/





























































































































































































































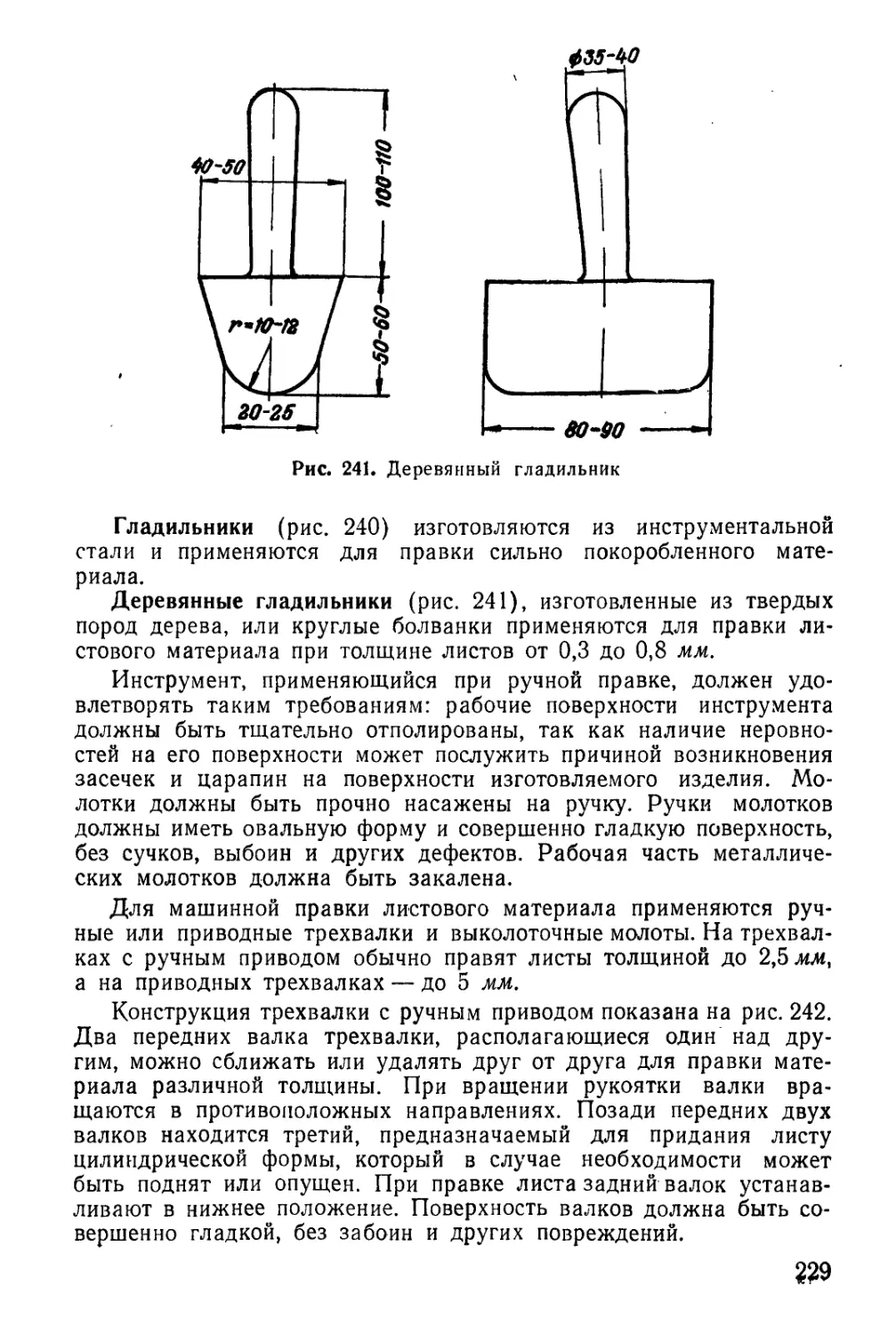

































































































































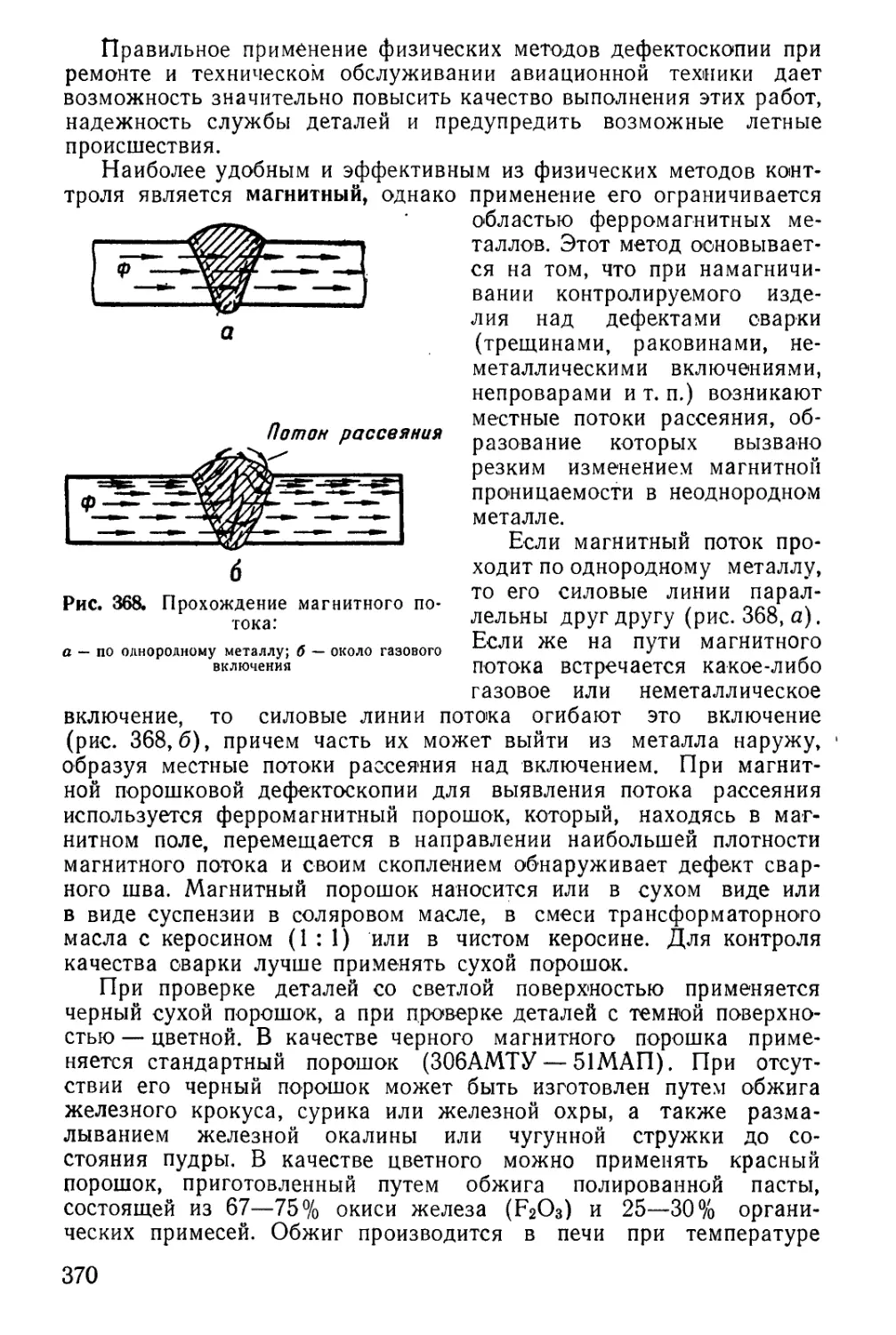

























































Текст
ГОРОХОВ В. А., КАМЕНЕВ Н. А., ЛОЦМАНОВ С. Н.,
МИХАЙЛОВ А. А., ЧЕРНЫХ Н. Н.
АВИАЦИОННОЕ
РЕМОНТНОЕ
ДЕЛО
ЧАСТЬ ПЕРВАЯ
Одобрено Начальником Управления Военно-учебных заведений ВВС
в качестве учебного пособия для курсантов военных авиационных
технических училищ и специалистов авиационных ремонтных частей ВВС
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
МОСКВА-1958
Горохов В. А., Каменев Н. А., Лоцманов С. Н., Михайлов А. А., Черных Н. Н.
Авиационное ремонтное дело, часть первая.
Книга «Авиационное ремонтное дело» является учебным пособием для кур-
сантов военных авиационных технических училищ и специалистов авиационных
ремонтных частей ВВС и состоит из двух частей. В первой части приводятся
сведения- о металлах, применяемых в авиаремонтном деле, с указанием методов
и технологии их обработки.
Во второй части описаны обработка различных материалов, применяемых при
ремонте авиационной техники; процессы клепки и гальванических покрытий,
организация ремонтного дела и ремонт основных узлов и деталей авиационных
двигателей и самолетов.
При написании книги были учтены имеющиеся достижения в области науки
и техники, которые могут быть применены при ремонте авиационной техники.
Глава 1 раздела I, главы 1 и 2 раздела III и приложение первой части книги
написаны кандидатом технических наук инженер-майором Черных Н. Н„ главы 2
и 3 раздела I, главы I и 2 раздела II — кандидатами технических наук инженер-
подполковником Каменевым Н. А. и инженер-майором Михайловым А. А.,
глава 4 раздела II и глава 3 раздела III — инженер-майором Гороховым В. А.,
глава 4 раздела Ill — кандидатом технических наук Лоцмановым С. Н.
РАЗДЕЛ I
ОБЩИЕ СВЕДЕНИЯ
Обработкой металлов люди занимались с древнейших времен.
Вначале оружие, орудия труда, предметы быта и другие металли-
ческие изделие изготовлялись ремесленниками-кузнецами. Затем,
с разделением труда, в XIV—XV вв. стало складываться и слесар-
ное ремесло. С развитием техники ручная холодная обработка ме-
таллов не могла уже удовлетворить промышленность; производи-
тельность труда была слишком низкой, а стоимость изделий —
очень высокой.
Необходимость замены тяжелого и непроизводительного ручного
труда механическим привела к созданию металлообрабатывающих
станков.
Развитие мирового машиностроения, и, в частности, станкострое-
ния, многим обязано талантливым русским людям, которыми всегда
была богата наша Родина. Так, в 1712 г. в Петербурге выдаю-
щийся русский машиностроитель Андрей Константинович Нартов
при постройке токарно-копировального станка создал конструктив-
ный узел — «самоходную держалку» для крепления и перемещения
резца. Узел этот стал известен в технике как механический суппорт
токарного станка и вызвал впоследствии переворот в машинострое-
нии. С введением суппорта появилась возможность с меньшей за-
тратой человеческой силы вытачивать на токарном станке с боль-
шой точностью и высокой степенью отделки различные изделия из
таких твердых материалов, как сталь, чугун, бронза и другие ме-
таллы.
В это же время механиком Батищевым был построен шлифо-
вальный станок «для обдирания наружности стволов».
В развитии станкостроения большие заслуги принадлежат
М. В. Ломоносову, создавшему лобовой станок.
Известные русские механики — отец и сын Черепановы, крепост-
ные уральских горнозаводчиков, построившие в 1833—1835 гг. пер-
вые паровозы, внесли также свой вклад и в развитие металлорежу-
щего оборудования; под их руководством были построены многие
совершенные для того времени станки — токарные, строгальные,
сверлильные, винторезные и др.
На рубеже XIX и XX вв. русскими механиками Л. Ф. Сабаки-
1* 3
ним и А. Сурниным были созданы первые в мире автоматические
станки. Начало теоретическим изысканиям в области обработки
металлов положено также русскими учеными. Иван Тиме опубли-
кованным в 1870 г. трудом «Сопротивление металлов и дерева ре-
занию» положил начало науке о резании. Продолжателями работ
И. Тиме являются русские ученые К- А. Зворыкин, В. Л. Чебышев
и Я. Г. Усачев. Последний впервые разработал научные методы
исследования процесса резания, которыми пользуются и в настоя-
щее время. Я. Г. Усачеву принадлежит приоритет в применении
термопары для определения температуры режущей кромки резца.
В. Л. Чебышев является основоположником науки о качестве по-
верхности; им впервые предложена формула для вычисления сте-
пени чистоты обработки поверхностей; установлено влияние на
чистоту поверхности скорости резания; предложены эталоны —
образцы для оценки качества обработки деталей.
Безграничные просторы для развития отечественного машино-
строения открыла Великая Октябрьская социалистическая револю-
ция. За годы довоенных пятилеток были созданы новые отрасли
машиностроения; станкостроение, тракторостроение, авто- и авиа-
строение и др. Советский Союз по праву занимает ведущее место
в мировом машиностроении. В СССР имеется свыше 1 млн. стан-
ков для холодной обработки металлов, около 1000 различных кон-
струкций. Советские инженеры впервые в мировой технике приме-
нили в 1936—1938 гг. скоростное резание металлов. В развитии
передовой советской науки об обработке металлов резанием боль-
шие заслуги принадлежат не только ученым В. Д. Кузнецову,
И. М. Беспрозванному, В. А. Кривоухову и др., но и новаторам
производства токарям Г. С. Борткевичу, П. Б. Быкову, В. А. Коле-
сову и многим другим.
ГЛАВА 1
КЛАССИФИКАЦИЯ И МАРКИРОВКА МЕТАЛЛОВ
Основными материалами, применяющимися для изготовления
авиационной техники и при ее ремонте, являются металлы и их
сплавы. Наиболее широко применяются металлические сплавы и
очень редко — чистые металлы. Это объясняется тем, что сплавы
обладают более высокими физико-механическими свойствами по
сравнению с чистыми металлами.
В авиастроении применяются сплавы черных металлов на основе
железа (стали и чугуны), сплавы цветных металлов на основе алю-
миния, меди, магния, а также другие сплавы.
Большинство применяемых авиационных металлических мате-
риалов должны иметь малый удельный вес и высокие показатели
прочности, твердости и пластичности. Кроме этих общих требова-
ний, к материалу отдельных деталей самолета и двигателя предъ-
являются особые требования. Например, сплавы, идущие на изго-
4
товление жаровых труб и лопаток соплового аппарата реактивного
двигателя, должны обладать высокой жаростойкостью, т. е. хоро-
шим сопротивлением газовой коррозии при высокой температуре.
Сплавы же для лопаток газовых турбин должны иметь высокую
жаростойкость и, кроме этого, обладать большой прочностью при
высоких температурах.
Высокие требования, предъявляемые к авиационным металличе-
ским материалам, объясняются тем, что детали современного само-
лета и авиационного двигателя работают в тяжелых условиях: они
испытывают действие больших нагрузок, высоких переменных тем-
ператур и химически активной внешней среды. Поэтому при изго-
товлении и ремонте авиационной техники выбираются такие мате-
риалы, которые обеспечивают надежную и длительную работу кон-
струкции при наименьшем ее весе.
Выбор того или иного сплава, а также его механическая и те-
пловая обработка производится в зависимости от технических тре-
бований, предъявляемых к детали (конструкции), исходя из усло-
вий ее работы в самолете или двигателе.
§ 1. КЛАССИФИКАЦИЯ СТАЛЕЙ
Все стали в зависимости от их химического состава делятся на
две основные группы: углеродистые (нелегированные) и специаль-
ные (легированные стали).
Углеродистые стали — это сплавы, состоящие из двух главней-
ших компонентов: железа и углерода. Однако, кроме железа и
углерода, в стали входят в незначительном количестве неизбежные
примеси: марганец (до 0,75%), кремний (до 0,35%), сера
(до 0,09%) и фосфор (до 0,05%). Эти примеси не являются обяза-
тельными составляющими стали, но они имеются в каждой стали.
Специальные (легированные) стали — сплавы железа с углеро-
дом, содержащие, кроме указанных неизбежных примесей, спе-
циально введенные химические элементы — хром, никель, молиб-
ден, ванадий, титан и другие. Введение этих элементов произво-
дится'для улучшения механических и физических свойств стали:
для придания стали повышенной прочности, износоустойчивости,
сопротивления коррозии и т. п.
В зависимости от введенного в сталь легирующего элемента
сталь называется: хромистой, никелевой, кремнистой и т. д., а при
введении нескольких элементов, соответственно — хромоникелевой,
хромомарганцовистой, хромомолибденованадиевой и т. д.
В зависимости от назначения все стали (углеродистые и спе-
циальные) делятся на конструкционные, инструментальные и стали
особого назначения.
а) Конструкционные стали применяются для изготовления кон-
струкций и деталей машин. К этой группе сталей относятся угле-
родистые (стали марок 08, 10, 20, 25, 35, 45, 50) и специальные
стали: никелевые (21Н5А), хромистые (15ХА, 38ХА), хромо-
5
никелевые (20ХНЗА, 13Н2А, 12Х2Н4А), хромоникелемолибденовые
(40ХНМА) и др. с содержанием углерода до 0,5%.
В зависимости от условий работы деталей применяются соответ-
ствующие конструкционные стали. Например, если деталь при ра-
боте воспринимает высокие статические нагрузки, то применяемая
для ее изготовления сталь должна хорошо сопротивляться таким
нагрузкам и одновременно обладать достаточной пластичностью и
вязкостью, чтобы сопротивляться и ударным нагрузкам. Если же
деталь испытывает переменные и знакопеременные нагрузки, то
сталь должна обладать высоким сопротивлением усталости.
Более высоким комплексом механических свойств обладают ле-
гированные стали, поэтому они и применяются для изготовления от-
ветственных деталей самолета и двигателя. Углеродистые стали
применяются для изготовления менее ответственных, сравнительно
малонагруженных авиационных деталей.
б) Инструментальные стали применяются в основном для из-
готовления режущего, мерительного, штампового и другого инстру-
мента. К этим сталям относятся углеродистые стали (марок У7А,
У8А, У9А и др.), содержащие более 0,65—0,70% углерода, и спе-
циальные стали: хромистые, вольфрамовые, хромоникельвольфра-
мовые и быстрорежущие стали.
в) Стали особого назначения — это стали, обладающие теми или
иными особыми физико-химическими свойствами. К ним относятся:
нержавеющие, жароупорные, износоустойчивые, магнитные, немаг-
нитные и др.
В зависимости от содержания примесей (серы и фосфора) стали
могут быть'высокойачественные, качественные и обычного качества.
Это справедливо как для углеродистых сталей, так и для специаль-
ных легированных сталей. Отсюда следует, что не всегда легиро-
ванная сталь будет высококачественной, а углеродистая сталь —
более низкого качества. Так, например, легированная сталь, не-
брежно выплавленная и имеющая повышенный процент серы и
фосфора, не будет считаться качественной, однако углеродистая
сталь, имеющая малый процент этих примесей, является высоко-
качественной.
Следует отметить, что углеродистые стали обычного качества
имеют повышенное количество серы (0,05—0,09%) и фосфора
(0,06—0,075%). Поэтому эти стали имеют пониженные механиче-
ские свойства и не применяются в конструкциях самолета и двига-
теля, а применяются для изготовления различного аэродромного
оборудования, тары под горючее, смазочные масла и в строитель-
стве аэродромных сооружений.
Ввиду высоких требований, предъявляемых к сталям, предна-
значенным для изготовления деталей авиационной техники, в авиа-
ционной промышленности применяются исключительно высокока-
чественные и качественные стали, т. е. стали (углеродистые и леги-
рованные), содержащие минимальное количество серы и фосфора.
6
§ 2. МАРКИРОВКА СТАЛЕЙ, ЦВЕТНЫХ СПЛАВОВ И ПОЛУФАБРИКАТОВ
Маркировка сталей
Маркой стали называется условное обозначение, которое
характеризует химический состав, качество и в некоторых случаях
способ производства.
Конструкционные углеродистые стали обычного качества имеют
семь марок: Ст. 1, Ст. 2, Ст. 3, Ст. 4, Ст. 5, Ст. 6 и Ст. 7. Буквы
«Ст.» обозначают «сталь», а цифра указывает номер стали. Чем
больше номер, тем в стали больше углерода:
Марка стали Ст. 1 Ст. 2 Ст. 3 Ст. 4 Ст. 5 Ст. 6 Ст. 7
Содержа- ние угле- рода’ в % 0,07—0,12 0,09—0,15 0,14—0,22 0,18—0,27 0,28—0,37 0,38—0,50 0,50-0,63
Конструкционные углеродистые стали качественные имеют
марки: 08, 08кп, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70.
Буквы впереди марки этих сталей не ставятся; говорят «сталь
марки 10». Цифры показывают среднее содержание углерода в со-
тых долях процента. Например, в стали марки 08 содержится около
0,08% углерода, а в стали 40 — около 0,4% углерода. Строчные
буквы «кп» означают: «кипящая сталь» (так называют сталь, рас-
кисленную при выплавке одним марганцем). Если к обозначению
марки углеродистой стали добавлена буква «А» (например, 20А,
45А), это означает, что данная сталь имеет минимальное содержа-
ние вредных примесей (серы и фосфора), т. е. является высоко-
качественной.
Инструментальные углеродистые стали бывают только качест-
венные и высококачественные. Качественные инструментальные
стали имеют марки: У7, У8, У9, У10, У12 и У13, а высококачествен-
ные'— У7А, У8А, У9А, У10А, У12А и У13А. Буква «У» в обозначе-
нии марки стали указывает, что это сталь углеродистая. Цифра,
стоящая после буквы У, показывает содержание углерода в деся-
тых долях процента. Например, У7 означает углеродистую инстру-
ментальную сталь с содержанием углерода 0,7%. Буква «А» ука-
зывает, что эта сталь является высококачественной, т. е.. содержит
пониженное количество вредных примесей (серы и фосфора).
В обозначении некоторых марок сталей вводится буква «Г», на-
пример У8Г, которая указывает, что сталь имеет повышенное со-
держание марганца.
Конструкционные легированные стали любой марки обозна-
чаются буквами и числами, например 25ХГСА, 12Х2Н4А.
Буквы, обозначающие легирующие элементы, входящие в состав
стали, приведены в табл. 1.
7
Таблица 1
Название элемента
Обозначение элемента
в таблицах химиче-
ского состава
Обозначение элемен-
та, принятого в стан-
дартах для марки-
ровки сталей
Железо...........................
Углерод .........................
Марганец.........................
Кремний .........................
Фосфор...........................
Сера.............................
Хром ............................
Никель...........................
Кобальт .........................
Молибден.........................
Вольфрам ........................
Алюминий ........................
Ванадий .........................
Титан ...........................
Fe
С
Мп
Si
Р
S
Сг
Ni
Со
Мо
W
А1
V
Ti
Ж
У
Г
С
X
Н
К
м
в
ю
ф
т
Число, стоящее впереди букв в обозначениях сталей, указывает
содержание углерода в стали в сотых долях процента. Число, стоя-
щее после соответствующих букв, указывает примерное содержа-
ние данного элемента в стали, если оно выше 1%. Например,
12Х2Н4А означает хромоникелевую сталь с содержанием углерода
около 0,12%, хрома около 2%, никеля около 4%; 15ХА означает
хромистую сталь с содержанием углерода около 0,15% и хрома
около 1%. Буква «А» означает, что эта сталь является высокока-
чественной.
Изложенный выше принцип маркировки легированных сталей
общеконструкционного назначения в стандартных марках не всегда
выдерживается. Так, например, шарикоподшипниковая сталь ШХ15
содержит не 15% хрома, как можно предполагать, а около 1,5%.
Или сталь ШХ9 содержит не 9% хрома, а 0,9—1,2%.
Легированные инструментальные стали обозначаются так же,
как и марки легированных конструкционых сталей, но только впе-
реди ставятся не две цифры, как в марках конструкционных ста-
лей, а одна, показывающая десятые доли процента углерода. Так,
например, ЗХВ8 означает марку хромовольфрамовой инструмен-
тальной стали, содержащей 0,3% углерода и около 8% вольфрама.
Если впереди букв в обозначении марки инструментальной ле-
гированной стали не стоит никаких цифр, то это означает, что угле-
рода в этой стали около 1% или же больше. Например, Х12 озна-
чает марку хромистой инструментальной стали, содержащей
1,45—1,70% углерода.
Исключение в системе маркировки инструментальных легиро-
ванных сталей составляют быстрорежущие стали, которые состоят
из буквы «Р» и цифр, обозначающих содержание вольфрама
(Р18, Р9). Поэтому по обозначению марок быстрорежущих сталей
нельзя судить о содержании н стали остальных легирующих эле-
ментов.
8
Маркировка высоколегированных сталей с особыми физико-хи-
мическими свойствами в настоящее время введена такая же, как и
для конструкционных легированных сталей. Поэтому многие стали
имеют уже новые обозначения. Например, хромистая нержавеющая
сталь марки ЭЖЗ по новой системе маркировки обозначается как
3X13, хромоникелетитановая нержавеющая сталь марки ЭЯ1Т —
1Х18Н9Т, клапанная хромоникельвольфрамовая сталь ЭИ69 —
Х14Н14 и т. д.
Иногда применяют и старые обозначения марок сталей с осо-
быми физико-химическими свойствами. Эти обозначения были са-
мыми разнообразными. Например, опытные марки сталей, выплав-
ленные на заводе «Электросталь» обозначались буквами «Э», а ис-
следовательские обозначались буквами «И», после которых ста-
вился условный номер, например ЭИ69, ЭИ307 и т. д. Некоторые
стали и сейчас имеют такие обозначения (ЭИ437Б, ЭИ652, ЭИ759
и др.). Высоколегированные стали, содержащие большой процент
легирующих элементов, для сокращения обозначения были выде-
лены в отдельные группы. Каждой группе приписывалась своя
буква, которая шла первой в обозначении марки стали:
хромистые нержавеющие стали............Ж
хромоникелевые нержавеющие стали .... Я
магнитные стали...............• . . . . Е
быстрорежущие стали ..................Р
шарикоподшипниковые стали.............Ш
Маркировка цветных сплавов и полуфабрикатов
Латуни и бронзы. Двухкомпонентные латуни (сплавы меди
с цинком) обозначаются буквой «Л», за которой следуют цифры,
показывающие среднее содержание меди. Так, Л68 означает латунь
с содержанием 67—70% меди. Специальные латуни (ла-
туни, в которые для повышения механических свойств и коррозион-
ной устойчивости введены дополнительно—алюминий, марганец,
железо,, никель) обозначаются буквами и цифрами. Вначале стано-
вится буква «Л», затем идут буквы, показывающие, какие легирую-
щие элементы содержит латунь, а после букв цифры, показываю-
щие количество этих элементов в латуни. Так, например, ЛМц58-2
означает марганцовистую латунь, содержащую 57—60% меди и
1,5—2,0% марганца.
Бронзы (сплавы меди с оловом) обозначаются начальными
буквами «Бр», затем следуют буквы, показывающие, какие леги-
рующие элементы содержит бронза, а потом цифры, показываю-
щие количество этих элементов в целых процентах. Например,
БрАЖН 10-4-4 означает алюминиевожелезоникелевую бронзу с со-
держанием 9—11% алюминия, 2—4% железа, 3,5—5,5% никеля.
Алюминиевые сплавы обозначаются буквами и цифрами. Буквы
показывают группу, к которой относится этот сплав, а стоящие
после них цифры — условный номер сплава.
9
Деформируемые сплавы типа дюралюминий обозначаются бук-
вой «Д» и номером: Д1, Д18, ДЗП и т. д.; сплавы для ковки и
штамповки обозначаются буквами «АК» (А—алюминий, К—ко-
вочный) и номером: АК1, АК2, АК8. Алюминиевые литейные
сплавы обозначаются буквами «АЛ» (А — алюминий, Л — литей-
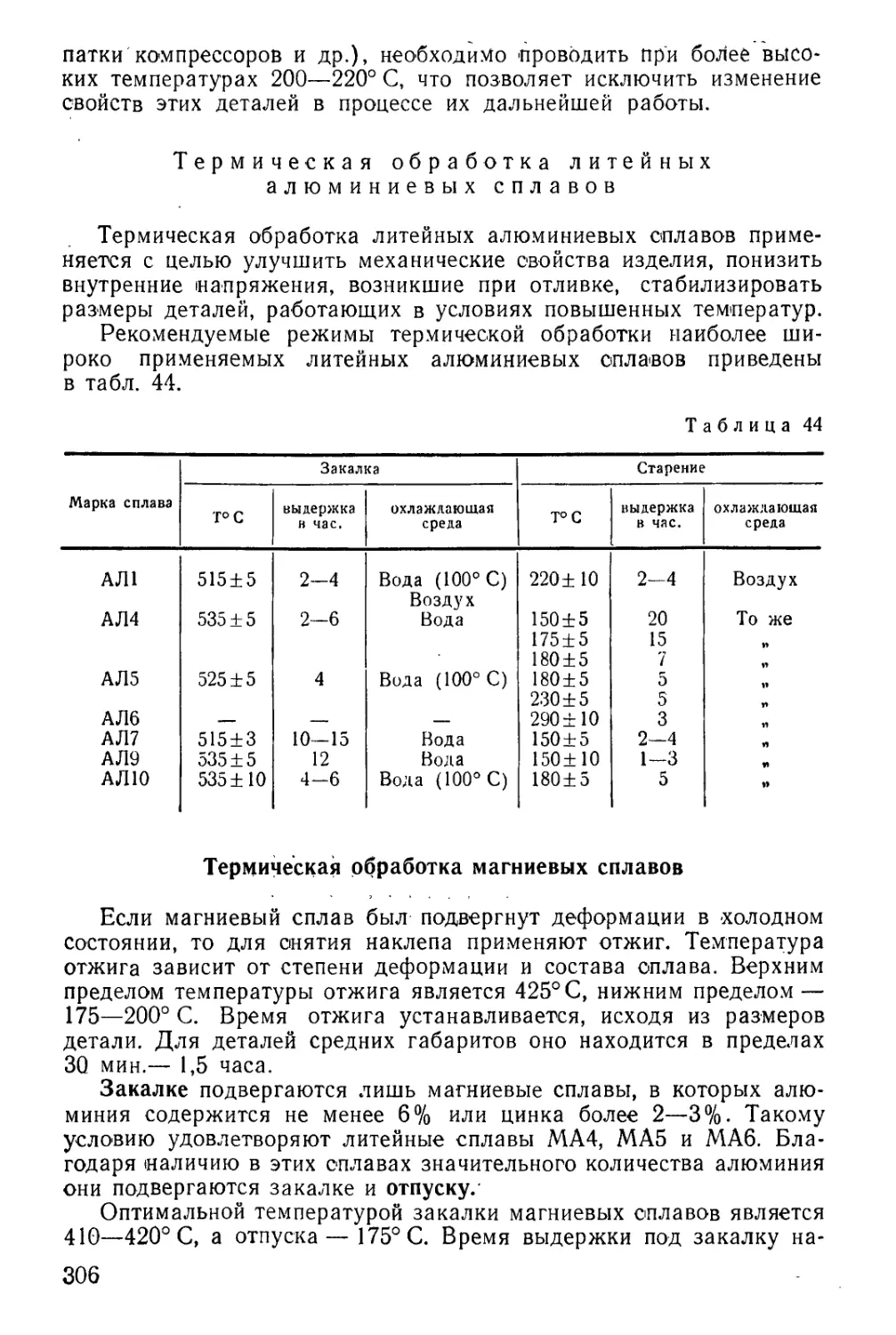
ный) и номером: АЛ1, АЛ4, АЛ5 и т. д.
Исключение в системе маркировки алюминиевых сплавов со-
ставляют сплавы: алюминий — марганец АМц, алюминий — магний
АМг и авиаль АВ.
Магниевые сплавы. Магниевые литейные сплавы имеют так же,
как и алюминиевые сплавы, буквенные обозначения и номера МА1,
МА2, МЛ1, МЛ2 и т. д. (М — магний, А — деформируемый сплав,
Л — литейный).
Все сплавы и полуфабрикаты, приводимые в различных спра-
вочниках, кроме обозначения марки, имеют обозначение состояния
материала поставок, которые приведены в табл. 2.
Таблица 2
Состояние
Обозна-
чение
Отожженные или после высокого отпуска . . .
Нормализованные.................................................. . .
Закаленные .............................
Полунагартованные ......................
Нагартованные...........................
Особо нагартованные ....................
Повышенного качества выкатки............
Неплакированный алюминиевый сплав ......
М
НМ
т
п
н
он
в
Б
Например, маркировка Д16АБТНВ означает, что это листовой дюр-
алюминий марки Д16 повышенного качества (буква А), не пла-
кирован (буква Б), термически закален (буква Т), нагартован
(буква Н) и имеет повышенное качество выкатки (буква В).
§ 3. ОПРЕДЕЛЕНИЕ ХИМИЧЕСКОГО СОСТАВА СПЛАВОВ
В практической деятельности очень часто приходится разрешать
вопросы определения и контроля химического состава металличе-
ских материалов (например, при изготовлении деталей из марок
сталей и цветных сплавов, вызывающих сомнение; сортировка не-
маркированных сталей и цветных сплавов и т. п.). В связи с этим
необходимо знать существующие способы определения химического
состава их с тем, чтобы, исходя из имеющихся условий, применить
тот или иной из этих способов.
Химический анализ дает возможность установить точный хими-
ческий состав сплава, т. е. точно определить элементы, входящие
в состав сплава, и их количество. Проведение его не всегда воз-
можно, так как он требует соответствующих лабораторных условий
и, кроме этого, он относительно дорог и длителен.
10
Капельный анализ. Капельный анализ является методом каче-
ственного анализа химического состава сплавов. С его помощью
можно определить наличие в сплаве характерных элементов и та-
ким образом выяснить группу, к которой принадлежит исследуе-
мый сплав. Этот метод позволяет также определить приближенно,
а в некоторых случаях точно, марку сплава. Так, например, можно
отделить легированные стали от простых углеродистых, разделить
легированные стали по группам: хромистые, никелевые, хроманси-
левые, хромоникелевые, хромоникельмолибденовые и др. Алюми-
ниевые сплавы можно рассортировать на алюминиевомагниевые, си-
лумины, сплавы с никелем и определить технически чистый алю-
миний. Из магниевых сплавов выделить электрон, рассортировать
бронзы и латуни.
Основное отличие капельного анализа от химического анализа
заключается в том, что он может быть быстро проведен в любых
условиях непосредственно на поверхности исследуемого образца
или детали при наличии простейшей аппаратуры.
Недостатком капельного анализа по сравнению с количествен-
ным химическим является то, что им не всегда можно определить
марку сплава, в то время как с помощью количественного химиче-
ского анализа можно точно определить марку сплава и кондицион-
ность материала.
Сущность капельного анализа заключается в следующем. На
поверхность исследуемого материала наносят каплю кислоты, смеси
кислот или щелочей. В месте, где нанесена капля, металл частично
растворяется. В образовавшийся раствор добавляют специальный
реактив для того, чтобы произвести капельную реакцию на эле-
мент, характерный для данной группы или марки сплава. По ре-
зультату реакции (выпадению осадка, его количеству, изменению
цвета раствора и его яркости) судят о наличии и количестве опре-
деляемого элемента. Определив таким образом, какие есть в сплаве
элементы, делают заключение о группе или марке сплава.
Для проведения капельного анализа в настоящее время разра-
ботаны специальные переносные лаборатории в виде ящика-чемо-
дана с набором реактивов для определения большинства элементов.
Спектральный анализ. Благодаря несложности и быстроты про-
ведения спектральный анализ прочно вошел в практику определе-
ния марок легированных и цветных сплавов и контроля качества
продукции. Сущность этого метода заключается в том, что в спек-
тре исследуемого сплава находят характерные линии различных
элементов и по яркости свечения найденных линий оценивают при-
мерное содержание составляющих элементов.
При анализе используются специальные приборы — спектро-
графы и стилоскопы (стационарные и переносные), с помощью ко-
торых определяют спектры исследуемого материала. Негромоздкое
и компактное оборудование позволяет быстро производить качест-
венный и ориентировочный количественный анализ по таким эле-
ментам: Cr, Ni, Mo, Со, W, V, Nb, Ti, Si, Мп, Al и др. На рис. 1
и 2 приведен вид стационарного и переносного стилоскопов. Между
11
Рис. 1. Общий вид стационарного стилоскопа:
Z — электрод; 2 — испытуемый образец; 3 — линза; 4 — окуляр
Рис. 2. Переносный стилоскоп СЛП-1:
I — стержневой постоянный электрод; 2 — упорный штифт; 3 — барабан для перемещения
спектра; 4 — предохранительный налобник; 5 — окуляр; 6 — держатель электродов;
7 — корпус с оптикой
испытуемым образцом 2 (рис. 1) и электродом / зажигается элек-
трическая дуга; ее излучение направляется линзой 3 в щель стило-
скопа. Наблюдатель, смотря в окуляр 4, видит спектр исследуемого
сплава. Расположение, цветность, яркость и количество этих ли-
ний зависит от элементов, присутствующих в пламени дуги. Обна-
руживая характерные линии каждого химического элемента и оце-
нивая их яркость, определяют содержание этих элементов в сплаве,
а следовательно, химический состав сплава. По найденному составу
судят о марке сплава.
Методика определения марок углеродистых сталей спектраль-
ным анализом в настоящее время пока не разработана, так как
12
в видимой области спектра характерные линии углерода слабо вы-
ражены и мало заметны. Поэтому марки углеродистых сталей наи-
более точно могут быть определены абсорбционно-газообъемным
методом, сущность которого состоит в следующем. Из исследуемого
материала берется навеска (1—2 г) в виде стружки и сжигается
в специальной электропечи. По количеству содержания углекислого
газа в продуктах сгорания определяют содержание углерода с точ-
ностью до 0,01 %.
Металлографический анализ применим только для углеродистых
сталей. Металлографическим микроскопом можно с достаточной
точностью определить содержание углерода в углеродистых сталях.
Рис. 3. Схема определения количества углерода в углеро-
• диетой отожженной стали по микроструктуре. Белые поля —
феррит; заштрихованные поля — перлит
0,70 0,60
Для проведения анализа из исследуемого материала вырезают
образец, который отжигают в обыкновенной муфельной печи. Из
отожженного образца приготовляют микрошлиф. Приготовленный
микрошлиф подвергают травлению 2—3% раствором азотной ки-
слоты в спирте. Затем микрошлиф рассматривают в микроскоп при
увеличении в 100 раз и по количеству структурных составляющих
феррита и перлита определяют количество углерода в данном ма-
териале.
На рис. 3 дана схема определения количества углерода в стали
по виду микроструктуры.
Кроме определения марки углеродистой стали, металлографиче-
ский анализ позволяет также отличить бронзу от латуни, легиро-
ванные стали от углеродистых, литые цветные сплавы от кованых
и т. д.
Термический анализ (способ замера твердости) применяется в
основном для определения марок конструкционных углеродистых
сталей.
Марка углеродистой стали может быть определена замером
твердости по приборам Роквелла или Бринелля. Метод определе-
13
Рис. 4. Кривая, показывающая измене-
ние твердости закаленной углероди-
стой стали в зависимости от содержа-
ния углерода
ния марки стали ио твердости
в единицах Роквелла основан
на существовании зависимости
твердости от содержания угле-
рода в стали. Чем больше
углерода в стали, тем боль-
ше твердость закаленного об-
разца.
На рис. 4 приведена кри-
вая, которая построена на осно-
вании данных определения твер-
дости на 60 образцах различ-
ных простых и малолегирован-
ных конструкционных углероди-
стых сталей (содержание нике-
ля до 0,5% и хрома до 0,5%).
Перед испытанием образцы подвергались термообработке (за-
калке). Закалка производилась по режиму: нагрев до 1100° С,
охлаждение в ледяной воде при энергичном перемешивании.
По данной кривой можно определять марки углеродистых кон-
струкционных сталей. Для этого следует закалить образец стали
таким образом, чтобы он имел структуру мартенсита и определить
его твердость в единицах Роквелла (Z?c).
Для получения более точных результатов рекомендуется соблю-
дать такие правила:
— производить быстрое охлаждение образцов;
— не допускать нагревания образца при подготовке поверх-
ности образца для замера твердости;
— точно производить определение твердости, для чего обра-
щать внимание на укладку образца и проверку работы прибора по
эталонным плиткам.
. Для сортировки стали по твердости в единицах Бринелля сле-
дует отрезать образец длиной 40—50 мм, зачистить его боковую
поверхность и торец. На зачищенных местах определить твердость
на приборе Бринелля По значению твердости определить
марку стали. Определение марки стали по твердости в единицах
Бринелля производится по таблицам (табл. 3). Однако данный
метод определения марки стали не гарантирует высокую точность.
Таблица 3
Марка Содержание углерода Предел проч- ности в кг!ммг Твердость по Бринеллю, Нв
сталь отожженная сталь нагарто- ванная
08 0,05—0,12 28-38 78-105
10 0,05—0,15 32-42 89—111 187
15 0,10—0,20 35—45 97—127 197
20 0,15—0,25 40-50 111 — 140 207
25 0,20—0,30 43-55 121—157 217
14
Продолжение
Марка Содержание углерода Предел проч- ности в кг!ммг Твердость по Бринеллю, Hg
сталь отожженная сталь нагарто- ванная
30 0,25—0,35 48—60 132—168 229
35 0,30-0,40 52—65 146—180 241
40 0,35—0,45 57-70 155—195 255
45 0,40—0,50 57-70 155—195 255
50 0,45—0,55 70-90 175—223 269
Проба на искру один из наиболее старых способов определения
марок сталей. При известном навыке дает возможность получить
приближенное представление о составе стали и судить, к какой
группе сталь может быть отнесена; к углеродистой, быстрорежу-
щей, инструментальной и др. Сущность пробы на искру заклю-
чается в том, что стали разного химического состава при шлифова-
нии их наждачным кругом дают различные по характеру, форме
и окраске пучки искр. На рис. 5 показаны для различных сталей
виды искр, имеющие характер-
ные признаки.
1. Малоуглеродистая сталь
с 0,12% углерода. Искра не
длинная, пучок не густой, ли-
нии искры сплошные, на кон-
це—утолщения в виде колосьев.
Цвет соломенно-желтый.
2. Конструкционная углеро-
дистая сталь марки 45 (0,4—
0,5% углерода). Пучок анало-
гичен с предыдущим; на концах
искр наряду с утолщениями по-
являются звездочки.
3. Инструментальная сталь
с 0,9% углерода. Пучок искр
шире и длиннее, звездочки боль-
ше, пушистее и имеются не
только на концах искр, но и
в середине пучка. Цвет светло-
желтый.
4. Инструментальная сталь
с 1,2—1,4% углерода без воль-
фрама. Пучок короткий, широ-
кий с большим количеством
звездочек. Цвет белый.
5. Марганцовистая сталь с
12—14% марганца. Пучок искр
Рис. 5. Формы искры стали различного
химического состава
15
похож на пучок искр углеродистой стали, однако в Искрах Нет ко-
лосообразного утолщения на конце. Цвет блестящий винно-желтый.
6. Быстрорежущая инструментальная сталь с 14—18% воль-
фрама. Пучок искр не длинный и узкий, искры пунктирные, на кон-
це штрихов круглые утолщения. Цвет темно-красный.
7. Сталь с 1,3% вольфрама. Искра аналогична быстрорежущей
стали по рисунку, но имеются звездочки, не наблюдающиеся в искре
быстрорежущей стали. Окраска светлее, чем у быстрорежущей
стали. Подобную искру имеет сталь 18ХНВА.
8. Кремнистая сталь. Искра по рисунку и цвету (светло-желтая)
аналогична углеродистой стали с 0,5% углерода, но в искре крем-
нистой стали имеется больше звездочек.
9. Хромистая сталь. Искра аналогична искре углеродистой ста-
ли. Цвет искры хромистых сталей зависит от содержания углерода.
Отличить хромистую сталь от углеродистой по искре трудно. По-
этому для сравнения нужно пользоваться эталонными образцами.
10. Хромоникелевая с 1% хрома и 3—4% никеля. Характерным
признаком искры является хорошо выраженный желтый цвет.
Метод определения марки стали пробой на искру является недо-
статочно надежным, так как дает иногда неудовлетворительные ре-
зультаты, особенно когда нет достаточного опыта. Поэтому в целях
более надежного определения марки стали лучше всего при имею-
щихся условиях сравнивать искру испытуемой стали с искрой об-
разцов-эталонов, марка и химический состав которых точно опре-
делены.
ГЛАВА 2
КАЧЕСТВО И ЧИСТОТА ОБРАБОТКИ ПОВЕРХНОСТИ.
ДОПУСКА И ПОСАДКИ
§ 1. КАЧЕСТВО И ЧИСТОТА ОБРАБОТКИ ПОВЕРХНОСТИ
Качество обработки поверхности
Под качеством обработанной поверхности подразумевается как
ее геометрическая характеристика, так и физико-механические
свойства металла, составляющего поверхностный слой детали.
Геометрическая характеристика качества поверхности опреде-
ляется прежде всего ее отклонениями от заданной теоретической
формы. Погрешности геометрической формы выражаются в виде
конусности, овальности, бочкообразности, корсетности у цилиндри-
ческих поверхностей или в виде выпуклостей, вогнутостей, непарал-
лельности у плоских поверхностей.
Геометрическая характеристика качества поверхности характе-
ризуется также ее волнистостью, т. е. наличием на поверхно-
сти более или менее регулярно повторяющихся и близких по разме-
рам неровностей в виде волн, образовавшихся при механической
обработке вследствие колебаний изделия, режущего инструмента и
механизмов станка.
16
Отклонения от общей теоретической формы поверхности носят
название макро неровностей. Характеристика действитель-
ной формы поверхности по ее макронеровностям называется м а к-
рогеометрией поверхности.
После обработки деталей их поверхность будет иметь ряд чере-
дующихся впадин и выступов. Высота или глубина этих неровно-
стей относительно небольшая и зависит главным образом от мето-
да обработки детали. Так, например, после чистовой токарной
обработки размеры выступов и впадин колеблются в пределах
0,5—3,0 микрона (л/к); при шлифовании высота неровностей мо-
жет быть уменьшена до 0,2—0,1 мк. Неровности такого порядка
носят название микронеровностей в отличие от макронеров-
ностей. Наличие на поверхности микронеровностей определенной
формы и размеров дает представление о чистоте обработки или
Рис. 6. Схема макро- и микронеровностей поверхности
микрогеометрии поверхности. В зависимости от размеров
микронеровностей поверхность считается или грубой (шероховатой)
или чисто обработанной (гладкой). Такое представление о поверх-
ности является также геометрическим, поскольку оно связано с пред-
ставлением о микронеровностях, имеющих ту или иную геометриче-
скую форму. На рис. 6 показана схема всех видов неровностей на
поверхности; макронеровность (вогнутость) с высотой
волнистость с высотой Нв и шагом L и микронеровности с высо-
той ^Макс
Как указывалось выше, для полного представления о поверх-
ностном слое детали следует также иметь в виду его физико-меха-
нические свойства. В процессе механической обработки металла
точением, фрезерованием, шлифованием и т. п. под действием воз-
никающих при этом высоких давлений и температур, верхний слой
металла претерпевает значительные изменения. Так, например, при
обработке металла резцом передняя его грань производит сжатие
металла, что вызывает значительное изменение во взаимном рас-
положении кристаллов, а также измельчание их. Деформация кри-
сталлов, находящихся в зоне передней грани резца, в свою очередь
вызывает деформацию соседних кристаллов, расположенных в под-
резцовой зоне металла. В результате этого возрастает твердость ме-
талла, расположенного в деформированном слое; происходит явле-
ние так называемого «наклепа» поверхностного слоя. Толщина на-
клепанного слоя в зависимости от обрабатываемого материала и
2-1395 I УЧЕБНАЯ I 17
Рис. 7. Схема
структуры по-
верхностного
слоя шлифован-
ной детали:
Z — адсорбционный
(граничный) слой;
2 — обезуглерожен-
ный слой; 3 — слой
деформированных
кристаллов; 4 —
первоначальная
кристаллическая
структура металла
условий его обработки может быть различной. Так,
при обработке резанием чугуна почти не происхо-
дит наклепа поверхности, а при обработке ковких
отожженных материалов наклеп распространяется
в глубь детали на величину, почти равную толщине
снимаемой стружки.
При шлифовании деталей, несмотря на неболь-
шие усилия резания, поверхностный слой металла
также значительно изменяется главным образом под
действием большого количества выделяющейся теп-
лоты. На рис. 7 представлена схема структуры по-
верхностного слоя тщательно шлифованной детали
из углеродистой стали. Самый верхний, граничный
слой /, толщиной всего в несколько тысячных долей
микрона, представляет собой сложную структуру,
образованную тончайшими пленками окислов, во-
дяных паров и других примесей, находящихся в
атмосфере и соединившихся с молекулами по-
верхностного слоя металла. Этот слой носит на-
звание адсорбционного слоя (адсорбирование —
прилипание). Слой 2, толщиной до нескольких
сот долей мк, состоит из окислов частиц ме-
талла, обезуглероженного действием высокой тем-
пературы, возникающей при шлифовании. Эти
частицы слабо соединены между собой, поэтому
структура слоя 2 является непрочной («рыхлая»).
Слой 3, толщиной примерно 5 мк, состоит из зерен металла, дефор-
мированных давлением шлифовального круга, а также структурно
свободного цементита, выделившегося под действием высокой тем-
пературы. Слой 4 представляет собой металл, не тронутый шлифо-
ванием и сохранивший первоначальную кристаллическую структуру.
Из всех факторов, характеризующих качество поверхностного
слоя детали, наиболее изученным является чистота (м'икрогеомет-
рия) поверхности, требования к которой регламентированы ГОСТ
2789—51. Факторы, определяющие физико-механические свойства
поверхностного слоя, изучены еще недостаточно и требования к ним
предъявляются значительно реже, чем к чистоте обработанной по-
верхности.
Чистота обработанной поверхности
Термин «чистота поверхности» часто отождествляют с термином
«качество поверхности», основываясь на предыдущем, что не совсем
верно. Понятие «качество поверхности» значительно полнее по
своему содержанию, так как включает не только собственно чи-
стоту поверхности в смысле микрогеометрии ее, но и ряд других
факторов, о которых указано выше.
Микронеровности характеризуются сравнительно малым шагом.
Поэтому чистоту поверхности определяют на малых ее участках.
18
В СССР установлено, что для характеристики поверхности по ее
микрогеометрии необходимо определить среднюю величину микро-
неровностей на длине порядка 1—2 мм.
Сечение поверхности детали плоскостью, перпендикулярной
к этой поверхности, образует профиль микронеровностей или ми-
кропрофиль в данном сечении. Чистота поверхности в направлении,
перпендикулярном движению резания, определяется поперечным
микропрофилем, а в направлении движения резания — продольным
микропрофилем. В большинстве случаев величина неровностей по-
перечного микропрофиля значительно превышает величину неров-
ностей продольного микропрофиля, поэтому для оценки чистоты
поверхности обычно производят измерения неровностей поперечного
микропрофиля. Графическое изображение профиля, представленного
в некотором масштабе, называется профилограммой.
$
Рис. 8. Микропрофиль обработанной поверхности
Отклонения микронеровностей отсчитываются на микропрофиле
от так называемой средней линии профиля неровно-
стей (рис. 8), которая делит микропрофиль таким образом,
что суммарная площадь выступов равна суммарной площа-
ди впадин, т. е. /д + Г2 + Г3 + ... + Fn = Si + S2 + S3 + ...
4-S^.
Изображенная на фигуре средняя линия в виде прямой 00 пред-
ставляет собой как бы микропрофиль идеально гладкой поверхно-
сти, которая получилась бы при заполнении объема впадин рав-
ным по объему материалом выступов.
Для того чтобы количественно оценить чистоту поверхности по
величине микронеровностей, предусмотрено два параметра:
— среднее квадратическое отклонение микронеровностей;
— средняя высота микронеровностей.
Средняя квадратическая высота микропрофиля (//ск) пред-
ставляет собой среднее квадратичное расстояние от точек микро-
профиля до его средней линии, считая все расстояния h (см. рис. 8)
положительными, и выражается формулой
где п — количество измерений.
2*
19
Средняя высота микроНеровностей (7/ср) представляет собой
расстояние между усредненными линиями вершин и впадин, кото-
рое определяется как среднее арифметическое высот микронеровно-
стей Н от гребня до дна впадины
=4 w+н2+«з+• • •+//„).
При определении Л7ср отдельные явно выпадающие из ряда
значения Н не учитываются. Нск и Нср измеряются в мк. Соотно-
шение между Hzp и HZK непостоянно и изменяется с изменением
Н ср
профиля микронеровностей. При грубой обработке отношение -тт—
получается меньше, чем для отделочных операций.
Классификация чистоты поверхностей. ГОСТ 2789—51 устанавли-
вает классификацию и обозначения чистоты поверхности изделий
машиностроения из любых материалов, кроме дерева.
Чистота поверхностей деталей машин классифицируется по
классам 1 —14, а классы 6—14 классифицируются также и по раз-
рядам (табл. 4).
Таблица 4
Классы Разряды Иск микроны ^ср МИКР0НЫ
VI св. 125 Д' 200
V2 — — св. 63 до 125
V3 —— — св. 40 до 63
VV4 — — св. 20 до 40
VV5 — св. 3,2 до 6,3 —
( 6а св. 2,5 до 3,2 —
VV6 1 66 св. 2 до 2,5 —
1 6в св. 1,6 до 2 —-
( 7а св. 1,25 до 1,6 —
VVV7 76 св. 1 до 1,25 —
1 7в св. 0,8 до 1
( 8а св. 0,63 до 0,8 —
VVV8 | 86 св. 0,5 до 0,63 —
| 8в св. 0,4 до 0,5 —
( 9а св. 0,32 до 0,4 —
VVV9 96 св. 0,25 до 0,32 —
( 9в св. 0,2 до 0,25
( Юа св. 0,16 до 0,2 —
VVVV10 106 св. 0,125 до 0,16 —
1 10в св. 0,1 до 0,125 —-
( Па св. 0,08 до 0,1 —
VVVV11 116 св. 0,063 до 0,08 —
I 11в св. 0,05 до 0,63 —•
| 12а св. 0,04 до 0,05 —
VVVV12 126 св. 0,032 до 0,04 —
1 12в св. 0,025 до 0,032 —-
( 13а — св. 0,1 до 0,12
VVVV13 | 136 — св. 0,08 до 0,1
( 13в — св. 0,06 до 0,08
1 14а св. 0,03 до 0,06
VVVV14 1 146 — до 0,03
20
В машиностроении, как правило, пользуются шкалой классов и
лишь в особых случаях — шкалой разрядов. Поверхности классов
5—12 включительно классифицированы по параметру Нск, осталь-
ные поверхности, а именно более грубые, начиная от класса 1-го
до класса 4-го включительно, а также наиболее чистые 13-го и
14-го классов— по параметру//ср. Оценка чистоты поверхности
по двум указанным параметрам (Нск и //ср) принята исходя из
того, что большинство приборов для оценки грубых поверхностей
и поверхностей особо чистых позволяют производить измерение по
Нср, в то время как наиболее распространенные приборы для
оценки чистоты поверхностей 5—12 классов дают показания
по Нск.
W77
Ъ
К
6
W6 КРУГОМ
г
Рис. 9. Примеры обозначений чистоты поверхностей
в чертежах:
а — на чертеже зубчатого колеса; б — на чертеже углового
шаблона; в и г — обозначение чистоты поверхностей детали,
обработанной кругом с одинаковым классом
Чистота обработки поверхности обозначается на чертежах соот-
ветствующим числом треугольников и номером класса чистоты,
проставляемым справа от треугольников в одной с ними строчке,
как это показано на примерах рис. 9. Если все поверхности дета.ад
должны обрабатываться с одинаковой чистотой, то в верхней части
чертежа справа наносится общее обозначение чистоты (рис. 9, в).
Иногда такое обозначение сопровождается надписью «кругом»
(рис. 9, г). Если поверхности детали обрабатываются до различной
чистоты, соответствующее обозначение ее указывается на каждой
поверхности. В том случае когда большинство поверхностей детали
обрабатывается с одинаковой чистотой, обозначение ее указывается
в верхнем правом углу чертежа, на самом же изображении детали
обозначение чистоты проставляется только у тех поверхностей,
которые должны быть обработаны иначе, чем указано для боль-
шинства поверхностей.
Обозначения степеней чистоты, проставляемые на чертежах в со-
ответствии с табл. 4, ограничивают только верхний предел Нск
и/и/7ср; например, WV8 обозначает поверхность сНск не более
0,8 микрона. В тех случаях когда чистота поверхности должна быть
в пределах одного или нескольких классов или разрядов, в обозна-
21
чении указываются 2 номера классов или разрядов, ограничиваю-
щих допустимую чистоту, например: обозначение VW9—9 указы-
вает, что чистота должна быть в пределах класса 9 (Нск должно
быть не менее 0,2 и не более 0,4 мк}\ обозначение VVV96—
VVVVlOa указывает, что Нск должно быть не менее 0,16 и не
более 0,32 мк.
Поверхности, к чистоте которых не предъявляется особых тре-
бований, обозначаются знаком с\з.
В необходимых случаях к обозначению чистоты поверхности
добавляют указание о способе ее получения, например:
развертывание хонингование опиливание
у -j
VVV 9 • VVVV- 11 VV 6
Влияние чистоты поверхности на прочность, износ и сопряжение
деталей и зависимость ее от способа обработки. Согласно совре-
менным научным взглядам процесс разрушения деталей в эксплу-
атации начинается с образования на их поверхности микроскопи-
ческих трещин. Во впадинах микротрещин происходит постепенное
нарастание (концентрация) напряжений, которое приводит к по-
ломке деталей, особенно в тех случаях, когда они подвергаются
знакопеременной нагрузке. Микронеровности поверхности, остав-
шиеся после ее обработки, играют роль первичных микротрещин;
чем глубже впадины микронеровностей и чем меньше радиус за-
кругления этих впадин, тем более опасными для прочности детали
становятся напряжения, концентрирующиеся у впадин под дей-
ствием общей нагрузки на деталь. Значение чистоты поверхности
для сохранения прочности деталей доказано исследованиями ака-
демика С. В. Серенсена. Так, если вместо тщательной полировки
стального образца ввести обработку его чистовым шлифованием,
то сопротивление усталости стали снизится на 10—12%; при гру-
бом шлифовании — на 20—30%, а при грубой обточке — на
50-65%.
Особенно тщательной обработке при изготовлении и ремонте
деталей подвергают места всевозможных переходов одной поверх-
ности к другой—закругления, галтели и т. п., так как в этих ме-
стах детали испытывают наибольшие напряжения. Такими напря-
женными местами, например, являются места перехода от поверх-
ности шейки коленчатого вала к его щекам, которые всегда поли-
руются самым тщательным образом и проверяются, нет ли в них
микротрещин.
Чистота поверхности существенно влияет и на износ деталей.
При трении деталей их поверхности соприкасаются друг с другом
по вершинам микронеровностей. Если трущиеся поверхности обра-
ботаны недостаточно чисто и неровности достигают значительных
размеров, то площадь контакта, по которому происходит соединение
поверхностей деталей, будет значительно меньше, чем та, которая
определена конструкторским расчетом. Малые размеры фактиче-
ской площади контакта приводят к чрезмерно большим удельным
давлениям на вершинах микронеровностей, в результате чего по-
22
верхности быстро изнашиваются. Кроме того, наличие значитель-
ных неровностей на трущихся поверхностях вызывает завихрения
в смазочном слое, в результате чего разрывается масляная пленка,
возникает полусухое трение, что также способствует повышенному
износу.
Однако нельзя делать вывод, что для уменьшения износа дета-
лей их поверхности должны быть предельно гладкими. Чрезмерно
гладкие трущиеся поверхности плохо смачиваются смазочными мас-
лами, что приводит к полусухому, или даже к сухому трению; вме-
сте с тем появляется возможность так называемого «молекулярного
схватывания» гладких поверхностей, подобное тому, какое наблю-
дается при сцеплении рабочих поверхностей, наложенных друг на
друга концевых мер длины (плиток). Эти обстоятельства в данном
случае также неизбежно приводят к повышенному износу трущихся
поверхностей деталей.
Исследованиями советских ученых М. М. Хрущова, П. Е. Дья-
ченко, В. А. Кислика и др. доказано, что при различных условиях
изнашивания имеется определенная оптимальная шероховатость по-
верхности. Эта оптимальная шероховатость устанавливается в про-
цессе приработки трущихся поверхностей, независимо от того, ка-
кую чистоту поверхности детали имели до приработки (т. е. после
механической обработки). Если в процессе механической обработки
рабочим поверхностям деталей придать шероховатость, близкую
к оптимальной, то износ таких деталей в эксплуатации будет мини-
мальным.
От чистоты поверхности зависит также сохранение в эксплуата-
ции требуемых посадок. Выступающие гребешки микронеровностей
в период приработки деталей быстро изнашиваются, вследствие
чего детали значительно изменяют свои размеры. Происходит за-
метное увеличение зазоров в сопряжении, и заданная точность со-
единения детали может оказаться нарушенной. Так, например,
у деталей диаметром 5 мм, обработанных по 8-му классу чистоты,
уже в начальный период работы высота микронеровностей поверхно-
сти уменьшается до 50%. В результате этого, заданная, например
скользящая, посадка переходит в посадку движения. При обработке
подобных деталей по 6-му классу чистоты скользящая посадка мо-
жет перейти в ходовую или даже в легкоходовую, что нарушает
условия работы, предусмотренные для данного соединения.
Шероховатость поверхности отрицательно влияет и на неподвиж-
ные соединения деталей. Грубо обработанные детали в большей
степени, чем чисто обработанные, изменяют свои размеры при за-
прессовке, вследствие деформации (сминания) гребешков микроне-
ровностей. В результате этого может оказаться, что после запрес-
совки деталей в их соединении будет иметь место не натяг, а зазор.
Чистота поверхности оказывает серьезное влияние и на другие
эксплуатационные свойства деталей: противокоррозионную стой-
кость, условия теплопередачи, отражение света и т. п.
Класс чистоты и метод обработки той или иной детали выби-
рается в зависимости от тех требований, которые предъявляются
23
Таблица 5
Классы чистоты поверхности, достижимые при различных
методах обработки
Обрабатыва- емые поверхности в Е т о Д Ы ОБРАБОТКИ Достижимые классы чистоты
СМ J> со t> 1 10 & <0 1 1 8 АЛЛ || о WWlfl см 1
Наружные цилиндрические Обтачивание Предварительное
Чистовое
Тонкое 7 7 'Л
Шлифование Предварительное 7 7
Чистовое 7 7л
Тонкое warn*
Притирка Грубая 7л тэг
Средняя 7л
Тонкая 7
Отделка абразивным полотном % i
Обкатывание роликом 7 У/
Шлифование отделочное (суперфиниширование) 1 1
Внутренние цилиндрические Растачивание Предварктельное $ 7л
Чистовое 7 7л 7 7л
ТЬнкое 7л 7 7, 7
Сверление Г<Ш
Эеикерование Черновое (по корке) 7 Г
Чистовое 'М % 7
Развертывание Нормальное 7 7л
Точное 7 7
Тонкое 7 7
Протягивание 7л 7 % 7
Внутреннее шлифование Предварительное 7л 7
Чистоаое 7 7 7
Калибрование шариком 7 7
Притирка Г рубая 7 7л
Средняя 7 7
Тонкая 7 7 7л.
Шлифование притирок» ное (хонингование) Нормальное 7. 7
Зеркальное 7 7л 7
а • о • о 9 ц с Строгание Предварительное 7л 7 7
Чистовое % и 7 7
Тонкое
Цилиндрическое фрезе- рование Предварительное 7 7< 7 •
Чистовое 7 7 7
Тонков 7 % 7
Торцевое фрезерование Предварительное 7 % 7 7Л
Чистовое 7 7 7л
Тонкое 71 Л/
Торцевое точение Предварительное 7 ъ, 7, 7/,
Чистовое
Тонкое 7л 7, 7
Плоское шлифование Предварительное 7л 7
Чистовое 7
Притирка Г рубая 7, 7л
Средняя 7
Тонкая 7 7 7 7
СРЕДСТВА ОЦЕНКИ чистоты ПОВЕРХНОСТИ Двойной микроскоп Микроинтер- ферометр
Профилографы
Профилометры
Образцы чистоты
Рис. 10. Оптическая
схема прибора ПКЧ-1:
Z — контролируемая поверхность; 2 —
образцы чистоты; 3 — линзы; 4 — ба-
рабаны; 5 — переносная электролампа
к ее эксплуатационным качествам. Для наиболее ответственных по-
верхностей, как, например, поверхностей, работающих на трение и
износ, выбор метода обработки и класса чистоты делается на осно-
вании специальных исследований и испытаний деталей в условиях
эксплуатации. Для деталей, работающих в обычных эксплуатацион-
ных условиях, чистота поверхности может быть приблизительно вы-
брана по справочным таблицам, состав-
ляемым на основе обобщения опыта
производства той или иной отрасли
промышленности.
Чистота поверхности зависит от
большого количества технологических
факторов, присущих тому или иному
способу обработки. Поэтому для полу-
чения заданной чистоты поверхности
важно правильно выбрать метод обра-
ботки детали. В приведенной табл. 5
указаны классы чистоты поверхности,
достижимые при различных методах
обработки.
Методы определения и контроля чи-
стоты поверхности. Для определения
чистоты поверхности в настоящее вре-
мя применяются многие методы. Рас-
смотрим наиболее распространенные из
них.
Метод сравнения с образ-
цами. По этому методу контролируе-
мая поверхность сравнивается с об-
разцами, чистота поверхности которых
заранее определена (аттестована) более совершенными методами.
Образцы обычно изготовляются из того материала и теми же мето-
дами, что и контролируемая деталь.
Контроль чистоты поверхности сравнением с образцами произ-
водится довольно просто: зрительным сличением или ощупыванием
поверхностей ногтем пальца определяют, между какими смежными
образцами чистоты находится чистота проверяемой поверхности.
Если, например, поверхность проверяемой детали чище образца
6-го класса, но грубей поверхности образца 7-го класса, то считают,
что поверхность детали относится к 6-му классу чистоты.
Зрительное сличение поверхностей детали и образцов произво-
дится или невооруженным глазом, или с применением лупы, срав-
нительного микроскопа и т. п.
Контроль с помощью прибора ПКЧ-1. Изложенный
выше способ контроля чистоты поверхностей по образцам неточен
и может быть использован главным образом для оценки поверхно-
стей до 6—7 классов. Для сравнительной оценки чистоты поверх-
ностей 8—11 классов целесообразно применять контроль по образ-
цам с помощью прибора ПКЧ-1 конструкции инженера Сидоро-
25
ва А. Н. Прибор предназначен для контроля чистоты наружных и
внутренних поверхностей деталей любой формы (плоских, выпук-
лых, вогнутых), различных металлов (стали, бронзы, хромирован-
ных поверхностей и т. д.), различных способов обработки (точения,
шлифования, хонингования, притирания).
В основу конструкции прибора положен метод визуального
сравнения контролируемой поверхности / (рис. 10) с двумя образ-
цами (эталонами) 2, одновременно видимыми при 10-кратном уве-
личении через линзы. При этом один образец имеет чистоту поверх-
ности на один разряд выше требуемой, а другой — на один разряд
ниже. Чистота обработки поверяемой детали должна находиться
в середине чистот образцов.
Образцы поверхности закрепляются на двух вращающихся ба-
рабанах 4, по 6 штук на каждом барабане. Конструкция крепления
барабанов и образцов на них позволяет осуществлять быструю их
замену для контроля деталей из другого материала или с другими
видами обработки. Освещение образцов и детали производится
дневным светом или переносной электролампой 5 через окна в кор-
пусе прибора и вырез в оптической трубке. Лучи света, освещаю-
щие поверхности, падают под углом 140—170°, что увеличивает
рельефность шероховатости образцов и детали.
Для определения качества поверхности детали прибор наклады-
, а), оптическая трубка 4 опускается до
емой поверхностью и поворотом рукоя-
ток 6 подбираются наиболее близкие
образцы чистоты поверхности правого
и левого барабанов. По окончании под-
бора нанесенные на обеих рукоятках
обозначения, установившиеся против
вается на деталь 1 (рис. 11
соприкосновения с
8
6
Рис. 11. Контроль чистоты поверхности деталей с помощью прибора ПКЧ-1:
а — контроль поверхности вкладыша подшипника; б — контроль рабочей поверхности цилиндра
авиадвигателя; Z — деталь — контролируемый вкладыш; 2 — корпус прибора ПКЧ-1; 3 — кожух
прибора; 4 — оптическая трубка; 5 — смотровое окно; 6 — рукоятки барабанов; 7— винт;
в — зеркало
2$
Исследуемая
поверхность
о „ Oi
Усилитель
о о-
Латчин
Постоянный магнит
Подвижная катушка
выводы от катушки
Ощупыва-
ющая игла
Регистрирующий электро -
измерительные прибор
Рис. 12. Профилометр КВ-7 конструкции В. М. Киселева:
а — схема; б — общий вид; 1 — датчик; 2 — контролируемая деталь; 3 — корпус прибора;
4 — шкала показаний
стрелок на корпусе прибора, показывают класс и разряд чистоты
поверхности образцов. Чистота контролируемой поверхности будет
находиться в середине этих двух значений.
Для контроля внутренних поверхностей отверстий диаметром бо-
лее 100 мм, кожух прибора вместе со смотровым окном снимается
и вместо него устанавливается зеркало под углом 45° к оптическим
осям линз. В таком положении прибор вводится в отверстие и на-
блюдение ведется через зеркало (рис. И, б). Подсвет осущест-
вляется переносной электролампой.
Для контроля поверхностей отверстий диаметром менее 100 мм
используется специальная съемная приставка к оптической трубке
с прямоугольной призмой, через которую под углом рассматри-
вается контролируемая поверхность.
Контроль чистоты поверхности с помощью профилометров и
профилографов. Принцип работы профилометров заключается в сле-
дующем: специальный датчик / (рис. 12, а), представляющий со-
бой электродинамическую систему из подвижной катушки, нахо-
27
дящейся в магнитном поле, создаваемом постоянным магнитом, и
жестко скрепленной с ощупывающей алмазной иглой, перемещается
по исследуемой поверхности детали. Соприкасающаяся с этой по-
верхностью игла при перемещении датчика начинает совершать
колебания, ощупывая неровности на поверхности. Вместе с иглой
совершает колебания и катушка, в обмотке которой возбуждается
электродвижущая сила, пропорциональная скорости колебаний
иглы. Так как эта электродвижущая сила весьма мала, то она по-
дается на усилитель, заключенный в корпусе прибора, где усили-
вается в несколько тысяч раз. Преобразованные в усилителе микро-
токи передаются к регистрирующему прибору (индикатору), стрел-
ка которого показывает среднюю квадратичную высоту микронеров-
ностей (Нск) на контролируемом участке поверхности.
По такой схеме устроен профилометр КВ-7, конструкции инже-
нера Киселева В. М. (рис. 12, б).
На таком же принципе основана работа профилографов — при-
боров, у которых ощупывающая игла датчика связана с механиз-
мом, автоматически записывающим профилограмму контролируемой
поверхности. Записанная на приборе профйлограмма обрабаты-
вается для определения /7макс или Нск.
Для контроля чистоты поверхности в труднодоступных для раз-
мещения приборов местах, а также для контроля громоздких дета-
лей применяется метод снятия слепков с контролируемой поверх-
ности, с последующим измерением микрогеометрии поверхности
слепка методами и приборами, указанными выше.
§ 2. ПОНЯТИЕ О ТОЧНОСТИ ОБРАБОТКИ, ДОПУСКАХ И ПОСАДКАХ.
КЛАССЫ ТОЧНОСТИ. ДОПУСКА ПРИ РЕМОНТЕ
Понятие о точности обработки
Многочисленные детали, соединенные друг с друг ом в узлы
и механизмы, выполняют разнообразные функции в работе машины.
Некоторые детали должны находиться в движении (вращаться,
перемещаться по отношению друг к другу), другие, наоборот, дол-
жны быть неподвижными. Для того чтобы удовлетворить эти тре-
бования, соединяемые в узлы детали должны иметь такие размеры,
которые обеспечивали бы или свободу перемещения, или, наобо-
рот, — неподвижное соединение деталей. В зависимости от назна-
чения соединения деталей последние обрабатываются с различной
степенью точности. Известно, например, что точность изготовления
деталей авиационной техники значительно выше точности изготов-
ления деталей транспортных машин, хотя многие детали самолетов
и авиадвигателей образуют соединения, аналогичные соединениям
деталей тракторов, автомобилей и т. п. Таким образом, главное
значение точности обработки состоит в том, что она обеспечивает
такой характер соединения деталей, который требуется для нор-
мальной работы механизмов и машин.
Точность обработки деталей имеет также большое значение для
соблюдения взаимозаменяемости деталей.
28
Взаимозаменяемость ес-ть комплексное понятие, охва-
тывающее вопросы проектирования, изготовления и эксплуатации
машин и приборов. Под взаимозаменяемостью следует понимать
свойство конструкций удовлетворять поставленным требованиям,
охватывающим все стороны высококачественной работы машин и
приборов, и экономичности производственного процесса, построен-
ного на базе независимого изготовления отдельных частей (дета-
лей, узлов) *.
Деталь, узел или агрегат считается взаимозаменяемым, если
при постановке их в машину взамен других деталей, узлов или
агрегатов не потребуется дополнительных работ и работа машины
после этого будет соответствовать техническим условиям.
В процессе ремонта изношенные или поврежденные детали мо-
гут быть быстро и без дополнительной обработки заменены новыми,
изготовленными на заводе или в авиаремонтном предприятии.
От точности обработки зависит прочность ряда ответственных
деталей авиационной техники. Так, например, несоблюдение точно-
сти (уменьшение размеров) радиусов закруглений стыковочных
болтов крепления крыла к фюзеляжу или различных болтов взлет-
нопосадочных устройств самолета приводит к разрушению этих
деталей в процессе эксплуатации; неточное соблюдение зазоров
в плунжерных парах топливной аппаратуры может привести к на-
рушению правильной работы авиадвигателя.
Однако совершенно точное изготовление деталей, при котором
нельзя было бы отличить размеры одной детали от размеров дру-
гой, невозможно. После обработки размеры любой детали всегда
будут несколько больше или меньше заданных. Поэтому при обра-
ботке деталей необходимо предварительно установить, с какими
отклонениями от расчетного, или так называемого номинального
размера, они могут быть изготовлены с тем, чтобы обеспечить
взаимозаменяемость и сохранить характер соединения, требуемого
по условиям работы. Величина этих отклонений и определяет точ-
ность изготовления деталей.
Указанные выше требования к размерам деталей и условиям
выполнения этих требований рассматриваются наукой о допусках
и посадках.
Основные понятия о допусках и посадках
Выше указывалось, что изготовленные детали обязательно имеют
размеры, отличающиеся от основного номинального размера. Раз-
мер детали в готовом виде называется действительным
размером.
Размеры, между которыми по условиям нормальной работы де-
тали может колебаться ее действительный размер, называются
предельными размерами; больший из них называется
* Такая формулировка взаимозаменяемости принята на 2-й Ленинградской
конференции по взаимозаменяемости и новым методам контроля (май 1950 г.).
29
наибольшим предельным размером, меньший — наименьшим пре-
дельным размером.
Разность между наибольшим и наименьшим предельными раз-
мерами деталей называется допуском.
Разность между предельным и номинальным размерами назы-
вается отклонением. Разность между наибольшим предель-
ным размером и номинальным- называется верхним отклонением,
а разность между наименьшим предельным размером и номиналь-
ным — нижним отклонением.
Рассмотрим установленные выше понятия на конкретном при-
мере (рис. 13).
Рис. 13. Графическое изображение допусков на из-
готовление вала:
NN — нулевая линия
Пусть требуется изготовить ряд валов номинального размера
30 мм. При этом, чтобы обеспечить свободное вращение валов
в подшипниках без существенного перекоса этих деталей необхо-
димо, чтобы действительные размеры валов находились в пределах
от 29,8 мм до 29,9 мм. Размер 29,9 мм в данном случае будет яв-
ляться наибольшим предельным размером, а размер 29,8 мм —
наименьшим предельным размером.
Допуск на изготовление указанных валов будет равен
29,9 — 29,8 = 0,1 мм\ верхнее отклонение 30 — 29,9 = 0,1 мм\ ниж-
нее отклонение 30 — 29,8 = 0,2 мм.
При графическом изображении допусков отклонения откладыва-
ются от нулевой линии, обозначающей номинальный размер (на
рис. 13 нулевая линия обозначена MV).
Указанные выше размеры необходимы для относительного срав-
нения размеров соединяемых деталей.
Характер соединения вала и соответствующего отверстия назы-
вается посадкой. Все применяемые в технике посадки могут
быть разделены на две основные группы: подвижные и непо-
движные.
Неподвижными посадками деталей называются
такие, при которых детали всегда прочно связаны друг с другом и
для их разъединения требуется применить определенное усилие.
Подвижная посадка деталей получается в том слу-
3Q
чае, когда размер детали, вставляемой в отверстие или паз другой
детали, несколько меньше размера этого отверстия или паза.
В этом случае обязательно имеет место зазор между деталями.
При неподвижной посадке размер (диаметр) детали, вставляе-
мой в отверстие или паз другой детали, должен быть несколько
больше размера отверстия или паза. В этом случае будет иметь ме-
сто натяг в соединении деталей.'
На основании сказанного можно сделать следующие опреде-
ления:
Зазором называется разность между действительными раз-
мерами отверстия и вала в том случае, когда отверстие больше
вала.
Натягом называется разность между действительными
размерами вала и отверстия в том случае, когда вал больше отвер-
стия.
Так как действительные размеры вала и отверстия могут иметь
размеры в пределах установленного допуска, то зазоры и натяги
будут также изменяться в определенных пределах.
Наибольшим зазором называется разность между наи-
большим предельным размером отверстия и наименьшим предель-
ным размером вала.
Наименьшим зазором называется разность между наи-
меньшим предельным размером отверстия и наибольшим предель-
ным размером вала.
Наибольшим натягом называется разность между наи-
большим предельным размером вала и наименьшим предельным
размером отверстия.
Наименьшим натягом называется разность между наи-
меньшим предельным размером вала и наибольшим предельным
размером отверстия.
Графическое изображение соединений вала с отверстием при по-
движной (с зазором) и при неподвижной (с натягом) посадках
представлено на рис. 14.
В примере, изображенном на рис. 14, а имеет место подвижная
посадка вала в отверстие номинального диаметра 30 мм.
Наибольший предельный размер отверстия в данном случае ра-
вен 30,1 мм; наименьший предельный размер отверстия 30,0 мм;
наибольший предельный размер вала 29,9 мм; наименьший предель-
ный размер вала 29,8 мм.
При таком соединении деталей будем иметь:
наибольший зазор 30,1 —29,8 = 0,3 мм;
наименьший зазор 30,0 — 29,9 = 0,1 мм.
Во втором случае (рис. 14, б) то же отверстие соединяется с ва-
лом, у которого для обеспечения неподвижной посадки предельные
размеры увеличены по сравнению с предельными размерами отвер-
стия, т. е.
наибольший предельный размер вала 30,20 мм;
наименьший предельный размер вала 30,15 мм.
В этом случае соединение вала с отверстием всегда будет про-
31
a
Рис. 14. Графическое изображение посадок:
а — подвижной (с зазором); б — неподвижной (с натягом)
исходить с натягом, величина которого находится в следующих
пределах:
наибольший натяг 30,2 — 30,0 = 0,2 мм-,
наименьший натяг 30,15 — 30,1 =0,05 мм.
В зависимости от требований, предъявляемых к свободе пере-
движений деталей при подвижных посадках или к прочности соеди-
нений деталей при неподвижных посадках, каждая из этих двух
групп посадок в свою очередь подразделяется на отдельные виды.
Ниже приводится деление посадок по различным видам и указы-
ваются условные обозначения их, принятые в машиностроении.
При изготовлении деталей по 2-му классу точности применяются все
посадки. При изготовлении деталей с другими классами точности
некоторые посадки не применяются.
32
Посадки подвижные
1. Скользящая — С
2. Движения — Д
3. Ходовая — X
4. Легкоходовая — Л
5. Широкоходовая — Ш
Посадки неподвижные
1. Горячая — Гр
2. Прессовая — Пр
3. Легкопрессовая — Пл
4. Глухая — Г
5. Тугая — Т
6. Напряженная — Н
7. Плотная — П
Наименьший зазор имеет место при скользящей посадке; наи-
больший зазор при широкоходовой посадке. Наибольший натяг по-
лучается при горячей посадке, наименьший при плотной.
В разобранных нами примерах подвижная и неподвижная по-
садки осуществлялись за счет изменения предельных размеров
вала, размеры же отверстия при этом оставались без изменения.
В технике существуют и другие примеры, когда различные по-
садки достигаются за счет изменения предельных размеров отвер-
стия, размеры же вала берутся одинаковыми для всех посадок.
В зависимости от того, какой размер из сопрягаемых деталей
принят за основной, различают две системы допусков — систему от-
верстия и систему вала.
Система отверстия характеризуется тем, что в ней для всех по-
садок одной и той же степени точности, отнесенных к одному
и тому же номинальному диаметру, отверстие имеет по-
стоянные предельные.отклонения — различные же по-
садки обеспечиваются за счет изменения предельных отклонений вала.
а
Свободная Посадка скольжения Неподвижная
посадка Система вала посадка
Рис. 15. Схема различных посадок:
в — в системе отверстия; б — в системе вала; AW — нулевая линия
3-1395
33
Система вала характеризуется тем, что в ней для всех посадок
одной и той же степени точности, отнесенных к одному и тому же но-
минальному диаметру, вал имеет постоянные предель-
ные отклонения, а различные посадки осуществляются за
счет изменения предельных отклонений отверстия. На рис. 15, а
показана схема трех различных посадок: подвижной (свободной),
скольжения и неподвижной в системе отверстия. Те же посадки,
осуществленные в системе вала, представлены на рис. 15,6.
В отношении взаимной работы сопряженных деталей обе си-
стемы, т. е. система отверстия и система вала, равноценны. Однако
система отверстия в машиностроении применяется гораздо чаще по
экономическим соображениям. Так, для обработки отверстия дан-
ного номинального диаметра при системе отверстия для всех по-
садок требуется только одна развертка, а для измерения отверстия —
только один предельный калибр-пробка, между тем при системе
вала для изготовления отверстий понадобилось бы значительное ко-
личество разных разверток и соответствующее количество калиб-
ров, что потребует дополнительных затрат.
Классы точности
В зависимости от назначения деталей их обрабатывают с раз-
личной степенью точности. В соответствии с государственными
стандартами установлены следующие классы точности: 1-й, 2-й, 2а,
3-й, За, 4-й, 5-й, 7-й, 8-й и 9-й.
1-й класс точности применяется при изготовлении особо точных
деталей в приборах, в измерительной аппаратуре и т. д. Точность 1-го
класса достигается шлифованием, тонким точением и доводкой.
2-й класс точности применяется при изготовлении деталей наи-
более ответственных узлов различных машин, является основным
классом точности для деталей авиационной техники. Точность раз-
меров этого класса достигается преимущественно теми же техноло-
гическими методами, что и при точности 1-го класса.
3-й класс точности является наиболее распространенным при
производстве автомобилей, турбин, паровых машин, двигателей
внутреннего сгорания. Для получения точности 3-го класса отвер-
стия обрабатываются расточкой или развертыванием, а валы — об-
точкой.
4-й класс точности применяется преимущественно в сельскохо-
зяйственном машиностроении, а также для изготовления деталей
других машин, не требующих большой точности размеров. Отвер-
стия получают сверлением, зенкерованием, расточкой, а валы —
обточкой.
5-й класс точности назначается для неответственных деталей, до-
пускающих грубые отклонения от номинальных размеров (до деся-
тых долей мм); точность этого класса достигается при черновой об-
точке или черновой расточке.
7-й, 8-й и 9-й классы применяются в заготовительных операциях,
а также при изготовлении деталей методами ковки, штамповки, про-
катки и т. п.
34
Классы 2а и За являются промежуточными классами между 2-м
и 3-м, а также 3-м и 4-м и применяются лишь в некоторых отраслях
машиностроения.
Для определения и назначения посадок и классов точности ноль
зуются справочными таблицами, составленными в соответствии
с ГОСТ.
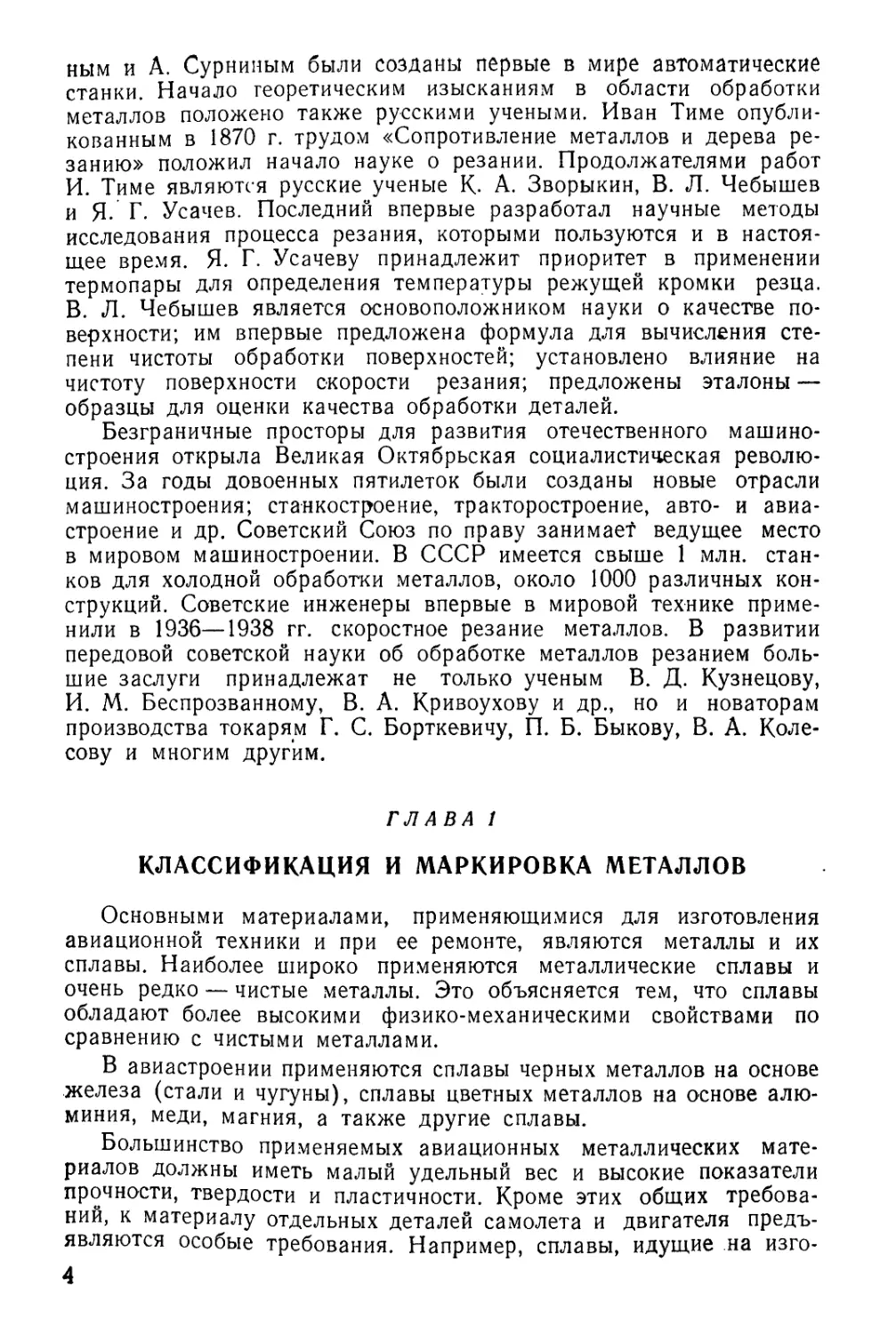
На чертежах деталей точность размеров указывается в виде
условного обозначения посадки и класса точности, проставляемых'
рядом с номинальным размером. При системе отверстия у номи-
нального размера отверстия вместо обозначения посадки ставится
буква А, в системе же вала рядом с номинальным размером вала
вместо обозначения посадки ставится буква В. Например, отверстие
диаметром 85 мм в системе отверстия 3-го класса точности будет
иметь следующее обозначение: 85А3.
Вал диаметра 85 мм ходовой посадки (также в системе отвер-
стия) 3-го класса точности будет иметь соответственно обозначение:
Ф 85Х3. При обозначении посадок 2-го класса точности указание
класса не ставится. Так, например, вал диаметром 85 мм 2-го класса
точности при системе вала будет иметь обозначение Ф 85В.
Точность размеров на чертежах деталей может также указы-
ваться в виде допускаемых отклонений, проставляемых рядом с но-
минальным размером и выбираемых по указанным выше табли-
цам в соответствии с заданной посадкой и классом точности.
Так, например, если для вала 0 85 мм предельные отклонения
будут равны —40 и —75 мк или соответственно —0,040 и
—0,075 мм, то такой вал на чертеже может быть обозначен таким
образом: 0 85z^.
Если одно из отклонений равно нулю, то на чертеже оно не обо-
значается, например 0 85 + 0,035. Если верхнее и нижнее отклоне-
ния равны, то на чертеже ставят одну цифру со знаками +, напри-
мер 0 85 + 0,010.
Допуска при ремонте
В процессе эксплуатации трущиеся детали авиационной техники:
изнашиваются, изменяя свои первоначальные размеры. В связи
с этим нарушается заданный характер посадки (величина зазора)
в соединениях деталей. Иногда допускается использование таких
изношенных деталей для дальнейшей эксплуатации, хотя зазор
между ними вышел из тех пределов, которые обусловлены допу-
сками на изготовление новых деталей. В таких случаях инструк-:
циями по ремонту авиационной техники специально устанавлива-
ются «ремонтные допуска», с которыми детали допускаются для
дальнейшего использования. Ремонтные допуска, например, уста-
новлены для шарикоподшипников самолетных генераторов на осно-
вании специальных исследований.
Однако такие случаи являются сравнительно редкими и спе-
циально оговариваются в инструкциях по ремонту. Большею же
частью при ремонте авиационной техники восстанавливают тот вид
посадки деталей, который был задан заводом-изготовителем для
3* 35:
нового изделия. При этом обычно изменяются номинальные размеры
деталей. Например, если изношены или поражены коррозией вну-
тренние поверхности цилиндров гидравлической системы самолета,
то, расшлифовывая эти детали для устранения дефектов, увеличи-
вают внутренний диаметр цилиндров на определенную величину
больше номинального размера; поршни же для таких цилиндров
ставят утолщенными со специальными «ремонтными» размерами
с тем, чтобы обеспечить зазор между цилиндром и поршнем таким
же, как и для новых деталей.
ГЛАВА 3
ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
§ 1. ПОНЯТИЕ О ТОЧНОСТИ ИЗМЕРЕНИЯ. ЕДИНСТВО МЕРЫ
Для того чтобы изготовить деталь с заданной точностью, необ-
ходимо правильно определить ее размеры при обработке. Измери-
тельные инструменты и приборы, сами являясь изделиями произ-
водства, имеют свои неточности и поэтому допускают при измере-
ниях деталей погрешности различной величины.
Погрешностью измерения называется разница между результа-
том измерения (т. е. показанием измерительного инструмента или
прибора) и действительным размером детали.
Величина погрешности измерения зависит не только от конструк-
ции измерительного инструмента, но и от многих других причин.
Большое влияние на погрешность измерения оказывает микрогеоме-
трия (шероховатость) обработанной поверхности. Чем больше ше-
роховатость контролируемой поверхности, тем большая ошибка бу-
дет при измерении.
На величину погрешности измерения влияют также температур-
ные условия. Нельзя измерять детали нагретые или сильно охлаж-
денные, так как в таком состоянии их размеры будут значительно
отличаться от действительных. Проверку размеров деталей надо
производить при определенной стандартной температуре, а именно
при 4-20° С. Это необходимо потому, что деталь и измерительный ин-
струмент по-разному изменяют свои размеры под действием темпера-
турных условий, вследствие чего возрастает погрешность измерения.
Погрешность измерения увеличивается при неправильном или
небрежном использовании измерительного инструмента, так как
в таких случаях инструмент быстро изнашивается и теряет свою точ-
ность. Поэтому измерительный инструмент требует бережного обра-
щения с ним: рабочие (мерительные) поверхности надо тщательно
оберегать от повреждений, после работы протирать и смазывать их
маслом или вазелином во избежание коррозии; измерения надо про-
изводить осторожно, без нажимов и ударов; хранить измерительные
инструменты следует отдельно от режущих и других инструментов
в специальных стеллажах, ящиках или футлярах.
Для каждого вида измерительного инструмента установлены до-
пустимые предельные погрешности, которые необходимо учитывать
при выборе инструмента для измерения деталей. Чем точнее нужно
36
обработать деталь, тем с меньшей погрешностью должен быть вы-
бран измерительный инструмент. Вместе с тем не следует назначать
инструмент высокой точности для измерения деталей, имеющих
большие допуски на изготовление. Надо иметь в виду, что чем точ-
нее инструмент, тем выше его стоимость, и следовательно, не ра-
ционально изнашивать дорогостоящий инструмент там, где можно
обойтись менее точным и более дешевым инструментом.
Выбор измерительных инструментов и приборов для контроля
изделий различных классов точности может быть сделан по табл. 6.
В приведенной таблице знак (+) показывает, что данный инстру-
мент пригоден для контроля указанного класса точности. Жирная
линия в таблице показывает предел рационального применения
данного инструмента; например, пользоваться рычажно-чувстви-
тельным микрометром для проверки изделий до 3-го класса точно-
сти рационально, а для проверки 3-го и выше класса — не рацио-
нально, так как для этой цели могут быть использованы менее точ-
ные и более дешевые инструменты.
Таблица 6
Назначение универсальных инструментов для контроля изделий
различных классов точности
№ по пор. Наименование измеритель- ного инструмента Классы точности контролируемых изделий
1 2 2а 3 За 4 5 7 8 9
1 Миниметр с ценой деления 0,001 мм + + + + + + + + + +
2 Рычажно-чувствительный микрометр — + + + + + + + + +
3 Микрометр нулевого класса + + + + + + + + +
4 Микрометр без указания класса + + + + + + +
5 Индикатор с ценой деле- ния 0,01 мм + + + + + + +
6 Микрометрический нутро- мер — — — + + + + + + +
7 Микрометрический глу- биномер . — — + + + + + + +
8 Штангенциркуль с точно- стью отсчета 0,02 мм . . — — + + + + +
9 Штангенциркуль с точно- стью отсчета 0,05 мм . . — — — + + + + +
10 Штангенциркуль с точ- ностью отсчета 0,1 мм — — + + + +
11 Штангенглубиномер с точ- ностью отсчета 0,02 мм — — — + + + +
12 Штангенглубиномер с точ- ностью отсчета 0,05 мм . —. — — + + + +
13 Штангенрейсмасс с точ- ностью отсчета 0,02 мм — — — + + + +
14 Штангенрейсмасс с точ- ностью отсчета 0,05 мм — — — — —. — + + + +
37
Большое значение в системе измерения имеет соблюдение
единства меры. Соблюдение единства меры состоит в том,
чтобы с необходимой точностью «передать размер» от государствен-
ного эталона длины до изделия. В этих целях Комитет Стандартов,
Мер и Измерительных приборов при Совете Министров Союза ССР
в своих инструкциях определяет строгий порядок выбора измери-
тельных средств для поверки изделий в зависимости от их точно-
сти, устанавливает методы поверки самих измерительных приборов.
Благодаря такой системе достигается максимальное единообразие
размеров во всем машиностроении.
Соблюдение единства мер создает возможность для коопериро-
вания предприятий, при котором различные или одинаковые детали
одного и того же изделия изготовляются на многих заводах,
.а сборку этих деталей без всяких доделок осуществляет какой-либо
один завод. Благодаря соблюдению единства меры авиаремонтные
.части имеют возможность быстро заменять изношенные или повре-
жденные детали авиационной техники новыми, изготовленными на
заводах авиационной промышленности. Внутри каждой авиаремонт-
ной части для поддержания единства меры проводятся своевремен-
ная поверка и ремонт измерительных средств, инструктаж рабочих
по правильному использованию измерительных инструментов и при-
'боров, а также ряд других мероприятий.
§ 2. КЛАССИФИКАЦИЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ,
ПРИБОРОВ И ИХ КРАТКОЕ ОПИСАНИЕ
По конструкции и назначению группа измерительных инструмен-
тов и приборов подразделяется согласно ГОСТ 5446—50 и 5453—50
на ряд подгрупп, которые в свою очередь делятся на виды.
Подгруппа мер и проверочного инструмента включает такие
виды инструмента: концевые меры длины, масштабные линейки,
метры, рулетки, кронциркули, нутромеры, угольники, щупы и мно-
гие другие.
Подгруппа нониусных инструментов состоит из штангенцирку-
лей, штангенглубиномеров, штангенрейсмассов, микрометров, мик-
рометрических нутромеров и ряда других видов инструментов и
приборов.
Подгруппу механических приборов и инструментов составляют
различные индикаторы и индикаторные приборы, рычажные микро-
метры и скобы, миниметры и другие приборы.
Подгруппа оптикомеханических и электромеханических приборов
используется для особо точных измерений в лабораторных условиях.
В эту подгруппу входят оптиметры, микроскопы, оптические дели-
тельные головки, электроконтактные и другие приборы, служащие
в основном для поверки измерительных средств на предприя-
тиях.
Подгруппу пневматических приборов составляют различные при-
боры, использующие энергию сжатого воздуха. К таким приборам
относятся ротаметры, применяемые в некоторых авиаремонтных ча-
38
стях для точного измерения отверстий (например, для измерения
отверстий под плунжеры в роторах топливных насосов).
Перечисленные выше подгруппы охватывают различные виды
инструментов и приборов, предназначенных для измерения многих
разнообразных размеров; поэтому такие измерительные средства
называются универсальными или многомерными.
В авиаремонтных частях применяются главным образом универ-
сальные измерительные инструменты и приборы, однако во многих
случаях находят применение гладкие и резьбовые калибры, а также
различные шаблоны, которые являются не универсальными, а одно-
мерными и служат для проверки изделий одного размера.
Кроме такой общей классификации, измерительные средства
разделяются на два типа в зависимости от того, производят ли они
абсолютное (непосредственное) измерение или только отно-
сительное (сравнительное).
К первому типу относятся инструменты, которые непосред-
ственно измеряют нужный размер, как, например, микрометры,
штангенциркули и др. Ко второму типу относятся инструменты и
приборы, которые определяют не непосредственно размер изделия,
а только разницу между размером изделия и каким-либо заранее
известным размером (например, размером концевой меры). К та-
ким приборам относятся миниметры, индикаторные нутромеры и
другие индикаторные приборы. Ниже рассматриваются некоторые
виды измерительных инструментов и приборов, имеющих наиболее
широкое применение в авиаремонтных частях ВВС.
Концевые меры длины (плитки)
Плоскопараллельные концевые меры длины являются исходными
мерами (эталонами), передающими правильные размеры измери-
тельным инструментам и изделиям-.
Концевые меры изготовляются в виде прямоугольных металли-
ческих плиток, у которых две противоположные стороны очень тща-
тельно обработаны; расстояние между этими двумя строго парал-
лельными поверхностями является измерительным размером плитки.
Чистота поверхности и ровность измерительных сторон концевых
мер настолько высоки, что при соединении друг с другом плитки
очень плотно сцепляются, образуя блок концевых мер.
Основное назначение концевых мер — поверка измерительных
инструментов и приборов, а также измерение изделий, имеющих
большую точность и высокую степень чистоты поверхности.
По точности своих размеров концевые меры делятся на пять
классов (0, 1, 2, 3 и 4); по способу измерения и по погрешности,
с которыми определяется размер концевых мер, они делятся на
шесть разрядов (1, 2, 3, 4, 5 и 6).
Классификация плиток по разрядам является более высшей по
сравнению с классификацией по классам и дает возможность более
точно учесть погрешности самих мер при измерении ими изделий
или инструментов.
39
Концевые меры комплектуются в наборы таким образом, чтобы
путем составления блока из нескольких мер имелась бы возмож-
ность измерять изделия различных размеров. В качестве примера
в табл. 7 приводится комплектация концевых мер в наборе, состоя-
щем из 42 плиток.
Таблица 7
Ряд плиток Размеры плиток данного ряда в мм Количество плиток в дан- ном ряду
1 1,005 1
2 1,01; 1,02; 1,03 и т. д. до 1,09 9
3 1,1; 1,2; 1,3 и т. д. до 1,9 9
4 1; 2; 3 и т. д. до 9 9
5 10; 20; 30; и т. д. до 100 10
Всего ... 38
Примечание. Остальные 4 плитки в наборе служат для защиты основ-
ных мер и собираются в блок крайними.
Большое распространение имеет комплект из 87 шт. концевых
мер, а также микронный набор, состоящий из восемнадцати мер,
отличающихся друг от друга на 1 мк.
При составлении блока надо стремиться подбирать размеры от-
дельных мер так, чтобы число их было наименьшим. Этим самым
уменьшается погрешность размера блока.
Притирку плиток при составлении блока производят таким спо-
собом: одну плитку накладывают на другую, примерно на одну
четвертую или одну треть длины (рис. 16, а) рабочей поверхности,
а затем, слегка прижимая притираемую плитку, подвигают ее вдоль
большой оси до полного совмещения рабочих поверхностей
(рис. 16, 6).
Для расширения области применения концевых мер длины упо-
требляют различные принадлежности к ним в виде струбцин для
удержания блока, лекальных линеек, чертильных и центровочных
плиток и т. д. Примеры применения этих принадлежностей пока-
Рис. 16. Притирка концевых мер для
составления блока:
а — начальное положение; б — составленный блок
заны на рис. 17.
Так как концевые меры дли-
ны являются дорогостоящими
и высокоточными измеритель-
ными средствами, при пользо-
вании ими следует соблюдать
особую осторожность. Нельзя
измерять концевыми мерами из-
делия с грубо обработанной
поверхностью, имеющей острые
кромки, забоины и царапины.
40
a
Рис. 17. Принадлежности к концевым мерам:
а — струбцина с ножками для измерения внутренних диаметров по блоку конце-
вых мер; б — струбцина с центром и чертилкой; в — струбцина с основанием
и чертилкой для пространственной разметки
При измерениях необходимо избегать перекосов и не прилагать
значительных усилий для ввода блока в проверяемую деталь.
После работы концевые меры необходимо тщательно промыть
в авиабензине, смазать бескислотной смазкой, уложить в футляр
и хранить в сухом месте.
Простейшие проверочные инструменты
Самым простым проверочным инструментом является стальная
измерительная линейка, которая служит для грубого измерения раз-
меров деталей. На одной стороне линейки наносятся деления —
миллиметровые или дюймовые, а иногда и те и другие. Наимень-
шее миллиметровое деление обычно равно 1 мм, а наименьшее дюй-
мовое — 1/i6//. Иногда делают линейки с делениями в 0,5 мм и
в ’/б/'- Линейки изготовляют длиной 150, 300, 500 и 1000 мм.
Кронциркуль и нутромер (рис. 18) служат для измерения дета-
лей с помощью измерительной линейки. Кронциркулем измеряют
наружные размеры, а нутромером—внутренние. Для того чтобы
прочесть размер, измеренный кронциркулем или нутромером, его
надо перенести на линейку, как это указано на рис. 19. Для повы-
шения точности измерения изготовляют пружинные кронциркули и
нутромеры. Ножки таких инструментов соединены пружинным шар-
ниром, который стремится их раздвинуть. Завертывая или отверты-
41
вая круглую гайку с малым шагом резьбы, можно более точно
установить инструмент на требуемый размер.
Щуп (рис. 20) также принадлежит к подгруппе проверочных
инструментов и служит для проверки величины зазоров между по-
Рис. 18. Кронциркули и нутромеры:
а — простой кронциркуль; б — простой нутромер; в — пружинный крон- •
циркуль; г — пружинный нутромер; 1 — пружина; 2 — гайка; I — измеряемый
размер
верхностями деталей. Щуп представляет собой набор стальных пла-
стинок различной толщины от 0,03 до 1,0 мм. Пластинки соединены
общей осью с обоймой, которая имеет вид скобы, охватывающей
сложенные пластинки.
Рис. 19. Перенесение на измерительную линейку размера,
замеренного кронциркулем
Для проверки величины какого-либо зазора в него вводят пла-
стинку щупа толщиной, примерно равной величине проверяемого
зазора. При больших зазорах нужную толщину щупа можно полу-
чить сложением нескольких пластинок. Величину зазора определяют
по наибольшей толщине одной или нескольких пластинок, сложен-
42
них вместе, которые проходят в
зазор без особого усилия. Так, на-
пример, если набор двух пласти-
нок (0,1 и 0,08 мм) общей толщи:
ной 0,18 мм входит без усилия в
проверяемый зазор, а набор тол-
щиной 0,2 мм в зазор не входит,
то считают, что величина зазора
равна 0,18 мм.
Перед работой пластинки щу-
па необходимо тщательно проте-
реть, а после работы — смазать
бескислотной смазкой. Вводить в
зазор щуп следует осторожно, что-
бы не погнуть и не сломать пла-
стинки.
Радиусомер представляет собой набор пластинок, соединенных,
как и щуп, на одной оси в обойме. Свободные концы пластинок за-
круглены по радиусу разной величины. Радиусомер применяется
для проверки как вогнутых, так и выпуклых поверхностей. Про-
верку радиуса поверхности детали производят путем приложения
к ней закругленного конца пластинки. Величина радиуса пластинки,
наиболее точно прилегающей к проверяемой поверхности, считается
величиной радиуса детали.
Шаблон резьбовой (рис. 21) служит для определения шага и
профиля резьбы. Он представляет собой набор гребенок, зубцы ко-
торых точно соответствуют определенному шагу и профилю резьбы
(метрическому с углом 60° или дюймовому с углом 55°).
Для определения шага или числа ниток на дюйм резьбы какой-
либо детали подбирают одну из гребенок, зубцы которой совпадут
с витками измеряемой резьбы. Имеющаяся на гребенке цифра ука-
зывает шаг или число ниток на дюйм проверяемой резьбы.
Шаблоном (рис. 22) называют плоский измеритель, изготовлен-
ный из тонкой листовой стали и употребляемый для проверки фи-
гурных контуров, различных углов, пазов, выступов и т. д. Для
проверки детали шаблон накладывается на ее проверяемый контур.
Деталь считается годной, если между ее поверхностью и поверх-
ностью шаблона будет равномерный небольшой просвет. Износ
Рис. 21. Резьбомер
43
Рис. 22. Шаблоны 1 и контршаблоны 2:
а — для проверки шестигранника; б — для проверки
радиусной выточки
шаблона проверяется контр-
шаблоном по тому же прин-
ципу, что и проверка детали
шаблоном.
Предельный калибр яв-
ляется одномерным измери-
тельным инструментом. Он
предназначается для провер-
ки одного размера, причем
не измеряет фактического
размера изделия, а только
определяет, что размеры изделия находятся в пределах, установ-
ленных допусками на изготовление.
Для проверки отверстий применяется предельный ка-
либр-пробка. Он бывает двусторонним (рис. 23, а) и односто-
ронним (рис. 23,6). На обоих концах двустороннего калибра име-
ются цилиндры, размеры которых выполнены соответственно пре-
дельным размерам проверяемого отверстия. Более длинный цилиндр
является проходным; он соответствует наименьшему предельному
размеру отверстия. Короткий цилиндр, соответствующий наиболь-
шему предельному размеру отверстия, является непроходной сторо-
ной калибра. Если проходная сторона калибра-пробки входит в от-
верстие, а непроходная не входит или только «закусывает», то из-
делие считается годным. Проверка отверстий большого диаметра
производится двумя односторонними калибрами — проходным и не-
проходным. У таких калибров измерительная часть делается в виде
неполного цилиндра для облег-
чения веса, а также для того,
чтобы легче можно было обна-
ружить возможную овальность
отверстия.
Для проверки валов приме-
няется предельный ка-
либр-скоба. Он также бы-
вает двусторонним (рис. 24, а)
и односторонним (рис. 24,6).
Если проверяемый вал входит в
проходную (большую) сторону
скобы и не входит в непроход-
ную (меньшую) сторону, то из-
делие считается годным. Скобы
изготовляются из листовой ста-
ли толщиной 4—10 мм. В ряде
случаев для обеспечения боль-
шей жесткости скобы изготов-
ляют штампованными. Такие
скобы делают обычно регули-
руемыми (рис. 24, в), т. е. с
устанавливаемыми на нуж-
а
Рис. 23. Предельные калибры-пробки:
а — двусторонний калибр; б — односторонние
калибры
44
ный размер измерительными
вставками или штифтами.
Это позволяет использовать
скобу для проверки не од-
ного, а многих размеров пу-
тем смены штифтов или
вставок.
Предельные калибры при-
меняются также для провер-
ки резьбы. Внутренние резь-
бы (гайки) проверяются
резьбовымикалибра-
ми-пробками (рис. 25,а),
которые так же, как и глад-
кие калибры, имеют проход-
ную (ПР) и непроходную
(НЕ) стороны. Проходная
сторона соответствует наи-
меньшему предельному раз-
меру резьбы (по среднему
диаметру), непроходная—
наибольшему предельному
размеру резьбы. Чтобы устра-
нить влияние шага и профи-
ля на средний диаметр резь-
а
6
Рис. 24. Предельные калибры-скобы:
а — проверка диаметра вала двусторонней скобой;
б — односторонний калибр-скоба; в — регулируемый
калибр-скоба; I — корпус; 2 — измерительная вставка;
3 — измерительные штифты; 4 — крепежные штифты;
5 — установочные винты
бы, непроходная сторона
калибра имеет всего 2—3 витка резьбы срезанного профиля.
Для проверки наружных резьб (болтов) применяются резь-
бовые калибры- кольца. В комплект калибров входят два
кольца — проходное и непроходное. В последнее время для про-
верки резьбы болтов все больше применяются резьбовые
скобы (рис. 25,6), которые имеют две пары резьбовых роликов:
передняя пара является проходной, а задняя — непроходной. Изме-
рение такой скобой производится так же, как и гладкой скобой.
а
Рис. 25. Предельные резьбовые калибры:
а — пробка; б — скоба
45
Нониусные инструменты
Нониусные инструменты можно разделить на два основных вида:
штангенинструменты и микрометрические инструменты. К первым
из них относятся штангенциркули, штангенглубиномеры, штанген-
рейсмассы и штангензубомеры.
К микрометрическим инструментам относятся микрометры, мик-
рометрические глубиномеры и микрометрические нутромеры.
Рис. 26. Штангенциркуль:
/ — неподвижные губки; 2 — подвижная рамка; 3 — зажимной винт рамки; 4— зажимной винт
микрометрической подачи; 5 — хомутик; 6 — винт микрометрической подачи; 7 — нониус
Штангенциркуль служит для измерения наружных и внутренних
размеров. Штангенциркули, выпускаемые различными заводами, не-
сколько отличны друг от друга, но по принципу действия и основ-
ным конструктивным элементам одинаковы.
На рис. 26 показан штангенциркуль, выпускаемый заводами
им. Войкова и «Калибр». Он состоит из стальной линейки — штанги
с нанесенными на ней миллиметровыми делениями. К концу штанги
прикреплены неподвижные губки 1, по штанге может передви-
гаться подвижная рамка 2 с губками. Предварительная установка
рамки на размер производится от руки при отпущенных зажимных
винтах 3 и 4\ для окончательной установки винтом 4 зажимают хо-
мутик 5 к штанге и винтом 6 микрометрической подачи (вращая
круглую гайку в хомутике) передвигают рамку в нужное положе-
ние. После этого затягивают винт 3 и определяют показание ин-
струмента. Для этих целей на боковой стороне рамки сделан вырез,
через который видны деления штанги и прикрепляется или нано-
сится на самой рамке нониус 7.
Нониусом называется вспомогательная штриховая шкала
измерительного инструмента, по которой определяются дробные
доли делений основной шкалы.
46
Устройство йоййуса оСнбвййо йа соответствующем выборе и де-
лении шкалы нониуса: шкала нониуса (рис. 27) равна девяти деле-
ниям штанги. Эти 9 мм точно разделены штрихами на 10 частей,
каждая из которых, следовательно, равна 0,9 мм. Таким образом,
одно деление нониуса короче одного деления штанги на 1 — 0,9 =
= 0,1 мм. Эта разница в 0,1 мм соответствует точности измерений
штангенциркулем. При нулевой установке нониуса, т. е. при плотно
сдвинутых губках, нулевые штрихи нониуса и штанги совпадают,
первый же штрих нониуса
не доходит до первого
штриха штанги на 0,1 мм.
Не трудно установить, что
в этом положении второй
штрих нониуса не дохо-
дит до второго штриха
штанги на 0,2 мм\ тре-
тий штрих нониуса на
0,3 мм и т. д. Последний,
десятый штрих нониуса не
дойдет до десятого штри-
ха штанги уже на 1,0 мм
Измерительная
линейка
0,9мм
Девять Велений измерительной
линейки разделены на 10 частей
Рис. 27. Принципиальная схема нониуса штан-
генциркуля
и совпадает с девятым штрихом штанги.
Если поставить между измерительными губками штангенциркуля
пластинку толщиной 0,1 мм, то рамка, а следовательно, и нониус,
сдвинется на 0,1 мм\ тогда первый штрих нониуса совпадет с пер-
вым штрихом штанги. Если вместо пластинки толщиной 0,1 мм
установить между губками плвстинку толщиной 0,2 мм, то оче-
видно, что при сдвинутом на эту величину нониусе второй его штрих
совпадет со вторым штрихом штанги и т. д. Из этих примеров
можно заключить, что какой штрих нониуса совпадет с одним из
штрихов штанги, столько десятых долей миллиметра имеет изме-
ряемая пластинка.
При измерениях размеров больше 1 мм сначала отсчитывают
целое число мм на штанге, которое стоит до нулевого штриха но-
ниуса, а затем доли мм.
Штангенциркули изготовляются с нониусами не только точности
0,1 мм, но и с точностью отсчета 0,05 и 0,02 мм. В первом случае
нониус имеет не десять, а двадцать делений на длине 19 .юи, следо-
вательно, количество дробных долей мм в измеряемом размере
равно соответствующему числу делений нониуса, умноженному на
0,05 мм. У штангенциркуля с точностью отсчета 0,02 мм нониус раз-
бит на 25 делений, расположенных на длине 12 мм, каждое деле-
ние равно 12:25 = 0,43 мм. Для удобства отсчета условно одно
деление принимается за два, поэтому и цифры на нониусе обозна-
чают 0, 10, 20, 30, 40 и 50 делений. На штанге такого инструмента
деления нанесены через каждые 0,5 мм, поэтому при совпадении
первого штриха нониуса с первым штрихом штанги расстояние
между губками будет равно 0,5— 0,48 = 0,02 мм, что соответствует
условному обозначению на нониусе цифре 2.
47
Рис. 23. Штангенциркуль облегченного типа
При измерении внутренних размеров необходимо учитывать ши-
рину губок штангенциркуля, которая у нового инструмента бывает
обычно равна 8 или 10 мм. Если, например, размер отверстия, ука-
занный штангенциркулем с шириной губок 10 мм, равен 26,56 мм,
то действительный размер отверстия будет равен: 26,56-4-10,0 =
= 36,56 мм.
Для неответственных измерений удобен штангенциркуль облег-
ченного типа, представленный на рис. 28. Короткие губки такого
48
штангенциркуля, предназначенные для внутренних размеров,
устроены так, что не требуется пересчета, учитывающего ширину
губок. Соединенный с подвижной рамкой стержень дает возмож-
ность измерять также и глубину отверстий.
Штангенглубиномер (рис. 29) по принципу устройства одинаков
со штангенциркулем и отличается от него тем, что его штанга не-
сколько уже и не имеет губок. При совпадении нулевых делений
нониуса и штанги измерительный торец штанги совпадает с рабо-
чей поверхностью рамки штангенглубиномера. Метод измерения
штангенглубиномером аналогичен измерению штангенциркулем.
Рис. 31. Штангензубомер:
7— высотная линейка; 2— подвижная губка
Штангенрейсмасс (рис. 30) применяется для разметочных работ.
Он отличается от штангенциркуля тем, что вместо неподвижной
губки у него имеется массивное основание, которым штангенрейс-
масс устанавливается на разметочную плиту. К подвижной губке
прикрепляется чертилка, посредством которой наносятся линии при
разметочных работах. Установка чертилки на требуемый размер
производится с применением нониуса так же, как и установка на
данный размер губок штангенциркуля.
Штангензубомер (рис. 31) предназначен для определения тол-
щины зуба цилиндрических зубчатых колес. Он представляет собой
как бы соединение в одном инструменте штангенциркуля и штанген-
глубиномера. Устройство измерительных губок и метод отсчета по
нониусу подобны рассмотренному выше. Точность измерения штан-
гензубомера 0,02 мм. Принцип проверки зуба шестерни этим ин-
струментом состоит в том, что его высотная линейка (как у глуби-
номера) устанавливается на расчетную величину высоты А головки
зуба, а подвижная губка (как у штангенциркуля) измеряет на этой
высоте толщину В зуба по хорде делительной окружности.
4—1395 .49
Микрометр (рис. 32) является более точным измерительным ин-
струментом, чем штангенциркуль. Точность измерения микрометром
составляет 0,01 мм. Микрометр применяется для измерения наруж-
ных размеров — длины, толщины и диаметра деталей. Так же, как
и штангенциркули, выпускаемые различными заводами, микрометры
имеют незначительные конструктивные отличия, но по принципу
устройства и действия — одинаковы. Микрометр состоит из скобы /,
Рис. 32. Микрометр:
а — общий вид; б — разрез по барабану; в — отсчет результатов измерения; 7 — скоба;
2 — неподвижная пятка; 3 — стебель; 4 — микрометрический винт; 5 — барабан; 6 —
трещотка; 7—стопор
в которую с одной стороны вставлена неподвижная пятка 2, тща-
тельно доведенный торец которой является одной из измерительных
плоскостей микрометра. С другой стороны скоба имеет стебель
(трубку) 3. Внутри стебля нарезана резьба (рис. 32, б) с шагом
0,5 мм, в которую ввертывается микрометрический винт 4\ торец
винта является второй измерительной плоскостью микрометра. Винт
прочно соединен с барабаном 5, вращая который можно сближать
или удалять измерительную плоскость винта относительно измери-
тельной плоскости пятки. Размер измеряемой детали определяется
при зажатии ее между измерительными плоскостями микрометра.
Для того чтобы не произошло слишком сильного зажатия, имеется
предохранительное устройство—трещотка 6, вращая которую, можно
передавать только строго определенное давление шпинделя. Когда
это давление будет достигнуто, храповичок трещотки будет про-
скальзывать с характерным треском, который указывает на полный
50
контакт измерительных поверхностей микрометра с измеряемой по-
верхностью. Для отсчета результатов измерения, на стебле нане-
сена шкала с миллиметровыми делениями, разделенными пополам.
На скошенной фаске барабана нанесено по окружности 50 равных
делений. Штрихи от 0 до 50 через каждые 5 делений отмечены
цифрами. При нулевом положении, т. е. когда измерительные пло-
скости микрометра под действием трещотки будут соприкасаться
друг с другом, нулевой
штрих на фаске барабана
будет совпадать с нулевым
штрихом на стебле. Так
как шаг резьбы шпинделя
равен 0,5 мм, то при пол-
ном обороте барабана его
край отойдет от нулевого
штриха стебля на такую
же величину 0,5 мм. Если
же барабан повернуть не
на полный оборот, т. е.
не на 50 делений, имею-
щихся на нем, а только
на одно деление, то край
барабана переместится от
нулевого штриха стебля
на величину, равную
0,5 : 50 = 0,01 мм. Вели-
чина 0,01 мм является
ценой отсчета (точностью
измерения) микрометра.
Для закрепления изме-
рительных плоскостей в
нужном положении слу-
жит стопор 7.
Прежде чем вращать
чтобы не повредить микрометрическую резьбу.
Микрометрический глубиномер (рис. 33) предназначен для из-
мерения глубин и высот. Он устроен так же, как и микрометр, но
вместо скобы имеет траверсу с измерительной плоскостью 1. Изме-
рение и отсчет производится так же, как и микрометром'.
Микрометрический нутромер (рис. 34) служит для точного из-
мерения диаметра отверстий или ширины пазов. Он состоит из
стебля / с неподвижным сферическим наконечником 2, барабана
3 и измерительного стержня 4, неподвижно укрепленного в бара-
бане. Наконечник измерительного стержня также сферический.
При вращении барабана длина нутромера увеличивается до тех
пор, пока сферические наконечники не придут в соприкосновение
с поверхностью измеряемого отверстия или паза. К микрометриче-
скому нутромеру прилагается несколько сменных штифтов разной
длины, благодаря которым можно одним и тем же нутромером
4* 51
Рис. 33. Микрометрический глубиномер с це-
ной деления 0,01 мм-.
1 — траверса с измерительной плоскостью; 2— стебель;
3 — измерительный сменный стержень; 4 — барабан;
5 — трещотка; б — стопор
барабан, стопор необходимо отпустить,
Рис. 34. Микрометрический нутромер:
/ — стебель; 2 — сферический наконечник; 3 — барабан; 4 — измерительный стер-
жень; 5 — стопор
измерять детали различных размеров. Измерение и отсчет его ре-
зультатов производится так же, как и при пользовании микромет-
ром.
Механические измерительные инструменты и приборы
Эти инструменты и приборы служат для относительных изме-
рений. Размер проверяемого изделия передается при помощи зуб-
на стрелку, которая показывает
чатых или рычажных механизмов
Рис. 35. Индикатор часового типа:
/—корпус; 2 — наконечник; 3 — измерительный стер-
жень; 4 — гильза; 5 — рейка; б — циферблат; 7 — ободок;
в—стрелка; 9— указатель числа оборотов; 10— стрел-
ка указателя числа оборотов; 11 — пружина
в увеличенном виде значе-
ние относительного разме-
ра на шкале инструмента.
В авиаремонтном произ-
водстве большое примене-
ние имеют такие механи-
ческие измерительные при-
боры: индикатор часового
типа, индикаторный ну-
тромер, рычажный микро-
метр, а также ряд спе-
циальных измерительных
приборов.
Индикатор часового
типа (рис. 35) состоит из
корпуса /, внутри кото-
рого расположен меха-
низм передачи отклоне-
ний. Измерительное уси-
лие от наконечника 2 пере-
дается на измерительный
стержень 3, который за-
ключен в гильзе 4, запрес-
сованной в корпус. Изме-
рительный стержень имеет
рейку 5, которая связана с
52
Рис. 36. Универсальная стойка для крепления
индикатора:
/ — индикатор; 2 и 3 — стержни; 4 и 5 — муфты; 6 —
стойка; 7 — основание — призма с пазом для закрепления
стойки; 8 — зажимная гайка
системой зубчатых колес,
передающих движение из-
мерительного стержня на
стрелки циферблатов. Ин-
дикатор имеет циферблат#
с подвижной шкалой и
указатель числа оборо-
тов 9. Циферблат укреп-
лен на ободке 7, имею-
щем наружную накатку.
Шкала указателя числа
оборотов прикреплена к
корпусу индикатора. Шка-
ла циферблата имеет
100 делений по окружно-
сти; цена каждого деле-
ния составляет 0,01 мм, а
шкала указателя числа
оборотов имеет 10 деле-
ний по окружности; цена
каждого деления 1 мм.
Стрелка 10 по шкале 9
показывает, на сколько
полных миллиметров пе-
реместился измерительный
стержень; стрелка 8 по-
казывает на шкале цифер-
блата 6, на сколько сотых миллиметра (кроме целых) переместился
стержень. Перемещение измерительного стержня обратно происхо-
дит под действием пружины 11 на рычаг, который давит на штифт,
укрепленный на измерительном стержне. Для измерений индика-
тор укрепляют на универсальной стойке (рис. 36). При установке
индикатора на требуемый размер дают измерительному стержню
небольшое натяжение. После этого для удобства отсчета откло-
нений подвижной циферблат повертывают так, чтобы нулевой
штрих шкалы подвижного циферблата точно поместился под стрел-
лонтркалибр
Рис. 37. Применение индикаторного прибора для проверки глубины вы-
точки в заборнике ротора компрессора авиадвигателя
53
Рис. 38. Индикаторный нутромер:
а — общий вид; б — схема передачи; / — подвижной нако-
нечнику 2 — неподвижный стержень; 3 — качающийся рычаг;
4 и Б — стержни; 6 — центрирующий мостик; 7 —индикатор
кой. Установив таким образом индикатор на требуемый размер
(например, по блоку плиток), подводят под измерительный стер-
жень проверяемое изделие. Отклонение стрелок индикатора в ту
или иную сторону будет показывать, на сколько целых и сотых
долей миллиметра изделие больше или меньше контрольного раз-
мера.
Большое применение индикаторы имеют в различных измери-
тельных приспособлениях и приборах. На рис. 37 показан индика-
торный прибор для измерения глубины выточки в заборнике рото-
ра компрессора авиадвигателя.
Индикаторный нутромер (рис. 38) служит для измерения диа-
метров отверстий или ширины пазов. Если его применяют для про-
верки деталей, то им определяют разницу проверяемого размера
по сравнению с образцом, т. е. производят относительные измере-
ния. Индикаторный нутромер состоит из двух основных узлов — из-
мерительной части и обычного, индикатора, описанного выше.
Измерительная часть состоит из подвижного наконечника 1 и
неподвижного сменного стержня 2. Перемещение подвижного на-
конечника передается
механизму индикатора
через качающийся ры-
чаг 3 и стержни 4 и 5.
Схема передачи пока-
зана на рис. 38, б. Пе-
ред измерением в ин-
дикаторный нутромер
вставляют из комплек-
та тот сменный стер-
жень, размер которого
позволяет измерять де-
таль данного размера.
Затем настраивают ну-
тромер на требуемый
размер по микрометру.
Для этого микрометр
устанавливают на раз-
мер, меньше измеряе-
мого размера на 2—
3 мм и округленный до
целого числа милимет-
ров. После этого в ми-
крометр вводят измери-
тельную часть нутро-
мера и устанавливают
его так, чтобы стрелка
индикатора показыва-
ла наименьший размер.
Поворачиванием по-
движного циферблата
54
Рис. 39. Рычажный микрометр:
Z — скоба; 2— пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель; 6 — барабан;
7- шкала рычажного механизма; 8— кнопка арретира; 9 — стрелка; 10 — пружина; И —
сектор; 12 — крышка
совмещают нулевой штрих шкалы со стрелкой. При измерениях
отверстия нутромер устанавливается в диаметральное положение
автоматически благодаря центрирующему мостику 6. Индикатор-
ным нутромером легко и удобно определять овальность и конус-
ность отверстия, перемещая в нем нутромер в различных плоско-
стях и на различной длине, следя за отклонением стрелки.
Рычажный микрометр (рис. 39) отличается от обычного тем,
что он имеет в скобе рычажный механизм, подобный индикатору.
Пятка 2 микрометра все время находится под действием пружины
10 и благодаря этому отводит сектор 11 индикаторного устройства
в крайнее положение. Нулевому положению стрелки 9 индикатора
соответствует нулевое деление микрометра. При измерении изде-
лия, размер которого больше, чем размер между измерительными
плоскостями микрометра в свободном состоянии, пятка, преодолев
усилие пружины, переместится влево. Стрелка индикатора покажет
на шкале 7 величину перемещения пятки, т. е. ту величину, на ко-
торую изделие больше, чем раствор микрометра.
Этот принцип измерения положен в основу пользования рычаж-
ным микрометром как скобой для определения предельных откло-
нений изделия от требуемого размера. Перед измерением детали
микрометр устанавливают на требуемый размер по блоку концевых
мер так, чтобы стрелка индикатора была посередине шкалы, т. е. на
нулевом штрихе. В этом положении микрометрический винт закре-
пляется стопором, после чего измеряемую деталь вводят между из-
мерительными плоскостями винта и пятки. Стрелка индикатора
при этом отклонится вверх (+) или вниз (—) в зависимости от
того, больше или меньше размер детали, чем номинальный размер.
Для того чтобы определить фактический размер детали, надо
к размеру, установленному на шкалах стебля и барабана, приба-
вить (или вычесть из этого размера) показание индикатора. Перед
тем как вывести деталь из соприкосновения с- измерительными пло-
55
Рис. 40. Миниметр узкошкальный со стой-
кой:
а — общий вид; б — схема устройства; 7 — основа-
ние стрелки; 2 — опора; 3 — наконечник; 4 — шкала;
5 — трубка миниметра; б — кронштейн; 7 — столик;
8 — микрометрический винт; 9 — арретир; 10 — стойка
миниметра
скостями микрометра, надо
нажать пальцем на кнопку
арретира 8 и тем самым от-
вести пятку 2 влево. Индика-
тор микрометра имеет цену
деления (точность измере-
ния), равную 0,002 мм.
Миниметр является при-
бором рычажного типа и
служит для относительных
измерений деталей путем
сравнения их размеров с
размерами концевых мер
длины. Принцип устройства
миниметра виден из рассмо-
трения схемы, приведенной
на рис. 40, б. Стрелка мини-
метра цмеет основание 1,
у которого на верхней и на
нижней плоскостях сделаны
V-образные вырезы, смещен-
ные на величину е, равную
0,1 мм. Верхний вырез осно-
вания стрелки упирается в
опору 2, а нижний — в нако-
нечник 3. При передвижении наконечника основание стрелки пере-
а
кашивается, и это движение передается в увеличенном виде стрел-
кой миниметра на шкалу 4. Так как такой рычаг имеет очень ма-
лое плечо е по сравнению с длиной L стрелки, точность и чувстви-
тельность миниметра довольно- высокие. Миниметры изготовляются
с ценой деления на шкале 0,01; 0,005; 0,002 и 0,001 мм. Рычажное
устройство миниметра заключено в трубку миниметра 5, которая
укрепляется в кронштейне 6 на стойке миниметра 10.
Измерение деталей производится таким образом. Блок конце-
вых мер требуемого размера кладут на столик 7, опускают крон-
штейн 6 с миниметром до
соприкосновения' его на-
конечника с верхней плит-
кой блока концевых мер;
после этого жестко за-
крепляют кронштейн на
столике. Затем микроме-
трическим винтом 8 осто-
рожно поднимают столик
вверх до тех пор, пока
стрелка миниметра не.
остановится в средине
шкалы и замечают деле-
ние под стрелкой. Закон-
Рис. 41. Угольники:
а — для проверки перпендикулярности обрабатываемых
поверхностей; б — для проверки правильности установки
деталей
66
СП
Подвижный диск
Неподвижный диск
Примеры применения угломера
Рис. 42. Угломер с нониусом
чив настройку миниметра, удаляют с его столика блок концевых мер
и на его место устанавливают проверяемую деталь. Отклонение
стрелки от замеченного деления вправо или влево будет показывать,
на сколько проверяемый размер больше или меньше блока конце-
вых мер. Измерение на миниметре должно производиться осто-
рожно, чтобы ударом деталей по измерительному штифту не повре-
дить рычажного механизма прибора. Цилиндрические детали можно
«прокатывать» по столику под измерительным штифтом; при изме-
рении деталей с плоскими поверхностями наконечник приподни-
мают и опускают с помощью рычажка (арретира).
В зависимости от размеров шкалы, ограничивающей предел от-
клонений при измерениях, миниметры бывают широкошкальные и
узкошкальные. Как те, так и другие миниметры находят большое
применение в авиаремонтных частях благодаря высокой точности
и простоте измерений.
Инструмент для измерения углов. Простейшим инструментом
для проверки углов являются угольники (рис. 41). Они состоят
из двух полок, скрепленных под углом 90°. Угольники применяются
как при обработке металлов, когда требуется проверить перпенди-
кулярность одной поверхности относительно другой (рис. 41, а),
так и для проверки правильности установки заготовки или детали
на станках или разметочных плитах. В последнем случае одна
грань угольника имеет подошву или пятку, которой она устанав-
ливается на поверхности станка или плиты (рис. 41,6).
Угломер с нониусом (рис. 42) употребляется для по-
строения и измерения углов на заготовках и готовых деталях. Он
состоит из двух дисков — подвижного и неподвижного, сидящих на
одной оси. На неподвижном диске нанесены деления в градусах.
К нему прикреплена неподвижная линейка. На подвижный диск
прикрепляется нониус и подвижная линейка. Таким образом, угол
между двумя линейками будет равен углу поворота одного диска
относительно другого. Для удобства в работе подвижную линейку
можно передвигать вдоль, устанавливая ее на требуемую длину.
Для измерения угла обе линейки располагают по его сторонам и
закрепляют их винтом. Число градусов отсчитывают по неподвиж-
ному диску от нуля вправо или влево до нулевого деления нониуса
на подвижном диске. Число минут определяют по нониусу также,
как определяют десятые и сотые доли миллиметра при пользова-
нии штангенциркулем, т. е. по совпадению деления нониуса с деле-
нием на неподвижном диске. Точность измерений угломером с но-
ниусом достигает 5' (5 минут).
РАЗДЕЛ II
ХОЛОДНАЯ ОБРАБОТКА МЕТАЛЛОВ
ГЛАВА 1
СЛЕСАРНАЯ ОБРАБОТКА МЕТАЛЛОВ
Слесарная обработка металлов включает в себя комплекс раз-
личных видов работ (операций), выполняемых для придания дета-
лям необходимой формы и получения определенной точности й
чистоты поверхности.
К этим видам работ относятся: разметка, резка и рубка метал-
лов, опиливание, сверление, зенкование и развертывание отверстий,
нарезание резьбы, шабрение, ручная притирка и другие виды обра-
ботки.
В авиаремонтном деле большинство работ при слесарной обра-
ботке выполняются, как правило, вручную или с применением про-
стейших машин и механизмов.
Каждая из этих обработок выполняется в определенной после-
довательности, предусмотренной технологией изготовления (ре-
монта) данного узла (детали).
В дальнейшем будут рассмотрены основные способы и приемы
выполнения слесарной обработки металла и применяемые для этого
оборудование, инструмент и материалы.
§ 1. РАЗМЕТКА МЕТАЛЛОВ
Разметкой называется процесс нанесения на поверхность заго-
товки металла точных контурных линий, соответствующих чертежу,
обозначающих границы, до которых разрешается снимать излишние
слои материала (припуск). При разметке наносятся так же оси и
центры отверстий. Разметка сходна с работой чертежника с той
лишь разницей, что вычерчивание производится не на бумаге, а на
металле и другими инструментами.
При выполнении разметки необходимо знать, с какой точностью
будет обрабатываться деталь, так как от степени точности разметки
будет зависеть точность обработанной детали. Необходимо учиты-
вать, что точность разметки невысокая и колеблется в пределах
59
0,25—0,5 мм. Если деталь должна быть изготовлена с большей
точностью, то в этом случае разметка служит только для предва-
рительных операций обработки детали, при которых снимается от-
носительно большая часть припуска. Доводка детали до требуемых
размеров производится на последующих операциях при измерениях
точными инструментами.
Разметка подразделяется по виду работы на плоскостную и
пространственную. Плоскостная разметка выполняется
только на одной плоскости заготовки (например, заготовка гаеч-
ного ключа, рис. 43, а). Пространственная разметка
а б
Рис. 43. Примеры разметки:
а — плоскостная разметка заготовки гаечного ключа; б~ про-
странственная разметка шпоночной канавки вала
выполняется в нескольких пересекающихся плоскостях (рис. 43,6).
По способу работы разметка выполняется: с помощью разметоч-
ного инструмента, по шаблону, по изделию, по образцу, по месту.
Разметка — очень сложная .и ответственная работа, требующая
хорошего знания чертежей, разметочного и мерительного инстру-
мента. От разметчика требуется не только внимательность, но и
творческий подход к выполнению своей работы.
Инструменты и приспособления, применяемые при разметке
Разметка выполняется при помощи специального разметочного
оборудования, инструмента и приспособлений.
Разметочная плита (рис. 44) является основным приспособле-
нием, без которого невозможно произвести точную разметку. Она
представляет собой массивную отливку из серого чугуна. Для об-
легчения в весе отливку делают пустотелой, с ребрами жесткости
внутри, чтобы плита не прогибалась под тяжестью детали и соб-
ственного веса. Поверхность и кромки плиты тщательно обрабаты-
ваются. Размеры плит выбираются в зависимости от размеров раз-
мечаемых деталей. Для разметки небольших деталей, которые
обычно изготовляются или ремонтируются в авиаремонтных пред-
60 ‘
приятиях, применяются плиты разме-
ром до 1200X1200 мм. Эти плиты уста-
навливаются на прочных деревянных
столах. Разметка крупных деталей про-
изводится на больших плитах разме-
ром до 4000X6000 мм, которые уста-
навливаются на специальных фунда-
ментах. Плита должна располагаться
в наиболее светлой части помещения
на расстоянии 800 900 ММ ОТ пола. Рис. 44. Разметочная плита на
Верхняя плоскость плиты должна быть столе
строго горизонтальной и выверена по
уровню. Для предотвращения поверхности плиты от забоин и ца-
рапин размечаемые заготовки не следует передвигать по плите, а
тяжелые детали надо ставить на специальные подкладки и дом-
кратики. Разметочный инструмент и приспособления должны легко
передвигаться по плите, поэтому поверхность ее рекомендуется по-
крывать слоем графита. По окончании разметки плиту промывают
керосином, вытирают сухой чистой тряпкой, смазывают маслом и
покрывают деревянной крышкой, предохраняющей плиту от пыли
и случайных повреждений.
Чертилка (рис. 45) представляет собой стальную иглу диаме-
тром 3—5 мм и длиной 200—300 мм, которая служит для вычерчи-
вания разметочных линий (рисок) по линейке, угольнику или ша-
блону. Чертилка изготовляется из инструментальной углеродистой
стали марки У10 или У12. Концы чертилки, из которых один пря-
мой, а другой загнутый, закаливаются на длине 15—20 мм и остро
затачиваются. При нанесении линии чертилкой пользуются так же,
как и карандашом, т. е. наклоняя ее несколько в сторону движе-
ния и плотно прижимая к линейке. При разметке листового мате-
риала из алюминиевых сплавов пользуются простым карандашом.
Рейсмус (рис. 46) состоит из чугунной подставки, стойки, по-
движного хомутика с винтом и чертилки. Винт одновременно за-
крепляет в любом месте чертилку в хомуте и хомут на вертикаль-
ной стойке. Чертилку можно повертывать вокруг оси и наклонять
под углом. Рейсмус служит для нанесения на заготовке горизон-
тальных линий, параллельных поверхности разметочной плиты. Чер-
тилку устанавливают по масштабной линейке, а затем рейсмус
ставится на стол рядом с размечаемой заготовкой. После этого
прижимают основание рейсмуса правой рукой к плите и передви-
гают его параллельно заготовке. Острие чертилки в этом случае
будет чертить на заготовке линию, параллельную плоскости плиты.
Рис. 45. Чертилка
61
При необходимости нанесения на заготовку нескольких параллель-
ных линий на разной высоте очень часто на рейсмус ставят две —
1ри и даже более чертилок. В этом случае при разметке несколь-
ких деталей отпадет необходимость перенастраивать каждый раз
рейсмус на другой размер.
Разметочный циркуль (рис. 47) служит для вычерчивания на
заготовке окружностей
и дуг, переноса размеров с масштабной ли-
нейки на заготовку, построения углов и т. п.
По сравнению с чертежным циркулем раз-
меточный циркуль изготовляется более же-
стким
дении
по конструкции, так как при прове-
линий по металлу требуется прикла-
Рис. 46. Рейсмус:
Z — чертилка; 2 — винт; 3 —
подставка; 4 — стойка; 5 —
хомутик
Рис. 47. Разметочные циркули:
а — с цельными ножками; б — со вставленными иглами
дывать большее усилие. Ножки циркуля делаются из стали марки 45
или 50 как цельными, так и со вставными иглами.
Разметочные циркули бывают простые и пружинные. Размер
циркуля определяется наибольшим расстоянием между раскрытыми
ножками. Для простых циркулей расстояние может быть 280, 350,
430 и 500 мм, а для пружинных — 50, 80, 120 и 150 мм.
Разметочный штангенциркуль (рис. 48) служит для проведения
окружностей большого радиуса. Наличие неподвижной ножки с де-
лениями позволяет располагать ножки циркуля на разном уровне,
поэтому можно проводить окружности из одного центра на разной
высоте. Например, при разметке ступенчатых заготовок.
Кернер (рис. 49, а) служит для нанесения небольших меток на
ранее проведенных линиях и окружностях. Нанесение меток необ-
62
холимо потому, что при обработке заготовки линии, проведенные
чертилкой и циркулем, могут стереться. При изготовлении детали
это может привести к браку или к необходимости дополнительной
разметки. Кернер изготов-
ляется из инструменталь-
ной стали марки У7 в
виде круглого или гране-
ного стержня диаметром
от 8 до 13 мм и длиной
от 90 до 150 мм. Средняя
часть круглого кернера
обычно имеет накатку,
предотвращающую руку
разметчика от скольже-
ния. Оба конца кернера
закаливаются на длине
15—20 мм. Острый конец
кернера затачивается с уг-
лом при вершине 45—60°.
При нанесении меток кернер ставят острием на
чаемой линии, несколько отклоняя его (рис. 49, б)
середину разме-
для того, чтобы
лучше видеть расположение острия на линии. Убедившись в пра-
Рис. 49. К'ернер:
а — общий вид; б — положение кернера при установке; в — положение
кернера при нанесении метки
вильном расположении острия на линии, кернер, не сдвигая с места,
ставят вертикально (рис. 49, в) и легко ударяют по нему молотком
весом 50—100 г. Расстояние между метками выбирается в зависи-
мости от вида и длины разметочных линий. На длинных и прямых
линиях метки ставятся через 10—100 мм, на коротких и кривых
через 2—5 мм. В местах пересечения линий и перехода одной
в другую метки ставятся обязательно.
63
8
Рис. 50. Приспособление для разметки:
а — призмы-подкладки; б — разметочный ящик; в — угольник; г — разметочный
клин; д — домкратики
64
С целью предохранения поверхности разметочной плиты от по-
вреждений, а также при установке тяжелых или сложной формы
деталей, применяются подкладки, разметочные ящики-кубики и
домкратики (рис. 50).
Подкладки, разметочные ящики, разметочные угольники и
клинья отливаются из серого чугуна различной формы и размеров.
Разметочные ящики часто изготовляются пустотелыми с отвер-
стиями в стенках, через которые прикрепляют болтами или план-
ками заготовки для разметки.
Домкратики изготовляются с самоустанавливающейся голов-
кой, что позволяет применять их при установке заготовок с неров-
ными и наклонными поверхностями. Различные размеры домкра-
тиков дают возможность устанавливать заготовку на требуемой вы-
соте.
Основные правила разметки
Перед разметкой необходимо внимательно изучить чертеж, про-
верить, все ли необходимые размеры в нем указаны и определить
последовательность разметки. От хорошо продуманного плана раз-
метки зависит не только производительность, но и качество ра-
боты. Любая неточность или ошибка при разметке может привести
к браку. Необходимо убедиться в том, что размеры заготовки со-
гласованы с размерами детали, указанными в чертеже, что на за-
готовке нет каких-либо дефектов в виде трещин, раковин, пузырей,
забоин и надломов, которые при обработке не будут удалены. За-
готовку с такими дефектами следует браковать.
Необходимо иметь в виду, что при нанесении линий с помощью
чертилки или циркуля на заготовке детали почти не остается ника-
кого следа. Для того чтобы эти линии были хорошо видны, на за-
готовку перед разметкой наносят тонким слоем специальные кра-
сящие материалы. Грубые необработанные поверхности обычно
окрашиваются быстросохнущими красками, лаками, раствором мела
с небольшим количеством клея или сиккатива, обработанные —
раствором медного купороса в воде или различными лаками. Раз-
метку производят только после того, как красящее вещество пол-
ностью высохнет.
На разметочную плиту заготовка устанавливается обычно той
поверхностью, которая в дальнейшем не будет обрабатываться.
Если такой поверхности нет, • то нужно устанавливать деталь той
поверхностью, относительно которой определяются остальные по-
верхности детали. Такая поверхность носит название базовой по-
верхности, от которой и нужно производить разметку, но предвари-
тельно ее необходимо выравнить. При плоскостной разметке базой
могут служить наружные кромки плоских деталей, а также центро-
вые и осевые линии.
При разметке сначала проводят горизонтальные, затем все вер-
тикальные, наклонные линии и лишь потом — дуги закруглений и
окружности. При очерчивании контура будущей детали линии
нужно проводить только один раз. В том случае когда линия про-
5—1395 65
ведена неправильно, ее нужно закрасить Краской и после этого
провести правильную линию.
Разметочный инструмент необходимо периодически затачивать
на шлифовальных, заточных станках или на точиле.
При заточке вручную на точиле инструмент не прижимают
сильно к кругу и все время поворачивают для того, чтобы не было
одностороннего перегрева и отпуска закаленной части, а также
для равномерного снятия металла со всех сторон.
Для охлаждения инструмента при заточке на точиле необхо-
димо периодически опускать его в бачок с охлаждающей жид-
костью. Заточку на шлифовальном и заточном станках производят
обязательно с применением охлаждающей жидкости.
Разметка по шаблону, образцу и по месту
При изготовлении сравнительно большого количества деталей
производить разметку каждой детали непроизводительно и.дорого.
Для ускорения процесса разметки на тонком листовом материале
толщиной 1—4 мм размечают контур будущей детали, а затем из
этого листа изготовляют шаблон.
При разметке по шаблону его накладывают на раз-
мечаемую заготовку, обводят контур чертилкой и производят на-
кернивание меток.
Разметку по изделию применяют в тех случаях, когда
изделия изготовляются из листового материала, а также в том слу-
чае, когда шаблон нецелесообразно изготовлять. Вместо шаблона
на заготовку кладут готовое изделие и по нему очерчивают контур
будущей детали.
Разметка по образцу обычно применяется в том слу-
чае, когда нет чертежа детали, а также при ремонте оборудования.
При снятии размера с образца (заменяемой детали) необходимо
учитывать повреждение и износ детали.
Разметка по месту производится при подгонке деталей
во время сборки. Разметка в этом случае бывает как по деталям,
так и по шаблону (для крупных изделий).
§ 2. РЕЗКА МЕТАЛЛОВ
Резкой металлов называется процесс разделения металла на
части с помощью режущего инструмента и оборудования.
Резка может производиться такими способами: ручным (кусач-
ками, ножницами, ножовкой), механическим (механическими нож-
ницами, на ножовочных и шлифовальных станках), тепловым (элек-
тро- и газосварочными аппаратами), электрическим (анодно-меха-
ническим, электроискровым) и при помощи ультразвука.
При слесарной обработке металла наиболее широкое распро-
странение получили механический и ручной способы резки, осо-
бенно резка ножовкой, которую рассмотрим ниже более по-
дробно.
66
Основное оборудование и инструмент, применяемые при резке
Ножовочный станок типа 872 (рис. 51) предназначен для отре-
зания материала разнообразного сечения (круглого, квадратного,
прямоугольного и др.) диаметром до 220 мм. Перед резкой один
конец материала закрепляется в специальных губках (тисках),
а другой поддерживается на стойке. Отрезание производится ножо-
вочным полотном длиной 450 мм, получающем возвратно-поступа-
тельное движение от отдельного электродвигателя через кривошип-
но-шатунный механизм.
Рис. 51. Ножовочный станок типа 872
Резка на ножовочном станке производится с обязательным при-
менением смазочно-охлаждающей жидкости.
Ножовочные станки применяются, как правило, в заготовительных
отделениях ремонтных предприятий, когда требуется большое количе-
ство заготовок. Резка заготовок при помощи ручной ножовки в этом
случае потребовала бы большого количества слесарей, и себестои-
мость этой операции была бы высокой.
Ножовка (рис. 52) состоит из двух основных частей: станка и
ножовочного полотна. Станки бывают цельные и раздвижные. На
раздвижных станках можно применять полотна различной длины.
На одном конце станка имеется неподвижная головка с хвостови-
ком, на который насажена ручка. На другом конце станка имеется
подвижная головка с натяжным винтом, на который навинчивается
барашковая гайка. В обеих головках имеются прорези, в которые
вставляется ножовочное полотно; зубья должны быть направлены
в сторону нажима — вперед. Для закрепления ножовочного полотна
5*
67
в станке, в головке и в ножовочном полотне имеются отверстия,
через которые вставляется ось (штифт). После закрепления ножо-
вочного полотна в станке производят натяжение полотна посред-
ством барашковой гайки. Натяжение не должно быть очень силь-
ным, так как при этом может поломаться ножовочное полотно.
При слабом натяжении полотно будет изгибаться, давать неверный
пропил или же может сломаться.
Станок раздвижной
подвижная
Зубья направлены
в сторону движения
Рис. 52. Ручная ножовка:
а — с раздвижной рамкой; б — с цельной рамкой
Ножовочное полотно изготовляется из инструментальной стали
марки У12 и представляет собой пластинку толщиной до
0,6—1,25 мм, шириной 10—25 мм и длиной 150—400 мм. На
одном ребре ножовочного полотна имеются зубья, каждый из ко-
торых представляет собой резец.
В зависимости от обрабатываемого материала применяют раз-
ную заточку зубьев: с передним углом от 0 до 12° и задним углом
от 30 до 35°. Для резки мягких и вязких металлов применяют по-
лотна с крупными зубьями, для твердых — с более мелкими
зубьями. Наибольшее распространение имеют полотна с числом
зубьев от 14 до 32 на 25 мм длины.
Чтобы избежать заедания ножовочного полотна в обрабатывае-
мом металле, производят разводку зубьев, т. е. смежные зубья от-
гибают на 0,2—0,5 мм в разные стороны. На такую же величину
ширина пропила будет шире толщины полотна, которое будет сво-
бодно двигаться в пропиле. Иногда разводы делают и по-другому:
2—3 зуба отгибают влево, а 2—3 зуба вправо или один влево, вто-
рой вправо, а третий не разводится.
Для закрепления материала при ручном способе резки приме-
няются тиски. По конструкции тиски разделяются на: стуловые, па-
раллельные, настольные и ручные.
Стуловые тиски (рис. 53) получили свое название от способа
закрепления их на деревянной подставке, напоминающей форму
стула. В настоящее время стуловые тиски закрепляются на слесар-
ных верстаках.
Тиски состоят из неподвижной губки 2 и подвижной губки /,
соединенных между собой осью и зажимным винтом 7, ввертывае-
мым в гайку 8. Соединение или разъединение губок производится
68
вращением ручки 3, свободно вставленной в головку винта. Для
того чтобы подвижная губка при отвертывании винта отходила от
неподвижной, между губками вставлена пластинчатая пружина 4.
Закрепление тисков на верстаке производится при помощи лапы 5
с отверстиями, через которые проходят крепящие болты. Неподвиж-
ная губка имеет удлиненную ногу 9, которая заделывается в отвер-
стие пола или специальную подкладку.
Стуловые тиски изготовляются из
мягкой стали. Для удлинения срока
службы рабочих частей на губки при-
вертываются закаленные пластинки
или наваривается слой инструменталь-
ной стали, которая закаливается. Для
прочного зажима детали на рабочей
части губок или пластинок делается
перекрестная насечка.
Недостатком стуловых тисков яв-
ляется непараллельность губок при за-
жатии как очень тонких, так и тол-
стых деталей. Кроме того, в открытый
узел зажимного винта и гайки попа-
дает грязь, стружки и опилки, что
способствует быстрому изнашиванию
Г
Рис. 53. Стуловые тиски:
I — подвижная хубка; 2 — неподвиж-
ная губка; 3—ручка; 4 — пружина;
5 — лапа; б—ось; 7—винт; 8 — гайка;
9 — удлиненная нога
этих деталей. Из-за указанных недо-
статков стуловые тиски при точных
слесарных работах не применяются.
Параллельные тиски называются
так потому, что при сближении или
разведении губок они остаются всегда
параллельными. Параллельность губок
дает возможность зажимать сравни-
тельно крупные детали при небольших
размерах тисков. Параллельные тиски
бывают двух типов: поворотные и неповоротные.
Поворотные параллельные тиски (рис. 54) состоят
из неподвижной губки /, внутри которой проходит основание по-
движной губки 2 и помещается гайка 3 зажимного винта 4 со сво-
бодносидящей ручкой 5. Зажимной винт соединен с подвижной губ-
кой при помощи стопорной планки 6. Неподвижная губка при по-
мощи центрового болта 7 соединена с неподвижным основанием 8,
которое укрепляется болтами непосредственно к верстаку. Тиски
можно закреплять под любым углом относительно верстака при
помощи стопорного болта 9, который перемещается в круговом
Т-образном пазу 10.
Неповоротные параллельные тиски отличаются
от поворотных тем, что у них нет неподвижного основания 8 (см.
рис. 54), относительно которого происходит вращение тисков. Раз-
меры тисков определяются длиной губки. Наибольшее применение
имеют тиски с длиной губок 60, 80, 100, 120 и 150 мм. Наибольшее
69
Рис. 54. Поворотные параллельные тиски:
/—неподвижная губка; 2 — подвижная губка; 3— гайка; 4— зажимной винт; 5 — ручка; 6 — стопорная планка;
7—центровой болт; 8—основание; 9—стопорный болт; 10 — Т-образный паз
раздвижение губок для этих тисков будет со-
ответственно 45, 65, 95, 150 и 175 мм.
Настольные тиски по конструкции подобны
стуловым, но меньше их по размерам. Закре-
пляются тиски к столу при помощи винта.
Ручные тиски (рис. 55) применяют для за-
крепления малогабаритных изделий (материа-
ла). Их можно держать в руке или зажать
в верстачные тиски.
Стуловые и параллельные тиски устанавли-
ваются каждым слесарем по его росту (рис. 56).
При правильной установке пальцы руки, по-
ставленной локтем на губки тисков, должны
упираться в подбородок. Для стуловых тис-
ков пальцы должны быть сжаты в кулак, а
для параллельных—вытянуты. При низком Рис. 55. Ручные тиски
росте слесаря нужно применять деревянные
решетки или подставки, а при высоком — подложить под тиски де-
ревянные подкладки. При зажиме в тиски изделий из мягких
а — стуловых; б — параллельных
Рис. 56. Проверка правильности установки тисков:
а
6
а
Рис. 57. Предохранительные накладки:
а и б — металлические; в и а — деревянные
71
материалов с целью предохранения их от повреждения применяют
предохранительные накладки (рис. 57). Накладки изготовляют
из мягкой стали, меди, латуни, свинца, дерева и других мате-
риалов.
Резка металла ножовкой
При работе ножовкой слесарь становится перед тисками в ра-
бочую позицию. Для этого ноги располагают таким образом, чтобы
угол между ступенями составлял 60—70°, а расстояние между пят-
ками было примерно
250 мм. Корпус должен
быть прямым и опора
на левую ногу. Удобнее
всего работать в таком
положении, при кото-
ром корпус повернут к
осевой линии тисков
под углом 45°.
Резка ножовкой про-
изводится таким обра-
Рис. 58. Положение рук при работе ножовкой
зом: ручку ножовки
берут в правую руку так, чтобы она опиралась в ладонь, а боль-
шой палец был бы сверху. Левой рукой берутся за переднюю часть
станка (рис. 58). Правая рука создает движение ножовки вперед,
а левая создает нажатие. Ножовка режет только при движении
вперед, поэтому при движении назад нажатия не делают, чтобы не
затупить зубья.
Деталь или заготовка при резке должна быть туго зажата в ти-
сках. В начале резки заготовку нужно надрезать около линии раз-
метки. Это делается или самой ножовкой, немного наклоняя ее, или
с помощью трехгранного напильника и только после этого произ-
водят разрезку. Ножовку при резке нужно держать в горизонталь-
ном положении, передвигая ее плавно, без рывков. Резать надо
стремиться не средней частью полотна, а всей длиной. В этом слу-
чае ножовка будет служить больший срок. В конце резки усилие
немного ослабляют, так как в противном случае может произойти
поломка ножовочного полотна. При резке по разметке разметочные
линии проводят с обеих сторон заготовки. Резку делают по линии
разметки, если в дальнейшем эта поверхность не будет обрабаты-
ваться, или отступая от нее примерно на 1 мм, оставляя припуск
для последующей обработки.
Основным недостатком при резке ножовкой, особенно у начи-
нающих обучение, бывает «увод» пропила в сторону в результате
того, что нет навыков в работе или плохого натяжения ножовочного
полотна. В этом случае ножовочное полотно перекашивается, ре-
зать становится трудно и обычно ломаются зубья полотна. Очень
часто начинающие пытаются исправить пропил наклоном станка
в ту или другую сторону. Как правило, это приводит к поломке
72
Рис. 59. Расположение ножовочного полотна
при глубокой резке
зубьев или всего полотна. Косой пропил исправить уже нельзя,
в этом случае нужно перевернуть заготовку и начинать резку ме-
талла с другой стороны.
При поломке хотя бы одного зуба ножовочного полотна продол-
жать резку нельзя, так как можно поломать все зубья. Нужно вы-
нуть ножовочное полотно, сточить на точильном станке 2—3 сосед-
них зуба, проверить, не остались ли в пропиле кусочки поломанных
зубьев, и только после этого приступить опять к работе.
Скорость движения ножовки и усилие при работе зависят от
обрабатываемого материала и его размеров. Твердый материал
разрезают с большим усилием со скоростью 30—40 двойных ходов
в минуту; обработка мягких материалов, а также деталей неболь-
ших размеров производится с небольшим усилием со скоростью
60—80 ходов в минуту. Работа обычно ведется без охлаждения, но
для уменьшения трения ножовки о стенки пропила металла ее сма-
зывают машинным маслом или густой смазкой, состоящей из смеси
сала (2 части) и графита (1 часть).
При глубоких разрезах ножовочное полотно располагают попе-
рек ножовки (рис. 59).
Если производится резка толстого материала, то для экономии
времени надрезают заготовку с нескольких сторон и затем ло-
мают. Заготовку с односторонним надрезом ломать нельзя, так как
в этом случае линия разлома почти всегда отклонится от линии
разреза.
Резание листового материа-
ла производится обычно по
узкой стороне. Для этого нуж-
но выбирать ножовочные полот-
на с такими зубьями, чтобы на
длине резки было бы не меньше
2,5 зубьев. Если зубьев будет
меньше, то они будут ударяться
по ребру и выламываться.
При резке слишком тонкого
материала он зажимается ме-
жду деревянными прокладками
И разрезку производят вместе рис, во. Резание тонкого листового ма-
C ними (рис. 60). териала
73
Резание криволинейных поверхностей производится ножовкой
с узким ножовочным полотном (рис. 61) или лобзиком, представ-
ляющим собой ножовку более легкой конструкции с узкой тонкой
пилкой, у которой зубья направлены в сторону ручки. Следова-
тельно, при работе лобзиком нажатие нужно создавать при дви-
жении на себя, а не от себя, как это делается при работе ножов-
Рис. 61. Резание криволинейной поверх-
кой. Если нужно выпилить
большое отверстие в заготов-
ке, то сначала сверлят на-
чальное отверстие, затем
продевают в него ножовоч-
ное полотно, собирают но-
жовку или лобзик и в таком
виде производят резание.
Резание труб производит-
ся ножовочными полотнами
с большим числом зубьев.
Закрепление труб в дисках
производится осторожно.
Если трубы имеют тонкие
стенки или изготовлены из
мягкого материала, то для
того чтобы не смять и не
повредить, их нужно зажимать в специальных деревянных под-
кладках (нагубниках), у которых внутренний диаметр равен на-
ружному диаметру трубы. Ножовку при резании трубы держат го-
ризонтально, но по мере врезания слегка наклоняют к себе. Когда
резание становится затруднительным, ножовка как бы заедает, ее
вынимают, поворачивают трубу на 45—90° от себя и начинают ре-
зать в новом месте.
Техника безопасности при резке ножовкой
При работе ножовкой нужно особое внимание обращать на
прочное закрепление тисков на верстаке и ножовочного полотна
в станке. Нельзя работать ножовочным полотном с поломанными
незаточенными зубьями, так как это приводит к поломке полотна,
отрыву от него мелких кусочков и возможному ранению. Нельзя
работать также ножовкой без ручки, так как легко можно повре-
дить руки острым концом хвостовика неподвижной головки.
При резке больших и тяжелых предметов отрезаемую часть
нужно поддерживать рукой или применять специальные подставки,
в противном случае отрезанная часть может упасть и повредить
ноги рабочего.
§ 3. РУБКА МЕТАЛЛОВ
Рубка металла является распространенной операцией при куз-
нечной, слесарной обработках и в ремонтном деле. Она приме-
няется в тех случаях, когда требуемая точность обработки не пре-
74
вышает 0,5—1 мм и по каким-либо причинам заготовки не могут
быть обработаны на станке. Рубкой производится обрубка излиш-
него материала и заусенцев, удаление твердой корки и окалины,
Рис. 62. Различные виды рубки металла
обрубка кромок встык под сварку, разделка трещин под сварку,
прорубка или разрубка смазочных канавок, шпоночных пазов и
отверстий, вырубание металла различных конфигураций из дета-
лей (рис. 62), загото-
вок из металла и т. д.
В зависимости от
требуемого качества и
точности обработки
рубка бывает черновой
и чистовой. При черно-
вых проходах снимают
слой металла толщиной
1,5—2 мм, а при чисто-
вой 0,5—1 мм.
При рубке стальных
заготовок ее приоста-
навливают на расстоя-
нии 15—20 мм, не доходя до края обрабатываемой поверхности, и
продолжают ее с противоположной стороны. Этим предупреждается
скалывание углов и ребер обрабатываемой детали. Детали из
хрупких металлов (чугун, бронза) необходимо обрабатывать с обоих
концов к середине.
Для получения более чистой поверхности и для уменьшения уси-
лий при обработке стали и меди рекомендуется смачивать зубило
машинным маслом,- мыльной водой или другими смазочно-охлаж-
дающими жидкостями. Обработка чугуна ведется всухую.
После рубки припуск для последующей обработки детали остав-
ляют от 0,5 до 1 мм.
Инструменты для рубки
При рубке металлов применяется зубило, крейцмейсель и моло-
ток.
Слесарное зубило (рис. 63, а) является режущим инструментом,
применяемым при рубке. Оно изготовляется из инструментальной
стали марки У7 или У8. Для того чтобы в работе удобнее было
держать зубило в руке, его изготовляют из прутков овальной или
многогранной формы. Режущая часть зубила отковывается в виде
клиновидной лопатки с последующей заточкой угла между двумя
режущими гранями (угла заострения а). В зависимости от обраба-
тываемого материала углы заострения должны быть разными: для
чугуна и бронзы 70°, стали 60°, меди и латуни 45°, алюминия и
цинка 35°. .
Верхнюю часть зубила, по которой наносятся удары, делают
в виде усеченного конуса с несколько выпуклым концом. Это де-
лается для того, чтобы зубило во время рубки было устойчивым,
75
6
Рис. 63.
а — зубило и его данные; б — крейцмейсель и его данные
а удары молотка более сильными и сосредоточенными на неболь
шой площадке в центре зубила.
Размеры слесарных зубил приведены в табл. 8.
Таблица 8
Размеры зубил в мм
А L в с ь С1
5 100 8 12 25 10 5 10
10 125 8 12 35 12 5 10
15 150 10 16 40 15 8 14
20 • 175 16 25 50 18 12 22
25 200 20 32 60 20 16 28
Размеры крейцмейселей в мм
А L в с н ^3 h ь с,
2 150 8 12 15 15 30 10 55 1,5 5 10
5 150 10 16 20 20 35 12 60 4 8 14
8 175 10 16 20 20 35 12 60 7 8 14
10 175 16 25 30 25 45 15 65 8 12 22
12 200 16 25 35 30 50 15 70 10 12 22
15 200 16 25 40 35 55 18 80 13 12 22
76
Крейцмейсель (рис. 63,6; табл. 8) представляет собой такое же
зубило, с теми же углами заточки, но с более узкой режущей ча-
стью. Он применяется для прорубания шпоночных пазов и узких ка-
навок. Для прорубания полукруглых и фигурных канавок применя-
ются крейцмейсели специальной формы, которые называются к а-
навочниками. Крейцмейсель часто используется вместо зубила,
когда нужно срубать небольшие по ширине участки металла.
Заточка инструмента для рубки производится на заточном
станке. Во время заточки лезвие
косновения со шлифовальным кру-
гом (рис. 64, а), и при легком на-
жиме медленно передвигают впра-
во, влево по всей высоте круга.
Попеременной обработкой граней
затачивают лезвие до требуемого
угла заострения. Правильность
заточки проверяют по шаблону
(рис. 64,6). После заточки режу-
щая кромка инструмента дово-
дится на бруске. Правильно зато-
ченный инструмент должен иметь
инструмента подводят до сопри-
Рис. 65. Слесарные молотки:
а — с круглым бойком; б — с квадратным
бойком
не только требуемый угол за-
острения, но и одинаковые по ширине фаски с обеих сторон. За-
точку необходимо всегда производить с применением охлаждаю-
щей жидкости. Если на станке нет автоматической подачи жид-
кости, то при заточке необходимо периодически охлаждать инстру-
мент в бачке с жидкостью. При этом нельзя допускать перегрева
затачиваемого острия, так как может произойти отжиг металла и
режущая кромка потеряет твердость.
Слесарные молотки по форме бывают двух типов — с круглым
и квадратным бойком (рис. 65). Конец молотка, противоположный
бойку, называется носком. Носок имеет клинообразную форму и
на конце округлен. При рубке пользуются только бойком, а носок
77
применяют при таких операциях, как правка, расклепка и вытяги-
вание металла. Боек и носок молотка тщательно отполировы-
ваются.
В зависимости от толщины снимаемой стружки при рубке и
размеров обрабатываемого изделия применяются молотки весом от
100 до 800 г. Считается, что для получения наибольшей произво-
дительности должно приходиться 40 г веса молотка на 1 мм ши-
рины лезвия зубила и 80 а на 1 мм ширины лезвия крейцмей-
селя.
Для того чтобы молоток прочно держался на ручке, отверстие
в нем под ручку делают с двойным конусным расширением,
а ручка после насадки на нее молотка расклинивается деревян-
ными или металлическими клиньями толщиной 2—3 мм. Ручки мо-
лотков изготовляются из березы, дуба или другого дерева твердой
породы и имеют эллиптическое сечение с соотношением большего
размера к меньшему, равное примерно 1,5:1. Конец ручки де-
лается утолщенный. Поверхность ручки гладко отполировывается.
Длина ручки определяется весом молотка и видом производимых
работ и выбирается от 200 до 400 мм. Для рубки применяются
молотки с ручкой длиной 250—300 мм.
Основные способы рубки металла
В зависимости от вида выполняемых работ слесарный молоток
при рубке можно держать такими способами: без разжатия
пальцев или с расжатием пальцев (рис. 66). В обоих случаях мо-
Рис. 66. Способы держания молотка:
а — без разжатия пальцев; б — с разжатием пальцев
78
Рис. 67. Замахи молотком:
а — кистевой; б — локтевой; в — плечевой
лоток держат в правой руке на расстоянии 15—30 мм от конца
ручки. Ручка плотно обхватывается четырьмя пальцами, а боль-
шой палец накладывается на указательный. При работе по пер-
вому способу положение пальцев все время остается без изменения.
При работе по второму способу в начале замаха положение паль-
цев такое же, как и в первом случае, но по мере подъема руки
вверх пальцы (за исключением большого и указательного) посте-
пенно отпускаются. После этого сжатием отпущенных пальцев
дают молотку толчок и одновременно ускоряют движение кисти и
руки. Этим достигается усиление удара молотком. Удары молот-
ком могут производиться с кистевым, локтевым или плечевым за-
махом в зависимости от характера производимой работы.
Кистевой замах (рис. 67, а} применяется при снятии не-
большой стружки, удалении заусенцев, небольших прибылей и т. д.
Удар в этом случае осуществляется только силой кисти руки и ве-
сом молотка.
Локтевой замах (рис. 67,6) применяется при снятии
стружки средних размеров, а также во время прорубания канавок,
пазов, шлиц и т. д. Замах производится сгибанием руки в локте и
резким разгибанием ее. В этом замахе одновременно действуют
кисть (движение вверх и вниз) и пальцы (сжатие и разжатие).
Плечевой замах
(рис. 67, в) применяется при
тяжелой работе и снятии
стружек большого сечения.
В этом случае необходим
удар наибольшей силы, ко-
торый получается при пол-
ном замахе всей руки с уча-
стием плеча, предплечья и
кисти.
Зубило или крейцмейсель
удерживается при рубке ле-
вой рукой (рис. 68) за стер-
79
Жень ближе к головке. Сильно сжимать режущий инструмент не
нужно, так как удары, особенно не совсем правильные, будут пере-
даваться на руку, которая будет быстро уставать.
Количество ударов, влияющее на производительность рубки, за-
висит от вида выполняемых работ и обычно находится в пределах
от 30 до 60 ударов в минуту. Рубка материала может произво-
диться в тисках, на плите и на наковальне.
а б
Рис. 69. Положение работающего при рубке:
а — положение корпуса; б — положение ног
Рубка в тисках. В тисках производят рубку листового и полосо-
вого материала, а также прорубание канавок, пазов и т. д. Рубка
производится как по уровню губок, так и по разметочным линиям,
расположенным выше тисков. Для рубки в тисках лучше всего
подходят стуловые тиски. Рубку на параллельных тисках произво-
дить не рекомендуется, так как их губки, изготовленные из серого
чугуна, часто не выдерживают сильных ударов и ломаются.
Перед работой слесарь должен подобрать тиски по росту, про-
верить их закрепление на верстаке, проверить заточку и исправ-
ность инструмента, а также правильно расположить его: зубило и
крейцмейсель — с левой стороны тисков режущей кромкой к себе,
а молоток — с правой стороны тисков бойком, направленным в сто-
рону тисков. Необходимо также проверить наличие предохранитель-
ного ограждения, если его нет, обязательно поставить. После/ под-
готовки рабочего места обрабатываемая деталь плотно зажимается
в тисках.
При рубке необходимо стоять у тисков прямо и устойчиво, впол-
оборота к ним. Положение работающего при рубке показано на
рис. *69.
При рубке в тисках необходимо правильно установить зубило
относительно обрабатываемой детали и тисков. Рубка должна про-
изводиться в направлении к неподвижным губкам тисков под углом
30—35° к горизонту (угол наклона) и 35—45° к линии разъема гу-
80
Рис. 70. Установка зубила
бок (угол установки, рис. 70). Не-
соблюдение этих правил приводит
к получению поверхности низкого
качества и снижению производи-
тельности. При работе с большим
углом наклона возможно также
срубание губок тисков.
Обрубка листового материала
ведется только по уровню губок
тисков. В этом случае разметоч-
ные линии должны быть располо-
жены на уровне губок.
Обрубка полосового материа-
ла производится и по уровню гу-
бок и по разметочным линиям.
Слой металла толщиной до 1,5 мм
обрубается за один проход, а
толщиной до 3 мм — за два про-
хода. При обрубке более толстых
слоев металла предварительно
прорубают канавки крейцмейсе-
лем, а оставшиеся выступавшие
части срубают зубилом.
Обрубка широких поверхно-
стей производится, как и обрубка
толстых слоев полосового метал-
ла, сначала крейцмейселем, кото-
рым подрубают канавки, а затем зубилом. Промежутки между ка-
навками, прорубленными крейцмейселем, должны составлять при-
мерно 3/4 длины режущей кромки зубила. Для удобной установки
зубила и крейцмейселя на переднем ребре обрабатываемой детали
предварительно срубают скос. При рубке чугунных деталей скос
делается с обеих сторон.
Толщина снимаемого слоя при обработке зубилом составляет
от 1 до 2 мм, а при обработке крейцмейселем от 0,5 до 1 мм.
Прорубание шпоночных канавок (рис. 71) производится по раз-
метке крейцмейселем. Ширина лезвия крейцмейселя должна быть
на 1—2 мм меньше ширины требуемой канавки, так как на оконча-
тельную обработку канавки напильником необходимо оставлять
припуск.
Прорубание смазочных канавок (рис. 72)
ведется по разметке крейцмейселем или ка-
навочником. Предварительно легкими уда-
рами намечается след канавок, которые за-
тем прорубаются на полную глубину. В кон-
це операции производят зачистку
вавшихся неровностей, а также
канавки до получения одинаковой
и глубины на всей длине.
Рис. 71. Прорубание
шпоночной канавки
образо-
доводку
ширины
6—1395
81
Рубка на плите и на наковальне (вертикальная). Разрубание
круглого или полосового материала производится обычно на нако-
вальне, а вырубание заготовки из листового материала — на плите.
Разрубание полосового и круглого материала на наковальне про-
6
Рис. 72. Прорубание смазочных канавок:
а — иа плоской поверхности; б — на криволинейной поверхности
изводится по предварительной разметке материала. Зубило уста-
навливают на разметочную линию сначала наклонно, а затем вер-
тикально (рис. 73) и наносят удары молотком. Разрубание полосо-
Рис. 78. Установка зубила при рубке по
разметке:
а — предварительная; б — окончательная
Рис. 74. Вырубание заготовки
на плите
вого материала делается сначала на половину глубины с одной сто-
роны, а затем материал поворачивается для рубки с другой сто-
роны. Рубка круглого материала производится с постоянным пово-
рачиванием прутка после каждого удара.
Вырубание заготовки из листового материала на плите (рис. 74)
производится по предварительной разметке. Контур заготовки об-
рубают, последовательно перемещая зубило после каждого удара.
При вырубке не нужно стремиться сразу прорубать материал на-
сквозь, так как при вырубке заготовка коробится. При толстом
82
материале контур детали необходимо прорубать за 3—5 раз. После
того как материал будет прорублен примерно на 3/4 толщины
листа, его переворачивают и рубку производят с обратной стороны.
Если заготовка должна иметь отверстие; то вначале вырубают
его, а затем вырубают заготовку по внешнему контуру. При этом
Всегда нужно помнить, что при вырубке отверстия отступать от
разметочной линии нужно внутрь заготовки, а при вырубке кон-
тура наружу, не затрагивая разметочных линий.
Техника безопасности при рубке
Большинство несчастных случаев при рубке происходит или
по причине неисправного инструмента, или когда нет ограждения
рабочего места специальным щитком, ширмой или. сеткой
(рис. 75).
Неплотно насаженный молоток при сильном замахе может со-
скочить и нанести тяжелое увечье. Неплотное закрепление тисков
или большая расплющенная шляпка на головке зубила приводит
к неточным ударам, поломке инструмента, а также к возможному
ранению самого работающего или его окружающих. Кроме того,
при рубке от заготовки с большой скоростью отделяется стружка
большой толщины, которая может привести при работе без ограж-
дения к ранению рядом стоящих рабочих. Поэтому перед работой
нужно проверить ограждение рабочего места сеткой, плотность за-
крепления тисков на верстаке, плотность посадки молотка на
ручке и заточку режущего инструмента. Если головка зубила рас-
плющена, нужно опилить ее напильником или на точильном станке.
Особенно часто бывают случаи ударов молотком по руке в на-
чальной стадии обучения рубке. В целях предохранения руки реко-
мендуется надевать специальную предохранительную накладку.
Во избежание несчастных случаев при заточке инструмента за-
точку зубила или крейцмейселя следует производить только на
исправном заточном стан-
ке при наличии подруч-
ника и ограждения шли-
фовального круга.
Круги перед установ-
кой на станок должны
быть уравновешены и ис-
пытаны на разрыв.
Нельзя превышать до-
пустимую скорость враще-
ния круга, указанную на
этикетке. Если скорость
круга не указана, то та-
кие круги разрешается
эксплуатировать со ско-
ростью, не превышающей
12 м/сек.
Рис. 75. Оборудование рабочего места для
рубки
6*
83
Для предохранения глаз от засорения заточку иструмента необ-
ходимо производить в очках. Зубило нужно крепко удерживать
в руках и, опирая его на подручник, осторожно подводить к заточ-
ному кругу. В противном случае зубило может вырваться из рук
и нанести ранения.
§ 4. ОПИЛИВАНИЕ МЕТАЛЛОВ
Опиливанием металла называется процесс снятия металла с об-
рабатываемой поверхности режущим инструментом — напильником
для придания поверхности необходимой формы и определенной
чистоты.
Этот вид обработки применяется после рубки или резки ме-
талла. В зависимости от требуемой точности и чистоты поверхности
опиловка может быть окончательной или предварительной опера-
цией перед шабрением, шлифованием, притиркой или полирова-
нием.
Напильники
Напильник (рис. 76, а) представляет собой стальной брусок
определенного профиля, изготовленный из инструментальной стали
марки У10 или У12, на котором нанесена насечка в виде зубьев
(рис. 76,6). Насечка по виду бывает простой и перекрестной
(рис. 76, в).
Простая насечка наносится с углом 60—85° к ребру на-
пильника. Напильники с такой насечкой срезают металлы широкой
стружкой, что требует приложения большего усилия. Поэтому на-
пильники с простой насечкой применяются для обработки мягких
металлов и дерева.
Перекрестная насечка состоит из нижней, или основ-
ной, которая наносится под углом 30—60°, и верхней, которая на-
носится после основной насечки с углом наклона 50—85° к другому
ребру напильника. Напильники с перекрестной насечкой имеют то
преимущество, что в этом случае насечка состоит из большого
-числа мелких зубьев, которые снимают небольшую стружку и этим
облегчают работу и отвод стружки (опилок). Расстояние между
зубьями у нижней насечки делают немного больше, чем у верхней,
вследствие чего зубья расположены под углом к оси напильника;
зубья показаны затушеванными на рис. 76, в.
Такое расположение зубьев частично перекрывается друг дру-
гом, и поверхность металла после обработки получается чище.
Зубья напильников могут быть насечены зубилом вручную или
механическим способом на специальных станках: фрезерованием
специальными фрезами, протягиванием сборными протяжками
и нарезанием гребенками на нарезных станках.
В зависимости от условий работы требуется различная насечка
напильников, которая характеризуется количеством зубьев, прихо-
дящихся на один пог. см длины. По количеству зубьев напильники
подразделяются на драчевые, личные и бархатные (табл. 9),
84
Классификация напильников
Таблица 9
Наименование напильника Вид насечки Количество зубьев на один пог. см Припуск на обра- ботку в мм Точность в мм Назначение
Драчевый Крупная 6—10 0,5—1,0 0,1 Для грубой ОПИ- ЛОВКИ
Личной Средняя 12—24 0,1—0,3 0,25—0,05 Для чистовой обра- ботки
Бархатный Мелкая 24—48 0,02—0,05 0,01—0,005 Для получения вы- сокой чистоты и точ- ности при отделке, доводке и подгонке деталей
«—Длина напильника*-} Заплечик
Носок Ребро Грань Пятка Мост
а
Рис. 76.
а — напильник; б — зубья напильника; / — насеченные; 2 —
фрезерованные или шлифованные; 3 — зубья, полученные
притягиванием; в — простая и перекрестная насечки напиль-
ника
ЖЖ,
Рис. 77. Напильники обыкновенные:
а — плоский тупоносый; б — плоский остроносый; в — квадратный;
г — трехгранный; д — круглый; е — полукруглый
По конструкции напильники подразделяются на:
— обыкновенные — плоские, квадратные, трехгранные, круг-
лые и полукруглые (рис. 77);
— специальные — овальные, ромбические и ножовочные
(рис. 78);
— рашпили — напильники, имеющие специальную рашпиль-
ную насечку (рис. 79) для обработки мягких металлов и дерева;
— надфили — квадратные, трехгранные, круглые, полукруглые
и овальные (рис. 80), имеющие мелкую насечку от 22 до 80 зубьев
на один пог. см; применяются при изготовлении приборов и ин-
струмента.
Размеры напильника определяются длиной его насеченной части.
Драчевые и личные напильники бывают от 125 до 450 мм, бархат-
ные от 125 до 250 мм и надфили от 40 до 80 мм.1
86
Рис. 78. Напильники специальные:
а — ножовочный; б — ромбический; в — плоский с овальными
ребрами; г — овальный
Рис. 79. Рашпиль и рашпильная насечка
ф «ocsssSSSSS
О НИШ
iiMSSiiSii'SiSi
q . ................- 1 — .1
Рис. 80. Надфили
87
Ручка к напильнику подбирается в зависимости от размера по-
следнего по табл. 10. Чтобы ручка при насадке на хвост напиль-
ника, а также в работе не раскалывалась, на ее конец надевают
стальное кольцо. После насадки ручки между ее концом и плечиком
пятки напильника должен быть зазор 10—15 мм, который необхо-
дим для плотной насадки ручки в случае ее ослабления при работе.
Изготовляются ручки из твердых пород дерева: березы, клена,
бука, дуба и т. д.
Таблица 10
Деревянные ручки к напильникам
Длина напильника в мм № ручки А Б в
100 1 20 25 5
150-200 2 20 25 5
250—300 3 20 25 5
300—400 4 20 30 7
400—450 5 25 30 7
500 6 27 35 9
25 22 19
35 25 21
40 25 22
40 27 25
40 29 27
45 33 29
33 67 96
37 73 115
40 79 118
43 84 124
46 87 135
50 89 150
Насадка ручки производится легкими ударами молотком по го-
ловке ручки (рис. 81, а) или головкой ручки о верстак (рис. 81,6).
Снятие ручки приэводится легкими ударами молотком по концу
ручки у кольца (рис. 81, в).
Для длительного сохранения режущей способности напильников
необходимо соблюдать основные правила работы и ухода за на-
а б б
Рис. 81. Насадка и снятие ручки напильника:
а и б — насадка; в — снятие ручки
88
Пильняками. Наиболее быстрому износу подвергаются напильники
при работе ими на твердой не отожженной и закаленной стальной
поверхности, а также поверхности, не очищенной от окалины или
литейной корки. Для того чтобы меньше притуплять зубья напиль-
ника, рекомендуется новыми напильниками обрабатывать сначала
мягкие металлы (медь, алюминий), а после некоторого притупления
обрабатывать твердые металлы’ (сталь, чугун и пр.). При обработ-
ке мягких металлов острые зубья нового напильника не обламы-
ваются, а постепенно стираются, благодаря чему напильник почти
не затупляется. Окалину или корку на обрабатываемом металле
нужно предварительно срубить, снять на точильном станке или
снять старым напильником.
Не рекомендуется употреблять напильники с мелкой насечкой
(личные, бархатные) для обработки мягких металлов (свинца, оло-
ва, баббита), так как стружка будет забивать впадины зубьев;
в результате опрессования стружки напильник теряет режущие
свойства — засаливается. Для предохранения напильников от заса-
ливания перед работой насечку натирают мелом или древесным
углем. Засаленные напильники необходимо очищать специальной
стальной щеткой, предварительно промыв напильник керосином
или раствором каустической соды. Обрабатываемые поверхности,
загрязненные маслом или смолами, рекомендуется сначала очи-
стить стальной щеткой, а затем опиливать.
При хранении напильники должны быть смазаны маслом или
вазелином и завернуты в бумагу. Нельзя при хранении и в работе
укладывать напильники без упаковки один на другой, а также
складывать в одно место с другими инструментами. При хранении
напильников без упаковки необходимо их складывать в несколько
рядов, помещая между ними прокладки из толстого картона или
фанеры. Необходимо следить, чтобы на напильники не попадала
вода, грязь и абразивная пыль, которые при использовании на-
пильника приводят к ускоренному износу зубьев.
Затупившиеся напильники можно восстановить несколькими
способами: травлением кислотами, электрохимическим и пескоструй-
ным способами, а также пересечкой.
При восстановлении кислотами напильников,
у которых насечка не повреждена, их очищают от грязи и опилок
и обезжиривают в 10% растворе едкого натра при 70—80° С. Если
напильники сильно покрыты коррозией и забиты, их предваритель-
но травят в течение 30—40 мин. при 18—20® С в 30% растворе
технической соляной кислоты. После этого напильники в течение
10—15 мин. подвергают травлению в растворе, состоящем из
одной части азотной киСлоты, одной части серной кислоты и девя-
ти частей воды, при температуре раствора 50—60° С. После трав-
ления напильники промывают в горячем щелочном растворе, про-
сушивают и смазывают вазелином.
При восстановлении напильников электрохи-
мическим способом производятся те же операции, что и
при восстановлении кислотами, но при погружении напильников
89
в раствор кислот через него дополнительно пропускают постоянный
электрический ток. При этом напильники служат анодами, а в ка-
честве катодов берут специальные алюминиевые стержни или пла-
стины из нержавеющей стали.
При восстановлении напильников на песко-
струйном аппарате струю песка под давлением 4—5кг/см2
сначала направляют перпендикулярно поверхности насечки, а за-
тем перпендикулярно задней грани зуба для его заострения.
Пересечка напильников производится после двух-
трехкратного восстановления их описанными выше способами.
Восстановление производится такими же способами, как и произ-
водство новых напильников. Восстанавливать напильники можно
не более двух — трех раз.
Приемы и способы опиливания металла
сильно наклоняться вперед. И в том и
Перед опиливанием детали необходимо изучить чертеж, осмот-
реть поверхности, подлежащие обработке, произвести обмер дета-
ли и установить величину припуска, оставленного под опиливание.
Подобрать, исходя из требуемой точности, чистоты поверхности,
количества снимаемого металла и очертаний обрабатываемой де-
тали, соответствующие напильники.
Деталь для опиливания зажимается в тиски так, чтобы обра-
батываемая поверхность на 5—7 мм выступала над губками. Сле-
сарь должен стоять перед тисками на расстоянии 200—300^впол-
оборота, выдвинув левую ногу вперед (рис. 82). При опиливании
в таком положении руки рабочего двигаются свободно, не задевая
туловища. При более близком расположении движения напильни-
ком будут короткими, а при далеком — работающий будет очень
в другом случае слесарь
будет быстро уставать.
Напильник при работе
берется в правую руку
так, чтобы ручка упира-
лась в ладонь, большой
палец находился сверху
ручки вдоль ее оси, а
остальные четыре пальца
поддерживали ручку сни-
зу. Левую руку кладут ла-
донью на напильник на
расстоянии 20—30 мм от
носка напильника. Паль-
цы руки слегка сгибают,
но не поджимают, так как
в этом случае их можно
поранить о тиски или об-
fl ° рабатываемую деталь при
Рис. 82. Положение слесаря при опиливании: Движении напильника НИ'
а — расположение корпуса; б — расположение йог ЗИД.
90
Снятие стружки напильником происходит только при движении
вперед, что осуществляется правой рукой. Корпус работающего
в этом случае также наклоняется вперед и нагрузка с правой ноги
передается на левую. Обе руки при опиливании прижимают напиль-
ник к обрабатываемой поверхности. Наибольшее нажатие левой ру-
кой производится над обрабатываемой деталью, а по мере удаления
от нее — все меньше и меньше (рис. 83). Нажим правой рукой уси-
ливается по мере приближения к обрабатываемой детали. При
движении назад обработка не производится и, следовательно, вер-
тикального нажатия не делается.
Одинаковое нажатие при всяком положении напильника приво-
дит обычно к заваливанию обрабатываемой поверхности, и она по-
лучается не плоской, а со скругленными концами.
Движения при опиливании должны быть плавные, без рывков,
со скоростью 40—70 ходов в минуту. Производительность работы
повышается с увеличением вертикального нажатия: чем больше
усилие, тем больше толщина снимаемой стружки. Однако при
очень сильном нажатии происходит быстрое засаливание напильника.
Для того чтобы получить ровную и правильную поверхность,
она опиливается перекрестным движением напильника, т. е. сна-
чала поверхность опиливают под углом 30—40° справа налево,
а потом под таким же углом слева направо. Обработка перекрест-
ным способом позволяет слесарю определять участок поверхности,
с которой снимается металл; это хорошо видно по рискам, остаю-
щимся от обработки под другим углом.
Контроль качества опиливания производится при помощи пове-
рочных плит, линеек и угольников. Проверка опиливаемой поверх-
ности производится как во время обработки для того, чтобы уста-
новить правильность опиливания, так и после получения окон-
чательного размера. Для этого деталь вынимают из тисков, на
проверяемую поверхность осторожно накладывают линейку, повора-
чивают ее на ребро и смотрят на свет. Правильно опиленной счи-
тается такая поверхность, на которой при перестановке линейки
вдоль, поперек и по диагоналям между линейкой совершенно не
будет светового зазора или он будет везде равномерным. Про-
верка углов производится так же, как и плоскости, но в этом слу-
чае наличие светового зазора в каком-либо месте указывает на
неправильное опиливание.
91
Хорошим способом контроля опиленной поверхности является
проверка ее на поверочной плите при помощи краски. Для этого
на хорошо протертую поверочную плиту наносится очень тонкий
слой краски и деталь осторожно кладется проверяемой поверх-
ностью на плиту. Не сильно прижимая, делают деталью несколько
движений по плите. Если окраска распределяется равномерно по
всей поверхности, то деталь опилена правильно. Окрашивание
только некоторых выступающих участков на поверхности указывает
на необходимость дополнительной обработки.
Очень часто опиливание является окончательной операцией об-
работки детали. Для того чтобы получить гладкую и ровную по-
верхность, опиливание производят последовательно несколькими
напильниками—драчевым, личным и бархатным, а также отделку
мелкозернистыми шкурками с маслом. Шкурку при этом наматы-
вают на напильник или наклеивают на специальные деревянные
бруски. Обработку шкуркой или брусками осуществляют так же,
как и обработку напильником, т. е. перекрестными и иногда круго-
выми движениями.
Техника безопасности при опиливании напильником
Перед опиливанием необходимо проверить исправность вер-
стака, тисков и прочность их закрепления. Следует тщательно про-
верить также состояние напильников. Напильники без ручек, с рас-
колотыми или неплотно насаженными ручками применять нельзя,
чтобы не поранить руку. Во время работы нельзя поджимать
пальцы левой руки при обратном ходе напильника, что также может
привести к ранению руки, особенно если деталь имеет острые кромки.
Не рекомендуется удалять опилки с изделия, тисков или вер-
стака руками, так как на опиленной поверхности имеются за-
усенцы, а в опилках — острые мелкие частицы металла, которыми
можно поранить руки.
Нельзя сдувать опилки ртом. При сдувании острые опилки мо-
гут засорить глаза и повредить их. При засорении глаз металли-
ческими частицами необходимо немедленно обращаться к врачу.
Попытка удалить металлические предметы без врачебной помощи
приведет только к повреждению глаза.
§ 5. СВЕРЛЕНИЕ, ЗЕНКОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Процесс получения цилиндрических, конических и фасонных
сквозных или глухих (несквозных) отверстий в сплошном мате-
риале при помощи режущего инструмента — сверла, называется
сверлением. Выполнение неглубоких отверстий в сплошном мате-
риале называется засверливанием. Увеличение уже имеющегося в
материале отверстия при помощи сверла большего диаметра назы-
вается рассверливанием.
В авиаремонтном деле сверление употребляется для получения
отверстий под различного вида болты и заклепки, для засверлива-
92
ния трещин в материале, для высверливания поломанных шпилек
и т. д. Операция сверления может производиться по разметке, по
шаблону, по месту, а также при помощи специальных приспособ-
лений — кондукторов.
Сверление может быть ручное, которое выполняется при помо-
щи трещоток, коловоротов и дрелей, или станочное, выполняемое
на сверлильных, токарных и других станках.
Инструмент для сверления
Для сверлильных работ в основном применяются спиральные и
реже перовые сверла (рис. 84). Сверла изготовляются из инстру-
ментальной стали марок У10, У12 и 9ХС, из быстрорежущей стали
Р9 и Р18, а также из углеродистой стали с пластинками режущей
части из твердого сплава.
Перовое сверло является по конструкции наиболее простым.
Режущая часть такого сверла выполняется в виде лопатки с двумя
режущими кромками. Для улучшения резания и уменьшения тре-
ния на передней грани делают выточку, а заднюю грань затачи-
вают под углом 5—10°. Для обеспечения правильного направления
сверла при работе, а также для получения отверстий одинакового
диаметра при пользовании сверлом после переточки его боковые
грани выполняются параллельными. С целью уменьшения сил тре-
ния грани затачиваются под углом 2—3°. Ввиду своей простоты
перовые сверла могут быть легко изготовлены и отличаются боль-
шой жесткостью. Они находят применение при обработке латуни,
бронзы и пластмасс. Однако они не пригодны для обработки пла-
стичных материалов (стали, алюминия и т. д.), дающих непрерыв-
ную стружку, так как отсутствие канавок на поверхности таких
сверл не обеспечивает вывод стружки из отверстия.
Спиральное сверло представляет собой цилиндрическое тело
с двумя винтовыми канавками; один конец сверла заточен на ко-
нус, а другой конец оканчивается хвостовиком. В результате заточки
сверла под соответствующими углами при вершине и пересечения
передней и задней поверхностей на рабочей части образуются глав-
ные режущие кромки.
Режущая (заборная) часть сверла с помощью главных режу-
щих кромок выполняет наибольшую работу резания и является ос-
новной для процесса снятия металла. Угол при вершине сверла за-
висит от обрабатываемого металла. Рекомендуется применять такие
углы при вершине для обработки наиболее часто встречающихся
материалов (в градусах):
сталь и чугун средней твердости— 116—120;
стальные поковки и закаленная сталь—125;
латунь, бронза, алюминий, медь— 130—140;
магниевые сплавы — 110—120;
бакелит, целлулоид и эбонит— 80—90.
С целью повышения производительности сверла (диаметром
свыше 12 мм) оно затачивается с двойным углом заострения. При
93
Передняя поверхность
НбЧШ*
Режущие кромки
Лопатка £тепЖеиь
Хдостодик
6
Рис. 84. Сверла:
а — спиральное; б — перовое
этом второй угол заострения делают равным
70—80° (рис. 85). Высокую производитель-
ность при обработке чугуна, закаленной стали
и других твердых металлов дают сверла с пла-
стинками из твердого сплава (рис. 86).
Поперечная режущая кромка, образуемая
от пересечения обеих задних поверхностей, яв-
ляется вспомогательной. Длина кромки выби-
рается в зависимости от диаметра сверла и со-
ставляет в среднем 0,2 диаметра.
Во время сверления поперечная кромка
сверла не срезает металл, а соскабливает его
При этом выделяется большое количество теп-
лоты и затрачивается дополнительная энергия.
Для уменьшения влияния поперечной кромки
применяют специальную подточку сердцевины
поперечной кромки (рис. 87), которая распро-
страняется примерно на Vs-r- ’Л части длины
главных режущих кромок. Длина поперечной
кромки при подточке уменьшается на 25—50%.
Вдоль оси сверла подточка распространяется на длину
15 мм в зависимости от диаметра сверла. Подточка делается на
сверлах диаметром свыше 12 мм и производится после каждой
переточки.
Калибрующая часть сверла обеспечивает размер об-
рабатываемого отверстия и направление инструмента при резании.
Наличие винтовых канавок обеспечивает хороший отвод стружки
и подвод смазочно-охлаждающей жидкости. По направлению вин-
товых канавок сверла подразделяются на правые, у которых ка-
навки направлены по винтовой линии с подъемом справа налево,
и левые, у которых канавки направлены с подъемом слева направо.
0,2D
85.
10
Сверло с
заточкой
Рис.
ДВОЙНОЙ
от 5 до
Сечение по АА
Рис. 86. Сверло с пластинками из твердого сплава
95
ВДОЛЬ винтовых
Рис. 87. Спираль-
ное сверло с под-
точкой
При резании правое сверло вращается по часовой стрелке, а ле-
вое — против часовой- стрелки, если смотреть на сверло со сторо-
ны Торца хвостовика. Сверла с левым направлением канавок обыч-
но при слесарной обработке не применяются, а применяются для
работы на токарных автоматах. На калибрующей части сверла
перьев (зубьев) имеются направляющие фаски
(ленточки) шириной от 0,2 до 2,6 диаметра свер-
ла, которые придают правильное направление
сверлу при резании.
Для уменьшения трения ленточек о стенки
отверстия при сверлении рабочая часть сверла
делается с обратным конусом, т. е. диаметр у ре-
жущей части сверла на 0,1—0,3 мм больше диа-
метра шейки. Это уменьшение диаметра необхо-
димо учитывать при выборе сверла, имеющего
большое количество переточек.
Шейка сверла является промежуточной
частью между рабочей частью и хвостовиком.
Шейка вытачивается обычно у сверл диаметром
больше 12 мм.
Хвостовик сверла служит для закрепле-
ния инструмента в патроне. Сверла изготовляются
с цилиндрическим хвостовиком. Наиболее проч-
ное и точное закрепление сверла получается при коническом хво-
стовике. Конусы подразделяются по номерам. По таким же номе-
рам подразделяются конические отверстия в шпинделях дрелей и
станков (табл. 11). С цилиндрическим хвостовиком изготовляются
сверла диаметром до 12 мм, а с коническим — от 6 до 60 мм.
Концевая часть сверла—лапка служит для выбива-
ния сверла из патрона.
Таблица 11
Конусы инструментов
№ конуса Д d L Конусность а (угол)
1 0 9,04 6,453 49,8 0,05205 1°29'27"
1 12,065 9,396 53,5 0,04988 1°25'43"
Конусы 2 17,780 14,583 64,0 0,04995 1°25'50"
Морзе { 3 23,285 19,784 80,5 0,05020 1°26'16"
4 31,267 25,933 102,7 0,05194 !°29'16"
1 5 44,399 37,573 129,7 0,05263 1°30'26"
1 6 63,348 53,905 181,1 0,05214 1°29'36"
96
Продолжение
1 .. _; № конуса Д ... . d L Конусность « (угол)
80 80 70,2 196 1:20 1°25'56"
Конусы метри- 100 100 '88,4 232 1:20 1°25'56"
ческие 120 120 106,6 268 1:20 1°25'56'г
140 140 124,8 304 1:20 1°25'56"
160 160 143,0 340 1 :20 1°25'56*
200 200 179,4 412 1:20 1°25'56"
Рис. 88. Заточка сверла:
а — вручную; б — при помощи втулки; в — подточка поперечной кромки и перед-
ней поверхности
Стойкость сверла — это время, в течение которого производится
резание между двумя переточками сверла, оно составляет 15—
30 мин. Следовательно, в течение рабочего дня сверло приходится
несколько раз затачивать. Заточка производится на специальных
или на обычных заточных станках, вручную или при помощи не-
сложных приспособлений (рис. 88). Проверка углов сверла после
заточки производится по шаблону (рис. 89). Необходимо следить,
а б в
Рис. 89. Проверка углов сверла при заточке:
а — проверка угла наклона и длины режущей кромки; б — проверка задней поверхности; в —
проверка угла наклона поперечной кромки
7-1395
97
чтобы режущие кромки были заточены под одинаковыми углами
и имели одинаковую длину, иначе сверла будут сверлить непра-
вильные отверстия, с плохой чистотой поверхности, будут быстро
затупляться и ломаться.
Оборудование и приспособление для сверления отверстий
При ремонте самолетов в войсковых условиях сверление отвер-
стий в большинстве случаев выполняется инструментами для руч-
ного сверления. Для этих целей служат: коловорот (рис. 90), кото-
рый применяется для сверления отверстий небольшого диаметра в
мягких металлах, дереве и органическом стекле. При сверлении
коловоротом усилие подачи создается давлением грудью или ле-
вой рукой, а правой рукой вращают коловорот.
Трещотка (рис. 91) применяется при сверлении отверстий диа-
метром до 30 мм в тех случаях, когда сверление другим инстру-
ментом произвести нельзя. На середине шпинделя трещотки закре-
плено храповое колесо и рукоятка с собачкой храповика,- а на
конце шпинделя — патрон для закрепления сверла и гайка с зака-
ленным стальным центром. При движении рукоятки по часовой
стрелке собачка упирается в зуб храпового колеса и поворачивает
шпиндель. При движении рукоятки в обратную сторону собачка
скользит по зубьям храпового колеса и шпиндель не вращается.
Сверление трещоткой обычно осуществляется при помощи спе-
Рис. 91. Трещотка
98
Рис. 93. Пневматическая дрель Д-2 для сверления отверстий
до 8 мм
Рис. 92. Ручная дрель:
1— шпиндель; 2— малая коническая шестерня; 3— большая
коническая шестерня; 4 — малая цилиндрическая шестерня;
5 — большая цилиндрическая шестерня; 6 — трехкулачковый
атрон; 7 — рукоятка; 8 — ручка; 9 — упор; 10 — ось; 11 —
отверстие для ручки
циальной скобы, в которую упирается гайка. Поворотом гайки осу-
ществляется осевая подача сверла.
Ручная дрель (рис. 92) применяется для сверления отверстий
небольшого диаметра. При сверлении дрелью грудью упираются
в упор, левой рукой держат за ручку, а правой вращают рукоятку.
Вращательное движение сверху сообщается при помощи зубчатых
конических шестерен, одна из которых соединена с рукояткой,
а другая со шпинделем. Ручная дрель допускает вращение сверла
до 300 об/мин.
Пневматическая дрель (рис. 93). В зависимости от конструкции
ими можно производить различные сверления отверстий до 30 мм.
Вращение сверлу сообщается посредством сжатого воздуха под дав-
лением 5 кг/см2, в зависимости от количества которого число обо-
ротов регулируется в пределах 100—2500 об/мин.
Рис. 94. Электрическая дрель И-90:
/ — коробка редуктора; 2— корпус; 3 — статор электродвигателя; 4 — якорь; .5 — щетка;
б — задняя крышка; 7— выключатель; 8 — шланговый шнур; 9 — курок выключателя; 70-
ось курка; // — вентилятор; /2 — промежуточный щит; 13 — зубчатое колесо щпинделя;
14 — шпиндель; 15 — малое зубчатое колесо; 16 — большое зубчатое колесо
100
Электрическая дрель (рис. 94) имеет большое распространение
и применяется для сверления отверстий диаметром до 25 мм. Вра-
щение сверлу сообщается при помощи электродвигателя, работаю-
щего от электросети с напряжением 110—220 в. Число оборотов
сверла до 3000 в минуту.
Сверление пневматической и электрической дрелями можно про-
изводить, удерживая их в руках или укрепив в специальной под-
ставке.
Сверла с коническими хвостови-
ками закрепляют непосредственно в
конусном отверстии шпинделя или
в переходной втулке, если конус хво-
стовика не соответствует кониче-
скому отверстию шпинделя (рис. 95).
Для закрепления сверла с цилин-
дрическим хвостовиком применяются
самоцентрирующие двухкулачковые
(рис. 96, а) и трехкулачковые (рис.
96, б) патроны. Сверло из втулки
или из шпинделя удаляется при
помощи клина, который вводится в
специальное окно (рис. 97). Пере-
ходная втулка удаляется из шпин-
Рис. 95.
Переходные конусные
втулки
деля дрели таким же образом.
Из станочного оборудования в ремонтных предприятиях боль-
шое применение находят настольно-сверлильные станки марки НС-6
и НС-12, вертикально-сверлильные станки марок 2118, 2125 и 2135
и радиально-сверлилъные станки марки 255. На этих станках про-
изводится сверление цилиндрических и конических глухих и сквоз-
ных отверстий, подрезание торцов, нарезка резьбы и ряд других
работ.
Наибольший диаметр сверления в сплошном материале, допу-
скаемый станком, определяется цифрой марки станка. Например,
станок марки НС-12 обозначает: станок настольно-сверлильный
(НС) с наибольшим диаметром сверления 12 мм.
Станок НС-12 (рис. 98) состоит из основания, колонны и
подвижной консоли, в которой расположен шпиндель станка. По-
дача сверла производится рукояткой вручную. Изменение чисел
оборотов вращения шпинделя производится при помощи переста-
новки ремня с одной ступени шкива на другую. Такие станки за-
нимают немного места и поэтому широко применяются в подвиж-
ных авиационных ремонтных мастерских (ПАРМ).
Вертикально-сверлильные станки более массивны по своей кон-
струкции и обладают большей мощностью по сравнению с настоль-^
но-сверлильными станками. Две последние цифры марки станка'
определяют наибольший диаметр сверления в сплошном материа-
ле, допускаемый данным станком. Например, на станке марки 2135
можно производить сверление до диаметра 35 мм. Однако рассвер-
ливание, зенкерование, растачивание и развертывание на этом
101
Рис. 96. Патроны для закрепления сверла:
а — двухкулачковые; б — трехкулачковые
Рис. 97. Удаление сверла из конусного
отверстия
Рис. 98. Настольно-сверлильный станок марки
НС-12:
I — электродвигатель; 2 — консоль; 3 — шпиндель; 4 — ко-
лонка; 5 — основание
станке может производиться до более значительных размеров, если
Получаемое отверстие будет удовлетворять требуемой точности.
s Вертикально-сверлильный станок (рис. 99) состоит из станины,
коробки скоростей, кронштейна, шпинделя, стола и механизма руч-
ной подачи.
Рис. 99. Вертикально-
сверлильный станок мар-
ки 2135:
1 — стол; 2 — шпиндель; 3 —
коробка скоростей; 4 — элек-
тродвигатель; 5 — станина;
6 — механизм ручной подачи
Рис. 100. Радиально-сверлильный станок
марки 255
Станина представляет собой отливку из серого чугуна, на кото-
рую крепятся узлы и механизмы станка. К верхней части станины
крепятся коробка скоростей и электродвигатель. На передней
стенке находятся вертикальные направляющие для стола и крон-
штейна.
Кронштейн служит для направления шпинделя, а также для
установки механизма ручной и автоматической подач.
Стол станка отлит из серого чугуна в виде коробки. На верхнем
основании имеются Т-об'разные пазы для закрепления детали. Пе-
ремещение стола производится вручную только в вертикальном
направлении.
Режущий инструмент получает вращение через шпиндель и ко-
робку скоростей от электродвигателя мощностью 5,2 кет при
103
сверления, зенкования,
Корпус
ведущий
шарик
Сменная
6 тул на
Пружинное
кольио
Муфта
Пружина
Фиксирую -
щий шарик
1400 об/мин. Посредством коробки скоростей шпиндель вращается
от 47 до 466 об/мин. От шпинделя при помощи зубчатых колес
движение передается к коробке передач, которая имеет восемь раз-
личных подач от-ОД до 1,11 мм/об.
Радиально-сверлильные станки (рис. 100) предназначены для
а, растачивания и нарезания
резьбы.
Шпиндель имеет прямое
и обратное вращение от ре-
версивного электродвигателя
посредством автоматической
подачи или подачи от руки.
Число оборотов шпинделя в
минуту устанавливается ру-
кояткой коробки скоростей,
а подача — рукоятками ко-
робки подач.
Перемещение траверсы
вверх и вниз производится
механически от отдельного
электродвигателя. Освобож-
дение или закрепление тра-
версы осуществляется авто-
матически в момент включе-
ния или выключения пере-
мещения траверсы. Закреп-
ление и освобождение ко-
лонны и шпиндельной го-
ловки на траверсе произво-
дится гидравлически. Голов-
ка может быть также за-
креплена от руки. Поворот
траверсы вокруг вертикаль-
ной оси колонны, перемещение шпиндельной головки в горизонталь-
ном направлении по траверсе производится от руки.
Для обработки деталей на сверлильных станках применяются
вспомогательные инструменты, повышающие производительность
труда и расширяющие технологические возможности станков.
В ремонтном деле особенно широкое распространение получили
быстросменные патроны. При изготовлении или ремонте деталей с
точными отверстиями, имеющими фаски, канавки и т. п., приходит-
ся последовательно производить сверление, зенкование, разверты-
вание и т. д. Установка инструментов для этих операций и снятие
их со станка с применением клина требуют очень много времени.
Быстросменными патронами (рис. 101) можно производить сме-
ну режущего инструмента без остановки станка, на ходу.
Быстросменный патрон состоит из корпуса, от которого враще-
ние передается через два ведущих шарика к сменной втулке. В ко-
ническое отверстие сменной втулки вставляется режущий инстру-.
а
б
Рис. 101. Быстросменный патрон с веду-
щими шариками:
а — положение втулки во время выпадания ее из па-
трона; б — положение втулки во время работы
104
мент, которому и сообщается вращение. Смена режущего инстру-
мента на ходу производится вместе со сменной втулкой. Для этого
берутся за рифленую внешнюю поверхность муфты, останавливают
ее вращение и поднимают вверх до упора в верхнее пружинное
кольцо. Шарики под действием веса сменной втулки выходят из ее
кольцевой выточки, и освобожденная сменная втулка вместе с ре-
жущим инструментом легко выходит из патрона. Перемещение
муфты вниз ограничивается нижним пружинным кольцом.
6
Рис. 102. Сменные втулки для быстросменных патронов:
а — втулка для сверл, зенковок и зенкеров с коническим хвостовиком; б — качаю-
щаяся втулка с шаровым пояском для разверток с коническим хвостовиком; в —
втулка с цанговым зажимом для сверл и других инструментов с цилиндрическим
хвостовиком; г — качающаяся втулка с цанговым зажимом для разверток
При использовании патрона для горизонтального сверления в
нем предусмотрены шарики с пружиной, которые фиксируют поло-
жение муфты во время работы.
Сменные втулки (рис. 102), устанавливаемые в патрон, приме-
няются в том случае, когда употребляется режущий инструмент
с коническим хвостовиком, а также с цилиндрическим хвостовиком,
у которого нет специальных выточек для шариков. Если на цилин-
дрическом хвостовике имеются выточки, то режущий инструмент
вставляется в патрон без сменной втулки.
Сверление отверстий
В ремонтном деле сверление отверстий обычно производится
по разметке. Для этого на детали должны быть размечены и на-
кернены центр отверстия и окружность.
Ди-аметр сверла выбирается в зависимости от последующей об-
работки так, чтобы после сверления оставался соответствующий
припуск на другие операции (зенкерование и т. п.). Необходимо
учитывать, что диаметр просверленного отверстия бывает всегда
больше диаметра сверла на 0,1—0,2 мм.
Перед сверлением сверло и деталь плотно закрепляются в при-
способлениях. Если сверление производится ручным способом, то
сверло подводят к центру отверстия, засверливают отверстие на
' 105-
Канавки /
I Уведенное в сто*
рану отверстие
। Контур пр ос-
^^-''верливаемого
\l отверстия
Рис. 103. Исправление неправильной уста-
новки сверла
1/з—’Л диаметра сверла и просматривают правильность установки
сверла. Если полученная окружность концентрична разметке, то
установка сверла правильная и можно продолжать сверление. Если
полученная окружность смещена, то для того чтобы сверло делало
отверстие правильно, в засверленной части крейцмейселем с полу-
круглым лезвием прорубают 3—4 канавки, идущие от центра в ту
сторону, куда нужно сместить сверло (рис. 103). Произведя еще
надсверливание и убедившись в правильности расположения отвер-
стия, продолжают сверление
до конца.
Отверстия диаметром до
30 мм выполняются одним
сверлом. Отверстия диаме-
тром свыше 30 мм выпол-
няются в два прохода сна-
чала сверлом меньшего диа-
метра, а затем сверлом нуж-
ного размера.
Сверление неглубоких от-
верстий производят без вы-
вода сверла наружу. Отвер-
стие глубиной более 2—
4 диаметров сверла сверлится с периодическим выводом сверла из
отверстия для освобождения его канавок от стружки и лучшего
охлаждения. Обратный ввод сверла нужно производить осторожно,
так как при малейшем перекосе произойдет поломка сверла.
При сверлении сквозных отверстий в момент выхода сверла из
детали осевую подачу надо уменьшить в 2—4 раза для предотвра-
щения поломки сверла. Ранее уже говорилось, что при сверлении
выделяется большое количество тепла, которое образуется в ре-
зультате трения перемычки и задних граней сверла об обрабаты-
ваемый металл, а также трения сходящей стружки о передние гра-
ни сверла. Для уменьшения трения и охлаждения инструмента при
обработке различных материалов применяют различные смазочно-
охлаждающие жидкости. Обработка стали, чугуна, бронзы, латуни,
алюминия и силумина производится с охлаждением эмульсией,
содовым или мыльным раствором, обработка магниевых спла-
вов — сжатым воздухом, дюралюминия — керосином или эмуль-
сией.
Для получения хорошего смазочно-охлаждающего действия
жидкость должна подаваться непрерывной струей в количестве 5—
10 л в минуту. Применение смазочно-охлаждающих жидкостей до-
пускает увеличение скорости сверления на 20—40%, увеличивает
стойкость сверла и образует более чистую поверхность. Большое
значение при сверлении имеет выбор режима резания. Под режи-
мом резания подразумевается такое сочетание скорости резания,
глубины резания и подачи, которое обеспечивает наибольший вы-
пуск продукции при наименьшей стоимости обработки для данного
материала, инструмента и обрабатываемой детали,
106 •
Скоростью резания называется линейная скорость вращения на-
ружной точки режущей кромки. Если обозначим диаметр сверла в
мм через d и число оборотов в минуту через п, то скорость реза-
ния v можно подсчитать по формуле
itdn .
^ = -1006 м/мин.
Следовательно, скорость резания зависит от диаметра сверла и
числа оборотов его в минуту. При обработке черных металлов
применяются скорости резания 10—20 м/мин, при обработке цвет-
ных металлов 25—50 м/мин. Зная необходимую скорость резания,
из приведенной выше формулы можно определить потребное число
оборотов сверла
1000v
п = —об/мин.
Подачей называется перемещение сверл в мм вдоль оси за один
оборот (S мм/об). Подача зависит от диаметра сверла и прини-
мается: для сверл диаметром 1 —15 мм от 0,05 до 0,1 мм/об\ для
сверл диаметром 15—40 мм от 0,1 до 0,2 мм/об.
Глубина резания при сверлении в сплошном материале равна
половине диаметра сверла, а при рассверливании — половине раз-
йости между диаметрами отверстия после обработки и до обра-
ботки.
Выбор наиболее целесообразных режимов резания производится
в зависимости от обрабатываемого материала и свойств режущего
инструмента по специальным таблицам.
Рис. 104. Причины поломки сверл:
а - пустоты в металле; б — шлаковые включения в металле;
в — наклонная поверхность при выходе сверла; г — длина
сверления больще длины рабочей части сверла
107
Сверло лучше работает при малой подаче и большой скорости.
Однако если скорость резания будет очень велика, то сверло
быстро затупится по углам режущей кромки, т. е. в начале цилин-
дрической части сверла. При больших подачах происходит зату-
пление и даже выкрашивание режущих кромок.
Брак и поломка сверл чаще всего происходят от небрежности
и невнимательности рабочего или в результате его низкой квали-
фикации.
Кроме того, брак может получиться в результате неисправности
сверлильных инструментов (дрели, трещотки и т. п.), приспособле-
ний для крепления сверла и изделий, сверления тупыми или непра-
вильно заточенными сверлами, сверления с неправильно выбранны-
ми режимами резания, с недостаточным охлаждением, а также
плохого или неправильного закрепления сверла и обрабатываемой
детали.
Поломка сверл может произойти при наличии в обрабатывае-
мом металле посторонних включений или раковин, при сверлении
отверстий сверлом, у которого рабочая часть меньше глубины от-
верстия, при выходе сверла из детали, имеющей наклонную часть,
при сверлении полых деталей без подкладки (рис. 104).
Зенкование и зенкерование отверстий
Зенкованием называется процесс обработки торцевых частей от-
верстия зенковками с целью:
— расширения отверстия на небольшую глубину под потайные
головки болтов, винтов и заклепок;
— снятия заусенцев после сверления;
— зачистки торцов у отверстия, полученного после п/тамповки
или отливки.
а — со сменной направляющей цапфой; б — конусная; в — со сменными резцами
и направляющей цапфой; г — плоская с направляющей цапфой; д — цилиндри-
ческая с направляющей цапфой; е и ж — примеры обработки
108
Рис. 106. Типы зенкеров:
а — насадной четырехзубый; б — трехзубый спиральный; в —
насадной конический; г — пример обработки детали зенкером
Для зенкования применяются цилиндрические и конические зен-
ковки, которые выполняются с числом режущих зубьев от 2 до 8
(рис. 105).
Зенкерованием называется процесс обработки зенкером имею-
щегося отверстия, полученного сверлением, штамповкой или отлив-
кой с целью повышения класса точности и чистоты поверхности.
Зенкерованием можно получить отверстие 4-го класса точности и
5—7-х классов чистоты.
Зенкеры по конструкции напоминают цилиндрические зенковки
с тою разницей, что у зенкеров резание производится не торцевой,
а цилиндрической частью. Зенкеры бывают спиральные и прямо-
зубые, цилиндрические и конические, цельные и насадные. По чи-
слу зубьев (перьев) подразделяются на трехперые и четырехпе-
рые (рис. 106). Для обработки отверстий диаметром 12—30 мм
применяют цельные трехзубые или четырехзубые зенкеры. Обработ-
ка отверстий диаметром свыше 30 мм производится насадным зен-
кером, который изготовляется всегда с четырьмя режущими
зубьями.
Припуск на зенкерование оставляется от 1 до 6 мм на диаметр
в зависимости от качества обработки перед зенкерованием и вели-
чины обрабатываемого отверстия.
Зенкерование производится со скоростью резания 10—20 м/мин,
при подачах 0,5—1 мм!об изделия.
109
Развертывание отверстий
Получение отверстия с точностью до 2-го класса и чистотой по-
верхности до 10-го класса осуществляется с помощью разверток
(рис. 107). Развертки бывают ручные и машинные. При ремонтных
работах употребляются ручные развертки, которым сообщается По-
ступательное и вращательное движение от руки при помощи во-
ротка.
Рис. 107. Ручная развертка
В зависимости от требуемой точности и чистоты поверхности
обработка отверстий производится одной или двумя развертками
(черновой и чистовой). Припуск на ручное развертывание зависит
от диаметра отверстия и характера операций. Для чернового раз-
вертывания оставляется припуск в пределах 0,1—0,5 мм на диа-
метр, для чистового 0,03—0,1 мм.
Ручные развертки бывают цилиндрические и конические, с пря-
мыми и спиральными канавками; цилиндрические развертки изго-
товляют цельными (постоянными), разжимными и раздвижными.
Число режущих зубьев у разверток выбирается в зависимости от
диаметра, но всегда четное для удобства измерения диаметра раз-
вертки. Заточка зубьев на заборной части делается без фаски, а на
калибрующей части с фаской 0,3—0,5 мм в виде части дуги. Это
способствует получению более чистой поверхности (происходит за-
глаживание неровностей), а также обеспечивает постоянство диа-
метра развертки после заточки.
Машинные развертки изготовляют с равномерным расположе-
нием зубьев по окружности, а ручные с неравномерным, при кото-
ром имеется смещение двух соседних зубьев от 1 до 6°. При раз-
1 1
вертывании отверстия ручная развертка поворачивается на
оборота, затем производится остановка, чтобы переменить положе-
ние рук и опять поворот. Если бы зубья развертки не были сме-
щены, то из-за этих остановок поверхность получалась бы не круг-
лой, а немного граненой. Наличие смещения зубьев обеспечивает
ПО
больших подачах, рав-
скоростью резания 5—
Хбострбик патрона
:дется при
небольшой
Шарики
Корпус
Упорный шари-
коподшипник
Лободок
Рис. 108. Патрон с двумя рядами ша-
риков
при развертывании хорошев Качество поверхности. При ручном
развертывании необходимо вращать развертку плавно, без рывков,
одновременно подавая ее вдоль оси. Вращение развертки произво-
дится только в одну сторону, обратное вращение не допускается.
Применение при развертывании смазочно-охлаждающих жидкостей
(тех же, что и для сверления) улучшает чистоту обработанной по-
верхности.
Развертывание на станках в
ных 0,8—2 мм/об изделия, но с
10 м/мин. Следует иметь в виду,
что при развертывании отвер-
стий на сверлильных станках
при жестком закреплении раз-
верток в патроне сверлильного
станка не всегда обеспечивается
получение точных отверстий,
так как в этом случае все по-
грешности шпинделя станка —
биение, разработка конусного
отверстия и т. д., будут перено-
ситься на обрабатываемую де-
таль. Кроме того, может иметь
место несрвмещение оси раз-
вертки относительно оси ра-
нее обработанного отверстия,
если развертывание произво-
дится не за одну установку с предыдущей операцией. Поэтому для
повышения точности развертывания вместо жесткого закрепления
развертки применяются самоустанавливающиеся патроны различ-
ных конструкций. При закреплении в таком патроне развертка
имеет возможность некоторого перемещения и вследствие этого
легко самоцентрироваться в отверстии. На рис. 108 показан ка-
чающийся патрон для насадной развертки. В пазах поводка
патрона установлены под прямым углом 2 ряда шариков, кото-
рые обеспечивают большую подвижность патрона во всех направ-
лениях.
Техника безопасности при сверлении
Сверление электрическими или пневматическими дрелями про-
изводится при больших оборотах с использованием электричества
или воздуха под большим давлением. Незнание приемов работы
или пренебрежение основными правилами техники безопасности
обычно приводят к несчастным случаям.
Перед сверлением необходимо проверить исправность оборудо-
вания и приспособлений, а также надежность крепления сверла и
детали. Сверлить деталь, удерживая ее в руках, запрещается, так
как при больших усилиях резания деталь может вырваться из
рук и нанести повреждения рабочему.
Рабочее место не должно быть загромождено другими дета-
111
жми,. инструментами или ненужными материалами. Пол у рабо-
чего места должен быть чистый и не иметь грязи и следов проли-
того масла, так как при работе с дрелями можно поскользнуться,
упасть и нанести повреждения окружающим и самому себе. Свер-
лить электродрелью можно только в резиновых перчатках при обя-
зательном заземлении дрели.
Одежда работающего должна быть застегнута, а рукава завя-
заны подвязками; длинные волосы необходимо тщательно убрать
под головной убор, так как волосы или части одежды могут быть
захвачены вращающимися частями.
Нельзя снимать руками стружку или сдувать ртом при враще-
нии сверла, а также охлаждать инструмент смоченной тряпкой.
Сверление хрупких материалов (бронзы, чугуна) необходимо
производить в защитных очках для предохранения глаз от мель-
чайших металлических частичек, которые иногда откалываются от
стружки и отлетают с большой скоростью.
§ 6. НАРЕЗАНИЕ РЕЗЬБЫ
• Общие сведения о резьбе
В современном машиностроении резьба имеет широкое примене-
ние. Она служит для соединения деталей между собой, а также
для передачи движения или нагрузок. Соединение деталей произ-
водится с помощью винтов, болтов и гаек, имеющих резьбы
В основе всякой резьбы лежит винтовая линия, представление
о которой можно воспроизвести таким образом. Взять бумажный
прямоугольный треугольник, у которого один катет АВ (рис. 109)
будет равен длине окружности цилиндра, т. е. АВ = -rcD, и навер-
нуть треугольник на цилиндр; гипотенуза его АБ образует на по-
верхности цилиндра винтовую линию. При этом расстояние точки Б
Рис. 109. Образование винтовой линии
112
Рис. ПО. Профили резьбы:
а — треугольная; б — трапецоидальная; в — прямоугольная; г — упор-
ная; д — круглая
от точки А по образующей цилиндра (равное катету БВ) носит на-
звание шага винтовой линии, а угол наклона гипотенузы т — угла
подъема винтовой линии.
Прямоугольный треугольник можно навивать, вращая его слева
направо и справа налево; в первом случае получится правая вин-
товая линия, а во втором — левая. Треугольник можно также на-
вивать на конус и не только снаружи, но и внутри, образуя винто-
вую линию.
Если теперь по винтовой линии прорезать канавку, то получится
резьба, форма которой будет зависеть от формы канавки или впа-
дины (рис. НО). Оставшиеся при этом выступы будут называться
витками, или нитками. Одним витком, или одной ниткой, будет
являться часть винтового выступа на протяжении одного обо-
рота.
В зависимости от того, где прорезается канавка, на наружной
или внутренней поверхности, резьба подразделяется на наружную
и внутреннюю. По числу ниток резьбы подразделяются на однохо-
довые, двух-, трех- и многоходовые.
Профилем резьбы называется форма или очертание впадины и
выступа при сечении резьбы вдоль образующей цилиндра (рис. 111).
Основными элементами резьбы, определяющими профиль и раз-
мер, являются (см. рис. 111):
— шаг резьбы S — расстояние между двумя одноименными точ-
ками соседних профилей;
— наружный диаметр резьбы do — расстояние между крайними
наружными точками резьбы;
8—1395 113
Рис. 111. Основные элементы наружной резьбы
— внутренний диаметр резьбы сЦ — расстояние между край-
ними внутренними точками резьбы;
— средний диаметр резьбы d^—расстояние между двумя,про-
тиволежащими параллельными боковыми сторонами профиля
резьбы;
— угол профиля а — угол между двумя боковыми сторонами
профиля;
— глубина профиля /2 — высота выступа и половина разности
между наружными и внутренними диаметрами резьбы, т. е.
/ d0 di
2
Наиболее часто встречающимися резьбами в машиностроении
являются треугольная, применяемая для соединения деталей между
собой и передачи нагрузок, прямоугольная и трапецеидальная, при-
меняемые для передач движения. Треугольная резьба подразде-
ляется на метрическую, дюймовую и трубную.
Метрическая резьба (рис. 112) имеет профиль с углом а =60°
и прямолинейными притуплениями у наружного диаметра болта и
Гайка
Волт.
Рис. 112. Метрическая резьба
Гайка
Рис. 113. Дюймовая резьба
114
а
внутреннего диаметра гайки без зазоров. Ёсе размеры метрических
резьб даются в миллиметрах. Существует 6 видов метоических
резьб: основная (крепежная) и м е л к и е: 1, 2, 3, 4 и 5-я, кото-
рые отличаются друг от друга размерами шага, а в связи с этим
размерами и других элементов. Обозначается метрическая резьба
буквой М, после которой указывается диаметр и шаг резьбы
М16Х2. Для основной резь-
бы шаг часто не простав-
ляется Ml6. Мелкие резьбы
обозначаются цифрой впере-
ди буквы М, например
2М16Х1.
Дюймовая резьба (рис.
113) имеет профиль с углом
а = 55° и плоскосрезанны-
ми вершинами и впадинами.
Обозначается дюймовая резь-
ба наружным диаметром в
дюймах и числом ниток
на длине в один дюйм
(25,4 мм). Дюймовая резьба
в СССР применяется только
при ремонте иностранных
машин, у которых резьбы
изготовлены по дюймовой си-
стеме.
Трубная резьба (рис.
114) имеет профиль, как и
дюймовая резьба, с углом
а = 55° и с плоскосрезанны-
ми или закругленными вер-
шинами и впадинами. За диа-
метр резьбы условно принят
внутренний диаметр трубы
(диаметр отверстия). Измеряется она в дюймах и характеризуется
числом ниток на длине в 1 дюйм. Трубная резьба применяется
в водопроводных, газовых и других трубах для плотного соедине-
ния детали между собой.
Инструмент для нарезания резьбы
В авиаремонтном деле основными инструментами для нареза-
ния внутренней резьбы являются метчики: ручные, служащие для
нарезания резьбы вручную, и машинные — для нарезания резьбы
на станках.
Метчик (рис. 115) представляет собой винт с несколькими про-
дольными или винтовыми канавками, которые образуют режущие
кромки. В зависимости от вида нарезаемой резьбы метчики подраз-
деляются на правые (для нарезания правой резьбы) и левые (для
нарезания левой резьбы).
8* 115
6
Рис. 114. Трубная резьба:
а — профиль с плоскосрезанной вершиной; б — про-
филь с закругленной вершиной
ст>
Заборная часть Калибрующая
Рабочая часть
Угол заострения
калибрующей части
Задний угол
заборной части
Угол заострения
заборной части
Передний угол
заборной части
Задняя кромка
Режущая кромка
Угол резания
заборной части
Угол резания калиб-
рующей части
Внутренний угол
задней кромки
Внешний угол
задней кромки
Передний угол
калибрующей части
Задний угол
калибрующей
части
Задняя поверхность
Передняя поверхность
Рис. 115. Метчик
Метчик состоит из двух основных частей: рабочей части,
которая служит для нарезания резьбы, и хвостовика, служа-
щего для закрепления инструмента в патроне или воротке. Рабочая
часть в свою очередь состоит из:
— заборной части — передней конусной части нарезки метчика,
которая первой входит в нарезаемое отверстие и совершает основ-
ную работу нарезания резьбы;
— калибрующей части — цилиндрической части нарезки, кото-
рая располагается за заборной частью и служит для направления
метчика при резании и зачистки нарезанной резьбы (калибровки);
— сердцевины — внутренней части метчика, измеряемой по
окружности, касательной ко дну канавок;
— режущих перьев — резьбовых частей метчика, ограниченных
канавками; режущие кромки в сечении представляют собой резец,
у которого имеются углы: передний 7, задний а, заострения J3 и ре-
зания 8.
Угол резания 8 при обработке мягких материалов берется рав-
ным 76°, а для хрупких (чугун, бронза) — 90°.
Нарезание резьбы вручную производится комплектом метчиков.
В комплект входит 2 метчика (для мелких метрических и трубных
резьб) или 3 метчика (для основной метрической и дюймовой
резьб, рис. 116). Для отличия метчиков на хвостовике чернового
метчика ставится 1 риска; на среднем 2 риски и на чистовом мет-
а - Цилиндрическая конструкция
Черновой метчик Средний, метчик Чистобой метчик
б-Коническая конструкция
Рис. 116. Комплект слесарных метчиков
117
чике 3 риски. Применение метчиков в другой последовательности
обычно приводит к их пбломке.
По конструкции режущей части ручные метчики подразделяются
на цилиндрические и конические. Метчики цилиндриче-
Рис. 117. Плашки:
а — круглая цельная; б — круглая разрезанная; в — раздвижная;
г — квадратная цельная; д — шестигранная цельная
ской конструкции применяются для нарезания резьбы в глу-
хих отверстиях. Они имеют калибровочную часть разного диаметра;
Рис. 118. Вороток
причем полный профиль резьбы имеет только чистовой метчик.
Метчики конической конструкции имеют одинаковый
Рис. 119. Клупп
диаметр калибровочной части и различную длину заборной части;
применяются они для нарезания точной резьбы в сквозных отвер-
стиях. Для нарезания наружной резьбы на винтах и болтах приме-
няются различные плашки.
Плашки представляют собой стальные и закаленные гайки с вну-
тренней винтовой нарезкой, которой нарезают наружную резьбу как
вручную, так и на станках. Резьба плашки прорезана сквозными
118
продольными канавками, которые служат, как й у метчиков, для
образования режущих кромок на резьбе и для удаления стружки.
Плашки имеют заборную и калибрующую части. Заборная — ко-
нусная часть делается зенковкой на 2—3 нитки с обеих сторон
плашки, что позволяет нарезать резьбу любой из сторон плашек.
По форме плашки бывают круглыми, квадратными и шестигран-
ными (рис. 117).
Плашки изготовляются цельными и раздвижными. Цельные
плашки в свою очередь разделяются на постоянные и регулирую-
щиеся (разрезанные).
Рис. 120. Винтовальная доска
Постоянные плашки служат для нарезания резьбы определен-
ного диаметра за один проход. Они обладают большой жестко-
стью, дают чистую резьбу, но сравнительно быстро изнашиваются.
Разрезные плашки дают возможность на 0,1—0,2 мм
изменять диаметр нарезаемой резьбы благодаря своему пружиня-
щему свойству, но в результате недостаточной жесткости, а также
неравномерного изменения диаметра плашки при поджатии по всей
окружности дают профиль резьбы несколько искаженным.
Цельные плашки используются в воротке, изготовленном в виде
круглой рамки с рукоятками и винтами для крепления плашек
(рис. 118).
Раздвижные плашки состоят из двух половинок (полуплашек).
Боковые поверхности полуплашек имеют треугольные углубления,
которые служат для перемещения по направляющим специаль-
ной рамки, называемой клуппом (рис. 119). Установив плашку
в клуппе на требуемый диаметр резьбы, закрепляют ее при помощи
винта.
Для нарезания наружной резьбы применяются в ряде случаев
винтовальные доски (рис. 120). Винтовальная доска представляет
собой пластину из инструментальной стали с нарезанной резьбой
в отверстиях разных диаметров. В зависимости от количества от-
верстий одной винтовальной доской можно нарезать резьбу 10
и 15 различных диаметров. Для увеличения срока службы винто-
вальной доски в ней делают по 2—4 отверстия одинакового диа-
метра.
Процесс нарезания резьбы
' При нарезании внутренней резьбы метчиком необходимо пра-
вильно выбрать диаметр отверстия под резьбу, который обычно вы-
бирается по таблицам (табл. 12).
119
Таблица 12
Диаметры сверл для нарезания метрической резьбы при обработке
чугуна, бронзы, стали и латуни в мм
Диаметр резьбы в мм Резьбы
основная крепежная первая мелкая вторая мелкая третья мелкая четвертая мелкая
чугун и бронза сталь и латунь чугун и бронза сталь и латунь чугун и бронза сталь и латунь чугун и бронза сталь и латунь все материалы
5 4,1 4,2 4,5
6 4,9 5,0 5,2 5,5 5,5 —
7 5,9 6,0 6.2 6,1 6,5 — —
8 6,6 6,7 6,8 6,9 7,1 7,2 7,4 7,5 —
9 7,6 7,7 7,8 7,9 8,1 8,2 8,4 8,5 8,6
10 8,3 8,4 8,8 8,9 9,1 9,2 9,4 9,5 9,6
11 9,3 9,4 9,8 9,9 10,1 10,2 10,4 10,5 10,6
12 10,0 10,1 10,5 10,6 10,8 10,9 11,2 11,5
14 И,7 11,8 12,3 12,4 12,8 12,9 13,2 13,5
16 13,8 13,8 14,3 14,4 14,8 14,9 15,2 15,5'
18 15,1 15,3 16,3 16,4 16,8 16,9 17,2 17,5
20 17,1 17,3 18,3 18,4 18,8 18,9 19,2 19,5
22 19,1 19,3 20,3 20,4 20,8 20,9 21,2 21,5
24 20,6 20,7 21,7 21,8 22,3 22,9 23,2
27 23,5 23,7 24,7 24,8 25,3 26,0 26,2
30 26,0 26,1 27,7 27,8 28,3 29,0 29,2
33 29,0 29,2 30,7 30,8 31,3 32,0 32.2
36 31,4 ' 31,6 32,6 32,7 33,7 34,4 35,0
39 34,4 34,6 35,6 35,7 36,7 37,3 38,0
42 36,8 37,0 38,6 39,7 39,7 40,3 41,0
45 39,8 40,0 41,6 41,7 42,7 43,3 44,0
48 42,7 42,7 44,6 44,7 45,7 46,4 47,0
52 46,2 46,4 48,6 48,7 49,7 50,3 51,0
Если диаметр отверстий будет меньше требуемого, то резьба бу-
дет срываться или выдавливаемый при нарезании металл защемит
метчик, и он сломается. Если диаметр отверстия будет больше тре-
буемого, то получится неполная резьба (рис. 121).
Закрепление детали производится в тисках, а закрепление мет-
чика— в воротке (рис. 122). Для уменьшения нагревания метчика
при работе, уменьшения усилия резания и получения более чистой
резьбы метчик смазывается при нарезке резьбы в стальных деталях
маслом или эмульсией, в алюминиевых — керосином, в медных —
скипидаром.
Чтобы нарезать резьбу, в отверстие вставляется черновой мет-
чик и проверяется установка его по угольнику (рис. 123), а затем
при небольшом осевом нажатии начинают вращать метчик с по-
мощью воротка. После врезания метчика на несколько ниток, нажа-
тие на него прекращают, так как он будет ввертываться по на-
резке самостоятельно. Через 1,5—2 оборота метчик вращают на
полоборота в обратную сторону. При этом стружка ломается, по-
лучается мелкой и легче удаляется. При нарезании .резьбы в глу-
120
Рис. 121. Нарезание резьбы метчиком:
а ~ отверстие соответствует размеру под резьбу; б — отверстие мало;
в — отверстие велико
121
боких отверстиях или вязких металлах необходимо периодически
метчик вывертывать и очищать его и отверстие от стружки. Закон-
чив нарезание первым (черновым) метчиком, производят нарезание
последующими метчиками.
При нарезании резьбы в глухих отверстиях необходимо отвер-
стие просверливать примерно на половину диаметра резьбы глубже,
чем длина нарезаемой части. Это делается для того, чтобы учесть
неполную резьбу, нарезанную только заборным конусом в конце от-
верстия.
После работы метчиками их необходимо очистить от стружки,
смазки и грязи, слегка смазать машинным маслом и уложить в ко-
робочки (отдельно каждый комплект).
При поломке метчика во время работы он удаляется таким же
образом, как удаляются сломанные шпильки.
Заточка метчиков после затупления производится так же, как за-
точка разверток.
При нарезании наружной резьбы плашками, так же как и при
нарезании резьбы метчиком, необходимо правильно выбрать диа-
метр нарезаемой детали (табл. 13). Перед нарезкой резьбы стер-
жень должен быть опилен или обточен. На конце стержня должна
быть фаска для того, чтобы создать направление плашке. Нарезать
резьбу на необработанных деталях, покрытых окалиной или кор-
розией не рекомендуется, так как в этом случае плашки быстро
затупляются. Для нарезания резьбы деталь закрепляется в тисках
на 10—15 мм выше уровня тисков и смазывается такой же смазоч-
ной жидкостью, что и при нарезке резьбы метчиком. После закреп-
ления на деталь накладывают вороток с плашкой и начинают вра-
щать его при равномерном нажатии для того, чтобы плашка вре-
залась в деталь. Затем производят вращение воротка на 1—2 обо-
рота в одну сторону, а потом на полоборота в обратную сторону,
повторяя эти приемы до нарезания всей резьбы.
Таблица 13
Диаметры стержней под резьбу при нарезании плашками
Диаметр резьбы в мм Резьба метрическая Резьба дюймовая Резьба трубная
основная 1, 2, 3 и 4 мелкие диаметр резьбы в дюймах диаметр стержня в мм диаметр резьбы в дюймах диаметр трубы в мм
диаметр стержня в мм диаметр стержня в мм
5 4,92 4,96 3/16 4,53
6 5,92 5,96 1/4 6,10 1/4 12,86
7 6,90 6,95 — — —
8 7,90 7,95 5/16 7,68 — —
9 8,90 8,95 3/8 9,26 3/8 16,36
10 9,90 9,95 — — — —
11 10,88 10,94 7/16 10,80 — —
12 11,88 11,94 1/2 12,34 1/2 20,64
14 13,88 13,94 9/16 13,92 —
122
Продолжение
Диаметр резьбы в мм Резьба метрическая Резьба дюймовая Резьба трубная
основная 1, 2, 3 и 4 мелкие диаметр резбы в дюймах диаметр стержня в мм диаметр резьбы в дюймах диаметр трубы в мм
диаметр стержня в мм диаметр стержйя в мм
16 15,88 15,94 5/8 15,49 5/8 22,61
18 17,88 17,94 3/4 18,65 3/4 26,11
20 19,86 19,93 .— —
22 21,86 21,93 7/8 21,74 7/8 29,88
24 23,86 23,93 1 24,89 1 32,92
27 26,86 26,93 — — — —
30 29,86 29,93 — — — —
33 32,83 32,92 1 1/4 31,16 1 1/4 41,53
36 35,83 35,92 — — — —
39 38,83 35,92 1 1/2 37,47 1 1/2 47,37
42 41,83 41,92 1 5/8 40,55 — —
45 44,83 44,92 1 3/4 43,72 1 3/4 53,34
48 47,83 47,92 1 7/8 46,85 — —
52 51,80 51,90 2 50,0 2 59,21
Примечание. Примерный допуск на изготовление стержней для диа-
метров 5—20 мм составляет от 0,05 до 0,12; для диаметров 20—52 мм от 0,14
до 0,20.
При работе разрезанными или раздвижными плашками делают
3—4 прохода, несколько поджимая их после каждого прохода.
После нарезания резьбы плашки надо тщательно очистить от
стружки, смазать маслом и положить в специально отведенное
место.
Заточка режущих кромок плашек производится шлифовальными
кругами диаметром 4—10 мм на специальных заточных станках.
Проверка качества резьбы осуществляется резьбомером или ка-
либрами.
Основными дефектами при нарезке резьбы являются:
— рваная резьба возникает в результате нарезания резьбы
без смазочно-охлаждающей жидкости, при работе тупым или не-
правильно заточенным инструментом и при неправильной установке
режущего инструмента;
— косая резьба получается при неравномерном нажатии
на обе рукоятки воротка, вследствие чего перекашивается режущий
инструмент, а также при установке режущего инструмента в на-
чале работы с перекосом;
— неполная резьба может получиться при неправильно
выбранном размере режущего инструмента или диаметра детали пе-
ред нарезкой — диаметр просверленного отверстия больше требуе-
мого; диаметр стрежтя меньше требуемого;
— поломка режущего инструмента или срыв
резьбы происходит при невнимательности рабочего, недостаточ-
на
ной смазке, засорении инструмента стружкой, при работе тупым
метчиком, при обработке отверстия диаметром, меньше требуемого,
или стержня диаметром, больше требуемого, при неправильной тер-
мической обработке режущего инструмента (сильная закалка).
§ 7. ШАБРЕНИЕ
Шабрением (шабровкой) называется процесс соскабливания тон-
кого слоя металла с поверхности детали с помощью режущего ин-
струмента — шабера для получения гладкой поверхности и плотного
прилегания трущихся деталей, имеющих различные очертания.
В авиаремонтном производстве шабрением обрабатываются в основ-
ном различные плоскости разъемов картеров, корпусов насосов, кор-
пусов приводов и т. д.
При шабрении снимается слой металла толщиной от 0,002 до
0,02 мм. Этот процесс очень трудоемкий, и поэтому припуск на него
оставляется небольшим. Для небольших деталей шириной доЮОюи
и длиной до 500 мм припуск оставляется примерно 0,1 мм. Для
больших деталей, как, например, станины станков, припуск остав-
ляется в пределах 0,2—0,3 мм.
Инструмент для шабрения
Основным инструментом при шабрении являются шаберы. По
форме они бывают плоские, с прямым и отогнутым концом, трех-
гранные и фасонные (рис. 124). По числу режущих концов под-
разделяются на односторонние и двусторонние. Односторонние ша-
беры имеют ручки и похожи на напильники без насечки, у которых
ребра остро заточены. Двусторонние шаберы ручек не имеют, а для
удобства работы средняя часть обычно несколько утолщена. Фа-
сонные шаберы представляют собой различной формы пластины,
которые крепятся при помощи гайки к жесткой державке с дере-
вянной ручкой.
Шаберы изготовляются из углеродистой инструментальной стали
марки У10 или У12 с углом заострения режущих ребер 75—90°. Ра-
Рис. 124. Виды шаберов
124
бочая часть шабера закаливается на высокую твердость, т. е. без
отпуска. В большинстве случаев в мастерских шаберы изготовля-
ются собственными силами из старых изношенных напильников.
Длина плоских шаберов обычно 200—300 мм, ширина 5—30 мм
и толщина режущей части 2—4 мм. Размеры трехгранных и фасон-
ных шаберов определяются видом производимой работы. У трех-
гранных шаберов часто делают желобки по граням для облегчения
заточки режущих ребер.
Шаберы затачивают на заточном или шлифовальном станках
с применением охлаждающей жидкости, а затем доводят на шли-
фовальных брусках зернистостью 120 и выше, смазанных тонким
слоем машинного масла. Доводку также можно производить на чу-
гунной плите, смазанной смесью мелкозернистого абразивного по-
рошка с маслом.
Давление на шабер при заточке должно быть небольшим, иначе
лезвие может сильно нагреться и получится отпуск металла.
Доводка шабера производится через 1—2 часа работы, и после
4—5 доводок производится переточка.
Способы шабрения и контроль шаброванной поверхности
Обработка деталей шабрением начинается с определения частей
поверхности, подлежащих удалению. При обработке плоских по-
верхностей определение мест, подлежащих шабрению производится
по краске при помощи проверочных плит и линеек (рис. 125). Для
этого рабочая поверхность проверочного инструмента насухо проти-
рается тряпками или концами и на нее наносится тонкий ровный
слой краски. Нанесение краски производится тампоном из тряпки,
свернутой в виде трубки, перегнутой пополам и связанной бечевкой.
Для окрашивания применяются голландская сажа, берлинская
лазурь, железный сурик и индиго. Краска перед употреблением
растирается в порошок и разводится машинным маслом до конси-
стенции сметаны. Проверяемая поверхность детали насухо проти-
рается.
Рис. 125. Проверочные линейки и способы их применения:
а и б — линейки с широкой рабочей поверхностью; в — угловая линейка
125
Если обрабатываемая Деталь имеет небольшие размеры и веб,
то ее накладывают обрабатываемой поверхностью на проверочную
плиту и передвигают по ней несколько раз с небольшим нажимом.
Выступающие на обрабатываемой поверхности части будут при
этом окрашены.
Деталь после этого зажимают в тиски и соскабливают все окра-
шенные места. Затем деталь
Рис. 126. Шабровка плоских по-
верхностей
вновь протирают, окрашивают указан-
ным способом и шабрят до тех пор,
пока вся обрабатываемая поверх-
ность не будет покрываться равно-
мерно расположенными пятнами кра-
ски.
Шабрение плоских поверхностей
производится торцевой частью пло-
ского шабера. Существует два спо-
соба обработки «от себя» и «на
себя».
При обработке «на себя» шабер
держат в правой руке, а левую руку,
которой осуществляют нажатие на
шабер, накладывают посередине ла-
донью сверху и поджимают книзу че-
тыре пальца.
По отношению к обрабатываемой поверхности шабер устанавли-
вается с наклоном 20—40° (рис. 126).
При обработке прямым шабером рабочим ходом будет движе-
ние вперед «от себя». При обработке шабером с отогнутым кон-
цом— движение назад «на себя». За каждый рабочий ход сни-
мается стружка толщиной от 0,002 до 0,02 мм. В конце рабочего
хода шабер отделяется от обрабатываемой поверхности, чтобы не
останавливать его под стружкой, так как от этого резко увеличи-
вается шероховатость поверхности.
Предварительная шабровка производится движением на длине
10—15 мм, так чтобы следы от шабера пересекались под углом
45—60°. Чистовая и окончательная обработка производится более
короткими движениями на длине 3—10 мм.
Обработка прямым шабером в направлении «от себя» имеет ряд
существенных недостатков. При шабрении этим способом шабер при
рабочем ходе сильно врезается в тело обрабатываемого изделия
из-за чего стружка имеет неровное сечение в начале и конце. Обра-
батываемая поверхность делается ребристой и на ней остаются
заусенцы, удаление которых производится дополнительной шабров-
кой. Наличие заусенцев на изделии может ввести рабочего в заблу-
ждение при контроле качества шабрения, так как в этом случае на
поверхности изделия будет большое количество пятен. Для того
чтобы избежать заусенцев и ребристости при шабрении «от себя»,
шабер при работе необходимо перемещать с изменением угла на-
клона его к плоскости шабрения от 15 до 0°. Но такая обработка
126
сильно утомляет рабочего, в результате чего уменьшается произво-
дительность труда и ухудшается качество работы.
С целью устранения отмеченных недостатков шабрение способом
«от себя» слесарь-шабровщик Ленинградского завода станков-авто-
матов А. А. Барышников применил новый способ шабрения прямым
шабером «на себя». При этом способе перемещение шабера в рабо-
чем ходе производится на шабровщика. Геометрия заточки и кон-
струкции шабера остается такой же, как и при работе «от себя».
Шабер отличается от обычного лишь по длине (рис. 127).
При шабрении способом «на себя» шабер устанавливается лез-
вием к обрабатываемой поверхности под углом 75—80°, берется ру-
ками в обхват за стержень, а ручкой упирается в плечо рабочего
выше ключицы. Таким образом, кроме двух рук, в работе участвует
и плечо. Благодаря увеличенной длине шабер может пружинить,
и вследствие этого лезвие врезается в обрабатываемое изделие
плавно. Так же плавно шабер выходит в конце снятия стружки.
Поэтому обработанная поверхность получается без ребристости и
заусенцев. Применение шабрения способом «на себя» дало возмож-
ность слесарю-шабровщику А. А. Барышникову увеличить произ-
водительность труда в несколько раз.
Контроль качества шаброванной поверхности определяется ко-
личеством окрашенных пятен, приходящихся на квадрат размером
25 X 25 мм.
Поверхность считается хорошо обработанной, если на указанном
квадрате укладывается не менее 10 пятен. При очень точных рабо-
тах количество пятен в квадрате доводят до 20—30. Для облегче-
ния подсчета применяется приспособление в виде рамки с вырезан-
ным квадратом 25 X 25 мм.
Обработка тяжелых и громоздких деталей ведется непосред-
ственно на месте. В этих случаях покрытую краской плиту или ли-
нейку накладывают без перекосов на обрабатываемую поверхность
и производят 2—3 движения по всей длине.
Шабрение круглых деталей, например вкладышей подшипни-
ков, втулок и т. п., обычно производится не по контрольному ин-
струменту, а по сопряженной детали — валу трехгранным шабером.
В этом случае краска наносится тонким слоем на вал, который за-
тем вставляют в подшипник или втулку и проворачивают несколь-
127
ко раз. Если подшипник разрезной, то производят его затяжку
с таким расчетом, чтобы вал провертывался с некоторым напря-
жением. После провертывания вала подшипник снимают и произ-
водят шабрение окрашенных мест. Операцию повторяют до полу-
чения требуемого качества (10—15 пятен на квадрат 25 X25 мм).
Движение шабера вначале шабровки должно быть на себя и
по винтовой линии, как показано на рис. 128. При окончательном
шабрении шаберу сообщают движение по винтовой линии как на
себя, так и от себя, в результате чего на поверхности получаются
пересекающиеся линии под углом 60—90°.
Рис. 128. Шабровка подшипника
§ 8. РУЧНАЯ ПРИТИРКА
Ручная притирка является процессом окончательной обработки
поверхности детали абразивными материалами с целью получения
поверхности высокой точности и чистоты, а в ряде случаев одно-
временно и для получения герметичного соединения деталей. При-
тирка применяется для обработки наружных и внутренних поверх-
ностей деталей, имеющих плоскую, цилиндрическую, коническую и
фасонную формы. В авиаремонтном деле этот процесс находит ши-
рокое применение при притирке клапанов газораспределения, при-
тирке плунжерных пар и золотниковых агрегатов топливной систе-
мы, штоков гидросистемы и т. п.
Притирка производится двумя способами. По первому способу
для получения поверхности высокой точности и чистоты детали
притираются с помощью специального инструмента — притира. По
второму способу для получения герметического соединения детали
притираются непосредственно друг к другу.
По способу осуществления притирка подразделяется на машин-
ную, машинно-ручную и ручную. Для машинной притирки требует-
ся специальное и сложное оборудование, и поэтому применяется
она на заводах при изготовлении большого количества одинаковых
деталей. В ремонтном деле при изготовлении и ремонте небольшого
количества разнообразных деталей, наибольшее распространение
получили ручная и машинно-ручная притирки.
При слесарной обработке деталей обычно применяется ручная
притирка без применения каких-либо машин. Притирка с примене-
128
йием токарных, шлифовальных, сверлильных и т. п. станков назы-
вается машинно-ручной притиркой и рассматривается в главе 3,
§ 5 «Отделочные операции».
Сущность ручной притирки заключается в том, что на притир
или обрабатываемую поверхность наносят абразивный материал и
вручную перемещают их относительно друг друга. При этом зерна
абразива срезают тонкий слой металла как с притира, так и с об-
рабатываемой поверхности, что дает возможность получить по-
верхность высокой точности и чистоты, а при необходимости до-
биться герметичного соединения сопрягаемых деталей.
Абразивные материалы для притирки
Для притирки применяются шлифовальные порошки и микро-
порошки «из абразивных материалов: карбида бора, карбида крем-
ния, электрокорунда, наждака, окиси хрома, окиси алюминия, про-
каленной окиси железа (крокуса), толченого стекла и других ве-
ществ, имеющих определенную зернистость (табл. 14).
Таблица 14
Зернистость абразивного материала, применяемого при притирке
Группа зернистости Номера зернистости
Шлифпорошки 100 120 150 180 220 240 280 и 320
Микропорошки М-28 М-20 М-14 М-10 М7 и М5
Зернистость абразивов определяется путем просеивания мате-
риала через сита, имеющие определенное число отверстий на длине
в 1 дюйм (25,4 мм). Например, зернистость 180 означает, что зерна
абразивного материала просеялись через сито, у которого 180 от-
верстий, но задержались на сите, у которого 220 отверстий (т. е.
размер отверстия меньше).
Микропорошки маркируются по действительной величине зерна
в микронах. Например, обозначение микропоршка М-7 означает, что
размер зерна равен 7 мк.
Для ускорения процесса притирки его ведут с применением
масла или керосина. Добавление в смазочную жидкость различных
химических веществ еще более увеличивает скорость притирки и
производительность. Это объясняется тем, что в результате взаимо-
действия металла с различными химическими веществами на по-
верхности металла образуется пленка окислов, которая легко уда-
ляется с притираемой поверхности. Такие смеси абразивного мате-
риала с химическими веществами выпускаются в виде различных
паст. Наибольшее распространение получили пасты ГОИ (Государ-
ственного оптического института). Состав паст приведен в табл .15.
9-1395 129
Таблица 15
Характеристика пасты Грубая Средняя Тонкая
Цвет пасты Темно-зеленый Темно- Светло-
Состав пасты в % почти черный зеленый зеленый
Окись хрома (прокаленная) .... 81 76 74
Силикагель 2 2 1,8
Стеарин 10 10 10
Растепленный жир 5 10 10
Олеиновая кислота — — 2
Сода двууглекислая — — 0,2
Керосин 2 2 2
Размер кусков пасты
Диаметр (мм) 35 25 20
Высота (мм) 50 50 50
Притирочная способность (мк) . . . 40-17 16—8 7—1
Паста ГОИ применяется для притирки закаленных, хромирован-
ных и азотированных поверхностей, а также деталей из чугуна и
цветных металлов. Грубая и средняя паста применяются при пред-
варительной притирке; тонкая — при окончательной.
Для притирки пастой притир или обрабатываемую поверхность
слегка смачивают керосином, после чего наносят на поверхность
тонкий слой пасты. При притирке большого количества деталей
пасту обычно разводят керосином до консистенции сметаны и в та-
ком виде наносят на притир. После 5—10 проходов притира по
одному месту, когда паста потеряет свои притирочные свойства, ее
удаляют тряпкой и на.носят новый слой.
Если нет пасты ГОИ для обработки стальных и хромированных
деталей, то можно изготовить пасту по такому рецепту:
абразивный электрокорундовый порошок зернистостью 220—
320 — 69% (по весу);
стеарин — 14,6%;
парафин — 11,2%;
пушечная смазка — 5,2%.
Для приготовления пасты расплавляется стеарин, парафин и пу-
шечная смазка при температуре 70° С. Расплавленная смесь проце-
живается через сито и в нее добавляется абразивный порошок.
После этого полученная масса тщательно перемешивается до одно-
родного состава.
Притирочная способность абразивного материала или паст опре-
деляется по величине снятого металла со стальной закаленной пла-
стинки размером 35X9 мм при 100 движениях со средним нажа-
тием по плите размером 400X400 мм (т. е. при пути 40 м).
Материалы для притиров
Притиры, как правило, изготовляются из более мягкого мате-
риала, чем материал обрабатываемой детали. Обычно для этих це-
лей применяют серый перлитный чугун такого состава: углерода
130
3—3,5%, кремния 3—4%, марганца 0,7%, фосфора 0,8%, серы 0,1%;
твердость по Бринеллю равна 120—160. Структура чугуна должна
быть такова, чтобы паста или зерна абразива легко удерживались
на его поверхности. Если поры чугуна будут очень крупные, то по-
павшие в них мелкие зерна абразива не смогут принимать участие
в притирке. Наоборот, очень мелкие поры чугуна будут плохо дер-
жать на своей поверхности абразивный материал.
Для притиров могут быть применены также и мягкие материалы,
такие как бронза, баббит, свинец, твердые сорта дерева и т. д. Эти
материалы легче удерживают крупные зерна абразива, чем чугун,
и применяются обычно для предварительной притирки, когда нужно
снять большой припуск. В притиры из мягких материалов абразивы
предварительно вдавливаются (шаржируются) стальными плитками
или скалками, чтобы облегчить этот процесс во время притирки.
Иногда притиры изготовляются из твердой закаленной стали или
из стали с хромированной поверхностью. В этом случае в качестве
абразива употребляют окись хрома, венскую известь, крокус, трепел.
Смазывающую жидкость применяют в зависимости от обраба-
тываемого материала. Сталь и чугун притирают с керосином или
машинным маслом, а для очень тонкого притирания — с венской из-
вестью, разведенной в спирте или с тонким крокусом, смешанным
с вазелином. Легкие сплавы притираются с деревянным маслом.
Медь смазывается смесью лярдового и машинного масла. Алюми-
ний притирают абразивной смесью трепела с толуолом и стеарино-
вой кислотой.
Способы притирки
Притирка плоских поверхностей производится на притирочных
плитах; предварительная — на плитах с канавками, а окончатель-
ная — на гладких плитах.
Абразивный материал наносится тонким ровным слоем на плиту,
затем на нее кладется обрабатываемая деталь и перемещается по
всей поверхности плиты с легким
движениями. После прохождения
обрабатываемой детали по одному
и тому же месту 8—10 раз абра-
зивный материал теряет свои ре-
жущие способности и заменяется.
Притирка цилиндрических на-
ружных поверхностей производит-
ся кольцевыми зажимными при-
тирами (рис. 129), а внутрен-
них — разжимающимися притира-
ми (рис. 130).
Деталь закрепляется в тисках
или в несложном приспособле-
нии, а притиру сообщается вра-
щательное движение (как при
нажимом круговыми и прямыми
Рис. 129. Кольцевой притир для обра-
ботки наружной цилиндрической по-
верхности:
1 — корпус притира; 2 — притир; 3 — винт
9*
131
Рис. 130. Притир для обработки внутренней цилиндрической поверх»
ности:
/ _ стержень; 2 — притир; 3 — шайба; 4 — ручка; 5 — иинт; 6 — гайка
Рис. 131. Притирка внутренней поверхности детали
в тисках
нарезании резьбы) и одновременно движение вдоль притираемой по-
верхности (рис. 131). Детали с тонкими стенками и изготовленные
из мягкого материала, а также имеющие сложную форму, неудоб-
ную для закрепления в тисках, во избежание повреждения при об-
работке удерживают в руке или в приспособлении. Притир закреп-
ляется в тисках, а обрабатываемой детали сообщаются круговое и
поступательное движения.
Взаимная притирка двух деталей, а также притирка конических
поверхностей ничем не отличается от притирки цилиндрических по-
верхностей притирами.
132
Контроль притертых сопрягающихся поверхностей производится
по меткам или при помощи различных жидкостей.
При проверке по меткам, на чисто вытертую притертую поверх-
ность одной из сопрягаемых деталей (например, пробку крана,
фаску клапана) наносят карандашом или мелом тонкие линии.
После этого перемещают притертые поверхности относительно друг
друга на ’Л—1/з оборота и осматривают метки. Если метки стерты
по всей длине, то притирка произведена хорошо. Герметичность
притертого соединения проверяется пропусканием через него жид-
кости (например, керосина). Притирка считается выполненной пра-
вильно, если нет протекания жидкости.
Припуск на притирку зависит от точности и чистоты предвари-
тельно обрабатываемой поверхности. Например, припуск для пред-
варительно прошлифованных деталей диаметром до 100 мм остав-
ляется от 0,01 до 0,05 мм.
Притирку можно также производить после чистового обтачива-
ния и растачивания, зенкерования, развертывания, чистового фрезе-
рования, строгания, опиливания и т. д. При этом припуск несколько
увеличивают.
Точность при притирке может быть получена очень высокой.
Окончательная обработка калибров и некоторых измерительных при-
боров высокой точности достигается только притиркой. В обычных
условиях притиркой сравнительно легко достигается точность 0,003—>
0,005 мм, т. е. 1-го класса и выше.
Чистота поверхности, получаемая путем притирки, может дости-
гать VVVV 10— VVVV 14 классов.
ГЛАВА 2
ОБРАБОТКА МЕТАЛЛОВ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Металлорежущие станки служат для обработки металлов путем
снятия стружки.
Разнообразие деталей по форме, размерам, чистоте и точности
обработки вызвало необходимость создания различных по конструк-
ции и размерам станков, которые подразделяются на такие основ-
ные группы: токарные, сверлильные, шлифовальные, строгальные,
фрезерные, зубообрабатывающие, протяжные, притирочные и поли-
ровочные, резьбонарезные, разрезные и вспомогательные, а также
другие станки, не относящиеся ни к одной из перечисленных групп
Для того чтобы производить резание металла, металлорежущие
станки всех типов должны осуществлять два движения: главное и
движение подачи.
При главном или рабочем движении непосредственно осуще-
ствляется процесс резания металла, а движение подачи дает воз-
можность подвести под режущий инструмент еще необработанную
поверхность.
В станках встречаются два вида главного движения: вращатель-
ное и возвратно-поступательное; эти движения сообщаются изделию
133
или инструменту. Так, например, у токарных станков главным дви-
жением является вращение обрабатываемого изделия, а у сверлиль-
ных, фрезерных, шлифовальных станков — вращение инструмента.
Возвратно-поступательное главное движение имеет место у стро-
гальных, протяжных и у некоторых разрезных и зубообрабатываю-
щих станков.
Движение подачи может быть вращательным, как, например,
у резьбонарезных станков; возвратно-поступательным — у токарных,
фрезерных, сверлильных и т. п. станков; и сложным, слагающимся
из вращательного и поступательного движений,— у шлифовальных
станков. Кроме того, движение подачи может быть непрерывным,
как у токарных станков, и прерывистым, как у строгальных
станков.
В авиаремонтных предприятиях применяются станки преимуще-
ственно общего назначения: токарные, поперечно-строгальные, вер-
тикально-сверлильные, кругло- и плоскошлифовальные.
§ 1. ТОКАРНАЯ ОБРАБОТКА
Сущность точения
Обработка металла на токарном станке состоит в последова-
тельном снятии с заготовки излишнего металла — припуска до по-
лучения изделия требуемой формы, размера и качества поверхности.
Режущим инструментом при токарной обработке являются токар-
ные резцы.
Работа резца (рис. 132) состоит в следующем. Под действием
силы Р режущая кромка резца, имеющая форму клина, врезается
в металл, а передняя грань сжимает впереди лежащий слой ме-
талла. Когда усилия резца превысят силы сцепления частиц ме-
талла, они отделяются в виде стружки.
В зависимости от свойств обрабатываемого металла, геометри-
ческих параметров резца
Режущая
кромка
Рис. 132. Работа резца
и режимов резания стружка принимает
различную форму (рис. 133).
При обработке хрупких металлов,
как, например, чугуна, бронзы, стружка
имеет вид отдельных мелких кусочков
неправильной формы (рис. 133, а). Та-
кая стружка носит название стружки
надлома. При обработке вязких метал-
лов — мягкой стали, алюминия и т. п.
на высоких скоростях и с большим пе-
редним углом резания стружка сходит
с резца в виде ленты (рис. 133,6). Та-
кая стружка называется сливной. При
обработке менее вязких металлов, на-
пример твердой стали, стружка пред-
ставляет собой отдельные кусочки ме-
талла, слабо связанные между собой
134
(рис. 133, в). Такая форма стружки носит назва-
ние стружки скалывания.
Токарный станок типа 1Б62
В авиаремонтных предприятиях большое при-
менение имеют универсальные токарно-винторез-
ные станки, на которых производится обработка
наружных, внутренних и торцевых поверхностей.
На таких станках можно также производить свер-
ление и развертывание отверстий, нарезание резь-
бы, а с применением специальных приспособле-
ний — шлифование, фрезерование, обработку сфе-
рических поверхностей и т. д.
Токарно-винторезный станок типа 1Б62 завода
«Красный пролетарий» (рис. 134) состоит из та-
ких основных частей: станины, привода, передней
бабки, коробки скоростей, механизма подачи и
задней бабки.
Станина отлита из серого чугуна, она состоит
из 2 продольных стенок, соединенных ребрами
для увеличения жесткости. На станине закреп-
ляются все основные узлы станка, а по ее направ-
ляющим перемещаются суппорт и задняя бабка.
Передняя бабка служит для закрепления обрабатываемой де-
тали и передачи ей вращательного движения. Передняя бабка вклю-
чает в себя шпиндель, коробку скоростей и механизмы для враще-
ния, изменения направления вращения шпинделя, пуска и оста-
новки станка.
Шпиндель — наиболее ответственная деталь станка. Он дол-
Рис. 133. Различ-
ные формы стру-
жек:
а — надлома; б — слив-
ная; в — скалывания
Рис. 134. Токарно-винторезный станок типа 1Б62 завода „Красный про-
летарий'*
135
жен быть прочным и жестким, чтобьр'противодействовать усилиям,
возникающим при обработке деталей, и не' должен иметь значитель-
ных перемещений под действием этих усилий.
Конструктивно шпиндель 5 (рис. 135) выполнен в виде пустоте-
лого вала. Через имеющееся отверстие в шпинделе пропускают при
обработке длинные прутки и производят выталкивание центра 10,
который устанавливается в коническое отверстие на переднем конце
Рис. 135. Шпиндель токарного станка типа 1Б62:
1 — задний конический подшипник; 2 — отверстие; 3 — упорный шариковый подшипник;
4 — передний двухрядный подшипник; 5 — шпиндель; 6 — буртик; 7 — канавка; 8 — шейка;
9 — резьба; 10— центр; 11 — шестерня
шпинделя. Патрон, или планшайба, закрепляется на шпинделе по-
средством резьбы 9. Буртик 6 и шейка 8 выполнены с большой точ-
ностью и служат для центрирования патрона, или планшайбы. Для
того чтобы патрон не отвинчивался при остановке станка, в ка-
навку 7 шпинделя устанавливаются специальные предохранители.
Шпиндель вращается в роликовых подшипниках: переднем двух-
рядном 4 и заднем коническом 1, осевую нагрузку воспринимает
упорный шариковый подшипник 3.
Коробка скоростей служит для сообщения шпинделю различных
чисел оборотов. В зависимости от обрабатываемого материала изде-
лия и резца, от их размеров и форм, а также от вида обработки
требуется различная скорость вращения детали. Это достигается из-
менением числа оборотов шпинделя. Коробка скоростей представ-
ляет собой сложный механизм, состоящий из большого количества
деталей. Посредством коробки скоростей шпинделю могут быть
установлены различные числа оборотов в минуту в пределах от 11,5
до 1200.
Механизм подачи служит для передачи суппорту движения
с различной скоростью.
В механизм входят: реверсивный механизм, гитара со сменными
зубчатыми колесами, коробка подач, фартук и суппорт.
Реверсивный механизм, предназначенный для измене-
ния направления подачи, состоит из блока двух цилиндрических
136
зубчатых колес, скользящих по шлицам на ведомом валу. Этот блок
может быть сцеплен с промежуточным колесом или с колесом на
ведущем валу. В зависимости от этого ведомый вал будет вращаться
либо в одном, либо в другом направлении.
Гитара со сменными зубчатыми колесами слу-
жит для изменения величины подачи суппорта (рис. 136). При по-
Рис. 136. Схема реверсивного механизма и
гитары станка типа 1Б62:
а — настройка на модульную резьбу; б — настройка иа
метрическую и дюймовую резьбы и подачу
мощи гитары, а также со-
ответствующего переклю-
чения коробки подач мож-
но нарезать метрические,
дюймовые, модульные и
специальные резьбы.
Сменные зубчатые ко-
леса изготовлены в виде
блоков, которые дают воз-
можность нарезать все ви-
ды резьб. Нарезание ме-
трической и дюймовой
резьб производится при
передаче вращения от ко-
робки скоростей к коробке
подач через колеса z — 42,
z = 100 и z = 100. Наре-
зание модульной и спе-
циальной резьб — при пе-
редаче через колеса 2 = 32,
2=100 и 2 = 97. Пере-
наладка станка для наре-
зания различных резьб
производится путем пере-
вертывания блоков зубча-
тых колес.
Коробка подач
служит для передачи дви-
жения ходовому винту
или ходовому валику, а
также для изменения скорости их вращения и, следовательно, из-
менения величины подачи. Величина подачи за один оборот шпин-
деля изменяется в зависимости от тех же условий, что и числа
оборотов шпинделя. Механизм коробки подач является таким же
сложным, как и механизм коробки скоростей.
Наиболее распространенными являются коробки подач с накид-
ными зубчатыми колесами (рис. 137). На валу / закреплены на-
глухо зубчатые колеса 2 с различными числами зубьев. На валу 5,
получающем вращение от шпинделя, перемещается на скользящей
шпонке зубчатое колесо 4, которое через промежуточное зубчатое
.колесо 5 можно сцепить с любым зубчатым колесом на валу /.
Передвижение зубчатых колес 4 и 5 осуществляется при помощи
каретки 6 и рукоятки 7. Закрепление рукоятки в определенном по-
137
Рис. 137. Схема коробки подач с накидными зубчатыми передачами:
1 и 3 — валы; 2 — комплект зубчатых колес; 4 и 5 — зубчатые колеса; 6 — вилка каретки;
7 — рукоятка; 8 — защелка; 9 — пружина; 10 — пазы
Рис. 138. Суппорт токарного станка:
I — каретка; 2 — направляющие каретки; 3 — поперечные салазки; 4 — суппорт; 5, 10 и
12 — випты; 6 — направляющие суппорта; 7 — верхние салазки; 8, 11 и 14— рукоятки; 9 —
резцедержатель; 13 — фартук; 15 — маховик
ложении производится защелкой 8, которая под действием пру-
жины 9 входит в соответствующее гнездо корпуса коробки. Для
устойчивости в работе рычаг каретки 6 опирается на один из па-
зов 10 в стенке корпуса коробки.
Фартук станка служит для преобразования вращательного
движения ходового винта или ходового валика в прямолинейное
движение суппорта.
Суппорт токарного станка (рис. 138) предназначен
для закрепления и перемещения резца. Резец закрепляется в резце-
138
держателе 9 при помощи винтов 10. Конструкцией резцедержателя
предусмотрено закрепление в нем одновременно четырех различных
резцов, которыми можно работать поочередно. Для перестановки
резцедержателя необходимо рукояткой 11 отпустить гайку на
винте 12. После поворота в требуемое положение резцедержатель
закрепляется рукояткой 11.
Рис. 139. Задняя бабка токарного станка 1Б62:
/ — корпус; 2 — плита; 3 — болт; 4 — скоба; 5,9, 11 и 13 — винты; 6 — пиноль; 7 — конус;
8 - маховик; 10 — гайка; 12 — рукоятка; 14 и 15 — втулки
Продольное перемещение резцедержателя при обработке длин-
ных деталей осуществляется кареткой 1 по направляющим станины.
Перемещение производится механически или вручную маховиком 15.
Короткие продольные и под углом перемещения резцедержателя
производятся верхними салазками 7 по направляющим 6 поворот-
ной части суппорта 4. Передвижение верхних салазок осущест-
вляется вручную рукояткой 8.
Поперечное перемещение суппорта может производиться меха-
нически или вручную рукояткой 14. При этом поперечные салазки 3
будут перемещаться по направляющим 2 каретки /.
Задняя бабка (рис. 139) предназначена для поддержания дета-
ли при обработке в центрах, а также для установки и закрепления
сверл, зенкеров, разверток и других инструментов.
Корпус 1 бабки располагается на плите 2 и крепится к станине
станка болтами 3 и скобой 4. Перемещение корпуса относительно
плиты производится с помощью винтов 5 при отвернутых болтах 3.
В корпусе помещается пиноль 6 с закрепленной в ней гайкой 10.
Перемещение пиноли внутри бабки производится маховичком 8 и
винтом 9. В переднее коническое отверстие пиноли вставлен конус
139
7, который обратно выталкивается выступом винта 9, когда пиноль
вдвигается в корпус бабки. Закрепление пиноли в рабочем положе-
нии производится рукояткой 12 и винтом 13, стягивающим зажим-
ные втулки 14 и 15, которые своими цилиндрическими поверхно-
стями заклинивают пиноль.
Кинематическая схема станка 1Б62
Кинематической схемой станка называется условное изображе-
ние станка, показывающее взаимное расположение и взаимодей-
ствие механизмов, узлов и деталей. В кинематической схеме каж-
дая деталь показана определенным условным знаком, не отражаю-
щим конструктивных особенностей той или иной детали. Так, на-
пример, все валы — гладкие, ступенчатые и другие изображаются
прямой линией.
Единые условные изображения деталей для кинематических
схем установлены Государственным Общесоюзным Стандартом
(ГОСТ 3462—52).
Кинематическая схема токарного станка 1Б62 изображена на
рис. 140. Рассмотрим по приведенной схеме основные движения
станка и механизмы, участвующие в этих движениях.
Механизм главного движения. Источником главного движения
является электродвигатель мощностью 7 кет, имеющий 1440 оборо-
тов в минуту; от него движение передается через клиноременную
передачу на вал 5 коробки скоростей.
На валу коробки скоростей установлена фрикционная муфта 3,
с помощью которой осуществляется остановка и пуск станка, а так-
же изменение вращения шпинделя при работающем электродвига-
теле. При включении левой половины муфты шпинделю сообщается
прямой ход, а при включении правой половины — обратный ход.
От вала 5 вращение передается на вал 8 зубчатыми колесами / и
10 или 2 и 11. Таким образом, вал 8 может иметь 2 числа оборо-
тов. Далее через зубчатые колеса 12, 9 и 13, неподвижно закреп-
ленные на валу 8, и через передвижной блок зубчатых колес 16, 17
и 18 движение передается валу 14, который имеет 6 различных чи-
сел оборотов. От него через зубчатое колесо 19 вращение передает-
ся на зубчатое колесо 35, сидящее на шпинделе 30, который полу-
чает 6 различных оборотов.
Если выключить из зацепления друг с другом зубчатые колеса
35 и 19, то движение будет передаваться от вала 14 к валу 26 че-
рез колеса 20, 22, 21 и 23. Вал 26 получает 12 разных чисел обо-
ротов. От него через блок зубчатых колес 24 и 25 вращение пере-
дается колесам 28 и 29, сидящим на валу 27, которого через
колеса 31 и 32 вращение передается шпинделю 30.
Механизм подачи. Подача определяется величиной перемещения
суппорта за один оборот шпинделя.
Вращение от шпинделя 30 передается через зубчатые колеса 33
и 34 на вал 15, затем через зубчатые колеса реверсивного меха-
140
Рис. 140. Кинематическая схема токарного станка 1Б62
низма 36, 38, 39 — на вал 40. От него через зубчатые колеса 41,
43, 46 гитары вращение передается на вал 47 коробки подач.
Вращение от шпинделя к коробке подач может передаваться
также через звено увеличения шага, которое служит для увеличе-
ния подачи или шага нарезаемой резьбы. В этом случае зубчатое
колесо 34 зацепляется с колесом 21 и вращение подачи к валу 15
идет непосредственно от вала 14, который кинематически всегда
связан со шпинделем. В коробке подач при нарезании метрической
резьбы или подаче вращение передается следующим образом. Ко-
лесо 48, сидящее на валу 47, сцепляется с колесом 74, а колесо 68
с колесом 67. Попутно отметим, что колеса 48 и 68 сблокированы
и переводятся одной рукояткой. Движение от вала 47 через колеса
48 и 74 передается наборному конусу 72, от которого через накид-
ное колесо 71 и колесо 50— валу 51. От вала 51 вращение пере-
дается через колеса 52, 67, 68 валу 70. От него через колеса 64, 65,
54 или 62, 55 вращение сообщается колесу 56 и от него либо ходо-
вому винту 58 (при перемещении колеса 56 вправо и сцеплении
его с зубчатой муфтой 57), либо ходовому валику 59 через колесо
60.
При нарезании дюймовой резьбы колесо 48, перемещаясь впра-
во, входит в зацепление с зубчатой муфтой 49 на валу 51. Одно-
временно колесо 68 перемещается влево и входит в зацепление
с колесом 69. Таким образом движение от вала 47 передается валу
51 и дальше через колесо 50 и накидное колесо 71 — на вал 73. От
него через колеса 69 и 68 движение сообщается валу 70, от кото-
рого через колеса 64, 65, 54 или 62, 55 — на колесо 56 и затем на
ходовой винт 58 или на ходовой вал 59.
От ходового винта или от ходового валика движение передается
механизмом фартука, в котором вращательное движение превра-
щается в прямолинейное. Продольное и поперечное движения суп-
порта от ходового валика 59 производятся через колеса 75, 76, 96,
95 или 75, 76, 94, червячную пару 86 и далее через колеса 80, 79,
87, 88, 77 и рейку 78, или через колеса 85, 83 и винт поперечного
самохода 82. Движение от ходового винта 58 к суппорту передает-
ся через разъемную гайку 97.
Приспособления к токарному станку
Каждый токарный станок снабжается различными приспособле-
ниями для установки и закрепления деталей. Наиболее часто креп-
ление обрабатываемых деталей производится в центрах, в патроне,
в патроне и центре, в планшайбе, на оправке. Для передачи движе-
ния от шпинделя к обрабатываемому изделию при закреплении в
центрах служат хомутики и поводковые патроны. Для предотвра-
щения от прогиба длинных и тонких деталей применяются люнеты.
Детали, устанавливаемые в центрах станка, должны иметь цент-
ровые отверстия (рис. 141), размеры которых определяются по
ГОСТ. Предохранительный конус служит для предохранения опор-
ной поверхности от забоин. Центровые отверстия с предохранитель-
142
Рис. 141. Центровые отверстия:
а — без предохранительного конуса; б — с предохранитель-
ным конусом
6
Рис. 143. Вращающийся центр:
/ — центр; 2, 3 и 4 — шарикоподшипники; 5 - корпуе
143
Рис. 144. Четырехку-
лачковый патрон
Рис. 145. Трехкулачковый самоцентрирующий патрон:
/ — корпус; 2 — коническое зубчатое колесо; 3 — диск; 4 — кулачки;
3 — спиральные канавки
ным конусом делаются только на тех деталях, которые в процессе
эксплуатации подвергаются проверке в центрах или ремонту.
Центры (рис. 142) служат для поддержания и центрирования
изделий и устанавливаются в коническое отверстие шпинделя или
пиноли задней бабки. Для обработки деталей, концы которых об-
точены на конус, применяют обратные конусы (рис. 142,6). При
обработке средних по размеру и нетяжелых деталей применяются
центры с углом конуса 60°, при обработке крупных и тяжелых де-
талей применяются центры с углом конуса 75 и 90°. При обработке
тяжелых деталей, а также при обработке деталей на больших ско-
ростях применяются задние центры или с пластинками из твер-
дого сплава, или вращаю-
щиеся (рис. 143).
Передний центр всегда
вращается вместе со шпин-
делем и обрабатываемой
деталью; задний центр
144
^неподвижен (за исключе-
нием вращающегося) и
всегда трется о вращаю-
щуюся деталь. При недо-
статочной смазке конец
центра и центровое отвер-
стие детали будут сильно
нагреваться и быстро из-
нашиваться.
Патроны при токарной
обработке в большинстве
случаев применяются двух
типов: простые и само-
центрирующие.
Простые патро-
ны изготовляются обычно
Рис. 148. Закрепление детали на разжимной
оправке:
/ — отжимная гайка; 2 — пружинящая втулка (цанга);
3 — разжимной конус; 4 — обрабатываемая деталь; 5 —
затяжная гайка
четырехкулачковыми (рис. 144). У та-
ких патронов каждый из четырех кулачков перемещается незави-
симо от остальных, что позволяет устанавливать и закреплять де-
тали, имеющие неправильную форму поверхности.
Самоцентрирующие патроны бывают четырех-, трех-
и двухкулачковые (рис. 145). У таких патронов все кулачки 4 пе-
ремещаются одновременно, благодаря чему цилиндрические детали
точно устанавливаются по центру. При вращении конического зуб-
чатого колеса 2 вращается диск 3, имеющий спиральные канавки
5, которые перемещают одновременно все кулачки по пазам кор-
пуса к центру или от центра.
Планшайба (рис. 146) представляет собой стальной диск с про-
дольными лучеобразными отверстиями. Установка и крепление де-
талей различных форм производится при помощи болтов, планок,
угольников, подкладок и других приспособлений.
Оправки служат для установки и закрепления деталей, обраба-
тываемых снаружи и имеющих гладкие или шлицевые отверстия.
Оправки бывают цилиндрические (рис. 147, а) и конусные
(рис. 147, б) с конусностью от 1/1000 до 1/5000. Конусные оправки
хорошо центрируют, но имеют тот существенный недостаток, что
при изготовлении одинаковых деталей положение их на оправке не
бывает постоянным. Это объясняется тем, что за счет даже неболь-
шой разницы в диаметрах отверстия (в пределах допуска), а так-
же за счет колебания силы запрессовки конус оправки входит в от-
верстие деталей на разную глубину.
отверстий имеют значительные ко-
лебания, применяют разжимные
(цанговые) оправки (рис. 148).
Пружинящая втулка
(цанга) имеет с каждой сторо-
ны по 3 продольных прорези
(рис. 149), которые заходят за се-
редину длины втулки. Под дей-
ствием разжимного конуса втулка
145
расширяется, центрирует деталь и удерживает ее от проворачива-
ния силами трения.
Хомутики (рис. 150) служат для передачи вращения от повод-
кового патрона к изделию, установленному в центрах. Хомутик на-
девается на изделие и закрепляется зажимным винтом.
Рис. 150. Хомутики: Рис. 151. Самозажимной хомутик:
а—с отогнутым концом; б —с прямым I — корпус; 2 — рычаг; 3 — рифленая по-
койном верхность; 4 — пружина; 5 — палец по-
водкового патрона
При чистовой обработке применяются самозажимные хомутики
(рис. 151). Под действием пружины 4 рычаг 2 прижимается риф-
леной поверхностью 3 к поверхности обрабатываемой детали. При
вращении шпинделя палец 5 поводкового патрона нажимает на ры-
чаг, зажимает деталь и приводит ее во вращение.
Поводковый патрон представляет собой диск с четырьмя проре-
зями, в которые вставляется поводковый палец (рис. 152) или ото-
гнутый конец хомутика.
Люнеты предназначаются для предохранения от прогиба при
146
обработке деталей, имею-
щих большую длину и ма-
лый диаметр. Люнеты бы-
вают неподвижные и по-
движные. Неподвиж-
ный люнет (рис. 153)
основанием 3 ставится на
направляющие станины и
прикрепляется к ней план-
кой 1 и болтом 2. От-
кидная верхняя часть лю-
нета соединена с основа-
нием шарниром 4 и бол-
том 5. Перед постановкой
в люнет на изделии про-
тачивается специальная
шейка, на которую опи-
раются ролики 6, они под-
водятся к шейке винта-
ми 7 и закрепляются сто-
порами 8.
Подвижный лю-
нет по конструкции схо-
ден с неподвижным. Он
Рис. 153. Люнет роликовый неподвижный:
I — планка; 2 и 5 — болты; 3 — основание; 4 — шарнир;
6 — ролики; 7 — винт; 8 — стопор
устанавливается на суппорте сзади резца. Люнет передвигается
вместе с резцом и воспринимает на себя его давление. При обра-
ботке очень тонких и длинных деталей ставятся несколько непо-
движных люнетов и 1 подвижный.
Токарные резцы
Токарный резец состоит из двух основных частей — тела и го-
ловки (рис. 154).
Тело служит для закрепления резца в резцедержателе; голов-
ка — для резания металла.'
Передняя грань
Гладная режущая кромка
Вспомогательная
режущая
Мершана резца
Тело резца
Головка резца
^=г.Главная задняя грань
Рис. 154. Токарный резец
В спомогатель
ная задняя
грань
10*
147
Головка имеет переднюю поверхность (грань), по которой схо-
дит стружка, и 2 задние поверхности: главную и вспомогательную,
обращенные к обрабатываемой детали.
В месте от пересечения передней и задних поверхностей обра-
зуются главная и вспомогательная режущие кромки. Главная ре-
жущая кромка выполняет основную работу резания. Точка пересе-
чения главной и вспомогательной режущих кромок называется вер-
шиной резца.
Рис. 155. Углы резца
Углы резцов (рис. 155). У резцов различают главные углы, из-
меряемые в главной секущей плоскости, перпендикулярной к про-
екции главной режущей кромки на основную плоскость, и вспомо-
гательные углы, измеряемые во вспомогательной секущей плоско-
сти, перпендикулярной к проекции вспомогательной режущей кром-
ки на основную плоскость. Так как на работу резания влияют в ос-
новном главные углы, то вспомогательные углы рассматриваться
не будут.
Главным задним углом а называется угол между глав-
ной задней гранью резца и плоскостью резания. С увеличением
угла уменьшается трение резца об изделие, но и в то же время
ослабляется резец. Обычно задний угол выбирается в пределах
Углом заострения (3 называется угол между передней и
задней гранями резца.
Передним углом Y называется угол между передней
гранью резца и плоскостью, перпендикулярной плоскости резания,
проведенной через главную режущую кромку. С увеличением пе-
148
реднего угла улучшаются условия резания, но вместе с тем также
ослабляется резец из-за уменьшения угла 0. Поэтому передний угол
более 25° применяется очень редко.
Углом резания 3 называется угол между передней гранью
резца и плоскостью резания. Из рис. 155 видно, что 3 = а -|- 0
Главным углом в плане ср называется угол между на-
правлением подачи и проекцией главной режущей кромки на ос-
новную плоскость. У проходных резцов для обработки жестких де-
талей угол ср равен 30, 45 или 60°, а для обработки деталей малой
жесткости — 60, 75 и 90°.
Уеол наклона
отрицательный
Угол наклона
равен нулю
У&ол наклона
полож отельный
Рис. 156. Углы наклона главной режущей кромки
Вспомогательным углохМ в плане <рг называется
угол между направлением подачи и проекцией вспомогательной ре-
жущей кромки на основную плоскость. Он служит для увеличения
стойкости резца и улучшения чистоты поверхности. Обычно угол
Vi бывает от 5 до 15°.
Углом при вершине в плане е называется угол между
проекциями режущих кромок на основную плоскость.
Углом наклона режущей кромки X называется угол,
заключенный между режущей кромкой и плоскостью, проходящей
через вершину резца параллельно основной плоскости (рис. 156).
Угол наклона считается положительным, когда вершина резца рас-
положена ниже режущей кромки, и отрицательным, когда вершина
резца является наивысшей точкой. Наклон главной режущей кром-
ки определяет направление схода стружки. Угол наклона у резцов
подрезных, прорезных и отрезных равен 0°, а у остальных резцов
от +4 до —4°.
Так как углы резца рассматриваются обычно в нерабочем со-
стоянии, то при работе в зависимости от установки резца относи-
тельно обрабатываемого изделия действительное значение углов
может меняться (рис. 157).
Токарные резцы подразделяются на такие группы:
— по роду выполняемой операции на проходные, расточные,
прорезные, подрезные, отрезные, резьбовые, фасонные;
— по виду операции на черновые и чистовые;
— по конструкции на цельные с пластинками, прямые и ото-
гнутые, правые и левые;
149
а 6 g
Рис. 157. Установка резца:
7 — при обтачивании; 2 — при растачивании: а — по линии центров; б — вы-
ше линии центров; в — ниже линии центров
— по роду материала из углеродистой стали, из быстрорежу-
щей стали, из легированной стали, из твердого сплава, из термо-
корунда.
В зависимости от назначения резца ему придают соответствую-
щую форму и размеры и производят соответствующую заточку.
При этом, если обработка изделий может производиться при
подаче от задней бабки к передней или при подаче от передней
бабки к задней, применяемые для одной и той же операции резцы
отличаются по форме. В первом случае применяются правые рез-
цы, а во втором — левые. Для определения вида резца наклады-
вают на него руку, при этом отогнутый большой палец должен на-
ходиться со стороны главной режущей кромки (рис. 158).
Проходные резцы, прямые и отогнутые (рис. 159), служат
обычно для черновой обработки наружных цилиндрических, кони-
Левый Правый
ческих и фасонных поверхностей.
Для чистовых операций применяются широ-
кие резцы и со скругленной вершиной (рис. 160).
Обработка внутренних поверхностей произ-
водится различными расточными резцами, пред-
назначенными для расточки сквозных отвер-
стий, для расточки глухих отверстий, для вы-
борки внутренних канавок и т. д. (рис. 161).
Подрезные резцы (рис. 162, а) служат для
подрезки торцов и обточки плоскостей перпен-
дикулярно оси вращения изделия.
Отрезные резцы (рис. 162,6) применяют
Рис. 158. ©пределе- Для отрезания материала и прорезания узких
ние резца
канавок.
150
Рис. 160. Резцы для чистовой обработки:
а — широкий; б — со скругленной вершиной
Рис. 161. Черновые расточные резцы:
а — для сквозных отверстий; б — для глухих отверстий
151
а б
Рис. 163. Резьбовые резцы для нарезания метрической резьбы:
а — наружной; б — внутренней
Рис. 164. Фасонные резцы:
а — призматический; б — круглый
152
Нарезание резьбы производится резьбовыми резцами (рис. 163),
форма которых зависит от профиля резьбы.
Обработка фасонных деталей 'небольшой длины производится
фасонными призматическими и круглыми резцами (рис. 164).
Необходимую форму и углы токарный резец получает после за-
точки, а высокую чистоту поверхностей граней и остроту режущих
кромок — после доводки. Заточка резцов в авиаремонтных пред-
приятиях обычно производится на заточном станке или на точиле.
Для заточки резцов из углеродистой стали применяются шлифо-
вальные круги на керамической связке из электрокорунда нормаль-
ного зернистостью 60—80, твердостью СМ1-С2. Для заточки резцов
с пластинками из твердого сплава применяются круги такой же ха-
рактеристики, но из карбида кремния зеленого.
Вначале затачивают переднюю грань резца, потом главную и
вспомогательную задние грани и затем радиус при вершине
(рис. 165). При заточке задней грани и радиуса при вершине
Рис. 165. Порядок и приемы заточки проходного резца:
Z — заточка передней грани; 2 и 3 — заточка главной и вспомогательной зад-
них граней; 4 — заточка радиуса вершины
153
Рис. 166. Примеры проверки углов заточки про-
ходных резцов по шаблонам
резец устанавливается так, чтобы передняя грань его находилась
сверху. В этом случае направление вращения шлифовального кру-
га на режущую кромку обеспечивает получение ее без заусенцев
и более острой. Такого же порядка необходимо придерживаться
при заточке резцов с пластинками из твердых сплавов, это предо-
хранит их от выкрашивания. Во время заточки резец необходимо
все время перемещать вдоль рабочей поверхности круга; это обес-
печивает прямолинейность режущей кромки резца и предохраняет
шлифовальный круг от неравномерного износа.
Заточку резцов нужно производить с обильным охлаждением.
Если нельзя обеспечить обильное охлаждение, то заточку лучше
производить всухую, чем при недостаточном охлаждении. Нельзя
при этом периодически погружать резец в охлаждающую жидкость,
так как на поверхности резца могут получиться трещины и при ра-
боте режущая кромка будет выкрашиваться. Затачиваемый резец
нельзя сильно прижимать к шлифовальному кругу, так как от пе-
регрева резцы из углеродистой стали будут отпускаться, а на рез-
цах из быстрорежущей стали* или твердого сплава появятся тре-
щины.
После заточки резца производят доводку его рабочих поверхно-
стей, что повышает стойкость резца в 1,5—3 раза. Доводка по-
154
верхностеи производится на вращающемся чугунном диске, поверх-
ность которого покрывается пастой ГОИ.
Доводка поверхностей резца производится в том же порядке,
как и заточка. Если нет чугунного диска, доводку с несколько худ-
шими результатами можно производить шлифовальными брусками
зернистостью М-7 — М-20. Заточенные и доведенные резцы под-
вергаются проверке по шаблонам (рис. 166) или с помощью уни-
версальных угломеров.
Режимы резания при точении
Под режимом резания подразумеваются принятые скорость ре-
зания (и), подача (S) и глубина резания (/).
Скоростью резания называется путь перемещения режущей
кромки резца относительно обрабатываемой поверхности или обра-
батываемой поверхности относительно резца в одну минуту. Ско-
рость резания при главном — вращательном движении называют
окружной скоростью.
Скорость резания определяется по формуле
TtDn .
V = 1000 м1мин>
где v — скорость резания в м/мин,-,
D — диаметр обрабатываемой детали в мм;
п — число оборотов детали в минуту в об/мин;
тс— постоянное число, равное 3,14.
Подачей называется величина перемещения резца за один обо-
рот детали.
В зависимости от направления, по которому перемещается ре-
зец относительно оси детали, подача бывает продольной, попереч-
ной и наклонной.
Глубиной резания называет-
ся толщина слоя металла, сни-
маемого за один проход.
Измерение подачи и глуби-
ны .резания при различных то-
карных работах показано на
рис. 167.
Скорость резания и подача
выбираются в зависимости от
свойств обрабатываемого ма-
териала, формы, материала и
режущих свойств инструмен-
та, типа станка, вида и харак-
тера обработки, глубины реза-
ния, надежности крепления
обрабатываемой детали и ее
жесткости.
Скорость резания выбирает-
ся по справочнику, исходя из
Рис. 167. Измерение подачи и глуби-
ны резания при различных токарных
работах:
а — продольное точение; б — отрезание или про-
тачивание канавок; в — подрезание; г — растачи-
вание
15$
стойкости резца. Стойкостью резца называется время, в те-
чение которого инструмент работает без переточки. Чем выше ско-
рость резания при всех других равных условиях, тем быстрее изна-
шивается резец, тем чаще приходится его перетачивать. Однако это
не значит, что нужно работать с малой скоростью резания: малая
скорость сильно снижает производительность. Поэтому обработку
ведут при такой стойкости резца, при которой режущие свойства
резца используются экономически наиболее выгодно, т. е. при кото-
ром получается наименьшая себестоимость продукции. Такая стой-
кость называется экономической стойкостью. Например, для рез-
цов из быстрорежущей стали экономическая стойкость принимается
равной 60 мин.
Зная требуемую скорость резания, можно определить нужное
А Л, 1OOOV g.. г-,
число оборотов изделия по формуле: п = - об/мин. Получен-
ное число оборотов сравнивают по паспорту с имеющимися числа-
ми оборотов станка и принимают ближайшее меньшее число.
Величина подачи зависит также от требуемой чистоты поверх-
ности. При черновых проходах надо выбирать наибольшую подачу,
допускаемую прочностью станка, а при чистовых — подача выби-
рается тем меньше, чем чище должна быть обработанная поверх-
ность. В среднем при черновой обработке подача выбирается в пре-
делах от 0,3 до 2 мм/об\ при чистовой — от 0,1 до 0,3 мм/об.
Глубина резания выбирается в зависимости от припуска на об-
работку и характера обработки: черновой или чистовой. При черно-
вой обработке глубина резания принимается от 2 до 5 мм\ при чи-
стовой — от 0,2 до 1 мм.
Обработка деталей на токарном станке
Обработка наружных поверхностей деталей. Наиболее распро-
страненным способом обработки деталей на токарных станках яв-
ляется обработка в центрах. Передача вращения от шпинделя к
детали производится через кулачковый патрон, планшайбу или по-
водковый патрон с хомутиком (рис. 168).
При обработке на токарном станке необходимо правильно уста-
новить резец в резцедержателе. Резец должен выступать из резце-
держателя не более чем на 1,5 высоты тела. Если вылет будет
больше, то резец при работе будет дрожать и обрабатываемая по-
верхность получится плохого качества. При установке резца с под-
кладками их помещают под резец на всю длину, но не более двух
подкладок. Резец в резцедержателе должен быть закреплен не ме-
нее чем двумя винтами.
Проверку положения вершины резца производят по центру или
по риске, нанесенной на пиноли задней бабки.
Для того чтобы после чистовой обработки деталь имела задан-
ный диаметр, необходимо точно установить глубину резания. С этой
целью при ручной подаче сначала протачивают на нужный размер
поясок шириной 3—5 мм и после измерения его диаметра вклю-
156
чают механическую подачу и обтачивают деталь по всей поверх-
ности.
Обработка отверстий на деталях. На токарных станках обра-
ботку отверстий можно производить различными способами: свер-
/
Рис. 168. Обработка детали в центрах:
/ — поводковый патрон; 2 — хомутик; 3 — винт
лением, рассверливанием, зенкерованием, развертыванием и раста-
чиванием. При всех этих способах обработка отверстий произво-
дится режущими инструментами, которые устанавливаются в пи-
ноль задней бабки (рис. 169) или на суппорте в специальной дер-
Рис. 169. Закрепление сверла в пиноли задней бабки
жавке. Инструменты с коническим хвостовиком закрепляются в пи-
ноли непосредственно или через переходные втулки. Инструменты
с цилиндрическим хвостовиком закрепляются при помощи патро-
нов. Подача режущего инструмента, закрепленного в пиноли, про-
изводится вручную. При установке режущего инструмента на суп-
порте подача может осуществляться как механическим путем, так
и вручную.
157
Растачивание имеющегося в заготовке отверстия производится
резцами в тех случаях, когда диаметр отверстия больше 60 мм,
нет сверла необходимого размера или когда требуется получить от-
верстия с повышенной точностью размеров и расположений. Отвер-
Рис. 170. Искажение формы тонкостенной втулки при
закреплении в патроне:
а — при расточке; б — после снятия с патрона
стия, полученные при ковке, штамповке, литье, а также отверстия,
подвергаемые ремонту, обычно растачиваются, так как при рас-
сверливании или зенкеровании инструмент может увести в сторону
неравномерного припуска или износа.
Рис. 171. Обработка конусов:
а — поворотом резцовой каретки суппорта; б — смешением задней бабки
При растачивании тонкостенных втулок, гильз и т. п. особое
внимание необходимо уделять правильному закреплению деталей.
Сильное зажатие приводит к искажению формы детали. После сня-
тия со станка такой детали она по наружной поверхности примет
первоначальную форму, а расточенное отверстие станет искажен-
ным (рис. 170).
Растачивание выточек и вытачивание внутренних канавок мо-
жет производиться только резцами.
Обработка конусов на деталях может быть произведена по од-
ному из следующих способов: с помощью поворота резцовой ка-
158
Рис. 172. Обработка конусов с помощью конусной
линейки:
1 — линейка; 2 — ползушка; 3 — болт; 4 — плечо
ретки суппорта, смещением задней баб'ки, с применением копирной
конусной линейки и профилированным широким резцом.
Обработка наружных и внутренних конусов поворотом резцовой
каретки суппорта применяется для получения коротких конусов
с большими углами при вершине (рис. 171, а). Угол поворота ка-
ретки отсчитывается по делениям, нанесенным на поворотной ча-
сти. Обработка производится только при ручной подаче. Длина об-
работки ограничивается длиной хода резцовой каретки.
Обработка наружных конусов с помощью смещения центра зад-
ней бабки применяется при изготовлениях
лыми углами при вершине. При обра-
ботке корпус задней бабки смещается в
поперечном направлении (рис. 171, б).
В этом случае центры, работающие в пе-
рекошенных центровых отверстиях, быстро
изнашиваются, поэтому такой способ об-
работки конусов не обеспечивает высо-
кой точности их изготовления.
Обработка конусов с углом при вер-
шине не свыше 25° производится при по-
мощи конусной линейки (рис. 172). Ли-
нейка / устанавливается по шкале под
требуемым углом. По ней перемещается
ползушка 2, закрепленная болтом 3 с
плечом 4, которое жестко связано с верх-
ней частью суппорта. При пользовании
конусной линейкой необходимо разъеди-
длинных конусов с ма-
Рис. 173. Обработка кону-
сов широким резцом
159
Рис. 174. Установка резца при
подрезании уступа:
а — с поперечной подачей; б — с продоль-
ной подачей; 5 — подача
нить гайку и винт поперечного самохода, чтобы при продольном
перемещении суппорта верхняя его часть могла перемещаться в по-
перечном направлении.
Обработка конусов широким резцом (рис. 173) применяется
при небольшой длине конуса. Резец затачивается с углом в плане,
равном половине угла при вершине конуса. Обработка конуса мо-
жет производиться как с продольной, так и с поперечной подачей.
Подрезание торцов и уступов на
деталях обычно выполняется под-
резными резцами. Подрезание тор-
цов коротких деталей производится
в патроне, а длинных — в центрах
при поперечной подаче инструмента
к центру или от центра детали.
Если деталь имеет центровое отвер-
стие без предохранительного конуса,
то применяют полуцентр для выхо-
да резца в конце обработки. При
подрезании торцов в сплошном ма-
териале резец устанавливают точно
к центру. Установка резца ниже или выше центра приводит к тому,
что часть металла в центре детали не будет срезана. Кроме того,
при неправильной установке резец может сломаться в конце обра-
ботки.
Подрезку торцов детали, закрепленной в патроне, можно также
производить проходными резцами, которые более массивны, чем
подрезные, и работая ими, можно выдерживать более высокие ре-
жимы резания.
Подрезание уступов может производиться при поперечной пода-
че, а также при продольной подаче с одновременным обтачиванием
детали. При поперечной подаче резцы устанавливаются под углом
5° к оси станка с тем, чтобы уменьшить трение резца об обрабаты-
ваемую деталь, а при продольной подаче—строго перпендикуляр-
но к оси (рис. 174).
Нарезание резьбы на деталях на токарном станке в авиаремонт-
ных предприятиях производится резцами, плашками и метчиками.
Нарезание резьбы резцом производится за несколько
проходов до получения требуемого профиля резьбы; после каждого
прохода резец углубляется. Резьба с шагом до 2 мм нарезается
одним чистовым резцом, а с шагом свыше 2 мм — черновым и чи-
стовым.
При нарезании резьбы плашками на токарном
станке (рис. 175, а) плашки укрепляют в воротке и поджимают
пинолью задней бабки с целью обеспечения правильного направле-
ния плашки в начале врезания. Для того чтобы предотвратить вра-
щение плашки, рукоятку воротка упирают в суппорт.
При нарезании резьбы м-етчиками деталь закреп-
ляется в патроне так, чтобы ось вращения отверстия совпадала
с осью вращения шпинделя. На метчик надевают хомутик, который
160
упирают в суппорт (рис. 175,6). Заборная часть метчика вводится
в нарезаемое отверстие, а хвостовик устанавливается в центр зад-
ней бабки. При нарезании первых ниток резьбы метчик поджимает-
ся пинолью задней бабки. Несквозные (глухие) отверстия наре-
заются комплектом ручных метчиков. Сквозные отверстия (напри-
мер, отверстия гаек) нарезаются одним машинным (или гаечным)
метчиком, имеющим удлиненную заборную часть.
а 6
Рис. 175. Нарезание резьбы на деталях, на
а — плашкой; б — метчиком
токарном станке:
При нарезании резьбы большое значение имеет правильный вы-
бор режимов резания и особенно скорости резания. При нарезании
резьбы резцами, оснащенными пластинками твердого сплава, ско-
рость резания может превышать 300 м/мш-г, при нарезании резьбы
плашками и метчиками скорость резания не превышает 15 м/мин.
Скоростное резание металлов
Скоростное резание, т. е. резание со скоростью в 5—6 раз выше
допускаемой быстрорежущими резцами, впервые в мире было при-
менено в Советском Союзе в 1936 г. Этот способ резания, увеличи-
вающий в несколько раз производительность обработки, нашел ши-
рокое. применение на всех машиностроительных предприятиях на-
шей Родины. В настоящее время обработка со скоростями резания
500—700 м/мин является обычной, а ряд токарей-новаторов произ-
водят обработку чугуна со скоростями резания до 4000 м/мин и
легких сплавов — до 10 000 м/мин.
Резание с такими высокими скоростями производят резцами из
твердого сплава и минерало-керамики, которые допускают работу
при нагреве режущей части резца до 1200° С. Резцы же из быстро-
режущей стали теряют свои режущие свойства при температуре
550—600° С. С повышением температуры снижается прочность
стали, а вследствие этого уменьшается усилие резания и трение
между стружкой и. инструментом. Твердые сплавы и минерало-ке-
рамические пластинки, обладая высокой теплоустойчивостью и хо-
рошей сопротивляемостью истиранию, в то же время обладают зна-
чительной хрупкостью. Поэтому резцы с положительным передним
11 — 1395 161
углом применяются при скоростной обработке мягких и средней
твердости сталей (марок 30, 45 и др.), незакаленных легированных
сталей (40ХФА, ЗОХГСА и др.), цветных металлов и чугуна. При
обработке металлов по корке и окалине закаленных сталей, а так-
же прерывистых поверхностей применяют резцы с отрицательными
передними углами от 5 до 10° (рис. 176). Как видно, у резца с по-
ложительным передним углом дав-
ления стружки р приложено близ-
ко к режущей кромке и стремится
ее изогнуть и сколоть, а у резца с
отрицательным передним углом это
давление р действует дальше от
кромки и направлено в тело резца.
Кроме того, у резца с отрицатель-
ным передним углом угол заостре-
ния р значительно больше, что уве-
личивает прочность резца и улуч-
шает отвод стружки.
При скоростном резании метал-
лов образуется очень большое коли-
чество раскаленной стружки, кото-
рая при обработке вязких металлов
имеет форму ленты. Такая стружка,
наматываясь на деталь и резец, ме-
шает работе, портит обработанную
поверхность и приводит к выкраши-
ванию режущей кромки резца. Кро-
ме того, отделяясь от основного ме-
Рис. 176. Схема обработки рез-
цами с пластинками твердого
сплава:
а — с положительным передним углом;
б — с отрицательным передним углом
талла с большой скоростью, такая
стружка может нанести ранение рабочему. Ввиду этого применяют
различные способы для завивания, ломания и дробления стружки.
Одним из таких способов является образование на передней грани
резца радиусной стружкозавивательной канавки (рис. 177) шири-
ной 2,5—3 мм, глубиной 0,1—0,4 мм, с радиусом 1—3 мм. Между
режущей кромкой и канавкой оставляется фаска / шириной 0,2—
1,5 мм. При таком профиле передней грани резца стружка обте-
кает профиль канавки, завивается и дробится на отдельные корот-
кие витки.
Для завивания и ломания стружки применяют также накладные
стружколоматели (рис. 178). Пластинка с криволинейным профи-
лем, изготовленная из стали марки У10, накладывается сверху
резца. В прорезь пластинки вставляется пружинящий крючок, кото-
рый при затяжке болтов резцедержателя прочно удерживает пла-
стинку от сдвига. Образующая при точении стружка плавно обте-
кает криволинейную поверхность пластинки и ломается на мелкие
части.
Обработка деталей на высоких скоростях часто вызывает виб-
рацию (дрожание) станка, резца и детали, вследствие чего обра-
ботанная поверхность получается плохого качества. Для устране-
162
ПоАА
Рис. 177. Проходной резец со стружкозавива-
тельной канавкой конструкции токаря П. Быкова
ния вибраций обычно
снижают скорость или
устанавливают специ-
альные приспособления.
Техник . Горьковского
механического завода
Д. И. Рыжков для уст-
ранения вибраций пред-
ложил на режущей
кромке обычно зато-
ченного резца делать
фаску шириной 0,1 —
0,3 мм под углом 80—
85° (рис. 179).
Скоростное резание
нельзя производить .на
любом станке. Для ско-
ростной обработки не-
обходимо, чтобы ста-
нок был бы жесткой
конструкции, имел мощ-
ный электродвигатель и
число оборотов шпинделя—1000—3000 в минуту. Выпускаемые
в настоящее время токарные станки обладают всеми необходимыми
данными для скоростного резания. Однако как в промышленности,
так и на авиаремонтных предприятиях есть ранее выпущенные
станки, которые, обладая достаточной жесткостью и мощностью, не
имеют требуемых высоких чисел оборотов. Переделка же этих
станков с целью получения высоких оборотов шпинделя иногда
требует больших затрат.
С целью повышения производительности таких станков токарь
Средневолжского станкостроительного завода В. А. Колесов разра-
ботал и внедрил новый способ точения металла, основанный на ис-
Рис. 178. Накладной стружколома-
тель:
/ — пластинка; 2 — крючок
Рис. 179. Резец с виброгасящей
фаской
11*
163
гав
164
пользовании больших подач порядка 2—5 мм. Этот способ обра-
ботки с большими подачами с применением специальных резцов,
один из которых показан на рис. 180, получил название «силового
резания» металлов. В действительности «силовое резание» есть
разновидность скоростного резания, так как обработка ведется
также с применением резцов с пластинками из твердого сплава со
скоростями резания значительно выше, чем допускают резцы из
быстрорежущей стали.
Чистовой проходной резец В. А. Колесова оснащен пластинкой
из твердого сплава Т15К.6. Кромка /, выполняющая основную ра-
боту резания, наклонена к оси обрабатываемой детали под углом
45°. Режущая кромка 2 параллельна оси обрабатываемой детали;
длина ее берется на 0,5—1 мм больше величины подачи для полу-
чения высокой чистоты обработанной поверхности. Для того чтобы
облегчить работу кромки 2 и предохранить вершину резца от ска-
лывания, делается переходная кромка 3 шириной около 1 мм и
с углом наклона в 20° к оси обрабатываемой детали (см. рис. 180).
Для этих же целей вместо кромки 3 можно делать скругление
кромок 1 и 2 по радиусу 2—4 мм. Для ломания стружки на перед-
ней грани вытачивается канавка глубиной 1 —1,5 мм и шириной
8—10 мм, расположенная под углом 15—20° к главной режущей
кромке. Резец устанавливается ниже оси центров на 0,02 диаметра
обрабатываемого изделия. Режущая кромка 2 должна быть строго
параллельна оси обрабатываемого изделия.
Применение способа обработки с большими подачами увеличи-
вает производительность в 4—5 раз.
Выбор смазочно-охлаждающих жидкостей
Смазочно-охлаждающие жидкости, применяемые при обра-
ботке металлов, оказывают ряд важных действий на процесс ре-
зания.
Смазочное действие жидкости состоит в образовании смазочной
пленки на поверхности обрабатываемого металла и режущего ин-
струмента. Эта пленка вследствие высокого молекулярного срод-
ства к металлу не вытесняется под давлением инструмента, а всегда
находится между металлами детали и инструмента. Благодаря ее
наличию уменьшается трение между режущим инструментом и об-
рабатываемым металлом, снижается усилие резания, обеспечи-
вается спокойная и плавная работа режущего инструмента, умень-
шается потребляемая мощность и улучшается чистота обработанной
поверхности.
Советскими учеными установлено, что если к смазочно-охлаж-
дающей жидкости добавить небольшое количество некоторых по-
верхностно-активных веществ, то, помимо смазочного действия на
внешних поверхностях трения, жидкость будет оказывать также и
внутреннее смазочное действие, облегчающее резание металла,
165
т. е. «режущее действие». Это «режущее действие» заключается
в том, что молекулы поверхностно-активных веществ проникают
в микрощели металла, которые всегда образуются при резании, и
облегчают деформирование его.
После перемещения инструмента, т. е. когда нагрузка участка
поверхности под резцом снимается, микрощели будут смыкаться под
действием межмолекулярных сил. При этом ранее проникшие
в металл поверхностно-активные вещества будут выдавли-
ваться.
Охлаждающее действие жидкости заключается в ее способ-
ности быстро отводить тепло от места его образования. При со-
прикосновении жидкости с нагревающимися инструментом и обра-
батываемой деталью она также нагревается, частично испаряется,
что и приводит к охлаждению инструмента и обрабатываемой
детали.
Смывающее действие жидкости заключается в удалении мелкой
стружки и пыли с поверхности детали и инструмента, в предотвра-
щении слипания частиц между собой и прилипания их к обрабаты-
ваемой детали и частям станка. Это достигается применением по-
верхностно-активных веществ, которые образуют на поверхности
стружки пленки, разделяющие поверхности и препятствующие при-
липанию.
Защитное действие жидкости состоит в предохранении металли-
ческих частей от коррозии за счет образования пленок оксидного
характера. Пленки препятствуют прониканию из окружающей среды
и имеющихся в смазочно-охлаждающей жидкости кислорода, воды,
кислоты и других веществ, вызывающих коррозию.
Помимо перечисленных основных свойств, смазочно-охлаждаю-
щие жидкости должны иметь и другие свойства. Так, жидкости не
должны разрушать окраску станка, воспламеняться, иметь неприят-
ный запах, выделять твердый осадок и давать чрезмерно сильное
вспенивание, затрудняющее работу насосов и препятствующее нор-
мальному охлаждению. Жидкости должны быть устойчивы при хра-
нении и использовании в течение длительного срока.
Для различных видов обработки металлов резанием требуются
смазочно-охлаждающие жидкости с различными свойствами.
Например, при шлифовальных работах основными должны
быть хорошее охлаждающее и смывающее действия жидкостей.,
а' при нарезании зубчатых колес и резьбы — смазывающее дей-
ствие.
Обычно для каждого вида обработки рекомендуется несколько
составов смазочно-охлаждающих жидкостей, которые взаимно заме-
няют друг друга. Это дает возможность выбирать составы жидко-
стей в зависимости от имеющихся материалов. Смазочно-охлаждаю-
щие жидкости, применяемые при обработке металлов на токарных
станках, приведены в табл. 16.
166
Таблица 16
Выбор смазочно-охлаждающей жидкости в зависимости от вида
обработки
Вид обработки Обрабатываемый материал
сталь углеродистая сталь легирован- ная серый чугун и латунь бронза алюминий и его сплавы
Наружное Эмульсия, Осерненная Всухую, Всухую, Всухую,
обтачивание сульфо- фрезол эмульсия, сульфофрезол, смешанные масла эмульсия, керосин эмульсия керосин
Растачива- Эмульсия, Эмульсия, Всухую, Всухую, Скипидар
ние сульфо- фрезол, сурепное масло смешанные масла, льня- ное масло сурепное масло эмульсия с кероси- ном (4:5)
Сверление и зенкеро- вание Эмульсия Эмульсия, смешанные масла, льня- ное масло Всухую, эмульсия, керосин Всухую, эмульсия Всухую, эмульсия, сурепное масло с ке- росином
Разверти- Эмульсия, Эмульсия, Всухую, Сурепное Скипидар
вание сульфо- фрезо л раститель- ные масла смешанные масла, льня- ное масло сурепное масло масло с кероси- ном, суреп- ное масло
Нарезание Эмульсия, Осерненная Всухую, Всухую, Всухую,
резьбы сульфо- фрезол, раститель- ные и сме- шанные масла и простая эмульсии, сурепное или льняное масло керосин (для латуни сурепное масло) сурепное масло керосин, сурепное масло
§ 2. ОБРАБОТКА МЕТАЛЛОВ СТРОГАНИЕМ
Сущность обработки металлов строганием
Обработка изделий на строгальном станке производится рез-
цами. Изделие устанавливается и закрепляется на столе станка
(рис. 181). Резцу сообщается равномерное возвратно-поступатель-
ное движение вдоль обрабатываемой детали. При движении вперед
(рабочем ходе) резец снимает определенный слой металла в виде
стружки. При обратном холостом ходе резец свободно скользит по
поверхности изделия. Перед каждым рабочим ходом деталь не-
сколько передвигается к резцу и таким образом обрабатывается вся
поверхность.
Движение резца вперед и назад в направлении строгания назы-
вается главным движением. Рабочий и холостой ходы вместе со-
ставляют двойной ход.
167
Рис. 181. Строгание на поперечно-стро-
гальном станке
строгальные станки, которые дают
верхности сравнительно небольших
Глубиной резания при стро-
гании называется глубина сре-
заемого слоя металла, измеряе-
мая в мм.
Подачей называется пере-
мещение изделия в поперечном
направлении за каждый двой-
ной ход и измеряется в л<л//дв.
ход.
Строгание применяется
главным образом для обра-
ботки горизонтальных, верти-
кальных и наклонных плоско-
стей.
В авиаремонтном деле для
строгания наибольшее распро-
странение получили поперечно-
возможность обрабатывать по-
деталей.
Поперечно-строгальный станок типа 736
Поперечно-строгальный станок типа 736 (рис. 182) состоит из
таких частей: станины, ползуна, суппорта, стола со стойкой, меха-
низма главного движения, электродвигателя и механизма подач.
5
Рис. 182. Общий вид поперечно-строгального станка
типа 736:
I — суппорт; 2 — ползун; 3 — электродвигатель; 4 — станина; 5 — ме-
ханизм подачи; 6 — стол
168
Станина представляет собой пустотелую чугунную коробку,
внутри которой находится механизм главного движения. На верх-
ней части станины укреплены направляющие, по которым ползун
совершает возвратно-поступательное движение.
На передней части станины укреплены вертикальные направляю-
щие, на которых установлена поперечина, перемещающаяся вместе
со столом при помощи телескопического винта. Подъем и опуска-
ние стола производится только при установке детали относительно
резца.
Рис. 183. Суппорт поперечно-строгального станка:
1 — гайка; 2 — винт; 3 — резцедержатель; 4 — рукоятка; 5 — салазки; б — пово-
ротная плита; 7 — опорное кольцо; 8 — откидная доска; 9 — ось; 10 — ползун;
11 — поворотная часть
Для большей устойчивости стол подпирается стойкой, к кото-
рой он крепится двумя винтами. Перед подъемом стола винты
стойки необходимо отвернуть, а после установки стола на опреде-
ленную высоту снова завернуть. Горизонтальное передвижение стола
производится по направляющим поперечины автоматически или
вручную.
Для закрепления деталей и приспособлений на верхней и правой
сторонах стола расположены Т-образные пазы.
Ползун выполнен в виде длинной пустотелой чугунной призмы.
Спереди к нему крепится суппорт (рис. ,183), служащий для уста-
новки и закрепления резца. На передней части суппорта имеются
салазки, которые могут передвигаться вверх и вниз. К салазкам
прикреплена поворотная плита, служащая для установки резца под
углом к изделию при строгании вертикальных и наклонных плоско-
стей. к поворотной плите при помощи оси шарнирно крепится от-
кидная доска, которая служит для поднятия резца над изделием
169
при холостом ходе. На откидной доске имеются резцедержатель
с винтом для закрепления резца.
Механизм главного движения. Главное возвратно-поступательное
движение ползуну сообщается от электродвигателя 19 (рис. 184)
через коробку скоростей с червячной передачей 18 и двумя сколь-
зящими блоками из зубчатых колес 20, 21, 22 и 23, 24 через зубча-
тые колеса 16, 17 и кулисный механизм.
Рис. 184. Схема поперечно-строгального станка:
I — суппорт; 2 — механизм перемещения суппорта; 3 — шатун; 4 — храповое колесо; 5 — собачка;
б — рычаг; 7 — рукоятка суппорта; 8 — ползун; 9 — ползушка; 10 и /2—винты; // — кулиса;
13 — верхний камень кулисы; 14, 16, 17, 20, 21, 22, 23, 24 и 27 — зубчатые колеса; /5 — коническая
пара; 18 — червячная передача; /9 — электродвигатель; 25 — нижний камень; 26 — отверстие под
палец; 28 — пальцы
На большом кулисном зубчатом колесе 16 имеется кривошип-
ный палец с призматическим, гладко отшлифованным по бокам
камнем 13, который входит в прорезь кулисы 11. Боковые стороны
кулисы тщательно пришабрены. Благодаря такой чистой отделке
сопрягающихся поверхностей камня и кулисы, а также подводимой
смазке, камень может легко скользить к кулисе. В нижней части
кулисы имеется второй камень 25, свободно сидящий на оси, кото-
рая неподвижно закреплена в станине станка. Благодаря этому,
кулиса своей нижней проушиной может скользить по камню 25 и
качаться вместе с ним вокруг оси. Верхний конец кулисы шарнирно
закреплен в ползушке 9, которая является гайкой винта 10. Этот
винт служит для установки вылета ползуна 8 из направляющих
станины и обеспечения необходимого положения резца относительно
изделия. После установления вылета ползуна 8 ползушка 9 непо-
движно закрепляется рукояткой стопора 7.
170
Принцип работы кулисного механизма показан на рис. 185, При
вращении большого кулисного зубчатого колеса 16 против часовой
стрелки камень 13, сидящий на кривошипном пальце, вращается
вместе с зубчатым колесом 16 и заставляет поворачиваться кулису
вокруг нижней оси. Кулиса перемещает ползун из положения А
в положение В. При движении кулисы до середины пути нижний
конец ее будет автоматически дви-
гаться вниз, а на другой половине
пути — вверх по камню 25. При
движении ползуна из положе-
ния А в положение В большое
кулисное зубчатое колесо 16 по-
вернется на угол а, который зна-
чительно больше 180°. Если кулис-
ное зубчатое колесо 16 вращать
дальше, то кулисный механизм
будет совершать обратное дви-
жение из положения В в положе-
ние А. Таким образом за один
оборот большого кулисного зуб-
чатого колеса 16 кулиса 11, а сле-
довательно, и ползун 8 совершат
два качания — один двойной ход.
Рабочее движение ползун со-
вершает при повороте кулисного
зубчатого колеса 16 на угол а, а
холостое движение — при поворо-
те на меньший угол (360° — а).
А и £ - крайние положения ползуна; // — ку-
лиса; 13 — верхний камень; 16 — большое
зубчатое колесо; 25 - нижний камень; Н— рас
стояние между крайними положениями
ползуна
Так как кулисное зубчатое колесо
вращается равномерно, то на рабочий ход затрачивается во столько
раз больше времени, во сколько раз угол а больше угла 360° — а.
Следовательно, и скорость рабочего хода во столько же раз меньше.
Таким образом, автоматически обеспечивается ускоренное движе-
ние ползуна при холостом ходе.
Коробка скоростей станка может сообщать зубчатому колесу 16
шесть различных чисел оборотов. Следовательно, ползун имеет
шесть различных чисел двойных ходов в минуту в пределах от 10,5
до 58,5.
Длина хода ползуна зависит от радиуса окружности, по которой
движется камень кулисы 13. Чем дальше от центра большого ку-
лисного зубчатого колеса 16 находится камень, тем больше будет
размах качания кулисы и тем больше длина хода ползуна. Изме-
нение радиуса окружности, описываемой камнем, производится пу-
тем вращения вручную конических зубчатых колес 15 и винта 12
(рис. 184). Длина хода ползуна должна быть больше длины изде-
лия на величину перебега резца с обеих сторон изделия.
Механизм подачи. Перемещение стола в поперечном направле-
нии называется движением подачи. На поперечно-строгальных стан-
ках оно осуществляется вручную или механическим путем.
171
Механическая подача осущест-
вляется прерывисто в конце обрат-
ного хода ползуна следующим об-
разом. На ступице большого кулис-
ного зубчатого колеса 16 (см.
рис. 184) закреплено зубчатое коле-
со 14, которое находится в постоян-
ном зацеплении с зубчатым коле-
сом 27. На нем закреплен палец 28,
который через шатун 3 соединен с
рычагом 6 и собачкой 5. Собачка
сцепляется с храповым колесом 4,
жестко соединенным с горизонталь-
ным ходовым винтом. При вращении
большого кулисного зубчатого коле-
са 16 вращаются зубчатые колеса 14
и 27. Посредством пальца и шатуна
рычаг, совершая качательное дви-
жение, через собачку поворачивает
храповое колесо и ходовой винт. Ре-
гулировка величины подачи произво-
дится при помощи передвижения
щитка 1, охватывающего храповое
колесо 2 (рис. 186). Собачка храпо-
вика располагается в цилиндрической выточке качающегося ры-
чага 5 и представляет собой стальной стержень с кнопкой. Пру-
жина отжимает собачку вниз, и заостренный конец ее заскакивает
во впадины храпового колеса. Конец собачки заострен с обеих сто-
рон под разными углами. Если собачка будет стоять, как показано
на рис. 186, то при движении качающегося рычага влево скошен-
ный конец ее «аб», упираясь в зуб храповика, будет перемещать его
в направлении стрелки. Вместе с колесом повернется винт подачи
и передвинется стол по пепер'ечине. При качании рычага вправо
скошенная поверхность собачки «ав» будет набегать на зуб храпо-
вика и, преодолевая сопротивление пружины, перескакивать зубья
храпового колеса до тех пор, пока не установится на регулирую-
щий щиток.
Для выключения механизма автоматической подачи достаточно
приподнять собачку за кнопку и повернуть на четверть оборота.
Шпилька заскочит в неглубокий вырез на рычаге и не позволит со-
бачке опуститься до соприкосновения с зубьями храпового колеса.
Для осуществления обратной подачи собачку своим вырезом надо
повернуть наоборот. При таком положении храповое колесо полу-
чит вращение в обратную сторону и стол будет перемещаться по
поперечине. При перестановке пальца 28 (см. рис. 184) в отвер-
стие 26 зубчатого колеса 27 подача будет осуществляться в конце
рабочего хода.
Величина подачи стола подсчитывается по формуле
172
4xp
где 5* — подача стола в мм на двойной ход;
х— числю зубьев храпового колеса, захватываемых собачкой;
— полное число зубьев храпового колеса;
/хв — шаг резьбы ходового винта в мм.
У станка типа 736 число зубьев храпового колеса гхр = 36, шаг
ходового винта ZXB=12 мм. Следовательно, при повороте храпо-
вого
^хр
колеса на один зуб величина подачи будет равна: S =
• ^хв = • 12 =-д-0,33 мм на двойной ход.
Резцы для строгания
Конструкция, форма и размеры резцов зависят от характера и
вида обработки. Строгальные резцы подобны токарным, и очень
часто токарные резцы применяются на строгальных станках. Так
как в момент врезания строгальный резец испытывает удар, то ско-
рость резания при строгании выбирают на 15—20% ниже, чем при
токарной обработке. По этой же причине строгальные резцы изго-
товляют несколько массивнее, чем токарные.
По форме строгальные резцы подразделяются на прямые и изо-
гнутые. Прямые резцы легче в изготовлении, но имеют существен-
ный недостаток. Такой резец под действием усилия резания будет
отгибаться вокруг точки «О», в результате чего может произойти
его заедание, и, как следствие, поломка резца или сдвиг обрабаты-
ваемой детали и резкое ухудшение качества обработанной поверх-
ности.
При изогнутом резце этого не происходит (рис. 187), поэтому
такие резцы применяют чаще, особенно при снятии стружек боль-
шой величины.
По виду выполняемой
операции резцы разделяются
на черновые и чистовые.
По выполняемой работе
резцы, кроме того, делятся
на проходные, подрезные,
отрезные и фасонные.
Обработка
металлов строганием
Обработка металлов стро-
ганием начинается с уста-
новки и укрепления детали
на столе станка. Для уста-
Рис. 187. Отгиб строгального резца под
действием усилия резания:
а — прямого; б — изогнутого
173
Рис. 188. Машинные тиски:
а — простые; б — поворотные; в — уни-
версальные; 1 — основание; 2 — неподвиж-
ная губка; 3 и 4 — планки; 5 — прижим-
ная планка; 6 — направляющая; 7 — по-
движная губка; S— прижимной винт:
9 — квадрат; 10 — рукоятка
Рис. 189. Крепежные приспособления:
а — упорная колодка; б — упорная планка; в—прижимная колодка;
г — прихваты; д — угольники
новки и закрепления детали на столе станка применяются универ-
сальные и специальные приспособления. Специальные приспособ-
ления изготовляются для закрепления дётали определенной формы.
Универсальные приспособления, наиболее распространенные в ре-
монтном деле, применяются для закрепления любых деталей неза-
висимо от их формы и размеров. К таким приспособлениям отно-
Рис. 190. Примеры установки и закрепления деталей:
а — болтами; б — прихватами; в — подпорками; г — струбцинами; д — призмами и прихватами
сятся машинные тиски (рис. 188), упорные колодки и планки,
угольники, прижимные колодки, призмы, струбцины, клинья и т. п.
(рис. 189).
Упорные колодки и угольники не дают возможности обрабаты-
ваемой детали сдвинуться на столе от усилия резца, а прижимные —
прижимают деталь к упорным колодкам и надежно ее закрепляют.
Примеры установки и закрепления показаны на рис. 190.
Обработка вертикальных и наклонных поверхностей произво-
дится при помощи поворота суппорта (рис. 191). Для того чтобы
в конце обработки резец не врезался бы в поверхность стола или
приспособления и имел свободный выход, обрабатываемую поверх-
ность помещают над Т-образным пазом или краем стола (приспо-
собления).
При установке деталей на стол станка для строгания очень
важно произвести выверку расположения поверхностей детали.
В большинстве случаев выверка производится измерительными ин-
струментами: линейкой, нутромером, угольником или при помощи
чертилки или индикатора.
175
После установки детали подбираются соответствующие режимы
строгания.
Выбор глубины резания (/) при строгании в большинстве слу-
чаев определяется величиной снимаемого припуска и требуемым
качеством обработки. Необходимо стремиться большую часть при-
пуска снимать за первый проход. Для черновых проходов глубина
резания выбирается от 2 до 10 мм, для чистовых — от 0,1 до 1,0 мм.
Подача (S) выбирается в зависимости от характера обработки.
При невысоких требованиях к чистоте поверхности и точности при
Рис. 191. Примеры обработки вертикальных и наклонных плоскостей
выбранной глубине резания рекомендуется работать с возможно
большей подачей, какая допускается прочностью детали, инстру-
мента и станка, а также мощностью станка. При чистовой обра-
ботке подача определяется требуемой чистотой поверхности, а также
геометрией резца. При обработке нормальными резцами с подачей
от 0,25 до 1,5 мм/дв. ход чистота поверхности находится в пределах
4-го — 6-го классов (VV4—VV6). При обработке широкими рез-
цами с небольшой глубиной резания до 0,1 мм и подаче до
1 мм/дв. ход чистота поверхности может быть получена в пределах
7-го и 8-го классов.
Скорость резания (и) выбирается в зависимости от глубины ре-
зания и подачи. Зависимость между этими величинами при обра-
ботке стали быстрорежущими резцами (при стойкости резца
60 мин.) определяется такой формулой
v = „SmU,
v60 ^0,25^.0,50 »
где Cv — коэффициент, зависящий от материала резца и обрабаты-
ваемого изделия, геометрии резца, режимов резания.
Из формулы видно, что увеличение подачи дает более резкое
снижение скорости. Следовательно, для лучшего использования
резца выгоднее работать с наибольшей глубиной резания.
176
Скорость резания зависит также от материала изделия, от ма-
териала и формы резца. Скорость резания обычно выбирают по
таблицам в зависимости, от условий обработки.
При обработке резцами с пластинками из твердого сплава ско-
рость резания назначают примерно в 2 раза выше скорости резания
при обработке быстрорежущими резцами.
§ 3. ОБРАБОТКА МЕТАЛЛОВ ФРЕЗЕРОВАНИЕМ
Сущность обработки металлов фрезерованием
Фрезерование представляет собой обработку металлов резанием
при помощи специального инструмента — фрезы с целью придания
деталям требуемой геометриче-
ской формы и качества поверх-
ности. Фреза является цилиндри-
ческим телом, на котором имеются
режущие зубья. Каждый зуб
фрезы при этом представляет со-
бой простейший резец (рис. 192).
Для того чтобы фреза могла ре-
зать металл, ей необходимо со-
общать вращательное движение —
главное движение, а обрабатывае-
мой детали — движение по на-
Рис. 192. Сопоставление зуба фре-
зы с резцом
правлению к фрезе — движение подачи. Таким образом, вращаю-
щаяся фреза каждым своим зубом срезает отдельные стружки ме-
талла с надвигающегося на нее изделия.
В зависимости от направления подачи на фрезу различают два
вида фрезерования: против направления подачи — встречное
(рис. 193, а), когда изделие подается навстречу вращению фрезы,
и по направлению подачи — попутное (рис. 193, б), когда направ-
ление подачи изделия совпадает с направлением вращения фрезы.
Рис. 193. Способы фрезерования:
а _ против направления подачи; б — по направлению подачи
12—1395
177
При встречном фрезеровании зубья фрезы в начальный период не-
сколько скользят по наклепанной предыдущими проходами поверх-
ности металла и поэтому быстро изнашиваются. При’попутном фре-
зеровании каждый зуб фрезы начинает резать с полной толщины
стружки и подрезает наклепанный слой металла изнутри. Это дает
возможность увеличить в несколько раз стойкость фрезы и повысить
скорость резания.
Однако не всегда попутное фрезерование имеет преимущество
перед встречным. Так, например, нельзя производить фрезерование
по подаче при работе по корке или окалине, так как зуб фрезы
в этом случае будет быстро затупляться.
В ремонтных предприятиях обычно имеются станки для встреч-
ного фрезерования, применять которые для попутного фрезерования
нельзя.
Горизонтальный фрезерный станок типа 6Г82
Наиболее часто встречающимися в авиаремонтных предприятиях
фрезерными станками являются горизонтально-фрезерные станки
Горьковского завода фрезерных станков типа 6Г82 (рис. 194). Этот
станок состоит из следующих основных частей: станины, хобота,
консоли, стола, шпинделя, коробки скоростей, коробки подачи ме-
ханизма главного движения, электродвигателя и механизма подачи.
Рис. 194. Горизонтально-фрезерный станок типа 6Г82
178
Рис. 195. Передняя часть шпинделя станка 6Г82
Станина представляет собой отливку из серого чугуна коробча-
той формы, служащей для крепления всех узлов и механизмов
станка. Сверху станины имеются горизонтальные направляющие для
хобота, а на передней стенке вертикальные направляющие для кон-
соли.
Хобот предназначен для поддержания свободного конца фрезер-
ной оправки. Хобот может передвигаться по верхним направляю-
щим станины и в зависимости от выполняемой работы устанавли-
ваться с различным вылетом. Для увеличения жесткости хобота
при обработке тяжелых деталей и при снятии стружки большого
сечения его соединяют с консолью станка специальными поддерж-
ками.
Консоль представляет собой отливку коробчатой формы из се-
рого чугуна и служит для укрепления на ней стола. Для того чтобы
можно было регулировать высоту стола относительно фрезы, кон-
соль может передвигаться вверх и вниз по вертикальным направ-
ляющим станины.
Стол станка состоит из салазок, или нижнего (поперечного)
стола, который перемещается по направляющим консоли, и верхнего
(продольного) стола с Т-образными вырезами, который служит для
закрепления на нем детали. Поперечная подача стола осуще-
ствляется перемещением нижнего стола по направляющим салазок.
Таким образом, стол горизонтально-фрезерного станка имеет три
направления движения: поперечное, продольное и вертикальное. Все
эти движения или подачи могут осуществляться как механическим
путем, так и вручную.
Шпиндель станка представляет собой пустотелый вал, вращаю-
щийся в подшипниках вокруг горизонтальной оси. В передней части
шпинделя имеется конусное отверстие, в которое входит кониче-
ский хвостовик оправки (рис. 195). Вращение от шпинделя
к оправке передается поводками, которые вставляются в пазы
в торце шпинделя и привертываются винтами.
Коробка скоростей является механизмом передачи вращения
к шпинделю и для изменения числа его оборотов в пределах от 20
до 425 об/мин.
Коробка подач изменяет скорости подач стола в поперечном,
продольном и вертикальном направлениях. Каждое направление
движений станка имеет 12 различных подач: поперечное и продоль-
12* 179
ное — в пределах от 13 до 500 mmJmuh, а вертикальное от 6,5 до
150 мм!мин.
Мех ан ивм главного движения. От электродвигателя 1 мощно-
стью 3,7 кет (5 л. с.) и с числом оборотов 1440 в минуту вращение
передается приемному шкиву 3 ременной передачи (рис. 196).
Посредством фрикционной муфты 4 вал шкива 3 соединяется
с валом I, на котором находится зубчатое колесо zb Дальше вра-
щение через зубчатое колесо передается непосредственно на вал П,
если зубчатое колесо Zz находится в крайнем левом положении или
вращение валу II будет передаваться через зубчатые колеса zif Z3,
z4 и Zz (рис. 197), если зубчатое колесо Zz будет находиться в край-
нем правом положении. При этом направление вращения вала II
б>удет в противоположную сторону по сравнению с вращением в пер-
вом случае. Число оборотов в обоих случаях будет оставаться не-
изменным, так как зубчатые колеса z3 и z4 имеют одинаковое число
зубьев. Валы I, II, III находятся в разных плоскостях, поэтому на
схеме (см. рис. 196) зубчатые колеса Zi и z3 показаны не в зацепле-
Рис. 196. Кинематическая схема горизонтально-фрезерного станка 6Г82
180
Z4- 33
шпинделя
б
Рис. 197. Схема получения обратного вращения
нии. От вала П при помощи зубчатых колес движение передается
на валы IV, V и VI. Вал VI является шпинделем станка, которому
при помощи переключений коробки скоростей может быть сообщено
12 различных чисел оборотов. Кроме того, перемещением зубчатого
колеса z2 при помощи специальной рукоятки можно изменить на-
правление вращения шпинделя станка.
Механизм подачи. От вала II через конические зубчатые ко-
леса г19, z2o, 2-21 и z22 вращение передается на вал вертикальной по-
дачи VIII. От вала VIII через зубчатые колеса z23 и г24 вращение
передается на вал IX и через муфту и конические зубчатые колеса
на вал X. Муфта обеспечивает правое или левое вращение в зави-
симости от того, с кулачками какого колеса она находится в зацеп-
лении. От вала X движение передается через зубчатые колеса z2s,
Z29 и z3o на вал XI, от которого вращение передается валу XII через
зубчатые колеса Z37, 242, z48, z50, z5I, 252, z53 и г54 к винту продоль-
ной подачи с шагом нарезки t = 6 мм.
Таким же образом движение передается к винту поперечной по-
дачи с шагом нарезки t = 5 мм и к винту вертикальной подачи
с шагом нарезки t — 4 мм.
Делительные головки
Одним из наиболее важных приспособлений к фрезерным стан-
кам является делительная головка, которая производит поворот об-
рабатываемой детали на определенный угол.
Изготовление зубчатых колес, сверл, разверток, зенкеров, фре-
зерование граней головок у болтов и гаек, фрезерование шлиц, ка-
навок и т. п. являлись бы очень трудоемкими и не всегда выполни-
мыми операциями, если бы не было делительных головок.
В авиаремонтных предприятиях широко применяются простые и
универсальные делительные головки.
Делительная головка для простого деления представляет собой
обычную червячную пару — однозаходный червяк и червячное ко-
181
леса с 40 зубьями (рис. 198). На валу червячного колеса — шпин-
деле устанавливается патрон для закрепления обрабатываемых де-
талей. За один оборот рукоятки, закрепленной на валу червяка,
шпиндель головки, а следовательно, обрабатываемая деталь повер-
нется на 'До часть окружности. Для полного оборота шпинделя не-
обходимо сделать 40 оборотов рукоятки. Это количество оборотов
Рис. 198. Схема делительной головки для простого деления:
/ — рукоятка; 2 — шпиндель делительной головки; 3 — червячное колесо
с 40 зубьями; 4 — однозаходный червяк; 5 — трехкулачковый патрон;
6 — ножки вектора; 7 — делительный диск; 8 — рычаг
рукоятки носит название характеристики делительной головки. Име-
ются также головки с характеристикой, равной 60 и 30. Характе-
ристику делительной головки обозначают буквой /V.
Если обрабатываемую деталь требуется разделить на две части,
то рукояткой необходимо сделать =20 оборотов, если на
8 частей, то рукояткой необходимо сделать -у — -у = 5 оборотов
и т. д. Если обозначить через п число оборотов рукоятки и через
z — число, на которое необходимо разделить деталь, то для опре-
л л. N
деления числа оборотов рукоятки можно вывести формулу « = — .•
Если нужно нарезать зубчатое колесо с 28 зубьями, то по фор-
муле определим число оборотов рукоятки
— 40 _ 1 12
Л “ 28 “ 28 •
Каким же образом повернуть рукоятку на дробное число частей?
Для этой цели на головке укрепляется специальный делительный
диск, который имеет несколько концентрических окружностей с глу?
хими отверстиями на одинаковом расстоянии друг от друга. При
182
этом каждая окружность имеет различное число отверстий. Напри-
мер 43, 42, 41, 38, 37, 34, 30, 28, 25 и 24 отверстия. Это значит, что
делительный диск разделен по данной окружности на 43, 42, 41
и т. д. равных частей. Рукоятка головки устроена таким образом,
что может перемещаться по прорези рычага вверх и вниз. На конце
рукоятки имеется штифт, который может входить в отверстие на
делительном диске.
Рис. 199. Общий вид универсальной делительной головки ГЗФС:
1 — корпус; 2 — поворотная часть; 3 — центр; 4 — рукоятка; 5 и 6 — делительные диски;
7 — защелка
Итак, для того чтобы разделить деталь на 28 частей, требуется
повернуть рукоятку на 1 оборота. Для этого перемещаем ру-
коятку по прорези рычага вниз до тех пор, пока штифт рукоятки
не войдет в отверстие окружности делительного диска, разделен-
ной на 28 частей. В этом положении рукоятка закрепляется в ры-
чаге и производится один полный оборот, а затем 12 шагов между
отверстиями по окружности диска. Для удобства отсчета числа ша-
гов между отверстиями на оси рукоятки установлен сектор, ножки
которого могут быть раздвинуты на требуемый угол и закреплены
винтом. Обычно применяется несколько сменных делительных ди-
сков, на каждом из которых отверстия нанесены с двух сторон.
Универсальная делительная головка ГЗФС — Горьковского за-
вода фрезерных станков (рис. 199) также имеет червячную передачу,
при помощи которой сообщается вращение шпинделю. Ось шпин-
деля вращается в шарообразной головке и вместе с ней может по-
ворачиваться в вертикальном направлении на угол от—10° до 4-90°.
Для деления изделия на малое число частей служит диск 6, ко-
торый закреплен на шпинделе. На задней стороне диска просвер-
лены три концентрических ряда глухих отверстий (24, 30 и 36).
В отверстия этого диска входит защелка 7. Деление произво-
дится непосредственно поворотом диска на требуемое число отвер-
стий. При помощи диска 6 можно производить деление на 2, 3, 4,
183
5, 6, 8, 9, 10, 12, 15, 18, 24, 30 и 36. частей. Деление диском можно
производить только в том случае, если будет выключена червячная
передача. Деление изделия на другое число частей осуществляется
вращением рукоятки 4 относительно неподвижно закрепленного
диска 5 при сцепленной червячной паре. Деление в этом случае
ничем не отличается от описанного выше простого деления.
Рис. 200. Схемы установки универсальной делительной головки:
а — для простого деления; б — для сложного деления; 1 — валик; 2 — рукоятка; 3 — делитель-
ный диск
В том случае когда отсутствуют диски с необходимым числом
делений и произвести деление с их помощью невозможно, приме-
няется сложное или дифференциальное деление.
Для производства сложного деления в отверстия шпинделя го-
ловки вставляется валик и посредством сменных зубчатых колес
гитары V--— шпиндель связывается с валиком 1 (рис. 200,6).
При вращении рукоятки 2 движение будет передаваться шпинделю,
а также делительному диску 3. Так как червячная передача имеет
большое передаточное отношение (1 :40), то делительный диск по-
лучит медленное вращение в ту или другую сторону. Таким обра-
зом, при сложном делении поворот изделия на какую-либо часть
окружности складывается из поворота рукоятки и дополнительного
поворота делительного диска по направлению вращения или против
него. Передаточное отношение сменных зубчатых колес опреде-
ляется по формуле
4см р ,
где М — характеристика делительной головки;
Р— число, близкое по величине к числу z\
z—число частей, на которое требуется разделить изделие.
184
числом зубьев нарезать колесо при
„ Задняя поверхность
Ленточки
Передняя
поверхность
Впадина для
дыхода стружни
Задний
угол а
Угол
заострении
Передний угол Т
Рис. 201. Зуб фрезы и его элементы
К универсальной делительной головке ГЗФС прилагается набор
сменных зубчатых колес с числом зубьев 20,24,25,29,30,31,32,34,
37, 38, 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50, 52, 54, 56, 60, 80 и 100.
Пример. Нарезать зубчатое колесо с числом зубьев z = 77
на фрезерном станке. С таким
помощи простого деления
нельзя, так как делительных
дисков с 77 отверстиями
нет. Это можно сделать при
помощи сложного деления.
Примем Р = 75, т. е. лю-
бое число, близкое к числу
нарезаемых зубьев и дающее
от деления его на характе-
ристику делительной голов-
ки простую дробь. При этом
числовое значение знамена-
теля должно быть таким,
с каким числом отверстий
имеются делительные диски. При выбранном нами числе Р — 75
число оборотов рукояткой будет
W 40 8 16 -
п = ~р = 75 =15 = 30 оборот-
Следовательно, выбираем диск, на котором имеется 30 отвер-
стий и поворачиваем рукоятку на 16 шагов между отверстиями. Но
таким образом получим деление на 75 частей, а нам нужно на
77 частей. Находим передаточное зацепление сменных зубчатых ко-
лес и подбираем их
. _ N (Р— z) _ 40(75 — 77) _ 80 _ 16 _ 4 4
гсм— р — 75 — 75 — 15 — з • 5 ;
но так как зубчатых колес с такими числами зубьев нет, то берем
зубчатые колеса с требуемым отношением чисел зубьев, напри-
40 20
Мер’ 30 ’ 25 •
Отрицательное передаточное отношение показывает, что дели-
тельный диск должен вращаться в сторону, обратную вращению
рукоятки. Для этого необходимо в цепь сменных шестерен поста-
вить промежуточное зубчатое колесо гпр с любым числом зубьев,
так как промежуточное зубчатое колесо не изменяет передаточного
отношения, но изменяет направление вращения.
Таким образом получим
___4_ 4 _ 40 20 21 23
3 ‘ 5 30 ‘ 25 Zn₽= 2а ' 24 ПР’
Фрезы
Основные элементы зуба фрезы показаны на рис. 201. По кон-
струкции задней поверхности зубья фрезы бывают двух типов:
остроконечные (рис. 202, а) и затылованные (рис. 202,6).
185
Фрезы с остроконечными зубьями затачиваются по задней по-
верхности АВ, как показано линиями 1 — 1. После каждой заточки
высота зуба и величина впадины между зубьями уменьшаются и,
следовательно, уменьшается пространство, предназначаемое для
стружки. Вследствие изменения профиля зуба при переточке для
обработки фасонных поверхностей такие фрезы в ремонтном деле
не применяются. Однако при заточке зубьев на копирных приспо-
соблениях профиль зуба не меняется, и поэтому такие фрезы ши-
роко используются для фасонного фрезерования в массовом и круп-
носерийном производстве. Несмотря на недостатки, фрезы с остро-
конечными зубьями имеют большое распространение благодаря про-
стоте изготовления и заточки.
Рис. 202. Конструкция зубьев фрезы:
а - остроконечные; б — затылованные
Фрезы с затылованными зубьями, у которых задняя поверхность
зуба CD делается по спирали Архимеда (спираль показана пункти-
ром), более сложны в изготовлении и заточке по сравнению с фре-
зами с остроконечными зубьями. Но такие фрезы имеют большие
преимущества. Заточка фрез с затылованными зубьями произво-
дится по передней грани. В этом случае профиль зуба всегда
остается неизменным и с каждой новой переточкой впадина между
зубьями становится шире., К недостаткам затылованных фрез нужно
отнести наличие грубозатылованной задней поверхности со следами
обезуглероживания, полученного после термообработки. Это сни-
жает стойкость фрез и повышает трудоемкость переточки, так как
при переточке приходится снимать слой металла, по толщине рав-
ный износу задней поверхности.
По форме зубьев фрезы бывают с прямыми (рис. 203, а) и вин-
товыми (рис. 203, б и в) зубьями. Фрезы с прямыми зубьями при-
меняются редко вследствие того, что при работе такими фрезами
каждый зуб врезается и выходит из обрабатываемой поверхности
сразу по всей ширине, что приводит к толчкам и неспокойной ра-
боте станка. При обработке фрезами с винтовыми зубьями дости-
гается более плавная работа, так как в резании участвует одно-
временно не менее двух зубьев, которые постепенно врезаются в из-
делие.
186
Рис. 203. Цилиндрические фрезы:
а — с прямыми зубьями; б — с винтовыми зубьями; в — со вставными зубьями
Рис. 204. Основные виды фрезерных работ:
а — отрезание; б — фрезерование плоскости цилиндрической фрезой; в — фрезерование пло-
скости фасонной фрезой; г — фрезерование плоскости торцевой фрезой; д — фрезерование
уступа дисковой трехсторонней фрезой; е — фрезерование двумя дисковыми трехсторонними
фрезами; ж — фрезерование паза дисковой фрезой; з — фрезерование зубьев колеса; и — фре-
зерование винтовых канавок
187
Конструктивно фрезы могут выполняться как цельные, когда
зубья фрезы изготовляются заодно с корпусом фрезы, так и со
вставными зубьями.
Преимуществом фрезы со вставными зубьями является возмож-
ность изготовления ее из разных материалов: корпуса из дешевой
конструкционной стали, а зубьев — из инструментальной или угле-
родистой стали с напаянными пластинками твердого сплава. После
полного износа зубьев их заменяют, что позволяет значительно со-
кратить время и средства на изготовление фрезы.
В зависимости от характера работы применяются различные
формы фрез. Основные виды фрезерных работ различными фрезами
показаны на рис. 204.
Обработка металлов фрезерованием
При фрезеровании особое внимание обращается на закрепление
фрезы и обрабатываемой детали на станке. Качество закрепления
фрезы на станке во многом определяет чистоту и точность обра-
батываемой поверхности, производительность станка, а также рабо-
тоспособность инструмента и станка. Несоосное закрепление фрезы
приводит к ее биению. В этом случае каждый зуб фрезы будет сни-
мать стружку различной толщины, станок будет вибрировать и об-
работанная поверхность получится плохого качества. При неболь-
шой несоосности может произойти поломка фрезы и даже станка.
Закрепление цилиндрических и концевых фрез на слишком тонких
оправках или на большом расстоянии от опоры приводит к прогибу
оправки. Вследствие этого каждый зуб фрезы будет снимать
стружку различной толщины и обработанная поверхность будет
также плохого качества.
Способ закрепления фрез на станке зависит от характера вы-
полняемой раб'оты и конструкции фрезы.
Цилиндрические, дисковые, фасонные и другие фрезы закрепля-
ются на оправке (рис. 205) при помощи шпонки и втулок, которые
надеваются на оправку с обеих сторон фрезы. Втулки изготовля-
ются различной длины, что позволяет устанавливать фрезы на
оправке в различных местах. Втулки закрепляются гайкой. После
закрепления фрезы оправка устанавливается конусным концом в от-
верстие шпинделя и затягивается болтом, который проходит сквозь
Рис. 205. Закрепление цилиндрической фрезы на опра'вке:
1 — подвеска; 2 — гайка; 3 — фреза; 4 — затяжной болт; 5 — шип; б — шпонка;
7— втулка; 8 — оправка; 9 — подщиПник
188
Рис. 206. Закрепление концевой фрезы с переходной втулкой
пустотелый шпиндель станка. Другим концом оправка устанавли-
вается в подшипнике подвески хобота или поддерживается центром.
Оправка получает вращение посредством двух поводков, имеющихся
на шпинделе (см. рис. 195), которые входят в прорези на фланце
оправки.
Концевые фрезы, у которых размеры конического хвостовика со-
впадают с размерами конического гнезда шпинделя, вставляются
в него непосредственно и закрепляются затяжными винтами. Если
размеры конического хвостовика не совпадают с размерами гнезда
шпинделя, то закрепление фрезы производится через переходную
втулку (рис. 206), у которой наружный конус соответствует гнезду
шпинделя станка, а внутренний конус — хвостовику фрезы.
Фреза с цилиндрическим хвостовиком закрепляется при помощи
патрона (рис. 207). Хвостовик фрезы вставляется в цилиндрическое
отверстие патрона и закрепляется разжимной втулкой, которая сжи-
мается при завинчивании гайки. Закрепление патрона в шпинделе
производится затяжным винтом.
Фрезерные головки центрируются на шпинделе по наружному
диаметру и привертываются к нему с торца четырьмя винтами.
Установка и закрепление деталей на станке производится при
помощи тех же универсальных приспособлений, какие применяются
для этой цели при строгальных работах. После закрепления фрезы
и обрабатываемой детали производится фрезерование по опреде-
ленному режиму.
Основными элементами фрезерования являются ширина, глубина
фрезерования, подача и скорость резания.
Ширина фрезерования определяется размером обрабатываемой
детали. При обработке больших поверхностей ширина фрезерования
определяется размером фрезы. Необходимо при этом стремиться
обработать поверхность детали с наименьшим количеством про-
ходов.
Глубина фрезерования за-
висит от припуска на обработ-
ку, мощности станка, жест-
кости крепления детали и тре-
буемого качества обработки.
С увеличением глубины реза-
ния ухудшается чистота поверх-
ности. Поэтому для получения
чистоты поверхности VV4—776
последний проход делают с не-
Рис. 207. Патрон для крепления фрезы
с цилиндрическим хвостовиком
189
большой глубиной резания равной 0,5—1,0 мм. Черновые проходы
обычно производят с глубиной резания 3—7 мм.
Подача на станке осуществляется в поперечном, продольном и
вертикальном направлениях. Подачи при фрезеровании имеют три
значения:
— подачи в одну минуту — S мм!мин\
— подача на один оборот фрезы — So мм!об\
— подача на один зуб фрезы — Sz мм/зуб.
Рис. 208. Зависимость толщины стружки от диаметра фрезы:
а — при большом диаметре фрезы; б — при малом диаметре фрезы
При этом все три значения связаны между собой
S — Son — Szzn ммIмин,
где п — число оборотов фрезы в минуту;
z—число зубьев фрезы.
В большинстве случаев на практике указывается подача на один
зуб, которая выбирается по справочникам в зависимости' от харак-
тера обработки. При черновом фрезеровании подача выбирается
в пределах 0,04—0,20 мм!зуб, при чистовом 0,002—0,04 мм/зуб.
Толщина снимаемой стружки при фрезеровании в значительной
мере зависит от диаметра фрезы. На рис. 208 видно, что при одной
и той же глубине фрезерования толщина стружки при обработке
фрезой малого диаметра получается больше, чем при обработке
фрезой большого диаметра.
Фрезами малого диаметра работать выгоднее, тад как умень-
шается удельное давление резания (удельным давлением резания
называется отношение силы резания к площади среднего сечения
стружки). Однако с уменьшением диаметра фрезы уменьшается
диаметр оправки, что приводит к снижению жесткости и ограничи-
вает применение производительных режимов обработки. Опытными
данными установлены наиболее целесообразные размеры фрез в за-
висимости от условий обработки, которые приведены в табл. 17.
190
Таблица 17
Глубина фрезерования в мм 5 8 10
Ширина фрезерования в мм 70 90 100
Диаметр фрезы в мм .... 60-75 90—100 110-130
Скорость резания определяется по специальным таблицам в за-
висимости от стойкости фрезы, а также в зависимости от установ-
ленных значений ширины фрезе-
рования, глубины резания, подачи
и диаметра фрезы. Скорость ре-
зания можно выразить следую-
щей формулой
nDn I
^ = 1000 м!мин>
где v — скорость резания м1мин\
D — диаметр фрезы;
п — число оборотов фрезы в
минуту.
„ х Рис. 209. Зуборезные дисковые (мо-
После выбора скорости реза- дульные) фрезы
ния по справочнику определяется
необходимое число оборотов шпинделя станка
п
ЮООу
tzD
об!мин.
Если станок не имеет необходимого числа оборотов шпицделя,
выбирают ближайшее меньшее число оборотов, которое имеет
станок.
Рассмотрим для примера, как производится фрезерование зуб-
чатых колес. Фрезерование зубчатых колес производится специаль-
ными фасонными зуборезными дисковыми (модульными) фрезами
(рис. 209). Профиль зубьев у эти^ фрез выполнен соответственно
впадйне зубчатого колеса. Так как профиль впадины изменяется
в зависимости от модуля и числа зубьев колеса, то необходимо для
каждого модуля и каждого числа зубьев иметь свою фрезу. Однако
на практике с достаточной точностью одной фрезой можно нарезать
зубчатые колеса одного модуля, но с различными числами зубьев.
С этой целью промышленность выпускает наборы из 15 фрез для
нарезания точных зубчатых колес и для менее точных — из 8 фрез.
Маркировка фрезы производится на торцевой поверхности. Напри-
мер, М5 12—13—1 означает, что фреза предназначена для нарезания
зубчатых колес модуля, равного 5 мм, с 12 или 13 зубьями. Номер
фрезы в 8-штучном наборе— 1.
Нарезание зубчатых колес может производиться при горизон-
тальном или вертикальном расположении оси делительной головки
(рис. 210). После фрезерования первой впадины нужно проверить
191
Рис. 210. Нарезание цилиндрических зубчатых колес:
а — при горизонтальном расположении оси делительной голова; б — при вертикальном располо-
жении оси делительной головки
полученный профиль и при необходимости произвести регулировку
стола по высоте, а затем уже фрезеровать все остальные впадины
зубчатого колеса.
Выбор смазочно-охлаждающих жидкостей
С целью увеличения срока службы режущего инструмента, полу-
чения поверхности более высокой чистоты и снижения усилия ре-
зания при фрезеровании применяются смазочно-охлаждающие жид-
кости, приведенные в табл. 18.
Таблица 18 :
Обрабатываемый материал Вид фрезерования
черновое чистовое
Машиноподелочные, Водный раствор соды, Водный раствор мыла,
конструкционные и ин- струментальные стали эмульсия эмульсия, осерненное масло, смешанные масла
Стальное литье Эмульсия Эмульсия, смешанные масла
Чугунное литье Без охлаждения, сжа- тый воздух, водный рас- твор соды, эмульсия Без охлаждения, сжатый воздух
Ковкий чугун Без охлаждения, . эмульсия Без охлаждения, осернен- ное масло
Бронза Без охлаждения Эмульсия, смешанные масла
Латунь Эмульсия Эмульсия, смешанные масла
Алюминий Смесь неочищенного сурепного масла с очищен- ными минеральными маслами
192
§ 4. ОБРАБОТКА МЕТАЛЛОВ ШЛИФОВАНИЕМ
Сущность процесса шлифования
Шлифование является одним из основных и наиболее распро-
страненных способов чистовой обработки металлов при помощи кру-
гов (рис. 211), представляющих собой пористое тело, состоящее из
абразивных зерен, скрепленных специальным цементирующим ве-
ществом — связкой.
Процесс шлифования является сложным процессом очень тон-
кого резгания металлов, протекающим при высоких скоростях ре-
зания до 3000 м/мин и небольших скоростях вращения изделия
(5—150 м!мин). При шлифовании достигается высокая точность де-
талей и хорошая чистота поверхности, которые во многом опреде-
ляют эксплуатационные качества и долговечность машин.
Основными и наиболее часто применяемыми способами шлифо-
вания являются: наружное круглое (с продольной подачей, с попе-
речной подачей, бесцентровое); внутреннее (с продольной подачей,
с поперечной подачей, планетарное, бесцентровое) и плоское (пери-
ферией круга, торцом круга).
Всё встречающиеся операции шлифования всегда могут быть от-
несены к одному из указанных способов. Схематически эти опера-
ции приведены на рис. 212.
При шлифовании каждое абразивное зерно шлифовального
круга аналогично зубу фрезы снимает очень тонкую стружку ме-
талла. Однако процесс шлифования существенно отличается от фре-
зерования. Это отличие обусловлено главным образом особенно-
стями абразивного инструмента. В отличие от фрезы шлифоваль-
ный круг не имеет сплошной режущей кромки, а состоит из отдель-
ных, беспорядочно расположенных зерен. Абразивное зерно пред-
ставляет собой многогранник неправильной формы со'скругленными
гранями, вследствие чего резание происходит при значительных от-
рицательных передних углах (до —60°).
Благодаря высоким скоростям резания и большим отрицатель-
ным углам при шлифовании выделяется значительное, количество
Рис. 211. Схема обработки шлифовальным кругом
13-1395
193
теплоты, которая повышает температуру металла в точках сопри-
косновения зерна с обрабатываемым изделием до 1000—1500° С.
Толщина стружки, снимаемой при шлифовании, составляет не-
сколько микрон, а иногда и доли микрона. Общее число стружек,
снимаемых при шлифовании в одну минуту, достигает сотен мил-
лионов.
Рис. 212. Основные способы шлифования:
1 — наружное с продольной подачей; 2 — наружное с поперечной подачей; 3 — наружное фасон-
ное; 4 — бесцентровое; 5 — внутреннее с продольной подачей; б — внутреннее с поперечной по-
дачей; 7—внутреннее планетарное; 8 — внутреннее бесцентровое; 9 — плоское, периферией круга
при поступательном движении детали; 10 — плоское периферией круга при вращательном движе-
нии детали; 11 — плоское торцом круга при поступательном движении детали; 12 — плоское тор-
цом круга при вращательном движении детали; VKp — окружная скорость шлифовального круга;
Уи — окружная скорость изделия; VnJ] — окружная скорость планетарного движения; t — попе-
речная подача; S — продольная подача
Резание металлическим инструментом (фрезой, резцом и др.)
всегда сопровождается его затуплением и, следовательно, частой
переточкой. Абразивный же инструмент обладает способностью
к «самозатачиванию» и иногда работает до полного износа. «За-
точка» абразивного инструмента производится совершенно другими
способами, чем заточка металлического режущего инструмента. При
работе шлифовального круга каждое абразивное зерно затупляется,
его режущие грани все больше округляются и поэтому давление на
зерне возрастает. В тот момент, когда давление превзойдет проч-
ность зерна или удерживающей его Связки, зерно расколется и ча-
стично выкрошится или выпадет полностью. На смену выпавшим
194
зернам вступают в работу другие зерна, которые располагались
в глубине и до этого в резании не участвовали. Процесс замены за-
тупившихся зерен новыми происходит непрерывно. Благодаря этому
режущая поверхность круга обновляется и не теряет своих свойств
до полного износа. Такая способность шлифовального круга к об-
новлению своей режущей поверхности носит название «самозатачи-
вания». В том случае когда давление на абразивное зерно недоста-
точно для обеспечения самозатачивания, производят специальную
«заточку» круга — правку.
Шлифовальные станки
В авиаремонтном деле наиболее широкое распространение полу-
чили такие основные типы станков:
— для наружного шлифования — простые центровые;
— для внутреннего шлифования — патронные с вращающимся
изделием;
— для плоского шлифования — периферийного шлифования
с прямолинейно-возвратным движением стола.
Гидрофицированный центровой круглошлифовальный станок
типа 315 (рис.-213) состоит из станины 1, на которой расположена
бабка 6 шлифовального круга. Шлифовальный круг 4 закрыт предо-
хранительным стальным кожухом 5, имеющим съемную крышку.
Стол 2 станка с расположенными на нем передней бабкой 3 и зад-
ней бабкой 8 может перемещаться по станине. На столе может рас-
полагаться также люнет, который употребляется при шлифовании
длинных и тонких деталей.
Шлифование деталей на станке осуществляется с помощью та-
ких движений:
— вращения шлифовального круга;
— вращения обрабатываемой детали;
— поперечного перемещения шлифовального круга;
— продольного перемещения обрабатываемой детали.
Возвратно-поступательное движение стола, поперечная подача и
ускоренный отвод и подвод бабки шлифовального круга осуще-
ствляется гидравлически. Перемещение стола и подача шлифоваль-
ного круга может также производиться вручную с помощью спе-
циальных механизмов.
Механизм главного движения. Главное движение —
вращение шлифовального круга 4 сообщается от электродвигателя 7
мощностью 8 кет при п— 1450 об/мин через шкивы 9 и 10 клино-
ременной передачи и шпиндель 11. Шкив 10 сменный, что позволяет
получать разные числа оборотов шлифовального круга. В станке
предусмотрено автоматическое устройство, при помощи которого
производится компенсация износа вкладышей подшипника и шеек
шпинделя. Устранение излишнего зазора производится подачей
масла от насоса 12 в полость под верхними вкладышами подшип-
ника 13. Под давлением масла в пределах 0,3—0,5 кг/см2 верхние
вкладыши опускаются и компенсируют износ.
13*
195
о
СП
Рис. 213. Кинематическая схема круглошлифовального станка типа 315:
/—станина; 2 — стол; 3 — передняя бабка; 4 — шлифовальный круг; 5 — кожух; 6 — бабка шлифовального круга; 7 — электро-
двигатель; 8 — задняя бабка; 9 и 10— шкивы; 11 — шпиндель; 12 — насос; 13 — подшипники; 14 — золотник; 15 — цилиндр гидро-
системы; 16 — упоры
2
Рис. 214. Общий вид внутришлифовального станка
типа 3250: '
t — станина; 2 — шлифовальный круг; 3— стОЛ станка
Механизм подачи. Продольная подача осуществляется
возвратно-поступательным перемещением стола при помощи золот-
никового механизма 14 и цилиндра 15 гидравлической системы.
Длина хода стола устанав-
ливается по упорам 16 в за-
висимости от длины обраба-
тываемого изделия. Попе-
речная подача шлифоваль-
ного круга производится при
помощи, храпового механиз-
ма в конце каждого про-
дольного хода.
Внутришлифовальный ста-
нок типа 3250. Шлифова-
ние на патронном гидрофи-
цированном станке модели
3250 (рис. 214) осуществ-
ляется с помощью тех же че-
тырех движений, как и при
шлифовании на круглошли-
фовальном станке, только
продольная подача происхо-
дит за счет перемещения
шлифовального круга, а не
обрабатываемого изделия.
Плоскошлифовальный ста-
нок типа 372. Шлифование
Рис. 215. Общий вид плоскошлифоваль-
ного станка
197
на плбскошлифовальном станке типа 372 (рис. 215) осуществляется
с помощью таких движений:
— вращения шлифовального круга;
— поперечного перемещения шлифовального круга;
— продольного перемещения стола.
Шлифовальные круги
Многообразие обрабатываемых деталей по размерам, форме, ма-
териалу, предъявляемым требованиям к точности и качеству поверх-
ности и т. п. требует большого количества разнообразных видов и
свойств шлифовальных кругов. Шлифовальные круги различаются
по форме и размерам, материалу абразивного зерна, зернистости,
твердости, материалу связки и структуре. Все эти признаки состав-
ляют характеристику круга.
Геометрическая форма и размеры шлифовальных кругов выби-
раются в зависимости от характера выполняемых работ. Наиболь-
шее применение в ремонтном деле имеют шлифовальные круги, при-
веденные в табл. 19.
Таблица 19
Шлифовальные круги
(ГОСТ 2424 52)
Форма шлифовального круга Наименование шлифо- вального круга Условное обозначе- [пие формы Применение
Плоский прямого профиля пп Круглое наружное, внутреннее и бесцентро- вое шлифование, плоское шлифование периферией круга, резьбошлифова- ние, правка кругов, за- точка резьцов
Плоский с двусто- ронним конусом 40° 2П Заточка инструмента, шлифование зубьев зуб- чатых колес
Плоский с односто- ронним конусом 30° 4П
198
Продолжение
Форма шлифовального круга Наименование шлифо- вального круга Условное обозначе- ние формы Применение
Плоский с выточ- кой ПВ Круглое шлифование, когда зажимные фланцы могут помешать подвод- ке круга к месту обра- ботки; ПВД применяют также для ведущих кру- гов бесцентрового шли- фования
Плоский с выточ- кой с двух сторон пвд
Плоский с кониче- ской выточкой пвк Круглое шлифование с подрезкой торца обра- батываемой детали
Диск д Отрезание, прореза- ние пазов
Чашка цилиндриче- ская чц Плоское шлифование торцом круга
Чашка коническая чк Заточка инструмента
Тарелка IT, 2Т, зт Заточка инструмента, шлифование зубьев зуб- чатых колес
Абразивный материал. Для изготовления абразивного инстру«
мента применяют абразивный материал как естественного происхо-
ждения, так и изготовляемый искусственным путем. Для того чтобы
абразивное зерно могло производить резание, оно должно обла-
дать: высокой твердостью, достаточной остротой, сравнительно ма-
лой хрупкостью и высокой теплоустойчивостью.
199
•Наиболее полно удовлетворяют этим требованиям материалы,
приведенные в табл. 20.
Таблица 20
Абразивные материалы
Происхождение Наименование Условное обозна- чение
Естественные Искусственные Корунд естественный Корунд естественный Семиз-Бугу* Наждак естественный Карбид кремния черный Карбид кремния зеленый Электрокорунд нормальный .... Электрокорунд высшего качества белый Е ЕСБ Н КЧ КЗ э ЭБ
Естественные корунд и наждак состоят в основном
из- кристаллической окиси алюминия (АЬОз). Естественный ко-
рунд содержит 80—95% А12О8 и обладает достаточной твердостью
и вязкостью. По производительности корунд выше наждака, кото-
рый содержит значительно меньше окиси алюминия — 60%. Для
современного машиностроения наибольшее значение имеют искус-
ственные абразивные материалы, получаемые путем плавки в элек-
тропечах соответствующих материалов при температуре 2200—
2500° С.
Карбид кремния является химическим соединением крем-
ния с углеродом (SiC). Для его получения применяют кварцевый
песок и материалы, богатые углеродом,— нефтяной кокс, антрацит
и т. п. В зависимости от количества примесей и процентного содер-
жания SiC карбид кремния подразделяется на черный 95—97%
SiC и зеленый с содержанием SiC не менее 97%.
Электрокорунд является кристаллической окисью алюми-
ния, полученной из бокситов. В зависимости от содержания окиси
алюминия электрокорунд подразделяется на два вида:
— электрокорунд нормальный, имеющий цвет от серо-коричне-
вого до темно-коричневого и от розового до буро-красного с содер-
жанием окиси алюминия не менее 87%;
— электрокорунд белый — белого, серовато-белого и иногда
светло-розового цвета с содержанием окиси алюминия до 96—98%.
Круги из карбида кремния применяются при чистовой обра-
ботке хромированных деталей, при обработке чугуна, латуни,
бронзы, кожи, стекла и заточке режущего инструмента из твердого
сплава.
* Естественный корунд отечественного происхождения называется Семиз-
Бугу по месту его основной добычи.
200
Круги из электрокорунда используются при обработке углеро-
дистых, легированных и быстрорежущих сталей, а также при обра-
ботке хромированных деталей.
Зернистость. Для различных видов работ требуется различная
величина зерна шлифующего материала. Для этого при производ-
стве круга абразивный материал раздробляют и просеивают зерна
через ряд стандартных сит, имеющих отверстия определенного раз-
мера. Размер зерна обычно обозначается цифрой, которая соот-
ветствует количеству квадратных отверстий на один линейный
дюйм сита, применяемого при сортировке абразивных зерен. На-
пример, шлифовальный круг зернистостью 60 содержит абразив-
ные зерна, которые проходят через сито с 60 отверстиями на один
линейный дюйм и задерживаются на сите с 80 отверстиями.
Абразивный материал круга разделяется по величине зерна на
шлифзерно, шлифпорошки и микропорошки. Номера зернистости
приводятся в табл. 21.
Таблица 21
Распределение дробленых абразивных материалов по зернистости
(ГОСТ 3647-47)
Группа зернистости
Номера зернистости
Шлифзерно
Шлифпорошки
Микропорошки
10, 12, 14, 16, 20, 24, 30, 36, 46, 54, 60, 70, 80 и 90
100, 120, 150, 180, 220, 240, 280 и 320
М-28, М-20, М-14, М-10, М-7 и М-5
Выбор зернистости круга зависит от требуемого качества шли-
фованной поверхности и обрабатываемого материала. Крупнозер-
нистые круги от № 10 до 36 назначаются для обдирочных работ,
зернистостью от № 46 до 140 — для чистовых работ, зернистостью
от № 170 до М-7 — для отделочных (суперфиниширование) и при-
тирочного (хонингование) шлифований. При работе с кругами на
органической связке их зернистость может быть выбрана на 1 —
2 номера крупнее, чем при керамической связке при тех же требо-
ваниях к качеству поверхности. При работе на высоких скоростях
свыше 40 м/сек также можно брать зернистость круга на 1—2 но-
мера крупнее. При шлифовании мягких материалов применяют
круги крупнозернистые, а при шлифовании твердых — мелкозерни-
стые.
Связки. Для получения шлифовального круга той или иной
формы отдельные абразивные зерна связываются при помощи це-
ментирующего вещества — связки. Связки подразделяются на
неорганические и органические. От выбора связки зависят эксплуа-
тационные свойства круга и области их применения (см. табл. 22).
201
Таблица 22
Свойства и область применения связок
Связка и
обозначение
Характеристика эксплуатационных
свойств связки
Изготовляемый
инструмент
Применение (виды
обработки)
Неорганическая связка
Керамиче-
ская К
Состоит в основном из огне-
упорной глины, талька и по-
левого шпата.
По водоупорности, огнеупор-
ности и химической стойкости
превосходит другие связки.
Круги хорошо сохраняют
профиль рабочей кромки, но
обладают малой упругостью
и поэтому чувствительны к
ударным и изгибающим на-
грузкам
Шлифоваль- Все виды шли-
ные круги, кро- фования, кроме
ме формы _Д, операций разрезки
из абразивно- и прорезки узких
го материала пазов. Заточка ре-
Э, ЭБ, КЧ и жущего инстру-
КЗ, твердости от Ml до ЧТ2 мента
Органические связки
Бакелито-
вая Б
Вулканито-
вая В
Изготовляется из искус-
ственной смолы (бакелита).
Круги на бакелитовой связке
имеют высокую прочность и
упругость. По сравнению с
кругами на керамической связ-
ке менее пористые, но при
работе вызывают меньшее
теплообразование.
При температуре 300° С связ-
ка способна к выгоранию, а
зерна к преждевременному вы-
крашиванию с поверхности
круга.
От действия щелочных охла-
ждающих жидкостей предо-
храняется покрытием водоне-
проницаемой краской или про-
питкой парафином, силикатом
Изготовляется из каучука
с добавкой до 30% серы. Кру-
ги на вулканитовой связке
более упругие и менее огне-
упорные, чем на бакелитовой;
очень плотного строения и не
рекомендуется для чернового
шлифования. При температуре
150° С круги размягчаются и
теряют свои свойства
Шлифоваль-
ные- круги из
абразивного
материала Э,
КЧ и КЗ, твер-
дости от СМ1
до Т1
Круги-диски,
плоские круги
из абразивного
материала Э,
твердости СМ,
С, СТ и Т
Все виды шлифо-
вания, кроме слож-
ного фасонного.
Заточка и довод-
ка режущего ин-
струмента
Отрезка, чисто-
вые операции шли-
фования, бесцен-
тровое шлифова-
ние (ведущие кру-
ги), шлифование
стальных лент
Твердость круга определяется способностью связки удерживать
зерна абразива на поверхности круга от выкрашивания под дейст-
вием усилий, возникающих при шлифовании. Чем больше нужно
приложить усилий, чтобы вырвать из связки зерна, тем тверже счи-
тается круг и тем больше должно быть связки. Основная задача
202
связки — удерживать зерно до тех пор, пока оно не затупится.
Так как по мере затупления зерна в процессе резания растут силы
трения и повышается температура в зоне шлифования, то возмо-
жен местный перегрев детали. Поэтому твердость круга необхо-
димо выбирать таким образом, чтобы зерна раскалывались и вы-
крашивались раньше, чем наступит их полное затупление.
Обозначения степеней твердости абразивного инструмента при-
ведены в табл. 23.
Таблица 23
Твердость абразивного инструмента Обозначение твердости
общее подразделения
Мягкий М Ml, М2, М3
Среднемягкий СМ СМ1, СМ2
Средний С Cl, С2
Среднетвердый ст СТ1, СТ2, СТЗ
Твердый т Tl, Т2
Весьма твердый ВТ ВТ1, ВТ2
Чрезвычайно твердый . . ЧТ ЧТ1, ЧТ2
Шкала твердости абразивного инструмента служит только для
сравнительной характеристики в нерабочем состоянии. Твердость
в работе изменяется, и это изменение зависит от многих условий
шлифования — режимов обработки, величины и характера напря-
жений, испытываемых кругом, и т. д.
При обработке авиационных сталей и хромированных деталей
лучшие результаты получаются при применении кругов твердостью
СМ1-С1.
Структура абразивных изделий характеризует строение абразив-
ного инструмента, т. е. количественное соотношение абразивного
зерна, связки и пор в единице объема круга.
Для сохранения режущей способности круга необходимо, чтобы
стружка не застревала между зернами, а свободно бы вылетала.
Для этого абразивный инструмент должен содержать определен-
ное количество и определенной величины впадины — поры, где по-
мещалась бы стружка во время резания металла (рис. 216). Если
стружка будет крупная, а поры мелкие, то стружка будет быстро
заполнять поры, запрессовываться в них и не будет вылетать
12 3 4
Рис. 216. Схемы различных структур абразивного инструмента:
Z — плотная; 2 — средняя; 3 — открытая; 4 — высокопористая
203
после окончания резания, что приведет к ухудшению резания абра-
зивным зерном, к повышению трения между кругом и обрабаты-
ваемым материалом, возникновению высоких температур, оплавле-
нию стружки, которая плотно забивает поры и создает «засалива-
ние» рабочей поверхности круга. Это в свою очередь приводит
к снижению производительности, возможности появления дефектов
в виде перегрева, шлифовочных трещин и к более частой правке
Структура
0,1,2,3,4,5,6,7,8,9,10,11
12,13,14,15,16.17,18
Зернистость
12,16,20,24.36,46,60,80, ТОО,
120,150,180,220,280,320,
М28, М2О
ЭБ46СМ2Н6
скорость
Связка
Керамическая -К
Бакелитовая -Б
Вулканитовая -В
За6од»изготовитель
(моСИЪбсний абразивный заМ)
Абразивный материал
Нормальный злектрокоринд -Э
белый злектрокорунд ЭВ
Черный карбид кремния-К4
Зеленый карбид кремния-КЗ
"Форма
пп, гп, ЗП, 40, пв, пвк, пвдр
пвд к, ПВЛ, ПР, ПН,Д, 1К, 2К,
ЧЦ, ЧК, 17, 27,37, ш, С, И, КП,
М,0,Р
Твёрдость для кера-
мической и бакелито-
вой связок мкмг.мз.
СМ1,СМ2,С1,С2,С71,С72.
СТЗ, 71, 72, В 71, В 72, Ч 71,47%
для вулканитовой
связки СМ,С,С7,7
Диаметр отверстия
Наружный диаметр
Рис. 217. Маркировка шлифовального круга
круга, что ведет к увеличенному расходу абразивного инструмента.
При обработке пористыми кругами, кроме того, улучшаются усло-
вия охлаждения и смазки обрабатываемого изделия за счет за-
хвата порами воздуха и смазочно-охлаждающей жидкости.
Структуры круга делятся на четыре группы: плотные (№ 0,1,
2 и 3), средние (№ 4, 5 и 6), открытые (№ 7, 8, 9, 10, 11 и 12)
и высокопористые (№ 13, 14, 15, 16, 17 и 18). Номер структуры
определяет относительное количество зерен на единице поверхно-
сти. Объем пор в зависимости от номера структуры в высокопо-
ристых кругах составляет 50—70% объема шлифовального круга.
Круги с открытой и вы со ко пор истой структурами применяются при
скоростном шлифовании и для обработки мягких и вязких мате-
риалов (меди, латуни, алюминия, хромоникелевых жаропрочных
сплавов и сталей).
Маркировка шлифовальных кругов производится на заводе-из-
готовителе. Маркировка круга наносится или непосредственно на
шлифовальный круг краской или на круглую картонную этикетку,
приклеиваемую к кругу. Примерная маркировка шлифовального
круга показана на рис. 217.
204
Уравновешивание (балансиров-
ка) шлифовальных кругов. Вслед-
ствие неточной формы наружной
поверхности шлифовального кру-
га, неодинаковой плотности мате-
риала в его различных частях,
эксцентричного расположения от-
верстия в круге относительно на-
ружной поверхности и т. д. шли-
фовальный круг может быть не
уравновешен. Работа неуравнове-
шенным кругом приводит к бы-
строму износу подшипников шпин-
деля, получению граненых поверх-
ностей на обрабатываемых дета-
лях и к образованию на них
шлифовочных трещин. Поэтому
все круги диаметром свыше 100 мм
Рис. 218. Приспособление для урав-
новешивания кругов
подвергаются уравновешиванию
(балансировке) на приспособлении (рис. 218). Опорами в приспо-
соблении служат цилиндрические валики, призмы и диски. Шлифо-
вальный круг закрепляют на оправке и ставят на опоры приспособ-
ления. Если круг неуравновешен, то более тяжелая часть будет все-
гда опускаться вниз. Уравновешивание производится перемещением
двух металлических кружков, расположенных в пазах с торцевой
стороны. Уравновешенный шлифовальный круг не будет поворачи-
ваться при постановке его на приспособлении в любом положении.
Технология обработки металлов шлифованием
Обработка на круглошлифовальных станках производится
обычно в центрах или на оправках. Для установки деталей исполь-
зуются те же вспомогательные инструменты и универсальные при-
способления, которые применяются на токарных станках. Пример
установки показан на рис. 219.
Рис. 219. Установка детали в центрах:
I — палец поводкового патрона; 2 — хомутик; 3 и 6 — центры; 4 — патрон; 5 — шпин-
дель; 7 — шлифовальный круг
205
Шлифование наружных цилиндрических поверхностей
рив. 220. Схема шлифования способом про-
дольной подачи
При выходе круга более чем на г/з
Обработка цилиндрических деталей на круглошлифовальных
станках производится такими основными способами.
Шлифование способом продольной подачи. При этом способе
обработки изделие вращается в центрах и одновременно переме-
щается вправо или влево параллельно оси круга (рис. 220).
В конце хода шлифо-
вальный круг должен вы-
ходить за деталь примерно
на 7з высоты. Если выход
круга будет меньше, то
край детали может быть
недошл ифован и не до-
стигнет требуемого разме-
ра, так как края круга
больше срабатываются,
чем его средняя часть,
высоты края детали мо-
гут получиться меньшего размера вследствие уменьшения давле-
ния круга на деталь. Поперечная подача шлифовального круга про-
изводится после каждого двойного хода стола. Для повышения
точности и чистоты обработки в конце шлифования производится
10—20 проходов без поперечной подачи.
а б в
Рис. 221. Схема шлифования установленным кругом:
а — обыкновенным кругом; б и в — ступенчатыми кругами
Шлифование установленным кругом (глубинное шлифование)
производится за один проход на всю величину снимаемого при-
пуска до 0,3 мм на сторону (рис. 221). При этом изделие мед-
ленно перемещается параллельно оси круга до тех пор, пока обра-
батываемая поверхность не будет прошлифована на всю длину,
а затем возвращается в первоначальное положение. Шлифоваль-
ный круг для глубинного способа обработки обычно заправляется
ступенчато или по конусу на */з высоты круга. Обработку также
можно производить без заправки, но в этом случае будет повы-
шенный износ передней кромки. За счет сокращения числа прохо-
дов и улучшения условий резания производительность шлифова-
ния возрастает в 1,5—2 раза по сравнению с производительностью
при шлифовании способом продольной подачи.
Шлифование способом поперечной подачи (врезанием) приме-
няется при обработке поверхностей небольшой длины, когда вы-
206
сота шлифовального круга больше длины обрабатываемой поверх-
ности (рис. 222). Поперечная подача круга производится непре-
рывно, а детали сообщается небольшое. колебательное движение
на 2—5 мм для получения более правильной и чистой поверхности.
Этим способом можно также обрабатывать фасонные детали при
помощи фасонной заправки шлифовального круга, но в этом случае
продольных перемещений детали не сообщается.
Рис. 222. Схема шлифования способом поперечной подачи:
а — цилиндрических поверхностей; б — фасонных поверхностей; /—шли-
фовальный круг; 2 — деталь
Шлифование уступами производится в том случае, если высота
круга значительно меньше длины обрабатываемой детали
(рис. 223). Шлифовальному кругу сообщается только поперечная
подача. Вначале шлифуется один участок детали, затем — сосед-
ний участок и т. д. При этом края участков перекрываются шли-
фовальным кругом на 5—15 мм.
После такого способа обработ-
ки видны границы участков и
поэтому для окончательной от-
делки оставляется припуск
0,02—0,05 мм, который сни-
мается способом продольной
подачи. Такое комбинирован-
ное шлифование при обработ-
Рис. 223. Схема шлифования уступами
ке нескольких одинаковых деталей значительно повышает произво-
дительность труда.
Шлифование наружных конических
поверхностей
Обработка конических деталей на круглошлифовальном станке
может производиться поворотом стола, а также поворотом перед-
ней или шлифовальной бабки.
Шлифование конических деталей путем поворота стола
(рис. 224, а) производится в том случае, если угол конуса при вер-
шине не более 12—14°,*так как поворот стола возможен только на
6—7°. Отсчет величины угла поворота стола производится по де-
207
Рис. 224. Схемы способов шлифования конических поверхностей:
а — поворотом верхнего стола; б — поворотом передней бабки; в — поворотом шлифовальной
бабки
лениям, имеющимся на одном из концов стола. Шлифование про-
изводится в центрах способом продольной подачи.
Шлифование конических деталей путем поворота передней
бабки (рис. 224, б) применяется при обработке коротких конусов
с большим углом при вершине. Шлифование производится в пат-
роне способом продольной подачи.
Шлифование конических деталей путем поворота шлифовальной
бабки (рис. 224, в) применяется при обработке длинных конусов
с большим углом при вершине. Продольная подача в этом случае
осуществляется вручную перемещением бабки, а поперечная до-
стигается путем продольного перемещения стола в левую сторону.
Обработка ступенчатых деталей
В процессе шлифования кромки круга изнашиваются быстрее
и получаются заваленными. Поэтому при шлифовании ступенчатых
деталей образуется галтель (рис. 225, а). В тех случаях, когда по
условиям работы галтель недопустима, в месте стыка цилиндриче-
ской и торцевой поверхности делается выточка шириной 2—5 мм
для выхода шлифовального круга (рис. 225, б) или обработка про-
изводится тарельчатым кругом (рис. 225, в).
б
а
Рис. 225. Схемы шлифования ступенчатых деталей:
а — с галтелью; б — с выточкой; в — тарельчатым кругом
в
208
Обработка на внутришлифовальныхстанках
Внутреннее шлифование деталей в основном производится на
патронных станках. Обрабатываемое изделие закрепляется в трех-
или четырехкулачковом патроне, а также в специальных приспо-
соблениях. Шлифовальный круг может находиться у задней или
у передней стенки отверстия.
Рис. 226. Схемы
обработки деталей
внутренним шли-
фованием:
а — способом продоль-
ной подачи; б — спо-
собом врезания
При шлифовании по первой схеме удобнее производить наблю-
дение за обрабатываемой поверхностью, но в этом случае можно
работать только с ручной поперечной подачей. Автоматическая по-
перечная подача шлифовального круга может производиться прй
работе по второй схеме, но и в том случае наблюдение за обраба-
тываемой поверхностью несколько затруднено.
При внутреннем шлифовании диаметр круга выбирается в за-
висимости от диаметра обрабатываемого отверстия. Диаметр круга
равен 0,80—0,95 диаметра обрабатываемого отверстия.
Высота круга зависит от его диаметра, мощности станка и спо-
соба обработки. Высота круга для диаметров свыше 50 мм равна
50 мм. С уменьшением диаметра кругов высота круга также
уменьшается до 13—20 мм.
Внутреннее шлифование может производиться способом про-
дольной подачи и способом врезания (рис. 226);
Шлифование внутренней конической поверхности производится
при помощи поворота передней бабки (рис. 227) на угол, который
устанавливается по градусным делениям.
14—1395
2G9
0'6 pa б от ка на п л 6 с к о шли ф о в а’л -ь н ы х станках
Для крепления деталей на столе плоскошлифовальвого станка
используются универсальные приспособления, которые применяются
на фрезерных, строгальных и других станках. Крепление мелких
деталей производится на электромагнитных плитах.
Продольная
подача
Рис. 228. Схема плоского шлифования1
периферией круга
Шлифование на плоско-
шлифовальном станке при-
меняется часто вместо фре-
зерования или строгания без
предварительной механиче-
ской обработки литья и ко-
ваных деталей. При шлифо-
вании деталей периферией
круга наиболее часто при-
меняется способ поперечных
проходов (рис. 228). Про-
дольная пОдача осуще-
ствляется движением стола,
а поперечная-— перемещением круга после каждого хода стола.
После обработки всей поверхности круг подают на глубину реза-
ния и снимают следующий слой металла. Переходы повторяют до
тех пор, пока не будет снят весь припуск.
Шлифование на токарных, строгальных,
фрезерных и сверлильных станках
В некоторых ремонтных предприятиях зачастую невыгодно
иметь шлифовальные станки вследствие их большой стоимости
и невозможности полной загрузки станков работой. Поэтому
используют выпускаемые промышленностью универсальные шлифо-
вальные головки, позволяющие производить наружное, внутреннее
и плоское шлифование на различных металлорежущих станках —
токарных, фрезерных, строгальных, сверлильных и т. д.
При шлифовании на токарных станках головка крепится на суп-
порте станка, что обеспечивает шлифовальному кругу возможность
продольного и поперечного перемещения. Шлифовальная головка
имеет набор шпинделей, которые дают возможность применять ее
для наружного (рис. 229, а) и внутреннего шлифования
(рис. 229, б). • ' '' ’ "
Плоское шлифование на токарном станке осуществляется го-
ловками с приспособлением для регулирования высоты головки от-
носительно изделия. В .этом случае шлифовальная головка закреп-
ляется на специальной колонке (рис. 229,в), а деталь — в тисках
или на магнитной плите, установленной на суппорте токарного станка.
Шлифование на поперечно-строгальных станках производится
с помощью шлифовальных головок, укрепленных на ползуне.
В основном на поперечно-строгальных ста.чках производится плос-
кое шлифование периферией круга.
210
Рис. 229. Шлифование на токарном станке:
а — наружное; б - внутреннее; в — плоское; Z — колонка;
2 — кронштейн; 3 — суппорт шлифовальной головки; 4 — ось;
5 — электродвигатель; 6 — магнитная плита; 7— рукоятка
для регулирования положения головки по высоте
14*
214
У горизонтально-фрезерных станков шлифовальная головка
укрепляется на шпиндельной головке. Шлифовальный круг . полу-
чает вращение от шпинделя станка через несколько пар зубчатых
колес. С помощью этой головки возможна обработка наружных
и внутренних цилиндрических и конических поверхностей, а также
обработка плоских деталей. Деталь укрепляется в патроне или
центрах специального приспособления, устанавливаемого на столе
станка.
Для шлифования на горизонтально-фрезерном станке могут
быть применены также универсальные головки, применяемые на
токарных станках. В этом случае головка крепится на столе, а
деталь — в патроне или в центрах, устанавливаемых в шпинделе
станка.
Шлифование на сверлильных станках применяется очень редко,
так как из-за недостаточной жесткости сверлильных станков на
них нельзя обработать детали с необходимой точностью. При
невысоких требованиях к точности обработки и при соответствую-
щей подготовке на сверлильных станках возможно производить
внутреннее и плоское шлифование.
Выбор режимов резания при шлифовании
Качество обработанной поверхности деталей, а следовательно,
и их эксплуатационные свойства, во многом зависят от правиль-
ного выбора режимов шлифования. Так, например, неправильный
выбор режимов обработки закаленных и азотированных деталей,
восстанавливаемых хромированием, приводит к отслаиванию хрома
и появлению трещин при шлифова-
нии, в результате чего деталь в про-
цессе эксплуатации быстро разру-
шается.
Образование трещин при шлифова-
нии происходит вследствие чрезмерно-
го нагрева поверхностного слоя зака-
ленных и азотированных деталей зату-
пившимся или слишком твердым кру-
гом, при .грубых режимах резания и
обработке без смазочно-охлаждающей
жидкости. Высокий местный нагрев в
точках соприкосновения круга с об-
рабатываемым изделием вызывает в
металле структурные и объемные из-
менения, которые создают значитель-
ные внутренние напряжения. Если
эти напряжения превзойдут прочность
металла, то появятся мельчайшие
трещины в виде параллельных линий
(рис. 230).
Шлифовочные трещины на поверх-
ности деталей обнаруживаются при
ц, .] ^-Шлифовочные
трещины
Рис. 230. Шлифовочные тре-
щины и отслаивание хрома на
штоке клапана
212
помощи магнитного или люминесцентного контроля, или с по-
мощью красок.
При шлифовании хрома, наложенного на закаленные и азоти-
рованные детали, с грубыми режимами резания в основном ме-
талле также могут возникнуть трещины при шлифовании. Но опре-
деление трещин под слоем хрома представляет большие трудности.
В этом случае глубокие шлифовочные трещины в основном ме-
талле выявляются магнитным контролем на остаточном намагничива-
нии при толщине слоя хрома 0,15—0,20 мм. Мелкие же шлифовоч-
ные трещины глубиной 0,1—0,3 мм выявляются магнитным конт-
ролем только при толщине слоя хрома меньше 0,05 мм. Других
методов выявления мелких шлифовочных трещин под слоем хрома
нет, и единственным способом избежания их является правильный
выбор условий шлифования хромированных деталей. Кроме того,
если деталь перед хромированием имеет даже крупные шлифовоч-
ные трещины, то после хромирования они определяются при тол-
щине хрома также не свыше 0,05 мм. Поэтому детали, обработан-
ные шлифованием как до хромирования, так и после хромирова-
ния, необходимо подвергать тщательному контролю для выявления
шлифовочных трещин.
Отсутствие надежных способов выявления мелких шлифовоч-
ных трещин под слоем хрома предъявляет жесткие требования к со-
блюдению правильных режимов обработки.
Для того чтобы на стальных закаленных и азотированных дета-
лях не возникало шлифовочных трещин, обработку их до и после
хромирования необходимо производить кругами из электрокорунда
нормального или белого на керамической связке, зернистостью
60—80, твердостью СМ1-С1, средней или пористой структуры
(№ 5—18) при следующих режимах резания:
— поперечная подача 0,005—0,015 мм/къ. ход стола;
— продольная подача 2—10 мм/об изделия;
— скорость вращения изделия не ниже 10 м/мин',
— скорость вращения круга 20—35 м/сек;
— подача смазочно-охлаждающей жидкости не менее 15 л/мин',
— , правка круга перед обработкой каждого изделия.
Чистовую обработку хромированных поверхностей можно также
производить кругами из карбида кремния зеленого.
Скоростное шлифование
Прогрессивным методом повышения производительности яв-
ляется скоростное шлифование. Исходным условием этого метода
является повышение окружной скорости шлифовального круга
с 20 до 50 м/сек. Для скоростного шлифования изготовляются, спе-
циальные высокопористые электрокорундовые круги на керамиче-
ской связке повышенной прочности. Такие круги имеют марки-
ровку: «50 м/сек, — скоростной». Применять обычные круги для ско-
ростного шлифования нельзя, так как при повышенной скорости они
могут разрушиться.
213-
Скоростное шлифование ведется в основном двумя способами.
При первом способе повышается окружная скорость шлифоваль-
ного круга, а все остальные условия остаются прежними. В этом
случае съем металла в единицу времени (например, в одну ми-
нуту) не меняется, но за счет увеличения числа касаний зернами
круга обрабатываемого изделия уменьшаются толщина стружки,
усилие резания и отжим детали. В результате улучшается чистота,
поверхности, повышается точность обработки и повышается произ-
водительность операции за счет увеличения стойкости круга между
правками.
При втором способе с повышением окружной скорости шлифо-
вального круга увеличивается окружная скорость изделия и про-
дольная подача. При этом увеличивается съем металла в единицу
времени и увеличивается производительность.
* При скоростном шлифовании выделяется большое количество
тепла и поэтому требуется увеличивать подвод смазочно-охлаж-
дающей жидкости. Однако обеспечение достаточного охлаждения
затруднено сильным разбрызгиванием жидкости во время работы.
Для уменьшения разбрызгивания уменьшают зазор между стен-
ками кожуха и шлифовальным кругом, подводят струю жидкости
ближе к зоне резания, устанавливают брызгоулавливающие
щитки и т. п.
В последнее время нашей промышленностью сконструированы-
станки с подводом смазочно-охлаждающей жидкости через поры
круга. Это<значительно улучшает условия резания и отвода стружки
из пор круга.
Выбор смазочно-охлаждающих жидкостей
При шлифовании образуется большое количество тепла. Для
того чтобы деталь не нагревалась, необходимо применять обильное
охлаждение ее на всей длине соприкосновения с кругом. В зависи-
мости от размеров круга и режимов резания смазочно-охлаждаю-
щая жидкость подается в количестве 15—80 л/мин. Состав смазоч-
но-охлаждающей жидкости определяется способом шлифования
и материалом обрабатываемого изделия (табл. 24).
Таблица 24-’
Вил шлифования и обрабатываемый материал Состав жидкостей (соотношение химикатов и раствора) в %
Шлифование стали и твердого сплава Водные растворы соды 1. Сода кальцинированная 1,5 2. Сода кальцинированная 0,8; нитрит натрия 0,25 . 3. Сода кальцинированная 0,5; силикат натрия 0,3
2U
Продолжение
Вид шлифования и обрабатываемый материал Состав жидкостей (соотношение химикатов и раствора) в %
Водные растворы тринатрийфосфата 1. ТринатрийфоСфат 0,8; нитрит натрия 0,25 2. ТринатриЙфосфат. 1,5 Эмульсии ' Эмульсол или паста 2,0—2,5; сода каль- цинированная 0,4—0,6
Все виды шлифования чугуна, меди, бронзы, алюминия и его сплавов 1. Эмульсии 2. Шлифование возможно также всухую
Шлифование азотированных и хромированных деталей Водный раствор Мыло — 1%; сода кальцинированная — 4%; скипидар — 5%
§ 5. ОТДЕЛОЧНЫЕ РАБОТЫ
Основной целью отделочных операций является достижение вы-
сокой точности размеров, необходимой формы обрабатываемых по-
верхностей и получение высокой чистоты поверхности. К этим опе-
рациям относятся притирка, притирочное шлифование (хонингова-
ние), отделочное шлифование (суперфиниширование), полирование
и калибрование шариком. Первые четыре операции производятся
снятием стружки с применением абразивного материала. После об-
работки этими методами необходимо очень тщательно очищать по-
верхность от абразивного материала, так как даже незначительная*
оставшаяся его часть будет в дальнейшем резко увеличивать износ,
трущихся поверхностей. Особенно тщательную очистку требуется
производить после обработки деталей с пористохромированной по-,
верхности, в порах которой остается сравнительно много абразива
и стружки.
Операция калибрования шариком этим недостатком не обла-
дает, так как при таком способе обработка производится без сня-
тия стружки. • ,
Машинно-ручная притирка
Машинно-ручная притирка применяется на токарных, шлифо:
вальных или сверлильных станка*. Массивные и жесткие дет’аЛй1
зажимаются в патроне станка или в центрах (рис» 231) и врй-
215
Рис. 231. Притирка:
а — наружной поверхности детали, закрепленной в патроне;
б — внутренней поверхности детали, удерживаемой в руках
щаются с небольшой скоростью — 8—25 м/мин. Притир удержи-
вается в руках или в специальном зажиме, и ему сообщается дви-
жение вперед и назад вдоль детали.
Если деталь неудобна для закрепления в патроне или изготов-
лена из мягкого и тонкого материала, то в этом случае деталь
удерживается в руках, а притир устанавливают в шпиндель станка
или зажимают в патроне.
В остальном машинно-ручная притирка производится так же,
как ручная притирка с применением тех же самых материалов.
Притирочное шлифование (хонингование)
Притирочное шлифование (хонингование) представляет собой
особый • вид шлифования наружных и внутренних поверхностей
с помощью абразивных брусков. Наибольшее распространение этот
процесс получил при обработке внутренних поверхностей.
Инструмент для внутреннего притирочного шлифования
(рис. 232) представляет собой цилиндр, в пазах которого укреп-
лены в специальных державках от одного (для малых отверстий).
Ж
до двенадцати брусков (для больших отверстий). Бруски 17 рас-
положены параллельно оси и могут перемещаться в пазах в ра-
диальном направлении при помощи двух конусов 12, на которые
опираются планки оправок 11. Конусы навинчены на центральную
ось 10, которая имеет резьбу. При завинчивании гайки 7 оба ко-
нуса будут перемещаться
При отвинчивании гайки 7
конусы будут стремиться
вверх головки и оправки
с брусками под действием
пружины 9 будут вдви-
гаться внутрь головки.
Соединение головки со
шпинделем при помощи
двух шарниров дает воз-
можность инструменту са-
моустанавливаться в об-
рабатываемом отверстии.
Это значительно облегча-
ет установку детали для
обработки, но в то же
время не дает возмож-
ность устранять неточ-
ность оси отверстия.
Станок сообщает го-
ловке два движения: вра-
щательное и возвратно-
поступательное вдоль де-
тали. Вследствие этого
путь каждого абразивного
зерна по обрабатываемой
поверхности представляет
винтовую линию (рис. 233).
При этом движение го-
ловки вниз образует пра-
вую винтовую линию, а
движение вверх — левую.
В результате на обраба-
тываемой поверхности по-
лучается сетка винтовых
линий. Для того чтобы по-
верхность обрабатывалась
с одинаковой точностью и
чистотой по всей длине
вниз и раздвигать оправку с брусками.
, Разрез по АА
Рис. 232. Головка для притирочного шлифо-
вания:
/ - валик; 2 — штифт; 3 - поводок шаровой; 4 — крышка;
5 и 18 — винты; 6 — установочный винт; 7 и 14 — гайки;
8 — переходник; 9 — пружина; 10 — ось; 11 — оправка;
12 — конусы; 13 — фланец; 15 — гайка глухая; 16—шпиль-
KaJ 17 — шлифовальный брусок; 19 — обойма
бруски при работе выхо-
дят из обрабатываемого
отверстия на 10—20 мм с
обеих сторон (т, е. имеют
перебег).
217
Для притирочного шлифования применяются специальные
станки, которые внешне напоминают сверлильные станки; станки
бывают вертикальные или горизонтальные (для обработки длин-
ных отверстий). В ремонтном деле наибольшее распространение
получили вертикальные станки завода имени Ленина типа 383
(рис. 234), имеющие такую характеристику:
— диаметр обрабатываемого отверстия 85—160 мм-,
— число оборотов в минуту— 114, 180 и 284;
— скорость возвратно-поступательного движения —0—22 mJmuh.
Если нет специальных станков, притирочное шлифование можно
производить на обычных сверлильных станках типа 2125, 2135 или
им подобных. При этом возвратно-поступательное движение обеспе-
чивается механическим путем или вручную.
Процесс притирочного шлифования производится таким обра-
зом. Обрабатываемую деталь ставят на стол станка или на спе-
циальную подставку. В отверстие вводят головку и устанавливают
длину ее хода с учетом перебега. Затем бруски раздвигают в ра-
диальном направлении до необходимого размера и включают
станок.
При обработке на сверлильном* станке перебег устанавливается
на глаз или по меткам, нанесенным мелом на шпинделе.
Обработка глухих отверстий требует точной установки длины
хода. Кроме того, при обработке глухих отверстий внизу может об-
разоваться конус. Во избежание этого необходимо задерживать го-,
ловку внизу отверстия и делать несколько оборотов до начала
хода вверх. Отверстия, имеющие шпоночные канавки, окна и т. п.,
обрабатываются обычным способом, если бруски имеют размеры,
при которых они все время перекрывают канавки или окна. В про-,
тивном случае в канавки или окна вставляются специальные за-
глушки из стали или чугуна. Детали, имеющие короткие отверстия
( т. е. когда диаметр отверстия больше его длины), обрабаты-
ваются по несколько штук сразу, располагаясь одна на другой.
Рис. 233. Характер движения головки и сетка, получающаяся
от одного бруска при притирочном шлифовании:
1 — перебег; 2 — перекрытие; 3 — положение бруска в начале первого по- '
ступательного хода; 4 — положение бруска в конце первого возвратного
хода; 5 — положение бруска в конце первого поступательного хода; 6 — угол
скрещивания
218,
Если конструкция детали
не позволяет применить
совместную обработку, то
делают специальные на-
правляющие втулки.
При обработке большо-
го количества деталей при-
тирочное шлифование вы-
полняют в две операции —
предварительную и окон-
чательную. При обработ-
ке небольшого количества
деталей (что обычно бы-
вает в авиаремонтном де-
ле) обработку выполняют
за одну окончательную
операцию.
При притирочном шли-
фовании применяются
шлифовальные бруски
БКВ и БХ (ГОСТ2456—52)
размером 13X13X100 или
11 X11X100 мм зернисто-
стью 280—М-14, твердо-
стью МЗ-С1 из карбида
кремния зеленого или
электрокорунда белого на
керамической или бакели-
товой связках.
Окружная скорость го-
ловки ДЛЯ обработки ста- Рис. 234. Станок типа 383 для притирочного
ли выбирается в пределах шлифования
30—60 м!мин\ для чугуна
и бронзы — в пределах 45—75 м/мин, для хромированных дета-
лей — 100—180 м/мин.
Скорость осевых перемещений для обработки стали и хромиро-
ванных поверхностей — 6—12 м/мин, чугуна и бронзы— 10—
20 м/мин.
Число двойных ходов в минуту подсчитывается по формуле
lOOOv
2/3
где v — скорость осевого перемещения, м/мин-,
В — длина хода головки, мм.
Продолжительность притирочного шлифования зависит от обра-
батываемого материала, припуска, требуемой точности и чистоты
обработанной поверхности. Для сокращения времени обработки
притирочным шлифованием необходимо на предыдущей операции,
деталь обрабатывать как можно точнее с чистотой поверхности
219-
8—9 классов. В этом случае припуск на доводку оставляется в пре-
делах 0,01—0,05 мм для отверстий диаметром до 250 мм, а потреб-
ное время на операцию составляет от 2 до 30 мин. При обработке
отверстия перед притирочным шлифованием с чистотой поверхно-
сти по 6-му классу и ниже потребное время на операцию увеличи-
вается в 2—6 раз.
В качестве смазочно-охлаждающей жидкости при обработке чу-
гуна, стали и хромированных деталей применяется керосин. Бронзу
обрабатывают с водой и всухую.
Точность обработки отверстия диаметром до 250 мм при прити-
рочном шлифовании составляет 0,005—0,03 мм.
Чистота обработанной поверхности зависит от зернистости
и твердости брусков, шлифующего материала, структуры и режи-
мов резания. Наиболее чистую поверхность дают бруски зерни-
стостью М-28 и М-20, твердостью СМ1-С1 из электрокорунда белого
на керамической связке высокопористой структуры (№ 10—12).
При обработке азотированной и хромированной стали этими брус-
ками достигается 12-й класс чистоты поверхности. При обработке
другими брусками чистота поверхности обеспечивается в пределах
9—11-го классов.
Отделочное шлифование (суперфиниширование)
Отделочное шлифование применяется для окончательной обра-
ботки наружных и внутренних поверхностей с помощью абразив-
ных брусков. В отличие от притирочного шлифования этот процесс
применяется только для снятия небольших гребешков неровностей,
оставшихся от предыдущей операции. Обработка ведется при очень
малых давлениях брусков на обрабатываемую поверхность.
В настоящее время этот процесс получил наибольшее распро-
странение для обработки наружных цилиндрических поверхностей.
Для массового и серийного производства отечественная промыш-
ленность выпускает специальные станки. В авиаремонтном деле
использовать такие станки нецелесообразно и поэтому применяются
сравнительно несложные приспособления, которые устанавливаются
на токарных, шлифовальных и других станках. Одно из таких при-
способлений показано на рис. 235. Оно применяется в авиаремонт-
ных предприятиях для отделки коренных и шатунных шеек колен-
чатых валов.
Приспособление устанавливается на суппорте токарного станка,
отвертывается гайка затвора 10 и поднимается верхнее полу-
кольцо 1. Коленчатый вал 17 закрепляется в центрах, затвор опу-
скается и приспособление ставится в рабочее положение так, чтобы
ролики 5 соприкасались с отрабатываемой поверхностью и завер-
тывается гайка затвора. Затем при помощи рычагов 14 и 15
плавно подводятся шлифовальные бруски 16 к шейке вала. После
этого включается станок и электродвигатель 18 приспособления.
При вращении коленчатого вала бруски будут делать короткие бы-
стрые колебательные движения вдоль обрабатываемой поверхности.
220
a
б
Рис. 235. Приспособление для отделочного шлифования шеек коленчатых
валов:
а — общий вид; б — схема; 1 — полукольцо верхнее; 2 и 15 — рычаги; 3 — планка державки; 4 —
полукольцо нижнее; 5 и 12 — ролики; 6 — винт; 7—трубка; 8 — хомут; 9 — шланг; 10 — гайка
затвора; 11 — гайка; 13 — собачка; 14 — рычаг замка; 16 — шлифовальный брусок; 17 — коленчатый
вал; 18 — электродвигатель
221
Так же, как и при притирочном шлифовании в этом процессе
сочетаются два движения — вращательное и возвратно-поступа-
тельное. Поэтому на поверхности получается частая сетка линий.
При обработке длинных деталей суппорт станка с закреплен-
ным приспособлением перемещают вдоль детали с небольшой ско-
ростью. Обработка коротких деталей производится брусками, длина
которых на 2—6 мм длиннее обрабатываемой поверхности. Если
бруски не имеют свободного выхода по сторонам (например, при
обработке шеек коленчатых валов), то, наоборот, бруски делают
короче на такую величину, на которую колеблются бруски при работе.
Для операции отделки применяются шлифовальные бруски БХ
и БКВ размером 11X11X100 или 13Х13ХЮ0 (ГОСТ 2456—52)
зернистостью М-28—М-14, твердостью СМ1-С1 из карбида кремния
зеленого или электрокорунда белого на керамической или бакели-
товой связке.
Припуск на обработку этим методом бычно не оставляется, так
как при этом снимается очень небольшое количество металла от
0,001 до 0,006 мм (от 1 до 6 мк).
Отделочное шлифование производится при небольших скоро-
стях вращения деталей (5—20 м/мин). Шлифовальные бруски со-
вершают 500—1000 колебаний в минуту при длине колебаний
2—6 мм. Стружка получается очень короткой и легко смывается
охлаждающей жидкостью. В качестве смазочно-охлаждающей жид-
кости применяется смесь керосина с добавлением 10—20% вере-
тенного или турбинного масла.
Продолжительность обработки очень невелика от 30 сек. до
2,5 мин. и зависит от размера детали, качества предварительной
обработки и требуемой чистоты поверхности. Температура обраба-
тываемой поверхности при отделке не повышается, и вследствие
этого обработанная поверхность не изменяет своих качеств.
Как было сказано, целью отделочного шлифования является по-
лучение чистоты поверхности, а не доведение детали до размера.
Поэтому точность размеров и правильная геометрическая форма
детали должны быть получены на предыдущей операции (напри-
мер, при шлифовании). Чистота поверхности после отделочного
шлифования достигается в пределах 10—13 классов.
Отделочным шлифованием можно обрабатывать черные и цвет-
ные металлы, стекло, пластмассы и другие материалы.
Полирование
Полирование является особым видом обработки для придания,
гладкости и зеркального вида наружным и внутренним поверхно-
стям детали, имеющим плоскую, цилиндрическую и фасонную
форму. В качестве инструмента применяются специальные мягкие
круги различного диаметра, изготовленные из кожи, фетра, вой-
лока, резины; прессованной бумаги и т. п. ,
В авиаремонтном деле применяются обычно станки завода
имени С. М. Кирова (рис. 236), предназначненые для ручного по-
222
Рис. 236. Двухшпиндельный полировальный станок завода
им. С. М Кирова:
/ и 2 — шпиндели; 3 и 4 — электродвигатели; 5 и 6 — ремни; 7 и 8 — подшипники;
9 — станина
лирования. Шпиндели 1 и 2 приводятся в движение от индиви-
дуальных электродвигателей 3 и 4 через ремни 5 и 6. Каждый
шпиндель установлен в двух подшипниках 7 и 8. Станина 9
устроена с наклоном, что дает возможность обрабатывать крупные
детали.
В зависимости от требуемого качества поверхности полирова-
ние производится абразивным материалом или различными пас-
тами, которые применяются для притирочных работ. Абразивный
материал предварительно наносится на круги при помощи клея, а па-
ста — непосредственно перед употреблением. Если нет специальных
станков, полирование производят на сверлильных, токарных или
шлифовальных станках мелкозернистой шлифовальной шкуркой
с машинным маслом, фетром или кожей с пастами. В этом случае
применяются деревянные «жимки», которые удерживаются в ру-
ках (рис. 237).
Рис. 237. Полирование шеек коленчатого валика на шлифо-
вальном станке
223
Рис. 238. Схема, калибро-
вания трубки шариком:
/ — подставка; 2 — трубка; 3 —
калибровочный шарик; 4 — оправ-
ка; 5 — шток пресса
Необходимая точность полируемых де*
талей должна быть достигнута при пред*
варительной обработке, так как полиро-
вание не обеспечивает точности обработ-
ки. Припуск под полирование оставляется
в пределах 0,005—0,01 мм.
Широкое распространение полирова-
ние имеет при гальванической обработке
деталей в качестве предварительной опе-
рации перед хромированием, никелирова-
нием и т. п.
Чистота поверхности при этом процес-
се может достигать 10—13 классов.
Калибрование отверстий
Калибрование отверстий относится к
методу обработки без снятия стружки.
Процесс калибрования заключается в том,
что стальной полированный шарик или
калибрующая цилиндрическая оправка
проталкивается со скоростью 5—8 м/мин
через отверстие меньшего диаметра. В ка-
честве смазки при этом применяется ке-
росин и машинное масло 2В. Калибро-
ванием достигается увеличение прочности
и точности детали и улучшение качества
поверхности. В авиаремонтном деле кали-
брование также применяется для устра-
нения вмятин тонкостенных трубок.
Этот способ обработки очень простой,
не требует специального и сложного обо-
рудования и инструмента и в то же время
дает большую производительность. Кали-
брование может быть произведено на
прессе мощностью от 200 кг и выше.
Схема калибрования трубки шариком
показана на рис. 238. При продавлива-
нии шарика или оправки через отверстие
от давления их на стенки детали про-
изойдет смятие металла. Но так как
каждый материал стремится восстановить свою первоначальную
форму, то после прохода шарика или оправкй отверстие будет
несколько меньше, чем диаметр проталкиваемого шарика. Это не-
которое восстановление первоначального состояния называется
упругой деформацией.
Для получения отверстия требуемого диаметра шарик необхо-
димо выбирать несколько большего размера. Эта величина зависит
224
от материала обрабатываемой детали, диаметра отверстия и натяга
(т. е. разности между диаметром отверстия и диаметро.м шарика до
обработки). Практически сжатие отверстия происходит приблизи-
тельно на половину натяга для чугуна и стали и на V4 для бронзы.
Выбор натяга можно производить по табл. 25.
Таблица 25
Материал детали Диаметр отверстия в мм
10-18 18—30 30-50
натяг в мм
Сталь Чугун Бронза 0,07-0,10 0,05-0,08 0,06-0,08 0,08-0,12 0,06-0,10 0,07-0,09 0,12—0,15 0,10—0,12 0,09—ОД 2
Припуск при обработке калиброванием выбирается в зависимо-
сти от обрабатываемого материала. Обычно он равен половине
натяга при обработке чугуна и стали и 3/4 натяга при обработке
бронзы. При многократном калибровании припуск несколько увели-
чивается, но не превышает выбранного натяга.
В качестве предварительных операций перед калиброванием ре-
комендуется чистовое растачивание и развертывание. В этом слу-
чае точность отверстий достигает 3—1-го класса.
Точность калибрования зависит от обрабатываемого материала,
натяга и первоначальной обработки. Точность размеров повы-
шается при повторном калибровании тем же инструментом.
Чистота поверхности деталей, обработанных по 4—6-му классам,
после калибрования достигает:
— для стали в пределах 7—9-го классов,
— для чугуна в пределах 6—7-го классов;
— для бронзы в пределах 8—10-го классов.
Более чистая поверхность достигается путем многократного ка-
либрования одним и тем же инструментом.
§ 6. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА СТАНКАХ
Для обеспечения безопасной и высокопроизводительной работы
на металлообрабатывающих станках в каждой авиаремонтной
части проводятся мероприятия по охране труда. К таким мероприя-
тиям относятся:
— расположение станков, обеспечивающее свободное и безопас-
ное движение в рабочем помещении, а также равномерное есте-
ственное освещение рабочих мест через окна;
— проведение нормального общего и местного электроосвеще-
ния, не утомляющего рабочего;
— устройство вентиляторов для проветривания рабочих поме-
щений, а также поддержание нормальной температуры в них;
— содержание в чистоте как всего рабочего помещения, так и
отдельных рабочих мест;
15—1395
225
— ограждение опасных мест, движущихся и выступающих
частей станков, электродвигателей и других механизмов, которые
могут причинить ранения или повредить одежду;
— мероприятия по соблюдению мер противопожарной охраны
при работе на станках;
— мероприятия, исключающие случаи поражения электрическим
током из-за неисправного электрооборудования и осветительной
арматуры;
— организация систематического инструктажа рабочих и инже-
нерно-технического состава по технике безопасности, разработка
правил по охране труда, вывешивание в рабочих помещениях на-
глядных плакатов и т. п.
Выполнение этих мероприятий в значительной мере обеспечи-
вает безопасную работу. Однако для полного исключения случаев
травматизма при работе на станках многое зависит от самих рабо-
тающих. Данные учета по травматизму показывают, что свыше
70% несчастных случаев происходит по вине самих рабочих. По-
этому каждый рабочий должен не только изучить и строго выпол-
нять общие правила техники безопасности, но и знать конкретные
условия эксплуатации станка, на котором он работает. Современ-
ные металлорежущие станки и технологические процессы производ-
ства вполне безопасны для работающего, если только он правильно
эксплуатирует оборудование.
Для обеспечения безопасной работы на различных металлоре-
жущих станках имеется много общих правил. Этими правилами
установлено, что:
1. Прежде чем приступить к работе на станке, необходимо хо-
рошо изучить особенности его устройства и действия; уметь без-
ошибочно включать и выключать главный привод и механизмы
станка; тщательно проверить исправность станка и в случае необ-
ходимости устранить все обнаруженные неисправности.
2. Прежде чем начать работу, необходимо проверить настройку
станка в соответствии с режимом технологического процесса. Не-
соблюдение рекомендованных скоростей, подач, глубин резания мо-
жет привести к аварии, особенно при работе на шлифовальном
станке.
3. Перед началом работы надо проверить надежность закрепле-
ния обрабатываемой детали и режущего инструмента. Недостаточно
прочное закрепление детали или инструмента может привести
к срыву их со станка, что в свою очередь может привести к ране-
нию работающего или поломке станка.
4. Перед рабочим процессом, т. е. снятием стружки, надо про-
верить работу станка на холостом ходу, убедиться при этом
в исправном действии механизма пуска и остановки станка.
5. Подводить к обрабатываемому изделию и отводить от него
режущий инструмент (резец, фрезу, шлифовальный круг) можно
только на ходу станка, причем подводить инструмент следует осто-
рожно, а отводить своевременно, быстро и четко. Нарушение этих
правил может привести к поломке инструмента, станка или изде-
226
лия, а также к срыву изделия из закрепляющих его приспособле-
ний, что часто сопровождается ранением работающего.
6. Категорически запрещается измерять обрабатываемую деталь
на ходу станка; это в большинстве случаев приводит к порче из-
мерительного инструмента и к ранению рук. Все измерения обраба-
тываемой детали следует производить только после полной оста-
новки станка.
7. При работе с применением охлаждающей жидкости подача ее
должна быть обеспечена в количестве, предусмотренном технологи-
ческой или другой инструкцией по работе. Нельзя охлаждать ре-
жущий инструмент мокрой тряпкой или смоченными концами ве-
тоши,’ так как это, кроме порчи инструмента, может вызвать ране-
ние руки.
8. При скоростном резании металлов особую опасность пред-
ставляет снимаемая стружка, которая сходит с резца в виде лент,
спиралей или отдельных кусков с большой скоростью и часто
в раскаленном состоянии, что может привести к ранению и ожогам
лица работающего; особенно опасна эта стружка для глаз. По-
этому при обработке металлов на больших скоростях необходимо
пользоваться стружколомающими устройствами, а также защит-
ными очками или экраном. Снимать стружку с инструмента, изде-
лия и станка непосредственно руками нельзя; для этого надо поль-
зоваться специальными крючками, щетками или простым деревян-
ным бруском. Нельзя также снимать стружку на ходу станка.
9. При работе на шлифовальном станке особенно тщательно
надо проверить закрепление механизмов (упоров), ограничивающих
продольный ход стола, так как при незакрепленном упоре шлифо-
вальный круг может врезаться в деталь или поводок, что неизбежно
приведет к разрыву круга.
10. Если требуется установить новый шлифовальный круг на
шпиндель станка, необходимо убедиться в том, что он уравновешен
и испытан. Кроме того, надо проверить, не поврежден ли круг за
время его хранения или при доставке со склада. Для этого круг
нужно надеть на какой-либо стержень и постучать деревянным мо-
лотком. Круг, не имеющий трещин, будет издавать звук без дре-
безжания. Круг, имеющий трещины, ставить на станок запре-
щается.
11. Шлифовальные круги диаметром 100 мм и выше, не имею-
щие в маркировке указания о допустимой окружной скорости вра-
щения, должны работать только на тех скоростях, которые установ-
лены для них соответствующими испытаниями. Работа при скорости
круга, большей той, которая указана в маркировке на нем или уста-
новлена в результате испытания круга, запрещается.
12. Править шлифовальный круг необходимо только с помощью
приспособления; при правке от руки правящий инструмент может
заклиниться между кругом и станком, что приведет к разрыву круга.
13. Одежда работающего должна исключать случаи захватыва-
ния ее вращающимися частями станка. Рабочий костюм (лучше
всего комбинезон) должен быть плотно и полностью застегнут;
15*
227
нельзя допускать незавязанных тесемок, расстегнутых обшлагов
рукавов; женщины должны прятать волосы под косынку.
14. Рабочее место у станка должно содержаться в порядке и
чистоте. Все ненужные предметы — бракованные заготовки, метал-
лический лом, неиспользованные куски материала, стружка —
должны быть убраны с рабочей площадки. Пол около станка дол-
жен быть чистым и не иметь остатков масла и охлаждающей жид-
кости, чтобы не поскользнуться и не упасть на скользком полу.
Лучше всего под ноги работающего подставить чистую деревянную
решетку.
15. Снимать во время работы ограждения, поставленные над
выступающими и вращающимися частями станка, запрещается.
Нельзя сбрасывать и надевать приводные ремни руками на ходу
станка без специальных наводок.
16. Работающий станок нельзя оставлять без надзора; при воз-
можных неполадках в работе станка надо остановить его и, если
самому выяснить причину не удается, немедленно сообщить
мастеру.
ГЛАВА <5
ЖЕСТЯНИЦКАЯ ОБРАБОТКА МЕТАЛЛОВ
§ 1. ПРАВКА И РЕЗКА МЕТАЛЛОВ
Правка металлов
Основным инструментом для ручной правки являются деревян-
ные и стальные молотки, металлические и деревянные гладильники.
Деревянные молотки — киянки (рис. 239) изготовляются из твер-
дых пород дерева (дуба, березы), пластмассы или резины, причем
размер их и форма различные. Кроме молотков с плоскими рабо-
чими поверхностями, применяются фасонные молотки со сфериче-
скими и другого вида поверхностями.
Слесарные стальные молотки описаны в главе 1 «Слесарная об-
работка металлов».
Рис. 239. Деревянные мо-
лотки:
а — с плоской рабочей поверх-
ностью; б — фасонный
Рис. 240.
Металличе-
ческий гла-
дильник
228
фЗЗ-W
Рис. 241. Деревянный гладильник
Гладильники (рис. 240) изготовляются из инструментальной
стали и применяются для правки сильно покоробленного мате-
риала.
Деревянные гладильники (рис. 241), изготовленные из твердых
пород дерева, или круглые болванки применяются для правки ли-
стового материала при толщине листов от 0,3 до 0,8 мм.
Инструмент, применяющийся при ручной правке, должен удо-
влетворять таким требованиям: рабочие поверхности инструмента
должны быть тщательно отполированы, так как наличие неровно-
стей на его поверхности может послужить причиной возникновения
засечек и царапин на поверхности изготовляемого изделия. Мо-
лотки должны быть прочно насажены на ручку. Ручки молотков
должны иметь овальную форму и совершенно гладкую поверхность,
без сучков, выбоин и других дефектов. Рабочая часть металличе-
ских молотков должна быть закалена.
Для машинной правки листового материала применяются руч-
ные или приводные трехвалки и выколоточные молоты. На трехвал-
ках с ручным приводом обычно правят листы толщиной до 2,5 ММ,
а на приводных трехвалках — до 5 мм.
Конструкция трехвалки с ручным приводом показана на рис. 242.
Два передних валка трехвалки, располагающиеся один над дру-
гим, можно сближать или удалять друг от друга для правки мате-
риала различной толщины. При вращении рукоятки валки вра-
щаются в противоположных направлениях. Позади передних двух
валков находится третий, предназначаемый для придания листу
цилиндрической формы, который в случае необходимости может
быть поднят или опущен. При правке листа задний валок устанав-
ливают в нижнее положение. Поверхность валков должна быть со-
вершенно гладкой, без забоин и других повреждений.
229
«о
СО
о
Рис. 242. Трехвалка с ручным приводом типа ТВ:
1 — плита; 2 — боковина станины; 3 — рама; 4 — валок нижний
передний; 5 — валок верхний передний; 6 — валок задний; 7 — вал
приводной первой скорости; 8 — вал приводной второй скоро-
сти; 9 — рукоятка; 10—15 зубчатые колеса; 16 и Z7 — червячные
колеса; 18— маховичок; 19— подшипник; 20 и 21 — кулачки
Рис. 243. Выколоточный молот
типа В:
I — станина; 2— головка; 3 — колонка; 4 —
электродвигатель
Выколоточный молот типа В (рис. 243) состоит из станины /,
головки 2, приставной колонки 3 со сменной наковальней. Поло-
жение наковальни по высоте можно регулировать. Молот приво-
дится в действие от электродвигателя 4, установленного на станине.
Правка листового металла
Ручная правка. Правка листового металла обычно производится
на толстой чугунной или стальной правильной плите, рабочая по-
верхность которой должна быть гладко отполирована. Перед прав-
кой на листе выявляют покоробленные места, которые обводят
простым карандашом или мелом.
Если лист покороблен в середине, т. е. имеет хлопуны, то его
укладывают на правйльную плиту выпуклостью вверх и, придер-
живая левой рукой, правой производят правку. В зависимости от
толщины металла правку производят различными способами. На
материале толщиной от 0,3 до 0,8 мм правка осуществляется пу-
тем разглаживания хлопуна деревянным гладильником от середины
листа к его краям. Если хлопун переходит на обратную сторону
листа, лист переворачивают и снова разглаживают до полного уни-
чтожения хлопуна. Очень мягкие материалы правят круглой дере-
вянной болванкой, катая ее по материалу в местах, имеющих вы-
пуклости.
Материал толщиной от 0,8 до 3 мм правят ударами деревян-
ного или стального молотка. Удары должны быть кистевыми, не
очень сильными, и наноситься всей поверхностью бойка, так как
при ударе боковыми гранями молотка на листе могут появиться
вмятины и пробоины. Первые удары наносят по краям листа вокруг
хлопуна, затем ближе к нему, постепенно переходя к границам
хлопуна, вследствие чего материал вокруг выпуклого места будет
растягиваться и выпуклость выравниваться (рис. 244, а). Нельзя
ударять непосредственно по хлопуну, так как от ударов выпуклость
увеличится. Результаты правки во многом зависят от равномер-
ности ударов: при нанесении неравномерных ударов правка сильно
затрудняется ввиду неравномерной растяжки материала. Кроме
того, ^нельзя наносить несколько ударов по одному и тому же
месту, так как это может вызвать появление новых хлопунов.
Если листы имеют волнистость на краях, то правку начинают
от середины листа. Первые удары наносятся в середине листа
близко один от другого, затем вокруг них наносится следующий
ряд ударов, расположенных более редко, и т. д. (рис. 244, б). Если
при правке края листа загнулись вверх, лист переворачивают и про-
должают правку. В процессе правки необходимо чаще проверять ее
результаты, так как, выправляя хлопун, можно получить волни-
стость краев и наоборот. Для проверки рекомендуется взять лист
в руки и покачать его за края или же положить на правйльную
плиту и нажать на середину: хлопуны и волнистость краев сразу
же обнаружатся.
Рассмотрим еще один случай правки листового материала. Как
известно, при резке длинных полос они обычно изгибаются по дуге
231
вдоль кромки реза. Править их ударами молотка по выпуклому
ребру нельзя, так как от этого на ребре появляются забоины, а по-
лоса искривляется. Правка таких полос производится в зависимости
от толщины материала и степени коробления ударами деревянного
или стального молотка. Первые более сильные удары наносятся
вдоль вогнутой кромки полосы (рис. 245). Затем сила ударов
ослабляется, а наиболее слабые удары наносятся вдоль выпуклой
кромки. Такое изменение силы ударов приводит к выравниванию
полосы, которая после правки несколько увеличивается в размере
за счет вытяжки материала.
Машинная правка. При правке на трехвалке с ручным приво-
дом лист вставляют между двумя передними валками, которые
устанавливаются по толщине листа, и, повертывая рукоятку по ча-
Рис. 245. Правка полосы:
1, II, Ill и IV — последовательность нанесения ударов при правке
232
совой стрелке, пропускают лист через валки. Обычно лист про-
пускают несколько раз, до тех пор пока его поверхность будет со-
вершенно гладкой.
При правке на выколоточном молоте перед началом правки
с помощью рукоятки регулируется сила удара бойка. Для того
чтобы ослабить удары, рукоятку поднимают вверх, и наоборот, для
усиления удара рукоятку опускают вниз. Затем поверхности нако-
вальни и материала, который подвергается правке, смазывают
маслом и производят правку. В процессе правки лист поддержи-
вается двумя руками. При правке в этом случае руководствуются
правилами, изложенными при описании процесса ручной правки
листового материала.
Ручная правка профильного металла
Правка уголков. В зависимости от того, в какой плоскости де-
формирован уголок, применяются различные способы правки его.
Если уголок имеет деформацию (рис. 246, а), то правка осуществ-
ляется ударами металлического молотка по сжатой полке уголка.
Первые более частые удары наносятся по кромке, следующий ряд
ударов располагается несколько далее от кромки и. удары нано-
сятся более редко и т. д. до полного выправления уголка. В про-
цессе правки проверяют, как выравнивается уголок, для того чтобы
не получить обратного прогиба.
а
Места нанесений ударов
Рис. 246. Правка деформированных уголков:
а - при вогнутом ребре; б — при выгнутом ребре
433
Если уголок прогнут так, как изображено на рис. 246, б, то
правка его производится с предварительным нагревом деформиро-
ванного участка до температуры отжига (для дюралюминия
+350—370° С, для стали +870—890° С). Степень нагрева дюралю-
миниевого уголка определяется с помощью специальных термо-
чувствительных карандашей, представляющих собой восковые
стержни, в состав которых входят термочувствительные химические
соединения. При достижении определенной температуры штрихи,
нанесенные карандашом на поверхность уголка, резко изменяют
цвет, указывающий на температуру нагреваемого участка.
Степень нагрева стального уголка определяется с помощью
термочувствительных красок или по цвету каления. После нагре-
ва деформированного места под один из концов уголка подклады-
вается дощечка толщиной 20—30 мм и производится правка уголка
ударами деревянного молотка. Обычно на растянутой полке вы-
правленного уголка появляются гофры, посадку которых произво-
дят ударами деревянного молотка. В том случае когда уголок
скручен винтообразно, один его конец зажимают в тиски, а другой
разворачивают в обратную сторону на угол, несколько больший,
чем это требуется для выправления уголка. Окончательную правку
такого уголка* производят молотком на плите.
6
Рис. 247. Правка швеллера:
а — правка стенки; б — правка Лодок
234
6
Рис. 248. Правка таврового профиля:
а — одна полка растянута, а вторая сжата; б — верхняя часть стенки растянута
Правка швеллера в основном производится так же, как и
правка уголка, за исключением случая, когда одна полка швеллера
сжата, а другая растянута.
Правка такого швеллера производится с помощью металличе-
ского молотка. Первые удары наносятся по сжатой стороне стенки
швеллера (рис. 247, а), а после того как швеллер начал немного
выпрямляться, удары наносятся по сжатой (вогнутой)’ полке при-
мерно по середине ее (рис. 247, б). Нельзя ударять по кромке
полки; так как в этом случае она сама будет изгибаться по дуге.
Растянув немного сжатую полку, снова переносят удары на сжа-
тую стенку швеллера, располагая их рядом с первыми, и т. д. до
полного выправления швеллера.
Если швеллер покороблен неравномерно, то правку осуществ-
ляют в тисках с предварительным равномерным подогревом поко-
робленного места до пластичного состояния. В таком состоянии
правка легко производится вручную. Окончательно швеллер пра-
вится в этом случае на плите ударами молотка.
Правка таврового профиля. В том случае если тавровый про-
филь деформирован так, что одна из его полок растянута, а вторая
сжата (рис. 248, а), правка его ничем не отличается от правки’
обычного уголка. Если же тавр прогнут так, что верхняя часть его
стенки растянута, а нижняя сжата (рис. 248, б), то правка произво-
235
дится с предварительным подогревом паяльной лампой до темпе-
ратуры отжига. Нагретый тавр устанавливается на плите и под
один из его концов подкладывается дощечка толщиной 20—25 мм.
Ударами деревянного молотка по верхней кромке стенки тавра
производится правка его. Если при этом стенка немного погнется,
ее выправляют в нагретом состоянии на квадратной оправке.
Правка бульбоугольника производится так же, как правка тавра
с обязательным предварительным нагревом выпрямляемого участка.
Правка зетообразного профиля производится так же, как обыч-
ного уголка и швеллера.
Правка труб
В основном правка труб производится для устранения вмятин
на их поверхности. В зависимости от размера вмятины и места ее
расположения применяется несколько способов правки.
Глубокие вмятины, расположенные далеко от торца трубы, пра-
вят с помощью металлического шарика, который или протягивают
через трубу с помощью троса или продвигают сжатым воздухом.
Перед правкой тот участок трубы, на котором имеется вмятина,
отжигают (трубы из малоуглеродистой стали можно не отжигать).
Если правка производится протягиванием шарика тросом, то
вначале протягивают шарик малого диаметра, затем несколько
большего диаметра, постепенно переходя к такому шарику, диаметр
которого равен внутреннему диаметру трубы.
При продвижении шарика сжатым воздухом в трубу вклады-
вают шлифованный шарик, диаметр которого равен внутреннему
диаметру трубы, присоединяют трубу к баллону со сжатым возду-
хом и медленно открывают вентиль баллона. Под давлением воз-
духа шарик проходит через трубу, выправляя вмятину. При этом
способе правки необходимо следить за тем, чтобы никто не нахо-
дился против торца трубы, так как под давлением воздуха шарик
вылетает с большой силой.
Вмятины небольшого размера правят с помощью нескольких
шариков, вложенных в трубу. Первым вкладывают шарик, диаметр
которого равен диаметру трубы, а затем помещают несколько ша-
риков диаметром поменьше. Резко встряхивая трубу, продвигают
первый шарик ударами остальных шариков. Если вмятина распо-
ложена близко от торца трубы, то трубы из малоуглеродистой
стали, алюминия и сплава АМц можно править на оправке ударами
молотка.
Резка металла
Для резки листового металла толщиной до 1 мм применяются
ручные ножницы с прямыми и кривыми лезвиями (рис. 249). Нож-
ницы с прямыми лезвиями предназначаются для резки по прямой
линии, а с кривыми лезвиями — для резки по криволинейному кон-
туру. В зависимости от расположения верхнего ножа ножницы раз-
деляются на правые и левые: у правых верхний нож расположен
с правой стороны, а у левых — с левой.
256
Боковые поверхности лезвий у ножниц должны соприкасаться.
Если между ними имеется зазор, то металл будет не резаться,
а сминаться. Лезвия ножниц затачиваются под определенным
углом (рис. 250).
Рис. 249. Ручные ножницы:
а — с прямыми лезвиями левые; б — с прямыми лезвиями правые; в — с кривыми лез-
виями; г — изогнутые с кривыми лезвиями
Для резки листового металла, имеющего толщину свыше 1 мм,
а также в целях более производительной работы применяются
рычажные, вибрационные и гильотинные пожницы.
Рычажные ножницы (рис. 251)
предназначаются для разрезания ли-
стового материала толщиной до 2 мм
по прямым линиям.
Вибрационные ножницы (рис. 252)
предназначаются для резки листового
металла по прямолинейному и криво-
линейному контуру. В зависимости от
толщины разрезаемого материала на
вибрационных ножницах производится
регулирование положения нижнего но-
жа. Для этого верхний нож устанавли-
вается в крайнее верхнее положение,
а нижний нож поднимается или опу-
скается с помощью регулировочного
винта.
Рис. 250. Углы заточки лезвий
ручных ножниц
При резке металла толщиной до
0,75 мм нижний нож устанавливается с таким расчетом, чтобы его
остроугольный конец перекрывал на 0,5—0,7 мм конец верхнего
ножа. При резке материала свыше 1 мм между нижним и верхним
ножами должен оставаться зазор, величина которого зависит от
толщины материала и сложности очертаний вырезаемой заготовки.
В среднем этот зазор должен равняться 0,25 толщины материала.
Точно величина зазора подбирается опытным путем: если зазор
слишком велик, то резку произвести нельзя, а если слишком мал,
то не удается получить качественный криволинейный рез, так как
он будет состоять из прямолинейных участков.
237
Рис. 252. Вибрационные ножницы
Рис. 251. Ручные рычажные ножницы:
а — с перебором; 1 — рычаг; 2 — перебор; 3 — верхний нож; 4 — нижний нож; 5 — упор; б — ма-
ховые; 1 — рычаг; 2 — верхний нож; 3 — нижний нож; 4 — прижимная планка; 5 — упор; 6 — стол;
7 — противовес; 8 — рукоятка для перестановки упора
Гильотинные ножницы (рис. 253) предназначаются для прямо-
линейной резки металлов. Ножницы имеют неподвижный нижний
нож и подвижный верхний, который перемещается вверх и вниз.
Режущая кромка верхнего ножа имеет наклон в 3—5° по отноше-
нию к кромке нижнего ножа, поэтому разрезание происходит не
сразу по всей длине, а постепенно от одного конца к другому. На
ножницах имеется несколько упоров: задний — за ножами, перед-
ний — на выступающих вперед консолях, боковые — на краях
Рис. 253. Гильотинные (параллельные) ножницы:
Z — маховик; 2 - привод; 3 — стол; 4 — прижим; 5 — верхний нож; 6 — об-
резаемый лист; 7 — наклонный мостик — подкладка для среза кромки листа
под углом; 8 — педаль для пуска ножниц
стола. Задний упор применяется при разрезании листового металла
на полосы одинаковой величины. Передний упор применяется при
резке металла на заготовки косоугольной или прямоугольной
формы заданных размеров.
Для разрезания труб и профильного металла в авиаремонтных
частях обычно применяются ножовки.
Технология резки металла
Резка металла ручными ножницами. При резке металла нож-
ницы устанавливаются таким образом, чтобы их лезвия были пер-
пендикулярны плоскости листа, так как в противном случае лист
будет сминаться. При резке листа ножницы раскрывают прибли-
зительно на 2/3 длины их лезвий. Если ножницы раскрывать пол-
ностью, то они будут не резать, а отталкивать лист. Во избежание
появления заусенцев при перемещении ножниц вперед их плотно
прижимают к концу прореза. При резке листа на полосы для
удобства передвижения ножниц и предохранения правой руки от
239
Правильно!
Рис. 254. Резка
левыми ножницами
Неправильно!
пореза отгибают левой рукой отрезанную полосу, не делая резких
перегибов ее.
В тех случаях, когда линии резов пересекаются в одной точке,
в этой точке просверливают отверстие, диаметр которого зависит
от толщины разрезаемого листа. Для толщины материала от 0,5
до 0,8 мм просверливают отверстия диаметром 3 мм, для толщин
от 0,8 до 1 мм — диаметром
4 мм и для толщин от 1,2 до
2 мм — диаметром 5 мм. При
резке кончики ножниц должны
сходиться в просверленном от-
верстии. Особенности резки ме-
талла по.криволинейному кон-
туру заключаются в том, что,
применяя левые ножницы, ре-
жут по направлению часовой
стрелки (рис. 254), а применяя
правые ножницы — против ча-
совой ' стрелки. Это делается
для того, чтобы лезвия не за-
крывали линию разметки.
Резка металла рычажными
ножницами производится двумя
способами: при помощи упора
и по линии разметки.
В первом случае упор уста-
навливается на требуемое рас-
стояние от нижнего неподвиж-
ного ножа, поднимается план-
под нее таким образом, чтобы
неподвижной линейке, а другой —
к упору. Затем опускается прижим и производится резка, для чего
равномерно, нажимая на рукоятку верхнего ножедержателя, опу-
скают его вниз.
Во втором случае при резке по разметке упор отодвигается, ма-
териал укладывается под планку прижима таким образом, чтобы
линия разметки точно совпадала с режущей кромкой ножа, после
чего опускается прижим и материал разрезается. Для обеспечения
качественного реза необходимо следить за тем, чтобы зазор между
верхним и нижним ножами не увеличивался, так как при боль-
шом зазоре происходит сминание кромок.
Резка металла вибрационными ножницами. Перед резкой вибра-
ционными ножницами производится регулирование положения ниж-
него ножа. После установления требуемого зазора ножницы вклю-
чаются, лист укладывается горизонтально на нижний нож и под-
держивается двумя руками. Слегка нажимая на лист, его продви-
гают между ножами, стараясь не перекашивать. Для облегчения
резки лист в местах реза слегка смазывают маслом.
Резка металла на гильотинных ножницах может производиться
240
лист укладываете
он был прижат к
ка прижима и
одной кромкой
по разметке или по упору. При резке по упору разрезаемый металл
укладывается на стол так, чтобы его кромка прижималась к упору,
после чего нажимается педаль, включающая ножницы. При этом
автоматически производится прижим металла, после чего верхний
нож опускается вниз и отрезает полосу, которая падает позади нож-
ниц. При резке по разметке металл укладывается на столе таким
образом, чтобы линия разметки точно совпадала с режущей кром-
кой ножа, после чего включаются ножницы и материал разрезается.
§ 2. ГИБКА, ФАЛЬЦОВКА И ЗИГОВКА МЕТАЛЛОВ
Гибка металлов
Гибка металла является весьма распространенной операцией
при выполнении жестяницких работ. При гибке происходит дефор-
мация металла — растяжение наружных волокон и сжатие внутрен-
них. Чем более пластичный металл, тем на больший угол его можно
загнуть. По этой причине перед гибкой металл подвергают терми-
ческой обработке для придания ему пластичности: все марки ста-
лей, кроме хромоникелевых, и большинство сплавов отжигают.
Хромоникелевые же стали, такие как 1Х18Н9Т (Я1Т), перед гиб-
кой закаливают.
Но даже и в пластичном состоянии каждый металл имеет свой
определенный наименьший радиус гибки, при переходе за который
в месте гибки возможно появление трещин. Наименьшие радиусы
гибки приведены в табл. 26. При гибке следует учитывать также
упругие свойства металла, которые выражаются в том, что после
окончания гибки он несколько спружинивает, вследствие чего угол
гибки на несколько градусов уменьшается. Поэтому для получения
требуемой величины угла металл следует загибать на несколько
градусов больше в зависимости от его марки. Например, для дюр-
алюминия этот угол равняется примерно 2—3°.
Таблица 26
Металл Толщина металла X. в мм Радиус гибки в мм
сталь марки 20 дюралюми- ний марки Д16М алюминий медь латунь
0,2 0,2 0,2
0,3 0,5 1,0 0,5 0,3 0,4
0,4 0,5 1,5 0,5 0,4 0,5
0,5 0,6 1,5 0,5 0,5 . 0,5
0,6 0,8 1,8 0,6 0,6 0,6
0,8 1,0 2,4 1,0 0,8 0,8
1,0 1,2 3,0 1,0 1,0 1,0-
1,2 1,5 3,6 1,2 1,0 1,2
1,5 1,8 4,5 1,5 1,5 1,5
2,0 2,5 6,5 2,0 1,5 2,0
2,5 3,5 9,0 2,5 2,0 2,5
3,0 5,5 11,0 3,0 2,5 3,5
4,0 9,0 16,0 4,0 3,5 4,5
5,0 13,0 19,5 5,5 4,0 5,5
16—1395
241
Кроме того, следует отметить еще одно важное обстоятельство:
так как при гибке все углы имеют закругления, то суммарная
длина заготовки по чертежу не соответствует истинной длине заго-
товки. Поэтому, прежде чем начинать гибку, следует определить
истинный размер заготовки.
При гибке под 90° для определения истинного размера заго-
товки можно пользоваться такой формулой
1 = L— n(-^ + s \ ,
Рис. 255. Гибка полосы:
а — с тремя перегибами под 90°; б — с одним перегибом под 137°
где I—истинный размер заготовки;
L —суммарная длина заготовки по чертежу;
п — количество перегибов;
R — радиус гибки;
5—толщина материала.
Например, для полосы с тремя перегибами под 90° (рис. 255, а),
суммарная длина которой по чертежу равна L — 20 -ф- 55 + 45 +
+ 20 = 140 мм, истинная длина заготовки будет равна
/=140 — з(-£ + 3,5) =114,5 мм.
В тех случаях, когда гибка производится под любым углом а,
истинная длина заготовки определяется по формуле
I = l\ A- А,
где 1\ и /а — длина сторон до начала закругления;
А —длина средней линии в пределах закругления.
Длина средней линии А определяется по формуле
Л = 0,0175 (₽ +
где R —- радиус гибки;
s — толщина материала;
а — угол гибки.
242
Например, истинная длина заготовки детали, изогнутой под
углом 137° (см. рис. 255,6) равна
/ = 20 4- 40 +0,0175 (10 + 4) '137 =87,5 мм
Ручная гибка листового металла. При гибке применяется такой
инструмент: деревянные, кожаные или резиновые молотки, нако-
вальни, скребки, рельсовая оправка и шпераки.
Рис. 256. Опорный инструмент:
а — наковальня; б — оправки; в — стойки; г — скребки; д — шпераки
Наковальни, скребки, оправки и шпераки относятся к опорному
инструменту. Все они должны иметь отполированную рабочую по-
верхность. Рабочая часть их должна быть закалена и отпущена
к хвостовой части.
Наковальни (рис. 256, а) изготавливаются из инструмен-
тальной стали марки У7. В зависимости от назначения им при-
даются различные формы. Во время работы наковальни закреп-
ляются в тисках или деревянных подставках.
Оправки (рис. 256, б) изготавливаются из углеродистой
сталш К простейшим оправкам относятся брус, верстачный уголь-
ник и рельсовая оправка.
Стойки и скребки (рис. 256, в и г) изготавливаются из
инструментальной стали. Для работы закрепляются в тиски или
деревянные подставки. #
Шпераки (рис. 256, д') изготавливаются из инструменталь-
ной стали. Бывают кованые и сварные. Для работы закрепляются
в тисках.
Ручная гибка может производиться двумя способами: без опра-
вок и на оправках. При гибке без оправок на заготовке прочерчи-
вают линию сгиба, устанавливают заготовку на острие скребка или
на ребро рельса таким образом, чтобы прочерченная линия совпа-
дала с острием скребка или кромкой рельса, и несильными равно-
мерными ударами молотка производят гибку. Гибку под углом,
превышающим 60°, производят за два — три приема: вначале всю
16* 243
кромку загибают на 30—40°, а затем догибают ее до требуемой
величины угла. Мягкие металлы толщиной до 0,4 мм загибают пу-
тем сглаживания круглым бруском (рис. 257) на шпераке или
круглой оправке.
Гибка в специальных оправках производится обыкновенно при
изготовлении нескольких одинаковых деталей. Перед гибкой из де-
рева твердой породы иЛи из
толстой фанеры изготовляет-
ся оправка, размеры и фор-
ма которой соответствуют
изготовляемой детали. По-
верхность оправки гладко по-
лируется. Металл зажимают
между двумя половинками
оправки так, чтобы линия
разметки совпадала с кром-
кой оправки, и равномерны-
Рис. 257. Гибка тонкого металла сглажи-
ванием
ми ударами молотка произ-
водят гибку. Удары наносят
всей поверхностью бойка,так
как в противном случае металл может выпучиться или изогнуться.
Гибка труб. При гибке труб на внутренней стороне трубы могут
образоваться складки, а на наружной — появиться трещины. Во
избежание этого необходимо правильно выбирать радиус изгиба.
При гибке стальных и дюралюминиевых труб диаметром до 20 мм
наименьший радиус изгиба должен быть равен двум наружным
диаметрам трубы. При гибке труб диаметром свыше 20 мм наи-
меньший радиус гибки должен быть равен трем наружным диамет-
рам трубы. В местах изгиба труб допускается усадка или растяже-
ние металла не более 15% от номинальной толщины стенки. Для
того чтобы при гибке труба не уменьшала своего внутреннего диа-
метра и на ее стенках не образовывались вмятины, применяются
различные наполнители: канифоль, свинец, прокаленный речной
песок, лед и др.
Гибка дюралюминиевых труб. Дюралюминиевые
трубы перед гибкой отжигают. В качестве наполнителя исполь-
зуется расплавленная канифоль или речной песок. Перед вводом
расплавленной канифоли внутренняя поверхность трубы проти-
рается, затем в один конец трубы забивается деревянная пробка,
после чего с противоположной стороны трубы заливается кани-
фоль. Вначале наливают канифоль на высоту, равную диаметру
трубы; после затвердения первой порции в несколько приемов за-
полняют канифолью всю трубу, затем забивают деревянную пробку
в другой конец трубы.
Если в качестве наполнителя применяется речной песок, то на-
бивка его в трубу осуществляется таким образом: забивают в трубу
деревянную пробку с небольшим отверстием для выхода пара и
газа, после чего наполняют трубу прокаленным речным песком.
Влажный песок не применяется, так как при нагревании трубы пе-
244
сок высыхает, что приводит к появлению пустот, а образовавшийся
при этом водяной пар может разорвать трубу.
При наполнении трубы песком ее обстукивают, начиная от
нижнего конца, деревянным молотком для обеспечения осадки
песка. После наполнения трубы песком забивают вторую пробку,
обстукивают трубу еще раз и осаживают пробку до упора.
Дюралюминиевые трубы диаметром до 10—12 мм при изгибе
под большим радиусом изгибают в холодном состоянии.
Гибка труб диаметром свыше 10—12 мм производится в горя-
чем состоянии, причем в качестве наполнителя обычно применяется
песок. Нагрев трубы осуществляется газовой горелкой или паяль-
ной лампой. Нагревать трубу надо возможно медленнее, непре-
рывно перемещая пламя по нагреваемому участку. При нагреве не-
обходимо наблюдать, чтобы не перегреть трубу, так как перегрев
трубы приводит к порче металла. Степень нагрева контролируется
термочувствительными карандашами. Перегрев металла опреде-
ляется по таким признакам: металл становится хрупким, на по-
верхности его появляются трещины и пузыри.
После окончания гибки наполнитель из труб удаляется. Кани-
фоль выплавляется при нагреве трубы с одного из концов, а не с
середины, так как в противном случае разогретая канифоль, не на-
ходя выхода, может разорвать стенки трубы. После выплавки
остатки канифоли удаляются промывкой спиртом или скипидаром.
Гибка стальных т р у б. Стальные трубы диаметром до
8 мм при радиусе изгиба не менее 50 мм изгибаются в. холодном
состоянии без применения наполнителя. Трубы диаметром от 10 до
30 мм при радиусе изгиба не менее 200 мм изгибаются без подо-
грева, но с обязательным заполнением песком. Трубы диаметром
свыше 30 мм, а также трубы меньшего диаметра при небольшом
радиусе изгиба изгибаются с обязательным подогревом и наполне-
нием их песком. Нагрев труб до светло-красного каления произво-
дится пламенем паяльной лампы или в горне. Длина нагреваемого
участка трубы определяется в зависимости от угла загиба и диа-
метра трубы. Значения длины нагреваемого участка приведены
в табл. 27.
Таблица 27
Угол изгиба в градусах Диаметр трубы в мм
12 20 26 32 40 50 60
90 80 120 150 190 230 310 380
60 50 80 100 130 150 200 250
45 40 60 80 100 120 150 190
30 25 40 50 65 75 100 125
Гибка толстостенных медных и латунных
труб диаметром до 10 мм при радиусе изгиба свыше 50 мм про-
изводится в холодном состоянии без наполнителей. Тонкостенные
245
трубы всех диаметров изгибаются с наполнением их канифолью,
так как при изгибе они легко сплющиваются и на их поверхности
образуются гофры.
Фальцовка металла
Фальцевые швы применяются для соединения отдельных частей
изделия, выполненного из листового металла. Изготовление фаль-
цевых швов производится при помощи ударного и опорного инстру-
мента, описанного выше.
“JL
Стоячий
л
Стоячий.
Лежачий
Лежачий
Рис. 258. Фальцевые швы:
а — с одинарным замком; б — с двой-
ным замком
Рис. 259. Донные фальцевые швы
В зависимости от назначения фальцевые швы имеют различную
конструкцию замка. Швы с одинарным замком (рис. 258, а) приме-
няются обычно в тех случаях, когда не требуется получить герме-
тичность и высокую прочность соединения. Для обеспечения герме-
тичности и высокой прочности применяются швы с двойным замком
(см. рис. 258,6). В зависимости от положения по отношению к оси
изделия швы подразделяются на продольные и поперечные.
Продольные швы обычно делаются с лежачим фальцем,
а поперечные швы для придания жесткости изделию — со
стоячим фальцем.
Для присоединения днищ к корпусам изделий применяются
донные фальцевые .швы (рис. 259). Фальцевые швы
должны отвечать таким требованиям: ширина замка фальца по
всей длине должна быть одинаковой; после уплотнения фальцевого
соединения поверхность фальца должна быть ровной, без бугров
и утолщений.
Изготовление одинарного лежачего фальцевого шва осуществ-
ляется в такой последовательности: производится разметка линии
загиба фальца на расстоянии, равном 10 толщинам металла. На
обратной стороне откладывается вторая линия на расстоянии, рав-
ном 22 толщинам металла (рис. 260, а и г). Разметка стального
листа производится чертилкой, а дюралюминиевого — простым ка-
рандашом. После разметки заготовка укладывается на брус или на
край верстачного угольника таким образом, чтобы первая линия
разметки проходила точно по краю опоры, после чего производится
гибка кромки на 90° (см. рис. 260,6). Вначале подгибается кромка
по концам заготовки, а затем по всей ее длине. После этого загр-
246
Рис. 260. Последовательность изготовления одинарного ле-
жачего фальцевого шва:
а — ж — технологические операции
товка поворачивается на обратную сторону и кромка подгибается
еще на 30—45° (см. рис. 260, в). Затем заготовка укладывается на
брус таким образом, чтобы вторая линия разметки проходила по
краю опоры, и несильными ударами деревянного молотка металл по
всей длине перегибается на 45—60° (см. рис. 260,5), после чего
кромка подгибается к металлу так, чтобы остался зазор, величина
которого должна быть на 0,5—1 мм больше, чем толщина металла.
В той же последовательности производится подготовка кромки на
второй заготовке. После подготовки кромок обе заготовки соеди-
няются в замок и равномерными прямыми ударами деревянного
молотка производится уплотнение шва (см. рис. 260, ж). Сначала
уплотняются оба конца шва, а затем удары наносятся по направле-
нию от середины к краям шва. Наконец, производится подсечка
шва при помощи фальцмейселя (рис. 261) или простейшего при-
Рис. 261. Фэльцмейсель
Правильно р Неправильно
а
Рис, 262. Загибка фальца на цилин-
дрической заготорке
247
способления, представляющего собой полоску этого же металла,
свернутого втрое.
При соединении фальцевым швом цилиндрических изделий
кромки на обоих- концах листа необходимо загибать й разные сто-
роны (рис. 262). При соединении поперечных швов двух цилиндри-
ческих обичаек, имеющих продольные фальцевые швы, их следует
собирать таким образом, чтобы продольные швы не совпадали,
а находились на некотором расстоянии один от другого (рис. 263).
В противном случае не удается получить плотного соединения в по-
перечном шве.
Изготовление двойного лежачего фальцевого шва производится
в такой последовательности. Размечается заготовка и производится
гибка кромки под 90°, так же как при изготовлении одинарного
фальцевого шва. После этого кромка подгибается к металлу так,
чтобы остался зазор, величина которого должна быть на 0,5—1 мм
больше, чем толщина металла (рис. 264,6). Затем заготовка пово-
рачивается на обратную сторону, вторая линия разметки совме-
щается с кромкой опорного инструмента и производится второй за-
гиб, начиная с концов заготовки (рис. 264, в — а). После того как
вся кромка будет подогнута до опоры, лист снова поворачивают и
догибают кромку, оставляя на фальце зазор, величина которого на
0,5—1 мм должна быть больше, чем толщина металла (рис. 264, а).
Рис. 264. Последовательность изготовления двойного
лежачего фальцевого шва:
а — Ж — технологические операции
В такой же последовательности производится гибка фальца на вто-
рой заготовке. Подготовленные таким образом заготовки соеди-
няются путем ввода одного фальца в другой с торца листов. После
этого фальцевый шов уплотняется ударами деревянного молотка
и производится подсечка его, как указано выше.
Изготовление поперечного фальцевого шва на цилиндрических
изделиях осуществляется на металлическом брусе при помощи сле-
сарного молотка с квадратным бойком.
Линия
Рис. 265. Последовательность изготовления поперечного фальце-
вого шва на цилиндрических изделиях:
а — з — технологические операции
Процесс изготовления заключается в следующем. От края первой
заготовки на расстоянии, равном 10 толщинам металла, разме-
чается линия загиба фальца и производится отбортовка кромки под
углом 90°. Отбортовка производится в два приема: заострен-
ным носком молотка — под 45° и бойком молотка — под 90°
(рис. 265, а — в). Таким же образом от края второй заготовки на
расстоянии, равном 22 толщинам металла, размечается линия за-
гиба фальца и производится отбортовка кромки второй заготовки
под 90° (рис. 265, г). Отбортовка производится в три — четыре
приема: сперва под 30°, затем под 45, 60 и 90°. После этого на рас-
стоянии, равном 10 толщинам металла, производится обратная от-
бортовка кромки второй заготовки (рис. 265,5). Отбортовка про-
изводится на полукруглой оправке. Затем первая заготовка встав-
ляется во вторую и производится замыкание фальца (рис. 265, е,
ж и з). Первоначально фальц закрепляется в четырех точках, после
чего производится обжимка всего шва на брусе.
Зиговка металлов
Основным назначением зиговки является придание жесткости
изделию. Кроме того, зиговка применяется для уменьшения ко-
робления стенок изделия при впаивании или приварке заплат. Зи-
говка производится на зигмашинах, которые подразделяются на
Рис. 266. Настольная зигмашина:
/ — станина; 2 — профилирующий механизм; 3 — упор; 4 — ручка; 5 — рычаг; 6 — ру-
коятка; 7 — зажим; 8 — зубчатые колеса
стационарные с приводом от двигателя и настольные с ручным
приводом. В авиаремонтных частях обычно применяются настоль-
ные зигмашины (рис. 266).
Основные части настольной зигмашины: станина 1, профили-
рующий механизм 2, состоящий из верхнего и нижнего роликов,
упор 3, приводной механизм и регулировочный механизм. Регули-
ровочным механизмом осуществляется перемещение верхнего ро-
лика в вертикальном направлении и нижнего — в осевом. Верти-
кальное перемещение производится ручкой 4, расположенной сверху
станины, а горизонтальное — рычагом 5, расположенным сзади,
Рис. 267. Сминание листа при несовпаде-
нии осей роликов
около рукоятки 6. Привод-
ной механизм состоит из ру-
коятки 6 и нескольких зуб-
чатых колес 8. От приводно-
го механизма движение пе-
редается на два параллель-
ных вала, которые вращают-
ся в противоположных на-
правлениях. На выступаю-
щих концах этих валов гай-
ками крепятся сменные пар-
ные профилирующие ролики
различной формы и ширины
Один из роликов имеет коль-
цевой желобок, а второй —
.выступ такой же формы
Упор может перемещаться
250
в горизонтальном направлении и фиксируется в определенном по-
ложении при помощи зажима 7.
Перед зиговкой металл подвергают термической обработке для
придания ему пластичности, так же как и перед гибкой. При зи-
говке на металле получаются желобки, которые называются риф-
тами или зигами. В зависимости от формы роликов можно полу-
чить рифты различной конфигурации.
Прямолинейная зиговка полосового металла производится та-
ким образом: размечается заготовка, причем линия разметки нано-
сится там, где должна быть середина рифта, регулируется положе-
ние нижнего ролика по отношению к верхнему таким образом,
чтобы середины рабочих поверхностей обоих роликов точно совпа-
дали; при несовпадении их лист при зиговке сминается (рис. 267);
затем заготовка устанавливается на ролике по разметке и регули-
руется положение упора так, чтобы он касался края полосы; после
этого верхний ролик опускается и производится продавливание ме-
талла заготовки приблизительно до половины глубины желобка
нижнего ролика; поворачивая рукоятку правой рукой и одновре-
менно придерживая заготовку левой,- производят зиговку до конца
разметки.
После первого прохода поднимают верхний ролик, передвигают
полосу обратно до начала разметки, увеличивают глубину рифта и
снова производят зиговку. Если требуется производить фигурную
зиговку, то работают два человека: один вращает рукоятку, а вто-
рой направляет металл так, чтобы линия разметки проходила точно
по середине роликов.
После зиговки металл бывает немного покороблен, поэтому его
правят деревянным или металлическим молотком. Сначала легкими
ударами деревянного молотка обстукивают рифты по вершинам,
затем переворачивают лист и, нанося удары между рифтами, не-
много выгибают его. Правку полученной при этом выпуклости про-
изводят на плите равномерными ударами молотка.
§ 3. ОТБОРТОВКА, РАЗВОДКА И ПОСАДКА МЕТАЛЛОВ
Отбортовка металлов
Отбортовкой называется процесс загиба кромки на изделиях.
Наиболее широко применяется отбортовка при подготовке изделий
к пайке и сварке, а также при изготовлении фланцев, фальцевых
поперечных швов на цилиндрических изделиях и т. п.
Отбортовка вручную. Процесс отбортовки вручную требует от
исполнителя большого навыка и аккуратности. При отбортовке при-
меняется такой инструмент: деревянный молоток, наводильник, гла-
дильник, наковальня, скребок, стойка и плита. Выбор инструмента
имеет большое влияние на качество отбортовки. Например, при от-
бортовке кромки по кривой большого радиуса следует брать наво-
дильник более тупой, чем при отбортовке по кривой малого ра-
диуса. Кроме того, опорный инструмент следует выбирать с округ-
251
ленной кромкой рабочей части для
того, чтобы загибаемая кромка могла
плотно прилегать к его поверхности.
Прежде чем приступить к отбор-
товке, тщательно подготавливают
кромку изделия: ровно обрезают,
опиливают напильником и зачищают
шлифовальной шкуркой, чтобы не
оставались заусенцы и надрезы, ко-
торые при загибке кромки могут при-
вести к разрыву металла. В зави-
симости от ширины кромку и вида
изделия изменяются приемы отбор-
товки. Выполнение различных прие-
мов рассмотрим на нескольких при-
мерах.
Рис. 268. Отбортовка патрубка
вручную
Отбортовка патрубка (рис. 268). Производится раз-
метка ширины кромки от края патрубка. Затем раздаются края
патрубка на расстоянии, превышающем ширину кромки на
10—15 мм. Например, если ширина кромки должна быть 30 мм, то
края патрубка раздаются на расстоянии 40—45 мм. Это делается
для того, чтобы при отбортовке в месте сгиба не получилось суже-
ние патрубка в виде шейки. Затем патрубок устанавливается на
наковальню или стойку и по всей его кромке равномерно наносят
удары деревянным молотком или наводильником, не допуская по-
вторения ударов по одному и тому же месту. Чем больше ширина
кромки, тем осторожнее наносят удары. Направляют удар не прямо
по кромке, а наискось, так как при нанесении прямых ударов на
кромке могут появиться трещины. Кромку плотно прижимают к по-
Рис. 269. Отбортовка фланца на днище
Рис. 270. Роликовая поддержка
для отбортовки стенок бака
252
верхности наковальни или
стойки, потому что при
ударах на весу могут об-
разоваться трещины. От-
бортовку на 90° произво-
дят постепенно, за три
прохода, все время равно-
мерно поворачивая патру-
бок на наковальне. Если
в процессе отбортовки ме-
талл нагартовался, т. е.
Рис. 271. Отбортовка стенки бака, прилегаю-
щей к каркасу
стал твердым и звонким,
то для увеличения пластичности производят термообработку его.
После окончания отбортовки кромку выправляют гладильником,
размеряют требуемую высоту и обрезают.
Отбортовка фланца и стенки бака. Отбортовку
фланца на днище (рис. 269), если оно представляет плоскую фи-
гуру, производят на наковальне ударами наводильника. Отбортовка
производится за несколько переходов таким же образом, как было
описано выше.
Совершенно по-другому производится отбортовка фланцев, если
ее приходится делать на объемных изделиях, например на стенках
баков. В этом случае применяются приспособления, простейшим из
которых является роликовая поддержка (рис. 270). Изменяя ши-
рину и глубину канавки ролика, можно получить различную высоту
отбортованной кромки. Заведя поддержку внутрь бака таким обра-
зом, чтобы кромка перекрывала канавку ролика на 2—3 мм, пра-
вой рукой наносят удары металлическим молотком или наводиль-
ником, а левой рукой поддерживают и передвигают роликовую
оправку вокруг отверстия. Окончательно выправляют кромку ша-
риковым молотком.
Если отбортовку приходится делать в тех местах, где стенка
бака прилегает к силовому каркасу, то вначале приподнимают
кромку на 30—40° с помощью клинообразной поддержки и молотка
с квадратным бойком (рис. 271), а затем производят отбортовку
кромки до 90° шариковым молотком. В тех случаях, когда кромка
загибается внутрь бака, отбортовка производится с помощью бо-
Рис. 272. Отбортовка стенки бака с помощью
бородка
родка и металлического
молотка (рис. 272).
Отбортовка с помощью
оправок и шаблонов. При-
менение оправок и шабло-
нов для отбортовки кро-
мок облегчает работу и
повышает качество изго-
товления. Для отбортовки
применяются различные
оправки и шаблоны.
253
На рис. 273 представлена
оправка, состоящая из двух ча-
стей, а на рис. 274 изображен
простейший шаблон, применяемый
при отбортовке заплат.
Оправка для отбортовки изде-
лий из алюминия и его сплавов
обычно изготавливается из твер-
дых пород дерева. Для отбортовки
изделий из листовой стали приме-
Рис. 273. Оправка для гибки
няются оправки из алюминия или
конструкционной стали. Рабочие поверхности оправок и шаблонов
тщательно обрабатываются и отшлифовываются, так как всякие не-
ровности приводят к порче изделия. Перед отбортовкой кромку из-
делия тщательно подготавливают: обрезают, опиливают напильни-
ком и зачищают шлифовальной шкуркой. Прежде чем зажать
изделие в оправку или шаблон, кромку предварительно немного
отгибают на наковальне. Затем зажимают изделие в оправку или
шаблон и производят окончательную отбортовку кромки равномер-
ными несильными ударами деревянного молотка. Удары наносят по
основанию кромки (рис. 275), а не по вершине, так как если уда-
рять по вершине, то кромка будет изгибаться. Удары распределяют
равномерно по всей поверхности кромки, не допуская повторных
ударов по одному месту. Отбортовка считается законченной, когда
металл кромки прилегает всей поверхностью к рабочей части
оправки. Если в процессе отбортовки металл получил нагартовку,
т. е. стал твердым и звонким, его подвергают термической обра-
ботке для того, чтобы снова восстановить пластичность. Иногда
в процессе отбортовки металл приходится подвергать термической
обработке по нескольку раз.
Отбортовка на зигмашине. Отбортовка кромок на зигмашине
производится с применением роликов соответствующей формы и
Рис. 274. Простейший шаблон для отбортовки заплаты
254
размеров. Кромки шириной до 10—12 мм на
изделиях, изготовленных из металла толщи-
ной до 0,5 мм, можно отбортовывать на руч-
ной настольной зигмашине. Кромки большей
ширины на изделиях, изготовленных из ме-
талла толщиной свыше 0,5 мм, можно от-
бортовывать только на стационарной при-
водной машине. Отбортовка производится по
упору за несколько проходов. За первый
проход изделие удерживают горизонтально,
за второй — опускают на небольшой угол к
горизонту (5—10°). Затем с каждым но-
вым проходом угол все увеличивают, до-
водя до требуемой величины. Если при от-
бортовке изделие покоробилось, его правят
на плите.
Рис. 275. Нанесение уда-
ров молотком при отбор-
товке
Разводка металлов
Разводкой называется операция получения криволинейного кон-
тура путем растягивания металла. В местах разводки металл ста-
новится тоньше и нагартовывается. Для того чтобы при • этом не
получилось трещин, металл перед разводкой и в процессе ее под-
вергают термообработке для увеличения его пластичности. Для
ручной разводки применяют такой инструмент: наводильник, дере-
вянный фасонный молоток, гладильник, наковальни, скребки, чу-
гунную или стальную плиту и различные оправки.
Разводка полосового металла. Полоса требуемого размера укла-
дывается на плиту, и по ее наружному краю на расстоянии ?,К ши-
рины полосы наносятся удары молотком (рис. 276).
Разводка мягких металлов (алюминия и его сплавов) произво-
дится деревянным фасонным молотком, а разводка стальных по-
лос — наводильником. Удары наносятся через равные промежутки
быть равномерные и не очень силь-
ные. Направление ударов должно
быть таким, чтобы боек наводиль-
ника или деревянного молотка был
направлен по радиусу окружности,
по которой изгибают полосу (рис.
277). Нельзя наносить несколько
ударов по одному месту, так как в
этом месте может образоваться тре-
щина. Если металл нагартовался,
а разводка еще не закончена, то его
следует снова подвергнуть термиче-
ской обработке.
Во время разводки кривизна
пластины проверяется по шаблону.
Если окажется, что кривизна пла-
стины имеет большую величину, чем
по длине полосы; они должны
Рис. 276. Места нанесения уда-
ров наводильником при разводке
полосы
255
Рис. 277. Направление ударов бойка наводильника при разводке
требуется, то следует легкими ударами простучать пластину по
ее другому краю. Заканчивают разводку гладильником с тем, чтобы
одновременно и выправить пластину. После разводки наружная
кромка полосы имеет неровные края, которые необходимо запи-
лить напильником; затем кромку зачищают шлифовальной шкур-
кой.
Разводка металла уголкового профиля производится на нако-
вальне или рельсовой оправке. Уголок устанавливается на нако-
вальне таким образом, чтобы обрабатываемая полка лежала на
ней всей плоскостью (рис. 278). Правой рукой наносятся равно-
мерные удары наводильником или деревянным молотком по на-
ружному краю полки на расстоянии 3/4 ее ширины.
При неравномерных ударах на
кромках уголка появляется волни-
стость, для выправления которой
удары следует наносить по сере-
дине полки уголка. Нельзя уда-
рять по сгибу уголка, так как в
этом случае могут образоваться
трещины. Левой рукой уголок
прижимают к наковальне и все
время* перемещают его так, чтобы
удары приходились через равные
промежутки. При нагартовке ме-
Рис. 278. Установка уголка на на- талл подвергается термической
ковальне обработке.
Держи на уровне
наковальни
Плотно прижми
кнаковальне
Закругленный,
край
256
Окончив разводку, следует выправить уголок на пЛиТе легкими
ударами деревянного молотка иди гладильника и запилить обраба-
тываемую кромку. Заусенцы зачищают шлифовальной шкуркой.
Разводка металла коробчатого профиля. Разводка металла
производится на оправке. Профиль устанавливается на оправку, и
равномерными ударами производится разводка небольшого участка
металла сначала на одной из полок, а затем такого же участка на
другой полке. Оба обрабатываемых участка должны быть располо-
жены строго один над другим. После разводки участка на второй
полке следует перейти на первую полку и так до получения тре-
буемой формы. Как только металл начнет нагартовываться, сле-
дует произвести термическую обработку его. После окончания
разводки профиль выправляется на плите, кромки запиливаются
напильником, а заусенцы зачищаются шлифовальной шкуркой.
Посадка металлов
Посадкой называется операция получения криволинейного кон-
тура путем сжатия металла. Металл в месте посадки сжимается,
становится толще. Величина утолщения зависит от вида обрабаты-
ваемого металла, размера детали и радиуса закругления. Для того
чтобы при посадке не происходило растрескивания металла, его
подвергают термической обработке для увеличения пластичности.
Посадка ручным способом производится путем последователь-
ного образования и посадки гофров. Гофрирование металла произ-
водится гофрилками (рис. 279) или круглогубцами (рис. 280).
Гофр должен быть низким и широким, так как такой гофр легче
посадить. Узкие и высокие гофры при посадке «нагоняются» друг
на друга, в результате чего образуются складки и трещины. Вы-
сота нормального гофра должна равняться его ширине. Посадка
гофра производится наводильником.
При посадке металла уголкового профиля сначала надо сделать
на его полке гофр. Для этого следует взять уголок в левую руку,
а в правую гофрилку или круг-
логубцы, захватить край изги-
баемой полки и повернуть гоф-
рилку вправо (по часовой
стрелке), а при постановке сле-
дующего гофра — влево (про-
тив часовой стрелки). При
производстве гофра следует
Рис.-279. Гофрилки
Рис. 280. Круглогубцы
17-1395 257
следить за тем, чтобы гофрилка сохраняла горизонтальное положе-
ние, т. е. не подгибала полку уголка. Гофры нужно делать равно-
мерно по всему изгибаемому участку. Нельзя перекашивать гофр,
так как при посадке в этом месте получится складка.
В результате гофрирования уголок будет прогибаться полкой
внутрь. Когда будет достигнут требуемый угол загиба, производят
посадку гофров на рельсе или оправке
Г несильными и равномерными удара-
ми наводильника. Начинают посадку
с вершины гофра и, ударяя поочередно
по бокам гофра, осаживают его при-
мерно на '/з длины. После этого пере-
ходят к следующему гофру и также оса-
живают его на такую же длину. Когда
все гофры будут осажены на 7з дли-
ны, производят окончательную посадку
их на всю длину.
Если после посадки не удалось по-
лучить требуемого изгиба, уголок под-
вергают термообработке и снова произ-
водят гофрирование полки. При этом
Рис. 281. Гофрирование полок гофры ставят там, где их не было в
коробчатого профиля первый раз, т. е. в промежутки между
первыми гофрами. Затем снова про-
изводят посадку и замеряют место закругления шаблоном. Когда
будет достигнут требуемый угол изгиба, полку уголка выправляют
на плите. Затем размечают и опиливают кромки, а заусенцы зачи-
щают шлифовальной шкуркой.
При посадке металла коробчатого профиля гофры надо делать
одновременно на обеих полках, причем гофр на нижней полке дол-
жен быть точно под гофром на верхней полке и по величине оба
гофра должны быть равны (рис. 281). В противном случае вся де-
таль приобретает винтообразную форму и ее трудно будет выпра-
вить. Посадку гофров также надо производить поочередно на обеих
полках. При посадке необходимо чаще проверять, не происходит
ли перекос полок. В остальном посадка коробчатого профиля ни-
чем не отличается от посадки уголка.
§ 4. ВЫКОЛОТКА МЕТАЛЛОВ
Выколотка применяется для получения полых (выпуклых или
вогнутых) деталей. Выколоточные работы выполняются вручную
или путем штамповки. При выколотке металл сильно деформи-
руется, поэтому его предварительно подвергают термической обра-
ботке для увеличения пластичности.
Выколотка вручную осуществляется деревянными или металли-
ческими молотками с закругленными бойками, на стойках (см.
рис. 256, в) и болванках (рис. 282).
Прежде чем приступить к выколотке, следует определить
размеры заготовок (развертки). Точные размеры развертки
258
подсчитать очень трудно,
так как в зависимости от
металла, его толщины и спо-
соба выколотки величина
припуска значительно из-
меняется. Приблизительные
размеры разверток деталей
сферической и полусфериче-
ской формы можно опреде-
лить по формуле
Рис. 282. Деревянная вогнутая болванка
D=
где D — диаметр заготовки;
d — внутренний диаметр сферы.
Для определения размера развертки при выколотке детали
сложной формы с нее снимается выкройка. Для этого на деталь
или шаблон накладывается лист бумаги, на котором закладываются
складки для того, чтобы получить форму детали, после чего бу-
магу обрезают с припуском 20—25 мм. Полученную выкройку ра-
складывают на материал и по ней вырезают заготовку. Перед вы-
резкой заготовки следует осмотреть материал: на нем не должно
быть глубоких царапин, забоин, трещин и других дефектов. По-
верхность инструмента, которым производится выколотка, должна
быть отполированной.
Выколотка металла вручную на стойке. Этот способ выколотки,
наиболее трудоемкий и сложный, заключается в том, что заготовку
Рис. 283. Выколотка
вручную на стойке
гофрируют по краям, затем производят посад-
ку гофров и после этого приступают к выко-
лотке середины детали (рис. 283).
Выполнение работ осуществляется в такой
последовательности. Вырезается по разметке
заготовка и опиливаются ее края напильником
для удаления заусенцев. Затем кромка заго-
товки гофрируется при помощи гофрилки или
круглогубцев, и несильными равномерными уда-
рами наводильника производится посадка
гофров. Если при посадке гофра металл на-
гартовался, необходимо его термически обра-
ботать.
Гофрирование кромки и посадка гофров
производятся до тех пор, пока края заготовки
примут требуемую форму. Каждый раз после-
дующие гофры следует ставить в промежутках
между посаженными гофрами. После этого
производится выколотка середины детали рав-
номерными несильными ударами деревянного
молотка со сферическим бойком. Выколотка
стальных деталей производится металлическим
17*
259
шариковым молотком. Удары следует располагать от центра вкру*
говую. После выколотки деталь подвергают термической обработке
для снятия нагартовки и повышения пластичности металла. Затем
производится гофрирование кромки детали и посадка гофра с ко-
нечной подгонкой детали по шаблону. Борта детали подгибаются
немного больше, чем это требуется по чертежу с тем, чтобы при
Рис. 284. Выколотка на вогнутой
болванке
Рис. 285. Правка вмятин
окончательной правке они приняли требуемую форму. Оконча-
тельной правке деталь подвергается гладильником на круглой
стойке. По окончании правки откладывается требуемый размер по
шаблону, отрезается лишний металл и производится зачистка
неровностей и заусенцев на кромке изделия.
Выколотка металла вручную на вогнутой болванке. Этим спо-
собом производят мелкую выколотку крупных изделий (обтека-
тели, части капотов и т. п.). Вогнутую болванку обычно изготав-
ливают из дерева твердой породы. После разметки и вырезки за-
готовку укладывают на болванку над углублением, одной рукой
устанавливают под углом 35—40° к поверхности болванки
(рис. 284), а другой наносят несильные равномерные удары на-
водильником или фасонной киянкой, располагая их вкруговую. На-
чинают наносить удары на расстоянии 20—25 мм от края. По мере
приближения к центру выколачиваемой детали несколько увели-
чивают силу ударов, а дойдя до центра и снова возвращаясь
к краям, постепенно ослабляют их силу.
Если металл нагартовался, то производят термическую обра-
ботку его для повышения пластичности. После этого продолжают
выколотку до получения требуемой формы.
Окончив выколотку, поверхность изделия проглаживают гла-
дильником или деревянным молотком на круглой болванке или на
260
стойке, располагая изделие таким образом, чтобы оно касалось
поверхности стойки выпуклостью, которая имеется на внутренней
поверхности изделия (рис. 285). При этом наносить удары следует
с наружной стороны по впадине, так как в противном случае ме-
талл будет растягиваться и не удастся получить гладкую поверх-
ность.
Рис. 286. Выколотка на вогну-
той болванке, имеющей форму
детали:
I — начало выколотки; 2 — промежу-
точная стадия; 3 — окончание
Окончательно проверив изделие по
шаблону, размечают требуемый раз-
мер и обрезают изделие по разметке.
С кромок изделия напильником сни-
мают заусенцы.
Еще проще производить выколотку
на болванке, изготовленной по форме
детали (рис. 286). В этом случае раз-
мечают на заготовке полки детали,
укладывают заготовку на болванку так,
чтобы линии разметки у полки совпа-
дали с краями выемки болванки, и при-
крепляют заготовку к болванке струб-
цинами. Выколотку производят так же,
как указано выше, т. е. вкруговую, от
краев заготовки к ее центру. Выколот-
ка считается законченной, когда выко-
лачиваемая деталь всеми точками бу-
дет плотно прилегать к поверхности
болванки.
Выколотка металла вручную по ма-
кету. Этот способ выколотки применяет-
ся тогда, когда требуется изготовить
несколько одинаковых деталей.
Перед выколоткой изготовляется деревянный макет по форме
изделия. В зависимости от глубины выколотки ее производят двумя
способами. Детали большой глубины и с малым радиусом кри-
визны (рис. 287, а) выколачивают в такой последовательности.
Размечают и вырезают заготовку. С краев заготовки напильником
удаляют заусенцы. Сгибают заготовку по макету. Гофрируют край
заготовки в том месте, где должно быть сферическое закругление
(рис. 287, б) и производят посадку гофров.
Если металл нагартовался, то его термически обрабатывают для
увеличения пластичности. Затем снова гофрируют край заготовки
в том же месте, где были посажены гофры, располагая новые
гофры в промежутках между ранее посаженными. Таким образом
производят посадку гофров и гофрируют края заготовки до тех
пор, пока деталь примет требуемую форму (по макету). После
окончательной подгонки по макету поверхность детали выправ-
ляется гладильником на круглой стойке. Для придания детали ко-
нечных размеров размечается линия обреза, удаляется лишний
металл и запиливается кромка личным напильником.
Выколотку деталей с небольшой глубиной и большими ради-
261
б
Рис. 287. Выколотка детали большой глубины:
а — форма детали; б — места постановки гофров при выко-
лотке детали
усами кривизны производят на макете, который изготавливается с
небольшим припуском по краям для забивания гвоздей. Заготовка
также размечается с припуском по 20—30 мм на сторону. Согнув
несколько заготовку по макету, прибивают ее гвоздями с одной
стороны по краю к макету (рис. 288). Затем, прижимая заготовку
к поверхности макета, постепенно производят посадку металла, на-
чиная с прикрепленной стороны заготовки. По мере прилегания ме-
талла к поверхности макета, прикрепляют его гвоздями по всему
контуру заготовки. Закончив выколотку, подвергают деталь терми-
ческой обработке для снятия нагартовки и правят ее поверхность
гладильником на круглой стойке.
Машинная выколотка металла на выколоточном молоте. Изде-
лия сложной формы с большой глубиной изготавливаются на выко-
лоточном молоте (см. рис. 243). Перед началом выколотки подби-
Рис. 288. Выколотка по макету
рают бойки и наковальни,
которые по своей форме
соответствовали бы очер-
таниям сферы на детали,
а также регулируют силу
удара бойка, как это опи-
сывалось ранее. Затем
смазывают тонким слоем
машинного масла или та-
вота ту поверхность за-
готовки, которая должна
находиться под бойком и
укладывают заготовку на
262
наковальню. Придерживая заготовку обеими руками, производят
выколотку. В процессе выколотки заготовку подводят под боек теми
местами, которые требуется выколотить для получения требуемой
формы. Если в процессе выколотки металл нагартовался, то его
подвергают термической обработке. После окончания выколотки
деталь снимают с наковальни и правят ее поверхность вручную на
круглой стойке.
§ 5. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ СЛЕСАРНОЙ
И ЖЕСТЯНИЦКОЙ ОБРАБОТКЕ МЕТАЛЛОВ
При работе следует соблюдать такие основные правила по тех-
нике безопасности:
1. Содержать в чистоте рабочее место; не загромождать верстак
и проходы вокруг него. Инструмент не разбрасывать, неисполь-
зуемый инструмент держать в ящике.
2. Нельзя работать молотком, если он слабо насажен на ручку
и не расклинен.
3. Нельзя работать деревянным молотком, если его концы не
стянуты стальным кольцом, и металлическим молотком, если он
имеет расклепанный боек с заусенцами.
4. Работать зубилами и крейцмейселями с косыми и сбитыми
затылками запрещается.
5. Нельзя работать на опорном инструменте (оправки, шпе-
раки), не убедившись, что он прочно закреплен.
6. При заточке инструмента надевать предохранительные очки.
7. Не работать на рычажных ножницах, если противовесы не
отрегулированы и верхний нож опускается самопроизвольно.
8. При работе на рычажных ножницах надевать рукавицы и не
заслонять места разреза.
9. При работе на зигмашине внимательно следить за тем, чтобы
пальцы рук не попали между роликами.
10. Не работать на неисправных станках, а также на станках,
у которых отсутствует предохранительное ограждение. Снимать
ограждения со станков запрещается.
11. Работать электродрелью, не имеющей заземления и с не-
исправной изоляцией провода, запрещается. Следует помнить, что
при включении электродрели сначала нужно включить вилку за-
земления, а потом уже вилку в электросеть.
12. Для набивки труб при гибке употреблять чистый и сухой
песок.
13. Производить частичное охлаждение (замачивание) нагретых
листов или труб путем поливания их водой запрещается. Если тре-
бующую охлаждения часть нельзя опустить в резервуар с водой,
то охлаждение должно быть произведено путем смачивания этой
части мокрой тряпкой или паклей, укрепленными на железной или
деревянной ручках.
РАЗ ДЕЛ III
ГОРЯЧАЯ ОБРАБОТКА МЕТАЛЛОВ
ГЛАВА 1
РУЧНАЯ КОВКА МЕТАЛЛОВ
§1. ОСНОВНЫЕ ПОНЯТИЯ О КОВКЕ МЕТАЛЛОВ
Ковкой называется процесс деформирования металла под уда-
рами молота или под давлением пресса. Внешним результатом
ковки является изменение формы и размера заготовки.
Ковка детали, помимо придания ей необходимой формы, улуч-
шает механические свойства стали, так как сталь уплотняется (уко-
выв.ается) и приобретает волокнистое строение. В правильно отко-
ванной детали волокна направлены по контуру детали. Такое рас-
положение волокон повышает прочность детали.
Ковка разделяется на свободную ковку и ковку в штампах, или
иначе штамповку. При свободной ковке металл деформируется бой-
ками и имеет возможность свободно течь в стороны по поверх-
ности бойков. При штамповке течение металла ограничено очерта-
ниями полости штампа.
Свободная ковка и штамповка широко применяются в общем
машиностроении и при изготовлении авиационной техники. Свобод-
ная ковка находит большое применение и при ремонте авиацион-
ной техники, когда требуется изготовить несложные по форме де-
тали.
Свободной ковкой можно изготовлять поковки любого веса от
самых мелких до крупных весом в 200 т и выше. Наиболее широко
применяется в промышленности в штучном и мелкосерийном про-
изводстве свободная ковка. В массовом и крупносерийном произ-
водстве всегда рентабельна штамповка.
Исходным материалом для ковки являются слитки и прокат. Из
слитков изготовляют тяжелые поковки.-Поковки среднего веса (ко-
ленчатые валы, шатуны и др.) изготовляют преимущественно из
проката. Для изготовления мелких поковок служит разнообразный
по размерам и сечению сортовой прокат (круглый, квадратный,
полосовой и т. д.).
Ж
Свободная ковка разделяется на машинную и ручную.
Машинную ковку осуществляют на ковочных молотах и
гидравлических прессах. Машинная ковка является основным ме-
тодом свободной ковки, применяемой в машиностроении.
Ручную ковку ведут на наковальне, являющейся опорным
инструментом, а удары наносит молотобоец или сам кузнец.
Ручной ковкой можно изготовлять только мелкие поковки.
В практике ремонта авиационной техники несложные по форме
детали и инструмент изготавливают обычно ручной ковкой в не-
больших кузницах при помощи специального инструмента и нагре-
вательных устройств.
§ 2. ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ КОВКИ МЕТАЛЛОВ
Кузнечные горны. Металл для ручной ковки нагревают в куз-
нечных горнах. Горном называют открытую печь, в которой нагре-
ваемый металл непосредственно соприкасается с топливом или
с факелом пламени, как это имеет место в нефтяных и газовых гор-
нах, а интенсивность горения регулируется дутьем. В горне осу-
ществляется нагрев заготовок с целью придания им пластических
свойств, необходимых для выполнения ковки. Горны бывают ста-
ционарные (рис. 289) и переносные (рис. 290). Последние, как
правило, применяются в основном в подвижных авиаремонтных
мастерских.
Из числа известных конструкций горнов, кроме
приведеных, можно указать такие: горны с чугун-
ными столами, горны с обращенной книзу вытяжной
трубой; нефтяные горны (рис. 291), газовые
горны; печи-горны (применяются
для крупных заготовок).
Топливом для горнов может
Рис. 289. Схема устройства стацио-
нарного горна:
/ _ углубление для топлива и нагреваемой
заготовки; 2 — фурма для подачи воздуха;
3 — дымоход; 4 — зонт для улавливания про-
дуктов горения; 5 — воздухопровод от венти-
лятора
Рис. 290. Переносный горн
265
Рис. 291. Нефтяной горн:
I — слой золы; 2 — чугунная плита; 3 — форсунка; 4 — впуск
воздуха; 5 — огнеупорный кирпич; 6 — отверстие для заклад-
ки заготовок
служить спекающийся
мелкий каменный уголь,
древесный уголь, кокс,
нефть и газ. Выбор топ-
лива зависит от устрой-
ства горна и характера
обрабатываемого изде-
лия.
Наилучшим топли-
вом является древесный
уголь. Он хорошо раз-
горается, дает мало зо-
лы и не содержит вред-
ной примеси серы.
Однако древесный уголь
является дорогим топ-
ливом и не везде
имеется.
Хорошим каменным
углем для горнов слу-
жит кузнечный спекающийся уголь. Этот уголь при сгорании спе-
кается, т. е. образует над нагреваемым металлом свод, который
удерживает жар в горновом гнезде. Для лучшей спекаемости угля
его поливают водой. Недостатком каменного угля является то, что
он многозолен и содержит от 1 до 3% серы.
Кокс (продукт сжигания каменного угля без доступа воздуха)
применяется главным образом для разогрева крупных поковок,
когда надо получить сильный и равномерный нагрев. Серы в коксе
содержится значительно меньше, чем в каменном угле.
Инструмент и принадлежности. Наковальня служит опорой
при проведении ковочных работ. Общий вид наковальни показан
на рис. 292. Наковальни отливаются из стали. Верхняя рабочая
часть для твердости подвергается закалке. Наковальни обычно из-
готавливаются массивными (весом более 150 кг), что необходимо
для обеспечивания устойчивости наковальни при работе. Наиболее
распространены наковальни весом в 150 кг.
На рабочей поверхности наковальни имеются два отверстия —
круглое и квадратное. Первое служит для пробивания отверстий,
второе — для крепления пробойника. Заостренная часть наковаль-
ни — рог, служит главным образом для загибания изделий. Прямо-
угольный конец наковальни — хвост,
служит для загибания под прямым
углом.
Наковальня обычно устанавли-
вается на тяжелом деревянном чур-
бане, врытом в землю, и укрепляет-
ся на нем костылями или хомутами.
Иногда наковальня устанавливается
на чугунной или стальной тумбе.
Рис. 292. Наковальня
266
В этом случае имеется возможность в случае необходимости пере-
носить наковальню в другое место.
Молоты подразделяются на ручники (молотки весом до
1 кг) и кувалды (молотки весом от 2 до 12 кг).
Молот-ручник является
основным инструментом куз-
неца при производстве не-
больших поковок. Ручником
кузнец указывает также мо-
лотобойцу необходимое ме-
сто удара кувалдой.
Кувалда служит основ-
ным инструментом молото-
бойца для нанесения ударов
по металлу. Применяют для
ковки крупных поковок.
Кузнечные клещи
служат для захвата и удер-
жания нагретых заготовок при их ковке. Клещи изготавливаются
самых разнообразных форм (рис. 293). Тот или иной вид клещей
применяется в зависимости от внешних очертаний обрабатываемой
детали.
Рис. 294. Гладилки
Рис. 295. Обжимка:
Z — нижник; 2—верхний
Рис. 296. Рис. 297. Ин-
Зубило струмент для
пробивания от-
верстий:
I — пробойник;
2 — бородок
Гладилки (рис. 294) служат для выравнивания плоских по-
верхностей поковок. Эта операция является отделочной, она не
дает вытяжки, а лишь заглаживает неровности от ударов молота,
кувалды. Лицо гладилки должно быть очень гладким.
Обжимка с исподником (рис. 295), или так называемые
«верхник и нижник», служат для получения гладкой цилиндриче-
ской поверхности. Они применяются при правке и отделке. Испод-
ник вставляется хвостовиком в отверстие хвоста наковальни; по-
ковка кладется в выемку исподника, сверху накладывается об-
жимка, по которой ударяют кувалдой.
Зубила (рис. 296) служат для обрубки излишка металла,
267
сечение носка
Рис. 298.
Оправка для
отковки го-
ловки болта
удаления выступов, для вырубки трещин, рубки металла неболь-
ших сечений и для других операций.
Бородок и пробойник (рис. 297) служат для пробива-
ния отверстий в поковке. Носок (боек) бородка делается на конус
для облегчения вытаскивания его из отверстия. По форме отверстия
бородка бывает круглым, квадратным, прямоуголь-
ным и овальным.
Оправки (рис. 298) слу-
_д жат для отковки различных
деталей (головок болтов, гаек
[/ И др.).
” Основным меритель-
Рис. 299. Кронцир- ным инструментом при
куль кузнечный ковочных работах является
кронциркуль (рис. 299), мас-
штабная линейка, специальные
шаблоны и угольники.
Кроме указанного выше оборудования и инструмента, в кузнице
должны быть тиски, точило, напильник, крейцмейсели и другой
слесарный инструмент.
§ 3. НАГРЕВ МЕТАЛЛА ПЕРЕД КОВКОЙ
Чем выше температура металла, тем он обладает большей пла-
стичностью, тем его легче ковать. Нагревать металл до очень вы-
соких температур нельзя, так как это может привести к перегреву,
пережогу и обезуглероживанию поверхностного слоя, что снижает
механические свойства металла и в некоторых случаях может при-
вести к браку детали. Поэтому для каждой марки металла уста-
навливается вполне определенная температура нагрева для ковки,
которую рекомендуется сторого выдерживать.
При нагреве стали в ее структуре происходит рост зерна, при-
чем рост происходит тем быстрее, чем выше температура. Если
металл нагрет значительно выше установленной для него темпера-
туры или выдержка металла в печи была намного длительнее до-
пустимой, происходит перегрев металла. При перегреве металл ста-
новится крупнозернистым, что и ухудшает его механические
свойства.
При очень высоком нагреве металла, до температур, близких к
температуре плавления, он вследствие сильного роста зерен и их
окисления теряет свою прочность и делается хрупким. Это явление
носит название пережога. При ковке пережженной стали воз-
никают трещины.
В процессе ковки крупные зерна раздробляются, становятся бо-
лее мелкими и однородными по величине, что улучшает механиче-
ские свойства стали.
Однако если окончание ковки произошло при высокой темпера-
туре, то вследст-вие воздействия оставшейся теплоты в металле
происходит новый рост зерен. Такая поковка приобретает крупно-
зернистое строение с пониженными механическими свойствами. По-
268 ;
этому всегда следует стремиться' выдерживать температурные ин-
тервалы ковки — начало ее и конец.
Нагрев металла ниже установленной температуры также неже-
лателен. В этом случае требуется большая сила ударов и воз-
можно образование трещин. Кроме того, при этом зерна металла
не раздробляются, а вытягиваются, что ухудшает его механические
ствойства.
Для большинства углеродистых сталей температура нагрева на-
ходится в пределах 1000—1200° С. Она выбирается в зависимости
от содержания в стали углерода. Чем больше в стали содержится
углерода, тем ниже температура нагрева ее для ковки.
В табл. 28 приведены температурные интервалы (пределы)
ковки для некоторых сталей.
> Таблица 28
Марка стали Температура ковки в 0 С Марка стали Температура ковки в 0 С
начало конец начало конец
10 1250 700 45 1200 750
15 1250 700 50 1200 780
20 1250 700 У7 1150 780
25 1250 730 У8 1120 800
30 1250 730 У9 1120 800
35 1250 730 У10 1120 800
40 1250 750 У12 1100—1200 800-930
Контроль температуры нагрева металла осуществляют с по-
мощью специальных приборов — пирометров, а иногда (при из-
вестном навыке) на глаз — по цвету каления. Последний способ
менее надежен и может быть применен только при изготовлении
простых деталей и опытными специалистами.
Скорость нагрева металла зависит от размеров заготовки и со-
става ее металла. Чем крупнее заготовка и чем больше в стали
углерода и легирующих элементов, тем медленнее следует произ-
водить нагрев.
§ 4. ОСНОВНЫЕ КУЗНЕЧНЫЕ ОПЕРАЦИИ
Разнообразные операции, которым металл подвергается при
ручной ковке, можно свести к следующим: осадке, вытяжке, про-
шивке (пробивке), гибке, рубке, закручиванию и куз-
нечной сварке.
Осадкой (рис. 300) называется кузнечная операция,
посредством которой уменьшается высота исходной за-
готовки за счет увеличения площади ее поперечного се-
чения. Осадка, осуществляемая на части заготовки, на-
зывается высадкой; например местное утолщение прут-
ка (рис. 301).
При выполнении осадки нагревают всю заготовку,
а при высадке —-только требуемую часть ее.
Рис. 300.
Осадка ме-
талла
269
Осадку применяют: для по-
лучения поковок с большим по-
перечным размером при отно-
сительно малой высоте (флан-
цы, диски и т. п.) из заготовок
меньшего поперечного сечения,
как предварительную операцию
перед прошивкой при изготов-
лении пустотелых поковок
(кольца, барабаны); для повы-
шения степени уковки при по-
следующей вытяжке.
Вытяжкой (протяжкой) на-
зывается кузнечная операция,
посредством которой увеличи-
вается длина исходной заготов-
Рис. 301. Высадка металла ки за счет уменьшения площа-
ди ее поперечнего сечения.
Процесс вытяжки осуществляется последовательными нажатия-
ми (обжимами) с подачей заготовки вдоль оси вытяжки и поворо-
том ее (кантовкой) вокруг этой оси. Два последовательных обжима
с промежуточной кантовкой на 90° называются переходом.
Рис. 302. Вытяжка металла:
а — ковка на квадрат; б — округление обжимкой
Вытяжка бывает; на квадрат, на конус и т. п. При вытягивании
круглого стержня рекомендуется предварительно отковать на квад-
рат, а затем закруглить его возможно меньшим числом ударов.
Такая обработка уменьшает возможность образования трещин.
Примеры вытягивания ме-
талла показаны на рис.
302. Для отделки начисто
оттянутая часть заготов-
ки обрабатывается гла-
дилкой.
Прошивкой называется
кузнечная операция, по-
средством которой в заго-
/ 2 3
Рис. 303. Пробивка отверстий-
I, 2 и 3 — последовательность операций при пробивке
отверстий
270
/ 2 3
Рис. 304. Гибка металла:
I — загибание конца; 2 — подгибание ушка; 3 — отделка ушка
товке получают отвер-
стие (сквозная прошив-
ка) или углубление
(несквозная прошивка).
При ручной ковке для
прошивки служат про-
бойники (бородки) —
круглые, квадратные
и др. Последователь-
ность операций при
пробивании отверстий
показана на рис. 303.
Гибкой называют кузнечную операцию, посредством которой за-
готовке придают изогнутую форму по заданному контуру (рис. 304).
Гибка осуществляется с помощью различных приспособлений (вил-
ки, шаблона, штампа), а также и без них — в зависимости от на-
значения гибки. Операция гибки сопровождается искажением перво-
начальной формы поперечного сечения заготовки и уменьшением
его площади (утяжки) в зоне изгиба. Возможно также образова-
ние складок по внутреннему контуру. Чтобы устранить искажение
формы поперечного сечения заготовки в зоне изгиба, производят
правку (проглаживание).
Рубкой называется кузнечная операция, посредством которой
заготовку разделяют на части (рубка) или от заготовки отделяют
часть материала по наружному (обрубка) либо внутреннему (вы-
рубка) контуру. Рубку применяют для получения из большой заго-
товки несколько заготовок меньших размеров, удаления излишков
на концах поковок и т. п.
Рубку производят как в горячем, так и в холодном состояниях.
Тонкие стержни и полосы кладут на наковальню и делают надруб
зубилом. После этого поворачивают заготовку на 180°, ставят зу-
било над надрубом и обрубают требуемый кусок металла (рис. 305).
Закручиванием называется кузнечная операция, заключающаяся
в поворачивании одной части заготовки относительно другой на
определенный угол вокруг общей оси.
Кузнечной сваркой называется кузнечная операция, посредством
которой производят соединение в одно целое двух кусков нагретого
металла. Кузнечной сваркой хорошо сваривается сталь с содержа-
нием углерода 0,15—0,25%; сталь с содержанием углерода свыше
0,45% почти не поддается качественной сварке.
Для получения хорошей сварки необходимы нагрев металла до
надлежащей температуры, чистота свариваемых поверхностей и не-
Рис. 305. Обрубание металла
которое утолщение металла в
месте сварки (для обеспече-
ния возможности хорошей про-
ковки).
Различают такие способы
сварки: внахлестку (рис.
306, а), встык (рис. 306, б) и
271
вразруб (рис. 306, в). Наиболее распространена в практике
сварка внахлестку.
При сварке внахлестку вначале осаживают концы заготовок
(I, II, рис. 306, а). После этого концы заготовок нагревают до
температуры 1200—1300° С, кладут друг на друга (III, рис. 306, а)
и сваривают быстрыми короткими ударами. Перед сваркой концы
свариваемых частей необходимо очистить от окалины и посыпать
кварцевым песком или бурой.
6
Рис. 306. Схемы кузнечной сварки:
а — внахлестку; б — встык; в — вразруб; I, II, III и IV — последовательность
операций при кузнечной сварке
Примеры изготовления деталей ручной ковкой
Ковка болта. От круглого стержня отрубают отрезок длиною на
два диаметра и на 30 мм больше требуемой длины болта по черте-
жу. Например, для болта длиной 100 мм и диаметром 15 мм длина
заготовки должна быть 100+ (2 X 15) +30 мм = 160 мм.
Один из концов заготовки нагревают и осаживают так, чтобы
он не проходил через отверстие оправки. После этого оправку укла-
дывают на наковальню, совмещая ее отверстие с отверстием в на-
ковальне. Холодный конец заготовки пропускают через отверстие
оправки и выступающую нагретую часть заготовки осаживают на
величину, соответствующую толщине головки болта. Затем заготов-
ку болта вынимают из оправки и отделывают головку болта — на
квадрат, круг или шестигранник.
Ковка зубила. Для ковки зубила необходимо отрубить кусок.
стали требуемого размера, нагреть примерно одну треть заготовки;
оттянуть конец нагретой части заготовки, попеременно поворачивая
то одной, то другой широкой стороной. Выравнить гладилкой оття-
нутый конец заготовки; закруглить головку зубила; заточить зубило
и затем закалить.
272
ГЛАВА 2
ТЕРМИЧЕСКАЯ ОБРАБОТКА АВИАЦИОННЫХ СТАЛЕЙ
И ЦВЕТНЫХ СПЛАВОВ*
§ 1. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЕЙ
Термической обработкой называются процессы, связанные с на-
гревом и охлаждением сплава, вызывающие изменения внутреннего
строения его и в связи с этим изменения физических, механических
и других свойств.
Термической обработке подвергаются как полуфабрикаты (за-
готовки, поковки и др.) для снижения твердости, улучшения струк-
туры, улучшения механической обрабатываемости, так и окончатель-
но изготовленные детали и узлы с целью придания цм требуемых по
условиям работы механических и физико-химических свойств.
Современная термическая обработка развивалась на базе ра-
бот русских ученых — о структуре, свойствах и обработке металли-
ческих сплавов. Основателями науки о внутреннем строении метал-
лов (металловедении) и их термической обработке явились выдаю-
щиеся русские металлурги П. П. Аносов и Д. К. Чернов.
До трудов этих выдающихся ученых никто не знал, какие пре-
вращения происходят в металлах при их нагревании и охлаждении.
Термическая обработка велась вслепую, наудачу. Она была труд-
ным и сложным искусством, и это искусство вырабатывалось много-
летней тяжелой практикой.
Павел Петрович Аносов (1797—1851 гг.) впервые применил для
исследования внутреннего строения стали микроскоп и определил
зависимость между структурой стали и ее свойствами. Он первый
показал, какую огромную роль имеет изучение структуры металлов
для правильного и безошибочного овладевания процессами термо-
обработки.
П. П. Аносов известен так же, как создатель высококачествен-
ных сталей. Он разработал технологию и организовал изготовление
холодного оружия из- булатной стали, не уступавшей по качеству
прославленным булатным клинкам лучших дамасских и других во-
сточных мастеров древности. Им исследовано влияние марганца,
хрома и титана на свойства стали (1841 г.).
П. П. Аносов первый разработал процесс газовой цементации
(1837 г.) и исследовал влияние процесса отжига на свойства стали.
Дальнейшее развитие науки о металлах и их термической обра-
ботке принадлежит замечательному русскому ученому-металлургу
Дмитрию Константиновичу Чернову (1839—1921 гг.).
Д. К. Чернов, работая на Обуховском сталелитейном заводе
(ныне завод «Большевик») и занимаясь производством стальных
пушек, сделал открытие величайшей теоретической важности. Он
установил, что свойства стали обусловливаются ее внутренним
* Режимы термической обработки и данные механических свойств металлов
и сплавов приводятся из инструкций, выпущенных Авиапромышленностью.
18-1395
273
строением, а последнее зависит от того, до какой температурь! на-
гревалась сталь. Различные степени нагрева могут дать или проч-
ную мелкозернистую, или непрочную крупнозернистую сталь.
Д. К. Чернов указал, что изменение в стали происходит скачкооб-
разно при определенных критических температурных точках, а в
1896 г. он определил эти критические точки, установил зависимость
их от содержания углерода в стали и исследовал влияние точек на
структуру и свойство стали.
Таким образом, Д. К,- Чернов установил основную зависимость
между свойствами стали, ее структурой и температурой нагрева.
Этим самым Д. К. Чернов подвел строгий и точный научный фун-
дамент под процессы термической обработки и открыл возможность
управлять процессами, происходящими в твердой стали при ее на-
греве и охлаждении.
Своими исследованиями Д. К. Чернов положил также начало
теории о структуре слитков в связи с процессами кристаллизации
(затвердевания). Он указал на физико-химические причины основ1
ных пороков стального слитка и дал научные обоснования методов
борьбы с ними.
Дальнейшее развитие науки о стали и термической обработке
ее было отражено в трудах выдающихся советских ученых
Н. С. Курнакова, А. А. Байкова, С. С. Штейнберга, А. Л. Бабо-
шина, А. А. Бочвара, Г. В. Курдюмова, Н. Т. Гудцова, Н.А. Мин-
кевича и других, которые сохранили и упрочили ведущую роль рус-
ской науки в этой области.
Русские и советские ученые внесли огромный вклад и в науку
о цветных металлах и сплавах. Развитие теории цветных сплавов
и разработка новых марок этих сплавов связаны с исследованиями
ученых Н. Н. Бекетова, П. П. Федотова, А. М. Бочвара, А. А. Боч-
вара, Г. Г. Уразова, В. А. Буталова, С. М. Воронова, Д. А. Пет-
рова и других.
Основные виды термической обработки стали
Основными видами термической обработки стали являются: от-
жиг, нормализация, закалка и отпуск. При этих видах термической
обработки химический состав стали не изменяется.
Отжиг стали. Отжигом называется процесс нагрева стали до
определенной температуры (выше линии PSK или выше линии GS,
рис. 307), выдержки при этой температуре и последующем медлен-
ном охлаждении в печи или в малотеплопроводном материале
(золе, песке и т. п.).
Отжиг применяется для устранения химической и структурной
неоднородности стали, измельчения зерна, повышения пластичности
и вязкости, понижения твердости стали в целях облегчения ее меха-
нической обработки и снятия внутренних напряжений в стали.
Отжиг подразделяется на полный, неполный, диффузионный и
изотермический.
Полный (высокий) отжиг. Сталь нагревают до темпе-
ратуры, превышающей на 30—50° С верхнюю критическую точку А с,
274
(Линия GS), затем выдерживают при этой температуре до полного
фазового превращения и медленно охлаждают. Охлаждение обычно
производится в печи до 400—650° С, а затем — на воздухе. После
полного отжига сталь имеет низкие значения твердости и предела
прочности.
Неполный (ускоренный) отжиг. Сталь нагревают
до температуры, лежащей между точками Ас и Ас) выдержи-
вают при этой температуре, а затем охлаждают на воздухе (тол-
стые детали) или в печи до 650° С
с последующим охлаждением на
воздухе (тонкие детали).
Неполный отжиг применяют
главным образом для улучшения
механической обрабатываемости
сталей.
Низкий отжиг (высо-
кий отпуск). Сталь нагревают
до температуры несколько ниже
точки Ас, затем выдерживают
при этой температуре и после вы-
держки охлаждают на воздухе.
Низкий отжиг придает холод-
но-деформированным сталям вы-
сокую пластичность и вязкость;
применяется для облегчения меха-
нической обрабатываемости сталей,
0,8 2fl
л О ,
Содержание углерода о
Рис. 307. Схема температур нагрева
для различных видов отжига и нор-
мализации на диаграмме состояния
а также ДЛЯ подготовки структуры железа с углеродом
стали для последующей закалки.
Диффузионный отжиг. Сталь нагревают до темпера-
туры на 150—200° С выше точки Ас , длительно выдерживают
(10—15 час.) при температуре нагрева и затем медленно охлаж-
дают со скоростью 80—100° С в час. В результате диффузионного
отжига происходит выравнивание неоднородности по химическому
составу. Этот вид отжига применяется главным образом для
слитков из специальных сталей, а также крупных стальных от-
ливок.
Изотермический отжиг. Сталь нагревают до темпера-
туры несколько выше точки Ас и выдерживают определенное
время. Затем ее быстро охлаждают до температуры, лежащей не-
сколько ниже точки Ас (500—600° С). При этой температуре сталь
выдерживается некоторое время для прохождения процессов внут-
ренних превращений и затем охлаждается на воздухе. Этот вид
отжига применяется главным образом для легированных сталей
(ЗОХГСНА, ЗОХГСА, 38ХА и др.).
Основное преимущество изотермического отжига заключается
в почти полном отсутствии внутренних напряжений в стали. После
изотермического отжига стали имеют механические свойства, анало-
гичные свойствам сталей после полного отжига.
18*‘
275
Нормализация стали. Нормализацией стали называется процесс
нагрева стали до температуры на 30—50° С выше точки Ас3, вы-
держки при этой температуре и охлаждения на воздухе.
Нормализация придает сталям более мелкозернистую и однород-
ную структуру, уменьшает и выравнивает внутренние напряжения,
что значительно способствует предотвращению коробления при по-
следующей закалке, если последняя проводится после норма-
лизации.
При нормализации твердость стали и предел прочности по срав-
нению с отжигом несколько повышаются, а вязкость понижается.
Кроме того, поверхность нормализованной стали после обработки
Рис. 308.’ Оптимальный интервал закалочных тем-
ператур углеродистых сталей на диаграмме состоя-
ния железа с углеродом
на металлорежущих станках получается чище, чем у отожженной
стали. Таким образом, если от металла требуется возможно низкая
твердость и высокая вязкость, его подвергают отжигу, а если необ-
ходимы повышенный предел прочности и хорошая обрабатывае-
мость на станках, то металл нормализуют.
Закалка стали. Если нагреть выше критической точки Ас (ли-
ния GS на рис. 308) доэвтектоидную сталь или выше точки Ас
(линия PSK) заэвтектоидную сталь и затем быстро охладить в воде
или в масле, то она резко изменит свои первоначальные свойства.
Этот процесс быстрого охлаждения стали называется закалкой
стали, а сталь, подвергнутая такой обработке, закаленной сталью.
Закалка применяется с целью придания стали высокой прочно-
сти, упругости и твердости, которые не могут быть достигнуты при
отжиге или нормализации.
276
Основными условиями, влияющими на результаты закалки, кро-
ме химического состава стали, являются: скорость нагрева стали,
окончательная температура нагрева, время выдержки и скорость
охлаждения.
Скорость нагрева и время выдержки деталей при закалке опре-
деляется в основном формой и размером детали и химическим
составом ее металла.
Чем больше в стали углерода и легирующих элементов, чем
сложнее конфигурация детали, тем равномернее должен быть на-
грев, чтобы избежать возникновения внутренних напряжений. Рез-
кие переходы в сечениях и острые края создают опасность возникно-
вения трещин и коробления, особенно при неравномерном нагреве.
Для получения различных скоростей охлаждения при закалке
сталей применяют различные закалочные, или иначе охлаждающие,
среды (вода, масло, эмульсии и другие).
Существуют следующие способы закалки, применяемые в зави-
симости от формы деталей, состава их металла и требований,
предъявляемых к термически обработанной детали.
Закалка в одном охладителе — наиболее простой и
распространенный способ закалки. При этом способе деталь, нагре-
тую до температуры закалки, погружают в воду или масло, где она
и остается до полного охлаждения.
Закалка в одном охладителе применяется для деталей неслож-
ной формы, из мало- и среднеуглеродистых и легированных сталей.
Закалка с охлаждением в двух ваннах. При
этом способе деталь сначала охлаждают в воде с температуры за-
калки до 400—300° С, затем ее быстро переносят в менее интенсивно
охлаждающую жидкость — в масло. Перенос детали в другую
ванну производится с целью уменьшения внутренних напряжений.
Закалка в двух ваннах больше всего применяется при термиче-
ской обработке инструмента из углеродистой стали (метчики, круг-
лые плашки, фрезы и т. п.).
Закалка с подстуживанием применяется для умень-
шения внутренних напряжений, возникающих в стали от быстрого
охлаждения. В этом случае деталь охлаждается с температуры за-
калки на 50—100° С на воздухе, после чего закаливается обычным
способом — в воде или масле. Этот способ рекомендуется приме-
нять для легированных сталей. Углеродистые стали не разрешается
даже незначительно гтодстуживать, так как эти стали имеют высо-
кие критические скорости закалки.
Закалка с переносом деталей в печь для отпу-
ска. Нагретая в закалочной печи деталь переносится сначала
в закалочную ванну, где охлаждается до температуры 300—150° С,
и затем помещается в печь для отпуска. Такая методика закалки и
отпуска практически исключает возможность появления закалочных
трещин.
Изотермическая закалка* состоит в нагреве стали до
* Впервые была применена русским металлургом Д. К. Черновым.
277
температуры на 30—50° С выше точки Ас , выдержке при этой тем-
пературе и последующей закалки в жидкой среде (селитре, щело-
чи), нагретой до определенной температуры (обычно 250—300° С).
После выдержки в закалочной среде следует охлаждение с любой
скоростью (в воде или на воздухе).
Основное преимущество изотермической закалки состоит в том,
что опасность возникновения поводки детали и других дефектов
получается незначительной.
Изотермической закалке рекомендуется подвергать детали,-
имеющие небольшой диаметр и тонкие сечения из простых углеро-
дистых и малолегированных сталей, а также детали более крупных
сечений из высоколегированных сталей.
Отпуск стали. Процесс отпуска стали состоит из нагрева ее
после закалки до температуры ниже критической4 точки Ас (150—
600° С), выдержки при температуре нагрева и последующего бы-
строго или медленного охлаждения. Температура и продолжитель-
ность выдержки при отпуске закаленных деталей выбирается в за-
висимости от состава стали и от требований, предъявляемых к проч-
ности детали.
Отпуск производится с целью ослабления или полного устране-
ния внутренних напряжений, возникших при закалке, и повыше-
ния вязкости при сохранении достаточной прочности. Отпуск стали
является конечной операцией термической обработки закаленных
сталей, придающей им окончательные свойства.
Следует отметить, что значительное влияние на величину внут-
тренних напряжений после отпуска оказывает скорость охлажде-
ния. Установлено, что при быстром охлаждении в воде с температур
порядка 500—600° С образуются почти такие же внутренние напря-
жения, как и при закалке. Поэтому для избежания появления вну-
тренних напряжений рекомендуется детали, изготовленные из углеро-
дистых и большинства легированных сталей, охлаждать на воздухе.
Исключение составляют лишь хромоникелевые и хромомарган-
цовистые стали, которые при медленном охлаждении склонны к так
называемой отпускной хрупкости. Если эти стали охлаждаются пос-
ле отпуска медленно (в печи или на воздухе), то они приобретают
значительную хрупкость (резко снижается ударная вязкость). При
быстром охлаждении (в масле) этого явления не наблюдается —
ударная вязкость получается более высокой. Другие механические
свойства их независимо от способа охлаждения остаются одинако-
выми. Для предупреждения отпускной хрупкости стали, предраспо-
ложенной к этому дефекту, необходимо после отпуска ее при тем-
пературах 450—600° С применять быстрое охлаждение (мелкие
детали на воздухе, более крупные в масле).
Термическая обработка деталей, изготовляемых
из авиационных сталей
Термическая обработка деталей из углеродистых сталей. Как
правило, малоуглеродистые стали марок 10, 15, 20 и 25 термически
не обрабатываются, так как их свойства существенно’ не и?ме-
27$
няются после закалки и отпуска. Обычно стали этих марок приме-
няются для изготовления деталей с невысокой прочностью (ав =
= 28—58 кг/мм2) в отожженном, нормализованном, а также нагар-
тованном состояниях.
Детали, изготовленные из сталей марок 35, 40, 45 и 50, подвер-
гаются термической обработке. Рекомендуемые режимы термиче-
ской обработки и значения пределов прочности, до которых можно
обработать детали из этих марок сталей, приведены в табл. 29.
Таблица 29
Марка стали Рекомендуемый режим термообработки Примечание
закалка температура отпуска в 0 С получаемые зна- чения предела прочности ав в кг!мм2
т° с среда
35 850-870 Масло 450-500 70—90 Детали, не при- нимающие закал- ку в масле, зака- ливать в воде
40 840-860 • То же 475-525 70—90 —
45 830-850 570—620 70-90 I Для деталей тол-
р Г 470—520 80—100 | щи ной 8 мм и более
я 570—680 70—90 1 Для деталей тол-
810-830 400—450 110—130 J щиной до 8 мм
50 я 600-620 70—90 закалка в воде за- прещается
В случае если закалка деталей произведена в воде, то после за-
калки они должны подвергаться контролю на магнитном дефекто-
скопе с целью обнаружения возможных закалочных трещин.
Термическая обработка пружинных сталей. Рекомендуемые ре-
жимы термической обработки пружин приведены в табл. 30.
Таблица 30
Вид пружины Марка стали Режим термической обработки Получае- мая твер- дость /?с Примечание
закалка отпуск
Т° С среда т° С среда
Ленточ- ные У8А У9А У10А 770—790 Масло 380-420 400—440 Соляная ванна, выдерж- ка не менее 5 мин. 44—48 40—45 Для пружи- ны толщи- ной до 0,5 м м температура отпуска мо- жет быть понижена до 350°С
279
Продолжение
Вид пружины Марка стали Р<'>ким термической обработки Подучае- мая твер- дость Примечание
згкалка отпуск
т° с среда т° с среда
Витые из про- волоки овс ВС 260—300 Соляная ванна, печь После на- вивки дает- ся только отпуск. Вре- мя выдерж- ки в соля- ной ванне не менее 5 мин., в печи — 20 мин.
То же 50ХФА 840-860 Масло 370-460 То же 42—50 Выдержка в соляной ванне не менее 5 мин.
Я 65Г 800-820 То же 340—380 410-430 п 43-48 39-46 То же
я 60С2А 850-870 430-470 п 47-53 М
Перед отпуском ленточные пружины следует обязательно про-
мывать в содовом растворе до полного удаления масла, иначе
оставшееся масло будет гореть. Горение масла приведет к повыше-
нию температуры, а следовательно, и к понижению твердости пру-
жины. Кроме того, нагрев ленточных пружин надо производить
в соляных ваннах, так как при нагреве их в печах возможно обез-
Рис. 309. Насадка пружины на
оправку перед термической обработ-
кой
углероживание, что вызовет рез-
кое снижение упругости пружин и
сопротивление переменным на-
грузкам.
" Витые пружины при термиче-
ской обработке следует насажи-
вать на оправки (рис. 309).
Изотермическая закал-
ка пружин позволяет значи-
тельно повысить пластичность и
вязкость стали, сохранив при этом
упругие свойства.
Нагрев при изотермической за-
калке рекомендуется производить
в соляных ваннах из смеси КС1
280
и NaCl в любых пропорциях. Температура нагрева пружин должна
быть на 10—15° С выше, чем при закалке в масле. Время выдержки
при нагреве под изотермическую закалку такое же, как и при за-
калке в масле.
Изотермическую выдержку после нагрева до температуры за-
калки производить в соляных и щелочных ваннах при режимах,
указанных в табл. 31.
Таблица 31
Марка стали Сечение в мм Твердость /?с = 44—48
температура ванны в 0 С время выдержки в мин.
У7, У8, У9 Толщиной менее 2 340—360 15-20
У10 Толщиной 2—3 320—360
65Г Диаметром до 5 или толщиной до 4 325—350 15-20
Охлаждение пружин после изотермической закалки производить
в проточной воде при температуре 60—100° С. Просушивать пру-
жины рекомендуется при температуре 100—150° С.
Термическая обработка деталей после цементации. Цементации
подвергаются детали из сталей 10, 20, 15ХА, 12ХНЗА, 13Н2А,
12Х2Н4А и 18ХНВА с целью повышения поверхностной твердости
при сохранении достаточной вязкости сердцевины. Цементирован-
ные детали всегда имеют структуру перегретого металла (сердце-
вина им^ет крупнозернистую структуру). Поэтому их необходимо
подвергать нормализации с целью исправления крупнозернистой
структуры.
Окончательная термическая обработка цементированных деталей
состоит из закалки при температуре 760—800° С и последующего
отпуска при температуре 150—170° С в течение 1,5—3 часов. За-
калку цементированных деталей простой конфигурации, изготов-
ленных из углеродистых сталей марок 10 и 20, производят в воде,
сложной конфигурации — в масле. Наиболее ответственные детали
из сталей марок 15ХА, 12ХНЗА и 18ХНВА рекомендуется подвер-
гать двойной закалке; первая закалка при температуре 860° С
в масле, вторая при 760—800° С в масле с последующим отпуском
при 150—170° С.
Детали из стали 12ХНЗА, 12Х2Н4А и 18ХНВА при обработке
на твердость более 7?с = 60 рекомендуется подвергать обработке
холодом при температуре минус 70° С. Обработку холодом произ-
водить до отпуска в бензиновой ванне, охлаждаемой сухим льдом.
По достижении требуемой температуры загрузить детали (немед-
ленно после закалки) и выдержать их в ванне в течение 0,5—1 часа
281
(в зависимости от массы детали), а затем произвести отпуск при
150—170° С.
Если от деталей требуется высокий класс точности в размерах,
то такие детали рекомендуется подвергать обработке холодом при
температурах минус 120—130° С в бензиновой ванне, охлаждаемой
жидким азотом. Технология обработки аналогична указанной
выше: закалка, обработка холодом, отпуск. Для обработки холо-
дом имеются в настоящее время установки конструкции НИАТ.
Термическая обработка деталей из стали ЗОХГСА. Рекомендуе-
мые режимы термической обработки для деталей, изготовленных из
стали ЗОХГСА, на различный предел прочности приведены
в табл. 32.
Таблица 32'
Вид детали Предел прочности зв в кг] мм2 Режим термической обработки
закалка отпуск
т° с среда т° с среда
Профили 110-140 900 ±10 Масло 480—500 Воздух или масло
Различные детали, 70—90 То же То же 660—680 То же
узлы 80-100 я Я 620—640
90—110 580-600
100-120 540-560
110—130 я 520—540
120-140 я я 480-500 Я
Горячекатанные профили перед закалкой необходимо подвергать
высокому отжигу или нормализации, стыковочные узлы — нормали-
зации. Рекомендуется для уменьшения поводки деталей применять
предварительный подогрев до 550—700° С, после чего детали закла-
дывать в печь, разогретую до температуры закалки.
Профили и детали из стали ЗОХГСА с толщиной стенки до 8 мм
и цилиндрические детали диаметром до 15 мм рекомендуется под-
вергать изотермической закалке. Эта закалка по сравнению с обыч-
ной закалкой повышает конструкционную прочность, пластичность
и ударную вязкость металла. Нагрев под закалку производится до
температуры 900+10° С. Допустимые температуры нагрева соля-
ных ванн для изотермической выдержки закаливаемых деталей при-
ведены в табл. 33.
Таблица 33
Максимальная тол- Температура ванны в буемого предела зависимости от тре- прочности в 0 С
шина детали в мм для ав — 110—130 к?!ммг для ав = 120-140 кг/мм2
До 4 400 390
4,1—8 390 380
8,1 — 10 380 370
10,1-15 370 36Q
282
Время выдержки деталей в ванне 15—20 мин. Охлаждение де-
талей после изотермической закалки производить в ванне с проточ-
ной водой, нагретой до температуры 60—100° С, с тщательной по-
следующей промывкой в горячей проточной воде. После промывки
детали рекомендуется просушить при температуре 100—150° С.
Термическая обработка деталей из стали ЗОХГСНА. Сталь мар-
ки ЗОХГСНА рекомендуется применять для деталей с пределом
прочности ав= 140—180 кг/мм2. При этом максимальная толщина
деталей, закаливаемых на указанный предел прочности, не должна
превышать 60 мм. Для обработки деталей из стали ЗОХГСНА на
ав=160—180, 150—170 и 140—160 кг!мм2 рекомендуется изотер-
мическая закалка. Если по какой-либо причине изотермическая за-
калка не может быть применена, детали можно закаливать в масле.
Детали из стали ЗОХГСНА закаливаются с температуры
900+ 10° С в масле. Отпуск закаленных деталей производится при
температуре 200—300° С с охлаждением на воздухе.
Нагрев деталей при изотермической закалке производится до
температуры 900 + 10° С. Изотермическую выдержку деталей (не
менее одного часа) следует производить в соляных ваннах, нагре-
тых до таких температур:
при обработке на ав = 140—160 кг!мм2—260—320°С;
„ ов = 150— 170 „ —240—300° С;
„ ' ав = 160—180 „ —200—280° С.
Охлаждение после выдержки в соляной ванне производится на
воздухе. При закалке «на ов = 160—180 кг/мм2 после выдержки
в соляной ванне необходимо производить отпуск при 200—300° С.
Аналогичный отпуск производится при обработке деталей и на дру-
гие пределы прочности, если закалка их производилась в ванне,
имеющей температуру 280° С и ниже.
Термическая обработка сварных узлов и деталей. Сварные де-
тали и узлы изготовляются из углеродистых и низколегированных
сталей марок 10А, 20А, 25ХГСА, ЗОХГСА, 10Г2А, 12Г2А и из ста-
лей аустенитного класса 1Х18Н9Т и др.
Сварные детали и узлы могут быть выполнены:
а) из термически .необработанных заготовок (нормализованные
и отожженные) с последующей термической обработкой всего изде-
лия после сварки;
б) из термически обработанных до требуемого предела прочно-
сти заготовок до сварки без последующей термической обработки
всего узла после сварки;
в) из термически обработанных до необходимого предела проч-
ности заготовок с последующим отпуском всего узла после
сварки.
При изготовлении сварных узлов и деталей могут применяться
такие виды термической обработки: подготовительная, промежуточ-
ная, окончательная и повторная.
283
Подготовительная термическая обработка
имеет целью подготовить металл к механической обработке — штам-
повке и гибке. Обычно для сталей ЗОХГСА, 25ХГСА и ЗОХГСНА,
подвергаемых перед сваркой гибке и штамповке, применяют изотер-
мический, или низкий, отжиг, а для сталей 10А, 20А, 10Г2А и
12Г2А — нормализацию.
Улучшение пластических свойств аустенитных сталей (1Х18Н9Т
и др.) достигается закалкой.
Если после сварки изделие термически не обрабатывается, то
входящие в него заготовки или детали, изготовленные из сталей
ЗОХГСА, 25ХГСА и ЗОХГСНА, перед сваркой подвергаются закалке
и отпуску на требуемый предел прочности, а изготовленные из ста-
лей 10А, 20А, 10Г2А и 12Г2А — нормализации.
Промежуточная термическая обработка при-
меняется для устранения в деталях и узлах повышенной твердости,
возникшей при сварке в зоне, граничащей со швом, с целью облег-
чения последующей правки и снятия наклепа с заготовок после хо-
лодной деформации. В качестве промежуточной обработки реко-
мендуется применять:
— низкий отжиг — для деталей из малоуглеродистых и низколе-
гированных сталей, подвергающихся правке;
— неполный отжиг — для деталей из сталей марок ЗОХГСА и
ЗОХГСНА, подвергающихся механической обработке (фрезерование,
сверление и т. п.)
— закалку — для изделий из аустенитных сталей.
Окончательная термическая обработка произ.
водится для придания сварным деталям требуемых механических
свойств и улучшения структуры металла в зоне сварного шва.
Для деталей применяется;
— изготовленных из сталей ЗОХГСА и ЗОХГСНА — закалка
с последующим отпуском на требуемый предел прочности;
— изготовленных из сталей 10А, 20А, 10Г2А и 12Г2А — норма-
лизация или нормализация с отпуском.
Повторная термическая обработка применяется
с целью исправления дефектов ранее проведенной термической об-
работки и снятия внутренних напряжений. Обычно в качестве по-
вторной термической обработки деталей из сталей марок ЗОХГСА,
ЗОХГСНА применяют:
— для снижения повышенного предела прочности — дополни-
тельный отпуск;
— при правке (в случае коробления) — высокий отпуск с по-
следующей закалкой и отпуском после правки.
В качестве повторной термической обработки для деталей из
сталей марок 10А, 20А и 12Г2А применяют нормализацию или нор-
мализацию с отпуском.
Температуры нагрева заготовок прй соответствующей термиче-
ской обработке (закалка, отжиг и нормализация) приведены в
табл. 34, температуры отпуска на требуемый предел прочности —
в табл. 35.
284
Таблица 34
Марка стали Температура нагрева при закалке, нормализации и изотермическом отжиге в °C Температура нагрева при низком отжиге в °C Температура нагрева при неполном отжиге в °C
10, 10А и 15А 890 ±10 700± 10
20, 20А и 25 880+10 700+10 —
25ХГСА 900+ 10 690 ± 10 —
ЗОХГСА 900± 10 690+ 10 780± 10
ЗОХГСНА 900 ± 10 680 ± 10 780 ±10
1Х18Н9 (ЭЯ1), 1O5O—148O — —
1Х18Ы9Т (ЭЯ1Т) 10Г2А, 12Г2А 890± 10 680—720 —
Таблица 35
Марка стали Предел прочности в кг!мм2 Температура отпуска в °C
25ХГСА 70-90 620-640
90-110 520-540
100—120 490-510
ЗОХГСА 70-90 660-680
80-100 620—640
90—110 580—600
100- 120 540—560
110-130 520-540
10Г2А, 12Г2А 120-140 480-500
70—100 300-600
Термическая обработка инструмента
Типовые режимы термической обработки инструмента из быстро-
режущей стали приведены в табл. 36.
Таблица 36
Марка стали Отжиг Закалка Отпуск Циани- рование
Т °C температура Твер- дость 'Ч Т ° С крат- ность твер- дость 'Ч
для резцов для фасон- ного инстру- мента охла- ждаю- щая среда
Р18 870-890 1240 — 1260 1230- 1250 Масло 62—63 550 - 570 2-3 63-65 550- 560
(РФ1) Р9 870-890 1170-1190 1160-1180 56-62 540-550 3-4 62-64 535-546
285
Указанный в табл. 36 отжиг может осуществляться путем Прове-
дения обычного отжига или же изотермического.
При обычном отжиге время выдержки при температуре нагрева
должно быть 3—4 часа. Охлаждение с температуры нагрева про-
изводится вначале до 750—760° С со скоростью 20—40° С в час,
затем до 600° С — со скоростью 10° С в час и далее — на воздухе.
Получаемая при этом твердость составляет 155—207 Нв.
При изотермическом отжиге время выдержки при температуре
нагрева — 3—4 часа. Охлаждение с температуры нагрева произво-
дится вначале до 720—700° С со скоростью 40—50° С в час, затем
следует выдержка 2—4 часа при этой температуре и далее —
охлаждение на воздухе. После изотермического отжига получаемая
твердость не превышает 260 Нв.
При закалке инструмента следует производить предварительный
нагрев в двух интервалах температур: первый — 600—650° С, вто-
рой — 850 — 900° С. Для инструмента простой конфигурации можно
применять нагрев только до температуры 750—850° С.
Выдержка при отпуске после закалки инструмента должна быть:
— при многократном отпуске — 1 час;
— при однократном отпуске — 3—6 час.
Типовые режимы термической обработки инструмента из леги-
рованных сталей приведены в табл. 37.
Таблица 37
Марка стали 0ти<иг Закалка Отпуск в °C
т° С твердость НВ Т° С охлаждающая среда твердость
Х12М 850—870 или 296-217 900-950 Масло или струя воз- духа — 220—260
780—800 255-207 1000—1030 1100—1150 Спокойный воздух или масло Масло 400 525 двухкрат.
хг 780—800 или 710—730 241—197 800—820 820—840 То же 62—64 62—64 170—200 170—200
X 780—800 или 710—730 299—187 820—840 62-64 170—200
ХВ5 780—800 или 730—750 285—229 800—820 850—860 Вода Масло 65-67 62—65 150—170
ХВГ 780—800 или 700—720 255—207 790-820 То же 63-65 190-220
Типовые режимы термической обработки инструмента из углеро-
дистой стали приведены в табл. 38.
286
Таблица 38
Марка стали Отжиг Закалка Отпуск
т° С нв Т° С Ч Т° С
У10 760—780 197 770—780 62—65 60—63
У10А 197 770—780 | 160—180
• У12 207 760—790
У12 А 207
При закалке крупного инструмента необходимо применять в ка-
честве охлаждающей среды воду. Мелкий инструмент при закалке
следует охлаждать в соляной ванне с температурой 220—230° С для
инструмента диаметром (толщиной) до 7 мм и 160—170° — для инстру- Таблица 39
мента диаметром (толщиной) до 15 мм. Время выдержки, необходимое для прогрева инструмента из угле- родистых и легированных сталей при термообработке, приведено в табл. 39. Тип печи Время прогрева на 1 мм диаметра (толщины) в сек.
Соляная ванна . . Электропечь . . . 12-14 50—80
Меньшие выдержки, приведенные в табл. 39, берутся для угле-
родистой стали, большие — для легированной.
Контроль качества термической обработки
Внешний осмотр производится непосредственно после термиче-
ской обработки с целью выявления наружных дефектов (трещин,
закатов и др.). Выявление дефектов облегчается, если детали зачи-
щены мелкой шлифовальной шкуркой (мелкие и тонкие детали) или
подвергнуты обработке на пескоструйном аппарате (крупные дета-
ли). В случае обнаружения трещин деталь бракуется.
Определение качества стали по виду излома. Сталь хорошего
качества имеет в отожженном состоянии излом сравнительно мел-
козернистый блестящий, а в закаленном — очень мелкозернистый
матовый. Неправильно проведенный режим термической обработки
сразу же сказывается на виде излома. Так, например, закаленная
сталь перегретая дает в изломе блестящие зерна. Закаленная сталь
недогретая дает сухой излом с крупными волокнами.
Проверка на коробление и изменение в размерах. Способ про-
верки термически обработанных деталей на коробление выбирается
в зависимости от их формы й размеров. Длинные круглые детали
проверяются на коробление с помощью индикаторов. Исправление
обнаруженного коробления производится рихтовкой. Плоские де-
тали проверяют с помощью линейки или плиты.
Определение изменений в размерах деталей обычно’ производят
287
измерением детали до и после термической обработки при помощи
микрометра или штангенциркуля. Измерение размеров между от-
верстиями производится посредством применения мерных колонок,
неправильно Правильно
Рис. 310. Способы проведения испыта-
ния детали на твердость
микрометра и пластинок.
Проверка механических свойств. Основным методом контроля
результатов термической обработки является определение твердо-
сти на приборах Бринелля, Рок-
велла и Виккерса с переводом
твердости на предел прочно-
сти по специальным таблицам.
Контролю на твердость при
индивидуальной обработке под-
вергают каждую деталь, а при
обработке партиями иногда
допускается контроль на вы-
борку. Метод испытания уста-
навливается, исходя из наличия
имеющихся приборов, формы и
размеров изделия.
Детали из отожженной и
нормализованной стали обычно испытывают на приборе Роквелла
при нагрузке 100 кг (шкала В). Детали из закаленной стали ис-
пытывают также на приборе Роквелла, но при нагрузке 150 кг
(шкала С).
При испытании на твердость необходимо соблюдать такие пра-
вила:
1. Испытание деталей производить в местах, которые позволяют
определить твердость без ущерба для прочности всей детали.
2. Трубы и трубчатые конструкции испытывать в трех местах: по
краям и в середине.
3. Испытываемая деталь должна быть установлена плотно, на-
дежно и строго перпендикулярно к оси пирамиды прибора
(рис. 310), в процессе испытания она не должна качаться, сдви-
гаться или перегибаться.
Контроль на магнитном дефектоскопе. Все ответственные дета-
ли, прошедшие окончательную термическую обработку и имеющие
твердость в нормах термических условий, подвергаются обязатель-
ному контролю на магнитном дефектоскопе.
Целью магнитного контроля является выявление возможных де-
фектов термической обработки и качества материала (закалочные
трещины, волосовины, неметаллические включения, неглубоко зале-
гающие флокены, непровары в сварных швах и т. п.).
Метод магнитной дефектоскопии позволяет выявить дефекты
в термически обработанных деталях сложной формы и любых габа-
ритов без нарушения их целостности. Метод магнитной дефектоско-
пии смотри главу 3, § 5.
Металлографический контроль дает возможность обнаружить
дефекты, связанные с неправильным- проведением процесса терми-
ческой обработки: наличие в структуре закаленной стали свобод-
288
Кого феррита (неполная закалка), перегрев, пережог и глубину
слоя обезуглероживания.
Для проведения металлографического контроля из термически
обработанной детали вырезается образец — заготовка для микро-
Шлифа. Приготовленный микрошлиф подвергается травлению спе-
циальными реактивами (для сталей наиболее распространен 2—4%
раствор азотной кислоты в спирте). Протравленный микрошлиф
рассматривается в микроскоп при увеличении в 300—400 раз и
более, в результате чего определяется микроструктура, по которой
и судят о состоянии стали и качестве термической обработки.
Определение глубины слоя обезуглероживания проводят таким
образом. Из термически обработанной детали вырезают образец,
который подвергают отжигу и затем приготовляют из него микро-
шлиф так, чтобы последний соответствовал поперечной плоскости
детали. Протравленный в 4% растворе азотной кислоты микрошлиф
рассматривают в микроскопе при увеличении в 100 раз. За обезуг-
лероженный слой принимают тот слой, структура которого состоит
в основном из зерен феррита.
Дефекты термической обработки и методы их устранения
Дефекты при отжиге. К числу наиболее существенных дефектов,
возникающих при отжиге деталей, относятся; обезуглероживание
поверхностных слоев, перегрев и неоднородность по твердости.
В табл. 40 указаны причины возникновения этих дефектов и ме-
тоды их устранения.
Таблица 40
Дефект при отжиге Причина возникновения дефекта Метод исправления и предупреж- дения дефекта
Обезуглеро- живание по- верхностного слоя Длительная выдержка при температуре нагрева Неисправим, если не преду- смотрен припуск на механиче- скую обработку. Меры преду- преждения: уменьшение вре- мени выдержки; применение защитных средств (обмазки, ящики с чугунной стружкой, угольный порошок и т. д.)
Перегрев Завышена температура на- грева Вторичный полный отжиг или нормализация
Неоднород- ные твердость и структура 1) Неравномерный прогрев 2) Недостаточная выдержка при ^емпературе нагрева Последующая нормализация
Пережог Длительная выдержка при завышенной температуре Неисправим
Дефекты при закалке и отпуске. Неправильно проведенная за-
калка может вызвать различные пороки и -дефекты, приводящие
в ряде случаев к браку деталей, сварных узлов и конструкций.
Наиболее распространенными видами брака при закалке являются:
закалочные трещины, поводка (коробление) деталей, недостаточная
твердость и повышенная хрупкость. К числу пороков, наблюдаемых
19-1395
289
иногда в закаленных изделиях, относятся также обезуглероживание
поверхностных слоев и наличие мягких пятен (незакаленных мест).
Наиболее опасным и неисправимым пороком при закалке яв-
ляются закалочные трещины, которые образуются не только в де-
фектных местах металла, но и в совершенно качественном металле,
если при неправильно проведенной закалке напряжения в нем при-
мут величину, превышающую предел прочности. Появлению трещин
может способствовать и сама форма закаливаемой детали: резкие
переходы в сечениях, острые углы при переходах и т. п. — все это
увеличивает разность объемов между отдельными частями детали
и концентрирует напряжения до значительных величин.
Трещины в местах резких переходов или при прилегании тонких
частей к толстым вызываются исключительно переохлаждением тон-
ких частей детали в результате неодновременного и неодинакового
изменения объемов. Чтобы предупредить возникновение трещин,
следует равномерно прогревать детали, не перегревать их и не да-
вать чрезмерно резкого охлаждения.
Наиболее существенные дефекты при закалке и отпуске деталей
и узлов, причины их возникновения и методы предупреждения и
устранения приведены в табл. 41.
Таблица 41
Дефект Причина возникновения дефекта Метод исправления и предупреж- дения дефекта
Закалочные трещины 1. Перегрев или излишнее время выдержки 2. Резкая закаливающая среда 3. Подрезы металла или рез- кие переходы в местах кон- центрации напряжений (пере- ходы, углы, галтели и т. п.) 4. Большая разностенность 5. Неравномерность нагрева и охлаждения 6. Пороки в металле (пузыри, включения и т. п.) 7. Продолжительное пребы- вание деталей в закаленном состоянии до отпуска Дефект неисправим. Методы предупреждения: — применение мягких зака- ливающих сред для деталей сложной формы; — точное соблюдение ре- жима термообработки; — выполнение деталей с плавными переходами в мес- тах концентрации напряжений; — применение изотермиче- ской закалки; — проведение отпуска сразу же после закалки
Поводка (ко- робление) дета- лей 1. Неправильное положение детали (особенно сварных кон- струкций) в печи при нагреве (провисание, неправильный за- жим в закалочное приспособ- ление и- т. п.) 2. Неправильный способ по- гружения детали в закалочную среду Правка и рихтовка (при не- значительной поводке) в за- каленном состоянии или после отпуска. Правку можно произ- водить: на деталях, еще не вполне остывших с последую- щим отпуском; применяя мест- ный нагрев для массивных деталей; применяя обязатель-
290
Продолжения
Дефект Причина возникновения дефекта Метод испранления и предупреж- дения дефекта
3. Большая разностенность детали или узла 4. Большая длина детали пый отпуск в течение 2—3 час. при 150—180 ° С для снятия внутренних напряжений, если правку производили в холод- ном состоянии
Недостаточ- ная твердость закаленной, но не отпущенной детали 1. Недостаточная темпера- тура нагрева 2. Мала выдержка при тем- пературе нагрева 3. Недостаточная интенсив- ность охлаждения 4. Недостаточная интенсив- ность перемешивания в зака- лочной среде 5. Высокая температура за- калочной жидкости или силь- ное ее загрязнение 6. Сильное обезуглерожива- ние поверхностного слоя 7. Химсостав стали соответ- ствует нижнему пределу тех- нических условий по всем элементам Повторная перекалка с точ- ным соблюдением при надеж- ном контроле режима термиче- ской обработки Дефект обезуглероживания неисправим, если не предусмо- трен припуск па шлифовку или находится в пределах до- пусков. При химическом со- ставе, соответствующем ниж- нему пределу технических условий, изменить режим за- калки
Недостаточ- ная твердость закаленной и отпущенной де- тали 1. Недостаточная твердость детали после закалки 2. Завышена температура отпуска 3. Велика выдержка при температуре отпуска Дать высокий отпуск или отжиг и произвести повторную перекалку с последующим нормальным отпуском
Повышенная твердость за- каленной и от- пущенной де- тали (недоот- пуск) 1. Занижена температура отпуска 2. Недостаточная выдержка при температуре отпуска Повторный отпуск с точным соблюдением режима
Повышенная хрупкость 1. Завышена температура нагрева под закалку 2. Неправильно проведен отпуск (мала скорость охлаж- дения) Повторная перекалка с точ- ным соблюдением и падежным контролем режимов закалки и отпуска
Окисление и обезуглерожи- вание поверх- ностного слоя 1. Очень длительная выдер- жка при температуре нагрева 2. Завышена температура Неисправим, если не пре- дусмотрен припуск на механи- ческую обработку
19*
291
Продолжение
Дефект Причина возникновения дефекта Метод исправления и предупреж- дения дефекта
3. Сильно окислительная ат- мосфера в печи Меры предупреждения: — нанесение гальванических по- крытий хромом или медью * с последующим снятием их после закалки и отпуска; — применение защитных средств и восстановительной атмосферы
Образование незакаленных мест (мягкие пятна) 1. Неоднородность исходной структуры (наличие скоплений феррита) 2. Недостаточный прогрев детали 3. Недостаточно интенсивное охлаждение Нормализация с последую- щей перекалкой (один — три)
Изменение объема при за- калке— „потеря размеров“ Структурные превращения (особенно при образовании мартенсита) Дополнительные кратковре- менные отпуска (один — три)
§ 2. ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка стали, в результате которой изменяется
состав стали (только в поверхностных слоях детали), называется
химико-термической обработкой. Изменение химического состава
поверхностных слоев металла происходит вследствие того, что
химико-термическая обработка связана с насыщением стали углеро-
дом, азотом, хромом и другими элементами.
Деталь при химико-термической обработке нагревается в специ-
ально выбранной среде, и изменение химического состава происхо-
дит благодаря переходу и внедрению атомов вещества этой среды
в кристаллическую решетку стали. Процесс проникновения одного
вещества в другое называется диффузией.
В зависимости от среды, в которой нагревается изделие, разли-
чают несколько видов химико-термической обработки. Наиболее
распространенным из них являются: цементация, азотирование,
цианирование и алитирование.
* Покрытие и снятие хрома и меди производится при температурах 80—
100° С.
292
Цементация стали
Процесс цементации заключается в насыщении поверхностного
слоя металла углеродом. Основной целью цементации является по-
лучение деталей с твердой и износоустойчивой поверхностью при
сохранении вязкой сердцевины. Такое сочетание свойств имеет
большое значение для деталей, работающих на трение и одновре-
менно испытывающих ударные нагруз-
ки или скручивание (поршневые паль-
цы, шестерни, шпиндели и др.).
Для цементации применяются угле-
родистые и легированные конструкци-
онные стали с содержанием углерода
до 0,25%. Стали, содержащие более
высокий процент углерода, после це-
ментации приобретают повышенную
хрупкость.
Цементации подвергаются детали,
Рис. 311. Упаковка деталей
в ящик для цементации:
I — детали; 2 — карбюризатор; 3 — об-
мазка; 4 — стержни .свидетели"; 5 —
ящик
прошедшие окончательную механиче-
скую обработку резанием или шлифо-
ванные с припуском под окончательное
шлифование.
В большинстве случаев цементируется лишь часть детали. По-
этому места, не подлежащие науглероживанию, защищаются нане-
сением специальных обмазок, наложением электролитическим спо-
собом тонкого слоя меди (0,01—0,05 мм) или в этих местах остав-
ляется припуск, удаляемый затем при окончательной обработке.
Различают три вида цементации: цементацию твердыми карбю-
ризаторами, газовую и жидкую.
Цементация твердым карбюризатором. Твердые карбюризаторы
представляют собой порошковые смеси, содержащие углерод. В ка-
честве твердого карбюризатора применяют смесь древесного угля
с углекислыми солями (углекислым барием, углекислым кальцием
и др.). Наибольшее применение имеет карбюризатор такого соста-
ва: углекислый барий (ВаСОз)—20—25%, углекислый кальций
(СаСОз) —3—5%, кокс — 5%, остальное — древесный уголь.
Детали, подлежащие цементации, упаковываются в ящики, на-
полненные карбюризатором. Ящики с деталями закрываются крыш-
ками, обмазываются шамотной глиной, просушиваются и устанавли-
ваются в печь.
Для контроля глубины цементации в ящик вкладываются «сви-
детели» — два стержня, выходящие концами наружу ящика
(рис. 311). Один из них извлекают за один час до окончания про-
цесса, другой — за 10—15 мин. По излому их судят о глубине це-
ментации. Цементированный слой в изломе имеет более темный
цвет, резко отличающийся от остальной поверхности излома.
Под влиянием химического взаимодействия углекислых солей
с древесным углем карбюризатора в цементационном ящике при
высоких температурах непрерывно образуется газ — окись углерода.
293
Этот газ в условиях высоких температур разлагается с образова-
нием углерода в виде атомов, которые взаимодействуют с поверх-
ностными слоями детали — диффундируют постепенно в поверхност-
ную зону, проникая со временем во все более и более глубокие
слои.
Температура цементации авиационных сталей устанавливается
900—920° С. Продолжительность цементации зависит от глубины
требуемого слоя и колеблется в весьма широких пределах от 8 до
25 час. Средняя скорость науглероживания при цементации равна
0,08—0,10 мм/час.
После окончания цементации ящики вынимаются из печи и
охлаждаются вместе с деталями на воздухе. Затем детали извле-
каются из ящиков и направляются на окончательную механическую
и термическую обработки.
Газовая цементация. Процесс газовой цементации заключается
в насыщении поверхностного слоя стали углеродом путем нагрева
изделия в среде газов, содержащих углерод. К ним относятся есте-
ственные газы, а также искусственные — светильный газ, газы,
полученные при пиролизе керосина, солярового масла и других
жидких углеводородов.
Детали, подлежащие цементации, укладывают в муфель печи и
в нее подают газ. Температура цементации устанавливается 900—
950° С. Продолжительность цементации зависит от требуемой глу-
бины цементированного слоя. Например, для слоя глубины
0,5—1,5 мм потребное время цементации составляет 2—3 часа.
Жидкая цементация применяется в тех случаях, когда требуется
цементованный слой небольшой глубины, особенно для мелких и
тонкостенных деталей. Осуществляется жидкая цементация в ванне
из смеси расплавленных солей. Наилучшие результаты дает ванна
такого состава: 75—80% Ыа2СОз; 10—15% NaCl и 6—10% SiC.
Источником активного углерода при жидкой цементации в этой
ванне является карбид кремния (SiC), который, взаимодействуя
с содой (Na2CO3), при температуре цементации выделяет углерод.
Процесс жидкой цементации ведется при температуре 840—
860° С в течение от 30 мин. до 2 час., что позволяет получить це-
ментованный слой глубиной 0,2—0,6 мм.
Азотирование стали
Процесс азотирования заключается в насыщении поверхностного
слоя стали азотом.
Азотирование имеет целью повысить твердость и износоустойчи-
вость поверхностного слоя металла, предел усталости и сопротив-
ление коррозии детали.
Азотирование применяется во многих отраслях машиностроения.
Эффективность этого процесса в применении к гильзам цилиндров,
клапанам, шестерням, коленчатым валам и другим деталям дока-
зана длительным периодом эксплуатации авиадвигателей и различ-
ных машин.
294
Процесс азотирования осуществляется путем пропускания аммиа-
ка через печь, в которой находятся детали при температуре 500—
600° С.
Поступающий в горячую печь аммиак разлагается с выделением
активного атомарного азота, который проникает в поверхностные
слои стальной детали. Диффузия азота в сталь происходит очень
медленно и занимает время от 20 до 90 час. Получаемая глубина
азотирования при этом колеблется в пределах 0,25—0,65 мм.
В настоящее время с целью сокращения продолжительности
процесса азотирования широко начали применять двухступенчатый
процесс азотирования. Сущность процесса заключается в том, что
его ведут сначала при низкой температуре 500—520° С, а затем.тем-
пературу повышают до 570—600° С. Первая ступень процесса обес-
печивает азотированному слою требуемую твердость, а вторая
уменьшает время получения требуемой глубины слоя. Применение
двухступенчатого процесса позволяет почти вдвое сократить про-
должительность насыщения поверхности азотом на требуемую глу-
бину.
Основным недостатком процесса азотирования является его до-
роговизна вследствие больших тепловых затрат. Несмотря на это,
азотирование имеет ряд преимуществ перед цементацией.
1. Твердость азотированного слоя в 1,5—2 раза выше твердости
цементированного слоя, что значительно увеличивает износоустой-
чивость детали.
2. Азотированный слой не теряет своей твердости при нагреве
до температуры 500—600° С, в то время как твердость цементиро-
ванного слоя снижается при температурах 250—300° С.
3. Закалка азотированных деталей производится до азотирова-
ния, а цементованных — после цементации, что приводит в ряде
случаев к браку цементированных деталей при их термообработке.
Для азотированных деталей это исключается.
Цианирование стали
Процесс одновременного насыщения поверхностного слоя стали
углеродом и азотом называется цианированием.
Цианирование имеет значительно меньшее распространение для
авиационных деталей по сравнению с цементацией и азотирова-
нием.
Одновременное насыщение стали углеродом и азотом произво-
дится в расплавленных цианистых солях (жидкое цианирование)
или в газовой смеси, состоящей из аммиака и цементирующего газа
(газовое цианирование или нитроцементация).
Жидкое цианирование осуществляется путем нагрева деталей
в расплавленных цианистых солях (цианистый натрий, цианистый
калий и др.), во время которого поверхностный слой стали насы-
щается азотом и углеродом.
Цианистые соли являются одними из сильнейших ядов. Поэтому
при обращении с ними требуется самое строгое соблюдение всех
мер предосторожности.
295
В зависимости от температур, при которых протекает жидкое
цианирование, этот процесс подразделяется на три вида.
Низкотемпературное цианирование (550—
600° С), применяемое для повышения режущих свойств инструмен-
та из быстрорежущей стали; глубина цианированного слоя при
этом виде цианирования получается 0,03—0,05 мм.
Среднетемпературное цианирование (800—
840° С)—для получения более глубокого диффузионного слоя
(0,075—0,15 мм), стойкого против износа при небольших удельных
нагрузках.
Высокотемпературное цианирование (глубокое
цианирование) — для получения глубокого диффузионного слоя до
2 мм. Процесс высокотемпературного цианирования ведется при
900—950° С в течение 1—6 час.
Газовое цианирование производится в смеси аммиака с газом,
содержащим углерод (светильный газ, пропан или продукты пиро-
лиза керосина). Процесс ведется при температуре 800—840°С и
выдержке от 1 до 6 час. Получаемая глубина цианированного слоя
составляет 0,4—0,6 мм.
Термодиффузионное насыщение стали алюминием (алитирование)
Процесс насыщения поверхностного слоя стали алюминием на-
зывается алитированием.
Целью алитирования является повышение жаростойкости (со-
противление газовой коррозии) стальных деталей, работающих
в условиях высоких температур. Высокая жаростойкость алитиро-
ванной стали объясняется тем, что на поверхности алитированного
слоя образуется устойчивая против действия высоких температур
пленка окиси алюминия (А12О3).
Для алитирования применяют преимущественно’ углеродистые
стали, содержащие малое количество углерода.
Процесс алитирования прост и не требует сложного оборудо-
вания.
В настоящее время применяются такие три метода алитирования:
— алитирование в порошкообразных смесях;
— металлизация стали алюминием с последующим диффузион-
ным отжигом;
— алитирование в ваннах с расплавленным алюминием.
Алитирование в порошкообразных смесях. Этот метод алитиро-
вания имеет наибольшее распространение. Сущность его заклю-
чается в нагреве деталей в ящиках или ретортах в смеси с алити-
рующим составом, куда входят порошок алюминия, хлористого ам-
мония и инертных добавок—.окиси алюминия, каолина и шамота.
Алитирование производится при температуре 950—1050° С и вре-
мени выдержки 4—12 час. Получаемая глубина слоя при алитиро-
вании колеблется от 0,1 до 0,8 .мм.
Алитирозание после металлизации алюминием. Сущность этого
метода заключается в нанесении на поверхность изделия слоя алю-
296
миния при помощи специального аппарата — металлиЗатора. После
этого изделие подвергают отжигу при температуре 900—1000° С, во
время которого алюминий диффундирует в сталь.
Алитирование в ваннах с расплавленным алюминием приме-
няется в основном для мелких деталей. Сущность этого метода за-
ключается в следующем. Алюминий расплавляют в графитовом
тигле, в который вводят при температуре 820—830° С железную
проволоку или стружку в количестве 8% от веса загрузки. Железо
в ванну вводится для того, чтобы избежать интенсивного растворе-
ния стальной детали в расплавленном алюминии.
После введения железа повышают температуру ванны до 1000—
1100° С для полного растворения железа, а затем охлаждают обра-
зовавшийся расплав до температуры 800° С. При этой температуре
в ванну загружают детали (на 20—30 мин.), предварительно очи-
щенные на пескоструйном аппарате. Затем детали извлекают, по-
крывают жидким стеклом и подвергают отжигу. Для этого их вы-
держивают 2—3 часа в печи при 950° С и затем на 15 мин. повы-
шают температуру до 1100° С. Охлаждение деталей производят
в печи до 500° С, после чего детали охлаждают на воздухе.
Диффузионное хромирование и силицирование
Повышение износостойкости и жаростойкости сталей получается
также при насыщении их поверхностных слоев такими легирующи-
ми элементами, как хром (диффузионное хромирование) и кремний
(силицирование). Технологические процессы насыщения сталей эти-
ми элементами являются сравнительно новыми, поэтому они пока
получили лишь только некоторое распространение.
Диффузионным хромированием называется процесс насыщения
поверхностного слоя стали хромом. Целью диффузионного хромиро-
вания является получение высокой поверхностной твердости и со-
противления износу, а также повышения коррозионной стойкости
против действия высокой температуры (до 800° С). Процесс диф-
фузионного хромирования может осуществляться в твердых, жид-
ких и газообразных средах.
Силицированием называется процесс насыщения поверхностного
слоя стали кремнием. Назначением силицирования является повы-
шение коррозионной стойкости, сопротивления износу и жаростой-
кости. Силицирование проводят в твердых и газовых средах. Из
них наиболее распространено газовое силицирование, так как про-
цесс силицирования в твердых средах очень длителен и требует
более высоких температур.
§ 3. НОВЫЕ МЕТОДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ
Обработка сталей холодом
Советской науке принадлежит приоритет в открытии нового про-
грессивного метода термической обработки, называемого обработ-
кой стали холодом. Впервые этот метод был разработан профессо-
рами А. П. Гуляевым и С. С. Штейнбергом.
297
Обработка металла холодом применяется главным образом для
повышения износоустойчивости и режущей способности инструмен-
тов из быстрорежущей стали и других инструментальных сталей;
стабилизации размеров деталей, работающих при низких темпера-
турах, и измерительного инструмента, которые при высокой твер-
дости должны иметь всегда совершенно определенные, неизменные
размеры; повышения твердости и износоустойчивости многих де-
талей, изготовленных из высокоуглеродистой, легированной и не-
ржавеющей сталей.
Сущность обработки металла холодом состоит в том, что зака-
ленный обычным способом инструмент или деталь подвергается
охлаждению при температурах ниже нуля (от минус 40° до минус
190° С). Температура обработки холодом выбирается в зависимости
от состава стали. После определенной выдержки при отрицатель-
ных температурах деталь извлекают на воздух.
Что же происходит в стали при таком охлаждении?
Как известно, изменение в строении металла достигается изме-
нением температуры — нагревом и охлаждением. На этом основаны
все способы термической обработки. Когда незакаленную сталь мы
нагреваем до высоких температур, то в ней образуются кристаллы,
называемые аустенитом. Если затем сталь быстро охладить (зака-
лить), в ней из аустенита образуются твердые частицы — так назы-
ваемый мартенсит. Но остаются и мягкие частицы — аустенит.
Переход аустенита в мартенсит происходит при быстром охлаж-
дении и начинается примерно с температуры 200° С. В одних ста-
лях это превращение целиком заканчивается по достижению ком-
натной температуры, в других сталях аустенит частично так и
остается вместе с твердым мартенситом. Это — остаточный аусте-
нит. В быстрорежущих сталях остаточного аустенита бывает срав-
нительно много, и металл после закалки не имеет той твердости,
которую от него хотелось бы получить. Если же закаленную бы-
строрежущую сталь охладить до температур, лежащих ниже нуля,
то остаточный аустенит полностью превратится в мартенсит и сталь
получит наивысшую твердость. Кроме этого, это превращение ста-
билизирует размеры детали, так как структура ее становится одно-
родной по всему объему. Вот почему резцы из быстрорежущей
стали, а также и калибры, изготовляемые из других сортов специ-
альной стали, следует охлаждать после закалки до температур
ниже нуля.
Обработка стали холодом в последнее время находит примене-
ние и для цементированных деталей. Поверхностная твердость це-
ментированного слоя после обработки холодом значительно повы-
шается. Кроме этого, обработка цементированной стали холодом
влечет за собой повышение прочности, предела выносливости и из-
носоустойчивости стали. В зависимости от состава стали и насы-
щенности слоя углеродом рациональной температурой обработки
холодом цементированных деталей является минус 70—90° С.
Технологический процесс термической обработки, предусматри-
вающий охлаждение ниже нуля, включает в себя такие операции:
298
закалка, охлаждение ниже нуля и отпуск. Такая последователь-
ность операций применяется как при обработке деталей из боль-
шинства цементируемых конструкционных сталей, так и при обра-
ботке деталей из инструментальных сталей. Использование охлаж-
дения до низких температур не требует в этом случае изменения
условий и режима выполнения цементации и закалки.
Для деталей сложной формы перед охлаждением ниже нуля
применяется обычный отпуск. Цель отпуска — снять закалочные
напряжения и тем самым предотвратить возникновение возможных
трещин и коробления.
Низкие температуры для обработки металла холодом получают
в холодильниках, используя «сухой лед», жидкий азот, кислород,
смеси сухого льда с ацетоном и др.
Поверхностная закалка
Многие детали авиационной техники (коленчатые валы, шестер-
ни и др.) при работе испытывают высокие ударные нагрузки и
подвержены поверхностному износу. Надежная и длительная экс-
плуатация этих деталей будет в том случае, если они будут обла-
дать совокупностью двух важных свойств — иметь высокую износо-
устойчивость и высокое сопротивление ударным нагрузкам.
Для того чтобы деталь обладала совокупностью обоих этих
свойств, необходимо упрочнить только поверхность детали, подвер-
женную износу, а сердцевину оставить вязкой. Такое сочетание
свойств достигается поверхностной закалкой.
Поверхностную закалку можно рассматривать как процесс по-
верхностного упрочнения, преследующий ту же цель, что и процесс
цементации, азотирования и цианирования. Однако поверхностная
закалка перед другими методами поверхностного упрочнения и
перед обычной закалкой имеет такие преимущества: ускоряется
процесс обработки изделия в несколько десятков раз; безопасна
в отношении окисления детали, так как процесс нагрева является
весьма кратковременным (несколько секунд); уменьшается возмож-
ность коробления деталей сложной формы в связи с тем, что при
поверхностной закалке исключается нагрев и закалка сердцевины.
Существует несколько способов поверхностной закалки. Напри-
мер, нагрев всей поверхности детали или отдельных ее участков
кислородно-ацетиленовым пламенем, нагрев в электролите и др.
Однако наибольшее распространение получила поверхностная за-
калка токами высокой частоты (ТВЧ) * с помощью специальных
приспособлений, называемых индукторами.
Сущность метода поверхностного нагрева детали токами высо-
кой частоты заключается в следующем. На деталь надевается (с за-
зором в 1,5—3 мм) пустотелый, охлаждаемый внутри водой индук-
* Приоритет в разработке и внедрении в практику термической обработки
этого метода нагрева принадлежит советским ученым — члену-корреспонденту
АН СССР В. Ц. Вологдину, проф. Н. В. Гевелингу и др.
тор (рис. 312), через который от генератора пропускают ток высо-
кой частоты от 500 до 10 000 000 гц. При этом вокруг индуктора
образуется электромагнитное высокочастотное поле, в результате
чего в поверхностных слоях металла детали возникает (индукти-
руется) электрический ток, который и нагревает поверхностные
слои детали до температуры закалки. Чем выше частота тока, про-
ходящего через индуктор, тем меньше будет получена глубина зака-
ленного слоя. Регулируя мощность
генератора с заданной частотой
тока и время нагрева, получают
различную глубину закаленного
слоя, которая колеблется в преде-
лах от 1 до 10 мм.
Рис. 312. Индуктор для на-
грева токами высокой ча-
стоты. Отверстия / служат
для подачи воды на нагре-
тый участок детали
Рис. 313. Схема непрерывной
поверхностной закалки токами
высокой частоты:
1 — центр станка; 2 — деталь; 3 - ин-
дуктор; 4 — охлаждающее устройство;
5 — контакт индуктора с генерато-
ром ТВЧ
На рис. 313 показана схема закалки длинной цилиндрической
детали. Деталь, закрепленная в центрах станка, непрерывно повора-
чивается с определенной скоростью и одновременно перемещается
сверху вниз. Участок детали, нагретый в зоне расположения индук-
тора до требуемой температуры, передвигается вниз, где подвер-
гается быстрому охлаждению (закалке) жидкостью, поступающей
из специального приспособления — спрейера. Процесс проводят не-
прерывно, пока поверхность по всей длине детали не будет зака-
лена на требуемую глубину.
При закалке мелких деталей или отдельных элементов крупных
деталей (например, зубья шестерни) индуктор последовательно на-
девается на каждую из деталей или на элемент детали; после на-
грева деталь подвергается охлаждению при помощи соответствую-
щего приспособления; мелкие детали можно охлаждать в закалоч-
ных баках.
Сравнительно недавно разработан способ поверхностной закал-
ки — закалка в электролите. При этом способе закаливае-
мая деталь погружается в ванну с электролитом (например, в рас-
твор кальцинированной соды). Деталь присоединяется к отрица-
3QQ
тельному полюсу какого-либо источника постоянного токй, а ванна
с электролитом — к положительному полюсу. Напряжение пропу-
скаемого тока берется более 200 в. Под действием электрического
тока вокруг погруженной части детали образуется газовая оболочка
из пузырьков водорода. Вследствие плохой проводимости водорода
сопротивление прохождению тока при этом резко повышается и
погруженная часть детали сильно разогревается. Нагрев до темпе-
ратуры закалки происходит весьма быстро — в течение нескольких
секунд. После нагрева детали до требуемой температуры ток вы-
ключают и деталь закаливают в воде или масле. Охлаждение
детали при закалке можно производить, оставляя ее погруженной
в электролит,.так как последний в процессе нагрева детали почти
не разогревается. Следовательно, ванна с электролитом служит
одновременно и источником нагрева и закалочным баком.
Закалка в электролите имеет высокую производительность. За-
каливаемые в электролите детали почти не окисляются. Процесс
закалки может быть автоматизирован по отдельным операциям
(отключение тока, погружение детали на требуемую глубину
и т. д.).
Стали для закалки токами высокой частоты. Наиболее хорошо
поддаются поверхностной закалке детали из углеродистых сталей
марок 35, 40, 50, У7, У8, У9, У10, У12 и легированные конструк-
ционные стали марок 38ХА, 18ХНВА и 40ХНМА. Твердость по-
верхностных слоев деталей из этих марок сталей после высоко-
частотной закалки находится в пределах от 56 до 62 кг!мм2.
Охлаждение деталей из углеродистых сталей производится в
воде, из сталей 38ХА и 40ХНМА в воде (в этом случае требуется
дополнительный отпуск при 170° С) или в эмульсии (пятипроцент-
ный раствор эмульсола в воде).
Детали, прошедшие поверхностную закалку, обязательно под-
вергаются низкому отпуску при температуре 160—220° С в течение
1,5—2 часов. Цель отпуска — снять внутренние напряжения, обра-
зовавшиеся при закалке.
| 4. ТЕРМИЧЕСКАЯ ОБРАБОТКА АЛЮМИНИЕВЫХ И ДРУГИХ
ЦВЕТНЫХ СПЛАВОВ
Термическая обработка алюминиевых сплавов
Основные понятия
Закалка и старение. Сущность закалки алюминиевых спла-
вов состоит в нагреве их до определенной температуры (490—535° С),
выдержке при этой температуре и последующего быстрого охлаж-
дения (обычно в воде). В результате такой обработки в сплаве
фиксируется однородный твердый раствор. Такое состояние свеже-
закаленного алюминиевого сплава соответствует весьма низкой
твердости и прочности, но высоким пластическим свойствам. По-
этому привычное для сталей представление о закалке, связанное
301
с Повышением характеристик прочности и уменьшением пластич-
ности, для алюминиевых сплавов не имеет смысла.
Образовавшийся при закалке однородный твердый раствор яв-
ляется неустойчивым, и он уже при комнатной температуре начи-
нает претерпевать изменения — из твердого раствора начинают
выделяться твердые частицы (химические соединения CuA12, Mg2Si
и др.), упрочняющие алюминиевый сплав. Твердость и прочность
сплава при этом повышаются и по истечении двух — трех суток
значение их увеличивается почти вдвое по сравнению с твердостью
и прочностью свежезакаленного сплава. Этот процесс распада за-
каленного твердого раствора, приводящий к повышению прочност-
ных характеристик алюминиевых сплавов, называется старе-
нием. Его можно ускорить путем дополнительного нагрева сплава
до температур 100—180° С. В этом случае время старения, необхо-
димое для получения наивысших прочностных характеристик
сплава, будет исчисляться не сутками, а часами.
Таким образом, высокие механические свойства алюминиевых
сплавов могут быть получены лишь при условии закалки и после-
дующего старения (естественного — при комнатных температурах
или искусственного — при дополнительном подогреве).
Отжиг состоит в нагреве сплава до температур 360—380° С, вы-
держке при этой температуре и последующего медленного охлаж-
дения вместе с печью.
Отожженный алюминиевый сплав не обладает способностью
самопроизвольно повышать свои механические свойства. Это объ-
ясняется тем, что в результате отжига выделившиеся из твердого
раствора частицы (CuA12, Mg2Si и др.) настолько становятся круп-
ными, что не только теряют способность упрочнять сплав, а даже
снижают его прочность. Поэтому после отжига алюминиевые сплавы
имеют низкую тв'ердость и прочность, сохраняющуюся во времени.
Отжиг применяется в тех случаях, когда производится холодная
обработка полуфабрикатов сплава, связанная со штамповкой, гиб-
кой, вытяжкой и т. д.
Существует другая разновидность отжига — промежуточ-
ный отжиг, применяющийся для снятия нагартовки у деформи-
рованного дюралюминия. Температура такого отжига должна обес-
печить восстановление исходной структуры сплава, которую имел
он до нагартовки. Обычно такой отжиг проводится при температуре
340—360° С с охлаждением на воздухе. Время выдержки при этом
виде отжига должно быть следующим:
при толщине материала 0,3—0,5 мм—20—30 мин.;
„ „ 0,8—1,5 мм—30—50 мин.;
„ „ 1,5 мм и выше — 60 мин.
Чтобы вернуть отожженному дюралюминию способность упроч-
няться при естественном и искусственном старении, его необходимо
закалить, т. е. растворить выделившиеся частицы в основном твер-
дом растворе.
Низкотемпературная закалка. У закаленного дюралюминия и
302
после его старения наблюдается явление, называемое, «возвратом»
свойств. Сущность его состоит в том, что дюралюминий с повышен-
ной после старения прочностью может быть переведен обратно
в свежезакаленное состояние путем кратковременного нагрева
(1—2 мин.) при температурах 220—280° С и последующего быстрого
охлаждения (в воде). При этом прочность и пластичность дюра-
люминия становятся практически равными прочности и пластич-
ности свежезакаленного дюралюминия с обычных температур
(490—510°С). Последующее старение сплава, обработанного таким
способом, приводит вновь к повышению его прочности, как и после
обычной закалки.
В ряде случаев при производстве и ремонте авиационной тех-
ники возникает необходимость деформировать закаленный и со-
старенный материал (или детали) из дюралюминия. Так как в та-
ком состоянии детали из дюралюминия обладают высокой проч-
ностью, то их деформация требует больших усилий и в большин-
стве случаев приводит к браку детали. Применяя кратковременный
нагрев до 220—280° С с последующим быстрым охлаждением, вре-
менно снижают прочность таких деталей, что дает возможность вы-
полнить необходимые технологические операции — изготовить или
отремонтировать деталь. При этом, конечно, деформировать дюра-
люминий нужно сразу же после охлаждения, так как при после-
дующем пребывании сплава при комнатной температуре прочность
его увеличивается.
Термическая обработка, проводимая путем кратковременного
нагрева алюминиевых сплавов типа дюралюминий до температур
220—280° С с целью временного разупрочнения сплава, называется
низкотемпературной закалкой или «возвратом» свойств.
Низкотемпературная закалка по сравнению с обычной имеет
ряд преимуществ. При низкотемпературной закалке нет коробления
и поводки деталей, уменьшается расход энергии для подогрева
ванн. Кроме того, при низкотемпературной закалке может до-
пускаться определенный перепад температур по сечению детали.
Это обстоятельство позволило успешно применять его в условиях
войскового ремонта самолетов при правке вмятин на капотах, за-
лизах и т. п. При этом для фиксирования температуры нагрева
под закалку применяются специальные термочувствительные ка-
рандаши.
Необходимо отметить, что при низкотемпературной закалке не
происходит снятия наклепа. Сложные по конфигурации детали, ко-
торые требуют повторной закалки для снятия наклепа, должны
подвергаться обычной закалке. Кроме этого, следует учитывать,
что низкотемпературную закалку нельзя применять к искусственно
состаренному дюралюминию, так как последний не обладает спо-
собностью к возврату.
Термическая обработка дюралюминия
Термическая обработка дюралюминия включает его упрочнение
(закалка и последующее старение) и разупрочнение (отжиг).
303
Упрочнение дюралюминия. Существенное значение при упрочне-
нии имеет температура нагрева его под закалку. Для получения
полной закалки температура селитровой ванны должна быть не
ниже 490° С и не выше 508° С. При температуре ниже 490° С дюра-
люминий получит неполную закалку и, следовательно, после после-
дующего старения будет иметь пониженную прочность. При темпе-
ратурах выше 510° С наблюдается перегрев металла и даже пере-
жог его (выше 515° С). Оптимальной температурой нагрева дюра-
люминия является 500° С.
Время выдержки дюралюминия различной толщины при раз-
личном способе нагрева приведено в табл. 42; указанное время вы-
держки отсчитывается с момента достижения температуры на-
грева 500° С.
Таблица 42
Вид нагрева Толщина в мм
0,5 0,8 1,0 1,5 2 3 3 5 6 8 10-12
Выдержка в селитро- вой ванне 3 5 8 8 10 15 18 20 25 35 40—50
Выдержка в электро- печи 5 10 12 15 17 22 28 35 45 60 70—90
Если толщина детали неодинакова, то время выдержки уста-
навливается по наибольшей толщине.
Охлаждение дюралюминия после нагрева под закалку произво-
дится в воде (желательно проточной). Для получения после термо-
обработки чистой серебристой поверхности металла в ванну с во-
дой необходимо добавлять серную кислоту (на 1 м3 воды 1 л
25% раствора кислоты). После охлаждения закаленный дюралю-
миний следует промыть в горячей воде (60—40° С).
Получаемые значения прочности при соблюдении указанных ре-
жимов после закалки и старения находятся в пределах
38—42 кг/мм2.
Отжиг дюралюминия имеет целью снять напряжения, получен-
ные в процессе предшествующей холодной обработки давлением,
и возвратить металлу потерянные пластические свойства; разупроч-
нить закаленный и состарившийся сплав.
Оптимальной температурой отжига дюралюминия является
340 + 10° С. Время выдержки при температуре отжига приведено
в табл. 43.
Таблица 43
Толщина материала в мм Время выдержки при 340 ±10° С
в селитровой ванне в печи с принуди- тельной циркуля- цией воздуха в печи с не- подвижным воздухом
0,3—0,8 30 40 60
2—4 40 50 80
4,5-6 50 60 90
304
Термическая обработка высокопрочного
сплава В95
Термическая обработка сплава марки В95 состоит из закалки и
искусственного старения. Нагрев под закалку производится до тем-
пературы 465—480° С, последующее охлаждение — в воде, нагретой
не выше 40° С. Плакированные изделия подвергают искусственному
старению в течение 24 часов при температуре 120° С, неплакиро-
ванные—16 часов при 140° С. Получаемый предел прочности при
соблюдении указанных режимов после закалки и старения нахо-
дится в пределах 49—58 кг!мм2. Отжиг сплава В95 производится
при температуре 420° С.
Термическая обработка сплавов АМг и АМц
Сплавы АМг и АМц закалке не подвергаются.
Термическая обработка сплавов АМг и АМц производится лишь
посредством отжига их для снятия нагартовки, полученной при
холодной деформации. Температура отжига обычно устанавли-
вается 350—410° С, охлаждение производится в воде или частично
на воздухе.
Термическая обработка деталей из сплавов
типа АК для ковки и штамповки
Максимальные прочностные свойства сплавов, предназначенных
для ковки и штамповки, получаются после закалки и искусствен-
ного старения. Исключением является сплав АК1, который получает
наибольшую прочность после закалки и естественного старения.
Нагрев деталей или заготовок под закалку можно производить
в селитровой ванне или в электропечах.
Оптимальными температурами нагрева под закалку являются:
Для сплава АК1 ....................... 503±5°С
„ „ АК2, АК4, АК5 и АК7 ....... 530±5°С
„ я АК6........................510±5°С
„ „ АК8..................... 505±5°С
Продолжительность выдержки при нагреве под закалку даже
для крупных деталей не должна превышать 2—3 часов. Для про-
филей от 45 мин. до 1 часа, для листов — 30—45 мин.
Охлаждение деталей при закалке производится в воде, темпе-
ратура которой не должна превышать 30° С.
Искусственное старение после закалки деталей из сплавов АК2,
АК4 производится при 165—175° С в течение 15—18 часов, из спла-
вов АК5, АК6, АК7, АК8 при 150—160° С в течение 12—15 часов.
Старение сплавов рекомендуется производить по прошествии не
более 2—3 часов, в противном случае не будет достигнута макси-
мальная прочность. Кроме этого, старение деталей, предназначен-
ных для работы в условиях повышенных температур (поршни, ло-
20—1395 305
патки компрессоров и др.), необходимо проводить при более высо-
ких температурах 200—220° С, что позволяет исключить изменение
свойств этих деталей в процессе их дальнейшей работы.
Термическая обработка литейных
алюминиевых сплавов
Термическая обработка литейных алюминиевых сплавов приме-
няется с целью улучшить механические свойства изделия, понизить
внутренние напряжения, возникшие при отливке, стабилизировать
размеры деталей, работающих в условиях повышенных температур.
Рекомендуемые режимы термической обработки наиболее ши-
роко применяемых литейных алюминиевых сплавов приведены
в табл. 44.
Таблица 44
Марка сплава Закалка Старение
Т°С выдержка в час. охлаждающая среда т°с выдержка в час. охлаждающая среда
АЛ1 515±5 2-4 Вода (100°С) 220± 10 2-4 Воздух
Воздух
АЛ4 535 ±5 2-6 Вода 150±5 20 То же
175±5 15
180 ± 5 7 W
АЛ5 525 ±5 4 Вода (100° С) 180±5 5 IV
230 ±5 5 п
АЛ6 — — — 290 ±10 3 11
АЛ7 515±3 10—15 Вода 150±5 2—4 л
АЛ9 535 ±5 12 Вода 150± 10 1—3 л
АЛЮ 535 ±10 4-6 Вода (100° С) 180 ± 5 5 И
Термическая обработка магниевых сплавов
Если магниевый сплав был подвергнут деформации в холодном
состоянии, то для снятия наклепа применяют отжиг. Температура
отжига зависит от степени деформации и состава сплава. Верхним
пределом температуры отжига является 425° С, нижним пределом —
175—200° С. Время отжига устанавливается, исходя из размеров
детали. Для деталей средних габаритов оно находится в пределах
3Q мин.— 1,5 часа.
Закалке подвергаются лишь магниевые сплавы, в которых алю-
миния содержится не менее 6% или цинка более 2—3%. Такому
условию удовлетворяют литейные сплавы МА4, МА5 и МА6. Бла-
годаря наличию в этих сплавах значительного количества алюминия
они подвергаются закалке и отпуску/
Оптимальной температурой закалки магниевых сплавов является
410—420° С, а отпуска — 175° С. Время выдержки под закалку на-
306
ходится в пределах 12—24 час., при отпуске—12—16 час. Охла-
ждение деталей из магниевых сплавов при закалке производится
на воздухе.
Термическая обработка латуней и бронз
Основным видом термической обработки латуней является от-
жиг. Он применяется для борьбы с «сезонным растрескиванием» и
для повышения пластичности нагартованных латуней. Температура
отжига нагартованных латуней для повышения пластичности нахо-
дится в пределах 500—600° С; для устранения явления «сезонного
растрескивания» — 250—275° С. Время выдержки при температуре
отжига не менее 1 часа.
Термическая обработка бронз применяется в основном только
для специальных бронз — алюминиевых, кремнистых и бериллие-
вых. Основными видами термообработки заготовок и изделий из
этих бронз являются закалка и отжиг, режимы которых приведены
в табл. 45.
Таблица 45
Марка бронзы Температура отжига в ° С Температура закалки в °C и охлаждаю- щая среда Температура отпуска в 0 С и охлаждаю- щая среда
БрАЖ 9-4 700—750 850, вода 300—350, воздух
БрАЖМц 10-3-1,5 700—750 850, вода 350—380, вода
БрАЖН 10-4-4 700—750 900 ±10, вода 650 ± 10, вода
БрКН 1-3 700 875, вода 450—470
БрБ2 700 780—800, вода 325
§ 5. ОБОРУДОВАНИЕ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Термические печи и ванны
Термические печи бывают самых разнообразных конструкций.
Конструкция термической печи зависит в основном от способа на-
грева печи и от характера работы печи.
Нагрев печи может осуществляться сжиганием топлива (камен-
ный уголь, кокс, торф, мазут, различные газы и др.) или электри-
ческим током. В зависимости от вида топлива термические печи
разделяются на электрические, нефтяные, газовые и печи, работаю-
щие на твердом топливе (угольные, дровяные).
К термическим печам относятся также печи-ванны, в которых
нагрев производится путем погружения изделий в нагретое масло,
расплавленную соль или смесь солей.
По роду выполняемой термической обработки печи различают:
для закалки, для отпуска, для отжига, для цементации, для азоти-
зации и др. Но почти каждая печь обладает известной универсаль-
ностью и может быть использована для многих видов термической
обработки. В большинстве термических печей можно осуществлять
нагрев под закалку, отжиг, цементацию, нормализацию и отпуск.
В настоящее время в ремонтных частях применяются электри-
20*
307
ческие печи, так как они ком*
пактны, более удобны в эксплуа-
тации и дают возможность лег-
че осуществить контроль и ре-
гулирование температуры.
Применяются такие электри-
ческие печи:
— камерные печи типов
ПН-11 (КН-15), ПН-12 (Н-30)
и др.;
— муфельные печи (МП-2
и др.);
— тигельные печи (ПТ-6
и др.);
— электрованны (печи-ван-
ны) С-20, С-25 и др.;
— селитровые и масляные
ванны.
Камерные электро-
„ ~ печи (рис. 314) служат для
Рис. 314. Электрическая ^камерная печь проведения закалки, цемента-
ции, нормализации и отжига.
Предельная рабочая темпера-
тура в этих печах 950° С. Печи этого типа представляют собой ме-
таллический кожух с рабочей камерой из огнеупорного кирпича. Ко-
жух от рабочей камеры отделен тепловой изоляцией из кирпича и
инфузорной земли.
Нагревателем является нихромовая лента или проволока, кото-
рые могут быть расположены под подом печи, на внутренних стен-
ках печи, а иногда и на
своде. Питание током нагре-
ватели получают от электри-
ческой силовой сети через
специальные вводы, встав-
ленные в стенке печи.
Муфельные печи
(рис. 315) служат для закал-
ки, нормализации и отжига
мелких деталей и инструмен-
та. Рабочая температура в
муфельных печах до 1000° С.
Печи этого типа состоят из
корпуса и подставки. Внутри
корпуса печи помещен на-
гревательный элемент с на-
мотанной на него нагрева-
тельной проволокой. Послед-
няя изготовляется преимуще-
ственно из сплава № 2В.
Рис. 315. Муфельная электрическая печь
МП-2:
1 — диск — указатель для установки заданной темпе-
ратуры нагрева; 2 — сигнальная лампа
308
Рис. 316. Схема электрод-
ной соляной печи-ванны:
1 — электрод; 2 — соль; 3 — вспо-
могательный электрод „шпага" для
розжига ванны; 4 — участок рас-
плавленной соли
имеют внешний сварной
Пространство между кожухом печи и муфелем заполняется тепло-
изоляцией. Многие муфельные печи снабжены терморегуляторами,
автоматически поддерживающими в печи температуру в пределах
от 500 до 1000° С с точностью +15° С.
Электрованны служат для нагрева мелких деталей при закалке
и отпуске. По способу обогрева электрические ванны разделяются
на ванны с электродами, в которых тепло
от электроэнергии образуется при прохо-
ждении электрического тока через рас-
плавленную соль, и тигельные ванны с
внешним электрообогревом.
Электродные соляные печи-
ванны (рис. 316). Принцип действия та-
ких ванн-печей основан на том, что рас-
плавленные соли являются хорошим про-
водником тока. Ток от электрической сети
через трансформатор подводится к трем
железным электродам 1, опущенным в
расплавленную соль 2. Внутри ванны ток
проходит через соль, тем самым нагревая
ее. Предельно достигаемая рабочая тем-
пература в соляных электродных печах-
ваннах равна 1300° С.
Рабочее пространство печи выклады-
вается из шамотного кирпича. Эти печи
железный кожух, который отделен от футеровки тепловой изоля-
цией. Сверху печи устанавливается специальный защитный колпак
с вытяжной трубой.
В соляных печах применяются различные соли и смеси солей
в зависимости от температуры, которую необходимо получить.
В отпускных соляных ваннах, работающих при низких темпера-
турах (300—600° С), обычно применяется селитра. В соляных ван-
нах, в которых осуществляется нагрев под закалку, применяется по-
варенная соль (хлористый натрий) или сода (углекислый натрий).
В высокотемпературных соляных ваннах, где нагревают инструмент
из быстрорежущей стали, применяется хлористый барий.
Работа печей-ванн связана с расплавлением соли, так как твер-
дая соль не проводит ток. Расплавление соли осуществляется спе-
циальным вспомогательным электродом (так называемая «шпа-
гой»), соединенным с одной из фаз трансформатора. От соприкосно-
вения концов шпаги с одним из противолежащих электродов обра-
зуется вольтовая дуга, теплота которой расплавляет соль в зоне
дуги. При постепенном увеличении расстояния между шпагой и
электродом ток будет проходить через расплавленную соль. Пита-
ние печи через шпагу должно продолжаться до тех пор, пока рас-
плавленная соль создает контакт между основными электродами.
При работе на электродных печах-ваннах следует соблюдать сле-
дующее: добавлять в ванну только просушенную соль; детали пе-
ред загрузкой высушивать, так как вода, попадая в расплавленную
309
соль, может вызвать разбрызгивание соли и даже взрыв; обяза-
тельно надевать очки для предохранения глаз от брызг соли.
Тигельные ванны с внешним обогревом (рис. 317).
К ваннам этого типа относятся ванны ВС-21, ВЦ-22 и ВЦ-23 и се-
литровые ванны разных типов.
Нагревательной средой в этих ваннах служат различные соли и
селитры. Тигли ванн выполнены из жаростойкой стали и вделаны
в цилиндрические печные про-
странства, выложенные шамот-
ным кирпичом и окруженные
тепловой изоляцией. Нагрева-
элемент
Рис. 318. Масляная ванна:
1 — шамотный кирпич; 2 — стальная
ванна; 3 — масло; 4 — нагревательный
элемент
тели печей сделаны из нихрома и расположены на боковой поверх-
ности печи-ванны.
Печи данного типа служат для нагрева деталей под закалку,
цианирования и изотермической закалки. Рабочая температура ти-
гельных печей-ванн с внешним обогревом достигает 850° С.
Селитровые ванны служат для термической обработки
деталей из алюминиевых сплавов, например при термообработке
правленных лопастей, самолетных трубопроводов и т. п.
Эти ванны представляют собой сварной кожух с приваренным
дном, имеющим тепловую и электрическую изоляцию. Нагревате-
лем является нихромовая проволока. Жидкой средой для нагрева
деталей служит смесь натриевой и калиевой селитр.
Масляные ванны (рис. 318) — наилучший тип печей для
низкого* отпуска, так как они обеспечивают равномерное прогрева-
ние помещенных в них деталей. Эти ванны представляют собой же-
лезный кожух, выложенный внутри шамотным кирпичом. Внутри
печи вставляется стальная ванна, в которую наливается масло
(обычно тяжелое минеральное). Нагрев ванны осуществляется ни-
хромовым нагревателем, помещенным между стальным корпусом и
футеровкой.
Закалочные баки
Закалочный бак, в который наливается охлаждающая жидкость,
делается обычно сварным из железных листов. Он должен быть до-
статочных размеров, чтобы охлаждающая жидкость (вода или
310
масло) почти не нагревалась от
закалки деталей. Для примерных
подсчетов можно исходить из то-
го, что на 1 к,г закаливаемой де-
тали требуется 5—6 л воды или
10—12 л масла.
Если размер бака невелик, ТО Рис. 319. Закалочный масляный бак
для того чтобы закалочная жид- с двойными стенками
кость в нем не нагревалась, необ-
ходимо принять меры для ее непрерывного охлаждения. При за-
калке водой это достигается тем, что вода делается проточной.
Для охлаждения масляного закалочного бака его помещают
в другой бак, наполненный проточной водой. Между стенками ба-
ков циркулирует вода, которая и охлаждает масло (рис. 319).
Для охлаждения масла в баке можно применять также змеевик
с циркулирующей в нем холодной водой, который погружается
в бак с маслом.
При закалке в масле нельзя допускать его перегрева, так как это
опасно в пожарном отношении. Масляные баки должны быть снаб-
жены крышкой, которой в случае воспламенения масла они немед-
ленно накрываются.
Рис. 320. Схема термопары:
I — спай двух проволок; 2 и 3 — холодные
концы электродов термопары; 4 — медные
провода; 5 — гальванометр
Контрольно-измерительные приборы
Во всех операциях термической обработки первостепенное зна-
чение имеет температура нагрева металла. Поэтому исключительно
важна роль правильного определения температуры нагретого из-
делия.
Приборы, при помощи которых осуществляется определение
температур, называются пирометрами.
Пирометры имеют различное устройство. Наибольшее распро-
странение в ремонтных частях получили термоэлектрические пиро-
метры-термопары.
Термопара (рис. 320) состоит из двух проволочек разных метал-
лов, сваренных друг с другом одними концами 1. Другие концы 2 и 3
соединены при помощи медных про-
водов-/ с прибором 5 — милливольт-
метром (гальванометром). Если ко-
нец 1 термопары, в котором обе про-
волочки сварены между собой, будет
нагрет, то между другими концами 2
и 3 появится разность потенциа-
лов — термоэлектродвижущая сила
(т. э. д. с.) и стрелка гальваноме-
тра отклонится вправо. Чем выше
будет температура нагрева конца /
(так называемого «горячего спая»),
тем большая т. э. д. с. возникает
между двумя другими концами и тем
311
больше отклонится стрелка гальванометра. Величина т. э. д. с.,
кроме температуры, зависит еще от материала, из которого изготов-
лена термопара.
Для того чтобы по гальванометру отсчитывать температуру, его
показания переводят в градусы. В связи с этим обычно гальвано-
метры имеют две шкалы: одну в милливольтах, а другую в гра-
дусах.
Проволочки для термопары выбираются обязательно из разных
металлов. Наиболее распространены термопары из таких металлов:
платина-платинородий, медь-константан, железо-константан, хро-
мель-алюмель и никель-хром.
Платина-платинородиевая термопара приме-
няется для измерения температур от 600 до 1300° С. Этой термопа-
рой можно измерять также и более высокие температуры (до
1600° С) при условии кратковременного применения или предвари-
тельно защитив ее от действия окиси углерода (СО), а также паров
металлов и паров кремния. При измерении температур до 1300° С
платино-платинородиевая термопара может работать продолжи-
тельное время, не теряя своих высоких термоэлектрических
свойств.
Хромель-алюмелевая термопара применяется для
измерения температур до 1100° С. Одна проволока этой термопары
из сплава никеля с хромом-хромеля, другая — из сплава никеля
с алюминием-алюмеля. Термопара имеет высокую т. э. д. с. и ши-
роко применяется в практике.
Хромель-копелевая термопара применяется для
измерения температур не выше 600° С. Одна проволока этой термо-
пары из хромеля, другая — из сплава никеля с медью-копеля.
Железо-константановая термопара применяется
для измерения температур до 570° С. Для измерения более высоких
температур ее применять нельзя, так как железная проволока бы-
стро окисляется и выходит из строя.
Медь-константановая термопара применяется для
измерения невысоких температур до 400° С, так как выше этой тем-
пературы медная проволока начинает окисляться. Термопара ис-
пользуется также и для измерения отрицательных температур
(ниже 0° С).
Никель-хромовая термопара применяется для изме-
рения температур до 900° С. Недостатком этой термопары является
увеличивающаяся со временем хрупкость никелевой проволоки из-за
рекристаллизации никеля при температурах 700—800° С.
Термопары применяются в комплекте с обычными гальваноме-
трами, а также с так называемыми самопишущими гальванометрами
и терморегуляторами.
Самопишущие гальванометры показывают температуру в печи
в данный момент времени и, кроме этого, записывают ее во вре-
мени. Эти приборы применяются для записи температур в тех пе-
чах, где проводятся длительные процессы термической обра-
ботки.
312
Самопишущие гальванометры только показывают и записывают
температуру, но они не могут ее регулировать. Регулирует темпе-
ратуру в печи термист.
Приборы, которые не только измеряют температуру в печи, но
и регулируют ее, называются терморегуляторами. Точность регу-
лирования этими приборами заданной температуры составляет
+5° С.
ГЛАВА 3
СВАРКА МЕТАЛЛОВ
§ I. ЭЛЕКТРОДУГОВАЯ СВАРКА
Ведущая роль в развитии электродуговой сварки принадлежит
русским исследователям и ученым. В 1802 г. академик В. В. Пе-
тров открыл явление электрической дуги и определил возможность
использования тепла, выделяющегося в дуге, для расплавления ме-
таллов. Однако это великое открытие осталось незамеченным и не
нашло практического применения.
В 1882 г. русский изобретатель Николай Николаевич Бенардос
предложил производить сварку металлов, используя для их рас-
плавления тепло, выделяющееся при горении дуги между угольным
электродом и металлом (до настоящего времени этот метод не
утратил своего значения и называется способом Бенардоса или
электродуговой сваркой угольным электродом). Кроме того,
Н. Н. Бенардосом были открыты почти все основные виды электро-
дуговой сварки. Так, им была разработана «сварка косвенно дей-
ствующей дугой, горящей между двумя или несколькими электро-
дами» и предложен способ сварки в струе защитного газа. Он же
предложил метод дуговой резки «как на поверхности, так и под во-
дой», в дальнейшем усовершенствованный академиком К. К. Хре-
новым. В процессе работы над проблемой автоматизации сварки
Н. Н. Бенардос предложил, несколько систем автоматов для сварки
угольным электродом.
Дальнейшее развитие сварки связано с именем русского инже-
нера-изобретателя Николая Гавриловича Славянова. В 1888—
1890 гг. он усовершенствовал способ использования электрической
дуги и сделал его более удобным для промышленного применения,
предложив вместо угольного электрода использовать металличе-
ский.
Усовершенствуя свой способ, Н. Г. Славянов разработал и из-
готовил автомат для сварки металлическим электродом, названный
им «плавильником», который по существу являлся прототипом со-
временных сварочных автоматов. Кроме того, Н. Г. Славянов мо-
жет считаться изобретателем способа сварки под флюсом, так как
для защиты расплавленного металла от действия воздуха он реко-
мендовал в процессе плавления металла «подбрасывать битое
стекло», которое по своему химическому составу мало отличается
от сварочных флюсов, применяемых в настоящее время. Им же
313
была разработана сварка с предварительным подогревом или, как
она называется иначе, «горячая» сварка, которая до настоящего
времени применяется при ремонте изделий из чугуна, а также из
углеродистых и легированных сталей.
Все эти талантливые изобретения русских ученых и изобретате-
лей — В. В. Петрова, Н. Н. Бенардоса и Н. Г. Славянова — не на-
шли себе должной оценки и промышленного применения в отсталой
царской России. Только после Великой Октябрьской социалистиче-
ской революции электродуговая сварка получила широкое приме-
нение в промышленности, а советские ученые в своих работах про-
должили и развили научное наследие своих выдающихся соотече-
ственников.
В 1924 г. академиками В. П. Никитиным и К. К. Хреновым была
разработана конструкция отечественной сварочной машины.
Результаты исследований К. К. Хренова, К. В. Любавского,
А. А. Алова, А. Н. Шашкова, А. А. Ерохина и др. позволили в
1929—1930 гг. перейти на сварку толстообмазанными электродами,
благодаря чему были получены сварные швы, не уступающие по
прочности основному металлу. Коллективам института электро-
сварки АН УССР им. Е. О. Патона и ЦНИИТМАШ принадлежит
основная роль в развитии метода автоматической сварки под слоем
флюса.
Большую роль в вопросе повышения качества сварных соедине-
ний цветных и высоколегированных металлов сыграли работы
С. Г. Сарафанова, Л. Н. Кушнарева, А. Я. Бродского и др. по
исследованию сварки в атмосфере защитных газов (атомно-водо-
родной и аргонодуговой).
Вопрос повышения качества сварных соединений самолетных
сталей, в частности стали ЗОХГСА, исследовался в работах
М. В. Поплавко и работников ВИАМ и НИАТ.
Кроме исследования и разработки новых методов сварки, рус-
скими учеными впервые создана наука о теоретических основах
сварки (Н. Н. Рыкалин, А. А. Алов; К. В. Любавский, К. К. Хре-
нов, Е. О. Патон и др.) и изучены проблемы прочности сварных
соединений (Н. О. Окерблом, Г. А. Николаев, Н. С. Стрелецкий
и др.).
Основные понятия об электродуговой сварке
Электродуговой сваркой называется процесс получения не-
разъемного соединения металлических частей путем местного рас-
плавления их теплом сварочной дуги.
Сварочной дугой называется электрическая дуга, горящая между
электродом и свариваемым изделием.
В зависимости от применяемого при сварке электрода разли-
чают два вида электродуговой сварки — угольным и металлическим
электродами.
Угольный электрод при электродуговой сварке служит только
для образования сварочной дуги в целях расплавления кромок сва-
риваемых деталей.
314
Металлические электроды, служащие для образования свароч-
ной дуги, при электродуговой сварке одновременно являются и при-
садочным материалом.
В дальнейшем будет рассматриваться в основном электродуго-
вая сварка металлическим электродом, получившая наиболее ши-
рокое распространение в самолетостроении. Качество сварного шва
при электродуговой сварке металлическим электродом в значитель-
ной степени зависит от качества выбранного электрода. Для изго-
товления металлических электродов применяется холоднотянутая
стальная проволока, состав которой подбирается соответственно со-
ставу и свойствам свариваемого металла.
Согласно ГОСТ 2246—54 проволока выпускается диаметром 1;
1,2; 1,6; 2; 3; 3,5; 4; 5; 6; 6,5; 7; 8; 9; 10 и 12 мм.
Сварочная проволока поставляется в мотках весом до 80 кг.
К каждому мотку должна быть прикреплена металлическая бирка,
на которой указывается завод-изготовитель, номер плавки и услов-
ные обозначения проволоки. Каждая партия проволоки должна
снабжаться сертификатом, в котором указываются: наименование
завода-изготовителя, диаметр проволоки, марка проволоки, номер
плавки, вес проволоки нетто и результаты химического анализа.
В зависимости от назначения металлические электроды бывают
без покрытия (голые) и покрытые специальной обмазкой.
Голые электроды изготовляются из малоуглеродистой сталь-
ной проволоки и применяются для сварки неответственных де-
талей.
В настоящее время электродуговая сварка, как правило, произ-
водится только обмазанными электродами. В менее ответственных
случаях применяются электроды с тонкой (стабилизирующей) об-
мазкой, в более ответственных случаях — электроды с толстой (за-
щитной) обмазкой.
Стабилизирующие обмазки предназначаются для повышения
устойчивости горения дуги за счет того, что пары веществ, входя-
щих в состав этих обмазок, благоприятствуют ионизации дугового
промежутка. Заметного влияния на химический состав наплавлен-
ного металла они не оказывают, от окисления и вредного действия
кислорода и азота наплавленный металл не защищают.
Наибольшее распространение получила меловая обмазка, со-
стоящая из 70—75% мела и 30—25% жидкого стекла. Толщина
слоя обмазки составляет примерно 0,1—0,25 мм.
При ремонте авиационной техники применяют электроды со ста-
билизирующей обмазкой ВИ 9-6 (ВИАМ-25), обеспечивающей вы-
сокую устойчивость дуги при малых значениях силы тока. Обмазка
состоит из 46% двуокиси титана, 30% углекислого бария,
16.% мела и 8% двуокиси марганца. Разводится обмазка в жидком
стекле плотность#) 1,1 —1,2. На 1 кг сухой смеси требуется
1,4 кг жидкого стекла.
Обмазка наносится методом окунания в один слой. После на-
несения обмазки электроды сушатся при температуре 15—25° С
в течение 1—4 часов.
315
Защитные обмазки предназначаются для повышения механиче-
ских свойств металла шва, так как они обеспечивают устойчивое
горение дуги, хорошую защиту сварочной ванны от вредного воз-
действия азота и кислорода окружающего воздуха, спокойное и
равномерное расплавление электрода, требуемый химический со-
став наплавленного металла и его постоянство, хорошее формиро-
вание шва.
При ремонте авиационной техники применяются электроды с за-
щитными обмазками ВИ 10-6 (ВИАМ-101), ВИ 12-6 (НЖ-1) и
НИАТ-2. Состав обмазок ВИ 10-6 и ВИ 12-6 (НЖ-1) приведен
в табл. 46.
Таблица 46
Марка обмазки Мрамор Плавико- вый шпат Двуокись титана Каолин Песок кварцевый Ферро- силиций Ферро- марганец Ферро- молибден Ферро- титан Растворимое стекло плот- ностью 1,3—1,33
ВИ 10-6 52 14 9 — 9 8 5 3 — 430 г на 1 кг сухой смеси
ВИ 12-6 (НЖ-1) 60 29 — 5 —. 3 — — 3 460 г на 1 кг сухой смеси
Обмазка НИАТ-2 состоит из 59% доломита, 10% двуокиси ти-
тана, 8% плавикового шпата, 3% ферротитана, 10% ферросилиция,
7% ферромарганца и 3% ферромолибдена.
Величина диаметра обмазанного электрода в зависимости от
диаметра электродной проволоки и марки обмазки приведена
в табл. 47.
Таблица 47
Диаметр электродной проволоки в мм Диаметр электрода в мм
ВИ 10-6 ВИ 12-6 НИАТ-2
2,0 3,2—3,4 2,4—2,7 2,45—2,6
2,5 . 3,9-4,2 3,2—3,5 3,05—3,25
3,0 4,6-4,9 3,8—4,1 3,65—3,9
3,5 5,3-5,7 4,8—5,2 —
4,0 6,1-6,6 5,4—5,9 4,9—5,1
5,0 7,6-8,1 6,9—7,4 6,1-6,4
6,0 9,1-9,6 8,3—8,8
6,5 9,9 8,9 —
Изготовление электродов. Процесс изготовления электродов с
защитными покрытиями подразделяется на такие операции:
— подготовку электродной проволоки;
— подготовку компонентов;
— изготовление смеси компонентов;
316
— нанесение покрытия на электродную проволоку;
— сушку и прокаливание электродов;
— контроль готовых электродов.
Подготовка электродной проволоки заключается
в правке и рубке ее на правильно-рубочных станках или вручную,
очистке от ржавчины, жиров, окалины и загрязнений с помощью
пескоструйной обработки, травления или других методов. При изго-
товлении электродов проволока нарезается кусками, длина кото-
рых зависит от ее диаметра и от марки стали, из которой изготов-
лена проволока (табл. 48).
Таблица 48
Диаметр проволоки в мм Длина электродных стержней в мм
марки Св-08А, Св-18ХГСА, Св-18ХМА марки Св-0Х18Н9Т, CB-1X18H9T, CB-X18H11M, ЭИ334, ЭИ435
2 300 ±3 250 ±3
2,5—3,0 350 ±3 30013
3,5—6,5 450 ±3 400 ±3
Подготовка компонентов состоит в высушивании их
при температуре 120—200° С до влажности 2—3%, предваритель-
ном дроблении на куски размером 20—40 мм, тонком помоле на
шаровых мельницах и просеивании через сита различных номеров.
Для просеивания различных компонентов применяются сита, ука-
занные в табл. 49.
Таблица 49
Наименование компонента
Количество отверстий
в сите на 1 смг
(ГОСТ 3854-47)
Титановый концентрат, марганцевая
руда, полевой шпат, гранит, мел,
плавиковый шпат, мрамор, кварц,
двуокись титана, каолин, песок,
углекислый барий ....................
Ферромарганец, ферросилиций, ферро-
хром, ферротитан, ферромолибден . .
1600-3600
900—1600
После просеивания все ферросплавы подвергаются пассивиро-
ванию для того, чтобы они не вступали в химическую реакцию
с жидким стеклом. Пассивирование можно производить сухим и
мокрым способом. При сухом способе ферросплавы перед замесом
подвергаются вылеживанию в течение 8—10 дней или прокалке
в печи в продолжении 1 часа.
При мокром способе ферросплавы в течение 8—10 часов
317
Рис. 321. Схема процесса нанесения
обмазки на прессе:
I — электродная проволока; 2 — подающие
ролики; 3 — мундштук; 4 — головка обмазоч-
ного пресса; 5 — обмазка; 6 — поршень пресса;
7 — калибровочное сопло
смеси
После подго-
составные ча-
обильно смачиваются водой или
в течение 1 часа 0,5%-iHbiM вод-
ным раствором марганцевокисло-
го калия. После этого раствор
сливают, а ферросплавы просуши-
вают при температуре 100—130° С.
При изготовлении покрытий
ВИ 10-6, НИАТ-2 и ВИ 12-6 ре-
комендуется производить пасси-
вирование мокрым способом.
Изготовление
компонентов,
товки компонентов
сти обмазки отвешиваются в тре-
буемых количествах и тщательно
перемешиваются. Полученная та-
ким образом смесь компонентов
замешивается на жидком стекле.
Для лучшего перемешивания массы и удаления из нее пузырьков
воздуха жидкую обмазку протирают через сито 500—1200 отв!см2.
Нанесение покрытия на электродный стержень произ-
водится методом окунания или под давлением. При первом методе
электродный стержень погружается в сосуд с разведенной обмаз-
кой и извлекается из него в строго вертикальном положении. После
просушки первого слоя обмазки электрод погружают снова и опять
просушивают, повторяя эти операции до тех пор, пока на электроде
образуется слой требуемой толщины.
Нанесение обмазки под давлением производится на специаль-
ных прессах. Процесс нанесения обмазки (рис. 321) заключается
в том, что к проходящей через головку пресса электродной прово-
локе подается под большим давлением густая обмазка, которая,
проходя через калибровочное сопло, со всех сторон равномерно об-
волакивает проволоку. Толщина слоя обмазки зависит от размера
калибровочного сопла, через которое обмазанный электрод выхо-
дит наружу. Производительность таких прессов очень велика и до-
ходит до 400—500 электродов в минуту.
Сушка и прокаливание э л е к т р о д о в. После нанесе-
ния обмазки электроды просушиваются на воздухе при температуре
15—20° С в течение 4—8 час., а затем прокаливаются в сушильных
шкафах. Электроды с покрытием ВИ 10-6 прокаливаются при тем-
пературе 300° С в течение 1 часа, а электроды с покрытием ВИ 12-6
при температуре 200° С в течение 2 часов.
Контроль готовых электродов заключается в испы-
тании сварочных свойств электродов, прочности покрытия и меха-*
нических свойств наплавленного металла. Прочность покрытия элек-
тродов с обмазками марок ВИ 10-6 и ВИ 12-6 проверяется путем
свободного падения электрода плашмя с высоты 1 м на гладкую
стальную плиту. Если при падении покрытие не разрушается, элек-
трод признается годным.
318
При испытании сварочных качеств электрод Должен удовлетво-
рять таким требованиям: дуга должна легко возбуждаться и го-
реть равномерно без чрезмерного разбрызгивания; покрытие
должно плавиться равномерно и одновременно с электродным
стержнем; наплавленный металл должен равномерно покрываться
шлаком, который после охлаждения должен легко удаляться; на-
плавленный металл не должен иметь пор и трещин, видимых нево-
оруженным глазом.
Испытание механических свойств наплавленного металла про-
изводится по ГОСТ 6996—54.
Оборудование рабочего места сварщика
. Сварочные агрегаты. Для питания сварочной дуги может слу-
жить как постоянный, так и переменный ток. В зависимости от
этого при электродуговой сварке применяется различное оборудо-
вание.
Для питания сварочной дуги постоянного тока применяются
сварочные агрегаты.
Сварочный агрегат постоянного тока состоит из
генератора постоянного тока и двигателя, который приводит его
Рис. 322. Сварочный агрегат СУГ-2р
в движение. В качестве двигателя обычно применяются электродви-
гатель переменного тока или двигатель внутреннего сгорания. Гене-
ратор и двигатель соединяются с помощью эластичной муфты или
ременного привода. Иногда они имеют общий вал и корпус.
Наибольшее применение в ремонтных частях имеет сварочный
агрегат типа СУГ-2р (рис. 322). Генератор имеет грубую и точную
регулировку силы сварочного тока. Грубая регулировка произво-
дится посредством сдвига щеток: при сдвиге щеток с нейтрали по
направлению вращения якоря сварочный ток уменьшается, а при
сдвиге против вращения — увеличивается. Щеточная траверса пе-
319
редвигается ручкой, которая может быть фиксирована в трех поло-
жениях.
I положение (крайнее левое, если смотреть со стороны генера-
тора) соответствует режиму работы на токах от 70 до 130 а при
напряжении 18 в и от 45 до 105 а при напряжении 30 в;
II положение (среднее) — режиму работы на токах от 115 до
235 а при 18 в и от 65 до 185 а при 30 в;
III положение (правое) —режиму работы на токах от 200 до
400 а при 18 в и от 110 до 320 а при 30 в.
Точная регулировка осуществляется при помощи реостата: при
вращении маховика реостата по часовой стрелке величина свароч-
ного тока увеличивается. На кожухе реостата имеется шкала —
указатель силы сварочного тока, отградуированная в амперах. В со-
ответствии с тремя положениями ручки щеточной траверсы шкала
реостата имеет три ряда цифр, показывающих силу сварочного
тока при напряжении на дуге равном 30 в. Если сварка произво-
дится электродом с меловым покрытием (напряжение на дуге
18—20 в), то сила сварочного тока будет больше, чем указано на
шкале: при первом положении траверсы — на 25 а, при втором
положении — на 50 а и при третьем положении — на 100—120 а.
При сварке толстообмазанным электродом напряжение на дуге
равно 24—28 в, поэтому сила сварочного тока приблизительно бу-
дет соответствовать градуировке шкалы.
Сварочные агрегаты при правильном их обслуживании надежны
в работе.
Перед запуском агрегата необходимо проверять исправность за-
земления корпусов генератора и двигателя, надежность всех кон-
тактов, а также состояние щеток и коллектора. Коллектор и кон-
тактные кольца должны иметь блестящую полированную поверх-
ность без царапин, выбоин и обгорелых мест. Слюда на коллек-
торе не должна выступать, а коллектор при вращении не должен
иметь биения. Рабочие поверхности щеток должны быть гладкие.
При работе сварочного агрегата необходимо следить, чтобы на-
грев подшипников и обмоток не превышал допускаемой нормы,
чтобы подшипники не стучали, а коллектор не искрил. 'При обнару-
жении указанных неисправностей агрегат следует выключить и вы-
яснить причину их возникновения.
Работать на неисправном сварочном агрегате запрещается.
После окончания работы необходимо протереть коллектор чи-
стой сухой тряпкой и продуть весь агрегат сжатым воздухом для
удаления пыли.
Кроме того, 1—2 раза в неделю коллектор следует очистить
чистой тряпкой, смоченной в бензине, а при обнаружении на его по-
верхности нагара — прошлифовать тонкой шлифовальной шкуркой,
закрепленной на деревянную колодку с выемкой, соответствующей
форме коллектора.
Не менее 1 раза в месяц требуется производить промывку под-
шипников с заливкой их чистой смазкой. Шариковые подшипники
нужно промывать не реже трех раз в год.
320
Сварочные трасформаторы предназначаются для
того, чтобы снижать напряжение сети (220—380 в) до напряжения
холостого хода (65—70 в) и за счет этого повышать силу свароч-
ного тока.
Для регулирования силы сварочного тока применяют регуляторы
(дроссели).
Схема соединения сварочного трансформатора и регулятора по-
казана на рис. 323. Конструктивно сварочный трансформатор пред-
ставляет собой железный сердечник 7 с двумя обмотками 2 и 3.
Обмотка 2, включаемая в сеть переменного тока, называется пер-
Рис. 323. Схема соединения сварочного трансформатора „а“ и регу-
лятора „б*:
I — сердечник; 2 и 3 — обмотки; 4 — неподвижная часть сердечника регулятора; 5 —
подвижная часть сердечника регулятора; 6 — обмотка; 7 — винт; S — рукоятка
вичной. При прохождении по ней электрического тока в другой об-
мотке 3, называемой вторичной, индуктируется переменный ток, на-
пряжение которого ниже, чем напряжение в первичной обмотке,
но зато сила его во столько же раз больше.
На торцевых стенках трансформатора имеются две борновые
доски с винтовыми зажимами.I Борновая доска, на которой винты
имеют меньший диаметр и к которой присоединен провод меньшего
сечения (от первичной обмотки), предназначена для подключения
к сети. Вторая доска служит для присоединения проводов от сва-
риваемого изделия и регулятора.
Регулятор представляет собой железный сердечник, состоя-
щий из неподвижной 4 и подвижной 5 части. На сердечнике поме-
щена обмотка 6, которая одним концом подключается к зажиму
вторичной обмотки трансформатора, а другим — к электрододержа-
телю. Перемещение передвижной части сердечника 5 осуществ-
ляется винтом 7, который вращается рукояткой 8. При вращении
рукоятки по часовой стрелке сила сварочного тока возрастает. При
21-1395 321
вращении рукоятки против часовой стрелки сила сварочного тока
уменьшается.
На рис. 324 показан внешний вид трансформатора СТЭ-34 и ре-
гулятора РСТЭ-34.
Кроме трансформаторов с отдельным регулятором, промышлен-
ностью выпускаются сварочные трансформаторы, у которых об-
мотка регулятора помещена на общем сердечнике с обмотками
трансформатора. К этому типу относятся трансформаторы СТАН-0,
Рис. 324. Внешний вид трансформатора „<5“ типа СТЭ-34
и регулятора „а“ типа РСТЭ-34
СТАН-1, СТН-500 и СТН-700, разработанные академиком В. П. Ни-
китиным. Внешний вид трансформатора СТН-500 представлен на
рис. 325.
Сварочные трансформаторы всех типов очень просты и на-
дежны в работе, причем обслуживание их весьма несложно. При
работе на открытых площадках трансформатор следует защищать
от атмосферных осадков во избежание порчи изоляции обмотки.
По этой же причине нельзя помещать трансформаторы вблизи на-
гревательных устройств.
Перед началом работы необходимо проверить все соединения,
надежность закрепления зажимов и произвести заземление кожуха
трансформатора. Для этого надо присоединить заземляющий про-
вод к специальному болту с надписью «земля» (болт расположен
на продольной стенке кожуха снизу).
После окончания работы и отключения трансформатора от сети
необходимо очистить его от пыли и грязи, протирая сухой тряпкой
и обдувая сжатым воздухом.
322
Основные неисправности сварочных трансформаторов происхо
дят в результате замыкания обмоток и наличия неплотных контак-
тов в соединениях проводов. К числу их относятся:
— сильное нагревание вторичной обмотки по причине корот-
кого замыкания между витками;
— гудение трансформатора и нагрев его вследствие замыкания
в первичной обмотке;
— нагревание зажимов из-за плохого контакта в соединении;
— отсутствие тока в сварочной цепи; причиной этого является
отрыв концов обмоток от зажимов.
Во всех этих случаях сварочный транс-
форматор следует сдать в ремонт, а при гу-
дении регулятора необходимо туже затянуть
стопорные болты.
В отличие от обычных сварочных транс-
форматоров сварочный агрегат
ПС-100 предназначен для питания свароч-
ной цепи переменным током повышенной
частоты (490 гц). В общем корпусе агрега-
та заключены генератор однофазного пере-
менного тока повышенной частоты и асин-
хронный двигатель, питаемый от сети с на-
пряжением 220 или 380 в. Регулирование сва-
рочного тока осуществляется с помощью
специального регулятора, который плавно
изменяет силу тока в пределах от 20 до
100 а и с помощью переключения обмоток
регулятора, которые грубо изменяют силу
тока до 115 а. Подвижный сердечник магни-
топровода регулятора перемещается с по-
мощью маховичка, чем осуществляется точная регулировка свароч-
ного тока. Поворот маховика по часовой стрелке вызывает увеличе-
ние силы тока в цепи.
Для грубой регулировки при малых токах обе обмотки регуля-
тора включаются последовательно, а при средних токах включается
одна обмотка. При максимальных токах (до 115 а) обе обмотки
полностью выводятся из сварочной цепи, поэтому в таком положе-
нии точная регулировка силы тока не производится. На корпусе
регулятора имеются две шкалы, градуированные в амперах, по ко-
торым можно определить силу сварочного тока в зависимости от
положения переключателя обмоток.
Принадлежности и инструмент сварщика. За каждым электро-
сварщиком должны быть закреплены: электрододержатель (рис. 326)
с гибким проводом длиной не менее 2 м; щиток или шлем
(рис. 327); пассатижи, металлическая щетка, молоток и зубило;
специальная одежда и рукавицы; ящик для хранения инстру-
мента.
Гибкий провод применяется марок ПРГ (ГОСТ 1977—43)
21* 323
и ПРГН. В зависимости ОТ Силы Тока СечёНие гфойоДа Подби-
рается по табл. 50.
Таблица 50
Наибольшая допу- скаемая сила тока в а Сечение провода в ммг
одинарного двойного
200 25
300 50 2X16
450 70 2X25
000 95 2X35
Щитки и шлемы изготовляются из прочного легкого мате-
риала, чаще всего из фибры. Щиток снабжен ручкой, за которую
сварщик держит его перед лицом, поэтому применение его воз-
Рис. 326. Электрододержатели различных конструкций
можно только в том случае, когда левая рука у сварщика свободна.
Если обе руки у сварщика заняты, как, например, при атомно-
fl 6
Рис. 327. Щиток „а" и шлем „бл для защиты лица сварщика
324
водородной или аргонодуговой сварке, то в этих случаях приме-
няется шлем, который одевается на голову и крепится ремнем или
обручем.
В защитный щиток вставляется стекло марки ТИС. Стекла
имеют различную прозрачность. Наиболее темное — № 1 приме-
няется в тех случаях, когда сварка производится током, сила кото-
рого превышает 350 а. Среднее — № 2 при силе сварочного тока
100—350 а. Светлое — № 3, когда сила сварочного тока менее
100 а.
Специальная одежда изготавливается из прочной, трудно заго-
рающейся ткани. Нельзя работать в резиновых перчатках и рези-
новой обуви, так как при работе в них сварщик сильно потеет и,
кроме того, эта одежда прогорает.
Подготовка металла к сварке
Подготовка к сварке заключается в разделке кромок сваривае-
мого изделия, в зачистке и обезжиривании поверхностей изделия,
а также в подборе режима сварки.
Разделка кромок в зависимости от толщины свариваемого ма-
териала производится в соответствии с табл. 51.
Зазор между кромками «а», который следует оставлять для луч-
шего провара шва, по всей длине разделки должен иметь одинако-
вую ширину. Заусенцы и неров-
ности на кромках необходимо
удалять запиловкой личным
напильником. Скашивание кро-
мок лучше всего производить
путем механической обработки
на строгальных, токарных и
других станках. На небольших
заготовках скашивание кромок
можно осуществлять опилов-
кой драчевым напильником.
Не рекомендуется производить
разделку кромок путем обру-
бания фасок зубилом, так как
при этом способе кромка по-
Рис. 328. Огневая обработка кромок
под сварку:
а — двумя резаками; б — тремя резаками
лучается неровной со значительным отклонением от заданных раз-
меров.
В последнее время большое распространение получила огневая
обработка кромок, осуществляемая путем кислородной резки одним
или несколькими резаками (рис. 328). Особенно большие преиму-
щества этот способ имеет при разделке кромок на толстостенных
изделиях.
При ремонте авиационной техники подготовка поврежденного
места зависит от вида повреждений. При наличии на детали пря-
молинейных трещин они засверливаются с обеих концов сверлом
диаметром 2—2,5 мм,
325
Таблица 51
Толщина Размер в мм
Вид соединения материа- ла 6 в мм 8, а в
бесскосное стыковое 1,5 0,5—1,0
1 “* ° 2,0 2,5 — 0,5—1,0 0,7—1,2 —
1
V-образное стыковое 3,0 1,0—1,5 1—2 4
J _п П _ 5,0 10,0 1,0—1,5 1,5-2,0 1-2 1—2 4 5
ИВ дм, 15,0 2,0—3,0 1—2 6
1 “с?
X- образ ное стыковое 10,0 2,0 1-2 5
Мп ш 15,0 20,0 2—3 2—3 1-2 1-2 6 7
ми» я*
Тавровое бесскосное
Тавровое односкосное
5,0 0,5—1,0 0,5—1,0 7
10,0 1—2 0,5—1,0 12
15,0 2-3 0,5-1,0 17
326
абразивного круга на
Рис. 329. Схема засверливания кри-
волинейных трещин
Криволинейные и разветвленные трещины засверливаются как
по концам, так и в точках перегибов и разветвлений (рис. 329).
После засверливания трещин производится их разделка с по-
мощью трехгранного шабера или
равную 3/4 толщины основного
материала для удаления из тре-
щин окислов и нагара.
Не допускается разделывать
трещины с помощью зубила, так
как это приводит к увеличению
размеров трещины. Поверхност-
ные трещины запиливаются круг-
лым надфилем или личным напиль-
ником до полного устранения их.
При наличии пробоин или про-
гаров поврежденное место уда-
ляется по плавному контуру (рис.
330), после чего кромки отвер-
стия запиливаются личным на-
пильником и зачищаются шлифо-
вальной шкуркой зернистости
180—200.
При всех видах повреждений
нии 10—20 мм вокруг места сварки очищается от ржавчины,
грязи, краски, нагара и других загрязнений с помощью металличе-
ской щетки и обезжиривается путем промывки бензином Б-70.
поверхность изделия на расстоя-
Перед сваркой проверяют, не отсырела ли обмазка электродов:
при встряхивании в руке нескольких электродов с сухой обмазкой
они издают металлический звук, а с сырой — глухой. Электроды
с отсыревшей обмазкой просушиваются в сушильном шкафу при
температуре 110—120° С.
327
После сборки отдельных частей изделия проверяется правиль-
ность сборки и производится наложение прихваток. Прихватками
называются короткие сварные швы, служащие для закрепления со-
бранных деталей перед сваркой. Высота прихватки не должна пре-
вышать 2/з высоты основного сварного шва. Прихватку обычно на-
кладывают тем же видом сварки, что и основные швы, применяя
тот же присадочный материал. Качество швов прихваток должно
быть высоким, так как обычно они не вырубаются и при наложении
основного шва на недоброкачественную прихватку в нем могут воз-
6
Рис. 331. Постановка прихваток:
а — порядок наложения прихваток; б — прихватка цилиндрических изделий; в — при-
хватка ребер жесткости. Цифрами указана последовательность постановки прихваток
никнуть пороки (поры, трещины). Прихватки следует располагать
в местах наименьших концентраций напряжений в изделии. По этой
причине недопустимо наложение прихваток на краях и углах загиба
материала, а также вблизи отверстий.
При наложении прихваток следует руководствоваться такими
правилами. Накладывать прихватки следует в направлении от сере-
дины шва к его краям (рис. 331, а). В цилиндрических изделиях
(фланцы, трубчатые соединения и др.) прихватки надо располагать
симметрично (рис. 331,6).
Прихватку ребер жесткости следует производить в шахматном
порядке (рис. 331, в).
Расстояние между прихватками назначается в зависимости от
толщины свариваемого материала и его марки. В табл. 52 приве-
дено расстояние между соседними прихватками для стальных изде-
лий, а в табл. 53 для изделий из алюминиевых сплавов. Перед
сваркой с прихваток должен быть отбит шлак и поверхность их зд?
чищена до блеска с помощью металлической щетки,
328
Подбор режима сварки, т. е. определение необходимой силы сва-
рочного тока, диаметра и марки электрода, рода тока (постоянный
или переменный) и его полярности (при сварке на постоянном токе)
обычно производится по специальным таблицам режимов, которые
приводятся в инструкциях по сварке.
Таблица 52
Толщина материалов в мм Расстояние межау прихватками в мм
при газовой сварке при дуговой сварке
0,5—1,0 25—35
1—2 30—50 47-75
2—4 60—80
Более 4 — 80—150
Таблица 53
Толщина материала в мм До 1,5 1,6-3,0 3,1-5,0 5-10 10-25
Расстояние между прихватками в-мм 20—30 30—50 50—80 80—120 120—200
Техника электродуговой сварки
Существенное влияние на качество сварки имеет длина свароч-
ной дуги. Возбуждение сварочной дуги производится путем прика-
сания конца электрода к свариваемому изделию. Существует два
способа возбуждения дуги:
— путем опускания электрода вниз до соприкосновения со сва-
риваемым металлом и быстрого отвода его на расстояние, равное
длине дуги (рис. 332 а);
— путем проведения концом электрода
подобно тому, как зажигают спичку
(рис. 332, б).
Трудность возбуждения дуги заклю-
чается в том, что при недостаточно быст-
ром отведении конца электрода от поверх-
ности изделия он может привариться
или, как говорят, «примерзнуть», а при
слишком резком отводе конца электрода
дуга может оборваться и погаснуть.
После возбуждения дуги сварщик
поддерживает постоянство длины дуги
путем медленного опускания электрода по
мере его расплавления. Сварку следует
производить короткой дугой: длина ее не
должна превышать диаметра электрода.
по поверхности изделия,
Рис. 332. Способы воз-
буждения дуги:
а — опускание электрода вниз
до соприкосновения с метал-
лом; б — проведение концом
Электрода по поверхности из-
г делия
6
$9
Рис..333. Подварка корпя шва:
Z — основной шов; 2 — кон-
трольный шов
Рис. 334. Сварка на подкладках:
1 - съемная; 2 — остающаяся
или «ниточного» валика сварщик равно-
проплавления металла:
При наплавке «узкого»
мерно перемещает электрод вдоль линии шва, наклоняя его к по-
верхности изделия под углом 70—80°. Для наплавки уширенного
валика сварщик, кроме перемещения электрода вдоль линии шва,
придает концу электрода колебательные движения.
При обрыве дуги ее зажигают впереди места обрыва, на еще не
сваренном металле, и затем возвращаются на наплавленный ме-
талл, обеспечивая непрерывность валика. После окончания наплавки
всего валика нельзя резко отрывать электрод от изделия, так как
в этом случае в конце валика образуется углубление — кратер, в ко-
тором могут появиться трещины. Необходимо тщательно заваривать
кратер путем двух-трехкратного укорочения дуги.
При сварке стыковых швов основная трудность заключается в
получении полного провара. Существует два способа обеспечения
получения полного провара без опасности
— подварка корня шва (рис. 333);
— сварка на подкладке (рис. 334).
Подкладки бывают остаю-
щиеся, которые в процессе
сварки привариваются к основ-
ному материалу, и съемные, ко-
торые после сварки удаляются.
Остающиеся подкладки обыч-
но изготовляются из стали, а
съемные из меди.
При сварке угловых швов
жидкий металл стекает на ниж-
нюю кромку, поэтому угловые
швы лучше сваривать «в лодоч-
ку» (рис. 335, а). Если деталь
Рис. 335. Сварка угловых швов:
а — в лодочку; б — в нормальном положении
530
Рис. 336. Сварка вер шкальных швов:
а — длинной дугой; б — короткой дугой; в — снизу вверх; г —
сверху вниз
расположить таким образом не удается, следует совершать элек-
тродом при сварке движения, указанные на рис. 335, б, возбуждая
дугу в точке А.
Сварка вертикальных швов производится в двух направлениях:
снизу вверх или сверху вниз. Сварку следует вести возможно ко-
роткой дугой (рис. 336,6), так как при сварке длинной дугой капли
расплавленного металла стекают вниз (рис. 336, а). Для уменьше-
ния объема жидкого металла сварку ведут обычно электродом
уменьшенного диаметра (не более 4 мм) на пониженной по
сравнению со сваркой в нижнем положении силе тока (на 10—20%).
Сварку вертикальных швов легче производить снизу вверх
(рис. 336, в).
Способ сварки сверху вниз (рис. 336, г) рекомендуется приме-
нять при сварке малых толщин, так как при этом легче избежать
прожога материала.
При сварке горизонтальных швов рекомендуется производить
односторонний скос кромки только у верхнего листа (рис. 337), так
как это предохраняет расплавленный металл от стекания. В этом
случае дугу возбуждают на нижней кромке — I, а затем переводят
ее на скошенную кромку верхнего листа — II.
Сварка потолочных швов (рис. 338) ведется самой короткой ду-
гой, какую только может поддерживать сварщик. При сварке длин-
ной дугой расплавленный металл будет стекать вниз. Сварку сле-
дует вести электродом, диаметр которого не превышает 4 мм, а силу
Рис. 337. Сварка
горизонтальных
ШВОВ
Рис. 338. Сварка потолочных
швов
331
Рис. 339. Сварка многослойного шва.
Цифрами указан порядок наложения
ШВОВ
сварочного тока уменьшать
на 10—20% по сравнению со
сваркой материала тех же
толщин в нижнем положении.
При изготовлении и ре-
монте самолетных конструк-
ций применять потолочную,
вертикальную и горизонталь-
ную сварку запрещается.
При сварке других кон-
струкций из малоуглероди-
стой стали указанные выше
виды сварки рекомендуется
выполнять с применением
толстообмазанных электро-
дов с обмазками ОММ-5 и
ЦМ-7.
При сварке материала
значительной толщины, ко-
гда за один проход невоз-
многослойная сварка. При сварке
можно заполнить всю раз-
делку кромок, применяется
многослойного шва (рис. 339)
сначала проваривается его вершина узким «ниточным» валиком
с применением электрода диаметром 3—4 мм. Затем поверхность
шва зачищается до блеска металлической щеткой и накладываются
последующие слои. Перед наложением каждого последующего шва
поверхность ранее наложенных швов зачищается металлической
щеткой до блеска. При сварке швов с V-образной разделкой после
заполнения всей разделки для обеспечения полного провара изде-
лие поворачивают, пневматическим.зубилом подрубают корень шва,
а затем производят подварку этого места узким «ниточным» вали-
ком, так называемым контрольным швом.
§ 2. ГАЗОВАЯ СВАРКА
Основные понятия о газовой сварке
При газовой сварке расплавление кромок свариваемого изделия
и присадочного материала осуществляется теплом, выделяющимся
при сгорании газов в атмосфере кислорода. В качестве горючего
газа наиболее широкое применение при сварке черных и большин-
ства цветных металлов находит ацетилен, поэтому ниже рассматри-
ваются только те процессы, которые происходят в кислородно-аце-
тиленовом пламени, а само пламя для краткости называется сва-
рочным. При полном сгорании ацетилена выделяется большое коли-
чество тепла, значительная часть которого полезно используется
для нагрева. Так при сгорании 1 м3 ацетилена выделяется 11 500 ка-
лорий тепла, из которых используется около 5500 калорий. При сго-
рании такого же количества бензина рцделяется 30 000 калорий,
332
реакции: zc2ri2 ou2 =
а-Смесь ацетилена и
нислороба из горелни
Рис. 340. Схема строения
нейтрального пламени и
распределения температуры
по его длине:
а — ядро; б — восстановительная
зона; в - факел
бДйакб полезно используется только 1200 калорий. Кроме тогб, при
сгорании ацетилена температура пламени (3100° С) бывает выше,
чем при сгорании других горючих газов. В этом и заключаются
основные причины широкого применения ацетилена.
Обычно в горелках сжигается смесь ацетилена с кислородом.
Полное сгорание ацетилена протекает по
— 4СО2 4- 2Н2О. Как видно из уравне-
ния, для полного сгорания одного объема
ацетилена требуется 2,5 объема кисло-
рода. Практически на 1 объем ацетилена
в горелку подается 1,1 —1,2 объема ки-
слорода, а недостающий для полного
сгорания кислород поступает из окру-
жающего воздуха.
В зависимости от соотношения коли-
честв ацетилена и кислорода, подавае-
мых в горелку, изменяется состав пламени.
Если на 1 объем ацетилена подается
1,1—1,2 объема кислорода, то весь ацети-
лен полностью сгорает и такое пламя на-
зывается нейтральным или нормальным.
Оно характеризуется правильной формой
ядра и красноватой окраской. Химиче-
ский состав различных частей пламени,
распределение температур в нем и вид
нейтрального пламени представлены на
рис. 340. Нейтральное пламя состоит из
трех зон: ядра, восстановительной зоны и
вторичного пламени, или факела. Ядро ослепительно белого цвета
имеет форму конуса с закругленным концом. Длина ядра зависит
от скорости истечения горючей смеси: чем больше скорость истече-
ния, тем длиннее ядро.
Восстановительная зона имеет значительно более темный цвет,
чем ядро, и наиболее высокую температуру на расстоянии 2—4 мм
от края ядра.
При избытке ацетилена ^-£^-<1,1) происходит неполное сго-
рание его, вследствие чего в пламени появляется свободный
углерод. Такое пламя называется науглероживающим
(рис. 341, в) и характеризуется удлиненным ядром расплывчатой
формы и оранжево-красным цветом.
При избытке кислорода > 1,2^ процесс сгорания уско-
ряется, вследствие чего повышается температура пламени. Такое
пламя всегда имеет избыток кислорода во всех частях и называется
окислительным (рис. 341, а). Оно характеризуется малой
длиной пламени и ядра, конической формой ядра, голубовато-
фиолетовой окраской. Окислительное пламя горит с шумом.
Обычно сварку производят нейтральным пламенем
333
а
6
Рис. 341. Схема кислородпо-
ацетиленового пламени:
а — окислительного; б — ней-
трального; в — науглероживаю-
щего
(рис. 341,6), так как при нагреве им рас-
плавленный металл соприкасается с га-
зами СО и Нг, образующими восстанови-
тельную зону пламени, и поэтому из него
не выгорают легирующие элементы и
углерод. Кроме того, защитная атмосфера
факела пламени предупреждает попада-
ние в расплавленный металл кислорода и
азота воздуха, благодаря чему обеспечи-
ваются высокие механические свойства
наплавленного металла.
В процессе сварки наконечник горелки
нагревается, что приводит к увеличению
количества кислорода в смеси. Во избе-
жание этого явления сварку следует на-
чинать пламенем с небольшим избытком
ацетилена.
Науглероживающее пламя применяется при сварке серого чу-
гуна, а также при наплавке быстрорежущих сталей и твердых
сплавов.
Окислительное пламя применять запрещается, так как при на-
греве этим пламенем происходит окисление расплавленного ме-
талла, что приводит к резкому снижению механических свойств
сварного соединения.
Присадочный материал и газы
Присадочная проволока, применяемая при газовой сварке, по хи-
мическому составу должна быть близка свариваемому металлу.
Марки присадочной проволоки и ее диаметры выбираются согласно
ГОСТ 2246—54. Поверхность проволоки должна быть чистой без
окалины, ржавчины, краски и других загрязнений. Проволока в
процессе сварки должна плавиться равномерно, без сильного раз-
брызгивания и вскипания, образуя при застывании плотный, одно-
родный металл без пор, раковин и шлаковых включений.
Сварочными флюсами называются специальные порошки или
пасты, состоящие из веществ, которые перед сваркой очищают по-
верхность расплавленного металла от окислов (удаляют окисную
пленку с поверхности металла, растворяя ее или образуя с ней лег-
коплавкие химические соединения), а также предохраняют расплав-
ленный металл от дальнейшего окисления в процессе сварки, по-
крывая его тонкой пленкой.
Химический состав флюсов в зависимости от марки сваривае-
мого металла приводится в § 4 «Технология сварки».
Газы, применяемые при сварке, делятся на горючие и негорючие.
К первым относятся ацетилен, водород, пропан и другие. Ко вторым
относится кислород.
Высокая температура пламени при газовой сварке получается
в результате сгорания горючих газов в кислороде.
334
Кислород — газ без запаха, вкуса и цвета. Сам не горит, но
активно поддерживает горение. При охлаждении до —182,95° С ки-
слород превращается в жидкость, 1 л которой весит 1,13 кг. Если
испарить 1 л жидкого кислорода, то получится 790 л газообразного.
При температуре 0° С и нормальном давлении 1 м3 газообразного
кислорода весит 1,4289 кг.
Для промышленных целей кислород добывается из воздуха, ко-
торый по объему содержит 21% кислорода. К месту сварки кисло-
род доставляется в газообразном или жидком состоянии. Газо-
образный кислород хранится и транспортируется в стальных балло-
нах под давлением 150 кг! см2. Жидкий — в специальных сосудах
с тепловой изоляцией при атмосферном давлении.
Ацетилен (С2Н2) —бесцветный газ со слабым эфирным за-
пахом. Технический ацетилен из-за наличия' в нем примесей серово-
дорода, аммиака, фосфористого и кремнистого водорода обладает
резким неприятным запахом. Присутствие этих примесей оказывает
вредное влияние на качество сварного шва, поэтому их удаляют
путем химической очистки. Для удаления влаги ацетилен подвер-
гается осушке. Длительное вдыхание технического ацетилена мо-
жет вызвать отравление организма сварщика. Ацетилен является
взрывоопасным газом при таких условиях: при нагреве выше 300° С
и одновременном повышении давления до 1,5—2 кг!см2\ в смеси
с воздухом при содержании ацетилена от 2,8% до 65%; в смеси
с кислородом при содержании ацетилена от 2,8 до 93%. В перечис-
ленных выше случаях взрыв может произойти при наличии искры,
открытого пламени, нагретой поверхности и т. п.
При длительном соприкосновении ацетилена с медью, серебром
и ртутью образуются химические соединения, которые взрываются
как от нагревания, так и от удара. По этой причине изготовлять из
меди те части арматуры, которые находятся в соприкосновении
с ацетиленом, запрещается.
Взрывы ацетилена сопровождаются большим выделением тепла,
повышением температуры до 3000° С и увеличением давления
в 11 раз. Поэтому они могут вызвать значительные разрушения и
несчастные случаи. Ацетилен получается из карбида кальция.
Карбид кальция (СаСз) представляет собой твердое ве-
щество темно-серого или коричневого цвета, получаемое путем
сплавления в электрических печах извести с коксом, при котором
происходит такая реакция:
СаО 4-ЗС = СаС2-|- СО.
Сплавленный карбид кальция дробится, сортируется по величине
кусков и упаковывается в плотно закрытые цилиндрические желез-
ные барабаны емкостью 100—120 кг. Карбид кальция очень гигро-
скопичен, т. е. жадно поглощает влагу из воздуха. При этом он
разлагается с выделением ацетилена, образуя с воздухом взрыво-
опасную смесь.
При действии воды на карбид кальция он разлагается на аце-
335
тилей и гашеную Известь: СаС2 + 2Н2О — Са(ОН)2 + С2Н2. Эта
реакция сопровождается выделением большого количества тепла,
поэтому, чтобы не перегреть ацетилен, практически для разложе-
ния 1 кг карбида кальция расходуется от 5 до 15 л воды. Теорети-
чески для этого требуется только 0,562 л воды. Количество выде-
лившегося ацетилена (выход ацетилена) зависит от сорта и гра-
нуляции (величины кусков) карбида (табл. 54).
Таблица 54
Грануляция карбида кальция в мм Выход ацетилена из 1 кг карбида кальция в л
сорт А сорт Б
2-4 250 230
4—8 260 250
8—15 270 250
15-25 275 260
25—50 300 270
50-80 300 280
80-120 300 280
Если величина кусков карбида кальция меньше 2 мм, то он счи-
тается отходом и называется «пылью». В сортированном карбиде
кальция «пыли» должно быть не больше 3%.
Оборудование рабочего места сварщика
Ацетиленовые генераторы служат для получения ацетилена из
карбида кальция. По способу приведения во взаимодействие кар-
бида кальция с водой генераторы делятся на такие системы:
— «Карбид в воду» (рис. 342, а) — когда карбид порциями по-
дается в воду. Разложение карбида происходит при большом из-
бытке воды;
Рис. 342. Системы ацетиленовых генераторов:
а — „Карбид в воду"; б — „Вода на карбид"; в — „Контактная" погружения;
г — „Контактная" вытеснения
336
— «Вода на карбид» (рис. 342, б) — когда вода порциями по-
дается на карбид. В этих генераторах при недостатке воды может
произойти перегрев ацетилена, его распад и взрыв;
— «Контактные»: а) погружения (рис. 342, в) — в которых кар-
бид периодически погружается в воду; б) вытеснения (рис. 342, г) —
в которых вода периодически смачивает карбид.
По.давлению ацетилена генераторы подразделяются:
— на генераторы низкого давления, в которых избыточное
(сверхатмосферное) давление газа не превышает 1000 мм вод. ст.
(0,1 технической атмосферы);
— на генераторы среднего давления, в которых избыточное дав-
ление газа находится в пределах от 1000 до 15000 мм вод. ст. (от
0,1 до 1,5 технической атмосферы);
Рис. 343. Схема генератора РА:
/ — корпус; 2 — колокол; 3 — реторта; 4 — зарядные ящики; 5 — газоотводящая
трубка; б — колпак; 7 — предохранительная трубка; 8 — ниппель; 9 — шланг; 10 —
трехходовой кран; II — крышка; 12 — трубка; 13 — очиститель; 14 — затвор; 15 —
кран; 16 — воронка
— на генераторы высокого давления, в которых избыточное дав-
ление газа превышает 15000 мм вод. ст. (свыше 1,5 технической
атмосферы).
По роду установки генераторы бывают:
— передвижные, приспособленные для перемещения к месту
производства сварочных работ;
— стационарные, устанавливаемые неподвижно в специальном
помещении.
В ремонтных частях обычно применяются передвижные генера-
торы. Наибольшее распространение получили генераторы РА и
ГВР-1,25.
Генератор РА («Рекорд», рис. 343) является одним из
первых типов генераторов, которые 'изготовлялись в Советском
Союзе. Генератор состоит из корпуса 7, в котором плавает коло-
22-1395 337
кол 2. В нижней части корпуса помещены две реторты 5, в кото-
рых установлены зарядные ящики 4, разделенные перегородками
на четыре отделения. Колокол имеет предохранительную трубку 7,
к которой приварен ниппель 8 с резиновым шлангом 9. С другой
стороны резиновый шланг заканчивается трехходовым краном 10.
На корпусе укреплен химический очиститель 13 и водяной затвор 14,
на котором имеется газоотводящий кран 15. Перед пуском генера-
тора перезаряжается, в случае необходимости, химический очисти-
тель, а водяной затвор наполняется водой до уровня контрольного
крана. Затем корпус заполняют водой до воронки 16. В реторты
вставляют зарядные ящики, наполненные карбидом до половины их
высоты, реторты плотно закрывают крышками /7 и с помощью
крана 10 в одну из них подают воду. Выделяющийся при разло-
жении карбида ацетилен поступает через газоотводящую трубку 5
и колпак 6, который служит для обеспечения промывки ацетилена
в воде. Из-под колокола ацетилен по трубке 12 отводится в хими-
ческий очиститель и водяной затвор, после чего через газоотводя-
щий кран 15 поступает на сварочный пост.
Под давлением ацетилена колокол поднимается вверх до тех
пор, пока ниппель 8 не выйдет из воды, вследствие чего подача
воды в реторты прекращается. При переполнении колокола ацети-
лен через предохранительную трубку 7 выходит в воздух.
Когда весь карбид в одной реторте разложится, на что указы-
вает прекращение подъема колокола, кран 10 переключают на по-
дачу воды в другую реторту. После перезарядки генератора пер-
вые порции ацетилена, смешанные с воздухом, следует выпустить
в атмосферу и только после этого начинать сварку.
Для остановки генератора надо закрыть кран 10 и газоотводя-
щий кран 15.
Генератор ГВР-1,25 (рис. 344) предназначается для полу-
чения ацетилена, давление которого достигает до 0,7 кг/см2. Гене-
ратор состоит из корпуса 1 и реторты 2 с помещенной в ней корзи-
ной 12 для карбида. В верхней части генератора находится бак 3
для воды, соединенный трубкой 4 с регулятором подачи воды 5. На
корпусе смонтированы водяной затвор 6, снабженный обратным
клапаном 7, предохранительный клапан 8, разрывная мембрана 9
и манометр 23.
Перед пуском генератора водяной затвор заполняют водой до
уровня контрольного крана. Затем через горловину 10 заливают
воду в бачок и в генератор до уровня контрольного крана 77. За-
гружают корзину карбидом до уровня верхних прутков и вставляют
ее в реторту, которую после этого плотно закрывают крышкой 13.
С помощью крана 16 подают воду в реторту. Образовавшийся аце-
тилен через трубку 77 выходит в газовое пространство генератора,
откуда через водяной затвор поступает по шлангу в газовую го-
релку. При повышении давления в генераторе и реторте выше нор-
мального газ воздействует н^ мембрану 19 регулятора подачи воды,
прекращая подачу воды в реторту. Винт 21 регулятора подачи
воды устанавливается таким образом, чтобы подача воды в реторту
338
начиналась при давлений в генераторе 0,16—0,18 кг! см2 и прекраща-
лась при давлении 0,18—0,2 кг!см2. Одновременно с прекращением
подачи воды в реторту газ вытесняет воду из первой части реторты
во вторую (заднюю), благодаря чему дальнейшее разложение кар-
бида уменьшается и подъем давления замедляется. Этим самым
автоматически в зависимости от отбора
газа регулируется газообразование и
давление в генераторе. Перезаряжать
реторту карбидом и открывать пробку
горловины можно только после спуска
газа через пробный кран 22, располо-
женный на реторте. При несоблюде-
6
Рис. 344. Генератор ГВР-1,25:
а — общий вид; б — схема генератору; в — схема
регулятора подачи воды; Z — корпус; 2 — реторта;
3 — бак; 4 — трубка; 5 — регулятор; 6 — водяной за-
твор; 7 — обратный клапан; 8 — предохранительный
клапан; 9 и 19 — мембраны; 10 — горловина; ZZ —
контрольный кран; 12 — корзина; 13 — крышка; 14 —
ниппель; Z.5 и Z6 — краны; 17 — трубка; 18 — клапан;
20 — пружина; 21 — винт; 22 — пробный кран; 23 —
манометр
нии этого правила вода из генератора может быть вытеснена дав-
лением газа.
После перезарядки генератора его необходимо «продуть», т. е.
выпустить образовавшийся ацетилен наружу через пробный кран
реторты и кран на водяном затворе. Только после этого можно на-
чинать отбор газа через горелку.
Химические очистители применяются для очистки аце-
тилена от фосфористого и сернистого водорода. Они представляют
собой герметически закрытые металлические сосуды, заполненные
очистительной массой-гератолем. Не бывший в употреблении гера-
22* 339
толь имеет желтый цвет, а отработавший — зелено-бурый,
килограмм гератоля очищает до 35 м? ацетилена.
Один
а
б
Рис. 345. Схема работы водяного затвора низкого
давления:
а — при нормальной работе; б — при обратном ударе; Z и 4 —
трубки; 2 — газовыпускной кран; 3 — контрольный кран; 5 —
воронка
Рис. 346. Схема работы водяного затвора высо-
кого давления:
а - при нормальной работе; б — при обратном ударе; Z —
корпус; 2 — газоподводящая трубка; 3 — обратный клапан;
4 — газораспределитель; 5 — каплеотбойник; 6 — мембрана;
7 — ниппель
Водяные затворы служат для предохранения ацетилено-
вого генератора от обратного удара пламени из сварочной горелки.
Обратным ударом пламени называется воспламенение ацетиленово-
кислородной смеси в каналах горелки и проникновение пламени
340
в шланги и под колпак газового генератора, что может вызвать
взрыв ацетилена. В зависимости от давления ацетилена в генера-
торе применяются водяные затворы низкого и высокого давления.
Схема работы водяного затвора низкого давления представлена
на рис. 345. Водяной затвор заполняется водой до уровня кон-
трольного крана 3. При нормальной работе затвора ацетилен из
генератора поступает по газоподводящей трубке 1, проходит сквозь
воду и через газовыпускной кран 2 подается по шлангу в газовую
горелку. При обратном ударе-давление в затворе возрастает, часть
воды поднимается в трубки 1 и 4, вследствие чего конец предохра-
нительной трубки 4 оказывается выше уровня воды. Взрывчатая
смесь выталкивает воду из предохранительной трубки 4 и выходит
наружу через воронку 5. В трубку 1 взрывчатая смесь поступить
не может, так как эта трубка длиннее, чем трубка 4, поэтому конец
ее находится ниже уровня воды, а сама она заполнена водой.
Схема работы водяного затвора высокого давления представ-
лена на рис. 346. При нормальной работе ацетилен проходит через
газоподводящую трубу 2, обратный клапан 3, газораспределитель 4,
каплеотбойник 5 и ниппель 7 по шлангу в горелку. При обратном
ударе давление в корпусе 1 повышается, вследствие чего клапан 3
закрывается. Давлением взрывной волны разрывается мембрана 6
и взрывчатая смесь выбрасывается в воздух.
а
Рис. 347. Схема устройства и работы редуктора:
а — нерабочее положение частей редуктора; б — положение частей редуктора при прохождении
через него газа; I — корпус; 2— штуцер; 3 — камера низкою давления; 4 — мембрана; 5 — клапан;
б—запорная пружина; 7—нажимная пружина; S— винт; 9 — предохранительный клапан; 10 —
Запорный клапан
341
Редукторы предназначаются для понижения давления газа,
поступающего из баллона, и поддержания постоянства установлен-
ного давления во время работы. Схема устройства и работы редук-
тора представлена на рис. 347.
Газ высокого давления поступает в корпус редуктора 1 через
штуцер 2 и клапан 5, который прижимается к краям отверстия за-
порной пружиной 6. Клапан соединен с резиновой мембраной 4,
по другую сторону которой находится нажимная пружина 7. С по-
мощью регулирующего винта-5 нажимная пружина сжимается и
перемещает мембрану 4, а вместе с ней клапан, вследствие чего
газ из камеры высокого давления начинает поступать в камеру низ-
кого давления 3. Если давление в камере 3 превысит рабочее, то
мембрана 4 переместится в обратном направлении, клапан 5 пере-
кроет отверстие и доступ газа в камеру низкого давления прекра-
тится. Редуктор снабжен предохранительным клапаном 9 и запор-
ным клапаном 10, через который газ поступает в горелку.
Редукторы бывают двух типов: прямого и обратного действия.
В редукторах прямого действия (рис. 348), поступающий из бал-
лона газ своим давлением открывает клапан, а в редукторах обрат-
ного действия (рис. 349) —закрывает.
По количеству камер редуцирования редукторы подразделяются
на однокамерные и двухкамерные. Двухкамерные редукторы дают
более постоянное рабочее давление, но имеют более сложную кон-
струкцию.
По назначению редукторы подразделяются на кислородные и
ацетиленовые. Внешнее отличие их заключается в том, что кисло-
родные редукторы окрашены в синий цвет, а ацетиленовые, в белый.
Кроме того, ацетиленовый редуктор присоединяется к баллону с по-
мощью специального хомута, а кислородный — накидной гайкой.
Сварочные горелки служат для смешивания кислорода и ацети-
лена при сварке в требуемой пропорции. По принципу действия го-
релки подразделяются на инжекторные и безинжекторные.
В инжекторных горелках (рис. 350, а) поступление
горючего газа (ацетилена) происходит за счет подсоса его струей
кислорода, которая с большой скоростью вытекает из сопла инжек-
тора. Эта струя создает разряжение в каналах, по которым посту-
пает ацетилен, поэтому давление ацетилена может быть равно
всего 0,01—0,2 кг!см2. Давление кислорода должно быть при этом
равным 2,5—4 кг!см2.
Вбезинжекторных горелках (рис. 350, б) кислород и
горючий газ (ацетилен) подаются независимо друг от друга. По-
этому такие горелки могут работать лишь при давлении ацетилена
1 —1,5 кг!см2, т. е. при подаче его от баллона или генератора
высокого давления. Это обстоятельство ограничивает их применение,
и в настоящее время главным образом выпускаются горелки инжек-
торные. Недостатком инжекторных горелок является то, что при
значительном нагревании наконечника в них нарушается правиль-
ное соотношение между кислородом и ацетиленом за счет уменьше-
ния поступления ацетилена. Поэтому, начиная работу, необходимо
342
Рис. 348. Схема редуктора прямого
действия:
I — запорная пружина; 2 — клапан; 3 — тол-
кач; 4 — мембрана; 5 - нажимной диск; б —
нажимная пружина
Рис. 349. Схема редуктора об-
ратного действия:
Z — запорная пружина; 2 — клапан; 3 —
толкач; 4 — мембрана; 5~— нажимной диск;
б — нажимная пружина
Рис. 350. Сварочные горелки:
а — инжекторная; б — безинжекторная
343
Рис. 351. Сварочная горелка СУ-48:
1 и 2 — ниппели; 3 — кислородная трубка; 4 — рукоятка; 5 — корпус; 6 и 7 — вентили; 8 и 9 —
сопло инжектора и инжектор; Z0—гайка; II — смесительная камера; Z2 — трубка;
13 — мундштук
отрегулировать пламя на небольшой избыток ацетилена, а в про-
цессе работы производить дополнительную регулировку состава
смеси. На рис. 351 представлена конструкция инжекторной го-
релки СУ-48. Горелка состоит из ниппелей 1 и 2, рукоятки 4, кор-
пуса 5 и сменного наконечника, состоящего из смесительной ка-
меры 11, трубки 12 и мундштука 13. К корпусу наконечник кре-
пится накидной гайкой 10. Кислород через ниппель 1, кислород-
ную трубку 3 и корпус подается в сопло инжектора 8 и инжек-
тор 9. Расширяясь в смесительной камере, струя кислорода создает
разряжение в кольцевом канале вокруг инжектора 9, обеспечиваю-
щее поступление в смесительную камеру ацетилена, который по-
дается в нее через ниппель 2 и полую рукоятку 4. Соотношение
кислорода и ацетилена регулируется вентилями 6 и 7, расположен-
ными на корпусе. Из смесительной камеры горючая смесь по
трубке 12 поступает в мундштук, по выходе из которого сгорает.
Горелка имеет четыре сменных наконечника № 2, 3, 4 и 6. По тре-
бованию заказчика укомплектовывается дополнительными наконеч-
никами № 0, 1, 5 и 7. Расход ацетилена (мощность горелки) в за-
висимости от номера наконечника приведен в табл. 55.
Таблица 55
К: наконечника 0 1 2 3 4. б 6 7
Номинальный расход ацетилена в л!час . . 75 150 300 500 750 1200 1700 2500
Горелка работает при давлении ацетилена от 0,02 до 0,8 кг!см2
и давлении кислорода от 3 до 3,5 к$]см2.
Для сварки тонкого материала (от 0,2 до 6 мм) применяется
горелка СГМ, которая работает при давлении ацетилена от
344
0,02 до 0,1 кг]см2 и давлении кислорода 3 кг!см2. Горелка СГМ
снабжается наконечниками № 0, 1, 2 и 3, расход ацетилена через
которые соответствует данным табл. 55, а по требованию укомплек-
товывается наконечником № 00 (расход ацетилена 50 л/час). От-
личается она от горелки СУ-48 меньшим размером и весом.
Баллоны предназначаются для хранения и транспортировки го-
рючих газов и кислорода. Они представляют собой стальные со-
суды цилиндрической формы, переходящей в сферическую в верх-
ней и нижней частях.
Кислородный баллон окрашивается в голубой цвет
с черной надписью «Кислород». Рассчитан на рабочее давление
в 150 кг!см2. На верхней неокрашенной части баллона выбиваются
клейма: номер баллона, завод-изготовитель, дата изготовления, во-
а
Рис. 352. Устройство вентилей:
а — кислородного; б — ацетиленового
дяная емкость баллона, наполнительное и испытательное давление,
клеймо технического инспектора, клеймо завода-испытателя, срок
следующего испытания.
Испытание баллонов производится на давление 225 кг!см2 один
раз в три года, причем после каждого испытания выбиваются
клейма давлений, инспектора, завода-испытателя и срок следую-
щего испытания.
345
Ацетиленовый баллон окрашивается белой краской
с красной надписью «Ацетилен». Рассчитан на рабочее давление
15 кг!см2. Испытывается гидравлически при 30 кг!см2. Конструк-
тивно отличается от кислородного баллона устройством вентиля
(рис. 352), который изготавливается из малоуглеродистой стали и
не имеет маховика. Открывается вентиль с помощью торцевого
ключа. Ацетиленовый редуктор к вентилю присоединяется с по-
мощью специального хомута. Баллоны заполняются пористой мас-
сой (древесным активированным углем) и на 35—40% заливаются
ацетоном, в котором ацетилен растворяется, благодаря чему можно
увеличить его количество в баллоне. В таком виде одновременно
сильно снижается взрывоопасность ацетилена.
Баллон емкостью 40 л воды при давлении 15 кг/см2 вмещает
около 5500 л ацетилена. Для уменьшения уноса ацетона расход газа
из баллона не должен превышать 1800 л!час. При понижении дав-
ления в баллоне до 2 кг!см2 отбор газа должен быть прекращен.
Шланги служат для подвода горючих газов и кислорода к го-
релке. Изготавливаются из вулканизированной резины, с одной или
двумя прослойками из ткани. Наружный диаметр шлангов 17,5 мм,
внутренний — 9,5 мм. Кислородные шланги испытываются на давле-
ние 20 кг!см2, а ацетиленовые на 5 кг/слг. Для удобства работы
длина шлангов должна быть не менее 2—3 м.
Подготовка к сварке
При газовой сварке наиболее распространенным видом свар-
ного соединения является стыковое, особенно соединение отборто-
ванное, которое сваривается без применения присадочной прово-
локи. Реже применяются угловые соединения и совсем не рекомен-
дуется применять соединения внахлестку и впритык (тавровые),
так как при этих формах соединения получается сильный перегрев
и коробление свариваемого металла.
Подготовка к сварке-заключается в разделке кромок, а также
в зачистке и обезжиривании поверхности свариваемого изделия и
присадочной проволоки.
Разделка кромок в зависимости от толщины свариваемого мате-
риала для сварных соединений встык производится в соответствии
с табл. 56.
Зазор между кромками по всей длине разделки должен иметь
одинаковую ширину, так как неравномерность ширины зазора при-
водит к неравномерной ширине шва. Заусенцы и неровности на
кромках свариваемых листов удаляются запиловкой личным на-
пильником. Поверхность изделия на расстоянии 10—20 мм вокруг
места сварки и поверхность присадочной проволоки зачищаются от
ржавчины и загрязнений с помощью стальной щетки и обезжири-
ваются бензином Б-70. Подготовка поврежденного места при ре-
монте газовой сваркой производится так же, как и при ремонте
электродуговой сваркой.
346
Таблица 56
Вид соединения Толщина мате- риала 8 в мм Величина а в мм
Отпбортобанное
Бесскосное
0,8 0,5
1,0 1,0
1,5 1,0
Прежде чем приступить к сварке, необходимо установить режим
сварки, т. е.' в зависимости от вида соединения, толщины и марки
свариваемого материала подобрать номер наконечника сварочной
горелки, диаметр присадочной проволоки и необходимое давление
кислорода. Точные режимы сварки определяются эксперименталь-
ным путем. Для облегчения подбора режима в инструкциях и руко-
водствах приводятся специальные таблицы, в которых указываются
приблизительные режимы сварки.
Техника газовой сварки
Газовая сварка возможна двумя методами: левым и правым.
При левом методе сварки (рис. 353, а) горелка пере-
мещается справа налево, присадочная проволока находится впере-
ди горелки, пламя направлено от наплавленного металла в сторо-
ну основного металла, на нагрев которого расходуется значитель-
ная часть тепла, в результате чего наплавленный металл быстро
охлаждается .
При правом методе сварки (рис. 353,6) горелка пере-
мещается слева направо, присадочная проволока находится между
сваренным участком шва и горелкой, пламя направлено на наплав-
ленный металл и ограничено кромками свариваемого изделия и на-
плавленным металлом, вследствие чего осуществляется более кон-
центрированный н<агрев зоны сварки и лучше используется тепло,
чем при левом методе сварки. Правый метод сварки рекомендуется
применять при толщине свариваемых деталей не менее 5 жж, так
как только при сварке больших толщин заметно проявляются
преимущества этого метода. При ремонте авиационной техники
347
Рис. 353. Методы газовой сварки:
а — левая сварка; б — правая сварка
обычно применяется левый метод сварки, который позволяет свари-
вать материал малых толщин. Как при левом, так и при правом
методах сварки присадочная проволока находится в левой руке
сварщика и наклонена к поверхности изделия под углом 30—45°.
Сварочная горелка находится в правой руке, причем угол наклона
ее мундштука к поверхности свариваемого материала изменяется
в зависимости от толщины материала: чем толще металл, тем
больше этот угол (рис. 354). Наклон горелки при сварке самолет-
ных конструкций обычно не превышает 60—75°.
Зажигать горелку следует в такой последовательности: сперва
немного открыть кислородный вентиль, затем ацетиленовый, после
чего зажечь выходящую горючую смесь спичкой или зажигалкой и
отрегулировать пламя, слегка поворачивая оба вентиля.
Обычно сварка ведется нейтральным пламенем, его восстанови-
тельной зоной, для чего горелку надо держать на таком расстоя-
нии от свариваемой детали, чтобы
конец ядра пламени находился
на расстоянии не менее 1—2 мм
от сварочной ванны.
Начинается сварка с рас-
плавления основного металла,
после чего в сварочную ванну
вводится присадочная прово-
лока. Процесс сварки ведется
непрерывно, без отрыва пла-
мени горелки от сварочной
ванны.
Основным движением при
сварке является продольное пе-
ремещение мундштука горелки.
Для лучшего расплавления
кромок и перемешивания сва-
Рис. 354. Изменение угла наклона го-
релки в зависимости от толщины сва-
риваемого металла
348
рочной ванны применяются вспомогательные кольцевые и колеба-
тельные движения мундштука горелки и конца присадочной про-
волоки в противоположных направлениях, т. е. так, чтобы мунд-
штук горелки и пруток двигались всегда навстречу друг другу.
При сварке двух листов различной толщины пламя горелки на-
правляют на более толстый лист. Мощность горелки в этом случае
также выбирают по большей толщине.
Сварка обычно производится за один проход. При окончании
сварки пламя горелки кольцевыми движениями медленно отводится
вверх так, чтобы прогреть основной материал на расстоянии 20—
40 мм от места окончания шва, а затем постепенно снижают нагрев
до темно-красного каления.
§ 3. КОНТАКТНАЯ СВАРКА
Основные понятия о контактной сварке
Контактная сварка — это электромеханический процесс образо-
вания неразъемного соединения, при котором местный нагрев сва-
риваемых деталей производится протекающим в них электрическим
током. Процесс сопровождается приложением усилий, сжимающих
нагретые детали в месте их соединения.
Контактная сварка может осуществляться при нагреве металла
ниже температуры плавления (сварка в пластическом состоянии)
или после местного его расплавления в зоне образуемого соедине-
ния. Разогрев металла в этой зоне производится теплом, которое
выделяется в месте соприкосновения (контакта) деталей при про-
хождении через них электрического тока.
Количество тепла, выделяющегося при прохождении электри-
ческого тока, по закону Ленца-Джоуля равно: Q = 0,24 FRt, где
Q — количество тепла в малых калориях, / — сила тока в амперах,
R— сопротивление участка детали, заключенного между электро-
дами, в омах, t — время прохождения тока в секундах.
Как видно из формулы, с увеличением силы тока, сопротивле-
ния в контакте и времени прохождения тока увеличивается количе-
ство- выделяющегося тепла. Обычно электрическое сопротивление
свариваемых деталей и продолжительность сварки не велики, по-
этому при контактной сварке применяют ток большой силы
(6 000—15 000 а). В машинах большой мощности сила сварочного
тока превышает 100 000 а. Вследствие небольшого сопротивления
свариваемых деталей напряжение во вторичной цепи сварочных
трансформаторов, предназначающихся для контактной сварки, бы-
вает небольшим (1,5—10в).
Для получения сварочного тока большой силы и низкого напря-
жения применяются сварочные трансформаторы. Первичная об-
мотка трансформатора контактной машины выполняется из обыч-
ного медного обмоточного провода и имеет несколько выводов для
регулирования сварочного тока. Вторичная обмотка, как правило,
имеет один виток, который изготовляется из медной поковки или
отливается из меди, бронзы или алюминия.
349
Длительность процессов контактной сварки колеблется от долей
секунды до десятков секунд. Если сварка производится с примене-
нием больших сил тока и минимального времени выдержки, то ре*
жим сварки называется «жестким». Такие режимы применяются
при сварке легированных сталей и некоторых цветных металлов,
Рис. 355. Схема стыковой
сварки:
/ — сварочный трансформатор; 2 —
зажимы; 3 — свариваемое изделие;
р — усилие
которые чувствительны к перегреву.
Режимы с более длительной вы*
держкой под током и с одновременным
применением меньшей силы тока на-
зываются «мягкими» и применяются
при сварке малоуглеродистых сталей
и других металлов, менее чувствитель-
ных к перегреву.
Контактная сварка подразделяется
на стыковую, точечную и роликовую.
Стыковая сварка представляет со-
бой контактную сварку, при которой
соединяемые детали свариваются тор-
цами по всей плоскости их касания
(рис. 355).
Существует два основных способа стыковой сварки — сопротив-
лением и оплавлением.
При сварке сопротивлением свариваемые детали
приводятся в плотное соприкосновение друг с другом, после чего
через них пропускается ток, который разогревает место контакта
деталей до пластического состояния. В таком состоянии детали
сжимаются, вследствие чего происходит сваривание их. Сварка со-
противлением пригодна только для металлов, обладающих хоро-
шей свариваемостью в пластическом состоянии (малоуглеродистая
сталь и др.). Соединяемые детали при этом способе сварки должны
быть однородны по металлу и иметь компактное сечение (круг,
квадрат и т. п.). По указанным причинам сварка сопротивлением
находит сравнительно малое применение.
Сварка оплавлением имеет более широкое применение
благодаря следующим преимуществам: этим способом могут быть
сварены почти все технически важные металлы и сплавы; можно
сваривать разнородные металлы (например, инструментальную и
быстрорежущую сталь, медь и алюминий и т. п.); можно произ-
водить сварку листов, тонкостенных труб и профильного металла.
При сварке оплавлением вначале включается сварочный ток, а
затем сводятся торцы свариваемых изделий. В момент соприкосно-
вения между ними образуются электрические контакты в одной или
нескольких точках, в результате чего поверхность торцов оплав-
ляется, а расплавленный металл выбрасывается из зазора между
торцами в виде снопа искр.
Сварка оплавлением подразделяется на две разновидности:
— сварку прерывистым оплавлением, или сварку с подогревом;
— сварку непрерывным оплавлением.
При сварке прерывистым оплавлением торцы деталей несколько
350
раз приводятся в кратковременное соприкосновение и снова разъ-
единяются, вследствие чего происходит оплавление их. При дости-
жении равномерного оплавления всей поверхности торцов детали
быстро сближаются с приложением значительного давления и одно-
временным выключением сварочного тока. Этот способ находит
применение при сварке деталей, имеющих площадь сечения более
1 000 мм2 и деталей из инструментальных или других сортов ста-
лей, чувствительных к закалке, а также в тех случаях, когда рас-
полагаемая мощность оборудования недостаточна для проведения
сварки непрерывным оплавлением.
При непрерывном оплавлении детали приводятся в соприкосно-
вение сначала несколькими точками, а затем равномерно медленно
сближаются до полного оплавления всей поверхности торцов. По-
сле этого детали резко сближаются с приложением значительного
давления и свариваются.
Обычно процесс сварки непрерывным оплавлением осущест-
вляется на машинах большой мощности с автоматическим управ-
лением, так как требует очень равномерную и медленную подачу
деталей. Этот способ выгодно применять при массовом производ-
стве однотипных деталей.
Существует много типов машин для стыковой сварки. Схема
одной из простейших машин приведена на рис. 356. Машина
Рис. 356. Схема стыковой машины с рычажным управ-
лением типа АСИФ-50:
/ — станина; 2 — неподвижная плита; 3—левый зажим; 4 — под-
вижная плита; 5— правый зажим; 6 — штанга; 7 — рычажная сис-
тема; 8 — направляющие; 9 — трансформатор; 10 — переключатель;
// — гибкие шины; /2 — включатели; /3 — рычажок; 14— сегмент;
А и Б — свариваемые детали
351
состоит из станины 1, на которой укреплена неподвижная плита 2
с левым зажимом 3. Подвижная плита (суппорт) 4 с правым за-
жимом 5 жестко связана с двумя штангами 6, которые с помощью
рычажной системы перемещаются в направляющих 8. Сварочный
трансформатор 9 с секционным переключателем 10 укрепляется
в станине. Вторичный виток трансформатора соединяется с зажим-
ным механизмом стыковой машины с помощью гибких шин 11.
Включение тока производится включателем 12, связанным с рыча-
гом управления. »
Изменяя число витков первичной обмотки с помощью секцион-
ного переключатели, можно изменять напряжение и силу свароч-
ного тока во вторичной обмотке трансформатора.
Свариваемые детали А и Б зажимаются в правый и левый за-
жимы и с помощью рычага 7 сближаются торцами. При нажатии
на рычажок 13 включается сварочный ток, который разогревает
место контакта деталей. Осадка деталей производится с помощью
рычага. При повороте этого рычага на заданный угол ток выклю-
чается. Изменение момента выключения тока производится пере-
движением сегмента 14.
Подготовка свариваемых деталей в случае сварки сопротивле-
нием и оплавлением производится разными методами. При сварке
сопротивлением требуется тщательно обрабатывать торцы свари-
ваемых деталей, так как плотное прилегание их играет решающее
значение для получения качественного сварного соединения. При
неплотном прилегании торцов в зазор между ними проникает воз-
дух, вызывающий местное окисление поверхности торцов, что при-
водит к значительному снижению прочности стыка. Жесткие тре-
бования, предъявляемые к подготовке деталей перед сваркой, яви-
лись одной из причин ограниченного применения этого метода
в промышленности.
Подготовка к сварке оплавлением значительно проще и заклю-
чается в обрезке деталей на прессе, ножницах или механической
пиле. Можно производить обрезку газовым резаком с последующей
зачисткой зубилом поверхности реза от шлака.
Как при сварке сопротивлением, так и при сварке оплавлением
Рис. 357. Схема точеч-
ной сварки:
I — сварочный трансформатор;
2 — электроды; 3 — сваривае-
мое изделие; р — усилие
поверхность деталей в тех местах, которые
крепятся в зажимных губках, должна быть
тщательно зачищена стальной щеткой или
наждачным кругом для получения надеж-
ного электрического контакта.
Точечная сварка представляет собой
контактную сварку, при которой соединяе-
мые детали накладываются обычно вна-
хлестку и свариваются в отдельных точках
(рис. 357). В зависимости от числа одновре-
менно свариваемых точек различают одно-
точечную, двухточечную и многоточечную
сварку.
352
При подводе сварочного тока с двух сторон (рис. 358, а) сварка
называется двусторонней, а при подводе тока с одной стороны —
односторонней (рис. 358, б).
Разновидностями точечной сварки является рельефная (рис.
359, а) и Т-образная (рис. 359, б) сварки, которые применяются
главным образом в массовом производстве.
Существует много типов точечных машин, отличающихся мощ-
ностью, устройством механизма для сжатия электродов и управле-
нием сварочным циклом. Схема простейшей точечной машины не-
автоматического действия с педальным приводом показана на
рис. 360.
Машина состоит из станины 7, в которой смонтирован свароч-
ный трансформатор 2 с секционным переключателем 3. К станине
крепится нижнее плечо 4, соединенное со вторичным витком транс-
форматора с помощью гибкой шины. Верхнее подвижное плечо 6,
закрепленное в качающемся рычаге 7, соединяется со вторичным
। витком трансформатора гибкой
Рис. 359. Схемы сварок:
а — рельефная; б — Т-образная
шиной 8. Электроды 9 укрепля-
ются непосредственно в плече ма-
шины или в специальном элек-
трододержателе (свече) 10.
Свариваемые детали устанав-
ваются между электродами. При
нажатии на педаль 19 тяга 11
идет вверх и поворачивает тре-
угольный рычаг 12 вокруг его
оси 13. При этом пружина 14
сжимается и давит на качаю-
щийся рычаг 7, вследствие чего
верхнее подвижное плечо повора-
чивается и верхний электрод за-
жимает детали. Степень сжатия
23-1395
353
6
5 7 8
Рис. 360. Схема точечной машины с педальным при-
водом типа АТП-25:
I — станина; 2 — трансформатор; 3 — переключатель; 4 — нижнее
плечо; 5 и 8 — шины; 6 — подвижное плечо; 7 — рычаг; 9 — элект-
роды; 10 — электрододержатель; 11 — тяга; 12 — треугольный рычаг;
13 — ось; 14 — пружина; 15 — гайка; 16 — собачка; 17 — ролик; 18 —
контактор; 19 — педаль
деталей регулируется натяжением пружины с помощью гайки 15.
При повороте треугольного рычага поворачивается связанная
с ним собачка 16, которая, нажимая на ролик 17, включает кон-
тактор 18 и замыкает цепь первичной обмотки сварочного трансфор-
матора. При этом ток проходит между верхним и нижним электро-
дами и разогревает свариваемые детали. При дальнейшем нажатии
на педаль давление увеличивается и одновременно выключается
сварочный ток. Время выдержки деталей под током можно изме-
нять, поворачивая собачку вокруг ее оси или изменяя угол уста-
новки рычага ролика. При опускании педали пружина распрям-
ляется и качающийся рычаг своим весом поднимает электрод вверх,
освобождая свариваемые детали.
Силу сварочного тока можно регулировать, изменяя пиело вит-
ков первичной обмотки трансформатора с помощью секционного пе-
реключателя.
Кроме стационарных точечных машин, выпускаются переносные
сварочные машины — сварочные клещи и сварочные пистолеты
(рис. 361), которые предназначаются для сварки громоздких из-
делий.
354
Рис. 361. Переносные сварочные машины:
а и б — типа клеши; в — типа пистолет
тщательной за-
наждаке, песко-
Подготовка изделий к сварке заключается в
чистке их поверхностей шлифовальном шкуркой, на
струйным аппаратом или травлением. Подготовленные детали со-
бираются, причем качество сборки существенно влияет на качество
сварки: большие зазоры между деталями затрудняют качественное
выполнение сварки и приводят к увеличению сварочных дефор-
маций.
Величина зазоров устанавливается:
— для нержавеющих сталей при толщине листа до 0,8 мм — не
более 0,3 мм, а при толщине’свыше 0,8 мм — не более 0,5 мм\
— для малоуглеродистых и малолегированных сталей при тол-
щине листа до 0,8 мм — не более 0,5 мм, а при толщине свыше
0,8 мм — не более 0,7 мм.
Процесс точечной сварки заключается в предварительном сжа-
тии свариваемых деталей, нагревании их при пропускании тока,
выключении сварочного тока и снятии давления. Изменение давле-
ния и сварочного тока за время сварки одной точки может проис-
ходить различным образом. На рис. 362 приведены графики изме-
нения давления и силы сварочного тока за один цикл сварки. Наи-
более распространенным является цикл «а», при котором давле*
ние и сила тока остаются приблизительно постоянными. Ток вы-
ключается в тот момент,.когда
уплотнению металла. Более вы-
годным является цикл «б», при
котором вслед за выключением
сварочного тока давление увели-
чивается, вследствие чего проис-
ходит уплотнение металла в месте
сварки — «проковка» точки. Этот
цикл применяют при сварке алю-
миния и его сплавов, а также при
сварке стали значительной тол-
щины.
При сварке деталь устанавли-
вают так, чтобы она не имела пе-
рекосов относительно электродов.
В качестве материала для элек-
что способствует
детали сжаты,
Рис. 362. Графики изменения давле-
ния и силы сварочного тока при
точечной сварке в зависимости от
времени:
а и б — циклы; / — давление; 2— сварочный
' ток
23*
355
а б в 2
Рис. 363. Формы рабочей поверхности электродов:
а — плоская; б — сферическая; в — плоская с увеличенной контактной по-
верхностью; г — эксцентричная
тродов применяется кадмиевая медь (0,8—1,2 Cd, остальное Си),
спл>ав ЭВ (0,6—0,8 Сг, 0,3—0,5 Zn, остальное Си) или твердотяну-
тая медь. Форма рабочей поверхности электродов приводится на
рис. 363. В процессе сварки контактная поверхность электродов об-
горает. Зачистка контактной поверхности производится шлифоваль-
ной шкуркой, обернутой вокруг резиновой пластины. Если диаметр
контактной поверхности увеличился более, чем на 20%, электрод
заправляют на токарном станке.
Роликовая (или линейная) сварка (рис. 364) представляет со-
бой контактную сварку, при которой между свариваемыми дета-
лями образуется непрерывный шов путем возникновения последо-
вательного ряда частично перекрывающих друг друга сварных то-
чек. При роликовой сварке получаются плотные швы, т. е. непро-
ницаемые для жидкостей и газов. По этой причине роликовая
сварка широко применяется для изготовления деталей авиационных
двигателей из нержавеющих и жаропрочных сталей и сплавов.
Различают три метода роликовой сварки: непрерывную, преры-
вистую и шаговую.
При непрерывной сварке свариваемая деталь непре-
рывно перемещается между роликами машины, которые все время
находятся под током. Этот метод находит малое практическое при-
менение, так как при непрерывной
ный перегрев свариваемой детали,
что ведет к ухудшению качества свар-
ки и к быстрому износу роликов.
Наибольшее промышленное приме-
нение получила прерывистая
сварка, при которой свариваемая
деталь перемещается непрерывно, а
сварочный ток периодически включает-
ся и выключается.
сварке происходит силь-
Рис. 364. Схема роликовой
сварки:
1 — сварочный трансформатор; 2 —
ролики (электроды); 3 — свариваемые
детали; р — усилие
При шаговой сварке деталь
перемещается прерывисто, а свароч-
ный ток включается только во время
остановки ее. Этот метод очень редко
356
применяется, так как малопроизводителен и требует более слож-
ной конструкции машин.
Схема простейшей роликовой машины с педальным приводом
показана на рис. 365. Основное отличие ее от точечной машины за-
ключается в том, что электроды имеют вид роликов.
Рис. 365. Роликовая машина с педальным приводом
типа АШП-25:
I — головка; 2 и 10 — червячные редукторы; 3 — верхний ролик; 4 —
нижнее плечо; 5 — нижний ролик; 6 — карданный вал; 7 — электро-
двигатель; 8 — плечо; 9 — ролик; 11 — болт
При сварке продольного шва ведущим является верхний ролик 3,
укрепленный в головке 1. Привод верхнего ролика осуществляется
от электродвигателя 7 через карданный вал 6 и червячный редук-
тор 2. Нижний ролик 5 свободно вращается в нижнем плече 4.
При сварке поперечного шва карданный вал отсоединяется от
головюи, которая поворачивается на 90°. Одновременно снимается
нижнее плечо, вместо которого устанавливается плечо 8 с роли-
ком 9 и червячным редуктором 10. Карданный вал в этом случае
присоединяется к редуктору 10, вследствие чего нижний ролик 9
становится ведущим.
357
Машина не имеет специального прерывателя тока, поэтому ход
педали регулируется болтом 11 таким образом, чтобы контактор
был включен и электродвигатель работал все время, пока сварщик
нажимает ногой на педаль.
Подготовка изделий к сварке производится так же, как и при
точечной сварке. Подготовленные детали в зависимости от их
сложности собираются или на прихватках, или в приспособлениях.
Прихватка производится на точечной машине. Прихваточные точки
должны быть расположены по оси шва роликовой сварки, причем
диаметр их должен быть меньше ширины шва.
Перед сваркой следует проверить состояние контактной поверх-
ности роликов: она должна быть тщательно обработана, не иметь
забоин, рисок, царапин и т. п. Зачистка контактной поверхности
производится мелкой шлифовальной шкуркой, обернутой вокруг ре-
зиновой пластины, после сварки каждых 5—8 м шва. Если ширина
роликов увеличивается более, чем на 10% для роликов с плоской
поверхностью и на 15% для роликов со сферической поверхностью,
их следует заправлять на токарном станке по шаблону.
§ 4. ТЕХНОЛОГИЯ СВАРКИ
Сварка малоуглеродистой стали и хромансиля
Малоуглеродистая сталь сваривается электродуговой сваркой
электродами из проволоки Св-08 и Св-08А с обмазками ОММ-5,
ЦМ-7, МЭЗ-04, ВИ 9-6 и УОНИИ 13/45. Газовая сварка малоугле-
родистой стали производится нейтральным пламенем, его восста-
новительной зоной. Для газовой сварки применяется присадочная
проволока марок Св-08 и Св-08А (ГОСТ 2246—54). Если деталь
из малоуглеродистой стали сваривается с деталью из стали 25ХГСА
или ЗОХГСА, то для повышения надежности сварных соединений
применяется присадочная проволока марок Св-18ХГСА и
Св-18ХМА.
Сталь хромансиль хорошо сваривается электродуговой сваркой;
при газовой сварке имеет склонность к образованию трещин. Обла-
дает большой склонностью к закалке на воздухе, поэтому сварку
стали хромансиль разрешается производить при температуре окру-
жающего воздуха не ниже 5° С. По этой же причине нельзя произ-
водить сварку на сквозняках или охлаждать сваренные детали
сжатым воздухом.
При сварке массивных деталей, особенно при приварке к ним
тонкостенных деталей, сварные швы находятся в условиях повы.-
шейного теплоотвода. Для предотвращении появления трещин
в этом случае следует производить предварительный подогрев де-
талей в местах сварки до температуры 250—300° С.
При ремонте и изготовлении, деталей из хромансиля рекомен-
дуется применять электродуговую сварку. Выбор марки электрода
производится в зависимости от толщины и предела прочности сва-
358
риваемого металла, а также от конструкций деталей и характера
испытываемых ими нагрузок. При ремонте трубчатых узлов и кон-
струкций, а также при сварке листового металла толщиной менее
2 мм применяются электроды из проволоки Св-18ХМА с обмазками
НИАТ-2 или ВИ 9-6. При сварке листового металла, а также ко-
ваных и штампованных деталей толщиной более 2 мм применяются
электроды из проволоки Св-18ХМА с обмазкой ВИ 10-6 или ВИ 12-6.
Для ремонта соединений, работающих при повторно-статиче-
ской нагрузке, и для заварки трещин длиной до 15—20 мм приме-
няются электроды из проволоки ЭИ-334 или ЭИ-435 с обмазкой
ВИ 12-6. Детали из стали ЗОХГСА, термически обработанной на
°яр^ 70 кг/мм2, не воспринимающие значительных вибрационных
и повторных статических нагрузок, можно сваривать электродами
из проволоки Св-08А с обмазкой ВИ 9-6. Электроды с меловой об-
мазкой при ремонте деталей авиационной техники применять
нельзя.
Сварка электродами с обмазками НИАТ-2, ВИ 10-6 и ВИ 12-6
производится на постоянном токе при обратной полярности (плюс
на электроде), а с обмазкой ВИ 9-6 при прямой полярности. Элек-
троды с обмазками ВИ 10-6 и ВИ 12-6 применяются для сварки
только в нижнем положении.
Для получения лучшего провара и уменьшения опасности тре-
щинообразован'ия при электродуговой сварке хромансиля приме-
няется флюс В-У9, состоящий из 60% углекислого бария, 21%
плавикового шпата, 14% двуокиси титана и 5% ферромарганца.
Флюс растворяется в жидком стекле плотностью 1,3—1,32 из рас-
чета 450—480 см3 на 1 кг сухой смеси компонентов. За 10—15 мин.
до начала сварки флюс наносится с обратной стороны шва или
с обеих его сторон в зависимости от удобства нанесения.
Если при ремонте деталь, имевшая до сварки предел прочности
ниже 150 кг!мм2, подверглась электродуговой сварке, то последую-
щей термической обработке ее можно не подвергать.
Газовая сварка применяется только в тех случаях, когда невоз-
можно применять электродуговую сварку. В качестве присадочной
проволоки применяется:
— если предел прочности свариваемого металла ниже или ра-
вен 70 кг/мм2 — сварочная проволока марки Св-08А;
— если предел прочности выше 70 кг!мм2 — сварочная прово-
лока марки Св-18ХМА.
При газовой сварке флюс В-У9 наносится как на деталь, так
и на присадочную проволоку. Сварка производится строго ней-
тральным пламенем.
При подварке трещин длиной не более 10—15 мм в сварном
шве или в основном металле вблизи шва в качестве присадочного
материала применяется проволока ЭИ-435 или ЭИ-334.
Если при ремонте деталь, имевшая до сварки предел прочности
выше 70 кг/мм2, подверглись газовой сварке, то деталь следует
подвергать термической обработке (закалке и отпуску).
359
Сварка хромоникелевых сталей
При сварке хромоникелевых сталей и сплавов необходимо учи-
тывать такие особенности:
1. Поверхность этих сталей и сплавов покрыта тугоплавкой
окисью хрома СГ2О3, поэтому для получения качественных швов тре-
буется тщательно подготавливать место сварки и применять флюс.
2. При сварке происходит значительное выгорание легирующих
элементов, особенно хрома и титана, поэтому необходимо стре-
миться к наименьшему сечению сварных швов и к наибольшей ско-
рости сварки.
3. Высокий коэффициент линейного расширения хромоникелевых
сталей и сплавов вызывает значительные деформации сваривае-
мого изделия, что затрудняет производство сварки (особенно газо-
вой).
4. При нагреве до 600—800° С и выдержке при этой температуре
сталей марки 0Х18Н9, 1Х18Н9 (Я0, Я1) по границам их зерен про-
исходит выпадение карбидов хрома, вследствие чего сталь приобре-
тает склонность к межкристаллитной коррозии.
Для предохранения от межкристаллитной коррозии металл
после сварки подвергают термической обработке, которая заклю-
чается в нагреве до 1050—1100° С и быстром охлаждении. Стали и
сплавы, имеющие в своем составе титан или ниобий (1Х18Н9Т,
Х18Н11Б), межкристаллитной коррозии не подвержены.
Хромоникелевые стали хорошо свариваются электродуговой и
газовой сваркой. Хромоникелевые сплавы (нихромы) удовлетвори-
тельно свариваются газовой и электродуговой сваркой при условии
тщательной подготовки места сварки и строгого соблюдения техно-
логии сварки.
При газовой сварке в качестве присадочного материала приме-
няется проволока той же марки, что и основной металл, или по-
лоски шириной 2—3 мм, вырезанные из основного металла. Для
улучшения качества сварного шва прйменяется флюс марки ВИ 13-6,
состоящий из 30% фарфора, 28% мрамора, 20% двуокиси титана,
10% ферромарганца, 6% ферротитана и 6% ферросилиция. Флюс
растворяется жидким стеклом плотностью 1,3—1,32 из расчета 650 г
стекла на 1 кг сухой смеси компонентов, наносится на кромки сва-
риваемого изделия с обратной стороны шва слоем не менее 0,4 мм
и просушивается в течение 20—25 минут. Применять флюсы, содер-
жащие борные и фтористые соединения, не рекомендуется, так как
первые способствуют появлению трещин в сварных швах, а фтори-
стые соединения вызывают межкристаллитную коррозию металла.
Прихватку изделий наиболее целесообразно производить дуго-
вой сваркой, при которой коробление изделий происходит в мень-
шей степени, чем при газовой. Длина прихватки 4—8 мм, шаг при-
хватки 30—60 мм. Осуществлять прихватку нужно короткой дугой.
Если прихватка производится газовой сваркой, то применяется
тот же присадочный материал и тот же номер наконечника, что и
при сварке.
360
Сварка осуществляется строго нейтральным пламенем. Расстоя-
ние от конца ядра до поверхности сварочной ванны не менее
1—2 мм. Прутком и горелкой производятся только поступательные
движения (без колебательных) для того, чтобы не создавать под-
соса воздуха в защитную зону, сварочного пламени. Процесс сварки
ведется непрерывно (без отрыва горелки от шва до конца сварки)
на максимальной скорости.
Электродуговая сварка производится на постоянном токе при
обратной полярности (плюс на электроде). Применяются электроды
из проволоки той же марки, что и основной материал, с обмазкой
ВИ 12-6. Перед сваркой на обратную сторону швов также нано-
сится слой флюса ВИ 13-6. Сварка осуществляется короткой дугой
при поступательном (без колебаний) движении электрода.
Сварка алюминиевых сплавов, меди и ее сплавов
Основные трудности, возникающие при сварке алюминиевых
сплавов заключаются в следующем:
1. Поверхность этих сплавов на воздухе очень быстро покры-
вается тугоплавкой окисью алюминия АЬОз, температура плавления
которой 2050° С (температура плавления алюминия — 658° С).
2. Все сплавы алюминия не изменяют своего цвета при нагре-
вании, из-за чего трудно заметить начало оплавления их.
3. Сплавы обладают высокой теплопроводностью, вследствие
чего толстостенные изделия бывает трудно прогреть.
4. Изделия из этих сплавов сильно коробит при нагревании.
Газовая сварка алюминиевых сплавов производится строго ней-
тральным пламенем. Расстояние от конца ядра пламени до поверх-
ности сварочной ванны должно быть 3—5 мм.
В качестве присадочного материала при сварке деталей из одно-
родных материалов применяется проволока того же состава, что -и
свариваемый металл. При сварке сплавов АМц, АМг, АВ, Д1, Д16
рекомендуется применять проволоку АК, состоящую из 95% алю-
миния и 5% кремния.
При сварке металлов разных марок следует применять приса-
дочную проволоку, указанную в табл. 57.
Таблица 57
Марка сочетаемых сплавов Марка присадочного материала
АД(АД1) с АМц * АМц или АК
АМц с АМг АМгЗ или АК
АМгЗ с АВ АК
АМц с АЛ2 АЛ2
АМц с АЛ4 АЛ2 или АЛ4
АМц с АЛ6 АЛ2 или АЛ6
АМгЗ с АЛ4 АЛ2 или АЛ4
Д1 с АМц В61 или АК
Д16 с АМц В61 или АК
361
Для растворения пленки окиси алюминия и удаления ее приме-
няются различные флюсы, состоящие из фтористых и хлористых со-
единений лития, калия, натрия и кальция. В настоящее время при
сварке авиационных деталей из алюминиевых сплавов наиболее
широкое применение получил флюс АФ-4А, состоящий из 50% хло-
ристого калия, 28% хлористого натрия, 14% хлористого лития и 8%
фтористого натрия. Флюс гигроскопичен, поэтому хранить его нужно
в банках с притертой пробкой. Перед сваркой флюс разводят водой
до консистенции густой сметаны и наносят на пруток присадочной
проволоки.
Металл толщиной до 5 мм сваривается левым методом сварки,
а толщиной свыше 5 мм — правым методом сварки. Сварку следует
производить в нижнем положении. Угол наклона горелки к поверх-
ности свариваемого изделия при сварке металла толщиной до 5 мм
должен быть равным 30—45°, а при сварке больших толщин —
45—60°. Угол наклона прутка присадочной проволоки к поверхности
детали должен быть равен 40—50°.
Сварку следует вести без перерыва, не отрывая горелку от шва
до окончания сварки. Вторичный проход горелкой по шву с целью
сглаживания его поверхностей производить нельзя. Металлы тол-
щиной до 3 мм свариваются только при поступательном движении
горелки (без колебаний).
При сварке толстостенных изделий (толщиной свыше 5 мм) ре-
комендуется их предварительно нагреть до температуры 300—350° С.
По окончании сварки изделие следует тщательно промыть го-
рячей водой и хромовым ангидридом до полного удаления следов
флюса. Недостаточно тщательная промывка может привести к раз-
рушению сварных соединений от коррозии. Качество промывки про-
веряется 2% раствором азотнокислого серебра; если капля этого
раствора вызывает образование тяжелого белого осадка, то про-
мывка считается недостаточной и должна быть повторена.
Электродуговая сварка алюминиевых сплавов при ремонте авиа-
ционной техники не находит широкого применения.
Сварка меди и ее сплавов. Медь отличается очень высокой теп-
лопроводностью (примерно в 6 раз выше, чем у малоуглеродистой
стали) и сильно окисляется при нагреве. Поэтому при газовой
сварке меди мощность пламени горелки следует брать из расчета
150—200 л!час на 1 мм толщины свариваемого металла. При сварке
деталей большой толщины рекомендуется пользоваться двумя го-
релками: одной подогревать место сварки, а другой сваривать. Для
уменьшения отвода тепла под свариваемые детали подкладываются
листы асбеста. Сварка ведется нейтральным пламенем. Расстояние
от ядра до сварочной ванны 3—6 мм.
В качестве присадочного металла применяется медная проволока
с небольшим содержанием кремния и фосфора, которые являются
хорошими раскислителями меди. Если применяется обычная элек-
тролитическая медь, то в состав флюса вводится какой-нибудь рас-
кислитель, например фосфористая медь. В качестве флюса обычно
применяется бура или ббрная кислота, которая наносится на по-
362
верхность свариваемой детали в виде порошка или пасты, замешан-
ной на спирте. Кроме того, в процессе сварки флюс периодически
вводится в сварочную ванну на нагретом конце присадочного
прутка.
Сварка ведется в нижнем положении по возможности без пере-
рывов. Для лучшего прогрева кромок пламя следует держать почти
под прямым углом к поверхности металла. Предварительная при-
хватка швов не допускается, так как это ведет к появлению трещин
в местах прихваток при повторном нагреве их во время сварки.
Электродуговая сварка меди производится угольным электродом
на постоянном токе при прямой полярности. Присадочная проволока
и флюсы применяются того же состава, что и при газовой сварке.
Для получения хорошего сплавления основного и присадочного ме-
таллов место сварки прогревается дугой до оплавления кромок,
после чего вводится присадочный пруток. Заполнение шва произво-
дится за один проход.
Большие трудности представляет сварка латуни, т. е. медно-цин-
кового сплава. При расплавлении латуни из нее начинает испа-
ряться цинк, что приводит к пористости швов. Кроме того, пары
цинка быстро окисляются на воздухе, образуя очень ядовитую окись
цинка, опасную для здоровья сварщика. Для уменьшения испаре-
ния цинка сварку латуни ведут окислительным пламенем при соот-
ношении -тД2, = 1,3—1,4. В этом случае на поверхности сварочной
ванны образуется тугоплавкая пленка окиси цинка, уменьшающая
дальнейшее испарение цинка. Для защиты сварщика от отравления
при сварке латуни рабочее место сварщика обеспечивается хоро-
шей вентиляцией.
Мощность горелки выбирается из расчета 100 л/час ацетилена
на 1 мм толщины свариваемого металла. Присадочная проволока
применяется того же состава, что и основной металл. В качестве
флюса применяется бура и борная кислота.
Бронза хорошо сваривается электродуговой и газовой сваркой.
Электродуговая сварка производится как угольным, так и металли-
ческим электродом. Перед сваркой детали рекомендуется подогре-
вать до 450—500° С. При сварке угольным электродом в качестве
присадочного материала применяются прутки, содержащие
95—96% меди, 3—4% олова и 0,25—0,4% фосфора. Сварка ведется
с флюсами того же состава, что и при сварке меди. Сварка метал-
лическим электродом производится на постоянном токе при обрат-
ной полярности. В качестве электродной проволоки применяются
бронзовые прутки с обмазками из плавленной буры, мела и жидкого
стекла.
§ 5. КОНТРОЛЬ СВАРОЧНЫХ РАБОТ
Проведение тщательного и всестороннего контроля производства
сварочных работ, начиная от контроля исходных материалов и кон-
чая испытанием готовой продукции, обеспечивает получение свар-
' 363
ного соединения высокого качества. Особое значение имеет органи-
зация предварительного контроля качества исходных материалов и
состояния оборудования и инструмента, а также проверка квали-
фикации сварщика, так как легче и выгоднее предотвратить брак,
чем его исправить.
Необходимо проверить, чтобы весь поступающий в производство
металл был снабжен сертификатом заводов-изготовителей. Если ме-
талл поступил без сертификата, то необходимо провести химиче-
ский анализ согласно ГОСТ 2331—43 и 2604—44 и проверить его
на образование трещин при сварке.
При контроле электродной и присадочной проволоки следует
проверять, удовлетворяет ли она требованиям ГОСТ 2246—54.
Кроме того, проволоку следует испытывать на оплавление, так как
некоторые сорта ее плавятся очень неравномерно с сильным раз-
брызгиванием. Проволока, имеющая удовлетворительное качество,
должна плавиться без заметного шлакообразования и разбрызгива-
ния. Образовавшийся при наплавке валик шва должен быть низ-
ким, без наплывов, с часто расположенными чешуйками.
Готовые электроды следует проверять внешним осмотром и проб-
ной сваркой, согласно требованиям ГОСТ 2523—51.
Контроль подготовки места сварки имеет также большое зна-
чение, так как пороки сварки, выявляемые при внешнем осмотре,
возникают по причине неправильной подготовки деталей перед
сваркой. С помощью щупов и шаблонов (рис. 366) следует прове-
рять величину зазоров и углов раскрытия шва, а также превышение
одной кромки над другой.
Состояние сварочного оборудования и инструмента в большой
степени влияет на качество сварного соединения, поэтому его тре-
буется регулярно проверять и не допускать производство свароч-
ных работ на неисправнОхМ оборудовании. У электросварочных ге-
нераторов необходимо обращать особое внимание на состояние кол-
лектора и щеток. Кроме того, если генератор был в ремонте,
необходимо проверять, соответствует ли его полярность маркировке
на клеммах. Проще всего это можно сделать при помощи угольного
электрода или соляного раствора.
Первый способ заключается в том, что при обратной полярно-
сти (положительный полюс соединен с электродом) дуга между
угольным электродом и пластиной возбуждается с большим тру-
дом, а при горении дуги на поверхности свариваемой пластины
образуется черный налет угольных частиц. При прямой полярности
(отрицательный полюс соединен с электродом) дуга возбуждается
легко и угольный налет на пластине не образуется.
При втором способе оба сварочных провода опускают в водный
раствор поваренной соли ('/2 чайной ложки соли на стакан воды)
и включают генератор. Тот провод, около которого происходит ин-
тенсивное выделение пузырьков газа, является отрицательным по-
люсом.
Большое влияние на качество сварного шва оказывает состоя-
ние и конструкция электрододержателя, а также исправность га-
364 •
Зовой горелки. Электрододержатель должен иметь небольшой вес,
не сильно нагреваться при сварке, допускать простое и быстрое
вкладывание электродов и иметь гибкий кабель длиной не ме-
нее 2 м.
Газовая горелка не должна иметь неплотностей в вентилях и
в местах присоединения шлангов. Отверстие мундштука горелки
должно быть правильной формы, а пламя — правильного очертания.
Рис. 366. Шаблоны и щупы для проверки точности сборки
и правильности подготовки кромок:
а — проверка угла скоса кромок и величины зазора;, б — проверка угла
сборки элементов конструкции; в — проверка превышения кромок; г — про-
верка величины зазора щупом
Необходимо регулярно производить проверку сварщиков, так как
качество сварных соединений находится в прямой зависимости от
их квалификации. К самостоятельной работе можно допускать
только тех сварщиков, которые прошли специальную практическую
и теоретическую проверку и получили соответствующее свидетель-
ство. Проверка должна проводиться не реже одного раза в год, со-
гласно действующему «Руководству по сварочным работам в ре-
монтных частях ВВС».
365
Соблюдение всех технологических требований при сбарке и орга-
низация повседневного действенного контроля производства сва-
рочных работ обеспечит высокое качество сварных соединений, вы-
полненных при ремонте авиационной техники.
Контроль сварочных работ методом внешнего осмотра
Внешнему осмотру подвергаются все сварные изделия на всех
стадиях сварочного процесса, начиная от еборки и кончая приемкой
готового изделия.
Перед сваркой проверяется правильность подготовки кромок и
сборки с помощью шаблонов и щупов. В процессе сварки устанав-
Высото
Рис. 367.«Шаблоны для проверки формы и разме-
ров сварных швов
ливается правильность расположения и размеров прихваток, а также
проверяется соблюдение требований, предусмотренных технологиче-
скими указаниями. После окончания сварки производится осмотр
сварных соединений невооруженным глазом.
Места, вызывающие сомнение, осматриваются с помощью лупы.
Перед внешним осмотром поверхность сварного шва и свариваемого
изделия на расстоянии 10—20 мм по обе стороны шва зачищается
от шлака, капель металла и других загрязнений.
При осмотре выявляются внешние пороки сварных швов: откло-
нения в размерах швов, отклонения в размерах изделия (поводка,
коробление и т. п.), наплывы, подрезы, незаваренные кратеры, на-
ружные трещины, непровары корня шва, свищи и др. Сварные швы
на изделиях из легированных сталей проверяются дважды: сразу
366
после окончания сварки и дней через 20—30, так как в этих сталях
структурные превращения происходят очень медленно, а они могут
вызвать появление трещин. Проверка формы и размеров сварных
швов производится с помощью измерительных инструментов и спе-
циальных шаблонов (рис. 367). Нормальные размеры швов в зави-
симости от вида сварки, толщины металла и вида соединения при-
ведены в табл. 58.
Испытание сварных швов на плотность
Испытания на плотность проводятся с целью обнаружения
в сварных швах трещин, непроваров, газовых пор и шлаковых
включений, наличие которых делает сварные швы проницаемыми
для жидкостей и газов. Испытания проводятся после устранения
всех дефектов, обнаруженных внешним осмотром, и осуществля-
ются керосином, сжатым воздухом или гидравлическим способом.
Керосином проверяются сварные швы на резервуарах, работаю-
щих без давления. Способ заключается в том, что сварное соеди-
нение с одной стороны окрашивается меловым раствором, после вы-
сыхания которого другая сторона смачивается керосином. При на-
личии в шве пор или других неплотностей керосин проникает через
них и выступает на окрашенной мелом поверхности в виде жирных
пятен. В зависимости от толщины металла и расположения швов
обследование шва на проникновение керосина производится по исте-
чении времени от 15 мин. до 3 часов.
Сжатым воздухом проверяются сварные швы на емкостях, все
отверстия на которых можно заглушить. При испытании емкость
погружается в воду и заполняется сжатым воздухом, давление кото-
рого устанавливается техническими условиями на приемку изделия.
Если невозможно погрузить все изделие в воду, то швы с наружной
стороны смачиваются мыльной водой. Места швов, имеющие не-
плотности, определяются по появлению пузырей.
Гидравлическим способом испытываются все сосуды и аппа-
раты, работающие под давлением. Испытание заключается в том,
что сосуд заполняется водой, давление которой обусловливается
техническими условиями (обычно 1,5—2,0 /?раб), и выдерживается
некоторое время под этим давлением. Затем давление воды сни-
жается до рабочего и производится осмотр швов с обстукиванием
их молотком с закругленным бойком. Неплотности в сварных швах
обнаруживаются появлением течи или мелких капелек на поверх-
ности (потение).
Физические методы контроля
Физические методы контроля (магнитный, люминесцентный, ме-
тод красок и др.) находят широкое применение в ремонтных частях.
Этими методами проверяется качество сварных соединений без раз-
рушения или повреждения их.
367
Нормальные размеры
24—1395
СварНы* твой
Правильное применение физических методов дефектоскопии при
ремонте и техническом обслуживании авиационной техники дает
возможность значительно повысить качество выполнения этих работ,
надежность службы деталей и предупредить возможные летные
происшествия.
Наиболее удобным и эффективным из физических методов кон-
троля является магнитный, однако
Поток рассеяния
Рис. 368. Прохождение магнитного по-
тока:
а — по однородному металлу; б — около газового
включения
применение его ограничивается
областью ферромагнитных ме-
таллов. Этот метод основывает-
ся на том, что при намагничи-
вании контролируемого изде-
лия над дефектами сварки
(трещинами, раковинами, не-
металлическими включениями,
непроварами и т. п.) возникают
местные потоки рассеяния, об-
разование которых вызвано
резким изменением магнитной
проницаемости в неоднородном
металле.
Если магнитный поток про-
ходит по однородному металлу,
то его силовые линии парал-
лельны друг другу (рис. 368, а).
Если же на пути магнитного
потока встречается какое-либо
газовое или неметаллическое
включение, то силовые линии потока огибают это включение
(рис. 368,6), причем часть их может выйти из металла наружу,
образуя местные потоки рассеяния над включением. При магнит-
ной порошковой дефектоскопии для выявления потока рассеяния
используется ферромагнитный порошок, который, находясь в маг-
нитном поле, перемещается в направлении наибольшей плотности
магнитного потока и своим скоплением обнаруживает дефект свар-
ного шва. Магнитный порошок наносится или в сухом виде или
в виде суспензии в соляровом масле, в смеси трансформаторного
масла с керосином (1:1) или в чистом керосине. Для контроля
качества сварки лучше применять сухой порошок.
При проверке деталей со светлой поверхностью применяется
черный сухой порошок, а при проверке деталей с темной поверхно-
стью — цветной. В качестве черного магнитного порошка приме-
няется стандартный порошок (306АМТУ — 51МАП). При отсут-
ствии его черный порошок может быть изготовлен путем обжига
железного крокуса, сурика или железной охры, а также разма-
лыванием железной окалины или чугунной стружки до со-
стояния пудры. В качестве цветного можно применять красный
порошок, приготовленный путем обжига полированной пасты,
состоящей из 67—75% окиси железа (F2O3) и 25—30% органи-
ческих примесей. Обжиг производится в печи при температуре
370
Рис. 369. Внешний вид дефектоскопа МД-77
Рис. 370. Внешний вид дефектоскопа 77 ПМД-3
24*
371
650+10° С в течение 20 мин. с последующим охлаждением на
воздухе.
Существуют два основных способа контроля деталей магнитным
методом:
1. Контроль деталей на остаточном намагничивании. При этом
способе деталь предварительно намагничивают, а затем наносят на
ее поверхность магнитный порошок или суспензию.
2. Контроль деталей в приложенном магнитном поле. В этом
случае порошок наносится на деталь в процессе намагничивания.
Контролю на остаточном намагничивании можно подвергать
только те детали, металл которых имеет остаточную индукцию не
ниже 6000 гаусс и коэрцетивную силу не ниже И —12 эрстед (сталь
ЗОХГСА, ЗОХМА и др.).
В приложенном магнитном поле можно проверять почти все де-
тали, способные намагничиваться.
В ремонтных частях для проведения контроля магнитным мето-
дом пользуются стационарным дефектоскопом МД-77 (рис. 369) и
переносным дефектоскопом 77-ПМД-З (рис. 370).
Процесс контроля состоит из таких операций: подготовки детали
к проверке; намагничивания детали; нанесения на поверхность де-
тали магнитного порошка или суспензии; осмотра; размагничивания
детали; очистки и смазки деталей после контроля.
Подготовка детали к проверке заключается в очи-
стке всей ее поверхности от масла, грязи и песка, а также в зачи-
стке контактных поверхностей от окисной пленки и лакокрасочных
покрытий для обеспечения надежного контакта между деталью и
дефектоскопом в том случае, когда намагничивание производится
пропусканием тока непосредственно через деталь.
Намагничивание детали для обнаружения дефекта
должно производиться в таком направлении, чтобы магнитные сило-
вые линии были перпендикулярны направлению дефекта или рас-
полагались бы к нему под углом не меньше 20—30°.
Поэтому для выявления всех дефектов детали намагничиваются
в двух взаимно-перпендикулярных направлениях. Величина силы
намагничивающего переменного тока может быть определена по та-
кой приближенной формуле
Z = (25-4-30)d,
где / — сила тока в а;
d — диаметр детали в мм.
При использовании переменного тока полые детали рекомен-
дуется намагничивать на стержне из немагнитного металла (меди,
латуни), так как при непосредственном пропускании тока через де-
таль интенсивно намагничивается только внешняя поверхность де-
тали, а намагниченность на внутренней поверхности близка нулю.
При пропускании тока через стержень намагничиваются как вну-
тренняя, так и внешняя поверхность детали. Наружная поверхность
стержня в этом случае должна быть изолирована от детали с по-
мощью резиновой трубки или изоляционной ленты. Детали, имею-
372
Рис. 371. Намагничивание детали с помощью гибкого кабеля
(тороидальное намагничивание):
I — деталь; 2 — гибкий кабель; 3 — деревянный брусок
щие кольцевую форму, целесообразно намагничивать с помощью
гибкого кабеля (рис. 371).
Нанесение на поверхность детали магнитного
порошка или суспензии производится двумя способами:
обсыпанием порошком или обливанием суспензией поверхности де-
тали; окунанием детали в корыто с порошком или суспензией.
При контроле в приложенном магнитном поле применяется
только первый способ.
Осмотр деталей производится при хорошем освещении
с помощью лампы, снабженной рефлектором. Поверхностные тре-
щины и непровар, расположенный близко от поверхности, выявля-
ются в виде резко очерченных полосок осевшего порошка.
Размагничивание детали производится после оконча-
ния осмотра. Ставить на самолет намагниченные детали нельзя, так
как они могут вызвать порчу точных электромагнитных и аэрона-
вигационных приборов. Детали размагничиваются путем проведения
их через магнитное поле катушки (соленоида), питаемой перемен-
ным током нормальной частоты (50 гц). При размагничивании не-
обходимо провести деталь так, чтобы она была все время распо-
ложена параллельно оси катушки. Несимметричные детали необхо-
димо поворачивать в катушке таким образом, чтобы все удлинен-
ные их части поочереди располагались параллельно оси катушки.
Деталь считается размагниченной, если к ней не притягиваются
мелкие железные опилки.
Очистка деталей от магнитного порошка производится
обдувкой сжатым воздухом и промывкой в керосине или бензине.
373
Рис. 372. Схема люминес-
центного дефектоскопа:
I — кварцевая лампа; 2 — фильтр;
3 — деталь
После очистки детали смазываются мас-
лом для предохранения их от коррозии.
Люминесцентный метод контроля
(рис. 372) . применяется для выявления
мелких поверхностных дефектов на лю-
бых металлах, главным образом на не-
магнитных: нержавеющих и жаропрочных
сталях, медных и алюминиевых сплавах
и т. п. Способ основывается на способ-
ности некоторых жидкостей светиться
при облучении ультрафиолетовыми лу-
чами. Сущность метода заключается в
том, что на поверхность проверяемой де-
тали наносится флюоресцирующая (све-
тящаяся) жидкость, которая проникает во все мельчайшие поверх-
ностные трещины и поры, где и остается после удаления этой жид-
кости с поверхности. Затем поверхность детали посыпается прояв-
ляющим порошком, который обладает большой поглотительной
способностью, благодаря чему вытягивает жидкость из трещин.
Если теперь деталь облучить ультрафиолетовым светом, то тре-
щины и поры обнаружатся в виде светящихся линий и пятен.
В качестве флюоресцирующей жидкости применяют смесь, со-
стоящую из 15% авиационного масла любой марки и 85% керо-
сина. В качестве проявляющего порошка употребляется жженая
магнезия. Ультрафиолетовое излучение получают от ртутно-кварце-
вых ламп типа ПРК-2 или ПРК-4, снабженных светофильтром для
отделения ультрафиолетовой части спектра от видимой. В качестве
светофильтра применяют увиолевое черное стекло типа ФС-2 или
ФС-4.
Рис. 373. Внешний вид дефектоскопа ПЛУ-2
374
В ремонтных частях для проведения люминесцентного контроля
используют установки ПЛУ-2 (рис. 373) и ЛЮМ-2. Процесс кон-
троля состоит из таких операций: подготовки детали; нанесения на
поверхность детали флюоресцирующей жидкости; удаления с по-
верхности жидкости; нанесения порошка-проявителя; осмотра де-
тали; очистки и смазки детали.
Подготовка детали заключается в очистке ветошью ее
поверхности от загрязнения и промывки бензином. Кроме того,
с исследуемых мест удаляется лакокрасочное покрытие с помощью
смывки. Применять шлифовальные шкурки для очистки поверхно-
сти запрещается.
Нанесение флюоресцирующей жидкости произ-
водится волосяной кистью или пульверизатором. Мелкие детали
лучше погружать в жидкость. Нанесенный слой жидкости остав-
ляют на поверхности детали в течение 5—20 мин.
Удаление жидкости производится сухими салфетками,
древесными опилками или волосяной щеткой. Древесные опилки
должны быть хорошо просушены и не загрязнены маслом.
Нанесение порошка-проявителя производится толь-
ко на чистую и сухую поверхность детали. Мелкие детали лучше
многократно погружать в порошок. Нанесенный на поверхность по-
рошок оставляют на детали в течение 5—10 мин., а затем избыток
его удаляется легким встряхиванием. К осмотру детали приступают
через 5—10 мин. после удаления избытка порошка.
Осмотр детали производится в темной комнате. К осмотру
приступают по истечении 10—15 мин. после зажигания лампы ПРК,
т. е. когда наступит установившийся режим горения. При осмотре
лампу держать в горизонтальном положении. Трещины выявляются
в виде ярко светящихся линий. Чем больше глубина их, тем ярче
свечение. Скопление мелких пор и раковин дает свечение в виде
пятен.
Очистка детали производится продувкой сжатым возду-
хом и промывкой бензином. После промывки годные детали покры-
ваются защитными покрытиями для защиты их от коррозии.
Метод красок отличается от других физических методов кон-
троля простотой, дешевизной и доступностью. С помощью его можно
производить контроль деталей, изготовленных из черных и цветных
металлов и сплавов. Сущность метода заключается в том, что на
обезжиренную чистым бензином Б-70 поверхность контролируемой
детали наносится окрашенная красителем в ярко-красный цвет спе-
циальная жидкость (красная краска), которая обладает хорошей
смачиваемостью. Благодаря этому краска проникает в мельчайшие
трещины. По истечении 5—10 мин. красная краска смывается с по-
верхности смывкой РДВ, оставаясь только в трещинах. На обрабо-
танную таким образом поверхность детали наносится тонкий слой
специальной белой краски, которая через несколько минут после
нанесения высыхает. Красная краска, проникая через всю толщу
слоя белой краски, образует четкую линию, которая определяет
форму и величину трещины.
375
Метод красок более чувствителен, чем люминесцентный: при
температуре детали 15—20° С этим методом можно обнаружить тре-
щину шириной 0,005—0,01 мм и глубиной до 0,4 мм. С понижением
температуры детали чувствительность контроля деталей красками
уменьшается, и наоборот, при нагреве детали — повышается. По-
этому для повышения чувствительности метода деталь нагревают
до температуры 50—80° С, благодаря чему улучшаются условия
Рис. 374. Внешний вид дефектоскопа 77-ДМК-1
проникновения в трещину красной краски, так как при нагреве тре-
щина расширяется. При охлаждении металла красная краска вы-
давливается из трещины, вследствие чего усиливается четкость вы-
явления трещины. Контроль деталей методом красок производится
с помощью дефектоскопа 77-ДМК-1 (рис. 374).
§ 6. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ СВАРОЧНЫХ РАБОТАХ
Общие правила
Отличное знание сварочного оборудования и правил обращения
с ним, а также точное соблюдение правил по технике безопасности
являются необходимыми условиями, при выполнении которых тех-
нологические процессы сварки не являются опасными или вредными
для здоровья сварщика. Поэтому к сварочным работам могут до-
пускаться только лица, выдержавшие теоретические и практические
испытания и твердо знающие правила техники безопастности.
Рассмотрим ряд общих правил по технике безопасности при сва-
рочных работах. Сварочная дуга при горении излучает, кроме ви-
Э76
димых световых лучей, также и невидимые лучи — инфракрасные
и ультрафиолетовые.
Инфракрасные лучи при длительном воздействии на глаза вызы-
вают серьезное заболевание их, которое называется катарактом хру-
сталика.
Ультрафиолетовые лучи даже при кратковременном воздействии
на глаза (5—10 мин.) вызывают спазмы век, слезотечение и вос-
паление глаз. Эта болезнь называется электроофтальмией и обычно
проходит через два—три дня, не оказывая сильного влияния на
зрение. Кроме воздействия на глаза, ультрафиолетовые лучи дей-
ствуют на кожу, вызывая такие же ожоги, какие бывают при дли-
тельном воздействии солнечных лучей.
Для защиты глаз и кожи лица от воздействия лучей применя-
ются щитки и маски с защитными темными стеклами ТИС. Все
остальные части тела закрываются специальной одеждой. Для пре-
дохранения окружающих от действия излучения дуги сварочные
посты ограждаются светонепроницаемыми ширмами или щитами.
Сварочная дуга непрерывно выделяет в атмосферу газы и мель-
чайшую пыль, в основном состоящую из окислов металлов. Степень
вредности их зависит от химического состава свариваемых метал-
лов. Для удаления вредных газов и пыли применяется местная вы-
тяжная вентиляция. При сварке цветных металлов, особенно имею-
щих в своем составе цинк и свинец, работа иногда производится
в респираторах.
При работе с электрическими машинами сварщик подвергается
опасности поражения электрическим током. Особенно опасна в этом
отношении работа в металлических резервуарах, сырых помещениях
и т. п.
Для уменьшения опасности поражения электрическим током
сварщик должен строго соблюдать правила по технике безопасно-
сти, надежно заземлять корпуса сварочных машин и наблюдать за
исправностью изоляции токоподводящих проводов, не производить
электросварочные работы в дождливую погоду на открытом воз-
духе без устройства навеса.
При сварке в металлических резервуарах применять резиновые
коврики и надевать резиновый шлем.
Сварка внутри резервуаров, котлов и в тесных закрытых агрега-
тах и помещениях должна вестись с систематическими перерывами
и выходом рабочих на свежий воздух; во время сварки снаружи
должен находиться наблюдающий.
Освещение производить переносными лампами, рассчитанными
на напряжение не выше 12 в.
При работе сварщик может получить ожоги как от капель и
брызг расплавленного металла, так и от прикосновения к нагретым
свариваемым деталям.
Для того чтобы брызги и капли металла не прожгли одежды и
не причинили ожога, специальная одежда сварщика изготавли-
вается из плотного брезента, а все карманы закрываются клапа-
намц.
377
Сварщик не должен заправлять куртку в брюки или брюки в са-
поги для того, чтобы брызги металла могли свободно скатываться
на пол, не задерживаясь в складках одежды.
Брюки у сварщика должны быть длинные, закрывающие бо-
тинки.
Обувь должна плотно прилегать к ноге и быть зашнурована.
Голова сварщика должна быть покрыта головным убором без
козырька, так как он затрудняет работу со. щитком.
Для предотвращения ожога рук свариваемые детали следует
брать только пассатижами.
Газовые .скопления при сварке могут явиться причиной взрывов
или пожаров. В связи с этим большой осторожности требует ре-
монт сваркой тары из-под различных легковоспламеняющихся ма-
териалов (керосина, бензина и т. п.). Сварка таких емкостей про-
изводится только после тщательного удаления остатков горючего
и его паров. Сварку следует производить при открытых проб-
ках баков. Производить сварочные работы в непосредственной
близости от огнеопасных и легковоспламеняющихся материалов
запрещается. Минимально допустимое расстояние должно рав-
няться 5 м.
Производить сварку изделий, находящихся под давлением, кате-
горически запрещается.
Правила техники безопасности при электродуговой, газовой
и контактной сварках
При электродуговой сварке:
1. Все части электросварочных машин, которые обычно не явля-
ются токоведущими, но могут оказаться под напряжением, должны
быть надежно заземлены. Заземление передвижных установок дол-
жно производиться перед началом работы и не сниматься до ее
окончания.
2. Все находящиеся под напряжением части сварочных машин
должны быть надежно защищены от возможности случайного при-
косновения к ним. Рукоятки электрододержателей должны изготав-
ливаться из изолирующих и огнестойких материалов.
3. Токоподводящие провода должны быть тщательно изолиро-
ваны и защищены от действия высоких температур и механических
повреждений.
4. Установка и ремонт сварочного оборудования должны произ-
водиться только подготовленными специалистами.
При газовой сварке:
1. Входить в помещение, где установлены ацетиленовые генера-
торы, с очагами огня, а также курить в этих помещениях и зажи-
гать спички запрещается.
2. В аппаратных помещениях ацетиленовых установок, примы-
кающих к рабочим или жилым помещениям, разрешается хранить
одновременно не свыше 200 кг карбида, причем в откупоренном
виде может быть не более одного барабана.
378
3. Вскрывать крышку барабанов зубилом или применять для
этой цели газовые резаки запрещается. Откупоривать барабан
можно только специальным ножом.
4. Нельзя переполнять карбидом зарядные ящики генераторов
или применять карбид не той грануляции, которая указана в техни-
ческом паспорте генератора.
5. Проталкивание карбида в воронке с помощью железного
прутка запрещается, так как это может вызвать искру и взрыв. Кар-
бид должен быть раздроблен заранее.
6. После зарядки аппарата карбидом весь воздух из газголь-
дера должен быть удален в атмосферу, чтобы получить годный для
сварки ацетилен без примеси воздуха.
7. Перед началом работ сварщик должен проверить, имеется ли
вода в водяном затворе, а во время работы наблюдать, чтобы уро-
вень воды находился на требуемой высоте.
8. Работать двум или нескольким сварщикам от одного водя-
ного затвора запрещается.
9. Увеличивать давление в газогенераторе путем наложения тя-
жестей на колокол во избежание взрыва газа запрещается.
10. Не разрешается выпускать из рук горящую горелку, класть
ее на стол или на верстак, хотя бы и на короткое время. Если тре-
буется отложить горелку, 'то она должна быть потушена или поло-
жена на специальную подставку.
11. При обнаружении перегрева горелки следует приостановить
работу, закрыть вентили и погрузить ее в ведро с чистой водой до
полного остывания.
12. На тех частях оборудования, которые могут соприкасаться
с кислородом, не должно быть следов масла и других жиров.
13. При пропуске генератором газа искать место выхода послед-
него разрешается только при помощи мыльной воды, ни в коем слу-
чае не допуская поисков утечки газа посредством огня.
14. В случае обнаружения в генераторе утечки газа и при необ-
ходимости ремонта его нужно приостановить работу, газ из генера-
тора выпустить в воздух, помещение тщательно проветрить, заряд-
ные ящики тщательно очистить от карбида и ила, воду выпустить,
генератор разобрать и промыть его части водой. Только после этого
допускается производство ремонта генератора.
15. Газовые шланги следует защищать от всевозможных повре-
ждений, огня и т. п. Необходимо следить за правильным и плотным
присоединением шлангов к аппарату, редуктору и горелке; все
места присоединений необходимо тщательно проверить перед нача-
лом работ.
16. При необходимости ремонта газового шланга из него надо
вырезать негодную часть, соединив затем две части шланга с по-
мощью ниппеля. Ремонтировать шланги, закрывая поврежденные
участки изоляционной лентой и другим материалом, запре-
щается.
17. Замерзшие генераторы или их части допускается отогревать
только горячей водой или паром.
379
18. При перевозке баллонов на них должны быть навернуты за-
щитные колпаки для предохранения вентилей от повреждения и за-
грязнения.
19. Баллоны со сжатым газом нельзя бросать и подвергать
ударам.
20. Баллоны следует перевозить на специальных тележках или
переносить на носилках.
21. Нельзя помещать баллоны около источников тепла: очагов ог-
ня, отопительных приборов, паровых труб, а также хранить их под воз-
действием солнечных лучей. Баллоны должны храниться под навесом.
22. Снимать колпак с баллона ударами молотка, с помощью
зубила или другим способом, который может вызвать искру, запре-
щается.
23. На каждом передвижном сварочном посту разрешается иметь
не более двух баллонов: один, находящийся в работе, и другой —
запасной.
24. В случае замерзания вентиля кислородного баллона разре-
шается прогревать его только чистой водой без следов масла.
25. Перед присоединением редуктора к баллону необходимо произ-
вести предохранительную продувку штуцера кратковременным осто-
рожным открыванием вентиля для удаления посторонних частиц.
26. Ремонтировать вентили баллонов своими средствами, а также
разбирать их, когда баллон наполнен газом, запрещается. Ремонт
баллонов должен производить завод, наполняющий баллоны газом.
При контактной сварке:
1. Корпус контактной машины необходимо надежно заземлять.
2. Токоподводящие провода следует прокладывать в трубах для
п5редохранения их от повреждений. Трубы подлежат обязательному
заземлению.
3. Перед переключением ступеней необходимо машину отклю-
чать от питающей сети.
4. Работу следует производить в очках с простыми стеклами
для защиты глаз от брызг расплавленного металла и искр.
5. При осмотрах и ремонтах машины следует отключать ее от
сети, а на включающие устройства повесить щиток с надписью «Не
включать».
ГЛАВА IV
ПАЙКА МЕТАЛЛОВ
Пайкой металлов называется технологический процесс соедине-
ния деталей в нагретом состоянии посредством сравнительно лег-
коплавкового материала, называемого припоем.
В качестве припоев применяются такие металлы или сплавы,
которые хорошо сплавляются с металлом деталей и сравнительно
с ним более легкоплавки. Припои подразделяются на твердые и
мягкие. Твердыми припоями называются тугоплавкие и высоко-
прочные припои, а мягкими припоями такие, которые обладают зна-
чительно меньшей прочностью.
380
При пайке твердыми припоями вследствие их тугоплавкости
(600—1200° С) нагрев деталей обычно осуществляется горелкой,
в печи или другими высокотемпературными источниками тепла.
Пайка твердыми припоями обеспечивает получение высокопроч-
ных паяных соединений, которые по своей прочности близки к свар-
ным швам, а иногда и прочнее их.
Пайка мягкими припоями вследствие их легкоплавкости (ниже
300° С) осуществляется обычно паяльником или методом последо-
вательного погружения соединяемых деталей во флюс и в расплав-
ленный припой. Иногда при пайке мягкими припоями применяется
паяльная лампа или газовоздушная горелка.
Пайка мягкими припоями применяется там, где от изделия не
требуется высокой прочности, а нужны главным образом герметич-
ность или электропроводность паяного соединения.
Главным условием успешной пайки металлов является чистота
поверхности соединяемых деталей. Если в момент пайки на поверх-
ности детали будет хотя бы тончайшая пленка окислов или за-
грязнений, то пайка не произойдет, потому что расплавленный при-
пой не смочит металл, не затечет в зазоры между деталями и не
сплавится с ними.
Большое влияние на прочность паяных соединений оказывает
правильное сочленение деталей и обеспечение необходимого зазора
между ними, так как прочность шва в значительной мере зависит
от величины зазора. При пайке твердыми припоями наибольшая
прочность шва получается при зазоре 0,05—0,15 мм.
При указанной величине зазоров припой после затекания в шов
существенно меняет свой состав за счет взаимного сплавления с ма-
териалом соединяемых деталей. В результате чего прочность пая-
ного шва получается нередко выше прочности применяемого при-
поя. При больших зазорах прочность паяного шва не превышает
прочности припоя, а при очень малых зазорах припой не запол-
няет их полностью. Поэтому при пайке металлов вообще и при пайке
алюминиевых сплавов в особенности необходимо соблюдать реко-
мендованные выше зазоры.
Процесс растворения металла деталей припоем во время пайки
наряду с указанной выше пользой при определенных условиях мо-
жет привести к противоположным результатам. Так, например, при
очень высоких температурах, длительном нагреве и при большом
избытке припоя последний слишком интенсивно растворяет (разъ-
едает) основной материал около паяного шва, что может повлечь
за собой снижение прочности паяных деталей в' околошовной
зоне.
Поэтому процесс пайки, как правило, надо заканчивать в тече-
ние одной минуты после того, как припой расплавился и затек в за-
зор между соединяемыми деталями с образованием галтели (ва-
лика) по всему периметру шва.
Здесь будут кратко рассмотрены лишь два вида пайки: газопла-
менная и паяльником, которые чаще всего применяются в частях
при ремонте авиационной техники.
381
§ 1. ПАЯЛЬНЫЕ ФЛЮСЫ И ПРИПОИ
Паяльные флюсы
Паяльными флюсами называются материалы, применяемые при
пайке металлов для очистки поверхности деталей и припоя от окис-
лов и загрязнений, для предохранения нагретых поверхностей от
нового окисления и загрязнения в процессе пайки, для улучшения
смачиваемости расплавленным припоем соединяемых поверхностей
и, следовательно, для обеспечения затекания припоя в зазоры
между ними.
Паяльные флюсы должны обладать более низкой температурой
плавления и действия по сравнению с температурой плавления при-
меняемого припоя.
Надо иметь в виду, что остатки многих флюсов гигроскопичны,
т. е. обладают способностью поглощать пары воды из окружающей
атмосферы и вследствие этого вызывать коррозию паяного соеди-
нения. Поэтому дли удаления остатков флюса необходимо паяные
швы, а иногда и все изделие тщательно промывать в проточной
воде сразу же после пайки. В тех случаях, когда это сделать нельзя,
нужно применять так называемые противокоррозионные флюсы,
остатки которых не вызывают коррозии после пайки.
Основные сведения о флюсах для пайки металлов приведены
в табл. 59 и 60.
В таблицах 59 и 60 приведены только наиболее распространен-
ные флюсы, которые обеспечивают достаточную прочность и долго-
вечность паяных соединений.
Флюсы для пайки мягкими припоями, указанные в таблице,
просты по составу и их можно легко приготовить в условиях ре-
монтных мастерских. Например, флюс 1 можно приготовить даже
при отсутствии хлористого цинка, путем взаимодействия металли-
ческого цинка с соляной кислотой, при котором происходит следую-
щая реакция:
2НС1 4- Zn = ZnCl2 4- Н2 f.
При этом на одну весовую часть металлического цинка 'берут
пять весовых частей концентрированной соляной кислоты. Предва-
рительно в стеклянном или свинцовом сосуде соляная кислота раз-
бавляется равным по объему количеством воды, а затем в этот
раствор погружается металлический цинк в виде стружек или
опилю к.
Первоначально реакция происходит бурно. С течением времени
она замедляется и, наконец, идет настолько медленно, что при ком-
натной температуре она полностью заканчивается только через
сутки. При этом в растворе остается еще около одного процента
непрореагировавшей соляной кислоты. Полученный таким образом
раствор хлористого цинка в воде является наиболее распространен-
ным флюсом и часто необоснованно называется «травленой соляной
кислотой» (флюс 1).
382
Таблица 59
Флюсы для пайки металлов мягкими припоями
Марка флюса и состав % . (веса) Назначение Приготовление, свойства и применение флюсов
Флюс 1
Хлористый цинк пла- Для пайки сталей, Хлористый цинк активно
вленый 30 меди и ее сплавов. растворяет окислы метал-
Вода 70 Температура пайки лов после своего распла-
(Допускается содер- жание свободной соляной кислоты ДО О,8"/о) 290—350° С вления при температуре 283° С и выше. Флюс на- носится на место пайки кистью. Не позднее чем через 3 часа после пайки остатки флюса тщательно смываются проточной водой во избежание коррозии
Ф л ю с 2
Хлористый цинк . . 18 Для пайки сталей, Температура действия
Хлористый аммоний меди и ее сплавов. флюса 179° С и выше. Флюс
(нашатырь) . . . 6 Температура пайки более активен, чем преды- дущий. Остатки флюса смывают проточной водой не позднее чем через 3 часа после пайки
Вода Флюс 4 76 180—320° С
Хлористый цинк . . 25 Кислотный флюс Остатки этого флюса на
Соляная кислота (уд. для пайки нержа- паяном шве вызывают
вес 1,19) 25 веющих сталей сильную коррозию нержа-
Вода Флюс ЛМ1 50 веющей стали. После пайки требуется особенно тща- тельная и немедленная промывка деталей не только водой, но и слабым раство- ром соды
Спирт этиловый или Для пайки хромо- Рекомендуется применять
этиленгликоль . . 62 никелевых нержа- при пайке припоями ПОС-40
Ортофосфорная ки- слота (уд. вес веющих сталей и ПОС-ЗО. Остатки флюса на шве не вызывают кор-
1,6-1,7) 32 розии нержавеющей стали.
Канифоль в порошке 6 Для пайки меди и ее спла- вов флюс не рекомендуется
383
Продолжение
Марка флюса и состав % (веса) Назначение Приготовление, свойства и применение флюсов
Флюс 5
Канифоль Спирт этиловый (ректификат) . . . 30 70 Пригоден только для пайки меди Остатки флюса не вы- зывают коррозии, но флюс мало активен. Необходима тщательная зачистка дета- лей перед пайкой
Флюс ЛК2
Хлористый аммоний Хлористый цинк 1 Для пайки меди, латуни и оцинкован- Флюс приготовляется пу- тем растворения всех ком-
(кристаллический) Канифоль Спирт этиловый (ректификат) . . . 3 30 66 ного железа понентов в спирте. Через сутки осторожно сливают жидкую часть флюса и применяют для пайки.- Остатки флюса со шва нужно смывать ацетоном, смывкой или скипидаром
Таблица 60
Флюсы для пайки металлов твердыми припоями
Марка флюса и состав % (веса) Назначение Приготовление, свойства и применение флюсов
Флюс 209 Борный ангидрид . . 35 Для пайки конст- Флюс приготовляется пу-
Фтористый калий, рукционных и нер- тем смешения обезвожен-
обезвоженный . . 42 жавеющих сталей, ных компонентов и тща-
Фторборат калия . . 23 а также жаропроч- тельного размалывания
ных и медных сплавов серебря- ными припоями смеси в тонкий порошок в фарфоровой шаровой мель- нице или ступке. Хранится в хорошо закрытых сте- клянных банках. Перед употреблением флюс замешивается в виде густой кашицы на воде или спирте. На место пайки флюс наносится до нагрева деталей. Остатки флюса удаляются промывкой деталей сначала в горячей, а затем в холод- ной проточной воде
384
НродолЯсенив
Марка флюса и состав % (веса) Назначение Приготовление, свойства и применение флюсов
Флюс 200
Борная кислота . . * Бура Кальций фтористый 70 21 9 Для пайки кон- струкционных и не^- ржавеющих сталей, а также жаропроч- ных сплавов латунью и жаропрочными припоями Флюс приготовляется пу- тем смешения компонентов и размалывания смеси в порошок. Применяется при пайке таким же способом, как флюс 209
Флюс 7
Борная кислота * 4 Бура . 20 80 Для пайки мало- углеродистых сталей и медных сплавов серебряными и дру- гими твердыми при- поями Приготовление И приме- нение аналогично флюсу 200; флюс 7 менее активен, чем флюс 200 и 209, и по- этому он непригоден для пайки нержавеющих сталей и жаропрочных сплавов
Флюс 34А
Фтористый натрий Хлористый цинк . . Хлористый литий . . Хлористый калий . . 10 8 32 50 Для пайки алюми- ния и его сплавов твердыми припоями При нагреве деталей плаь менем лучше всего при- менять бензиновую паяль- ную лампу. Флюс тщательно смывается проточной Водой немедленно после пайки
Флюсы для пайки твердыми припоями готовить в условиях ча*
стей ВВС довольно трудно из-за отсутствия фарфоровой шаровой
мельницы и некоторых входящих в состав флюсов компонентов. По-
этому флюсы марок 34А, 200, 209 рекомендуется получать в гото-
вом виде.
Припои
Как уже отмечалось, припои в зависимости от температуры
плавления и механических свойств условно делятся на твердые и
мягкие. В качестве твердых припоев обычно применяются стандарт-
ные медноцинковые или серебряные припои, а в качестве мягких —-
стандартные ОЛовянно-свинцовые припои. Химический состав стан-
дартных припоев и их основные свойства приведены в табл. 61.
Припои ПОС-90 применяется для пайки внутренних швов пище-
вой посуды и медицинской аппаратуры. Припой ПОС-61, как наи-
более легкоплавкий, применяется для пайки в тех случаях, когда
соединяемые детали нельзя нагревать выше 200° С. Припой ПОС-50
обладает повышенной жидкотекучестью и применяется при пайке
авиационных радиаторов и других ответственных деталей.
Припои ПОС-61 и ПОС-50 обладают улучшенными технологи-
ческими свойствами по сравнению с припоем ПОС-40, но не имеют
существенного преимущества перед ним в прочностном отношении.
25- 1395 385
Таблица 61
Оловянно-свинцовые припои
Марки припоев Химический состав в % (по ГОСТ 1499-54) Темпера- тура пла- вления в °C Предел прочности в кг/мм2 Удлинение в % Ударная вязкость в кгм)смг Удельный вес в г)см*
олово сурьма свинец начало пла- вления полное рас- плавление на растяже- ние • на срез
ПОС-90 89-90 Не более 0,15 0) 183 222 4,3 2,7 25 1,85 7,6
ПОС-61 59—61 Не более 0,8 о X 183 183 -п— — —
ПОС-50 49-50 Не более 0,8 183 209 — — — — —
ПОС-40 39—40 1,5-2,0 183 235 3,2 3,67 63 .4,75 . 9,3
ПОС-ЗО 29—30 1,5—2,0 183 256 3,3 2,9 58 4,67 9,7
ПОС-18 17—18 2,0—2,5 О 183 277 2,8 2,52 67 3,86 10,2
Припои ПОС-40 и ПОС-ЗО применяются чаще других припоев
для пайки электро- и радиоаппаратуры, а также при электромон-
тажных работах. Их электропроводность составляет около 10% от
электропроводности чистой меди. Оба эти припоя пригодны не
только для пайки меди и латуни, а также для сталей и оцинкован-
ного железа.
Припой ПОС-18 применяется главным образом для лужения де-
талей перед пайкой, так как он менее прочен, чем два предыдущих
припоя.
Если спаянные детали будут работать при температурах
150—200° С, то применяется припой ПСр2,5, содержащий 2,5% се-
ребра, 5,5% олова и 92% свинца. Температура плавления этого
припоя около 300° С.
Если паяное соединение должно работать при еще более высо-
кой температуре или обладать повышенной прочностью, то для
пайки применяют серебряные припои. Основные сведения о лучших
стандартных серебряных припоях приведены в табл. 62.
Таблица 62
Серебряные припои
Марки, припоев Химический состав в К (ГОСТ 8190-56) Температура плавления Удельный вес А ч ф А Six* Я о X i? £ и щ J ч о ч з О) Q, ВС О >». х ► R
серебро медь цинк кадмий никель начало плавле- ния полное рас- плав- ление
ПСр-25 25,0 ± 0,3 40,0 ±1,0 35,0 +й — — 745 775 8,7 6,9
ПС.р-40 40,0 ±1,0 16 7 4-0>7 —о,з 17,0 26,0 0,3 ±0,2 595 605 8,4 —
ПСр-45 45,0 ±0,5 30,0 ±0,5 25.0 — 660 725 9,1 9,7
ПСр-72 72,0 ±0,5 28,0 — — — 779 779 9,9 2,2
386
Чаще всего в авиапромышленности и в ремонтных частях ис-
пользуются припои ПСр-25 и ПСр-45. Оба эти припоя обеспечи-
вают возможность получения высококачественных паяных соедине-
ний, но по технологическим свойствам припой ПСр-45 имеет суще-
ственное преимущество, так как он более легкоплавкий.
Обычно припой ПСр-25 применяется для пайки арматуры авиа-
ционных радиаторов, патрубков коллекторов и трубопроводов. При-
пой ПСр-45 применяется для пайки авиационных приборов и тонко-
стенных деталей из стали, латуней и бронз.
Припой ПСр-40 по механическим свойствам аналогичен со
стандартным припоем ПСр-45, но вместе с тем он имеет темпера-
туру плавления на 100° С ниже, чем припой ПСр-45. Это последнее
обстоятельство не только облегчает процесс пайки, но и позволяет
производить пайку закаленных стальных деталей без их отжига.
Припой ПСр-40 имеет температуру плавления 595—605° С, что
дает возможность паять детали при температуре 620—630° С. По-
путно с пайкой закаленная сталь подвергается высокому отпуску.
Соединения стальных деталей этим припоем имеют предел прочно-
сти на срез больше 30 кг!мм2, на растяжение — 40 к.г]мм2.
При пайке припоем ПСр-40 как сталей, так и медных сплавов
необходимо применять флюс 209, так как другие флюсы слишком
тугоплавки и недостаточно активны при такой низкой температуре
пайки. Припой ПСр-40 содержит серебра на 5% меньше, чём стан-
дартный серебряный припой ПСр-45, и во многих отношениях пре-
восходит его. Поэтому целесообразно вместо припоя ПСр-45 приме-
нять припой ПСр-40.
Припой ПСр-72 применяется для пайки медных проводов и де-
талей приборов, где место спая должно обладать высокой электро-
проводностью, так как припой ПСр-72 обладает наименьшим элек-
тросопротивлением по сравнению с другими стандартными серебря-
ными припоями.
Кроме указанных в табл. 62 припоев, имеются и другие стан-
дартные серебряные припои, которые в авиации применяются редко.
Наряду с серебряными припоями известны и другие твердые стан-
дартные припои, основные свойства которых приведены в табл. 63.
Таблица 63
Медно-цинковые припои
Марки припоев Химический состав в % (по ГОСТ 1534-42) Температура плавления в 0 С
мель ЦИНК начало плавления полное рас* плавление
ПМЦ-36 34-38 Остальное 800 823
ПМЦ-48 46—50 Остальное 860 870
ПМЦ-54 52—56 Остальное 865 888
Медно-цинковые припои значительно хуже серебряных как по
прочности, так и в технологическом отношении. Поэтому в авиации
25* 387
они применяются сравнительно редко. В других областях техники
эти припои применяются, исходя из соображений экономичности,
для пайки малоответственных деталей из меди, латуней и бронз.
При пайке сталей медно-цинковые припои дают недостаточно проч-
ные швы, поэтому при пайке стальных деталей применяют латунь
марки Л-62 или припой ЛОК-62.
Наиболее распространенные нестандартные припои приведены
в табл. 64.
Таблица 64
Химический состав в % Темпера- тура пла- вления в °C
серебро медь цинк кадмий фосфор кремний олово другие соста- вляющие К X о 5 ч ч со п 5* Л СО Ч X С полное расплавле- ние
Марки
припоев
Л-62 ЛОК-62 ПСрФ-4 18 60,5-63,5 60,5—63,5 78 Осталь- ное Осталь- ное — 4 0,3-0,4 0,4-0,6 — 900 900 700 905 905
34А — 28 — — — 6 — Алюми- ний 66 525 525
35А — 21 — — — 7 — 72 525 537
СЛМ-2 — — — — — 12 — 88 578 578
Применение сплавов Л-62 и ЛОК-62 в качестве припоев вызвано
тем, что они не содержат серебра и вместе с тем обеспечивают такое
же высокопрочное соединение стальных деталей, как и серебряные
припои, чего нельзя сказать о стандартных медно-цинковых при-
поях.
Припой ПСрФ-4 применяется с целью экономии серебра только
при пайке медных деталей. При пайке меди он может заменить не
только припой ПСр-25, но также и припой ПСр-45. Для пайки сталь-
ных деталей припой ПСрФ-4 совершенно не пригоден вследствие
хрупкости паяного шва.
Припои 34А, 35А и силумин СЛМ-2 предназначены для пайки
алюминия и некоторых его сплавов (А1, АМц, АМг, АВ, АК6). Не-
обходимо отметить, что мягкие припои на основе олова, цинка или
свинца дают недостаточно устойчивые в коррозионном отношении
паяные соединения, поэтому их нельзя применять для пайки ответ-
ственных алюминиевых деталей. Наиболее прочные и устойчивые
против коррозии швы получаются при пайке твердыми припоями на
основе алюминия, например припоями 34А, 35А и силумином, со-
держащим около 12% кремния. Температура плавления силумина
довольно высокая, поэтому в технологическом отношении удобнее
применять припои 34А и 35А. Однако следует иметь в виду, что при-
388
Рис. 375. Ковш для разливки припоя
температурах. Для этой цели разрабо-
Таблица 65
Основные размеры в мм При ширине канавки А в мм
4 6 8
R 1 2 3
Б 2 4 6
В 600 700 800
Г 800 900 1000
пой 35А несколько более
вязкий, чем припой 34А,
а припой СЛМ-2 в свою
очередь пластичнее и дает
более светлые паяные
швы, чем припой 35А.
Пайка алюминия и его
сплавов твердыми припоя-
ми производится с приме-
нением флюса 34А.
Для соединения дета-
лей из жаропрочных спла-
вов и сталей, работающих
при температурах 600—
850° С, во многих случаях
целесообразно применять
не сварку, а пайку, так
как она проще сварки и
вполне обеспечивает на-
дежную работу паяных
соединений при указанных
таны специальные жаропрочные припои № 20 (П-77) и № 22.
Пайка деталей может производиться горелкой, в печи и при на-
греве токами высокой частоты. При этом применяется флюс 200.
Так как припой 34А в настоящее время промышленностью
не поставляется, изготовление его можно произвести в частях
ВВС.
Изготовление припоя 34А. Высокая температура плавления крем-
ния и меди затрудняет введение их в припой в чистом виде, поэтому
удобнее изготовлять припой из промежуточных сравнительно легко-
плавких сплавов, а именно: из сплава, состоящего из 56% меди и
44% алюминия, и сплава, содержащего 12% кремния и 88% алю-
миния (силумин).
Для изготовления припоя взвешивают равное количество ука-
занных сплавов и расплавляют их в чугунном, стальном или гра-
фитовом тигле. При температуре 650—700° С расплавленный припой
тщательно перемешивают и разливают на прутки ковшом (рис. 375)
на горизонтально установленную чугунную или стальную плиту
с канавками (рис. 376).
Соотношение размеров
плиты, обозначенных на
рис. 376 буквами, показа-
но в табл. 65.
Размер отверстия в но-
сике ковша зависит от
толщины отливаемых прут-
ков, а именно: для отлив-
ки прутков толщиной 4,6
и 8 мм нужно соответ-
389
ственно применять ковши с диаметром отверстия в носике 3,4
и 5 мм.
Тонкие прутки (толщиной 3—5 мм) можно отливать и на глад-
кую плиту (без канавок), установленную строго горизонтально
с помощью уровня.
При разливке припоя следует зачерпывать не более половины
ковша. В начале отливки каждого нового прутка нужно слегка уда-
рить по плите носиком ковша и, прижимая его к ней, плавно дви-
гать прямолинейно вдоль плиты.
Толщина отливаемых прутков зависит в данном случае от темпе-
ратуры расплавленного припоя и скорости передвижения ковша:
чем выше температура припоя и больше скорость передвижения
ковша, тем тоньше прутки.
Рис. 376. Плита для разливки припоя на прутки
После охлаждения прутков их концы обламываются с таким
расчетом, чтобы длина прутков была не менее 500 мм и не более
700 мм. Аналогичным способом отливаются и прутки из силумина.
Оборудование и инструмент, применяемые при пайке
В условиях ремонтных частей пайка металлов мягкими припоя-
ми осуществляется обычно при помощи паяльника или паяльной
лампы. Для пайки твердыми припоями в качестве источника тепла
наряду с паяльной лампой нередко применяются бензино-воздуш-
ные или ацетилено-кислородные горелки.
Главным инструментом при ручной пайке металлов мягкими при-
поями является паяльник, которым, во-первых, нагревают соединяе-
мо
Рис. 877. Паяльники периодического действия:
а — торцевые; б — молотковые
мне детали в месте пайки до температуры плавления припоя и,
во-вторых, вносят нужное количество припоя для образования пая-
ного шва. ,
Паяльник должен обладать высокой теплопроводностью для
того, чтобы быстро передавать тепло припою и соединяемым дета-
лям. Поэтому паяльник делают обычно из меди.
Паяльники бывают периодического или непрерывного действия.
Отличаются они друг от друга тем, что паяльники непрерывного
действия (электрические или бензиновые) все время подогреваются
в процессе работы за счет электроэнергии или за счет сжигания бен-
зина, а паяльники периодического действия периодически нагре-
ваются в электропечи, в кузнечном горне или в пламени паяльной
лампы.
Паяльники периодического действия весьма про-
сты по конструкции и в зависимости от конфигурации подразде-
ляются на торцевые (рис. 377, а) и молотковые (рис. 377,6). Ра-
бочая часть паяльника заостряется под углом 40—50°. Заострять
паяльник под меньшим углом не рекомендуется во избежание слиш-
ком быстрого охлаждения заостренного конца паяльника в процессе
пайки.
Бензинов ьге паяльники (рис. 378) представляют собой
комбинацию из молоткового паяльника 1 и портативной бензиновой
паяльной лампы 2.
Электрические паяльники в зависимости от их назна-
чения делаются разнообразной формы. Принципиальная схема
Рис. 378. Бензиновый паяльник:
/ — молотковый паяльник; 2 — паяльная лампа
391
устройства электрического паяльника приведена на рис. 379. Чаще
встречаются электрические паяльники, работающие при напряже-
нии 120 и 220 в, реже делаются паяльники, работающие при на-
пряжении 12 и 24 в. Низковольтные паяльники безопаснее в работе
и удобнее в монтаже, так .как их нагревательная проволока значи-
тельно толще и короче, чем в высоковольтных паяльниках. Для из-
готовления низковольтных паяльников может быть использована
нихромовая проволока, применяемая для домашних электропли-
ток. При напряжении 12 в нужно взять 1 м нихрома диаметром
0,6 мм.
После каждого нагрева рабочую часть паяльника периодиче-
ского действия необходимо зачистить напильником, потереть на-
шатырем с целью удаления окислов и облудить применяемым при-
поем. Паяльники непрерывного действия подвергаются этим опера-
циям значительно реже. При пайке радио- и электроаппаратуры во
избежание коррозии окислы с рабочей части паяльника следует
удалять не нашатырем, а куском канифоли.
При лайке стали и медных сплавов серебряными припоями,
а также при пайке алюминия твердыми припоями в качестве источ-
ника тепла применяются обычно керосиновые или бензиновые
паяльные лампы. Змеевик керосиновой паяльной лампы часто засо-
ряется продуктами разложения керосина, вследствие чего керосино-
вая паяльная лампа быстро выходит из строя. Целесообразно при-
менять для пайки бензиновые паяльные лампы, которые имеют
прямые, легко прочищаемые каналы, и поэтому срок службы бен-
зиновых паяльных ламп в несколько раз больше, чем кероси-
новых.
Схема устройства паяльной лампы показана на рис. 38Q.
Резервуар паяльной лампы 1 заливается горючим через отвер-
стие 2. После закрытия отверстия пробкой 3 в лампу накачивают
воздух насосом 4. Для зажигания паяльной лампы корытце 5 за-
полняют спиртом и зажигают его с целью подогрева бензина в
трубке 6. После достаточного прогрева верхней части паяльной
лампы отвертывают запорный вентиль 7, которым и регулируется
подача горючего через жиклер 8 до нужного размера и тепловой
мощности пламени. Нагретый бензин, выходя тонкой струйкой
Рис. 379. Электрический паяльник: •<*
I — керамическая катушка; 2 — сопротивление; 3 — паяльник; 4 — асбестовая
набивка^ 5 — кожух; б — ручка; 7 — провод
992
через жиклер, немед-
ленно испаряется, пары
его перемешиваются с
поступающим в коло-
ризатор через отвер-
стия 9 воздухом и, сго-
рая, образуют факел
пламени.
Массивный стержень
10, приваренный к бен-
зиновой трубке 6, рас-
каляется до красного
каления, чем обеспечи-
.вается постоянный по-
догрев бензина в труб-
ке 6 и более полное ис-
парение его в колори-
заторе.
Игла для прочист-
ки жиклера и запасные
детали помещаются в
ручке 11. Рис. 380. Схема устройства бензиновой паяль-
При пайке мелких ной лампы:
деталей применяются 1~ резервуар; 2 — отверстие для заливки; 3 - пробка;
г 4 — насос; 5 — корытце; 6 — трубка; 7 — вентиль; 8 — жи-
ПОрТЭТИВНЫе паяльные клер; 9 — отверстие; 10— стержень; 11 — ручка .
лампы разнообразной
формы. Принцип их уст-
ройства аналогичен бензиновому паяльнику (см. рис. 378). Эта
паяльная лампа снабжена устройством для закрепления на ней
молоткового паяльника, поэтому в соединении с ним она назы-
вается бензиновым паяльником.
Недостатком паяльных ламп является их значительный вес и не-
обходимость в довольно частой перезарядке горючим. Поэтому сей-
час все чаще применяют вместо паяльных ламп бензино-воздушные
горелки. Одной из наиболее распространенных является горелка,
предложенная М. И. Скриповым.
Горелка эта проста, легка и надежна в работе. Важным пре-
имуществом этой горелки является то, что пламя ее состоит из двух
факелов — внутреннего узкого и наружного кольцевого. Внутрен-
нее пламя позволяет концентрировать тепло на прутке припоя,
а кольцевое пламя — равномерно прогревать место пайки.
Интенсивность обоих факелов может независимо друг от друга
регулироваться двумя вентилями, расположенными на корпусе го-
релки, что позволяет производить пайку как мелких, так и крупных
деталей. Схема действия этой горелки показана на рис. 381 (горелка
слева, бензиновый бачок справа).
Бензиновый бачок 17 заполняется горючим через горловину 16,
И црсле закрытия ее пробкой в бачок подается сжатый воздух
393
Рис. 381. Схема бензино-воздушной горелки:
1 — насадок; 2 и 3 — контровочные кольца; 4 — сетка; 5 н
в — трубки; 7 — корпус газовой горелки; 3 — вентили; 9 —
камера горелки; 10 — донышко; 11 — ниппель; Z2—шланг;
13 — штуцер; 14 — клапан; 15 — ручка; 16 — горловина; 17 —
бачок
15
давлением от 0,5 до 3 кг/см2. Воздух,
проходя через весь объем бензина, на-
сыщается его парами и через бензостой-
кий шланг 12 поступает в камеру горел-
ки 9. Затем эта бензино-воздушная
смесь через открытые вентили 8 прохо-
дит частично в узкую внутреннюю
трубку 6 и главным образом в наруж-
ную трубку 5, снабженную на выходе
латунной или медной сеткой 4, которая
крепится в насадке 1 контровочными
кольцами 2 и 3.
Мощность пламени регулируется с
помощью вентилей и путем изменения
давления сжатого воздуха в бачке 17.
Бензино-воздушная горелка мо-
жет быть сделана в любой мастерской
из обычной ацетилено-кислородной го-
релки.
Указанная бензино-воздушная го-
релка особенно удобна для пайки тон-
костенных алюминиевых деталей твер-
дыми припоями и для пайки любых
Рис. 382. Многосопловые мунд-
штуки к ацетилено-кислород-
ным сварочным горелкам:
а — к наконечнику Кг 2; б — к нако-
нечнику Кг 3
металлов мягкими припоями.
Для пайки массивных деталей тугоплавкими припоями целесо-
образно применять обычные ацетилено-кислородные горелки типа СУ
со специальными (сменными) многосопловыми мундштуками
(рис. 382), которые, обеспечивая более равномерный прогрев
деталей в зоне паяного шва, облегчают и заметно ускоряют
процесс • пайки. Эти многосопловые мундштуки разработаны
ВНИИ-АВТОГЕН.
§ 2. ПОДГОТОВКА ДЕТАЛЕЙ К ПАЙКЕ. ПАЙКА
И ОБРАБОТКА ДЕТАЛЕЙ ПОСЛЕ ПАЙКИ
Смачивание основного материала припоем и сплавление припоя
с металлом деталей возможно только при условии тщательной очи-
стки поверх1ностей соединяемых деталей. В производственных усло-
виях при массовой пайке детали очищаются от окислов и загрязне-
ний путем их обезжиривания в щелочах и травления в кислотах.
Составы соответствующих ванн, а также режимы обезжиривания,
травления и промывки деталей можно найти в заводских инструк-
циях.
В условиях же ремонтных частей, где пайка применяется только
для ремонта отдельных деталей, вместо травления применяется ме-
ханическая зачистка деталей напильником, шабером или стальной
щеткой. Допускается также зачистка шлифовальной шкуркой, но
* после этого зачищенную деталь необходимо тщательно протереть
395
тряпочкой, омоченной в бензине, для удаления крупинок наждака,
которые существенно мешают процессу пайки и ослабляют паяный
шов.
Перед сборкой деталей под пайку их протирают бензином
с целью удаления следов жира и пыли. Затем детали собираются и
по возможности закрепляются между собой или устанавливаются
в приспособление, обеспечивающее их неподвижность по отношению
друг к другу в процессе пайки.
Нужно иметь в виду, что прочность паяного шва находится
в прямой зависимости от площади соприкосновения соединяемых
деталей, поэтому лучшими соединениями являются телескопические
и внахлестку (рис. 383), а соединения встык — худшими, и их не
следует применять.
а
6
Рис 383. Наиболее употребительные типы паяных
соединений:
а — телескопическое; б — внахлестку
Величина нахлестки может быть определена расчетным путем
в зависимости от прочности применяемого припоя, а также от ве-
личины нагрузки, которую должен воспринимать паяный шов. Но
в большинстве случаев бывает достаточным, если длина нахлестки
при пайке твердыми припоями равна учетверенной толщине наибо-
лее тонкой из соединяемых деталей.
В практике пайки мастера-паяльщики часто наносят флюс на ме-
сто пайки только после того, когда они нагреют деталь до темпера-
туры плавления флюса, например при пайке твердыми припоями
они наносят буру только после нагрева деталей до красного кале-
ния. Это является ошибкой потому, что при нагреве деталей до
красного каления на них образуется довольно толстый слой окислой
пленки (окалина), которая требует избыточное количество времени
и флюса для своего растворения. Иногда такая толстая окисляя
пленка не успевает полностью раствориться в процессе пайки, что
приводит к заметному ослаблению паяного шва. Как показали
опыты, прочность паяного шва заметно возрастает в том случае,
когда флюс, замешанный на воде или других растворителях, нано-
сится достаточным слоем еще до начала пайки, т. е. до нагрева
деталей и еще лучше при сборке деталей под пайку. Полезно также
добавлять флюс и в процессе пайки, но до расплавления припоя.
Сказанное о предварительном нанесении флюса перед пайкой
полностью относится к меди, латуни, бронзам, сталям и жаропроч-
ным сплавам. Исключением из этого правила является алюминий и
его сплавы, о пайке которых будет сказано ниже.
Необходимо отметить, что при пайке деталей припоем ПСр-45
в ремонтных частях иногда в качестве флюса ошибочно применяют
буру. Это недопустимо, так как бура более тугоплавка по сравне-
нию с припоем ПСр-45 и поэтому она не обеспечивает достаточно
полного затекания припоя в глубокие зазоры между соединяемыми
деталями.
Наилучшие результаты при пайке серебряными припоями обес-
печивает флюс 209. Если этого флюса в наличии нет, то достаточно
удовлетворительные результаты при пайке малолегироваиных кон-
струкционных сталей и медных сплавов можно получить, применяя
в качестве флюса смесь из 20% борной кислоты и 80% буры.
При пайке паяльником необходимо следить, чтобы на паяльнике
было достаточное количество припоя и чтобы сам паяльник не был
слишком холодным или слишком горячим.
Перегретый паяльник сильно окисляется, его не удается хорошо
очистить от окалины и облудить припоем. Остывший паяльник
имеет слишком небольшой запас тепла, которого совершенно недо-
статочно для нагрева кромок соединяемых деталей до температуры
плавления припоя и, следовательно, для обеспечения затекания
припоя в зазор между соединяемыми поверхностями.
Паяльник должен быть нагрет таким образом, чтобы он несиль-
но окислялся на воздухе и достаточно быстро нагревал соединяе-
мые детали, обеспечивая тем самым быстрый прогрев кромок дета-
лей и затекание припоя в зазор между ними с образованием галте-
лей (валиков) с обеих сторон паяного шва.
При пайке паяльной лампой главное внимание необходимо об-
ращать на достаточный прогрев соединяемых деталей в зоне пайки.
Пруток припоя нельзя вводить в пламя паяльной лампы до тех пор,
пока детали не будут прогреты до температуры плавления флюса.
После того как флюс расплавится и растечется по соединяемым по-
верхностям, нужно ввести в пламя пруток припоя, продолжая при
этом нагревать детали до тех пор, пока расплавленный припой не
затечет в зазор с образованием галтели по всему периметру шва.
После пайки необходимо удалить с паяного шва остатки флюса.
Некоторые флюсы, например бура и борная кислота, очень сильно
загрязняют поверхность деталей и портят их внешний вид. Другие,
например флюс 1, 4 и 34А, обладают способностью поглощать вла-
гу из окружающего воздуха и вследствие этого остатки их на шве
вызывают коррозию паяных деталей. Поэтому остатки этих флюсов
необходимо удалять со шва после пайки не только для улучшения
внешнего вида детали, но и для предохранения ее от коррозии.
Флюсы 1, 2 и 4, содержащие значительное количество хлори-
стого цинка, а также некоторое количество свободной соляной кис-
9 397
лоты, необходимо удалять с паяных шаой немедленно носЛе пайкй
путем тщательной промывки по возможности проточной водой с по-
следующим ополаскиванием деталей в пятипроцентном растворе
кальцинированной соды. Промытые таким образом детали нужно
как можно скорее просушить.
Флюс ЛК2 легко удаляется путем протирания паяного шва
тряпкой или ватой, смоченной в ацетоне или смывке. Флюс ЛМ1
с паяных соединений из нержавеющей стали можно и не удалять,
так как в данном случае его остатки не вызывают коррозии детали.
Применять этот флюс для пайки других металлов не рекомендует-
ся. Флюс 5 совершенно не вызывает коррозии паяного соединения,
но, к сожалению, он малоактивен и пригоден только для пайки меди.
В крайнем случае его можно применить для пайки латуни и сталей
при условии предварительного облуживания соединяемых деталей
припоем с применением флюса 1 или 2. Это делается в тех слу-
чаях, когда имеется возможность промывки после облуживания
каждой заготовки в отдельности, но при этом нет никакой возмож-
ности промыть готовую деталь, спаянную из этих заготовок.
Флюсы 7 и 200 остаются на паяных соединениях в виде стекло-
образного слоя, который с трудом поддается смыванию путем по-
гружения спаянных деталей в кипящую воду или в 10% раствор
соды при температуре не ниже 90° С. Процесс смывания остатков
этих флюсов продолжается в течение нескольких часов подряд, по-
этому остатки таких флюсов чаще всего удаляют путем пескоструй-
ной обработки паяных соединений.
ОСОБЕННОСТИ ПАЙКИ РАЗЛИЧНЫХ МАТЕРИАЛОВ
Медь и ее сплавы. Чистая медь, латуни, оловянистая и фосфори-
стая бронзы паяются легко почти всеми указанными выше припоями
с применением простейших флюсов, состоящих из буры и борной
кислоты, при пайке твердыми припоями и из водного раствора хло-
ристого цинка при пайке мягкими припоями.
Труднее поддается пайке серебряными припоями бериллиевая
бронза; для пайки ее применяется флюс 209. Не вполне освоена
пайка алюминиевой бронзы.
При пайке медных проводов в качестве припоя обычно приме-
няется оловянно-свинцовый припой марки ПОС-40 и спирто-кани-
фольный флюс, остатки которого можно не смывать после пайки,
так как они не вызывают коррозии.
Малоуглеродистые и конструкционные стали (железо, белая
жесть, малоуглеродистые и малолегированные стали) легко под-
даются пайке всеми припоями с применением тех же простейших
флюсов, которые пригодны и для пайки медных сплавов. Исключе-
нием являются только фосфористые припои и припои для пайки
алюминия» которые при пайке стали образуют хрупкие паяные швы.
Не применим и спирто-канифольный флюс (за исключением белой
жести), который недостаточно активен и не растворяет окислов на
поверхности стали.
о
398
Нержавеющие стали и жаропрочные сплавы. В состав нержа-
веющих сталей и жаропрочных сплавов, как правило, входят хром,
титан и иногда алюминий. Эти элементы значительно быстрее окис-
ляются, чем никель или железо, и поэтому на поверхности указан-
ных сплавов всегда находятся окисли хрома, титана и алюминия,
которые наряду с тугоплавкостью обладают высокой химической
устойчивостью. Эти окислы не удается растворить или восстановить
обычными флюсами, применяемыми при пайке меди или стали.
Для пайки нержавеющих сталей серебряными припоями реко-
мендуется флюс 209, а для пайки латунью флюс 200.
Для пайки жаропрочных сплавов жаропрочными припоями при-
меняется флюс 200.
Флюс при твердой пайке металлов обязательно наносится на
детали еще до нагрева деталей в виде кашицы, замешанной на
воде. В процессе пайки по мере нагрева деталей флюс добавляется
по усмотрению паяльщика в таком количестве, чтобы все место
пайки было постоянно закрыто слоем расплавленного флюса.
Достаточно жаропрочными и пластичными припоями являются
припои № 20 и 22 с температурой плавления около 1160° С. Приме-
нять эти припои нужно в прутках диаметром 3—4 мм. Припой
подается в шов после прогрева деталей и расплавления на них
флюса.
По окончании процесса пайки и после остывания деталей с ме-
ста пайки удаляются остатки флюса путем пескоструйной обра-
ботки.
Легкие сплавы на основе алюминия, магния и титана. Магние-
вые и титановые сплавы обладают весьма ценным комплексом
свойств и находят в авиации широкое применение.
Задача о пайке титана в настоящее время удовлетворительно
решена, но вопрос о пайке титана с другими металлами остается
нерешенным. Задача о пайке магниевых сплавов частично решена:
разработаны припои, флюсы и технология пайки дефектов в отлив-
ках из магниевых сплавов.
Пайка алюминия и его сплавов долгое время считалась нере-
шенным вопросом. Многочисленные попытки паять алюминий обыч-
ными средствами оканчивались неудачей по двум причинам. Во-
первых, протеканию процесса пайки препятствовала стойкая в хи-
мическом отношении окисная пленка алюмйния, которая не под-
дается растворению обычными, флюсами, и, во-вторых, соединения
алюминия, запаянные (с большим трудом) мягкими припоями, те-
ряют-прочность с течением времени и нередко разваливаются от
коррозии без приложения внешней нагрузки.
Первая часть задачи по удалению окислов алюминия с его по-
верхности в настоящее время удовлетворительно решена путем при-
менения ультразвукового (вибрирующего) паяльника, который де-
лает около 20 000 колебаний в секунду. При этом окисная пленка
механически отбивается под слоем расплавленного припоя и всплы-
вает на его поверхность, а сам црипой сплавляется с очищенной
таким образом поверхностью алюминия.
399
Но при этом надо иметь в виду, что применение ультразвуко-
вого паяльника только облегчает процесс пайки, но ни в какой мере
не решает вторую часть задачи о легкоплавком и коррозионно-
устойчивом припое для пайки алюминия и его сплавов.
Поэтому для соединения ответственных алюминиевых деталей
нельзя применять пайку мягкими припоями до тех пор, пока не бу-
дут разработаны достаточно прочные легкоплавкие припои, обеспе-
чивающие высокую коррозионную устойчивость и длительную проч-
ность паяных соединений.
В настоящее время для соединения ответственных алюминиевый
деталей применяют пайку алюминия сравнительно тугоплавкими
припоями на основе алюминия, которые имеют незначительную раз-
ность потенциалов с алюминием и благодаря этому обеспечивают
высокую устойчивость паяных соединений против коррозии не толь-
ко в воздушной атмосфере, но и в морской воде.
В промышленных предприятиях и ремонтных частях в настоя-
щее время для пайки алюминия применяются главным образом
два припоя — силумин и припой 34А, состав которых указан в
табл. 64.
Припой 34А более легкоплавок и поэтому он удобнее в техноло-
гическом отношении, чем силумин. Но силумин зато более пласти-
чен и дает одноцветные с алюминием швы.
Во избежание прожога деталей к пайке силумином можно допу-
скать только тех рабочих, которые уже хорошо освоили пайку при-
поем 34А. При этом нужно помнить, что силумин из-за высокой
температуры плавления можно применять только для пайки чистого
алюминия и наиболее' тугоплавкого алюминиевого сплава марки
АМц. Припой 35А по температуре плавления близок к припою 34А,
но выше его по механическим свойствам.
При пайке указанными припоями применяется флюс 34А, тех-
нологию изготовления которого рассматривать Эдесь не будем, так
как он имеется в готовом виде.
При использовании припоя и флюса марки 34А можно паять не
только алюминий, но и некоторые его сплавы. Легче всего под-
даются пайке сплавы АМц, авиаль и АМг, труднее — дюралюминий,
АК4 и литейные сплавы, имеющие более низкую температуру плав-
ления. *
Пайку дюралюминия припоем 34А можно производить только
при изготовлении мелких деталей и с большой осторожностью, что-
бы избежать пережога или расплавления металла в процессе пайки.
Вследствие значительного нагрева при пайке дюралюминий пере-
ходит в отожженное состояние с потерей не менее 30% прочности
металла в зоне пайки, а в случае пережога металла его прочность
уменьшается почти вдвое. Учитывая сказанное и возможное короб-
ление металла вследствие нагрева при пайке, не следует применять
пайку горелкой (твердыми припоями) для ремонта лопастей вин-
тов, обшивки самолета, крупногабаритных и нагруженных деталей
из дюралюминия или В95.
400 ’
Предел прочности паяных соединений, выполненных с примене-
нием флюса и припоя марок 34А при пайке встык в зависимости от
основного металла, достигает 10—16 кг/мм2. Поэтому для равно-
прочности паяного соединения с основным металлом нужно осуще-
ствлять пайку не встык, а внахлестку с величиной нахлестки, равной
учетверенной толщине металла.
Спаянные таким образом
соединения обладают высокой
прочностью.
Пайку бензино-воздушной
горелкой или паяльной лампой
можно с успехом применять
для ремонта бензиновых баков,
трубопроводов и некоторых
других деталей.
При выборе способа ремон-
та следует иметь в виду, что
в технологическом отношении
пайка проще сварки и в неко-
торых случаях, например при
ремонте баков, надежнее ее,
так как при подварке баков
Рис. 384. Трещина у сварного шва на
баке из материала АМц
часто возникают трещины в зо-
не сварного шва (рис. 384), а при пайке этого не наблюдается.
Паяные швы при достаточной площади соединения работают на-
дежно на растяжение, сжатие и вибрацию, но они не выдерживают
изгиба и ударных нагрузок. Поэтому в тех случаях, когда соедине-
ния будут подвергаться обработке давлением, например выколотке,
надо применять при соединении алюминия не пайку, а сварку.
Перед пайкой алюминиевые детали тщательно зачищаются
стальной щеткой, и сборка их происходит с зазором 0,05—0,15 мм.
После этого они нагреваются при помощи пламени бензино-воздуш-
ной горелки или паяльной лампы. Ацетилено-кислородное пламя
для пайки алюминия применять не следует, потому что флюс реа-
гирует с ним и тем самым затрудняется процесс пайки. Кроме того,
из-за высокой температуры пламени (3200° С) увеличивается
опасность расплавления и пережога металла.
Достаточность нагрева для начала процесса пайки определяется
по черному следу, остающемуся на поверхности детали при прове-
дении по. ней лучинкой или обратным концом спички, которые при
этом обугливаются.
После того как деталь достаточно нагрета, пламя направляют
на конец прутка припоя и нагревают его до оплавления. Оплавлен-
ный конец прутка обмакивают в сухой порошкообразный флюс и
переносят к месту пайки. При этом флюс расплавляется раньше
припоя и, растекаясь по соединяемым поверхностям, растворяет на
них окисную пленку алюминия. Благодаря этому расплавленный
припой хорошо смачивает поверхность основного металла, затекает
в зазоры и обеспечивает образование прочного паяного соединения.
26-1395
4^1
При пайке алюминия флюс нельзя наносить на деталь преждевре-
менно, так как он довольно быстро реагирует и с пламенем горелки
и с поверхностью деталей, теряя при этом флюсующие свойства.
Поэтому в процессе пайки флюс надо наносить на деталь одновре-
менно с припоем и не раньше, чем деталь будет подогрета пример-
но до 450° С.
Применять флюс 34А в виде пасты, замешанной на воде, нельзя,
гак как флюс реагирует с водой и теряет свои качества.
Ввиду большой гигроскопичности флюса его следует держать на
рабочем месте в небольшой стеклянной банке емкостью 50—100 см3,
закрывая ее резиновой пробкой при перерывах в работе.
При пайке крупных деталей они предварительно подогреваются
в печи до температуры 450° С. Это облегчает процесс пайки и пре-
дохраняет детали от коробления. Если нет печей, применяется по
возможности равномерный подогрев деталей двумя или нескольки-
ми горелками.
При соединении тонкостенной детали с массивной пламя должно
направляться преимущественно на более массивную деталь. В про-
тивном случае толстостенная деталь будет недостаточно нагрета,
а тонкостенная может расплавиться.
Немедленно после пайки, но не позднее чем через час, остатки
флюса нужно тщательно смыть во избежание коррозии. Промывка
осуществляется в горячей воде (50—60° С) в течение 15 мин.,
в холодной проточной воде — 30 мин., в горячем (50—80° С) двух-
процентном растворе хромового ангидрида или хромпика в течение
15 мин.
§ 3. КОНТРОЛЬ ПАЯНЫХ СОЕДИНЕНИИ
При строгом соблюдении установленной технологии получаются
высококачественные паяные соединения. Нарушение технологии,
как правило, сопровождается возникновением дефектов паяных со-
единений. Нередко дефекты возникают также из-за недостаточной
квалификации паяльщика и из-за плохой подготовки деталей
к пайке.
Значительной части дефектов можно избежать, если строго кон-
тролировать качество подготовки деталей и совершенно не допу-
скать к пайке детали, неправильно собранные и с недостаточно за-
чищенными поверхностями.
’ Контроль паяных соединений чаще всего производится при по-
мощи внешнего осмотра и реже — при помощи просвечивания лу-
чами рентгена.
При внешнем осмотре паяных соединений нужно особое внима-
ние обращать на то, чтобы по всему периметру шва была хорошая
галтель (валик), что в значительной мере свидетельствует о запол-
нении припоем всей площади паяного соединения.
Качество пайки считается хорошим, если шов паялся с одной
стороны, а припой всюду протек на противоположную сторону шва
402
с образованием валика. В противном случае пайка считается нека-
чественной, и паяное соединение бракуется. Причиной такого дефек-
та является недостаточное количество флюса, преждевременное
введение в зазор припоя (до расплавления флюса) и плохой про-
грев деталей в процессе пайки.
При помощи лучей рентгена выявляются такие скрытые де-
фекты пайки, как непропаи, т. е. неполное заполнение шва при-
поем, пористость и мелкие трещины.
Если суммарная площадь непропаев и пор составляет более
20% общей площади паяного соединения, то деталь бракуется.
Наличие мелких трещин в шве считается также браком.
Причиной возникновения непропаев является неравномерный
прогрев паяного соединения в момент подачи в него припоя. В ме-
ста, менее прогретые, припой не затекает.
Причиной образования в паяном шве мелких пор чаще всего
является применение флюса, замешанного на воде или содержа-
щего в себе гигроскопичную или кристаллизационную воду. При
безводном флюсе пористость шва бывает незначительной.
Причиной возникновения трещин в паяном шве является также
небрежное обращение с горячей деталью как в процессе пайки, так
и после нее — в момент кристаллизации (затвердевания) припоя,
когда припой еще не обладает достаточной прочностью. Во избежа-
ние этого дефекта необходимо следить за тем, чтобы в процессе
пайки деталь не находилась под напряжением, чтобы во время за-
твердевания припоя деталь не перемещали и не подвергали толч-
кам и ударам.
Для устранения некоторых дефектов детали можно распаять, за-
чистить места соединения и вновь подвергнуть их пайке. Наружная
подпайка дефектного шва является не вполне надежным устране-
нием дефекта, поэтому все внимание надо направить на то, чтобы
не допускать возникновения дефектов при пайке, т. е. на точное со-
блюдение установленной технологии.
26*
ПРИЛОЖЕНИЕ
ОБЩАЯ ХАРАКТЕРИСТИКА И НАЗНАЧЕНИЕ АВИАЦИОННЫХ
МЕТАЛЛОВ (СТАЛЕЙ, ЧУГУНОВ И ЦВЕТНЫХ СПЛАВОВ)
Углеродистые стали
Стали 10, 10А, Юкп (0,05—0,15% С). Имеют высокую пластич-
ность; хорошо свариваются всеми видами сварки; цементируются и
цйанируются. Применяются в отожженном и нормализованном со-
стоянии для деталей с невысокой прочностью (ов= 28—42 кг/мм2),
изготовляемых сваркой, гибкой, штамповкой: баки, узлы, выездные
болты, шайбы, прокладки, сетки, каркасы, кольца, трубки и др.
Для изготовления цементируемых деталей, не испытывающих
сколь-нибудь значительных напряжений, но подверженных износу,
применяется сталь 10. Проволоку из стали 10А применяют как при-
садочный материал при сварке узлов и деталей из сталей 20, 10Г2,
25ХГСА и ЗОХГСА.
Сталь Юкп применяется для изготовления деталей путем глубо-
кой штамповки, например, кожуха камеры сгорания турбореактив-
ных авиадвигателей.
Термическая обработка: отжиг и нормализация при 890+ 10° С,
низкий отжиг при 700 + 10° С.
Режим цементации: цементация при 900—920° С, закалка
с 800—820° С в воде, отпуск при 150—170° С.
Режим цианирования: цианирование при 840° С, закалка
с 840° С в воде, отпуск при 140—180° С с охлаждением на воздухе.
Сталь 15А (0,15—0,20% С). Имеет высокую пластичность, хо-
рошо сваривается всеми видами сварки. Применяется главным об-
разом для изготовления заклепок с невысоким сопротивлением сре-
зу (до 34 кг/мм2). Может применяться для изготовления цементи-
руемых и цианируемых деталей, не требующих повышенной проч-
ности сердцевины.
Термическая обработка: отжиг при 890+ 10° С.
Стали 20 и 20А (0,15—0,22% С). Легко поддаются холодной
пластической деформации (гибка, выколотка, бортование и др.)
Иадеет удовлетворительную обрабатываемость резанием. Хорошо
свариваются дуговой и контактной сваркой. Газовая сварка иногда
вызывает трещины. Может подвергаться аллитированию, цемента-
ции и цианированию. Применяется в основном в отожженном или
404
нормализованием состояниях для сварных и штампованных деталей
с невысокой прочностью (ав = 35—50 кг/л/л/2): башмаки, узлы,
косынки, кронштейны, хомуты, трубопроводы масляной магистрали,
фланцы штуцеров, наконечники шлангов, замки кожуха соленоидов,
переходного фланца газосборника, уплотнительных шайб и колец
и др. Трубы из стали 20А применяются для изготовления трубча-
тых заклепок, а также трубопроводов гидравлической, воздушной,
тормозной и др. систем.
Термическая обработка: отжиг и нормализация при 880+ 10° С,
низкий отжиг при 700+ 10° С.
Сталь 25 (0,22—0,30% С). Имеет удовлетворительную обраба-
тываемость резанием. Хорошо сваривается дуговой и контактной
сваркой; удовлетворительно — газовой и атомноводородной. Приме-
няется главным образом в отожженном или норма пизованном со-
стоянии для малонагруженных деталей (ав = 43—58 кг/мм2): бол-
ты, гайки, винты, ниппеля, трубки, заглушки, втулки, узлы подве-
ски и др. После цианирования может применяться для деталей, ра-
ботающих на трение.
Термическая обработка: отжиг и нормализация при 880+ 10° С,
низкий отжиг при 700+ 10° С.
Сталь 35 (0,32—0,4% С). Обладает хорошей обрабатываемостью
резанием. Удовлетворительно сваривается всеми видами сварки.
Применяется в нормализованном состоянии, а также после закалки
с отпуском для сварных, штампованных и механически обрабаты-
ваемых деталей с пределом прочности 52—75 кг1мм2'. валики, узлы,
подвески, болты, гайки, шайбы и др.
Максимальная температура нагрева перед ковкой 1230° С.
Термическая обработка: нормализация и отжиг с температуры
850—900° С, закалка с 850—870° С с охлаждением в воде или мас-
ле, высокий отпуск при 690—710° С.
Стали 45 и 45А (0,4—0,5% С). Обладают хорошей обрабатывае-
мостью резанием. Удовлетворительно свариваются дуговой и атом-
новодородной сваркой и неудовлетворительно — газовой.
В отожженном, нормализованном и наклепанном состояниях
сталь 45 применяется для изготовления механически обрабатывае-
мых малонагруженных деталей: болты, шпильки, заглушки, гайки,
штуцера, тройники, корпуса сальников и другие.
Детали из стали 45 толщиной более 8 мм могут быть подверг-
нуты термической обработке (ав = 70—100 кг/мм2). Детали малых
толщин (меньше 8 мм) ав = 110—130 кг/мм2. Такие детали зака-
ливать с 830—850° С в масле.
Сталь 45А применяется для лент расчалок, валиков и муфт к ним.
Максимальная температура нагрева перед ковкой сталей 45 и 45А
1200° С.
Термическая обработка: температура нагрева под закалку
(в масле), под высокий отжиг и нормализацию — 850+ 10° С, под
низкий отжиг — 700+10° С.
Сталь 50 (0,47—0,55% С). Обладает хорошей обрабатывае-
мостью резанием. Пластичность удовлетворительная. Применяется
405
в нормализованном состоянии, а также после закалки с отпуском
для плоских пружин (ав = 70—90 кг/мм2) и механически обраба-
тываемых деталей.
Термическая обработка: температура отжига, нормализации и
закалки 820 + 10° С, низкого отжига — 700 + 10° С.
• Сталь 70 (0,65—0,75% С). Применяется для изготовления прово-
локи ВС (высокого сопротивления) и ОВС (особо высокого сопротив-
ления). Последние в наклепанном состоянии предназначаются для из-
готовления спиральных пружин, работающих на сжатие и растяжение.
Термическая обработка витых пружин из холоднотянутой про-
волоки ВС и ОВС заключается в отпуске при 260—300° С после
навивки пружин для устранения внутренних напряжений.
Стали У8А, У9А (0,75—0,84 % С и 0,86—0,94% С). Применяются
для изготовления плоских пружин.
Термическая обработка: температура отжига, нормализации и
закалки 780+10° С, низкого отжига — 700 + 10° С. Закалочная
среда — масло. Отпуск пружин при 380—420° С в соляной ванне.
Марганцовистые стали
Стали 10Г2 (0,08—0,17% С; 1,2—1,6% Мп) и 12Г2А (0,12-
—0,20% С; 2,0—2,4% Мп). Обладают высокими пластическими
свойствами; хорошо свариваются всеми видами сварки. . Приме-
няются главным образом после нормализации для сварных и штам-
повантых деталей ов = 40—60 кг/мм* (сталь 10Г2) и 60—90 кг]мм2
(сталь 12Г2А).
Термическая обработка: температура закалки отжига и норма-
лизации 890 + 10° С.
Сталь 20ГА (0,18—0,26% С и 1,3—1,6% Мп). Сталь повышен-
ной прочности с высокими пластическими свойствами. Хорошо рас-
клепывается и удовлетворительно сваривается. Применяется в ос-
новном для заклепок ответственных деталей и конструкций.
Термическая обработка: температура отжига и закалки
880+10° С, закалочная среда — масло. Готовые заклепки подвер-
гать закалке и отпуску при 600—620° С.
Хромомарганцовистокремнистые стали
Сталь 25ХГСА. Имеет следующий состав: 0,22—0,29% С, 0,8—
1,1% Мп, 0,9—1,2%, Si, 0,8—1,0% Сг. Обладает высокой прочно-
стью. В отожженном состоянии имеет хорошую пластичность. Обра-
батываемость резания удовлетворительная. Хорошо сваривается
дуговой и атомновод сродной сваркой, удовлетворительно — газо-
вой и контактной. Применяется для ответственных сварных и штам-
пованных деталей термически обрабатываемых на ав = 130 кг/мм2.
Эта сталь рекомендуется в тех случаях, когда детали подвергаются
газовой сварке. Нельзя, однако, допускать присутствия в одном тер-
мически обработанном узле деталей из сталей 25ХГСА и ЗОХГСА,
так как эти стали имеют различные режимы отпуска.
406
Термическая обработка: температура нормализации, высокого
отжига, закалки 900 + 10° С, низкого отжига — 690 + 10° С, зака-
лочная среда — масло.
Сталь ЗОХГСА. По сравнению со сталью 25ХГСА имеет повы-
шенное содержание углерода — 0,28—0,35%. Вследствие этого она
обладает более высокими механическими свойствами. Имеет удов-
летворительную пластичность в отожженном состоянии. Хорошо
сваривается дуговой сваркой и удовлетворительно — всеми осталь-
ными видами сварки. Применяется для изготовления ответствен-
ных сварных, штампованных, клепанных и механически обрабаты-
ваемых деталей с ов= 120—140 кг!мм2: болты, детали шасси, сты-
ковые соединения, пояса, полки, гайки, шпильки, трубки, фор-
сунки и др.
К недостаткам стали ЗОХГСА относится ее относительно неглу-
бокая прокаливаемость, что ограничивает толщину деталей, изго-
товляемых из нее, до 25 мм — для цилиндра и квадрата и 15 мм —
для труб и плоских деталей.
Температура ковки — 1150—850° С.
Термическая обработка: температура высокого отжига, нормали-
зации, закалки 900 + 10° С, закалочная среда — масло. Режим
изотермической закалки: нагрев до 900+ 10° С, изотермическая вы-
держка в селитровой или щелочной ванне, нагретой до 360—400°С —
в зависимости от толщины обрабатываемой детали и требуемого пре-
дела прочности (см. табл. 33) и последующее охлаждение — на возду-
хе. Максимально допустимые сечения при изотермической закалке
15 мм для сплошного цилиндра и 8 мм — для трубы и пластины.
Сталь ЗОХГСНА высокой прочности. Хорошо сваривается дуго-
вой сваркой, удовлетворительно — атомноводородной и неудовле-
творительно — газовой. Имеет более высокую пластичность и вяз-
кость и меньшую чувствительность к концентрации напряжений,
чем сталь ЗОХГСА. Обладает хорошей прокаливаемостью—прока-
ливается насквозь на деталях толщиной до 50—60 мм.
Сталь ЗОХГСНА применяется для изготовления наиболее ответ-
ственных высоконагруженных деталей с ов = 140—180 кг/мм2:
шасси, полки и пояса крыла и центроплана, стыковые соединения,
болты и другие.
Термическая обработка: закалка в масле с температурой
900 + 10° С и отпуск при 200—300° С с последующим охлаждением
на воздухе. Изотермическая закалка: нагрев до температуры
900+10° С, изотермическая выдержка в соляной ванне, нагретой
до температуры от 200 до 320° С — в зависимости от требуемого
предела прочности (см. стр. 283) и последующее охлаждение на
воздухе. При закалке на ов = 160—180 кг/мм2 после выдержки
в соляной ванне обязательно производить отпуск при 200—300° С.
Термообработка для улучшения механической обрабатываемости:
нормализация с 900° С и последующий ускоренный отжиг (нагрев
до 780° С, выдержка, охлаждение с печью до 600° С, выдержка
1,5—2 часа, дальнейшее охлаждение на воздухе) или ускоренный
отжиг.
407
Хромистые стали
Сталь 15ХА (0,12—0,17% С и 0,7—1,02% Сг). Принимает за-
калку в масле. Применяется для изготовления деталей сечением до
30 мм, подвергающихся цементации, а также для деталей без це-
ментации в термически обработанном состоянии с ав = 60—
—65 кг/мм2.
Сталь 15ХА может заменять сталь 13Н2А, а в некоторых слу-
чаях и сталь 12ХНЗА.
Интервал ковки стали 15ХА—1150—800° С.
Термическая обработка: температура «нормализации и отжига
880—900° С, высокого отпуска 700+10° С, закалка с 880 + 10° С
в масле, отпуск при 480—540° С.
Режим цементации: цементация при 900—920° С, закалка с
880+10° С в масле, закалка с 780+ 10° С в масле, отпуск при
150—170° С с охлаждением на воздухе; вместо двойной закалки
можно применять одинарную закалку с 760—800° С в масле с по-
следующим отпуском при 150—170° С.
Сталь 38ХА (0,34—0,42 % С, 0,8—1,1% Сг). Имеет высокую
прочность и вязкость. Закаливается в масле. Обладает лучшей про-
каливаемостью по сравнению с углеродистой сталью. Применяется
для механически обрабатываемых деталей, подвергаемых закалке
с отпуском — стаканы, втулки, винты, шестерни, болты, шпильки,
гайки и другие.
Интервал температуры ковки стали 38ХА— 1140—800° С.
Термическая обработка: температура отжига, нормализации и
закалки 850+ 10° С, закалочная среда — масло; отпуск при
500—640° С с охлаждением в масле или в воде, так как сталь под-
вержена отпускной хрупкости.
Температуры отпуска рекомендуется брать такие:
при обработке на ов = 70—90 кг)мм2 —640—660°С;
„ „ „ ов = 90—ПО кг)мм2 —580—6С0"С;
„ „ „ ов = 110—130 кг 1мм2—500—520°С.
В качестве предварительной термообработки рекомендуется: от-
жиг при 850° С или отпуск при 650—680° С (для прутков), нормали-
зация с 850—890° С или нормализация и отпуск (для поковок).
Хромомолибденовые стали
Сталь 20ХМА (0,15—0,25% С; 0,8—1,1% Сг; 0,15—0,25% Мо).
Имеет повышенную прочность и высокую вязкость. Отлично свари-
вается. Применяется главным образом как присадочный материал
при газовой, дуговой и атомноводородной сварке деталей из сталей
ЗОХГСНА, ЗОХГСА и 25ХГСА, обрабатываемых на ав более
90 кг/мм2.
Термическая обработка: температура нормализации, высокого
отжига, закалки 890 + 10° С, температура низкого отжига —
700+ 10° С, закалочная среда — масло.
Сталь 35ХМФА имеет такой состав (по содержанию основных эле-
ментов): 0,30—0,38% С; 1,0—1,3% Сг; 0,1—0,2% V; 0,2—0,3% Мо.
408
Обладает высокой прочностью. Применяется в термически обрабо-
танном состоянии для деталей воздушных винтов, коленчатых ва-
лов маломощных двигателей и других деталей.
Интервал ковки стали 35ХМФА — 1200—800° С.
Термическая обработка: отжиг при 880° С, нормализация при
930—970° С, закалка с 900° С в масле.
В качестве предварительной термообработки рекомендуется: от-
жиг при 880° С или отпуск при 650—680° С (для прутков); норма-
лизация при 930—970° С и отпуск (Для поковок).
Хромованадиевые стали
Сталь 40ХФА (0,37—0,45% С; 0,8—1,1% Сг; 0,1—0,2% V)>
Имеет высокую прочность, небольшую прокаливаемость. Приме-
няется в термически обработанном состоянии для деталей воздуш-
ных винтов — втулки, кронштейны, траверсы, болты. Подвержена
отпускной хрупкости. Может применяться для изготовления дета-
лей, подвергающихся азотированию.
Интервал ковки стали 40ХФА—1140—800° С.
Термическая обработка: отжиг и нормализация при 850—890° С,
закалка при 880° С, отпуск при 620—680° С с охлаждением в воде.
В качестве предварительной термообработки рекомендуется:
отжиг при 850—890° С или отпуск при 650—680° С (для прутков),
нормализация при 850—890° С или нормализация с отпуском (для
поковок).
Сталь 50ХФА (0,47—0,55% С; 0,75—1,1% Сг; 0,15—0,25% V).
Сталь высокой прочности с высоким пределом упругости. Приме-
няется для изготовления ответственных пружин.
Термическая обработка: температура закалки, нормализации и
отжига 850 + 10° С, закалочная среда — масло. Отпуск пружин при
370—460° С в соляной ванне (не менее 5 мин.).
Хромоникелевые стали
Сталь 13Н2А (0,1—0,16% С; 0,2—0,5% Сг; 1,7—2,2% Ni). Це-
ментируемая сталь; принимает закалку в масле. Применяется для
деталей, требующих повышенной прочности сердцевины. Рекомен-
дуется заменять эту сталь сталью 15ХА.
Интервал ковки стали 13Н2А— 1150—800° С.
Предварительная термическая обработка: нормализация при
880—920° С или нормализация и отпуск (для поковок), отжиг при
860° С или отпуск (для прутков).
Цементация при 900—920° С. Окончательная термическая обра-
ботка: закалка с 860 + 10° С в масле, закалка с 780—810° С в мас-
ле, отпуск при 150—170° С.
Сталь 12ХНЗА (0,1—0,16% С; 0,6—0,9% Сг; 2,75—3,25% N1).
Цементируемая сталь высокой прочности. Подвержена отпускной
хрупкости. Применяется для изготовления деталей, подвергающихся
цементации и испытывающих повышенные напряжения и динами-
ческие нагрузки — шестерни, поршневые кольца, распределитель-
ные и другие валики, оси, ролики, винты.
27—1395
409
Интервал температуры ковки стали 12ХНЗА— 1160—800дС.
Предварительная термическая обработка: нормализация при
840—880° С или нормализация и отпуск (для поковок) и отжиг
или отпуск (для прутков).
Цементация при 900—920° С. Окончательная термообработка:
закалка с 860° С в масле, закалка с 780—810° С в масле, отпуск
при 150—170° С в течение трех часов.
Сталь 12Х2Н4А (0,1—0,15% С; 1,25—1,75%Сг; 3,25—3,75% N1).
Цементируемая сталь с высоким сочетанием прочности и вязкости.
Принимает закалку в масле; склонна к отпускной хрупкости. При-
меняется для ответственных цементируемых деталей, испытываю-
щих повышенные напряжения и динамические нагрузки — валики,
шестерни, оси, соединительные втулки, сателлиты редуктора, ше-
стерни распределения, пальцы поршня, оси роликовые и др. Ре-
комендуется заменять эту сталь сталью 12ХНЗА.
Интервал температур ковки 12Х2Н4А—1180—800° С.
Предварительная термическая обработка: нормализация при
840—880° С или нормализация и отпуск с 650° С.
Цементация при 900—920° С. Окончательная термическая обра-
ботка: закалка с 760—800° С в масле, отпуск при 150—170° С.
Сталь 20ХНЗА (0,17—0,25% С; 0,6—0,9% Сг; 2,75—3,25% N1).
Принимает закалку в масле. После термической обработки имеет
высокую прочность в сочетании с достаточно высокой вязкостью.
Склонна к отпускной хрупкости. Рекомендуется заменять эту сталь
сталью 38ХА.
Интервал ковки стали 20ХНЗА— 1160—800° С.
Предварительная термическая обработка: для прутков — отжиг
при 840° С или отпуск при 650—680° С; для поковок — нормализа-
ция с 840—880° С и отпуск.
Окончательная термическая обработка: закалка с 820—840° С
в масле или теплой воде, отпуск при 400—500° С с охлаждением
в масле или теплой воде.
Хромоникелетитановые (нержавеющие) стали
Сталь 1Х18Н9Т (ЭЯ1Т). Имеет следующий состав: 0,14% С;
17—20 Сг; до 0,8% Ti, обладает высокой пластичностью после за-
калки. Хорошо сваривается всеми видами сварки. Упрочение дости-
гается лишь путем нагартовки закаленной стали. Применяется для
деталей, от которых требуется повышенная коррозионная стой-
кость — детали крепления и элементы конструкции турбореактивных
двигателей, работающих в условиях высокого нагрева: гайки, бол-
ты, шпильки, втулки, фланцы, патрубки, реактивный конус и
Другие.
Термическая обработка: закалка с 1100—1150° С вводе (для
прутков), с 1050—1100°С или на воздухе (для лент и листов).
Сталь Х20Н80Т (ЭИ435) (19—23% Сг; <40 Ti и более 75% Ni).
В закаленном состоянии обладает высокой пластичностью. Хорошо
сваривается контактной сваркой, удовлетворительно — газовой и
410
йтомновоЛородной. Применяется для изготовления жаровых труб
турбореактивных двигателей.
Термическая обработка: закалка с 1050° С.
Хромоникелевольфрамовые, хромоникелемолибденовые стали
Сталь 18ХНВА (0,14—0,21 % С; 1,35—1,65% Сг; 4,0—4,5% NI;
0,8— 1,2% W*). Цементируемая сталь принимает закалку на воз-
духе. Подвержена отпускной хрупкости, вследствие чего при от-
пуске требуется быстрое охлаждение. Применяется для ответствен-
ных цементируемых и нецементируемых деталей, испытывающих
высокие напряжения и динамические нагрузки: коленчатые валы,
валы редуктора, турбины и компрессора, цапфы, ответственные
болты и шпильки, шестерни, шатуны и другие.
Предварительная термическая обработка: нормализация при
920—980° С и отпуск (для поковок и прутков).
Цементация при 900—920° С. Окончательная термическая обра-
ботка: закалка с 950° С на воздухе; закалка с 850—860° С на воз-
духе и отпуск при 150—170° С; закалка с 860—870° С на воздухе
и отпуск при 150—170° С; закалка с 860—870° С в масле и отпуск
при 525—575° С в воде или в масле.
Сталь 25ХНВА. В отличие от стали 18ХНВА имеет более высокое
содержание углерода — 0,21—0,28% С. Обладает высокой прочно-
стью. Принимает закалку на воздухе. Склонна к отпускной хрупко-
сти. Применяется для деталей, испытывающих высокие напряжения и
динамические нагрузки. Рекомендуется заменять сталями 18ХНВА и
40ХНМА.
Предварительная термическая обработка: нормализация с
930—970° С и отпуск.
Окончательная термическая обработка: закалка с 850° С в мас-
ле, отпуск при 520—600° С с охлаждением в масле или воде.
Сталь 40ХНМА (0,36—0,44% С; 0,6—0,9% Сг; 1,25—1,75% N1)
Сталь высокой прочности. Применяется для деталей, испытываю-
щих высокие напряжения и динамические нагрузки: коленчатые
валы, валы винта, турбины, компрессора, цапфы, муфты, шестерни,
рессоры, шатуны, ответственные болты, шпильки, детали винта и
другие.
Предварительная термическая обработка: для прутков — отжиг
при 840—880° С или отпуск при 650—680° С; для поковок — нор-
мализация с 840—880° С и отпуск. Окончательная термическая об-
работка: закалка с 850° С в масле, отпуск на требуемую твердость:
550—600° С при /?с = 31—37 (ав = 100—115 кг/жл2) и 575—625° С
при /?с = 35—40 (ов = ПО—125 кг/мм2).
Сталь 38ХМЮА. Азотируемая сталь. Применяется для деталей
с минимальной деформацией при термической обработке: шестерни,
валики, обоймы, гильзы цилиндров и других.
Предварительная термическая обработка: для прутков — отжиг
* Вместо вольфрама может быть дан присадок молибдена в количестве
0,25—0,35%.
27* 411
при 930° С или отпуск при 650—680° С; для поковок—нормализа-
ция при 930—970° С и отпуск. Окончательная термическая обра-
ботка: закалка с 930—950° С в масле или теплой воде;-отпуск при
600—670° С с охлаждением в масле или воде. Режимы азотирова-
ния: одноступенчатый процесс (510—540° С)—для тонкостенных
изделий и изделий сложной конфигурации; диссоциация аммиака
при 510—540° С — 25—40%; двухступенчатый процесс (520 или
540° С)—для большинства изделий; диссоциация аммиака при
520° С — 25—35%; трехступенчатый (550—590° С)—для большин-
ства деталей с целью сокращения длительности процесса; диссоциа-
ция аммиака при 500° С — 25—35%, при 550° С — 40—50% и при
590° С до 70%.
Кремнистая сталь
Сталь 60С2А. Имеет высокую прочность и упругость. Приме-
няется для изготовления плоских и спиральных пружин, работаю-
щих при высоких нагрузках, колец и других деталей.
Термическая обработка: температура закалки, нормализации и
высокого отжига 860+10° С; закалочная среда — масло, низкий
отжиг при 690 + 10° С.
Инструментальные стали
Углеродистые инструментальные стали
На изготовление инструмента стали поступают в виде прутков,
лент, проволоки, поковок и т. п. Для хорошей обрабатываемости
инструментальные стали должны быть хорошо отожжены.
Углеродистые инструментальные стали для получения высокой
твердости требуют закалки в воде. При этом закаливаются только
поверхностные слои. Поэтому инструмент из углеродистой стали
всегда имеет непрокаленную сердцевину и менее хрупок, легче пе-
реносит толчки и удары, чем инструмент из стали со сквозной про-
калкой. Однако инструмент из углеродистой стали непригоден для
обработки прочных и твердых сплавов. Кроме того, им нельзя ве-
сти обработку на больших скоростях и при большом сечении сни-
маемой стружки.
Режимы термической обработки инструмента из углеродистых
сталей приведены в главе 2 раздела III.
Сталь У7 (0,65—0,74 % С) — для инструментов, подвергающихся
ударам и толчкам и требующих значительной вязкости при умерен-
ной твердости: центры токарных станков, зубила, обжимки, ку-
валды, кузнечные и слесарные молотки, клеймы и др.
Сталь У8 (0,75—0,84% С) — для инструментов, подвергающихся
ударам и требующих хорошей вязкости при высокой твердости:
матрицы, пуансоны, ножницы и ножи по металлу, столярный и
пневматический инструмент.
Стали У9 и У10 (0,86—0,94% С и 0,95—1,04% С) — для инстру-
ментов, не подвергающихся сильным ударам при высокой твердости
412
на режущей кромке: резцы, сверла, метчики, плашки, развертки,
фрезы, ножовочные полотна и др.
Стали У12 и У13 (1,15—1,25% С и 1,25—1,35% С)—для ин-
струментов с максимальной износоупорностью при максимальной
твердости: токарные и строгальные резцы, напильники, зубила для
насечки напильников, шаберы, калибры и др.
Легированные инструментальные стали
Легированные инструментальные стали имеют большую, по
сравнению с углеродистыми, прокаливаемость и износоупорность.
Это достигается введением сравнительно небольшого количества
легирующих элементов, главным из которых является хром.
Химический состав наиболее широко применяемых легирован-
ных инструментальных сталей приведен в табл. 66.
Таблица 66
Марки стали Содержание элементов в %
С Мп Si Сг W V
X 0,95—1,1 <0,4 <0,35 1,3-1,6
9ХС 0,85—0,95 0,3—0,6 1,2—1,6 0,95—1,25 — —
ХГ 1,3-1,5 0,45—0,7 <0,35 1,3-1,6 — —
ХВГ 0,9-1,05 0,8—1,1 0,15—0,35 0,9—1,2 1,2—1,6 —
Х12Ф1 1,3-1,5 <0,35 <0,4 11,0-12,5 — 0,7—0,9
ХВ5 1,25—1,5 <0,30 <0,3 0,4—0,7 4,5—5,5 —
Сталь X — для гладких калибров, токарных, строгальных и
долбежных резцов для отделочных и лекальных работ.
Сталь 9ХС — для сверл, разверток, фрез, метчиков, плашек
и др.
Сталь ХГ — для инструментов, которые при закалке должны
мало изменять свои размеры: калибры, шаблоны, кольца, длинные
метчики, плашки, фрезы, мерительные инструменты и др.
Стали ХВГ, Х12Ф1 — для измерительных и режущих инструмен-
тов, коробление которых при закалке недопустимо: резьбовые ка-
либры, протяжки, длинные метчики, длинные развертки и др.
Сталь ХВ5 — для резцов и фрез при обработке с умеренной ско-
ростью резания закаленных стальных и чугунных деталей.
Рекомендуемые режимы термической обработки режущего и
измерительного инструмента из легированных инструментальных
сталей приведены в гдаве 2 раздела III.
Быстрорежущие стцли
Быстрорежущие стали применяют для изготовления инструмента
высокой производительности с большим сопротивлением изнашива-
нию, от которого требуется сохранение режущих свойств при на-
греванир во время работы до температур порядка 600° С.
413
Наибольшее распространение имеют быстрорежущие стали ма-
рок Р18 и Р9 (табл. 67).
Таблица 67
Марки стали Содержание элементов в%
С W V Сг
Р18 Р9 0,7—0,80 0,85-0,95 17,5—19,0 8,5-10,0 1,0-1,4 2,0—2,6 3,8-4,4 3,8-4,4
Твердые сплавы
Если инструмент должен работать с очень высокими скоростями
резания, применяются твердые сплавы. В связи с тем что твердые
сплавы не поддаются обработке, их или наплавляют на режущий
инструмент или припаивают пластинки, изготовленные из этих
сплавов.
По способу изготовления твердые сплавы разделяются на ли-
тые твердые сплавы и металло-керамические твердые сплавы.
Наибольшее распространение для изготовления режущих инстру-
ментов получили металло-керамические сплавы. Последние изго-
товляются путем спекания порошков из карбида вольфрама, кар-
бида титана и карбида кобальта. В настоящее время нашей про-
мышленностью выпускаются однокарбидовые (вольфрамовая группа
ВК) и двухкарбидовые (титановольфрамовая группа ТК) металло-
керамические твердые сплавы. Из этих групп твердых сплавов из-
готовляются пластинки различной . формы и размеров, которые
и напаиваются на режущий инструмент.
Чугуны
В конструкциях самолета и двигателя применяются серые и ков-
кие чугуны. Эти чугуны имеют хорошие литейные свойства, высокую
циклическую вязкость, хорошую износоустойчивость и теплостой-
кость.
Серый чугун имеет прочность на разрыв до 40 к,г/мм2 при удли-
нении до 0,5%. Его не подвергают термической обработке, за исклю-
чением старения для снятия литейных напряжений.
Ковкий чугун имеет удлинение до 15% при прочности на разрыв
до 40 кг/мм2 и непременно подвергается отжигу. Отжиг проводят
при 1000—1050° С в течение 3—15 часов (в зависимости от толщины
отливки).
Большинство чугунов, применяемых в авиастроении, имеют спе-
циальные присадки: хром, никель, молибден, вольфрам и др. Чугуны
с содержанием одной или нескольких специальных присадок, как
известно, называются специальными или легированными. Эти чугуны
имеют более высокие механические свойства по сравнению с обыч-
ными чугунами. Из специальных чугунов отливаются наиболее ответ-
ственные чугунные детали в конструкциях самолетов, двигателей и
их агрегатов.
414
Наибольшее применение в авиастроении имеют .следующие
чугуны:
Антифрикционный медистый серый чугун ЧМ1,8— для втулок
и букс шасси самолетов, червячных и других шестерен, колец, шайб,
опор, вкладышей и др. деталей самолетов и агрегатов, не несущих
динамической нагрузки и работающих со смазкой.
Антифрикционный медистый чугун ЧМ1,3 — для трущихся и опор-
ных частей: ног шасси, демпферов, цилиндров, втулок, букс, гаек,
колец, опор, подпятников, ползунов, шайб, вкладышей, рычагов
и прочих деталей, работающих со смазкой и на статические и ди-
намические нагрузки.
Фрикционный никель — молибденовый чугун ЧНМХ— для ба-
рабанов авиаколес всех типов.
Серый никель-молибденовый чугун ЧНМ— для деталей реак-
тивных двигателей, например, корпусов газосборников, крышек и др.
Серые чугуны ПЧИ, ПЧ, ХН, ХНВ, ХМ, X — для компрессион-
ных колец двигателей всех типов (чугун марок ПЧИ, ХМ и ХНВ)
и маслосборочные кольца (чугун любых марок).
Жаростойкий и кислотостойкий чугун ЧЯ — для шаровых соеди-
нений выхлопов, втулок и стаканов насосов, кислотостойкой аппа-
ратуры.
Алюминиевые сплавы
Алюминиевые сплавы являются важнейшими авиационными ма-
териалами, широко применяемыми для изготовления деталей и эле-
ментов конструкций самолетов и авиадвигателей. Основное достоин-
ство их заключается в том, что при малом удельном весе алюми-
ниевые сплавы после правильной термической обработки обладают
высокой прочностью (до 90 кг/мм2).
Основную группу сплавов, упрочняемых термической обработкой,
составляют сплавы типа дюралюминий (Д16, Д1, Д6, АК.8), затем
сплавы типа АК, авиаль (АВ) и высокопрочный сплав В95.
Среди сплавов, не упрочняемых термической обработкой, широ-
кое применение находят: АМц, сплавы типа АМг и чистый алю-
миний.
Деформируемые алюминиевые сплавы
АМц. Обладает высокой пластичностью в отожженном состоянии
(АМцМ) и низкой — в нагартованном (АМцН). Хорошо свари-
вается газовой, атомноводородной и контактной сваркой. Приме-
няется для изготовления авиабаков, бензино- и маслопроводки, гор-
ловин, кронштейнов, патрубков и фланцев горловин и малонагружен-
ных деталей. Термической обработкой не упрочняется. Отжиг при
350—410° С, охлаждение на воздухе. Температура ковки и штам-
повки 420—475° С.
АМг. Обладает такими же пластическими свойствами, как сплав
АМц. Хорошо сваривается атомноводородной и контактной сваркой,
удовлетворительно — газовой. В отожженном состоянии имеет не-
415
удовлетворительную обрабатываемость резанием, в полунагартован-
ном и нагартованном — удовлетворительную. Применяется для из-
готовления авиабаков, бензо- и маслопроводки, стенок входных па-
трубков, направляющего конуса, заглушек и др. средненагружен-
ных деталей самолетов и двигателей.
Термической обработкой не упрочняется; отжиг при 350—410° С,
охлаждение на воздухе. Температура ковки и штамповки 420—475° С.
АМг5П. Имеет высокую пластичность в отожженном состоянии.
Термической обработкой не упрочняется. Удовлетворительно свари-
вается атомноводородной, точечной и газовой сварками. Обладает
высокой коррозионной стойкостью. Поставляется в виде проволоки.
Применяется для заклепок, идущих для клепки конструкций из
магниевых сплавов. Заклепки ставятся в отожженном состоянии.
Температура отжига 340—410° С с охлаждением на воздухе.
АВ. Имеет высокую пластичность в отожженном состоянии
(АВМ) и среднюю — после закалки и старения (АВТ). Хорошо
сваривается точечной и атомноводородной сваркой, удовлетвори-
тельно — газовой. Применяется для деталей самолетов и двигате-
лей, изготовление которых требует хорошей пластичности в холодном
и горячем состояниях — штампованные и кованные детали слож-
ной формы. Температура ковки и штамповки — 470—475° С.
Термическая обработка: закалка с 515—525° С в воде, старение
естественное или искусственное при 150° С в течение 6 часов, отжиг
при 350—370° С, охлаждение на воздухе.
Д18П. Дюралюминий повышенной пластичности. Применяется
в качестве одного из основных заклепочных материалов в самоле-
тостроении. В конструкцию самолета заклепки ставятся после за-
калки и естественного старения. Закалка с 490—505° С в воде
и естественное старение не менее 4 суток.
ДЗП. Имеет высокую пластичность в отожженном состоянии.
Применяется для заклепок. Заклепки ставятся в свежезакаленном
состоянии, не позднее 3 час. после закалки. Сплав ДЗП рекомен-
дуется заменять сплавом Д18П.
Термическая обработка: закалка с 490—500° С в воде, естествен^
ное старение не менее 4 суток, отжиг при 340—370° С, охлаждение
на воздухе.
В65. Сплав для заклепок., Заклепки из этого сплава ставятся
в конструкцию в закаленном и состаренном состояниях, так как
пластичность его удовлетворительная и заклепки не надо разупроч-
нять перед постановкой их в конструкцию. Заменяет заклепочные
сплавы Д1 и ДГ6.
Термическая обработка: закалка с 510—520° С в Роде, старение
при комнатной температуре в течение 10 суток, при температуре
50° С — в течение 3 суток.
Д7А. Сплав для ободьев колес. Применяется после закалки
и старения.
Д1. Имеет среднюю пластичность. Обрабатываемость резанием
удовлетворительная после закалки и старения (Д1Т) и пониженная
после отжига. Применяется для силовых элементов конструкций
416
самолета средней прочности—детали каркаса, штампованные
узлы крепления, лопасти винтов, заклепки. Заклепки ставятся
в свежезакаленном состоянии не позже двух часов после закалки.
Термическая обработка: закалка с 490—510° С в воде и естест-
венное старение в течение не менее 4 суток; отжиг при 350—370° С,
охлаждение на воздухе.
Д16 (3,8—4,9% Си; 1,2-1,8% Mg; 0,3-0,9 Мп). Дюралюми-
ний повышенной прочности. Пластичность в отожженном и свеже-
закаленном состояниях сплава — средняя. Обрабатываемость спла-
вов Д16Т и Д16ТН — удовлетворительная, Д16М — пониженная.
Применяется для силовых элементов конструкции самолета — де-
тали каркаса, обшивка, шпангоуты, нервюры, лонжероны, заклепки.
При изготовлении сильно нагруженных деталей рекомендуется за-
менять сплавом В95. Заклепки ставятся в свежезакаленном состоя-
нии не позже 20 мин. после закалки.
Термическая обработка: закалка с 495—505° С в воде, есте-
ственное старение не менее 4 суток; отжиг при 350—370° С, охла-
ждение на воздухе. Отжигу сплава Д16ТН должен предшествовать
нагрев при температуре 450—500° С.
Д6 (4,6—5,2% Си; 0,65—1,0 Mg; 0,5—1,0 Мп). Дюралюминий
повышенной прочности. Обладает низкой пластичностью после от-
жига и закалки. Применяется для изготовления элементов кон-
струкции самолетов: детали каркасов, шпангоуты, нервюры, лонже-
роны и др. Применение сплава Д6 в настоящее время сильно со-
кращается.
Термическая обработка: закалка с 497—503° С в воде и есте-
ственное старение не менее 4 суток; отжиг при 350—370° С с охла-
ждением на воздухе.
В95. Высокопрочный алюминиевый сплав. Пластичность в отож-
женном и свежезакаленном состояниях такая же, как у сплава Д16
в тех же состояниях; в состаренном состоянии — значительно ниже,
чем у сплава Д16. Обрабатываемость резанием хорошая. Свари-
ваемость точечной сваркой — хорошая, газовой — неудовлетвори-
тельная. Применяется для силовых элементов конструкции само-
летов— лонжероны, стрингера, шпангоуты, обшивка, нервюры и др.
Термическая обработка: закалка с 465—475° С, охлаждение в
воде; искусственное старение плакированных изделий при 120° С
в течение 24 час, неплакированных — при 140° С в течение 16 час.
Отжиг при 420° С, охлаждение в печи до 150° С и далее на воздухе.
А Кб (1,8—2,6% Си; по 0,4—0,8% Mg и Мп). Авиаль повышен-
ной прочности (ковочный) применяется для штампованных и ко-
ванных деталей сложной формы и средней прочности: крыльчатка
компрессора, крыльчатка вентилятора, заборники, лопатки диф-
фузора и др.
Термическая обработка: закалка с 500—515° С в воде и искус-
ственное старение при 150—160°С в течение 12—15 час.
АК4. Жаропрочный деформируемый алюминиевый сплав. Имеет
пониженную пластичность в горячем состоянии. Сваривается удо-
влетворительно атомноводородной сваркой. Обрабатываемость ре-
417
занием удовлетворительная. Применяется для изготовления порш-
ней авиадвигателей и других деталей, работающих при повышен-
ных температурах (до 350°С).
Термическая обработка: закалка с 515+ 5° С в воде, старение
при 170° С в течение 16 часов.
АК4-1. Жаропрочный деформируемый сплав. Является моди-
фикацией сплава АК.4; обладает более высокими прочностными ха-
рактеристиками по сравнению с последним. Имеет удовлетворитель-
ную пластичность в горячем состоянии, удовлетворительно свари-
вается и обрабатывается резанием.
Термическая обработка: закалка с 525—535° С, искусственное
старение при 170° С в течение 16 час.
Литейные алюминиевые сплавы
Эта группа сплавов в практике ремонта авиационной техники
применяется сравнительно мало.
В авиастроении применяются такие сплавы: АЛ1, АЛ2, АЛЗ,
АЛ4, АЛ5, АЛ6, АЛ7, АЛ8 и АЛ9.
Для изготовления крупных и средних деталей двигателей, под-
верженных значительным нагрузкам (корпуса масляных форсунок,
фланцы, фермы, картеры, головки цилиндров и др.), используют
обычно сплавы АЛ4 и АЛ5. К недостаткам этих сплавов относится
их низкая жаропрочность. Поэтому эти сплавы непригодны для де-
талей, работающих при температурах выше 200—250° С.
Для средних и мелких деталей двигателей и оборудования, не
подверженных значительным нагрузкам (корпусы авиаприборов,
карбюраторы, арматура и т. п.), приняты сплавы АЛЗ и АЛ6 с хо-
рошими литейными свойствами, но средней механической прочно-
сти. Для литья самолетных деталей (кронштейны, качалки, педали,
стыковые узлы и т. п.) используют сплавы АЛЗ, АЛ7, АЛ8 и АЛ9.
Сплав АЛ2 применяют для мелкого литья и арматуры — детали
сложной конфигурации, не подверженные значительным нагрузкам,
детали агрегатов и приборов.
Сплав АЛ1 является наиболее жаропрочным из числа стандарт-
ных литейных сплавов. Применяется для деталей, работающих при
температурах 250—300° С.
Магниевые сплавы
Магниевые сплавы (известны под общим названием электроны)
в авиастроении находят все более широкое применение благодаря
низкому удельному весу (1,75) при относительно высокой прочно-
сти. Они применяются как в литом состоянии, так и после обра-
ботки давлением.
Деформируемые магниевые сплавы
Сплав МА1 имеет высокую пластичность в горячем состоянии.
Хорошо сваривается газовой, атомноводородной и точечной свар-
кой. Термической обработкой не упрочняется. Применяется для
418
сварных и штампованных деталей, для деталей арматуры бензо- и
маслосистем и деталей несложной конструкции, не несущих высоких
нагрузок.
Термическая обработка: отжиг при температуре 300—350° С.
Сплав МА2 имеет высокую пластичность при 275—400° С. Тер-
мической обработкой не упрочняется. Применяется для кованных
и штампованных деталей сложной формы: крыльчатки импеллера,
тормоза пикирования, корпуса нагнетающего и отсасывающего мас-
лонасосов, крышки отсасывающих насосов и др.
Сплав МАЗ повышенной прочности. Имеет удовлетворительную
пластичность в интервале температур 280—340° С. Термической
обработкой не упрочняется. Применяется для сильно нагруженных
деталей: качалки, кронштейны и др.
Термическая обработка: отжиг при 400—350° С в течение
4—6 час., охлаждение на воздухе.
Сплав МА5 высокой прочности. Пластичность в горячем состоя-
нии пониженная. Упрочняется термической обработкой. Применяет-
ся для сильно нагруженных деталей: кронштейны, качалки и др.
Термическая обработка: закалка с 410—425° С после нагрева
в течение 2—4 часов, охлаждение на воздухе.
Сплав МА8 повышенной прочности. Пластичность в холодном и
горячем состоянии высокая. Термической обработкой не упроч-
няется. Применяется для обшивки элеронов, закрылков, рулей и
других деталей.
Литейные магниевые сплавы
Из литейных магниевых сплавов наибольшее распространение
в авиастроении получили сплавы МЛЗ, МЛ4, МЛ5 и МЛ6 благо-
даря наилучшему сочетанию механических и технологических
свойств.
Сплав МЛЗ применяется для отливки средненагруженных и про-
стых по конфигурации деталей: арматура, корпуса насосов и т. п.
Сплав МЛ4 обладает высокими механическими свойствами и
коррозионной стойкостью. Применяется для деталей самолетов
двигателей и агрегатов, подвергаемых статическим и динамическим
нагрузкам: барабаны тормозных колес, корпусы приборов, фермы,
штурвалы, педали, кронштейны, рычаги и др.
Сплав МЛ5 является лучшим литейным сплавом, наиболее ши-
роко применяемым в авиастроении. Этот сплав после термической
обработки обладает весьма высокими механическими свойствами.
Применяется для сложных и высоконагруженных деталей: бара-
баны авиаколес, штурвалы, качалки, педали, кронштейны, коробки
приводов, крышки коробки приводов, коробки масляных насосов
и др.
Сплав МЛ6 применяется для средйенагруженных деталей авиа-
приборов, радиоаппаратуры и т. п.
$7* 41Q
Медные сплавы
Латуни
Латунь Л96. Высокопластична и теплопроводна. Не подвержена
«сезонному» растрескиванию. Для полного умягчения применяется
отжиг при 550—600° С. Идет на изготовление трубопроводов и ра-
диаторных трубок.
Латунь Л68. Обладает высокой пластичностью. В нагартованном
состоянии подвержена сезонному растрескиванию. Для предупре-
ждения этого явления необходим отжиг при 250—275° С. Хорошо
штампуется, сваривается, паяется, обрабатывается резцом. Приме-
няется для обечаек радиаторов, шайб, прокладок, втулок, стопоров,
колец трубопроводов и др. Заменителем этой латуни является Л62
и ЛС59-1.
Латунь Л62. Пластична в отожженом состоянии, хорошо сва-
ривается, паяется и обрабатывается резанием. Для предотвращения
«сезонного» растрескивания необходим отжиг при 250° С. Приме-
няется ддя трубопроводов, прокладок, шайб, колец, штифтов, отра-
жателей фильтров, каркасов, сетки суфлеров, регулирующих колец
и др. Заменяется латунью ЛС59-1.
Латунь ЛС59-1. Пластична в горячем состоянии, хорошо сва-
ривается, паяется и обрабатывается резанием. В нагартованном
состоянии склонна к «сезонному» растрескиванию. Применяется
для труб, винтов, штифтов, шпилек, корпусов кранов, заглушек, фу-
терок, тройников, жиклеров, прокладок, втулок, колец, гаек и др.
Температура ковки и штамповки 750—780° С.
Термическая обработка: отжиг для снятия внутренних напряже-
ний при 220—240° С.
Латунь ЛО70-1. Применяется только для трубопроводов корро-
зионно-активных жидкостей. Отжиг для снятия внутреннего напря-
жения при 250—275° С.
Латунь ЛО62-1. Латунь оловянистая морская. Применяется
только для деталей, соприкасающихся с морской водой и бензином.
Пластична, хорошо сваривается, паяется и обрабатывается резанием.
Латунь ЛЖМц59-1. Обладает хорошими антифрикционными
свойствами. Применяется для грундбукс колес самолетов, колец,
втулок и других деталей, работающих на трение.
Латунь ЛЖМц52-4-1. Для деталей, несущих силовые на-
грузки, неответственных подшипников и арматуры.
Латунь ЛАЖ60-1-1. Латунь алюминиевожелезистая. Для ше-
стерен и втулок.
Бронзы
Бронзы предназначаются для деталей, работающих на трение
при относительно высоких удельных нагрузках, для изготовления
коррозионностойких деталей и арматуры, для пружин и пружини-
стых контактов.
Большинство бронз при нагреве до 250—600° С резко снижают
свои механические свойства. Достаточно высокими свойствами при
420
йтих температурах обладают Лишь кремненикелевая бронза
БрКН1-3, бериллиевая бронза БрБ, кремнемарганцовистая бронза
БрКМцЗ-1 и алюминиевожелезоникелевая бронза БрАЖН 10-4-4.
Среди перечисленных бронз наиболее жаропрочна бронза
БрАЖН 10-4-4.
БрО19 и БрОС16-5. Хорошо обрабатываются резанием. Обла-
дают отличной коррозионной устойчивостью в пресной воде и в ат-
мосферных условиях и хорошей — в морской воде. Применяются
только для маслоуплотнительных колец.
БрОФЮ-1. Имеет отличные антифрикционные свойства в усло-
виях высоких нагрузок и скоростей. Хорошо обрабатывается реза-
нием. Хорошо сваривается и паяется. Применяется для втулок кри-
вошипных головок шатуна, втулок и подшипников, работающих
в условиях высоких давлений, шестерен, колец, шаровых опор и др.
Материал — заменитель для шестерен — бронзы БрАЖ9-4 и
БрАЖН 10-4-4.
БрОСН10-2-3. Имеет отличную обрабатываемость резанием.
Хорошо паяется. Применяется для упорных втулок и направляющих
втулок клапанов выпуска.
Для изготовления направляющих втулок клапанов может заме-
няться кремненикелевой бронзой БрКН1-3.
БрОС5-25. Обладает отличными антифрикционными свойствами
при высоких скоростях скольжения. Отлично обрабатывается реза-
нием. Пригодна для работы в бензине и других средах при низких
удельных нагрузках и скоростях скольжения.
Применяется для втулок нагнетателя и приводов втулок шесте-
рен, подпятников бензонасосов, втулок насосов, нагнетающих спе-
циальные виды топлива.
Заменителем бронзы БрОС5-25 является свинцовистая бронза
БрСЗО.
БрАЖ9-4. Имеет удовлетворительную обрабатываемость реза-
нием; паяется с трудом, хорошо сваривается. Хорошо куется при
температуре 850° С.
Применяется для направляющих втулок клапанов впуска, вту-
лок приводов и поршневых головок шатуна, фланцев, шайб, опор-
ных пят, различных втулок агрегатов, литой арматуры, ниппелей,
дисков, гаек и др.
БрАЖМцЮ-3-1,5. Удовлетворительно обрабатывается резанием
и сваривается, паяется с трудом. Хорошо куется при температуре
850° С. Для повышения твердости применяется закалка с 850° С
в воде без отпуска или с низкотемпературным отпуском
(350—450°С).
Применяется для коромысел, втулок свечей, маховиков, дисков,
обойм подшипников, гаек крепления подшипников, направляющих
траверс втулок и ниппелей.
БрАЖН 10-4-4. Удовлетворительно обрабатывается резанием и
сваривается, паяется с трудом. Куется в интервале температур
875—900° С.
421
Применяется для направляющих втулок й седел клапйной,
маслоуплотнительных колец, втулок ролика толкателя, шаровых
пят и фланцев.
Термическая обработка: закалка с 900° С в воде, выдержка
в течение 2 час. и отпуск при 650° С, выдержка 1,5 часа, охлажде-
ние на воздухе.
БрКШ-З. Хорошо обрабатывается резанием, куется в интервале
900—700° С. Применяется для направляющих втулок клапанов вы-
пуска и впуска.
Термическая обработка: закалка в воде с 875° С, выдержка в те-
чение 2 час. и отпуск при 450—475° С в течение 2 час.
БрКМц-3-1. Удовлетворительно сваривается и обрабатывается
резанием, паяется с трудом. Хорошо поддается горячей деформации.
В нагартованном состоянии обладает высоким пределом текучести.
Снятие наклепа производится отжигом при 600° С в течение 1 часа.
Применяется для пружинящих деталей, стопоров, а также дета-
лей, подвергаемых нагреву до 500° С.
БрОФб, 5-0,25. Легко обрабатывается резанием. Хорошо свари-
вается и паяется. Применяется для пружинистых контактов, мем-
бран.
Материал-заменитель: для пружинящих контактов бронза
БРКМцЗ-1.
БрБ. Обладает хорошей пластичностью после закалки без отпу-
ска. Обрабатывается резанием без затруднений. Хорошо паяется и
сваривается. Имеет достаточно высокие механические свойства при
нагреве до 600° С. Применяется для особо ответственных пружин,
пружинящих контактов и мембран.
БрОЦС4-4-4. Обладает высокими антифрикционными свой-
ствами, отлично обрабатывается резанием. Хорошо паяется. Приме-
няется для втулок поршневых головок и прицепных шатунов, ди-
сков.
БрСЗО. Отлично обрабатывается резанием. Предназначается
в основном для заливки по стали. Применяется при изготовлении
втулок главного шатуна, подшипников и втулок вала винта, втулок
сателлита, втулок нагнетателя, втулок кулачковых шайб и дисков.
БрССЗ-ЗО. Отлично обрабатывается резанием. Предназначается
только для заливки по стали. Применяется при изготовлении вту-
лок главного шатуна и шатунных подшипников.
БрОФ7-0,2. Износоустойчива в нагартованном состоянии. Хо-
рошо обрабатывается резанием, хорошо сваривается и паяется.
Применяется для направляющих втулок клапанов выпуска, втулок
приводов и шайб антифрикционного назначения.
Материал-заменитель: для шайб — латунь ЛС59-1, для направ-
ляющих втулок клапана — БрКН1-3.
ОГЛАВЛЕНИЕ
РАЗДЕЛ 1
ОБЩИЕ СВЕДЕНИЯ
Стр.
Глава 1. Классификация и маркировка металлов...................... 4
§ 1. Классификация сталей.................................... 5
§ 2. Маркировка сталей, цветных сплавов и полуфабрикатов . . 7
§ 3. Определение химического состава сплавов ............... 10
Глава 2. Качество и чистота обработки поверхности. Допуска
и посадки..................................................... 16
§ 2. Понятие о точности обработки, допусках и посадках. Классы
точности. Допуска при ремонте................................. 28
Глава 3. Измерительный инструмент................................. 36
§ 1. Понятие о точности измерения. Единство меры............. —
§ 2. Классификация измерительных инструментов, приборов и их
краткое описание.............................................. 38
РАЗДЕЛ If
ХОЛОДНАЯ ОБРАБОТКА МЕТАЛЛОВ
Глава 1. Слесарная обработка металлов............................. 59
§ 1. Разметка металлов ...................................... —
§ 2. Резка металлов......................................... 66
§ 3. Рубка металлов......................................... 74
§ 4. Опиливание металлов...................•................ 84
§ 5. Сверление, зенкование и развертывание отверстий...... 92
§ 6. Нарезание резьбы...................................... 112
§ 7. Шабрение.............................................. 124
§ 8. Ручная притирка....................................... 128
Глава 2. Обработка металлов на металлорежущих станках .... 133
§ 1. Токарная обработка ............................ 134
§ 2. Обработка металлов строганием ...................... 167
§ 3. Обработка металлов фрезерованием ..................... 177
§ 4. Обработка металлов шлифованием...................... 193
§ 5. Отделочные работы ........................... 215
§ 6. Техника безопасности при работе на станках............ 225
Г л д в а 3. Жестяницкая обработка металлов...................... 228
§ 1. Правка и резка металлов................................. —
§ 2. Гибка, фальцовка и зиговка металлов................... 241
§ л 2тбортовка, разводка и посадка металлов ............... 251
§ 4. Выколотка металлов.................................... 258
§ 5. Правила техники безопасности при слесарной и жестяницкой
обработке металлов ....................................... 263
423
РАЗДЕЛ 111
ГОРЯЧАЯ ОБРАБОТКА МЕТАЛЛОВ
Стр.
Глава 1. Ручная ковка металлов.................................... 264
§ 1. Основные понятия о ковке металлов..................... —
§ 2. Оборудование для ручной ковки металлов ................ 265
§ 3. Нагрев металла перед ковкой ........................... 268
§ 4. Основные кузнечные операции............................ 269
Глава 2. Термическая обработка авиационных сталей и цветных
сплавов........................................................... 273
§ 1. Термическая обработка сталей ............................. —
§ 2. Химико-термическая обработка............................ 292
§ 3. Новые методы термической обработки сталей............... 297
§ 4. Термическая обработка алюминиевых и других цветных
сплавов...................................................... 301
§ 5. Оборудование для термической обработки ................ 307
Глава 3. Сварка металлов.......................................... 313
§ 1. Электродуговая сварка..................................... —
§ 2. Газовая сварка.......................................... 332
§ 3. Контактная сварка....................................... 349
§ 4. Технология сварки ...................................... 358
§ 5. Контроль сварочных работ................................ 363
§ 6. Техника безопасности при сварочных работах 376
Глава 4. Пайка металлов.......................................... 380
§ 1. Паяльные флюсы и припои............................... 382
§ 2. Подготовка детали к пайке. Пайка и обработка деталей
после пайки.................................................. 395
§ 3. Контроль паяных соединений............................. 402
Приложение. Общая характеристика и назначение авиацион-
ных металлов (сталей, чугунов и цветных сплавов) ............ 404
Горохов Валерий Александрович, Каменев Николай Алексеевич, Лоцманов Сергей Нико-
лаевич, Михайлов Александр Александрович, Черных Николай Николаевич
Авиационное ремонтное дело
Под наблюдением редактора инженер-полковника запаса Писарева М. С.
Технический редактор Волкова В. Е. Корректор Лучкин В.
Сдано в набор 21.04.67. Г-41379 Подписано к печати 14.03.68.
Формат бумаги 60Х921/и — 26’/2 печ. л. 26,5 усл. печ. л. 28,037 уч. изд. л.
Военное издательство Министерства обороны Союза ССР
Москва, К-9, Тверской бульвар, 18.
Изд. № 6/9041 Зак. № 1395
2-я типография имени К. Е. Ворошилова
Военного издательства Министерства обороны Союза ССР
Ленинград — Центр-1, Дворцовая пл., 10.
Продаже не подлежит