/










































































































































































































































Текст
-к:
Инженер-подполковник И. В. ЗЕЛЬДИС
Инженер-подполковник К. Д. ИЛЬИНСКИЙ
АВИАЦИОННО-
РЕМОНТНОЕ
ДЕЛО
УЧЕБНОЕ ПОСОБИЕ ДЛЯ ШКОЛ АВИАМЕХАНИКОВ
И СПЕЦИАЛИСТОВ ВОЙСКОВОЙ РЕМОНТНОЙ
СЕТИ ВВС ВООРУЖЕННЫХ СИЛ СОЮЗА ССР
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ВООРУЖЕННЫХ СИЛ СОЮЗА ССР
МОСК ВД - 1 949
4
Ииженер-подполкоБНИк Велвдис И.В ИнЖепер-подполковннк Ильин-
ский К. Д. «Авиационио-ремоитное дело».
В книге подробно описаны операции, приемы работ и технология ремонта
самолетов, с которыми курсанты знакомятся в процессе обучения.
Труд иллюстрирован большим количеством рисунков, облегчающих усво-
ение текстового материала. Кроме того, на отдельные упражнения имеются
рабочие карточки, дающие курсанту возможность самостоятельно выполнить
практическую работу.
Разделы I и III написаны инженер-подполковником Зельдис И. В.,
разделы II, IV, V ц У1 — инженер-подполковником Ильинским К- Д-
РАЗДЕЛ ПЕРВЫЙ
' СЛЕСАРНОЕ ДЕЛО
. •*—м———ммЙ—«идаиц——————
Г.ЛАВА I
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ И ЕГО ПРИМЕНЕНИЕ
1. ИЗМЕРЕНИЯ В ТЕХНИКЕ
Измерением называется сравнение одной хорошо известной
величины с другой. При этом устанавливается, во сколько раз
и&йеряемая величина больше или меньше известной величины.
Если мы говорим, что диаметр поршня равен 160 мм, это
означает, что мы один из размеров поршня, в данном случае
его диаметр, сравниваем с известной нам величиной — милли-
метром.
Ёд^.измерений не может быть изготовлена ни одна деталь.
При производстве отдельных деталей и механизмов в целом при-
ходится измерять длину, площадь, объем, температуру, давление,
вес и т. д.
Особо важное значение имеют измерения в машиностроении
и'в том числе в авиационной промышленности. Детали самолета
и м$гора работают в крайне тяжелых условиях, на них
действуют сложные виды нагрузок, поэтому чем точнее они
изготовлены, тем срок службы их будет более продолжи-
тельным.
Чем сложнее деталь или механизм, тем точнее они должны
быть Изготовлены. Большинство деталей самолета и мотора изго-
товляется с очень большой точностью, во многих случаях опре-
деляемой, тысячными долями миллиметра (микронами).
Авиационному механику, обслуживающему самолет, прихо-
дится измерять зазоры клапанных механизмов, наблюдать за по-
казаниями приборов во время работы мотора и т. д. При замене
деталей мотора или самолета он должен предварительно опреде-
лить, подойдут ли они по размерам. При ремонте самолетов ему
иногда приходится изготовлять новые несложные детали. Во всех
этих случаях авиамеханику приходится иметь дело с измере-
ниями.
Анализируя сказанное, можно сделать вывод: не умея из-
мерять, нельзя изготовить высококачествен-
ные детали, нельзя обслуживать самолет.
!•
3
Метрическая система мер
В настоящее время в технике применяются две системы мер:
метрическая и английская. I
За единицу длины в метрической системе мер принят метр,
равный одной десятимиллионной части четверти парижского
меридиана. Эталон метра хранится в Севре (близ Парижа).
В основу этой системы положено десятичное деление величин. <
Это означает, что каждая единица измерения (например, грамм,
сантиметр) делится на десять равных частей и сама представляет
собой одну десятую часть более крупной величины. /
Важнейшим достоинством метрической системы мер является
ее десятичность, позволяющая переводить одни меры в другие
простой перестановкой запятых или приписыванием нулей (вправо
или влево).
Пример: 0.004245 км = 4,245 м — 42,45 дм = 424,5 см = 4245 мм =
•= 4 245 000 микрон. .
В СССР принята метрическая система мер.
Английская система мер
В Англии и США применяется английская система мер, *
единицу длины которой принят ярд. '•
Ярд делится на 3 фута, фут — на 12 дюймов. '
Приводим сравнение английских мер длины с метрическими#*'-^ t
1 ярд = 91.44 см = 914,4 мм;
1 фут = 30,48 см = 304,8 мм;
1 дюйм= 2,54 см = 25,4 мм.
Хотя в СССР принята метрическая система мер, знание •
английских мер необходимо, так как в практике встречается как
метрическая, так и английская система мер. Импортная мате- • •
риальная часть изготовлена по английской системе мер. Инстру-
мент для нарезки резьбы и сама резьба бывают метрическими и
дюймовыми. В практике нередки случаи, когда приходится пере-
водить дюймы в миллиметры и наоборот. s
Пример. Для болта диаметром ’/« дюйма необходимо просверлить отвер-
стие в стальной плите. ' '•
В СССР сверла изготовляются по метрической системе.
Какой диаметр сверла нужно взять в данном случае? о
Составляем пропорцию: • i
1 дюйм = 25,4 мм .»« < я
Отсюда х = — = 6,35 мм.
Обычно дюймовые меры выражают простой дробью, а олово’.Tv.
«дюйм» обозначается двумя черточками, написанными в верхнем А- 1
правом углу цифры. Например: 3/4" читается — 3/4 дюйма.
Чтобы облегчить перевод дюймов в миллиметры и наоборот, '*
применяются специальные таблицы (табл. ,1), |
' ' ’
4 ,М . I
Пользоваться таблицей нетрудно. Чтобы определить, например,
сколько миллиметров содержится в 2^", нужно; отыскав в ко-
лонке «дюймы» цифру «2», смотреть по горизонтали в колонке
с цифрой У2". Ответ в данном случае получится: 63,502 мм.
2. ТОЧНОСТЬ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ
Все детали, приспособления и другие изделия, обрабатывае-
мые различными инструментами или на станках, выполняются,
как правило, по чертежам, на которых указываются требуемые
размеры. Однако, как бы старательно ни обрабатывались детали,
изготовить их точно, в полном соответствии с указанными на
чертеже размерами, нельзя. Размеры готовых изделии всегда
получаются больше или меньше размеров чертежа. Чем меньше
разница между размерами детали и чертежа, тем точность её
изготовления выше.
Предположим, что при изготовлении валика сплошного сече-;,
ния диаметр его вместо 25 мм оказался 24,5 мм. Разница между"
требуемым диаметром валика и диаметром валика изготовлен-
ного равна 25—24,5=0,5. мм. Эта разница называется с те-’
пеньюточност и обработки.
Если же мы изготовим валик диаметром 24 мм, то разница
в размерах чертежа и детали будет больше (1 мм), следовательно-^
степень точности изготовления получится меньше.
Точность изготовления изделий зависит от многих причин,
в том числе от точности инструмента, квалификации рабочего
и т. д.
Степень точности изготовления той или иной детали опреде-’
ляется ее назначением. Коленчатые - валы, шатуны, поршневые
пальцы, поршни изготовляются с высокой степенью точности,
исчисляемой микронами.
Инструменты, которыми измеряют детали, называются изме-
рительными. Как бы тщательно ни были изготовлены инстру-
менты и как бы старательно ни производили измерения, все же
при измерениях всегда получается отклонение от действительного
размера в большую или меньшую сторону.
Разница между действительным размером детали и получен-
ным при измерении называется точностью измерения,
а величина этой разницы — степенью точности изме.
рения.
Если на чертеже указан размер 25+0,5 мм, то это означает,
что разрешается изготовить данную деталь с размером в Преде-
лах 24,5—25,5 мм.
3. ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ . <
Применяемый в машиностроении измерительный иПетру-
мент, в зависимости от конструкции и назначения, разделяется
на следующие группы:
1. 'Нераздвижной многомерный (масштабная линейка, рулетка
и др.).
6
i
4
f
f.
ках. Им произврдят прочерчивание параллельных рисок, перене-
сение размеров с измерительной линейки на изделие, измерение
высот при разметке и т. д.
Рейсмус состоит из стального острия — чертилки, зажима
чертилки, основания и двух регулировочных винтов Один винт
служит для приблизительной
наводки, другой — микроме-
трический—для точной уста-
новки размеров.
Для разметки рейсмус
устанавливаетея па чугун- _
ную, правильно выстроган-
ную плиту п чертилкой на- /
носятся линии (рис. 13).
Рис. 13. Нанесение горизонтальных линий
рейсмусом
г 3. Многомерный раздвижной
4 инструмент
£ Г Штангенциркуль.
Рассмотренные нами штри-
ховые измерительные ин-
струменты (линейка, метр и
точные результаты обмера лишь в том случае, когда
меряемого изделия совпадает с одним из штрихов
нанесенных на масштабе измерительного инструмента. Если же
конец изделия находится между двумя штрихами масштаба, то
обмер определяют на-глаз (в сторону увеличения или умень-
др.) дают возможность
получить
конец из*
(делений),
шения). Точность .такого измерительного инструмента равна
1 мм, в лучшем случае 0,5 мм.
Чтобы повысить точность измерения, в некоторых инструмен-
тах применяется специальное устройство, называемое нониу-
сом. Нониус дает возможность отсчитывать доли деления шкалы
измерительного инструмента с точностью до 0,1, 0,02 и 0,01 мм.
Разберем принцип отсчета на нониусе, дающий возможность
измерять с точностью до 0,1 мм. Возьмем масштабную линейку
и параллельно ее шкале положим вторую линейку, не имеющую
никаких делений. Нанесем на вторую линейку два штриха на
расстоянии 9 мм один от другого и разделим это расстояние на
10 равных частей. Это и будет нониусом. Каждое деление сде-
ланного нами нониуса будет равно 0,9 мм (на 0,1 мм меньше де-
ления масштаба).
Если расположить нониус таким образом, чтобы его нулевое
1 • - > деление совпадало с нулевым делением масштабной линейки
у” (рис. 14), то все деления нониуса, за исключением десятого, не
, у ’совпадут с делениями масштаба. Последнее, десятое, деление
1 Л.нониуса совпадает с девятым делением масштаба.
Передвинем нониус вправо настолько, чтобы его первое деле-
ние совпало с первым делением масштаба. Расстояние между
нулевыми делениями масштаба и нониуса в этом случае будет
11
равно ) мм — 0,9 мм = 0,1 мм. Если сдвинуть нониус ещё вправо
так, чтобы второе деление нониуса совпало со вторым делением
масштаба, то это расстояние равно 2—(2Х0,9)==2—1,8=0,2 мм.
Передвигая нониус вправо до совпадения остальных делений
нониуса с соответствующими делениями масштаба, мы получим
величину расстояний между нулевыми делениями нониуса и мас-
штаба для всех положений нониуса (0,3; 0,4; 0,5 мм и т. д.).
Рис. 14. Схема нониуса Рис. 15. Пример отсчета
• по нониусу
Если, например, восьмое деление нониуса совпадает с вось-
мым делением масштаба, то расстояние между нулевыми деле-
ниями будет равно 8—(8X0,9) =8—7,2=0,8 мм.
В приведенных примерах мы производили все отсчеты от ну-
левого деления масштаба. Однако эти правила отсчета остаются
такими же и в случае, когда нуль нониуса помещается между
любыми двумя делениями масштаба.
Предположим, что при измерении нулевое деление нониуса
поместилось между 23-м и 24-м делениями масштаба, а четвер-
тое деление нониуса совместилось с седьмым делением масштаба
(рис. 15). В данном случае расстояние а между нулевым деле-
нием нониуса и 23-м делением масштаба будет равн-Q.
4—(4X0,9) =4—3,6=0,4 мм. Точный размер изделия будет
23+0,4=23,4 мм.
К числу наиболее распространенных измерительных раздвиж-.
ных инструментов относится штангенциркуль. Наибшее
Рис. 16. Штангенциркуль с точностью измерения до 0,1 мм:
3___масштабная линейка; 2 — ножка; 3 — движок; 4 — ножка даижка;
§ — винт; 6 — вырез; 7 — нониус; в — глубиномер
12
широко применяется штангенциркуль с точностью измерения до
0.1 мм (ряс. 16). Он состоит из масштабной линейки /, на кото-
рой нанесены миллиметровые деления. На конце линейки нахо-
дится неподвижно закрепленная ножка 2. По линейке свободно
перемещается движок 3 с ножкой 4. Для закрепления движка
в любом положении пользуются винтом 5. На движке имеется
вырез 6, на наклонной плоскости которого нанесен нониус 7.
К движку присоединен стержень 8, который называется глу-
би н о м е ром (им измеряется глубина деталей).
Штангенциркулем измеряют толщину, глубину, длину, наруж-
ные и внутренние диаметры изделий.
Прежде чем приступить к измерению, нужн’б установить точ-
ность нониуса, которая определяется делением цены наименьшего
деления масштаба на число делений нониуса.
Для рассматриваемого нами штангенциркуля точность но-
ниуса равна ^^шсе^де™ «вЛ (Ij™) = ' = 0,1 м.м.
1 игле пгт пдприим пасгшшя fllJl IV
число делений нониуса (10)
£ Чтобы измерить деталь при помощи штангенциркуля, посту-
пают так. Деталь зажимают между ножками, ввертывают сто-
.порный винт, затем производят отсчет (рис. 17).
Рис. 17. Измерение детали штангенциркулем
Отрезок от нулевого деления масштабной линейки до нулевого
деления шкалы нониуса показывает целые миллиметры. Десятые
доли миллиметра определяются количеством делений на нониусе,
считая от нулевого штриха до штриха нониуса, наиболее совпа-
- дащщего со штрихом на масштабной линейке. Полученное число
, делений умножают на 0,1. Это и будет количество десятых долей
миллиметра. Полный размер детали получим при сложении целых
и-десятых долей миллиметра.
Многие штангенциркули имеют вторую пару ножек, предна-
значенных для измерения внутренних размеров изделий (диаме-
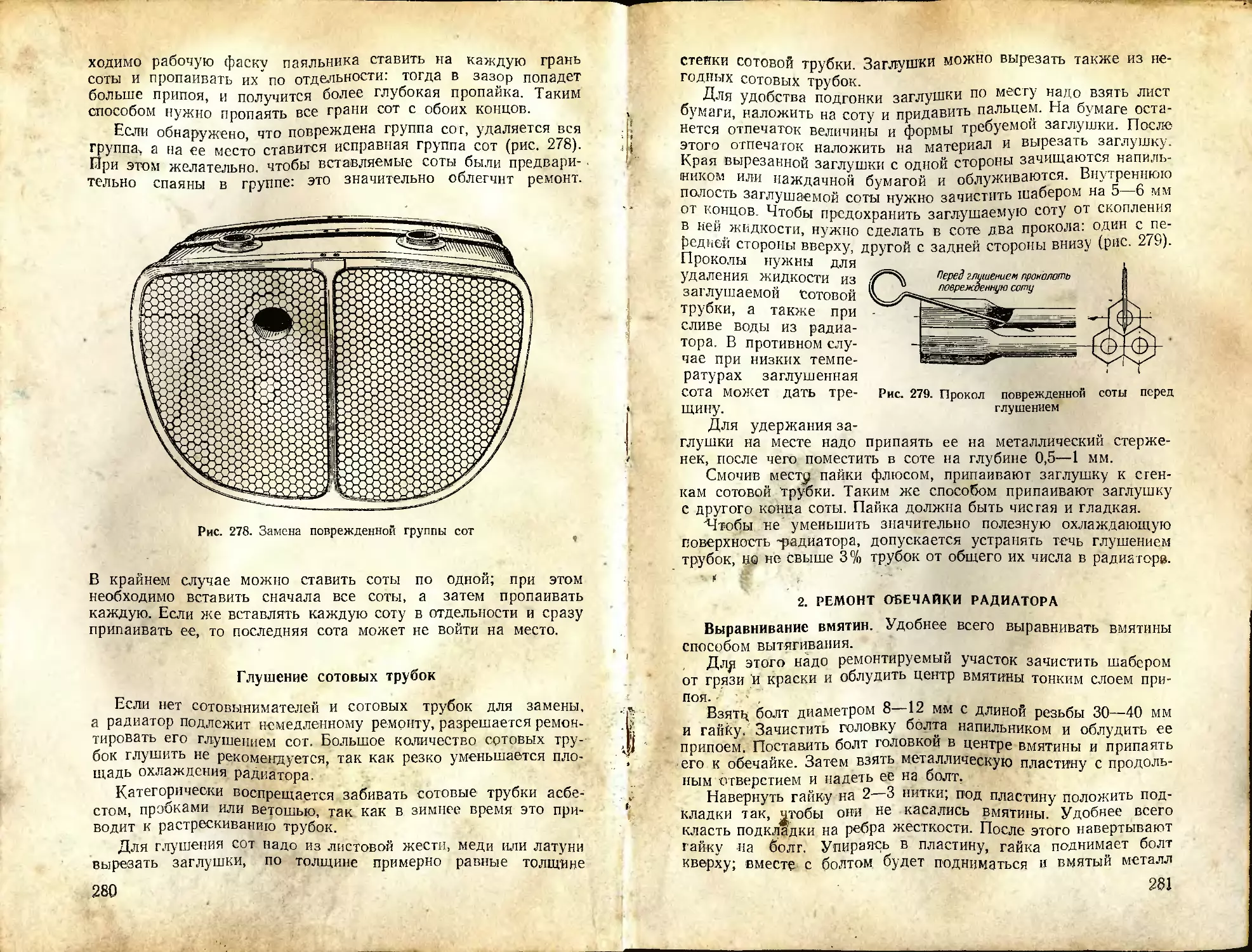
тров отверстий, ширины канавок, пазов и т. д.).
Чтобы измерить внутренний размер, сомкнутые ножки штан-
генциркуля вводят в измеряемое изделие, затем раздвигают и
13
яастолько, чтобы они касались стенок. Закрепив подвижную
ножку винтом, вынимают штангенциркуль и производят отсчет.
При таком измерении к полученному результату нужно прибавить
ширину двух ножек (рис. 18).
При измерении внутренних размеров штангенциркулем «Ко-
лумбус» прибавлять к полученному размеру ширину ножек не
следует, так как этот инструмент дает
точный размер (рис; T9). Чаще всего,
применяется штангенциркуль с точ-
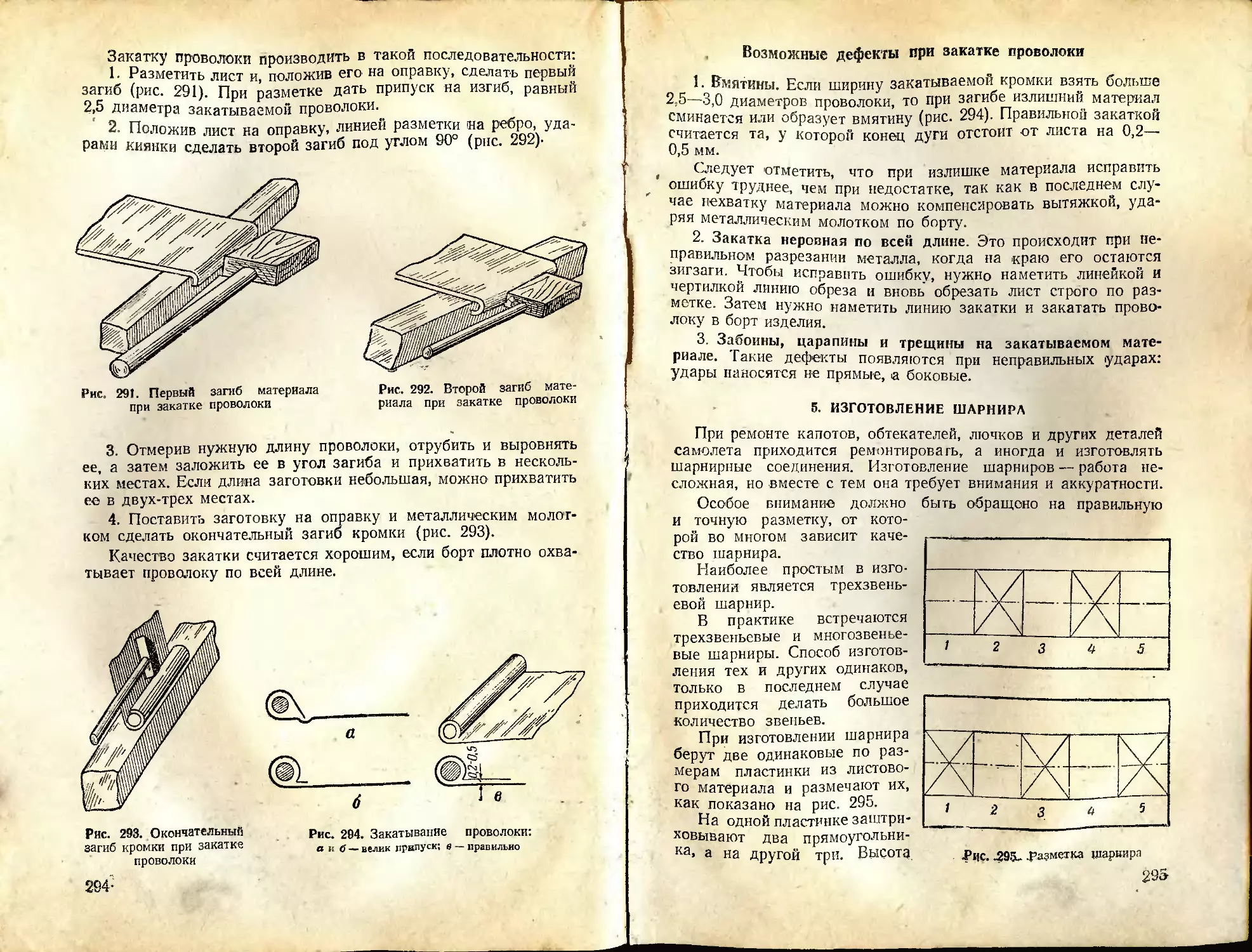
ностью измерения до 0,1 мм, но для ,
более точных работ пользуются штан-, .
генциркулем с точностью измерения до.'
0,02 и 6,01 мм. ; •>'
Штангенциркуль относится к груп-
пе точных измерительных инструмен-
тов, и поэтому обращаться с ним нужно
аккуратно. При измерениях ножки
должны слегка касаться измеряемого
изделия, т. е. входить и выходить при
измерении с легким трением. Если
давливать, сильно, го можно----
испортить инструмент, но и
неправильный отсчет.
Ножки штангенциркуля
37,5—
27.5 —-
Рис. 18. Измерение внутренних
. размеров штангенциркулем
к
не ТОЛЬКО
получить
должны
плотно прилегать одна к другой; если
между ними имеется просвет, .то от-
счеты получаются неправильными.
Штангенциркуль следует Хранить
в футляре и вынимать его оттуда только в момент измерения.
Нужно оберегать инструмент от резких ударов, высоких темпе-
14
г
. т
i Микрометр (рис. 20) применяется для измерения наруж^
ных размеров деталей (длин, диаметров).
Микрометры бывают различных размеров, но винт любого
микрометра может перемещаться только на длину 25 мм. По-
этому они применяются для измерения размеров деталей в еле- •
дующих пределах: от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм
и от 75 до 100 мм. Существуют также микрометры для измерен *
ния больших размеров.
На рис. 21 показан разрез микрометра. Он состоит из плоской
скобы 1. На одном конце скобы имеется отверстие, в которое
•посажена пятка 8. Второй конец скобы заканчивается трубкой,
на поверхности которой имеется продольная риска. Под риской
и над ней нанесены миллиметровые деления, причем верхние де-
ления смещены по отношению к нижним вправо на 0,5 мм.
В трубке имеется втулка, в которой находится шпиндель 3.
При измерениях гладкий конец шпинделя соприкасается
Jig £, изделием. На втором конце шпинделя нарезана точная микро*
метрическая резьба с шагом 0,5 мм.
, За резьбой имеется конус, соединяющийся (при помощи ганки)
с подвижной гильзой 2, которая надевается на неподвижную
[i трубку. На конусной части подвижной гильзы нанесено 50 деле-
ний. Ёторой конец гильзы имеет резьбу, на которую навпнчи-
.вается гайка конуса шпинделя. В конце этой гайки имеется трс-
. ^Щбтка (регулятор измерительного давления) 6. Она служит для
-^получения равномерного давления на деталь во время ее измере-
нця. Деталь считается нормально зажатой в том случае, если
при вращении шпинделя слышится 2—3 щелчка трещотки.
, 3 Для закрепления шпинделя в любом положении служит за-
** *>. ледмное кольцо 7, смонтированное на разрезной запрессованной
л- -.втулке. Чтобы избежать образования люфта, между резьбой
1"% шпинделя и втулкой на микрометре имеется гайка 5, которую,
по мере надобности, подтягивают.
Прежде чем измерить деталь, микрометр должен быть про-
верен. - . . - •
I
ч Микрометры для измерения размеров до 25 мм проверяются
Завинчиванием шпинделя-до его соприкосновения с пяткой. Если
между шпинделем и пяткой нет просвета, а нулевое деление по-
движной гильзы совпадает с продольной риской втулки и обрез
Рис. 21. Разрез микрометра:
/ — скоба; 2 —гильз?.; з — шпиндель; 4 — барабан;
5 установочная гайка винта; 6 — регулятор измери-
тельного давления; 7 — зажимное кольцо: 8 — пятка;
9 тормозном винт; 10 — установочный винт
кон и гладким концом шпинделя. Для
вследствие чего шпиндель приближа'
прекращают после двух-трех щелчкоЕ
подвижной гильзы совпа-
дает с нулевым делением
трубки, то микрометр от-
регулирован правильно. *
Микрометры для изме-.
рения размеров от 25 мм и " |
выше проверяются зажа-.-
тием специальных калиб- ' |
ров, которые прилагаются*-Л _
к каждому микрометру^
Точность измерения ми- •? i
крометром равна 0,01 мм. ' !
В этом не трудно убе- J
диться следующим рас- J
суждением. Д*;- т
Шаг микрометрической '
резьбы шпинделя равен
0,5 мм, поэтому при
о-дном полном обороте
подвижной гильзы шпин-
дель перемещается на
"0,5 мм. Так как на окруж-
ности подвижной гильзы
имеется 50 делений, то
при повороте гильзы на
одно деление шпиндель пе- -
0.5 1 * >
реместится на — цх; — . .?
= 0,01 мм. Эта величиийг4 М
и есть точность измере- „ *
ния микрометром. » • '
Чтобы измерить деталь, . i
ее зажимают между дятл&л I
этого вращают трещотку, -
угся к детали. Вращение ‘
трещотки. Завинтив за- X. . ;
жимное кольцо шпинделя, вынимают деталь и производят отсчет. .. „ v
Если конус гильзы совпадает с каким-нибудь штрихом верх- * ...
него масштаба, то он показывает 0,5 мм, которые следует приба-: *?
вить к числу, отмеченному на нижнем масштабе трубки. Деление
подвижной гильзы, совпадающее с продольной риской, показы- 1» .
вает сотые доли миллиметра. Чтобы получить точный размера
нужно к размеру, отмеченному на трубке, прибавить величину, 'Д'
показанную на подвижной гильзе. .
• Д- '
16 * . ДЖ&'
Рис. 22. Примеры отсчета измерений
микрометром:
а — 12,0 мм; 6—12,5 мм: в — 12,34 мм;
г — 12,84 мм
Разберем четыре наиболее характера>ез^случая отсчета:
1. Конус гильзы совпадает с делен изд 12.масштаба трубки
с. 22. а). Hv-певое деление подвижно. Ьзы совпадает
г
£ (рис. 22, о). Нулевое деление подвижно.. Шзы совпадает с про'
дольной риской, следовательно, размер ,ч+эли равен 12 мм»
2. Конус гильзы находится
между 12-м и 13-м делениями
;• .^масштаба трубки, но совпадает
С делением верхнего масштаба
- (рис. 22,6). Нулевое деление
/подвижной гильзы совпадает
.С продольной риской. В дан-
Ч- ном случае размер равен
> ++£2+0,5=12,5 мм.
3. Конус гильзы находится
Между 1.2-м и 13-м делениями
, .?;масштаба трубки, но не совпа-
Д'дает с делением верхнего мае-
;;.^^Штаба (рис. 22, в). Против
** +\пр6дольной риски стоит цифра
34. (тонуса. Значит, размер де-
... тали равен 12+0,34=12,34 мм.
4» Конус гильзы находится
"• между 12-м и 13-м делениями
масштаба трубки, но прошел
’Полумиллиметровое деление
верхнего масштаба. Против про-
дольной- риски стоит деление 34
(рис. 22, г).
размер равен 12+0,5+0,34=
+ 12,84 мм.
’ Микрометр
Следовательно,
E_js
I ti.
г‘г-. - -
к точных измерительных
м rno^uPT ftpnP
относится к чис-
: ин-
З^гструментов и требует бережно-
го обращения с ним. Хранить
/еПо надо в специальных футля-
рах, смазав тонким слоем масла.
’ *> + Пользуясь микрометром, осо-
бенно при измерении ответст-
1 'венных деталей, изготовленных
+ 4" предварительно убедиться в правильности показаний инстру-
•</.Мента.’Для этого нужно зажать калибр между пяткой и шпинде-
' ‘,^'лём и проверить показания шкал. Если имеются отклонения,
v ’.микрометр необходимо отрегулировать в таком порядке. За-
жать калибр между пяткой и шпинделем и контргайкой
^фиксировать положение шпинделя. Затем отвернуть гайку на-
Етяжпого конуса и, отъединив конус шпинделя от гильзы, совме-
стить нулевое деление подвижной гильзы с горизонтальной
риркой неподвижной гильзы. Закрепив гайку натяжного конуса,
, отконтрить шпиндель и сличить показания микрометра с разме-
..-£%2-г1640 1‘
с большой точностью, следует
за-
ром калибра. В слу'-’-Р\ отклонения регулировка повторяется до
тех пор, пока поййЗ‘'Мй микрометра не будут точно соответ-
ствовать размеру, к” К0'’,Ьа.
тает ' ,'
4. Одномерный инструмент i
К этой группе инструмента относятся калибры, шаблоны,
Щупы и др. Одномерными они называются потому, что ими
можно замерять только один определенный размер.
Калибры широко применяются в промышленности; они слу-
жат для определения отклонения действительных размеров изде-
лия от требуемых.
Калибры ‘бывают: цилиндрические — для измерения
отверстий и валов; резьбовые — для измерения резьб; ко-
нические — для измерения конусов и плоские — для. из-
мерения расстояний между поверх-
ностями. Калибры изготовляются
из инструментальной стали, кото-
рая закаливается; рабочие, поверх-
ности их шлифуются и полируются.
Калибры бывают нормаль-
н ы е и предельные.
Нормальными калибрами
пользуются при измерении и про-
верке других измерительных инстру-
ментов. Нормальный калибр состоит
из стержня и кольца (рис. 23), изготовляемых с точностью до
0,002 мм. Благодаря такой точности изготовления стержень
туго входит в кольцо.
Пользоваться стержнем и кольцом затруднительно, так как
они очень тяжелы, поэтому вместо кольца применяют скобы„,
а вместо стерткня (пробки) — плоский калибр. ‘
Предельные калибры применяются при массовом произ-
водстве взаимозаменяемых деталей. Предельными они назы-
ваются потому, что имеют два предельных размера: на одном
конце калибра максимальный размер, на другом минимальный.
Изделие, например вал, должно обрабатываться таким образом,
чтобы один конец калибра в него входил, а другой не входил
(рис. 24). Если оба конца скобы находят на вал, он должен быть
забракован.
Рис. 23. Нормальный калибр
18
* Резьбовые калибры также бывают нормальными и предель-
ными. На рис. 25 показаны нормальные резьбовые калибры.
Для проверки очертаний (контуров) изделий, имеющих фа-
сонные профили, применяются ш а бло » ••• Ими проверяют про-
фили зубьев шестерен, фасонных резцов, фрез h_tv д. Шаблоны
Рис. 25. Нормальные резьбовые калибры
- применяются также при заточке •инструмента, для измерения
резьбы (рис. 26), для проверки правильности заточки сверла
(рис. 27) и т. д.
Рис. 27. Шаблон для про-
верки угла заточки сверла
в 118°
Рис. 26. Шаблон для
? измерения резьбы (резь-
бомер)
К одномерным инструментам относится также щуп (рис. 28),
представляющий собой набор тонких пластинок, которыми изме-
. ряют зазоры между отдельными деталями. Кзждая пластинка
имеет определенную, точную толщину.
Авиационному механику приходится пользоваться щупом при
определении зазоров в деталях газораспределения, при проверке
осевых зазоров и в других случаях.
2я
19
Рис. 28. Щуп
“4-
5. Проверочный плоскостной инструмент
К этой группе инструмента относятся проверочные линейки,
угольники обыкновенные и универсальные и др. _
Проверочная линейка (рис. 29) применяется для-
правильной подгонки и опиловки наружных плоскостей. Чтобы
проверить точность опиловки поверхности, к ней прикладывают
Рис. 29. Проверочная линейка '
проверочную линейку. По просвету, который образуется между
поверхностью и линейкой, можно определить (конечно, на-глаз), .
насколько обрабатываемая поверхность отличается' от заранее
проверенной плоскости линейки. Неоднократно сверяя обрабаты-
ваемую плоскость с плоскостью линейки, мы постепенно дости-
гаем нужной обработки. Во избежание порчи линейки не следует
ее двигать по измеряемой плоскости, нужно прикладывать ее. <г
Линейка ставится узким ребром перпендикулярно измеряемой <
поверхности (рис. 30). '
Угольник обыкновенный с углом 90° служит для >
проверки прямых наружных и внутренних углов. На рис. 31 по- -
казан так называемый аншлажный угольник, отличающийся тем,. 4
что одна его сторона толще другой и имеет полку. Это придает
угольнику большую устойчивость на разметочной плите. ,
Угольники универсальные (рис. 32) изготовляютсяV—• I
из инструментальной стали и применяются для проверки плоу ?’*.-
скостей, граней гаек и головок болтов, разметки, откладывания
прямых, острых и тупых углов. к .
> Л.'
32, Угольники универсальные
КОНТРОЛЬНЫЕ ВОПРОСЫ
Как перевести дюймы в миллиметры и наоборот?
1.
2. Что называется точностью изготовления детали?
3. Перечислите 'классификацию измерительных инструментов.
4. Что такое нониус и каково его назначение?
5. Как определяется точность нониуса?
6. Назовите основные части штангенциркуля.
7. Назовите основные части микрометра; их назначение.
8. Как производится отсчет измерений на микрометре?
9. Что такое шаблоны и где они применяются?
10. Что такое щуп и где он применяется?
11. Перечислите правила пользования проверочной линейкой
ГЛАВА II
РАЗМЕТКА ИЗДЕЛИЙ
Детали изготовляются из заготовок, полученных отрезанием
полос и листов, ковкой или штамповкой или же при помощи от-
ливки деталей в специальных формах. Заготовки изготовляются
с припуском на обработку, который затем удаляется на станках
или напильником, абразивными, шлифовальными или полировоч- л
ными материалами.
Чтобы получить деталь нужного размера, полностью от-
вечающую чертежу, и удалить лишний металл, на заготовку на-
носят оси, линии, окружности, иными словами — размечают де-
таль. Авиационному механику нередко приходится применять
разметку. Прежде чем изготовить ведро, воронку, клеянку и т. д.,
требуется предварительно разметить листовой материал, из ко-
торого они будут изготовлены. Даже при изготовлении неслож-
ного инструмента (молотка, отвертки, ключа, различного рода
приспособлений) приходится предварительно прибегать к раз-
метке.
Разметкой называется процесс нанесения на поверх-
ность обрабатываемого изделия точек и линий для обозначения
(согласно-чертежу) мест и размеров последующей обработки. ТД,.
Разметка имеет смысл лишь в том случае, когда на заготовкуi*
наносятся размеры в полном соответствии с чертежом. Всякое'?’
отклонение от его размеров неизбежно ведет к лишней затр^Ь
труда, порче материала и, как правило, к порче изделия.
При разметке на обрабатываемую деталь наносят: прямые
и кривые линии, указывающие границы обрабатываемой де- # »_
тали; горизонтальные и вертикальные оси, облегчающие раз-• *’
метку и установку детали при обработке, а также центры '
окружностей. Все размеры при разметке откладываются
только в натуральную величину, т. е. в масштабе 1 : 1. Таким об-
разом, при разметке повторяется работа чертежника, с той лишь
разницей, что чертеж воспроизводится не на бумаге, а на ме-’
талле. •
1. ИНСТРУМЕНТ ДЛЯ РАЗМЕТКИ
Наиболее употребительными при разметке инструментами т
являются: разметочная плита, рейсмус, кернер, молоток, цир-
куль, чертилка, угольники, призматические подставки и др.
22
разметочная плита (рис. 33) служит в качестве ис-
ходной плоскости при разметочных работах. Она отливается из
чугуна, а ее поверхность и кромки тщательно обрабатываются.
Существуют также проверочные плиты, которые отличаются от
разметочных более точной обработкой верхней плоскости.
Большие разметочные плиты устанавливаются обычно на
массивных цементных фундаментах, а малые, для разметки не-
больших деталей, — на прочных столах.
Плита должна быть установлена так, чтобы при работе не
приходилось слишком низко наклоняться или задирать голову.
Удобнее всего установить плиту на расстоянии 900—950 мм от
пола. Поверхность плиты должна быть всегда сухой и чистой
от пыли, грязи и ржавчины. Ежедневно по окончании работы ее
следует протереть.
Лйнии, нанесенные на деталь чертилкой, легко стираются.
Чтобы .они сохранились и были ясно видны при работе, на де-
тали наносятся углубления кернером.
Рис. 34. Кернер
Кернер (рис. 34) изготовляется в виде стального, заострен-
ного стержня, острый конец которого закаливается. Боковая по-
верхность кернера обычно накатывается, чтобы он не выскаки-
вал из рук при ударе молотком.
Кернеры бывают центровые — для нанесения на разме-
чаемую деталь центров окружности иразме точные. Послед-
ние отличаются от центровых углом заточки.
т Чтобы получить хорошо видимые, но малые по диаметру
углубления, острие разметочного кернера затачивается под
углом 30°. Угол острия центрового кернера равен 90°, что очень
'удобно при сверловке, так как в углубление, сделанное кернером,
ставится острие сверла, которое при сверлении сразу получает
центральное направление.
Г
V
вис. at>. чертилка
При пользовании кернером острый конец его ставят на раз- -
меточную линию, а по бойку ударяют молотком. Расстояния
между углублениями зави-
сят от характера размечае-
мых линий: на прямых и
длинных линиях -кернение *
производится реже (пример-
но через каждые 5—10 мм),
а на коротких и кривых ча-
ще (через 2—5 мм).
Чертилка (рис. 35)
применяется для нанесения
Рис. 36. Призматическая подставка рисок на изделиях. Она из- w-'
готовляется из стальной
проволоки, концы которой заостряются й закаливаются.
В некоторых случаях, чтобы предохранить разметочные плиты
от царапин, забоин и других повреждений, применяются призма-
тические подставки, -v,,'
Призматические подставки (рис. 36) широко применяют при;’
разметке валиков и других тел вращения. В зависимости от на-
значения подставки бывают различной формы и величины; изго-
товляются они из серого чугуна и выпускаются парами или «А
комплектами.
2. ОСНОВНЫЕ ПРАВИЛА РАЗМЕТКИ
Выше было сказано, что разметкой называется процесс на-
несения на поверхность изделия точек и линий. Чтобы эти раз-
меточные линии были отчетливо видны, на поверхность, подле-
жащую разметке, наносят слой белой или цветной краски.
24 Ш
п
4,
£•
t
s-
Небольшие детали можно натереть сухим мелом, но чаще
всего пользуются мелом, разведенным в воде. Удобно пользо-
ваться, особенно при точной ра^Жтке, раствором медного ку-
пороса. На стакан воды берут две чайные ложки медного купо-
п < роса и несколько капель азотной кислоты. ,В этот раствор опу-
ft екают деталь, после чего на ней образуется тонкий, хорошо ви-
димый слой меди. Иногда для этих целей применяют раствор
Ь свинцовых белил или раствор мела с небольшой добавкой сто-
лярного клея.
Разметку производят после высыхания красок. Разметке под-
вергается большое количество разнообразных деталей, резко
различающихся-размерами, формой и очертаниями. Поэтому
трудно выработать единые правила, применимые во всех случаях
разметки. Ниже приводятся некоторые общие правила, встречаю-
‘-гщиеся при разметочных работах.
1. Прежде чем приступить к разметке, следует внимательно
^изучить чертеж изделия и проверить, все ли размеры указаны на
’ чертеже. Затем нужно измерить заготовку и убедиться в том,
,’"что' её размеры соответствуют размерам чертежа. Одновременно
рекомендуется тщательно осмотреть заготовку. При обнаруже-
нии на ней трещин, надломов, искривлений плоскостей или дру-
гих дефектов, которые в процессе дальнейшей обработки не
. смогут быть удалены, заготовку следует забраковать.
2. В стационарных мастерских разметочная плита должна на-
ходиться в строго горизонтальном положении. Для этого,
особенно при точной разметке, ее нужно чаще проверять по
уровню.
3. Все размеры
чертежадолжны быть
точно перенесены на
заготовку. Целесо-
образно сначала на-
нести главную ось,
а затем уже от нее
откладывать все ос-
тальные размеры (см.
рабочую карточку
Ns 1). В этом случае
•разметка получается
более точной, с мень-
Ц'-гМпими перекосами и
г \ отклонениями от оаз-
’ . н мёров чертежа. Цен-
Йр«йгры окружностей получаются при пересечении горизонтальных
'• и вертикальных осей.
- '. Линии прочерчивать надо только один раз. Двойная или не-
f-?; ровная (смазанная) линия не только нежелательна, но и нередко
-' Т'приводит к серьезным ошибкам при дальнейшей обработке.
1’ис. 37. Нанесение линий чертилкой
у
т
а
РАБОЧАЯ КАРТОЧКА № 1
Наименование работы Материал Точность изготовления Инструмент
Разметка фасонной найбы Сталь мягкая ± 1 мм 1. Масштабная линейка 2. Чертилка 3. Циркуль 4. Кернер 5. Молоток
Рабочие эски°ы Операции
1. Изучить чертеж изделия. Осо-
бое внимание обратить на размеры
между центровыми и осевыми ли-
ниями, а также на радиусы и диа-
метры, отверстий.
*1
л
2. Проверить соответствие разме-
ров заготовки чертежу.
Окрасить плоскость заготовки для
разметки.
Провести осевые и центровые
линии, пользуясь размерами чертежа.
к/
3. Разметить по чертежу контур
прямоугольника и окружности от-/
верстий.
/ ,
г
4. Разметить контур изделия (весь- .•/
миугольника) и остальные окружно- I
сти отверстий. Для определения
центров отверстий, лежащих на сто-
ронах восьмиугольника, эти стороны I'
разделить пополам. ,
А‘
Ь. О
5. Произвести кернение контурной
линии изделия.
Накернить центры отверстий,
V:
26
Рис. 38. Хватка угольника
колодку угольника к обра-
>4. Линии (риски) наносятся чертилкой при помощи линейки
угольника или циркуля. При поверчивании рисок линейкой чев-
тилку следует держать
в правой руке таким
образом, чтобы ее
острие находилось при-
мерно под углом 45°
к плоскости заготовки
*L‘ и под углом 15° к реб-
ру линейки (рис. 37).
Чертилку вести с на-
жимом, слева направо,
не изменяя углов на-
клона.
В случае нанесения
риски при помощи
угольника нужно взять
угольник в левую руку
' ботанно.му ребру заготовки, прижать колодку большим пальцем
левой руки к заготовке. Затем чертилкой нанести риски
(рис. 38).
Чтобы нанести окружность, следует правой рукой взять цир-
куль за шарнир и установить одну его ножку в намеченный кер-
нером центр. Левой рукой придерживать заготовку. При враще- _
нии циркуля нужно нажимать равномерно на обе ножки (рис. 39).
5. По намеченным рискам
производят кернение. Кернер
держат в левой руке большим,
указательным и средним паль-
цами (рис. 40), а молоток —
Рис. 39. Нанесение окружно-
стей циркулем
Рис. 40. Хватка кернера
в правой. Устанавливать кернер перпендикулярно к плоскости
размечаемого изделия (рис. 41).
6. При разметке тонкого листового материала (дуралюмин,
луженое железо) риски наносятся простым карандашом. Для
27
листового материала твердых металлов вместо
применять заостренную латунную
чертилки следует
Рис. 41. Установка кернера
7. Разметка объемных деталей и выверка их при ремонте про-
изводятся при помоши рейсмуса, установленного на разметочной
плите. На этой же плите устанавливается масштабная линй’ща
служащая вертикальным масштабом.
Рис. 42 Установка рейсмуса на требуемый
размер
Горизонтальные риски наносятся так. Чертилку рейсмуса
устанавливают таким образом чтобы ее острие стояло против
требуемого размера на масштабной линейке (рис. 42). Затем,
закрепив чертилку, подводят ее острие к размечаемому изделию
и наносят риски (рис. 43).
Рис. 43. Нанесение рисок рейсмусом
РАБОЧАЯ КАРТОЧКА № 2
Наименование р'аббты g ч п as Ss : Точность изготовле- ния Инструмент и материал
Разметка двусторон- него гаечного ключа 1 Сталь У7А или У10А мм 1. Линеика" ' 1 J- 2. Чгргилка 3. Угломер 4. Транспортир о. *»ернер 6. Молоток 7, Мел 8. Медный купорос
Операции
Рабочие эскизы
1. Изучить чертеж изде-
лия.
2. Проверить соответ-
ствие размеров заготовки
чертежу, окрасить пло-
скость заготовки для раз-
метки (мелом или медным
купоросом).________________
3. Провести при помощи
линейки и чертилки осевую
линию.
4. Пользуясь угломером,
транспортиром или деле-
нием прямого угла на 4
части (в том случае, когда
угол наклонной линии со-
ставляет с осью 22,5°), про-
вести наклонные линии
под углом 18—22,5°.
5. Разметить по заданным
размерам зев ключа так,
чтобы его стороны были
параллельны наклонным ли-
ниям.
6. Провести контурные ли-
нии.
7. Накернить разметочные
линии.
29
РАБОЧАЯ КАРТОЧКА № 3
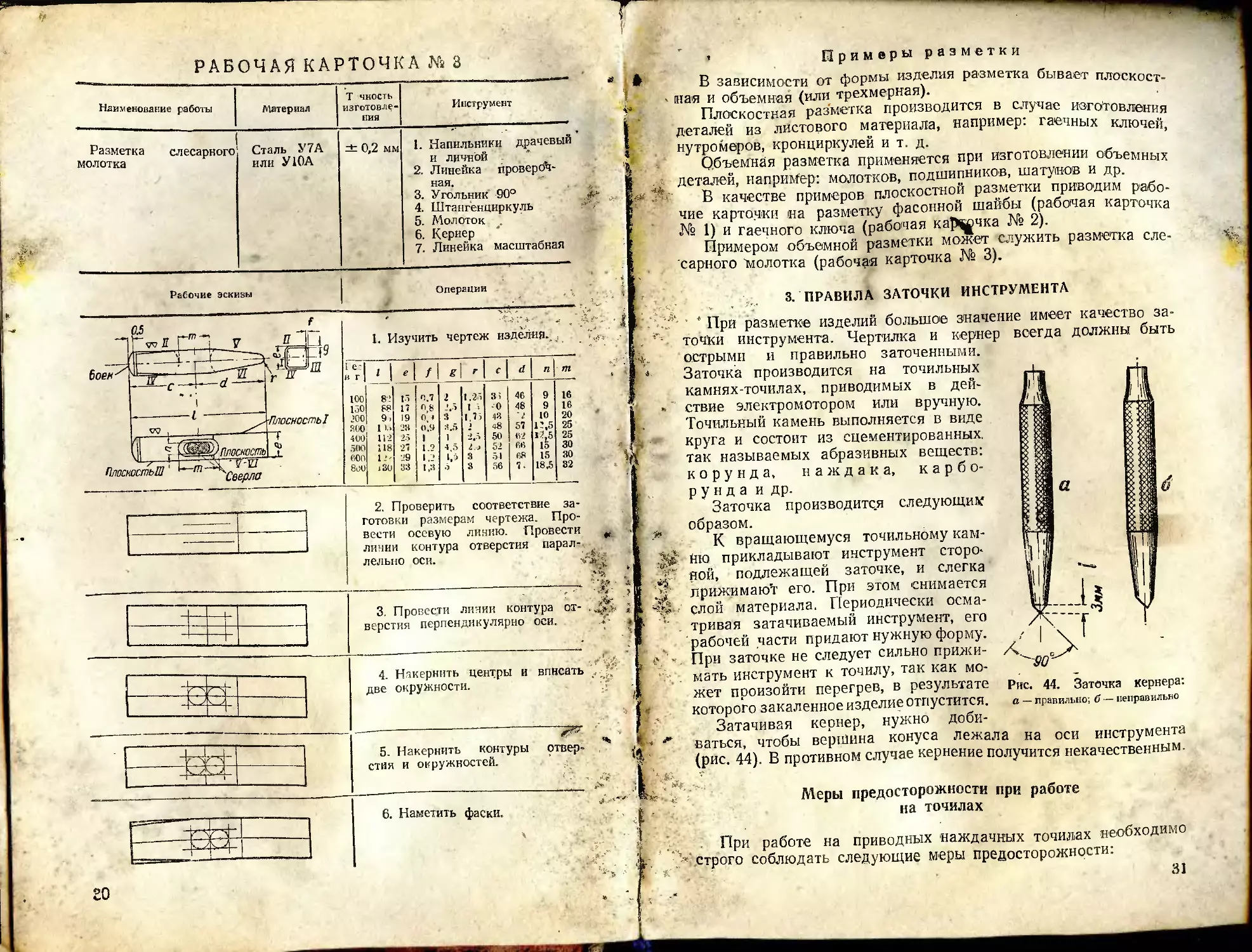
Наименование работы Материал Т чность изготовле- ния Инструмент ч
Разметка слесарного молотка Сталь У7А или У10А ± 0,2 мм 1. Напильники драчевый и личной 2. Линейка проверок- 'i ная. 3. Угольник 90° 4. Штангенциркуль 5. Молоток 6. Кернер 7. Линейка масштабная
« Примеры разметки
В зависимости от формы изделия разметка бывает плоскост-
иая и объемная (или трехмерная).
Плоскостная разметка производится в случае изготовления
деталей из листового материала, например: гаечных ключей,
нутромеров, кронциркулей и т. д.
Объемная разметка применяется при изготовлении объемных
деталей, например: молотков, подшипников, шатунов и др.
В качестве примеров плоскосгаой разметки прквотим рабо.
чие карточки на разметку фасонной шан ы (р очка
№ 1) и гаечного ключа (рабочая кар^чка № 2).
Примером объемной разметки м^ет служить разметка еле-
сарного молотка (рабочая карточка № о).
3. ПРАВИЛА ЗАТОЧКИ ИНСТРУМЕНТА
При разметке изделий большое значение имеет качество за-
точки инструмента. Чертилка и кернер всегда должны быть
острыми и правильно заточенными.
Заточка производится на точильных
камнях-точилах, приводимых в дей-
ствие электромотором или вручную.
Точильный камень выполняется в виде
круга и состоит из сцементированных,
так называемых абразивных веществ:
корунда, наждака, карбо-
рунда и др.
Заточка производится следующий
образом.
К вращающемуся точильному кам-
ню прикладывают инструмент сторо-
ной, подлежащей заточке, и слегка
прижимаю5!' его. При этом снимается
слой материала. Периодически осма-
тривая затачиваемый инструмент, его
рабочей части придают нужную форму.
При заточке не следует сильно прижи-
мать инструмент к точилу, так как мо-
жет произойти перегрев, в результате
которого закаленное изделие отпустится.
Затачивая кернер, нужно доби-
Рнс. 44. Заточка кернера:
а — правильно; б — неправильно
ваться, чтобы вершина конуса лежала на оси инструмента
(рис. 44). В противном случае кернение получится некачественным.
Меры предосторожности при работе
на точилах
При работе на приводных наждачных точилах необходимо
строго соблюдать следующие меры предосторожности:
31
1. Перед включением точильного станка нужно осмотреть:
— хорошо ли закреплены точильные круги на шпинделе;
— затянуты ли гайки и хорошо ли закреплены предохрани- '
тели камней;
— не расшиты и не порваны ли приводные ремни;
— достаточно ли смазки в подшипниках. в т \
Осмотр нужно производить с особой тщательностью,^помнЯ, '
что наждачные круги вращаются с большой скоростью, следова*j’
тельно, небрежный осмотр точила перед включением может при- X
вести к очень тяжелым последствиям. Поэтому рубильник мо-
тора можно включать только лишь в том случае, котла тща-
тельным осмотром установлена полная исправность точила.
2. При заточке любого инструмента обязательно надевать
защитные очки, так как во время работы с точильного камня то
и затачиваемого инструмента слетают стружки и мелкая пыль. _, >•
которые могут повредить глаза. . •
3. Если при включении мотор гудит и точило вращается мёд
ленно, нужно немедленно выключать рубильник и вызва-ть-j
электромонтера. , *»•*•’ ;
4. Изделия затачиваются только на лицевой стороне наждач-
ного круга.’ Категорически воспрещается производить заточку (
или обдирку деталей на боковых сторонах точильного круга, так
как круг может лопнуть и причинить увечье не только работаю-
щему, но и находящимся вблизи.
5. При заточке или обдирке следует крепко держать детали '
в руках и не нажимать на наждачный круг. Короткие, плохо .
удерживаемые в руках предметы затачивать не рекомендуется.
6. По окончании заточки нужно немедленно выключить мо-
тор. 1
КОНТРОЛЬНЫЕ ВОПРОСЫ /
ТО».:,
1. Какие инструменты применяются при разметке? <
2. Для чего и какими красками пользуются при разметке? ‘то’того,
3. Назовите основные правила разметки. Xi fa
4. В каких случаях и как пользуются рейсмусом? Приведите пример.
5. Перечислите правила заточки инструмента. ~то .1
6. Какие меры предосторожности необходимо соблюдать при затоуке •> {
инструмента?
ТО >
л- Я
уч
ГЛАВА Ш
•'** РАЗРЕЗАНИЕ МЕТАЛЛОВ
I. ИНСТРУМЕНТ ДЛЯ РАЗРЕЗАНИЯ МЕТАЛЛОВ
‘.•Разрезание металлов — весьма распространенная слесарная
операция. Оно может быть осуществлено тепловым или механи-
ческим способом. При тепловом способе разрезания металлов
к детали подводится специальный резак, имеющийся в ком-
плекте сварочной аппаратуры, который расплавляет металл в ме-
стах, подлежащих разъему. Разрезание металлов таким спосо-
бом производится очень быстро. Однако этот способ применим
лишь при разрезании деталей и листов большой толщины и при
наличии специальной сварочной аппаратуры. Поэтому тепловым
способом пользуются только тогда, когда не требуется точность
размеров отрезаемого изделия и не имеет значения чистота раз-
реза.
В слесарном деле чаще всего применяется механический спо-
соб разрезания металлов.’
Рис 45. Кусачки
Тонкая металлическая проволока разрезается кусачками
(рис. 45), изготовляемыми из инструментальной стали. Режущие
губки, которыми откусывается проволока, закаливаются. Отку-
сывание проволоки производится так: левой рукой закладывают
проволоку между губками, а пальцами правой руки нажимают
на ручки, при этом губки кусачек вдавливаются в проволоку
и разрезают ее. Откусывание проволоки тем легче, чем больше
3— G40 33
отношение длины ручек К ширине губок. Однако слишком длин-
ные ручки неудобны тем, что пружинят, а иногда и гнутся.
Заводы выпускают кусачки с отношением длины ручек к ши-
рине губок 6:1. Наиболее распространены кусачки длиной от-
ПО до 250 мм и шириной губок от 15 до 40 мм. .
Для разрезания листового металла из жести, дуралюмина,
меди, латуни и т. д. толщиной не более 1 мм применяются н (Уж-
ницы (рис. 46), изготовляемые из инструментальной 4ста^ш|Р«-;-
жущие лезвия ножниц закаливаются. Листовой металл
’А?
Рис. 46. Ножницы для резки листового металла
более 1 мм разрезается стуловыми ножницами (рис. 47), Ко*4^'
торые отличаются от обыкновенных ножниц большими разме- ‘
рами и способом крепления к верстаку. Длина нормальных Нож-
ниц равна обычно 300 мм, а стуловых —от 400 до 1000 мм.
Длина лезвий соответственно равна 100—200 мм и 300—750 мм.
Стуловыми ножницами можно резать металл толщиной до 2 мм.
Более толстые листы разрезаются специальными рычажными
или приводными машинными ножницами.
В настоящее время для вырезывания отверстий с криволинёй^
ными контурами (например, круглых отверстий внутри листового
материала) пользуются ножницами с криволинейными лезвиям^ •
(крив ы м и ножницами). Они бывают как правые, так и левый- ”
Такие ножницы удобны при вырезывании круглых отверстий на.
обечайке бензинового бака, когда приходится ремонтировать вуа -
левые или осколочные пробоины. .. ‘
Чтобы получить заготовку нужного размера и в целях бодБ-
шей экономии металла, листы перед разрезанием размечаются _
в зависимости от свойств материала стальными или латунными'’
чертилками или карандашом. По этим линиям производятся-.-я
34 . -Я
затем разрезание. Хотя разрезание несложный процесс, однако
он требует соблюдения некоторых правил.
1. Боковые поверхности лезвий должны соприкасаться. Если
между ними образуется зазор, то металл не режется, а сми-
нается., (рис. 48).
'2. Лезвия должны быть
QCfpo заточены. Затачивая
нржницщ, следует помнить,
чТо-^е^впя 'с малым углом
.ЗЙТОЧКЙ > быстро тупятся и
выкрашиваются. Лезвия, за-
точенные под большой угол,
также нежелательны,. так
как они хотя и меньше из-
> нашиваются, но резать ими
ДТ^удно. Обычно лезвия «ож-
,-ЙИЦ затачиваются под углом
r 71)—80°.
Рис. 48. Разрезание металла ножницами
- Наиболее распространенным способом разрезания металлов
является разрезание металлов при помощи ручной пилы, называе-
мой ножовкой.
Ножовка (рис. 49) состоит из ножовочного полотна 1, руч-
ного станка 2, ручки станка 3 и барашка 4. Ручные станки бы-
вают либо постоянной длины, либо раздвижные, в которые
можно закреплять полотна любой длины.
Рис. 49. Ножовка:
I — ножовочное полотно; 2 — ручной станок; 3 — ручка станка;
' 4 — барашек
Ножовочные полотна изготовляются из стальных полос тол-
щиной 0,5—0,8 мм и шириной 10—15 мм и больше. На концах
/полотна имеются отверстия, при помощи которых оно закре-
- Пляется в станке. Расстояние между центрами этих отверстий
называется длиной полотна. Длина полотна обычно равна 200—
300 мм. Зубья ножовочного полотна должны быть возможно
-.Твёрже для уменьшения износа, верхняя же часть полотна, на-
зываемая спинкой, должна быть более мягкой и упругой в работе.
/Поэтому полотна изготовляются из мягкой стали, а зубья цемен-
тируются. Иногда полотна изготовляют из вольфрамовой инстру-
8*. 25
Ментальной стали. Встречаются также и такие полотна, у кото-
рых зубья закалены, а спинка оставлена мягкой.
Решающее значение в работе ножовкой имеют число зубьев
ножовки, их форма и развод. Передняя режущая грань каждого
зуба должна составлять с ребром ножовочного полотна прямей
угол, а угол впадины обычно равен 60° (рис. 50). Величина зубЬев,
берется в зависимости от величины, формы и твердости рязрё-^
заемых изделий. Чем толще разрезаемое изделие, тем KpyjiW.
Рис. 50. Зубья ножовочного полотна
должны быть зубья ножовочного полотна и, наоборот, тонкие
изделия должны разрезаться полотнами с мелкими зубьями. При
разрезании твердых металлов лучше
всего применять полотна с мелкими
Зубьями, так как в этом случае
меньше опасность их поломки.
В ножовочных полотнах, приме-
няемых при ручной распиловке ме-
таллов, числе зубьев колеблется от •
шести до двенадцати на каждые
10 мм длины полотна. Полотна за-
жимаются в станке зубьями вперед.
Чтобы предупредить возможную по» *
ломку полотна, рекомендуется его
натягивать туго, но не чрезмерно,
так как слишком тугая натяжка
также может: привести к поломке.
Рис. 51. Стуловые тиски:
г —повижная губка; 2 — неподвиж-
ная п бка; 3 — рычаг; 4 — пружина;
J 5 — лапа
2. СЛЕСАРНЫЕ ТИСКИ
При распиливании материал '-
обычно зажимается в тисках. Тиски
бывают стуловые и парал-
лельные.
Стуловые тиски. Изготовляются
в виде поковок из мягкой сталц.“’^‘
Исключение составляют губки тис-» '
ков, изготовляемые из инструмен-
тальной стали.
36
Стуловые тиски (рис. 51) имеют подвижную 1 и неподвиж-
ную 2 губки, между которыми зажимаются детали. Чтобы по-
высить надежность Зажима деталей в тисках, рабочие поверхно-
сти губок тисков насекаются крупной насечкой и закаливаются.
' ;.|1д7хвйжная губка соединяется с неподвижной при помощи шар-
F-^ihpajH винта. Вращая рычаг <3 по часовой стрелке, мы прибли-
жаем .прдвйжную губку к неподвижной и таким образом зажи-
^’^аёй'Д'е.таль. Наоборот, когда требуется вынуть деталь, зажатую
^Яйскйхх рыЧаг вращают против часовой стрелки.
.МеЖду-- губками имеется сильная плоская пружина 4. Ее
назначение.— быстро отодвинуть подвижную губку при удалении
изделия из тисков. Нижний конец неподвижной губки крепится
к„полу. К верстаку тиски крепятся специальной лапой 5 с отвер-
стиями, в которые входят крепящие тиски болты.
Рис. 52. Зажим в стуловых тисках:
а — толстей детали; б — тонкой детали
Стуловые тиски имеют существенный недостаток: они спо-
собны захватывать изделие рифленой поверхностью губок лишь
при определенной его толщине. Толстые изделия зажимаются
только нижними краями губок, а тонкие — верхними (рис. 52).
» Когда зажимаются толстые детали, винт изгибается и быстро
изнашивается. Указанные дефекты стуловых тисков ограничи-
у- вают их применение.
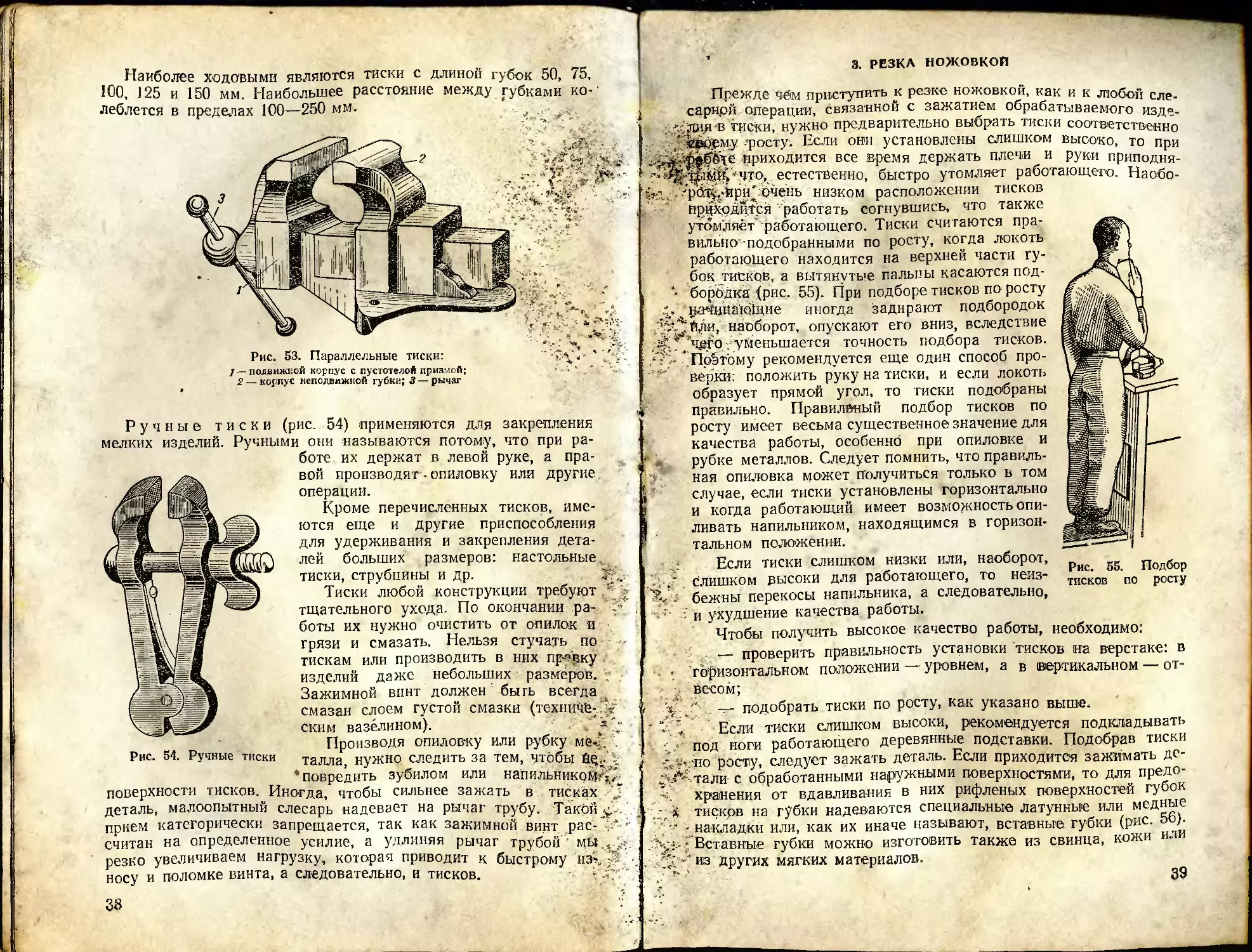
Параллельные тиски. Основное преимущество таких тисков
‘ заключается в том, что их губки при зажиме деталей остаются
параллельными, что обеспечивает горизонтальное положение об-
рабатываемых изделий. Параллельность губок позволяет зажи-
мать большие детали при сравнительно небольших размерах
- тисков. Основными частями параллельных тисков (рис. 53) явля-
ются: подвижной, корпус 1 с пустотелой призмой, в которой по-
мещается зажимной винт; корпус неподвижной губки 2 с прямо-
угольным отверстием для передвижения по нему призмы и ры-
чаг 3 для вращения зажимного винта.
=^" Параллельные тиски изготовляются в виде стальных отливок.
.Губки, как правило, съемные, выполняются из стали с содержа-
нием 0,6—0,7% углерода и закаливаются.
*>Т Размеры тисков определяются наибольшим расстоянием
Между губками и их длиной.
37
Наиболее ходовыми являются тиски с длиной губок 50, 75,
100, J25 и 150 мм. Наибольшее расстояние, между губками ко-'
леблется в пределах 100—250 мм.
подвижкой корпус с пустотелой призмой;
2 — корпус неподвижной губки; 5 — рычаг
Ручные тиски (рис. 54) применяются для закрепления
мелких изделий. Ручными они называются потому, что при ра-
боте их держат в левой руке, а пра-
вой производят - опиловку или другие
операции.
Кроме перечисленных тисков, име-
ются еще и другие приспособления
для удерживания и закрепления дета-
лей больших размеров: настольные
тиски, струбцины и др.
Тиски любой конструкции требуют \
тщательного ухода. По окончании ра-
боты их нужно очистить от опилок и
грязи и смазать. Нельзя стучать по
тискам или производить в них правку
изделий даже небольших размёров.
Зажимной винт должен быть всегда
смазан слоем густой смазки (техничб-."^
ским вазелином).
Производя опиловку или рубку мё<£ .
Рис. 54. Ручные тиски талла, нужно следить за тем, чтобы Йе -’<
‘повредить зубилом или напильником?1^
поверхности тисков. Иногда, чтобы сильнее зажать в тисках J
деталь, малоопытный слесарь надевает на рычаг трубу. Такой <.
прием категорически запрещается, так как зажимной винт рас- Т* ’
считан на определенное усилие, а удлиняя рычаг трубой мы.л.<».
резко увеличиваем нагрузку, которая приводит к быстрому из% j®.,
носу и поломке винта, а следовательно, и тисков. t -С"'
38
3. РЕЗКА НОЖОВКОЙ
Рис. 55. Подбор
тисков по росту
Прежде чём приступить к резке ножовкой, как и к любой сле-
сарнрй операции, связанной с зажатием обрабатываемого изц°-
Ли,я-в тиски, нужно предварительно выбрать тиски соответственно
’ «воему ’росту. Если они установлены слишком высоко, то при
приходится все время держать плечи и руки приподня-
'•Мй&ЭДр что, естественно, быстро утомляет работающего. Наобо-
д.,:. .;р(й^,«йри' бчень низком расположении тисков
приводится работать согнувшись, что также
утомляет работающего. Тиски считаются пра-
вильно-подобранными по росту, когда локоть
работающего находится на верхней части гу-
бок тисков, а вытянутые па льны касаются под-
бородка (рис. 55). При подборе тисков по росту
роЧипа’юШие иногда задирают подбородок
'щС^йди, наоборот, опускают его вниз, вследствие
•f.?’чф’О. уменьшается точность подбора тисков.
Поэтому рекомендуется еще один способ про-
верки: положить руку на тиски, и если локоть
образует прямой угол, то тиски подобраны
правильно. Правил&ный подбор тисков по
росту имеет весьма существенное значение для
качества работы, особенно при опиловке и
рубке металлов. Следует помнить, что правиль-
ная опиловка может получиться только в том
случае, если тиски установлены горизонтально
и когда работающий имеет возможность опи-
ливать напильником, находящимся в горизон-
тальном положении.
Если тиски слишком низки или, наоборот,
,•/ слишком высоки для работающего, то неиз-
у - бежны перекосы напильника, а следовательно,
• и ухудшение качества работы.
Чтобы получить высокое качество работы, необходимо:
— проверить правильность установки тисков на верстаке: в
. горизонтальном положении — уровнем, а в вертикальном — от-
весом;
— подобрать тиски по росту, как указано выше.
. 1. Если тиски слишком высоки, рекомендуется подкладывать
под ноги работающего деревянные подставки. Подобрав тиски
-;V-’. no росту, следует зажать деталь. Если приходится зажимать де-
:;?.*^тали с обработанными наружными поверхностями, то для предо-
< хранения от вдавливания в них рифленых поверхностей губок
r X тисков на губки надеваются специальные латунные или медные
• - накладки или, как их иначе называют, вставные губки (рис. 56).
- Вставные губки можно изготовить также из свинца, кожи или
из других мягких материалов.
39
между ступнями со-
Рис. 58. Резка трубы под углом 45° .
Перед работой нужно проверить ножовку. Полотно должно
быть закреплено в станке зубьями вперед. Следует проверить,
достаточно ли натянуто полотно, так как при слабой затяжке оно
------------------------------------- им,еет также правильно
может поломаться. Большое значение
выбранная рабочая позиция. От
этого зависит как качество ра-
боты, так и производительность
рабочего. При работе ножовкой
корпус должен быть прямым и
опираться на левую ногу. Ноги
Рис. 57.
при
Положение ступней
резке ножовкой
нужно ставить таким образом, чтобы угол
ставлял 60—70э, а расстояние между пятками было примерно
250 мм (рис. 57). Удобнее всего работать в таком положении,
при котором корпус повернут к осевой инии тисков под
углом 45°.
Резка ножовкой производится следующим образом: в правой”
руке держат ручку ножовки, а левой поддерживают ее рторрЙ
конец; передвигая по намеченному месту ножовку вперед и на4
зад, распиливают или разрезают металл (рис. 58)
Ниже приводятся основные правила, которые должны быть
соблюдены при работе ножовкой,
40
1. Туловище работающего не должно следовать за двигаю-
щейся ножовкой. Беспрерывное колебание туловища вперед и на-
зад не только-быстро утомляет работающего, но и уменьшает точ-
ность резания металла. Опытный рабочий разрезание металла
производит прикладыванием усилий рук, без силы инерции дви
женпя корпусом.
” ^-2. Нажимать на ножовку нужно лишь при ее перемещении
1вдерёд, так как только в этом случае распиливается металл.
Когда' ножовка идет назад, нажимать на нее не следует. Для
облегчения обратного хода рекомендуется пилу несколько при-
поднимать. . Сила нажатия на ножовку должна соответствовать
твердости металла, ширине пропила и качеству ножовочного
полотна.
Если, например, распиливается толстая деталь, изготовленная
и&. машиноподелочной стали, то в этом случае требуется прило-
жить значительное усилие. Но если с таким же усилием распи-
ливать .тонкую медную (или из какого-либо другого мягкого ме-
талла) деталь, то зубья при этом будут глубоко вдавливаться
в‘материал и вырывать большие куски металла. В этом случае
не исключена возможность поломки зубьев полотна. Следова-
тельно, чем мягче металл, тем слабее должно быть давление на
ножовку. С повышени&м твердости металла давление также по-
вышается.
3. Нажимать на ножовку нужно обеими руками, но давление
левой руки должно быть больше давления правой (оно состав-
ляет примерно % от общего усилия). Перемещать ножовку
в заднее положение преимущественно правой рукой.
4. Каждый ход должен быть сделан на всю длину ножовоч-
ного полотна с медленным, но равномерным нажимом. Не сле-
дует очень быстро перемещать ножовку вперед и назад, так как
это утомляет работающего, перегревает ножовочное полотно
и нередко приводит к перекосу при распиливании. Движение но-
жовки должно быть равномерным, примерно 50—60 ходов в ми-
нуту.
5. Если в процессе работы сломался один зуб ножовки, нужно
сточить следующие за ним два-три зуба, после чего этим полот-
ном можно снова работать. Если же два-три зуба, следующие
за поломанным, не будут сточены, то во время работы будут
ломаться последовательно все зубья.
6. Когда разрезание металла приближается к концу, нужно
уменьшить нажим на ножовку, так как в противном случае воз-
можна поломка зубьев полотна.
7. Чтобы избежать перекоса во время резки, а также поломки
ножовочного полотна, все детали должны быть плотно зажаты
в тиска^, чтобы во время работы они не качались и не двига-
юсь. Зажимать детали нужно так, чтобы сторона, подлежащая
разрезанию, не была на весу
8. При разрезании тонких листов рекомендуется зажать их
между деревянными брусками. Это увеличивает устойчивость
41
обрабатываемого материала и обеспечивает более высокое каче-
ство работы.
9. Для лучшего использования ножовочных полотен рекомен-
дуется новыми полотнами резать сначала детали из цветных ме-
таллов (медь, алюминий), а затем уже сталь.
10. В тех случаях, когда требуется пропилить паз или же
снять большое количество металла, можно пользоваться ножов-
кой, снабженной двумя полотнами. При таком способе полу-
чается разрез, равный толщине двух полотен.
И. Иногда приходится выпиливать отверстия в листовом или
плоском материале. В этом случае нужно сверлом большого Диа-
метра просверлить начальное отверстие, продеть через него по-
лотно и, собрав в таком положении ножовку, работать ею как
лобзиком.
Ниже приводится рабочая карточка № 4 для резки ножовке^
листового материала по заданным размерам. . ’
РАБОЧАЯ КАРТОЧКА№4 --*
- • '"'У.
Наименование работы Материал Точность изгоювления Инструмент
Резка металла ножов- кой Сталь мягкая 4 мм ±0,5 мм 1. Ножовка 2, Напильник драчевый 3. Молоток 4. Чертилка 5. Масштабная линейка
Рабочие эскизы Операции
1. Проверить, ясно ли видны риски
разметки.
2. Нанести дополнительные риски
для линии прорези ножовкой, отсту-
пая на 0,5 мм вправо от ранее про-
веденных рисок. .
3. Зажать заготовку в тиски и
сделать первую прорезь.
Закончить прорезание, не доходя
5 мм до нижнего ребра заготовки.
4. Продолжить резку по разметке^
Следить, чтобы прорези были ров-
ными и прямыми.. Оставлять, при-
пуск 0,5 мм от основной лишги раз-
метки.
5. Выправить заготовку и зачи-
стить заусенцы.
42
Резка труб
При распиливании труб применяются ножовочные полотна
имеющие 22—25 зубьев на каждые 25 мм длины полотна. Если
распиливаются тонкостенные трубы, то полотно должно иметь
24—32 зуба на каждые 25 мм длины полотна. Следует запом-
нить общее правило: для стальных труб зубья должны быть мел-
кие, а для дуралюминовых крупнее. Зажимая в тиски трубы, осо-
бенно из мягких металлов (дуралюминовые, медные), следует
предохранить их от образования вмятин. Для этого в месте про-
пил?, нужно вставить в трубу деревянный буж, наружный диа-
метр которого равен внутреннему диаметру трубы.
Если в начале резки (особенно стальных труб) ножовка
скользит, следует надрезать ребром напильника место распи-
ловки, а затем по этой канавке продолжать резать ножовкой.
Распиливании труб нажимать на ножовку нужно при ее
•заднем ходе, а когда ножовка идет вперед, нажим должен быть
^Слабее. Но так как работающему чаше приходится нажимать
при движении ножовки вперед, то при распиливании тонких
труб удобнее зажать ножовочное полотно зубьями назад, и тогда
ножовкой работают как обычно.
Если во время работы ножовку уводит в сторону, необходимо
прекратить работу, повернуть трубу на одну четверть оборота
(вокруг продольной оси) и начать распиливание снова.
На рис. 58 показан прием резки трубы под углом 45° к ее оси.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите инструмент, применяемый при резке металлов.
2. Что такое ножовка? Назовите ее основные части.
3. Укажите способы раврезаяия металлов.
4. Какие бывают тиски и чем они отличаются друг от друга?
5. Перечислите основные правила разрезания металлов ножовкой.
6. Какие ножовочные полотна применяются при резке стали и мягких
. металлов?
7. Каковы особенности резки тонкого листового металла?
8. Какие меры предосторожности необходимо соблюдать при резке труб?
9. Перечислите возможные причины поломки ножовочных полотен.
ГЛАВА IV
рубка металлов
В слесарном деле рубка металлов — весьма распространенная
операция. Она применяется в тех случаях, когда требуется уда-
лить твердую корку с поверхностей отливок, при прорубании
шпоночных пазов и смазочных канавок, при отделении какой-
либо части металла от большого куска или листа, а также при
грубой обработке деталей с целью придания им необходимых
геометрических размеров.
Рубка металла является грубой слесарной операцией, так
как точность обработанных таким способом поверхностей дета-
лей не превышает обычно 0,5—1,0 мм.
1. ИНСТРУМЕНТ ДЛЯ РУБКИ
При рубке металлов применяются зубило или крейцмейсель
и молоток.
Зубило (рис. 59) применяется при рубке как нагретого до-
красна, так и холодного металла. Зубила, которыми рубят горя-
чий металл, называются кузнечными, а применяемые для
Рис. 59. Слесарное зубило
рубки холодного металла — слесарными. Слесарные зубила
изготовляются из инструментальной стали, содержащей 0,6—0,8%
углерода и имеющей овальное, восьми- или шестигранное сече-
ние. Изготовленные из стали такой формы зубила удобно дер-
жать в руках: они не скользят и не вращаются. Один конец зу-
била оттягивается в кузнице в виде лопатки шириной 5—25 мм,
а затем на точильном круге затачивается под соответствующий
угол.
Верхняя часть зубила, или головка, стачивается обычно на ко-
нус и делается несколько выпуклой. Это вызвано стремлением
уменьшить площадку, по которой ударяют молотком, и добиться
44
---------------------------- -----------------
device устойчивого положения зубила во время рубки. Удары мо-
лотком в этом случае получаются более сосредоточенными
а и сильными.
Форма головки зубила имеет весьма существенное значение,
так как в случае не центральных ударов молотком усилия, за-
трачиваемые на рубку, больше. Кроме этого, возможна поломка
“ зубила, ранение рук и т. д.
Угол заострения зубила выбирается в зависимости от твер-
дости обрабатываемого изделия. Для рубки твердых металлов -»»
угол заострения должен быть больше (тупее), чем для рубки ме-
таллов меньшей твердости.
Рубка твердого металла зубилом с очень острым углом рабо-
чей части неизбежно приведет к поломке инструмента.
Исходя из практических данных, в настоящее время приняты
следующие (примерно) углы заострения:
' ' 70°
Для рубки чугуна и бронзы ‘
» » стали и железа................дго
» » латуни и меди...................
» » цинка и алюминия . .............
Длина зубила выбирается применительно к величине и харак-
теру обрабатываемого изделия. Наиболее употребительны зу-
' била, имеющие длину в пределах 120—200 мм.
Крейцмейсель (рис. 60) представляет собой зубило
i с более узкой рабочей (режущей) плоскостью. Этот инструмент
применяется для рубки узких канавок, шпоночных пазов, смазоч-
ных канавок скользящих частей механизма, для срубания кана-
вок и т. п. Размеры слесарных зубил и крейцмейселей приведены
лв табл. 2.
к Иногда, когда требуется прорубить фигурные углубления,
применяются специальные зубила. Режущие части зубил и крейц-
мейселей подвергаются термической обработке (см. главу VIII,
!, . 'стр. 163).
Заточка зубила. Зубило должно быть всегда заточенным, так
как при работе тупым инструментом приходится затрачивать
больше усилий для разрубания металла, а разрубаемая плоскость
* получается неровной. Зубило затачивается на наждачном или
песчаном точиле. Производя заточку, нужно держать зубило
слегка наклонно и медленно перемещать его по всей ширине
точильного камня (рис. 61).
45
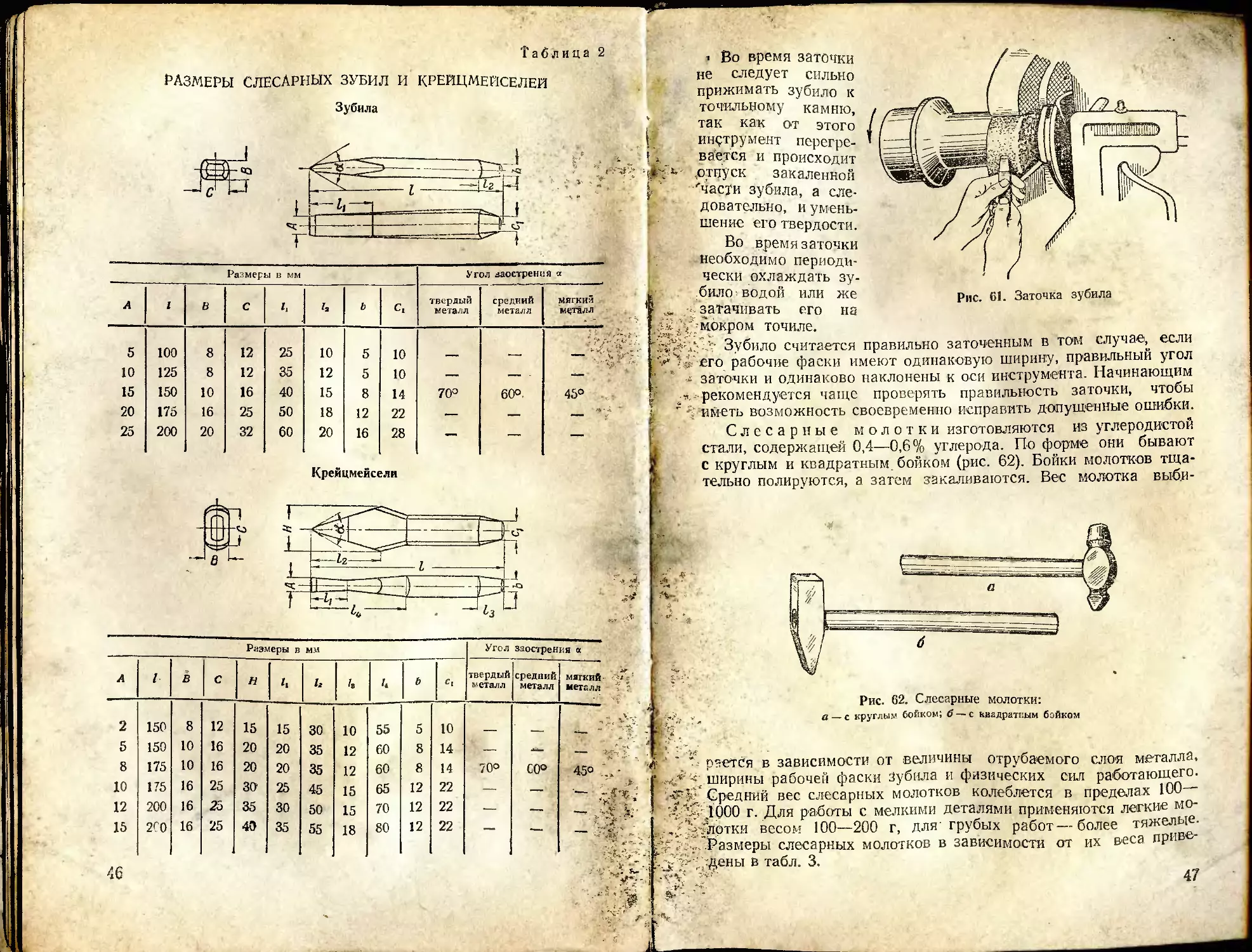
Таблица 2
РАЗМЕРЫ СЛЕСАРНЫХ ЗУБИЛ и крейцмейселей
Зубила
Размеры в мм Угол заострения а
А 1 В с н I, 1г /. ь С, твердый металл средний металл МЯГКИЙ металл - t ?.
2 150 8 12 15 15 30 10 55 5 10 —
5 150 10 16 20 20 35 12 60 8 14 —
8 175 10 16 20 20 35 12 60 8 14 70° со° 45° .»•
10 175 16 25 30' 25 45 15 65 12 22 — •>
12 200 16 25 35 30 50 15 70 12 22 — >‘Л, * —-
15 2С0 16 25 40 35 55 18 80 12 22 — —
46
г
зубила
Рис. 61. Заточка
I
ЗУ-
же
на
г
f,
I
т Во время заточки
не следует сильно
прижимать зубило к
точильному камню,
так как от этого
инструмент перегре-
вается и происходит
.отпуск закаленной
'части зубила, а сле-
довательно, и умень-
шение его твердости.
Во время заточки
необходимо периоди-
чески охлаждать
било водой или
затачивать его
ip/p мокром точиле.
Зубило считается правильно заточенным в том слу iae есл
л-'' сто рабочие фаски имеют одинаковую ширину, пр ви. J ,
’ заточки и одинаково наклонены к оси инструмента. На™на’
., рекомендуется чаще проверять правильность заточки, чтоо
' ' иметь возможность своевременно исправить допущенные ошиб .
Слесарные молотки изготовляются из углеродистой
стали, содержащей 0,4-0,6 % углерода. По форме они бывают
с круглым и квадратным бойком (рис. 62). Боики молотков тща-
тельно полируются, а затем закаливаются. Вес молотка выб.и-
Рис. 62. Слесарные молотки:
а — с круглым бойком; б—с квадратным бойком
- * пается в зависимости от величины отрубаемого слоя металла,
* Ширины рабочей фаски зубила и физических сил работающего.
Средний вес слесарных молотков колеблется в пределах 1W
71000 г. Для работы с мелкими деталями применяются легкие мо
,,Л-Млртки весом 100—200 г, для грубых работ—более
it.; .Размеры слесарных молотков в зависимости от их веса р
р- Р Дены в табл. 3.
47
Таблица 3
РАЗМЕРЫ СЛЕСАРНЫХ МОЛОТКОВ
С круглым бойком
0,5 f
Сверла
Вес в г 1 е / д Г С d п т
100 82 15 0,7 2 1,25 36 4S 9 16
150 88 17 0,8 2,5 1,5 40 48 9 16
200 95 19 0,9 3 175 43 52 10 20
300 105 23 0,9 3,5 2 48 57 12,5 25
400 112 25 1 4 2,5 50 62 12,5 25
500 118 27 12 4,5 2,5 52 66 15 30
600 122 29 12 4,5 3 54 68 15 30
800 130 33 1,3 5 3 56 74 18,5 32
48
Молотки насаживаются на деревянные ручки, изготовляемые
обычно из прочных и упругих пород (например из березы).
Чтобы удобнее было держать молоток в руках, ручку его
выполняют овальной формы. На ней не должно быть сучков,
трещин и других пороков. Ручка насаживается под прямым
углом к оси молотка, а конец ручки, пропущенный в отверстие
молотка, расклинивается, чтобы молоток не слетел во время
работы.
2. ПРАКТИКА РУБКИ МЕТАЛЛОВ
Процесс рубки металлов заключается в том, что к детали, за-
жатой в тисках, подводят рабочую фаску зубила и молотком на-
носят удары по бойку. Под действием ударов молотка зубило
врезывается в металл и отделяет от него какую-то часть его.
Во время рубки зубило держат в левой руке, а молоток в пра-
вой. Удар молотком по зубилу получается более сильным и пра-
Рис. 63. Кистевой удар
вильным, когда зубило несколько наклонено к поверхности гу-
бок тисков. Поэтому во время работы рекомендуется держать
зубило под углом 30° к плоскости губок тисков.
Различают три основных типа ударов молотком: кистевой,
локтевой и плечевой.
Кистевой удар (рис. 63) применяется при самой легкой
рубке, когда снимается тонкая стружка. Этим ударом пользу-
ются также в тех случаях, когда требуется удалить шерохова-
тости, небольшие выступы и т. д.
Локтевой удар (рис. 64) .удобен при средней легкости
рубке, когда снимается стружка листового материала средней
толщины: при прорубании пазов, смазочных канавок, шлиц, ше-
» стерен и т. д. При локтевом ударе рука движется в локте.
Плечевой удар (рис. 65) характерен тем, что во время
удара рука движется в плече, получается большой замах, а сле-
довательно, сила удара максимальная. Плечевым ударом поль-
49
4-1640
зуются при отрубании толстого слоя металла (не менее 1,5—
2,0 мм) и при обработке больших плоскостей.
Сила удара молотком зависит не только от типа удара. Боль-
шое влияние оказывает также вес молотка, длина его ручки и
физические силы работающего.
Рис. 64. Локтевой удар
При сильных ударах ударная сила молотка по сравнению
сего весом увеличивается в 15—20 раз. Это значит, что, работая
молотком весом в 1 кг, можно получить ударную силу, равную
Рис. 65. Плечевой удар
15-—20 кг. Чем длиннее ручка, тем сильнее удар. Однако слишком
длинные ручки также непригодны, так как они пружинят и не-
редко ломаются. Удобнее всего работать молотком, длина ручки
которого находится в пределах 400—450 мм.
50
Процесс рубки требует от работающего много внимания, Лой-
кости и тренировки. Ослабление внимания во время работы, не-
уверенность в работе и несоблюдение правил рубки приводят,
как правило, к плохому качеству работы, а иногда и к несчаст-
ным случаям. Прежде чем приступить к рубке, нужно подобрать
тиски по росту (см. рис. 55), затем проверить, устойчиво ли за-
креплены тиски на верстаке; при ослаблении затяжки гаек их
нужно подтянуть.
Зажимать изделие в тисках следует как можно сильнее,
чтобы во время рубки деталь под действием ударов молотка не
перемещалась и не изменяла своего положения.
Перед рубкой нужно проверить правильность заточки зубила
и прочность крепления молотка на ручке
Когда вся подготовительная работа окончена, можно присту-
пить к рубке, выбрав предварительно требуемую позицию
,(рм. рис. 57).
Успех рубки зависит от многих причин. Главные из них:
1. Правильное движение правой руки и молотка. Молоток
нужно держать в руке крепко, ближе к концу ручки. Не следует
'.слишком сжимать ручку, так как от этого рука быстро устает, а
Меткость удара уменьшается. Сильный и правильный удар полу-
чается тогда, когда молоток свободно поднимается движением
предплечья вертикально вверх .и уверенно и быстро опускается на
головку зубила. Во всех случаях рубки движение правой руки и
молотка должно происходить в одной вертикальной плоскости.
2. Темп движения. Начинающие неизменно допускают одну
и ту же ошибку. Приступив к работе, они сразу же начинают «ко-
лотить» по зубилу с непосильным для начала темпом, в резуль-
тате чего быстро устают, и рубка получается некачественной. Не
достигает цели и слишком медленный темп в работе, так как это
также утомляет работающего и производительность получается
низкой.
7. Темп движений во время рубки должен соответствовать ха-
рактеру и размерам обрабатываемой детали, а также типу приме-
няемого при этом удара.
При средней рубке (кистевой удар) нормальным темпом счи-
тается один удар в секунду, или 60 ударов в минуту. При более
тяжелой рубке (плечевой удар) количество ударов в минуту
должно быть меньше (примерно 40—45 ударов в минуту).
3. Наклон зубила к поверхности губок тисков. Рабочая фаска
зубила должна быть установлена таким образом, чтобы между
осью зубила и обрабатываемой поверхностью был образован
. угол в 30° (рис. 66), а в направлении к неподвижной губке тисков
"‘Угол между лезвием зубила и стыком губок должен быть равен
45° (ри«. 67).
, Возможны следующие характерные ошибки в хватке зубила:
а) Угол наклона зубила слишком мал (рис. 68,а). В этом слу-
чае металл не срубается, а тянется, мнется. Чтобы исправить по-
ложение, нужно увеличить угол наклона зубила до 30—35°.
4* 51
Рис. 66. Установка зубила
Рис. 67. Угол между лезвием зубила
и стыком губок тисков
б) Угол установки лезвия мал (рис. 68,6). Вместо 40—45° он
составляет 25—15°. При таком положении зубила стружка зави-
вается, рубить тяжело, а скорость рубки очень мала. Достаточно
правильно установить зубило, и работа пойдет быстрее и качест-
веннее.
Рис. 68. Неправильная установка зубила при рубке:
а — угол наклона зубила мал; б — угол установки лезвия мал- в — угол
наклона зубила велик; г — угол установки лезвия велик *
62
в) Угол наклона зубила велик (рис. 68,в). При этом срубаются
губки тисков. Стружка сильно изогнута Нужно уменьшить угол
наклона зубила.
г) Угол установки лезвия велик (рис. 68,г). Стружка сильно
вьется, срубаемая поверхность получается неровной, а изделие
сдвигается в тисках. Для устранения ошибки нужно уменьшить
угол установки лезвия до нормального.
л- 4 Меткость удара молотком по зубилу. Удар считается мет
ким тогда, когда центр бойка молотка точно попадает в центр
головки зубила, в противном случае удар получается слабым, а
молоток нередко соскакивает с головки зубила и может пора-
нить руку. Немалую роль во время рубки играет сила удара мо-
лотком, о чем сказано выше.
Рубка изделий в большинстве случаев производится в. два
приема. Сначала снимается возможно толстый слой металла,
а затем производят более точную обработку. Иногда малоопыт-
ные слесари, желая ускорить работу, пытаются снимать сразу
очень толстую стружку. Однако, как показала практика, рубка
с тонкой стружкой производится быстрее, а работающий
утомляется меньше.
Производя рубку, следует всегда учитывать твердость и
хрупкость обрабатываемого материала.
Известно, что сталь режется в два раза тяжелее чугуна, сле-
довательно, глубина стружки для стали должна быть в два раза
меньше Нормальная глубина стружки равна 1—2 мм.
Возможные ошибки при рубке
Успех рубки во многом зависит от тренировки,- сноровки, мет
кости удара и от уверенности работающего в свои силы.
В подтверждение сказанного разберем несколько наиболее
характерных ошибок, которые обычно допускают начинающие
слесари.
1. Меткий, но сдвоенный удар. Это получается в случае недо-
статочной натренированности работающего. Если такое явление
повторяется часто, полезно прекратить работу и заняться трени-
ровкой в нанесении ударов молотком.
Сначала нужно наносить удары только под действием соб-
ственного веса молотка, затем замах делать более энергичный
и так до тех пор, пока указанный дефект не будет устранен.
2. Удар не меткий. Работающий боится, как бы не ударить
молотком по левой руке; это получается вследствие сильного за-
. жимания в руках как молотка, так и зубила. Не малую роль
” играет здесь недостаточно оттренированный кистевой удар
Чтобы устранить дефект, нужно предварительно натренироваться
в правильном нанесении кистевого удара, а при работе не сжи-
мать сильно в руках молоток и зубило.
3. Удар сильный, но работающий смотрит на головку зубила,
S не на его лезвие. Это одна из наиболее распространенных
53
ошибок большинства начинающих. Боясь ударить молотком по
руке, они пристально смотрят на головку зубила и, естественно,
не видят, в каком положении находится лезвие, что приводит
к плохому качеству работы и к уменьшению силы удара. Отсюда
вывод: во время рубки не следует смотреть на
головку зубила, так как можно легко промах-
нуться и ударить молотком по руке.
4. Размах боковой и слабый. Это может произойти в том слу-
чае, если тиски слишком низкие или при взмахе молоток подно-
сится не к плечу, а в сторону.
Нередки случаи, когда работающие во время рубки ,в силу
физического и нервного напряжения моргают, закусывают губы
и т. л Эти недостатки со временем, когда приобретаются навыки
и уверенность в работе, проходят, как правило, незаметно для
работающего.
Примеры рубки металла
1. Рубка полосового материала. Возможны два случая рубки
полосового железа: без рисок и по рискам, заранее намеченным
чертилкой. В первом случае, когда нанесение рисок не требуется,
материал зажимается таким образом, чтобы его верхняя кромка
была параллельна губкам тисков и выступала на 2—3 мм; уста-
новка зубила обычная, как показано на рис. 66.
Фаска
Рис. 69. Образование фаски при рубке
полосового материала по риске
Рубка производится плечевыми ударами. Следует иметь
в виду, что после каждого удара зубило отходит назад, поэтому
после каждого удара его необходимо вновь устанавливать. Для
облегчения работы рекомендуется лезвие зубила смазывать мине-
ральным маслом. '
Рубка по заранее намеченным рискам отличается тем, что
в этом случае работу нужно производить аккуратнее и с сохране-
нием указанных размеров. Чтобы легче установить зубило на?
изделие, в правом углу его предварительно срубается фаска-’
(рис. 69). Закрепление йзделия в тисках производится таким об-
разом, чтобы риска была параллельна губкам тисков и выступала
из них на 2—3 мм.
Последовательность операций при рубке полосового мате- <•
риала по рискам приведена в рабочей карточке № 5.
51
РАБОЧАЯ КАРТОЧКА№5
Наименование рзботы
Материал
Точность
изготовления
Инструмент
Рубка металла
Рабочие эскизы
Сталь мяг-
кая 3—4 мм
±0,1 мм
1. Молоток
2. Зубило
3. Масштабная линейка
4. Чертилка
Операции
1. Разметить заготовку по длине
пятью параллельными линиями, начи-
ная от обреза заготовки. Расстоя-
ние между линиями 2—3 мм.
2. Зажать заготовку в тиски и
отрубить 5 полосок шириной 2—Змм
без риски по уровню губок тисков
При рубке полосового материала применяются молотки весом
500—600 г.
2 Прорубание канавок под шпонку. Шпонкой навивается кре-
пежная деталь, соединяющая вал со шкивом, шестерней и т. д.
Шпонка представляет собой призматический стержень, который
входит одновременно в канавку иа валу и в прорезь ступицы за-
крепляемой детали (рис. 70).
Рис. 70. Призматическая шпонка
При прорубании шпоночных канавок применяются крейцмей-
сель и молоток. Канавки прорубают по заранее нанесенным
рискам, причем ширина лезвия крейцмейселя должна быть
_____ РАБОЧАЯ КАРТОЧКА № 6
Наименование работы Материал Точность изготовле- ния Инструмент
Прорубание канавок под шпонку Чугунная плитка +0,5 мм 1. Молоток 2. Крейцмейсель 3. Масштабная линейка 4. Проверочная линейка 5. Зубило 6. Чертилка
Рабочие эскизы
Операции
I
1 Разметить заготовку по чер-
тежу.
/
2. Зажать заготовку в тиски.
Подобрать крейцмейсель ' по
ширине канавки и сделать им на
ребрах заготовки скосы для
каждой канавки. По глубине
скос не должен доходить до ри-
сок на 0.5—1,0 мм. Срубание
скосов производить на противо-
положном от себя ребре.
3. Прорубить канавки по раз-
метке. Толшина стружки при
каждом проходе 0,5—1 мм. Стен-
ки канавок должны быть пря-
мыми и отвесными. Не задевать
рисок.
66
меньше требуемой ширины канавки, что необходимо для оконча-
тельной обработки канавки напильниками после прорубания.
Чтобы удобнее было установить крейцмейсель на заготовке, на
ее переднем ребре делается скос. Если же заготовка чугунная,
то скос нужно делать с обеих сторон — на переднем и заднем
ребрах (см. рабочую карточку № 6), так как чугун — очень хруп-
кий материал и края изделия во время рубки нередко выкраши-
ваются.
Последовательность операций при прорубании канавок под
шпонку приведена в рабочей карточке № 6.
3. Рубка широких плоскостей. Очень трудно, а практически
иногда и невозможно снять одним зубилом слой металла на боль-
шой поверхности. Чтобы облегчить работу, сначала рубят крейц-
мейселем канавки, а затем зубилом снимают выступы. При рубке
широких плоскостей железа и чугуна применяется молоток весом
600 г, а для меди и алюминия — весом 400 г. Ширина лезвия
крейцмейселя берется равной 5—8 мм, а зубила 15—20 мм. Работа
производится в такой последовательности.
Сначала наносятся риски, указывающие глубину снимаемого
слоя, затем вдоль изделия размечаются канавки, равные ширине
крейцмейселя. Закрепив изделие в тисках, срубают скос (при
рубке чугуна делаются два скоса). Затем, начиная с крайней,
вырубаются последовательно все размеченные канавки, причем
за каждый проход крейцмейселя в канавке снимается слой тол-
щиной 0,5—1,0 мм. Рубку канавок крейцмейселем нужно прекра-
тить тогда, когда над риской, указывающей глубину снимаемого
choa, остается слой толщиной 0,5—1,0 мм. Этот слой будет зачи-
щен зубилом и окончательно обработан напильником.
По окончании рубки канавок снимают зубилом выступы,
оставшиеся после работы крейцмейселем. Сначала производится
грубая рубка зубилом, затем — чистовая. Не доходя 0,25—
0,50 мм до риски, указывающей глубину обработки, рубку пре-
кращают. Этот слой удаляется напильником.
Рубка считается качественной, если при проверке линейкой
зазор между нею и впадинами плоскостей не превышает
0,5—1,0 мм.
3. РУБКА НА ПЛИТЕ ИЛИ НАКОВАЛЬНЕ
" Во всех рассмотренных нами случаях рубки деталь зажи-
мается в тиски. Однако не всегда это возможно и удобно. Допу-
стим, нужно разрубить большой и сравнительно толстый лист ме-
• талла. Зажать этот лист не представляется возможным: во-пер-
вых, большая часть листа, если попытаемся зажать его в тиски,
будет находиться вне тисков и мешать в работе; во-вторых, отру-
бив полосу, равную ширине губок тисков, придется передвигать
лист. Это очень неудобно, работа идет медленно и утомляет ра-
ботающего. Все это относится и к рубке крупных деталей круг-
лой форму.
Поэтому такие материалы рубят на плите, наковальне, а при
их отсутствии — на рельсе. Рубка в этом случае производится
в вертикальной плоскости (рис. 71).
Зубило, заточенное под углом 60°, устанавливается верти-
кально; удары молотком наносятся также в вертикальной пло-
скости. Вес молотка равен 500—600 г.
Рис. 71. Рубка на плите:
а — листового металла; б — круглого стержня
При отрубании круглого металла сначала легкими ударами
делают небольшие углубления, а затем сильными ударами отру-
бают его. После каждего сильного удара пруток поворачивают
и так до’тех пор, пока он полностью не будет разрублен.
Если рубят плоский металл, то сначала делают небольшие
углубления по размеченным заранее рискам, а затем наносят
сильные удары. Когда материал разрублен примерно на половину
его глубины, рекомендуется перевернуть лист и начать рубку
с противоположной стороны. Во избежание порчи материала
нужно следить за тем, чтобы линии разметки с обеих сторон
совпадали и углубления шли навстречу одно другому.
Фигурная рубка в'листовом материале при-
меняется весьма часто при изготовлении шаблонов, инструмен-
тов и т. д. Рубка производятся на плите зубилом шириной
20—25 мм и молотком весом 400—600 г. Работа выполняется
.Ч".
" таким образом: сначала на подлежащей обработке заготовке
производится разметка изделия (рис. 72, а), а затем — рубка на
плите (рис. 72, б)
Чтобы легче было передвигать зубило по контуру изделия
сначала легкими ударами делаются небольшие углубления, а за-
тем сильными ударами производится рубка.
Во время фигурной рубки нужно следить, чтобы изделие не
коробилось и не сминалось.
4. техника безопасности при рубке
Несчастные случаи во время рубки происходят, когда рабо-
тающий невнимателен и не выполняет основных правил техники
безопасности. Во время рубки металлов, особенно при неосто-
рожной работе, возможны ранения рук и повреждения глаз отле-
тающими стружками. Такие случаи особенно часто происходят
Рис. 73. Рабочее место для рубки
в мастерских с большим числом работающих. Отлетающие
стружки чаще всего попадают в стоящих рядом с работающими.
Чтобы предотвратить это, нужно место рубки оградить с трех
сторон металлической сеткой (рис. 73).
При длительной работе зубилом головка его расплющивается
в виде шляпки с острыми краями, направленными к лезвию зу-
била. Таким зубилом очень легко поранить руку. Чтобы избежать
ранения, надо острые края опилить напильником или обломать
молотком.
Перед работой нужно проверить, плотно ли сидит молоток на
ручке, не выпал ли клин. Следует помнить, что слетевший во
время работы молоток может причинить тяжелое увечье.
Никогда не следует приступать к райоте, не убедившись в том,
что тиски надежно укреплены на верстаке. Если тиски имеют
какое-либо перемещение вперед или в сторону (вследствие ослаб-
ления затяжки гаек), то это приведет к ранению рук, так-как во
время сильного удара молоток соскакивает с головки зубила
и может попасть по руке.
Рис. 74. Предохранительная накладка
Чтобы предохранить левую руку от удара молотком, рекомен-
дуется надевать специальную предохранительную накладку
(рис. 74).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое рубка и как она производится?
2. Перечислите инструменты, применяемые при рубке.
3. Из чего и как изготовляются зубила и крейцмейсели?
4. Назовите правила заточки зубила. '
5. Какие углы заострения зубила применяются при рубке железа, чу-
гуна, стали и других материалов?
6. Какой формы и какого веса молотки применяются при рубке?
7. От чего зависит качество рубки?
8. Какие удары применяются при рубке и чем они отличаются один от
другого? ,
9. Как подбираются тискй по росту? /
10 Какую рабочую позицию должен занять работающий при рубке’’
11. Как влияет угол наклона зубила во время рубки?
12. Перечислите возможные ошибки при рубке.
13. Как производится рубка полосового материала?
14. Как выполняется рубка канавок под шпонку?
15. Как производится рубка на плите, наковальне?
16. Перечислите меры безопасности при рубке.
ГЛАВА V
ОПИЛОВКА МЕТАЛЛОВ
Опиловкой называется процесс снятия напильником не-
большого слоя металла с целью придания изделию правильной
геометрической формы или необходимого профиля.
В зависимости от назначения деталей и применяемых напиль-
ников опиловка может быть окончательной операцией или пред-
варительной. Для точных деталей она является предварительной
операцией, за которой следуют шабровка, притирка, шлифовка и
полировка. Для грубых деталей отделка их обычно заканчи-
вается опиловкой.
Точность обработанных опиловкой изделий находится в пре-
делах 0,025—0,05 мм и зависит не только от рода применяемых
напильников, но и от искусства работающего.
Научиться точно опиливать детали можно только тогда, когда
хорошо изучены инструмент и приемы работы.
Искусство в совершенстве владеть напильником дается не-
редко с большим трудом и является результатом длительной
и настойчивой тренировки.
Основная трудность, с которой встречаются при опиловке,
заключается в том, что этот процесс производится до известной
степени в закрытом виде. Работающий не видит опиливаемого
участка (так как ой закрыт напильником) и, естественно, не убе-
жден в том, что он снимает металл действительно там, где это
требуется, и столько, сколько необходимо.
Немалой трудностью является и выработка правильных при
емов в работе или, как это часто называют, балансировка напиль-
ника.
Основной ошибкой большинства начинающих является зава-
ливание напильника, т. е. нажим на одну какую-либо сторону на-
пильника больший, чем на остальную часть. В результате полу-
чается, что там, где нажим больший, снимается более толстый
слой Поэтому для достижения большей точности опиловки
нужно периодически прекращать работу и проверять опиливае-
мую плоскость.
61
1. ИНСТРУМЕНТ для опиловки
Основным инструментом при опиливании металлов служит
напильник.
Напильник (рис. 75) представляет собой стальную, зака-
ленную пластинку, на которой насечены параллельные ряды
зубьев. Материалом для напильников служит инструментальная
углеродистая сталь, содержащая 0,9—1,0% углерода. Полосы,
из которых изготовляют напильники, предварительно отжи-
гаются для облегчения обработки, затем насекаются на специаль-
ных пилонасекальных станках и, наконец, закаливаются.
Рис. 75. Напильник:
7 длина напильника; 2 — нос; 3 - ребро; 4 - грань; 5 — пятка: 6 — хвостовик;
/ — ручка
Существует большое количество разнообразных напильников,
различающихся формой поперечного сечения, глубиной насечки
и т. д. По виду и глубине насечки, профилю сечения и по другим
признакам напильники делятся на отдельные группы.
1. Вид насечки. Если напильники насечены в один ряд, то
такая насечка называется одинарной или простой
(рис. 76,а), а насечка, сделанная в два ряда, — перекрест-
ной или двойной (рис. 76, б).
а $ в
Рис. 76. Насечка напильников:
пленарная для мягких металлов; б — двойная для твердых металлов;
а — двойная для особо мягких металлов
62
Напильники с одинарной насечкой применяются для опиловки
мягки’х металлов, так как зубья их меньше забиваются струж-
кой и ими легче работать. ..~таппов удобнее, когда стружка
При опиливании твердых 'eH,HOg; поэтому для опилива-
получается не сплошной, а р '' П..пьни1<и с двойной насечкой,
ния таких металлов применяют • некоторым углом. В ре-
Вторая насечка направлена к первой под отдельные острые
зультате вместо сплошного зуба полу вают стружку на мел-
бугорки, которые во время работы ра процесс опили-
кие опилки и тем самым облегчаю! }
ва™я‘ , мягких металлов, например латуни,
Для опиливания очень_мяг ики с двОйнои насеч-
свинца также применяются аетСЯ более глубокой,
кои. Нс в данном случае насе обыкновенных на-
а расстояние между бороздками ш р , _ Убь1Стр0 забиваются
пильников; подобные напильники не так оыстр
стружкой (рис. 76, в).
Рис. 77. Напильники:
1 — драчевый; 2 — личной; 3 бархатный
Угол наклона насечки для разных напильников делается раз-
личным.
В напильниках с одинарной насечкой угол наклона насечки
составляет с осью напильника 65—85°; в напильниках с двойной
насечкой для нижней насечки (слева направо и снизу вверх) он
равен 40—45°, а для верхней (слева • направо и сверху вниз)
70—80°.
Угол наклона насечки напильников, применяемых для особо
мягких металлов, равен для нижней насечки 30°, а для верх-
ней 80°.
2. Глубина насечки. По глубине насечки напильники разде-
ляются на д р а ч е в ы е, личные и бархатные.
Д р а ч е в ы е напильники (рис. 77, 1) употребляются во
всех случаях, когда требуется снять толстый слой металла (не
менее 0,25 мм). Обычно за один проход напильника снимается
. -слой толщиной от 0,08 до 0,15 мм. Толщина снимаемого слоя ме-
талла за один проход напильника зависит от многих причин,
СЗ
а Именно: от силы давления рук> величины обрабатываемой по-
верхности, качества напильника и твердости металла.
Чем больше .усилие, прикладываемое к напильнику, и чем
меньше поверхность обрабатываемой детали, тем толще снимае-
мый слой,
Драчевыми напильниками можно обработать детали с точ-
ностью, не превышающей 0,1—0,15 мм.
Л и ч и ы е (или шлифные) напильники (рис. 77, 2) приме-
няются при снятии слоя металла толщиной 0,1—-0,15 мм. Снимае-
мый за один проход личным напильником слои металла не пре-
вышает обычно 0,02—0,09 мм. Зубья личных напильников на
много меньше драчевых, поэтому опиленная поверхность полу-
чается гладкой, с еле заметными штрихами.
Личными напильниками можно обработать детали с точностью
до 0,025 -0,050 мм.
Бархатные напильники (рис. 77,5) применяются
только в тех случаях, когда требуется получить весьма точные
детали с гладкой, полированной поверхностью. Обработанные та-
кими напильниками поверхности не имеют заметных на-глаз и
ощутимых пальцами штрихов, поэтому напильники называют
бархатными. Слой металла, снимаемый бархатными напильни-
ками, равен 0,025—0,05 мм, причем точность обработки лежит
в пределах 0,005—0,01 мм.
о 7 8 И !й
Рис. 78. Профили сечения напильников:
1 — плоский; 2 — квадратный; 3 — круглый; 4— трехгранный; 5 — полукуут-
лый; 6 — плоскозакругленный: 7—карасик; 8— ключевой; 9— баретный;
10 — ножевой или мечевидный
3. Профиль сечения. Немалую роль в работе играет профиль
сечения напильников. Детали машин и агрегатов имеют нередко
очень сложные геометрические очертания. Встречаются круглые,-ф*.
квадратные, шестигранные и другие фигурные отверстия, кото- *
рые можно обработать лишь в том случае, если профиль сечения - j |
напильника будет соответствовать фо'рме и очертаниям обраба- н
тываемой детали.
В связи с этим изготовляется большое количество разнообраз-
ных напильников, отличающихся не только глубиной насечки,
но и профилем сечения.
Чаше всего применяются такие напильники (рис. 78): пло-
ские 1, квадратные 2, круглые 3, трехгранные 4, полукруглые 5,
64
нпобкОЗакругленные 6 Применяются также й специальные иа-
пло ,„,4- von -7 эпопей 8 баретный 9, ножевой или мече-
пильники: карасик 7, ключевой о, иар
видный 10 и другие. остроносые, сужающиеся
Напильники разделяю ющие По всей длине одинаковый
к концу, и тупоносые, имеющие ни
профиль сечения. применения напильников, раз-
На рис. 79 приведены примеры примени и
личных по профилю поперечного сечения.
Рис. 79. Примеры применения напильников, различных
по профилю поперечного сечения
4. Длина напильников. Под длиной напильника подразуме-
вают только его насеченную часть. Длины напильников бывают
разные и находятся в пределах 75—500 мм. Чаще всего приме-
няются напильники длиной 250—500 мм. Согласно ОСТ длина
напильников в пределах 75—-250 мм увеличивается через 25 мм
(75, 100, 125, 150 и т. д.), а от 250 до 500 мм через 50 мм
(250, 300, 350 и т. д.).
Выбор длинвг-йэпиль'ника при опиловке производится в зави-
симости от размеров опиливаемой детали. Для больших деталей
напильник должен быть длиннее, для малых короче. Если линей-
ные раемеры поверхности изделия не превышают 50 мм, то удоб-
нее всего пользоваться напильником длиной 200—250 мм, а для
более крупных изделий 400—500 мм.
Ручки напильников. Для удобства в работе и предо-
хранения рук от царапин и ранений на хвостовик напильника
надевается ручка (рис. 80). Она изготовляется обычно из древе-
сины (березы, липы), но может быть изготовлена из прессован-
ной бумаги.
5—1640
f-
»’
Чем больше напильник, тем длиннее должна быть ручка.
В среднем ручка должна быть длиннее хвостовика в полтора
раза. При изготовлении ручек рекомендуется пользоваться дан-
ными табл. 4.
РАЗМЕРЫ РУЧЕК НАПИЛЬНИКОВ
Длина напильника в мм . . . • •
Длина ручки I в мм . . • • • •
Диаметр ручки на конце D в мм .
Таблица 4
100 150. 200 300 500
75 100 125 135 150
22 30 38 42 45
Чтобы во время насадки на напильник ручка не раскололась,
на ее шейку надевают металлическое (латунное или алюминие-
' вое) кольцо.
/~Медное тГ1Ы№ Насадка ручки на напиль-
Рис. 80. Ручка напильника
Насадка производится
ник — операция не сложная, одна-
ко она требует внимания, так как
в противном случае насадка полу-
чится неплотная и ручка во время
работы будет спадать. Возможно
также растрескивание ручки и
ранение рук работающего.
следующим образом:-напильник бе-
рется в левую руку и постепенно, вращательным движением вво-
дится в небольшое, предварительно высверленное, отверстие
в шейке ручки. Одновременно с вращением рекомендуется легкое
постукивание головкой ручки
по верстаку. Когда хвостовик
напильника углубится пример-
но на % своей длины, нужно
снять ручку и удалить образо-
вавшиеся там древесные опил-
ки. Затем снова насаживают
ручку таким же приемом до
тех пор, пока она не сядет
плотно до краев пятки.
Если есть опасения, что
ручка расколется, то вместо
сверления отверстие можно
прожечь раскаленным желез-
ным стержнем или старым на-
пильником.
Насаживая ручку напильни-
рис. 81. Насаживание ручки
напильника:
а — правильно; б - неправильно
ка, нужно держать напильник,
но не ручку, иначе можно лег-
ко поранить руку (пис. 81).
66
1 Надфилями называются маленькие напильники, имеющие
очень мелкую насечку. Они изготовляются из стальной проволоки
часть которой остается ненаселенной и служит ручкой. Форма
сечения надфилей такая же, как у напильников. Надфили приме-
няются для самой тонкой и точной обработки (деталей часов,
точной механик^, приборов и т. д.).
Уход за напильниками. Напильники, как уже было
сказано, изготовляются из углеродистой стали с большим содер-
жанием углерода. Чтобы повысить
их твердость, напильники подвер- _____
гают закалке и цементации. Но по- :—дни?-—
вышение твердости неизбежно
ведет и К повышению хрупкости Р«с- 82- Щетка-карчетка
стали. Поэтому зубья напильников,
обладая большой твердостью, в то же время очень хрупки и при
небрежном обращении с ними ломаются. При работе с напильни-
ками рекомендуется придерживаться следующих правил:
1. Нельзя класть один напильник на другой, так как от этого
тупятся или выкрашиваются зубья. Следует остерегаться касания
напильником закаленных губок, тисков: от этого зубья его при-
тупляются.
-yr
2. При опиловке мелкие частицы снимаемого металла заби-
ваются между зубьями. В этом случае напильник не опиливает,
а скользит по изделию. Такое же явление получается, когда
между зубьями попадает грязь, поэтому напильники нужно пе-
риодически чистить. Для этой цели применяются проволочные
щетки-карчетки (рис. 82).
3. Особого ухода требуют новые напильники. Первое время
с ними нужно обращаться весьма осторожно. Не следует нажи-
мать на них сильно до тех пор, пока не будут сняты с них за-
усенцы, имеющиеся на каждом зубе.
4. При хранении в инструментальных ящиках напильники
должны укладываться на специальных подставках или в гнездах.
2. ПРАКТИКА ОПИЛОВКИ
При опиловке деталь зажимают так же, как при рубке и резке
металлов, нд^секолько выше уровня губок тисков. Хорошего
качества опиловки металлов и меньшей утомляемости можно
добиться только при правильном положении тела во время ра-
боты напильником и при.ритмичных движениях им.
Правильное положение тела при опиловке таково.
Корпус находится на расстоянии 200 мм от тисков и повернут
по отношению к ним под углом 45° (рис. 83); левая нога выдви-
нута вперед и направлена к верстаку под углом 60°, а правая
нота — под углом 60° к левой (см. рис. 57); расстоя ие между
пятками должно быть равно длине ступни (примерно 250 мм).
5» Ф
Корпус должен быть прямым и опираться больше на левую
ногу; при движении напильника вперед нога также должна
слегка наклоняться вперед.
Описанное положение корпуса удобно только при опиливании
изделия прямыми штрихами, идущими параллельно оси тисков.
Рис. 83. Положение корпуса при опиловке
Однако такая опиловка встречается сравнительно редко. Чаще
опиловка производится косыми штрихами. В этом случае уста-
новка корпуса должна соответствовать направлению штрихов.
Но независимо от направления штрихов линия корпуса работаю-
щего должна быть под углом 45° к линии напильника и локтевой
кости правой руки.
Не рекомендуется стоять слишком далеко от тисков, так как
в этом случае с каждым движением напильника вперед прихо-
дится наклонять и корпус вперед. Это, естественно, очень утом-
ляет работающего. Если же стоять вплотную к тискам, то дви-
жения напильника будут короткими и на опиливание потребуется
Рис. 84. Хватка ручки напильника
больше времени. Ручка напильника берется в правую руку так,
чтобы большой палец лежал сверху, вдоль оси напильника,
а остальные четыре пальца охватывали ручку снизу (рис. 84).
Положение левой руки зависит от характера обработки де-
тали. При грубой опиловке она лежит ладонью на напильнике,
а пальцы, слегка согнутые, охватывают его снизу (рис. 85).
68
»При работе мелкими напильниками левую руку для удобства
нужно держать, как показано на рис. 86.
Такая хватка напильника (обеими руками) обеспечивает рав-
номерный нажим на изделие, а следовательно, и более качествэн-
ное его опиливание.
Рис. 85. Положение рук при грубой опиловке
Напильник нужно двигать вперёд до конца насечки равно-
мерно и без толчков, а затем переместить его в исходное поло-
жение. Такое движение напильника продолжается в течение
всего процесса опиливания.
Рис. 86. Положение рук при окончательной опиловке
Следует помнить, что снятие металла производится только
при движении напильника вперед. При обратном движении на-
пильник металла не срезает, поэтому нажимать на него
не следует; в этом случае напильник должен легко скользить
по металлу. Нажимают на напильник правой рукой, а левой
69
регулируют напильник так, чтобы ой перемещался в одной
плоскости без перекоса.
Сила давления на напильник должна соответствовать вели-
чине обрабатываемой детали и качеству насечки. Чем грубее на-
сечка, тем нажим на напильник должен быть сильнее. Не сле-
дует, однако, чрезмерно нажимать на напильник, так как при
этом опилки вдавливаются в углубления между зубьями и на-
сечку приходится часто чистить. Кроме того, такая работа быстро
утомляет.
Нельзя также перемещать напильник слишком быстро. Эго
не ускоряет опиловку, а, наоборот, очень быстро утомляет рабо-
тающего и резко снижает его производительность труда. Каче-
ство работы при чрезмерно быстром темпе, как правило,, низкое,
так как трудно заметить результаты своей работы и во-время
исправить возможные ошибки.
Начинающим рекомендуется делать примерно 40—50 движе-
ний в минуту. Затем можно постепенно увеличивать число дви-
жений, доводя их до 70 в минуту.
Рис. 87. Неправильная опиловка:
а — правая рука нажимает сильнее; б — левая рука .нажимает сильнее
Существует три основных вида движений при опиловке:
поперечный, косой и продольный. Основной прием
при опиловке — это опиловка поперечным штрихом. Косой штрих
является контрольным и служит для проверки правильности опи-
ловки. При окончательной опиловка применяется продольный
штрих.
Основная и наиболее характерная ошибка при опиловке изде-
лий — заваливание краев напильника вследствие неправильного
эго балансирования и неравномерного нажима на него.
На рис. 87 показаны результаты неправильного нажима на
напильник. При большем нажиме правой руки снимается больше
металла с передней грани, а яри большем нажиме левой — с зад-
ней.
Чтобы контролировать правильность опиловки, рекомендуется
периодически наносить косые штрихи и проверять опиливаемую
Деталь линейкой. Рис. 88 воспроизводит результаты контроля
Кахетия ояилдаки косыми штрихами.
70
Рис. 88. Проверка качества опиловки:
а — вид опиленной поверхности (видны поперечные штрихи);
б — проверка опиловки нанесением косых штрихов; в виды
поверхности после нанесения косых штрихов (остались попе-
речные штрихи); 7 —правая рука выше; 2 — левая рука
выше; 3 — неустойчивое положение напильника
3. ПРИМЕРЫ опиловки
Наиболее характерными и чаще всего встречающимися слу-
чаями опиловки являются:
— опиловка плит, пластин или брусков;
— опиловка фалойных изделий, имеющих сложные геометри-
ческие очертания /(сочетание плоских и кривых поверхностей);
— опиловка выступов, пазов и углублений.
В зависимости от количества снимаемого материала, формы
изделия и требуемой точности изготовления выбираются соответ-
ствующие напильники и проверочный инструмент.
К наиболее употребительным проверочным инструментам от-
носятся: линейки, угольники, нутромеры, кронциркули, штанген-
циркули, микрометры и специальные шаблоны и калибры.
Рассмотрим некоторые примеры опиловки.
Опиловка плитки
Опиловка плитки сводится к опиловке отдельных ее плоско-
стей сначала драчевым, а затем личным напильником. Основное
требование, предъявляемое к этой детали, заключается в том,
чтобы все ее плоскости были ровными, а боковые грани соста-
вляли с широкими плоскостями, выбираемыми обычно за основ-
ные, угол в 90°.
Сначала опиливается одна наиболее широкая плоскость, ко-
торая принимается за основную базу для измерения остальных
плоскостей. Затем опиливается вторая плоскость — наибольшая
по длине узкая грань. Опиливание этой плоскости несколько
сложнее первой. В данном случае, помимо линейки, применяется
угольник. Угол между плоскостью у гранью должен соста-
влять 90°.
71
Следующей операцией является опиливание третьей плоско-
сти — наименьшей узкой грани. Когда эти три плоскости опи-
лены правильно, приступают к опиловке параллельных плоско-
стей.
Опиливая остальные три плоскости, следует добиваться па-
раллельности между противоположными сторонами. Для этой
цели параллельные плоскости проверяются кронциркулем, а более
точно — штангенциркулем.
Когда все грани правильно опилены драчевым напильником,
приступают к опиловке личным напильником, причем последова-
тельность операций аналогична обработке драчевым напильни-
ком. Опиловку плоскостей нужно производить как поперечными
штрихами, так и косыми. Нужно следить за тем, чтобы плитка
была зажата в тисках строго горизонтально и выступала над
губками примерно на 5—10 мм. v а
Правильность опиленной плоскости проверяется линеикои
(рис. 30).
Проверка производится так: к плоскости прикладывается ли-
нейка, а затем смотрят на свет; если плоскость опилена пра-
вильно и отшлифована, то между нею и линейкой не будет про-
света или же будет просвет одинаковый по всей длине (в слу-
чае обработки драчевым напильником). При неправильной опи-
ловке плоскости просвет будет не одинаковым по всей длине:
над впадинами шире, а над выступами более узким.
Опилки с обрабатываемой поверхности удаляются сухой
тряпкой. Не следует удалять их пальцами, так как на них
имеется жир, а в случае попадания жира на металл напильник
не режет, а скользит. Если при работе стружки сильно забивают
зубья, рекомендуется натереть напильник мелом.
Последовательность операций при опиловке плитки приведена
в рабочей карточке № 7.
В рабочей карточке № 8 приведена последовательность опе-
раций при опиловке молотка. Опилить молоток несколько труднее,
чем плитку. Особенностью обработки его является необходи-
мость опиливать не только параллельные плоскости, но и на-
клонные, которые должны быть симметричны относительно оси
молотка, а также наружную полукруглую плоскость.
Опиловка болтов и гаек
♦
Болт представляет собой металлический стержень, на одном
конце которого имеется резьба для навинчивания гайки, а на
другом шестигранная головка для охвата гаечным ключом.
Головка болта бывает также круглой, квадратной или восьми-
гранной. Основным размером для разметки болта является на-
ружный диаметр его резьбы d. Длина болта I измеряется от го-
ловки до конца и выбирается в зависимости от толщины
скрепляемых деталей Высота головки болта h = 0,7 </.
72
РАБОЧАЯ КАРТОЧКА№7
Наименование работы Материал Точность изготовления Инструмент
Опиловка плитки Сталь ±0,2 мм 1. Напильники драчевый и личной 2. Линейка проверочная 3. Угольник 90° 4. Кронциркуль 5. Штангенциркуль
Рабочие эскизы Операции
1. Проверить соответствие заготовки разме-
рам чертежа.
2. Опилить под линейку одну наиболее ши-
рокую плоскость /.
3. Опилить одну, из больших по длине, узких
плоскостей 2.
Проверить плоскость линейкой, а угол между
плоскостями 1 и 2 угольником 90°.
4. Опилить плоскость 3. Она также должна
быть прямолинейной и составлять с плоскостя-
ми I и 2 угол 90°.
5. Опилить параллельную плоскости 1 пло-
скость 4.
Параллельность проверять кронциркулем или
штангенциркулем.
Угол между плоскостями 2 и 3 должен быть
90°.
6. Опилить параллельную плоскости 2 пло-
скость 5. Обе плоскости должн/я быть парал-
лельны. Углы между плоскостями 1, 3, 4 и 5
должны быть равными 90°.
7. Опилить параллельную плоскости 3 пло-
скость 6. Углы между всеми прилегающими к
ней плоскостями должны быть равны 90°.
После опиловки драчевым напильником опи-
лить плитку личным напильником в такой же
последовательности.
73
РАБОЧАЯ КАРТОЧКА № 8
Наименование работы Материал Точность изготовления Инструмент
Опиловка слесарного молотка Сталь У7А или У10А ±0,1 мм 1. Напильники драчевый и личной 2. Линейка проверочная 3. Угольник 90° 4. Штангенциркуль б. Молоток 6. Кернер 7. Линейка масшабная
Рабочие эскизы Операции
1. Изучить чертеж. Проверить со- ответствие заготовки размерам чер- тежа (см. рабочую карточку № 3). Опилить плоскость I под линейку; проверить ее во взаимно перпенди- кулярных направлениях.
2. Опилить плоскость II под ли- нейку и угольник под углом 90° к плоскости I.
>1 3. Опилить плоскость III под ли- нейку и угольник 90° параллельно плоскости I. Параллельность плоскостей прове- рять штангенциркулем. 4. Опилить плоскость IV под ли- нейку и угольник 90° параллельно плоскости II.
I-,®. J б. Разметить коиуе молотка и от- верстие для ручки по чертежу.
74
Рабочие эскизы
Операции
6. Опилить плоскость бойка под
углом 90° к плоскостям I, И, Щ
и IV.
7. Опилить конус (плоскости V и
VI) по рискам под линейку и уголь-
ник.
8. Опилить овал бойка и носка.
9. Снять (опилить) фаски по рис-
кам разметки.
10. Отшлифовать молоток. Прове-
рить размеры молотка по чертежу.
75
в практике работы авиационного механика нередко встре-
чается необходимость изготовления болтов вручную в случае
отсутствия их на складе. Последовательность опиловки болта
приведена в рабочей карточке № 9.
На болт навинчивается гайка. Чаще всего она бывает шести-
гранной, что удобно для захватывания ее гаечным ключом.
Встречаются также корончатые гайки, имеющие высокую го-
ловку с прорезями для шплинтов. Такие гайки широко 'приме-
няются в производстве самолетов и моторов.
Последовательность опиловки шестигранной гайки приведена
в рабочей карточке № 10.
Высота гайки Н — 0,8 d (d — диаметр внутренней резьбы
болта).
Размеры болтов и гаек приводятся в таблицах ОСТ.
Опиловка тонких изделий
При опиловке тонких изделий основной трудностью является
закрепление их в тисках.
Рис. 89. Закрепление тонких плоских изделий
в тисках:
/ изделие (угольник); 2— деревянный брусок; 3 — дере-
вянные планки; 4 — гвозди
Если требуется опилить какую-нибудь тонкую плоскую де-
таль, например угольник, линейку, скобу и т. п., то в тиски
зажимается деревянный брусок, затем на брусок ‘накладывают
изделие, при помощи деревянных планок, прибитых к бруску
тонкими гвоздями, плотно его закрепляют и производят опи-
ловку обычным способом (рис. 89).
Опиловка тонких круглых изделий производится так. Дере-
вянный брусок с трехгранными вырезами зажимают в тисках.
В брусок укладывают заготовку. Если заготовка длинная, то
76
РАБОЧАЯ КАРТОЧКА № 9
Наименование работы Материал Точность изготовления Инструмент и материалы
Опиловка болта Сталь У4 ±0,1 мм 1. Напильники драче- вый и личной 2. Циркуль 3. Чертилка 4. Кернер 5. Молоток 6. Угольники 90° и 120° 7. Масштабная линейка 8. Проверочная линейка 9. Штангенциркуль 10. Кронциркуль 11. Краска
Рабочие эскизы
Операции
Основные размеры болта в
зависимости от его диаметра
d =. по заданию г ~ 1,3d
D — 2d r,= 0,25d
h — от 0,3d до d а “ l,732d
I — по заданию
1. Изучить чертеж. Проверить со-
ответствие размеров заготовки чер-
тежу.
2. Опилить стержень болта со-
гласно заданному размеру.
3. Опилить под угольник 90° ниж-
ний торец головки болта.
Опилить по заданной длине торец
стержня болта, слегка закруглив его.
77
Ра5очне эскизы
Опера ции
4. Опилить верхний торец голов-
ки болта параллельно иижнему тор-
ЦУ-
Головка по высоте должна иметь
припуск 0,5 мм на обработку лич-
ным напильником.
5. Разметить на верхнем торце
головки шестигранник.
Центр шестигранника должен сов-
падать с осью стержня болта.
6. Опилить боковые грани голов-
ки болта.
7. Опилить весь болт личным на-
пильником.
8. Запилить фаски на верхнем тор-
це головки болта.
78
РАБОЧАЯ КАРТОЧКА № 10
Наименование работы Материал Точность изготовления Инструмент и материалы
Опиловка шестигран- ной гайки Сталь У4 д+г 0,1 мм 1. Напильники драче- вый н личной 2. Циркуль 3. Чертилка 4. Кернер 5. Молоток 6. Масштабная линейка 7. Проверочная линейка 8. Штангенциркуль 9. Угольники 90° и 120° 10. Угломер 11. Кронциркуль 12, Медный купорос
Рабочие эскизы Операции
d = по заданию S = l,732d
D = 2d H — d
1. Изучить чертеж.
Проверить соответствие размеров
заготовки чертежу.
2. Опилить драчевым напильником
под линейку один торец заготовки.
3. Опилить второй торец заготов-
ки параллельно первому.
По высоте гайка должна быть
опилена с припуском 0,5 мм на по-
следующую обработку.
4. Покрыть один торец раствором
медного купороса и разметить на
нем гайку по заданным размерам.
5. Опилить одну боковую грань
под углом 90° к торцам.
79
Рабочие эскизы
Операции
6. Опилить вторую противополож-
ную грань. Обе опиленные грани
должны быть паралЛельны и иметь
припуск 0,5 мм на личную обра-
ботку.
7. Опилить третью грань под уг
лом 120° к первой грани.
8. Опилить четвертую грань парал-
лельно третьей грани и под углом
120° к второй грани.
9. Опилить пятую грань под уг-
лом 120° к первой и четвертой гра-
ням.
10. Опилить шестую грань парал-
лельно пятой грани.
11. Опилить торцы и все грани
личным напильником в той же по-
следовательности, что и драчевым. .
Точность обработки ±0,1 мм.
12. Запилить фаски гайки под уг-
лом 30°.
80
Второй конец- ее держат в левой руке, а если короткая и держать
ее в руках неудобно, то ее зажимают в ручные тиски (рис. 90).
Заготовка опиливается по всей длине сначала на квадрат, затем
на восьмиугольник, щестнадцатнугольпик и т. д. до тех пор,
пока изделие не станет круглым. Левой рукой изделие поворачи-
вают то в одну, то в другую сторону, а в это время правой ру-
Рйс. 90. Опиливание тонкого круглого изделия
• кой, в которой находится напильник, изделие опиливают, при-
давая напильнику колебательные движения. Разумеется, если
требуется изготовить точно круглое изделие, лучше воспользо-
ваться токарным станком.
Опиловка изделий при помощи кондукторов
Кондуктором называв, .сп приспособление, позволяющее
производить в массовом масштабе большое количество взаимоза-
меняемых изделий без предварительной разметки.
Допустим, требуется изготовить деталь, изображенную на
рис. 91. Для этого из высокоуглеродистой стали делают кондук-
Рис. 91. Опиловка изделий при помощи кондуктора:
а — г.зделие; б кондуктор; в — шпилька
6—1640
81
тор и закаливают, а иногда и цементируют его рабочие плоско-
сти. Зажав изделие в кондуктор, закрепляют его шпилькой или
винтиком и в таком виде зажимают все приспособление в тиски.
Затем приступают к опиливанию выступающих частей заготовки
сначала драчевым, а затем личным напильником. Когда напиль-
ник начинает касаться закаленных плоскостей кондуктора (что
означает удаление всех выступов заготовки), опиливание пре-
кращают. '
Основное преимущество опиловки при помощи кондуктора за-
ключается в том, что работа производится быстро, так как не
требуется периодически проверять изделие; кондуктор не дасг
опилить больше, чем это требуется.
При таком способе опиловки можно достигнуть точности
изделия в пределах 0,05—0,1 мм, которая зависит от точности
самого кондуктора и установки в нем изделия. При изготовле-
иии большого количества тонких изделий в кондуктор можно
зажимать одновременно несколько штук.
Опиловка под краску
Кроме обычного способа проверки опиленных плоскостей
линейкой на просвет, существует еще проверка изделий окраши-
ванием их на проверочной плите. Сущность этой проверки за-
ключается в следующем.
Проверочную плиту покрывают ровным и тонким слоем
краски (для этой цели применяются сажа или берлинская лазурь,
разведенная в минеральном масле). Затем на плиту кладут про-
веряемую деталь и, слегка нажимая, двигают ее по поверхности
плиты. Выступающие части обрабатываемой плоскости, есте-
ственно, окрасятся и тем самым укажут места, подлежащие до-
полнительному опиливанию. Применяя опиловку под краску,
можно достичь очень большой степени точности изделий.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что такое опиловка? От чего зависит точность опиливания изделий?
2. Что такое напильник? Какие бывают напильники?
3 Назовите основные части напильника.
4. Расскажите правила насадки ручки на напильник.
5. В чем заключается уход за напильниками?
6. Какова должна быть стойка при опиловке?
7. Какие штрихи применяются при опиловке?
8. Как проверить штрихами правильность опиловки?
9. Перечислите возможные ошибки при опиловке.
10. Какие инструменты применяются при проверке правильности
опиловки?
11. Укажите последовательность операций при опиловке плитки.
12. Как производится опиловка тонких плоских изделий?
13. Как производится опиловка тонких круглых изделий?
14. Как производится опиловка изделий при помощи кондукторов? В чем
Преимуществе- этого способа?
15. Как производится опиловка изделий под краску?
ГЛАВА VI
СВЕРЛЕНИЕ, НАРЕЗАНИЕ И ПРАВКА РЕЗЬБ
1. СВЕРЛЕНИЕ
При сверлении обрабатываемое изделие закрепляется нспо-
i движения: вра-
Сверло
Стружка
Направление
вращательно-
го движений
сверла
Направление
. ij движении
подачи
сверла в
металл
движно, а сверлу одновременно сообщают два
щательное и поступательное вдоль оси про-
сверливаемого отверстия (рис. 92).
Вращательное движение сверла назы-
вается главным или рабочим движе-
нием, а поступательное — подачей.
Скорость вращения и подачи зависит от
ряда причин, о чем будет сказано ниже.
Сверление является весьма распростра-
ненной операцией не только на машино-
строительных заводах и в крупных мастер-
ских, но и в практической работе авиа-
ционного механика. Достаточно сказать, что
в современном крупном цельнометалличе-
ском самолете число заклепок достигает
1,5 миллиона штук. Следовательно, на та-
ком самолете должно быть предварительно
просверлено такое же количество отвер-
стий, причем в это количество не входят
отверстия болтовых и других соединений.
Авиационному механику при изготовле-
нии несложного инструмента и приспосо-
блений, при ремонте пулевых пробоин ме-
таллических лопастей винтов, при ремонте
металлической обшивки и силовых элемен-
тов каркаса самолета и- т. п. приходится
производить сверлильные работы. Поэтому
он должен твердо знать применяемый ин-
струмент и оборудование, правила работы
и технику безопасности, без знания кото- изделие
рых производить работу практически не- Рис 02. виды движе-
ВОЗМОЖНО. ’ нйя сверла
6»
-'3
Сверла
Сверлами называются режущие инструменты, которые
при соответствующей скорости вращения и подачи высверли-
вают круглые отверстия в сплошном материале (металле, дереве,
пластмассах и т. д.). Наиболее распространенные типы сверл
перовые и спиральные, помимо которых существуют
еще специальные, например: п у ш е ч н ы е — для сверления глу-
боких отверстий в валах, шпинделях, стволах и т. д. и цен i ро*
в очные, применяемые на сверлильных станках для просверли-
вания центровых отверстий на деталях для последующей и
обработки на токарных станках.
Рис. 93. Перо-
вое сверло
Рис. 94. Спиральное сверло
Перовые сверла, или перки (рис. 93), самые простые
и дешевые. Их можно изготовить оттягиванием и расплющива-
нием стального прутка или проволоки. На рабочем конце перо-
вого сверла имеются две оежущие кромки, образующие
угол 90—130°.
Величина угла, образуемого между этими режущими кром-
ками, выбирается в зависимости от твердости просверливаемого
материала. Для твердых металлов угол должен быть большим
(до 130°) и, наоборот, для мягких и вязких материалов — мень-
шим (для латуни 90°). Обычно же выбирают угол 116—118°,
пригодный для большинства случаев сверления.
Для облегчения резания режущие кромки скашиваются. При
этом образуется задний угол заточки, равный 5—7°. Он пред-
84
отвращает трение затылка пера о просверливаемый материал
В настоящее время перовые сверла применяются редко, так как
они имеют рЯд крупных недостатков. Основной их недостаток:
во время сверления стружки сами по себе не удаляются из про-
сверливаемого отверстия, а забивают и портят его стенки. Не
менее серьезным недостатком перовых сверл является то, что во
время сверления их «уводит» и трудно получить правильное
отверстие. Поэтому перовыми сверлами разрешается пользо-
ваться при сверлении неглубоких отверстий.
Спиральные сверла в сравнении с перовыми имеют
ряд преимуществ; главные из них:
1- Одинаковый диаметр по всей длине сверла, что обеспе-
чивает правильное направление его при работе.
2. Спиральные канавки, имеющиеся на сверлах, обеспечивают
хороший отвод стружек, благодаря чему отверстия получаются
более правильными и гладкими.
3. Изношенные режущие ребра могут быть восстановлены
заточкой на шлифовальном станке, причем диаметр сверла
остается одинаковым в течение всего срока службы его; следова-
тельно, они снова могут быть использованы почти на всю длину
своей спиральной части.
•4. Спиральные канавки облегчают подвод охлаждающей
жидкости и масла, чем улучшаются условия работы сверла.
Спиральные сверла изготовляются из быстрорежущей или
инструментальной стали тремя способами: фрезерованием, скру-
чиванием стальной полосы и штампованием.
Спиральное сверло (рис. 94) состоит из двух главных частей:
рабочей части и хвостовика. Рабочая часть служит
для удаления материала из просверливаемого отверстия, а хво-
стовиком закрепляют сверло в патроне станка или дрели. В за-
висимости от способа крепления хвостовики сверл выполняются
коническими и цилиндрическими.
Основные элементы рабочей части сверла показаны на
рис. 94.
Винтовая канавка имеет фасонный профиль, дающий воз-
можность образования на режущей кромке стружки и удаления
ее из отверстия.
На поверхности цилиндрической части сверла имеются узкие
полости, идущие вдоль винтовых канавок и называемые ленточ-
ками. Их назначение — придать правильное направление сверлу
в просверливаемом отверстии.
Для уменьшения трения боковой поверхности сверла
о стенки детали его диаметр уменьшают от рабочей части
к хвостовику. Конусность сверл равна 0,0005. Следовательно,
при длине режущей части сверла L — 120 мм уменьшение диа-
метра сверла в хвостовике по сравнению с диаметром наклон-
ных режущих лезвий будет равно
0,0005X^20=0,06 мм.
Сверла диаметром до 6 мм делают цилиндрическими,
а свыше 6 мм коническими. Немалое влияние на качество и
прочность сверла оказывает перемычка: если перемычка слишком
тонка, то сверло быстро тупится, слишком толстая перемычка
также нежелательна, так как она ухудшает работу сверла.
В практике установлено следующее соотношение между диамет-
ром сверла и толщиной перемычки: для малых сверл пере-
мычка делается в шесть раз меньше диаметра сверла, а для
больших — в восемь раз. Наклон спиральной канавки делается
обычно под углом 60е, что обеспечивает наиболее выгодный
угол резания для стали, чугуна и железа.
Заводы выпускают сверла с весьма разнообразными разме-
рами диаметров, начиная от десятых долей миллиметра до
нескольких десятков миллиметров. Таким образом, можно по-
добрать сверло нужного диаметра.
Заточка сверл
В процессе работы сверла тупятся, и их нужно периодически
затачивать. Заточка производится на специальных точильных
станках или же вручную на наждачных точилах.
Чтобы правильно заточить сверла, нужно твердо знать не-
обходимые углы заточки при вершине сверла в зависимости от
твердости просверливаемого материала.
В табл. 5 приведены наиболее выгодные углы заточки сверла.
Таблица 5
УГЛЫ ЗАТОЧКИ СВЕРЛА В ЗАВИСИМОСТИ
ОТ ТВЕРДОСТИ ПРОСВЕРЛИВАЕМОГО
МАТЕРИАЛА
_ Угол при вершине
Просверливаемый материал сверла в градусах
Сталь, чугун.............. 116—118
Красная медь...........* 1 2 125
Латунь, бронза.............1 130—140
Алюминий.................. 140
Эбонит............. . . . I 85—90
Бакелит | 30
Правильно заточенное сверло должно удовлетворять следую-
щим требованиям:
1. Если сверло заточено под углом 118°, как это чаще всего
бывает, то каждая режущая (острая) кромка должна составлять
с осью сверла угол 59°.
2. Длины пежущих кромок должны быть одинаковыми,
а вершина должна проходить через ось сверла. Если одна режу-
щая кромка окажется длиннее другой, то сверло будет резап?
g6
ойной стороной, отверстие получится большего диаметра
а сверло будет уводить в сторону (рис. 95).
Такое же явление произойдет и в том случае, если углы на-
клона на режущих кромках будут неодинаковы.
3. Чтобы уменьшить трение между обрабатываемым матери-
алом и сверлом и, следовательно, избежать перегрева сверла
в работе, оно должно иметь задний угол, равный 10—15°.
Рис. 95. Увеличение диаметра отверстия вследствие неодина
ковой длины режущих кромок сверла
При заточке сверла вручную на наждачном точиле нужно
держать сверло в левой руке, большим и указательным пальца-
ми поддерживать возможно ближе заборную часть его, а хво-
стовик держать в правой руке. Держа таким образом сверло,
режущую кромку его прижимают к точильному камню и плав-
ными движениями правой руки покачивают сверло. Правиль-
ность заточки проверяют специальными шаблонами.
Не следует сильно прижимать сверло к точильному камню,
так как оно может перегреться и потерять твердость, получен-
ную при закалке. Из этих же соображений сверла во время
заточки следует периодически охлаждать в воде. Заточенное
сверло имеет, как правило, шероховатые и зазубренные noBeipx-
иости. Эти шероховатости, не видимые невооруженным глазом,
во время сверления выкрашиваются, и сверло быстро тупится.
Поэтому после заточки на точильном камне рекомендуется про-
извести правку сверла, которая заключается в том, что оселком,
смазанным минеральным маслом, водят вперед и назад по за
точенным кромкам сверла, снимая зазубрины и шероховатости.
При заточке сверл нужно строго соблюдать меры предосто-
. рожности, необходимые при работе на приводном наждачном
точиле (см. главу II).
2. СВЕРЛИЛЬНЫЕ СТАНКИ И ДРЕЛИ
Как уже указывалось, сверление отверстий может быть осу-
ществлено лишь в том случае, если сверлу будет сообщено одно-
временно вращательное и прямолинейно-поступательное движе-
ния. Для этой цели применяются Специальные инструменты, ма-
шины и станки.
67
Наиболее простым инструментом для сверления отверстий
является коловорот (рис. 96), состоящий из коленчатого ры-
чага /, патрона (или головки) 2, в который зажимают хвостовик
сверла, и деревянной рукоятки 4, при помощи которой вращают
коленчатый рычаг. Коловорот относится к числу несовершенных
и малопроизводительных инструментов,
поэтому им пользуются при сверлении
тонкого листового материала, дерева,
а также при вспомогательных свер-
лильных работах, не требующих боль-
шой точности.
Трещотка (рис. 97) состоит из
рукоятки 1 с вилкой 2, в которой по-
Рис. 96. Коловорот:
1 — коленчатый рычаг; 2 — пач рои
(головка) для сверла; 3 — поворот-
ная шляпка; 4 — рукоятка
Рис. 97. Трещотка:
1 — рукоятка; 2 — вилка; 3 —
храповичок; 4 — шпиндель; 5—
длинная гайка; 6 — стальной
центр; 7 — утолщенный конец
шпинделя; 8 — пружина
мещен храповичок 3. Храповичок туго насаживается на вращаю-
щийся в вилке шпиндель 4. Верхний конец шпинделя имеет
резьбу, на которую навинчивается длинная гайка 5 со стальным
центром 6; их назначение — подавать сверло вперед.
Нижний утолщенный конец шпинделя 7 имеет гнездо для
сверла. В вилке 2 укреплена собачка, которая под действием
пружины 8 заскакивает между зубцами храповичка 3 и повора-
чивает его вместе со шпинделем, если рукоятку отводить в одну
сторону. В случае обратного движения рукоятки собачка сво-
бодно скользит по зубцам храповичка.
При сверлении нужно установить трещотку так, чтобы центр
сверла совпадал с центром просверливаемого отверстия, а сталь-
ной центр 6 упирался в какой-либо незакаленный предмет
(рис. 98).
88
Установкой рукоятки то в одну, то В другую сторону приво-
дят во вращение сверло. Чтобы осуществить нажим на сверло,
по мере его углубления в металл вывинчивают гайку.
Работа трещоткой идет очень медленно, и несмотря на это,
она нередко применяется в слесарном деле. Это объясняется тем,
что трещотка позволяет производить сверление в труднодоступ-
ных местах, куда подойти каким-либо другим сверлильным ин-
струментом не представляется возможным. Трешоткой можно
сверлить отверстия диаметром до 20—30 мм
Рис. 98. Установка трещотки для
сверления
Рис. 99. Ручная дрель:
1 — шпиндель; 2 — малая ко-
ническая. шестерня; 3 — боль*
шая коническая шестерня; 4~
трехкулачковый патрон; 5 —
рукоятка; 6 — ручка; 7 — упор;
8 — запасное отверстие
Инструменты, применяемые для сверления небольших отвер-
стий, называются дрелями.
Дрели бывают ручные, электрические, приводи-
мые в движение электромотором, и пневматические, вра-
щающиеся под действием подведенного к ним сжатого воздуха.
Наиболее распространена и чаще всего применяется в практике
авиамеханика ручная дрель (рис. 99). Она состоит из шпинделя Л
на котором посажена малая коническая шестерня 2. В нижней
части шпинделя имеется трехкулачковый патрон 4, в котором за-
жимается хвостовик сверла. На одной оси с рукояткой 5 сидит
большая коническая шестерня 3, сцепленная с малой конической
89
шестерней. При вращении рукоятки вращается большая кониче-
ская шестерня, а последняя через малую коническую шестерню
вращает шпиндель с патроном. Для придания дрели устойчиво-
сти имеется ручка 6, которую во время работы держат в левой
руке, а на упор 7 нажимают грудью.
При необходимости увеличить число оборотов шпинделя в за-
пасное отверстие 8 вставляют ось большой конической шестерни.
Сверление ручной дрелью производится следующим образом:
установив сверло в центр просверливаемого отверстия, в левую
руку берут ручку, а правой вращают за рукоятку, упираясь при
этом грудью в упор дрели. Правильно просверленное отверстие
получится лишь в том случае, если ось сверла будет составлять
с обрабатываемой деталью угол 90°.
Рис. 100. Электрическая дрель:
7 — кожух; 2 — электромотор; 3 — малая шестерня; 4 ~ большая шестерня;
5 — патрон; с — выключатель
Электрическая дрель (рис. 100) применяется там,
где имеется источник электрического тока. Она состоит из ко-
жуха 1, в котором помещен электромотор 2. На оси электромо-
тора смонтирована малая шестерня 3, вращающая большую ше-
стерню 4. Шестерня 4 вращает шпиндель с патроном 5. Чтобы
привести в действие электродрель, нужно присоединить ее
к источнику тока и нажать на выключатель 6.
Электрические дрели выпускаются весом от 1,5 до 10 кг,
с числом оборотов 350—3600 в минуту. Такими дрелями можно
производить сверление отверстий диаметром от 2 до 23 мм.
При необходимости сверлить отверстия в труднодоступных
местах применяют удлиненные сверла с наварными хвостовиками
или специальные приспособления (удлиненные сверлильные на-
садки).
При работе электрическими дрелями нужно соблюдать сле-
дующие правила:
1. Перед включением дрели следует проверить проводку: не
оголен ли провод, нет ли замыкания тока.
2. Перед пуском дрели надлежит слегка нажать на закреплен-
ное в патроне сверло, а когда в материале образуется небольшое
•углубление, можно будет включить дрель.
9Р
,3. При работе с низкочастотными дрелями нужно надевать
резиновые перчатки и галоши.
4. Размер дрели выбирать в зависимости от диаметра отвер-
стия: для больших отверстий большие дрели, а для меньших —
малые.
5. Не следует вытаскивать вилку из розетки за шнур, так как
возможно короткое замыкание, и дрель будет выведена из строя.
6. Вынимать сверло из патрона можно только на неработаю-
щей дрели.
7. Проводку и дрель нужно предохранять от попадания на
них воды, иначе дрель выйдет из строя вследствие короткого за-
мыкания.
Пневматическая дрель широко применяется при
массовом производстве, а также при ремонте. Существует много
типов пневмодрелей, но наиболее распространенной является
пневмодрель марки СД-8 (рис. 101). Она работает сжатым возду-
хом, поступающим под давлением 5—6 ат.
При нажатии на курок 1 воздух поступает в камеру, располо-
женную сзади статора 2, и, проходя через отверстие в статоре,
давит на лопатки 3 и заставляет их вращаться. Лопатки в свою
очередь вращают ротор 4, который через редуктор 5 приводит
в движение шпиндель 6 дрели. На шпинделе установлен патрон 7,
в котором зажимают сверло 8.
Пневматические дрели значительно легче электрических и ве-
сят около 1,5 кг. Пневматическая дрель типа СД-8 Дает
2000 об/мин и позволяет сверлить отверстия диаметром до 6 мм.
91
Перед присоединением к дрели шланга нужно удалить из него
влагу и пыль продувкой воздухом. Перед началом работы сле-
дует также убедиться в отсутствии утечки воздуха. Сжатый воз-
дух нужно всемерно экономить. При сверлении стальных изделий
сверло смазывается минеральным маслом.
Рис. 102. Электрическая дрель,
закрепленная в специальном
приспособлении
мощи конической шестерни
Верхний ступенчатый шкив
вом 8 ремнем.
Электрические и пневматические
дрели можно закрепить в специаль-
ных приспособлениях или устано-
вить на верстаках, массивных сто-
лах и т. д. (рис. 102).
Сверлильный станок. Наиболее
совершенный и производительный
способ сверления — сверление от-
верстий на специальных сверлиль-
ных станках. Существует большое
количество разнообразных типов и
конструкций сверлильных станков:
вертикально-сверлильные, горизон-
тально-сверлильные, радиально-свер-
лильные и т. д.
По количеству шпинделей они
бывают одношпиндельные и много-
шпиндельные, позволяющие свер-
лить одновременно несколько от-
верстий.
Разберем конструкцию простей-
шего типа вертикально-сверлильно-
го одношпиндельного станка (рис.
103), позволяющего сверлить от-
верстия диаметром до 25 мм.
Па колонке 1 монтируется шпин-
дель 2, на конце которого закреп-
ляется патрон 3. На шпинделе на-
сажена коническая шестерня 4, со-
единенная с ним шпонкой, что позво-
ляет шпинделю перемещаться вверх
и вниз внутри этой шестерни.
В приливах колонки установлен
вал 5, на который насажена кони-
ческая шестерня 6, соединенная с
конической шестерней 4.
На заднем конце вала насажен
верхний ступенчатый шкив 7. Шкив
вращает вал, а последний при по-
приводит в движение шпиндель,
связан с нижним ступенчатым шки-
На нижнем валу, правее нижнего ступенчатого шкива 8,
имеется еще два шкива 9 и 10. Шкив 9 сидит наглухо на валу и
называется рабочим шкивом, а шкив 10 посажен свободно и на-
зывается холостым шкивом. Чтобы включить станок, нужно ВИЛ-
КОЙ 11 перевести ремень с холостого шкива на рабочий шкив.
Рис. 103. Сверлильный станок:
1 _ коло-кгс 2 — шпиндель; 3 — патрон;_ 4 - коническая шестерня; 5 — вал;
с — коническая шестерня; 7 — верхний ступенчатый шкив; 8 — нижний
-тупепчатый шкив; 9 - рабочий шкив; 10 — холостой шкив; 11 — вилка;
У 12 — стол; 13 — маховичок; 14 — рычаг
Изделие, в котором просверливается отверстие, устанавли-
вается на стол 12, который может подниматься и опускаться п
колонке применительно к размерам обрабатываемой детали.
93
Перемещение шпинделя в вертикальном положении осуще-
ствляется маховичком 13 или рычагом 14. Наличие в станке сту-
пенчатых шкивов позволяет изменять число оборотов шпинделя
применительно к качеству просверливаемого материала и самого
сверла.
Скорость резания при сверлении имеет весьма существенное
значение. Она зависит от материала обрабатываемого изделия
и материала сверла. Чем тверже и крепче материал изделия, тем
меньше должна быть скорость резания. Если сверлить с непозво-
лительной для данного материала скоростью резания, то сверло
будет перегреваться, а режущие кромки его будут отпускаться
и быстро изнашиваться.
В настоящее время сверла изготовляются из различных ста-
лей: углеродистой, быстрорежущей, легированной и т. д. Все эти
стали не одинаково чувствительны к теплоте, выделяемой при
сверлении, поэтому при определении скорости резания необхо-
димо учитывать и качество материала сверла.
Сверла, изготовленные из быстрорежущей стали, очень устой-
чивы в работе, однако они дороги, поэтому их следует применять
только в случаях массового сверления особо твердых металлов.
Скорость резания при сверлении — величина переменная.
В центре сверла она равна нулю, а у наружного диаметра —
максимальная. Окружную скорость резания определяют по фор-
мула
я dn ,
v Тобо'м/мии’
где v — скорость резания в метрах в минуту;
к —постоянное число, равное 3,14;
п — число оборотов сверла в минуту.
Из формулы видно, что с увеличением диаметра и числа обо-
ротов сверла скорость резания также увеличивается.
Для сверл отечественного производства При сверлении стали
с А"г=50 кг/мм2 скорость резания для быстрорежущих сверл
можно в среднем принять 30 м/мин, а для углеродистых —
15—20 м/мин.
Подачей называется перемещение сверла в направлении
его оси (в глубину обрабатываемой детали) за один оборот
сверла. Подача измеряется в миллиметрах, приходящихся на
один оборот сверла.
Величина подачи зависит главным образом от диаметра
сверла и мощности станка. Чем больше диаметр сверла, тем (при
прочих равных условиях) подача может быть больше.
Скорости резания и подачи указываются обычно в технологи-
ческой карте. Кроме того, пользуются таблицами, в которых при-
ведены эти величины, в зависимости от твердости обрабатывае-
мого материала, диаметра сверла и т. д.
94
, 3. ПРАКТИКА СВЕРЛЕНИЯ
Чтобы избежать брака в работе, нужно твердо знать основ-
ные правила и технологию сверления.
Прежде чем приступить к сверлению, необходимо определить
назначение отверстий и способ их дальнейшей обработки.
Отверстия бывают сквозные, когда сверло проходит через
всю толщину материала, и г л ух и е, просверливаемые только
на некоторую определенную глубину. Наиболее частой слесар-
ной операцией является сверление отверстии под резьбу или
в целях дальнейшей их обработки развертками или шлифовкой.
Правила выбора сверла, станка, дрели и способа закрепления
детали одинаковы и не зависят от назначения отверстия. Основ-
ное внимание должно быть обращено на подбор Диаметра сверла.
Если отверстие сверлится под развертку, то д Р Р
следует брать меньше диаметра развертки примерно н , „
1,0 мм, чтобы оставить слой металла для дальнейшей чистовой
обработки отверстий. При сверлении отверстии под резьбу (что ы
облегчить нарезание резьбы метчиками) рекомендуется бра гь диа-
метр сверла больше внутреннего диаметра резьбы. Во всех
остальных случаях при сверлении глухих и сквозных отверстии
диаметр сверла берется равным диаметру, указанному на чер-
теже, но при этом следует внести некоторую поправку. Известно,
что сверло разрабатывает отверстие и делает его несколько боль-
шим, причем чем больше скорость резания, тем больше разраба-
тывается отверстие. Установлено также, что чем тверже мате-
риал и чем вязкость материала сверла выше, тем разработка от-
верстий при сверлении меньше. И, наоборот, при сверлении мяг-
ких и хрупких металлов диаметр просверленного отверстая зна-
чительно превышает диаметр сверла.
Опытным путем установлены средние значения разработки
отверстий в зависимости от диаметра сверла (см. табл. 6).
Таблица 6
ВЕЛИЧИНА РАЗРАБОТКИ ОТВЕРСТИЙ В ЗАВИСИМОСТИ
ОТ ДИАМЕТРА СВЕРЛА
Диаметр сверла в мм 5' 10 15 20 25
Разработка отверстия в мм 0,С8 0,12 0,20 0,28 0,35
.4
»
Таким образом, при необходимости получить отверстие
в 10 мм следует брать сверло диаметром
10—0,12=9,88 мм.
Чтобы получить отверстие большей точности, производят свер-
ление в два приема: сначала сверлят сверлом, диаметр которого
< 95
*
на 2—3 мм меньше требуемого размера, а затем сверлом нужного
размера.
Приемы хватки инструмента зависят от того, чем произво-
дится сверление: дрелью или на сверлильном станке. Разберем
способ сверления при помощи ручной дрели, чаще всего встре-
чающийся в практике авиационного механика.
Прежде всего нужно намегигь центры отверстий в соответ-
ствии с размерами чертежа, причем углубления центров должны
быть большими, чем при разметке, чтобы в них могла устанавли-
ваться вершина сверла. Это даст возможность сверлу сразу же
принять правильное (центральное) положение. Для этой цели
пользуются кернером с углом заточки при вершине 90—120э.
Окончив кернение, следует зажать деталь в тисках таким обра-
зом, чтобы сверло не задевало губки тисков. Деталь должна
быть прочно закреплена, так как в противном случае, когда де-
таль пружинит, неизбежно неправильное сверление и поломка
сверла. Выбрав соответствующего диаметра сверло, нужно за-
жать его в патроне дрели, предварительно проверив правиль-
ность заточки сверла.
Большое значение в работе имеет правильно выбранная
стойка работающего. Если стать слишком далеко от тисков, то
во время работы придется наклоняться вперед и корпус будет
неустойчивым, а сверление неточным. Очень близкое расположе-
ние работающего к тискам также нежелательно, так как при
этом получается сильный нажим на сверло и оно легко может
поломаться.
Выбрав правильную стойку, берут в руки дрель так, чтобы
в правой руке была рукоятка с ведущей шестерней, а левая —
на неподвижной ручке. Установив вершину сверла в углубление,
сделанное кернером, и слегка нажимая грудью на упор дрели,
начинают вращать рукоятку с ведущей шестерней. По мере
углубления сверла в материал нажим грудью плавно увеличи-
вается;. Во время сверления нужно следить за тем, чтобы ось
сверла совпадала с осью отверстия. Иначе говоря, между осью
сверла и плоскостью, в которой сверлится отверстие, должен
быть угол 90°.
При сверлении сквозных отверстий, когда сверло прибли-
жается к выходу, нажим следует уменьшать. Этим предотвра-
щается возможность поломки сверла.
В тех случаях, когда требуется сверлить глухие отверстия
заданной глубины, рекомендуется сделать отметку на сверле
или же установить специальный упор, чтобы не просверлить от-
верстие глубже требуемого размера.
В процессе сверления нередки случаи, когда сверло сме-
щается с требуемого направления или, как говорят, сверло
«уводит».
В таких случаях нужно немедленно прекратить работу, выяс-
нить причину этого явления и только после устранения его можно
продолжать работу.
96
Наиболее характерными причинами уклонения сверла в сто-
рону являются следующие.
Неправильная заточка сверла. Если режущие кромки накло-
нены к оси сверла под разными углами или длина кромок неоди-
накова, то неизбежно получатся отверстие размером больше
требуемого. Это может быть и в том случае, когда середина пе-
ремычки находится не на оси сверла.
Неправильное закрепление сверла в патроне. В результате
этого сверло «бьет» и естественно, не может сверлить правильно.
Поэтому перед закреплением сверла нужно тщательно очистить
хвостовик от опилок, грязи и т. п„ чтобы иметь возможность
плотно закрепить сверло.
Непрочное закрепление изделия, которое, как правило, при-
водит к браку изделия и поломке сверла.
Рис. <04. Возможные причины поломки сверла:
1__неоднородность просверливаемого металла; 2—наклонная поверхность при выходе
сверла;3 — засорение канавок сверла стружкой; 4 — непрочное закрепление изделия
Во всех случаях, когда центр отверстия смещается, нужно
снова накернить центр намеченного отверстия, причем значи-
тельно глубже предыдущего, или же надрубить при помощи
крейцмейселя канавку в стороне, противоположной той, куда
уклонилось сверло.
Сверла в неумелых руках часто ломаются. Чтобы избежать
этого, нужно знать причины, вызывающие поломку их.
Сверла ломаются вследствие неоднородности металла и на-
личия в нем раковин, при неплотном закреплении изделий и
сверла, при чрезмерном нажиме на сверло (особенно на выходе)
и при засорении канавки сверла стружками. Сверло может по-
ломаться и в том случае, если оно застревает при выходе, или
когда на выходе сверла имеется наклонная поверхность
(рис. 104).
При работе на сверлильных станках нужно придерживаться
следующих правил:
1. Сверло должно быть плотно закреплено в патроне. Это
требование особенно важно при работе на станках, так как ско-
7—1640 97
р-ость вращения шпинделя станка больше скорюстя вращения
шпинделя ручной дрели и малейшая неплотность или «игра»
сверла приводит к неточному отверстию и поломке сверла.
2. Изделие должно быть закреплено на столе возможно проч-
нее. Если же при сверлении оно будет перемещаться, то отвер-
стие получится косым. Воспрещается держать деталь руками,
Рис. 105. Сверление отверстий в небольших деталях
рис, 106. Сверление круг-
лого изделия
так как удержать ее трудно, она может вырваться и ранить ра-
ботающего. Когда приходится сверлить небольшие детали, их
удобно удерживать ручными тисками (рис. 105).
Закреплять изделие в тисках или при
помощи болтов и струбцинок нужно так,
чтобы оно не гнулось и не коробилось.
При сверлении круглых изделий нужно
укрепить на столе призму, а на ней по-
местить изделие (рис. 106).
3. Ось шпинделя станка должна
точно совпадать с осью сверла и про-
сверливаемого отверстия, иначе отвер-
стие будет неточным.
4. Перед работой нужно убедиться,
что стол станка установлен горизонталь-
но, так как в противном случае отвер-
стия получатся косыми.
5. Если во время сверления слышен
визг сверла, то это свидетельствует о его
затуплении или- перекосе отверстия. В этом случае надо не-
медленно остановить станок, выяснить причину и устранить ее.
6. Если в работе сверло быстро тупится, это служит призна-
ком чрезмерно большого числа оборотов сверла. Необходимо
уменьшить обороты сверла.
98
’ 7. ©дним из ГлавН|ех условий хорошей работы сверла
является его достаточное охлаждение.
При сверлении мягкой стали и желева охладителем служит
масло или содовая вода (на 1 л воды 20 г кальцинированной
соды), для углеродистой стали — масло, а для алюминия, меди
и мягких сплавов — керосин. Чугун сверлят без охлаждения.
8. При работе электрическими дрелями следует помнить, что
они приводятся в действие преимущественно током высокого
напряжения и в случае повреждения изоляции обмотки возбуж-
дения или проводников ток замыкается на массу и может быть
смертельно опасным для работающего.
Во избежание несчастных случаев электрические дрели за-
земляют дополнительным проводом от корпуса дрели в землю.
Поэтому при установке дрели для работы нужно прежде всего
включить провод заземления и проверить, хорошо ли изолиро-
ваны рабочие провода по всей их длине.
При сверлении электродрелью следует чаще очищать отвер-
стие от стружек.
4. РАЗВЕРТЫВАНИЕ
Высверлить отверстие, диаметр которого точно был бы ра-
вен диаметру сверла, практически невозможно. Причиной этого,
как уже было сказано, является неправильная заточка сверла,
неоднородность металла и т. д. Поэтому отверстия после сверле-
ния имеют круговые бороздки, отклонение от правильной оси,
овализацию и т. д.
Когда отверстия сверлятся в тонком материале, как, напри-
мер, под заклепки или для болтовых соединений неответствен-
ных деталей, с этим явлением можно мириться. Но совершенно
недопустима неточная обработка деталей, в которых должны
вращаться такие ответственные детали, как валы, шпиндели
и др. Здесь малейшая неточность, измеряемая долями милли-
метра, приводит к биению винта или шпинделя, являющемуся
причиной быстрого изнашивания механизма в целом. Поэтому
для повышения точности отверстий применяют, например, рас-
точку отверстий на станках при помощи резца. Наибольшее рас-
пространение получил процесс развертывания отверстий при по-
мощи специальных разверток.
Иногда необходимо сместить центр отверстия. Для этой цели
также применяют развертывание. Приведем пример, поясняющий
сказанное.
Известно, что сварная моторная рама крепится к сварным
узлам фюзеляжа. В процессе сварки вследствие значительного
нагрева деталей бывают случаи изменения точности размеров
, узлов. Поэтому если предварительно просверлить нужного раз-
мера отверстия в моторной раме и узлах, то может случиться,
4 что ферма станет неточно относительно оси фюзеляжа. Если же
установить ферму правильно относительно оси фюзеляжа, то
может оказаться, что отверстия ушков фермы и узлов не совпа-
7* 99
дут. В этом случае большую помощь оказывает развертывание.
Поступают так: сначала просверливают отверстия в ушках
фермы диаметром на 2—3 мм меньше предусмотренного черте-
жом, затем устанавливают ферму точно относительно оси фю-
зеляжа и, пользуясь чертилкой, намечают на ушке моторамы
контур отверстия по полному отверстию ушка узла. Отняв ферму,
распиливают отверстие круглым напильником так, чтобы оста-
лась риска, нанесенная чертилкой. Затем сверлят отверстие диа-
метром на 0,1-—0,2 мм меньше нормального, после чего развер-
тывают отверстие разверткой требуемого размера.
Рис. 107. Развертки:
1 — цилиндрическая; 2 — коническая
Для лучшего совпадения отверстий и большей точности об-
работки рекомендуется оба ушка (фермы и фюзеляжа) при раз- •
вертывании совмещать.
Можно привести еще ряд примеров, показывающих необхо-
димость развертывания, но и этот пример достаточно убеди-
тельно говорит о той пользе, которую приносит развертывание
при изготовлении точных агрегатов и механизмов.
Р а з в е р т к а м й называется режущий инструмент, приме-
няемый для окончательной отделки просверленных или расто-
ченных отверстий.
Развертки бывают машинные, применяемые для развер-
тывания отверстий на сверлильных, токарных или Других стан-
ках, и р у ч н ы е, при помощи которых развертывание произво-
дится вручную. Когда требуются отверстия очень точных разме- т
ров, применяется, как правило, ручное развертывание, позво- *
ляющее более точную обработку и доводку. В зависимости от
формы развертываемых отверстий развертки бывают цилинд-
рические и конические (рис. 107).
Развертка состоит из трех основных частей: рабочей
части, на которой нарезаны зубья, расположенные по окруж-
1С0
Рис. 108. Сечение
развертки
кости, шейки и хвост*» вйк а, служащего для закрепления
развертки в шпинделе станка или крепления на нем воротка при
ручном развертывании Рабочая часть развертки разделяется
в 'Свою очередь на заборную, или приемную, и калибрующую
части. Заборная часть выполняется в виде конуса и производит
основную работу — снятие стружки в отверстии.
Калибрующая часть развертки состоит из цилиндрической
части, которая характеризует размер развертки, и конической
(обратного небольшого конуса), назначение которой — умень-
шить трение при работе. Уклон к хвостовику развертки нахо-
дится в пределах 0,005—0,01 мм. Таким образом, развертка в
различных сечениях имеет разную форму, обеспечивающую
благоприятные условия в работе. Канавки
между зубьями развертки служат так же,
как и в сверлах, для образования режу-
щих кромок и помещения в них стружек,
снимаемых при развертывании.
Число зубьев развертки может быть
четным и нечетным, но для удобства изме-
рения диаметра применяются обычно раз-
вертки с четным числом зубьев.
Угол резания зубьев равен 90—95°. Та-
кой большой угол резания затрудняет ра-
боту, но имеет то преимущество, что при
этом получается отверстие большей точ-
ности. -
Чтобы получить более высокую точность развертываемого от-
верстия, изготовляют развертки таким образом, чтобы шаг
зубьев, измеряемый в градусах, был неодинаковым (рис. 108).
Если бы шаг зубьев был одинаковым, то-могло случиться так,
что на то место, где находился предыдущий зуб, попал следую-
щий’ зуб, что уменьшило бы точность обработки и поверхность
отверстия получилась негладкой.
Конические отверстия развертываются коническими равверт-
ками. Такие отверстия обрабатываются в случаях применения
конусных болтов, о которых речь будет итти ниже. Среднее зна-
чение конусности разверток равняется 1/20. Это означает, что
больший диаметр болта больше меньшего диаметра на V20 длины
развертки.
Шо характеру работы развертки делятся на черновые
и чистовые. Черновыми развертками производят предвари-
тельную обработку отверстий, а чистовыми окончательную.
Внешне отличить чистовую развертку от черновой нетрудно, так
как последняя имеет зуб, перерезанный по винтовой спирали.
Это делается с учетом того, что при черновой обработке отвер-
стий стружка получается сравнительно толстая и ее нужно раз-
дробить на более мелкие; при этом чем больше шаг спирали, тем
большую стружку можно снять.
101
Практика развертывания отверстий вручную
Чтобы развернуть отверстие, нужно, выбрав соответствую-
щего размера развертку, надеть на хвостовик вороток и поста-
вить развертку в отверстие так же, как устанавливается сверло,
но с большей тщательностью, чтобы избежать перекоса. При
вращении воротка развертка постепенно углубляется и снимает
определенной толщины стружку.
Следует помнить, что черновой разверткой можно снять слой
металла 0,3—0,4 мм, а чистовой 0,1—0,2 мм. Поэтому при свер-
лении отверстий под развертку нужно выбирать сверло диаметром,
обеспечивающим припуск на обработку не выше указанных цифр.
Например, требуется развернуть отверстие диаметром 12 мм.
В этом случае нужно взять сверло 11,7 мм. Затем пройти чер-
новой разверткой, а после нее чистовой. Если же оставить боль-
шой припуск на обработку развертками, то последние быстро
затупятся, а заточка их сложна.
При развертывании требуется максимальное внимание и
осмотрительность. Не следует спешить и отвлекаться от дела, так
как можно легко испортить развертку и деталь. Вороток нужно
вращать плавно и без рывков, держа его в руках по возможно-
сти крепче (без качаний).
Отверстие следует проходить с одного конца и в одном на-
правлении. Воспрещается проходить отверстие частично с раз-
ных сторон. Никоим образом нельзя вращать развертку в обрат-
ном направлении: так можно легко испортить режущие кромки.
С этой же целью нужно следить за тем, чтобы стружки удаля-
лись своевременно и не засоряли канавки. Во время работы ре-
комендуется обильно смазывать отверстие минеральным маслом,
от этого поверхность отверстия получится более гладкой. При
развертывании чугунных деталей смазка не требуется.
Развертки относятся к числу точных и дорогих инструментов
и требуют тщательного ухода. lie следует допускать их сильного
затупления; затачиваются они только на специальном станке.
Хранятся развертки в деревянных гнездйх или картонных
чехлах.
В случае развертывания на станках развертки закрепляются
в патроне шпинделя так же, как и сверла. Скорость резания при
развертывании должна быть в три-четыре раза меньше, чем при
сверлении. При этом чем меньше скорость резания, тем более
точными получаются отверстия.
При развертывании бывают случаи разбивки отверстий, т. е.
размер отверстия получается несколько больше размера раз-
вертки. Установлено, что наибольшая разбивка получается при
недостаточной смазке, однако это относится только к стальным
изделиям. Серый чугун, бронза, латунь и алюминиевые сплавы
развертываются всухую.
При развертывании цилиндрическими развертками необходи-
мая точность отверстий достигается двумя проходами: сначала
102
червовой разверткой, а затем чистовой. Конические отверстия
обрабатываются последовательно тремя развертками: обди-
рочной, переходной и чистовой.
5. ЗЕНКОВАНИЕ «
Зенкованием называется операция холодной обработки
металлов, имеющая целью обработать верхнюю часть отверстий
на конус, или потайных головок болтов, заклепок и шурупов.
Кроме этого, зенкованием можно выработать профилированные
углубления и произвести обработку заранее высверленных или
литых отверстий. Основным инструментом, применяемым при
зенковании, являются зенковки и зенкеры.
Зенковки служат для снятия заусенцев на краях отвер-
стий w изготовления цилиндрических и конических углублений
потайных заклепок, болтов, шурупов и т. д., а также для расши-
рения центровых отверстий.
Зенкеры предназначены для расширения предварительно
просверленных или отлитых отверстий! и выбирания различных
углублений.
Обработку отверстий зенковками называют зенкованием,
а зенкером — з е н к е р о в а и и е м.
Зенкер и зенковка представляют собой закаленный стальной
стержень соответствующей формы, на боковых сторонах кото-
рого имеются режущие кромки. Зенкеры бывают цилиндри-
ческие, конические и специальные, а по числу
зубьев — трехзубые и четырехзубые. Кроме этого,
применяются также цельные зенкеры и насадные. По-
следними пользуются при обработке литых отверстий.
Типы наиболее употребительных зенкеров показаны на
рис. 109. По форме режущей части зенкеры разделяются на ц и-
Рис. 109. Типы зенкеров:
7 — наездной четырехзубый зенкер; 2 — трехзубый спиральный зенкер
с коническим хвостом; 3 — зенкер со сменной направляющей цапфой;
4 ‘—зенкер конусный: 5 — ножевой зенкер со сменным резцом и на-
правляющей цапфой; 6 — плоский зенкер с направляющей цапфой
103
Рис. ПО. Зенкеры:
1__цилиндрический! 2 — шаровой; 3 — полый; 4 — концевой
линдрические, шаровые, полые и концевые
(рис. ПО).
Цилиндрические зенкеры применяются для зенковки ступен-
чатых цилиндрических отверстий, например для шайб, головок
болтов и т. д. Когда требуется раззенковать косые или глубоко
лежащие внутри детали отверстия, применяются шаровые зен-
керы, головки которых имеют резцы по всей своей поверхности
и поэтому позволяют зенковать отверстия в любом положении.
Полые зенкеры применяются в тех случаях, когда требуется про-
точить цилиндрическую канавку, внутри которой помещается
цапфа. Для зачистки кромок отверстий применяются концевые
зенкеры.
Рис. 111. Зенкование
©тверез ий под ту
РУЕН
Процесс зенкования аналогичен развертыванию отверстий.
Зенкование широко применяется при потайной клепке, причем
эту операцию можно произвести и без приме-
нения специального инструмента. Сначала
сверлят отверстие диаметром, равным диамет-
ру заклепки, а затем зенкуют гнезда сверлом
большого диаметра.
При зенковании отверстий под потайные
заклепки или же головки болтов и шурупов
нужно сделать углубления с таким расчетом,
чтобы головка заклепки или шурупа была за-
подлицо с деталью (рис. 111).
В рабочей карточке № 11 приведена после-
довательность операций при сверлении и зен-
кованив отверстий фасонной шайбы.
104
РАБОЧАЯ КАРТОЧКА № 11
Наименование работы Материал Точность изготовления Инструмент
Сверление и зенко- вание отверстий фа- сонной шайбы Сталь мяг- кая 1. Дрель ручная 2. Сверла диаметром 3, 5 6, 10 и 14 мм 3. Молоток 4. Кернер 5. Чертилка
Рабочие эскизы Операции
1. Внимательно проверить кернение
центров отверстий.
Подготовить рабочее место.
2. Накернить контрольные окружно-
сти диаметрально расположенными углу-
блениями. Если кернения центров от-
верстий мелки, углубить их.
3. Зажать заготовку в тиски и про-
сверлить отверстия I, 2, 3, 4 сверлом
d = 5 мм. При сверлении следить, что-
бы деталь не пружинила; шпиндель дре-
ли и сверло держать перпендикулярно
к поверхности изделия. Не допускать
отклонения сверла.
4. Положить заготовку горизонталь-
но на скамейку или специальную под-
ставку, закрепить ее зажимами или шу-
рупами и просверлить отверстия 5, 6,
7, 8, 9 сначала 3-мм, а затем 6-мм свер-
лом. Дрель держать строго вертикально.
5. Подобрать зенкер или сверло по
диаметру головки шурупа и раззенко-
вать отверстия /, 2, 4, 3. Правильность
зенкования проверять по шурупу. Про-
сверлить отверстия 5, 6, 7, 8, 9 сначала
10 мм, а затем 14-мм сверлом; развей^
ковать отверстия 5, 6, 7, 8 с лицевой
стороны, а отверстие 9— с обратной,
так, чтобы ширина фаске ЦО зенковке
быда раыа 2 мм.
105
6. ПОНЯТИЕ О ДОПУСКАХ И ПОСАДКАХ
Основой современного массового производства агрегатов, ме-
ханизмов и машин, в том числе самолетов и моторов, является
взаимозаменяемость деталей.
Поясним примером.
Процесс сборки самолета заключается в монтаже отдельных
его агрегатов: фюзеляжа, крыльев, оперения, шасси и т. д. Эти
агрегаты соединяются между собой при помощи крепежных и
стыковочных узлов.
Если диаметр стыковых болтов будет больше диаметра отвер-
стий узлов, то смонтировать на самолете, скажем, подмоторную
раму или крыло не удастся. Если же диаметр этих болтов будет
на много меньше диаметра отверстий, то получится большой
люфт и, естественно, такой узел должен быть забракован, так
как он не выдержит тех нагрузок, на которые он рассчитан.
Следовательно, массовое производство самолетов возможно
только в том случае, если заводы будут изготовлять взаимоза-
меняемые детали, соответствующие размерам чертежа, с учетом
допустимых отклонений.
Сложность изготовления современных самолетов и необходи-
мость их массового производства привели к созданию так назы-
ваемых смежных заводов. Существуют, например, заводы, изго-
товляющие винты или радиаторы. Другие заводы изготовляют
магнето, вооружение, приборы, оборудование и т. д. Все эти
агрегаты поступают в готовом виде на завод, где производится
Оборка самолетов. Следовательно, любой радиатор, винт или
прибор должен по своим размерам точно подойти к предусмот-
ренному конструкторами месту данного серийного самолета. Это
возможно лишь в том случае, если эти агрегаты и многие дру-
гие детали будут взаимозаменяемы.
Техническому составу нередко приходится производить за-
мену плоскости, оперения, элеронов и других агрегатов. Такая
замена возможна потому, что детали взаимозаменяемы.
И, наконец, в быту мы также применяем не мало взаимозаме-
няемых деталей, нередко не замечая этого. Где бы мы ни ку-
пили электрическую лампочку, мы уверены, что она подойдет
к патрону. Это возможно лишь потому, что как лампочки, так
и патроны взаимозаменяемы. Но, чтобы детали были взаимоза-
меняемы, они должны быть изготовлены с определенной точ-
ностью.
По некоторым техническим причинам, которые были пере-
числены выше, невозможно изготовить детали, чтобы они точно
соответствовали теоретическим или, как их называют, номиналь-
ным размерам. Допустим, нам нужно изготовить узел для под-
вески руля высоты. Диаметр валика, соединяющего стабилиза-
тор с рулем, должен быть равен 10 мм. Следовательно, диаметры
ушков также должны быть равны 10 мм (рис. 112). В данном
случае этот размер будет номинальным. Однако изготовить и ва-
106
лик’и отверстия, чтобы они точно соответствовали номинальному
диаметр отверстия 9,8 мм.
размеру, мы не можем. Поэтому может получиться, что валик
окажется больше или меньше номинального размера. Такое же
явление может получиться и с отверстиями. Пусть, например,
диаметр валика равен 10,2 мм, а
В этом случае валик не пройдет
через ушко вилки, так как он
больше отверстия на 0,4 мм.
Если же валик будет на много
меньше отверстия, то получится
большой люфт. Поэтому, чтобы
детали были взаимозаменяемы,
они должны быть изготовлены с
какой-то определенной точностью;
причем эта точность должна быть
указана в чертеже. Но точность
для разных деталей в зависи- Рис. 112. Соединение ушка с вил-
мости от их назначения не оди- к°й ПРН помощи валика
какова. Например, слесарный мо-
лоток будет вполне удовлетворять требованиям, если он изго-
товлен с точностью до 0,2 мм. Если с такой же точностью из-
готовить поршневой палец, то использовать его на моторе
нельзя.
Вы в о д: точность зависит не только от типа машины, но
и от назначения детали. В одной и той же машине точность раз-
личных деталей не одинакова.
Деталь считается изготовленной точно, если ее размеры не
превышают заранее установленных пределов (допусков).
Допуском называется разность между наибольшим и наи-
меньшим размерами, .установленными для данной детали. Это
определение легче понять на примере. Пусть номинальный диа-
метр валика, соединяющего стабилизатор с рулем, равен 10 мм
(см. рис. 112), а допуск его равен 0,2 мм. В данном случае мо-
жем считать, что валик может иметь любой размер в пределах
10—10,2 мм. Это будет справедливо в том случае, если мы усло-
вимся считать допуск в большую сторону. Если же допуск будет
в меньшую сторону, то размер валика должен находиться в пре-
делах 10—9,8 мм. Но чаще всего считают допуск в обе стороны.
Это значит, что валик должен быть изготовлен в пределах 9,9—
10,1 мм. Чтобы легче было понять, в какую сторону разрешается
допуск, его принято обозначать в сторону увеличения знаком
плюс, в сторону уменьшения знаком минус. В этом примере
размер с допуском надо обозначить так: 10t0,1 .
При пользовании допусками встречаются названия, без зна-
ния которых нельзя иметь четкого представления об этом раз-
деле. Перечисляем их.
Номинальный размер — основной расчетный размер,
указанный в чертеже.
107
_ Действительный размер — размер, полученный при
обработке детали.
Предельными называются размеры, в пределах кото-
рых находится действительный размер.
В нашем примере предельными будут размеры 9,9 и 10,1 мм.
Один из предельных размеров (10,1 мм) называется наиболь-
шим предельным размером, а другой (9,9 мм) наи-
меньшим предельным размером.
Зазором называется разность между размерами диамет-
ров отверстия и вала. Если диаметр отверстия 10,016 мм, а диа-
метр вала 10,011 мм, то в данном случае зазор будет равен
10,016—10,011=0,005 мм.
Бывают случаи когда диаметр вала больше диаметра отвер-
стия" Такая разность между диаметрами вала и отверстия назы-
вается натягом. Чем больше натяг, тем труднее сочленить
детали.
Пример. При диаметре вала 10,017 мм и диаметре отверстия 10,014 мм,
натяг будет равен
10,017 — 10,014 = 0,003 мм.
Для изготовления и обработки сочленяемых деталей, напри-
мер валика и отверстия, поршня и цилиндра и т. д., нужно пока-
зывать размеры и допуски как валика, так и отверстия.
Не ко всем соединениям предъявляются одинаковые требова-
ния. В одном случае соединяемые детали должны двигаться
одна относительно другой (поршень в цилиндре, клапан в напра-
вляющей втулке и т. д.), в другом — они должны быть непо-
движными (например, головки цилиндров моторов, шпонки и т. д.).
Характер соединения деталей, определяющий степень их вза-
имного перемещения, называется посадкой. Посадки бывают
подвижные и неподвижные.
Системы допусков
Совокупность допусков и посадок, применяемых в машино-
строении, называется системой допусков. Система допусков под-
разделяется:
1) по основанию системы — на систему отверстия и на си-
стему вала; .
2) по величине допусков — на несколько степеней (классов)
точности;
3) по величине зазоров или натягов — на ряд посадок
Система отверстия и вала
Система отверстия характеризуется тем, что в ней
для всех посадок одной и той же степени точности, отнесенных
к одному и тому же номинальному диаметру, предельные раз-
меры отверстия остаются постоянными. Различные посадки (по-
дйижиые ида нвнолвижные) за счет изменения
1СШ
предельных размеров вала. На рис. 113 схематически изобра-
жена система отверстия В этой системе номинальный размер
соединения является наименьшим предельным размером отвер-
стия. Линия, соответствующая этому номинальному размеру, на-
зывается нулевой линией.
Рис. 113. Система отверстия
Система вала характеризуется тем, что в ней для всех
посадок одной и той же степени точности, отнесенных к одному
и тому же номинальному диаметру, предельные размеры вала
остаются постоянными. В системе вала номинальный размер
является наибольшим предельным размером. Осуществление раз-
личных посадок достигается за счет изменения предельных раз-
меров отверстия (рис. 114).
Подвижные посадки неподвижная посадка
Рис. 114. Система вала
Какая же из этих систем лучше, выгоднее и какая имеет
большее применение?
Известно, что точное отверстие изготовить труднее, чем вал.
Для получения отверстия большей точности оно обрабатывается
развертками, в то время как вал — на станке резцом, а затем
наждачным кругом, что значительно проще. Поэтому система
отверстия считается более выгодной и удобной. По этой причине
система отверстия наиболее распространена в машиностроитель-
ной и в том числе самолетостроительной промышленности.
Система вала имеет меньшее распространение. Она приме-
няется при изготовлении трансмиссий, деталей сельскохозяй-
ственных машин и др. В авиационном моторостроении система
вала применяется при изготовлении поршневых пальцев в сочле-
нении поршень—верхняя головка шатуна — поршневой палец.
109
При обработке поршневых пальцев по системе вала они полу-
чаются гладкими, дешевыми в изготовлении и надежными в экс-
плоатации.
Виды посадок
На рис. 113 видно, что при одних и тех же номинальных раз-
мерах отверстия можно при различных предельных размерах
вала осуществить как неподвижные, так и подвижные посадки.
Каждая из этих групп в свою очередь разделяется на следующие
посадки.
Неподвижные—горячая (Гр)1, прессовая (Пр), глухая
(Г), тугая (Т), напряженная (Н) и плотная (П).
Подвижные — скользящая (С), движения (Д), ходовая
(X), легкоходовая (Л) и широкоходовая (Ш).
Приведем примеры применения в самолетостроении некото-
рых видов посадок.
Рис. 115. Глухая посадка
Рис. 116. Напряженная
и ходовая посадки
Глухая посадка (Г) — применяется в тех случаях,
когда детали по условиям работы должны быть прочно соеди-
нены и могут быть собраны только при значительном давлении.
На рис. 115 приведен пример глухой посадки обоймы шарового
шарнира.
Напряженная посадка (Н) — применяется при сое-
динении таких деталей, которые должны сохранять свое положе-
ние одна относительно другой, причем посадка производится
слабыми ударами молотка.
В качестве примера напряженной посадки можно привести
соединение дуралюминового ролика с бронзовой втулкой (рис. 116).
1 В скобках даны условные обозначения посадок.
НО
При такой посадке исключается (Возможность вращения втулки
относительно ролика. На рис. 116 показан также пример ходо-
вой посадки оолта, на котором вращается ролик.
Скользящая посадка (С) — применяется при соеди-
нении таких деталей, которые должны перемещаться вручную
одна относительно другой (в смазанном состоянии) без замет-
ного усилия. Большинство шарнирных соединений ручного упра-
вления самолетом осуществляется со скользящей посадкой (см.
рис. 112).
Широкоходовая посадка (Ш) — применяется при
соединении деталей, перемещающихся одна относительно Дру-
гой с большим зазором Например, соединение колеса с. осью
шасси.
Классы точности
Различные детали для одной и той же машины могут быть
изготовлены с различной точностью. Степень точности каждой
детали зависит от требований, которые к ней предъявляют. В на-
стоящее время в СССР существует общесоюзная стандартная
система, предусматривающая 9 классов точности.
Первый класс, самый точный, применяется при изготовлении
очень точных изделий, например оптических и физических при-
боров, измерительных инструментов и т. д.
В самолетостроении применяются в Основном три класса точ-
ности: второй, третий и четвертый. Классы точности в свою оче-
редь делятся на систему вала и систему отверстия. Чем больше
номер класса точности, тем меньше точность обработки детали.
Классы точности обозначаются на чертежах цифрами 1, 3, 4, 5 и
т. д. до цифры 9. Второй класс точности обозначения .не имеет.
Примеры обозначения посадок
и классов точности
Деталь, изготовленная по системе отверстия, обозначается
буквой А, а по системе вала — буквой В. Правее буквы, индек-
сом снизу, ставится цифра, обозначающая класс точности (за
исключением второго). Например, Ai, А, А3 и т. д. — означает,
что детали изготовлены по системе отверстия первого, второго,
третьего класса точности и т. д.
Если же детали изготовлены по системе вала, то пишется
Bj, В, В3 и т. д.
В заключение укажем на то, что начинающие нередко путают
понятия допуск и припуск, не имеющие между собой ничего об-
щего. Назначение допуска, как мы уже сказали, — указывать
пределы точности изготовляемых деталей. Припуск же имеет
совсем другое назначение. Он представляет собой излишек раз-
мера заготовки или отливки, оставляемый для последующей об-
работки режущим инструментом (резцом, напильником и т. п.)-
Ш
Понятие о люфтах
Люфтом называют выявленный наощупь, на слух или на-
глаз зазор между соединенными деталями. Люфты являются
следствием неточного изготовления деталей, т. е. расхождения
между номинальными и действительными размерами изделий.
Если люфты оказываются в пределах допуска для данного
типа соединений, то они, безусловно, приемлемы. Если же вслед-
ствие неточного изготовления изделий образуется чрезмерный
люф г, этот дефект должен быть устранен, а при невозможности
устранения соединение, должно быть забраковано.
Авиационному механику при ремонте самолетов приходится
устранять люфты в шарнирных сочленениях стабилизаторов, эле-
ронов, рулей высоты и поворота, тяг управления и т. д. Он дол-
жен знать, что чрезмерный люфт в соединениях перечисленных
агрегатов приводит к их вибрации, являющейся нередко причи-
ной аварий или катастроф самолетов. Следует помнить, что люф-
тование руля высоты современного истребителя больше чем на
0,5° (что соответствует отклонению задней кромки руля на 5 мм)
может вызвать вибрацию руля высоты. Поэтому нельзя выпу-
скать самолет в воздух, не убедившись в том, что люфты во всех
шарнирных соединениях находятся в пределах, допускаемых ин-
струкциями и наставлениями.
Не следует, однако, впадать в другую крайность, т. е. уста-
навливать чрезмерно малые зазоры в соединениях, так как ход
органов управления в местах соединений становится тугим, что
ухудшает управление самолетом в воздухе.
Люфт определяется следующим образом.
'Приложив конец пальца к соединению так, чтобы он частично
лег на головку болта или валика и частично на деталь, произво-
_______________—дят нажим на головку болта (рис.
117). Если при этом будет слышен
стук или же заметно будет переме-
1гСГ ГйХ щение валика в ушке друг относи-
тельно друга, то это свидетельствует
° наличии люфта; стук является
1 —— следствием большого люфта. В сма-
JL-L-J занных соединениях при качании
Рис. 117. Определение люфта выступает смазка, которая указы-
РУК0Й вает на образование люфта.
При наличии достаточного опыта
механик может определить наощупь, допустим ли люфт или
нужно его устранить. Если же такого опыта нет, то лучше всего
(это более надежно) разобрать соединение и промерить диа-
метр болта и отверстия.
Для устранения люфта подбирают новый болт или валик из
числа запасных. Иногда приходится, тщательно измерив отвер-
стие, заказать новый болт.
112
Если в эксплоатации отверстие в каком-либо шарнирном со-
единении разработалось т е. вместо круглого стало овальным,
следует произвести развертывание до ближайшего допустимого
размера, а затем поставить новый болт соответствующего диа-
метра. При устранении люфтов надлежит руководствоваться таб-
лицами ремонтных допусков, указанных в инструкции по ре-
монту данного типа самолета’. На самолете имеются соединения
(например, соединение крыла с центропланом), для которых на-
личие люфтов крайне опасно. В таких соединениях применяют
Рис. 118. Конусный болт
специальные конусные болты (рис. 118), которые, будучи затя-
нутыми, плотно прилегают к стенкам конусного отверстия.
Люфты, обнаруженные в процессе эксплоатации самолета,
устраняются подтягиванием гаек.
7. НАРЕЗАНИЕ РЕЗЬБЫ
При соединении отдельных частей, особенно тех, которые при-
ходится периодически разъединять, широко применяют винты,
болты и гайки. Болт отличается от винта формой своей головки,
которую для удобства захватывания гаечным ключом делают
шестигранной, квадратной или другой формы.
Винты, болты и гайки имеют резьбу.
Винтовая резьба состоит из канавки и выступа (нитки винта).
Канавка идет по винтовой линии вокруг стержня, а края ее об-
разуют на поверхности стержня винтообразный выступ. Суще-
ствует много видов резьб: т р е у г о л ь н а я, трапецевид-
ная, трубная (или газовая), прямоугольная и другие,
но наибольшее применение имеют треугольная и трапецевидная.
Треугольная резьба имеет профиль равнобедренного треуголь-
ника; трапецевидная — профиль равнобедренной трапеции и при-
меняется преимущественно в тех случаях, когда нужно осуще-
ствить передачу движения от одной части машины к другой (на-
пример, винты на прессах, домкратах, ходовые винты станков
И т. д.).
При ознакомлении с любым видом резьбы нужно знать сле-
дующие ее элементы: шаг, ход винта, угол профиля резьбы, диа-
метр резьбы и глубину резьбы.
Шагом резьбы называется расстояние между двумя
соседними витками, измеренное по образующей винта; шаг
резьбы равен расстоянию между двумя соседними выступами
«ли впадинами резьбы (рис. 119).
8--4640
113
Наружный диаметр
резьбы болта ~
.внутренний диаметр
' резьбы болта 1 >
: резьбы гаини
'•Наружный диаметр i
~резьб / г ай ни
Рис. 119. Элементы винтовой резьбы
ром называется
При метрической резьбе шаг измеряется и обозначается в
миллиметрах, а при дюймовой вместо шага дается число ниток,
приходящихся на 1 дюйм длины резьбы
Если, например, на каждый дюйм длины резьбы ^приходится
8 ниток, то шаг резьбы будет равен ’/в дюйма, или -g---=3,175 мм.
Ход винта — расстояние, на которое винт передвигается
в гайке за один оборот. Резьба может быть одноходовой, двух-
ходовой, трехходовой и т. д. Если
между витками одной винтовой
линии расположить витки вто-
рой винтовой линии, то получен-
ная таким путем сложная винто-
вая линия называется двухходо-
вой; если же расположить три
винтовых линии, то полученная
линия называется трехходовой
и т. д. При этом ход винта будет
соответственно в два и три раза
больше шага.
Углом профиля резь-
б ы называется угол при вер-
шине треугольника, образуемый
профилем выступа и впадины
(рис. 119). Угол профиля резьбы
получается при сечении винта
плоскостью, проходящей через
его ось.
Наружным диамет-
между противоположными высту-
пами винта, а внутренним диаметром — расстояние
между впадинами винта.
Если витки поднимаются от основания винта слева направо,
то такая резьба называется правой; если же витки подни-
маются справа налево, резьба называется лево й. Чаще всего
применяется правая резьба, но нередки случаи применения и ле-
вой, например тендеры для натяжения тросов имеют на одном
конце правую, а на другом — левую резьбу.
Метрическая резьба. В основании профиля метрической
резьбы лежит равносторонний треугольник, углы которого равны
60° (рис. 120).
Вершины выступов винта и гайки срезаны на */в высоты
резьбы (/„) и сделаны плоскими, а впадины у винта и гайки сре-
заны и закруглены. Поэтому между впадиной и гребнем всегда
имеется зазор.
Все размеры метрической резьбы даются в миллиметрах. На-
ряду с метрической резьбой в СССР применяется дюймовая
резьба.
114
Дюймовая резьба (резьба Витворта) является также
треугольной. Отличается она от метрической тем, что имеет про-
филь в виде равнобедренного треугольника с углом при вер-
шине 55°. 1
Рис. 120. Профиль метрической резьбы
Дюймовая резьба в отечественном моторо- и самолетострое-
нии почти не применяется. Чаще всего она применяется для пу-
стотелых и тонких изделий (например для труб).
Инструмент для нарезания внутренней резьбы
Для нарезания резьбы применяется специальный нарезной
инструмент, который в зависимости от своего назначения раз-
деляется на инструмент для нарезания резьб в отверстиях —
метчики и инструмент для нарезания стержней — плашки.
Операция нанесения резьбы может производиться на станках
и вручную.
/Hi
Рис. 121. Слесарные метчики: № 1 —черновой;
№ 2 — получистовой; № 3 — чистовой
Метчиком называется режущий инструмент для нареза
ния винтовой резьбы в заранее просверленных отверстиях. Он
представляет собой закаленный стальной винт, в котором выре-
ваны продольные канавки, служащие для образования на резьбе
острых режущих кромок и для удаления стружек. Различают
метчики слесарные (рис. 121) для нарезания резьбы вруч
8» 115
ную и машинные— для работы на станках. Метчик состоит
из режущей части и хвостовика. На режущей части делается
четыре канавки, так что каждый виток резьбы имеет четыре ре-
жущие кромки. Гладкая цилиндрическая часть называется хво-
стовиком и заканчивается квадратом. На квадрат надевается
вороток, при помощи которого вращают метчик.
Чтобы уменьшить усилие, необходимое для вращения мет-
чика, и предохранить от поломки витки его резьбы, пользуются
не одним метчиком, а комплектом, состоящим из трех метчиков.
Первый метчик — начальный (или черновой) применяется для
предварительной нарезки канавок; второй — получистовои (или
средний) — для углубления канавок, сделанных первым метчи-
ком; третий метчик называется чистовым (или отделочным)
и применяется главным образом для окончательной отделки
резьбы глухих, несквозных отверстий.
Метчики одного комплекта различаются между собой формой
среза вершины резьбы. Первый метчик делается с большим ко-
нусом на конце, поэтому резьба на нем сходит на-нет. Вслед-
ствие этого он легко входит в просверленное отверстие, но ре-
жет резьбу неполного профиля.
Второй метчик делается с меньшим конусом на конце режу-
щей части. Диаметр тонкой части второго метчика равен диа-
метру толстой части первого метчика; таким образом, вторым
метчиком работают после первого. Третий метчик имеет цилин-
дрическую форму по всей длине и резьбу полного профиля, по-
этому таким метчиком заканчивают нарезку резьбы. Метчики
в комплекте различаются также по количеству кольцевых кана-
вок, имеющихся на хвостовике. Черновой метчик имеет одну
канавку, получистовой две, а чистовой три (см. рис. 121).
Метчики бывают конические и цилиндрические.
Конические применяются только при нарезании сквозных отвер-
стий, а цилиндрическими нарезают как сквозные, так и глухие
отверстия.
При работе черновым коническим метчиком сразу нарезается
вся резьба, поэтому им труднее работать, чем цилиндрическим.
Основным преимуществом цилиндрических метчиков является
то, что работа снятия стружки распределяется равномерно
между всеми тремя метчиками; поэтому они применяются чаще
всего.
Нарезание резьбы метчиками
Прежде чем нарезать м&чиком резьбу, нужно предвари-
тельно просверлить в изделии отверстие. Это весьма ответствен-
ная операция. Если просверлить отверстие большего диаметра,
резьба получится неполной. Если же диаметр отверстия окажется
меньше требуемого размера, то метчик будет туго вращаться
и не исключена возможность его поломки. Поэтому подбор
сверла под резьбу производят, пользуясь специальными табли-
цами ОСТ (см. табл. 7).
110
Таблица 7
а
ДИАМЕТРЫ СВЕЁЛ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ ПОД РЕЗЬБУ
Дюймовая резьба Метрическая резьба Трубная (газовая) резьба
диаметр резьбы в дюймах диаметр сверла в мм диаметр резьбы в мм диаметр сверла в мм ’ диаметр резьбы в мм диаметр сверла в мм диаметр резьбы в дюймах диаметр сверла в мм
7< 7.6 % 7з 78 7< 7В 1 1‘/8 }*/* 1’/з 13Д 2 5.0-5,1 6,4— 6,5 7,8- 8,0 10,3-10,5 13,3-13,5 16,2—16,5 19,0—19,5 21,8-22,2 24,5—25,0 27,5—28,0 33,3—33,8 38,5- 39,2 44,2—45,0 1 1,2 1,4 1,7 2,0. 2,3- 2,6- 3,0 4 5- 6. 8. 0,75 0,95 1,1 1.3 1,6 1,9 2,1 2,5 3,3 4,1 4,8—4,9 6,5-6,7 10 12 14 16 18 20 22 24 27 30 36 42 8,2—8,4 9,9—10,2 11,6—11,9 13,6—13,9 15,0—15,4 17,0—17,4 19,0—19,4 20,4—20,8 23,4-23,8 25,8—26,3 31,0—31,7 36.5—37,2 3/8 72 74 1 1‘Л 172 11,7—11,9 15,2—15,4 18.8—19,0 24,3—24,5 30,5—30,7 39,2—39,4 45,0—45,2
При нарезании резьбы в вязких материалах (медь, латунь,
алюминий) диаметр отверстия для резьбы нужно делать больше,
чем при нарезании резьбы в твердых материалах (чугун, сталь).
Рис. 122. Нарезание резьбы метчиком
Нарезание резьбы метчиками производится так: деталь зажи-
мают в тисках и сверлят отверстие сверлом соответствующего
Диаметра. Затем, взяв черновой метчик, надевают на его квад-
рат вороток и устанавливают метчик в отверстие (рис. 122).
117
Рис. 123. Проверка правиль-
ности установки мет-
чика
жать поломки метчика,
Метчик нужно вставлять в отверстие отвесно, а вороток
вращать по часовой стрелке в горизонтальной плоскости, иначе
нерезка получится косая. Когда метчик начнет прорезать ме-
талл, необходимо угольником проверить правильность его уста-
новки (рис. 123).
Если метчик вращается очень туго, нужно прекратить наре-
зание, вынуть метчик, выяснить и устранить причину ненормаль-
ной работы, в противном случае неизбежна поломка метчика.
Чтобы облегчить работу метчиком,
нужно вращать его так: полный обо-
рот по часовой стрелке, а затем пол-
оборота назад. В результате этого
стружка лопается, проваливается по
продольным канавкам, и работа об-
легчается. В процессе работы метчик
необходимо смазывать; это также об-
легчает работу, а нарезка получается
более чистой. В качестве смазываю-
щего материала применяются: для
стали — вареное масло, для техниче-
ского железа — мыльная вода, для
чугуна и алюминия — керосин, для ме-
ди — скипидар. Закончив нарезание
первым метчиком, проходят отвер-
стие вторым, а затем третьим метчи-
ками.
Когда приходится нарезать резьбу
в глухом отверстии, то, чтобы избе-
рекомендуется сверлить отверстие на
2—3 мм глубже, чем общая длина резьбы.
Окончив нарезание, нужно очистить метчики от стружек,
грязи и смазки, слегка смазать их машинным маслом и хранить
каждый комплект отдельно.
Если во время работы метчик сломается, его можно удалить
одним из следующих способов:
1. Нагрев деталь со сломанным метчиком до такой темпера-
туры, чтобы отжечь его, высверливают в нем отверстие. Это от-
верстие разделывают на квадрат или трехгранник. Затем встав-
ляют закаленный квадрат или трехгранник и вывертывают сло-
манную часть метчика.
2. Если деталь со сломанным метчиком нагревать нельзя, по-
ступают так: на торце железного стержня делают столько шипов,
сколько имеется канавок в метчике. Пользуясь этим стержнем,
как ключом, удаляют сломанную часть метчика.
3. Если метчик сломался в алюминиевой детали, его можно
удалить раствором азотной кислоты (см. ниже «Удаление сор-
ванных шпилек»)
118
» Инструмент для нарезания наружной резьбы
При нарезании наружной резьбы на винтах и болтах приме-
няются плашки, представляющие собой стальные закаленные
гайки. Резьба плашек вдоль оси перерезана сквозными продоль-
ными канавками, которые так же, как и у метчиков, служат для
образования режущих граней на резьбе и для удаления образо-
вавшихся стружек.
Плашки делаются цельными и раздвижными (разъ-
емными) Цельные плашки в свою очередь разделяются на п о-
стоянные и регулирующиеся (рис. 124).
Рис. 125. Раздвижные
плашки
Рис. 124. Цельные плашки:
а — постоянная; б — регулирующаяся
Постоянная цельная плашка представляет собой цилиндри-
ческую гайку с четырьмя канавками. Такие плашки применяются
в тех случаях, когда не требуется большой точности, гак как
в процессе работы они изнашиваются и теряют свой первона-
чальный размер.
Регулирующаяся цельная плашка имеет сквозной прорез, по-
зволяющий ей пружинить. Поэтому во время работы диаметр
резьбы можно регулировать специально предназначенными для
этой цели нажимными винтами.
Цельные плашки часто называют лерками.
Раздвижные (разъемные) плашки представляют собой сталь-
ные, закаленные квадратные гайки, разрезанные пополам и
снабженные канавками (рис. 125).
На боковых поверхностях плашек имеются треугольные углу-
бления, соответствующие по форме выступам, имеющимся на
рамках клуппа. Эти выступы являются направляющими. По ним
плашки передвигаются в рабочем положении. На плашках име-
ются номера 1 и 2, указывающие, в каком положении должны
монтироваться плашки в клуппе; кроме этого, на каждой поло-
винке указывается диаметр резьбы плашки.
Клуппы представляют собой приспособления для закрепле-
ния в них плашек и применяются при нарезании наружных резьб
вручную.
Для цельных плашек (лерок) применяются клуппы, изготов-
ленные в виде круглой рамки с рукоятками (рис. 126, о). Такие
119
клуппы называются леркодержагелями. Плашки удерживаются
в них нажимными винтами.
Клуппы для раздвижных плашек представляют собой косую
рамку с рукоятками (рис. 126,6).
Рис. 126. Клуппы:
а — для цельных плашек; б — для раздвижных плашек
Плашки удерживаются в клуппе треугольными выступами.
Нажимной винт служит для регулирования глубины резьбы. При
увеличении нажима винта плашки сближаются и резьба полу-
чается глубже. Клуппы
выпускаются нескольких
размеров — применитель-
но к размерам плашек.
На каждом клуппе ста-
вится заводская марка и
номер клуппа. Чем боль-
ше номер клуппа, тем
большего размера плаш-
ки можно в нем зажать.
Рис. 127. Нарезание резьбы винтовальной В заключение укажем
доской на специальные винто-
вальные доски, при-
меняемые для нарезания мелких винтов, диаметром не более
дюйма. Винтовальная доска (рис. 127) представляет собой
стальную закаленную планку, снабженную рукряткой. В планке
просверлен ряд нарезных отверстий различных диаметров.
Нарезание резьбы плашками
Нарезание наружной резьбы плашками производится в такой
последовательности.
Зажав круглый стержень в тиски так, чтобы нарезаемый ко-
нец его находился на 10—20 мм выше уровня тисков, опиливают
торец и поверхность стержня. Запиливая торец стержня, следует
120
Рис. 128. Резьбомер
помнить, что диаметр его должен быть немного меньше диаметра
нарезки плашки, иначе нарезка на стержне не получится.
Поверхность стержня опиливается с целью снятия окалины,
которая препятствует нарезанию хорошей резьбы на болте и мо-
жет повредить резьбу плашки.
Взяв нужного размера клупп с плашками, отвинчивают на-
жимной винт и, раздвинув немного плашки, надевают их забор-
ной частью на торец болта. Затем завинчивают нажимной винт
с таким расчетом, чтобы при вращении плашки врезались в по-
верхность стержня на У4—У3 глубины резьбы (примерно 0,2—
0,5 мм). Не следует силь-
но зажимать плашки, так
как вращать клупп будет
трудно, а резьба не полу-
чится чистой.
Смазав плашки и стер-
жень (теми же смазоч-
ными материалами, что и
при нарезании резьбы
метчиками), начинают на-
резать резьбу. Для этого
вращают клупп, держа
его за рукоятки: один
оборот вправо по ходу и
полоборота влево—против
хода. Такие движения про-
должаются до получения
заданной длины нарезки.
Обратное движение клуппа вверх производится без подтяги-
вания плашек, так как большинство из них может резать пра-
вильно лишь при ходе вниз. Чем меньше толщина снимаемой
стружки, тем чище получается резьба; поэтому рекомендуется
снимать стружку за один проход толщиной не более 0,1 мм.
Полная и чистая резьба получается обычно за несколько про-
ходов. При нарезании резьбы лерками достаточная глубина ее
получается при одном проходе. Качество резьбы проверяется
резьбомером или калибром (например, гайкой, которая
должна навертываться на болт от руки с нажимом, но при этом
не должно быть люфта в резьбовом соединении).
Резьбомер (рис. 128) служит для проверки винтовой
резьбы. Он состоит из нескольких гребенок или шаблонов, с кото-
рыми сравнивают нарезанную резьбу. Резьбомер имеет обычно
набор шаблонов как для метрической, так и для дюймовой
резьбы.
Пример проверки резьбы при помощи резьбомера показан на
рис. 129.
Отметим наиболее характерные дефекты, которые появляются
вследствие ошибок, допускаемых при нарезании наружной
резьбы плашками.
121
1. Косая нарезка на стержне. Причиной этого может быть не-
равномерный нажим на обе рукоятки, вследствие чего клупп пе-
рекашивается или же в начале работы клупп был установлен не-
правильно, с перекосом.
Рис. 129. Проверка резьбы резьбомером
2. Неполная резьба (мал диаметр резьбы). Этот дефект может
получиться при неправильном выборе размеров плашек. Если раз-
мер плашки больше требуемого диаметра нарезки, то резьба, как
правило, получается неполной. Иногда такой дефект является
следствием невнимательного промера резьбы резьбомером или
недостаточного числа проходов плашками при нарезании
резьбы.
Чтобы получить полную нарезку, нужно подбирать плашки
требуемого размера, а во время нарезания чаще проверять резьбу
гайкой или резьбомером.
3. Поломка плашек или срыв резьбы на них. Это может слу-
читься при недостаточной смазке, при засорении плашек струж-
ками, затуплении режущих кромок плашек и при слишком силь-
ном зажатии их. Чтобы избежать этого, нужно при каждом про-
ходе смазывать плашки и тщательно очищать канавки от стру-
жек. Кроме того, нужно следить, чтобы режущие кромки были
всегда острыми, а плашки нормально зажатыми.
8. ПРАВКА РЕЗЬБ
При эксплоатации самолетов и моторов встречаются случаи
срыва резьбы на шпильках, болтах и в гайках. Во всех этих слу-
чаях детали с сорванной резьбой должны быть заменены новыми.
Если же резьба не сорвалась, а забилась, то при невозмож-
ности заменить детали новыми разрешается исправить забитую
резьбу метчиком, плашкой или трехгранным напильником. При
правке резьбы напильником напильник направляют в канавках по
122
ходу резьбы И пропиливают углубления. Опиливать нужно осто-
рожно, чтобы не задеть выступающие части резьбы.
Правка резьбы допускается лишь в том случае, если забито не
более трех ниток. В затруднительных случаях, ко^да нет инстру-
мента для правки резьб можно выйти из положения следующим
образом: прорезать в гайке четыре перпендикулярные резьбе ка-
навки, закалить гайку и прорезать ею забитую резьбу. Если не-
обходимо исправить внутреннюю резьбу, следует такие же че-
тыре канавки прорезать в болте, затем закалить болт и исправить
им резьбу. Нагрев болта или гайки перед закалкой производится
в трубке, чтобы избежать образования окалины на тонких вы-
ступах резьбы.
Удаление сорванных шпилек
При ремонте, вследствие несоблюдения необходимых правил,
бывают случаи срыва шпилек. Основными причинами этото явля-
ются: завертывание гаек с перекосом; чрезмерный зажим гаек
ключами (слишком длинная ручка ключа); неравномерная за-
тяжка гаек на фланцах. Все это приводит к перенапряжению
одних шпилек за счет уменьшения усилий на других.
При выборе способа удаления сорванных шпилек нужно в ка-
ждом отдельном случае учитывать, в каком материале оста-
лась сорванная шпилька (например, сталь или алюминий), высту-
пает ли она или находится в глубине отверстия, удобен ли до-
ступ к ней и т. д.
Приводим несколько наиболее распространенных способов
удаления сорванных шпилек.
1. Если на шпильке сорвана резьба, на нее навертывают клупп
с плашками соответствующих размеров, плотно зажимают
плашки нажимным винтом и навертывают соответствующего
размера гайку до упора в плашки (гайка будет выполнять роль
контргайки), затем вывертывают шпильку клуппом. Таким же
способом можно удалить шпильку при помощй двух гаек и ключа,
причем ключ при вывертывании шпильки захватывает нижнюю
гайку, а верхняя служит контргайкой.
2. Если конец оборванной шпильки выступает над поверх-
ностью детали, его опиливают напильником на квадрат под со-
ответствующий размер воротка или ключа и при помощи послед-
них вывертывают шпильку; можно также при помощи ножовки
сделать прорезь в шпильке, а затем попытаться вывернуть ее
отверткой.
3. Если конец шпильки находится глубоко в гнезде, то сле-
дует строго по центру просверлить отверстие в оборванной
шпильке. В это отверстие вбить крепко закаленный четырехгран-
ный стальной стержень. Крепко зажав стержень ручными ти-
сками, попытаться вывернуть шпильку.
4. Если указанными способами оборванную шпильку удалить
невозможно, ее следует высверлить (для этой цели сверло подби-
123
рается по внутреннему диаметру резьбы шпильки), затем осто-
рожно нарезать резьбу в гнезде.
5. Если шпилька осталась в алюминиевой детали (например,
в картере), то ее можно удалить при помощи азотной кислоты.
Азотная кислота быстро разъедает сталь и железо и слабо
реагирует на алюминий и его сплавы. Этим свойством азотной
кислоты и пользуются при удалении сорванных шпилек.
Просверлив отверстие в шпильке, наливают азотную кислоту,
которая быстро реагирует на железо и разъедает его. Когда
шпилька будет разрушена, отверстие промывают и в случае на-
добности нарезают резьбу метчиком.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Что такое сверло? Назовите основные его части и их назначение.
2. Какие типы сверл вы знаете и чем они отличаются друг от друга?
3. Перечислите правила заточки спиральных сверл. От чего зависит
угол заточки сверла?
4. Назовите основные детали сверлильного станка и укажите их на-
значение.
5. Перечислите основные части ручной дрели и укажите их назначение..
6. Расскажите о преимуществах электрических и пневматических дре-
лей перед ручными.
7. Что называется подачей сверла и от чего она зависит?
8. Перечислите меры предосторожности при сверлении.
9. Какие правила нужно соблюдать при сверлении?
10. Перечислите наиболее характерные ошибки при сверлении.
11. Какие охладители применяются прн сверлении?
12. Что такое равв-ертызание и с какой целью оио производится?
13. Какие типы разверток вы знаете? Перечислите основные части их.
14. Как производится развертывание отверстий?
15. G какой целью и каким инструментом производится зенкование?
16. Назначение допусков в машиностроении.
17. Что такое система вала и система отверстия, чем они различаются?
18. Что такое взаимозаменяемость деталей?
19. Какие виды посадок вы знаете? Приведите примеры.
20. Что такое люфт? Как устраняются люфты на самолете?
21. Для каких целей применяется резьба?
22. Какие виды резьб вы виаете, в чем состоит отличие одного вида
от другого?
23. Назовите основные элементы резьбы.
24. Какой инструмент применяется для нарезания внутренней резьбы?
25. Как производится нарезание внутренней резьбы?
6. Как удаляются поломанные метчики?
o’ £ак подбирается диаметр сверла под резьбу?
28. Какой инструмент применяется при нарезании наружной резьбы?
сп' ‘геРе1,ислите правила нарезания наружной резьбы.
30. Какие причины могут привести к недоброкачественной нарезке?
31. Как производится удаление сорванных шпилек?
ГЛАВА VII
шабровка, шлифовка, полировка
И ПРИТИРКА
На станке или при помощи напильника получить совершенно
гладкую поверхность невозможно. Поэтому в тех случаях, когда
требуется возможно большая точность изделий, прибегают к до-
полнительной обработке поверхностей. Одним из таких видов
обработки является шабровка.
Шабровкой называется процесс снятия весьма тонкого
слоя металла при помощи скоблящего инструмента — шабера.
Шабровкой можно получить детали с точностью обработки до
0,005—0,01 мм. Этот процесс трудоемок и применяется при обра-
ботке сопрягаемых или перемещающихся одна относительно дру-
гой деталей (например, станины, столы и суппорты различных
станков, подшипники для осей и валов, измерительный инстру-
мент, проверочные линейки и угольники, контрольные плиты
и т. д.).
Широкое применение имеет шабровка и в авиационном мото-
ростроении как при изготовлении новых моторов, так и при ре-
монте. В моторах шабрятся плоскости разъема картера, плоскости
разъема блока и т. п.
Шабровке подвергаются также цилиндрические поверхности
(подшипники коленчатых и распределительных валов и др.).
Шабровка как операция, рассчитанная на обработку деталей
с большой точностью, требует от работающего более высокой
квалификации, чем, скажем, при опиловке.
1. ИНСТРУМЕНТ ДЛЯ ШАБРОВКИ. ЗАТОЧКА ШАБЕРОВ
Основной инструмент при шабровке — шаберы и проверочные
плиты. Первые являются режущим инструментом, а вторые —
проверочным.
Шабер представляет собой^ ручной металлообрабатываю-
щий инструмент, приспособленный для соскабливания очень тон-
ких стружек. Он изготовляется из самой твердой инструменталь-
ной стали У10А и У12А, а режущее лезвие его закаливается
По форме шаберы изготовляются применительно к форме
обрабатываемой поверхности. Для плоских поверхностей (напри-
125
Рис. 130. Шаберы для шабровки плоскостей:
а — плоский прямой; б — изогнутый
Рис. 131. Шаберы для шабровки
кривых поверхностей
мер, плоскость разъема картера) применяются плоские прямые
шаберы и изогнутые (рис. 130).
При работе плоским прямым шабером стружка снимается при
его движении вперед, а изогнутым — при движении шабера на-
зад. Изогнутый шабер применяется при обработке ребра внутри
двугранных углов. Пло-
ские прямые шаберы
изготовляются из поло-
совой инструменталь-
ной стали и имеют сле-
дующие (приблизи-
тельно) размеры: дли-
на 150—300 м'м, ши-
рина от 5 до 30 мм,
а толщина от 2 до
4 мм. Концы шаберов
делаются заостренны-
ми, на них так же, как
и на напильники, на-
деваются ручки.
При отсутствии пло-
ских шаберов их мож-
но изготовить из ста-
рых напильников, но
качество их будет не-
сколько ниже.
Для шабровки кри-
вых поверхностей (под-
шипников, втулок и
т. п.) применяются
трехгранные и специаль-
ные шаберы
131).
Трехгранные
ры имеют три
щие кромки. В
шабера
обычно желобки, об-
легчающие и ускоряю-
щие заточку плоско-
стей шабера на точи-
лах или брусках.
Длина трехгранных
шаберов находится в
пределах 75—150 мм.
Они применяются при
шабровке круглых из-
делий диаметром до 100 мм. При шабровке изделий диаметром
более 100 мм применяют специальные закругленные шаберы.
126
(рис.
шабе-
режу-
гранях
выбираются
Рис. 132. Проверочная линейка
1рехгранным шабером снимается Стружка при движении его
слева направо и справа налево.
Проверочным инструментом, применяющимся при шабровке,
являются: проверочная плита (см. рис. 33), угловая
п р и з м а — для проверки наружных двугранных углов изделий
и проверочные ч и н е й к и (рис. 132) для проверки
длинных и узких плоскостей. Проверка внутренних двугранных
углов производится при помощи трехгранных линеек (рис. 133).
Рис. 133. Трехграниая линейка
Заточка шаберов
Необходимую точность при шабровке можно получить лишь
в случае применения острых и правильно заточенных шаберов.
Заточка производится на наждачных и песчаных точилах.
Лучше всего пользоваться песчаными точилами, так как режу-
щая плоскость шабера, заточенного на них, получается более
гладкой, чем при заточке на наждачных кругах. Плоский шабер
затачивается следующим образом.
Сначала затачивают его торцовую сторону, углы которой
составляют с осью шабера угол 90°. Для этого, положив шабер
на подкладку, придвигают его почти вплотную к точильному
кругу, который должен вращаться навстречу инструменту
(рис. 134, a). *-
Рис, 134. Заточка шабера:
д — затачивание торца; б — затачивание плоской стороны
Окончив заточку торца, приступают к заточке плоских сто-
рон. Если заточка производится на песчаном точиле, нужно дер-
жать шабер так, чтобы он располагался по ходу камня
(рис. 134,6).
Если же заточка производится на наждачном круге, то плос-
кие стороны шабера затачиваются на боковой плоской стороне,
127
f
он может сильно нагреться
работать нельзя: его лезвие
Рис. 135. Правка торца
плоского шабера
а не на торцовой стороне круга. Это дает возможность получить
более острые режущие кромки.
Не следует очень сильно нажимать на шабер, так как от этого
и отпуститься. Отпущенным шабером
слишком мягкое и быстро тупится.
Чтобы избежать перегрева, ре-
комендуется при затачивании шабе-
ра охлаждать его. Закончив заточ-
ку шабера, нужно направить его на
оселке, чтобы полностью уничто-
жить заусенцы и штрихи, образо-
вавшиеся при затачивании. Если
этого не сделать, то шабер будет
царапать обрабатываемую поверх-
ность.
Для правки применяются твер-
дые мелкозернистые оселки — ис-
кусственные (корундовые) и есте-
ственные.
Правка заточенного шабера про-
изводится так.
Поставив торец инструмента на
оселок (рис. 135), перемещают ша-
бер вперед и назад; двигать его
нужно вдоль бруска, чтобы штрихи
получались вдоль торца. Чтобы избежать образования царапин
на соседних участках пришабриваемой плоскости, торец ша-
бера слегка делается выпуклым. Поэтому при правке нужно на-
клонять шабер вперед и назад в зависимости от направления
его движения.
По окончании правки торца приступают к правке плоских
сторон шабера, назначение которой то же, что и при правке торца.
Чтобы лезвие получить острым, без закруглений и завалов,
нужно плоские стороны шабера также передвигать вдоль
бруска (рис. 136).
Рис. 136. Правка боковой плоскости шабера
128
Для ускорения заточки трехгранных шаберов следует держать
их не вдоль точила, а немного наискось.
При заправке трехгранных и специальных шаберов рекомен-
дуется передвигать их сначала поперек, а затем вдоль бруска.
Затачивая шаберы на приводных наждачных точилах, следует
строго соблюдать меры предосторожности.
2. ПРАКТИКА ШАБРОВКИ
„ Прежде чем приступить к шабровке плоских опиленных дета-
лей, нужно проверочную плиту или линейку протереть чистой
тряпкой. Затем, добавив к машинному маслу немного краски
(например, берлинской
лазури, ^сурика или гол-
ландской сажи), смазы-
вают им проверочную пли-
ту тонким ровным слоем.
Положив обрабатыва’
емую поверхность на пли-
ту, притирают ее, т. е. дви-
гают изделие по плите,
слегка прижимая его и
описывая при этом цифру
8 (рис 137). В результа-
те краска перейдет с пли-
ты на выступающие места
обрабатываемой поверх-
ности. Это означает, что
пришабриваемой плоско-
на плите
Рис. 137. Проверка
сти
с выступающих (окра-
шенных) мест нужно снимать шабером еще часть металла. Чем
больше пятен образуется на поверхности детали и чем равно-
мернее они расположены, тем ровнее обработана ее поверхность.
Осторожно сняв изделие с плиты (чтобы не снять с обрабаты-
ваемой поверхности краску), зажимают его в тисках, а затем,
взяв острый и правильно заточенный плоский шабер, начинают
шабрить. Весь процесс шабровки сводится к постепенному уда-
лению окрашенных выступов.
Большое значение имеет хватка шабера и его наклон к обра-
батываемой поверхности. Шабровка не требует больших физиче-
ских усилий, поэтому установка корпуса должна быть свободная,
а руки должны легко перемещаться в нужном направлении.
Угол наклона шабера равен 30 35° (рис. 138).
(Знятие стружки производится только при движении шабера
вперед. Направлять шабер нужно правой рукой, а левой слегка
прижимать его к изделию. Чтобы избежать образования царапин
на поверхности, шабер в конце каждого движения вперед сле-
дует отделять от плоскости.
Длина хода шабера, а следовательно, и длина штриха, кото-
рую он оставляет на поверхности, зависит от требуемой точности
9—1640
129
изделия. Чем больше точность
должны быть штрихи. Среднее
дится в пределах 2—10 мм.
изделия, тем более короткими
значение длины штриха нахо-
Рис. 1.38. Правильная хватка шабера
Чтобы получить большую точность, нужно каждый раз менять
направление штрихов так, чтобы они пересекались между собой
(рис. 139). В результате получаются площадки штрихов, напоми-
нающие квадратики или ромбы.
Когда все закрашенные бугры сняты, нужно снова притереть
Рис. 139. Прием шабровки
пришабриваемую плоскость
на плите и продолжать ра-
боту описанным способом.
Эти операции продолжают-
ся до получения требуемой
точности. Точность шабров-
ки измеряется числом окра-
шенных пятнышек, прихо-
дящихся на единицу площа-
ди. Чем точнее деталь, тем
больше пятнышек должно
уместиться в единице пло-
щади. За единицу площади
в данном случае принимают
обычно один квадратный
дюйм. Для определения точ-
ности шабровки пользуются
металлической рамкой, име-
ющей квадратное отверстие,
каждая сторона которого
равна 25 мм, что примерно
равно одному дюйму.
Закладывая эту рамку на различные места обрабатываемой
поверхности, отсчитывают количество закрашенных пятнышек,
которое должно быть равно:
для деталей крупных мйшии (паровоза, дизеля) . и . ; » 4
* обычных станков...........................
* точных станков............................ ол ок
» проверочных плит, линеек............................
» измерительного инструмента и приборов ............. ™
Нужно следить за тем, чтобы окрашенные пятна были равно-
мерно расположены по всей поверхности. Количество пятен на
смежных участках не должно превышать двух-трех. Если эга
разность будет больше, то точность обработки поверхности счи-
тается недостаточной и шабровку следует продолжать.
Детали, подлежащие шабровке, должны быть опилены с ми-
нимальным припуском на дальнейшую обработку. В противном
случае придется шабрить очень долго, что невыгодно и крайне
утомительно.
Шабровка точныВизделий разделяется обычно на три стадии.
При шабровке® первой стадии применяют широкий шабер ши-
риной 20—30 мм. Нажим на него производится сильнее, чем при
последующих стадиях, а толщина стружки равна 0,02—0,05 мм.
Во второй стадии работы рекомендуется брать более узкий
шабер шириной 15—20 мм, причем нажим на него должен быть
слабее, чем при работе в первой стадии. Стружка снимается бо-
лее тонкая (0,01—0,02 мм). По окончании такой шабровки в ква-
драте со стороной 25 мм должно быть от 9 до 16 пятен. Эта точ-
ность вполне достаточна для таких деталей, как станины станков,
плиты для приспособлений и т. д.
Третья стадия шабровки производится при необходимости
получить очень точную поверхность.
В этом случае применяется узкий шабер шириной 5—12 мм.
Слегка нажимая на него, снимают очень тонкую стружку тол-
щиной 0,005—0,01 мм.
При точной шабровке нередко бывает так, что вся пришабри-
ваемая поверхность блестит и трудно заметить выступающие
бугорки, подлежащие снятию. Чтобы избежать этого, рекомен-
дуется с той стороны, откуда падает свет, поставить перед изде-
лием щиток из восковой или промасленной бумаги. Этот щиток
пропускает рассеянный свет, отчего закрашенные или блестящие
выступающие места пришабриваемой поверхности видны более
рельефно. Размеры щитка берутся в зависимости от размеров
обрабатываемой поверхности.
Возможные ошибки при шабровке
1. Пришабриваемая поверхность после притирки ее на прове-
рочной плите полностью покрывается краской. Это может быть
в том случае, если на проверочную плиту нанесен слишком тол-
ре 131
130
етыи слой краски. Нужно вытереть плиту чистой ветошью и На-
нести тонкий и ровный слой краски.
2. При притирке обрабатываемой детали на проверочной
плите окрашиваются середина или края плоскости. Это является
результатом неправильной и неточной опиловки. Нужно предва-
рительно как следует опилить поверхность личным напильником,
а затем уже приступать к шабровке.
3. Пришабриваемая поверхность покрыта блестящими поло-
сами. Такой дефект бывает следствием шабровки штрихами
в одном направлении. Исправить ошибку можно, располагая
штрихи в различных направлениях таким образом, чтобы вся
обрабатываемая поверхность была разбита на небольшие пло-
щадки, имеющие форму квадратов или ромбов. Отмеченные
краской места нужно срезать шабером в направлении под углом
45° к предыдущему движению шабера.
4. На обрабатываемой поверхности получаются забоины и за-
усенцы. Причиной этому является большой угол наклона шабера
к плоскости детали и чрезмерный нажим на него. Для исправле-
ния ошибки надо установить шабер относительно обрабатывае-
мой поверхности под углом 30—35° и уменьшить нажим.
5. Обрабатываемая поверхность окрашивается неравномерно
расположенными пятнами.
Это происходит при шабровке слишком длинными штрихами
и при чрезмерном нажиме на шабер. Следовательно, нужно
уменьшить длину штрихов и ослабить нажим на шабер. Нормаль-
ная длина штрихов в начале шабровки должна быть 7—10 мм,
в конце 2—5 мм. Чем короче штрихи, тем легче добиться высо-
кого качества шабровки.
6. На пришабриваемой поверхности получаются риски. Это
может быть в случае плохой заправки шабера, на котором оста-
лись заусенцы. Риски могут получаться и в том случае, если в
краске имеются крупные твердые зерна или посторонние примеси.
Царапины и риски образуются также частями срезанного при
шабровке металла.
Дефект устраняется тщательной заправкой шабера на оселке
с маслом. Перед проверкой изделия на проверочной плите надо
чисто вытереть его поверхность и убедиться в отсутствии в краске
сора и твердых зерен.
Шабровка цилиндрических поверхностей
Часто приходится пришабривать не плоскости, а кривые по
верхности. Наиболее характерной и чаще всего встречающейся
в практике работы авиамеханика операцией шабровки кривых
поверхностей является шабровка вкладышей подшипников. Они
изготовляются обычно из двух половин и заливаются антифрик-
ционными сплавами.
132
Для обеспечения нормальной работы вала, а следовательно,
и всего механизма в целом, нужно, чтобы вкладыши подшипни-
ков были точно пришабрены к валу.
Малый зазор между валом и подшипником препятствует обра-
зованию необходимой масляной прослойки, уменьшающей тре-
ние вала, и затрудняет отвод тепла от вала, появляющегося
вследствие трения его в подшипнике.
Если же зазор между валом и подшипником будет больше
установленного, то шейки вала будут быстро срабатываться.
Поэтому для любой конструкции всегда указываются допусти-
мые зазоры между валом и подшипником.
Для коленчатых валов авиационных моторов, испытывающих
в работе большие нагрузки, необходима особо тщательная при-
гонка подшипников.
Рис. 140. Шабровка вкладыша подшипника
Так, например, вкладыши коренной шейки коленчатого вала
мотора М-100 должны быть изготовлены с допуском, не превы-
шающим + 0,02 мм. Всегда подгоняют вкладыши к валу, а не
наоборот. Для этого окончательно обработанный вал смазывают
тонким слоем краски и на него накладывают вкладыш. Прижи-
мая вкладыш к валу, вращают вкладыш то в одну, то в другую
сторону. Выступающие бугорки окрасятся и укажут, в каком
месте нужно снимать металл. Закрепив вкладыш подшипника,
начинают его пришабривать. Для этой цели применяются трех-
гранные или изогнутые шаберы.
При шабровке подшипников трехгранным шабером нужно
передвигать его по окружности вправо и влево (рис. 140).
Чем прямее грани шабера, тем толще стружку они снимают
Поэтому таким шабером удобно пользоваться для пред-
варительной шабровки, когда приходится снимать толстую
стружку.
Окончательную шабровку производят изогнутым шабером,
который правой рукой двигают вперед, а левой слегка прижи-
мают к поверхности. Чтобы избежать царапин, нужно при дви-
жении шабера назад приподнимать его. Подшипник считается
правильно пришабренным, если он плотно прилегает к валу и его
боковая поверхность перпендикулярна оси 1вала. Последнее усло-
вие очень важно, особенно для тех валов, которые имеют по не-
скольку подшипников.
133
Проверка прилегания подшипника к валу показана на
рис. 141.
Основные правила шабровки плоских поверхностей справед-
ливы и для шабровки круглых поверхностей.
Рис. 141- Проверка прилегания подшипника к валу,;
а, — правильно; б — неправильно
3. ШЛИФОВАНИЕ ИЗДЕЛИИ
Шлифованием называется процесс обработки металлов
специальными шлифующими материалами с целью придать изде-
лию весьма точные размеры, правильную форму и чистую, глад-
кую поверхность.
Шлифование применяется как окончательная отделка деталей
и с успехом заменяет шабровку с меньшей затратой времени на
их обработку.
Большинство деталей авиационных моторов подвергается
шлифованию. Этому виду обработки подвергаются не только ме-
таллические детали, но и изделия деревянные, кожаные, стеклян-
ные, картонные, из пластмассы и т. п.
Роль режущего инструмента при шлифовании выполняют
зерна твердого абразивного материала (корунд, карборунд и др.),
скрепленные связывающими веществами и выполненные в виде
брусков, кругов или порошков. Большое влияние на качество
шлифовки оказывает твердость зерен абразивных материалов.
Шлифовать можно лишь в том случае, если твердость зерен
больше твердости обрабатываемого материала. Существует не-
сколько способов для определения твердости абразивных мате-
риалов.
Мы ограничимся описанием одного из них, наиболее доступ-
ного и простого.
Самым твердым абразивным веществом считается алмаз,
твердость которого условно принята равной 10 единицам.
В соответствии с этим составлена шкала твердости для спе-
циально подобранных минералов (табл. 8).
134
Таблица 8
ШКАЛА ТВЕРДОСТИ МИНЕРАЛОВ
по пор. Название минерала Число твердости № по пор. Название минерала Число твердости
1 Алмаз . 10 7 Кварц ...... 7
2 Карборунд . 93/4 8 Полевой шпат . . . 6
3 Алунд . 9*Л 9 Апатит 5
4 Рубин . 9 10 Плавиковый шпат . 4
5 Топаз . 8 11 Известковый шпат . 3
6 Наждак . 6-8 12 Гипс 2
13 Тальк . . s . • • 1
Чтобы определить твердость испытуемого материала, им ца-
рапают образцы шкалы и замечают, на каком из минералов он
не оставляет царапины; к твердости данного минерала или про-
межуточной твердости между двумя соседними образцами и от-
носят испытуемый материал.
Этот способ определения твердости абразивных материалов
является приблизительным, но для практических целей он вполне
пригоден.
По своему происхождению все абразивные материалы разде-
ляются на естественные, встречающиеся в природе, и
искусственные, — специально изготовляемые. К естест-
венным абразивным материалам относятся корунды (в том числе
и наждаки), кремень, кварц, гранит, пемза и алмаз.
Весьма распространенным шлифовальным материалом яв-
ляется корунд. Наждаки, кремень и гранит применяются для
изготовления абразивных шкурок.
Пемза может применяться в качестве шлифовального мате-
риала и при выполнении притирочных работ. Алмаз по своим
свойствам считается лучшим абразивным материалом, но в ка-
честве шлифовального материала применяется редко вследствие
чрезмерно высокой стоимости.
Применение искусственных абразивных материалов вызвано
не только стремлением заменить естественные абразивы, но и
желанием получить материалы, обладающие твердостью, превы-
шающей естественные.
К искусственным абразивным материалам относятся карбо-
рунд, искусственный корунд и специальные соединения — кар-
биды некоторых материалов (бора, вольфрама и др.).
К числу искусственных абразивных материалов относится
также стекло, которое, будучи измельченным, применяется для
изготовления стеклянных шкурок. Этими шкурками обрабаты-
ваются обычно деревянные изделия.
Абразивные порошки для изготовления шлифоваль-
ных кругов, брусков, шкурок и паст скрепляются специальными
связывающими веществами, а при выполнении притирочных ра-
СЙЭТ применяются без связывающих веществ.
135
Крупные зерна абразивных порошков предварительно раз-
мельчаются на специальных шаровых мельницах, а затем сорти-
руются в зависимости от их размеров просевом через сита или же
гидравлическим способом (отмучиванием).
Все шлифующие материалы в зависимости от хрупкости зерен
делятся по номерам. Номер шлифующего материала опреде-
ляется числом отверстий, приходящихся на один погонный дюйм
длины сита, через которое просеян материал.
Например, если зерна прошли через сито, имеющее 50 отвер-
стий в погонном дюйме, а через сито, имеющее 60 отверстий на
погонный дюйм, не прошли, то порошок получает № 50.
В зависимости от номера зерен шлифовальные материалы
разделяются на:
весьма крупнозернистые . ? . . ; . . - • № Ю. 12, *14
крупнозернистые ............................... № 16, 20, 24, 30
среднезернистые . . ............. ... № 36, 46, 50, 60
мелкозернистые............................. . № 80, 100, 120
весьма мелкозернистые или тонкие . . . . . ; № 140, 170, 200
Выбор номера зерен шлифовальных материалов для той или
иной операции имеет весьма существенное значение. Если для
шлифовки деталей, обрабатываемых с большой точностью, взять
материал слишком малого номера (с крупными зернами), то на
поверхностях этих деталей могут появиться глубокие царапины,
резко ухудшающие качество отделки. Наоборот, когда прихо-
дится производить, скажем, обдирку отливок или поковок, то
применение мелкозернистых шлифовальных материалов не
только удорожает процесс обработки, но и значительно удлиняет
время, потребное на отделку деталей.
Поэтому шлифовальные материалы выбираются примени-
тельно к требуемой точности обработки шлифуемых деталей.
Так, для шлифования авиационных деталей, как, например,
цилиндров, поршневых пальцев, направляющих втулок, роликов
толкателей, и т. д., применяются шлифовальные материалы с но-
мерами 60 и 80. Однако следует учесть, что эти детали после
шлифовки подвергаются еще дополнительной и более точной
доводке.
Второй способ сортировки шлифовальных порошков по раз-
мерам их зерен называется отмучиванием и заключается в
следующем.
В сосуд, наполненный водой или растительным маслом, на-
сыпают порошок. Естественно, наиболее тяжелые, а следова-
тельно, и наиболее крупные зерна будут быстро осаждаться на
дне сосуда, в то время как более легкие будут продолжать пла-
вать в жидкости.
По истечении некоторого времени жидкую часть из сосуда
выливают в другой сосуд, предварительно пропустив ее через
редкое полотно, на котором останутся мелкие и легкие зерна.
Это и будет порошок, полученный отмучиванием.
136
Отмученный порошок будет тем легче и мельче, чем больше
времени было затрачено на его отстаивание в первом сосуде.
Следовательно, величина, или крупность, зерен отмученного
порошка зависит от времени, в течение которого происходит его
осаждение в сосуде.
©бычно это время исчисляется в минутах, поэтому и по-
рошки, соответствующие числу минут, потребных на отстаива-
ние, получили название минутников. Зерна, оседающие в те-
чение одной минуты, называются одноминутниками, в те-
чение двух минут— д в у х м и н у т н и к а м и и т. д.
В практике наибольшее применение имеют следующие сорта
порошка:
№ 1 — 5-минутный № 5 — 1 -часовой
№ 2—10 » № 6 — 2-часовой
№ 3 — 15 » № 7 — 5-часовой
№ 4 — 30 » И т. д.
Разумеется, чем меньше номер порошка, тем крупнее его
зерна. В слесарном деле применяют порошки от № 1 до № 5,
а для более точных работ, например при изготовлении шаблонов,
лекал, калибров и т. п., — порошки от № 6 и выше. В настоящее
время для массового производства абразивных порошков спосо-
бом отмучивания не пользуются, но классификация их на минут-
ники все же сохранилась.
Абразивные шкурки
Абразивные шкурки представляют собой кусок бу-
маги или полотна, на котором нанесен шлифующий порошок,
смешанный с клеем.
Наибольшее применение в качестве шлифующего материала
имеют стекло, кремний, наждак и карборунд.
Для шлифовки металлов чаще всего применяется наждачная
и карборундовая шкурка, а для обработки фибровых, эбонитовых,
деревянных и других изделий, изготовленных из мягких матери-
алов, — стеклянная и кремневая.
Шлифовальные шкурки применяются для шлифования изде-
лий на станках, а также вручную и нумеруются в соответствии
137
Чем меньше номер шкурки, тем меньше размер зерна. По-
этому для точных работ применяются шкурки от № ООО до № О
(в зависимости от степени точности); для тонкого шлифования—
шкурки от № 1 до № 4; для среднего — от № 4 до № 6, а для
грубых работ—шкурки больших номеров.
Кроме перечисленных шкурок применяются также так назы-
ваемые бархатные шкурки, шлифующим материалом кото-
рых является окись железа. Зерна этих шкурок очень мелкие, по-
этому их применяют для точных работ.
Практика шлифования
Широкое применение шлифования деталей авиационных мо-
торов объясняется не только возможностью повышения точности
изделия, но также тем, что хорошо обработанная поверхность
приобретает благодаря высокой степени гладкости высокую
устойчивость против коррозии и повышенную прочность при ви-
брационных нагрузках.
Шлифование осуществляется на специальных станках при
помощи шлифовальных камней, которым придают различные
формы применительно к форме обрабатываемой детали.
Авиационному механику при выполнении различного рода
слесарных работ приходится выполнять и шлифовальные работы,
которые он производит, как правило, вручную.
Шлифование вручную выполняется обычно шлифовальными
шкурками. Зажав деталь в тисках или закрепив ее каким-либо
другим способом, смазывают обрабатываемую поверхность тон-
ким слоем минерального масла, накладывают шкурку и, нажи-
мая пальцами или тонким деревянным брусочком, передвигают
шкурку, добиваясь равномерного нажима на поверхность.
Сначала нужно шлифовать более грубой шкуркой, а затем по
мере обработки применять шлифовальные шкурки малых но-
меров.
Добившись необходимого качества обработки, шлифование
прекращают, а деталь тщательно вытирают мягкой ветошью.
4. ПОЛИРОВАНИЕ
Полированием называется слесарная операция, имею-
щая целью при помощи шлифовальных материалов придать де-
талям гладкую и блестящую поверхность, почти не изменяя их
размеров.
Полирование может быть операцией окончательной, после ко-
торой деталь применяется по назначению, или же предваритель-
ной, в случае дальнейшей обработки хромированием, никелирова-
нием, кадмированием и т. д.
Полирование, как и шлифование, производится на специаль-
ных станках, причем деталь предварительно полируется на наж-
дачных кругах. Заканчивается полировка на войлочных, сукон-
ных или щеточных кругах,
138
При полировании часто применяются специальные пасты.
В СССР наибольшее распространение получили пасты ГОИ (Го-
сударственный оптический институт). Они делятся на грубые,
средние и тонкие. Грубая паста ГОИ имеет темновеленый, почти
черный цвет, средняя — тёмнозеленый, а тонкая — светлозеленый.
Гладкая поверхность получается в случае применения тон-
кой пасты.
Полирование производят вначале грубой пастой, затем сред-
ней и заканчивают операцию тонкой. Полирование пастами ГОИ
является процессом химик о-м е х а н и ч е с к и м, так как
в составе паст имеются вещества (например, олеиновая кислота),
ускоряющие окисление металлов и образующие на их поверх-
ности окисную пленку, которая затем легко снимается механи-
ческим путем.
Поверхности деталей, обработанные пастами ГОИ, лучше со-
противляются коррозии, чем детали, обработанные другими пас-
тами или же шлифовальными порошками.
Практика полирования
Если деталь не ответственная и не требует особо тщательной
отделки, можно отполировать ее следующим образом.
Бархатный напильник натирают мелом с таким расчетом,
чтобы мел заполнил все углубления между зубьями. Затем, за-
жав деталь в тисках, произ-
водят личневку (рис. 142).
Напильник держат в обеих
руках и передвигают его
поперек штрихов изделия до
тех пор, пока вся поверх-
ность не покроется равно-
мерными, направленными в
одну сторону штрихами.
Более тщательная поли-
ровка производится при по-
мощи войлочных, щеточных
или суконных кругов, на
которые наносится полиру-
ющий слой пемзы, крокуса,
венской извести и т. п.
Рис. 142. Личиевка
Полирование начинают
более грубыми порошками (пемзой) и заканчивают более мел-
кими (крокусом, венской известью).
Полируя, нужно менять положение детали, чтобы при каж-
дом последующем полировании деталь была повернута на 90°.
Если полирование производится при помощи паст ГОИ, то
удобнее всего производить эту работу на стеклянных, хорошо
отполированных плитах. Для этого плиту смазывают керосином,
а затем вытирают досуха, после чего всю плиту покрывают рав-
номерным сдоем пасты.
139
На плиту кладут деталь и перемещают ее взад и вперед по
всей поверхности плиты. После пяти-семи проходов паста теряет
свою полирующую способность и должна быть заменена новым
слоем. Для этого плиту смачивают керосином, тщательно проти-
рают и наносят на нее слой свежей пасты, после чего продол-
жают работу.
Когда поверхность детали станет блестящей и гладкой, поли-
рование прекращают, а деталь протирают сначала тряпкой, смо-
ченной керосином, а затем чистой тряпкой.
5. ПРИТИРКА
Притиркой называется точная обработка поверхностей
изделий посредством тонкого абразивного порошка, нанесенного
на поверхность особого инструмента — притира. Притир должен
точно воспроизводить форму обрабатываемой поверхности. Он
изготовляется из более мяг-
Рис. 143. Притирка внутреннего ребра
угольника:
1 — плита (притир/ 2 ~ угольник; 3 — абразивный
порошок с маслом
кого материала, чем изде-
лие, чтобы зерна абразив-
ного порошка, вдавленные
в поверхность притира, мог-
ли снимать с изделия тон-
чайшие стружки.
Притирка относится к
числу наиболее точных ме-
тодов холодной обработки
металлов и широко приме-
няется в точном машино-
строении и при изготовле-
нии точных измерительных
инструментов.
Притирка плоских по-
верхностей изделий произ-
водится на неподвижных
плитах, изготовленных из се-
рого чугуна хорошего каче-
ства, красной меди и т. д.
В данном случае плиты являются притирами. Формы и раз-
меры плит берутся в зависимости от формы и размеров притирае-
мых плоскостей.
На рис. 143 показан прием притирки внутреннего ребра уголь-
ника.
Притирка применяется также при необходимости создать не-
проницаемость для газов и жидкостей в местах стыка притирае-
мых деталей, например кранов, клапанов двигателей и т. д.
В этом случае притиры не применяются, а подгонка поверхностей
производится при помощи абразивного порошка.
В системах питания мотора (бензиновой, масляной, воздуш-
ной и других) имеется большое количество кранов, которые дол-
жны быть тщательно притерты, чтобы сделать их герметичными.
140
Клапаны мехайизмОй газораспределения должны также быть
тщательно притерты, так как в противном случае возможен под-
сос воздуха в цилиндр и выталкивание горючей смеси из него
в соответствующих тактах работы двигателя.
Следует также иметь в виду, что при эксплоатации герме-
тичность даже хорошо притертых кранов и клапанов со време-
нем нарушается и при регламентных
работах и ремонте необходима допол- «-----и/ п
нительная притирка их. В практиче- /\ .
скои работе авиамеханика притирка
клапанов и кранов встречается до-
вольно часто.
Притирка клапанов
Чтобы обеспечить нормальную ра-
боту авиационного двигателя, как во-
обще любого двигателя внутреннего
сгорания, клапаны газораспределения
должны быть тщательно притерты к
седлам. Поэтому при выполнении рег-
ламентных работ на моторе, а также
по мере необходимости клапаны
проверяются на герметичность и в слу-
чае обнаружения неплотного прилега-
ния их к седлам они подвергаются
притирке с последующей проверкой на
герметичность.
Притирка клапанов на моторах
жидкостного охлаждения труднее, чем
на моторах воздушного охлаждения,
так как приходится иметь дело с це-
лым блоком, а не с отдельным ци-
линдром. Притирка клапанов моторов
жидкостного охлаждения произво-
дится следующим образом.
Установив блок на специальном
станке (подставке), поворачивают ста- Рис. 144. притирка всасы-
нок так, чтобы блок был В горизон- вающего клапана мотора
тальком положении, и вывертывают М-100
грибки из клапанов. Намазав фаски
десятиминутным наждаком, смешанным с маслом, вставляют
клапан в соответствующее гнездо, устанавливают на шток кла-
пана специальный притирочный ключ и начинают прити-
рать (рис. 144).
Весь процесс притирки выполняется вручную и заключается
в том, что рабочую фаску клапана,.смазанную наждаком с мас-
лом, прижимают к седлу клапана и попеременно поворачивают
клапан то в одну, то в другую сторону примерно на 30—45°.
141
Изменяя направление вращения клапана, нужно отвести его ot
седла, а затем снова с силой прижать его к седлу.
Сделав несколько повоторов на 30—45°, следует повернуть
клапан на J80°. Такая последовательность поворотов продол-
жается в течение всей притирки.
Притирку начинают десятиминутным наждаком, а заканчи-
вают пятнадцатиминутным. Когда притираемая поверхность по-
лучает ровный матовый вид, без малейших царапин и рисок, при-
тирку заканчивают и проверяют клапан на герметичность керо-
сином. Для этого, повернув блок на 90° так, чтобы выхлопные
и всасывающие окна были направлены кверху, наливают через
них такое количество керосина, чтобы залить только входные
отверстия клапанов в блок.
Если в течение двух минут течь бензина не обнаруживается,
притирка произведена удовлетворительно. При обнаружений
течи притирку повторяют до достижения герметичности. Окон-
чив притирку, керосин сливают, а блок устанавливают в нор
мальное положение.
Притирка кранов
Многочисленные краны, имеющиеся на современном самолете
и изготовляющиеся обычно из бронзы или сплавов алюминия,
в процессе эксплоатации изнашиваются и, естественно, нужда-
ются в ремонте.
Ремонт кранов сводится к притирке пробки к гнезду — про-
цессу, ничем не отличающемуся от притирки клапанов.
Особенностью притирки кранов является то, что они изгото-
влены из более мягкого материала (бронза, алюминий), чем кла-
паны, поэтому работу нужно производить с большой осторож-
ностью, не допуская резких движений и сильного нажима на
пробку крана.
Прежде чем приступить к притирке крана, необходимо убе-
диться в плотности прилегания пробки крана к стенкам гнезда,
(ля этого мелом наносят на поверхность прббки четыре линии
(вдоль ее оси) и поворачивают ее по месту. Если при проворачи-
вании меловые линии сотрутся по всей длине, го конусность
пробки соответствует конусности гнезда. Такой кран можно
притирать.
Если же при проверке окажется, что не все меловые линии
стерлись одинаково, то нужно предварительно выровнять гнездо
крана разверткой или же, если есть возможность, пришабрить
его, а пробку подогнать личным или бархатным напильником
или шабером. Когда полностью будет устранен зазор между
пробкой и гнездом, можно приступать к притирке.
Для притирки бронзовых кранов применяется
наждачный порошок и толченое стекло, а в качестве смазки
сало или скипидар.
Работу производят следующим образом.
142
Пробку крана или гнездо смазывают салом и посыпают тон-
ким слоем порошка. Вставив пробку в гнездо, начинают при-
тирку, делая короткие и частые движения пробкой в гнезде то
в одну, то в другую сторону.
Чтобы не получить глубоких задиров и рисок по всей окруж-
ности пробки и гнезда, рекомендуется приподнимать пробку
вверх после каждого полуоборота. Притирку нужно начинать
более крупным наждачным порошком и заканчивать мелким.
Грязная смазка периодически смывается керосином, а деталь
протирается чистой тряпкой и снова смазывается салом и посы-
пается порошком.
Притирка продолжается до тех пор, пока поверхности пробки
и гнезда не будут иметь ровного матового оттенка, без блестя-
щих пятен, рисок и царапин.
По окончании притирки кран проверяется на герметичность.
Лучшим методом испытания кранов на герметичность является
проверка их под давлением от 1 до 2,5 ат на специальных уста-
новках. Величина этого давления зависит от назначения крана,
о чем обычно указывается в инструкциях по ремонту.
Герметичность кранов можно также проверить керосином или
бензином подобно тому, как это делается при проверке герме-
тичности клапанов. Менее точным способом является проверка
кранов на краску.
Притирку алюминиевых кранов производят сна-
чала толченым стеклом, а затем мелким порошком (окисью алю-
миния, венской известью, мелом, пемзой и т. д.). Алюминий
мягче бронзы, поэтому притирать алюминиевые краны нужно
с большой осторожностью, иначе могут образоваться царапины
и задиры.
Последовательность операций при притирке алюминиевых
кранов такая же, как при притирке бронзовых кранов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется шабровкой? Какую точность обработки деталей
можно получить шабровкой?
2. Какой инструмент применяется при шабровке?
3. ’ Перечислите наиболее употребительные формы шаберов; в каких
случаях и какой формы шаберы применяются?
4. Назовите правила заточки шаберов.
5. Какие правила следует соблюдать при шабровке плоских и цилиндри-
ческих поверхностей?
6. Как определяется точность шабровки?
7. Перечислите возможные ошибки при шабровке.
8. Что такое шлифование и с какой целью оно производится?
9. Как сортируются шлифующие материалы в зависимости от размеров
их зерен?
10. Как разделяются и нумеруются абразивные шкурки?
11. Как производится ручное шлифование?
12. С какой целью производится полирование?
13. С какой целью производится притирка?
14. Как производится притирка клапанов?
15. Как производится притирка кранов?
ГЛАВА VIII
КОВКА И ТЕРМИЧЕСКАЯ ОБРАБОТКА
ИНСТРУМЕНТА
Большое количество деталей машин и механизмов, в том
числе деталей моторов и самолетов, изготовляется из поковок.
Последние могут быть выполнены свободной ковкой
или штамповкой.
Свободной ковкой называется процесс изменения
формы нагретых до определенной температуры изделий, произ-
водимый на наковальнях при помощи обычного кузнечного
инструмента. Недостаток свободной ковки заключается в том,
что под действием ударов молота материал изделия может сво-
бодно деформироваться в разных направлениях, что затрудняет
работу и делает процесс более длительным.
Более совершенным и широко применяемым в массовом про-
изводстве процессом является ковка в штампах — штам-
повка.
При штамповке применяются штампы, имеющие форму из-
делия, или же матрицы. Разница в процессах заключается в сле-
дующем: при ковке в штампах нагретый металл под действием
ударов молота имеет не менее одного свободного выхода; при
штамповке же с помощью матриц выход металла не допускается
(если не считать образующихся заусенцев), поэтому изделия по-
лучают более правильную форму и большую точность, бледова-
тельно, штамповка в матрицах более совершенна и желательна,
но она может применяться только при массовом производстве,
так как изготовление матриц обходится дорого.
В практике работы авиационный механик встречается с не-
обходимостью изготовления несложных по форме деталей (бол-
тов, гаек) и инструмента (молотка, отвертки, гаечного ключа
и др.), которые он должен делать сам. Такие работы выпол-
няются в небольших кузницах при помощи специального куз-
нечного инструмента.
Ниже рассматривается оборудование и инструмент кузницы.
Ковку под молотами и прессами мы не рассматриваем, так как
эти работы не входят в круг обязанностей механика, экрплоати-
рующего материальную часть.
144
’ I. ОБОРУДОВАНИЕ КУЗНИЦЫ
Процесс ковки заключается в нагреве металла с целью при-
дания ему пластических свойств и нанесении ударов по нагре-
тому металлу для получения деталей требуемой формы. Поэтому
оборудование кузницы должно состоять из приспособлений для
нагрева, специального ковочного инструмента я наковальни, на
которой производится ковка изделий.
Горны. Кузнечные горны по размерам и форме бывают са-
мые разнообразные, однако принцип устройства их одинаков.
Рис. 145. Кузнечный горн:
1 — колпак для отвода дыма; 2 — рукоятка управления дроссельной заслон-
кой; 3 — рукоятка для выдвигания задвижки; 4 — ящик с водой для охла-
ждения инструмента; 5 — мех
Обыкновенный кузнечный горн (рис. 145) представляет собой
кирпичный или чугунный очаг, имеющий углубление в виде
ящика или жолоба, куда засыпается топливо, окружающее на-
греваемое изделие. На поде этого очага имеется фурма, через
которую поступает воздух для раздувания огня. Колпак 1 слу-
жит для отвода дыма из кузницы. При помощи рукоятки 2 упра-
вляют дроссельной заслонкой, позволяющей увеличивать или
уменьшать дутье, а рукояткой 3 пользуются для выдвигания
задвижки при прочистке фурмы от шлаков и угля.
В некоторых кузницах у горна имеется ящик с водой 4, слу-
жащий для охлаждения инструмента, особенно кузнечных кле-
щей, сильно нагревающихся во время работы.
Воздух подается к горну либо вентиляторами, что является
самым желательным, либо вручную — кузнечными мехами.
Наиболее рациональная конструкция кузнечного меха пока-
зана на рис. 146. Он состоит из двух камер 1 и 2. Первая
10—1649 145
Рис. 146. Кузнечный мех:
1 — нижняя камера; 2 — верхняя камера; 3 — носок;
4 — верхняя крышка; 5 — крючок; 6 — нижняя крышка;
7 — нижние клапаны; 8 — верхние клапаны
камера служит для всасывания воздуха, а вторая для регулиро-
вания давления. Носок 3 соединяет мех с трубой, ведущей
к фурме. Чтобы облегчить работу, на верхнюю крышку меха 4
обычно кладут груз, который сжимает камеру 2. К крючку 5
прикрепляется трос (или веревка), который перебрасывается
через блок.
Alex работает следующим образом.
Нажимая ногой на доску, тянут за веревку и заставляют
нижнюю крышку меха 6 подниматься кверху. В результате этого
клапаны 7, находящиеся
в камере 1, под давле*
нием сжимаемого возду-
ха закрываются, что в
свою очередь заставляет
клапаны 8, находящиеся
в камере 2, открыться и
пропустить в нее воздух.
Сжатый в камере 2 воз-
дух поднимает верхнюю
крышку. Под действием
груза, расположенного па
крышке, воздух начинает
выходить через носок 3
и поступает в фурму.
Размеры меха долж-
ны соответствовать размерам горна. Если к небольшому горну
присоединить большой мех, то это приведет к непроизводитель-
ному расходу угля, выдуванию особенно мелких кусков угля
* из фурмы и к другим неудобствам.
Не рекомендуется также применять очень маленькие меха,
так как воздух в этом случае будет поступать в незначительном
количестве; горение получится недостаточным, п детали будут
нагреваться медленно.
Горны бывают стационар-
ные (см. рис. 145) и пере-
носные (рис. 147); последние
могут быть использованы в лю-
бом открытом месте.
Рис. 147. Переносный горн •
Рис. 148. Наковальня:
1 — рог; 2 — хвост
146
л
«жных авиаремонтных мастерских
Они имеются В подв”*" рСМОнТе самолетов и моторов.
(ПАРМ-1) и применяются при Р к ой производятся куз-
Наковальня (рис. 148). Опора, Наковальня отливается
нечные работы, называется паков изгоТОВляется из более твер-
из стали, а рабочая поверхность <-<- наковальни. Наковальни
дой стали и приваривается к основа врытых в землю,
устанавливаются на деревянных чн ’ круглОе и квадрат-
В хвосте наковальни имеется два тивр вгорое для укреП.
ное; первое служит для пробивания от 1 >
ления подбойников.
Наковальни должны
быть массивными, что- ;|Д_________________
бы иметь необходимую $
устойчивость в работе.
Поэтому их изготов-
ляют весом 80—100 кг
и прочно закрепляют. рис. 149. Кувалда
А1олоты. В кузнице
металл обрабатывается давлением, создаваемым при ударе
молотом. Молоты делятся на ручники и кувалды.
Р у ч н и к о м называется молоток весом до I кг. Для ковки
мелких деталей применяются ручники весом 0,4—0,5 кг. Моло-
ток должен быть плотно насажен на рукоятку, чтобы он во
время работы не соскакивал. Ручник держат в правой руке.
Кувалдой (рис. 149) называется молот весом от 2 до
12 кг, применяемый для ручной ковки. Кувалда изготовляется
из стали, рабочая часть ее закаливается. Чтобы придать кувалде
большую силу удара, ее насаживают на длинную рукоятку раз-
Рис. 150. Кузнечные клещн
147
1С*
мером 600-1000 мм. Кувалдой работает подручный кузнеца-
молотобоец.
Кузнечные клещи (рис. 150) изготовляются всевозмож-
ных форм применительно к внешним очертаниям обрабатываемого
пыл примешь жгпательно иметь комплект клешей,
изделия, поэтому в кузнице желательно П„Г„Л1_ .jriw/5T
Не следует брать неподходящие клещи, так как деталь может
J следует ирать нет А приведет к браку заготовки,
быть в них неплотно зажата, что при м д
а иногда и к несчастному случаю. Кроме клещей, применяются
рис. 151. Гладилки
Рис. 152. Об-
жимки:
] — „нмжник*;
2 — „верхний*
и другие инструменты, например: гладилки (рис. 151) для вы-
равнивания поверхностей; обжимки (рис. 152) для выравни-
вания круглых стержней, пробой ники и бородки (рис. 1оЗ)
для пробивания отверстий.
2
Рис. 153. Инстру-
мент для пробива-
ния отверстий:
I _ пробойник; 2 бо-
родок
Рис. 154. Зубила:
I__кузнечное; 2 — зубила
„нижники"
148
Кроме этого, для отрубания железа применяются кузнеч-
ные зубила (рис. 154). Кузнечные зубила насаживаются на
рукоятки. Применяются также различной формы оправки для
отковки всевозможных деталей, например головок болтов, гаек
и т. д. (рис. 155).
Рис. 155. Оправка
для отковки голо
вок болтов и гаек
Рис. 156. Кронциркуль кузнечный
Измерительный инструмент, применяемый в куз-
нечном деле, состоит из масштабной линейки, кузнечного крон-
циркуля (рис. 156), который позволяет измерять одновременно
два размера (толщину и ширину), и специальных шаблонов
(рис. 157).
Рис. 157. Шаблон кузнечный
Кроме перечисленного инструмента, в кузнице должны быть
стуловые тиски, точило, напильники, крейцмейсели и другой сле-
сарный йнструмент.
В качестве топлива в кузницах применяют каменный
уголь, кокс, древесный уголь, нефть и газ.
При горновых работах чаще всего применяют каменный куз-
нечный уголь. Хорошим углем считается тот, который не имеет
примесей, крошится, ломается и в изломе имеет чистую и бле-
стящую поверхность. Весьма ценным свойством кузнечного угля
является его спекаемость, т. е. способность нагревающихся
частиц угля прилипать одна к другой и образовывать корку, ко-
торая предохраняет накалившийся уголь от охлаждения.
149
6 целью придания свойства сйекаемости уголь перед заклад-
кой в горн смачивают водой. Наилучшим сортом угля для нагре-
вания поковок является древесный уголь, который получается
при обугливании дерева с малым доступом воздуха.
Основное преимущество этого сорта угля состоит в почти
полном отсутствии серы, которая, как известно, сообщает стали
красноломкость.
Самый хороший уголь получается из березы и дуба. Древес-
ный уголь должен быть плотным, звонким, хорошо выжженным
и иметь блестящий излом.
В стационарных и хорошо оборудованных кузницах в ка-
честве топлива применяют нефть и газ.
2. НАГРЕВ МЕТАЛЛА ДЛЯ КОВКИ
При ковке нагретый металл кладут на наковальню и уда-
рами молота придают ему форму детали. При этом металл, на-
ходящийся между наковальней и молотом, сдавливается, начи-
нает перемещаться, «течет» в свободных направлениях. Чем
выше температура нагрева металла, тем меньше его сопротивле-
ние, а следовательно, тем легче его ковать.
Выбор температуры нагрева является весьма существенным
моментом, во многом определяющим качество работы. Если ме-
талл будет нагрет недостаточно, то его ковать трудно, а иногда
и невозможно. Наоборот, чрезмерный нагрев опасен, поскольку
возможны перегрев, пережог и обезуглероживание стали, кото-
рые резко снижают ее механические свойства.
Для большинства углеродистых сталей температура нагрева
для ковки лежит в пределах 1200—800°.
Температура нагрева металла под ковку выбирается в зави-
симости от процентного содержания в нем углерода. Чем больше
в металле содержится углерода, тем ниже температура его на-
грева (см. табл. 10).
Таблица 10
ТЕМПЕРАТУРЫ НАГРЕВА РАЗЛИЧНЫХ СОРТОВ СТАЛИ
Сорт стали Содержание углерода в °/о Предельная темпера- тура нагрева в °C i
Весьма.твердая . . . 0,65-0,70 900 А
Твердая ....... 0,55—0,60 1000
Средней твердоеги .... 0,30—0,35 1100
Мягкая ... ... 0,25—0,25 1150
Весьма мягкая 0,06—0,10 1200
В стационарных мастерских температуру нагрева металла
определяют специальными приборами, называемыми пиро-
метрами.
150
I
1. Темнокоричневый 2. Коричнево красный 3 Темнокрасный 4, Темновишнево красный 5. Вишнево-красный с 530 S60 580'650 650 730 730 770 770 800
6. Светловишнево красный 800 830
7 Светлонрасный 830-900 - Г'”
8. Оранжевый 9 Темножёлтый 900'1050
1050-1150
10 Светложёлтый 1150'1250
11. Ослепительно -белый 1250-1300
Рис. 158. Цвета каления стали.
При ковке несложных. изделий температуру нагрева опреде-
ляют на-глаз — по цветам каления (рис. 158). Этот способ менее
точный, но при соответствующем внимании и опыте можно усга
новить температуру нагрева с точностью, достаточной для вы-
полнения кузнечных работ несложных 'деталей.
Немалое значение имеет скорость нагрева, т. е. время, затра-
чиваемое на нагрев металла. Скорость нагрева зависит от раз-
меров поковки и химического состава стали. Чем больше раз-
мер поковки, тем больше времени потребуется на ее нагрев. Для
углеродистых сталей с содержанием 0,1—0,5% углерода время
для нагрева рекомендуется брать из расчета 1 час на каждые
25 мм толщины. При определении скорости нагрева следует учи
тывать также и химический состав стали: чем больше* в ней
углерода или специальных примесей, тем теплопроводность ее
хуже и тем медленнее следует производить нагрев.
Брак при неправильном нагреве
Неправильный нагрев металла приводит к дефектам. Наибо
лее характерные из них: перегрев, пережог, обезугле-
роживание.
Перегрев. При нагреве стали до температуры выше устано-
вленной происходит сильное окисление поверхности изделия
и рост кристаллов, сообщающих стали хрупкость. Оба эти явле-
ния крайне нежелательны. Перегретый металл можно исправить
последующим отжигом и проковкой. В результате этого хруп-
кость уменьшится, но все же первоначальных свойств металл
уже не получит. Поэтому нужно всемерно избегать перегрева
металла.
Пережог. Получается в случаях нагрева металла до темпера-
туры, намного превышающей установленную для данного сорта
стали. При пережоге металл растрескивается в местах прилега
ния кристаллов одного к другому и окисляется на значительную
глубину. Пережженные детали бракуются и идут на переплавку.
Обезуглероживание. При нагревании стали, особенно высоко-
углеродистой, избыточный кислород, находящийся в пламени,
соединяется с углеродом поверхности нагреваемого изделия.
В результате этого углерод выгорает и поверхностный слой ста-
новится мягким. Это явление называется обезуглероживанием.
Если обезуглероженные поковки подвергаются обработке на
станках, то этот дефект не считается опасным, так как обезугле-
роженный слой, не превышающий обычно 2 мм, при этом уда-
ляется.
Нельзя допускать, чтобы откованные инструменты, которые
должны обладать высокой поверхностной твердостью, закалива-
лись сразу же после ковки без дополнительной обработки. Избе-
жать появления этого дефекта можно, если нагревать изделие
не в окислительном пламени, имеющем избыток кислорода,
а в восстановительном — с недостатком кислорода. Кроме того,
151
поверхность изделий из инструментальной стали рекомендуется
посыпать веществами, содержащими углерод (например, желтой
кровяной солью).
3. КУЗНЕЧНЫЕ ОПЕРАЦИИ
Различают следующие, чаще всего встречающиеся кузнечные
операции, производимые в соответствующей последователь-
ности: вытягивание, осаживание, расплющива-
ние, гнутье или загибание, за к руг л ив а в ие, отру-
бание, пробивка отверстий, сварка и отделка.
Мы рассмотрим только те операции, которые применяются
в практике авиационного механика.
Рис. 159. Вытягивание железа:
7 — ковка на квадрат; 2 — ковка на восьмигранник; 3 — округление обжимкой; 4 — образец
последовательно вытянутый
Вытягивание (или оттяжка) производится так: металл нагре-
вают до ковочных температур, захватывают его клещами, а за-
тем на наковальне ручником (если деталь невелика) наносят
удары то по одной стороне то по другой, поворачивая заготовку
на 90°.
При ударе молотком по концу заготовки металл расплющи-
вается.
Вытягивание ускоряется, если ковать не на плоской части,
а на роге наковальни. Чтобы вытянуть круглый стержень и при
этом избежать образования внутренних трещин, следует предва-
рительно отковать его на квадрат, а затем закруглить возможно
меньшим числом ударов.
Примеры вытягивания железа показаны на рис. 159,
Осаживанием называется кузнечная операция, в результате
которой брусок укорачивается, а толщина и ширина увеличи-
ваются. Существуют различные приемы осаживания, которые
зависят в основном от размеров стержня.
При осаживании коротких стержней их захватывают кле-
щами, ставят на наковальню в вертикальном положении и нано-
сят удары кувалдой по нагретому концу (рис. 160).
При осаживании тонких и длинных стержней нагретым кон-
цом стержня ударяют о наковальню. Следует иметь в виду, что
при осаживании, особенно при нецентральных ударах, стержень
гнется. Заметив изгиб, нужно немедленно выправить стержень,
так как при последующих ударах изгиб будет увеличиваться.
Рис. 160. Осаживание
Чтобы предупредить возможность изгиба, следует хорошо
нагревать стержень и наносить удары так, чтобы их направле-
ние совпадало с осью стержня.
Отрубание металла. Тонкие стержни и полосы кладут на на-
ковальню и в требуемом месте надрубают зубилом. Затем по
Рис. 161- Отрубание металла
J53
Рис. 102. Отрубание широ-
ких полос
свободному концу ударяют молотком и переламывают стержень
или полосу. При таком способе отрубания металл не нагре-
вают.
Можно применить и другой опособ отрубания металла: вста-
вив в отверстие наковальни подбойник, накладывают на него
стержень и, ударяя сверху молотком,
надрубают стержень со всех сторон,
а затем ломают его (рис. 161).
Когда приходится рубить толстые
стержни или массивные детали, их
предварительно нагревают, а затем,
поставив на подбойник, отрубают, как
указано выше. Для отрубания широ-
ких полос применяют кузнечные то-
поры (рис. 162).
Пробивание отверстий в горячем
металле производится пробойниками. Последние могут быть
с рукояткой или без нее. При работе пробойником с рукояткой
удары наносятся кувалдой, а при работе пробойником без руко-
ятки — ручником.
Пробивание отверстий производится в такой последователь-
ности.
Положив плашмя нагретую полосу на наковальню, пробивают
пробойник на половину толщины материала. На обратной сто-
роне образуется выпуклость. Полосу переворачивают на 180е,
устанавливают пробойник на образовавшийся бугорок и ударами
молота снова пробивают на половину толщины металла. Затем
кладут полосу на отверстие в наковальне или же на другой
плите, имеющей отверстие больше пробиваемого, и проталки-
вают пробойник насквозь.
Последовательность операций при пробивании отверстий по-
казана на рис. 163 цифрами 1, 2 и 3.
Неопытный кузнец пытается пробивать отверстие сразу одним
ударом. В этом случае отверстие пробивается быстрее, но каче-
ство его явно неудовлетворительное: с одной стороны кромки
отверстия получаются вдавленными, с другой выпуклыми, а в раз-
резе (по оси отверстия) образуется конус с основанием со сто-
1И
роны ’пробивания. Поэтому не следует пробивать отверстия одним
ударом.
Отделка. После ударов кувалдой на поверхности поковок
образуются неровности. Процесс отделки заключается в загла-
живании этих неровностей гладилками или подбойниками.
4. ПРАКТИКА КОВКИ
Розжиг горна. Прежде чем разжечь горн, нужно проверить
его исправность. Для этого лопаткой или кочергой очищают
горн от золы и проверяют исправность фурмы и поступление воз-
духа. Затем, заложив в горн щепок, насыпают сверх}' слой угля,
утрамбовывают его, зажигают щепки и, слегка открыв заслонку,
устанавливают легкое дутье. Когда уголь разгорится, наклады-
вают сверху слой смоченного водой угля, утрамбовывают его
и дают сильное дутье.
Количество угля, накладываемого в Горн, зависит от разме-
ров нагреваемых изделий. Под нагреваемым изделием слой угля
должен быть толщиной 75 — 100 мм, а над ним — плотный тол-
стый слой угля, чтобы он предохранял изделие от влияния на-
ружного воздуха.
Е горне следует регулировать огонь таким образом, чтобы
он горел не по всей куче угля, а только около нагреваемой
части изделия. Интенсивность огня регулируется дутьем. Если
воздух доходит до краев кучи, то горит весь уголь; поэтому,
когда нужно получить сильный огонь, следует разрыхлить кочер-
гой края кучи горящего угля, доступ воздуха увеличится, и огонь
усилится. При необходимости иметь слабый огонь, помимо
уменьшения дутья, накладывают по краям влажный уголь
и утрамбовывают его, что также уменьшает доступ воздуха.
Закладывая в горн изделие для нагрева, нужно выбрать
наиболее желательную зону пламени. Различают окисли-
тельную и восстановительную зоны пламени.
Если дать сильное дутье, то не весь кислород воздуха уходит
на горение угля. Часть кислорода (избыточная) действует на же-
лезо и окисляет его. Вследствие этого на поверхности изделия
образуется толстый слой окалины, который при ковке частично
отпадает в виде черных чешуек.
Пламя, горящее с избытком воздуха, называется окисли-
тельны м, и при нагреве изделий его следует избегать.
Если в горн подается воздуха столько, сколько требуется
(без избытка), то весь кислород уходит на горение угля. Такое
пламя называется восстановительным и является наи-
более желательным. Чтобы не. перегреть металл, следует пе-
риодически вынимать его и проверять его температуру нагрева
по цветам каления. Однако слишком часто вынимать из горна
изделие не следует, так как оно от этого охлаждается, и нагрев
становится более продолжительным.
155
Нагретый металл можно ковать только непродолжительное
время, так как он быстро остывает. Поэтому, готовясь к ковке
какой-либо детали, нужно перед ее нагревом подготовить ра-
бочее место, чтобы все было под руками и во время ковки не
приходилось искать нужный инструмент.
Большинство кузнечных операций, за исключением ковки мел-
ких изделий, проводится с помощью подручного — молотобойца.
Кузнец работает ручником, а молотобоец кувалдой. От согласо-
ванности действий' кузнеца и молотобойца во многом зависит
успех ковки. Кузнец наносит удар молотком, а молотобоец
должен следить за тем, чтббы ударить кувалдой там, где кузнец
ударил ручником. Когда кузнец ударяет ручником по нако-
вальне, это означает перерыв в ковке.
Примеры ковки инструмента
Ковка зубила. Чтобы сделать заготовку, нужно отрубить ку-
сок стали требуемого размера. Сталь для зубила не следует ру-
бить в холодном состоянии, иначе, при закалке могут появиться
трещины.
Заготовку помещают в горн для нагрева так, чтобы нагрева-
лась только треть длины ее, причем нагрев должен быть не выше
температуры светлокрасного цвета (примерно 900°). Взяв заго-
товку клещами, накладывают ее на рог наковальни и оттяги-
вают нагретый конец, попеременно поворачивая то одной, то
другой широкой стороной. Выровняв и прогладив оттянутый ко-
нец по шаблону (образцу), закругляют головку зубила.
Последними операциями являются заточка зубила на точиле
и закалка.
Ковка отвертки. Взяв круглый стержень нужных размеров,
нагревают его и производят осаживание металла: сначала для
образования ручки отвертки, а затем — лезвия отвертки. Не
следует делать ручку и лезвие слишком тонкими, так как такая
отвертка будет непрочной. Если ручка получилась тоньше тре-
буемых размеров, ее осаживают ударами в торец. Размеры по-
лучаемой поковки следует сверять с шаблоном и чертежом.
Лезвие отвертки закаливается.
Ковка болта. Прежде чем приступить к ковке болта, нужно
ояределить его размеры в соответствии с нормами ОСТ. Не сле-
дует делать слишком большой припуск, так как поковку будет
трудно обрабатывать. Основное в ковке болта — эго образование
головки. Эта работа требует известных навыков. Следует иметь
в виду, что болт является силовой деталью, испытывающей во
время работы большие нагрузки. Поэтому ковку нужно вести та-
ким образом, чтобы исключить возможность образования тре-
щин или других дефектов. Чтобы не скосить головку болта на-
бок, следует наносить молотом центральные удары, т. е. такие,
при которых направление молота совпадает с продольной осью
болта.
156
Кбвка гайки во многом яйляется повторением операций, вы
полняемых при ковке шестигранной головки болта.
Меры безопасности при ковке
При работе в кузнице во время ковки строжайше запре-
щается класть, трогать или убирать что-либо с наковальни ру-
ками без соответствующего инструмента, так как можно полу-
чить тяжелые ожоги. Производя отрубание нагретой стали куз-
нечными топорами или зубилами, работающие не должны стоя)ь
в направлении возможного отлетания кусков металла. Послед-
ние удары, отделяющие кусок металла, должны наноситься воз-
можно осторожнее, чтобы отделяемый кусок не отлетел далеко
в сторону. Особенно это важно при рубке высокоуглеродистой
стали, куски которой способны отлетать далеко. Посторонним
лицам находиться во время ковки вблизи наковальни запре-
щается.
Готовые поковки, особенно неостывшие, должны склады-
ваться в железный ящик или их нужно относить дальше от ра-
бочего места.
При ковке не следует слишком низко наклоняться к нако-
вальне, так как горячие мелкие частички металла могут попасть
в лицо. Если клещи во время работы нагрелись, их следует охла-
дить водой.
5. ТЕРМИЧЕСКАЯ ОБРАБОТКА ИНСТРУМЕНТА
Процесс нагрева стали до определенной температуры и по-
следующего быстрого или медленного охлаждения называется
термической обработкой.
Изменение структуры стали при термической обработке при-
водит к изменению всех ее физических и механических свойств.
Основное практическое значение термической обработки за-
ключается в том, что, регулируя температуру нагрева и скорость
охлаждения, можно придать стали требуемые свойства. Рас-
смотрим процессы, происходящие в стали при ее нагреве.
При нагревании стали по мере повышения ее температуры
изменяется внутренняя структура сплава. Если же дать стали
возможность произвольно охладиться, то структура ее вернется
в прежнее состояние. Следовательно, чтобы сохранить желаемую
структуру стали, мы должны нагреть сталь до температуры,
соответствующей этой структуре, а затем быстро охладить ее.
При быстром охлаждении структура стали не возвращается
в первоначальное состояние. Однако не всякий нагрев способен
изменить структуру стали. Установлено, что при температуре
ниже 720е С никакие структурные изменения в стали не проис-
ходят.
Температура, при которой происходит изменение структуры
стали, называется критической температурой. Она зависит
157
От процентного Содержания углерода в стали. Чем больше в стали
углерода, тем ниже ее критическая температура (рис. 164). Сле-
довательно, каждый сорт стали имеет свою критическую тем-
пературу, и это следует учитывать при термической обработке.
Желая изменить структуру стали, мы должны нагреть ее до
температуры выше критической на 40 50° С. Таким образом, на
диаграмме (рис. 164) получается кривая закалочных темпера-
тур, идущая параллельно кривой критических температур.
Рис. 164. Кривые критических и закалочных темпера-
тур стали
Зная процентное содержание углерода в обрабатываемой
стали, нетрудно, пользуясь рис. 164, определить температуру на-
грева под закалку. В заводских условиях температура нагрева
при термической обработке определяется пирометром, а в поле-
вых условиях — по цветам каления (см. рис. 158).
Нагрев стали является только частью термической обработки.
Не меньшее значение имеет и охлаждение. Если нагретую до за- '
калочной температуры сталь быстро охладить, то твердость ее >'
резко увеличится и она становится более хрупкой. При медлен-
к ном охлаждении сталь получится мягкой и вязкой, но механи-
ческие свойства ее будут невысокими. е
В зависимости от условий работы, в которых будет нахо-
диться обрабатываемая деталь, и выбирают соответствующую
Скорость охлаждения. Так, например, закаливая молоток, мы же-
лаем, чтобы его рабочая часть была возможно тверже, поэтому
158
охлаждение следует дать быстрое. Если же нужно гнуть прово-
локу, то она должна быть мягкой. Следовательно, охлаждать
нагретую проволоку нужно медленно.
Резким охладителем служит вода комнатной температуры.
Если в воду добавить поваренную соль или едкий натр, то
охлаждающая способность ее еще больше увеличится. Умерен-
ными охладителями считаются минеральные и в особенности
растительные масла. К умеренным охладителям относится также
вода, подогретая до 50° С и выше. К медленно действующим
охладителям относятся струя воздуха, расплавленная селитра
и расплавленный свинец. В зависимости от температуры нагрева
и скорости охлаждения различают следующие виды термической
обработки: закалку, отпуск, отжиг и норма л из а-
ц ию. Процесс нормализации в практике работы авиационного
механика не встречается, поэтому рассматривать его мы не
будем.
Закалка стали
Закалкой называется процесс нагрева стали до опреде-
ленной температуры, выдержки ее при этой температуре и после-
дующего быстрого охлаждения в воде или масле.
Температуры нагрева стали под закалку в зависимости от
содержания в ней углерода приведены в табл. 11.
Таблица 11
ТЕМПЕРАТУРЫ НАГРЕВА СТАЛИ
ПОД ЗАКАЛКУ
Содержанке углерода
в %
0,2
0,4
0,6
0,8
0,9
1,0
1,2
1,3
1,5
Пределы нагрева
для закалки
в °C
850—860
800- 820
770—790
750-770
740—760
740—760
740-760
740-760
740-760
В качестве охладителей при закалке применяются: . вода
комнатной температуры, вода со слабым раствором кислоты
или щелочи, растительные и минеральные масла. В результате
закалки детали приобретают максимальную твердость, но при
этом увеличивается и хрупкость стали, что нежелательно.
Закалке подвергается большинство стальных деталей мото-
ров: коленчатые валы, шатуны, поршневые пальцы, а также раз-
личный слесарный инструмент: молотки, зубила, крейцмейсели,
плашки, накладные ключи и др.
159
Отпуск стали
Отпуском называется процесс нагрева стали до темпера-
туры ниже критической, выдержки ее при этой температуре
и последующего охлаждения.
Нагрев для отпуска производится, как правило, после закалки
и имеет целью уменьшить внутренние напряжения, возникающие
в стали вследствие резкого охлаждения при закалке.
Температура нагрева при отпуске находится в пределах
180—600е С. Чем выше температура нагрева при отпуске, тем
менее твердой становится закаленная сталь; соответственно
уменьшается и хрупкость ее.
Отпуск, как мы уже сказали, производится при температурах
ниже критических, следовательно, структурные изменения в стали
при таком нагреве не происходят. Поэтому скорость охлаждения
при отпуске углеродистых сталей влияния на качество стали не
оказывает.
Температуру нагрева при отпуске можно с достаточной для
практических целей точностью определить по цветам побежа-
лости (рис. 165). "
Отпуск инструментальных сталей производится при темпера-
турах не выше 300° (см. табл. 12).
Таблица 12
ТЕМПЕРАТУРЫ ОТПУСКА ДЛЯ ИНСТРУМЕНТА
Наименование инструмента
Температура отпуска
в °C
Токарные резцы, ножовки.............................
Плашки, строгальные резцы, сверла, шаберы. . . -
Развертки, фрезы....................................
Метчики............................
Спиральные сверла ..................................
Зубила для горячей рубки металла, топоры . . . .
Отвертки ................
Пилы для дерева, пружины............................
220-225
230—235
240-245
250—255
260—265
270—285
290-295
300
Отжиг стали
Отжигом называется такая термическая обработка, при
которой стальные изделия нагревают до температур выше крити-
ческих, а затем .медленно их охлаждают.
От закалки отжиг отличается медленным охлаждением. В ре-
зультате отжига сталь становится мягкой и вязкой. Отжиг про-
изводится с целью понижения твердости стали для облегчения
ее обработки на станках или слесарным инструментом (напиль-
ником, сверлом и т. д.).
160
I
°c
1. Светложёлтый 220
2. Соломенно-желтый 240
3. Коричнево-желтый 255
4. Красно коричневый 265
5. Пурпурно-красный 275
6. Фиолетовый 285
7. Васильково-синий 295
8. Светлосиний 315
9 Серый 330
Рис. 165. Цвета побежалости на поверхности стали.
Например, требуется изготовить какой-либо инструмент из
высокоуглероднстой стали. Чтобы легче было опиливать, свер-
лить и т. п., сталь отжигают, вследствие чего она становится
мягкой. Когда же инструмент готов, его закаливают.
Практика закалки и отпуска стали
Термическая обработка требует не только теоретических зна-
ний, но и практических навыков.
Поясним примером. Температура нагрева стали определяется,
как уже было сказано, по цветам каления или по цветам побе-
жалости. Когда деталь лежит в горне, она кажется более на-
каленной. Если же вынуть ее из горна, то цвет ее покажется
иным, особенно в темной и закопченной кузнице. Искусство ра-
ботающего в том и заключается, чтобы уметь более или менее
точно определить необходимую температуру по цвету каления
или побежалости.
Приводим несколько практических советов, которые следует
учитывать при закалке стали.
1. Нагревая в горне деталь, нужно следить за тем, чтобы она
находилась в зоне восстановительного пламени, так как в про-
тивном случае возможно обезуглероживание поверхности. Этот
дефект особенно опасен для тех деталей, которые после закалки
нельзя отшлифовать, например метчики, плашки и т. д. Так,
если поверхность метчика будет обезуглерожена, то нарезать
им резьбу будет нельзя.
2. Нагревать деталь нужно медленно, и равномерно со всех
сторон. В противном случае деталь закаливается неравномерно:
в одном месте она будет тверже, в другом мягче. Кроме того,
неравномерный нагрев приводит к короблению, особенно тонких
изделий. Коробление изделий получится и в том случае, если
детали будут слишком быстро нагреваться.
3. Следует всемерно остерегаться перегрева, а тем более пе-
режога детален. Иногда неопытные работники поступают так:
перегрев деталь, они дают ей немного остыть, а затем опускают
в воду для закалки. Это’бесполезный труд: закалка не полу-
чится. Лучше всего перегретую деталь охладить до комнатной
температуры, а затем снова нагреть до нужной температуры.
4. Если на поверхности изделия появились пузыри, это сви-
детельствует о пережоге стали. Такая деталь должна быть за-
бракована.
5. При закалке рабочее место должно быть организовано так,
чтобы нагретую до необходимой температуры деталь можно
было сразу же опустить в охлаждающую среду.
Если же этого не сделать, то при переносе деталь может
охладиться на 150—200° и закалка в этом случае не произойдет.
6. Во избежание поводки длинные изделия должны погру-
жаться в закалочную ванну вертикально — в направлении длины,
а плоские, широкие — ребром (рис. 166).
11—1640 161
Если толщина детали В различных сечениях неодинакова, то
погружать деталь в ванну надо самым толстым сечением.
7. Закаливаемое изделие должно находиться в закалочной
ванне до тех пор, пока его можно будет взять из ванны руками.
Чтобы уменьшить внутренние напряжения, возникающие в де-
талях после закалки, опытные мастера, вынув деталь из зака-
лочной ванны, нагревают ее до такой температуры, при которой
капля воды закипает на поверхности детали.
Детали
Длинные
детали
(Сверла, концевые
Фрезы, развертки,
насильники)
Цилиндрические
изделия
(Цилиндрические
фрезы)
Рис. 166. Способы погружения деталей
8. Чтобы получить равномерную закалку всей детали, нужно
при погружении в закалочную ванну беспрерывно перемещать
деталь в жидкости. Это способствует лучшему соприкосновению
изделия с охлаждающей жидкостью, которая смывает с его по-
верхности образовавшиеся пузырьки пара, препятствующие охла-
ждению.
9. Изделие, подвергаемое отпуску, должно нагреваться мед-
ленно и равномерно по всей массе. Для этого его во время на-
грева следует беспрерывно поворачивать. Точные инструменты,
как, например, метчики, развертки, сверла и др., надо медленно
водить над огнем взад и вперед, беспрерывно поворачивая их,
или нагрев производить в закрытой трубе, чтобы пламя не каса-
лось изделия.
Эти предосторожности необходимо выполнять потому, что
при отпуске детали нагреваются до сравнительно невысокой тем-
пературы, поэтому труднее получить равномерный нагрев.
10. Мелкие детали и точный инструмент (например, плашки)
нагревают па металлической плите. Для этого нагревают плиту
и ставят на нее отпускаемые детали. Когда летали приобретают
нужный цвет побежалости, их снимают и охлаждают.
162
Самым лучшим способом наГрейа для отпуска считается на-
грев изделий в льняном или хлопковом, масле.
6. ПРИМЕРЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СЛЕСАРНОГО
ИНСТРУМЕНТА
Зубило. Закалка и отпуск слесарных зубил осуществляются
за один нагрев. Для этого зубило нагревают в горне, печи или
соляной ванне до температуры 760—780° С (светловишневыи
цвет). Закаливают только
рабочую часть зубила на
длину 15—30 мм. При за-
калке нельзя допускать рез-
кой разности температур
между раскаленной и тем-
ной частями зубила, так как
при охлаждении на границе
раскаленной части может
появиться трещина.
Нагретое зубило опуска-
ют лезвием в воду на глу-
бину 15—20 мм. Опустив
зубило вертикально к уров-
ню воды, перемещают его
' вверх и вниз, не вынимая
из воды. В результате это-
го исключается возмож-
ность появления трещин.
Когда лезвие потемнеет,
нужно быстро вынуть зуби-
ло из воды, зачистить лез-
вие наждачной бумагой или
потереть его о кирпич, что-
бы легче было определить
цвета побежалости.
Так как зубило охлади-
лось не полностью, то лез-
вие его будет нагреваться
за счет сохранившегося в
зубиле тепла.
Когда на лезвии появит-
ся темносиний цвет, зубило
вторично опускают в воду
для окончательного охлаж-
дения — сначала наполо-
вину, а затем на всю длину. Цвет побежалости при отпуске зу-
била выбирается в зависимости от того, какой металл предпо-
Лагается рубить (железо, сталь, чугун). Окончив закалку и от-
пуск, проверяют твердость зубила напильником или кернером.
11* 163
Рис. 167. Закалка и отпуск зубила:
J — замачивание лезвия зубила для закалки;
зачистка наждачной бумагой для определе-
ния цвета побежалости; 3 — охлаждение после
появления необходимого цвета побежалости
В такой жё последовательности, как и зубило, закаливаются
почти все слесарные инструменты, требующие закалки и отпуска
только рабочей части (сверла, резцы, отверл и и т. п.). Последо-
вательность операций при закалке и отпуске зубила показана на
рис. 167.
Молоток Для закалки молоток нагревают до светловишне-
вого цвета (760—780° С), затем захватывают его клещами так,
чтобы одна губка клещей прошла через отверстие молотка, и
опускают его носок в воду (рис. 168). Как только носок потем-
Рис. 168. Закалка молотка
неет (охладится), молоток поворачивают и погружают б воду
его боек. В то время как боек находится в воде, чистят носок и
наблюдают за появляющимися цветами побежалости. Если во
время закалки боек потемнеет до появления на носке необходи-
мого цвета побежалости, вынимают из воды молоток, полируют
боек и при достижении нужного цвета побежалости погру-
жают весь молоток в воду. Если же потемнения бойка не
наблюдается, то отпускают последовательно носок, а затем
боек.
Метчики и плашки. Чтобы при термической обработке
получить одинаковую твердость, необходимо нагревать и охла-
ждать одновременно комплекты метчиков и обе половинки пла-
шек.
Для равномерного нагрева метчики и плашки помещаются
в газовую трубу и засыпаются древесным углем. Это предохра-
няет детали от обезуглероживания, что для нарезного инстру-
мента особенно необходимо.
Для предохранения резьбы от повреждения рекомендуется
отверстие между раздвижными плашками^ (а также в целых
плашках) заполнить асбестом или глиной. Это резко повышает
режущую способность плашек после закалки.
Нагрев метчиков и плашек под закалку производится до
температуры 760—770° С, после чего их охлаждают в масле
1164
Следует избегать очень резкого охлаждения, так как в плашках
могут появиться трещины.
Для отпуска плашек вторичный нагрев до 200—220° G произ-
водится в масляной или песочной ванне. Очень удобно нагревать
плашки на раскаленной плите. Для этого плиту нагревают при-
мерно до температуры закалки, а затем ставят на нее плашки.
В этом случае очень удобно наблюдать цвета побежалости. При
Рис. 169. Закалочные трещины:
I — плашка закаленная и отпущенная немедленно;
2 — плашка без отпуска по истечении суток
появлении необходимого цвета побежалости плашки и метчики
охлаждают.
Отпуск нужно производить сразу, же после закалки. Если
этого не сделать, возможно появление трещин (рис. 169). Ниже
приводятся рабочие карточки № 12, 13, 14 и 15 с описанием по-
следовательности изготовления слесарного инструмента.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется свободной ковкой?
2. Какая разница между штамповкой и свободной ковкой?
3. Расскажите конструкцию и правила ухода за горном.
4. Перечислите основной инструмент, применяемый при кузнечных
работах.
5. Назовите основные части и объясните принцип работы кузнечного меха.
6. Какое топливо применяется при кузнечных работах?
7. Какие правила нужно соблюдать при нагреве деталей?
8. Перечислите возможные дефекты при нагреве деталей.
9. Перечислите основные операции, производимые при кузнечных
работах.
1*0. Расскажите о правилах пробивания отверстий в нагретом металле.
И. Укажите меры безопасности при работе в кузнице. '
12. Какие виды термической обработки вы знаете?
13. Как производится закалка зубила, отвертки?
14. Как производится закалка плашек?
165
РАБОЧАЯ КАРТОЧКА № 12
Наименование работы Материал Точность изготовления «а Инструмент
Изготовление мо- лотка Сталь ±0,2 ММ 1. Напильники драчевый и личной 2. Напильник круглый 3. Разметочный и провероч- ный инструмент 4. Дрель 5. Сверла
Рабочие эскизы Операции
1. Проверить соответствие размеров
заготовки чертежу.
2. Опилить драчевым напильником
одну боковую сторону.
3. Опилить драчевым напильником одну
из смежных по отношению к опиленной
стороне граней под углом 90°.
4. Опилить драчевым напильником
боек молотка.
5. Разметить молоток, пользуясь ра-
бочей карточкой № 3.
6. Опилить драчевым напильником все
етороиы молотка, соблюдая заданные
размеры.
7. Просверлить и опилить отверстие
для ручки.
8. Опилить личным напильником и от-
шлифовать все грани молотка.
Закалить молоток.
166
РАБОЧАЯ КАРТОЧКА № 13
Наименование работы • Материал
Изготовление гаечного Сталь У7
ключа или У10
Точность изготовле ния Инструмент
zt 0,1 мм 1. Разметочный и про- верочный инстру- мент 2. Напильники дра- чевый и личной 3. Ножовка 4. Дрель 5. Сверла
Операции
Рабочие эскизы
1. Проверить соответствие раз-
меров заготовки чертежу.
Опилить драчевым напильником
одну широкую боковую поверх-
ность.
2. Произвести разметку ключа,
пользуясь рабочей карточкой Ks 2.
3. Просверлить отверстие под
зев ключа. Диаметр сверла дол-
жен быть на 1 мм меньше задан-
ного размера зева ключа.
4. Вырезать ножовкой или вы
рубить крейцмейселем зев ключа.
5. Опилить зев ключа по задан-
ным размерам с точностью до
±0,1 мм.
6. Опилить ключ сначала драче-
вым, а затем личным напильником.
Отшлифовать и закалить ключ.
167
РАБОЧАЯ КАРТОЧКА №14
Наименование работы Материал Точность изготовления Г Инструмент
Изготовление плашки Сталь У7 или У10
Рабочие эскизы Операции
Размеры плашек и сухарей
Номинальный размер резьбы Плашка Сухарь I Номер (жлуппа 1
Резьба дюймовая Резьба ме- трическая ь|л С 1 1,
Ч,." Мб, М8 16 19 7 2-1 10 5 1
Мб, М8.М10 20 25 10 34 15 14 7 2
’/2* Ml 2
V' 7.' М8, М10 24 30 12 40 18 10 ‘ 3
М12, Ml4 М16 17 16
*/»" 1" М16. М18 35 42 15 56 24 10 4
М20 23
М22, М24 22
1. Проверить соответствие размеров за-
готовки чертежу. Опилить плашки.
2. Разметить и выпилить направляющие
лазы под углом 120°,
168
Рабочие эскизы
Операции
3. Изготовить сухарь.
4. Вставить плашки с прокладкой
в клупп. Разметить и просверлить главное
отверстие, а затем нарезать его и заглушить
ввертышем. Раскерннть ввертыш с обеих
сторон. Выпилить надфилем «холодиль-
ники». Поставить иа обеих половинках
плашки литера. Вынуть плашки из клуппа,
зачистить заусенцы и снова поставить
в клупп. Прогнать резьбу маточным метчи-
ком.
5. Закалить плашки.
169
РАБОЧАЯ КАРТОЧКА № 15
Наименование работы Материал Точность изготовления Инструмент
Изготовление отвертки Сталь У7
Рабочие эскизы Операции
1. Проверить соответствие
размеров заготовки чер-
тежу.
2. Опилить лезвие и перо
под ручку отвертки.
3. Заготовить две боко-
вые накладки и пригнать
их к ручке отвертки.
Заготовить шайбы под
заклепки.
4. Разметить, просверлить
и раззенковать отверстия.
Собрать отвертку и при-
клепать накладки к ручке
отверткн.
5. Опилить сначала дра-
чевым, а затем личным на-
пильником и отшлифовать
отвертку. Закалить лезвие
отвертки.
170
ГЛАВА IX
РЕМОНТ МЕТАЛЛИЧЕСКИХ ВИНТОВ
Опыт Великой Отечественной войны показал, что ремонт ме-
таллических лопастей воздушных винтов в полевых условиях по-
лучил широкое распространение. Наиболее характерные повре-
ждения лопастей следующие: пулевые пробоины, выбоины, за-
боины, погнутость, закручивание лопастей и трещины.
В зависимости от характера повреждения применяется соот-
ветствующий вид ремонта. Но независимо от того, ремонти-
руется ли крупное или мелкое повреждение, всегда следует пом-
нить, что воздушный винт испытывает в работе очень большие
напряжения и малейшее ослабление его прочности ведет к тяже-
лым последствиям. Достаточно сказать, что при вращении винта
центробежные силы стремятся вырвать лопасть из втулки силой
в 40—50 т.
Поэтому все работы, связанные с ремонтом лопастей, должны
выполняться с особой тщательностью, вниманием и старанием.
1. ЗАДЕЛКА ПУЛЕВЫХ ПРОБОИН
Прежде чем приступить к заделке пробоин простреленных
лопастей, необходимо произвести дефектацию лопасти и опреде-
лить возможность ее ремонта.
Не все части лопасти одинаково нагружены при работе винта.
В соответствии с этим не одинаково и допустимое количество
пробоин в различных сечениях лопасти. Так, совершенно не до-
пускаются к ремонту лопасти, имеющие хотя бы одну пробоину
в комлевой части, так как в этой части действует максимальный
изгибающий момент. Не допускаются к ремонту и те лопасти,
которые имеют в каком-либо сечении перьевой части три или бо-
лее пробоин.
Допускаются к ремонту лопасти, имеющие на участке от
1-го до 3-го сечения не более двух, от 3-го до 6-го сечения — на
более четырех, а на участке от 8-го сечения до конца лопасти —
не более шести пробоин (рис. 170).
В полосе I, примыкающей к передней кромке лопасти, допу-
\ скается це более одной иробоины в каждом сечении, а в по-
171
I
Сечение/fi / 2 3 4 3 6 7 g
I_______I более 10 пробоин j I I
I" I ’ ТтГптиаяТСрьСбдиныот пуль) I +~ ——]
3
в
HuoSffUu
________ более
пробсияьу \2пробоин
Не
4
не более
пробоин
6
более
пробоин
W50*
ШЮ\
1150
I I I 1
4gg| 550\ 700\ 650'. 1000
В каждом из этих участков допускается не больше двух пробоин в одном
и том же сечении
Допускается Допускается
3 4
Передняя кромка
Допускается
'бЛолоса!
1 \ L5/7 । Задняя~нромй^^~
\ \ Jz? г->-— 250'
Не допускается 'Не допускается
Сечение №
—375
~—450
Ле допускается Не допускается
Рис. 170. Максимально
допустимое количество пробоин
лосе ц _ не более двух в каждом сечении; при этом общее
число пробоин в каждом сечении в обеих полосах должно быть
не более двух.
Согласно инструкциям к ремонту допускаются лопасти, у ко-
торых пробоины находятся на расстоянии, равном или превы-
шающем 30 мм от передней кромки и не ближе 15 мм от задней
кромки лопасти. Расстояние между пробоинами должно быть не
менее 30 мм (рис. 171).
Убедившись в возможности ремонта, приступают к заделке
пулевых пробоин. Для этого перед заделкой поврежденный уча-
сток протирают фетром или ветошью, осматривают края про-
Передняя кромка
Рис. 171. Минимально допустимые расстояния между пробоинами
172
боины при помоши 15—20-кратной лупы и намечают контур от-
верстия под пробку с таким расчетом, чтобы были высверлены
все имеющиеся трещины или надрывы у краев отверстия.
В зависимости от формы повреждения разрешается заделы-
вать лопасти цилиндрическими, коническими или овальными
пробками. Однако, как показал опыт,
легче заделывать пробоины цилиндриче-
скими пробками, почему они и получили
наибольшее распространение.
Размеры отверстий под цилиндриче-
скую пробку приведены на рис. 172.
Последовательность операций при за-
делке пулевых пробоин приведена в ра-
бочей карточке № 16.
Иногда пуля при простреле лопасти
не образует сквозного отверстия, и по-
лучается выбоина. Она ремонтируется так
а^зо
Рис. 172. Размеры ци-
линдрической пробки
же, как и сквозное
отверстие, т. е. < просверливается отверстие, которое заделы-
вается пробкой в указанной последовательности.
Некоторые ремонтные органы ,в начале войны практиковали
заделку пробоин постановкой ввёртышей (пробка с резьбой).
Однако этот способ себя не оправдал, так как в резьбе созда-
ются местные напряжения, ослабляющие лопасть; поэтому при-
менять ввертыши не рекомендуется.
Согласно инструкции ЦАГИ (Центральный аэрогидродинами-
ческий институт) установлены следующие сроки службы лопа-
стей, отремонтированных указанным выше способом.
Лопасти с пробоинами в полосе I .................... 30 часов
Лопасти с пробоинами на участке от 1-го до 3-го се-
чения .............................................. 30 часов
Лопасти с двумя пробоинами в одном сечении (только
в полосе II иа участке от 1-го до 3-го сечения) . . 50 часов
Лопасти с пробоинами только в одном сечении на
участке от 6-го сечения до конца лопасти .... 75 часов
Лопасти с пробоинами в полосе II при условии, если
в одном и том же сечении имеется только одна
пробоина . ................................100 часов
При определении срока службы отремонтированных лопастей
можно пользоваться рис. 173, на котором показано допустимое
количество пробоин в различных сечениях лопасти.
При первой же возможности отремонтированные лопасти
должны быть заменены новыми. Отремонтированные лопасти
должны быть объектом повседневного наблюдения. Их нужно
периодически осматривать при помощи лупы и при обнаружении
трещин, волосовин или разрывов необходимо заменять новыми.
173
Возможные дефекты
при заделке пулевых
пробоин
При заделке пулевых
пробоин, вследствие не-
аккуратной или неумелой
работы, возможны сле-
дующие дефекты:
1. Слишком тугая по-
садка пробки. Натяг
пробки не должен пре-
вышать 0,005 от диа-
метра отверстия. Если
натяг будет больше допу-
стимого, возникает опас-
ность образования трещин
при зачеканке пробки.
При обнаружении тре-
щин лопасть следует за-
менить. В лучшем случае,
если трещины незначи-
тельны, требуется пов-
торная рассверловка от-
верстия на больший диа-
метр (не превышающий
30 мм) и постановка но-
вой пробки.
2. Слишком слабая по-
садка пробки. Такой де-
фект возникает при натя-
ге меньше установленно-
го. В этом случае после
зачеканки пробка не бу-
Рис. /73. Допустимое количество пробоин
в различных сечениях лопасти
дет прилегать всей своей поверхностью к поверхности отверстия,
получится зазор, и лопасть в этом месте окажется ослабленной.
Кроме этого, может несколько нарушиться весовая симметрия
винта. Учитывая большие силы инерции, возникающие при ра-
боте винта, не исключена возможность вылета пробки.
3. Чрезмерно длинный вкладыш. Перед зачеканкой посажен-
ная на место пробка должна выступать с обеих сторон не более
чем на 1,5 2 мм. При больших размерах пробки зачсканка ее
будет затруднена. Не исключена также возможность перекоса
выступающей части пробки, что приведет к неравномерной за-
чеканке по всей окружности отверстия.
4. Слишком короткий вкладыш. При такой заделке пробка
будет сидеть в лопасти непрочно и «в полете может выпасть.
Кроме того, на поверхности лопасти получится углубление, что
нежелательно.
174
РАБОЧАЯ КАРТОЧКА №16
Наименование работы Материал Точность изготовления Инструмент и материалы
Заделка пулевой про- боины в металлической лопасти винта Дуралюмин По техни- ческим ус- ловиям 1. Сверла от 10 до 30 мм 2. Напильники круг- лые 3. Напильники пло- ские 4. Дрель 5. Шабер 6. Молоток 7. Паяльная лампа 8. Наждачная бумага 9. Проволока
Рабочие эскизы
Операции
1. Рассверлить или распилить
пулевую пробоину. Форма отвер-
стия может быть конической или
цилиндрической, наибольший диа-
метр отверстия не более 30 мм.
По краям отверстия не должно
быть трещин и выбоин.
Зенковать отверстие на глу-
бину 1,5—2,5 мм.
2. Выпилить из забракованной
лопасти или дуралюмина пробку
с припуском 0,1—0,15 мм по диа-
метру.
Пробка должна быть на 5—6 мм
длиннее высоты сечения лопасти.
3. Отжечь пробку, для чего за-
крепить ее на проволоке и на-
гревать на пламени паяльной
лампы АПЛ-1 или на костре.
Степень нагрева пробки кон-
тролировать прикладыванием су-
хой лучинки или натриевой се-
литрой. Когда лучинка начинает
обугливаться, а селитра плавиться,
нагрев прекратить и охладить
пробку иа воздухе.
175
7
Рабочие эскизы
Операции
* „
1
4. Туго посадить пробку в от-
верстие, один конец пробки вы-
пустить на 1,5—2 мм; другой от-
резать, чтобы он выступал на та-
кую же величину с другой сто-
роны лопасти.
5. Наложить на лопасть предо-
хранитель. Расклепать концы
пробки легкими ударами молотка.
После расклепывания осмотреть
через лупу 10—15-кратного уве-
личения: нет ли трещин по краям
отверстия.
6. Спилить напильником вы-
ступающие концы пробки, не за-
девая тела лопасти.
Зачистить шабером все цара-
пины и забоины.
Зашлифовать отремонтирован-
ное место наждачной бумагой
№ 00 и ООО.
7. Покрыть лаком К° 17а.
176
5. Наклеп на поверхности лопасти. При неточных ударах мо-
лотком по пробке на участке лопасти, где производится запе-
канка, образуется наклеп. Чтобы избежать этого, рекомендуется
применять предохранительные алюминиевые или латунные пла-
стинки.
Заделка пулевых пробоин — операция сравнительно неслож-
ная, но она требует внимания и старания в работе, чтобы не до-
, пустить указанных выше дефектов.
На лопастях винтов могут быть забоины, которые должны
быть зачищены. Разрешается зачистка забоин следующих раз-
меров^ на задней кромке лопасти — глубиной до 10 мм, на пе-
редней — до 5 мм, а на верхней и нижней сторонах лопасти
до 1,5 мм (рис. 174).
Рис. 174. Размеры допускаемых для заделки пробоин
Зачистку нужно производить так, чтобы обеспечить плавные
переходы ремонтируемого участка. Количество забоин на лопа-
сти может быть любым, но в сечении, имеющем пулевую про-
боину в полосе /, ремонт забоин на передней кромке не допу-
скается.
Ремонт забоин на передней или задней кромке в сечениях,
имеющих две пулевые пробоины, тоже не допускается.
Зачистка забоин производится напильником и заканчивается
наждачной бумагой. Мелкие царапины и выбоины зачищаются
шабером с последующей шлифовкой наждачной бумагой и па-
стами.
2. УКОРОЧЕНИЕ ЛОПАСТЕЙ
Если концы лопастей сильно повреждены, разрешается их
УК0Рачивать до 100 мм по радиусу. В соответствии с этим осталь
w-'. ные две лопасти винта должны быть укорочены на такую же
5 у длину, как и первая. Для этого по укороченной лопасти изгото
вляется шаблон, по которому укорачиваются остальные лопа-
' f 12-1640 1 77
ста. Винт с укороченными лопастями должен быть обязательно
отбалансирован на эквилибраторе. Уменьшение диаметра воз-
душного винта должно быть компенсировано изменением устано
Рис. 175. График компенсации уменьшения
диаметра винта увеличением угла установки
лопасти
вечного угла лопастей. Необходимую величину изменения угла
установки определяют для каждого типа винта по графику
(рис. 175). Новое значение угла установки округляют до *4°.
3. РЕМОНТ ПОГНУТЫХ ЛОПАСТЕЙ
Погнутые лопасти в некоторых случаях могут быть отремон-
тированы двумя способами: х
о л од но й правкой (без тер-
мической обработки) и так назы-
ваемой горячей правкой,
т. е. с применением термической
обработки
Если представляется возмо-
жность править лопасти с приме-
нением термической обработки,
следует эту возможность исполь-
зовать, так как в этом случае
восстанавливается прочность ава-
рийной лопасти и уменьшается
опасность появления трещин при
правке.
Холодная правка лопастей
Прежде чем приступить к ре-
монту, нужно определить возмо-
жность холодной правки данной
178
лопасти. Для этого специальными прогибомерами (рис. 176)
или линейками, которые устанавливают в исследуемом сече-
нии, определяют прогиб лопасти. Величина прогиба лопасти
определяется по формуле
где 8 величина относительного прогиба;
h — стрела прогиба;
150—постоянная длина, на которой производится замер
стрелы прогиба.
Величина прогиба, допускаемого в данном сечении для дан-
ного типа винта, определяется по графику (рис. 177).
Пример. При замере погнутой лопасти винта типа ВИШ-105СВ уста-
новлено, что на расстоянии 250 мм стрела прогиба h = 20 мм. Нужно опре-
делить возможность холодной правки лопасти.
Определяем величину относительного прогиба:
s = — о 133
150 “ 150 “
По графику находим, что для данного типа винта допустимый прогиб
8 = 0,14. Следовательно, такую лопасть можно править.
Если приходится править лопасти винтов, данные которых
в графике (см. рис. 177) не указаны', то надлежит пользоваться
данными показателей прогиба для винта АВ-5АЛ-3. Холодная
правка лопастей разрешается, если изгиб расположен в любых
сечениях, но не ближе чем на 0,3 радиуса винга от оси враще-
ния.
Повторная правка по ранее правленным местам допускается
лишь в том случае, если показатель прогиба при повторном ре-
монте не превышает половины показателя прогиба, определяе-
мого по графику для данного сечения. В противнохм случае
правка разрешается только с применением термической обра-
ботки лопасти.
О произведенной холодной правке лопасти должна быть сде-
лана запись в формуляре.
Холодная правка лопастей производится в такой последова-
тельности.
1. Протирают лопасть сухой ветошью или фетром. При по-
мощи прогнбомера или лннеики определяют прогибы с целью
определения возможностей правки. Если прогибы не превышают
предельных значений, указанных в графике (рис. 177), лопасть
подлежит ремонту.
2. С изогнутой части лопасти удаляют лак и тщательно при
помощи 15 20-кратной лупы осматривают лопасть, особенно
в сильно погнутых местах. Чтобы легче определить возможные
12* 179
Рис. 177. График предельных прогибов лопастей, допускаемых
к холодной правке
трещины, лопасть подвергают травлению. Для этого подозри-
тельные места смачивают 15—25%-ным раствором щелочи (кау-
стической соды). Через 5—10 минут раствор щелочи нейтрали-
зуется 5%-ным раствором азотной кислоты, после чего дефект-
ное место промывается теплой водой. Если трещины не обнару-
жены, можно приступить к правке.
Рис. 178. Винтовой пресс для правки лопастей
3. Для правки лопастей применяются винтовые прессы
(рис. 178), а при их отсутствии лопасть можно выправить при
помощи домкрата (рис. 179).
При правке с помощью винтового пресса лопасть уклады-
вается на плиту и зажимается. Вращая винты, выпрямляют ло-
пасть в нужном направлении. Правку следует производить рав-
номерными и медленными движениями, избегая рывков и уда-
ров, которые могут вызвать трещины.
Рис. 179. Приспособление для правки лопастей
при помощи домкрата
181
4. Когда лопасть выпрямлена, нужно проверить углы уста-
новки ее во всех сечениях. Эта операция производится на спе-
циальной, тщательно выверенной плите при помощи шаблонов-
угольников (рис. 180). При отсутствии шаблонов-угольников про-,
верку углов установки можно произвести угломером. Резуль-
таты промера сравниваются с данными таблиц углов установки
лопасти или с углами установки исправной лопасти. Последний
способ менее желателен, так как на проверку затрачивается
больше времени и, кроме того, он менее точен.
Рис. 180. Проверка углов установки лопасти
5. Последней операцией холодной правки является зачистка
напильником или наждачной бумагой всех рисок, изъянов и ца-
рапин лопасти, после чего лопасть снова тщательно осматри-
вается с целью выявления на ней трещин. Для этого лопасть
вновь подвергают травлению указанным выше способом.
Сроки службы отремонтированных лопастей
Инструкцией ЦАГИ предусматриваются следующие сроки
эксплоатацин отремонтированных холодной правкой лопастей:
15 часов — для лопастей, у которых хотя бы один показа-
тель прогиба в каком-либо сечении превышает 0,7 своего пре-
дельного значения.
25 часов — для лопастей, у которых ни один показатель про-
гиба ни в одном сечении не превышает 0,7 своего предельного
значения.
50 часов — для лопастей, у которых ни один показатель ни
в одном сечении не превышает 0,35 своего предельного сечения
показателя прогиба.
75 часов — для лопастей, у которых ни один показатель ни
в одном сечении не превышает 0,25 своего предельного значения
показателя прогиба»
182
Но истечении указанных выше сроков лопасти можно экс-
плоатировать только в том случае, если они были отремонтиро-
ваны с применением термической обработки.
Ремонт погнутых лопастей с применением термической
обработки
Военно-воздушная инженерная академия им. Н. Е. Жуков-
ского рекомендует метод правки лопастей, имеющих любую по-
гнутость, при условии, если изгиб расположен не ближе 0,3 ра-
диуса винта от его оси вращения.
Этот метод основан на свойстве закаленного и состаренного
дуралюмина повышать свою пластичность при закалке с низких
температур (примерно 240—300° С).
Это свойство получило название «явления возврата свойств
при старении» и дает возможность производить закалку соста-
ренного дуралюмина при температурах 240—300° G вместо при-
меняемой в настоящее время закалки при температуре 500° G.
Преимуществом закалки с низких температур является воз-
можность применения этого способа в полевых условиях, так
как не требуются селитровые ванны. Кроме этого, нагрев до
температуры 240—300° исключает возможность перегрева и пе-
режога материала лопастей.
Следует, однако, отметить, что, как показали опыты, после
проведенной закалки с низких температур склонность дуралю-
мина к интеркр.чсталлитной коррозии повышается. Это необхо-
димо учитывать при эксплоатации лопастей, прошедших такую
термическую обработку, и поэтому нужно вести за ними постоян-
ное наблюдение.
Ремонт погнутых лопастей с применением термической обра-
ботки сводится к следующему: железную ванну, размеры кото-
рой позволяют помещать в ней лопасти, устанавливают на кир-
пичи таким образом, чтобы можно было поместить под ванной
две лампы АПЛ-1, используемые для нагрева (рис. 181). При
отсутствии ламп можно для нагрева ванны использовать дрова.
Погнутую лопасть укладывают в ванне и заливают такое ко-
личество отработанного минерального моторного масла, чтобы
оно полностью покрыло погнутую часть лопасти. Затем лопасть
вынимают и начинают подогревать масло. Когда температура
масла достигнет 230° С, лопасть опускают в ванну и держат
в ней 8 минут, после чего вынимают и быстро охлаждают хо-
лодной водой. Температура масла определяется при помощи пи-
рометра ТЦТ-5, а при его отсутствии — плавлением олова. Для
этого железную баночку, в которую положен кусочек олова,
опускают в ванну. Температура плавления олова равна 232°.
Следовательно, когда кусочек олова начинает плавиться, это
свидетельствует о нагреве масла до нужной температуры. После
такой термической обработки дуралюмин становится пластич-
ным, поэтому, когда лопасть охладится, немедленно приступают
к ее правке на винтовом прессе. Окончив правку и проверив
183
углы установки лопасти, ее подвергают термической обработке:
нагреву в воде или масле при температуре 100 в течение 2^ ча-
сов нлц при температуре 230° в течение 25 мину г.
Рис. 181. Ванна для нагрева лопастей
После ремонта лопасть монтируется на винт. Винт перед
установкой его на самолет должен быть отбалансирован
4. ПРОВЕРКА ВЕСОВОЙ СИММЕТРИИ ВИНТА
При ремонте воздушных винтов (заделка пулевых пробоин,
правка лопастей, заделка забоин, устранение вмятин и т. п.) мо-
жет быть нарушена их весовая симметрия. Допускать к эксплоа-
тации неуравновешенные винты категорически воспрещается. Не-
уравновешенный винт развивает очень большую центробежную
силу, которая действует в сторону смещения центра тяжести
винта от оси, этим вызывает тряску самолета и расшатывает
его соединения, особенно в носовой части.
Каждый лишний грамм металла на одной из лопастей может
резко ухудшить работу винта, а следовательно, всей винтомо-
торной группы. Так, например, неуравновешенность лопасти,
равная 3 г, на расстоянии 1 м от центра втулки винта вызывает
при 2000 об/мин центробежную силу, равную 13,4 кг.
Неуравновешенность винта выявляется балансировкой его на
эквилибраторах, позволяющих вращать винт с минимальным .
трением (рис. 182). Для балансировки винт устанавливается на
ножи или диски эквилибратора, при этом более тяжелая лопасть
всегда отклоняется вниз. Балансировка винтов проверяется в не-
184
скольких положениях — при горизонтальном положении лопа-
стей и под различными углами к вертикали. Во всех положениях
лопастей винт должен быть уравновешен. Разрешается следую-
щая неуравновешенность винтов:
а) для металлических винтов фиксированного шага (ВФШ)
2 грамметра; >
б) для воздушных винтов изменяемого в полете шага
(ВИШ) — 3 грамметра.
Рис. 182. Балансировка винта на эквилн-
браторе
Рис. 183. Проверка воздуш-
ного винта на биение
Вышедший из ремонта винт должен быть проверен на биение..
Этой проверке подвергаются также и работающие впиты в сроки,
установленные регламентом по техническому обслуживанию са-
молета.
Проверка на биение производится следующим образом.
На козелке или подставке, перпендикулярно плоскости вра-
щения винта, кладется указатель (линейка) вплотную к кромке
лопасти на расстоянии 250 мм от ее конца (рис. 183). Не смещая
указателя, поворачивают винт так, чтобы к указателю приблизи-
лась следующая лопасть. Если между лопастью и указателем
образуется зазор или, наоборот, лопасть отодвинет указатель,
то при работе мотора будет биение винта. Этот дефект должен
быть устранен.
185
5. РЕМОНТ СТАЛЬНЫХ ПУСТОТЕЛЫХ ЛОПАСТЕЙ
В последнее время применяются винты со стальными пусто-
телыми-лопастями. Такие лопасти состоят из двух штампован-
ных частей, изготовленных из хромованадиевой
ных между собой (рис. 184). Сварные швы
внутри лопасти пропаяны медным припоем.
Ремонт таких лопастей аналогичен ре-
монту дуралюминовых лопастей, хотя и име-
стали и сзарен-
Рис. 185. Изгиб
пера пустоте-
лой лопасти
Рис. 184. Стальная пустотелая лопасть винти
ются некоторые особенности. Наиболее характерными поврежде-
ниями пустотелых лопастей являются:
а) изгиб пера лопасти (рис. 185);
б) вмятины и выпуклости на поверхности лопасти;
в) пулевые пробоины;
г) забоины, царапины и трещины.
Правка лопастей
К правке допускаются лопасти, имеющие несколько переги-
бов, при условии если в местах изгибов нет трещин. Поэтому по-
гнутая лопасть перед правкой должна быть тщательно осмотрена
с целью обнаружения трещин.
Лучшим способом определения трещин является травление.
Оно производится следующим образом.
Подозрительный участок зачищают наждачным полотном или
смачивают растворителем РДВ. Зате1М смачивают раствором, со-
стоящим <из 15—20% серной кислоты и 85—80% воды. Протра-
вив участок лопасти раствором, смывают его водой, а затем
бензином. Пользуясь лупой, осматривают травленный участок.
При отсутствии серной кислоты можно обнаружить трещины
(правда с меньшей точностью) следующим способом.
Зачистив подозрительный участок наждачным полотном или .
смочив его растворителем РДВ, промывают бензином, а затем
смазывают маслом и насухо протирают. После этого участок
покрывают мелким порошком мела. Если на лопасти имеются
трещины, то оставшееся в них масло впитывается мелом.
Если трещины не обнаружены, можно приступить к правке
186
Вмятина
лопасти, для чего предварительно удаляют все детали с комле-
вой части.
Правку стальных пустотелых, лопастей разрешается произво-
дить только в холод-
ном состоянии. Го-
рячая правка не до-
пускается даже в за-
водских условиях,
так как после такой
правки требуется
термическая обра-
ботка, которая мо-
жет привести к ко-
роблению лопастей.
Сначала лопасть
правится вручную,
для чего ее зажима-
ют между опорами
и плавно нажимают
на комлевую часть.
Чтобы не изменить
профиля лопасти, ее
кладут на специаль-
ные прокладки.
По окончании
ручной правки ло-
пасть правят на вин-
товом прессе в обыч-
ном порядке. При
правке лопасть не-
сколько перегибают
по сравнению с ее
нормальной формой,
упругости несколько
Если имеются незначительные местные дефекты,
устранить при помощи ручной наковальни и молотка.
После правки на поверхности лопасти появляются обычно
вмятины и выпуклости, которые устраняются при помощи
клиньев (рис. 186,/) или давлением масла (или воздуха), под-
водимого внутрь лопасти (рис. 186,2). Одновременно с повыше-
нием давления внутри лопасти участок, где имеется вмятина,
простукивается свинцовым молотком. Чтобы облегчить наблю-
дение за отремонтированными участками, их не закрашивают,
а покрывают бесцветным лаком № 17а.
Лопасть
вмятин:
масла или воздуха
Рис. 186. Правка
1 — клиньями; 2— давлением
Стяжные болты
Формы
как после правки она в силу своей
так
спружинит и примет необходимую форму.
их можно
Заделка пулевых пробоин на пустотелых лопастях
В большинстве случаев пуля пробивает одну стенку лопасти,
затем, перемещаясь внутри лопасти, повреждает ее концевую
а ;
часть (рис. 187).
187
Ремонт таких лопастей производится, как правило, электро-
Застрввшая пули
Деформация лопасти
Рис. 187. Деформация лопасти при про-
стреле
дуговой сваркой, а в исключительных случаях — газовой сваркой.
При отсутствии сварочной аппаратуры разрешается заделы-
вать пулевые пробоины пробками. Пробоины засверливают для
получения цилиндрического отверстия, затем изготовляют соот-
ветствующего размера
пробку из стали (марки
10 или 20) или дуралю-
мина и ставят ее в отвер-
стие с натягом 0,003 мм.
Поставив пробку, ее за-
чеканивают, запиливают
и зачищают наждачным
полотном. После этого
осматривают ремонти-
руемый участок с целью
выявления трещин.
Ремонт забоин и царапин
К ремонту допускаются лопасти, имеющие поперечные за-
боины и царапины, глубина которых не более 10% толщины сте-
нок; глубина продольных забоин и царапин допускается до 30%
толщины стенок. Забоины глубиной до 10% устраняют путем
снятия металла с поверхности при помощи напильников и на-
ждачного полотна. < •
Заделку более глубоких забоин производят паянием латунью
или наплавкой металла электросваркой.
К ремонту допускаются лопасти, имеющие на кромках за-
боины и рванины глубиной не более 2 мм; их устраняют снятием
металла по главному контуру.
При наличии рванины на конце лопасти разрешается укора-
чивать лопасть на 10 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Укажите последовательность операций при заделке пулевых пробоин
на лопасти винта.
2. Как производится ремонт забоин на лопастях?
• л Г5сРечислите возможные дефекты при заделке пулевых пробоин.
4 Как и в каких случаях производится укорочение лопастей?
5. Как ---1
6. Как
7. Как
обработки?
8. Как
9. Как
10. Как
11. Как
производится холодная правка лопастей?
производится травление лопастей?
производится правка лопастей с применением термической
производится проверка весовой симметрии?
проверить биение винта?
производится травление пустотелых стальных лопастей?
производится правка пустотелых стальных лопастей?
к
РАЗДЕЛ ВТОРОЙ
МЕДНИЦКОЕ ДЕЛО
ГЛАВА X
КРАТКИЕ СВЕДЕНИЯ О ПАЯНИИ. ПРИМЕНЯЕМЫЙ
ИНСТРУМЕНТ
Паянием называется соединение металлов при помощи
вводимого между ними сплава (припоя) в расплавленном состоя-
нии. Паяние относится к числу неразъемных соединений, приме-
няемых в технике.
Для обеспечения прочности соединения необходимо соблю-
дать следующие условия.
1. Чтобы спаиваемые металлы не расплавились, температура
плавления их должна быть несколько выше температуры плавле-
ния припоя; при этом припой должен образовывать со спаивае-
мым металлом прочный и вязкий сплав.
2. Спаиваемые поверхности деталей должны плотно подго-
няться одна к другой.
3. Во всех случаях паяния припой и спаиваемые металлы
должны обладать свойством взаимной растворимости как в твер-
дом, так и в жидком состоянии.
4. Если прочность припоя оказывается недостаточной, то для
повышения прочности соединения детали перед пайкой дополни-
тельно скрепляются одним из указанных ниже способов
(рис. 188):
а) фальцевыми швами;
б) заклепками;
в) врезками или штифтами;
г) увеличением поверхности или длины шва.
5. В расплавленном состоянии припой должен обладать жид-
котекучестью и способностью смачивать спаиваемые поверхно-
сти подобно воде, которая хорошо смачивает и удерживается на
чистых поверхностях металлов, дерева и других материалов.
Грязь, краска, жир, окалина и окислы, образующиеся на поверх-
ности металлов, препятствуют непосредственному соединению
припоя с металлом. В этом случае расплавленный припой скаты-
вается каплями с металла, как холодная вода с поверхности, по-
крытой слоем жира.
Для успешной работы во время пайки следует обеспечить
полную чистоту спаиваемых поверхностей металлов.
189
Рис. 188. Дополнительное скрепление деталей перед пайкой.
а — фальцевыми швами; б — заклепками; в—врезками; г — увеличением поверхности шва
Очистка ремонтируемых предметов от грязи, жира и окалины
производится напильниками, шаберами, карпетками или наждач-
ной бумагой, а предохранение металла от образования окислов
во время пайки осуществляется при помощи специальных хими-
ческих веществ, называемых флюсами.
1. ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЙ В МЕДНИЦКОМ ДЕЛЕ
Для выполнения медницких работ применяется инструмент:
измерительно-разметочный, режущий, ударный, вспомогательный.
Измерительно-разметочный инструмент
Для разметки и измерения заготовок и деталей употребляют:
метр складной, масштабную линейку, штангенциркуль, кронцир-
куль, угольники, кернер, чертилки, циркуль (описание конструк-
ции и применения этого инструмента дано в главах I и II).
Измерительно-разметочный инструмент требует к себе более
внимательного и бережного отношения, чем другой медницкий
инструмент, поэтому его следует хранить отдельно от прочего
инструмента.
Режущий инструмйнт
Ножницы ручные (см. рис. 46) применяются для разрезания
листового материала толщиной до 1 мм. По форме режущих
лезвий ножницы изготовляются с прямыми и кривыми (фасон-' ". ч
ными) лезвиями (рис. 189). “л*-
Кривые ножницы служат для вырезки отверстий в трубах и
резервуарах (рис. 190). В зависимости от твердости металла ре-
190
Рис. 189. Ножницы с фасонными лезвиями
жущие лезвия ручных ножниц имеют различные углы заостре-
ния: для дуралюмина 70—75°, для мягких металлов 45—60°.
Зубила слесарные (см. рис. 59) применяются для разрубания
толстого листового и пруткового ма-
териала. При отсутствии фасонных
ножниц для вырубания круглых и фи-
гурных отверстий в листах и стенках
резервуаров употребляются узкие зу-
била.
Просечки (рис. 191), или полые
бородки, употребляются для пробива-
ния отверстий диаметром до 60 мм.
Просечки применяются также при из-
готовлении круглых шайб и прокладок
и для пробивания отверстий в резино-
вых, кожаных и других прокладочных
материалах.
Ножовка (см. рис. 49) применяется
Рис. 190. Вырезывание от-
верстий ножницами с фасон-
ными лезвиями
для резки труб и толстых материалов. Для вырезания фигур-
ных отверстий в листовых и мягких материалах применяется
лобзик с набором мелких пил (рис. 192).
Рис. 191. Просечка
Напильники (см. рис. 78) применяются для зачистки швов от
окалины, для обработки изделий, спаянных твердым припоем,
а также при опиловке изделий по контуру и в отверстиях. На-
191
Рис. 192. Лобзик
пильники должны иметь ручки соответствующих размеров. При
опиловке швов, паянных мягким припоем, следует избегать при-
менения напильников чс мелкой насечкой, так как припой заби-
вается в зубья напильников и портит их. Для удаления излиш-
ков припоя удобнее применять шаберы.
Шаберы (рис. 193) применяются для
Рис. 193. Шаберы:
а— плоские; б — трехгранные; в — фасонные; г — шабер,
изкповлеинып из напильника
снятия с поверхности из-
делий тонкого слоя ме-
талла, для очистки пе-
ред пайкой швов от
окалины, окислов и
грязи, а также для за-
чистки неровностей и
наплывов припоя после
пайки. Для медницких
работ шаберы часто из-
готовляют из старых,
негодных трехгранных
или плоских напильни-
ков путем обточки их
на наждачных точи-
лах. Перед работой
шабер должен быть
правильно и остро за-
точен. >•;
Кусачки (рис. 194)
употребляются для раз- J!
резания тонкой прово-
192
Рис. 194. Шар.
нирные кусачки
Рис. 195. Отбортовка слесарным молотком:
а — отбортовка трубы; б — отбортовка листа
локи и стержней заклепок. Их изготовляют различных разме-
ров, простые и шарнирные.
Ударно-опорный инструмент
А1олотки. Для медницких работ употребляются стальные и
деревянные молотки (киянки) различной формы.
При ремонтных работах наиболее применим обычный квадрат-
ный слесарный молоток. Боек и носок его удобны для отбор-
товки листового металла и труб (рис. 195). Гладильный молоток,
имеющий полированные поверхности бойков, применяется для
правки листов и неровностей (рис. 196).
Деревянные молотки (киян-
ки) изготовляют из твердых
пород дерева, например из бе-
резы, клена, вяза, и применяют
для обработки и правки тон-
кого листового материала
(рис. 197).
Стойни (рис. 198) применя-
ются при выколотке изделий
различных форм, при загибе
бортов и правке выпуклых и
Рис. 19С. Правка листа гладильным
молотком
прямых изделий из листового
металла. Форма стойней за-
Рис. 197. Киянки:
в — для правки Листов; б — для выколотки металла
13-1640
193
висит от формы размеров изделия. Их изготовляют из инстру-
ментальной стали В некоторых случаях их можно заменить
куском твердого дерева, обработанного под соответствующую
форму изделия.
Рис. 198. Ст'ойни:
0 — круглые; б ~ полукруглые
Шпераки универсальные применяются для правки цилиндри-
ческих и конусных изделий, загиба фальцевых швов и разваль-
цовки кромок цилиндров и конусов труб. Наиболее употребите-
лен для ремонтных работ короткий шперак, зажимаемый в тиски
(рис. 199); он не требует специальных упоров и подставок.
Рис. 199. Шперак универсальный
Наковальни и оправки (рис. 200) употребляются для правки
листов, загибов бортов изделий и т. д. Оправки применяются для
придания изделию желаемой формы по заданному размеру. Они
могут быть различных видов и размеров.
Вспомогательный инструмент
Клещи медницкие (рис. 201) употребляются для удерживания
нагреваемых изделий в пламени. Для этой же цели могут при-
меняться плоскогубцы (рис. 202) или круглогубцы (рис. 203).
Ими можно производить различные работы по связыванию изде-
лий проволокой.
194
б
Рис. 200. Наковальня и оправки:
а — наковальня; б — оправки
Рис. 201. Клещи медницкие
Рис. 20’. Плоскогубцы
Рис. 203. Круглогубцы
13*
195
Тиски. Для удержания небольших изделий при обработке
применяют ручные тиски (см. рис. 54), а для удержания крупных
изделий — параллельные тиски.
Дрели ручные. Обычно для сверления отверстий применяют
ручные дрели с набором сверл. При сверлении большого коли-
чества отверстий целесообразнее работать электро- или пневмо-
дрелями.
Приспособления при паянии. Паяние произво-
дится при высоких температурах, поэтому во избежание ожогов
от нагретых изделий употребляют клещи или плоскогубцы. Но
не при всех работах можно ими воспользоваться. Для удержа-
ния мелких предметов в нужном положении к ним припаивают
поддержки в виде тонких прутков или пластинок (рис. 204).
Рис. 204. Поддержка заглушки при паянии
При пайке очень тонких изделий, чтобы не нарушить их
формы, необходимо изготовлять специальные деревянные оправки
(рис. 205).
Рис. 205. Деревянная оправка
Щетка-карчетка. Для очистки мест пайки от краски, ржав-
чины и окислов употребляют щетку-карчетку (см. рис. 82), пред-
ставляющую собой кусок кордовой ленты с вплетенной в нее
проволокой.
196
2. ПАЯЛЬНИКИ
Основным инструментом, применяемым при паянии мягким
припоем, является паяльник’ Он служит для расплавления и рас-
пределения припоя на спаиваемых поверхностях, швах и в углу-
блениях, а также для прогрева места спаивания.
В зависимости от способа нагревания различают паяльники,
периодически нагреваемые на цткрытом пламени горна или
паяльноп лампы, —- обычные паяльники и паяльники, непрерывно
нагреваемые, чаще всего электрические, бензиновые или газо-
вые, для которых источником тепла служит электрический ток,
газовая, ацетиленовая или бензиновая горелка.
Обычные паяльники
При выполнении различных ремонтных работ авиамеханик
чаще всего пользуется обычными паяльниками. Их изготовляют
различной формы (рис 206) Это обусловлено главным образом
Рис. 206. Паяльники:
а —молотковый; б — торцовый; ] — тыльная часть; 2 — рабочая часть*
3 — стержень; 4 — ручка
стремлением обеспечить лучший подход к спаиваемому месту.
Приемы пользования паяльниками показаны на рис. 207.
Паяльники изготовляются преимущественно из красной меди.
Медь обладает способностью быстро нагреваться с малой за-
тратой тепла и в то же время хорошо передает полученную те-
плоту припою, сохраняя ее более продолжительный срок, чем
другие металлы (например, железо).
Паяльник представляет собой круглый или квадратный за-
остренный в виде клина кусок меди, укрепленный на железном
стержне. На конец стержня насаживают деревянную ручку. По-
верхность паяльника должна быть всегда чистой и гладкой, без
раковин и трещин. На теле паяльника различают рабочую и
тыльную части (рис. 206). Рабочая часть паяльника для лучшей
теплоотдачи делается слегка закругленной, а для лучшего рас-
пределения припоя облуживается. Наиболее употребительны
197
Рие. 207. Приемы пользования паяльниками
паяльники весом от 250 г до 1 кг. Для паяния массивных пред-
метов и алюминиевых сплавов желательно применять более мас-
сивные паяльники.
Для нагрева паяльников используются постоянные и перенос-
ные горны и различного рода печи, нагреваемые углем или дро-
вами.
Древесный уголь служит наиболее пригодным топливом для
этой цели вследствие его чистоты и отсутствия зольности. На-
грев паяльников на каменном угле недопустим из-за присутствия
в нем серы, которая легко соединяется с медью, образуя серни-
стую медь. Сернистая медь — вещество хрупкое и плохо прово-
дит тепло. Вследствие этого паяльники, нагреваемые длительное
время на каменном угле, теряют способность удерживать тепло.
Для восстановления прежних свойств паяльники следует переко-
вать.
Бензиновый паяльник
Бензиновый паяльник (рис. 208) представляет собой комбина-
цию паяльной лампы с обыкновенным паяльником, закреплен-
Рис. 208. Бензиновый паяльник:
резервурар; 2 — гохелка, Л — запорный край; 4 - форсунка; 5— чашечка;
6 — насос / — колпачок; в — воздушный кран; 9 — заливная горловина
198
ным, на подвижном стержне. Это позволяет ставить паяльник
в наивыгоднейшее положение для нагрева горелкой.
Бензиновый паяльник наиболее пригоден для выполнения раз-
личных ремонтных работ. Особенно он необходим при паянии
деталей, изготовленных из сплавов алюминия, где для распла-
вления тугоплавких припоев и прогрева шва, имеющего большую
теплоемкость, требуется значительный и непрерывный подвод
тепла.
Расход бензина составляет 0,16—0,20 л/час.
Рис. 209. Использование бензинового паяльника в качестве
паяльной лампы
Сняв паяльник, можно бензиновую горелку использовать для
пайки бензиновых баков твердым припоем или шаберным спо-
собом. Выполнение этих работ обычной паяльной лампой приво-
дит к интенсивному нагреву большой площади бака, что вызы-
вает коробление его обечайки, а иногда и расплавление мате-
риала бака.
Работа с бензиновым паяльником показана на рис. 209.
Кроме нагрева от бензиновой горелки, паяльники могут на-
греваться пламенем газовой горелки.
Электрические паяльники
Конструкция электрического паяльника довольно проста.
Паяльник (рис. 210) состоит из керамической катушки 7, на ко-
торую намотана проволока 2, обладающая большим сопроти-
влением. При пропускании электрического тока через это сопро-
тивление проволока нагревается, передавая свое тепло через ке-
рамическую катущку медному стержню паяльника 3. Все это
199
заключено в железный кожух 5. Между кожухом и катушкой
для изоляции тепла сделана асбестовая набивка 4.
Паяльник имеет деревянную ручку 6 и провод 7 для при-
ключения к источнику тока.
При выборе паяльника для работы надо, чтобы напряжение
электрического тока в сети соответствовало напряжению, на ко-
торое рассчитан паяльник. Обычно на тыльной стороне паяль-
ника указывается его рабочее напряжение.
Для нагревания паяльников обычно используется электро-
энергия городской сети с напряжением 1
Рис. 210. Электрический паяльник:
/—керамическая катушка; 2 — сопротивление; 3 — паяльник; 4 — асбестовая набивка;
5 — кожух; 6 — ручка; 7 — провод
В полевых условиях для нагревания паяльников можно ис-
пользовать ток зарядного агрегата Л-6 с напряжением 110 в или
энергию эдектрических аккумуляторов с напряжением 24 в
(в этом случае надо иметь паяльник под это напряжение). Ба-
тарею нужно брать емкостью не меньше 40 ампер-часов.
Электрические паяльники удобно применять при ремонтных
работах, выполняемых непосредственно на самолете. Например,
пайка трещин в обечайках радиатора, ремонт электропроводки и
вообще выполнение таких работ, где объем и сложность их не-
значительны, а съемка и установка деталей требуют много вре-
мени.
Электрический паяльник можно также применять в качестве
электрического нагревателя для взрыва пирозаклепок.
3. ПАЯЛЬНАЯ ЛАМПА
В качестве источника тепла чаще всего применяется паяль-
ная лампа, дающая температуру пламени свыше 1000° С. При
помощи паяльной лампы можно выполнять все работы, связан-
ные с паянием твердыми и мягкими припоями.
По конструкции паяльные лампы разделяются на керосино-
вые и бензиновые. Бензиновые лампы отличаются от керосино-
вых более массивным корпусом, рассчитанным на повышенное
давление паров бензина, и более короткой горелкой, так как
для испарения бензина требуется более короткий змеевик,
200
Основные детали паяльной лампы (рис. 211): резервуар
для керосина, насос для нагнетания воздуха 2. троиник J с за
порным краном 4, горелка 5, ча-
шечка для подогрева горелки Н
и заливная горловина 12.
Резервуар для керо-
сина 1 изготовляется из латуни
или луженого железа и имеет
емкость 1—2 л. Под действием
керосина, содержащего воду, же-
лезо быстро ржавеет, поэтому
необходимо постоянное наблюде-
ние за исправностью резервуара.
Насос для нагнетания
воздуха 2. Чтобы обеспечить
поступление керосина из резер-
вуара в горелку, в резервуаре не-
обходимо создать давление воз-
духа Для этого воздух в pe-
er
- 4
Рис. 211. Паяльная лампа:
а — общий вид; б— раз'-ез; У —резервуар; 2 —насос; 3 ~ тройник; 4 — запорный кран; 5 —
горелка; 6 — змеевик; 7—восьмерка форсунки; 8 — форсунка; 9 —кожух; 10—диафрагма;
</ — чашечка; 12 — заливная горловина; 13 — клапан; 14 — гайка корпуса; 15 — вертикальная
201
зервуар периодически нагнетают насосом. Излишнее накачива-
ние воздуха в процессе работы может привести к разрыву
лампы. По конструкции насос лампы ничем не отличается от
обычных воздушных насосов.
Тройник 3 с запорным краном/ выполнен из ла-
туни и имеет три отростка. Вертикальный отросток ввинчивается
на резьбе в гайку корпуса 14. Горизонтальный левый отросток
имеет резьбу для ввертывания штуцера ниппельного соединения,
при помощи которого присоединяется трубка змеевика 6. В пра-
вый отросток ввинчивается игла запорного крана 4, регулирую-
щая подачу топлива из резервуара в горелку. Поворотом иглы
регулируется пламя и производится тушение лампы. Герметич-
ность запорного крана осуществлена сальниковой набивкои.
Г о р ел ка 5 представляет собой приспособление, предназна-
ченное для приготовления и сжигания керосино-воздушной
смеси. Она состоит из трех-четырех витков латунной трубки-
змеевика 6, один конец которого крепится гайкой к тройнику 3,
а другой впаивается в восьмерку форсунки 7.
Во второе отверстие восьмерки 7 ввинчивается форсунка 8,
представляющая собой гайку с калиброванным отверстием для
дозировки и распыления топлива.
Вся горелка охватывается железным кожухом 9 с прорезами
для подачи воздуха.
Под давлением воздуха горючее поступает в вертикальную
трубку 15 и далее через запорный кран 4 в змеевик 6. В змее-
вике оно испаряется и в газообразном состоянии через фор-
сунку 8 и диафрагму 10 выбрасывается плотным пучком пла-
мени наружу.
Чашечка для подогрева горелки// служит ре-
зервуаром для заливки горючего при разжигании лампы.
Заливная горловина 12 предназначена для заполне-
ния резервуара топливом. На горловине имеется возвратный
клапан 13, запирающий выход воздуха из резервуара. Клапан
предназначен также для тушения лампы и для стравливания
(уменьшения) избыточного давления воздуха в резервуаре. При
неисправности клапана его вывертывают специальным ключом,
вставляемым в трубку насоса 2. Горловина плотно закрывается
крышкой на резьбе. Для герметичности под крышку ставят ко-
жаную или пробковую прокладку.
Лампа как источник нагрева. Для успешного выполнения ра-
бот на паяльной лампе большое значение имеет умение поль-
зоваться пучком пламени лампы. Пламя паяльной лампы в раз-
личных зонах имеет разный химический состав и неодинаковую
температуру. Наивысшую температуру пламя имеет примерно на
расстоянии % его длины, считая от обреза горелки. Можно до-
пустить, что здесь пламя химически нейтрально, т. е. не создает
окислений металла при нагревании вследствие полного сгорания
топлива, без избытка кислорода. Чем ближе к обрезу горелки,
тем температура пламени ниже, так как в этой зоне пламени
202
присутствует избыточный кислород, не успевший еще соеди-
ниться с топливом.
При нагревании металла в окислительной зоне пламени по
мере повышения температуры металл интенсивно окисляется, и
бывают случаи, когда медноцинковый припой в виде прутка,
нагретый до красного каления, не плавится, а будучи сильно
окислен, крошится мелкими кусками и падает с изделия. В этом
случае паяемое изделие и припой переносят в нейтральную зону
пламени и нагревают до температуры плавления припоя.
Заправка и розжиг керосиновой паяльной лампы
Паяльная лампа относится к числу несложных и общедо-
ступных нагревательных приборов, широко применяемых в мед-
ницком деле при выполнении мелких слесарных работ и осо-
бенно при ремонте в полевых условиях. Несмотря на простоту
устройства, паяльная лампа требует умелого обращения с ней
и постоянного и внимательного ухода; в противном случае опа
будет плохо греть, а иногда может вызывать несчастные случаи.
Во избежание пожаров и взрывов необходимо соблюдать сле-
дующие меры предосторожности:
1. Разжигать паяльные лампы следует только в специально
отведенных, безопасных в пожарном отношении местах, удален-
ных от самолетов, ангаров и складов. В помещении, где произ-
водятся паяльные работы, должен быть пенный огнетушитель и
песок.
2. Лампу следует заправлять только керосином; ни в коем
случае нельзя смешивать керосин с бензином, так как это может
привести к взрыву.
3. Во избежание закупорки форсунки и быстрого образования
нагара перед заправкой надо керосин профильтровать через чи-
стую ветошь или сетчатый фильтр.
4. Чтобы не облить при заправке керосином верстаки, пол или
инструмент, рекомендуется ставить лампу в ванночку (рис. 212).
5. Не следует обливать керосином лампу. Керосин в нее
нужео наливать через воронку с мелкой сеткой. Этим дости-
гается вторичная фильтрация керосина. Резервуар наполняется
только на % своей емкости. Наливать лампу полностью кате-
горически воспрещается, так как возможен взрыв.
6. Проверить исправность прокладок в крышке заливного от-
верстия и крепко без перекоса завернуть крышку. Если про-
кладка износилась, надо заменить ее новой. При отсутствии про-
кладки можно изготовить ее из бензостойкой резины или кожи.
Розжиг лампы рекомендуется производить в такой по-
следовательности:
1. Проверить, нет ли на рабочем месте горючих материалов.
Поставить перед лампой железный лист или сложить кирпичный
экран для отражения пламени, так как керосин в начале розжига
еще не успевает превратиться в газ и бьет сильной горящей
203
струей, которая может вызвать пожар. Кроме этого, при нали-
чии экрана паяльник и лампа
разогреваются быстрее.
2. Закрыть запорный кран и
воздушный винт.
3. Налить в чашечку денату-
рированный спирт и зажечь его.
Ванночка
II Резе.рвуар
кьвойи<1
сином
Рис. 213. Охлаждение лампы
Рис. 212. Заправка лампы керо-
При отсутствии денатурата в чашечку наливают керосин, кладут
туда кусок пакли и зажигают ее.
4. Когда горючее в чашечке воспламенится, отвернуть запор-
ный кран на четверть оборота от закрытого положения. Вполне
исправная лампа загорается без дополнительного давления насо-
сом за счет сообщенного ей тепла от сгоревшего топлива. После
этого следует повышать давление воздуха насосом, но не дово-
дить его свыше 3 ат (во избежание разрыва резервуара) и отре-
гулировать интенсивность пламени запорным краном.
5. Если лампа не разгорается, необходимо в начале розжига
создать давление в резервуаре двумя-тремя качками насоса и
отвернуть запорный кран не менее чем на один оборот. Когда
змеевик хорошо1 прогреется в лампа будет давать ровный шум и
пламя, необходимо повысить давление и отрегулировать пламя.
Чтобы потушить лампу, нужно отвернуть воздушный винт. Да-
вление в резервуаре упадет, и горючее не будет поступать в го-
релку.
6. При длительной работе, особенно в помещениях с высокой
температурой и в жаркие летние дни, лампа настолько сильно
разогревается, что возникает опасность ее взрыва вследствие
повышенного давления в резервуаре. В таких случаях лампу
надо охладить. Для охлаждения ее ставят в сосуд с холодней
водой (рис. 213), которую по мере нагревания лампы меняют.
Если же охладить лампу нельзя, ее следует потушить.
Неисправности паяльной лампы
Наиболее характерные и часто встречающиеся неисправно-
сти паяльной лампы следующие:
1. Пламя в горелке при работе гаснет. Это может происхо-
дить по следующим причинам; V
204
а) давление в о з Д у х а в резервуаре недоста-
точно или керосин израсходован полностью;
в этом случае нужно создать насосом необходимое давление
или заполнять резервуар горючим;
б) в форсунке образовался нагар или попала
грязь; чтобы устранить этот дефект, нужно прочистить фор-
сунку иглой пли профильтровать керосин;
в) в керосине имеется вода; необходимо слить из
лампы топливо и налить чистый керосин;
г) резервуар не держит требуемого давле-
ния воздуха; в этом случае рекомендуется проверить, нет
ли утечки воздуха в прокладке заливного отверстия, в насосе
или в ниппельных соединениях; в местах, где происходит утечка
воздуха, образуются пузырьки керосина, или слышится легкое
шипение; более точно место утечки воздуха можно определить
посредством мыльной воды: подозрительное место смачивают
мыльной водой, в местах утечки появляются пузырьки.
Способ устранения дефекта зависит от причины, вызвавшей
стравливание давления воздуха из резервуара.
При стравливании воздуха через прокладку крышки залив
ного отверстия ее необходимо заменить новой.
При протекании керосина через насос следует вывернуть спе-
циальным ключом возвратный клапан, прочистить его, заменить
(если необходимо) износившиеся части новыми и поставить кла-
пан на место.
Если насос не нагнетает воздух, нужно проверить, не срабо-
талась ли кожаная манжета, и в случае необходимости заме-
нить ее. Новую манжету надо размочить в керосине и, поставив
на место, смазать вазелином для лучшего скольжения.
Отказ насоса в работе возможен при высохшей, по целой
манжете. В этом случае ее следует размочить и смазать, как
указано.
Протекание керосина в ниппельных соединениях устраняется
затягиванием гаек, но если керосин протекает и после затяжки
гаек, нужно притереть конусы ниппелей.
2. Пламя неустойчивое, топливо выбрасывается несгоревшей
струей. В этом случае горелку лампы следует подогреть пламе-
нем рядом стоящей лампы или потушить лампу и .разжечь ее
вторично. Если это не устраняет дефекта, нужно поставить но-
вую форсунку с меньшим отверстием.
3. Запорный кран пропускает керосин. Это происходит в двух
случаях:
а) при ослаблении затяжки гаек сальника запорного крана,
б) при износе самого сальника.
Наиболее простым способом устранения этой неисправности
является подтягивание гайки сальника; если же течь керосина
не устраняется, необходимо заменить сальник новым. Для этого
иглу крана следует обвернуть шнуровым асбестом, смазать вазе-
лином и поставить на место. При этом нельзя сильно затягивать
205
гайку, так как не будет возможности подтягивать ее по мере
надобности для устранения течи.
4. Образование нагара внутри змеевика. Основным признаком
этой неисправности является частичное или полное прекращение
подачи топлива в горелку (после прочистки форсунки). Для уда-
ления нагара необходимо змеевик отсоединить от горелки, отвин-
тить гайку у тройника, а затем вывернуть форсунку. Нагрев
горелку до темнокрасного каления (на горне или лампе), резко
охлаждают ее в воде (резкое охлаждение необходимо для того,
чтобы отстал накопившийся в змеевике нагар). Затем вторично
нагревают змеевик и охлаждают его на воздухе. Для удаления
остатков нагара из трубки ее продувают воздухом. Этот способ
удаления нагара не всегда эффективен, так как значительную
толщину нагара трудно разрушить за счет резкого изменения
температур. Кроме этого, места, паянные твердым припоем,
получают при резком изменении температур трещины.
Наиболее эффективным способом очистки горелки от нагара
является продувка сжатым воздухом разогретого до красного
каления змеевика. В этом случае раскаленный углерод (нагар),
находящийся в трубке, интенсивно соединяется с непрерывно
поступающим кислородом воздуха и сгорает почти полностью.
Если указанными способами очистить горелку от нагара не
удалось, нужно изготовить новый змеевик. При отсутствии ма-
териала можно использовать для этой цели стальные трубки
воздушного самопуска мотора.
5. Лампа объята пламенем. Происходит это чаще всего во
время горения лампы, когда змеевик горелки по какой-либо из
рассмотренных выше причин охлаждается. При этом керосин
выбрасывается струей, обливает резервуар и загорается. Возни-
кает опасность взрыва лампы.
В этих случаях нужно быстро при помощи плоскогубцев или
клещей отвернуть воздушный винт, вследствие чего давление
воздуха в резервуаре стравится. Затем погасить пламя вокруг
лампы при помощи кошмы или других подручных средств.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите условия, необходимые для получения качественной пайки.
2. На какие группы разделяется медницкий инструмент?
3. Каково назначение паяльника?
4. Перечислите основные детали бензинового паяльника и их назначение.
5. Назовите основные части электрического паяльника и укажите область
его применения.
6. Перечислите основные детали паяльной лампы и укажите их назна-
чение.
7. Как производится заправка и розжиг паяльной лампы?
8. Переча лите основные неисправности паяльной лампы к меры их
устранения.
ГЛАВА XI
ПАЯНИЕ МЯГКИМИ ПРИПОЯМИ
1. МЯГКИЕ ПРИПОИ
Припоями называются металлы или сплавы, посредством
которых достигается прочное соединение спаиваемых частей.
При выборе припоя нужно иметь в виду, что чем меньше разница
в температурах плавления материала изделия и припоя, тем
прочнее спаянное место.
В зависимости от прочности спаиваемого места и темпера-
туры плавления припоев различают два вида паяния: мягкое
паяние, выполняемое при температурах ниже 300° G при помощи
легкоплавких (мягких) припоев, и твердое, или крепкое, пая-
ние, производимое при температуре выше 700° G.
К мягким припоям относятся сплавы олова со свинцом в раз-
личных пропорциях. Температура плавления этих припоев нахо-
дится в пределах 181—230° С.
Паяние мягкими припоями производится в тех случаях, когда
к деталям по конструктивным или производственным соображе-
ниям не предъявляют требований высокой прочности. Такая
пайка является уплотнительной. Например: восстановление нару-
шенной герметичности швов, заделка мелких пробоин и трещин
на металле в различных сосудах и емкостях, где нет высоких
температур и давлений, ремонт электро- и радиоаппаратуры
и т. д.
Места, паянные мягкими припоями, п.ф^о противостоят виб
рациям, изгибам и ударным нагрузкам, нрй ремонте и эксплоа
тации это обстоятельство должно быть учтено.
В авиации применяются припои ПОС-ЗО, ПОС-40 и ПОС-61.
Марки припоев расшифровываются следующим образом:
буква П означает слово припой, буквы ОС — оловянисто-свинцо-
вый, а цифра показывает процент олова. Например, припой
ПОС-ЗО означает припой оловянисто-свинцовый, содержащий
30% олова.
В настоящее время, кроме указанных припоев, применяются
также припои ПОСС-18, ПОСС-ЗО, ПОСС-45. Эти припои служат
заменителями оловянисто-свинцовых припоев и отличаются от
207
них тем, что содержат еще сурьму, повышающую прочность
и растекаемость припоя. Данные о химическом составе мягких
припоев приведены в табл. 13.
Таблица 13
МЯГКИЕ ПРИПОИ
Марка Химический состав В °/о Температура плавления в °C Применение
ОЛОВО сурьма свинец
ПОС-ЗО . . 30 — Осталь- ное 258 Для пайки деталей авиаприборов и луже- ния вкладышей подшип- ников
ПОС-40 . . 40 То же 237 Для пайки радиаторов, деталей приборов элек- тро- и радиоаппаратуры. Для пайки тросов
ПОС-61 . . 61 — ш 190 Для пайки радиоап- паратуры и авиаприбо-
ПОСС-18 . 18 2—2,5 в 267 Заменитель припоя ПОС-ЗО
посс-зо . 30 1,6—1,9 » 243 Заменитель припоя ПОС-40
ПОСС 45 . 45 2,5—2,8 207 Заменитель припоя ПОС-61
Приготовление припоя
Мягкий припой не всегда может быть на складе части. В этом
случае при наличии олова и свинца можно самостоятельно при-
готовить припой необходимого состава. Работа выполняется
в такой последовательности:
1. Руководствуясь табл. 13, определяют потребное количе-
ство олова и свинца по процентному содержанию их в сплаве.
2. Отвешивают необходимое количество олова и свинца.
3. В железном ковше на пламени горна или паяльной лампы
расплавляют сначалг^ Свинец, имеющий более высокую темпера-
туру плавления (З2.азде;), а затем в расплавленную массу доба-
вляют олово (температура плавления 232е С).
Для получения однородного состава жидкий сплав переме-
шивают железным прутком, а затем выливают в форму и полу-
Рис. 214. Изготовление прутков припоя
208
чают, прутки, которыми удобно пользоваться при. работе
(рис. 214). Иногда припой отливают в виде кружков на желез-
ном листе или плите.
Как олово, так и припой нередко встречаются в виде прут-
ков, имеющих почти одинаковый цвет. Чтобы отличить оловян-
ный пруток от припоя, применяют простой прием: при сгибании
прутка чистого олова слышится своеобразный треск, пруток же
припоя сгибается с меньшим усилием и без треска.
2. ФЛЮСЫ для мягких ПРИПОЕВ
Все металлы в той или иной степени способны соединяться
с кислородом воздуха. Такое химическое соединение называется
окислением, а продукты, получаемые при этом, — о к и с-
л а м и. С повышением температуры окисление, как правило,
усиливается, и на поверхности металла образуются твердые
окислы, температура плавления которых значительно выше тем-
пературы плавления чистого металла. Внешне окислы предста-
вляют собой либо окалину, либо тонкую пленку, изменяющую
натуральный блеск металла, либо совершенно невидимый глазом
слой. Все эти окислы препятствуют сплавлению припоя со спаи-
ваемыми поверхностями детали, поэтому места, подлежащие
пайке, тщательно очищаются от окислов напильниками или ша-
берами. Но одной такой очистки недостаточно, так как при
нагреве металла окислы образуются вновь.
Для предохранения спаиваемых изделий от окисления в про-
цессе паяния применяются специальные химические вещества,
называемые флюсами.
Действие флюсов заключается в том, что они растворяют
и химически поглощают окислы металлов до пайки и в процессе
ее. Хорошими флюсами следует считать те, которые при темпе-
ратуре паяния быстро соединяются с окислами и в виде шлака
всплывают на поверхность припоя. Этим обеспечивается непре-
рывное смачивание и растекаемость припоя по спаиваемому
месту и создаются условия прочного соединения припоя с основ-
ным металлом.
В качестве флюсов для паяния мягкими припоями применя-
ются: хлористый цинк, нашатырь, канифоль и пасты.
Хлористый цинк, или травленая соляная кислота, при-
меняется при паянии железа, меди и бронзы. Он получается при
химическом взаимодействии соляной кислоты с цинком.
Крепкая (концентрированная) соляная кислота на воздухе
дымит, выделяя вредные для здоровья пары хлористого водо-
рода. При обращении с соляной кислотой надо' быть осторож- .
ным, так как она вызывает ожоги, разрушает одежду и т-
Брызги кислоты особенно опасны для глаз. Места, на которые
попала кислота, нужно быстро промыть водой с мылом, затем
раствором соды или слабым раствором нашатырного спирта.
14—1640 209
происходит реак-
кислоты вытес-
Процесс приготовления флюса не вызывает затруднений, поэтому
флюс обычно приготовляется самим авиамехаником.
Перед травлением соляную кислоту разбавляют водой до
прекращения выделения паров. Травление следует производить
в фарфоровой, стеклянной или эбонитовой посуде, так как ме-
таллическую посуду кислота быстро разъедает и получаются
соединения, ухудшающие свойства хлористого цинка.
Чтобы получить травленую соляную кислоту, берут на пять
частей крепкой соляной кислоты одну часть мелко раздроблен-
ного цинка. Чем мельче куски цинка, тем реакция протекает
быстрее.
При воздействии соляной кислоты на цинк
ция замещения, в процессе которой водород
няется цинком. Цинк, соединяясь с хлором, образует хлористый
цинк, а вытесненный водород улетучивается в виде паров. Таким
образом, хлористый цинк представляет собой соль, растворенную
в воде, выделенной из кислоты.
Если выпарить воду, то останется белый, весьма гигроско-
пичный порошок, который входит как составная часть при со-
ставлении флюсов для пайки алюминиевых сплазов.
Хлористый цинк считается годным к употреблению тогда,
когда прекращается выделение пузырьков водорода, а на дне
сосуда остаются кусочки цинка.
После травления флюс надо обязательно профильтровать от
загрязнений. Хранить его следует в закрытом стеклянном со-
суде.
Бывают случаи, когда к хорошо подготовленной и смочен-
ной флюсом поверхности припой не пристает. Это происходит
вследствие загрязнения флюса посторонними химическими веще-
ствами или когда кислота недостаточно протравлена.
Чтобы предохранить изделие от коррозии, которая возникает
при употреблении хлористого цинка в качестве флюса, рекомен-
дуется добавлять нашатырный спирт, который вливают в хло-
ристый цинк тонкой струей или каплями. Во время вливания
нашатырного спирта смесь должна взбалтываться до тех пор,
пока она не потеряет свой молочный цвет.
Соляная кислота применяется в качестве флюса при
пайке изделий из цинка или оцинкованного железа. Перед упо-
треблением кислоту разбавляют на 100% водой и таким раство-
ром смачивают (узкой полоской, равной ширине шва) место J
пайки.
Кислота вступает в реакцию с цинком, образуя хлористый
цинк. При таком методе работа выполняется быстрее и' каче-
ственнее, чем в случае применения хлористого цинка.
Нашатырь представляет собой твердую, белую, горько-
соленую соль, встречается она в порошке или кусками. Наша* 1
тырь хорошо растворяет жировые вещества, поэтому его при-
меняют при лужении. При нагревании нашатырь легко разла-
гается, выделяя белые вредные для здоровья газы. Во время
210
работы значительного числа людей в закрытом и слабо венти-
лируемом помещении надо избегать облуживания паяльников на
сухом нашатыре, так как при этом выделяется значительное
количество вредных паров. В таких случаях рекомендуется при-,
менять водный раствор нашатыря.
Канифоль, или гарпиус, — смолистое вещество, по-
лученное при перегонке сосновой смолы. Обескисляющее дей-
ствие канифоли значительно слабее указанных выше флюсов.
Поэтому в случае применения канифоли спаиваемые детали сле-
дует тщательно очистить напильником или шабером.
Остатки флюса негигроскопичны, не вызывают коррозии пая-
ных мест и обладают электроизоляционными свойствами. Это
нужно иметь в виду при ремонте деталей электрооборудования.
Остатки канифоли смываются с изделий денатурированным
спиртом или скипидаром.
Канифоль широко применяется при пайке проводов, радио-
и электроаппаратуры, тросов и т. д.
Этот флюс употребляется в виде порошка или раствора кани-
фоли в спирте или глицерине.
3. ПОДГОТОВКА ПАЯЛЬНИКА К ПАЙКЕ
При паянии мягкими припоями основным инструментом
является паяльник. От умения пользоваться им зависит качество
и скорость работы. Подготовка паяльника к работе заключается
в следующем.
Нужно на рабочей части паяльника опилить драчевым напиль-
ником фаску шириной 5—6 мм (для облуживания). Выполнять
эту работу следует в тисках или на упоре, как показано на
рис. 215. Фаска должна быть слегка закругленной, но не острой,
так как у паяльников с острым концом теплоотдача спаиваемому
предмету меньше. Для паяния тонких швов, как, например, сот
радиаторов или деталей авиаприборов, фаску паяльника делают
почти острой.
После опиловки нагревают паяльник до температуры
500—550° С и затем вторично слегка зачищают фаску для
облуживания. Облуживание производится так: зачищенную
поверхность паяльника кладут на нашатырь и несколькими дви-
жениями очищают фаску паяльника от окисла; затем переносят
его на .припой. Хорошо очищенная фаска покрывается со всех
сторон ровным слоем припоя. Иногда для облуживания паяль-
ника приходится применять другой способ, а именно: после
счистки паяльник быстро погружают рабочей частью в хлори-
стый цинк, затем переносят его на нашатырь и после — на
припой.
Операция по облуживанию паяльника довольно проста, но
вместе с тем у начинающих работать значительная часть не-
удавшихся работ происходит из-за неумения подготовить паяль-
ник к пайке.
14*
211
Эти затруднения происходят по следующим основным При-
чинам:
1 Плохо зачищают рабочую фаску — остаются раковины
или металл вообще не очищен от окислов. В этом случае при-
пой пристает к фаске только местами и при работе не следует
за паяльником.
Рис. 215. Опиливание фаски паяльника:
а —в тиска.; б — на упоре
- 2. Перегревают паяльник, нагревая его до темнокрасного
каления. В этом состоянии припой на фаске сгорает. При не-
сколько пониженной температуре припой может и покрыть
фаску, но тотчас же покрывается синей пленкой окисла; это
означает, что полуда сгорела. В данном случае нужно охладить
паяльник до нормальной температуры и облудить его снова ука-
занным ранее способом.
3. Припой при облуживании ложится на фаску местами
в виде шипов. В этом случае паяльник недостаточно нагрет.
212
Рис. 216. Нагрев паяльника на
горне
Все это недостатки происходят от неумения определить тем-
пературу нагрева паяльника. Правила нагрева паяльников до
требуемой рабочей температуры сводятся к следующему:
1) независимо от того, где нагре-
вается паяльник — на горне, костре
или на огне паяльной лампы,— па-
яльник нужно помещать в огонь
так, чтобы нагревалась его тыль-
ная часть (рИс. 216);
2) достаточный нагрев паяльника
определяется образованием вокруг
его рабочей части зеленоватого пла-
мени, на тыльной стороне появля-
ются переливающиеся цвета от яр-
комедного до темновишневого;
3) при соприкосновении паяль-
ника с припоем последний быстро
плавится.
От нагретого паяльника, подне-
сенного к щеке на расстоянии ладони (8—10 см), должен чув-
ствоваться жар. При поднесении тыльной стороны ладони к
паяльнику на расстоянии 8—10 см тоже будет чувствоваться жар.
4. ОСНОВНЫЕ ПРАВИЛА ПАЯНИЯ МЯГКИМИ ПРИПОЯМИ
Хорошее качество пайки мягкими припоями возможно только
при соблюдении следующих правил.
1. Спаиваемые поверхности должны быть тщательно подог-
наны одна к другой и очищены от грязи и жира. Подгонять
детали нужно с таким расчетом, чтобы слой припоя был воз-
можно тоньше. Для получения прочного шва нужно, чтобы
спаиваемые детали во время пайки и остывания оставались
неподвижными относительно друг друга; для этого они зажима-
ются ручными тисками, клещами, плоскогубцами, специальными
струбцинами или связываются мягкой железной проволокой.
2. Фальцевые швы не должны иметь зазоров. Если зазоры
имеются, то их устраняют при помощи оправки и молотка.
3. На узкие спаиваемые поверхности припой наносится паяль-
ником. Для увеличения толщины слоя припоя на шве или тре-
щине можно на место спая класть кусочки припоя или пользо-
ваться прутком.
4. Во всех случаях паяния припой должен быть расплавлен
до жидкотекучего состояния и распределен по поверхности
слоем требуемой толщины.
5. В процессе пайки приходится неоднократно нагревать
паяльник, поэтому нужно проверять чистоту и облуживание
паяльника после каждого его нагрева.
6. Нагретый паяльник после очистки или облуживания рабо-
чей фаски накладывается на место! спая; им прогревают деталь
213
до тех пор, пока припой не получит достаточной текучести.
После этого можно двигать паяльник по шву, соразмеряя ско-
рость движения со степенью плавления припоя и нагревания
стенок шва. Припой должен заполнить все щели между спаивае-
мыми поверхностями, что достигается хорошим прогревом и пра-
вильным положением детали во время паяния.
7. Массивные детали с толстыми стенками нагреть до тем-
пературы плавления припоя паяльником без постороннего подо-
грева невозможно. В этих случаях их подогревают в печах или
на горне до температуры 100-—150° С и дают после пайки остыть.
8. По окончании работы паяльник нужно очищать от окалины
и грязи, используя для этой цели карчетку или проволочный
круг. Никогда не следует с целью охлаждения замачивать па-
яльник в воде, так как это ухудшает теплопроводность меди,
и такой паяльник приходится перековывать.
Причины недоброкачественной пайки
Несмотря на то что при паянии употребляются хорошие при-
пои и флюсы, все же качество паяного шва иногда получается
неудовлетворительным. Это объясняется тем, что во время
паяния деталь не была прогрета. Вследствие этого не происходит
соединения припоя с материалом детали, и припой, как говорят,
«размазывается», получается так называемая холодная пайка.
Существует много и других причин, приводящих, как пра-
вило, к плохому качеству паяного шва. Приводим наиболее
характерные из них:
1. Недостаточный нагрев паяльника. В зГтом
случае припой не плавится. Аналогичное явление наблюдается
и в тех случаях, когда температура плавления припоя слишком
высока.
2. Место паяния плохо зачищено (или на ме-
талле имеется незаметный слой жира). В этом случае припой
хотя и плавится хорошо, но скатывается с поверхности. Припой
скатывается и в тех случаях, когда место паяния не смочено
флюсом или же когда деталь недостаточно прогрета.
3. Шов смочен флюсом не по всей длине.
В результате этого шов не получается сплошным. Чтобы испра-
вить ошибку, нужно вторично смочить флюсом весь шов.
4. Шов не очищен от следов жира и влаги.
Это приводит к образованию на шве небольших отверстий —
свищей. Образуются они главным образом выделяющимися га-
зами при нагреве шва паяльником. Свищи образуются также и
в тех случаях, когда место паяния слишком обильно смочено
флюсом.
5. Неправильный угол наклона паяльника
к изделию. Это приводит к тому, что припой растекается
214
вращение изделия
неравномерно и плохо заполняет шов. Изделие и паяльник нужно
держать таким образом, чтобы припой растекался по шву или
месту пайки и попадал только внутрь шва (рис. 217).
6. Быстрое остывание паяльника. Это может
произойти при недостаточном нагреве паяльника и при паянии
тонкой детали, лежащей на массивной,
тепло детали, например на стальной плите,
В этом случае тепло паяльника расходует-
ся не столько на плавление припоя, сколь-
ко на совершенно ненужный нагрев мас-
сивных предметов, на которых лежит спаи-
ваемая деталь. Поэтому пайку необходимо
производить на мало теплопроводных и не-
горючих материалах, например на асбе-
стовом листе или столе, обитом листовым
железом по асбесту. Мелкие детали лучше
всего паять на весу, зажав их в каком-
либо приспособлении.
Лужение
Лужением называется процесс по-
крытия поверхностей металлов слоем при-
поя или олова для предохранения деталей от
нию подвергаются изделия из железа, стали, меди и латуни.
Лужение осуществляется тремя способами.
Способ 1-й. Облуживание небольших поверхностей произво-
дится при помощи паяльника следующим образом: хорошо очи-
щенную поверхность металла смазывают ровным слоем хлори-
стого цинка и для лучшего растекания припоя посыпают порош-
хорошо проводящей
оправке или тисках.
Движение
паяльника
Рис. 217. Положение
паяльника и изделия
при пайке
окисления. Луже-
ком нашатыря; затем нагретым паяльником последовательно рас-
пределяют по поверхности ровным тонким слоем припой или олово.
Способ 2-й заключается в том, что подготовленное к луже-
нию изделие нагревают и на его поверхность наносят олово,
которое от соприкосновения с нагретой деталью плавится; затем
при помощи пакли распределяют олово ровным слоем. Чтобы
обеспечить хорошее соединение олова с поверхностью, нужно
подвергнуть ее механической или химической очистке.
В качестве протравы применяют соляную кислоту (или раствор
серной кислоты, состоящий из одной части серной кислоты и че-
тырех-пяти частей воды), которую наносят на поверхность ме-
талла помазком, сделанным из пакли. Поверхность смазывают
ДЧ> тех пор, пока с нее не будут удалены окалина, окислы и т. д.
Затем поверхность чистят песком или наждачной бумагой, про-
мывают водой и просушивают. Если размеры изделия невелики,
можно погрузить его в кислоту, где оно очистится от окислов
и окалины.
Лужение выполняют так.
Предварительно очищенные поверхности изделий смазывают
хлористым цинком, посыпают по мокрой поверхности порошком
215
нашатыря, а затем нагревают изделие на древесном угле или
паяльной лампе.
Когда хлористый цинк начинает закипать, то к месту заки-
пания прикладывают палочку припоя или олова и зигзагообраз-
ными движениями распределяют по поверхности начавшую пла-
виться полуду. Затем, взяв паклю с небольшим количеством
нашатыря, быстрыми круговыми движениями распределяют при-
пой или олово по облуживаемой поверхности. Последовательно
переходя от одного участка к другому, облуживают все изделие.
Производя лужение, нужно всемерно остерегаться перегрева
деталей, так как в случае перегрева полуда сгорает. Нагревая
деталь, нужно следить, не изменяется ли ее цвет, и как только
на поверхности появится синий цвет, нужно немедленно прекра-
тить нагрев и нанести на нагретый участок слой полуды. Затем
паклей с нашатырем нужно распределить полуду ровным слоем.
Иногда приходится лудить детали с обеих сторон. В этом
случае поступают так: грубо облуживают поверхности как
с одной, так и с другой стороны. Окончательную отделку слоя
полуды производят с одного нагрева одновременно с<обеих
сторон.
После того как изделие остынет, его очищают мокрым мел-
ким просеянным песком до равномерного блеска, промывают
несколько раз водой и высушивают. Для полировки слоя олова
применяют протирку мягкими тряпками или фланелью.
Способ 3-й. При массовом производстве применяют лужение
путем окунания изделия в ванне с расплавленным оловом или
припоем. Такой способ хотя и чрезвычайно прост, но в ремонт-
ной практике неприменим, так как требует громоздкого обору-
дования и большого количества олова для ванны.
5. ПАЯНИЕ ТОЛСТОСТЕННЫХ ИЗДЕЛИИ
При ремонтных работах приходится выполнять пайку мас-
сивных деталей с значительной толщиной стенок. В этом случае
тепла паяльника для образования сплава недостаточно. Если
припой даже и расплавится, он все же не сможет создать проч-
ного соединения вследствие плохого прогрева деталей. Поэтому
большие и массивные детали перед пайкой следует предвари-
тельно прогреть. ।
При пайке толстостенных изделий рекомендуется придержи-
ваться следующих правил:
I. Зачистить и облудить спаиваемые участки на паяльной
лампе.
2. Прочно прикрепить детали одну к другой и проверить, не
нарушено ли их взаимное расположение; если есть возможность,
сверить детали с образцом или чертежом.
3. Детали небольшого размера перед пайкой подогревают
в горне или огнем паяльной лампы до температуры 150—180° С,
а затем места соединения пропаивают паяльником.
216
4, При пайке громоздких деталей или деталей, паянных в не-
скольких местах, производят нагрев только тех мест, которые
подлежат пайке, причем нагревать нужно так, чтобы не рызвать
коробления и растрескивания деталей.
5 В ремонтной практике приходится производить спаивание
деталей, имеющих различную толщину стенок, например при-
паивание ребер жесткости в радиаторах. В этом случае следует
подогревать более толстую деталь, а паяние вести массивным
паяльником или применять с большой осторожностью паяльную
лампу.
Паяние швов
Паяние швов мягкими припоями выполняется примерно так:
1. Место пайки зачищается ранее указанным способом и
вдоль очищенного шва наносится ровным слоем флюс. При этом
нужно следить, чтобы флюс не растекался по изделию.
2. Нагретым паяльником распределяют припой ровным слоем.
Паяльник берется в правую руку, а припой в левую и подносится
к шву. Затем нужно отделить паяльником кусочек припоя и
плавным движением, следя за распределением припоя, нанести
его вдоль шва (рис; 218). После этого тщательно удалить
остатки флюса промыванием шва горячей водой.
• Паяние швов по окружности требует большей координации
в работе рук, чем при паянии прямых швов. В этом случае необ-
ходимо ставить паяльник к шву под таким углом, который обес-
печил бы более глубокое проникание припоя внутрь шва и давал
ровное и плотное распределение припоя по всей длине шва.
При паянии швов могут появиться следующие дефекты, кото-
рые необходимо учитывать:
1. Припой не пристает ко шву, а катится за паяльником. Это
бывает в том случае, когда на шве имеется много флюса, кото-
217
рый при нагревании вскипает и выталкивает припой из шва.
Вследствие этого паяный шов получается прерывистым и
грязным.
Чтобы исправить дефект, нужно зачистить шов, нанести
флюс тонким, ровным слоем и снова произвести пайку.
2. Пайка получается грубая и с разрывами; припой не зали-
вает шов, а растекается. Это происходит при неправильном по-
ложении паяльника относительно изделия. Для устранения де-
фекта надо выбрать правильное положение паяльника при
паянии (см. рис. 217).
Ремонт трещин
Трещины в деталях самолета возникают вследствие перегру-
зок во время полета, при грубых посадках и ударах, в случае
вибрации деталей или местных перегрузок материала и т. д.
Рис. 219. Трещины:
а ~ однолучевая; б — в виде звезды
Различают трещины однолучевые и в виде звезды (рис. 219).
Обнаружив трещину, необходимо исследовать ее характер. Для
этого следует удалить краску вокруг места повреждения и про-
смотреть дефектный участок через лупу 10-кратного увеличения.
Если трещина однолучевая, то во избежание дальнейшего ее
увеличения нужно засверлить ее вершины двух-трехмиллиметро-
вым сверлом. Затем, если длина трещины не превышает 50 мм,
ее заплавляют припоем, предварительно зачистив и облудив ее
края. Припой должен лечь гладким слоем с небольшим возвы-
шением над трещиной.
Если трещина извилиста и превышает указанные выше раз-
меры, ее ремонтируют наложением заплаты. Для этого нужно:
1. Засверлить вершину трещины и зачистить место пайки.
2. Разметить и вырезать заплату с расчетом перекрытия тре-
щины не менее чем на 10 мм в каждую сторону. Длинные сто-
роны прямоугольника закруглить.
218
3. Зачистить и облудить заплату и место вокруг трещины.
Смыть остаток флюса водой, так как неудаленные продукты
разложения флюса препятствуют пропаиванию заплаты по всей
ее поверхности.
4. Наметить чертилкой или карандашом место для поста-
новки заплаты.
5. Смочить спаиваемые поверхности тонким ровным слоем
флюса и пропаять заплату с избытком припоя хорошо нагретым
паяльником. Во время пайки следует плотно прижимать заплату
металлическим стержнем и удерживать ее в этом положении до
полного остывания припоя.
6. Излишек припоя аккуратно удалить паяльником и промыть
паяное место теплой водой для удаления остатков флюса.
Если при осмотре обнаружена трещина в виде звезды, то
этот участок ремонтируется наложением заплаты. Для этого
ножницами удаляют рванины и отверстию придают округленные
формы (нужно избегать прямоугольных форм, в углах которых
могут возникать трещины).
В остальном трещина в виде звезды ремонтируется так же,
как однолучевая трещина.
Отверстия без рванин и трешин, не превышающие в диаметре
12 мм, часто заплавляются припоем без применения заплат.
Для заплавления отверстий нужно:
1. Зачистить и облудить металл вокруг отверстия на рас-
стоянии 12—15 мм от краев.
2. Наложить на отверстие кусочек припоя, расплавить и рас-
пределить его паяльником так, чтобы над центром пробоины
была наибольшая высота припоя. Заплавленный участок должен
представлять собой совершенно гладкий слой с возвышением
в середине. Во избежание проливания припоя нужно с обратней
стороны изделия подложить в месте отверстия паклю или сухую
тряпку.
6. ПРИПАЙКА НАКОНЕЧНИКОВ К ГИБКИМ ТЯГАМ
и передачам
Для управлени’я мотором и отдельными его механизмами или
агрегатами применяется механическое управление, осуществляе-
мое при помощи стальных тросов, заключенных в гибкие обо-
лочки (рис. 220). Они позволяют прокладывать тросы с значи-
тельными изгибами без применения
роликов.
Принцип работы такой проводки
заключается в том, что, закрепив
один конец оболочки троса в гай-
ке 4, а другой конец во втулке 5
(рис. 221), можно передать тяговое
усилие по тросу, проходящему внут-
ри оболочки, даже если она уложе-
на с изгибами.
Рис. 220. Трос В гибкой
оболочке
219
Для соединения гибких валов и тросов с механизмами слу-
жат специальные наконечники. При соединении с некоторыми
агрегатами концы тросов заделываются на шарик.
При обслуживании самолета авиамеханику часто приходится
менять износившиеся тросы и валы. Самой существенной частью
монтажа является заделка концов и наконечников троса при
помощи паяния. Ниже приводится описание типовых работ,
выполняемых авиамеханиками.
Рис. 221. Схема работы троса в оболочке:
I — трос; 2 — оболочка; 3 — рычаг; 4 — п,йка ^ля регулировки; 5 — неподвижная
втулка
Заделка конца троса на шарик
Для образования на конце троса шарика на тросе делают
утолщение в виде простого узла путем заплетки (приемы работы
по заплетке троса и завязыванию узлов
описаны в четвертом разделе «Тросоза-
плетное дело»).
Подготовленный к паянию конец троса
зачищается карчеткой или концом троса,
заделанным в виде щетки (рис. 222).
Зачищенный конец троса посыпается
порошком канифоли или смазывается ее
раствором в спирте или глицерине.
Рис. 223. Обжатие
шарика оправкой
Рис. 222. Заделка конца
троса
Затем необходимо тщательно облудить поверхность шарика,
чтобы все проволочки были залиты припоем. После этого при-
ступают к наращиванию со всех сторон слоев припоя так, чтобы
2'0
й результате этого образовался шарик. По окончании паянйй
отдельные неровности снимаются напильником или обжимаются
специальной оправкой (рис. 223).
Припайка наконечников к тросу
При монтаже тросов надо точно соблюдать их размеры,
полученные при измерении длины троса по образцу или по
месту.
Припайку наконечников к тросу следует выполнять в таком
порядке:
1. Отмерить трос и в местах разрубания обвязать его мяг-
кой железной проволокой (рис. 224). Зачистить и запаять концы
во избежание раскручивания прядей. Разрубить трос согласно
меткам.
опаять
Рис. 224. Обвязка троса перед разрубанием
2. Зачистить внутреннюю полость наконечника шабером или
наждачной бумагой, навернутой на палочку, смазать ее травле-
ной кислотой и тщательно облудить. Для этого положить в тру-
бочку наконечника маленький кусочек припоя и, не допуская
перегрева, расплавить его на пламени паяльной лампы. Затем
паклей или мягкой тряпкой, навернутой на палочку, распределить
по поверхности трубки припой ровным топким слоем. Нейтрали-
зацию остатков травленой кислоты производить окунанием
трубочки в раствор щелочи, после чего промыть трубку водой
/ и просушить.
3. Смазать конец троса раствором канифоли и облудить его
так, чтобы все пряди троса были покрыты припоем.
4. Надеть наконечник на трос и пропаять его при помощи
массивного паяльника или с подогревом на огне паяльной
лампы.
Эту работу можно выполнить более успешно путем окунания
наконечника с тросом в расплавленный припой, где для полного
прогрева деталей дается выдержка в 1—2 минуты. После этого
трос вынимают и дают ему спокойно остыть.
Для предохранения резьбовой части наконечника от облива-
ния припоем ее обмазывают снаружи мелом или глиной, а затем
просушивают.
Последовательность операций при пайке наконечников при-
ведена в рабочей карточке № 17.
221
РАБОЧАЯ КАРТОЧКА № 17
Наименование работы Материал Технические требования Инструмент и деталя
Припайка наконечника к гибкому валу тахо- метра Пайка проч- ная, гладкая; места пайки хорошо об- лужены 1. Карчетка 2. Паяльник 3. Клещи 4. Шабер 5. Гибкий вал 6. Наконечник
Рабочие эскизы Операции
«ч. 1. Удалить с вала грязь и масло смоченной в керосине ветошью. 2. Нагреть конец вала и нако- нечник до 100—120° С, протравить в соляной кислоте, нейтрализовать в растворе щелочи и просу- шить.
3. Зачистить карчеткой конец вала до блеска во впадинах между витками; внутреннюю поверхность наконечника зачистить шабером
4. Сблудить конец вала ровным тонким слоем припоя ПОС-61. 5. Сблудить наконечник внутри на всю глубину посадки вала.
6. Надеть наконечник на конец вала, запаять припоем ПОС-61.
СХ 222 7. Зачистку пайки не произво- дить. Смыть флюс и предъявить работу инструктору, %
, 7. РЕМОНТ ГИБКИХ ВАЛОВ
Гибкий вал (рис. 225) служит для передачи вращения от дви-
гателя к тахометру. Он остоит из следующих частей: собственно
гибкого вала /, наконечников 2, оболочки 3 со втулками 5 и кре-
пительных гаек 4.
Рис. 225. Собранный гибкий вал:
1 гибкий вал; 2 — иаконечнлки; 3 — обо.л.чка; 4 — г~Лкп; 5 — втулки
Гибкий вал свит из нескольких слоев спирально навитых про-
волок, толщина которых уменьшается от поверхности внутрь.
Следует помнить, что гибкие валы бывают как левой, так
и правой свивки; поэтому при монтаже их надо выбирать при-
менительно к условиям работы на моторе, в противном случае
возможно быстрое скручивание вала, а следовательно, и преж-
девременный его износ.
Направление вращения вала определяется направлением
верхнего слоя проволок, которые при вращении вала должны
прижиматься к нижнему слою проволок, иначе вал не будет
работать на кручение.
Оболочка вала изготовляется из тонкой латунной ленты, сви-
той в виде цилиндрической спирали. Между слоями ленты поме-
щается асбестовый шнур, придающий оболочке гибкость и пре-
пятствующий вытеканию из нее смазки.
Наконечники изготовляются из стали в виде трубки с утол-
щением для прорези; они служат для присоединения вала к та-
хометру и двигателю.
В практике обслуживания самолета встречаются следующие
случаи ремонта гибких валов; замена гибкого вала, замена обо-
лочки, напаивание наконечников при свертывании их с вала при
небрежной пайке и припаивание втулок к оболочке.
Замена гибкого вала
Обычно гибкие валы и оболочки поступают на склад сло-
женными в бухты.
При замене вала необходимо проделать следующее:
1. Определить направление вращения вала и отрезать вал
такой же длины, как заменяемый вал, или же измерить длину
вала по месту.
2. Облудить концы вала и оболочки и внутренние поверх-
ности втулок и наконечников.
223
Перед лужением концы вала и оболочки очищаются от масла
и грязи ветошью. Для полного удаления жира и масла между
слоями вала и в оболочке их погружают на 10—15 минут в по-
догретый 20%-ный водный раствор едкого натра, затем детали
промывают в теплой воде. Для лучшего проникания припоя
между слоями гибкого вала вал и наконечники нужно протра-
вить в растворе соляной кислоты. После этого производят ней-
трализацию травленых частей в щелочи и промывают их в теп-
лой воде. Если по каким-либо причинам невозможно проделать
обезжиривание и травление, то в этом случае масло следует
растворить в керосине с последующим прожиганием концов вала
на пламени паяльной лампы; при этом нагрев нужно вести так,
чтобы не отпустить закаленную проволоку гибкого вала.
Облуживать вал нужно на расстоянии 25—30 мм от концов,
причем все витки должны быть покрыты ровным тонким слоем
припоя. Концы оболочки облуживаются на длине трех-четырех
витков. Внутренние поверхности наконечников втулок облужи-
ваются ровным тонким слоем.
После этого собрать вал в таком порядке:
1. Припаять к оболочке втулку с гайкой (см. рис. 225).
2. Измерить глубину трубки наконечника и отметить этот
размер карандашом на конце вала. Метка нужна для правиль-
ной посадки наконечника при пайке.
р. Надеть наконечник на вал (без перекоса) и проверить глу-
бину его посадки по отметке.
Пропаять соединение припоем ПОС-61 или ПОСС-45, руко-
водствуясь указаниями по пайке наконечников к тросу.
4. Смазать вал маслом и свободным концом протащить через
оболочку со стороны припаянной втулки.
5. Обжать оболочку втулки так, чтобы свободный конец вала
вышел из оболочки на 100—150 мм. Надеть соединительную
гайку на втулку (после паяния наконечника надеть ее невоз-
можно). Напаять на конец вала наконечник.
6. Проверить работу собранного вала и убедиться, что в ша-
риковые подшипники не попали кусочки припоя. Кроме этого,
нужно проверить, свободно ли вращается вал в оболочке и нет
ли где заеданий. Если никаких дефектов не обнаружено, раз-
решается вал поставить на место.
8. ПАЯНИЕ ЭЛЕКТРОПРОВОДОВ И ПЛАВКИХ ПРЕДОХРАНИТЕЛЕЙ
При обслуживании самолета нередко возникает необходи-
мость несложного ремонта деталей электрооборудования, кото-
рый может выполнить авиамеханик без содействия других спе-
циалистов.
К таким работам относятся: заделка наконечников и при-
пайка их к электропроводам; изготовление и установка на место
проводников для металлизации самолета; ремонт плавких пре-,
дохранителей.
224
Заделка наконечников и припайка их к электропроводам
В некоторых случаях соединения электропроводов с клем-
мами производятся при помощи кабельных наконечников, имею-
щих различную конструкцию в зависимости от диаметра про-
вода (рис. 226).
Рис. 226. Кабельные наконечники:
а — для проводов диаметром до 4 мм; б — для проводов диаметром
от 4 мм и выше
При смене или обрыве провода необходимо к концам его
припаять кабельные наконечники. Для выполнения этой работы
нужно:
1. Осторожно подрезать ножом изоляцию на расстоянии
15—18 мм от конца провода и аккуратно снять ее, следя за
тем, чтобы не перерезать отдельных проволочек, и свить прово-
лочки.
2. Облудить провод и наконечник и припаять наконечник
к проводу припоем ПОС-40 или ПОС-ЗО.
Флюсом служит канифоль в куске, порошке или в растворе.
В качестве флюса можно применять также раствор нашатыря
(J/io часть) в денатурированном спирте. При пайке электроаппа>
ратуры и проводов нельзя применять хлористый цинк, вызываю-
щий быстрое окисление деталей.
После пайки на концах проводов следует сделать разделку.
В этих местах провод обматывается изоляционной лентой или
вместо нее надевается кембриковая трубка.
Изготовление проводников для металлизации самолета
Металлизацией самолета называется электриче-
ское соединение металлических частей конструкции самолета
и деталей его оборудования, не имеющих между собой постоян-
ного электрического контакта (соединения). Металлизация необ-
ходима для уменьшения помех радиоприему и для устранения
искрения статического электричества в местах непостоянного
контакта, которое может вызвать воспламенение паров бензина.
Металлизация осуществляется гибкими металлическими про-
водниками-перемычками, имеющими наконечники для крепления.
Типовые способы металлизации показаны на рис. 227.
15-1640 ’ 225
При эксплоатации самолета возможны обрывы или перети-
рания перемычек. В этих случаях необходимо изготовить новые
перемычки, придерживаясь такой последовательности:
1. Определить длину перемычки по старой перемычке или по
месту, с тем чтобы она позволяла свободное движение сочле-
ненных частей и не касалась других деталей самолета.
Рис. 227. Металлизация элерона
2. Изготовить наконечник по образцу или использовать запас-
ный. Наконечники без сплошной полуды, со смещенными отвер-
стиями, неодинаковой толщины, с трещинами и заусенцами
к установке не допускаются.
3. Припаять наконечник к перемычке припоем ПОС-40, при
этом припой не должен выступать за наконечник на металличе-
скую ленту более чем на 2 мм. После паяния контактную часть
наконечника выровнять молотком на ровном предмете.
4. При установке перемычки места соприкосновения наконеч-
ника с деталью тщательно зачистить мелкой наждачной бума-
гой на площади не более двух сечений наконечника.
5. Плотно закрепить наконечник на месте установки с таким
расчетом, чтобы была возможность повернуть его от руки. Для
предохранения от коррозии наконечник следует покрыть бес-
цветным масляным лаком.
Ремонт плавких предохранителей
При эксплоатации самолета нередки случаи перегорания
плавких предохранителей. При отсутствии стандартных (готовых)
предохранителей рекомендуется восстанавливать перегоревшие.
Для этого в перегоревшие предохранители впаивают новую
облуженную медную проволоку (взамен сгоревшей), взятую из
жилы проводов марки ЛПрГС.
Рекомендуемые диаметры проволоки и сечения проводов ука-
заны в табл. 14.
226
Таблица 14
ДИАМЕТРЫ ПРОВОЛОКИ ДЛЯ ПРЕДОХРАНИТЕЛЕЙ
Номинальный тОк для предохранителя в а Сечение провода в мм Число проволок в жиле провода Диаметр каждой проволоки в мм Необходимое число проволок
6 0,75 24 0,2 1
6 1,0 31 0,2 1
10 0,75 24 0,2 2
10 1,0 31 0,2 2
20 1.5 21 0,3 2
20 2,5 19 0,41 1
20 4,0 49 0,32 2
20 6,0 49 0,39 1
30 2,5 19 0,41 2
30 6,0 49 0,39 2
40 2,5 19 0,41 2
предохранителей на номинальный ток
Паять
228. Ремонт
Рис.
плавких предохра-
нителей
При ремонте
от 2 до 40 а в
стия диаметром 2 мм. Через эти отверстия вставляют проволоку
(диаметр проволоки подбирается по
табл. 14), выпуская концы ее на 2—э4 мм
с обеих сторон стеклянной трубки. Концы
проволоки пропаивают припоем ПОС-61
с канифолью (рис. 228). После этого дена-
турированным спиртом или скипидаром
удаляют канифоль с наконечников, так как
канифоль является изолятором электриче-
ского тока.
9. СРАЩИВАНИЕ ПРОВОДОВ
Сращивание проводов с паянием про-
изводится, как показано на рис. 229.
Для сращивания проводов без паяния
(рис. 230) нужно взять наконечник, срезать
шайбу наконечника или изготовить трубку
для листовой ла туни размером 10X10 мм и за-
чистить на расстоянии 10 мм оба конца
поврежденного провода. Затем на один из
концов провода надеть кембриковую труб-
ку соответствующего диаметра длиной
30 мм и обрезанный наконечник надеть на ___
их около концов провода. После этого спаять припоем ПОС-40,
натянуть кембриковую трубку на место пайки и закрепить ее
изоляционной лентой.
При повреждении проводов высокого напряжения агрегатов
зажигания их разрешается наращивать только при отсутствии
нового провода для замены.
Наращивать можно не более пяти проводов на одном моторе
и не более одного проводника на цилиндр.
15*
закрытых
донышках наконечников просверливают отвер-
концы жил, обжав
227
Обмотать изоляционной лентой или одеть
кембриковдю трубку
проводов с паянием
Рис. 220. Сращивание
Конец провода ноллеетора
Наращиваемы' отрезок
1. Удалить натянутую оплетку.
Срезать на нонус резиновую
изоляцию
3. Срезать загнутую изола им на
нонус
У. Скрутить проводники
5. Соединить концы изоляции и склеить резиновым млеем
атутки изоляционной лентой
Рис. 230. Сращивание проводов без паяния
228
Для ремонта надо отделить детали угольника] от свечи и ак-
куратно, без подрезания отдельных жилок, оголить от изоля-
ции конец провода, проходящего через коллектор, на длине
20 мм (рис. 230). Затем осторожно перерезать нитяную
оплетку на* длине 25 мм и снять ее с провода, а резиновую изо-
ляцию на этом конце провода срезать на конус на длине 20 мм
(pi с. 230, операция 7).
На наращиваемом проводе подрезать на длине 25 мм нитя-
ную оплетку и снять ее с провода, а резиновую изоляцию за-
гнуть на 25 мм (рис. 230, операция 2) и срезать ее на конус
на длине 20 мм в сторону изоляции провода (рис. 230, опера-
ция 3).
Приготовленные таким образом концы проводов скручивают
и проверяют на прочность. В тех случаях, когда позволяет
обстановка, скрутку лучше опаять. Конические срезы резиновой
изоляции зачищают и смазывают резиновым клеем, а затем на
конусный срез надевают загнутый слой изоляции наращиваемого
провода. В результате концы изоляции проводов оказываются
склеенными. Наращенные провода обматываются изоляционной
лентой, смазанной резиновым клеем. Сращивать провода реко-
мендуется в таком месте, чтобы ремонтируемый участок входил
при сборке в экранированную трубку или в угольник. После
этого собрать наконечник.
При монтаже наконечников следует быть внимательным,
чтобы ни один конец жилок проводника не выступал за пределы
краев втулки контактодержателя. В противном случае он может
повредить тонкую слюдяную изоляцию в экранирующей трубке
свечи, и свеча откажет в работе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие нужны условия для получения прочной пайки?
2. Какие возникают трудности при паянии мягкими припоями?
3. Объясните порядок облуживания паяльника. . _
4. Какие применяются флюсы для паяния электроприборов и проводов?
5. Объясните последовательность замены гибкого валика новым.
6. Что такое гибкие передачи, их назначение и способы ремонта?
7. Назовите марки мягких припоев и приблизительно их химический
состав.
8. Укажите последовательность приготовления припоя ПОС-40.
9. Объясните порядок приготовления^ хлористого цинка.
10. Назовите основные части паяльной лампы и перечислите правила ее
заправки и розжига.
11. Как определяется степень нагрева паяльника для пайки?
12. Что такое лужение и как оно осуществляется?
13. Как производится запаивание трещии и отверстий?
14. Каким образом производится пайка наконечников'к тросу?
15. Ка i осуществляется ремонт электропроводов и плавких предо-
хранителей?
ГЛАВА XII
ПАЯНИЕ ТВЕРДЫМИ ПРИПОЯМИ И РЕМОНТ ТРУБ
ОСОБЕННОСТИ ПАЯНИЯ ТВЕРДЫМИ ПРИПОЯМИ
Паяние твердыми припоями широко применяется как при
изготовлении новых изделий, так и при их ремонте. Прочность
шва, паянного твердыми припоями, довольно высока: 20—
30 кг/мм2; а шва, паянного мягкими припоями, достигает всего
лишь 6—8 кг/мм2. Детали, паянные твердыми припоями, хорошо
противостоят вибрациям и воздействию высоких температур.
Паяние твердыми припоями производится при температуре
720—1000° С; при этой температуре припой сплавляется с метал-
лом спаиваемых частей.
Твердое паяние ведется на открытом пламени горна, газовой
горелки или чаше на паяльной лампе.
1. ТВЕРДЫЕ ПРИПОИ
Твердые припои, преимущественно медноцинковые (латун-
ные) и серебряные, применяются в тех случаях, когда требуется
высокая прочность паяного шва. Температура плавления латун-
ных припоев зависит от содержания в них меди. Чем больше
меди в припое, тем температура плавления его выше. Температура
плавления твердых припоев находится в пределах 720—910° С.
В табл. 15 приведены марки медно-цинковых припоев, приме-
няемых в авиации.
Таблица 15
МЕДНО-ЦИНКОВЫЕ ПРИПОИ
Марка Химический состав В % Температура плавления в °C Применение
медь ЦИНК
ПМИ-36. . 36 64 800 Для пайки латуни, содержа- щей меди не менее 60%
ПМЦ-48 . 48 52 845 Для пайки бронзы, меди и
54 латуни, содержащей выше 68% меди
ПМЦ-54 . . 46 860 Для пайки железных и сталь- ных деталей
230
Марки латунных припоев расшифровываются следующим об-
разом: П - означает припой, MLI - медно-цинковый, цифра -
процентное содержание меди. т
Например, «ПМЦ-48» означает: припои медно-цинковыи, со
держащий 48% меди.
Серебряные припои состоят из серебра, меди и цинка
и применяются при паянии латуни, меди, бронзы, стали, железа.
Серебро увеличивает прочность и вязкость припоя, а также по-
нижает температуру плавления. Чем больше серебра в припое,
тем ниже его температура плавления. Серебро — отличный про-
водник электричества; поэтому в тех случаях, когда требуется,
чтобы электропроводность места спая не уменьшилась, приме-
няется припой с большим содержанием серебра.
Ввиду дороговизны серебряных припоев они должны расхо-
доваться экономно и применяться только в тех случаях, когда
требуется высокая прочность спаянного изделия.
Данные о химическом составе серебряных припоев и их при-
менении приведены в табл. 16. ,,
Таблица 1о
СЕРЕБРЯНЫЕ ПРИПОИ
Марка Химический состав в °/0 Температура плавления в °C Применение
серебро медь ЦИНК
ПСР-12. . . . 12 36 Осталь- ное 785 Для пайки латунных и бронзовых деталей, со- держащих более 58% меди (патрубки, шту- церы, арматура радиа- торов)
ПСР-25 . . . . 25 40 То же 765 Для пайки латунных и бронзовых деталей, со- держащих более 58% меди (патрубки, штуце- ры, арматура радиато- ров)
ПСР-45 . . . . 45 30 * 720 Для пайки ниппелей и тонкостенных деталей карбюраторов и авиа- приборов
ПСР-65. . . . 65 20 я 690 Для вторичной пайки латунных деталей прибо- ров
ПСР-70 . , . . 70 26 730 Для пайки проводов в тех случаях, когда место спая ие должно уменьшать электропро- водимость
231
2. ФЛЮСЫ ДЛЯ ТВЕРДЫХ ПРИПОЕВ
Флюсы, употребляемые при паянии мягкими припоями, для
твердых припоев непригодны, так как при температуре плавления
твердых припоев они кипят и улетучиваются. Поэтому в качестве
флюсов при паянии твердыми припоями применяют буру пли
борную кислоту.
Бура встречается в виде кристаллов или в порошке. Для
паяния применяется бура в порошке. Кристаллическую буру пе-
ред употреблением нужно истолочь в чистой ступе и просеять.
Бура хорошо растворяет окислы металлов, но этим свойством
она обладает только в расплавленном состоянии, т. е. при темпе-
ратуре не ниже 740° С.
Чтобы бура при нагревании не пенилась, ее перед употребле-
нием нужно прокалить
Порошкообразная бура легко впитывает в себя влагу из воз-
духа, поэтому ее нужно хранить в стеклянных сосудах с притер-
тыми пробками или в другой герметической посуде.
Существенным недостатком буры является то, что в расплав-
ленном состоянии, соединяясь с оккслами металлов, она образует
соли, которые при остывании остаются на поверхности буры
в виде стекловидной и довольно твердой корки. Эта корка после
пайки должна быть удалена напильником или шабером или рас-
творена в серной кислоте.
Борная кислота в чистом виде представляет собой бе-
лые чешуйки, жирные наощупь. Как флюсующее вещество бор-
ная кислота действует лучше буры; она меньше растекается, и ее
легче удалить с изделия после паяния. Но ввиду дороговизны
борная кислота применяется реже буры.
При отсутствии буры и борной кислоты в качестве флюса для
пайки железа можно применять криолит, который смешивается
с 10% хлористого бария. Для пайки меди криолит размешивается
в 5 %-ном растворе фосфорной кислоты. В качестве флюса
можно также использовать порошок из стекла. Для этого стекло
нужно нагреть примерно до температуры его плавления и опу-
стить в холодную воду. Стекло становится хрупким, и его легко
можно растолочь в порошок. Таким порошком посыпают изде-
лие до пайки и в процессе ее.
3. ПАЯНИЕ ТВЕРДЫМИ ПРИПОЯМИ
Края деталей, подлежащих паянию, соединяются: встык, вза-
мен и внахлестку (рис. 231).
В ремонтной практике широко применяется пайка встык и
внахлестку. Способ подгонки хорошо виден на рис. 232.
Для обеспечения прочности паяного шва следует темпера-
туру этого шва доводить до температуры плавления припоя.
В этом случае расплавленный припой становится жидкотекучим,
проникает в поры спаиваемого металла и образует с ним общий
сплав. Это является основным требованием при пайке твердым
232
припоем. В связи с высокой температурой плавления припоя
нужно в первую очередь подобрать источник тепла, который
может обеспечить необходимую температуру нагрева. При этом
надо строго придерживаться следующих правил (см. рабочую
карточку № 18):
1. Перед пайкой тщательно очистить деталь от грязи, жиро-
вых веществ и окиси до получения ровного металлического
блеска
Рис. 231. Соединение деталей при пайке твердыми
припоями:
а — встык; б — взамок; в — внахлестку
2. Плотно подогнать спаиваемые швы детали и закрепить их
неподвижно при помощи мягкой проволоки, заклепок или штиф-
тов. Значительная доля брака работ происходит вследствие не-
брежного и неплотного скрепления спаиваемых частей.
Рис. 232. Подгонка детален:
а — встык; б — внахлестку
3. Деталь в местах пайки обмазать флюсом — бурой, смочен-
ной в воде. Если паяние производится порошкообразным при-
поем, то на место, предварительно покрытое флюсом, нанести
припой, смешанный с бурой, смоченной в воде. В полевых усло-
виях чаще всего паяние производится припоем, приготовленным
в виде тонкой латунной проволоки или узкой полоски листовой
233
РАБОЧАЯ КАРТОЧКА № 18
Наименование работы Материал Технические требования Инструмент
Паяние швов твердым припоем Фальцевые швы из же- леза или стали Пайка проч- ная и глад- кая 1. Карчетка 2. Шабер 3. Молоток 4. Клещи
Рабочие эскизы Операции
ZZfcJep Шав 1. Очистить окалину напильни- ком или шабером на ширине 3—4 мм. 2. Уплотнить шов молотком на
З'Цмм оправке.
3. Смочить шов водой и нане- сти на него флюс (буру). 4. Захватить клещами лист и направить шов в огонь.
Припой 5. Положить в кромку шва твердый припой и начать его плавить. 6. Расплавленному припою дать растечься по всему шву, что до- стигается соответствующим на- клоном листа.
7. Проверить качество паяного
шва и очистить шов от шлака.
234
латуни. В этом случае припой нужно вводить в шов, когда темпе-
ратура нагрева металла будет достаточна для расплавления при-
поя. Если позволяет форма детали, то лучше всего перед нагре-
вом закрепить припой на шве, как показано на рис. 233. Такое
мероприятие улучшает качество пайки.
Рис. 233. Закрепление припоя на шве
4. Чтобы получить качественную пайку, необходимо иметь хо-
роший источник пламени для нагрева деталей и расплавления
припоя. Обычно при паянии пользуются сходящимся пламенем
двух паяльных ламп (рис. 234). Иногда для увеличения жара
паяльных ламп из кирпичей или толстого железа делают горн,
Рис. 234. Усиление пламени паильных ламп
куда кладут немного древесного угля, и пламя ламп направляют
uia уголь; на этом горне можно производить пайку массивных
деталей.
5. При паянии нужно остерегаться пережога деталей, который
. резко снижает механические качества металла; такие изделия
бракуются. Пайку следует производить нейтральным и восстано-
235
вительным пламенем. При пайке окислительным пламенем (с из-
бытком кислорода) шов получается, как правило, низкого ка-
чества.
6. Если место пайки нагрето до требуемой температуры, а
припой не растекается по шву, следует добавить порошкообраз-
ной буры, причем вынимать при этом изделие из пламени не ре-
комендуется.
7. Когда деталь остынет, нужно опилить лишний припой и за-
чистить паяные места наждачной бумагой.
В практике авиационного механика паяние твердыми при-
поями чаще всего применяется при ремонте трубопроводов и изго-
товлении мелких деталей для самолета.
Изготовление тройникового соединения
В трубопроводах бензиновых, масляных и водяных систем
часто применяются тройники. В случае надобности авиамеханик
должен уметь лично изготовить тройник. Изготовление и паяние
этой дета-ли при известных навыках не представляет особого
труда.
Тройники обычно имеют ответвления диаметром, равным диа-
метру основного трубопровода. Бывают также и такие трой-
ники, у которых диаметр ответвления меньше диаметра трубо-
провода. Это следует учесть при замене на самолете старых
тройников новыми.
Чтобы изготовить тройник, нужно взять трубку требуемого
диаметра и сделать соответствующие заготовки, причем авиа-
механику ни при каких обстоятельствах не разрешается менять
сечение трубопроводов, так как это неизбежно приводит к нару-
шению нормальной подачи бензина, масла или воды. Длины
ответвлений тройника обычно одинаковы, следовательно, одна
из трубок должна быть примерно в два раза длиннее другой.
Сделав соответствующую разметку, следует при помощи
круглого напильника выпилить в короткой трубке полукруг так,
чтобы обе трубки плотно, без просвета прилегали одна к другой.
Посредине длинной трубки круглым напильником (по разметке)
выпиливают тоже полукруг (рис. 235). Диаметр полученного
отверстия должен быть равен внутреннему диаметру трубки.
Очистив ветошью и напильником места пайки от грязи и
окиси, крепко связывают обе трубки, чтобы избежать их смеще-
ния во время пайки.
При связывании нужно следить, чтобы отверстие первой
трубки точно совпадало с выпиленным отверстием второй трубки
(способ непоследовательность вязки показаны на рис. 235). После
этого тройник смачивают, а шов обильно посыпают бурой. Пламя
ламп концентрируют на шов. Когда тройник в этом месте паяния
нагреется до вишнево-красного цвета, к нему подносят предвари-
тельно подогретую палочку припоя и следят за его растекае-
мостью. Жидкий припой направляют на шов поворотом или на-
236
клоно’м тройника. Добавление припоя в шов производится по мере
необходимости. Следует добиваться, чтобы слой припоя был
непрерывным и гладким Не давая детали остыть, нужно снять
с нее при помощи плоскогубцев проволочную обвязку.
Рис. 235. Подгонка тройника
После пайки удаляют образовавшийся во время пайки шлак
буры и очищают излишки припоя напильником, а затем шлифуют
тройник наждачным полотном.
Паяние ниппельных соединений
Ниппелем называется соединительная часть для двух ря-
дом расположенных тройников или тройника и крана.
Ниппельное соединение (рис. 236) состоит из ниппеля /, кото-
рый напаивается на конец
трубки; ниппельной гай-
ки 2 и штуцера 3 с резь-
бой и обратным конусом.
Иногда на противополож-
ном конце штуцера на-
резается резьба для ввер-
тывания в деталь, к кото-
рой присоединяется тру-
бопровод. При навертыва-
ний гайки на штуцер нип
пель притягивается за
буртик к конусу штуцера.
Ниппельные соединения
чтобы заменить износившуюся
Рис. 236. Ниппельное соединение:
1 — ниппель; 2 — ниппельная гайка; 3 — штуцер
имеют существенный недостаток:
ганку, необходимо отпаять нип-
пель. Это значительно осложняет ремонт. Ниппельные соедине-
ния применяются в тех случаях, когда требуется особая герме-
тичность и надежность соединения.
237
Ниппельные соединения применяются только для медных и
латунных трубопроводов, которые можно паять твердыми (пре-
имущественно серебряными) припоями. Перед пайкой ниппеля
трубопроводы должны быть отожжены. Чтобы получить хоро-
шее качество пайки, следует место соприкосновения, ниппеля
с трубкой очистить от жира, грязи и окислов. Зачистку произво-
дят обычно шабером или напильником. Затем нужно смочить ко-
нец трубки в воде, посыпать бурой и плотно посадить ниппель
на трубку. Чтобы удобнее было паять, рекомендуется припаять
кусочек серебряного припоя к латунной трубке или пластинке.
Посыпав на шов немного буры, начинают нагревать ниппель и
прилегающую к нему часть трубки.
Для предохранения от перегрева ниппель следует обвернуть
шнуровым асбестом. Паять ниппель лучше всего в горизонталь-
ном положении.
Как только бура расплавится, начинают нагревать припой.
Для лучшей растекаемости нагретый припой опускают в буру.
При нагревании спаиваемого шва до темновишневого цвета при-
водят в соприкосновение с ним припой, обводя им по кромке нип-
пеля на трубке. Как только припой начнет плавиться, трубку ста-
вят вертикально (ниппелем вниз) и увеличивают нагрев для
того, чтобы заполнить припоем зазор между ниппелем и трубкой.
Не следует сильно перегревать ниппель, так как припой
в этом случае вытечет. Во время пайки нужно следить за тем,
чтобы все зазоры между ниппелем и трубкой были заполнены
припоем. После пайки стержень ниппеля очищается от буры
напильником. Для большей герметичности головка ниппеля при-
тирается к конусу в штуцере.
Паять трубопроводы и ниппели можно только твердыми при-
поями. Пайка оловом запрещается.
При ремонте трубопроводов, имеющих ниппели, категорически
запрещается:
1. Разрезать ниппель при подгонке к нему трубы, так как это
приводит к ослаблению всего соединения.
2. Сжимать трубки в месте соединения с ниппелем, так как
уменьшается внутренний диаметр, а следовательно, и рабочее
сечение трубок.
Если на трубопроводе обнаружена трещина, трубка должна
быть заменена.
Трубопроводы с трещинами обвертывать киперной или изо-
ляционной лентой или каким-либо другим материалом не разре-
шается.
При монтаже на самолете трубопроводы в местах соприкос-
новения их с другими металлическими деталями должны обши-
ваться кожей или дерматином. Это делается для предохранения
трубопроводов от перетирания. Для этих же целей в перегород-
ках, где проходят трубопроводы, должна быть сделана отбор-
товка. При отсутствии кожи на трубопроводы надеваются рези-
новые шланги.
238
Возможные дефекты при паянии твердыми припоями
1. Припой не плавится. Это получается при недостаточном
пламени паяльной лампы. Нужно увеличить в лампе давление
или прочистить форсунку и сконцентрировать пламя на спаивае-
мом участке. Припой начинает плавиться при нагреве детали до
светловишневого цвета (800—850° С).
Латунные детали при пайке нагреваются до темнокрасного
каления. При нагреве до более высокой температуры их можно
перегреть или расплавить.
2. Припой не плавится, а обламывается мелкими кусками. Это
происходит по двум причинам:
а) опаиваемый шов не доведен до температуры плавления
припоя, а припой слишком рано введен в пламя, поэтому при
соприкосновении с деталью припой, нагретый близко к темпера-
туре плавления, обламывается;
б) паяние ведется в окислительном пламени; вследствие силь-
ного окисления припой не плавится, а скатывается; такое явле-
ние может происходить и при отсутствии или недостатке флюса.
3. Припой плавится, но не растекается. Происходит это в том
случае, когда место пайки плохо зачищено или флюс сдуло пла-
менем. Необходимо вновь зачистить спаиваемые места или доба-
вить флюс в момент пайки.
4. При нагреве детали образуются белые пары. Перепутан
флюс: вместо буры применили нашатырь.
5. Остались непропаянные места. Невнимательно следили за
распределением припоя в момент его плавления. Непропаянные
места следует зачистить и запаять вновь.
4. СОЕДИНЕНИЕ С РАЗВАЛЬЦОВКОЙ ТРУБ
Такой способ служит надежным соединением трубопроводов
из металлов, поддающихся вытяжке (например, алюминиевых,
медных). Отличительной
особенностью этого типа
соединений является то,
что трубка не припаивает-
ся к ниппелю (рис. 237).
Герметичность соединения
обеспечивается накидной
гайкой, которая прижи-
мает конец трубки к ко-
нусу штуцера тройника.
Такие соединения при-
Рис. 237. Соединение с развальцовкой
меняются, например, на труб
моторе АШ-82: соедине-
ние тройника пластинчатого фильтра с трубкой подвода
масла в масляный канал картера, соединения штуцеров распре-
делителя-самопуска с трубками отвода и подвода воздуха
в другие соединения.
239
Заделка трубки в ниппель выполняется в такой последова-
тельности:
1. Подобрать ниппель по трубке, чтобы прилегание было
плотное.
2. Отжечь конец трубки для развальцовки.
3. Зажать трубку для развальцовки. Нередко в этих случаях
приходится изготовлять специальные приспособления для зажима
трубки.
4. Надеть ниппель на трубку и развальцевать ее конец керне-
ром или бородком (рис. 238). Развальцовку нужно производить
осторожно, избегая образования
вмятин, царапин и забоин, так как
в этом случае не будет плотного
прилегания развальцованного конца
трубки к концу штуцера, а следо-
вательно, соединение получится не-
герметичным.
Более качественную разваль-
Рис. 239. Развальцовка труб
в приспособлении:
1 — разъемные планки; 2 — ко-
нусное отверстие; 3 — труба;
4 — откидной болт; 5 — гайка;
6 — лапки скобы; 7 — рукоятка;
8 — конус
Рис. 238. Развальцовка конца
трубки:
с — бородком; б — кернером
цовку труб можно выполнить, применяя специальные приспо-
собления (рис. 239). в разъемные планки 1, имеющие конус-
ные отверстия 2, вставляется труба 3 заподлицо с планками.
Откидным болтом 4 и гайкой 5 планки наглухо соединяются
для устранения выпадения трубы.
Затем планки кладутся на лапки скобы 6, после чего враще-
нием рукоятки 7 конус 8 вводится внутрь трубы до полной ее
развальцовки.
Развальцовка труб с внутренним диаметром более 10—12 мм
производится при помощи специальной оправки (рис. 240). В этом
240
случае ниппель 1 плотно надевается на трубу 2, которая не-
сколько выдвигается из ниппеля, затем вводят специальную
оправку 3 с конической частью и вращательными движениями
постепенно развальцовывают конец трубы по ниппелю. Разваль-
цованный конец трубы опиливается до торца ниппеля и оконча-
тельно выравнивается при помощи конусной оправки, зажимае-
мой в ниппельное соединение (см. рис. 239).
Рис. 240. Развальцовка труб оправкой:
7 — ниппель; 2 — труба; 3 — оправка
5. Произвести окончательную подгонку всего соединения.
При монтаже, чтобы избежать возможного заедания, резьба на-
кидных гаек смазывается специальными смазками (ВИАМ-1,
ВИАМ-2, ЦИАТИМ-1-40).
6. Испытать смонтированное соединение на герметичность
под рабочим давлением в магистрали. Если при испытании не
будет обнаружено течи, соединение можно установить на место.
5. СОЕДИНЕНИЕ С РЕЗИНО-СВИНЦОВЫМ КОЛЬЦОМ
По сравнению с ниппельными соединениями трубопроводов,
соединения с резино-свинцовым кольцом обладают следующими
основными преимуществами:
1. Арматура соединений изготовляется из алюминиевых спла-
вов. Исключение составляет нажимная гайка, изготовленная из
латуни. Вследствие этого такие соединения значительно легче
ниппельных.
2. Соединения с резино-свинцовым кольцом более эластичны,
а следовательно, лучше работают в условиях тряски и вибрации.
3. Концы трубопроводов не требуют специальной обработки,
что облегчает их монтаж.
16—1640 241
Вследствие указанных преимуществ соединения с резино-
свинцовым кольцом довольно широко применяются в современ-
ных конструкциях самолетов.
Такое соединение состоит из штуцера / (рис. 241), резино-
свинцового кольца 2, конусного алюминиевого кольца 3, гайки
штуцера 4 и присоединяемого к штуцеру трубопровода 5. Соеди-
нение контрится двумя хомутиками, связанными между собой так
называемой схваткой. Один хомутик охватывает арматуру, дру-
гой — трубопровод. Такая контровка предохраняет трубопровод
от вырывания из соединения.
Рис. 242. Контровка соеди-
нения с резино-свинцовым
кольцом
Рис. 241. Соединение с резино-свинцо-
вым кольцом:
1 — штуцер; 2 — резино-свинцовое кольцо; 3 —
конусное алюминиевое кольцо; 4-гайка штуцера;
5—присоединяемый к штуцеру трубопровод
Соединения с резино-свинцовым кольцом требуют умелого
и бережного обращения с ними. Монтаж этого соединения нужно
производить в такой последовательности:
1. Надеть гайку на присоединяемый конец трубопровода.
2. Надеть металлическое кольцо так, чтобы конус его был
обращен к гайке.
3. Надеть резино-свинцовое кольцо (свинцовая оболочка
кольца служит для предохранения резины от разъедания).
4. Вставить трубку в штуцер так, чтобы она не упиралась
в гнездо штуцера, но и не отходила от упора более чем на 3 мм;
вдвинуть резино-свинцовое кольцо, затем конусное алюминиевое
кольцо и завернуть гайку в штуцер.
5. Надеть хомуты: один на арматуру, другой на трубопровод
и соединить их пружинной «схваткой» или металлической пла-
стинкой (рис. 242).
При монтаже соединений необходимо строго следить за вы-
полнением указаний пункта 4.
Если трубка будет упираться в дно штуцера, то это может
вызвать перекос и заедание разрезной гайки соединения и неиз-
бежно приведет к появлению течи горючего и может послужить
причиной пожара.
Если трубка будет отходить от дна штуцера больше чем на
2—3 мм, то при завертывании гайка выдавит резину и свинец
в пространство между трубкой и штуцером, а в процессе работы
242
разбухание резины и разрушение свинца приведут к закупорке
трубопровода.
Нужно помнить, что указанные ошибки в монтаже соедине-
ний обычно приводят' к летным происшествиям.
Чтобы избежать ошибок, монтаж соединений с резино-свинцо-
вым кольцом следует производить в два приема.
1. Собрать соединение без деталей уплотнения, упереть
трубку в дно штуцера, приложить к нему шаблон и нанести на
трубке риску 1 (см. рис. 243).
Рис. 243. Нанесение первой
риски:
а — трубка; б — штуцер соединения
Рис. 244. Нанесение второй
риски:
а — нажимное алюминиевое кольцо;
б — уплотнительное резиновое кольцо
в свинцовой оболочке
2. Окончательно собрать соединение со всеми деталями уплот-
нения так, как об этом указывалось выше, после чего снова при-
ложить к штуцеру тот же шаблон и нанести на трубке риску 2
(см. рис. 244).
Расстояние между рисками 1 и 2 не должно превышать 3 мм.
Если это расстояние получается больше 3 мм, то в этом случае
необходимо заменять трубки.
6. ВОЗМОЖНЫЕ ПОВРЕЖДЕНИЯ ТРУБОПРОВОДОВ. УСТРАНЕНИЕ
ПОВРЕЖДЕНИЙ
Наиболее возможными повреждениями трубопроводов
являются: пробоины и надломы; глубокие вмятины; трещины;
течь в местах соединений; эллипсность в местах изгиба трубопро-
водов; коррозия трубопроводов.
Пробоины и надломы
При наличии. пулевых или осколочных пробоин, надломов
и рванин трубопровод следует заменить. В отдельных случаях
разрешается замена только дефектного участка путем сращива-
ния труб дюритовыми шлангами.
Монтажные работы по сращиванию труб дюритовыми шлан-
гами следует выполнять в таком порядке:
1- Отрезать ножовкой поврежденный участок трубы.
16* 243
2. Вместо поврежденного отрезка трубы заготовить новый,
требуемой длины, такого же сечения и из того же материала, чго
и ремонтируемая труба.
3. Запилить напильником торцы труб под прямым углом
к оси трубы и зачистить на них все заусенцы (внутри и снаружи).
Удалить из труб опилки и стружки.
4. Отжечь концы труб и отбортовать зиги по одному на каж-
дом конце (при работе ни в коем случае не уменьшать диаметр
трубы). После отбортовки зигов вторично отжечь концы труб и
проверить, нет ли на трубах трещин и глубоких забоин; трубы
с такими дефектами устанавливать не разрешается.
При соединении трубопроводов дюритовыми шлангами нужно
соблюдать следующие условия:
а) размер дюритового шланга должен соответствовать раз-
меру трубопровода (допуск по внутреннему диаметру Д- 1 мм);
б) расстояние между обрезами трубопровода должно быть
не более 10 и не менее 2 мм (в зависимости от диаметра соеди-
няемых трубопроводов и особенно — от величины их взаимного
перемещения); в соединениях водяных труб, на которых отра-
жаются колебания водяного бачка, радиатора и других агрега-
тов, зазоры должны быть максимальными;
в) длина дюритового шланга берется с таким расчетом,
чтобы можно было поставить два хомута на каждый обрез
трубопровода; расстояние от края шланга до крайнего хомута
должно быть 8—10 мм; хомуты ставить на расстоянии не менее
5 мм от отбортовки трубопроводов;
г) дюритовые соединения обжимаются только ленточными
или специальными хомутами из латуни или оцинкованного же-
леза;
д) при постановке дюритовых шлангов обращать внимание
на наружную расцветку шлангов, которая показывает их назна-
чение.
Для масляной системы употребляются дюритовые шланги
черного цвета с двумя продольными желтыми полосами шириной
5 мм; для водяной системы — черного или сероватого цвета без
полос.
Кроме того, начиная с 1941 г. выпускаются дюритовые
шланги усиленные, нового образца: для масляной системы —
черного цвета с двумя продольными желтыми полосами шири-
ной 5 мм, рассчитанные на температуру до 130° С и давление
13 ат; для, бензиновой системы — черного цвета с одной белой
продольной полосой шириной 5 мм.
Монтаж трубопроводов делается всухую, поэтому ни в коем
случае нельзя смазывать трубопроводы тавотом, техническим
вазелином или красками.
Заменять масляные и бензиновые шланги водяными запре-
щается; заменять же водяные шланги бензиновыми и масляными
в случае необходимости разрешается.
244
Бензиновые трубопроводы, кроме описанного соединения на
шлангах, могут быть смонтированы при помощи гибкого соеди-
нения (ГС). Такое соединение (рис. 245) отличается тем, что
торцы труб упирают-
ся в буртики бронзо-
вого боченочка. В
остальном монтаж
соединения ГС не
отличается от мон-
тажа дюритовыми
шлангами.
Глубокие вмятины
К эксплоатации
допускаются трубо-
проводы, имеющие
вмятины глубиной не
более одного милли-
метра. Трубы с более р,,с- 245- Гибкое соединение трубопроводов (ГС)
глубокими вмятина-
ми целесообразно заменять новыми. Если же для замены нет
трубопровода нужного диаметра, длины и материала, разре-
шается устранять вмятины при помощи шарика. Ремонт произ-
Рис. 246. Выправление вмятины шариком
водится так: труба в ме-
сте вмятины отжигается,
после чего в нее вкла-
дывают шлифованный ша-
рик, диаметр которого ра-
вен внутреннему диамет-
ру ремонтируемой трубы.
Затем к концу трубы при-
соединяют при помощи
шланга трубку от балло-
на с сжатым воздухом,
медленно открывают вен-
тиль баллона и подают
сжатый воздух до тех пор,
пока шарик не выйдет с
другого конца трубы (рис.
246). При этом надо сле-
дить, чтобы против труб-
ки никто не работал, так как шарик под давлением сжатого воз-
духа вылетает с большой скоростью и может причинить травму.
При отсутствии сжатого воздуха выравнивание вмятин можно
производить последовательным протаскиванием через трубу при-
вязанных к тросу шариков различных диаметров (рис. 247).
Наиболее успешно работа выполняется при нагреве вмятины
пламенем паяльной лампы в момент протаскивания шарика. Глу-
бокие вмятины на стальных трубопроводах водяной системы
245
Рис, 247. Выправление вмятины протягива-
нием шарика
выправляются вытягива-
нием вмятины за при-
паянный к ней на твер-
дом припое или прива-
ренный штырь (рис. 248),
который после устранения
Вмятины срезается, и это
место зачищается до ос-
новного металла.
Вмятины на трубах,
близко к торцу
(если они расположены
вать на специальных оправках
Рис. 248. Выправление вмятины
вытягиванием
изготовленных из стали
трубы), можно выравни-
стальными молоточками, а на
трубах из сплава АМц — де-
ревянными киянками (рис. 249).
Трещины
Трубопроводы, на которых
обнаружены трещины, подле-
жат замене. Если трещины
расположены около ниппеля,
ниппель необходимо отпаять и
отрезать дефектный участок
трубы. Ниппель отпаивают сле-
дующим образом: нагревают
трубу до плавления припоя и
легкими ударами плоскогубцев
снимают ниппель (рис. 250).
При латунном ниппеле ос-
новное пламя лампы следует
направлять на трубу, а не на припой, иначе можно расплавить
ниппель. Затем ниппель напаять на трубу, после чего трубопро-
вод испытать на герметичность и смонтировать на место.
Категорически запрещается обматывать трубопроводы изо-
ляционной или киперной лентой или какими-либо другими мате-
риалами с целью устранения течи бензина или масла.
Трещины на стальных трубопроводах водяной системы (по
материалу или по сварному шву) в исключительных случаях раз-
решается заваривать ацетилено-кислородной сваркой. Стальные
или медные трубопроводы системы гидравлического управления
шасси и костыля разрешается в особых случаях ремонтировать
наложением наружного бужа.
В этом случае концы труб соединяют третьей трубой или спе-
циальной муфтой, называемой бужом (рис. 251).
Различают два способа соединения: а) наружным бужом»
когда соединительная труба — муфта надевается на соединяе-
мые трубы; б) внутренним бужом, когда соединительная муфта
находится внутри соединяемых труб.
246
Трубопроводы ремонтиру-
ются только наложением на-
ружного бужа. Этот ремонт
выполняется так:
1. Дефектный участок выре-
зается ножовкой. Оба конца
труб ровно опиливаются и за-
чищаются от заусенцев.
2. Подбирают для бужа
муфту (из труб или вытачива-
ют на токарном станке). Диа-
метр бужа должен быть таким,
чтобы концы труб после зачи-
стки их для пайки входили в
буж плотно. Для удлинения па-
яного шва, с целью увеличения
заются под углом 30—45°.
Рис 249. Выправление вмятины мо-
лотком на специальной оправке
прочности, концы бужа обре-
Рис. 250. Удаление ниппеля
3 Плотно подгоняют трубы, зачищают места пайки и пропаи-
припоем ПМЦ-54. Проверив качество, пайки на герме-
прочшиают трубу ершом, промывают ее и ставят на
вают шов
тичность,
место.
Руж
Рис. 251. Соединение труб наружным бужом
247
Tl
Течь в местах соединений
Течь в местах соединений устраняется:
а) в шланговых соединениях — подтягиванием соединитель-
ных хомутов; если течь не устранена, надо разобрать соедине-
ния, заменить хомуты пли шланги;
б) в ниппельных соединениях — подтягиванием гаек, шлифов-
кой или притиркой конусов, а при деформации конуса или при
наличии на нем глубоких рисок, раковин и трещин перепайкой
ниппеля
Эллипсность в местах изгиба трубопроводов
При обнаружении эллипсности трубопровод целесообразно
заменить. Разрешается заменять только поврежденный участок
трубы, вместо которого ставится новый отрезок трубы, по раз-
мерам и материалу полностью соответствующий заменяемому.
Новый отрезок трубы изгибается с таким же радиусом закругле-
ния, как и старый. В данном случае старый участок служит
в качестве шаблона.
Коррозия трубопроводов
Трубопроводы с поврежденной окраской зачищаются наждач-
ным полотном № 00 и вновь окрашиваются в соответствующий
цвет: бензопроводы — в желтый, маслопроводы — в коричневый,
водопроводы — в зеленый и воздухопроводы — в черный.
Вспучивание лакокрасочного покрытия на алюминиевых тру-
бопроводах свидетельствует о наличии в данном месте очагов
коррозии. Поврежденные места нужно зачистить наждачной бу-
магой № 00 или № ООО, протереть тряпкой, смоченной в бензине,
затем чистой тряпкой и закрасить в нужный цвет.
Во всех случаях замены участка трубопровода следует:
1) снять заусенцы с торцов трубопроводов, так как во время
работы мотора частички металла от заусенцев могут попасть
в магистраль и засорить ее металлической стружкой;
2) протащить через весь трубопровод замшевый пыж для
удаления с внутренней поверхности трубы грязи, металлических
опилок п других материалов, которые могут засорить систему;
3) промыть трубопровод бензином.
Перед монтажом продуть трубопровод сжатым воздухом. По
скончании ремонта отдельных участков трубопровода вся си-
стема (бензиновая, масляная, водяная) проверяется на герметич-
ность. При испытании систем не должно быть подтекания.
Ремонт капиллярных трубок
При вмятинах и обрывах трубки заменяются новыми. При от-
сутствии трубок можно производить наращивание трубок наруж-
ным бужом, но не более, чем в одном участке. Для сращивания,
буж вытачивается из латунного или медного куска в виде боне
248
Нода, затем подгоняются тру««» «
5Ж месте.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие флюсы и припои применяют при пайке твердыми припоями?
2. Перечислите типы соединений трубопроводов и дайте им краткую
характеристику.
3. Как производится пайка ниппельного соединения?
4. Перечислите возможные дефекты при пайке твердыми припоями.
5. Как подогнать ниппельное соединение?
6. Какие условия необходимо создать в работе, чтобы получить каче-
ственную пайку твердым припоем?
7. Перечислите правила сращивания труб при помощи дюритовых
шлангов.
8. От чего зависит величина допуска между торцами труб при монтаже
труб дюритовыми шлангами?
9. Как производится ремонт труб при помощи бужа?
10. Какие правила необходимо соблюдать при ремонте труб, чтобы не на-
рушить расчетное сечение труб?
11. Какие работы необходимо проделать перед постановкой труб на
место после ремонта?
12. Перечислите возможные дефекты труб.
13. Объясните, как устраняются глубокие вмятины на трубах.
14. Какие меры предосторожности необходимо соблюдать при работе со
сжатым воздухом?
15. Назовите наиболее употребительные серебряные припои.
16. Какую температуру плавления имеют твердые припои?
17. Как можно устранить вмятины на трубах?
ГЛАВА XIII
ОТЖИГ И ГНУТЬЕ ТРУБ
1 ОТЖИГ МЕДНЫХ, ЛАТУННЫХ И СТАЛЬНЫХ ТРУБОПРОВОДОВ
Мотор сообщен с бензиновыми и масляными баками при по-
мощи трубопроводов. С течением времени трубопроводы стано-
вятся хрупкими. Чтобы предотвратить возможные поломки и об-
разование трещин, трубопроводы периодически подвергают от-
жигу.
Для отжига медные и латунные трубопроводы нагревают
в горне (на древесном угле) или на паяльной лампе до вишневого
цвета, что соответствует температуре 600—650° G.
Для правильного определения цвета каления при нагревании
трубопроводы по всей длине тщательно очищают наждачной
бумагой малых номеров. «
Отрегулировав пламя паяльной лампы так, чтобы оно не да-
вало копоти, начинают нагревать трубопровод с одного конца.
Для равномерного прогревания участка трубу следует все время
поворачивать вокруг оси. При достижении температуры отжига
трубу нужно продвинуть вперед и нагревать до красного каления
следующий участок трубы и т. д., пока не будет отожжена вся
труба.
Для ускорения отжига длинных трубопроводов нагрев их же-
лательно производить одновременно на двух-трех паяльных лам-
пах, расставленных таким образом, чтобы пламя одной лампы
перекрывало пламя другой; этим достигается равномерность от-
жига трубы (рис. 252).
Следует остерегаться перегрева трубопроводов, так как при
температуре выше 650° С наклепанный материал способен обра-
зовать крупнозернистую структуру, что приведет к понижению
его механических качеств.
трубопровода с припаянным ниппелем до температуры
выше 650 может вызвать расплавление серебряного припоя.
После нагрева трубопроводы охлаждаются: медные — в воде,
а латунные — на воздухе. Если на медных трубопроводах
имеются припаянные ниппели, охлаждать их в воде- нельзя, так
как может образоваться трещина в месте, где припаян ниппель.
Преимуществом охлаждения медных трубопроводов в воде
250
является то, что резкое их охлаждение способствует отскакива-
нию окалины, образующейся при нагреве. Охладив трубопроводы,
нужно очистить их внутри от окалины «ершом» и продуть сжа-
тым воздухом для удаления оставшихся там частичек окалины.
После отжига трубопроводы окрашивают в нужный цвет и мон-
тируют на самолет. Закончив монтаж, открывают краны, прове-
ряют подачу жидкостей или газов и герметичность соединений.
Рис. 252. Отжиг трубопроводов на паяльных
лампах
Техника отжига трубопроводов, изготовленных из углероди-
стой стали, отличается от отжига латунных и медных трубопро-
водов только повышенной температурой нагрева (750—850° С).
После нагрева стальные трубопроводы охлаждают на воздухе,
но нн в коем случае не в воде, иначе они получают закалку.
Трубопроводы, изготовленные из легированных сталей,
должны отжига гься в термических печах. Отжигать такие трубы
на горне или паяльной лампе нельзя.
2. ГНУТЬЕ ТРУБ
В производстве и при ремонте трубопроводов приходится про-
изводить операцию гнутья труб. Сущность этого процесса заклю-
чается в том, что трубу изгибают согласно требуемому радиусу
или по специальному, заранее изготовленному шаблону.
Существуют различные способы гнутья труб. Выбор способа
зависит главным образом от свойств материала, диаметра трубы
и необходимого радиуса изгиба.
25!
Прежде чем перейти к описанию отдельных способов изгиба-
ния труб, остановимся на некоторых общих правилах гнутья.
Перед гнутьем труба должна быть обязательно подвергнута
отжигу. В противном случае возможно < бразование трещин, (
а иногда и поломка трубы в месте ее изгиба. Следует помнить,
что при изгибании труба испытывает не одинаковые напряжения.
Внутренняя стенка трубы в месте изгиба сжимается, а наружная
растягивается.
Радиус изгиба трубы нельзя выбирать произвольно. Он зави-
сит в первую очередь от толщины стенок и диаметра трубы.
С увеличением диаметра трубы увеличивается и минимальный
радиус изгиба (табл. 17).
Таблица 17
МИНИМАЛЬНЫЕ РАДИУСЫ ИЗГИБА ТРУБЫ В ЗАВИСИМОСТИ
При изгибании нельзя допускать вмятин и уменьшения вну-
треннего диаметра трубы, так как это может привести к резкому
уменьшению подачи бензина или масла, что сильно отразится на
нормальной работе мотора. Трубы должны изгибаться плавно,
по определенному радиусу и в местах изгиба иметь круглую
форму.
Чтобы избежать уменьшения внутренних диаметров и обра-
зования вмятин, при изгибании труб применяют наполнители.
В качестве наполнителей можно применять канифоль, свинец,
сухой просеянный речной песок и лед.
Гнутье железных и стальных труб
Стальные и железные трубы в зависимости от диаметра и ра-
диуса изгиба могут изгибаться в холодном состоянии И с подо-
гревом, с наполнителями и без таковых,
262
Стальные и железные трубопроводы диаметром до 8 мм с ра-
диусом изгиба не менее 50 мм можно изгибать в отожженном
состояние без применения наполнителей. Трубы диаметром от
10 до 30 мм с радиусом изгиба не менее 200 мм можно изгибать
без подогрева, но с обязательным заполнением песком. Трубо-
проводы диаметром больше 30 мм, а также трубы мелких диа-
метров с небольшими радиусами изгиба подвергаются гнутью
с обязательным подогревом. В качестве наполнителя в этом слу-
чае применяется просушенный, хорошо просеянный речной песок.
Чтобы произвести изгиб стальной или железной трубы в подо-
гретом состоянии с применением наполнителей, следует:
1. Изготовить деревянную пробку и кпепко забить ее в конец
трубы.
2. Наполнить трубу песком. Для этого в ее открытый конец
поставить воронку и совком насыпать в трубу песок. Чтобы обес-
печить плотную усадку песка по всей длине, надо обстукивать
трубу деревянным молотком или палкой. Песок должен быть
обязательно сухим, иначе во время нагрева трубы возможно вы-
деление паров воды, нередко приводящих к образованию трещин.
3. Вставить в трубу вторую пробку.
4. Нагреть трубу. Нагрев производится в горне или на паяль-
ной лампе до светлокрасного цвета. Нагрев следует производить
только в месте, подлежа-
щем изгибу. Чтобы избе-
жать произвольного выги-
бания трубы в других ме-
стах, рекомендуется охла-
ждать эти места водой.
Если за один нагрев нуж-
ный радиус изгиба не до-
стигнут, следует нагреть
трубу еще раз, а по мере
надобности — три или че-
тыре раза.
5.. Зажав нагретую тру-
бу В тисках ИЛИ используя РиС- 253. Изгиб труб на штырях
специальные приспособ-
ления для гнутья, начать плавный изгиб трубы под выбранный
радиус. При изгибании рывками на поверхности трубы обра-
зуются складки или трещины.
Для получения изгибов с нужным радиусом лучше всего поль-
зоваться простейшими приспособлениями, дающими большую
точность и уменьшающими брак изделий.
Простейшим приспособлением являются два штыря, зажатые
в тиски. Они позволяют изгибать трубы небольших диаметров
(рис. 253).
Более универсальным приспособлением служит плита с про-
сверленными на ней отверстиями, в которые вставляются штыри
соответственно требуемому радиусу изгиба и диаметру трубы
253
J-
Изгиб труб в приспособлении
Рис. 254.
(рис. 254). Это приспособление может быть использовано при
массовом гнутье труб. В этом случае вместо штырей делается
угольник, и по нему производят изгиб труб.
6. Получив нужную
форму, трубу охлаждают,
вынимают из нее пробки и
высыпают песок. Чтобы
быстрее удалить песок,
трубу следует обстукивать
деревянным молотком.
Высыпая песок, надо
тщательно проверить, не
пригорел ли он к стенкам
трубы. Для гарантии ре-
комендуется внутреннюю
поверхность трубы про-
мыть бензином, очистить
замшевым пыжом и про-
дуть сжатым воздухом.
Тщательно проверив, нет ли на поверхности трубы трещин
и глубоких вмятин, приступают к монтажу или припаиванию
ниппельных наконечников.
Гнутье медных труб
Медные трубы диаметром до 10 мм и с радиусом изгиба не
больше 100 мм разрешается гнуть без наполнителей. Однако
тонкостенные медные и латунные трубы легко сплющиваются
или же на них образуются складки в виде гофра. Чтобы из-
бежать этого, трубы перед гнутьем заполняют расплавленной
канифолью (свинец, смола, асфальт применяются редко). Когда
наполнитель остынет и затвердеет, производят изгибание трубы.
Ниже описывается последовательность операций при изгиба-
нии медных труб с применением наполнителя.
1. Отжечь трубу. Для этого нагреть ее до вишневого цвета
и быстро опустить в воду. Если на трубе имеется припаянный
ниппель, охлаждение производить на воздухе.
2. Вставить деревянную пробку в один конец трубы.
3. Расплавить в ковше на слабом огне канифоль и налить ее
в подогретую трубу. Наливать медленно, небольшой струйкой
11 сдеддть за тем> чтобы канифоль попадала только в трубу.
4. Когда канифоль остынет и затвердеет, зажать трубу
в тисках и начать изгибать ее по шаблону (рис. 255) или в при-
способлении изготовляемом из твердых пород дерева.
„Если труба гнется плохо, место изгиба надо подогреть паяль-
ной лампой. При гнутье труб больших диаметров могут появиться
складки в виде гофра, в этом случае следует попытаться выпра-
вить их деревянным молотком (киянкой).
5. Закончив изгибание, нагреть трубу, чтобы выплавить кани-
фоль. Для этого предварительно нужно вынуть из трубы деревян-
254
ную пробку. Нагрев начинать с открытого конца трубы и посте-
пенно, по мере вытекания канифоли, перемещать огонь паяльной
лампы ко второму концу трубы. Категорически воспрещается
начинать нагрев с середины
трубы, так как в этом случае
канифоль, расширяясь при на-
гревании и не имея выхода, мо-
жет разорвать трубу и причи-
нить тяжелые ожоги работаю-
щему. Стенки внутри трубы
должны быть тщательно очи-
щены от остатков канифоли.
Для этой цели можно приме-
нить спирт или скипидар, а при
Рис. 255. Изгиб труб по шаблону
их отсутствии трубу следует
прожечь.
В качестве наполнителя при
изгибании труб можно приме-
нить и лед. Для этого нужно
на один конец трубки надеть резиновый шланг, заполнить трубу
водой и дать ей возможность замерзнуть Разумеется, что в по-
левых условиях эта работа выполнима только зимой.
3. ОТЖИГ И ГНУТЬЕ ДУРАЛЮМИНОВЫХ ТРУБ
Дуралюминовые трубы поставляются обычно в закаленном
виде. Гнуть их в таком состоянии без отжига нельзя.
В силу специфических свойств алюминиевых сплавов отжиг
и гнутье таких труб нужно производить с особой осторожностью.
Перед гнутьем дуралюминовые трубы должны быть отож-
жены. Отжиг дуралюмина производится при температуре
340—360° С. Незначительный перегрев выше указанной темпера-
туры приводит к резкому ухудшению механических свойств ма-
териала. Особенностью отжига дуралюмина является также и то,
что во время нагрева материал не изменяет своего цвета (как,
например, сталь). Поэтому на-глаз трудно определить даже при-
близительно, до какой температуры нагрелся материал. Для кон-
троля температуры нагрева применяют ряд искусственных при-
емов. К ним относятся: смазывание трубы лаком № 17-а, мылом,
тавотом, а также определение температуры при помощи калие-
вой селитры, сосновой стружки и др. По изменению цвета лака
№ 17-а, плавлению селитры, мыла или обугливанию стружки или
бумаги судят о приблизительной температуре нагрева дуралю-
мина.
Отжигают дуралюминовую трубу так: наносят на трубу слой
бесцветного лака № 17-а и нагревают ее на паяльной лампе; лак,
нанесенный на поверхность трубы, по мере ее нагревания изме-
няет свой цвет от светлосоломенного до черного. Труба должна
быть нагрета до легкого почернения лака; такой цвет соответ-
255
ствует нормальной температуре отжига. Частичное пли полное
сгорание лаковой пленки, а также ее закипание свидетельствуют
о пережоге. Иногда при нагреве на лаковой пленке появляются
пузыри, что свидетельствует о перегреве материала.
Перегретые и тем более пережженные трубы установке на
самолет не подлежат и должны браковаться.
При отсутствии лака № 17-а, для контроля температуры на-
грева можно применять один из ниже указанных приемов. Так,
например, если по нагреваемой трубе водить щепкой, взятой от
спичечной коробки, или
Рис. 256. Сота с селитрой
селитру, которая
форму карандаша
сухой осиновой стружкой, то обугли-
вание дерева укажет, что труба
нагрета до нужной температуры
отжига.
Часто температуру отжига опре-
деляют началом плавления натрие-
вой селитры. Интенсивное испаре-
ние ее с поверхности металла ука-
зывает на перегрев трубы. В этом
случае во избежание пережога надо
немедленно прекратить нагрев этого
места. Чтобы удобнее было пользо-
ваться селитрой, рекомендуется за-
ливать ее в соту радиатора, а по
мере израсходования освобождать
от металла
приобретает
(рис. 256).
При некотором навыке можно
довольно точно определять требуемую температуру отжига при
помощи черты или мазка химического карандаша, который при
достижении температуры 340—360° С приобретает золотистый
оттенок. Следы карандаша или селитры по окончании работы
следует смыть во избежание коррозии металла. После нагрева
дуралюминовая труба охлаждается в холодной воде.
Гнутье дуралюминовых труб производится в такой же после-
довательности, как гнутье железных, стальных и медных труб.
В качестве наполнителя применяется сухой мелкий песок. Если
в процессе нагрева дуралюминовой трубы был допущен перегрев,
то в месте изгиба возможно появление незаметных трещин или
излома. В связи с этим дуралюминовые трубы после гнутья под-
вергаются обязательному травлению с целью обнаружения ука-
занных выше дефектов.
Для травления место изгиба смачивают 20—25%-ным раство-
ром едкого натра с 5% поваренной соли и дают выдержку. При
появлении на поверхности металла ровного серого налета трубу
следует промыть сначала теплой водой, а затем 5 %-ным раство-
ром азотной кислоты до появления светлого ровного серебри-
стого оттенка. После этого еще раз тщательно промывают про-
травленный участок теплой водой и высушивают его. На ровной
256
1
2
. серебристой поверхности травленого участка дефекты выде-
( ляются в виде трещин и пережога.
. С кислотой следует обращаться осторожно, так как она вы-
зывает сильные ожоги. Чтобы нейтрализовать брызги кислоты,
нужно пораженное место смачивать раствором соды.
Для уменьшения внутренних напряжений после гнутья труба
снова подвергается отжигу.
Наиболее часто встречающимися ошибками при гнутье труб
> являются:
1. Перегрев и пережог. В этих случаях трубы бракуются.
2. Неплотное заполнение труб наполнителем. Вследствие
этого возможны трещины, излом, образование складок в виде
гофра.
3. Слишком мал радиус изгиба. Радиус изгиба должен быть
не меньше допустимого радиуса, указанного в табл. 17.
4. Излишние усилия работающего с целью ускорить изгиба-
ние. Эти усилия и резкие движения также способствуют дефор-
мации трубы в месте ее изгиба.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. В каких случаях необходимо производить отжиг трубопроводов?
'• 2. Назовите сроки отжига трубопроводов, установленных на самолете.
3. Для какой цели необходимо делать зачистку трубопроводов - перед
Отжигом?
4. Объясните процесс отжига и гнутья стальных труб.
, 5. В какой цвет окрашиваются бензо- и маслопроводы?
6. От чего зависит радиусы изгиба труб?
7. Как производят отжиг труб из легированной стали?
8. Как достигается равномерный отжиг трубопровода на паяльной лампе?
9. Какую нужно проделать работу перед установкой трубы на самолете
после отжига?
10. Объясните, как производится отжиг и гнутье дуралюмжовых трубо-
проводов.
11. Как следует охлаждать трубопроводы в местах паяния твердыми
припоями?
12. Для чего необходимо замачивать медные трубы после нагрева?
17-1640
ГЛАВА XIV
ПАЯНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ И РЕМОНТ
БЕНЗИНОВЫХ БАКОВ
Сведения о паянии алюминиевых сплавов
В зависимости от температуры плавления и прочности при-
поев различают паяние алюминиевых сплавов мягкими
и твердыми припоями.
Паяние мягкими припоями производится при помощи паяль-
ника при температурах 240—300° С; крепость паяного шва равна
12—14 кг/мм2.
Паяние твердыми припоями производится при температуре
380-—535° С по такой же технологии, как и паяние мягкими при-
поями. Прочность паяного шва составляет 18—20 кг/мм2, т. е.
близка к прочности литых алюминиевых сплавов.
Главное затруднение, с которым приходится сталкиваться при
паянии алюминиевых сплавов, заключается в образовании на их
поверхности тугоплавкой пленки окиси, температура плавления
которой равна 3000° С, что почти в пять раз превышает темпера-
туру плавления основного металла.
Для растворения и удаления этого окисла применяют слож-
ные по химическому составу флюсы.
1. ПРИПОИ И ФЛЮСЫ ДЛЯ ПАЯНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ
Для паяния алюминиевых сплавов паяльником применяется
припой П-1, который содержит: олова 71%, цинка 23% и алюми-
ния 6%. Можно применять также припой с содержанием олова
46% и цинка 54%. Температура плавления этого припоя 240° С. д
В качестве флюсов применяются вещества, имеющие при-
мерно следующий состав по весу (в %):
а) хлористый калий • . • • 45
хлористый натрий . ............30
хлористый литий 15
фтористый калий . .............7
сернокислый натрий..................
б) хлористый калий ... 30 частей
хлористый натрий 6 »
сернокислый калий . , J . 2 части
258
Основными твердыми припоями Для паяния алюминиевых
сплавов являются припои ВПТ-3 и ВПТ-4. Припой ВПТ-3 имеет
температуру плавления 525°G и состоит из 25% меди, 5% крем-
ния и 70% алюминия. Припой ВПТ-4 содержит цинка 40%, крем-
*шя 5% и алюминия 55%. Температура плавления 384—490° С.
Марка припоя ВПТ расшифровывается так: В ВИАМ (Все-
союзный институт авиационных материалов), П припой,
Т — твердый.
При отсутствии готовых припоев их можно изготовить
самостоятельно. Для этого нужно взять кусок силумина,
содержащего 10—13% кремния и около 0,8% меди, и доба-
вить соответствующее количество (по весу) цинка и алюми-
ния.
В качестве флюса для пайки алюминиевых сплавов твердыми
припоями применяется флюс ВФТ-3. В состав флюса входят
(в %):
хлористый калий................ .... 40
» натрий........................20
» цинк..........................J2
» литий.........................15
» магний ....................... 6
фтористый натрий.........................7
При отсутствии флюса ВТФ-3 можно для сварки применять
флюс с содержанием лития, но к нему нужно добавить хлористый
цинк (25 см2 3 на 100 г сварочного флюса).
2. РЕМОНТ БАКОВ
На современных самолетах" применяются преимущественно
сварные бензиновые и масляные баки. Они изготовляются из
алюминиево-марганцового сплава АМц.
Характерной особенностью сплава АМц является то, что он
не подвергается термической обработке, так как не воспринимает
ее. Упрочнение этого сплава достигается нагартовкой после
отжига.
Основными свойствами такого сплава являются: высокая
стойкость против коррозии, высокая пластичность и способность
к хорошему формообразованию; хорошая свариваемость как га>
зовой, так и электрической (контактной) сваркой. Такие качества
сплава АМц обусловили широкое его применение при изготовле-
нии сварных баков.
”• Существует много способов ремонта баков. Баки могут быть
отремонтированы при помощи газовой сварки (при наличии
ПАРМ) и путем пайки. При невозможности воспользоваться
сваркой или паянием в качестве временной меры можно приме-
нить ряд других способов, как, например, постановку заглушек
или пробок, о чем подробнее будет сказано ниже.
17* 259
Подготовка баков к ремонту
Бензиновые баки, бывшие в эксплоатации, должны быть тща-
тельно подготовлены к ремонту, чтобы полностью удалить из них
пары бензина, иначе при сварке или пайке может произойти
взрыв.
Прежде всего нужно удалить следы этиловоп жидкости. Для
этого в бак наливают чистый неэтилированный бензин (например
Б-70) и прополаскивают им бак до полного удаления краснова-
той окраски. Затем необходимо удалить остатки бензина. G этой
целью бак промывают два-три раза денатурированным спиртом,
после чего наполняют горячей водой (70—90° С). Вода остается
в баке до тех пор, пока температура ее не понизится до 40—45° С.
Такая промывка производится четыре раза. При прополаскивании
все отверстия бака должны быть открыты. После каждой про-
мывки бак просушивается сжатым воздухом в течение 10—
15 минут или горячим паром в течение 5 минут.
Можно также продуть бак отработанными газами, нагревая
его до температуры 95—110° (з и выдерживая при этой темпера-
туре 2—3 минуты.
В стационарных ремонтных мастерских при наличии ванй
с горячен водой баки вместо прополаскивания погружают I
в ванну и выдерживают там в течение 24 часов, после чего про-
сушивают сжатым воздухом.
Во время промывки бензиновых баков нужно следить за тем, J
чтобы бензин и денатурированный спирт не попадали на протек-
тор, так как они сильно разъедают резину. При отсутствии бен-
зина и спирта бензиновые баки можно продуть горячим паром
или наполнить их четыреххлористым углеродом. После этого
нужно тщательно промыть баки водой. Во всех случаях надо
проверять бак на полное отсутствие запаха бензина.
При ремонте масляных баков удалять остатки масла необхо-
димо только в зоне сварки или паяния. Масло удаляют промыв-
кой бака горячей водой. В тех случаях, когда масло удаляется
с трудом, разрешается промыть бак бензином или керосином, но
после этого масляный бак необходимо подготовить к ремонту
так же, как и бензиновый.
Бачки водяной системы специальной подготовки не требуют.
Ремонт бензиновых баков паянием
п • / »
Нулевые пробоины, рванины и трещины в бензиновых баках
ремонтируются газовой сваркой. Этот вид ремонта возможен
при наличии ПЛРМ-1, необходимой аппаратуры, материала и ква-
лифицированного сварщика. При отсутствии этих условий бак
может быть отремонтирован паянием, причем прочность ремонти-
руемого участка при соблюдении правил технологии пайки алю-
миниевых сплавов вполне достаточна. Применяют несколько спо-
260
собой паяния пулевых и осколочных пробоин, а также различных
трещин: паяние шаберным способом, паяние мягким припоем при
помощи паяльника, паяние твердым припоем.
Ремонт пулевых пробоин и трещин заплавлением
Пайка шаберным способом
Если диаметр отверстия в баке не превышает 12 мм, то раз-
решается заплавить отверстие припоем без постановки заплаты.
Процесс работы заключается в следующем.
Удалить с ремонтируемого участка грязь и масло при помощи
ветоши и бензина.
Зачистить шабером место пайки на расстоянии 20—30 мм от
края пробоины так, чтобы следы шабровки перекрещивались не
менее трех раз и верхний слой
металла был удален (рис. 257).
Следить за тем, чтобы стружка
не попала в бак; ее следует
смахивать чистой щеткой или
ветошью.
При очистке поверхности
не следует дотрагиваться до
нее пальцами во избежание ее
загрязнения, так как масло,
грязь и жир препятствуют
приставанию припоя.
Зачистка мест пайки на-
ждачной бумагой з а п р е-
Участон шабровки
Рис. 257. Зачистка места пайки
шабером
щается, так как наждачная
пыль может попасть в бак и
пайка в этом случае более за-
труднительна.
На зачищенное место положить кусочек припоя и облудить им
нужный участок. Для этого используют паяльную лампу или,
еще лучше, горелку бензинового паяльника. При нагревании
места пайки паяльной лампой возможно обгорание и отставание
протектора, прилегающего к ремонтируемому месту. Чтобы избе-
жать этого, необходимо обложить протектор вокруг заплаты
листовым асбестом, смоченным водой. Направив пламя лампы
на припой, нагревают его. Когда припой размягчится, шабером
отделить от него кусочек и облудить поверхность. Для этого
острой гранью шабера счищают слой металла и одновременно
покрывают его припоем. Эти два действия совершаются нераз-
рывно и быстро. Припой под действием пламени становится жид-
ким, но не растекающимся вследствие пленки окисла, образовав-
шейся на металле. Шабером распределяют припой по поверхно-
сти металла и в то же время скоблящими движениями счищают
пленку окисла, чем обеспечивают прочное соединение чистого
металла с припоем.
261
Образовавшийся шлак счищают шабером к краям и удаляют
с поверхности.
Работа должна протекать в быстром темпе. Медлительность
вызовет перегрев припоя и металла. Появление синеватой пленки
на стенке бака или припое свидетельствует об их пережоге. В та-
ких случаях прочного соединения не получится. При пережоге
большого участка бака последний бракуется. Перегрев припоя
можно заметить по цвету ремонтируемого участка: блестящая
поверхность металла приобретает матовый оттенок. ЛАалейшее
продление нагрева этого участка приведет к полному распла-
влению металла.
По окончании облуживания надо к кромке отверстия поло-
жить кусок припоя, вполне достаточный для заплавления его.
Операция по заплавлению отверстия требует большого внимания
и осторожности. Для заплавления отверстия нужно направить
пламя лампы на припой и следить за его плавлением. Как только
припой начнет плавиться, надо отделить от него небольшой ку-
сок и положить его на край отверстия, не доводя припой до пол-
ной расгекаемости. Последующими порциями припоя прикрыть
отверстие. Затем нагреть припой над отверстием до плавления
и при помощи шабера распределять его. Одновременно скобля-
щими движениями счистить под слоем припоя окисную пленку.
При некотором опыте работающего припой, будучи расплавлен,
не проваливается внутрь бака. Это происходит в случае, если
припой имеет хорошее сцепление со стенками бака, а силы по-
верхностного сцепления достаточны для удержания слоя припоя
над отверстием.
При недостаточном облуживании и поспешности в работе
припой может провалиться в бак. Толщина наплавленного слоя
над отверстием должна быть не менее 5 мм.
После пайки бак обязательно должен быть проверен на гер-
метичность. Испытание бака на герметичность в условиях мастер-
ских производится в обыкновенной ванне под давлением воздуха
0,20—0,25 ат.
Подготовка к испытанию заключается в том, что все отвер-
стия бака плотно закрываются пробками с кожаными или фибро-
выми прокладками. В одно из них через специальный штуцер
подается воздух.
При пуске воздуха в бак нужно следить за показанием мано-
метра; как только стрелка покажет требуемое давление, сейчас
же закрыть кран подачи воздуха. В местах течи появятся пу-
зырьки воздуха. При отсутствии водяной ванны испытание можно
проводить при помощи мыльной воды. Работа выполняется так;
в бак, как и в первом случае, подается воздух, а ремонтируемое
место смачивается мыльной водой; если окажется неисправность,
ю в месте течи появятся пузыри. Для большей гарантии паяные
места при испытании слегка простукиваются киянкой.
262
Церед установкой бака на самолет необходимо проверить,
не попали ли в бак кусочки припоя, которые нужно удалить;
в противном случае возможна закупорка трубопроводов.
После пайки нужно наложить заплату на протектор. Способ
наложения заплаты описан ниже.
Заплавление трещин
Небольшие трещины ремонтируются заплавлением. Техноло-
гия ремонта в этом случае значительно проще и заключается
в следующем.
Концы трещины во избежание дальнейшего растрескивания
засверливаются 2—3-мм сверлом. Затем края трещины на рас-
стоянии 8—10 мм зачищаются шабером до полного удаления
верхнего слоя металла.
Облудив края трещины ранее описанным способом, запла-
вляют ее припоем таким образом, чтобы слой припоя над трещи-
ной был равен 3—5 мм.
При качественной пайке поверхность получается ровная и
блестящая, без наплывов и не требует зачистки шабером или на-
пильником. Испытание и дальнейшие работы проводятся так же,
как при заплавлении отверстий.
Ремонт пробоин при помощи накладной заплаты
Ремонт пробоин накладной заплатой можно производить при
помощи пайки мягкими или твердыми припоями. Размеры заплат
при пайке твердыми припоями могут превышать 100X100 мм.
При помощи зубила или кривых ножниц удаляют рванины и
трещины, придавая отверстию округленную форму. Углы не до-
пускаются потому, что в таких местах обычно возникают новые
трещины и, кроме того, углы создают затруднения для пайки.
Затем полукруглым напильником удаляют неровности и за-
усенцы.
Контур заплаты должен быть такой же, как контур отверстия.
Для этого рекомендуется наложить на отверстие лист бумаги
и провести пальцами по краям пробоины; получится точный ее
отпечаток. Затем бумагу наклеивают на лист из сплава АМц той
же марки и толщины, что и бак, и вырезают заплату с припуском
на 2—3 мм на сторону. Затем следует снять фаску под углом
30—60° (см. ниже рис. 262).
Зачистив подлежащие пайке места карчеткой или шабером
до полного удаления пленки окисла, накладывают на пробоину
согласно разметке заплату и на спаиваемые поверхности наносят
ровным слоем флюс Ф-2. Затем нагретый до 500—550° G паяль-
ник следует облудить оловянно-свинцовым припоем. Одновре-
менно с этим, положив на шов кусок припоя П-1, начинают его
плавить. Паяльник следует держать на одном месте до тех пор,
пока не появятся густые белые пары и припой не начнет расте-
263
каться. Это будет означать, что флюс начал реагировать. С этого
момента паяльник можно перемешать- Скорость его продвижения
надо строго согласовывать со скоростью реакции флюса. Необ-
ходимо следить за тем, чтобы флюс под заплатой в том месте,
где находился паяльник, также полностью прореагировал. При
быстром перемещении паяльника флюс не успевает прореагиро-
вать, и здесь могут появляться непропаянные и загрязненные
места. При недостаточном количестве припоя П-1 и флюса Ф-2
их можно добавлять в процессе пайки. Добавлять большое коли-
чество флюса не следует, так как в толстом слое он реагирует
медленно.
В случае сильного загрязнения нужно остатки флюса смыть,
а место пайки зачистить и наложить на него новую порцию
флюса. Во избежание сдвига заплаты ее следует придерживать
железным прутом. При правильной пайке шов получается ровным,
с полной заливкой поверхности. Остатки флюса после пайки
нужно смыть горячей водой.
Паяние заплаты твердыми припоями
Подготовка ремонтируемого места к паянию аналогична опи-
санным ранее приемам. В этом случае паяние производится при
помощи твердого припоя ВПТ-3 и соответствующего ему флюса
ВФТ-3 (или других марок). Процесс работы заключается в сле-
дующем.
В левую руку берут паяльную лампу, а в правую припой и на-
чинают нагревать шов и припой одновременно. Разогретый конец
припоя окунают в порошкообразный флюс, который под дей-
ствием тепла оплавляет палочку припоя. При паянии медно-цин-
ковыми припоями степень нагрева шва для расплавления припоя
определяют по цвету каления. В данном же случае нагрев опре-
деляют началом плавления припоя и флюса при частом соприкос-
новении палочки припоя со швом. Как только появятся первые
признаки плавления припоя, припой нужно подогревать интенсив-
ней, и чаще пробовать плавление на шве.
При достаточном нагреве припой и флюс хорошо растекаются
понизу. В момент плавления нужно быстро обводить шов палоч-
кой припоя, добиваясь равномерного его распределения. При
умелой работе шов получается ровный. Чтобы добиться этого,
нужны тренировка и внимание. После пайки нужно смыть флюс
теплой водой и высушить бак. В противном случае в месте шва
возникнут очаги интенсивной коррозии. Так как алюминиевые
припои обладают недостаточной антикоррозийной стойкостью, их
нельзя применять дЛЯ пайки деталей, работающих в воде. Для
лучшей очистки бака от продуктов разложения флюса рекомен-
дуется промыть бак горячей водой, а затем раствором хромового
ангидрида (20 г на 1 л воды), подогретым до 60—80° С. После
этого окончательно промыть бак горячей водой.
264
При паянии заплаты твердыми припоями могут встретиться
такие дефекты:
1- Припой не плавится, а обламывается кусками. Происходит
это потому, что пламя лампы направлено на припой, шов же
подогревается слабо. При несоответствии температур плавления
припоя и шва припой, доведенный до температуры плавления,
при соприкосновении с холодным швом обламывается.
2. Припой не растекается по шву. Причины этого:
а) температура нагрева недостаточна для плавления припоя,
следует усилить подогрев;
б) шов плохо покрыт флюсом; недостающее количество
флюса наносят палочкой припоя, для чего разогретый конец при-
поя окунают во флюс; в момент плавления припоя флюс расте-
кается вместе с ним и очищает шов от окислов.
3. После пайки образовались свищи. Происходит это в тех
случаях, когда много наносят флюса, особенно между спаивав
мыми поверхностями. Флюс запаздывает в реакции, и распла-
вленный припой образовавшимися газами выталкивается из шва.
Не следует наносить много флюса на шов, лучше недостающее
количество его вносить на палочке припоя. К тому же не следует
делать нахлестку заплаты свыше 3 мм, так как это вызывает
плохую пропайку шва.
4. Заплата получает трещины по шву или целому месту.
Происходит это от сильного перегрева деталей при паянии или
оттого, что для заплаты был взят разнородный по составу мате-
риал. Иногда трещины возникают при резком охлаждении места
пайки, чего следует избегать. У больших заплат для компенсации
тепловых напряжений делают зиговку.
Вставка отбортованной заплаты на припое
Ремонт баков вставкой отбортованной заплаты производится
в тех случаях, когда диаметр отверстия превышает 12 мм.
Порядок ремонта следующий:
1. Зубилом или ножницами удалить рваные края трещины,
придав отверстию правильную форму.
Рис. 258. Подгонка заплаты с отбортовкой
2. Полукруглым напильником удалить неровности и заусенцы.
3. При помощи круглого стержня или бородка отбортовать
края пробоины, отогнув их внутрь под углом 70—80° к стенке
бака (рис. 258). Это делается для того, чтобы заплата не прова-
ливалась в бак.
?65
4. Пользуясь шпераком и металлическим молотком, отборто-
вать край заплаты. Плотно подогнать ее по месту. Для заплат
диаметром свыше 100 мм на обечайке бака^для увеличения жест-
кости и компенсации тепловых напряжений делается одинарная
зиговка (рис. 259) при помощи специального приспособления
(рис. 260).
Рис. 259. Заплата с зиговкой краев обечайки Рис. 260. Приспособление
для зиговки
5. Зачистить напильником или шабером забоины на отбортов-
ках, покрыть спаиваемые места флюсом и запаять заплату твер-
дым или мягким припоем, руководствуясь ранее описанной техно-
логией паяния.
6. Смыть .флюс и проверить бак на герметичность. Запаять
обнаруженные места течи.
3. РЕМОНТ ПОВРЕЖДЕНИЙ ПРИ ПОМОЩИ СВАРКИ
Наиболее надежным средством ремонта баков является за-
варка швов и трещин ацетилено-кислородным пламенем. Работа
по сварке ацетилено-кислородным пламенем производится вы-
сококвалифицированными сварщиками, а подготовка бака и ре-
монтируемого участка к сварке — механиком. Сваркой могут
быть исправлены следующие дефекты: трещины в основном ме-
талле и сварных швах, прострелы и осколочные пробоины, нару-
шение герметичности бака по заклепкам.
Перед ремонтом из бака тщательно удаляются пары топлива,
до полного исчезновения запаха, ранее указанным способом.
266
Заделка трещин. Перед ремонтом необходимо осторожно,
чтобы не повредить металлическую стенку бака, вырезать про-
тектор вокруг дефектного места на расстоянии 40—60 мм от
краев трещины одним из указанных на рис. 261 способов.
Для лучшего отставания протектора от металла нужно это
место смочить бензином.
Рис. 261. Разрезание протектора в повре-
жденном месте
Перед сваркой так же, как и перед пайкой, необходимо очи-
стить металл щетками, шаберами, напильниками или стеклянной
бумагой от жира и загрязнения.
Концы трещины в сварном шве можно перед сваркой не за-
сверливать, но трещины в основном металле или арматуре перед
сваркой обязательно засверливаются; часть ранее наплавленного
металла шва необходимо удалять напильником или шабером.
Металл вдоль трещины в арматуре удаляется сверлом, зуби-
лом или шабером до получения V-образной канавки.
В местах точечной сварки часто 'наблюдается появление тре-
щин или вырыва металла (точки). Одинарные трещины завари-
ваются. Если же нарушение точечного шва произошло на боль-
шом участке, то через специально прорезанное в обечайке окно
(лючок) нужно нарушенный участок проклепать заклепками из
сплава АМц, располагая их между точками сварки. Головки за-'
клепок, а также электроточки подварить газовой сваркой.
При наличии большого числа рядом расположенных дефект-
ных точек с трещинами необходимо на весь участок наложить
заплату. Для увеличения прочности длинного шва заплату делают
фигурной (рис. 262)
Трещины на фланцах или в наплавленном металле швов неза-
висимо от их длины подвариваются без применения накладок.
Заварка пробоин. Пулевые и осколочные пробоины диаметром
До 12 мм завариваются без применения заплат. Пробоины боль-
ших размеров заделываются заплатами или накладками. Края
267
50
Рис. 262. Заварка трещин
Фигурная накладна
накладок должны перекрывать пробоину на 15 мм. При поста-
новку заплат необходимо сделать отбортовку основного металла
бака и заплаты высотой 2—2,5 мм (рис. 263).
V.^222 <Ч<<Д', Д.Д'у, 2 /,’777)
Рис. 263. Отбортовка заплаты перед сваркой
Для уменьшения напряжении при сварке больших заплат во-
круг шва делается зиговка, как и при пайке.
При разрывах перегородок внутри баков (рис. 264) на пере-
городки нужно поставить заплаты с отбортовками и прикрепить
их на заклепках или сваркой.
Рис. 264. Ремонт перегородок внутри бака
£68
Накладки и заплаты следует делать из того же материала,
что и бак (сплав АМц), толщиной соответственно ремонтируе-
мому участку бака. Во время прихватки и заварки дефектных
мест арматура баков должна быть открыта.
После сварки бак нужно промыть снаружи и внутри горячей
водой и испытать на герметичность.
Паяние толстостенных деталей
твердыми припоями
При паянии твердым припоем швы подгоняются встык или
внахлестку. Наиболее прочным и употребительным является шов
внахлестку.
Ремонт трещин. Концы трещин засверливаются сверлом. Для
увеличения площади соприкосновения припоя со швом края тре-
щины скашиваются зубилом или напильником под углом 60°
(рис. 265). ,
Массивные детали желательно паягь при помощи газовой
горелки. При ее отсутствии мож-
но воспользоваться пламенем па-
яльной лампы, но тепла паяльной
лампы для нагрева шва и рас-
плавления припоя недостаточно,
поэтому деталь предварительно
нагревают в горне или печи до
температуры 300—350° С, а за-
тем начинают паять шов палоч-
кой твердого припоя. В осталь-
ном паяние выполняется обыч-
ным способом. После паяния де-
таль медленно охлаждают. При
паянии швов внахлестку детали
следует прочно закреплять, чтобы не было сдвигов шва при
паянии. В остальном процесс паяния не отличается от ранее
описанных.
4. СКОРОСТНЫЕ МЕТОДЫ РЕМОНТА БАКОВ
Если нет возможности отремонтировать бак паянием или свар-
кой, а самолет необходимо подготовить к полету, разрешается
в качестве временного мероприятия применять постановку вре-
менных заглушек — пробок (пробку Воробьева или Фирсова).
Пробка Воробьева (рис. 266) состоит из следующих деталей:
внутренней шайбы I с нарезным стержнем, прокладки из бензо-
стойкой резины 2, наружной шайбы 3, гайки 4 и ключа-под-
держки 5.
Внутренняя шайба имеет со стороны стержня кольцевой вы-
ступ для центровки по месту. Для облегчения ввода шайбы через
пробоину в бак на шайбе делается небольшой вырез.
269
Прокладка ИЗ бензостойкой резины вырезается ио Диаметру
шайбы и служит для создания необходимой герметичности.
Вырез,обеспечивающий ввей внутренней шайбы
в бан
Рис. 266. Пробка Воробьева:
1 — внутренняя шайба; 2— прокладка из бензостой-
кой резины; 3 — наружная шайба; 4 — гайка; 5-
ключ-поддержка
Ключ-поддержка изгото-
вляется из 5—8-мм сталь-
ной проволоки и применяет-
ся при монтаже пробки. На
одном конце стержня имеет-
ся резьба, а другой конец
загнут, что препятствует
проскакиванию ключа в бак
через пробоину.
Перед постановкой проб-
ки нужно надеть на стер-
жень ключа все детали в та-
кой последовательности: гай-
ка, наружная шайба, рези-
новая прокладка, внутрен-
няя шайба.
Смонтировав пробку на
баке, доворачивают гайку до-
отказа. Если стержень ока-
жется слишком длинным, вы-
ступающую часть нужно спи-
лить. После этого бак про-
веряется на герметичность.
Иногда вместо пробки
Воробьева применяют проб-
ку Фирсова (рис. 267). Она
состоит из трех основных ча-
стей: фланца, резиновой про-
кладки и крышки. Фланец разрезан на две части для удобства
ввода его в отверстие бака. Резиновая прокладка создает гер-
метичность, а крышка заглушает отверстие и закрепляет пробку
на баке. Монтаж пробки Фирсова на баке несложен. При по-
I
Рис. 267. Пробка Фирсова
становке частей фланца нужно следить, чтобы они не упали
внутрь бака.
Пулевые и осколочные пробоины небольших размеров могут
с успехом заделываться резиновыми пробками Оргавиапрома,
270
Наружная шайба
(диаметр отверстия
плюс 5мм)
Резиновая прокладки
толщиной 12-15мм
СтеннабанЛ
Внутренняя
часть бако
Внутренняя шайба долт Зиа„егп-
Юиаметр отверстия ппйв-1Пмк
минус 5мм) °омй и "
Рис. 268. Размеры шайб и пробки Оргавиапрома
Внутренняя часть бана ц
Рис 269. Заделка пробоины пробкой Оргавиапрома:
а — общий вид; б — постановка пробки
2*71
которые можно ставить без съемки бака с самолета. Для заделки
пробоин пробкой Оргавиапрома следует:
1. Удалить протектор на участке пробоины и подрезать при
помощи ножниц или напильника отверстие в обечайке в форме
правильного круга до 30—40 мм в диаметре.
2. Вырезать ножом или просечкой пробку из 12—15-мм сов-
преновой резины согласно размерам отверстия (рис. 268). Сде-
лать в центре заглушки при помощи сверла или прожиганием
отверстия для болта с несколько меньшим диаметром.
3. Изготовить две шайбы из дуралюмина или железа. Диа-
метр наружной шайбы должен быть на 5 мм больше, а диаметр
внутренней шайбы — на 5 мм меньше отверстия.
4. Установить заглушку в отверстие и затягивать гайку клю-
чом до тех пор, пока резина не начнет деформироваться и плотно
заполнит отверстие, создавая необходимую герметичность
(рис. 269).
Ремонт баков слесарным способом
Слесарный ремонт производят путем наложения заплат на
поврежденный участок бака. Ремонт пробоин надо выполнять
в такой последовательности:
1. Удалить ножницами рванины и трещины в пробоине и при-
дать отверстию форму круга или эллипса. Выровнять Края от-
верстия при помощи деревянного молотка.
Рис. 270. Пробивание отверстий ,
в обечайке бака при помощи про- 1
бойника
2. Пробить отверстия хорошо заправленным 4,5-миллиметро»
вым пробойником (рис. 270) или просверлить их сверлом; при
этом нужно следить, чтобы стружка от сверла не попала в бак.
Расстояния между отверстиями для болтов должны быть от 20 до
25 мм, а от кромок отверстий — 10 мм (при диаметре отверстий
4,5 мм).
272
f
3. Наложить на отверстие бумагу и отпечатать на ней форму
пробоины. Вырезать накладку из того же материала, что и бак,
и прокладку из бензостойкой резины. При отсутствии бензостои-
кой резины можно использовать слой протектора. Накладка и
резиновая прокладка должны перекрывать отверстия для болтов
(в баке не менее чем на 10 мм.
4. Просверлить сверлом или пробить 4,5-миллиметровым про-
бойником отверстие в металлической накладке согласно раз-
метке. Пробить 2,5-миллиметровым трубчатым пробойником от-
верстия в резиновой прокладке согласно разметке.
„ Уловить в отверстия болты с металлической и резино-
вой шайбами (рис. 271). На выступающие стержни болтов надеть
Рис. 271. Крепление металлической накладки на болтах
резиновые прокладки для удержания болтов от выпадения (так
как диаметр отверстий в прокладке на 2 мм меньше диаметра
болтов).
6. Надеть на болты металлические шайбы и навернуть от
руки гайки. Для окончательной затяжки гаек пользоваться клю-
чом и отверткой. После затяжки всех гаек испытать бак на гер-
метичность.
5. РЕМОНТ ПРОТЕКТОРА БЕНЗОБАКОВ
Протектором называют специальное покрытие бака, предот-
вращающее вытекание топлива через пулевые или мелкие оско-
лочные пробоины. Протектор ремонтируется после того, как от-
ремонтирован поврежденный участок стенки бака. При' ремонте
металлической части протектированных бензиновых баков нужно
стараться удалить как можно меньшую площадь протектора и
добиваться ровных, без наплывов швов, чтобы обеспечить плот-
ное прилегание заплаты протектора.
Сущность ремонта протектора заключается в том, что на
ремонтируемый участок последовательно наносятся те же с
клея и материала, из которых состоит весь протектор.
Для ремонта протекторов необходимы следующие материалы
и инструмент: термопреновый клей, резиновый клей № 4, простой
18—1640 273
резиновый клей, бензин, бензол, вулканизированная резина
№ 1738 толщиной 1 мм, вулканизированная резина № 2651 тол-
щиной 1,2 мм, вулканизированная резина № 16-ФК толщиной
3 мм, прорезиненный вулканизированный корд № 830 или 829,
волосяные щетинные кисти, гладкий ролик (рис. 272) диамет-
ром 40 мм и длиной 40 мм, зубчатый металлический ролик
(рис. 273) диаметром 30—35 мм и длиной 2—3 мм, ножи тонкие
Рис. 272. Гладкий
ролик
Рис. 273. Зубчатый
ролик
стальные, стальная линейка, метр металлический складной, ме-
таллические банки для клея и бензина, металлическая щетка
(карчетка), наждачное полотно.
Термопреновый клей
Термопрен получается при обработке натурального каучука
специальными кислотами. По внешнему виду термопрен пред-
ставляет собой листы темнокоричневого цвета. Применяется для
склеивания резины с металлом (железом, алюминием). Термо-
преновый клей обеспечивает силу сцепления между резиной и
металлом, равную 5 кг/см2.
*•> Термопрен растворяется в бензине. На одну весовую часть
термопрена следует брать от восьми до десяти частей бензина.
После того как бензин налит, нужно периодически, через каж-
дые 30—50 минут, перемешивать клей до полного растворения
термопрена.
После отстаивания разведенный клей нужно слить в другую
посуду через мелкое сито, после чего клей годен к употребле-
нию.
Резиновый клей № 4
Резиновый клей № 4 представляет собой совпреновую смесь,
растворенную в бензоле или дихлорэтане.
Приготовление этого клея производится в два приема. Сна-
чала растворяют совпреновую смесь, беря на одну часть смеси
274
полторы части бензина. Эта смесь может храниться до 30 су*
ток. Второе растворение производится непосредственно перед
употреблением. В этом случае растворитель (дихлорэтан) бе-
рется в пропорции 1 : 1 (по весу). Клей должен быть однообраз-
ным как по цвету, так и по густоте и не должен содержать ме
ханических примесей и жировых веществ.
Резиновый клей
Резиновый клей получается путем растворения каучука, спе-
циального резинового клея или сырой резины в бензине. Приго-
товление резинового клея несложно. Мелкие куски каучука или
сырой резины нужно опустить в сосуд и добавить бензин в про-
порции 1 : 20, т. е. на каждую весовую часть каучука или сырой
резины взять 20 весовых частей легкого бензина.
Чтобы ускорить процесс растворения, периодически, через
каждые 15—20 минут, клей следует перемешивать до полного
растворения каучука. Разведенный клей надо хранить в герме-
тичной посуде, так как бензин легко улетучивается, клей загу-
стевает и становится не пригодным к употреблению. По внеш-
нему виду клей должен быть одного цвета и одинаковой густоты.
Подготовка протектора к ремонту
Протектор снимается с поврежденного участка на ус или
ступенями (рис. 274). Протектор срезается на ус при помощи
ножа. Длина уса должна быть не менее 20 мм. Чтобы легче
Рис. 274. Подготовка протектора к постановке
заплаты
резать резину, рекомендуется нож периодически смачивать во-
дой. Вырезывать протектор нужно с таким расчетом, чтобы рас-
стояние от края отверстия до края среза протектора было не
менее 60—70 мм. Это делается для того, чтобы при сварке или
пайке пулевой пробоины не повредить протектор.
Существует также способ снятия протектора ступенями. Он
предусматривает постановку заплат на предварительно вырезан-
ные в виде ступенек слои протектора. Протектор с поврежден-
ного участка снимается послойно. Первым снимается верхний
16» 275
слой резины. Линия среза должна проходить не менее чем на
60 мм от края обнаженного металла. Края наружного слоя сре-
заются на \с.
Отступив от края заплаты на 40 мм, снимают верхний слой
корда, затем удаляют второй слой корда. Расстояние от края
пробоины до края второго слоя корда должно быть не менее
20 мм. Вместе со вторым слоем корда срезается и слои резины.
В результате этих операций образуется ступенчатый срез, в ко-
тором все слои протектора обнажены в виде полосок шириной
20 мм, расположенных вокруг заплаты. При срезе каждого слов
необходимо следить за тем, чтобы срезался только один слои,
а следующий, лежащий ниже, слой протектора оставался нетро-
нутым.
Последовательность наложения заплаты на протектор
Поверхность обнаженного металла и часть срезанного про-
тектора протираются сухой чистой ветошью, а затем для удале-
ния грязи и жировых пятен — чистой тряпкой, смоченной в бен-
зине.
Правильность раскроя заплаты нужно проверять по участку
протектора, подлежащему ремонту.’При этом каждый слой про-
тектора должен быть строго подогнан к своему месту.
На зачищенную металлической щеткой и промытую бензи-
ном заплату из резины № 1738 наносят слой резинового клея.
Когда клей на заплате и металле высохнет, нужно уложить за-
плату на место. Нельзя касаться слоя резинового клея руками,
так как жировые вещества, имеющиеся на пальцах, помешают
хорошему склеиванию. Наложив слой резины, прокатывают его
сначала гладким роликом, затем зубчатым. Положив на металл
первый слой резины, накладывают остальньТе слои в таком по-
рядке: заплата из резины № 16-ФК, первый слой корда № 830
или 829, второй слой корда, слой резины № 2651.
Наружные слои заплаты из резины № 2651 и вулканизирован-
ный корд металлической щеткой или наждачным полотном не
зачищают. Каждый слой заплаты прокатывается роликом. На-
кладывать заплату на незасохшем клее нельзя, так как полу-
чится вспучивание (что свидетельствует о неполном прилегании
заплаты к баку). Чтобы определить, высох ли клей, нужно тон-
кой деревянной палочкой или ножом дотронуться к месту, по-
крытому резиновым клеем. Если клей не засох, то за палочкой
или ножом будет тянуться тонкая нить клея, если же клей вы-
сох, то за палочкой потянется сама заплата.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие существуют виды паяния алюминиевых сплавов?
2. Назовите примерный состав мягкого и твердого алюминиевого
припоя.
3. Чем отличается паяние алюминия и его сплавов от паяния других
металлов?
276
. 4. Расскажите последовательность подготовки бензиновых баков
к паянию.
5. Расскажите, как производится ремонт трещин шаберньпи способом.
6. Чего надо опасаться при расплавлении припоя на обечайке во время
пайки шаберным способом? « ,
7. Какими признаками определяется перегрев металла при пайке?
8. Расскажите процесс заплавления пробоин припоем.
9. Какова последовательность в работе при ремонте баков наклад-
ными заплатами?
10. Как производится испытание баков на герметичность?
11. Какие могут быть затруднения при паянии заплат твердым пр
12. Какие вады ремонта производятся при помощи сварки и какую ра
боту выполняет механик?
13. Объясните технологию скоростного ремонта баков.
14. Как приготовляются резиновые клеи?
15. Расскажите последовательность ремонта протектора.
ГЛАВА XV
РЕМОНТ РАДИАТОРОВ
Наиболее характерными повреждениями радиаторов в эк-
сплоатации являются:
1. Повреждение отдельных сотовых трубок (проколы, про-
боины и др.).
2. Вмятины на обечайке радиатора.
3. Трещины и пробоины в обечайке радиатора.
4. Потертости на обечайке радиатора от подвесных лент.
Прежде чем приступить к ремонту радиатора, нужно обна-
ружить место течи или неисправности. Желательно обнаружить
повреждение, не снимая радиатор с самолета, но это возможно
в том случае, если имеется свободный доступ для осмотра ра-
диатора. 'Если осмотром установить место течи не удалось, не-
обходимо повысить давление в системе охлаждения или, соеди-
нив трубопроводы, заглушить штуцеры и создать давление воз-
духа в радиаторе. Под давлением жидкость в поврежденном
месте будет выбиваться струей.
Если осмотр радиатора на самолете затруднен, нужно снять
радиатор с самолета, смыть керосином имеющиеся следы масла
и грязи, а соты промыть при помощи шприца. После промывки
продуть радиатор сжатым воздухом под давлением 1 ат.
Масляные радиаторы промываются внутри обезвоженным ке-
росином или смесью керосина с бензином и также продуваются
сжатым воздухом под давлением 1 ат.
После этого радиаторы проверяют под давлением таким же
способом, как при испытании на герметичность (способ испыта-
ния описан ниже).
Обнаружив место течи, в поврежденную соту вставляют па-
лочку, а участок на обечайке, подлежащий ремонту, отмечают
чертилкой. После проверки радиатора приступают к ремонту.
Ремонт радиаторов производится только паянием. Ремонти-
ровать их другими способами запрещается.
Если обнаружена трещина-между сотами или между сото-
выми трубками и обечайкой, эту трещину зачищают от грязи
и окиси, смачивают флюсом и пропаивают. Затем испытывают
радиатор под давлением на герметичность.
278
1. ЗАМЕНА СОТОВЫХ ТРУБОК
Поврежденные сотовые трубки радиатора удаляются, а на
их место ставятся исправные.
Чтобы удалить неисправную соту, берут два соответствую-
щих по размеру соговынимателя и нагревают их рабочие концы
♦ до красного каления на длине 60—80 мм. Нагретые концы
сотовынимателей вставляют в удаляемую соту и прогревают ее
до тех пор, пока расплавится припой. За расплавлением припоя
наблюдают с концов трубки. После этого легким покачиванием
сотовынимателей выводят поврежденную соту на сотовынима-
телях в ту сторону, куда она легче подается (рис 275).
Рис. 275. Удаление поврежденной соты
Рис. 276. Обжатие граней
сот
Таким способом выводят соту примерно на половину ее дли-
ны и оставляют в этом положении. Убрав сотовыниматели, из-
влекают соту руками. Если при работе смялись стенки соседних
сот, их надо выровнять, придав им правильную форму теми же
сотовынимателями пли специальными оправками.
Для замены поврежденной соты нужно извлечь соту из ка-
кого-либо однотипного, негодного к ремонту радиатора, нагреть
ее концы на паяльной лампе или горне до расплавления припоя
и обтереть ветошью. На концах сот получае1ся ровный слой
полуды.
Чтобы сота свободно „ вошла на место, йужно обжать ее
концы, сделав на каждой
грани концов соты неболь-
шую вмятину (рис. 276).
После этого поставить соту
на место и установить за-
зоры между стенками вста-
вленной и соседних сот: ве-
личина зазора должна ,быть
0,6—0,5 мм (рис. 277).
Смочив флюсом, соты
пропаивают. Чтобы полу-
чить хорошую пайку, необ-
Рис. 277, Образование зазоров между
сотами
279
ходимо рабочую фаску паяльника ставить на каждую грань
соты и пропаивать их по отдельности: тогда в зазор попадет
больше припоя, и получится более глубокая пропайка. Таким
способом нужно пропаять все грани сот с обоих концов.
Если обнаружено, что повреждена группа со г, удаляется вся
группа., а на ее место ставится исправная группа сот (рис. 278).
При этом желательно, чтобы вставляемые соты были предвари-
тельно спаяны в группе: это значительно облегчит ремонт.
В крайнем случае можно ставить соты по одной; при этом
необходимо вставить сначала все соты, а затем пропаивать
каждую. Если же вставлять каждую соту в отдельности и сразу
припаивать ее, то последняя сота может не войти на место.
Глушение сотовых трубок
Если нет сотовынимателей и сотовых трубок для замены,
а радиатор подлежит немедленному ремонту, разрешается ремон-
тировать его глушением сот. Большое количество сотовых тру-
бок глушить не рекомендуется, так как резко уменьшается пло-
щадь охлаждения радиатора.
Категорически воспрещается забивать сотовые трубки асбе-
стом, пробками или ветошью, так как в зимнее время это при-
водит к растрескиванию трубок.
Для глушения сот надо из листовой жести, меди или латуни
вырезать заглушки, по толщине примерно равные толщине
280
стенки сотовой трубки Заглушки можно вырезать также из не-
годных сотовых трубок.
Для удобства подгонки заглушки по месту надо взять лист
бумаги, наложить на соту и придавить пальцем. На бумаге оста-
нется отпечаток величины и формы требуемой заглушки. После
этого отпечаток наложить на материал и вырезать заглушку.
Края вырезанной заглушки с одной стороны зачищаются напиль-
ником или наждачной бумагой и облуживаются. Внутреннюю
полость заглушаемой соты нужно зачистить шабером на 5 6 мм
от концов. Чтобы предохранить заглушаемую соту от скопления
в ней жидкости, нужно сделать в соте два прокола: один с пе-
редней стороны вверху, другой с задней стороны внизу (рис. 279)-
Перед глушением проколоть
поврежденную соту
Рис. 279. Прокол поврежденной соты перед
глушением
Проколы нужны для
удаления жидкости из
заглушаемой Сотовой
трубки, а также при
сливе воды из радиа-
тора. В противном слу-
чае при низких темпе-
ратурах заглушенная
сота может дать тре-
щину.
Для удержания за-
глушки на месте надо припаять ее на металлический стерже-
нек, после чего поместить в соте на глубине 0,5—1 мм.
Смочив месту пайки флюсом, припаивают заглушку к стен-
кам сотовой трубки. Таким же способом припаивают заглушку
с другого конца соты. Пайка должна быть чистая и гладкая.
Чтобы не уменьшить значительно полезную охлаждающую
поверхность 'радиатора, допускается устранять течь глушением
трубок, но не свыше 3% трубок от общего их числа в радиаторе.
*
2. РЕМОНТ ОБЕЧАЙКИ РАДИАТОРА
Выравнивание вмятин. Удобнее всего выравнивать вмятины
способом вытягивания.
Длр этого надо ремонтируемый участок зачистить шабером
от грязи и краски и облудить центр вмятины тонким слоем при-
поя. •
Взятц болт диаметром 8 12 мм с длиной резьбы 30—40 мм
и гайку. Зачистить головку болта напильником и облудить ее
припоем. Поставить болт головкой в центре вмятины и припаять
его к обечайке. Затем взять металлическую пластину с продоль-
ным отверстием и надеть ее на болт.
Навернуть гайку на 2 3 нитки; под пластину положить под-
кладки так, чтобы они не касались вмятины. Удобнее всего
класть подкладки на ребра жесткости. После этого навертывают
гайку на болг. Упираясь в пластину, гайка поднимает болт
кверху; вместе с болтом будет подниматься и вмятый металл
281
обечайки (рис. 280). Когда вмятина выровняется с общим кон-
туром, снять приспособление и отпаять болт. Зачистить ремон-
тируемый участок и возобновить его окраску.
Если вмятина окажется с пробоиной или трещиной, то это
место запаять наложением заплат.
Рис. 280. Выравнивание вмятины на обечайке при
помощи болта
Наложение заплаты. Ремонтируемый участок очищается ша-
бером на расстоянии 20—30 мм от края пробоины и облужи-
вается тонким слоем припоя ПОС-40. Затем из материала такой
же толщины, как и обечайка, вырезается заплата. Заплата
плотно подгоняется к профилю обечайки и облуживается. Для
ориентировки при паянии чертилкой или карандашом намечается
место установки заплаты. Затем заплата устанавливается на
место и пропаивается. В тех случаях, когда требуется прогреть
большие площади заплат, поступают так: на верх заплаты кла-
дут кусок припоя весом 10—15 г и начинают его расплавлять
хорошо нагретым паяльником. Припой растекается и передает
свое тепло заплате и обечайке. Паяльником следует распреде-
лять припой кругом заплаты ровным слоем, обеспечивая этим
полный прогрев и припаивание заплаты по всей ее площади.
Во избежание сдвига заплаты ее придерживают металличе-
ским стержнем до. полного застывания припоя. После охлажде-
ния аккуратно снимают паяльником лишний припой- вокруг за-
платы, зачищают^,участок и возобновляют на нем окраску.
Для воздушно-масляных радиаторов можно рекомендовать
^заделку пробоин двойной заплатой. Сущность этого способа
заключается в следующем:
1. Для ремонтируемого участка вырезается заплата из тонкой
латуни таких размеров, чтобы она перекрывала края отверстия
па 5 мм. Затем она облуживается и припаивается припоем
ПОС-40. После этого приготовить вторую заплату из мате-
282
риала, соответствующего толщине обечайки. По размерам вто-
рая заплата должна быть в два раза больше первой (малой).
Зачистить одну сторону заплаты, а затем облудить заплату
и то место, где она должна прилегать; слой полуды должен быть
не менее 1 мм.
2. Поверхность полуды очистить от шлака и грязи, в против-
ном случае могут образоваться раковины и не будет сплошного
прилегания заплаты. Наложить заплату облуженной стороной на
приготовленное место и паять заплату через припой.
Как только припой расплавится, паяльник отнять, а заплату
плотно придавить металлическим стержнем и держать его до
охлаждения припоя. При этом излишки расплавленного припоя
выдавятся из-под заплаты.
Небольшие пробоины и трещины могут ремонтироваться при
помощи частой латунной сетки. Такой ремонт обеспечивает до-
статочную прочность и быстроту работы. Технология ремонта
заключается в следующем:
1. Ремонтируемый участок подготовляется обычным спосо-
бом. Для заделки пробоины или трещины из частой латунной
сетки (употребляемой для масляных фильтров) вырезается нож-
ницами заплата по форме пробоины. Заплата должна быть та-
ких. размеров, чтобы она перекрывала края отверстия на 25—
30 мм.
2. Облуживается ремонтируемый участок на обечайке. Для
этого смочить флюсом сетку и облудить ее с одной стороны.
Затем наложить сетку облуженной стороной на пробоину и паять
ее с избытком припоя, распределяя его ровным слоем.
Толщина припоя над пробоиной или трещиной должна быть
не менее 3—4 мм.
Запаивание трещин. Большие трещины запаиваются таким
же способом, как пробоины.
Малые трещины (длиной не более 50 мм и шириной до 1 мм)
можно запаивать без постановки заплат. Они засверливаются
в вершинах; края их очищают от окиси, краски и грязи; смазы-
вают флюсом и запаивают припоем.
Отремонтированный участок зачищается и окрашивается.
Ремонт потертостей на обечайке
В процессе эксплоатации самолетов, наблюдаются случаи,
когда на обечайке радиаторов образуются потертости. Потерто-
сти образуются вследствие ослабления затяжки болтов, ’ крепя-
щих подвесные ленты, на которых укреплен радиатор, или же
при касании, к обечайке радиатора отдельных деталей самолета
и трубопроводов. На это механику при осмотре, самолета нужно
постоянно обращать внимание. Если потертость будет настолько
глубока, что может образоваться трещина, следует радиатор
снять с самолета и наложить заплату на припое обычным спо-
собом.
283
3. ИСПЫТАНИЕ РАДИАТОРОВ НА ГЕРМЕТИЧНОСТЬ
После ремонта радиаторы испытывают на герметичность.
Для этого следует:
1. Заглушить пробками все имеющиеся на радиаторе шту-
церы.
2. К сливному крану или к одному из штуцеров присоединить
шланг от воздушного насоса.
3. Погрузить радиатор в ванну с водой с таким расчетом,
чтобы уровень воды над радиатором был не менее 50 мм.
4. Накачать в радиатор воздух, контролируя давление по ма-
нометру. Схема испытания радиатора на герметичность изобра-
жена на рис. 281.
Рис. 281. Схема испытания радиатора на герметичность:
. — баллон; 2 — редуктор; 3 — манометр; 4 — кран для выпуска воздуха;
5 — компенсационный бачок; 6 — радиатор; 7 — ванна
Величина давления при испытании выбирается в зависимости
от назначения и конструкции радиатора: для масляных радиато-
ров создается давление 3—4 ат, для водяных радиаторов ста-
рых конструкций с латунными сотами 0,25—0,35 ат, с медными
сотами 0,5 ат, для радиаторов самолетов последних конструкций
1,5—2 ат.
При отсутствии специально оборудованной ванны для испы-
тания радиатора можно использовать любой естественный во-
доем, или же в радиатор наливают воду и наблюдают за появле-
нием течи.
Если после испытания'течи не обнаружено, радиатор следует
промыть горячей водой для удаления флюсов, а затем рекомен-
дуется просушить горячим воздухом. После этого радиатор
можно монтировать на самолет.
Ремонт трубчатых радиаторов
Прочность трубчатых радиаторов выше прочности сотовых.
Ремонт таких радиаторов несколько своеобразен и отличается
Ют ремонта сотовых главным образом способом определения и
устранения течи. Заменить поврежденные трубки в трубчатых
284 .
радиаторах не представляется возможным, их можно только за>
глушить.
Чтобы определить место течи, нужно найти поврежденную
трубку. Для этого следует:
1. Заглушить пробками все штуцеры, а к одному из них под-
вести шланг от воздушного насоса.
2. Погрузить радиатор в ванну и накачивать в него воздуш-
ным насосом воздух. В месте течи, около какого-то ряда трубок,
появятся воздушные пузырьки. На фланцах рисками отмечают
этот ряд.
3. Вынуть радиатор из воды, снять торцовые крышки и оты-
скать в замеченном ряду неисправную трубку.
Каждую трубку следует проверять отдельно. Для этого концы
трубок с одной стороны заглушаются пробками, а с другой на-
полняются водой.
Эту работу нужно производить при наружной температуре
выше нуля, в противном случае вода замерзнет, и определить
место течи не удастся. Заглушение трубок производится так же,
как и заглушение сотовых трубок. После ремонта торцовые
крышки поставить на место. Затем проверить радиатор под дав-
лением, промыть его, просушить и поставить на самолет.
Ремонт радиатора на самолете
В отдельных случаях, когда возможно подойти с паяльником
к поврежденному на радиаторе участку, можно производить ре-
монт, не снимая радиатора с самолета. В этом случае, опреде-
лив место течи, сливают из радиатора воду, зачищают повреж-
денный участок, смачивают флюсом и производят пайку обыч-
ным способом. Следует иметь в виду, что нагревать паяльник
можно на расстоянии не ближе 25 м от самолета.
При пайке непосредственно на самолете иногда приходится
паять не горизонтальную поверхность радиатора, как это де-
лается обычно, а вертикальную, поэтому паяльник следует дер-
жать таким образом, чтобы припой не стекал. В этом случае при-
меняют такой способ: разогретый паяльник ставят на место
пайки и к нему прикладывают маленькие кусочки припоя. При
этом заглушки и соты тщательно облуживают.
Расплавленный припой хорошо заливает вертикальные и ниж-
ние грани, в то время как верхние грани можно заливать только
прикладыванием паяльника.
При глушении сот применим и другой довольно эффективный
метод. В заслушиваемую соту вставляется хорошо пролужен-
ный тампон в виде пробки, изготовленный из тонкой медной
сетки или пучка жилок электропровода. На конец тампона, обра-
щенного в наружную сторону, напаивается толстый слой припоя,
который расплавляют торцовым паяльником.
285
Рабочая часть паяльника в начале пайки сначала приклады-
вается к верхней грани соты, это даст возможность надежно и
быстро произвести пайку.
Не снимая радиатор с самолета, можно запаивать трещины
по месту пайки и на обечайке, а также заглушать сотовые трубки.
После ремонта радиатор проверяется на герметичность.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1- Перечислите возможные повреждения радиаторов.
2 Расскажите, как определяют неисправность радиаторов'.
3. Как удалить неисправную соту?
4. Как и когда производится глушение сотовых трубок?
5. Как устранить вмятины на обечайке радиатора?
6. Назовите последовательность операций при испытании радиатора на
герметичность.
7. В каких случаях допускается ремонт радиатора на самолете и какие
меры предосторожности при этом нужно соблюдать?
8. Под каким давлением испытываются водяные и масляные радиаторы?
I II
раздел третий
ЖЕСТЯНИЦКОЕ ДЕЛО, КЛЕПКА ШВОВ И РЕМОНТ
САМОЛЕТОВ МЕТАЛЛИЧЕСКОМ КОНСТРУКЦИИ
КЛЕПКОЙ
ГЛАВА XVI
ЖЕСТЯНИЦКОЕ ДЕЛО
1. РАЗМЕТКА ЛИСТОВОГО МЕТАЛЛА
Железо, алюминий и другой листовой металл перед разреза-
нием размечают. Наиболее употребительными инструментами
для разметки являются: масштабная линейка, угольник, чертилка
или карандаш.
Листовое железо размечают чертилкой. Чтобы линии были
отчетливо видны, железо Натирают разведенным в воде мелом
с примесью столярного клея или пользуются чертилкой из ла-
тунной проволоки, которая оставляет на поверхности блестя-
щий след. При разметке алюминия или дуралюмина линии нано-
сятся графитным карандашом.
Листовой металл является дефицитным, поэтому размечать
его нужно так, чтобы из данного листа металла вышло как
можно большее количество годных деталей, а отходы были не-
значительны. Это особенно важно при разметке большого коли-
чества однотипных деталей. При разметке не следует торо-
питься: надо проверить несколько вариантов разметки и выбрать
самый выгодный. На рис. 282 приведено два примера раскроя
листового металла.
287
Рис. 283. Вырезание внутренних
отверстий
На рисунке отчетливо видно, Как из двух одинаковых по
размерам листов в одном случае можно получить 8 деталей,
а в другом только 6. Кроме того, в первом случае металл ре-
зать удобнее, чем во втором, а это, естественно, ускоряет ра-
боту.
Размечая листовой материал, следует учитывать также воз-
можную ширину пропила. Если не оставить припуск на пропил,
то деталь может оказаться меньше требуемых размеров.
В отличие от распиливания ножовкой при резке ножницами
припуск на пропил не оставляется, при этом отходов материала
не получается, работа выполняется быстрее и чище.
Для резки тонкого листового металла (железа, дуралюмина
и др.) применяются ножницы ручные или приводные. К ручным
ножницам относятся малые
ручные (см. рис. 46), сту-
ловые (см. рис. 47), ры-
чажные и роликовые;
к проводным—п араллель-
н ы е и роликовые. В
практике войскового ремон-
та чаще всего применяются
малые ручные и стуловые нож-
ницы. Малые ручные ножницы
бывают правые и левые. У
правых ножниц верхнее лез-
вие расположено справа от
нижнего, а у левых наоборот.
При разрезании размеченный лист подводят к ножам так,
чтобы верхнее лезвие точно совпадало с нанесенной на лист
линией. Нажимая на ручки ножниц, производят разрезание;
затем ножницы разжимают и подвигают лист возможно ближе
к пересечению ножей. Эти операции продолжаются до тех пор,
пока лист не будет разрезан. Чтобы легче было резать, правая
сторона листа загибается вниз, а левая вверх.
Для разрезания листового материала толщиной до 2 мм при-
меняются стуловые ножницы. Приемы работы этими ножницами
такие Hie, как и при работе ручными, с той лишь разницей, что
стуловыми ножницами резать несколько труднее.
В тех случаях, когда приходится вырезать внутренние от-
верстия, а кривые ножницы отсутствуют, поступают так: сна-
чала вырубают зубилом треугольное отверстие, затем ножницами
вырезают металл по линии, отмеченной пунктиром, после чего
вырезают углы (рис. 283). Если же требуется вырезать неболь-
шое отверстие (как, например, при ремонте пулевой пробоины
металлической обшивки самолета), просверливают по размечен-
ной линии отверстие дрелью, затем вырубают перемычки и об-
рабатывают отверстие напильником соответствующего про-
филя.
28а
2. ГНУТЬЁ ЛИСТОВОГО МЕТАЛЛА
При гнутье листового металла, как и вообще при изгибе де-
талей, поверхность листа по внутреннему радиусу испытывает
деформацию сжатия, а по наружному деформацию растяже-
ния. Такие деформации могут вызвать образование трещин.
Чтобы избежать этого, следует перед гнутьем производить от-
жиг металла, а в некоторых случаях, когда приходится делать
несколько изгибов, следует операцию отжига проделать не-
сколько раз.
Отжигу подвергаются металлы, обладающие свойством ста-
рения (например, дуралюмин), а также те, которые прошли меха-
ническую обработку (прокатку, волочение) и вследствие этого
получили наклеп.
Листовое железо (например, кровельное) отжигу не подвер-
гается, так как оно достаточно пластично.
Кроме того, следует строго выдерживать радиус кривизны
изгиба, который для различных материалов не одинаков. Так,
для алюминиевых сплавов радиус внутренней кривизны изгиба
должен быть не меньше двойной толщины изгибаемого металла
(табл. 18).
Таблица 18
ЗАВИСИМОСТЬ РАДИУСА ИЗГИБА ОТ ТОЛЩИНЫ ИЗГИБАЕМОГО
МЕТАЛЛА
Толщина листа в мм . . 0,3 0,5 0,8 1,0 1.5 2,0 2,5 3,0
Радиус изгиба Дуралюмин 0,5 1,0 1,5 2,0 3.0 4,0 5.0 6,0
В мм Алюминий 0,2 0,3 0,5 0,6 1,0 1.2 1,4 1,7
При загибе листового металла не следует сразу добиваться
получения нужного угла загиба. Лучше всего это сделать за
две-три операции; сначала загнуть металл под углом 30°, а за-
тем довести наклон до нужной величины.
Если приходится гнуть металл в одном и том же месте два
или три раза, то обязательно требуется произвести промежуточ-
ный отжиг.
При гнутье листового металла, особенно мягкого, не следует
применять стальных молотков, так как при ударах от них оста-
ются следы, которые трудно удаляются. В этом случае поль-
зуются киянкой или подкладывают деревянные бруски, по ко-
торым наносят удары.
Правка листов
Правка листов и плоских деталей сводится к устранению
местных неровностей материала и к удалению образовавшихся
по краям листов волн. Для правки лист кладут на ровную плиту
19—1640 289
или рельс и последовательными ударами молотка растягивают
металл вокруг выпуклости, называемой хлопуном. В результате
этого излишний материал распределяется по соседним участкам.
Производя правку, не следует наносить резких и слишком силь-
ных ударов; этим можно испортить материал.
з. СОЕДИНЕНИЕ ЛИСТОВОГО МЕТАЛЛА ФАЛЬЦЕВЫМИ ШВАМИ
Фальцем называется загиб, производимый с целью соеди-
нения листового металла, а само соединение («замок») назы-
вается фальцевым швом.
В зависимости от технических условий, предъявляемых к со-
единению, фальцевые швы бывают одинарные и Д в о fi-
ll ы е. Одинарные фальцевые швы применяются в тех случаях,
когда не требуется повышенной плотности и прочности шва.
Двойные фальцевые швы получаются при двойном загибе
соединяемых листов и применяются при необходимости придать
шву высокую прочность.
Рис. 284. Разметка под фаль-
, цевый шов
Рис. 285. Припуск иа подсечку
фальца:
а — ширина шва
Перед изготовлением фальцевого шва нужно определить тол-
щину материала, из которого он будет изготовлен, так как, не
зная толщины металла, трудно определить ширину шва, которая
должна быть равна 10 толщинам материала. Например, при тол-
щине листа 0,5 мм ширина фальцевого шва должна быть 5 мм.
Прежде чем приступить к изготовлению фальцевого шва,
нужно разметить материал. Для этого, пользуясь масштабной
линейкой, откладывают нужный размер. Сделав засечки в двух
местах, наносят чертилкой прямую линию. Если размечается дур-
алюмин или алюминий, то размечать чертилкой воспрещается;
в этом случае пользуются простым карандашом. На обратной
стороне заготовки откладывают двойную ширину шва и прибав-
ляют 1 мм на подсечку фальца (рис. 284). Таким же образом
производится разметка второй заготовки.
Фальцевый шов имеет четыре загиба, причем три из них
в расчет длины заготовки не входят, и только один загиб имеет
расчетный размер, который входит в общую длину заготовки
(рис. 285). Если при разметке этого не учесть, то по окончании
соединения фальцевого шва длина изделия получится меньше
2S0
требуемой, причем разность между требуемой и фактической
длинами будет равна трем загибам фальцевого шва.
Окончив разметку, лист с чертой разметки кладут на край
оправки. Отгибаемая часть листа должна быть на весу. Лег-
кими ударами киянки свисающий край листа отгибается под пря-
мым углом (рис. 286, а). Затем лист перевертывается бортом
вверх и по нему наносят удары — сначала в плоскости листа
(перпендикулярно загибу), а затем, постепенно сваливая
киянку, — по краю диета, добиваясь плавного загиба края листа
под углом 60° (рис. 286, б).
Рис. 286. Загибание листа под фальцевый шов:
с — под прямым углом; б — под углом 60°
После этого заготовку передвигают на ребро оправки до
размеченной линии П (рис. 284) и по ней наносят удары киян-
кой — сначала под углом 45° к оправке, а затем прямые____до
тех пор, пока киянка не примет горизонтального положения
(рис. 287). Если сначала наносить удары не под углом 45°, а пря-
мые, то загиб прижимается к заготовке и получается брак.
Для окончания фальца следует загнуть первоначальный загиб
так, чтобы остался зазор,
равный толщине материа-
ла. Для этого заготовку при-
жимают серединой второго
загиба к ребру оправки и
наносят по ней удары так,
как показано на рис. 288.
Второй фальц шва де-
лается в такой же последо-
вательности, как и первый.
Когда оба фальца готовы,
их соединяют загибами так,
Рис. 287. Окончание загиба листа
19*
291
чтобы фальцы плотно вошли один в другой. Затем заготовка
кладется на оправку и по шву наносятся резкие и прямые удары
киянкой. Если удары не прямые (киянка свалена в сторону),
то шов получится неплотный и неровный (рис. 289).
Рис. 289. Соединение фальцевого шва:
а — правильно; б — неправильно
Для придания шву прочности и хорошего вида производят
«подсечку», которая делается следующим образом: положив за-
готовку на оправку так. чтобы край шва проходил по ее ребру,
наносят по шву прямые удары киянкой (рис. 290). Подсечка про-
изводится с обеих сторон шва.
Последовательность опера-
ции при изготовлении фальце-
вого шва приведена
карточке № 19.
Фальцевые
плотны даже
поэтому они,
пропаиваются.
Рис. 290. Подсечка шва
в рабочей
ШВЫ
при
Как
не очень
подсечке,
правило,
4. ЗАКАТКА
В БОРТ
Для повышения прочности
(жесткости) и придания не-
обходимой формы открытым кромкам изделий (обтекателей,
капотов, ведер, воронок, противней и т. п.) в бортовую кромку
закатывают проволоку.Такой процесс называется закаткой.
Проволоку закатывают так, чтобы она была плотно охвачена
всем краем изделия. Толщина закатываемой проволоки зави-
сит от размера изготовляемой детали и толщины листового
материала Оборудование и инструмент для закатки проволоки
применяется тот же, что и при изготовлении фальцевых
швов.
ПРОВОЛОКИ
ИЗДЕЛИЯ
292
РАБОЧАЯ КАРТОЧКА №19
Наименование работы Материал Точность изготовления Инструмент
Изготовление фальце- вого шва Листовое железо ±0,5 ММ 1. Оправка 5 Чертилка 2. Киянка 6. Ножницы 3. Молоток 7. Напиль- 4. Линейка ник
Рабочие эскизы Операции
1. Ознакомиться с чертежом изделия.
2. Разметить заготовки следующим
образом: а) провести линию / на рас-
стоянии, равном 10 толщинам мате-
риала от кромки заготовки; б) про-
вести с обратной стороны заготовки
линию II на расстоянии, равном
22 толщинам материала т кромки.
3. Загнуть кромку под углом 90°.
4. Уменьшить угол наклона до 60°.
5. Загнуть кромку II под углом 130°.
6. Уменьшить угол 60°, образовав
зазор, равный толщине материала.
7. В такой же последовательности
загнуть кромки второй заготовки.
8. Соединить загибы заготовок.
9. Уплотнить соединение киянкой.
Ю. Произвести подсечку фальца.
5.93
Закатку проволоки производить в такой последовательности:
1. Разметить лист и, положив его на оправку, сделать первый
загиб (рис. 291). При разметке дать припуск на изгиб, равный
2,5 диаметра закатываемой проволоки.
2. Положив лист на оправку, линией разметки на ребро, уда-
рами киянки сделать второй загиб под углом 90° (рис. 292)-
Рис. 291. Первый загиб материала
при закатке проволоки
Рис. 292. Второй загиб мате-
риала при закатке проволоки
3. Отмерив нужную длину проволоки, отрубить и выровнять
ее, а затем заложить ее в угол загиба и прихватить в несколь-
ких местах. Если длина заготовки небольшая, можно прихватить
ее в двух-трех местах.
4. Поставить заготовку на оправку и металлическим молот-
ком сделать окончательный загиб кромки (рис. 293).
Качество закатки считается хорошим, если борт плотно охва-
тывает проволоку по всей длине.
Рис. 293. Окончательный
загиб кромки при закатке
проволоки
294-
Рис. 294. Закатывание проволоки:
а и б — велик припуск; в — правильно
Возможные дефекты при закатке проволоки
1. Вмятины. Если ширину закатываемой кромки взять больше
2.5—3,0 диаметров проволоки, то при загибе излишний материал
сминается или образует вмятину (рис. 294). Правильной закаткой
считается та, у которой конец дуги отстоит от листа на 0,2—
0,5 мм.
( Следует отметить, что при излишке материала исправить
, ошибку труднее, чем при недостатке, так как в последнем слу-
чае нехватку материала можно компенсировать вытяжкой, уда-
ряя металлическим молотком по борту.
2. Закатка неровная по всей длине. Это происходит при не-
правильном разрезании металла, когда на краю его остаются
зигзаги. Чтобы исправить ошибку, нужно наметить линейкой и
чертилкой линию обреза и вновь обрезать лист строго по раз-
метке. Затем нужно наметить линию закатки и закатать прово-
локу в борт изделия.
3. Забоины, царапины и трещины на закатываемом мате-
риале. Такие дефекты появляются при неправильных ударах:
удары наносятся не прямые, а боковые.
5. ИЗГОТОВЛЕНИЕ ШАРНИРА
При ремонте капотов, обтекателей, лючков и других деталей
самолета приходится ремонтировать, а иногда и изготовлять
шарнирные соединения. Изготовление шарниров — работа не-
сложная, но вместе с тем она требует внимания и аккуратности.
Особое внимание должно
и точную разметку, от кото-
рой во многом зависит каче-
ство шарнира.
Наиболее простым в изго-
товлении является трехзвень-
евой шарнир.
В практике встречаются
трехзвеньевые и многозвенье-
вые шарниры. Способ изготов-
ления тех и других одинаков,
только в последнем случае
приходится делать большое
количество звеньев.
При изготовлении шарнира
берут две одинаковые по раз-
мерам пластинки из листово-
го материала и размечают их,
как показано на рис. 295.
На одной пластинке заштри-
ховывают два прямоугольни-
а на другой три. Высота.
быть обращено на правильную
JPl’C. -29£. .разметка шарнира
293
РАБОЧАЯ КАРТОЧКА №20
Наименование работы Материал Точность изготовлен НИЯ Инструмент
Изготовление трех- звеньевого шарнира Сплав АМц или листо- вое железо ±0,5 мм 1. Линейка 6. Киянка 2. Чертилка 7. Напиль- 3. Крейцмей- гик лич- сель НОЙ 4. Угольник 8. Ножницы 90° 9. Кусачки 5. Молоток
Рабочие эскизы Операции
1. Ознакомиться с чертежом
изделия.
2. Разметить заготовки:
а) нанести осевую линию;
С) отложить симметрично оси
полосу шириной, равной 3,5 диа-
метра шомпола;
в) разделить полосу на потреб-
ное количество звеньев.
3. Обозначить прямоугольники:
на одной заготовке четными, а на
другой — нечетными номерами.
296
5. Согнуть заготовки и обжать
петли по шомполу.
6. Соединить шомполом обе за-
готовки, предварительно опилив
напильником звенья. Опилить шар-
нир по заданным размерам.
7. Просверлить и раззенковать
отверстия под шурупы.
297
этих прямоугольников должна быть равна 3,5 диаметра закаты-
ваемой проволоки (шомпола). Чтобы не спутать прямоугольники,
их обозначают порядковыми номерами 1, 2, 3 и т. д., причем
на одной пластинке заштриховываются четные, а на другой
нечетные прямоугольники. После этого вырубают металл из
заштрихованных прямоугольников. Вырубку металла производят
зубилом на наковальне или рельсе с таким расчетом, чтобы от
линии и разметки остался припуск 0,5 1,0 мм, который потом
снимается напильником. Эту работу нужно выполнять с боль-
шой тщательностью, иначе прямоугольники второй пластинки
не совпадут с прямоугольниками первой пластинки и шарнир
будет забракован. Вторую пластинку подготовляют так же, как
первую.
Согнув обе заготовки и обжав звенья по шомполу, соединяют
обе половины шарнира, а затем опиливают его по заданным раз-
мерам. Не следует допускать больших зазоров между звеньями,
иначе качество шарнира резко понижается. Более подробно спо-
соб изготовления шарнира приведен в рабочей карточке № 20.
6. ВЫТЯЖКА МЕТАЛЛА
При изготовлении капотов, коков, винтов, зализов, обечаек
радиаторов и других деталей самолета, имеющих сферическую
(выпуклую) поверхность, а также при их ремонте и устранении
вмятин производится вытяжка металла.
Сущность этого процесса заключается в том, что по листо-
вому материалу наносят большое количество ударов, вследствие
чего материал становится тоньше и растягивается. Этим дости-
гают выпучивания материала и ему придают желаемую сфери-
ческую форму.
Вытяжке, или выколотке подвергают лишь достаточно мяг-
кие и легко поддающиеся обработке давлением металлы (напри-
мер, алюминий, медь), которые обладают способностью вытяги-
ваться под действием ударов молотка. Из сплавов алюминия вы-
колотке поддаются сплавы типа АМц. Дуралюмин как материал
хрупкий и твердый такой обработке не подвергается.
На самолетостроительных заводах капоты, коки винтов, за- t
лизы и другие подобные нм детали изготовляют механическим
путем на специальных штампах, но окончательная обработка
и подгонка деталей по месту производятся вручную на формах
или болванках — по форме деталей самолета.
При выколотке наиболее ходовыми инструментами являются:
односторонний и двусторонний молотки с бойком полусфери-
ческой формы (рис. 296 и 297), киянки полусферической формы,
гладильники и стойки различных форм.
Перед выколоткой нужно внимательно осмотреть сфериче-
ские поверхности молотков, которыми наносятся удары. То же
самое нужно сделать в отношении гладильников и стоен. В слу-
чае обнаружения в них забоин, царапин или других неровностей
298
они должны быть удалены, в противном случае на изделии обра-
зуются вмятины, а иногда и разрывы.
В случае необходимости в качестве форм можно использо-
вать мешок с сухим песком или самолетный чехол, слеженный
в несколько раз.
Рис. 296. Односторонний сфери-
ческий молоток
Рис. 297. Двусторонний сфери-
ческий молоток
При изготовлении крупных деталей можно рекомендовать
быстрый и довольно простой способ изготовления формы.
В ящике приготовляют бетон из песка и цемента. Затем в сырой
бетон погружают поврежденную деталь, которую требуется
заменить. Как только бетон затвердеет, деталь вынимают и в бе-
тоне остается форма, являющаяся точной копией требуемой де-
тали. Пользуясь этой формой, производят выколотку.
Практика выколотки
Выколотке предшествует ряд операций. В первую очередь
нужно отжечь металл, особенно это относится к алюминиевым
сплавам. Затем нужно выбрать, а нередко и самому изготовить
форму, так как формы изделий, изготовляемых выколоткой,
весьма разнообразны. В тех случаях, когда приходится изготов-
лять детали, имеющие значительную вытяжку, или же при изго-
товлении большого количества одинаковых деталей применяют
специальные болванки, обычно вогнутые. Эти болванки изго-
товляют из различных материалов: свинца, пластмассы, дерева.
Проще всего изготовить болванку из дерева.
Выколотка производится так: положив металл на болванку,
ударяют по нему молотком с полусферическим бойком. Удары
следует наносить не сильные, причем начинать нужно с края
заготовки и постепенно переходить к ее центру (рис. 298). Если
же начать ударять молотком по центру заготовки, то это неиз-
бежно приведет к разрыву металла. Не следует добиваться
слишком быстрого выгибания материала внутрь болванки, так
как при этом металл не успевает вытягиваться и рвется. Выко-
лотку прекращают, когда материал заготовки принимает над-
лежащую форму. Чтобы сделать изделие гладким, поверхность
его выглаживают. Выглаживание производится легкими последо-
299
вательными ударами, наносимыми ст центра изделия к его
краям (рис. 299). После выглаживания производится шлифовка—
сначала наждачной бумагой № 3, а затем последовательно
№ 1,0 и 00 При шлифовке мелкой наждачной бумагой ее
смазывают техническим вазелином.
Окончательная отделка поверхности
производится при помощи ветоши и
мела, что придает детали блестящий,
полированный вид.
Рис. 298. Выколотка
металла
Рис. 299. Выглаживание
металла
Мы описали способ ручной выколотки при помощи молотка.
На заводах сложные изделия с глубокой вытяжкой выдавли-
вают на специальных токарно-давильных станках. Чтобы иметь
представление о сложности изготовления таких изделий, при-
водим пример: кок винга из алюминия толщиной 3 мм, диамет-
ром 500 мм и глубиной 500—600 мм выдавливают за 8—10 пе-
реходов с одним-двумя отжигами на каждом переходе. Схема
выдавливания обтекателя втулки винта приведена на рис. 300.
Рис. 300. Схема выдавливания обтекателя втулки
винта
7. ИЗГОТОВЛЕНИЕ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
При изготовлении цилиндрических изделий повторяются опи-
санные выше операции: загиб фальцевых швов и закатка прово-
локи в борт изделия. Новой операцией является вставка дна.
Прежде чем приступить к разметке, следует определить необ-
ходимые размеры заготовок, которые зависят от объема изде-
300
лия. Допустим, требуется изготовить ведро объемом 8 л. Объем
цилиндра найдем по формуле
v=„. /-/,
где V—объем в см3;
D—диаметр окружности в см;
Н—высота цилиндра в см;
—величина постоянная, равная 3,14.
В этой формуле две неизвестные величины: диаметр окружно-
сти и высота цилиндра.
Если задаться какой-нибудь одной из неизвестных величин,
то, пользуясь формулой, можно определить вторую неизвестную
величину и, таким образом, изготовить цилиндрический сосуд
требуемого объема.
Примем диаметр цилиндра равным 20 см. Подставив извест-
ные величины в формулу, получим
8000=
откуда
П ~ 400-3,14 ~ 20,0 СМ*
Принимаем Н = 26 см.
Имея эти данные, приступают к разметке заготовок.
Пользуясь линейкой или угольником, размечают чертилкой или
Рис. 301. Разметка заготовки изделия
цилиндрической формы
Рис. 302. Загиб фальца:
^—правильно: 2 — непра-
вильно
карандашом линии: для фальцевого шва — по размерам а и б
(Рис. 301), для закатки проволоки — по размеру в и для соеди-
нения дна — по размеру г. Чтобы получить правильный загиб
801
фальца, нужно разметку для него делать не с одной стороны за-
готовки, а с двух сторон — с левой и правой. Если заготовку
разметить с одной стороны, то загиб фальца получится в одну сто-
рону (рис. 302). В лучшем случае потребуется переделка, а если
материал жесткий, получится брак. Окончив разметку, уда-
ляют углы (рис. 303), которые при сшивании являются лишними,
и начинают сгибать заготовку в цилиндр. Сначала изгиб делают
с правой стороны заготовки примерно на % длины, затем с ле-
вой; так продолжают до середины заготовки, пока загибы
Рис. 303. Удаление излишнего (заштрихо-
ванного) материала
Рис. 304. Вытяжка ме-
талла для отбортовки
фальца не сойдутся для сшивания шва. Изгиб цилиндра не сле-
дует начинать с середины заготовки, так как изделие получит
неправильную форму.
Следующей операцией является загиб фальцевого шва, после
чего заготовку отбортовывают и приступают к закатке прово-
локи Для отбортовки нужно сделать вытяжку края заготовки.
Эту операцию производят металлическим молотком на ребре
оправки (рис. 304). Удары молотком должны быть короткими,
но не сильными, чтобы избежать образования трещин в мате-
риале.
Рис. 305. Исправление отбортовки
Отбортовка должна составлять с образующей цилиндра угол
90°. Если края отбортовки получились больше, чем это нужно,
следмет сделать осадку отбортованной части материала, при-
дана окружности правильную форму (рис. 305). Завершающей
и самой трудной операцией является вставка дна.
302
Разметку дна производят та'к: с^лав несколько обмеров
отбортовки (рис. 306) выбирают среднюю величину; затем цир-
кулем проводят первую окружность на заготовке. Прибавив ве-
личину отбортовки цилиндра, проводят вторую окружность для
фальца. Вырезав ножницами по большому диаметру дно, отбор-
товывают его киянкой на полукруглой части оправки (рис. 30/).
Первоначально заготовку дна держат под углом 15—20 к оправ-
ке. Нанося удары киянкой, постепенно сваливают заготовку
до образования угла 90°. Вставив цилиндр в дно, ударами метал-
лического молотка прихватывают детали в нескольких местах
и отбортовывают дно по всей окружности.
Рис. 306. Обмер отбортовки
Рис. 307. Отбортовка дна
Если дно отбортовано так, что цилиндр входит в него с на-
тягом, то при сшивке шов цилиндра может разойтись. Поэтому
подгонку дна необходимо делать с небольшим зазором.
Если припуск на фальц сделан больше требуемого, то при
загибе материал согнется и шов получится неплотным и некра-
сивым.
Таким способом изготовляются ведра, банки и другие ци-
линдрические изделия, с той лишь разницей, что для ведер де-
лаются дужки, а для банок крышки.
Последовательность операций при изготовлении цилиндриче-
ской баночки приведена в рабочей карточке № 21.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какой инструмент применяется при выполнении жестяницких работ?
2. Как и чем производится разметка листового материала?
3. Расскажите правила гнутья листового материала.
4. Как производится правка листов?
5. Что такое фальцевый шов и в каких случаях он применйстся’
G С какой целью и как производится закатка проволоки в борт изделия?
7. Как и с какой целью производится вытяжка металлов?
8. Как производится изготовление трехзвеньевого шарнира?
9. Как производится изготовление цилиндрической баночки?
РАБОЧАЯ КАРТОЧКА №21
Точность
изготовления
Инструмент
".£0,5 мм
Наименование работы
Материал
1. Оправка
2. Киянка
3. Молоток
4. Нож шцы
5. Линейка
6. Чертилка
7. Циркуль
8. Угольник
с углом 90°
9. Напиль-
ник личной
Операции
1. Изучить чертеж из-
делия.
2. Разметить заготовку
согласно схеме разметки.
3. Вырезать ножницами
лишний материал в углах
з готовки
4. Загнуть кромки под
фальцевый шов.
5. Свернуть заготовку
в цилиндр от руки на
полукруглой части оправ-
ки (фиг. а).
Уплотнить киянкой шов
(фиг. 6).
304
Рабочие эскизы
Операции
6. Отбортовать молот»
ком на оправке кромку
толщиной в 2,5 диа-
метра проволоки под
углом 90°.
7. Закатать проволоку
в борт.
8. Отбортовать под 90°
кромку под донышко.
а
9. Подготовить доныш-
ко. Отбортовку кромки
производить кияикой на
полукруглом торце оп-
равки.
10. Ввтавить донышко.
20—1640
805
ГЛАВА XVII
ОСНОВНЫЕ ПРИЕМЫ КЛЕПКИ ШВОВ
Существует два вида соединений деталей: разъемные
и неразъемные. К первым относятся болтовые, клиньевые,
шпоночные и другие соединения. К неразъемным соединениям
относятся соединения, выполненные при помощи сварки, паяния
и клепки. Несмотря на широкое и все увеличивающееся приме-
нение сварочных работ, в самолетостроении широко применяется
способ соединения деталей при помощи клепки. Достаточно ска-
зать, что в современном цельнометаллическом самолете от 5 до
15 тысяч деталей соединяется заклепками. Само же количество
заклепок, употребляемых при изготовлении цельнометалличе-
ского самолета, нередко достигает 1 500 000 шт. Эти цифры на-
глядно показывают, как велико значение клепальных работ
в самолетостроении.
Большое значение имеет клепальное дело и при ремонте са-
молетов, когда приходится ремонтировать повреждение метал-
лической обшивки вследствие прострела пулями и снарядами.
Нередко приходится ремонтировать и внутренние наборы
крыльев, фюзеляжа, хвостового оперения. И в этих случаях при-
меняется клепка.
Клепкой называется процесс, при котором детали соеди-
няются посредством расклепывания стержней заклепок, вста-
вляемых в заранее просверленные отверстия. Клепка может быть
горячей и холодной.
Когда приходится клепать заклепки с диаметром стержня
выше 10 мм, применяется горячая клепка; в этом случае за-
клепки нагреваются до определенной температуры, и стержень
расклепывается в горячем состоянии.
I
з
2
В самолетостроении применяются
преимуществению дуралюминовые за-
клепки с диаметром стержня, не пре-
вышающим 10 мм; 'Поэтому все кле-
пальные работы производятся без по-
Рис. 308. Элементы заклепки:
1 — стержень; 2—закладная головка;
3 — замыкающая головка
догрева заклепок.
Заклепка (рис. 308) состоит из
стержня 1, закладной головки 2 и
306
Таблица 19
ТИПЫ ЗАКЛЕПОК И ИХ ПРИМЕНЕНИЕ
Типы заклепок Название заклепок Применение заклепок
Эк • Полукруглая. Для соединения внутренних эле- ментов каркаса.
ЗВ Плоско-выпуклая. Для соединения обшивкй С кар- касом.
Г ЗГр — л Грибовидная. Для водонепроницаемых швов лодок гидросамолетов н т. п.
Г ЗБ Бачная. Для клепки баков
L ЗПл — J Плоская. Для клепки в малодоступных местах (не требует обжимок и под- держек с лунками).
v_ зг 7 Гладкая. Для соединения обшивки с кар- касом при штампованных гнездах.
ЗУ 90° —- Утопленная, 90°. Для соединения обшивки с кар- касом при штампованных и глав- ным образом зенкованных гнездах.
ЗУ ,20° Утопленная, 120°. Для соединения обшивки с карка- сом, главным образом при зенкован- ных гнездах. «
8У 120°f ? Утопленная, 120°/? Для соединения обшивкй с кар- касом.
20»
307
замыкающей головки 3. Последняя образуется при расклепыва-
нии стержня специальными инструментами. Формы и размеры
заклепочных головок весьма разнообразны и зависят главным
образом от назначения соединяемых частей. Чтобы легче было
различить заклепки, каждый тип заклепок имеет свое название
и сокращенное обозначение. Наиболее употребительные формы
заклепок приведены в табл. 19.
Заклепки, применяемые в самолетостроении, изготовляются
из алюминиевых и магниевых сплавов, а также из углеродистой
и специальной сталей. ’ ?
Большое распространение получили заклепки, изготовленные
из сплавов дуралюмина типа ДЗП и Д18, химический состав
котовых приведен в табл. 20. *
Таблица 20
СОСТАВ ДУРАЛЮМИНА ДЛЯ ЗАКЛЕПОК
Марка сплава Химический состав в %
медь магний марганец кремний железо алюминий
ДЗП 2,6 -3,5 0,3-0,7 0.3—0,7 Не 0,5 )слсе 0,7 Оста ль-
Д18 2,0-3,0 0,2—0,5 До 0,2 0,5 0,7 ное То же
Помимо этих сплавов, могут применяться также дуралюми-
новые сплавы Д1 и Д16.
При ремонте металлических самолетов применяются следую-
щие заклепки:
1) для ремонта дуралюминовых деталей — заклепки из спла-
вов ДЗП, Д18 и Д16;
2) для ремонта баков — заклепки из алюминиево-марганцо-
вого сплава АМц;
3) для ремонта деталей, изготовленных из магниевых спла-
вов, — заклепки из алюминиево-магниевого сплава АМг5.
При ремонте стальных деталей применяются заклепки из
углеродистой, хромансилевой и хромомолибденовой сталей. Дур-
алюминовые и стальные заклепки перед клепкой подвергаются
термической обработке.
1. ИНСТРУМЕНТ, применяемый при клепке
Как уже было сказано, процесс клепки сводится к раскле-
пыванию стержней заклепок, вставленных в заранее просверлен-
ные отверстия соединяемых - деталей. Схематически процеес
клепки изображен на рис. 309. При выполнении клепальных ра-
бот применяется следующий инструмент.
для разметки — масштабная линейка, угольник, моло-
ток, кернер, чертилка (для листовой стали), карандаш (для лег-
ких сплавов — дуралюмин, электрон), циркуль и другой инстру-
мент;
308
для сверления отверстий дрели ручные, электри-
ческие и пневматические с набором сверл соответствующих раз-
меров.
Применяется также ударный инструмент квадрат-
ный слесарный молоток и пневматический молоток.
Рис. 309. Схема процесса клепки
Таблица 21
ВЕС МОЛОТКА В ЗАВИСИМОСТИ
ОТ ДИАМЕТРА ЗАКЛЕПОК
Диаметр заклепки з мм Вес молотка в г
2,0 100—150
2,5 150- 200
3,0 200-300
3,5 300—350
4,0 350—400
5,0 400—450
6,8 450 500
При ручной клепке применяется слесарный молоток с квадрат-
ным бойком, причем вес молотка выбирается в зависимости от
диаметра заклепок. Чем больше диаметр заклепок, тем больше
должен быть вес молотка
(табл. 21).
При выборе молотка
для клепки следует при-
держиваться указанных в
табл. 21 данных, так как от
этого зависит качество и про-
изводительность работы.
При изготовлении, а так-
же при ремонте самолетов
широко применяются пнев-
матические молотки, значи-
тельно ускоряющие процесс
клепки. Наиболее распро-
странены пневматические
молотки типа 2КМ и 4КМ.
Пневматический молоток
собранным в ней пусковым
с
(рис. 310) состоит из рукоятки
механизмом, пускового курка, ствола с ударником и распреде-
лительного механизма, состоящего из золотниковой коробки
и золотников. Чтобы включить молоток в работу, присоеди-
няют к нему шланг со сжатым воздухом, прижимают обжим-
кой к заклепке и нажимают на курок. При нажатии на курок
открывается клапан, и сжатый воздух поступает в кольцевое
пространство между телом рукоятки и втулкой клапана, от-
куда по каналам поступает в рабочий цилиндр.
В начале работы зологник^и поршень находятся в нижнем
положении. Воздух, проходящий по каналам цилиндра, попадает
под золотник и заставляет его передвинуться вверх. При движе-
нии вверх золотник закрывает своей верхней кромкой верхние
каналы. Одновременно кромка нижнего уступа золотника откры-
вает канал, пр которому воздух через кольцевое пространство,
309
Штуцер
Рис. 310. Общий вид и разрез пневматического молотка
находящееся под нижним уступом золотника, попадает под
поршень и толкает его вверх. Поршень, войдя в^ртверстие золот-
ника, открывает своей нижней частью канал, по которому воздух
поступает под поршень. Воздух, сжимаясь под поршнем, давит
па верхнюю кромку золотника и заставляет его перемещаться
вниз. В это время открываются каналы для впуска рабочего воз-
духа. Сжатый воздух давит на верхний торец поршня, который
начинает свой рабочий ход. Двигаясь вниз, поршень ударяет по
обжимке, которая передает удар расклепываемой заклепке.
310
Описанный молоток типа 2КМ предназначен для клепки дур-
алюминовыми заклепками диаметром 3 3,5 мм и стальными
заклепками диаметром до 3 мм.
Для клепки дуралюминовых заклепок диаметром до 6 мм
и стальных заклепок до 4 мм применяются более мощные пневма-
тические молотки типа 4КМ.
Правила работы пневматическим молотком
1. Прежде чем присоединить к молотку шланг, нужно про-
дуть его воздухом, чтобы удалить пыль и влагу. Одновременно
следует проверить, не пропускает ли он воздух. При обнаруже-
нии утечки нужно устранить неисправность.
2. Перед работой нужно смазать молоток чистым минераль-
ным маслом. Для этого следует вставить обжимку в молоток,
поставить его вертикально (цилиндром вниз) и налить 12—15 ка-
пель масла в воздухоприемную (для шланга) футорку, после
чего нажать на курок. В результате этого масло попадает внутрь
молотка. Присоединив шланг, слегка нажать на курок и работать
молотком в продолжение одной минуты на малом ходу. Для
этого не следует нажимать на курок доотказа.
3. Если на обжимке имеются царапины, их нужно удалить,
в противном случае можно повредить заклепки.
4. Производя клепку, нужно следить за показаниями мано-
метра, не допуская давления воздуха более 4—5 ат.
5. По окончании работы нужно отделить шланг от молотка,
протереть его сухой тряпкой, снять обжимку и положить инстру-
мент на место.
Для расклепывания заклепок применяются обжимки, под-
держки и натяжки.
Обжимки служат для придания замыкающей головке соот-
ветствующей формы. Обжимки изготовляются из инструменталь-
ной стали и закаливаются. Они могут быть различны в зависи-
мости от формы головок заклепок. Обжимки выполняются в виде
прямых стержней, но в трудно доступных местах применяются
фигурные обжимки, работать с которыми несколько труднее
(рис. 311).
/
Рис. 311. Обжимки:
I — прямая; 2 — фигурная
311
л
Рис. 312. Поддержки
Поддержки представ-
ляют собой наковальни, при-
меняемые при расклепывании
стержней заклепок. Форма
поддержек различна (рис. 312).
Поддержка должна быть в
четыре-пять раз тяжелее при-
меняемого молотка. Если вес
ее будет меньше указанной
величины, то при клепке под-
держка будет отскакивать, ес-
ли больше — она получится
слишком тяжелой и громозд-
кой, что усложнит работу с ней.
Натяжки (рис. 313)
применяются с целью получе-
ния прочного и плотного шва.
Для этого склепываемые де-
. тали кладут закладной голов-
кой на поддержку, а натяжку
Рис. 313. Натяжка
надевают на стержень заклепки. Ударами молотка по натяжке
добиваются прижимания склепываемых изделий друг к другу
(рис. 314).
Натяжки подбираются в зависимости от диаметра стержня
заклепки (табл. 22).
Таблица 22
ДИАМЕТР ОТВЕРСТИЙ НАТЯЖЕК
Диаметр зэклепки
В мм
Диаметр отверстия
натяжки в мм
2,0
2,3
2,6
3,0
3,5
4,0
5,0
6,0
2,2
2,5
2,8
3,2
3,7
4,2
5,2
6,3
Рис. 314. Подтягивание заклепки
натяжкой
312
Помимо перечисленного инструмента, применяются также ку-
сачки — для откусывания стержней заклепок; плоские и круглые
напильники — для опиливания заусенцев; киянки для выравни-
вания листового материала и другой инструмент.
Виды клепаных швов
Различают швы плотные и п р о ч и ы е. К первым отно-
сятся швы, испытывающие сравнительно небольшие нагрузки;
они должны быть совершенно непроницаемыми, например
в бензиновых и масляных баках, резервуарах и т. п. Герметич-
ность плотного шва достигается близким расположением закле-
пок одна к другой и прокладками, прокладываемыми между
листами. Прочные швы должны выдерживать большие нагрузки.
Рис. 315.
Способы соединения листов:
1 — внахлестку однорядным швом; 2 — вна-
хлестку двухрядным швом; 3 — ВСТЫК С ОДНОЙ
накладкой; 4 — встык с двумя накладками
Они применяются при изготовлении значительного большинства
клепаных частей металлических самолетов. Листы могут соеди-
няться между собой следующими способами: а) внахлестку одно-
рядным швом; б) внахлестку двухрядным швом; в) встык с одной
накладкой; г) встык с двумя накладками (рис. 315).
При прочих равных условиях наибольшей прочностью обла-
дает соединение встык с двумя накладками.
2. СПОСОБЫ КЛЕПКИ
Ооразование замыкающей головки заклепки может быть осу-
ществлено двумя способами: открытой и закрытой
клепкой.
Открытая клепка заключается в том, что удары мо-
лотком наносят со стороны замыкающей головки заклепки,
а закладная головка покоится на поддержке.
Открытая клепка производится в такой последовательности
(рис. 316).
Сначала сверлят отверстие под заклепку, затем вставляют за-
клепку и, пользуясь натяжкой и обжимкой, прижимают склепы-
ваемые листы один к другому. После этого снимают натяжку
И расклепывают стержень заклепки, нанося удары молотком.
Для придания замыкающей головке сферической формы поль-
зуются обжимкой, гнездо которой имеет форму заклепочной го-
ловки.
Закрытая клепка заключается в том, что удары нано-
сятся по закладной головке, а замыкающая головка образуется
в результате ударов стержня о поддержку.
Рис. 316. Схема открытой клепки:
1 ~ просверлить отверстие; 2 — вставить заклепку; 3 — прижать листы; 4 — расклепать
молотком стержень: 5 — оформить замыкающую головку
Закрытая клепка производится следующим образом (рис. 317).
Просверлив отверстие, вставляют заклепку. Клепальщик ста-
вит обжимку на закладную головку, а подручный подставляет
/
Рис. 317. Схема закрытой клепки:
просверлить отверстие; 2 — вставить заклепку;
3 оформить замыкающую головку ударами по заклад-
ной головке
поддержку под стер-
жень заклепки. Уда-
рами молотка по об-
жимке достигают обра-
зования замыкающей
головки.
По сравнению с от-
крытой, закрытая клеп-
ка имеет следующие
преимущества:
1. Отсутствует опе-
рация натяжки скле-
пываемых изделий, что
ускоряет работу.
2. Меньше брак.
При открытой клепке
получаются подсечки и вмятины при формировании закладной
головки обжимкой. При закрытой клепке этот вид брака зна-
чительно меньше.
3. Требуется меньше времени на вставку заклепок, так как
они вставляются чаще всего со стороны клепальщика, что зна-
чительно легче.
Закрытая клепка применяется особенно широко в труднодо-
ступных местах (трубах, резервуарах и т. л.). При ремонте само-
летов применяется как открытая, так и закрытая клепка.
4
314
Нормы для разметки клепаного шва
Большое влияние на прочность клепаного шва оказывает
правильное расположение заклепок по всей длине соединения.
Если расположить заклепки слишком близко одну к другой, то
материал изделия будет очень ослаблен большим количеством
просверленных отверстий. Расположение же заклепок на сравни-
тельно большом расстоянии одна от другой уменьшает проч-
ность и герметичность соединения. При конструировании дета-
лей, требующих клепки, количество потребных заклепок опреде-
ляется расчетом. Если по расчету получается такое количество
заклепок, которое не может уместиться в один ряд (с соблюде-
нием требований прочности), то их размещают в два ряда,
в шахматном порядке.
При ремонте самолетов диаметр и расположение заклепок
выбираются такие же, как и на ремонтируемом участке кон-
струкции.
Существуют правила, которых следует строго придержи-
ваться при разметке и клепке швов. Эти правила сводятся к сле-
дующему.
Длина стержня заклепок выбирается в зависимости от тол-
щины- склепываемых изделий: чем. толще склепываемые изделия,
тем длиннее должен быть стержень заклепки. В длину стержня
входит также припуск на образование замыкающей головки, ко-
торый должен быть равен 1,5 диаметра заклепки. Если припуск
будет меньше указанной величины, замыкающая головка полу-
чится неполной и недостаточно прочной. Если же припуск будет
слишком большой, замыкающая головка получится неправиль-
ной формы: она свалится в сторону и прочность ее будет также
недостаточной.
Обычно при выборе длины стержня пользуются данными
табл. 23.
Таблица 23
ЗАВИСИМОСТЬ ДИАМЕТРА И ДЛИНЫ ЗАКЛЕПОК
ОТ ТОЛЩИНЫ СКЛЕПЫВАЕМЫХ ЛИСТОВ
Толщина листов в мм Диаметр заклепки в мм Длина выступающей части стержня в мм Общая длина заклепки в мм
0,6 2,0—2,5 3—4 4—5
1,0 2,5 4 5
1,5 2,5 4 5—6
2,0 2,5-3,0 4-5 6—8
2,5 3,0—3,5 5-5,5 8
3,0 3,5 5,5 8—Ю
3,5 3,5—4,0 5,5-6,0 10
4,0 4,0 6,0 10
4,5 4—5 6,0—7,5 10- 12
5,0 4-6 6,0-9,0 12—14
5,5 5-6 7,5-9,0 14-16
6,0 6-8 9,0-12,0 16—18
315
При отсутствии таблицы диаметр и длину стрежня заклепки
можно определить, пользуясь следующими формулами:
d = 2 j/ 5;
bSf 1,5 J,
где d — диаметр заклепки в мм;
листов в мм;
в
S — толщина склепываемых
I — длина стержня заклепки
—d-
мм.
Шаг заклепок t—рассто-
яние между их центрами
в мм — определяется по фор-
муле
t = Зг7Ч- 2.
Минимальное расстояние
от центра заклепки до края
листа а должно быть не ме-
нее 2,5 d.
Указанные размеры при-
ведены на рис. 318 и 319.
Рис. 318. Определение длины стержня
Пример. Требуется определить диаметр, длину и шаг заклепок, а также
расстояние от края листа до центра заклепок для склепывания листов, тол-
щина которых в сумме равна 5 мм.
Решение. 1. Диаметр заклепок определяем по формуле
d = 2PS = 2V 5 = 4,46 ~ 4,5 мм.
2- Длина стержня
й
I = S + l,5d = 5 + 1,5-4,5 = 11,75 ss 12 мм.
3. Шаг заклепки
t — 3d + 2 = 3-4,5 + 2 = 15,5 мм.
4. Расстояние от центра заклепки до края листа
а = 2,5d — 2,5-4,5 = 11,25 мм
Пользуясь этими данными, можно разметить изделие, а затем и заклепать.
РИС- 319. Расстояние между заклепками
316
Потайная клепка
С целью уменьшения аэродинамического сопротивления
внешних поверхностей самолета широко применяется потайная
клепка. Отличие этой клепки от обыкновенной заключается
в том, что закладная головка делается плоской, а в отверстии
для заклепки штампуется или зенкуется гнездо для закладной
головки. В результате заклепка размещается заподлицо с обшив-
кой (рис. 320).
В случае применения потайной
заклепки, помимо уменьшения аэ-
родинамического сопротивления
внешних поверхностей, достигает-
ся более надежная защита заклеп-
ки от внешних механических по-
вреждений и коррозии.
Потайная клепка создает изве-
стные трудности в работе, так как
для каждой заклепки требуется
подготовить гнездо для помещения
в нем закладной головки.
Рис. 321. Штамповка гнез$ под
потайные заклепки:
1 — пуансон; 2 — матрица; 3 — заклепка;
4 — склепываемые листы; 5 — штампован®
иое гнездо
Рис. 320. Потайная клепка:
/--закладная головка; 2 — Замыкающая
головка
В зависимости от толщины склепываемых деталей применяют
различные способы образования гнезд под утопленные головки
заклепок.
При ремонте самолетов наибольшее применение получили
следующие способы образования гнезд:
а) штамповка — для листов толщиной до 0,8 мм;
б) зенковка — для листов толщиной 0,8—1,0 мм.
Штамповка гнезд производится при помощи Пуансона и ма-
~ трицы (рис. 321).
Матрицей называется часть штампа с Вырезанным в нем
углублением или отверстием, соответствующим форме обраба-
тываемого предмета, в которое входит вторая часть штампа,
называемая пуансоном. Когда гнезда под закладные головки
потайных заклепок готовы, можно приступить к образованию
замыкающих головок открытой или закрытой клепкой.
317
Если Толщина склепываемых листов незначительна, моЖЙО
образовать гнезда непосредственным вдавливанием закладной
головки потайной заклепки.
Для более толстых листов образование гнезд под потайные
заклепки производится зенкованием отверстий зенкерами или
просверливанием сверлами, у которых диаметр больше диа-
М£> При° выполнении этих операций возможны две ошибки: если
зенковка Лишком мала, то заклепки полностью не войдут
в гнезда, вследствие чего увеличится ^Ро/“«ааМ^еХОвкиП?а:
тивление поверхности; если же зенковка вел , ж
клепок окажутся ниже поверхности металла, РпПйства са.
лательно, так как это ухудшает аэродинамические св
молета.
Клепка в труднодоступных местах
Самыми удобными условиями для производства клепальных
работ считаются те, при которых клепальщику и его подручному
имеется свободный доступ к изготовляемому заново или ремон-
тируемому участку. Однако конструкции современных само-
Рис. 322. Эксцентриковая поддержка для клепки труб
летев таковы, что имеют очень большое количество деталей, до-
ступ к которым для производства клепальных работ крайне за-
труднен.
Предположим, требуется приклепать лист или накладку к де-
тали трубчатой формы, а таких случаев при ремонте встречается
немало. Известно, что для образования замыкающей головки
заклепки независимо от того, обрабатывается ли она открытой
или закрытой клепкой, необходимо подставить под заклепку
поддержку, но держать обычно поддержку в трубе невозможно.
Во-первых, не всякая поддержка может войти в трубу, особенно
если диаметр трубы невелик. Во-вторых, если поддержка и вой-
дет в трубу, то трудно ориентироваться, где именно ее устано-
вить. Кроме того, трудно, а иногда и невозможно плотно прижи-
мать заклепку поддержкой, а без этого нельзя добиться образо-
вания правильной замыкающей головки, а следовательно, и проч-
ного шва. - -
318
Поэтому в таких Случаях применяются специальные под-
держки, в известной степени облегчающие клепку. На рис. 322
показана эксцентриковая поддержка.
Клепка труб при помощи такой поддержки производится сле-
дующим образом.
Заклепка закладывается в просверленное отверстие с внеш-
ней стороны. Затем внутрь трубы вводится поддержка. Когда
клепальщик ставит на заклепку обжимку, подручный, нажимая
рычаг на себя, заставляет эксцентрик, находящийся под заклеп-
кой, подниматься и тем самым создает для заклепки устойчи-
вую опору. Ударами молотка по обжимке добиваются образо-
вания замыкающей головки. Для контроля качества клепки
, в трубах применяются контрольные приборы, состоящие из объек-
тива, электрической лампочки и зеркала (рис. 323).
Рис. 323. Контрольный прибор для осмотра качества клепки в труднодо-
ступных местах:
2 — заклепка; 2 — электрическая лампочка; 3 —- зеркало; 4 — объектив
Иногда к ремонтируемому участку нельзя подойти даже при
помощи специальных поддержек. В таких случаях применяются
пистоны и взрывные заклепки. ‘
Клепка трубчатыми пистонами
В самолетостроении и ремонте клепку трубчатыми пистонами
применяют при соединении профилей малого размера в трудно-
доступных или вообще не доступных для обычной клепки ме-
стах. Преимуществом клепки пистонами является быстрота ра-
боты, удобство подхода к месту клепки и достаточная проч-
ность при правильной развальцовке пистонов.
Трубчатые пистоны (рис. 324) изготов-
ляются из мягкой углеродистой стали.
Один конец пистонов развальцован, а вто-
рой развальцовывается специальным при-
способлением—пистонницей непосредствен-
но на месте
Пистонница (рис. 325) состоит из крюч-
ка 1, шпинделя 2, ручки 3, рукоятки пистон-
иицы 4, ограничительного болта 5, служа-
щего для регулировки необходимой высоты
замыкающей головки пистона после раз-
вальцовки, и плоской пружины 6, отжимаю-
Щей рукоятку 4.
Рис. 324. Трубчатый
пистон
319
Развальцовка пистонов производится следующим образом.
Вставив пистон в просверленное отверстие, вводят в пистон
крючок пистонницы. Плавно сжимая рукоятку, начинают ее вра-
щать. В результате этого крючок, сидящий на шпинделе, раз-
вальцовывает пистон. Развальцовку пистона следует вести до
упора рукоятки в ограничительный болт. Если пистон сильно
развальцевать, то он может дать трещину.
При сверлении отверстий под пистоны следует выбирать
сверла, у которых диаметр на 0,1—0,2 мм больше диаметра пи-
Рис. 325. Пистонница:
J — крючок; 2 — шпиндель; 3 — ручка; 4 —
рукоятка пистонницы; 5 — ограничительный
болт; 6 — плоская пружина
Рис. 326. Форма крючка
для развальцовки писто-
нов
стона. Длина стержня пистона должна быть на 3 мм больше
суммарной толщины склепываемых листов. Шаг пистона реко-
мендуется брать равным 15—25 мм, а расстояние от края листа
до центра пистона 1,5 диаметра пистона. Большое влияние на
качество пистонного соединения имеет форма крючка, которым
производят развальцовку пистонов. Наиболее правильная форма
крючка показана на рис. 326.
Для герметизации отверстая в пистонах запаиваются легким
припоем; в качестве флюса употребляют канифоль. Перед за-
паиванием отверстая предварительно забиваются деревянными
или асбестовыми пробками, чтобы не допустить протекания при-
поя внутрь детали, а затем запаиваются. Если отверстая запаять
нельзя, разрешается пистонные соединения заклеивать полотном
на аэролаке первого покрытия А1Н.
Клепка взрывными заклепками
Во многих случаях, когда доступ к деталям для клепки обыч-
ным способом затруднен, клепку можно производить взрывными
заклепками.
320
Взрывная заклепка (рис. 327) в отличие
от обыкновенной сплошной заклепки имеет
в свободном конце стержня углубление (ка-
меру). Это углубление заполняется взрывча-
тым веществом, которое от попадания влаги
защищено слоем лака.
Взрывные заклепки изготовляются из ДУР"
алюмина Д18, углеродистой пли специальной
сталей.
Дуралюминовые заклепки окрашиваются
в различные цвета, причем цвет заклепки со-
ответствует определенной длине стержня
(табл. 24). Стальные заклепки не окрашива-
ются.
Рис. 327. Разрез
взрывной заклепки:
1 — взрывчатое веще-
ство; 2 — слой лака
Таблица 24
Диаметр стержня заклепки в мм 2ig-0,06 3,0—0,06 3,5-0.08 4 0-0,08 5,0—О’1 6,0-°'1
ПОДБОР ВЗРЫВНЫХ ЗАКЛЕПОК В ЗАВИСИМОСТИ
ОТ ТОЛЩИНЫ СКЛЕПЫВАЕМЫХ МАТЕРИАЛОВ
Цвет заклепки Длина стер- жня в мм Толщина склепываемого шва в мм
мин. макс. мин. макс. мин. |макс.1мин. макс. мин. макс. мин. макс
Оранжевый .
Красный . . .
Синий . . . .
Желтый . . .
Бордо . . . .
Коричневый .
Оранжевый
Красный . . .
3,5
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0,9
1,4
24
1,7
2,2
3,2
1,0
2,0
3,0
2,0
3,0
4,0
1,5
2,5
3,5
27
3,7
4,7
2,0
3,0
4,0
3,4
4,4
5,4
2,0
3,0
4,0
3,6
4,6
5,6
2,0 4,0
3,0 5,0
4,0 6,0
Пользуясь табл. 24, нетрудно определить минимальную и мак-
симальную толщину изделий, которые можно склепать заклеп-
ками данного диаметра.
Клепка взрывными заклепками производится следующим
образом.
В просверленное отверстие вставляется заклепка. Затем к за-
кладной головке подводится источник тепла — специальный
электронагревательный прибор или нагретый паяльник или же
нагретый стальной стержень. Чтобы образовать замыкающую го-
ловку, достаточно нагреть взрывчатое вещество до 120—130° С.
При этой температуре происходит взрыв, и под давлением обра-
зовавшихся при взрыве газов нижняя часть стержня заклепки
увеличивается в диаметре, образуя бочкообразную замыкающую
головку (рис. 328).
21-1640 321
Основное преимущество клепки методом взрыва^заключается
в том, что она является односторонней и безударной, не требую-
щей дополнительных приспособлений (поддержек, обжимок
и т. п.), а потому и легкодоступной. Однако этот вид клепки
имеет и недостатки. Главный из них — меньшая прочность клепки»
по сравнению с другими видами клепки.
Рис. 328. Схема клепки взрывными заклепками:
/ — просверлить отверстие; 2 — вставить заклепку; 3 — оформить замыкающую
головку
Сопротивление взрывных заклепок срезу по сравнению
с обычными заклепками меньше на 13—26%, а сопротивление
отрыву меньше на 36—58% по сравнению со сплошными за-
клепками. Поэтому взрывные заклепки следует применять только
для деталей, не испытывающих в работе больших нагрузок.
Существенным фактором, оказывающим немалое влияние на
прочность шва, клепанного взрывными заклепками, является точ-
ность отверстии под заклепки. При обычной клепке отверстия
сверлятся с расчетом на образование небольшого зазора, кото-
рый при расклепывании стержня устраняется. Другое дело при
клепке взрывными заклепками. Во время взрыва расширяется
только та часть стержня, в которой находится взрывчатое ве-
щество. Часть стержня, не заполненная взрывчатым веществом,
не расширяется, и если отверстие окажется больше диаметра за-
клепки, то в этом месте неизбежно образуется зазор, который
уменьшит прочность шва. Поэтому заклепки следует ставить
с натягом. Подготовка отверстия под взрывные заклепки произ-
водится следующим образом.
Сначала сверлят отверстия сверлом, диаметр которого меньше
диаметра заклепки на 0,3—0,5 мм. Затем отверстие разверты-
вают: оно должно быть на 0,01—0,02 мм меньше диаметра за-
клепки.
Вставляют заклепки в отверстие нажимом от руки, но не мо-
лотком, так как заряд может высыпаться. Чтобы повысить плот-
ность соединения, рекомендуется снимать вокруг отверстия
фаску в 0,2 мм.
Следует иметь в виду, что во время взрыва из камеры за-
клепки выбрасываются сгоревшие продукты взрывчатого веще-
ства, имеющие высокую температуру, поэтому во' время клепки
необходимо убирать все, что может воспламениться: промаслен-
ную ветошь, лаки, краски, бензин и т. п.
Запрещается хранить на рабочем месте свыше 5000 заклепок,
разряжать или подвергать их ударам,
322
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА ЗАКЛЕПОК
Перед началом клепки заклепки подвергаются термической
обработке. Дуралюминовые заклепки из сплава Д1, Д16 и ДЗП
подвергаются закалке. Заклепки, изготовленные из сплава Д18,
не закаливаются, так как этот сплав достаточно пластичен и не
требует дополнительной термической обработки.
Основная цель, которую преследуют при термической обра-
ботке заклепок, — это придание им пластических свойств и, сле-
довательно, облегчение процесса образования замыкающих го-
ловок. При этом используют свойства дуралюмина, который
в первые часы после закалки обладает хорошими пластическими
свойствами, а затем стареет и резко повышает свои механиче-
ские свойства. Закалка дуралюминовых заклепок производится
в селитровых ваннах при температуре 490—500° G. Сначала на-
гревается ванна, в которой находится смесь 50% калиевой
и 50 /о натриевой селитры. Когда расплавленная селитра на-
греется до закалочной температуры, в ванну опускают сетча-
тую коробку с заклепками и выдерживают их в течение 10—
20 минут в зависимости от количества закаливаемых заклепок.
После выдержки коробку с заклепками вынимают из ванны,
дают стечь селитре и быстро опускают коробку в ванну с хо-
лодной проточной водой.
Следы селитры могут вызвать коррозию, поэтому после
охлаждения заклепки прополаскивают в нагретой до 40—60° С
воде, просушивают их и сразу же приступают к клепке. Заклепки
из сплава Д1 можно клепать в течение 2 часов с момента за-
калки, заклепки из сплава ДЗП в течение 3 часов, а заклепки
из сплава Д16 лишь в течение 20
Если в течение указанных
сроков заклепки не были исполь-
зованы, то перед клепкой они
должны быть вторично закалены.
Чтобы заклепки сохраняли
свои пластические свойства бо-
лее продолжительное время, их
охлаждают, помещая в специаль-
ные холодильники (рис. 329),
которые представляют собой
ящики, наполненные сухим
льдом и имеющие гнезда для
хранения заклепок. Заморожен-
ные заклепки сохраняют свои
пластические свойства в течение
24 часов
Заклепки из сплавов АМц и
АМг5 термической обработке не
Подвергаются.
Заклепки из углеродистой
минут с момента закалки.
Рис. 329. Холодильник для охла-
ждения заклепок
21*
323
стали перед клепкой подвергаются отпуску при температуре
650° С, а из хромомолибденовой и хромансилевой сталей —за-
калке в масле при 880° и отпуску при 680° С.
Взрывные заклепки термическом обработке перед клепкой
не подвергаются.
4. ПРАКТИКА КЛЕПКИ
Качество клепки во многом зависит от согласованных дей-
ствий клепальщика и подручного, а также от соблюдения пра-
вил клепки.
При ручной клепке эти правила сводятся к последователь-
ному выполнению таких работ:
1) разметка деталей под клепку;
2) кернение;
3) сверление отверстий под заклепки;
4) вставка заклепок;
5) подведение поддержки;
6) натяжка листов;
7) расклепывание стержня;
8) формирование замыкающей головки (при открытой клепке).
Разметка. Перед разметкой детали следует очистить рабочее
место от стружек и других посторонних предметов, которые мо-
гут поцарапать материал. Из этих же соображений в процессе
всей клепки не следует передвигать лист по столу и инструмент
по листу. Очистив рабочее место, кладут лист и приступают
к разметке. При разметке дуралюмина пользуются масштабной
линейкой, простым карандашом и угольником. Никоим образом
не следует размечать дуралюмпн чертилкой, так как в этих ме-
стах при клепке или изгибе образуются трещины. При разметке
больших листов для ускорения работы можно пользоваться тон-
ким шнуром, натертым мелом или углем. При разметке стальных
изделий разрешается пользоваться чертилкой.
Кернение. При разметке стальных деталей и дуралюминовых
профилей центры для отверстий намечают кернером, а при раз-
метке обшивки крыла и фюзеляжа отверстия не кернят, а про-
сверливают во избежание прогиба тонкого материала обшивки.
Сверление отверстий производится ручными, электрическими
или пневматическими дрелями. Сверло выбирается в зависимости
от диаметра заклепок с учетом необходимости образования не-
большого зазора, который при расклепывании стержня заклепки
будет устранен.
При выборе необходимого диаметра сверла пользуются дан-
ными, приведенными в табл. 25.
При сверлении отверстий в листовом материале следует под-
кладывать под него деревянный брусок. При сверлении отвер-
стий в листовой обшивке также рекомендуется, если позволяют
условия, подкладывать деревянный брусок: он предохраняет об-
шивку от образования трещин и надрывов при выходе из нее
сверла.
324
Таблица 25
ПОДБОР ДИАМЕТРА СВЕРЛА В ЗАВИСИМОСТИ
ОТ ДИАМЕТРА ЗАКЛЕПОК
Диаметр стержня заклепки в мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр отверстия для заклепки в мм 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
Склепываемые листы при сверлении в них отверстий должны
быть плотно прижаты один к другому. В противном случае
можно поломать сверло; кроме того, при клепке отверстия не
совпадут и образуются хлопуны (рис. 330).
Плотно прижми листы один
к другому
Рис. 330. Сверление отверстий в листах;
1 — правильно; 2 — неправильно
Зажав сверло в патроне дрели, приступают к сверлению. При
этом нужно следить, чтобы сверло было перпендикулярно про-
сверливаемому материалу, в противном случае отверстие будет
просверлено в сторону. При сверлении отверстий не следует
спешить, особенно вначале, когда сверло еще не углубилось
в материал, так как оно может сойти с центра, поцарапать ма-
териал, а иногда и поранить руку. Когда сверло приближается
к выходу, ручку дрели следует вращать медленнее и с меньшим
усилием, чтобы не поломать сверло.
Расклепывание стержня. Вставив заклепку и подтянув на-
тяжкой материал, можно приступить к расклепыванию стержня.
Для этого клепальщик накладывает обжимку на закладную го-
ловку заклепки, а в это время подручный с другой стороны под-
водит к стержню заклепки поддержку, которую следует дер-
-ч. жать так, чтобы угол между стержнем заклепки и плоскостью
поддержки составлял 90°.
Качество клепки во многом зависит от внимания подручного.
-Если он будет держать поддержку неправильно, то при ударе
клепальщика молотком по обжимке стержень не расклепается,
а в материале могут образоваться вмятины и трещины При ре-
325
монте самолетов подручный нередко не видит клепальщика и
работу, которую тот выполняет. Например, при ремонте обшивки
фюзеляжа подручный находится внутри фюзеляжа, а клепаль-
щик снаружи. В этих случаях подручный должен прислуши-
ваться к командам, которые подает клепальщик. Выбрав удобное
для себя положение, подручный должен правильно установить
поддержку и не смещать ее до тех пор, пока не расклепается
стержень заклепки.
Клепальщику, наносящему удары по обжимке, следует ре-
гулировать их силу: удары сначала должны быть слабыми, а за-
тем более сильными. Заканчивают расклепывание стержня тогда,
когда образуется замыкающая головка, размеры которой обес-
печивают соединению достаточную прочность. При закрытой
клепке нормальной замыкающей головкой заклепки считается
та, у которой высота равна 0,5 диаметра заклепки, а ширина —
1,5 диаметра заклепки (рис. 331).
МИШ
Неправильно
Слишком высокая
головка
Слишком низкая
головка
|
Рис. 331. Нормальные размеры замыкающей головки
заклепки
Большое влияние на качество клепки оказывает правильно
подобранный и тщательно проверенный инструмент. Например,
обжимки и натяжки должны подбираться соответственно разме-
рам заклепок; их рабочие части должны быть отполированы,
чтобы не образовать на заклепках и материале заусенцев, подсе-
чек и т. п.
Мы описали последовательность работ при закрытой клепке.
Работы при открытой клепке выполняются в таком же порядке,
только в этом случае последней операцией является не раскле-
пывание стержня, а формирование замыкающей головки.
При клепке стальными заклепками применяемый инструмент
и приемы клепки такие же, как при клепании дуралюминовыми
заклепками.
Дефекты клепки
В случае несоблюдения правил клепки, а также при плохом
качестве клепального инструмента и недостаточной квалифика-
ции работающих появляются дефекты клепаных швов, nopqi)
неисправимые. Чтобы научиться хорошо клепать, нужно твердо
знать причины, которые могут привести к дефектам в работе,
и уметь устранять появившиеся дефекты.
В табл. 26 приведены .некоторые виды брака клепки.
326
Таблица 26
ВИДЫ И ПРИЧИНЫ БРАКА КЛЕПКИ
Причины брака
Эскиз
Виды брака
но
пор.'
1 Изгиб стер- жня в отвер- стии. Несоответствие диаметра заклепки диаметру отвер- стия.
2 Стружка на стержне за- клепки. Мал диаметр отверстия.
3 Прогиб мате- риала. Мало отверстие. Заклеп- ка поставлена с натягом.
4 Смещение закладной го- ловки. м Косо просверлено отвер- стие.
5 Неполная замыкающая головка. Короткий стержень за- клепки или мала лунка обжимки. При клепке отошла за- кладная головка.
—
6
Длинный стержень за-
клепки или поддержка
установлена не под углом
90°.
Несоответствие диаметра
заклепки диаметру отвер-
стия.
Изгиб замы-
кающей голов-
ки.
327
1 Виды брака Эскиз Причины брака
7 Расклепывание стержня между листами. Листы не уплотнены на- тяжкой.
8 Скошена замы- кающая головка. Йи® Обжимка и подде жка не поставлены под 90°.
ш///я
9 Расклепывание стержня заклепки между закладной головкой и де- талью. £ Подручный вытолкнул заклепку поддержкой пе- ред первыми ударами мо-» лотка.
10 Подсечка скле- пываемого мате- риала* Лунка обжимки больше головки заклепки.
м.
11 Подсечка за- кладной головки, i Смещена и скоше- на замыкающая головка- Лунка обжимки меньше головки заклепки. Подручный держал под» держку не под прямым углом.
2»
12
Вдавливание за-
клепки в материал.
Недотянута го-
ловка.
Отошла закладн я голов
ка при клепке,
Сильные удары.
328
Это, разумеется, далеко не полный перечень видов брака.
В практике могут встретиться и другие, не указанные в таблице.
Анализируя наиболее типичные случаи брака, можно сделать
вывод о главных причинах, выбывающих брак при клепке. Они
сводятся к следующему:
1) отверстия просверлены не по диаметру заклепки;
2) длина стержня заклепки не соответствует нормам;
3) несогласованные и неумелые приемы работы клепальщика
и подручного;
4) инструмент (обжимка, натяжка) не отполирован^
5) склепываемые детали не прижаты одна к другой.
! высверлить заклепку
Правильно
2. Отломить закладную головку.
Головка легко отламывается
Неправильно
Таловна держится слишком крепко,
отверстие будет искажено
3. Выбить стержень дородном
Правильно Неправильно
Рис. 332. Удаление негодных заклепок
S29
Бородой
Рис. 333. Удаление
потайной заклепки
Замена заклепок
В случаях брака при клепке и. ремонте самолетов приходится
заменять заклепку. Для этого неправильно поставленнуюзаклепку
высверливают и вместо нее в это же отверстие ставят новую.
Для удаления негодных заклепок в центре закладной головки
делают кернером углубление, а затем высверливают ее. Сверло
выбирается диаметром несколько меньшим, чем диаметр заклепки.
При сверлении нужно следить, чтобы сверло проходило1 на
глубину, не превышающую высоты закладной или замыкающей
головки. Следует также остерегаться со-
скакивания сверла с головки, чтобы не по-
вредить материал детали. Сверло должно
быть перпендикулярно плоскости просвер-
ливаемого изделия, так как в противном
случае оно может задеть отверстие и рас-
ширить его. Если к заклепке есть свобод-
ный доступ, то лучше высверлить ее со
стороны закладной головки, так как она
при клепке не смещается. Когда головка
заклепки высверлена, отламывают ее бород-
ком соответствующего диаметра, а затем бородком выталки-
вают стержень заклепки.
Последовательность операций при удалении заклепок и воз-
можные ошибки при этом показаны на рис. 332.
Потайные заклепки удаляются таким же способом, как и
заклепки со сферическими головками, т. е. сначала высверли-
вается закладная головка, а затем заклепка удаляется бород-
ком, как показано на рис. 333.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие виды соединений деталей вы знаете?
2. Что называется клепкой?
3. Перечислите основные части заклепки.
4. Из каких материалов изготовляются заклепки?
5. Перечислите наиболее употребляемые формы закладных головок за-
клепок, укажите, в каких случаях они применяются.
6. Как производится термическая обработка дуралюминовых заклепок?
7. Какой термической обработке подвергаются стальные заклепки?
8. Перечислите инструмент, применяемый при клепке, и укажите его
назначение.
in' ПеРечислите правила работы пневматическим молотком.
11 ц КИе способы соединения листов вы знаете?
11 Ио называется открытой и закрытой клепкой и какая разница
между ними?
12. Как выбирается длина стержня заклепки в зависимости от толщины
склепываемых листов?
13. Какие способы подготовки гнезд под потайные заклепки вы знаете?
14. Как производится клепка в труднодоступных местах?
15. Каковы особенности клепки взрывными заклепками?
16. Каковы особенности клепки пистонами?
17. Перечислите последовательнрсть операций при закрытой клепке.
18. Перечислите основные виды брака при клепке; какими причинами
они вызываются?
19. Как производится замена дефектных заклепок?
ГЛАВА XVIH
РЕМОНТ МЕТАЛЛИЧЕСКИХ ЧАСТЕЙ САМОЛЕТА
КЛЕПКОЙ
1. РЕМОНТ МЕТАЛЛИЧЕСКОЙ ОБШИВКИ
При ремонте металлической, фанерной или полотняной об-
шивки самолета следует добиваться сохранения не только ее
первоначальной прочности, но и внешних форм самолета.
В результате недоброкачественного ремонта обшивки ско;
рость самолета может снизиться на 30—40 км/час. Поэтому,
производя ремонт, нужно восстановить поврежденный участок
так, чтобы этот участок не увеличивал аэродинамического со-
противления самолета. При ремонте металлической обшивки
лучше всего ставить потайные заплаты на потайных заклепках.
После этого поверхность заплаты и прилегающего к нему
участка необходимо тщательно отделать и закрасить.
В практике авиационного механика встречаются следующие
наиболее характерные повреждения обшивки самолета:
1) трещины;
2) пробоины и прострелы;
3) вмятины;
4) повреждения заклепочных швов;
5) повреждения отсека обшивки.
Разберем технологию ремонта таких повреждений.
Ремонт трещин обшивки заплатой
Ремонт трещины на обшивке сводится к обработке трещины
и постановке на ней дуралюминовой заплаты. Заметим, что та-
кой вид ремонта возможен только на обшивке самолета' на полу
кабины, противопожарной перегородке и других деталях само-
лета, не испытывающих больших нагрузок.
ъ. Заплаты могут быть наружные и потайные. Наруж-
ными называются такие заплаты, которые накладываются на
обшивку и крепятся при помощи заклепок или пистонов. Потай-
ными называются заплаты, поставленные заподлицо с обшивкой
и, следовательно, не выступающие над ней. Потайные заплаты
331
в свою очередь разделяются на штампованные и со-
ставные.
Трещину на обшивке самолета нужно ремонтировать в такой
последовательности: „ _ . ООЛ.
1. Засверлить концы трещины 4 5-мм сверлом (рис. 334).
Это делается с целью предотвращения дальнейшего распростра-
нения трещины по обшивке.
Рис. 334. Последовательность ремонта трещины заплатой
2. Вырезать заплату таких размеров, чтобы расстояние от
края трещины до края заплаты было не менее 25 мм. Снять на-
пильником фаску с наружной стороны заплаты.
3. Приложив заплату, просверлить отверстия для заклепок
по углам ее и расклепать заклепки. После этого просверлить
отверстия для остальных заклепок и расклепать в них заклепки.
Не следует сверлить сразу все отверстия, так как в этом случае
удержать заплату трудно и возможно смещение отверстий.
4. Зачистить края заплаты, загрунтовать ее и окрасить орд
цвет обшивки.
Ремонт пробоин и прострелов обшивки
При наличии на металлической обшивке самолетов пробоин,
прострелов, проколов и т. п. ее следует отремонтировать нало-
жением заплат (накладок). Форма заплат выбирается в зависи-
мости от характера повреждения, но чаще всего их изготовляют
прямоугольными или круглыми.
G целью сохранения аэродинамических качеств самолета сле-
дует ставить потайные заплаты (встык с обшивкой) на потайных
заклепках. В первую очередь такие заплаты ставят в передней
трети крыла и в передней части фюзеляжа. В исключительных1.-:
случаях при необходимости срочного ремонта в полевых усдо- '
виях разрешается ставить заплаты внахлестку с применением
заклепок со сферическими головками. Однако при поступлений.1
самолета на ремонтную базу следует такую заплату снять и -за-,
менить ее потайной. В качестве временной меры пробоины в о&
шивке размером до 25 мм разрешается заделывать наложением
полотняных заплат на аэролаке первого покрытая (Л1Н) или
нитроклее АК-20«
332
Таким образом, обшивка самолета может быть отремонтиро-
вана постановкой заплат: потайных, внахлестку и полотняных.
Ниже приводится технология ремонта постановкой заплат.
Постановка потайных заплат
Выбор того или иного типа заплаты зависит в основном от
возможности подвести к ремонтируемому участку поддержки
для расклепывания замыкающих головок заклепок, если это
возможно, то ставят штампованные заплаты. В тех же случаях,
когда доступ к ремонтируемому участку затруднен или совсем
невозможен, приходится ставить составные заплаты.
Постановка потайной штампованной
заплаты
В стационарных ремонтных мастерских штампованные
заплаты изготовляются обычно при помощи специальных штам-
пов. Однако в практике авиамеханика, производящего ремонт
преимущественно в полевых условиях, вряд ли представится воз-
можность изготовлять заплаты при помощи штампов. В таких
случаях заплаты изготовляются подсечкой материала. Делается
это так.
Вырезав из дуралюмина (или стали) шаблон по контуру об-
работанной пробоины такой же толщины, как и обшивка, кладут
кусок дуралюмина на этот шаблон и ударами киянки произво-
дят подсечку материала. Глубина подсечки получается равной
толщине обшивки самолета. Затем эту заплату ставят на место
и приклепывают потайными заклепками.
Чтобы отремонтировать пробоину в обшивке самолета поста-
новкой штампованной заплаты, нужно выполнить следующие ра-
боты:
1. Опилить напильником рваные края пробоины. При опили-
вании не следует сильно нажимать на напильник, особенно при
его движении назад. От этого могут появиться трещины, рва-
нины или вмятины, которые придется затем устранять, созда-
вая себе дополнительную работу. Опиливание заканчивают, когда
пробоина приобретает плавный контур и заусенцы будут уда-
лены.
2. Изготовить штампованную заплату подсечкой. Для этого
следует наложить лист бумаги на обработанную пробоину и осто-.
рожно надавливать пальцами на нее, чтобы она не разорвалась.
'-В результате этого на бумаге образуется отпечаток требуемых
ч?л&^меров заплаты. Наложив этот отпечаток на дуралюмин необ-
‘-*'-:;Э^димой толщины, вырезают шаблон, по которому производят
;заГём подсечку заплаты.
У ч. 3. Разметить и накернить заклепочные отверстия на обшивке.
Разметка производится по обычным нормам заклепочного шва.
4. Поставив внутри заплату, просверлить несколько контроль-
ных отверстий.
333
5. Раззенковать контрольные отверстия с таким расчетом,
чтобы закладные головки потайных заклепок были полностью
утоплены. Выполняя эту операцию, следует быть особенно вни-
мательным. Если раззенковать отверстия на незначительную глу-
бину, то заклепки полностью не будут утоплены и уду
ступать над поверхностью обшивки. Если же делать
глубокую зенковку, то в местах, где будут поставлены заклепки
образуются крайне нежелательные углубления, не говоря у
о том, что обшивка в этих местах окажется значительно ослаб
ленной.
Раззенковку производят обычно зенкерами, а при их отсут-
ствии пользуются сверлами, диаметр которых бол i Д Р
просверленного отверстия.
6. Поставить в контрольные отверстия фиксаторы, просвер-
лить согласно разметке отверстия, раззенковать их и про
клепку потайных заклепок обычным спосо ом.
7. Зачистить заусенцы, зашпатлевать, загрунтовать и окра-
сить ремонтируемый участок под цвет обшивки.
Потайная штампованная заплата показана на рис. 335.
Рис. 335. Потайная штампованная заплата
Постановка составной потайной заплаты
Составные потайные заплаты состоят из двух частей: за-
платы и подкладки.
Различают два типа составных потайных заплат. Когда/есть
возможность поставить подкладку внутри конструкции и уста-
новить в ремонтируемом участке обшивки поддержку, ставился
заплата, показанная на рис. 336.
Технология постановки такой заплаты отличается от техно-
логии постановки штампованной заплаты тем, что в первом слу-
334
чае^приходится Выполнять дополнительные работы, связанные
с постановкой подкладки. В остальном повторяются все опе-
рации, которые делаются при постановке штампованных
заплат.
Более сложна постановка разрезной потайной заплаты, пока-
занной на рис. 337. Такой тип заплаты применяется в тех слу-
чаях, когда невозможно установить поддержку ^для клепки
внутри конструкции. При постановке разрезной потайной заплаты
нужно выполнить следующие работы:
1. Опилить рваные края пробоины и придать ей правильную
форму и плавный контур.
f 2. Заготовить заплату цо! контуру опиленной пробоины с при-
яуском, достаточным для размещения двух рядов заклепок.
Оси заклепок пЛ
Заплата Обшивка ,
Подкладка Оси заклепок
Контур подкладки
Обшивка
Оси пистонов
Ось
Заплата
заклепки
однладна за*'№Пна
ф ф ф ф'.
I . ------ --------------- 1
Ьф ф\ ф Ф ф,) •*;
Контур обрезанного поврежденного участка
Контур подкладни
Контур обрезанного поврежденного участка
Рис. 337. Разрезная потайная
заплата
Рис. 336. Составная потайная
заплата
3. Заготовить подкладку той же толщины, что и обшивка.
В отличие от подкладки заплаты, показанной на рис. 336, в дан-
ном случае подкладка разрезается в средней части, для того
чтобы иметь возможность ввести поддержку для расклепывания
заклепок.
4. Ввести через отверстие внутрь конструкции подкладку,
просверлить в обшивке и подкладке несколько контрольных от-
верстий, раззенковать их под головки потайных головок. Поста-
вить фиксаторы в контрольные отверстия.
’5. Просверлить отверстия и раззенковать их. Затем поста-
вить {Ьэти отверстия потайные заклепки и расклепать их.
оставить заплату, разметить ее, накернить и просверлить
.де|колько контрольных отверстий для пистонов.
• ’ <7. Поставив в контрольные отверстия фиксаторы, просверлить
отверстия в заплате.
335
8. Поставить в отверстия пистоны, развальцевать их и за-
паять. Если нет возможности запаять пистоны, можно заклеить
их полотном.
В заключение укажем на возможность постановки потайных
заплат при помощи винтов и гаек (рис. 338). Технология поста-
Рис. 338. Потайная заплата иа винтах
новки такой заплаты аналогична постановке обычной потайной
заплаты, с той лишь разницей, что вместо потайных заклепок
применяются винты соответствующей длины, которые крепятся
гайками с внутренней стороны обшивки.
Постановка наружной заплаты внахлестку
Наружные заплаты на заклепках со сферическими головками
разрешается ставить в местах, не обтекаемых воздушным пото-
ком (пол кабины, противопожарная перегородка, детали внутрен-
него набора и т. п.). На обшивке самолета, особенно в передней
трети крыла и фюзеляжа, наружные заплаты ставить не разре-
шается. Постановка заплат такого типа значительно проще, чем
постановка потайных заплат. Авиамеханик, умеющий ставить
потайные заплаты, без труда поставит заплату внахлестку.
Постановка полотняных заплат
В качестве временной меры, когда нет возможности отремон-
тировать обшивку постановкой металлической заплаты, разре<
шается заделывать небольшие пробоины (размером до 25 мм)
наклейкой полотняных заплат, которые при первой же возмож-
ности должны быть заменены дуралюминовыми заплатами иа
336
заклепках. При постановке полотняных Заплат нужно соблюдать
такую последовательность:
1 Выповнять пообоину и засверлить края трещины.
о’ Р° f участок наждачным полотном
2. Зачистить ремонтируемый гкпрйки быпя не
с таким расчетом, чтобы ширина поверхности склепки была н
менее 30 мм (рис. 339). При
зачистке наждачным полотном
следует удалить только верх-
ний слой краски и жировые
пятна. Нельзя удалять краску
до металла, так как аэролак
к металлу не пристает.
3. Вырезать полотняную за-
плату размером, равным зачи-
щенному участку обшивки.
Выдернуть нитки по краям за-
платы, чтобы образовалась ба-
хрома шириной 5—6 мм.
4. Нанести на изнанку за-
платы густой слой аэролака
первого покрытия. Наложить
заплату на пробоину, плотно
прикатать ее и расправить бах-
рому.
5. Нанести на заплату слой
а когда он просохнет, нанести второй слой и
6. Нанести иа заплату аэролак второго покрытия.
аэролака
первого покрытия,
снова просушить.
Замена отсека обшивки
Если на обшивке самолета имеются большие пробоины и по-
рывы, нужно заменить весь отсек обшивки, находящийся между
нервюрами и стрингерами. Для этого поврежденная обшивка вы-
резается по контуру на расстоянии не менее 20 мм от элементов
каркаса. В передней по полету части обшивки, где заклепки ста-
вятся в шахматном порядке в два ряда, вырез производится на
расстоянии не менее 35 мм от каркаса (рис. 340). Углы вырезан-
ного контура должны быть закруглены по радиусу не менее
25 мм. При замене отсека обшивки сначала удаляют негодные
I заклепки, как показано на рис. 332. Высверливание заклепок про-
[ изводить очень осторожно, чтобы не повредить сверлом детали
внутреннего набора конструкции.
t После удаления поврежденного участка обшивки на его место
Ставят новый лист такой же толщины. На кромках листа должны
;быть фаски. Установив лист, сверлят отверстия под заклепки.
! . В тех местах, где остаются старые отверстия, нужно сверлить
I , по ним, как по контуру. Клепка производится обычным поряд-
I ком. По окончании клепки отремонтированный участок обшивки
следует зашпатлевать и закрасить.
22-1640 ' 337
I
Новый лист
Рис. 340. Замена отсека обшпвкй
Выправление вмятин
на обшивке и капотах
При грубых посад
ках или небрежной
эксплоатации самолета
на обшивке могут об-
разоваться вмятины
или хлопуны, которые
необходимо устранять.
Выправление вмятин
производится при по-
мощи киянок. Опера-
цию производят следу-
ющим образом.
С внутренней сто-
роны обшивки под вмя-
тину подкладывают
поддержку или мешок
с сухим песком, а с на-
ружной стороны ударя-
ют киянкой. Удары на-
носят до тех пор, пока
вмятина не выправит-
ся. Не следует нано-
сить чрезмерно силь-
ных ударов, так как
в этом месте могут
образоваться трещи-
ны Если с внутрен-
ней стороны обшивки
подвести поддержку нельзя или ударами киянки устранить вмя-
тину невозможно, следует вырезать поврежденный участок
и поставить заплату одним из описанных выше способов.
2. РЕМОНТ ЛОНЖЕРОНОВ
Ремонт лонжеронов относится к числу наиболее трудно вы-
полнимых работ при ремонте планера самолета. Основной труд- •
ностью является необходимость сохранить высокую прочность
лонжерона, не нарушая его геометрических размеров. Пояса
лонжеронов изготовляют из твердой высококачественной стали,
обработка которой затруднительна, поэтому ремонт лонжеронов
поручается высококвалифицированным авиамеханикам.
Способы ремонта лонжерона зависят от его профиля, попе-
речного сечения и характера повреждения Лонжероны могут
быть выполнены в виде тавра, труб или специальных профилей.
Ниже рассматриваются отдельные виды несложного ремонта
лонжеронов.
338
Ремонт консольной части крыла и центроплана
самолета Ил-2
Ремонт поврежденного вертикального ребра или горизонталь-
ной полки тавра следует производить в таком порядке.
1. Снять обшивку, удалить или выправить поврежденный
участок. Засверлить концы трещин 3—5-миллиметровым сверлом.
2. Вместо вырезанной части тавра вставить стальной вкла-
дыш. Последний может быть изготовлен из крыльевых лонже-
ронов списанных самолетов.
3. Приклепать уголки и накладки. Ремонт ребра полки Лон-
жерона производится, как показано на рис. 341. Уголки и на-
кладки должны быть изготовлены из закаленной или нормализо-
Рис. 341. Ремонт ребра полки лонжерона
ванной хромансилевой стали. В случае применения последней
толщина уголков и накладок увеличивается: уголков до 3 мм
а накладок до 5 мм. Клепка производится хромансилевыми или
хромомолибденовыми заклепками.
4. Отремонтировать полки лонжерона, как показано на
рис. 342.
Заклепки ЗОХГСА-ЗК 1. „ а
_. . ...У______ Л
/Ф- ф -6- -ф ф4
ф- Ф- 4 4 ф- 4 f Г-^]4Г~фГ~
_ Сечение по ЛА
Онладыш.
Рис. 342. Ремонт полки лонжерона
S39
5. Окончив клепку, окрасить уголки, накладки и заклепки.
6. Отремонтировать вскрытый участок обшивки и закрасить
его.
Ремонт мелких пробоин н вмятин на трубчатом лонжероне
руля высоты
Если на трубчатом лонжероне руля высоты имеется вмятина ]
глубиной меньше 3 мм, ее можно не ремонтировать при условии
отсутствия в этой вмятине трещин или глубоких царапин и за-
диров.
Если глубина вмятины превышает 3 мм, она должна быть от-
ремонтирована постановкой усиливающих накладок (рис. 343).
Последние ставятся и в случае мелких пробоин.
Повреждение
Рис. 343. Ремонт мелких пробоин и вмятин на лонжероне
руля высоты:
7 — усиливающие накладки
Ремонт с постановкой усиливающих накладок следует произ-
водить в такой последовательности:
1. Вскрыть обшивку для подхода к ремонтируемому участку^ 1
2. Выправить и опилить пробоину в трубе лонжерона. • .
3. Изготовить накладки. По условиям прочности размер на-
кладки должен быть таким, чтобы по обе стороны от пробоины '
поместилось не менее 16 заклепок.
4. Приклепать накладки дуралюмпновыми заклепками.
5. Загрунтовать заклепки, отремонтировать обшивку и окра-
сить ее.
340
На рис. 344 показан способ ремонта^ трубчатого лонжерона
руля высоты при наличии одиночной пробоины или вмятины.
Рис. 344. Ремонт одиночных пробоин и вмятин
на трубчатом лонжероне руля высоты
Если дефектный участок трубы слишком велик, его следует
вырезать и вместо него поставить новый кусок трубы, по разме-
рам и материалу соответствующий удаленному участку. Затем
накладывают два бужа и приклепывают их к трубе (рис. 345).
В некоторых случаях для приклепывания бужа не предста-
i вляется возможным ввести в трубу поддержку для расклепы-
вания заклепок. В таких случаях рекомендуется применять удли-
ненные заклепки (рис. 346). Выполнение этой работы требует
' особого внимания. При сверлении отверстия ось сверла должна
быть строго перпендикулярна плоскости сверления, иначе сверло
уйдет в сторону и получится брак. Расклепывание замыкающих
головок нужно производить так, чтобы не смять трубу. Сложные
виды ремонта лонжеронов описываются в специальных руковод-
ствах по ремонту самолетов.
341
буж Труба
Рис. 345. Ремонт труб при помощи бужей
Буж
Рис. 346 Приклепывание бужа удлиненными заклепками
342
3. РЕМОНТ ШПАНГОУТОВ
При ремонте шпангоутов необходимо произвести следующие
основные операции:
1. Поставить накладку такого же профиля, как и ремонти-
руемый шпангоут.
2. Изготовить из листового материала усиливающую на-
кладку.
3. Вырезать и приклепать заплату на вскрытый для ремонта
,г (участок обшивки.
> Выполнение приведенных операций не представит трудностей,
если усвоены описанные выше способы ремонта обшивки и лои-
жеронов.
Ремонт шпангоута производится в такой последовательности.
Разметив вокруг ремонтируемого участка поверхность об-
шивки, подлежащую замене, просверливают ее и удаляют. За-,
пилив неровности обшивки, засверливают ее по углам, чтобы не
допустить образования трещин. Сверление следует производить
осторожно, чтобы не повредить сверлом близлежащие детали
внутреннего набора.
Затем приступают к изготовлению усиливающей накладки
и вкладыша. Когда изгибают материал для придания накладке
Рис. 347. Ремонт шпангоута
343
требуемой формы, нужно следить, чтобы не образовались тре-
щины. При обнаружении трещин накладка должна быть забра-
кована и заменена новой.
Накладку нужно точно подогнать под размеры ремонтируе-
мого участка шпангоута. Когда накладка и вкладыш готовы,
размечают центры отверстий под заклепки, сверлят отверстия
и производят клепку обычным способом.
По окончании клепки следует загрунтовать заклепки, прикле-
пать заплату на обшивку и закрасить ее. На рис. 347 воспроиз-
веден один из видов ремонта шпангоута.
Ремонт стрингеров не представляет особой трудности; он сво-
дится к постановке накладки и ремонту обшивки подобно тому,
как это делается при ремонте шпангоутов.
4. РЕМОНТ НЕРВЮР
В зависимости от характера повреждения различают два наи-
более распространенных способа ремонта нервюр. Если про-
боина невелика, можно ограничиться наложением накладки
Рис. 348. Ремонт нервюр накладкой
рис. 348). Если же концевая часть нервюры сильно повреждена,
то ее отрезают и на ее место приклепывают такой же отрезок
концевой части нервюры (рис. 349).
Рис. 349. Ремонт нервюр заменой концевой части
344
Для предохранения обшивки от образования трещин ее за-
сверливают по углам. Затем изготовляют накладку (или загото-
вляют отрезок нервюры) и приклепывают ее. После этого об-
шивку ремонтируют и окрашивают.
5. ВЛИЯНИЕ РЕМОНТА НА ЛЕТНЫЕ КАЧЕСТВА САМОЛЕТА
Среди других факторов качество ремонта и отделки поверх-
ностей самолета оказывает большое влияние на скорость само-
лета.
Известны случаи, когда подвергшиеся ремонту самолеты не
г могут развить скорость, которую развивают однотипные само-
леты. В таких случаях снижение скорости самолета является
следствием неграмотного и недоброкачественного ремонта или же
плохого качества отделки внешних поверхностей самолета.
Выступающие головки заклепок, шероховагость лакокрасоч-
ного покрытия, вмятины, неплотное прилегание обшивки, щели
и т. п. увеличивают аэродинамическое сопротивление самолета,
а следовательно, снижают его скорость.
Если же неровности, шероховатости и другие дефекты
имеются в передних обтекаемых частях самолета, скорость са-
молета снижается на значительную величину. Этим и объяс-
няется, что в современных конструкциях металлическая обшивка
самолетов крепится заклепками, имеющими не сферические за-
кладные головки, а потайные.
Установлено, что шероховатая поверхность воздушного винта
снижает его коэфициент полезного действия на 7—10%.
В Центральном аэрогидродинамическом институте (ЦАГИ)
были проведены опыты с целью определения влияния качества
ремонта поверхности самолета на скорость самолета. Эги опыты
показали, что в случае недоброкачественного ремонта потеря
скорости самолета может исчисляться десятками километров
в час. Приведем два примера, заимствованных нами из книги
проф. Федневского К. К. и ст. инженера Фоминой Н. Н. —-
«Влияние качества ремонта поверхности самолета на скорость
полета».
I. На самолете-истребителе была пробита обшивка в перед-
ней части крыла. Площадь повреждения 0,5 м2. Повреждение
было отремонтировано следующим образом.
_ Была поставлена фанерная заплата площадью 0,6 м2 внахлест,
^ртделка поверхности заплаты не была произведена. На
испытании установили, что вследствие такого небрежного ре-
монта самолет потерял скорость 3,8 км/час. Когда эту заплату
Заклеили полотном, то потеря скорости несколько уменьшилась
и была равна 2,2 км/час. Когда точно такое же повреждение
было отремонтировано качественно, а именно заплата была по-
ставлена не внахлест, а впотай, причем поверхность заплаты
была отделана в соответствии с заводской технологией, то по-
теря скорости была равна нулю.
34»
2. Краска местами отскочила и потрескалась. Ремонт был
осуществлен следующим образом: окраска производилась
кистью, причем шероховатость достигла 80 микронов. Испытания
показали, что в результате такого ремонта самолет-истребитель
снизил скорость на 26 км/час. При более качественном ремонте
этого повреждения (также кистевым способом) скорость само-
лета снизилась: при шероховатости 50 микронов на 15 км/час,
а при шероховатости 20 микронов на 5 км/час.
Анализируя эти примеры, нетрудно сделать вывод о той от-
ветственности, которая ложится на специалистов, неграмотно
ремонтирующих самолеты, а также на тех, кто принимает не-
доброкачественно отремонтированную материальную часть.
В самом деле, представим себе реальный случай. Наш истреби-
тель заметил бомбардировщика противника. Зная скорость своего
самолета, летчик решает атаковать противника и начинает его
преследовать. Но летчик не может развить максимальную ско-
рость, так как вследствие плохого ремонта скорость самолета
снизилась на 25—30 км/час. Летчик оказывается в затруднитель-
ном положении. Подвел его авиамеханик, который плохо отре-
монтировал или принял плохо отремонтированный самолет.
6. ПРИМЕРЫ НЕПРАВИЛЬНОГО РЕМОНТА ОБШИВКИ
1. На пробоину металлической обшивки самолета поставлена
дуралюминовая заплата толщиной 0,8—1,0 мм внахлест на за-
клепках с полукруглой головкой; отделка заплаты не произве-
дена.
Дефекты ремонта: кромка листа неплотно прилегает
к обшивке, фаска листа не срезана, вместо потайных заклепок
поставлены заклепки со сферическими головками; заплата не
отделана.
Одна такая заплата площадью 0,6 м3, поставленная в перед-
ней части крыла, может снизить скорость бомбардировщика на
1 км/час.
2. Повреждение и ремонт, как и в первом случае, только
вместо заклепок с полукруглой головкой поставлены потайные
заклепки. Отделка поверхности заплаты не произведена (рис. 350).
Ряс. 350. Дефекты заплаты е потайными заклепкамй 7
346
Дефекты ремонта: кромка листа неплотно прилегает
к обшивке; фаска листа не срезана; заклепки выступают над
поверхностью, несмотря на клепку впотай.
Одна такая заплата площадью 0,6 м2, поставленная в перед-
ней части крыла, может снизить скорость бомбардировщика на
0,5 км/час.
3. Пробоина фанерной обшивки самолета заделана фанерной
заплатой. Толщина фанеры 3 мм. Заплата поставлена внахлест
на клею. Отделка не произведена (рис. 351).
Рис. 351. Дефекты фанерной заплаты, поставленной на клею
Дефекты ремонта: кромка фанеры неплотно прилегает
к обшивке крыла; фаска заплаты не срезана; заплата не окра-
шена и имеет шероховатость 100 микронов (0,1 мм).
Одна такая заплата площадью 0,6 м2, поставленная в перед-
ней части крыла, может снизить скорость истребителя на
3,8 км/час.
4. В процессе эксплоатации возникают дефекты в пригонке
лючков и больших люков (бомбовые люки, входные люки и др.):
вмятины, загиб кромок и т. д.
Плохая подгонка люков может снизить скорость самолета на
4—5 км/час.
5. Повреждены нервюры в передней части крыла. Для ре-
монта была вскрыта обшивка, на которой после ремонта обра-
зовалась волнистость.
Волнистость обшивки вследствие плохого ремонта каркаса
крыла может снизить скорость самолета на 5 км/час.
Анализ перечисленных примеров приводит к следующим вы-
водам:
1. При ремонте металлической обшивки, особенно в передней
части крыла и фюзеляжа, следует ставить только потайные за-
платы на потайных заклепках.
2. Заплаты на фанерной обшивке, особенно в передней трети
крыла, следует ставить не внахлест, а впотай (на ус).
3. Все заплаты должны быть тщательно заделаны и окра-
шены. Перед окраской лакокрасочные материалы должны быть
тщательно перемешаны. Окраску следует производить, строго
°ридерживаясь установленной технологии.
347
4. Если в процессе ремонта образовалась волнистость, она
должна быть обязательно устранена.
5. При заделке кромок заплат следует добиваться плавного
перехода их в обшивку фюзеляжа.
6. Следует вести повседневное наблюдение за плотностью
прилегания лючков и люков; при обнаружении дефектов они
должны быть устранены.
7. При обнаружении участков обшивки с потрескавшимся или
отставшим лакокрасочным покрытием следует эти участки от-
ремонтировать.
КОНТРОЛЬНЫЕ ВОПРОСЫ
I. Как производится ремонт трещин на металлической обшивке
самолета?
2. Какие виды потайных заплат вы знаете?
3. Расскажите последовательность постановки составной потайной
заплаты.
4. В каких случаях разрешается ставить полотняную заплату? К.ак
она ставится?
5. Как производится замена отсека обшивки?
6. Как выправляются вмятины иа обшивке и капотах?
7. В чем заключается трудность ремонта лонжеронов?
8. Как ремонтируются трубчатые профили?
9. Как ремонтируются шпангоуты?
10. Какие виды ремонта нервюр вы знаете?
11. Как следует ставить заплаты при ремонте внахлест и впотай?
Объясните почему.
12. Как влияет качество ремонта на скорость самолета? Приведите
примеры.
13. Как влияет волнистость обшивки иа скорость самолета?
14. Как влияет качество окраски на скорость самолета?
РАЗДЕЛ ЧЕТВЕРТЫЙ
ТРОСОЗАПЛЕТНОЕ ДЕЛО
ГЛАВА XIX
АВИАЦИОННЫЕ ТРОСЫ
Передача движений от летчика к органам управления само-
летом осуществляется при помощи системы жестких или гибких
тяг. Жесткие тяги состоят из труб, гибкие — из тросов.
Управление рулями и элеронами при тросовой системе
выполняется при помощи гибких тяг — тросов (рис. 352), напра-
вление которых изменяется роликами.
Преимущества тросовой системы — малый вес, удобство про-
водки и простота деталей. К недостаткам ее относятся:
1. Тугой ход вследствие трения тросов в роликах и быстрый
износ тросов в местах изгибов.
2. Вытягивание тросов под действием нагрузки, вследствие
чего нарушается плавность в управлении самолетом.
В силу указанных недостатков тросовое управление имеет
ограниченное применение на скоростных и маневренных самоле-
тах. Оно используется преимущественно на учебных и легких
самолетах, а также в ножном управлении и в управлении агре-
гатами мотора.
Рис. 353. Схема жесткого управления самолетом:
о — ручное управление; б — ножное управление
Жесткое управление имеет минимальное трение
в передаточных звеньях и обладает высокой чувствительностью.
Оно состоит из труб, шарниров, шариковых подшипников и пе-
редаточных рычагов (рис. 353).
ЖестК’ое управление не имеет недостатков тросовой системы,
поэтому оно широко применяется на всех типах современных са-
молетов.
<
350
К недостаткам жесткого управлений относится болып .
у тросового управления, вес, сложность изготовления и м
и затруднительность проводки из-за тесноты в фюзеляже.
Рис. 354. Схема смешанного управления самолетом
Смешанное управление представляет собой комби-
нацию трубчатых тяг, тросов и рычагов (рис. 354). На длинных
участках проводки ставят мягкую тросовую передачу, а в пере-
ходах вблизи рулей и элеронов — жесткую трубчатую.
1. ХАРАКТЕРИСТИКА ТРОСОВ
Авиационные тросы состоят из свитых в пряди стальных про-
волок. По гибкости и прочности на износ самым подходящим
материалом для тросов является углеродистая холоднокатанная
сталь. Проволоку для тросов в целях предохранения ее от кор-
розии предварительно оцинковывают гальваническим способом.
Из отдельных проволок свивают прядь, а из прядей трос.
Авиационные тросы разделяются на^ тросы одинарной
свивки (плетения) и тросы двойной свивки.
Тросы одинарной свивки
В тросе одинарного плетения (рис. 355) вокруг центральной
проволоки плотно обвивается шесть проволок, образующих пер-
вый слой; вокруг первого слоя в свою очередь в обратном на-
правлении обвиты 12 проволок второго слоя. Таким образом, во-
351
к
круг центральной Проволоки может навиваться несколько слоев
проволок, образуя трос.
В зависимости от числа проволок, входящих в трос, тросы
могут быть: 1X7, 1X19, 1X37 и т- д- ЦиФРами 1X7 показано,
что трос свит из семи проволок, из которых одна центральная.
Рис. 355. Трос одинарного плетения
Тросы 1X7 и 1X19 под марками ПП (т. е. проволочные
пряди) применяются для управления агрегатами. Тросы с боль-
шим числом проволок ввиду их недостаточной эластичности
не применяются.
Тросы двойной свивки
Тросы двойной свивки состоят из семи прядей, где шесть пря-
дей плотно обвивают прямую центральную прядь. Каждая от-
дельная прядь представляет собой трос простого плетения 1X7
или 1X19. Таким образом, тросы двойной свивки могут быть
7X7, 7X19 и 7X37 (последний размер встречается весьма
редко).
Тросы двойного плетения применяются для системы управле-
ния, швартовки и буксировки самолетов. Они в свою очередь
подразделяются на тросы с жестким сердечником, вы-
пускаемые под маркой ТЖ, тросы с мягким сердечником ТМ
и тросы особо гибкие ТОГ.
Внешние пряди во всех тросах и центральная прядь в жест-
ком тросе состоят из проволок, обвитых вокруг центральной про-
волоки в левосторонне.м направлении, с шагом
свивки не более 10—12 диаметров пряди данной свивки. Пряди/
свиваются в трос в правостороннем направлении
при шаге свивки не более 8 и не менее 6 диаметров троса. Вели?
чина шага свивки влияет на прочность троса; при крутой свивке
суммарная прочность троса резко уменьшается, при нормальном
шаге прочность троса составляет 70—80% суммарной прочности
его проволок, так как отдельные пряди троса не параллельны на-
правлению разрывной силы.
352
’ Трос с жестким сердечником ТЖ
Тросы с жестким сердечником (рис. 356) применяются ег0
ним образом для расчалок. Для управления са^° нет боль-
агрегатами их можно применять в тех случаях, к д поляки
того числа резких перегибов и когда можно, ‘ С.,ооСОЕ
большого диаметра. Для увеличения срока слу
рекомендуется применять текстолитовые ролики.
Рис. 356. Трос с жестким сердечником ТЖ
Диаметр роликов для данного троса при углах перегиба бо-
лее 40° должен быть не менее 30 диаметров троса.
Характеристика тросов с жестким сердечником приведена
в табл. 27.
Таблица 27
ТРОСЫ С ЖЕСТКИМ СЕРДЕЧНИКОМ ТЖ
Диаметр в мм Число прядей ВОЛОК Площадь живого сечения троса в им’ Вес Коэфициеит Суммарная разрушающая нагрузка троса в кг
трос* проволоки Число npoi в пряди 1 метра в кг проволоки в кг/мм8
1,8 2,0 2,5 3,0 3.5 4,5 5Д 6,5 7,0 8,0 8,0 0,20 0,24 0,28 0,34 0,40 0,50 0,60 0,70 0,80 0,90 1,00 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 7 1,54 2,22 3,02 4,45 6,17 9,60 13 80 18,80 24 60 31Д0 38,40 0,015 0,022 0,030 0,040 0,061 0,095 0,136 0,187 0,244 0,308 0,382 190 180 170 262 380 495 760 1050 1550 2200 2850 3750 4750 5850
Тросы с мягким сердечником ТМ
Тросы с мягким сердечником (рис. 357) применяются преиму-
щественно для органов управления самолетом. Согласно стан-
дарту тросы имеют обозначения. Например, ТМ4 означаем трос
23—1640 853
с мягким сердечником № 4, где под номером подразумевается
диаметр троса в миллиметрах.
Рис. 367. Трос с мягким сердечником ТМ
Характеристика тросов с мягким сердечником дана в табл. 28.
Таблица 28
ТРОСЫ С МЯГКИМ СЕРДЕЧНИКОМ ТМ
Диаметр в мм *s . К 2d 0 ч о м О о м п X у Вес Коэфициент Суммарная
с х с.
Л w 1 метра нагрузка
троса проволоки С и О, я с « ю 3 ® S О £ 1 в кг проволоки в кг/мм8 троса в кг
=• У аз Ё S и
2,0 0.24 6 7 1,90 0,020 200 340
2,5 0.28 6 7 2,59 0.027 200 460
30 0,34 6 7 3,81 0,040 190 640
3,5 0,40 6 7 5,29 0,055 195 900
4,0 0,45 6 7 6,69 0,070 180 1060
4 5 0,50 6 7 8,23 0,087 200 1470
5,0 0,34 6 19 10,35 0,107 190 1810
6,0 0,40 6 19 14,36 0,148 195 2400
Особо гибкие
самолетом в тех
Тросы особо гибкие
тросы (рис. 358) применяются для управления
случаях, когда проводка управления имеет много
Рис. 358. Трос особо гибкий
резких перегибов и нельзя установить ролики большого диаме-
тра. Диаметр роликов для данного троса при углах перегиба бо-
лее 40° должен быть не менее 20 диаметров троса. Если трос
354
обозначен 7X19, то это означает, что он сс 19 проволочек в каждой пряди. Характ pi Дана в табл. 29. ТРОСЫ ОСОБО ГИБКИЕ стоит из 7 прядей по 1стика таких тросов Таблица 29
Диамет троса р в мм проволоки Число прядей Число проволок в пряди Площадь живого сечения троса в мм> Вес 1 метра в кг Коэфициент крепости проволоки в кг/мм” Суммарная разрушающая нагрузка троса в кг
3,0 3,5 4,0 5,0 6,0 7,5 8,0 9,5 0,20 0,24 0,28 0,34 0,49 0,50 0,55 0,65 7 7 7 7 7 7 7 7 19 19 19 19 19 19 19 19 418 6.01 8,19 12/8 19.76 26,07 31.65 44,20 0,044 0/53 0,075 о.Юб 0.144 0.220 0,248 0,346 210 180 180 180 170 750 900 1270 1800 2440 3770 4460 6400
Пряди проволочные ПП
Проволочные пряди (рис. 359) представляют собой тросы про-
стого плетения, состоящие из 7 и реже из 19 проволок. Приме-
няются они для управления различными агрегатами самолета,
Рис. 359. Пряди проволочные ПП
мотора и стрелково-пушечным и бомбовым вооружением. Про-
кладка тросов ведется открыто или же трос заключается в гиб-
кие оболочки (рис. 360). Характеристику проволочных прядей
см. в табл. 30.
ПРЯДИ ПРОВОЛОЧНЫЕ ПП Таблица 30
Диаметр в м.м Число проволок Живое сечен..е троса в мм® Вес 1 метра в кг Разрушающая нагрузка пряди в кг
троса проволоки
1 0,34 7 0,64 0/06 ПО
1,5 0,5 7 1,37 0/13 225
2 0.6 7 1/8 0/18 325
2,5 0,5 19 3,37 0,034 615
23*
355
По техническим условиям отдельные проволоки или пряди
тросов должны плотно прилегать одна к другой, не образуя ви-
димых промежутков между собой. В свободном и натянутом со-
стоянии тросы не должны иметь петель (барашков)^ Вся поверх-
ность проволок должна быть оцинкована, и на ней не должно
Рис. 360. Трос ПП в гибкой оболочке
быть ржавчины и черноты. Допускаемые отклонения в диаметре
троса +10%, —2%. Диаметр троса измеряется штангенциркулем.
На рис. 361 показано правильное и неправильное измерение диа-
метра троса.
Рис. 361. Приемы измерения
диаметра троса
2. КРЕПЛЕНИЕ ТРОСОВ
Концы тросов во избежание перетирания их в местах крепле-
ния всегда заделываются посредством особых стальных колец —
коушей (рис. 362). Коуши изготовляются также из пластмассы.
356
) очень
Коуш подбирается в со-
Вместо коушей можно применятьд^Ймется^между0 двух’щек
вполне допустимо, когда ролик Р
рычага и через него проходито. йбоазованию петли, что
Коуш способствует плав _ УТГ)Оса. Коуш подбирается
важно при натяжении и раоот и
Рис. 363. Втулка (ролик)
Рис. 364. Подбор коуша
по тросу
ответствии с размером троса так, чтобы трос входил в желобок
коуша на половину или на две трети своего диаметра. На
рис. 364 показан правильный и неправильный подбор коуша
к тросу. Необходимые данные по подбору коушей по тросу при-
ведены в табл. 31.
Таблица 31
СТАНДАРТНЫЕ РАЗМЕРЫ КОУШЕЙ
м коуша Диаметр троса в мм Размеры коуша в мм
внутренний диаметр петли ширина канавки толшина стенки
3 2-3 8 3,2 0,8
4 3-4 11 4,2 0,8
5 4-5 13 5,3 0,8
6 5-6 16 6,3 0,8
7 6—7 19 7,4 1,2
в 7-8 21 8,4 1.2
9 8-9 24 9,5 1,2
10 9-10 26 ЮЛ
Коуши изготовляют из мягкой стали и облуживают. По-
луда предохраняет коуш от коррозии и одновремено служит как
антифрикционный слой при трении коуша о палец, болт и т. п.
Концы тросов, заплетенные на коуш, могут крепиться в виль-
чатые наконечники тендеров, где трос удерживается болтом или
валиком, или через специальные стандартные хомутики. Концы
тросов иногда крепятся к проушинам сварных конструкций через
петлю или к ушкам передаточных рычагов рулей.
357
Тендеры
Тендером называется приспособление для регулировки
длины проволок или тросов, применяемых в качестве расчалок
или в управлении самолетом.
Тендер (рис. 365) состоит из муфты и двух наконечников..
Один наконечник имеет левую нарезку, а другой правую, вслед-
ствие чего можно увеличивать или сокращать длину натягивае-
мой проволоки или троса. В наконечниках имеются круглые от-
верстия для троса или проволоки. Правая резьба всегда бывает
а
Рис. 365. Тендеры
на вильчатом наконечнике. При установке тендеров для удобства
обслуживания наконечники с правой резьбой нужно ставить
в направлении полета. Наконечники делаются из прутковой
стали, а муфты из бронзы, латуни или стали. Правильно подо-
бранный тендер должен иметь шейку наконечника, равную диа-
метру троса или на 1—2 мм больше, что создает некоторый за-
пас прочности в шейке наконечника. Резьба наконечников
должна ввертываться в муфту свободно от руки и без люфтов.
Если будет чувствоваться затруднение, резьбу следует прочи-
стить и смазать маслом.
Перед установкой следует поочередно прогнать наконечники
в муфте с небольшими усилиями.
Прежде чем соединить детали тендера, необходимо смазать
нарезку маслом. При регулировке тендерами-никогда не следует
охватывать муфту и наконечники плоскогубцами. Вращать муфту
следует бородком и жестким стержнем, один из которых нужно
вставлять в отверстие муфты, а другой в отверстие ушка нако-
нечника.
Тендеры во избежание их отворачивания контрятся мягкой,
оцинкованной железной, латунной или медной проволокой, как
показано на рис. 366. Проволоку надо ставить так, чтобы она
стремилась ввернуть наконечники тендера в муфту; при нтом на
каждом .наконечнике должны быть видны 2 3 нитки резьбы для
выбора слабины при вытягивании тросов.
Если тенлеоы ставятся на тросах и присоединяются к жест-
ьсли тендеры кпепить их к деталям вильчатым ков-
ким креплениям, то нужно крепи иппочиятымп
онглитпенными корончатыми ганками.
ЦОМ, болтами С хорошо законтре РП(,л5рт КОИТПит. ттгппчи
Пои закреплении тендеров валиками их следует к нтрить шплин-
при закреплении тендер между деталью и шплинтом
тами с обязательной постановкой pnnTRPTPTRnRJ.T, пма
простых шайб. Диаметр шплинта должен соответст о ать диа-
метру отверстия.
3. СОЕДИНЕНИЕ ТРОСОВ В ГИБКОЙ ОБОЛОЧКЕ
Присоединение тросов к рычагам агрегатов производится
главным образом при помощи, шариковых наконечников. Концы
троса заделываются в наконечники следующими способами:
1. Завязыванием узла с последующей его опаикои мягким
припоем.
2. Заплеткой конца троса на шарик с опайкой мягким при-
поем.
3. Заплеткой конца троса самозатягивающимся узлом.
Для присоединения таких тросов к деталям самолета приме-
няются специальные наконечники. Об этом будет подробно ска-
зано ниже.
Рис. 367. Заделка рабочего конца троса
Кроме перечисленных способов заделки концов троса приме-
няется также заделка концов троса так называемым заверну-
тым концом. Заделку концов троса этим способом следует про-
изводить так:
1. Отмерив нужной длины кусок троса, опаять его конец и
отрубить под углом 45° (рис. 367).
2. Обвернув концом троса коуш, закрепить его обычным спо-
собом. Конец троса длиной, равной 21 диаметру троса, следует
оставить свободным для его заделки.
3. Обмотать заделку стальной луженой проволокой от начала
отворота ушков коуша к отрубленному концу, крепко затягивая
проволоку при каждом обороте и кладя её плотными рядами
длиной, равной 7 диаметрам троса. Между рядами оставлять
промежутки 3—4 мм для контроля.
359
На рис. 368 показан окончательный вид заделанного прово-
локой конца троса.
4. Промыть конец троса от грязи и масла бензином и зачи-
стить его поверхность стальной щеткой.
Рис. 368. Окончательный вид заделанного конца троса
। ''fej-wo не менее Змм
5. Смочить место спая раствором канифоли и пропаять с хо-
рошим прогревом заделку припоем ПОС-ЗО или провести паяние
окунанием конца троса в расплавленный припой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как осуществляются передачи в системе управления самолетом?
2. Чем отличаются тросы одинарной свивкн от тросов двойной свивки?
3. Что обозначают цифры 1X7 или 7X19 в марках тросов?
4. Определите по таблице прочность троса ТМ4 и ТОГ5.
5. Что представляют собой тросы ПП и где они применяются?
6. Как подбирается коуш к тросу?
7. Какой нужен номер коуша к 5-миллиметровому тросу?
8. Что такое тендер и из каких частей он состоит?
9. Как установить тендер на трос?
10. Как подбирается тендер к тросу?
11. Объясните правила контровки тендеров.
12. Как производится заделка тросов «завернутым концом»?
ГЛАВА XX
заплетка тросов
1. ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
Для производства работ по заплетке тросов можно исполь*
зовать любой верстак или* массивный стол, на котором могут
быть установлены небольшие тиски и расположен в рабочем по-
рядке инструмент.
Для заплетки тросов применяются: метр складной, плоско-
губцы, круглогубцы, кусачки, зубило, киянка, настольная нако-
вальня, деревянная подставка, шило и крючок.
Значительная часть инструмента, применяемого при заплетке
тросов, описана ранее в соответствующих разделах книги. В на-
стоящей главе будут описаны только те инструменты, которых
мы в предыдущих разделах не касались.
Шило (рис. 369) представляет собой заостренный стальной
закаленный стержень. На наружной стороне шила сделан жело-
. бок для удобства протяги--'
Звания прядей троса. Внут-
ренняя и боковые стороны
сделаны слегка полукруг-
.• лыми, чтобы избежать над-
резов на тонких проволоках
троса. Для удобства в рабо-
те на шило насаживается
Деревянная ручка. При по-
мощи шила поднимают пряди
Рис. 370. Настольная наковальня:
а — прямоугольная; 6 — круглая
361
троса и под них пропускают очередные пряди рабочего конца
троса.
Настольная наковальня (рис. 370) квадратный
или цилиндрический кусок железа, на котором производится
рубка троса и отдельных прядей.
Деревянная подставка делается из твердой и вязкой древе-
сины. Используется она для уплотнения на ней плетки после
пропуска прядей троса.
; 2. ПОДГОТОВКА ТРОСА К ПЛЕТЕНИЮ
В эксплоатации тросы управления изнашиваются и требуют
замены новыми. Авиамеханик должен быстро и умело произво-
дить замену негодных тросов.
Проверка троса, снятого с катушки. При получении троса со
склада необходимо осмотреть его по всей длине и произвести
обмер диаметра троса.
При обнаружении несоответствия в диаметре, налетов ржав-
чины, порванных нитей, спайки отдельных нитей и т. п. трос бра-
куется и для установки на са-
молет не допускается.
Обвязка и рубка троса. Пе-
ред тем как отрубить трос тре-
буемой длины, его следует
крепко обвязать мягкой про-
волокой в двух местах на рас-
стоянии 50 мм между обвяз-
ками (рис. 371). При обвязы-
вании сделать 3—4 витка и
Разрубить
Рис. 371. Обвязка троса перед разру-
банием
концы проволок закрутить плоскогубцами. Если этого не сде-
лать, то трос после разрубания раскрутится и заплести его
будет трудно, а иногда и невозможно.
После обвязки трос нужно разрубить зубилом или перекусить
кусачками. При рубке во избежание порчи наковальни и зубила
последние удары молотком следует наносить слабее.
Установка и обвязка коуша. Для установки и обвязки коуша
нужно:
1. Подобрать по диаметру троса коуш и слегка отогнуть пло-
скогубцами его концы (рис. 372). Делается это с цельюлучшего
затягивания коуша прядями троса после первого их пропускания.
2. Отмерить конец троса длиной 150—200 мм и загнуть его
плоскогубцами под прямым углом. Затем наложить коуш выем-
кой желобка на трос и прокатить его по тросу на полный обо-
рот для получения точного размера длины троса, охватываю?
щего коуш. Затем сделать второй загиб троса также под пря-
мым углом (рис. 373). .<..
3. Изогнуть петлю троса и в образовавшееся кольцо вста-
вить коуш (рис. 374). “ ",
4. Обжать трос на коуше круглогубцами или зажимной ма-.
шинкой (рис. 375) .Затем обвязать трос с коушем мягкой железной
362
t
Рис. 375. Обжим троса на коуше машинкой
Рис. 376. Обвязка троса проволокой
на коуше
363
проволокой, как показано на рис. 376. При этом следует плотно
затягивать проволоку в виде спирали так, чтобы трос касался
коуша во всех точках. При установке вместо коуша ролика
обвязку его делать согласно рис. 377.
Рис. 377. Обвязка троса проволокой
на ролике
5. Отогнуть концы троса веером до места завязки и при по
мощи круглогубцев и плоскогубцев закрутить их (рис. 378).
Рис. 378. Закрутка концов троса
3. ЗАПЛЕТКА ТРОСА
Заплетка троса производится в таком порядке.
Заплетка прядей первого ряда
I. Распределение прядей. После закрутки прядей распустить
рабочий конец троса на отдельные пряди в виде паука.
2. Взять коуш в левую руку так, чтобы распущенные пряди
рабочего конца были влево и от себя (рис. 379). Это положение
троса остается до конца заплетки.
Рис. 379. Хватка конца троса при ааплетке
364
= о л _____„ллопя ппяпи Не меняя положения троса,
3. Оп^деление первой пря
выбрать ближайшую пропуска прядей в начале плетки,
является первоочередной для пр у
Рис. 380. Определение первой пряди
Наклонить первую прядь по коду свивки троса так, чтобы она
служила продолжением стороны коуша (рис. 381). Это напра-
вление пряди укажет углубление или, иначе, желобок, в кото-
рый и следует пропустить первую прядь.
Рис 381. Определение первого желобка
4. Пропуск первой пряди. От намеченного (первого) желобка
отсчитать вправо вниз три пряди и поднять их шилом (рис. 382).
В образовавшийся промежуток пропустить первую и централь-
ную пряди, направляя их в правую сторону, и крепко затянуть
плоскогубцами вниз и на коуш (центральная прядь должна быть
.совершенно прямой, без волнистости).
5. Пропуск второй пряди. После затяжки первой пряди взять
переднюю по ходу свивки троса прядь и пропустить ее сверху
в тот же образовавшийся промежуток, но под две пряди основ-
ного троса, поднятые шилом (рис. 383).
6. Третью очередную прядь пропустить в тот же промежуток,
кУДа пропущены первая и вторая пряди, но только под одну
прядь основного троса (рис. 384).
365
Рис. 382. Пропуска-
ние первой и цен-
тральной прядей
7 Поднять шилом четвертую прядь основного троса и про-
I. подняв шилим с г J свивки Троса четвертую
пустить под нее очередную по ходу 1
прядь паука (рис. 385)- ую пряди паука таким же спо-
8. Пропустить пятую и шесту к, в
собом, как была пропущена четвер Р
9. По окончании пропуска всех прядей рабочего конца под
пряди основного троса поочередно, начиная с первой, затянуть
плоскогубцами каждую прядь в отдельности в направлении ко-
уша, давая большую затяжку пятой и шестой прядям (рис. 386).
Рис. 386. Натяжение прядей
Заплетка прядей второго ряда
кпом ОтогнУть в направлении коуша все пропущенные пряди,
а пеовПерВОЙ И центРальН0Й- Паук прядей взять в левую руку,
Р Ую и центральную пряди отогнуть влево (против свивки).
367
Поднять две пряди основного троса шилом (рис. 387), пропустив
одну, лежащую левее первой пряди, и натянуть их в направле-
нии троса.
Рис. 387. Пропускание первой пряди второго
ряда плетки
2. Взять вторую переднюю прядь, находящуюся слева от пер-
вой, и пропустить ее через одну под две пряди основного троса
так, чтобы она легла впереди первой пряди, т. е. ближе к коушу
(рис. 388).
368
’ „ „ „л-гпаптую пряди так же, как пропу-
3. Пропустить третью и четвертую « г j
щена вторая прядь. ппопустить пятую и шестую пряди.
г-_4’..Так™. ЖЛ„^™ммРчтобы не спутать эти пряди с пря-
Следует быть внимательны , бка част0 допускается при за-
дями основного троса, такая ош
плетке^троса. ппядей второго ряда надеть трос на
поочередно сделать вытяжку прядей
врнаправленви троса Обжать плоскогубцами плетку пморачп-
вая „рп атом трос. Плетка иа тросах деоеве Затем
уплотняется ударами киянки на наковальне ил
все пряди отогнуть на коуш в виде веера и проверить пр
ность пропуска прядей: правильно пропущенные пряди располо-
жены через одну прядь.
6. После уплотнения и проверки эту операцию пропуска пря-
дей (через одну под две) повторить пять раз, в результате чего
каждая заплетенная прядь обовьет основные пряди троса пять
раз.
После каждого пропуска прядей нужно для лучшей крепости
плетки натягивать пряди плоскогубцами и уплотнять ударами
киянки.
Заделка концов заплетки
Последняя операция заплетки троса заключается в образова-
нии конуса. Для этого все четные или нечетные пряди пропу-
скаются через одну прядь под две. За-
тем пряди натягиваются, уплотняются
и откусываются кусачками или обру-
баются зубилом.
По техническим условиям конус
прядей обматывается мягкой оцинко-
ванной проволокой или крученым
шпагатом с последующей пропиткой
его масляным лаком. Для обмотки за-
плетки троса надо намотать проволоку
или шпагат на деревянный стержень
({Тис. 389,6). Обмотку надо начинать
с тонкого конца троса (см. рис. 389, а),
закрепив проволоку двумя оборотами
Рис. 389. Обмотка конца
троса проволокой или шпа-
гатом:
а— начало обмотки; б— дерввян-.
вый стержень
вокруг двух прядей троса.
При заплетке троса необходимо, чтобы:
1) качество плетки не нарушало общей прочности троса-
2) трос плотно обтягивал коуш; н ’
3) начало плетки не перегибало пятой и шестой прядей;
4) последовательность пропуска прядей была строго соблю-
дена по всей плетке;
5) шаг плетки был одинаков по всей длине;
6) пряди были затянуты равномерно;
7) при обстукивании не было поврежденных проволок;
24—1640
369
8) количество пробивок (ходов) было не Менее четырех и не
более пяти;
9) конус был спущен правильно и не имел заершенности;
10) пряди сохраняли свою закрутку при пропуске;
11) вся плетка была уплотнена и не имела оборванных про-
волок.
Заделка концов троса на ус
Во многих конструкциях самолетов управление триммерами
и некоторыми другими механизмами осуществлено посредством
тросов
мером
и трубчатых тяг. На рис. 390 показано управление трим-
руля направления. Триммер управляется следующим об-
Рис. 390. Схема управления тримме-
ром руля направления:
1 — маховичок; 2 — катушка; 3 ~ нарезной
стержень; 4 — триммер; 5 — тяга
разом: маховичок 1, установленный в кабине летчика, связан
посредством троса с катушкой 2, представляющей собой гайку
с многозаходной резьбой, внутрь которой входит нарезной стер-
жень 3, связанный шарнирно с триммером 4 посредством корот-
кой тяги 5. На катушках маховичка и гайки намотан одно-
слойно в несколько рядов трос. При вращении маховичка трос
перематывается и приводит во вращение гайку. Стержень 3 бу-
дет ввинчиваться в гайку или вывинчиваться из нее и посред-
ством тяги 5 приведет в движение триммер.
При замене износившихся тросов новыми их протаскивают
через узкие отверстия в катушках. Для свободного прохода троса
через эти отверстия его конец следует заделывать в виде ко-
нуса — на ус. Для этого нужно:
1. Измерить длину троса и оставить припуск по 100 мм для
заделки концов на ус. В месте рубки перевязать трос мягкой
проволокой.
2. Отрубить или откусить кусачками трос.
3. Отжечь конец троса на длине не более 20 мм.
4. На расстоянии 100 мм от конца троса начать заделку уса,
для чего трос плотно обвить пятью-шестью рядами вязальной
мягкой проволоки и закрепить в этом месте проволоку, но не об-
резать ее.
5. Распустить конец троса на пряди и, отделив от каждой
пряди по одной проволоке, отогнуть их в сторону обмотки.
370
6. Ов.,0ТЭТь трос вея
7. Отделить вновь по одной привив
гнуть их на обмотку.
8. Обмотать трос вязаль-
ной проволокой так же, как
и в первый раз.
9. Выполнить операции,
указанные в пунктах 7 и 8,
еще четыре раза, после чего
все проволочки откусить ку-
сачками.
10. Пропаять заделку
мягким припоем по всей
длине уса. Последователь-
ность заделки конца троса
на ус показана на рис. 391.
Заделка конца троса на
шарик и самозатягиваю-
щимся узлом
Для управления огнем
пушек, пулеметов и различ-
ными агрегатами самолета
и мотора наряду с другими рис 3gi Заделка конца троса на ус
видами передач применяет-
ся проводка, состоящая из
тонких тросов ПП или ТМ, концы которых заделываются раз-
личными узлами.
В этих случаях наиболее распространенными способами за-
делки концов тросов являются заделка конца троса на шарик
и самозатягивающимся узлом.
Заделка конца троса на шарик
Отмерив необходимой длины трос с припуском на заплетку
150 мм, плотно завязывают трос двумя-тремя витками вязальной
проволоки на расстоянии 150 мм от конца. При помощи кругло-
губцев и плоскогубцев закручивают концы прядей троса и рас-
пускают их веером. Пригнув пряди под прямым углом к тросу
(рис. 392), оставляют центральную прядь прямой, чтобы образо-
вался веер из шести прядей, которыми и следует производить
заплетку.
Операция 1-я. Взять трос в левую руку, отделить шилом
две любые пряди основного троса (рис. 393) и пропустить под
них прядь веера с таким расчетом, чтобы она перехлестнула
одну прядь основного троса точно так же, как при заплетке
конца троса на коуш (т. е. через одну прядь под две). Затянуть
прядь плоскогубцами по направлению троса, а затем к завязке..
Операция 2-я. Поднять шилом две другие пряди основного
троса так, чтобы пропущенная прядь веера была в середине
24* 371
Рис. 392. Конец троса, подго-
товленный к заделке на шарик
между поднятыми прядями троса
(рис. 394), и пропустить»под них
вторую прядь веера ближе к за-
вязке. Таким же образом пропу-
стить все остальные пряди троса.
Следует напомнить, что все про-
пускаемые пряди должны после-
довательно ложиться ближе к
завязке.
Операция 3-я. В тросе
7X7 откусить центральную прядь»
затем закрепить конец троса и
взять шарик в левую руку. Плоскогубцами подтянуть пооче-
редно все пряди на завязку (рис. 395), следя за тем, чтобы не
Рис. 393. Отделение первых двух
прядей
образовалось барашков и пряди плотно подходили к завязке.
Обжать основной трос плоскогубцами в месте подъема прядей
и откусить концы (рис. 396). Опаять шарик припоем.
Рис. 395. Затяжка прядей
Рис. 396. Конец тросй,
заделанный на шарик
Заделка конца троса самозатягивающимся
узлом
Такие узлы могут выполняться только на тросах двойной
свивки. Подготовительные работы к заплетке Ничем не отлича-
372
7Z>6
zn5
Рис 397. Завязка узла первой прядью при
'заделке самозатягивающегося узла
ются от ранее описанных.
Заплетка узла произво-
дится в такой последова-
тельности.
Операция 1-я-
Взять в левую руку трос
так, чтобы расплетенный
конец был направлен к
себе. Все пряди должны
быть прямыми. Выбрать
любую прядь, считая ее за первую, и обверну „„ „„„ ,ч’
показано на рис. 397. Затем взять вторую прядь с правой сто-
роны, пропустить ее в петлю, образованную первой прядью
(рис. 398), и слегка натянуть обе пряди на себя.
Операция 2-я.
Взять третью прядь,
находящуюся правее
второй (пропущенной)
пряди, пропустить ее
сверху вниз в две пет-
ли, образовавшиеся от
ранее пропущенных
прядей, обогнуть сни-
зу основной трос и про-
пустить прядь сверху
в петлю.
Рис. 398. Завязка узла второй
прядью при заделке самоэатягиваю-
щегося узла
Остальные пряди
пропустить в порядке очередности тем же способом, что и пер-
вые три. Последнюю прядь изогнуть для заметки.
Затяжку прядей надо начинать с последней (замеченной)
пряди в направлении на завязку (рис. 399), затем затягивается
по порядку пятая пропущенная прядь. Ее затягивают от руки на
узел, причем надо! плотно прижать ее к своему месту. После
этого затягиваются и укладываются ровными рядами все осталь-
ные пряди.
Затем следует произвести затяжку всех прядей плоскогуб-
цами, начиная с первой пряди, и отпустить лишние концы
Рис. 399. Затяжка прядей
Рис. 400. Конец
троса, заделан-
ный самозатя-
гивающимся
узлом
373
1
Рис. 401. Заделка троса на
шарик завязыванием конца:
1 — завязка узла; 2 — обжимка
запаянного конца
прядей (рис. 400). Готовый узел слегка
обстучать, закрепить на месте и наме-
рить место обвязки для заплетки вто-
рого конца троса.
Заделка конца троса на шарик
завязыванием конца
Для выполнения этой работы
нужно:
1. Отмерить необходимой длины
трос с припуском 100 мм. Обвязать
трос и откусить кусачками.
2. Сделать обычный (простой) узел
(рис. 401, 1).
3. Зажать свободный конец троса
в тиски и затянуть узел при помощи
плоскогубцев или оправки.
4. Откусить свободный конец троса
у шарика заподлицо.
5. Оправить полученный шарик за-
клепочной 6-миллиметровой обжимкой.
6. Опайть шарик припоем и вторич-
но оправить его обжимкой для полу-
чения правильной формы (рис.401,2).
Крепление шариковых наконечников
Тросы с шариковыми наконечниками крепятся в специальных
гнездах рычагов.
Для выбора слабины и уменьшения натяжения трогов впле-
таются тендеры, а в некоторых конструкциях применяются спе-
циальные натяжные муфты.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какой инструмент применяется при заплетке тросов?
2. Перечислите возможные дефекты тросов.
3. Объясните правила заделки коуша перед заплеткой.
4. Что значит подобрать коуш к тросу?
5. Объясните последовательность заплетки конца троса на коуш. \
6. Как определить первую прядь и первый желобок?
7. Какие условия необходимо соблюдать при заплетке тросов?
8. Расскажите технологию заделки тросов1.
9. Объяснвд-е последовательность заделки конца троса самозатягиваю-
щимся узлом.
J0. В какой последовательности производится заделка троса на шарик?
ГЛАВА XXI
ЗАМЕНА ТРОСОВ
Тросы требуют постоянного внимательного осмотра и ухода,
так как неисправности в управлении ведут к весьма тяжелым
последствиям.
При осмотре тросов надо прежде всего следить за их изно-
сом, особенно в местах изгибов на роликах и направляющих
втулках.
1. ПРИЗНАКИ ИЗНОСА ТРОСОВ
Истирание и обрыв отдельных нитей (заер-
шенность) легко обнаруживаются осмотром. Для этого трос за-
жимают ветошью около роликов и направляющих втулок и дви-
гают тросом при помощи рычагов управления. Оборванная нить
зацепит за ветошь. Трос, имеющий хотя бы одну оборванную
проволочку, к дальнейшей эксшюатации не допускается.
Общее уменьшение диаметра троса происходит
вследствие вытяжки троса, что снижает его прочность. Такой
дефект обычно наблюдается в местах перегиба троса на роли-
ках.
Большое влияние на износ троса оказывают засоренная
смазка и сработанность желобка ролика. Чрезмерное натяжение
также уменьшает прочность троса.
Уменьшение диаметра троса без обрыва от-
дельных проволок является наиболее опасным, так как
определить его наощупь нельзя; это можно сделать, только сняв
трос и проверив сомнительные места на перегиб в разные сто-
роны.
На роликах малого диаметра трос изнашивается быстрее.
Преждевременный износ троса может произойти вследствие
ржавчины, возникающей при отсутствии или недоброкачествен-
ности смазки. Ржавчина удаляется с тросов тряпкой, смоченной
в обезвоженном керосине или в оружейной щелочной смазке.
Для удаления ржавчины с троса воспрещается применять на-
ждачную или стеклянную бумагу.
§71
2. ЗАМЕНА ТРОСОВ
Дефектные тросы заменяются новыми тросами такого же
диаметра и той же марки, что и заменяемые.
Длина тросов и места установки тендеров определяются по
старым тросам или измерением длины тросов непосредственно на
самолете. Работа по снятию тросов, их заплетке и установке на
место выполняется в следующем порядке.
1. Разъединить тендеры и предохранительные обоймы на ро-
ликах. Снять дефектный трос с коушами и наконечниками тен-
деров. При невозможности протащить трос через направляющие
трубки обрубить его зубилом. Подставку для рубки придержи-
вать на весу, чтобы ударами не повредить частей самолета.
2. Отмерить длину заготовки троса по снятому тросу с при-
пуском по 150—200 мм на каждый заплетаемый конец.
При отсутствии образца размер троса можно измерить шпа-
гатом или самим же тросом, прокладывая его через ролики и
направляющие. При выполнении всех работ, связанных с заме-
ной тросов, рули и рычаги управления следует поставить в ней-
тральное положение и закрепить.
Рис. 402. Приспособление для вытяжки тросов:
1 — для длинных тросов; 2 —- для коротких тросов
Новый трос перед заплеткой подвергают предварительной
вытяжке. Нагрузка вытяжки зависит от диаметра и конструкции
троса и должна составлять 20% от разрушающей нагрузки.
Величина разрушающей нагрузки для различных тросов при-
ведена в табл. 27—30. Так, например, разрушающая нагрузка для
троса ТМ4 (см. табл. 28) равна 1060 кг, следовательно, 20%-ная
нагрузка вытяжки равна —= 212 кг. |
Вытяжку тросов производят в специальном приспособлении
(рис. 402).
Если трос состоит из двух частей, соединяемых тендером,
нужно заплетать только по одному концу на каждой части
37 §
_ _ __s_QinT на коуш и крепят его к рычагам
троЬа. Первый конец за „е11 заплетают после того, как
рХки и направляющие и на нем сделана
при помощи болтов;
трос протянут через
отметка.
Отметку троса делают так. кабанчика на руле, натя-
Конец троса пР°дерваю3таХмом, как показано на рис. 403. За-
гивают и закрепляют его) за определяют, правильно ли
тем закрепляют другой конец тро у
Рис. 403. Закрепление троса при
определении его длины
Рис. 404. Отгибание концов коушей
стоят рули и рычаги, правильно ли натянуты тросы, не перепу-
таны ли они. После этого освобождают крепительные болты
троса и плоскогубцами изгибают трос в месте крепления его для
постановки коуша.
При вставке коуша в ушко тендера концы коуша разводят
в стороны, как показано на рис. 404, и заплетают концы троса
непосредственно на самолете. Затем присоединяют тросы к ру-
лям. Небольшие неточности в положении • рулей и натяжении тро-
сов могут.быть исправлены тендерами. Затем проверяют ход ру-
лей согласно регулировочным данным самолета.
При монтаже тросового управления тросы не должны ка-
саться друг друга и деталей самолета. Тендеры параллельно
идущих парных тросов не должны стоять рядом. Для удобства
натяжения тросов и во избежание их зацепления один за дру-
гой их следует ставить один за другим на расстоянии не менее
двух длин тендера.
Натяжение тросов
Натяжение тросов влияет на управляемость самолета и на
продолжительность работы тросов. Слабое натяжение тросов мо-
S. жет привести к вибрации рулей, к большим люфтам в управлении
"Л и к соскакиванию тросов с роликов. При чрезмерном натяжении
Л тросов создается тугое управление и возможны обрывы тросов.
Натяжение тросов должно быть таким, чтобы ролик на кото-
ром лежит натянутый трос, вращался от небольшого усилия.
степень натяжения троса можно проверить по величине про-
висания троса от подвески к нему груза весом в 1 кг в середине
§77
между двумя опорами (роликами, направляющими и т. д.). для
тросов диаметром до 5 мм натяжение считается нормальным,
если стрела прогиба не будет превышать ’/гоо длины отрезка
троса между опорами (рис. 405).
Особое внимание должно быть обращено на равномерность
натяжения параллельно' проложенных парных тросов, так как
в случае перетяжки одного из них другой трос не работает, и вся
нагрузка ложится на перетянутый трос.
Рис. 405. Определение стрелы прогиба троса
Сращивание троса
Для удлинения срока службы троса допускается замена не
всего троса, а только износившейся части его. В этом случае
отдельные куски тросов разрешается соединять при помощи тен-
деров, в которые, как и обычно, заплетается и заделывается
трос.
Место сращивания троса надо выбирать с таким расчетом,
чтобы промежуточный тендер, установленный на тросе, не ка-
сался каких-либо деталей самолета. При всех возможных поло-
жениях рулей или элеронов расстояние между направляющими
роликами «и тендером должно быть не меньше 300 мм.
Сращивание тросов управления самолетом сплетением кон-
цов троса запрещается.
Для других целей (например, буксировки самолетов и т. д.1
такое сращивание концов троса производится в следующем по-
рядке.
Концы двух тросов с завязками, наложенными на расстоянии
120 мм от каждого конца, связываются в месте сращивания вя-
зальной проволокой. Один конец троса при сращивании запле-
тается так же, как при заплетке троса с коушем. Заплетка и за-
делка второго конца производятся так.
Снимают концевую завязку, пряди троса закручивают пау-
ком; затем снимают проволоку, связывающую оба конца троса.
В результате первого круга заплетки первого конца троса три
пряди (и сердцевина у троса ТЖ) выходят из одного желобка,
а остальные пряди выходят отдельно каждая из своего желобка,
татем шилом вынимают пряди из общего желоба, после чего все
шесть прядей троса находятся на одном уровне, и каждая прядь
выходит из своего желоба. После этого все пряди, затягиваются
878
я Ппи заплетке пряди по порядку про-
и производится заплетка. пряди основного троса про-
пускаются через одну прядь еткИ прИ сращивании троса
тив хода. Количество КРУГ° заплетке троса с коушем, т. е.
делается такое же, как и пр ‘ Мест0 сращивания троса оби-
с каждого конца по пяти кру * заделывают таким же спо-
вают деревянным молотком, а конц
собом, как при заплетке с к у
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите признаки износа ТРОС°®‘ тпоса?
2. Отчего происходит уменьшение диаме р к замене на
3. Как определяется необходимая длина троса при
самолете? _
4. Какое должно быть натяжение тросовг
5. Как производится сращивание троса?
ГЛАВА XXII
ГНУТЬЕ ПРОВОЛОКИ
1. ИЗГОТОВЛЕНИЕ ПРОВОЛОЧНЫХ РАСЧАЛОК
Проволочные расчалки на современных скоростных самоле-
тах не применяются. Однако в эксплоатации встречаются само-
леты с расчалками, которые приходится ремонтировать. На из-
готовление расчалок и других проволочных изделий употребляется
стальная проволока марки ОЁС (особо высокого сопротивления
разрыву, достигающего до 21,0 кг/мм2). Конец проволочной рас-
чалки заделывается в виде овального ушка посредством спи-
ральной муфты (рис. 406), которая свивается в тисках из прово-
локи той же марки и диаметра, что и расчалка. Муфту свивают
на двух проволочных стержнях диаметром, равным толщине
Рис. 406. Заделка прово- Рис. 407. Свивка спи-
лочной петли ральной муфты в тисках
расчалки (рис. 407). Спиральная муфта состоит из 7—8 плотно
подогнанных витков. Отмерив нужную длину проволоки для
расчалки, прибавляют к ней по 60—80 мм на изгиб петель и
концы. Круглогубцами выгибают с одного приема ушко, как по-
казано на рис. 408. Во избежание нагартовки дважды изгибать
проволоку не разрешается. Пропустив петли в ушко стягиваемой
„„»a«zu ня них надевают трубки и от-
летали, Сводят концы проволоки, н муфтой
кусывают излишек проволоки заподлин УФ
кусывают излишек наконечника тендера и за-
Вторую петлю пропуска у случае. Наконечники тендера
делывают петлю, как и в п Р расчалку, предварительно за-
соединяют муфтой и нат ^,и плоскогубцами. В случае
правив откусанные концы пров л
Рис. 408. Заделка ушка проволочной расчалки:
1, 2 и 3 — последовательность операций при выгибании ушка
несоответствия длины расчалки ни в коем случае нельзя изме-
нять длину ее вторичным перегибанием петли. В данном случае
следует изготовить новый конец расчалки.
. 2. ИЗГОТОВЛЕНИЕ БУЛАВОК ДЛЯ КОНТРОВКИ
Многие детали, подвергающиеся частой проверке (краны, гор-
ловины баков и т. д.), вместо шплинтов и проволоки контрятся
при помощи булавок. Авиамеханик должен уметь делать такие
' булавки. В зависимости от назначения булавки изготовляются
"Vf" различных размеров из проволоки ОВС диаметром от 1,5 до
2,5 мм при помощи плоскогубцев, круглогубцев и кусачек. Приемы
работы цо изготовлению булавки показаны на рис. 409.
Рис. 409. Последовательность операций при изготовлении
контровочной булавки
381
Процесс изготовления булавки несложен й заключается
В следующем.
Откусив проволоку длиной 180—200 мм, устанавливают губки
круглогубцев на расстоянии 65—70 мм от конца проволоки и
резким поворотом круглогубцев влево сгибают спираль из двух
витков как можно меньшего диаметра. Затем, отогнув плоско-
губцами длинный конец проволоки под прямым углом в сторону
короткого конца, при помощи круглогубцев загибают петельку,
как показано на рис. 409, для захвата второго конца проволоки.
После этого откусывают излишек проволоки, и булавка готова.
Изготовление пружины
В ремонтной практике авиамеханик может встретиться с не-
обходимостью изготовления простейших пружин. Пружины сви-
ваются из проволоки марки ОВ и ОВС при помощи простей-
ших приспособлений.
Для свивки пружин соответствующего диаметра с нужным
количеством витков выбирается стальной стержень или трубка,
диаметр которой на 0,5—1 мм меньше внутреннего диаметра
пружины (после свивки диаметр пружины по сравнению с диа-
метром стержня увеличивается). Затем конец стержня два раза
Рис. 410. Приспособление для свивки Рис. 411. Заделка концов
спиральных пружин пружин
изгибают под прямым углом с целью образования плеча рычага _
для закручивания проволоки. На конце прямой части стержня ”
сверлят отверстие, в которое пропускают конец проволоки. Стер- ...,
жень вкладывают в две изготовленные из твердой породы
рева обкладки с небольшими канавками (рис. 410).
В таком приспособлении свивку пружины надо производить
следующим образом:
1. Вставить, конец проволоки в отверстие стержня, дав ей
наклон, равный шагу свивки. Затем стержень с проволокой по-
местить в канавку между обкладками.
382
2. Вставить йриСпособлеНие в тиски или сжать его струбци-
ной и начать вращать рычаг стержня, поддерживая проволоку
под одним и тем же углом, для получения равномерного шага
свивки пру™ заделать концы пружины для работы
на растяжение или сжатие. В первом случае конец пружины заде-
лывается крючком или кольцом, во втором последний виток за-
делывается перпендикулярно оси пружины (р тс. ). После
свивки и примерки по месту пружины термически обрабатыва-
ются, для чего их нагревают в трубе до красного каления и за-
мачивают в масле; затем дают слабый отпуск, проверяют упру-
гость
и ставят на место.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Объясните последовательность изготовления контровочных булавок.
2. В какой последовательности изготовляются пружины?
3
t
раздел пятый
СТОЛЯРНОЕ ДЕЛО И РЕМОНТ ЧАСТЕЙ
САМОЛЕТОВ ДЕРЕВЯННОЙ КОНСТРУКЦИИ
ГЛАВА XXIII
МАТЕРИАЛЫ И ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЕ
В СТОЛЯРНОМ ДЕЛЕ
1. ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ
ПРИ ОБРАБОТКЕ ДРЕВЕСИНЫ
Общие сведения
При ремонте деревянных частей самолета приходится взамен
поврежденных изготовлять новые детали. В этих случаях дре-
весину распиливают на части и придают ей нужные формы стро-
ганием и другими столярными приемами. Эти операции выпол-
няются разнообразными режущими инструментами. Во всяком
режущем инструменте работу по отделению слоев древесины вы-
полняет резец. Он обычно изготовляется из стали в форме клина.
Под действием приложенной силы резец углубляется в дерево
и разделяет его волокна. Резцы чаще всего имеют форму пла-
стины, один конец которой заточен под некоторым углом, в виде
острой фаски. Угол, под которым производится заточка режу-
щей фаски, называется углом заточки (рис. 412). Для
стамесок этот угол равен 18—20°, а для строгательных железок
20—30°. Чем тверже материал, тем угол заточки должен быть-
больше. Например, для обработки дельта-древесины угол за- ,
точки равен 40°. Для того чтобы можно было резать с неболь-
шими усилиями и высокой производительностью, резец должен
быть правильно заточен и установлен под. нужным углом к об-
рабатываемой поверхности.
Угол между фаской и обрабатываемой поверхностью назы-
вается углом установки. Режущая плоскость инструмента,-; .
которой он двигается вперед, называется передней пл о-
скостью, а угол, образованный между передней плоскостью Ц
резца и обрабатываемой поверхностью, — углом резания
инструмента.
Легкость резания инструментом зависит от вида и формы ре-,
Лгущих плоскостей, вида и формы режущего лезвия и величины
угла'заострения. Чем глаже и точнее режущие плоскости инстру-
384
Срабатываемый материал и легче
тем оно острее. Неровности
боковых поверхностях резца со-
Поло/пно
мента, тем легче он входит в
режет. Чем прямее режущее ‘
и шероховатости на лезвии Лезвие пе-
вдают лишние усилия npii расе) - ПОЛИруют
ред работой тщательно шлифуют
на особых оселках. иа ПИ-
Обработка древесины разде._ сверле-
ление, строгание, долбление, р >
ние, точение и т. д.
Развод
Рис. 413. Развоя
зубьев пилы
Рис. 412. Углы заточки
Инструмент для пиления
Бруски и рейки изготовляют распиловкой древесины пилой.
Пилу изготовляют из тонкой, гибкой, закаленной стальной по-
лосы, на одной стороне которой насечены зубья. Каждый отдель-
ный зуб пилы надо рассматривать как резец, который отделяет
стружку в древесине. Расположенные один за другим зубья об-
разуют пилу.
Действие пилы заключается в том, что при пилении ее зубья
своими вершинами и боковыми гранями подрезают волокна дре-
весины и образуют узкий прорез — пропил, равный толщине по-
лотна. Части подрезанных волокон в виде опилок скапливаются
между зубьями пилы и выбрасываются ими наружу при выходе
пилы из пропила. Чем глубже входит пила в дерево, тем труднее
работать, так как трение полотна пилы о стенки пропила возра-
стает. Для 'уменьшения трения пропил делают несколько больше
толщины пилы. Для этого зубья немного отгибают попеременно
в разные стороны. Эго отгибание называется разводом
—з у б ь е в (рис. 413).
По совершаемой работе пилы могут быть односторон-
ними и двусторонними. Если пила совершает работу
только при движении вперед, то она называется односторон-
не щ если в обе стороны, —двусторонней
пени ИЛЫ двУстоРоннего Действия имеют зубья в .виде равнобед-
пипя „ТрЧГ0Льника- К ним ОТНосится обычная поперечная
пила —-дробянка.
25—1640
38о
Пилы одностороннего действия именит зуб в форме прямо-
угольного, косоугольного или тупоугольного треугольника. Пе-
редняя сторона зубьев
называется грудью,
задняя — спинкой, а
впадина — пазухой.
Расстояние между зубья-
ми называется шагом
(рис. 414).
Для распиловки мяг-
кой древесины выбирают-
ся пилы с крупными
зубьями. Для пиления
твердых пород дерева
берутся пилы с мелкими
зубьями. Чем тоньше полотно пилы, тем легче им распиливать;
но тонкая и длинная пила при работе мало устойчива, поэтому
ее приходится закреплять — натягивать.
Столярные пилы делятся на натянутые, или лучко-
вые, пилы и ненатянутые (ножовки и наградки).
Лучковая пила (рис. 415) состоит из двух ручек и по-
перечной распорки (средника). На нижних концах руЯек сделаны ,
отверстия для помещения деревянных шаховок. В концах шахо- f
вок сделаны пропилы, в которых ушки пил крепятся 3—4-милли- Д!
метровыми стальными шпильками. Верхние концы ручек стяги- |
ваются веревкой (лучком). Веревка закручивается стрелкой, при
помощи которой полотну пилы можно придать нужное натяже-
ние. Часто веревку заменяют 2—3-мм тросом, в середину его
вплетают тендер, которым и создают натяжение полотна.
Поворотом шаховок можно устанавливать полотно пилы под
Любым углом к обрабатываемому предмету. Шаховками вырав-
нивают пилу в продольном направлении.
3S6
'Лучковые пиль, по форме и размеру зубьеп полота раздела.
ЮТСаЯ) “азТашные, употребляемые при продольной распиловке
Дерева; оиоА.,НР пля пропиливания шипов про-
б) прорезные, применяемые для
ушин; „„прпечные, применяемые для рас-
в) отрезные или поперечные,
пиловки поперек волокон, V4„nP и короткое полотно и прп-
г) выкружные, имеющие узкое и кор пинппм н
меняемые для распиловки материала по крив *
Рис. 416. Ножовка
Рис. 417. Ножовка, пли обушко-
вая пила
-
Ненатянутые пилы (ножовки). Ножовка предста-
вляет собой одноручную короткую с широким полотном пилу
(рис. 416), которую применяют для
продольной и поперечной распи-
ловки древесины в малодоступ-
ных местах. Особенно пригодна
она при ремонте самолетов.
Ножовка, или обушко-
вая пила (рис. 417), имеет ши-
рокое и гибкое полотно с мелки-
ми зубьями. Для придания жест-
. кости верхнюю часть полотна усиливают полоской мягкой стали,
отвернутой в виде обушка; обушок охватывает полотно с обеих
сторон. Такая пила очень удобна при выполнении различных ре-
монтных работ. Она может быть изготовлена своими средствами
из негодных лент нержавеющей стали, употребляемых для под-
вески баков.
Выкружная ножовка (рис. 418) имеет узкое, но тол-
стое полотно; применяется при выпиливании различных внутрен-
них отверстий в древесине. Пилы с очень мелкими зубьями можно
применять для выпиливания отверстий в фанере.
Рис, 418. Выкружная ножовка
387
1
Наградка (рис. 419) представляет собой очень короткую,
ио широкую пилу, вправленную
Гис. 419. Наградка
деревянную колодку с ручками.
Она применяется для прореза-
ния длинных, но неглубоких
(глухих) отверстий.
Инструмент для строгания
'Срезание тонкого слоя дре-
весины для придания ей ровной
и гладкой поверхности произ-
водится рубанками.
Главные части рубанка—ко-
лодка и железка (резец). Пос-
леднюю изготовляют из сталь-
ной пластины или из железа с наваренной стальной пластинкой
на рабочей части.
Колодка изготовляется из букового, грушевого или кленового
дерева. В колодке в определенном положении устанавливается и
закрепляется железка. Прорез для установки железки делают
примерно посредине колодки, под углом 45—48° (рис. 420); при
таком наклоне ее происходит правильное срезание стружки.
Рис. 420. Элементы рубанка
Рис. 421. Прорез рубанка?
й — для тонкой обработки;
б — для «рубой обработки
В этой расширяющейся кверху наклонной прорези железка за-
крепляется клином. Нижняя рабочая поверхностУ^олодки назы-
вается подошвой. В ней для входа острия лезвия железки и
стружки сделана поперечная узкая прорезь, называемая проле-'
том. Размер прореза имеет большое значение для работы. При
глубокой обработке снимается толстая стружка, и ширина про-
реза для нее должна быть значительная, а для тонкой работы,
наоборот, довольно узкая (рис. 421). Для удержания колодки
888
„„ имрртся небольшая ручка в виде
в левой руке па колодке спереди имеется
рога. работы рубанки бывают различ-
В зависимости от характер 1 ид них имеет свое название,
ной формы и конструкции, и ка д первоначального
Шерхебель (рис. 422) предназ сины Резец щириной
продольного и поперечного P
Рис. 422. Шерхебель
от 25 до 40 мм затачивается с небольшим полукругом для сня-
тия толстой и узкой стружки. Поверхность древесины после
строгания шерхебелем получается крайне неровной, желобчатой.
Последующее выравнивание поверхно-
сти производится рубанком.
Рубанок одинарный (рис.
423) отличается от шерхебеля более
широким резцом (40—50 мм), который
имеет прямую режущую кромку. Шири-
на поперечной прорези для лезвия рез-
ца 3—4 мм. При строгании твердых по-
Рис. 423. Рубанок одинар-
ный
род дерева для увеличения угла реза-
ния резец рубанка можно повернуть
фаской вперед; в этом случае угол из-
менится от 45 до 65°.
Рубанок двойной (рис. 424)
служит для чистовой обработки поверх-
ности древесины после одинарного ру-
банка. От одинарного рубанка он от-
личается устройством железки, кото-
рая у него состоит из двух частей:
собственно железки с отверстием для
Рис. 424. Рубанок двойной:
° - двойная железка; б — схема работы рубанка
389
винта, и второй, вспомогательной железки-накладки, конец кото-
рой отогнут полукругом. Для установки накладки по высоте
в отношении лезвия основной железки сделана продольная про-
резь, через которую проходит винт, скрепляющий обе железки
в нужном положении (рис. 424, а).
Такое устройство железки устраняет возможность отщепле-
ния и задержки волокон дерева. Здесь происходит следующее:
стружка натыкается на горбатую часть накладки, изгибается
почти под прямым углом и переламывается. Кроме того, в двой-
ном рубанке поперечная прорезь делается значительно уже, чем
Рис. 425. Фуганок
Рис. 426. Горбатики:
у одинарного рубанка. Все это создает более крутой подъем
стружки и, следовательно, обеспечивает чистоту строгаемой по-
верхности.
Двойным или одинарным рубанком можно сделать поверх-
ность. древесины гладкой, но она не будет ровной, так как ру-
банок имеет короткую колодку и не может выравнивать дуги
большого радиуса. Для выравнивания неровностей применяется
фуганок.
Фуганок (рис. 425) отличается от рубанка большими раз-
мерами. Колодка фуганка имеет
длину 50—70 см при ширине рез-
ца 50—56 мм. Для удобства хват-
ки инструмента правой рукой;
имеется ручка. Для установки рез-
ца на определенную толщину
стружки на передней верхней
части колодки вставлена пробка
для удара по ней молотком во из-
бежание раскалывания колодки.
Посредством фуганка вырав-
нивают большие поверхности и
длинные кромки и подгоняют их
плотно одну к другой (так назы-
ваемое прифугование).
Ш л и ф т и к представляет со-
бой разновидность стругов. Он
„ имеет короткую колодку с двой-
а-с деревяии й ^одаои, "₽талли’ Н0Д желеЗКОЙ. ШлифтиКОМ ПОЛЬ-
890
Рис. 427. Ручные струги
вуются для окончательной
отделки поверхности из-
делий.
Горбатики пред-
ставляют собой рубанки
для обработки кривых по-
верхностей. Они могут
быть с деревянной колод-
кой или металлические.
Первые имеют деревян-
ную колодку с определен-
ным изгибом подошвы
(рис. 426, а).
У металлических гор-
батиков кривизну подо-
швы можно
(рис. 426,6).
Ручные
(рис. 427) служат для
обработки кривых поверхностей сложной формы. Они состоят из
ножа и ручек. Стругами можно снимать стружку в малодоступ-
изменять
струги
ных местах.
Долбежный и режущий инструмент
Долбят и режут древесину стамесками и долотами.
Стамески применяют при обрезании торцов или брусков; ими
снимают также отдельные неровности на древесине. Стамесками
Рис. 428. Долото плотничное Рис. 429. Долото столярное
обрабатывают края проушин и отверстий в досках и фанере. До-
лотами обычно выдалбливают проушины для шипов и образуют
отверстия в толстых брусках.
Долота бывают плотничные и столярные Плот-
ничное долото (рис. 428) имеет вид клина, толстый конец кото-
рого переходит в трубу, куда вставляется ручка. Столярное до-
лото (рис. 429) имеет вид прямоугольного стержня.-Для насажи-
вания долота на ручку конец его оттянут на конус Рабочая
сторона затачивается фаской, угол заострения обычно бывает
от db до 45°.
тппЯ.Т а м е с к и бывают самой разнообразной формы, выбор ко-
монт. Т главнкм образом от характера работы. Для ре-
работ употребляются плоские и полукруглые стамески
391
(рис. 430). Ширина лезвия бывает от 6 до 38 мм. Стамески сле-
дует насаживать на ручки из твердого и вязкого дерева.
Рис. 431. Центровое
сверло (перка)
Рис. 430. стамески столярные:
а — плоская; б — полукруглая; в — полу-плоская
Инструмент для сверления
Сверление отверстий производится сверлами, которые по своей
конструкции крайне разнообразны. Сверла бывают центро-
вые, винтовые и бурав ы.
Центровое сверло (перка) применяется для сверления
неглубоких отверстий. Режущая часть сверла состоит из режу-
щего лезвия и резца, в середине-которого находится острый центр
(рис. 431). При выходе из древесины такое сверло способно вы-
ламывать волокна. Чтобы получить чистое отверстие, нужно
производить сверление на плотном упоре из фанеры илй твердого ж
дерева. ' у
Винтовое сверло (рис. 432) применяется для работ>
в разных условиях. Изготовляется оно из плоского стержня, за-
витого по спирали. Такое сверло имеет два резца, которыми пе-
ререзаются и подрезаются волокна древесины. Срезанный ма-
териал в виде стружки поднимается по спирали вверх и выбра-
сывается наружу. Этим сверлом удобно сверлить глубокие от-
верстия: оно легко ввинчивается в дерево при помощи централь-
ного винта и не требует надавливания сверху.
Для сверления древесины, особенно твердых пород, пригодны
спиральные сверла, употребляемые для сверления металла.
Раздвижное сверло (рис. 433) наиболее применимо
при -ремонтных работах и особенно для высверливания крупных
отверстий в фанере при изготовлении стенок нервюр и других
деталей.
392
На раздвижном резце сверла имеются деления, позволяющие
установить сверло на требуемый размер.
Буравы (рис. 434) представляют собой сверла с длинными
стержнями, на конце которых сделаны проушины для Крепления
ручки при вращении сверла. Буравы применяются для сверления
глубоких отверстий в сооружениях. В ремонтной практике при-
меняются только буравчики (рис. 435), размер которых не пре-
вышает 5—6 мм.
₽ис- 434. БураВЫ
Рис. 435. Буравчики
333
В столярном деле для врашения сверл употребляют инстру-
мент, называемый коловоротом.
Коловорот (рис. 436) представляет собой железную скобу,
в середине которой имеется ручка для вращения. На одном
конце коловорота закрепляется патрон с квадратными губками 4* ',
для удержания сверл, на другом конце — готовка для удержа-
ния коловорота при вращении. Кроме коловорота, для мелких
сверл применяются винтовая и шестеренчатая дрели (рис. 437),.
Инструмент для окончательной зачистки изделий *
Места, которые нельзя строгать шлифтом или двойным ру- A. J
банком, зачищают циклен. -
Никля представляет собой тонкую стальную пластинку >»
с острыми кромками, которыми производится зачистка.
Перед работой циклю «наводят», т. е. сглаживают ее край . * {
широкой стороной стамески, отчего на ребре цикли получается >
тонкий острый'заусенец, который и служит резцом (рис. 438);^''.'
Хватка цикли показана на рис. 439. Циклей можно чистить .
только твердые породы дерева; мягкую древесину она строгает
плохо. - •> *: 1
Р a in п н л и и напильник и служат для отделки и сгла-.•*
живания неровностей на прямых и кривых поверхностях. Кро^е
того, напильники применяются для заточки пил, .v.;
394
Рис. 438. Паводка острия цикли
стамеской
Оборудование и контрольно-измерительный инструмент
Столярный верстак служит основным приспособле-
нием для закрепления деталей при распиловке, строгании, свер-
лении, долблении и сборке. Верстак (рис. 440) состоит из
‘^верстачной доски /, продольных тисков 2, поперечных тисков 3,
лотка 4 и подверстачья 5.
_ -,г Тиски приводятся в движение деревянным или железным
винтом. На верстачной доске и продольных тисках продолблен
395
Рис. 440. Столярный верстак:
“ерстачиая доска; 2 — продольные тпгки. ч
л Т,|СКИ; 3 — поперечные тиски
« — лоток, б — подверстачье
ряд квадратных отверстий для вставления в них деревянных или
металлических гребенок, между которыми зажимается обрабаты-
ваемая деталь. Образцы гребенок показаны на рис. 441.
Лоток служит для размещения нужного для данной работы
инструмента. Лишний и ненужный при данной операции инстру-
мент убирается в шкафчик или другое место.
Подверстачье представляет со-
бой прочную подставку для верстач-
ной доски. Высота верстака подби-
рается по росту работающего, как
Рис. 442. Подбор верстака
по росту
Рис. 44Т. Гребенки:
а — деревянная; б — металли-
ческая
показано на рис. 442. Верстачная доска делается из сухой и твер-
дой породы дерева. Пользование верстаком довольно просто и
удобно, однако верстак хорош только тогда, когда он совер-
шенно исправен. За верстаком требуется постоянный и вниматель-
ный уход. Основные правила ухода сводятся к следующему.
1. Необходимо следить за исправностью и правильным дей-
ствием всех частей верстака. Обнаруженные недостатки следует
немедленно исправить.
2. Доска верстака должна быть вполне, гладкой и правиль*
ной. На перекошенной доске делать точную работу нельзя. «
3. Тиски должны перемещаться без перекосов и обеспечивать
плавный и твердый зажим.
4. Все болты и клинья должны быть наглухо затянуты.
5. Клинья гребенки должны свободно двигаться в своих
гнездах, чтобы не скалывать стенки гнезд.
6. Верстачную доску следует периодически покрывать оли-
фой.
7. Деревянные винты и все трущиеся части верстачного ме-
ханизма должны быть смазаны парафином или графитной мазью,
а металлические винты — техническим вазелином.
8. В нерабочее время винты в обоих тисках следует завер-
нуть, чтобы не допустить коробления тисков вследствие усушки.
9. Оберегать верстак от вредного влияния на него влаги.
396
10. Не следует подвергать
верстак ударам и порезам. Ри
резке стамеской, долблении,
сверлении и вообще при ра о
тах при которых можно п
вредить верстак инструментом,
нужно под обрабатываемую
деталь подкладывать подрез-
ную доску, которая всегда дол-
жна быть под руками.
Упрощенные верстаки. Для
временных ремонтных работ
можно применять упрощенный
тип верстака. Для этого на
удобной для работы высоте
укрепляются на прочном осно-
Рис. 443. Упрощенные столярные
верстаки
вании толстые доски, как по-
казано на рис. 443. Рабочие
(крайние) доски берут толщи-
ной 50—60 мм и шириной 200-
250 мм, а средняя доска — в
два раза тоньше; образованное ею углубление служит лотком
для складывания инструмента. При работе материал закреп-
ляется на верстаке струбцинами (рис. 444), а при обработке
кромок — в вилке (рис. 445).
397
Рис. 446. Струбцины:
0 — деревянная; б — металлическая
Струбцина (рис. 446) яв-
ляется основным приспособлением
для зажима и запрессовки изде-
лий. Она может быть деревянной
и металлической; последняя зна-
чительно прочнее и удобнее.
Ц в ни н к а (в а й м а) приме-
няется для запрессовывания де-
талей при склеивании. Цвынки бы-
вают простые, годные под один
размер (рис. 447), и переставные,
которые применимы для деталей
разных размеров (рис. 448).
В ремонтной практике чаще при-
меняют простые цвынки. Их мож-
но быстро изготовить, руковод-
ствуясь следующими правилами. Боковые стенки цвынки должны
вырезываться под прямым углом к дну выреза; такими должны
быть и косые грани клиньев. При несоблюдении этого требова-
ния деталь, состоящая из нескольких досок, будет коробиться
Рис. 448. Универсальные цвынки
Рис. 449. Запрессовка в неправильно изготовлен-
ных цвынках
898
и выпучиваться и может со
выскочить из цвынок (см. рис.
Клинья для зажима нужно д
длинные и тупые, с уклоном о •
.Разметку клиньев делать, как пок
’зано на рис. 450. Косые грани
клина после распиловки
тают, а оставляют шероховаты^ ,
так Щ^к такие клинья лучше зажи-
мают, чем гладкие.
^аснос нлина.
рхголо s °
Рис, 450, Разметка клиньев
для цвынок
Контрольно-проверочный инструмент
Обычно столярные работы выполняются с точноСР’ю й
0,5 мм. Точность обработки определяется масштабными
ками, складным метром, рулеткой и угольниками.
Рис. 451, Столярные угольники
I
Для проверки прямых углов применяют металлические и де-
‘ревянные угольники (рис. 451). Угольники с углами 45 л 135° на-
I зывают ярунками (рис. 452). Для нанесения линий под раз-
личными углами служит малка (рис. 453), представляющая со-
бой угольник, стороны которого соединены шарнирно и могут
поворачиваться вокруг общей оси.
Рейсмус (рис. 454) применяют для проведения параллель-
ных линий вдоль-кромок изделий. Рейсмус состоит из деревян-
ной колодки и двух квадратных ножек, которые передвигаются
в колодке и зажимаются клином. На концах ножек имеются
остро заточенные шпильки, при помощи которых наносятся
риски. Нужный размер устанавливается при помощи метра
между обрезом кштодки и шпилькой (рис. 455).
Столярный молоток (рис. 456) изготовляется из квад-
ратной стали и имеет вес 400—600 г. При сборке изделий нельзя
ударять молотком непосредственно по деревянным деталям, так
как при этом перебиваются их волокна и получаются вмятины,
вследствие чего изделия бракуются. В месте удара надо подкла-
дывать кусок дерева. При долблении и сборке деталей приме-
няют деревянный молоток — к и я н к у, сделанную из твердой
породы дерева.
Отвертки (рис. 457) применяются для отвертывания и за-
вертывания шурупов и винтов. Отвертки бывают простые и ме-
ханические, а по устройству лезвия — односторонние и двусто-
ронние. Рабочий конец отвертки должен быть заточен на тол-
щину, равную прорези в головке шурупа. При ввертывании боль-
шого числа шурупов для быстроты работы полезно использовать
винтовую дрель, в которую вместо сверла следует зажать лез-
вие отвертки.
400
Рис. 456. Столярный молоток
Рис.
а
457. Отвертки:
простая; бив — механические
Клещи столярные при-
меняются для извлечения '
и для изгибания и переку
железной проволоки.
7? Ключигаечные(Рис- ° и
применяются при сборке
ремонте частей самолета. Л
мелких работ наиболее употреби-
тельны раздвижные ключи. При
массовых же работах следует
применять постоянные ключи, так
дительна и они не портят граней
как работа ими более прризво-
гаек.
Рис. 458. Ключи' гаечные
2. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СТОЛЯРА
спбп^ДОоРГаНИЗацИей Рабочего места подразумевается точное
и е Установленных правил по подготовке, размещению
нахоляпт^НИЮ матеРиалами. инструментами и оборудованием,
сходящимися в распоряжении работающего как в начале, так
26-1640
401
и в процессе всей работы. Неправильные подготовка и размеще-
ние инструмента ведут к резкому снижению качества и произво-
дительности в работе, а в ряде случаев — к тяжелым ранениям
неправильно уложенным режущим инструментом.
Чтобы избежать этого, необходимо соблюдать следующие
правила:
1. Установить свой верстак от других верстаков или предме-
тов на расстоянии не меньше 0,9 м и так, чтобы он стоял вполне
устойчиво во всех направлениях и ему ничто не мешало. Пол
вокруг верстака должен быть чистым и сухим. Обтереть сухой
тряпкой или обмести щеткой все части верстака.
2. Проверить работу всех частей верстака; замеченные не-
исправности немедленно устранить.
3. Взять из шкафа необходимый для данной работы инстру-
мент и разложить его в лотке верстака так, чтобы инструмент,
который требуется чаще, лежал ближе, а остальной — дальше
от работающего. Стамески, долота и другой режущий острый
инструмент следует класть по направлению движения рук, чтобы
удобнее было брать их за ручки и при случайном движении не
порезать о них руки; пилы нужно вешать за поперёчину с правой
стороны верстака; рубанки — ставить подошвой на верстак или
обрабатываемый- предмет.
4. Чтобы не загромождать верстак, инструмент, который не
потребуется в дальнейшей работе, следует убирать в инструмен-
тальный шкаф.
5. Заготовки и готовые изделия надо складывать в отдель-
ные места.
402
6. ’ Не обтесывать на верстакё брусков топором это де-
сверлении, резании и Д°лбл^ИВ“х Jthx работах надо подкла-
распиловке- следить. чго6ь. „,Иа
“ гХ»оХ?ИиВрХа”^менг надо протереть и положить
в шкаф на свое место (рис. 459).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите столярный инструмент, применяемый при распиливании
дерева.
2. Какой инструмент применяется при разметке детали?
3. Объясните последовательность при распиливании дерева.
4. Перечислите основные углы резца при резанин; каково значение этих
углов при работе инструментом?
5. Как затачивают и разводят лучковые пилы?
6. Какой основной инструмент применяют для строгания древесины?
7. Назовите основные части столярного верстака и расскажите, в чем за-
ключается уход за ним.
ГЛАВА XXIV
РУЧНАЯ ОБРАБОТКА ДРЕВЕСИНЫ
1. ЗАТОЧКА И ПРАВКА ИНСТРУМЕНТА
Разводка и точка пилы
Для работы пила должна быть правильно разведена и остро
наточена. Тупой и плохо разведенной пилой трудно работать.
Для разводки и точки пилу зажимают в особые тиски так, чтобы
полотно пилы было прямое и совершенно неподвижное (рис. 460).
Тиски закрепляют на верстаке
или на любой толстой доске.
Сущность разводки заключается
в том, что зубья пилы попе-
Зуб отги-
бается на
/2-/3 к,
его вы- и
соты Й
Рис. 460. Тиски для заточки пил Рис. 461, Разводка для пилы
ременно отгибают в сторону при помощи стальной пластинки
с прорезями, называемой разводкой, или хорошо зака-
ленной отверткой, как показано на рис. 4§.1. Разводка пиды
для распиливания сырого и мягкого дерева должна быть больше,
чем для сухого и твердого, но не больше двойной толщины по-
лотна. Лучше всего каждый зуб пилы отгибать на 0,5 мм. Изгиб
правильно разведенного зуба должен начинаться на расстоянии
от Vs до У-2 высоты зуба от его вершины. Изгиб зубьев у основа-
ния способствует образованию трещин в полотне и ведет к его
поломке.
404
Отгибать зубья при разводке нужно равномерно в обе сто-
роны ^Разведенную пилу правят, протягивая ее между губками
ее
зубья выбудут иметь одинаковый развод в стороны, вершины
’ 1убьев пойдут точно по одному следу, и пропил получится глад-
з^оьев пойдут точн тисках или тиски по зубьям надо
КИЙ. Двигать ПОЛОТНО ПИЛЫ В тисках 1И in J Д
всегда так, чтобы тиски как бы сбегали с зу У,
а не двигались навстречу. Правку
развода можно также провести в
' пропиле из твердого дерева, про-
тягивая пилу через пропил по напра-
влению зубьев.
Выправив развод, приступают к
заточке пилы. В зависимости от вели-
чины и формы зуба затачивание ве-
дут трехгранными или полукруглыми
напильниками с мелкой насечкой. По-
рядок заточки пил одностороннего
действия заключается
1. Закрепить пилу
чтобы она не имела
и выбрать по форме и
ного зуба трехгранный напильник.
Принять основную стойку у верста-
ка по правилам слесарного дела и
начать затачивать зубья так, чтобы
они имели по всей длине одинаковые
углы заострения, углы резания и
высоту.
2. Спиливать металл нужно рав-
номерно с переднего и заднего ребер зуба, наблюдая за тем,
чтобы его вершина была острой.
.. Напильник устанавливать в канавку зубьями с правой сто-
фоны или так, чтобы елевой стороны плоскость напильника бы па
5 < в отвесном положении (рис. 462). Движения напильнику давать
плавные, и полные, без большого нажима. Сделав напильником
три-четыре движения,' переставить его в пазуху следующего
зуба и.так продолжать, не пропуская ни одного зуба ’
Рис. 462. Положение напиль-
ника при заточке прямого
зуба пилы
в следующем,
в тисках так,
перемещений,
величине дан-
Рис. 463, 'Заточка мелкозубных пил
406
Рис. 464. Заточка пил двустороннего
действия
3. При опиловке не сле-
дует сильно надавливать
напильником на зуб, так
как с увеличением трения
металл нагревается, что
может привести к от-
пуску закаленных зубьев.
4. Пилы и мелкозубки
(пилы с шагом до 7 мм)
следует затачивать с од-
ной стороны и все зубья
подряд, без пропуска. На-
пильник нужно держать
под прямым углом к
5. Пилы, имеющие зубья в виде
ника, затаиваются с двух сторон под углом
полотну пилы и следить
за тем, чтобы режущая
кромка зубьев не была
скошена (рис. 463).
равнобедренного треуголь
65—80° Поочередно
справа налево (рис. 464). Напильник при этом держится по на
правлению заточки.
Заточка железок (резцов) для рубанков
Для грубой заточки железок стругов и стамесок используют
мокрые песочные точила. Дальнейшая доводка острия произво-
дится на мелкозернистых камнях, называемых оселками.
Рис. 465. Точила песочные:
а — с ножным приводом-; б — с ручным приводом
Точило; состоит из натурального или искусственного круг-
лого камня-песчаника, насаженного на квадратный вал, враща-
ющийся в подшипниках. Вал опирается на края деревянного или
металлического ящика, наполненного водой. Точило приводится
во вращение ручным или ножным приводом (рис. 465).
Рабочая поверхность камня должна быть ровной, и ход его
должен быть выверен. При точке инструмента в ящик точила на*
406
ливают воду в таком количестве, чтобы она только смачивала
поверхность камня. Более глубокое погружение в воду приведет
к размягчению камня, вследствие чего на нем появятся неров-
ности и выбоины. При заточке вращать точило надо равномерно,
нажимая на инструмент с одинаковым усилием. Затачивать
инструмент на сухом точиле не следует: инструмент отпустится,
а камень забьется мелкой стружкой металла и будет плохо
точить.
Чаще всего камень точила изнашивается неравномерно, об-
разуя впадины и выступы, что мешает правильной работе. ЛУест- -
ные выбоины исправляются замазкой, которая изготовляется из
трех частей мелко просеянного песка и наждачного порошка той
же грануляции, одной весовой части цемента и небольшого ко-
личества жидкого стекла. Полученная масса хорошо заполняет
все неровности и прочно'связывается с камнем.
Приемы заточки железки рубанка или стамески на песчаном
точиле
Заточка железки рубанка или стамески на песчаном точиле
без приспособлений производится в такой последовательности:
1. Подойдя к точилу, встать против направления его враще-
ния и принять правильную стойку; ступни ног поставить примерно
под углом 60° и придать корпусу устойчивое положение
(рис. 466).
Рис. 466. Положение ступней
при заточке на точиле
Рис. 467. Положение рук при
заточке инструмента на точиле
2. Взять в обхват всевщ пальцами правой руки железку7, упе-
рев тупой 'конец ее в ладонь. Локоть прижать к груди.
3. Пальцы левой руки положить на плоскость близ острия же-
лезки под прямым углом (рис. 467).
407
4. Опустить железку на круг так, чтобы острие ее было не-
сколько ниже верхней течки круга, и держать ее под требуемым
углом заточки (24—30°) и немного вкось по отношению к поверх-
ности камня. Слегка нажимая левой рукой на железку, нужно
постепенно двигать ее слева направо и наоборот.
5. Следить за тем, чтобы лезвие и фаска железки были зато-
чены под прямым углом; проверить это прикладыванием уголь-
ника или на правильно выстроганном твердом куске дерева
(рис. 468). Лезвие правильно заточенной железки должно приле-
Рис. 468. Проверка заточки лезвия железки:
а — угольником; б на твердом деревянном б;уске
гать к поверхности бруска по всей ширине без просветов. При
строгании неправильно заточенной железкой поверхность обра-
батываемой детали получится неровной (рис. 469).
Рис. 469. Строгание неправильно заточенной железкой
6. При заточке железки необходимо следить, чтобы ширина
фаски (следовательно, и угол' заострения) была одинакова по .<
всей ширине железки. Если эго требование не соблюдено, то Же-
лезка строгает и тупится неравномерно.
7. У правильно заточенной рубаночной железки углы лезвия
слегка закругляются; без такого закругления конец железки бу-,
дет отрывать стружку и оставлять на обрабатываемой поверх-
ности полосы.
Затачивать инструменты, держа их в руке, очень трудно: же-
лезка, увлекаемая камнем, подвертывается, а лезвие ее вре-
408
u<3. пт этого железка не затачивается,
дается в поверхность камн , гтоВерхность камня также стано-
а наоборот, тупится ипортите я. заточку, можно в условиях
БИТСЯ неровной. Чтобы оолемое точильное лекало. Устрой-
So приспособлением показаны на рис. 470.
Рис. 470. Заточка железки при помощи лекала
Лекало имеет прорез, через который легко наблюдать за точ-
кой лезвия. Показателем правильной точки служит ровный бур-
лцпций водяной валик около лезвия (рис. 471). Если лезвие же-
Плотно прижато к камню, то вода не может пройти под
железку и омывает ее ровным валиком. При неровностях на лез-
ьйи. водяной валик будет виден только местами. Направляя со-
ответствующим образом лезвие по поверхности точила, добива-
ются нормальной заточки.
Приемы доводки. Точило стачивает металл слишком сильно и
грубо. Обычно на точиле инструмент затачивается до тех пор,
409
пока на лезвии не появятся небольшие ровные заусенцы, пред-
ставляющие собой тончайшую полоску металла, которая легко
ощутима на пальце, если им провести поперек лезвия.
Заточенное на точиле лезвие доводят на точильном природ-
ном или искусственном бруске. При точке брусок время от вре-
мени смачивают несколькими каплями керосина, чтобы раство-
рить и смыть образующуюся на нем густую лоснящуюся грязь.
При доводке нужно точно
Рис. 471. Контроль заточки
при помощи лекала
сохранять правильный
угол заострения, т. е. ста-
чивать фаску по всей ее
поверхности ровно, без
закруглений. Для этого
Рис. 472. Доводка
железки на бруске
нужно правой рукой взять железку за тупой конец, который
опереть в ладонь руки, а указательный пал§ц положить сверху
на железку; пальцы левой руки наложить на железку близ
острия (рис. 472).
При доводке следует делать железкой прямолинейные дви-
жения взад и вперед вдоль бруска, без нажима на себя и с нажи-
мом от себя. Хороший результат правки дает движение лезвия
под углом 45° к поверхности бруска. При этом нужно следить,
чтобы фаска все время прилегала к бруску всей своей площадью.
При некотором навыке лучше точить железку непрерывными
круговыми движениями по поверхности камня.
Правка инструмента
Для окончательного заострения лезвия инструмента его ре-
жущую фаску тщательно шлифуют на самых мелкозернистых
камнях — оселках. При правке на оселке сглаживаются и за-
410
верстака или в
нием оселки смачивают
вают машинным маслом^
керосином). Во время г
Образовавшуюся грязь след}
Нельзя допускать
должны быть чистые: ----
лезвье.
образовавшиеся во время точки
шлифовываются все неровное , острие приобретает ровную и
на точиле или бруске, после устанавливают в зажимы
острую кромку. Перед Ра „,.рпянную колодку. Перед употребле-
- специально сделаi j' СОрта оселков смачн-
м Разведенным для лучшей подвижности
пяботы оселки следует держать влажными.
pifXer керосин
3““—« песчинки могут испортить
...—вие. оселкё являются опи-
Основными движениями при правк железку следует
санные pantt -----*, И
плотно прижимать к оселку пальцами левой ру™-
санные ранее круговые движения:
Рис. 473. Прием правки железки на оселке:
1 — затачивание фаски; 2 — шлифовка плоской стороны
Сначала затачивают фаску железки (рис. 473,/), а затем,
чтобы снять незаметные заусенцы, инструмент переворачивают
и такими же движениями шлифуют плоскую (переднюю) сторону
(рис. 473,2). Эти операции проделывают несколько раз, пока
острие не получит должной остроты.
Точильные камни и оселки надо содержать в чистоте, чаще
смывать накопившуюся на них грязь. Фигурные лезвия калевок
и других инструментов на плоском камне заточить невозможно.
Такие лезвия точат на фигурных камнях. Часто калевки имеют
закалку, по твердости равную закалке пилы. В этих случаях их
точат напильником, а доводят на твердом куске дерева, сделан-
ном по профилю железки. Поверхность такого бруска смазывают
маслом и посыпают наждаком, после чего на нем окончательно
оттачивают фигурные железки. *
Стамески и долота затачивают так же, как железки рубанков.
Правка их производится на оселках. Опытные мастера оконча-
тельную правку стамески проделывают на кожаном ремне, наби-
том на ровный деревянный брусок. Стамески и долота требуют
весьма тщательной заточки.
411
2. ОСНОВНЫЕ СТОЛЯРНЫЕ ОПЕРАЦИИ
Разметка
Разметка предшествует всем столярным операциям. Размеры
изготовляемого изделия берут с образцов уже готовых деталей
или с чертежей и эскизов. Приемы разметки в столярном деле
в принципе ничем не отличаются от приемов разметки в слесар-
ном деле, но вместе с тем они имеют свои особенности. В столяр-
ном деле разметку надо разделить на два этапа:
1) отбор древесины и разметка ее под обработку;
2) разметка под установку или сборку.
Для разметки употребляются: метр складной, рулетка, шнур,
угольник, малка, ярунок, рейсмус, циркуль, чертилка, карандаш.
Отбор древесины и разметка под обработку
Эти две операции надо рассматривать как одно целое. Как
известно, древесина по своим свойствам крайне неоднородна и
обладает рядом пороков, снижающих ее механические качества.
Поэтому перед разметкой нужно подобрать кусок древесины
требуемой породы без видимых на ее поверхности пороков и с до-
статочными припусками для обработки.
Для проверки качеств древесины и безошибочного ее раскроя
на заготовки опиленные стороны бруска следует обстрогать шер-
хебелем или рубанком. Убедившись в доброкачественности ма-
териала, можно приступить к разметке.
Разметка под обработку. Приступая к разметке, нужно изу-
чить чертеж или образец и установить, с какого места нужно
откладывать размеры, чтобы экономнее и качественнее использо-
вать древесину, обходя сучки, заболонь, синеву и т. п. Намечая
размеры заготовляемой детали, следует учитывать, что при рас-
пиловке и строгании часть материала отходит в виде опилок и
стружек, поэтому нужно увеличивать размеры заготовки по
сравнению с размерами изделия на некоторую величину, называе-
мую припуском. Для распиловки припуск в среднем на одну
сторону дается 3—4 мм, а для строгания — 2'—4 мм.
Величина припуска зависит от квалификации работающего:
чем опытней работник, тем величина припуска берется меньше.
Для примера сделаем разметку заготовок для пяти планок
полок лонжерона (рис. 474) из соснового обрезного лафета ши-
риной 220 мм и высотой 60 мм. Разметка выполняется в таком
порядке: ’ Л
1. Перед началом разметки проверить, нет ли на торцовых
сторонах доски продольных трещин; при обнаружении их нужно
СПИЛИТЬ. . ’ ;
2. Отмерить при помощи метра длину заготовки по ребру
доски с припуском 10 мм' и сделать отметку карандашом на
длине 1210 мм.
3. На широкой стороне доски против отметки провести при
помощи угольника линию, перпендикулярную ребру (рис. 475);
412 <
. „„„ пгтяйпяя при этом отметку на за-
затем отрезать кусок доски, оставля р
ГОТ4ВШипо™ю сторону лафета разделить на пять равных частей
4. Широкую сторону т г помощи линеики параллель-
и через каждые 44 мм пр к дЛЯ каждой планки будет
ные линии. Таким образом, рмм и по высоте +10 мм.
равен: по длине 410 мм, Р ведеНИЯ параллельных линий
На длинных заготовках ПР^"НЯотмеРтеи следа натц-
пользуются иногда шнуром, которь д. местам отметок
рается мелом или углем. Шнур прикладывают к местам отметай
Рис. 475. Разметка уголь-
ником
и натягивают. Затем его приподнимают вверх и резким движе-
нием отпускают. Натянутый, как струна, шнур отбивает при
ударе о доску прямую, хорошо видимую линию.
Приемы разметки под сборку и установку
Разметка под сборку. Сущность такой разметки заключается ;
в том, что здесь устанавливают точную длину частей и разме-
чают их взаимное расположение и связь. Выступы на одной из
соединяемых частей, посредством которых она может скре-
пляться с вырезами другой части, называются шипами.
Вырезы, сделанные на одной из соединяемых частей с краев
и предназначенные для закрепления в них шипов называются
п ро у ц^Э-сгм и. Отверстия, сделанные на некотором расстоя-
нии от краев для помещения шипов, называются гнездами
" Точность размеров необходима для правильного соединения
частей. Разметку следует делать весьма аккуратно тонкими и
WW? видимым" линиями при помощи угольника, рейсмуса,
' ярунка и- карандаша, придерживаясь следующих правил "
И и?Х°ХТе обРабГВаеМу,° заготовкУ и проверить чистоту
ваГь пазмеш, И Р И КР°М°К’ °Т К0Т0РЫх СлеД?ет о™лады-
линичдля шеир13уЧИТЬ чертеж 11 размеры изделия. Продольные
л для щечек гнезд, граней шипов пррушин и центров отвер-
« 413
Стий проводить рейсмусом. Для этого при помощи масштабной
линейки установить размеры на ножках рейсмуса и провести им
линии. Чертить рейсмусом надо аккуратно и точно, плотно^ при-
жимая колодку к поверхности бруса или доски. Если рейсмус
прижимать неплотно и качать его, то линии получатся извилистые
и не параллельные стороне бруска и между собой. Откладывать
и проводить линии нужно с одной стороны бруса. На рис. 476 по-
казаны приемы правильной разметки рейсмусом.
476. Разметка рейсмусом
Рис.
На коротких деталях вместо рейсмуса можно пользоваться
линейкой и карандашом. В этом случае при помощи метра нужно
отложить по кромке заготовки расстояния между гнездами ши-
пов или центрами отверстий, после чего, прикладывая к ребру
угольник, провести через них карандашом или чертилкой
Рис. 477. Разметка деталей табурета
поперечные параллельные ли-
нии.
Проверить правильность
размеров и количество необхо-
димых круглых и продолгова-
тых отверстий для установки
и крепления частей.
При изготовлении симмет-
ричных изделий или деталей,
имеющих одинаковые размеры,
разметку всех частей делают
одновременно. Для примера
приведем разметку частей
табурета, изображенных на
рис. 477. Ножки табурета
складывают и закрепляют
вместе; затем прочерчивают на
них размеры. Так же поступают
с царгами и проножками. В результате такого приема разметки
размеры частей получаются одинаковые.
444
Приемы пилейиЯ
Ручная распиловка древесины разделяется на п о п е реч-
ную и п о о до ль н у ю Продольная распиловка в свою оче-
н у ю и продоле, у .У „ ю или торцовую, распиловку
редь делится на в е ^а ш к горнзонтакную.
“ РР а с г ил о в к а в р а з м а ш ку применяется при разреза-
нии древесинь, вдоль волокон. Этот способ применим в любых
условиях и выполняется в следующем порядке. „
1. Предварительно разметив карандашом или рейсмусом ли-
нии распиловки доски или бруска (на рейке или планк ), р чно
закрепить доску на верстаке или стеллаже струбцинами так,
чтобы пила с нижней стороны не могла касаться верстака.
2. Для резки выбрать длинную
с крупными зубьями пилу и от-
вернуть полотно пилы влево так,
чтобы оно образовало с лучком
угол 15—20°. Затем проверить
Неправильно
Правильно
Рис. 478. Положение корпуса при
распиловке вразмашку
Рис. 479. Проверка правильности
пропила угольником
правильность установки полотна пилы. Правильно установленная
пила при взгляде на нее сбоку и вдоль будет представлять пря-
мую полосу одинаковой ширины. Скрученный же конец полотна
будет казаться толще. Этот дефект можно устранить поворотом
шаховки в нужную сторону. Полотно пилы должно быть
хорвшо натянуто, — этим устраняется опасность искривления
пропила.
3. Для работы стать вплотную правым боком к верстаку и
принять устойчивую стойку с полуоборотом налево; при этом
правая нога несколько выносится назад, а левая вперед.
„4. Взяв в обхват всеми пальцами правой руки шаховку, а ле-
сон РУКой средник, поднять пилу вверх и плавным движением
/ «^большим наклоном от себя опустить ее без усилий вниз
Wc. 47g) затеМ свободно приподнять пилу вверх. Вначале сле-
egeT ДБигать пилу короткими и частыми размахами, чтобы дать
расправление. Затем нужно делать равномерные взмахи из
пцлаС1а 50—60 движений в минуту. Нужно следить за тем, чтобы
риса перекашивалась, не зажималась в пропиле и шла вдоль
• Правильность распиловки контролируется угольником
415
(рис. 479) или взглядом на полотно во время движения сверху
вниз, которое должно представлять собой тонкую прямую
линию.
По мере распиловки следует продвигаться вдоль доски и
передвигать струбцины.
Закрепление доски далеко от места резки нежелательно, так
как доска при этом вибрирует и пилить будет трудно.
Вертикальную рас-
пиловку производят
на коротких кусках дре-
весины, зажимая их в
передние тиски верстака.
Основная стойка при ра-
боте сохраняется преж-
няя. Работу рекомен-
дуется выполнять сле-
дующими приемами:
1. Взять правой рукой
за лучок ручки пилы все-
ми пальцами в обхват,
касаясь нижним краем ла-
дони шаховки; левую
руку положить на торец
доски. Ноготь большого
пальца поставить к риске,
к нему плотно придви-
нуть полотно пилы и с
нажимом слегка потянуть
пилу к себе. Этим движением будет намечено начало пропила
(рис. 480).
2. Убрать большой палец с пропила и плавным движением
подать пил)' вперед. Равномерными движениями продолжать дви-
гать пилу вперед и назад. Если пила отклонится от своего на-
правления, то полотно пилы направить на риску поворотом
ручки пилы в противоположную отклонению сторону (рис 481).
Пропил заканчивать, не доходя до доски верстака.
3. После начала пропила левую руку нужно убрать с Доски
во избежание ее пореза. Когда все полотно пилы углубится
в дерево, доску надо поддерживать, чтобы она не дрожала.
Распиловку можно производить при помощи ножовки. Про- "
цесс пиления ножовкой в основном не отличается от описанного.
При распиловке длинной доски ее следует переставлять по вы-
соте в зависимости от места пропила.
Распиловка древесины поперек волокон. При распиловке ма-
териала поперек волокон надо соблюдать следующие правила:
1. Разметку доски для распиливания производить при помощи
угольника или малки (рис. 482).
2. Распиливать следует поперечной пилой с зубьями прямо-
угольной формы.
ьлпгтяк так чтобы опиливаемая часть
3. Положить доску н Р в0 избежание пропила на вер-
ее несколько свисала сверзажатЬ.
СТТ Принято Основную стойку для пиления и начать делать
запил, как и при веРтИкадьН°”Тобы Пропил был перпендикулярен
5. При пилении следи* ’ °°енИя исправляются поворотом
Рис. 482. Разметка доски при
помощи угольника
Рис. 481. Выправление пропила
6. Движения пилы должны быть плавные и без нажимов; при
этом условии пила пилит чисто и легко. При сильном нажиме на
пилу она искривляется и запилы получаются зигзагообразными;
полотно пилы о них сильно трегся, и есть опасность ее поломки.
Строгание древесины
Строгание древесины является одной из важнейших операций
в обработке древесины. Строганием придают заготовленным
вчерне частям точные размеры и формы поперечного сечения,
определяемые чертежом или образцом изделия. Дерево обычно
строгают в плоскости волокон и параллельно их длине. Когда
направление движения резца совпадает с направлением слоев
волокон, тогда резец легко входит в дерево и снимает ровный
тонкий слои — стружку. При движении резца по длине волокон
против их направления, по сучковатой, свилеватей поверхности
поееРхиос™ с завитками инструмент встречает большие
" ДЛЯ Г|РОДвижения- В этом случае резец наталки-
ппаХЛЛ начал° волокон- отклоняется от первоначального на-
(пис 4Rn L'-vrny6jiy!<iTC5i в материал в направлении волокна
' срердзДть такую толстую стружку резец не может,
27-1640
. w 417
Поэтому получаются глубокие отщёпы и задиры, идущие внутрь
материала. Для устранения задиров при строгании нужно повер-
нуть брусок противоположным концом к себе. При местной сви-
леватости и завитках строгать нужно под углом и снимать очень
тонкую стружку.
Рис. 483. Образование задиров и защепов при
строгании
Строгать в плоскости волокон, но поперек их направления
очень трудно; в этом случае также получается неровная поверх-
ность, потому что инструмент встречает на своем пути волокна
разной твердости, которые не могут образовать стружку, так как
летние, более мягкие волокна древесины выкалываются из
Рис. 484. Строгание некачественной древесины
скрепляющих их зимних волокон древесины. В этом случае стро-
гание ведут под углом по отношению к продольным волокнам
(рис. 484). Самый трудный процесс строгания — это строгание
в торец перпендикулярно волокнам. Он разбивается на отдель-
ные операции:
1) отладка инструмента для работы;
2) выбор направления строгания;
3) закрепление изделий;
4) строгание и контроль за работой.
418
Отладка инструмента
г^ппрпмть заточку железки и правиль-
Перед строганием надо пр Рок (илИ друГой строгальный
ность ее установки. Для э „„„П!,цичяют его подошвой вверх;
инструмент) берут в руки и п Р насколько выдвинуть
„од,™ гго .... ™а(3’ ”₽S При взгляде спереди пра-
острие железки из рубанка (1 качаться тонкой ниткой на
вильно установленное лезвие должно казаться
П0ДВнХжениеИлезвия вперед производится легкими ударами
молотка “ тдау“"з.°. Глубину ..осадки лезвия уиыьшают
“ларХ ”»™oS «“задней строке колодкж К°‘° "и
ное лезвие выправляется слабыми ударами п Пп пожени?
с той стороны, с которой угол лезвия виден больше. Поло
инструмента при установке железки показано на рис
Рис. 485. Про-
верка установки
железки
Рис. 486. Положение рубанка при установке
железки
Ударять молотком по колодке надо осторожно и только
в верхней полуовальной части торца колодки, стараясь ударить
всей площадью бойка. При ударах ребром бойка можно раско-
лоть колодку Окончательно проверенную железку закрепляют
в колодке легкими ударами молотка по клину, которые следует
наносить до получения недребезжащего звука.
Клин должен плотно подходить к железке, нигде не образуя
щелей и уступов, задерживающих выход стружки Причиной
плохой работы стругов в большей части случаев является неточ
ная посадка клина. Если струг строгает негладко оставляя по-ле
и плох°п еге'1НЬ‘е В0лнообРаз»ые по™сы, значит железка дрожит
а тонкою13'0"313 КЛИН0М' УсЗанавл™ струг следует всегда
на тонкую стружку, а при работе ее всегда можно увеличить
кЬй толш°Хк?М И х°Р°шем ст₽0ГаНИи СтРУ«ка должна быть та-
мягкой на ощупь* °бЬ1 °H9 СВ0^°5Н0 сминалась пальцами и была
27*
419
Если требуется на много уменьшить толщину, строгание надо
начинать шерхебелем, которым снимается очень толстая стружка.
При этом на поверхности остаются продольные полосы, поэтому
после шерхебеля строгают рубанком.
Для окончательной отделки и получения чистой и ровной по-
верхности деталь строгают двойным рубанком или фуганком,
которые должны снимать стружку не толше писчей бумаги. При
Небольших неровностях можно строгать сразу рубанком, после
чего окончательно выровнять всю поверхность фуганком. Если
в начале строгания на древесине образуются защепы и задиры,
то при первых же стружках надо повернуть деталь другим кон-
цом вперед и продолжать строгание. Вообще строгать надо в та-
ком направлении, при котором задиров и защепов получается
меньше.
Закрепление изделий
При строгании деталь неподвижно закрепляют в тисках вер-
стака «валетом» или в развилке доски. При зажиме в тисках
концы детали у гребенок обсаживают легкими ударами молотка,
Рис. 487. Закрепление реек при строгании
чтобы они плотно прижимались к верстачной доске. Зажим вер-
стачных тисков не следует делать сильным, иначе брусок можег
выгнуться и его нельзя будет правильно выстрогать. При строга-
нии тонких реек и планок в упоре развилки их следует удержи-
вать от изгиба низкими бобышками (рис. 487).
Приемы строгания рубанком
Строгание шерхебелем и рубанком выполняется следующим
образом:
1. Закрепить на верстаке обрабатываемую деталь ранее ука-
занными способами.
2. Наложить правую руку на колодку рубанка и взять ее
в обхват так, чтобы пальцы руки плотно Подходили к железке
и охватывали щечки колодки с правой и левой сторон. Пальцами
левой руки охватить рог или переднюю часть колодки, как пока-
зано на рис. 488.
3. Подойти вплотную к верстаку, к тому месту где надо на-
. чинать строгание, и выставить левую ногу вперед параллельно ,
420
Hnrv отставить назад и развернуть их
кромке верстака; праву
П0Д4У Сложить рубанок «а о
жимать на него равномерно’ оо™ "сь размах руки.
движением подать рубанок впере.R __ р.
5 Нажимать «а Р^н°^ увелИчивать.
нажим левой РУк°и следУ будет ложиться
сколько ослаблять. Как тол поверхностью,
скость Обрабатываемого предмета всей повер
следует делать равномерно обеими рука.
тбоабатываемую поверхность и на-
обеими руками. Затем энергичным
В начале строгания
,, а правой рукой не-
_ на пло-
нажим
¥
Рис. 488. Хватка рубанка
припод-
6. При обратном движении колодку надо несколько
ннмать, чтобы предохранить режущую кромку лезвия от истира-
ния и притупления. Для нового рабочего хода рубанок плавно
опускают, — этот переход делается совершенно незаметно и без
всякого стука. Иногда применяют другой прием: при обратном
ходе колодку несколько наклоняют набок. •
7. Обработав деталь по всей ширине на полную длину размаха
рук, переходят к строганию нового участка.
8. При строгании нажим на. колодку делать равнокГёрно; при
ослаблении нажима рубанок будет прыгать и рвать древесину.
Когда строгание производится на конце детали и рубанок
выходит за торец, надо сильнее нажимать правой рукой, а левой
поддерживать свешивающийся конец рубанка и несколько при-
поднимать его, в противном случае конец детали будет состра-
гиваться и получится горб. ’ F
9. Следует чаще проверять правильность обстругиваемой по-
верхности линеикой, угольником (рис. 489) или же поставленной
на ребро подошвой рубанка (рис. 490) ПолучЁХе'я^р™:
зы2тКР°М8ад1Г пРозеРочных и строгаемых поверхностен ука-
R пп 3 ^правильности, Допущенные в работе рубанком.
л тинных ТКе СтР°ганпя пР°®еркУ прямолинейности узких и
нейности гпяСнЬЛ\Н ₽ееК ПР°ИЗВОЛЯТ ва-глаз. Проверку прямоли-
Р и бруса производят приемами, показанными на
421
Рис. 489. Проверка плоскости угольником или
линейкой
Рис. 490. Проверка плоскости ребром рубанка
Рис. 491. Проверка прямолинейности граней бруса
на-глаз
422
рис. 491,.В этом случае на
несколько сбоку, прищур* чтобы кажущееся расстояние
бруса поднимают вверх нас ’ торцов бруса было равно
,ГТс7в э™« "п=е«» просматривают, нет ли »а ребре гор-
бов и лощин. Обычно проверку
производят по обеим граням
бруса с двух сторон. Примеры
правильной и неправильной обра-
ботки граней бруса показаны на
рис. 492.
Перекосы проверяются тоже
на-глаз, при этом на проверяе-
Неправильная обработка
Лошина
мую поверхность смотрят с торца.
Для этого становятся лицом
к свету, а конец бруса направ-
ляют так, чтобы он был на тем-
ном фоне при хорошем освещении
всей проверяемой поверхности.
Верхнюю грань бруса распола-
гают горизонтально, затем при-
поднимают конец бруса; при этом
плоскость начинает как бы
Правильна? обработка
Рис. 492. Примеры обработки
граней бруса
уменьшаться и, наконец, совсем
скрывается за ребром торца. В этом положении бруса и следует
проверять дефекты строгания.
Завалы и перекосы, получившиеся вследствие различных
ошибок при строгании, приведены на рис. 493.
. Правильная обработка
Неправильная обработка
Рис. 493. Определение перекосов и завалов
лаз
423
Приемы строгания фуганком..
Строгание фуганком производится следующим образом:
1. Проверить отладку фуганка. Для выколачивания железки
удар наносят не в торец колодки, как у рубанка, а по пробке,
расположенной в передней части фуганка. В остальном приемы’
по отладке те же, что и у рубанка.
2. Встать к верстаку наравне с передним концом детали и при-
н.ягь устойчивую стойку, как и при работе рубанком.
3. Взять ручку фуганка всеми пальцами правой руки в об-
хват. Левую руку положить сверху поперек колодки и обхватить
•"ёе пальцами с правой стороны (рис. 494).
Рис. 494. Хватка фуганка
4. В первый момент подачи фуганка его слегка . отводят на-
зад, затем энергичным движением правой руки посылают фуга-
нок вперед; левой рукой направляют колодку и нажимают на
переднюю часть фуганка. Продвигая фуганок дальше, нажим
правей рукой усиливают, но по приближении к середине бруска
делают одинаковый нажим обеими руками. К концу бруска на-
жим левой рукой прекращается, и свешивающуюся часть ко-
лодки приподнимают несколько вверх.
5. Снимать стружку нужно по всей длине изделия, не отни-
мая фуганка. Пройдя фуганком всю длину обрабатываемого из-
делия, нужно переходить к следующему , участку по ширине.
В этом случае работа выполняется примерно так: строгающий
после первого размаха фуганком продвигается на шаг вперед,
затем, не изменяя стойки и не ослабляя нажима обеими руками,
делает новый широкий и сильный толчок — размах.
Чем тяжелее фуганок, тем слабее следует прижимать его
и тем скорее и точнее прифуговываются поверхности.
6. Прострогав широкую сторону доски, нужно начать стро-
гать ее кромку под угольник, не допуская при этом бугров, ло-
щин, перекосов. ’ ' . л -
7. Вторую кромку строгают обычно под "рейсмус. так, чтобы •
стружка была снята до середины рисок (с правой-и левой сто-
роны доски); при этом надо быть внимательным и осторсйкцрш,
чтобы нс испортить изделие.
Строгание торца. Вр многих обрабатываемых деталях прихо-
дится строгать торцы, заготовок. В зависимости от размеров
4^4
Рис. 495. предохранение торца
бруска от скалывания
изделий их зажимают в продоль
ные “или поперечные тиски р
стака или в специальном при-
способлении — донце. „„QiriT
Предварительно размечаю
границы обработки.. Крупные д -
тали обрабатывают в тисках вер
стака. Во избежание откалыва-
ния крайних слоев древесины с
противоположной стороны обра-
батываемой пл0СкЬс™ип^.З'стамеРКИ снимают небольшую
вают дощечку или при помощи стам ~ тппР1, бпуска стро-
(bacKV с ребра выходной стороны (рис. 495). торец PJ Р
гают очень острой железкой и при этом снимают тонкую стружку.
Фанеру и тонкие изделия строгают в донце (рис. 4УО).
Рис. 496. Строгание торцов в донце
3. ПОЛЬЗОВАНИЕ СТРУГАМИ И СТАМЕСКАМИ
При обработке сложных кривых поверхностей, например при
снятии галтелей, при переходе одного сечения в другое или при
строгании углублений, где невозможно добратьсй обычными ру-
банками, применяются струги.
Стамески применяются при выполнении таких--работ:
1) срезывание торцов на рейках;
2) срезывание отдельных неровностей на сравнительно узких
поверхностях при подгонке их по месту;
3) срезывание излишков материала при сборочных работах
особенно при шиповых или усовых соединениях- г ’
4) обработка рваных пробоин в фанерном покрытии самолета-
5) подгонка заполнителей на пробоины и т. д' самолета,
В умелых руках острая стамеска явпяртпо ,,
инструментом, которым можно выполнять разпичп РСаЛЬНЫМ
работы. На рис. 497 приведены типичные nnXZ Ремон™ые
стамеской. т,, нь е пРимеры пользования
вые
• iл' Долбление
узел ЙЙ, ®СТРеч*ЮТСя изделия, детали
пг?€ПЛения. Детали таких изделий
соХТ®" ши"°= “ "Р°У™На
-- гоедивеи,, й щщах Для шщада
которых образуют общий
соединяются между со-
рис. 498 показаны типо-
в брусьях долбят гнезда
425
г
Рис. 498. Соединения на шинах •
426
Сначала размечается шип, а по нему
долотами и стамесками. „педеленные соотношения между
гнезда. Практикой выра о <_ брусьев небольших толщин
толщиной шито И брусо' ^«“’“"нняемых брусьев Пр» боль-
шип равен примерно /з несколько шипов с равными
ших толщинах делают пар проуШинами Гнезда и проушины
промежутками между' “«"Хьником Шипы и проушины, где
размечаются рейсмусом и у в€ЗЫвать мелкозубной пилой и
только возможно, надо Р • » свяЗИ при склеивании,
оставлять их шероховатыми для лучшей стамесками;
Гнезда выдалбливаются Дозами и Д такой последоватёль-
Работа по выдалбливанию выполняется в
кости:
1. Произвести разметку гнезда или заруб проушины.
2. Короткие изделия закрепить в тисках верстака, а на Длин-
ные изделия, чтобы они не перемещались, сесть боком как мож. о
ближе к месту долбления. Тонкие же детали для неподвижности
прижать струбциной.
Рис. 499. Вынимание стружки долотом
3. Взяв в левую руку стамеску или долото, а в правую киянку,
поставить долото режущей кромкой на некотором расстоянии от
риски, чтобы во время работы не смять края размеченного отвер-
стия. Долбление начинают от себя. Под ударами киянки долото
будет углубляться в дерево. Нужно следить, чтобы долото своей
лицевой стороной стояло отвесно около риски и не затрагивало
ее. Затем долото ставится на расстоянии 15—20 мм от первой
зарубины и вдалбливается в дерево в наклонном положении qt
себя. Подрезанный таким образом треугольник древесины выни-
мают, действуя долотом, как рычагом (рис. 499).
4. Гнездо следует долбить долотом, ширина лезвия которого
равна ширине размеченного отверстия. Долбить отверстие надо
за один проход (без какой-либо подрезки с боков) Р
бят5в.Г±иД0ЛбЛеН1Й1 №еЗДа бШ’ее УЗКИМ ДОЛотом сна^а его дол-
намечеш ^Пр0Х°Д’ PaBI™H ШНрНН6 Д0Л0Та> плотную к одной из
2езко0 ™РОИ’Ш показано на рис. 500. Затем делают
щипся излишек пеГкИ ш"рины гнезда и срезают стамеской остав-
ш излишек древесины.
427
6. Чтобы не смять стенки гнезда, не следует вынимать доло-
том мелкую стружку. Стружка срубается глубокой зарубкой
без раскачивания долота и выбрасывается его передней
гранью.
Неправильно
Правильно
Рис. 500. Долбление отверстия узким
долотом
7. Сквозные отверстия долбят до половины толщины детали,
затем деталь переворачивают и долбят отверстие таким же спо-
собом по точно' сделанной разметке с другой стороны. При пра-
вильной разметке и долблении отверстия точно совпадают.
Рис. 501. Очистка -от струже^..
отверстия пробойником '<.
Прорубленное таким образом гнездо бывает сплошь 'забито
стружками. Для их выбивания делают из твердого дерева:“-йрЬ?.
бойник несколько меньших размеров, чем гнездо, и им осторожно^
выбивают стружку, Жак показано на рис. 50L
428
ft Ппи ппппгбянии отверстий в фанере необходимо, чтобы про
. 8. При прорубании otBcp деревянной прокладке или так
рубаемая часть плотно затем ^сильным нажимем острой
называемой подрезно д ’ п0 всему контуру разметки,
стамески подрезают сл и g -рак последовательными
•Подрезанный слои снимают еran образуется отверстие. Под-
подрезаниями и снятием слоев нг скалЫвания произ-
резание последнего слоя шпона во изиежаи ч
ВОДЯТ ОСТОРОЖНО. , -5;
ч?
t КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как производится разводка пилы? На какой высоте, следует
отгибать зуб?
2. Каким способом правится разводка зубьев пилы?
3. Расскажите последовательность заточки зубьев пилы.
4. Объясните правила заточки железок рубанка, фуганка и стамески.
5. Как можно устранить дефекты точильного камня?
6. Что такое доводка и правка инструмента?
7- .-Расскажите последовательность пиления брусков и реек.
8. Расскажите последовательность операций при разметке изделий.
9. Объясните последовательность при строгании древесины рубанками
и фуганками. S
10. Б чем заключается отладка рубанка перед строганием?
И. Какие меры предосторожности необходимо соблюдать при строгании
торца бруска?
12. Объясните последовательность операций при долблении гнезд.
13. -Что такое пробойник и для какой цели он употребляется?
14. Что такое струг и с какой целью он употребляется?
15. Объясните приемы глазомерного контроля строгаемых поверхностей.
? 4
ГЛАВА XXV
СОЕДИНЕНИЕ И СБОРКА ДЕРЕВЯННЫХ ИЗДЕЛИЙ
1. СПОСОБЫ СОЕДИНЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ
Детали деревянных изделий соединяются между собой
в основном тремя способами:
1) сращиванием — соединение, осуществляемое вдоль воло-
кон материала;
2) сплачиванием- — соединение древесины в ширину и по
кромкам;
3) вязкой-—соединение частей концами или боками под раз-
личными углами.
Способы соединения деталей показаны на рис. 502.
Кроме перечисленных выше способов, соединение деревянных
деталей осуществляется склеивание м различными клеями,
а также скреплением при помощи гвоздей, шурупов, бол-
тов, заклепок и т. д.
Сращивание деталей
В самолетостроении и ремонтной практике широко приме-
няется сращивание и сплачивание брусков и досок в длину, -ши-
рину и толщину. Сращивание брусков и реек в длину произво-
дится чаще всего скошенным стыком, называемым усом.
Для обеспечения прочности склейки нормальной авиадре-
весины скос в соединениях делают так, чтобы толщина склеива-
емых брусков относилась к длине основания скоса, как 1 : 12
или 1:15 (рис. 503).
Ус может быть прям ы м или ступенчатым (рис. 503).
Преимущество ступенчатого уса заключается в более прочном
соединении, так как в этом случае-плошадь соприкасания склеи-
ваемых частей больше. .Но несмотря на преимущества, ступенча-
тый ус применяется реже, чем прямой, так как выполнение его
доступно только высококвалифицированным столярам
Склеиваемые на ус. детали должны быть выполнены -из- каче- •
ствеиной и сухой древесины и .иметь совершенно одинаковые
размеры. Соединяемые концы деталей должны плотно, без про-'
светов пригоняться между собой и сохранять прямолинейность. У:
После склеивания. Припуск обстругивается заподлицо с основной'‘
430
431
деталью. При выборе плоскости Склеивания надо всегда исхо-
дить из условий работы бруска, т. е. учитывать, в каком напра-
влении будут приложены главные усилия. • * ,
Подготовка соединения на ус. Подлежащие сращиванию
бруски размечают с обеих сторон. Затем мелкозубной пилой сре-
зают скосы с припуском 2—3 мм на обработку. Скосы строгают
сначала рубанком, а потом в зависимости от длины скоса фу-
гуют или зачищают шлифтом.
Во избежание скалывания и прогибов тонких концов бруски
строгают на прокладке, как показано на рис. 504. Затем скосы
Рис. 504. Строгание скоса на ус:
1 — брусок; 2 — прокладка
:* л -
брусков прикладывают один к другому и проверяют плотность
их соединения. Поверхности скосов строгают так, ,чтрбьд при
прикладывании их не было просветов; оси брусков должны быть
параллельны. л-»' t
Скосы смазываются клеем и запрессовываются струбцинами
с широкими прокладками или заклиниваются в цвынках.
Склейка по ширине. Хорошая и прочная склейка получается
в том случае, если годовые слои древесины в соединяемых ча*
432
стях располагаются под углом от 45 до 90 в ело ч к у (рис. 505),
а волокна направлены в одну сторону. При этом создаются усло-
вия для равномерной усушки древесины. При ином расположении
волокон возможно .коробление. Склеи-
ваемые поверхности должны быть
тщательно и ровно выстроганы.
При ремонте полок лонжеронов
часто приходится выклеивать щиток из
нескольких досок по ширине и длине.
В этом случае планки соединения
на ус надо располагать вразбежку
.так, чтобы соседние соединения не ле-
жали .в одной плоскости. Сращивание
досок производится, как показано на
Рис. 505. Подбор Слоев дре-
весины для склейки в елочку
ь
Рис. 506. Соединение на ус вразбежку
Соединение фанеры
В самолетостроении и ремонтных операциях фанеру соеди-
няют главным образом склеиванием. Листы фанеры соединяют
на ус с отношением толщины склеиваемой фанеры к длине уса
1:10 (рис 507). Для тонких листов фанеры длина уса должна
Рис. 507. Склеивание фанеры на ус
быть не менее 20 мм. При сращивании фанеры для образования
скоса нд ус надо под строгаемый край подкладывать фанерные
илй дощатые планки, Фтобы не скалывать волокна шпона. Концы
скосов должны быть острыми и ровными. Всякие расщепления
и неровности должны быть срезаны. После этого скосы застраги-
28-1640 433
ваются вновь, если Это позволяют размеры заготовок. Направле-
ние слоев двух склеиваемых листов фанеры должно строго сов-
падать. Пропитанные клеем
стыки запрессовываются и.
выдерживаются до полного
затвердевания клея.
При раскрое заготовок
тонкие листы фанеры режут
не мелкозубной пилой, а
острым концом хорошо отто-
ченной стамески во избежа-
ние повреждения тонких
слоев рубашки зубьями пилы.
Более толстая фанера
разрезается мелкозубной пи-
лой. Во избежание скалыва-
ния слоев шпона под фанеру
Рис. 608. Распиливание фанеры при
помощи доски с пропилом подкладываются ленть! из
негодной фанеры или доска
из твердой породы дерева с ровным пропилом вдоль слоев, рав-
ным ширине полотна пилы (рис. 508).
Эти простые приспособления позволяют выпиливать в фанере
ровные и гладкие пропилы, не нарушая слоев рубашки.
Шиповые с о е-
Рис. 509. Шиповые соединения
дине и ия в самолето-
строении не применя-
ются. Они применяются
в строительном и
мебельном деле, а так-
же при изготовлении
предметов ангарно-
аэродромного оборудо-
вания (стремянки, ко-
зелки, колодки под
шасси и т. д.).
Шиповые соединения обычно собирают на клею, гвоздях и
шурупах. Для плотной посадки шипа в гнезде шипы расклини-
вают. Вязки в местах узлов усиливают деревянными гвоздями.
На рис. 509 показаны приемы закрепления шиповых соединений
при сборке.
Склеивание древесины
Чаще всего деревянные детали самолета соединяют скдеива-'
нием. Для склеивания применяют клеи, дающие прочнее бензо*
масло- и водоупорные соединения. В настоящее вре^ широко
применяются казеиновые клеи марки В-105 и В-107 й' смоляйые-
клеи ВИАМ-БЗ и КБ-3, изготовленные на основе фенолыюфор-
мальдегидных смол марок ВИАМ-Б и Б. Казеиновые клеи, хотя
и .дают прочные бензо- и маслостойкие и довольно водоупорные
соединения, Йо увлажняют склеиваемую Древесину, й результате
чего соединение может поражаться грибками. Смоляные клеи
дают прочное водоупорное и грибостойкое соединение.
Д * 2. КАЗЕИНОВЫЕ КЛЕИ
Казеиновые клеи марки В-105 и В-107 поступают на снабже-
ние в виде порошка, причем клей В-107 является заменителем
клея В-105.
Казеиновые клеи относятся к классу щелочных. В результате
химических реакций, протекающих в клеевом растворе, и испа-
>. рения воды казеиновые клеи превращаются в твердую массу.
Эти процессы протекают' в условиях комнатной температуры.
Для ускорения склеивания можно применять постепенно возра-
стающий подогрев до 60° С.
Приготовление казеинового клея
Казеиновый порошок, доставляемый как готовая смесь всех
входящих в него компонентов, не должен иметь гнилостного
запаха, следов плесени, комков, не распадающихся при легком
растирании пальцами, насекомых и их личинок. Перед составле-
нием массу порошка надо хорошо перемешать и попробовать
влажными пальцами: хороший порошок будет их склеивать.
В течение первых пяти месяцев по изготовлении клей должен
удовлетворять техническим требованиям; после этого срока он
может потерять свои качества, поэтому перед употреблением
его необходимо проверить.
Клей приготовляют в высоких эмалированных или луженых
клеянках без подогрева при температуре +10—25° С. Для приго-
товления клея берется чистая питьевая вода при температуре
10—25° С. Потребное количество порошка и воды отвешивается
на весах.
Степень густоты клеевого раствора определяется характером
соединения, породой и состоянием древесины:
1) для усовых, торцовых и полуторцовых соединений порошок
и вода берутся в соотношении 1 : 1,8 и 1 : 1,9 (т. е. на одну весо-
вую часть порошка нужно взять 1,8—1,9 части воды);
2) при склейке дельта-древесины и балинита 1 : 1,6 и 1 : 1,7;
3) в остальных случаях берется соотношение 1 :2.
Раствор клея приготовляется следующим образом.
В клеянку вливают отвешенное количество воды, затем по-
. степенно при непрерывном помешивании добавляют клеевой по-
--рошок. Размешивание производится в течение 40—50 минут до
получения однородного раствора, без комков и крупинок. После
. десятиминутного отстоя следует осторожно снять с поверхности
раствора пену, после чего клей готов к употреблению.
Жизнеспособность клея В-105, т. е. годность его к склеива-
нию, 2 3 часа в зависимости от температуры окружающего
•+ и концентрации раствора. Жизнеспособность клея
B-1U7 несколько меньше.
W;
Температура в помещениях, где проводится склеивание, дол-
жна быть в пределах 12—30° С, В холодный период года в поле-
вых условиях необходимо обеспечить нормальную температуру
раствора (10—25° С), пользуясь сосудами с теплоизоляцией или
клеянками с двойными стенками, куда наливается горячая вода.
3. СМОЛЯНОЙ КЛЕЙ ВИАМ-БЗ
Клей ВИАМ-БЗ применяется для склеивания деталей, несу-
щих ударную нагрузку. Он не дает трещин в торцовых поверх-
ностях и значительно упрощает технологию склейки. Склеиваю-
щая способность клея ВИАМ-БЗ на 30% превосходит склеива-
ющую способность казеинового клея В-105.
В состав клея ВИАМ-БЗ «ходят:
а) искусственная фенольйоформальдегидная смола ВИАМ-Б—
100 весовых частей;
б) растворитель А (технически чистый ацетон) — 10 весовых
частей;
в) контакт № 1 (керосиновый контакт Петрова) — 20 весовых
частей.
Приготовление клея ВИАМ-БЗ
Клей'
6ИДМ-ЁЗ
Место
заливки
еооы
Холодная вода
Рис. 510. Клеянка в разрезе
При работах в полевых условиях клей ВИАМ-БЗ приготов-
ляется следующим образом:
1. В эмалированную или стеклянную посуду вливают необхо-
димое количество смолы.
2. С целью охлаждения смолы до температуры 15—20° С со-
суд со смолой помещают в ведро с холодной водой. Клей, приго-
товленный без охлаждения, быстро загустевает и становится не
пригодным к употреблению.
3. К охлажденной смоле добавляется необходимое количество
ацетона, и через 5 минут эта
смесь тщательно размеши-
вается.
4. В (;месь смолы и аце-
тона при непрерывном пере-
мешивании добавляется не-
обходимое количество керо-
синового контакта; все это
тщательно перемешивается в
течение 10—15 минут. После
выдержки в течение 25—30
минут клей готов К упо-
треблению.
При повышенной темпера-
туре воздуха клей затверде-
вает. Наибольшая допусти-
мая температура клея должна
быть не выше 25° С. Для понижения температуры клея его охла- .
ждают холодной водой в специальной клеянке (рис. 510). Клей
430
ВИАМ-БЗ, приготовленный указанным способом, пригоден к упо-
треблению в течение 3—4 часов при температуре в помещении
15_20е С и в течение 2—2% часов при температуре свыше 20° С.
При работах с клеем ВИАМ-БЗ (особенно в закрытых по-
мещениях) нужно строго соблюдать правила техники безопас-
кости и личной гигиены.
Правила техники безопасности при работах с клеем ВИАМ-БЗ
1. Нельзя проливать клей; пролитый клей после отвердевания
должен быть убран. *
2. При попадании клея на кожу или одежду необходимо за-
грязненные места хорошо иромытьдгорячей водой с мылом или
денатурированным спиртом,
3. Во время работы нельзя загрязненными руками касаться
лица и глаз.
4. Для предохранения кожи от растрескивания необходимо
перед началом работы лицо и руки смазать специальной мазью.
5 Курить, принимать пищу, хранить пищу и питьевую воду
в помещениях, где производится работа с клеем ВИАМ-БЗ,
воспрещается.
4. СМОЛЯНОЙ КЛЕЙ КБ-3
В состав смоляного клея К.Б-3 входят:
а) жидкая фенольноформальдегидная смола марки Б (100 ве-
совых частей);
б) керосиновый контакт первого сорта (30 весовых частей).
Клей приготовляют на месте его потребления путем переме-
шивания составных частей в течение 15—20 минут.
Иногда при приготовлении клей в сосуде быстро затвердевает.
Это происходит вследствие того, что керосиновый контакт содер-
жит много кислот. В таких случаях разрешается количество керо-
синового контакта на 100 весовых частей смолы уменьшить до
27 или 24 весовых частей.
Клей КБ-3 годен к употреблению в течение 2—3 часов после
его приготовления. В полевых условиях разрешается составные
части клея не отвешивать, а отмеривать, пользуясь данными
табл. 32.
Таблица 32
СООТНОШЕНИЯ СОСТАВНЫХ частей ДЛЯ ПОЛУЧЕНИЯ КЛЕЯ КБ-3
Заданное количество клея в г 4 -— Смола марки Б в см3 Контакт в см3
100 200 . • ' 300 - 400 500 - Примечая и . -..£• Б>0 частей смолы ' Ж: • 65 130 195 260 325 е. Таблица сост 5 и 30 частей к 20 40 60 80 100 явлена из расчета энтакта. 437
5. КРАТКИЕ СВЕДЕНИЯ ПО ТЕХНОЛОГИИ СКЛЕИВАНИЯ
Крепость клеевого соединения зависит главным образом от>
толщины клеевого шва, а глубина проникания клея существен' •
кого значения не имеет. Наиболее прочное соединение получается
при толщине клеевого шва около 0,1 мм. Клеевой шов разру- *
шается по древесине, но не по клею. Крепость клеевого шва не
зависит от крепости породы дерева. 4
Клей надо наносить на вполне чистые и хорошо пригнанные
поверхности, обеспечивающие плотное их прилегание. Склеивае-
мым поверхностям из обла--
гороженной древесины при-
дают шероховатость круп-
ной стеклянной бумагой или
другими способами и для
обезжиривания их протирают
ацетоном.
Клей наносится щетинны-
ми или лубяными кистями
ровным слоем без пропусков
по всей поверхности движе-
нием в одну сторону, как
показано на рис. 511, во из-
бежание спенивания клея.
Лубяные кисти изгото-
вляются из коры липы (луба),
Рис. 5Н. Нанесение клеевого раствора которую распаривают в горя-
кистью чей воде; размягченный ко-
нец ее разбивают молотком
до расслоения на отдельные волокна, а затем его расчесывают
гребенкой или простой проволочной щеткой для удаления пере-"
битых волокон.
Нельзя протирать смазанные клеем детали после их соедине-
ния. Подтеки клея нужно снимать в сыром виде, а не после его
высыхания.
Склеивание бывает одностороннее, когда клей нано-
сится на одну из склеиваемых поверхностей, и двусторон-
нее, когда клей наносится на обе склеиваемые поверхности.
Одностороннее нанесение клея применяется при склейке дета- .ж
лей вдоль волокон, двустороннее — при склейке на ус торцовых
и полуторцовых соединений, при склейке фанеры и скорлупы, при,-'
склейке узких деталей и деталей из облагороженной древесины.
Нельзя клеить смоляным клеем по казеиновому, так .как смо--
ляной клей приготовлен на кислотной основе, а казеиновый
щелочной. При таком склеивании между ними возникает хими-.ж-,.
ческое взаимодействие, при этом казеиновый клей разрушается/-
Клеить же казеиновым клеем по смоляному можно, но перёд,
склейкой требуется тщательная очистка поверхности.
Выдержка. Для доведения клеевого раствора до определен-
ной вязкости с тем, чтобы он мог проникнуть в волокна древе-
сины и при запрессовке не вытекал, нужно применять следующие
выдержки:-
1. От момента нанесения клея до момента соединения склеи-
ваемых поверхностей — так называемая открытая пропитка:
для казеиновых клеев от 2 до 6 минут;
для смоляных клеев от 4 до 15 минут.
2. От момента соединения склеиваемых поверхностей до мо-
'• дмента запрессовки — закрытая пропитка:
для казеиновых клеев от 4 до 18 минут;
для смоляных клеев от 5 до 25 минут.
Запрессовка. Склеиваемые детали после открытой и закрытой
пропитки для обеспечения плотного прилегания и неподвиж-
ности до полного отвердевания клея запрессовываются (подвер-
гаются сжатию) под давлением 0,5—5 кг/см2 — в зависимости
от породы древесины, ширины склеиваемых поверхностей, кон-
струкции детали и вязкости клея.
Для узких деталей применяется меньшее давление, чем для
широких. Твердые породы дерева, дельта-древесина и балинит
требуют повышенных давлений. Легкие и тонкие детали из мяг-
ких пород во избежание их повреждения нагружаются давлением
0,5—1 кг/см2.
Давление при запрессовке должно распределяться равно-
мерно по всей склеиваемой поверхности.
В табл. 33 приведены удельные давления при запрессовке
• деталей.
Таблица 33
УДЕЛЬНЫЕ ДАВЛЕНИЯ ПРИ ЗАПРЕССОВКЕ СКЛЕИВАЕМЫХ
ДЕТАЛЕЙ
Наименование склеиваемых деталей Удельное давление при запрессовке в кг/см2
3
Склейка полок лонжеронов, стрингеров и бо-
бышек:
из хвойных пород из, твердых лиственных пород из дельта-древесины .... ... 2—3 3—4 4—5
Приклепка березовой фанеры: ' va- .K каркасу лонжеронов из древесины к каркасу из дельта-древесины -С : -к ..ажурным, частям крыла, оперения и т. д. - каркасам лерг.юр, шпангоутов и других .24ё4алей с мелким сечением -к*пе^а каркаса коробчатого лонжерона . • г-'Хзк*' •'г <4 J л ж ж ' д: ’'Д'. W 2—3 4—5 0,5—3 в зависимости от жесткости каркаса и ширины деталей 1-1,5 2—3 439
В ремонтной практике запрессовку производят струбцинами,
цвынками или грузом. Степень давления определяется весьма
приближенно. Все склеиваемые детали после запрессовки до их,
обработки выдерживаются при температуре не ниже 16° С. Про-
должительность выдержки для казеиновых клеев при темпера-,
туре 16—20° С—от 4 до 6 часов. Для смоляных клеев при ручной
обработке выдержку дают в течение 6—12 часов.
Контроль качества склейки. Вполне затвердевшие подтеки
клея свидетельствуют о затвердевании клея в соединении. Каче-
ство склейки определяется следующими способами:
1. Осмотром по внешнему виду невооруженным глазом и че-
рез лупу. Толщина фуги по всей длине не должна быть более
0,1—0,2 мм. Местные утблщения и вздутия, наполненные клеем,
и прерывистая клеевая пленка служат признаками плохого каче-
ства клейки. с -
2. Проверкой на расклеивание припусков или изготовленных
проверочных образцов (перед склейкой). При хорошем качестве
склейки разрушение склеенных образцов и припусков должно
происходить по целому месту, а не по склейке.
Непроклей фанерной обшивки определяется простукиванием;
при ударах слышен дребезжащий звук.
Крепление деталей. Кроме клеевого соединения, деревянные
детали могут скрепляться гвоздями, шурупами, заклепками и бол-
тами. Гвозди применяются в большинстве случаев для запрес-
совки склеиваемых деталей. Скрепляющая способность гвоздей
зависит от их формы и размеров, от породы и влажности дерева
и от положения гвоздей относительно волокон.
Лучше всего держатся гвозди, вбитые поперек годовых слоев.
Для мелких гвоздей желательно вначале накалывать гнезда,
а для гвоздей, имеющих значительную толщину, просверливать
отверстия.
Вообще гвозди для крепления деталей применять не следует,
так как они уменьшают прочность древесины, создавая незамет-
ные трещины, которые от вибрации усиливаются и приводят к по-
ломке частей.
Шурупы применяют при разъемных соединениях, а также
в тех случаях, когда требуется получить более прочное соедине-
ние, чем на гвоздях. Для ввинчивания шурупа в древесину нужно
предварительно просверлить отверстие диаметром от V? до
% диаметра шурупа. Для головки шурупа делают зенковку, рав-
ную высоте и диаметру головки шурупа.
Шуруп должен быть завинчен перпендикулярно поверхности.
В торцах дерева шуруп скрепляет плохо.
Соединение деревянных частей
с металлическими
Деревянные детали соединяются с металлическими при мон-“
таже различных металлических узлов, при скреплении их с дру-
гими частями самолета или при разъемных соединениях. Обычйо
узел устанавливается на место от руки или легкими ударами
киянки. Отверстия сверлят в соответствии с правилами, изложен-
ными в разделе «Слесарное дело».
При креплении узла болтами следует остерегаться, чтобы от
чрезмерной затяжки гаек узел не деформировался и не вминался
Рис. 512. Крепление узла на трубчатых заклепках
в деталь, к которой он крепится. Болты, крепящие узлы, шплин
туются или раскерниваются. Для уменьшения веса конструкции
узлы часто крепятся на трубчатых заклепках (рис. 512).
Развальцовка головок производится по правилам клепального
дела.
. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите, какие способы соединений применяют в столярном деле.
2. Как размечается соединение на ус для брусков, реек и фанеры?
3. Как производится склейка дерева по ширине?
4. Какая допускается минимальная ширина уса при соединении тонких
листов фанеры?
5. Какие употребляются клеи для склейки древесины в самолето-
строении?
. 6, Как приготовляется казеиновый клей?
7 . В течение какого срока казеиновый клей годен к употреблению при
Склеивании деталей при низких и повышенных температурах?
8. Можно ли клеить по смоляному клею казеиновым клеем"?
9. Как изготовить лубяную кисть?
10. Как определить качество склеенных соединений?
И. Какие гиды дополнительных креплении применяют при склеивании?
12. Как нужно ставить болты и узловые детали?
, ......
ГЛАВА XXVI
РЕМОНТ ЧАСТЕЙ САМОЛЕТОВ ДЕРЕВЯННОЙ
КОНСТРУКЦИИ
1. ОРГАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ НА САМОЛЕТЕ
Во избежание повреждения частей самолета и лакокрасочных
покрытий при выполнении ремонтных работ необходимо исполь-
зовать стеллажи, маты, стремянки или специальные мостики.
Инструмент после употребления нужно немедленно убирать
И ни в коем случае не класть на детали самолета.
Все материалы, употребляемые при работе, должны обере-
гаться от загрязнений и порчи.
Во всех случаях следует соблюдать меры противопожарной
безопасности. Категорически воспрещается приме-
нение открытого огня при работах, связанных с подогревом
клеевых соединений при пониженных температурах и при дру-
гих подобных работах.
Дефектация поврежденных частей самолета
При различного рода повреждениях самолета необходимо на
месте происшествия или во время послеполетного осмотра уста-
новить: степень повреждения, характер необходимого ремонта и
потребное время на ремонт.
Если самолет совершил посадку с убранным шасси, его сле:
дует поднять на подручных средствах или подъемниках и тща-
тельно осмотреть открытые и закрытые места повреждений. Пер-
вым признаком закрытых повреждений являются вмятины на об-
шивке и других частях. Для установления степени повреждения
нужно в этом месте аккуратно снять обшивку или отделить де-
тали. Проверить по наружному слою окраски, нет ли трещин, и
определить их глубинки направление. Путем обстукивания частей
легким молотком определяются отлупы или трещины: в местах
повреждений будет слышен неплотный или дребезжащий звук.
После просмотра всех частей самолета следует составить де-
фектную ведомость, в графы которой занести по>порядку;
1) наименование частей самолета, место и характер их повре-
ждения;
2) время, потребное'на их ремонт;
442
’3) материалы, необходимые для ремонта;
4) предполагаемые исполнители ремонта;
5) срок изготовления частей.
При составлении плана ремонта следует учитывать, что тру-
доемкие детали должны изготовляться в первую очередь, менее
трудоемкие — во вторую. При очередности ремонтных работ сле-
дует принимать во внимание удобство работ и последующий
монтаж деталей. При ремонте, деталей, требующих применения
склейки, надо организовать работу так, чтобы запрессовке и вы-
держке при склеивании подвергалось одновременно несколько
деталей.
£ Помещения и обогрев
Все столярные и малярные работы, связанные с ремонтом са-
молетов, необходимо проводить в условиях, предотвращающих
попадание влаги на освобожденные от лакокрасочного покрытия
поверхности деревянных деталей. Необходимо также оберегать
детали от воздействия солнечных лучей. В полевых условиях при
отсутствии специальных помещений для ремонта можно исполь-
зовать сараи, разборные домики, землянки, полотняные и брезен-
товые палатки.
' Самолетные клеи, лаки и краски можно применять только
при температуре выше нуля. В холодное время года склеивание
казеиновыми клеями производится при температуре не ниже
» 4-12° С, а смоляными клеями при температуре не ниже+16° С.
Работы по оклейке и окраске нитроцеллюлозными аэролаками
выполняются при температуре воздуха +12—35° G.
Для создания температуры, необходимой для склейки и
I окраски частей самолета, необходимо применять общий обогрев
помещения или как крайний случай местный подогрев ремонти-
руемой детали.
Обогрев осуществляется лампами АПЛ-1, подогревательной
печью Кузнецова, каталитическими печами, электропечами, реф-
лекторными лампами и другими источниками тепла.
*• Ремонтируемый участок подогревают до 20—25° G. Повыше-
ние температуры свыше 25° G производится только после запрес-
совки склеиваемых деталей.
Местный обогрев склейки разрешается производить до темпе-
ратуры не свыше 60° С. Повышение предела указанных темпера-
I + тур недопустимо, так как это может вызвать понижение -проч-
ности клеевого соединения.
Применение обогрева при склеивании смоляными клеями во
>4 всех случаях весьма желательно. Это ускоряет затвердевание
клея и делает склейку более качественной.
Контроль за температурой производится обычными термомет-
?+ + рами, градуированными до 100°.
• . . В условиях войскового ремонта для подогрева небольших
. *4^,-.склеенных участков применяют горячий песок, насыпаемый в спе-
^цральрые деревянные ящики без дна, устанавливаемые на обо-
< 443
греваемую деталь (рис. 513). Для длительного сохранения тепла
песком ящик сверху покрывают войлоком или теплыми мотор-
ными чехлами. Лампы АПЛ-1 или электропечи применяют
только для обогрева помещений, но не ремонтируемых частей,
так как последние могут загореться.
Рис. 513. Ящик без дна, применяемый для обогрева
склеенных деталей песком
Во избежание возникновения пожара от пламени или нагре-
тых частей нагревательных ламп при соприкосновении с ними
горючих материалов (дерево, стружка, чехлы, тряпки и т. п.)
последние надо удалять на безопасное расстояние или убрать
с места работы. Пламенные и сильно нагретые части ламп сле-
дует прикрывать металлическими колпаками с асбестовой обив-
кой.
2. РЕМОНТ ЧАСТЕЙ КРЫЛА
Методы ремонта фанерной обшивки
Ввиду крайнего разнообразия повреждений обшивки нет воз-
можности описать все применяемые виды ремонта. Поэтому мы
ограничиваемся описанием только наиболее характерных и чаще
всего встречающихся видов ремонта фанерной обшивки.
Ремонт пробоин диаметром не свыше 50 мм
Если диаметр пробоины обшивки не превышает 50 мм и близ-
лежащие детали силового набора не повреждены, то ремонт
производится наложением круглой фанерной заплаты в следую-
щем порядке:
1. Осмотреть внимательно детали силового набора, прилегаю-
щие к пробоине, и убедиться в отсутствии на них повреждений.
2. Удалить вокруг пробоины на расстоянии 50—60 мм слой
ткани, для чего положить поперек пробоины короткую рейку и
при помощи циркуля провести окружность. По проведенной раз-
метке подрезать аккуратно ткань, не задевая при этом.слоя ру-
башки фанеры. Затем удалить ткань и разметить место повре-
ждения на фанере.
441
Рис. 514. Образование ступенчатого скоса
в пробоине
Рис. 515. Проверка прямолинейности
м- усового скоса стамеской
3. .Вырезать Повре-
жденный участок остро
отточенной стамеской,
придавая ему круг-
лую форму, так, чтобы
в фанере не остава-
лось раздробленных во-
локон и трещин.
4. При помощи цир-
куля или линейки раз-
метить скос на ус
с соотношением 1 : 10.
Чтобы легче и правиль-
нее сделать скос,
следует разделить ре-
монтируемый участок
(по радиусу) на рав-
ные части (по количе-
ству листов шпона в
фанере) и через намеченные точки провести окружности.
5. По наружной окружности аккуратно подрезать стамеской
слой рубашки фанеры и счистить его. Затем последовательно
слой за слоем снять фанеру согласно разметке. Таким способом
образуется ступенчатый скос (рис. 514). Затем поставить ста-
меску передней гранью к выступам и срезать пх так, чтобы по
всей окружности получился совершенно ровный скос .на ус. Пря-
молинейность скоса периодически проверять ребром стамески
(рис. 515).
6. Заготовить на поврежденный участок вкладыш (заполни-
тель) из того же материала и такой же толщины, как и обшивка.
Скопировать размеры вкладыша по размерам и форме пробоины.
Для этого на разделанное отверстие положить кусок бумаги;
проводя пальцами по внеш-
ней острой кромке от-
верстия, получим точный
его отпечаток. Затем бу-
магу обрезать по отпеча-
танному контуру и наклеить
клеем АК-20 на кусок фа-
неры. Для удобства крепле-
ния вкладыша при обработке
оставить на нем выступ
(рис. 516), Вырезывание вкла-
дыша из куска фанеры про-
изводить стамеской, а из
толстого листа — мелкозуб-
ной пилой. При вырезывании
вкладыша следить за тем,
чтобы не раЫ’длолись слои
445
рубашки. Работа выполняется так же, как и при обработке йрО-
бовны.
7. Проверить соответствие скоса на вкладыше скосу на про-
боине: размеры скосов должны быть одинаковы, а прилегание
Рис. 516. Крепление вкладыша при его
обработке на ус
ОДНОГО К другому — по "‘г
всей площади. Проверка -
производится поочеред-
ным надавливанием паль-
цами в местах скосов. ' 1
. 8. Для предохранения
фанерного вкладыша от ’
загнивания внутреннюю
его сторону перед поста-
новкой на место осторож-
но (чтобы не запачкать
скосы) покрыть два раза
грунтом ДД-118Б или ни-
троклеем АК-20 и просу-
шить. После этого уда-
лить случайные загрязне-
ния на скосах заполни-
теля и пробоины циклей
или стеклянной бумагой.
9. Смазать ровным слоем клея усовые скосы и вложить вкла-
дыш в отверстие; установить его так, чтобы слои шпона вкла-
дыша и обшивки совпадали.
10. Положить на заплату мешочек с песком так, чтобы он
создавал равномерное давление в шве, или же запрессовать
Рис. 517. Запрессовка вкладыша гвоздями с фанер-
ными шайбами
края заплаты гвоздями с небольшими прямоугольными илй ква-
дратными фанерными шайбами размером 15—20 мм (рис. 517).
Во избежание приклеивания шайб или мешка к вкладышу шов .
следует сверху накрыть бумагой.
И. После соответствующей выдержки счистить излишки клея
и заделать место повреждения так, чтобы отремонтированный.
446 '
зг 4
участок не отличался от остальной поверхности крыла. Техноло-
гия ремонта лакокрасочного покрытия изложена в главе «Ремонт
лакокрасочных покрытий самолетов».
Ремонт пробоин диаметром свыше 100 мм
без повреждения силового каркаса крыла
Ремонт таких пробоин отличается от описанного тем, что
в этом случае обшивка в месте повреждения усиливается допол-
- нительной накладкой с внутренней стороны, которая должна пе-
рекрывать края разделанного отверстия пробоины на 40—50 мм.
Рис. 518. Приклеивание внутренней накладки
Отверстию придают овальную форму для свободного ввода на-
кладки внутрь крыла. В середине накладки делают вырез для за-
крепления шнура при запрессовке. Отверстие тщательно разме-
чается, после чего обрабатывается описанными выше способами.
Ремонт пробоин следует выполнять в таком порядке:
1. На обшивке и вкладыше сделать усовые скосы 1 : 10 и тща-
тельно подогнать по месту.
2. Смыть слой краски с внутренней стороны обшивки на ши-
рину накладки.
• ^Закрасить грунтом внешнюю сторону накладки по одному
из принятых вариантов внутренней окраски.
4. Очищенную сторону обшивки и накладку смазать клеем и
прижать внахлестку при помощи амортизационного или веревоч*
ног-j шнура, как показано на рис. 518.
447
5. После‘соответствующей выдержки снять крепление и сма*
зать поверхности усовых скосов и накладки клеем.
6. Вложить вкладыш на место так, чтобы клей выступил из
усового соединения.
7. Запрессовать соединение грузом. Если поверхность имеет
изогнутые формы, на нее кладут фанерную ленту и закрепляют
гвоздями.
8. После необходимой выдержки снять грузы и вытащить
гвозди.
9. Осмотреть качество клеевого соединения и подготовить
обшивку к оклейке и окраске. -
Замена большого'участка обшивки
Особенность такого.- ремонта заключается в том, что устана-
вливаемый вкладыш крепится к обшивке и силовым элементам
конструкции. После осмотра и выявления повреждения произво-
дится разметка участка, подлежащего замене. Стамеской или
мелкозубной ножовкой вырезывают старую фанерную обшивку
между неповрежденными нервюрами, стрингерами или лонжеро-
нами. Вырезывание нужно вести, не подходя к силовым элемен-
там на 20—25 мм. В случае повреждения элементов конструкции
обшивку надо снимать с таким расчетом, чтобы обеспечить сво-
бодный! доступ для их ремонта. Затем при помощи стамески
края выреза выравнивают и по всему контуру делают усовой
скос 1 : 10 или 1 :12.
*Для увеличения площадки склейки вдоль нервюр и стринге-
ров ставят липовые или сосновые угольники 15><15 мм, которые
прикрепляют к указанным частям на клею и гвоздях. Из авиа-
ционной фанеры той же марки и толщины, что и обшивка, выре-
зывают новый лист с припуском на ширину уса, выдерживая
при этом направление слоев рубашки вкладыша с направлением
волокон обшивки, т. е. под углом 45° к оси нервюр. Затем тща-
тельно подгоняют этот лист по контуру при помощи шлифтика
и стамески. При снятии уса проверяют плотность прилегания его
во всех местах соединения. Внутреннюю часть заполнителя,
кроме мест склейки, окрашивают по предварительной разметке
и дают полностью высохнуть. После этого стеклянной бумагой
или циклей обрабатывают усовые ‘скосы и наносят ровным слоем
клей. Запрессовку к нервюрам и стрингерам производят глад-
кими гвоздями, пробитыми сквозь фанерные шайбы или ленты.
Запрессовку к лонжеронам лучше вести грузом — мешками с пес-
ком, кладя их так, чтобы половина мешка приходилась на лон-
жерон, а вторая половина — на заменяемый лист.
При ремонте обшивки средней и хвостовой частей крыла
можно заменять участки обшивки любых размеров целая стыки
листов фанеры на нервюрах, стрингерах и лонжеронах со снятием
уса 1 : 10 или 1 : 12. Вдоль нервюр и стрингеров места стыков
укрепляются угольниками.
448
Ремонт непроклея
При эксплоатации самолетов бывают случаи, когда после
непродолжительных полетов отстает обшивка в местах ее креп-
ления к стрингерам и нервюрам. Это может произойти вследствие
непроклея_дефекта, связанного с нарушением технологии про-
изводства на заводе. Такие дефекты обнаруживаются простуки-
ванием молотком небольшого веса вдоль швов. При обнаружении
мест отставания (непроклея) обшивки от силовых элементов ре-
монт производится следующим образом. • *
При частичном пепроклее обшивки следует поставить в этих
местах мелкие шурупы с шагом 30—40 мм. После постановки
шурупов все места непроклея заклеить сверху лентами из ткани
АОД на нитроклее АК-20 и закрасить под цвет крыла. Работу
произвести в соответствии с технологией, Изложенной в главе
XXVIII «Ремонт лакокрасочных покрытий самолетов» (см.
стр. 490), случай Д. Непроклей на больших участках устра-
няется заменой листов. Такие работы выполняются заводской
бригадой или специалистами ПАРМ-1.
Ремонт обшивки на профилированных
участках'
При повреждении обшивки на носке нервюры или зализах
поломанная часть вырезается на участке между ближайшими
неповрежденными носками нервюр и лонжероном или усиленным
стрингером. Носовая часть обшивки ряда самолетов выклеи-
вается из шпона. Для этого изготовляется болванка; представля-
ющая собой точную копию профиля ремонтируемого участка,
и на ней выклеивается нужного размера участок скорлупы.
Выклеивание скорлупной обшивки удобнее всего производить
на однотипном, негодном к эксплоатации крыле. На нем выби-
рают нужное сечение и размечают его по размерам поврежден-
ного участка. Затем на подготовленный таким образом участок
набирают ленты шпона шириной 50—80 мм и- выклеивают скор-
лупу в следующем порядке.
Березовый шпон толщиной 0,5—0,6 мм без синеватой окраски
и следов гнили нарезается ручными ножницами'лентами шириной
50—80 мм. Затем ленты шпона складывают в плотные пачки по
20—25 шт. и прострагивают с боков шлифтиком или фуганком.
Если поверхность обшивки крыла не сохранила окраски, то ее
следует оклеить бумагой или обтянуть полотном; затем гладко
настланное полотно натирают тальком, чтобы избежать приклеи-
вания шпона к крылу или болванке.
На приготовленный таким образом профиль набирают слой
; шпона. Первый слой кладут под углом 45° к оси болванки. Ленты
шпона прихватываются гвоздями с фанерными шайбами. Первый
и последний слои шпона укладывают с перекрытием смежных
кромок на 4—8 мм, а внутренние слои—с узором 1 —1,5 мм
29-1640 ’ 449
(рис. 519). Закончив настил первого ряда, шпон равномерно сма-
зывают клеем. Второй слой, а также все последующие слои
укладываются так, чтобы направление волокон следующего слоя
было под углом 90° к предыдущему. Начиная со второго ряда
шпон увлажняют с одной стороны, смачивая его слегка влажной
тряпкой, а с обратной стороны намазывают казеиновым клеем.
Ленты шпона хорошо разглаживают и притирают к болванке
или нижележащему слою.
Рис. 519. Выклеивание скорлупкой обшивки шпоном
После наложения нужного количества слоев шпона выклейка
выдерживается для отвердевания клея и испарения .влаги. Про-
цесс сушки можно ускорить путем постепенного повышения тем-
пературы (в течение 2 часов) до 50—60° G. В'конце сушки жела-
тельно постепенное понижение температуры до 30—35° С.
Подготовленное покрытие обрабатывается на усовое соеди-
нение 1 : 10. Скосы на обеих поверхностях плотно подгоняются и
приклеиваются. Запрессовку рекомендуется делать гвоздями, а
по нервюрам, стрингерам и лонжеронам лучше прикреплять
(кроме клея) мелкими шурупами с шагом 35 мм.
При замене больших отсеков обшивки носка на участках
между нервюрами или между лобовым стрингером и лонжероном
следует усиливать лобовой стрингер путем дополнительной на-
кладки или постановки нового, более усиленного стрингера й ре-
монтируемом отсеке (рис. 520). Вдоль нервюр нужно поставить
липовые или сосновые планки или уголки 20X20 мм. Обшивку
крыла следует зачистить на ус и приклеить накладки. Затем пе-
рекрывают носок слоями шпона или выклеенной скорлупой. t
450
Число слоев шпона должно быть на два больше, чем в обшивке,
Двумя слоями шпона перекрывают также усы склейки стыка по
нервюрам и лонжеронам. После зачистки ремонтируемый участок
" -Нужно оклеить двумя слоями полотна на нитроклее АК-20
*.' (рис. 520). Обшивку (скорлупу), кроме выклейки из шпона,
можно приготовить выклеиванием из одномиллиметровой фа-
неры. Можно также использовать хорошие куски обшивки
крыльев списанных самолетов.
Полотно
Рис. 520. Ремонт фанерной обшивки на ребре атаки *•
v > '
При наличии трещин и отставаний обшивки вдоль консольной
дуги и хвостового стрингера на длине до 150 мм следует произ-
вести зачистку старого клея, заполнить трещины казеиновым
клеем и прижать струбцинами. После проклейки ремонтируемый
участок нужно оклеить полотном и окрасить в нужный цвет.
Ремонт мелких повреждений на носке Крыла
Пробоина на носке крыла обрабатывается с нормальным
усом. Первый слой вкладыша делают из фанеры толщиной 3 мм,
затем ремонтируемый участок переклеивают одномиллиметровым
шпоном или фанерой той же толщины, что и ремонтируемый
участок. Переклейку слоев нужно вести под углом 90°, а к оси
нервюр — под углом 45°, перекрывая отверстие на 50—60 мм
с каждой стороны. Толщина наложенных слоев должна рав-
няться толщине обшивки. После окончательной переклейки и вы-
держки произвести зачистку, оклейку полотном и окраску.
Ремонт стрингеров
Ремонт стрингера в крыле с фанерным
. • покрытием
•'S В таких конструкциях стрингеры представляют собой корот-
кие рейки-балочки, расположенные между нервюрами; к ним при-
клеивается обшивка крыла. При повреждениях стрингера обычно
повреждается и обшивка. Ремонт стрингера заключается в изго-
29* 451
товлении новой, обычно сосновой, рейки того же поперечного се-
чения и длины, что и сломанный стрингер. Изготовленный
стрингер ставится на место, приклеивается к сухарику, вставлен-
ному в ребро нервюры, и запрессовывается струбциной. Во избе-
жание смятия склеиваемых частей при запрессовке под них
подкладывают фанерные накладки с бумажной прокладкой, что-
бы не приклеивалась накладка. После затвердевания клея на
обшивку ставится фанерная заплата.
Ремонт стрингера в крыле с полотняным
покрытием
Стрингеры служат для придания' устойчивости стенкам нер-
вюр. Они воспринимаю г нагрузку с обшивки и передают ее на
нервюры и лонжероны. Стрингеры представляют собой гонкие
рейки, которые при неосторожном обращении с ними ломаются
или дают трещины. Ремонт стрингера чаще всего сводится
к изготовлению нового стрингера и установке его на место или
к заделке трещин и защепов на любом участке крыла. Повре-
жденный участок стрингера нужно отрезать и на его место
вклеить новый. Концы стыков срезаются на ус 1 : 10. Новый уча-
сток стрингера изготовляется из качественной сосны по разме-
рам старого. После тщательной подгонки усовых скосов стаме
сками они склеиваются казеиновым клеем и запрессовываются
малыми металлическими струбцинами с фанерными проклад-
ками. Во время подгонки усовых скосов и запрессовки нужно
следить за прямолинейностью реек и плотностью подгонки, ско-
сов. После затвердевания клея срощенный стрингер в местах
стыка обматывается узкой полотняной лентой на ш троклее
АК-20 (рис. 521).
Рис. 521. Ремонт стрингера:
/ —, миткалевая лента; 2 — ус; 3-— сосновая планка: 4 — стрингер
Трещины рекомендуется ремонтировать введением в них смо-
ляного клея. Применение в этом случае казеинового клея неже-
лательно, так как он плохо проникает в узкие щели и на боль-
шую глубину. Работа по заливке трещин клеем производится сле-
дующим образом.
452
Тонкой стальной пластинкой зачищают трещину и аккуратно
заливают в нее смоляной клей так, чтобы он проник на всю глу-
бину трещины. Затем струбцинами зажимают стрингер между
накладками так, чтобы края трещины плотно сошлись без види-
мого промежутка. После заклеивания место трещины усили-
вается односторонней накладкой на клею и обматывается полот-
няной лентой на нитроклее- АК-20 или аэролаке первого покры-
тия (рис. 522).
Рис. 522. Ремонт трещины на стрингере
Во всех случаях ремонта наиболее надежным является замена
поврежденного стрингера новым.
Ремонт усиленного стрингера
Усиленные стрингеры по конструкции подобны коробчатым
лонжеронам крыла. Ремонт таких деталей значительно отли-
чается от ремонта простого стрингера. Усиленные стрингеры ре-
монтируются также в любом месте повреждения. Ремонт их
обычно сводится к ремонту полок и стенок лонжерона. Повре-
жденные участки лонжеронов при наличии на них вмятин, над-
ломов и пробоин, идущих на глубину более % толщины полки и
при длине их свыше 100 мм, должны удаляться. Оставшиеся
концы полок обрабатываются на ус 1 : 15.
Ввиду малой высоты полок сращивание рекомендуется делать
по широкой стороне. При повреждении обеих полок сращивание
производить вразбежку, т. е. в разных сечениях. Скосы уса обра-
батываются шлифтом. При накладывании их один на другой они
должны образовывать прямую линию. В местах стыка полок ста-
вятся липовые или сосновые бобышки с тщательной подгонкой
их в местах установки.
Перед склеиванием все входящие в данный узел детали про-
веряются на соответствие размеров и плотность соединения. Все
стыки склеиваются при двустороннем нанесении клея и запрессо-
вываются струбцинами или цвынками. Во избежание смятия
древесины под винты струбцин во всю длину скоса следует под-
ложить подкладки. После соответствующей выдержки произво-
дится зачистка соединения. Затем следует подгонка и поста-
новка фанерных стенок и усиливающих накладрк. Стыки новых
453
и старых фанерных стенок делаются на ус 1 : 10. Стенки тща-
тельно подгоняются, и соединение их производится обязательно
на бобышках. Поверх всего усового стыка ставится усиливаю-
щая фанерная накладка, перекрывающая стыки по 75 мм на
каждую сторону.
Ремонт нервюр
Нервюрами создают профиль крылу. При их ремонте следует ’ '
обращать внимание на точное сохранение профиля крыла, иска-
жение которого резко снижает летные свойства самолета. На
нервюрах ремонтируются большей частью стенки и полки.
Ремонт полок нервюр
Поврежденные нервюры подлежат неотложному ремонту.
Для этого надо аккуратно снять обшивку на участке ремонти-
руемой нервюры, отделить осторожно поврежденную полку от
фанерной стенки, изготовить новую полку из сосны по размерам
старой, очистить от гвоздей и старого клея стенку нервюры и
подогнать стыки соединения концов полок на ус 1 : 15. По разме-
рам заменяемого участка полки нервюры изготовить усиливаю-
щую рейку, которая должна перекрывать усовые скосы на 50—
60 мм с каждой стороны. Кроме этого, с боков соединение уси-
ливают узкой фанерной накладкой. Сборку всех частей произво-
дят на клею. Запрессовка осуществляется струбцинами. После
соответствующей выдержки отремонтированный участок следует . .f
загрунтовать по правилам окраски внутренних поверхностей, а
затем заделать фанерное покрытие согласно ранее описанным
правилам. При повреждении одного из участков разрезных полок
нервюр ремонт производится заменой поврежденных частей ног
выми или устанавливается усиливающая рейка, как показано
на рис. 523. Если, кроме полки, повреждена и стенка нервюры, то
она в таких случаях удаляется и заменяется новой. Из сосновой'
рейки приготовляется новая часть полки и такого же сечения
454
вспомогательная рейка, но длиннее основной на 100 мм. в месте
стыка старой и новой частей фанерной стенки ставятся дополни-,
тельные основные стойки. Ремонт полок, как правило, произво-
дится при повреждении только в одном месте, при большом же.
количестве повреждении полки заменяются новыми. В тех ме-
стах, где позволяет конструкция крыла, наращивание полок
нервюры лучше всего производить на лонжеронах (рис. 524).
Рис. 524. Наращивание полки нервюры на лонже-
роне
Ремонт стенок нервюр
Мелкие пробоины на стенках нервюр без повреждения полок
и стоек ремонтируются путем наклейки фанерных накладок. При
наличии крупных повреждений стенки в отсеках должны заме-
няться новыми. При подгонке частей нужно обращать внимание
на точное сохранение профиля крыла. Уголки, при помощи кото-
рых стенки нервюр крепятся к лонжеронам, плотно подгоняются
к своим частям без всякого просвета. Следы старого клея в со-
единениях нужно обязательно удалить; новые клеевые соедине-
ния тщательно запрессовать струбцинами или тонкими гладкими
гвоздями.
.
Ремонт мелких повреждений на лонжеронах
Лонжероны воспринимают все нагрузки, возникающие при
Полёте самолета; они являются ответственнейшей частью кон-
струкции.
.. К ремонту лонжеронов надо подходить весьма осторожно.
При обнаружении на лонжеронах повреждений надо немедленно
доложить об этом по команде и только после принятия решения
старшими начальниками можно приступить к их ремонту. Ни
в какой мере нельзя отступать от установленной технологии ре-
. Монта,. так как это может привести к весьма тяжелым послед-
j . • . .. , , 455
ствиям. В лонжеронах, изготовленных из обычной древесины, мо-
гут возникать следующие повреждения: трещины, надломы, пу-
левые или осколочные пробоины, переломы, загнивание. Ввиду
разнообразия повреждений и их ремонта здесь приводятся только
типовые случаи ремонта.
Ремонт мелких трещин
-При грубых посадках, небрежном уходе и хранении и т. п.
в полках лонжеронов возникают трещины по древесине, а также
и по склейке. Трещины длиной до 100 мм и при глубине, не пре-
вышающей Уз высоты полки, разрешается ремонтировать в по-
левых условиях путем постановки на клею 4—5-мм фанерных
или сосновых накладок поверх трещины. Работы выполняются
следующим образом. Поверхность, подлежащая ремонту, тща-
тельно очищается от краски циклей или острой стальной пластин-
кой. Затем подгоняется накладка с таким расчетом, чтобы ее
ширина была равна ширине полки лонжерона и перекрывала
концы трещины не менее чем на 75 мм с каждой стороны
(рис. 525). Затем проверяется плотность прилегания склеиваемых
Рис. 525. Ремонт трещины в полке лонжерона
частей, после чего соединяемые поверхности покрываются клеем
И запрессовываются струбцинами с'деревянными прокладками.
После соответствующей выдержки накладку зачищают шлиф-
том и стеклянной бумагой, а затем окрашивают по установленной
технологии.
Трещины в полках лонжеронов, склеенных смоляными клеями,
можно ремонтировать путем заливки их свежеприготовленным
456 - - .
смоляным клеем. Трещина для заливки расчищается на всю глу
бину тонкой стальной пластинкой и расширяется до 1 —2 мм для
лучшего заполнения клеем. В обработанную трещину заливается
клей.
Через 10—15 минут по окончзнии заливки при наличии усадки
клея производится дополнительная заливка. После 12-часовой
выдержки при температуре не ниже +18° G работа считается за-
конченной.
Трещины со следами казеинового клея заливать смоляным
клеем не разрешается. Сквозные трещины в лонжеронах, склеен-
ных из реек, при длине трещин свыше 100 мм ремонтируются
заменой поврежденного участка рейки. Для этого поврежденную
часть рейки вырубают острой стамеской, следя за тем, чтобы не
создать защепов и заруб на смежных рейках. После вырубания
на рейке заделываются усовые скосы (рис. 526). Затем из каче-
Рис. 526. Замена поврежденного участка рейки
в полке лонжерона
ственной древесины изготовляется новая рейка с тщательной
подгонкой ее по толщине и усовым скосам. Длина, рейки опре-
деляется размерами удаленного участка и положением стыков
соседних реек.
Новый стык должен располагаться на расстоянии- не ближе
чем на полуторную длину уса от стыков соседних реек. После
проверки подгонки склеиваемые поверхности покрываются клеем
и запрессовываются в вертикальной и горизонтальной плоскостях
струбцинами. Для усиления лонжерона в месте ремонта к нему
с двух сторон приклеиваются фанерные или сосновые накладки,
толщина которых определяется высотой полок, нервюр и длиной
ремонтируемого участка.
Ремонт пулевых пробоин в полках
лонжерона
В боевой обстановке возможны повреждения полок лонжерона
пулями крупного калибра. Рассмотрим случай ремонта полки лон-
жерона, когда пуля создала на поверхности небольшое углубле-
ние с выбоинами и защепами (рис. 527).
Такое повреждение можно отремонтировать восстановлением
древесины постановкой вкладыша. Для этого острой широкой
стамеской удаляются все защепы и выбоины, и место поврежде-
457
ния обрабатывается в виде буквы «V» с усовыми скосами 1:15.
В вырез плотно подгоняется и вклеивается вкладыш из добро-
качественной древесины.
После запрессовки и выдержки поверхность вкладыша обра-
батывается шлифтом. Для усиления ремонтируемого участка
к нему с боков прикладываются фанерные накладки толщиной,
несколько превышающей стенку лонжерона. Эти накладки
должны перекрывать вкладыш на 80—100 мм с каждой стороны.
Рис. 527. Пулевая пробоина в полке лонжерона
Пулевые и осколочные пробоины в полках лонжерона с по-
вреждением волокон древесины на значительную глубину реко-
мендуется, как и в первом случае, ремонтировать постановкой
вкладыша. Ввиду более глубокого повреждения в этом случае
с внутренней стороны полки ставят сосновую планку значитель-
ной толщины с перекрытием концов вкладыша на 80—100 мм
с каждой стороны (рис. 528). Для постановки вкладыша необхо-
димо вскрыть стенки лонжерона между двумя диафрагмами или
Рис. 528, Ремонт пулевой пробоины в полке
лонжерона
между диафрагмой и бобышкой. Поверхность усилительной
планки тщательно подгоняется к внутренней поверхности полки
лонжерона, с которой необходимо удалить подтеки старого клея
и другие загрязнения. После запрессовки и выдержки боковые
стороны вкладыша и усиливающей планки обрабатываются
шлифтами так, чтобы они представляли одну ровную поверх-
ность: приложенная к боковым сторонам верхней и нижней по-
лок лонжерона проверочная линейка должна прилегать без про-
света.
458
Затем на фанерных стенках лонжерона и фанерном заполни-
теле надо сделать усовые скосы 1 : 10 и проверить плотность их
прилегания, после чего соединяемые поверхности покрыть клеем
и запрессовать на гвоздях с фанерными лентами. После при-
клеивания новая стенка с двух сторон лонжерона усиливается
фанерными накладками, перекрывающими усовые стыки на
60—80 мм.
Ремонт пулевых пробоин в стенках лонжерон а
Пробоины с гладкими краями ремонтируются в основном од-
ними и теми же приемами. Ремонт их сводится к следующему.
Острой стамеской срезают м
защепы и придают пробоине
круглую форму. Затем вокруг
пробоины счищается лако-
красочный слой на расстоянии,
равном двум диаметрам от-
верстия. Обработанные отвер-
стия заклеиваются с обеих сто-
рон фанерными накладками,
Рис. 529. Ремонт пулевой пробоины
в стенке лонжерона
которые должны перекрывать
края отверстий на 25—35 мм (рис. 529). Одновременно с при-
клеиванием накладки прибиваются гладкими гвоздями. После
выдержки ремонтируемое место окрашивается по установленной
технологии.
Крупные рваные пробоины после удаления защепов и -закруг-
ления рваных мест заклеиваются по всей высоте лонжерона
3—4-мм накладками, перекрывающими пробоину на 70—80 мм
с каждой стороны.
При крупных разрушениях или отставании стенок от полок на
длине 100 мм старые с генки удаляются в местах диафрагм или
диафрагм и бобышек. Оставшиеся концы стенок срезаются на
ус 1:10. Для лучшего соединения стыков фанеры в этих местах
желательно поставить дополнительные диафрагмы. Затем сле-
дует сделать усовые скосы на заготовке и стенке. После этого
плотно подогнать стенки и приклеить их к полйам и диафрагмам. '
Запрессовку делать струбцинами и гладкими гвоздями.
Места стыков усилить фанерными накладками, поставлен-
ными на клею, с перекрытием скосов на 60 мм с каждой стороны.
Ремонт консольной части лонжерона крыла
При поломках лонжеронов в консольной части возможность
и целесообразность их ремонта в каждом случае определяются
инженером части, который устанавливает технологию и сроки
ремонта. Приведем общие положения по ремонту лонжеронов
сращиванием полок. Перед ремонтом необходимо провести де-
тальный осмотр повреждений и составить дефектную ведомость.
Затем самолет устанавливают и закрепляют на козелках; из ба-
ков и отстойников сливают горючее (при низких температурах
459
сливают также воду и масло). Ремонтные работы выполняются
в такой последовательности:
1. Отнять ободы крыла и отсоединить электропроводку от
бортового огня.
2. Мелкозубной ножовкой удалить с намечаемого к ремонту
участка фанерное покрытие, обеспечив свободный доступ к ре-
монтируемому участку лонжерона. При этом стыки новой фанер-
ной обшивки со старой должны быть на нервюрах. Осторожно
снять неповрежденные нервюры.
3. Снять с ремонтируемого участка все металлические части
и занумеровать их; вставить болты в отверстия металлических
частей и навернуть на них гайки.
4. После предварительной разметки скосов поврежденные
участки лонжерона опилить или срубить стамеской. При раз-
метке усовых скосов руководствоваться следующими поло-
жениями:
а) к ремонту допускаются крылья, у которых место поломки
лежит не дальше % полуразмаха крыла, считая от его конца;
точные предельные размеры наращиваемого участка лонжерона
указываются для каждого типа самолета в инструкции по его
ремонту;
б) усовые скосы для каждой полки должны быть располо-
жены в равных сечениях на расстоянии не ближе 300—400 мм
один от другого; качество стыковых полок определяет надеж-
ность ремонта всего лонжерона, а следовательно, и всего крыла;
в ремонтной практике принято два способа наращивания полок
лонжеронов:
— прямым горизонтальным или вертикальным усом;
— ступенчатым усом (рис. 530).
Ступенчатый ус является наиболее прочным соединением, но
такое соединение может быть выполнено работниками высокой
квалификации.
В обоих случаях ремонта соотношение размеров для заусовки
поверхностей берется одинаковым — в пределах 1: 12 или 1 : 15.
5. При помощи шлифта или фуганка выстрбгать усовые скосы,
добиваясь совершенно ровной поверхности стыков во всех на-
правлениях.
Наращиваемые концы полок лонжерона склеиваются из от-
дельных планок в виде щитка, который после выдержки обраба-
тывается рубанками и фуганком нужной формы и размеров.
Для сохранения правильных форм лонжерона при оклеивании
поступают так: если сохранилась одна из стенок лонжерона, то
она служит ориентиром при постановке наращиваемых полок;
если же ни одна из стенок не сохранилась, то правильность
сборки проверяют нивелиром.
Непосредственно перед сборкой нужно приготовить клей тре-
буемой густоты и ^убедиться в допускаемой для склейки влаж-
ности древесины (7—10%). После этого покрыть клеем все стыки
соединений и точно выдержать время открытой и закрытой про
460 *' л
Питки. Затем сделать запрессовку и еще раз проверить правАЛь*
ность сборки по нивелиру.
6. После затвердевания клея усовые стыки во всю длину уси-
лить с внутренней стороны сосновыми накладками. В распор по-
лок поставить липовые бобышки.
7. Срезать стыки фанерных стенок на ус 1 : 10 и приклеивать
стенки к полкам. При склейке соединение усилить мелкими гвоз-
дями. Стыки обязательно производить на бобышках или диафраг-
Рис. 530. Наращивание полок лонжерона:
1 — прямой ус; 2 — сг. пенчатый ус
% f 'fej
мах. Если их в этих местах не окажется, то следует поставить
липовые бобышки. Эти места следует усиливать фанерными наг*
кладками, перекрывающими ус на 70—80 мм с каждой стороны.
8. На размеченные места поставить нервюры, проверяя их
установку в вертикальной плоскости линейкой или нивелиром.
9. Изготовить и приклеить к своим местам стрингеры и уста-
новить металлические части, проверяя правильность установки
кронштейнов и подвесок элеронов и качалок.
10. Разметить и вырезать нижнюю часть обшивки, следя за
тем, чтобы верхние слои фанеры располагались по отношению к
нервюрам под углом 45 . Снять стыковочный ус на листах и об-
шивке и склеить их. Следить за тем, чтобы склеиваемые части
были чистыми и плотно прилегали одна к другой. Все устанавли-
ваемые детали предварительно антисептируются. Запрессовка
ведется грузами и усиливается мелкими гвоздями и шурупами.
461
После выдержки закрасить внутренний набор, а затем пригнать
и приклеить верхнюю обшивку.
11. Установить носки нервюр и провести антисептирование
устанавливаемых частей. Поставить обшивку на лобовую часть • -
крыла, следя за плотностью прилегания ее к носкам нервюр и
стрингерам. Запрессовку лучше проводить шнуровым амортиза-
тором. Особое внимание обратить на подгонку усовых стыков
фанеры.
12. Застрогать и зачистить обшивку на ремонтируемом
участке для покрытия ее полотном.
13. Произвести оклейку и окраску отремонтированного участка *
по установленной технологии.
3. РЕМОНТ ЧАСТЕЙ ФЮЗЕЛЯЖА
Ремонт фанерной обшивки матерчатой заплатой
Одиночные пробоины в обшивке размером до 10 мм при отсут-
ствии сильных расщеплений обшивки и повреждений внутреннего
силового набора фюзеляжа или крыла в условиях напряженной
боевой работы самолета можно заклеивать двумя слоями авиа-
полотна на нитроклее АК-20 или аэролаке AIH. Место, где будет
приклеиваться заплата, предварительно размечается простым ка-
рандашом .так, чтобы заплата перекрывала края отверстия на
30—50 МШ Для удаления загрязнений место приклеивания за-
плаТы промывается бензином и слегка зачищается стеклянной
бумагой и прогрунтовывается аэролаком первого покрытия.
Во время сушки грунта подготовить две матерчатые заплаты.
Верхняя заплата делается на 10—12 мм меньше нижней; края
заплат делаются зубчатыми или с бахромой.
Для приклеивания первой нижней заплаты нанести на об-
шивку густой слой аэролака первого покрытия или нитроклея
АК-20; затем расправить и пригладить заплату матерчатым там-
порой, после чего аккуратно нанести на заплату слой аэролака
AIH. По высыхании аэролака приклеить в том же порядке верх-
нюю заплату. Отремонтированное место окрасить цветным аэро-
лаййэм под цвет камуфляжа.
’' Заделка пробоин таким способом воспре-
щается:
1) при наличии в одном отсеке обшивки более двух пробоин;
2) при наличии более трех пробоин в одном сечении фюзеляжа.
Ремонт матерчатыми заплатами является временным меро-
приятием, и при первой возможности пробоины заделываются
фанерными заплатами или заменяется весь отсек обшивки.
Ремонт пробоин площадью свыше 200 мм2. Такие поврежде-
ния заделываются постановкой фанерных заплат на клею и гвоз-
дях. Работы выполняются в такой последовательности:
1. Проверить, нет ли повреждений в деталях силового кар-
каса, после чего приступить к разметке границ ремонтируемого
участка; затем снять вокруг пробоины полотно, и шпатлевку.
462
2. Обрезать пробоийу по размеченному контуру, придав ей
правильные округленные формы до полного удаления расщеплен-
ных волокон. Снять стамеской усовой скос 1 : 10 или 1 : 15 в зави-
симости от толщины обшивки и ее строения.
3. Счистить с внутренней стороны обшивки окраску и при-
клеить к ней фанерную накладку так, чтобы она перекрывала
края отверстия не менее чем по 100 мм. При больших размерах
пробоины усиливающая накладка ставится на всю ширину про-
лета.
4. Подогнать усовой скос на фанерном вкладыше к скосу на
обшивке и поставить вкладыш на клею и гвоздях. В тех местах,
где обшивка имеет наибольшую толщину, заделку пробоин для
лучшего образования кривизны поверхности производить выклеи-
ванием скорлупы из шпона.
Иногда на вкладыш ставится на клею фанерная накладка
толщиной 1,5 мм, перекрывающая наполнитель с каждой сто-
роны на 30—50 мм. В таких случаях края накладки после при-
клеивания зачищаются со всех сторон на ус.
5. После соответствующей выдержки ремонтируемый участок
следует зачистить, оклеить полотном и закрасить по установлен-
ной технологии.
Ремонт стрингеров
Для лучшего подхода к ремонтируемому участку Йцять все
детали арматуры или передач. Аккуратно удалить побежденный
участок стрингера, с тем чтобы не повредить обшивку и шпан-
гоуты. Оставшиеся концы стрингера срезать на ус 1 : 12 или 1 : 15;
пригнать к ним новую часть, изготовленную из сосновой рейки
по образцу старого стрингера, и приклеить казеиновым клеем.
Места усовых стыков усилить постановкой на клею 2—2,5-мм
фанерных накладок на всем промежутке между шпангоутами.
Ремонт шпангоутов
Способы ремонта шпангоутов довольно разнообразны. Повре*
ждения коробчатых шпангоутов бывают следующие:
1) отставание фанерных стенок от полок шпангоутов;
2) разрушение фанерных стенок;
3) разрушение полок шпангоутов;
4) разрушение участка шпангоута.
Небольшие отставания фанерных стенок от полок шпангоута
без нарушения фанеры устраняются введением в образовавшуюся
щель казеинового клея с предварительной зачисткой шва от
следов старого клея и с последующей запрессовкой шва струб-
цинами.
Разрушенные фанерные стенки и полки восстанавливаются
таким способом.
На поврежденном участке фанерные стенки срезаются на
100 мм от перебитых концов полок, и в этих местах делаются
<63
усовые скосы- 1 ; Ю; перебитые концы полок срезают на ус. За-
тем заготовляют и подгоняют по месту новые части полок шпан-
гоута и фанерные стенки. В местах большой крутизны контуры
шпангоута и гнутые части полок выклеиваются из реек толщиной
2—3 мм в специальном шаблоне (рис. 531). В местах стыка ста-
рых полок с новыми ставят липовые бобышки: на коротких участ-
ках во всю длину повреждения, а на длинных только в местах
усового стыка.
Рис. 531. Выклейка полок шпангоута в шаблоне
При склеивании запрессовку производят распорками, устана-
вливаемыми в фюзеляже, либо струбцинами и цвынками. После
затвердевания клея можно приступить к подгонке и установке
фанерных стенок. Весь отремонтированный участок после поста-
новки на клею фанерных стенок усиливается фанерными наклад-
ками, перекрывающими стыки на 70—80 мм.
Восстановление шпангоута при разрушении его на большом
участке. Ремонт производится в таком порядке:
- 1. Проделать все работы по удалению разрушенных частей.
2. Концы оставшихся полок и фанерных стенок срезать на ус.'
3. Из листа фанеры изготовить шаблон разрушенного участка
-шпангоута, используя старые части, чертежи или описания само-
лета.
4. Вырезать по шаблону из нескольких листов фанеры вкла-
дыш (рис. 532), подогнать его к ремонтируемому месту и при-
• клеить взамен разрушенного участка шпангоута. Сделать раз-
метку гнезд для стрингеров.
5. На оставшихся концах шпангоута между его полками по-
ставить сосновые бобышки; для большей прочности к бобышкам
крепится новый фанерный участок шпангоута усовым стыком.
6. Плотно подогнать стыки на шпангоуте и на новом фанер-
ном участке. Проверив правильность подгонки и установки,
вклеить этот участок и запрессовать стыки струбцинами.
7. После затвердевания клея места стыков усилить с обеих
сторон фанерными накладками, перекрывая их на 80—100 мм.
8. Восстановить иа поврежденном участке, фанерное покры-
тие с усилением мест крепления фанеры к шпангоутам ранее
списанными способами (случай непроклея).
464
УсГ.15 \2
Рис. 532. Ремонт шпангоута выклейкой фанерного вкладыша
Ремонт сплошных шпангоутов. При прострелах oiBcpctng рас-
сверливаются для удаления рванин и трещин. Затем изготовляют
деревянную пробку, которую покрывают казеиновым клеем и туго
вставляют в отверстие. С наружной стороны на пробоину наклеи-
вают 3—4-мМ фанерные накладки, перекрывающие края отвер-
стия на 30—40 мм.
При больших разрушениях поврежденная
часть шпангоута вырезается. Вместо удален-
ной части из нескольких листов фанеры вы-
клеивается плита, а из плиты вырезается нуж-
ной конфигурации участок, который приго-
няется к старым частям шпангоута на ус 1:10.
После тщательной подгонки новая часть
приклеивается к шпангоуту. Место стыка
усиливается постановкой фанерных накладок
с обеих сторон, перекрывающих ус с каждой
стороны на 50—100 мм (рис. 533).
Ремонт лонжеронов фюзеляжа
Такой ремонт в основном сводится к ремонту
различных трещин, заделке защепов и за-
боин и замене поврежденного участка новым.
Ремонт трещин. На поврежденном участке
лонжерона удаляется лакокрасочное покры-
тие. Древесина тщательно зачищается —
Рис. 533. Ремонт
сплошного шпан-
гоута
30—1640
465
сначала циклей, а потом мелкой стеклянной бумагой. Затем
определяется характер повреждения. Трещины, не превышающие
по глубине 8 мм и по длине 150 мм, ремонтируются постановкой
на клею усиливающих фанерной и сосновой накладок, перекры-
вающих трещину не менее чем на 50 мм с каждой стороны.
Отремонтированный участок лонжерона антисептируется и за-
крашивается по одному из вариантов внутренней окраски.
Рис. 534. Заделка трещин в лонжероне фюзе-
ляжа (случай А)
В зависимости от направления трещин ремонт их сводится
к трем случаям.
Случай А — вертикальная трещина. К стороне лонжерона,
имеющей трещину, во всю длину пролета между шпангоутами
приклеивается фанерная накладка толщиной 3 мм и на нее накла-
дывается сосновый угольник со сторонами, равными толщине
лонжерона. Угольник ставится на клею и к обшивке дополни-
тельно прикрепляется шурупами, а к лонжерону запрессовывается
струбцинами (рис. 534).
Рис. 635. Заделка трещин в лонжероне фюзе-
ляжа (случай Б)
Случай Б — горизонтальная трещина. В этом случае к сто-
роне, имеющей трещину, приклеивается только 3-мм фанерная
накладка (рис. 535).
Случай В. Трещина располагается в верхней или нижней
грани лонжерона. Поврежденный участок вырезается стамеской
466 ; '
до целых волокон. На смежных сторонах делается усовой скос
1 : 15 (рис. 536); затем подгоняется по месту и склеивается сосно-
вый вкладыш. Для усиления с двух сторон лонжерона приклеи-
ваются 3-мм фанерные накладки.
Если трещина проходит под шпангоутом или расположена
ближе чем на 60 мм от него, соседний пролет также усиливается
фанерной накладкой. Фанерные накладки во всех случаях после
приклейки пришиваются к лонжерону оцинкованными гвоздями.
Заделка глубоких трещин. Лонжероны с трещинами глубиной*
более 8 мм и длиной более 150 мм ремонтируются наложением
3-мм фанерных накладок с последующим приклеиванием на них
сосновых брусков толщиной, равной половине толщины лонже-
рона. Бруски должны плотно подгоняться и перекрывать трещину»
не менее чем на 50 мм, как показано на рис. 537. Концы брусков^
срезаются на ус 1 : 5. „
Трещины, проходящие под шпангоутом (рис. 538), ремонти-
руются также сосновыми брусками и усиливающими 3—4-мм на-
кладками. Для этого в шпангоуте в месте прохода лонжерона
делаются вырезы с обеих сторон, равные половине толщины лон-
жерона, куда вводятся и приклеиваются усиливающие брусья Б.
Концы брусьев срезаются на ус 1 : 5.
Для большей прочности усиливающие брусья прикрепляются
к обшивке шурупами, а с наружной стороны к ним приклеи-
вается усиливающая 3—4-мм боковая накладка А.
Для усиления ослабленного шпангоута ставится на клею сос-
новый вкладыш В, который с боков усиливается фанерными на-
кладками Д.
«50* V 467
Заделка защепов и забоин. Лонжероны, имеющие забоины и
защепы, не превышающие по глубине 4 мм и по длине 200 мм,
разрешается ремонтировать путем снятия перебитых волокон
древесины по всей ширине лонжерона с последующей вставкой
Рис. 537. Заделка глубоких трещин в лонжероне
фюзеляжа
вкладыша. Обычно поврежденное место обрабатывается в виде
двойного скоса с усом 1 : 15, куда вставляется плотно пригнан-
ный сбсновый вкладыш (заполнитель). Поверх приклеенного за-
полнителя наклеивается усилительная сосновая планка, перекры-
вающая концы вкладыша не менее чем на 50 мм. Концы сосно-
вой планки срезаются иа ус 1 : 5.
Лонжероны, имеющие более серьезные повреждения древе-
сины, ремонтируются путем наращивания нового куска лонже-
468
рона. Стыки на ус 1 : 15 делаются при этом обязательно между
шпангоутами и перекрываются с трех сторон фанерными или
сосновыми усилительными планками.
4. РЕМОНТ ФИБРОВОГО БАКА
Фибровые бензобаки получили широкое применение. При по-
вреждениях обечайки бака над пробоиной разрезается протектор
в виде крестообразных или П-образных надрезов. Концы протек-
тора отгибаются вверх и в стороны. Острой стамеской края про-
• бонны разделываются по плавному круглому контуру до полного
удаления рванин и трещин. Затем при помощи цикли или острой
кромкой стекла, или стеклянной бумагой зачищаются края про-
боины по всему контуру на расстоянии 70—80 мм от края про-
боины до получения полной чистоты поверхности фибры. После
этого нарезается пергаментная бумага, размеры которой должны
соответствовать зачищенной поверхности обечайки. Далее при-
готовляется казеиновый клей в пропорции 1 : 2.
Затем на поверхность бака в месте пробоины последовательно
наклеиваются на казеиновом клею листы пергаментной бумаги.
При площади повреждения не свыше 5 см2 наклеивают пять-
шесть слоев пергаментной бумаги, при площади свыше 5 см2 —
от пятнадцати до двадцати слоев. При раскройке листы нужно
вырезывать так, чтобы последующий лист был меньше предыду-
щего на 1—2 мм; в результате при наклеивании образуется усб-
вой скос с основанием у обечайки. Цч,.. ’
При помощи гладилки каждый новый слой заплаты тщательно
разглаживают и притирают для удаления пузырьков воздуха и
избытка казеинового клея, а также для плотного прилегания бу-
маги. После наклеивания каждого нового слоя бумаги следует
дать небольшую выдержку.
По окончании приклейки всех листов пергаментной бумаги
поверхность протирается слегка увлажненной тряпкой для удале-
ния избытка клея.
При больших повреждениях стенку бака усиливают вставкой
фибрового вкладыша (заплаты), заготовленного по размерам
и форме обработанного отверстия. Фибровая заплата зачи-
щается и оклеивается с обеих сторон пергаментной бумагой!
С одной стороны вокруг вкладыша оставляется припуск бумаги
на 60—80 мм для приклеивания его к обечайке бака. Оклеенный
бумагой кусок фибры используется как первый слой заплаты, на
который последовательно накладывается пятнадцать-двадцать
слоев бумаги.
По окончании наклеивания всех слоев пергаментной бумаги
заплата сушится в течение 2—10 часов, в зависимости от окру-
жающей температуры. После затвердевания клея бак испыты-
вается на герметичность под установленным давлением. Если бак
не протектирован, то после испытания заплата зачищается на-
ждачной бумагой и закрашивается под цвет бака. При наличии
469
протектора заплата ставится по правилам, указанным в разделе
«Медницкое дело», параграф «Ремонт протектора бензобака». '
5. РЕМОНТ ДЕРЕВЯННЫХ ЛОПАСТЕЙ ВОЗДУШНЫХ ВИНТОВ
Наиболее частыми повреждениями лопастей воздушных вин-
тов являются пулевые пробоины, выбоины и забоины. В зависи-
мости от калибра пули и характера произведенного ею разруше-
ния ремонт лопасти производится следующими способами:
Рис. 539. Заделка пулевой
пробоины пробкой
1) заделка отверстий проб-
ками;
2) установка вкладышей и
реек;
3) исправление и замена
оковки.
Лопасть разрешается ремонта-
ровать, если максимальное коли-
чество пробоин в ней не превы-
шает 20 (при условии их разбро-
санности и отсутствия длинных
лучистых трещин). Наибольший
диаметр отверстия пробоины не
должен превышать 30 мм. В од-
ном и том же сечении лопасти
допускается не более двух про-
боин. Лопасти с большими тре-
щинами в средней или комлевой
части, а также в местах склейки
дельта-древесины с сосной ре-
монту не подлежат, а заменяются
новыми. Не ремонтируются так-
же лопасти, имеющие пробоины
в первом сечении комлевой
части.
Заделка пулевых пробоин
Заделка мелких
пробоин
Обрезать и спять вокруг пуле-
вого отверстия на расстоянии
20—25 мм твердое покрытие и проверить, нет ли на лопасти глу-
боких и длинных лучистых трещин. После этого вставить в от-
верстие пробку для направления центра сверла и рассверлить
отверстие до полного удаления защепов и видимых трещин,-.
Затем выстрогать пробку по диаметру рассверленного отверстия
и вставить ее плотно в отверстие на казеиновом клею (рис. 539).
После затвердевания клея срезать стамеской концы пробки за-
470
подлицо с лопастью и заделать твердое покрытие согласно ука-
занной ниже технологии ремонта.
Заделка крупных пробоин
При ремонте пулевых пробоин диаметром от 12 до 20 мм уда-
ляют твердое покрытие и расщепленные волокна древесины с та-
ким расчетом, чтобы вместо удаленной части можно было поста-
вить вставки из той же древесины, что и лопасть, одним из при-
веденных на рис. 540 способов. Направление волокон вставок
должно совпадать с направлением волокон древесины лопасти.
Рис. 540. Заделка крупных пулевых пробоин
-Поверхность вставок по всему периметру должна плотно подго-
' няться к своему гнезду на лопасти. После подгонки склеиваемые
поверхности покрывают клеем и вставки запрессовывают струб-
цинами с прокладками.
После затвердевания клея вставки обрабатываются рубан-
ками и мелкими напильниками по профилю лопасти. Затем на
ремонтируемрм участке восстанавливается твердое покрытие.
' V-W - 471
С4ГЙ
Заделка сквозных трещин. Сквозные трещины в концевой ча-
сти лопасти длиной меньше 100 мм осторожно пропиливают на
ширину полотна пилы и в пропил вставляют на клею фанерные
Рис. 541. Заделка сквозных трещин фанерной
вставкой
или сосновые рейки (рис. 541). Затем рейки заделывают по про-
филю лопасти и восстанавливают твердое покрытие.
5.
Заделка выбоин и забоин
Такие повреждения чаще бывают на ребрах лопастей. Они
образуются главным образом от ударов винта о мелкие препят-
ствия, высокую и твердую траву, мелкие поднятые в воздух
камешки и т. п.
В местах забоин стамесками вырезаются все перебитые во-
локна древесины в виде полукруга или двойного скоса, как пока-
зано па рис. 542. Вместо удаленной части к лопасти приклеи-
>.
it
4
. t
472
Рис. 542. Заделка за.бощ! вставками
к-
*
'‘F
'*
t v
Д'
21?
*
вается вкладыш из той же породы древесины, что й лопасть.
После затвердевания клея вкладыш зачищается стамеской по
форме лопасти и окончательно отделывается напильником с мел-
кой насечкой и стеклянной бумагой. Затем наносится твердое
покрытие по установленной технологии. Наращивание обломан-
ных концов лопастей, капитальный ремонт твердого покрытия и
полная замена деревянной части лопасти производятся согласно
специальной инструкции.
А4елкий ремонт твердого покрытия
Твердое покрытие упрочняет и предохраняет лопасть от мел-
ких механических повреждений и препятствует прониканию влаги
внутрь древесины. Оно состоит из льняной ткани (рединки), ме-
таллической сетки, целлулоидной пленки и цветной нитроцеллю
лозной эмалевой окраски. Песок, мелкие камешки, снег, дождь,
попавшие на винт во время эксплоатации, вызывают на покры-
тии появление мелких забоин и выщерблений; в результате по-
крытие становится шероховатым. Это снижает аэродинамические
качества винта. Поэтому после 100—150 часов работы винта сле-
дует произвести ремонт лакокрасочного покрытия.
Ремонт лакокрасочного покрытия выполняется так.
Смыть теплой мыльной водой жировые пятна с поверхности
винта. Более глубокие загрязнения удаляются протиранием там-,
попом, смоченным ацетоном или разжижителем РДВ.
Зачистить поверхность наждачной бумагой, сначала крупной,
а потом мелкой. Нанести тонкий ровный слой шпатлевки ДШ-32
до выравнивания всех неровностей с последующей сушкой
каждого слоя при нормальной температуре в течение 1—2 часов.
После этого зачистить неровности шпатлевки наждачной бу-
магой средних и мелких номеров, проверяя гладкость поверхно-
сти на-глаз и наощупь. Нанести кистью или пульверизатором
два-три слоя цветной нитроэмали с выдержкой для сушки каж-
дого слоя в течение У/я—2 часов.
После высыхания каждого нанесенного слоя нитроэмали все
шероховатости на краске следует сравнять мелкой наждачной
бумагой. По окончании всей окраски зачистить поверхность мел-
кой наждачной бумагой и отполировать сукном.
Мелкий ремонт целлулоидного слоя. Глубокие повреждения
твердого покрытия небольших размеров ремонтируются в два
' приема: вначале ремонтируется твердое покрытие, а затем де-
лается окраска отремонтированного участка лопасти. После
ремонта винт подвергается балансировке.
Восстановление твердого покрытий производится следующим
'образец.
Место повреждения покрытия обрабатывается в форме круга
. Или правильного прямоугольника. Кромки целлулоидного слоя
предварительно срезаются и зачищаются циклей или напильни-
ком на ус. Поверхность древесины зачищается стеклянной бумагой
Д * ' 473
Г
и грунтуется одним-двумя слоями нитроклея АК-20. После
затвердевания грунта нанести густой слой нитроклея АК-20 или
целлулоидного клея и наложить металлическую сетку, котовую
следует притереть (разгладить) металлическим молотком, а края
закрепить оцинкованными гвоздями. Для этой цели применяют
латунную или железную сетку № 18—26 толщиной 0,2—0,3 мм
с 6—10 проволоками на 1 пог. см.
Покрытие сеткой надо производить быстро и тщательно.
Целлулоидный клей приготовляется растворением целлулоида
в ацетоне или разжижителе РДВ в закрытом сосуде в течение
суток. Состав клея приводится в табл. 34,
Таблица 34
СОСТАВ ЦЕЛЛУЛОИДНОГО КЛЕЯ
Составные части клея в %
Назначение клея целлулоид разжижитель ацетон
Приклейка целлулоидной пленки . Приклейка металлической сетки, исправление забоин и раковин . Поверх сетки наносится сл< сетку ‘ накладывается заплата ной 0,8--1,5 мм, вырезанная в рами ремонтируемого участка 10 20 )й целлуло! из листово соответств ; края зап 45 40 адного клея го целлулои ии с форме латы обраС 45 40 Затем на да толщи- I и разме- атываются
напильником на ус.
Для придания целлулоидной заплате формы лопасти и для
плотности прилегания ее к сетке пластинку следует размягчить
в парах ацетона. Для этого она погружается на 1—2 минуты
в ацетон или разжижитель РДВ. Затем пластинка выдерживается
в течение 15—20 минут в парах ацетона; для этого ее кладут
в закрытый сосуд на сетку, расположенную над жидкостью. При
^отсутствии сосуда размягчение целлулоида можно производить
в тряпке, смоченной в ацетоне и закрытой сверху тарелкой или
плотной тканью. После размягчения целлулоиду можно прида-
вать нужную форму.
Приготовленную таким образом пластинку накладывают на
густо намазанный целлулоидным клеем участок и тщательно при-
тирают ее к поверхности лопасти молотком или тампоном, смо-
ченным в ацетоне или разжижителе РДВ. Такую операцию нужно
производить до тех пор, пока не будут удалены из-под пластинки
пузырьки воздуха и не будет обеспечено плотное прилегание ее
к сетке. Заплата запрессовывается столярными струбцинками £
при помощи промежуточных резиновых прокладок под давлением
2—5 кг/см2 и выдерживается под этим давлением в течение
2—3 часов в теплом месте. После этого дается выдержка без
давления в течение 1—з суток до полного затвердевания пленки,
474
Образовавшиеся на поверхности целлулоида неровности сре-
зают стамеской и зачитают личным напильником. Неглубокие
раковины и неровности заливают целлулоидным клеем.
Выровненная поверхность целлулоида зачищается наждачной
бумагой, шпатлюется и окрашивается.
Восстановление твердого покрытия на больших участках ло-
пастей после их ремонта вставками, пробками и рейками при
глубоких и длинных забоинах производится, как указано выше,
с той разницей, что места стыков старой и новой целлулоидных
пленок необходимо тщательно подгонять, срезая их края на ус.
Запрессовка ведется резиновыми пластинами с деревянными
прокладками, подогнанными по форме лопасти. Чтобы целлулоид
не приклеивался к резиновым прокладкам, поверхность прокла-
док натирают тонким слоем талька.
Ремонт оковки лопасти
Эта деталь наиболее часто получает повреждения. Небольшие
вмятины и забоины после предварительной правки запаиваются
припоем ПОС-40 или ПОС-ЗО. Шероховатости и неровности устра-
няются зачисткой личным напильником и наждачной бумагой.
1-повреж8ение;2-пайка;3-зачистка
Рис. 543. Ремонт оковки лопасти
Продольные трещины после засверливания их вершин заливаются
припоем с последующей зачисткой. Повреждение большого
участка оковки устраняется постановкой на заклепках новой
секции. Для ремонта употребляют листовую латунь толщийой
475
0,6—0,8 мм и медные с потайными головками заклепки диаме-
тром 2,5—3 мм. Перед постановкой согнутую секцию разгибают.
Заклепки ставят во вновь просверленные отверстия, старые
отверстия заделывают деревянными пробками. Головки заклепок
пропаивают и зачищают (рис. 543).
У некоторых винтов переднее ребро лопасти вместо латунной
оковки усиливается целлулоидной пленкой. Ремонт такой детали
аналогичен ремонту твердого покрытия. В этом случае на повре-
жденном участке удаляется старый целлулоидный слой и накла-
дывается новый. Если повреждена латунная сетка, то после ре-
монта древесины твердое покрытие восстанавливается по ранее
указанной технологии.
После каждого ремонта проверяется балансировка собранного
винта на эквилибраторе. Отклонение при балансировке винта на
большом или малом шаге -не должно превышать 5 граммометров.
Деревянные лопасти в отличие от металлических по весовому
моменту невзаимозаменяемы. Взаимозаменяемым является только
комплект лопастей, состоящий из 3 шт. Поэтому при замене
одной лопасти винта для сохранения балансировки необходимо
заменить все три лопасти новыми, составляющими один комплект
винта.
Весовая неуравновешенность винта исправляется наложением
на лопасть дополнительного слоя краски АМТ-6 или АМТ-4 и
в исключительных случаях — закладыванием свинцовых грузи-
ков в комлевую часть лопасти со стороны торца.
КОНТРОЛЬНЫЕ ВОПРОСЫ
^,1. Каким образом ремонтируются пробоины в фанерной обшизке
крыла и фюзеляжа?
2. Как производится заделка повреждений на изогнутых частях фанер-
ной обшивки крыла или фюзеляжа?
3. Каким способом запрессовываются заплаты на частях крыта
' и фюзеляжа?
4. Какими способами ремонтируются стрингеры в крыле и фюзеляже?
5. Как проверить правильность постановки на место вновь изготовлеи-
_Ш}й нервюры?
6. Объясните правила ремонта лонжеронов крыла при мелких
забоинах и защепах.
7. Расскажите правила ремонта шпангоутов з простых и сложных
* случаях.
8. В чем заключается сущность ремонта лонжеронов крыла в простых
и сложных случаях?
9. Объясните технологию ремонта фибрового бака при малых и боль-
ших повреждениях.
10. Расскажите технологию ремонта лопасти деревянного винта при пу-
левых пробоинах.
11. Как ремонтируются трещины на конце деревянной лопасти винта?
12. В каких случаях деревянные лопасти не подлежат ремонту?
13. В чем заключается взаимозаменяемость лопастей деревянного винта?
14. Какие допускаются отклонения при проверке весовой балансировки
деревянного воздушного винта?
РАЗДЕЛ ШЕСТОЙ
РЕМОНТ МАТЕРЧАТОГО И ЛАКОКРАСОЧНОГО
ПОКРЫТИЙ САМОЛЕТОВ
--- — —----- ----- ~ — —
ГЛАВА XXVII
РЕМОНТ МАТЕРЧАТОГО ПОКРЫТИЯ
1. МАТЕРИАЛЫ И ИНСТРУМЕНТ, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ
Наряду с металлической и фанерной обшивкой применяется
покрытие крыльев и рулей тканями. Обшивка крыла восприни-
мает в полете аэродинамические нагрузки и передает их на сило-
вые элементы крыла. На обшивку употребляют ткани высокой
крепости, изготовляемые из высокосортной льняной и хлопчато-
бумажной пряжи. Полотно для обшивки ткут из отдельных кру-
ченых ниток на станках. Длинные нити пряжи, идущие вдоль
всдго полотна, называются основе й, а нити, идущие перпен-
дикулярно к основе и переплетающиеся с ней, — утком. Ткань
легко повреждается при неосторожном с ней обращении (про-
колы и порывы инструментом и т. п.). Малейшие повреждения
ткани должны немедленно ремонтироваться.
Полет самолета даже с незначительными разрывами обшивки
запрещается, так как образующееся внутри крыла давление
воздуха при большом разрежении над крылом может привести
к срыву всей обшивки в воздухе. Срыв обшивки может также
произойти от слабого крепления полотна к нервюрам или вслед-._
стви° износа ниток и полотна. За состоянием обшивки следует*»
вести постоянное наблюдение. Для ремонта полотняной обшивки
применяются следующие материалы и инструменты:
1. Ткани. Для обтяжки несущих поверхностей, а также для
Замены поврежденных участков обшивки употребляют льняные
ткани АЛЛ, АЛК и АЛВК и хлопчатобумажные ткани AM-100,
AM-93, ACT-100.
Физико-механические качества тканей приведены в табл. 35.-
Употреблять можно только такие ткани, крепость которых не
ниже крепости ткани, применяемой для данного самолета. При
ремонтных работах на мелкие заплаты разрешается применять
годное реставрированное полотно, снятое с самолетов при их
ремонте.
477
Таблица 35
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ТКАНЕЙ
Марка ткани Сопротивление растяжению по основе Вес 1 № ткани Расшифровка марки Примечание
в кг/м в г
АЛЛ 1200 165 Авиационная льня- Для обтяжки кры-
185 ная легкая льев, фюзеляжа и хво- стового оперения са- молетов.
АЛК 1500 Авиационная льня- То же
АЛВК 1800 220 ная крепкая Авиационная льня- То же
ная высшей кре- пости
АМ-100 1200 127 Авиационная мерсе- То же
ризованной пряжи № 100
АМ-93 АСТ-100 1450 153 Авиационная мерсе- ризованной пряжи № 93 То же
1800 195 Авиационная суро- Для обтяжки кры-
вая ткань, изготовлен- льев, фюзеляжа и хво-
ная из суровой не стового оперения ско-
мерсеризованной пря- ростных самолетов.
жи № 100
АОД 560 68 Авиационная для Для оклейки по-
• оклейки древесины верхностей крыльев, фюзеляжей и опере-
ния деревянных само- летов
Примечание!. Мерсеризация представляет собой щелочную обра-
ботку хлопчатобумажных изделий с целью повышения гладкости, блеска
и прочности.
„при Ткани для обтяжки распознаются по их внешнему виду:
льняные ткани — серебристого или желтоватого цвета без ворса; «
/ Хлопчатобумажные — кремовато-белого, а лицевая сторона их
''“отличается от изнанки почти полным отсутствием ворса.
Марка ткани определяется количеством нитей, приходящихся
на один квадратный сантиметр. Например, ткань АЛВК имеет от
19 до 21 нити, ткань АСТ-100 от 21 до 23 нитей, ткани АМ-100
и АМ-93 31—34 нити в одном квадратном сантиметре.
При новой обтяжке, наложении заплат и при других ремонт-
ных работах хлопчатобумажные ткани располагают лицевой сто-
роной на внешние поверхности крыльев или оперения.
2. Ленты. Для заделки и усиления прошивок ткани к нервю-
рам и швов по кромкам применяют различные ленты, носящие
названия соответственно их назначению: усилительные, укрепи-
478
тельные и отделочные с прямыми краями (марка ЛАП) и с зубча-
тыми краями (марка ЛАПЗ).
3. Нитки. Для ручной пришивки полотна к нервюрам приме-
г цяют льняные вощеные нитки НАР № 9,5/8; для шитья роли-
| ковыми и втачными швами — швейные хлопчатобумажные № 0 и
'/№ 00 или льняные пошивочные вареные № 18/6; для зашивания
t разрезов и разрывов — швейные хлопчатобумажные нитки № 10.
У 4. Воск натуральный. Употребляется для наващивания ниток
с целью облегчить протаскивание их через полотно.
5. Аэролаки. По своему составу и применению аэролаки де-
лятся на две группы: бесцветные и цветные.
Бесцветные, или аэролаки первого покры-
тия (марки AIH), представляют собой раствор эфира целлу-
лозы в ацетоне, спирте и т. д. и служат для пропитки тканей,
| придавая им натяжение, дополнительную крепость, а также
’воздухо- и водонепроницаемость.
' Цветные, или аэролаки второго покрытия,
служат для защиты как самой ткани, так и аэролака первого
покрытия от разрушительного действия на них атмосферы.
Цветные аэролаки применяют также в качестве маскирующей
окраски. Они изготовляются различных цветов и оттенков — от
, .глянцевых до матовых и различаются по маркам. Например:
аэролак марки АМТ-11 означает — аэролак второго покрытия,
матовый, серо-голубой; аэролак марки АПал — аэролак второго
покрытия, алюминиевый и т. д. ' /
6. Нитроклей АК-20. Нитроклей АК-20 служит для приклеи-
вания полотна к древесине. Заменителем его является аэролак
первого покрытия (AIH). При ремонте полотняной обшивки са-
молета в качестве клея применяют исключительно аэролак
марки АШ.
7. Смывки и разжижители. Для удаления старого аэролако-
вого слоя с полотняной обшивки применяют растворители: раз-
жижитель РДВ, ацетон, смывку СДсп (специальную) или соста-
вляют эмульсию, состоящую из смеси аэролака первого покры- -...
♦ . тая —75% и ацетона — 25%. Эти растворители можно приме-
* пять отдельно или в комбинации с другими растворителями. На-1^^
пример, можно вначале растворить верхний слой эмульсией, а
затем окончательно размыть аэролаковую пленку разжижителем • 'А-:
РДВ или другим растворителем.
(1' 8. Иглы. Для зашивания порывов применяют обычные швей-
1.?, ные иглы № 9 с загнутым концом. Для пришивания полотна
к нервюрам применяют полукруглые иглы с радиусом изгиба
29 мм (рис. 544).
Иглы обычно изгибают сами работающие. Для этого надо
I нагреть иглу до красного каления, изогнуть ее под нужным ра-
& диусом круглогубцами и закалить в масле. Для лучшего прохода
£ через полотно игла шлифуется.
9. Ножницы портновские служат для обработки рваных
краев полотна и раскроя ткани и заплат.
L • 479
10. Кисти щетинные (ручники) № 20—26 служат для нанесе-
ния лакокрасочного слоя. Длина щетины берется 5—6 см. Для *
промазки заплат применяются плоские щевднные кисти № 16—18.
Рис. 544. Типы игл:
1 — с изогнутым концом; 2 — полукруглая
Рис. 545. Шпатель
11. Шпатель — стальная или фанерная лопатка (рис. 545),
служит для удаления растворенного слоя аэролака или нанесе-
ния определенной толщины слоя шпатлевки на фанерное пли
металлическое покрытие.
12. Метр складной служит для разметки и раскроя ткани.
2. РЕМОНТ МЕЛКИХ ПОРЫВОВ
А. Ремонт пробоин площадью до 1 см2 и разрезов (разрывов)
длиной до 2 см
Ремонт производится следующим образом.
Очистить поверхность обшивки от пыли, грязи и масла
мягкой тряпкой, смоченной в мыльной воде, после чего промыть
чистой водой и протереть насухо. Подравнять ножницами рва-
ные края пробоины. На подготовленную поверхность нанести
кистью № 20 разжижитель РДВ или смывку на расстоянии 70—
§0 мм во все стороны от поврежденного участка. Слой смывки
ЙЛ'и разжижителя РДВ во избежание улетучивания и для уси-
ления растворяющего действия покрыть куском брезента, ста-
рого лакированного полотна, восковкой или пергаментной бу-
магой. Через 10—15 минут размягченный аэролаковый слой осто-
рожно удалить шпателем или тупой стороной ножа, избегая при
этом сильного надавливания, чтобы не вытянуть полотно на раз-
мываемом участке; нельзя также допускать просачивания ка-
пель аэролака через отверстие поврежденного участка на из-
нанку обшивки, так как это может вызвать на ней пузыри.
После сушки в течение одного часа края размытого участка
лакокрасочного покрытия слегка зачистить шкуркой № 00 или
Лр« 000. Порыв или порез зашить. Затем подготовить поверх-
ностную заплату по размерам контура размытого участка по-
480
срытия. По краям заплаты сделать бахрому длиной 4—5 мм
путем выдергивания ниток. Края прямоугольных заплат слегка
А закруглить. На размытый участок покрытия и на изнанку за-
, платы плоской кистью № 16 нанести ровный слой аэролака пер-
..вого покрытия (AIH) и немедленно наложить заплату на
пробоину, тщательно притерев ее куском мягкого полотна
‘и разгладив края. Выступивший из-под заплаты излишек аэро
.рака вытереть насухо, а бахрому тщательно расправить. После
^просушки в течение одного часа нанести слой аэролака второго
покрытия под цвет ремонтируемой обшивки и просушить в те-
чение не менее одного часа.
X» Примечания. 1. Для мелких поверхностных заплат можно исполь-
зовать лакированную тканевую обшивку, снятую с нижиих поверхностей са-
молетов. В этом случае на нижнюю сторону вырезанной заплаты нужно на-
нести слой аэролака AIH и просушить его в течение 15—20 минут. Затем на-
нести второй слой аэролака AIH, после чего наклеить заплату и окрасить ее,
ка® указано ранее.
5: Заплаты из нелакированной ткани приготовляются следующим обра-
зом. Предназначенную для заплаты ткань натянуть на раму и верхнюю сто-
рону ткани покрыть последовательно тремя слоями аэролака первого покры-
тия, а нижнюю одним слоем.
После сушки в течение 2—3 часов верхнюю сторону ткани слегка за-
чистить стеклянной бумагой № 00, а затем нанести на нее слой цветного
аэролака.
Приготовленную таким образом заплату приклеивают по указанной ранее
технологии.
Б. Ремонт пробоин и разрезов длиной свыше 2 см
с краями, позволяющими делать сшивку без вшивания
заплаты
Такие пробоины, как и в предыдущем случае, ремонтируются
наложением заплаты на аэролаке.
Ремонт производят так.
Подравнять ножницами края пробоины для устранения тор-
чащих ниток, сохраняя форму узкого разреза. По указанной ра-
нее технологии размыть старое лакокрасочное покрытие на рас-
стоянии 40—50 мм вокруг пробоины (пореза). Изготовить зД-
плату из ткани AGT-100 или АЛВК по размерам контура раз^
мытого участка. Размытую, мягкую, но невытянутую ткань
разреза зашить в одну нитку вощеными нитками № 10 одностеж-
ным швом (рис. 546). Узел начала прошивки следует распола-
гать на изнанке обшивки. Узел окончания заправить в зашивае-
мый разрез. При длинных разрезах во время сшивки рекомен-
дуется края ткани смачивать разжижителем, а шов стягивать
нитками для сохранения натяжения полотна. Следить за тем,
чтобы не было морщин и провисаний полотна. Если края порыва
не сходятся, образуя широкую щель, то в этом случае пробоину
необходимо разделать для вшивания заплаты согласно
пункту В.
Готовый шов пригладить, на размытый участок приклеить
заплату и покрыть ее лаком, как указано в пункте А этой
главы.
В. Ремонт пробоин с рваными краями, после обрезания которых
образуются отверстия площадью до 150 см2
Рваные края пробоины обрезать острыми ножницами в виде
квадрата или прямоугольника параллельно утку и основе по-
лотна. Очистить лакокрасочный слой от грязи и масла и произ-
вести размывку на расстоянии 40—50 мм от краев отверстия,
как указано в пунктах А и Б.
Рис. 547. Потайной шов
Подогнуть края пробоины внутрь обшивки крыла или фюзе-
ляжа по 10 мм на сторону и вырезать запла'ту по форме отвер-
стия из того же материала, что и обшивка, с припуском на под-,
гибание краев по 10 мм на каждую сторону.
Подогнуть внутрь обшивки края заплаты на 10 мм с каждой
стороны. Примерить заплату по отверстию, при этом между
кромками отверстия и заплатой должен быть зазор 1—2 мм для
устранения провисания ткани. Прикрепить одним стежком нитки
заплату в углах. Вшить заплату вощеными нитками № 10. При-
шивку заплаты можно делать потайным швом (рис. 547). При
работе следить, чтобы в шве не образовалось морщин и прови-
саний. Кромки заплаты и полотна обшивки должны плотно
подходить в стык при нормальном натяжении полотна. Для луч-
шего натяжения ткани при вшивании края обшивки смочить рас-
творителем. Нанести на ремонтируемый участок три слоя аэро-
лака первого покрытия. Затем на вшитую заплату и размытый
482
участок наложить поверхностную заплату и окрасить. Работу
производить в соответствии с указаниями пункта А.
Г. Ремонт пробоин с рваными краями, после обрезания которых
обпазуются отверстия площадью свыше 150 см2, или группы про-
1 ‘ боин, расположенных между нервюрами
При таких повреждениях нужно удалить всю ткань обшивки,
находящуюся между нервюрами, заменив ее новой. Для этого’’
1. Удалить поверхностные и укрепительные ленты по нервю-
рам и заднему ободу крыла. На металлических скоростных са-
молетах, где есть поверхностная тканевая накладка по носку
крыла, предварительно размыть растворителем место ее сопри-
косновения с основной обшивкой и аккуратно, не затрагивая
нижележащих слоев тканей, вырезать из накладки по верхним
и нижним сторонам поверхности носка полосу на 60 мм шире
расстояния между продольными осями нервюр. Если же носок
такого крыла отделан при помощи пробковой шпатлевки, уда-
лить ее острым ножом на такую же ширину; при этом ткань
старой обшивки и ее крепления по зигам необходимо сохранить,
металл носка должен быть оголен на ширину меньше расстояния
“ " между нервюрами на 20 мм.
2. Распороть на задней кромке шов, соединяющий верхнее
и нижнее полотнища.
3. Вырезать полосу ткани между нервюрами по всей ширине
крыла, оставляя у носка и хвостовой части нервюр полоски ста-
рой обшивки шириной 8—10 мм для пришивки нового полотна.
Если ткань была приклеена к фанерной обшивке, ее следует
после надреза отделить на той же ширине, что и между нервю-
рами. Затем вырезать новое полотнище длиной от носка до хво-
стовой части нервюры из той же ткани, что и ремонтируемая об-
шивка. Раскрой производить по образцу старой обшивки
(вдоль основы или под углом 45° к. нервюрам), оставляя
припуск по 10 мм на подвертывание ткани при пришивке ее
к старому полотну по нервюрам. При этом необходимо, чтобы
ширина полотнища с уже подвернутыми краями (10 мм) прщ * As
крывала полную ширину обеих полок нервюр и усилительной-/. <
тесьмы и обеспечивала возможность пришивки через край этого’?-•
полотнища к старой обшивке на уровне внешних кромок нер-
вюр, обращенных в пролеты, смежные с ремонтируемым. Раз-
мыть лакокрасочное покрытие на старой обшивке по полкам
'Анервюр и по усилительной тесьме.
4. Для удобства работы прикрепить полотнище новой
/ткани к пистонам задней кромки или закрепить на носке. При-
клеить 'его по фанерному носку нитроклеем АК-20 или аэрола-
ком первого покрытия или пришить роликовым швом, как пока-
зано на рис. 548. Подвернутый край полотнища пришить кривой
толстой. йглой вощеными нитками к старой обшивке по зигам,
поверх старой ткани таким же швом, каким была пришита ста-
рая ткань.
.31*
483
5. Подвернуть на 10 мм края нового полотнища, наложить
его на нервюры и пришить к старой обшивке непосредственно за
полками нервюр и усилительной тесьмой через край роликовым
швом. Пришивать полотнище нужно полукруглой иглой подво-
щенными нитками № 0. В процессе шитья старую обшивку всё
время смачивать растворителем,,чтобы избежать перерезания ее.
ниткой.
/ з-з i_________________[
/ / / / t «о
Рис. 548. Роликовый шов
Рис. 549. Крепление ткани к нервюрам
прошивкой № 21 (цифрами обозначена
последовательность прошивкц)
6. Натянуть пришитое у нервюры полотнище через пролет на
другую нервюру; его край, подвернутый на 10 мм, приколоть
булавками к размытой старой обшивке и прошить шов так же,
как и у первой нервюры. Натянуть и закрепить полотнище на
носке и задней кромке.
7. Прошить новое полотнище по нервюрам втачным швом
прошивкой № 21, показанной на pine. 549, полукруглой иглой по
следующей технологии:
а) для скоростных самолетов, у которых полки нервюр об-
мотаны усилительной лентой или обшиты укрепительной тесь-
мой и стежки старой обшивки расположены вдоль полки нер-
вюры, плотно прошивают
вощеными нитками в во-
семь вложений с шагом
15 мм; продевая нить
сквозь усилительную тесь-
му и старую обшивку,
захватывать тесьму, кото-
рой обмотана полка нер-
вюры;
б) для нескоростных
самолетов, у которых
нити сквозной прошивки
располагаются перпенди-
кулярно направлению нер-
вюры, прошить ниткой
№ 00 с обеих сторон пол-
ки нервюры за усилитель-
484
ную ленту и старую обшивку с шагом шва 10 мм. При прошивке
игла должна захватывать ленту, которой обмотана нервюра,
или старую обшивку, иначе крепление получится ненадежное.
Отремонтированный участок покрыть аэролаком согласно уста-
новленной технологии.
3. ВСКРЫТИЕ ПОЛОТНЯНОЙ ОБШИВКИ ПРИ УСТРАНЕНИИ
ДЕФЕКТОВ ОСНОВНОЙ КОНСТРУКЦИИ
Вскрытие обшивки с разрезанием ее только
по швам
При повреждениях силовых деталей набора крыла или фюзе-
ляжа обшивку обычно' вскрывают разрезанием ткани, если де-
Рис. 550. Крепление обшивки к нервюрам прошивкой № 20
фект конструкции не сопровождается разрывом в полотняной
обшивке. При выполнении этих операций нужно соблюдать сле-
дующий порядок работы:
Е Определить размеры поврежденного участка. Размыть раз-
жижителем РДВ или другим растворителем весь участок об-
шивки, который необходимо отгибать; особенно тщательно раз-
мывать ткань и тесьму на швах для того, чтобы при возобновле-
нии прошивки ткань и тесьма не перерезались ниткой. Удалить
со швов, которые будут распарываться, поврежденные ленты.
485
2. Тщательно, чтобы не повредить ткань, разрезать острым
иожом или бритвой нити швов на кромке крыла и нервюрах. При
этом избегать распарывания швов и креплений.
Примечание. Если необходимо отделить от нервюры обшивку, при-
шитую швейной машиной (в три строчки) к укрепительной тесьме, закре-
пленной на полке нервюры нитками прошивкой № 20 (рис. 550), то машин-
ные швы не распарывать, а разрезать нитки, которыми сшиты борта тесьмы
под полкой нервюры, и отделить обшивку вместе с тесьмой.
3. По окончании ремонта частей внутренней конструкции
смочить разжижителем РДВ отогнутую и ранее размытую ткань
обшивки крыла. Натянуть и прошить ткань по старым швам нит-
к^ии № 0 или № 00. Покрыть лаком и окрасить обшивку; при-
клеить новые поверхностные ленты так, как это делается для
новой обшивки.
Вскрытие обшивки с разрезанием по целой ткани
При необходимости осмотра и мелкого ремонта внутренних
нарушения крепления обшивки
к
нервюрам допускается разрезание полотняной обшивки по це-
лой ткани с соблюдением следующих правил:
а) во всех случаях разрезания обшивки направление разреза
должно совпадать с направлением основы или утка ткани;
б) обшивку разрезать угловым разрезом (рис. 55Г), крестооб-
разно (рис. 552) или трехсторонним разрезом (рис. 553); на
рис. 554 показаны примеры неправильного разрезания ткани;
в) не допускать разрезов круглой формы, при которых связь
вырезанного участка со всей обшивкой полностью нарушается
и для ремонта которых потребовалось бы вшивание заплат;
г) указанные разрезы ткани ремонтировать в соответствии
с пунктом Б этой главы. . .
486
Вскрытие обшивки с разрезанием по швам
и по целой ткани
• В ряде случаев для ремонта внутреннего набора крыла, кроме
распарывания шва обшивки, требуется разрезать ткань вдоль
полки нервюры по целому месту. В этих случаях разрез обшивки
следует делать только по нижней полке нервюры. При необхо-
димости отделить обшивку от верхней полки нервюры это
можно сделать только путем подпарывания или перерезания ни-
ток, крепящих полотно к нервюрам, способом, указанным выше.
. Вскрытие обшивки при сквозной прошивке ткани
на крыле
Нижняя обшивка пришивается к нижней полке нервюры по-
перечными стежками, которые проходят с верхней поверхности
крыла через всю его толщину, огибают нижнюю полку нервюры
и усилительную ленту и возвращаются на верхнюю поверхность,
крыла. В этом случае разрез и ремонт ткани нужно производить
в такой последовательности:
1. После удаления верхних и нижних поверхностных лент
разрезать все поперечные стежки ниток прошивки к нижней
полке и протащить их, стараясь не повредить полотно и усили-
тельные ленты. Снять усилительную ленту с нижней полки нер-
вюры.
2. Размыть обшивку по нижней полке нервюры по1 прилегаю-
щим к ней пролетам между нервюрами.
" 3. Разрезать обшивку острым ножом точно посредине нижней
полки нервюры,
4. По окончании ремонта частей внутренней конструкции за-
шить полотно роликовым швом.
487
5. Сшить по нижней полке нервюры края разрезанной ткани
ниткой № 10 так, чтобы ее края сошлись вплотную.
6. Наложить на зашитый разрез усилительную ленту и произ-
вести сквозную прошивку вощеной ниткой в восемь сложений,
стараясь делать стежки По старым отверстиям на верхней об-
шивке.
7. Произвести наклейку и окраску поверхностных лент.
Ремонт ткани креплением ее к нижней обшинке
за ленту
В этом случае обшивка крепится к полкам нервюр прошив-
кайи № 21 (см. рис. 549) или прошивками № 14 (рис. 555).
При ремонте подготовка и разрезание ткани производятся
так же, как и при сквозной прошивке ткани, с той лишь разни-
цей, что поверхностная лента удаляется только с нижней полки
Рис. 555. Крепление ткани к нер-
вюрам прошивкой № 14
нервюры. По окончании ремонта внутренней конструкции крыла
нижняя полка нервюры обматывается тесьмой так, чтобы после-
дующий виток перекрывал не менее половины предыдущего.
После сшивки на нервюре и наложения усилительной тесьмы
пришить обшивку через новую тесьму к ленте, которой обмотана
или обшита полка втачным швом (прошивкой № 21) в две
строчки вощеной ниткой в восемь сложений; шаг шва 15 мм.
Строчку шва располагать на расстоянии 1—1,5 мм внутрь от
краев полки нервюры.
Устранение вмятнн. Вмятины по обшивке самолета обра-
зуются от сильного надавливания на обшивку тупыми инстру-
ментами, руками или ногами. Полотняная обшивка в таких ме-
стах сильно вытягивается. Вмятины устраняются следующим об-
разом;
488
I. Удалить с поврежденной поверхности грязь, пыль и жиро'
вые пятна ветошью, смоченной в бензине.
2. Нанести на промятый участок и вокруг него на расстоянии
50—100 мм (в зависимости от размеров вмятин) растворитель
и счистить размягченный лакокрасочный слой. После сушки
слегка зачистить края старого покрытия мелкой наждачной бу-
магой.
3. На подготовленный таким образом участок обшивки на-
нести последовательно четыре слоя аэролака первого покрытия,
а на хлопчатобумажную ткань — пять слоев. После нанесения
каждого слоя аэролака просушивать покрытие в течение 45—
60 минут, а последний слой сушить не менее 3 часов.
4. Если вмятина выравнялась и натяжение обтяжки воссй-
новлено, с'ледует нанести один плотный слой цветною аэролака
под цвет ремонтируемой поверхности и просушить в течение не
менее 3 часов.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие основные марки тканей употребляются при ремонте полотняной
обшивки?
2. Какие употребляются смывки и разжижители для удаления лакокра-
сочной пленки иа ремонтируемом участке?
3/ Как ремонтируются мелкие прямые порывы ткани?
4. Что нужно сделать, чтобы заплата приклеивалась прочно и получилась
гладкой?
5 Как ремонтируются пробоины с рваными краями?
6. Какие типы швов вы знаете? В каких случаях оии применяются?
7. Объясните правила вскрытия обшивки для осмотра внутреннего на-
бора конструкции крыла.
8. Объясните порядок крепления полотна к нервюрам.
9. Как устраняются вмятины на обшивке?
1
ГЛАВА XXVIII
Ж
РЕМОНТ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ САМОЛЕТА
Для увеличения срока службы самолета и придания ему луч-
ших аэродинамических качеств применяют лакокрасочные по-,
крытия, которые наносятся на внутренние и наружные поверхно-
сти. Такие покрытия образуют плотную пленку, предохраняю-
щую детали самолета от воздействия атмосферных условий
(влага, например, вызывает на полотне и дереве гниение, а на
металле коррозию). Кроме того, окраска повышает прочность
полотна на 30—35% и маскирует самолет на земле и в воздухе.
Лакокрасочная пленка влаго- и воздухонепроницаема и предо-
храняет материал от мелких царапин песком, острыми камеш-
ками и т. п., а деревянные части, кроме того, от проникания гни-
лостных грибков.
В самолетостроении применяют два вида покрытий: на дере-
вянные части самолетов наносят нитропокрытия, а на мег
таллические — лакомасляные. Эти виды покрытий резко
отличаются один от другого по характеру образования пленки
и срокам сушки. У нитропокрытий пленка образуется вследствие'
испарения растворителя, поэтому при высыхании она умень-
шается в весе. Длительность ее сушки 2—3 часа. У лакома'сля-
ных покрытий пленка при высыхании увеличивается в весе вслед- .
ствие' поглощения ею кислорода из воздуха. Сушка лакомасля-
ных покрытий зависит от количества введенного сиккатива и
длится '16 и более часов. Качество лакокрасочной пленки оказы-
вает влияние на обтекаемость самолета воздухом. Шероховатая
поверхность увеличивает сопротивление трения и, следовательно,
снижает скорость самолета. На рис. 556 показано влияние ка-
чества лакокрасочной поверхности на скорость самолетов бом-
бардировщиков и истребителей. Как видно из рисунка, .поверх-
ности самолетов, окрашенные пульверизатором, имеют шерохо-
ватость краски до 20 микрон. Такая ..шероховатость вызывает
незначительное снижение скорости для самолета-бомбйрДИров-
щика, в то время как для истребителя это снижение становится
заметным. Та же окраска, нанесенная кистями, при запылении '
может иметь высоту бугорков шероховатости свыше 100 микрон
и вызовет снижение скорости более чём на 30 км/час. V
490
Рис. 556. Влияние качества лакокрасочной поверхности иа скорость
самолета
Звуковые и сверхзвуковые скорости йодата требуют бук-
вально зеркальной поверхности лакокрасочной?, пленки; высота
бугорков в таком слое не должна превышать десятых долей ,ми-.
крона. Для достижения такой поверхности требуется вое работы
цо окраске выполнять с особой тщательностью и аккуратностью,
не допуская нарушения установленной технологии окраски и при-
меняя качественные материалы требуемой вязкости;
Большие скорости полета требуют постоянного поддержания
в полной исправности лакокрасочной поверхности самолета. Для
" этого ее шлифуют мелкозернистыми пастами и мягкой фла-
нелью.-, '. . . г
>• ..Работы по окраске самолетов производятся в хорошо венти-
лируемых помещениях при температурах от ф-12 до +36° С.
Медкий ремонт лакокрасочных покрытий в летнее время допу-
скается производить в сухую и безветренную погоду под наве-
2 сами.
Л-. . ! . . 491
1. ИНСТРУМЕНТ И ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ПРИ ОКРАСКЕ
Качество окраски самолета в значительной степени зависит
от умелого владения малярными инструментами и от содержания
их в рабочем состоянии. При работе по окраске самолета при-
меняются кисти, краскораспылители (пульверизаторы), шпа-
тели, емкости для лакокрасочных материалов, стеклянная и наж-
дачная бумага и лакокрасочные материалы.
Кисти
Для каждого вида материалов применяют отдельные кисти,
отличающиеся одна от другой размерами и материалом самой
кисти. Кисти обычно разделяются по номерам и волосу. Класси-
фикация малярных кистей приведена в табл. 36.
Т а б л и ц а -36
КЛАССИФИКАЦИЯ МАЛЯРНЫХ КИСТЕЙ
Наименование кистей № или размер кистей Наименование работ, выполняемых кистью
Круглые щетинные кисти
(ручники) S а 1,6-18 Нанесение грунта и масля- ных эмалей на внутренние поверхности
То же 20--24 Нанесение масляных лаков и аэролаков первого покры- тия
То же 22-26 Нанесение нитроклея АК-20
То же „ . Плоские щетинные кисти. 22-24 Нанесение нитроэмалей на наружные поверхности об- шивки
ширина „Флейцы беличьи или 10-12 см Нанесение аэролаков вто рого покрытия на наружные поверхности обшивки
барсучьи, ширина . ; . . . 10—15 см Растушевка (выравнивание) свеженанесенного лакокрасоч- ного покрытия
Для ровного распределения слоя краски по поверхности окра-
шиваемой детали новые кисти перед применением нужно подго-
товить следующим образом:
а) для прочного .удержания щетины залить кисть у выхода
из металлической оправы лаком: для масляных эмалей — шел-
лачным, бакелитовым или аэролаком первого покрытия; для
нитролаков — шеллачным или бакелитовым лаком и хорошо
просушить;
б) перевязать щетину кисти шпагатом, начиная от оправы,
чтобы длина сводной щетины была равна 40—50 мм;
в) выровнять щетину. кисти с торца на стеклянной бумаге
средних номеров, для этого всю щетину кисти перевязать щпага-
492
том и двигать торцом по бумаге до получения ровной поверх-
ности; чтобы кисть при растушевке краски не делала полос,
края кисти закругляют;
г) сточить острые углы свободной щетины на стеклянной бу-
маге;
д) окунуть щетину кисти в олифу и обжать на металлической
пли мраморной плите деревянным шпателем; повторить эту опе-
рацию 4—5 раз, затем промыть щетину в бензине.
Кисть перед применением должна быть совершенно чистой,
без каких-либо следов старой, засохшей краски или краски дру-
гого цвета.
После работы кисти следует промыть:
а) в скипидаре или олифе, если ими наносились масляные
краски и лаки;
б) в разжижителе РДВ, если они применялись для нитрокра-
сок и нитролаков.
Чистые кисти для хранения опускать в соответствующий
растворитель на длину свободной щетины.
Примечания. 1. Флейцы, цировочные и колонковые кисти моются
только в теплой воде с мылом, чтобы не пересушить волос.
2. Кисти после аэролака смывать водой нельзя, так как в оставшемся
на них аэролаке происходит выпадение клетчатки в виде белых хлопьев, ко-
торые в дальнейшем трудно удалить с кисти.
Краскораспылитель (пульверизатор)
Гладкость окрашенной поверхности зависит от способа нане-
сения краски и опытности работника. Более ровный слой нано-
сится на поверхность распылением краски сжатым воздухом из
пульверизатора. При нанесении краски этим способом шерохова-
тость на деревянных поверхностях достигает 10 микрон, на ме-
таллических 15 микрон и на тканевых обшивках 25 микрон.
Окраска пульверизатором непосредственно в цехе не рекомен-
дуется ввиду вредности; она обычно выполняется в особой ка-
мере, выделенной для этих работ.
Пульверизационный аппарат марки КР-2
Аппарат состоит из масловодоотделителя, красконагнетатель-
ного бака и пульверизатора (распылителя).
Масловодоотделитель служит для очистки посту-
пающего к нему сжатого воздуха от воды, минерального масла,
пыли и других веществ, которые могут загрязнить лакокрасоч-
ный материал.
Масловодоотделитель снабжен редуктором для регулировки
давления сжатого воздуха, манометром для определения да-
вления сжатого воздуха и предохранительным клапаном для
поддержания давления сжатого воздуха в пределах 2,5—4 ат
в зависимости от вязкости применяемого материала и длины
воздухопроводов.
493
новлен манометр. Давление
Рис. 557. Распылитель краски:
7 — ручка; 2 — корпус; 5— курок; 4—головка; 5 — ка-
нал для подвода краски; <6 — воздушный канал;
7 — место выхода краски
Красконагнетательный бак служит для помеще-
ния лакокрасочного материала. Он состоит из цилиндрического
сосуда с герметически закрывающейся крышкой и мешалки для
ручного перемешивания краски.
В сосуд помещается ведро емкостью 12, 25 или 50 л с лако-
красочным материалом. На крышке бака установлен редуктор
для регулировки давления сжатого воздуха, поступающего из
масловодоотделителя. Для определения давления воздуха уста-
в баке поддерживается
в пределах 0,5—1 ат в за-
висимости от вязкости
лакокрасочного материала.
По резиновым шлангам
лакокрасочный материал
подается в пульверизатор.
Пульверизатор
(распылитель) устроен
по принципу форсунки.
Распылитель (рис. 557) со-
стоит из корпуса 2, руч-
ки 1, курка 3 и головки 4.
Краска из красконагнёта-
тельного бака поступает
в распылитель через ка-
нал 5, а сжатый воздух к
месту выхода краски 7 —
через канал 6.
Распылитель начинает
работать с момента нажа-
тия на курок.
Мелко распыленная краска (в виде тумана) наносится тонким " ‘
ровным слоем на окрашиваемую поверхность. Направление
струи краски всегда должно быть перпендикулярно к окраши-.
ваемой поверхности. Расстояние от головки пульверизатора до
окрашиваемой поверхности должно быть от 150 до 300 мм, в за-
висимости от вязкости краски; чем больше вязкость краски, тем
ближе к окрашиваемой поверхности надо располагать пульвери-
затор. Определение этого расстояния приобретается навыком.
Движение пульверизатора должно быть равномерным, и нано-
сить слой краски необходимо так, чтобы край новой полосы
краски ложился на край уже нанесенной полосы. Лакокрасоч-
ный слой наносится по двум взаимно-перпендикулярным напра-
влениям. Первый слой наносить вертикальным движением пульве-
ризатора, а второй — горизонтальным. Нанесение слоя по верти-
кальному направлению производят горизонтальной струей.
Использование пульверизатора для нанесения клеевых красок
категорически воспрещается. После работы распы-
литель тщательно промывается в соответствующих раствори-
телях.
494
Шпатели
Для нанесения слоя шпатлевки применяются шпатели:
а) деревянные длиной 10—15 см; ими наносится шпатлевка на
Н ткани А ОД;
р? б) стальные (косые, квадратные и других форм) — для нане-
сения шпатлевки по дереву и повторных слоев по ткани;
в) резиновые — для нанесения шпатлевки на кривые поверх-
ности.
Ж'
Рабочая посуда
Емкостями для лакокрасочных материалов служат эмалир.О'
ванные кружки или банки, изготовляемые из луженого или
оцинкованного железа.
Для предохранения растворителей от улетучивания и попада-
ния в лакокрасочный материал пыли и грязи кружки должны
иметь плотно закрывающиеся откидные крышки. После работы
остатки краски сливаются в отдельную, плотно закрывающуюся
посуду. Рабочая посуда тщательно моется растворителем. Нельзя
, допускать на стенках кружек остатков краски в виде пленок или
наростов, которые в дальнейшем портят цвет краски и при расту-
\ ' шевке делают полосы или оставляют пленку.
Стеклянная и наждачная бумага
Эти абразивы применяются для зачистки поверхностей при
подготовке их к окраске, а также в процессе окраски перед на-
несением последующих слоев лакокрасочных покрытии.
Наждачная бумага. В зависимости от характера работы сле-
ь, Дует применять соответствующие номера бумаги.
Бумага № 100 и 120 применяется для зачистки деревянных
поверхностей перед покрытием их грунтом и после затвердева-
ния грунта и шпатлевки, а также для зачистки лакокрасочных
? покрытий при подновлении.
№ 140 — для зачистки грунтов и нитрошпатлевки после нане-
сения второго слоя.
№170 — для зачистки поверхностей, окрашиваемых аэрола-
i ками второго покрытия, или по первому слою масляных эмалей.
1 а также для зачистки металлических поверхностей, покрытых
грунтом или имеющих следы коррозии.
№ 200 —для зачистки тканевых поверхностей после нанесе-
. ’<£? ния на них аэролака первого покрытия.
л*
*. г
Р Лакокрасочные материалы
Металлические части и поверхности самолета окрашивают
, лакомаслцными материалами (табл. 37), тканевые и деревянные
поверхности — нитроэмалями (табл. 38).
Gb л • ' 495
, ?. \
•
• 1 . £ ’ :•£'
к,* * • 4 ,
Таблица 27
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ОБШИВКАХ
САМОЛЕТОВ
Наименование материала Марка Цвет Время высыхания при температуре 18—23°С в минутах Норма расхода па I м’ пло- щади (в грам- мах) на один слой Назначение материала
ДЛЯ КИСТИ для пуль- га а. о а ч S D. а> а
Грунт лакомас- ляный АЛГ-1 Желтый 40 50 60 Для грунтования f дуралюминовых и электронных обши- вок
Грунт — эмаль лакомасляная АЛГ-5 40 50 60 Для грунтования дуралюминовых и стальных поверх-, ностей
Грунт гл*ифта- левый 138-А 45 55 Для грунтования головок заклепок дуралюминовых по- верхностей, покры- ваемых нитроэма- лями
Эмаль масляная А-24М Зеленая 30 60 ю Для окраски ме- таллических обши- вок с внешней сто-. роны, окрашивае- мых по масляному варианту
Эмаль масляная АЭ-8 Алюминие- вая —- — 70 То же
Эмаль масляная А-28М Г олубая 30 80 100 То же
Эмаль масляная А32М Темносерая 30 70 90 То же
Эмаль масляная А-ЗЗМ Светло- серая 30 80 100 То же
Эмаль глифта- левая А-13ф Красная 80 100 Для нанесения опознавательных знаков на поверх- ности, окрашивае- мые по масляному,, варианту
Эмаль лакома- сляная А-11 Белая 36 90 по Для нанесения опознавательных ’ знаков на поверх- ности, окрашивае-. мые по масляному варианту
Нитроклей АК-20 60 150 Для приклеива- ния ткаии и изго- товления нитро- шпатлевки
496
i » л h s К L к ' 1 !*ii 1 , (. г b - * * • ; 12*- ,- l«- £ £ • V • -jk </s.. F r 1 — ——ч
Наименование материала Марка Цвет Время высыхания при температуре 18—23° С в минутах Норма на 1 м щади (в мах) ш сл< ДЛЯ кисти Исхода пло- грам- ОДИН )Й сё к “ S « £fl Назначение материала -
Аэролак второ- го покрытия Аэролак второ- го покрытия ма- товый Аэролак второ- го покрытия ма- товый Разжижитель Смывка обыкно- венная Смывка спе- циальная Ацетон техни- ческий П р и м е ч а и и И пульверизатором ком (п) — пульвери 32-1640- Alla л АМТ-4 АМТ-7 РДВ СД(об) СД(сн) е. Аэ| Аэро, заторо! Алюминие- вый Зеленый Голубой При темп» ре +36° С— родная подв прозрачная кость. При ратуре до 4 образует два верхний'—ж! нижний — XJ видный При темпе] ниже +5°1 твердевает. Однородш стродейству прозрачная кость юлаки второ таки со знач 4. 60 60 грату- -ОДНО- ижная жид- гемпе- -20° С слоя; тдкий, топье- эсадок. >атуре 3 Sa- IH бы- ющая жид- ~о пок) ком (к / 150 160 220 250 150 )Ы1ия 1 нано» 180 220 250 могут :ятся в Для окраски ме- таллических обши- вок с внешней стороны, окраши- ваемых по нитро- варианту То же То же Для разжижения нитроэмалей Для удаления масляных и эмале- вых покрытий с металлических по- верхностей Для удаления масляных, эмале- вых и нитропокры- тий с металличе- ~ ских и деревянных поверхностей и для обезжиривания де- талей перед окра- ской Для залакировки трещин в лакокра- сочном слое наноситься кистью истью а со знач- 497
Таблица 88
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА ДЕРЕВЯННЫХ И ТКАНЕВЫХ
ОБШИВКАХ САМОЛЕТОВ
Наименование материала Марка Норма расхода на 1 м площади (в граммах) на один слой: Назначение материала
для кисти для пуль- веризатора
Грунт нитроцеллю- лозный дд-пз 180 — Для грунтования внут- ренних поверхностей де- ревянных самолетов, клеенных казеиновым клеем
Грунт глифталевый 138-А 130 Для грунтования дере- вянных обшивок в ме- стах выхода смоляного клея ВИАМ-БЗ и грунто- вания металлических ча- стей, окрашиваемых по нитроварианту
Нитрошпатле вка АШ32 или AUI 30 Наносится шпате- лем, норма расхо- да 300 г Для шпатлевания дре- весины и поверхностей, оклеенных тканью
Нитроклей АК-20 150—200 — Для грунтования дре- весины, приклеивания ткани и разжижения нитрошпатлевки
Аэролак первого покрытия (бесцвет- ный) А1Н 170 — Для лакировки (про- питки) тканевых обши- вок.
Аэролак второго покрытия (алюминие- вый) АИал 150 180 Для промежуточных покрытий под цветные аэролаки второго покры- тия деревянных и ткане- вых обшивок самолетов. Для окраски внутренних поверхностей деревянных самолетов
Аэролак второго покрытия зеленый (матовый) АМТ-4 160 220 Для окраски внешних верхних поверхностей де- ревянной и тканевой об- шивки и агрегатов само- летов штурмовиков и истребителей
498
- - - Наименование материала Марка Норма расхода на 1 ма площади (в граммах) на один слой): * Назначение материала
для кисти для пуль- веризатора
Аэролак второго покрытия серо-голу- бой ^матовый) АМТ-11 220 250 Для окраски внешних верхних поверхностей деревянной и тканевой обшивки и агрегатов са- молетов штурмовиков и истребителей
Смоляной клей ВИАМ-БЗ 189 Для покрытия внутрен- них поверхностей дере- вянных самолетов. При- готовляется перед упо- треблением по правилам, указанным ранее
.. Эмаль масляная А-14 80 — Для окраски внутрен- них поверхностей дере- вянных самолетов
Эмаль хлорвинило- вая ДД-П8Б 200 То же
Разжижитель РДВ Для разжижения до рабочей вязкости нитро- лаков, нитроэмалей, нитрошпатлевок, глифта- левого грунта и обезжи- ривания древесины перед окраской. Для смывки нитропокрытий и залаки- ровки трещин в лакокра- сочном слое
2. ПОДГОТОВКА ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
ПЕРЕД ИХ ПРИМЕНЕНИЕМ
Лакокрасочный материал не позднее чем за сутки должен
быть принесен из склада в рабочее помещение, чтобы его темпе-
ратура была такая, же, как температура помещения. Тару перед
вскрытием нужно тщательно обтереть, чтобы избежать загрязне-
ния краски. После вскрытия банки снять с поверхности краски
часто образующуюся пленку лакокрасочного материала ножом
или шпателем. Краску тщательно перемешать чистой деревянной
лопаточкой до полного уничтожения осадка пигментов * на дне.
Загустевшие при хранении краски разводят до рабочей вязкости
разжижителями. Применяемые для различных лакокрасочных
материалов разжижители приведены в табл. 39.
32* 499
Таблица SO
РАЗЖИЖИТЕЛИ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ
Наименование лакокра- сочных материалов Метод нанесения Разжижитель Вязкость по вискози- метру в се- кундах при 20° С (сопло № 2)
Грунт АЛГ-1 . . Кистью Уайт-спирит или скипидар (очищенный светлый) 20—25
То же Пульвери- Уайт-спирит, скипидар, 8-12
затором смесь равных частей уайт-спи- рита или скипидара с ксило- лом
Грунт 138А . . . Нитрошпатлевка Кистью Разжижитель РДВ 8 12
АШ-32 илн АШ-30 . Шпателем Нитроклей АК-20—не более 20% от веса шпатлевки Этилацетат пли ацетон — не более 20 частей на 80 частей шпатлевки по весу
Ннтроклей АК-20 . Кистью Разжижитель РДВ 40
Эмали масляные А-6, А-8, А-10, А-11,
А-12, А-13 . . « . Кистью Скипидар не более 8% или уайт-спирит не более 6% от веса эмали 15-31
Аэролаки второго
покрытия Кистью Разжижитель РДВ 30—60
Аэролаки первого
покрытия Кистью Разжижитель РДВ 120—150
Вязкость определяется специальным прибором — вискозимет-
ром. При отсутствии прибора рабочую вязкость можно опреде-
лить посредством нанесения на металлическую или стеклянную
пластинку разбавленной краски. Краску следует наносить таким
же способом (кистью или пульверизатором), каким будет окраши-
ваться самолет. Пластинку надо ставить под углом 45° и наблю-
дать за растекаемостью краски. При отсутствии подтеков и на-
плывов полученную вязкость принимают за необходимую. Разжи-
жение краски следует производить не в общей таре, а в отдель-
ной посуде в количестве, необходимом для предстоящей работы.
После тщательного перемешивания разжиженный лакокрасоч-
ный материал профильтровать через вдвое сложенный стираный
миткаль или бязь.
3. ТЕХНИКА НАНЕСЕНИЯ ЛАКОКРАСОЧНОГО СЛОЯ КИСТЬЮ
Чистую и сухую кисть погружают в краску настолько, чтобы
краска не покрывала металлической оправки. Затем на приго-
товленную к окраске поверхность наносят кистью 3—4 жирных
мазка на расстоянии 50—60 мм один от другого. Нанесенную
краску распределяют по поверхности возвратно-поступательными
5С0
движениями кисти укрывистым, тонким слоем. Распределение
кистью красок по поверхности называется р а с т у ш 0 в к о й.
Для получения ровного, тонкого и укрывистого лакокрасочного
слоя кисть следует держать в руке свободно и не надавливать
ею на окрашиваемую поверхность. Растушовку следует делать
ВО взаимно-перпендикулярных направлениях; последние выравни-
вающие движения делать настолько плавно, чтобы кисть едва
касалась краски. Последний слой краски растушовывать по на-
правлению полета. Ни один слой краски не должен иметь бугор-
ков и подтеков. Излишки краски должны быть перенесены,
кистью на неокрашенные участки. Окрашенный участок должен
представлять собой совершенно ровный тонкий слой с незамет-
ными следами от волоса кисти. После соответствующей вы-*
держки и зачистки наносится новый лакокрасочный слой.
4. РЕМОНТ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ
ОБШИВКАХ САМОЛЕТОВ
Лакокрасочное покрытие самолета подвергается вредным
воздействиям атмосферы (дождь, снег, переменная температура,
солнечные лучи ит. и.), под влиянием которых происходит разру-
шение лакокрасочного покрытия. При обслуживании самолетов
может возникнуть необходимость произвести полную перекраску
или сделать частичный ремонт покрытия. Характер повреждений
лакокрасочных покрытий крайне разнообразен. Для удобства
в определении способа ремонта повреждения сводятся в группы,
содержание и классификация которых приводятся ниже.
Случай А. Незначительное омеление — появление на поверх-
ности лакокрасочного слоя сероватого налета.
Случай Б. Значительное омеление и выцветание внешнего
слоя покрытия.
Случай В. Значительное омеление и выветривание покрытий
с просвечиванием грунтовочного слоя.
Случай Г. Растрескивание, незначительные механические по-
вреждения и отставание покрытий в местах заклепок.
Случай Д. Шелушение окраски с отслаиванием от металла,
значительные механические повреждения.
Случай Е. Омеление, выцветание и разрушение покрытий преи-
мущественно по заклепкам на самолетах, окрашенных нитро-
эмалями.
Случай Ж. Разрушение покрытий на участках, зашпатлеван-
ных пробковой шпатлевкой и оклеенных тканью.
В зависимости от характера разрушения окраски должен
быть применен один из способов ремонта, приведенных ниже.
Подготовка металлической поверхности для окраски
Все ремонтируемые поверхности перед окраской должны быть
тщательно очищены от грязи, пыли, жировых пятен и коррозии.
Пыль удаляется мягкими волосяными щетками или тряпками.
: 501
W;>j
Грязь и жировые пятна Смывают теплым 3%-ным водным рас-
твором зеленого мыла. Затем поверхность насухо вытирается мяг-
кими тряпками и просушивается в течение 2—4 часов, чтобы на
ней не осталось следов влаги, которая может вызвать образова-
ние пузырей на нанесенной лакокрасочной пленке. Более глубокие
жировые загрязнения удаляются тряпками, смоченными в уайт-
спирите, авиабензине или смывке СД(сп).
Непосредственно перед окраской поверхность для лучшего
сцепления с ней грунта следует протереть бензолом или разжи-
жителем РДВ и просушить в течение 1—2 часов. Следы корро-
зии зачищают наждачной бумагой № 170 и шлифуют порошком
пемзы.
Г рунтовка
Грунт служит промежуточным слоем между поверхностью
и наносимым на нее слоем краски и создает лучшее сцепление
лакокрасочной пленки с окрашиваемой поверхностью. Грунт на-
носится кистью укрывистым слоем.
На металлические поверхности наносится лакомасляный
грунт АЛГ-5, а при его отсутствии — АЛГ-1 или смесь из равных
частей АЛГ-1 и глифталевой эмали А-14ф. Время сушки — в со-
ответствии с табл. 37.
После высыхания грунта поверхность должна быть ровной.
Шероховатости и потеки равняются шкуркой № 170—200; ого-
ленные места загрунтовываются -вновь.
Технология ремонта покрытий
Случаи А, Б, Ви Г. Ремонт в случае омеления
и значительного выцветания покрытия
Под воздействием внешней среды в лакокрасочном слое про-
исходят физико-химические изменения, вследствие чего на по-
верхности краски появляется белый хлопьевидный налет, назы-
ваемый омеле нием. Этот налет по внешнему виду напоми-
нает продукт разрушения алюминиевых сплавов коррозией.
При омелении налет легко удаляется мягкими тряпками, смо-
ченными составом № 1, состоящим из 1 части полировальной
пасты № 290, 2 частей уайт-спирита и 7 частей воды.
Эта смесь приготовляется непосредственно перед употребле-
нием путем смешивания указанных веществ до однородной
эмульсии.
Значительное омеление с выветриванием
покрытия до грунта, а также мелкие трещины
и отставание покрытия в местах заклепок
В этих случаях после тщательной подготовки, если нет нару-
шения слоя грунта, последовательно наносят кистью или пульве-
ризатором два укрывистых слоя масляной эмали под пвет покры-
502
тия. Срок сушки первого слоя 24—36 часов, второго слоя 36—
48 часов. При необходимости нанесения опознавательных знаков
нх наносят также масляными эмалями. Опознавательные знаки
разрешается наносить через 16—18 часов после окончания основ-
ной окраски или при нанесении кистями после полного высушива-
ния первого основного слоя эмали. После этого их просушивают
одновременно с основным покрытием.
Случай Д. Шелушение покрытий с отслаиванием
от металла, значительные механические
повреждения
При этом ремонте старый лакокрасочный слой удаляется до
чистого металла, для чего на места, имеющие разрушения
окраски, наносится жирный слой подогретой до температуры
30—40° С смывки СД(об) или СД(оп). Для усиления растворя-
ющего действия смывки нанесенный слой следует укрыть старым
брезентом, пергаментной бумагой или старым самолетным полот-
ном. Растворенный слой краски счистить деревянным шпателем, а
затем промыть всю поверхность специальной смывкой СД(сп)
и вытереть ее насухо.
Подогрев смывки производится окунанием бидона в горячую
воду. Нагревать ее на открытом пламени воспрещается ввиду
сильной огнеопасности. После удаления старой краски всю по-
верхность тщательно зачищают шкуркой № 140—170. Места, под-
верженные коррозии, тщательно зачищают, шлифуют и проверяют
через лупу с 10-кратным увеличением. После протирки всей по-
верхности бензином или уайт-спиритом просушивают ее.
Нанести кистью грунт АЛГ-5 и просушить в течение 24—
36 часов. Зачистить грунт шкуркой № 140 до удаления выступов
и шероховатостей.
Затем пульверизатором или кистью нанести первый слой мас-
ляной эмали и высушить его. Время сушки 24—36 часов. После
зачистки шкуркой № 140 первого слоя краски нанести второй
слой масляной эмали соответствующего цвета и просушить в те-
чение 36—48 часов.
Случай Е. О м е л ен и е, выцветание и разрушение
покрытий преимущественно по заклепкам
на самолетах, окрашенных нитроэмалями
Такой ремонт чаще выполняется на самолетах смешанной кон-
струкции. От описанных видов ремонта он отличается примене-
нием других по составу растворителей, грунтов и красок.
Места с поврежденным покрытием после подготовки размы-
ваются до металла тряпками, смоченными смесью, состоящей из
равных частей разжижителя РДВ и воды, и просушиваются в те-
чение 2 часов.
На очищенные места нанести пульверизатором или кистью
грунт 138А и просушить его в течение 6—12 часов, затем по
503
грунту нанести только пульверизатором последовательно два
ровных слоя цветного аэролака, обращая особое внимание на пол-
ную укрывистость заклепочных швов и равномерное распределе-
ние краски по поверхности.
Сушка первого слоя 2—3 часа, а второго слоя 5 часов.
Опознавательные знаки наносятся цветными аэролаками по
истечении 2 часов после нанесения второго слоя покрытия.
Случай Ж. Разрушение, покрытий на отдельных
участках, зашпатлеванных пробковой
шпатлевкой и оклеенных тканью
Такой вид ремонта встречается редко и по технологии анало-
гичен ремонту фанерных покрытий, оклеенных полотном (см.
ниже). Укажем на некоторые особенности ремонта:
1. Размывание слоя покрытия ведется по правилам для нитро-
покрытий. *
2. Грунтование ведется грунтом 138А.
3. Шпатлевание по ткани выполняется пробковой шпатлевкой,
изготовляемой из 12—15% мелко раздробленной' пробковой
крошки и 80—85% нитроклея АК-20.
Шпатлевка наносится в два-три приема; суммарная толщина
слоев шпатлевки должна быть в пределах 0,15—0,20 мм, но с обя-
зательным укрытием структуры ткани.
Примечание. Окраска внутренних поверхностей металлических
частей самолетов не отличается существенно от окраски внешних поверх-
ностей таких деталей самолетов.
5. РЕМОНТ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА ДЕРЕВЯННЫХ
И ТКАНЕВЫХ ОБШИВКАХ САМОЛЕТОВ
При эксплоатации самолетов деревянной и смешанной кон-
струкции возможны такие изменения и .разрушения лакокрасоч-
ных покрытий на внешних поверхностях.
Случай А. Омеление и выцветание внешнего слоя покрытия.
Случай Б. Единичные трещины в покрытии.
Случай В. Механические повреждения покрытия, растрескива-
ние слоя аэролака и шпатлевки без разрушения ткани, появление
мелких отверстий (свищей).
Случай Г. Глубокое растрескивание покрытия с повреждением
и отставанием оклеенной ткани.
Случай Д. Растрескивание покрытия и разрыв ткани на тор-
цовых поверхностях древесины.
Подготовка деревянных поверхностей самолета мало отли-
чается от приемов, применяемых при окраске металлических само-
летов. Особенности подготовки приведены в разделе «Ремонт ла-
кокрасочного покрытия на внутренних поверхностях деревянных
самолетов» (см. ниже).
5И
Случай А. 0 мёл е ни ё и выцветание внешнего
слоя покрытия
После подготовки зачистить пораженный и состарившийся
слой краски стеклянной шкуркой № 140 или шкуркой, смоченной
в уайт-спирите. Затем удалить пыль и грязь пропитанной в бен-
зине тряпкой. На просушенную и зачищенную поверхность на-
нести последовательно два слоя разжижителя РДВ, проСушИВ
каждый слой в течение 1 часа. Мягкой кистью или пульверизато-
ром нанести два укрывистых слоя аэролака второго покрытия
с интервалом для сушки каждого слоя по 2Ц часа.
Ремонт покрытий в с л у чаяхБ, ВиГ
Мелкие трещины, царапины и другие механические поврежде-
ния на покрытии ремонтируются без нарушения целости ткани
следующим способом:
1. Циклей или ножом зачистить лакокрасочное покрытие во-
круг трещины на 20 мм во все стороны. Затем зачищенный уча-
сток загрунтовать нитроклеем АК-20 и просушить в течение
I часа.
2. Зашпатлевать загрунтованное место двумя тонкими слоями
нитрошпатлевки АШ-32 с интервалом для сушки каждого слоя
по 2 часа. Зачистить шпатлевку шкуркой № 140.
Нанести на шпатлевку промежуточный слой алюминиевого
аэролака АПал. Просушить в течение 2 часов, слегка зачистить
шкуркой № 170 и удалить пыль. Нанести два слоя цветного аэро-
лака с просушиванием каждого слоя в течение 2% часов. В слу-
чаях отставания ткани в месте трещины ее вновь приклеивают.
Для этого в ткани делают проколы шилом, пропускают под ткане-
вую обшивку нитроклей АК-20, плотно приглаживают в этом
месте Ткань и просушивают в течение 1 часа.
При глубоком растрескивании слоя аэролака и шпатлевки без
нарушения целости ткани поврежденный лакокрасочный слой
удаляют до ткани растворением его смесью, состоящей из 100 ча-
стей аэролака первого покрытия (AIH) и 10 частей воды. Эту
эмульсию наносят на поврежденное место густым слоем. Для
лучшего растворения старой краски поверхность сверху накры-
вают полотном или брезентом. Затем растворенную краску уда-
ляют деревянным шпателем, а очищенную поверхность протирают
тряпкой, смоченной разжижителем РДВ.
После просушивания в течение 1 часа проделать работы по
указанной технологии (см. случаи Б, В и Г).
Ремонт покрытий в случаяхГиД
При глубоком растрескивании покрытий с повреждением или
отставанием оклеечной ткани от поверхности поступают так.
Участки ткани, имеющие загнивания, крупные трещины и над-
рывы, а также отставание ткани от древесины (в том числе и на
торцовых частях) удаляют вырезанием в виде прямоугольных
505
полос по прочно приклеенной ткани. Слои шпатлевки, имеющие
отставания, смывают до древесины. Края основного покрытия на
расстоянии 25—30 мм во все стороны размывают смесью, состоя-
щей из 100 частей аэролака первого покрытия и 10 частей воды.
После этого размытый участок протирают разжижителем РДВ и
просушивают в течение 1 часа. На места, где будет выступать
смоляной клей ВИАМ-БЗ, следует нанести тонкий слой грифтале-
вого грунта 138А и просушить в течение 8 часов. Загрунтовать
всю очищенную поверхность двумя слоями нитроклея АК-20 с ин-
тервалом для сушки каждого слоя в 1—1^2 часа.
Выровнять и заделать нитрошпатлевкой АШ-32 все неровности
и отверстия от гвоздей и шурупов; просушить шпатлевку в тече-
ние 2—2У2 часов и зачистить шкуркой № 140.
На зашпатлеванную поверхность и размытые края основного
покрытия нанести плотный слой нитроклея АК-20 для приклеива-
ния ткани АОД. Немедленно наложить вырезанный заранее по
размерам участка кусок ткани АОД так, чтобы он перекрывал не
только зашпатлеванное место, но и края размытого участка
основного (целого) покрытия.
В случае Д ткань АОД наклеивается встык с тканью основ-
ного покрытия; затем на шов наклеивается из того же материала
лента, перекрывающая края стыка в каждую сторону по 20 мм.
Наложенную ткань разравнять руками до удаления морщин,
складок и пузырьков воздуха. После выравнивания нанести по-
верх ткани густой слой нитроклея АК-20 и еще раз разравнять ее
тряпичным тампоном. Просушить покрытие в течение не менее
6 часов и зачистить шкуркой № 140. Далее последовательно на-
нести два слоя нитроклея АК-20 с просушиванием каждого слоя
в течение 1—1% часов и зачисткой шкуркой № 140.
Зашпатлевать оклеенную поверхность нитрошпатлевкой АШ-32.
Просушить в течение 2—2% часов и зачистить шкуркой № 140.
Нанести на шпатлеванную поверхность промежуточный слой алю-
миниевого аэролака АПал, просушить в течение 2 часов и слегка
зачистить шкуркой № 170. В случае Д вместо одного промежуточ-
ного слоя наносят последовательно три плотных слоя алюминие-
вого азролака АПал с сушкой каждого слоя по 2 часа и зачи-
сткой последнего слоя шкуркой № 170.
Окрасить ремонтируемую поверхность двумя слоями цветного
аэролака с интервалом для сушки каждого слоя в 2—2% часа.
Затем участок отшлифовать,
6. РЕМОНТ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ НА ВНУТРЕННИХ
ПОВЕРХНОСТЯХ ДЕРЕВЯННЫХ АГРЕГАТОВ
Нарушение лакокрасочного слоя на внутренних поверхностях
агрегатов происходит вследствие механических воздействий (ца-
рапины, удары, соскабливание обувью и т. п.), увлажнения дре-
весины (трешины, шелушение) и воздействия на слой краски бен-
506
зина, масла и других химических веществ. Особенно вредно дей-
ствуют застоявшаяся влага и лед.
При всех видах осмотра внутренних частей самолета следует
обращать внимание на состояние лакокрасочного покрытия.
Места с поврежденной окраской следует немедленно отремонти-
ровать.
При ремонте необходимо придерживаться следующих правил:
1. Увлажненную древесину и древесину с признаками загни-
вания окрашивать нельзя; излишнюю влажность удаляют суш-
кой. Древесину, имеющую загнивание в пределах допусков, антй-
септируют; гнилые места удаляют или заменяют весь агрегат
новым.
2. На участки, клеенные казеиновым клеем, запрещается на-
носить смоляной клей.
3. Новое лакокрасочное покрытие наносится только на хорошо
очищенную и протертую разжижителем поверхность кистями или
пульверизатором.
4. Поверхности, окрашенные масляными и хлорвиниловыми
эмалями, нельзя окрашивать нитролаками. Хлорвиниловыми эма-
лями нельзя окрашивать поверхности, покрытые масляными
красками и нитролаками. На старое смоляное покрытие допу-
скается наносить только грунт ДД-118Б или эмаль А-14.
Наиболее гнилостойкими являются покрытия древесины смо-
ляными лаками или грунтом ДД-118Б.
Окраска хлорвиниловой эмалью
Нанести кистью последовательно два слоя хлорвиниловой
эмали ДД-118Б с интервалом для сушки каждого слоя 2—Зчаса.
Окраска масляной эмалью
Нанести кистью последовательно два слоя масляной эмали
А-14 (серого цвета) с интервалом для сушки каждого слоя 16 ча-
сов при температуре от +12 до +20° G.
Покрытие смоляным клеем ВИАМ-БЗ
За час до применения приготовить смоляной клей ВИАМ-БЗ
согласно инструкции ВИАМ № 45—44. Затем нанести кистью
один плотный слой смоляного клея и просушить его при темпера-
туре не ниже-|-16оС в течение 2 часов.
7. РЕМОНТ ЛАКОКРАСОЧНОГО ПОКРЫТИЯ НА ТКАНЕВОЙ
7. ОБШИВКЕ
Лакокрасочное покрытие на тканевой обшивке имеет те же
виды повреждений, что и на фанерных поверхностях, обтянутых
полотном. Особенностью дефектов на тканевой обшивке является
потеря на-тяжения ткани и растрескивание аэролаковой пленки.
В этих случаях полностью удаляется старая аэролаковая пленка;
507
отделочные и укрепительные ленты не отрываются, а остаются
на своих местах.
Ткань, очищенную от лакокрасочной пленки, протирают раз-
жижителем РДВ и сушат 1У2—2 часа. Затем последовательно
наносят кистью четыре слоя аэролака первого покрытия с интер-
валом для сушки каждого слоя по 45 минут; четвертый слой про-
сушить в течение 6 часов. После нанесения и сушки четвертого
слоя аэролака слегка зачистить поверхность шкуркой № 170 и
удалить пыль. Нанести слой алюминиевого аэролака АПал, про-
сушить в течение 2—ЧУ2 часов и слегка зачистить шкур-
кой № 170.
Нанести Кистью или пульверизатором два слоя цветного аэро-
лака с просушиванием каждого слоя в течение 2—2% часов.
Опознавательные знаки наносятся также цветными аэролаками
установленных цветов.
Обновление лакокрасочного покрытия
С целью придания наружной окраске самолета более опрят-
ного и свежего вида ее допускается протирать два-три раза
в месяц следующим составом:
а) на тканевых и фанерных обшивках — растворителем ПР
(протиранием или опрыскиванием из пульверизатора);
б) на металлических обшивках —- смесью, состоящей из одной
части льняного масла, одной части уайт-спирита и трех частей
воды.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие причины вызывают нарушение лакокрасочной пленки иа внеш-
них и внутренних поверхностях самолета?
2. Как следует подготовить кисть для окраски?
3. Какие номера малярных кистей применяются для нанесения нитро-
лаков н масляных аэроэмалей?
4. Какой из способов1 нанесения краски наиболее пригоден для окраски
скоростных самолетов?
5. Какая высота бугорков лакокрасочной пленки допускается на фанер-
ном, матерчатом и тканевом Покрытиях самолета? Какое влияние величина
бугорков оказывает на летные свойства самолета?
6. Как устроен краскораспылительный аппарат Кр-2?
7. Каков средний расход грунта АЛГ-5 на 1 м2 поверхности?
8. Каковы правила нанесения краски пульверизатором?
9. Что такое омеление краски и как опознать его?
10. Как производится ремонт лакомасляного и иитропокрытия в слу-
чаях омеления?
И. Назовите состав материалов, применяемых для удаления старого ла-
кокрасочного покрытия с металлических и деревянных частей самолета.
12. Каким грунтом следует покрывать металлические поверхности для
окраски нитролаками?
13. Объясните технологию ремонта тканевой обтяжки на фанерной об-
шивке и восстановления лакокрасочного покрытия.
14. Объясните правила ремонта лакомасляного покрытия на внутренних
} поверхностях самолета.
15. Как устраняется потеря натяжения аэролаковой пленки на ткани?
ОГЛАВЛЕНИЕ
РАЗДЕЛ ПЕРВЫЙ
СЛЕСАРНОЕ ДЕЛО
Глава I. Измерительный инструмент и его применение 3
1. Измерения в технике ........................................ 3
2. Точность изготовления изделий............................... 6
3. Измерительный инструмент..........................• • • —
Глава II. Разметка изделий . ............... ... 22
1. Инструмент для разметки .... . . . ... . —
2. Основные правила разметки . . ... . .... 24
3. Правила заточки инструмента . . ... . . . 31
Глава III. Разрезание металлов ............................ ..... 33
1. Инструмент для разрезания металлов ......................... —
2. Слесарные тиски............................................ 36
3. Резка ножовкой .......................................... 39
Глава IV. Рубка металлов............................................ 44
1. Инструмент для рубки.......................................... ~
2. Практика рубки металлов ..................................... 49
3. Рубка на плите или наковальне................................ 57
4. Техника безопасности при рубке............................. 59
Глава V. Опиловка металлов....................................... ,61,
1. Инструмент для опиловки ..................................s 52
2. Практика опиловки.........................................
3. Примеры опиловки................ .........................
Глава VI. Сверление, нарезание и правка резьб ...................• 83
1. Сверление . . . ;...................................... •’ ~~
2. Сверлильные станки и дрели............................. ... 87
3. Практика сверления . . ................................. 95
4. Развертывание .... з 99
5. Зенкование.............................................. . ЮЗ
6. Понятие о допусках и посадках.............................« 106
7. Нарезание резьбы.......................................... 113
8. Правка резьб.............................................. 122
Глава VII. Шабровка, шлифовка, полировка и притирка . . . . « 125
1. Инструмент для шабровки. Заточка шаберов —
2. Практика шабровки............................... 129
3. Шлифование изделий . . • ........... 134
4. Полирование......................................138
5. Притирка . . , ..................................140
509
Глава VIII. Ковка й термическая обработка инструмента . . . .. 144
1. Оборудование кузницы.....................................145
2. Нагрев металла для ковки.................................150
3. Кузнечные операции..................................... 152
4. Практика ковки.................................... .... 155
5. Термическая обработка инструмента........................J57
6. Примеры термической обработки слесарного инструмента . . . 163
Глава IX. Ремонт металлических винтов . «»..<•« г < i 171
1. Заделка пулевых пробоин........................... ... —
2. Укорочение лопастей.................... - ... 177
3. Ремонт погнутых лопастей................................178
4. Проверка весовой симметрии винта................ • 184
5. Ремонт стальных пустотелых лопастей.....................186
РАЗДЕЛ ВТОРОЙ
МЕДНИЦКОЕ ДЕЛО
Глава X. Краткие сведения о паянии. Применяемый инструмент 189
1. Инструмент, применяемый в медницком деле .... ... 190
2. Паяльники ....................... s • 197
3. Паяльная лампа а...................................... 200
Глава XI. Паяние мягкими припоями..............................207
1. Мягкие припои ...........................1............. —
2. Флюсы для мягких припоев . ...........................» 209
3. Подготовка паяльника к пайке............................211
4. Основные правила паяния мягкими припоями .............. 213
5. Паяние толстостенных изделий..................... ,. . . 216
6. Припайка наконечников к гибким тягам и передачам ... 219
7. Ремонт гибких валов .............. . . 223
8. Паяние электропроводов и плавких предохранителей . . . 224
9. Сращивание проводов ....................................227
Глава XII. Паяние твердыми.припоями и ремонт труб ...... 230
1. Твердые припои .......................................а —
2. Флюсы для твердых припоев.............................а 232
3. Паяние твердыми припоями . . ... ........... —
4. Соединение с развальцовкой труб .. .. ... 239
5. Соединение с резино-свинцовым кольцом...................241
6. Возможные повреждения трубопроводов. Устранений повре-
ждений ............................................а . ; 243
Глава XIII. Отжиг и гнутье труб ..................$ ; » ; г 250
1. Отжиг медных, латунных и стальных трубопроводов . . ; . —
2 Гнутье труб..............................................251
3. Отжиг и гнутье дуралюминовых труб ......................255
Глава XIV. Паяние алюминиевых сплавов и ремонт бензиновых баков 258
1. Припои и флюсы для пЙйния алюминиевых сплавов ..... «-
2. Ремонт баков ............ . ... i . . 259
3. Ремонт повреждений при помощи сварки . v....... 266
4 Скоростные методы ремонта баков .............. 269
5. Ремонт протектора бензобаков............................273
Глава XV. Ремонт радиаторов.................................. 278
1. Замена сотовых трубок . . ...... » . ... - 279
2. Ремонт обечайки радиатора................ ... i 281
3. Испытание радиаторов на герметичность . . . ............284
510
РАЗДЕЛ ТРЕТИЙ
ЖЕСТЯНИЦКОЕ ДЕЛО, КЛЕПКА ШВОВ И РЕМОНТ САМО-
ЛЕТОВ МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ КЛЕПКОЙ
Глава XVI. Жестяницкое дело..................................
I. Разметка листового металла . . .......................
2. Гнутье листового металла..............................
3. Соединение листового металла фальцевыми швами . ,
4. .Задатка проволоки в борт изделия.....................
5. Изготовление шарнира..................................
6. Вытяжка металла.................. ....................
7. Изготовление цилиндрических изделий................’ "
287
289
290
292
295
298
300
Глава XVII. Основные приемы клепки швов ........ s 306
1. Инструмент, применяемый при клепке . . .................. 308
2. Способы клепки ........................................... 313
3. Термическая обработка заклепок . . ............ 323
4. Практика клепки .........................................i 324
Глава XVIII. Ремонт металлических частей самолета клепкой . . ; 331
1. Ремонт металлической обшивки............................... —
2. Ремонт лонжеронов.......................................... 338
3. Ремонт шпангоутов ... 343
4. Ремонт нервюр...............................................344
5. Влияние ремонта на летные качества самолета .................345
5- Примеры неправильного ремонта обшивки . . ...........346
РАЗДЕЛ-ЧЕТВЕРТЬЙ
ТРОСОЗАПЛЕТНОЕ ДЕЛО
Глава XIX. Авиационные тросы . ....................................349
1. Характеристика ’тросов ... ...................... . . 351
2. Крепление тросор............................................356
3. Соединение тросов в гибкой оболочке....................... 359
Глава XX. Заплетка тросов . . . . ......................361
1. Оборудование и инструмент.................................. —
2. Подготовка троса к плетению ................................362
3. Заплетка троса............................................. 364
Глава XXI. Замена тросов .....................................375
1. Признаки износа тросов....................................' —
2. Замена тросов ..............................................376
Глава ХХП. Гнутье проволоки..............,.’...............
1. Изготовление, проволочных расчалок . . . ,...........
2. Изготовление булавок для контровки ...
РАЗДЕЛ п Я Т ььй /
СТОЛЯРНОЕ ДЕЛО И РЕМОНТ ЧАСТЕЙ САМОЛЕТОВ
ДЕРЕВЯННОЙ КОНСТРУКЦИИ
Глава XXIII. Материалы и инструмент, применяемые олярном
деле ... .. .. .... . ...
1. Инструмент и приспособления, применяемые пр;/ обработке
древесины . . .
2. Организация рабочего места столяра’.;
Глава XXIV. Ручная обработка древесину
1. Заточка и правка инструмента . . г
2. Основные столярные операции . ;.
3. Пользование стругами и стамесками . .
380
381
384
401
404
412
425
511
а
V S
Глава XXV. Соединение и сборка деревянных изделий
1. Способы соединения деревянных изделий । . s . . .
2. Казеиновые клеи.-.........
3. Смоляной клей ВИАМ-БЗ ............................
4. Смоляной клей КБ-3................................
5. Краткие сведения по технологии склеивания .....
Глава XXVI, Ремонт частей самолетов деревянной конструкции
1. Организация ремонтных работ иа самолете • «
2. Ремонт частей крыла...........
3. Ремонт частей фюзеляжа .........
4. Ремонт фибрового бака....................
6. Ремонт деревянных лопастей воздушных винтов
* ’ >' / РАЗДЕЛ ШЕСТОЙ
РЕМОНТ МАТЕРЧАТОГО И ЛАКОКРАСОЧНОГО ПОКРЫТИЙ
САМОЛЕТОВ *
Главд XXVII. Ремонт матерчатого покрытия ; i « г < « . . .
1. Материалы ; и; инструмент, применяемые при ремонте ч . -. .
2. Ремонт мелких цорывон ................................
3. Вскрытие полотняной обшивки при устранении дефектов основ-
ной конструкции
-
Глава XXVIII. Ремонт лакокрасочных покрытий самолета . . . .
1. Инструмент" и» лакокрасочные материалы, применяемые при
окраске . .; # ,.........................................
2. Подготовка лакокрасочных материалов . перед их применением
3. Техника йанесе’ния лакокрасочного слоя кистью ......
4. Ремонт лакокрасочных покрытий на металлических обшивках
. самолетов "..............................-...............
' 3. Ремонт лакокрасочных покрытий на деревянных и тканевых
6.
3
7.
обшивках самолетов . . ’................".....................
Ремонт лакокрасочного покрытия на внутренних поверхностях
деревянных агрегатов ..........................
Ремонт лакокрасочного покрытия на. тканевой обшивке . . . <
? ЛеДагг1р|
Технический редактор'ргрея!
Г-13342 Подписано к пе>
29,88' уч.-изд. лч » \
435
436
437
438
442
444
462
46S
47С
492
499
500
504
wep-подполковнпк Парамонов В. А.
’ i М. А. Корректор Клецквя А. Н.
:чатк 6.5.
Э Изд. № 9Д658 Объем 32 п. л.-р2 вкл. чл п. л.
В 1 печ. -Л* 46 000 тип. эн. Зак. № 16-10
типография Управления
j Издательства МВС СССР им. К, Ворошилова