шпиндель.
61
to
N=1,7kBt
п=М20 0б/тн
Рис. 37. Кинематическая схема
универсального горизонтально-
фрезерного станка 6М82
Устройство консольного стола такое же, как у
горизонтально-фрезерного. Исключение составляет поворотная плита, которая в столах веоти-
кально-фрезерных станков отсутствует. Существуют другие типы станков
данной группы, у которых шпиндель смонтирован не в станине, а в
специальной головке. Головка может поворачиваться в вертикальной плоскости
В этом случае ось шпинделя можно устанавливать под углом к плоскости
рабочего стола. У некоторых станков головка вместе со шпинделем может
перемещаться в вертикальной плоскости,
3. Продольно-фрезерные станки
Продольно-фрезерные станки (рис. 38) предназначены для обработки
плоскостей крупногабаритных деталей. На станине / этих станков
смонтированы две вертикальные стойки 2 и 3, скрепленные в некоторых станках
поперечной балкой. На вертикальных направляющих стоек расположены
фрезерные головки 4 и 5 с горизонтальной осью шпинделя и траверса (попе-
Рис. 38. Продольно-фрезерный станок
речина) 6. На направляющих траверсы установлены две фрезерные головки 7
и <9с вертикальной осью шпинделя. Обрабатываемую деталь устанавливают
на столе 9, который смонтирован на направляющих станины /.
Главным движением в станке является вращение шпинделей. Каждая
фрезерная головка имеет самостоятельный привод: электродвигатель и
коробку скоростей. Шпиндели допускают смещение их вдоль оси и могут быть
установлены под углом.
Продольную подачу имеет стол 9, поперечную—головки 7 и 5, а
вертикальную — головки 4 и 5. Привод движения подач для всех головок один.
Траверсу 6 устанавливают на требуемой высоте и зажимают. Во время
работы она неподвижна.
63
4. Универсальные делительные головки
Универсальные делительные головки предназначены для
периодического поворота обрабатываемой заготовки вокруг оси (деление) и для
непрерывного ее вращения, согласованного с продольной подачей стола при
нарезании винтовых канавок.
На рис. 39, а показана схема обработки детали с использованием
делительной головки. Заготовка / (в данном случае зубчатое колесо) установлена
на оправке в центрах шпинделя делительной головки 2 и задней бабки 3.
Модульной дисковой фрезе сообщают вращение, а рабочему столу —
продольную подачу, в результате чего будет обработана впадина между двумя
соседними зубьями. Возвратив стол в исходное положение, заготовку пово-
Рис. 39. Схемы обработки деталей в делительных головках
рачивают на угол, соответствующий шагу зубчатого колеса. Так продолжают
работу до тех пор, пока не будут профрезерованы все впадины.
Поворот заготовки и ее фиксирование осуществляются делительной
головкой. Внутри корпуса головки 2 смонтирован шпиндель 4, который
периодически поворачивают, вращая рукоятку 5. Положение рукоятки
фиксируется делительным диском (лимбом) 6, снабженным рядами отверстий,
равномерно расположенных на концентрических окружностях. В любое из
этих отверстий может заходить пружинный фиксатор рукоятки. К головке
приложено несколько дисков с различным количеством рядов и отверстий
к каждому ряду. Одна из конструкций имеет двусторонний диск, на каждой
стороне которого расположено по 11 окружностей со следующим
количеством глухих отверстий: 24—25—28—30—34—37—38—39—41—42—43 и
46—47—49—51—53—54—57—58—59—62—66.
Различают лимбовые и безлимбовые головки; первые получили
наибольшее распространение. На рис. 40 показаны кинематические схемы лимбовых
(рис. 40, а, в) и безлимбовых (рис. 40, г) делительных головок. Вращение
шпинделю передается от рукоятки 1 через группы зубчатых колес 3—6 и
червячную передачу 7—§. Положение рукоятки при повороте на
необходимый угол фиксируется делительным диском 2.
Передаточное отношение всех передач, кроме червячной и сменных
колес, обычно равно 1. Существует три способа настройки универсальных
делительных головок: для непосредственного деления; для простого деления;
для дифференциального деления.
64
Непосредственное деление. На, шпинделе делительной головки
установлен диск, имеющий определенное число пазов на равных расстояниях
друг от друга. Диск поворачивают рукояткой.
При 12 пазах диска шпиндель головки можно повернуть на -^-, -у-,
Т*' ТГ и 72" °б°Рота' т- е- делить окружность на 2, 3, 4, 6 и 12 частей. Таким
образом, область использования непосредственного деления весьма
ограничена.
Простое деление (рис. 40, а) применяют в тех случаях, когда
передаточное отношение цепи между валом с рукояткой и шпинделем головки может
быть выражено в виде простой дроби. Если z — число равных частей, на
которое необходимо произвести деление, то величина периодического вра-
Рис. 40. Кинематические схемы универсальных делительных головок
щения шпинделя головки составит — оборота. Для этого рукоятку / нужно
повернуть относительно неподвижного диска 2 на п? оборотов, Согласно
уравнению (3)
-т=пА-Ь (17)
Обозначая
2ri # Z8
N
и решая уравнение (17), найдем потребное число оборотов рукоятки
N
ПР= г
Величину N называют характеристикой головки. Чаще всего N
Полученное значение /гр выражают в виде простой дроби:
N А
(18)
= 40.
(19)
где В — число отверстий на одной из окружностей делительного диска;
А — число отверстий, на которое нужно повернуть рукоятку.
При отсчете делительная головка оснащается раздвижным сектором 7
(рис. 39, а), состоящим из двух радиальных линеек. Их раздвигают на угол,
соответствующий числу отверстий, отсчитываемому на диске, и скрепляют.
Если левую линейку упереть в фиксатор рукоятки, то правая линейка
окажется совмещенной с отверстием, в которое надо будет при очередном
повороте ввести фиксатор. После зафиксирования рукоятки в новом положении
левую линейку снова упирают в фиксатор.
3 Н. С. Колев и др4
65
Дифференциальное деление применяют в тех случаях, когда подобрать
диск с необходимым количеством отверстий способом простого деления не
удается. Сущность дифференциального деления состоит в следующем.
Подбирают фиктивное число частей гф, на которое необходимо произвести
деление, близкое к заданному z и удовлетворяющее простому способу деления.
Если выполнить простое деление, то шпиндель повернется на — оборота
1 гф
вместо —. Для компенсации полученной разницы шпинделю сообщают
дополнительный поворот, равный . Если эта разность будет
положительной, то дополнительный поворот делают в ту же сторону, что и основной,
если отрицательной, то в противоположную сторону.
Таким образом, рукоятка ) (рис. 40, б) должна совершить основной
поворот, чтобы разделить окружность на гф частей, и дополнительный, чтобы
компенсировать указанную выше разницу. Это достигается путем медленного
поворота диска 2 на величину дополнительного поворота рукоятки. Когда
последняя будет повернута на угол, соответствующий заданному числу
отверстий, отверстие, в которое должен быть введен фиксатор вместе с диском 2,
уйдет вперед или назад. Поэтому для того, чтобы ввести фиксатор в
отверстие, необходимо рукоятку дополнительно повернуть в ту или другую
сторону, до совпадения оси фиксатора с осью отверстия. Вращение диску
передается от шпинделя делительной головки через сменные колеса а—Ъ, с—d,
коническую пару 9—10 и зубчатые колеса 3—4.
Расчет настройки сводится к определению передаточного отношения
сменных зубчатых колес а—Ь> с—d. Чтобы повернуть шпиндель на — и —
Z сф
оборота, нужно согласно уравнению (19) повернуть рукоятку на
яР = — об.
при заданном числе делении и на
JL
Лр.ф = — Об.
при фиктивном числе делений.
Величина дополнительного вращения рукоятки равна величине
поворота диска
яР.доп = --^. (20)
За время деления шпиндель делительной головки повернется на —
оборота и, следовательно, сообщит диску
J_. * 4--—•— об. (21)
2 b d z10 z4
Приравнивая выражения (20) и (21), получим
"р.доп ^\z ч) z ь d z10 z,'
Обозначая ——~ через С (обычно С = 1) и решая данное уравнение,
z1Q z4
после преобразований получим
а с __ N гф — г ,99.
66
Пример. Определить параметры настройки делительной головки для фрезерования
зубьев цилиндрического колеса с z = 69. Пусть характеристика головки /V = 40 и С = 1;
примем 2ф = 70, тогда число оборотов рукоятки
Пф ~~ 70 " 28 '
Необходимо взять диск с 28-ю отверстиями и поворачивать рукоятку при делении на
16 отверстий. Передаточное отношение сменных колес согласно уравнению (22)
_а с_^40_ 70 — 69 40
6 ' d "" 1 70 ~ 70 *
Фрезерование винтовых канавок, расположенных равномерно по
окружности, осуществляется следующим образом (см. рис. 39, б). Заготовку 2,
установленную в центрах делительной головки 1 и задней бабки 4, вместе
со столом 5 поворачивают на угол |3, равный углу наклона винтовой линии
канавки. В результате этого средняя плоскость дисковой фрезы 5 совпадает
с направлением канавки. Заготовке сообщают непрерывное вращение, а
столу — продольную подачу вдоль линии ab.
Шпиндель делительной головки вращают от ходового винта продольной
подачи стола (рис. 40, в) по цепи сменных зубчатых колес ах—Ьи сх—du
далее через пары 9—10, 3—4 и диск 2 на рукоятку 7, передачи 5—6 и 7—8.
За один оборот шпинделя стол должен переместиться на величину шага
винтовой линии канавки /р.
вид
Уравнение кинематического баланса на основании равенства (9) примет
1 об. 3ar.-i.-^.^-2n.A.A..fB=/
- z1 zb zz z9 cx ax B P'
где tB — шаг ходового винта.
Учитывая, что
z-i ' z-o ' zs * z9 N '
получим уравнение настройки кинематической цепи
В практике винтовую линию канавки задают не шагом tp, а углом
наклона р (или углом подъема винтовой линии <р = 90 — |3) и диаметром d.
В этом случае шаг
<Р = -§Г (24)
Безлимбовые делительные головки отличаются от лимбовых тем, что
они не имеют делительных дисков. Рукоятка 1 (рис. 40, г) поворачивается
на один полный оборот и фиксируется в постоянном положении на
неподвижном диске 2. Величину поворота шпинделя устанавливают сменными
колесами #2—*2, с2—d2. При простом делении на z частей уравнение
кинематического баланса примет вид
z """ b2 ' d2 ' z4 '
а передаточное отношение звена настройки
а2 с2 __ _N_
где N = — характеристика головки*
• 67
Для деления на равные и неравные части с повышенной точностью
(0,25') применяются оптические делительные головки. В корпусе /
(рис. 41, а) смонтирована поворотная часть 2, несущая шпиндель 3 головки.
На шпинделе жестко закреплен стеклянный диск 49 на котором нанесены
Рис. 41. Оптическая делительная головка
360 точных градусных делений, наблюдаемых в микроскоп 5. В его
оптической системе имеется шкала с 60-ю делениями, позволяющая отсчитывать
угловые минуты. Деталь, которую необходимо точно разделить, закрепляют
в шпинделе 3 делительной головки. Деление заключается в простом
поворачивании шпинделя на заранее вычисленные углы, отсчитываемые через
окуляр микроскопа 5 по шкале диска 4 (рис. 41, б).
5. Шпоночно-фрезерные станки
Шпоночно-фрезерные станки предназначены для фрезерования
шпоночных пазов. Схема обработки паза представлена на рис. 42. Диаметр D
пальцевой фрезы подбирают по ширине В шпоночного паза. Фреза получает
вращательное главное движение, прямолинейную подачу вдоль оси паза
и вертикальную подачу в конце хода.
На рис. 43 показан вертикальный одношпиндельный шпоночно-фрезер-
ный станок. На основании ) размещены станина 2 и ее головка 3. На.
прямоугольных направляющих 4 головки смонтирована шпиндельная каретка 5,
получающая от гидропривода продольное перемещение. На вертикальных
направляющих 6 станины 2 смонтирована консоль 7 со столом 8. Стол 5,
на котором закрепляется обрабатываемая деталь, кроме вертикальных
перемещений, имеет еще и поперечные от рукоятки 9. В конце каждого хода
шпиндельной каретки 5 шпиндель автоматически перемещается на глубину
снимаемого за один проход слоя. Станок работает по полуавтоматическому
циклу. Гидравлическая и кинематическая схемы станка, изображенные на
рис. 44, поясняют принцип- его работы. Фрезерный шпиндель 13
смонтирован внутри пиноли 12 и вращается от двухскоростного электродвигателя 3
через трехступенчатую клиноременную передачу. Наличие трехступенчатой
передачи (15—14) дает возможность получить три различные угловые
скорости шпинделя.
Гидропривод станка расположен в шпиндельной каретке 5 (см. рис. 43).
Каретка перемещается от силового цилиндра продольной подачи, шток
которого закреплен во фланце головки 4 станины. Подачу на глубину
фрезерования в конце каждого хода производит силовой цилиндр вертикальной подачи.
68
Его поршень имеет двусторонний шток, состоящий из двух половин — 7.1
и 7.2 (рис. 44). Левая половина (7.1) выполнена заодно с поршнем, правая
(7.2) смонтирована в нем на подшипниках и может вращаться. На шток 7.2
насажен червяк 8. При движении
штока вправо червяк поворачивает
червячное колесо 9 и зубчатое
колесо 10, которое перемещает
зубчатую рейку //, закрепленную на
циноли 12. Пиноль вместе со
шпинделем получает вертикальную
подачу. Положение шпинделя и пи-
ноли 12 по высоте можно регули-
ВидА.
031
*—ф-н-
Рис. 42. Схема обработки паза
Рис. 43. Вертикальный одношпиндельный
шпоночно-фрезерный станок
ровать вручную, вращая от рукоятки червяк 8. Обычно это делают так.
Поршень цилиндра вертикальной подачи упирают в правый торец крышки
цилиндра и вращением червяка 8 опускают пиноль и шпиндель с фрезой на
7
12 $
6.1
6J9
6.32
6.20 !
ш tmmf26ja
Рис. 44. Схема шпоночно-фрезерного станка
полную глубину фрезеруемого шпоночного паза. Цикл обработки
управляется с помощью гидропанели и реверсивного золотника. Масло
нагнетается насосом / через фильтр 2, по трубопроводу 16 подается в
гидропанель 6 и распределяется по системе,
69
Реверсивный золотник 4 состоит из трех частей, корпуса 4.1,
реверсивного гидравлического золотника 4.2 и вспомогательного золотника 4.3.
Последний предназначен- для управления перемещениями реверсивного
золотника 4.2 и дозирующего золотника 6.3 в гидропанели (см. ниже).
Когда вспомогательный золотник находится в позиции, показанной на схеме,
масло через отверстие 4.23, каналы 4.24 и 4.25 поступает в правую полость
реверсивного золотника 4.2 и перемещает его влево. При смещении корпуса
4.1 относительно вспомогательного золотника 4.3 влево масло поступает
из канала 4.36 через выточку 4.18 в левую полость реверсивного золотника
и перемещает его вправо.
Для осуществления продольной подачи шпиндельной каретки
необходимо направить масло из гидропанели 6 через дроссель 6.1 и по
трубопроводу 21 в обе полости силового цилиндра продольной подачи 5. В левую
полость оно попадает через отверстия 4.23, 4.26 золотника 4.2 и
трубопровод 28, а в правую — по трубопроводу 22. Вследствие неравенства
площадей поперечного сечения поршня с обеих сторон цилиндр вместе с кареткой
перемещается влево. Масло, вытесняемое из правой полости, через отверстия
4.23, 4.26 и 4.27 золотника 4.2 переливается в левую. Движение цилиндра
с кареткой влево будет происходить до тех пор, пока вспомогательный
золотник 4.3 не встретит неподвижный левый упор и не остановится.
Движущийся вместе с кареткой корпус 4.1 сместится влево. При этом он перекроет
отверстие 4.27, а отверстие 4.37 соединит с каналом 4.38 и сливным баком.
Благодаря этому, левая полость цилиндра продольной подачи соединяется
со сливом, в то время как в правую полость продолжает поступать масло.
В результате цилиндр вместе со шпиндельной кареткой начнет перемещаться
вправо до тех пор, пока вспохмогательный золотник 4.3 не встретит правый
неподвижный упор.
В конце каждого хода шпиндельной каретки должна осуществляться
вертикальная подача шпинделя. Это достигают выпуском порции масла из
правой полости цилиндра вертикальной подачи 7, в результате чего шток 7.2,
смещаясь на некоторую величину вправо, подает шпиндель вниз. Работа
происходит следующим образом. Масло из гидропанели 6 по каналу 6.29, через
кран 6.2 и трубопровод 30 поступает в левую полость цилиндра и создает
постоянное давление на поршень 7.1. Правая полость трубопроводами 31
и 6.32 связана с дозирующим золотником 6.3 и поршнем 6.4. При встрече
с правым упором вспомогательный золотник 4.3 занимает положение,
показанное на схеме. Масло по трубопроводу 17, 4.18 и 19 поступает в нижнюю
полость дозирующего золотника 6.3. Одновременно на золотник действует
масло со стороны канала 6.20, поэтому он займет верхнее положение, так
как диаметр нижнего поршня больше. Масло из правой полости цилиндра
вертикальной подачи по трубопроводу 31 через золотник 6.3 поступит
в цилиндр дозатора и переместит поршень 6.4 до упора в винт. Последний
регулирует величину хода поршня 6.4 и, следовательно, дозу масла,
выпускаемую из правой полости цилиндра.
При встрече золотника 4.3 с левым упором трубопровод 19 соединяется
с отверстиями 4.35 и 4.34, и масло поступает на слив. Золотник 6.3 занимает
нижнее положение. Из правой полости цилиндра выходит следующая
порция масла, которая через отверстия 6.32 и 6.33 поступает в нижнюю полость
дозатора и перемещает поршень 6.4 вверх.
Работа протекает до тех пор, пока поршень цилиндра вертикальной
подачи не упрется в торец правой крышки цилиндра. Это, как было указано
ранее, соответствует конечному положению фрезы на глубине шпоночного
паза.
Возврат шпинделя в исходное положение осуществляется поворотом
крана 6.2. Тогда масло по каналам 6.29, 6.39 и 6.32 и трубопроводу 31
поступает в правую полость цилиндра вертикальной подачи, перемещая шток 7.2
влево. Из левой полости масло сбрасывается на слив через кран 6,2.
70
Для прекращения действия гидропередачи при работающем насосе
стержень жесткого упора (например, правого) вывертывают. Реверсирования
при этом не происходит, и каретка останавливается. Все поступающее от
насоса масло сбрасывается через переливной клапан. При ввертывании
стержня упора золотник 4.3 перемещается внутри корпуса и возобновляет
движение всей системы.
Конструкция шпиндельной каретки позволяет создавать различные
компоновки многошпиндельных шпоночно-фрезерных станков, способных
одновременно обрабатывать несколько шпоночных пазов одного вала.
6. Карусельно-фрезерные станки
Карусельно-фрезерные станки предназначены для обработки плоскостей
литых кованых и штампованных деталей по методу непрерывного торцового
фрезерования.
На рис. 45 показан карусельно-фрезерный двухшпиндельный станок.
На станине 1 установлена стойка 2, в вертикальных направляющих которой
Рис. 45. Карусельно-фрезерный станок
смонтирована шпиндельная бабка 3. Бабка имеет два шпинделя 4 с приводом
вращения от коробки скоростей 5, помещенной в верхней части стойки 2.
На горизонтальных направляющих станины 1 смонтирован стол 6,
получающий во время работы медленное вращение в виде круговой подачи. Такая
компоновка узлов станка позволяет фрезеровать непрерывно.
Обработанные детали, выйдя из зоны резания, могут быть заменены заготовками.
Наличие двух шпинделей дает возможность совместить в одной операции черновое
и чистое фрезерование.
Привод главного движения осуществляется от электродвигателя,
расположенного в верхней части стойки, через систему зубчатых передач и гитару
скоростей ах—Ъх (рис. 46)*
71
Вертикальный вал / проходит внутри шлицевой втулки с насаженными
на ней косозубыми колесами 7 и 9. Первое связано с колесом 8 чернового
шпинделя //, второе — с колесом 10 чистового шпинделя ///. Шпиндели
смонтированы в гильзах 12, которые с помощью реечных передач 11 могут
устанавливаться на необходимую высоту. Вращением рукоятки 26 шпин-
N=2,3 кВт
Рис. 46. Кинематическая схема карусельно-фрезерного станка
дельную бабку перемещают вертикально. Частота вращения чистового
шпинделя примерно в 1,8 раза больше, чем у чернового.
Привод круговой подачи стола состоит из отдельного электродвигателя
и цепи зубчатых передач со звеном настройки -т-. Подача выключается
выводом из зацепления зубчатых колес 19 и 20. Ручной поворот стола
производится при помощи червяка 25 при выключенной подаче.
7. Копировально-фрезерные станки
Копировально-фрезерные станки предназначены для обработки
разнообразных плоских профилей (изготовление кулачков, шаблонов, матриц и т. д.)
и пространственно-сложных поверхностей (объемное фрезерование).
Копировально-фрезерные станки по числу шпинделей делятся на одно-
шпиндельные и многошпиндельные, а по принципу действия — на станки
прямого и следящего действия. В копировальных станках прямого
действия всякое изменение формы — задающего устройства (шаблона или
72
копира) производит непосредственное воздействие на копировальный ролик
или палец, связанный жестко с фрезой. Станки следящего действия имеют
устройство, которое посредством копировального ролика или пальца
воспринимает всякое изменение формы задающего устройства и передает его фрезе
через усилительное устройство. Фрезерование производят при помощи
ощупывания модели копировальным пальцем двумя способами: способом
горизонтальных строчек и способом вертикальных строчек.
При первом способе (рис. 47, а) стол станка совершает автоматическое
задающее горизонтальное перемещение, а фрезерная головка —
непрерывное следящее продольное и периодическое вертикальное перемещение на
величину строки s.
Рис. 47. Способы ощупывания модели Рис. 48. Схема работы следящего пальца
горизонтальное перемещение на величину s. Палец следящего устройства
касается модели и автоматически дает команду (импульсы) приводам для
одновременного перемещения фрезы по обрабатываемой детали и пальца по
рельефу копируемой модели, поскольку и следящий палец и фреза
смонтированы на общем корпусе фрезерной головки.
Схема работы следящего пальца показана на рис. 48. Следящий палец /
касается поверхности рельефа модели А под определенным давлением,
а в случае изменения этого давления палец может иметь осевое
перемещение, которое через шарик передается его тыльной частью втулке 2, а
последняя через пружину касается острия регулировочного винта. Таким образом,
осевые перемещения пальца управляются в зависимости от давления на
палец.
Указанные осевые перемещения через подвешенный на пружине 4
груз 5, соединенный со втулкой 2, передаются к сердечнику 5
трансформатора. Сердечник подвешен на конце указанных грузов. Перемещение
сердечника 5 в магнитном поле трансформатора изменяет электромагнитные
импульсы, которые направляются в усилительные устройства, а затем
усиливаясь, поступают в цепи управления электродвигателями подач.
На рис. 49 представлен электрокопировальный фрезерный полуавтомат
6441 Б, предназначенный для объемного фрезерования деталей по моделям,
выполненным в масштабе 1:1. Кинематика станка обеспечивает следующие
движения детали и фрезы относительно друг друга: главное движение;
вертикальное перемещение шпиндельного блока 4 (рис. 49, а), поперечное
перемещение шпиндельного блока 4\ продольное перемещение стола 6
совместно с кронштейном «3, на котором установлена обрабатываемая деталь
и модель.
Цепь главного вращательного движения фрезы идет от
электродвигателя 32 (рис. 49, б) через ременную передачу, блок /, 3, 5, блок 7—5, 9—10
на шпиндель. Поскольку электродвигатель двухскоростной, то на шпинделе
станка можно получить 12 различных скоростей.
73
2
Рис. 49, Общий вид (а) и кинематическая
схема (б) электрокопировального фрезерного
полуавтомата 6441 Б:
2 — станина; 2 — неподвижная стойка; 3 —
подвижный кронштейн; 4 — шпиндельный блок; 5 *—
следящее устройство; 6 *- стол
М~0у37к8т
О=1000 об/мин ( щп }
N=0.37кВт
п =1000 об/мин
Цепь вертикального перемещения шпиндельного блока 4 берет начало
от электродвигателя постоянного тока 33, затем через зубчатые передачи 17—'
18, 19—20, 22—21 передается на винт 29.
Поперечное перемещение шпиндельного блока 4 осуществляется от
электродвигателя постоянного тока 35, зубчатые колеса 11—12, 13—14,
15—16 и передается на винт 30.
Продольное перемещение стола 6 от самостоятельного электродвигателя
постоянного тока 34, зубчатые колеса 23—24, 25—26, 27—28 передается
на винт 31.
Сравнительно небольшое количество моделей фрезерных станков вполне
удовлетворяет промышленность. Консольно-горизонтально-фрезерные,
универсальные и вертикально-фрезерные станки имеют унифицированные столы
размером 160x320, 200x800, 250x1000, 320x1250 и 400x1600 мм.
Одностоечные станки строят с размером стола от 500x1250 до 1600x5000 мм,
а в двухстоечном исполнении — от 400x1250 до 2500x8000 мм. Копиро-
вально-фрезерные станки выпускают ограниченным количеством с размером
стола 200x320, 320x1250 и 630x1250 мм.
Глава V
ПРОТЯЖНЫЕ СТАНКИ
Протяжные станки предназначены для обработки внутренних и
наружных поверхностей самой разнообразной формы (рис. 50). Применяются они
в условиях крупносерийного и массового производства, а в ряде случаев
в мелкосерийном и даже в единичном. По характеру работы они делятся на
Рис. 50. Примеры протяжных работ внутреннего протягивания
станки для внутреннего и для наружного протягивания, по расположению
инструмента — на горизонтальные и вертикальные. Станки могут быть
универсальными и специальными.
Одна из схем протягивания показана на рис. 51. Хвостовик протяжки 5
пропускают через отверстие обрабатываемой детали 7, втулку 8 приспо-
Рис. 51. Схема протягивания
собления 6, установленного в опорной плите 9. Левый конец протяжки
закрепляют в автоматическом патроне, состоящем из корпуса 4,
специальной втулки 10 с внутренним диаметром, соответствующим протяжке, и двух
76
сухарей 5. В показанном положении пружина 2, распирая деталь /,
связанную со штоком силового цилиндра, и корпус 4, сдвигает сухари 3,
вследствие чего последние захватывают хвостовик протяжки. Когда протяжка
перемещается влево, происходит обработка отверстия. Во время холостого
хода протяжка возвращается в исходное положение. Корпус 4, подойдя
к приспособлению 6, упирается в него и останавливается. Шток поршня и
муфта /, продолжая движение и сжимая пружину 2, сдвигают втулку 10
вправо, сухари 3 попадают против выточки а и движение прекращается.
Теперь хвостовик протяжки можно свободно вытащить из отверстия втулки 10,
вставить в следующую деталь и, установив снова, начинать обработку.
/. Горизонтальные протяжные станка
для внутреннего протягивания
Отечественное станкостроение выпускает горизонтальные протяжные
станки с наибольшей тяговой силой 25—980 кн, при наибольшем ходе каретки
1—2 м. На рис. 52 показан станок 7Б510. Он предназначен для протягивания
сквозных отверстий. Применив специальные приспособления, на станке
можно обрабатывать также и наружные поверхности.
Номинальная тяговая сила 100 кн; наименьшая и наибольшая скорости
рабочего хода 1,5—9 м/мин, обратного хода 25 м/мин, подвода и отвода
/
Рис. 52. Горизонтальный протяжной станок 7Б510
протяжки 15 м'мин; мощность электродвигателя поршневого насоса 17 кВт.
При оснащении станка автоматической системой загрузки и выгрузки он
может работать с автоматическим циклом.
В полой части сварной станины 1 коробчатой формы смонтированы
основные агрегаты гидравлического привода, являющегося основным для этого
вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан
с рабочими салазками, которые, перемещаясь в направляющих вдоль оси
станка, служат дополнительной опорой. На конце штока насажена втулка
с патроном для закрепления левого конца протяжки 3, а правый конец ее
зажат во вспомогательном патроне 4. Приспособление для установки детали
и сама деталь упирается в неподвижный корпус станины 5.
Правая часть станины приставная и служит для монтажа узлов
автоматического подвода и отвода протяжки. Необходимые движения
осуществляются вспомогательным силовым цилиндром, смонтированным в правой
части станка. Происходит это следующим образом. При рабочем ходе влево
салазки вспомогательного патрона 4 сопровождают протяжку до тех пор,
пока они не коснутся жесткого упора. При этом связь между протяжкой и
патроном нарушается с помощью подпружиненного кулачка. После этого
происходит рабочий ход, осуществляемый силовым цилиндром 2. При
обратном ходе задний хвостовик протяжки снова входит во вспомогательный
патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле
прямого хода осуществляется подвод протяжки, замедленный рабочий ход,
77
настроенный рабочий ход—замедленный рабочий ход при работе
калибрующих зубьев и стоп. При обратном ходе: замедленный ход и отвод протяжки.
Простой цикл отличается от полного отсутствием подвода и отвода протяжки.
Принципиальная гидравлическая схема станка показана на рис. 53.
Поршневой насос высокого давления 30 типа НП4М на рисунке показан
условно. Трубопровод 28 связан со всасывающей полостью, а трубопровод
29 — с нагнетательной. Насос обеспечивает работу станка, осуществляя
рабочий и обратный ходы рабочих салазок при помощи гидроцилиндра 19.
Вспомогательный гидропривод состоит из шестеренного насоса 1,
встроенного в корпус поршневого насоса, и из вспомогательного гидроцилиндра 12
для подвода и отвода протяжки.
Масло от насоса 1 подается в подпорный цилиндр 31, к центральному
золотнику 33 и к механизму управления, в котором расположены четыре
золотника-пилота, управляемые соленоидами 24, 25, 26 и 27. Центральный
золотник 33 вместе с закрепленным на его конце диском 35, под действием
пружины 34 отжимается влево. В диске 35 имеется пять отверстий для прохода
винтов 37, которые регулируют производительность насоса 30 (смещение
статора). При подаче давления под поршень 36 он упрется штоком в
регулировочный винт 37 и ограничит продвижение диска 35 с центральным
золотником 33, который соединен с поршнем 32 цилиндра.
Рассмотрим работу гидросхемы для полного цикла. В исходной позиции
рабочие салазки находятся в крайнем правом положении, протяжка —
в отведенном положении. Нажатием кнопки «Пуск» на пульте управления
включаются насосы. При этом все четыре электромагнита (24, 25, 26 и 27)
выключены, а поршневой насос 30 не качает масло, так как ротор и статор
концентричны.
Подвод протяжки осуществляется нажатием кнопки управления на
пульте. При этом включается электромагнит 9. Вспомогательный
золотник 7 передвигается влево и соединяет трубопроводы 3 и 8. Масло от
шестеренного насоса / по трубопроводу 2, через расточку в корпусе золотника,
трубопровод 3—8 поступает под правый торец основного золотника 4 и
перемещает его в крайнее левое положение, соединяя трубопроводы 2 и 6. Масло
поступает в бесштоковую полость вспомогательного цилиндра и перемещает
протяжку. В конце подвода протяжки срабатывает путевой выключатель 13,
который выключает электромагнит 9 и включает электромагнит 27. В
результате этого масло идет под поршень 36 и смещает влево статор насоса в
положение, отрегулированное винтом 37 (как показано на схеме). Одновременно
с этим левый конец протяжки своим хвостовиком попадает в автоматический
патрон, установленный на правом конце штока поршня рабочего цилиндра 19.
Замедленный рабочий ход. В результате указанного выше перемещения
полость / становится нагнетательной, полость II — всасывающей. Масло
по трубопроводу 29 поступает под правый торец дифференциального
золотника 23 и смещает его влево до упора. Трубопровод 29 сообщается с
трубопроводом 21, и масло поступает в штоковую полость рабочего цилиндра 19
и смещает его влево до упора. Масло, вытесняемое из бесштоковой полости,
по трубопроводам 20—28 поступает во всасывающую полость поршневого
насоса 30. Излишки масла, обусловленные разностью площадей штоковой
и бесштоковой полостей, сливаются через золотник 22, который поддерживает
постоянный подпор в полости рабочего цилиндра.
Быстрый рабочий ход осуществляется при нажатии кулачка на путевой
выключатель 17. При этом включается электромагнит 25. Происходит
дальнейшее смещение статора насоса 32 влево, увеличивается
производительность насоса и скорости перемещения рабочих салазок. В конце рабочего
хода, при входе первых калибрующих зубьев протяжки в заготовку,
кулачок нажимает на путевой выключатель 16, который выключает
электромагнит 25. Начинается замедленный рабочий ход в результате снижения
производительности насоса, так как эксцентриситет блока насоса уменьшается.
78
со
Рис. 53. Гидравлическая схема стайка I ч*
7Б510 '
В конце рабочего хода срабатывается путевой выключатель 15 и выключает
электромагнит 27 — происходит останов.
Обратный ход осуществляется при включении электромагнита 26.
Блок поршневого насоса смещается влево, трасса 28 становится
нагнетательной, а трасса 29 — всасывающей. Масло по трубопроводу 28 поступает
под левый торец дифференциального золотника 23 и перемещает его в
крайнее правое положение. Трубопровод 28 соединяется с трубопроводами 20—21
и обе полости рабочего цилиндра 19 сообщаются таким образом с линией
нагнетания насоса. Ввиду неодинаковых площадей, находящихся под
давлением, поршень перемещается вправо. При дальнейшем перемещении рабочих
салазок кулачок нажимает на путевой выключатель 17, который включает
электромагнит 24. При этом начинается замедленный ход вследствие
уменьшения ^производительности насоса. В конце обратного хода срабатывает
путевой выключатель 18, выключающий электромагниты 26 и 24. Происходит
остановка салазок, автоматическое освобождение левого конца протяжки
и зажим правого конца в патроне 4 (см. рис. 52), находящегося у корпуса 5.
Отвод протяжки осуществляется в конце замедленного обратного хода.
Нажатием кулачка на путевой выключатель 18 включается электромагнит 10.
Золотник, управляемый этим магнитом, занимает правое положение и
соединяет трубопроводы 3 и 5. Масло от шестеренного насоса / по трубопроводу 2
через расточку в корпусе золотника, трубопроводы 3 и 5 поступает пед левый
торец золотника 4 и перемещает его в крайнее правое положение, соединяя
трубопроводы 2 и П. По этим трубопроводам масло поступает в штоковую
полость вспомогательного цилиндра 12 и перемещает протяжку. В конце
отвода протяжки
срабатывает путевой
выключатель 14, который
выключает электромагнит 10.
Происходит остановка
салазок вспомогательного
патрона. После установки
очередной детали для
обработки цикл повторяется.
Простой цикл
отличается от описанного тем,
что в работе не участвуют
механизм подвода и отвода
протяжки.
2. Вертикально-
протяжные
станка
для внутреннего
протягивания
Рис. 54. Вертикально-протяжной станок 7А720
Вертикально -
протяжные станки для
внутреннего протягивания
выпускаются заводами отечественного станкостроения с наибольшей тяговой силой
25—785 кн, при наибольшем ходе каретки 0,8—1,25 м, мощностью 7—75 кВт.
На рис. 54 показан вертикально-протяжной станок 7А720. На
основании / установлена тумба 2, на которой смонтирован стол 3. На столе в
приспособлениях устанавливают и закрепляют обрабатываемые детали.
Протяжки при помощи инструментальных плит закрепляются в каретке 5,
перемещающейся в вертикальных направляющих станины 6. При ходе протяжки
вниз осуществляется рабочий ход, при ходе вверх — холостой. Станина —
80
сварная коробчатой формы, с внутренними ребрами жесткости. Каретка 5
представляет собой чугунную отливку с направляющими, имеющими форму
ласточкина хвоста. Сзади станины располагается гидропривод станка 7
и система охлаждения 4.
Станок сдвоенный, он имеет два стола и две каретки. Работа кареток
согласована: если с одной стороны совершается рабочий ход, то с другой —
холостой. Рабочие каретки и столы приводятся в движение при помощи
гидропривода.
3. Протяжные станки
для наружного протягивания
Отечественная промышленность выпускает протяжные станки для
наружного протягивания с наибольшей тяговой силой 25—390 кн, с наибольшим
ходом каретки 0,8—1,25 м, мощностью 7—40 кВт.
Рис. 55. Примеры деталей» обработанных наружным протягиванием
На рис. 55 представлены некоторые детали, обработанные наружным
протягиванием. Жирными линиями показаны протягиваемые поверхности.
Вертикальные станки для наружного протягивания отличаются от
вертикальных протяжных станков для внутреннего протягивания
конструкцией рабочей каретки и стола. Стол здесь имеет поперечное перемещение,
связанное с различной формой и размерами деталей, подвергаемых обработке.
В условиях массового производства применяются многопозиционные станки.
Глава VI
СТРОГАЛЬНЫЕ СТАНКИ
Строгальные станки предназначены для обработки резцами плоскостей
и фасонных линейчатых поверхностей. Они делятся на
поперечно-строгальные, продольно-строгальные и долбежные. Первые применяются при
изготовлении мелких и средних по размерам деталей, вторые для сравнительно
крупных или для одновременного строгания нескольких деталей среднего
размера. Долбежные станки используют для обработки шпоночных пазов,
канавок, фасонных поверхностей небольшой длины. Станки имеют рабочий
ход, во время которого происходит резание, и обратный ход, когда
инструмент возвращается в исходное положение.
/. Поперечно-строгальные станки
Характерным размером поперечно-строгальных станков является длина
хода ползуна, которая составляет 200—2400 мм. Станки с большим ходом
ползуна (от 1500 мм) не имеют подвижного стола. Станки с длиной хода
700—1000 мм — гидрофицированы.
На рис. 56, а представлена кинематическая схема станков 7В35 и 7В36.
Наибольшая длина строгания станка 7В35 составляет 0,5 м, станка 7В36 —
0,7 м. В верхних направляющих станины 47 смонтирован ползун (долбяк) 48,
совершающий с помощью кулисного механизма возвратно-поступательное
перемещение (главное движение). На левом конце ползуна укреплен суппорт.
Он состоит из поворотного диска и салазок, получающих вертикальную
подачу от винта XVI. На салазках смонтирована резцовая каретка с
откидной планкой, несущей резцедержатель.
На вертикальных направляющих станины находится поперечина, по
которой в горизонтальной плоскости перемещается стол 49 (движение подачи).
На верхнюю плоскость стола устанавливают заготовки или тиски.
Приведенная на рис. 56, а кинематическая схема привода повернута на 90° и
представляет собой вид сверху.
Главное движение заимствуется от электродвигателя 45 через клино-
ременную передачу со шкивами диаметром 140 и 355 мм, четырехступенчатую
коробку скоростей и зубчатые передачи 9—10, 12—13. Колесо 13 называется
кулисным. Оно насажено на корпус, в направляющих которого находится
палец 50 с камнем 51. Последний смонтирован в направляющих кулисы 52.
Благодаря этому при вращении кулисного колеса кулиса получает кача-
тельное движение, преобразующееся в возвратно-поступательное,
передаваемое винту XV и ползуну 48. Длину хода регулируют изменением радиуса
(положения пальца 50) винтом X. Это осуществляется вручную, при помощи
вала IV, зубчатых колес 27—28 и 29—30.
Коробка подач осуществляет горизонтальные и вертикальные подачи
стола. Движение передается от колеса 14 колесу 15, имеющему в торце
плоский кулачок, с которым контактирует шарик и реечная передача 19—20,
передающая возвратно-поступательное движение на храповой механизм 21.
Меняя расстояние между шариком и рейкой 19, меняют амплитуду качания
храповика, а следовательно, и количество зубьев храпового колеса 219
захватываемого храповиком. Затем движение передается валам VI, VIII и
82
XI и далее через колеса 42—43 — на винт XIII горизонтальной подачи
или через колеса 40—41 и 33—34 — на винт XIV вертикальной подачи стола.
На рис. 56, б показан суппорт станка. Он состоит из корпуса 1,
закрепленного в конце ползуна. В направляющих перемещается суппорт 2, в кото-
■ 1^ Ч 2
а) 6)
Рис. 56. Кинематическая схема станков 7В36 и 7В35
ром смонтирована откидная планка 4 с резцедержателем 5. Во время
рабочего хода (влево) планка упирается в опорную плоскость. При обратном ходе
она свободно откидывается, качаясь вокруг пальца 3. Положение суппорта
относительно оси ползуна можно регулировать, и закреплять суппорт в
нужном положении при помощи болта 6.
2. Продольно-строгальные станки
Размерной характеристикой продольно-строгальных станков являются
наибольшие размеры обрабатываемых деталей (ширина X длина X высота)*
Промышленность Советского Союза выпускает станки от 630x2000x550
до 5000x12500x4500 мм. Станки размером до 1600x6300x1250 мм
включительно выпускаются в одностоечном исполнении.
У продольно-строгальных станков подвижной частью является стол
с закрепленной на нем заготовкой, .В зависимости от устройства поперечины
83
различают одностоечные и двустоечные станки, Первые применяют для
обработки крупных деталей, ширина которых выходит за пределы расстояния
между колоннами станков двустоечного исполнения.
На рис. 57 показан продольно-строгальный станок 7212* На нем можно
строгать детали с наибольшими размерами 1250Х4000Х 1120 мм. На
направляющих / станины 2 размещен стол 3, на котором закрепляются
обрабатываемые детали. Он получает возвратно-поступательное движение. На двух
порталах (стойках) 4 и 5 установлена траверса, несущая два вертикальных
суппорта 8. В направляющих правого портала может иметь вертикальные
Рис. 57. Продольно-строгальный станок 7212
перемещения боковой суппорт. В коробке 10 расположен привод главного
движения, в коробках 7 и 9 — приводы вертикальных и бокового суппортов.
Кинематическая схема станка представлена на рис. 58.
Главное движение осуществляется от регулируемого электродвигателя 54
постоянного тока. Рабочий ход передается через двухступенчатую коробку
скоростей на передачу червяк—рейка 51—52 по следующему циклу:
медленное перемещение стола при врезании резца в заготовку, разгон стола до
рабочей скорости, рабочий ход, уменьшение скорости перед выходом резца из
заготовки, возврат стола в исходное положение. Для изменения скоростей
имеется специальный механизм, смонтированный на коробке скоростей.
Реверсирование осуществляется электродвигателем 54.
Движение подачи осуществляется реверсивным электродвигателем 53,
от которого вращение передается червячной парой 13—14 на вал / коробки
подач. На этом валу на шпонке смонтирован диск /, на котором установлен
фрикцион 2, связанный пальцем с диском 3, несущим собачку 6 храпового
механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4.
От него вращение передается на раздаточный вал // и далее через зубчатые
колеса 16—17 на колеса 18, связанные с полумуфтами. Верхний (///) и
нижний (VI) валы служат для горизонтального перемещения суппортов, а
средние валы (IV и V) для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом.
В момент реверсирования стола с обратного хода на рабочий подается команда
электродвигателю 53. Вращение его происходит до тех пор, пока разжимная
планка фрикциона 2 не упрется в неподвижный упор и не разожмет
фрикцион. При нажатии кулачка на конечник реверса стола в начале рабочего
хода электродвигатель 53 отключается. Механизм подачи бокового суппорта
устроен аналогичным образом, Установка подачи осуществляется храповым
84
г
с
L
z-26
Рис. 58. Кинематическая схема
станка 7212
, (М2\ 55 6 5 3 7
М 39 4J ~F¥ 5Ь ^ Н=%7кВт гп*1Ь200б/мин Утт
г-63\ Н7\ГШ/^\ п~125±15000б/мин ?='*
44 4о 45 47
Z^W J=b9 ^1=60 Z=l
.Z-2S\
51 50
Z-W Z 56
4f<
Ffrr
*=65
Ь9
Z-77
-Счетчик ддо иных код од
колесом 5. При его вращении приводится в движение подвижный упор.
При этом изменяется угол между подвижным и неподвижным упорами и тем
самым величина подачи.
Установочные перемещения заимствуют движение от
электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно
включается электромагнит, который сцепляет червячное колесо 14 с храповым
колесом при помощи кулачковой муфты. Далее движение следует по
предыдущему. Кнопка установочного перемещения находится на подвесной
станции, на которой располагаются и другие кнопки управления. Кроме кнопок
управления, на станке имеются средства ручного управления и наладочного
перемещения суппортов.
3. Долбежные станка
Долбежные станки выпускаются с наибольшим ходом ползуна 100—
1600 мм, с диаметром стола 240—1600 мм. Движение ползуна осуществляется
механическим и гидравлическим приводами. Механический привод
осуществляется при помощи вращательной кулисы, приводимой в движение в
большинстве случаев от многоскоростных электродвигателей*
Рис. 59. Долбежный станок 7А420
Общий вид долбежного станка 7А420 приведен на рис. 59. В станине 1
расположены все механизмы станка. В ее вертикальных направляющих
движется ползун 2, совершающий вниз рабочий ход и вверх холостой ход.
В резцедержателе 3 зажат резец. Деталь устанавливают на столе 4,
перемещающемся в направляющих 5. Стол, кроме того, может вращаться. В
некоторых конструкциях предусмотрена возможность обработки плоскости
под углом 60° к вертикали путем установки ползуна,
Глава VII
ШЛИФОВАЛЬНЫЕ И ДОВОДОЧНЫЕ СТАНКИ
1. Назначение и область применения
шлифовальных станков
Шлифовальные станки применяются в основном для снижения
шероховатости обрабатываемых деталей и получения точных размеров. В
большинстве случаев на шлифование детали поступают после предварительной
черновой обработки и термических операций, хотя бывают случаи, когда
шлифование является единственным методом обработки. Основной
инструмент при шлифовании — шлифовальный круг. Он может быть самой
разнообразной формы.
а) б) 8)
Рис, 60. Схемы круглого шлифования
Шлифовальные станки в зависимости от назначения делятся на несколько
основных групп: кругл ошлифовал ьные центровые и бесцентровые; внутри-
шлифовальные; плоскошлифовальные. В машиностроении применяют также
специальные шлифовальные станки для обработки резьбы, зубьев колес,
шлицев и т. д. Кроме того, для достижения высокого класса чистоты
поверхности применяются шлифовально-притирочные и шлифовально-отделочные,
а для получения зеркальной поверхности — полировальные станки.
К конструкции шлифовальных станков предъявляются повышенные
требования в отношении жесткости, виброустойчивости, износостойкости и
температурных деформаций.
В процессе круглого шлифования (рис. 60, а) заготовка 1 получает
круговую vu и продольную su подачи, последняя обеспечивается возвратно-
поступательным движением стола, на котором в центрах установлена
заготовка. В конце каждого хода стола шлифовальному кругу 2 сообщается
поперечная подача s2. Таким образом, припуск снимается за несколько
проходов.
На рис. 60, б показана схема круглого шлифования коротких деталей
с применением только радиальной подачи (врезное шлифование), а на
рис. 60, в — внутреннего шлифования. Заготовка 1 вращается со скоростью
круговой подачи vw а шлифовальный круг 2 имеет осевую подачу sx в обе
стороны и радиальное перемещение s2 — при врезании.
При плоском шлифовании (рис. 61) детали устанавливают на
прямоугольном или круглом магнитном столе. Шлифовальный круг работает
периферией или торцом. В первом случае (рис, 61, а) столу 2 сообщают возвратно-
87
поступательное движение vu, а кругу / — поперечную подачу st за каждый
ход стола. После прохода всей плоскости круг получает вертикальную
подачу s2 на глубину шлифования. Если стол круглый (рис. 61, б), его
вращение выполняет круговую подачу.
При шлифовании торцом круга (рис. 61, в) детали / устанавливают на
магнитном столе 2, которому сообщают возвратно-поступательное движение
Рис. 61. Схемы плоского шлифования
со скоростью vu. Наборный шлифовальный круг 3 перекрывает ширину
стола и поэтому шлифует деталь (или группу деталей) по всей ширине за
несколько проходов. Круг периодически получает вертикальную подачу s2.
В других плоскошлифовальных станках (рис. 61, г) детали 1 устанавливают
на круглом столе 2, которому сообщают вращение (круговую подачу). Круг 3,
перекрывая часть стола, обеспечивает шлифование по всей ширине группы
деталей.
2. Круглошлифовальные станки
Круглошлифовальные станки предназначены для шлифования
наружных цилиндрических, конических, а также торцовых поверхностей. Они
характеризуются наибольшим диаметром устанавливаемой детали и ее
длиной. Для станков общего назначения наибольший диаметр устанавливаемой
детали колеблется в пределах 100—160 мм, а наибольшая ее длина — 150—
1250 мм.
На рис. 62 показан общий вид кругл ошлифовал ьного станка мод. ЗА 150.
Техническая характеристика станка: наибольший диаметр обрабатываемой
детали 100 мм; наибольшая длина шлифования 180 мм; диаметр
шлифовального круга 220—300 мм; наибольший угол поворота стола 10°.
Станок имеет следующие основные узлы. На направляющих станины /
установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах
которых устанавливается обрабатываемая деталь. Заднюю бабку можно
закреплять на различном расстоянии, от передней, в зависимости от длины
обрабатываемой детали. Сзади на поперечных направляющих станины размещена
шлифовальная бабка 5 с приводом вращения шлифовального круга 6.
Деталь, установленную в неподвижных центрах, приводят во вращение
поводковым патроном передней бабки. Вместе со столом 2 детали сообщают
возвратно-поступательное движение (продольную подачу). При обработке ко-
88
нических поверхностей рабочий стол поворачивают вокруг вертикальной
оси на угол, соответствующий конусности детали (обычно до 10°).
На рис. 63 представлена гидрокинематическая схема станка. В станке
автоматизированы: продольный ход стола, быстрый подвод и отвод
шлифовальной бабки, подача круга на врезание после каждого одинарного или
двойного хода стола, включение и остановка вращения шпинделя бабки
изделия, а также включение и выключение подачи охлаждающей жидкости.
Частота вращения шпинделя бабки изделия регулируется
бесступенчато; частота вращения шпинделя шлифовальной бабки постоянна.
На станке можно производить как врезное, так и продольное шлифование
в полуавтоматическом цикле до жесткого упора или с применением прибора
Рис. 62. Круглошлифовальный станок ЗА 150
активного контроля типа БВ-1096. В последнем случае циклом шлифования
управляют конечные выключатели механизма подач или контакты прибора
активного контроля. Прибор активного контроля позволяет непрерывно
в процессе шлифования измерять диаметр обрабатываемой детали. Это
сокращает время обработки детали, так как нет необходимости останавливать
станок для измерения, а также исключает возможность брака.
Привод главного движения смонтирован на шлифовальной бабке,
и от электродвигателя 20 движение к шпинделю шлифовального круга
передается ременной передачей 19—21.
Круговая подача — вращение обрабатываемой детали — производится
электродвигателем постоянного тока 15 с бесступенчатым регулированием
частоты вращения. Деталь вращается в неподвижных центрах, в результате
чего повышается точность ее обработки.
Гидравлическое оборудование станка осуществляет следующие функции:
возвратно-поступательное движение стола; подвод и отвод шлифовальной
бабки; включение механизма ручного перемещения стола; автоматическую
периодическую подачу на врезание шлифовальной бабки через храповой
механизм; автоматические врезные и периодические подачи; смазку
направляющих.
89
Гидравлическое управление столом осуществляется с помощью
гидропанели 6. Масло из бака 1 сдвоенным лопастным насосом 2 подается через
фильтр 3 к крану управления 4 и далее, в зависимости от положения
золотников гидропанели 6, в правую или левую полости гидроцилиндра 18 стола.
В показанном на схеме положении золотников 6.1 и 6 2 и при
соответствующем положении крана 4 масло подается в правую полость цилиндра, а из
левой полости подводится к гидропанели 6 и далее через дроссель 5 идет
на слив.
Реверсирование стола осуществляется с помощью упоров 10 и 22,
закрепленных на столе, которые попеременно нажимают на выступающий
15
\ N=0,24кВт
\п=360... 3600 Об/мин
Рис. 63. Гидрокинетическая схема станка ЗА 150
рычаг 9 и поворачивают его. При повороте этого рычага, через зубчатую
передачу (на рисунке не показана) перемещается управляющий золотник 6.2,
вследствие чего масло подается к левому торцу реверсивного золотника 6Л
и перемещает его. Далее масло направляется в левую полость цилиндра 18,
и стол начинает перемещаться в обратном направлении.
Управляющий золотник 6.2 может быть переключен также вручную
поворотом рычага 9. Стол останавливают путем изменения положения крана 4.
Кран имеет три фиксированных положения: «Пуск», «Стоп» и «Разгрузка»,
Крайнее левое положение крана соответствует положению «Пуск», среднее —
«Стоп», крайнее правое — «Разгрузка». При положении «Пуск» линия
нагнетания соединяется со средней проточкой реверсивного золотника 6.L При
положении «Стоп» линия нагнетания отсекается от этой проточки золотника,
и полости цилиндра 18 соединяются между собой, что дает возможность
перемещать стол вручную. При положении «Разгрузка» масло от насоса через кран
идет на слив, при этом обе полости цилиндра также соединяются между собой,
90
Рассмотрим работу станка при различных видах шлифования.
Шлифование врезанием до жесткого упора. При нажиме на конечный
выключатель 7 рукояткой управления 8 включается электромагнит
золотника 47 и масло поступает в правую полость цилиндра 45 быстрого подвода
шлифовальной бабки. В начале подвода освобождается конечный
выключатель 44, который включает вращение детали и подачу охлаждающей жидкости.
В конце подвода нажимается конечный выключатель 43, который включает
электромагнит золотника 29, и масло начинает поступать в правую полость
цилиндра 46 кулачков подачи. Слив из левой полости цилиндра 46
происходит через золотник 28, краны 27, 24 и дроссель черновой подачи 26.
Краны 27 и 24 установлены в соответствующее положение.
Черновая подача сменяется чистовой после нажима кулачком подач
на конечный выключатель 42, который включает электромагнит золотника 28.
В этом случае масло сливается через дроссель чистовой подачи 25.
В конце шлифования рычаг 40 подвода бабки упирается в жесткий упор 38
и подача самой бабки прекращается. Кулачки подач продолжают
поворачиваться до нажатия на конечный выключатель 4L Последний, срабатывая,
отключает электромагнит золотника 47. Шлифовальная бабка под действием
груза 39 идет в исходное положение, освобождая конечный выключатель 43,
при этом отключается электромагнит золотника 29. Масло поступает в левую
полость цилиндра 46, ввиду большого сопротивления в цепи дросселя 25.
В конце отхода шлифовальная бабка нажимает на выключатель 44, который
отключает вращение детали и подачу охлаждающей жидкости. Цикл
шлифования закончен.
В станке предусмотрена возможность шлифования врезанием с прибором
активного контроля 36, который позволяет по достижении заданного размера
с помощью выключателя 37 отключать электромагниты золотников 47 и 29.
Губки прибора подводятся к детали цилиндром 35 одновременно с подводом
шлифовальной бабки.
Продольное шлифование до жесткого упора. В этом случае кран 27
ставится в положение, при котором масло попадает к дозаторам 31 или 32.
Цикл начинается перемещением рукоятки управления 8 на себя (включение
подвода бабки) и поворотом вправо (включение хода стола). Этот цикл
шлифования аналогичен шлифованию с врезанием до жесткого упора, только
кулачки подач поворачиваются теперь периодически, так как слив из
цилиндра 46 происходит не непрерывно, а порциями, определяемыми объемами
чернового 31 и чистового 32 дозаторов.
При реверсах стола масло из гидропанели 6 через кран 34 и золотник 33
попадает к цилиндру 23 и золотнику 30. Шток цилиндра 23 механически
замкнут, и подача через храповой механизм в этом случае не происходит.
Золотник 30 открывается и порция масла из цилиндра 46 через золотник 28
и кран 27 попадает в дозатор 31 (черновое шлифование) или 32 (чистовое
шлифование), в зависимости от положения золотника 28. Соответственно
перемещается поршень цилиндра 46 и поворачивает кулачки подач на
определенный/ угол.
После реверса стола трасса, по которой масло подводилось к цилиндру 23
и золотнику 30, соединяется со сливом и под действием пружины золотник 30
возвращается в исходное положение, открывая слив из мерных цилиндров 31
и 32. Как только деталь будет обработана до нужного размера,
шлифовальная бабка отойдет назад, но не сразу, а лишь после окончания хода стола,
т. е. после нажима упором 12 стола на конечный выключатель 11, который
даст команду на отвод бабки.
Продольное шлифование можно выполнить с прибором активного
контроля, как и при шлифовании врезанием.
Продольное шлифование с периодической подачей от храпового
механизма. При работе с прибором активного контроля специальный
переключатель режима работы ставится в соответствующее положение, при этом
91
с помощью электромагнита включается гидравлический золотник 29. Далее,
при включении выключателя 7 рукояткой управления 8, шлифовальная бабка
перемещается вперед до жесткого упора. Периодические подачи происходят
при реверсах стола храповым механизмом. При достижении размера и после *
окончания хода стола (блокировка через выключатель 11) шлифовальная
бабка автоматически отходит назад. В начале нового цикла шлифовальную
бабку надо вручную отвести назад на величину припуска.
3. Бесцентровые круглошлифовальные станки
В условиях крупносерийного и массового производства целесообразно
применять бесцентровые круглошлифовальные станки. По виду
обрабатываемых поверхностей эти станки подразделяются на станки для наружного
и для внутреннего шлифования. Наружное шлифование может
осуществляться тремя методами: на проход, в подрезку и в упор.
В первом случае обрабатываемая деталь / (рис. 64) располагается между
шлифующим кругом 2 и ведущим 3, опираясь на опорную призму (нож) 4.
Рис. 64. Схема бесцентрового шлифования Рис. 65. Схема бесцентрового шлифования
«на проход» «в подрезку и упор»
Шлифующий круг вращается с большой скоростью (30—60 м/с), а ведущий
круг—с меньшей (0,2—1 м/с). Так как коэффициент трения между кругом 3
и обрабатываемой деталью 1 больше, чем между деталью и кругом 2, то
ведущий круг вращает деталь со скоростью круговой подачи vu, а шлифующий
круг снимает припуск. Движение продольной подачи достигают поворотом
оси ведущего круга на угол а = 1,5-^6° при черновом и а = 0,5-И,5° при
чистовом шлифовании. Окружная скорость vs вращения ведущего круга 3
разлагается на две составляющие vu и s. Первая представляет собой скорость
вращения детали (круговую подачу), вторая — продольную подачу детали.
Подача будет тем больше, чем больше угол а. Чтобы обеспечить линейный
контакт ведущего круга с цилиндрической поверхностью детали, кругу
придают форму однополого гиперболоида. Центр вращения обрабатываемой
детали располагают выше центра кругов 2 и 3 на 0,15—0,25 диаметра детали,
что обеспечивает геометрическую точность ее формы.
При шлифовании в «подрезку» (рис. 65, а) деталь 3, опирающаяся на
нож 4, только вращается. Поперечная подача производится перемещениями
ведущего 2 или шлифующего / кругов в радиальном относительно детали
направлении.
92
Шлифованием «до упора» (рис. 65, б) обрабатываются детали, имеющие
бурты или головки. Движения здесь такие же, как и при обработке «на
проход», однако, перемещаясь в осевом направлении, деталь встречает упор 59
После этого ведущий круг 2 отходит от
шлифующего круга 1 и деталь 3 удаляется из
рабочей зоны.
На станках для внутреннего бесцентрового
шлифования (рис. 66) деталь 3, находясь в
контакте с опорным роликом U прижимным
роликом 2 и ведущим кругом 5, обрабатывается
шлифующим кругом 4. Такие станки пригодны
только для обработки деталей, у которых
предварительно точно обработана наружная
поверхность.
На рис. 67 показан бесцентровый кругло-
шлифовальный станок. На станине 1 неподвижно
установлена бабка 2, несущая шпиндель со
шлифовальным кругом //. Справа в продольных
направляющих станины размещена плита <§,
на которой установлена бабка 6 с поворотной
головкой 9 и ведущим кругом 10. Круг можно
поворачивать вокруг горизонтальной оси на рис. 66. Схема внутреннего
требуемый угол. На станине закреплена направ- бесцентрового шлифования
ляющая призма (нож) 4, являющаяся опорой
для обрабатываемой детали. Установка бабки 6 ведущего круга на размер
обрабатываемой детали, а также компенсация износа круга производится
перемещением бабки по направляющим станины вместе с плитой 8 с
помощью маховичка 7 и винтовой передачи.
Рис. 67. Бесцентровый круглошлифовальный станок
Механизмы привода смонтированы внутри станины. Вращение кругам
сообщает электродвигатель, расположенный слева на станине. Для
периодической правки шлифующего и ведущего кругов алмазными карандашами
служат специальные устройства 3 и 5.
•г..^ •* г '«'*. 'А ••'• {'•. ''• '• '•
Ж
93
4. Внутришлифовальные станки
Внутришлифов&льные станки предназначены для шлифования сквозных
и глухих отверстий цилиндрической и конической формы, а также для
обработки торцов. На таких станках шлифуются отверстия с максимальным
диаметром от 25 до 800 мм.
На рис. 68 показан внутришлифовальный станок ЗА228. Его
техническая характеристика: наибольшие размеры детали, устанавливаемой на
станке, — диаметр 566 мм, длина 320 мм; наибольший диаметр шлифуемого
отверстия 200 мм; наибольшая длина шлифования 200 (320) мм.
На станине 1 расположена бабка изделия 2, в патроне шпинделя которой
зажимают шлифуемую деталь. На продольных направляющих качения ста-
Рис. 68. Внутришлифовальный станок ЗА228
нины установлен стол 6. На поперечных направляющих стола размещена
шлифовальная бабка 5, несущая шпиндель 4 со шлифовальным кругом 3.
Внутри станины смонтирован гидропривод станка. Органы управления (7)
станком расположены на передней панели станины. На рис. 69 показана
кинематическая схема станка.
Главное движение осуществляется от электродвигателя 18 через
плоскоременную передачу. Шлифовальные шпиндели сменные, со шкивами
диаметром 45—160 мм. Частота вращения шпинделя изменяется применением
сменных шкивов на валу электродвигателя. Для скоростного шлифования
отверстий диаметром 50—80 мм станок снабжен специальным скоростным
электрошпинделем.
Круговая подача — вращение шлифуемой детали — производится
электродвигателем 6 постоянного тока с бесступенчатым регулированием частоты
вращения вала через клиноременную передачу 4—5.
Продольная подача — возвратно-поступательное движение стола —
осуществляется от гидропривода с бесступенчатым регулированием скорости
в пределах 0,1—12 м/мин. Стол имеет также наладочное ручное и продольное
перемещения. В этом случае от маховика 19 вращение передается через
зубчатые колеса 20—27 и 26—21 на реечное колесо 22 и рейку 28.
Гидравлическое и ручное перемещения стола сблокированы так, что при включении
гидропривода ручная подача выключается путем вывода из зацепления с
рейкой реечного колеса 22 с помощью гидроцилиндра блокировки 25*
94
<z>225
-Дабление для быстрого отвода
18
Механизм ручного
перемещения стола
36 37 г'ЮО 1=200
Z=23 1=1 N=0,6 ив!
/7 = МО об/мин
со
ел
Рис. 69. Кинематическая схема станка ЗА228
Тонкая продольная подача стола при шлифовании внутренних и
наружных торцов кругом внутришлифовального шпинделя осуществляется
вручную. При этом стол усилием гидроцилиндра продольной подачи (на схеме
не показан) через откидной кулачок 42 прижимается к специальному
торцовому упору, закрепленному на станине, и остается неподвижным, а
шлифовальная бабка с продольной микроподачей перемещается вдоль стола влево
винтом 31 с помощью маховика 29 и червячной пары 24—23.
Поперечная подача шлифовального круга производится перемещением
салазок суппорта шлифовальной бабки винтом 32 от механизма поперечной
подачи. Эта подача может быть ручная (непрерывная или дозированная),
а также автоматическая от гидропривода. Ручная непрерывная подача
осуществляется с помощью маховичка 37 через зубчатые колеса 40 и 30 на винт 32.
Дозированная ручная подача достигается путем качания рычага 47 через
собачку 48у храповик 46 и зубчатые передачи 44—41, 43—34, 40—30
на винт 32.
Как при ручной непрерывной подаче, так и при дозированной,
автоматическая подача от гидропривода должна быть выключена оттягиванием
кнопки 36, при этом собачка 35 выходит из зацепления с
храповиком 35, и кинематическая цепь от гидроцилиндра с поршнем 45
разрывается.
Автоматическая поперечная подача от гидропривода осуществляется
следующим образом. Кнопку 36 надо подать вперед, тогда собачка «35 войдет
в зацепление с храповиком 38, и кинематическая цепь от гидропривода
восстанавливается. При подаче масла в правую полость гидроцилиндра 45 его
поршень-рейка перемещается влево и вращает зубчатые колеса 33 и 39.
Колесо 39 через собачку 35, вошедшую в зацепление с храповиком 38,
передает вращение зубчатой паре 40—30 и винту 32.
Станок имеет устройство, позволяющее быстро отводить шлифовальный
круг от детали при достижении заданного размера шлифуемого отверстия.
Это достигается путем подачи масла в цилиндр 16, поршень которого,
преодолевая усилие пружины, перемещает винт 32, а с ним и суппорт со
шлифовальным кругом. Винт вместе со шлифовальной бабкой может перемещаться в
продольном направлении, не размыкаясь с колесом 30, так как связан с
последней шлицевым соединением. Величина отвода шлифовального круга
устанавливается винтом 17.
Торцёшлифовальное приспособление. Станок может быть оснащен торце-
шлифовальным приспособлением, позволяющим шлифовать торец детали
специальным кругом. Шпиндель этого приспособления вращается от
индивидуального электродвигателя /, через клиноременную передачу 3—15.
Наладочное продольное перемещение шлифовального круга достигается вращением
маховика 7. Рабочая (осевая) подача производится при вращении маховика 14,
при этом через червячную пару 11—13 и винтовую пару 12 продольно
перемещается гильза торцового шпинделя, несущего круг. Хобот 9 имеет три
позиции и поворачивается от гидропривода из верхнего нерабочего
положения в нижнее рабочее и обратно с помощью поршня-рейки 8 и зубчатого
сектора 2. В положение правки круга (промежуточное между рабочим и
нерабочим положениями) хобот поворачивается поршнем 10 через ту же рейку
и сектор.
Механизм колебательного движения стола. В качестве приспособления
станку придается механизм колебательного движения стола, который,
сообщая ему продольные колебательные движения, заставляет шлифовальный
круг совершать осциллирующие движения, способствующие получению менее
шероховатой шлифуемой поверхности. Механизм имеет индивидуальный
электродвигатель 54, от которого через червячную пару 53—52 приводится
во вращение регулируемый эксцентрик 51. От него приходит в колебательное
движение рычаг 50, который, в свою очередь, действует через упор 49 на
стол, прижимаемый к нему гидроцилиндром.
96
Гидравлическое оборудование станка обеспечивает следующие основные
операции:
а) возвратно-поступательное движение стола и изменение его скорости
при подводе шлифовального круга к детали, при шлифовании и при правке
круга;
б) поперечное перемещение шлифовальной бабки с кругом;
в) установку аппарата правки круга в положение правки и отвод его
в нерабочее положение;
г) отвод шлифовального круга от детали по достижении нужного
размера и подвод его к ней перед началом шлифования;
д) блокировку ручного и автоматического перемещения стола;
е) быстрое наладочное поперечное перемещение бабки изделия до упора;
ж) непрерывную и прерывистую поперечную подачу шлифовальной
бабки;
з) ускоренный поперечный подвод шлифовального круга к детали (до
искры) с ручным управлением.
Кроме указанных операций, гидросхема обеспечивает и некоторые
другие, если станок снабжается приспособлениями для гидромеханического
зажима детали в патроне, для торцового шлифования деталей торцешлифо-
вальныхМ приспособлением, для шлифования с колебательными движениями
стола, прибором активного контроля и другими приспособлениями.
5. Плоскошлифовальные станки
Плоскошлифовальные станки предназначены для шлифования плоских
поверхностей деталей периферией или торцом шлифовального круга. Они
имеют прямоугольные или круглые столы.
Рис. 70. Плоскошлифовальный станок ЗБ724
На рис. 70 показан плоскошлифовальный станок ЗБ724. Станок общего
назначения, с прямоугольным столом и горизонтальным шпинделем
предназначен для шлифования плоскостей различных деталей периферией круга.
Техническая характеристика станка: наибольшие размеры шлифуемой
детали— длина 2000, ширина 400, высота 500 мм; диаметр шлифовального круга
500 мм; наибольшее продольное перемещение стола 2050 мм.
4 Н. С. Колев и др.
97
Основные части станка. На направляющих станины / установлен
продольный стол 2, получающий возвратно-поступательное движение от
гидропривода, смонтированного внутри станины. На рабочей поверхности 3 стола
имеются Т-образные пазы для закрепления крупных деталей или
электромагнитной плиты. На боковой поверхности стола установлены раздвижные
упоры 4, которые, воздействуя на рычаг 5, реверсируют движение стола. На
станине размещена колонна 6, по вертикальным направляющим которой
перемещается каретка 7, имеющая, в свою очередь, горизонтальные
направляющие для поперечного перемещения шлифовальной бабки с шлифовальным
кругом 8.
Рис. 71. Кинематическая схема станка ЗБ724
Вертикальное перемещение шлифовальной бабки может быть ручное —
от маховика 9, прерывистое — автоматическое от гидропривода через
механизм подачи и ускоренное — от электропривода.
На рис. 71 показана кинематическая схема станка, обеспечивающая
следующие движения:
а) вращение шлифовального круга (главное движение);
б) ручную и автоматическую вертикальную подачу шлифовальной бабки;
в) ускоренное (установочное) вертикальное перемещение шлифовальной
бабки;
г) ручное поперечное перемещение шлифовальной бабки;
д) вращение диска упоров поперечного перемещения шлифовальной
бабки;
е) установку режима работы станка;,
ж) привод насоса смазки шлифовальной бабки;
з) управление гидрокоробкой подач шлифовальной бабки.
98
Главное движение шпиндель шлифовального круга получает от
фланцевого электродвигателя 1 через игольчатую муфту 60.
Ручная вертикальная подача шлифовальной бабки осуществляется
маховиком 21. В этом случае кулачковая муфта колеса 38 сцеплена со
свободно сидящим на валу зубчатым колесом 37 и движение передается через
колеса 36—37 и коническую пару 42—43 на гайку 44, которая связана с
ходовым винтом 45, закрепленным на каретке шлифовальной бабки. Гайка 44
закреплена в осевом направлении, и при ее вращении будет перемещаться
винт 45 с бабкой.
Автоматическая подача шлифовальной бабки производится от
гидропривода. В момент реверса шлифовальной бабки через специальный
реверсивный золотник масло подается в ту или иную полость плунжера механизма
подачи и перемещает плунжер-рейку 33. Последняя через зубчатое колесо 34
вращает кривошип 32, который через шатун 31 поворачивает на угол 36—40Q
рычаг 35 с сидящей на нем собачкой 30. Последняя поворачивает храповик 16,
жестко связанный с маховиком 21. Далее движение передается по описанной
выше цепи ручной подачи.
Величина автоматической подачи регулируется поворотом заслонки-
перекрышки 20, в результате чего собачка 30, проскальзывая по заслонке,
может поворачивать храповик 16 на всем пути своего движения или на его
части. Положение заслонки 20 регулируется рукояткой 17 через зубчатые
колеса 18 и 19, последнее из которых находится в зацеплении с зубчатым
сектором, нарезанным на заслонке 20, и перемещает заслонку.
Сектор 22 служит для автоматического выключения подачи после снятия
установленного припуска. Этот сектор, закрепленный на лимбе 25, в нужный
момент входит в зону качания собачки 30, которая начинает проскальзывать
по его поверхности, не задевая зубьев храповика 16.
При работе вручную до жесткого упора рукояткой 26 подводится
жесткий упор 28, в который упирается в конце хода упор 29, закрепленный на
лимбе 25. Лимб имеет колесо с внутренним зацеплением, которое при помощи
зубчатого фиксатора 24 связывается с маховиком 21. Зубчатый фиксатор
ч включается нажатием на кнопку 23.
Ускоренное установочное вертикальное перемещение шлифовальной
бабки осуществляется электродвигателем 54 и подготавливается поворотом
рукоятки 40. При этом с помощью винтовой канавки на барабане 62 муфта
колеса 38 отключается от зубчатого колеса 37, а маховик 21 — от цепи
подачи. Одновременно кулачок 61 нажимает на конечный выключатель 41,
который разблокирует кнопочную станцию пуска электродвигателя 54.
При включении этого электродвигателя движение передается цепью
через звездочки 55, зубчатые колеса 39—38 и коническую пару 42—43
на винт 45,
Ручное поперечное перемещение шлифовальной бабки производится
маховиком 2 через червячную передачу 7—8 и реечное колесо 5. Рейка 4
укреплена на шлифовальной бабке. Чтобы при перемещении бабки от
гидроцилиндра передача не поломалась, червяк 7 выводится из зацепления с
колесом 8 поворотом рукоятки 3 эксцентриковой гильзы. Кулачком 59 и
рычагом 6 осуществляется блокировка, исключающая пуск гидравлического
перемещения шлифовальной бабки при включении червяка 7.
Вращение диска упоров для поперечного перемещения шлифовальной
бабки осуществляется от гидроцилиндра (не показан). При этом палец 9,
закрепленный на корпусе бабки, скользит в спиральном пазу барабана 58,
заставляя его вращаться. Далее через зубчатые колеса 12—13 приводится
во вращение диск с переставными упорами 14. В конце поперечного хода
шлифовальной бабки упор 14 поворачивает рукоятку 15 вместе с валом и
сидящим на нем рычагом 11. Последний при реверсе шлифовальной бабки
воздействует поочередно на конечные выключатели 56 и 57, которые дают
команду на вертикальную автоматическую подачу, а также переключает
*
99
рычаг 10, связанный с золотником механизма реверса шлифовальной бабки.
Рукояткой 15 можно производить также и ручной реверс шлифовальной бабки.
Установление режима работы станка («Пуск стола», «Стоп» и «Правка
круга»), а также установка скорости движения стола производятся
рукоятками, сидящими на тех же осях, что и зубчатые Колеса 46 и 48. Колеса 47 и 49,
сцепленные с последними, соответственно укреплены на кранах «Пуск» —
«Стоп» и на скоростном кране стола (на схеме не показаны).
Привод лопастного насоса смазки 53 осуществляется
электродвигателем 50 через зубчатую пару 51—52.
Управление подачей шлифовальной бабки. Для выключения поперечной
подачи бабки и для установки характера подачи (прерывистая, непрерыв-
Рис. 72. Плоскошлифовальдый станок ЗБ756
ная) имеется рукоятка 27, которая с помощью рычага, сидящего с ней на
одной оси, переключает плунжер характера подачи в гидроприводе подач
шлифовальной бабки.
Гидравлическое оборудование станка обеспечивает следующие движения
его рабочих органов: возвратно-поступательное движение стола (продольная
подача); возвратно-поступательное движение шлифовальной бабки
(поперечная подача); вертикальную автоматическую подачу шлифовальной бабки
(вертикальная подача); смазку направляющих и подшипников
шлифовального шпинделя.
На рис. 72, а показан плоскошлифовальный станок ЗБ756 с круглым
электромагнитным столом, работающий торцом круга. На направляющих
станины 1 на салазках установлен круглый стол 4 (рис. 72, б), который получает
вращение (круговую подачу) от механизма, смонтированного внутри
станины. На вертикальных направляющих колонны 2 находится шлифовальная
бабка 3. На ее шпинделе, являющемся обычно валом встроенного в бабку
электродвигателя, закреплен наборный шлифовальный круг 5, шлифующий
детали 5, закрепленные на электромагнитном столе.
Периодическая вертикальная подача шлифовальной бабки на врезание
осуществляется автоматически с бесступенчатым регулированием.
6. Резьбошлифовальные станки
Общие сведения. Резьбошлифовальные станки применяют для чистовой
обработки точных резьб, например, резьбы метчиков, резьбовых калибров,
точных ходовых винтов. Мелкие резьбы нарезаются сразу шлифовальным
кругом, а крупные — шлифуются после предварительной их нарезки.
Существуют три способа шлифования резьбы.
100
1. Резьба шлифуется однониточным шлифовальным кругом (рис. 73, п).
Рабочие движения: быстрое вращение шлифовального круга / — главное
движение (vK)\ медленное вращение заготовки 2—окружная подача (s0K);
радиальная подача круга для врезания (sBp); продольная подача
заготовки (snp) на величину шага tH резьбы за один оборот заготовки. Ось
шлифовального круга повернута относительно оси заготовки на угол подъема
резьбы. Это позволяет получить большую точность профиля шлифуемой
резьбы.
2. Резьба шлифуется многониточным кругом с кольцевыми канавками
заданного шага (рис. 73, б). В этом случае ширина Ь круга должна быть
больше длины / шлифуемой резьбы на 2—4 шага. Рабочие движения: быстрое
вращение круга 1 (uj; медленное вращение заготовки 2 — окружная по-
а) г) — "' '~
Рис. 73. Схемы шлифования резьбы
дача (s0K); радиальная подача при врезании круга (sBp) и продольная подача
заготовки (snp) на шаг резьбы tH за каждый оборот заготовки. Этот способ
более производительный, чем первый, однако резьба получается менее точной,
так как профиль ее искажается вследствие того, что оси круга и заготовки
параллельны.
3. Если необходимо нарезать длинную резьбу многониточным
шлифовальным кругом с кольцевыми канавками, то применяют конический круг.
В этом случае имеют место следующие рабочие движения (рис. 73, в): быстрое
вращение шлифовального круга 1 (vK); медленное вращение заготовки 2 —
окружная подача (s0K); продольная подача заготовки (snp) на величину шага
резьбы tH за один оборот заготовки. Шлифовальный круг (рис. 73, г)
заправлен на конус с углом у = 5-^10°, поэтому при продольном перемещении
заготовки происходит постепенное врезание круга, и только последние его
нитки образуют резьбу нужного профиля.
Резьбошлифовальный станок 5822 (рис. 74) предназначен для
выполнения основных резьбошлифовальных операций: шлифования
цилиндрических и конических резьбовых калибров точных винтов и червяков; затыло-
вания метчиков, модульных червячных фрез, резьбовых плоских плашек для
резьбонарезных головок и т. д. Станок может работать однониточным или
многониточным кругами.
Техническая характеристика станка: высота центров 100 мм,
наибольшее расстояние между центрами 500 мм; шаг шлифуемой резьбы 0,25—24 мм.
Основные узлы станка: станина 1 коробчатой формы, по горизонтальным
направляющим которой перемещается стол 2; передняя бабка 3 с приводом
вращения заготовки; задняя бабка 4\ шлифовальная бабка 5 с
индивидуальным приводом от электродвигателя 6.
Для вращения шпинделя изделия применен бесступенчатый
электродвигатель 9 постоянного тока, питаемый от электромашинного усилителя
(ЭМУ) с широким диапазоном регулирования. Станок имеет дифференциал,
с помощью которого можно затыловать детали со спиральными канавками.
101
Рис. 74.
Кинематическая схема резьбошли-
фовального станка
5822
1 i X 1 X | X ч|
4
I
Главное движение (вращение шлифовального круга) осуществляется от
электродвигателя 6 через ременную передачу со сменными шкивами 7 и 8.
Круговая подача (вращение заготовки) производится
электродвигателем 9 через ременную передачу со шкивами 10—11 и червячную пару 12—13.
Продольная подача стола с заготовкой осуществляется от шпинделя /
через зубчатые колеса 14—15 или 16—17, муфту 45, сменные колеса гитары
подач а—Ь, с—d и ходовой винт 18.
Передаточное отношение гитары подач подсчитывают, как и для
винторезных цепей, по формуле
а с r Ktn
где к — число заходов резьбы;
С — постоянная цепи (С = 4 или 1);
tH — шаг шлифуемой резьбы;
tB — шаг ходового винта.
Станок снабжен специальным механизмом, позволяющим затыловать
зубья инструмента с прямыми и винтовыми канавками (принцип затылования
см. в гл. X). При затыловании инструмента с прямыми канавками
настраивается только гитара затылования (а2 — Ь2), а при винтовых канавках
настраиваются две гитары: гитара дифференциала (аг— Ьъ сг— dx) и гитара
затылования (а2—fe2).
Цепь перемещения стола со шлифовальной бабкой при затыловании
берет начало от шпинделя изделий и далее через червячную пару 13—12,
зубчатые колеса 18—19, дифференциал^ 20, сменные колеса а2—Ь2, зубчатые
колеса 21—22, коническую пару 23—24, колеса 25—26, кулачок 46, рычаг 27
и винтовую пару 28—29 передает движение бабке 5 со шлифовальным кругом.
Сменные колеса гитары затылования подсчитываются по формуле
где г — число канавок;
С3— постоянная цепи (С3 = 6).
Цепь дополнительного поворота при затыловании инструмента с
винтовыми канавками идет от шпинделя изделий / через зубчатые колеса 14—15
или 16—17, сменные колеса гитары дифференциала аг — Ьъ сг— dl9
червячную пару 30—31 и далее по предыдущей цепи.
В этом случае передаточное отношение гитары дифференциала
подсчитывают по формуле
Ьг dx ~ s '
где
s = jiDcp ctg P;
Dcp — средний диаметр затылуемого инструмента в мм;
р — угол наклона спирали в градусах;
tu — шаг шлифуемой резьбы в мм;
Сд— постоянная цепи (Сд = 180).
Быстрый отвод шлифовальной бабки производится с помощью
рукоятки 36. Лимб 37 служит для микроподачи. В станке имеется корректирующее
устройство для компенсации погрешностей шага ходового винта 18,
состоящее из поворотной линейки 32, связанной через ролик 33 и рычаг 34 с
гайкой 35 ходового винта. Линейка 44 служит для шлифования конусов.
103
7. Профильно-шлифовальные станки
Профильно-шлифовальные станки применяются для шлифования
деталей, имеющих сложный профиль, например, шаблонов, фасонных резцов,
пуансонов, матриц и т. д. Эти станки бывают с пантографом и оптическим
устройством или с двумя пантографами и экраном. Профиль детали
шлифуется по ее чертежу, увеличенному в 50 и более раз.
Профильно-шлифовальные станки имеют следующие основные узлы:
шлифовальный суппорт, координатный (крестовый) суппорт для детали,
стол для установки чертежа и
оптическое устройство. На таких станках
осуществляются следующие
движения: вращение шлифовального круга;
возвратно-поступательное движение
суппорта' со шлифовальным кругом;
установочные перемещения
координатного суппорта с обрабатываемой
деталью в трех направлениях; пере-
*15 мещение шлифовальной головки.
Профильно-шлифовальный
станок с пантографом и оптическим
устройством показан на рис. 75, а.
Форма детали копируется с чертежа
с помощью пантографа. Деталь
устанавливается на координатном
суппорте 13, имеющем продольное,
поперечное и вертикальное перемещение
соответственно от рукояток 15, 14
и 16. Суппорт закрепляется
рукояткой 17.
Шлифовальный круг 12,
расположенный в бабке шлифовального
суппорта 7, кроме вращения,
получает еще возвратно-поступательное
движение от эксцентрикового
механизма. Величина хода суппорта
регулируется изменением
эксцентриситета. Число ходов устанавливается
коробкой скоростей, находящейся
в бабке 6. Суппорт 7 может поворачиваться в продольном и поперечном
направлениях. Шлифовальный круг вращается от электродвигателя 5 через
ременную передачу.
Чертеж располагается на столе 4, установленном на стойке 3. Стойка
закреплена в кронштейне 2, который вместе со стойкой и столом может
перемещаться вертикально и закрепляться в требуемом положении рукояткой /.
Пантограф 8, выполнен в масштабе 50 : 1. Для наблюдения за точностью
шлифуемого профиля имеется оптическое устройство с 20-кратным
увеличением, основной частью которого является микроскоп 9,
установленный в кронштейне 10 и удерживаемый от угловых перемещений
стержнем 11.
Механическая и оптическая оси микроскопа проходят через точку
пересечения поворотных перекрестных нитей оптического устройства. Когда
обводный штифт пантографа вручную перемещают по контуру чертежа, пересечение
нитей микроскопа перемещается в том же направлении на величину, в 50 раз
меньшую, чем величина профиля на чертеже (рис. 75, б). В точке А
расположен обводный штифт пантографа, а в точке В — пересечение нитей
микроскопа; точка С — неподвижная ось пантографа. Остальные обозначения:
Рис. 75.
Профильно-шлифовальный станок
с пантографом
104
/ — шлифовальный круг; 2 — шлифуемая деталь; 3 — увеличенный чертеж
детали; 4 — рычаги пантографа с шарнирами F9 G, £, D.
На станке с пантографом и оптическим устройством работать
утомительно, потому что необходимо водить обводной штифт пантографа по
чертежу, наблюдать в окуляр микроскопа за шероховатостью обрабатываемой
поверхности и одновременно управлять несколькими рукоятками станка.
Наблюдение за обработкой детали облегчается в профильно-шлифовальных
станках с экраном.
Профильно-шлифовальный станок 395М с экраном показан на рис. 76, а.
Обрабатываемая деталь закрепляется на координатном столе 23, имеющем
Рис. 76. Профильно-шлифовальный станок 395М
перемещение стола — маховиком 22. Деталь устанавливается на рабочем
столике /7, который смонтирован на верхних продольных салазках
координатного стола и вместе со столиком располагается под объективом 13 оптического
устройства. Оптическая система проектирует увеличенное изображение
профиля детали на экран 14. Чертеж профиля детали, выполненный в масштабе
50 : 1, закрепляется между двумя экранными стеклами и освещается
осветителями 15 и 16.
Шлифовальная головка 24 вместе со шпинделем 8 шлифовального круга
имеет установочное и рабочее перемещения. Шпиндель, смонтированный
в вертикальных салазках 10, совершает возвратно-поступательное движение
при включении рычага 11. Длина хода салазок 0—50 мм. С помощью винта 12
шлифовальный круг устанавливается по высоте относительно профиля
обрабатываемой детали. Подвижный фланец 4 служит для поворота круга в гори-
105
зонтальной плоскости, а круговые салазки 6 и 7 — для установки его под
углом в горизонтальной и вертикальной плоскостях. Шлифовальная головка
смонтирована на верхних продольных салазках 3, перемещающихся по
нижним поперечным салазкам 1 при помощи рукояток 2 и 5. Шлифовальный
круг вращается от электродвигателя 9. Периодическая правка круга
производится с помощью приспособления, устанавливаемого на боковой стенке
круговых салазок 10.
Станок позволяет шлифовать различные профили деталей плоской и
круглой формы с точностью до 0,01—0,02 мм. Обработка производится так.
Рабочий вручную перемещает шлифовальную головку относительно профиля
детали и следит за тем, чтобы режущая кромка шлифовального круга все
время точно совпадала с соответствующей точкой увеличенного изображения
этого профиля, совмещенного с профилем чертежа на экране.
Схема оптического устройства показана на рис. 76, б. Луч света от
лампы 7, проходя через линзы 2 и 3, призму 4, диафрагму 5, линзы 6—9,
проектирует контур детали на экране проектора 14 в виде четкой тени.
Осветители 13 через линзы 10—12 добавочно освещают деталь. Далее лучи
проходят через проекционный объектив, состоящий из линз 15, 16, 17, и
направляются через призму 18 к зеркалу 19, отражаясь от которого, попадают на
зеркало 20 и далее на экран, состоящий из стекол 21 и 22 с закрепленным
между ними чертежом. Ошибка на экране в 1 мм соответствует ошибке
профиля обрабатываемой детали в 0,02 мм.
Кроме описанных типов станков, работающих шлифовальным кругом,
имеются профильно-шлифовальные станки, работающие гибкой абразивной
лентой. В таких станках движущаяся лента с нанесенным на нее абразивом,
облегая фасонный профиль обрабатываемой поверхности, шлифует ее.
& Универсально-заточные станки
Заточные станки служат для заточки инструмента и применяются в
инструментальных цехах заводов и в заточных отделениях механических цехов.
По способу заточки они разделяются на две группы: станки для абразивной
заточки и доводки инструмента, работающие шлифовальным кругом; станки
для безабразивной заточки и доводки.
Первая группа имеет большее распространение, тем более что в
последнее время огромное значение приобрела заточка инструмента алмазными
кругами. Применение алмазных кругов значительно повышает
производительность и качество заточки. К безабразивной заточке относятся
электроискровой и анодно-механический способы (см. гл. XV).
По назначению заточные станки делятся на универсальные (для заточки
различных видов инструмента) и специальные (для заточки инструмента
определенного вида).
Универсальный заточный станок ЗВ642 предназначен для заточки
основных видов режущего инструмента: резцов, фрез, зенкеров и т. д. Станок
оснащается различными приспособлениями, позволяющими устанавливать
и закреплять затачиваемый инструмент. Кроме заточки инструмента, на
станке можно производить наружное, внутреннее и плоское шлифование.
Затачивание и шлифование производятся при ручном перемещении детали со
столом. Техническая характеристика станка: наибольший диаметр
устанавливаемой детали 250 мм; наибольшая длина детали, устанавливаемой в
центрах, 630 мм; размеры рабочей поверхности стола (длина и ширина) 900 X
X 140 мм; наибольшее вертикальное перемещение шлифовальной головки
250 мм.
На рис. 77 показан общий вид станка. Его основные узлы: станина 1,
стол 3 с суппортной группой и шлифовальная головка 6 со шпинделем, на
котором устанавливаются шлифовальные круги 5. На столе располагаются
приспособления 4 и 7. Поперечное и продольное перемещение стола произ-
106
водится соответственно маховиками 2 и 5, а подъем и опускание
шлифовальной бабки — маховиком 9. На рис. 78 приведена кинематическая схема
станка.
Главное движение — вращение шпинделя со шлифовальными
кругами 1 и 2 — осуществляется от двухскоростного электродвигателя 3
через ременные передачи 4—5 или 6—7 и далее через передачу 8—9 на
шпиндель //.
Периферией цилиндрического круга 2 шлифуют поверхности тел
вращения, которые устанавливаются в центрах приспособления на столе станка,
а чашечным кругом 1 — плоские поверхности инструмента, например, резьбу
Рис. 77. Универсальный заточный станок ЗВ642
метчика по передней плоскости. Электродвигатель вместе с кронштейном,
на котором он установлен, и со шкивом 8 может опускаться с помощью
винта 10 вниз, натягивая ремень шлифовальной головки.
Шлифовальная головка с шлифовальными кругами 1 и 2 (рис. 78, а)
смонтирована на верхней части вертикальной колонны 11 и может
поворачиваться с ней вокруг вертикальной оси (рис. 78, б). Кроме поворота, колонна
может перемещаться вверх или вниз с помощью маховиков 12 или 13. От
маховика 12 движение на вал / может передаваться непосредственно, если
кнопкой 14 включить муфту 45 (быстрое движение) или через планетарный
механизм с зубчатыми колесами 15—18 и далее через червячную передачу 19—20
на реечную пару с реечным колесом 21 и рейкой 22, закрепленной на колонне
(медленное движение).
Если колонна перемещается с помощью маховика 13, то движение идет
через коническую пару 23—24 и далее по той же цепи.
Стол с суппортной группой состоит из трех частей. На верхней
поворотной части 25 устанавливается в соответствующих приспособлениях
затачиваемый инструмент. Верхняя часть стола поворачивается относительно
средней части 26 для заточки конических поверхностей инструмента.
107
8
Рис. 78. Кинематическая схема станка ЗВ642
Средняя часть стола 26 имеет ручное продольное перемещение на
роликовых направляющих нижней части стола 27. Это перемещение производят
маховиками 28 или 29 с реечными зубчатыми колесами 30, или рукояткой 31
на корпусе (поводке) планетарной передачи. В последнем случае нажатием
кнопки 32 реечное колесо 33, связанное с планетарным механизмом,
включают, а колеса 30> связанные с маховиками 28 и 29, отключают от рейки 34,
при этом стол получает медленную поперечную подачу от планетарного
механизма с колесами 35—38.
Нижнюю часть стола 27 вместе
со средней и верхней частями
перемещают в поперечном
направлении с помощью ходового винта 39
и гайки, закрепленной на станине.
Тонкая (замедленная) поперечная
подача осуществляется вращением
маховиков 40 или 41, которые
через передачи 42—43
поворачивают ходовой винт 39.
Храповой механизм 44,
который приводится в движение
специальной рукояткой, через ту же
передачу 42—43 сообщает
ходовому винту, а следовательно, и
столу периодическое замедленное
движение. Тонкая (замедленная)
подача стола позволяет осторожно
подводить затачиваемый
инструмент к шлифовальному кругу.
Приспособления
станка значительно расширяют
область использования станка.
К ним относятся: передняя бабка
с делительными дисками, задняя
бабка, универсальная заточная
головка, универсальные
поворотные тиски, приспособление для
правки кругов, приспособление
для заточки фрез с затылованными
зубьями, приспособление для
заточки сверл, упор для заточки фрез с винтовыми зубьями и некоторые другие.
Полуавтомат 3659А (рис. 79) предназначен для заточки правых сверл,
трех- и четырехперых зенкеров диаметром 10—80 мм с задними углами
в пределах 6—17° и углами при вершине в пределах 70—140°. На станке
можно затачивать также инструмент с двойными углами при
вершине.
На станке осуществляются следующие движения: вращение
шлифовального круга; планетарное движение шлифовального круга в плоскости,
перпендикулярной к его оси; возвратно-поступательное движение
шлифовального круга в направлении оси шлифовального шпинделя; вращение
установленного в патроне затачиваемого инструмента; автоматическая и ручная
подача затачиваемого инструмента на шлифовальный круг.
Главное движение — вращение шлифовального круга —
осуществляется от электродвигателя 1 (рис. 80) через клиноременную
передачу 2—3 с натяжным роликом 4. От этого же электродвигателя через
клиноременную передачу 5—6, зубчатую передачу 7—8, муфту 38 и зубчатые
колеса 9—11 вращение передается гильзе 12 шпинделя. Ось гильзы смещена
относительно оси шпинделя шлифовального круга, поэтому круг получает
Рис. 79. Полуавтомат 3659А для заточки сверл
и зенкеров:
i — станина; 2 — каретка; 3 — патрон; 4 —
шпиндельная бабка
109
планетарное движение. Такое движение шлифовального круга способствует
более равномерному его износу.
Осевое возвратно-поступательное движение
шлифовального круга, необходимое для образования заднего
угла на затачиваемом сверле или зенкере, осуществляется следующим
образом. На гильзе 12 закреплен торцовый кулачок 13, имеющий три различных
кривых подъема, расположенных концентрично. Упор 14, закрепленный на
корпусе бабки, может вступать в контакт с любой из кривых подъема
кулачка 13, который прижимается к упору двумя пружинами 15. В
зависимости от диаметра затачиваемого сверла и требуемой величины заднего угла
Рис. 80. Кинематическая схема станка 3659А
в контакте с упором 14 находится одна из трех кривых подъема кулачка /3,
чем обеспечивается необходимая величина осевого перемещения шпинделя,
а следовательно, и величина заднего угла сверла.
Вращение инструмента заимствуется от цепи вращения
гильзы 12 с кулачком 13, через зубчатые колеса И, 10 и 9, винтовую
пару 16—17, трехступенчатый механизм с вытяжной шпонкой 18—23,
зубчатые колеса 24—25 и винтовую пару 26—27.
Подача, инструмента на шлифовальный круг.
Каретка 2 (см. рис. 79) с установленным на ней патроном перемещается по
направляющим станины вручную мадовиком 28 (рис. 80) через конические
зубчатые колеса 29—30, винт 31 и гайку, закрепленную на каретке.
На станке можно производить также и автоматическую подачу каретки
с помощью кривошипно-шатунного механизма 32—33 и храпового
механизма 34—35, которые через червячную пару 36—37 сообщают вращение
кулачку 39 подачи каретки. Величина подачи каретки регулируется
храповым механизмом.
Полуавтомат 3662 (рис. 81) предназначен для заточки передних
поверхностей зубьев червячных фрез диаметром 50—200 мм и длиной 20—200 мм.
Техническая характеристика полуавтомата: высота центров над станиной
135 мм; наибольшее расстояние между центрами 500 мм; диаметр
затачиваемых фрез 50—125 мм; наибольшая длина фрезы 200 мм,
ПО
Оправка с затачиваемой фрезой устанавливается в центрах передней
делительной 3 и задней 5 бабок станка, которые вместе со столом 2
перемещаются возвратно-поступательно по направляющим станины 1. На
вертикальной колонке установлена шлифовальная головка 4 со шпинделем,
несущим чашечный шлифовальный круг 6.
Станок имеет следующие рабочие и установочные движения (рис. 82):
вращение шлифовального круга (от электродвигателя 47);
возвратно-поступательное движение стола; поворот шпинделя делительной бабки для
периодического поворота фрезы с целью последовательной заточки ее зубьев; для
Рис. 81. Полуавтомат 3662 для заточки червячных фрез
поворота фрезы при заточке фрез с винтовыми канавками; для поворота
фрезы на шлифовальный круг (на глубину врезания) после каждого полного
оборота фрезы; для установочного поворота шпинделя с целью выверки
положения фрезы относительно шлифовального круга; установочное осевое
перемещение пиноли со шлифовальным шпинделем; подъем и опускание колонки
со шлифовальной головкой; поворот колонки со шлифовальной головкой
вокруг вертикальной оси; ручное перемещение стола.
Возвратно-поступательное движение стола
производится гидроприводом с дроссельным регулированием. Скорость хода
стола может изменяться в пределах 2—10 м/мин. Длина хода стола
устанавливается положением кулачков 2—3, закрепляемых в пазу стола.
Поворот шпинделя делительной бабки на — часть
оборота (г — число канавок на фрезе) происходит после каждого двойного
хода стола, когда стол находится в крайнем левом положении и
шлифовальный круг вышел из контакта с фрезой. В этот момент золотник 4 с помощью
рычага 5, муфты 6 и рычага 7 поднимает ползушку 8 с фиксатором 9.
Фиксатор, выходя из паза делительного диска 10, освобождает шпиндель. После
этого поршень-рейка 11 с помощью свободно сидящего на шпинделе зубча-
111
того колеса 12, храповика 13 и храпового колеса 14 поворачивают шпиндель
на — часть оборота, после чего фиксатор 9 попадает в очередной паз
делительного диска 10 и фиксирует шпиндель в новом положении. После
поворота шпинделя поршни золотников 4 и 15 возвращаются в исходное
положение, а стол начинает двигаться вправо. Храповик 13 возвращается в
исходное положение, выходит из зацепления с храповым колесом,
устанавливаясь на щитке 16. Теперь шпиндель,
двигаясь возвратно-поступательно, £jp>
может еще и поворачиваться, что ж.
необходимо при заточке поверхности г~~ч
винтовой канавки фр&ы.
**\i£ 46 49
N=UBt
о-2800о6/ти
46 49 2 ^^чУ ,, 41 J
г*90
Рис. 82. Кинематическая схема полуавтомата 3662
Для указанного поворота шпинделя имеется следующее устройство:
на шпинделе свободно насажен диск 17, связанный стальными лентами 18
с ползуном 19. На конце ползуна установлены два сферических
шарикоподшипника 48, которые входят в п*аз копирной линейки 20. При заточке
винтовой канавки фрезы линейку 20 с помощью маховика 21 и червячной
пары 22—23 поворачивают вокруг оси, устанавливая под заданным углом а
к направлению хода стола. Этот угол определяют из условия, что за один
оборот шлифуемой фрезы стол должен переместиться на величину шага ее
винтовой канавки, следовательно,
1 об. фр.-л£ — Г tgaf
где D — диаметр диска 17, равный 120 мм;
Т — шаг винтовой канавки фрезы в мм;
a — угол наклона копирной линейки в градусах.
Отсюда
376,8
112
При возвратно-поступательном движении стола ползун 19 получает
такое же движение сверху вниз, а диск 17 стальными лентами 18
поворачивается то в одну, то в другую сторону. Это движение передается шпинделю
и затачиваемой фрезе через фиксатор 9 и диск 10.
После каждого оборота фрезы, когда шлифовальный круг прошел по
всем ее канавкам, совершается дополнительный небольшой поворот
шпинделя с фрезой. Так осуществляется круговая подача на глубину врезания
(0,01—0,03 мм). Это происходит следующим образом. Одновременно с
поворотом шпинделя при делении храповик 13 поворачивает храповое колесо 24
с упором 25, который, воздействуя на микропереключатель 26, включает
электромагнит 27. Последний, толкая храповик 28, поворачивает храповое
колесо 29 и через коническую пару — ходовой винт 30', от которого получают
вертикальное перемещение салазки с линейкой 20. Перемещение линейки 20
через ползун 19 и стальные ленты 18 сообщает Дополнительный поворот
диску 17 и шпинделю с деталью.
Установочный поворот шпинделя для выверки положения фрезы
относительно шлифовального круга совершается также вертикальным
перемещением линейки 20 с помощью рукоятки 31 через коническую пару и винт 30.
При этом муфта обгона 50, установленная между храповым колесом 29 и
валом, отключается.
Установочное осевое перемещение пиноли со шлифовальным шпинделем
(для правки круга и установки его образующей по оси фрезы) производится
с помощью маховика 32, передачи 33—34 и реечного колеса 35, находящегося
в зацеплении с рейкой гильзы пиноли 36.
Подъем и опускание колонки со шлифовальной головкой производятся
вручную маховиком 37 через червячную пару 38—39 и ходовой винт 40.
Поворот колонки со шлифовальной головкой вокруг вертикальной оси,
необходимый для установки круга на угол наклона винтовой канавки
затачиваемой фрезы, производится вращением маховика 41 через червячную и зубчатую
передачи 42, 43, 44.
Ручное перемещение стола осуществляется маховиком 45 через реечную
пару 46—49,
9. Доводочные станки
Для получения на деталях поверхностей высокого класса чистоты в
технологических процессах применяют хонингование, притирку и
суперфиниширование.
Хонингование в основном применяется для обработки цилиндрических
отверстий. Сущность этого процесса состоит в том, что специальный
инструмент (хонинговальная головка), оснащенный абразивными брусками,
совершает одновременно вращательное и возвратно-поступательное движения
в неподвижной детали.
Абразивные бруски 4 устанавливаются в пазах боковой поверхности
головки (рис. 83) и получают автоматическое радиальное перемещение при
помощи двух конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень 3
после каждого двойного хода инструмента поворачивается и сближает
конусы 2 и 5, которые через пальцы 1 раздвигают абразивные бруски 4.
Благодаря применению брусков тонкой зернистости и сложному характеру их
движения относительно обрабатываемой поверхности хонингование дает
возможность не только получать поверхности высокого класса частоты (9—10),
но и исправлять небольшие неточности формы отверстий (конусность,
овальность и пр.). При хонинговании применяется охлаждающая жидкость —
керосин или водномыльные растворы.
Хонинговальный станок ЗМ83 работает по полуавтоматическому циклу
и предназначен для обработки цилиндрических отверстий в условиях
единичного и мелкосерийного производства (рис. 84). Техническая характери-
113
37 38
Шпиндельная
головка
Рис. 84. Гидравлическая схема одношписдельного вертикально-хонинговального
станка
стика станка: частота вращения шпинделя 155—450 об/мин; мощность 10 кВт;
пределы диаметров обрабатываемых деталей 67—145 мм; длина хода 150—
450 мм.
Шпиндель станка получает главное вращательное движение от
электродвигателя через коробку скоростей (на схеме не показано).
Гидроаппаратура станка обеспечивает полный цикл его работы, который
происходит в следующем порядке. При включении гидронасосов 1 и 2 масло
от насоса 1 большей производительности подается к гидропанели, но так как
электромагнит золотника 35 отключен, то масло через клапан 36 уходит на
слив. От насоса 2 меньшей производительности масло поступает в нижнюю
полость цилиндра 9 разжима брусков хона.
При пуске станка включается электромагнит золотника 35,
электромагнит распределителя 32 и электромагнитная муфта счетчика двойных
ходов (на схеме она не показана). Золотник 35 отсекает уравновешивающую
камеру клапана 36 от слива. Давление в системе возрастает.
Распределитель 32 отсекает камеру 21 от слива. Масло от насоса поступает в камеру 12
гидропанели. Из камеры 12 масло подводится к камерам 19 и 21 и далее
через обратный клапан 18 поступает под правый торец золотника 17,
перемещая его в крайнее левое положение. Масло из камеры 12 поступает в
камеру 14 и далее в верхнюю полость цилиндра главного движения.
Шпиндельная головка совершает медленный ход вниз.
Из нижней полости цилиндра главного движения масло вытесняется
через клапан 10, камеры 13—15—22—23, дроссель 7 к золотнику 5, но так как
электромагнит золотника 6 отключен, то золотником 5 отсекается сливной
поток, в результате чего масло будет вытесняться через дроссель 3 в бак,
что и обеспечивает медленный ввод и вывод инструмента.
Как только шпиндельная головка достигнет своего нижнего положения,
кулачок «Вниз», воздействуя на поводок 24, переместит золотник
управления 20 вправо. При этом из камеры 12 масло поступает в цепь управления
к камерам 25—26 по трубопроводу под левый торец золотника 28, который,
перемещаясь слева направо, поворачивает храповое колесо 29 счетчика на
один зуб. Упор исходного положения счетчика освобождает конечный
выключатель 37. Одновременно масло из цепи управления поступает через
обратный клапан 27 под левый торец золотника 17, перемещая его вправо. Из-
под правого торца золотника 17 масло вытесняется через дроссели 30—31
и затем через распределитель 32 на слив.
Основной поток масла из камеры 12 поступает в камеру 13, по
трубопроводу через обратный клапан 10 в нижнюю полость цилиндра главного
движения. Из верхней полости масло вытесняется через камеры 14—16—33—
34 и дроссели 7—5 на слив. Шпиндельная головка движется вверх.
Конечный выключатель 37 дает команду на включение электромагнита
золотника 4 вращения насоса низкого давления 2. Масло поступает в
верхнюю полость цилиндра разжима брусков хона и одновременно под нижний
торец золотника 5, в результате чего происходит разжим брусков и
переключение скорости поступательного движения шпиндельной головки с
медленного вывода на рабочий ход. По достижении шпиндельной головкой
заданного числа ходов передвижной упор нажимает на конечный выключатель 38,
который дает команду на отключение электромагнитной муфты счетчика
двойных ходов и включение электромагнита золотника <5. При этом давление
в системе разжима брусков падает, и начинается процесс выхаживания.
Длительность процесса выхаживания зависит от настройки пневматического
реле времени (на схеме не указано), после срабатывания которого отключается
электромагнит золотника 6 и 4. Масло подается в нижнюю полость цилиндра
разжима брусков, а из верхней полости оно уходит на слив — происходит
сжатие брусков. Шпиндельная головка. движется на замедленном вводе.
Как только поршень цилиндра разжима брусков достигнет верхнего
положения, конус 8 нажмет на конечный выключатель 41 контроля сжатия бру-
115
сков. Последний дает команду на включение электромагнитной муфты,
затормаживающей вращение шпинделя и отключение магнита распределителя 32.
В момент отключения электромагнита золотника 32 камера 16 золотника 17
соединяется со сливом через распределитель 32,
шпиндельная головка при этом будет двигаться
независимо от расположения золотника
управления 20 до тех пор, пока кулачок «Стоп» не
нажмет на конечный выключатель 40, который, в свою
очередь, даст команду на отключение
электромагнита золотника 35—происходит остановка
шпиндельной головки.
Для повторения полного цикла работы станка
следует нажать кнопку «Пуск».
Притирка — тонкая отделка (10—14-го класса)
поверхностей мелкозернистым абразивным
порошком, смешанным со смазкой и нанесенным в таком
виде на поверхность притира. Характер
движения каждого зерна абразива по притираемой
поверхности должен быть таким, чтобы
траектория зерна не повторялась.
В качестве абразивного материала
используется наждак, корунд, карборунд, крокус, окись
хрома, алмазный порошок и другие материалы
в виде порошка или пасты, которыми покрывают (шаржируют) притиры.
Притиры изготовляются из чугуна, бронзы и пр.
На рис. 85 показана схема притирки. Между притиром / и диском 2
расположен сепаратор (деталедержатель) 3 с обрабатываемыми деталями.
Рис. 85. Схема притирки
Рис. 86. Кинематическая схема станка 3816
Притир и диск вращаются вокруг оси 01 в противоположные стороны с
различными скоростями. Сепаратор с осью 02 получает горизонтальное
возвратно-поступательное движение от отдельного привода. Притирочные станки
строятся как общего назначения, так и специализированного (например,
для притирки шеек коленчатых валов).
116
Универсально-притирочный станок 3816 предназначен для притирки
шеек коленчатых валов, концевых мер, пробок-калибров и др. От
электродвигателя 11 (рис. 86) через клиноременную передачу 1—2, червячную
пару 3—4, клиноременную передачу 5—6 движение передается верхнему
притиру. Нижний притир вращается от вала / через червячную
передачу 9—10, зубчатые колеса 15—
12—13—14.
Верхний притир подводится
к обрабатываемым деталям и
прижимается к ним при помощи
гидроцилиндров 7—5, работающих от
лопастного насоса 17. Масло из резервуара 16
засасывается насосом и поступает
в распределительное устройство 18,
а оттуда по трубопроводам— в
верхнюю или нижнюю полости
гидроцилиндров 7—8. Золотник
распределительного устройства управляется при
помощи дополнительного цилиндра
(на схеме не указан), поршень
которого переключается вручную.
Между притирами расположен
сепаратор в виде диска, в пазах
которого размещены заготовки. Во время
работы станка сепаратор совершает
возвратно-поступательное движение
от гидроцилиндра 19.
Суперфиниширование дает возможность получать поверхности
наивысшего класса чистоты (10—14) и предназначено для обработки поверхностей
любых форм (плоских, цилиндрических, наружных и внутренних, а также
фасонных). В качестве инструмента применяются мелкозернистые
абразивные бруски. Сущность процесса заключается в следующем. Абразивные
бруски совершают колебательное возвратно-поступательное движение с
большой частотой и малым ходом по поверхности детали. В результате
колебательного движения абразивного бруска по обрабатываемой поверхности
гребешки неровностей срезаются (рис, 87).
Рис. 87. Схемы суперфиниширования:
а — цилиндрическое наружное; 6 —
цилиндрическое внутреннее; в — плоское; Л — возвратно-
поступательное движение инструмента; Б —
колебательное движение инструмента; В — вращение
детали; Г — вращение инструмента; Д —
колебательное движение детали
Глава VIII
РЕЗЬБОНАРЕЗНЫЕ СТАНКИ
Для получения резьбы применяются различные способы, из которых
наиболее распространенными являются: нарезание на токарных станках
резцами, гребенками, метчиками, плашками и резьбонарезными головками,
дисковыми и групповыми резьбовыми фрезами, одно- и многониточными
шлифовальными кругами, а также накатывание роликами или плашками.
Сущность резьбофрезерования заключается в следующем (рис. 88, а).
Дисковой фрез^7, имеющей профиль нарезаемой резьбы, сообщают вращение
вокруг своей оси (главное движение). Одновременно с этим осуществляют
Рис. 88. Схемы резьбофрезерования
движение подачи, состоящее из медленного вращения детали 2 (круговая
подача) и продольного перемещения ее или фрезы вдоль оси. Пдследнее
равно величине шага нарезаемой резьбы за время одного оборота детали.
В начаЛе процесса обработки фрезе или заготовке сообщают'дополнительно
и поперечную подачу для врезания инструмента на полную глубину резьбы.
Резьбофрезерование выполняется с помощью дисковых, гребенчатых,
червячных и пальцевых фрез. Для нарезания резьбы с большим шагом
применяют дисковые фрезы (рис. 88, а), а для коротких и мелких резьб большого
диаметра— гребенчатые фрезы (рис. 88, б).
Гребенчатая фреза представляет собой набор дисковых фрез, поэтому
процесс фрезерования значительно ускоряется, так как витки по всей длине
резьбы обрабатываются одновременно. За один оборот заготовки конец
канавки, нарезанный одним из резьбовых дисков фрезы, совпадает с началом
канавки, нарезанной следующим диском. Таким образом резьба фрезеруется
за один оборот заготовки. Однако, имея в виду процесс врезания фрезы во
время вращения детали, практически для получения полной резьбы детали
необходимо совершить более одного оборота. Обычно этот цикл
заканчивается за 1,2—1,4 оборота детали, в зависимости от конструкции станка.
Минимальная длина фрезы должна быть на 2—3 шага больше длины
фрезеруемой резьбы.
Ось гребенчатой фрезы располагается параллельно оси детали, что
приводит к некоторому искажению профиля резьбы. Величина искажения тем
больше, чем больше шаг резьбы, диаметр фрезы и чем меньше диаметр резьбы.
Однако при нарезании обычных треугольных резьб, имеющих небольшой
наклон витков винтовой линии, такое искажение не является существенным.
118
Гребенчатыми фрезами можно фрезеровать как наружные (рис. 88, б),
так и внутренние (рис. 88, в) резьбы. В первом случае фрезе и детали
сообщают вращение в одном направлении, во втором — в разные стороны.
/. Резьбофрезерный станок 561
для нарезания длинных резьб
Привод вращения шпинделя фрезы осуществляется от
электродвигателя 65 (рис. 89) с помощью ременной передачи /—2, пятиступенчатой
коробки скоростей^ цепи зубчатых передач 11—12, 13—14 и 15—16, Четыре
значения частоты вращения могут быть получены переключением блоков
зубчатых колес 3—5 и 8—10 с зубчатыми колесами 4, 6,7 и 9. При сближении
блоков 3—5 и 5—10 и сцеплении их с помощью торцовых кулачков возможно
пятое значение частоты вращения фрезы.
Привод вращения шпинделя заготовки. Шпиндель заготовки может
вращаться медленно — при фрезеровании резьбы и быстро — при обработке
шлицевых и зубчатых валов.
Медленное вращение шпинделю сообщает вал 77/ через конический
трензель 17—18, гитару обкатки со сменными зубчатыми колесами а — Ъ, с — d,
цепную передачу 19—20 и коробку подач, включающую два ряда соосно
расположенных валов и переключаемые с помощью двойных блоков
зубчатые колеса. Далее вращение передается коническими зубчатыми колесами
45—46 на червячную пару 47—48 и на вал распределительного механизма,
состоящего из группы зубчатых колес и кулачковых муфт 69 и 68. Червячное
колесо 48 свободно насажено на полый вал VI и может жестко связываться
с ним при помощи кулачковой муфты 69. Вращение от вала VI через
червячную передачу 49—50 передается шпинделю IX.
При фрезеровании резьбы передаточное отношение сменных колес -г- X
X -j- = 1; величина круговой подачи устанавливается с помощью коробки
подач.
Быстрое вращение шпинделю сообщается по более короткой цепи: через
пару зубчатых колес 53—54. Колесо 54 свободно насажено на вал VI и
передает ему вращение при включении кулачковой муфты 69.
Привод продольной подачи фрезерной головки. Фрезерная головка
имеет три продольных перемещения: медленную подачу влево при
фрезеровании резьбы; более быструю подачу влево при обработке шлицевых и
зубчатых валов; быстрое перемещение вправо после окончания фрезерования.
Управление этими движениями обеспечивается переключением муфт 70 и 68.
При нарезании резьбы муфта 70 занимает левое положение, а 68 — верхнее.
Головка перемещается с помощью винта VIII и гайки, закрепленной в ее
салазках.
При резьбонарезании кинематическая цепь, соединяющая шпиндель
заготовки и ходовой винт, состоит из пары зубчатых колес 55—56 и сменных
колер резьбонарезной гитары аг— Ьъ с±— dx. Когда на станке
обрабатывают зубчатые валы по методу обкатки, продольная подача фрезерной
головки производится через коробку подач и от нее через зубчатые колеса 45—
46 на червячную пару 47—48. Колесо 48 соединяется с кулачковой муфтой 68
и передает вращение валу VII, проходящему внутри вала VI, и через
винтовую передачу 59—60 — ходовому винту VIII. Ускоренный обратный ход
фрезерной головке сообщают зубчатые колеса 51—52, муфта 68, и винтовая,
передача 59—60. При включении муфты 68 выключают муфту 70.
Станок управляется следующим образом. Зубчатые блоки в коробке
скоростей перемещаются при помощи двух рукояток, а в коробке подач —
поворотом кулачкового барабана. Муфты 69 и 68 распределительного
механизма переключаются цилиндрическими кулачками, поворачиваемыми
рукоятками 67 и 66. Для установки муфт в то или иное положение рукоятка 67
119
to
о
20 19 a I , , '
<£Si H^K^
0260
z=W
0135
Рис. 89. Кинематическая схема резьбонарезного станка
оттягивается, поворачивается и фиксируется в гнездах зубчатого колеса 58.
Управлять муфтами можно и рукояткой 66. При ее повороте пара винтовых
зубчатых колес вращает вал X и зубчатое колесо 57, которое через
двустороннюю зубчатую рейку 71 передает вращение колесу 58 и рукоятке 67. С
правой стороны 10 находится фасонный рычаг 63, с которым связана
кнопка 64 конечного электрического переключателя. Рычаг 63 имеет выступы и
впадины. Когда кнопка оказывается во впадине, электродвигатель
отключается. Переключение на обратный ускоренный ход фрезерной головки
нарезания резьбы и остановка после окончания цикла производятся с помощью
упорных планок 61 и 62, воздействующих на выступы рукоятки 66.
2. Резьбофрезерный полуавтомат 5К63
для фрезерования коротких резьб
В условиях крупносерийного и массового производства применяется
полуавтоматический резьбофрезерный полуавтомат 5К63 (рис. 90). Он
предназначен для фрезерования коротких наружных и внутренних резьб.
Заготовки в зависимости от их размеров и формы устанавливают в патроне,
цанге или центрах. Гребенчатая фреза при нарезании наружных резьб имеет
Рис. 90. Резьбофрезерный полуавтомат 5К63:
1 — передняя бабка; 2 — шпиндель; 3 — фрезерная головка; 4 —
гребенчатая фреза; 5 — задняя бабка
люнет, что значительно увеличивает жесткость ее закрепления и позволяет
применять большие круговые подачи. Врезание фрезы в начале цикла и
продольная подача осуществляются перемещением фрезерной головки, которая
в поперечном направлении движется в направляющих салазок, а в
продольном — вместе с ними.
Станок- работает по полуавтоматическому циклу. Рабочий вручную
только меняет обрабатываемые детали и запускает станок. Цикл обработки
одной детали состоит из следующих движений: установки и закрепления
детали; пуска станка; быстрого продольного подвода фрезы к заготовкам;
рабочей подачи фрезерной головки при одновременном врезании; нарезании
121
резьбы; медленного отвода фрезы от заготовки; быстрого отвода фрезерной
головки в исходное положение и остановка.
На рис. 91 показана кинематическая схема полуавтомата. Привод всех
движений осуществляется от трех электродвигателей: 32 — для вращения
шпинделя фрезы, 33 — для рабочей круговой подачи детали и 34 — для
ускоренного хода фрезерной головки.
Привод вращения шпинделя фрезы осуществляется от
электродвигателя 32 и передается шпинделю VII через червячную пару 1—2, сменные
колеса ах— Ьг гитары скоростей и цилиндрические зубчатые колеса 3—4.
Левое и правое вращения шпиндель получает с помощью реверсивных
переключателей электродвигателя.
Привод вращения шпинделя изделия имеет две цепи: медленное
вращение при фрезеровании и быстрое — при холостом ходе. Медленное вращение
Рис. 91. Кинематическая схема полуавтомата 5К63
шпинделю сообщает электродвигатель 33 по следующей цепи: зубчатая
передача 5—6, сменные колеса а — b и с — d гитары подачи, червячная пара 7—
8. С червячным колесом 8 смонтированы колеса-сателлиты 9 дифференциала.
Вращаясь вместе с колесом 8, они обкатываются вокруг неподвижного
колеса 31, вращаются вокруг своей оси и вращают коническое колесо 10. Далее
движение передается через пару зубчатых колес 11—12 и червячную
передачу 13—14 на шпиндель изделия ///.
Быстрое вращение шпиндель /// получает от электродвигателя 34 через
винтовую передачу 29—30, дифференциал, зубчатые колеса }/—12 и
червячную передачу 13—14. Направление вращения шпинделя при фрезеровании
резьб изменяется реверсированием электродвигателя 33.
Движение фрезерной головки при врезании и осевая подача фрезы
осуществляются при помощи кулачков 25 и 21. Кулачок 25, вращаясь,
передвигает в поперечное направление гайку 26, винт 27 и вместе с ними
фрезерную головку. В результате в начале цикла фреза подводится к заготовке
и врезается, а в конце цикла отводится. Кулачок 21, имея винтовую канавку,
перемещает вдоль оси станка вал V, закрепленный в салазках фрезерной
головки, и сообщает ей подачу. Кулачки 25 и 21 вращаются от шпинделя ///
через реверсивный механизм с цилиндрическими колесами 15—16, зубчатые
колеса 17—18 и 19—20. Колесо 20 насажено на вал IV и вместе с ним
вращает кулачок 21. Одновременно от зубчатого колеса 20 движение передается
колесу 22, валу VI и через коническую пару 23—24 — кулачку 25. За время
122
полного цикла обработки кулачки 25 и 21 поворачиваются на один оборот,
шпиндель изделия — на 1,3—1,4 оборота. Быстрый подвод фрезы к заготовке
в продольном и поперечном направлениях перед врезанием и отвод ее после
окончания резьбофрезерования, обеспечиваются ускоренным вращением
кулачков 25 и 21. Последнее имеет место при включении электродвигателя 34.
Кулачок 25 — постоянный, а 21 — сменный, в зависимости от шага
нарезаемой резьбы.
Управление станком осуществляется от системы упоров и электрических
переключателей. На левом конце вала VI находится распределительный
диск, несущий три кулачка (35, 36, 37). Он вращается синхронно с
кулачками 21 и 25. Кулачки на диске расположены в три ряда и контактируют с
роликами рычагов-толкателей, воздействующих на электрические
переключатели, смонтированные в одной коробке. Кулачок 35 с углом поворота 78Q
или 85° предназначен для переключения фрезерной головки после окончания
фрезерования резьбы на ускоренный ход, а кулачок 37 — для остановки
станка в конце цикла.
3. Расчет настройки резьб офрезерных станков
Расчет настройки станков в общем случае сводится к определению
параметров следующих кинематических цепей: главного движения — вращения
фрезы; круговой подачи — вращения детали; осевой подачи. Исходными
данными для расчета являются: шаг нарезаемой резьбы tH, материал детали и
инструмента. По нормативам режимов резания для фрезерования резьбы
по диаметру фрезы йф и подаче на зуб sz подбирают скорость резания v.
По паспорту станка принимают ближайшее значение. Передаточное
отношение сменных колес можно определить из уравнения кинематического
баланса цепи, главного движения.
Частота вращения фрезы
1420.—.-£-.——я
йл
Решая уравнение относительно -г1- и обозначая все постоянные
величины через С, получим
•Спф. (25)
Скорость вращения заготовки определяется величиной секундной подачи.
Величина пути за один оборот заготовки равна длине витка резьбы
/ = ■
cos ф sin i|?
где d—наружный диаметр резьбы (заготовки);
«ф — угол подъема витков;
4 — шаг нарезаемой резьбы.
Для резьбы больщого диаметра и малого шага угол подъема г|э близок
к нулю, и, следовательно, cos я|) **& 1.
Поэтому в таких случаях можно принимать / ^ nd. Если обозначить
s2 — подачу на один зуб фрезы в мм/зуб; гф — число зубьев фрезы; пи —
частота вращения шпинделя изделия, то подача sM = 82гфпф = /яи. Отсюда
потребная частота вращения шпинделя изделия
^Jftf*.. (26)
Величина s выбирается по нормативам режимов резания. Для станков
типа 561, схема которого представлена на рис. 89, частота вращения
123
шпинделя изделия пи устанавливается с помощью коробки подач. При этом
передаточное отношение сменных колес
а с .J
Передаточное отношение сменных колес гитары круговой подачи для
станков со звеном настройки определяется из следующего уравнения:
1il1A 24 а с I . 30 2 Л|
!41°-8Г~'— '"а"'™-" "24 'IS" ^ 06/МИН.
Обозначая все постоянные величины через Си, получим для общего случая
а с г „
Осевая подача фрезы производится с помощью, ходового винта и гайки
(аналогично токарно-винторезным станкам) или с помощью винтовых
копиров.
В первом случае передаточное отношение сменных колес резьбонарезной
гитары определяется из уравнения (рис. 89)
1 00 108 ьг йг г* *■»
где 4 — шаг ходового винта VIII.
Отсюда
где Ср — постоянная резьбонарезной цепи.
При осуществлении осевой подачи по второму методу для нарезания
резьбы того или иного шага требуется соответствующий ему сменный копир.
Копирами обычно являются торцовые кулачки с постоянным шагом или
цилиндрические кулачки с винтовым пазом (например, кулачок 21 на рис. 91).
Настройка цепи осевой подачи в этом случае сводится к установке сменного
копира. Его шаг должен соответствовать шагу нарезаемой резьбы согласно
уравнению (9) 1 об it3 = tH. Обычно для копиров tB = tH. Как мы уже
видели, полный цикл фрезерования резьбы совершается при повороте заготовки
больше чем на 360°, в то время как копир делает один оборот. Пусть
заготовка за цикл поворачивается начт 360°, где т > 1, и представляет собой
коэффициент превышения циклом одного оборота. Тогда потребный шаг
копира
^в.к = ^н. (27)
И уравнение кинематического баланса примет вид
1 об imtH = tH или im = 1.
Величина т может иметь различное значение и определяется из
кинематической схемы станка. За время рабочих ходов шпиндель изделия
поворачивается на 468 или 510°, а кулачок 21 и распределительный диск 22 —
на 78 или 85°. Поэтому
т — i ~~ 26 * 25 ' 57 ~~ 78 ~~ 85 ~~ °'
Специальные случаи настройки. На отдельных резьбофрезерных
станках можно по методу обкатки фрезеровать зубчатые колеса, шлицевые и
зубчатые валы. Расчет таких настроек аналогичен обычной настройке зубо-
фрезерных станков.
124
Резьбофрезерный станок 561 ,(рис. 89) имеет кинематические цепи,
позволяющие осуществлять движение обката заготовки с червячной
модульной фрезой, установленной на шпинделе фрезерной головки.
Настройка цепи обката (гитары деления), связывающей вращение
шпинделя фрезы с вращением заготовки, рассчитывается по уравнению
V 00* 24 ' 30 ' 12 ' 54 ' Ъ ' d " 32 "15" ~~ ~9
где г' — число заходов червячной фрезы;
z — число нарезаемых зубьев или шлицев.
Решая уравнение относительно передаточного отношения сменных колес,
получим
Пример. Рассчитать настройку резьбофрезерного станка 561 для фрезерования шли-
цевого вала. Исходные данные: наружный диаметр шлицевого вала йъ = 30 мм; число
шлицев 2 = 6, материал — сталь 45; червячная фреза из быстрорежущей стали, диаметр
фрезы d$ = 80 мм, число заходов г' = 1; постоянная цепи деления Сд = 4.
1. По нормативам выбираем скорость фрезерования vc = 0,55 м/с, подачу
s = 0,75 мм/об.
2. Частота вращения фрезы
vc 0,55-1000 010 Л1
"*=Ш;= 3,14-80 = 2>18об/с'
С помощью коробки скоростей устанавливаем ближайшую частоту вращения.
3. Величину подачи получим путем переключения коробки подач.
4. Сменные зубчатые колеса гитары деления подбираются по уравнению (28):
Ь ' d "" д 2 ~~ 6 ~~ 30 '
отсюда
а = 20; 4 = 30.
4. Резьбонакатные станки
В последнее время для получения резьбы на деталях широкое
распространение получили резьбонакатные станки. Эффективность замены
нарезания резьбы накатыванием заключается в значительном повышении
производительности. Кроме этого, резьба, полученная накатыванием, значительно
выше по своим качествам, нежели нарезанная резьба. По виду накатного
инструмента станки бывают с плоскими резьбовыми плашками (рис. 92, а),
с круглыми резьбовыми роликами (рис. 92, б) и с круглым резьбовым
роликом и дуговой плашкой (рис. 92, в).
Рассмотрим резьбонакатный станок 5933, работающий круговыми
роликами. Техническая характеристика станка: диаметр накатываемой
резьбы 6—30 мм; наибольшая длина резьбы 40 мм; наибольший шаг резьбы
2,5 мм.
Кинематическая схема станка обеспечивает следующие
формообразующие движения (рис. 93): вращение накатного ролика, сидящего в шпинделе
неподвижной бабки; вращение заготовки и ее перемещение в процессе
накатывания.
Кинематическая цепь, передающая вращение накатному ролику, берет
начало от электродвигателя 14, через* клиноременную передачу 1—2,
сменные колеса гитары скоростей а—Ь, колеса 3—4, шпиндель /. Благодаря
125
набору сменных колес а—Ъ можно регулировать частоту вращения
накатного ролика в пределах от птп = 39 об/мин и птах = 265 об/мин. От
шпинделя / неподвижной бабки через кулачковую муфту 13 приводятся во
вращение колеса 5, 6, 7 и шпиндель // подвижной бабки. Скорость вращения
й) 6) 8)
Рис. 92. Виды движений резьбонакатных станков
шпинделя // точно совпадает со скоростью вращения шпинделя /. Поскольку
подвижная бабка перемещается, связь между шпинделями осуществляется
путем шарнирного соединения рычагов 8 и 9.
Поперечное перемещение подвижной бабки осуществляется от кулачка 15 >
который вращается по следующей цепи: шпиндель //, сменные колеса аг—Ь1у
Рис. 93. Кинематическая схема резьбонакатного станка 5933
червячная пара 10—11, кулачок. За один оборот кулачка 15 образуется
резьба на поверхности детали, после чего станок выключается путем
отключения муфты 12. Скорость вращения кулачка устанавливается
сменными колесами аг—Ьх в зависимости от продолжительности накатывания
резьбы.
Перед работой станка необходимо вершины резьб роликов сместить
относительно друг друга на половину шага. Это достигается поворотом одного
из шпинделей при выключенной муфте 13. Муфта имеет 100 зубьев, т. е.
при повороте на один зуб вершины резьбы сместятся на величину 0,01 шага
резьбы.
5. Токарный резьбонарезной станок 103
повышенной точности
В инструментальном производстве при изготовлении резьбового
инструмента применяют токарно-винторезные станки повышенной точности. Эти
станки имеют точные ходовые винты и корректирующие устройства, Коррек-
126-
тирующие устройства служат для поворота гайки винта, в результате чего
выбирается люфт в винтовой паре, что обеспечивает получение точного шага
нарезаемой резьбы. Например, накопленная погрешность шага резьбы на
длине 50 мм — 0,003 мм, а на длине 300 мм —г 0,005 мм. На станках без
корректирующего устройства эти погрешности в 4—5 раз больше.
Существует несколько способов коррекции: созданием дополнительного поворота
гайки, дополнительного осевого перемещения ходового винта и применением
дифференциального механизма для дополнительного поворота винта.
Рис. 94. Схемы коррекции резьбы
Поворот гайки с целью коррекции шага ходового винта может быть
осуществлен с помощью установленной на суппорте станка коррекционной
линейки / (рис. 94, а), соединенной системой тяг с гайкой 4. При установке
линейки под углом а к оси центров станка одновременно с продольной
подачей суппорта будет перемещаться ползун 2 с копиром 5, поворачивая через
систему тяг гайку ходового винта.
Между величиной перемещения hx ползуна за один оборот шпинделя,
подъемом /i2 тяги гайки и продольным перемещением суппорта s существует
следующая зависимость: hx = stga, h2 = hx tg p, откуда
h2 = s tg a tg p,
где a — угол наклона линейки к оси центров станка;
(5 — угол копира.
Вместе с тем величина подъема h2 на радиусе г при повороте гайки на
угол у будет h2 = ryf откуда угол поворота гайки
Г — Z •
127
В результате величина дополнительного продольного перемещения
суппорта за один оборот шпинделя в зависимости от угла у поворота гайки
Лс — У1» s tg a tg fi
as-2^- 2п7~'
где tB — шаг винта.
Осевое перемещение ходового винта станка создается при помощи
коррекционной линейки / (рис. 94, б), соединенной с суппортом. При
продольном движении суппорта линейка через реечную передачу 6 будет
поворачивать гильзу 5, имеющую резьбу с шагом tr. Внутри гильзы свободно
вращается конец ходового винта. Гильза при вращении получает
продольное перемещение As и передает его ходовому винту, который, таким
образом, дополнительно перемещается в осевом направлении.
Число оборотов реечного зубчатого колеса np. K за один оборот
шпинделя
^ $поп
ДР* к ~~ nmz *
гДе snon = snP tg a — поперечная подача;
snp — продольная подача;
т и z— модуль и число зубьев реечного колеса.
Дополнительное продольное перемещение суппорта вместе с ходовым
винтом станка за один оборот шпинделя
Р*к р nmz
Коррекция шага ходового винта при помощи дифференциала.
Назначение дифференциала состоит в сложении двух движений: основного—от
коробки подач 7 (рис. 94, в) и дополнительного — от коррекционной
линейки 1.
Если линейка поставлена горизонтально, правое коническое зубчатое
колесо дифференциала будет неподвижно и уравнение кинематического
баланса для цепи от шпинделя до ходового винта будет иметь следующий вид:
Snp == *шп*к. п^диф^в»
где snp — продольная подача;
*шп — передаточное отношение гитары подач;
'к. п — передаточное отношение коробки подач;
1диф — передаточное отношение дифференциала;
tB — шаг ходового винта.
Обозначив произведение трех передаточных отношений через *общ,
получим snp = *общ/в.
Если коррекционная линейка будет установлена под углом а к оси
центров станка, то при ее продольном перемещении вместе с суппортом
дифференциал получит от реечной передачи дополнительное вращение.
Уравнение кинематического баланса с учетом дополнительного
перемещения суппорта примет тогда следующий вид:
snp = (W ± ДО 'в.
Величину Д* — дополнительное передаточное отношение всей
кинематической цепи шпиндель—ходовой винт можно определить по формуле
д._ J /_
2 nmz *
где / = snp tg a — величина перемещения рейки;
-х передаточное отношение дифференциала,
128
Из рис* 94, в и предыдущего уравнения имеем
/ 2nmz Д£
SnP"~tga
tga
Подставим это значение в уравнение кинематического баланса, получим
2лтг А*
(«общ ± Д0 {ь = ■
откуда
tga
д* =
^общ
2я/тгг
fetga
±1
На рис. 95, а изображена кинематическая схема токарно-винторезного
станка повышенной точности 103.
Рис. 95. Кинематическая схема токарно-винторезного станка 103
Техническая характеристика станка: диаметр нарезаемых резьб 5—30 мм;
наибольшая длина резьбы 300 мм; шаг нарезаемых резьб 0,25—5 мм. Станок
работает по следующему циклу: подвод резца к заготовке, рабочий ход,
отвод резца и быстрый обратный ход. Цикл работ станка осуществляется
электросхемой.
Вращение шпинделя осуществляется по следующей кинематической
цепи: электродвигатель 10, ременная передача 1—2, цилиндрическая пара 3—
4, сменные колеса а1—Ь1, обгонная муфта 12, коническая пара 5—6,
ременная передача 7—8, Обгонная муфта 11 проскальзывает. В станке две пары
сменных шкивов 1—2, перестановка которых расширяет диапазон
регулирования частоты вращения (39—355 и 70—630 об/мин). Шпиндель получает
обратное ускоренное вращение от реверсивного двигателя 10 через муфту
обгона И, далее конические колеса 5—6, шкивы 7—8.
Продольное перемещение суппорта осуществляется от шпинделя через
сменные колеса гитары a— b, c—d и ходовой винт, Настройка этой цепи
производится по формуле
а с __ tH
5 Н. С. Колев и др.
129
где tH — шаг нарезаемой резьбы;
tB — шаг ходового винта.
Ошибка шага нарезаемой резьбы в станке исправляется поворотом кор-
рекционной линейки 9 (рис. 95, б). Величину ее поворота определяют исходя
из следующих соображений. Предположим, что требуется нарезать винт
с шагом t0. В результате термической обработки винта шаг будет отличаться
от номинального t0 на величину А/. Чтобы компенсировать изменение шага
резьбы, на станке нарезается резьба с шагом tH = t0 + At> где t0 —
требуемый шаг резьбы, а Д/— величина коррекции шага резьбы.
Настройка станка на шаг t0 производится при помощи гитары сменных
колес а—6, с—d, а на величину коррекции At—поворотом линейки на
угол а.
Расчетное уравнение кинематической цепи для перемещения суппорта:
1 об.шп.-J-.-f Л + 'я-tga^-^'H- (29)
Первый член левой части уравнения представляет собой путь суппорта
в результате вращения ходового винта, второй член — путь поворота гайки.
Сделав некоторые преобразования, выражение (29) можно записать так:
to + tBtga-2^=:ttt. (30)
Решая уравнение (30) относительно tg a, получим
tga = ^=lo.2^ (31
Обозначив f = p, получим
tga = />-^pi°. (32)
Для компенсации погрешностей шага ходового винта станка
устанавливается другая линейка. Профиль линейки выполняется криволинейным.
Величина впадины или выступа определяется величиной погрешности
соответствующего шага ходового винта.
Глава IX
ЗУБ00БРАБАТЫВАЮЩИЕ СТАНКИ
Увеличение числа и типов изготовляемых зубчатых колес вызывает
рост парка зуборезных станков. Увеличивается количество
высокопроизводительных специальных станков и станков для точной обработки. При всем
разнообразии парка станков и режущего инструмента, применяемого для
нарезания зубчатых колес, необходимо различать два метода изготовления
колес, а именно: метод копирования профиля режущего инструмента и метод
обката (огибания), основанный на механическом воспроизводстве зубчатого
зацепления (см. главу I),
Рис. 96. Схемы нарезания колес по методу копирования
Нарезание колес по методу копирования осуществляется
фрезерованием, строганием, шлифованием и протягиванием. Инструмент вырезает
на заготовке впадины между зубьями, при этом профиль зуба точно
соответствует профилю режущего инструмента. После обработки каждой впадины
заготовку необходимо поворачивать на один зуб. Это достигается с помощью
делительной головки. Данный способ отличается низкой
производительностью и невысокой точностью. В качестве инструмента может применяться
строгальный резец (рис. 96, а), модульная дисковая фреза (рис. 96, б),
модульная пальцевая фреза (рис. 96, в) и фасонный шлифовальный круг
(рис. 96, г).
Наиболее широкое распространение в практике получил метод
механического воспроизводства зубчатого зацепления — обката (огибание). Он
заключается в том, что заготовке и инструменту сообщаются движения,
воспроизводящие сцепление пары сопряженных зубчатых колес или колеса
с зубчатой рейкой, и одновременно режущий инструмент совершает рабочее
движение резания. Этот метод отличается от предыдущего большей
производительностью, точностью, причем одним инструментом можно нарезать
многие колеса данного модуля независимо от числа зубьев.
Рассмотрим этот метод несколько подробнее (рис. 97). При перемещении
окружности а (или какой-то кривой линии) в плоскости последняя занимает
ряд последовательных положений (1, 2, 3, . . .), изображенных штриховыми
линиями (рис. 97, а). Кривые линии В В и СС, касающиеся окружности а
во всех ее положениях, называют огибающими, а перемещающуюся
окружность а (или кривую) — огибаемой,
*
131
На рис. 97, б показано образование эвольвентной кривой АВ, которую
описывает точка А на прямой СС, если эту прямую перекатывать без
скольжения в направлении стрелки К по неподвижной окружности. Отрезок ДЕ,
перпендикулярный к прямой АС в точке Л, будет касаться эвольвентной
кривой во всех положениях прямой СС. Это означает, что эвольвентная
кривая в данном случае будет огибающей ряда последовательных
положений отрезка ДЕ, перемещающегося вместе с прямой АС и являющегося
теперь огибаемым.
Таким образом, огибающей называют линию (прямую или кривую)
касающуюся во всех положениях другой, перемещающейся в плоскости
прямой или кривой линии, называемой огибаемой. Более точно огибающей
называют геометрическое место точек пересечения бесконечно близких
кривых.
Рис. 97. Схемы образования эвольвентной кривой
Понятие об огибающей и огибаемой линии положено в основу
образования эвольвентного профиля зубьев резанием. При зубонарезании по методу
огибания профили режущих кромок инструментов, перемещаясь, занимают
относительно профилей зубьев колес ряд последовательнных положений,
срезая при этом металл в тех местах, где должны быть впадины зубьев.
Эвольвентные профили обрабатываемых зубьев возникают при этом как
огибающие ряда указанных последовательных положений режущих кромок,
или иначе как огибающие ряда последовательных срезов металла. Поэтому
такой метод профилирования зубьев носит название метода огибания или
обката.
На рис. 98 представлено несколько примеров образования эвольвент-
ных профилей зубьев колес методом огибания. Для воспроизводства
зубчатого зацепления колеса 1 и рейки 2 (рис. 98, а) необходимо осуществить, во-
первых, качение колеса по рейке и, во-вторых, сообщить режущему
инструменту возвратно-поступательное рабочее движение резания. Для получения
эвольвентного профиля зуба необходимо обеспечить определенное
соотношение между вращением и поступательным движением колеса. Так, при
повороте колеса на один зуб оно за это же время должно перемещаться
поступательно на величину шага зуба. На рис. 98, б во впадинах колеса 1
изображены последовательные положения профилей зубьев режущей рейки 2,
по отношению к которым профили зубьев колеса являются огибающими.
При нарезании зубьев червячной фрезой 2 (рис. 98, в) последней
сообщают вращательное движение резания и поступательное движение подачи.
Одновременно заготовке 1 сообщают вращательное движение, направление
которого зависит от направления витка фрезы. Если фреза правозаходная,
то заготовка вращается против часовой стрелки, а если левозаходная, то по
часовой стрелке. Если мы сделаем осевой разрез червячной фрезы, то
увидим, что ряд режущих зубьев фрезы образует зубчатую рейку. Эта рейка
при каждом обороте фрезы смещается вдоль оси фрезы на величину шага
червячной фрезы.
132
Рассматривая процесс фрезерования колеса червячной фрезой, мы
можем установить сходство с процессом обработки колеса режущим
инструментом — рейкой. И, действительно, сопряженное вращение колеса и фрезы
дает сочетание вращения колеса и поступательного движения режущей
рейки. На рис. 98, г показан ряд положений режущих кромок зубьев фрезы
в процессе обработки. Нетрудно видеть, что эвольвентные профили зубьев
колеса образуются как огибающие ряды положений режущих кромок фрезы.
В практике нарезания зубчатых колес широкое распространение
получил метод огибания, режущим инструментом которого является долбяк —
зубчатое колесо. При нарезании зубьев долбяку 2 (рис. 98, д) сообщают
Рис. 98. Примеры образования эвольвентных профилей
возвратно-поступательное перемещение для обеспечения резания и
согласованное вращение его с заготовкой 1. На рис. 98, е изображено
последовательное положение зубьев долбяка 2 относительно заготовки /, при этом эволь-
вентный профиль зуба колеса будет огибающей всех положений эвольвент-
ного профиля зуба долбяка.
Зубообрабатывающие станки, выпускаемые нашей станкостроительной
промышленностью, подразделяются на различные типы по следующим
признакам:
а) по назначению *— для нарезания цилиндрических колес с прямыми
и винтовыми зубьями, червячных колес, шевронных колес, зубчатых реек,
конических колес с прямым зубом и конических колес с криволинейными
зубьями;
б) по виду рабочего движения — зубофрезерные, зубодолбежные,
зубострогальные и зубопротяжные;
в) по характеру обработки — для нарезания зубьев и для чистовой
обработки (отделки) зубьев*
В практике станкостроения признано целесообразным создание
размерных гамм унифицированных станков, в которых на основе небольшого
количества базовых моделей создаются различные модификации, в частности
специальные и специализированною станки. В табл. 3 приведены основные
показатели гамм станков, освоение базовых моделей которых уже началось.
133
Таблица 3
Основные показатели гаммы зубообрабатывающих станков
1
Наименование станков
гаммы
Зубофрезерные:
работающие дисковыми
фрезами
работающие червячной
фрезой
работающие червячной
фрезой
для конических колес
Зубодолбежные
Зубошлифовальные:
работающие абразивным
червяком
работающие коническим
кругом
работающие тарельчатым
кругом
для конических колес
Зубозакругляющие
Максимальный
л 1л о us at т\ Г}
ДпашС!р и
обработки и модуль
m в мм
12 и 50;
0,5—1
80, 125 и 200;
0,5-4
320, 500, 800
и 1250; 1—12
200, 320, 500
и 800; 1—16
80, 200 и 500;
0,2—8
125, 200, 320
и 500; 0,2—6
320, 500, 800
и 1250; 1—16
320, 500, 800;
1—12
320 и 800
1—16
125, 320, 500
и 800
Количество моделей
базовых
2
5
8
6
4
4
4
3
2
5
модифицированных
—
6
21
14
18
2
—
—
1
12
Класс
точности
п
Н, П, А
Н, П, А
н, п, в
н, п
В, A J
В
А
В
Н
/. Зубодолбежные станки
Обработку колес на зубодолбежных станках осуществляют режущим
инструментом, выполненным в виде зубчатого колеса, — долбяком. На этих
станках нарезают прямозубые колеса наружного и внутреннего зацепления,
а при наличии копира и косозубого долбяка — косозубые колеса. Кроме
того, на этих станках можно нарезать блоки из нескольких колес.
Достоинством этих станков является непрерывность работы без потери времени на
подход к заготовке и выход из нее.
Перед тем как приступить к изучению конструкции и кинематики зубо-
долбежного станка, рассмотрим основные формообразующие движения,
необходимые для изготовления зубчатого цилиндрического колеса [3]. Для этого
обратимся к структурной схеме станка (рис. 99).
Для образования прямого зуба требуются две кинематические группы:
для получения профиля, который осуществляет сложное относительное
движение— вращение долбяка В2 и вращение заготовки Вг\ для получения
формы зуба по длине — простое поступательное движение долбяка Я с
органом настройки iv. Первая кинематическая группа состоит из делительной
цепи, конечными звеньями которой являются вращение долбяка и вращение
стола с заготовкой, настраиваемой органом настройки ix.
Расчетные перемещения этой цепи будут
— об. долбяка—>— об. заготовки, (33)
гд z
где 2Д и г — число зубьев долбяка и нарезаемого колеса.
Вторая цепь первой кинематической группы — цепь подачи,
настраиваемая органом настройки is. Под подачей s в этих станках понимается
перемещение по начальной окружности долбяка за один его двойной ход. Расчетные
перемещения будут
1 дв. ход долбяка -> s мм перемещения по дуге. (34)
134
Помимо рассмотренных формообразующих движений, необходимо еще
одно движение, обеспечивающее врезание долбяка в заготовку на полную
высоту зуба. Это движение называется радиальной подачей и
осуществляется в станках либо от специальных
дисковых кулачков, либо от клинового
копира, перемещающегося от
гидроцилиндра,
Зубодолбежный полуавтомат 5140.
На станине 1 (рис. 100) и внутри нее
размещены основные узлы станка: стол 2,
стойка 3, панель 4 гидропривода и
гидроаппаратура.
На горизонтальных плоскостях
направляющих станины / перемещается
стол 2, на котором устанавливается
заготовка. Перемещение стола по
направляющим осуществляет
гидроцилиндр, закрепленный в стойке 3. Слева
на станине крепится стойка и цилиндр
механизма радиального врезания.
На станке может производиться
черновая, пол у чистовая (под последующее
шевингование) и чистовая обработка в один, два и три прохода. Обработка
на станке производится по автоматическому циклу (со сменой режимов
обработки), включая подвод и отвод заготовки к инструменту. Для закрепления
Рис. 100. Зубодолбежный полуавтомат 5140
заготовки предусмотрен гидравлический зажимной патрон. Для работы
с автоматическим циклом в два и три прохода на станке предусмотрено
автоматическое переключение скоростей и подач, по циклу работы станка, при
переходе от черновых к чистовым проходам.
135
4
ТТ7\\ х If7*
А
D
4'
i
Рис. 99. Структурная схема зубодолбеж-
ного станка
Механизмы полуавтомата осуществляют следующие движения:,
а) главное движение — возвратно-поступательное перемещение дол-
бяка в вертикальной плоскости;
б) движение обката (делительное движение) — вращение долбяка и
стола с заготовкой;
в) движение врезания радиальной подачи стола;
г) вспомогательные движения — ускоренное вращение заготовки, работа
счетного механизма, управляющего автоматическим циклом обработки.
Главное движение долбяка (рис. 101) осуществляется
от электродвигателя 60 через клиноременную передачу 1—2, коробку
скоростей, клиноременную передачу 20—21 на центральный вал / привода
ползуна (штосселя). На конце этого вала имеется ползушка, несущая камень
кулисы с винтом 46. Она устанавливается в определенном положении, в
результате чего регулируется ход штосселя.
Коробка скоростей имеет две фрикционные муфты (61 и 62) и два
блока (5—3 и 8—10—12) для получения черновой и чистовой скоростей
резания. При чистовой обработке движение от шкива 2 через колеса 13,
14, 15 и другие передаются на шкив 20. При черновой обработке движение
от шкива 2 передается через блок 3—5, муфту 62, колеса 14, 15 и другие
на шкив 20.
Круговая подача заимствуется от вала коробки скоростей //
через червячную передачу 22 я 23 и колеса реверса обката 24, 25, 26, 27 и 28
на вал III,* далее через коробку круговых подач, которая имеет три двойных
блока, и через колеса 40,41 к червячной паре 44—45. Червячное колесо
закреплено на штосселе, который вместе с долбяком получает круговую подачу.
Цепь обката связывает вращение заготовки и инструмента. Эта
связь осуществляется от стола через пары 48, 47, 52 и 51, пару конических
колес 53 и 54, конический трензель 55 и 56, гитару деления с колесами
d—с—b—а, колеса 40, 41, 42 и 43 на червячную пару 44—45.
Ускоренное вращение заготовки, необходимое для
проверки биения сообщает электродвигатель 60 при реверсировании. Оно
передается с помощью передач 1—58, 59—57, 51—52 и 47—48. Муфта
обгона 64 при этом срабатывает, жестко соединяясь с валом.
Движение врезания на глубину зуба осуществляется
перемещением стола в сторону долбяка, при помощи гидроцилиндра подвода.
Врезание начинается после упора стола в клиновой копир К- При этом
срабатывает реле давления и подает команду на включение цилиндра
радиальной подачи. Благодаря этому копир К начинает медленно опускаться, а стол—
подаваться к столу.
Отсчет полного оборота стола с заготовкой
производится счетчиком, показанным на рис. 102. Привод на счетчике осуществляется
от кулачка (на схеме не показан) через рычаг 10. При вращении кулачка
рычаг 10 через собачку 3 поворачивает храповое колесо 1 на -у^~ оборота
за один оборот кулачка. Собачка 7 служит для фиксации храпового колеса 1,
За два оборота храпового колеса / фиксирующий диск 2 сделает один
оборот, что соответствует одному обороту стола с заготовкой. Один оборот
диска 2 отсчитывается фиксатором 6 и путевым переключателем 5. Для
отключения счетчика во время врезания имеется толкающий электромагнит 4,
который отводит собачку 3 от храпового колеса /. Для установки счетчика
в исходное положение нужно повернуть диск 2 так, чтобы фиксатор 6 запал
в прорезь диска 2. Собачка 5 служит для отключения счетчика при быстром
вращении стола. Для неполного оборота стола при обработке секторов
служит упор 9, который устанавливается на диске 2 по заданному углу.
Настройка полуавтомата 5140. При настройке станка устанавливают
на соответствующие скорости коробку скоростей и коробку подач, а также
подбирают числа зубьев сменных колес гитары. Исходными данными для
136
22 2U- 25
26 27
Рис. 101. Кинематическая схема стайка 5140
Цилиндр радиальной
подачи
L Цилиндр подвода столал
настройки станка являются: числа зубьев нарезаемого колеса z, модуль т,
число зубьев долбяка гд, угол профиля а и материал нарезаемого колеса.
При расчете настройки станка будем руководствоваться методикой,
изложенной в главе I, и кинематической структурой станка (см. рис. 99).
Расчет числа двойных ходов долбяка. Движения
конечных звеньев в данном случае будут — вращение вала электродвигателя
60 и прямолинейное перемещение ползуна. Расчетные перемещения:
п вала электродвигателя —> ддх дв.ход/мин ползуна.
По кинематической схеме станка
(рис. 101) составим уравнение
кинематического баланса
1460
S0,98./K.
•Ш-0,98 = „д:
(35)
Число двойных ходов пдх определяют,
исходя из необходимой средней скорости
резания vcp м/мин, установленной
технологическим процессом зубонарезания. Зная
длину хода долбяка /, равную ширине
колеса плюс 2—3 мм, можно определить
среднюю скорость резания:
2/ядх
£>ср=-
1000
откуда
500у,
ср
*ДХ '
(36)
(37)
Рис. 102. Счетчик оборотов
Значение ядх, полученное по
выражению (37), сравнивают с паспортными
данными станка и принимают ближайшее
значение, устанавливая при этом рукоятки коробки
скоростей в соответствующее положение.
Станок работает с черновым и чистовым
режимом. В первом случае при выключении
муфт 61 и 62 на штосселе при помощи
коробки скоростей можно получить 12 двойных
ходов. При чистовом режиме включается
муфта 61 и выключается муфта 62. При этом
на штосселе станка получаем шесть различных двойных ходов с пределом
регулирования 160—500 дв. ход/мин. Необходимо отметить, что при
черновом режиме пять чисел двойных ходов повторяются. Предел регулирования
для чернового режима будет 80—310 дв. ход/мин.
Расчет сменных зубчатых колес гитары деления.
Согласно выражениям (3) и (33) составим уравнение кинематического
баланса, связывающего начальные и конечные звенья:
1 90 56 а с 33 32 38 1 1 /OQ4
Г" • W°)
с
2Д * 1 36 Ъ d 33 32 56 190 ~~ г '
Отсюда формула расчета сменных колес группы деления будет
а . с _ г z*
(39)
где Сд = 2 — постоянная цепи деления.
Расчет сменных зубчатых колес для изменения
круговой подачи. За один двойной ход долбяк должен снять слой
металла, соответствующий величине круговой подачи s. Из кинематической
138
схемы следует, что долбяк совершает один двойной ход за один оборот вала /.
Произведение одного оборота вала / на передаточное отношение цепи от
вала / до шпинделя долбяка есть число оборотов долбяка за один двойной
его ход. Если мы умножим число оборотов долбяка на длину его начальной
окружности пйд, получим величину перемещения долбяка по начальной
окружности за один двойной ход или иначе—величину круговой подачи s.
Согласно уравнениям (8) и (34) напишем уравнение кинематического
баланса
1' 180 ' 24 " 50 * 40 " 44 ' **• п 54 * 56 ' 90 ' ЯаД ~~ S' ^ '
где <2Д ■— диаметр начальной окружности долбяка в мм.
Коробка подач позволяет получить восемь различных круговых подач.
Радиальная подача стола. Врезание долбяка в заготовку
осуществляется в станке путем перемещения стола. Это перемещение
осуществляется путем опускания клина /С, схема привода которого изображена
на рис. 101. Для регулирования подачи установлен дроссель с наименьшим
расходом масла Q = 0,07 л/мин. Наименьшая скорость перемещения стола
при клине К = — будет vxK = -f~ = 1,66 мм/мин, где vt —
наименьшая скорость клина. Она определяется следующим образом:
Pi = -~ = jo СМСм2ИН ^ * см/мин = 10 мм/мин, (41)
где F — рабочая площадь цилиндра Dt в см2.
При этой скорости радиальная подача на 1 дв. ход штосселя
spw = 7f^ = -^f мм/мин = 0,02 мм/дв. ход, (42)
где nRX — наименьшее число двойных ходов штосселя в минуту,
1 fie
При /гдх = 310 радиальная подача spaA = -gfg- = 0,005 мм/дв.ход.
Наибольший расход масла через дроссель Q2 = 1,5 л/мин. Таким
образом, диапазон изменения подачи дросселем -^- = 70 = 21. При
наибольшем расходе масла через дроссель радиальная подача 5рад = 0,02 -21 =
= 0,4 мм/дв.ход для /гдХ = 80 и spaA = 0,005-21 =0,11 мм/дв.ход для
ядх = 310.
Установка числа проходов и глубины врезания.
Число проходов и глубина врезания устанавливаются кулачками 5 (см.
рис. 100), количество которых определяет число проходов, а положение их
находят по шкале врезания на барабане управления 6.
После установки и зажима детали при нажатии кнопки «Пуск» цикл
станка будет проходить в следующей последовательности. При
однопроходном цикле заготовка перемещается к инструменту до тех пор, пока стол не
упрется в жесткий упор. В этом положении стол гидроцилиндром прижат
к клину К (см. рис. 101). При упоре стола в клин срабатывает реле
давления, которое дает команду на включение радиального
врезания. Радиальное врезание со скоростью, установленной дросселем 7
(см. рис* 100), происходит до тех пор, пока упор не нажмет на
путевой переключатель конца врезания, который дает команду для
переключения подачи и включения счетчика. После полного оборота заготовки счетчик
срабатывает и дает команду на ускоренный отвод клина К (см. рис. 101)
радиального врезания в исходное положение и отключение счетчика. В
исходном положении клин радиального врезания дает команду на отвод стола.
Для работы при двух и многопроходных циклах необходимо установить
необходимое число упоров глубины врезания на барабане управления, уста-
139
новить переключатель скорости и переключатель чистовой и черновой
круговой подачи. После закрепления детали и пуска станка работа будет
проходить так же, как и при однопроходном цикле. После одного оборота стола
произойдет переключение подачи. Врезание будет происходить до нажима
следующего кулачка, установленного на барабане, на соответствующий
путевой переключатель. Последний,
срабатывая, дает команду на включение счетчика и
отключение радиальной подачи. Работа станка
в описанном режиме будет происходить столько
раз, сколько установлено кулачков на
барабане управления.
Настройка станка на нарезание косозубых
колес ничем на отличается от обычной. В этом
случае устанавливают копиры с винтовыми
направляющими (рис. 103, а, б), которые
сообщают долбяку дополнительное вращение. В
результате вращательного и
возвратно-поступательного движения зубья долбяка будут
перемещаться по винтовой линии, угол наклона
которой должен быть равен углу наклона
винтовой линии зубьев нарезаемого колеса на делительном цилиндре. Если Т
и Гк, п — шаги винтовой линии нарезаемых зубьев и копира, ар — угол
наклона винтовой линии зуба, то
ctgP = ^- = —
Рис.
103. Копир с винтовой
направляющей
ИЛИ
Т - — .
Z
(43)
Винтовые направляющие (копиры) поставляются к станку по
специальному заказу. Расчетные перемещения, установленные для нарезания
прямозубых колес, остаются теми же и при нарезании косозубых колес.
Недостатком этого способа нарезания косозубых колес является то, что с изменением
угла наклона зубьев колеса должны изменяться как винтовые направляющие,
так и долбяки,
2. Зубофрезерные станка,
работающие по методу копирования
Основные схемы обработки зубьев по методу копирования представлены
на рис. 96. Заготовку устанавливают на оправке делительного устройства
или в приспособлении фрезерного станка. Для нарезания зубьев на.
заготовке Необходимы три движения: главное движение — вращение фрезы;
движение подачи — относительное перемещение инструмента вдоль
образующей зуба; движение деления — периодический поворот заготовки на один
зуб после обработки очередной впадины.
В условиях крупносерийного и массового производства метод
копирования применяют для предварительной обработки зубьев. Для этой цели
используют специальные станки, работающие по полуавтоматическому
циклу. Предварительную обработку впадины чаще всего производят
дисковыми модульными фрезами. Зубофрезерные станки для указанных целей
выпускают двух исполнений — для предварительной обработки зубьев
цилиндрических и конических прямозубых колес. Кинематика и
конструкция их одинаковы, разница лишь в том, что станки для обработки конических
колес имеют более сложный узел приспособления для установки заготовок.
На рис. 104, а показан принцип фрезерования зубьев конических колес.
На оправке фрезерной бабки 4 устанавливают фрезу, а заготовку 3 закреп-
140.
ляют на шпинделе поворотного приспособления 2. Сообщая инструменту
вертикальную подачу, фрезеруют впадину колеса. По окончании обработки
каждой впадины шпиндель совершает делительное движение.
Угол установки шпинделя
а "« ф — Tit
где ф — половина угла при вершине начального конуса колеса;
Уг — угол ножки.
При этом условии дно впадины совпадает с направлением вертикальной
подачи фрезы. Поворотное приспособление двухпозиционное. Во время
обработки заготовки 3 устанавливают очередную заготовку 5. Поворотом стола
на 180° заготовку подводят к фрезе. При фрезеровании цилиндрических
зубчатых колес оси шпинделей
приспособления 2 параллельны
вертикальным направляющим бабки 4.
Зубофрезерный станок ЕЗ-40,
представленный на рис. 104,
работает по непрерывному циклу с
автоматическим единичным делением
нарезаемого конического колеса
с прямыми зубьями. В зависимости
от характера обработки детали
станок может быть выполнен с
одним из трех циклов работы, а
именно: цикл с вертикальной
подачей фрезы; цикл с маятниковой
подачей фрезы; цикл с
радиальной подачей фрезы. При
изменении цикла работы в станке
изменяются только гидравлическая
система и электрооборудование.
На двухпозиционном
поворотном столе 1 (рис. 104, б)
находится приспособление 2, имеющее
три шпинделя в каждой позиции. На оправках шпинделей 3
закрепляют заготовки. Оси шпинделей установлены под углом таким образом,
чтобы дно фрезеруемой впадины было вертикально. На горизонтальном
шпинделе фрезерной бабки 4 закрепляют дисковые модульные фрезы.
Заготовку устанавливают в загрузочной позиции. После нажатия пусковой
кнопки стол поворачивается на 180° и включает подачу сначала быстрого,
а затем медленного вертикального перемещения фрезерной бабки. После
окончания фрезерования первой впадины бабка переключается на обратный
ускоренный ход. Как только фрезы выйдут из прорезанных впадин,
происходит деление, при котором шпиндели заготовки поворачиваются на один
зуб нарезаемого колеса с последующим включением подачи для
фрезерования очередных впадин. Наличие двухпозиционного стола и многоместного
приспособления в сочетании с полуавтоматическим циклом обеспечивает
высокую производительность станка.
Кинематическая схема станка (рис. 105) состоит из цепей: привода
(рис. 105, а) и механизма деления (рис. 105, б).
Привод фрезы осуществляется от электродвигателя 5 через клиноремен-
ную передачу 1—2, гитару'скоростей ах—Ьг и червячную пару 3—4.
Инструментальный шпиндель получает шесть значений частот вращения в диапазоне
62—203 об/мин.
Делительная цепь в станке самостоятельная. Движение передается от
электродвигателя 6 через зубчатые колеса 7—<?, 9—10, сменные колеса а—6,
с—d, передачи 13—14, 11—12, 17—16—15 к шпинделям заготовок.
Рис. 104. Зубофрезерный станок ЕЗ-40
141
Рабочая подача, быстрый подвод и отвод суппорта и стола, реверсивный
поворот стола на 180° осуществляются гидравлическим приводом.
Рассмотрим работу гидравлической системы станка.
Сдвоенные лопастные насосы 18 через разделительную панель 19 и
пластинчатый фильтр 20 нагнетают масло в гидравлическую систему станка.
Насосы низкого давления 18 (2), производительностью 25 л/мин, и высокого
давления 18 (1) производительностью 5 л/мин не вступают в работу совместно
6) М =-0,5 к Вт, п=Ш6} об/мин
Рис. 105. Кинематическая схема станка ЕЗ-—40
при рабочем цикле станка. В таком режиме насос низкого давления
отключается и масло при его работе идет на слив в бак. Отключение его производит
разделительная панель 19 в зависимости от силы сопротивления подвижных
органов станка. Разделительная панель предназначена для предохранения
от перегрузки гидропривода станка, питаемого насосами, в случае, ^когда
осуществляется быстрое перемещение подвижных органов с малой силой (при
низком давлении) и медленное перемещение этих же органов с большой силой
(при высоком давлении).
Из разделительной панели масло, проходя пластинчатый фильтр 20,
попадает в золотник 21 поворота стола. В зависимости от положения конеч-
142
ного выключателя 44 включается электромагнит золотников 40 или 41.
Происходит переключение золотника 2L Масло под давлением, проходя
через золотник, попадает в полость цилиндров — реек (26 или 27) —
происходит поворот стола на 180°. Затем включается электромагнит 39
реверсивного золотника 22. Масло поступает в правую полость гидроцилиндра 23
перемещения стола — происходит подвод стола. Длина хода стола
регулируется упором 24—25. После нажатия упора на конечный выключатель 42
вступает в работу электродвигатель деления 6.
После процесса деления включается электромагнит 35 реверсивного
золотника 28 перемещения суппорта. Масло под давлением поступает в
нижнюю полость гидроцилиндра суппорта 32 — начинается рабочая подача.
Масло из верхней полости гидроцилиндра суппорта, проходя через
золотник 25, попадает в дроссель с регулятором 30, который служит для
регулирования скоростей перемещения суппорта во время рабочей подачи.
Совместное действие дросселя и регулятора обеспечивает равномерную скорость
движения, не зависящую от нагрузки во время фрезерования зубьев
заготовки. После нажима упора суппорта на конечный выключатель 34 рабочий
ход суппорта прекращается: выключается электромагнит 35, включается
электромагнит 36 реверсивного золотника 28 и электромагнит 37 золотника 29.
Масло из основной магистрали, проходя через золотник 29, подает
команду на срабатывание напорного золотника 31, через который масло
сливается из нижней полости цилиндра 32. Суппорт ускоренно возвращается
в верхнее положение и при нажатии упора на конечный выключатель 33
останавливается. Электромагниты 36 и 37 отключаются. Золотник 28
суппорта возвращается в среднее положение и перекрывает линию давления.
Золотники 29 и 31 возвращаются в исходное положение, и канал свободного
слива закрывается. После этого происходит деление заготовки на — частей
и повторение цикла до нарезания последнего зуба. Затем суппорт быстро
отходит вверх, нажимая упором на конечный выключатель 33 — включается
электромагнит золотника 22. Масло под давлением, проходя золотник 22
стола, попадает в левую полость гидроцилиндра 23 перемещения стола. Стол
ускоренно отходит вправо до нажатия упором стола на конечный
выключатель 43 — станок останавливается. Оба гидронасоса продолжают работать
и масло через разделительную панель поступает на слив. Для возобновления
цикла необходимо нажать кнопку «Поворот стола», находящуюся на пульте
управления станка.
3. Зубофрезерные станки,
работающие по методу огибания
Зубофрезерные станки, работающие по методу огибания, предназначены
для обработки цилиндрических колес с прямыми и косыми зубьями, а также
червячных колес (см. рис. 98, в).
При нарезании зубьев вращения фрезы и заготовки должны быть
согласованы между собой [32]. Чтобы обеспечить это условие, в станке имеется
специальная цепь, принципиальная схема настройки которой показана на
рис. 106. Если колесо имеет z зубьев и совершит пк оборотов, а фреза за это
время сделает пф оборотов, то передаточное отношение ix между числом
оборотов колеса и фрезы
** = !%—Г' <44>
Если фреза имеет z' заходов, то передаточное отношение будет
выражаться формулой
'*-$—7- <45>
143
Рассмотрим формообразующие движения станка для образования
профиля зубьев, для чего обратимся к структурной схеме станка (рис. 107).
При нарезании прямозубого цилиндрического колеса необходимо
осуществить главное вращательное движение фрезы Въ регулируемое органом
настройки iv\ вращение заготовки В2, согласованное с вращением фрезы Вг;
перемещение суппорта с фрезой параллельно оси стола Я, настраиваемое
органом i3. Суппорт может перемещаться или сверху вниз, или снизу вверх.
При перемещении суппорта сверху вниз осуществляется встречное
фрезерование, В этом случае при вращении фрезы зубья движутся навстречу
срезаемому слою металла. При перемещении суппорта снизу вверх происходит
попутное фрезерование. В этом случае зубья фрезы движутся попутно со
срезаемым слоем металла. При
попутном фрезеровании допускается
увеличение скорости резания на 20—25%
по сравнению со встречным методом.
■Н
£=В
Рис. 106. Принципиальная схема
настройки зубофрезерного станка
сф>-
Рис. 107. Структурная схема
зубофрезерного станка
При нарезании косозубых колес к рассмотренным выше
формообразующим движениям добавляется движение для образования винтовой линии
(дифференциальная цепь). Это движение состоит из вращения заготовки В3
и поступательного перемещения Я фрезы. Следовательно, одно
исполнительное звено— стол станка — должно иметь два вращения В2 и В3 с
независимыми скоростями, что возможно при наличии суммирующего механизма
СМ. Эта цепь настраивается звеном настройки iy.
Составим расчетные перемещения для случая нарезания косозубых
колес:
1. Вращательное движение фрезы Вг. Движениями конечных звеньев
здесь являются вращение вала электродвигателя и вращение фрезы.
Расчетные перемещения:
п об/мин—»мф об/мин. (46)
2. Цепь образование эвольвенты (делительная цепь связывает вращение
стола и фрезы 52, Вг). Расчетные перемещения:
1 об. фрезы-
об. заготовки.
(47)
3. Цепь подачи. Движения конечных звеньев — вращение стола и
продольное перемещение суппорта фрезы (£2, Щ* Расчетные перемещения:
1 об. стола—>sBf (48)
где sB — вертикальное перемещение суппорта за 1 оборотов заготовки в мм.
144
4. Образование винтовой линии (дифференциальная цепь). Движения
конечных звеньев — вращение стола и поступательное перемещение фрезы
(В2, В3, Я). Расчетные перемещения:
1 об. стола—> Т мм перемещения фрезы, (49)
где Т — шаг винтовой линии зуба.
При нарезании прямого зуба структура станка упрощается путем
изменения структуры кинематической группы образования формы зуба по длине.
Вместо сложного винтового движения в этом случае требуется осуществить
простое, прямолинейное. Орган настройки iy не настраивается, а
суммирующий механизм выключается.
Зубофрезерный полуавтомат 5К324 предназначен для нарезайия цилин-.
дрических прямозубых и косозубых колес, а также червячных колес методом
радиальной и осевой подачи.
Техническая характеристика станка
Максимальный диаметр заготовки в мм 500
Модуль в мм 8
Наибольший диаметр червячной фрезы в мм ... . 180
Мощность электродвигателя главного движения в кВт 7
Частота вращения фрезы в об/мин 50—310
Подача 0,8—5
На рис. 108 представлен общий вид станка. На станине / установлены
салазки 2 стола 3. Стол может перемещаться в радиальном направлении.
Слева на станине 1 установлена стойка 4, на вертикальных направляющих
которой установлен суппорт 5 с фрезерной головкой 6. Благодаря наличию
поворотного круга фрезу вместе
с фрезерной головкой можно
поворачивать на заданный угол.
Справа на столе расположена
стойка 7, по вертикальным
направляющим которой
перемещается кронштейн 8,
поддерживающий верхний конец оправки,
на которую устанавливается
заготовка.
Станок работает с
автоматическим циклом, а именно:
быстрый подвод заготовки к
инструменту, зубонарезание,
быстрый отвод колеса и инструмента
в исходное положение и
остановка станка.
Рассмотрим кинематические
цепи станка (рис. 109).
Цепь главного движения: электродвигатель 61, ременная передача 1—2,
коробка скоростей (валы /, //, ///), колеса 13—14, 45—46, 70—69, 67—68,
вал XXIX (фреза)* Коробка скоростей позволяет получить девять различных
значений частот вращения.
Цепь вращения стола: электродвигатель 61, ременная передача /—2,
трехваловая коробка скоростей, колеса 13—14, 15—16, дифференциал,
передачи 21—22, е—/, сменные колеса гитары деления аг—Ьг, сг—dl9 колеса
23—24 к 90—91, червячная пара 92—93. Колесо 93 жестко связано со столом.
Делительная цепь, связывающая вращательное движение фрезы и стола:
червячная фреза, колеса 68—67, 69—70, 46—45, 15—16, дифференциал,
передачи 21—22, е—f, сменные колеса гитары деления ах—Ъг, сг—dx, колеса
23—24 и 90—91, червячная передача 92—93.
J 2
Рис. 108. Зубофрезерный полуавтомат*, 5К324
145
Цепь вертикальной подачи: червячная пара 93—92, колеса 91—90 и
24—23, червячная передача 25—26, колеса 27—28, трехваловая коробка
подач, колеса 38—42 и 79—78—77, червячная передача 86—87, винт
вертикальной подачи с шагом t± = 10 мм. Коробка подач посредством
переключения электромагнитных муфт обеспечивает получение девяти различных подач
в пределах 0,8—4 мм/об. Для ускоренных перемещений предусмотрен
электродвигатель 62.
N=7kBt
n-lttUO об/мин
Рис. 109. Кинематическая схема станка 5К324
Ускоренная вертикальная подача осуществляется по цепи:
электродвигатель 62, ременная передача 44—43, колеса 79—78—77, червячная
передача 86—87, винт вертикальной подачи с шагом tx = 10 мм.
Дополнительная цепь, связывающая вращательное движение фрезы и
заготовки: стол, червячная пара 93—92, колеса 91—90, 24—23, червячная
передача 25—26, колеса 27—28, трехваловая коробка подач, колеса 38—42,
79—78—77, 76—75, сменные колеса гитары дифференциала а3—bB, cs—d3,
колеса 74—73, червячная пара 19—20, дифференциал, колеса 16—15, 45—46,
70—69, 67—68, фреза.
Цепь радиальной подачи для нарезания червячных колес идет от стола
через червячную пару 93—92, колеса 91—90, 24—23, 25—26, 27—28, коробку
подач, колеса 38—42, 80—81, 82—83, червячную передачу 84—85, винт
с шагом t2 = 10 мм.
146
Цепь осевой подачи для нарезания червячных колес имеет направление:
стол, червячная пара 93—92, колеса 91—90, 24—23, червячная передача 25—
26, колеса 27—28, коробка подач, колеса 38—42, 79—78—77, 76—75, 66—65,
сменные колеса гитары подачи а2—Ь2, с2—d2, колеса 60—59, 58—57,
червячная пара 47—48, втулки колеса 49—50, колеса 51—52> 53—54,
червячная пара 55—56, резьбовая втулка с шагом t3 = 12 мм, фреза.
Наладка полуавтомата 5К324. Для обеспечения нормальной работы
станка перед его пуском необходимо обратить внимание на правильную
установку заготовки на столе, установку фрезы, правильно определить глубину
фрезерования и настройку гитар сменных колес.
Заготовку устанавливают на специальных оправках, которая
проверяется на биение индикатором. Величина допустимого биения должна быть
Рис. ПО. Установка червячной фрезы
в пределах 0,01—0,02 мм. После установки заготовки на оправке и ее
закреплении заготовка проверяется на биение по наружному диаметру и торцу.
При нарезании прямозубых цилиндрических колес червячную фрезу
устанавливают наклонно под углом ср к горизонтальной плоскости, равным
углу р подъема винтовой линии фрезы (рис. ПО, а). При нарезании косозубых
колес угол наклона фрезы ф = а ± р, где а — угол наклона зубьев
нарезаемого колеса к его оси. Знак плюс будет при разноименных направлениях
винтовых линий зубьев нарезаемого колеса и фрезы, а знак минус — при
одноименных направлениях (рис. ПО, б, в). Рекомендуется выбирать фрезу
с одинаковым направлением винтовой линии, что повышает точность
обработки. При нарезании червячных колес фреза устанавливается
горизонтально,, т. е. ф = 0°.
Настройка зубофрезерного станка на нарезание прямозубых
цилиндрических колес. Исходными данными для расчета являются: модуль т, число
зубьев нарезаемого колеса, материал заготовки, диаметр фрезы, заходность
фрезы zf, угол наклона канавок |3 и материал режущей части. Для обработки
зубьев прямозубых колес требуется три движения: вращение фрезы,
вращение заготовки, движение подачи.
При расчете настройки скоростной цепи, зная скорость резания v и
диаметр фрезы йф, находят частоту вращения фрезы пф и устанавливают ее при
помощи коробки скоростей.
При настройке делительной цепи (согласованное движение заготовки
и фрезы) уравнение кинематического баланса согласно расчетному
перемещению (47) будет
29^ 29_ 27_ . 58 е аг сг 33 35 1 __ z'
' *Диф" 58
1 16
29 29 27 *Диф 58 / Ьг
Передаточное отношение механизма
= 1. Решая уравнение относительно -±-
dx 33 35 96
дифференциала
имеем
(к
24г' /
в этом случае
(50)
147
Сменные колеса ей/ служат для расширения диапазона регулирования
о 54
сменных колес гитары деления. При г^ 161 устанавливают колеса у = -g£~
1 ,С1 е 36 1
= 1, а при г g* 161 —колеса -г~1Т ^ Т"
При настройке цепи подачи, выбирая соответствующую подачу sB,
устанавливают коробку подач в соответствующее положение. Уравнение
кинематического баланса согласно уравнению (9) и (48) будет
1
1
_35
35
33
26
56 к'п
ii
53
^50^
45 45
i-10'
Рис. 111. Развертка косозубого колеса
Настройка станка для зубьев нарезания цилиндрических колес.
Для обработки зубьев косозубых колес необходимы те же движения, что и
для прямозубых» Но соотношение между числами оборотов фрезы и заготовки
здесь несколько иное, так как для
образования косого зуба требуется
дополнительное вращение стола.
Последнее может совпадать, а может
и не совпадать с направлением
основного вращения заготовки. Это
зависит от направления винтовых линий
витков червячной фрезы и зубьев
нарезаемого колеса. В первом случае
дополнительный поворот
приплюсовывают к главному, во втором —
вычитают.
При нарезании прямозубого
колеса фреза переместится вдоль оси
заготовки на величину вертикальной
подачи sB, определяемую на один
оборот стола. При этом фреза
переместится из точки А в точку Л! (рис. 111).
В случае нарезания косозубых колес при вертикальном перемещении фрезы
на величину подачи sB зубья фрезы должны проходить вдоль наклонных линий
косых зубьев из точки А в точку Bt. Для этого стол должен дополнительно
повернуться по дуге на величину AXBX. Эта часть оборота есть то
дополнительное вращение, которое должно быть сообщено столу через гитару
дифференциала. При дальнейшем перемещении фрезы из точки Аг в А2 стол
дополнительно повернется на величину А2В2.
Величину А 1В1 нетрудно вычислить. Если мы представим себе, что наше
колесо имеет ширину с полным шагом винтовой линии, и полученный
цилиндр разрежем по образующей и развернем на плоскость, то винтовая
линия развернется в виде прямой DE, имея шаг Т и угол наклона р винтовой
линии. Соотношения между параметрами винтовой линии определяются из
треугольника DEF:
Т = rcdctgp = JitfvctgP = JJJ2J-, (51)
где ms и m — торцовый и нормальный модули.
Из подобия треугольников DEF и А1ЕВ1 величина пд определяется как
отношение длины А1В1 к длине начальной окружности nd> т, е.
Пд:
(52)
Если фреза пройдет путь AD, то яд = 1, т. е. за время перемещения фрезы
на шаг Т винтовой линии зуба (впадины), заготовка должна сделать один
дополнительный оборот.
148
Расчет настройки гитары деления зависит от способа передачи
дополнительного вращения заготовке. Существуют два метода настройки —
дифференциальный и бездифференциальный.
Метод дифференциальной настройки применяют
в том случае, если дополнительное вращение заготовки сообщается по
специальной кинематической цепи через дифференциал, который суммирует
основное и дополнительное вращение и передает его столу.
Для расчета настройки гитары дифференциала используем следующие
рассуждения. Если винт ^ = 10 мм повернуть на один оборот, то суппорт
и червячная фреза переместятся на величину шага винта. Для такого
перемещения фрезы дополнительный поворот заготовки (стола) согласно
уравнению (52), составит
лд = |-. (53)
Таким образом, имеем цепь дополнительного вращения с начальным
звеном—винт tx и конечным звеном—стол. Расчетное перемещение:
1 об. винта шага ^—>-~об. стола.
Уравнение кинематического баланса:
Т* 35 '1%'1Ц" 27 ,"3б""^иф"58 '/ *^*^'Т^'Ж'"9ёГ~~~Г#
Учитывая значения (50), (51) и подставив /диф = 2, получим
передаточное отношение колес гитары дифференциала
£з_ _сд_ _ 7,95775 sin р ^ ,зд
Ь3 * d% mz' " * '
Метод бездифференциальной настройки
используется в том случае, когда основное и дополнительное вращения заготовке
сообщает одна кинематическая цепь — цепь деления. Этот метод применяется
редко в связи со сложностью подбора сменных колес гитары обкатки,
В этом случае необходимо соответствующим образом согласовать вращение
фрезы и заготовки.
При нарезании прямых зубьев за один оборот фрезы стол с заготовкой
сделает — оборотов, а за один оборот стола фреза сделает-Л- оборотов. Если
величина вертикальной подачи sB и ширина колеса равна шагу винтовой
канавки Т, то за время перемещения фрезы относительно заготовки на вели-
т
чину Т стол с заготовкой сделает — оборотов. Тогда фреза за это же время
совершит г оборотов.
При нарезании косозубых колес, как показано было выше, стол должен
сделать один дополнительный оборот для того, чтобы зубья фрезы
перемещались по наклонной канавке. В этом случае полное число оборотов фрезы
будет
sB z' — z'
Таким образом, расчетные перемещения для стола и фрезы будут
— об. стола —» ( г-т ± -ЛЛ об. фрезы.
Sq \ Sq Z Z /
149
Если умножим выше приведенное уравнение на -—-, то получим
расчетные перемещения, отнесенные к одному обороту стола:
1 об. стола —> (-^r ± -р- -у-) об. фрезы.
Уравнение кинематического баланса:
(55)
1
96_ 35_
1 " 35
' 33 ' сг ' а2 * б ' 58 " ^ 27 ' 29 * 29 ' 64 ~ \ z' ± г' ' Т ) '
При /
диф
1 отношение у = 1 и
а, сл 24г'
Ь, * ^
%
(56)
Настройка станка для нарезания червячных колес. Существует два
метода нарезания зубьев червячных колес: радиальной и тангенциальной
подачи [55].
Рис. 112. Схемы нарезания зубьев червячных колес
При фрезеровании зубьев червячных колес радиальной подачей sp
(рис. 112, а) фреза перемещается к заготовке в радиальном направлении до
тех пор, пока между осью фрезы и центром нарезаемого колеса будет
выдержан размер А. Для осуществления данного метода необходимы следующие4
движения: вращение червячной фрезы, вращение заготовки и радиальная
подача фрезы. Фреза и заготовка совершают такие же вращательные
движения, какие они совершают при нарезании прямозубых цилиндрических
колес, поэтому гитара деления настраивается также. Цепь вертикальной
подачи суппорта отключается.
Настройка гитары подач при обработке колес по методу радиальных
подач рассчитывается на основании следующих соображений. За один
оборот заготовки (стола) фреза переместится на величину радиальной подачи sp.
Следовательно, начальным звеном кинематической цепи будет стол, а
конечным— винт с шагом tx = 10 мм:
1 об. стола —»sp мм/об. стола.
Уравнение кинематического баланса:
1
96 35 33
40
43 45 40 1
1
35 33 26 56 '*•=' 53 * 50 " 55 * 36 '10 "" SP'
При обработке червячных колес по методу тангенциальной подачи
применяют червячные фрезы с конусной заборной частью. Цилиндрическая
часть этой фрезы соответствует размерам и профилю червяка, в зацеплении
с которыми будет работать нарезаемое колесо. Фрезу устанавливают
относительно заготовки по данному межосевому расстоянию А (рис. 112, б). Наряду
150
с движением огибания (обкатки) фрезе сообщают подачу вдоль ее оси. При
нарезании зубьев червячных колес по заданному методу необходимы
следующие движения: вращение фрезы, вращение заготовки; осевая подача фрезы,
дополнительное вращение заготовки, вызываемое осевым перемещением
фрезы.
Расчет настройки станка сводится к определению передаточного
отношения и числа зубьев гитар и коробки подач. Настройка скоростной и
делительной цепи производится так же, как и при обработке цилиндрических
прямозубых колес. Настройку цепи тангенциальной подачи (осевой) фрезы
рассчитывают следующим образом. Если s0 осевая подача фрезы за один
оборот стола, то по выражению (48) расчетные перемещения будут
1 об. стола —* s0 мм/об.
Уравнение кинематического баланса:
1
96 35 33
40
43 50 45 42 40 Og с2 50 36
1 35 33 26 56 "к-п 53 45 45 35 40 Ы
50 36
X
X
2_ е0_ 27_ 21_ А
27 ' 48 ' 27 ' 27 " 48 ' *3
h — so-
При настройке гитары дифференциала исходят из следующих
соображений. Червячная фреза получает осевое перемещение и, следовательно,
подобно рейке, вращает нарезаемое колесо дополнительно к его осевому
вращению. Это дополнительное движение сообщается заготовке через
дифференциал, т. е. если фрезу переместить вдоль оси на величину торцового шага
зацепления tSi то резьбовая втулка с шагом 12 мм повернется на -— оборотов,
а заготовка — на — оборота. Принимая резьбовую втулку за начальное
звено, а стол за конечное, напишем расчетное перемещение
j|- об. втулки-
1
об. стола.
Уравнение кинематического баланса:
ts 48 27 27 48 27 36 50 d2 b2 40 35 42 а3 с3
12 * 5 ' 27 " 27 " 60 " 2 ' 36 ' 50 " с2 ' а2 * 40 ' 42 * 35 ' b3 ' d3 X
X
27 1
Имея ввиду, что
58
33 35
27 36 диф 58 / Ьх dL 33 35
с2 1 .
А Х»
1диф
= 2;
1
96
получим
2Az'
Ьз
tcos p
(57)
где m — нормальный модуль;
P — угол наклона винтовой линии зуба к оси колеса;
Ст = 2,65258 — постоянная цепи.
Диагональное фрезерование. Зуборезный инструмент очень сложный
и дорогостоящий, поэтому мероприятия, направленные на повышение его
стойкости, занимают важное место при эксплуатации зубофрезерных станков.
Достаточно сказать, что стоимость зубофрезерного инструмента составляет
50% стоихмости зуборезной операции.
151
Анализ эксплуатации червячных фрез показал, что они в основном
изнашиваются на небольшом участке, так как контакт инструмента с
заготовкой небольшой по сравнению с длиной фрезы. Обычно из нескольких
десятков зубьев, которыми располагает фреза, изнашиваются только 3—5 зубьев.
Очевидно, для более полного использования фрезы необходимо осуществлять
периодическую осевую передвижку червячной фрезы. Такое перемещение
способствует выравниванию износа и увеличивает ее стойкость, а значит, и
срок службы. Наибольший эффект дает работа с непрерывным осевым
перемещением фрезы во время нарезания заготовки методом диагонального зубо-
фрезерования [31].
Что же такое диагональное фрезерование? При диагональном зубофре-
зеровании червячной фрезе сообщают одновременно две подачи — одну
параллельно оси нарезаемого колеса и другую
вдоль оси фрезы, в результате чего фреза будет
перемещаться по диагонали.
На рис. 113 приводится схема зубонареза-
ния с применением диагональной подачи. Когда
фреза пройдет путь вдоль своей оси, равной /р,
а по вертикали — В, стол станка сделает
~£_ а — оборотов, откуда
Рис. 113. Схема зубонарезания \
методом диагональной подачи SQ = SB • -^-, (58)
где sB — вертикальная подача в мм/об;
s0 — осевая подача в мм/об;
В — ширина зубчатого колеса в мм;
/р — рабочая длина фрезы, величину который можно принимать /р =
= L — 6,6 т, в мм;
Ь — длина передней части фрезы в мм;
т — модуль зубчатого колеса в мм.
Для осуществления диагонального фрезерования необходимо иметь на
станке специальный суппорт, который обеспечивал бы непрерывное
перемещение фрезы. В рассматриваемой модели станка такое устройство имеется.
При настройке станка на диагональный метод нарезания прямозубых
колес необходимо дополнительно настроить гитару осевой подачи и гитару
дифференциала. Приведем эти дополнительные расчеты (рис. 109).
Вертикальное перемещение фрезерного суппорта связано с осевым перемещением
червячной фрезы следующей кинематической цепью: винт вертикальной
подачи XXI, червячная передача 87—86, конические колеса 76—75, 66—65,
сменные колеса гитары диагональной подачи а2—Ь2 и с2—d2, колеса 60—59
конические колеса 58—57, червячная передача 48—47, втулка колеса и
далее на червячную передачу 55—56. В ступице червячного колеса нарезана
резьба с шагом 12 мм.
Сущность настройки гитары осевой подачи фрезы состоит в том, что за
время, когда фрезерный суппорт пройдет по вертикали путь, равный sB,
фреза вдоль своей оси должна переместиться на величину s0. Расчетные
перемещения:
sB мм/об. —»s0 мм/об. фрезы.
Уравнение кинематического баланса:
10 ' 1 ■ 35 * 40 * b2 ' d2 ' 50 ' 36 * 27 * 48 ' 27 * 27 ' 48 * U "~ S°'
Формула настройки этой цепи:
а2 t C2 --- 3- —
b2 d% sB
152
Принимая значение sQ = v-g-» находим
а2 с2 о I
bo do
= 3.-2.. (59)
Второй дополнительной гитарой при настройке на диагональное зубо-
нарезание является гитара дифференциала. При перемещении червячной
фрезы на величину осевого шага заготовка должна дополнительно
повернуться на один зуб при однозаходной фрезе.
Кинематическая цепь, связывающая перемещение ходового винта
фрезерного суппорта с дополнительным вращением стола станка: ходовой винт
фрезерного суппорта с шагом t3 = 12 мм, червячная передача 56—55,
колеса 54—53, 52—51, 50—49, червячная передача 47—48, колеса 57—58,
59—60, d2—с2, Ь2—а2, 65—66, 75—76, 76—75, а6—Ь3 и с3—d3, 74—73,
червячная передача 19—20, дифференциал, вал VI, колеса 21—22, е—/, аг—Ьх
исг—du 23—24, 90—91, червячная передача 92—93. Расчетные перемещения:
z'
L мм —> — об.
° z
Уравнение кинематического баланса:
где /,
t0 48
12 5
ГПнЛх'
27
27
— or
27
27
27
27 "
*ево$
48
60
1
36 '
г тш
27
2
*диф'
1г:
36
36
58
58 '
50
50
е aL
ТТХ
d2
Ч
dx
Ь2 40
о, 40
33 35
"* 33 ' 35
35
42
1
" 96
42
35
- =
X
г'
cosp
mH — нормальный модуль в мм;
Р — угол подъема витка фрезы.
Подставляя значение -y-'-j1- и /диф = 2, получим
as Сз_ __ 7,95775 cos ft ,™ч
b8 ' d3 ~~ Ыйг' * * }
4. Зубозакругляющие станки
Процесс зубозакругления. В коробках передач различных машин
широко применяются скользящие блоки колес, переключаемых для
изменения частоты вращения выходящего из коробки вала или шпинделя. Кроме
скользящих блоков, часто применяются также и зубчатые муфты. Блоки
и муфты переключаются путем перемещения их вдоль оси от положения
сцепления одной сопряженной пары к положению сцепления другой. При
таком переключении весьма важно попадание зубьев одного элемента во
впадины другого. Однако при плоских торцах зубьев такое попадание весьма
затруднительно, а иногда и вовсе невозможно.
Для ускорения процесса переключения закругляют торцы зубьев
переключаемых колес (рис. 114, а). Такое закругление может производиться на
специальных зубозакругляющих станках пальцевыми фрезами (рис. 114, б).
На рис. 115 изображен зубозакругляющий станок 5582. На станине /
слева устанавливается стойка 2, на вертикальной плоскости которой
смонтирована инструментальная бабка, состоящая из салазок 3, поворотной
плиты 4 и головки 5. Стойка может перемещаться по поперечным
направляющим станка 6. Станина / име?т горизонтальные направляющие, на которых
установлена шпиндельная бабка изделия 7. В шпиндель устанавливается
оправка для закрепления заготовки.
153
Движение инструмента и заготовки при работе происходит таким
образом. Фреза все время вращается от электродвигателя, установленного на
инструментальной бабке. Ее вращение не связано кинематически с другими
движениями станка. Шпиндель бабки изделия с заготовкой непрерывно
вращается от другого электродвигателя. Инструментальная бабка с фрезой
совершает возвратно-поступательное движение вверх и вниз, которое осущест-
*; в) 9
Рис. 114. Схемы закругления зубьев колес
вляется механизмом станка и согласуется с вращением заготовки — за один
двойной ход фрезы заготовка поворачивается на один зуб. Характер движения
фрезы зависит от формы кулачка, которая определяется величиной модуля
и формой закругления (полное закругление зубьев — рис. 114, в или только
по кромкам рис. 114, г). В результате непрерывного вращения заготовки
и согласованного перемещения вращающейся фрезы в направлении длины
зуба получается закругление
зуба. При движении фрезы
вверх закругляется одна
боковая кромка зуба, при движении
вниз — другая.
В станке предусмотрены
следующие кинематические цепи
(рис. 116): вращение фрезы,
вращение заготовки и возвратно-
поступательное движение
инструментальной бабки.
Движение фрезе сообщается от
электродвигателя 15 через сменные
шкивы 16—17. Вращение
заготовке передается от
электродвигателя 20 через сменные шкивы
1—2, червячную пару 3—4,
конические колеса 5—6, 7—8 и
9—10, колеса 11—12, а—Ь,
с—d, червячную пару 13—14,
шпиндель, на котором крепится
заготовка.
Возвратно-поступательное движение
инструментальной бабке сообщается от
кулачка 23, который при
помощи ролика качает кулису 22. Перемещением камня кулисы 21 можно
менять соотношение ее плеч и таким образом регулировать величину хода
инструментальной бабки в направлении длины закругляемых зубьев при
одном и том же профиле кулачка 23. Вращение кулачка 23 осуществляется
валом //.
Расчет настройки станка 5582. Исходными данными для подбора
сменных колес гитары и сменных шкивов являются числа зубьев колес, модуль,
материал и режим резания.
Цепь главного движения (вращение фрезы) производится аналогично
предыдущему, по формуле (3).
Рис. 115. Зубозакругляющий станок 5582
154
Настройка гитары -г—-р связывает число двойных ходов фрезы с
вращением заготовки. Начальным звеном в цепи будет кулачок 23 (1 оборот),
конечным звеном является бабка изделия (— оборота]. Уравнение
кинематического баланса:
1# 30 ' 25 '25* 41 ' Ь " d " 40 " 2 '
Формула настройки гитары:
6 d
40
2
(61)
Регулирование частоты вращения шпинделя изделия и движения
инструментальной бабки, согласованного с этой скоростью, проводится
переключением электродвигателя 20 и сменой шкивов 1—2.
Рис.
116. Кинематическая
схема станка 5582
\ Бабка изделия
Расчетными перемещениями являются частота вращения вала
электродвигателя и кулачка 23 (или число зубьев, закругляемых в минуту zu):
п об/мин—>гм зубьев в минуту.
Уравнение кинематического баланса:
^и д. л 48 Zm'
Решая уравнение относительно -—-, получим
*-'2
£>9
30 " Zm*
(62)
В рассматриваемой модели станка установочные перемещения в
наладочном режиме осуществляются колесами 18—19 и маховиком 24. При наладке
станка заготовка с оправкой устанавливается в шпиндель или крепится
в приспособлении так, чтобы радиальная ось симметрии зуба совпадала
с осью фрезы в ее верхнем положении.
155
При обработке колес с косыми зубьями верхняя плита бабки изделия
вместе с корпусом и обрабатываемым колесом поворачивается на угол,
равный наклону зубьев колеса, так, чтобы фреза двигалась вдоль длины зубьев.
Угол поворота устанавливается по шкале, нанесенной на салазках бабки.
Кроме того, салазки вместе с бабкой при помощи винта tx — 3 мм смещаются
вдоль направляющих станка, чтобы центр торцовой окружности колеса
после поворота находился против оси фрезы. Величина смещения
L = (260 -f- 0-sin p,
где / — расстояние от плоскости стола до торца колеса, на котором
закрепляются зубья;
260 — постоянное расстояние от горизонтальной оси поворота бабки
до плоскости стола;
Р — угол поворота плиты.
Глубина врезания в направлении длины зубьев устанавливается
перемещением поворотной плиты 4 относительно стойки 2 (см. рис. 115).
Величина перемещения поворотной плиты ограничивается упорами.
5. Зубошевинговальные станки
Процесс шевингования. Для снижения шероховатости поверхности
и достижения высокой точности профиля незакаленных зубчатых колес
применяют процесс шевингования. Специальный
инструмент—шевер—представляет собой зубчатое колесо или зубчатую рейку, у которых для
образования режущих кромок зубья прорезаны поперечными канавками{рис. 117).
При вращении шевера и колеса, находящихся в зацеплении, происходит
боковое скольжение зубьев вдоль
их длины и кромки канавок на
профилях зубьев шевера срезают
(соскабливают) тонкие стружки
с профилей зубьев колеса.
Срезание тонких стружек происходит
в результате скрещивания осей
шевингуемого колеса и шевера.
Рис. 117. Зуб шевера
Рис. 118. Схема шевингования
Рассмотрим принципиальную схему работ шевинговального станка
(рис. 118). Шевер 1 вращается от электродвигателя станка и принудительно
вращает обрабатываемое зубчатое колесо 2, установленное в центрах бабки
394. Бабка установлена на столе 5, который шарнирно связан с нижним
столом 6 станка, получающим возвратно-поступательное движение. Стол в конце
каждого двойного хода совершает вертикальную подачу. Таким образом,
при шевинговании происходят следующие движения: вращение шевера и
колеса, возвратно-поступательное перемещение колеса и перемещение колеса
в радиальном направлении к шеверу.
Недостатком шевингования является отсутствие жесткой
кинематической связи между шевером и обрабатываемым колесом, вследствие чего
накопленная ошибка очередного шага исправляется в небольшой степени, кроме
156
того, точность обработки шевингованием в значительной степени зависит от
качества зубонарезания и припуска под шевингование.
В последнее время получает распространение новый способ обработки
зубьев кромочными шеверами. В отличие от обычного шевингования этот
способ отделки осуществляется при жесткой кинематической связи между
режущим инструментом и обрабатываемым колесом, расположенным под
углом 45°. Кромочный шевер и обрабатываемое колесо образуют пару
зубчатых колес со скрещивающимися осями. Для обработки обеих сторон зубьев
колеса применяют два шевера. Каждый шевер обрабатывает свою сторону
зуба колеса при соответствующем направлении движения обката и подачи.
Процесс обработки зуба кромочным шевером осуществляется следующим
образом (рис. 119). Обрабатываемое колесо / из левого крайнего положения
подводится быстро к режущему инструменту 2, в этот момент включается
медленная рабочая подача, при
которой обрабатывается одна сторона
профиля зубьев Л. После окончания
обработки этой стороны
обрабатываемое колесо перемещается в
крайнее правое положение. Затем
вращение шевера и колеса реверсируют,
и обрабатываемое колесо вновь
подводится к шеверу, опять включается
рабочая подача и отделывается
другая сторона профиля Б зубьев, после
чего колесо быстро перемещается
в исходное положение. Рис< 119, Схема обработки зуба кромочным
Шевинговальныи станок 5714. шевером
Станина 1 (рис. 120) имеет внизу форму
плиты, служащей основанием станка, а вверху — форму стойки. Спереди,
на верхней части станка, имеется плоскость, в которой крепится основание 5,
а к нему снизу монтируется шевинговальная головка 4. Ниже, также впереди
станины, расположены вертикальные направляющие, к которым прижимается
консоль 2 с механизмом продольной и радиальной подачи. На
горизонтальных направляющих консоли установлен стол 3, состоящий из салазок и
укрепленной на них верхней части. Стол может перемещаться по
направляющим консоли в одну и другую сторону.
Кинематическая схема станка состоит из двух независимых друг от
друга кинематических цепей (рис. 121): цепь привода шевера и цепь подачи
стола (продольной и радиальной). Цепь привода шевера заимствуется от
электродвигателя 9 и передается шпинделю шевера через червячную пару /—
2, сменные колеса ах—Ьг и колеса 5—6 и 7—8. Цепь продольной подачи стола
начинается от электродвигателя 23, идет через червячную пару 16—17,
сменные зубчатые колеса а—Ь, конические колеса 14—15 и 10—11 на винт /х.
Цепь радиальной подачи начинается от вала / и идет через червячную
пару 12—13 на вал //, на котором установлен кулачок 26, сообщающий
движение приводу храпового механизма (на схеме вынесен отдельно). Кулачок 26
через механизм привода поворачивает на определенный угол храповое
колесо 18, поворот которого через коническую пару 19—20 передается винту III
с шагом t2 = 6 мм.
Настройка гитары цепи главного движения.
Для расчета частоты вращения шевера необходимо выбрать скорость резания.
Скоростью резания при шевинговании называют скорость vCK бокового
скольжения зубьев шевера относительно зубьев шевингуемого колеса.
На рис. 122 показаны начальные цилиндры шевера 1 и колеса 2; ОА
и ОВ —векторы окружных скоростей шевера и колеса; OF— линия
соприкосновения зубьев; срг и ф2 — углы наклона зубьев; б — угол скрещивания
осей. Проекции окружных скоростей на линию ОС, перпендикулярную
157
к линии зуба, должны быть равны АЕ = BD = СО, т, е, О A -cos qx = ОБ X
X cos ф2. Скорость бокового скольжения
vCK = OD — ОЕ = OS-sin ф2 — ОА -sin q>1#
Подставляя сюда ОБ = О Л *cos Фг, получим
COS Ф2
sin б
cosq>2
(63)
Таким образом, скорость резания при шевинговании пропорциональна
синусу угла скрещивания осей шевера и колеса.
J
Рис. 120. Шевинговальный станок 5714
Рис. 121. Кинематическая схема станка 5714
Если у колеса прямые зубья, т. е. ф2 = 0 и cos ср2 = 1, то фх = б и vCK =
= a-sin б.
Предположим, окружная скорость шевера v = 120 м/мин, угол
скрещивания осей б = 15°, тогда скорость резания (скорость проскальзывания)
vCK = 120-sin 15° «* 31 м/мин. Зная диаметр шевера и скорость резания иск,
нетрудно определить частоту вращения шевера
я dir
об/мин.
(64)
Уравнение кинематического баланса:
127б"Ж'1г'^'"1"!==г/,ш об/мин>
откуда
Ьг
(65)
158
Настройка гитары продольной подачи. Под
подачей snp понимают величину перемещения стола в продольном направлении
за один оборот заготовки. При величине минутной подачи sM и частоте
вращения заготовки п3
snp —
п3
или sM = snpn3,
(66)
2заг
где ^3 = ^
Уравнение кинематической цепи от
электродвигателя до винта tx = 6 мм:
1260~.~
40
откуда
45
а
Т
21
6 = sM мм/мин,
63
(67)
Настройка станка на
радиальную подачу. Эта подача
осуществляется в конце каждого продольного хода Рис.
стола. Расчетные соотношения связывают
продольное перемещение стола на длину L,
соответствуют -г- оборотам горизонтального винта и радиальной подаче sp
Уравнение кинематического баланса этой цепи:
122. Начальные цилиндры
шевера и колеса
6
1L
21
20
2К
40 '
-Тщ- • 6 = Sp ММ/ХОД,
(68)
где К — число зубьев, захватываемых собачкой на храповике;
L = b + # — продольное перемещение стола (Ь — ширина зубчатого
венца колеса; а = 2 ~4 мм — перебег середины шевера
относительно торца колеса на одну сторону).
Величина -^- означает, что на кулачке 26 (см. рис. 121) два упора.
Поэтому за один оборот кулачка 26 собачка дважды повернет храповое колесо 18,
Длина хода стола регулируется передвигаемыми упорами, которые
воздействуют на рукоятку переключения электродвигателей. Вертикальное
перемещение стола осуществляется вручную от маховика через зубчатые колеса
25— 24— 23—22—21.
6. Зубошлифовальные станки
Для получения более правильной формы зуба и снижения
шероховатости его поверхности закаленные колеса подвергают шлифованию.
Шлифование зубьев так же, как и нарезание, производится двумя методами —
огибанием (обкаткой) и копированием. Зубошлифование по методу огибания
основывается на использовании относительных движений рейки и зубчатого
колеса (рис. 123, а, б) или червяка и червячного колеса (рис. 123, в).
Торцовые поверхности двух или большего числа шлифовальных кругов лежат
в плоскости боковых сторон зубьев воображаемой рейки, по которой катится
без проскальзывания шлифуемое зубчатое колесо.
В процессе шлифования по методу копирования (рис. 123, г) дисковый
шлифовальный круг правят алмазными карандашами, так, чтобы его профиль
в радиальном сечении соответствовал профилю впадины зубчатого колеса.
Все зубошлифовальные станки по своей кинематической структуре
незначительно отличаются от зуборезных станков, работающих по тому же
методу.
159
Зубошлифовальный полуавтомат 5П84 работает по методу огибания
и предназначен для шлифования прямозубых и косозубых колес. Дисковый
шлифовальный круг образует один зуб воображаемой рейки, по которой
шлифуемое колесо катится без проскальзывания. Техническая характеристика
станка: диаметр шлифуемого колеса 60—500 мм; модуль шлифуемых колес
2—10 мм; диаметр шлифовального круга 250 мм.
В станке (рис. 124, а) имеются следующие формообразующие движения:
движение резания—вращение Вг шлифовального круга (рис. 124, б);
движение подачи по длине зуба _ возвратно-поступательное перемещение
а) г=60 г=*5 г--33
Рис* 124. Упрощенная кинематическая схема зубошлифовального
станка 51184
ползуна Пг\ движение подачи для образования эвольвенты — сложное
движение круглого стола станка, слагающееся из взаимосвязанных
вращательного В2 и поступательного Я2 движений стола. На данной схеме не
показаны привод шлифовального круга и механизм продольной подачи (по
направлению зуба).
Шлифуемое колесо вращается от электродвигателя 20 по цепи:
передача 1—2, 3—4, 5—6, 9—10у гитара а—Ъ, с—d, червячная передача 19.
От этого же электродвигателя через зубчатые колеса 1—2, 3—4, 5—6, 9—10,
160
//—12, 13—14 вращается колесо 15, которое входит в зацепление с составным
колесом 16, Колесо 16 в течение цикла совершает одно качание и перадает
ходовому винту (/ = 5я) вращение вправо и влево через зубчатые колеса
17—18 и гитару сгибания ах—Ьх.
За время одного качания составного колеса, т. е. за время одного цикла,
вал / сделает 40 оборотов, а заготовка повернется на zt зубьев, т. е. сделает —
оборота и в то же время вместе с кареткой совершит один двойной ход. Одна
впадина обрабатываемого колеса шлифуется во время хода каретки по
направлению стрелки Я2. В конце этого хода шлифовальный круг поднимается
вверх и выходит из зацепления с заготовкой, а винт меняет направление
своего вращения — каретка начинает двигаться в обратную сторону.
Затем направление движения каретки вновь меняется на рабочее (по
стрелке Я2), шлифовальный круг опускается вниз и входит в контакт с
обрабатываемым колесом, которое за время цикла повернется на некоторое
число зубьев г{ — начнется обработка следующей впадины, отстоящей на г£
зубьев от ранее обработанной.
Движения BY и Я2— простые. Вращение шлифовального круга Вх
производится с постоянной скоростью. Движение Пг создается гидропри-
водОхМ и имеет две настройки: на необходимую скорость с помощью
гидропанели и на величину перемещения (на схеме не показано). Рассмотрим более
сложные настройки — движения образования эвольвенты и делительного
движения.
Настройка гитары обката. Расчетные перемещения при
движении конечных звеньев—вращение круглого стола (заготовки) В2
и прямолинейное перемещение салазок стола Я2:
L0 мм перемещения стола —> —— об. заготовки,
где L0 — длина обкатки в мм;
ms — торцовый модуль в мм;
z — число зубьев шлифуемого колеса.
Уравнение кинематического баланса
L0 Ьх 22 210 2Б_ 28_ а^ с_ J_ _ L0
5л ' ах ' 210 * 22 " 10 ' 28 ' b ' d * 80 ~~ nmsz '
отсюда
Ь d
где С — постоянная станка.
а с __ 0 zt
Подставляя -т—-т- = 2-~- (см. дальше), окончательно получим
Ь d z
-g-==C'm^. (70)
Цепь подач по эвольвенте. Расчетные перемещения при
движении конечных звеньев — вращение вала электродвигателя 20 и
поступательное перемещение стола:
п об/мин —» ^ мм/мин перемещения стола.
Уравнение кинематического баланса:
11 45 28 35 37 10 22 210 ах - ,
л"1з"^"ЖвЖ'1Г"^# 2io Ф"2"'ТГ s" мм/мин-
Частота вращения п вала электродвигателя регулируется с помощью
тахогенератора.
6 Н. С. Колев и др.
161
Настройка гитары деления. Расчетные перемещения для
делительной цепи:
40 об. вала 1 —♦ — об. заготовки.
Уравнение кинематического баланса:
и Ь d 80 г *
откуда
ас 2zt-
Ь "3 ~"~1~*
(71)
Число зубьев zt в принципе произвольное. Но надо иметь в виду, что
делительная цепь является частью цепи формообразования, а гитара должна
еще обеспечить настройку на путь движения образования эвольвенты.
Поэтому выбор числа zt ограничивается вполне установленными пределами:
zt и z должны быть числами взаимно простыми; желательно, чтобы zt не
имело общих множителей ни с zu ни с г2; от zt зависит величина перемещения
стола. Если она будет меньше нужной величины, то получится зуб с
неполным профилем. Поэтому число zt нужно выбирать, исходя из минимальной
дуги обкатки L0 для зацепления косозубого колеса с рейкой.
Из теории реечного зацепления известно, что
где k = — коэффициент высоты головки зуба;
т — нормальный модуль;
а$ = arctg g ° торцовой угол зацепления;
Р — угол наклона винтовой линии зуба;
В — ширина обода колеса;
а0 — нормальный угол зацепления.
Зависимость числа zt от L0 (приводим окончательные результаты) будет
Зубошлифовальный станок 5832, работающий абразивным червяком
по методу огибания. Шлифование зубьев колес абразивным червяком
является одним из прогрессивных процессов. Абразивный червяк имеет
профиль витков трапецеидальной формы, как у червячной модульной фрезы,
с углом наклона боковых сторон, равным углу зацепления. Абразивный
червяк работает по методу обкатки при непрерывном делении, как и
червячная фреза при зубонарезании.
Станок 5832 предназначен для шлифования зубчатых колес с модулем
0,2—2 мм и диаметром до 200 мм. Зубья колес с модулем до 0,8 мм
шлифуются без предварительной нарезки. Станок позволяет шлифовать
прямозубые и косозубые колеса по 1-му классу точности и выше.
Зубья колеса шлифуются абразивным червяком, а витки на этом
червяке накатываются закаленным накатником, имеющим кольцевую нарезку
с профилем канавок, аналогичным профилю витков червяка.
В станке применены следующие формообразующие кинематические
цепи (рис. 125): вращение абразивного червяка; вращение шлифуемого
колеса; вертикальное возвратно-поступательное движение суппорта изделия;
162
перемещение стойки при установке абразивного червяка и шлифуемого
колеса на расстояние между их осями и при радиальной подаче.
При накатке витков абразивного червяка производится вращение
абразивного червяка и поступательное перемещение суппорта накатки вдоль
оси, согласованное с вращением червяка; за один оборот червяка накатник
перемещается на один шаг. Накатник вращается непосредственно от
абразивного червяка в результате сил
трения. Радиальная подача суппорта
с накатником к абразивному червяку
осуществляется гидравликой (на
схеме не показано).
29
/V = 7kBT
г, = 950 об/мин
3D
z = 24
Рис. 125. Кинематическая схема станка 5832
Настройка гитары деления. Эта цепь связывает вращение
абразивного червяка и заготовки. Расчетные перемещения:
1 об. червяка—»— об. заготовки.
Уравнение кинематического баланса:
« 92 15 75 а с 15 15 100 2 1
1' 92 ' 15 * 75 ' Ь ' d ' 15 " 15 ' 100 ' 48 ~~ z '
откуда передаточное отношение гитары
а с _ 24
Ь ' d ~~ ~Г
(73)
Настройка гитары подач. Эта цепь связывает вращение
заготовки и ее подачи s вдоль зуба.
Расчетные перемещения:
1 об. заготовки —> s мм/об.
Уравнение кинематического баланса:
100 15 15 1 40 ал
i.i!..
1 2
100 15 15 24 40 Ьл
откуда
— .6 = s мм/об,
■2—^ = 2*.
(74)
Цепь радиального врезания. За каждый продольный
ход стола заготовка получает автоматическое радиальное перемещение от
*
163
гидроцилиндра. Быстрый отвод заготовки от круга осуществляется от
гидроцилиндра отвода заготовки (на схеме не показано).
Правка абразивного червяка. Во время правки
абразивного червяка электродвигатель 30 отключается от сети, а муфта 31
включается и тем самым соединяет вал /// с валом VIII. Накатник с помощью
ходового винта V перемещается на величину шага абразивного червяка
cosp '
где (5 — угол подъема винтовой линии на шлифовальном круге;
тн — нормальный модуль шлифуемого круга.
Расчетные перемещения этой цепи:
1 об. червяка—>—Ц-.
Уравнение кинематического баланса:
1 — _!А _^2_ _£г_ _?£. о- __ тн^
1# 92 ' 15 ' Ь2 ' d2 ' 66 ZJX — cosp*
Формула настройки цепи:
а2 с2 __ 3 тн
(75)
Ъ2 d2 2 cosp
Так как при больших диаметрах круга угол |3 мал, то cos р ^ 1 и тогда
t,t=lm- (76)
Скорость абразивного червяка во время правки значительно меньше,
чем во время работы. Эта скорость регулируется гитарой -~- • -^-. Начальным
звеном цепи является электродвигатель 29, конечным — круг. Расчетное
перемещение
п об/мин вала электродвигателя —* пк об/мин круга.
Уравнение кинематического баланса:
пел 1 «з ^3 68 15 92 .,
950> 26 '1Г-ЗГ1* '-ПГ 92" ^ °б/МИН>
откуда
Дз сз 13
Ья ' da - 475
Як. (77)
С помощью комплекта сменных колес частоту вращения можно менять
в пределах 20—61 об/мин.
7. Станки для нарезания зубчатых реек
Зубчатые рейки нарезаются двумя способами — на универсальных или
на специальных станках. В первом случае методом копирования при помощи
модульной фрезы образуют впадину зубчатой рейки. Во втором случае
используют специальные станки — полуавтоматы, в которых осуществлен
метод огибания. В процессе нарезания зубьев воспроизводится зубчатая
пара рейка—колесо. Режущим инструментом является дисковый долбяк,
164
которому придается возвратно-поступательное и вращательное движения,
согласуемые с прямолинейным перемещением заготовки. Рассмотрим дол-
бежно-реечный станок Е39А.
Техническая характеристика станка
Наибольший модуль нарезаемой резьбы в мм 8
Наибольшая длина нарезаемой резьбы в мм 1100
Наибольшая ширина нарезаемого зуба в мм 170
Число двойных ходов долбяка в минуту 25—150
Мощность главного привода в кВт 7
Кинематическая схема станка (рис. 126) обеспечивает получение
формообразующих и вспомогательных движений. К формообразующим движениям
относятся возвратно-поступательное движение долбяка и делительное дви-
Рис. 126. Кинематическая схема долбежно-реечного станка Е39А
жение. К вспомогательному движению относится отвод долбяка.
Кинематическая структура станка состоит из двух кинематических групп
формообразования, настройку которых и рассмотрим.
165
Скоростная цепь — возвратно-поступательное движение долбяка.
Начальным звеном цепи является электродвигатель 41, конечным — кри-
вошипно-шатунный диск 42. Формула настройки:
а2 АДХ f7Q\
где пдх — число двойных ходов долбяка в минуту.
Цепь деления. При повороте долбяка на один зуб рейка перемещается
на шаг. Начальным звеном цепи является долбяк, а конечным — винт стола
/х = Зя. Расчетные перемещения:
— об. долбяка—> L шаг зубьев рейки.
2д
Уравнение кинематического баланса:
2Д ' 1 ' 50 ' 45 " 4 * Ь " d ' 28 ' 57 ' 6 П ~ ГР>
где tv = пт — шаг зубьев нарезаемой рейки в мм;
т — модуль зуба в мм;
гд — число зубьев долбяка.
Формула настройки:
а_ _£ __ тгд (JQ.
b d — 180 • к'*>
Цепь круговой подачи. В этом станке цепь подачи связывает двойной
ход долбяка и его поворот. Расчетные перемещения:
1 дв. ход долбяка —* sKP мм перемещения по дуге.
Уравнение кинематического баланса:
1 25 . а* 30 30 4 45 50 I
Ь 25*<п'-*Г W10 "28 '45 -50 f 90 ' "^Д = S«P ММ/ДВ" ХОД'
Формула настройки:
£--С~^~. (80)
При /п = 1 С = 200, при /п = 2 С = 100.
В станке предусмотрены цепи вспомогательных движений. Например,
для отвода долбяка при возвратном его движении служит рычажно-кулач-
ковая передача, связывающая кулачок 43 с суппортом. Кроме этого, для
быстрого перемещения стола в продольном направлении имеется специальная
кинематическая цепь с электродвигателем 21. По этой цепи осуществляется
необходимая скорость холостого хода стола.
8. Станки для нарезания конических
колес с прямыми зубьями
Конические зубчатые колеса получили широкое распространение в
машиностроении для передачи движения между пересекающимися и
скрещивающимися осями.
Форма зубьев конического колеса по длине может быть прямолинейной
или криволинейной, наклоненной к образующей начального конуса под
углом. Из криволинейных зубьев чаще всего применяют круговой, так как
его проще нарезать, кроме того, круговой зуб с углом наклона на малом
диаметре колеса {3 = 0 воспринимает меньшее осевое давление.
166
Схема зубострогания. Обработка зубьев конических колес на зубо-
строгальных станках, работающих по методу обката, основана на
представлении о производящем колесе — это воображаемое плоское коническое
колесо, с которым обкатывается в процессе обработки заготовка.
Характерным для плоского колеса является угол при вершине начального конуса
2ф0 = 180° (рис. 127, а), благодаря этому дополнительный конус превращается
в цилиндр с осью ZZ и образующей ab. При развертке цилиндра на плоскость
зубья колеса образуют прямобочную зубчатую рейку.
Процесс формообразования зубьев на заготовке можно представить себе
так (рис. 127, а): предположим, что заготовка выполнена из идеального
пластичного материала. Если ее перекатывать без скольжения по стальному
коническому плоскому (производящему) колесу, то зубья последнего на
поверхности заготовки формируют впадины. После одного оборота заготовки
Рис. 127. Производящее колесо Рис. 128. Схема формообразования зубьев
прямозубого зубчатого колеса
вокруг своей оси образуется зубчатый венец, зубья которого будут очерчены
по октоидальному профилю. Он мало отличается от принятого эвольвентного
и вполне удовлетворяет практическим требованиям. То же самое произойдет
и в том случае, если мы, не перекатывая заготовку, заставим вместе с ней
вращаться производящее колесо (как показано на рисунке). Вращение
заготовки и производящего колеса должно быть кинематически связано и
происходить без скольжения по начальным конусам. В данном случае, имея
в виду плоское коническое колесо (2ф0 = 180°), начальный конус нарезаемого
колеса должен катиться по начальной плоскости хх (см. рис. 127, а).
Оставим на производящем колесе 1 только два зуба (рис. 128). Сообщим
заготовке 2 и производящему колесу 1 вращение в направлении стрелок.
После того как заготовка перекатится через два зуба, реверсируем вращение
и возвращаем оба колеса в исходное положение. В результате описанных
перемещений два зуба производящего колеса образуют на заготовке две
впадины: зуб 5 — впадину 4, зуб 6 — впадину 3. Таким образом, будет
получен первый зуб на заготовке.
Повернем заготовку в исходном положении вокруг своей оси против
часовой стрелки на угол, соответствующий шагу зацепления, и повторим
весь цикл предыдущих обкаточных движений. Тогда зуб 5 образует на
заготовке новую впадину (на рисунке не показана), а зуб 6 будет входить в
контакт с уже имеющейся впадиной 4. В результате второго цикла движений
получим второй зуб на заготовке и так далее, до тех пор, пока не будут
образованы все зубья. Итак, процесс формообразования зубьев совершается
в результате ряда чередующихся циклов движений. Каждый же цикл
состоит из: обкаточного движения производящего колеса заготовки, в про-
167
цессе которого зубья колеса внедряются в материал заготовки, образуя
впадины; реверсирования и обкаточного движения в обратном направлении;
движения деления в конце обратного хода, когда заготовка поворачивается
на один зуб. Зубья 5 и 6 производящего колеса заменяют двумя резцами 7 и 8,
Резцы попеременно совершают прямолинейное возвратно-поступательное
движение в радиальном направлении. Режущие кромки ab и ахЬх в своем
поступательном движении в плоскостях abed и ахЬхс^х образуют впадину
производящего колеса. Поэтому, если наряду с прямолинейным
перемещением сообщить резцам вращение вместе с производящим колесом вокруг
точки О, то в обкаточном движении они, врезаясь в заготовку, выстрагивают
впадины. Режущие кромки аЬ и афх в своем относительном движении
огибают боковые поверхности зуба
нарезаемого колеса. Так как толщина резцов
меньше толщины зуба производящего
колеса, впадины 3 и 4 при первом контакте
с резцами не будут иметь полной ширины.
Таким образом, при обработке зубьев
прямозубых конических колес необходимо
осуществлять следующие движения:
главное движение—прямолинейное возвратно-
поступательное перемещение резцов;
движение обкатки — вращение заготовки и
производящего колеса (резцов); движение
деления — поворот заготовки в конце
обратного хода.
Чтобы строгать впадины, нужно
вершины резцов перемещать в радиальном
направлении вдоль образующей уу дна
впадины (рис. 127, я). Однако для
создания более простой конструкции станка
в практике допускают
отступление—образующую уу дна впадины совмещают с плоскостью хх, перпендикулярной
к оси вращения производящего колеса, и вершины резцов перемещаются
в этой плоскости (см. рис. 127, б). В связи с этим угол 2ф0 при вершине
начального конуса производящего колеса будет меньше 180°.
Рис. 129. Структурная схема для
нарезания прямозубого конического
колеса
Из схемы следует, что
2фо = 180° — 2у,
(81)
где у — угол ножки нарезаемого колеса.
Если через z обозначить число зубьев нарезаемого колеса, а через гп —
число зубьев производящего колеса, то на основании известных"зависимостей
для конических зубчатых колес можно написать
sin ф
S1D ф
sin ф
sin ф0 sin (90° — у) cos у
отсюда число зубьев производящего колеса
2-C0SV
г = —:——.
п sin ф
Так как угол у мал, то cos у ^
2п =
1. Поэтому можно принять
sin ф
(82)
Кинематическая структура станка нарезания прямозубого конического
колеса по методу обкатки состоит из двух формообразующих групп. Одна
группа обеспечивает движение качения Вх и В2 (рис. 129) заготовки по пло-
скохму колесу, вторая—образование формы зуба подлине {Пг). Если резцу 2,
168
размещенному на люльке 3 станка, сообщить прямолинейное возвратно-
поступательное движение (от кривошипа 4) по образующей конуса
заготовки, то на воображаемом плоском колесе и на нарезаемом коническом
колесе получится прямой зуб.
Для обеспечения согласованного движения люльки и заготовки в цепи
предусмотрен узел настройки ix. Цепь деления начинается от делительного
диска 5 через суммирующий механизм 6 орган настройки 1у на заготовку /.
За один цикл работы станка нарезается один зуб. Последовательность
движений в каждом цикле будет следующей:
а) рабочий ход — люлька 3 поворачивается по стрелке В t на угол 0,
когда резцы выйдут из зацепления с заготовкой (заготовка получает
движение В 2, а резцы Пх) полностью обрабатывается один зуб;
Рис. 130. Зубострогальный станок для обработки прямозубых конических колес
б) холостой ход — люлька и заготовка вращаются в обратном
направлении с большой скоростью и возвращаются в исходные положения;
заготовка отводится от резцов; чтобы при обратном ходе они ее не задевали;
в) делительный процесс — в конце холостого хода заготовка получает
дополнительное вращение от суммирующего механизма.
Зубострогальный станок 5230 для обработки прямозубых конических
колес. На станине 1 (рис. 130) слева располагается стойка люльки 2 с
планшайбой 5, в радиальных направлениях которой находятся две каретки 4
с резцами. Каретки с резцами попеременно совершают
возвратно-поступательное движение навстречу одна другой. Планшайба смонтирована в
круговых направляющих и при обкатке вращается вокруг горизонтальной оси,
имитируя производящее колесо. В продольных направляющих станины
смонтирован стол 5, несущий бабку изделия 6. На оправку ее шпинделя
насаживают нарезаемую заготовку и закрепляют с помощью гидрозажима.
Делительная бабка 6 может поворачиваться вокруг вертикальной оси для
установки оси шпинделя (заготовки) под углом ср0 к оси планшайбы
(производящего колеса).
В станке имеются следующие движения, необходимые для нарезания
зубьев (рис. 131): главное движение—возвратно-поступательное
перемещение резцов; вращение планшайбы (производящего колеса); вращение
заготовки в процессе обкатки; вращение заготовки при делении. Станок имеет
механизмы, предназначенные для управления процессом зубострогания.
169
Главное движение передается диском 7, смонтированным на
планшайбе. Он получает качательное движение вокруг своей оси от шатуна 6,
соединяющего его с кривошипным диском 5, который расположен в центре
Рис. 131. Кинематическая схема зубострогального станка для обработки конических колес
планшайбы. В прямолинейном пазу диска 7 (поз. 3 на рис. 132) смонтированы
ползуны, пальцы которых связаны с каретками / (рис. 132) несущими резцы 2.
Каретки перемещаются в радиальном направлении. Диск 5 вращается от
электродвигателя 44 (рис. 131)
через конические зубчатые
колеса /—2, сменные колеса а3—Ь3
гитары скоростей и конические
зубчатые колеса 3—4.
Вращение планшайбы
7/ осуществляется от того же
электродвигателя через зубчатые
колеса 1—2, аг—Ьг, сх—du 10—И,
14—15, 16—17, e—f, 18—19, 24—
25, 26—27, Червячное колесо 27
жестко связано с планшайбой.
Зубчатые колеса 14—15, 16—17
Рис. 132. Схема возвратно-постунательного дви- принадлежат реверсивному меха-
жения резцов низму и работают во время
прямого рабочего хода. При обратном
холостом ходе работают колеса 12—13 и далее как в предыдущей схеме.
Колеса переключает реверсивная муфта 54 специальной конструкции.
Переключение муфты, как и управление всем процессом нарезания зубьев,
осуществляется барабаном 55, который выполняет функции
распределительного механизма. Вращение барабану сообщает вал IV через коническую
пару 21—20 и червячную передачу 42—43*
170
От вала V передается вращение заготовке в процессе обкатки и далее
сменными колесами а—Ъ, с—d гитары обкатки через вал VI дифференциалу,
корпус которого в процессе обкатки неподвижен, и группу колес 30—31,
32—33, 34—35, 36—37, сменные колеса гитары деления а2—Ь2, ^2—d2 и
червячную передачу 38—39. Вал X является шпинделем делительной бабки,
на который насаживается заготовка нарезаемого колеса.
Вращение заготовки при делении осуществляется, не
прерывая обкаточного движения во время холостого хода планшайбы. Это
достигается тем, что в момент деления вращение сообщают корпусу
дифференциала. Вращение от вала IV через цепь зубчатых колес 22—23 передается
валу VIIL На правом конце его закреплен кривошип 40 мальтийского
механизма. В нужный момент
барабан 55 воздействует на рычаг 44
и перемещает втулку 41 вместе
с валом VIII в правое
крайнее положение. Рычаг 45 одно-
6) г)
Рис. 133. Схема образования зубьев Рис. 134. Схема настройки зубодолбежного станка
на зубострогальном станке
временно освобождает корпус дифференциала. Цевки кривошипа 40,
вращаясь, заходят в пазы диска 29 и поворачивают его на V2 оборота и с помощью
зубчатых колес 29—28 — корпус дифференциала (вал VII). Отсюда вращение
передается валу IX и далее по известной уже цепи зубчатых передач 30—31,
32—33, 34—35, 36—37, а2—Ь2, с2—d2, 38—39 шпинделю X. По окончании
деления барабан 55 через систему рычагов перемещает вал VIII в левое
крайнее положение и фиксирует корпус дифференциала.
Станок работает по полуавтоматическому циклу. В процессе черновой
обработки зубьев заготовка при неподвижной планшайбе постепенно подается
на резцы, которые выстрагивают в ней клиновидную впадину. После врезания
резцов на полную глубину впадины заготовка быстро отводится от резцов,
шпиндель бабки вместе с заготовкой поворачивается на угловой шаг,
обеспечивая деление. Затем цикл повторяется до окончания обработки всех впадин.
. Чистовая обработка совершается по методу обкатки. Заготовка быстро
подводится к резцам и устанавливается на полную глубину начерно
прорезанной впадины (рис. 133, а). В определенный момент резцы начинают
обработку боковых поверхностей зуба (рис. 133, б). Затем они с планшайбой
занимают горизонтальное положение (рис. 133, в) и, наконец, заканчивают
формирование зуба (рис. 133, г). По окончании обработки заготовка быстро
отводится от резцов и вместе с планшайбой ускоренно возвращается в исходное
положение. Во время холостого хода совершается делительное движение.
Затем цикл повторяется, пока не будут обработаны все зубья.
На рис. 134 приведена схема поворота планшайбы 1, где показано три
положения кареток 2 с резцами 3, соответствующие положениям, показанным
171
на рис. 133. Положение а является исходным, положение г—конечным.
Следовательно, в процессе обкатки эта часть планшайбы поворачивается
вверх при рабочем ходе и вниз — при холостом на величину угла 9.
Управление всеми движениями осуществляется
барабаном 55 (см. рис. 131), который за время одного цикла делает один оборот.
Барабан имеет четыре рабочих профиля р, q, m и п. Первые два
предназначены для подачи стола: р — при черновой, q — при чистовой обработке.
Ролики, находящиеся в контакте с рабочими поверхностями барабана р и q,
сблокированы. В рабочем положении может быть только один из них.
Профиль т управляет процессом деления, профиль п — реверсирования.
Подача стола происходит следующим образом. От кривых барабана
через кулису 46 и сухарь 47 движение передается ползуну-цилиндру 48.
В цилиндре перемещается поршень 49 со штоком 50, конец которого закреплен
в кронштейне стола. С помощью поршня и штока осуществляется подвод стола
в рабочее положение и отвод его в наладочное положение. Перед началом
рабочего хода под действием барабана ползун-цилиндр перемещается влево.
После этого масло подается в правую полость цилиндра. Поршень 49—50
перемещает стол влево, пока кольцо 52, закрепленное на штоке, не встретит
неподвижный упор 51. В процессе резания поршень находится под
постоянным давлением масла в правой полости, а шток своим кольцом 52
задерживается неподвижным упором 51. Этим определяется положение стола, при
котором резцы подведены к заготовке на полную глубину впадины зуба.
При отводе стола масло поступает в левую полость цилиндра.
Чистовая обработка зубьев проходит в такой последовательности.
Сначала устанавливают заготовку и пускают станок. Золотник гидропанели
направляет масло в гидрозажим шпинделя делительной бабки и правую
полость цилиндра 48у в результате чего стол с делительной бабкой подается к
резцам. Одновременно включается движение обкатки. Вращение от вала IV
передается по цепи колес 14—15, 16—17 — совершается рабочий ход, и
каретки резцов вместе с планшайбой перемещаются из нижнего положения а
в верхнее г (см. рис. 133).
По окончании рабочего хода золотник направляет масло в левую полость
цилиндра, а рабочий профиль барабана 55 (рис. 131), воздействуя рычагом 53
на реверсивную муфту 54, переключает передачи 14—15 и 16—17 на 12—13.
В результате этого стол с делительной бабкой отходит вправо, а планшайба
и заготовка получают ускоренное вращение в обратном направлении.
Одновременно с этим происходит процесс деления. В конце холостого хода
барабан 55 переключает реверсивную муфту на прямой ход, после чего стол с
заготовкой подводится к планшайбе, и цикл повторяется.
Настройка зубострогальных станков. Исходными данными для расчета
настройки станка на обработку прямозубых конических колес являются
наибольший модуль т, числа зубьев нарезаемого z и сопряженного zc колес,
длина зуба, угол зацепления, материал заготовки. На этой основе
определяются все остальные параметры нарезаемого колеса, необходимые для
кинематической настройки станка.
Настройка цепи главного движения. Число двойных
ходов резцов равно числу оборотов диска 5 (рис. 131). Поэтому уравнение
настройки примет вид
или
-ft — Г п
Настройка цепи вращения планшайбы. За время
обработки одного зуба планшайба совершает поворот на угол 0 при ходе
вперед и на такой же угол при ходе назад (см. рис. 134), т. е. поворачивается
172
9Q
на величину 20, что составляет щ- оборота. За это же время барабан 55
управления делает один оборот, причем 5/8 оборота приходится на ход вперед.
На переключение реверсивной муфты 54 уходит 1/1в оборота барабана 55,
а на холостой ход—б/16 оборота.
б/8 об. барабана i
от барабана до планшайбы
9
360°
ИЛИ
5 44 24 30 20 е 42 27 1 9
8 1 33 30 40 / 42 25 162 360° '
Отсюда передаточное отношение сменных колес гитары планшайбы
-f = Cn9. (83)
Угол 0 обычно подбирают опытным путем. Для ориентировочного его
подсчета можно пользоваться формулой
0 = 0х + 02. (84)
Угол поворота планшайбы вверх от горизонтального положения 00
(для угла зацепления а = 20°)
/ 355,3 — + 90 \
Bi = { j 0,8 J sin Ф, (85)
где h"—высота ножки.
Угол 02 вычисляют по разработанным таблицам, практически
02 = 1,869!. (86)
Настройка цепи подачи. Подачей планшайбы называют
п>ть, проходимый какой-либо ее точкой по дуге начальной окружности
производящего колеса в единицу времени. Длина при повороте планшайбы
на угол 0
L==~w~- (87)
За время одного цикла планшайба при ходе вперед и назад
поворачивается на дугу, равную 2L. Если sp и sx—подачи, соответствующие
рабочему и холостому ходу, то время одного цикла движений
Барабан управления за это время совершает один оборот. Следовательно,
за одну минуту он сделает -у оборота. Принимая за начальное звено
электродвигатель, за конечное — барабан, получим
ш = — об. барабана
от двигателя до барабана *
ИЛИ
i42o^-.-fi--a-.-li-.-^.JL = JL
41 bi dx 37 24 44 Т '
отсюда передаточное отношение сменных колес гитары подачи
al . _£i_ £под
(89)
173
Настройка цепи деления. В процессе деления шпиндель X
делительной бабки вместе с заготовкой поворачивается на один угловой шаг,
т. е. на — оборота. Движение цепи деления сообщает диск 40 мальтийского
механизма, который совершает V2 оборота. Если диск принят за начальное
звено, а шпиндель X — за конечное, то уравнение кинематического баланса
можно записать в следующем виде:
-к- об. 40/ = — об. заготовки
от диска к шпинделю X 2
ИЛИ
отсюда
_1_ _26_ . _36_ _26_ _26_ J35_ _Оз с^_ _1_ __ J_
2 * 52 tvn-ix' 27 * 26 " 26 ' 24 ' bl * <L 120 ~~ z
ai-^ = Sr' <90>
Настройка цепи обката. Вращение производящего колеса
(планшайбы) и нарезаемого зубчатого колеса аналогично вращению двух
колес, находящихся в зацеплении. При повороте их на один зуб
производящее колесо совершает оборота, а заготовка — оборота. Принимая
планшайбу на начальное звено, а заготовку за конечное, напишем
уравнение настройки в следующем виде:
1
?п
162
1
25
27
а с .
' ь e a <VI-IX '
36
27
26
26
26
26
33
24
<h
ь2
с?,
d2
1
120 "
1
г
Так как во время рабочего хода корпус дифференциала неподвижен,
то fvi—ix = 1. Имея в виду уравнение (90), определим передаточное
отношение сменных колес гитары обкатки:
-T'i- = C0zn. (91)
Определение угла установки резцов. Резцы 2 (см.
рис. 132) движутся к центру О вращения планшайбы. Угол бх их установки
относительно оси ООг при чистовой обработке определяют по формуле
81 = 57,296 (-|г-+ tg a) tg7, (92)
где а — угол зацепления;
Y — угол ножки зуба;
/— коэффициент высоты зуба.
Поскольку обычно а = 20°, а / =■ 1,1236, то для этого случая бх =
= 60,884tg у.
Фрезерование зубьев. Кроме строгания, прямозубые конические колеса
нарезаются двумя дисковыми фрезами со вставными резцами по методу
огибания (рис. 135, а). Профиль режущей кромки резцов прямолинейный,
режущая кромка профиля направлена перпендикулярно оси фрезы или
расположена под углом б к этому направлению (рис. 135, б). В первом случае
зубья получаются конические, прямолинейные, во втором — бочкообразные.
Данный способ основан на том, что вместо двух строгальных резцов,
перемещающихся возвратно-поступательно, устанавливают две дисковые
фрезы, которые во время обработки получают вращательное движение
(главное). Обе фрезы прорезают одну впадину одновременно. Они установлены
174
так, чтобы резцы одной из них попадали в промежутки между резцами другой
и не задевали друг друга при вращении (рис. 135, в).
Так как фрезы в процессе обработки не перемещаются вдоль зуба, то
дно нарезаемой впадины приобретает вогнутую поверхность (рис. 135, г).
W в)
Рис. 135. Схема нарезания прямозубых конических колес
дисковыми фрезами
Фрезерование конических прямозубых колес в 3—5 раз
производительнее, чем зубострогание. Наша станкостроительная промышленность
выпускает станки, работающие по указанному методу (модель 5230), состоящие
из унифицированных узлов.
9. Станки для нарезания конических колес
с круговыми зубьями
При обработке конических колес с круговыми зубьями в качестве
производящего колеса принимают плоское колесо 7, зубья которого направлены
по дуге окружности радиуса г (рис. 136). Заготовка 2 в процессе обработки
обкатывается с производящим колесом i, зубья которого воспроизводятся
резцовой головкой 3, вращающейся вокруг точки Ог. Профиль резцов
соответствует профилю зубьев производящего колеса. Проходя на участке А А ь
они имитируют один зуб производящего колеса.
При обработке колес с круговыми зубьями необходимо осуществить
следующие формообразующие движения:
а) главное движение — вращение резцовой головки вокруг точки Ох;
б) движение обката — согласованное вращение люльки
(производящего колеса) и заготовки;
в) движение деления — поворот заготовки на обработку следующего
зуба.
Согласованность вращения люльки 1 (рис. 137) и заготовки 2
достигается сменными колесами 4, рассчитываемыми в зависимости от числа зубьев
нарезаемого колеса. Вершины резцов 3 должны передвигаться по образующей
внутреннего конуса нарезаемого колеса, для этого колесо необходимо
установить под углом ф; внутреннего конуса к плоскости, в которой передвигаются
вершины резцов.
Заготовка должна устанавливаться относительно центра станка в
правильное положение. Центром станка называется точка, в которой
пересекаются горизонтальная ось 002 люльки, ось ООг шпинделя бабки и
вертикальная ось О поворотного стола. Через центр стола должна проходить
плоскость, в которой передвигаются вершины резцов головки, и с центром
стола должна совпадать вершина начального производящего конуса
нарезаемого колеса.
Резцовая головка (рис. 138, а) выполняется в виде диска с пазами, в
которые вставляются и крепятся резцы перпендикулярно торцовой плоскости
диска. Резцы бывают наружные (рис. 138, б) и внутренние (рис. 138, в).
175
Кроме того, резцы подразделяются на праворежущие и леворежущие,
отличающиеся только расположением режущих кромок.
Конические колеса с круговым зубом нарезаются на станках 527, 5П23А,
525, 528С и др.
Станок 525 предназначается для чернового и чистового нарезания всех
типов конических и гипоидных колес с круговыми зубьями. Станок
изготовляется в двух исполнениях: с механизмом модификации обката и без
Рис. 136. Схема нарезания конических Рис. 137. Схема установки заготовки при наре-
колес с круговыми зубьями зании конических колес с круговыми зубьями
него. Устройство для модификации обката служит для небольшого
изменения формы профиля зубьев, исправления угла зацепления или
диагонального контакта.
Привод главного движения (рис. 139) — вращение шпинделя резцовой
головки — осуществляется с помощью электродвигателя 70 и цепи передач:
зубчатые пары 1—2, 3—4, сменные колеса гитары скоростей а4—64» c^—d^
колеса 7—<§, 9—10.
Рис. 138. Резцовая головка
Цепь обката обеспечивает согласованное вращение люльки и заготовки.
Движение от вала IX передается через коническую пару 41—42 зубчатому
колесу 43, сцепленному с составным зубчатым колесом (см. также справа).
Последнее состоит из участков наружного 65 и внутреннего 66 зацеплений,
соединенных между собой полушестернями 63 и 64. Во время контакта
колеса 43 с участком внутреннего зацепления происходит рабочий ход станка,
а при сцеплении с остальной частью колеса — холостой ход, в обратном
направлении,
176
При зацеплении колеса 43 с переходными полушестернями оно
перемещается вместе с конической парой 41—42. Диск 44 имеет зубчатый венец,
сцепляющийся с колесом 45. Последнее сидит на ведущем валу гитары
обката 4§—т~9 через которую движение передается конической паре 49—50,
3 3 /-л
и всей цепи колес, от которой получает вращение червяк 62 люльки.
Колесо 45 зацеплено с валом гитары обката через зубчатую муфту
колеса 47. Если последнюю передвинуть до сцепления с колесом 48, то движение
будет передаваться через перебор 45—46, 48—47, при этом редукция будет
1 :5.
ТУ
N^,5 к Вт
п=2900 °б/нин Гимаро модификаторе
Рис. 139. Кинематическая схема станка 525 для нарезания конических колес с круговыми
зубьями
В станке предусмотрена цепь модификации обката. Она служит для
сообщения червяку люльки 67 осевого перемещения, вызывающего
добавочный небольшой поворот люльки с переменной скоростью, необходимый для
нарезания конических колес некоторых разновидностей. Механизм
модификации обката получает движение от колеса 57, сидящего на валу червяка
люльки и сцепляющегося с колесом 58. Далее движение передается через
гитару модификации обката и червячную пару 59—60 втулке, на которой
эксцентрично установлен ролик, к которому посредством гидравлики
прижимается стакан, связанный с червяком люльки. При работе станка
эксцентриковый ролик, совершая планетарное движение, заставляет червяк
люльки перемещаться в осевом направлении с переменной скоростью.
Рассмотрим расчет настройки станка 525. Исходными данными для
расчета настройки станка являются геометрические параметры конического
нарезаемого колеса, а также материал, из которого оно изготовлено.
177
Настройка цепи главного движения. Эта цепь связывает частоты
вращения вала электродвигателя и шпинделя резцовой головки:
Расчетная формула настройки:
где np. г — частота вращения шпинделя резцовой головки в об/мин;
Сг= 180— постоянная цепи.
Настройка цепи подачи. Гитара подачи связывает вращение
электродвигателя с барабаном 69. За время рабочего хода (tp) барабан 69
поворачивается на 4/9 оборота.
Уравнение кинематического баланса:
, 2900 16 аг _с^ _34_ _42_ J4_ _2_ _ _4_ .
V 60 64 ' Ьг ' dx # 68 * 56 ' 64 * 66 — 9 °-
Расчетная формула настройки:
где Cs = 4,7 — постоянная цепи подачи.
Настройка цепи деления. Шпиндель изделия во время работы станка
непрерывно вращается в одном и том же направлении. Это движение берет
начало от барабана 69 и передается на червячное колесо 62. За время пока
планшайба, по окончании обработки очередной впадины зуба, вернется в
исходное положение, заготовка успеет повернуться на zt зубьев. Следовательно
к резцовой головке будет подведена не соседняя впадина, a z£. За один
оборот барабана заготовка повернется на — оборота и уравнение
кинематического баланса примет вид
(94)
1 66 64 23 75 26 26 26 а2 с2
1 2 44 23 60 26 26 26 b2 d2
Расчетная формула настройки:
а2 с2 р zi
b2 ' d2 ~" °д г '
29
29
26
26
1 г{
120 — 2
(95)
где Сд = 2 — постоянная цепи деления.
От числа пропускаемых зубьев zt зависит угол качания люльки. Может,
однако, оказаться, что угол качания люльки будет недостаточным или,
наоборот, слишком большим. В первом случае отвод стола будет происходить
раньше, чем окончится снятие стружки и, таким образом, зубья не получат
правильной формы. Изменить угол качания люльки можно путем пересчета
сменных колес гитар обкатки и деления, взяв другое число zt. Если угол
качания люльки недостаточен, то zi надо увеличить, если же он слишком
велик, то уменьшить.
Цепь деления при нарезании способом
врезания (редукция 1 : 5). За один оборот барабана 69 заготовка повернется
на один зуб:
1 _66_ _64_ _23_ 27 26 26
2 44 ' 23 " 108 ' 26 * 26
Расчетная формула настройки:
а*
где Сд = 10 — постоянная цепи.
178
26 а2 с«
26 b2 d2
С2 ^д^1
-"37 ~~7~'
29
29
26
26
1
120
_ г/
2
(96)
(97)
Настройка гитары обката. Цепь обката связывает вращение люльки
и заготовки
135 28 j/g bz 21 224 32 23
2 * 30
Пл
X
75
60
26
26
26
26
с3 #з
26 а2
26 ' Ь,
252
с2
4
14
29
29
26
26
16
23
1
120 :
X
— #за]
Заменяя
z
tot
do
получим формулу настройки
03 с3 Г Zi
_з__ п *t
bz ' d3 -°^6, zn '
(98)
где zn — число зубьев производящего колеса;
Соб = 3,5 — постоянная цепи.
При нарезании зубьев способом врезания
гитару обкатки настраивают аналогично, только
вместо передачи 33—32 включают пару колес
31—30. При этом расчетная формула будет
g3 св __ CqqZj ,qq Рис. 140. Профили зубьев
Ь3 ' d3 ~~ гп ' ^ полуобкатной пары
где Соб = 17,5 — постоянная цепи.
Нарезание конических колес с круговыми зубьями по способу обката
характеризуется длительным циклом обработки. Чтобы избежать гранности
зубьев и получить высокий класс чистоты поверхности, приходится
увеличивать время огибания. Много времени затрачивается на холостые ходы
станка, отвод инструмента, делительный процесс и др.
На Горьковском автозаводе в массовом производстве
спирально-конические и гипоидные передачи нарезаются высокопроизводительным
полуобкатным методом. В полуобкатной паре обкаткой нарезается только
шестерня, имеющая небольшое число зубьев, а колесо нарезается торцовой
резцовой головкой или круговой протяжкой по методу копирования. Зубья
колеса полуобкатной пары имеют поэтому не винтовые, а конические
рабочие поверхности, представляющие собой точные копии производящих
поверхностей, описываемых режущими кромками резцов торцовой головки
или протяжки.
На рис. 140 жирными линиями очерчены профили зубьев полуобкатной
пары. Для сравнения тонкими линиями показаны профили зубьев обычной
пары, которые нарезаются с обката. Такие зубья нарезаются на обычных
зуборезных станках способом обкатки с коническим или плоским
производящим колесом. В последнем случае применяется модификация обката.
Поскольку методом обката нарезается только шестерня, а колесо
нарезается методом копирования, эти передачи получили название
«полуобкатных», а способ нарезания — полуобкатного.
10. Шлицефрезерные станки
Шлицефрезерные станки предназначены для фрезерования шлицев на
валах. Обработка шлицев осуществляется червячными шлицевыми фрезами
по методу обката, аналогично нарезанию зубьев на зубофрезерных станках.
В процессе огибания профиль специальной червячной фрезы образует
боковые стороны шлицев и «усики», применяемые при центрировании шли-
цевого соединения по внутреннему диаметру (рис. 141, а). На рис. 141, б
изображен профиль шлицевой фрезы, когда центрирование происходит по
наружному диаметру.
179
Для получения заданного профиля шлицевого вала необходимо, как и
при зубофрезеровании, главное движение — вращение червячной фрезы
и движение обката — перемещение фрезы вдоль заготовки.
Рис. 141. Схемы фрезерования шлицев по методу обкатки
На рис. 142 показан шлицефрезерный станок 5350А. В направляющих
станины / перемещается бабка 2. Бабку можно перемещать вдоль станины и
закреплять в необходимом положении соответственно размерам детали, ко-
Рис. 142. Шлицефрезерный станок 5350А
торую устанавливают в центрах делительной 3 и задней 2 бабки. Фрезерная
бабка 4 несет шпиндель 5 червячно&фрезы. Она может поворачиваться в
вертикальной плоскости для соответствующей установки оси червячной фрезы
относительно оси детали на угол к подъема
винтовой линии фрезы (рис. 143).
Фрезерная бабка перемещается относительно
детали.
На рис. 144 изображена
кинематическая схема шлицефрезерного станка,
имеющая три основные цепи: главного
движения, обката и подач.
Цепь главного движения — главный
электродвигатель 25, клиноременная
передача со смежными шкивами 24 и 23 и пере-
Рис. 143. Установка фрезы при шли- Дачи J—2j 3~4* Цепь деления связывает
цефрезеровании фрезерный шпиндель со шпинделем изде-
180
лия передачами 4—3, 2—/, 5—б, 7—5, 9—10, сменными колесами гитары
деления а—Ь и с—d и червячной передачей //—12. Цепь подач связывает
шпиндель изделия с ходовым винтом — червячная передача 12—//,
сменные колеса подач аг—Ьг и сг—dx—el9 цилиндрическая передача 13—14
и червячная пара 15—16.
Быстрое вращение ходовой винт получает от электродвигателя 26
быстрого хода через червячную передачу 15—16. В процессе фрезерования
детали сообщается только вращательное движение обката, осевая подача
на станке осуществляется поступательным движением вращающегося
инструмента.
Установка на глубину фрезерования производится перемещением
инструмента вручную.
Червячная передача 27—28 служит для поворота фрезерной головки на
угол спирали инструмента.
Цепь главного движения настраивается обычным способом. Формула
настройки цепи:
D23 Cv
где Cv = 232 — постоянная цепи.
Направление вращения фрезы меняется реверсом главного
электродвигателя.
При установке сменных колес подачи и деления необходимо помнить,
что в первую очередь устанавливают сменные колеса подач. Величина подачи
выбирается по таблицам режимов резания в зависимости от высоты и ширины
шлица, обрабатываемого материала, вида обработки и конструкции
инструмента. Если выбранная таким образом подача не совпадает с табличной, то
необходимо подобрать ближайшую.
Уравнение кинематической цепи подачи:
1 об. шп«—: г2—4 1 55—тс—Ю = s мм/об.
1 Ъх dx ex 39 45
181
Формула настройки:
ai ci &i s
Ьг dx ex Cs '
где s — подача стола в мм/об;
Cs = 18 — постоянная цепи.
Для изменения направления подачи в набор сменных колес вводится
промежуточное колесо.
Сменные колеса обката при фрезеровании прямых шлицев подбираются
по уравнению
1 OD. шп.. 1? • 1б • 28 • 3() • 21 • ь • d • 27 — 2 .
Формула настройки:
6 ' d ~~
где 2 — число шлицев;
г* — число заходов червячной фрезы.
Фрезерование винтовых шлицев и зубьев колес производится
бездифференциальной настройкой цепи обката. В этом случае сменные колеса
гитары деления подбираются по формулам
а с 6г'
b d г
а с 6г'
Ь d — г
1 -f
1
•**
1
s0 sin P
или
Ttmuz
где Т — шаг винтовой линии;
Р — угол наклона винтовой линии;
тн — нормальный модуль фрезеруемых колес;
s0 — подача в мм/об.
Л. Прогрессивные направления в развитии
зубообрабатывающих станков
Технический прогресс в области зубонарезания характеризуется
повышением стойкости режущего инструмента, высокой производительностью,
точностью, применением новых технологических процессов и степенью
автоматизации. Кроме этого, в настоящее время в промышленности
используется ряд новых прогрессивных методов изготовления зубчатых колес.
К ним следует отнести: накатывание зубьев, обкатку зуботочением,
фрезерование гребенчатыми фрезами, строгание зубодолбежными головками,
протягивание прямолинейными (цепными и цельными) протяжками,
фрезерование конических колес двумя дисковыми фрезами и протягивание круговыми
протяжками (метод копирования). Наряду с разработкой новых методов
зубонарезания проводятся работы по созданию новых конструкций
режущего инструмента. Например, применение острозаточенных червячных фрез,
многозаходных червячных фрез, фрез с увеличенным наружным диаметром
и др.
Рассмотрим некоторые из прогрессивных методов нарезания зубчатых
колес.
Накатывание зубьев цилиндрических зубчатых колес основано на
пластическом деформировании материала заготовки без снятия стружки.
Прокатные станы, предназначенные для изготовления колес, имеют кинемати-
182
чески связанные шпиндели. В одном из них на оправке устанавливают
заготовку, в других — инструменты в форме обычных зубчатых колес. Диаметр
заготовки принимают примерно равным диаметру делительной окружности
накатываемого колеса. Шпинделям сообщается вращение, соответствующее
вращению двух зубчатых колес, находящихся в зацеплении (рис. 145).
Существует три способа накатывания. В первом случае (рис. 145, а)
заготовку 1 прокатывают между двумя зубчатыми колесами —
инструментами 2, имеющими коническую приемную часть. Инструментальные
шпиндели устанавливают относительно заготовки на размер, равный
межосевому расстоянию. Инструментальные шпиндели вращаются, а шпиндель
заготовки дополнительно получает прямолинейную подачу вдоль оси.
Зубчатое колесо — инструмент, вступая в контакт с заготовкой, накатывает
на ней зубья.
Рис. 145. Схемы накатывания зубьев колес
Во втором случае (рис. 145, б) накатывание зубьев происходит сразу
по всей длине. При этом оси инструмента 2 и заготовки 1 постепенно
сближаются до тех пор, пока не окажутся на величине заданного межосевого
расстояния.
В зарубежной практике применяют накатывание с помощью
инструментальных реек 2 (рис. 145, в), между которыми прокатывается заготовка /.
Накатка производится за один рабочий ход. При обработке зубчатых колес
с модулем более 1,5 мм пользуются горячим накатыванием. Мелкомодульные
колеса накатывают в холодном состоянии.
Метод накатывания имеет два больших достоинства: высокую
производительность обработки и повышение долговечности зубчатых колес.
Последнее обстоятельство объясняется тем, что при накатывании волокна в
материале не прорезаются, как при фрезеровании, и, кроме того, накатанные
поверхности приобретают наклеп. Данный метод является перспективным и
может получить широкое распространение при обработке звездочек цепных
передач, конических колес и других деталей.
Зуботочение. При рассмотрении зацепления двух цилиндрических
колес с винтовыми зубьями, работающими с перекрещивающимися осями,
наблюдается скольжение боковой поверхности зубьев одного колеса
относительно другого. Это условие и было использовано для нарезания
цилиндрических зубчатых колес (автор д-р техн. наук Ю. В. Цвис), когда одно из двух
сцепляющихся винтовых колес заменили инструментом типа зуборезного
долбяка, а другое — заготовкой. В данном случае инструмент можно
представить как многозаходную червячную фрезу. Этим способом можно нарезать
как косозубые, так и прямозубые цилиндрические колеса. Прямозубые колеса
необходимо нарезать обязательно косозубым инструментом, так как только
в этом случае угол скрещивания осей не будет равен нулю.
183
На рис. 146 представлены три схемы нарезания цилиндрических
зубчатых колес методом зуботочения:
а) нарезаемое зубчатое колесо прямозубое, инструмент — обкатной
косозубый резец (рис. 146, а)\
б) нарезаемое колесо косозубое, инструмент — обкатной прямозубый
резец (рис. 146, б);
в) нарезаемое зубчатое колесо косозубое, инструмент — обкатной
косозубый резец (рис. 146, в).
Рис. 146. Схемы нарезания зубчатых колес методом зуботочения
Наивыгоднейший угол скрещивания осей резца и заготовки 90°. Чем
меньше угол скрещивания, тем хуже условия резания. Как показали
исследования, производительность зуботочения выше производительности зу-
бофрезерования примерно в 3—5 раз.
Станки, работающие по методу зуботочения (например, ЕЗ-24),
выпускаются Егорьевским станкостроительным заводом «Комсомолец».
Обработка цилиндрических колес гребенчатыми фрезами заключается
в следующем. Если вращать гребенчатую фрезу с кольцевыми выступами,
Т* V 6)
Рис. 147. Схемы нарезания зубьев цилиндрических колес гребенчатыми фрезами
представляющими в сечении профиль зуба рейки, и вдоль ее оси обкатывать
заготовку по начальной окружности нарезаемого колеса, то на заготовке
нарежутся нормальные эвольвентные зубья. Для того чтобы за один оборот
заготовки полностью нарезать все зубья, фреза должна иметь столько
кольцевых выступов (зубьев), сколько должно быть зубьев у нарезаемого колеса.
Высокая производительность процесса достигается путем непрерывности
обкатки нескольких заготовок и большого диаметра фрезы.
Схема нарезания гребенчатой фрезой показана на рис. 147, а.
Гребенчатая фреза 1 получает главное вращательное движение, а заготовка 2 —
вращение и перемещение вдоль оси гребенчатой фрезы. В связи с тем, что
заготовка в процессе обкатки движется от одного конца фрезы к другому,
может быть осуществлен непрерывный процесс нарезания зубчатых колес по
схеме, показанной на рис. 147, б. При таком процессе значительно
сокращается время обработки.
184
Обработка конических зубчатых колес с прямым зубом протягиванием.
Протяжка представляет собой наборную фрезу. Схема нарезания приведена
на рис. 148. Круговая протяжка
состоит из корпуса 1, на котором
закреплены блоки с черновыми резцами 2 и
с чистовыми 3. Блоки с черновыми
резцами в количестве 10—13
устанавливаются на угол аъ блоки с чистовыми
резцами (5—7) — на угол а2. Сектор
с углом а3 не имеет резцов.
Во время обработки протяжка
получает равномерное вращение и
поступательное перемещение в направлении,
приблизительно совпадающем с линией
основания ножки зуба. За один оборот
протяжки полностью обрабатывается
одна впадина нарезаемого колеса 4\
которое остается неподвижным. При
работе черновыми резцами протяжка
перемещается вправо, чистовыми —
влево, В момент, КОГДа против заго- Рис. 148. Схема нарезания зубьев кони-
ТОВКИ оказывается сектор а3, ПрОИСХО- веских зубчатых колес протягиванием
дит делительный поворот заготовки.
Обработка зубьев протягиванием является очень производительным
процессом, например, одна впадина колеса обрабатывается всего за 2—6 с.
Станки, работающие протяжкой, выпускаются нашей промышленностью
(мод. 5245).
Глава X
ТОКАРНО-ЗАТЫЛОВОЧНЫЕ СТАНКИ
Токарнозатыловочные станки предназначены для обработки задних
поверхностей зубьев инструментов: цилиндрических, червячных, дисковых
и пазовых фрез, а также метчиков с прямыми и винтовыми канавками. За-
тылование производится по архимедовой спирали. Такой профиль зуба
инструмента применяется только для фасонных фрез.
Затылование производится в результате сложения двух движений
(рис. 149, а): вращательного движения детали и возвратно-поступатель-
О 8)
Рис. 149. Схема затылования
ного движения режущего инструмента к детали. При вращении детали 1
режущий инструмент 2 на участке зуба поступательно перемещается к центру
детали на величину h (падение затылка) и срезает стружку. Когда режущий
инструмент достигает конца зуба, за которым начинается стружечная
канавка, он быстро отходит в исходное положение. При дальнейшем вращении
детали эти движения режущего инструмента повторяются. Количество
таких возвратно-поступательных движений на один оборот детали равно
числу его зубьев.
Возвратно-поступательное движение инструмента осуществляется от
кулачка (рис. 149, б), который установлен в специальном суппорте
(рис. 149, в). Подвижная часть суппорта 1 с пальцем 2 прижимается к
кулачку 3 под действием пружины 4. Движение подвижной части суппорта /
вперед сопровождается сжатием пружины 4, которое происходит под
действием рабочей кривой ВА вращающегося кулачка, а возврат в исходное
положение— под действием пружины по кривой кулачка АВ.
В зависимости от направления движения режущего инструмента
относительно оси детали различают три вида затылования: радиальное
(рис. 150, а), косое (рис. 150, б) и торцовое (рис. 150, в). В зависимости
от формы и размеров затылуемых фрез применяются различные методы
работы. Например, узкие дисковые фрезы обычно обрабатываются фасонными
186
резцами методом поперечной подачи (рис. 151, а). Длинные детали
цилиндрической формы, а также имеющие фасонный профиль затылуют
продольной подачей резца, при этом затылок зубьев снимается за один или несколько
проходов (рис. 151, б).
В универсальных затыловочных станках осуществляются следующие
основные движения (рис, 152): главное, обеспечивающее вращение детали
&
<У
авающ
ч
Рис. 150. Виды затылования
й) 6)
Рис. 151. Методы затылования
(скоростная цепь); затыловочные движения (делительные) режущего
инструмента, обеспечивающие снятие затылков зубьев; продольное перемещение
суппорта от ходового винта, обеспечивающее подачу на шаг винторезной
канавки; дополнительные движения, необходимые для затылования деталей
со спиральным зубом.
Затылуемые инструменты имеют прямые или винтовые стружечные
канавки. При затыловании фрез с прямыми канавками количество
затыловочных движений г режущего
инструмента на каждый оборот фрезы равно
числу ее зубьев. Для настройки
кинематических цепей затыловочных
станков необходимо определить расчетные
перемещения, т. е. соотношения между
движениями заготовки и резца. В основу
расчетных перемещений принимается
следующее соотношение:
1 об. детали—» г движений резца—*
—* z об. кулачка. (100)
При затыловании фрез с винтовыми
канавками, для того чтобы режущий
инструмент при перемещении вдоль оси
попадал в соответствующие зубья,
необходимо ускоренное либо замедленное
вращение шпинделя станка, либо
замедленное или ускоренное движение инструмента (в зависимости от
направления винтовых канавок). Эти движения получают с помощью
дифференциала, встроенного в кинематическую цепь.
Аналогично зубофрезерным полуавтоматам при фрезеровании винтвоых
зубьев согласно выражению (55) расчетные перемещения будут
Рис. 152. Структурная схема токарно-
затыловочного станка
1 об. фрезы —> -4- (l ± -у~) об. кулачка,
(101)
где t — шаг винтовой нарезки;
Т — шаг винтовых канавок фрезы;
г' — число заходов фрезы.
187
Расчетное перемещение в этом случае разбивается на два соотношения:
1 об. фрезы — Л- об. кулачка; (102)
1 об. фрезы —-р-* 4" об' кУлачка- (103)
Соотношение (102) обеспечивается цепью с органом настройки Ц
выражение (103) —цепью с органами настройки iy и /„Соотношение (103)
определяет число оборотов кулачка за один оборот фрезы. Оно обеспечивает
попадание режущего инструмента на винтовой зуб фрезы. Связь между
соотношениями (102) и (103) осуществляется с помощью суммирующего
механизма (дифференциала).
Продольное перемещение суппорта от ходового винта (винторезная цепь)
настраивается органом настройки iy. Расчетные перемещения:
1 об. фрезы-* Т мм продольного перемещения резца. (104)
Скоростная цепь iv настраивается соответствующей установкой
рукояток управления коробки скоростей.
/. Универсальный токарно-затыловочный станок 1811
Станок предназначен для затылования червячно-модульных фрез с
наибольшим модулем т = 8 мм при ручном и полуавтоматическом режимах
работы [50].
Техническая характеристика станка
Высота центров в мм 260
Расстояние между центрами в мм 710
Частота вращения шпинделя в об/мин л i i
Пределы подач на 1 оборот в мм 0,1 1
На рис. 153 изображен общий вид станка. Станина / очень массивной
конструкции, с плоскими направляющими, по которым перемещается
суппорт 2. Слева установлена передняя бабка 3 с приводом главного движения,
Рис. 153. Универсальный токарно-затыловочный станок 1811
188
справа — задняя бабка 4. Внешне станок похож на токарно-винторезный и
отличается от последнего конструкцией суппорта.
Рассмотрим кинематические цепи станка (рис. 154).
Цепь главного движения — вращение шпинделя. Эта цепь берет начало
от электродвигателя и кончается шпинделем. При обратном вращении
шпинделя электродвигатель переключается на частоту вращения, в 3 раза боль-
fumapa дифференциала*
Рис. 154. Кинематическая схема станка 1811
шую, чем при рабочем. В коробке скоростей имеется перебор, который
обеспечивает два диапазона скоростей. Низкий диапазон достигается при
включении колес 13—14, 17—18 Unep = "Уб")» а высокий — при включении
колес 15—16; 17—18 (/пер = — )•
Цепь деления (затыловочные движения) передается от шпинделя через
колеса 14—13 или 16—15, зубчатую пару 19—20, гитару с колесами аг — Ьх
и сг — di9 дифференциал (*д = 2), зубчатую пару 21—22, коническую пару
23—24 на вал с кулачком. Цепь продольного перемещения суппорта берет
начало от ходового винта XVI (шаг tB = 12 мм), получающего движение
или от шпинделя VII, когда зубчатое колесо 26 на валу VIII зацеплено
189
с колесом 25 на шпинделе, или через звено увеличения шага (с tnep = 4 и 16),
когда это колесо зацеплено с колесом 12 вала V. Движение на ходовой винт
передается через вал VIII, трензель 27—30, вал IX, гитару подач аг — Ь2
и с2 — d2, винт.
Движение продольных подач суппорта может осуществляться от
ходового вала станка. Эта цепь применяется при затыловании зубьев
цилиндрических и других фрез и осуществляется по следующей кинематической цепи:
шпиндель VII, цепная передача 31—32, зубчатые пары 33—34, 35—36,
37—38, 39—40, колеса механизма фартука 41—46, червячная передача 47—48
колеса 49—50 на реечное колесо 51.
Цепь затылования спирального зуба идет от ходового винта или от
ходового вала. Цепь от ходового винта передает движение от вала XVI
через коническую передачу 52—53, цилиндрические колеса 54—55, гитару
дифференциала а3— Ь3 и с3— d3 (/диф = 1), цилиндрическую пару 21—22,
коническую передачу 23—24 на кулачок затылования.
2. Расчет настройки гитар станка 1811
Цепь скоростей резания. Начальным звеном этой цепи является
электродвигатель, а конечным — шпиндель. Уравнение кинематического баланса:
0АП 20 . 45 . _
' "~бГ~' *б "54"' *пеР — Пшп'
Переключением двух блоков зубчатых колес и перебора достигается
12 значений частот вращения шпинделя в пределах 2,8—63 об/мин.
Настройка гитары деления. Согласно уравнению (100), уравнение
кинематического баланса этой цепи будет
1 * л. 96 50 40 О! л . 75 19 л
1 об. фрезы.^г.^г.-5Г.^-.^^Д|1ф.-гаг.-ш-==г об. кул.,
50
50
40 Oj сг
40 ' Ъг ' dx '****'
ах сг z
75
100
19
19
откуда
ПРИ **nep = 4~ И <диф = 2'
Уравнение этой же цепи при включении перебора i}
<*L /Л Z
Ъх ' dx 24 "
(105)
пер 16 •
(106)
Настройка гитары подач при движении суппорта от ходового винта.
Согласно выражению (104) уравнение кинематического баланса будет
откуда
1 об. фрезы-|1.-|--^-1-1^в = ^ мм,
b* ' d. 12
При работе с перебором *пер = —
1
а при *пер = -jg-
190
а2 с2 t
"V~5Г~-"4Г,
а2 _£г_ __ *
b2 ' d~ 192
(107)
(108)
(109)
Настройка гитары дифференциала. Уравнение кинематического баланса
согласно уравнению (103) запишется так:
1 б (h 54 35 а2 с2 48 42 а3 с3 . 75 19 ___ zt
1 00. фрезы- 54 * 35 ' 62 ' d2 ' 36 ' 42 ' 1Г' "37 гда* ТОТ *"19" ~~ г'Г *
^2 g2 _J_
b2 ' d2 ~~ U
сительно гитары дифференциала, получим
63 ^з ^
Подставляя значения ip • "j-= "То"'' *диф = 1; z' = 1, и решая отно-
[
a-.-fL-.764-- (110)
На универсально-затыловочном станке можно также шлифовать зубья
инструментов. Для этой цели на суппорте станка устанавливают
шлифовальное приспособление с самостоятельным приводом. Конструкция суппорта
обеспечивает поворот шлифовального шпинделя в горизонтальной и
вертикальной плоскости и установку его на различной высоте,
Глава XI
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
Автоматом называется станок, в котором автоматизированы все
основные и вспомогательные движения, необходимые для выполнения
технологического цикла обработки заготовки, включая загрузку и выдачу
обработанной детали. Обслуживание автомата сводится к периодической наладке,
подаче материала на станок и контролю обрабатываемых деталей.
Полуавтоматом называется автоматический станок, в котором часть
движений не автоматизирована. В большинстве случаев это движения,
связанные с загрузкой и снятием заготовок.
Токарные автоматы и полуавтоматы применяют для обработки деталей
сложной конфигурации с помощью большого количества инструментов.
Они подразделяются по различным признакам: по назначению — на
универсальные и специализированные; по виду заготовки — на прутковые и
патронные; по количеству шпинделей — на одношпиндельные и
многошпиндельные; по расположению шпинделей — на горизонтальные и вертикальные.
Из автоматов и полуавтоматов наибольшее распространение получили
станки с кулачковым приводом. Автоматическое управление циклом этих
станков осуществляется с помощью распределительного вала, на котором
устанавливаются кулачки. Обычно за один оборот распределительного вала
происходит полный цикл обработки одной детали.
Автоматы можно разделить на три группы.
Первая группа — автоматы, имеющие один распределительный вал,
вращающийся с постоянной для данной настройки частотой. Вал управляет
как рабочими, так и вспомогательными движениями. В автоматах этой группы
неизбежна большая потеря времени при вспомогательных движениях, так
как они выполняются при той же (медленной) частоте вращения
распределительного вала, что и рабочие операции. Однако в автоматах малых размеров
с небольшим количеством холостых движений применение такой схемы
целесообразно вследствие ее простоты.
Вторая группа — автоматы с одним распределительным валом,
которому в течение цикла сообщаются две частоты вращения: малая при рабочих
и большая при холостых операциях. Такая схема обычно применяется
в многошпиндельных токарных автоматах и полуавтоматах.
Третья группа — автоматы, имеющие, кроме распределительного вала,
еще и быстроходный вспомогательный вал, осуществляющий холостые
движения. Команды на выполнение холостых движений подаются
распределительным валом с помощью закрепленных на нем специальных барабанов
с упорами.
/. Многорезцовый токарный полуавтомат 1А730
На рис. 155 показан пример многорезцовой наладки. Резцы 5—7
установлены на переднем (продольном) суппорте, который вначале наряду с
продольным, имеет и поперечное перемещение своих верхних салазок для
врезания инструмента на заданный размер, а затем только продольное
движение подачи Sj. При этом каждый резец обрабатывает небольшой участок /
наружной цилиндрической поверхности детали. Резцы 1—4 закреплены
192
в резцедержателях заднего поперечного суппорта и перемещаются в
направлении, перпендикулярном к оси детали, осуществляя поперечную подачу s2.
Резцы 1 и 3 прорезают канавки, резец 4 снимает фаску, а резец 2 прорезает
канавку для облегчения работы резца 6.
Станок предназначен для обработки
многоступенчатых деталей с канавками, фасками и
галтелями. Заготовками служат поковки,
отливки и прокат. Обработка производится в
центрах.
Техническая характеристика станка
Наибольший диаметр обработки в мм . 300
Межцентровое расстояние в мм .... 500
Частота вращения шпинделя в об/мин . 56—710
Подача на 1 оборот в мм:
продольная 0,12—1,38
поперечная 0,018—2,67
ехние
Рис,
155. Многорезцовые
наладки
Станок (рис. 156) работает по
полуавтоматическому циклу, а при установке
автоматического загрузочного устройства может работать
и по автоматическому циклу.
На рис. 157 представлена кинематическая схема станка.
Главное движение — производится от электродвигателя /, через
передачи 2—«3, ах—bl9 4—5. Шесть пар сменных зубчатых колес обеспечивают
12 значений частот вращения шпинделя.
Цепь продольных подач. От шпинделя //, через зубчатые колеса 6—7,
8—9—10, а—Ь, //—12 и 13—14 получает вращение вал V и винт 15, который
Рис. 156. Многорезцовый полуавтомат 1А730:
/ — основание; 2 — станина; 3 — задняя бабка; 4 — каретка с передним продольным
суппортом; 5 — передняя бабка с коробкой скоростей; 6 = коробка автоматики;
7 *-. шкаф с электрооборудованием
через гайку 16 сообщает суппорту продольную подачу. К станку
прилагается четыре пары сменных зубчатых колес а—6, которые обеспечивают
восемь различных подач переднего суппорта.
Ручное перемещение продольного суппорта осуществляется
маховиком 17. При вращении маховика замыкается двусторонняя муфта обгона 40,
и через коническую пару 18—19 вращается втулка 20 с закрепленной в ней
7 Н. С. Колев и др.
193
гайкой 16, которая по неподвижному вдоль оси винту 15 перемещает суппорт,
При механической подаче суппорта муфта 40 отключает маховик 17,
Установочное перемещение поперечных салазок суппорта производится
маховиком 21 и винтом 22.
Цепь поперечных подач. Движение поперечному суппорту передается
от продольного суппорта, к которому прикреплена зубчатая рейка 23,
Рис. 157. Кинематическая схема станка 1А730
ШТтШ
Последняя, перемещаясь вместе с ним, вращает реечное колесо 24, а с ней
колеса 25—26, 27—28, а2—Ь2 и барабан 41, который с помощью пальца 29
перемещает поперечный суппорт. Шесть пар сменных колес гитары а2—Ь2
позволяют при каждой из восьми продольных
подач получить 12 поперечных подач.
Установочное перемещение суппорта производят
маховиком 31 с винтом 30,
Быстрое перемещение суппортов
осуществляется от отдельного реверсивного
электродвигателя 32, через зубчатые колеса
33—34, 13—14 и винт 15. Муфта обгона 39
позволяет включать электродвигатель
быстрых ходов 32 без выключения привода
рабочей подачи.
Цикл работы станка состоит из
быстрого подвода суппортов, рабочей их подачи,
быстрого поперечного отвода переднего
суппорта, -быстрого обратного хода обоих
суппортов и остановки станка. Для
автоматического управления циклом работы станок
имеет коробку автоматики.
Передний и задний суппорты имеют на
верхних плоскостях Т-образные пазы, в которых можно устанавливать
резцедержатели, На рис. 158 показана конструкция двойного (а) и одинар-
Рис. 158. Резцедержатели
194
ного (б) резцедержателей. Корпус / с помощью болтов 2 и 3, заходящих в
пазы гаек 4, закрепляется на суппорте. Положение резцедержателя
фиксируется шпонкой 5. Резцы зажимаются болтами 6 и регулируются
винтами 7. При большом количестве резцов наладка и подналадка станка
занимает много времени, поэтому часто пользуются сменными блоками
инструмента. Резцы на заданный размер обрабатываемой детали настраивают
вне станка, по шаблонам, з специальных приспособлениях.
2. Токарно-копировальный полуавтомат 1722
Назначение станка — обработка заготовок сложной конфигурации
одним резцом.
Техническая характеристика полуавтомата
Наибольший диаметр детали, обрабатываемой над
станиной, в мм 410
Межцентровое расстояние в мм 800
Частота вращения шпинделя в об/мин 71—1410
Подачи на 1 оборот в мм:
копировального суппорта 20—700
поперечных суппортов 18—400
На рис. 159 представлен общий вид полуавтомата. Станина в левой
тумбе имеет шпиндельную бабку с коробкой скоростей L По верхним
направляющим 5 станины перемещается в продольном направлении каретка
копировального суппорта 4,
имеющего поперечные
салазки 3 с резцедержателем 2.
В нижней части станины
расположены направляющие 8
с двумя подрезными
(поперечными) суппортами 7.
В левой тумбе размещены
также электродвигатель,
тормозное устройство и
аппаратура электроавтоматики,
в правой — гидравлический
привод и панели управления.
На правой стороне станины
установлена задняя бабка 6.
Копировальные и подрезные
суппорты расположены под
углом 75° к основанию
станка. Такая их компоновка
обеспечивает свободный сход стружки и удобство наладки. Конструкция
станка допускает установку его в автоматическую линию.
Кинематическая схема станка представлена на рис. 160. Главное
движение осуществляется от электродвигателя 1 через передачи 2—3, ах—Ьх
и четырехступенчатую коробку скоростей. Привод суппортов и пиноли
задней бабки гидравлический. Продольную подачу копировального суппорта 12
осуществляет гидроцилиндр 13, а поперечное перемещение его салазок 14 —
гидроцилиндр 15. Щуп, находящийся в контакте со штоком следящего
золотника (не показаны), упирается в эталонную деталь, закрепленную в
центрах бабок 16. Поперечную подачу подрезные суппорты 17 получают от
гидроцилиндра 21 с помощью резьбовой тяги 18, копиров 19 и пальцев 20,
закрепленных на суппортах.
Конструкция копировального суппорта показана на рис. 161.
Каретка / суппорта жестко связана с гидроцилиндром 3 и суппортом 2, а шток 4
поршня — с салазками 5. Корпус гидроцилиндра имеет направляющие,
на которых установлен следящий золотник. Его шток 6 упирается в рычаг 7
Рис. 159. Токарно-копировальный полуавтомат 1722
195
щупа. Рычаг может качаться вокруг оси <3, а щуп 9 находится в контакте
с эталонной деталью или шаблоном. В процессе наладки, для получения
заданных диаметральных размеров, необходимо изменить расстояние в
вертикальной плоскости между щупом 9 и резцом. Это осуществляется с
помощью маховика 14, пары конических колес и винтовой пары. Салазки
зажимаются рукояткой 10 и эксцентриком. Когда деталь обрабатывается в
насколько проходов, положение щупа 9 регулируется таким образом, чтобы
Рис. 160. Кинематическая схема полуавтомата 1722
он не касался эталонной детали, а резец снимал бы только часть припуска.
И только перед последним проходом щуп входит в контакт с эталонной
деталью. Регулировка достигается маховиком 12 и упорньш винтом И.
Эталонные детали устанавливают в центрах бабок 13.
Управление автоматическим циклом движения суппортов, перемещения
и зажима пиноли задней бабки осуществляется системой электроавтоматики
и трех гидропанелей: копировального суппорта, подрезных суппортов и
задней бабки. Гидравлическая панель копировального суппорта выполняет
следующие движения: быстрый продольный подвод; ускоренное поперечное
перемещение; копирование на первой или второй рабочей подаче; быстрый
отвод в продольном и поперечном направлениях; «Стоп» в любом положении.
Размеры токарных полуавтоматов характеризуются диаметром и
длиной обрабатываемых деталей. Диапазон наибольших диаметров
обрабатываемых деталей колеблется от 180 до 320 мм, длина — от 320 до 710 мм.
3. Автоматы фасонно-отрезные
и фасонно-продольного точения
Одношпиндельные автоматы, фасонно-отрезные и фасонно-продольного
точения предназначены для изготовления деталей из прутков с наибольшим
диаметром 16 мм.
Фасонно-отрезные автоматы предназначены для изготовления из прутка
коротких деталей малого диаметра (3—12 мм) и простой формы. Они
применяются в основном в крупносерийном и массовом производстве.
196
Вид А
Вид В
Рис. 161. Копировальный суппорт полуавтомата 1722
На рис. 162 показана схема работы фасонно-отрезного автомата.
Пруток закрепляется во вращающемся шпинделе 1 с помощью цангового
патрона. Суппорты '2 перемещаются только в поперечном направлении и несут
фасонные и отрезные резцы. Пруток подается с помощью специального
подающего устройства до откидного упора 3.
Некоторые модели фасонно-отрезных автоматов имеют продольный
суппорт, позволяющий при подаче вдоль оси детали сверлить отверстия.
Рис. 162. Схемы работы фасонно- Рис. 163. Схема работы автомата фасонно-продоль-
отрезного автомата ного точения
Автоматы фасонно-продольного точения предназначены для
изготовления из прутка длинных деталей малого диаметра. На рис. 163 дана схема
работы автомата. Главным движением v является вращение заготовки,
закрепленной в шпинделе 1, движением продольной подачи sx — перемещение
шпиндельной бабки 2 с прутком по направляющим станины относительно
резцов 8 и б, закрепленных в суппортах 9 и 4. Резец 8 может перемещаться
только в поперечном направлении при фасонном обтачивании или отрезке,
осуществляя поперечную подачу s2. Станок имеет обычно несколько
вертикальных суппортов и суппорт балансирного типа 4, несущий два резца 6
и совершающий качательное движение вокруг оси 5. Этим суппортом можно
также производить фасонное обтачивание и отрезку. Фасонное обтачивание
получается при совместном продольном перемещении заготовки и
поперечном перемещении резца, закрепленного в вертикальном или балансирном
суппортах, отрезка — поперечным перемещением резца 8.
Сверление, зенкерование, нарезание резьбы метчиком или плашками
производятся с помощью специальных приспособлений 7, устанавливаемых
слева против шпиндельной бабки. Шпиндель приспособлений имеет иногда
независимое поступательное s3 и вращательное движение. При сверлении,
зенкеровании, развертывании продольная подача складывается из
продольных подач шпинделя станка sx и шпинделя приспособления s3. Для
устранения прогиба и вибрации прутка при его обтачивании передний конец прутка
пропускается через отверстие люнета 10, закрепленного на суппортной стойке
5, установленной на станине.
4. Токарно-револьверный автомат 1Б140
Автомат 1Б140 предназначен для серийного и массового производства
деталей 3-го класса точности из круглого, квадратного и шестигранного
калиброванного прутка. В качестве приспособления станок может иметь
магазинное устройство для обработки деталей из штучных заготовок.
198
Техническая характеристика автомата
Наибольший диаметр обрабатываемого прутка в мм 40
Число значений частот вращения шпинделя .... 13
Частота вращения шпинделя в об/мин:
левое вращение 160—2500
правое вращение 63—1000
Количество суппортов:
револьверных 1
поперечных 2
вертикальных 2
продольных 1
На рис. 164 представлен общий вид автомата. На основании 1
установлена станина 7 со шпиндельной бабкой 4, револьверным суппортом 8У
имеющим шестипозиционную револьверную головку 6, и поперечными суппортами:
два горизонтальных 2 (передний и задний) и два вертикальных 5. На
переднем поперечном суппорте расположен продольный суппорт 3, который
может перемещаться в горизонтальной плоскости параллельно оси шпинделя
или под углом к нему*
Рис. 164. ТокарнсТ-револьверный автомат 1Б140
Инструментом револьверной головки, имеющей продольное перехмеще-
ние, производится обтачивание, обработка отверстий и нарезание резьбы,
инструментом поперечных суппортов — обработка фасонных поверхностей,
подрезка, снятие фасок и отрезка готовой детали, инструментом
продольного суппорта — точение конусов и другие операции.
Кинематическая схема автомата имеет три механически независимых
цепи (рис. 165): привода главного движения, привода подачи и
вспомогательных перемещений и привода приспособлений.
Главное движение шпиндель V получает от электродвигателя / через
коробку скоростей и клиноременную передачу. Точение и сверление на
данных автоматах производят при левом вращении шпинделя. При помощи
сменных колес ах—Ьг шпиндель может получить три правых и три левых
скорости вращения.
Привод подачи и вспомогательных перемещений. Вспомогательный вал,
осуществляющий эти движения, состоит из двух частей VII и VIII. Он вра-
199
го
о
о
20
насос cmq;?u
Рис. 165. Кинематическая схема автомата 1Б140
щается от электродвигателя 20 через червячную пару 21—22 и кулачковую
муфту 72. Вспомогательный вал делает 2 об/с, а при выключенной муфте 72
его можно вращать вручную маховиком 30. От вспомогательного вала через
червячную передачу 24—25 вращение передается командоаппарату 26
переключения скоростей шпинделя, который по ходу технологического процесса
обработки детали дает команды на включение соответствующих
электромагнитных муфт в коробке скоростей.
Через зубчатые колеса 27—28—29 вращение сообщается барабанам 92
и 86 механизмов подачи и зажима прутка. Револьверная головка 43
поворачивается при помощи колес 36—37—38, 39—40 и мальтийского механизма
41—42. От вала VIII через коробку подач и червячную пару 44—45
вращение передается распределительному валу XV, а через передачи 58—59
и 60—61 — второму распределительному валу XVI. Валы XV и XVI
связаны передачей i = 1.
На распределительном валу XVI установлены цилиндрический
кулачок 78, осуществляющий подачу продольного суппорта 46, и барабаны 79,
80 и 81, дающие команды на включение однооборотной муфты 73 для
поворота барабана командоаппарата 26, на включение такой же муфты 74
для подачи и зажима прутка и муфты 75 для поворота револьверной головки
43. Перед подачей прутка кулачок 88 (вал XVIII) при помощи зубчатого
сектора 47 и колеса 48 поворачивает качающийся упор и устанавливает его
против переднего торца шпинделя. После подачи прутка упор отходит в
исходное положение. Справа на валу XVI установлены дисковые кулачки
82, 83, 84 и 85. Первые два — для подачи вертикальных (50 и 51)
суппортов, а вторые—поперечных (52 и 53).
На распределительном валу XV расположены: дисковый кулачок 93
для подачи револьверного суппорта, барабан 90, управляющий приемником
готовых деталей 54, и барабан 91, переключающий с помощью муфты 76
распределительные валы с медленного вращения на быстрое и наоборот.
Медленное вращение распределительных валов осуществляется от
вспомогательного вала VIII через зубчатые колеса коробки подач 32—35—63,
сменные колеса а—Ъ, с—d, e—/ и муфту 76 (включена вправо).
Для вспомогательных движений служит электродвигатель 65, с
помощью которого можно вращать быстросверлильный шпиндель 49,
установленный в одном из гнезд револьверной головки. Этот шпиндель, вращаясь
в направлении, обратном вращению заготовки, позволяет получить
достаточно высокую скорость резания при сверлении отверстий малого диаметра.
Барабаны управления и самовыключающиеся однооборотные муфты.
Для работы автомата необходимо, чтобы все движения исполнительных
механизмов осуществлялись в определенной последовательности. Это
достигается с помощью барабанов управления, установленных на
распределительных валах XV и XVI. На барабанах закреплены специальные сухарики,
подающие команды на включение исполнительных механизмов, которые
после выполнения заданного цикла движения автоматически отключаются.
Достигается это с помощью самовыключающихся однооборотных муфт.
Ведущая часть 9 кулачковой муфты (рис. 166, а) вращается вместе с
валом VII. На нем же свободно сидит подвижная полумуфта 3, которая справа
имеет два удлиненных торцовых кулачка 4, входящих в вырезы ступицы
зубчатого колеса 10. Пружина 11 стремится переместить полумуфту 3 влево,
но палец 2, установленный на рычаге 8, находится в пазу муфты, не давая
ей включаться.
Команда на включение муфты пъдается от распределительного вала IX
(рис. 166, б) кулачком 6, барабана 7. При вращении барабана кулачок
поднимает правый конец рычага 5 и палец освобождает подвижную полумуфту 3.
Под действием пружины 11 (рис. 166, а) она смещается влево и входит в
зацепление с ведущей полумуфтой 9. Одновременно призматический фиксатор 1,
сидящий на рычаге 5, выжимается из паза. В новом положении (рис. 166, в)
201
детали 9 и 3 начинают вращаться вместе с валом VII, а палец 2 и фиксатор 1
скользят по цилиндрическим поверхностям полумуфты 3. На этой
поверхности профрезерован фигурный паз 12 с рабочим скосом АВ. Когда этот
паз подойдет к пальцу 2, последний под действием пружины западает в него,
и при дальнейшем движении полумуфты 3 палец, перемещаясь по скосу АВ,
выжмет эту полумуфту вправо и выведет ее из зацепления с полумуфтой 9.
Одновременно фиксатор 1 западет в призматический паз полумуфты 3 и
зафиксирует ее.
Шпиндельная бабка. На рис. 167 представлен продольный разрез
шпиндельного узла автомата. Шкив 3, установленный на подшипниках крон-
f 2 3 4 5 6 7 8$ iO 1112
Рис. 167. Шпиндельный узел
штейна 4, связан со шпинделем 2, внутри которого расположен механизм
подачи и зажима прутка. Он состоит из подающей цанги 10, ввернутой в
правый конец трубы 5, зажимной цанги 12, стакана //, втулки 13, трубы 9
и механизма перемещения этой трубы. Левый конец подающей трубы 6
закреплен в подшипнике /, установленном на салазках 17, и перемещается
с ними в направляющих вдоль оси шпинделя.
202
При перемещении муфты 5 влево длинные плечи рычагов 8 сближаются.
Зто приводит к повороту рычагов вокруг точек их опоры у неподвижного
кольца 7, закрепленного на шпинделе. В результате этого короткие плечи
рычагов смещают вправо зажимную трубу 9 и стакан И, который своим
внутренним конусом сжимает зажимную цангу 12. Пока муфта 5 находится
в показанном на рисунке положении, самопроизвольное освобождение
зажимной цанги невозможно.
Цикл зажимной операции протекает следующим образом. Подающая
цанга находится в правом положении. Кулачок, установленный на
барабане 81 (см. рис. 165), поднимает один конец рычага, а противоположный его
конец, опускаясь, освобождает однооборотную муфту 74. Под действием
пружины она перемещается влевЪ, входит в зацепление с полумуфтой, жестко
закрепленной на вспомогательном валу, и начинает поворачиваться,
передавая вращение через
зубчатые колеса 27, 28 и 29
на барабаны 92 и 86.
Рабочие участки этих
барабанов спрофилированы таким
образом, что,
повернувшись на один оборот, они
с помощью рычагов 14 и 16
(рис. 167) перемещают:
первый — муфту 5,
второй— салазки 17. Салазки
отходят влево на заданную
длину подачи прутка.
Лепестки цанги при этом
скользят по зажатому
прутку. После этого
муфта 5 отходит
вправо,освобождая зажимную цангу 12 и пруток. Затем салазки 17 с трубой б, подающей
цангой 10 и прутком перемещаются вправо и пруток доходит до откидного
упора, который устанавливается в этот момент против торца шпинделя.
После этого муфта 5 перемещается влево и цанга 12 зажимает пруток. Сила
зажима прутка регулируется гайками 15.
^/П0Дачу И зажйМ пРУтка требуется один оборот вала IX с барабанами
92 и 86 (см. рис. 165), но так как он вращается в 2 раза медленнее, чем вспомо-
(ПС 1 v
1 — -72" = -J J,to за время подачи и зажима прутка
вспомогательный вал сделает два оборота. Для того чтобы однооборотная муфта 74
не выключалась после первого оборота вспомогательного вала, на валу XVIII
закреплен эксцентриковый кулачок 87, на который опирается рычаг,
выключающий муфту 74.
Револьверный суппорт. В корпусе суппорта размещен горизонтальный
вал с шестипозиционной револьверной головкой 13 (рис. 168). Водило 2
находится на ведущем диске 3. Диск имеет торцовый кулачок 4, находящийся
в контакте через двуплечий рычаг 15 с фиксатором 14 револьверной головки
и кривошип 12, связанный через шатун ^(регулируемыйгайкой 5) с рейкой
У, которая может перемещаться в продольном пазе корпуса суппорта.
Ролик 8 опирается на дисковый кулачок 7, закрепленный на
распределительном валу станка. Пружина 6 стремится переместить суппорт вместе с
револьверной головкой, кривошипом 12, шатуном И и рейкой 9 вправо,
однако этому препятствуют рейка, удерживаемая зубчатым сектором 10,
и кулачок 7. v
Револьверный суппорт имеет два независимых движения: медленную
рабочую подачу от кулачка 7 и быстрый отвод и подвод. Во время отвода
поворачивается револьверная головка.
Рис. 168. Револьверный суппорт
203
При рабочей подаче кулачок, вращаясь по часовой стрелке, через
зубчатый сектор 10 перемещает влево рейку 9, а вместе с ней и весь суппорт,
так как кривошип 12 и шатун 11 при этом находятся в мертвой точке.
Пружина 6 в это время сжата. При нисходящем профиле кулачка 7 она
возвращает суппорт в исходное положение.
Холостой ход револьверного суппорта с поворотом револьверной
головки осуществляется вспомогательным валом с помощью
самовыключающейся муфты 75 (см. рис. 165). Команда на эту операцию подается кулачком
барабана 80. В нужный момент кулачок, воздействуя на самовыключающуюся
муфту 75, освобождает ее. Последняя, включаясь, вращает зубчатые колеса 36
37, 38, 39, 40 и диск 41. Торцовый кулачок 4 (рис. 168), воздействуя на ры-
Рис. 169. Поперечные суппорты
чаг 15, выводит фиксатор 14 из гнезда и освобождает револьверную головку.
Вслед за этим водило 2 заходит в паз мальтийского креста 1 и
поворачивает его на х/е оборота, после чего фиксатор под действием пружины
западает в очередное гнездо головки и фиксирует ее. Перед поворотом головки
кривошип 12, вращаясь по часовой стрелке, выходит из мертвого положения
с шатуном И, благодаря этому суппорт теряет неподвижную опору (рейку 9)
и пружина 6 быстро перемещает его вправо. После поворота кривошипа 12
на 180° он, отталкиваясь от неподвижной рейки 9, сообщает револьверному
суппорту быстрое движение вперед в исходное положение и, оказавшись
снова в мертвом положении, кривошип останавливается, так как в этот
момент размыкается самовыключающаяся муфта 75 (см. рис. 165).
Револьверная головка поворачивается за два оборота вспомогательного
вала. Для того чтобы однооборотная муфта 75 не выключалась после первого
оборота, на валу XVII установлен эксцентриковый кулачок 89,
выключающий эту муфту только после двух оборотов вспомогательного вала.
Поперечные суппорты получают поступательное движение в сторону
оси шпинделя от рычагов с зубчатыми секторами 4 (рис. 169), связанными
с зубчатыми рейками 3, а установочное перемещение при настройке — от
винтов 5 и 6. На переднем суппорте имеются продольные направляющие 1,
по которым перемещается параллельно оси шпинделя или под углом к нему
продольный суппорт 2. Рабочее движение суппорты получают от кулачков,
установленных на распределительном валу автомата.
Токарно-револьверные автоматы данного типа выпускаются с
наибольшими диаметрами прутков: 12, 18, 25, 40 и 65 .мм.
204
5. Многошпиндельные автоматы
Отличительной особенностью многошпиндельных автоматов и
полуавтоматов является наличие нескольких одновременно работающих шпинделей*
Основным узлом автоматов является шпиндельный блок 1 (рис. 170, а),
в котором расположены шпиндели 2 с заготовками 3. Шпиндельный блок
периодически поворачивается и
шпиндели занимают новое поло- ^?>£М Ш.^
жение. Каждому положению Л^
шпинделя присваивают
наименование: I позиция, II позиция
и т. д. В каждой позиции
выполняется определенная операция.
Против каждого шпинделя в
суппорте установлен режущий
инструмент, проводящий
определенную для данной позиции
операцию.
Допустим, что нам
необходимо изготовить деталь,
показанную на рис. 170, б. В I
позиции пруток подается до упора и зажимается, а затем резцом поперечного
суппорта прорезается канавка. После поворота блока заготовка попадает
во II позицию, где резцом второго поперечного суппорта обрабатывается
наружная поверхность. Снова поворачивается блок, и деталь оказывается
в позиции III, где сверлом, установленным в продольном суппорте,
сверлится отверстие. В IV позиции отрезается готовая деталь.
Рис. 170. Схема обработки детали на
многошпиндельном автомате
* в 7
Рис. 171. Шестишпиндельный токарный автомат 1240-6
Шестишпиндельный токарный автомат 1240-6 предназначен для
обработки деталей из прутков. Его техническая характеристика: наибольший
диаметр обрабатываемого прутка 40 мм; частота вращения шпинделей 156—
2120 об/мин; число суппортов — продольных 1, поперечных 6*
Основные узлы станка (рис. 171): станина /, передняя стойка 3 со
шпиндельным блоком, несущим шесть шпинделей, задняя стойка 6, связанная
траверсой 5 с передней стойкой, продольный суппорт 7 с инструментальными
шпинделями 8 или резцедержателями, поперечные суппорты 4.
Обрабатываемые прутки поддерживаются механизмом поддержки 2. Каждая позиция
шпинделей обслуживается продольным и поперечным суппортами. Две
205
верхние позиции могут оснащаться дополнительными устройствами,
имеющими независимую подачу. В пяти позициях продольного суппорта могут
быть установлены приспособления для сверл, разверток, резьбовых плашек
и пр.
На рис. 172 представлена кинематическая схема станка.
Главное движение шпиндели получают от электродвигателя 1, при
помощи клиноременной передачи 2—3, колес аг—bl9 4—5 или 6—7, 8—9
и центрального колеса 10, связанного с колесами 11—12. Все шесть
шпинделей вращаются в одну сторону с одинаковой частотой.
Движение подачи и холостых ходов осуществляется кулачками,
установленными на распределительном валу IV. В период рабочих движений
распределительный вал вращается медленно, а при вспомогательных
движениях — быстро с постоянной угловой скоростью. Медленное вращение он
получает от центрального вала V через передачи 13—14, а—Ь, 15—16,
17—18 и 19—20, быстрое — от электродвигателя 1 по цепи передач 2—3,
21—22, 17—18 и 19—20. Муфта обгона 65 позволяет передавать
распределительному валу и медленное, и быстрое вращение. Переключение с медленного
вращения на быстрое и обратно производится фрикционной муфтой 68,
установленной на валу / и управляемой через систему рычагов кулачками 61
распределительного вала. Эти же кулачки управляют тормозом 23,
установленным на валу VI. При включении муфты 68 тормоз выключается и
наоборот. При настройке станка распределительный вал IV вращается от
специального электродвигателя 24. При этом рычагом выключают муфту 64 и вводят
в зацепление зубчатые колеса 25 и 17.
Подача суппортов и других рабочих органов с независимым
перемещением производится через систему рычагов от кулачков, закрепленных на
дисках 26, 27, 28, 29 и барабанах 60, 62 и 63 распределительного вала.
Быстросверлильный шпиндель устанавливается на продольном суппорте
для повышения скорости резания при обработке отверстий малого диаметра.
Вращение этого шпинделя идет от центрального вала V через зубчатые
колеса 30—31 и сменное колесо гсм.
Резьбонарезное устройство. Резьбонарезные операции на
многошпиндельных автоматах выполняются с использованием метода обгона,
позволяющим обойтись без реверсирования шпинделя. Сущность метода состоит
в том, что деталь и инструмент вращаются в одну сторону, но относительная
скорость их вращения различна: скорость вращения детали постоянна, а
инструмента изменяется. При нарезании резьбы инструмент (например,
плашка) вращается медленнее (рис. 173, а) и деталь будет ввинчиваться
в инструмент. При свинчивании инструмента (рис. 173, б) резьбонарезной
шпиндель вращается ускоренно.
Резьбонарезной шпиндель вращается от центрального вала V
(см. рис. 172) через сменные зубчатые колеса с2—d2 или а2—Ъ2. Зубчатые
колеса с2—d2 сообщают ему медленное вращение, т. е. работают при
нарезании резьбы, а колесе а2—Ь2 — быстрое вращение при свинчивании
инструмента. Колеса с2—d2 или а2—Ь2 включаются зубчатой муфтой 66 с помощью
кулачков дисков 32. Левый диск работает при установке резьбонарезного
устройства в 6-й позиции рабочего шпинделя, а правый — в 5-й.
Резьбу можно нарезать также самооткрывающимися резьбовыми
головками. В этом случае будет работать только цепь медленного вращения
резьбонарезного шпинделя, т. е. колеса с2—d2.
Поворот блока шпинделей осуществляется от распределительного вала/1/
с помощью мальтийского механизма 33 и зубчатых передач 34—35 и 40—41
при включенной муфте 55. Шпиндельный блок можно поворачивать и
вручную. Для этого надо, передвинув вал VIII вправо, выключить зубчатую
муфту 55, затем, вращая вал, повернуть шпиндельный блок с помощью
зубчатых передач 38—39 и 40—41. Перед поворотом шпиндельного блока
производится его расфиксирование, а также подъем блока над постоянными
206
to
о
^5
LJ
56 57 58 59 26 27 28 29
N~0,6kBi
Щ пчиооб/мн
60 Циилоуказатель
IP CHF
Продольный суппорт
yt3 Поперечные суппорты
z=W
45
Транспортер стружки
Насос смазкц
N=20 и Вт
п 4^50 0^/мин
Рис. 172. Кинематическая схема станка 1240-6
опорами на величину 0,3—0,4 мм для предотвращения износа опорных
поверхностей. Движение механизму фиксации сообщается кулачком 59, а
механизму подъема — кулачком 58. Временными опорами шпиндельного блока
при его подъеме служат два шарикоподшипника. Одновременно со
шпиндельным блоком при помощи зубчатой передачи 36—37 поворачиваются
диски 42 с трубами, поддерживающими выступающие из шпинделя прутки.
73=Г
■п
т
у т
(Л
а) б)
Рис. 173. Схема резьбонарезного устройства
Механизм подачи и зажима прутка приводится в действие с помощью
кулачков 56 (подача) и 57 (зажим) распределительного вала.
Работа суппортов. На рис. 174, а показан механизм перемещения
поперечного суппорта. Кулачок / через двуплечий рычаг 2 и систему рычагов
4—5 сообщает суппорту 6 быстрый подвод или отвод и рабочую подачу.
Закрепляя рычаг 4 в различных местах прорези серьги 3 рычага 2, можно
регулировать величину хода суппорта при неизменной кривой кулачка L
1 2
Рис. 174. Механизмы перемещения суппортов
На рис. 174, б показан механизм перемещения продольного суппорта.
Суппорт 2 с гильзой / получает движение через реечный дифференциальный
механизм 3, 4, 5 от двух узлов: каретки 11 или рычага 7. Закрепленные на
них ролики 10 и 8 входят соответственно в пазы барабанов 62 и 63 (см.
рис. 172). При быстром подводе или отводе суппорта рычаг 7 (рис. 174,6)
неподвижен, а ролик 10 с кареткой 11 перемещается от своего барабана.
Рейки 3 и 4 находятся в зацеплении с колесом 5, сидящим на оси в каретке
//. Рейка 3 перемещается с кареткой на величину ее хода, а от колеса 5,
208
катящегося по неподвижной рейке 4, еще на такую же величину. Таким
образом, величина быстрого подвода и отвода суппорта в 2 раза больше длины
хода каретки 1L
При рабочей подаче каретка 11 неподвижна, а рычаг 7 качается на оси
планки 6 вправо соответствующим барабаном распределительного вала
через ролик <§. Тяга 9, связанная с рычагом, перемещается вправо вместе
с рейкой 4, которая через колесо 5 перемещает рейку 3 и суппорт 2
влево, осуществляя подачу. Суппорт перемещается на величину, равную ходу
рейки 4. Таким образом, реечный дифференциальный механизм имеет два
передаточных отношения: в первом случае /диф = 2, а во втором— г'диф^Ь
Перемещая регулировочным винтом '(не показан) правый конец тяги 9
вдоль рычага 7, изменяют длину рабочего хода суппорта. Такое устройство
позволяет при постоянных кулачках на барабане 63 (см. рис. 172)
устанавливать различную величину хода продольного суппорта.
В настоящее время горизонтальные многошпиндельные автоматы
выпускаются: четырехшпиндельные с максимальным диаметром прутка 20—
142 мм; шестишпиндельные—16—100 мм и восьмишпиндельные — 32—
80 мм*
6. Многошпиндельные полуавтоматы
Горизонтальные многошпиндельные полуавтоматы предназначены для
изготовления деталей из литых и штампованных заготовок. Проектируют их
обычно на базе шестишпиндельных автоматов. Главное отличие
полуавтоматов состоит в том, что установку в патрон
штучных заготовок производят вручную. Поэтому
шпиндель, попадающий в загрузочную позицию,
останавливается для снятия готовой детали и
установки новой ааготовки, в то время как все
остальные шпиндели продолжают вращаться, производя
обработку деталей. По окончании загрузочной
операции шпиндель начинает вращаться, и после
поворота блока заготовка, попадая в очередную
позицию, обрабатывается. В загрузочной позиции
имеются устройства для включения и выключения
вращения шпинделя и зажима заготовки в патроне.
В остальном устройство горизонтальных
многошпиндельных полуавтоматов ничем не
отличается от автоматов. На этих полуавтоматах можно
обрабатывать заготовки диаметром 125—250 мм.
Вертикальные многошпиндельные
полуавтоматы. Токарную обработку литых и
штампованных заготовок средних и крупных размеров
удобно производить на вертикальных
многошпиндельных полуавтоматах. Современные
полуавтоматы этого типа имеют 4—16 рабочих шпинделей.
Их вертикальная компоновка позволяет более
удобно загружать тяжелые заготовки и выгружать
готовые детали. Шпиндели станка разгружены от
изгибающей нагрузки, вызываемой весом
заготовки; станок занимает мало места.
На рис. 175 представлена принципиальная схема шестишпиндельного
полуавтомата последовательного действия. На основании 1 установлена
неподвижная шестигранная колонна 2, вокруг которой периодически
поворачивается стол 3 с шестью шпинделями 4. Пять суппортов 5 обслуживают
одновременно пять шпинделей. Заготовка устанавливается в загрузочной
позиции, не имеющей суппорта. После поворота стола на 60° шпиндель на-
уэка
Рис. 175. Схема
полуавтомата последовательного
действия
209
чинает вращаться и деталь обрабатывается в позиции /. По окончании
первой операции стол снова поворачивается, перемещая заготовку в позицию //
и т. д. Таким образом, в каждой позиции осуществляется определенная
операция и по окончании обработки в загрузочную позицию приходит готовая
деталь. Привод станка состоит из электродвигателя 6 и редуктора 7.
По принципу работы эти станки мало отличаются от рассмотренных
выше горизонтальных многошпиндельных полуавтоматов. Их особенность
Рис. 176. Вертикальный шестишпиндельный полуавтомат 1286-6:
1 — основание; 2—стол со шпинделями; 3—шестигранная колонна с суппортами;
4 — венец с гитарами скоростей и подач; 5 — электродвигатель с редуктором
заключается лишь в том, что работа шпинделей и суппортов в отдельных
позициях независима в своей кинематической настройке. По числу рабочих
позиций станок имеет пять отдельных секций привода главного движения
и подачи. В каждой секции находятся звенья настройки частоты вращения
шпинделя и величины подачи суппорта.
Рассмотрим вертикальный шестишпиндельный полуавтомат 1286-6.
Назначение станка — обработка круглых литых, кованых и штампованных
заготовок из черных и цветных металлов.
Техническая характеристика
Наибольший диаметр обрабатываемой детали в мм 630
Число значений частот вращения шпинделя .... 21
Частота вращения шпинделя в об/мин 16—160
Количество подач суппортов . ." 43
Вертикальная и горизонтальная подача суппортов на
1 оборот в мм 0,0315—4
В станке (рис. 176) осуществляются следующие движения: вращение
шпинделей, рабочая подача суппортов, быстрое установочное перемещение
суппортов, периодический поворот стола со шпинделями.
210
На рис. 177 представлена кинематическая схема одной из пяти секций
привода главного движения и подачи (остальные четыре секции аналогичны
этой), а также привод и механизм поворота стола со шпинделями.
Главное движение осуществляется от электродвигателя 49,
через зубчатые колеса 1—2, 3—4, 5—6, 7—8—9—11, #i—blf 12—13, 14—15
и 16—17. Скользящее зубчатое колесо 14 во время поворота стола копиром,
закрепленным в нижней части стола, выводится из зацепления с колесом 15,
Рис 177. Кинематическая схема шестишпиндельного полуавтомата 1286-6
а после поворота входит в зацепление с другим зубчатым колесом,
пришедшим в эту позицию. Частота вращения шпинделей в каждой позиции
регулируется своим звеном настройки аг—Ьг. Электродвигатель 49
обслуживает все пять рабочих позиций.
Цепь подач. Суппорт 41 получает рабочую подачу по
кинематической цепи от шпинделя XVI через зубчатые колеса 17—16, 15—14, 13—12,
18—19—20, 21—22—23, а—Ъ, c—d, зубчатые передачи 24—25—26
(нормальная подача) или 27—28, 25—26 (мелкая подача), винт 40.
С помощью специального приспособления инструмент может получать
также горизонтальную подачу или под углом. В данном случае на суппорт
устанавливается каретка, которая перемещается от механизма, состоящего
211
из реек 42 и 44 и зубчатого колеса 43. Винт 40 в этом случае перемещает вниз
не весь суппорт, а рейку 42, каретка же с инструментом связана с рейкой 44,
которую можно устанавливать горизонтально или под углом, поворачивая
вокруг колеса 43.
Быстрое установочное перемещение вверх или
вниз суппорт получает от электродвигателя 49 до зубчатого колеса 9 по той же
цепи и далее, через зубчатые передачи 10—29—30~ 31—32 на реверсивный
механизм, состоящий из зубчатых колес 35—26, муфты 63 или 33—34,
25—26, муфты 62, и винт 40. Муфта 62 работает при ускоренном подводе
суппорта, а муфта 63 — при отводе.
Муфты 62 и 63 быстрых ходов суппорта сблокированы с муфтами
рабочих подач 60 и 61. При включении первых вторые выключаются и наоборот.
Муфты управляются цепью, состоящей из передач 36—37 и 38—39. На валу
XIV имеются кулачки 45, 46, 47 и 48, которые воздействуют на
соответствующие конечные выключатели, подключенные к цепи питания этих муфт.
Поворот стола со шпинделями. После окончания
рабочих операций во всех позициях и отвода суппортов в верхнее положение,
с позиции, выполняющей самую длительную операцию, муфтой 57 подается
команда на отключение привода электродвигателя 49, муфтой 58 — на
торможение всей системы и поворот стола. Последнее осуществляется от
электродвигателя 50 через передачи 51—52, 53—54, водило 55 и мальтийский
диск 56, закрепленный на столе. По окончании поворота стола выключается
электродвигатель 50 и включается пусковая муфта 57 главного привода.
Мальтийский механизм имеет 12 прорезей и поворачивается вместе со
столом станка на Ve часть оборота в два приема, т. е. за один полный оборот
двуплечего водила 55, причем каждое из плеч водила поворачивает стол
на Vi2 часть оборота. Это сделано для уменьшения инерционных сил,
которые возникают при повороте тяжелого стола.
Станок оборудован автоматизированным гидравлическим устройством
для зажима детали, имеет механизированное загрузочное устройство и
систему уборки стружки. Данные станки в шестишпиндельном исполнении
выпускаются с диаметрами цатронов 630 и 800 мм и в восьмишпиндельном
исполнении — 250 и 400 мм.
7. Настройка автоматов и полуавтоматов
Расчет настройки заключается в разработке технологического процесса,
установлении последовательности операций и работы отдельных суппортов,
выборе режущего инструмента и типа державок. Расчетом определяют
параметры кулачков и кинематической настройки станка, в результате чего
вычерчивают или подбирают кулачки и сменные зубчатые колеса.
На рис. 178 показаны схемы образования наружных и внутренних
поверхностей, используемые при обработке деталей на автоматах и
полуавтоматах. Наружные цилиндрические поверхности получаются
продольной подачей радиальных или тангенциальных проходных резцов
(рис. 178, а), а также поперечным перемещением широких резцов,
установленных в поперечных суппортах (рис. 178, б). При образовании фасонных
поверхностей (рис. 178, в) метод обработки аналогичен. При отрезке
(рис. 178, г) переднюю режущую кромку резца для зачистки торца детали
делают скошенной. Перед сверлением отверстия заготовку обычно зацентро-
вывают (рис. 178,3). Сверление неглубоких отверстий (/ ^ d) короткими
сверлами большого диаметра (рис. 178, ё) производится без зацентровки
при вращающейся детали и неподвижно закрепленном сверле. При
сверлении глубоких отверстий (/ ►> 2,5d) для предотвращения увода сверла ему
сообщают вращение в сторону, противоположную вращению заготовки
(рис. 178, ж.) После каждого прохода на глубину, равную 2—2,5 диаметра,
сверло выводят из отверстия для удаления стружки. С помощью специаль-
212
ных приспособлений на автоматах и полуавтоматах можно обрабатывать
детали по копиру, сверлить поперечные отверстия, фрезеровать шлицы
у винтов и другие операции.
При разработке технологического процесса надо стремиться к
максимальному совмещению операций, выполняемых продольными и
поперечными суппортами. Если позволяют условия, делят длину пути инструмента4.
Целесообразно наиболее тяжелые операции выполнять в первую очередь.
Чтобы повысить стойкость сложного фасонного инструмента,
соответствующие поверхности деталей надо предварительно обрабатывать. С целью
получения точных радиальных размеров и менее шероховатых поверхностей
при работе поперечных суппортов, надо в конце хода инструмента
останавливать суппорт по жесткому упору и выдерживать его некоторое время в
неподвижном состоянии, после чего осуществлять отвод.
8) г)
Рис. 178. Схемы обработки на автоматах
При расчетах настройки для удобства пользуются специальными
картами, форма которых зависит от типа станка. В этих картах обычно
вычерчивают эскизы переходов, причем инструмент изображают в своих
конечных положениях. Заносят также все размеры, необходимые при расчете
параметров кулачков.
При разработке технологического процесса для одношпиндельных
револьверных автоматов желательно использовать все гнезда револьверной
головки для установки инструмента. Работы, которые могут выполнять
поперечные суппорты, надо переносить на них.
При составлении технологического процесса обработки деталей на
многошпиндельных автоматах и полуавтоматах необходимо руководствоваться
примерным распределением функций между отдельными позициями. В
частности, у шестишпиндельных автоматов в позиции I производят черновое и
чистовое точение продольными и поперечными суппортами, центровку и
сверление отверстий большого диаметра; в позиции II — быстрое
сверление и продольное точение; в позиции III — черновое и чистовое точение,
быстрое сверление; в позиции IV—точение и нарезание резьбы; в позиции V—
нарезание резьбы, быстрое сверление, отрезку; в позиции VI — нарезание
резьбы, отрезку, подачу и зажим прутка или снятие готовой детали,
установку и зажим заготовки. Распределение функций между позициями —
шпинделями может быть иным и зависит от конструкции станка и
расположения суппортов, быстросверлильных приспособлений и резьбонарезных
устройств.
Расчет и проектирование дисковых кулачков заключается в построении
их профиля. Для этого необходимо распределить функции для выполнения
рабочих и вспомогательных движений между отдельными участками кулачка
213
Суппорт
и установить размеры, определяющие положение кривых профиля в
плоскости кулачка.
К профилю кулачков предъявляются следующие требования:
обеспечение равномерной подачи суппортов в процессе резания; быстрый подвод
и отвод инструмента с минимальной затратой времени и минимальными
силами инерции; точная синхронизация движения всех суппортов.
Для каждого автомата и его суппортов установлены определенные
диски — заготовки, которые характеризуются следующими размерами:
максимальным и ми-нимальным диаметрами диска, в пределах которых может
располагаться профиль кулачка, диаметром посадочного на
распределительный вал отверстия кулачка, диаметром отверстия для фиксирования кулачка
в определенном положении. Кроме того, приводятся диаметры роликов
рычагов, находящихся в контакте с
кулачками. Диск — заготовка разбивается
на 100 равных участков, в связи с чем
угол поворота кулачка оценивается
количеством сотых частей (делений), на
которые он поворачивается. Нулевые
деления, как правило, совпадают с осью
фиксирующего отверстия.
Требованию равномерности подачи
отвечает профиль участков рабочих
ходов кулачка, очерченный по спирали
Архимеда. Для построения профиля
кулачка необходимо знать величины
начального и конечного радиусов
векторов, а также деления кулачка, между
которыми располагается данный
участок профиля.
На рис. 179 показана схема
построения рабочего профиля дискового
кулачка. При воздействии кулачка на
ролик рычага центр ролика описывает
дугу окружности вокруг точки Ог
качания рычага. Поэтому способ
построения рабочего профиля участка состоит
в следующем. Допустим, что рабочий
участок располагается между т1 и тъ делениями кулачка, а величина
радиусов-векторов в начале R0 и в конце R. Через точки тг и ть
радиусом, равным г (радиус качания рычага), проводим дуги окружностей т1т1
и тьт5. Центры их лежат на окружности радиуса Rt, Из центра О кулачка
засекаем величины R0 и R до пересечения с дугами т1т1 и тьть\ откладывая
на них величину радиуса ролика, получим точки 5 и 6. Последние
представляют собой положение центра ролика рычага в начале и в конце рабочего
участка. Дугу т1тъ делим на произвольное число равных частей. Для
простоты дугу mxmb разделим на четыре части и из центров, лежащих на
окружности радиуса Rlf радиусом г проведем дуги т2т2, т3т3 и т^пг^ Далее из
точки О радиусом О—6 описываем окружность до пересечения с дугой тъть
в точке /. Отрезок дуги тъть, равный 1—5, делим на то же количество
равных частей, в данном случае на четыре части. В результате этого получим
точки 2, 3 и 4. Далее из центра О радиусом О—4 проводим окружность до
пересечения с дугой т^т^ в точке Р, затем радиусом О—3 — окружность до
пересечения с дугой т3т3 в точке 8 и т. д.
Точки 7, 8 и 9 представляют промежуточные положения центра ролика.
Описывая из них окружности радиусом, равным радиусу ролика, и проводя
плавную линию, касательную к этим окружностям, получим искомый
профиль участка рабочей подачи. Для упрощения вычерчивания кривую про-
Рис. 179. Схема построения рабочего уча
стка профиля дискового кулачка
214
филя можно заменить двумя отрезками дуг окружностей. Обычно при
профилировании кулачков рычаг с зубчатым сектором и суппортом не
вычерчивают. Здесь они приведены для большей наглядности.
Существует другой способ построения профиля кулачка, более простой
и удобный, но менее точный (рис. 180, а). Допустим, что между делениями тг
и ть располагается участок рабочей подачи с радиусами R0 и R в начале
и в конце участка. Делим дугу т1тъ на равные части и через точки тъ
т2, mZi m4 и ть проводим прямые в виде радиусов. Засекаем из точки О
радиусами R0 и R точки 5 и 6. Описываем окружность радиусом О—6 до
пересечения в точке / и участок прямой /—5 делим на то же число равных
частей, что и дугу т1тъ. В результате этоТо получим точки 2, 3 и 4.
Проводим радиусом О—4 окружность до пересечения с прямой m4m4 в точке 9,
Рис. 180. Схема построения рабочего участка профиля дискового
кулачка
затем окружность радиусом О—3—до пересечения с прямой т3т3 в точке 8
и т. д. Полученные таким образом точки 7, 8 и 9 вместе с точками 5 и б
соединяем плавной кривой, которая и будет представлять искомый профиль.
Построение участка профиля кулачка для нарезания резьбы имеет
некоторую особенность. Для того чтобы плашка не срывала резьбу, при
нарезании резьбы суппорт должен несколько отставать от инструмента, а при
свинчивании — опережать его. Плашкодержатель же имеет для этой цели
компенсирующую пружину. Это отставание и опережение достигается
следующим образом (рис. 180, б). Допустим, что участок нарезания резьбы
располагается между тх и т2 делениями кулачка с радиусами начала R&
и конца R. На участке тхт2 нарезается резьба, на участке т2т3 —
свинчивается плашка. Принимая во внимание подачу суппорта по шагу нарезаемой
резьбы, обычным способом строят кривую профиля САД (штриховая линия).
От точки А откладывают в сторону центра О величину h (составляющую
обычно 1—2 мм) и полученную точку В соединяют с точками С и Д. Кривая
СВД будет искомой.
Кроме участков рабочей подачи, кулачки имеют участки,
предназначенные для быстрого подвода инструмента к детали и быстрого отвода после
окончания обработки. Эти участки вычерчиваются по специальным шаблонам в
зависимости от времени цикла обработки (рис. 181). Верхняя часть шаблона
предназначена для профилирования кулачков револьверной головки,
нижняя — для кулачков поперечных суппортов.
Для движения всех суппортов и исполнительных механизмов
необходимо так проектировать кулачки, чтобы операции проходили в заданной
последовательности с минимальной потерей времени между отдельными
переходами. Поэтому прежде всего надо установить размеры отдельных участков
215
(углов поворота) кулачка в зависимости от длительности переходов, а затем
расположить их в определенном порядке. За время одного цикла обработки
кулачок с распределительным валом делает один оборот, т. е.
поворачивается на 360° или на 100 делений. Поэтому размеры участков удобнее всего
выражать количеством делений кулачка, а их расположение обозначать
номерами начального и конечного деления. При
распределении участков учитывают как рабочие,
так и вспомогательные движения. Кулачки
различных суппортов проектируют отдельно, однако
увязывая их между собой. Наиболее сложным
является кулачок револьверного суппорта,
поскольку он управляет работой многих
инструментов.
В общем виде размеры участков кулачка
можно определить, исходя из следующих
соображений. За один цикл обработки шпиндель
совершает пц оборотов, а кулачок поворачивается на
100 делений. Таким образом, повороту кулачка
на одно деление соответствует 0,01 яц оборотов
шпинделя. Деля на данную величину количество
оборотов шпинделя, потребное для осуществления
1в1 ттт л рабочего и вспомогательного ходов, можно полу-
Рис. 181. Шаблон для вычер- г <, - J
чивания участков быстрого чить число делении кулачка для каждого перехода,
подвода и отвода суппортов Однако в практике такой прием часто встречает
затруднения, особенно при медленном вращении
кулачков. Величина участка кулачка, соответствующая переключению
револьверной головки, может оказаться настолько малой, что ролик не сможет
уместиться на кулачке при переходе с одного рабочего участка на другой.
Поэтому целесообразно расчет вести в зависимости от времени Т обработки
детали (табл. 4)*
Таблица 4
Число делений кулачка на вспомогательные операции
1 Операция
Подачи и зажим прутка
Первое переключение
револьверной головки . . .
Каждое следующее
переключение револьверной голов-
Время обработки одной детали в с
8—16
13—7
9—5
9—5
17—20
6
4
4
22-32
5—4
3
4
34-65
3
2
3
66-100
2
2
3
101—270
1
1
3
Если UB — количество делений кулачка, приходящееся на все
вспомогательные движения, то для рабочих ходов остается 100—UB делений-
Тогда количество оборотов шпинделя, соответствующее одному делению
рабочих ходов,
_^рх— (П1)
<7 =
100 — ив
(П2)
а число делений кулачка на каждый рабочий переход
я
где прх ■*=- количество оборотов шпинделя за время всех рабочих переходов;
пр — количество оборотов шпинделя за время данного рабочего
перехода.
216
Положение суппорта относительно какой-либо неподвижной плоскости,
например, плоскость 1 цанги (рис. 182), зависит от положения ролика на
дисковом кулачке, Если ролик занимает положение, соответствующее
наибольшему радиусу кулачка #шах, то расстояние револьверной головки до
плоскости цанги будет минимальным (Lmln). Если в конце перехода револь-
Рис. 182. Схема для
определения радиуса-
вектора кулачка в
начале и в конце
перехода
Рис. 183. Определение расстояния
от цанги до револьверной головки
верная головка остановится от цанги на расстоянии L = Lmln, то радиус
кулачка в конце хода (см. рис. 179, 180) R = Rmax, а в начале хода
#о = #шах-Ч (ИЗ)
где / — рабочий путь инструмента.
В общем случае L ф L^, пусть
1-1^ = AL, (114)
тогда радиусы-векторы конца и начала профиля рабочего участка кулачка
Я = Яшах-Д^ (П5)
Яо-Япих-Д!—/. (116)
Величина Lmin обычно приводится
в паспорте автомата, а значением L или
задаются, или определяют расчетным
путем. По рис. 183
L = /w—6 + Л, (П7)
где /заР — длина выступающей части
заготовки,
Обычно
4* = /д + Д+^5 ММ, (118)
где /д — длина детали;
В — ширина отрезного резца;
Ь — длина протачивания или расстояние инструмента в конечном
положении от правого торца детали без учета величины а (а — путь
резца при медленном подходе к детали);
h — расстояние от плоскости режущей кромки резца до револьверной
головки.
Расчет и проектирование цилиндрических кулачков. На рис. 184
показаны элементы цилиндрического кулачка, развернутого на плоскости. При
этом винтовые линии отдельных участков кулачка на развертке изобра-
217
Рис. 184. Элементы цилиндрического
кулачка
жаются прямыми линиями. Кулачок состоит из следующих элементов:
участка А В быстрого подвода суппорта, угла Р подъема этого участка, уча-
ства ВС рабочей подачи суппорта, величины h наибольшего хода суппорта
на этом участке, угла у подъема участка ВС, участка CD быстрого отвода
суппорта, угла ср подъема этого участка, ап полного угла обхвата кулачка, ар
угла обхвата рабочего участка кулачка. Углы подъема участков быстрого
подвода и отвода обычно принимают: (J = 30-*-40°, ф = 55-^60°* Угол 7
определяется в зависимости от принятой величины хода Л. Полный угол
обхвата ап для станков различной конструкции колеблется в пределах 120—240°,
Рис. 185. Схема технологического процесса
Величину подачи суппорта от цилиндрического кулачка вычисляют
как и для винтовой передачи по формуле:
1 об, шп. i LL = s мм/об,
р"в
(П9)
где г ■— передаточное отношение от шпинделя до распределительного вала,
на котором установлен кулачок;
fp — передаточное отношение рычагов, передающих движение от
кулачков к суппорту.
tB — шаг винтовой линии рабочих участков кулачка.
Согласно рис. 184 из подобия треугольников ВСЕ и BFG
h
лр __.
360°
*в
Отсюда
L =
360°
h или tB~nD6tgy,
где D6 — диаметр барабана.
Примеры расчета настройки. Пример 1. Рассчитать настройку револьверного
автомата 1Б140 для изготовления винта (табл. 5).
1. Разработка технологического процесса. На рис. 185 представлена схема
технологического процесса. Переходы /—Зу 5, 6 осуществляются револьверным суппортом, переход 4 —
передним и задним суппортами, переход 7 — вертикальным. Все операции рабочих и
вспомогательных ходов в установленной последовательности заносим в расчетный лист настройки,
отдельно для каждого суппорта.
218
Расчетный лист настройки автомата 1Б140
Таблица 5
Эскиз детали
«э-
«•Si
:
J
.
'\
й
1ХЬ5
I L
10
"*
0
т
^ I
3
1*Ч5~
т *\
L *° у
2k
\б
к
г Т
*>
Материал — сталь марки 12 автоматная, калиброванная, диаметр прутка 24 мм
Частота вращения шпинделя в об/мин:
при обтачивании — 800; при нарезании резьбы — 160
Сменные колеса коробки скоростей: а = 25; b = 70
Скорость резания в м/мин: при обтачивании 60,5; при нарезании резьбы —8,05
Число оборотов, потребное для обработки одной детали — 1050
Рабочее время в с — 80,1
Сменные колеса коробки подач: а — 73; Ь = 27; с = 35; d = 65;
е = 30; / = 70
Суппорты
т
операции
Наименование операции
и перехода
Ход
инструмента
в мм
Подача
в мм/об
Обороты
шпинделя
для
ствующего
рабочего]
хода
мающееся
во
внимание
Деление кулачка
число делений
для
гательных
ходов
для
рабочих
ходов
№ делений
Расстояние
между
ца нгой
и
вольверной
головкой
в мм
10
Радиусы кулачка
в мм
з начале)
перехода
в конце
перехода
12
Револьверный
Подача прутка до упора
Переключение головки
120
95
95
Протачивание поверхности
под резьбу М16Х2 и
снятие фаски
Переключение
револьверной головки
24,5
0,12
205
205
19
24
24
27
94
96,5
121
Продолжение табл. 5
Суппорты
Револьверный
1 Передний
| Задний
Верти кал ь-
| ный
1 Значени
№
операции
3
5
6
4
4
7
я не учит
Наименование операции
и перехода
1
Черновое обтачивание
поверхности диаметром
20 мм
Переключение головки
Чистовое протачивание
поверхности диаметром
20 мм
Переключение головки
Переключение частоты и
направление вращения
шпинделя (перекрывает-
1 ся).
Нарезание резьбы Ml6X2
Переключение частоты
и направление шпинделя
Свинчивание платки
Переключение головки 2
раза (перекрывается)
1 Протачивание канавки
| Подрезка со снятием фаски
Отрезка
Отвод отрезного резня
ИТОГО . . .
■лваются, так как операция пере
Ход
инстру- |
мента
в мм
2
14,5
—
12
24
—
24
1,75
3
13
крывается
Подача
в мм/об
3
0,12
—
0,12
—
2
—
2
0,05
| 0,05
1 0,04
Обороты
шпинделя
для
ствующего
рабочего
хода
4
121
—
100
— J
60
—
12
(35) *
60
325
мающееся
во
внимание <
5
121
—
100
—
60
—
12
—
; 60
325
883
Деление
число делений |
для
гательных
ходов
6
—
3
—
3
—
1
—
-
—
1
1 ю
для
рабочих
ходов
7
11
10
—
6
—
1
(3)*
6
31
84
кулачка
№ делений
от
8
27
38
47
57
60
66
67
1 43
41
68
[ 99
до
9
38
41
57
60
66
67
68
46
47
99
100
Расстояние
между
цангой
и
вольверной
головкой
в мм
10
80
—
82,5
—
99
—
—
! -
—
—
Радиусы
кулачка в мм
в начале
перехода
11
120,5
—
120,5
92
—
116
78,35
77
67
в конце
перехода
12
135
—
132,5 1
—
116 1
—
92
80
80
80
2. Выбор режимов резания. По нормативам режимов резания для обработки стали 12
резцами из быстрорежущей стали Р18 устанавливаем следующие режимы резания: скорость
резания — для обтачивания и отрезки v± = 65 м/мин, для нарезания резьбы v2 = 8 м/мин;
подачи — для продольного точения sx = 0,12 мм/об; для поперечного точения s2 = 0,5 мм/об,
для отрезки s3 = 0,04 мм/об. Величины подач заносим в графу 3 расчетного листа.
3. Определение частоты вращения шпинделя при протачивании и отрезке:
lOOOt^ 1000-65 QAQ ..
**** = —Ж- = -5Л43Г = 863 об/мин'
При нарезании резьбы
Ю00у2 1000-8 1СО Л1
*ШП2 =-цг = ЗЛ4Л6"в 159 об/мин*
По павпорту станка подбираем ближайшую частоту вращения шпинделя: при
протачивании и отрезке пшп1 — 800 об/мин, при нарезании резьбы пшп2 = 160 об/мин.
Фактические скорости резания:
ndnami 3,14-24-800 ЛЛ к ,
v> в -Щ1 = —Гооо— в 60'5 м/мин;
я^Пщпг 3,14-16-160 0 ЛС .
02 = -Щб^ = —Шо— = 8'05 м/мин'
что допустимо.
По паспорту станка подбираем сменные колеса в коробке скоростей с числом зубьев:
аг = 25, Ьу= 70. В качестве расчетной частоты вращения шпинделя принимаем п = 800 об/мин.
Коэффициент соответствия при нарезании резьбы
£ _ ПШП1 .__ 800 _ ^
ПШП2 I60
4. Определение величины рабочего пути инструмента. Операция 2 — протачивание
участка под резьбу М16Х2:
J2 = а + Ьг = 0,5 + 24 = 24,5 мм,
где а — участок пути медленного подвода инструмента.
Операция 3 — черновое протачивание поверхности диаметром 20 мм (до 20,5 мм):
/3 = а + Ь3 = 0,5 + 14 = 14,5 мм.
Операция 4 — протачивание канавки:
/4 = а + 0,5 (d3ar — <0 = 0,5 + 0,5 (20,5 - 18) = 1,75 мм.
Операция 4 — подрезка и снятие фаски 1X45°, принимаем /4=3 мм.
Операция 5 — чистовое протачивание поверхности диаметром 20 мм:
где 0,5 — перебег инструмента в мм.
Операция 6 — нарезание резьбы:
/б== а+ Ь5+ 0,5= 0,5+ 11 + 0,5= 12 мм,
юта в мм.
пае резьбы:
1% = t (m + 2) = 2 (10 + 2) = 24 мм,
где t — шаг резьбы;
т — число ниток резьбы на нарезаемом участке.
Операция 7 — отрезка. Учитывая, что при подрезке и снятии фаски была проточена
поверхность диаметром 22 мм, и принимая в расчет ширину прорезного резца В = 3 мм, получим
Ц = а + 0,5d + С + 0,5 = 0,5 + 11 + 1 + 0,5 = 13 мм,
где С — 0,3В — величина добавочного хода резца для зачистки торца.
Найденные значения рабочего пути заносим в графу 2 расчетного листа.
5. Определение количества оборотов шпинделя, необходимого для выполнения каждого
рабочего перехода. Операция 2 — протачивание участка под резьбу М16Х2:
221
Операция 3 — черновое протачивание поверхности диаметром 20 мм:
/3 _ 14,5
sx ~~ 0,12
л3 = —= 4~S-=121 об.
Операция 4 — протачивание канавки:
U 1,75
Операция 4 — подрезка и снятие фаски:
С *
4 s2 0,05
Операция 5 — чистовое протачивание поверхности диаметром 20 мм:
^=i=w=ioo°6-
Операция б — нарезание резьбы М16Х2:
„e = A£ = J*i-.5 = 60 об.
Операция 6 — свинчивание плашки:
"б=-г=-¥-=12°б-
Операция 7 — отрезка:
^i=w=325°6-
Полученные значения заносим в графу 4 расчетного листа. В графу 5 вписываем
количество оборотов, приходящееся на неперекрываемые рабочие переходы. Суммируя данные
графы 5, находим общее количество оборотов шпинделя, потребное для осуществления всех
рабочих переходов,
^ /грх = 205 + 121 + 100 + 60 + 12 + 60 + 325 = 883 об.
6. Предварительное определение времени одного цикла. Время, потребное для
осуществления рабочих ходов,
60лпх 60-883
;nx== wfipx g UU.QOO =66 ^
^ШП1
tpx Агшп1 800
Согласно паспорту станка: время, необходимое для подачи и зажима прутка, tn = 1 с;
время одного поворота револьверной головки tnr— 1 с.
Принимая время отхода отрезного резца равным t0T — 1 с, определим продолжительность
вспомогательных ходов:
*вх = *п +/я*пг +'от = 1 +4-1 + 1 =6 с,
где т — число поворотов револьверной головки.
Общее время одного цикла
Т = /рХ + tBX = 66 + 6 = 72 с.
7. Определение количества делений кулачков для осуществления вспомогательных
ходов. По паспорту станка принимаем: для подачи и зажима прутка — 3 деления; для первого
поворота револьверной головки — 2 деления и для последующих поворотов — ло 3 деления;
для переключения направления и частоты вращения шпинделя — 1 деление; для отхода
отрезного резца — 1 ■ деление.
Полученные деления заносим в графу 6 расчетного листа. Деления, соответствующие
двум поворотам револьверной головки после шестой операции, не учитываем. Время, в течение
которого совершаются указанные движения, перекрывается. Общее число делений кулачка,
потребное для всех вспомогательных ходов, составляет 16.
8. Определение количества делений кулачков для осуществления рабочих ходов.
Количество делений кулачков на все рабочие движения: 100 — 16 = 84. Количество оборотов
шпинделя, соответствующее одному делению участков рабочих ходов, определяем по
уравнению (111):
^ох 883 , л - -,
4 = ioo-</. = ТГ = 10,5 об/деЛ-
222
Количество делений кулачка, приходящееся на каждый рабочий переход, находим
согласно равенству (112).
Операция 2 — протачивание участка под резьбу М16Х2:
U2 = -у- = .Q 5 = 19,4; принимаем 19 дел.
Операция 3 —- черновое протачивание поверхности диаметром 20 мм:
7/ пз 121 t1 -
с/3 = -—— 1П - =11,5; принимаем 11 дел.
Я iu,o
Операция 4 — протачивание канавки (перекрывается):
7 7 Л4 35 _ _
t/4 = — = 1П , = 3,3; принимает 3 дел.
Cj 1U,0
Операция 4 — подрезка и снятие фаски:
=■ 5,7; принимаем 6 дел.
</:.^t« 60
10,5
Операция 5 — чистовое протачивание поверхности диаметром 20 мм
с/б = — = п = 9,5; принимаем 10 дел.
Операция 6 — нарезание резьбы М16Х2:
UQ = — = = 5,7; принимаем б дел.
Операция б —• свинчивание плашки:
пб 12
U6 = — = ----- = 1,2; принимаем 1 дел.
Я 1у,о
Операция 7 — отрезка:
U7 = — = = 30,9; принимает 31 дел.
<7 Ш,э
Полученное количество делений заносим в графу 7 расчетного листа. В зависимости от
количества делений, принятых для рабочих и вспомогательных ходов, распределяем участки
кулачков револьверного и поперечных суппортов по порядку операций, устанавливая их
границы нумерацией делений.
В графе 8 указаны номера делений, от которых начинается участок, а в графе 9 — номера
делений, которыми он заканчивается.
9. Определение производительности автомата. Имея в виду, что одному делению кулачка
соответствует 10,5 об. шпинделя, для осуществления полного цикла обработки детали
потребуется
пц = 10,5. 100 = 1050 об.
Время, потребное для изготовления одной детали,
т = 6°ЦЦ в 60*1050 _ 79 e
пшп1 800 ~ С*
Технологическая производительность станка
Q = 2еШ = *М = 0,76 шт/мин = 45,6 шт/ч.
Пц 1U5U
Принимаем по паспорту станка Т = 80,1 с; тогда фактическая производительность станка
3600 3600 .е
Ффакт = -jr- = -§q-{- = 45 шт/ч.
10. Подбор сменных колес на гитаре распределительного вала. В соответствии со
штучным временем Т = 80,1 с по паспорту станка подбираем сменные зубчатые колеса: а= 73;
Ъ = 27; с = 35; d = 65; е = 30; / = 70.
223
11. Определение расстояния револьверной головки до цанги в конце каждого перехода.
Имея в виду длину детали /д = 48 мм и ширину отрезного резца В = 3 мм, найдем длину
выступающей части прутка
/заг = /д + £ + 5 = 48 + 3 + 5 = 56 мм,
где 5 — расстояние от цанги до отрезного резца в мм.
Величину наименьшего расстояния револьверной головки до цанги Lmin определяют по
паспорту. Для данного станка Lmin = 75 мм.
Расстояние между револьверной головкой и цангой с учетом размеров державок (рис. 185)
и уравнений (118) и (117) для:
операции 1
^i = каг + рупора = 56 + 64 = 120 мм, AL$ == 45 мм;
операции 2
12 = /Заг — l2+h2 = 56 — 24 + 62 = 94 мм, Д12 = 19 мм;
операции 3
£з = ^заг — ^з + ^з — 56 — 38 + 62 = 80 мм, AL3 = 5 мм;
операции 5
^5 = 'заг — к + h = 56 — 35,5 + 62 = 82,5 мм, Мь = 7,5 мм;
операции 6
L6 = /заг — h + h = 56 — 24 + 67 = 99 мм, ALd = 24 мм.
Величины L\—L6 заносим в графу 10 расчетного листа.
12. Определение радиусов кулачка револьверной головки. По паспорту станка
максимальный радиус кулачка револьверной головки #шах = НО мм, минимальный Rm\n = 60 мм.
Радиусы кулачка в конце (#) и в начале'(#0) перехода находим по уравнениям (115) и (116) для:
операции 1
#j = 140 — 45 = 95 мм, RQi = 95 мм;
операции 2
#2 = 140 — 19 = 121 мм, #02 = 121 — 24,5 = 96,5 мм;
операции 3
#3 = 140 — 5 = 135 мм, #оз = 135 — 14,5 = 120,5 мм;
операции 5
Яб = НО — 7,5 = 132,5 мм, #05 = 132,5 — 12 = 120,5 мм;
операции 6
#б = 140 — 24 = 116 мм, #06 = 116 — 24 = 92 мм.
Полученные данные заносим в графы 11 и 12 расчетного листа.
13. Определение радиусов кулачков поперечных суппортов. Обычно радиус кулачков
поперечных суппортов в конце перехода принимается равным RmaXt a B начале перехода
определяется расчетом. По паспорту для данного станка #шах = 80 мм- Для операции 4 (передний
суппорт) #4= 80 мм, #04= 80 — 1,75= 78,25 мм; для операции 4 (задний суппорт) #4 =
= 80 мм, #04 = 80 — 3 = 77 мм; для операции 7 (верхний суппорт) #7 = 80 мм, #07 =
= 80 — 13 = 67 мм.
Полученные данные заносим в расчетный лист.
На рис. 186 представлены профили дисковых кулачков, построенные на основании
данных расчетного листа. Суппорты, не работающие в данный момент, обычно отводятся в
крайнее положение. Участки кулачков в этом случае очерчивают по окружности радиусом, равным
минимальному радиусу кулачка.
Участок кулачка револьверной головки, который служит для нарезания резьбы,
понижаем при изготовлении кулачка на 1—2 мм (показано пунктиром), чтобы плашка, нарезая
резьбу, имела бы свободный ход, что способствует ее нормальной работе. Зависимость числа
сотых, занимаемых роликом, от размера кулачка представлена в табл. 6.
Пример 2. Рассчитать настройку шестишпиндельного токарного автомата 1240-6 для
обработки штуцера из шестигранного прутка (табл. 7).
Разработка технологического процесса обработки штуцера представлена на рис. 187.
После разработки технологического процесса в расчетном листе заполняются графы 2 и 3,
а по заданным в чертеже детали размерам в графе 4 указывается длина обработки. Далее
к длине обработки прибавляется длина хода подвода инструмента и заполняется графа 5 —
длина рабочих ходов суппортов. В данном случае надо учитывать, имеет ли'инструмент
зависимую или независимую подачу.
224
Инструмент продольного суппорта, установленный в позициях I—IV, будет иметь
одинаковую величину рабочего хода, так как перемещается от одного кулачка продольного
суппорта. Поэтому величину хода всего этого инструмента принимаем по наибольшей величине
рабочего хода, т. е. 26 мм (переход I в позиции III).
Инструмент (зенкер), установленный на позиции V продольного суппорта в
приспособлении с независимой подачей, будет иметь свою величину рабочего хода. Инструмент поперечных
суппортов также может иметь независимую величину
рабочего хода.
В графе 6 даны обозначения стандартных
кулачков, применяемых для поперечных суппортов: рп =
= 10 обозначает кулачок, с помощью которого можно
получить ход суппорта от 5,5 до 11 мм; от кулачка
рп— 5 можно получить ход суппорта от 2,7 до 5,5 мм.
В графу 7 заносим принятую для каждого
перехода величину подачи, которую определяем по норма-
Рис. 186. Дисковые кулачки
Рис. 187. Технологический процесс
обработки
тивам к заданным технологическим условиям обработки. Для каждого из поперечных
суппортов и для позиции V продольного суппорта принимаем независимую от других подачу.
Для остальных позиций продольного суппорта величина подачи является одинаковой и
принимается по лимитирующей операции (в данном случае по операции сверления).
По наиболее тяжелой операции (по припуску, подаче, диаметру, инструменту и т. п.)
выбираем скорость резания. Для нашего примера такой операцией является операция
профилирования в позиции IV. Скороепгрезания для этой операции, по нормативам режимов
резания, принимаем равной 35 м/мин. Тогда частота вращения шпинделей
Лит —
1000&
nd
1000-35
3,14-34
'328 об/мин.
Таблица 6
Зависимость числа сотых, занимаемых роликом, от радиуса кулачка
Радиус
кулачка
в мм
40
45
50
55
Число
сотых,
занимаемых
роликом
6,5
6
5,5
5
Радиус
кулачка
в мм
60
65
70
75
Число I
сотых, |
занимаемых
роликом
4,5
4,5
4,5
4
Радиус
кулачка
в мм
80
85
90
95
Число
сотых,
занимаемых
роликом
4
3,5
3,5
3,5
Радиус
кулачка
в мм
100
i 105
ПО
115
Число
сотых,
занимаемых
роликом
3
3
3
2,5
8 Н. С. Колев и др.
225
Таблица 7
Расчетный
лист настройки <
Эскиз детали
«г
&1«
** ч
<а
Й
30° спо
60° ,
<\
1
hv^
Ее
ъяяж
и
*" 3*(Ц\
16Щ2
_л1
а
Л /
i
3?
й
42 ±0,3
t ^t--.wiJ ».|
fcZ-w^S
,
*
*
16±(Ц
Деталь — штуцер проходной 1/2"
Позиц
1 1
I
II
III
IV
V
VI
X
2
Продольный
Поперечный
Продол ь-
! ный
Продольный
Поперечный
Продольный
Поперечный
Продольный
Поперечный
Рабочий угол 140°
Угол
вспомогательных ходов
22С
)°
автомата
Зубчатые колеса
at = 39;
1240-6
Ьх =35
Частота вращения j
шпинделя 299 об/мин
Распределительный вал
Зубчатые колеса
а = 33 I Ь = 4<
Передаточное
отношение
0,0017
Частота
вращения
в об/мин
0,5
Шестишпиндельный автомат 1240-6
Материал — сталь Ы
Наименование
переходов
3
Центрование до диаметра
21 мм
Подрезка торца
Сверление до диаметра
14 мм
Протачивание
поверхности до диаметра 26,5 мм
Сверление до диаметра
14 мм
Фасонирование до
диаметра 26,5 мм
Предварительное зенке-
рование конуса 37°
Фасонирование всего
профиля
Зенкерование
окончательное конуса 37°
Отрезка с диаметра 25 мм
Время рабочего хода
Время вспомогательных
! ходов
Общее машинное время
а*
2S
4
10
4
22
15,5
20
4
10
1,0
0,5
5,5
49,4 с
2,7 с
52,1 с
Заготовка — шестигранный
пруток
<
о
»
Си а
5
26
5,5
26
26
26
5,5
26
2,7
4,0
8,0
1—
Д3 со s
6
—
10
—
—
10
—
5
—
10
в
У0
as.
7
0,120
0,026
0,120
0,120
0,120
0,026
0,120
0,0129
0,018
0,0378
Си 5
с!
8
19,7
25,4
13,2
31,9
13,2
31,9
20,6
31,9
20,6
23,5
Производительность в шт/ч
,
Теоретическая QT = 69
С учетом 20% потерь |
%
= 55
По паспорту станка берем ближайшее меньшее значение пшп = 299 об/мин, тогда
фактическая скорость резания v= 31,9 м/мин. По принятой частоте вращения шпинделей находим
фактические скорости резания и для других операций. Для получения этой частоты вращения
шпинделей надо установить сменные зубчатые колеса с числом зубьев ах — 39, Ьг — 35 при
зацеплении зубчатых колес 6 и 7 в коробке скоростей автомата (см. рис. 172). Эти данные
заносим в расчетный лист.
Определяем потребное число оборотов шпинделя для наиболее длительной операции
(позиция II):
/ 26
Отсюда можно определить время tn, за которое должна быть выполнена данная операция:
f _ к60 = 220.60
Пдщ ^УУ
За это время распределительный вал поворачивается на 135,5° (расчетный угол поворота
распределительного вала на рабочей скорости вращения). Кроме того, необходимо затратить
время на включение муфты быстрого вращения распределительного вала. За это время
распределительный вал повернется еще на 4,5°. Таким образом, рабочее вращение распределительного
вала должно производиться на угол 135,5 + 4,5 = 140° и время, необходимое для выполнения
наиболее длительной операции, увеличится пропорционально отношению ~ . , а именно:
По паспорту станка подбираем ближайшее большее время, которое равно 49,4 с; ему
соответствуют сменные колеса а = 33 и Ь = 49.
Продолжительность цикла *ц = tp + tB = 49,4 + 2,7 = 52,1 с, где tB = 2,7 с — время
быстрого вращения распределительного вала на 360 — 140 = 220° для выполнения
вспомогательных операций.
Теоретическая производительность
п 3600 3600 ЛО ,
С?т = -ТГ = ^Г-69шт/ч.
Фактическая производительность (производительность с учетом потерь)
0ф=Ст'Пэ = 69-0,8 =55 шт/ч.
Потери включают время на подналадку станка, смену затупившегося инструмента,
небольшой ремонт станка и т. п. В нашем примере потери приняты равными 20%.
Настройка автомата сводится к установке сменных зубчатых колес ах—Ьг и а—6,
необходимых для получения требуемой частоты вращения шпинделей и распределительного вала.
Глава XII
АГРЕГАТНЫЕ СТАНКИ
1. Общие понятия об агрегатных станках
Агрегатными называются специальные станки, которые состоят из
нормализованных деталей и узлов (агрегатов). Станки предназначены для
обработки сложных и ответственных деталей в условиях крупносерийного
и массового производства. По сравнению с универсальными станками,
автоматами, полуавтоматами и станками с программным управлением они
имеют значительно большую производительность, так как позволяют
осуществить многоинструментную и многопозиционную обработку деталей
одновременно с одной или нескольких сторон при автоматическом управлении
рабочим циклом. Агрегатные станки требуют меньше производственной
площади, обеспечивают стабильную точность обработки (3—5-го классов, а в ряде
случаев и выше), могут обслуживаться операторами невысокой
квалификации, допускают многократное использование нормализованных деталей и
узлов при настройке станка на выпуск нового изделия (обратимость).
Однако эти станки менее гибки при переналадке по сравнению с
универсальными станками, что является их недостатком.
Наибольшее распространение получили агрегатные станки сверлильно-
расточной и некоторых других групп. Они позволяют производить
сверление, зенкерование, развертывание и растачивание отверстий, резьбонаре-
зание и резьбонакатывание внутренних и наружных поверхностей,
подрезание торцов, фрезерование и другие операции. Компоновка станков весьма
разнообразна. Она зависит от формы, размеров и точности изготовляемых
деталей, расположения на них обрабатываемых поверхностей и принятого
технологического процесса.
На рис. 188 показаны схемы некоторых компоновок агрегатных
станков. Основными нормализованными элементами, из которых состоят станки,
являются станины 7, стойки 5, основания 7, тумбы 5 под приспособления 4,
многапозиционные столы 9. Силовым органом агрегатных станков является
независимый агрегат силовой головки. Он состоит из двух узлов: силовой
головки 2 и шпиндельной коробки 3. Силовая головка предназначена для
осуществления главного движения и движения подачи. Она имеет
самостоятельный привод. Шпиндельная коробка несет инструментальные шпиндели,
вращающиеся от приводного вала силовой головки, движение подачи
осуществляется вместе с корпусом силовой головки (рис. 188, а, б, ,г9 ё) или
с пинолью (рис. 188, в). В последнем случае шпиндельную коробку называют
насадкой.
На рис. 188, д показан агрегат, в котором силовая головка состоит из
двух узлов: силового стола 8 и бабки 2. Силовой стол является независимым
узлом с индивидуальным приводом движения подачи. Смонтированная на
нем силовая бабка имеет свой привод, осуществляющий только главное
движение. Такая конструкция силовой головки расширяет технологические
возможности агрегатных станков.
Количество силовых агрегатов и инструментальных шпинделей,
расположение осей шпинделей в пространстве зависят от назначения станка.
В этом отношении различают станки одноагрегатные (рис. 188, а, б, г, д)
228
и. многоагрегатные (рис. 188, в, ё), одношпиндельные и многошпиндельные,
горизонтальные (рис. 188, а), вертикальные (рис. 188, г, д), наклонные
(рис. 188, б, в), смешанные (рис. 188, е), односторонние (рис. 188, а, б,
г, д) и многосторонние (рис. 188, в, е).
На однопозиционных станках (рис. 188, а, б, г) операция полностью
заканчивается при одном постоянном положении детали. На многопозицион-
Mi T j<4 ЖШ^
о
7 *> *).
Рис. 188. Схемы компоновки агрегатных станков
ных станках (рис. 188, в, ё) обработка деталей параллельно или
последовательно осуществляется в нескольких позициях, в нескольких различных
положениях относительно инструментов. Периодическое перемещение
приспособлений вместе с обрабатываемыми деталями из одной позиции в
другую производят при помощи многопозиционных столов: поворотных или
с прямолинейным движением [35, 363.
2. Силовые головки
Силовые головки предназначены для сообщения инструменту главного
движения, рабочей подачи и установочных перемещений. В большинстве
случаев осуществляются циклы движений, включающие в себя: быстрый
подвод инструмента, рабочую подачу (одну или две, в зависимости от
технологического процесса), выдержку на жестком упоре (при необходимости)
быстрый отвод и остановку в конце хода. Программа движений может быть
различной и осуществляется путем автоматического управления.
Основными параметрами силовых головок, которые характеризуют
их технологические возможности и служат основанием для выбора
конструкции силовых узлов, являются: мощность привода главного движения,
наибольшая сила подачи, частота вращения приводного вала шпинделя
головки, пределы подач, скорость быстрых перемещений, длина рабочего хода,
точность переключения механизма подачи, габаритные размеры,
присоединительные поверхности и размеры для установки и закрепления силовых
узлов, корпусов шпиндельных коробок и других деталей.
Существует несколько основных признаков классификации силовых
головок. По типу подачи их делят на электромеханические (кулачковые и
винтовые), гидравлические и пневмогидравлические. По конструктивному
229
признаку головки бывают с выдвижной пинолью и с подвижным корпусом.
Силовые головки, у которых привод подачи полностью расположен в этом же
агрегате, называют самодействующими, в отличие от несамодействующих,
у которых часть его механизмов (насос, панель управления) вынесена за
пределы силовой головки.
На рис. 189 показаны схемы самодействующей силовой головки ГС
(02—06) с плоскокулачковым приводом подачи и выдвижной пинолью.
Корпус 3 головки (рис. 189, а) смонтирован на салазках 1, закрепляемых на
станине. Во время работы корпус головки неподвижен. При наладке станка
он может вручную (при помощи винта) перемещаться вдоль салазок. В тех
случаях, когда необходимо перемещать головку в процессе работы станка,
Рис. 189. Силовые головки с кулачковым приводом
применяют самоходные салазки 4 (рис. 189, б), имеющие независимый
привод. Приводной вал 2 вращается электродвигателем с помощью ременной
передачи (рис. 189, а) или редуктора, состоящего из одной, двух или трех
пар зубчатых колес (рис. 189, б).
Силовые головки данной группы применяют для выполнения легких
сверлильных, резьбонарезных, а при достаточной жесткости и фрезерных
операций, при обработке малогабаритных деталей с небольшой
длительностью цикла и малой длиной хода инструмента (до 100 мм). Наша
станкостроительная промышленность выпускает гамму головок различных
размеров с условным диаметром сверления 1,5—16 мм, мощностью привода
0,27—3 кВт, с силой подачи 0,4—6,3 кн.
На рис. 190 показана самодействующая силовая головка с подвижным
корпусом и гидравлическим приводом подачи. В направляющих салазках
(или станины) 1 установлен корпус 6 силовой головки. С левой его стороны
размещен электродвигатель 4, который с помощью колес 3—2 вращает
приводной вал 7, расположенный внутри литой трубы корпуса. Правый конец
трубы входит в корпус шпиндельной коробки, устанавливаемой на плоскость а
и закрепляемой на плоскости б. Внутри корпуса силовой головки находится
один или два гидронасоса 5 с приводом от того же электродвигателя,
.230
Вся гидравлическая аппаратура скомпонована в едином агрегате —
гидравлической панели. У самодействующих головок она монтируется в виде
одной из боковых стенок корпуса. В нижней части корпуса головки
установлен силовой цилиндр 9. Его шток 10 неподвижно закреплен в приливе
салазок или станины /. На боковых поверхностях силовой головки
устанавливают упоры, воздействующие на электрическую и гидравлическую
аппаратуру управления.
Гидравлические головки, выпускаемые в Советском Союзе, имеют
несколько разновидностей гидравлических схем, в зависимости от номера
габарита головки (2—7). В них применяют дроссельное регулирование на
входе, что признано наиболее оптимальным для агрегатных станков.
Рис. 190. Силовая головка с гидравлическим приводом
На рис. 191 представлена гидравлическая схема привода подачи
силовых головок 2-го и 3-го габаритов серии ЗУ. В них применяют
преимущественно дроссельное регулирование подачи с использованием
дифференциального включения силового цилиндра на входе (см. ниже). Схема включает
в себя сдвоенный насос 1.1 — рабочей подачи меньшей производительности,
1.2— быстрых ходов большей производительности, гидропанель 24 и
силовой цилиндр 23 с закрепленным штоком.
Потоки масла распределяются главным золотником 10. Пять его
положений в корпусе закрепляются фиксатором 9. В крайние позиции золотник
устанавливается при помощи золотников управления 16 и 20, перемещаемых
толкающими соленоидами 15 и 19. При включении одного из них масло,
подаваемое насосом 1.2, поступает в ту или иную полость плунжера 17,
перемещая его вправо или влево до упора. Это движение при помощи
реечной передачи сообщается главному золотнику 10. В промежуточные позиции
устанавливают упоры, закрепляемые на салазках. Имея разную высоту,
они при движении силовой головки по салазкам воздействуют на золотник
через ролик 8.
Рассмотрим работу гидропривода при различных положениях главного
золотника. На рис. 191 золотник 10 показан во второй позиции. Для
установки его в первую позицию необходимо включить соленоид 19. При этом
положении золотника полости а я б соединяются, а в— изолируется. Масло
от насоса 1.1 по трубопроводу 4 поступает в полость б. Сюда же попадает
масло, нагнетаемое насосом 1.2, через подпорный клапан 21 и трубопровод 22.
Из полости б масло следует в полость а, а отсюда — в правую полость
цилиндра. Масло, вытесняемое из левой полости цилиндра, пройдя через
обратный клапан 12, поступает в полость б, а оттуда, по предыдущему, в пра-
231
вую полость цилиндра, увеличивая расход этой полости — происходит
быстрое перемещение силового органа (подвод).
Во второй позиции (как на схеме) золотник 10 обеспечивает первую
рабочую подачу (большую). В этом случае масло поступает от насоса 1.1
через фильтр 2, трубопровод 3, дроссель 6 и полость а в правую полость
цилиндра. Излишки масла сбрасываются на слив через переливной клапан
25.2. Масло, вытесняемое из левой полости по сливной трассе, пройдя
обратный клапан 12 и полость в, поступает в бак. Все масло, которое подает
насос 1.2, сбрасывается на слив. Равномерность подачи масла обеспечивается
дозирующим клапаном 5, поддерживающим постоянство перепада давления,
а защита насоса 1.2 осуществляется клапаном 25.1.
Рис. 191. Гидравлическая схема силовой головки
Аналогично первой происходит вторая рабочая подача при положении
золотника в третьей позиции. Разница в потоках заключается в том, что
выходной канал в золотник из дросселя 6 перекрывается плунжером
и масло из дросселя 6 поступает в дроссель 7, с меньшим проходным
сечением, и далее по предыдущему — в правую полость цилиндра.
В четвертой позиции масло, поступающее от насосов 1.1 и 1.2, по
трубопроводам 22 и 4 сливается в бак — это положение «Стоп», При нахождении
золотника 10 в самой верхней позиции масло от насосов 1.1 к 1.2 по
трубопроводам 4 и 26—22 поступает в полость б, а оттуда, пройдя обратный
клапан 11, — в левую полость цилиндра 23. Из правой полости масло идет в
полость а, а оттуда — на слив через отверстие 18.
При выдержке головки на жестком упоре правый торец цилиндра 9
встречает упорный винт 8 (см. рис. 190), вследствие чего давление масла
в системе повышается. При повышении давления сверх заданного датчиком 13
реле давления 14 (рис. 191) дает команду на включение соленоида 15 и
быстрый отвод головки.
Гидравлические силовые головки применяют для выполнения как
легких, так и тяжелых работ при обработке деталей средних и больших разме-
232
ров. Обладая высокой мощностью привода главного движения (2,2—30 кВт)
и преодолевая большие силы подачи (5,6—100 кн), они позволяют
осуществлять наибольшую степень концентрации операций. Гидропривод
обеспечивает в широких пределах бесступенчатое регулирование величины подачи
0,12—14 мм/с и скорость быстрых перемещений порядка 50—125 мм/с.
Кроме этого, малое время холостых ходов обеспечивается достаточной
точностью переключения с быстрых ходов на рабочие подачи и наоборот
(выбег составляет 0,18—0,47 мм). Большая жесткость, надежная защита от
перегрузки и самосмазываемость деталей привода обеспечивают силовой
головке эксплуатационные качества.
К числу недостатков гидравлических головок следует отнести сложность
гидропанелей в эксплуатации и ремонте, нестабильность подачи при резко
изменяющихся силах резания. С помощью гидравлических силовых головок
нельзя нарезать резьбу,
Рис. 192. Электромеханическая силовая головка
Для выполнения тяжелых фрезерных операций, чернового и чистового
растачивания, подрезки больших торцов требуются головки более жесткой
конструкции, с большим расстоянием между опорами шпинделей в
шпиндельных коробках (или бабках) и небольшим их вылетом относительно
направляющих. Рассмотренные силовые головки не отвечают этим требованиям.
Поэтому возникла необходимость механизм главного движения отделить от
механизма подачи и выполнить силовую головку в виде двух независимых
узлов: силового стола и силовой бабки.
На рис. 192 представлен общий вид такой силовой головки с винтовым
приводом подачи. Главным элементом агрегата является силовой стол 4,
установленный в направляющих салазок 5. Независимый привод стола
осуществляется с помощью электродвигателей, редуктора / и пары винт—гайка.
В зависимости от назначения станка на силовом столе устанавливаются
сверлильные, фрезерные, обточные, подрезные, алмазно-расточные и другие
силовые бабки 2. Силовые бабки имеют отдельный привод главного движения,
индивидуальный рабочий шпиндель или приводной вал 5, вращающий
шпиндель шпиндельной коробки. Коробки устанавливают на плоскость а стола
и закрепляют в плоскости б бабки. Силовой стол может быть использован
также для установки на нем приспособления с обрабатываемой заготовкой.
Движением силового стола управляют система упоров 6 и конечные
электрические переключатели.
На рис. 193 показан продольный разрез силового стола и развертка
редуктора. Стол 2 смонтирован в прямоугольных направляющих салазок 4.
Его продольное перемещение осуществляется с помощью винта 3 и гайки 6.
Вращение винту во время рабочей подачи сообщает электродвигатель 8 по
цепи зубчатых колес через предохранительную муфту 7 и электромагнитную
муфту 1. Величину подачи устанавливают подбором сменных колес а—Ь.
Число рабочих подач в цикле одна или две. В зависимости от этого
электродвигатель 8 может быть одно- или двухскоростным. При работе с включен-
233
ным приводом подачи на жестком упоре торец стола 2 упирается в винт 5.
Предохранительная муфта 7 в это время пробуксовывает. Во время
ускоренных перемещений стола вращение винту сообщает реверсивный
электродвигатель Р, сблокированный с электромагнитной муфтой 7, — при включении
электродвигателя муфта, а с нею и цепь рабочей подачи отключаются.
Головки с силовым столом создают большую гибкость при
конструировании агрегатных станков, а винтовой привод подачи обеспечивает надежную
Рис. 193. Силовая головка с винтовым приводом
и стабильную подачу порядка 0,2—2,2 мм/с, скорость быстрых ходов 0,07—
0,11 м/с и силу подачи '3—100 кн. Мощность привода главного движения
0,8—30 кВт. Все эти показатели такие же, как и у гидравлических силовых
головок; К числу достоинств силовых головок с винтовым приводом следует
отнести также более простую конструкцию и аппаратуру управления; с
помощью данных головок можно нарезать резьбу. Вместе с тем следует отметить
более сложную электрическую схему, ступенчатое изменение подачи,
трудности при получении малых подач. Вследствие большой инерционности во
время быстрых перемещений точность переключения движения стола на
рабочую подачу низка (выбег до 2,5 мм), поэтому эти головки требуют
большей величины врезания (на 2—3 мм больше нормативного). Силовые столы
с гидравлическим приводом подачи лишены этих недостатков.
3. Шпиндельные коробки и насадки
Шпиндельные коробки и насадки представляют собой силовые узлы,
в которых размещены шпиндели, промежуточные валы и редукторные колеса,
передающие вращение к шпинделям от приводного вала силовой головки.
Конструкция шпиндельных коробок зависит от количества и взаимного
расположения отверстий или поверхностей обрабатываемых деталей.
Основные размеры корпусов (ширина, высота и длина) и детали, из которых
монтируются данные узлы, нормализованы.
На рис. 194, а показана очень распространенная конструкция
шпиндельной коробки. Она состоит из корпуса 23, передней 24 и задней 21 крышек,
При помощи последней коробка прикреплена к корпусу силовой головки и
перемещается вместе с ней. Основными типами подшипников привода
являются конические роликовые (рис. 194, б), шариковые радиальные в
сочетании с упорными (рис. 194, в), а при малом расстоянии между осями валов —
игольчатые, В связи с тем, что в нормальных шпиндельных коробках расстоя-
234
ние между опорами шпинделей незначительно по сравнению с вылетом
оправок с инструментом, предусматривается обязательное направление
инструмента в кондукторных плитах приспособлений. Наряду с этим, в практике
находят применение и так называемые жесткие шпиндели. Жесткость
достигают применением специальных шпиндельных подшипников и максимальным
увеличением расстояния между опорами шпинделя.
Рис. 194. Шпиндельная коробка
Для закрепления инструмента в оправке шпиндели имеют
цилиндрическое отверстие со шпоночным пазом (рис. 194, в). В отверстие шпинделя 18
вставляется оправка 19 с конусом для инструмента. Гайка 20 служит для
регулирования оправки в осевом направлении. Воспринимая силу подачи,
га-йка передает ее на торец шпинделя. В верхней части (рис. 194, а)
установлен лоток 22 с отверстиями небольшого диаметра. Через лоток обычно
заливают масло в шпиндельную коробку. При вертикальной компоновке силовой
головки его не устанавливают*
235
Установка и закрепление зубчатых колес на шпинделях и промежуточных
валах осуществляется в четырех рядах — О, I, II, III (рис. 194, б);
основными являются ряды / и //. Выход приводного вала силовой головки в
корпус шпиндельной коробки и первая зубчатая передача расположены
в ряду ///. Координаты центров вращения рабочих шпинделей
определяются конструкцией и размерами обрабатываемых деталей. Координаты
центров вращения промежуточных валов зависят от принятой схемы
передачи вращения и размеров зубчатых колес.
Процесс схематической разработки кинематической цепи передачи от
приводного вала до рабочих шпинделей называют раскаткой или разверткой.
На рис. 194, а показан пример развертки восьмишпиндельной коробки. При-
Рис. 195. Схема расположения передач в шпиндельной коробке
водной вал силовой головки обозначен цифрой 1, а рабочие шпиндели
цифрами 5, 6, 7, 8, 12, 13, 16 и 17. Римские цифры, нанесенные на схеме в
точках касания делительных окружностей зубчатых колес, обозначают ряд,
в котором устанавливается данная передача. При развертке следует
обходиться минимальным количеством зубчатых колес, не выходя за
оптимальные величины их передаточных отношений (2,5^/^1/3). Поэтому
характерным для кинематических схем шпиндельных коробок является наличие
колес, которые сцепляются одновременно с несколькими колесами. Например,
валы 5 и 6 вращаются цепью зубчатых колес, насаженных на валы 1—4,
Вал 15 связан передачами с валами 14, 16 и 17, а вал 11 — с валами 10, 12,
13 и 14. Это обстоятельство требует точного расчета координат центров
вращения промежуточных валов и выполнение их с допуском порядка ±0,01 мм.
Одновременно с этим расположение центров зубчатых колес должно быть
благоприятным с точки зрения сил, действующих на опоры валов, а их
количество должно обеспечить необходимое передаточное отношение цепи и
заданное направление вращения рабочих шпинделей (обычно правое).
На рис. 195, а показана схема передачи движения от ведущего вала 1
к шпинделю 3. При таком расположении оси промежуточного вала 2 сила Q,
равнодействующая сил Р и R, которая воспринимается опорами, зависит
от угла а:
а в градусах ..... 55 75 90 120 180
Q ..,,.... s> - . ~Q G,4P ~ QJP lt25P 2P
236
При расположении осей валов в одной плоскости (а = 180°) нагрузка
на опоры будет наибольшей (Q = 2Р). Однако такое расположение колес
является оптимальным. Если вал 1 будет ведущим, а 2 и <? — ведомыми,
например рабочими шпинделями (рис, 195, б), то в этом случае силы,
действующие на опоры вала /, уравновешиваются. При передаче вращения от одного
колеса на несколько колес целесообразно располагать равномерно (рис. 195, в).
Указанные принципы примерно выполнены в развертке пятишпиндель-
ной коробки, показанной на рис. 195, г. Это относится к передачам между
приводным валом 1 и валами 2 и 5, валом 2 и шпинделями 3 и 4 и др.
Расположение шпинделей и промежуточных валов нередко приводит к таким
расстояниям между центрами зубчатых колес, которые не обеспечивают
Рис. 196. Многошпиндельная насадка
необходимого радиального зазора и применения колес с нормальным
зацеплением. В таких случаях используют известные методы корригирования
зубчатых колес. Возвращаясь к рис. 195, следует заметить, что подобное может
иметь место с ведущими колесами валов 2 и 5, так как их необходимо
вписывать в межцентровое расстояние валов 3—4 и 6—5. При всех одинаковых
условиях зубчатые колеса необходимо располагать во внутренних рядах
(/ и II).
При разработке кинематических схем многошпиндельных коробок не
рекомендуется использовать шпиндели в качестве валов, приводящих во
вращение группу других шпинделей. Как исключение, это допускается при
проектировании легких приводов вращения.
В силовых головках с выдвижной пинолью применяют шпиндельные
коробки, называемые насадками. Одна из конструкций шестишпиндельной
насадки показана на рис. 196. Корпус насадки состоит из трех деталей:
фланца 3, корпуса 4 и крышки 5. Фланец установлен на пиноли 7 силовой
головки, а державка 1 с двумя направляющими скалками 2 крепится к ее
корпусу. Шпиндель 6 силовой головки имеет на переднем конце конус, на
котором насажено ведущее зубчатое колесо, вращающее все шпиндели
насадки.
4. Переналадка агрегатных станков
Применение агрегатных станков в серийном производстве осложняется
их частой нереналадкой. Поэтому с целью сокращения времени обработки
разработаны схемы переналаживаемых агрегатных станков. В процессе
обработки на таких станках обрабатываемая деталь неподвижна, а силовые
узлы снабжены механизмами, осуществляющими последовательную
автоматическую смену инструмента и необходимую перестановку узлов станка [6].
237
На рис. 197 показана компоновка универсального агрегатного станка,
позволяющего производить до 50 переналадок в месяц. Он имеет две силовые
головки 1 и 2. Силовая головка 1 барабанного типа предназначена для свер-
лильно-резьбовых операций. Силовая головка 2 с жестким шпинделем и
вынесенным инструментальным магазином 3 служит в основном для расточных
и фрезерных операций. Последовательная смена инструментов, поворот и
координатные перемещения обрабатываемой детали осуществляются
автоматически при помощи числового программного управления.
Рис. 197. Агрегатный станок с автоматической сменой инструмента
Основными особенностями этого оборудования являются:
автоматическая смена режущего инструмента, поступающего из магазина на рабочую
позицию; автоматическое позиционирование детали; программное
управление всеми рабочими и установочными движениями станка и изменением
режимов обработки при смене инструмента. В этих станках находят
применение активный контроль качества деталей, приборы,
сигнализирующие о поломке или отсутствии инструмента, самодействующие головки с
управлением по силе подачи и др. Станок с программным управлением, в
котором по заданной программе автоматически осуществляется замена
режущего инструмента, называют многооперационным станком.
Глава XIII
СТАНКИ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
1. Числовая система программного управления
Автоматизация технологического процесса механической обработки
нашла наиболее полное развитие в условиях крупносерийного и массового
производства, где применяются станки-автоматы, заменившие
универсальные и специализированные станки. Автоматы управляются при помощи
механических устройств, которые в условиях мелкосерийного и единичного
производства оказались нерентабельными ввиду их сложной переналадки. Так
возникла необходимость изыскать средства автоматизации, которые
позволили бы производить частую переналадку при обработке малых партий или
отдельны* деталей. Эту задачу решают станки с электронными системами
управления, которые называют станками с программным управлением.
Основными их преимуществами является возможность переналадки
станка при переходе на обработку новой детали в весьма короткое время,
при централизованной подготовке технологических программ. Программа
позволяет проектировать системы дистанционного управления станками и
создавать при этом легкопереналаживаемые автоматические линии и участки
комплексной обработки деталей. Если программа автоматического действия
станка не имеет непосредственной связи с его структурой, кинематикой и
конструкцией, а также может быть выражена в абстрактной форме при
помощи кода, под которым принимается система символов, обусловливающая
определенные действия в виде цифр, букв, их комбинаций и т. д., то такая
система является принципиально отличной от применяемой на
станках-автоматах, обладает большими потенциальными возможностями и
эксплуатационными удобствами.
В качестве программоносителей служат перфокарты, перфоленты,
магнитные ленты, а также штырьковые барабаны или панели, магазины
переключателей и др. В обобщенном виде система программного управления
может быть представлена следующей блок-схемой (рис. 198).
1. Элемент ВП — ввод программы. Его назначение — считывать с
программоносителя закодированные управляющие сигналы в виде
электрических, магнитных, световых или других физических воздействий. Он
включает в себя считывающее и транспортирующее программоноситель
устройства, которые в зависимости от принятого метода записи программы
различают по способу считывания: контактные и бесконтактные, непрерывные и
периодического действия, последовательные и параллельные.
2. Элементы БУ—блок управления. Его
назначение—преобразовывать соответствующие физические воздействия в электрические командные
импульсы или потенциалы. Он также выполняет функции сопоставления
задания с информацией датчика перемещений, расшифровывает введенную
информацию и др. Элемент Б У является обобщающим понятием различных
устройств программного управления, как-то: дешифратора, интерполятора,
счетчика и других устройств в зависимости от принятой схемы реализации
командных воздействий. Эти устройства предназначены для переработки
управляющей информации и выполнения отдельных функций автоматического
управления на основе использования электронных приборов*
239
3. Элемент У — усилитель. В случае необходимости он поднимает
полученный электрический потенциал до необходимого уровня, обеспечивающего
надежное управляющее воздействие.
4. Элемент ИО — исполнительный орган. Он реализует командные
импульсы путем подключения рабочего органа станка к источнику движения
или выполнения других функций автоматического управления. Элемент ИО
обобщает различные сервомеханизмы, которыми обычно в станках являются:
контакторы, электромагниты, электромагнитные муфты, шаговые двигатели,
золотники и т. д.
5. Элемент РО — рабочий орган. Он фактически реализует командные
воздействия, являясь целевым управляемым органом станка.
6. Элемент ЦП — датчик перемещений. Его назначение регистрировать
фактическое перемещение рабочего органа станка. Его наличие определяет
замкнутую систему программного управления, в отличие от более простой,
Рис. 198. Принципиальная скелетная схема Рис. 199. Схема индуктивного дат-
ЧПУ чика перемещений
у которой отсутствует этот элемент — открытой системы программного
управления. Элемент ДП обобщает различные системы путевого контроля,
применяемые в замкнутых системах ЧПУ в качестве устройств обратной связи.
В эти системы входят датчики, измеряющие величины фактического
перемещения рабочего органа или положения управляемого объекта, и приборы
формирования необходимого выходного сигнала.
Абсолютные датчики отражают непрерывное или дискретное изменение
физического параметра, пропорционального контролируемому перемещению.
Эти датчики могут быть со шкалой или без нее. Примером такого датчика
является реохорд, движок которого связан с рабочим органом.
Циклические датчики отражают повторяющееся периодическое
изменение физического параметра в пределах ограниченного участка пути.
Примером может служить индуктивный датчик, схема которого приведена на
рис. 199. В показанном симметричном положении сердечника 2 относительно
выступа линейкиJ ток в диагонали мостовой схемы (2—3) будет
отсутствовать и стрелка прибора 4 займет нулевое положение. При смещении
сердечника из указанного положения в диагонали возникает ток,
пропорциональный расстоянию между линиями симметрии, значение которого может быть
определено прибором 4.
Системы числового программного управления можно классифицировать
по различным признакам:
а) по виду управления движениями — позиционные, прямоугольные,
непрерывные (контурные);
б) по принципу работы — сравнения (только для позиционирования и
прямоугольной обработки), с интерполяторами, с отработкой
декодированной программы (только с заданием программы на магнитной ленте);
в) по принципу задания программы и типу программоносителя — с
заданием декодированной программы на магнитной ленте (с фазовой частотной
записью и импульсной записью), с заданием кодированной программы на
перфоленте (в абсолютных координатных и в приращениях);
240
г) по типу привода — со ступенчатым (только для позиционирования и
прямоугольной обработки), с регулируемым (только для позиционирования
и прямоугольной обработки), со следящими, с шаговым приводом;
д) по типу датчика измерительного устройства — с абсолютным, с
циклическим, с импульсным, без датчика положения (только в системах с
шаговым приводом);
е) по количеству одновременно управляемых координат — по одной
координате (только при позиционировании и прямоугольной обработке),
по двум координатам, по трем координатам, по четырем и более координатам;
ж) по возможности коррекции программы — без коррекции, с
коррекцией длины или положения инструмента, с коррекцией радиуса фрезы на
один или несколько инструментов или с автоматическим расчетом эквиди-
станты.
Позиционные системы числового программного управления применяются
для работы со станками сверлильно-расточной группы. При
позиционировании рабочий орган станка (например, координатный стол с деталью)
перемещается в новую точку обработки. В позиционных системах применяются
абсолютные и неабсолютные датчики положения. В первом случае программа
задается в абсолютных координатах, а работа системы заключается в
сравнении показаний датчиков с координатными, задаваемыми программой. При
этом применяется числовая индикация действительного положения рабочих
органов. Такие системы, работающие со ступенчатым или регулируемым
приводом, называются системами сравнения, к ним относятся «Координата 0-68»
и «Координата Р-69». Во втором случае программа задается в абсолютных
координатах (здесь возможна числовая индикация положения инструмента)
или в приращениях. В таких системах применяются следящий или шаговый
приводы, отрабатывающие каждый импульс, выдаваемый устройством
отработки программ.
Прямоугольные системы предназначены для обработки деталей с
прямоугольными контурами (например, ступенчатых валов) на станках токарной
и фрезерной групп. Траектория движения инструмента, задаваемая такими
системами, состоит только из отрезков прямых, параллельных осям
координат. Рабочие подачи в этих системах, в отличие от позиционных,
осуществляются по всем координатам, а не только по координате Z. При этом
одновременно работает всегда одна координата при общем числе управляемых
координат до пяти.
Непрерывные системы числового программного управления делятся на
системы с магнитной лентой и перфолентой. По виду представления
информации на магнитной ленте системы подразделяются на импульсные,
частотные и фазовые. Непрерывные системы с управлением от перфоленты делятся
по типу интерполяции (линейный, круговой или специальный), способу
задания программы (в абсолютных координатах или в приращениях), типу
привода (следящий или шаговый), числу одновременно управляемых координат
и возможности коррекции программы.
Системы с линейными интерполяторами являются наиболее простыми.
Их используют в тех случаях, когда контур обрабатываемой детали образован
отрезками прямых, расположенными под любыми углами к оси координат.
Если же контур обрабатываемой детали более сложный (криволинейный),
он аппроксимируется (с заданной точностью) ломаной. Программа в этом
случае состоит из участков этой ломаной.
Двухкоординатные системы числового программного управления с
линейными интерполяторами используются для токарных и отрезных станков.
Для объемной обработки на фрезерных станках применяются линейные
интерполяторы с одновременным управлением по трем и более координатам.
Линейные интерполяторы с вводом программы в приращениях и
одновременным управлением по двум («Контур-2П») и трем («Контур-ЗП»)
координатам.
241
Практика применения станков с программным управлением показывает
их экономическую эффективность, особенно на станках фрезерной и коор-
динатно-расточной группы, при обработке деталей сложного профиля. По
имеющемуся опыту эксплуатации станков с программным управлением можно
сделать заключение, что основное распространение получат системы, где
программа кодируется двоичным или двоично-десятичным кодом.
В процессе развития станков с программным управлением намечается
создание самонастраивающихся (адаптивных) систем программного
управления. Если в открытой системе поток информации имеет только одно
направление от элемента «Ввод программы» к рабочему органу, а в замкнутой,
помимо указанного основного потока, еще дополнительную
корректирующую информацию по линии обратной связи о фактическом перемещении
рабочего органа, то в идеальном случае следовало бы также учитывать ряд
факторов случайного характера, связанных с конкретным состоянием
режущего инструмента, возможными отклонениями физических свойств заготовки,
температурных колебаний процесса резания, а также различных силовых
и других воздействий на систему СПИД. Система программного управления,
в которой, помимо основного потока информации, имеется ряд
дополнительных, позволяющих корректировать процесс обработки с учетом
маловероятных воздействий, называется самонастраивающейся.
Точность обработки на станках с программным управлением зависит
от назначения и конструкции станка, а также от встроенной системы. Обычно
регламентируется цена командного импульса или в общем случае
дискретность программирования, которая для токарных станков находится в
пределах 5—50 мкм, при этом нижнее значение относится к поперечной подаче;
для сверлильно-расточных станков по соблюдению координатных
расстояний в пределах 2—8 мкм, при этом нижнее значение относится к коорди-
натно-расточным станкам, и по соблюдению глубины ступенчатой
обработки — 200—250 мкм; для фрезерных станков по любой координате в
пределах 20—25 мкм.
2. Порядок подготовки программы
Основным мероприятием при подготовке к работе станков с программным
управлением является составление программ обработки конкретных деталей
с записью на программоносителе размерной, технологической и
вспомогательной информации, применительно
♦ к заложенной на станке системе
управления. Для общего представления о
характере указанной работы рассмотрим
на обобщенном примере процесс
программирования и записи программы.
Обычно на первом этапе технолог
определяет переходы обработки детали
на станке, первоначальное положение
режущего инструмента и последующее
его относительное перемещение, режим
обработки, порядок выполнения
различных технологических воздействий
и т. п. Полученные исходные данные
заносят в расчетный бланк технологи-
Рис. 200. Схема ^переходов на станках ческой карты Устанавливается
положение точки О расчетных координат
(рис. 200), от которых начинает свое
относительное движение режущая кромка инструмента. Затем траектория
относительного движения инструмента разбивается на отдельные участки,
ограничиваемые так называемыми опорными точками а. Опорные точки на
242
прямолинейных участках обрабатываемой детали обычно устанавливаются
на границах этих участков, если даже они непараллельны направляющим.
Что же касается криволинейных участков, то в зависимости от способа
аппроксимации кривой и требуемой точности ее воспроизведения, опорные
точки расставляются на небольших интервалах по кривой. Между опорными
точками информации о соответствующем взаимном перемещении рабочих
органов станка определяется автоматически электронными устройствами,
называемыми интерполяторами, которыми информация выдается в
унитарном коде. Интерполяторы являются сложными устройствами и могут быть
встроены в систему станка или представлять самостоятельный агрегат. По
сложности устройства и точности аппроксимации кривых различают
линейные, линейно-круговые и линейно-параболические интерполяторы,
Положение каждой опорной точки просчитывается относительно расчетного начала
координат программистом на втором этапе и полученные данные заносятся
в технологическую карту. Графы технологической карты и последовательное
их заполнение должны отвечать требованиям установленного порядка
кодирования программы.
На третьем этапе оператор переносит данные технологической карты при
помощи перфоратора на ленту в установленном порядке записи каждого
перехода. При этом программа автоматически кодируется. Если необходимо,
то завершающим четвертым этапом является запись программы на магнитную
ленту. Из рассмотренного порядка записи программы на магнитную ленту
можно иметь представление о сложности этого процесса. Более просто
записать программу на перфоленту. Программу легко проконтролировать
визуально или автоматически и внести исправления путем дополнительной
пробивки отверстий или заклейки лишних, что невозможно сделать на магнитной
ленте.
Запись программы на современных станках осуществляется унитарным
или двоично-десятичным кодом. При унитарном коде число выражается одним
символом — единицей, поэтому, чтобы записывать, например, число 7,
нужно поставить подряд семь единиц. Такое выражение числа используется
при записи программы на магнитных лентах в виде импульсов определенной
цены.
При двоичном счислении применяются два символа выражения числа —
О и 1, которые в электрических и электронных системах легко воспроизводятся
в виде двух состояний соответствующих приборов: выключено — включено,
обесточено — под током, размагничено — намагничено, а на перфоленте —
отсутствием или наличием пробитого отверстия. В двоично-десятичном коде
используются только четыре разряда двоичного счисления, которыми
выражают десятичные числа в каждом отдельном разряде. Некоторые выражения
десятичного числа одного разряда двоичным числом и различными его
комбинациями, принятыми в системах программного управления, приведены
в табл. 8.
Международной организацией по стандартизации ISO разработан и
рекомендуется для применения в вычислительных машинах и устройствах
обработки информации код ISO-7bit. Он является семизначным кодом и
позволяет позировать 128 символов (рис. 201). Дорожкам 1д, 2д, 3d и 4д
приписаны весд двоичного кода /—2—4—<§, что обеспечивает получение 16
кодовых обозначений (0—15).
Код рассчитан на восьмидорожечную перфоленту шириной 25,4 мм.
Для кодирования информации используются семь дорожек, восьмая
предназначена для контроля считывания информации и дополняет количество
пробивок в строке до четного числа. Информация на перфорированной ленте
располагается следующим образом: на ее строках— поперек движения ленты,
на дорожках — вдоль движения ленты. Каждый символ кода (адрес, цифры,
знак или признак) располагается в виде комбинации пробивок (перфораций)
на одной строке ленты. Например, адрес X кодируется пробивками по 4д,
243
5д и 7д дорожкам, цифра 3 — пробивками по 1д, 2д, 5д и 6д дорожкам, знак
«плюс» — пробивками по 1д, 2д, 4д и 6д дорожкам и т. п. Дорожка -~ с
перфорациями предназначена для протяжки ленты в считывающем устройстве.
Группа адресов, одновременно
отрабатываемых системой, образует фразу (кадр). В одной Таблица 8
фразе может быть произвольное количество D
^r r Выражения десятичного числа
неповторяющихся адресов, а сами кадры имеют двоичным числом и его
переменную длину (различное количество строк). комбинациями
1
р
~
'
7д
-■■ ■■ ■>«*
*
бд
5д
bd
с
д
3d
•
•
•
•
•_
•
•
•
2d
7д
bd
3d
/
LF
•
.
•
%
+
•
•
О
;
г
3
f-
5
6
7
8
9
1
-
•
А
В
С
Л
е
F
&
Н
1
3
к
L
М
N
0
•
•
Р
Q
R
S
Т
и
V
W
X
Y
2
• [
• Г
• 1
\
Dei
Рис. 201. Код ISO-7bit
Система
счисления
Ю X
1 °
1
2
3
4
5
6
7
8
9
2Х
0
1
10
11
100
101
ПО
111
11000
(1001
Коды ]
EFA
(США)
нечет из 6
100000
000001
000010
010011
000100
010101
010110
000111
| 001000
011001
ISO-7 bit,
БЦК-5
8421 1
0000
0001
0010
ООН
0100
0101
оно
0111
1000
1001
Код ISO-7bit (рис. 201) имеет следующие адреса: А — поворот вокруг
оси X; В — поворот вокруг оси У; С — поворот вокруг оси Z; D и Е—
поворот вокруг специальной оси; F — скорость подачи; G — режим работы
системы; Н, J9 I, KhL— резервы; М — вспомогательные команды; N— номер
фразы (кадра); О — резерв; Р —
третичное перемещение вдоль оси Х\ Q —
третичное перемещение вдоль оси У;
R—третичное перемещение вдоль оси Z; 5 —
скорость главного движения; Т — номер
(код) инструмента; V—вторичное
перемещение вдоль оси X] V — вторичное
перемещение вдоль оси Y; W — вторичное
перемещение вдоль оси Z; X —
перемещение вдоль оси X; Y— перемещение вдоль
оси Y; Z — перемещение вдоль оси Z.
Служебные символы кода: (+)— знак
направления перемещения; (—) — знак
направления перемещения; LF— конец
фразы (кадра); % — начало программы;
Del—забой (строка не читается).
ЭНИМС применительно к пятидоро-
жечной телеграфной ленте и клавиатуре
стандартного перфоратора типа СТА-35
разработал буквенно-цифровой код,
которому присвоен индекс БЦК-5, в его основу положен код ISO-7bit.
В отличие от кода ISO-7bit код БЦК-5 содержит ограниченное число букв,
предназначенных для кодирования адресов. Цифры кодируются в двоично-
десятичном коде с весами 8—4—2—1, для чего дорожками 1д9 2д> 3d и 4д
перфоленты приданы веса 7, 2, 4, 8. Для кодирования букв дополнительно
на пятой дорожке перфоленты записывают признак буквы (рис, 202)в
\Ноль
Единица
\двоика
Тройка
1 Четверка
I Пятерка
1 Шестерка
1 Семерка
Восьмерка
\ Девятка
0
1
г
3
ь
5
6
7
8
9
I
56
•
Ф
•
•
•
•
•
■ о
•
: •
t"
8
¥в
••
*
с .
в
•
•
•
•
•
•
•
1 •
•
•
¥
3d
Ф
•
•
•
г
2d
*
•
•
•
"71
/в
* 1
1
•
*
*
*
1
Рис. 202. Код БЦК-5
244
Для обнаружения ошибок, возникающих при считывании информации,
используется метод контроля по модулю 9 или 10. При этом контролируется
как цифровая, так и буквенная информация, для чего коды букв
рассматриваются как соответствующие числа. Для удобства расчетов, связанных с
определением контрольного числа, в качестве символов для задания адресов
выбраны буквы, являющиеся начальными буквами в словах, определяющих
значение символа: Н — нуль, Е — единица, Д — двойка и т. п. Исключение
составляют адреса К, чтобы не путать букву Ч с цифрой 4, и адреса Я, чтобы
отличить адрес с числовым значением 2 от адреса с числовым значением 9.
Считывание контролируется суммированием по модулю 9 или 10 всех строк
кадра, включая строку контрольного кода, дополняющего сумму всех
строк до 0.
Код БЦК-5 имеет 10 адресов. Рекомендуется использовать следующие
адреса: Е — перемещение по оси X; Д — перемещение по оси У; Т —
перемещение по оси Z; К — резерв; П — подача; Ш — скорость шпинделя;
С — смена инструмента; В — вспомогательные команды; Я — адрес;
Н — конец кадра.
3. Пример составления программы1
Процесс подготовки программы подразделяется на следующие этапы:
а) разработка операционного чертежа и чертежа заготовки;
б) технологическая проработка операции;
в) разработка схемы установки или схемы наладки;
г) построение циклограммы (схемы движения инструмента);
д) расчет приращений координат опорных точек;
е) буквенно-цифровая
запись программы
(программная карта);
ж) кодирование в
двоично-десятичном коде на
перфоленте;
з) проверка перфоленты.
л\
1—
_£
32
•*>
'
Ъь
S
Q
1
'
к. * *
* м,
/
г
Г
/
£
^
м
1
1
',
2
I
L
/
т ^-^
-<
ь
—^У
)
§
'
1
1
в)
Рис. 203. Схема обработки
ступенчатого вала
32
JJt^
М
О1
*)
^J/7
На токарно-винторезном станке необходимо обработать ступенчатый вал
(рис. 203, а). Согласно чертежу осуществляется технологическая проработка
для получения информации о выборе инструмента, о последовательности
переходов и проходов, о скоростях подачи суппорта и вращения шпинделя
и о распределении технологических команд. Для указанной детали принята
однорезцовая обработка. Выберем исходное положение резца: ПО мм от оси
шпинделя и 115 мм от упорной базы или 2 мм от торца детали.
В процессе обработки резец должен приблизиться к детали, описать
ее контур и возвратиться в первоначальное положение. Схема движения ин-
1 Пример составлен по данным Рязанского станкостроительного завода для управления
токарно-винторезным станком.
245
струмента относительно детали с простановкой размеров дана на
циклограмме (рис. 203, б). Циклограмма дает геометрическую информацию о
процессе обработки. Штриховой линией 0—1 изображено холостое движение
резца, в конце которого резец «выходит на размер» для обработки (диаметр
100 С3), линия 1—2— рабочее движение по образующей цилиндра на
расстояние 42 мм, в том числе 2 мм — запас хода на врезание. Затем должно
быть движение по образующей конуса 2—3. Но из техпроцесса известно, что
перед этим должна быть изменена скорость шпинделя, чтобы в момент
переключения не задеть выступающий резец. Для этого, предусмотрен его отвод
в точку 2' с возвратом в точку 2. По окончании рабочих переходов резец
возвращается по прямой 5—0 в нулевую точку.
Буквенно-цифровая запись информации. Для ориентировки в рабочем
пространстве станка нанесем оси координат. На рис. 203, а указаны
положительные направления X и F, применяемые в системах с «Контуром ЗП-68».
Рассмотрим движение инструмента из положения 0 до /. Для этого
необходимо получить информацию о том, по какой координате (X или Y),
в каком направлении (-{- или —) и какое расстояние нужно пройти. Эта
информация запишется следующим образом: I К| +160 L которая означает
«движение по координате У» в положительном направлении на расстояние
60 мм. Движение по отрезку 1—2 будет записано: \Х\ — 1421 и т. д. Запись
движений по всем отрезкам циклограммы сведена в табл. 9.
Таблица 9
№ кадра
1 1
2
3
4
5
6
7
8
9
Запись движений по всем отрезкам циклограммы
Координата X
Адрес
X
X
X
X
Направление
—
—
—
+
Путь
в мм
42
24
32
98
Координата1 У
Адрес
У
У
У
У
У
У
Направление
+
—
+
—
—
—
Путь
в мм
60
1
1
20
7,65
32,35
Пояснения к кадрам
Движение из точки 0
в точку /
Движение /—2
Вывод резца из зоны
резания на 1 мм
Возврат резца в зону
резания
Движение по двум
координатам одновременно
(конус)
Зачистка уступа
шириной 7,65 мм
Обтачивание цилиндра
на длине 32 мм (до
точки 5)
Возврат в нулевое
положение по обеим
координатам
Конец программы —
останов
246
В таблице описана только одна геометрическая информация о процессе
обработки. Далее, развивая программу, дополним ее технологической
информацией, после чего переведем все содержание на машинный язык, т. е.
закодируем двоично-десятичным кодом (БЦК-5).
Расстояния, проходимые суппортом, блок управления (БУ) отмеряет
не в миллиметрах, а в шагах (импульсах), причем длина шага зависит от
передаточных отношений в приводах продольных и поперечных подач станка.
Предположим, что в нашем случае цена шага равна 0,01 мм для обеих
координат. Пусть резец должен пройти 42 мм параллельно оси шпинделя в
сторону патрона. В программе программист должен указать не количество
Получив эту
\х
— 142001.
миллиметров, а количество шагов, т. е. записать Л —
информацию, блок управления выдаст на привод продольной подачи станка
4200 импульсов. В табл. 10 сделана замена миллиметров шагами.
Таблица 10
Запись движений по всем отрезкам циклограммы, выраженная шагами
№ кадра
1
2
3
4
5
6
7
8
9
Координата X
Адрес
X
X
X
X
Направление
—
Путь
в шагах
4200
2400
3200
9800
Координата Y
Адрес
У
У
У
У
У
У
Направление
-Ь 1+1 1 1
Путь
в шагах
6000
0100
0100
2000
0765
3235
Частота
Адрес
п
п
п
п
п
п
п
п
Номер
27
32
32
32
32
33
22
22
Конец
кадра
Н
Н
н
н
н
н
н
н
Чтобы суппорт перемещался с требуемой скоростью, импульсы должны
следовать с определенной частотой. Пусть согласно техпроцессу, во 2-м кадре
должна быть задана подача 20 мм/мин, т. е. 2000 шагов в минуту, очевидно
эти импульсы должны поступать с частотой / = 6Q = 33,33 раза в
секунду.
Блок управления «Контур ЗП-68» может выдать импульсы только с
частотами, приведенными в табл. 11. Выберем ближайшую частоту / = 33,4 Гц,
которой соответствует при шаге 0,01 мм подача vy = 20,04 мм/мин. Частота
/ = 33,4 Гц имеет обозначение П32. Дополним 2-й кадр командой П32 и
теперь для исполнения этого кадра машине будет известно все: направление
движения, количество и частота импульсов (шагов). По табл. 11 выберем
подачи (частоты импульсов) для всех участков циклограммы и занесем их
в табл. 10.
Ведущая координата. В 5-м кадре табл. 10 задано одновременное
перемещение инструмента по двум координатам на неодинаковое количество
шагов. Ясно, что по координатам X и Y должны быть движения с разными
скоростями, значит импульсы должны подаваться на обе координаты с
неодинаковой частотой. В кадре задана частота П32 (/ = 33,4 Гц), но пока блоку
управления неизвестно, к какой же координате она относится. Иными
словами, которая из координат является ведущей? Программист должен
отметить ведущую координату особым признаком. Знаками (+) и (—) всего
этого не выразишь, поэтому вместо них проставляются цифры 5, 6, 1, 2; 5 —
признак ведущей координаты и направления (+); 6 — признак ведущей
координаты и направления (—); 1 — признак ведомой координаты и
направления (+); 2 — признак ведомой координаты и направления (—). Запом-
247
Частота импульсов, выдаваемых блоком управления контура ЗП-68
Таблица 11
Адрес
Ш
| с
В
1 Ск
№
команды
01
02
03
04
i 05
! 06
07
08
09
31
41
32
42
33
43
34
44
35
45
36
46
19
21
'22
23
24
25
26
27
28
29
51
57
55
56
63
85
86
92
93
64
00
орости у
Назначение
! 1-я скорость шпинделя *
2-я » »
; 3-я » »
4-я » »
! 5-я » »
6-я » »
7-я » » 20
8-я » » 50
9-я » » 80
100
125
160
200
225
Положение резцедержателя
(данное положение соответствует
команде С31)
32 У S3
t
V 36 V5 35 \
Торможение шпинделя
1-я коррекция инструмента
2-я » »
3-я » »
4-я » »
5-я » »
6-я » »
7-я » »
8-я » »
9-я » »
Охлаждение включено
Охлаждение выключено
Выход в «0» по координате X
» » «0» » » Y \
Включение гидрозолотников
Нарезка резьбы с ^^ 9,99 мм
Нарезка резьбы с 9,99^ t^\
г^ 19,99 мм
Прерывистая подача
включена
Прерывистая подача
выключена
Отклонение гидрозолотников
Пустая команда
казаны для второго диапазона, согл
Код
частоты
П37
П27
П17
П07
П36
П26
П16
П06
П35
П25
П15
П05
' П34
1 П24
П14
П04
ПЗЗ
П23
П13
ПОЗ
П32
П22
П12
П02
П31
П21
ПИ
ПО*
пзо
П20
пю
поо
асно паспо]
Частота
в Гц
1070
900
757
636
535
450
378
318
267
225
190
159
134
133
94,5
79,5
66,5
56,3
47,3
39,7
33,4 !
28,1 !
23,6
19,9 |
16,7
14,1
11,8
9,93
8,35
7,03
5,91
4,96
>ту станка.
Подача
(в мм/мин)
при t =
= 0,01 мм
642
540
454,4
381,6
321
270
226,8
190,8
160,2
135
114
95,4
80,4
79,8
57,7
47,5
39,9
33,78
28,38
23,82
20,04
16,86
14,16
11,94
10,08
8,46
7,08
5,968
5,016
4,218
3,546
2,92
Подача
(в мм/мин)
при t =
= 0,02 мм
1284
! 1080
908,8
763,2
642
540
453,6
381 6 1
320,4
270
228
190,8
160,8
159,6
113,4
95,0
79,8
67,56
56,76
47,64
40,08
33,72
28,32
23,88
20,04
16,92
14,16
11,936
10,032
8,436
7,092
5,87
нить это просто: нечетный признак—направление (+), четный (—),
признак ведущей координаты больше, чем ведомой, на 4.
Принято называть ведущей ту координату, по которой приходится больше
шагов (импульсов) в данном кадре. Если в кадре задано движение только по
одной координате, то она должна получить признак ведущей (5 или 6).
Частоту / по ведомой координате машина вычислит автоматически,
пропорционально количеству проходимых шагов.
Программирование технологических команд. В данном станке
автоматизированы многие вспомогательные функции. Их перечень дан в табл. 11.
Для нашего примера из него применимы следующие команды: Ш08 —
включить 8-ю скорость шпинделя; Ш07 — включить 7-ю скорость шпинделя;
В51 — охлаждение включить; В57 — охлаждение выключить.
Технологическая команда может быть записана в отдельный кадр, и
в любом кадре может быть записано несколько команд с различными
адресами.
Запись программы на стандартном бланке. Переписывая программу
из табл. 10 на стандартный бланк (табл. 12), введем обозначения ведущих
и ведомых координат и добавим шифры четырех вспомогательных команд.
Кроме того, в соответствии с БЦК-5 и для удобства расчетов будем
обозначать адрес координаты X буквой Е, а координаты Y — буквой Д. Графу
«Пробел» заполним нулями и заполним графу «Контрольное число», как
будет сказано в следующем разделе. В результате получилась программная
карта. Поясним некоторые кадры.
Кадр 4 — движение ведущей координаты Y в положительном
направлении на 100 импульсов (шагов) при частоте П32 (с подачей 20,04 мм/мин).
В момент начала движения скорость шпинделя переводится на другую
ступень, на которой работа будет продолжаться и в последующих кадрах.
В кадре 5 подача не записана, значит продолжает действовать команда
П32, данная в кадре 4. Важно уяснить, что если в кадре 4 команда П32
относилась к ведущей координате У, то в кадре 5 она исполняется уже по ведущей
координате X, на которую пойдут импульсы с той же частотой fx = 33,34 Гц,
и получается скорость vx = 20,04 мм/мин. На ведомую координату блок
управления пошлет за то же время меньшую порцию импульсов, разумеется,
и с меньшей частотой. Эта частота будет / = 33,34 24QQ = 27,8 Гц. При
такой частоте и шаге (0,01 мм) подача vg = 16,8 мм/мин. Суммарная подача
(по образующей конуса) v= yvx-\-v2y = 26 мм/мин.
Защита программы от ошибок. При кодировании программы на
перфоленте возможны ошибки. Кроме того, машина может прочитать какой-либо
кадр неправильно из-за повреждения перфоленты или по другой причине.
Для защиты программы от ошибок исполнения в системе с «Контуром
ЗП-68» применен так называемый контроль по модулю 10, суть которого
такова. Каждая цифра, записанная в кадре, принимается за отдельное число
и сумма этих чисел (в кадре) делается кратной 10. Буквы при этом не
пропускаются, а заменяются числовыми эквивалентами, например, буква Е —
числом 1, Д — числом 2, П—числом 5, Ш)—числом 6, С—числом 7,
В — числом 8, Я — числом 9, Н — ноль. Подсчитаем сумму чисел в кадре 1.
Кадр: Д56000П27Ш08Н. Сумма чисел будет 2+5+6+0+0+0 +
+ 5 +2 +7 +6 +0 +8 +0 = 41. Дополним этот кадр цифрой 9,
которую и запишем в графе «Контрольное число». Получим запись кадра в
окончательном виде. 9Д56000П27Ш08Н (250). При искажении информации кадра
деление на 10 дает остаток, который срабатывает как сигнал останова.
Данный кадр блок управления исполнять не будет, и на панели загорится
лампочка «Ошибка считывания».
Порядок исполнения программы. Блок управления будет читать кадр
за кадром последовательно. Чтобы нагляднее нам это представить, запишем
249
Таблица 12
Стандартный бланнгдля записи программы
Кадр
0
1
2
3
4
5
6
7
8
9
Пробел
1
о о о о о оо о о
2
о о о о о оо о о
3
о о о о о оо о о
Контрольное число
4
9
3
0
9
1
3
9
3
1
Координата X
о, !
<
5
Е
Е
Е
Е
Направление и код
задающей
координаты
6
6
6
5
Величина
перемещения
7
4
2
3
9
8
2
4
1 2
8
9 | 10
0
0
0
0
0
0
0
0
Координата У
CD
(X
<
11
д
д
д
д
д
д
Направление и код
задающей
координаты
12 |
5
6
5
2
6
2
Величина
перемещения 1
13
6
0
0
1 о
0
3
14
0
1
1
0
7
2
15
0
0
0
0
6
з
16
0
0
0
5
5
Частота
си
(X
<
17
п
п
п
п
п
!п
п
о
18
2
3
3
3
3
2
2
19
7
2
3
2
3
2
7
Скорость
шпинделя
си
о.
•=*
< 1
20
ш
ш
о
21
0
0
22
8
7
Инструмент
о
Си
с*
<
23
о
24
25
Вспомогательная
команда
и
си
р.
ее
<
26
В
в
о
27
5
5
28
1
7
Конец кадра
29
н
н
н
н
н
н
н
н
Конец программы
30
ЯН
Коментарии
(см. рис. 203, б)
i 31 |
Подход к детали
Обтачивание
цилиндра
Отвод резца и
переключение
скорости шпинделя
Обтачивание
конуса
Зачистка уступа
Обтачивание
цилиндра
диаметром 155,3
Возврат в
положение «0» j
Останов
всю программу в один ряд как бы на узкой ленте (рис. 204). Лента проходит
через считывающее устройство. В промежутках между кадрами записано
по три нуля (пробел), чтобы при считывании одного кадра соседние не
мешали.
Процесс исполнения программы будет проходить следующим образом.
Устанавливаем ленту так, чтобы перед считывающим устройством был кадр 1,
и включим автоматическую работу. Лента быстро продвинется сначала на два
кадра и остановится. Блок управления запомнит кадры 1, 2 и немедленно
0009Д56000П27Ш08Н 0003Е6^20ОП32В51Н О0О0Д601ООЛЗЗН О009Д50100 ит д
v у / Ч у __• <^ у * v Ц,
1-й кадр %-й кадр 3-й кадр Начало ^-го
кадра
Рис. 204. Схема записи программы
приступит к исполнению кадра I, При этом блок начнет посылать серию
(6000) импульсов при частоте П27 (f = 900 Гц) по каналу информации Д5 —
к приводу поперечной подачи. В первый же момент этой серии будет послан
еще один импульс по каналу Ш08, чтобы включалась 8-я ступень скорости
шпинделя. В конце отработки кадра 1, т. е. после выдачи 6000 импульса на
привод подачи, машина выполнит команду Н, т. е. приступит к отработке
кадра 2: по каналу Е6 пойдет серия 4200 импульсов с частотой П32. Пока
идет отработка кадра 2, через считывающее устройство проскочит кадр 3
ленты и т. д.
2"и кадр 3-й кайр
Рис. 205. Код 2-го и 3-го кадра программы
Кодирование кадров программы. В системе с «Контуром ЗП-68» принят
адресный способ задания информации. Поэтому все числа в кадре, кроме
«контрольного числа», относятся к соответствующим адресам и
располагаются от них на строго определенном расстоянии. После адресной буквы Е
или Д на ленте располагается одноразрядное число — признак «приоритета»
и направления, и за ним следует четырехразрядное число, например, 6000 —
количество шагов по данной координате. После любой из букв П, III, С и В
ближайшие две строки на ленте отводятся под двухзначные числа — номера
команд. Для примера на рис. 205 закодированы кадры 2 и 3 программы.
Выбор системы и соответственно программоносителя и кода записи
программы зависит от назначения станка и формы обрабатываемых деталей.
При контурной обработке наибольшее применение в отечественной практике
нашли разомкнутые системы с шаговыми двигателями и с записью программы
на магнитной ленте. При координатной обработке наиболее простыми и
удобными оказались замкнутые системы с записью программы на перфоленте,
а при ограниченном числе переходов — на перфокарте.
251
Из всех разновидностей программоносителей практически большее
применение получили пяти- и восьмидорожечные телеграфные перфоленты и
магнитные ленты шириной 35 и 25,4 мм. Широкое внедрение пятидорожечных
бумажных лент шириной 17,5 мм объясняется наличием простых и надежных
в работе телеграфных перфораторов, возможностью записи программы на
ЭВМ, а также использования бухгалтерских пишущих машинок. Обычно на
чу
AD
Р?Э зу~1
р^ л—г
ЗУ-2
Z2 зу-к
X
ку-1 \Jfij\\ ку-г | -4^Н КУ'К
Рис. 206. Блок-схема адресного запоминающего устройства
перфолентах программы записываются и считываются строками, что
позволяет применять кадры различной длины, соответственно объему информации
отдельных переходов, а при наличии адресной системы — исключать
повторяющиеся кадры и этим значительно сокращать длину ленты.
На рис. 206 приведена блок-схема адресного запоминающего устройства.
В соответствии с признаком адреса и его шифром импульсы от считывающей
головки ЧУ и дешифратора АД посредством вентиля И подключают
соответствующий коммутатор К У и запоминающий блок ЗУ, в котором
электронные реле переключаются соответственно поступающей цифровой информации.
4. Примеры станков с программным управлением
На рис. 207 представлен токарный станок с числовым программным
управлением 1М63Ф306, выпускаемый Рязанским станкостроительным
заводом. Станок предназначен для токарных патронно-центровых работ,
выполняемых за один или несколько проходов по автоматическому циклу.
В процессе обработки можно изменять по программе 24 скорости шпинделя
путем переключения электромагнитных муфт в коробке скоростей зубчатого
перебора шпиндельной бабки.
Привод продольных и поперечных перемещений суппорта осуществляется
от электродвигателей постоянного тока через редукторы и шариковые
винтовые пары. В качестве программоносителя используется восьмидорожечная
перфолента с системой кодирования ISO.
Станок осуществляет контурную обработку деталей тел вращения по
двум управляемым координатам. Точность обработки на станке: овальность —
0,015 мм; конусность на длине 300 мм — 0,03 мм, чистота обработки
соответствует 5—6-му классу.
На рис. 208 представлен вертикально-сверлильный станок 2Р135Ф2.
Главное движение, движение подачи револьверной головки и перемещение
крестового стола обеспечиваются электромеханическими приводами. Для
быстрой смены инструмента в револьверной головке предусмотрено
устройство механизированной выпрессовки инструментов из шпинделей. На станке
применена система числового программного управления «Координата С-68»
в сочетании с пультом управления вертикальной координаты от штеккерного
табло. Программа по перемещениям крестового стола задается на пятидоро-
жечной перфоленте кодом БЦК-5. Координатные перемещения могут также
задаваться посредством декадных переключателей. Наличие числовой
индексации позволяет вести визуальное наблюдение за положением крестового
стола и револьверной головки в данный момент, а также позволяет
контролировать правильность записи программы на перфоленте. На станке
предусмотрен активный контроль выполнения заданной программы по трем
252
Рис. 207. Токарный станок 1М63Ф306
Рис. 208. Вертикально-сверлильный станок 2Р135Ф2
Рис. 209. Консольно-фрезерный станок 6Р13ФЗ
253
координатам в процессе работы станка. В качестве датчиков отсчета
перемещений по трем координатам используются круговые электроконтактные
кодовые преобразователи типа КП-3.
На рис. 209 представлен фрезерный консольный вертикальный
станок 6Р13ФЗ. Станок предусмотрен для контурной и объемной обработки
деталей сложной конфигурации из стали, чугуна, пластмасс, цветных
металлов и легких сплавов. Станок оснащен устройством программного
управления типа «Контур ЗП-68» со встроенным линейным интерполятором с вводом
информации на пятидорожечной бумажной ленте. Код —
двоично-десятичный БЦК-5. Система управления — контурная импульсно-шаговая с
электродвигателем типа ШД-4. Наличие технологических команд обеспечивает
автоматическое управление пуском и остановкой шпинделя, включением
подачи охлаждающей жидкости и пр. При обработке деталей с
криволинейным контуром обеспечивается точность ±0,1 мм, при обработке линейных
контуров— ±0,08 мм.
5. Многооперационные станки
В последнее время у нас и за рубежом приступили к изготовлению
металлорежущих станков с автоматической сменой инструментов при программном
управлении, получившим название многооперационные станки
(обрабатывающие центры). Эти станки предназначены для обработки корпусных
деталей с отверстиями, а также деталей типа рычагов, плит, кронштейнов
и т. п. [11 ].
Фрезерно-сверлильно-расточные станки с автоматической сменой
инструментов изготовляются как с небольшим числом инструментов, помещенных
в гнездах револьверных головок, так и с очень большим числом
инструментов (свыше 100), находящихся в специальных магазинах различной
конструкции. Появились станки токарной группы («Торнинг-центры»), у
которых вместо обычных револьверных головок применяются магазины с
большим числом инструментов.
Важнейшими предпосылками появления станков с автоматической
сменой инструментов послужило общее повышение требований к мобильности,
переналаживаемости производственного оборудования в машиностроении и
настоятельная необходимость автоматизации мелкосерийного производства.
Станки с автоматической сменой инструментов представляют собой не
просто усовершенствование конструкций станков и систем программного
управления, а являются одним из общих перспективных направлений
развития металлорежущего оборудования. Несмотря на усложнение
конструкций и удорожание станков, их применение оказывается рентабельным
благодаря повышению производительности, в основном путем резкого сокращения
вспомогательного времени и улучшения организации труда, повышений
точности обработки, прежде всего из-за сокращения числа перебазирований
обрабатываемой детали, высокой степени автоматизации с возможностью
быстрой переналадки на другую деталь.
Рассмотрим конструктивные особенности многооперационных станков.
Это в основном одношпиндельные станки или станки с револьверными
головками, шпиндели которых работают поочередно. Некоторые фирмы
изготовляют станки и с двумя шпинделями, из которых один предназначается
для тяжелых, £ другой — для легких работ. Шпиндель может
реверсироваться и автоматически фиксироваться в определенном угловом положении.
Реверс используется при резьбонарезании метчиками, а угловая фиксация —
при некоторых расчетных операциях и при автоматической смене
инструментов.
Автоматическая смена инструментов осуществляется посредством
индексирования револьверной шпиндельной головки или автоматической
разгрузки и загрузки шпинделя оправками с инструментами из магазина
с помощью автооператоров.
254
Станки оборудуются приводами, допускающими автоматическое
изменение режимов обработки при смене инструментов. Для обработки деталей
с разных сторон станки снабжаются прецизионными поворотными столами,
индексирующимися через угол 90° или способными поворачиваться на
разные углы, заданные программным управлением.
Для совмещения времени установки новых заготовок с основным
временем работы станки оснащаются дополнительными устройствами, в
результате чего время смены заготовок снижается до нескольких секунд.
Механизмы подачи узлов станка имеют привод с безлюфтовыми зубчатыми
передачами и шариковыми ходовыми винтами, чаще всего от гидродвигателей.
Станки оборудуются позиционными или непрерывными (контурными)
системами программного управления всеми перемещениями узлов станка,
Рис. 210. Многооперационные станки
сменой инструментов и заготовок, поворотами стола с обрабатываемой
деталью, автоматическим изменением частоты вращения шпинделя и скоростью
подачи.
Общие схемы построения фрезерно-сверлильно-расточных станков
разнообразны. Первые компоновки этих станков повторяют схемы построения
обычных универсальных станков, причем многие из них изготовляются на
базе серийных станков. В настоящее время многооперационные станки
выполняются с компоновками по типу вертикально-сверлильных,
горизонтально- и вертикально-фрезерных консольных и бесконсольных, коорди-
натно-расточных, продольно-фрезерных и портальных станков.
На рис. 210, а представлена компоновка бесконсольного вертикально-
фрезерного станка с револьверной головкой 1, которая установлена на
шпиндельной бабке 4, перемещающейся по стойке 2, в направлении оси Z. Стол 3
с обрабатываемой деталью совершает движение подачи по направлениям X
и У. Наиболее разнообразны компоновки станков с револьверными
шпиндельными головками, поскольку в них проще менять инструменты.
Наряду с разнообразием компоновок станков наблюдается
разнообразие устройств автоматической смены инструментов и заготовок. Эти
устройства оказывают существенное влияние на развитие компоновок станков,
выдвигая ряд требований. Например, для обеспечения рациональной
автоматической смены инструментов желательно, чтобы в компоновках
выполнялись следующие условия: минимум координатных перемещений при смене
инструментов, сохранение постоянства координат оси шпинделя при смене
инструментов, расположение неработающих инструментов вне рабочей зоны
станка и др.
На рис. 210, б представлена схема компоновки
горизонтально-расточного станка с подвижной колонной 1. Инструменты, расположенные в
магазине 2, по мере необходимости подводятся к шпинделю 3 станка и специаль-
255-
ными устройствами устанавливаются и закрепляются в нем. Перед этим
отработавший инструмент автоматически переводится из шпинделя 3 в
свободное гнездо магазина 2.
Решающее влияние на компоновку станка в ряде случаев может
оказать выбор способа смены заготовки, например, когда применяются два
поворотных стола или сменные поворотные столы. Индексация поворотных
столов выполняется прецизионной, чтобы обеспечить соосность отверстий,
растачиваемых с двух противоположных сторон обрабатываемой детали,
а также перпендикулярность и параллельность обработанных плоскостей.
Обычно индексирующиеся поворотные столы имеют четыре или восемь
позиций, но иногда это число достигает 72. На рис. 211 представлены способы
кантования и смены обрабатываемых деталей на многооперационных станках.
На рис. 211, а обрабатываемая деталь устанавливается на поворотную
плиту 'или приспособление 1 и подается на станок. На станке имеется устрой-
Рис. 211. Способы кантования и смены обрабатываемых деталей
ство 2, принимающее плиту или приспособление /. Устройство 2 подводит
деталь с плитой в рабочую зону к шпинделю станка 3. Разгрузка и загрузка
происходят в то время, когда приспособление / находится на автооператоре 4.
На рис. 211, б показана схема кантования детали с двумя сдвигающимися
рабочими столами. Стол /, находящийся на поворотных салазках 2, после
завершения обработки детали с четырех сторон автоматически сдвигается
на направляющие второй установочной позиции 3 для разгрузки-загрузки,
а на его место из позиции 4 поступает второй стол с новой заготовкой.
На рис. 211, в показано два поворотных стола /, смонтированных на
неподвижном основании 2. Все координатные перемещения совершает
шпиндель 3. В позиции 4 деталь обрабатывается, в позиции 5 происходит разгрузка-
загрузка. Процесс смены и кантования обрабатываемых деталей на этих
станках сокращен до минимума благодаря автоматизации и управлению по
сигналу от системы программного управления.
На рис. 212, а приведена схема многооперационного станка со
сдвоенными поворотными столами /, загружаемыми поочередно. Инструменты из
магазина 2 подаются в зону резания и специальными устройствами
устанавливаются в шпинделе 3 станка. На рис. 212, б показана схема
многооперационного станка с двумя сдвигающимися столами 1.
Наиболее характерным признаком станков является наличие устройств
для автоматической смены инструментов в процессе обработки деталей
(см. например, рис. 210). Рациональным способом автоматической смены
инструментов является применение магазина оправок с инструментами, число
которых может превышать 100. Эти устройства отличаются наличием или
отсутствием автооператора, расположением магазинов на станке и
конструкцией самих магазинов. На рис. 213 показаны способы автоматической замены
инструмента с автооператором, расположенным между магазином и шпин-
256
делем. Автооператор имеет два захвата — для отработавшего и нового
инструментов. Автоматическая смена инструмента совершается в определенной
последовательности. Во время работы станка магазин / (рис. 213, а)
индексируется в положение, в котором последующий инструмент поступает в по-
Рис. 212. Схемы многооперационных станков
зицию разгрузки-загрузки. По окончании работы предыдущего инструмента
шпиндель 2 возвращается в положение разгрузки-загрузки. Автооператор 3
поворачивается из своего исходного положения и двумя захватами
одновременно захватывает предыдущий и последующий инструменты. Механизм
зажима освобождает оправку шпинделя. Автооператор 3 перемещается в
осевом направлении, извлекая предыдущий инструмент из шпинделя, а
последующий — из магазина. Автооператор 3 поворачивается на 180°, меняя
местами предыдущий и последующий инструменты, и перемещается в осевом
направлении, посылая последующий инструмент в шпиндель, а
предыдущий — в гнездо магазина. Механизм зажихма закрепляет новую оправку
9 Н. С. Колев в др.
257
в шпинделе. Автооператор, поворачиваясь, приходит в исходное положение.
Весь цикл смены инструментов занимает 5—6 с.
Оправки с инструментами от магазина У, расположенного вне бабки
(рис. 213, б), к шпинделю 2 и обратно переносятся автооператорами 3.
Увеличение числа передающих механизмов и их усложнение не приводят к
увеличению времени на смену инструментов, так как она совершается во время
работы станка. Для дальнейшего сокращения времени смены инструмента
применяются шпиндельные головки с двумя шпинделями — рабочим и пред-
загрузочным (рис. 213, в, г). Пока один шпиндель находится в работе,
другой разгружается от отработавшего инструмента и загружается новым с
помощью автооператора, скорость работы которого в этом случае может быть
небольшой. По окончании работы инструмента шпиндельная головка
поворачивается на 180° индексирующим механизмом и вводит в действие второй
шпиндель с новым инструментом. Смена инструмента может совершаться
в течение 1—2 с.
В многооперационных станках число используемых в работе
инструментов достигает нескольких десятков. В связи с этим решается задача такого
кодирования инструмента в магазине, которое допускало бы автоматическое
распознавание номеров и выбор каждого последующего инструмента по
сигналам программного управления. Если при применении магазина инструменты
располагают по порядку их использования, то кодирования не требуется.
При обмене инструментами между шпинделем и гнездом магазина порядковая
нумерация не нарушается, однако инструменты в магазине постепелно
смещаются на один шаг. Повторное использование инструментов возможно путем
ручной их перестановки в свободные гнезда, что усложняет обслуживание
и увеличивает опасность ошибок при перестановке инструментов. Поэтому
располагать инструменты в магазине в порядке их очередности можно только
для операции, где общее число их невелико.
Кодирование инструментов позволяет избежать этих ограничений.
Автоматический поиск инструмента допускает любое расположение инструментов
в магазине независимо от их очередности. Существует несколько способов
кодирования инструментов — кодирование места под инструмент,
применение специальных ключей, несущих код инструмента, и непосредственное
кодирование оправок с инструментами. Рассмотрим сущность
непосредственного кодирования оправок с инструментами. В этом случае между конусным
хвостовиком оправки и инструментом помещаются кодовые кольца.
Кодирование оправок заключается в определенном расположении колец,
отличающихся диаметрами. Закодированная оправка с инструментом помещается
в гнездо магазина и при его повороте воздействует кольцами на конечные
выключатели, число которых должно быть равно общему числу колец.
Релейная схема определяет совпадение заданного кода с сочетаниями включенных
и невыключенных конечных выключателей и таким образом выбирает нужный
инструмент.
Метод кодирования непосредственно оправок с инструментами имеет
следующие достоинства: допускается любая последовательность загрузки
магазина инструментами; нет необходимости в поиске соответствующего
места для предыдущего инструмента при возвращении его в магазин; магазин
поворачивается только один раз для смены инструмента, что упрощает цикл
управления устройствОхМ.
Наше отечественное станкостроение приступило к серийному выпуску
многооперационных станков с программным управлением. На рис. 214, а
показан продольно-фрезерный станок 6305Ф4 с горизонтальным шпинделем,
числовым программным управлением и инструментальным магазином.
Станок предназначен для многооперационной обработки корпусных деталей.
На нем можно производить следующие операции: фрезерование плоскостей
и сложных криволинейных поверхностей, расфрезерование круглых
отверстий взамен чернового растачивания, сверление и растачивание отверстий.
258
Станок имеет дисковый магазин емкостью 24 инструмента. Любой
выбранный по программе инструмент может быть автоматически установлен
в шпинделе, В станке используется контурная система обработки с пятью
управляемыми координатами. В качестве программоносителя применяется
восьмидорожечная перфолента с системой кодирования ISO. Станок быстро
переналаживается и может быть использован в серийном и мелкосерийном
производстве.
Рис. 214. Многооперационные станки
259
Точность обработки на станке: взаимная перпендикулярность двух
боковых поверхностей на длине 500 мм —Т),05 мм, перпендикулярность
боковой поверхности к основанию на длине 500 мм — 0,05 мм, соосность отверстий,
расточенных с двух противоположных сторон на длине 500 мм, — 0,05 мм.
Чистота обработки 6-й класс.
На рис. 214, б представлен горизонтальный сверлильно-фрезерно-рас-
точный станок 2А622Ф4 с числовым программным управлением и
автоматической сменой инструмента. Станок предназначен для четырехсторонней
обработки консольным инструментом крупных корпусных деталей (массой
до 3 т). Станок может выполнять по программе с автоматической сменой
инструмента следующие операции: сверление, растачивание, развертывание
отверстий, нарезание резьбы метчиками, фрезерование по прямоугольным
контурам.
Магазин цепного типа, вмещающий до 100 инструментов, позволяет
обрабатывать сложные детали за одну установку. Инструмент меняется не более
чем за 10 с. Главный привод и приводы перемещения подвижных узлов
осуществляются от электродвигателей постоянного тока с тиристорным
управлением. На станке используется управляющее устройство «Размер-2»,
обеспечивающее перемещение по пяти координатам (по двум из них —
одновременно): вертикальное перемещение бабки, продольное и поперечное
перемещения стола, поворот стола, продольное перемещение выдвижного
шпинделя. Программируются также скорость вращения шпинделя, скорость
перемещения подвижных узлов, автоматическая смена инструментов. Задание
программы и ее обработка производятся в абсолютной системе. В качестве
датчиков точного перемещения использованы развернутые сельсины.
Программа записывается на восьмидорожечной перфоленте в системе ISO.
Точность обработки на станке: точность установки координат на всей
длине перемещения 0,04 мм; цена отсчета линейных координат по цифровой
индикации 0,01 мм, угловых — 0,01 рад. Чистота обработки 6-й класс.
Горьковский завод фрезерных станков выпускает горизонтальный фре-
зерно-сверлилько-расточной станок с крестовым поворотным столом ГЦ.-0#
(рис. 214, в). Станок предназначен для многооперационной обработки
корпусных деталей. На нем можно производить следующие операции:
фрезерование, контурное фрезерование, сверление и растачивание отверстий,
нарезание резьбы.
Станок имеет магазин цепного типа емкостью 30 инструментов. Любой
выбранный по программе инструмент может быть автоматически установлен
в шпинделе.
Многооперационные станки являются новым этапом развития
программного управления. Они позволяют эффективно осуществлять программу
большого объема. Если на отдельных простых операциях фрезерования,
сверления, резьбонарезания и т. д. возможности станков программного
управления не используются и применение их часто является нерациональным, то
интеграция простых операций в одну общую совокупную программу
обработки делает применение станков программного управления рациональным
и экономически эффективным. Возможность быстрой переналадки станка на
новую деталь делает многооперационные станки особо эффективными в
условиях мелкосерийного производства.
Глава XIV
АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
Автоматическими называют поточные линии станков и агрегатов,
связанные в единую систему, в которой весь комплекс технологических
процессов происходит без прямого участия рабочего, который лишь контролирует
и налаживает оборудование. Область применения автоматических линий —
массовое производство устойчивых по конструкции изделий. Их используют
в различных отраслях машиностроения с довольно широкой номенклатурой
операций: сверлильно-расточных, резьбонарезных, токарных, фрезерных,
шлифовальных, зуборезных, а также кузнечно-прессовых, литейных,
сварочных и термических. В автоматические линии могут входить агрегаты,
осуществляющие сборочные операции, антикоррозийные покрытия,
взвешивание, упаковку и другие вспомогательные работы.
Автоматические линии классифицируют по ряду признаков.
1. В зависимости от величины штучного выпуска деталей применяются
однопоточные линии (последовательного действия) и многопоточные линии
(параллельно-последовательного действия).
2. По роду станков различают автоматические линии, скомпонованные:
из станков, специально построенных для данной линии; из агрегатных
станков; из универсальных станков, специально модернизированных и
автоматизированных для встройки в автоматическую линию.
3. По способу передачи обрабатываемых деталей со станка на станок
различают линии: со сквозным транспортированием с проходом детали сквозь
места зажима (применяются при обработке корпусных деталей на
агрегатных станках); с верхним транспортированием; с боковыми
транспортированием; с комбинированным транспортированием; с роторным
транспортированием, применяемым в роторных линиях. Детали могут транспортироваться
со станка на станок самостоятельно, а в тех случаях, когда конфигурация их
неудобна для транспортирования, они предварительно устанавливаются и
закрепляются на специальных плитах-спутниках и перемещаются вместе с ними.
4. По расположению оборудования различают замкнутые и незамкнутые
автоматические линии. Замкнутые линии бывают круговые
(станки-комбайны) и прямоугольные. Большинство автоматических линий имеют
незамкнутое расположение оборудования: прямолинейное, Г-образное, П-об-
разное и др.
Детали, подлежащие обработке в автоматических линиях, должны быть
прежде всего технологичными. Заготовки для них должны иметь удобные
базы для установки и фиксации в приспособлениях. Конструкция детали
должна отвечать требованиям ритмичной обработки, т. е. обеспечивать
приблизительно равное время выполнения отдельных операций. В процессе
обработки заготовок целесообразно иметь наименьшее количество
перестановок и перезажимов, производить максимально возможное совмещение
операций, не связанных, однако, с применением очень сложного
комбинированного инструмента.
Режущий инструмент выбирают в соответствии с технологией обработки.
Обычно применяют нормальный или специальный инструмент: однолезвий-
ный, многолезвийный, а также комбинированный в виде целых блоков.
261
Важным фактором, от- которого может зависеть рентабельность
автоматической линии, является режим обработки и стойкость инструмента.
Поскольку количество одновременно работающего инструмента в линии велико,
выход из строя одного из них, смена или подналадка вызывает остановку
всего автоматизированного участка. Вопрос оптимальной стойкости
инструмента и, следовательно, режимы резания пока решают опытным путем, но
уже намечаются пути расчета этих факторов. В действующих автоматических
линиях режимы резания установлены с таким расчетом, чтобы инструмент
работал без переточки всю смену, а в отдельных случаях только до
обеденного перерыва, во время которого затупившийся инструмент можно заменить.
/. Оборудование для автоматических линий
Как сказано ранее, автоматические линии могут оснащаться
агрегатными специальными или универсальными станками.
Линии из агрегатных станков находят наибольшее распространение и
используются при организации нового производства или при капитальной
реконструкции предприятия. Опыт отечественного и зарубежного
машиностроения показал целесообразность внедрения переналаживаемых
автоматических линий. В связи с этим создаются модели агрегатных станков, имеющих
постоянные агрегатные столы и
сменные силовые головки,
устанавливаемые на них.
Линии из специальных
станков применяются редко. Стоимость
таких линий высока и сроки
освоения их длительны, так как каждый
станок линии приходится
проектировать, а затем осваивать в
производственных условиях. Кроме
того, недостатком этих линий
является невозможность
использования их оборудования для
производства других деталей.
Автоматические линии из
специальных станков находят приме-
Рис. 215. Автоматическая линия для обработки нение для сравнительно неслож-
сегментов пишущих машинок ных (при небольшом числе
операций) технологических процессов.
Станки часто монтируются на одной станине, как, например, в линиях
для обработки корпусов часов, сегментов пишущих машинок и пр.
На рис. 215 представлена автоматическая линия для обработки сегментов
пишущих машинок. Сегменты в приспособлениях устанавливаются на
бесконечном ленточном транспортере-столе 3 и обрабатываются в различных
позициях инструментом силовых головок /, 2, 4, 5 и 6Г
Линии из обычных агрегатных или специальных станков обладают тем
недостатком, что на них утрачивается маневренность производства и имеет
место так называемый «консерватизм технологии», т. е. затрудняется
возможность изменения технологии обработки данного изделия, а также
быстрого перехода от производства одного изделия к другому, так как
автоматическое оборудование специализировано и приспособлено к производству
только одного какого-то вида продукции. Это привело к тому, что в последнее
время широкое распространение получили автоматические линии из типового
универсального оборудования, т. е. из автоматизированных станков обычных
типов: токарных, сверлильных, фрезерных, зуборезных, шлифовальных и
т. п. Конечно, эти станки должны быть соответствующим образом
приспособлены для встройки в автоматическую линию. Использование универсального
4 5
262
оборудования позволяет снизить сроки изготовления автоматических линий,
увеличивает надежность работы и обеспечивает возможность переналадки
их на разные типоразмеры деталей или на новый объект производства.
В проведенной ЭНИМСом работе по типажу станков, приспособленных
для встройки в автоматические линии, было установлено, что свыше 30
моделей полуавтоматов и автоматов нормального типа могут встраиваться без
изменений, около 50 моделей требуют при встройке изменений, а на базе
230 моделей могут быть созданы модификации станков для встройки в
автоматические линии. Такие типовые универсальные станки после их работы
в одной автоматической линии могут быть использованы в других линиях
для производства совершенно иных деталей, а также в качестве
самостоятельно действующего оборудования.
В настоящее время с целью сокращения номенклатуры автоматических
линий для обработки деталей типа тел вращения, а также числа типоразмеров
станков и другого оборудования, входящего в линии, проводится работа
по проектированию линий для обработки указанных деталей в определенном
диапазоне типоразмеров. Из общего количества автоматических линий,
подлежащих поставке в ближайшие годы машиностроительным предприятиям,
линии из агрегатных станков будут составлять ориентировочно 15%, из
специальных станков— 10%, из универсального типового
оборудования—50%.
Наряду с созданием линий из нового оборудования весьма эффективной
является постройка линий на основе использования действующего
оборудования, модернизированного соответствующим образом. Применение таких
линий требует меньших капиталовложений и меньше времени на их
изготовление и освоение. Кроме того, весьма важным обстоятельством является
возможность привлечения к работам по автоматизации процессов производства
широкого круга предприятий.
Компоновка оборудования. Автоматические линии представляют собой
сложную систему станков и различного вида автоматических устройств.
Поэтому потеря работоспособности лини*и может произойти из-за отказа
инструмента, приспособления, механических,- гидравлических,
электрических и пневматических устройств, рабочих органов межоперационного
транспорта, автоматических средств технического контроля и т. д. В связи с этим
возникает необходимость так скомпоновать оборудование, чтобы временные
остановки агрегатов не влияли на работу всей линии. В отношении
организации потока и компоновки автоматические станочные линии выполняются
в трех вариантах.
1. Безбункерные автоматические линии. На таких линиях
обрабатывают обычно корпусные детали: блоки цилиндров, корпуса коробок
скоростей автомобиля и т. п. Заготовка проходит всю линию, перемещаясь общим
транспортером последовательно с одной рабочей позиции на другую на
величину расстояния между позициями t (прямоточные линии, рис. 216, а) или
на величину размера заготовки d (поточные линии, рис. 216, б).
2. Бункерные автоматические линии. Они состоят из отдельных
автоматических станков (рис. 216, в), снабженных механизмами питания
(бункерами Б) и связанных друг с другом транспортерами, передающими
обрабатываемые детали с одной позиции на другую.
3. Автоматические линии с приемниками-накопителями запасов. В этом
случае линия делится на отдельные участки, между которыми размещаются
промежуточные накопители запасов полуфабрикатов Б (бункерно-прямо-
точные и бункерно-поточные линии, рис. 216, г, <Э). При таком варианте
временная потеря работоспособности какого-либо участка не приводит к
остановке всей линии. Задача при проектировании линии в этом случае сводится
к выбору места установки и количества бункеров.
Транспортные устройства автоматических линий. Выбор системы
транспортирования является одним из наиболее существенных вопросов компо-
263
новки автоматических линий. Транспортные устройства перемещают
заготовки с одной рабочей позиции на другую, изменяя их ориентацию (в
поворотных устройствах), убирают стружку и т. д.
Основными видами транспорта автоматических линий являются
шаговые транспортеры, подъемники, распределительные транспортеры, манипу-
*Y ; Ф ; Ф Ф Ф Ф' Ц» » »
s=- да
в
(ВО»
г>
Рис. 216. Типы автоматических линий
ляторы, поворотные устройства, транспортеры для уборки стружки и пр.
Шаговые транспортеры бывают с собачками, с флажками, грейферные, рей-
нерные, толкающие и цепные.
Шаговые транспортеры с собачками (рис. 217, а)
получили наибольшее распространение. При работе они совершают
периодическое возвратно-поступательное движение. Конструкция такого транс-
п
U
41.
jPuQ
iNlM
п
ЙГ
it-h iUi iUi
0) е)
Рис. 217. Шаговые транспортеры с собачками
портера представлена на рис. 218. На штанге 1, проходящей через весь
сблокированный участок автоматической линии, шарнирно закреплены собачки 5,
которые под действием пружины 2 (или противовесов) стремятся подняться
над уровнем штанги. В момент возврата транспортера зафиксированные на
позициях детали 4 утопляют собачки. Пройдя под деталями, собачки вновь
поднимаются и готовы для захвата очередной детали при движении
транспортера вперед. Преимущество транспортера с собачками — простота
движения и соответствующая ей простота привода от гидро-* или пневмоцилиндра.
Шаговые штанговые транспортеры с флажками
(рис 217, б) применяются, например, на механическом участке
автоматического завода поршней. Приспособления-спутники с установленными на
264
них поршнями перемещаются по направляющему рельсу 1 (рис. 219)
возвратно-поступательно движущейся штангой 5 круглого сечения, на которой
секциями закреплены фасонные козырьки-флажки 4. В исходном положении
круглой штанги флажки приподняты. Для перемещения поршней 3 штанга
вместе с флажками поворачивается на 45° в сторону рельса /. Каждый вырез
флажка охватывает одну плитку 2 с установленным на ней поршнем. При
движении штанги вперед перемещаются в том же направлении одновременно
четыре поршня на одну позицию по всей линии. После этого штанга
поворачивается в первоначальное положение и возвращается обратно. Поворот
штанги и ее осевое перемещение осуществляются двумя гидроцилиндрами.
Грейферные шаговые
транспортеры (рис. 217, в) применяются реже. У них штанга
совершает поочередно два возвратно-поступательных
движения в перпендикулярных направлениях
(например, слева направо и снизу вверх) с чередованием фаз
этих движений. Обрабатываемые детали перемещаются
жесткими (не поворачивающимися) флажками.
Конструктивно такие транспортеры обычно сложны и
применяются только в тех случаях, когда подход к
захватываемым деталям может быть произведен лишь с
определенной стороны, причем посадка транспортируемых
деталей на позициях такова, что для перемещения с
позиции на позицию транспортер должен поднять деталь
ВЕерх.
Рис. 218. Конструкция шагового транспортера с собачками Рис. 219. Шаговые
штанговые
транспортеры с флажками
Рейнерные шаговые транспортеры (рис. 217, г)
представляют собой усложненный вид грейферных. Устройство их то же. Детали
перемещаются не флажками, а закрепленными на штангах захватами,
которые обычно расположены сверху. Эти транспортеры требуют сложных
надстроек над линиями. Однако для некоторых автоматических линий,
например, для обработки валов применение рейнерных транспортеров в ряде
случаев оправдано.
Толкающие шаговые транспортеры (рис. 217, д)
самые простые. В них толкатель (обычно шток гидро- или пневмоцилиндра)
непосредственно воздействует на последнюю из вплотную расположенных
деталей, в результате вся колонна при ходе толкателя движется одновременно.
Цепные транспортеры (рис. 217, е) широко применяются
в качестве средств непрерывного транспорта, однако в качестве шаговых
они применяются лишь в единичных случаях. Базирование деталей,
перемещаемых звеньями цепи, на позициях почти неосуществимо. Можно только
шаг перемещения сделать больше расстояния между позициями и
предусмотреть на позициях автоматической линии выдвижные упоры. При этом
свободно лежащие на звеньях цепи детали всегда будут досланы до упора.
Агрегаты для накопления и выдачи заготовок. В местах деления
автоматической линии на участки, как указывалось выше, целесообразно рас-
265
полагать промежуточные запасы заготовок, с тем чтобы питать последующие
участки линии при остановке предыдущих. Накопление запасов заготовок
должно происходить в специальных агрегатах, которые принимают
полуфабрикаты от предыдущего участка линии и передают их последующему
(при нормальной работе), либо принимают от предыдущего и накапливают
(при простое последующего участка), или, наконец, питают последующий
участок за счет своих накоплений (при
остановке предыдущего участка). На
автоматических линиях бункерного типа при обработке
мелких деталей эти функции выполняют
бункерные загрузочные устройства, а при
обработке крупных деталей, которые не могут
поместиться в бункере, — промежуточные
магазины транзитного или складского типа.
На рис. 220 показан шахтный магазин
транзитного типа. Детали, поступающие
по приемному лотку 1> экскаватором 2
доставляются к змеевидному лотку 3 и под
действием силы тяжести спускаются к
транспортеру 4. Детали выдаются по одной штуке
рычажным отсекателем 5. Обычно
змеевидный лоток 3 заполнен лишь частично, и при
остановке последующего участка линии запас деталей в магазине
увеличивается в результате заполнения этого лотка. При остановке же предыдущего
участка последующий продолжает получать заготовки за счет запаса,
имеющегося в магазине.
На рис. 221 приведен другой тип транзитного магазина. Детали через
приемный лоток /, экскаватор 2 и промежуточный лоток 3 попадают в гнездо
У/^/^/Ш^/^У/^/^/Ш
Рис. 220. Шахтный магазин тран
зитного типа
Рис. 221. Транзитный магазин
Рис. 222. Промежуточный
магазин
барабана 4, который, поворачиваясь, передает их через механизм поштучной
выдачи 5—6 на поперечный транспортер 7 для дальнейшей передачи. В случае
заполнения гнезд барабана 4 предыдущий участок линии автоматически
отключается.
На рис. 222 показан промежуточный магазин складского типа. Детали
через приемный лоток 2 могут идти, в зависимости от положения
переключателя 4, либо непосредственно на дальнейшую обработку, как изображено
на рисунке, либо при повороте переключателя на некоторый угол против
часовой стрелки накапливаться в шахте 3 магазина. Собачка 1 в этом случае
удерживает детали в магазине. При работе на расходование запаса, при
повороте переключателя 4 по часовой стрелке детали из магазина поступают
иод действием Силы тяжести в выдающий лоток 5S
266
Загрузочные устройства. Автоматизация процессов установки, фиксации
и зажима деталей на автоматической линии осуществляется самыми
различными методами. При едином транспортном устройстве, когда детали базовыми
поверхностями или с помощью плит-спутников скользят в направляющих
транспортера, детали в приспособлениях часто фиксируются посадкой на
контрольные штифты или фиксаторы двумя предварительно обработанными
отверстиями. Если форма деталей сложная, фиксацию и зажим на цозиции
достигают применением более сложных устройств.
Для автоматической загрузки мелких штучных деталей, например, в
метизном производстве используют бункерно-загрузочные устройства. Их
задача заключается в том, чтобы привести заготовки, находящиеся в бункере,
Рис. 223. Загрузочные устройства
к определенному ориентированному положению и выдать их в магазин.
С бункерным устройством работают питатели, которые подают заготовки из
магазина в зажимной орган станка.
На рис. 223, а показана схема магазинного загрузочного устройства,
В магазине 1 заготовки загружают вручную и питателем 4 подаются из
магазина в рабочую зону 5. Эксцентрик 2 и пружина 3 сообщают питателю
возвратно-поступательное движение, причем подача заготовки в рабочую зону
осуществляется пружиной, а отвод питателя вправо — эксцентриком.
Схема бункерного загрузочного устройства показана на рис. 223, б.
В бункер 5 заготовки загружаются навалом. Толкатель 6 подает их в
магазин 3. Неправильно ориентированные заготовки звездочкой 4 сбрасываются
обратно в бункер. Из магазина заготовки питателем 1 подаются в рабочую
зону 2.
Питатели, как отмечалось ранее, служат для передачи заготовок из
магазина в рабочую зону.
Шиберный питатель показан на рис. 224, а. Из лотка 5 заготовка 4
попадает в зев питателя /, где удерживается прижимной губкой 2 с
пружиной 3. При каждом двойном ходе питателя одна заготовка попадает в рабочую
зону, где захватывается зажимным устройством. При отходе питателя в
исходное правое положение прижимная губка поворачивается вокруг своей
оси и освобождает деталь.
Мотылевый питатель показан на рис. 224, б. Заготовка 4 питателем 1
подается в рабочую зону. При повороте питателя в крайнее правое
положение очередная заготовка попадает из магазина 5 в зев питателя, где
удерживается нрижимной губкой 2 с помощью пружины 3. Таким образом, при
каждом двойном качании питателя последний переносит из магазина в
рабочую зону одну заготовку.
Отсекатели предназначены для поштучной выдачи заготовок из
магазина или бункера в рабочую зону. На рис. 225, а показан штифтовый отсе-
катель с двумя штифтами 3 и 4. При левом положении штанги 5 отсекателя
267
штифт 3 удерживает запас заготовок 2 в магазине /, кроме нижней заготовки,
которая свободно проходит в зев питателя. В правом положении штанги 5
заготовки опускаются до удерживающего их штифта 4. Таким образом, при
каждом двойном ходе штанги 5 со штифтами из магазина выдается одна
заготовка.
Рис. 224. Питатели Рис. 225. Отсекатели
На рис. 225, б показан барабанный (дисковый) отсекатель. При
вращении барабана 3 с установленной скоростью заготовки 2 поштучно через
заданный промежуток времени поступают из магазина через канал / к
питателю либо непосредственно к месту обработки, или зажимному устройству.
2. Управление автоматическими линиями
В современных автоматических линиях привод всех механизмов и
агрегатов, представляющих собой замкнутые самодействующие узлы,
осуществляется при помощи электродвигателей или гидравлических устройств.
Система аппаратуры гидроэлектроавтоматики позволяет путем
электрической блокировки управлять линией из одного места. Пуск и остановка
механизмов производится замыканием или размыканием цепи соленоидов
или реле, управляющих механизмами. Этим достигается централизованный
дистанционный контроль и синхронизация работы отдельных механизмов.
В основном применяется путевая система управления.
Для обеспечения заданного ритма работы станочной линии необходимо,
чтобы автоматические циклы отдельных станков были увязаны как между
собой, так и с работой механизмов зажима и межоперационного транспорта.
Одновременно с работой станочного оборудования должна быть
координирована работа вспомогательных устройств: для подачи смазки и
охлаждающей жидкости к инструменту, удаления стружки и очистки установочных
и базовых поверхностей от загрязнения.
Работа станочного оборудования. Пуск силовых головок и других
агрегатов допустим лишь после зажима всех деталей. Зажим, в свою очередь,
возможен лишь после фиксации. Такое состояние контролируется с помощью
реле давления и системы путевых переключателей, которые срабатывают от
перемещения рычагов механизмов фиксации и зажима. Это один узел
блокировки. Посредством другого механизма блокировки обеспечивается
возможность движения транспортера вперед только после того, как
закончилась обработка и детали расфиксированы и откреплены. Последние операции
осуществимы при возвращении всех силовых головок в исходное положение
после окончания обработки.
Центральный пульт имеет световую сигнализацию, связанную с
действиями отдельных узлов линии. В частности, при пуске головок вперед
загораются лампочки с их номерами. При возвращении головок лампочки
гаснут. Если почему-либо головка не возвращается в исходное положение,
268
горящая на пульте лампочка позволяет быстро определить причину задержки.
Нарушение нормального режима работы в каком-либо агрегате приводит
к остановке линии. Например, при падении давления в гидросистеме зажима
во время обработки размыкается реле давления и все головки отходят
назад. Если деталь неправильно установлена или недостаточно зажата
в какой-либо позиции, линия будет стоять до момента устранения
неполадки.
Удаление стружки. Металлическая стружка, образующаяся в процессе
резания, может явиться серьезной помехой в работе автоматической .линии.
Забивая механизмы, стружка нередко нарушает нормальный ход станков.
Большое значение имеет удаление ее с базовых поверхностей изделия и
установочных мест приспособлений. Забивание стружкой отверстий может быть
причиной поломки метчиков и разверток. В этом случае стружку удаляют,
либо смахивая ее механическими щетками, либо смывая или обдувая
заготовки при транспортировке их от станка к станку. Для уборки стружки
применяют различные транспортеры: шнековые или скребковые для сливной
или витой и ленточные или выбрирующие лотки для сыпучей стружки.
Технический контроль отдельных операций или групп операций
осуществляется различно. При обработке крупных корпусных деталей
контроль производится в конце автоматической линии. В некоторых случаях
осмотр и контроль ведутся в промежутке между позициями. Для этого в
линии предусмотрены холостые позиции. Количество их зависит от характера
технологического процесса.
При обработке мелких и средних по размеру деталей применяется
автоматический контроль, который обычно осуществляется на специально
предусмотренных в линии контрольных позициях и рассматривается как
отдельная операция. Принципы и конструкции автоматических средств
измерения разнообразны.
3. Типовые автоматические линии
Автоматическая линия для обработки корпусных деталей. На рис. 226
показан участок автоматической линии, оснащенный агрегатными станками
для обработки отверстий в блоке автомобильного двигателя. В позиции /
производится загрузка заготовок; на станке 2 растачиваются гнезда под
впускные и выпускные клапаны; на станках 3 и 4 поочередно зенкеруются
269
фаски и площадки под седла клапанов; на станках 5—8 сверлятся,
зенкеруются и развертываются 12 отверстий под втулки клапанов, а также
нарезается коническая резьба в отверстиях под маслопровод и под пробки;
на позиции 9 снимаются блоки цилиндров.
Автоматическая линия для обработки цилиндрических зубчатых колес
показана на рис. 227. На линии могут обрабатываться зубчатые колеса
десяти типоразмеров. Общая годовая программа — 120 000 шт. Переналадка
линии при переходе на другой типоразмер зубчатого колеса при трех
наладчиках занимает 4,5 ч. В позициях I к II производится черновая и чистовая
обработка отверстия зенкерами и наружное обтачивание заготовки, в
позиции /77— окончательная обработка отверстия прошивкой, в позиции IV —
подрезка торцов и снятие фасок, в позициях V и VI — черновая обработка
зубьев фрезой и чистовая — долбяков, в позиции VII — окончательная
обработка зубьев шевером.
Межстаночные транспортные устройства этой линии находятся на уровне
загрузки и расположены продольно вне рабочей зоны. Заготовки
перемещаются по транспортеру на определенный шаг. Впереди каждого станка
имеется перегружатель, который перемещается поперечно. Он снимает
обработанную на данном станке деталь и перемещает ее на линию транспортера.
После того как общий транспортер передвигается на один шаг, тот же
перегружатель снимает подошедшую с предыдущего станка заготовку и
устанавливает ее на последующий станок.
Автоматическая линия для обработки метчиков представлена на рис. 228.
Она состоит из 17 автоматизированных станков преимущественно общего
назначения (на рисунке показана одна из секций этой линии).
Производительность линии 500 метчиков диаметром 18 мм в час. Для обслуживания
линии требуется пять наладчиков.
На автоматической линии производятся следующие операции:
1. Промывка и контроль длины заготовок на специальном контрольно-
сортировочном автомате.
2. Фрезерование торцов заготовок на автоматизированном
горизонтально-фрезерном станке 680П.
3. Центрование на специальном станке-автомате.
4. Обтачивание хвостовой и рабочей частей на трех автоматизированных
токарных гидрокопировальных станках ВТ-10.
5. Шлифование на проход рабочей части метчика под накатывание
резьбы на бесцентрово-шлифовальном станке 3180.
6. Предварительное шлифование хвостовой части методом врезания на
автоматизированном бесцентрово-шлифовальном станке 3180.
7. Фрезерование квадратов метчиков на автоматизированном
горизонтально-фрезерном станке.
8. Клеймение на автоматизированном станке Т-36.
9. Предварительное с припуском под шлифование накатывание резьбы
метчиков со шлифованным профилем резьбы или окончательное накатывание
резьбы с нешлифованным профилем на автоматизированном резьбонакатном
станке с круглыми роликами.
10. Чистовое шлифование на проход рабочей части метчиков с
нешлифованным профилем резьбы на автоматизированном
бесцентрово-шлифовальном станке 3180, оборудованном автоматическим электроимпульсным
счетным устройством.
11. Фрезерование стружечных канавок на четырех автоматизированных
фрезерных станках 6В-1М.
12. Снятие заусенцев механическим способом на специальном
автоматическом станке и подсчет деталей в процессе обработки.
Станки оснащены бункерными загрузочными устройствами 7, 5, 5,
7, 9 и 1L Детали передаются транспортерами 2> 4, 6, 8 и 10.
270
ЗаготоВка j
KIP eJip fSfe-W1 щ?
Л Ш Ш Бункер V И Ш
Рис. 227. Автоматическая линия для обработки цилиндрических зубчатых колес
Деталь
to
-4
Рис. 228. Автоматическая линия для обработки метчикоз
4. Расчет производительности автоматических линий
Исходной величиной для расчета линий является годовая программа Р
с указанием выпуска количества деталей в час. В дальнейшем расчеты
(ориентировочные) выполняются исходя из фактического фонда времени,
продолжительности такта и коэффициента использования линии станков.
Порядок ориентировочного расчета следующий:
1. Определяется годовое число часов в одну смену F^ исходя из
номинального годового числа часов Fn, с учетом пребывания станков в
капитальном ремонте:
где г)кр = 0,93 ч-0,96 — коэффициент, учитывающий пребывание станков
в ремонте.
Если линия работает п смен, то действительный фонд времени
^п^н/глкр. (120)
Для переналаживаемых линий фонд времени должен быть уменьшен
на общее время, затрачиваемое на переналадку в-течение года:
•^пер. год ==: * пер#> \*-*Ч
где /пер — продолжительность одной переналадки в ч;
а — количество переналадок в год.
Следовательно, фактический фонд времени для переналаживаемых
систем
F п пер = F*W*P — f пер. год- (122)
При расчетах не следует допускать, чтобы Fnex> год составляло больше
10—12% от Fn.
2. Определяется фактическая штучная производительность линии в час:
Р(\ +0,01*)
<Ь° ,ТГ- '. (123)
где К = 0,5 ч»1 — коэффициент, учитывающий брак.
С другой стороны, действительная штучная производительность линии
в час составляет:
для однопоточной линии
0ф = -у-ть шт/ч; (124)
для многопоточной линии
$ф. р = — № шт/ч' (125)
где Т — расчетный такт линии в мин;
г]э, у\э — эксплуатационные коэффициенты;
р — количество потоков.
3. Определяется длительность такта:
для однопоточной линии
1 ~ Р(1 + 0,01К) МИН' (126)
для многопоточной линии
т _ 60Рипу\крЪР
2р-~ Р (1 + 0,01К)
мин. (127)
272
Зависимости (126) и (127) получаются, если значение <3Ф из формул
(124) и (125) подставить в формулу (123).
Для предварительного расчета такта линии можно применять г\э =
= 0,70-0,8.
4. Определяется максимально допустимая продолжительность цикла
7"ц. max отдельных позиций или станков:
Г = 7\, „„ + *„. (128)
где Гц#гаах —продолжительность цикла лимитирующего станка,
позиции или агрегата в мин;
tBJl продолжительность внецикловых не совмещенных операций
в мин; для штанговых транспортеров tBJI = 0,1 ч-0,2 мин.
При расчете оборудования линий необходимо иметь в виду, что
Kmax = t0 + tBf (129)
где tQ—основное технологическое .время;
гв — несовмещенное вспомогательное время.
Используя выражение (128), получим
Г = *> + *. + '«.. (130)
При /0 —» 0 Т —» (4 + 4л) и» следовательно, всегда
T>tB + U (131)
Таким образом, как ни дробить необходимое основное технологическое
время tQ между отдельными позициями, время такта линии будет больше
продолжительности вспомогательных несовмещенных во времени операций.
Если значение Гц. шах не обеспечивает получение Т по формуле (128), то
это значит, что на однопоточной линии нельзя получить заданную
производительность. Тогда применяют многопоточную линию и по формуле (125)
определяют количество потоков.
5. Длительность обработки детали на линии
7*об = 7*ц. maxz* (132)
где z — число позиций в линии.
Окончательные значения Г, Гц. шах и г)э определяются после
предварительной компоновки линии.
Глава XV
СТАНКИ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ
И ЭЛЕКТРОХИМИЧЕСКИХ МЕТОДОВ ОБРАБОТКИ
Электрофизические методы обработки деталей, основанные на
различных процессах энергетического воздействия на твердое тело, получают
в настоящее время все большее распространение. Они позволяют
обрабатывать заготовки из твердых сплавов, жаропрочных и других материалов, не
поддающихся резанию. Характерными свойствами этих методов является
возможность обработки, независимо от твердости, возможность копирования
по всей поверхности заготовки, при простом поступательном перемещении.
Обработка детали производится практически без силового воздействия,
а автоматизация процесса не вызывает трудностей. На станках данной группы
изготовляют сложные штампы, пресс-формы, фильеры и другие детали,
имеющие, в том числе, малые размеры отверстий (до 0,05 мм). Приоритет
в разработке электрофизических и электрохимических методов обработки
принадлежит Советскому Союзу.
В настоящее время электрофизические методы, имея большие
технические возможности, начинают все шире применять в практике. Наибольший
удельный вес имеют станки для электроэрозионной и химической обработки
(до 75%), ультразвуковые (18%), электрохимические (7%) и лучевые
(менее 1%).
/. Электроэрозионные станки
Электроэрозионная обработка основана на тепловом действии
импульсных электрических разрядов, возбуждаемых между
электродом-инструментом и обрабатываемой заготовкой. Метод основан на разрушении материала
обрабатываемой детали при помощи прерывистых дуговых разрядов. При
искроЕом разряде сфокусированный поток электронов, двигаясь с большой
скоростью от одного электрода к.другому, создает на поверхности
электродов ударные волны сжатия. Возникшее в металле механическое напряжение
распространяется по всем направлениям, в том числе и откуда пришла
ударная волна. Достигнув первоначальной поверхности, она отражается
от нее и меняет знак на обратный, вследствие чего на поверхности возникают
растягивающие напряжения. В результате этого происходит выброс частиц
металла в направлении, встречном ударной волне сжатия. Электрод
постепенно погружается в заготовку, копируя в ней свою форму.
В зависимости от вида применяемых разрядов эрозионные станки
делятся на три вида, получивших широкое применение: электроискровые,
электроимпульсные и анодно-механические.
Электроискровые станки работают путем использования искровых
разрядов малой длительности (порядка нескольких сотых микросекунды),
которые следуют с большой скважностью х. Схема электроискровой
обработки показана на рис. 229. Электрический ток от специального генератора
ГИ подводится к электроду-инструменту 1 и к обрабатываемой детали 2.
Электрод подключается к отрицательному полюсу генератора, а деталь —
1 Скважность представляет собой безразмерный коэффициент, характеризующий
периодический импульсный процесс, численно равный отношению периода повторения импульса Т
к его эффективной производительности х (Т: т).
274
к положительному. Обработка производится в жидкой среде,
непроводящей электрический ток, например, в трансформаторном масле,
индустриальном масле 12, смеси индустриального масла с керосином и др.
Процесс обработки состоит в последовательном возбуждении дуговых
разрядов между поверхностями электрода и детали, между которыми
поддерживается зазор определенной величины. При подаче импульса
напряжения на электрод и деталь в межэлектродном зазоре возникает дуговой
разряд, который создает на поверхности высокую температуру порядка 4000—
5000°'С. Воздействие разряда приводит к возникновению на поверхности
обрабатываемой детали расплавленного металла, выбрасываемого в
межэлектродное пространство. Максимальная мощность 1—1,5 кВт, наибольшая
энергия импульсов 4—5 Дж.
Электроискровые станки используют при обработке отверстий малого
диаметра, узких щелей и других поверхностей деталей из
труднообрабатываемых материалов. Производительность станков
невелика — порядка 20 м3/мин.
Электроимпульсные станки отличаются от
электроискровых тем, что работают на основе использования
импульсных дуговых разрядов малой скважности, но
разной энергии и частоты. Черновая обработка
происходит при большой энергии и длительности до десятка
тысяч микросекунд; чистовая обработка осуществляется
при малой энергии и при высокой частоте.
Продолжительность паузы между разрядами составляет 0,05— Рис- 229- Схема элек-
0,4 времени протекания разряда. Возбуждение разря- троискровой обработки
дов осуществляется электрическим независимым
генератором. В отличие от электроискровых станков, в электроимпульсных
станках обрабатываемая деталь соединяется с катодом (—), а инструмент —
с анодом (+). Съем металла осуществляется в основном в
капельножидком состоянии, что положительно изменяет энергоемкость процесса.
Электрод-инструмент изготовляют из материалов с высокой
теплопроводностью, таких как медь, алюминий и его сплавы, специальные
графитизированные материалы, вольфрам.
В зоне обработки выделяется большое количество тепла. Для того
чтобы процесс обработки был непрерывным, необходимо интенсивно
отводить тепло. Кроме того, в процессе обработки появляются частицы снятого
материала и продукты износа электрода. При малых энергиях разрядов
значительно ухудшается очистка межэлектродного промежутка, чем
снижается эффективность процесса. Указанное обстоятельство заставляет
электроимпульсную обработку осуществлять в два приема. Сначала работают на
грубом режиме, используя разряды большой энергии с низкой частотой
(черновая обработка). На этом режиме удаляют основную часть металла,
оставив припуск порядка 0,5—1 мм. После этого снижают энергию разрядов,
повышают частоту и удаляют образовавшуюся неровность (чистовая
обработка).
Интенсивность съема металла с 1 см2 обрабатываемой поверхности при
оптимальной подводимой мощности составляет для сталей 35—60 мм3/мин.
Это позволяет вести обработку со скоростью углубления инструмента в
деталь 0,35—0,6 мм/мин независимо от размеров обрабатываемой поверхности
[42, 61, 62]. Чистота поверхности при обработке деталей из стали
соответствует 5—6-му классу, а при обработке деталей из твердого сплава 6—7-му
классу. Исследования и практика указывают на возможность получения
точности до 0,08—0,2 мм при обработке поверхностей и 0,01—0,03 мм при
обработке отверстий.
Электроимпульсный метод используется при обработке средних и
крупных штампов, пресс-форм и их деталей из закаленных и
труднообрабатываемых материалов.
275
На рис. 230 показан электроимпульсный копировально-прошивочный
станок 4723М. Он предназначен для обработки сложных фасонных отверстий
и полостей в деталях из жаропрочных и твердых сплавов, изготовления
ковочных штампов из закаленных, высоколегированных и инструментальных
сталей.
Механическая система станка имеет устройства для установки
инструмента и заготовки, ванну для диэлектрической жидкости, механизмы
установочных и рабочих перемещений инструмента, систему хранения и
снабжения диэлектрической жидкости,
средства контроля и измерения
перемещения инструмента.
Инструментальная головка 5
смонтирована в направляющих Г-об-
разной траверсы 6. На ее шпиндель
установлен электрод 3, получающий
вертикальную подачу: медленную,
Рис. 230. Электроимпульсный
копировально-прошивочный станок 4723М
Рис. 231. Схема анодно-механиче-
ской обработки
для рабочих ходов, осуществляемую от регулируемого шунтового
электродвигателя постоянного тока, и быструю от асинхронного электродвигателя.
Величина хода шпинделя отсчитывается по механизму 4, Для
форсирования работы шпиндель станка может иметь от электромагнитного вибратора
вертикальные вибрации с частотой 100 Гц. Электрод состоит из рабочей
части с поверхностями, участвующими в формообразовании, и
вспомогательных элементов, необходимых для фиксации положения и закрепления
электродов.
Деталь устанавливают на рабочем столе / при опущенной подъемной
ванне 2. Во время работы ванна, заполненная диэлектрической жидкостью
(индустриальное масло 12), находится в верхнем положении, как указано
на рисунке. Жидкость прокачивается в ванну через электрод.
Образующиеся в процессе работы пары и газы отсасываются через вентиляционные
головки 7.
Станок обеспечивает точность координатных перемещений
инструментальной головки 0,02 мм, чистоту поверхности 5—6-го класса.
Производительность при черновой обработке 3500 мм3/мин. Размеры рабочей
поверхности стола 400x500 мм, наибольшая масса заготовки 450 кг.
Электрическая система станка включает устройства токопроводов и
коммуникаций, электропривода, контрольно-измерительную аппаратуру и
регулятор межэлектродного зазора,
276
Станки для анодно-механической обработки осуществляют
комбинированный процесс анодного растворения и электроэрозионного воздействия
на обрабатываемую деталь. Сущность обработки показана на рис. 231, а.
Инструмент / в виде диска (или непрерывной ленты) вращается и подается
в сторону заготовки 2. Подаваемый в пространство между инструментом и
заготовкой электролит растворяет под действием тока металл. Образуемая
на его поверхности тонкая пленка 3 (рис. 231, б) имеет небольшую прочность
и поэтому легко удаляется инструментом. На месте удаленной пленки
образуется новая, которая также удаляется инструментом. Таким образом,
процесс анодно-механической обработки заключается в непрерывном
возникновении и удалении тойкой пленки. Одновременно с этим электромеханическим
процессом происходит электроэрозионный процесс, так как при удалении
пленки возникают искровые промежутки, через которые происходят
электрические разряды.
В качестве электролита, дающего пассивирующую пленку на аноде,
применяют водный раствор жидкого стекла. Электрод изготовляется из
низкоуглеродистой стали. Анодно-механическую обработку применяют
главным образом для разрезания заготовок из высоколегированных сталей
и труднообрабатываемых сплавов, а иногда для шлифования твердосплавных
заготовок. Скорость разрезания составляет: диском 15—35 см/мин, лентой
до 20 см/мин; чистота поверхности соответствует 1—3-му классу при
разрезании и 7—8-му — при шлифовании. Ширина прорези при разрезании
составляет 1,5—3 мм на дисковых станках и 1—2 мм — на ленточных [3, 42, 621
2. Ультразвуковые станки
Ультразвуковой метод применяется для обработки деталей из твердых
и хрупких материалов, таких как стекло, керамика, кремний, германий,
твердый сплав, алмаз и др. Он основан на разрушении материала детали
при ударе ее поверхности о зерна абразива, получающих энергию от
инструмента, вибрирующего с высокой частотой. Зерна абразива вводятся
в зону обработки в виде суспензии, которая содействует также удалению
из рабочего зазора продуктов разрушения обрабатываемого материала
и инструмента.
Применяемые в настоящее время ультразвуковые станки можно
разделить по мощности на три группы: малой (0,03—0,2 кВт), средней (0,25—
1,5 кВт) и большой (1,6—4 кВт). Наибольшее распространение пока
получили станки средней мощности.
В самом простом случае заготовки помещаются в специальную
суспензию, состоящую из жидкой среды и взвешенных в ней абразивных частиц.
В суспензии возбуждают интенсивные ультразвуковые колебания. В
результате этого происходит взаимное проскальзывадие и снятие небольших
частиц материала с заготовки. Размерная обработка деталей этим способом
весьм^а затруднительна, поэтому его применяют при декоративном
шлифовании, снятии заусенцев и т. п.
Схема ультразвуковой обработки, получившей промышленное
применение, показана на рис. 232, а. Магнитострикционный преобразователь 5
состоит из набора пластин (из никеля или пермендюра), обладающего
способностью изменять свои линейные размеры в переменном магнитном поле
(магнитострикционный эффект). При помощи серебряного припоя он
припаян к станку 4. Через акустический концентратор 3, назначение которого
увеличивать амплитуду продольных колебаний, последние от
преобразователя передаются на инструмент 2. В результате этого инструмент
получает высокочастотные колебания, с наибольшей амплитудой порядка 35—
45 мкм. Торец инструмента сообщает движение абразивным зернам. Большое
количество одновременно ударяющихся зерен (30—100 тыс. на 1 см2), а также
высокая частота ударов (16—30 кГц) удаляют материал с обрабатываемой
детали 1. Абразивная суспензия подается в зону обработки свободно от на-
277
coca 6 или под давлением через отверстие в инструменте или обрабатываемой
детали. В качестве абразива применяют карбиды бора и кремния, а также
алмазные порошки. Инструмент изготовляют из углеродистых сталей 45,
40Х, У8А, У10А и др. Наибольшая производительность при обработке
деталей, например, из твердого сплава достигает 200 мм3/мин; чистота
поверхности соответствует 9—10-му классу.
В процессе ультразвуковой обработки в результате потерь на
гистерезис и вихревые токи магнитостриктор нагревается, поэтому его охлаждают
проточной водой, как показано на рисунке.
В настоящее время для повышения производительности
ультразвуковых станков применяют совмещенную ультразвуковую и электрохимическую
к ультразвуковому генератору
5 4
V 6)
Рис. 232. Схемы ультразвуковой обработки
обработку. Последняя основана на локальном анодном растворении
материала заготовки в растворе электролитов при интенсивном движении
электролита между электродами. Обрабатываемость металлов и сплавов
электрохимическим методом зависит от их химического состава и не зависит от их
механических свойств и структурного состояния. Индентичность
кинематики формообразования позволила объединить эти два процесса при условии,
что ультразвуковая обработка осуществляется с нагнетанием абразивной
суспензии или ее отсосом. При этом вместо воды используется электролит
(рис. 232, б). Сквозь рабочий зазор пропускается электрический ток,
причем к положительному полюсу источника постоянного тока подсоединяется
обрабатываемая деталь 4, к отрицательному — концентратор 2 или
инструмент 3 вместе с магнитостриктором 1. Заготовка изолирована от станка
прокладкой 5. В качестве электролита используют 15%-ный раствор
азотнокислого натрия или 20—40%-ный водный раствор повареной соли. При этом
можно получить при обработке деталей из твердого сплава подачу 0,2—
0,5 мм/мин при съеме материала до 500—600 мм3/мин.
На рис. 233 показан электроимпульсный копировально-прошивочный
станок 4Б772. Станок предназначен для совмещенной ультразвуковой и
электрохимической обработки деталей из токопроводящих материалов и
сплавов (пресс-форм, фильер, вырубных, гибочных и ковочных штампов).
На станке можно осуществлять черновую и чистовую обработку. Черновая
278
обработка выполняется одновременным воздействием на обрабатываемый
материал ультразвукового и электрохимического процессов при размерной
точности ±0,1 мм. Чистовая обработка производится только
ультразвуковым способом, обеспечивая размерную точность 0,02 мм. Кроме этого, на
станке можно пришивать отверстия любой формы в деталях из хрупких
материалов.
Основанием станка является станина 1, на которой расположен
координатный стол 2 с баком 3. Круглая планшайба стола имеет механический и
ручной приводы поворота. В верхней части на колонне 6 имеется
шпиндельная головка 5, которая заканчивается магнитострикционным вибратором 4.
Шпиндель станка, несущий магнитострикционный преобразователь и
карие. 233. Электроимпульсный копиро- Рис. 234. Акустическая головка
вально-прошивочный станок 4Б772
тод-инструмент, вместе с механизмом перемещения смонтирован на
цилиндрической колонне. Установочное вертикальное перемещение в направляющих
стойки он получает от встроенного в корпус колонны механического привода.
Внутри станины расположен поворотный бак с абразивной суспензией,
помпа для перемешивания абразива, а также диафрагменный насос 7 для
нагнетания суспензии в зону обработки. Кроме того, внутри станины
расположены трубопроводы, подводящие суспензию в зону обработки и воду для
охлаждения магнитострикционного преобразователя.
На рис. 234 показана акустическая головка. Шпиндель 3 выполнен
в виде полого цилиндра с герметичным отсеком для магнитострикционного
пакета 2. Колебательная система крепится к шпинделю с помощью тонкого
фланца кольцом 1. Двухстержневой никелевый пакет 2 припаян к верхнему
торцу концентратора 7 серебряным припоем. В нижнее отверстие
концентратора вставляется хвостовик инструмента, который вместе с вибратором 2
совершает ультразвуковые колебания. Шпиндель при помощи коромысла 4
и груза 5 уравновешивается таким образом, что его избыточный вес
составляет максимальную величину силы подачи. Коромысло своими ножами
опирается на закаленные стальные призмы шпинделя, стойки и противовеса.
Сила подачи регулируется изменением силы тока в соленоиде 6.
При обработке отверстий или полостей небольшой глубины (до 5 мм)
суспензия подается в зону обработки поливом (рис. 235, а), а при изготовле-
279
нии глубоких отверстий — нагнетанием через отверстие в инструменте
(рис. 235, б) либо в обрабатываемой детали (рис. 235, в). В процессе работы
зерна абразива разрушаются, поэтому в зависимости от материала детали
абразив необходимо менять (при обработке твердого сплава через 12—15
смен). Весовая концентрация суспензии в воде должна быть в пределах
20—25%. Чистота обработанной поверхности достигает 6—9-го класса [42].
Рис. 235. Схемы подвода суспензии
Другим направлением использования ультразвука при обработке
металлов является интенсификация процессов резания путем наложения
ультразвуковых колебаний на режущий инструмент. В настоящее время идет поиск
наиболее рациональных методов обработки. Повышение производительности
и стойкости инструмента уже достигнуто при исследовании таких операций,
как точение, сверление, зенкерование, развер-
-** тывание, нарезание резьбы метчиками и
шлифование.
Рис. 236. Схема шлифования
деталей из вязких
труднообрабатываемых материалов
Т,ми*
35
30
25
20
15
W
50 2 £ 6 8 2А~мкм
Рис. 237. Схема точения детали из
труднообрабатываемого материала (а) и график стойкости
инструмента (б)
1 Г1ГГ
аЛ 1 и\
На рис. 236 показана схема шлифования деталей из вязких
труднообрабатываемых материалов [34]. Сверху круга / расположена головка
с магнитострикционным преобразователем 2. Торец концентратора 3
сообщает колебания смазочно-охлаждающей жидкости. Кавитация (местное
парообразование), возникающая на рабочей поверхности круга, обеспечивает
хорошую очистку и смазку его зерен и пор. В результате такого наложения
ультразвука снижается температура резания, улучшается чистота
поверхности на один—два класса и в несколько раз повышается стойкость круга.
При повышении давления эмульсии до (1,5—3) • 105 н эффективность
увеличивается.
При резании деталей из труднообрабатываемых металлов при помощи
ультразвука на инструмент подаются колебания. Например, при точении
(рис. 237, а) колебания совершаются резцом. Стойкость резца Т зависит
280
от амплитуды колебания Л, На рис. 237, б представлена такая зависимость
при обработке деталей из сплава ХН80ТБЮ. Повышение стойкости
объясняется подсосом масла и вызванным им улучшением смазки на площадке
контакта. При этом чистота обработки повышается на один класс,
предотвращается образование нароста, снижается сила резания, вследствие
уменьшения трения [33, 34].
На рис. 238 показана ультразвуковая головка к сверлильному станку
2А150, возбуждающая продольные колебания. Она предназначена для
сверления и зенкерования отверстий и состоит из корпуса 2, внутри которого
расположен магнито-
стрикционный вибратор 1.
Вибратор, получая
питание от ультразвукового
генератора УЗ Г-10,
установленного рядом со
станком, преобразует
электрические колебания
ультразвуковой частоты в
продольные, механические.
К нижней части корпуса
привернут стакан 3, высота
которого зависит от
частоты колебаний.
Концентратор- 4, будучи привернут
к стакану <3, припаивается
серебряным припоем к
вибратору и служит для
увеличения скорости и
величины амплитуды
колебаний. Кроме того, он
предназначен для установки
сверла 5 или оправки с
насадным зенкером. К
головке подводится ток и
охлаждающая вибратор
жидкость.
При сверлении
отверстий диаметром 3—18 мм
в стальных деталях при
частоте 22—23 кГц и
амплитуде порядка 7—11 мкм воздействие ультразвуковых колебаний на
инструмент приводит к снижению крутящего момента и осевой силы на 40—
65%. Дальнейшее повышение амплитуды приводит к возрастанию сил.
Значительно улучшается охлаждение режущего инструмента, а также
условия смазки в процессе скалывания частиц металла, что повышает
стойкость инструмента в 3—4 раза. Новые условия позволяют увеличить подачу
в 2—3 раза по сравнению с обычным сверлением.
Вследствие того, что режущие кромки сверла выполняют под большим
углом к оси, продольные звуковые колебания, разлагаясь, имеют
поперечные составляющие, способствующие лучшей обрабатываемости. Для таких
операций, как зенкероваиие, развертывание, нарезание резьбы метчиками,
предложен способ возбуждения ультразвуковых крутильных колебаний.
Схема головки показана на рис. 239. Она состоит из кольцевого
электроакустического преобразователя 7, внутри которого тангенциально
расположены волноводно-трансформирующие узлы 2. Стержень-резонатор 3 сверху,
через хвостовик, связан со шпинделем станка, а снизу, конусом, с
обрабатывающим инструментом, При пропускании тока высокой частоты через
Рис. 238. Ультразвуко- Рис. 239. Ультразвуковая го-
вая головка, возбужда- ловка, возбуждающая крутиль-
ющая продольные ко- ные колебания
лебания
281
обмотку акустического преобразователя в узлах 2 возникают продольные
колебания, которые по отношению к оси головки являются крутильными.
Как и в предыдущем случае, происходит интенсивное охлаждение всего
устройства.
Хорошие результаты показывают испытания головок, возбуждающих
одновременно продольные и крутильные колебания. При этом наблюдается
значительное снижение крутящего момента, например, при сверлении и
развертывании — на 200—250%; повышается стойкость инструмента,
улучшается его охлаждение.
В настоящее время производится поиск оптимальных характеристик
обработки. Поскольку данный вид обработки находится в стадии широких
исследований, металлорежущее оборудование для него только начинают
создавать.
3. Электрохимическая обработка
Электрохимическая обработка основана на локальном анодном
растворении материала заготовки в растворе электролита. При этом электролит
интенсивно движется между электродами. Получается высокое качество
поверхности, отсутствие теплового воздействия на деталь, а также
устраняется износ электрода-инструмента.
Применение данного вида обработки рекомендуется для изготовления
конструктивно сложных деталей из особо твердых, хрупких или вязких
материалов. Особенно хорош данный метод для получения полированных
поверхностей на деталях из обычных сталей. Электрохимическая обработка
является, пожалуй, единственной, при которой с понижением
шероховатости поверхности производительность не только не снижается, но даже
может увеличиваться. При этом, правда, снижается точность обработки.
Этим методом осуществляется сверление сквозных и глухих отверстий,
шлифование плоских поверхностей, разрезание заготовок, обработка торцов
и канавок, точение фасонных деталей, фрезерование, заточка инструментов,
хонингование, снятие заусенцев, и маркировка [38]. Точность, достигнутая
в настоящее время, составляет от ±0,025 до ±0,05 мм.
В практике применяют три процесса: электрохимикогидравлический,
электрохимикомеханический и комбинированный методы обработки.
Электрохимикогидравлическая обработка основана на анодном
растворении металла со скоростью потока электролита в межэлектродном зазоре
в пределах 5—50 м/с, при давлении (5—10) 105 н/м2 и рабочем напряжении
5—24 В. Зазор между электродами поддерживается порядка 0,01—0,5 мм.
В качестве электрода-инструмента применяют нержавеющую сталь и
латунь. Чистота обработки достигает 6—9-го класса. Копировально-проши-
вочные операции осуществляются при поступательном движении катода-
инструмента. Его форма копируется на детали по всей поверхности.
Электрохимикомеханическая обработка основана на анодном
растворении металла и удалении продуктов реакции при помощи абразива и потока
электролита. К этому виду обработки относится электрохимическое
шлифование, хонингование и полирование. Производительность данного метода
в 4—8 раз выше, чем при механической обработке. Данная технология
находит применение для плоского, круглого и профильного шлифования [42,
62]. Указанный вид обработки совмещают со шлифованием абразивом или
алмазом. При этом процесс анодного растворения облегчает съем металла.
Особенностью процесса является высокий класс чистоты поверхности (7—8)
при высокой производительности и энергоемкости.
Комбинированный метод обработки включает в себя электроэрозионно-
химический и электрохимический — ультразвуковой. Первый основан на
одновременном протекании процессов анодного растворения и эрозионного
разрушения металла. При прошивочных операциях скорость подачи катода
282
достигает 10 мм/мин для твердых сплавов. Метод может быть использован
также для круглого, плоского и профильного шлифования.
Электрохимический способ обработки основан на разрушении металла,
одновременного анодного его растворения и воздействия ультразвуковых
колебаний. Этот способ применяется при изготовлении твердосплавных
вытяжных штампов.
4. Лучевая обработка
Лучевой метод используется для обработки деталей из токопроводя-
щих и нетокопроводящих материалов. Он основан на съеме материала при
воздействии на него концентрированными лучами — энергоносителями
с высокой плотностью энергии. Эти методы не требуют применения
специального инструмента, обеспечивающего подведение энергии к месту обработки.
Съем материала осуществляется при преобразовании энергии в тепло
непосредственно в зоне обработки. Различают два метода обработки —
световыми и электронными лучами.
В первом случае используется когерентность — свойство
монохроматических световых лучей, заключающееся в постоянстве разности фаз между
ними. Благодаря этому лучи могут интерферировать, т. е. при наложении
друг на друга в фазе усиливаться. Когерентный световой луч, генерируемый
монохроматическим оптическим квантовым генератором (лазером),
направляется через оптическую систему на обрабатываемую заготовку. В зоне
действия луча, сфокусированного до нескольких микрон, создается высокая
температура, приводящая к расплавлению материала. Светолучевую
обработку применяют при необходимости изготовления отверстий очень малых
диаметров (0,03—0,5 мм) в любых материалах, а также при изготовлении
фильер, мелких сит и других подобных деталей. Производительность
процесса до 60 отверстий в минуту, при глубине от долей до нескольких
миллиметров. Мощность источников питания составляет несколько десятков
киловатт.
Электроннолучевой метод основан на применении специального
устройства — электронной пушки с электронно-оптической системой. Излучаемые
катодом электроны при глубоком вакууме ускоряются в мощном
электрическом поле. Будучи сфокусированными в узкий пучок, они направляются
на обрабатываемую деталь — анод. Ускоренные электроны, проникая
в твердое тело, вступают во взаимодействие с электронами и ионами решетки.
В результате такого взаимодействия их скорости уменьшаются по величине
и изменяются по направлению. Кинетическая энергия электронов
преобразуется при этом в тепловую, которая приводит к расплавлению материала.
Глава XVI
ГИДРАВЛИЧЕСКИЙ ПРИВОД
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Гидравлический привод наряду с механическим находит широкое
применение в современных металлорежущих станках особенно в шлифовальных,
агрегатных и некоторых других. Это объясняется прежде всего тем, что
гидравлические системы сравнительно простыми средствами приводятся
к автоматическому цикловому действию.
Гидравлический привод по сравнению с механическим обладает
следующими преимуществами:
а) имеет большую компактность и меньшую металлоемкость (порядка
1 кг/кВт);
б) обеспечивает бесступенчатое регулирование скорости движения
рабочих органов станка, обладает лучшими динамическими характеристиками
и позволяет осуществлять реверсирование прямолинейного движения;
в) позволяет просто решать вопрос надежной смазки всех механизмов
и направляющих станка; детали механизмов не требуют специальных
устройств для защиты от перегрузок;
г) позволяет легко перестраивать станок на различные структуры цикла
и режимы работы.
Однако гидравлический привод имеет недостатки, которые
ограничивают более широкое внедрение его на станках различного назначения:
а) нарушение стабильности работы привода из-за неизбежных
температурных колебаний рабочей жидкости в процессе работы станка; более
низкий коэффициент полезного действия, обусловливаемый утечками и
особенностью работы насосов постоянной производительности;
б) невозможность точного соблюдения передаточного отношения при
согласовании движений рабочих органов станка;
в) необходимость применения громоздких устройств для очистки и
охлаждения рабочей жидкости и дополнительного ухода за рабочим местом.
В металлорежущих станках гидравлический привод применяется в
основном для прямолинейного движения и довольно редко для вращения.
Применение гидравлического привода при современных повышенных скоростях
перемещения рабочих органов обеспечивает легкорегулируемое плавное
и активное гашение инерционных сил.
Гидравлический привод должен содержать следующие элементы:
источник гидравлического потенциала; аппаратуру, регулирующую давление и
расход циркулирующей жидкости, а также направление ее движения,
гидродвигатель, осуществляющий движение рабочего органа станка;
соединительные магистрали, связывающие между собой элементы привода.
В качестве рабочей жидкости в станочных гидравлических приводах
применяют минеральные масла с кинематической вязкостью v = (0,1ч-2) X
X 10~4 м2/с. Вязкость — это один из наиболее важных параметров при
расчете и проектировании гидравлического привода и его элементов.
Кинематический коэффициент вязкости v связан с коэффициентом динамической
вязкости к] соотношением
где р — плотность рабочей жидкости в кг/м3,
284
В практике довольно часто вязкость определяют в условных единицах,
например, градусах Энглера (2—8° Е). В этом случае для пересчета вязкости,
выраженной в градусах Энглера, в кинематическую применяют соотношение
vl0-6 = 7,31o£-^fL м2/с
Для надежной работы гидравлического привода рабочая жидкость
должна удовлетворять следующим требованиям: обладать стойкостью к
окислению, сохранять первоначальные свойства, иметь температуру вспышки
не ниже 150° С и застывания не выше —20° С. Этим требованиям
удовлетворяют минеральные масла: индустриальное 12 и 20, турбинное 22. Они имеют
наибольшее практическое применение.
При средних давлениях порядка р^ 3 Мн/м2 рекомендуются масла
с кинематической вязкостью v = (0,l-r-0,2). 10""4 м2/с. Этим условиям
удовлетворяет масло индустриальное 12 [v == (0,1-т-0,14). 10~4 м2/с] и
индустриальное 20 [v = (0,17-7-0,23). 10"4 м2/с]. При давлении р^7 Мн/м2
требуется более высокая вязкость, порядка v = (0,35-г-0,63). 10"4 м2/с,
а при р ^ 10 Мн/м2 — v = (l-r-2). 10~4 м2/с. Такой вязкостью обладает
масло турбинное 22 [v = (0,17-н2). 10~4 м2/с], которое применяется также
для гидроприводов вращательного движения и при меньших давлениях.
/. Насосы и гидродвигатели
В станкостроении применяются, как правило, объемные насосы,
которые по конструкции вытеснителя бывают: поршневые и роторные. В
поршневых насосах рабочим органом является поршень или плунжер, а в
роторных зубчатые колеса, винты или лопасти.
Основной характеристикой насоса является его производительность.
Теоретическая производительность насоса
<2тн = № М3/С,
где qH — рабочий объем насоса в м3/об;
пн — частота вращения приводного вала насоса в об/с.
Рабочим ^объемом насоса называется суммарное изменение объема
рабочих камер насоса за один оборот приводного вала или ротора. Его
называют также коэффициентом подачи или расхода, характеризующим
теоретический объем масла, подаваемого насосом за один оборот. Если W — объем
одной рабочей камеры, а г — число камер, то рабочий объем насоса qa =
= Wz. Фактическая производительность насоса меньше теоретической на
величину утечек, основную часть которых составляют утечки в самом
насосе. Объем теряемого масла зависит от давления и учитывается объемным
к. п. д., который представляет собой отношение фактической
производительности QH к теоретической QT. H:
Лоб ~ 7) •
Фактическая производительность насоса
Qh = Qt.h*U М3/С. (133)
Значения производительности (в л/мин) нормализованы ЭНИМСом
и составляют следующий ряд: 0,5; 1; 2; 3; 5; 8; 12; 18; 25; 35; 50; 70; 100; 140;
200; 280; 400; 560; 800; 1120; 1600; 2250; 3200; 4500; 6300; 9000; 12 000.
Другой характеристикой насоса является наибольшее рабочее
давление. Различают давление рабочее и условное. Рабочее давление рраб —
наибольшее давление, допустимое при работе гидравлических насосов,
двигателей, аппаратуры, турбопроводов и арматуры станочной гидравлики
при наличии гидравлических ударов, толчков и сотрясений, проявляемых
285
в реальных условиях эксплуатации станков. Условное давление ру — наит
большее расчетное давление без учета гидравлических ударов и т. д.
Значения условного и рабочего давлений нормализованы ЭНИМСом и приняты
следующими (ру/рраб):2,5/2; 6/5; 16/13; 25/20; 64/50; 100/80; 160/125; 250/200.
Мощность на валу насоса является функцией его производительности
и давления:
д^РнОн. Вт> (134)
где рн — номинальное рабочее давление в н/м2;
г)н — к. п. д. насоса.
Так как потребляемая насосом энергия, кроме полезной работы,
расходуется на преодоление объемных т]0, механических (потерь на трение) т]м
и гидравлических (потерь давления) г\г, то г\н = г\0циг[г. Механические
потери обусловлены трением между перемещающимися деталями насоса.
Гидравлические потери возникают в результате движения жидкости по
внутренним каналам корпуса насоса.
Передаваемый крутящий момент
Mn = ^tH.M. (135)
Гидромотор (гидродвигатель) можно представить как насос обратимого
действия. Основной характеристикой гидромоторов является частота
вращения выходного вала и передаваемый крутящий момент. Частота вращения
вала гидромотора является функцией секундного расхода рабочей жидкости:
Лм=-7Г- об/с- <136)
Ум
Аналогично предыдущему, рабочий объем гидромотора qu = Wz.
Величина передаваемого гидромотором крутящего момента зависит от
конкретных его конструктивных особенностей и приводится в технической
характеристике.
В станкостроении получили широкое применение нерегулируемые
насосы: шиберные двойного действия -(типа Г12), применяемые для токарных,
сверлильных, фрезерных и шлифовальных станков; шестеренные (типа Г11) —
для ускоренных и вспомогательных перемещений, централизованной смазки
и охлаждения; комбинированные сдвоенные поршневые (типа Г14) — для
станков, работающих по автоматическому и полуавтоматическому циклу;
радиально-поршневые (типа Г13) — главным образом для гидроприводов
строгальных и протяжных станков; шиберные (типа Г16) — для реверсивных
механизмов; аксиально-поршневые (типа Г15) — для копировально-следя-
щих систем*
Производительность указанных насосов колеблется в пределах (0,08—
—7)-10"3 м3/с, рабочее давление— 1,3—20 Мн/м2. Гидромоторы работают
при номинальном крутящем моменте 3—150 н.м, удельном расходе масла
(8—200). 10"6 м3/об и при рабочем давлении 5 Мн/м2 [2, 3, 5 К
Выбор насоса обусловлен рядом параметров и показателей. К числу
важнейших следует отнести потребные силы и давления, рабочую скорость
силовых органов и способ ее регулирования, мощность гидропривода и
производительность. На основе практики эксплуатации гидропривода можно
руководствоваться следующими рекомендациями:
1. По величине тяговых сил и давлений рекомендуются: при Р ^ 20 кн
и рн^2 Мн/м2 — шестеренные насосы; при Р ^ 50 кн и рн ^ 5,5 Мн/м2 —
шиберные насосы; при Р £> 50 кн и рп ^ 10-f-20 Мн/м2 — поршневые
насосы.
2. По величине рабочих скоростей силового органа рекомендуются
при скоростях рабочих подач — шиберные насосы; при скоростях быстрых
286
перемещений, рабочих продольных подач в шлифовальных и хонинговаль-
ных станках — шестеренные насосы; при скоростях главного движения —
поршневые насосы.
3. По мощности гидропривода рекомендуются: при NH ^ 3 кВт —
шиберные насосы; при NH ^ 4 кВт — шестеренные насосы; при NH > 5
кВт — поршневые насосы.
4. По производительности рекомендуются: при QH<;2,3-10~3 м3/с —
шестеренные насосы; при QH<3,4-10~3 м3/с — шиберные и поршневые
насосы.
При выборе гидромотора вращательного движения можно
использовать предыдущие рекомендации.
2. Силовые цилиндры
Силовые цилиндры представляют собой гидродвигатели возвратно-
поступательного или возвратно-поворотного действия и предназначены для
преобразования энергии потока жидкости в механическую энергию
прямолинейного или качательного движения. Силовые цилиндры по конструкции
поршня или штока бывают простые, уравновешенные, с утолщенным штоком,
плунжерные, одностороннего действия с неподвижным штоком, мембранные
и поворотно-лопастные.
F, . F1
Ppr-L
Л
—J—
P 'Vt
f'4
1
1
4.
I .._.
1
m
b)
1)
')
WlfcS!
I L
ГЬ
УМ
l) e> Щ
Рис. 240. Схемы силовых цилиндров
V
На рис. 240 показаны схемы указанных цилиндров. Простым силовым
цилиндром (рис. 240, а) является гидродвигатель двустороннего действия
с односторонним штоком. Этот гидродвигатель находит наиболее широкое
применение в металлорежущих станках. Наличие штока только с одной
стороны создает неравенство объемов в противоположных полостях цилиндра
и приводит к различным скоростям движения поршня в одном или другом
направлениях. В большинстве случаев указанное обстоятельство не является
существенным, но в станках шлифовальной группы, с целью сохранения
постоянной скорости при движении стола в разных направлениях, приходится
идти на усложнение конструкции гидродвигателя и выводить шток с двух
сторон, как показано на рис. 240, б. Аналогичный результат может быть
получен, если использовать цилиндр с утолщенным штоком (рис. 240, в).
В этом случае площадь штока равна половине площади поршня, а полости
цилиндра наполняются по дифференциальной схеме (см. ниже), что имеет
место в агрегатных, хонинговальных и других станках. На рис. 240, г
показана схема плунжерного гидродвигателя двойного действия, который
обеспечивает одинаковую скорость и предельную-силу в обоих
направлениях. Часто применяют гидродвигатели одностороннего действия (рис. 240, д)
у которого поршень возвращается в исходное положение пружиной. На
рис. 240, е показан принцип действия гидродвигателя, у которого шток
287
неподвижен, а рабочий орган станка перемещается совместно с цилиндром.
На рис. 240, ж показан гидродвигатель одностороннего действия, у
которого вместо поршня применена мембрана. Такой гидродвигатель имеет
небольшой ход, порядка нескольких миллиметров, и применяется в основном
для привода автоматических зажимных устройств. Сравнительно редко
в станках для загрузочных и подающих устройств применяют специальный
гидродвигатель поворотного действия, показанный на рис. 240, з.
Максимально развиваемую гидродвигателем силу определяют по
формуле
р = F&p н, (137)
где F — площадь поршня в м2;
Ар — разность давления между обеими полостями цилиндра в н/м2.
А-А
Рис. 241. Нормализованный силовой цилиндр
Производительность при заданной скорости поршня
Q = F vu м3/с,
где £>п — скорость поршня в м/с.
Силовой цилиндр (рис. 241) изготовляется из толстостенной бесшовной
стальной трубы 1, на концах которой в наружных проточках вставлены
полукольца 6. На эти полукольца опираются лапы 7, к которым при помощи
болтов крепятся головки 5 и S. Головка 5 имеет отверстие, через которое
проходит шток 3, уплотняемый сальником и фланцем 4. С обеих сторон
поршня имеются тормозные плунжеры 2 и а, которые в конце хода поршня
входят в выточки б и в в головках 5 и 8, создающие гидравлический буфер.
Конические поверхности на концах плунжера служат для гашения
гидравлического удара при входе плунжера в выточку. Рабочая жидкость в начале
поршня, когда отверстие в головке закрыто плунжером, поступает в полость
цилиндра через обратный клапан 10, а в конце хода поршня сливается
через дроссель 9.
При проверочном расчете на прочность штока и стенок цилиндра исходят
от максимального значения сил, определяемых по формулам:
М> == М>ез ~Г ^тр ~Г -^пр»
(138)
^0 — -^ин + "^тр о "Г ^пр»
расчетная рабочая сила;
расчетная сила начала движения после реверса
сила резания;
сила сопротивления суммарных сил трения
движения;
инерционные силы;
сила противодавления со стороны нерабочей полости
цилиндра,
где
трО
"о
И Р.
рез
тр
р
г пр
288
Уравнение равновесия поршня (138) используем также для определения
мощности и к. п. д. силового цилиндра [17]. Входящие в уравнение силы
выразим через давления и соответствующие им рабочие площади поршня
Fi и F2 в левой и правой полостях цилиндра (рис. 240, а):
PpFl = Ppes^l + РтрЛ + PuPF2-
Необходимое в силовом цилиндре рабочее давление
Рр = Ррез + Ртр + Рпр -jsj- Н/М*-
Мощность резания, развиваемая цилиндром,
N^N1 — N1? = ppe3vnF1 Вт,
Ni = (рн — Да*) ^п ^i — мощность, подводимая к силовому
цилиндру, в Вт;
NTp = (Ртр +Рпр"7^") ^п ^i — потери мощности на преодоление
суммарных сил трения и противодавления
в Вт;
рн — необходимое давление насоса;
Дрм — потери давления в напорной и сливной
магистралях (см. стр. 301).
К. п. д. силового цилиндра
^ = #-=1—^ = 1 „__д/г - 039)
где
*i
Рн — АРм
Механический к. п. д. силового цилиндра колеблется в пределах 0,85—
0,97, среднее значение г|ц = 0,95. Объемный к. п. д. силовых цилиндров,
уплотненных резиновыми или кожаными манжетами или резиновыми
кольцами круглого сечения, можно при-
Таблица 13
Основные размеры (в мм) нормализованных
цилиндров конструкции ЭНИМС (рис. 241)
нять равным единице. При
уплотнении поршня разрезными
металлическими кольцами г]0 •= 0,98ч-0,99.
Гидравлический привод для
осуществления возвратно-поступательного
движения с применением
гидродвигателя и механической передачи
имеет меньший к. п. д. и применяется
преимущественно при больших
диапазонах регулирования скоростей
(*' s> 1/200), значительных длинах
хода (/ > 20D), частом
реверсировании движения.
Диаметры цилиндров и штоков
нормализованы. Согласно ГОСТу
6440—62 установлены следующие
ряды внутренних диаметров цилиндров: основной ряд—25, 32, 40, 50, 60,
80, 100, 125, 160, 200, 250, 320, 400 мм; дополнительный ряд— 28, 36, 45,
55, 70, 90, ПО, 140, 180, 220, 280, 360 мм.
В табл. 13 (рис. 241) даны основные размеры нормализованных
цилиндров конструкции ЭНИМСа.
Диаметр обычного штока d = (0,25-7-0,35) D, а утолщенного d = 0,7D.
ГОСТ 6440—62 рекомендует следующие диаметры штоков: основной ряд —
12, 16, 20, 25, 32, 40, 50, 60, 80, 100, 125, 160 мм; дополнительный ряд —
14, 18, 22, 28, 36, 45, 55, 70, 90, ПО, 140, 180 мм.
D
45
55
65
75
90
105
125
150
180
d
16—28
22—35
28—45
32—50
35—65
45—75
50—90
55-105
65—125
L
310
335
390
425
440
530
575
625
680
Ход
поршня
145
180
180
205
205
240
240
285
315
в
85
95
105
120 i
145
170
190
230
290
Вх
135
155
165
195
220
260
285
335
410
н
87 1
97 J
107
125
150
175
195
235
295
10 н. С. Колев и др.
289
Оптимальное рабочее давление для гидроцилиндров является
стабильной величиной и определяет их эксплуатационную характеристику. Согласно
исследованиям установлено, что общий к. п. д. при увеличении давления
ухудшается, так как потери на трение в уплотнениях увеличиваются [см.
уравнение (139)]. Поэтому рекомендуют применять в гидроцилиндрах
следующие ступени рабочего давления: 6,3; 10; 16; 25 Мн/м2.
Организация серийного производства унифицированных
гидроцилиндров вызывает необходимость нормализовать величину хода поршня (табл. 14).
Таблица 14 Таблица 15
Ход поршня (МН2251—61) Диаметры подводящих отверстий
Диаметр
цилиндра
в мм
40
50
60
80
100
125
160
200
250
Диаметры отверстий i
в мм
Расчетный
5,12
6,5
7,8
10,4
13
16,25
20,8
26
32,5
Рекомендуемый
8
8
8 !
12
12
16
20
25
32 |
р. о.
* s s
2*2
EC:*»
40
50
60
80
100
125
160
200
80
100
125
160
200
250
320
400
100
125
160
200
250
320
400
500
Ход поршня в мм
125
160
200
250
320
400
500
630
160
200
250
320
400
500
630
800
200
250
320
400
500
630
800
1000
250
320
400
500
630
800
1000
1250
320
400
500
630
800
1000
1250
1600
400
500
630
800
1000
1250
1600
2100
Рекомендуемые диаметры подводящих отверстий выбираются в
зависимости от наибольших скоростей поршня и потока жидкости в проходном
отверстии. Скорость потока в трубопроводе, с целью уменьшения потерь
напора, принимают до 5 м/с. Исходя из этих условий, получают диаметр
проходного сечения d ^ 0,13D (табл. 15) [39]. При длине цилиндра больше
трехкратного диаметра одна из опор должна быть плавающей.
Стенки силового цилиндра следует проверить на прочность.
Напряжение на стенку цилиндра
0,4£вн + 1,3£>2
где DHap и DBH — наружный и внутренний диаметр цилиндра в м;
ру — условное давление в н/м2.
3. Гидравлические усилители
В копировальных станках с программным управлением находят
применение гидравлические усилители, которые позволяют незначительные
силы (порядка Зя) ощупывающих механических систем и маломощных
шаговых двигателей (порядка 150 Вт) увеличивать до величин, достаточных
для перемещения рабочих органов станка. Усилительное гидравлическое
устройство, сообщающее ведомому звену исполнительного механизма
движения, согласованные с перемещением ведущего звена чувствительного
элемента, называют гидравлическим усилителем или следящим приводом.
Обладая высокой точностью согласованных движений, надежностью работы,
быстродействием, малыми размерами, большим коэффициентом усиления,
290
они получили широкое распространение в гидрокопировальных станках.
Незначительные силы, действующие на чувствительный элемент, позволяют
использовать копиры, изготовленные не только из металла, но и из пластмасс,
дерева, гипса и других легкообрабатываемых материалов.
В принципе гидравлический усилитель представляет собой
гидравлический двигатель со следящим за движением щупа или шагового двигателя
золотником, который оказывает управляющее воздействие по принципу
жесткой обратной связи. Необходимые силы выходного звена обеспечиваются
путем отбора мощности от независимого источника энергии, питающего
гидроусилитель.
4* Рис. 249. Схемы гидроусилителей
Гидроусилители бывают двух видов: силовые усилители с линейным
перемещением и усилители крутящих моментов. На рис. 242, а показана
конструктивная схема силового усилителя с четырехкромочным золотником.
В нейтральном положении четыре кромки к следящего золотника /
совпадают с кромками выточек корпуса (практически зазор не превышает 0,016—
0,020 мм). Пружина 3 прижимает золотник к копиру 2 и удерживает его в
заданном положении. Силовой цилиндр 5 жестко связан с суппортом. При
нейтральном положении масло, подводимое к золотнику, выхода в канал 4 не
имеет. Если переместить золотник вверх и удержать его в новом положении,
то масло через образованную кольцевую щель поступит в верхнюю полость
цилиндра и сообщит ему движение в том же направлении. Вместе с цилиндром
начнет перемещаться и корпус золотника. Он будет двигаться до тех пор,
пока золотник снова не окажется в нейтральном положении. Аналогичное
движение произойдет при смещении плунжера вниз. Таким образом,
силовой цилиндр повторяет движения золотника /.
Задающим устройством является копир; его рабочий профиль
устанавливает золотник в заданное положение (при движении по стрелке Л).
Рассмотренная система обладает большой точностью воспроизведения про-
*
291
фил я и реагирует на очень малое смещение золотника (порядка 0,025 мм).
Золотник изготовляют с высокой точностью и тщательно притирают к
отверстию в корпусе.
Основные параметры таких систем (точность, скорость, эффективная
тяговая сила при воспроизведении профиля, жесткость и устойчивость)
определяют расчетом и составлением характеристик работы. Рассчитаем
эффективную тяговую силу, развиваемую силовым цилиндром
гидроусилителя (рис. 242, б) [5].
Составим уравнение баланса расхода рабочей жидкости через
проходные сечения золотника, для чего используем формулу для расчета расхода
Q жидкости через проходное сечение .в тонкой стенке:
Q^tfY-^bp^kfVSptf/c,
где (х & 0,65-г-0,73 — коэффициент расхода;
/ = bs — площадь проходного сечения в м2;
Ъ — длина проходного сечения (по окружности) в м;
s — величина открытия проходного сечения в м;
Ар — перепад давления на расходных окнах в н/м2;
k = (х у — — коэффициент; при \х = 0,71 k = 3,34.10"2;
у — плотность масла в кг/м3;
g — ускорение свободного падения в м/с2.
При малых открытиях s формула расхода дает значительные отклонения.
Поэтому в расчетах следует использовать уточненные значения Q,
полученные на основе проточных (расходных) характеристик типичных проходных
сечений следящих золотников [5, 17]. Учитывая, что k = 3,34.10""2,
определим перепад давления на проходных сечениях золотника
ар -~ k44* ~" 62s2 '
Количество жидкости, поступающей в полость а золотника со стороны
нагнетания,
Ох = £ц + ?ут>
и отводимой из полости b
Qcn + 9ут = Qb
Q4 — расход, подаваемый в рабочую полость цилиндра;
<7ут> <7ут — объемные потери через проходные сечения золотника;
Фсл — расход, отводимый из нерабочей полости цилиндра.
При двустороннем штоке и равенстве площадей поршня Рг = F2 = F,
если пренебречь упругостью жидкости и объемными потерями в цилиндре,
QCJ1 ^^ Qu = Qp. Перепад давления на проходных сечениях золотника для
нагнетательного участка:
при подводе в полость a (s2)
9.102.СЙ
t\
Pi Pa — -2 Л—»
при сливе в полость a (sx)
Ра
р. &
_9.1Q2(Q1-Qp)2
*24
292
Перепад давления на проходных сечениях золотника для сливного
участка:
при подводе в полость Ь (sx)
_9.IQ2(Q2-QP)!
2
Щ
при сливе в полость Ь (s2)
Рь'
9.io2q!
;2
Для нагнетательного участка при Fx = F2 = F
QpSsQi —?yT; bS2 Vp\ — Pa — bSx VJa = 30Fvn>
где px — подводимое давление в н/м2;
Pay Рь — давления в соответствующих полостях золотника в н/м2;
vn — скорость поршня в м/с.
Для участка слива
Qp = Q2 — 9ут>
bh VJb — bsi УРх — Рь = 30/^ц.
Умножая уравнения на Fl/* и принимая во внимание, что pxF = Plt
paF = Ра и p&F = Р&, получим уравнения для расчета Pfl, Р& и тяговой
силы Р = Ра — Рь, развиваемой поршнем:
bsoyi\=7a - bs, VK~ Wz/\;
bs, VPb - bh УК^ъ ~ 30P3 V
В схеме усилителя крутящих моментов (рис. 242, в) в качестве силового
органа применен гидромотор 49 выходной вал 5 которого соединен с,
исполнительным механизмом. Чувствительным элементом является крановый
золотник. Втулка 2 золотника жестко соединена с левым концом вала 3,
а пробка / с задающим устройством. Масло от насоса через отверстия 6 и 10
попадает в золотник. При нейтральном положении пробки / относительно
втулки 2 указанные отверстия перекрыты.
Для уменьшения зоны нечувствительности гидроусилителя
перекрытие выполняется минимальным (0,05—0,08 мм). Вращение вала гидромотора
задается угловым положением пробки /. Тогда масло из золотника через
отверстия 13 и 9 поступает в гидромотор, а по отводящей трассе через
отверстия 7 и 8*11 и 12 — на слив. Вместе с валом вращается по часовой
стрелке и втулка 2. Вращение происходит, пока она относительно пробки
не окажется в нейтральном положении.
В связи с необходимостью пропуска через щели золотника масла,
потребляемого гидромотором, наблюдается некоторое отставание выходного
вала от входного на угол б. Конструкция гидроусилителей типа МГ18-1
допускает работу при значительных углах отставания, доходящих до 35°.
Угол б зависит от частоты вращения вала гидромотора, нагрузки и давления
масла.
Рабочие органы станков при вращении входного вала перемещаются
вручную при помощи гидроусилителей совместно с винтовой и реечной
парами или от электродвигателей малой мощности. Если входной вал вращается
при помощи импульсного двигателя, гидромотор работает как шаговый
[3, 51.
293
Гидроусилители характеризуются коэффициентом усиления, который
определяется как отношение выходной силы или крутящего момента
к задающему:
Л =J^ =*[««.. (НО)
* вх шк вх
Значение коэффициента усиления для гидродвигателей может быть
порядка 3-Ю5, Качество гидроусилителя оценивается добротностью
D — —
т
где Т — постоянная времени.
Величина Т равна отношению инерционного запаздывания Y0 силового
поршня к скорости перемещения следящего золотника V3:
Т =-£>- = 0,005 + 0,01 с.
Гидроусилители по сравнению с другими типами усилителей имеют
большую добротность £)г=1106 (ЭМУ-2-104) и меньшую постоянную
времени и широко применяются в системах автоматического слежения [17].
4. Контрольно-регулирующая аппаратура
Контрольно-регулирующая аппаратура предназначена для
регулирования давления и производительности, а также для осуществления
управляющих воздействий на эти параметры.
По признаку выполняемых функций контрольно-регулирующая
аппаратура бывает: предохранительная и сливная, отсекающая и подпорная,
стабилизирующая и редуцирующая давление, ограничивающая
производительность, автоматического воздействия, визуального контроля.
Б гидроприводе с нерегулируемым насосом для поддержания в системе
определенного постоянного давления используются главным образом
предохранительные клапаны типа Г52 и Г54, назначение которых сливать из
системы излишки рабочей жидкости и одновременно выполнять функции
предохранительных устройств.
На рис. 243 приведена конструктивная схема клапана типа Г54. На
клапан 6 с одной стороны воздействует пружина 5, а с другой — давление
рабочей жидкости, подводимое через канал 3 в камеру 4. При повышении
давления в системе клапан 6 перемещается вверх и соединяет напорную камеру 2
со сливной 1. Канал 3 имеет небольшой диаметр и выполняет функции
демпфера, обеспечивавая плавное возвращение клапана 6 в исходное положение.
Путем различной установки нижней 5 и верхней 7 крышек клапана
возможны исполнения для осуществления различных функций клапана.
На рис. 244 показана конструктивная схема редукционного клапана
типа Г57, назначение которого стабилизировать давление рабочей жидкости
на контролируемом участке магистрали или отводить определенный объем
рабочей жидкости с пониженным давлением по сравнению с давлением
в основной магистрали. Работа клапана основывается на принципе
изменения давления жидкости при переходе через участки с различным
сопротивлением. Когда рабочая жидкость переходит из камеры 7 в камеру 8 через шейку
клапана 2, то в зависимости от положения клапана будет изменяться коль-,
цевое сечение переходного отверстия 4, а следовательно, будет, иметь место
перепад давления жидкости в камерах 7 и «S. На клапан 2 с одной стороны
действует давление отводимой жидкости, а с другой — давление в камере 11
и усилие пружины 3. В этом случае клапан становится в нижнее крайнее
положение. Если давление рабочей жидкости превысит усилие пружины ша-
294
рикового клапана /, то жидкость начнет вытекать из камеры 11, вследствие
чего в этой камере понизится давление, поскольку за счет катаракта 6 оно
не сможет мгновенно восстановиться. Поскольку давление в камерах 5 и 10
будет выше, клапан 2, преодолев сопротивление пружины 5, переместится
вверх и перекроет отверстие 4. Как только в камере 10 давление снизится
и стабилизируется с давлением в камере 5, то клапан 2 под действием
пружины 3 переместится вниз, благодаря чему увеличится проходное сечение
отверстия 4. t
Рис. 243. Напорный золот- Рис. 244. Редукционный клапан
ник
вне зависимости от ее расхода, поскольку обратная связь осуществляется
только по параметру давления. Демпфер 9 служит для торможения
движения клапана, а следовательно, и устранения вибрации и шума при
перемещении золотника. Утечка жидкости через шариковый клапан 1 не
превышает 0,06-10~3 м3/с, а минимальная разность давлений в камерах 7 и 8
составляет около 0,3 Мн/м2. Регулировкой натяжения пружины шарикового
клапана можно получить редуцирование давления в пределах 0,2—5 Мн/м2.
Количество направляемого в гидродвигатель масла регулируется
щелевым дросселем. Существуют различные дроссели, отличающиеся формой
щели. На рис. 245 представлена проходная часть наиболее применяемых
конструкций. Буквой рх обозначено давление масла до щели, а р2—на
выходе из нее. Расход масла в конструкциях рис. 245, а—в регулируется
осевым перемещением затвора, а на рис. 245, г—д — его поворотом, в
результате чего изменяется величина проходного сечения.
Простой щелевой дроссель применяется при сравнительно грубой
регулировке скорости, когда допускается неравномерность движения рабочего
органа. В случае, когда рабочий орган станка вне зависимости от нагрузки
должен перемещаться с определенной скоростью, выдерживаемой в жестких
пределах, применяют дроссели с регулятором типа Г55, которые
обеспечивают определенную стабильность давления проходящей через дроссель
жидкости, не реагируют на возможное колебание силы резания и не
зависят от скорости перемещения рабочего органа.
295
Конструктивная схема дросселя с регулятором Г55 приведена на
рис, 246, а. Аппарат представляет собой сочетание дозирующего клапана /
с дросселем 5. Рабочая жидкость подводится к отверстию 3 и затем
переливается из полости 4 в полость 2, которая сообщается с нижним торцом
клапана /, осуществляя обратную связь по параметру давления перед дросселем.
Рис. 245. Схемы дросселей
С верхнего торца на клапан действует давление р2 рабочей жидкости после
дросселя и усилие пружины, рассчитанной на разность давления до и после
дросселя в пределах 0,3—0,35 Мн/м2. Пусть, например, давление рх перед
дросселем увеличится. Тогда оно повысится и под большим поршнем
клапана /, благодаря чему он переместится вверх, прикрывая проходной зазор
а) 5)
Рис. 246. Дроссель с регулятором (а) и реле давления {б)
в полости 4. При понижении давления произойдет обратное. В дальнейшем
клапан 1 находится в равновесии, если давление до и после дросселя
стабилизируется по величине. Уравнение равновесия клапана:
Pih = Лф + P2f2 ±^тр + GK,
где р19 р2 — давление соответственно до и после дросселя;
/i> /2 — активная площадь клапана, на которую действует давление
соответственно на входе рг и на выходе р2 Дросселя;
Рпр — сила пружины;
Ртр — сила трения клапана; знак плюс соответствует движению
клапана вверх;
GK — вес клапана.
296
При /х = f2 = fK и незначительной силе трения уравнение примет вид
(Pi — Р2) /к = Лтр + GK. Откуда
ДРдр = Pi — Рг = Рпр ]~к Gk = const.
Из уравнения следует, что условием равновесия клапана является
постоянство перепада давления на дросселе, обеспечивающее постоянный
расход через его проходное сечение. Если дроссель с регулятором
устанавливается на нагнетательной магистрали, то в его модификации сочетают три
отдельных аппарата: дозирующий клапан, предохранительный клапан и
дроссель.
Контроль определенного уровня давления рабочей жидкости или
осуществление автоматических переключений по давлению производится при
помощи реле давления (рис. 246, б). В нижней части корпуса / при помощи
кольца 2 закреплена мембрана 3. Внутри кольца 2 на мембране установлена
шайба 4У к которой с помощью пружин через седло 5 прижат рычаг 6. На
правом конце рычага имеется винт, упирающийся в кнопку переключателя 7.
Масло подводится к камере 8. Его давление уравновешивается пружиной,
регулируемой винтом 9. При повышении давления масла мембрана
деформирует и приподнимает при помощи шайбы 4 рычаг 6, правый конец которого
воздействует на кнопку микропереключателя.
5. Распределительные устройства
Для выполнения необходимых переключений направления потока
жидкости по различным магистралям гидропривода служат
распределительные устройства. Устройства классифицируются: по конструктивному
признаку— краны, золотники, клапаны; по принципу управления—ручные,
механические, гидравлические, электромагнитные, смешанные, путевые и
дистанционные. Нормализованными конструкциями распределительных
устройств являются краны управления типа Г71, реверсивные золотники
с гидравлическим управлением типа Г72, золотники с электромагнитным
управлением типа Г73 и золотники с ручным управлением типа Г74.
Золотниковые распределители имеют наиболее широкое применение
в станочном гидроприводе, так как они отличаются простотой конструкции
и надежностью в работе. Различают двух-, трех-, реже четырех-и более
позиционные золотники."Рис. 247, а поясняет схему ручного управления. Крайние
положения золотника устанавливаются и фиксируются рукояткой 2.
Возвращение золотника в среднее положение осуществляется пружинами 3.
Схема показана в системе ЕСКД (ГОСТ 2.781—68), ее изображение
заключается в следующем. Количество позиций золотника устанавливается
количеством квадратов U в данном случае 3, так как золотник трехпози-
ционный. Направление потоков масла в каждой позиции показано стрелками.
Большими стрелками на подводящих и отводящих трубопроводах показаны
направления, в которых может двигаться масло. Если, например, золотник
находится в средней позиции (как на рисунке), то масло, войдя в него,
поступит в обе полости цилиндра, а слив в это время перекрыт. Если, оставляя
на месте трубопроводы, переместить золотник, например, вправо, то масло
от насоса поступит в левую полость цилиндра, а из правой полости — на
слив. На рис. 247, б показана схема двухпозиционного золотника с
электрическим управлением. Перемещение золотника осуществляется двумя
толкающими соленоидами 4.
На рис. 248 показана схема двухпозиционного золотника с
гидравлическим управлением. Золотник 1 перемещается под давлением масла. Если
полости у торцов золотника непосредственно соединить с подводящим и
сливным трубопроводами, то золотник получит быстрое перемещение. Это
может привести к удару торца золотника о крышку корпуса и
гидравлическому удару в гидросистеме. С целью устранения указанных явлений,
297
с обеих сторон корпуса золотника устанавливают дроссели 2 (1) и 2 (2) и
обратные клапаны 3 (1) и 3 (2). Например, масло, поступающее в золотник,
проходит через обратный клапан 3 (1)9 а масло, вытесняемое из
противоположной полости, — через дроссель 2 (2).
Рис. 249, а иллюстрирует
конструктивную схему двухпозицион-
ного гидравлического золотника. При
наличии давления в гидросистеме для
управления плунжером распредели-
2(1)
1 2(2}
X
*f
Рис. 247.
Схемы управления
золотниками
▼ W) 3(2} f
Рис. 248. Схема управления
гидравлическим золотником
теля требуется довольно большая сила [5, 17]. Давление, необходимое для
перемещения плунжера распределителя с гидроуправлением (рис. 249, а),
должно преодолеть следующие составляющие нагрузки:
1. Скоростной напор Y-o~> гДе V—скорость потока жидкости в
трассах управления распределителем.
Рис. 249. Двухпозиционный (а)
и трехпозиционный (б)
золотники
2. Потери давления из-за местных сопротивлений в напорном и сливном
трубопроводах управления
V2
АРм. с = Y "2J [Е (Ь + 1с) + 1др] Н/М2,
гДе 2 (1н + 1с) — сумма коэффициентов местных сопротивлений в напорном.
|н и сливном |с трубопроводах; lR+lc = 10\
|др — коэффициент сопротивления дросселя, регулирующего
время реверса,
298
3. Инерционный перепад давления при разгоне плунжера
d2x
dp
ДРин = С-^Н/М2,
С = -^ перемещаемая масса, приведенная к торцовой площади плунжера;
/3
G3 — вес золотника в н;
/3 — торцовая площадь плунжера в м2;
Шн, тс — массы объемов рабочей жидкости соответственно в напорном
и сливном трубопроводах управления;
/н, 1С — длина трубопровода соответственно на напорном и
сливном участках управления в м;
fB = /с = /т — проходное сечение трубопровода в м2.
4. Гидродинамическое давление потока жидкости на золотник зависит
от производительности, осевого открытия распределителя и действует в
сторону уменьшения открытия плунжера. С достаточной для практических
целей точностью гидродинамическую силу можно определить уравнением [5 ]
/>Г=13,2^._^_Н)
г • g nds '
Q — расход через проходное сечение распределителя в л/мин;
s — осевое перемещение плунжера в мм;
d — диаметр плунжера в мм;
g — ускорение силы тяжести в см/сек2.
При наличии специальной профильной формы плунжера сила РТ
значительно уменьшится [5, 17].
5. Суммарная сила трения золотника о внутреннюю поверхность корпуса
в зависимости от продолжительности неподвижного контакта t изменяется
по такому закону:
РТР = А+ 0,1/0Р [а - (а - 1) e~V ],
где Л, а, Р — постоянные, зависящие от материала пары трения;
/0 — коэффициент трения покоя;
Р — сила в н.
Например, для пары сталь—чугун А = —0,36, / = 0,23, а = 1,14,
Р = —0,104.
Результаты исследований показывают, что сила трения обусловливается
преимущественно неуравновешенными силами давления на плунжер
жидкостью, затекающей в радиальный зазор.
При определенных допущениях (пренебрегаем упругостью
трубопроводов управления; потери давления в магистралях управления изменяются
только от местных сопротивлений; коэффициент сопротивления дросселей
принимается постоянным независимо от площади проходного сечения; гидро-
299
динамическая сила не учитывается, так как золотник не имеет
промежуточных положений) перепад давления, необходимый для перемещения плунжера,
Pyi*-Pnp = V-e- + T-e-[S(6e + gc) + ba>]+C
d*x
2g
dp
^Tpt
^тр
тр
гДе Рупр* Рпр — соответственно подводимое давление управления и
противодавление в подторцовой полости золотника в н/м2;
— удельное давление от суммарной силы трения.
При дросселировании на выходе
противодавление в сливной полости
определим, пользуясь уравнением
расхода через отверстие:
/з
А-А
(? = № = »%^-(РпР + у£);
где
у |
V.
'зкз
2f2
ДР
■V2
скорость перемещения
золотника в м/с;
/з» /др — соответственно
торцовая площадь плунжера
золотника и площадь
проходного сечения
дросселя.
Используя полученные
уравнения и уравнение постоянства
расхода VfT = V3/3» определим необходимое давление управления:
Рис. 250. Кран управления
На рис. 249, б представлена схема трехпозиционного золотника,
получившая широкое распространение. Подвод масла осуществляется к
центральной кольцевой проточке 5 корпуса 3. При среднем положении
плунжера 6 кольцевые проточки 1 и 8 перекрыты. Если плунжер переместить
влево, то масло через отверстие 1 поступит в одну из полостей цилиндра.
Из противоположной полости оно через отверстие 5, канал 7 и отверстие 4
будет сброшено на слив. При перемещении золотника в правое положение
масло подается в обратном направлении (1—2—4).
На рис. 250 приведена конструкция крана управления. Внутри
корпуса 19 имеющего четыре выходных отверстия, смонтирован кран. Он имеет
два сквозных отверстия а, оси которых перпендикулярны и расположены
в разных плоскостях (см. сечение Б—Б). На конце стержня крана крепится
рукоятка 2 с рычагами «3. Кран можно поворачивать вручную рукояткой 2
или путем воздействия движущихся упоров на рычаги 3. Когда кран
находится в положении, показанном на рис. 250 (сечение Б—Б), масло,
подводимое к левому нижнему отверстию, выходит через правое нижнее
отверстие в одну из полостей цилиндра или золотника. Масло, вытесняемое из
противоположной полости, входит через правое верхнее отверстие и, пройдя
через кран, сливается в бак. При повороте крана на 45° по часовой стрелке
потоки масла меняют направление.
300
6. Вспомогательные устройства
В станках, помимо основной гидравлической аппаратуры и
механизмов, имеются вспомогательные устройства для хранения, очистки и
охлаждения рабочей жидкости. Эти устройства могут быть индивидуальными или
групповыми, обслуживающими гидроприводы станков участка или всего
цеха. К ним относятся фильтры, силовые очистители, резервуары и
теплообменники.
Фильтры предназначены для очистки рабочей жидкости от
механических примесей, которые могут попасть в систему в момент заливки или в
процессе эксплуатации в виде продуктов износа, разложения, коррозии и т. п.
Степень очистки рабочей жидкости определяется наименьшим размером
частиц, которые не пропускаются фильтром. В связи с этим различают: грубую
очистку, когда размеры частиц превышают 0,1 мм, нормальную— 0,01 мм,
тонкую — 5 мкм и особо тонкую — до 1 мкм.
Фильтрующим элементов могут быть проволочные сетки, ткани, войлок,
фетр и керамика. При этом фильтрующий элемент может быть тонким либо
толстым. Тонкий элемент задерживает загрязняющие рабочую жидкость
частицы поверхностью. Толстый элемент обеспечивает очистку просачиванием
рабочей жидкости через капилляры в объемном материале (например,
пластинчатые фильтры).
Потери давления рабочей жидкости при фильтровании не должны
превышать 0,1—0,2 Мн/м2. При этом должно учитываться, что вследствие
засорения фильтрующего материала увеличиваются со временем потери
давления и уменьшается пропускная способность фильтра. Этот основной фактор
определяет срок службы фильтра, причем срок службы поверхностных
фильтров при равной степени очистки меньше, чем объемных.
При тонкой очистке жидкости находят применение силовые очистители,
действие которых основано на удалении посторонних частиц под действием
силового поля. В зависимости от физической структуры силового поля
фильтры этого вида бывают: центробежные, вибрационные, магнитные и
электростатические.
По сравнению с обычными фильтрами силовые очистители отличаются
незначительными потерями давления, обычно в пределах 10 кн/м2,
независимым расходом и особо тонкой очисткой.
При автономной установке станка с гидроприводом в качестве
резервуара для хранения рабочей жидкости используются полости в корпусных
деталях станков и баки, встроенные в станину или устанавливаемые рядом
со станком.
Последний вариант находит применение в прецизионных станках
с целью снижения тепловых воздействий. Конструкция бака должна
обеспечивать защиту жидкости от загрязнений из внешней среды, поэтому
соединение его с атмосферой осуществляется через воздушный фильтр. Объем
бака должен быть не менее 200 секундной производительности насоса. Внутри
бака имеются перегородки, отделяющие сливной отсек от заборного. Дно
бака делается с уклоном к выпускному крану. Кран должен находиться на
таком уровне, чтобы при смене рабочей жидкости можно было сливать масло
в специальную емкость. Бак и емкости снабжаются маслоуказателями.
Обычно в процессе циркуляции рабочая жидкость в гидросистеме
нагревается, что приводит к нарушению стабильности работы гидропривода.
Нормальным считается нагрев жидкости до 50° С. Если эти условия не
обеспечиваются структурой гидропривода, то в маслосборник вставляется
теплообменник, представляющий собой змеевик, через который пропускается
охлаждающая жидкость. В отдельных случаях для прецизионных станков
применяют фреоновые холодильные устройства, позволяющие поддерживать
температуру рабочей жидкости такой, чтобы колебания ее находились в
пределах ±0,5° С.
301
7. Трубопроводы
Циркуляция рабочей жидкости от насоса к гидродвигателю с
промежуточным протеканием через соответствующие гидравлические аппараты и
устройства происходит по магистралям, обычно представляющим собой
трубопроводы и реже закрытые каналы, полученные путем отливки или
механической обработки в сплошном материале плиты, называемой панелью, или
в сложенных и скрепленных между собой плитах.
В зависимости от назначения, трубопроводы могут быть жесткими,
представляющими собой металлические трубы, и гибкими — армированными
резиной или пластмассой. Последние применяются на участках,
соединяющих основную систему с элементами, находящимися на подвижных рабочих
органах.
Основной характеристикой трубопровода является его условный проход,
соответствующий номинальному размеру внутреннего диаметра трубы
(ГОСТ 355—67). В станках преимущественно применяются ^стальные
холоднокатаные бесшовные трубы из сталей 10 и 20. Для монтажа в неудобных
местах при ручной подгонке применяют, в виде исключения, трубы из
красной меди (ГОСТ 617—64) и алюминиевых сплавов (ГОСТ 1947—56). При
низких давлениях (до 0,6 Мн/м2) применяют винипластовые трубы (ТУ
МПХ4251—54). Резинотканевые трубы из маслостойкой резины
применяются в зависимости от давления без оплетки или с многослойной
хлопчатобумажной, либо металлической оплетками (ГОСТ 6286—60 и 10362—63).
При высоких давлениях (до 20 Мн/м2) применяются специальные гибкие
металлические рукава.
Потери давления в трубопроводе в общем случае определяют по формуле
где %—коэффициент сопротивления трения;
/ — длина прямого участка трубопровода в м;
dg — внутренний диаметр трубы в м;
V — скорость движения рабочей жидкости в трубе в м/с.
75
Для ламинарного режима течения X = -^—. При турбулентном режиме
для медных и латунных труб К = 0,3164Re-°»25. Для стальных трубЯ=
_о.ов (£)"",
где Re—число Рейнольдса (см. стр. 313);
бш — шероховатость стенок в м.
Внутренний диаметр трубы вычисляют по производительности QH и
скорости VT движения масла:
dT^l,13]A^M.
Скорость масла в системе при расчетах принимают для всасывающих
трубопроводов 1,5—2 м/с, для нагнетающих — 3,5 м/с и для мест сужения
на коротких участках до 5,5 м/с.
Толщина стенки трубы
где р — наибольшее давление в н/м2;
[а]р — допускаемое напряжение при растяжении; для стальных труб
[а]р = 40-^60 Мн/м2, для медных и латунных [а]р = 25 Мн/м2.
302
Y
=©=
=©=
vn
Pnp
/>«-+
t;
^
-«-*J
x
:Ы%Ш
8. Регулирование, стабилизация и синхронизация
скоростей движения рабочих органов
Скорость перемещения рабочего органа станка при осуществлении
движения с помощью гидропривода определяет производительность. Поэтому
логическим условием регулирования скорости является применение насосов
с регулируемой производительностью.
Привод с объемным регулированием для осуществления вращательного
движения показан на рис. 251, а. Насос 2 с регулируемой
производительностью нагнетает масло в гидромотор 3. В результате этого выходной вал
гидромотора вращается, а масло, совершившее работу, сливается в бак 1.
Для ограничения крутящего момента установлен предохранительный
клапан 4. При повышении
давления сверх нормы, он
сбрасывает масло в бак. Частота
вращения выходного вала
регулируется изменением
производительности насоса
либо гидромотора. Первый
способ применяют при
небольших мощностях.
Привод с объемным
регулированием для
осуществления прямолинейного
движения показан на рис. 251, б.
Принципиальная схема
состоит из насоса с
регулируемой производительностью,
золотника 3, силового цилиндра
с поршнем 4, соединенного со штоком стола или с суппортом 5.
Распределительное устройство трехпозиционное. В средней позиции (как на схеме)
все поступающее от насоса масло сбрасывается на слив. При перемещении
золотника 3 вправо масло поступает в левую полость цилиндра и поршень
движется вправо. Масло, вытесняемое из правой полости, через золотник 3
сбрасывается в бак L Если золотник переместить влево, направление
движения поршня меняется. Подпорный клапан 6 устроен таким образом, что
масло через него может пройти лишь при небольшом давлении, порядка
(3—8) • 105 н/м2. Это способствует получению более плавного движения и
устраняет подсасывание воздуха в гидросистему. Предохранительный
клапан 7 служит для защиты системы от перегрузки.
Объемное регулирование при малых скоростях обладает существенным
недостатком, что проявляется в виде заметных колебаний движения поршня
гидродвигателя.
Составим уравнение баланса расхода для привода (рис. 251, б)
9ЛЛ = vnFx + <7ут,
х
WV
/
V S)
Рис. 251. Гидравлические схемы привода с объемным
регулированием скорости движения
где $ — коэффициент регулирования насоса, равный отношению
установленного значения параметра регулирования насоса к его
наибольшему значению;
Fl9 vn — площадь поршня и скорость его движения;
<7Ут — утечки через имеющиеся в гидросистеме неплотности [см.
уравнение (145)].
При давлении рц скорость поршня
303
Скорость движения поршня изменяется на величину
Д»п = »тп-
■ vn = ^u/c,
где vrn — теоретическая скорость поршня в м/с.
Степень неравномерности скорости поршня определяется выражением
Изменение хода поршня
w
ДА = Д*ПГЦ=Д,П^-,
где
QTU — геометрическая производительность в м3/с;
Тц — время, характеризующее емкость силового цилиндра (время
заполнения) в с;
W = Fx/U — объем силового цилиндра в м3;
*ц — длина цилиндра в м.
Выражения для ф и Ah свидетельствуют о том, что причиной
неравномерности перемещения поршня в указанном случае является возрастающее
влияние утечки, как в самом насосе, так и по трассе* Полученные уравнения
позволяют также определить допускаемую нагрузку силового цилиндра в
зависимости от величины утечки:
_ vmF\Ah
е- сн/ц н'
где ав — удельное значение утечки в насосе на 1 н/м2.
Гидравлический привод с дроссельным регулированием является
наиболее распространенным (рис. 252, а). В отличие от предыдущего привода
h
It
L
\ /■ ,'-
N / l
1 i4t
Ik i
l«*Nf
■ ■ .^..фт-
f 4 11 i
1 1 f|y
M
2* A Ь 1 °
l Щ W'
\\n
r
rmp rpe3
a)
U*-i
ЧГЪ(
x
9f
и
6)
Рис. 252. Гидравлические схемы привода с дроссельным регулированием
скорости движения
насос 1 нагнетает в систему постоянный объем масла. Масло, вытесняемое
поршнем, пройдя распределительное устройство 2 и трубопровод 6,
пропускается через дроссель 4, а затем сливается в бак. В системе появляются
излишки масла, повышающие давление на участке между насосом и силовым
цилиндром 3. Для снятия избыточного давления на этом участке
устанавливают предохранительный клапан 5.
Дроссель 4 на рис. 252, а установлен на отводящем трубопроводе,
поэтому данная система называется системой с дроссельным регулированием
на выходе. Дроссель 4 на рис. 252, б установлен на нагнетательном
трубопроводе 7 и поэтому система носит название системы с дроссельным регу-
304
лированием на входе. Существуют схемы с дросселем на ответвлении, у
которых дроссель устанавливается между напорной и нисходящей трассой.
Недостатком обычных схем дроссельного регулирования является так
называемая «структурная неравномерность скорости», возникающая в
результате изменения нагрузки силового органа. Запишем условие равновесия
сил, действующих на поршень в схеме, представленной на рис. 252, а.
1. При отсутствии полезной нагрузки Ррез
Поскольку перепад давления на дросселе Дрдр = рпр — рсл, то
А 1 * тр
^Рйр == Рц "с1 РсЛ р— >
1 2 * 2
где рц — рабочее давление в цилиндре;
Ртр — сила сопротивления суммарных сил трения;
Рсл — давление в сливном трубопроводе;
Fu F2 — полезные площади поршня соответственно со стороны правой
и левой полостей цилиндра.
2. При наличии полезной нагрузки
Pufl = "рез + *тр 4~ РпРМ»
Дп ~DI± л ррез + ^тр
"А'др — Н\Х р Нел J^
Скорость поршня рио без нагрузки Р^3 будет
по F2 ~~ F2 V Рц F2 P** F2 '
Скорость поршня vn при наличии полезной нагрузки
п ~fe.l/n JX-^n Ррез + ^тр
Dn - F2 V Р* F2 Рсл Т2
Определим структурную неравномерность ср скорости силового поршня
ф ss Dno— ^п _ j |/ Рц^г — рсл^2 — ^рез — ^пр
^ПО V Pli,Fi Рсл ^2 -Ртр
Анализ полученных уравнений показывает, что обычные схемы
дроссельного регулирования не обеспечивают постоянства перепада давления
на дросселе и скорости перемещения силового органа при изменении
величины нагрузки. Такие схемы применяют в том случае, когда колебаниями
скорости можно пренебречь или когда полезная нагрузка почти не
изменяется. Структурную неравномерность уменьшают применением дросселя
в сочетании с редукционным клапаном или регулятора расхода (рис. 246, а).
Схема регулирования, показанная на рис. 252, в, отличается от
рассмотренной на рис. 252, а тем, что перед дросселем 4 включен редукционный клапан 5.
Он обеспечивает постоянную величину давления масла перед дросселем.
Так как после дросселя давление постоянно и близко к атмосферному,
перепад давления, а следовательно, и расход масла через дроссель будут
стабилизированы. Это приводит к более равномерной подаче при изменяющейся
нагрузке.
Неполное использование всего масла, подаваемого насосом при
дроссельном регулировании, приводит к потере мощности и снижению к. п. д.
установки. Однако, несмотря на это, простота, дешевизна и
эксплуатационные достоинства этих систем гидропривода обеспечили широкое применение
их в передачах станков. Дроссельное регулирование, несмотря на более
низкий к. п, д. (наибольшее значение ц = 0,67) по сравнению с объемным,
305
оправдывает себя, обеспечивает надежную работу во всем диапазоне
регулирования и получило преимущественное применение в станочном
гидроприводе при мощности привода до 10 кВт. Однако развитие гидроприводов
идет в направлении применения объемного регулирования даже для
приводов малой мощности.
Объемное регулирование возможно при применении насоса регулируемой
производительности или насосов постоянной производительности по схеме
ступенчатого регулирования, а также переключением гидродвигателя по
дифференциальной схеме. При наличии двух и более насосов постоянной,
но разной производительности можно получить три (или более) ступени
скорости (рис. 253, а). Отключение или подключение соответствующих насосов
осуществляется кранами 2 и 4. Обратные клапаны 1 и 3 блокируют отклю-
ж
-***■
gfa
г vi
*)
Рис. 253. Гидравлические схемы
ченные насосы. Давление рабочей жидкости соответствует сопротивлению
нагрузки, и предохранительный клапан срабатывает только в случае
перегрузки.
Если гидродвигатель осуществляет рабочий ход в одном направлении,
а в другом — ускоренный холостой, то возможно двухступенчатое
регулирование скорости при насосе постоянной производительности, путем
применения поршня с утолщенным штоком и подключения цилиндра по
дифференциальной схеме (рис. 253, б). При положении золотника, показанном на
рисунке, масло подается в левую полость цилиндра. Если переместить
золотник влево, то он соединит обе полости и перекроет слив. В этом случае
поршень начнет перемещаться влево со скоростью, которая будет зависеть
от соотношения сечений поршня и штока. Если площадь штока составляет
половину площади поршня, то скорость в обоих направлениях будет
одинакова. При d = 0,3Z) скорость обратного хода примерно в 10 раз будет
больше скорости прямого хода. Этим обстоятельством часто пользуются
в практике, особенно в силовых головках агрегатных станков.
С целью сокращения вспомогательного времени гидропривод может
работать с различной скоростью в течение одного цикла. Для этого
применяются спаренные насосы с разделительной панелью: один для ускоренных
перемещений (большой производительности и низкого давления), а другой
для рабочих ходов (небольшой производительности и высокого давления)
На рис. 254 показана схема разделительной панели 2. Предохранительный
клапан 2.3 панели ограничивает максимальное давление гидросистемы
настройкой пружины. Разгрузочный клапан 2.2 настройкой своей пружины
определяет давление системы, при котором отключается насос давления 3
путем соединения его со сливом. Обратный клапан 2.1 панели отделяет
область высокого давления от низкого. Кран 4 служит для остановки гидро-
306
двигателя при работающих насосах. При открытом кране насос высокого
давления 1 и напорная магистраль соединяются со сливом.
При работе гидропривода с кратковременными большими скоростями,
чередующимися с длительными паузами, находят применение аккумуляторы,
которые позволяют использовать насосы небольшой производительности.
Работа аккумулятора основана на накоплении необходимого для
кратковременного действия определенного объема масла под давлением и отдаче
его в гидросистемы под воздействием упругих элементов — пружины,
сжатый воздух или нейтральный газ. Пружины применяются в аккумуляторах
низкого давления — до 13-Ю3 н/м2, а воздушные упругие элементы—до
200 ♦ 105 н/м2. В металлорежущих
станках аккумуляторы используются
сравнительно редко, в основном в механизмах
гидравлического управления, когда
необходимо получить управляющее воздействие
при неработающем насосе или для
создания постоянно действующей силы во
встроенных зажимных устройствах.
Рис. 254. Разделительная
панель
Рис. 255. Схемы с
аккумуляторной установкой
На рис. 255 показана схема аккумуляторной установки,
предназначенной для привода гидравлических зажимных приспособлений негидро-
фицированных станков при насосе небольшой производительности. Масло
от насоса 1 поступает в аккумуляторы 3 (1) и 3 (2), верхние полости которых
заполнены сжатым газом. Аккумулятор 3 (1) большего объема служит для
ускоренного вспомогательного движения — предварительного зажима
детали. Он заряжается через разделительный клапан 2, отключающий подачу
масла, когда давление в системе достигает 25 -105 н/м2. Аккумулятор 3 (2)
меньшего объема служит для зажима детали и рассчитан на давление 75 X
X 105 н/м2. Из обоих аккумуляторов масло подводится в полость рабочего
цилиндра одностороннего действия 5 через трехпозиционный золотник 4
с ручным управлением. В среднем положении золотника (как показано на
схеме) осуществляется ускоренное вспомогательное движение, а в
крайних — зажим или разжим детали. Величина давления зажима регулируется
при помощи клапана 6.
При работе двух и более гидродвигателей от одного источника питания
возникает вопрос синхронизации их движения. При этом двигатели могут
работать параллельно или последовательно с различной фазой опережения.
В каждом отдельном случае эта задача решается по-разному. Приводим
наиболее простое решение, чтобы показать только принцип возможной
синхронизации работы двух цилиндров.
307
На рис, 256, а для согласования одновременного движения двух
поршней 1 и 2 в одном рабочем направлении (слева направо) применен принцип
регулирования по противодавлению с помощью дросселей 3 и 5. Скорость
поршня каждого цилиндра может регулироваться независимо. Обратные
клапаны 4 и 6 шунтируют дроссели для автоматического их отключения при
возвращении поршней в исходное положение.
На рис. 256, б поршень 2 верхнего цилиндра может начать рабочий
ход только после того, как поршень / нижнего цилиндра переместится слева
направо и займет крайнее положение. При указанном положении в напорной
магистрали начнет повышаться давление, обычно в пределах 5-Ю5 н/м2,
и рабочая жидкость автоматически при помощи напорного золотника 7
в) г)
U Рис. 256. Принципиальные гидравлические схемы
станет поступать в верхний цилиндр. Обратный клапан 4 шунтирует
напорный клапан при возвращении поршней в исходное положение.
На рис. 256, в показано применение напорного золотника при
выполнении различных функций автоматического действия. Насос 8 большой
производительности, предназначенный для ускоренных ходов, отключается
автоматически напорным золотником 3, который срабатывает как только на
штоке цилиндра создается рабочая нагрузка. При ускоренных ходах
давление в системе определяется потерями на трение Ртр и силами
противодавления
Напорный золотник 7 закрыт, и суммарный объем масла, подаваемый
насосами 8 и 9, поступает в силовой цилиндр.
Условие равновесия сил, действующих на клапан золотника, без учета
силы трения клапана может быть выражено уравнением
АРц
-'цо
пр*
где рцо — давление в цилиндре при холостом ходе в н/м2;
% = 1,1-4-1,15— коэффициент запаса;
dKJl — диаметр клапана в м;
Рпр — сила настройки пружины напорного золотника в н.
308
Требуемая сила настройки пружины при холостом ходе
^пр == ~jp (*тр + Рпр^г) н-
При включении нагрузки Ррез равновесие клапана золотника
нарушается, в результате
Pul = 4" С^рез + ^тр + Pup?*) > ^ •
Напорный золотник срабатывает, соединяя напорную магистраль
насоса 9 с баком, и обеспечивает его загрузку. Насос 9 работает почти при
нулевом давлении рн = 50-г-80 кн/м2 и потребляет незначительную мощность.
Система управляется насосом 8.
Поршень вертикально расположенного цилиндра (рис. 256, г) может
быть остановлен в любом положении поворотном крана управления 10,
соединяющего напорную магистраль с баком. Напорный золотник 7
автоматически закрывает штоковую полость цилиндра, благодаря чему поршень
со всеми связанными с ним деталями удерживается на весу. Чтобы открыть
золотник 7, необходимо к поршню приложить такую силу, которая бы
создавала давление, превышающее настройку пружины клапана. Обратный
клапан 4 шунтирует золотник при подаче масла в штоковую полость цилиндра,
9. Гидравлические схемы
В зависимости от способа изображения механизмов и аппаратуры, а
также принципа построения схем, различают следующие их виды:
полуконструктивные, принципиальные, структурные и монтажные.
До настоящего времени полуконструктивные и монтажные схемы
являлись основным техническим документом, принятым в станкостроительной
промышленности и большей частью в технической литературе. Первые
применяются при описании гидропривода и приводятся в прилагаемом к гидро-
фицированному станку «Руководстве по уходу и обслуживанию», а вторые
служат сборочными чертежами при монтаже гидравлической системы на
станке. Структурные схемы нашли применение в учебном процессе, как
методический материал, позволяющий упростить изучение сложных
гидравлических систем, заменив при этом описание систем соответствующим
графическим построением. Полуконструктивные схемы представляют собой
конструктивную развертку всей гидравлической системы станка или отдельного
привода с изображением механизмов и аппаратов в виде упрощенных
продольных разрезов. Принципиальные схемы строятся по принципу
полуконструктивных схем с той только разницей, что условные графические
обозначения механизмов и аппаратуры выбираются вне связи с их конкретной
конструкцией, а по функциональным признакам.
Гидравлическая система любого назначения имеет по крайней мере две
основные магистрали — напорную и сливную. К ним подсоединяются трассы
целевого назначения, которые связывают гидродвигатели того или иного
действия и назначения с основными магистралями. Различают трассы
следующего назначения: исходные, свободного движения, точного перемещения,
нерегулируемых перемещений, управления и блокирования.
На рис. 257 в виде примера показаны полуконструктивная,
принципиальная и структурная схемы силовой головки агрегатного станка,
осуществляющей за цикл работы три перехода: ускоренный цодвод, рабочий
ход и ускоренный отвод. На полуконструктивной схеме (рис. 257, а) при
переходе «Ускоренный подвод» оба золотника смещены толкающими
электромагнитами: основной золотник 1 вправо, а золотник 2 ускоренных ходов
влево. При таком их положении масло от насоса через первую слева шейку
золотника 1 поступает во внештоковую полость цилиндра 3, а из противо-
309
положной полости того же цилиндра через шейку золотника 2 и вторую шейку
золотника 1 направляется в бак. При переходе «Рабочий ход» электромагнит
золотника 2 отключается, что заставляет масло из штоковой полости
цилиндра 3 проходить на слив через регулятор скорости 4 и затем через третью
шейку золотника 1 в бак. При переходе «Ускоренный отвод» электромагнит
золотника / отключается, а электромагнит золотника 2 снова включается, и
этим изменяется направление потока масла: от насоса через вторую шейку
золотника / в штоковую полость цилиндра, а из противоположной полости
через первую шейку золотника 1 в бак. При положении «Стоп» оба элек-
Рис. 257. Полуконструктивная (а), принципиальная (б) и структурная (в) схемы
силовой головки агрегатного станка
тромагнита отключаются, золотники становятся в положение, показанное
в схеме, и напорная магистраль от насоса через вторую шейку золотника /,
шейку золотника 2 и кольцевую выточку вокруг крайнего правого барабана
золотника 1 соединяется с баком.
На принципиальной схеме (рис. 257, б) все элементы гидросистемы имеют,
аналогичные с полуконструктивной схемой обозначения, поэтому приведен-'
ное выше описание работы гидропривода можно использовать и в данном
случае. Сравнивая обе схемы, можно видеть, что оформление второй проще,
и, кроме того, наглядно показана функция золотников при их различных
положениях. На структурных схемах (рис. 257, в) показаны те же
обозначения и, кроме того, дополнены знаками (+) и (—) и стрелками различной
длины, что позволяет уточнить действие электромагнитов и силового
цилиндра. На самом деле, из рассмотрения схемы / следует, что оба
электромагнита подключены и масло из напорной магистрали НМ через одну шейку
золотника 1 поступает во внештоковую полость цилиндра 5, а из
противоположной полости сливается через шейки золотников 2 и 1. Поршень
передвигается в направлении «Шток вперед» ускоренно (длинная стрелка). Из
310
схемы // следует, что в этом переходе работает только золотник /, который
остается в прежнем положении, а отключение золотника 2 ускоренных ходов
подключает регулятор скорости 4, который по своей структуре состоит из
редукционного клапана и дросселя. Поршень на этом переходе
передвигается в том же направлении, но с рабочей скоростью (короткая стрелка).
Из схемы /// видно, что золотник 2 снова включен, а золотник 1 отключен,
но принимает участие в этом переходе. При таком переключении золотников
масло от магистрали НМ через шейки обоих золотников поступает в штоковую
полость цилиндра, а из противоположной полости сливается через вторую
шейку золотника /. Поршень меняет свою скорость и направление. Из схемы
IV следует, что оба золотника отключены и напорная магистраль через
их шейки соединена с баком, а следовательно, в этом положении даже при
работающем насосе гидропривод выключен.
10. Основные принципы проектирования гидропривода
Основой проектирования гидропривода металлорежущих станков
является разработка полуконструктивной схемы, которой для сложной
станочной гидросистемы автоматического действия рекомендуется предпослать
структурную схему, как более удобную для рассмотрения возможных
вариантов компоновки гидропривода.
Обычно проектированию привода предшествует разработка
технического задания, в котором указываются:
1. Элементы цикла работы станка или отдельных его рабочих органов.
2. Характеристика движений, выполняемых гидроприводом, и их
связь с движениями, которые будут осуществляться другими видами
приводов.
3. Расчетные нагрузки на рабочие органы станка.
4. Предполагаемые условия работы станка.
5. Возможность сочетания гидропривода с другими приводами,
например, с работой шагового электродвигателя и др.
6. Степень участия в управлении станком электрических и других систем.
7. Прочие специальные требования и условия.
В современных металлорежущих станках устанавливаются в основном
гидроприводы движения подач и различных вспомогательных движений,
осуществляющих переключение блочных колес коробок скоростей,
перемещения пинолей задних бабок, встроенных и поставляемых со станком
зажимных механизмов и др. В проектах гидроприводов необходимо широко
применять нормализованные механизмы, аппараты и отдельные узлы, а
также рекомендуемые сортаменты труб, арматуры и крепежных соединений.
Следует считать прогрессивным при проектировании применение
нормализованных панелей, а также компоновку контрольно-регулирующей и
управляющей аппаратуры в одном, доступном для осмотра и осуществления
различных регулировок, месте, на откидном или снимаемом щите. Удобно
размещать насосную станцию с маслосборником и панелью управления
в отдельном шкафу, устанавливаемом рядом со станком, как это делается
сейчас при электрических станочных системах.
Рассмотрим в качестве примера разработку схемы гидропривода для
осуществления движения подачи с регулируемой скоростью на станке
полуавтоматического действия со следующим циклом работы: ускоренный
продольный подвод, ускоренный поперечный подвод, рабочий ход в продольном
направлении, ускоренный отвод одновременно в двух направлениях,
остановка движения подачи.
Гидропривод станка для осуществления указанного цикла работы должен
иметь два гидродвигателя, один для выполнения поперечного
нерегулируемого движения и второй для продольного регулируемого по скорости
311
рабочего хода движения. Согласование во времени этих движений
производится путем составления циклограммы работы гидродвигателей привода
на основе общей циклограммы работы станка.
В рассматриваемом примере опущены конкретные условия
осуществления скоростей движений при рабочем и холостых ходах, поскольку
преследуется цель определить только структуру гидропривода для составления
гидросхемы и не останавливаться на решении развернутой задачи,
выполняемой при проектировании гидропривода.
На основе принятой циклограммы работы привода составляем
структурные схемы на каждый переход. На первом переходе (рис. 258, а) масло
поступает в цилиндр / продольного движения со стороны внештоковой по-
им см
им см
<
5 -
6
3 4- /
v L. ГГП i
I | 1 ■ ,, j /U,W
им см а)
5 +
1 i.l ,_
з - /
т
ИМ см
5 + 3 + /
С£? CJ1 I 1
-4 м • L J ИМ
8 +
*)
1 {
5 -
6
Ьгл 1
J ГТП
ы qp
| *_Г 2
г)
Рис. 258. Разработка структурных схем гидропривода
лости, а из другой полости сливается. В это время поршень цилиндра 2
поперечного движения стоит на упоре и прижимается к нему давлением масла.
Каждый силовой цилиндр имеет свой золотник (3 и 4) для реверсирования
движения. Связываем действие цилиндра 2 с цилиндром J путем
подключения их к золотнику 5. Для синхронизации их движений предусматривается
дроссель 6. Примем, что все золотники гидропривода будут иметь путевое
электромагнитное управление при продольном движении стола и что при
положении «Стоп» все катушки электромагнитов обесточиваются.
Второй переход (рис. 258, б) начинается переключением всех трех
золотников воздействием на путевой электрический переключатель 10
переставным упором //, перемещающимся на продольной каретке (см. рис. 259).
Золотник 5 должен перекрыть сливную магистраль от цилиндра /, чтобы
положить его поршень на гидравлическую подушку и поджать с другой
стороны давлением масла. Поскольку, цилиндр 2 связан с цилиндром /, то,
перекрывая ему слив, тем самым перекрывается слив цилиндру 2. Поэтому
на рассматриваемом переходе цилиндр 2 подключается по дифференциальной
схеме. Кроме того, при таком подключении будет устранено влияние
дросселя 6 на ускоренный подвод поршня.
Поскольку для управляющего воздействия нельзя воспользоваться ходом
поперечной каретки, для осуществления третьего перехода предусматриваем
реле давления 7, которое должно сработать по достижении поперечной ка-
312
реткой переставного упора 12 (рис. 259). При срабатывании реле 7 (см.
рис. 258, в) должен переключаться золотник 5 и включаться золотник 8.
Последний введет в действие дроссель 9, который для создания большей
равномерности движения подачи установим на
выходе.
Четвертый переход (рис. 258, г) должен
начаться выключением электромагнитов всех
золотников (переключателем 13)
соответственно принятому условию, при котором будет
происходить одновременный ускоренный
отвод поршней обоих цилиндров в исходное
положение.
На основе структурных схем составим
принципиальную схему гидропривода
(рис. 259). Прежде всего расставим силовые
цилиндры в их намечаемое положение на
проектируемом станке: цилиндр / — на
суппорте с правой стороны каретки и цилиндр
2 — над суппортом. Эти цилиндры
непосредственно связаны трассами с золотниками 3
и 4. Золотник 3, как следует из рис. 258,
должен иметь два положения для
реверсирования прямого и обратного потока жидкости
к цилиндру /, а золотник 4 — два
положения: при одном подводить жидкость к
цилиндру 2 как золотник 3 (см. рис. 258, а и г),
при другом соединить обе полости цилиндра 2
с напорной магистралью (см. рис. 258, б).
Эти золотники соединяются с напорной
магистралью и баком через золотник 5.
Последний, как следует из рис. 258, должен иметь два положения: соединять
золотники 3 и 4 непосредственно с баком (см. рис. 258, а, г) и отключать эту
трассу (см. рис. 258, б, в). В последнем случае соединение с баком
осуществляется через золотник 5, который в одном своем положении закрывает
слив (см. рис. 258) и в другом — открывает его через дроссель 9
(рис. 258, в). Все золотники переключаются толкающими электромагнитами.
/Л Расчет гидравлического привода
В станочной гидравлической аппаратуре преобладают силы вязкого
сопротивления, при этом подобие сил трения выражают критерием Рей*
нольдса, который характеризует течение вязкой жидкости и представляет
собой отношение сил трения к силам вязкости:
259. Принципиальная схема
гидропривода станка
где Re — число Рейнольдса;
р — плотность жидкости в кг/м3;
V — средняя скорость потока в м/с;
d — диаметр живого сечения потока в м;
ц — динамическая вязкость в н-с/м2;
v — кинематическая вязкость в м2/с.
Турбулентное движение наступает при значении числа Рейнольдса,
большем критического. Критическое число для потока, протекающего в
круглой гладкой трубе: Renp = 2000-^2400,
Производительность трубопроводов при различных скоростях рабочей
жидкости приведена в табл. 16. Линией отмечена зона, ниже которой для
313
масла индустриального 20 при температуре 32° С значение критерия Рей-
нольдса больше 2000, что соответствует турбулентному характеру потока.
Потери в гидросистемах бывают механические (трение), динамические
(инерция пуска и реверса), гидравлические (перепад давлений) и объемные
(утечки). Из них наиболее существенными являются объемные, которые
включают не только потери, связанные с недостаточной плотностью рабочих
органов гидропривода и аппаратуры, но и потери, связанные со способом
регулирования производительности,
Таблица 16
Пропускная способность трубопроводов
Условный
проход |
1 в мм
10
15
20
25
32
40
50
60
Производительность в л/мин при скорости потока в м/с
1
4,7
10,6
| 18,8
29,5
! 48,2
75,4
118
168
1,5
7,0
15,8
28,3
44,2
72,4
113
177
1252
2
9,4
21
37,6
59
96,4
151
!235
336
2,5
И,7
26,4
47
74
121
|Т8Г"
300
420
3
14
32
56,5
88,5
,144
'226
352
505
3,5
16
36
66
168
264
410
590
4
19
41
75
-ТЯГ
192
302
470
670
4,5
21
47
Г"85"
135
215
340
530
760
5
23
53
150
240 1
380
590
840
При расчете механических потерь в силовом цилиндре и в рабочих
органах станка, связанных с ним, учитывают конструкцию гидродвигателя,
положение цилиндра относительно горизонтальной плоскости, вес
перемещающихся частей гидродвигателя и рабочего органа, скорости их
перемещений, материалы трущихся частей и т. д. В первом приближении
сопротивление сил трения в цилиндро-поршневой группе может быть определено
по формуле
PTp = a/G; PTp0 = af0G, (141)
где Ртр, Ртр0 — величины сил трения движения и покоя в н;
a — поправочный коэффициент, учитывающий уплотняющее
давление колец поршня и набивки сальника;
/, /0 — коэффициенты трения движения и покоя;
G — приведенный вес перемещающихся частей в н.
Значения коэффициентов: / = 0,05 -ь0,08 при скоростях свыше 0,2 м/с,
/ = 0,1 -т-0,12 при скоростях меньше 0,2 м/с; f0 =0,1 ч-0,3; a = 0,12—0,15.
Точный расчет сопротивления сил трения производится раздельно по
механизмам и видам этих потерь:
*тр == 1л -г тр1 ~Г 2j *тр2»
где 2^ТР1— сумма сил трения на направляющих с учетом их форм, веса
стола или головки и других механизмов, включая иногда
вес детали, приспособления, инструмента, а также
составляющие сил резания, нормальные к направляющим, и т. д.;
S^Tp2 — сумма сил трения в уплотнениях,
Сопротивление сил трения:
в уплотнениях
= np(Dabfa-\- dhfm),
или раздельно для поршня по формуле
314
для штока при уплотнительных кольцах с елочным профилем
Рш1 = ndhp,
для штока с манжетным уплотнением
Рш2 = npdhfjjj,
где Du, d — диаметры поршня и штока в м;
6, h — ширина поршня и длина уплотнения в м;
р — давление в штоковой полости цилиндра в н/м2;
рк — давление кольца на стенку цилиндра в н/м2;
Руп — уплотняющее давление в н/ма;
z — количество колец;
fn, fm — коэффициенты трения поршня по цилиндру и штока по
сальнику.
Динамические потери возникают при реверсе, торможении или разгоне
рабочего органа станка. Эти потери необходимо рассчитывать с учетом масс
перемещающихся рабочих частей станка и массы рабочей жидкости,
принимающей участие в этих процессах, на основе теоремы о работе и
кинетической энергии или теоремы о количестве движения и импульсе сил.
В общем виде уравнение для определения сил инерции будет иметь вид
Лш А' = S т Ди + 2 9Ри№>> О42)
где Рш — сила инерции в н;
А г — время изменения скорости в с;
Av— приращение скорости в м/с;
т — приведенная масса в кг;
р — плотность рабочей жидкости в кг/м3;
Fu — живое сечение гидродвигателя в м2;
L — путь, на протяжении которого изменяется скорость, в м.
На первом этапе проектирования и расчета, когда еще окончательно не
оформилась конструкция станка, а вес его механических частей может быть
определен только ориентировочно, обычно на основе сравнения с
существующими подобными конструкциями, и тем более не уточнены объемы
полостей цилиндра и подводящих магистралей, инерционные силы
определяются по формуле
Р.—Ц-. (143)
где Рт — сила инерции в н;
G — ориентировочный вес перемещающихся частей в н;
v — максимальная скорость рабочего органа в м/с;
tQ — время разгона поршня до рабочей скорости в с; (обычно t0 =
= 0,01 —0,5 с, причем верхний предел относится к тяжелым
станкам и большим скоростям);
g — ускорение свободного падения в м/с2.
Гидравлические потери возникают при движении потока рабочей
жидкости, когда часть его энергии затрачивается на преодоление сопротивлений,
вызываемых вязким трением частиц жидкости между собой и о стенки
трубопровода, на образование завихрений при нарушении потока, на
преодоление различных местных сопротивлений и т. д. Проявляется указанный
непроизводительный расход энергии в виде потери давления рабочей
жидкости.
Учитывая, что в станках протяженность трасс гидропривода
сравнительно небольшая, а потери местных сопротивлений основной стандартной
аппаратуры достаточно исследованы и нормализованы, с практической
315
точностью гидравлические потери можно рассчитывать без учета характера
движения и по усредненным значениям:
ДртР = 0,05рраб.
(144)
Потери давления в нормализованных аппаратах, которые могут быть
использованы при предварительных расчетах, приведены в табл. 17.
Сопротивление противодавления
Таблица 17
Потери давления в нормализованных
аппаратах
в нерабочей полости цилиндра
зависит от способа регулирования
скорости, Наличия подпорного клапана,
конструкции силового цилиндра и
величины основной нагрузки.
Противодавление при объемном или
дроссельном регулировании с дросселем
«на входе» рпр = 50 -ь 150 кн/м2,
«на выходе» pnv = 400-^1500 кн/м2.
Объемные потери возникают
из-за неплотности в подвижных
соединениях (как наружных, так и
внутренних) насоса, гидродвигателя и
аппаратуры, а также при
дроссельном регулировании через сливной
клапан или дроссель на ответвлении,
при работе редукционного клапана
и характеризуются утечкой жидкости в единицу времени объемным к* п. д.
Значения объемного к. п. д. и расход на утечки насосов и аппаратуры
приводятся в каталогах и справочниках. В предварительных расчетах
объемные потери учитываются по усредненным
статистическим нормам:
9Ут = о Ар м3/с,
Тип
аппарата
Г71
Г73
Г54
Г77
Г55
Г57
Г51
Г52
Наименование
Кран управления . . .
Реверсивный золотник
Напорный золотник
Дроссель с регулятором
Редукционный клапан
Обратный клапан . . .
Предохранительный
клапан
Потери
давления
в н/м8
(10*)
1,5—2
1,5—3
2,5—6
2—3,5
3-6
3—10
1,5—2
2—3
(145)
где а — удельное значение утечки в м3/с на
1 н/м2; для насоса а = 5 -т-6; для
золотника <т = 0,2 --0,25; для
цилиндра о = 0,1 -й),2 м5/(н-с);
Д/? — перепад давления в н/м2.
При расчете гидропривода рекомендуется
параметры определять в следующей
последовательности: силы нагрузки; параметры
гидродвигателя, насоса, трубопровода; типоразмеры
аппаратуры; потери гидропривода.
Пример. Рассчитаем гидропривод горизонтально-
протяжного станка 7510М (рис. 260). Расчет ведем по
следующим данным: рабочая тяговая сила РШах не более
100 кн; рабочее давление ррао- == 50-Ю6 н/м3; скорость
рабочего хода vp = 0,025-7-6,215 м/с; скорость холостого
хода vx = 0,33 м/с; вес подвижных частей (среднее
статическое) G = 3,5 кн; способ регулирования скорости
рабочего хода — дроссельно-ступенчатый; способ
осуществления ускоренного холостого хода — по дифференциальной
схеме; управление приводом — ручное.
При рабочем ходе со скоростью до 0,1 м/с золотник 4 стоит в позиции /, а кран 10 — в
положении «Открыто». При указанном переключении путь движения масла будет следующим:
от насоса 6 через дроссель 7, золотник 4 в штоковую полость цилиндра 5; из противоположной
полости цилиндра через золотник 4 на слив. Излишки масла при принятом дроссельном
регулировании от насоса 6 через предохранительный клапан 8, а также масло от насоса 2 через
кран 10 сливается в бак /.
При рабочем ходе со скоростью свыше 0,1 м/с кран 10 занимает положение «Закрыто»,
тогда масло от насоса 2 через обратный клапан 3 добавляется к потоку от насоса 6.
Рис. 260. Схема гидропривода
протяжного станка 75ЮМ
316
Во время холостого хода золотник 4 ставится в позицию ///, тогда масло от насоса 6
через золотник 4 направляется во внештоковую полость цилиндра 5, а из противоположной
полости цилиндра масло через золотник 4 и обратный клапан 9 добавляется к основному потоку.
При позиции // золотнике перекрывает напорную магистраль и масло от обоих насосов
через предохранительный клапан 8 сливается в бак.
Произведем расчет гидропривода.
1. Определим силу нагрузки по формулам (138), (141) и (143), силы трения движения
и покоя:
Ртр = afG = 0,15.0,1-3,5.10* = 0,05.10? н = 0,05 кн;
Ртро = «/об = 0,15- 0,2.3,5.10? = 0,10.10« н = 0,1 кн;
сила инерции при tQ = 0,3 о
D Gvx З^-Ю^ЗЗ Л , 1ЛЗ л ,
Ри,""*Г" 9,81.0,3 -М-Ю3н=:0,4 кн;
площадь поршня со стороны рабочей полости
F _ ^шах _ ЮО-10* _п П2 „,
сила противодавления при рпр = 1.105 н/м2
Рпр = Рпр^раб=г100-103.0,02 = 2.103 н = 2 кн;
сила нагрузки при рабочем и холостом ходах
Ррез == "шах — (Лр + ^пр) = ЮО - (0,05 + 2) = 97,95 кн,
Л> - Ри + ^тро + Pup = 0,4 + 0,1+2 = 2,5 кн.
2. Определим основные параметры гидродвигателя:
а) площадь живого сечения цилиндра при дифференциальной схеме подключения
F - ^Раб(Рр + Рх) _0>02'(0,215+0,33)_
'ч- — £ 0^3 0,033м.
б) диаметр штока и поршня дифференциального цилиндра с учетом данных, приведенных
на стр. 290,
d« 1,1 ЗК/^д—^раб* U3К0,033 — 0,02=1,13/ОДИЗ^ 0,125 м;
D«1,13J/7£=1,13К<Щз =0,210 м;
в) минимальное давление, необходимое при холостом ходе без учета гидравлического
сопротивления:
?*=it=-m3~2-l(fi н/м2~0,2 Мн/м2-
3. Определим основной параметр насоса — производительность с учетом ступенчатого
регулирования при ц0 = 0,92:
Qh . 1^2. _ ^01 = 0,00234 мз/с - 140 л/мин.
4. Определим сечение трубопровода между золотником 4 и цилиндром 5:
а) расход через трубопроводы при холостом ходе слева
Qx = /?раб1>х = 0,02-0,33 = 0,0066 м3/с = 400 л/мин;
справа
Q* = Qi + 2Qh = 400 + 2.140 = 680 л/мин;
б) условные диаметры трубопроводов и скорости потока (по табл. 16): dT = 50 мм при
v = 3,5 м/с, dT = 60 мм при v = 4 м/с.
5. Определим типоразмеры аппаратуры:
а) насос сдвоенный лопастной типа Г12:
Производительность при 950 об/мин в л/мин . • . . 140/100
Рабочее давление в обоих насосах в н/м2 63* 105
К. п. д.:
объемный 0,91
эффективный 0,7
Приводная мощность в кВт 34
317
б) золотник с ручным управлением типа 4Г74: утечки масла по зазорам золотника при
наибольшем давлении и температуре масла 45—50° С — не более 0,05 л/мин;
в) дроссель типа 177: наибольший расход 140 л/мин; наименьший 1 л/мин;
г) марка масла, плотность и вязкость при температуре установившегося режима работы
гидропривода 50° С: индустриальное 20, плотность 881—901 кг/м3, вязкость 20.10"6 м2/с.
6. Определим потери давления гидропривода:
потери давления в золотнике и дросселе (табл. 17)
дР1 = (3 + 3,5). 10* = 6,5.106 Н/М2.
потери давления в трубопроводе по формуле (144)
Др2 = 0,05рраб = 0,05.50-10б = 2,5-10б н/м2;
давление масла при рабочем ходе с учетом потерь
Рр = Рраб + ДР1 + Др2 « (50 + 6,5 + 2,5) • Юб =» 59• 105 н/м2;
объемные потери по формуле (145)
£ <7ут = (5 + 0,25 + 0,1).(59 - 1). 105 < 0,5 л/мин.
Глава XVII
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКОВ
1. Скоростная характеристика
Для осуществления оптимальных режимов резания станки оснащают
механизмами для регулирования частоты вращения валов и шпинделей,
величины подачи столов и суппортов. Существует два вида регулирования:
ступенчатое и бесступенчатое. В первом случае может быть получен ряд
определенных значений регулируемого параметра, во втором — любая его
величина, в заданном интервале. Механизмы, осуществляющие ступенчатое
регулирование, проще по конструкции и надежней в эксплуатации,
благодаря чему они получили наибольшее распространение.
Ряд чисел оборотов и подач чаще всего строят по законам
геометрической прогрессии. Целесообразность этой закономерности была доказана
ученым А. В. Гадолиным в 1877 г. Геометрический ряд удобен для
осуществления экономических режимов резания. Достоинство его и в том, что он
позволяет создавать сложные приводы из элементарных двухваловых механизмов»
построенных тоже на основе геометрического ряда.
Допустим, что пи п2, п3, . . ., пг — ряд чисел оборотов шпинделя станка
с главным вращательным движением. Если члены ряда расположить по
возрастающей степени, то пх = nmin и пг = ятах называют пределами
регулирования: пх—нижним, пг — верхним, а г—числом ступеней частоты
вращения.
Если ф — знаменатель геометрической прогрессии (ряда), то п2 = /^ф*-1.
Решая это уравнение относительно ф, получим
Величину D = Птах называют диапазоном регулирования.
ftmin
Изменение скорости резания при переходе с одной частоты вращения
шпинделя на другую — соседнюю по ряду при неизменном диаметре
обработки называют перепадом скорости. Его относительная величина для
геометрического ряда
Ух — Vx-i = "х — пх-1 = пх — "лф-1 = ф—1 = const
VX Пх Пх ф
Скорость резания зависит от частоты вращения шпинделя и диаметра
обрабатываемой поверхности:
vc == я dnc м/с,
где vc — скорость резания в м/с;
d — диаметр обрабатываемой поверхности в м;
пс — частота вращения шпинделя в об/с.
Если vmin и vmax — минимальная и максимальная скорости резания,
a dmn и dmax — наименьший и наибольший диаметры, то пределы
регулирования должны удовлетворять следующим равенствам:
"mm = -^Т- об/с; пшах = -£р- об/с. (147)
я "max " "min
319
Значение dmin для станков с вращательным главным движением надо
понимать в том смысле, что при минимальном значении диаметра еще
обеспечивается экономический режим резания.
У станков с прямолинейным главным движением рабочие органы
перемещаются в двух взаимно противоположных направлениях. Различают
рабочий ход, когда происходит резание, и обратный или холостой ход, когда
движущаяся часть станка возвращается в исходное положение. Рабочий и
обратный ход составляют двойной ход.
Время одного двойного хода
Г«*р + /0 = — + — = L
V0
Vq
vvv0
где vp и v0 — скорости прямого и обратного ходов в м/с;
/р и /0 — среднее время рабочего и обратного ходов в с;
Т — время одного двойного хода в с;
L — длина хода в м.
Отсюда число двойных ходов в секунду
т
L
' *>Р + v0
(148)
У продольно-строгальных станков скорость рабочего хода постоянна,
поэтому для них целесообразно устанавливать геометрическую структуру
ряда скоростей рабочего хода. У станков с кулисным или кривошипно-ша-
тунным приводом постоянным является число двойных ходов, которое
строится по геометрической структуре.
Значения применяемых в практике станкостроения знаменателей ряда
и чисел оборотов шпинделей в минуту регламентированы нормалью Н II—1
«Нормальные ряды чисел в станкостроении». В основу нормализации
положены в частности, следующие принципы:
а) возможность получения рядов с различными знаменателями из
основного ряда, имеющего наименьший знаменатель, путем отбрасывания
отдельных членов ряда и сохранения членов основного ряда через один,
три, пять и т. д.;
б) десятичное повторение через а членов: nl9 n2> ns, . . ., I0nu Юл2»
lOflg, • • м ЮОЯх, 100/г2> ЮО/ig. . •.; для этого необходимо, чтобы па+1 =
= пгц>а = Юлг! или ф = у 10; использование данного принципа позволяет
иметь дело с меньшим количеством цифровых значений;
Таблица 18
Технические характеристики различных станков
Станки
Токарно-винторезные, токарные
Токарные автоматы
Токарные полуавтоматы и многореЗ'
цовые
Токарно-револьверные
Карусельные
Вертикально-сверлильные ....
Радиально-сверлильные
Фрезерные, консольного типа . .
Продольно- и барабанно-фрезерные
Зубофрезерные
Поперечно-строгальные
1,26—1,58
1,12—1,26
1,12—1,26
1,41—1,78
1,26—1,41
1,41—1,78
1,12—1,26
1,26—1,41
1,26
1,12—1,26
1,41
6—24
10—17
4—26
6—12
12—18
5—12
18—32
12—18
6—16
4—20
3-8
0,65—42
0,9—1200
0,35—42
0,5—56
0,007—2,5
0,35—75
0,15—29
0,5—38
0,4—26
0,16—5,4
0,2—3,3
5-200
4—25
1,9—27
10—43
20—52
10—46
5-12
28—50
3—31
2-9
3—11
320
в) удвоение через Ь членов: пи п2, п3, ♦ * ., 2пи 2/г2, 2/г3, . . ., 4л ь
4п2, 4п3, . . .; rib+1 = пгуь = 2nt или q> = j/l2; удвоение позволяет
использовать в качестве привода двухскоростные электродвигатели
переменного тока, имеющие в большинстве случаев соотношение наибольшей и
наименьшей частоты вращения как 2:1.
Для совмещения принципов «б» и «в» необходимо, чтобы Ь *** 0,3 а
или ф = -j/To = >/2. Для основного ряда принято значение фшШ = 1,06 =
40 гтп 12 /-—
= /ТО = ./2.
Частота вращения может отклоняться от табличных значений не более
±10 (ф— 1)%. В табл. 18 приведены некоторые практические данные,
характеризующие данный вопрос.
Стандартные значения ф,
полученные на основании указанных
принципов, представлены в табл. 19,
нормальные ряды чисел оборотов в
станкостроении— в табл. 20. Их значения
принимают в качестве чисел оборотов
шпинделей в минуту, подач,
мощностей, основных размеров и т. д.
Пример. Рассчитать ряд чисел оборотов
токарного станка, с высотой центров Н =
= 0,2 м по данным; z = 18; i>mm = 0,12 м/с,
fmax = 5,5 М/с.
1. Определяем предельные диаметры
обрабатываемой поверхности. На основании
данных практики
<W = 0,25# = 0,25-0,2 = 0,05 м;
<W= 1,25//= 1,25-0,2 = 0,25 м.
Таблица 19
Стандартные значения
2. По уравнениям (147)
— °mln
1 (f
Q
b
A =
Lin.11004
Ф
1,06
40
12
5
1,12
20
6
10
1,26
10
3
20
1.41
20
3
2
30
1,58
5
1.5
40
1,78
4
1.2
45
2,0 1
20
6
1
50
Примечание. Знаменатели ф = j
~ 1,41 и 2 не удовлетворяют принципу
десятичного повторения, а Ф = 1,58 и
! 1,78 —принципу удвоения; согласно ГОСТу
8032—56 допускается округление
знаменателей ф до значений 1,25; 1,4; 1,6
Лт1п :
0,12
Л^тах 3,14-0,25
> 0,153 об/с я 9,18 об/мин;
5,5
Ртах _
ndmm ~* 3,14-0,05
35,04 об/с *= 2102,4 об/мин.
3. Знаменатель ряда
, _ 2Т/Чпах _ -i7/ 2102,4 _
Примем ближайшее стандартное значение ф= 1,41.
4. По табл. 20 подбираем ближайшие значения чисел оборотов в минуту: яг ~ 8;
п2 = П,2; л3= 16; л4 = 22,4; /г5 = 31,5; л6 = 45; л7 « 63; л8 = 90; /г9 = 125; «10 = 180;
пп в 250; п12 = 355; п1в = 500; пы = 710; п1Ъ = 1000; пи « 1400; л17 « 2000; л18 = 2800.
2. Силовая характеристика
Мощность привода характеризует возможности станка преодолевать
при заданных режимах резания возникающие силы. Общая мощность
привода
N0 = N + Nn,
где N — полезная мощность;
мощность, •
мах станка
11 Н. С. Колев и др.
Nn — мощность, затраченная на работу сил трения в узлах и механиз-
321
со
to
to
Нормальные ряды чисел в станкостроении (Н 11-1)
Таблица 20
1 Значения знаменателя ряда <р
1,06
| 1
1,06
1,12
1 1,18
1,25
1,32
1,4
1,5
1,6
1,7
1,8
1,9
! 2,0
2,12
2,24
2,36
1,12
1
1,12
1,25
1,4
1,6
1,8
2
2,24
1,26
1
1,25
1,6
2
(1,41)
1
1,4
2
1,58
1
1,6
(1,78)
1
1,8
(2)
1
1 1
!
2
Значения знаменателя ряда ф
1,06
2,5
2,65
2,8
3,0
3,15
3,35
3,55
3,75
4,0
4,25
4,5
4,75
5,0
5,3
5,6
6,0
1,12
2,5
2,8
3,15
3,55
4
4,5
5
5,6
1,26
2,5
3,15
4
5
(1,41)
2,8
4
5,6
1,58
2,5
4
(1,78)
3,15
5,6
(2)
4
Значения знаменателя ряда <р
1,06
6,3
1 6,7
7,1
7,5
8,0
8,5
9,0
9,5
10
10,6
11,2
11,8
12,5
13,2
14
15
1,12
6,3
7,1
8
9
10
11,2
12,5
14
1,26
6,3
8
10
12,5
(1,41)
8
11,2
1,58
' 6,3
10
(1,78)
10
(2)
8 1
Продолжение табл. 20
Значения знаменателя ряда <р
1,06
i 16
17
' 18
1 19
20
21,2
22,4
1 23,6
! 25
26,5
28
30
31,5
33,5
35,5
1 37,5
1,12
16
18
20
22,4
25
28
31,5
35,5
1,26
16
20
25
31,5
(1.41)
16
22,4
31,5
1,58
16
25
(1,78)
18
31,5
(2)
16
31,5
Значения знаменателя ряда <р
1,06
40
42,5
45
47,5
50
53
56
60
63
67
71
75
80
85
90
95
1,12
40
45
50
56
63
71
80
90
1,26
40
50
63
80
(1.41)
45
63
90
1,58
40
63
(1.78)
56
(2)
63
Значения знаменателя ряда ф
1,06
100
106
112
118
125
132
140
150
160
170
180
190
200
212
224
236
1,12
100
112
125
140
160
180
200
224
1,26
100
125
160
200
(1.4D
125
180
1,58
100
160
(1.78)
100
180
(2)
125
Продолжение табл. 20
Значения знаменателя ряда ф
1,06
250
265
280
300
315
335
355
375
400
1,12
250
280
315
355
400
1,26
250
315
400
(1,41)
250
355
1,58
250
400
(1,78)
315
(2)
250
Значения знаменателя ряда <р
1,06
425
450
475
500
530
560
600
630
1,12
450
500
560
630
1,26
500
630
(1,41)
500
1,58
630
(1,78)
560
(2)
500
Значения знаменателя ряда ф
1,06
670
710
750
800
850
900
950
1000
1,12
710
800
900
1000
1,26
800
1000
(1,41)
710
1000
1,58
1000
(1,78)
1000
(2)
1000
Примечания: 1. Нормаль распространяется на ряды чисел оборотов, подач, мощностей, размеров и других параметров.
2. Ряды чисел более 1000 и менее 1 получаются умножением или делением табличных данных на 1000.
3. Числа оборотов ряда должны отклоняться от табличных значений не более чем на ±10 (Ф -— 1) %. Кроме того, в приводе от асинхронного электро- ;
двигателя допускается смещение ряда в сторону уменьшения до 5% от чисел ряда, подсчитанных по синхронному числу оборотов.
Полезная мощность N состоит из мощности резания, потребляемой
в приводах главного движения подачи, а также во вспомогательных
механизмах. Последние две мощности незначительны и составляют обычно 2—
6% общей мощности. Мощность Nn> теряемая на трение, состоит из
мощности Nx холостого хода, постоянной для данной частоты вращения
шпинделя и не зависящей от величины передаваемой нагрузки, и мощности #д,
расходуемой на преодоление работы сил трения, возникающих под действием
нагрузки. Чем последняя больше, тем больше потери от трения в опорах
валов, зубчатых передач и т. д.
Таблица 21 ^ J* * I
Средние значения к. п. д.
Элементы привода
Ременные передачи т)р:
с плоским ремнем
с клиновым ремнем
Зубчатые передачи %:
цилиндрическая с
прямыми зубьями
цилиндрическая с
косыми зубьями
коническая ....
Подшипники т]п:
качения
скольжения ....
* Угол подъема витк
лительному цилиндру в гр
трения в градусах.
Среднее
значение к. п. д.
0,98
0,97
0,99
0,98
0,97
tg №тф)
0,995 |
0,98 |
а червяка по де-
адусах; <р — угол
Рис. 261. Баланс мощности (а) и
коэффициент полезного действия (б)
На рис. 261, а приведен баланс
мощности привода главного
движения, полученный опытным путем.
Здесь N3n—потери в
электродвигателе.
К. п. д. станка
N
Т1 = л^ =
N
N + N* + Nn
(149)
Так как найти мощность, теряемую на трение, расчетным путем трудно,
к. п. д. определяют упрощенным способом. Условный к. п. д.
Чо = ЛрЛзПп
(150)
где 1]р, г|3, т]п — средние значения к. п. д. ременных и зубчатых передач,
подшипников и т. д. (см. табл. 21);
а, 6, с — количество ременных и зубчатых передач, подшипников
и т. д.
Величина к. п. д. зависит от нагрузки и частоты вращения валов
(рис. 261, б). Как известно, к. п. д. привода меньше в области высоких
скоростей, а на каждой данной ступени скорости снижается с уменьшением
загрузки станка по мощности. Уменьшение к. п. д. с увеличением скорости
объясняется возрастанием потерь холостого хода.
Мощность холостого хода, например, для токарных станков в
зависимости от частоты вращения шпинделя составляет: на нижних ступенях Nx =
= (0,05-7-0,1) N9, на верхних— Nx = (0,12—0,3) N^ Она может быть
подсчитана по экспериментальной формуле ЭНИМСа 131.
Глава XVIII
ПРИВОД ГЛАВНОГО ДВИЖЕНИЯ
1. Типовые механизмы для ступенчатого регулирования
частоты вращения валов
Элементарные механизмы, позволяющие изменять передаточные
отношения кинематических цепей, называют множительными. Рассмотрим
наиболее распространенные из них
Для легких приводов применяют ременные передачи с плоским ремнем,
состоящие из сменных (рис. 262, а) или ступенчатых (рис. 262, б) шкивов.
Рис. 262. Множительные ме- Рис. 263. Множительные механизмы со смен-
ханизмы с ременными шки- ными зубчатыми колесами
вами
Натяжение ремня при перестановке сменных шкивов или переброске его
с одной ступени на другую должно быть неизменным. Для этого достаточно,
чтобы d± + d2 = d3 + d± = d5 + d6.
На рис. 263 показаны звенья настройки, состоящие из сменных зубчатых
колес (гитары). В однопарных звеньях настройки (рис. 263, а) колеса
устанавливают на консольной части вала. Межосевое расстояние здесь постоянно,
поэтому при одинаковом модуле а + b = const. В двухнапорных гитарах
(рис. 263, 6) в зацеплении находятся две пары сменных колес (а — b не — d).
Колеса b ис вместе со втулкой установлены на пальце //. Расстояние между
пальцем и валами / и III может меняться перемещением пальца вдоль паза
приклона и поворотом последнего вокруг оси 77/. Условие сцепляемости
проверяют по формулам:
а + b > с + 15; с + d > b + 15. (151)
Изменять частоту вращения валов с помощью сменных колес
целесообразно при длительной работе станка без перенастройки, так как замена
колес требует затраты времени.
Широкое распространение получили механизмы, состоящие из
передвижных многовенцовых блоков зубчатых колес (рис. 264). Количество
колес в блоке чаще всего два, три и реже четыре. Блоки применяют в
качестве ведущих и ведомых элементов. При переключении колеса блока пере-
326
мещаются на шлицах вдоль оси вала и поочередно входят в зацепление с
сопряженными колесами. Если применить корригированное зацепление колес
с разной суммой зубьев при одном межцентровом расстоянии, то в отдельных
случаях двухвенцовый блок (рис. 264, а) может быть заменен одним колесом
г1-з (Рис« 264, б), зацепляющимся поочередно с колесами гг и г4.
г,„
1 з-
Щ
h
*f-s
*£i>
•'•^-'rrffi
B>kb
z4 _ z2
?2
/7=-
b\\ ii7« П
6}
zi -_
B>3b
6)
B>7b
B>9b
Z*
zs r\zs
25^П
h
Zi
Z2
B=*12b
г)
д)
Рис. 264. Множительные механизмы с мяоговенцовыми
блоками зубчатых колес
На рис. 264, в показан механизм с трехвенцовым блоком зубчатых
колес. Для ввода в зацепление колес гх и г2 необходимо, чтобы блок
беспрепятственно перемещался мимо колеса г6, не зацепив за него колесом z3.
Это возможно, если г5 — г3 > 5. Если эта разность меньше 5, то
используют конструкцию, показанную на рис. 264, г. Все сказанное относится
к соседним зубчатым колесам четырехвенцового блока (рис. 264, д)>
2i
И НИ
а)
*1
#■=■
нган
Й/,
/&
// S-
r-iz4
z2 zu
б)
Рис. 265. Множительные механизмы с муфтами
Рис. 266. Перебор
Основное достоинство механизмов с передвижными блоками —
простота. Колеса, не участвующие в передаче рабочих нагрузок, не
изнашиваются. К числу недостатков следует отнести невозможность переключения
передачи на ходу и сравнительно большие осевые размеры. Этих недостатков
лишены механизмы, у которых зубчатые колеса находятся в постоянном
зацеплении (рис. 265, а). Колеса z2 и г4 на вал // насажены свободно и
включаются в работу муфтой. Если муфта 1 фрикционного типа, то частоту
вращения можно изменять на ходу. Передачи гг — г2 и г3 — г4 могут быть ко-
созубыми. На рис. 265, б показан элементарный механизм с двумя
электромагнитными муфтами. В последнее время муфты получили очень широкое
распространение, так как позволяют простыми средствами автоматизировать
привод.
На рис. 266 показано переборное устройство (ступень возврата).
Вращение колеса zly осуществляемое колесом гб) может быть передано валу /
327
через перебор, по цепи колес гх — г2, z3 —г4 и непосредственно, если
переместить колесо г4 влево, до сцепления торцовых кулачковых полумуфт.
Вал //, колеса г2 и г3 называют переборными.
2. Множительные структуры
Общее понятие. Регулирование скорости главного движения
осуществляется при помощи коробок скоростей. Их конструируют в виде
самостоятельных узлов или встроенными в корпусные детали, например, в станины,
в шпиндельные бабки. Коробки скоростей, современных, особенно
универсальных станков, имеют большое число ступеней и большой диапазон
регулирования скоростей. Они должны быть простыми и компактными, иметь
малый вес, минимальное количество валов, передач, высокий к. п. д., низкий
уровень шума. Конструкция коробок должна быть технологичной, надежной
в эксплуатации, удобной в ремонте и в обслуживании.
fu
г^Ш
1
/7~
/77 =
*г U
ZI^Z3
•'-ft
I г'г-п7* П п7* 7£гк7
Рис. 267. Схема шестиступенчатой коробки скоростей
Закономерность геометрического ряда чисел оборотов шпинделя
позволяет проектировать коробки скоростей с наиболее простой структурой,
состоящей из элементарных двухваловых механизмов, последовательно
соединенных между собой в одну или несколько кинематических цепей.
Такая структура называется множительной, так как кинематические условия
настройки таких приводов определяются свойствами множительных групп
передачи, а число скоростей получается путем перемножения чисел
скоростей элементарных двухваловых передач.
Рассмотрим для простоты устройство шестиступенчатой коробки
скоростей (рис. 267, а). Для передачи вращения от вала / валу // служит
множительный механизм с трехвенцовым блоком, а от вала // валу /// — с двух-
венцовым блоком. В результате последовательного соединения этих
элементарных механизмов при одной скорости ведущего вала / ведомый вал ///
(или шпиндель) может иметь шесть различных скоростей.
Совокупность передач, связывающих вращение двух соседних валов,
образует группу передач. Ее характеризуют два показателя: количество
передач в группе р и величины их передаточных отношений /. В
рассматриваемой схеме мы имеем две множительные группы: первая состоит из трех
передач (гг — г2, г3 — г4, гь — г6), вторая — из двух передач (г7 — г8,
гь — Zio)- Порядок чередования групп вдоль кинематической цепи
характеризует конструктивный вариант коробки. Его условно можно выразить
в виде структурной формулы: z = 6 = 3-2.
На рис. 267, б представлена схема шестиступенчатой коробки скоростей,
имеющей другой конструктивный вариант (порядок). Здесь в первой группе
две передачи (гх — г2, г3 — г4), а во второй группе — три (гъ — г6, г7 — г8,
Zq — Zio)-
Структурная формула для этого варианта: 2 = 6 = 2-3. В общем
виде число ступеней скорости
*=PJ>b"-Pmf (152)
где ра, рь, , , ,, рт —число передач в первой, второй, . . ,, m-й группах.
328
п
п
п
24
2s
2б
2? .
' 28 '
2? .
' 28 •
2? .
' 28 '
Й1 = Я-^
22
2я
24
2в
г9 . )
ZlO
Z10
29 ^
2Ю J
Количество конструктивных вариантов одной и той же структуры равно
числу перестановок т групп, т. е.
k - —
кс — q ! *
где 7 — число групп с одинаковым количеством передач.
Для нашего случая т = 2, 9=1, следовательно &кс = —у— = 2,
а 2 = 6 = 3*2 = 2«3. Если принять число передач в группах 2 и 3, то для
12-ступенчатой коробки г = 12 = 3-2-2 = 2-3-2 = 2-2-3. Так как т = 3,
a q = 2, то число конструктивных вариантов kKC = . 2 = 3.
Передаточные отношения передач зависят от так называемой характеристики группы,
обусловленной кинематическим порядком (вариантом) включения передач
при переходе от одной частоты вращения шпинделя к другой.
Вернемся к рис. 267, а. Примем порядок включения: используем все
три положения блока г2 — г4 — г6 сначала при левом положении шестерен
г7 — г9, а затем при правом положении. Если п— частота вращения вала /,
то ряд чисел оборотов вала /// можно выразить следующими равенствами:
п2 = п-^.-^; Лв = „_£»..-£•-;.), (153)
По = П
Анализ равенств (153) показывает, что при последовательном
переключении колес первой группы частота вращения вала /// изменяется в ср раз.
Переключение же колес второй группы (с ях на я4, с я2 на пь или с п3 на пв)
дает увеличение частоты вращения в ср3 раз. В общем случае при
переключении передач в какой-либо группе частота вращения выходного вала
(шпинделя) изменяется в ср* раз. Показатель степени х называется характеристикой
множительной группы передач. Для принятого нами кинематического
порядка характеристика первой группы передач хх = 1, а второй х2 = 3.
Структурную формулу, уточняющую не только конструктивный, но и
кинематический порядок, принято записывать так:
г^Рх^хшРхг- О54)
Здесь место группы в формуле показывает конструктивный порядок и номер
группы, а индекс— ее характеристику. Для нашего примера z = 6 = З^з,
Такая запись означает, что первая группа имеет три передачи, а ее
характеристика хх = 1; вторая группа —две передачи, а ее характеристика хг = 3,
Группу передач, имеющую характеристику х = 1, называют основной
группой, остальные группы (с *>1) — переборными. Величина х в общем
случае не может быть произвольной, за исключением случаев, когда мы
искусственно изменяем характеристику (см. стр. 339). Если первая группа
является основной, то характеристика последующих групп равна числу
ступеней скорости совокупности групповых передач, кинематически
предшествующих данной группе. Это положение на основании уравнения (152)
представляется в следующем виде. Если хх = 1, то лг2 = ра> *з == РаРь>
, . ., хт = рарь. . ., /?т-1, например, z = 8 = г^А; z = 12 = З^е; z =
= 18 = 3X3329. Возможны и другие кинематические варианты, например:
г = 12 = З^д = 2,ЪХ2% = 2в3123 = 2Ъ2£>Х = 2%2£>х. Общее их
количество равно числу перестановок из т элементов, т. е. km = m!. Для нашего
329
случая (z = 6) &КН = Ь2 = 2. Общее количество возможных вариантов
(конструктивных и кинематических) для обычных множительных структур
& — ^кс^к
-т! =
я\
Для шестиступенчатой коробки скоростей (рис. 267) т = 2, <7 = 1,
6 =
(Ь2)2
4, а варианты: г = 6 = ЗД = 233х = 2х32 = 322х*
Графическое изображение множительной структуры. Данный метод
основан на условном графическом изображении валов и передач. Проведем
две вертикальных линии /и// (рис. 268, а). Отложим от линии 00 отрезки,
равные lg^x, Ig я2, lg ^з» • • • Через точки /, 2, 3, ... проведем
горизонтальные линии. Вертикали lull условно изображают валы, а точки i, 29
3, • , , — их угловые скорости. Число точек на вертикальной линии
указывает на количество угловых
7 л Ш скоростей данного вала.
Отрезки /—2, 2—5, 3—4% 9 , . равны
igq>.
Передачи условно
изображают прямыми линиями
—лучами (например 6—5, 6—5,
6—/). Концы лучей соединяют
с точками, соответствующими
частотам вращения ведущего и
x, = f х2=3 ' ведомого валов. Луч 6—У, на-
о) 5) пример, изображает зубчатую
Рис. 268. Графичес^^р^иешожительной передачу ^ Колесо с ^ вра.
щается с валом / со скоростью
и5, а колесо с z2 вращается с валом II со скоростью пг. Лучи с наклоном
вверх (считая слева направо) изображают ускорительную передачу, а
направленные вниз — замедляющую (редуцирующую) передачу. Передаточное
отношение передачи / = cp±s, где s—число интервалов (lgcp), на которое
поднимается или опускается луч, изображающий передачу. Для
ускорительной передачи s имеет положительное значение, для замедлительной —
отрицательное. Пусть лучи 6—U 6—3 и 6—5 (рис. 268, а) изображают для
примера группу передач с трехвенцовым блоком (например, zx—z2, z3 — z4,
*ь— £б> рис. 267, а). Тогда передаточное отношение передач согласно
графику будет
т гп4 '
2_
ф4
In
*4
«ч-2 * •
Для каждой группы передач отводится пространство между двумя
смежными вертикальными линиями / и /7, называемое полем графика. В его
пределах параллельные лучи (см., например, рис. 268, б) изображают одну
и ту же передачу.
Характеристика группы х = sx, где sx — количество интервалов между
соседними линиями, изображающими передачи данной группы. Например
(рис. 268, а), для нашего случая между лучами 6—1, 6—3 и 6—5 заключено
по два интервала, следовательно, х = 2. В самом деле, при работе передачи
— скорость вала / равна lgnu а переключая передачу на —, получим
Ыпз — Ып± + 21g Ф = lg ЛхФ2, т. е. увеличение скорости в ф* = ф2 раз.
Линию 00 и откладывание логарифмов чисел оборотов мы произвели
для уяснения принципа. Обычно при построении графиков линию 00 не
330
проводят, а точки 1,2,3, ... обозначают частоту вращения. Минимальное
число вертикальных линий на графиках (по числу валов) равно т + 1,
а горизонтальных (ступеней скорости) — г и больше. Передаточные
отношения могут быть заданы также отношением диаметров шкивов ременных
передач, дисков фрикционных передач и т. п.
Графический метод кинематического расчета состоит из двух частей:
построения структурной сетки, характеризующей ряд конкретных приводов
в общей форме, и по ней графика чисел оборотов, уточняющего расчет.
Построим структурную сетку для множительной структуры z = 6 =
= Зх-2з (рис. 267, а). Проведем три вертикальных линии, соответствующие
валам I—III (рис. 268, б) и шесть горизонтальных линий, по количеству
скоростей вала 77/. Наносим точки пг —яб, изображающие ряд чисел оборотов
последнего. Вал / имеет одну скорость,
следовательно, на линии / должна быть одна точка (4).
Располагаем ее симметрично, как указано на рисунке.
Первая группа состоит из трех передач (z±—г2,
Ч — г4> г5 — г6), следовательно, из точки 4
необходимо провести три луча. Так как характеристика
первой группы передач хх = 1, расстояние между
соседними точками на линии // должно быть равно
одному интервалу. Наносим симметрично точки /, 2,
3 и соединяем их с точкой 1. Лучи 4—1У 4—2, 4—3
изображают передачи — , -у-, -~-.
Проводим далее лучи, соответствующие двум
передачам второй группы (г7—г8, г9—г10). Так как
характеристика х2 = 3, точку 1 соединяем с двумя
равноудаленными от нее точками п1 и я4, стоящими
одна от другой на расстоянии трех интервалов. Мы
получили два луча 1 — пг и 1 — я4. Поступаем
аналогично с точками 2 и 5, соединяя их с точками /г2,
пь и п3, пв> Один пучок параллельных лучей
изображает передачу —, другой —
Рис. 269. Структурная
сетка для варианта г=
= 3i-23-2e
Пример. Построить структурную сетку для варианта z = 12 = Зг23-2б. Минимальное
число вертикальных линий будет 4, горизонтальных — 12 (рис. 269). На линии / располагаем
точку /. Поэтому на линии //, на расстоянии одного отрезка, симметрично точке / наносим
точки 2, 5, 4 и соединяем их с точкой /. Для второй группы рь = 2, х2 = 3. На линии ///
наносим точки 5 и 8, симметрично точке 2, на расстоянии трех отрезков и соединяем их с
точкой 2. Аналогично поступаем с точками 6 и 9, 7 и 10 по отношению к точкам 3 и 4. Для третьей
группы рс = 2, х3 = 6. Соединяем точку 5 с равноудаленными точками п12 и лб, точку 6 —
с пг1 и пь и т. д.
Характеризуя привод, структурные сетки являются общими для многих
конкретных случаев, однако они не дают представления о частотах вращения
валов и величине передаточных отношений передач. Поэтому для
определения указанных параметров применительно к конкретным условиям
привода строят так называемые графики чисел оборотов (картины скоростей).
В общем случае частота вращения приводного вала I n = nmaxcpw, где
nmax — верхний предел регулирования, и — любое число.
Для определения передаточных отношений передач необходимо по
структурной сетке построить график чисел оборотов. Условием для задания
передаточного отношения является предпочтительность передач 1:1 [16].
С другой стороны, средством уменьшения радиальных размеров служит
равенство /min*'max = h что приводит к симметричному расположению
лучей [31. Используя для примера указанные условия в отношении
структурной сетки, изображенной на рис. 268, б, точку 4 размещаем на уровне пь>
г точку 3 переносим на самый верх (рис. 270). Точки /—2 располагаем,
сохраняя расстояние их от точки 5, как на структурной сетке. Соединим по пре-
331
дыдущему точки лучами и, обозначив передачи, получим график чисел
оборотов.
Передаточные отношения передач:
первой группы
Ф
*6
ф;
второй группы
*8
*9 — I
Практически принятые условия не всегда выполнимы. Поэтому по
одной структурной сетке можно построить несколько вариантов графиков чисел
оборотов (см. ниже).
Пример. Построить график / Е т\ Ж т\ Л
чисел оборотов по структурной "г-^А-^о—^-о m о/?,
сетке, изображенной на рис. 269.
Проводим четыре вертикальные и 12 /'
горизонтальных линий (рис. 271, а).
Наносим точку 1 на уровне пг1
и точки 2 и 5 на уровне л12.
Точки 3 и 4 располагаем на том же
Рис. 270. График чисел
оборотов
Рис. 271. Графики чисел оборотов для вариантов
2= 3i-23-2e (а) и г= 34-22-2i (б)
расстоянии от точки 2, что и на структурной сетке. Аналогично поступаем с точками 6, 7, 5,
9 и 10. Соединяя точки лучами, как на структурной сетке, получим график чисел оборотов.
Если заранее известен структурный вариант коробки скоростей, то
график чисел оборотов можно построить без построения структурной сетки.
Пример. Построить график чисел оборотов для структуры г — 12 = 34*2а«21. Проводим
четыре вертикальные и 12 горизонтальных линий (рис. 271, б). Располагаем точку 1 на равном
расстоянии от точек 2 и 4, а точки 2 и 5 — на уровне л12. Для первой группы ра = 3, х1 = 4,
поэтому на расстоянии четырех отрезков от точки 2 наносим точку 3 и на таком же расстоянии
от нее — точку 4. Соединим точки 2, 3 и 4 с точкой /. Для второй группы рь = 2, дг2 = 2.
От точки 5, на расстоянии двух отрезков наносим точку 6. Точки 5 и 6 соединяем с точкой 2.
На том же расстоянии от точки 6 наносим точку 7 и от нее — точку 8. Соединим точки 7 и 8
с точкой 3 и т. д. Для третьей группы рс = 2, xz = 1. Точку 5 соединяем с точками п12 и лп,
точку 6 — с точками п10 и п9 и т, д.
Оптимальный вариант множительной структуры. Из всех возможных
конструктивных и кинематических вариантов наивыгоднейшим следует
признать тот, который обеспечивает наибольшую простоту, наименьшее
количество передач и групп, малые радиальные и осевые размеры. Если
z—число ступеней скорости, определяемой уравнением (152), то
наименьшее количество передач sm = ра + рь + . . . + рт возможно при
условии, если каждое слагаемое из правой части уравнения будет минимальным.
Учитывая, что ра, рЬу . . ., рт — целые числа (больше единицы),
минимальное значение могут иметь только простые числа — 2иЗ, Вот почему число
332
передач в группах принимают равным 2 или 3, реже 4. Из уравнения (152)
следует, что при заданном z и минимальном количестве передач в группах
увеличивается количество групп га, следовательно, и валов. При уменьшении
числа групп возрастает количество передач в группах. Из всех возможных
конструктивных и кинематических вариантов структуры с выбранным числом
групп наивыгоднейшим следует признать тот, который обеспечивает
наименьшие размеры и массу.
Масса зубчатых колес, "смонтированных на одном валу, будет
наименьшей при минимальной разнице в их размерах. Этим требованиям наилучшим
образом отвечает основная группа, так как передаточные отношения передач
здесь незначительно отличаются друг от друга. В силу этого целесообразна
структура, у которой основная группа содержит наибольшее количество
передач. На основании уравнения (152) необходимо, чтобы ра > рь > . - .
• - . Е> Рт- Например, из трех вариантов г = 12 = 3* 2* 2 = 2 3 2 = 2-2 X
X 3 наилучшим является первый— г = 12 = 3-2-2; для z --= 18 = 3 X
X 3-2 = 3-2-3 = 2-3-3 наилучшим является z = 18 = 3-3-2.
Величина передаваемых ведомым валом крутящих моментов обратно
пропорциональна величине передаточных отношений передач. Практически
выгодно применять кинематический порядок, при котором минимальное
передаточное отношение в группах уменьшается по мере приближения
к шпинделю, достигая в последней группе предельного значения. В этом
случае первые валы работают при более высоких скоростях, с меньшими
нагрузками, имеют меньшие диаметры и модули зубчатых колес. Вместе с тем
промежуточные валы не должны работать при очень больших угловых скоростях,
так как при этом возрастают потери холостого хода и износ деталей.
Указанные условия выполнимы, если первая группа будет основной,
а характеристики переборных групп передач возрастают по мере
приближения к шпинделю, т. е., если в уравнении (154) хх <*2 < . . - <.хт. Поэтому
при построении графиков чисел оборотов необходимо следить за тем, чтобы
минимальные значения передаточных отношений в группах постепенно
уменьшались, по мере приближения к шпинделю [3, 161. На рис. 271 показаны
графики чисел оборотов двух противоположных вариантов: z = 12 = Зх.23 X
X 26 (рис. 271, а) и z = 12 = 34.22.2i (рис. 271, б). Частота вращения валов
IV— одинакова. Минимальные скорости валов /, // и /// в варианте а —
пги п10 и п7, в варианте б— пВ9 пА и п2. График дает наглядное
представление о целесообразности варианта а.
3. Передаточные отношения передач
Из рассмотрения графиков чисел оборотов (рис. 271) следует, что
величина передаточного отношения передач в группах зависит от их количества /?,
характеристики х и знаменателя ряда ср.
С целью ограничения радиальных размеров для зубчатых передач
главного движения установлены пределы: для прямозубых — /mln ^ V4, imax ^
^ 2; для косозубых — jmln ^ V4, im&x ^ 2,5; для механизмов подачи
*min ^ /б» *max ^ 2,8.
Передаточные отношения, выраженные через ф, приближенно могут
быть представлены в виде простых дробей:
-j-L-*,-*-, A/= + 0f76%; —Ip-^-J-, A/=-0,6%;
Т-^-й-; А/-+ 0.96%; ^-4!-' А* —0.66%;
—igg-*^, A*- + 0,81%; _J_~-J-f Д*« + 1,19%;
333
1
1,264
1
1,266
1
1,41 fi
2_
5 '
1
_5_
7
А* =+1,52%;
А/= + 0,81%;
А* = +0,71%;
1
1,58
1
1,58»
1
1,583 ;
.-jl-f A* =+0,47%;
2
5
J_
4
А* = —0,25%;
М = —1,57%.
Из этих данных видно, что передаточные отношения, не выходящие за
пределы /min = V4, возможны в том случае, если линии, изображающие
передачи, снижаются на графике чисел оборотов не более чем на шесть
интервалов для ф = 1,26, четыре для
Ф = 1,41 и три для ф = 1,58.
Пример. Определить передаточные
отношения передач коробки скоростей
со структуройz = 12= 31.23-26(рис. 272).
Строим график чисел оборотов (рис. 271, а).
Из графика имеем
2i 1
24
= 1;
2?
28
29
213
214
25
26
2И -.
:<р;
ZjJSZj
Рис. 272. Схема двенадцатиступенчатой
коробки скоростей
II
III
\^у\
Ui6 f
Z5
\fz~6
£i/V\
7// \
" 4
zi>
/P
A
\ V
** V
10
113 s\
n12 = 1000
nti=70Q
nfO=5O0
n9 =35$
n6 = 25$
/77= IBUj
п5=9ф
пь~ Si
nz= 31,?
nr MA
Рис. 273. График чисел оборотов
Передача
имеет минимальное передаточное отношение. Ее величина зависит от
значения ф. Рассмотрим три случая.
1. ф= 1,26. Наименьшее передаточное отношение
ф°
1
- = —г не выходит за
4
пределы допускаемых значений. Следовательно, график пригоден для расчета.
—— = — = —<; — выходит за пределы ограничения. Для
Zl9. ф О 4
2. ф= 1,41. Здесь
ф = 1,41 луч 10 — Hi (271, а) может снижаться не более как на четыре интервала. Поэтому
откорректируем график, не нарушая структуры, и опустим точки 5, 6, 7, 8, 9 и 10 на два интер-
2 J J
вала (рис. 273). Тогда мы получим —— = —г- = -j-. При этом появляется ускорительная
212 Ф 4
передача. Максимальное передаточное отношение —^- = ф2 = 2 — в пределах допустимого.
Z14
Аналогично поступаем с точками 2, 3 и 4. Их достаточно опустить на два интервала. Тогда
—1— = —- = -—; -—2— = 1. Точку / можно опустить на один интервал. В этом случае:
Zg ф Ьо "
z10
*i -_L-
Ц ф3
19
53 ;
23
24
2 '
2б
Ф
334
Примем электродвигатель с п = 1440 об/мин = 24 об/с (рис. 272). Вал / коробки
скоростей вращается с частотой 700 об/мин = 11,67 об/с (рис. 273). Передаточное отношение
ременной передачи, с учетом коэффициента проскальзывания т]р == 0,98
,67
"16
24'
0,98
*0,5.
Если вращение на вал / передавать через муфту от вала электродвигателя с фланцевым
исполнением, то необходимо ввести в схему дополнительный вал /' и одинарную передачу ——
(рис.273). Таким образом, график чисел оборотов уточняет количество валов и передач.
Принцип постепенного уменьшения i групповых передач выдержан. В самом деле:
и г" '
*15
2je
V
ф*
Г
Z-±2
ф4
Полученный в данном примере график чисел оборотов не является единственно
возможным Он может быть откорректирован другими приемами.
3. ф = 1,58. Если аналогично предыдущему опустить точки 5, 6, 7, 8, 9 и 10 (рис. 271, а)
z 1 1 z
на три интервала, то —— = — = —. а —— = ф3 = 4 > 2, что недопустимо. Поэтому дан-
z12 ф 4 z14
ную множительную структуру использовать в таком виде нельзя.
4. Коробки скоростей со сложенной структурой
Обычная множительная структура, состоящая из одной кинематической
цепи с последовательным соединением групп передач, является наиболее
простой. Она позволяет успешно создавать рациональные приводы главного
движения. Однако во многих случаях, особенно при увеличении диапазона
регулирования скоростей, создать простой привод, удовлетворяющий
требованиям, на базе обычной структуры невозможно. Поэтому в практике стан-
*0
*о
^
2д
5)
а) в)
Рис. 274. Схемы соединения множительных структур
костроения применяют так называемые сложенные структуры. Сложенной
называется структура многоскоростного привода, состоящая из двух или
более кинематических цепей, каждая из которых является обычной
множительной структурой. Одна из этих цепей (короткая) предназначена для
высших скоростей привода, другие (более длинные) — для низких скоростей
[10, 18]. Множительные структуры состоят чаще всего из двух, реже из
трех кинематических цепей. Общее число скоростей привода для структуры,
состоящей из двух цепей, z = zbl -J- zM (zi и zi— число ступеней первой и
второй кинематических цепей). Если цепи имеют одинаковые группы передач
(по количеству и характеристике), то их можно объединить в общую цепь.
Пусть z0— число скоростей общих передач, zu = z0, a z'u = z0zR, тогда z =
= Zm + Zm = z0 + z0zj = z0 (1 + zA). Общую часть структуры z0, используемую
для получения всех скоростей, называют основной, zA — дополнительной.
Для объединения составляющих структур в одну — сложенную, в схему
привода вводят соединительные передачи. Наиболее распространенные
принципиальные схемы соединения двух структур представлены на рис. 274.
Верхнюю область регулирования скоростей вращения шпинделя получают
при помощи основной структуры z0 и передают движение на шпиндель /.
'через зубчатую передачу гг — z2 (рис. 274, а) или через муфту 1 (рис. 274, б).
335
Нижнюю область регулирования обеспечивают последовательным
соединением основной zQ и дополнительной гд структур соединительной передачей
(на схеме показано условно).
На рис. 275 показана простая схема коробки скоростей со сложенной
структурой. Здесь сложены две кинематические цепи, структуры которых:
2м = РарЬ И Zm = Papbpcpd- ГруППЫ КОЛеС ра И рь ЯВЛЯЮТСЯ обЩИМИ
и поэтому образуют основную структуру:
z0 = РаРь\ они вращают полый вал ///.
Далее движение шпинделю V от первой
цепи передается с помощью муфты, а от
второй — через звено возврата (перебор)
с колесами zxl—z12 и z13—z14, которые
играют роль соединительных передач.
Общее число скоростей привода
'/&*
И №
-*г/
П'«
tl?
■w
k-/7
Рис. 275. Схема коробки скоростей
со сложенной структурой z = 3i-23X
X (1 + 1-1) = 12
* = ^м + *м = РаРс (1 + РсР^).
Для нашего случая pfl = 32; р& =
= 23; ре = pd= I. Поэтому z =
= 3228 (1 + Ы) = 12.
На рис. 276 показано графическое сложение структур для
рассматриваемой коробки скоростей. На рис. 276, а представлены отдельно структурные
сетки для каждой структуры. Первая обеспечивает ряд п7—п12> вторая —
ni—лв. Условимся муфты изображать штриховым лучом *. Тогда все точки,
изображающие числа оборотов вала ///, соединим горизонтальными
штриховыми лучами с точками щ—п12 вала V. Первые две группы передач (Зг
IV
—?р?
1ъУ^
2*й
" г*
1l>
*8'
/
^2
\3\
X
6
~Т~1
\Муфта
OJT !
Q^vZ
:wvm
\N?\N\
\?ч\\
ьЬ\
'/» \
ю
*t2
Щ
77,
щ
п7
*6
п5
/73
Щ
щ
Рис. 276. Структурная сетка и график чисел оборотов коробки скоростей со
сложенной структурой г = 3i-23 (1 +_1 • 1) = 12
и 23) у обоих структур одинаковы. Принимаем их как общие и придаем
первой структуре z0 = Zm. Наносим последнюю на сложенную сетку (рис. 276, б).
Точки, изображающие числа оборотов вала ///, располагаются в верхней
части графика. Соединяем их штриховыми линиями с точками щ—п12. Из
них же проводим лучи, изображающие соединительную передачу /—7,
2—6\ . • ., 7—п6, 8—мб, , . .
Пример. Произвести .кинематический расчет коробки скоростей при г = 12 и (р = 1,58.
Попытка использовать обычную множительную структуру в аналогичном примере (см. стр. 335)
не удалась. На основе сложенной структурной сетки, изображенной на рис. 276, б, строим гра-
* * На структурной сетке она может занимать любое положение; на графике чисел
оборотов — только горизонтальное.
336
фик чисел оборотов (рис., 2/6, в), который показывает, что минимальное отношение имеют три
передачи
1 1
JL — *ч
*14
ф«*
Следовательно, данный гоафик пригоден для расчета.
На рис. 277 показана другая схема коробки скоростей со сложенной структурой.
Вращение от вала / валу // сообщает группа колес ра. Далее движение на шпиндель V передается
Ра
Ъг
u г$
ZfJn
—-Ы
П zlr& aU ""
///
lis
№
Pe
*77
NNc3
lib U
Рис. 277. Схема коробки скоростей со сложенной структурой
z=3i(23+ Ы-2в)= 12
по двум цепям: при левом и среднем положениях блока z7—z9—zx\ — через передачи г7—z9
или z8—г10 (группа рь)\ при правом положении блока г7—г9—zlt — группой передач рс> Pd
и ре. Таким образом, число ступеней скорости
z=ZM + ZM = Pa(Pb + PcPdPe).
Для нашего случая ра = 3lt рь — 23; р0 = 1; р^ = 1 и ре = 23. Следовательно, 2=3! (23 +
+ Ы.23)= 12.
Пример. Построить график чисел оборотов шпинделя коробки, схема которой изображена
на рис. 277. Построим сначала структурные сетки отдельно для каждой структуры (рис.
v /
/7
t\—1—ь-
^\сС \ —г—
**Р^Ч—kz
\ I . I
*;
—ur L
——vf £
Ч7—НЕ
*;
Рис. 278. Структурные сетки и график чисел оборотов шпинделя коробки скоростей
со сложенной структурой
2 = 3i(23+ ЬЬ26) = 12
278, a): z*M = Зх23 и z'^ = Зг 1. L 23. Первая группа передач 3! — общая для обеих структур.
Придаем ее структуре z^=3r23, для которой строим сложенную структурную сетку
(рис. 278, б). Оставляя на месте точки 5, б и 7, строим сетку для второй структуры. Соединим
точки 2, 3 и 4 с точками 5, 6} 7 и получим линии, изображающие соединительную передачу —^.
По сложенной структурной сетке строим обычным способом график чисел оборотов (рис. 278, в).
Построенный график дает возможность определить передаточные отношения всех передач.
В зависимости от значения <р он может бытц при необходимости, откорректирован.
337
На рис. 274, в условно показана принципиальная структура, состоящая
из трех кинематических цепей: основной -г0 и двух дополнительных гЛх и
гД2. Принципиальная кинематическая схема, соответствующая данной
структуре, представлена на рис. 279. Здесь три цепи. Первая цепь состоит из
группы ра (муфта включена), вторая — из групп ра, рь и рс и третья— из
групп раУ pd и ре. Число скоростей z = ра (1 + /?&#? + А*Л) = 3 (1 +
+ 1-2+ 1-2) = 15.
Сложенные структуры обладают рядом больших достоинств. Они могут
обеспечить большое число ступеней скорости при широком диапазоне регу-
I'&l*
2f* _ *к*»
"W- nTt> ^
Щ \Pb /Ш
Jtl.
Pa z,s\
e
Pe
Рис. 279. Схема коробки скоростей со сложенной структурой
z= 3i(b28+ Ь2б+ 1)= 15
лирования. Высокие скорости передаются короткими кинематическими
цепями, что уменьшает потери мощности и повышает к. п. д. Это наглядно
видно из графиков, показанных на рис. 276 и 278: верхняя область чисел
оборотов осуществляется цепью, состоящей только из двух групп. И, наконец,
сложенные структуры дают возможность получить любое число ступеней
скорости, не только кратное 2 и 3, например, z = 2 (1 + 3-2) = 14; z =
= 3 (1 + 3-2) = 21; z = 3-2 (1 + 2-2) = 30 и т. д.
Количество вариантов сложенных структур может быть очень большим.
При выборе наилучшего варианта необходимо наряду с методикой,
применяемой для обычных множительных структур, учитывать ряд специфических
рекомендаций, изложенных в специальной литературе [10, 16, 18].
5. Особые множительные структуры
В ряде случаев целесообразно, отклоняясь от классических принципов,
упрощать схему привода. Длительная работа станка без изменения частоты
вращения шпинделя позволяет использовать в качестве множительной группы
звено настройки со сменными колесами. Последние обычно включены в цепь
постоянных передач в зависимости от степени редукции или в коробку
передач с сравнительно малым количеством ступеней скорости. Например,
в коробке, представленной на рис. 280, первая группа состоит из сменных
колес а—6, а вторая и третья — содержат по две пары передач.
Следовательно, имеется возможность ступенчатого регулирования частоты вращения
шпинделя путем переключения блоков. А установка сменных колес смещает
область регулирования вдоль ряда частот вращения. Сменные колеса
желательно размещать в первой основной группе, так как число пар сменных
колес может быть большим (2—10). Сменные колеса желательно подбирать
так, чтобы каждая пара могла бы быть использована дважды с переменой
мест ведущего и ведомого колес. Поэтому нет необходимости иметь пару
колес с i = 1. График чисел оборотов нужно строить по возможности
симметричным (рис. 281).
Если принять для коробки скоростей (рис. 280) РС1Л = 4, то число
ступеней скорости при этой простой схеме z ~ 4X-24-28 = 16.
338
Множительные структуры с измененными характеристиками групп
передач. Нередко причиной отказа от обычной множительной структуры
является высокое значение характеристики последней группы и в связи
с этим недопустимо малое передаточное отношение одной из передач. Путем
искусственного уменьшения характеристик можно с некоторыми
отклонениями сохранить желаемую структуру.
Вернемся к схеме привода со структурой z = 12 = 31-23-2в (см. рис. 269
и 272). Минимальное передаточное отношение передачи —^ = —г при ср =
= 1,41-5-1,58 принимает недопустимое значение — меньше 1:4. Этого
можно избежать, если уменьшить характеристику последней группы.
Примем для примера х3 = 4и построим график для структуры z = 12 = Зхх
z 1
х23-24 (рис. 282). Из графика следует, что —— = —j~. Но одновреАмеино
Рис. 280. Привод главного Рис. 281. График чисел Рис. 282. График чисел
движения со сменными оборотов для сменных оборотов с повторяю-
колесами колес щимися угловыми
скоростями
с этим уменьшились диапазон регулирования (ср9) и число ступеней скорости
(z — 10), так как две скорости (на графике отмечены двойными кружками)
повторяются. На этой основе построена коробка скоростей станка 1К62.
Здесь применена сложенная структура г = 21-32 (1 + 26-26), у которой
вместо последней передачи 212 принята передача с уменьшенной
характеристикой 26 (рис. 283). Это привело к тому, что при наличии 30 скоростей
фактически на станке имеется 23 скорости, так как 7 из них повторяются.
Указанные мероприятия позволили коробке вписаться в размеры передней бабки
и снизить ее стоимость.
Рассмотрим другой случай, вернувшись к схеме z = 12 = З^д^.
Увеличим характеристики первой и второй групп до значения хх = 2 и
х2 = 5. Структура примет вид z = 12 = 32-25-26. Строим график чисел
оборотов (рис.284, а). Он свидетельствует о сохранении минимального
передаточного отношения (-^- = —— ) и одновременно о расширении диапазона
регулирования (ср15) путем исключения отдельных скоростей в нижней и
верхней части ряда, где знаменатель принимает величину, равную ср2. Такой
ряд называют ломаным. Если, например, ср = 1,26, то диапазон
регулирования при обычном кинематическом варианте z = 12 = Зг-23- 26 и D =
= 1,26й ^ 14, а в данном случае z = 12 = 32-25-2б и D = 1,2615 » 32.
С эксплуатационной точки зрения желательно иметь более тонкое
регулирование на малых скоростях и более грубое — на больших. На рис. 284, б
показан вариант такого расчета (z =2-2-3). Суть его заключается в том,
что в последней группе передач две характеристики: х3 = 4 для колес ——
ЗЗЭ
и ~- и х'ъ = 5 для колес ---. Такая комбинация дает до п* включительно
геометрический ряд со знаменателем ф, а выше со знаменателем ср2.
Коробки скоростей со «связанными» колесами применяются для
уменьшения количества зубчатых колес и осевых размеров коробок скоростей.
Сущность данного метода заключается в следующем. Пусть коробка
скоростей, изображенная на рис. 285, а, имеет две группы передач: zx—z2, 23—г4,
гъ—z6 и z7—z8, 2g—Zio- Если подобрать числа зубьев колес z4 и z7 так, чтобы
они были одинаковыми (z4 == z7), то представляется возможным оба колеса
объединить в одно (рис. 285, б). Оно одновременно принадлежит и первой
и второй группам, работает в качестве
и ведомого, и ведущего звена. Подобные
колеса называют «связанными». Расчет
таких коробок несколько усложняется,
но невнимание к этому вопросу может
вызвать нежелательное возрастание их
радиальных размеров.
Г
Рис. 283. График чисел оборотов
шпинделя коробки скоростей станка 1К62
со сложенной структурой z— b2iX
Х32(1 + 2«.2в.1)= 30
Рис. 284. График чисел оборотов шпинделя
коробок скоростей с измененными характеристиками
передач
Наименьшие радиальные размеры механизма будут при минимальном
&Z = Z3 + ZC> 3 6;
значении суммы зубьев Sz = Sz + S
+ z8 (рис. 285, б). Обозначим: -^- =
2С
где
iA и
= iB. Тогда 41-
*с +
5.-2.
и, следовательно,
%~£П
(155)
Колесо zc
(155), получим
входит и во вторую группу. Поэтому, учитывая уравнение
si
■+*-*+-Й-«.('+£)-сЫ-й£-)-*:
1
*в
*в + *л*я
(156)
При постоянном S2 величина 5^ будет изменяться в зависимости от
изменения iAiB.
340
Обозначим через s± и s2 наибольшее число интервалов, на которые
поднимаются или опускаются линии, изображающие передачи на графике чисел
оборотов, а через zx min и zu min — соответствующие им минимальные числа
зубьев колес соответственно первой и второй групп передач.
При sx = s2, согласно уравнению (156), iAiB = 1 и zIImin = г\шп.
Если si <S2, то при S'z = S^ получим Znmin <Zimin, что недопустимо.
Для того чтобы zu mln = zi min, необходимо условие iAiB < 1. И, наконец,
при sx \> s2 должно быть iAiB > 1. Если минимальное зубчатое колесо
zmln является связанным, то
1а =
Sz — zmin
lB =
2mln
Тогда
= (ps* и
Wa = <PSl~S!
52 "~ *min
Ф"
(157)
Отсюда следует, что минимальное зубчатое колесо может быть связанным
в том случае, если в первой группе оно входит в ускорительную передачу.
*А*
fl
г,Д*>
h
ПП?7
и ш
#
>//£ <"
ffl
U z<
и
%
>Wb
г*Щ
г, Mjs
Д' *,
И
*
Ьо ъ
>7Ь £*
а) 6) 6)
Рис. 285. Схемы коробок скоростей со связанными колесами
Но произведение iAiB может быть получено, если взять связанную передачу
не с минимальными колесами. В этом случае, если sx <3s2, во второй группе
передач может появиться зубчатое колесо с числом зубьев 2ц mm <г1тт —
= гт1п. Тогда необходимо уменьшить iki& (обычно в ср раз), чтобы
увеличить S"z:
и*в = Ф*-*-1. (158)
Расчеты при st <5 s2 показывают, что уменьшить iAiB до значения
qjst-sa-i следует только в тех случаях, когда это происходит путем
уменьшения iA.
Пример 1. Рассчитать механизм с одним связанным колесом (рис. 285, б) при 2 = 31-23
иф= 1,41.
Строим график чисел оборотов, как показано на рис. 286, а (с ускорительной передачей).
Из графика видно: связанное колесо должно находиться в передачах z3—zc и zc—z8 (на
графике обозначены пунктирной линией); Sx^ s^^ 2. На основании уравнения (157)
ШВ =
*з
J2—2
= ф^=1.
По графику определяем передаточное отношение данных передач: —:
Zc
zc zs
JL-.1-
4 ~ 7 '
—£-= ф= —, Остальные передаточные отношения определяются как обычно.
г8 о
Пример 2. Рассчитать механизм с одним связанным колесом при z = Зг33 и ф = 1,41.
Строим график чисел оборотов (рис. 286, б). Из графика sx = 2; s2 = 4. Принимаем
вариант (158), так как он приводит к уменьшению iA (на схеме показан штриховыми линиями):
Из графика имеем
ШВ=*
CJL —
= .
1
Ф2
Zc
- =
Zc
z%o
1
2 '
= Ф2^
-l _.
1
Ф
Ф3
=
•
5
7
341
Задавшись z1= 20, получим zc= 40 и z10 = 56. Если использовать формулу (157),
то искомая пара колес (отмечена двумя штрихами)
2С ф 7 * 210 ф 7
Числа зубьев будут: z3 = 25, zc = 35, г±0 = 49, но г7 < 17.
На рис. 285, в показана схема с двумя связанными колесами,
полученная путем объединения колес г2 и z10 (см. рис. 285, б). При этом значительно
сокращаются размеры передачи. Но такие механизмы при обычных расчетах
I /7 Ш I ЕЖ
Рис. 286. Графики чисел оборотов механизмов с одним
связанным колесом
обеспечивают геометрический ряд чисел оборотов при числе зубьев колес,
выходящих за принятые пределы. Сложность кинематического расчета и
анализа решения незаслуженно приводит к редкому их использованию.
Анализ данных передач показывает, что на участке кинематической цепи,
где имеется двухсвязный механизм, кинематический и конструктивный
порядок связанных групп не должен совпадать. Вот почему для подобных
механизмов пригодны структуры: z = 22-2^ z = 32-2Х, z = 24-4i, z = 34-4!
и т. д. В настоящее время имеется методика кинематического расчета,
которая позволяет рационально выбрать числа зубьев колес, используя и
корригирование [10].
6. Коробки скоростей с приводом
от многоскоростных электродвигателей
В качестве многоскоростного электропривода применяют
электродвигатели постоянного тока с шунтовым регулированием скорости вращения,
а также двух- и трехскоростные электродвигатели трехфазного переменного
тока. Первые чаще применяют в приводах главного движения тяжелых
станков и реже в средних станках. Практически при таком регулировании
получаемся ступенчатый ряд чисел оборотов вала электродвигателя с малым
знаменателем ряда, порядка ф = 1,12 и диапазоном регулирования D3 = 3.
г -1
Если гэ — число ступеней скорости вала электродвигателя, то ф = yD3.
Отсюда
Число механических ступеней коробки скоростей zK = —.
342
При выборе данного способа регулирования скорости следует учитывать
высокую стоимость электродвигателя и необходимость установки умформера
для получения постоянного тока. Поэтому применение регулируемого
электродвигателя целесообразно, если удорожание электропривода
компенсируется снижением стоимости коробки скоростей.
Из регулируемых электродвигателей трехфазного переменного тока
в основном применяют двухскоростные со знаменателем ф = 2. При данном
способе регулирования приемный вал коробки скоростей получает две
угловые скорости и число механических ступеней, в связи с этим, сокращается
вдвое: zK = -у. Помимо упрощения механической части привода, появляется
возможность переключения скорости на ходу.
Таблица 22
Числа оборотов при
Ф= 1,26 и ф= 1,41
Числа оборотов вала
электродвигателя при
№ ступеней
коробки скоростей
1
2
3
4
6
<р = 1,26
Пэ
2"э
п4
«10
пп
«12
ф = 1,41 !
пэ
1%2
«6
«&
«10
2*э
«3 |
«4 |
П< 1
«8
«11
«1С
Рис. 287. Структурные сетки коробок
скоростей с двухскоростным электроприводом
для 2=23-3i26(a) и г=22-21-34 (б)
Двухскоростной электродвигатель можно условно рассматривать как
«электрическую группу», состоящую их двух передач. Характеристика хэ
группы может быть найдена, исходя из следующих рассуждений. Так как
скорость вращения шпинделя при переключении электродвигателя с
меньших оборотов вала на большие увеличивается вдвое (фэ = 2 = ср*э), то харак-
1я2 „
теристика хв = тТсёГ' Для стандартных значении ср характеристика хэ
принимается равной:
1,12
6
1,26
1,41
2
Для получения нормальной структуры привода без перекрытия чисел
оборотов необходимо выбирать такую структуру коробки скоростей, при которой
фэ = 2. Поэтому от выбранного значения знаменателя ряда ф будет изменяться
структурная сетка. К сожалению, не всегда удается выполнить это при
расчете, и поэтому мирятся с совпадением скоростей, которые имеют место.
Пример 1. Дано: z = 12, ф = 1,26. В качестве электропривода применен
двухскоростной электродвигатель трехфазного переменного тока с гэ = 2. Построить структурную сетку.
1. Для ф= 1,26 характеристика хэ = 3 (см. стр. 343), следовательно, в структурной
формуле ее изображает множитель 23.
2. Известную нам структурную формулу 2=12== 31-2^-2в можно для рассматриваемого
случая переписать следующим образом: z = z3zK = 23-3X-26. Отсюда следует, что коробка
скоростей должна иметь структуру zK= 3x-26. В табл. 22 представлено распределение чисел
оборотов при ф= 1,26 и ф= 1,41.
343
3. Строим структурную сетку (рис. 287, а). Первая группа —- «электрическая» е х9 » 3.
Наносим на линии / две точки / и 2, на расстоянии трех интервалов. От каждой точки строим
обычным способом сетки для структуры гк = 6 = 3j-2e (на рие. 287, а они выделены линиями
разной толщины). Числа оборотов п±, п2, п3, я7> п8 и п9 получаются при минимальном числе
оборотов электродвигателя лтт» а ^4» %> Лв> wio» ЛИ и Л1§ ПРИ максимальном числе оборотов
Ятах =ss 2Mmin.
Пример 2. Дано 2= 12 и ф = 1,41. Построить структурную схему.
1. Так как ф = 1,41, а характеристика хэ = 2, то в структурной-формуле ее изображает
множитель 22, а это может быть в варианте z = 12 == 2i«22»34.
2. Строим структурную сетку (рис. 287, б) на основании табл, 22 для ф = 1,41.
7. Выбор варианта коробки скоростей
Выбор наилучшего варианта коробки скоростей является сложным делом.
Здесь большую роль играют группы и типы станков, их техническая
характеристика, степень универсальности, точность и другие конкретные параметры.
Поэтому при проектировании коробок скоростей нередко возникает ряд
вариантов, из которых выбирают наивыгоднейший.
Из всех вариантов кинематической структуры привода, дающих одно
и то же число скоростей, наивыгоднейшим является тот, который имеет:
наибольшую простоту, минимальное число групп передач, наименьшее
количество зубчатых колес, валов, муфт и других деталей. Масса привода и его
размеры должны быть по возможности наименьшими. Из всех кинематических
вариантов наивыгоднейшим является такой, при котором характеристика
групп увеличивается от первого вала коробки скоростей к шпинделю. В
большинстве случаев лучшими вариантами структуры являются «веерообразные»
(рис. 269, 278, а и 287), так как в области высоких чисел оборотов работает
большее количество деталей привода. Главная редукция осуществляется на
последней ступени, поэтому валы, зубчатые колеса и другие детали привода
имеют меньшие размеры, так как при данной мощности передают меньшие
крутящие моменты.
На высоких ступенях скорости, особенно универсальных станков с
широким диапазоном регулирования, снижается к. п. д. Поэтому в таких
случаях, при выборе кинематического варианта, следует стремиться к
сложенной структуре, обеспечивающей получение высоких чисел оборотов
шпинделя по более короткой кинематической цепи.
Средством уменьшения радиальных размеров служит условие /щщ/пмх =
= 1, что приводит к симметричному расположению линий, изображающих
передачи на графиках чисел оборотов. Другим средством является
совмещение осей валов смежных групп передач. Для уменьшения осевых размеров
используют расположение одиночных передач среди групповых.
Использование связанных колес упрощает схему. Но надо тщательно
следить, чтобы это привело к желательным результатам, так как в ряде
случаев оно увеличивает размеры привода [3, 10].
8. Расчет чисел зубьев колес
Число зубьев колес группы передач обусловлено межосевым расстоянием
Л, которое должно быть одинаковым для всех передач одной группы, и
передаточным отношением, выраженным в форме
где я, Ь, с, d, , * * — целые числа.
Модули зацепления прямозубых передач, нормальные модули и углы
наклона зубьев косозубых колес в пределах одной группы чаще всего
одинаковы. Следовательно, сумма зубьев
2Л
Zi + *2 = z3 + z4 = --- = —= S, = const. (160)
344
Исходя из условий компактности передач, величину Sz и наименьшее
число зубьев гшш в приводах главного движения ограничивают в пределах:
S2^ 100 -=-120; гт1п = 18-20; в механизмах подачи гтт = 16; в
механизмах управления гт1п =14; числа зубьев реечных колес гтш = 10-г-12.
Величину S2 обычно принимают наименьшей допустимой с учетом числа зубьев
наименьшего зубчатого колеса группы (г^щ)- Для сменных колес привода
установлено три значения Sz— 72, 90 и 120.
Решая уравнения (159) и (160) относительно чисел зубьев, получим для
прямозубых колес
о? «Ъг 1
*i = —гт а\ *ъ = —гтг Ь\
1 a-\-b* l a-\- b '
(161)
2i, z2, г3, г4. , . — целые числа.
Это условие выполнимо, если Sz — наименьшее кратное сумм а + 6,
с + d, .... Отсюда вытекает правило для определения чисел зубьев.
Находят суммы а + 6, с + d, . . ., определяют наименьшее кратное и вместо 5г
подставляют его в равенства (161). Может оказаться, что-числа зубьев
получаются недопустимо малыми или большими. В первом случае их можно
увеличить в целое число раз, во втором — уменьшить. При уменьшении могут
появиться дробные числа зубьев. Округляя их до целого значения, отбросив
дроби, изменяют 52. Поэтому такие передачи подвергаются коррекции.
Если группа передач состоит из колес с разным модулем, в равенствах
2Л
(161) величину Sz заменяют величиной —-. При наличии косозубых передач
с одинаковым нормальным модулем, в зависимости от задания, используют
известную зависимость:
5г = —cosp,
где тп — нормальный модуль;
(J — угол наклона зуба.
Подставляя значение Sz в уравнения (161), получим искомые числа
зубьев. Для облегчения расчетов чисел зубьев, особенно при определении
zmin, разработаны специальные таблицы. Зная величину передаточного
отношения, по таблицам подбирают приемлемое значение Sz и zraln [44].
Точность кинематических расчетов в любом случае должна
гарантировать отклонение расчетных частот вращения шпинделя от теоретических
в пределах допуска. Для этого достаточно, чтобы относительная величина
отклонения общего передаточного отношения кинематической цепи привода
не выходила за пределы
Д*=:Д/в + ДЬ + -.. +Д*т=± Ю(ф—1)%.
Поэтому определение передаточных отношений отдельных передач и
расчет числа зубьев колес должны быть произведены с точностью,
обеспечивающей допустимые отклонения общего передаточного отношения.
Пример 1. Определить числа зубьев группы колес:
•£- = X; -^- = 1 (рис. 272, 273); Ф = 1,41.
28 Ф" 210
Для ф= 1,41 имеем (см, стр. 333)
z7 __ Jl__ __ а __
77 ~~ ф3 ~ Ь ~ "53 * "г^7 "" 4 ~~ ~d "~ ~Т
г7 __ Jl__ __ _а_ __ Jj^ 29 __ __ с _ 1
345
Находим суммы: а + Ь = 19 + 53 = 72; с + d = 1+ 1 = 2. Наименьшее кратное — 72-
Согласно уравнениям (161)
72 72
г7 =-11.19 = 19; г8 =-^--53 - 53;
72
Z9S=2l0 = 4pl = 36; S*= 19+53= 36 +36 = 72.
Все находится в пределах допустимого. Погрешность передаточного отношения передачи
г7-~г8 составляет А — = —0,56% (см. етр. 333).
Пример 2. Определить числа зубьев колес —— = —~-; — = —; —~ = 1; ф = 1,26.
г2 срл 44 ф 2в
Для ф= 1,26 имеем (см. стр. 333)
гг ___£___ __7_. _£з_ __ __£__ 4_. _£5_ __ _£_ _. j
г2 ~ Ь ~" 11 ' г4 ~ d ~~~ 5 ' 2в "" ; "~
Находим суммы я + 6 = 7 + 11= 18; c+d=4+5=9; <?+/= 1+ 1=2.
Наименьшее кратное — 18. Согласно уравнениям (161)
18 т п 18 it 11 18 а о
Zi=-jg--7 = 7; z2 = -j~ll = 11; z3=-g-4 = 8;
18 с 1Л *8 1 П
г4=-у5 = 10; z5 =г6 = —-1 =9.
Числа зубьев недопустимо малы zmln = zx = 7. Увеличивая их в 3 раза, получим гх = 21;
z2 = 33; z3 = 24; z4 = 30; z5 = z6 = 27; 52 = 21 + 33 = 24 + 30 = 27 + 27 = 54.
Погрешность передаточных отношений (см. стр. 333)
Д-^-=-|-0,95о/0; Д-^ = + 0,76о/0; д£*- = 0,0%.
Z2 Z4 Zq
Пример 3. Определить числа зубьев передач предыдущего примера при ф = 1,58. Для ф =
= 1,58 имеем (см. стр. 334)
_£i_ — JL. = —- JL—_£_ —JL- гъ _ е _
г2 Ь 5 ' z4 d 11 * г6 /
Суммы: а+6=2+5=7; с + d = 7 + 11 = 18; e+ f =1+1 = 2. Наименьшее
кратное—126. Согласно уравнениям (161)
2l = i|^.2= 36; г2 = -^.5 = 90;
126 7 АО 126 11 77
*s = 1s~7 = 49; *4—jg-П-77;
25=гб = -~^.1 = 63; S2=126.
Удовлетвориться таким результатом нельзя — велика величина S2; zmin = гг = 36 —
то же большое. Уменьшим число зубьев вдвое, тогда гх = 18, z2 = 45, z3 = 24,5, z4 = 38,5,
z5 = z6 = 31,5, S2 = 63. Если округлить дробные числа зубьев, сохраняя Sz = 63, нарушится
точность передаточных отношений. Это нарушение будет менее значительным, если отбросить
дроби (—0,63%), т. е. принять: гг = 18, z2 = 45, z3 = 24, z4 = 38, z5 = z6 = 31. В этом
случае получим две суммы зубьев Sz = z3 + z4 = z5 + z6 = 62 и Szk = zt+ z2=z 63. Поэтому
целесообразно в качестве расчетного принять Sz = 62, а колеса с числом зубьев гг и z2
корригировать. Погрешность передаточных отношений
А -^- = + 0,05%; A i*- = + 0,47 — 0,63 = — 0,16%; А -?*- = о,0%.
z2 z4 z6
Пример 4. Передаточные отношения не могут быть точно выражены в виде простых
дробей. Пусть ~±- = 0,315 и — = 1. Можем написать z1 = 0,315г2. Задаемся гтШ = гх = 18,
z2 г4
тогда г2 == 57,14. Если примем z2 = 57, то S2= 18 + 57 = 75 и, следовательно, г3 = z4 =
346
= 37,5; примем г3 = z4 = 37. Пусть расчетное Sz = 74. Тогда передачу z1—z2> имеющую
2 18
52=75, необходимо корригировать. Фактическое передаточное отношение —^ = -—- =
г3 57
= 0,316 и погрешность At = 100. °?31^~c,3i5 =0,33%.
и, «31 о
Если принять гг = 23, то z2 = 73,02. Пусть г2 = 73, тогда S2 = 23 + 73 = 96, az3 =
= z4 = 48; Ai = 0,00%.
При замене некорригированных зубчатых зацеплений передачами с
положительной угловой коррекцией значительно увеличивается прочность зубьев
и улучшаются условия работы. Существует метод, при помощи которого сумма
зубьев колес S2 в каждой передаче уменьшается на 1—2 зуба, при
сохранении заданного межосевого расстояния. В этом случае требуется коррекция
зацепления, которая обеспечивает высокое значение коэффициента
перекрытия, увеличивает ударную прочность колес в 2—3 раза и сохраняет
геометрический ряд чисел оборотов [37].
Коррекция колес позволяет при заданном межцентровом расстоянии
отступать от расчетного числа зубьев и этим самым находить более
рациональные решения при проектировании коробок скоростей, подач и других
механизмов. Производить коррекцию рекомендуется в следующих случаях:
во избежание подрезания зубьев у колес, имеющих их менее 17; в целях
выравнивания удельного скольжения и улучшения зацепления; при
отступлении от нормального межцентрового расстояния.
9. Конструкция коробок скоростей
Требования, предъявляемые к конструкциям коробок скоростей
металлорежущих станков: плавность хода, точность, вращение без вибраций,
бесшумность работы передач, достаточная.жесткость корпусов, валов,
шпинделей и опор. Не менее важным является качество изготовления деталей, сборка
и технологичность конструкции.
Корпус коробки скоростей отливают из серого чугуна марок СЧ 15-32
и СЧ 28-48 (ГОСТ 1412—70). Отливки подвергают старению.
Допуски на неточность отверстий под подшипники шпинделя
устанавливают чаще всего по 1-му классу точности в системе отверстия, а
промежуточных валов — по 2-му классу (ГОСТ 3047—66). Отклонения формы отверстий
не должны превышать V3—V2 поля допуска.
Зубчатые колеса изготовляют чаще всего из сталей 20Х и 40Х, 12ХНЗА
и 18ХГТ. Зубчатые колеса, работающие со скоростью до 1 м/с при средних
давлениях, изготовляют из стали 40ХФА; работающие при больших
скоростях и средних давлениях и при наличии ударных нагрузок — из стали 20Х.
Сталь 40Х широко применяют при средних и больших окружных скоростях
и средних давлениях. Для ответственных зубчатых колес, работающих с
ударными нагрузками, применяют стали 12ХНЗА, 18ХГТ и др. Спецификация
сталей, применяемых при изготовлении зубчатых колес, приведена в
руководящих материалах ЭНИМСа. Все зубчатые колеса, как правило, подлежат
закалке и финишной обработке.
Ведущие колеса на валу электродвигателей с целью уменьшения шума,
где это позволяют условия, изготовляют из текстолита. Окружную скорость
в этом случае можно принимать до 40—50 м/с. Материал сопряженного колеса
должен иметь твердость не ниже НВ 200—220.
Степень точности зубчатых передач регламентируется ГОСТом 1643—56,
а класс чистоты рабочей поверхности — ГОСТом 2789—59 (табл. 23).
Конструкции коробок скоростей весьма разнообразны и зависят прежде
всего от общей компоновки станков и способов переключения передач. По
компоновке все коробки делят на две группы: встроенные в корпус и с
раздельным приводом; по способам переключения — на четыре группы: со сменными
колесами, с передвижными колесами, с муфтами, с бесступенчатыми
передачами.
347
Коробки, встроенные в корпус, применяют в станках общего назначения.
Они компактны, имеют меньшее количество корпусных деталей и
соответствующих пригонок. Вместе с тем встроенные коробки служат источником
вредных вибраций и нагрева шпин-
Таблица 23
Характеристика зубчатых колес
дельных узлов, имеют
технологические трудности.
В современном станкостроении
применяют следующие размерные
компоновки:
1. Шпиндельные бабки с
нормальным соотношением радиальных
и осевых размеров (станки малых и
средних размеров).
2. Шпиндельные бабки с
уменьшенными осевыми размерами путем
увеличения радиальных размеров.
Данные компоновки применяют в
целях уменьшения возможных
вибраций, вызванных консольным
расположением электродвигателя и других
вращающихся деталей. Их
применяют также в вертикальных
конструкциях, с верхним приводом
шпинделя, для уменьшения высоты
станка и повышения
виброустойчивости (радиально-сверлильные и
продольно-фрезерные станки).
3. Шпиндельные бабки с уменьшенными радиальными размерами путем
увеличения осевых размеров (тяжелые токарные и некоторые другие станки).
Коробки скоростей с раздельным приводом (с редуктором) обеспечивают
более плавное вращение шпинделя. Шпиндель не нагревается, вибрации,
Назначение
зубчатых
J колес
Кинематические
Силовые
Наименование
Точные
делительные механизмы
делительных
цепей
прецизионных
станков
Прямозубые при v
в м/с:
10—15
4—10
до 4
Косозубые при v
в м/с:
15-30
6—15
до 6
£*
п
*: о
и°
5
6
7
G
7
8
6
7
8
2 •
ш
5soo
s?c к
8—9
7—8
7
7
7
6
7
7
6
Рис. 288. Коробка скоростей токарного станка 1А616
возникающие в приводе, не передаются шпиндельной бабке. Привод
используется чаще всего в точных станках. На рис. 288 показана коробка
скоростей токарного станка 1А616. Здесь шкив клинорёменной передачи вращается
в самостоятельных подшипниках, не связанных с главными. Поэтому
вибрации, возникающие в редукторе, не оказывают заметного влияния. Движение
на шпинделе происходит через перебор (как на рисунке) либо на прямую при
включении зубчатой муфты с г — 34.
348
Коробки со сменными колесами применяют для упрощения конструкции
станка в тех случаях, когда потеря времени на перенастройку мала по
сравнению с общим временем. Кроме того, сменные колеса значительно упрощают
конструкцию станка. Достоинства этой передачи — в малых осевых размерах;
конструкция допускает большое количество передач (/тах : /тш = 8 —10);
исключена аварийность. Сменные колеса широко используют при массовом
и серийном производстве: в автоматах, зубо- и резьбонарезных станках, в
специальном и операционном оборудовании, а также в некоторых
универсальных станках. В качестве примера можно привести сменные колеса а—Ь,
установленные в коробке скоростей револьверного станка 1Н318. Валы для
удобства имеют консольную часть. Колеса закрепляют с помощью шпоночных
соединений и быстросъемных шайб либо сажают на шлицах.
На рис. 289 показана развертка коробки скоростей фрезерного станка
6Н82, которая выполнена по варианту 18 = ЬЗ^Зз^э с передвижными
колесами. Это позволяет передавать большие мощности и крутящие моменты
при минимальных радиальных размерах. Передачи, не участвующие в работе,
не изнашиваются, поэтому данные коробки получили широкое
распространение. Из недостатков таких коробок следует отметить сложность переключения
передач, связанную с остановкой привода; значительно большие осевые
размеры, не позволяющие применять р ^ 4; необходимость больших сил при
переключении крупных блоков, что ограничивает их применение в тяжелых
станках.
Коробки скоростей с муфтами применяют очень часто. В таких передачах
применяют кулачковые, зубчатые, фрикционные, электромагнитные и
порошковые эмульсионные муфты. Преимуществами переключения кулачковыми
муфтами являются малые осевые перемещения, незначительные усилия при
переключении, возможность передачи вращения косозубыми и шевронными
колесами. Недостатками их являются возможность поломки кулачков при
включении и холостое вращейие передач, не участвующих в движении. Эти
недостатки ограничивают применение данных муфт.
Фрикционные муфты, благодаря быстроте и плавности передач на ходу,
сокращают время управления станком. Они позволяют применять в коробке
косозубые и шевронные передачи. Недостатки этих муфт заключаются в
ограничении величины крутящего момента, в больших размерах, затрудняющих
применение более двух передач в группе и более трех групп в коробке. Потери
и износ при холостом вращении постоянно сцепленных передач, трение в
выключенных муфтах не способствуют повышению к. п. д. станка.
Фрикционные муфты применяются преимущественно в малых и средних токарно-ре-
вольверных станках, иногда в сочетании с многоскоростным
электродвигателем.
На рис. 290 показана коробка скоростей станка 1Н318. Привод
осуществляется отдвухскоростного электродвигателя с п^ 1420/2800 об/мин и N =
= 2,6/3 кВт. Вращение от него передается на шкив клиноременной передачи /.
Через двухступенчатую коробку скоростей, регулируемую двумя
электромагнитными муфтами 3 и 4, движение передается на шпиндель через шкив 2.
Наличие сменных колес (четыре пары) позволяет получить 16 значений частот
вращения с пределом регулирования 100—4000 об/мин. Коробка имеет две
механические ступени: при включении муфты сработают колеса ~ 33• -у >
2 2=; ОН 2 = 21 Z = 33 (X
при включении муфты 3 — колеса —^^ 3-45" * г== зз' IP Сменные колеса
с числом зубьев 22—44 и 29—37 путем перестановки обеспечивают четыре
передаточных отношения. При выключенных муфтах редуктор не работает.
Существенным при проектировании коробок скоростей и подач является
выбор средств переключения. В современном станкостроении применяют
механические, электрические и гидравлические устройства. Выбор системы
управления зависит главным образом от того, как часто приходится переключать
349
Рис. 289. Коробка скоростей фрезерного станка 6Н82
0=717
т=2 гп^2
Рис. 290. Коробка скоростей револьверного станка 1Н318
350
и насколько велико время, затрачиваемое на эту операцию, по сравнению
со штучным временем. Если станок предназначается для крупносерийного или
массового производства, то управление им должно быть полностью или
частично автоматизировано. Органы ручного управления предусматривают
рычажные, реечные и винтовые механизмы. Используются они в тех случаях,
когда время переключения мало по сравнению с общим временем обработки
(рис. 288, 289).
6 7 8 9/0
Рис. 291. Механизм переключения коробки скоростей
Принцип управления с предварительным набором скоростей (преселек-
тивная система) показан на рис. 291, а. Набор скорости, которую следует
включить после той, на которой работает станок, производят предварительно,
во время работы. Для этого рукоятку 7 поворачивают на себя. В результате
этого деталь 6 разводит в разные стороны вилки 5 и 8, которые перемещаются
по штангам 4 и 9 (рис. 291, б). Вилки охватывают выточки фасонных
кулачков 3 и 13, сидящих на шлицах вала 2. Кулачок 13
устанавливают маховиком 14 в положение,
соответствующее заданной скорости. В момент
переключения поворачивают рукоятку 7 от себя, в
результате чего кулачки 3 и 13 сближаются и своими
профилированными выступами воздействуют на
пальцы рычагов / и 10, которые устанавливают
переключаемые колеса 11 и 12 в соответствующее
положение. Однавременно с этим движением
отключается главная муфта.
Принципиальная схема избирательного
переключения (селективное управление) изображена
на рис. 292. Рычаги 3 и 7 нижними концами жестко
связаны с колесами 4 и 8, находящимися в
зацеплении с зубчатыми рейками 2, 5 и 6, 9. Последние
могут по высоте занимать три положения, в
зависимости от наличия под хвостовиками торцовой
плоскости, отверстия или потайных площадок
диска /. Для установки конкретной скорости диск
при помощи зубчатого сектора 10 и круглой рейки отводят вниз,
поворачивают в соответствующее положение и вновь возвращают к рейкам 2, 5, 6 и 8,
устанавливая их в соответствующее положение.
В последнее время стали широко применять системы дистанционного
управления. Одним из наибблее простых и надежных устройств является
переключение коробок скоростей с электромагнитными муфтами.
Подробно механизмы управления освещены в специальной литературе
13], а также в курсе «Автоматизация производственных процессов».
Рис. 292. Селективный метод
переключения передач
351
Глава XIX
ДИНАМИКА ПРИВОДА
ГЛАВНОГО ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
1. Крутящие моменты, передаваемые приводом
Несущая способность деталей привода определяется величиной
действующих нагрузок. В процессе работы станка крутящий момент привода
уравновешивается крутящим моментом от сил полезного сопротивления и сил трения
в кинематических цепях привода. Крутящий момент на любом ведомом звене
привода при установившемся движении и статическом характере действия
нагрузки
где Мэ — крутящий момент на валу электродвигателя;
/ — передаточное отношение от вала электродвигателя до ведомого
звена;
т) — к. п. д. участка привода от начального до ведомого звена,
соответствующий заданной ступени частоты вращения шпинделя.
Так как / изменяются по законам геометрической прогрессии и ix <J i„
то Мк1 «> Мкг, т. е. наибольший крутящий момент на шпинделе будет при
наименьшей его частоте вращения {пг = nmin). Если Мъ соответствует
полной мощности электродвигателя, то крутящий момент на шпинделе, особенно
на низних ступенях частоты вращения, может иметь высокое значение.
Например, для токарно-винторезного станка с высотой центров 200 мм N = 10 кВт
и пх = 12,5 об/мин. При г] = 0,75 привод по мощности может преодолеть
силу резания порядка 120 кн. Такие большие силы резания практически не
нужны для обработки деталей на станках данного размера.
Эксплуатационные наблюдения показывают, что нижняя часть диапазона
частот вращения шпинделя используется преимущественно для операций, не
требующих полной мощности. ЭНИМС рекомендует в качестве расчетной
частоты вращения шпинделя принимать не ятШ, а следующие значения: для
широкоуниверсальных токарных станков средних размеров — частоту
вращения, соответствующую нижней ступени второй трети диапазона; для
универсальных револьверных, карусельных, консольно-фрезерных, расточных
и токарных станков, токарных гидрокопировальных и вертикальных
многошпиндельных автоматов—-частоту вращения верхней ступени нижней трети
диапазона и для универсальных сверлильных — частоту вращения верхней
ступени нижней четверти диапазона.
Крутящий момент на шпинделе, соответствующий этой частоте,
принимается в качестве наибольшего расчетного:
Mkp = -tSp, (162)
где /р и tip — передаточное отношение и к. п. д. кинематической цепи от
вала электродвигателя, соответствующее расчетной частоте вращения
шпинделя.
Выражение (162) для определения действующего крутящего момента
справедливо при статическом характере действия сил и установившемся
режиме работы станка. В период пуска и торможения привода станков, при
352
изменении сил резания, особенно при врезании инструмента в заготовку,
имеют место переходные режимы. Изменяющиеся в этот период силы резания,
влияние массы деталей и особенно жесткости системы вызывают
динамические явления, приводящие к повышению напряжений в звеньях
кинематической цепи. Влияние переходных режимов может быть оценено величиной
коэффициента динамичности, представляющей отношение наибольшей величины
крутящего момента Мкд, возникающего при динамическом характере
действующей нагрузки, к величине крутящего момента Мкс при статическом ее
действии:
кл ■
мК
(163)
м*
с,мК
Точное определение величины kA представляет собой трудную задачу.
Для ее упрощения систему привода заменяют двухмассовой упругой системой
(рис. 293). Допустим, что 1Х и /2— f
приведенные к рассматриваемому
валу моменты инерции ведущих и
ведомых масс \ Мк1 и Мк2 —
крутящие моменты движущих сил и сил
полезного сопротивления; С и Мк —
коэффициент крутильной жесткости
вала и крутящий момент сил его
упругости.
Под действием момента Мк1,
ведущие и ведомые массы будут
приведены в движение. Пусть от какого-то
первоначального положения ведущая масса повернется на угол <рь а
ведомая— на ф2. Разность углов поворота фх—Ф2 = i£ представляет собой
величину упругой деформация вала при скручивании. Дифференциальное
уравнение переходного процесса для первой и второй масс можно записать
в форме 2
Рис. 293. Двухмассовая упругая система
Лф!' -f С (ф! — ф2) = Мкь
/'2ф2 — С (ф! — ф2) = — Мк2.
(164)
(165)
Умножая обе части уравнений (164) и (165) на С, деля уравнение (164)
на /1э а уравнение (165) на /2 и вычитая одно уравнение из другого, получим
1^2 /3/2
(166)
Введем обозначения:
момент сил упругости, возникающий от углового ускорения
скручивания вала,
Мк = Сг1Л
угловая частота собственных колебаний системы
ltl2
величина, зависящая от характера действующих моментов Мк1 и /Ик:!,
&(0 = с-
МК112+Мкг1г
/Л
1 Методика приведения моментов инерции масс и их крутильной жесткости изложена
в различных пособиях по курсу «Теория механизмов и машин».
2 В -уравнении- (164) действие массы /г заменено моментом сил упругости вала; в
уравнении (165) — это выполнено в отношении массы /i.
12 Н. С. Коле* и др.
353
Величину Мк1 при электромоторном приводе станков во многих случаях
можно считать приблизительно постоянной, так как применяемые коротко-
замкнутые асинхронные электродвигатели обладают сглаженной
характеристикой. Момент Мк2 может быть как постоянным, так и переменным, в
зависимости от характера резания и врезания инструмента. В общем случае он
является функцией времени t. Учитывая это, уравнение (166), описывающее
переходной процесс без затухания, можно переписать в следующем виде:
MK+f*MK = b(t).
(167)
При статическом действии нагрузки ускорение ij>" отсутствует и Мк = 0.
Для этого случая уравнение (167) примет вид
рмк = ь (о.
(168)
мл
1
\. г .
X^v
«^
**
f
Со
S)
■
t
Mk
W
tyk
r-t
г
л
t
г)
Рис. 294. Частые случаи изменения нагрузки
Статический момент из уравнения (166)
МК112 + МК21г
Мк
'i-Wi
(169)
Рассмотрим некоторые частные случаи. Допустим, что момент сил
полезного сопротивления возникает мгновенно и остается постоянным и равным
Мк2 (рис. 294, а). Это соответствует случаям врезания инструментов в
заготовку при строгании, долблении, при протачивании валов, если на пути
инструмента попадаются отверстия, пазы и т. п. Так как Мк2 == const, то
b (t) = const = В. Уравнение переходного процесса примет вид Мк +
+ f2MK = В. Интегрируя, получим
MR = jr (l+cos/0.
Динамический момент будет равняться максимальному значению MKi т. е.
Статический момент Мкс = Мк2; согласно уравнению (168)
[ент
Мкс
динамичности
к
__ Мкд _
В
- р
2В
- р •
•-В- = 2-
это означает, что в переходной период момент сил достигает двойного
значения.
354
На рис. 294, б показан часто встречающийся случай при врезании
инструмента, когда момент Мк2 нарастает постепенно от нуля до какого-то
постоянного значения. При линейном нарастании момента за период времени т (с)
коэффициент динамичности
*д "- 1 + 0,5/т '
При очень малом значении т (близком к нулю) второй член правой части
уравнения стремится к единице, a kA —* 2.
Для фрезерных станков коэффициент динамичности изменяется по
выправленной синусоиде (рис. 294, в):
, t
kR = sin n —,
где 0 ^ t ^ т.
Для нагрузок, действующих в виде периодически повторяющихся
кратковременных импульсов с частотой /0 (рис. 294, г), можно принять в порядке
грубого приближения
*д=1+-
sin (я А)
Это выражение справедливо, если отношение частот -М- колеблется в пре-
делах 0,5—1, а время действия импульса т ^ -?-. Если -у- ^ 0,5, то
величина kR приблизительно равна двум. Фактически коэффициенты динамичности
будут несколько ниже, так как имеет место запаздывание силы резания.
Таким образом, при динамическом характере действия нагрузки за расчетную
следует принимать нагрузку, соответствующую крутящему моменту Mw
определяемому на основании уравнения (167): Мкд = MKCkR. Для
механизмов, у которых момент инерции ведущих масс мал по сравнению с моментом
ведомых масс, членами, содержащими I\ в равенстве (169), можно пренебречь.
В этом случае Мкс ^ Мк1.
2. Устойчивость станков
Общие сведения. Возникающие в процессе резания вибрации станков
отрицательно влияют на их производительность, снижают стойкость
инструмента, ухудшают качество поверхности, сокращают межремонтный период.
Явление вибраций весьма сложно и разнообразно. Поэтому повышение
динамического качества станков и, прежде всего, обеспечение устойчивого
движения инструмента и заготовки является актуальной задачей.
Потеря устойчивости при перемещении узлов станка без резания
проявляется главным образом в скачкообразном движении суппортов, столов,
бабок, стоек по направляющим. Значительно реже встречаются случаи
неравномерного колебательного вращения шпинделей, валов, барабанов и т. п.,
связанные с потерей устойчивости движения в подшипниках скольжения,
муфтах, тормозах и т. д.
Потеря устойчивости станков при резании выражается в «подрывании»
инструментов (апериодическая неустойчивость) или возникновении
автоколебаний (периодическая неустойчивость). Подрывание встречается на токарных,
карусельных, фрезерных и расточных станках при обработке длинных
валов малого диаметра или при неправильной установке инструмента.
Автоколебания при резании ведут к резкому снижению класса чистоты и точности
обрабатываемой поверхности, стойкости инструмента, долговечности станка
и, в конечном счете, к снижению производительности станка.
*
355
Автоколебания — это незатухающие самоподдерживающиеся
колебания, характеризующиеся тем, что силы, поддерживающие колебание системы,
возникают в самом процессе колебаний. Колебания поддерживаются вслед^
ствие дискретности изменения сил резания и сил трения между
обрабатываемой деталью и инструментом. Периодическая возмущающая сила существует
независимо от того, вызывает она вибрации станка или нет. При
автоколебательном процессе в случае прекращения колебаний системы перестают
существовать и переменные силы, поддерживающие эти колебания.
В металлорежущих станках автоколебания, вызванные процессом
резания, проявляются при работе с высокими режимами резания на токарных,
расточных, шлифовальных и других станках. На низких режимах они носят
релаксационный (негармонический) характер, вследствие чего на
обработанной поверхности возникают волны с переменным шагом. Автоколебания при
установочных перемещениях узлов затрудняют получение
точного-положения, отражаются на точности обработки и, в итоге, на производительности
станка. Отрицательно сказываются автоколебания при перемещении узлов
на долговечности станка.
Существует ряд теорий, объясняющих это явление. А. И. Каширин
полагал, что автоколебания связаны с силами трения между резцом и
стружкой, которые уменьшаются при увеличении скорости резания. А. П.
Соколовский считал, что автоколебания происходят в результате изменения сил
резания, возрастающих при отходе резца от детали и снижающихся при врезании
резца в менее прочные ненаклепанные слои металла. В. А. Кудинов [24]
развивает теорию, согласно которой траектория движения резца относительно
заготовки имеет форму эллипса. Движение по такой траектории изменяет
толщину среза, а следовательно, и силу резания. Такое же предположение
высказал и чехословацкий ученый И. Тлустый.
Физический смысл явления потери устойчивости системы при описании
процесса резания иллюстрируется рис. 295. В приведенном примере системы
с двумя степенями свободы складываются два поступательных колебания по
осям !• и v (рис, 295, а). Между этими колебаниями существует тот или иной
сдвиг во времени — фазовый сдвиг. Поэтому образующаяся в результате
сложения колебаний траектория относительного движения инструмента и
заготовки имеет форму замкнутой кривой, теоретически эллипса. В результате
движения по такой траектории изменяется толщина срезаемого слоя, а
следовательно, и сила резания. При движении в сторону действия силы резания
толщина срезаемого слоя больше, чем при движении инструмента навстречу
силы резания.
В положениях У, 2 и 3 (рис. 295, б) направление колебаний совпадает
с силой Рг, а в положении 4, 5 и 6 — не совпадает. Таким образом, при
движении инструмента навстречу силе резания толщина срезаемого слоя
больше, чем при движении инструмента навстречу силе резания. Если фазовый
сдвиг между колебаниями таков, что направление движения вершины
инструмента будет обратным показанному на рис. 295, то система будет устойчивой.
Сила Ру, в таком виде будет упругой.
Описанная роль изменения толщины среза в возбуждении
автоколебаний дополняется эффектом влияния отставания силы резания от изменения
толщины среза. Вследствие того, что между изменениями толщины среза
и силы резания существует сдвиг во времени, который является следствием
инерционности процессов резания, происходит отставание силы резания.
Последняя изменяется в прямой зависимости не от толщины среза, а от
толщины стружки [3, 24 ]. При изменении толщины среза толщина стружки
изменяется не сразу, а с некоторым отставанием ф во времени, вследствие того, что
усадка изменяется по мере прохождения формируемой стружки по передней
поверхности инструмента.
Частота автоколебаний близка частоте собственных колебаний узлов
и деталей. Поэтому в станках наблюдаются высокочастотные колебания, соот-
356
ветствующие частоте собственных колебаний резца (/ — 2000 -f-6000 Гц),
колебания средней частоты, соответствующие частоте собственных колебаний
шпинделей (/ = 200 —300 Гц) и низкочастотные колебания суппортной группы
или обрабатываемой детали (/ = 80 -5-150 Гц).
Оценка устойчивости станков. Потеря системой устойчивости
выражается в появлении вибраций или подрывания инструмента, в неравномерном
скачкообразном перемещении узлов или их заклинивании. Поэтому очень
важно обеспечить условия, необходимые для получения деталейх
минимальными погрешностями размеров и формы, т. е. отклонений от заданных
устойчивых положений инструмента и деталей.
Динамическая система станка образуется совокупностью упругой
системы и рабочих процессов в их взаимодействии, Упругая система включает
в себя станок, приспособление, инструмент и деталь (СПИД), рабочие про-
Рис. 295, Траектория относительного движения инструмента и
заготовки при автоколебании
цессы — резание, трение и процессы в электродвигателях. Упругая система
и рабочие процессы являются основными элементами динамической системы
станка. В таком виде она напоминает систему автоматического управления,
отличаясь от нее тем, что связи не создаются искусственно, а являются
следствием особенностей упругой системы и рабочих процессов.
Динамическое качество станка определяется устойчивостью этой системы
и характеристикой ее реакции на внешние воздействия. Запас устойчивости
определяет возможности изменения того или иного параметра системы без
потери ею устойчивости. При заданных режимах резания малая
устойчивость системы может ограничить осуществление этих режимов. Поэтому
устойчивость динамической системы станка следует считать необходимым условием
работоспособности станка. Динамическая система станка, как отмечает
В. А. Кудинов 124], состоит из нескольких самостоятельных, не связанных
между собой систем, образованных элементами, называемыми контурами
связи.
Наиболее типичными из них являются упругие системы: процесс резания
Я, процесс трения F, электродвигатель М (рис. 296). Остальные силы,
независящие от деформации упругой системы, являются внешними. Их действие
показано стрелкой / (/). Это периодические силы, возникающие из-за
погрешности зубчатых зацеплений, неоднородности ремней, наличия сшивок,
несоосности муфт и неоднородности тел качения. Это периодические силы инерции
неуравновешенных вращающихся деталей или узлов, имеющих возвратно-
357
поступательное движение, пульсирующие нагрузки от насосов гидросистем,
толчки и колебания, передаваемые извне, через фундамент и т. п.
Изменение условий протекания рабочих процессов может возникать и от
внешних причин. К ним относятся изменение припуска, переменность сечения
срезаемого слоя при фрезеровании и протягивании, при обработке
эксцентричных заготовок и прерывистых поверхностей, особенно отливок и поковок
на тяжелых станках. Это изменение скорости резания или направления подачи
на копировальных и программных станках, при токарной обработке
некруглых деталей и т. д. Эти воздействия показаны стрелками у (f). Они
определяются главным образом особенностями технологического процесса, и
устранить их практически не всегда возможно. Внешние воздействия как первой,
так и второй группы приводят к возникновению сложных вынужденных
колебаний, а также появлению переходных процессов колебательного характера.
Обратное воздействие упругой системы на рабочие процессы
принципиально меняет характер динамических явлений в станках. На рис. 296, б
\f(t)
\fft)
—^
г*
'Г
L
F
w.
Упругая
система |
Процесс
резания
Процесс
трения
Процессы 6
электродвигателе \
у*
Упругая
-J система
D*
Процесс
резания U-
щ
Процесс
трения
М
Процессы 6
электродвигателе
УзЮ
*)
б)
Рис. 296. Схемы динамической системы:
а — незамкнутой; б — замкнутой
приведена схема динамической системы станка, на которой обратное
воздействие показано стрелками. Каждому воздействию соответствует своя стрелка
и обозначение у с индексом рабочего процесса. Воздействие рабочих
процессов на упругую систему и обратные воздействия упругой системы на процессы
называют связями; цепь воздействия, включающую элементы и связь между
ними, — контуром связи. В соответствии с изложенным контур связи может
быть замкнутым (рис. 296, б) и разомкнутым (рис. 296, а).
Введение общего представления о замкнутости системы является
основным в динамике станков. Известны следующие основные отличия замкнутой
системы от незамкнутой. Незамкнутая система, состоящая из устойчивых
элементов, устойчива, состоящая из неустойчивых — неустойчива. Замкнутая же
система, состоящая из устойчивых элементов, может оказаться неустойчивой
и, наоборот, при наличии неустойчивых элементов — оказаться устойчивой.
Замкнутая система совершенно иначе реагирует на внешние воздействия, чем
незамкнутая. Система считается устойчивой, если, будучи выведенной из
установившегося состояния внешними силами, а затем предоставленная самой
себе, она возвращается к прежнему или новому устойчивому равновесию.
Устойчивость динамической системы станка оценивается по величине так
называемой области устойчивости в пространстве параметров системы.
Расчетному анализу подвергаются дифференциальные уравнения динамической
системы станка (167). Если решения уравнения будут возрастающими во
времени, то система неустойчива. Однако практически, в большинстве случаев,
уравнения (167) не решают, а для оценки устойчивости пользуются
амплитудно-фазовым критерием Найквиста—Михайлова. Он позволяет судить об
358
устойчивости замкнутой системы станка по характеристике разомкнутой
системы.
Допустим, что при определенной угловой скорости вала (шпинделя)
записывают силу резания Р и относительную деформацию у (рис. 295). Так как
между изменениями толщины срезами силы резания существует сдвиг во
времени, то запись будет иметь вид, изображенный на рис. 297, а. Здесь 2ЛБХ —
входная координата изображает силу Р, 2А&к —деформацию у, а б — сме-
-»■
кЛ,
8
|< ■
к
А
■*—*ч
«5
3
«с
СЧ
«)
7\ /\ ]
t,cex
л А6*3 2
coj/сек
45 ь>>1/сек
Рис. 297. Построение амплитудно-фазовой частотной характеристики
щение фазы колебаний. Если валу сообщить ряд угловых скоростей, то будут
изменяться отношения ЛвЫХ : А& и величина смещения синусоид б. Сообщая
валу различные угловые скорости соь со2, со3 . . ., получим соответствующие
значения А± = ЛВЫХ1 : А^и А% = ЛвЫх2 * ЛВХ2, Лз == ^выхз • ^вхз • • •»
Si, б2, б3. . . Для получения фазы ср* по данным, взятым с пленки, находят
отношение смещения 6^ к длине волны Xh
умноженное на 2я:
Ф/
^2я рад.
На основании этих данных строятся
амплитудная частотная характеристика / (рис. 297, б) и
фазово-частотная характеристика 2. Затем по этим
двум графикам в полярных координатах строят
амплитудно-фазовую частотную характеристику
упругой системы, которая является комплексной
величиной (рис. 297, в). Углам ср = 0, <plf <p2,
Фз... соответствуют радиусы-векторы Л 0, Аи А 2,
Л3. . . Чем больше отрезок kA, отсекаемый
характеристикой на отрицательной ветви вещественной
оси, тем меньше предельная ширина среза и ниже
виброустойчивость системы.
Замкнутая система является устойчивой, если амплитудно-фазовая
характеристика разомкнутой системы не охватывает точку с координатой —/
на оси координат и (рис. 298). Поэтому отрезок &д, отсекаемый амплитудно-
фазовой характеристикой на отрицательной ветви вещественной оси
координат, является выражением запаса устойчивости данной динамической системы.
Чем меньше этот отрезок, тем более виброустойчив станок. При расчетах
запас устойчивости оценивается величиной (1 — &д) 100%. Отрезок &р,
отсекаемый на положительной ветви и, характеризует технологическую жест-
Рис. 298.
Амплитудно-фазовая частотная характеристика
359
кость системы. Чем меньше этот отрезок, тем выше динамическое качество
станка.
Динамическая характеристика резания, как отмечает В. А. Кудинов
13, 24 ]9 в настоящее время может быть определена экспериментально; ее
сложность делает расчет возхможным только на электронных вычислительных
машинах.
*хх мкм
3. Вынужденные колебания станков
Вынужденные колебания станков возникают под действием внешних
периодических сил, вызванных: прерывистым процессом резания (при
строгании и фрезеровании), дисбалансом вращающихся деталей (шпинделей с
инструментом), ошибками в зубчатых передачах и т. п. Уровень колебаний
зависит от степени устойчивости системы: чем выше устойчивость, тем ниже
уровень колебаний.
Одной из важных задач устойчивости является оценка влияния
вынужденных колебаний на точность обработки. В зависимости от частотного состава
колебаний и скоростей относительного
движения инструмента и обрабатываемой детали
меняется характер нарушения формы
поверхности. Шаг волны, образованной на
поверхности детали,
I - —
где v — скорость в м/с;
/ — частота колебаний в 1/с.
При малой скорости и высокой частоте
колебания увеличивают шероховатость
поверхности, при большой скорости и низкой
частоте колебания приводят к образованию
волнистости и микронарушениям формы
поверхности. Кроме искажения поверхности
детали, колебания существенно снижают
долговечность станка и прежде всего режущего
инструмента.
Частотный метод анализа динамики привода станков позволяет
относительно просто решать задачи вынужденных колебаний замкнутых систем.
Амплитуда вынужденных колебаний в зависимости от частоты и устойчивости
системы может быть оценена экспериментально по амплитудно-фазовой
характеристике разомкнутой системы. Амплитуда колебаний при резании А6
равна амплитуде колебаний упругой системы при холостом ходе Лхх
(рис. 299, а), деленной на радиус-вектор Л3н (рис 299,6) амплитудно-фазовой
характеристики, т. е.
200 /,гц
Рис. 299. Частотный спектр колеба
ний холостого хода станка 1К62
Ал~
^ХХ
Если Лзн меньше единицы, то колебания при резании интенсивнее, чем
при холостом ходе. Для наиболее распространенных характеристик системы
при малых частотных колебаниях А^ больше единицы и, следовательно,
амплитуда вынужденных колебаний уменьшается. Во втором случае резание
«демпфирует» колебания, в первом—усиливает.
Расчет на вынужденные колебания можно производить и обычным путем,
Амплитуда вынужденных колебаний может быть получена ориентировочно
по уравнению
А =--£-, (170)
360
где Р — сила выводящая систему из состояния равновесия, в н;
С — жесткость системы в н/м.
Интенсивность колебаний зависит не только от величины возмущающей
силы, но и от степени совпадения собственной частоты колебаний с частотой
возмущения, т.- е. от явлений резонанса.
Существует два пути ослабления вынужденных колебаний:
устранение или ослабление внешнего воздействия; путем повышения
устойчивости системы. К первому можно отнести такие мероприятия, как
повышение качества монтажа станка, точности зубчатых колес, применение
средств виброизоляции и др. Второй путь заслуживает серьезного внимания.
Он более сложен и труден, но эффективнее. Одним из основных практических
приемов повышения виброустойчивости системы является увеличение
жесткости.
Ошибки, допущенные при изготовлении деталей и сборке всех элементов,
составляющих упругую систему станка, как правило, вызывают снижение
устойчивости системы. Одной из наиболее распространенных ошибок является
овальность отверстия под шпиндельные подшипники. Жесткость шпинделя
в этом случае различна по разным направлениям, благодаря чему
устойчивость резко падает. Повышение динамического качества станков является
важным условием для обеспечения их работоспособности.
Нормирование уровня колебаний станков на холостом ходу способствует
повышению их качества. Впервые в мировой практике станкостроения у нас
разработаны нормали на уровень колебаний станков: круглошлифовальных
(ГОСТ 11654—65), внутришлифовальных (нормаль Н73-2), токарных
(нормаль Н71-2), координатно-расточных (нормаль Н72-2) и резьбошлифоваль-
ных (нормаль Н75-8).
Глава XX
ПРИВОД МЕХАНИЗМОВ ПОДАЧ
1. Типовые механизмы
Все типовые механизмы, применяемые в приводах главного движения,
широко распространены и в цепях подач. Кроме того, имеется ряд простых
передач, которые получили некоторое распространение, но в силу
недостаточной жесткости применяются реже.
На рис. 300, а показан механизм Нортона, применяемый главным
образом в резьбонарезных цепях токарно-винторезных станков. Передвижное
колесо z находится в зацеплении с колесом г6, смонтированным в рамке, Пово-
Рис. 300. Множительные механизмы:
а — с накидным зубчатым колесом; б — с передвижным зубчатым колесом
рачивая и перемещая ее вдоль оси /, можно вводить в зацепление колесо
с колесами гг—£ъ. Для удержания колес работающей передачи предусмотрен
фиксатор. Количество колес блока чаще всего составляет 4—6 и не более 12.
Достоинством данного механизма является большой диапазон
регулирования, простота конструкции и компактность. Благодаря этому его успешно
применяют в резьбонарезных цепях. Его недостатком является малая
жесткость сцепления колес из-за слабой фиксации рамки.
На рис. 300, б показан механизм, составленный из блоков колес: zx =
= гъ = гъ = г7 = г9 = гм и г2 = г4 = г6 = г8 = г10 = гб. При этом гм :
: z6 = 1 : ф. Вал /— ведущий, вал /// — ведомый. Скользящее колесо z
входит в зацепление с большими колесами и имеет число зубьев, равное гм или
гб. В первом случае передаточные отношения:
2 г2 г4 гв г ср <р ф ^ ф2 '
; = ii_.^.. Jl. Jl .-?Liw — J \ ! l.. l ф = l
3 z2 z4 z6 z8 г о 2 ф ф ф ср ф ^ ф4 *
Количество блоков, устанавливаемое на валах / и //, зависит от числа
ступеней частоты вращения вала /77. Знаменатель ф чаще равен двум.
362
Механизм, изображенный на рис. 301, а, имеет группу колес,
находящихся в постоянном зацеплении. На вал / колеса_установлены жестко, на
вал //— свободно. Вытяжная шпонка / (рис. 301, б), выступая из продоль-
Рис. 301. Множительный механизм с вытяжной шпонкой
ного окна а, заходит в один из шпоночных пазов. При перемещении шпонки
вправо, наклонная плоскость б встречает упорное кольцо 2, вследствие чего
шпонка опускается, освобождая колесо. Недостаток механизма — малая
жесткость шпоночного соединения.
2. Кинематика привода подач
В отличие от приводов главного движения приводы подач являются
тихоходными, с большой степенью редукции. В результате кинематическая
структура содержит не только множительные механизмы (множительная часть
структуры), но и постоянные передачи.
Подачи делятся на круговые и прямолинейные. Последние получили
наибольшее распространение в станках. Они осуществляются путем
добавления в конце кинематической цепи пары, преобразующей вращательное
движение в поступательное. Наибольшее распространение получили такие
передачи, как винт—гайка, колесо—рейка и кулачковые механизмы. Цепи
деления, обката и дифференциала зубообрабатывающих станков являются также
цепями подачи. Их конечные звенья совершают в большинстве случаев
вращательное движение. У большинства станков подачи непрерывные, в станках
строгального и долбежного типа — периодические. Широко применяется
и гидравлический привод.
Привод механизмов подачи бывает общий и раздельный. В общем приводе
он кинематически связан с приводом главного движения (рис. 302), в
раздельном — он существует самостоятельно (рис. 302, а). Электродвигатели в цепях
подач применяют те же, что и в главном движении.
Характерным для механизмов подач ряда станков является точность
кинематических цепей. Резьбонарезные, обкаточные, делительные и подобные
им цепи станков обладают очень высокой кинематической точностью, а ряд
механизмов подачи имеет коррекционные устройства для исправления ошибок,
возникающих из-за неточности ходовых винтов.
Привод подач в современном станкостроении регулируется с помощью
сменных колес, коробок подач, сочетания того и другого. Кинематические
схемы в цепях подач в ряде случаев сложнее и разнообразнее, чем в приводах
главного движения.
Рассмотрим некоторые типичные структурные схемы (рис. 302).
Условимся ромбом с буквами /к. п и iT изображать только передачи, относящиеся
к множительным механизмам или гитарам, а также постоянные передачи (/„)
изображать квадратом. Некоторые характерные передачи все же изображены
на схемах; их передаточное отношение будем условно считать входящим в /п.
На рис. 302 показаны некоторые структурные схемы—раздельная
(рис. 302, а) и общие с главным движением: с винтом—гайкой (рис. 302, в),
363
с колесом—рейкой (рис. 302, б, в), с цилиндрическим кулачком (рис. 302, г),
с механизмом деления (рис. 302, д). На рис. 302, а, г, д показано по одной
структурной схеме, характеризующей только одно движение.
Методика кинематического расчета механизмов подач принципиально не
отличается от расчета механизмов главного движения. Так как цепи передач
подчас являются длинными, можно выделить множительную часть и
рассчитать ее отдельно. Постоянные же передачи рассчитывают с учетом
полученных результатов [9].
На рис. 303, а представлена кинематическая схема привода подач
фрезерного станка. Продольная и поперечная подачи столов и вертикальное переме-
Рис. 302. Структурные схемы механизмов подачи
щение консоли осуществляются при помощи винтовых пар* Кинематические
цепи, приводящие в движение их ведущие звенья, состоят из группы зубчатых
колес и коробки подач со сложенной структурой: zs = Зх-33 (1 +1*1)== 18.
Наибольшее передаточное отношение коробки подач
&кп —
3>
*15
*16
вид:
На основании выражения (7) уравнения кинематического баланса имеют
для цепи продольной подачи
гЪ : г20
z4 г22
ггз г2Ъ *гъ
?3^
г24 г2в г31 г34 ?зв
*х*х = 5пр мм/с;
для поперечной подачи
Z2
-1к
ZVb л z25 г2б ^31 „ i -
г4 г22 224 г2в 231
для вертикального перемещения консоли
мм/с;
пг
К
Н*
z27
Z28
^28
*30
кхн<хи ^^ мм/с.
364
Из этих уравнений можно определить передаточные отношения передач.
Ускоренное перемещение столов осуществляется по короткой
кинематической цепи, в обход коробки подач. Для этого включается фрикционная
муфта 21, вследствие чего вал VI вращается через колеса z1—z2 и г37—z38.
Пример. Определить передаточные отношения зубчатых передач привода продольной
подачи фрезерного станка, кинематическая схема которого представлена на рис. 303, а. Мини-
^^•"^•■^w^U^JftL^ L^"4-*»"^^>l^~w*V^^^>
Муфта 39
Рис. 303. Кинематическая схема и график подач фрезерного станка
мальная продольная подача стола sfflin = 25 мм/мин = 0,417 мм/с, максимальная smax
= 1250 мм/мин = 20,83 мм/с; ф = 1,26; пс = 24 об/с= 1440 об/мин; кх= U ^х=6м
1. Строим график подач для множительной части сложенной структуры г$ = Зг33 (1
+ 1. 1)= 18 (рис. 303, б).
2. Из графика определяем передаточные отношения передач:
—£- —
26
1
чг __ .
ill. —
1±
ч
1
2
= -
*1«
-;
7 t
11 ;
....
*20
210
*1б
__ 1
4 *
4
5 »
= 2;
3. Согласно уравнению (7), по кинематической схеме и графику подач составим
уравнение кинематического баланса цепи для smax
z2 z4 z10 2ie Z22 z24 Z3l 234 Z36
Из него находим общее передаточное отношение постоянных передач:
С2Ъ
'23
24 222 224
Smax
*S5
*81
233
га
^35 _
'34 236
20,83
210 21в О
11
365
Передаточные отношения конических пар чаще всего принимают равными единице,
поэтому
или
гзз
*34
—— = 1. Примем также —&- = 1, тогда
гзв z22
Z\ ^ 23 г23 г25 * О , *
Z2 ^4*224 2Г31 11 U 2
Zl о . г3 ^ • 223 ^ .
22 ~~ 11 ' 24 "~ 2 ' Z24 ~" 2 '
1 1
' 2 ' 2
^зв 2
4. Проверим правильность расчета для smln. Напишем уравнение кинематического ба*
ланса и подставим в него значения всех передаточных отношений:
пс-
Ze
*17
*19
Z20
X кх*х = «mm == 24 jp •
г20
Z22
J_
2
г23
224
2
, Z2b
^31
J_
2
гзз _
*84 2
J-.i.-L
4 2
*35
X 1-Ы-6^0,41 мм/с.
Это значение мало отличается от заданного (1,6%). Кинематический расчет поперечной
и продольной подач производится аналогично предыдущему с учетом полученных передаточных
отношений передач.
3. Кинематика привода резьбонарезных цепей
Принципиальная схема резьбонарезной цепи представлена на рис. 304.
Начальным звеном цепи является шпиндель /. С помощью колес гг—z2,
а—6, с—d вращение передается ходовому винту 3 с шагом /в. Винт сообщает
прямолинейное перемещение гайке 4 вместе с суппортом 5, несущим инстру-
Таблица 24
Значения Кия
Рис. 304. Кинематическая схема
резьбонарезной цепи со сменными колесами
Значение
1" =
= 25,4 мм
127
5
40-40
7-9
18-24
' 17
11-30
13
Погрешность
на 1м резьбы
в мм
0
—0,0125
+0,046
—0,061
Значение
=3,14159256
5-71
113
13-29
4-30
19-21
127
22
7
Погрешность
на 1 м
резьбы
в мм
0
+0,002
+0,004
+0,040
мент 6. Для получения резьбы заданного шага tH механизм должен за один
оборот заготовки переместить суппорт на величину хода резьбы s = кн4,
где Къ — число заходов нарезаемой резьбы. Согласно уравнению (9) можем
написать
lo6.-g-.-f--f kJb = kJe. (171)
Решая уравнение (171) относительно -т—j- и обозначая все постоянные
величины через С, получим формулу настройки сменных колес на гитаре:
а с =с_>Цн_в (172)
366
Величину С называют постоянной кинематической цепи; обычно С »
= 1 или 0,5.
Величины шага ходового винта и шага нарезаемой резьбы в уравнении
(172) должны быть выражены в одних и тех же единицах измерения,
например в мм. Если ходовой винт и нарезаемая резьба — метрические, то
величину шага подставляют непосредственно в формулу настройки (172). Для
у
модульной резьбы tH = тря, где тр — модуль; для дюймовой tH = ,
/In
пЛ"
где пр — число ниток на 1"; для питчевой tH = —■—, где р — питч.
Так как 1" = 25,4 мм и я не могут быть целым числом миллиметров, то
пользуются их значениями, в зависимости от допускаемой погрешности
шага резьбы (табл. 24).
-=-о>
ZJ 2^
Ы
Множительные
передачи
t6
Ш»
Рис. 305. Кинематическая схема резьбонарезной цепи без сменных колес
На рис. 305 показана схема механизма подачи для нарезания резьбы
без подбора сменных колес. В кинематическую схему, кроме гитары с
колесами а—Ь, с—d, включают звенья настройки, обеспечивающие ряд
передаточных отношений (на рис. 305 — механизм Нортона) и множительные
механизмы, обычно удваивающие передачи. Пусть fn, ir, iH и iu —
передаточные отношения постоянных передач, колес гитары, механизма Нортона и
множительного механизма, тогда на основании уравнения (9)
1 00. ^пМн^м^в^в == ^н^н«
При постоянной настройке удваивающего множительного механизма
передаточное отношение механизма Нортона при нарезании метрической
резьбы
КНГН Кн^Н
I» = ■
1П1Г*МКВ*В
См
Аналогично этому при нарезании дюймовой резьбы
/ Сдкн
На этой основе можно сделать следующий вывод: передаточное
отношение звеньев настройки пропорционально шагу нарезаемой резьбы (или
числу ниток на 1" — пр). При нарезании метрических резьб с различным
шагом в выражении fH меняется только числитель, знаменатель остается
неизменным; при нарезании дюймовых резьб — наоборот. Этому условию
наилучшим образом удовлетворяет механизм Нортона, у которого при
нарезании метрических резьб ведущим звеном является блок зубчатых колес,
при нарезании дюймовых резьб — передвижное колесо. Эти положения
367
справедливы и для случаев нарезания модульных и питчевых резьб. На
рис. 305 показано положение колес, при котором блок гг—ze является
ведущим звеном. Если переместить колесо zn вправо и сцепить его с колесом
внутреннего зацепления z8, то вал // и колесо z7 становятся ведущими
звеньями, а блок z1—z6 ведомым.
Так как числа зубьев блока z±—z6 пропорциональны шагам нарезаемых
резьб, то
гх = CkJh. (173)
Значение С принимаем таким, чтобы минимальное число зубьев блока
не было менее 28. Передаточное отношение остальных передач определяют
на основании уравнения кинематического баланса.
Пример. Произвести кинематический расчет резьбонарезной цепи (рис. 305) для нарезания
однозаходных резьб (кц — 1): метрической с шагом tH = ^ 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5;
4; 4,5; 5; 5,5; б мм; модульной с модулем тр = 1; 1,25; 1,5; 1,75; 2; 2,25; 2,5; 2,75; 3;
3,5; 4; 4,5; 5; 5,5; 6; 7 мм; дюймовой с числом ниток на 1* лр = 4; 5; 6; 7; 8; 9; 10; 11; 12;
14; 16; 18; 20; 24; 28.
Расположим заданные размеры резьбы в табл. 25 таким образом, чтобы, во-первых,
по горизонтальным строчкам шаги удваивались и, во-вторых, совпадали цифровые значения
для метрических, модульных и дюймовых резьб. Например, ^ = 4, тр = 4, пр = 4; ^н = 5,
/яр = 5, яр = 5 и т. д.
Таблица 25
Передаточное отношение множительного механизма
« я» 2
£« « 8
i = s£
:*5 X XX
1
2
3
4
5
6
Метрическая
резьба
1:2
1
—
1,25
—
1,5
1,75
1:1
2
—
2,5
—
3
3,5
2:1
4
4,5
5
5,5
6
(7)
Модульная
1:2
1
—
1,25
—
1,5
1,75
1:1
2
2,25
2,5
2,75
3
3,5
резьба
2:1
4
4,5
5
5,5
6
7
Дюймовая резьба
1:2
16
18
20
—
24
28
1:1
8
9
10
11
12
14
2:1
4
— 1
5
—
6
7
Значение шагов резьбы по вертикали можно получить путем переключения механизма
Нортона, по горизонтали — множительного механизма с передаточным отношением 1 : 2,
1 : 1 и 2 : 1. Механизм Нортона можно рассчитать по любому столбцу. Примем, для примера,
третий столбец для метрических резьб, для которого t'M = 2 : 1.
*1. Задаемся С = 8, тогда на основании равенства (173), получим г\ = 8- 1-4 = 32; гг =»
= 8-1-4,5=36; г3= 8-1-5= 40; г4 = 8-1-5,5 = 44; г5 = 8-1-6= 48; гв = 8-1-7= 56.
Принимаем число зубьев передвижного колеса z7— z{— 32.
2. Передаточное отношение постоянных колес обычно равно 1, тогда при нарезании
метрических и модульных резьб
*п =
дюймовых резьб
г12 Z14
Z9
г10
*15
*1б
1.
3. Передаточное отношение на гитаре можно определить на основе табл. 25 для любой
резьбы. Пусть tH = 1» тогда
Задаемся числом заходов и шагом винта: kB = 1, /8 = 6 мм. На основании уравнения (9)
1
1 об.*1*пёг*'н*мКв*в = *н = 1 об.-Ыг-1—§--1-6 = 1,
отсюда
а с
Т'1Г
J20
60
368
При нарезании модульной резьбы при тр = 1
1 об..у^н*Л*в = лтр= 1 об -1./;.Ь-1-.1.б«я.1;
*r "" *i " rfi "~ 3 "" 24 * Ж'
Для нарезания дюймовой резьбы пусть яр = 4, тогда из табл. 25 гя = 1 и /м = 2.
Из уравнения кинематического баланса
1 °6--VrV««B'B = ^-=i o6..i.«;.i.2.i.6 = -?|i,
отсюда
*r ~~ 62 * d2 "" 60 " 80 "
Обычно в токарно-винторезных станках при переходе от метрических и дюймовых резьб
к модульным и питчевым заменяют гитару с таким расчетом, чтобы отношение i'T : iT — я.
В ряде случаев его принимают равным 0,25л и 0,5л.
Можно произвести расчет таким образом, чтобы на гитаре, например, при нарезаний
метрических и дюймовых резьб стояли одни и те же колеса. Пусть по предыдущему ir= ^,
тогда в резьбонарезной цепи дюймовых резьб iп Ф 1. Найдем его значение из уравнения
кинематического баланса. Пусть пр = 8 ниток на 1", тогда iH = 1 и /м = 1:
1 * •' 20 1 1 1 1 а 25'4
-г г9 « г1Ъ 127
Так как мы приняли —— = 1, то
**> ' *ie 80
В ряде случаев, особенно в токарно-винторезных станках, для
увеличения шага нарезаемых резьб используют часть кинематической цепи
главного движения, называемой звеном увеличения шага. Смысл этого
мероприятия заключается в том, что для увеличения передаточного отношения
механизма подачи используют передачи привода коробки скоростей. Отбор
мощности на механизм подачи производится от одного из валов,
предшествующего шпинделю. Благодаря этому передаточные отношения всей цепи
увеличиваются, например, для токарно-винторезного станка 1Д62 в 2, 8 и 32
ра£а.
4. Механизмы, суммирующие движения
Для суммирования движения на одном звене в кинеметические цепи
некоторых станков вводят специальные механизмы: винтовые и червячные
передачи, дифференциалы с цилиндрическими и коническими зубчатыми
колесами.
На рис. 306, а и б показаны схемы дифференциальных механизмов,
составленных из цилиндрических колес. На валах / и /// (рис. 306, а) жестко
установлены зубчатые колеса гх и z4. Полый вал // имеет водило, в которое
вмонтирован сателлитный вал 1 с колесами z2 и z3. Движение любых двух
валов может суммироваться на третьем валу. Наиболее часто в практике
станкостроения суммируют вращение валов / и //. Передаточное отношение
механизма может быть найдено любым способом, изложенным в курсе «Теория
механизмов и машин».
Приведем еще один способ суммирования, носящий название правила
Свампа. Допустим, что необходимо просуммировать движение валов / и //
на валу ///. Задача решается в два этапа. Сначала рассматривается случай,
когда ведет только вал /, а вал // является неподвижным, а затем наоборот —
369
рассматривается ведущим вал //, а неподвижным вал /♦ В первом случае
передача работает как обыкновенная и передаточное отношение ее
*1-ш == — ■ —
Ч
Второй случай более сложный. Для его решения воспользуемся табл. 26.
Вообразив механизм жестким, повернем валы /, // и /// по часовой стрелке
на +1 оборот. Зафиксируем это обстоятельство в табл. 26. Но вал / по
условию должен быть неподвижным. Оставляя на месте вал //, поворачиваем
вал /на — 1 оборот (в обратном направлении). Тогда вал /// сделает
—-{_нх хИЧ-
U п
*)
/77
НЧ4—#
///
ч
ч
Рис. 306. Схемы дифференциальных механизмов
оборота. Просуммировав вращения, записываем результат в третью
строчку табл. 26. Передаточное отношение механизма от вала // к валу ///
и-ш
= 1 —-?А- Zs
ч * ч '
Если частота вращения валов /, II и /// — пи пи и пци то
лш = "Л-ш + /iiAi-m = пг ^ - ^- + пи (1 — -g-. -^-) .
Механизм, показанный на рис. 306, б, отличается от предыдущего
формой водила 1. Вместо блока сателлитных колес z2 и z8 здесь установлено
одно удлиненное колесо г3 и промежуточное z2. Передаточное отношение
механизма от звеньев I я II к звену III согласно предыдущему правилу
*i-iii —
_Ч_
Ч
*и-ш "- * ""Ь"5~"*
Большое распространение в станках получил конический
дифференциал (рис. 306, в). На валу / жестко установлено коническое зубчатое колесо
zv Вал // — полый и связан с коническим колесом z3. Вал /// имеет
поперечную ось с двумя колесами z2. Числа зубьев всех колес одинаковы.
Передаточное отношение механизма находим по предыдущему. Пусть вал /
будет ведущим, вал // — неподвижным, а вал III — ведомым. Повернем весь
механизм на 1 оборот по часовой стрелке и запишем данные в табл. 27.
Вал // должен быть неподвижным, поэтому вернем его на место. Вал /
от этого повернется на +1 оборот. Передаточное отношение от вала / к
370
валу /// iuul =1:2 или от вала / к валу /// 11и^ = 2. Аналогично этому
определяется передаточное отношение при неподвижном вале / и ведущем
вале //.
Таблица 26
Таблица для расчета
передаточных отношений
1 *
со
непод
| •*■«
ч*
я 2S
т£
+ 1
—1
0
«S
Я
tf
веду
"""ч
ч
со
аз
+ 1
0
+ 1
та
2
2
/ ведо
*«ч |
ч
со
СЭ
+ 1
г2 * г4
1 __£|_._£з_
г2 г4
Таблица 27
Таблица для расчета
передаточных отношений
Вал /
ведущий
+ 1
+ 1
+2
Вал //
неподвижный
+ 1
—1
0
Вал ///
ведомый
+i
0
+1
В коническом дифференциале, изображенном на рис. 306, г, поперечная
ось с сателлитными колесами г2 смонтирована в водиле /, связанном с
валом //. Передаточное отношение от звеньев / и /7 к звену /77 /1-ш = — 1
и *ii-iii ^ 2.
5. Устройства для реверсирования
Устройства для реверсирования предназначены для изменения
направления движения исполнительных механизмов станка.
Реверсирование движений в металлорежущих станках может быть
осуществлено с помощью реверсирования электродвигателя, гидродвигателя
и механических устройств. Чаще реверсирование осуществляется с помощью
НИ
а)
I е-
т
D
_^_
Инн
V
\j
h *i
Ч^Ъ
rV-i-^l
l>
N
б)
г)
Рис. 307. Схемы реверсирующих механизмов
цилиндрических и конических зубчатых передач. На рис. 307, а, б показаны
механизмы реверса с цилиндрическими колесами. При подаче движения
через два зубчатых колеса валы I и II вращаются в разных направлениях,
а при передаче через три зубчатых колеса — в одном направлении.
Работа реверсивных устройств с коническими колесами основана на
том, что два колеса гг и z3, находясь в зацеплении с колесом г2 (рис. 307, в, г),
вращаются в противоположных направлениях. В этом случае
реверсирование производят переключением муфты (рис. 307, в) или перемещением
блока колес гх—г3 (рис. 307, г).
В станках, которые требуют частого реверсирования, в конструкциях,
изображенных на рис. 307, айв, устанавливают фрикционные муфты, в ме-
371
ханизмах токарных, карусельных и фрезерных станков чаще всего —
кулачковые муфты [3].
В некоторых моделях зубообрабатывающих станков находят
применение зубчатые колеса для получения возвратно-вращательного движения
(рис. 308). Ведущим звеном в таких механизмах является колесо /, а
ведомым — два концентричных зубчатых сектора внутреннего зацепления 3 и
наружного зацепления 4, соединенных по концам колесами 5. Поскольку
центр вращения колеса 2 неподвижен, центр вращения колеса / при
зацеплении с различными колесами меняет свое положение. Поочередное
зацепление производится при помощи копировального механизма, устанавливающего
соответствующее межосевое расстояние. Во время работы частота вращения
колеса 2 и направление меняются в зависимости от того, с каким колесом
связано ведущее звено [3].
6. Механизмы обгона
В ряде случаев вращение одному валу от двух самостоятельных
приводов может быть передано одновременно через механизм обгона. На рис. 309, а
показано устройство, состоящее из храпового колеса /, жестко насаженного
на вал 4, защелки 5, связанной с диском 2. Диск свободно вращается на
Рис. 308. Схема реверсивного Рис. 309. Механизмы обгона
зубчатого механизма
валу 4 и может приводиться в движение от зубчатого колеса 5. Если сообщить
вращение диску 2 по стрелке, защелка 3 поведет храповое колесо с валом 4.
Если последнему сообщить большую частоту вращения в том же
направлении (от другого источника движения), то оно начнет обгонять диск 2. Защелка
3 препятствовать этому обгону не будет. После выключения быстрого
вращения вала 4 защелка зацепит храповое колесо и поведет его снова. Таким
образом механизм обгона позволит, не выключая привода медленного
вращения, включать быстрое вращение вала 4.
На рис. 309, б представлен роликовый механизм обгона, получивший
наибольшее распространение. На валу / свободно насажена втулка 2, а на
шпонке — диск 5, имеющий три выреза. Внутри последних находятся
ролики 5, поджимаемые пружинами 4. Медленное вращение по часовой стрелке
получает втулка 2. Ролики 5, увлекаемые силами трения и поджимаемые
пружинами 4, попадают в клиновое пространство и заклиниваются между
внутренней поверхностью втулки 2 и вырезами диска 3. В результате этого
диск начинает медленно вращаться вместе с валом /. Если последнему
сообщить от другого источника большую угловую скорость в том же
направлении (по часовой стрелке), то вместе с ним получит вращение и диск 5.
Ролики вместе с диском начнут обгонять втулку 2 и расклинятся. При
выключении быстрого вращения ролики заклиниваются и вал снова получит
малую скорость вращения.
372
Механизм может работать и по другому варианту. Если ведущим
звеном будет диск 3 и вращение его происходит против часовой стрелки, то
втулка 2 окажется ведомой. При реверсировании механизм расклинивается,
7. Механизмы для осуществления
периодических движений
Для осуществления периодических вращений валов в станкостроении
используют в основном храповые и мальтийские механизмы. Первые
применяют в тех случаях, когда необходимо осуществлять прерывистые
движения рабочих органов в течение коротких промежутков времени.
На рис. 310, а показана схема храпового механизма с наружным
зацеплением. Собачка /, получая качательное движение, захватывает зубья
храпового колеса 2 и поворачивает его вокруг оси вала / в одном направлении.
Возвращаясь в исходное положение, собачка проскальзывает по зубьям и
последнее остается в покое. Схема храпового механизма с внутренним за-
Рис. 310. Механизмы для осуществления пре- Рис. 311. Схема мальтийского
рывистых движений механизма
цеплением показана на рис. 310, б. Собачка / установлена на диске 3, вал
которого совершает качательное движение. При этом собачка 1 захватывает
зубья храпового колеса 2 и периодически вращает его так же в одну
сторону.
Качательные движения в храповых механизмах чаще всего
осуществляются с помощью кривошипно-шатунной передачи (рис. 310, в). На ведущий
вал /, непрерывно вращающийся с определенной скоростью от привода
станка, насажен диск 1 с кривошипным пальцем 2. При вращении диска
шатун качает рычаг 3, с установленной на нем собачкой 4 вокруг оси вала //.
Величину угла качания рычага 3 можно регулировать, перемещая палец 2
по радиальному пазу на заданное расстояние R. Угол поворота храпового
колеса 5 можно регулировать с помощью щитка 6, перекрывающего на пути
качания собачки несколько зубьев храпового колеса. Фиксирование щитка
в нужном положении, при котором будет перекрыто необходимое число
зубьев, осуществляется с помощью штифта 7.
Для периодического поворота валов на заданный угол применяют
мальтийский механизм (рис. 311). Он состоит из кривошипа / с цевкой 2 на конце
и диска 3, имеющего радиальные пазы. Кривошип вращается непрерывно.
В определенный момент цевка входит в паз и, повернувшись на угол 2|5
вместе с диском 3, выходит из него. Диск 3 останавливается до попадания
цевки 2 в следующий паз. Условия безударной работы требуют, чтобы ско-
373
рость -цевки при заходе ее в паз совпадала с направлением последнего. Это
возможно, если угол у = -тр Угол поворота диска
2а = —,
где г — число пазов.
Угол рабочего поворота кривошипа 2|3 = я •
равенство значение 2а, получим
2р = я—^=я(г~2).
2а. Подставляя в это
Если п — частота вращения кривошипа (в об/с); Т — время (в с)
поворота диска на угол 2а, а кривошипа — на угол 2р, то вал кривошипа по-
26 1
ворачивается на угол 2я за \1п с, на угол 2(3 — за Т = -^—— с. Отсюда
частота вращения кривошипа п = -^г об/с.
Подставляя значение Р, определяем количество пазов в диске п = 2 т .
В большинстве случаев z = 4-т-6.
В практике нередки случаи, когда вместо кривошипа / устанавливают
диск с двумя и более цевками 2. В результате этого, за один оборот ведущего
звена, диск 3 сделает столько периодических поворотов, сколько цевок
будет участвовать в работе.
8. Силовой расчет механизмов подач
Тяговая сила, необходимая для преодолевания сил полезного
сопротивления,
Р = КПРХ + F,
где Рх — составляющая силы резания, действующая в направлении подачи;
Кп — коэффициент, учитывающий влияние опрокидывающего момента,
возникающего вследствие несимметричного приложения силы
подачи;
F — сила трения в направляющих; ее величину определяют по
экспериментальным формулам, рекомендуемым нормалью станкостроения
Н48—61 (табл. 28).
Таблица 28
Расчетные формулы для определения силы F
Наименование
Суппорты токарных станков с
призматическими и комбинированными на-
} правляющими
Суппорты токарных и револьверных
станков, столов фрезерных станков
с прямоугольными направляющими
Столы фрезерных станков с
направляющими в форме ласточкина хво-
1 ста
Пи ноли сверлильных станков . . .
Сила трения F
(Рг + Q) f
(Рг + Py+Q)t
(Pz+2Py+Q)f
2МР
d '
Коэффициенты
«п
1,15
1,1
1,4
1,0
f
0,15-0,18
0,15
0,20
0,15
1 Обозначения: Ру, Pz — составляющие сил резания в н; Q — вес движущихся частей
I в н; f- приведенный коэффициент трения; Afp — крутящий момент от силы резания в н«м;
I d — диаметр сверла в м. 1
374
Уравнение работы за один оборот вала конечного звена составит
РН = 2пМ
Ю
где Р — тяговая сила подачи в н;
Н — ход кинематической пары, преобразующей вращательное
движение в прямолинейное;
Мк — крутящий момент на валу конечного звена кинематической цепи,
воспринимающей тяговую силу в н-м.
Отсюда крутящий момент
где s — подача в мм/об;
i — передаточное отношение цепи от шпинделя до звена,
преобразующего вращательное движение в поступательное.
Расчетное значение Мк соответствует максимальным значениям
тяговой силы Р и подачи s. Следовательно, крутящий момент в механизмах
подачи прямо пропорционален подаче. Из этого следует, что расчетной цепью
механизма подачи является цепь наибольших подач [3].
В механизмах подачи переходные процессы оказывают значительно
меньшее влияние на работоспособность системы вследствие ее тихоходности.
Вместе с тем, при реверсе столов фрезерных, шлифовальных и других
станков имеет место автоколебательная система. Это особенно заметно, если
механизмы главного движения и подачи кинематически связаны между
собой [51 ].
Тяговая сила, необходимая для быстрого перемещения столов,
суппортов, порталов и других массивных частей станка, во время холостого
хода затрачивается на преодоление сил трения в направляющих и сил
инерции от массы быстроперемещающихся частей:
Р = Qf ± тса н, (175)
где Q — вес движущихся частей в н;
тс — масса движущихся частей в кг;
/— коэффициент трения;
а — ускорение в м/с2.
Инерционная часть тяговой силы зависит от принятого закона
изменения скорости при разгоне или торможении. При равноускоренном движении
v
а=-,
где v — скорость в м/с;
t — время разгона в с.
Если кривая скорости в период разгона имеет формулу параболы,
уравнение которой t2 = 2pv, то скорость нарастает по закону
* = £. 076)
а ускорение
«--£—£• <177>
375
Определив величину фокального параметра р из уравнения -(176) и
подставляя ее в уравнение (177), получим
а=-^-. (178)
Это означает, что ускорение, а с ней и сила инерции возрастают вдвое.
Равномерность движения подачи имеет первостепенное значение и
особенно для прецизионных станков. Перемещение столов и суппортов при
низких скоростях движения происходит в режиме смешанного трения
скольжения в направляющих. В зависимости от условий трения и смазки
наблюдается скачок коэффициента трения при переходе от состояния покоя к
движению, благодаря чему движение салазок в направляющих носит
неравномерный — скачкообразный характер. При повышении скорости движения
скачки переходят в колебания, близкие к гармоническим, и по достижении
некоторой критической скорости движения становятся равномерными.
Величина этой скорости определяется по приближенной формуле [471:
где Д/ — разность коэффициентов статического и кинематического
трения;
N — нормальная сила на направляющих в н;
С—коэффициент приведенной крутильной жесткости привода
подачи в н/м;
тс — масса перемещающейся части станка в кг;
ар = 1-4-2—коэффициент относительного рассеивания энергии при
колебаниях в приводе.
Анализ уравнения показывает, что для снижения величины критической
скорости скольжения необходимо уменьшить разницу между статическим и
кинематическим коэффициентами трения. Это достигают применением особой
смазки, содержащей специальные присадки (например, стеората алюминия),
благодаря чему обеспечивается низкий и практически постоянный
коэффициент трения (/ = 0,08). Возможен также переход к направляющим, у
которых трение скольжения заменено трением качения. Повышение жесткости
привода С также уменьшает величину скачков и снижает критическую
скорость.
Р. Конструкции коробок подач
Коробки подач являются тихоходными по сравнению с коробками
скоростей (большая редукция). Для некоторых видов станков
(резьбонарезные, зуборезные и некоторые другие) они должны обеспечивать точные
передаточные отношения. Поэтому к элементарным передачам, из которых
образуются простые и сложные коробки подач, предъявляют специальные
требования.
Диапазон регулирования подач и число скоростей для механизмов
подач универсальных станков примерно такие же, как и для главного
движения.
Привод коробки подач либо самостоятелен, либо связан с главным
движением. На рис. 312 показана коробка подач сверлильного станка 2А53.
Коробка выполнена в виде самостоятельного узла, несущего только
множительную часть. Привод она получает от шпинделя через одиночные
передачи, из которых последние три колеса принадлежат узлу и показаны на
чертеже. Множительная часть коробки состоит из групп передач 2-4. С
помощью зубчатой муфты 10 коробка связана с остальной частью привода.
376
Коробка подач управляется от одной рукоятки 6, Вращая ее, через
барабан 4 и реечное колесо 5 приводится в движение рейка /, которая с
помощью вилки 2 переключает колеса z = 34 и г = 17, г = 17 и z = 34,
Рис. 312. Коробка подачи сверлильного станка 2А53
z = 22 и г = 28, г = 28 и z = 22. В то же время поворот рукоятки 5 вокруг
точки О перемещает в горизонтальном направлении ось 3. На ее конце имеется
круглая рейка, воздействующая на колесо, надетое на вал 8. Далее через
пару колес и рейку 9 приводится в движение вилка 7, обеспечивающая
зацепление колес г = 17 с z = 38 или z = 38 с z = 17.
Глава XXI
МЕХАНИЗМЫ ДЛЯ БЕССТУПЕНЧАТОГО
РЕГУЛИРОВАНИЯ ПРИВОДА ВРАЩЕНИЯ ВАЛОВ
Использование бесступенчатых передач в приводах главного движения
и подач металлорежущих станков имеет ряд преимуществ:
а) позволяет установить оптимальный режим резания, изменяя его на
ходу и под нагрузкой;
б) обеспечивает автоматическое регулирование частоты вращения для
поддержания скорости резания, что при определенных условиях до двух
раз сокращает машинное время;
в) упрощает и облегчает управление станком.
В металлорежущих станках находят распространение три вида
бесступенчатого регулирования: электрическое, гидравлическое и при помощи
фрикционных вариаторов. Первые два вида рассматриваются в
соответствующих частях курса. Поэтому более подробно остановимся на
фрикционных передачах. Из всего многообразия применяют четыре вида вариаторов:
непосредственного касания ведущего и ведомого шкивов; с раздвижными
шкивами и клиновым ремнем; с раздвижными шкивами и стальным
промежуточным кольцом; торовые вариаторы. Все эти передачи реверсивны,
причем любой из выходных валов может быть ведущим и ведомым. Они обладают
диапазоном регулирования порядка 4—6; имеют относительную
конструктивную и технологическую простоту, бесшумность при работе, удобство
при автоматизации, -простоту обслуживания.
К недостаткам фрикционных вариаторов следует отнести следующее.
Работа их основана на использовании сил трения в местах контакта
фрикционных элементов, что достигается прижатием их с большой силой. Это
обусловливает большое давление на валы и опоры, вызывает потери в
подшипниках и сокращает срок службы фрикционных деталей. Наличие
некоторого проскальзывания делает невозможным применение передачи в
делительных цепях. И, наконец, передачи обладают сравнительно большими
размерами.
Критериями оценки механических передач являются следующие
показатели.
Первый критерий заключается в том, что во избежание лишнего
прижатия фрикционных тел отношение окружной силы Р в месте контакта к
нормальной силе Q, действующей на подвижное фрикционное тело от механизма
нажатия, на всем диапазоне регулирования должно оставаться постоянной
величиной, т. е. Р : Q = К = const. Таким o6pa30M,Q должна быть функцией
двух параметров: передаваемой мощности и передаточного отношения
вариаторов. Построить такое нажимное устройство очень трудно. Поэтому
во многих бесступенчатых передачах имеет место излишнее прижатие. В
отдельных вариаторах оно достигает 350—400% и даже больше. В отдельных
зонах регулирования оно вызывает значительные перенапряжения
фрикционных тел, что способствует повышенному их износу и разрушению.
Вторым критерием оценки является величина наибольшего
геометрического скольжения в контакте фрикционных тел. Их работы в общем
случае можно рассматривать как качение двух конусов с несовпадающими
вершинами. Качение двух тел вращения, соприкасающихся по линии, возможно
без скольжения только в случае, когда оба тела являются частями конусов
378
N
А
N
с совпадающими вершинами. У большинства схем это условие или вовсе не
выполняется, или имеет место в одной или двух точках диапазона
регулирования.
И, наконец, последними критериями оценки фрикционных схем
бесступенчатых передач являются относительные потери в контакте и
геометрической к. п. д. передачи. Оба последних показателя связаны с двумя первыми.
По виду контакта фрикционных тел механические бесступенчатые
передачи могут быть разбиты на две самостоятельные группы: передачи с
гибкой связью и передачи непосредственного касания.
/. Вариаторы с раздвижными шкивами
и клиновидным ремнем
Передачи применяют с широким клиновидным ремнем и со стандартным
ремнем (рис. 313, а). Конусы 1 и 2 перемещаются по шлицам валов / и //.
При сближении конусов 1 конусы 2 раздвигаются, изменяя радиус контакта
и, следовательно, передаточное отношение передачи. Привод отличается
высоким к. п. д., бесшумностью работы, простотой конструкции и,
следовательно, надежностью эксплуатации.
Вариаторы выполняются с двумя дисками
(рис. 313, а) и реже—с четырьмя t
(рис. 313, б).
Передачи с широким ремнем (ширина
а = 12,7-7-70 мм; толщина h = 7,9 -f- 20 мм,
а = 24 ч-34°, рис. 313, в) часто
используются для мощностей до 8 кВт; диапазон
регулирования до£)=6. Передача является
теоретически разработанной и практически
освоенной. Основным недостатком
передачи является непостоянство длины кли- /
новидного ремня, меняющееся с
изменением передаточного отношения. Это вызы- ^
вает необходимость введения специальных
устройств, которые при передаче мощности
двумя и большим количеством ремней де-
• лают передачу громоздкой. К другим
недостаткам схемы следует отнести
значительную неустойчивость передаточного
отношения при изменении передаваемой
нагрузки (потеря частоты вращения до
14—16%). Передачи данного типа могут
быть успешно использованы лишь при
отсутствии жестких требований к
размерам, а также в случае допустимости повышенного проскальзывания.
Вариаторы с раздвижными шкивами и стандартным клиновидным ремнем
выполняются по тем же схемам. Передаваемая мощность ограничивается
величиной допускаемой растягивающей силы на ремень и составляет
до 2,5 кВт. Диапазон регулирования в одноступенчатой передаче составляет
доО = 1,5. При наличии нескольких последовательно работающих передач
диапазон может быть расширен, но вместе с этим конструкция привода
усложняется и к. п. д. значительно снижается.
Передаваемая мощность может быть увеличена применением нескольких
параллельно работающих ремней. У регулируемых клиноременных
передач диаметр шкива меняется, а следвательно, изменяется и угол профиля.
Поэтому раздвижные диски, имеющие конические поверхности с
прямолинейной образующей, не обеспечивают полного прилегания боковой
поверхности ремня к шкиву при различных его положениях. Замена конической
И
Рис. 313. Бесступенчатый вариатор
с раздвижными шкивами и клиновым
ремнем
379
поверхности с прямой образующей криволинейной свободна от указанного
недостатка, приводит к усложнению и повышению стоимости передачи.
Поэтому попытки придать дискам криволинейную форму распространения
не получили.
Для обеспечения долговечности при работе ремня на наименьшем
диаметре конусные диски приходится выполнять значительных диаметров
(до 150 мм). Применение ремня с выемками на внутренней его поверхности
позволяет уменьшить минимальный рабочий диаметр шкивов и
межцентровое расстояние между ними.
Ограниченное применение передач рассмотренного типа в приводах
станков объясняется малым диапазоном регулирования и относительно
большими размерами. К. п. д. передачи при одном ремне равен
приблизительно 0,9 и уменьшается при передаче движения несколькими ремнями;
срок службы ремня составляет до 600 ч.
-JfWlU
N
N1
2. Вариатор с раздвижными шкивами
и стальным промежуточным кольцом
На том же принципе регулирования скорости основан механизм,
представленный на рис. 314. Между коническими шкивами 1 к 2 установлено
жесткое звено — кольцо 5. Здесь передаточное отношение меняют
одновременным изменением осевого расстояния
между шкивами. Особенностью этой
передачи является возможность
обеспечения автоматического сжатия
фрикционных элементов самозатягиванием
стального кольца 3 в зависимости от
передаваемого крутящего момента.
Поэтому механизмом для изменения
осевого расстояния между шкивами
снабжается обычно ведущая пара
шкивов. Ведомые же шкивы в осевом
направлении делают свободными.
В качестве материалов для конусов
и кольца применяют сталь ШХ15 с
закалкой до твердости HRC 62—65.
Передача работает в масляной ванне.
Вариатор изготовляют мощностью 0,3—8 кВт; чаще всего до 3 кВт,
диапазон его регулирования до D = 10. Вариатор допускает как редукцию,
так и увеличение частоты вращения. Используется вариатор как в приводе
главного движения, так и, главным образом, в приводе подачи ряда станков.
Большим недостатком передачи является неблагоприятный закон
распределения скорости на площади касания, что вызывает увеличенное
геометрическое скольжение и снижение к. п. д. до 0,7—0,8.
-*%ДШ>§~~
Рис. 314. Бесступенчатый вариатор с
раздвижными шкивами и промежуточным
кольцом
3. Торовый вариатор
Торовый вариатор является фрикционной передачей, состоящей из
шкивов U 2 (рис. 315, а) и промежуточных роликов 3 (на схеме показан
один ролик). Рабочие поверхности шкивов образованы вращением вокруг
оси /—/ дуг а—b и с—d радиуса R, описанных из точки О, удаленной от
оси вращения на расстояние Н. Промежуточный ролик в местах контакта
выполняется по шаровой поверхности того же радиуса R. Он вращается
вокруг оси, проходящей через точку О, и при регулировании частоты
вращения может занимать любое положение в пределах угла у. Если принять
шкив 1 за ведущий, а шкив 2 за ведомый, то при положении ролика В будет
наименьшая частота вращения, а при положении А — наибольшая. Для
380
того чтобы вариатор работал, необходимо, чтобы в местах контакта торовых
шкивов 1 и 2 с роликом 3 была сила трения, достаточная для передачи
требуемого крутящего момента. Этого достигают прижатием названных деталей.
Фрикционный элемент с криволинейной образующей можно
рассматривать как конус с переменным углом при вершине. Качение двух тел враще-
Рис. 315. Принципиальные схемы вариаторов В. А. Светозарова (а)
и Ф. В. Костикова (б)
ния, соприкасающихся по линии, возможно без скольжения только в
случае, когда они являются частями конусов с совпадающими вершинами.
У большинства схем фрикционных передач это условие не выполняется.
Даже при незначительных нарушениях взаимного расположения
фрикционных тел между ними появляются неплотности прилегания, из-за чего
линейный контакт между
фрикционными телами преобразуется в
точечный. Значительно (против расчетного)
увеличиваются контактные
напряжения, и в результате интенсивного
износа фрикционных деталей
вариатор преждевременно утрачивает pa- s
ботоспособность. ?
Весьма существенным в работе i ( (
передачи является способ прижатия I—•',—,'
фрикционных* ловерхностей. Способ,
предложенный *iB. А.Светозаровым, ;
заключается в том, что точка О
(рис. 315) остается неподвижной, а
торовые шкивы 1 я 2 сближаются
навстречу один к другому силами N.
Данная схема использована во всех
вариаторах этого типа при наличии
высоких контактных давлений и ра- рис. 316. Схема торового вариатора
ботает как всухую, так и со смазкой.
Недостатком ее является нарушение линейности контакта даже при
незначительном износе промежуточных роликов. В связи с этим резко возрастает
геометрическое скольжение и первоначальный линейный контакт
преобразуется в точечный.
Второй способ прижатия предложен Ф. В. Костиковым [20]. Торовые
шкивы 1 и2 (рис.315, б) лишены осевой подвижности и постоянно установлены
так, что образующие их рабочие поверхности всегда вписываются в
окружность радиуса R, описанную из центра О. Промежуточные ролики 3 могут
перемещаться вдоль собственных осей вращения и под действием сил N от
нажимных механизмов прижимаются к рабочим поверхностям торовых шки-
381
bob. При этой системе нажатия основная геометрия торовой передачи
остается неизменной независимо от износа материала роликов.
Если фрикционные тела прижимать путем перемещения роликов вдоль
осей их вращения, вариатор получает следующие положительные качества:
линейный контакт между торовыми шкивами и промежуточным роликом
сохраняется; появляется независимость распределения удельного давления
на линии контакта от передаточных отношений, осуществляемого
вариатором; создаются условия равной загрузки фрикционных тел, в результате
чего сохраняется работоспособность' вариатора при значительном износе
роликов.
Передаточное отношение вариатора изменяется путем перемещения
рычагов 4 и 7 (рис. 316). С помощью винта 2 вдоль вариатора перемещаются
направляющие У, в которые заходят ползуны 5, шарнирно связанные с
рычагами 4 и 7. При повороте рамки сферические толкатели роликов упираются
в клиновые поверхности 5 и 6.
Рабочая часть роликов изготовляется из асбосмоляной термореактивной
пластмассы— ретинакса ФК-16Л (ТУ 263—60 ВНИИАТИ). Этот материал
имеет при работе всухую / = 0,35-^-0,42, допускает компактные
напряжения до [а] = 80 Мн/м2, при модуле упругости Е = 13-Ю3 Мн/м2,
отличается хорошими фрикционными свойствами, теплостойкостью и
долговечностью. Износ тороидных шкивов незначителен, поэтому достаточно их
изготовлять из стали Ст5 с улучшенной твердостью до HRC 28—32,
Глава XXII
ПРИВОД ПРЯМОЛИНЕЙНО-ВОЗВРАТНОГО ДВИЖЕНИЯ
В приводах главного движения станков применяют кривошипно-ша-
тунные, кулисные и реечные механизмы. В цепях подачи получили
распространение винтовые, реечные и кулачковые устройства.
/. Кулисный привод
На рис. 317 представлена кинематическая схема кулисного привода,
применяемого в поперечно-строгальных станках. Составной его частью
являете^ кулисное колесо /, несущее палец 2 с надетым на него кулисным
Рис. 317. Кинематическая схема
кулисного привода
Рис. 318. Схема скоростей
кулисного механизма
камнем 3. Камень вставлен в прорезь кулисы 4 и может скользить вдоль ее
оси. Верхний конец кулисы через серьгу 5 связан с ползуном 6. Длина хода
ползуна L зависит от амплитуды качания кулисы. Ее можно регулировать
изменением величины радиуса R вращения пальца 2. Пользуясь
обозначением на рис. 317, можно написать
отсюда
0,5L
а
Q,5La
I '
(179)
между центром вращения
(0,45-^0,55) L.
Обычно длина кулисы / = -г- L, а расстояние
кулисного колеса и центром качания кулисы а
Пусть кулиса занимает некоторое положение, определяемое углами а
и Р (рис. 318). Палец, находящийся в точке А, вращается с окружной
скоростью v0. Разлагаем ее на две составляющие: vlf направленную
перпендикулярно оси кулисы, и и2 — вдоль ее. Из треугольника скоростей
vi == Ч> cos aJ v2 = vo sin а-
(180)
383
Скорость качания конца кулисы
vK-V!
АО '
(181)
Искомая скорость движения ползуна v = vK cos р. Подставляя
значения vK и vx из равенств (180) и (181), получим окончательно
v = -^~ cos a cos p.
В крайнем положении а = 90° и,
следовательно, v = 0, в среднем положении, во время
рабочего хода, а = р = 0; АО ~» А20 — а + R.
Следовательно,
i>0/
а =
a + R
Рис. 319. Изменение скорости
ползуна
При обратном ходе ползуна а = р = 0; АО-+
~^A.,C = a—R
и
v0l
a — R
На рис. 319 показано изменение скорости
ползуна на протяжении хода.
2. Реечный привод
Кинематика реечного привода. Реечные приводы главного движения
различают по способу преобразования вращательного движения ведущих
звеньев привода в прямолинейное движение стола. Столы 3 (ряс. 320, а, б),
как правило, перемещаются при помощи реечной пары /—2, состоящей из
прямозубой или косозубой рейки, привернутой к столу, и реечного колеса
(рис. 320, а) или червяка (рис. 320, б). Движение стола реверсируется элек-
j
<£
п
s
р
'
-2
-$
а) 6)
Рис. 320. Кинематические схемы реечного привода
тродвигателем (рис. 320, б) или специальной реверсивной муфтой 5
(рис. 320, а). Скорость перемещения стола регулируют изменением частоты
вращения вала электродвигателя (рис. 320, б) или с помощью ступенчатых
коробок скоростей (рис. 320, а).
На рис. 320, а представлена схема привода главного движения
продольно-строгального станка, в котором стол 3 перемещается реечной парой
1—2. Реечное колесо 1 вращается от четырехступенчатой коробки скоростей.
Блок 4 зубчатых колес и колесо 6 коробки скоростей свободно насажены на
вал и вращаются в разных направлениях. Во время рабочего хода
двусторонняя электромагнитная муфта 5 связывает блок 4 с валом, вследствие чего
вращение от него передается по цепи зубчатых колес валу реечного колеса.
Реверсирование осуществляется переключением муфты 5, в результате чего
в рабочем состоянии .оказывается зубчатое колесо б, вращающее вал в
обратном направлении.
384
Большие реечные колеса изготовляют из серого чугуна СЧ 21-40,
СЧ 28-48 и СЧ 38-60 или из стали 40ХФА. Для уменьшения размеров
колес в механизмах подачи применяют легированные стали, а для реек —
легированную сталь или сталь 40ХФА. Червяки изготовляют из стали 15Х
или 20Х с последующей цементацией, а рейки — из антифрикционного
чугуна, в ответственных случаях из бронзы.
Допустим, что на станке необходимо осуществить z рабочих скоростей
движения стола (скоростей резания) vlf v2,. . ., vz со знаменателем ряда <р.
Скорость движения рейки (стола) для передачи с реечным колесом
vK = nmzKnK м/с, (182)
где т — модуль в м;
zK — число зубьев колеса;
пк — частота вращения колеса в об/с.
Для передачи с червяком скорость движения рейки
*• - nmz4n4cosp мК (183)
cos (а — Р)
где т — модуль в м;
гч — число заходов червяка;
пч — частота вращения червяка в об/с;
а — угол между осью червяка и направлением движения стола в
градусах;
Р — угол подъема витков червяка в градусах.
Из уравнений (182) и (183) можно определить необходимую частоту
вращения реечного колеса или червяка:
пк = -^- об/с; пч = -£?- об/с,
где Ск и Сч — постоянные величины.
В общем виде ряд чисел оборотов реечного колеса или червяка будет
представлен следующим образом: пх = Cvl9 п2 = Cv2i . . ., nz = Cvz. Число
ступеней скорости в современных продольно-строгальных станках равно 4—6.
Требуемая частота вращения реечного колеса или червяка при
осуществлении обратного хода п0 = С0с>0. Скорость обратного хода стола
принимают, исходя из соотношения vQ : vp == 1; 5—2 и устанавливают ее до
1,25 м/с.
Реечные приводы подачи проще приводов главного движения. Однако
ими труднее обеспечить равномерность медленных движений, особенно в
точных станках. Отсутствие самоторможения затрудняет применение их для
вертикальных перемещений. Однако большое передаточное отношение,
простота и высокий к. п. д. делают этот привод высокоэффективным в
токарных, револьверных, сверлильных станках, а также в приводе различных
вспомогательных перемещений.
Динамика реечного привода. Стол во время рабочего хода к моменту
врезания инструмента в заготовку преодолевает составляющую Рг силы
резания и силу трения стола в направляющих
Pp^P2 + (Py + Qc + Q3)f н, (184)
где Ру — составляющая силы резания, направленная
перпендикулярно плоскости стола, в н;
Qc> Qa—вес стола и установленной на нем заготовки в н;
/—приведенный коэффициент трения в направляющих без учета
его изменения в зависимости от скорости, движения стола.
13 Н. С. Колев и др.
385
При реверсировании стола возникает два вида сопротивлений: сила
инерции движущихся масс при разгоне стола и сила трения в
направляющих. Сила инерции стола и заготовки
р; = тса = тс -^ н,
где тс—масса стола с установленной на нем. заготовкой в кг;
а — ускорение при разгоне стола (принимается линейным) в м/с2;
v0 — скорость обратного хода в м/с;
2t — полное время реверсирования (время на остановку в конце
рабочего хода и разгона в начале холостого хода) в с.
Сила инерции вращающихся масс привода
Р' _ 2/°8° = 2/о . _^о_ __ 2/р # 2пп0 _ 4!0.у0
и mzK тгк t mzK ' t т2ф '
где /0 — момент инерции вращающихся во время обратного хода
масс привода, приведенных к валу реечного колеса, в кг.м2;
со0 и е0 — угловая скорость и ускорение того же вала в рад/с и рад/с2;
т и zK — модуль (в м) и число зубьев реечного колеса.
Полная сила инерции
Сила трения во время обратного хода F0 = (Qc + Q3) /. Следовательно,
тяговая сила обратного хода
^о = Л, + ^о = (Сс + <?з)/ + ^(т' + ^)- (185>
В качестве расчетной для определения несущей способности деталей
привода и его мощности следует принять большее из тяговых сил,
определяемых по уравнениям (184) и (185).
3. Передана ходовой винт—гайка
Передача ходовой винт — гайка получила широкое применение в
приводах подачи станков. Основным достоинством винтовых механизмов
является высокая точность и плавность осуществляемых ими перемещений,
возможность получения значительной редукции и самоторможение,
позволяющее использовать их в случае вертикальных перемещений.
Профиль резьбы — стандартный, трапецеидальный, с углом профиля
30° (ГОСТ 9484—60), вследствие чего обеспечивается более легкое
замыкание маточной гайки. Как правило, винты изготовляют одно- или двухза-
ходными с небольшим шагом (самотормозящимися). Недостатком данного
профиля является возникновение погрешности шага резьбы при радиальном
биении винта. Поэтому в высокоточных станках трапецеидальную резьбу
заменяют прямоугольной. В качестве опор для винтов применяют в
большинстве случаев подшипники скольжения, как более удобные.
Конструкция гаек зависит от назначения узла. Например, в токарных
станках, где продольная подача может осуществляться и от винта, и от
ходового вала, нередко применяют гайку, показанную на рис. 321, а. Она
состоит из двух половин ) и 2 и включается при помощи специального диска 3
(рис. 321, б). Если винт работает один, то применяют самоцентрирующуюся
неразъемную гайку (рис. 321, в). Для регулирования зазора нередко
применяют конструкцию, показанную на рис. 322, а. Здесь гайка состоит из
386
двух частей: одна закреплена неподвижно, а вторая может смещаться в
осевом направлении при помощи винта 1 и клина 2. При малых нагрузках
применяют конструкцию, показанную на рис. 322, б, где относительное
смещение гаек 1 и 3 осуществляется
пружиной 2.
Согласно нормали ТУД 22-2 для
винтов и гаек установлено пять
классов точности (0—4). Нормаль
устанавливает отклонения шага, половины
угла профиля резьбы, отклонения
по овальности на среднем диаметре
и биение по наружному диаметру.
Материалы для ходовых винтов,
согласно той же нормали,
устанавливаются: У10 и У12 для винтов
0-го класса, ХВГ и ХГ — для 1-го
класса, сталь 45 и 50, — для 2, 3 и
4-го классов. Гайки скольжения
изготовляют: 0, 1 и 2-го классов
щз оловянистой бронзы и оловянисто-
свинцовой бронзы 3 и 4-го классов
из антифрикционного чугуна.
Распределение по классам производится
примерно такое: 0-й класс—резьбы для прецизионных станков, 1-й класс—
для резьбошлифовальных станков, 2-й класс — для токарно-винторезных
станков нормальной точности, 3-й класс — для фрезерных и строгальных
станков и 4-й класс — для установочных перемещений.
Рис. 321. Примеры конструкций маточных
гаек
Рис. 322. Схемы регулирования зазора между винтом и маточной
гайкой
Механизмы винтовой передачи рассчитывают на износостойкость,
прочность, жесткость и на устойчивость ходового винта [3].
Расчет на износостойкость ведут по среднему давлению:
Р=-
TcdCphp
Lk
н/м2;
(186)
здесь Р — наибольшая тяговая сила в н;
dcp — средний диаметр резьбы в м;
t и к — шаг винтовой линии (в м) и число заходов резьбы;
Ар = 0,5 — — рабочая высота гайки в м;
L = /Cdcp — длина гайки в м (Я = 1,5—4; для маточных гаек X = 3).
387
Подставляя указанные данные в уравнение (186) и решая его
относительно dcp, получим
Для ходовых винтов с бронзовой гайкой, предназначенных для точных
передач (токарно-винторезные, резьбонарезные станки), р = 3 Мн/м2, для
прочих передач р = 12 Мн/м2, а с чугунной гайкой р = 8 Мн/м2.
Расчет на прочность производится по приведенному напряжению:
опр =|^Т4^ = VWF+^Wf ^ (°'28 ~ °*33) °г'
где F = —| площадь поперечного сечения стержня винта в м2;
Мк—крутящий момент, передаваемый винтом, в н-м;
nd\
Wp = -jg момент сопротивления сечения при кручении в м3;
от — предел текучести материала винта в н/м2.
Расчет на жесткость. Основную роль в искажении шага резьбы играет
осевая деформация. Поэтому изменением шага от скручивания можно
пренебречь. Расчет ведется по формуле
где Е — модуль продольной упругости в н/м2.
Допускаемые искажения шага резьбы принимают, учитывая допуск
на неточность шага резьбы ходовых винтов соответствующего класса.
Расчет на устойчивость производится для винтов, работающих на
сжатие при значительной длине по сравнению с диаметром. Критическая
тяговая сила
я2£^тт
р =
*р (v/)!
Расчетная формула для запаса устойчивости пу:
v2P/a
„ _ Лср __ Я2£^тШ
При жестко заделанных концах винта v = 0,5, при одном заделанном и одном
шарнирном v = 0,7, при обоих шарнирных концах v = 1.
Для запаса устойчивости принимают значения пу = 2,5н-4. Большие
значения берутся при действии на винт поперечных сил от привода.
Устойчивость проверяют в тех случаях, когда vl > 7,5-т-Ю.
Передача винт—гайка качения обеспечивает высокую осевую жесткость
и равномерность движения. Применяется в приводах подач точных станков,
таких как шлифовальные, копировально-фрезерные,
координатно-расточные и ряд станков с программным управлением. Преимуществом передачи
является возможность полного устранения зазора в резьбе, низкие потери
на трение (к. п. д. достигает 0,9—0,95) и почти полная независимость силы
трения от скорости. Все это делает передачу прецизионной и обеспечивает
возможность осуществления точного режима работы и повторяемости
процесса.
Вместе с тем, данная передача имеет весьма низкую нагрузочную
способность в связи с существенным различием кривизны рабочих
поверхностей, что вызывает высокие контактные напряжения. Сложность и
трудоемкость изготовления в основном зависят от размеров передачи, точности, от
материалов винта и гайки.
388
На рис. 323 и 324 представлены общие виды этой передачи. Между
винтом и гайкой, нарезанными по специальному профилю, помещаются шарики,
перекатывающиеся при вращении винта.
Конструкция передачи зависит от профиля резьбы, способа возврата
шариков, от их комплектования и метода регулирования зазора. Наибольшее
распространение получил полукруглый профиль, как наиболее простой
(рис. 325, а). Обычно соотношение между гх и г2 принимают равным 0,95—
0,97. Для устранения зазора или создания натяга, как показано на рисунке,
необходимо иметь дополнительное устройство, сдвигающее винт относительно
Рис. 323. Шариковая винтовая Рис. 324. Конструктивная схема шарико-
передача вой винтовой передачи
гайки вдоль оси. Этого недостатка лишен стрельчатый профиль (рис. 325, б).
Он обладает всеми достоинствами полукруглого профиля и, кроме того,
позволяет осуществлять передачу без зазора или с натягом путем
применения шариков, диаметр которых несколько больше номинального.
Сложность конструкции и трудности изготовления гаек определяются
прежде всего способами перекатывания и возврата шариков в исходное
положение. На рис. 324 представлены конструкции передач, у которых по-
разному решается этот вопрос. В одной из них (рис. 324, а) каналом возврата
служит продольное отверстие, просверленное в гайке и соединяющееся с на-
а) б)
Рис. 325. Профили резьбы:
а — полукруглый; б — арочный
чалом первого и концом последнего витков резьбы. В другом устройстве
(рис. 324, б) канал возврата, соединяющий два соседних витка гайки,
выполнен в виде специального вкладыша /, который заставляет шарики
циркулировать только в пределах одного шага резьбы. Обычно в гайке имеется
три цепи шариков, расположенных по окружности под углом 120°.
Преимуществами последней конструкции являются: малые размеры, отсутствие
быстроизнашивающихся деталей и малая длина каналов возврата.
Недостаток конструкции — нельзя делать передачу с многозаходной резьбой.
Комплектация шариков имеет важное значение, так как их скорости
в точках касания между собой имеют противоположное направление. При
небольшой длине циркулирующей цепочки (рис. 324, 6) отрицательное
влияние ничтожно. При большом числе витков (рис. 324, а) между рабочими
шариками помещают сепараторные шарики, которые по диаметру на 0,025—
0,075 мм меньше рабочих. Для отличия от последних рекомендуется их
изготовлять с матовой или оксидированной поверхностью. Следует иметь в виду,
389
что нагрузочная способность таких передач вдвое ниже по сравнению с
передачами, у которых все шарики рабочие.
Регулирование зазора или натяга при полукруглом профиле сводится
к изменению взаимного расположения винта относительно гайки. На рис. 323
показана для примера такая конструкция. Обе гайки 2 снабжены
зубчатыми венцами, которые входят в соответствующие внутренние зубчатые
венцы втулки 1. Числа зубьев венцов различаются на единицу (например,
99 и 100), вследствие чего одну гайку относительно другой можно
поворачивать на весьма малый угол. Благодаря этому имеется возможность
регулировать осевой размер с точностью до долей микрона.
Размерный ряд передач и форма профилей резьбы винта и гайки
установлена нормалью станкостроения Н23-7.
Применение передачи винт—гайка качения позволяет устранять
зазор в резьбе и создавать натяг, повышающий осевую жесткость в 2,5—3 раза
по сравнению с винтами скольжения; резко возрастает продолжительность
сохранения точности. В большинстве случаев для станков с программным
управлением применение этой передачи является единственно возможным
конструктивным решением.
Требование к материалу и термической обработке заключается в
высокой поверхностной твердости (не менее HRC 60). При снижении твердости
только на пять единиц, нагрузочная способность передачи уменьшается
более чем на 20%. Ходовой винт обычно изготовляется из стали ХВГ, а гайка —
из стали 9ХС [27, 48, 57].
Передачи винт—гайка качения рассчитывают на статическую прочность
и жесткость. Для нормализованных винтовых пар допустимая статическая
нагрузка на один шарик
PCT = 20d2m н, (187)
где dm — диаметр шарика в мм.
Жесткость винтовой пары по нормали Н23-7
/~ зД— н/мм> <188)
z0y dmPH
где z0 — расчетное число шариков, равное 0,7 от действительного;
Рн — нормальная сила предварительного натяга в н.
4. Кулачковые механизмы
В приводах подач автоматических и полуавтоматических станков широко
применяют кулачковые механизмы. Кулачки могут быть связаны с
подвижным рабочим органом непосредственно (рис. 326, а) или через
промежуточную передачу (рис. 326, б). В этом случае кулачок 1 находится в контакте
с роликом двуплечего рычага 2, имеющего в верхней части зубчатый сектор,
связанный с рейкой 3. При повороте рычага 2 с сектором вокруг точки О
суппорт перемещается в направлении, показанном стрелкой. Пружина 4
обеспечивает контакт ролика с кулачком и осуществляет обратный ход суппорта.
Перемещение рабочего органа для передачи, изображенной на рис. 326, а
i = д#е м,
а на рис, 326, б
/ = Д#8/р м,
где 0 — угол поворота в рад;
Д7? — величина подъема кривой, профилирующей кулачок (в мм)
при повороте его на 1 рад;
i = — передаточное отношение.
*^ Го
390
Профиль кулачков зависит от принятого закона движения
исполнительного органа. Рабочие участки профиля, осуществляющего равномерное
перемещение ведомого звена (например, движение подачи), очерчивают по
спирали Архимеда. Работоспособность кулачкового механизма зависит от
ряда принятых параметров, главнейшим из которых является угол давления.
Рассмотрим элементарный механизм (рис. 327), состоящий из кулачка /
и сопряженного с ним толкателя 2, получающего прямолинейное
перемещение в цилиндрических опорах [60]. Допустим, что центр вращения
кулачка лежит на продолжении оси 00. Пусть Р — сила, которую должен
преодолеть кулачковый механизм. В процессе работы в точке контакта
Рис. 326. Кулачковые механизмы Рис. 327. Схема расчета
кулачкового механизма
кулачка и толкателя возникает сила, направление которой отклоняется
от нормали на угол трения ф1# Разлагаем эту силу на две
составляющие — PQ и Рк. Первая представляет собой окружную силу на кулачке,
а вторая преодолевает силу Р и силу трения F, возникающую в
направляющих толкателя. Под действием силы Р0 в опорах толкателя возникают
реакции /?х и R2 и силы трения Ft и F2. Если ф2 — угол трения, то величина
силы трения
F = F1 + F2 = Rltg^ + R2tgy2 = (R1 + R2)tgy2=P0tgq>2.
Вертикальная составляющая
Р, = Р + Fx + F2 = Р + Р0 tg ф2 = PQ ctg (6 + ф1).
Отсюда потребная окружная сила на кулачке
Р° = ctg(e + Tl)-tg92 н* (189)
Угол 6 между касательной к профилю кулачка и нормалью к оси
толкателя называют углом давления. При больших значениях 0 окружная сила
согласно уравнению (189) может достичь настолько большой величины, что
возникающие под его действием реакции Rl9 R2 и силы трения в опорах
толкателя Fu F2 окажутся непреодолимыми даже при незначительной силе
Р. Как говорят, в этом случае может произойти «заклинивание» кулачкового
механизма. Во избежание этого явления угол б должен быть ограничен в
определенных пределах.
391
Работоспособность кулачкового механизма характеризуется
коэффициентом надежности
tg03
/tH =
tge '
где 63 — угол давления, при котором происходит заклинивание,
Из схемы действия сил и выражения (189) следует
N = ■
sin (0 + фх) cos (0 + ц>г) — sin (0 + ф2) tg <
После преобразований получим
N_ 1 eosq>2
Р '
cos (0 + фх) — sin (0 + фх) tg <
cos (0 + фх + ф2)
S.
Это отношение называют коэффициентом возрастания сил. Профессор
Г. А. Шаумян [60] установил функциональную зависимость между е и Кц
п-
11-
10-
9-
7-
&
9*
+-
€
2-
1,75-
15
1,25-
0°
604
5б\
5о\
Ь5Л
55 \
ЗОЛ
--Н
20\
15'
0 0,2 0,Ь Ji+ft
Рис. 328. Номограмма для
расчета кулачковых
механизмов
Рис. 329. Элементарный механизм с цилиндрическим
кулачком
и показал, что она в достаточной степени характеризует работу кулачкового
механизма. На основе выведенной зависимости е—М^н) им предложена
номограмма (рис. 328), позволяющая по заданной сумме коэффициентов
/i===tg91H/2==tg92 найти оптимальное значение коэффициента
надежности Кн и угла давления 9.
Пусть, например, /i + /2 = 0,25, тогда по номограмме (см. штриховые
линии) находим: 6 = 35°, е = 1,47 и Кн = 5,9. Если приняты другие схемы
кулачкового механизма, то вместо fx и /2 принимают /1п и /2П—
приведенные коэффициенты трения. Например, если вместо толкателя в контакте
с кулачком будет находиться ролик (см. рис. 326, б и в), то
где dp и Dp — диаметры соответственно цапфы и ролика.
Значение /2П для передачи, изображенной на рис. 326, а, равно /2,
а с промежуточной передачей (рис. 326, б) при передаточном отношении ее
^ = 1
/ 2п = / 2 Т~ 9
где г0— радиус цапфы, на котором качается рычаг 2 (в точке О).
392
Механизмы с цилиндрическим кулачком (рис. 329) подобны винтовой
передаче. Кулачок / имеет винтовую рабочую поверхность. В контакте с ней
находится ролик 2, который непосредственно связан с ведомым элементом 3
(рис. 329, а) или с промежуточной передачей, например, в виде рычага 4
(рис. 329, б). Величину скорости движения рабочего органа можно
регулировать путем изменения частоты вращения кулачка или угла подъема
рабочей поверхности.
Допустим, что Р (рис. 329, в) сила, которую должна преодолеть
кулачковая передача. В процессе работы между кулачком и роликом возникает
сила N, имеющая две составляющие: Рк — качающую рычаг к Рг —
воспринимаемую опорой О. Из условия равновесия Р cos а гг = Ркг2. Отсюда
Ргг cos a
л к =
Из треугольника сил
ЛГ = г—^ г н, (190)
cos(q>— a— q>t) • v '
где ф — угол подъема кулачка в градусах;
а— угол, определяющий положение оси рычага, в градусах;
Фх — угол трения ролика рычага о рабочую поверхность кулачка в
градусах.
Разлагая силу N на составляющие, направленные вдоль оси кулачка
и перпендикулярно к ней, получим силу Рх — создающую осевое давление
и Р0 — окружную силу на кулачке. Пренебрегая трением в опорах, можем
написать: Р0 = N sin (ф— фх). Подставляя значение N из уравнения (190),
получим
р = Як81п(ф—q?t)
0 cos (ф — а — фх)
Если ось рычага перпендикулярна оси кулачка (рис. 329, б), то а = 0
и Р0 = Рк tg (а — фх) н.
Глава XXIII
КОРПУСНЫЕ ДЕТАЛИ И УЗЛЫ
1. Классификация корпусных узлов
и основные компоновки станков
Корпусными узлами станков являются станины, стойки, поперечины
и другие детали, образующие контур станка и служащие базой для
расположения основных узлов станка. К ним относятся также корпусы коробок
скоростей и подач, суппорты, столы и планшайбы станков, которые,
воспринимая силы резания,
передают их на станину и стойки.
Корпусные детали могут быть
разделены на две группы.
Первая группа — это
неподвижные корпусные детали,
такие как станины и стойки,
а также траверсы, которые
могут устанавливаться в
различные положения, но
неподвижно закрепляются во
время обработки. Вторая
группа — это подвижные
корпусные детали — столы,
суппорты, планшайбы, которые
во время обработки
перемещаются по направляющим
станины или стойки.
От конструкции
корпусных деталей и узлов во
многом зависит точность,
жесткость и виброустойчивость
всего станка. К корпусным
деталям станка
предъявляются следующие требования:
высокая жесткость и виброустойчивость, длительное сохранение точности,
технологичность конструкции, минимально возможный вес, удобное
взаимное расположение отдельных узлов, наличие резервуаров для смазки и
охлаждения и ниш для электроаппаратуры.
Корпусные детали современных станков — это в большинстве случаев
отливки достаточно сложной конфигурации. Они имеют ребра жесткости,
базовые поверхности для крепления к другим узлам, направляющие для
перемещения подвижных узлов, окна, ниши и проемы различного
назначения. Соотношение размеров (длины, ширины, высоты) может быть самое
разнообразное.
На рис. 330 показаны наиболее характерные корпусные детали
горизонтально-расточного станка. Станина (рис. 330, а) представляет собой
жесткую конструкцию с длиной, значительно превышающей другие размеры.
По ее направляющим перемещается стол (рис. 330, б — изображен пере-
Рис. 330. Основные корпусные детали станка
394
вернутым). Стойка (рис. 330, в) крепится к станине и имеет направляющие
для передней бабки станка. Корпусные узлы создают основу и определяют
пространственную компоновку станка.
Компоновку станка следует рассматривать как целесообразное
размещение узлов станка по отношению к обрабатываемой детали (рис. 331).
Если X — главная ось (по длине станка), Y — вспомогательная ось (по
ширине станка) и Z— вертикальная ось (по высоте станка), то можно указать
на четыре основных компоновки однопозиционных станков.
1. Узел инструмента / расположен спереди или сзади детали (рис. 331, а).
К этой группе относятся токарные, круглошлифовальные станки, зубофре-
зерные станки для нарезания реек и др. Для этих станков, несмотря
на различные конструкции,
характерна горизонтальная станина,
вытянутая вдоль оси, и
компоновка на ней узлов для привода
детали (бабок или стола). Если
узел инструмента невелик, он
крепится на станине обычно спереди
(суппорт токарного станка).
2. Узел инструмента /
расположен сбоку (с торца детали 2)
(рис. 331, б) К этой группе
относятся зубофрезерные,
горизонтально-расточные, зубо-строгаль-.
ные, горизонтально-протяжные и
другие станки. Для этих станков
характерна компоновка всех
основных узлов вдоль оси Y и
отсутствие выступающих в
направлении X корпусных деталей. В них
достигается хорошая доступность
детали и возможность создавать
рамные конструкции.
3. Узел инструмента / расположен над деталью 2 (рис. 331, в). К этой
группе относится большое число типов станков, горизонтально- и
вертикально-фрезерные, плоскошлифовальные, сверлильные, долбежные, зубо-
долбежные, координатнорасточные, хонинговальные и др. Верхнее
расположение инструмента удобно с точки зрения доступности детали, ее
транспортабельности и наблюдения за процессом обработки. Для этих станков,
несмотря на разнообразие конструктивных форм, характерна вертикальная
компоновка по оси Z и соответственно вертикальная форма станин.
4. Веерообразное расположение узлов инструмента 1 по отношению
к детали 2 (рис. 331, г). Для станков этой группы характерно наличие
нескольких узлов инструмента, которые одновременно обрабатывают деталь
с разных сторон. Сюда относятся карусельные, продольно-строгальные,
продольно-фрезерные и некоторые типы координатно-расточных станков.
Для них характерно наличие жесткой рамы (портала), на которой крепятся
узлы инструмента (строгальные суппорты, фрезерные бабки и др.). Для
менее мощных станков допускается и незамкнутая рама, состоящая из стойки
и траверсы (хобота).
В станкостроении встречаются и другие компоновки, но перечисленные
случаи являются наиболее распространенными и характерными.
2. Неподвижные корпусные детали и узлы
Одной из наиболее ответственных неподвижных корпусных деталей
станка является станина, которая определяет многие его эксплуатационные
качества. Станины могут быть горизонтальными и вертикальными (стойки).
Рис. 331. Схемы компоновки станков
395
Горизонтальные станины тажелых станков устанавливаются
непосредственно на фундамент по всей опорной поверхности. Станины легких
станков устанавливаются на ножки, как, например, у токарных, револьверных,
многих инструментальных и других станков, или на небольшую опорную'
поверхность основания станины (фрезерные, шлифовальные, сверильные
и другие станки).
Сложные станины обычно состоят из отдельных частей (секций
горизонтальной станины, стоек). По своей конфигурации станина с корпусными
деталями может образовать незамкнутый (открытый) контур станка или для
повышения жесткости совместно с перекладинами, траверсами или другими
деталями иметь замкнутый контур (портальные станины). Форма станины
обычно приближается к коробчатой с внутренними стенками и перегородками,
которые нужны для повышения жесткости и для образования отдельных по-
Рис. 332. Профили поперечного сечения станин
лостей и отсеков. Для большего увеличения жесткости часто применяются
ребра специальной конфигурации (см. рис. 330, а).
В поперечном сечении станины и стойки могут иметь различный профиль.
Замкнутый профиль (рис. 332, а) характерен для стоек фрезерных,
сверлильных и других станков. Для горизонтальных станин применяется либо
открытый профиль (рис. 332, б), когда две стенки соединены ребрами той или иной
формы (токарные, револьверные, расточные и другие станки), либо
полуоткрытый (строгальные, фрезерные и другие станки), когда у станины
имеется верхняя или нижняя стенка (рис. 332, в). При необходимости
отводить большое количество стружки станине придают специальную форму,
например, с наклонной стенкой и окнами в боковой стенке (рис. 332, г).
Большинство станин выполняется литыми из чугуна марок СЧ 21-40
и СЧ 32-52. В особо ответственных случаях применяют высокопрочный
чугун с шаровидным графитом. Литые станины при прочих равных условиях
более виброустойчивы, так как чугун имеет большой коэффициент
внутреннего трения и обладает способностью гасить возникающие колебания. Однако
снизить вес станины, который в литых конструкциях достигает 30% веса
станка, заставляет конструкторов изыскать возможность применения
сварных станин. Сварная станина может быть изготовлена в более короткие сроки,
поддается модернизации и исправлению путем приварки дополнительных
ребер и допускает использование для направляющих более качественных
материалов, чем для всей станины. Для тяжелых уникальных станков иногда
делают железобетонные станины.
Главным критерием оценки работоспособности станины является ее
жесткость. Основные расчеты станин относятся к оценке деформаций при
действии на нее рабочих нагрузок. Из-за сложности конструктивных форм
станин аналитическое решение этой задачи затруднительно и возможно
лишь при определенных предпосылках и упрощениях.
Расчет станин на жесткость складывается из следующих этапов: выбор
расчетной схемы станины и определение сил, действующих на станину;
расчет деформаций станины под действием этих сил; сравнение полученных
396
деформаций с допустимыми и уточнение конструктивных параметров станины
для повышения ее жесткости.
Расчетная схема станины выбирается обычно, как балки или рамы.
Для простых -станин — это двухопорные балки с расчетной длиной 1Р
(рис. 333, а), равной расстоянию между ножками станины или между
опорными точками, на которую устанавливается станок с горизонтальной ста-
*
сэ
:Q
*)
Рис. 333. Схемы для расчета станин
LPi
?
i)
ниной. Вертикальные станины (стойки) заменяются консольными балками
или открытыми рамами (рис. 333, б) с расчетной длиной /р = /р, + 1Р2
деформируемой части. Для портальных станин расчетной схемой будет
жесткая статически неопределимая рама. Силы, действующие на станину,
определяются силами резания, весом узлов и обрабатываемых заготовок,
инерционными нагрузками.
штттк
-^щщгрхг^
I11IIII1IH11IIH
JffiTTlfll
liHiiiiiiiiiiiiiiimil
\Мцзг~8 А
A-tgoc
5)
B-tgoc
Мизг ~Г
Мк
Рис. 334. Схема сил, действующих
на корпусные детали токарного станка
О)
Рассмотрим в качестве примера расчет сил, действующих на корпусные
детали токарного станка (рис. 334, а). Силы резания действуют на переднюю
и заднюю бабки и на суппорт. При обтачивании в центрах силы,
действующие на передний и задний центры, будут изменяться в процессе резания.
Подсчитаем реакции А и 5, возникающие в плоскости, перпендикулярной
к оси детали. Если G-r- вес детали, ad — ее диаметр, то на передней опоре
za = pA-
Уа = Р9-т+Рх-27; A = VZ2a + Y2a; (191)
на задней опоре
ZB
Р — -
YB = pe±-px±; b = VW+y%.
(192)
397
Осевая сила ХА, действующая на переднюю бабку, слагается из
составляющей силы резания Рх9 из осевой составляющей полной реакции на
центре (рис. 334,6), равной A tga, и из силы предварительной затяжки
Со^0,25 РХУ т. е.
ХА = Рх + A tga + C0. (193)
Осевая сила Хв, действующая на заднюю бабку, изменяется в процессе
резания, так как сила Рх разгружает задний центр, ослабляя
предварительную затяжку С0. Для расчета можно принять максимально возможное
значение осевой силы Хв:
XB = Btga + C0. (194)
Силы резания, действующие на суппорт, передаются на станину и
создают относительно ее оси изгибающие и крутящие моменты. В вертикальной
плоскости станины приложен внешний изгибающий момент М = Рхс, где
с — расстояние от оси центров станка до оси станины. Максимальный
скручивающий момент Мх — Рус.
На рис. 334, а показаны эпюры изгибающих моментов в вертикальной
(Мизг—В) и горизонтальной (Л1изг—Г) плоскостях и эпюра крутящих
моментов Мк. Эти эпюры необходимы для расчета деформации станины и
других узлов.
Расчет деформаций станины под действием внешних сил является
наиболее сложной задачей. В случае замкнутого профиля поперечного сечения
(рис. 332, а) деформации могут быть рассчитаны обычными методами
сопротивления материалов на основании расчета соответствующих моментов
инерции сечения. Если по длине балка имеет переменное .сечение, то за
расчетное выбирается сечение, находящееся на расстоянии 1/3 длины от
наибольшего. Влияние поперечных ребер и перегородок на жесткость изгиба и
кручение при замкнутом контуре невелико и может не учитываться.
Если в стенках станин и стоек имеются окна, необходимые для
размещения механизмов и аппаратуры, то это ослабляет жесткость станины. При
изгибе наибольшее влияние оказывают окна, расположенные в стенках,
перпендикулярных плоскости изгиба и максимально удаленных от
нейтральной оси сечения.
При кручении больше ослабляют окна, находящиеся в узкой стенке.
Влияние окон при большой их длине весьма значительно и может понижать
жесткость на кручение в 2—10 раз. Коэффициент понижения жесткости
может быть определен расчетным методом или по графикам.
При расчете деформаций станин незамкнутого профиля (рис. 332, б)
необходимо учитывать влияние ре^ер, соединяющих стенки станины. Как
показали экспериментальные исследования ЭНИМСа, ребра не оказывают
существенного влияния при изгибе станины в вертикальной плоскости и при
определении деформации можно брать момент инерции сечения Jy
относительно нейтральной оси Y—Y (рис. 335, а). В случае необходимости
увеличения жесткости в вертикальной плоскости следует либо делать приливы
(ребра) на внутренней стенке станины, либо стенки делать двойными.
При изгибе в горизонтальной плоскости ребра оказывают существенное
влияние на жесткость. Если бы ребра отсутствовали, то изгиб стенок
происходил бы относительно нейтральной оси сечения каждой стенки Zx и жесткость
была бы очень низкой. Наоборот, при абсолютно жестких ребрах обе стенки
станины будут работать как одно целое и момент инерции J2 должен быть
подсчитан относительно оси Z. В действительности ребра, соединяющие
стенки станины, не обеспечивают работы двух стенок как одно сечение, и
расчетный момент инерции /р может быть в первом приближении, получен на
основании экспериментального коэффициента /Сизг, оценивающего жесткость
398
ребер при работе на изгиб: Jp = /Сизг*/г- Для прямоугольных (поперечных)
ребер /СИзг = 0,1-5- 0,2 (рис. 335, а), для П-образных /СИЗг = 0,3 -ь 0,45
(рис. 335,6), для диагональных КизГ'= 0,4 —0,5 (рис. 335, в). Из этих
данных, полученных для станин токарных станков, видно существенное
влияние типа ребер на жесткость станины при изгибе. При уточненных
расчетах станины рассматриваются как плоские рамы (поперечные ребра) или
фермы (диагональные ребра). При
решении данной статически
неопределимой системы применительно
к случаю нагружения станины
сосредоточенной силой,
приложенной в середине (рис. 335, я),
получены формулы расчета
приведенной жесткости сечения. Эти
значения следует подставить в обычную
формулу деформации при изгибе
двухопорной балки.
У—*
П
/г
U
В
т
~Ъ
а)
6)
6)
Рис. 335. Формы ребер станин
Рис. 336. Схемы для расчета станины
на кручение
При расчете на кручение замкнутых профилей станины можно
пользоваться соответствующими формулами для тонкостенных профилей (рис. 336, а),
например
где ф — угол закручивания в рад;
L — расчетная длина станины в м;
и — модуль упругости второго рода в н/м2;
Мк—крутящий момент в н-м;
F — площадь, ограниченная средней линией стенок, в м2;
lt — длина участка контура в м;
8{ — толщина участка контура в м.
При одинаковой толщине 6 стенок V -ф = -*-, где П — периметр
профиля по средней линии.
Незамкнутые профили обладают значительно более низкой жесткостью
на кручение, чем замкнутые. Если сравнить жесткость на кручение двух
профилей одинакового размера — замкнутого и состоящего из двух стенок,
соединенных ребрами, то получим следующие коэффициенты понижения
жесткости на кручение Ккр (для токарных станков): Ккр =0,1 -т- 0,2 для
прямоугольных (поперечных) ребер; Ккр = 0,15 ч- 0,3 для П-образных
ребер; /Скр = 0,25 ч- 0,4 для диагональных ребер.
Допустимые значения деформаций станины должны определяться в
первую очередь из условия высокой точности обработки. Поэтому рассчитывается
перемещение инструмента (или детали) в направлении, влияющем на точность
399
обработки. Так, например, для токарных станков следует подсчитать
суммарное перемещение резца /с в радиальном направлении, в результате деформации
станины:
fc = /г + фс м, (196)
где /Р — деформация станины от изгиба в горизонтальной плоскости под
резцом в м;
Ф — угол закручивания станины в сечении под резцом в рад.;
с — расстояние от оси станины до линии центров станка в м (см. рис. 334).
Деформация станины должна составлять лишь часть допускаемых
деформаций резца (не более 10%), поскольку главную роль играет жесткость
суппорта. Для токарных станков средних размеров суммарная деформация
станин, приведенная к инструменту, лежит в пределах fc =(0,04 ~0,07)х
X 10~3 м. Деформация пропорциональна
радиальной составляющей силы
резания Рд\
U = K?§-im. (197)
Для ответственных моделей
токарных станков коэффициент К имеет
следующие значения: К = 105 (мод. 1А62),
К = 84 (мод. 1К62) и К = 68 (мод. 1620).
Из этих данных видно, что станины
более новых моделей и станины
прецизионных станков имеют повышенную
жесткость.
Расчеты и анализ жесткости станин
позволяют сделать выводы о выборе
Рис. 337. Расчетная схема портала: рациональных конструктивных парамет-
1 ^ перекладина; 2 - поперечина (траверса) р0В СТЭНИНЫ. Так, ДЛЯ СТаНИН ТОКарНЫХ
станков существенное влияние на
жесткость оказывает ширина станины В, которую следует выбирать примерно
равной высоте Я. Для коротких станин влияние конструкции ребер
невелико, а для длинных лучшие показатели дают диагональные ребра.
Жесткость станин с замкнутым профилем всегда выше, чем при любом типе ребер
(рис. 336, б).
Необходимо отметить, что при упрощенных расчетах станин можно
вместо деформаций определить наибольшие напряжения, которые не должны
превосходить 10—12 Мн/м2. Такие низкие значения напряжений диктуются
условием длительного сохранения точности станин и косвенно учитывают
условие жесткости.
Перекладины и траверсы как элементы портальной (рамной) конструкции
также рассчитываются из условия их жесткости. При этом следует выявить
то направление деформаций элементов портала, которое наибольшим образом
влияет на точность обработки.
Исследование баланса упругих перемещений в портальных станках
показало, что жесткость портала оказывает существенное влияние на точность
обработки в основном при перемещении инструмента в направлении оси X
(рис. 337). При выборе расчетной схемы соединение поперечины со стойками
полагается шарнирным, а портал рассматривается как симметричная рама.
Жесткость станков портального типа рекомендуется рассчитывать при таком
положении верхнего суппорта, когда точка приложения силы расположена
на оси стола или планшайбы.
При нагружении системы силой Рх стойки портала будут испытывать
р
изгиб в плоскости меньшей жесткости под действием силы Р = -—- и кручение
4О0
под действием момента М — ~~-, где Ь — расстояние от оси, проходящей
через центры тяжести сечений стойки, до плоскости направляющих стойки.
Под действием этой нагрузки и определяются перемещения стоек в месте
соединения с траверсой (поперечиной), характеризующие жесткость портала.
Жесткость перекладины ) оценивается совместно с работой всей рамы.
Для повышения жесткости перекладины можно применять более развитую
верхнюю стенку, как это принято в продольно-фрезерных станках. Жесткость
траверсы 2 (поперечины) может в первом приближении рассматриваться,
как для балки на двух шарнирных опорах.
3. Подвижные корпусные детали и узлы
Подвижные корпусные узлы предназначены либо для закрепления и
рабочего перемещения обрабатываемой детали (столы фрезерных, строгальных,
расточных, шлифовальных станков, планшайбы карусельных и зубофрезерных
станков), либо для установки и рабочего перемещения режущего инструмента
(суппорты токарных, револьверных и зубофрезерных станков, ползуны
поперечно-строгальных и долбежных станков). Все эти узлы имеют прямолинейные
или круговые направляющие, которые оказывают большое влияние на
обеспечение точности и долговечности станка, и поэтому рассмотрены отдельно
в главе XXIV.
Столы. Для столов станков характерна коробчатая форма и наличие
плоскости с пазами для установки и закрепления детали. Для увеличения
жесткости тело стола, как правило, усиливают продольными и поперечными
ребрами. Тяжелые столы, например, продольно-строгальных станков часто
делают составными.
Узел стола может быть относительно простым и состоять из одного стола,
перемещающегося по направлнющим станины, или из нескольких корпусных
деталей (салазок, стола, поворотной части), перемещающихся относительно
друг друга и образующих общий сложный узел.
На стол станка действуют изгибающие и крутящие моменты, поэтому
целесообразно применять сечения замкнутого профиля. В первом
приближении расчет столов на жесткость можно вести без учета ребер. Полученный
результат будет соответствовать заниженной жесткости, и поэтому при
наличии ребер будет дополнительная гарантия правильной работы стола.
Допустимые значения деформации стола выбирают, исходя из требований
прямолинейности рабочей поверхности стола, на которую устанавливается деталь,
и из условия нормальной работы направляющих прямолинейного движения.
Суппорты станков отличаются большим разнообразием конструкций.
При необходимости обеспечить разнообразное перемещение инструмента
(продольное, поперечное, поворот) они состоят из каретки (салазок) и
собственно суппорта с поворотной частью. В этом случае на выбор размеров и
формы корпусных деталей влияет требование получения минимальной высоты
всей конструкции. Типичным примером таких конструкций являются
суппорты токарных станков средних размеров. Узел суппорта в этом случае
состоит из каретки, перемещающейся по направляющим станины, нижней
части суппорта, которая перемещается в поперечном направлении по
направляющим каретки, поворотной части и верхних салазок, несущих резцовую
головку.
Жесткость суппортной группы определяет как статические перемещения
инструмента относительно заготовки, так и виброустойчивость системы
в процессе обработки. Упругая система суппортной группы может быть
упрощенно представлена, как имеющая постоянный центр жесткости (рис. 338),
относительно которого момент внутренних упругих сил равен нулю [241.
Если сила резания Р, действующая на суппорт, проходит через центр
жесткости, то смещение резца определяется деформациями суппорта по двум
401
главным центральным осям жесткости (Z и Y). Если сила резания не проходит
через центр жесткости, то суппорт, помимо смещения по осям координат,
будет поворачиваться вокруг центра жесткости. Смещение резца в результате
поворота суппорта, которое является основным для оценки точности
обработки, зависит от момента силы Р относительно центра жесткости и
крутильной жесткости суппорта С0.
Жесткость системы суппорта можно привести к вершине резца и
характеризовать эллипсом жесткости с максимальной жесткостью Сшах,
направленной к центру жесткости, и минимальной Cmm, перпендикулярной к ней.
Так, для токарного станка 1А62 координаты центра жесткости ус =0,111 м
к zc =,0,152 м, а показатели жесткости имеют значение: С0 = 13-105 Мн/м
и Сшах = 7,4 Мн/м и Ст1п=24Мн/м [24]. Направление перемещения
Рис. 338. Расчетная схема суппорта то- Рис. 339. Планшайба карусельного станка
карного станка
совпадать с действием силы Ру или, в отдельных случаях, иметь
противоположное направление («отрицательная» технологическая жесткость). Эллипс
жесткости дает подробную характеристику жесткости такого сложного узла,
каким является суппорт.
В тяжелых и многорезцовых станках, где воспринимаются большие
силы, стремятся к коробчатой — более жесткой форме суппортов. На
жесткость суппортной группы основное влияние оказывает жесткость не
корпусных деталей, а стыков. Поэтому главным мероприятием для повышения
жесткости суппорта является упрощение его конструкции и уменьшение
числа стыков, а уже во вторую очередь повышение жесткости самих корпусных
деталей.
Планшайбы станков обеспечивают непрерывное вращение заготовок
у карусельных, зубофрезерных, плоскошлифовальных и других станков.
Планшайба представляет собой круглый стол 2 коробчатой формы,
усиленный радиальными и кольцевыми ребрами (рис. 339).. Планшайба
опирается на круговые направляющие 4 и жестко соединена со шпинделем /.
Для лучшей работы планшайбы, особенно при обработке высоких деталей,
шпиндель выполняется более длинным, так как его опоры воспринимают
часть опрокидывающих моментов. При плоских направляющих опоры
шпинделя воспринимают также сдвигающие силы.
Планшайба 2 карусельного станка (рис. 339) вращается на
призматических круговых направляющих, прикрепленных к станине 5. Привод
планшайбы осуществляется от зубчатого венца 3. В ниженй части шпиндельного
узла 1 предусмотрена регулировка на опорных подшипниках, благодаря
чему воспринимается часть осевой нагрузки.
402
Планшайбы средних и тяжелых станков имеют короткий шпиндель
и две направляющие кругового движения. В карусельных станках больших
размеров применяются две планшайбы — внутренняя и внешняя, для того
чтобы не вращать всю планшайбу при обработке деталей средних размеров
и выбирать рациональные скорости резания.
Привод небольших планшайб может осуществляться от колеса привода
или червячной пары (зубофрезерные станки), а средних и тяжелых — за
венец. Рабочая поверхность планшайбы имеет пазы для установки и
закрепления детали, а в ряде случаев — и отверстие в шпинделе для установки
оправки.
К планшайбам станков предъявляются повышенные требования по
жесткости, так как их деформация приводит к нарушению точности обработки
и правильного контакта в направляющих. На планшайбу действуют: сила
резания, вес детали и планшайбы, силы, возникающие при зажиме детали.
Деформации планшайб могут быть подсчитаны по формулам,
применяемым для круглых пластин, если в них подставить вместо цилиндрической
жесткости ее приведенное значение.
Оптимальная высота планшайбы с точки зрения жесткости должна
быть не менее 0,12—0,16 диаметра. Длинные двухопорные шпиндели
воспринимают некоторую долю опрокидывающего момента и тем самым
увеличивают жесткость планшайбы. Работоспособность планшайб во многом
определяется качеством их направляющих.
4. Температурные деформации корпусных деталей
Температурные деформации корпусных деталей, особенно при
неравномерном нагреве, могут оказать существенное влияние на точность обработки.
Неравномерность нагрева происходит вследствие тепла, выделяемого при
работе отдельных механизмов станка в процессе резания, при циркуляции
охлаждающей жидкости и из-за других причин. В быстроходных станках
важным источником тепловыделения является трение в направляющих.
Температурные деформации станин и стоек могут быть рассчитаны,
если предположить, что эти деформации пропорциональны средним
температурам. Тогда линейные температурные деформации станин
AL = eLtcp м, (198)
где L — длина станины в м;
е — коэффициент линейного расширения в 1/° С (для чугуна е =
= Ю-5 1/° С);
tcp — средняя температура в °С.
Искривление нейтральной оси станины и стрела прогиба, вызванные
неравномерным распределением температур, могут быть определены, если
принять линейное распределение средних температур по высоте сечения
станины и рассматривать станину как балку (рис. 340). При указанных
допущениях стрела прогиба х и угол q> относительного поворота двух сечений
на расстоянии L друг от друга определяются выражениями
* = —2^-; <p = __, (199)
где At — разность средних температур верхней и нижней поверхности
станины в °С;
Н — высота станины в м.
Формулы (199) получены на основании тех же предпосылок, что и при
рассмотрении температурных деформаций станины, скрепленной с
фундаментом [см. формулу (201)]. Средние температуры верхней и нижней
поверхностей станины (сечений), определяющие величину деформаций, могут быть
403
найдены, если известно температурное поле станины. Поэтому при
проектировании станин следует учитывать расположение источников тепла с тем,
чтобы свести к минимуму их температурные деформации. Теплообразование
в быстроходных и нагруженных коробках скоростей может привести к таким
температурным деформациям корпуса коробки, которые отразятся на
точности обработки.
Анализ температурных деформаций корпусов шпиндельных бабок
показывает [53], что они определяются в основном температурными полями
отдельных стенок. Обычно такими стенками являются стенки, несущие опоры
шпинделей. При этом температурные перемещения шпинделей
пропорциональны средней избыточной температуре стенок на участках, входящих
в размерную цепь: станок — деталь — инструмент. Исходя из этого, для
Рис. 340. Схема температурных Рис. 341. Схема температурных
деформаций станины деформаций станины и
фундамента V
в
практических расчетов можно принять, что температурные изменения
данного размера корпусной детали пропорциональны средней температуре
на этом участке; т. е. можно пользоваться формулой (198).
В случае скрепления станины с фундаментом следует опасаться тех
температурных деформаций станины, которые могут возникнуть при колебании
температуры окружающей среды. Причина этих деформаций заключается
в том, что коэффициенты линейного расширения материалов фундамента
(бетона) и станины (чугуна) различны. Поэтому при изменении температуры
их длина становится неодинаковой и станина изгибается.
Необходимо подсчитать величину искривлений станины, так как она
влияет на точность обработки. На рис. 341 приведена расчетная схема для
определения величины искривления станины 6 = OjC. Станину и фундамент
заменяем двумя скрепленными пластинами, выполненными из
соответствующих материалов. Оси пластин проходят через центры тяжести станины Ох
и фундамента 02. Их искривление A lOJSi и А202В2 произошло в результате
того, что каждый метр длины станины и фундамента получил тепловые
приращения, разность которых
Д = аст (tx -t2) - аф (tt - tt) = (аст - аф) (t± -1%)9 (200)
где аст и аф — коэффициенты линейного расширения материала станины
и фундамента в 1/°С;
tx и t2—температуры в цехе при заливке фундамента и в данный
момент в °С.
Следовательно, разница в длинах фундамента и станины будет равна ДА
или половине этой величины на каждую сторону (рис. 341):
6 = R — Rcosy = /?(!— cosv) = 2# sin2 ^.
404
Из треугольников АХКА2 и ОАгС получим
2/i 'ч ~~ 2 sin у "
Подставляя значения у и R в формулу для б, получим,
в—gs-ы. (201)
Данная формула показывает, что чем длиннее станина, тем больше
искривление направляющих станины б. Поэтому длинные станины нельзя скреплять
с фундаментом по всей длине для возможности свободных тепловых
расширений.
Глава XXIV
НАПРАВЛЯЮЩИЕ СТАНКОВ
Направляющие служат для прямолинейного и кругового перемещения
по станине подвижных узлов станка: суппортов, столов, планшайб,
револьверных головок. От точности их изготовления и износостойкости во многом
зависит точность работы станка.
/. Направляющие станков
для прямолинейного движения
Конструктивные формы направляющих скольжения весьма разнообразны.
Если поверхности скольжения образуют охватываемый профиль (рис. 342, а,
в, д, ж), то на них плохо удерживается смазка, и поэтому такие направляющие
чаще применяются при малых скоростях перемещения. Их преимущество —
6) г) е) з)
Рис. 342. Типы направляющих скольжения
более простое изготовление, а также то, что на них не удерживается стружка.
Охватывающие направляющие (рис. 342, б,- г, е, з) более пригодны для
высоких скоростей скольжения, так как хорошо удерживают смазку. Однако
их необходимо надежно защищать от попадания стружки и грязи.
Прямоугольные направляющие (рис. 342, а) просты в изготовлении,
однако они плохо удерживают смазку и легко засоряются, требуют устройств
для регулирования зазоров. Они применяются для медленных перемещений,
например, силовых головок агрегатных станков. Призматические
направляющие (рис. 342, в) применяются при симметричной нагрузке и малых скоростях
перемещения, например, для салазок револьверной головки. У-образные
направляющие (рис. 342, г) пригодны для больших скоростей, например,
для столов строгальных станков. Данный вид направляющих обладает
свойством саморегулирования.
Направляющие в виде ласточкина хвоста (рис. 342, д, е) удобны тем,
что достаточно четырех плоскостей скольжения, чтобы воспринимать нагрузки
во всех направлениях, включая опрокидывающие моменты. Однако эти
направляющие сложны в изготовлении, обладают недостаточной жесткостью и
применяются обычно для малых скоростей перемещения и средних требований
406
Pt
4 1
*A
-. I~
Г '
,
i
,
0,5LB
i ~l I J I 1
Рг
Рис. 343. Расчетная схема направляющих
в отношении точности, например, для поперечных салазок и револьверных
станков (рис. 342, д), столов фрезерных станков малых и средних размеров
(рис. 342, е).
Комбинированные направляющие чаще всего применяются в виде
сочетания плоских и треугольных направляющих. Они упрощают конструкцию
и применяются в токарных, шлифовальных и других станках. Несимметричная
грань выполняется в ряде случаев тогда, когда в станке действует
односторонняя сила с тем, чтобы основная грань была перпендикулярна действующей
силе. Если по станине перемещается несколько суппортов, то направляющие
должны учитывать их взаимное расположение. Иногда применяются круглые
направляющие (рис. 342, ж, з), простые в изготовлении и эксплуатации.
Для регулирования зазоров, возникающих в направляющих при их
износе, применяют регулирующие планки и клинья. Этим повышается
виброустойчивость системы, хотя, как
правило, планки и клинья
снижают статическую жесткость
суппортной группы. При эксплуатации
станка необходимо периодически
подтягивать планки и клинья.
Поэтому большое значение имеет
разработка автоматических методов
компенсации износа [46].
Основной критерий
работоспособности направляющих— их
износостойкость. Они должны длительное время сохранять полученную при
изготовлении точность. На износостойкость направляющих действует много
различных факторов, главными из которых являются: материал и
термическая обработка направляющих станины и суппорта, давления и их
распределение по граням и по длине направляющих, условия работы (смазка,
загрязнение и др.), характер перемещения суппорта или стола (скорость,
величина хода). Направляющие работают обычно в условиях малых и средних
скоростей скольжения (до 1,5 м/с) с небольшими давлениями (обычно до
1 Мн/м2).
При выборе материала для направляющих следует учитывать, что они
составляют в большинстве случаев одно целое со станинами, суппортами,
столами и т. д., которые отлиты из чугуна. Для повышения износостойкости
направляющих, их следует закаливать т. в. ч. или другим способом. Можно
также применять метод электроискрового упрочнения твердыми сплавами.
В станках применяются также закаленные стальные направляющие из
сталей 20Х и 40Х, выполненные в виде планок, которые прикрепляются
к чугунным или сварным стальным станинам.
Для расчета направляющих скольжения необходимо, в первую очередь,
знать характер эпюры давлений между гранями направляющих. Если в
направляющей действует сила (рис. 343), которая смещена от середины на
некоторую величину ХА, то для определения эпюры давлений можно
применять формулы [44]
(202)
где /?х и р2 — наибольшее и наименьшее давления в н/м2;
10 — длина направляющих в м.
Данные формулы получены в предположении линейности эпюры
давлений. При ХА = 0 получим прямоугольную эпюру; рг = р2 = —р- =рср =
din ^
407
= const. При ХА = -^- /0 эпюра давлений будет треугольной; р2 = 0 и р1 =
= 2 /?ср. При ХА t> -^- получим неполное касание по длине направляющих
(раскрытие стыка), что весьма нежелательно. Таким образом, величина
эксцентриситета ХА приложения силы А оказывает сильное влияние на
характер эпюры давлений.
При перемещении суппорта или стола по направляющим станины на них
действует сложная система сил. Внешними силами будут являться силы
резания (Рх, Ру, Рг), тяговая сила, перемещающая суппорт Q = Qx + Q2>
Ч»/и'д>
js
с^Гф.
1
-&*
wsd\
fA
хс U
JUL
Qz**
Ха
е-
ЕЕ
1
v tz:
<
—
—
^
ЕЕ -Т
Л
Тп 1
AslnocS I
/ _
S^ta'
I
II
р :
■■■■ 1»
—li
i
Рис. 344. Схема для расчета нагрузок, действующих в направлении суппорта
и сила веса суппорта G. В результате действий этих сил в направляющих
возникают реакции Л, В и С, которые определяют эпюру давлений в каждой
направляющей.
Рассмотрим методику определения давлений на примере направляющих
токарного станка (рис. 344). Оси координат Х> Y и Z совпадают с
направлением соответствующих сил резания, а начало координат О выбрано в точке
пересечения реакций на треугольной направляющей, а по длине — в
середине направляющих. Координаты приложения реакций в направляющих
обозначены через xAi xB и хс. Проектируя все силы на оси и беря сумму
моментов относительно осей, напишем шесть уравнений статики:
£Х =-/>, +QX-(A +B +C)f = 0;
2 Y = В sin р — A sin а — Рд = 0;
2 Z = В cos р + Л cos а + С — Рг — G — Q2 = 0;
£ М, = PyzP +СУс— РгУр—Gya = 0;
%Мд = PxzP + QZG—PzxP—Q2xG — GxG +
+ A cos ад^ + 5 cos Р*в + Схс = 0;
£ Af2 = Р^Кр + Л sin а*л — РхуР — В sin §хв — Cfyc = 0,
где /— коэффициент трения; / = 0,1 ч- 0,2 при малых скоростях
перемещения (токарные и фрезерные станки), / = 0,05 -~ 0,08 при больших скоростях
перемещения и хорошей смазке (строгальные, шлифовальные станки).
} (203)
408
При записи уравнений (203) координаты приложения сил обозначены
строчными буквами х, у, z с индексом, соответствующей силы (например,
координата силы Р по оси Z будет 2Р).
Неизвестными являются: реакции в направляющих Л, В и С, тяговая
сила Q и координаты хА, хв и хс. Поэтому задача является статически
неопределимой. Все силы могут быть определены из первых четырех уравнений,
так как в них не входят искомые координаты хА, хв и xQ. Следовательно,
на всех трех гранях можно определить средние давления /?ср. Например,
среднее давление на передней грани рсрА== ~^г- В некоторых случаях, при
приближенных расчетах этим можно ограничиться и сравнить полученные
значения давлений с допускаемыми.
Для определения максимальных давлений и, главное, характера эпюры
(имеется ли раскрытие станка) необходимо полностью решить статически
неопределимую задачу и рассчитать координаты хА, хв и xG. Эти методы рас*
чета рассмотрены в специальной литературе [4,44].
После определения эпюр давлений на всех гранях и максимальных
значений давлений необходимо их сравнить с допускаемыми величинами рдоп.
Максимальные допускаемые значения получены из практики работы станков
и соответствуют условиям длительной работы направляющих при нормальных
условиях их эксплуатации (хорошая смазка, минимальное загрязнение
и т. д.). Для чугунных направляющих /?тах = 2,5 ~ 3 Мн/м2 при малых
скоростях скольжения (подачи) и до 0,8 Мн/м2 при больших скоростях
скольжения (скоростях резания). Для шлифовальных станков, где особенно
тяжелые условия с точки зрения абразивного износа ртах = 0,05 -~ 0,08 Мн/м2.
Для тяжелых станков эти значения снижаются в 2 раза, так как ремонт
направляющих этих станков весьма сложен. При расчете по средним
давлениям допускаемые значения рдоп снижаются в 2 раза.
Данный расчет позволяет оценить условия, в которых работают
направляющие, с точки зрения распределения и величины давлений. Этим косвенно
учитывается износ, который зависит и от давления. Однако при расчете
надо учитывать все основные факторы, влияющие на износ направляющих
и на распределение этого износа по поверхности трения и, главное, по длине
направляющих.
Для увеличения срока службы направляющих универсальных станков
с большим ходом суппорта, помимо выбора износостойких материалов,
особое внимание следует обратить на правильную загрузку станка и приемы
работы, обеспечивающие более равномерный износ направляющих по длине.
Нецелесообразно обрабатывать короткие детали на станках с длинными
направляющими, поскольку при больших ходах суппорта направляющие
изнашиваются и приближаются к форме кривой распределения ходов суппорта,
т. е. износ больше в тех зонах, где суппорт чаще перемещался.
Для увеличения срока службы направляющих станков с малым ходом
необходимо стремиться к равномерному характеру эпюры давлений.
Характер эпюры давлений зависит главным образом от конструктивной формы
суппорта и его направляющих. При малых ходах суппорта форма
изношенных направляющих приближается к форме эпюры давлений.
Повышение износостойкости направляющих будет способствовать
длительному сохранению станком точности и виброустойчивости. В практике
применяют разнообразные методы повышения долговечности направляющих.
Большое значение имеет правильный выбор материала направляющих, и их
смазка, конструктивные и эксплуатационные факторы.
Условия эксплуатации сильно влияют на долговечность направляющих.
Изоляция направляющих от попадания на них пыли из воздуха, кусочков
обрабатываемого материала, абразивов оказывает сильное влияние на их
износостойкость. Для защиты направляющих применяют обычные щитки
409
или щитки телескопического типа, а для шлифовальных станков применяются
щитки в виде гармоники (меха). Помимо щитков, применяют различного
рода уплотнения, не позволяющие грязи проникать на поверхность трения.
2. Направляющие скольжения
для кругового движения
Для вращения планшайб и столов станков применяются плоские,
конические и V-образныб направляющие скольжения. Плоские направляющие
наиболее просты в изготовлении и применяются в легких и средних станках,
где радиальные составляющие силы резания могут восприниматься только
шпинделем станка.
Конические направляющие относительно просты в изготовлении и вместе
со шпинделем планшайбы воспринимают радиальные нагрузки. Их
недостатком является трудность обеспечения соосности направляющих и опор
шпинделя. V-образные направляющие
наиболее часто применяются для
направляющих планшайб хотя технология их
изготовления более сложна. Основную
нагрузку воспринимает пологая
(внутренняя) грань направляющих, так как
между наружными гранями
направляющих планшайбы и станины
предусматривается небольшой зазор для
температурных деформаций.
При рассмотрении нагрузок,
действующих в направляющих кругового
движения, необходимо учитывать работу
подшипников шпинделя планшайбы,
которые воспринимают часть
радиальных, а в ряде случаев и осевых
нагрузок.
Для круговых направляющих
столов применяются те же материалы, что
и для направляющих поступательного
движения. Кроме того, находят применение цветные сплавы, например,
ЦАМ 10-5 и баббит Б16 в паре с чугуном. Эта пара обеспечивает достаточную
износостойкость и не создает задиров. Перспективным для направляющих
является применение пластмасс в виде накладных планок на суппорты
и столы. Для этих целей применяются текстолит, кордоволокнит,
винипласт, а также полиамиды (капрон и найлон).
Круговые направляющие скольжения рассчитываются обычно по
среднему давлению р и максимальной окружной скорости скольжения vm^.
Средние давления определяются с учетом веса всех вращающихся частей
(узел планшайбы, обрабатываемая деталь) и вертикальных составляющих
сил резания. Для чугунных направляющих планшайб допустимое значение
принимается равным: при диаметре планшайб до 3 м рдоп = 0,3 -т- 0,4 Мн/м2;
при диаметре свыше 3 м рдоп = 0,15 н- 0,2 Мн/м2.
Низкие давления выбираются для уменьшения износа направляющих.
Увеличение скорости скольжения имеет положительное значение для
обеспечения жидкостного трения, но может способствовать появлению
нежелательных форм износа при смешанном трении/ В последнем случае следует
ограничивать vmax до 3—3,5 м/с в случае применения текстолита и цветных
сплавов.
Износ круговых направляющих в случае эксцентричной нагрузки
(рис. 345) будет равномерным по окружности для вращающейся планшайбы
(U\ = U{) и неравномерным для направляющих станины (U2 > U'2). Ha-
Рис. 345. Схема износа направляющих
кругового движения
410
правляющие станины испытывают неодинаковую нагрузку, и в зоне действия
силы резания будет наибольший их износ. В результате при износе
направляющих планшайба будет стремиться занять наклонное положение, что
отразится на точности обработки. Угол наклона а плоских круговых
направляющих при абразивных закономерностях изнашивания можно подсчитать
по формуле [44]
где k — коэффициент абразивного изнашивания направляющих станины
в м2/н;
Р — вертикальная нагрузка на планшайбу в н;
п — частота вращения планшайбы в об/с;
а — ширина направляющих в м;
р — эксцентриситет приложения равнодействующей силы в м;
t — время работы планшайбы в с.
Равнодействующая сила Р в вертикальной плоскости складывается
из сил веса вращающихся частей станка (планшайба и деталь) и
составляющей силы резания, т. е. Р = Ру + G.
Формула (204) показывает, что угол поворота планшайбы увеличивается
с течением времени и его значение зависит от режимов работы (Р, п) и
эксцентриситета нагрузки. При широких направляющих угол поворота
планшайбы меньше. При высоких скоростях вращения планшайбы в
направляющих скольжения может возникнуть жидкостное трение, которое обеспечит
длительную работу направляющих без износа. Для создания
гидродинамического эффекта на направляющих станины выполняют специальные скосы,
и тогда каждый сегмент направляющей состоит из горизонтального и
наклонного участков [44 L Недостатком в этом случае будет «всплывание»
планшайб, поскольку толщина масляного слоя зависит от нагрузки и частоты
вращения.
На работу круговых направляющих оказывают влияние и
температурные деформации. При V-образных направляющих температурные деформации
планшайбы приводят к возрастанию давлений на внутренней крутой
направляющей и возможности появления задиров и заклинивания.
Вводя специальные ребра,между направляющей и противоположными
стенками планшайбы, можно увеличить теплоотвод от направляющих и
уменьшить температурные деформации.
Для значительного уменьшения трения в направляющих в последние
годы ведутся исследования аэростатических направляющих, в которых
между направляющими суппорта и станины создается воздушная подушка
путем подачи воздуха под давлением 0,3—0,6 Мн/м2. Воздух подается по
просверленным в суппорте каналам и через жиклеры попадает в специальные
карманы, где создаются локальные аэростатические подушки. Коэффициент
трения аэростатических направляющих очень мал и может достигать
значений 0,0005, зазор в направляющих — порядка 2—4 мкм, а жесткость —
больше 100 н/мкм. Чем меньше объем подводящего кармана (канавки),
тем устойчивее аэростатические опоры.
3. Направляющие качения
В последние годы в станках все шире применяются направляющие
качения, где трение скольжения заменяется трением качения шариков
или роликов по закаленным направляющим (планкам) станины и стола
или суппорта. Характерно применение направляющих качения в коорди-
натно-расточных, шлифовальных, копировальных, карусельных и других
станках. При этом не только значительно уменьшаются силы трения и
пропадает прерывистое движение, вызванное при скольжении эффектом
прилипания, но и уменьшается износ сопряжения.
411
На рис. 346 показаны поперечные сечения стола с шариковыми
(рис. 346, а) и роликовыми (рис. 346, б, в) направляющими качения. Тела
качения, помещенные в плоский сепаратор, располагаются между
закаленными направляющими стола и станины. Так как при движении стола
осуществляется качение шариков по направляющей станины, то они проходят
лишь, половину того расстояния, на которое перемещается стол станка.
Это заставляет делать длину сепаратора с шариками короче длины стола
на половину его хода. Для больших перемещений стола применяется
конструкция, в которой шарики находятся
без сепаратора и при перемещении
стола попадают в специальные желобки
и непрерывно циркулируют по
замкнутому контуру.
Направляющие качения для
планшайб выполняются в виде обычных или
специально выполненных подшипников
качения. Направляющие качения, как
правило, рассчитывают на основании
формул для контактных напряжений и
деформаций по теории Герца—Беляева.
При работе направляющих качения
желательно создать условия для более
длительной их работы с малым износом
(смятием) и большим сроком службы
до наступления усталости
поверхностных слоев у тел качения. Поэтому
допускаемые напряжения, выбираемые
по общим правилам, занижаются и составляют, например, для роликовых
направляющих точных станков (координатно-расточных, шлифовальных)
100—150 Мн/м2.
С точки зрения контактной жесткости направляющие скольжения
и шариковые направляющие качения в среднем равноценны. Но на жесткость
направляющих качения сильное влияние оказывает предварительный натяг.
С увеличением натяга жесткость направляющих вначале резко
увеличивается, а затем, по достижении определенной величины натяга, изменяется
мало.
Жесткость направляющих качения лучших форм с предварительным
натягом (при оптимальной его величине) может превышать жесткость
направляющих скольжения в несколько раз. Эксперименты показали [26],
что направляющие качения позволяют осуществлять малые установочные
перемещения с высокой точностью. При высокой жесткости привода
погрешность установки характеризуется величинами порядка 0,1—0,2 мкм. При
малой жесткости привода точность установки снижается.
Рис. 346. Направляющие качения стола
Глава XXV
ШПИНДЕЛЬНЫЕ УЗЛЫ
1. Шпиндели станков и компоновка
шпиндельных узлов
Шпиндель является одной из наиболее ответственных деталей станка.
От него во многом зависит точность обработки. Это заставляет предъявлять
к шпинделю целый ряд дополнительных требований по сравнению с
обычными валами. Конструкцию шпинделя определяют следующие факторы:
а) требуемая жесткость шпинделя; расстояние между опорами, наличие
отверстия для пропуска материалов или других целей;
б) приводные детали (зубчатые колеса, шкивы) и . их расположение
на шпинделе;
в) тин подшипников, которые определяют посадочные места под них;
г) метод крепления патрона для детали или инструмента, что определяет
конструкцию переднего конца шпинделя.
В результате перечисленных требований шпиндели современных станков
имеют достаточно сложную форму. К ним предъявляются высокие требования
по точности изготовления, так как часто половина всех проверок на
точность, которые производятся при изготовлении станка, приходится на
шпиндельный узел. Технические условия на изготовление шпинделей
устанавливаются в соответствии с требованиями ГОСТа к точности станка данного
класса.
Например, для шпинделей прецизионных станков средних размеров
биение поверхностей под подшипники относительно оси шпинделя
находится обычно в пределах 1 мкм. Овальность й конусность шейки шпинделя
обычно лежит в пределах 2 мкм. Все это говорит о высоких требованиях
к шпинделю станка, а также ко всему шпиндельному узлу.
Компоновка шпиндельных узлов в станке в сильной степени связана
с компоновкой всего станка, так как шпиндель является одним из главных
его элементов. Вариант расположения шпиндельной бабки однопозиционных
станков можно видеть на рис. 331. При работе прецизионных станков
(токарных, координатно-расточных и др.) стремятся выделить шпиндель в
самостоятельный конструктивный узел, отделив его от коробки скоростей. Этим
значительно уменьшается передача на шпиндель вибраций и динамических
нагрузок, возникающих в приводе. Компоновка шпиндельных узлов
многошпиндельных станков имеет свою специфику. Здесь расположение узла
шпинделя зависит от положения в пространстве оси станка X—X
(вертикальная или горизонтальная) и расположение по отношению к ней осей
вращения шпинделей Z—Z (рис. 347). Ось станка X—X обычно совпадает
с осью вращающегося стола или шпиндельного барабана.
Для сокращения площадей и удобства обслуживания в
многопозиционных станках широко распространена вертикальная компоновка. Если деталь
в период обработки вращается, то удобнее располагать ось вращения
шпинделя Z параллельно оси стола (рис. 347, а). К этой группе относятся
многошпиндельные автоматы и полуавтоматы последовательного и параллельного
действия для токарной обработки и сверлильно-расточных работ.
Расположение оси вращения шпинделя перпендикулярно оси стола (рис. 347, б) —
413
более редкий случай. Обработка неподвижных деталей характерна для
агрегатных сверлильно-расточных станков с поворотным столом (рис. 347, в),
где шпиндели компонуют в многошпиндельных головках.
Горизонтальная ось стола, когда стол превращается в шпиндельный
барабан, характерна для большой группы многошпиндельных токарных
автоматов и полуавтоматов (рис. 347, г), а обработка неподвижных деталей
на барабане с горизонтальной осью вращения производится, например,
на барабанно-фрезерных станках (рис. 347, д) с непрерывным вращением
барабана или на многопозиционных станках с компоновкой, подобной
представленной на рис. 347, г.
Рис. 347. Расположение шпиндельных узлов в многопозиционных станках
Весьма важным является выбор материала шпинделя. Средненагружен-
ные шпиндели, не работающие на износ (шпиндели в подшипниках качения),
изготовляются обычно из стали 45 с улучшением (закалка и высокий
отпуск). При повышенных силовых нагрузках применяют сталь 45 с низким
отпуском. Для шпинделей, требующих высокой поверхностной твердости
и вязкой сердцевины, применяется сталь 45 с закалкой т. в. ч. и низким
отпуском. При повышенных требованиях применяются стали 40Х, 38ХМЮА,
38ХВФЮА (шпиндели быстроходных станков), 20Х с цементацией, закалкой
и отпуском, 12ХНЗ (быстроходные и тяжелонагруженные шпиндели) и
другие малолегированные стали. Сталь 65Г применяется для крупных
шпинделей.
В качестве примера конструктивного оформления шпиндельного узла
на рис. 348 показан шпиндель пруткового автомата на подшипниках качения
с приводом от зубчатых колес, а на рис. 349 — узел передней бабки кругло-
шлифовального станка со шпинделем в подшипниках скольжения и с клйно-
ременным приводом.
В первом случае шпиндель 1 несет внутри и на конце механизмы зажима
и подачи прутка. Опоры шпинделя, особенно на переднем конце, должны
воспринимать значительные осевые и радиальные нагрузки при высокой
точности вращения. На шпиндель действуют как осевые, так и радиальные
нагрузки. Шпиндель шлифовального станка (рис. 349) должен обеспечить
414
высокую виброустойчивость, поэтому здесь применены подшипники
скольжения и ременный привод. Шпиндель выполнен сплошным. Он воспринимает
в основном только радиальные нагрузки. Из этих примеров видно, что
шпиндельные узлы достаточно разнообразны по конструкции и к ним
предъявляются требования, специфичные для данного типа станка.
Весьма важным с точки зрения конструктивного оформления узла
является выбор передач на шпиндель. Он зависит, в первую очередь, от
частоты вращения и передаваемой силы. Зубчатая передача более проста
и компактна и передает значительные крутящие моменты. Однако из-за
ошибок шага она не всегда обеспечивает высокий класс чистоты обработки
и, как правило, не применяется на шлифовальных, координатно-расточных,
отделочно-токарных и других станках. В станках с переменными силами
резания (например, во фрезерных) с зубчатыми передачами уменьшается
плавность вращения шпинделя и возрастают динамические нагрузки в
деталях коробки скоростей. Поэтому передача вращения шпинделю зубчатыми
колесами применяется для частот вращения не выше 35 об/с.
Для привода шпинделя применяются как плоскоременные, так и клино-
ременные передачи. При расчете привода шпинделя характер нагрузки
на шпиндель учитывается коэффициентом К> на который умножается зна-
415
чение окружной силы: К = 1 при спокойной работе (токарные, сверлильные,
шлифовальные станки), К = 1,15 при значительных колебаниях нагрузки
(фрезерные, зубофрезерные станки) и /С = 1,4 при ударной нагрузке
(долбежные, зубодолбежные, строгальные станки).
Ременный привод может обеспечивать частоту вращения шпинделя
100 об/с и выше, когда окружные скорости ремня доходят до 60—100 м/с.
Однако для привода еще более скоростных шпинделей (например, внутри-
шлифовальных станков) ременная передача уже не может обеспечить
передачу требуемых нагрузок, так как под ремнем создается «воздушный мешок»
и возможна его неустойчивая работа. В этом случае привод шпинделя может
осуществляться пневматической турбиной до 1667 об/с или
электрошпинделем, который применяется при частотах вращения 2500 об/с и выше.
Высокочастотные электрошпиндели, которые представляют асинхронные
электродвигатели с короткозамкнутым ротором на 200—800 Гц, несущие
шлифовальный круг, являются лучшим типом для быстроходных шпинделей
внутришлифовальных станков.
2. Расчет шпинделей
Шпиндели, как правило, рассчитываются на жесткость, и лишь для
тяжело нагруженных шпинделей производится поверочный расчет на
прочность. Основным видом деформации шпинделя, влияющим на точность
работы станка, является изгиб.
Опоры шпинделей в зависимости от их типа создают различные условия
для поворота шпинделя при его изгибе. Поэтому в качестве расчетной схемы
при расчете на жесткость шпиндель
t заменяют балкой на двух опорах, при-
3£ Jk> чем тип опоры выбирается в
зависимости от типа подшипника (рис. 350).
При двух шариковых подшипниках
качения расчетная схема в первом при-
Мп ближении принимается в виде балки
>^ j на двух ножевых опорах (рис. 350, а).
35£ ^ Если в передней опоре два подшипника
У . качения или один роликовый, то можно
|—^ 1 считать, что шпиндель в этом сечении
5?£ \ 9^Г^ не поворачивается (рис, 350, б). Если
о. а | в передней опоре подшипник скольжения
а^^р* (рис. 350, в)у то он создает определенный
* реактивный момент Мр, который в пер-
Рис. 350. Расчетные схемы шпинделей ВОм приближении равен 0,3—0,35 от
изгибающего момента в передней опоре.
При двух подшипниках скольжения (рис. 350, г) следует вначале
определить прогиб уг при деформации шпинделя в пределах радиального зазора
подшипников. В этом случае рассматриваем его как балку на двух ножевых
опорах. Если сила вызывает большую деформацию, то следует подсчитать
прогиб у2 конца шпинделя, той части силы, которая деформирует его как
консольную балку с заделкой в передней опоре. Суммарный прогиб
У^Ух+Уъ- К прогибу шпинделя следует добавлять его деформацию
на упругих опорах, рассматривая при этом шпиндель, как жесткое тело.
При определении прогиба шпинделя в первом приближении допустимо
брать средний момент инерции по основному участку шпинделя или
определять его по расчетному среднему диаметру:
d %dih * (205)
где dt и lt — диаметры и длины участков шпинделя;
L — общая длина шпинделя.
ф
St.
'■&
&>
'<&
*>
'Ли.
«)
6)
В)
'•#
#Т.
W
М
аи
•777:
4LLL
V
\
{,
1
I-L
416
Для шпинделей с резкими переходами сечений при уточненных расчетах
следует строить упругую линию шпинделя, как ступенчатого вала со своим
моментом инерции сечения на каждом участке. При расчетах шпинделей
на жесткость необходимо в первую очередь составить схему сил,
действующих на шпиндель, и оценить их величину. Внешние силы, действующие
на шпиндель, включают: силы резания Р = Рх + Ру + Р2> которые
зависят от режима резания; давление на шкив от натяжения ремня или реакция
от приводного колеса; вес шпинделя; дисбаланс вращающейся системы
шпинделя; центробежные силы, действующие на тела качения (для быстроходных
шпинделей); предварительный натяг в [подшипниках (для подшипников
качения). Данные силы вызывают реакции в опорах, при расчете которых
часто можно пренебречь силами веса шпинделя и центробежными силами.
Рис. 351. Варианты расположения приводного зубчатого колеса шпинделя
При расчете жесткости шпинделя особый интерес представляет
деформация его переднего конца, на котором закреплен инструмент или заготовка.
Допустимая величина прогиба должна определяться, исходя из точности
обработки на станке. Погрешности обработки, вызываемые прогибом,
составляют некоторую долю допуска обрабатываемой детали. В том случае, если
трудно произвести аналитический расчет всех погрешностей, возникающих
при обработке, допустимый прогиб шпинделя берется, исходя из опыта
эксплуатации станков. Можно принимать его равным V3 допустимого биения
шпинделя. Часто пользуются также зависимостью
Уяоп = (0,0001 ч- 0,0002) /,
где г/дОП — допустимый прогиб конца шпинделя;
/ — расстояние между опорами шпинделя.
Максимально допустимый угол поворота конца шпинделя 0тах ==
= 0,001 рад. На величину деформации шпинделя и реакцию в опорах влияет
положение приводного колеса, сцепленного с зубчатым колесом шпинделя
(рис. 351, а). В положении / (рис. 351, б) результирующая сила /?, которая
определяет величины реакции /?х и R.^ в передней и задней опорах,
получается как сумма силы резания Р и силы на колесе QIt т. е. R = Р + Qx.
В положении // R = Р — Qn- С точки зрения давления в передней опоре
случаи // выгоднее, так как возникающая реакция меньше. Однако с точки
зрения прогиба конца шпинделя схема / более благоприятна, так как при
этом yi <i yu. Поэтому схему / чаще применяют в точных станках, а схему
// — в станках для черновой обработки.
Высокоскоростные шпиндели шлифовальных, токарных, сверлильных
и других станков должны обладать высокой виброустойчивостью, так как
вибрации шпинделя непосредственно сказываются на классе чистоты
обрабатываемой поверхности,
14 Н. С. Колев и др.
417
В шпинделях станков наблюдаются как поперечные, так и крутильные
колебания. По характеру они могут быть вынужденными и автоматическими.
В обоих случаях основной характеристикой шпинделя для оценки его
виброустойчивости является частота его собственных колебаний fc. Обычно чем
ниже частота этих колебаний системы, тем меньше ее виброустойчивость,
так как для возбуждения колебаний на низкой частоте нужна меньшая
.энергия возбудителя колебаний.
Поскольку шпиндель и закрепленные на нем детали (колесо или шкив,
патрон) имеют сложную конфигурацию, частота /с собственных колебаний
может быть определена лишь приближенно.
Расчетная схема для определения fc показана на рис. 352. Если
исходить из предпосылки, что упругие линии прогиба шпинделя от его веса
и центробежных сил подобны, то низшую
частоту собственных колебаний можно
определить по формуле
wr
Ws
/<
-W
8 Ъ WiVi
А \Ур \Уз Уь\ №
Рис. 352. Расчетная схема для
определения частоты собственных колебаний
шпинделя
где Wr
вес отдельных элементов, на
которые разбита колеблющаяся
система;
yt — прогибы под действием веса всей
системы в точке приложения
сил веса Wh включая
деформации опор;
g—ускорение свободного падения.
Применение шкивов из легких сплавов, а также дополнительных опор
для приводного шкива, когда его масса не соединена с массой шпинделя,
существенно повышают значение /с. Применение более жестких опор
(предварительный натяг подшипников качения), увеличение жесткости самого
шпинделя и в ряде случаев третьей опоры также повышают значение частоты
собственных колебаний шпинделя.
Расчет шпинделей на виброустойчивость заключается в сравнении
частоты собственных колебаний шпинделя и частоты вынужденных
колебаний с целью избежать явлений резонанса. Инженерных методов расчета
шпинделей с учетом явлений автоколебаний в настоящее время не
разработано, хотя известны основные способы борьбы с автоколебаниями.
В шпиндельных узлах с подшипниками качения источником колебаний
может явиться переменная жесткость опор. Частота возмущения /в будет
равна числу шариков или роликов, проходящих в секунду в направлении
действующей силы:
где п — частота вращения шпинделя в об/с;
D — диаметр беговой дорожки внутреннего кольца в м;
d и z — диаметр (в м) и число тел качения.
Если источником вынужденных колебаний является дисбаланс
шпинделя, то частота возмущающей силы будет равняться частоте его вращения,
т. е. fB = п- Для избежания резонанса необходимо, чтобы частота
собственных колебаний шпинделя /с и частота возмущающей силы /в
отличались, по крайней мере, на ± (25—30%). Однако если точность
определения /с невелика, то лучше, если частоты /с и /в отличаются в несколько
раз.
Крутильные колебания шпинделей обычно имеют для работы
шпиндельной группы меньшее значение. Однако для станков с прерывистым резанием,
418
таких как фрезерные, зубофрезерные и др. крутильные колебания шпинделя
и всего привода могут привести к неравномерности вращения шпинделя
и к дополнительным динамическим нагрузкам.
3. Подшипники качения
Работа шпинделя зависит от типа его опор. Как было указано, жесткость
шпиндельного узла, его виброустойчивость, а также точность вращения
связаны с конструкцией опор. В качестве опор шпинделей применяются
подшипники качения и скольжения с жидкостным трением. Иногда оба
типа подшипников могут быть применены с одинаковым успехом. Однако
в большинстве случаев условия работы шпинделя определяют и наиболее
целесообразный тип подшипников.
К опорам шпинделей предъявляются следующие основные требования:
1. Высокая точность вращения, поскольку отклонение оси вращения
шпинделя непосредственно отразится на точности обработки. Поэтому как
к подшипникам качения, так и к подшипникам скольжения шпинделей
предъявляются особые, более высокие требования по сравнению с
подшипниками обычных валрв. Биение шпинделя обычных станков средних
размеров находится в пределах 0,01—0,03 мм, а для прецизионных станков
доходит до нескольких микрон.
2. Опоры шпинделей должны быть долговечны. Нормальный срок
службы подшипников качения принимается до 5000 ч.
3. Виброустойчивость опор — важное условие для работы
высокоскоростных шпинделей. Современные прецизионные подшипники качения
отвечают требованию виброустойчивости. Подшипники скольжения
обладают способностью гасить колебания, т. е. оказывать демпфирующее действие
благодаря масляному слою.
4. Для универсальных станков необходимо, чтобы подшипники работали
одинаково надежно во всем диапазоне применяемых скоростей и нагрузок.
В этом отношении неоспоримое преимущество подшипников качения.
5. Эксплуатационными преимуществами (легкость замены, меньший
уход и т. п.) также обладают подшипники качения, поэтому они получили
наибольшее распространение в станках. Для станков с более постоянным
режимом работы, где редки периоды пуска станка и требуется высокая
виброустойчивость шпинделя, с успехом применяются подшипники
скольжения. К таким станкам в первую очередь относятся шлифовальные станки.
Следует иметь в виду, что на точность вращения шпинделей и их
жесткость в опорах большое влияние оказывает точность шейки шпинделя.
При вращении шпинделя в подшипниках скольжения из-за овальности
шейки происходит соответствующее искажение формы обработанной детали.
При работе шпинделя в подшипниках качения малая жесткость
внутреннего кольца подшипника приводит к тому, что погрешность формы шейки
шпинделя почти полностью переходит на дорожки качения. Поэтому допуски
на форму и размер шейки шпинделя должны соответствовать допускам
прилегающего элемента подшипника.
Анализ конструкций шпиндельных узлов показывает, что для шпинделей
практически применяются все основные типы подшипников качения:
шариковые, радиальные и радиально-упорные, роликовые с коническими и
цилиндрическими роликами, а также специальные конструкции.
Поскольку для шпинделей требуется высокая точность вращения,
применяют подшипники повышенных классов точности. Выбор класса
точности подшипника (см. ГОСТ 520—71) зависит от допуска на точность
вращения (биение) шпинделя, которая, в свою очередь, определяется
требуемой точностью обработки.
Для повышения жесткости шпиндельных опор и устранения зазоров
между отдельными телами качения и кольцами применяется так называемый
419
предварительный натяг подшипников качения. Он создается осевым
смещением внутренних колес относительно наружных. Существует несколько
способов создания натяга. Способ предварительного натяга подшипников
осуществляется на заводе-изготовителе подшипников. Внутреннее кольцо
г д)
Рис. 353. Схемы подшипников с натягом
смещается относительно наружного силой Ап (рис. 353, а и б), и излишек а
сошлифовывается. Когда оба подшипника будут смонтированы (рис. 353, в),
то внутренние кольца относительно наружных будут сдвинуты на величину #.
Относительного смещения колец достигают также постановкой между
подшипниками втулок неравной длины
(рис. 353, г). Кольца могут быть смещены
пружинами (рис. 353, д), что является
наиболее совершенным. У подшипников
с цилиндрическими роликами
предварительный натяг создается деформацией
внутреннего кольца подшипника.
В станкостроении применяются также
специальные типы шпиндельных
подшипников качения, которые отличаются от
обычных не только повышенной точностью,
но и конструктивными особенностями.
К таким подшипникам относится
двухрядный подшипник с цилиндрическими
роликами, выпущенный специально для
шпиндельных опор станков (рис. 354). Двойной
ряд роликов и их шахматное расположе-
Рис. 354. Передняя опора шпинделя ние повышают грузоподъемность подшип-
расточного станка ника. Обработка внутреннего кольца на
конус позволяет создавать
предварительный натяг в подшипнике. В результате этих преимуществ подшипники
данного типа все шире применяются для шпиндельных узлов
различных станков, обеспечивая высокую точность, жесткость и долговечность
опор.
При работе шпиндельного узла главную роль играет передняя опора
шпинделя. Она воспринимает основные нагрузки и находится ближе к месту
обработки. Поэтому компоновка шпиндельного узла осуществляется обычно
таким образом, чтобы в передней опоре находились более точные подшип-
420
ники, часто сдвоенные для увеличения жесткости. Точность передних
подшипников обычно выбирается на класс выше, чем задних. В том случае,
если осевые нагрузки воспринимаются передней опорой, задняя опора
выполняется плавающей, т. е. незакрепленной в осевом направлении.
Установка упорного подшипника в задней опоре уменьшает точность
.обработки в осевом направлении из-за тепловых деформаций шпинделя.
В случае применения цилиндрических подшипников осевые нагрузки можно
воспринимать упорными или радиально-упорными подшипниками,
установленными в передней опоре (рис. 348 и 354). На выбор типа опор влияют
величина и направление действующих сил, частоты вращения, требования
точности, условия монтажа и другие факторы. Поэтому можно указать
лишь общие положения по выбору типа опор.
Шарикоподшипники применяются чаще для быстроходных (п ^ 20 об/с),
малонагруженных опор (шпиндели внутришлифовальных станков,
небольших токарных станков и автоматов, сверлильных станков). При повышенных
нагрузках и требовании прецизионности более целесообразно применять
подшипники с цилиндрическими роликами (шпиндели токарных и
револьверных станков и автоматов, быстроходных фрезерных станков средних
размеров, тяжелых шлифовальных и резьбошлифовальных станков,
планшайбы быстроходных карусельных станков). При повышенных нагрузках
на шпиндель (Р >> 3 кн) и средних частотах вращения (п ^ 20 об/с) широко
применяются конические роликовые подшипники (шпиндели многорезцовых,
фрезерных и других станков). Во многих случаях один и тот же тип
шпинделя может устанавливаться на разных подшипниках, причем в
зависимости от принятого конструктивного решения при тех же размерах
обеспечиваются различные эксплутационные характеристики станка. В некоторых
конструкциях длинных шпинделей для увеличения жесткости применяется
третья опора.
Подшипники качения шпинделей рассчитываются по формуле, известной
из курса «Детали машин». При определении нагрузок, во-первых, следует
учитывать переменность работы шпинделя станка, поскольку работа
происходит при различных частотах вращения и нагрузках. Во-вторых, следует
учитывать, что шпиндель, несущий инструмент или заготовку, подвергается
дополнительным динамическим нагрузкам, возникающим в процессе резания.
Особенно это относится к обработке многолезвийным инструментом
(фрезерование, зубофрезование, протягивание). Это учитывается коэффициентом
динамичности &д, который в первом приближении может быть принят для
токарных, сверлильных и шлифовальных станков 1,5, и для фрезерных
станков 2.
Сила предварительного натяга подшипников Аи увеличивает осевую
нагрузку Л, которая становится равной А + ЛП. Как показали исследования
при малых значениях предварительного натяга жесткость шпиндельных опор
сильно зависит от величины натяга. Однако, начиная с некоторого значения
Лп, его влияние на жесткость перестает сказываться и дальнейшее
увеличение предварительного натяга лишь приведет к дополнительной нагрузке на
подшипники и соответствующему снижению их долговечности. Минимальное
значение предварительного натяга должно определяться из условия, чтобы
после приложения к шпинделю полезной нагрузки в подшипнике не
образовался бы зазор.
Из этого условия
Ап > 1,58 Rig p ± 0,5Л н, (207)
где R — внешняя радиальная нагрузка в н;
А — внешняя осевая нагрузка (плюс берется, если она ослабляет натяг,
и минус, если его увеличивает) в н;
Р — угол контакта тел качения с кольцом в градусах.
14 Н. G. Колев и др.
421
4. Подшипники скольжения
Общие сведения. Подшипники скольжения применяются для шпинделей
шлифовальных и токарных станков, автоматов и т. д.
Для надежной работы шпиндельного подшипника скольжения
необходимо, чтобы несущий масляный слой, разделяющий шейку шпинделя
и подшипника, имел необходимую толщину и жесткость во всем диапазоне
скоростей и нагрузок.
При износе и при сильном изменении режима работы станка должна
быть предусмотрена возможность регулирования зазора между шейкой
шпинделя и подшипником. Желательно, чтобы при регулировании не было
искажения формы подшипника, так как это может повлиять на условия
жидкостного трения и точность его вращения.
6_zB 5
J. 60° 60°t30>
Рис. 355. Специальные подшипники скольжения шпинделей
Пример подшипника скольжения, состоящего из двух вкладышей и
работающего в сопряжении с цилиндрической шейкой шпинделя, показан на
рис. 349. Подвижной вкладыш прижимается к шейке пружиной. Он
установлен в ненагруженной зоне подшипника.
В станках широко применяются специальные подшипники скольжения
самой разнообразной конструкции (рис. 355). В этих подшипниках
стремятся обеспечить не один, а несколько масляных клиньев и этим
стабилизировать положение оси шпинделя. Кроме того, конструкция должна не
допускать кромочных давлений, которые возникают при изгибе шпинделя.
На рис. 355, а показана схема подшипника, втулка которого имеет фасонную
внутреннюю поверхность, обеспечивающую образование трех масляных
клиньев. Однако здесь не предусмотрено регулирование радиального зазора.
Подшипник, имеющий три опорных сектора (рис. 355, б), связанных
тонкими стенками, обеспечивает не только регулирование радиального
зазора путем осевого перемещения в конической поверхности корпуса, но
и некоторую самоустановку опор в направлении вращения.
Стремление обеспечить надежную самоустановку вкладышей не только
в направлении вращения, но и по оси, для избежания кромочных давлений
привело к созданию ряда оригинальных конструкций многоклиновых
подшипников скольжения, предназначенных для шпинделей прецизионных
станков. Подшипник, разработанный в ЭНИМСе (автор Ю. Н. Соколов),
показан на рис. 355, в. Опорные сегменты 1 этого подшипника соединяются
с основанием 3 с помощью упругих элементов 2, которые допускают
самоустановку сегментов как в направлении вращения, так и в осевом
направлении. Основание 3 представляет собой упругое кольцо с поперечным
сечением в форме арки. Осевой зазор подшипника регулируется сжатием
основания, в результате чего происходит радиальное сближение сегментов на
одинаковую величину. Радиальная жесткость подшипника достаточно
высока в результате того, что сегмент, упругие элементы и кольцо
представляют собой одно целое.
422
Во всех конструкциях должна быть обеспечена надежная смазка
подшипника, лучше циркулярная.
Для изготовления шпиндельных подшипников скольжения тяжелых
станков, где требуется хорошая прирабатываемость и низкий модуль
упругости, обеспечивающий передачу нагрузки на возможно большую поверхность,
применяются баббиты марок Б83, Б16, БН и свинцовистые бронзы (типа
Бр. СЗО). Обычно баббиты и свинцовистые бронзы, залитые во втулку
подшипников, применяются для значений pv < 10 Мн/м-с. Для ответственных
подшипников средних размеров применяются оловянные бронзы, например,
Бр. ОФ 6,5—0,15 и Бр. ОЦС 5 6-5 до v = 10 м/с. Эти бронзы обладают
хорошими антифрикционными свойствами, но включают дефицитные цветные
металлы, особенно олово. Поэтому весьма желательно применять алюминие-
вожелезистые бронзы, не имеющие в своем составе олово. Такие бронзы,
как Бр. АЖ9-4, применяются для подшипников скольжения при скоростях
v ^ 5 м/с. Для этого типа бронз ввиду их повышенной твердости
обязательно требуется термическая обработка шеек вала до HRC ^ 45.
Расчет подшипников скольжения. Подшипники скольжения
шпинделей рассчитываются на жидкостное трение. Расчет состоит из двух
этапов.
Первый этап заключается в выборе ориентировочных размеров
подшипника — его длины / и диаметра d, исходя из характеристики pv
и условного давления
Р--2Г' (2°8>
где Р — реакция в опоре;
v — окружная скорость.
Характеристика pv связана, в первую очередь, с тепловым режимом
работы подшипника скольжения, а яри смешанном трении — с
износостойкостью сопряжения. Для шпинделей станков со средней частотой вращения
обычно р^З Мн/м2 и pv = l-~2,5 Мн/м-с. При выборе максимально
допустимых значений pv можно пользоваться следующими
рекомендациями для различных материалов подшипников скольжения:
антифрикционный чугун (при v^2 м/с) pv ^2 Мн/м-с; цинковый сплав ЦАМ 10-5
(при v <: 2,5 м/с) pv ^ 4 Мн/м-с; альхугин (v < 5 м/с) pv ^ 6 Мн/м-с;
бронза Бр.ОЦС 5-6-5 (v <J 5 м/с) pv ^ 8 Мн/м-с. Соотношение / : d лежит
обычно в пределах 1—2. Однако для обеспечения жидкостного трения
необходимо не только определить размеры подшипника, но и выбрать другие
его параметры: диаметральный зазор между шпинделем и подшипником
А — D — d, класс чистоты поверхности шейки шпинделя и подшипника,
вязкость смазки и др.
Второй этап расчета заключается в выборе параметров
подшипника на основе зависимостей гидродинамической теории смазки и в
уточнении значений d и /. Положение вала в подшипнике и минимальная толщина
масляного слоя ftmin зависят от безразмерной характеристики режима
Ь = -^, (209)
где со — угловая скорость вала вс1;
[г — динамическая вязкость масла в Мн • с/м2.
Минимальное значение толщины масляного слоя находится в пределах
0 << hmn << 0,5 А и имеет тем большее значение, чем больше частота вращения
вала, выше вязкость масла и меньше нагрузка. Связь между несущей спо-
423
собностью масляного слоя и параметрами подшипника может быть выражена
формулой, связывающей следующие безразмерные величины [59]:
где Ф — коэффициент нагруженности;
г|) = -7 относительный диаметральный зазор (зависит от выбранной
посадки); для предварительных расчетов можно принимать
ф = 0,001-5-0,002.
Относительный эксцентриситет зависит от соотношения уиФ:
х = -х» <211>
где е — эксцентриситет.
Для расчетов можно пользоваться данными Коровчинского М. В.
(табл. 29).
Таблица 29
Значение коэффициента нагруженности Ф
е
1
1,2
1,5
0,5
0,81
1,04
1,34
0,7
1,76
2,16
2,66
Коэффициент Ф
0,8
2,93
3,50
4,20
в зависимости от %
0,9
6,47
7,35
8,45
0,95
14,8
16,5
18,4
0,975
31,8
34,9
38,0
0,99
88,6
94,5
100,4
Относительный эксцентриситет % определяет толщину масляного слоя
hmla=^{\-%). (212)
Значение,диаметрального зазора Л (в мкм) в шпиндельном подшипнике
влияет также на точность обработки деталей и имеет следующие средние
значения для различных станков: высокоточные —5—10; шлифовальные —
10—15; токарные — 15—25; револьверные, сверлильные и фрезерные станки
нормальной точности —20—30.
Расчет подшипников скольжения шпинделей на жидкостное трение
заключается в определении минимальной толщины масляного слоя hmln для
данных условий работы подшипника. Для этого по формуле (210) подсчиты-
вается коэффициент нагруженности Ф в зависимости от характеристики
режима К и относительного зазора г|). Затем по табл. 29 определяется
относительный эксцентриситет % и по нему hmin по формуле (212). На поверхности
шейки шпинделя и подшипника имеются микронеровности, максимальное
значение которых б1шах и б2тах определяет возможность разрыва масляной
пленки. Условие сохранения слоя смазки (рис. 356):
^гаш ^ *1 max ~\~ *2 шах + */, (213)
где у — наибольший прогиб шейки шпинделя в подшипнике.
Значения бшах зависят от класса чистоты поверхности и согласно ГОСТу
2789—59 могут быть приняты:
Класс чистоты 7 8 9 10 11 12
бшах в мкм 6,3 3,2 1,6 0,8 0,4 0,2
424
Рис. 356. Схема расположения
масляного слоя между шпинделем / и
подшипником 2
Чем больше частота вращения шпинделя, тем меньше опасность
нарушения жидкостного трения. Однако при росте частоты вращения шпинделя
увеличивается коэффициент жидкостного трения и соответственно растет
тепловыделение. В этом случае необходим тепловой расчет подшипника.
Количество отводимого тепла при нормальной температуре смазки (t = 60ч-
ч-70° С) должно быть больше выделяемого. Последнее может быть
подсчитано по формуле
Q1 = Pvf Дж/с, (214)
где Р — нагрузка в н;
v — окружная скорость вращения
шейки вала в м/с;
f — 0,02ч~0,002 — коэффициент
жидкостного трения.
5. Гидростатические
и аэродинамические опоры
В последние годы в шпиндельных
узлах станков начинают применяться
новые типы подшипников скольжения,
которые устраняют ряд недостатков, присущих гидродинамическим опорам.
В этом отношении определенные перспективы имеют гидростатические
подшипники скольжения. Если в гидродинамических подшипниках вал
затягивает масло в зазор, действуя как насос, и повышает давление в
масляной пленке до величины, уравновешивающей внешнюю нагрузку, то в
гидростатическом подшипнике давление в масляной пленке создается специальным
насосом высокого давления. Поэтому при любой частоте вращения внешняя
нагрузка уравновешена
гидростатическим
давлением в масляном слое.
В этом случае при реверсе
и остановке шпинделя, а
также при любых низких
частотах вращения
обеспечивается жидкостное
трение. Срок службы может
быть неограниченно
большим. Недостатком
гидростатических подшипников
является большой расход
масла и необходимость
в специальном насосе для
его подачи.
Особенность конструкции гидростатических подшипников заключается
в применении специальных карманов для подачи смазки с разных сторон
(рис. 357). Если сделать подшипник с одним входным отверстием для масла,
то вал прижмется к противоположной стенке подшипника. Если просто
подвести масло с нескольких сторон, то оно будет вытекать со стороны
большого зазора и гидростатического эффекта не будет. Поэтому выполняют
специальные поддерживающие карманы, к которым масло подается через
тонкие капиллярные трубки. Так как карманов несколько, то получается
устойчивое положение вала.
Гидростатические подшипники рекомендуется применять как для
шпинделей особо точных станков, так и для тяжелонагруженных станков с низкой
частотой вращения шпинделя, где затруднено образование масляного слоя
за счет гидродинамического эффекта. Обычно делается четыре кармана,
^^^fc^^
Рис.
357. Гидростатический подшипник:
/ — карманы; 2 — дроссель
длина подшипника равна его диаметру и
^-=0,0006-
а
-0,00065, что обеспе-
425
чивает высокую жесткость и устойчивость движения при окружных
скоростях до 15 м/с.
Исследования показали, что гидростатические подшипники могут обладать
высокой жесткостью и большой несущей способностью. Однако при высоких
скоростях скольжения применение подшипников с жидкостным трением
ограничивается как тепловыделением, так и возрастанием момента трения
в смазочном слое. Уменьшение момента трения путем применения меньших
диаметров шпинделей приводит к их низкой жесткости и виброустойчивости.
Использование смазок с малой вязкостью (например, керосина) расширяет
область работы подшипников скольжения до скоростей порядка v = 10 м/с,
но не выше [13].
В связи с этим большой интерес представляет применение подшипников
с газовой смазкой (аэродинамических подшипников). Малая вязкость
обеспечивает небольшой момент трения и соответственно малое тепловыделение,
поэтому не требуется специальных устройств для отвода тепла, кроме
вентиляции. Температура и давление воздуха практически не влияют на его
вязкость, что обеспечивает стабильность работы подшипника. В ЭНИМСе
разработаны электрошпиндели на аэродинамических опорах с частотой
вращения до 2400 об/с.
Глава XXVI
МЕХАНИЗМЫ ЗАЖИМА И ПОДАЧИ ЗАГОТОВОК
Для надежного закрепления заготовок в процессе обработки в станках
применяются разнообразные зажимные механизмы (патроны, цанговые
механизмы, приспособления для закрепления заготовки на столе и др.).
Их тип и конструкция зависят в первую очередь от конфигурации заготовки,
требований точности и степени автоматизации станка. В станках-автоматах,
кроме того, необходимо осуществить автоматическую подачу заготовки
к месту обработки и съем обработанных деталей. Конструкции механизмов
подачи штучных заготовок включают ряд специальных устройств — бункеры,
магазины, транспортеры и др.
/. Механизмы зажима
Для зажима штучных заготовок в шпинделях токарных, шлифовальных
и других станков широко применяются различные зажимные патроны.
Большое применение получили самоцентрирующие патроны с
одновременным перемещением всех кулачков. При зажиме деталей неправильной формы
Рис. 358. Трехкулачковый патрон с пневматическим приводом
применяются патроны с независимым приводом кулачков. При зажиме
легкодеформирующихся деталей применяют бескулачковые мембранные
патроны, патроны с магнитами, а также специальные цанговые патроны.
Для зажима заготовок, кроме ручного привода, все чаще применяются
электромеханический, гидравлический и пневматический механизмы. В
качестве примера на рис. 358 показан разрез шпинделя многорезцового
полуавтомата с трехкулачковым патроном и пневматическим зажимом.
Пневматический цилиндр несет поршень, шток которого соединен с тягой и рычагами
патрона. Подачей сжатого воздуха в правую или левую полость цилиндра
осуществляется зажим заготовки и ее разжим. Аналогично работают
механизмы с гидрозажимом.
Для зажима прутков и штучных заготовок большое распространение
получили цанговые зажимные механизмы [14]. Эти механизмы применяются
в револьверных станках, прутковых автоматах и других станках для зажима
427
как прутков различного профиля (круглого, квадратного, шестигранного),
так и штучных заготовок. Цанговые механизмы обеспечивают быстродействие
и удобны для закрепления обрабатываемой детали при автоматизации.
Основным звеном механизма является зажимная цанга (рис. 359),
представляющая собой стальной стакан с лепестками (их обычно три), которые имеют
утолщенную головку с конической частью и зажимными губками. При
втягивании цанги в коническое отверстие шпинделя ее лепестки сходятся и
зажимают заготовку. Цанговые механизмы имеют небольшие размеры и
размещаются внутри шпинделя. Наиболее распространены цанги с диаметром
отверстия 2—60 мм.
Мелкие зажимные цанги обычно изготовляют из стали У6А, У7, У8,
У10 и 9ХС. Для цанг сложной конфигурации и больших размеров применяют
стали 4ХС, X, 12ХНЗА. Цанги подвергают закалке или цементации. Рабочая
часть цанги (ее губка)
должна иметь более
высокую твердость (до HRC 60).
Для обеспечения
необходимой износостойкости ле-
S
УШШьи' /5\SSSS>4^nI
V//J
щ$^;?>>у>>7у!у;у;//>//а2у„/ / /^*р.
3:
У;УШ}}/.//г)/////и///и22;мгАим&>±, .' ' 1
/ /
( *
L^zJ ;
1
]w
Ttf -
4-
Т у
-71
'
Рис. 359. Зажимные цанги
Рис. 360. Схема цангового
зажимного механизма
пестки цанги отпускаются до более низкой твердости для обеспечения их
лучших пружинящих свойств, отверстия цанги и посадочные поверхности
шлифуются.
Схема работы цангового механизма показана на рис. 360, а. От кулачка
1 перемещается зажимная муфта 2, которая своими рычагами 3 втягивает
зажимную трубу 4 с цангой 5. Лепестки цанги сходятся и зажимают пруток
6. В системе привода от кулачка к цанге часто помещают упругое звено 7
(пружины, специальные упругие шайбы) для уменьшения перегрузок,
возникающих в механизме при зажиме деталей с наибольшими (в пределах
допуска) размерами. Конструктивное оформление цангового зажимного
механизма многошпиндельного автомата показано на рис. 348.
Широкое распространение получили цанговые зажимные механизмы,
в которых цанга 8 (рис. 360, б) упирается своим торцом в специальную
гайку 11, навинченную на шпиндель 10, Зажимная труба 9 перемещается
вдоль оси и сжимает лепестки цанги. Этот метод обеспечивает большую
точность зажима по длине.
Сила W, необходимая для зажима детали, выбирается из условия
удержания ее в процессе обработки. В первом приближении она может быть
подсчитана по формуле
Wf = VPl+P\
(215)
где Рг и Рх — тангенциальная и осевая составляющие силы резания;
/— коэффициент трения (сцепления) между кулачками патрона
и обрабатываемой заготовкой.
Значение / зависит от вида поверхности кулачка. При гладких
поверхностях / = 0,25, при насечках на кулачках / = 0,3^-0,5, при кулачках
с острой насечкой / = 0,8ч-1.
428
Осевая сила 5, приложенная к зажимной трубе:
S = rtg(a + (p) + S0, (216)
где а — угол конуса лепестка цанги; обычно a = 15°;
Ф — угол трения между конусом цанги и шпинделем; в среднем ф = 5°;
SQ — дополнительная сила, необходимая для деформации лепестка;
обычно S0 = (0,01 ч-О.Об)S [14].
Формула (216) получена при рассмотрении работы лепестка цанги как
клина. Сила S должна быть обеспечена при зажиме прутка минимального
размера с тем, чтобы не было опасности его провертывания в цанге [60].
Следует иметь в виду, что с точки зрения жесткости системы узел цанги
является часто наиболее слабым звеном. Для повышения жесткости следует
выбирать рациональные размеры и форму цанги. Более целесообразно
применение цанг с нечетным числом лепестков, угловой зазор между конусом
цанги и отверстием должен быть порядка 10—15', оптимальная длина губок
обычно равна 1,5 d (для отверстия диаметром d < 20 мм) [14].
2. Механизмы подачи заготовок
Конструкция механизма питания зависит в первую очередь от вида
заготовки. Если заготовкой является пруток, то применяются прутковые
механизмы питания с использованием цанг для подачи и зажима прутка.
Для подачи к месту обработки штучных заготовок различной конфигурации
применяют так называемое магазинное питание, когда заготовки укладывают
в специальный лоток (магазин), откуда они автоматически подаются в
рабочую позицию станка.
Для подачи к месту обработки мелких заготовок применяют бункерное
питание. Заготовки засыпаются в специальный бункер, при подаче из
которого они автоматически ориентируются и направляются к месту обработки.
Для заготовок сложного профиля и при серийном их изготовлении часто
применяют ручное питание. Рассмотрим принцип работы наиболее
характерных механизмов питания.
В прутковых автоматах подача прутка при каждом цикле работы
производится при помощи цангового механизма. Этот механизм состоит из зажимной
цанги и подающей трубы, которые помещаются внутри механизма зажима
(см. рис. 348). Подающая цанга состоит обычно из двух лепестков, которые
сведены на размер, меньший диаметра прутка. Когда в шпиндель станка
вставляется пруток, он раздвигает лепестки цанги, и сила на пруток
передается силой упругости лепестков. Конец трубы соединен с механизмом
подачи, кулачок которого обеспечивает необходимый цикл работы механизма.
Большую сложность представляет подача штучных заготовок, так как
они обладают разнообразной формой и размерами. Для этой цели применяют
так называемые магазинные устройства, в которых детали предварительно
укладываются в ориентированном положении в специальные лотки —
магазины и оттуда подаются к механизму зажима.
На рис. 361 показана схема магазинного загрузочного устройства.
В магазине 1 детали удерживает специальный отсекатель 2. Для подачи
детали в зону обработки от кулачка распределительного вала 8 перемещается
питатель 3, в захват которого отсекатель пропускает одну деталь. Заталки-
ватель 5 посылает деталь в цангу 4, где она зажимается (магазин условно
показан повернутым; он расположен перпендикулярно плоскости чертежа).
После окончания обработки выталкиватель 6 выталкивает деталь из зажимной
цанги, и она падает в лоток 7.
.Размеры магазина должны вмещать такой запас заготовок, который
позволяет работать станку без загрузки не менее 15—30 мин. Для
увеличения емкости магазинов их выполняют в виде дисков, бункеров',
криволинейных и спиральных лотков, а также применяют специальные кассеты [60].
429
Магазинное питание значительно повышает производительность труда
и обеспечивает автоматиз-ацию процессов обработки. Однако сохраняется
труд рабочего по укладке деталей в магазины. Полная автоматизация может
быть достигнута при применении бункерного питания, когда заготовки
свободно подаются (насыпаются) в специальное устройство — бункер.
Рис. 361. Магазинное загрузочное устройство
Из бункера они автоматически ориентируются и подаются в лоток, откуда,
как и при магазинном питании, передаются к месту обработки. Бункерное
питание широко применяется при массовом производстве небольших деталей,
когда форма деталей не изменяется длительное время (например, при
производстве крепежных деталей). Бункерное устройство имеет бункер,
механизм ориентации и передающий лоток. Остальные механизмы те же, что
и при питании из магазина.
Рис. 362. Схемы ориентации заготовок
Наиболее ответственен механизм ориентации, который, используя те
или иные особенности заготовки, должен автоматически ориентировать ее
в требуемом положении. На рис. 362 показано несколько распространенных
схем ориентации. Если заготовка имеет форму колпачка (рис. 362, а), то
применяют крючковые механизмы. Вращающиеся крючки ворошат заготовки
в бункере, в результате они надеваются на крючки и в ориентированном
направлении подаются в лоток (трубку). Если заготовка имеет шляпку
(рис. 362, б), то можно применить механизмы с качающимся сектором,
имеющим щель. Заготовки западают в щель и повисают на шляпке. В таком
одинаковом положении они направляются в лоток.
Часто для ориентации используется смещение центра тяжести у
заготовки относительно ее середины. В этом случае в карманах вращающегося
430
диска имеются перегородки (рис. 362, в), и заготовка попадает в одну из
половинок кармана всегда в одном положении. Для простых деталей
используют вращение бункера и западание их в трубку (рис. 362, г). Часто
используют фасонные отверстия по профилю заготовки, в которые она может
попадать только в определенном положении.
В бункерных устройствах при переполнении лотка предусматривается
отвод лишних заготовок. Для создания запаса заготовок делают специальные
лотки-накопители.
В последние годы значительное распространение получили
вибрационные бункерные устройства. Бункер представляет собой цилиндр с
внутренней спиралью для движения по ней заготовок. Корпус при помощи
электромагнитов совершает направленные колебательные движения вокруг оси,
благодаря чему заготовки перемещаются (ползут) вверх по спирали.
Для передачи деталей от станка к станку применяют различные
транспортеры. Особую специфику имеют транспортеры в автоматических линиях,
которые зачастую являются тем механизмом, который связывает отдельные
станки линии в единую технологическую систему.
Глава XXVII
ПРЕДОХРАНИТЕЛЬНЫЕ УСТРОЙСТВА
Предохранительными называются устройства, которые защищают
механизмы станков от поломок при превышении заданных величин различных
физических параметров. Они разделяются на ограничительные и
блокировочные. Первые ограничивают величины сил, крутящих моментов, давления
в гидро- и пневмосистемах и т. п. Вторые не разрешают одновременного
включения несовместимых движений, либо прекращают действие
определенного рабочего органа, если нарушен порядок включения (например,
прекращение подачи стола в фрезерном станке при остановке шпинделя).
Препятствия, встречающиеся на пути движения столов, суппортов
и других движущихся частей станка, являются причиной чрезмерного
повышения напряжений. К перегрузке станков приводят неправильно выбранные
режимы резания, отклонения твердости материала, биение заготовок,
затупление режущего инструмента. В некоторых случаях перегрузка создается
искусственно, например, при работе с жесткими упорами, в системах
зажимных устройств и приспособлений и подвижных узлов тяжелых станков
(поперечин, колонн, траверс и др.). Причиной перегрузки могут быть
неправильные включения несовместимых движений, нарушение заданной
последовательности включения в работу рабочих органов и др.
Предохранительные устройства подразделяют на механические,
гидравлические и электрические. Последние рассматриваются в соответствующих
разделах курса; в настоящей главе приведены механические устройства.
/. Предохранительные устройства от перегрузки
Срезные устройства представляют собой штифты или шпонки, которые
при перегрузке разрушаются, разрывая кинематическую цепь и предотвра-
3 4 5
В0°±2&
Рис. 363. Срезная
предохранительная муфта
щая тем самым перегрузку. Простота конструкции — основное их
достоинство. Недостатки: низкая точность срабатывания и необходимость менять
штифты или шпонки nocjfe разрушения.
Конструкция предохранителя по нормали станкостроения Р95-1
показана на рис. 363, а. На вал насажены две полу муфты: левая 2 жестко, пра-
432
вая 6 свободно. На ее ступице могут быть установлены на шпонке зубчатые
колеса и другие детали передач. Вращение последних связано с валом 1 через
штифт 4У вставленный в стальные, закаленные втулки 5 и 5. Штифты —
цилиндрические, обычно гладкие, реже • с V-образной кольцевой канавкой
(рис. 363, б), изготовляют из сталей У8А, У10А, 40, 45, 50.
Величина предельного крутящего момента
Mnp = ^K0oBpR, (217)
где
d — диаметр штифта; обычно d = 2-г-8 мм;
R — радиус его расположения; R = 0,75 dB + (15
—20) мм;
К0
тв ср
0"вр
— коэффициент пропорциональности между пределом
прочности при срезе тв ср и пределом прочности при
растяжении авр; для гладких штифтов К0 = 0,7ч-0,8; для
штифтов с канавкой /(0 = 0,9—1,1; меньшие значения,
для d = dK = 4~-8 мм; большие — для d = dK =*
= 2 ч-З мм.
Пример. Рассчитать срезное предохранительное устройство по следующим исходным
данным: Мпр = 250 н-м.; диаметр вала, на который насажена муфта, <2В = 40 мм.
1. Радиус расположения штифта
R = 0,75rfB + 15 мм = 0,75-40 + 15 = 45 мм.
2. Выбираем в качестве материала для штифта сталь 45, по ГОСТу 1050—60. Предел
прочности ее овр = 600—700 Мн/м2; принимаем среднее значение ствр = 650 Мн/м2.
3. Выбираем К0 = 0,7 и определяем из уравнения (217) диаметр гладкого штифта
■-у-
Ш
пр
jti?/C0aBp
V 3,14-0,'
4-250
045-0,7.650-Ю6
= 0,00395 м =3,95 мм.
Принимаем d = 4 мм.
Кулачковые предохранительные устройства выполняют в виде муфт,
связывающих два соосно расположенных вала, либо в виде самостоятельного
узла, монтируемого на одном валу (рис. 364). Втулка б, жестко сидящая
на валу 2, несет все детали. Справа
размещено свободно вращающееся
зубчатое колесо 5, слева, на шлицах, —
подвижная полумуфта 4. Обе детали
имеют в торце скошенные кулачки.
Контакт между ними поддерживается
при помощи группы пружин 3. Если
колесо 5 ведущее, то кулачки ведут
полумуфту 4 и вал /. Осевые силы,
возникающие на кулачках,
уравновешиваются пружинами, регулируемыми
гайкой 2,
При перегрузке ведомые звенья (вал / и втулка 4) останавливаются.
Пружины не в состоянии уравновесить возросшие осевые силы, поэтому
кулачки выйдут из зацепления, перемещая втулку 4 влево. Это даст
возможность колесу 5 продолжать вращение. Когда очередной выступ одного
кулачка будет находиться против впадины другого, пружина переместит
втулку 4 вправо. Кулачки войдут в зацепление, и цикл движений повторится
до тех пор, пока не будет устранена причина перегрузки.
На рис. 365 показана форма кулачков и профиль их в развертке.
Рабочие поверхности контакта выполняют винтовыми и плоскими. Первые
сложнее в изготовлении, но они надежней в работе. Угол наклона a = 40-^-50°.
Количество кулачков делают нечетным, чаще всего три. Располагают их
Рис. 364. Кулачковая предохранительная
муфта
433
равномерно (рис. 365, а) и неравномерно (рис. 365, б). Первый вариант более
предпочтителен.
По месту контакта кулачков действуют силы рп (рис. 365, в). Силы
трения /п отклоняют их от нормали на угол трения q> = 5 -f-6°. После
разложения получим две группы сил: рх — осевые составляющие (см. также
рис. 364) и р0 — окружные силы. Они связаны соотношением рх = р0 tg (a —
— ф), и суммарная величина осевой составляющей на всех кулачках
2ft =Pz =2>otg(a-cp) epotg(a—Ф).
Рис. 365. Профили и расположение кулачков
В соединении между втулкой 6 и полумуфтой 4 возникает сила трения FX9
направленная вдоль шлицев. Ее величина
Р — PcPcyf
где Р0 = 2 Ро — суммарная окружная сила;
Dcp — средний диаметр кулачков с винтовой рабочей
поверхностью (для кулачков с плоской рабочей поверхностью D —
наружный диаметр кулачков);
dcp — средний диаметр контакта в шлицевом соединении;
f = 0,15-4-0,17— приведенный коэффициент трения в
шлицевом соединении.
Условия равновесия элементов кулачковой муфты в момент выключения
можно с достаточной точностью выразить равенством
Л,р = Л>^«*-ф)--а^-/], (218)
где Рпр — сила отдачи пружины.
Соотношения основных размеров кулачковых предохранительных муфт
приведены в табл. 30.
Пример. Рассчитать предохранительную муфту, установленную на шлицевом валу с
внутренним диаметром d= 26 мм и наружным £>шл = 30 мм. Муфта должна выключаться'при
крутящем моменте Мпр = 20 н«м. Кулачки с винтовой рабочей поверхностью. Расчет ведем
по данным табл. 30.
1. Наружный диаметр кулачков D = 2d=2-26=52 мм.
2. Ширина кулачков Ьк = 0,15 D = 0,15 «52= 7,8 мм; принимаем Ьк = 8 мм.
3. Проверяем размер внутреннего диаметра кулачка. Он должен быть больше наружного
диаметра шлицев, т. е.
DB = D — 2bK = 52 — 2-8 = 36 мм,
что вполне достаточно.
434
Таблица 30
Параметры кулачковых предохранительных муфт
Наименование элемента
предохранительной муфты
Диаметр вала или диаметр впадин шлице-
вого вала подвижной полумуфты
Наружный диаметр кулачка
Ширина кулачков
Средний диаметр кулачков
Высота кулачков
Длина подвижной втулки
Количество кулачков
Обозначение
d
D
Ьк
#ср
h
L
z
Рекомендуемые значения
или соотношения
По заданию или по
конструктивным соображениям
D^(l,6-*-2)d
6К = (0,12ч-0,2) D
Dcp = D-bK
ft = (0,5-5-0,8) &к
L = (0,25-M) D
г = ,f ; p = 30 Mh/m2
hbKp J
4. Средний диаметр кулачков
Dcp = D — bK — 58 — 8 = 44 мм.
5. Величина хода подвижной втулки (высота кулачков)
h = 0,5ЬК = 0,5-8 = 4 мм.
6. Длина ступицы подвижной втулки
L = 0,4D = 0,4-52 = 20,8 мм.
Принимаем L = 22 мм.
7. Окружная сила на всех кулачках при выключении муфты
_ 2Мпр
~0 — —^
2.20
Dcp 0,044
= 909 н.
8. Принимаем количество кулачков 2=3.
9. Нормальная сила по месту контакта кулачков (см. табл. 30)
909
: 9,5 Мн/м2.
Р hbKz "~ 4-10-3-8.Ю-з-3
10. Суммарная сила отдачи пружин согласно уравнению (218)
Pnp-^e[tg(o-9)--^2-/] =909[tg(45°-5°)-ii.0,15] =549 н.
По ней подбираем пружины (размеры и количество).
Шариковые предохранительные устройства аналогичны кулачковым.
Одна из конструкций показана на рис. 366. Роль кулачков здесь играют
стальные закаленные шарики 4, находящиеся в контакте с тороидальными
(рис. 367, а) или конусными (рис. 367, б) поверхностями и призматическими
435
пазами (рис. 367, в). При вращении колеса 5 шарики, прижатые к рабочей
поверхности, вращают втулку 3 и вал 1. Во время перегрузки вал 1 и втулка 6
останавливаются, а колесо 5 продолжает вращаться, выжимая шарики 4
в отверстия втулки. Муфта регулируется гайкой 2. Суммарная сила сжатия
пружин
пр
= Р0 [tg(a-cp)
fnl (219)
где а
Ф
угол наклона касательной в
точке контакта шарика с
рабочей поверхностью в градусах;
угол трения между шариками
и поверхностями контакта
в градусах;
/п — приведенный коэффициент
трения между шариками и
стенками отверстия при осевом
перемещении шариков.
У предохранителей, выполненных по вариантам, представленным на
рис. 367, бив, угол а определяется углом конусности потая или
призматического паза и в процессе смещения шариков почти не изменяется. Если
шарики находятся в контакте с тороидальной поверхностью с R = 0,5dm
(рис. 367, а), то
h (220)
Рис. 366. Шариковая предохранительная
Ьта
а
. ВС . й^
arcsin -т^- = arcsin ,
где dm — диаметр шарика;
h— высота, на которую он выступает из отверстия.
Если е — зазор между торцами полумуфт в рабочем состоянии, то
величина хода подвижной части муфты hQ = h — е.
5) ^)
Рис. 367. Виды сопряжений шариков с рабочими поверхностями
Из уравнений (219) и (220) следует, что величина окружной силы Р0,
передаваемой муфтой, зависит и от расположения шариков относительно
потая. Стоит при перегрузке шарикам сместиться, как угол а начнет
увеличиваться и окружная сила Р0, которую в состоянии передать муфта, резко
уменьшится, а это приведет к быстрому срабатыванию.
Муфты работают удовлетворительно, если величина нормального
давления в зоне контакта рп ^ 3000 Мн/м2. Величина Рп, действующая на один
шарик, берется в зависимости от диаметра шарика dm:
йшъ мм 11 12 14 16 20 24 28 32
Рйвн 160 180 200 220 280 340 400 500
(см.
Число шариков, потребных для передачи заданной окружной силы Р0
рис. 367),
coscp
Рп cos (а — ф)
(221)
436
Значения основных параметров шариковых предохранительных муфт
представлены в табл. 31.
Таблица 31
Наименование элементов
предохранительной муфты
Диаметр вала или внутренний диаметр
шлицев подвижной полумуфты
Высота выступающей части шарика . .
Диаметры отверстий для шариков ....
Диаметр окружности расположения цен-
Обозначе-
ние
d
dm
h
d0
Do
Рекомендуемые значения
или соотношения
По заданию или по
конструктивным соображениям
dm= (0,3-5-0,5) d
h = (0,2-^-0,4) dm
d0= dm (0,3-н0,5) мм
D0 ^(1,6-5-2) d
Пример. Рассчитать шариковую предохранительную муфту (см. рис. 366) по данным:
размер шлицевого участка втулки б (zXdXDmJl) = 8 X 36 X 40 мм; крутящий момент при
выключении Мпр =30 н»м. Расчет ведем по табл. 31.
1. Диаметр шариков dm = 0,3d = 0,3*36= 10,8 мм. Принимаем по ГОСТу 3722—60
dm = 10,7 мм.
2. Высота выступающей части шариков h = 0,4<2Ш = 0,4* 10,7 = 4,2 мм. Принимаем
h = 4 мм.
3. Диаметр отверстий под шарики dQ = dm+0,5= 10,7+0,5= 11,2 мм.
4. Диаметр окружности расположения центров отверстий под шарики D0 = l,6d =
= 1,6-36= 57,7 мм. Принимаем D0 = 58 мм.
5. Диаметр окружности точек приложения окружной силы на шариках D *=^ D0 = 58 мм.
6. Окружная сила на шариках
р ^ 2^пр _
2-30
Do
58- Ю-3
7. Количество шариков по уравнению (221)
_ Р0 cos ф 1034
1034 н.
cos 6°
Рп cos (а — ф) 160 cos (45° —6°)
Принимаем 2=8.
8. Осевая сила на всех пружинах согласно уравнению (219)
= 8,3.
^нР = Р [tg (а — <р) — /] = 1034 [tg (45 - 6) - 0,15] = 652 н.
9. Осевая сила, приходящаяся на одну пружину,
^пр 652 Q.
Рпр = -т^=-<г-~82 н.
Фрикционные предохранительные муфты подобны сцепным и отличаются
от них наличием винтовых или тарельчатых пружин, прижимающих
фрикционные поверхности. Наибольшее распространение получили дисковые
муфты, как более надежные.
Конструкция предохранителя, выполненная в виде самостоятельного
узла, показана на рис. 368. Втулка 2 установлена на шлицах вала L
Корпусом для наружных дисков 4 служит зубчатое колесо 5. Внутренние диски 3
насажены на шлицах втулки 2. Пакет дисков с помощью пружин 7,
вставленных в отверстия диска S, зажимается между стенкой колеса 5 и нажимным
437
диском 6. Сжатие и регулировка пружин осуществляются с помощью гайки 11,
диска 10 и шариков 9. При перегрузке ведомое звено останавливается,
ведущее продолжает вращаться, а диски пробуксовывают. Материалом для дисков
при наличии смазки служит закаленная сталь, при отсутствии смазки —
прессованный асбест или металлокерамика в паре со сталью.
Простая конструкция патрона для установки и закрепления сверл и
зенкеров диаметром 6—65 мм показана на рис. 369, а. Втулка 4 с внутренним
конусом Морзе вставлена в отверстие корпуса 3. В пространстве между ними
установлена резиновая втулка /. Затягиванием гайки 2 регулируется сила
прижатия резины к корпусу и втулке. Во время работы возникающая сила
трения передает вращение от ,
Рис. 368. Дисковая фрикци- Рис. 369. Предохранительные устройства
онная предохранительная на шпинделе сверлильного станка
муфта
Практика располагает большим количеством сверлильных
предохранительных патронов, применяемых в том случае, когда прочность сверла
значительно отличается от прочности защищаемых механизмов [56]. При
сверлении отверстий малых диаметров (1—3 мм) требуется ограничивать момент
до 0,5 н. м. Конструкция такого патрона с постоянными магнитами показана
на рис. 369, б.
Предохранительное устройство имеет корпус 10, несущий в себе
магнитную систему, состоящую из двух блоков магнитов 11 и 12. Блок магнитов
представляет собой зубчатый диск из магнитомягких полюсов-зубцов, между
которыми расположены постоянные магниты 14, намагниченные как показано
на рис. 369, в. Блок магнитов 12 может поворачиваться относительно блока
магнитов 11, вследствие чего изменяется внешнее магнитное поле системы
и, следовательно, передаваемый крутящий момент. При настройке
устройства на заданный крутящий момент для поворота и фиксирования магнитных
систем в нужном положении используют лимб 13, соединенный с блоком
магнитов 12. В центре устройства расположен зубчатый якорь 8, выполненный
из магнитомягкого материала на немагнитной оси 6. Якорь центрируется
в устройстве подшипниками 9 и 7. Свободный конец якоря оснащен
инструментальным патроном 5.
2. Блокировочные устройства
Блокировочные устройства предназначены для предотвращения
возможных аварий от одновременного включения двух или более несовместимых
движений, нарушения определенной последовательности включения органов
438
управления и др. Например, приведет к аварии одновременное включение
в работу ходового винта и ходового вала токарно-винторезного станка.
Выйдет из строя механизм станка или инструмент, если включить подачу
стола при вращающемся инструменте (сверла, фрезы). Поломается развертка
или метчик, если предварительно не будет просверлено отверстие и не
сблокирована подача.
Рис. 370. Схемы
блокировки параллельных ва-
В механизмы станков вводят большое количество блокировочных
устройств. Электрические устройства наиболее эффективно решают данную
задачу, так как для них расстояние между блокируемыми органами
управления не имеет значения. Механические блокировочные устройства обычно
применяют при незначительном расстоянии между блокируемыми органами,
так как в ином случае усложняется
конструкция.
На рис. 370 показана блокировка
двух параллельных валов 1 и 6,
расположенных на близком расстоянии. На
валу / закреплен диск 3 с вырезом а,
очерченным по дуге окружности, а на
валу 6 — диск 4 с вырезом б.
Положение рукояток 2 и 5, дисков 3 и 4,
показанное на рис. 370, а, нейтральное. Из
этого положения можно повернуть
любую рукоятку. Если рукоятку 2
опустить вниз и включить этим самым
какое-то движение в станке, то диск 3,
войдя в вырез б диска 4 (рис. 370, б),
заблокируем диск 4 и рукоятку 5, и повернуть последнюю не удастся
до возвращения рукоятки 2 в нейтральное положение.
Аналогично этому осуществлена блокировка двух параллельных валов,
более удаленных один от другого (рис. 370, в). Положение, изображенное
на рисунке, является нейтральным. При повороте одного из дисков стержень 7
входит в углубление другого диска и блокирует его.
На рис. 371 показано устройство, блокирующее два вала с
перпендикулярными осями. Нейтральным является положение дисков, при котором
прямолинейные вырезы а и б находятся один против другого (рис. 371, а). При
повороте одного из дисков второй блокируется (рис. 371, б).
Рис. 371. Схемы блокировки
перпендикулярных валов
Глава XXVIII
СИСТЕМЫ СМАЗКИ И ОХЛАЖДЕНИЯ,
УСТРОЙСТВА ДЛЯ ОТВОДА СТРУЖКИ
В современных станках, как правило, существуют две специальные
гидравлические системы — смазки и охлаждения. Система смазки должна
обеспечить надежную смазку всех основных трущихся сопряжений станка.
Благодаря этому резко снижается износ механизмов, уменьшается шум при
работе станка и возрастает его к. п. д. Охлаждение режущего инструмента
и обрабатываемой заготовки значительно повышает стойкость инструмента
и влияет на точность обработки, уменьшая тепловые деформации заготовки
и узлов станка. Чем совершеннее системы смазки и охлаждения станка, тем
более длительное время он сохраняет свою точность.
/. Система смазки
Смазка трущихся поверхностей станков устраняет их непосредственный
контакт, благодаря чему не только значительно уменьшаются силы трения,
но и создаются условия для устранения или резкого уменьшения износа
поверхностей. В сопряжениях станков имеют место различные виды трения.
Жидкостное трение, наиболее желательное, может быть обеспечено двумя
основными методами — гидродинамическим и гидростатическим (подача
смазки под давлением). Жидкостное трение в сопряжениях станков, хотя
и желательно, но обладает рядом недостатков: во-первых, оно связано с
существенным усложнением конструкции системы смазки, во-вторых, наличие
масляного слоя между поверхностями, величина которого зависит от
нагрузки, может нарушить точность перемещения узла.
Большинство сопряжений станков работает в условиях неполной смазки,
когда между поверхностями возникает граничное трение (слой смазки
порядка 0,1 мкм и менее) или полужидкостное трение (смешанное трение,
одновременно жидкостное и граничное или сухое). В этом случае износ
поверхностей значительно меньше, чем при отсутствии смазки, но избежать его
полностью нельзя, так как может появиться непосредственный контакт
трущихся тел.
В качестве смазочных материалов в станках применяются жидкие
минеральные масла и густые (консистентные) мази. Преимущественное
распространение получили минеральные масла, которые лучше подходят для смазки
ответственных быстроходных сопряжений и позволяют более легко
осуществлять централизованную смазку с ее циркуляцией и очисткой от
загрязнения.
Выбор того или иного сорта смазки зависит в первую очередь от
скоростей относительного скольжения и нагрузок, действующих в сопряжениях.
При прочих равных условиях, чем выше скорость относительного
скольжения и чем меньше давление в сопряжении, тем меньшей вязкости должна быть
выбрана смазка. Для прецизионных механизмов, как правило, выбирается
смазка с меньшей вязкостью (1,3—1,7° ВУ).
В станках выбор сорта смазки осложняется тем, что имеется большое
разнообразие пар трения, работающих при различных скоростях и нагрузках.
Применение разных смазок неоправданно усложнило бы конструкцию сма-
440
зочной системы и затруднило эксплуатацию такого станка» Примерная
область применения наиболее распространенных сортов смазки приведена
ниже:
Сорт масла (название по ГОСТу и марка) Область применения
Индустриальное 12 и 20 (веретенное 2 и 3) Коробки скоростей и шпиндельные узлы
высокоскоростных станков
Индустриальное 30 (машинное Л) Коробки скоростей при больших числах
оборотов, горизонтальные направляющие,
ходовые винты и гайки
Индустриальное 45 и 50 (машинное С и СУ) Коробки скоростей при малых и средних
скоростях, коробки подач, вертикальные
направления
В станках применяются разнообразные системы смазок [41]. Наиболее
совершенна централизованная смазка, которая надежно обеспечивает смазку
всех основных узлов станка.
В качестве примера на рис. 372 приведена схема автоматической
централизованной смазки зубострогального полуавтомата 5А250 для конических
колес. Система питается двумя насосами Я. Резервуар вмещает 100 л масла.
Включение смазочной системы сблокировано с включением всего станка.
Места подвода масла (точки 1—21) обеспечивают его подачу ко всем основным
узлам: к корпусу люльки (точки 4—5), к приводу (точки 9—11), к
распределительному барабану (точки 12—17), к бабке изделия (точки 18, 19), к
гидропатрону (точка 20) к направляющим суппортов (21). Точки 1—3 являются
распределительными. Для очистки масла в системе предусмотрено пять
фильтров (Ф1—Ф5). Пластинчатый фильтр Ф1 служит для очистки всего
масла, поступающего в систему, фильтр ФЗ —для масла, поступающего
к шпинделю изделия.
Особое значение для станков имеет смазка шпинделей направляющих
скольжения. Для смазки направляющих, которая способствует
значительному увеличению их долговечности, применяются разнообразные методы.
Простейшими, но менее совершенными, являются смазка ручным способом
и при помощи индустриальных масленок. Непрерывная подача масла может
осуществляться специальными роликами, помещенными в масляных
карманах станины, при помощи насоса или при наличии масляной ванны. Для
распределения масла по всей поверхности трения на направляющих
выполняют специальные смазочные канавки.
Гидростатическая смазка направляющих скольжения, когда масло под
давлением непрерывно подается насосом на рабочие поверхности, может
обеспечить жидкостное трение во всем диапазоне скоростей и нагрузок.
Однако при этом возможно «всплывание» стола или суппорта на
направляющих станины, а также возникновение опрокидывающих моментов, что
нарушает точность движения. Чтобы этого избежать, можно применять
гидроразгрузку направляющих, при которой только часть нагрузки
уравновешивается давлением масла. Для этого на направляющие надо подавать
определенное количество масла при точно установленном давлении. Однако при
больших опрокидывающих моментах и переменных режимах более
целесообразны замкнутые гидростатические направляющие с подачей смазки на
основную и нижнюю грань, воспринимающую опрокидывающий момент (рис. 373).
Здесь внешняя нагрузка Р уравновешивается путем подачи масла в
количестве Qi и Q2 с давлением рх и р2 соответственно на верхнюю и нижнюю
грани. Для этой цели автоматический регулятор обеспечивает создание
необходимых давлений в магистралях, подводящих масло к граням
направляющих. В ряде случаев для повышения работоспособности гидростатических
замкнутых направляющих целесообразно применять системы
автоматического регулирования масляного давления рх и /?2 из условия сохранения
зазоров hx и he, независимо от внешних нагрузок.
Надежная смазка имеет большое значение для направляющих кругового
движения. При больших окружных скоростях возможно жидкостное трение
15 2217
441
в результате гидродинамического эффекта. При трогании с места и больших
нагрузках имеет место граничное трение. Для улучшения условий работы
направляющих целесообразно применять комбинированный способ
обеспечения жидкостного трения — гидростатический, к которому добавляется
гидродинамический эффект при движении стола станка.
На рис. 374 показана
комбинированная система
смазки круговых
направляющих тяжелых станков,
разработанная ЭНИМСом.
От насоса 1 через фильтр 2
Фи Ф5
Рис. 372. Схема смазки зубострогального станка 5А250
Рис. 373. Схема
гидростатической смазки направляющих
масло подается в два вида канавок — в открытые 5 с клинообразующими
скосами для создания гидродинамического давления и в закрытые 4
для создания гидростатического давления при пуске планшайбы и малых
скоростях. В открытые канавки смазка подается без давления в большом
количестве, что способствует также отводу тепла. В системе имеется дроссель 5,
Рис. 374. Комбинированная система смазки круговых
направляющих
который позволяет регулировать гидростатическое давление, увеличивая его
при обработке тяжелых деталей и уменьшая (или доводя до нуля), при особо
точной обработке. В конструкции предусмотрены также масляная ванна 6,
уровень которой выше рабочей поверхности направляющих. Наличие ванн
повышает надежность работы круговых направляющих в случае перебоев
в подаче масла.
Смазка шпинделей должна обеспечить жидкостное трение для
подшипников скольжения и тонкий слой масла — для подшипников качения. Если
система смазки циркулярная, то масло выполняет также функции
охлаждения. Смазка шпинделей настолько ответственна, что для этой цели часто
442
применяют специальную систему, которая обеспечивает подачу к
шпиндельным подшипникам того масла, которое соответствует условиям их работы.
Для быстроходных шпиндельных современных станков все чаще начинают
применять смазку масляным туманом. Масляный туман образуется путем
раздробления или распыления механическим или пневматическим способом
струи или капли масла. При этом некоторые частицы масляного тумана
достигают 2 мк в диаметре. При помощи воздушного потока (струи) частицы тумана
при подаче их к трущимся парам передвигаются через систему трубопровода
на расстоянии нескольких десятков метров. Чем меньше распылены частицы
масла, тем дальше они
воздушной
. -^ I I I I I I
WW,
Рис. 375. Схема смазки масляным туманом
переносятся
струей.
Для распыления масла
применяются
пульверизаторы, инжекторы или
эжекторы. Подача масла к
трущимся парам в виде
масляного тумана имеет то
преимущество, что воздух
уносит тепло,
возникающее в результате трения,
а расход масла незначителен (не превышает 10"6 м3/с на 1 м2 трущейся
пары). Кроме того, масло через зазоры практически не течет, что дает
возможность сократить количество уплотнительных устройств до минимума.
Подача распыленного масла к трущимся парам осуществляется через влаго-
отделитель, осушитель и маслораспределитель. На рис. 375 приведена схема
установки для непрерывной подачи распыленного масла к узлу трения.
Струя сжатого воздуха с распыленным маслом подается к механизму станка 1
(столу, шпинделю). Воздух проходит через влагоотделение 2, осушитель 3,
реле давления 4 и регулятор давления 5, попадает в маслораспылитель 6>
откуда по гибкому шлангу 7 попадает в распределитель 8. После смазки
узлов масло через воронку 9 собирается в сборник масляного конденсата 10.
При работе смазочных систем большое значение имеет надежная
фильтрация масла, чтобы инородные частицы и продукты износа при его
циркуляции не попадали на трущиеся поверхности, так как это приведет к их
интенсивному износу.
Выбору сорта смазки, конструкции смазочных систем, а также
теоретическим основам смазки посвящена обширная литература [13, 41, 59].
2. Система охлаждения
Для снижения тепловой напряженности процесса резания применяются
смазывающе-охлаждающие вещества (СОВ). Чаще всего применяют жидкости-
эмульсии и масла, с добавками твердых смазывающих веществ (графит,
парафин, сернистый молибден и др.). Необходимо, чтобы жидкость наряду
с высокими охлаждающими свойствами обладала хорошей маслянистостью
и вымывающей способностью, была безвредна для рабочих и оборудования.
Охлаждающе-смазочная жидкость может быть подведена в зону резания
различными способами (рис. 376), наиболее простой — полив свободно
падающей струей (рис. 376, а). Однако в этом случае смазывающее действие
жидкости ничтожно, так как она почти не попадает в зону контакта инструмента
с заготовкой и со стружкой. Кроме того, возникает сильное разбрызгивание
жидкости. Лучший эффект дает подача жидкости под давлением, причем
струя направлена в зону резания (рис. 376, б). Находит применение также
подвод жидкости под давлением через отверстия в инструменте (рис. 376, в).
Хороший эффект дает, как правило, охлаждение жидкостью, распыленной
при помощи струи сжатого воздуха [23].
443
Системы, применяемые в станках для подачи смазочно-охлаждающей
жидкости, обычно включают следующие элементы:
1. Насос для подачи жидкости под давлением. Чаще применяются
шестеренчатые и центробежные насосы, причем в последнем случае
предусмотрен стандартный узел, когда насос соединен с электродвигателем в однОхМ
агрегате.
Рис. 376. Методы подвода охлаждающей жидкости в зону резания
2. Трубопроводы и арматура для подачи жидкости. При этом форма
наконечника, который формирует и направляет струю жидкости в зону
резания, имеет существенное значение.
3. Фильтры применяются для очистки жидкости от стружки, грязи и
пыли. В случае большого скопления отходов (например, в шлифовальных
станках) применяют специальные установки для очистки эмульсии.
5 4. Резервуар для
охлаждающей жидкости должен быть
достаточной емкости и иметь отстойники
для частичной ее очистки. При
малой скорости протекания
жидкости из нее успевают выпасть
примеси, которые осаждаются в
отстойнике. Ход жидкости таков,
что всплывающие примеси также
задерживаются в отстойнике.
Иногда применяются
устройства для регулирования
температуры охлаждающей жидкости.
В качестве примера на рис. 377
приведен общий вид и схема
монтажа агрегатов системы
охлаждения для револьверного автомата
1А136. Из резервуара 1 через
Рис.377. Система охлаждения револьверного фильтр 2 ПО трубопроводам 3 охла-
автомата 1А136 ждающая жидкость подается в
зону обработки. Давление в системе
создается шестеренчатым насосом 4, а количество подаваемой жидкости
регулируется краном 5. Наконечник 6 имеет форму, при которой к месту
обработки подается широкая струя жидкости, что важно при
многоинструментальной обработке и в случае применения широких фасонных резцов.
Отработавшая охлаждающая жидкость попадает в корыто станка
и по специальным стокам и желобам возвращается в отстойники
резервуара.
Количество подаваемой к месту обработки охлаждающей жидкости и
емкость резервуаров должны быть таковы, чтобы отводилось тепло из зоны
резания и жидкость при циркуляции успела остывать. Расчет системы охла-
444
жден/ия1 в первую очередь определение производительности насоса, можно
производить, исходя из следующего уравнения теплового баланса [41:
где Q — производительность насоса в м/с:
у — плотность смазочно-охлаждающей жидкости в кг/м3; для
минеральных масел у = 0,88* 104;
С = 45— удельная теплоемкость жидкости в Дж/кг-°С;
Д/ — допустимое повышение температуры циркулирующей жидкости
в °С; обычно М = 10 -15° С;
N — мощность, затрачиваемая на резание, в Вт;
К ^ 0,5 — коэффициент, учитывающий эффективность охлаждения.
3. Устройства для отвода стружки
Общие сведения. Широкое внедрение в массовом производстве
высокопроизводительных металлорежущих станков и автоматических линий
требует механизации и автоматизации операций по уборке и переработке стружки.
В настоящее время отход металла в стружку составляет в среднем 20—25%
веса обрабатываемых заготовок. Кроме этого, стружка загромождает и
засоряет оборудование, цехи и нередко приводит к остановке станков.
Стружка от станков и из цехов еще на многих предприятиях убирается
вручную вспомогательными рабочими, которые составляют на
машиностроительных предприятиях до 6% общего числа основных производственных рабочих
и которым ежегодно (в среднем) приходится удалять до 5—6 млн. т стружки.
Поэтому автоматизация и механизация уборки стружки является важной
задачей.
Наиболее просто решается задача транспортировки сыпучей стружки,
которая образуется при обработке деталей из хрупких материалов (чугуна,
бронзы, алюминия), а также неметаллических материалов, например
пластмасс.
При обработке деталей из стальных заготовок образуется вьюнковая
и сливная стружки. Она очень неудобна для транспортировки и переработки.
Сливная стружка занимает большой объем при малой плотности, поэтому
она дробится на специальных стружкодробилках. Для дробления стальной
стружки непосредственно на станках применяют всевозможные порожки на
передней поверхности резца и стружколомы, а также — прерывистое или
вибрационное резание.
Каждый вид стружки имеет свои неудобства и трудности при
транспортировке. Сливная стружка обволакивает механизмы и инструменты, снижает
надежность и долговечность их в работе, затрудняет доступ при
обслуживании. Мелкая стружка и пыль оседают на различных частях машин,
загрязняют воздух.
Задача удаления стружки заключается прежде всего в отводе ее
непосредственно из зоны обработки. Это выполняется как вручную, так и при
помощи специальных транспортирующих устройств. Стружку, удаленную
из отдельных станков, необходимо собирать и удалять из цеха для
последующей очистки, сортировки и переработки. В принципе имеется две системы
удаления стружки из механических цехов:
а) автоматизированная, когда стружка из отдельных станков и
автоматических линий подается транспортерами, расположенными под полом;
б) механизированная, с использованием ручного труда и средств
механизации, с транспортировкой стружки в контейнерах, ящиках и тележках.
Существуют и промежуточные варианты, когда, например, установлены
только магистральные транспортеры стружки, а от станков она удаляется
вручную и другими способами.
445
Таким образом, проблемы механизации и автоматизации
транспортировки и переработки стружки распадаются на ряд частных задач, а именно:
удаление стружки от станков, отсос мелкой стружки и пыли из зоны
обработки; удаление стружки от группы станков и из цехов; очистка и
переработка стружки. Каждая из этих задач решается по-своему, путем применения
разнообразных транспортирующих
устройств, агрегатов для отсоса,
очистки и брикетирования.
Для удаления стружки от
групп станков и из цехов
применяют ленточные, скребковые,
ершовые, шнековые, вибрационные и
импульсные транспортеры, а также
гидроконвейеры и другие
устройства.
Ленточные транспортеры
применяют для транспортировки
стружки в горизонтальном и на-
Рис. 378. Ленточный транспортер клонном (до 25°) положении. Они
хорошо перемещают сухую
сыпучую стружку из чугуна, бронзы и алюминия, а также стальную стружку,
ломаную и мелковьюнковую. Типовая схема ленточного транспортера
показана на рис. 378. На стойках 1 закреплены барабаны 2. По всей
длине рамы монтируются ролики 3. Между барабанами натягивается лента 4,
которая сверху лежит на трех рядах роликов 5, а снизу — на роликах 5,
Рис. 379. Шнековый транспортер
Ролики устанавливаются по всей длине транспортера (1—2 м) с таким
расчетом, чтобы лента не провисала. В месте сброса стружки с транспортера
делается яма, в которой устанавливается контейнер 6 объемом 1—2 м3.
По мере эксплуатации транспортера его лента вытягивается, поэтому создается
натяжная станция.
Материалом для ленты служит маслостойкая резина, в отдельных
случаях прорезиненные ремни, иногда применяется тонкая стальная лента,
Лента работает непродолжительное время.
446
Шнековые транспортеры применяются при длине транспортировки до
100 м. Транспортеры компонуются из нормализованных винтов и корыт
диаметром 0,15 и 0,2 м, с длиной секции 1; 1,2 и 1,6 м. Наибольшая длина
транспортеров 30—40 м. Для транспортеров такой длины применяют чугунные
корыта. При сварных стальных корытах и винтах диаметром 0,15 и 0,2 м
длина транспортера не должна превышать 10 м. Транспортеры
устанавливаются под станками автоматической линии в специальных бетонированных
траншеях или в станинах станков. При установке транспортера в траншеях
применяются чугунные корыта (рис. 379).
Транспортер монтируется в бетонированной яме /. К уголкам 2
болтами 3 крепятся чугунные корыта 4, скрепляемые болтами 5, образуя ложе
Рис. 380. Вибрационный транспортер
для винтовой спирали 6. Секции винтов между собой соединены штифтами 7.
Бортовые щитки 8, прикрепленные к корыту и уголкам 9, предохраняют
бетонированную канаву от попадания в нее стружки. Сверху транспортер
закрыт секциями решеток 10, а в зоне образования стружки под станками
предусмотрены люки. Для вращения винта применяются электродвигатель 11 и
редуктор 12. При транспортировке стружки от станков, работающих с
охлаждением, корыта делаются герметичными и с небольшим уклоном для стока
жидкости.
Вибрационный транспортер состоит из двух лотков 1 (рис. 380),
соединенных планкой 2. Под лотками по концам уложены резиновые подушки 3,
укрепленные болтами 4. Электродвигатель 5 с вибратором 6 и тягой 7
укреплен на плите 8, которая, в свою очередь, прикреплена к станине 9
транспортера передвижения блоков 10. Стружка и бобышки попадают на лотки 1 и под
действием вибратора, колеблющегося с частотой 25 пер/с, продвигаются
из зоны резания за пределы станков. Стружка через отверстие Ох в дне
швеллера попадает на главный скребковый транспортер линии. Бобышки через
окно О в дне лотков проваливаются и по склизам 11 сползают в ящик 12.
Эксцентриситет вибраторов равен 0,6 мм, Лотки на станках установлены
горизонтально.
Глава XXIX
ПРОЕКТИРОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
1. Стадии проектирования и подготовка станка
к производству
Проектирование сложных агрегатов, какими, в частности, являются
современные металлорежущие станки, производится, как правило, на основе
имеющихся прототипов или аналогичных конструктивных
решений,прошедших определенную эволюцию своего развития и получивших
соответствующую апробацию практического использования в различных
производственных условиях. Из сказанного, однако, не следует делать вывода, что
проектирование нового металлорежущего станка возможно только путем
копирования существующих конструкций и принципиальных схем их работы. В
процессе развития та или иная конструкция любой машины совершенствуется
и периодически претерпевает коренное перевоплощение, если этому
предшествует создание новых, более совершенных материалов, внедрение в
практику новых физических методов, обеспечение точности и качества,
производительности и т. п. Прежде чем начать претворять в жизнь полученное
задание или идею нового станка, необходимо ясно себе представить, в каком
направлении должна идти разработка, какие требования, помимо
предусмотренных заданием, должны быть соблюдены на основе имеющегося уже
опыта и в соответствии с общей тенденцией развития техники данной области.
Общеизвестно, что проектирование и изготовление агрегатных станков
различного назначения осуществляется в короткие сроки и обходится
сравнительно недорого, хотя часто при создании этого вида станков принимаются
оригинальные конструктивные решения. Это объясняется тем, что в основном
при создании нового станка используются отработанные и всесторонне
испытанные конструкции почти всех основных узлов станка.
Практика создания новых оригинальных конструкций машин в
различных областях промышленности свидетельствует о том, что при правильной
постановке проектирования, всякая конструкция, как отдельного узла, так
и всей машины в целом, прежде чем быть запущенной в основное
производство, должна пройти соответствующее испытание.
Конструирование нового станка начинается с того, что подбираются
необходимые для выполнения проекта чертежи, технические описания и
другие архивные материалы, просматривается техническая литература и
делаются соответствующие заметки, изучаются условия работы и характер
эксплуатации других станков данного производства, проводятся технические
совещания по уточнению задания, выявлению особых требований и
возможного конструктивного решения будущего станка. Большое значение имеет
назначение станка и соответствие группе общего или узкого использования
в производственных условиях.
Задание на проектирование станка должно определять назначение станка
и к какой группе станок может быть отнесен, наметить основные его
параметры, а также технико-экономические требования, характеризующие
качество и возможности новой модели. Проектирование станка обычно
осуществляется в виде разработки технического и рабочего проектов.
Техническим проектом является предварительная конструктивная
разработка станка, своего рода эскиз для предметного обсуждения и окончатель-
448
ного утверждения возможных вариантов новой конструкции. Рабочим
проектом является разработка во всех деталях конструкции нового станка и
оформление необходимой технической документации для подготовки и
организации его изготовления в металле.
По технической документации рабочего проекта для серийного
производства изготовляется опытная партия в количестве десяти станков, которые
подвергают всесторонним испытаниям и затем предъявляют
государственной приемной комиссии. Последняя составляет акт приемки и дает
заключение о возможности запуска принятой модели станка в серийное
производство.
При испытании металлорежущих станков руководствуются ГОСТом
7599—55, согласно которому выясняют следующие вопросы: а) качество
изготовления станка (обработка деталей и сборка); б) качество электрогидропнев-
мооборудования станка, его система смазки и охлаждения; в) проверка
работы всех механизмов и паспортных данных при работе станка на холостом
ходу; г) работоспособность станка под нагрузкой и его производительность;
д) точность обработки и класс чистоты поверхности.
После проведения испытаний производится исправление всей
конструкторской документации с учетом изменений, выявленных в процессе
изготовления и испытаний.
2. Основные требования, критерии оценки станков
и технико-экономические показатели
Одним из основных требований, которые предъявляются к современным
металлорежущим станкам являются требования точности. Под термином
точность работы станка понимается стабильность обеспечения станком
получения заданной геометрической формы обрабатываемой детали, качества ее
поверхности и точности размеров, определяющих основные параметры формы.
Точность работы станка зависит от многих факторов, связанных с
проектированием и изготовлением станка, правильности его эксплуатации и
своевременного профилактического ремонта.
Различают два метода контроля точности станка: статический и
динамический. Статическая точность станка и методы ее контроля
регламентируются соответствующими стандартами, именуемыми: «Станки
металлорежущие. Нормы точности»' которые разработаны для основных групп
металлорежущих станков. Нормаль станкостроения Н 70-11 предусматривает
следующие пять классов точности: Класс Н—станки обычной (нормальной)
точности, класс П-станки повышенной точности, класс В — станки высокой
точности, класс А — станки особо высокой точности, класс С — станки
наивысшей точности.
Проверка станка на статическую точность является косвенной проверкой
точности работы станка, которая в известной мере характеризует точность
изготовления деталей, их сборку, правильность установки и регулировки.
Анализируя результаты статической точности, можно определить причины
плохой работы станка. Динамическая точность станка проверяется путем
изготовления на станке контрольной детали и последующим ее измерением.
Этот вид проверки является комплексным контролем всех узлов и деталей
станка под нагрузкой и непосредственно характеризует точность работы
станка. Повышение точности станка достигается совершенствованием
технологии изготовления его деталей и сборки его узлов, а сохранение
первоначальной точности на длительное время в эксплуатационных условиях —
тщательностью ухода и принудительным профилактическим осмотром.
Другим не менее важным показателем работы станка является его
производительность. Производительность станка характеризуется различными
показателями, из которых наиболее простым и наглядным является количество
обрабатываемых деталей в единицу времени. Этот показатель является отне-
449
сительным, так как на одном и том же станке при различной его настройке
и наличии тех или иных приспособлений, особенно на станке универсального
назначения, можно получить различные значения этого показателя. Для
достижения максимальной производительности основное внимание должно
быть обращено на сокращение вспомогательного времени, связанного со
сменой заготовки, инструмента и управлением циклом обработки на станке.
При прочих равных условиях многоинструментальная обработка является
одним из способов повышения производительности. Максимальное
сокращение вспомогательного времени и возможность применения
многоинструментальной обработки обеспечивается автоматизацией цикла работы станка.
На универсальных станках с ручным управлением производительность
достигается путем рационального и удобного расположения органов
управления, применения преселективного управления, позволяющего сократить
время и перестройку режимов обработки, путем предварительного, в
процессе рабочего хода на предыдущей операции, набора нужного сочетания
блочных колес коробок скоростей и подач, требуемых на следующей
операции. Автоматизация управления металлорежущим станком является
основным направлением развития современного станкостроения.
Автоматизированные станки получили широкое внедрение не только в крупносерийном и
массовом производстве, но начали широко применяться и при
мелкосерийном и единичном производстве. Последнему способствует появившиеся в
последнее время станки с программным управлением, которые, как указывалось
выше, могут легко переналаживаться на обработку любой детали.
Способность станка работать безотказно и обеспечивать бесперебойную
обработку деталей в заданных условиях эксплуатации называется
надежностью. Степень надежности характеризуется так называемым
коэффициентом надежности и определяется статистическим путем, как отношение
фактического времени работы станка к запланированному
п _ 1 Ihl
1 рп
гДе Тир "— время простоя станка вследствие неисправностей;
Трп — время рабочего периода.
Значение коэффициента надежности колеблется в пределах 0,8—0,98.
Под понятием долговечность подразумевается срок службы станка в
заданных условиях эксплуатации, когда затраты на восстановление его
работоспособности экономически целесообразны. Большое значение для обеспечения
нужного класса чистоты обрабатываемых деталей, стабильности работы
станка, увеличения его надежности и долговечности является жесткость
конструкции станка, что позволяет исключить или снизить возможность
появления в процессе работы станка вибраций нежелательной частоты.
Виброустойчивость станка обеспечивается не только увеличением массы
корпусных деталей, но также учетом возможных источников возникновения
вибраций и создания рациональных конструкций. В этом направлении ведутся
теоретические и опытные изыскания по разработке методов расчета
динамической прочности конструкции станка.
Рациональная конструкция станка и отдельных его механизмов, в свете
требований охраны труда, считается такой, котбрая обеспечивает
бесшумность его работы. При конструировании нового станка необходимо
обеспечивать условия «технологичности конструкции». Под этим понятием
подразумевается соблюдение при проектировании ряда условий, обеспечивающих
возможность применения при обработке и сборке деталей станка наиболее
прогрессивных и экономичных технологических процессов.
Технологичность конструкции характеризуется: себестоимостью станка,
как суммарного показателя трудоемкости и металлоемкости, конструкции;
сроком оборачиваемости средств, связанным с длительностью
производственного процесса изготовления станка; степенью унификации узлов станка и
450
нормализацией его деталей. Вопросами технологичности конструкции
необходимо заниматься на всех стадиях проектирования, так как игнорирование
ими даже на стадии технического проекта может привести в дальнейшем
к коренным переделкам и в результате к удлинению сроков проектирования.
Конструктор, создавая ту или иную форму детали, должен представить себе
все стадии ее изменения от заготовки до готовой детали. В сложных случаях
необходимо консультироваться с технологом. Отрабатывая конструкцию
деталей опытного станка, необходимо учитывать возможность дальнейшего
их изготовления в серийном производстве, а также общие условия,
характерные для производства будущего завода-изготовителя.
Большое значение при проектировании корпусных деталей имеет
создание современных форм, отвечающих общей тенденции данного периода.
Поверхности этих деталей не должны подвергаться механической обработке и
ограничиваться в основном декоративной отделкой путем окраски или
электрической обработки. Окраска в соответствии с предъявляемыми
требованиями не должна быть излишне пестрой, но, с другой стороны, цвет окраски
должен быть практичным, не мрачных или грязных тонов. В
рассматриваемом случае, помимо требований техники безопасности и гигиены труда,
следует иметь в виду, что отношение обслуживающего персонала к станку,
отличающегося нарядным видом, будет иным, чем к станку с грубой отделкой.
Все наружные вращающиеся и передвигающиеся части станка должны
иметь форму, исключающую возможность захвата одежды или рук
неопытного рабочего; иметь защитные ограждения, надежное заземление
электросистем; экраны и щитки для улавливания отлетающей стружки, охлаждающей
жидкости и т. д. Вопросу отвода и удаления стружки уделяют должное
внимание путем соответствующего расположения узлов станка и при
необходимости предусматривают специальные устройства.
Действия рукояток управления станком должны базироваться на
мнемонических правилах, а аварийные устройства быть легко доступными и
ярко окрашенными. Взаимоисключающие переключения должны быть
надежно сблокированы. Органы ручного управления станком не должны
утомлять рабочего, рукоятки управления должны находиться на высоте,
предусмотренной соответствующими правилами, а усилие воздействия на
них должно быть возможно минимальным. Большое внимание следует
уделять плавности движения рабочих органов, исключающих возможность
возникновения вибраций, ударов и повышенного шума. Тормозные устройства
должны быть автоматического действия и всесторонне испытаны на опытной
модели.
Конструкция нового станка должна учитывать также требования
эксплуатационного характера, а именно: удобство подготовки станка к работе;
легкость осуществления текущего осмотра и смазки, а также периодического
осмотра ответственных узлов станка; удобство регулирования зазоров и т. п.
Автоматические и полуавтоматические станки должны встраиваться
в автоматические линии, даже если первоначально они для этого не
предназначались.
Если в проекте нового станка были применены принципиально новые
решения, то они должны быть оформлены в Государственном комитете по
делам изобретений и открытий СССР. Патентование советских изобретений
за границей производится с целью защиты отечественного приоритета на
отдельные узлы станка или всей конструкции, предупреждения
использования изобретений без согласия, возможности обмена технической информацией
или продажи лицензии. Для соблюдения условий патентной чистоты
конструктор обязан знать все изобретения в своей области и быть в курсе всех
зарегистрированных иностранных изобретений, принимать меры для
своевременной регистрации оригинальных конструкций и не допускать
преждевременного опубликования незарегистрированных изобретений в открытой
печати.
451
3. Исходные данные при проектировании станков
Проектирование металлорежущего станка должно начинаться с
разработки принципиальной схемы станка, которая должна определить
принимаемый метод обработки, возможность обработки с одной установки и в какой
последовательности, а также возможность применения и необходимость
многоинструментальной обработки. При этом уточняются исходные данные для
проектирования на основе анализа отдельных переходов технологического
процесса обработки на проектируемом станке, с учетом формы заготовки,
способов ее подачи на рабочее место и закрепления, кроме того, требования
к точности получения формы, размеров и класса чистоты; возможной
конструкции режущего инструмента, его стойкости и допустимым
максимальным режимам резания и т. д.
Таким образом, на первом этапе проектирования должны быть
определены следующие исходные данные:
а) выбран оптимальный вариант технологического процесса обработки;
б) составлена принципиальная схема станка с учетом принятого
варианта технологического процесса;
в) определены формы и предельные размеры заготовки или
полуфабриката;
г) определены физико-технические характеристики обрабатываемых
поверхностей;
д) выбраны рациональные интервалы режимов резания;
е) установлен характер производства, в котором предполагается
основная работа станка;
ж) определено возможное число одновременно или последовательно
работающего инструмента, примерная его конструкция, частота смены и
необходимость автоматизировать его перестановку или смену;
з) установлены экономически обоснованные показатели
производительности обработки.
В пояснительной записке этой части проекта основной упор должен быть
сделан на технико-экономическое обоснование необходимости создания
нового станка. Целесообразность разработки новой модели станка обычно
подтверждается технико-экономическим расчетом. Основными показателями
эффективности проектируемого станка должны являться: себестоимость
изготовления новой модели; применение механизации и автоматизации при
обслуживании и облегчение условий и безопасности труда; повышение
производительности труда и качества продукции; сокращение вспомогательных
материалов для народного хозяйства и технического прогресса; снижение
себестоимости на эксплуатационных расходах при изготовлении продукции.
Таким образом, экономическая эффективность новых и
модернизированных станков определяется прежде всего тем, какую они дадут экономию
живого и овеществленного труда в промышленности. Критерием этого
показателя является снижение общественно необходимых затрат труда на единицу
продукции, которую можно получить с помощью нового станка, т. е.
повышение производительности общественного труда.
Основным показателем экономичности станков является себестоимость.
Этот показатель наиболее обобщающий и в нем находят свое отражение в
денежном выражении затраты живого и овеществленного труда на изготовление
данного типа станка и последующей его эксплуатации. Наиболее
существенным экономическим показателем работы станка является штучная
себестоимость изделия, определяемая по формуле
С = М + П3 + Я, (222)
где М, П3 — стоимость металла и прямая зарплата, отнесенные к одному
изделию;
Н — накладные расходы, связанные с эксплуатацией станков.
452
При анализе и сопоставлении границ рентабельности того или иного
выбираемого метода обработки деталей и соответственно вриантов типов
проектируемых станков пользуются методикой, разработанной ЭНИМСом [8, 63 ].
В качестве основного технико-экономического критерия выбора наиболее
эффективного метода обработки и наиболее эффективного станка принята
наименьшая себестоимость изготовления детали при условии получения
требуемого качества.
Для технико-экономического анализа наивыгоднейших способов
обработки и станков целесообразно пользоваться отношением
f(A),
(223)
Рис. 381. График
анализа наивыгоднейшего
использования станков
где Сощ и С0п2 — технологическая себестоимость операций сравниваемых
вариантов;
А — параметры обрабатываемой поверхности (для
универсальных и специализированных станков).
Значение Лкр, соответствующее точке 1 (рис. 381)
С ^£Hi
пересечения кривой с линией ОП1 , определяет раз- С0Пг
Соп2
мерные параметры обрабатываемых поверхностей,
характеризующие границы областей применения методов
рентабельной обработки. Так, например, при А << Акр
получим С0Пх t> Cou2, и, следовательно, рентабелен
второй метод, при A г> Акр будет СОП1 <■ СОП2,
следовательно, рентабелен первый метод.
В основу создания конструкций новых станков
должен быть положен принцип конструктивной
преемственности, согласно которому станки должны
создаваться в виде нормального ряда типоразмеров.
Оптимальный размерный ряд станков имеет большое
народнохозяйственное значение. ГОСТ 8032—56 устанавливает, что различные параметры
изделий (станков) — производительность, мощность, грузоподъемность,
частота вращения шпинделя и др. — должны изменяться по закону
геометрической прогрессии с одним из стандартных значений знаменателя ср.
Ряды станков, основные параметры которых изменяются по закону
геометрической прогрессии оказываются более целесообразными, чем случайно
созданные группы станков.
Размерная характеристика фрезерных станков регламентирована
ГОСТом 165—65. Основной параметр стандартизации — рабочая
поверхность стола (100 X 400; 125 X 500; 160 X 630 мм и т. д.). Для токарных
станков (ГОСТ 440—71) основным параметром является наибольший диаметр
обрабатываемой детали над станиной (100; 125; 160; 200 мм и т. д.). Помимо
размерной характеристики станков очень существенное значение имеет
скоростная и силовая характеристика проектируемого станка.
Усовершенствование режущего инструмента привело к значительному
росту скоростей резания и частоты вращения шпинделей, а последнее —
и к увеличению мощностей. Для определения скоростной характеристики
станка находятся предельные частоты вращения шпинделя, а затем
промежуточные. Известно, что, например, при постоянном диаметре обработки,
подаче и припуске частота вращения п оказывает влияние на мощность по
следующей зависимости [58]:
N = Сп кВт.
С увеличением мощности станков растет их масса
G= 1,13 JV0'3 т,
(224)
(225)
453
Эффективность конструкции современных станков можно оценивать по
относительным измерителям, например, по следующему выражению:
*г = £ т/кВт, (226)
где Кт — технический критерий эффективности станков по массе;
таким образом, тот станок эффективнее по массе, у которого
меньше Кт-
Критерий технического измерения удельных расходов металла на станки
при изменении их мощностей неполный, поэтому вводят и другие
удельные измерители, характеризующие более полно технический уровень
станков.
4. Разработка кинематической схемы
проектируемого станка
Разработка кинематической схемы станка обычно начинается с
составления различных эскизных вариантов структурных схем, на которых
производится предварительная взаимная увязка движений рабочих органов
проектируемого станка, особенно когда эти движения обусловливают
формообразование обрабатываемой поверхности.
По выбранному варианту структурной схемы и соответствующего
кинематического расчета цепей, а также общей компоновки рабочих органов
станка составляется кинематическая схема. На ней уже конкретно
указывается, из каких механизмов будет формироваться та или иная
кинематическая цепь. При этом возможны различные сочетания и группировки
промежуточных механизмов в зависимости от принимаемой конструкции
станка.
При составлении кинематической схемы станка необходимо учитывать
следующие требования:
1. Обеспечение высокой производительности станка.
2. Максимальная автоматизация станка.
3. Точность работы механизмов.
4. Высокий к. п. д. станка, который можно повысить:
а) применением передач, по возможности с высокими к. п. д.;
б) короткими кинематическими цепями с малым числом кинематических
пар—источников потерь на трение;
в) полным отключением кинематических цепей, не участвующих в
передаче движения;
г) применением подшипников качения, где это возможно;
д) применением системы принудительной смазки от насоса;
е) повышением качества изготовления деталей, сборки и регулировки
станка.
5. Технологичность конструкции.
6. Максимальное использование нормализованных, стандартных и
унифицированных узлов деталей.
7. Безопасность труда.
Источником движения современных металлорежущих станков,
независимо от физической структуры привода, является электродвигатель.
Станок может иметь один общий или несколько электродвигателей целевого
назначения. В последнем случае упрощаются кинематические цепи, создаются
более удобные условия управления станком и проще решаются вопросы
перевода станка на автоматическое действие. Однако не во всех случаях
представляется возможным применить короткие кинематические цепи с
индивидуальными электродвигателями.
454
Взаимосвязанные движения отдельных рабочих органов станка
осуществляются главным образом при помощи жестких кинематических связей, но
при определенных условиях находят применение также нежесткие связи
с отдельными электродвигателями, как, например, схема с так называемым
«электрическим валом», когда синхронность движений обеспечивается
электрическим путем.
В качестве привода главного движения обычно используются трехфазные
односкоростные асинхронные электродвигатели переменного тока с коротко-
замкнутым ротором типов А и АО, которые по сравнению с другими
электродвигателями более надежны в эксплуатации, дешевле и не требуют
применения преобразующих установок.
Для расширения диапазона регулирования скорости движения рабочего
органа станка иногда применяют двух- и, реже, трех- и четырехскоростные
электродвигатели, которые путем изменения числа пар полюсов позволяют
получить смещение диапазона регулирования.
Самым распространенным типом привода в металлорежущих станках
средних размеров является привод с механическим регулированием
скоростей, состоящий из односкоростного электродвигателя переменного тока и
шестеренной коробки скоростей.
В приводах движения подачи и других, помимо асинхронных
электродвигателей переменного тока, находят применение электродвигатели
постоянного тока, преимущественно с параллельным возбуждением. Электро-.
двигатели постоянного тока, помимо того, что они требуют преобразующих
установок, значительно сложнее по устройству, дороже, больших размеров
и менее надежны в эксплуатации. Однако возможность осуществлять
бесступенчатое регулирование частоты вращения в широком диапазоне в
отдельных случаях делает их незаменимыми и по сравнению с электродвигателями
переменного тока.
Главным недостатком ступенчатых приводов является невозможность
бесступенчатого регулирования скорости, что в отдельных случаях может
повлиять на производительность станка.
В металлорежущих станках для бесступенчатого регулирования
скоростей главного движения и подач находят применение бесступенчатые
фрикционные передачи (вариаторы), конструкции которых весьма разнообразны.
Механические вариаторы имеют, как правило, небольшой диапазон
регулирования (4—8) и рассчитаны на передачу мощности N = 2-f-10 кВт. При
выборе вариатора для конкретного случая необходимо учитывать диапазон
регулирования, передаваемую мощность, удобство управления и др.
Необходимо отметить, что бесступенчатое регулирование не имеет больших
преимуществ перед ступенчатыми при низких значениях знаменателя рядз
(Ф^ 1,26).
Компоновка механизмов привода может быть выполнена в двух
вариантах, когда коробка скоростей и шпиндельный узел располагаются в одном
корпусе и когда коробка скоростей и шпиндельный узел выполняются в виде
отдельных узлов (раздельный привод). Тот или иной вариант необходимо
выбирать после сравнения технико-экономических показателей вариантов и
исходя из конструктивных особенностей проектируемого станка [54]. Оба
варианта имеют свои достоинства и недостатки. Достоинства привода,
расположенного в одном корпусе, заключаются в компактности всего привода,
меньшей стоимости и возможности концентрации органов управления.
Недостатками являются: вибрации, передающиеся на шпиндельный узел; тепло,
выделяющееся в механизмах коробки скоростей; трудность применения
передачи на шпиндель гибкой связью (ременная передача).
Достоинства раздельного привода: вибрации механизмов коробки
скоростей не передаются шпиндельному узлу; уменьшается нагрев шпиндельного
узла; разгрузка шпинделя от силы натяжения ремня; возможность
унификации и нормализации отдельных узлов привода с применением их в разных
455
типах и размерах станков; улучшаются условия сборки, ремонта и
дальнейшей модернизации.
Немаловажное значение имеет выбор типа последней передачи на
шпиндель, стол и т. д., которая оказывает существенное влияние на плавность
движения. Для обеспечения плавного вращения шпинделя и во избежание
сильного шума окружная скорость зубчатых колес не должна превышать
определенных предельных значений, а диаметр зубчатых колес,
установленных на шпинделе, желательно иметь меньше, чем максимальный диаметр
обрабатываемой поверхности. В станках с высокими требованиями к
шероховатости обрабатываемой поверхности и с большой частотой вращения
шпинделя применяют ременную передачу непосредственно на шпиндель. Диаметр
шкива при этом должен быть не менее максимального диаметра обработки.
Оптимальный вариант кинематики станка выбирается согласно
построению различных вариантов структурных сеток.
Глава XXX
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Основным видом испытаний станков являются приемочные испытания.
В соответствии с техническими условиями они включают в себя испытания
станков на холостом ходу и под нагрузкой, проверку точности, испытание
на жесткость и виброустойчивость при резании, проверку на шум.
/• Проверка качества изготовления станков.
Испытание станков на холостом ходу
и под нагрузкой
Проверку технического состояния металлорежущего станка начинают
с внешнего осмотра. Затем проверяют легкость перемещения от руки всех
узлов и рукояток, величину мертвых ходов маховиков, рукояток и винтов,
исправность всех механизмов станка. Необходимо, чтобы усилия на
маховиках не превышали допустимых значений, а подвижные узлы перемещались
с равномерной скоростью.
При испытании станков на холостом ходу проверяют фактические
отклонения частот вращения и подач; правильность работы механизмов быстрых
перемещений. При длительной работе на холостом ходу проверяют
состояние подшипников, муфт, тормозов, электродвигателей, правильность работы
смазочной системы. При этом температура опор шпинделя не должна
превышать 85° С для подшипников качения и 70° С для подшипников
скольжения. Для других механизмов температура устанавливается не выше 50° С.
После проверки станка на холостом ходу следуют испытания под
нагрузкой. При этом выбирают наиболее тяжелые условия обработки и
кратковременные перегрузки (до 25%). Во время испытаний проверяют работу всех
механизмов систем станка. Испытания производят при черновом и чистовом
режимах для типичных обрабатываемых деталей и материалов. Например,
при проверке токарного станка вытачивается вал диаметром, равным 0,25
высоты центров и длиной до 300 мм. Проверяется его конусность, овальность,
плоскостность торцов.
Требуемая точность и класс чистоты поверхности регламентированы
соответствующими техническими условиями.
2. Проверка геометрической точности станков
Точность обработки на станке характеризуется величиной отклонений
размеров, формы и относительного положения элементов получаемой
поверхности от соответствующих параметров заданной геометрической поверхности.
В связи с этим проверяют точность изготовления отдельных элементов станка:
геометрическую форму посадочных поверхностей (непрямолинейность,
неплоскостность, овальность, конусность), точность вращения шпинделей,
прямолинейность или плоскостность направляющих, поверхности столов,
прямолинейность перемещения суппортов, точность ходовых винтов, и т. д.
Контролю подлежит и правильность взаимного положения и движения узлов
и элементов станка. К ним относятся: взаимное расположение поверхностей,
параллельность или перпендикулярность направляющих и поверхностей
457
столов относительно шпинделей, соосность или параллельность последних
и т. д. Все выпускаемые станки подлежат геометрическому контролю.
Точность станков регламентируется соответствующими ГОСТами «Нормы
точности», согласно которым для каждого типа станка разработано
определенное количество инструментальных проверок геометрической точности,
проводимых в статическом состоянии. Допустимые значения зависят от класса
точности станка. В качестве поверочных инструментов применяют
поверочные и лекальные линейки, контрольные оправки, уровни, щупы, индикаторы
и миниметры, оптические приборы и специальные приспособления.
На рис. 382 показаны некоторые схемы проверки токарного станка на
точность. Шпиндели проверяют на осевое и радиальное биение при помощи
6 7
\
Ж.
> Щ
■€
■
:l " г
-i 1
^--^- 6 "Г !
-^-.Х^.-Г^Н
1 1 Ч 3
S)
,г4зь.,
в)
Рис. 382. Схемы проверки
токарного станка на
точность
индикаторов (рис. 382, а). Контролируют радиальное биение центрирующей
шейки шпинделя (индикатор 1) и биение оси конического отверстия
шпинделя. В последнем случае индикатор 2 штифтом касается контрольной
оправки, плотно вставленной в отверстие шпинделя. Проверку производят
у конца шпинделя и на расстоянии, устанавливаемом стандартом (для
станков средних размеров / = 200ч-300 мм). При проверке осевого биения
шпинделя в его отверстие вставляют короткую оправку с плоским шлифованным
торцом. К шпинделю прикладывают осевую силу, вращают его и снимают
показания индикатора 3, Проверяют также перпендикулярность торцовой
поверхности буртика шпинделя оси его вращения (индикатор 4). Допустимые
отклонения составляют обычно 0,01—0,005 мм.
Для проверки плоскости рабочих столов (рис. 382, б) применяют
поверочную линейку 6, под концы которой подкладывают мерные плитки 5 и 7
одинакового размера. Отклонение поверхности стола от плоскости
проверяют путем измерения расстояния от поверхности стола до нижней плоскости
линейки при помощи щупа и мерных плиток или штихмаса. Для проверки
всей плоскостности стола линейку нужно укладывать в нескольких
положениях (а—г).
Проверка прямолинейности направляющих начинается с середины
станины (рис. 382, в). От этой точки уровень переставляется к каждому концу
станины через интервалы 300—500 мм. Погрешность определяют половиной
алгебраической разности показаний уровня. Обычно отклонения допускаются
только в сторону выпуклости (запас на износ) и допуск дается в миллиметрах
на 1 м длины.
458
3. Проверка кинематической точности станков
Станки со сложными формообразующими движениями, помимо
геометрической точности, должны обладать кинематической точностью. Под
кинематической точностью понимают точность сохранения заданных отношений
скоростей движения исполнительных звеньев станка, участвующих в создании
какого-либо сложного формообразования [3]. При изготовлении новых
станков, а также и при ремонте необходимо знать кинематические ошибки.
Поэтому стандартами предусмотрены
6
ТТПТ]
2
аь-
Рис. 383. СхвхМа измерения кинематической
точности станков
проверки токарно-винторезных,
токарно-затыловочных,
зуборезных, резьбонарезных и резьбошли-
фовальных станков.
Для проверки кинематической
точности механизмов станков
применяют приборы, которые
позволяют установить изменение
передаточного отношения,
возникающего из-за погрешностей зубчатых передач. В практике применяют
различные типы измерительных приборов [3, 7]. Рассмотрим один из них,
основанный на магнитоэлектрической записи (рис. 383). Прибор .измеряет
сдвиг электрических фаз сигналов, поступающих с датчиков 1 и 2,
установленных на концах проверяемой кинематической цепи. Один датчик (1),
устанавливают на входном валу, вращающемся с большой частотой. На
выходном валу устанавливают другой датчик (2). Датчики 1 и 2 находятся
в контакте с дисками. Число магнитных волн на дисках соответствует
передаточному отношению проверяемой передачи. В каждом датчике имеются
магнитофонные головки, с помощью которых можно записывать
магнитоэлектрические сигналы. Сдвиг по фазе обоих считываемых сигналов
улавливается фазометром 3 и записывается осциллографом 4. Метод позволяет
измерять относительную погрешность до 10~7.
4. Испытания на жесткость и виброустойчивость
Геометрическая и кинематическая точность является необходимым, но
недостаточным условием для обеспечения требуемой обработки. Большое
значение имеет жесткость узлов станка. Статической характеристикой
жесткости является отношение k =
называемое податливостью, или
величина, обратная ей, /= —, называемая жесткостью. Исследованиями ряда
у
авторов [3] установлено, что суммарная деформация зависит больше от
деформаций в стыках. А так как последние во многом связаны с точностью
формы и шероховатостью, то для объективной оценки изделия должна
контролироваться жесткость каждого станка. Нормы жесткости приводят
в соответствующих ГОСТах.
На рис. 384 показан прибор ЭНИМСа для проверки жесткости токарных
станков. В центрах устанавливают жесткую оправку 2, а в резцедержатель —
измерительный прибор. Нагрузочное устройство состоит из винта б,
перемещаемого вдоль оси гайкой — зубчатым колесом. Поворачивая последнюю,
через динамометр 3, контролируемый индикатором 4, воздействуют на
неподвижно установленную оправку. В результате суммарные деформации
узлов станка (шпиндельной группы, задней бабки и суппорта),
характеризующие смещение оправки относительно суппорта, снимаются
индикаторами 1 и 5 [3].
Неустойчивость системы проявляется в виде скачкообразного движения
узлов станка. Скачки, сопровождающие резание, особенно вредны для стан-
459
ков, на которых выполняются финишные операции. Дефекты изготовления
и сборки узлов оказывают большое влияние на упругую систему станка и
создают различные возмущения системы.
Виброустойчивость станков проверяют чаще всего при малых скоростях
скольжения. Испытание станков на виброустойчивость при резании сводится
Рис. 384. Прибор для* измерения жесткости токарных станков
к определению предельной стружки и ее зависимости от скорости резания.
Предельной стружкой называют наибольшую ширину среза, снимаемую на
станке без вибраций. Например, для токарных станков с высотой центров
200 мм испытания проводят на различных оправках: в центре (рис. 385, а);
на консольно расположенной оправке, вставленной в конус шпинделя
Участок ре за ни А
Участок резания
L
*90-110
060-70
Не 5о/гее 800
К
«;
_i
I /^^^^^
г*
л
300
$90-110
ю
и
Не долее 800
—[—
—»•
ш
90
I f
т
!<:■»
9)
Рис. 385. Схемы испытания
токарных станков на виброустойчивость
(рис. 385, б); в патроне (рис. 385, в)\ на оправке, зажатой в патроне и
поддерживаемой центром (рис. 385, г). Испытания проводят на всех ступенях
частоты вращения привода главного движения и при трех-пяти подачах.
Определение предельной стружки представляет собой трудную
операцию, так как предельней режим работы станка неустойчив. Предельную
стружку определяют по следам на обработанной поверхности (при v =
== 0,5 м/с), по характерному звуку во время работы (v = 1-*-2 м/с),
460
посильной волнистости и зазубренности сходящей стружки (v = 2-*-7 м/с).
Для повышения точности испытания рекомендуется вести наблюдение
за уровнем колебаний заготовки, корпуса шпиндельной бабки, стола
и т. п. [31.
В лабораторных условиях виброустойчивость станка можно определить
по амплитудно-фазовой частотной характеристике. Для этого в системе
искусственно возбуждаются колебания в направлении силы резания, в
диапазоне частот 30—300 Гц. Относительные колебания записывают на
кинопленку (см. рис. 297). Обрабатывая кинопленкуа строят амплитудную и
фазовую характеристики, а по ним — амплитудно-фазовую характеристику
упругой системы. Более подробно этот процесс описан в литературе [3].
5. Проверка станков на шум
Воздействие шума высокой интенсивности приводит к различным
расстройствам функциональных систем человеческого организма.
Систематическое воздействие сильного шума может быть причиной ряда
профессиональных заболеваний (тугоухость, глухота), производственного травматизма,
снижений производительности труда. Испытание металлорежущих станков
на шум необходимо для того, чтобы обеспечить удовлетворительные условия
труда для работающих за станком.
,
*>
_
1с/м3
$>
пг
\А
I С
J L
rtn
\
\
\
L
70
60
N
^
I
ПГ-9 п
Ч^
ПС
а?+А^-
Рис. 386. Расположение шумомера
относительно станка
63 125 250 500 2000 8000 Гц
Рис. 387. Уровень звухового
давления
Шум — это важнейший показатель качества станка, свидетельствующий
о наличии значительных отклонений по точности и классу чистоты
обработанных деталей, участвующих в передаче движения.
Нормаль станкостроения Н 89-40, разработанная с учетом ГОСТа
11870—66 и рекомендации СЭВ, устанавливает для металлорежущих станков
два вида испытаний на шум: контрольные испытания, которым подвергаются
каждый из станков, выпускаемых серийно, и при которых измеряется
корректированный уровень шума, по шкале А; типовые испытания, которым
в обязательном порядке подвергается каждый опытный образец и
периодически — отдельные экземпляры серийно выпускаемых станков.
При типовых испытаниях станков исследуется ряд шумовых
характеристик станка. Прежде всего определяют уровень звукового давления в треть-
октавных полосах частот, измеренных на рабочем месте при работе станка
на холостом ходу. Микрофон располагается на расстоянии 1 м от контурной
линии станка ив 1,5 м от плоскости его фундамента (рис. 386). Затем
определяется корректированный уровень шума в децибеллах по шкале А. Эти
две характеристики измеряются при помощи шумомера и анализатора частот.
Пользуясь определенными выше величинами, рассчитывают уровень
звукового давления в полосах частот, приведенных к опорным радиусам
со стандартными значениями 1, 3 и 10 м, и затем определяют
корректированный уровень звуковой мощности по методике, подробно описанной в нормали
Н 89-40. Первые две характеристики ограничиваются с помощью нормативов.
461
Уровни звукового давления в частотных полосах спектра не должны
превышать значений, определяемых нормативной кривой предельного спектра (ПС)
соответствующего номера (рис. 387). Сам номер нормативной кривой
соответствует предельному уровню звукового давления для третьоктавной
полосы со стандартной среднегеометрической частотой 1000 Гц и выбирается
в зависимости от суммарной мощности работающих приводов:
Мощность в кВт До 1,25 1,25—4 4—12,5 12,5—40
Номер кривой ПС-65 ПС-70 ПС-75 ПС-80
Корректированный уровень шума по шкале А не должен превышать
значений, определенных путем добавления 7 дБ к номеру нормативной кривой,
соответствующей суммарной мощности приводов.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов Е. И., Колесниченко К. А. и Маслов В. Т. Элементы гидропривода. Киев,
«Техника», 1969.
2. Аврутин Р. Д. Справочник по гидроприводам металлорежущих станков. М.—Л.,
«Машиностроение», 1965.
3. Ачеркан Н. С, Гаврюшин А. А., Ермаков В. В. и др. Металлорежущие станки. М.,
«Машиностроение», 1965.
4. Ачеркан Н. С. Расчет и конструирование металлорежущих станков. М., Машгиз, 1952.
5. БаштаТ. М., Зайченко И. 3., Ермаков В. В. и Хаймович Е. М. Объемные
гидравлические приводы. М., «Машиностроение», 1969.
6. Брон Л. С. Агрегатные станки и автоматические линии.— «Станки и инструмент»,
1969, № 3.
7. Верхотуров Б. Я., Марков Н. Н. Прибор для контроля кинематической точности
механизмов.— «Станки и инструмент», 1964, № 9.
8. Владзиевский А. П. Некоторые вопросы научного обоснования развития технологии
машиностроения и типаж металлорежущих станков.— «Станки и инструмент»^ 1964, № 4.
9. Волоценко П. В. и Лебенсон М. Е. Унификация коробок подач и скоростей
сверлильных станков.— «Станки и инструмент», 1967, № 2.
10. Воронов А. Л. и Гребенкин И. А. Коробки передач металлорежущих станков. М.,
«Машиностроение», 1964.
11. Врагов Ю. Д., Игнатов С. И., Муравин Ю. Б. и Саввин И. В. Многооперационные
станки (обрабатывающие центры). М., НИИМАШ, 1970.
12. Вульфсон И. А., Зусман В. Г. и Розинов А. Г. Кодирование информации управляющих
программ. М., «Энергия», 1968.
13. Гордеев А. Ф. и Соколов Ю. П. Гидростатические шпиндельные подшипники.—
«Станки и инструмент», 1966, № 7.
14. Дальсхий А. М. Цанговые зажимные механизмы. М., «Машиностроение», 1966.
15. Детали и механизмы металлорежущих станков. Под ред. Д. Н. Решетова. М.,
«Машиностроение», 1972.
16. Еникеев X. М. Рациональные кинематические схемы коробок скоростей.— «Станки
и инструмент», 1968, № 1.
17. Ермаков В. В. Гидравлический привод металлорежущих станков. М., Машгиз, 1963.
18. Игнатьев Н. В. О сложенной структуре привода шпинделя.— Сб. «Исследования в
области металлорежущих станков». Под ред. Н. С. Ачеркана, вып. 4. М., Машгиз, 1961.
19. Кабатов Н. Ф. и Лопато Г. А. Конические колеса с круговыми зубьями. М.,
«Машиностроение», 1966.
20. Костиков Ф. В. Новые схемы и конструкции многороликовых торовых вариаторов. —
Сб. «Передаточные механизмы». М., «Машиностроение», 1966.
21. Коцюбинский О. Ю. Коробление чугунных отливок от остаточных напряжений.
М., «Машиностроение», 1965.
22. Крагельский И. В. Трение и износ. М., «Машиностроение», 1968.
23. Кривоухов В. А., Петруха П. Г., Бруштейн Б. Е. и др. Резание конструкционных
материалов, режущие инструменты и станки. М., «Машиностроение», 1967.
24. Кудинов В. А. Динамика металлорежущих станков. М., «Машиностроение», 1967.
25. Кучер И. М. Металлорежущие станки. М.—Л., «Машиностроение», 1964.
26. Левина 3. М. Расчет контактных деформаций направляющих.— «Станки и
инструмент». 1965, № 1.
27. Левит Г. А. Передачи винт—гайка качения (шариковые).— «Станки и инструмент»,
1963, № 4.
28. Левит Г. А. и Лурье Б. Г. Расчет гидростатических незамкнутых направляющих.—
«Станки и инструмент», 1963, № 10.
29. Левит Г. А. и Лурье Б. Г. Исследование и расчет направляющих с гидроразгрузкой.—
«Станки и инструмент», 1965, № 5.
30. Локтев Д. А. Металлорежущие станки. М., «Машиностроение», 1968.
31. Лоскутов В. В. Зуборезные станки. М., «Машиностроение», 1967.
32. Малахов Я. М. Зубообрабатывающие и резьбофрезерные станки и их наладка. М.,
«Высшая школа», 1967.
33. Макаров А. И. Резание труднообрабатываемых материалов при помощи
ультразвуковых и звуковых колебаний. М., Машгиз, 1962.
463
34. Марков А. И. Ультразвуковое резание труднообрабатываемых материалов. М.,
«Машиностроение», 1968.
35. Матвеев В. Н., Остапенко В. Ф. и Pay Т. Т. Агрегатные станки. М.,
«Машиностроение», 1965.
36. Меламед Г. И., Цветков В. Д. и Айзман Д. С. Агрегатные станки. М.,
«Машиностроение», 1964.
37. Миронов Е. А. Модернизация коробки-скоростей консольно-фрезерных станков.—
«Станки и инструмент», 1962, №11.
38. Монина М. А., Мороз И. И. Электромеханические методы размерной обработки.—
«Станки и инструмент». 1964. № 8.
39. Муратов В. А. и Павловский С. А. Гидроцилиндры. Конструкции и расчет. М.,
«Машиностроение», 1966.
40. Пинегин С. В. Контактная прочность в машинах. М., «Машиностроение», 1965.
41. Пономарев А. Ф. и Гедык П. К. Смазка оборудования. М., Машгиз, 1962.
42. Попилов Л. Я. Электрофизическая и электрохимическая обработка материалов.
М., «Машиностроение», 1969.
43. Проников А. С. Основы надежности и долговечности машин. М., «Стандарты», 1969.
44. Проников А.С Расчет и конструирование металлорежущих станков. М., «Высшая
школа», 1967.
45. Проников А. С. Пластмассы для направляющих скольжения.— Сб. «Пластмассы
в машиностроении». М., «Машиностроение», 1964.
46. Проников А. С. Саморегулирование в станках-автоматах. М., «Московский
рабочий», 1965.
47. Пуш В. 3. Малые перемещения в станках. М., Машгиз, 1961.
48. Пясик И. Б. Шариковые механизмы. М., Машгиз, 1962.
49. Ратмиров В. А., Чурин И. Н. и Шмутер С. Л. Повышение точности и
производительности станков с программным управлением. М., «Машиностроение», 1970.
50. Рыбкин А. Л. Затыловочные станки. М., «Машиностроение», 1964.
51. Семишип М. М. Динамика привода подави стола вертикально-фрезерных станков.—
«Станки и инструмент», 1968, № 3.
52. Спиридонов А. А. Металлорежущие станки с программным управлением. М.,
«Машиностроение», 1972.
53. Соколов Ю. Н. Тепловые расчеты деталей станков.— «Станки и инструмент». 1968, № 1.
54. Тарзиманов Г. А. Проектирование металлорежущих станков. М.,
«Машиностроение», 1972.
55. Тепинкичиев В. К., Красниченко Л. В., Тихонов А. А. и Колев Н. С.
Металлорежущие станки. (Краткий курс). М., «Машиностроение», 1972.
56. Тепинкичиев В. К. Предохранительные устройства от перегрузки станков. М.,
«Машиностроение», 1968.
57. Турпаев А. И. Самотормозящие механизмы. М., «Машиностроение», 1966.
58. Чалый-Прилуцкий А. Н. Обоснование и определение основных технических
характеристик металлорежущих станков и их проектирование. М., «Высшая школа», 1969.
59. Чернавский С. А. Подшипники скольжения. М., Машгиз, 1963.
60. Шаумян Г. А. Автоматы и автоматические линии. М., Машгиз, 1961.
61. Эксплуатация электроимпульсных и ультразвуковых станков. М., НИИМАШ, 1969.
62. Электрофизические и электрохимические станки. Каталог-справочник. М.,
НИИМАШ, 1969.
63. Этин А. О. Кинематический анализ методов обработки металлов резанием. М.,
«Машиностроение», 1964.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абразивная суспензия 277
Автоколебания 356
Автоматическая смазка 441
Автоматическое управление 357
Адаптивная (самонастраивающаяся) система
242
Аккумулятор гидравлический 307
Амплитудно-фазовый критерий устойчивости
358
Анодно-механическая обработка 277
Апериодическая неустойчивость 355
Аэродинамические опоры 426
Аэростатические направляющие 411
Б
Барабаны штырьковые 239
Бесступенчатое регулирование 319
Блокировочные устройства 432
Блок управления 239
Буквенно-цифровая запись информации 246
Бункеры 430, 431
В
Вал электрический 455
Вариаторы 378—382
Вибрация станков 355
Вибрационные транспортеры 447
Виброустойчивость 355
Вспомогательное движение 11
Вязкость масла
— по Энглеру 285
— кинематическая 285
Г
Геометрический ряд 319
Гидромоторы 285
Гидропанель 309
Гидравлический привод 284
Гидравлическая схема 309
Гидравлические усилители 290
Гидравлический удар 297
Гидростатические опоры 425
Гидростатическая смазка 441
Главное движение 10
Головка акустическая 279
График чисел оборотов 332
Группа передач 330
Д
Датчик
— индуктивный 240
— перемещений 240
— положения 241
— циклический 240
Двойной ход 383—385
Декодированная программа 240
Делительные головки 64
Делительное движение 13
Диагональное зубофрезерование 151
Диапазон (область) регулирования 319
Динамическая вязкость 313
Динамическое качество станков 355
Динамическая система станка 357
Динамика привода 352
Дифференциальное деление 66
Дифференциальные механизмы 369
Дифференциальная схема подключения
цилиндра 287
Добротность гидроусилителя 234
Дозирующий клапан 296
Долговечность 449
Дополнительная структура 335
Дроссель 296
Дроссельное регулирование 304
3
Загрузочные устройства автоматических
линий 266, 267
Зажимная цанга 428
Звено настройки 326
Звено увеличения шага 369
Золотник
— напорный 295
— подпорный 294
— реверсивный 298
— крановый 300
Знаменатель ряда 319
Зуботочение 183
Зубчатые колеса
— степень точности 348
— класс чистоты поверхности 348
— материал 347
— корригирование 346
И
Интерполятор 241
Исполнительное движение 11
Исполнительные звенья 10
Исполнительный орган 240
Испытания станков
— на холостом ходу и под нагрузкой 457
— на жесткость и виброустойчивость 459
Исходные данные при проектировании
станков 452
К
Картина скоростей 332, 334, 336
Кинематический вариант коробки скоростей
331
Кинематическая связь
— внешняя 11
— внутренняя 11
Кинематическая схема 23
Клапаны
— подпорный 295
— предохранительный 295
— обратный 298
465
Классификация станков 16
Когерентность 283
Коды
— двоично-десятичный 243, 244
— двоичный 243, 244
Колебания станков вынужденные 360
Компоновка агрегатных станков 229
Контрольно-регулирующая аппаратура 294
Контур связи замкнутый и незамкнутый 358
Коробка подач 362
Коробки скоростей
— с передвижными колесами 334
— с приводом от многоскоростных
электродвигателей 342
— конструктивный вариант 347
— со связанными колесами 341
— с приводом от двускоростного
электродвигателя 342
— с муфтами 327
— графический расчет 330
Кран управления 300
Критерий Найквиста—Михайлова 358
Критерии оценки станков и
технико-экономические показатели 449
Критерий эффективности 454
Крутящий момент привода 352
Кулачковые механизмы
— дисковые 391
— цилиндрические 392
— работоспособность 392
Кулисный привод 383
М
Магистраль напорная и сливная 309
Магнитные ленты 239
Магнитострикционный эффект 277
Метод касания 10
Методы нарезания зубчатых колес
— обката 143
— копирования 140
Множительная структура 328
Многопоршневые системы 308
Момент инерции масс 353
Момент сил упругости 353
Мощность
— насоса 286
— привода 321
Н
Надежность 450
Наладочное движение 11
Направляющие
— качения 411
— износостойкость 411
— скольжения 410
Направляющая линия 8
Насадка 234
Насосы
— лопастной 285
— нерегулируемые 285
— шиберные 285
— объемные 285
— регулируемые 285
— поршневые 285
— шестеренные 285
— роторные 285
— аксиально-поршневые 285
— производительность 286
— радиально-поршневой 285
Натяг подшипников 419
Неподвижные корпусные детали и узлы 395
Несамодействующая силовая головка 230
Нормальные ряды чисел в станкостроении 322
О
Область устойчивости 358
Образующая линия 8
Обратная связь 241
Обратимость агрегатных станков 228
Объемное регулирование
— для осуществления вращательного
движения 303
— для осуществления прямолинейного
движения 304—308
Огибаемая 131
Огибающая 131
Органы настройки 12
Отсекатели 429
Отсчетное устройство 13
П
Патентоведение 451
Перебор 327
Переходной процесс 353
Перфокарты, перфоленты 239
Передаточные отношения 14, 330
Перепад скорости 319
Периодическая неустойчивость 355
Питатель 429
Потери давления 316
Предел регулирования 319
Предохранительные устройства 433
— кулачковые 435
— шариковые 432
— срезные 17
Привод станков 116
Притирка
Проверка станков на шум
Программное управление
— запись программы 239
— подготовка программы 242
— цифровая система 243
— защита от ошибок 245
— программоноситель 239
Производящее колесо 167
Производящая линия 8
Производительность станков 449
Противодавление 288
Р
Рабочий орган 240
Рабочий проект 449
Рабочий ход 287
Разделительная панель 307
Размерный ряд 453
Распределительное устройство 297
Расчетное перемещение 14
Расчетная частота вращения 352
Регулятор расхода 305
Реечный привод 384
Резервуары 301
Резцовая головка 176
Релаксационные колебания 356
Реле давления 296
С
Салазки 401
Силовые головки
— самодействующая 229, 230
466
— агрегатного станка 229
— электромеханическая 233
Самоцентрирующие патроны 427
Сварная станина 396
Сверлильный предохранительный патрон 438
Себестоимость 452
Силовая бабка 228
Силовая головка 229
Сила резания 402
Силовой стол 233
Силовые цилиндры 287
Система охлаждения 443
Скважность 274
Скоростная характеристика 319
Скорость равномерной подачи 376
Следящий привод 241
Сливная аппаратура 294
Сложенная структура 335
Смазка
— комбинированные системы 442
— смазочно-охлаждающие вещества (СОВ) 443
— масляным туманом 443
Соединительные передачи 335
Соленоид 297
Способы деления
— непосредственный 65
— простой 66
— дифференциальный 66
Срок службы направляющих 409
Стабилизирующая аппаратура 294
Структура привода 11
Структурная сетка 331
Структурная схема 11
Ступень возврата 327
Ступенчатое регулирование скорости 319
Суперфиниш 117
Т
Температурные деформации корпусных
деталей 403
Теплообменники 301
Технический проект 448
Технический контроль в автоматических
линиях 269
Технологичность 450
Технологическая жесткость станков 359
Тороидальная поверхность 380
Точность кинематических цепей 363
Точность станков
— статическая 449
— динамическая 449
— геометрическая 457
Транспортные устройства
— для удаления стружки 445
— ленточные 446
— шаговые 447
— шнековые 446
Трение жидкостное 423
Трубопровод 302
Тяговая сила подачи 374
У
Угловая частота собственных колебаний 353
Унитарный код 243
Упоры жесткие 233
Упругая система станка 353
Уравнение кинематического баланса 14
Усилитель 240
Условие устойчивости 359
Установочное движение 10
Устойчивость движения в станке 355
Утечки в насосе 285
Ф
Фазовый сдвиг 356
Фильтры 301
Форма направляющих скольжения 406
Формообразующее движение 8
Фундамент 396
X
Характеристика группы передач 329
Ход кинематической пары 14
Холостой (обратный) ход 384, 386
ц
Цанговые зажимы 428
Цепи
— врезания 136
— главного движения 136, 144, 172
— деления 144, 174, 178
— обката 136, 174, 179
— подачи 144, 173, 178
Циклический датчик 240
Цилиндр дифференциальный 287
Ч
Частота собственных колебаний 418
Число двойных ходов 320
Число Рейнольдса 313
Э
Электродвигатели постоянного тока 17
Электрод-инструмент 274
Электромагнитная муфта 350
Электрохимическая обработка 282
Элементарный двухваловый механизм 326, 327
Эмульсии 443
ОГЛАВЛЕНИЕ
Введение (В. К. Тепинкичиев) 3
Глава 1. Кинематические основы и классификация металлорежущих станков
(Н. С. Колев, В. К. Тепинкичиев) 8
1. Методы образования поверхностей деталей при обработке на металлорежущих
станках 8
2. Классификация движений 10
3. Кинематические связи в станках 11
4. Основы кинематической настройки станков 13
5. Основные размеры и размерные ряды станков 15
6. Классификация металлорежущих станков 15
7. Основные понятия о приводе . . 17
Глава II. Токарные станки {А. А. Тихонов) 24
1. Токарно-винторезный станок 1К62 24
2. Расчет кинематической настройки токарно-винторезных станков 33
3. Обработка конических и фасонных поверхностей на токарных станках .... 35
4. Токарно-револьверные станки 37
5. Токарные лобовые станки 43
6. Карусельные станки 44
Глава III. Сверлильные и расточные станки (Ю. А. Шувалов) 48
1. Вертикально-сверлильные станки 48
2. Радиально-сверлильные станки 51
3. Многошпиндельные сверлильные станки и головки 51
4. Горизонтально-расточные станки 52
5. Координатно-расточные станки 54
6. Алмазно-расточные станки 58
Глава IV. Фрезерные станки (Ю. А. Шувалов) 60
1. Горизонтально-фрезерные станки 60
2. Вертикально-фрезерные станки 61
3. Продольно-фрезерные станки 63
4. Универсальные делительные головки 64
5. Шпоночно-фрезерные станки 68
6. Карусельно-фрезерные станки 71
7. Копировально-фрезерные станки 72
Глава V. Протяжные станки (Л. В. Красниченко) 76
1. Горизонтальные протяжные станки для внутреннего протягивания 77
2. Вертикально-протяжные станки для внутреннего протягивания 80
3. Протяжные станки для наружного протягивания 81
Глава VI. Строгальные станки (Л. В. Красниченко) 82
1. Поперечно-строгальные станки 82
2. Продольно-строгальные станки 83
3. Долбежные станки 86
Глава VII. Шлифовальные и доводочные станки (А. А. Тихонов, Н. С. Колее) 87
1. Назначение и область применения шлифовальных станков 87
2. Круглошлифовальные станки 88
3. Бесцентровые круглошлифовальные станки 92
4. Внутришлифовальные станки 94
5. Плоскошлифовальные станки 97
468
6. Резьбошлифовальные станки 100
7. Профильно-шлифовальные станки 104
8. Универсально-заточные станки 106
9. Доводочные станки 113
Глава VIII. Резьбонарезные станки (Я. С. Колее) 118
1. Резьбофрезерный станок 561 для нарезания длинных резьб 119
2. Резьбофрезерный полуавтомат 5К63 для фрезерования коротких резьб ... 121
3. Расчет настройки резьбофрезерных станков 123
4. Резьбонакатные станки 125
5. Токарный резьбонарезной станок 103 повышенной точности 126
Глава IX. Зубообрабатывающие станки (Я. С. Колее) 131
1. Зубодолбежные станки 134
2. Зубофрезерные станки, работающие по методу копирования 140
3. Зубофрезерные станки, работающие по методу огибания 143
4. Зубозакругляющие станки 153
5. Зубошевинговальные станки 156
6. Зубошлифовальные станки 159
7. Станки для нарезания зубчатых реек 164
8. Станки для нарезания конических колес с прямыми зубьями 166
9. Станки для нарезания конических колес с круговыми зубьями 175
10. Шлицефрезерные станки 179
11. Прогрессивные направления в развитии зубообрабатывающих станков . . . 182
Глава X. Токарно-затыловочные станки (Я. С. Колее) 186
1. Универсальный токарно-затыловочный станок 1811 188
2. Расчет настройки гитар станка 1811 190
Глава XI, Токарные автоматы и полуавтоматы (Л. Л. Тихонов) 192
1. Многорезцовый токарный полуавтомат 1А730 192
2. Токарно-копировальный полуавтомат 1722 195
3. Автоматы фасонно-отрезные и фасонно-продольного точения 196
4. Токарно-револьверный автомат 1Б140 198
5. Многошпиндельные автоматы 205
6. Многошпиндельные полуавтоматы 209
7. Настройка автоматов и полуавтоматов 212
Глава XII. Агрегатные станки (В. К. Тепинкичиев) 228
1. Общие понятия об агрегатных станках 228
2. Силовые головки 229
3. Шпиндельные коробки и насадки 234
4. Переналадка агрегатных станков 237
Глава XIII. Станки с программным управлением (Я. С. Никулин) 239
1. Числовая система программного управления . - 239
2. Порядок подготовки программы 242
3. Пример составления программы 245
4. Примеры станков с программным управлением . 252
5. Многооперационные станки . . 254
Глава XIV. Автоматические линии станков (Л. Л. Тихонов) 261
1. Оборудование для автоматических линий 262
2. Управление автоматическими линиями 268
3. Типовые автоматические линии 269
4. Расчет производительности автоматических линий 272
Глава XV. Станки для электрофизических и электрохимических методов
обработки (В. К. Тепинкичиев) 274
1. Электроэрозионные станки 274
2. Ультразвуковые станки 277
3. Электрохимическая обработка 282
4. Лучевая обработка 283
469
Глава XVI. Гидравлический привод металлорежущих станков (Я. С. Никулин) 284
3. Насосы и гидродвигатели 285
2. Силовые цилиндры 287
3. Гидравлические усилители 290
4. Контрольно-регулирующая аппаратура 294
5. Распределительные устройства 297
6. Вспомогательные устройства 301
7. Трубопроводы 302
8. Регулирование, стабилизация и синхронизация скоростей движения
рабочих органов 303
9. Гидравлические схемы 309
10. Основные принципы проектирования гидропривода 311
11. Расчет гидравлического привода 313
Глава XVII. Техническая характеристика станков (В. К. Тепинкичиев) 319
1. Скоростная характеристика 319
2. Силовая характеристика 321
Глава XVIII. Привод главного движения (В. К. Тепинкичиев) 326
1. Типовые механизмы для ступенчатого регулирования частоты вращения валов 326
2. Множительные структуры 328
3. Передаточные отношения передач 333
4. Коробки скоростей со сложенной структурой 335
5. Особые множительные структуры 338
6. Коробки скоростей с приводом от многоскоростных электродвигателей .... 342
7. Выбор варианта коробки скоростей 344
8. Расчет чисел зубьев колес 344
9. Конструкции коробок скоростей 347
Глава XIX. Динамика привода главного вращательного движения (В. К.
Тепинкичиев) 352
1. Крутящие моменты, передаваемые приводом 352
2. Устойчивость станков 355
3. Вынужденные колебания станков 360
Глава XX. Привод механизмов подач (В. К. Тепинкичиев) 362
1. Типовые механизмы 362
2. Кинематика привода подач 363
3. Кинематика привода резьбонарезных цепей 366
4. Механизмы, суммирующие движение 369
5. Устройства для реверсирования 371
6. Механизмы обгона 372
7. Механизмы для осуществления периодических движений 373
8. Силовой расчет механизмов подач 374
9. Конструкции коробок подач 376
Глава XXI. Механизмы для бесступенчатого регулирования привода вращения
валов (В. К. Тепинкичиев) 378
1. Вариаторы с раздвижными шкивами и клиновым ремнем 379
2. Вариаторы с раздвижными шкивами и стальным промежуточным кольцом . . . 380
3. Торовый вариатор 380
Глава XXII. Привод прямолинейно-возвратного движения (В. К. Тепинкичиев) 383
1. Кулисный привод , . , . . 383
2. Реечный привод 384
3. Передача ходовой винт - гайка . ... 386
4. Кулачковые механизмы 390
Глава XXIII. Корпусные детали и узлы (А. С. Проников) 394
1. Классификация корпусных узлов и основные компоновки станков 394
2. Неподвижные корпусные детали и узлы 395
3. Подвижные корпусные детали и узлы 401
4. Температурные деформации корпусных деталей 403
470
Глава XXIV. Направляющие станков (Л. С. Проников) . . . . 406
1. Направляющие скольжения для прямолинейного движения 406
2. Направляющие скольжения для кругового движения 410
3. Направляющие качения 411
Глава XXV, Шпиндельные узлы (Л. С. Проников) 413
1. Шпиндели станков и компоновка шпиндельных узлов 413
2. Расчет шпинделей 416
3. Подшипники качения 419
4. Подшипники скольжения 422
5. Гидростатические и аэродинамические опоры 425
Глава XXVI. Механизмы зажима и подачи заготовок (Л. С. Проников) 427
1. Механизмы зажима .. 427
2. Механизмы подачи заготовок 429
Глава XXVII. Предохранительные устройства (В. К. Тепинкичиев) 432
1. Предохранительные устройства от перегрузки 432
2. Блокировочные устройства 438
Глава XXVIII. Системы смазки и охлаждения, устройства для отвода стружки
(Л. С. Проников, Ю. Л. Шувалов) 440
1. Система смазки 440
2. Система охлаждения 443
3. Устройства для отвода стружки 445
Глава XXIX. Проектирование металлорежущих станков (Я. С. Никулин) . . . 448
1. Стадии проектирования и подготовка станка к производству 448
2. Основные требования, критерии оценки станков и технико-экономические
показатели 449
3. Исходные данные при проектировании станков 452
4. Разработка кинематической схемы проектируемого станка 454
Глава XXX. Испытания металлорежущих станков (Л. В. Красниченко) .... 457
1. Проверка качества изготовления станков. Испытание станков на холостом
ходу и под нагрузкой 457
2. Проверка геометрической точности станков 457
3. Проверка кинематической точности станков 459
4. Испытания на жесткость и виброустойчивость 459
5. Проверка станков на шум 461
Список литературы 463
Предметный указатель 465
Коллектив авторов под ред.
В. К. Тепинкичиева
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Редактор издательства Б. П. Святое
Технический редактор Н. Ф. Демкина
Корректоры Озерова А. П.
3 Мишина О. Е.
Переплет художника А. Я • Михайлова
Сдано в набор 14/ХП 1972 г.
Подписано к печати 19/1V 1973 г.
Т-05482 Тираж 70 000 экз. (1-й з-д 1-35 000)
Усл. печ. л. 41,3 Уч.-изд. л. 39.1
Бумага Л'о з Формат 70Х 108Vie
Цена 1 р. 72 к. Зак. № 2217
Издательство сМАШИНОСТРОЕНИЕ»,
Москва, Б-78 1-й Басманный пер., 3
Ленинградская типография № 6
Союзполиграфпрома при Государственном
комитете Совета Министров СССР
по делам издательств, полиграфии
и книжной торговли
193144, Ленинград, ул. Моисеенко, 10