














































































































































































































Автор: Саукум С.
Теги: оружие вооружение артиллерийско-техническое имущество бронированные машины и специальные средства транспорта стрелковое оружие личное оружие боеприпасы и боевые отравляющие вещества управляемые и неуправляемые ракеты и реактивные снаряды военная техника
ISBN: 978-966-389-245-0
Год: 2009



Станислав САУКУМ
ствол
мнмгс е р ивдвямя
СУТЬ ОРУЖИЯ
.11,25
.11.20
книга 1
:12,01
'11,84
12,07
12,04
<7,93
.87
11,98
11,70
МО
6,10
63,35 ______
63,09
______85,09
83,82
69,98
63.55 69’31
6340 а.4ь
53,34
j с кали6ра
18,69 . J
18,64
53,64
Springfield 30-03
Springfield cal .30
Model 1906 07,85.bu||et
Станислав САУКУМ
Моей жене Ирине, без которой написание
книги было бы невозможно
СУТЬ ОРУЖИЯ
Книга 1
Ствол
Одесса
“Печатный дом”
2009
УДК 623.4
ББК 68.8
С 21
Саукум Станислав
С 21 Суть оружия. Книга 1. - Одесса: Печатный дом, 2009. - 214 с.
ISBN 978-966-389-245-0
Книга написана исключительно на основании открытых источников и рассчитана на
внимание тех читателей, в чьей крови кроме железа гемоглобина, есть немного ору-
жейной стали. Предназначена для полезного и познавательного чтения. Может быть
интересна для реставраторов старинного оружия, оружейников, курсантов военных
училищ, охотников и стрелков-спортсменов. Читателю следует очень хорошо помнить,
что некоторые виды деятельности требуют обязательного лицензирования.
ISBN 978-966-389-245-0
© Саукум С., 2009
ГЛАВА 1
ПРЕДИСЛОВИЕ
Ресурсов всегда не хватает, а потому история человечества - это история непре-
рывных вооружённых конфликтов, точку в которых вот уже несколько столетий ставит
огнестрельное оружие.
Человечество мыслит себя бессмертным или попросту не осознает своей смерт-
ности и хрупкости человеческой жизни. В противном случае оно бы не стремилось с
таким маниакальным упорством выписать для любого из нас свинцовую пилюлю от
бессмертия.
Но так уж получилось, что в течение сотен и сотен лет оружие было главным иму-
ществом свободного человека, им добывалась победа и спасалась жизнь, им горди-
лись, и его потеря была равносильна смерти. Мы успели подзабыть это, но оно отлича-
ло его от раба. А создавали оружие великие и вдохновенные мастера.
Оружие всегда было и будет абсолютной ценностью, не зависящей от курса акций и
инвестиционного климата. К тому же, зачастую оно становится нашим самым после-
дним аргументом.
На создание ствола, как основной части оружия, были потрачены столетия и бездна
ресурсов. Именно поэтому Его Величество Ствол стал чудом точной механики.
Если Вам приходилось когда-либо находиться по любую сторону от мушки, Вы прекрас-
но понимаете, почему именно ствол в наибольшей степени окутан ореолом тайн и мистики.
Для дилетанта загадочным и расплывчатым представляется вообще весь процесс
изготовления оружия. Но любой, у кого найдётся токарный и фрезерный станки, а так-
же обычный для небольшой мастерской набор инструмента, легко может сделать все
основные детали оружия.
Однако ствол - это совершенно другое дело. Как просверлить такое длинное от-
верстие, чтобы сформировать канал ствола? Как изготовить нарезы? Как отполировать
до блеска изготовленный ствол (особенно изнутри)? И, наконец, как разобраться, что
же в итоге отличает плохо просверленную болванку от Творения Мастера?
Сверхъестественного в изготовлении хорошего ствола нет. Однако, необходима
предельная аккуратность и внимание к деталям. Нет ничего более важного, чем мало-
значительные, на первый взгляд, особенности производства.
Предлагаемая Вашему вниманию книга, появись она лет десять назад, имела бы
немного шансов быть опубликованной. Однако, укрепление и развитие демократичес-
ких институтов, которое все же происходит на пространствах бывшего СССР, привело
к тому, что власть потихоньку перестаёт путать оружейника и бандита.
Стало возможным получить лицензию не только на ремонт охотничьего оружия, но
и создать своё оружейное производство. Примером могут служить предприятие «Царь-
Пушка», расположенное под Тарусой и тульский «Общемашцентр».
Совсем недавно даже представить было трудно, что в России может быть налаже-
но производство 9-мм пистолета, разработанного не известным оружейным КБ, а, по
сути, просто энтузиастом практической стрельбы Евгением Ефимовым. То же самое
можно сказать и о винтовках и пистолете Лобаева.
Добавим, что в списке клиентов «Царь-пушки» - спортсмены, охотники, оружейные
предприятия (Тульский патронный завод и ЦКИБ), силовые структуры. Сейчас «Царь-
пушка» открывает филиал в США, где, несмотря на высокую конкуренцию, имеется
устойчивый платежеспособный спрос, и больше ёмкость рынка.
Однако времена меняются, и специалистам становятся очевидны перспективы раз-
вития негосударственного производства спортивного и охотничьего оружия - в стра-
нах СНГ уже есть несколько небольших частных предприятий, имеющих лицензию на
разработку и производство оружия.
Аналогичная ситуация с допуском частных компаний к производству оружия, в том
числе и стрелкового, наблюдается и в Украине. Верховная Рада внесла изменения в
ряд законов, что позволяет частным компаниям участвовать в разработках, производ-
3
стве, реализации, модернизации и ремонте, а также утилизации вооружений и военной
техники. Согласно внесенным изменениям в Закон Украины «О предпринимательстве»,
разработками и изготовлением оружия смогут заниматься любые предприятия, незави-
симо от формы собственности. А изменения в Закон «О государственном оборонном
заказе» позволяют негосударственным компаниям участвовать в выполнении работ по
обеспечению новыми видами оружия и боеприпасов силовых ведомств. Кроме того, и
в Закон «О лицензировании определенных видов хозяйственной деятельности» были
внесены изменения, уточняющие полномочия специального органа по вопросам ли-
цензирования. Закон дополняется еще одним видом хозяйственной деятельности, под-
лежащей лицензированию - разработка, изготовление, реализация, модернизация и
утилизация вооружения, военной техники, военного оружия и боеприпасов. В середи-
не января 2006 года Верховная Рада приняла предложенный правительством законо-
проект «О внесении изменений в некоторые законы Украины относительно деятельно-
сти по разработке и изготовлению оружия и военной техники». Суть его в том, чтобы
привлечь негосударственные предприятия к изготовлению военной техники, то есть,
отменить государственную монополию. После августа 2006 года единственное, что
требуется украинским предприятиям, желающим заняться оружейным делом - это по-
лучить лицензию.
Как следствие, в разработках и производстве оружия в Украине принимают участие
около трех десятков частных предприятий. Такие цифры озвучил в интервью ежене-
дельнику «Зеркало недели» генеральный директор государственной компании «Укрспе-
цэкспорт» Сергей Бондарчук 18 июня 2006 года.
О развитии частных оружейных компаний в бывших советских республиках можно
говорить много и долго, однако несомненно главное - они развиваются. И конечно же,
не подлежит сомнению, что производству качественного и высокоточного оружия не-
обходимо учиться.
Так сложилось, что оружейники всех стран мира, и отечественные в том числе,
ездят совершенствоваться в выбранной профессии в США, где работают такие при-
знанные мэтры, как Спиди Гонсалес и Клэй Спенсер. Именно у них и проходил обуче-
ние Лобаев.
Бережно сохранив и приумножив опыт лучших оружейников мира, Соединенные
Штаты Америки ещё в конце 19 века стали заповедником традиционных ствольных тех-
нологий. Там до сих пор можно найти сотни производителей стволов, мастерские ко-
торых разбросаны по всей стране.
Некоторые и теперь используют в своей работе невероятно примитивное оборудо-
вание, особенно те, кто работает по заказам частных клиентов. Есть и крупные произ
водители, делающие стволы для продажи на открытом рынке. Их общий признак -
кроме стволов они не делают ничего. Очень немногие из специалистов по изготовле
нию стволов приходят от изготовления стволов к изготовлению затворов или деталей
ударно-спускового механизма.
Такая картина (за исключением Австралии: на страну с населением в 15 миллионе!
человек есть как минимум три серьезных производителя стволов), здорово контрасти
рует со всем остальным миром, где очень трудно найти специализированного изгото
вителя.
В Европе, с населением 750 миллионов человек, насчитывается менее десятк;
производителей стволов, из которых есть только одна относительно малая мастере
кая, работающая по традиционной технологии. В отличие от США, европейские тради
ции изготовителей оружия предполагают изготовление всех деталей внутри мастере
кой без обращения к сторонним субподрядчикам.
Есть некоторые исключения, такие как Lothar Walther в Германии и Unique во Фран
ции, которые занимают те же позиции, что и Douglas или Wilson Arms в США, поставля
стволы множеству производителей и розничных торговцев.
Великобритания, некогда бывшая домом для неимоверного количества оружейни
ков, чьи предприятия располагались в основном в Лондоне и Бирмингеме, тепер
4
располагает только двумя производителями оружейных стволов вне крупной оружей-
ной промышленности.
Классические ствольные технологии достигли совершенства перед Первой Миро-
вой Войной. И та же война их едва не уничтожила. Известно, что в начале 20 века все
государства уделяли очень серьёзное внимание популяризации стрелковой подготов-
ки и подготовке метких стрелков. Однако все изменилось уже в ходе Великой Войны.
Дотошные и прагматичные немцы первыми чётко подсчитали, что суммарный учеб-
ный и боевой расход боеприпасов классным стрелком в пересчете на единицу потерь
противника неоправданно высок. А время боевой работы подготовленного бойца в
условиях тотальной войны мало. Поэтому было принято решение оснастить подразде-
ления автоматическим оружием, легко создающим нужную плотность огня в заданном
направлении. В Полевом Уставе немецкой армии появился тезис, что отделение в бою
обеспечивает действия пулеметчика. Время качественного оружия на том и кончи-
лось.
На первый план вышли такие характеристики стрелкового оружия, как время откры-
тия огня, плотность огня, наработка на отказ, себестоимость и легкость разворачива-
ния крупносерийного производства. Отдельные исключения ничего уже не решали, так
же как и деятельность некоторых генералов, продолжавших готовить армии своих стран
к уже прошедшей войне.
Вторая Мировая Война окончательно закрепила выводы по части боевого приме-
нения стрелкового оружия, сделанные ведущими аналитиками уже в ходе Первой Ми-
ровой Войны. Мощные и дальнобойные винтовки перестали быть востребованными,
став оружием рот почётного караула, сторожей и снайперов, тем самым превратив-
шись в войсках в оружейную экзотику.
В подтверждение сказанному выше можно было бы привести статистику расхода
боеприпасов на единицу боевых потерь. Тенденция примерно такая: во время войн
конца 19 столетия - это сотни патронов, в Первую мировую - десятки тысяч, далее -
уже в тоннах.
В таких условиях, производство штучного оружия могло сохраниться только в стра-
не с традиционно высокой оружейной культурой, то есть в Соединённых штатах Амери-
ки. Смею надеяться, что это высокое искусство понемногу возрождается и в странах,
возникших в границах СССР.
Между стандартным оружием, поступающим на вооружение и оружием, сделанным
Мастером, лежит пропасть. Точность самых лучших массовых образцов стрелкового
оружия со стволами, изготовленными индустриальными методами составляет пример-
но 1 угловую минуту. (При стрельбе на дистанцию 100 метров 1 угловая минута соот-
ветствует отклонению средней точки попадания от точки прицеливания 2, 908 см.)
Достигнутая точность штучных образцов высокоточных винтовок для бенчреста равня-
ется 0,2 угловой минуты. Как говорится, комментарии излишни.
Я не буду говорить о технологии массового производства стволов, таких как оковы-
вание, холодная протяжка и электроэрозия, так как они не позволяют сделать действи-
тельно штучное оружие
Я буду описывать технологии Мастеров - это значительно интереснее. Наши пред-
ки делали при помощи рук и простейшего инструмента воистину удивительные и чу-
десные вещи. Пока что мы - не лучшие наследники их мастерства.
Обсуждение обстоятельств появления величайших изобретений прошлого ясно
показывает, что в дровяных сараях частенько делались вещи, конкурировавшие по
качеству с изделиями заводского изготовления. Отметим, что наши предки в большин-
стве случаев высокоточных станков не имели. Они их создавали по мере надобности.
Журналы часто радуют своих читателей статьями, посвящёнными оружию. Некото-
рые из этих публикаций написаны очень достойно, авторами, обладающими опытом и
знаниями. Но в силу ограничений, вытекающих из свойств журнальных публикаций, все
они неполны и отрывочны.
Моя книга имеет целью дать недостающую информацию и по мере сил системати-
5
зировать уже имеющуюся. Понимание важности предмета заставило меня включить в
книгу информацию о термообработке и свойствах сталей, а также о способах изготов-
ления специализированного инструмента. Эти важные темы относительно неизвестны
для большинства оружейников, занимающихся реставрацией и изготовлением оружия.
Все знают, но мало кто учитывает, насколько структура металла чутка к температур-
ным изменениям. Не все знают, как утерянные свойства могут быть восстановлены.
Как могут быть убраны усталостные напряжения и сохранена упругость. Рассмотрено,
как избавиться от внутренних напряжений, возникающих при обработке. Я очень наде-
юсь, что это будет интересно и информативно.
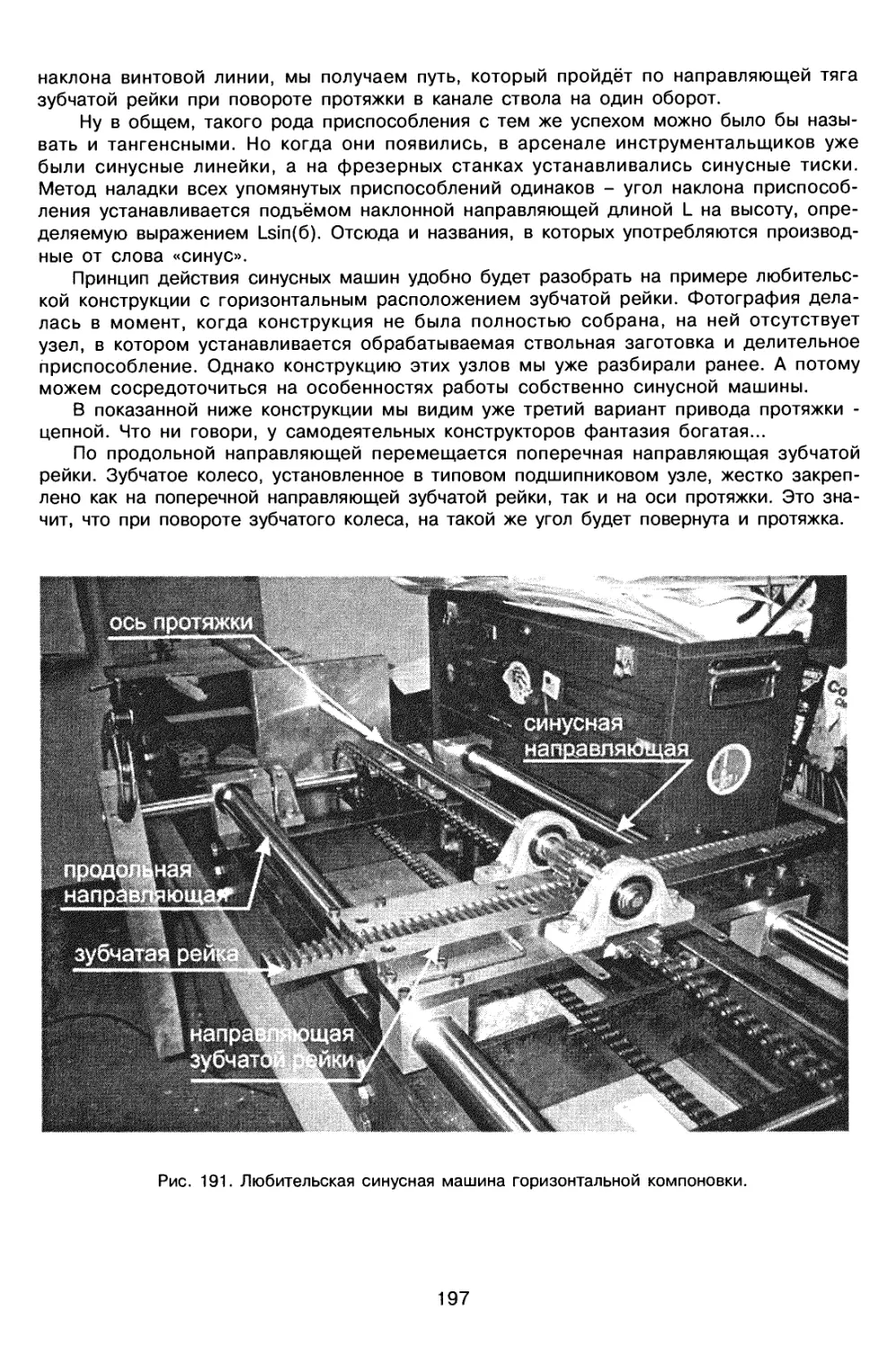
Ну, а теперь обратимся собственно к книге. Предлагаемое Вашему вниманию ис-
следование никоим образом не может рассматриваться как чисто литературный опыт.
В первую очередь это описание ствольных технологий давно ушедших времён с точки
зрения современного инженера. И очень во многих случаях - реконструкция, досто-
верное воссоздание технологий и инструмента в условиях почти полного отсутствия
необходимой информации.
Дело в том, что старые книги об оружии писали очень и очень компетентные в
своём ремесле люди. Многие важные для понимания детали казались им настолько
тривиальными, что о них и не упоминали, считая чем-то само собой разумеющимся.
Надеюсь, что мне удалось донести до внимательного читателя все заслуживающие
внимания детали традиционной технологии изготовления высокоточных стволов.
К моему величайшему сожалению, наступили времена сутяжников, а потому я вы-
нужден предупредить, что:
1. Вся информация, изложенная в книге, предназначена только для академи-
ческого изучения.
2. Я не имею представления о наличии или отсутствии у читателей соответ-
ствующих лицензий, уровне квалификации, применяемых приёмах работы, обо-
рудовании и материалах, а потому не несу никакой ответственности за послед-
ствия использования информации, изложенной в книге.
3. Помните, если Вы решите что-либо сделать, Вы будете делать это на свой
страх и риск.
6
ГЛАВА 2
ХРОНОЛОГИЯ РАЗВИТИЯ СТВОЛЬНЫХ ТЕХНОЛОГИЙ
До 15 века огнестрельное оружие было исключительно гладкоствольным. Стволы
такого типа до сих пор достаточно широко представлены в охотничьем, полицейском и
спортивном оружии.
История развития нарезного ствола началась в 15 веке, однако пользоваться ружь-
ями того времени было не очень-то удобно. Большинство предпочитало стрелять из
луков или арбалетов. Ружью ещё предстояло доказать свои преимущества на практике.
Общественная потребность в совершенствовании ствола была невелика.
Только с повсеместным распространением металлорежущих станков, на фоне дос-
тигнутых успехов в металлургии и химии, ствол начали интенсивно модернизировать.
Что удивительно, так это то, что современную, законченную форму, нарезной ствол
уже приобрёл перед принятием на вооружение в наиболее промышленно развитых
странах магазинных винтовок, то есть в конце 19 века. Именно поэтому мы ограничим
хронологические рамки изложения материала, отобранного для данной главы, второй
половиной 19 столетия.
20 век был преимущественно периодом отработки массовых технологий, служащих
целям вооружения многомиллионных армий. Конструкторские разработки прошлых лет
приспосабливались к нуждам поточного производства.
Несмотря на достигнутое в настоящее время техническое совершенство, с кото-
рым создаётся современное охотничье и армейское оружие, поиск оптимального со-
четания ствола и патрона ни в коем случае нельзя считать законченным.
Далее перечислены события, оказавшие существенное влияние на развитие ору-
жейных технологий. Событиям присвоен рейтинг с точки зрения их значения для раз-
вития технологий ствольного производства. Результаты сведены в таблицу 1.
Год 1040 Китай. Tseng Kung-Liang впервые опубликовал рецепты трех типов оружей-
ного пороха.
Год 1288 Китай. Изготовлен первый образец огнестрельного оружия
Год 1364 Италия. Город Перуджиа (Perugia) заказал 500 маленьких бомбард, каждая
из которых по условиям договора с поставщиками не должна была быть длиннее 9
дюймов (229 миллиметров). В том же году город Модена приобрел «четыре малых
scioppi для руки». Про эти итальянские пушки известно, что они были отлиты из брон-
зы. Словосочетание «для руки» означает, что их можно было держать в руке, а не
устанавливать на землю, как большие пушки.
Рис.1. Примерный вид первых образцов ручного оружия.
7
Год 1380. Россия. Первое упоминание ручниц в России - 1380-ый год (подготовка
Москвы к обороне), и 1382-ой год - оборона Москвы. Так что в ту пору мы вооружались
не хуже, чем в Европе. К сожалению, отнюдь не стараниями российских оружейников.
Классик литературы об оружии В. Г. Фёдоров, в своей «Истории винтовки» цитиру-
ет голицинскую летопись, где сказано: «Лета 139 вывезены арматы из немец и от того
часу уразумели из них стреляти». И тот же самый генерал-лейтенант Фёдоров несколь-
ко ниже добавляет: «Такой вывоз продолжался до принятия магазинных винтовок в
конце 19 века». Что ж, знать и помнить, когда и у кого Россия начала учиться стрелять
- полезно.
Год 1386. Германия. Начало массового производства ручного стрелкового оружия
и широкой торговли им. Термин «ручная пушка» появляется именно в 1386 году, когда
Ральф Хаттон отправил три таких изделия управителю Бервика. Упоминается о нали-
чии в 1388 году в Нюрнберге сорока девяти «hand-htichsen» (ручных пушек).
Кроме ручного оружия появляются даже своего рода «инструкции по эксплуата-
ции». В раннем немецком манускрипте, относящемся примерно к 1390 году, описыва-
ется способ заряжания пушек. Следовало заполнить порохом три пятых ствола. Его
надо было плотно утрамбовать, но оставить свободное место перед закладкой дере-
вянной пробки, после которой вставлялось ядро.
Усовершенствование крепления маленьких пушек к рукоятям или прикладам заклю-
чалось в том, что в дереве приклада вырезался канал под половину длины ствола,
вставлявшегося в канал и фиксировавшегося ремнями. Один экземпляр ручной пушки,
имеющей приблизительно такое крепление, сохранившийся в немецком музее, снаб-
жен длинным деревянным прикладом, так что общая длина оружия составляет почти
пять футов.
Образцы, хранившиеся в Берне и Праге, имели еще одно усовершенствование -
пушка изготавливалась с выемкой у запального конца, так, что деревянный приклад мог
действительно входить в металлическую часть оружия. Первоначально стволы имели
форму обыкновенных трубок, но еще до конца XIV столетия отделка и манера исполне-
ния металлической части были улучшены и в некоторых случаях вполне могли считать-
ся произведениями искусства.
В развалинах замка неподалеку от Танненберга в Гессене была найдена прекрасно
сработанная литая медная пушка, изготовленная не позднее 1399 года. Датировка точ-
на, поскольку сам замок, оплот разбойников, был дотла разорен благодарными сооте-
чественниками именно в этом году.
На сегодняшний день - это самое древнее в Европе ручное огнестрельное оружие,
сохранившееся до наших дней.
миллиметров
миллиметровв^^й
17 "миллиметров
Рис. 2. Реконструкция Танненбергской ручницы.
8
Элегантный ствол имеет большую толщину у пороховой камеры и снабжен усили-
тельным кольцом у дула. Его вес составляет 5,5 кг при калибре 17 миллиметров.
Еще одну бронзовую отливку, достаточно похожую на предыдущую, но имеющую
гораздо меньшие размеры - всего 8 дюймов в длину, - можно увидеть в Швеции.
Ствол имеет форму восьмигранника и может быть насажен на рукоять, при этом очень
богато отделан, украшен по всем сторонам надписями и, что и вполне традиционно,
сверху увенчан тщательно выполненной миниатюрной головой человека с бородой. В
нижней части ствола имеется похожий на крюк выступ, который должен был служить
для гашения отдачи в случае, если оружие имело упор.
Существуют изображения того времени, на которых ранние ручные пушки показаны
в действии. Поскольку пользоваться ими без упора было затруднительно, то они пока-
заны с длинными древками, упертыми в землю, в то время как передняя часть либо
удерживалась в руках, либо опиралась на сошку. В этом случае отдача гасилась поч-
вой, но даже и при таком употреблении предполагалось, что для стрельбы из орудия
требуется два человека.
Применялся еще один способ соединения пушки с прикладом, который требовал
наличия на металлической части орудия острого зубца или вилки, вставлявшихся в
деревянное ложе.
1419-1436 годы. Чехия. Отработка гуситами во время одноимённых войн тактики
боевого применения и совершенствование конструкции ручного стрелкового оружия.
Год 1431. Италия. Массированное применение ружей флорентинцами при осаде
Лукки.
До конца 15 века конструкция ствола практически не совершенствовалась. На тот
момент само по себе ручное огнестрельное оружие было новинкой. Отрабатывалась,
в основном, тактика его боевого применения и совершенствовались методы крепле-
ния ствола к ложу.
1480-1495 годы, Германия. В конце 15 века, Нюрнбергский оружейник Гаспар Цол-
лерн предложил делать стволы нарезными. В современной транскрипции имя мастера
читают как Кольнер (Gaspard Kollner).
Первоначально нарезы делались прямыми. Таким образом, несколько улучшались
условия заряжания. Действительно, забить в ствол, где нарезаны винтовые канавки,
пулю со стороны дула (а казённого заряжания тогда ещё не придумали), несколько
затруднительно, хотя и возможно.
Несмотря на скудость документальных доказательств, принято считать, что Коль-
нер изобрёл именно прямые нарезы.
При стрельбе из гладкоствольного оружия, пороховой нагар сильно загрязнял ка-
нал ствола, особенно если учесть, что технология производства дымного пороха была
до крайности примитивной, а стволы настолько коротки, что полностью сгорать порох
попросту не успевал.
Закупоривание нагаром канала ствола приводило к его разрыву и гибели стрелков
или артиллеристов. Именно по этой причине, средневековые пушки периода 14-16
веков, часто изготавливались с прямыми длинными нарезами. После прохода ядра,
несгоревшие частицы пороха оседали, в основном, именно в нарезах. С появлением
прямых нарезов, пушки не стали стрелять дальше или точнее, однако стрелять из них
стало намного безопаснее.
В отличие от пушки, где стрельба велась чугунными или даже каменными ядрами, в
ружьях или ручницах применяли свинцовые пули, поэтому положительное влияние
нарезки проявилось намного сильнее.
Если осадить свинцовую пулю в нарезах при помощи шомпола, заставив свинец
полностью заполнить нарезы, то ружьё будет стрелять дальше и точнее. Кроме того,
наличие прямых нарезов облегчает забивание пули в ствол по сравнению со стволом
без нарезов. Появляется возможность делать более короткие стволы.
Разработка спиральных нарезов приписывается Августу Коттеру (Augustus Kotter) из
того же самого Нюрнберга. Оба оружейника жили и творили в одно и то же время.
9
прямые нарезы
Г аспара Кольнера
спиральные нарезы
Августа Коттера
Рис. 3. Первоначальная конструкция нарезов.
Примерно так выглядели самые первые нарезы. Калибр оружия был 17-19 мм, ко-
личество нарезов - от 16 до 32. Форма нарезов - треугольная или полукруглая. Боль-
шое количество нарезов и малый угол наклона винтовой линии нарезов облегчали за-
ряжание оружия, которое в ту пору было только дульнозарядным.
Шаг нарезки был очень велик - от 500 до 980 миллиметров. В дальнейшем полу-
круглые нарезы Коттера в несколько модифицированном виде нашли второе рождение
в стволах японской винтовки «Арисака». История повторяется...
1510-1520 годы, Франция. Аркебузы с фитильным замком вытесняют все более
ранние конструкции аркебуз. У аркебузы было и второе название - серпентин. С появ-
лением этой конструкции был сделан первый шаг к более совершенным системам
заряжания и воспламенения пороха.
Заслуживает упоминания и удивления тот факт, что аркебузы с фитильным замком
до сих пор находятся на вооружении некоторых племён отдалённых районов северной
Индии.
Год 1537. Великобритания. При покровительстве Генриха VIII создана Гильдия Свя-
того Георгия, существующая по сей день под названием «Почетная артиллерийская
Рис. 4. Схема устройства аркебузы (серпентина)
10
рота», которая первоначально была именована королём как «Братство стрелков из бое-
вых луков, арбалетов и ручных пушек».
Год 1544. Великобритания. Всё тем же Генрихом VIII издан закон, который поощрял
всех высокородных господ обзаводиться ручными пушками «длиною в целый ярд, и
никак не короче», для того чтобы те становились опытными стрелками.
В феврале того же года он обнародовал еще одно воззвание, в котором предлагал
подданным приобретать опыт владения ручными пушками и аркебузами, давая позво-
ление всякому человеку, достигшему 16 лет, пользоваться этим оружием, не опасаясь
быть наказанным.
В конечном итоге, организация Гильдии Святого Георгия, указы и воззвания в под-
держку стрелков были первым опытом государственной поддержки частной инициати-
вы в стрелковом и оружейном деле.
1550-1560 годы. По всей Европе распространяется колесцовый замок. Только изоб-
ретение колесцового замка позволило создавать портативное оружие скрытого ноше-
ния, всегда готовое к бою. Достоверно установить приоритет какой-либо страны, к
сожалению, невозможно.
Рис. 5. Пистолет с колесцовым замком.
Год 1594. Великобритания. Сэр Хью Плат публикует книгу «Сокровищница искусст-
ва и природы», где приводит подробности изготовления «внутри ствола восьми канав
довольной глубины, и для него пуль, чуть больших чем калибр». Фактически, это пер-
вая общедоступная производственная инструкция по изготовлению нарезного ствола.
Год 1625. В Испании изобретён ударный кремниевый замок.
Рис. 6. Особенности устройства ударного кремниевого замка
11
Год 1637 Италия. Математик Nicollo Fontana Tartaglia описал криволинейный полет
пули и дал расчеты углов прицеливания
Год 1664. Великобритания. Абрахаму Холлу выдан английский патент на идею заря-
жания оружия с казённой части, состоящую в том, что выполнить задачу может «про-
резь в верхней части казны, через которую закладывать заряд». Это отверстие должно
было закрываться железной деталью, «лежащей около ружья», возможно - сдвигаю-
щейся пластиной.
Кроме того, в том же самом году Абрахам Холл, получил патент на оружие, стре-
лявшее семь или восемь раз подряд. Заряды должны были храниться в прикладе.
Год 1720. Россия, Великобритания. Некие Лейтман и Робинс примерно в одно и то
же время написали книги, где объяснили влияние нарезов в стволе на меткость стрель-
бы, представив свои исследования как новое слово в науке. Тульский оружейный
завод к тому времени уже выпускал нарезные ружья (с 1715 года), а английские пред-
приятия занимались тем же делом и ранее.
Год 1730 Чехия. Первое бескурковое кремневое ружье было предложено Станис-
лавом Пасцельтом из Праги. Уже в 1730 году этот изобретатель использовал в каче-
стве зажима кремня металлическую деталь, работавшую по принципу дверного засова.
Движение вперед осуществлялось сжатой спиральной пружиной. Высеченные в ре-
зультате искры попадали в запальный канал, расположенный по центру казенника -
еще одна идея, появившаяся до срока. Весь механизм оказывался защищенным, что
само по себе являлось блестящей идеей. Очень жаль, что это оружие не производи-
лось в больших количествах, но один его экземпляр все же можно увидеть в лондонс-
ком Тауэре.
Год 1774. Франция. Бойенн. Гремучая ртуть. Первое инициирующее взрывчатое
вещество. Первый и самый главный шаг к унитарному патрону.
Год 1778. Франция. Бертолле изобрёл бертолетову соль.
Год 1788. Россия. Тульский мастер Цыглей предложил конструкцию винтовки -
«тройцы», канал ствола которой имел треугольное поперечное сечение. Данную конст-
рукцию можно считать предком всех стволов с полигональной нарезкой.
ж
ствол винтовки-тройцы пуля винтовки-тройць
Рис. 7. Ствол и пуля винтовки - «тройцы».
12
Год 1791. Германия. Появляется конструкция, аналогичная по устройству винтовке
Цыглея, только сечение канала ствола - квадратное. Винтовку так и называли - «квад-
рат».
ствол винтовки •квадрат'’ пуля винтовки “квадрат*
Рис. 8. Ствол и пуля винтовки «квадрат».
Год 1808. США. Повсеместное распространение в южных штатах т.н. «винтовки из
Кентукки», при помощи которой американские колонисты победили генерала Пейкенхэ-
ма в 1815 в битве при Нью-Орлеане. Продолговатая или круглая пуля, семь нарезов.
Калибр порядка 10,5 мм, длина ствола в среднем 112 см.
Рис. 9. Винтовка из Кентукки. Это один из символов Америки... Оружие свободного человека.
Об этой винтовке и придуманных колонистами приспособлениях и технологичес-
ких приёмах мы еще будем упоминать в тексте книги не один раз.
Год 1788. Великобритания. Ховард впервые применил смесь гремучей ртути с се-
литрой для затравочных порохов, смесь получила название «ховардов порох».
Год 1793.Великобритания. Шотландский священник Форсайт впервые применил
ударное воспламенение в оружии. В 1806 году он официально продемонстрировал
результаты своих опытов главному начальнику артиллерии Великобритании.
Год1807. Первые капсюля Форсайта на основе гремучей ртути в виде шариков и
лепёшек, появление бумажных капсюлей.
Год 1810. Форсайт сконструировал капсюль с гремучим составом в виде трубочки.
Год 1814. США. Изобретение Шоу сначала стального, а затем и медного капсюля,
кардинально изменила конструкцию оружия. Лепешки Форсайта и капсюля Шоу содер-
жали гремучую ртуть. У Шоу капсюльный состав образца 1814 года состоял из гремучей
ртути, хлората поташа и толченого стекла для чувствительности. Первые капсюля де-
лались из «железной жести». Медные колпачки появились значительно позже, в трид-
13
цатых годах девятнадцатого столетия. Рецепт капсюльного состава тех лет: 3 части
хлората калия, 2 части гремучей ртути и 1 часть толченого стекла в медной чашечке.
Год 1814. Франция. Парижский оружейный мастер Паули запатентовал идею ружья,
заряжавшегося с казенной части бумажным патроном с расположенным в середине
основания капсюлем. Впоследствии именно Паули стал учителем Иоганна Дрейзе -
изобретателя знаменитого игольчатого ружья.
Год 1820. Великобритания. Принята на вооружение кремниевая винтовка Бейкера,
имевшая практически современную нарезку из 7 спиралевидных нарезов и ствол дли-
ной 760 м. Выпускалась в калибрах 15,6 мм и 17,8 мм. Пуля круглая. Солдаты называ-
ли это ружьё «Смуглянкой Бесс» («Brown Bess»).
Рис. 10. Brown Bess
«И в том, что англичанин стал богат как Крез,
Есть и заслуга коричневой Бесс». Р. Киплинг.
Год 1825. Франция. Дельвинь предложил так называемый «каморный» штуцер, у
которого зарядная камора сделана меньше по диаметру, чем ствол. Пуля круглая, оса-
живается в стволе соответствующей формы шомполом.
Рис. 11. Штуцер Дельвиня
Год 1828. Германия. Прусский оружейник Дрейзе получил патент на способ детона-
ции фульмината при помощи игольчатого бойка. Следующий шаг - это уже унитарный
патрон.
Год 1830.Франция. Дельвинь предложил заменить круглую пулю цилиндроконичес-
кой. Пуля Дельвиня образца 1830 года стала прообразом современных пуль и артилле-
рийских снарядов.
14
Рис. 12. Пуля Дельвиня.
Заметим, что только к началу ЗО-х годов 19 столетия было организовано массовое
производство капсюлей. Первыми оценили преимущества капсюльного оружия охотни-
ки.
Военные в ту пору, впрочем, как и сейчас, новшеств не любили, однако после
принятия Соединёнными Штатами капсюльных ружей на вооружение в 1832 году, ос-
тальные промышленно развитые страны тоже не могли оставаться в стороне. В 1834
году капсюльные ружья принимает на вооружение Великобритания, в 1835-Пруссия, в
1840-Австрия.
В России всё было несколько иначе...
1843 - начато производство капсюлей.
1844 - учреждён комитет.
1845 - утверждён образец.
1852 - начаты обширные испытания в войсках.
А в 1854-1856 годах неожиданно случилась Крымская война, где и обнаружилось,
что современных ружей в армии нет. В битвах при Альме и Черной речке, да и не
только там, русской армии за техническую отсталость пришлось платить солдатской
кровью. Точно так же, как до и после...
«Я спою вам о том, как от южных полей
Поднималося облако пыли,
Как сходили враги без числа с кораблей
И пришли к нам и нас победили...»
Это о бое при Альме из песни о Севастополе. Её почти не вспоминают.
Год 1830. Великобритания. Брунсвик.
Год 1832. Франция. Бернер.
Независимо друг от друга Брунсвик и Бернер предложили делать в стволе винтов-
ки только два глубоких нареза и пулю с пояском. Недостатком этой системы было
быстрое истирание нарезов.
15
Рис. 13. Пуля и ствол системы Брунсвика-Бернера.
i
Год 1831. Франция. Крепостное казнозарядное ружьё Фалиса.
Год 1832. Италия. Изобретение Браконно пироксилина, послужившего в дальней-
шем основой для бездымного пороха.
Год 1835. Великобритания. Прошел успешные войсковые испытания очень удачный
тип «расширяющейся пули». Пуля Гринера имела эллиптическую форму при длине 1,5
калибра, дно пули - плоскость с выемкой, куда вставлялась деревянная пробка, при
выстреле обеспечивавшая расширение пули в канале ствола и, как следствие, необхо-
димую обтюрацию. Пуля Гринера вполне могла послужить капитану Минье образцом
для подражания.
Рис. 14. Пуля Гринера.
Год 1839. Россия. Принято на вооружение казнозарядное крепостное ружьё, по
конструкции практически идентичное системе Фалиса. Идея казнозарядного оружия на
тот момент была крайне прогрессивной, однако ничего хорошего не получилось. Части
запорного механизма быстро приобретали громадные люфты, происходил выброс по-
роховых газов в лицо стреляющему.
16
Рис. 15. Русское крепостное ружьё.
Год 1840.Франция. Тьерри при разработке штуцера своей конструкции, предложил
подкладывать под пулю особый деревянный поддон, чтобы при осадке пули она запол-
няла нарезы, а не зарядную камору. Однако после выстрела поддон негативно влиял
на полёт пули.
Рис. 16. Штуцер Тьерри. На рисунке для наглядности не показана просалка
между пулей и поддоном.
Год 1841. Германия. На вооружение принята игольчатая винтовка конструкции прус-
ского оружейника Дрейзе, которую он разрабатывал с 1828 года. Лучшая винтовка пер-
вой половины 19 века. На фоне остальных стран - рывок в космос.
Скорострельность и меткость этого оружия проявили себя в боях во время похода
в Данию уже через 5 лет, а особенно через 25 лет во время Австро-Прусской войны. В
войне 1866 года, на 1 убитого пруссака пришлось 8 австрийцев. До этого Пруссия
держала свое «тайное оружие» в секрете, а после боев 1864-1866 годов Европа поня-
ла, что оказалась безоружной и начала спешно оснащать свои армии винтовками Шас-
спо (1866), Карле (1867), Каркано (1868) и т.д. Но главное, была повсеместно введена
система заряжания с казны унитарным патроном, который вскоре превратился в пат-
рон центрального боя привычного для нас вида.
Рис. 17. Один из ранних вариантов ружья Дрейзе.
17
Рис. 18. Прусское игольчатое ружьё системы Дрейзе образца 1841г
Рис. 19. Технический разрез винтовки системы Дрейзе.
Год 1842. Франция. Стержневой штуцер Тувенена, рассчитанный на применение
цилиндрострельчатой пули без ушек и углублений в задней части, стержень в зарядной
каморе. К сожалению, стержень, служивший для осадки пуле в стволе, очень быстро
разбалтывался.
Рис. 20. Ствол стержневого штуцера Тувенена.
18
Рис. 21. Пуля Тувенена.
Год 1843. Бельгия. Принят на вооружение Литтихский штуцер - система, аналогич-
ная штуцеру Бернера, но используемая пуля - цилиндрострельчатая с ушками.
Рис. 23. Пуля Литтихского штуцера.
Год 1848. Франция. Изобретена и успешно испытана пуля Минье калибром 17,83
мм, расширяющаяся за счёт чашечки в углублении донной части и особая, очень свое-
образная система нарезки ствола. Пуля Минье была принята на вооружение Британс-
кой армии в качестве боеприпаса для винтовки Энфилд образца 1851 года.
Пожалуй, главной проблемой пуль Минье было несовершенство технологии изго-
товления, в результате чего металлический, чаще железный стаканчик, расширяющий
пулю, иногда так сильно её деформировал, что дальность и точность стрельбы резко
снижались.
Рис. 24. Пуля и нарезы ствола Минье.
19
Год 1850. Франция. Нейсслер предложил и успешно испытал пулю, расширяющую-
ся за счёт углубления в задней части.
Пули Нейсслера давали ту же самую кучность на расстоянии 600 шагов, что и
обыкновенные русские круглые пули на расстоянии 300 шагов. Кстати, на дистанции
более 300 шагов круглые пули просто не летели. Следствие применения пуль Нейсс-
лера в Крымской войне - поражение русской армии.
Рис. 25. Пуля Нейсслера.
Год 1852. Великобритания (Вилькинсон), Австрия (Лоренц), Бельгия (Петерс и Тим-
мерганс). Разработана и прошла войсковые испытания пуля, расширяющаяся за счет
инерции головной части и углубления в задней части.
Рис.26. Пуля Вилькинсона, Лоренца, Петерса и Тиммерганса.
По сути дела, упомянутые господа несколько доработали пулю Нейсслера, добавив
к ней заднюю часть пули Минье без стаканчика, и только. Тем не менее, гибрид полу-
чился удачным, такая пуля даже была принята на вооружение в России.
Год 1854. Великобритания. Уитворт запатентовал, опробовал и организовал произ-
водство стволов с полигональной нарезкой. Его опыты показали, что при нарезке в
виде шестигранной спирали пуля просто вкладывается в ствол донцем вниз и досыла-
ется несильным движением шомпола. Расширение свинцовой пули при выстреле было
достаточным для плотного заполнения углов нарезки, что обеспечивало надёжную об-
тюрацию. Делалось шесть или семь левосторонних нарезов. Наиболее распространен-
ным был калибр 0,45 дюйма (11,43 мм). Из винтовок со стволами Уитворта стреляли
различными типами боеприпасов, в том числе и пулями Минье.
Вероятно, это было самое точное в истории дульнозарядное оружие. Его даже
оснащали 14-дюймовым оптическим прицелом системы Дэвидсона. Основные недо-
статки системы Уитворта - это низкая скорострельность и запредельно высокая сто-
имость (на 1863 год - более 98 $).
20
Рис. 27. Винтовка Уитворта.
Рис. 28. Ствол винтовки Уитворта в разрезе .
Рис. 29. Пуля винтовки Уитворта.
Год 1861 .Франция. Пате изобрел унитарный патрон центрального воспламенения.
Год 1863.США. Пилон запатентовал ружьё со скользящим затвором.
Год 1866. Великобритания. Куртис. Сконструировано и испытано первое в истории
ружьё с барабанным магазином.
Год 1867. На вооружение принят составной патрон Боксера.
Рис. 30. Патрон Боксера.
21
1862-1888 годы. Великобритания. Метфорд. Произвел серию знаменитых опытов
по выявлению наиболее рационального типа нарезки казнозарядных малокалиберных
винтовок. Его разработки привели к появлению очень удачной системы из семи неглу-
боких нарезов, крутизна которых нарастала при приближении к дульной части. Им же
были впервые применены пули из твёрдых сплавов свинца.
Закончил опыты, признав наиболее рациональной систему из пяти левосторонних
нарезов.
В 1888 году разработанная Метфордом система была принята на вооружение бри-
танской армией под обозначением «винтовка Ли-Метфорд калибра .303, образец 1».
Год 1879.США. Шотландский часовщик Джеймс Ли, много лет живший в Северной
Америке, сконструировал цилиндрический затвор и запатентовал свой коробчатый ма-
газин. Новинка представляла собой железный футляр, в котором помещалось пять
патронов, лежавших один над другим. В нижней части помещалась пружина, подавав-
шая патроны к казенной части.
Год 1884.Франция. Изобретен и пошел в массовое производство порох Вьеля из
пироксилина и «летучего» растворителя (спиртоэфирной смеси). Преимущество ново-
го пороха состояло в почти полном его сгорании по сравнению с дымным, дававшим
до 40% остатков. Пороховых газов образовывалось больше, соответственно и пуля из
канала ствола выбрасывалась с большей силой.
Именно появление бездымных порохов заставило изменить не только конструкцию
стволов, но и тактику боевых действий.
Год 1885.Швеция. Нобель. Будущий основатель фонда и премии имени себя, дога-
дался растворить в нитроглицерине 8 процентов нитроцеллюлозы. Получившееся мощ-
ное взрывчатое вещество получило название «гремучий студень». Так появились дву-
хосновные взрывчатые вещества, хотя ранее считалось, что одного базового компо-
нента достаточно. Позднее Нобель увеличил содержание нитроглицерина почти до по-
ловины и, применив для объединения двух видов взрывчатки камфару, получил веще-
ство, которое можно было раскатывать или резать для получения требуемых размера и
формы. Оно было запатентовано под названием «баллистит».
Британский комитет по взрывчатым веществам, президентом которого назначили
баронета Фредерика Абеля, украл у Нобеля рецепт бездымного метательного взрывча-
того вещества, способного стабильно гореть и иметь неизменные баллистические ха-
рактеристики. В Англии нобелевский баллистит запатентовали как «кордит», после чего
последовала череда разбирательств, в конечном итоге выигранных Нобелем.
Год 1886. Франция. Принята на вооружение винтовка Лебеля калибром 8мм, стре-
ляющая патронами с бездымным порохом. Пули для винтовки Лебеля пришлось одеть
в оболочку из мельхиора (сплава меди с 10% никеля). Свинцовые просто срывало с
нарезов. Начальная скорость пули возросла до 615 м/с. Это первая армейская винтов-
ка со стволом, рассчитанным на давления до 3200 кг/см2 и практически современный
боеприпас.
Год 1886. Россия. Порох Менделеева на основе пироколлодия с летучим раствори-
телем. Имел ряд преимуществ перед другими порохами того времени. Вскоре после
изобретения порох Менделеева был принят на производство в США.
22
Таблица 1. События, отражающие вклад различных стран в процесс совершенство
вания ствольных технологий.
Страна Год, Описание события Рейтинг Итоговый рейтинг
Китай 1040 1288 Рецепты трех типов оружейного пороха Первый образец огнестрельного оружия 10 10 20
Австрия 1852 Пуля Лоренца. 6 6
Италия 1364 Первые опыты массового производства ручного огнестрельного оружия. 6 19
1431 Лукка. Первая войсковая операция, рассчитанная на применение ружей. 5
1832 Пироксилин. 8
Франция 1510- 1520 Аркебуза с фитильным замком. 7 94
1774 Гремучая ртуть. 10
1778 Бертолетова соль. 9
1814 Патент на казнозарядное ружьё с бумажным патроном. 4
1825 Камерный штуцер Дельвиня. 6
1830 Пуля Дельвиня. 7
1831 Казнозарядное крепостное ружьё Фалиса. 6
1848 Пуля Минье. 8
1852 Пуля Нейсслера. 8
1861 Унитарный патрон центрального воспламенения. 9
1884 Бездымный порох Вьеля. 10
1886 Винтовка Лебеля. 8
Германия 1386 Массовое производство ручного огнестрельного оружия. 6 48
1480- 1495 Изобретение Кельнером нарезного ствола с прямыми нарезами. 10
Изобретение Коттером нарезного ствола со спиральными нарезами. 10
1791 Винтовка «квадрат» 4
1828 Патент на детонацию фульмината бойком. 8
1841 Игольчатое ружьё Дрейзе. 10
Чехия 1419- 1436 Совершенствование гуситами тактики боевого применения ручного огнестрельного оружия. 4 10
1730 Первое в истории бескурковое ружье 6
23
Продолжение таблицы 1.
Великобрита- ния 1534, 1537 Господдержка частной инициативы в стрелковом и оружейном деле. 8 90
1594 Обнародована технология изготовления нарезного ствола, до того державшаяся в строгом секрете. 8
1664 Запатентовано казнозарядное и многозарядное оружие 8
1788 «Ховардов порох» 9
1793 Первые опыты по ударному воспламенению порохового заряда. 10
1820 Brown Bess - штуцер с почти что современной системой нарезов. 5
1830 Штуцер Брунсвика. 7
1835 Пуля Гринера. 7
1852 Пуля Вилькинсона. 6
1854 Винтовка Уитворта с полигональной нарезкой. 8
1862- 1888 Опыты Метфорда по определению оптимального типа нарезки ствола. 9
1866 Винтовка Куртиса 7
Испания 1625 Изобретение колесцового замка. 9 8
США 1808 «Винтовка из Кентукки». 5 24
1814 Капсюль. 10
1863 Ружьё со скользящим затвором. 9
Бельгия 1843 Литтихский штуцер. 4 10
1852 Пуля Петерса и Тиммерганса. 6
Швеция 1885 Порох Нобеля 9 9
Россия 1791 Винтовка «гройца» 8 15
1886 Порох Менделеева 7
Подводим итоги сказанного выше. По вкладу в развитие ствольных технологий ли-
дирующими странами являются Великобритания и Франция.
Наиболее интересные и информативные источники по рассматриваемой нами те-
матике - франко и англоязычные. О причинах несложно догадаться.
24
ГЛАВА 3
СТВОЛЬНЫЕ СТАЛИ
Сталь - это сплав железа с углеродом, процентное содержание которого может
колебаться от 0,1 до 2%. В стали могут присутствовать и другие легирующие элемен-
ты, но самый важный из них - это всё-таки углерод.
Именно благодаря наличию углерода, сталь может подвергаться закалке, отпуску и
нормализации, тем самым, обеспечивая получение требуемой твёрдости или мягкости в
очень широких пределах. В общем случае, на изготовление стволов идёт сталь с боль-
шим содержанием углерода, чем требуется для изготовления деталей механизмов.
Современные ствольные стали проходят жёсткие испытания на стойкость к растя-
жению. Начало возникновения пластических деформаций должно соответствовать на-
грузке 77,5 кг/мм2 (50 тонн на квадратный дюйм). Кроме того, перед разрушением,
относительное удлинение испытуемого образца не должно превышать 20%.
Благодаря тому, что в последние годы металлургия достигла высокого уровня раз-
вития, появились два класса ствольных сталей, которые могут применяться в любых
стволах стрелкового оружия при любом их калибре. Это никелевая сталь с содержани-
ем никеля 3,5% и нержавеющая ствольная сталь.
Российские авторы достаточно долгое время морочат читателю голову некими не-
вероятными оружейными сталями, которых нет в марочнике сталей и сплавов. Понят-
но, что имеют право на существование самые экзотические сплавы, но нам их взять в
случае нужды негде. А потому проясним ситуацию и рассмотрим классификацию, дав-
но применяемую за границами нашей необъятной Родины...
Достаточно длительное время, производители оружия разделяют ствольные стали
на четыре основных класса:
1. Холоднокатаные стали, известные как стали для стволов, рассчитанных на чёр-
ный порох.
2. Стали с большим содержанием углерода, известные как «пушечные».
3. Легированные стали с содержанием никеля 3,5%.
4. Нержавеющие ствольные стали.
Основываясь на этой классификации, производители оружия составляют свои соб-
ственные требования к составу и механическим свойствам сталей, заказываемых в
виде круглых прутковых заготовок.
Холоднокатаные стали или стали чёрного пороха. Эти стали обыкновенно при-
меняются при изготовлении стволов .22 калибра, поскольку для ствола, стреляющего
любой свинцовой пулей, вполне достаточно стали с низким содержанием углерода.
Установлено, что в стволе оружия, стреляющего свинцовой пулей, никогда не воз-
никает давление, превышающее 19 кг/мм2. Прочность холоднокатаных сталей на растя-
жение колеблется от 28,5 до 41 кг/мм2. По этим причинам холоднокатаная сталь отве-
чает всем основным требованиям, предъявляемым к такого рода стволам.
При стрельбе высокоскоростными оболочечными пулями требуется сталь с боль-
шим содержанием углерода, обладающая большей прочностью на растяжение и лучши-
ми упругими свойствами.
Однако если оружие создаётся для стрельбы патронами бокового воспламенения
.22 и .25 калибров, которые снаряжаются исключительно свинцовыми пулями, то про-
изводитель может применять холоднокатаную сталь для изготовления стволов прием-
лемого качества по приемлемой цене.
Исключение составляют стволы для спортивного оружия, которые изготавливают-
ся из высокоуглеродистых или легированных сталей только с целью достижения боль-
шей точности стрельбы.
Пушечные стали. Обыкновенно это кремнистые стали с большим содержанием
марганца и средним содержанием углерода. Большинство оружейников использует их
для производства стволов, рассчитанных на мощный патрон.
25
Пушечная сталь представляет собой сталь 1350 по классификации SAE, в которой
содержание кремния увеличено на 0,25%. Термообработка значительно повышает проч-
ность и упругие свойства таких сталей. Опыт по термообработке накоплен колоссаль-
ный и с ним желательно подробно ознакомиться, так как стоимость соответствующего
оборудования велика и его следует подбирать со знанием дела.
Попробуем подобрать аналог для пушечной стали марки 1350.С этой целью выпи-
шем её химический состав в табличной форме и сравним со сталями, описанными в
советских марочниках сталей и сплавов.
Таблица 2. Ствольная сталь 1350 и её аналоги.
Марка стали Углерод, % Кремний, % Марганец, % Фосфор, %, не более Сера, %, не более
1350 ствольная (+0,25% Si) 0,45-0,55 Не более 0,55 0,90-1,20 0,04 0,05
Сталь 50 0,47-0,55 Не более 0,37 0,50-0,80 0,035 0,04
Сталь 50Г 0,48-0,56 Не более 0,37 0,70-1,00 0,035 0,035
Из таблицы можно сделать вывод, что широко распространённая сталь 50Г и её
аналоги практически полностью соответствует требованиям, предъявляемым к стволь-
ным сталям.
Несколько пониженное содержание кремния на характеристиках ствольной стали,
практически не сказывается. Назначение кремния как легирующей добавки - ограничи-
вать область чистого аустенита при повышенных температурах.
Повышенное содержание кремния у пушечной стали 1350 по отношению к стали
50Г не означает наличие у стали 1350 каких-либо преимуществ по отношению к стали
50Г, за исключением, пожалуй, несколько улучшенной её обрабатываемости.
Вывод: оружейник может в случае необходимости и при отсутствии доступа к
современным легированным сталям, использовать для создания стволов оружия,
в том числе и рассчитанных на стрельбу усиленными зарядами и оболочечными
пулями, обыкновенную конструкционную легированную сталь 50Г и её аналоги.
По причине доступности и дешевизны этой стали, а также дефицитности точ-
ных марочников, привожу ниже некоторые её характеристики.
Итак, сталь 50Г. Заменители - стали: 40Г, 50. Калиброванный пруток поставляется
по ГОСТ 4543-71. Закалку следует производить при температуре 850°С в масле. От-
пуск - при температуре 600°С на воздухе. у02=490 МПа, ув=760 МПа. Ударная вязкость
как минимум 68-78 Дж/см2. При понижении температуры отпуска до 540’С, прочность
составит 880 МПа, твёрдость по Бринелю - 260 единиц, ударная вязкость KCU-98 Дж/см2.
Если повысить температуру отпуска до 620°С, прочность упадёт до 750 МПа, твёр-
дость понизится до 235 НВ, зато ударная вязкость возрастёт до 118 Дж/см2.
Источником пушечной стали могут стать диски трения, валы, полуоси автомобилей,
шлицевые валы, распределительные валики, коленвалы дизелей и газовых двигателей
и другие детали, к которым предъявляются требования повышенной прочности и изно-
состойкости.
Стали, легированные никелем. Подходят для изготовления стволов наилучшим
образом, независимо от того, под какой боеприпас рассчитывается ствол.
26
Чтобы добиться высокого качества стволов, особое внимание, как и в случае ис-
пользования пушечных сталей, должно быть уделено термообработке. Отметим, что на
никелевые стали отжиг оказывает более благоприятное воздействие, чем на углероди-
стые «орудийные».
В эксплуатации никелевые стали несколько долговечнее. Они труднее обрабатыва-
ются, их тяжелее сверлить и нарезать. Соответственно, для работы с никелевыми
сталями потребуются свёрла, развёртки и головки для нарезки, изготовленные из быс-
трорежущих сталей или оснащённые твердосплавными напайками.
Общие принципы термообработки для никелевых и углеродистых сталей практичес-
ки не отличаются. Тем не менее, при назначении режимов термообработки обязатель-
но учитывается наличие никеля, так как решается задача достижения максимальной
прочности на разрыв при улучшении упругих свойств металла. После правильной тер-
мообработки даже серии из десятков выстрелов, сильно нагревающие ствол, практи-
чески не оказывают влияния на точность ведения огня и скорость износа ствола.
В общем случае, добавление никеля изменяет процесс термообработки за счёт
снижения критических температур фазовых превращений, которые в чисто углеродис-
тых сталях наблюдаются только при значительно более высоких температурах. Можно
добавить, что такое поведение никеля является иллюстрацией общего принципа рабо-
ты легирующих добавок.
Свойства сталей и, соответственно, их режимы термообработки, в большой степе-
ни зависят от процентного содержания легирующих элементов. Введением легирую-
щих элементов, таких как хром или никель,достигается рост прочностных показателей
стали, без увеличения её хрупкости. Каждая из легирующих добавок имеет преимуще-
ства и недостатки. Опыт металлургов позволяет избавляться от недостатков, сохраняя
и закрепляя в оружии лучшие свойства легированных сталей. К примеру, лучшим мате-
риалом для изготовления ствола стали именно сплавы, легированные никелем и хро-
мом.
Опыт токарной обработки стали, легированной никелем, показал, что для таких ста-
лей допустимо повышать скорости резания и величины подач. Например, при обработ-
ке ствола длиной 864 мм обтачивалась заготовка с диаметра 34 мм на диаметр 14,2 мм
в конце конуса дульной части. После остывания обработанной детали было обнаруже-
но отклонение от проектных размеров всего на 0,07 мм, несмотря на то, что обработка
велась при предельно больших скоростях резания и подачах.
За границами стран бывшего СССР подобные стали маркируются как стали ААА.
Перед опытами на обрабатываемость или при изготовлении деталей оружия, ни-
кельсодержащие стали должны быть в обязательном порядке отожжены (нормализова-
ны). После того, как заготовка ствола просверлена и начерно обточена, металл следу-
ет нагреть выше точки фазовых превращений, после чего охладить на воздухе с тем,
чтобы снять внутренние напряжения и уменьшить зерно металла. Перед помещением
заготовки ствола в печь следует убедиться в концентричности внешней и внутренней
поверхностей ствола.
Предпочтительнее давать заготовке остывать вместе с печью, что существенно улуч-
шит условия проведения нормализации. В ходе дальнейшей обработки правильно про-
веденная нормализация не позволит тепловым напряжениям, возникающим при меха-
нической обработке ствола, деформировать его как это зачастую случается со ствола-
ми из чисто углеродистой стали.
После окончательной обточки, следует произвести так называемую «двойную нормали-
зацию». Цель проведения данной технологической операции - достижение максимально-
го упорядочения и улучшения структуры металла. Сталь нагревают чуть выше точки начала
фазовых превращений, затем в течение 3 минут охлаждают на воздухе. После истечения
третьей минуты, заготовка ствола погружается в масло, затем снова нагревается до тем-
пературы, которая должна быть лишь слегка ниже критической. После остывания заготов-
ки производят финишные операции: чистовую обточку, расточку патронника, нарезку кана-
ла ствола и устройство пазов и резьбы для крепления ствола к ствольной коробке.
27
Закалку ствола следует проводить при температурах, несколько превышающих кри-
тическую. Кроме того, ствол следует выдерживать в печи и закалочной ванне достаточ-
но долго, чтобы у металла было время полностью пройти все стадии структурных пре-
образований. Если перед помещением металла в закалочную ванну он успеет остыть
ниже температуры начала фазовых превращений, возможны серьёзные температур-
ные деформации, которые крайне затруднительно в дальнейшем устранять при помо-
щи механической правки. При точном соблюдении температурного режима и правил
закалки подобных явлений не происходит.
Для закалки ствольных сталей, легированных никелем, следует использовать мас-
ляные ванны. После закалки в масляных ваннах, ствольная никельсодержащая сталь
приобретает великолепные прочностные и упругие характеристики, что положительно
сказывается на долговечности ствола.
Для изготовления стволов по описанной технологии требуется дорогостоящее обо-
рудование и специальные печи. Такие стволы по определению не могут быть дешевы.
Однако с их помощью могут быть получены воистину превосходные результаты стрель-
бы, в том числе и спортивной. Разумеется, только лишь в том случае, когда качество
боеприпасов соответствует качеству ствола.
Применение высококачественных сталей, легированных никелем, абсолютно оп-
равдано, если перед мастером - оружейником стоит задача облегчения веса оружия и
улучшение его весового баланса за сравнительно разумную плату.
Пользуясь марочником, попробуем подобрать российский аналог иностранным ни-
кельсодержащим сталям типа ААА. При детальном рассмотрении таблиц стандарта SAE,
легко можно сделать вывод, что требованиям, предъявляемым к ствольным сталям,
удовлетворяют только две марки сталей группы 2 (легированных никелем), с содержа-
нием углерода от 0,4 до 0,55 %. Это стали марок 2345 и 2350. В российском марочнике
им примерно соответствуют стали 38ХНЗМФА и 45ХН2МФА.
Точный подбор аналога крайне затруднён, так как отечественные стандарты по со-
вершенно неясным соображениям, существенно отличаются от принятых во всём мире,
и в нашем марочнике невозможно найти качественную сталь, не легированную хромом.
Таблица 3. Ствольные стали 2345,2350 и их российские аналоги.
Марка стали Углерод, % Марганец, % Фосфор, % Н Сера, % е более Никель, %
2345 2350 0,40-0,50 0,45-0,55 0.50-0.80 0.50-0.80 0,04 0,04 0,045 0,045 3.25-3.75 3.25-3.75
38ХНЗМФА 0,33-0,40 0,25-0,50 0,025 0,025 3,00-3,50 Мо 0.35-0.45 Сг 1.20-1.50
45ХН2МФА 0.42-0.50 0.50-0.80 0.025 0.025 1,30-1,80 Мо 0.20-0.30 Сг 0,80-1,10 ¥0,10-0,18
28
Исходное назначение стали 38ХНЗМФА - наиболее ответственные тяжелонагру-
женные детали, работающие при температурах до 400°С. Основной недостаток - не-
применима для сварных конструкций. Достоинство - не склонна к отпускной хрупкос-
ти.
Калиброванный пруток поставляется по ГОСТ 8559-75. Закалку следует произво-
дить при температуре 850°С в масле. Отпуск - при температуре 600’С на воздухе.
у02=Ю80 МПа, ув=1180 МПа. Ударная вязкость, как минимум 68-78 Дж/см2.
Исходное назначение стали 45ХН2МФА - торсионные валы, коробки передач и дру-
гие нагруженные детали, работающие при скручивающих повторно-переменных дина-
мических нагрузках. Основной недостаток - трудно свариваемая. При сварке следует
подогревать и после сварки - проводить термическую обработку (отжигать).
Калиброванный пруток поставляется по ГОСТ 4543-71.
Нержавеющие стали. Лишь немногие, наиболее известные производители ство-
лов, применяют в производстве нержавеющую сталь. Их продукция стоит значительно
дороже обыкновенных стволов из стали, легированной никелем.
Первыми начали использовать нержавеющие оружейные стали немецкие и авст-
рийские производители. Можно упомянуть об оружейной стали заводов Польди, но-
сившей название «Anticora», или выпускавшейся Бёхлером стали «Antinit».
Нержавеющая сталь очень трудно обрабатывается, что требует использования ин-
струментов из самых лучших сортов быстрорежущих сталей и твёрдых сплавов.
Наилучшими следует считать оружейные стали, легированные не только хромом и
никелем, но и медью. Кроме того, несмотря на название, по большому счёту ни одна из
оружейных марок сталей не является полностью нержавеющей. Однако их способ-
ность противостоять ржавчине действительно намного превосходит соответствующие
показатели у остальных сталей. Это особенно хорошо становится понятным в процес-
се нанесения воронения. Нержавеющую сталь следует помещать в ванну с раствором
до 12 раз, пока она не примет насыщенный голубоватый цвет, характерный для отде-
ланной оружейной стали.
Следует добавить, что стволы из никельсодержащих сталей, подвергнутые внут-
реннему хромированию, ничуть не хуже стволов, изготовленных из чисто нержавею-
щих сталей. Хромированный канал ствола великолепно предохраняет металл от ржав-
чины, к тому же хромовое покрытие придаёт стволу очень привлекательный вид, серь-
ёзно уменьшает силы трения, заполняет микронеровности, остающиеся после механи-
ческой обработки, и, что самое главное, обладает большой твёрдостью и износостой-
костью.
Однако в российских условиях купить качественную сталь, легированную только
никелем, затруднительно, поэтому хромистые стали могут оказаться намного более
приемлемыми даже из чисто экономических соображений.
Ну что тут поделать - никель без хрома у нас практически не использовали. Ору-
жейнику следует обратить своё внимание на такие стали, как 45ХН и 50ХН.
Таблица 4. Стали 45ХН, 50ХН.
Марка стали Углерод С, % Марганец Мп, % Кремний Si, % Хром Сг, % Никель Ni, % Фосфор р,% Сера S,% Медь Си, %
Не более
45ХН 0,41-0,49 0,50-0,80 0,17-0,37 0,45-0,75 1,00-1,40 0,035 0,035 0,30
50ХН 0,46-0,54 0,50-0,80 0,17-0,37 0,45-0,75 1,00-1,40 0,035 0,035 0,30
Исходное назначение стали 45ХН-коленчатые валы, шатуны, шестерни, шпиндели,
муфты, болты и другие ответственные детали. Калиброванный пруток поставляется по
ГОСТ 7417-75. Основной недостаток - плохая свариваемость и склонность к отпускной
хрупкости.
29
Закалку следует производить при температуре 820’С в масле или в воде. Отпуск -
при температуре 530°С в масле или в воде. у02=835 МПа, ув=1030 МПа. Ударная вяз-
кость, как минимум 69 Дж/см2.
Исходное назначение стали 50ХН - валки для горячей прокатки, валы-шестерни,
зубчатые колёса, бандажи, шатуны, болты, выпускные клапаны и другие крупные ответ-
ственные детали. Калиброванный пруток поставляется по ГОСТ 10702-78. Основной
недостаток - эта сталь не применяется для сварных конструкций и склонна к отпуск-
ной хрупкости.
Закалку следует производить при температуре 820°С в масле или в воде. Отпуск -
при температуре 530°С в масле или в воде. у02=885 МПа, ув=1080 МПа. Ударная вяз-
кость, как минимум 49 Дж/см2.
Завершая разговор о марках ствольных сталей, следует сказать, что к ствольным
сталям предъявляются точно те же требования, что и к любым другим машинострои-
тельным деталям, работающим в условиях, где важны:
1) . Прочность и упругие свойства,
2) . Износостойкость и способность длительное время сопротивляться агрессивно-
му воздействию пороховых газов,
3) . Обрабатываемость.
Приведем принципы подбора стали, могущей быть использованной в качестве ору-
жейной, то есть пригодной для изготовления стволов под усиленный боеприпас:
1. Содержание углерода 0, 35-0, 50 %.
2. Пониженное содержание серы и фосфора.
3. Никеля - от 0,7 до 4 %.
4. Хрома - от 0,45% и более.
5. Сталь должна обладать хотя бы ограниченной свариваемостью.
6. Не должна быть склонна к отпускной хрупкости.
Сталей, отвечающих приведённым требованиям, в марочнике можно найти значи-
тельно больше, чем было описано выше. Поэтому всегда и везде возможно подобрать
сталь для ствола, соответствующую по качеству практически любому доступному типу
боеприпаса.
30
ГЛАВА 4
ТЕРМООБРАБОТКА
Должным образом осветить вопрос термообработки в книге не представляет боль-
шого труда, однако, к моему величайшему сожалению, едва ли у одного читателя из
сотни есть возможность организовать отдельное рабочее место для термообработки.
В современных оружейных мастерских этому вопросу уделяют огромное внима-
ние, оснащая термические лаборатории самым современным оборудованием и прибо-
рами автоматики.
Тем не менее, оружейник-любитель, стремящийся делать качественную продук-
цию, обязан найти решение этого вопроса. Я опишу методы правильной термообработ-
ки стали, а Вы постараетесь оснастить свою мастерскую необходимым оборудовани-
ем, или даже создать это оборудование из материалов, имеющихся у Вас под руками.
Запомните: без грамотной термообработки нет ни оружейной мастерской, ни ору-
жейника.
Печи
Печи, использующиеся для закалки, отжига и отпуска стали могут работать от элек-
тричества, на газовом, жидком или твёрдом топливе.
Печи, работающие на газе или жидком топливе, могут сильно различаться по дета-
лям конструкции и предназначению, однако имеют сходную компоновку. Обычно в пе-
чах, работающих на жидком топливе, используют сырую нефть и керосин.
Чтобы поддерживать нужную температуру, регулируют подачу топлива и наддув
воздуха. Печи, работающие на газе, могут использовать природный или искусственный
газ, их регулирующая аппаратура также может иметь обратную связь с датчиком тем-
пературы. Системы автоматики печей позволяют поддерживать температуру в рабочей
зоне с точностью до нескольких градусов. Наддув воздуха осуществляется либо от
вентилятора, либо от компрессора мастерской через редуктор.
Печи, работающие на твердом топливе, крайне неудобны из-за невозможности под-
держания в них равномерной температуры, необходимости защищать металл от газов,
образующихся при горении топлива, и прямого пламени.
Наиболее подходящими печами для проведения процессов термообработки с вы-
сочайшим качеством, давно уже стали электрические печи, несмотря на то, что сто-
имость электроэнергии превышает стоимость газа или нефти.
Наиболее распространены электрические печи сопротивления. Такой тип печей дает
равномерное распределение тепла по всему рабочему объёму. Кроме того, они легко
поддаются регулировке. Электрические печи часто используются в сочетании с солевы-
ми ваннами для термообработки. Нагрев солевых ванн может осуществляться как от-
дельными нагревательными элементами, так и за счет проводимости самих солей.
Электрический нагрев дает следующие преимущества по сравнению с топливным:
1. Очень простое и точное осуществление заданного температурного режима.
2. Возможность концентрации высоких мощностей в малом объеме.
3. Получение высоких температур (3000 °C и выше против 2000 °C при
топливном нагреве).
4. Возможность получения высокой равномерности теплового поля.
5. Отсутствие воздействия газов на обрабатываемое изделие.
6. Возможность вести обработку в благоприятной среде (инертный газ или
вакуум).
7. Малый угар легирующих присадок.
Краткое описание печей сопротивления.
Печь сопротивления представляет собой футерованную камеру. Тепло выделяет-
ся в нагревателе, после чего отдается нагреваемому изделию.
31
Рис. 31. Принципиальная ।
печи сопротивления
камера
нагреватель
схема
Различают низкотемпературные печи
(до 650 ’С), среднетемпературные (до
1250’С) и высокотемпературные (>1250 °C).
Названные группы печей отличаются
как конструктивно, так и механизмом пе-
редачи тепла от нагревателя к изделию.
Таким образом, в низкотемпературных
печах основным механизмом передачи
тепла является конвекция, т.е. в таких
печах тепло передается потоком цирку-
лирующего воздуха. Для интенсификации
процесса теплопередачи низкотемпера-
турные печи обычно снабжают вентиля-
тором, и нагреватель иногда размещает-
ся в отдельной камере. Эта камера связана с основной камерой каналами для циркуля-
ции воздуха. Такое конструктивное решение характерно, в основном, только для су-
шильных камер.
В средне- и высокотемпературных печах основное тепло от нагревателя к изделию
передается излучением. Поэтому необходимо наличие оптической связи между нагре-
вателем и изделием, т.е. они должны быть размещены в общей камере.
Другие конструктивные отличия связаны с устройством футеровки и материалом
нагревательных элементов. В низкотемпературных печах футеровка содержит только
теплоизоляционный слой, а жесткость футеровки обеспечивается двумя связанными
между собой внешними и внутренними каркасами.
В среднетемпературных печах в футеровке появляется огнеупорный слой, выпол-
ненный из легковеса. Этот слой имеет механическую связь с внешним каркасом печи,
в связи с чем надобность во внутреннем каркасе отпадает. В высокотемпературных
печах огнеупорный слой выполнен из шамота. Между огнеупорным слоем и слоем
теплоизоляции вводится дополнительный слой легковеса для снижения температуры
теплоизоляции до допустимой.
В низко- и среднетемпературных печах используются металлические нагреватели
из фехраля и константана при t° до 800 °C и нихрома при t° до 1100 °C. В высокотемпе-
ратурных печах обычно используют неметаллические нагреватели (карборундовые, гра-
фитовые, угольные). Такие нагреватели могут значительно изменять свое сопротивле-
ние при нагреве и в процессе эксплуатации. Кроме того, для надежной работы они
должны разогреваться постепенно при малой мощности (иначе растрескаются).
Учет перечисленных выше специфических особенностей приводит к необходимос-
ти применять в печах те или иные конструктивные решения.
Добавим, что большинству частных мастеров приходится делать печи для плавле-
ния, закалки и отжига самостоятельно, поэтому будет полезно изложить основные све-
дения о материалах для изготовления нагревателей и огнеупорах.
Нагревательные элементы, как и жароупорные, работают в зоне повышенных тем-
ператур, и должны обладать нижеперечисленными свойствами:
1. Жаростойкость, т.е. они не должны окисляться под действием кислорода возду-
ха при высоких температурах.
2. Жаропрочность, которая может быть не очень велика. Достаточно, чтобы нагре-
ватели поддерживали сами себя.
3. Большое удельное сопротивление. Это объясняется тем, что тонкие и длинные
нагреватели непрочны, неудобны конструктивно, имеют малый срок службы.
4. Малый ТКС. Это необходимо для того, чтобы сократить пусковые толчки тока.
Толчки могут достигать 4-5 кратного значения и длиться длительное время из-за боль-
шой инерционности печи.
5. Электрические свойства нагревателей должны быть постоянны.
6. Нагреватели должны иметь постоянный размер.
32
7. Материалы должны хорошо обрабатываться.
Основными материалами для нагревательных элементов являются сплавы никеля,
хрома, железа (нихромы). Они могут использоваться до 1100 °C. При Г до 800 "С,
используются фехраль и константан. При высоких Г до 1400’0, используются карбо-
рундовые нагреватели и нагреватели из платины. В высокотемпературных вакуумных
печах при Г от 2200 до 3000 °C применяются нагреватели из тантала, молибдена,
вольфрама, угольные или графитовые нагреватели.
Огнеупорные материалы служат для изготовления внутренних поверхностей
рабочих камер и сводов печей. Должны обладать следующими свойствами:
1. Достаточной огнеупорностью. Под огнеупорностью понимается свойство мате-
риала не расплавляться под действием температур (1580 - 1770 °C). Больше 1770’С -
высокоогнеупорные материалы.
Ряд материалов, имеющих высокую огнеупорность, теряют механическую прочность
задолго до размягчения, поэтому огнеупоры для Вашей печи должны обладать:
2. Механической прочностью. Этот показатель характеризуется температурой, при
которой начинаются деформации от сжимающей нагрузки с интенсивностью 2 кг/см2.
3. Стойкостью к термоударам, т.е. способностью выдерживать, не растрескиваясь
перемены температуры.
4. Сопротивляемостью к химическим воздействиям при нормальных и высоких
температурах.
5. Достаточно малой теплопроводностью при высоких и низких температурах.
6. Малой теплоемкостью.
7. Дешевизной и недефицитностью.
Сырье для огнеупорных материалов - это 3 окисла:
1. Кремнезем (SiO2), огнеупорность 1715 'С.
2. Глинозем (А12О3), 2070 ’С.
3. Окись магния (МдО), 2800 'С.
Таблица 5. Свойства некоторых огнеупорных материалов.
Материал Огнеупорность, °C Максимальная рабочая температура, °C Стойкость к термоударам Область применения
Динас 1700 1650 Малая Арки и своды печей
Шамот 1730 1450 Удовл. Огнеупорный слой печи
Магнезит 2000 1650-1700 Малая Футеровка
Хромомагнезит 2000 1600 Малая Футеровка
Плавленый магнезит 2800 1850 Удовл. Своды и футеровка дуговых и индукционных печей
Корунд 1900 1700 Очень хорошая Высокотемпературные печи
Мумит 1800 1650 Очень хорошая Высокотемпературные печи
Графит 2000 2800 Хорошая Высокотемпературные печи
Карборунд 2000 1500 Удовл. Средне- и высокотемпературные печи
Двуокись циркония 2700 2000 Удовл. Лабораторные печи
Окись бериллия 2600 2000 Малая Лабораторные печи
33
Теплопроводность огнеупорных материалов часто оказывается недостаточной, чтобы
эффективно снизить потери тепловой печи, поэтому за слоем огнеупора следуют слои
теплоизолирующих материалов, к которым предъявляются следующие требования:
1. Малая теплопроводность.
2. Малая теплоемкость.
3. Некоторая огнеупорность.
4. Некоторая механическая прочность.
5. Дешевизна.
Одними из самых распространенных теплоизолирующих материалов являются диа-
томит и трепел. Диатомит - скопления скелетов водорослей, состоящих из кремние-
вой кислоты (90% SiO2) и пронизанных мельчайшими порами. Трепел имеет тот же
состав, но поры меньше (почти чистый кремнезем). Из-за мелкопористой структуры
имеют малый объемный вес и низкую теплопроводность. Их используют в виде порош-
ка (засыпки). Из них изготавливают кирпичи с различной средней прочностью. Приме-
няются при температуре до 1000 ’С.
Ряд теплоемких материалов изготавливаются из асбеста. Он используется в виде
засыпки при температурах до 600 °C.
Также используется стекловата, минеральная вата и стекловолокно. Стекловата и
стекловолокно до 600 °C, минвата и шлаковата до 650 'С. Хороший теплоизоляционный
материал - занолит (обожженная слюда) - применяется до 1100 °C.
Датчики температуры (пирометры и термометры). Пирометры и термометры
относятся к числу оборудования первой необходимости, и должны применяться со-
вместно с печами для термообработки.
Их значение при проведении процессов закалки, отпуска и нормализации переоце-
нить невозможно, так как только они позволяют точно определять температуру, при
которой следует производить те или иные технологические операции, что позволяет
повысить качество работы.
Есть необходимость в том, чтобы освежить в памяти некоторые понятия, возмож-
но, знакомые читателю из школьного курса физики. В дальнейшем эта информация
пригодится при выборе оборудования и контрольных приборов для термообработки.
Температурой называют величину, характеризующую степень нагретости вещества.
Температурная шкала это ряд точек, распределенных внутри температурного интерва-
ла, ограниченного двумя основными точками постоянной температуры. Единица изме-
рения температуры - градус.
Градус - определенная доля интервала между двумя основными точками темпера-
турной шкалы.
Существуют шкалы Реомюра, Цельсия, Фаренгейта. Они образуются делением на
равные части интервалов шкалы термометра между температурой плавления льда и
температурой кипения воды.
Реомюра - на 80 частей от 0 до +80 ’R.
Цельсия - на 100 частей от 0 до 100 °C.
Фаренгейта - на 180 частей, от +32 до +212 °F.
Температура в термодинамической шкале отсчитывается от температуры абсолют-
ного нуля (-273 °C) и обозначается как «Т». Числовые значения абсолютной температу-
ры обозначаются через абсолютный градус или °К и определяются как
Т° = Г +273.
Для определения температуры используют косвенные методы, основанные на из-
мерении таких физических величин, которые однозначно связаны с температурой и
могут быть легко измерены.
Область измерения температуры делится на две:
1. Термометрия - до 500-600 °.
2. Пирометрия - для более высоких температур.
34
В соответствии с этим применяемые приборы называют термометрами и пиромет-
рами.
Для измерения температуры используют:
1. Объемное либо линейное расширение при нагревании
(дилатометрический и биметаллический термометры).
2. Зависимость от температуры сопротивления проводников и полупроводников -
термометры сопротивления.
3. Зависимость от температуры величины термоЭДС - термоэлектрические термо-
метры и пирометры.
4. Зависимость от температуры величины и спектра излучения нагретого тела -
пирометры излучения.
Термометры сопротивления. В них используется зависимость от температуры
электрического сопротивления чувствительного элемента, т.е. датчика. Комплект тер-
мометра сопротивления включает: чув-
ствительный элемент (датчик) и изме-
рительное устройство, тем или иным
путем определяющее сопротивление
датчика.
Измерительным устройством явля-
ется разновидность омметра, который
градуирован в градусы.
Датчик представляет собой прово-
лочный резистор, защищенный от воз-
действия окружающей среды газонеп-
Рис.32. Схема работы термометра сопротивления.
роницаемым кожухом.
Материал для резистора должен обладать следующими свойствами:
1. Иметь высокий, и по возможности постоянный ТКС. Этим обеспечивается чув-
ствительность и линейность характеристики прибора.
2. Устойчивость физических и химических свойств в условиях нагрева.
3. Высокое удельное электрическое сопротивление. Это позволяет сократить по-
грешность измерения, связанную с изменяющимся сопротивлением измерительных
проводов.
4. Воспроизводимость в больших количествах с неизменными физическими свой-
ствами.
Рассмотренные требования оказываются настолько жесткими, что им удовлетворя-
ют немногие металлы: медь (до 180 ’С), платина (до 650 ’С).
Сопротивление датчика термометра сопротивления может быть замерено с помо-
щью различных методов. На практике обычно используют мостовые схемы с автомати-
ческим уравновешиванием. Это обусловлено не только высокой точностью, но и воз-
можностью записи на бумаге самописцем.
Автоматические мосты в общепромышленном исполнении обеспечивают точность
измерения Г ± 0,5’. Чаще всего, они являются не только показывающими приборами,
но и снабжаются устройствами, позволяющими использовать их для автоматического
регулирования температуры.
Термоэлектрические пирометры (ТП). В них используется зависимость от тем-
пературы величины термоЭДС, возникающей в месте спая двух разнородных метал-
лов. Комплект одного электрического пирометра включает в себя чувствительный эле-
мент (термопару), измерительное устройство, реагирующее на напряжение термопа-
ры, соединительные провода.
Термопара состоит из двух разнородных термоэлектродов, спаянных в точке 1.
Данный спай называется концом термопары. Он помещается в ту точку, температуру в
которой надо измерить. Точки 2,3 называются холодным или свободным концом. Тем-
пература в них одинаковая (Т’). ЭДС, вырабатываемая термопарой, не зависит от гео-
35
метрических размеров и формы элект-
родов, а также от материала соедини-
тельных проводов. ЭДС, вырабатыва-
емая термопарой, зависит только от
температуры горячего и холодного кон-
ца и материала, из которого сделана
термопара.
Е = f(T, ТО);
Е = е(Т) - е(ТО);
е(Т) - термоЭДС, вырабатываемая
рабочим спаем при температуре Т го-
Рис.ЗЗ. Схема работы термопары.
рячего конца. е(Т0) - термоЭДС, вырабатываемая рабочим спаем при температуре ТО
холодного конца.
Зависимость ЭДС термопары от Т, снятая при температуре свободного конца О’
называется градуировочной кривой. Кривая нелинейна.
Для термопар различных типов градуировочные кривые стандартизированы. Так как
в реальных условиях температура рабочего конца редко бывает равна нулю, поэтому
процесс измерения температуры посредством термоэлектрического пирометра требу-
ет введения поправки на температуру свободных концов.
Для термоэлектродов термопар был разработан ряд материалов. Данные материа-
лы должны отвечать следующим условиям:
1. Иметь высокую термоЭДС и, по возможности, линейную градуировочную кри-
вую.
2. Должны обладать устойчивостью химических и физических свойств в условиях
нагрева.
3. Должны обладать высокой электропроводностью. Выполнение данного требо-
вания позволяет сократить погрешность измерения, вызванную падением напряжения
на изменяющемся внутреннем сопротивлении термопар.
4. Должны обладать малым ТКС.
5. Должны воспроизводиться в больших количествах с неизменными физическими
свойствами.
Таблица 6. Свойства основных типов термопар.
Наименование Материал T рабочая, °C T, °C критическая
+Платинородий -Платина Pt+Rh Pt 1300 1600
+Платинородий -Платинородий Pt+3O% Rh Pt+6% Rh 200-1600 1800
+Хромель -Алюмель Ni+Cr Ni+Al 1000 1300
+Хромель -Копель Ni+Cr Ni+Cu 600 800
+Сплав никель-кобальт -Сплав кремний-алюминий Ni+Co Si+Al 300-1000
Термопары платиновой группы наиболее дорогие. Их используют при t°>1OOO°C.
Наиболее чувствительная - хромель-копель.
Термопара платинородий-платинородий и сплав никель-кобальт и сплав кремний-
алюминий при t* до 100’С имеют термоЭДС=0, следовательно, при работе с ними не
требуется вводить поправку на температуру свободных концов.
36
Зная ЭДС термопары, при температуре свободных концов Т °С=0, можно вычис-
лить ее в градуировочном режиме. Для этого будем использовать уравнение термо-
ЭДС термопары, работающей в градуировочном режиме. -
Е(Т,О) = е(Т) - е(0), (1)
Е(Т,Т0) = е(Т) - е(Т0), (2)
Е(Т,0) - Е(Т,Т0) = е(Т0) - е(0)
Учитывая, что разность, стоящая в правой части выражения есть ЭДС термопары,
рабочий конец которой имеет температуру ТО, а холодный конец - Т=0.
е(Т0) - е(0) = Е(Т0,0)
е(Т,0) = Е(Т,Т0) + Е(ТО.О)
Е(Т0,0) может быть найдена по градуировочной кривой, т.е. по рассчитанной ЭДС.
Для учёта температуры свободных концов необходимо знать эту температуру или
контролировать ее с помощью терморезисторов. Такой контроль, ручной или автомати-
ческий, реально можно организовать лишь в том случае, если свободные концы разме-
щены в зоне с температурой, примерно равной комнатной. Однако размещение сво-
бодных концов в этой зоне требует использования очень длинных термоэлектродов.
Использование же длинных термоэлектродов экономически невыгодно из-за высокой
стоимости термоэлектродной проволоки, а также крайне нежелательно из соображе-
ния монтажа и наладки, поскольку термоэлектродная проволока выпускается неизоли-
рованной и жесткой. Следовательно, необходимо использовать компенсационные про-
вода.
Материалы компенсационных проводов подобраны таким образом, чтобы в диапа-
зоне температур от 0 до 100’С они имели такие же термоэлектрические свойства, как и
материалы основных термоэлектродов. Компенсационными проводами заменяют уча-
стки термоэлектродов, расположенные в зоне низких температур. Компенсационные
провода выполняются гибкими и изолированными. Цвет изоляции однозначно соответ-
ствует материалу и полярности подключения к компенсационному проводу.
Пирометры излучения используют зависимость величины и спектра излучения от
температуры данного тела. Применяют в тех случаях, когда непосредственный контакт
датчика температуры и объекта измерения нежелателен или невозможен. Такие случаи
встречаются при очень высокой температуре объекта измерения, при размещении объек-
та в агрессивной среде или при измерении температуры подвижных объектов.
Энергия, излучаемая данным телом, характеризуется коэффициентом лучеиспус-
кания. Данный коэффициент характеризует оптические свойства тела. Наибольшей из-
лучающей способностью обладает абсолютно черное тело (е=1).
Реальные объекты имеют различные коэффициенты лучеиспускания. Учесть все
многообразие данных коэффициентов при производстве пирометров не представля-
ется возможным. Поэтому все пирометры излучения градуируются по излучению абсо-
лютно черного тела.
При измерении температуры реального тела пирометры дают погрешность измере-
ния, обусловленную отличием коэффициента лучеиспускания этих тел от 1. Такая по-
грешность называется погрешностью на неполноту излучения.
Пирометры имеют три разновидности:
1. Радиационные.
2. Яркостные (оптические).
3. Цветовые. х
Радиационные пирометры в небольших мастерских практически не применяются.
Оптические и цветовые пирометры используют для определения температуры
посредством узкого участка измеряемого тела, выделенного с помощью цветофильт-
ра. Величину температуры определяют по яркости свечения поверхности тела.
Измерения производят на длине световой волны около 0,65 микрометра (красная
волна). Выбор этой длины обусловлен тем, что:
1) На этой волне яркое свечение поверхности увеличивается значительно быст-
37
рее, чем температура поверхности. Это позволяет получить большую чувствительность
прибора.
2) Излучение поверхности большинства реальных тел близки на этой волне к абсо-
лютно черным. Это позволяет существенно снизить погрешность на неполноту излуче-
ния.
Рассмотрим простейший оптический пирометр, в котором яркость свечения повер-
хности исследуемого образца сравнивается с эталонной лампой.
Рис. 34. Схема устройства простейшего оптического пирометра.
Оптическая система прибора сбвмещает поле зрения наблюдателя, изображение
излучающей поверхности и нити накала эталонной лампы. Для определения темпера-
туры наблюдатель должен выровнять яркости свечения нити лампы и излучающей по-
верхности, меняя напряжение нити лампы.
Значение температуры может быть считано в момент равенства яркости лампы и
излучающей поверхности по шкале прибора, контролирующей режим лампы.
Оптические пирометры применяются в диапазоне от 800 до 6000 'С и обеспечива-
ют погрешность от 0,7 до 3%. Дальнейшее повышение точности измерения достигает-
ся в цветовых пирометрах. В них определяют температуру тела по результатам изме-
рения интенсивности излучения в двух узких диапазонах спектра. Это красный и сине-
зеленый. Цветовые пирометры принципиально не дают погрешность при измерении
температуры серых тел.
Под серым телом понимается тело, коэффициент лучеиспускания которого не
зависит от длины волны излучения. К таким телам близки реальные объекты измере-
ния.
Конструктивно цветовой пирометр можно выполнить так же, как оптический, доста-
точно предусмотреть возможность замены фильтра. Недостатком этого варианта ярко-
стного и цветового пирометра является обязательное участие наблюдателя в процес-
се измерения температуры.
Данный недостаток устранен в автоматических фотоэлектрических пирометрах, ко-
торые нами рассматриваться не будут по той причине, что они достаточно сложны, их
описание выходит за рамки основной тематики, и, кроме того, пирометры такого типа
приобретаются в виде готовых полнофункциональных устройств.
Для оружейника в большинстве случаев вполне пригодны термопары из хромель-
алюмелевой проволоки, позволяющие работать в диапазоне температур до 1100’С.
Закалка, отпуск, нормализация. Нагрев стали в свинце и расплавах солей.
Нагрев стали в ваннах используется как подготовительная процедура перед закал-
кой. Средой, в которой осуществляется нагрев, может быть расплавленный свинец,
цианистый калий, хлорид бария, смеси хлоридов кальция и бария, а также соли других
металлов и их смеси. Ванна с солевой смесью помещается в печь, где нагревается за
счет сгорания какого-либо топлива или электрической энергии.
Основные преимущества закалки в ваннах:
38
1. Ни одна деталь, помещённая в ванну, не может быть нагрета выше температуры
ванны.
2. Температура, наиболее подходящая для решения той или иной задачи термооб-
работки может быть легко и точно определена экспериментально и точно отрегулиро-
вана.
3. Детали разной толщины прогреваются равномерно, не возникает температурных
деформаций, связанных с различиями в скорости прогрева тонких и утолщённых учас-
тков деталей.
4. Участки детали, уже подвергнутые финишной обработке (отделке), надёжно защи-
щаются от окисления.
Вероятно, читателю будет полезно получить дополнительную информацию о свин-
цовых ваннах. Используются они достаточно широко, но совершенно непригодны для
нагрева заготовок до высоких температур, которые характерны для процессов закалки
быстрорежущих сталей.
Свинец начинает испаряться при температурах порядка 1190’F (642’С). При даль-
нейшем нагреве, скорость испарения свинца резко увеличивается. Как известно, пары
свинца крайне ядовиты. Именно по этой причине, печи со свинцовыми ваннами долж-
ны быть оснащены вытяжными колпаками. Свинцовые ванны, главным образом, приме-
няются для нагрева мелких деталей, таких как пружины, развёртки и небольшой по
размеру инструмент.
Нагрев свинцовых ванн чаще всего осуществляют газом. Очень важно использо-
вать для ванн чистый от примесей серы свинец.
Детали, предназначенные для нагрева в свинцовых ваннах, перед погружением
должны быть предварительно прогреты. Добавим, что при температурах, больших 800°С,
свинцовые ванны не применяются.
Как о небезопасной экзотике, можно упомянуть о ваннах, использующих в качестве
среды нагрева не что-нибудь, а цианистый калий. Он неплохо подходит для закалки
деталей оружия и инструмента, заодно придавая поверхности деталей своеобразный
цвет и рисунок. Удельный вес цианистого калия в расплаве ниже, чем у стали, поэтому
мастера использовали проволочные корзинки или подвесы, чтобы детали не опуска-
лись на дно ванны. Цианистый калий - опаснейший яд. Пользоваться им надо крайне
осторожно (а лучше с ним не связываться вовсе!). Ванны, в которых происходит рас-
плавление цианистого калия, обязательно оснащали мощными вытяжками.
Конечно же, главным образом в своей работе оружейники и инструментальщики при-
меняют ванны, где нагрев деталей осуществляется в среде хлорида бария. Хлорид ба-
рия достигает температуры нагрева порядка 2400Т (1314’С). Это позволяет применять
бариевые ванны для закалки инструмента из быстрорежущих сталей, например стволь-
ных сверл и развёрток. Из бариевых ванн инструмент выходит свободным от окалины.
При нагреве деталей до более низких температур, характерных для закалки углеро-
дистых сталей, используются смеси хлорида бария с хлоридом калия. Например, для
температур нагрева в интервале 1400-1650’F (759-897’С), используется смесь солей,
состоящая их 3 частей хлорида бария и 2 частей хлорида калия.
Для более высоких температур, содержание хлорида калия в смеси следует умень-
шать пропорционально росту температуры нагрева. Начиная с температур порядка 2000Т
(1092’С), используется чистая соль хлорида бария.
Чаще всего при Г > 500 °C применяют электродные ванны. В них нагревателем
служит сама расплавленная соль, через которую проходит электрический ток. Про-
стейшей конструкцией является соляная ванна с охватывающими электродами.
Наибольшее распространение получили ванны с вынесенными электродами. Элек-
троды находятся на расстоянии 25-50 мм друг от друга и часто отгораживаются от
ванны перегородкой. Это делается для:
1. Исключения попадания линии тока в обрабатываемое изделие.
2. Улучшения циркуляции расплавленной соли ванны за счет перегрева теплоноси-
теля в зоне нагрева.
39
Рис. 35. Схема электродной печи.
Рис. 36. Схема солевой ванны с вынесенными электродами.
По сравнению с обычными диэлектрическими печами, соляные ванны имеют пре-
имущества:
1. Высокую скорость нагрева, следовательно, высокую производительность.
2. Легкость проведения различных видов термической и термохимической обра-
ботки.
3. Защита изделий от окисления в процессе нагрева и остывания.
У соляных ванн есть и недостатки:
1. Большой удельный расход тепла за счет больших потерь зеркала ванны и трудно-
сти разогрева.
2. Трудность запуска ванны из холодного состояния, когда в твердой зоне проводят
электрический ток. Иногда приходится при запуске ванны производить её начальный
разогрев за счёт горелок или нагревателей сопротивления.
3. Значительный расход соли.
Соляные ванны можно сделать практически любой нужной мощности и достичь
температур термообработки Г до 1320 ’С.
Отжиг или нормализация. Целью процесса нормализации является не только
стремление сделать металл боле удобным для механической обработки, но и удалить
все напряжения, имеющиеся в структуре металла, которые могут оставаться после
механической обработки, ковки или прокатки.
Обычно при отжиге деталь помещают в чугунный ящик или трубу, в которых может
находиться песок, древесный уголь, гашёная известь. Далее коробка или труба запеча-
тывается огнеупорной глиной и подвергается нагреву при температуре, соответствую-
щей температуре нормализации для используемой марки стали. Продолжительность
выдержки заготовок зависит от их геометрических размеров.
После нагрева и выдержки, металл должен очень медленно остыть вместе с печью
во избежание ненужного закаливания. Лучше всего выключить печь в полдень, с тем,
40
чтобы вынуть из неё нормализованные детали наутро. Во время нормализации следует
всеми возможными способами предотвратить доступ воздуха к деталям с целью избе-
жать окисления наружной поверхности заготовок.
Температура в печи при проведении процесса нормализации должна быть чуть выше
критической точки, при которой начинаются изменения в структуре стали. Стали с низ-
ким содержанием углерода, подвергают нормализации при температурах около 1650Т
(898°С).
Высокоуглеродистые стали нормализуются при температурах между 1300 °F и 1400°F
(704-759 °C). Температура нормализации должна поддерживаться в печи в течение
достаточно долгого времени, чтобы нормализуемые детали подверглись равномерно-
му прогреву до температуры нормализации по всему их объёму.
Особое внимание следует уделять тому, чтобы металл ни в ком случае не был
прогрет выше температуры декалисценции (закалки). При перегреве металла увеличи-
вается его зерно, структура стали становится более грубой. Более того, если при
отжиге имел место перегрев, то даже при медленном охлаждении, размер зерна ме-
талла будет точно соответствовать максимальной температуре перегрева. Таким обра-
зом, перегрев при отжиге неминуемо приводит к образованию более крупного зерна в
структуре стали, что в итоге понижает её механические свойства.
Если Вам надо отжечь всего лишь одну небольшую заготовку, это можно сделать в
кузнечном горне, сделав для этой заготовки своего рода муфель из огнеупорного кир-
пича, и нагревать такой импровизированный муфель вместе с горном, после чего дать
им совместно остыть до утра. Другой быстрый метод отжига: нагреть металл до крас-
ного свечения, после чего зарыть в песок, гашеную известь или горячие угли, и дать
остыть.
Я читал о таких методах отжига, как например, нагрев до тёмно-красного цвета и
охлаждение в тёплой или горячей мыльной воде. Такие рекомендации могут выйти
только из-под пера дилетанта.
Отжиг быстрорежущих сталей. Приведённая ниже технология позволяет отжи-
гать инструмент из быстрорежущих сталей, а также ствольные инструменты после пред-
варительной их обработки и центровки.
Все ствольные инструменты должны быть нормализованы, иначе большая их поло-
вина уйдёт в брак из-за непредсказуемых выгибов от внутренних напряжений, что нару-
шит их центровку и не позволит провести доводку режущих кромок до точного размера.
Для нормализации следует использовать железную трубу или ящик, размеры кото-
рого позволят обеспечить зазор порядка 12 миллиметров между отжигаемыми деталя-
ми и стенками ящика.
Если Вы стеснены в размерах, достаточно, чтобы требуемый зазор был хотя бы
между стенками коробки для отжига и деталями. В принципе, сами детали можно укла-
дывать для отжига и без зазора.
Заполнитель тот же: песок, гашёная известь или древесный уголь. Всё это тщатель-
но закрывается от доступа воздуха при помощи огнеупорной глины, в крышках из кото-
рой следует оставлять небольшие вентиляционные отверстия.
Нагревать следует до тускло-красного цвета, соответствующего температурам 1470-
1500 °F (798-815’С). Выдерживать детали при температурах отпуска следует от 2 до 8
часов.
Для всех инструментов, применяющихся при изготовлении стволов, вполне доста-
точно выдержки порядка двух часов. Охлаждать отожженные детали следует как мож-
но медленнее. И пока металл не станет совсем холодным, его следует оградить от
контакта с воздухом.
Наилучший способ соблюсти все требования технологии - охлаждать коробку с
деталями в печи, не вынимая её, и не открывая до полного охлаждения печи, то есть
до того момента, пока температура печи не сравняется с температурой в помещении.
Проводились опыты по определению оптимальных режимов отжига для быстроре-
жущих сталей. Были получены следующие результаты: при нагреве стали до темпера-
41
туры чуть ниже 1250 °F (676 ’С), и медленном охлаждении, сталь сохранила твёрдость
и хрупкость, характерные для кованой детали. При нагреве до температур в интервале
1250-1450 °F (676-787 °C) и таком же медленном охлаждении, тест на твёрдость по
Бринелю показал, что металл стал мягким. Однако проведённые опыты по контрольной
обработке на токарном станке выявили, что хрупкость металла осталась прежней.
И только когда сталь была нагрета до 1475-1575 °F (801-856 °C), она стала очень
мягкой, структура стали изменилась, зерно стало мелким, а от хрупкости не осталось и
следа. В качестве заполнителя для сосуда, в котором проводилась нормализация,
использовалась гашёная известь.
Закалка, критические температуры. Критическими точками для углеродистой стали
называют такие температуры, при которых в химическом составе стали, происходят
чётко определённые изменения, причём как при нагреве, так и при охлаждении.
При нормальных температурах углерод, содержащийся в стали, имеет так называе-
мую «перлитную» структуру. Напомню, что именно углерод придаёт стали способность
подвергаться закаливанию. При нагреве металла до некоторой температуры, структура
углеродных включений меняется на «мартенсит» или «закалённый» углерод. Если ох-
лаждать сталь медленно, то при понижении температуры, перлитная структура угле-
родных включений восстановится.
При отмеченных выше превращениях наблюдается следующее:
сталь, начиная с некоторой температуры, продолжает поглощать тепло без
заметного роста собственной температуры, несмотря на то, что температура ок-
ружающей среды заметно выше температуры стали. Это и есть «точка декалес-
ценции».
Точно так же, медленно остывая в печи, сталь при определённой температу-
ре, начинает выделять тепло. Зачастую это приводит к повышению температуры
металла, несмотря на то, что температура окружающей среды существенно ниже
температуры металла. Эта температура была названа «точкой рекалесценции».
Точка декалесценции соответствует температуре на 95-200 °F (35-93 °C) выше тем-
пературы точки рекалесценции.
Низшая из этих двух точек не имеет большого значения, за исключением того, что
точка декалесценции всегда проходится металлом раньше, чем точка рекалесценции.
Критические точки непосредственно связаны с процессом закалки металла.
Пока температура металла не достигнет значения, при котором перлитная структура
заменяется на закалённую, ни о какой закалке не может быть и речи.
При закалке сталь должна быть резко охлаждена, пока температура не успела
снизиться до точки рекалесценции, когда начинаются обратные преобразования струк-
туры. И только в таком случае изменения структуры металла становятся необратимы-
ми, а сталь - закалённой.
Для различных сталей значения критических температур могут быть различны и
должны определяться опытным путём в каждом конкретном случае. Именно различия
в величине температур, соответствующих точкам декалесценции и рекалесценции, за-
ставляют нас менять температуры закалки для различных сортов стали.
Определение температуры закалки. При изменении содержания углерода в ста-
ли будет изменяться и значение температуры декалесценции. Кроме того, температура
начала структурных изменений для быстрорежущих сталей всегда выше, чем для обык-
новенных тигельных инструментальных сталей.
Точка декалесценции точно определяет для любой стали правильную температуру
закалки. Деталь должна быть извлечена из печи или ванны, как только она по всему
объёму будет прогрета до этой температуры. Иногда бывает полезно несколько превы-
сить температуру точки декалесценции для того, чтобы в металле полнее прошли струк-
турные изменения, а также с целью компенсировать потери тепла при переносе зака-
ливаемой детали из источника тепла в закалочную ванну.
42
Следует особо отметить, что сталь при достижении точки декалесценции теряет
магнитные свойства. При нагреве большинства сталей до ярко-красного цвета они пе-
рестают притягивать магнит или магнитную иглу.
При достижении температуры, соответствующей бледно-красному цвету, магнит-
ные свойства стали обычно восстанавливаются. Этот феномен может служить для
определения точной температуры закалки.
Использование магнита или магнитной иголки целесообразно в тех случаях, когда
Вам недоступен точный пирометр. Единственное, что затруднительно определить - так
это время выдержки металла при температуре декалесценции, так как оно зависит от
толщины и геометрии закаливаемой детали. При проведении пробы магнитной иглой или
магнитом, Вы должны быть уверены, что магнит не притягивается Вашими щипцами.
Правильная температура закалки для любой углеродистой стали может быть опре-
делена при помощи термоэлектрического пирометра. Испытания стали, в том числе и
определение закалочных температур, проводят в муфельных печах, оснащенных тер-
мопарой и регистрирующим прибором, показывающим изменения температуры стали
по мере её нагрева в печи.
Температура испытуемого образца металла будет равномерно расти до достижения
точки декалесценции. При достижении точки декалесценции, температура образца станет
постоянной, пока не завершатся преобразования структуры металла. После завершения
структурных изменений, температура снова начнёт возрастать. Длительность периодов
нагрева будет существенно зависеть от скорости нагрева образца (мощности печи).
Температура, при которой металл временно перестаёт нагреваться, это и есть тем-
пература точки декалесценции.
Температура рекалесценции определяется после нагрева образца примерно на 40
градусов Цельсия выше точки декалесценции. Затем нагрев прекращают, и следят за
снижением температуры образца. В тот момент, когда временно прекращается спад
температуры за счёт потерь тепла печью, регистрируется температура рекалесценции.
Если Вы обладаете достаточно точными и быстродействующими термодатчиками, в
момент рекалесценции может быть зарегистрировано даже некоторое повышение тем-
пературы испытуемого образца металла.
В процессе измерений значений температур, соответствующих критическим точ-
кам, будут наблюдаться некоторые их колебания, поэтому принято связывать с точка-
ми декалесценции и рекалесценции значения измерений, сделанные в момент начала
стабилизации роста или падения температуры.
Можно проводить закалку в интервале температур порядка 100 °C, и при этом
думать, что результаты хороши. Однако следует знать, что наивысшая эффектив-
ность процесса закалки может быть достигнута только при точном соблюдении
температуры точки декалесценции. У сталей с низким содержанием вольфрама и
углеродистых, смена состояния с твердого на мягкое, происходит в интервале 5
°C, поэтому их температуры критических точек следует измерять и соблюдать
при закалке с особой точностью.
Если температура закалки превышается на 15-30 'С, и удерживается в печи на
время, превышающее минимально необходимое для сплошного прогрева металла, то
после закалки будет получен металл с уменьшенной прочностью.
Закалочные ванны. После того, как сталь будет нагрета до температуры, превыша-
ющей критическую, она должна быть быстро помещена в закалочную ванну.
Скорость отбора тепла определит степень твёрдости детали. Поэтому для решения
различных технологических задач используются различные закалочные ванны. Обычно
для закалки используется холодная вода. Для увеличения твёрдости зачастую приме-
няют рассол. Например, при закалке пробойников, используемых при производстве
патронов.
Ванны из свиного жира с добавлениями резины и серы, используют при закалке
43
пружин. Сырое льняное масло великолепно подходит для закалки фрез, развёрток и
другого мелкого инструмента.
Эффективность закалки углеродистых сталей зависит от состава охлаждающей жид-
кости, её температуры и объёма. Закалочная ванна всегда содержит достаточно жид-
кости, чтобы обеспечить быстрый отвод тепла от закаливаемой детали и закалку нуж-
ного количества деталей.
Твёрдость деталей при закалке в рассоле максимальна, в воде - средняя, в масле
- минимальна. Этот эффект определён различными скоростями отвода тепла в этих
жидкостях.
Вода, использующаяся для закалки, должна быть «мягкой», так как закалка в «жест-
кой» воде даёт худшие результаты. Закалка тонких деталей в рассоле часто приводит к
образованию трещин из-за высокой скорости отвода тепла.
Температура жидкости в закалочной ванне имеет огромное влияние на твёрдость
детали после закалки. Эксперимент показал, что образец углеродистой стали, закалён-
ный при температуре воды в ванне 5’С, имеет твёрдость 101 единицу по Бринелю.
Такой же образец, закаливался при температуре воды 24’С, и его твёрдость составила
96 единиц. При нагреве воды в ванне до 51 'С, твёрдость уменьшилась до 83 единиц.
Для большинства сталей, применяемых оружейниками, оптимальная температура
воды в закалочной ванне составит 27-43°С. Чем выше температура воды в закалочной
ванне, тем более похожей становится закалка в воде на закалку в масле.
Если при закалке использовать кипящую воду, получаемые результаты аналогичны
закалке в масле, но воздействие на металл мягче. При должном опыте металл может
сохранить температуру, необходимую для отпуска, и за счёт этого оба процесса могут
быть проведены одновременно.
В нагретой воде зачастую закаливают детали неравномерной толщины, чтобы избе-
жать растрескивания под влиянием неожиданного охлаждения. В масляных ваннах
температура охлаждающей жидкости не оказывает такого влияния на твёрдость дета-
лей после закалки.
Для закалки деталей из высокоуглеродистой инструментальной стали часто исполь-
зуются ванны, основной охлаждающей средой которых является вода, на поверхность
которой налит слой масла толщиной 30-50 мм. Закаливаемая деталь проходит сквозь
масло, что несколько смягчает эффект от высокой скорости охлаждения в воде.
Детали неравномерной толщины должны погружаться в закалочную ванну так, что-
бы их самая тонкая или самая толстая часть вводилась в охлаждающую среду первой.
Деталью, подлежащей закалке, после её погружения в ванну, следует взбалтывать
жидкость. Взбалтыванием достигается большая равномерность закалки и предотвра-
щается образование на поверхностях детали паровых пузырей.
Пока закаливаемая деталь полностью не остынет, её не следует бросать на дно
закалочной ванны. Быстрорежущие стали охлаждаются при закалке либо струёй возду-
ха, либо в ванне с маслом.
Иногда используются рассолы или чистая вода, но это не является правилом, а
скорее исключением.
Ранее широко использовались различные масла и жиры, например свиной или ки-
товый жир, хлопковое или льняное масло, керосин. Например, отдельные оружейники
предпочитали применять и применяют до сих пор хлопковое масло.
В любом случае следует знать, что льняное масло стремится стать клейким, сви-
ной жир протухает. Китовый или рыбий жир дают хорошие результаты при закалке, но
источают ужасную вонь. Такая неприятность может быть устранена добавлением по-
рядка 3 % тяжелого прокалённого масла, если уж Вам захочется опробовать эффек-
тивность старинных рецептов.
Деталь ни в коем случае нельзя извлекать из ванны, в которой производится закал-
ка, вплоть до полного её охлаждения.
Жидкость для закалки, состоящая из 97 % воды и 3 % серной кислоты, придаёт
блеск и чистоту деталям из углеродистых сталей. Такой состав иногда используется
44
для закалки сверл и разверток, желобки которых после закалки не полируются.
Еще один метод очистки сверл и подобного инструмента состоит в использовании
после закалки состава, состоящего из одной части соляной кислоты и девяти частей воды.
Можно также использовать для заполнения закалочной ванны смесь из 2 частей
раствора хлорида бария и 3 частей раствора хлорида калия.
Типы охлаждающих сред для закалочных ванн.
1. Вода, предпочтительнее дистиллированная. Хорошая углеродистая инструмен-
тальная сталь не терпит в воде никаких примесей.
2. Рассол. Такая среда дает металлу при закалке большую твёрдость.
3. Морская (солёная) вода - эффективнейшая природная жидкость для закалки.
4. Чистая и «мягкая» мыльная вода.
5. Молоко.
6. Водный раствор карбоната кальция (мела).
7. В старинных рецептах встречается ртуть, но упаси Вас Бог от её применения.
8. Расплавленный воск.
9. Воздух - в основном для быстрорежущих сталей. Во многих случаях и для обыч-
ных сталей, когда не требуется большая твёрдость. Для закалки металла нужна высо-
кая скорость воздушного потока, поэтому применяйте вентиляторы.
10. Масла и жиры. Оружейники использовали раньше и иногда используют теперь в
качестве среды для закалки такие вещества, как льняное и хлопковое масло, китовый и
рыбий жир, свиной жир, смесь свиного жира и парафина.
Небольшое количество аммиака, добавленное в закалочную ванну, делает закали-
ваемый инструмент чистым. Льняное и хлопковое масла особенно пригодны для за-
калки быстрорежущих сталей, но запах, образующийся при этом в мастерской, описа-
нию не поддаётся.
Ёмкости, используемые для закалки. Одной из важных задач оружейника являет-
ся поддержание одинаковой температуры в объёме закалочной ванны.
Если разные части закаливаемой детали попадают в слои воды, находящиеся при
различных температурах, то брак при закалке практически неминуем.
Кроме того, опытным путём установлено, что если перемешивать жидкость в зака-
лочной ванне и держать деталь неподвижно, поводки деталей происходят реже, чем в
тех случаях, когда в ванне перемещается закаливаемая деталь.
Опять же, если деталь достаточна тяжёлая, то сообщать ей некое движение отно-
сительно стенок ванны значительно сложнее, чем удерживать её же неподвижно.
Инструменты оружейника в большинстве случаев невелики по размеру, однако выс-
казанные ранее соображения должны учитываться им при создании закалочных ёмкос-
тей.
Масло, подготавливаемое для закалки пружин, потребует специального смесителя
и отдельной закалочной ванны. Постарайтесь оснастить ванны удобными крышками, и
расположить их удобно для работы с соблюдением необходимых мер безопасности.
Закалка быстрорежущих сталей. Быстрорежущие стали закаливаются при значи-
тельно более высоких температурах, чем углеродистые стали.
Подавляющее большинство инструмента, которым пользуется оружейник, и в осо-
бенности инструмент для обработки стволов, делается именно из такой стали.
Для закалки углеродистых сталей достаточно температур 1350-1550°F (731-842°С).
Быстрорежущая сталь требует температур 1800-2200Т (981-1203’С).
Обычный метод закалки инструмента из быстрорежущей стали, такого как резцы для
токарного станка или прессовая оснастка, состоит в медленном нагреве режущей кромки
инструмента до температуры около 1800Т (98ГС), затем быстрее до 2200 °F (1203 °C),
или до ослепительно-белого цвета и появления признаков начала плавления.
Закалка проводится в масле или в потоке воздуха. Температура масляной закалоч-
ной ванны может отличаться от комнатной на 350°F(194°C).
Для различных сталей режимы закалки отличаются, поэтому целесообразно при-
держиваться рекомендаций производителей. Ранее часто рекомендовалась закалка в
45
потоке воздуха, однако в настоящее время для закалки используют масляные ванны.
Очень важно как можно быстрее погрузить металл в закалочную ванну после его
извлечения из источника тепла.
Большинство оружейников и крупных производителей вооружений широко исполь-
зуют для нагрева деталей ванны с расплавом хлорида бария. Они убедились, что это
единственный способ получить чистый и твёрдый инструмент после закалки.
Хлорид бария образует тонкую плёнку на поверхности металла, которая защищает
его от воздействия кислорода воздуха при переноске из ванны нагрева в закалочную
ванну.
Опытным путём было установлено, что у хлорида бария имеются некоторые отри-
цательные свойства. При использовании его в качестве среды нагрева быстрорежу-
щей стали поверхность инструмента при нагреве до требуемых при закалке темпера-
тур несколько размягчается.
Тем не менее, это единственная технология, которая может быть успешно приме-
нена при изготовлении инструмента небольших размеров.
Чтобы получить хороший результат при закалке разнообразного режущего инстру-
мента, его следует покрыть костным углём, замешанном на льняном масле.
Затем предварительно нагреть в электрической или газовой печи до температуры
1550-1700Т (842-926°С). После переместить в ванну с расплавом хлорида бария, на-
гретую до 1800°F(981°C). Постепенно поднять температуру до 2200 °F(1203 °C), и вы-
держать инструменты при этой температуре пять минут.
После полного охлаждения, инструмент следует нагреть в масляной ванне до 350-
400 °F (176-204 °C), чтобы снять все внутренние напряжения, переместить в ванну с
каустической содой, чтобы удалить масляные загрязнения с поверхности инструмен-
та, и, наконец, промыть в холодной воде.
Такая технология пригодна для закалки всех инструментов, подлежащих в даль-
нейшем отпуску.
Местная (локальная) закалка. Для деталей оружия часто применяется способ
локальной закалки, когда часть детали, которая должна остаться незакалённой, закры-
вается тонким листовым металлом.
Тонкий лист предотвращает резкое воздействие охлаждающей жидкости на металл.
Пары, образующиеся под ним, препятствуют попаданию охлаждающей жидкости на на-
гретую поверхность детали, пока она достаточно не остынет. Поэтому закалки накры-
той части детали не происходит.
Для большинства случаев местной закалки в качестве экрана используют неоцинко-
ванную жесть толщиной 0,3-0,4 мм. Если требуется закрыть несколько поверхностей,
все листы следует прикрепить к закаливаемой детали проволокой.
Конечно же, поверхности, которые надо закалить, должны быть оставлены открыты-
ми. Для нагрева применяют открытое пламя или печи. Использовать свинцовые ванны
не следует, так как свинец, попав под тонкий металл экрана, может «взорваться» при
попадании в закалочную ванну.
Среда, в которой производится закалка, подбирается из тех же соображений, что и
при сплошной закалке. Местную закалку можно также успешно производить, используя
вместо экранов состав, который оружейники называют «эмалью».
«Эмаль», предотвращая закалку покрытых ею участков, может придавать металлу
серый цвет. Она поставляется в порошке и имеет следующий состав:
1. хлорид сурьмы - 10 г.
2. галловая кислота - 10 г (органическое соединение ароматического ряда; твер-
дый бесцветный кристаллический продукт; содержится в чае, дубовой коре, дубиль-
ных экстрактах).
3. хлорид окиси железа - 400 г.
4. дистиллированная вода - 150 г (Растворять до пастообразного состояния).
«Эмаль» хорошо прилипает к поверхности детали, а при погружении разогретого
до закалочных температур металла, покрытого «эмалью» в воду, выделяется водо-
46
род, защищающий металл от быстрой потери тепла. Это позволяет металлу, покрыто-
му «эмалью», оставаться мягким.
Дефекты, возникающие при закалке. Большинство дефектов при закалке вызыва-
ется неравномерным нагревом.
Трещины, идущие от краёв или углов детали, свидетельствуют именно о неравно-
мерном нагреве. Вертикальные трещины или тёмные борозды свидетельствуют о пе-
регреве металла. В этом случае иногда возможно сошлифовать верхний слой металла.
Появление твёрдых и мягких участков на поверхности термообработанного инстру-
мента, свидетельствует либо о неравномерном нагреве, либо о неравномерном ох-
лаждении. Существует ёще возможность появления таких же дефектов при превыше-
нии времени прогрева детали в источнике тепла. Если деталь не перемещалась в ох-
лаждающей жидкости, это тоже может привести к появлению твёрдых и мягких участ-
ков на закаливаемой поверхности, а также к образованию трещин. Если просто бросить
закаливаемый инструмент в ванну, это тоже может стать причиной появления незака-
ленных участков в тех местах, где инструмент касался дна или бортов закалочной
ванны. Перед тем, как позволить инструменту опуститься на дно закалочной ванны,
следует его полностью погрузить в охлаждающую жидкость, совершая закаливаемым
инструментом вращательные движения, и дождаться его остывания. Если после закал-
ки вся поверхность инструмента недостаточно твёрдая, это может быть следствием
декарбонизации, вызванной слишком сильным или слишком долгим нагревом. Иногда в
мягкости инструмента виноват малый объём закалочной ванны, которая успевает чрез-
мерно прогреться при закаливании предыдущих деталей.
Перегретая сталь.
Перегретая сталь, если она не имеет признаков пережога, может быть восстанов-
лена отжигом, то есть нагревом её до точки рекалесценции, и медленным охлаждени-
ем вместе с печью в песке или горячих углях. После остывания, её вновь следует
закалить, соблюдая требования технологии, то есть, не допуская перегрева и не пре-
вышая время нагрева, необходимое для прогрева закаливаемой детали по всей её
толщине. Данная технология пригодна также и для восстановления кованых деталей,
если пережог случился при ковке. Особое внимание следует уделять защите рабочих
деталей кузнечного инструмента из инструментальных сталей при их закалке. Раска-
ленный инструмент, вступая в прямой контакт с потоком воздуха, приобретает обо-
жженные поверхности, которые почти не закаливаются, оставаясь мягкими. Такой ин-
струмент плох и неудобен в эксплуатации.
Окисные плёнки в виде чешуи на закаленной стали.
Чтобы на закалённой стали не образовывались дефекты в виде чешуи, нагретый
металл следует защищать от воздействия кислорода воздуха. При использовании зак-
рытых печей следует регулировать пламя так, чтобы языки пламени не были видны в
камере нагрева. Нагретая сталь должна оставаться на воздухе как можно меньше вре-
мени при переносе её из печи в закалочную ванну. Оружейниками для исключения
появления чешуи, применяется старейший метод защиты поверхности деталей от окис-
ления, состоящий в том, что перед нагревом деталь обмазывается пастой из костного
угля, смешанного с китовым жиром. Лично я предпочел бы использовать этот метод, и
получаемые результаты обязательно будут неизменно хороши. Ювелиры для своего
инструмента применяют другой способ. Они покрывают металл во время нагрева рас-
плавленной борной кислотой, после чего закаливают инструмент обычным способом.
Если борная кислота не удалена полностью во время закалки, детали следует пере-
местить в кипящую воду. Инструмент, который закаливался с борной кислотой, столь
же стоек, как и тот, при закалке которого кислота не использовалась.
У костного угля есть только то преимущество, что он всегда исчезает с поверхнос-
ти инструмента при погружении его в закалочную ванну.
Отпуск с использованием цветовой шкалы. Закалённая сталь может быть отпу-
щена, иначе говоря, сделана не такой хрупкой и несколько мягче. Отпуск состоит из
нагрева до температуры, зависящей от сорта стали и её планирующегося применения,
47
после чего следует быстрое охлаждение. При использовании цветового метода, мо-
мент прекращения нагрева определяется по изменившемуся цвету окисной плёнки,
всегда присутствующей на поверхности металла. Перед отпуском поверхность метал-
ла должна быть отполирована, чтобы можно было точно отслеживать изменения цвета.
Отпускаемую деталь следует поместить на нагретый до красного свечения лист метал-
ла в газовую или муфельную печь. По мере роста температуры, на полированной по-
верхности металла можно будет наблюдать изменения цвета окисной плёнки. Сначала
появится слабая, нечёткая желтизна, которая незаметно станет соломенным цветом.
Затем цвет превратится в ярко-коричневый, перейдёт в тёмно-коричневый, затем пос-
ледовательно изменится на фиолетовый, голубой, тёмно-голубой.
При нагреве кроме основных цветов, Вы будете наблюдать и промежуточные оттен-
ки. Основные цвета и соответствующие им температуры представлены на рисунке 37.
оранжевый
светло-желтый
светло-красный
лазурный
градусы Фарс нгепта
соломенный
коричневый
желто-
эолотой
Цвета каления металла
с ветло-оранжевый
тускло-красный
тёмно-красн ый
тёмно-гол\'бой
---------;-----ч вишневый
ярко-голубой
пурпурный
коричнево-иуриурн ый
белый
св ипло-вишневыи
желтый
Цветя побежалости
( оксидной плёнки)
темно-вишневый
Рис. 37. Изменение цвета металла по мере нагрева.
градусы Це|ль
бледно-желтый
Резцы токарных станков, фрезы, зубила и тому подобный инструмент, при отпуске
нагревают до вишнёво-красного свечения со стороны режущих кромок, а затем погру-
жают (только режущую, рабочую часть) в закалочную ванну. После извлечения не пол-
ностью охлаждённого инструмента из закалочной ванны, в нём остается тепло. Затем
следует выждать появления нужного цвета на незакалённой части инструмента и пос-
ле этого полностью погрузить его в закалочную ванну, после чего процесс термообра-
ботки считается завершённым.
Приведённый выше метод термообработки очень удобен, особенно если требуется
изготовить небольшое количество инструментов. Однако метод определения темпера-
туры отпуска по цвету окисной плёнки не всегда корректен, так как при изменении
состава металла и включении в него различных легирующих добавок, цвета окисной
плёнки могут отличаться от описанных.
В настоящее время металл, подвергаемый отпуску, нагревают только в масляных
ваннах. В масляной ванне можно равномерно прогреть металл до нужной температу-
ры, которую к тому же легко поддерживать в пределах, рекомендованных производите-
лем металла.
Отпуск деталей в масляных ваннах. Масляные ванны особенно широко использу-
ются для отпуска инструмента. Детали, подлежащие отпуску, погружаются в масляную
ванну. Температура контролируется точными измерительными приборами. Важно, что
48
масло во всём объёме имеет одинаковую температуру и детали могут достаточно дол-
го находиться в масляной ванне с тем, чтобы их прогрев стал равномерным и полным.
В ванны, разогретые до температуры отпуска, не следует помещать холодный металл,
чтобы избежать растрескивания. Сталь должна быть предварительно нагрета до темпе-
ратур порядка 300 Т(149°С). Затем, уже в ванне, детали будут нагреты до рекомендо-
ванных температур отпуска. Температуры отпуска порядка 650-750 °F(343-398°C) могут
быть достигнуты в ваннах, содержащих нитрат калия (KNO3).
Печи для отжига. Самое важное требование, которое следует учитывать при уст-
ройстве печи для отжига - обеспечение максимальной равномерности прогрева мас-
ляной ванны. Кроме того, не следует допускать контакта инструмента, подвергающего-
ся отпуску, с бортами или дном ванны. Эксперименты доказали, что дно и борта ванны
всегда имеют более высокую температуру, чем среда, в которой производится нагрев.
По тем же причинам, важно исключить контакт термометра со стенками и дном ванны.
Если термометр или датчик температуры размещён правильно, его показания будут
соответствовать истинной температуре в ванне. После извлечения деталей из масля-
ной ванны, они должны быть немедленно погружены в ёмкость с раствором каустичес-
кой содой, а затем - в горячую воду. Каустическая сода и горячая вода удалят масло с
поверхности деталей.
Цементация (карбонизация).
Цементацией называют процесс насыщения углеродом поверхности низкоуглеро-
дистой стали или железа. В тех случаях, когда требуется цементация нескольких дета-
лей, они помещаются в железный ящик, содержащий заполнитель, богатый углеродом.
Затем ящик и его содержимое в течение некоторого времени подвергают нагреву.
Продолжительность нагрева зависит от планируемой толщины слоя цементации и со-
става металла. Температура цементации колеблется от 1550 до 1700 градусов Фарен-
гейта (842-926°С). Сталь начинает поглощать углерод в тот момент, когда температура
вырастает до 1300Т (704°С). В конце процесса карбонизации, коробку с деталями из-
влекают из печи и, не открывая, остужают. Затем производят нагрев до температуры
около 1450Т (787°С), после чего детали закаливаются в ванне. Состав жидкости в
закалочной ванне зависит от назначения деталей. Охлаждающей средой может быть
холодная или тёплая вода, масло, рассол, и так далее. Обычно применяется чистая
холодная вода. Чтобы получить поверхностный слой с высокой твёрдостью, следует
использовать рассол. Если твёрдость поверхности не является определяющим факто-
ром, а требуется высокая ударная вязкость, закалку проводят в масле. Технология,
когда коробке с деталями сначала дают остыть, а только потом, после вторичного на-
грева, детали подвергают закалке, основана на старинных технологиях и правиле «за-
калки при повышающихся температурах». Такой способ позволяет достигать лучших
результатов, чем просто закалка непосредственно по окончании цементации.
Материалы для цементации.
В основном, для цементации стали применяют следующие материалы: обугленную
кожу, костную муку, цианистый калий, дерево, древесный и животный уголь, цианиро-
ванный углекислый калий и некоторые другие вещества. Общее требование к веще-
ствам для цементации - содержать достаточно углерода и включать в себя цианиды
или нитраты. Для неглубокого упрочения чаще используются цианиды. Неплохие ре-
зультаты дает применение обугленной кожи. Однако плохо обожженную кожу и кожу от
старых ботинок, ремней и т. п., использовать не следует. Многие оружейники исполь-
зуют смесь из 60% древесного угля и 40% карбоната бария. Кроме того, множество
составов для цементации выпускается промышленно. В случае использования таких
реактивов, следует внимательно изучать рекомендации производителей.
Сталь, использующаяся для цементации.
Процентное содержание углерода в сталях, подлежащих цементации, в большинстве
случаев колеблется от 0,15% до 0,20%. Если содержание углерода превышает 0,2%,
корка на поверхности металла становится не мягкой, а твёрдой. Тем не менее, такие
стали тоже зачастую подвергают цементации. Если содержание углерода ниже 0,15%,
49
сталь плохо поддаётся механической обработке. Для большинства применений, наибо-
лее подходящей для цементации следует признать сталь следующего состава: содержа-
ние углерода 0.16-0.20%, марганца менее 0,35%, кремния не более 0,3%. Содержание
серы и фосфора должно быть как можно более низким, во всех случаях не выше 0,1%.
Степень закалки и глубина закалённой поверхности.
Содержание углерода в цементированной поверхности должно строго соответство-
вать требованиям технологии. При содержании углерода около 1,1%, поверхность ха-
рактеризуется высокой твёрдостью и износостойкостью. У неё большая стойкость при
постоянных нагрузках, например, в случае работы вала в подшипниках скольжения.
Однако если поверхность детали будет подвергаться повторяющимся ударным нагруз-
кам, большое содержание углерода приведёт к избыточной хрупкости. В таких случаях
оптимально будет содержание углерода порядка 0,9-1,0%. При цементации большин-
ства деталей, стараются добиться содержания углерода порядка 0,9%.
Множество экспериментов доказало, что содержание углерода в цементированном
слое любой детали, пропорционально его толщине. Чем корка толще, тем выше в ней
содержание углерода. При глубине цементации 1,27 мм, содержание углерода в це-
ментированном слое составит 0,85-0,9%. Во многих случаях, достаточно цементиро-
вать деталь на глубину 1 мм. Но если после цементации деталь подлежит шлифовке,
толщину слоя следует увеличить до 1,6 мм. Большая глубина карбонизации делает
деталь слишком хрупкой частью за счёт более длительной выдержке её в печи, частью
за счёт утолщения хрупкой части и утончения мягкой. Таким образом, детали, подвер-
гающиеся изгибающим напряжениям, например зубья шестерён, не должны цементи-
роваться чересчур глубоко. Далее, содержание углерода возрастает с удлинением
периода выдержки детали в печи и увеличением температуры, однако прямо пропор-
циональной зависимости от этих двух факторов не наблюдается. Способность поверх-
ности металла карбонизироваться и предельная концентрация углерода в поверхност-
ном слое зависит от температуры. При соответствующих температурах, наличии в сре-
де достаточного количества углерода и малой насыщенности углеродом поверхностно-
го слоя, цементация стали происходит быстро.
Цементация с изменением цвета.
С целью закалки и в то же самое время, изменения цвета деталей оружия, может
быть использован следующий состав: 10 частей жженой кости, 6 частей древесного
угля, 4 части обугленной кожи, 1 часть порошка любого цианида. Кожа должна быть
обуглена дочерна и растёрта в пыль.
Все составляющие смеси следует тщательно перемешать. Деталь должна быть хоро-
шо обезжирена и отполирована, её нельзя трогать руками. Если цвет покрытия получит-
ся слишком ярким, содержание цианида следует уменьшить.
При сохранении слишком яркого цвета после уменьшения содержания цианида,
его следует совсем исключить из состава смеси, а если и это не поможет, надо исклю-
чить древесный уголь.
Детали, подлежащие закалке, помещаются в обыкновенную газовую трубу, один из
концов которой заварен. Труба очень удобна, потому что из неё детали могут быть
перемещены в закалочную ванну, практически не контактируя с воздухом. Детали на-
греваются до темно-вишнёвого цвета и выдерживаются при такой температуре три
часа или дольше. Закалочная ванна подсоединяется к воздушному компрессору, кото-
рый будет насыщать её пузырьками воздуха. В закалочной ванне также размещается
проволочная корзина, в которой окажутся детали после того, как их вытряхнут их тру-
бы. После закалки в ванне детали на пять минут помещаются в кипящую воду, а затем
на полчаса - в опилки.
Другой состав для закалки с изменением цвета состоит из 10 частей костной муки,
2 частей костной сажи, 1 части порошка из жженой кожи.
Очистка деталей после цементации.
Чтобы очистить детали после цементации, особенно имеющие на поверхности на-
катку, в которой собираются загрязнения, их следует промывать в насыщенном раство-
50
ре каустической соды (1 часть соды на 10 частей воды).
При изготовлении такого моющего раствора, соду в горячую воду следует добав-
лять постепенно, при тщательном помешивании, всегда дожидаясь полного растворе-
ния предыдущей порции. Более эффективно погружение детали в раствор, состоящий
из 1 части серной кислоты и двух частей воды. В растворе серной кислоты детали
могут находиться около трёх минут. Затем их надо без промедления тщательно про-
мыть в растворе соды, а потом - в чистой воде.
Пакетное закаливание. Пакетное закаливание - термин, в общем случае понимае-
мый как термообработка стали совместно с материалами, содержащими углерод, пос-
ле чего следует закаливание в масляных ваннах.
Понятия пакетного закаливания и цементации практически равнозначны по причине
сходства этих двух процессов термообработки. Поверхность стали карбонизируется при
помощи некоторых углеродсодержащих материалов, не включающих в свой состав вред-
ных примесей. Чтобы осуществить процесс пакетной закалки, металл укладывают в запе-
чатываемые металлические коробки совместно с карбонизирующими материалами.
Кости очень редко используются для пакетной закалки, так как в них содержится
большое количество фосфора, ослабляющего сталь и делающего её хрупкой. Для зака-
лённых поверхностей, которые должны будут содержать 1,25% углерода, в качестве
карбонизирующей добавки рекомендуется жжёная кожа. При необходимости получить
более высокое процентное содержание углерода следует пользоваться пережженны-
ми рогами и копытами, а также их смесями в различных пропорциях. Жженые рога,
кости и кожа могут быть использованы несколько раз, но при этом следует добавлять
некоторое количество свежего материала.
Очень хорошо пригодна для пакетного закаливания смесь жжёной кожи и древес-
ного угля. Детали, подвергающиеся пакетной закалке, должны быть уложены в коробку
так, чтобы их контакт со стенками и дном был полностью исключен.
Для этого на дно коробки сначала надо положить слой карбонизирующего материа-
ла, затем слой деталей, затем опять засыпать детали карбонизирующим материалом и
так далее. Следует обратить внимание на то, чтобы не было взаимного касания закали-
ваемых деталей и была возможность их некоторого перемещения в случае склонности
к пружинению.
Ни в коем случае не следует вываливать в закалочную ванну всю партию сразу.
Каждая деталь должна закаливаться отдельно, с соблюдением всех правил закалки.
Неплохо заранее прикрепить к каждой детали кусочек стальной проволоки с тем, чтобы
их легче было вынимать из коробки. Если закаливаемые детали расположены в не-
сколько рядов, проволоки должны быть размещены так, чтобы в дальнейшем вынимать
детали последовательно, начиная с верхнего ряда.
Температуру пакетной закалки поддерживайте на минимально необходимом для
достижения нужных результатов уровне. Качество работы зависит от равномерности
поддержания температуры в коробке.
Чтобы проверить, какова температура в коробке, в её дне следует просверлить
несколько отверстий диаметром около 5 мм. В просверленные отверстия вкладывают-
ся кусочки проволоки соответствующего диаметра. Длина их должна быть такова, что-
бы они достигали дна коробки.
Такие проволочки инструментальщики применяли издревле. Классическое их на-
звание - «свидетель». После интенсивного нагрева коробки, следует вынуть одну из
проволок и убедиться, стал ли её цвет пепельно-красным. Если нет, интенсивный
нагрев следует продолжить. Если да, то следует перейти к режиму выдержки при дос-
тигнутой температуре.
Время выдержки зависит от нужной Вам толщины слоя цементации. В большей
части случаев длительность пакетной закалки колеблется между одним и двумя часа-
ми после набора нужной температуры, которая в большинстве случаев равна 773°С.
Пакетная закалка резко снижает риск растрескивания и деформации деталей.
Поверхностная закалка легированных сталей. При введении никеля твёрдость
51
поверхности несколько снижается по сравнению с простой углеродистой сталью. С
другой стороны, никель препятствует кристаллизации стали при высоких температурах
и, как следствие, уменьшает хрупкость.
Первоначально сталь, легированная никелем, должна закаливаться при температу-
ре 953°С. Затем она снова нагревается до температуры 745°С, и вновь закаливается.
Если после вторичного нагрева охладить сталь до 689°С, и закалить, то она приобретёт
максимальную твёрдость, однако износостойкость поверхностного слоя наивысшей не
будет.
Закалка при температуре 745°С даёт максимальную стойкость поверхностному слою,
но несколько понижает твердость. Сталь с шестипроцентным содержанием никеля, сна-
чала закаливается при температуре 842°С. Затем она снова нагревается и подвергается
вторичной закалке при температуре около 787°С. Высокое содержание никеля предотв-
ращает образование трещин в поверхностном слое металла, поэтому в большинстве
случаев можно удовлетвориться одной закалкой при температуре примерно 704°С.
В тех случаях, когда требуется особо высокая твёрдость поверхности, используют
сталь с содержанием хрома от 1 до 1,2 %. Хром вызывает кристаллизацию поверхнос-
тного слоя металла, поэтому двойная закалка таких сталей обязательна. Стали с низ-
ким содержанием хрома подвергаются термообработке по тем же технологиям и при
тех же температурах, что и стали, легированные никелем. Для карбонизации удобно
применять смесь из 60 частей древесного угля и 40 частей карбоната бария.
52
ГЛАВА 5
РАЗЛИЧНЫЕ МЕТОДЫ ПРОВЕРКИ ТВЁРДОСТИ
Твердостью называется сопротивление металла проникновению в него друго-
го, более твердого, не получающего остаточных деформаций тела.
Испытание на твердость получило широкое применение вследствие быстроты, про-
стоты и возможности без разрушения изделия судить о его свойствах.
Рассмотрим наиболее распространенные в странах СНГ методы испытания твердо-
сти.
Определение твердости вдавливанием стального шарика (метод Бринеля). Этот метод
испытания твердости основан на том, что в плоскую поверхность испытываемого металла
вдавливается под постоянной нагрузкой Р стальной закаленный шарик (рис. 38).
Если обозначить площадь шаровой поверхности лунки через F мм2, то число твердо-
сти по Бринелю НВ выразится соотношением HB=P/F
Рис. 38. Испытание твердости методом вдавливания сталь-ного шари-
ка:
а - схема испытания; б - общий вид пресса Бринеля.
Испытываемый образец 1 устанавливается на столик 2 и при помощи
маховика 3 и винта 4 подводится к шарику 5. Затем посредством руч-
ного насоса 6 масло из резервуара перекачивается в цилиндр и со-
здает давление на шарик 5. Давление одновременно передается на
рычаг с грузами и манометр 7. Величина давления определяется ве-
сом грузов. Путем подбора соответствующих грузов можно создать
давление на шарик, равное 500, 750, 1000 и 3000 кг. После снятия
нагрузки на поверхности испытываемого металла образуется отпеча-
ток (лунка).
Таким образом, число твердости по Бринелю представляет собой отношение на-
грузки, приложенной к шарику в период испытания, к величине поверхности лунки,
образуемой при вдавливании шарика в испытываемый материал.
Если поверхность лунки F выразить через диаметр шарика D и лунки d, то число
твердости по Бринелю может быть определено по следующей формуле:
HB=2P/nD(D-A/(D2-d2)) кг/мм2
Диаметр шарика D и прилагаемая нагрузка постоянны и выбираются в зависимости
от твердости и толщины испытываемого образца.
Диаметр лунки измеряется при помощи специальной лупы, имеющей шкалу с ценой
деления 0,1 мм.
Для определения твердости НВ по известному значению диаметра лунки d обычно
пользуются специальными таблицами, заменяющими длительные и сложные вычисле-
ния.
Между твердостью по Бринелю и пределом прочности существует приближенная
зависимость: 1) для закаленной стали ов=0,36 Нв
2) для стального литья ов=(0,3-0,4) Нв 3) для чугуна ов=(Нв -40)/6
При испытании материалов, имеющих твердость более 450 НВ, применять метод
Бринеля не рекомендуется, так как шарик может легко деформироваться, что исказит
результаты испытания.
Определение твердости по глубине вдавливания алмазного конуса или шари-
ка (метод Роквелла). Этот метод испытания, как и метод Бринеля, основан на проник-
новении одного тела в другое под действием статической нагрузки; этим методом
измеряется не диаметр, а глубина отпечатка.
53
В качестве наконечника при испытании твердости по Роквеллу служит алмазный
конус с углом между образующими 120° или стальной закаленный шарик диаметром
1,5875 мм (1/16 дюйма). Алмазный конус применяется для испытания материалов с
высокой твердостью, а шарик - для более мягких материалов.
Конус и шарик вдавливаются двумя последовательными нагрузками: предваритель-
ной Ро (равной 10 кг) и основной Р, равной 100 кг для шарика (шкала В) и 150 кг для
алмазного конуса. Для испытания очень твердых материалов применяется алмазный
конус и нагрузка 60 кг. Для испытания тонких материалов применяется супер-роквелл
- прибор, в котором предварительная нагрузка устанавливается равной 3 кг, а оконча-
тельная 15, 30 или 45 кг.
Результаты вдавливания наконечника на приборе Роквелла измеряются непосред-
ственно индикатором (указателем), шкала которого составлена в условных единицах
твердости, определяемых по формуле
HR=(K-(h,-h))/C
где К - постоянная величина, равная для алмаза 0,2, а для шарика 0,26;
hi - глубина проникновения конуса (шарика) в мм, полученная после снятия нагруз-
ки;
h - глубина проникновения конуса (шарика) под действием предварительной нагруз-
ки Ро;
С - цена деления циферблата, равная соответствующему углублению наконечника
(конуса, шарика) на 0,002 мм.
Рис. 39. Схема определения твердости, вдавливание
алмазного конуса:
1 — 1 —углубление конуса под действием предварительной
нагрузки Ра
2—2 - углубление конуса под действием окончательной
нагрузки Р;
3-3- углубление конуса при уменьшении окончательной
нагрузки Р до значения предварительной нагрузки Ро.
Метод Роквелла благодаря высокой производительности, простоте обслуживания,
высокой точности и небольшому размеру отпечатка на испытываемой поверхности по-
лучил широкое применение в промышленности.
Числа твердости по Роквеллу можно приближенно перевести в числа твердости по
Бринелю, пользуясь специальными таблицами или графиками.
Метод определения твердости алмазной пирамидой (по Виккерсу). Этот метод
испытания твердости широко применяется для определения твердости металлов вы-
сокой твердости, а также весьма малых сечений и тонких наружных слоев - цементи-
рованных, азотированных и т. д.
Твердость определяется вдавливанием в испытываемую поверхность (шлифован-
ную или даже полированную) правильной четырехгранной алмазной пирамиды (угол
между гранями 136°) и выражается числом твердости, полученным путем деления на-
грузки (килограммы) на поверхность отпечатка (квадратные миллиметры), вычислен-
ную по его диагоналям.
Величину нагрузки выбирают в зависимости от характера испытываемого материа-
ла. Чем тоньше испытываемый материал, тем меньше должна быть нагрузка. Чем боль-
ше нагрузка, тем точнее результат испытания.
Обычно твердость по Виккерсу определяется из специальных таблиц по значению
d (длины диагонали отпечатка).
Числа твердости по Виккерсу и по Бринелю имеют одинаковую размерность и для
материалов с твердостью до 450 НВ совпадают. При большей твердости числа твердо-
54
сти по Виккерсу превышают числа твердости по Бринелю.
Метод определения микротвердости. Метод определения микротвердости в на-
стоящее время широко используется для определения твердости очень тонких сло-
ев, изделий малых размеров, твердости отдельных структурных составляющих спла-
вов и т. д. Сущность конструкций приборов для испытания микротвердости заключает-
ся в соединении механизма для вдавливания алмазной пирамиды под небольшой на-
грузкой и металлографического микроскопа.
В данном приборе испытание твердости производится путем вдавливания в испы-
тываемую поверхность алмазной пирамиды под нагрузкой от 1 до 120 г. Число твердо-
сти определяется по формуле
3=1,8544 P/d2
где Р - нагрузка в г,
d - диагональ отпечатка в микронах.
Образцы для определения микротвердости изготовляются так же, как микрошлифы.
Образец рекомендуется подвергать электрополировке, что позволяет устранить тон-
кий слой наклепанного металла, неизбежно возникающий в процессе шлифования об-
разца и могущий исказить результаты измерения твердости. На рисунке 40 приведен
пример измерения микротвердости отдельных структур и их составляющих в азотиро-
ванном слое.
Рис.40. Испытание на микротвердость составляющих азотированного слоя. Нагрузка 10 г.
Кроме описанных, для проверки твёрдости иногда применяют один из следующих
методов: это склерометрический метод Турнера, склероскопический метод Шора, тест
на сверление по Круппу.
Склероскоп Шора: на испытуемый образец металла падает цилиндр из металла с зака-
лённым остриём. Поверхность испытуемого образца должна быть максимально гладкой.
Мерой твёрдости считают величину отскока цилиндра. Вес цилиндра около 40 гран
(2,58 г.). При твёрдости стали 100 единиц, высота отскока составляет 158,75 мм при
падении с высоты 254 мм. Склероскоп Шора очень прост, однако с его помощью полу-
чают очень точные результаты.
Опыт показывает, что при наличии в мастерской прибора Бринеля и склероскопа
Шора, последний используют чаще. Конечно, не в тех ситуациях, когда надо ещё опре-
делять и предел прочности испытуемого образца.
В том случае, когда отсутствуют специальные приборы, для определения твёр-
дости деталей можно пользоваться напильниками, руководствуясь в своей работе сле-
дующими данными:
1. Детали, имеющие твёрдость HRC=40 и менее, опиливаются любыми напильниками.
2. Детали, имеющие твёрдость HRC=40 - 50, опиливаются только личным и бархат-
ным напильниками (драчёвый напильник скользит).
3. Детали, имеющие твёрдость HRC>50, могут быть опилены только бархатным на-
пильником (драчёвый и личной напильники скользят).
55
При определении твердости нужно иметь под рукой специально предназначенный
для этой цели набор новых напильников. Пробовать опиливать следует только плос-
кую или цилиндрическую поверхности детали. Ни в коем случае не следует пробовать
опиливать ребра детали. При опиливании следует пользоваться плоской или сфери-
ческой сторонами напильника, но не его гранями.
Автор рассчитывает на то, что читатель продолжит изучение сталей и спла-
вов, используя посвященную этому предмету литературу, список которой огро-
мен. В предыдущих главах, предельно кратко были описаны методы, примене-
ние которых на практике даёт хорошие результаты. Кроме того, прежде чем
приступать к термообработке конкретных деталей оружия, непременно следует
провести практическую проработку технологий, которые Вы собираетесь исполь-
зовать в своей работе. При несоблюдении последней рекомендации, Вы гаранти-
рованно не получите никаких результатов, кроме разочарования.
56
ГЛАВА 6
ИНСТРУМЕНТ И ПРИСПОСОБЛЕНИЯ
За развитием огнестрельного оружия, как в давние времена, так и сегодня, незри-
мо стоит инструментальщик.
Когда-то давно изготавливался только ручной инструмент. С появлением машин и
приспособлений, увеличивающих производительность труда, пришло время производ-
ства инструмента для работы в составе станков и приспособлений. В то же самое
время постоянно совершенствовались методы изготовления инструмента. В результа-
те появились способы изготовления прецизионного инструмента, обеспечивающего
производство деталей с нужной точностью.
Последовательное развитие станочного оборудования и технологий привело к воз-
растанию требований к точности и качеству обработки продукции. К инструментальщи-
ку предъявляются всё возрастающие требования. Он должен применять всё более
изощрённые технологии изготовления инструмента и иметь все больший опыт. Инстру-
ментальное производство и мастера-инструментальщики стали становым хребтом лю-
бой отрасли промышленности.
Самое главное требование к инструментальщику-оружейнику, это точность во всех
мыслимых проявлениях этого понятия. Много лет назад введение в обиход быстроре-
жущих сталей потребовало от инструментальщиков дотошного знания режимов термо-
обработки и способов изготовления инструмента. Стало остро необходимо сохранить
остроту режущих кромок инструмента при возросших давлениях на инструмент и ско-
ростях обработки.
Разработка и создание комплектов инструмента для обработки стволов также тре-
бует детального знания технологий обработки и особенностей станков, для которых
изготавливается инструмент.
Следует понять, что инструментальщик - это механик, усвоивший максимально до-
ступное количество информации о своей области металлообработки. Многие инстру-
ментальщики одновременно являются оружейниками и способны делать не только ин-
струмент, но и детали оружия с требуемой для этого точностью. Так же верно и
обратное утверждение.
Оружейный мастер - это всегда инструментальщик высокой квалификации.
Как для оружейника, так и для инструментальщика требуется умение работать с
прецизионным измерительным инструментом. Знать особенности измерения штанген-
циркулем, глубиномером, микрометр, нутромером и т. д. Мастер не должен быть уве-
рен в точности работы изготовленного инструмента, пока не проведены все необходи-
мые мероприятия по её обеспечению: заточка, шлифовка, контрольные измерения,
окончательная пригонка.
К примеру, ствольная развёртка, должна оставлять после себя прецизионно обра-
ботанную внутреннюю поверхность ствола, однако в большинстве случаев сразу этого
не происходит. В большинстве случаев развёртку приходится притачивать, пока мик-
рометр не покажет нужный размер. Есть в оружии детали, для изготовления которых
вполне подходит допуск обработки порядка 0,25 мм. Однако в тех случаях, когда это
действительно требуется, оружейник долгое время доводит инструмент и способен
достигать точностей в 0,0025 мм.
Измерительный инструмент. В своей мастерской оружейник должен иметь уже
упоминавшиеся нами штангенциркули, нутромеры, микрометры, глубиномеры, транс-
портиры, магнитные стойки для юстировки станков. Желающие ознакомиться с прави-
лами работы измерительным инструментом должны обратиться к соответствующей
специализированной литературе. Подробно раскрыть эту тему в рамках изложения осо-
бенностей классических ствольных технологий практически невозможно, так как толь-
ко ей потребовалось бы посвятить специальное исследование.
В книге я кратко остановлюсь только на наиболее важных для оружейной мастерс-
кой приспособлениях, редко используемых мастерами-любителями.
57
В инструментальных мастерских широко применяется специализированный инст-
румент, предназначенный для точного позиционирования уже закреплённой на станке
детали. Широкой публике он относительно неизвестен. Это центроискатели и индика-
торы касания. Они показаны на рисунке ниже. Без таких приспособлений никакая де-
таль не может быть сделана в соответствии с чертежом, так как другими способами
очень трудно или невозможно выполнить точное позиционирование заготовки, к при-
меру, на столе фрезерного станка.
Рис. 41. Центроискатели и индикаторы касания.
V-блоки. V-блоки из закалённой стали крайне полезны для инструментальщика. Луч-
шими станут V-блоки, изготовленные самостоятельно в соответствии с рис. 42. Их
следует делать на фрезерном станке из инструментальной стали, после чего обяза-
тельна закалка и отпуск.
После закалки блоки должны быть отполированы на плоскошлифовальном станке.
При помощи прижимных V- блоков существенно упрощается обработка нестандарт-
ного режущего инструмента при помощи станков и простейших приспособлений.
И поверьте, со временем у любого оружейника или инструментальщика появляется
целая коллекция V-блоков различных размеров.
В магазинах данные приспособления по причине их ограниченного применения
продаются крайне редко.
Куб инструментальщика. Блок в форме куба очень часто становится совершенно
необходимым приспособлением при работе с лекалами или измерительным инстру-
ментом. Рис. 43 иллюстрирует устройство куба с двумя пробками, используемого как
синусная линейка.
58
Рис. 42. V-образные блоки
и пример их использования.
Этот инструмент вообще никогда не бывает в продаже. Его изготовление требует
много времени. Можно также сказать, что очень много времени, примерно неделю
труда.
Материал, используемый при изготовлении - закаленная инструментальная сталь.
Грани - полированные. Даже отверстия для синусных пробок-калибров шлифованы
изнутри. Точность изготовления куба должна быть максимально возможной. На каждой
из сторон просверлены и нарезаны соответствующим метчиком отверстия под стан-
дартные болты диаметром 6 мм, чтобы зажимать изготавливаемую деталь в различных
положениях. Болты следует использовать закалённые.
Неглубокие V-образные направляющие профрезерованы для того, чтобы вставлять
в них цилиндрические стержни, служащие для фиксации углов при помощи синусных
59
направляющих. Крепёжные детали дополнительно служат для закрепления различных
деталей на поверхности куба, как это показано на эскизе.
Пользование кубом предельно просто при наличии элементарного знания тригоно-
метрии и таблицы синусов или калькулятора. Только это приспособление может изба-
вить Вас от покупки дорогостоящего заточного станка, позволяя затачивать режущий
инструмент с точностью до долей градуса.
Ребро куба может иметь размер от 40 до 80 мм в зависимости от Ваших потребнос-
тей. Все остальные размеры пропорциональны принятому размеру ребра куба. Все
резьбовые отверстия -М6х1 глубиной 20 мм при размере ребра куба 80 мм.
Рис. 43. Стороны 2,4,6
60
Рис 44 С i ороны 1 3,5
Рис. 45. Прижим для куба инструментальщика.
61
Шаблон для центров. Шаблоны для центров, продающиеся большинством произ-
водителей инструмента, вполне пригодны для тех случаев, когда Вам не требуется
очень высокой точности. Однако именно при производстве инструмента как раз и тре-
буется повышенная точность. В частности, необходим инструмент для точной выверки
центров токарного станка по отношению к направляющим или плите суппорта. Ниже
показан шаблон для центров, который может быть сделан Вами в свободное время,
особенно если Вам в дальнейшем предстоит много работы по нарезанию резьбы. Резь-
бонарезной инструмент закрепляется на кубе и очень аккуратно затачивается. При ис-
пользовании комбинации из куба и центрового шаблона, могут быть изготовлены очень
точные резьбонарезные инструменты.
Рис. 46. Шаблон для выверки центров.
Материал шаблона - инструментальная сталь. Шаблон закаливается и полируется.
Посадка деталей шаблона - скользящая.
Шаблон для выверки центров следует использовать совместно с микрометричес-
кими стойками.
Для точной установки обрабатываемых деталей на станках следует пользоваться
приспособлениями, показанными на рисунке ниже. Основными приспособлениями
являются вращающиеся и невращающиеся центры, а также поводковые патроны.
Рис.47. Приспособления для точной установки деталей в центрах.
62
Поверочная (лекальная) линейка с ножевым краем. Такая линейка - необходи-
мая часть оснащения мастерской инструментальщика. Многие мастера имеют несколь-
ко поверочных линеек различной длины, от 25 до 200мм. Назначение - поверка плос-
ких поверхностей.
Любители чаще всего лекальными линейками попросту пренебрегают, но на самом
деле это один из самых востребованных инструментов. Плоскостей, подлежащих кон-
тролю в практике оружейного мастера встречается очень много. Кроме того, в сочета-
нии с плоскопараллельными плитками Иогансона, поверочная линейка используется
для выверки направляющих металлорежущих станков или оценке их технического со-
стояния при покупке или перед ремонтом.
Рис. 48. Лекальная линейка ЛТ-200.
Список приборов и приспособлений для оружейника-инструментальщика можно
продолжать бесконечно и всё-таки он никогда не будет полон.
Отмечу, что Вам довольно часто придётся делать инструмент и приспособления,
аналогичные тем, которые можно найти в каталогах производителей, творчески при-
спосабливая их к своим задачам. Постарайтесь не заниматься механическим копиро-
ванием. В итоге вы получите более удобный и производительный инструмент, чем тот,
который можно купить за деньги.
Следует также всегда помнить один довольно важный момент: инструментальщик
должен всегда иметь под рукой бутылочку с медной смесью, предназначенной для
нанесения тонкого медного покрытия на полированные поверхности заготовок с тем.
чтобы линии разметки были видны яснее.
Для того, чтобы сделать медную смесь, следует взять 120 миллилитров дистилли-
рованной воды, нагреть её и растворять в воде кристаллы медного купороса до тех
пор, пока они не перестанут растворяться (у Вас получится насыщенный раствор).
Затем в насыщенный раствор медного купороса следует влить 1 миллилитр серной
кислоты. Проверьте, хорошо ли ложится покрытие на металл. Если нет, следует доба-
вить ещё кислоты. Помните, что поверхности, на которые наносится слой меди, долж-
ны быть отполированы и свободны от масла и загрязнений.
Наносить медную смесь следует при помощи кусочка чистой хлопчатобумажной
ветоши. Если с первого раза яркое медное покрытие не появилось, его следует нанес-
ти ещё раз, и так далее. Когда покрытие желательного Вам цвета будет получено, про-
трите поверхность обрабатываемой детали тряпкой, смоченной в масле. Масло оста-
новит реакцию обмеднения. Если в дальнейшем Вы планируете деталь закаливать, то
после обработки покрытие следует полностью удалить.
Темы, связанные со свойствами различных сталей, их отжигом, закалкой и отпус-
ком, рассмотрены в специально посвящённых этому предмету главах, которые могут
показаться трудными для восприятия любому, кто не является профессионалом в
области термообработки. Однако инструментальщик обязан твёрдо знать особенности
63
Рис. 49. Пример разметки детали, обработанной медной смесью.
термообработки различных металлов и сплавов, применяемых при создании оборудо-
вания и инструмента.
Добавим, что оружейнику всегда следует помнить об обезуглероженном слое стан-
дартных прокатных заготовок. Углерод - составная часть инструментальной стали, ко-
торая позволяет производить закалку путём нагрева заготовки до красного свечения и
резкого охлаждения методом быстрого погружения в воду или масло.
Прутковая заготовка инструментальной стали после выхода с валков прокатного ста-
на или из кузнечной мастерской имеет обезуглероженную наружную поверхность. Для
каждого конкретного сорта стали глубина слоя, имеющего пониженное содержание угле-
рода, строго определена. Таким образом, закалка слоя материала с пониженным содер-
жанием углерода, бесполезна. Её результаты всегда очень далеки от ожидаемых.
При изготовлении инструмента с наружными режущими кромками, такого как раз-
вертки для патронников и остальной ствольный инструмент, необходимо подбирать
заготовки для инструмента не только с учётом необходимых припусков, но и с учетом
того, чтобы была возможность снять с заготовки слой с пониженным содержанием
углерода. Для заготовок диаметром около 12,5 мм, толщина такого слоя составит при-
мерно 2,5 мм или чуть менее. Для заготовок толщиной порядка 40мм -3,2 мм, и для
заготовок диаметром более 40 мм достаточно будет срезать слой толщиной 6,4 мм.
Заготовки инструментальной стали могут быть совершенно различны по форме и
качеству. В этом вопросе неоценимую помощь Вам могут оказать марочники сталей и
сплавов, а также каталоги, выпускаемые производителями. Подбирая сталь, соответ-
ствующую Вашим нуждам, в первую очередь принимайте во внимание результаты Ва-
шей практической работы с конкретной маркой стали.
64
Из высокоуглеродистых сортов сталей можно получить как высокоуглеродистый
инструмент, так и инструмент с пониженным содержанием углерода. Однако это ут-
верждение справедливо только в том случае, когда ковкой и закалкой инструмента
занимался достаточно опытный инструментальщик.
Если термообработка инструмента производится недостаточно опытным инстру-
ментальщиком, то для работы следует по возможности выбирать сорта металла с пони-
женным содержанием углерода. Для изготовления нережущего инструмента предпоч-
тительнее выбирать сталь с низким содержанием углерода. Низкоуглеродистые стали
не так склонны к температурным деформациям и образованию трещин во время закал-
ки. Во многих случаях для изготовления инструмента лучше выбирать легированные
стали, которые закаливают в масле. Инструмент, изготовленный из легированных ста-
лей, менее ломок и не так склонен к трещинообразованию во время термообработки.
Может быть, некоторые авторитеты со мной и не согласятся, но я всё же беру на
себя смелость утверждать, что для оружейника предпочтительнее не прокат, а кова-
ные заготовки. Могу подкрепить своё мнение тем широко известным фактом, что луч-
ший инструмент изготавливается именно из поковок, если ковка и закалка производи-
лись правильно. Перед ковкой сталь должна быть равномерно прогрета по всей толщи-
не, затем сначала прокована сильными ударами, позже - лёгкими. Во время остыва-
ния металла следует точно определять момент прекращения ковки, чтобы не было
разрушено зерно металла. Правильно термообработанная и аккуратно прокованная сталь
имеет великолепную мелкозернистую структуру.
При отделении заготовки от прутка следует использовать именно режущий инстру-
мент, например механическую ленточную пилу или ножовку. Неправильной является
практика сначала сделать на прутке пару насечек зубилом, а затем сломать его резким
ударом. Такая методика ведет к нарушению структуры стали, которая не восстанавли-
вается даже после закалки. Если необходимо рубить сталь зубилом, то материал дол-
жен быть предварительно прогрет до красного свечения.
Если Вам известно, что после обработки деталь будет проходить закалку, не ста-
райтесь править заготовку перед механической обработкой в холодном состоянии. При
закалке такая деталь обязательно выгнется. Если ясно, что изгиб заготовки не исчезнет
при срезании обезуглероженного слоя, такую заготовку лучше не использовать. При
наличии острой необходимости, изогнутую заготовку можно выпрямить, предваритель-
но прогрев её до красного свечения.
Чтобы инструментальная сталь поддалась обработке, её следует отжечь (нормали-
зовать). Дешевле и проще купить предварительно отожженную сталь, чем заниматься
нормализацией самостоятельно. Отжиг, удаляя напряжения, избавляет от риска рас-
трескивания или выгиба изделия при закалке. Причиной наличия напряжений в ме-
талле всегда становится ковка или прокатная обработка.
Чтобы избавить деталь от склонности к выгибу при закалке, процесс механообработ-
ки следует разделить на два этапа. На первом этапе деталь следует обработать близко к
проектным размерам, оставить только небольшие припуски. Затем следует провести
процесс нормализации. И только после нормализации можно производить окончатель-
ную обработку детали. Применение инструмента из быстрорежущих сталей стало своего
рода революцией не только для общего машиностроения, но также и для оружейного
производства. Тем не менее, результаты применения быстрорежущего инструмента в
достаточной степени зависят от правильности его применения и изготовления.
Быстрорежущие стали хорошо подходят для изготовления пушечных (ствольных)
сверл, разверток и тому подобного инструмента. Они хорошо пригодны и для обдироч-
ных работ. Инструменты из быстрорежущих сортов сталей необходимо делать как мож-
но более точными и стойкими. При этом огромное значение приобретает правильная
термообработка, которую можно выполнить только в специально предназначенных для
этой цели печах. Инструмент из быстрорежущей стали, такой как, например, развертки
для полировки стволов, стоит дороже инструмента из просто инструментальной ста-
ли, но его стойкость примерно вчетверо выше.
65
Нестандартный инструмент. Инструментальщик во многих случаях должен быть
готов встретиться с необходимостью изготовления нестандартного инструмента. На-
пример, для тех работ, для которых не подходят стандартные спиральные свёрла,
приходится изготавливать свёрла специальной формы. Для некоторых операций пред-
почтительнее использовать свёрла с одной режущей кромкой. Действие такого сверла
на материал сходно с действием расточного резца токарного станка. Перед использо-
ванием пушечного или ружейного сверла требуется просверлить направляющее от-
верстие. Корпус сверла соответствуя просверливаемому отверстию по диаметру, обес-
печивает получение прямого отверстия, в том числе и в деталях, которые будут разре-
заться на части. Ружейное сверло сверлит намного медленнее, чем стандартное спи-
ральное сверло и никогда не используется для тех работ, качественное исполнение
которых может быть обеспечено применением стандартного спирального сверла.
Существует множество разновидностей нестандартных сверл, однакб их нет смысла
делать и применять для каких-либо работ, кроме сверления прямых отверстий в стволах.
Во всех остальных случаях старайтесь применять обыкновенные спиральные свёрла.
Метчики, размерами до 1", как правило, имеют резьбу с углом при вершине 60
градусов, а также закруглённые верхние и нижние вершины нарезки. Метчики, диамет-
ром более 1 дюйма, изготовленные в соответствии со стандартами, принятыми в Со-
единённых Штатах, делаются с углом нарезки 60° и V-образной формой нарезки. 1/8
высоты нитки резьбы удалена сверху и 1/8 часть условного резьбового треугольника
оставлена заполненной в нижней части. Метчики с V-образной нерезкой делаются с
различным шагом, но только в США установлено строгое соответствие между диамет-
ром резьбы и её шагом.
Метчики размером 1/4" (6,35 мм) и менее, лучше всего нарезать на настольных
токарных станках, используя специальные приспособления для нарезки резьбы. Ко-
нечно, метчики можно делать на любом токарно-винторезном станке, однако наилуч-
шие результаты достигаются на небольших прецизионных станках. Если метчиков тре-
буется много, лучше всего их нарезать при помощи плашек. Такая операция быстрее
всего выполняется на резьбонарезном станке, но при использовании специального
держателя для плашки пригоден и токарный станок.
Методы, используемые для придания метчикам точного диаметра, различны в раз-
личных мастерских. Есть мастера, которые обтачивают метчики, ориентируясь на пока-
зания обыкновенного микрометра, однако большинство при контроле правильности
обточки использует трёхкоординатные измерительные приборы. При необходимости
делать метчики регулярно, проще всего использовать калибровочные плашки, обеспе-
чивающие точность изготовления метчиков около 0,004" (0,1 мм).
Большинство метчиков, применяемых в оружейных мастерских, делаются комплек-
тами по три штуки. Первый номер, намечающий резьбу, имеет длинный скос. Его иног-
да называют метчиком для метчика. Номер два (основной) имеет только два или три
скошенных витка, и его используют, когда резьба доходит почти до дна отверстия.
Номер три (донный), используется тогда, когда резьба доходит до дна отверстия. Ско-
шенных витков донный метчик не имеет.
Ручные метчики, предназначенные для нарезки резьбы вручную, как уже было опи-
сано выше, изготавливаются комплектами по три метчика. Изготовление метчика начи-
нается с отжига (нормализации) заготовки. После нормализации следует проточить
пруток на требуемый размер и отфрезеровать на одном из концов будущего метчика
квадрат под соответствующий ключ. Затем заготовка подвергается чистовой обточке и
нарезается резьба.
Перед тем, как обтачивать заготовку метчика или нарезать на ней резьбу, следует
быть твёрдо уверенным, что у шпинделя токарного станка нет недопустимых биений и
верно выставлены центра. Неповоротный центр задней бабки должен быть правильно
отшлифован и остро заточен. Резьбонарезной инструмент желательно затачивать при
помощи куба на угол 30°. Сначала затачивается одна сторона резца, затем другая. Кон-
чик резца должен быть заточен не плоско, а слегка книзу, что придаёт резьбе большую
66
гладкость, а резцу - большую прочность. Кроме того, такая форма заточки позволяет
резцу нарезать резьбу обеими режущими кромками. Высота кончика резца должна точ-
но совпадать с центром заготовки, кромки резца должны быть выставлены в плане под
правильным углом. При нарезке резьбы резцом за один проход желательно снимать не
более 0,05 мм.
После того, как резьба нарезана и проточены скосы, на метчике выфрезеровываются
канавки. При этом заготовка метчика зажимается в центрах. Выборка металла произво-
дится при помощи фрез, специально предназначенных для выборки пазов в таких метчи-
ках. Несмотря на то, что пазы лучше всего фрезеровать, допустимо также использова-
ние поперечно-строгального станка, оснащённого резцом нужной формы. Особое вни-
мание следует уделить тому, чтобы не изогнуть заготовку метчика при слишком большой
прдаче резца или фре^ы или по причине использования тупого инструмента.
Канавки, нарезаемые на' метчиках, называют желобками, так же, как и у развёрток.
Желобки на метчике, предназначенном для работы «на проход», то есть без реверса,
отличаются по форме от желобков на метчиках, предназначенных для работы по наре-
занию резьбы в глухих отверстиях, где необходимо применять реверс каждые два-три
оборота, чтобы избежать закусывания инструмента и дать возможность маслу посту-
пать к режущим кромкам.
Рис. 50. Нестандартные метчики для глухих отверстий.
В основном, все метчики, не исключая реверсивных, делаются с двумя, четырьмя
или более прямыми канавками. В оружейном деле иногда приходится изготавливать
метчики с канавками специальной формы, особенно это относится к метчикам малого
диаметра. Однако метчики со спиральными канавками делаются реже, чем с прямыми.
Спиральные желобки чаще всего используются при производстве ствольных развёр-
ток. Наиболее распространены ствольные развёртки с тремя спиральными канавками.
В тех случаях, когда метчики используются для нарезания резьбы в тонких трубках,
67
материал трубки стремится вдавиться в пазы метчика. Чтобы предохранить металл
трубки от провала в пазы метчика и сохранить форму трубки неизменной, вдвое увели-
чивают количество пазов метчика. В большинстве случаев лучше всего работают мет-
чики с тремя или пятью нарезами.
Рис. 51 Нестандартный инструмент-сверло и метчик одновременно.
Сталь для изготовления метчиков должна использоваться только наивысшего каче-
ства, в точном соответствии с рекомендациями производителей металла. Чтобы избе-
жать использования в инструменте обезуглероженной части металла, заготовка долж-
на быть больше по диаметру как минимум на 1,6 мм.
После грубой обдирки заготовки целесообразно провести так называемую «норма-
лизацию в досках». Заготовка нагревается до тёмно-красного цвета. Затем её следует
остудить на воздухе в темноте до прекращения свечения. Немедленно после прекра-
щения свечения заготовку следует зажать между двумя тонкими дощечками. За счет
внутреннего тепла заготовка начнёт погружаться в дерево, обугливая его. В момент
начала обугливания заготовку следует быстро остудить в мыльной воде.
Для охлаждения может быть использовано и масло, но мыльная вода всё же пред-
почтительнее, так как метчик будет менее склонен к выкрашиванию в момент нареза-
ния на нём последних витков резьбы. Изготовление метчиков требует значительно
более высокой квалификации, чем просто нарезание резьбы. Вам потребуется вся
аккуратность, на которую Вы способны. При нарезке резьбы применяйте для снижения
трения хороший свиной жир.
Наиболее применяемая форма паза на метчике создаётся при помощи выпуклой
дисковой фрезы, предназначенной для фрезеровки полукруглых в поперечном сече-
нии канавок. К числу преимуществ такой формы канавки относятся повышенная чисто-
та обработки и большая прочность полей нарезов. После того, как будут сделаны же-
лобки, следует убрать заусеницы и поправить, обычно при помощи напильника, режу-
щий край метчика. Начинать обработку напильником следует от середины поля к режу-
щему краю. Ни в коем случае не снимайте лишний металл, следует просто сделать края
68
нарезов острыми. Прежде чем приступать к закалке, на хвостовике метчика следует
выбить диаметр, шаг резьбы или количество ниток на дюйм.
Закалка. При закалке метчика его режущие кромки должны быть покрыты костным
углём. Нагрев метчика следует вести постепенно, желательно в стальной трубе, пре-
дохраняя метчик от прямого воздействия пламени горелки. Допускается проводить
нагрев метчика в свинцовой ванне, защитив метчик спиртомеловой пастой от налипа-
ния на него свинца. Для метчиков диаметром до 1/2" применяйте кислотные ванны,
при закалке инструментов больших диаметров, хорошо подойдут ванны с крепким со-
левым раствором. При закалке метчик следует быстро опустить в закалочную ванну
вертикально вниз, а затем совершать им движения вверх-вниз и по кругу, чтобы на
поверхности инструмента не возникло пятен мягкого незакалённого металла.
Канавки метчика должны быть отшлифованы корундовым кругом, чтобы при отпуске
были видны цвета побежалости. Шлифовка способствует дополнительной остроте ре-
жущих кромок и убирает оставшиеся на инструменте заусеницы. Отпуск метчиков сле-
дует производить при температуре металла, соответствующей появлению на оксидной
плёнке ярко-соломенного цвета (не путать с соломенным свечением!). Лучшие резуль-
таты даёт нагрев метчиков в масляных ваннах до температуры 475-510 °F (245-265 °C).
Точные температуры закалки и отпуска зависят от диаметра метчика и свойств метал-
ла. Отпуск хвостовиков производится при температуре, соответствующей голубому
цвету оксидной плёнки.
Плашки для нарезки резьбы. Оружейнику частенько приходится делать плашки
для нарезки нестандартных резьб. Плашки могут изготавливаться круглой и квадратной
формы. Наиболее применяемая форма - круглая. Сначала заготовка обрабатывается и
сверлится на токарном станке. Минимальная толщина плашки соответствует удвоенно-
му шагу резьбы. При малых диаметрах резьбы на плашках, резьбу следует нарезать
только метчиком. При больших диаметрах сначала следует использовать резьбонарез-
ной инструмент, а затем - метчик. Там, где это только возможно, перед использовани-
ем метчиков, следует предварительно наметить резьбу специально предназначенными
для нарезки внутренней резьбы токарными резцами. Обязательно используйте в каче-
стве смазки свиное сало. Метчики для нарезки резьбы должны находиться в наилуч-
шем состоянии.
Окончательно нарезанная резьба на плашке должна быть чуть глубже, чем полагает-
ся по стандарту. Следует учитывать, что при закалке вершинки режущих кромок станут
ниже. Перед тем, как вынимать плашку из токарного патрона, следует проточить скосы,
длиной около четверти толщины плашки. Больший диаметр скоса в плашке должен
быть чуть больше диаметра нарезаемого болта.
После нарезания резьбы следует просверлить отверстия для отвода стружки. Опе-
рация выполняется на сверлильном станке. Сначала сверлятся отверстия небольшого
диаметра, а затем их диаметр увеличивают при помощи развёрток. После разворачива-
ния отверстий, режущие кромки плашки дорабатываются напильником. Работа по до-
водке резьбы напильником должна выполняться с предельной аккуратностью, чтобы
не повредить режущие кромки. Затем наступает очередь закалки и отпуска, которые
следует производить по тем же правилам, что и термообработку метчиков.
Круглые плашки могут быть изготовлены различных типов. Те из них, которые пред-
назначены для промежуточных операций, делаются просто круглыми, из цельного кус-
ка металла. Те плашки, которые предназначены для окончательного нарезания резьбы,
делаются настраиваемыми.
Настраиваемая плашка отличается от обыкновенной только наличием разреза на
одной из сторон.
Цековки (зенковки). Зенковки предназначены для увеличения диаметра отверстий. В
случае необходимости выполнить разовую работу или раззенковать небольшое количе-
ство отверстий, следует изготавливать инструмент как можно более простой конструкции.
Вероятно, простейшей можно назвать зенковку, имеющую две режущие кромки. В
условиях небольшой мастерской, зенковку можно отковать с целью уменьшить затраты
69
Рис.52. Стандартный набор плашек и метчиков.
труда на фрезерную обработку. Затем зенковка должна быть обточена на нужный диа-
метр при помощи токарного станка. Между направляющей и рабочей частью следует
проточить шейку, причём это следует делать при помощи резца с закруглённым краем.
Закругления на шейке зенковки обязательны, так как острые края шейки являются
концентраторами напряжений и там при закалке могут возникать трещины.
Плоские стороны рабочей части дорабатываются напильником, режущие кромки
обрабатываются более тщательно, почти что полируются, причём с задней части режу-
щих кромок металла снимается чуть больше. Все зенковки подвергаются закалке по
всей длине. Закаливается как рабочая часть, так и направляющая, иначе получить хо-
рошую поверхность в раззенкованном отверстии в дальнейшем будет сложно.
Зенковки, которыми предстоит пользоваться постоянно, обычно изготавливаются
с четырьмя режущими кромками. Вы убедитесь в этом, ознакомившись с каталогами
производителей инструмента. Зенковки для отверстий под резьбу, обычно выпускают-
ся комплектами по три. Первая из зенковок предназначена прорезать отверстие под
головку болта и имеет направляющую по диаметру исходного отверстия. Вторая увели-
чивает отверстие до диаметра тела болта. Третья зенковка окончательно прорезает
отверстие под головку болта, имея направляющую, совпадающую по диаметру с диа-
метром тела болта.
Технология изготовления зенковок в принципе одинакова для зенковок, как с пря-
мыми, так и со спиральными лезвиями. Обтачивая заготовку, обязательно оставьте
припуск. Итоговый диаметр заготовки должен быть чуть больше, чем окончательный
диаметр зенковки. Окончательно обточите заготовку зенковки, оставляя припуск на
заточку 0,015" (0,4 мм).
70
После того, как закончены токарные работы, следует профрезеровать канавки, что-
бы сформировать режущие кромки инструмента. Один из способов предусматривает
нарезку спиральной канавки с углом от 10 до 15 градусов. Другие технологии ограничи-
ваются нарезкой прямых канавок.
Спиральные канавки хорошо отводят стружку и пригодны при работе инструмента
со всеми оружейными сталями. Зенковки с прямыми канавками в основном предназ-
начены для работы с латунями и чугуном, однако при необходимости их можно с осто-
рожностью использовать и для работы со сталью.
Режущие кромки зенковок доводятся при помощи напильника. Если инструмент пред-
назначен для работы с латунью, его следует полировать с повышенным качеством. В
таком инструменте полируются не только канавки, но и поля.
Когда мы сверлим центрирующие отверстия в зенковках или аналогичном инстру-
менте, чьи центра не используются после окончательного изготовления инструмента,
целесообразно использовать комбинированное центровочное сверло. Диаметр такого
комбинированного сверла не следует выбирать большим, чем нужно для того, чтобы
надёжно зафиксировать заготовку в центрах. На рисунке показано сверло, комбиниро-
ванное с конической зенковкой.
Рис. 53. Комбинированное сверло для предварительного засверливания центров отверстий.
В случаях изготовления инструмента с большими расточками по центру, следует
предотвратить образование закалочных трещин и деформаций, могущих образоваться
при погружении в закалочную ванну. Для этой цели в отверстия набивается смесь
огнеупорной глины, графита и машинного масла. Если деталь планируется нагревать в
свинцовой или солевой ванне, заполнитель следует тщательно высушить перед тем,
как набивать им отверстие.
Спиральные канавки на зенковке удобнее всего прорезать на фрезерном станке,
имеющем вертикальную оснастку. То же самое относится к метчикам и развёрткам.
Для этой цели требуется приводная делительная головка с комплектом шестерён для
нарезки спиралей с различным шагом. Заготовка зажимается между центрами под уг-
лом 15 градусов к правосторонней фрезе слева. Обычно применяется 1/2" или 5/8"
спиральная концевая фреза. Подача на один проход составляет около 0,01" (0,25 мм).
Вы будете удивлены, насколько точный радиус закругления образуется на дне спи-
ральной канавки. Радиусы закругления канавок определяются углом наклона делитель-
ной головки к вертикали. Стандартным считается угол наклона 15 градусов. Меньшие
радиусы закругления могут быть получены путём приближения угла наклона делитель-
ной головки к вертикали.
Во многих случаях бывает нужно сделать в обрабатываемой детали коническое
отверстие. Например, такая задача может возникнуть при изготовлении эксперимен-
тального ствола для гладкоствольного оружия. При этом надо обеспечить строгую со-
осность цилиндрической и конической частей отверстия. В других случаях бывает не-
обходимо сделать выборку особой формы, которая также должна быть строго соосна с
просверленным отверстием.
Все задачи такого рода сводятся к изготовлению специальной зенковки, направля-
ющая которой совпадает по диаметру с имеющимся отверстием, а рабочая часть сде-
71
лана с требуемой конусностью. Режущие кромки такого зенкера не могут быть заточены
перед закалкой. Операции по заправке режущих кромок напильником и шлифовка абра-
зивами такого инструмента выполняются только после закалки.
При закалке особое внимание следует уделять предотвращению изгиба инструмен-
та. Для закаливания следует использовать только муфельные печи. Кроме того, в про-
цессе нагрева инструмент следует несколько раз повернуть относительно его про-
дольной оси, чтобы избежать неравномерного нагрева. Вода в закалочной ванне долж-
на быть слегка тёплая. Отпуск проводится при 466 °F (240 °C). Наилучшие результаты
термообработки достигаются, когда зенковки подвергаются цементации, а затем зака-
ливаются в сыром льняном или хлопковом масле.
При изготовлении режущего инструмента, особенно нестандартного, широко при-
меняются делительные головки, без которых изготовление инструмента в большин-
стве случаев попросту невозможно.
Рис. 54. Делительная головка.
Во многих случаях для точной фиксации заготовок цилиндрической формы приме-
няются делительные головки, оснащенные цанговым зажимом.
72
Рис. 55. Делительная головка с цанговым зажимом.
Очень часто важно иметь в мастерской поворотный стол, показанный на рисунке
ниже.
Рис. 56. Поворотный стол.
73
Для расширения возможностей поворотного стола и делительных головок исполь-
зуют прецизионно шлифованные угловые блоки.
Рис. 57. Угловые блоки.
Фрезы в форме рыбьего хвоста. Фрезы такой формы интенсивно используются
оружейниками, особенно для изготовления длинных пазов.
При наличии такого инструмента, пазы можно фрезеровать точнее и удобнее.
Угловые фрезы. Используются для изготовления пазов крепления прицелов, пазов
в форме ласточкиного хвоста, и так далее. Изготавливаются с прямыми хвостовиками
для зажима в цанговые или специальные держатели.
В силу того, что большинство угловых фрез, используемые при производстве ору-
жия, невелики, для обработки заготовок используются настольные фрезерные станки.
Чтобы обеспечить стойкость зубов фрезы, их следует правильно и аккуратно затачи-
вать. После изготовления зубов, режущие кромки надо аккуратно обработать напильни-
ком, избегая снятия лишнего металла. Зубы фрез диаметром более 1/2" удобнее дора-
батывать на фрезерном станке. Угловые фрезы обычно имеют угол заточки зуба около
80 градусов.
Т-образные и концевые фрезы. Используются для фрезеровки небольших пазов
Этот тип фрез применяется для изготовления пазов в оружейном производстве
чаще, чем какие-либо другие. Зубчатая нарезка может делаться как на одной из цилин-
дрических поверхностей, так и на обеих. Если фреза имеет в качестве рабочей повер-
хности только наружный диаметр, хвостовик выполняется с сужением вниз, чтобы
инструмент не тормозился стенками паза, что может привести к изгибу хвостовика
фрезы.
Закалка Т-образных фрез аналогична закалке метчиков и зенкеров.
Если требуется очень высокая точность фрезеровки, хвостовики Т-образных фрез
полируются, однако обычно при изготовлении фрезы бывает достаточно токарной и
фрезерной обработок. Потом производят чистовое опиливание зубьев фрезы, а заточ-
74
Рис. 58. Набор концевых фрез.
ку производят после термообработки.
Концевые фрезы, аналогичные тем, что показаны на рисунке ниже, могут быть при-
обретены у производителей по вполне доступным ценам.
Рис. 59 Набор концевых фрез с
симметричной центральной заточкой.
75
Бывают случаи, когда требуется изготовление концевых фрез специальной формы.
Держатель инструмента. На рисунке ниже показаны держатели инструмента, при-
меняемого при внутренней обработке и расточке отверстий на токарном станке.
Рис. 60. Держатели расточного инструмента.
В них удобно зажимать сверла, концевые фрезы, расточной инструмент, да в конце
концов и обычные спиральные свёрла в тех случаях, когда точность позиционирования
задней бабки токарного станка Вас никак не удовлетворяет или необходимо кроме
продольной подачи, пользоваться и поперечной.
Кроме держателей инструмента круглой формы существуют быстросменяемые дер-
жатели и для всех основных типов применяемого при токарной обработке инструмента.
Рис. 61. Быстросменяемые держатели инструмента.
Пользование быстросменяемыми держателями инструмента намного увеличивает
производительность труда токаря по сравнению с принятым в большинстве случаев
обычаем зажимать инструмент во вращающийся четырёхпозиционный держатель, кото-
рым оснащено подавляющее большинство токарных станков.
76
Синусные приспособления. Данный инструмент относится к числу прецизионных,
и должен быть сделан с предельно возможной точностью.
С помощью синусной линейки измеряются и задаются те углы, при измерении или
задании которых требуется повышенная точность.
На расстоянии 125 мм синусная линейка имеет погрешность не более 2,5 микрон.
Чтобы добиться такой точности, линейка должна быть качественно термообработана, а
отверстия полированы и шлифованы. Посадка пробок синусной линейки - скользящая.
Материал -инструментальная сталь.
Синусная линейка -прекрасное дополнение к V-образному блоку и кубу инструмен-
тальщика, она бывает очень полезна при создании нестандартного инструмента и при-
способлений.
Рис. 62. Синусная линейка (sine bar) - общий вид с пробками.
Рис. 63. Синусная линейка (sine bar) -разрез.
77
В тех случаях, когда при фрезерной обработке необходимо выставить заготовку
под заданным углом по отношению к режущему инструменту, применяются синусные
тиски и синусные плиты.
Рис. 64. Синусные тиски.
Рис. 65. Синусная плита.
78
Для того, чтобы пользование синусными
применяются наборы плоскопараллельных и
приспособлениями было удобно, широко
цилиндрических концевых мер длины.
Рис. 66. Концевые меры длины, облегчающие установку синусных приспособлений
Принцип, согласно которому происходит установка синусных приспособлений на
нужный угол, показан на рисунке ниже.
Рис.67. Принцип установки синусного приспособления на нужный угол.
Добавлю, что приведённая в данной главе информация о некоторых аспектах инст-
рументального дела, рассчитана в первую очередь на тех, кто только начинает или
собирается начать карьеру оружейного мастера. Опытным инструментальщикам всё
это может быть и не столь интересно, однако на их внимание я и не рассчитывал.
79
ГЛАВА 7
СТАНДАРТНАЯ КОНСТРУКЦИЯ СТВОЛА
Ствол огнестрельного оружия является резервуаром, в котором сгорает пороховой
заряд, и химическая энергия сгорания пороха превращается в механическую работу.
Ствол служит для сообщения пуле поступательного движения с определенной
скоростью и в определенном направлении, а также вращательного движения вокруг
продольной оси, необходимого для устойчивого полета пули в воздухе.
Ствол как часть оружия работает в особых условиях. Он подвергается действию
значительного давления пороховых газов, имеющих высокую температуру, трения пули
при движении ее в канале ствола и случайных сил, могущих возникнуть в процессе
эксплуатации оружия.
В соответствии с особыми условиями работы ствола к нему предъявляются и осо-
бые требования:
1. Достаточное упругое сопротивление действию давления пороховых газов и слу-
чайных сил;
2. Отсутствие значительных вибраций, неблагоприятно влияющих на меткость
стрельбы, и чрезмерного нагрева, ограничивающего интенсивную стрельбу;
3. Высокая живучесть или сопротивляемость механическому действию ведущих ус-
тройств пуль и разрушающему действию пороховых газов, имеющих большое давление и
высокую температуру, при обеспечении нормальной устойчивости пуль в полете.
Все эти требования должны учитываться при проектировании ствола, которое (если
исключить баллистическое проектирование) включает в себя:
- конструктивное оформление канала ствола и сопряжение патрона с патронни-
ком;
- выбор материала и наружных размеров ствола с учетом прочности его стенок при
действии давления пороховых газов и служебных нагрузок;
В первую очередь проектируется канал ствола: по размерам патрона устанавлива-
ются размеры патронника, затем определяются размеры нарезной части и пульного
входа в соответствии с существующей практикой.
Положение пули, которое она занимает в стволе при вставленном патроне, и дли-
на пути пули в канале ствола, полученная при решении задачи внутренней баллисти-
ки, позволяют определить общую длину ствола. Крутизна нарезов определяется из
условия обеспечения устойчивого полета нули в воздухе.
В зависимости от мощности патрона, назначения и особенностей образца оружия
выбирается марка стали. При решении этого вопроса основным соображением, прини-
маемым в первую очередь во внимание, является живучесть ствола. Чем мощнее
патрон и чем выше темп стрельбы, тем обычно лучше должно быть качество стали.
Наружные размеры ствола устанавливаются из условий прочности с учетом других
требований. При воздушном охлаждении ствола, например, приходится заботиться о
необходимом весе и форме его наружной поверхности, обеспечивающих большую теп-
-лоемкость и наилучшие условия теплообмена с окружающим воздухом.
В системах оружия с отдачей ствола также приходится иногда ориентироваться на оп-
ределенный вес ствола, обеспечивающий наилучшим образом аккумуляцию энергии поро-
ховых газов, достаточной для надежной работы автоматики. При наличии надульника попе-
речные размеры дульной части ствола обычно увеличиваются для усиления действия дав-
ления пороховых газов на подвижную систему автоматики, основанной на отдаче ствола.
В устройстве канала ствола принято выделять патронник, нарезную часть и пульный
вход.
К патроннику относится тот участок канала ствола, который соответствует форме и
размерам гильзы. В нем размещается патрон, чем и обусловлено его название. Нарез-
ной частью называют участок канала ствола, имеющий нарезы полного профиля.
Пульный вход соединяет патронник с нарезной частью и необходим для плавного
врезания пули в нарезы.
80
На приведённом ниже рисунке Вы можете видеть типичные для спортивного и ра-
ритетного оружия конструкции стволов.
Размеры ствола назначены в предположении, что для изготовления ствола исполь-
зуется углеродистая пушечная сталь (определение пушечной стали смотри выше), а
для стрельбы используется пуля в оболочке.
Рис. 68. Схема назначения опорных размеров стандартного винтовочного ствола.
Таблица 16. Размеры ствола в зависимости от калибра применяемого боеприпаса.
Калибр A, мм В, мм С, мм D, мм E, мм
6,5 мм 28,6 19,05-19,69 17,78-18,42 14,38 14,38
7 мм 30,48-31,12 19,69-20,32 18,42-19,05 14,38 14,38
.275 MAG 31,12-31,75 21,59-22,23 19,05-19,69 14,38 14,38
.280 ROSS 31,12-31,75 21,59-22,23 19,05-19,69 14,38 14,38
30-06 GOVT 31,12-31,75 21,59-22,23 19,05-19,69 14,38 14,38
.300 MAG 31,12-31,75 22,23-22,86 19,69-20,32 14,38 14,38
.375 MAG 31,12-31,75 22,23-22,86 20,96-21,59 16,00 16,00
.404 MAG 31,12-31,75 22,86-23,50 21,59-22,23 17,53 17,53
10,75 мм 31,12-31,75 22,86-23,50 21,59-22,23 17,53 17,53
.416 MAG 31,75 23,50-24,13 22,23-22,86 17,53 17,53
.505 MAG 32,39 26,04-26,67 24,13-24,77 20,77 20,77
Размеры поперечного сечения нарезной части ствола
показаны на рисунке. Абсолютные значения этих размеров
для различных калибров приведены в таблице ниже.
Добавлю, что в России калибром называют диаметр ство-
ла по полям нарезов. В других странах, например, в Герма-
нии, калибром считают диаметр ствола по дну нарезов, что
представляется лично мне более разумным, так как прямо
указывает на диаметр применяемой в оружейной системе
п у л и.
Дополнение о калибрах. Калибры измеряются в мил-
лиметрах или долях дюйма. Дюйм = 25.4мм. рис 69.
В России и большинстве других стран калибры измеря- Поля и нарезы ствола,
ются в миллиметрах. В Великобритании калибр измеряют в
тысячных долях дюйма, а в США в сотых долях дюйма. Калибр равный 0.5 дюйма в США
будет обозначаться - .50, а в Великобритании - .500. Ноль перед точкой не ставится.
81
Таблица 10. Сравнительная таблица калибров:
В миллиметрах. В долях дюйма (США) В долях дюйма (Великобритания) Истинное значение в мм. (размер по дну нарезов)
5,6 .22 .220 5,42-5,6
6,35 .25 .250 6,1-6,38
7,0 .28 .280 6,85-7,0
7.76, 7.63, 7.62 .30 .300 7,6-7,85
7,7 .30 .301 7,7-7,71
7,65 .32 .320 7.83-8.05
9,0 .35 .350 8,70-9,25
9.0, 9.3 .38 .380 9,2-9,5
10,0 .40, .41 .410 10,0-10,2
11,0 .44 .440 11,0-11,2
11,43 .45 .450 11,26-11,35
12,7 .50 .500 12,7
Калибр обозначает диаметр пули, но ничего не говорит о гильзе. Патроны 10мм Auto
и 40SW имеют пули одного диаметра (калибра), но разные гильзы, навесы пороха и
мощность. Потому патроны названы различно.
Иногда во избежание путаницы используют разные цифровые обозначения для
патронов с одинаковым диаметром пуль: .40 и .41 Естественно, что третья цифра
после запятой никакого значения для обозначения диаметра пули не имеет. Поэтому
патроны .223 и .225 имеют разные обозначения только из-за гильз.
Очень часто указывают диаметр пули и высоту гильзы: 9x17, 9x18, 9x19, 9x21,
9x22, 9x23. Как видите, калибр в Эмм оказался очень привлекательным. Настолько, что
патронов с высотой гильзы 18мм оказалось несколько. Чтобы их не путать, они называ-
ются, к примеру, так: 9х18Мак и 9x18Ultra. 9х18Мак - под таким названием продают
патрон к пистолету Макарова в США.
Иногда один и тот же патрон может иметь несколько названий. Эмм ПМ и 9х18Мак -
это один и тот же патрон.
Рекорд по количеству названий, наверное, занимает Эмм Штайр, он же 9x23, он же
Эмм Ларго (Эмм Largo),он же Эмм Бергман/Байард и еще его называют просто: Эмм
Большой, но это уже просто перевод « Largo» с испанского.
Раньше калибры измеряли еще и в линиях . Линия = 1/10 дюйма. Трехлинейка -
калибр равен 3 линии или 7.62мм.
Для охотничьего оружия калибры измеряются в количестве шаров, которые можно
отлить из одного фунта свинца. Это объясняет, почему охотничье оружие 12-го калиб-
ра мощнее 16-го - круглая пуля отлитая из 1/12 части фунта свинца больше, чем пуля
отлитая из 1/16 части.
82
Пуля должна обладать достаточной пробивной способнос-
тью и нанести как можно больший урон нападающему, остано-
вить его.
Считается, что для этого пуля должна передать всю свою
энергию при проникновении в тело и серьезно повредить его.
Для этих целей были придуманы экспансивные (разворачиваю-
щиеся) пули. Такая пуля разворачивается «розочкой» при попа-
дании в тело, наносит значительный урон и отдает всю свою
энергию телу, зачастую опрокидывая его.
Американцы попытались подсчитать, какой калибр патрона
с какой пулей обладает способностью надежнее остановить
нападающего. Эту способность назвали OSS (One Shot Stop) или
остановка одним выстрелом. По-русски - Относительное Оста-
навливающее Действие - ООД или Останавливающее Действие
Таблица 11. Калибры
гладких стволов.
Калибр Диаметр канала ствола, мм
28 14
24 14,7
20 15,6
16 16,8
12 18,5
10 19,7
4 26,5
Пули - ОДП.
Но как бы много от пули не зависело, OSS в 100% не гарантирует ни один извест-
ный боеприпас. OSS зависит и от места попадания. Сто процентов дает только прямое
попадание в спинной или головной мозг. Помните, что, пытаясь найти OSS различных
калибров, не учитывались попадания в конечности. Два выстрела сделанные подряд
(спаренный выстрел) почти всегда дают 100% OSS. Обычно патрон с большим OSS
обладает большей отдачей.
Таблица 12. Выборка основных характеристик для винтовочных стволов.
Калибр Количество нарезов Шаг нарезов, мм Ширина нареза, мм Ширина поля, мм Диаметр по нарезам, мм Диаметр по полям, мм
.505 MAG 8 406 2,921 2,019 12,840 12,814 12,586 12,560
.404 MAG 6 356 3,556 1,905 10,770 10,744 10,528 10,448
.400 WHELEN 6 356 3,556 1,905 10,452 10,427 10,249 10,224
10,75 мм 6 340 3,556 '1,905 10,770 10,744 10,528 10,448
.375 MAG 6 356 2,845 2,032 9,550 9,525 9,347 9,322
0,35 WHELEN 6 406 2,692 1,981 9,081 9,068 8,903 8,890
.300 MAG 6 356 2,413 1,575 7,836 7,823 7,633 7,620
0,30 (7,62 мм) 4 254 или 306 4,318 1,473 7,836,5 7,823 7,633 7,620
7 мм 6 254 2,286 1,397 7,252 7,239 7,028 7,010
.270 WINCH 4 254 3,912 1,473 7,074 7,061 6,871 6,858
0,25 NIEDNER 6 306 1,930 1,397 6,541 6,528 6,363 6,350
0,22 Long Rifle 4 или 6 406 1,854 1,016 5,677 5,664 5,525 5,512
83
Рис. 70. Ствол с фрезерованным ребром.
На рисунке выше можно видеть окончательно отделанный ствол с ребром, укреп-
лённым на стволе и могущим служить для крепления прицельных приспособлений.
Ствол, изображённый на рисунке, закрепляется в оружии на резьбе. При создании
любого оружия следует учитывать, что для придания жесткости конструкции, крепёж-
ные элементы должны в обязательном порядке надёжно крепиться к наиболее массив-
ным частям. Если Вы планируете использовать открытый прицел, плоская задняя пло-
щадка для прицела должна быть составной частью ствола. Так следует делать, чтобы
применять прицелы, как можно меньшей высоты.
Ствол с высоко выступающим прицелом, следует фрезеровать, с тем, чтобы умень-
шить неточности прицеливания и существенно облегчить оружие.
При изготовлении ствола следует стараться уменьшать вес и улучшать баланс. Ког-
да мы говорим об улучшении баланса, то следует знать, что в виду имеется не улучше-
ние характеристик отдельно взятого ствола, но оружия в целом.
Ствол охотничьего ружья следует делать максимально изящным. На нём не место
всякого рода ненужным выступам и лишнему крепежу. Кроме того, охотничье оружие
ни в коем случае не должно напоминать слегка уменьшенное осадное орудие и гре-
шить избыточной длиной и калибром.
Стволы спортивных винтовок желательно делать, учитывая физические особенно-
сти человека, которому предстоит стрелять из оружия, для которого предназначается
ствол.
Например, для высоких и крепких стрелков хорошо подходят стволы длиной от 710
до 770 мм. Если стрелок невысок и не столь уж силён, то он должен подобрать наибо-
лее удобные для себя длину и вес ствола, при этом, учитывая, что ствол должен быть
достаточно тяжёл, чтобы частично компенсировать тремор мышц.
Стволы, предназначенные для целевой стрельбы, в идеальном случае по диаметру
практически одинаковы со ствольной коробкой. Длина прямой части ствола в идеале
составляет около 200мм, затем делается конус дульной части. Прямая часть ствола
наилучшим образом подходит для размещения телескопических прицелов, кольца-базы
которых предпочтительнее размещать как можно ниже.
Ствол целевой винтовки должен обеспечивать размещение центра тяжести чуть
спереди спускового крючка. Такое размещение центра тяжести оружия даёт возмож-
ность быстрого перенацеливания и повышает точность ведения огня в движении.
При рассмотрении рисунка ствола и соответствующей ему таблицы, видно, насколько
много стволов имеют стандартный размер Е в дульной части, равный 14,38 мм (0,566").
Установлено, что стволы, в случае соблюдения этого размера имеют хороший баланс,
привлекательный внешний вид, удобны для установки прицельных приспособлений.
С точки зрения большинства специалистов по баллистике, оптимальной длиной
ствола для охотничьей винтовки следует признать величину порядка 610 мм, за исклю-
чением оружия, предназначающегося для стрельбы усиленными (magnum) патронами,
84
для которого оптимальная длина ствола возрастает до 660 мм. При использовании
одного и того же патрона, начальная скорость будет выше у более длинного ствола.
Например, для патронов, аналогичным российским 7,62x54, потеря начальной скорос-
ти составит примерно 8 м/с при уменьшении длины на 25 мм.
Если использовать при снаряжении патронов относительно быстро горящий порох,
то опыты по измерению начальной скорости пули со стволами различной длины пока-
жут потерю примерно 18 м/с при уменьшении длины ствола с 760 мм до 560 мм. Более
подробно данные по изменению скорости полёта пули в зависимости от изменения
длины ствола приведены в таблице ниже.
Таблица 13
Диапазон начальной скорости пули. Уменьшение скорости на 1 см уменьшения длины ствола.
600 - 750 м/сек 1,2 м/сек
750 - 900 м/сек 2,4 м/сек
900 - 1050 м/сек 3,6 м/сек
1050 - 1200 м/сек 4,8 м/сек
При сокращении длины ствола, увеличивается длина дульного пламени при выст-
реле, меняется баланс оружия, более шумным становится выстрел. По этим причинам
многие стрелки пренебрегают преимуществами короткоствольного оружия. Оружейни-
ками, методом проб и ошибок, найдены минимальные длины ствола для современных
высокоскоростных боеприпасов. Для удобства читателя ниже привожу таблицу 14.
Предполагать, что увеличение длины ствола автоматически приводит к повышению
точности боя, было бы ошибочно. Действительно, наиболее точные винтовки калибра
7,62 мм, имеют стволы, длиной от 610 до 712 мм.
Тем не менее, было бы неправильно утверждать, что винтовки со стволом 610 мм
всегда менее точны, чем винтовки со стволом 712 мм. И в самом деле, чем длиннее
ствол, тем больше действующие силы трения, а потому зачастую увеличение длины
ствола приводит только к одному положительному результату: увеличению длины при-
цельной линии (базы прицела).
Можно сделать однозначный вывод, что разница в длине стволов имеет зна-
чение только при стрельбе исключительно качественными боеприпасами, либо
специально отобранных партий, либо заряженными вручную. При стрельбе пат-
ронами, дающими большой разброс начальных скоростей, что происходит с фаб-
ричными боеприпасами сплошь и рядом, причём величина такого разброса мо-
жет достигать 60 м/с - разница в длине ствола значения не имеет.
Смещение точки попадания по вертикали на дистанции 500 метров, возникающее от
разброса скоростей самого боеприпаса, будет около 42 см, что в 3 раза(!) больше, чем
влияние разницы длины ствола в 10 см.
Для не слишком хорошо подготовленных стрелков проще прицеливаться из длин-
ноствольного оружия, которое ведёт себя в руках более устойчиво по причине боль-
шего, по сравнению с короткоствольным оружием, веса. Тем не менее, охотничьи
винтовки стремятся максимально укорачивать для удобства ходовой охоты и стрельбы
с лошади или из транспортных средств.
Если стволы, рассчитанные на стрельбу патронами бокового воспламенения ка-
либра 0,22 (5,6 мм), делаются из хорошего металла, их толщину в казенной части мож-
но принять равной 15,3 мм, а в дульной - 10,2 мм.
Ствол калибра 0,22 длиной 250 мм при правильном его изготовлении и стрельбе
85
Таблица 14. Соответствие оптимальной длины ствола и калибра.
Калибр Дюймы 0,30 0,25 0,505 Gibbs 0,416 Rigby 0,404 Jeffries 0,375 Holland @ Holland
Миллиметры 7,62 6.35 12.82 Gibbs 10.56 Rigby 10.26 Jeffries 9.52 Holland @ Holland
Минимальная длина ствола Дюймы 20 18 22
Миллиметры 508 457.2 558.8
из оружия, закреплённого в механическом прицельном приспособлении, даёт точность
стрельбы на дистанции 45-50 метров около 2,5 см. Разумеется, только при условии
использования качественных патронов.
А вот максимальной начальной скорости пули патроны калибра 5,6 мм достигают
при длине ствола между 460 и 560 мм. Очень сомнительными представляются перс-
пективы получения большей точности мелкокалиберного оружия при увеличении дли-
ны ствола более 610 мм.
Точно так же не имеет смысла увеличивать диаметр ствола в любой из его частей
сверх рекомендованных размеров.
Работы по обточке стволов. Ствол современной конструкции требует при изготов-
лении не только токарных операций, но и фрезеровки, так как практически на всех
чертежах в конструкциях стволов присутствуют самые разнообразные пазы и проточ-
ки. Все токарные и фрезерные работы делаются только после сверления ствола.
Обточка уже готовых нарезных стволов заводского производства на меньший диа-
метр, например с целью снижения веса, недопустима. Напряжения, всегда возникаю-
щие в металле при обработке, с большой вероятностью сделают ствол изогнутым.
К примеру, при обработке ствола армейской винтовки на токарном станке тепловые
напряжения могут настолько возрасти, что прежде чем удастся добиться нужного раз-
мера, ствол может изогнуть миллиметров на двенадцать.
Перед тем, как продолжить работу, ствол придётся тщательно рихтовать.
Перед тем, как приступить к наружной обточке ствола, следует изготовить оправки
для фиксации ствола. Одна из оправок устанавливается в дульной части ствола, вто-
рая - в казённой. Оправки делаются из закалённой инструментальной стали, тщатель-
но прошлифованной в центрах.
Если не подумать, и сделать оправки из мягкой стали, они быстро будут деформи-
рованы, и начнут болтаться во время токарной обработки, разрушая канал ствола.
Цилиндрическая часть оправки вставляется в канал ствола. Её диаметр должен
соответствовать диаметру обрабатываемого ствола по полям нарезов с учетом допус-
ка на скользящую посадку по системе «вал-отверстие». Оправка обязательно должна
быть тщательнейшим образом отполирована, чтобы не создавалось излишних сил тре-
ния в той части ствола, которая закрепляется в задней бабке.
Решаясь взяться за обточку ствола, оружейник должен твёрдо знать устройство и
возможности своего станка, иметь достаточный опыт работы на нём, а также иметь
понятие об особенностях обработки ствола.
Приступая к работе, следует вставить в ствол оправки и закрепить его в центрах.
86
Затем надо жёстко закрепить ствол при помощи токарного хомута к планшайбе и прове-
рить при помощи микрометрической стойки правильность вращения и допустимость
величин биения закреплённой детали.
Если требуется снять достаточно большое количество металла, следует использо-
вать люнет, располагаемый на достаточном для эффективной поддержки ствола рас-
стоянии.
Замечу, что биение ствола, вызванное его неправильной формой или неточностью
закрепления, особенно хорошо заметно в дульной части (вблизи задней бабки токарно-
го станка). После установки люнета и выверки правильности закрепления ствола, мож-
но приступать к собственно проточке ствола.
Рис. 71. Оправка для обточки ствола.
Отверстия в торцевых плоскостях оправки предназначены для установки центриру-
ющих приспособлений, закрепляемых в передней и задней бабках токарного станка, а
потому также должны быть изготовлены с высокой точностью и тщательно отполирова-
ны. Диаметр и форма отверстий зависят от размеров центрирующих приспособлений
конкретного станка.
Таблица 15. Стандартные размеры оправок для обточки ствола.
Стандартные размеры оправок для обточки ствола.
Калибр Размер А, мм Калибр Размер А, мм
.22 5,524 .35 8,882
.25 6,337 .375 9,322
7 мм 6,998 .404 10,236
.30 7,620 .405 10,516
.32 7,899 .505 12,802
Замечу, что те, кто пренебрегал использованием оправок для обточки, испортили
массу стволов, не следует повторять их ошибки.
В некоторых случаях, ствол обтачивается только поверхностно. При этом, есте-
ственно, не может возникнуть сколько-нибудь серьёзных температурных напряжений.
Соответственно, и применение люнетов становится необязательным. И тем не
менее, при обточке ствола следует уменьшать до минимума поперечную подачу резца.
Такой метод сводит к минимуму силы трения и поперечный изгиб детали.
Режущий инструмент следует остро затачивать. Кромка резца делается небольшо-
87
Рис. 72. Оправка в патронник.
го размера и скруглённой формы. Стружка, снимаемая
со ствола должна быть подобна той, которая получает-
ся при обработке свинца инструментами, предназна-
ченными для работы с деревом. По форме, выходя-
щая из-под резца стружка должна быть тонкой и про-
долговатой.
Устанавливать резец надо чуть выше центра враще-
ния.
В процессе обработки ствол нагревается. В силу
того, что он закреплён между центрами достаточно
жестко, возможны деформации, преимущественно изгиб. Поэтому, даже при неболь-
шом нагреве ствола, прижим задней бабки следует ослабить, обработку прекратить до
полного остывания металла.
Для уменьшения температурных деформаций, обязательно применять подачу ох-
лаждающей жидкости.
Мастера всегда помнят об огромной важности процесса нормализации при изго-
товлении прямого ствола. Чтобы исключить возможные поводки при дальнейшей обра-
ботке, после сверловки и цилиндрической предварительной обточки, обязательно про-
водится отжиг для снятия напряжений, иначе при окончательной (финишной) обработ-
ке, ствол обязательно будет изогнут.
Механически выровнять ствол можно только на стадии предварительной обработ-
ки, перед отжигом. Если рихтовать ствол после полного завершения процесса его
термообработки и изготовления, то температурные напряжения, возникающие при стрель-
бе, обязательно приведут к неустранимой без отжига деформации ствола.
Изогнутые стволы в достаточно большом количестве случаев, неточно обработаны
и имеют стенки различной толщины, что тоже приводит к деформациям в процессе
обработки и стрельбы.
И действительно, ствол не может остаться при стрельбе ровным, если он не кон-
центричен в поперечном сечении. Расширение более толстой стенки будет значитель-
но больше, чем расширение тонкой стенки, соответственно и изгиб произойдёт в сто-
рону тонкой стенки.
Единственное, что можно сделать, пытаясь исправить дефекты такого ствола, это
выровнять его канал ствола, используя оправку, а затем тщательно проточить, в надеж-
де добиться концентричности стенок. Если стенки получаются слишком тонкими, мож-
но попытаться укоротить ствол, но зачастую проще и лучше правильно изготовить но-
вый.
О глубине нарезов в стволе. Глубина нарезов в стволе не должна быть более той,
которая абсолютно необходима, чтобы надёжно сжать пулю в канале ствола, предотв-
ращая сдирание оболочки и прорыв пороховых газов.
Чтобы обеспечить минимальное аэродинамическое сопротивление полёту, форма
поперечного сечения пули должна быть как можно ближе к правильному кругу. Так
появляется зависимость глубины нарезов от материала и диаметра пули.
С момента появления нарезного оружия, были выработаны и различные способы
нарезки канала ствола. Каждый из этих способов имеет своих приверженцев, каждый
из способов был многократно опробован на практике.
На сегодняшний день разработана система прямоугольных нарезов и полей, хоро-
шо отвечающая своему предназначению и обеспечивающая высокую точность стрель-
бы. На рисунках и в таблицах этой главы показаны стандартные конструктивные реше-
ния для различных калибров, обеспечивающие высокую точность стрельбы.
Длительный опыт изготовления нарезных стволов калибра 0,22 под патрон боково-
го огня, показал, что оптимальная глубина нарезов такого типа оружия, составляет
0,0025" (0,06 мм), для калибра .25 глубина нарезов составит 0,035" (0,88 мм), причём
она будет одинакова как для свинцовых, так и для оболочечных пуль. Для стволов
калибра .30 (7,62 мм) и более, глубина нарезов составит 0,004" (0,1 мм). Крупнокали-
88
верные винтовки, рассчитанные на стрельбу усиленным патроном в оболочечной пуле
(magnum), имеют нарезы глубиной от 0,004 до 0,05" (0,88-1,27 мм).
Часто отмечается, что ширина канавок должна быть как минимум равна ширине
нарезов. Данное положение хорошо работает только в теории. На самом деле, поля
нарезов следует в целях уменьшения трения делать как можно более узкими, особен-
но в тех случаях, когда оружие предназначено для стрельбы на большие расстояния.
Для калибров от 0,22 до 0,30, вполне достаточно 4 нарезов. Если калибр больше
7,62 мм, лучше сделать 6 нарезов. Большее количество нарезов ощутимых преиму-
ществ не даёт, разве что при изготовлении оружия калибром более 12,7 мм, и то
потому, что инструмент получается проще и дешевле.
Чем меньше нарезов, тем меньше сопротивление при прохождении пулей канала
ствола и меньше сопротивление воздуха в полёте. Теория гласит также, что при нечёт-
ном количестве нарезов, уменьшается трение пули о стенки канала ствола, так как ни
один из нарезов не расположен напротив другого.
Канавки в стволе, нарезанные друг против друга, не дают пуле возможность осла-
бить уплотнение пороховых газов, однако нечетное количество нарезов (3, 5,7 и так
далее) уменьшает силы трения.
Тот же самый эффект снижения трения наблюдается при обработке ствола инстру-
ментом (например, развертками, сверлами или метчиками) с нечётным количеством
нарезов.
Почти все стволы делаются с правосторонним направлением нарезки, за исключе-
нием оружия, которое производится в Англии и некоторых моделей пистолетов. При
изготовлении нового ствола, правосторонняя нарезка предпочтительнее.
Диаметр ствола после окончательной его развёртки называется калибром или диа-
метром по полям нарезов. Диаметр по дну канавок называется диаметром нарезки. Он
складывается из диаметра ствола по полям и удвоенной глубины нарезов.
Диаметр ствола по нарезам оказывает большое влияние на точность боя и долго-
вечность ствола. Оружейник, собирающийся посвятить себя разработке и изготовле-
нию стволов должен понимать, что диаметр ствола по нарезам должен соответство-
вать стандартам, принятым в процессе длительного развития оружейного ремесла и
многократно опробованным на практике.
Частному оружейнику нет смысла работать с теми же допусками на изготовление кана-
вок нарезов, с какими работают крупные производители. Дело в том, что величины допус-
ков на изготовление в крупных компаниях выбираются исходя из нормативной стойкости
применяемого режущего инструмента и длительности использования последнего.
Частник может при индивидуальном изготовлении стволов, делать их со значитель-
но большей точностью. Как и говорилось выше, единственный фактор, берущийся во
внимание при назначении глубины нарезки ствола - это диаметр пули. Именно диамет-
ру пули, под которую изготавливается оружие, должен однозначно соответствовать
диаметр ствола по нарезам.
Следует также учитывать, что ни один производитель не делает пули абсолютно
точно. В любом случае, у различных производителей, пользующихся различным техно-
логическим оборудованием, принята различная точность изготовления боеприпасов,
которая, кроме того, может зависеть и от назначения боеприпаса. Следует точно опре-
делить производителя боеприпасов, определить среднее значение диаметра пули и
максимально возможное отклонение диаметра пули от среднего значения.
Максимальную точность стрельбы показывают стволы, диаметр которых по нарезам
меньше максимально возможного диаметра применяемой пули на 0,003" (0,07мм). В
дальнейшем, перед стрельбами, следует приводить диаметр пуль к унифицированному.
После изготовления ствола под определённый тип боеприпасов, следует в
дальнейшем пользоваться только или преимущественно выбранным однажды
типом боеприпасов.
89
Свинец при выстреле практически не расширяется, поэтому свинцовый сердечник
за счёт сжатия становится на 0,008 мм меньше расширяющейся оболочки. При выстре-
ле пуля не идёт по стволу свободно, она обминается по новому размеру. Эффект
получается такой, как если бы глубина нарезов была бы избыточна. Поля нарезов об-
минают пулю аналогичным образом, однако недостаточно, так как они просто формиру-
ют на поверхности пули почти прямые канавки, не оказывая заметного влияния на
свинцовый сердечник, находящийся под оболочкой.
Можно сделать вывод, что, несмотря на большое разнообразие относительных раз-
меров полей и нарезов, нарезы следует делать как можно шире, а поля - как можно уже.
Пределы ширине нарезов и узости полей определены только прочностью по-
лей, удобством изготовления и стойкостью инструмента для нарезки ствола.
К примеру, для оружия, рассчитанного на применение патронов калибра 30-03,
нарезы примерно вдвое шире полей.
При этом в инструменте для нарезки, толщина стенки в месте крепления резца
получается достаточно тонкой. Исходя из таких чисто технологических соображений,
желательно делать большее количество канавок нарезки. Это кроме всего прочего,
позволяет сохранить поля нарезки узкими. Утверждение о желательности узких полей,
тоже справедливо только до определённых пределов. При использовании оболочеч-
ных пуль, поля нарезов желательно делать чуть шире, так как широкие поля прочнее и
придают стволу большую долговечность. В случае, если используется стали понижен-
ной прочности, ширина полей нарезов также увеличивается.
Форма нареза оказывает серьёзное влияние на точность боя. Сторону нареза, об-
ращённую книзу, следует делать острой. Противоположная сторона скругляется. Та-
ким образом, радиусное закругление оказывается расположено на ведущей стороне
поля нареза, что приводит к снижению сил трения при выстреле.
Рис. 73. Варианты нарезки системы Метфорда. Обратите внимание на закругление ведущей грани
и постарайтесь догадаться о направлении нарезки.
Скругление ведущей стороны нареза при проходе пули через ствол, отпечатывает-
ся на оболочке пули. Нарезы со скругленным краем создают меньшее сопротивление
движению пули по стволу, чем нарезы с острым краем.
Оптимальная форма нарезов ствола была открыта и исследована такими оружейни-
ками, как Генри, Метфорд, Ланкастер, Ригби. Возможно, в будущем удастся найти что-
либо лучшее, но пока что нам следует использовать полностью оправдывающую себя
каноническую форму, показанную на рисунке выше.
Процесс развития нарезного оружия начался относительно давно - примерно в
1498 году в городе Нюрнберге, с того, что некий фон Кольнер изготовил первый ствол
с прямыми нарезами, сделанными лишь с целью избавиться от порохового нагара и по
возможности уменьшить утечку пороховых газов. Об этом мы уже упоминали ранее.
Так вот, с тех пор были испробованы трёхгранные стволы казачьих винтовок-тройц,
90
остроугольные и волнистые нарезы старинных штуцеров, люттихские нарезы, трапеце-
идальные нарезы, нарезы Генри, сегментные нарезы и многое другое.
При наличии некоторых достоинств, любая применённая система нарезки ствола
заведомо хуже предложенной Вашему вниманию. Учитывайте опыт прошлого, если Вам
всё-таки захочется попробовать заняться изысканиями в этом направлении.
К выбору требуемого шага нарезки также следует подходить разумно. При внима-
тельном рассмотрении приведённых в тексте таблиц и рисунков, можно заметить, что
шаг нарезов колеблется между 10 и 16" (254-406,4 мм) на один полный оборот линии
нарезки. Например, при калибре пули 10,75 мм, выбран шаг нарезов 13,4" (340 мм), как
наиболее соответствующий форме и весу используемой пули.
Есть несколько элементарных истин для оружейников и владельцев оружия. Одна
из них - о назначении нарезов в стволе и принципах работы нарезного ствола. Дей-
ствительно, это не сразу понятно: почему для каждого калибра существует некий опти-
мальный шаг и профиль нарезов?
А на самом деле всё просто: основное назначение нарезки помимо запирания по-
роховых газов в стволе - избавить пулю от вращения относительно её короткой оси за
счёт вращения относительно длинной, что не даёт воздуху возможности заставить пулю
кувыркаться в полёте.
Угловую скорость пули грубо можно оценить по формуле:
w = V/(T * 0,0254),
где w - угловая скорость пули, об/сек;
V - начальная скорость пули, м/сек;
Т - шаг нарезов в дюймах
Частота вращения пули всегда велика. Подчитаем её, например, для пистолета
Макарова. Итак, начальная скорость пули пистолета Макарова - 315 метров в секунду,
шаг нарезов 280 мм. Получаем: 315/0.28=1125 оборотов в секунду, чего вполне доста-
точно - пулька у патрона 9x18 короткая.
Шаг нарезов приобретает особенно большое значение, когда пуля имеет кони-
ческую или вытянутую форму. (Действительно, сферическую пулю заставить кувыр-
каться невозможно по определению.) При прочих равных условиях, скорость враще-
ния пули, вытянутой в продольном направлении, должна быть выше.
Пример: знаменитая трёхлинейная винтовка Мосина - Нагана. Начальная скорость
пули 868 м/с, шаг нарезов 240 мм. Получаем 868/0,24=3617 оборотов в секунду! Прак-
тика показала: это как раз то, что надо для вытянутой пули патрона полковника Рогов-
цева.
Приведённые примеры показывают, что принятый в России шаг нарезов 240 мм
отвечает потребностям создателей как длинноствольного, так и короткоствольного ору-
жия под достаточно мощный патрон с оболочечной пулей, а потому может быть принят
как основной и частыми мастерами, обеспечивая приемлемую точность боя разнооб-
разных образцов стрелкового оружия.
И в то же самое время следует помнить, что для свинцовых пуль спираль нарезки
должна иметь как минимум вдвое больший шаг, иначе мягкую пулю без оболочки будет
просто срывать с нарезов.
Существует эмпирическое правило для грубого определения стабильности винто-
вочной пули - по ее угловой скорости. Пуля должна вращаться с угловой скоростью не
менее 170 000 об/мин или 2833 об/сек. Цифра эта приблизительна и, на самом деле, у
конкретной пули угловая скорость для оптимальной ее (пули) стабилизации может быть
и 140 000 об/мин и 200 000 об/мин, в зависимости от ее веса и формы.
Теоретически рассчитать требуемый шаг нарезов вполне возможно. Этому посвя-
щено множество книг по баллистике. Все проведённые расчёты уже многократно были
проверены на практике. Зависимость шага нарезки ствола от диаметра пули отражена
в таблице 12.
Для определения соответствия размеров пули шагу нарезов существует эмпири-
ческая формула Гринхила. Она была выведена в 1879 году сэром Гринхилом (Alfred
91
George Greenhill, жил 1847-1927). Впервые она была опубликована в Британском учеб-
нике стрелкового оружия (British Textbook of Small Arms) в 1929 году. Позволяет для
заданного калибра и заданной пули рассчитать оптимальный шаг нарезов. Исходные
данные для расчёта:
Т = шаг нарезов в дюймах
К = константа Гринхила = 150 (для начальной скорости пули от 457 до 853 м/сек) и
180 - для начальной скорости пули свыше 853 м/сек и 125 - для пистолетов.
Данные значения константы справедливы для свинцовых пуль с оболочкой из меди
или ее сплава. Константа жестко привязана к плотности материала пули и если бы мы
задумали стрелять пулями из железа или алюминия, то константа была бы другая.
D = диаметр пули в дюймах
L = длина пули в дюймах
Итак, шаг нарезов при заданной длине пули:
т - KD2/
1 ~ /L
Длина пули при заданном шаге нарезов:
L = KD2^
Для пули калибра .308, длиной 1,35 дюйма (вес 200 гран или 13 грамм) получаем:
(150 х 0,3082) / 1,35 = 10,54
Шаг нарезов соответствует отношению 1:10,5 (10,54 дюймов на совершение полно-
го оборота пули в стволе), что близко к используемому в винтовках калибра 30-06 шагу
нарезов 1:10.
Если ди(150 * 7,822) / 34,29 = 267,51 мм.
Видно, что при подстановке в расчет значений длины пули и её диаметра в милли-
метрах, формула Гринхила продолжает оставаться справедливой.
Можно сделать достаточно очевидные выводы:
1. Главную роль в стабилизации пули играет ее длина, а не вес.
2. Более длинные пули для стабилизации требуют более быстрых нарезов (мень-
шего шага нарезов)
3. Шаг нарезов в изготавливаемой винтовке выбирается по самой длинной (тяже-
лой) пуле, которая будет применяться в данном калибре.
4. Можно стрелять из ствола более легкими пулями, чем на которые он рассчитан,
без ущерба траекторной устойчивости и кучности.
Существует также формула компании Sierra Bullets:
T = 0,06F^, где
V =начальная скорость пули, фут/сек
Т = шаг нарезов в дюймах
D = диаметр пули в дюймах
L = длина пули в дюймах
Для пули калибра .308, длиной 1,35 дюйма, начальная скорость 800 м/сек получа-
ем: 0,06 * 2624 * 0,3082 / 1,35 = 11, 063
Интересующимся также будет небезынтересно обратиться к специализированной
литературе, чтобы получить более полное представление о трудностях, встающих при
проектировании оружия, о влиянии плотности воздуха и атмосферного давления на
траекторию полёта пули и о других факторах, представляющих интерес при рассмотре-
нии возникающих у оружейника вопросов, связанных с внутренней и внешней баллис-
тикой ствола.
Отделка ствола и патронника. Парадоксально, но всё же многие оценивают каче-
ство оружия по качеству его наружной отделки. Внешний лоск - главное, на что обра-
щает внимание неискушенный потребитель. В то же самое время, качество отделки
92
канала ствола и патронника, как правило, остаётся «за кадром». Там, где ствол при-
крепляется к ствольной коробке, остаётся одна или две поверхности, подлежащие
тщательной отделке.
На качество закрепления ствола в ствольной коробке всегда следует обращать осо-
бое внимание. Оружие, ствол которого шатается в ствольной коробке или закреплён
несоосно, столь же плохо, как если бы его ствол был кривым.
Патронник должен быть отполирован зеркально. Известно, что при наличии в пат-
роннике следов от инструмента, при стрельбе неизбежны проблемы с плохой экстрак-
цией гильз и их разрывами. Особенно серьезно сказывается плохая обработка патрон-
ника при стрельбе современными высокоскоростными боеприпасами. Гильза, сделан-
ная из мягких материалов, например из латуни, расширяясь при выстреле, способна
намертво засесть в патроннике, используя в качестве фиксирующих зацепов даже ма-
лейшие следы от развёртки. Зачастую это приводит даже к поломке экстрактора.
Раздутие патронника приводит примерно к тем же последствиям. Особенно часто
раздувает патронники, если ствол сделан из откровенно некачественной стали, либо
когда ствол не был рассчитан на стрельбу оболочечными пулями и использование
мощных высокоскоростных боеприпасов.
При обработке патронника также крайне важно выдержать рекомендуемую для дан-
ного калибра и типа боеприпасов кривизну (радиус) переходного участка между ство-
лом и собственно патронником. Это может быть достигнуто только точным изготовле-
нием развёрток для патронника.
Запомните навсегда:
1. Некачественный инструмент твёрдо гарантирует Вам получение бракованного
ствола.
2. Обрабатывая патронник, оружейник должен помнить, что его клиенту заклинив-
шая при стрельбе гильза может стоить жизни.
Стволы с ребром жёсткости. Если вновь вернуться к рисунку, на котором изобра-
жён ствол с ребром жесткости, то можно сделать вывод, что у такого ствола очень
привлекательный внешний вид.
Великими мастерами по изготовлению подобных стволов были специалисты фир-
мы Маузер. Множество красивейших стволов, изготовленных на этом предприятии,
были оребрёнными.
Если кому-либо захочется изготовить нечто подобное, то понадобится горизонталь-
но-фрезерный станок с вертикально-фрезерной головкой и некоторые дополнитель-
ные приспособления, например нестандартный поворотный стол. Изготовление ство-
ла занимает около трёх дней непрерывной напряжённой работы. Если всё сделано
согласно чертежу, результаты будут замечательны. Оружие с таким стволом будет иметь
достаточно необычный дизайн.
Соотношение размеров ствола и пули. Начнем рассмотрение вопроса с калибра
0,22 (5,6 мм). При стрельбе боеприпасами бокового воспламенения калибра 5,6, наи-
лучшие по точности результаты получаются при диаметре пули чуть большем диаметра
ствола по нарезам. Превышение диаметра пули по отношению к диаметру ствола у
различных производителей оружия различно, но колеблется в пределах 0,0005-0,0015"
(0,0127-0,0381 мм).
Для калибра 0,25" (6,35 мм), при использовании мощных боеприпасов, диаметр
ствола по нарезам колеблется от 0,2565 до 0,2585" (6,52-6,57 мм). Диаметр пули так-
же колеблется между 0,2565 и 0,2585" (6,52-6,57 мм). Идеальная комбинация ствол-
пуля имеет соответственные размеры 6,53-6,54 мм.
Известно, что наилучшие результаты при стрельбе даёт оружие калибра 7,62 мм.
Пули этого семейства выпускаются с удивительным единообразием и точностью в
течение многих десятилетий. Пуля калибра 30-06 имеет диаметр между 0,308 и 0,3085"
(7,82-7,84 мм). Для такого оружия рекомендованный диаметр ствола по нарезам со-
ставит 0,3085-0,309" (7,84-7,85 мм).
При использовании свинцовых пуль в составе патронов, снаряжённых бездымным
93
порохом для калибров, больших 5,6мм, отливку пуль следует производить из твёрдых
сплавов свинца. Диаметр пуль должен быть существенно больше диаметра ствола по
нарезам. Например, для калибра 6,35 м, допустимо превышение диаметра на 0,003"
(0,08 мм).
Результаты стрельбы при использовании свинцовых пуль, меньших по диаметру,
чем диаметр по нарезам, плохие или крайне плохие. Однако пули того же диаметра
могут давать приемлемые результаты стрельбы при использовании для снаряжения
патронов чёрного пороха. Причина в том, что чёрный порох успевает деформировать
пулю ещё до того, как она успеет выйти из гильзы, поэтому в канал ствола свинцовая
пуля входит уже с увеличенным диаметром. Но даже в случае использования чёрного
пороха, всё же лучше отливать пули примерно на 0,06-0,08 мм больше диаметра ство-
ла по дну нарезов.
Переходный участок между патронником и стволом делается коническим, с верши-
ной конуса, направленной в сторону канала ствола, с тем, чтобы на переходном участ-
ке при выстреле происходило самоцентрирование пули.
Длину переходного участка в общем случае принимают равной 3-5 калибрам, одна-
ко в некоторых образцах спортивного оружия практически нет переходного участка. В
таком оружии носик пули плотно входит в ствол. Это техническое решение требует
боеприпасов улучшенного качества, но, по мнению некоторых авторов, например Кол-
би, увеличивает точность стрельбы.
Вообще, посадочное место пули - существеннейшая часть любого патронника. В
идеале между носиком пули и нарезкой свободного места быть не должно. Тем самым
исключаются резкие рывки при стрельбе, возникающие от «прыжков» пуль из патронни-
ка в ствол. Наблюдаются потери давления и уменьшение начальной скорости пули.
Правомерен вывод, что патронник с избыточно длинным переходным участком спо-
собствует снижению точности боя оружия и ускоряет износ ствола.
Приведённая ниже таблица представляет собой выборку наиболее распространён-
ных американских, английских и немецких патронов. Постарайтесь не увлекаться экзо-
тическими типами боеприпасов.
Самые важные требования к применяемому Вами патрону - стабильность его
характеристик, доступность и не слишком высокая цена. Впрочем, в большинстве
случаев приходится из трёх желательных характеристик выбирать две любых.
94
Таблица 23.
Калибр и патрон Производитель Диаметр по дну нарезов Диаметр сверловки, мм Шаг нарезов, мм
мин., мм макс., мм
.22 Short Все 5,588 5,685 5,525 508
.22 LR Все 5,639 5,685 5,525 от 406 до 432
.22 W.R.F Winchester 5,728 5,740 5,563 356
.22 W.C.F Winchester 5,677 5,692 5,537 406
.22 BabyH.P. Niedner 5,664 5,677 5,525 406
.22 Savage Н.Р. Savage 5,740 5,753 5,563 305
.25-20 S.S.@ W.C.F. Winchester 6,527 6,541 6,350 356
.25-35 W.C.F Winchester 6,527 6,541 6,350 203,2
.25 Rem. Auto Remington 6,527 6,541 6,350 254
.25 Niedner, Spr.@Crag Niedner 6,515 6,541 6,350 305
.250-3000 Savage Savage 6,528 6,553 6,350 356
6,5 мм Mannlicher Austrian 6,680 6,706 6,502 191
.270 W.C.F Winchester 7,061 7,074 6,858 254
7 мм Mauser German 7,249 7,300 7,010 220
7 мм Mauser American 7,226 7,252 7,010 254
.280 Jeffery s British 7,341 7,366 7,112 220
.30-030 W.C.F Winchester 7,823 7,836 7,620 305
.30-030 Rem. Auto Remington 7,823 7,836 7,620 305
.30 Crag U.S. Gov’t 7,823 7,874 7,620 254
.30-06 Springfield U.S. Gov’t 7,823 7,836 7,620 254
.300 Savage Savage 7,823 7,849 7,620 254
.30 Magnum H@ H* 7,831 7,836 7,620 356
.32-20 W.C.F. Winchester 7,899 7,912 7,747 508
.32Win. Special Winchester 8,128 8,141 7,925 406
.32 Rem. Auto Remington 8,103 8,115 7,925 406
8 мм Mauser German 8,077 8,280 7,925 356
.303 British 7,874 7,899 7,696 от 229 до 254
.303 Savage Savage 7,823 7,849 7,620 254
.32 Win. Self- Loading Winchester 8,153 8,179 7,925 254
95
Продолжение таблицы 23.
Калибр и патрон Производитель Диаметр по дну нарезов Диаметр сверловки, мм Шаг нарезов, мм
.33 W.C.F. Winchester 8,585 8,598 8,382 406
.35 Win. Self- Loading Winchester 8,915 8,941 8,484 305
.351 Win. Self- Loading Winchester 8,915 8,941 8,484 406
.35 Rem. Auto Remington 9,042 9,055 8,839 406
.35 W.C.F. Winchester 9,093 9,106 8,890 406
.375 Magnum H@H* 9,525 9,550 9,347 356
.38 Short, Long and Extra Long, O.L. Bee 9,093 9,119 8,890 914
.401 Win., S.L. Winchester 10,338 10,363 10,16 356
.404 Magnum Jeffrey s 9,475 10,770 10,516 356
.405 Winchester Winchester 10,490 10,503 10,287 356
.45-70 Winchester Winchester 11,582 11,633 11,430 508
.45-70 U.S. Govt U.S. Gov’t 11,455 11,633 11,430 559
.505 Magnum Gibbs 12,814 12,840 12,548 406
* Holland@Holland
96
ГЛАВА 8
РАСЧЁТ СТВОЛА ПА ПРОЧНОСТЬ
Мы уже говорили, что это многократно решенная задача. Однако необходимость
расчёта всё же может возникнуть в следующих случаях:
1. При применении сталей повышенной или пониженной прочности.
2. Если планируется использование нестандартных боеприпасов или же создаётся
оружейная система с раздельным заряжанием.
3. При разработке оружия нестандартной конструкции.
О расходовании энергии порохового заряда:
Разогрев гильзы - 4%.
Кинетическая энергия пули - 29%.
Кинетическая энергия продуктов сгорания -19%.
Нагрев ствола - 22%.
Нагрев пороховых газов - 19%.
Разогрев пули за счёт трения в канале ствола - 7%.
Распределение энергии порохового заряда практически неизменно у разных патро-
нов, потому, зная потребную энергию пули у дульного среза, можно достаточно точно
рассчитать энергию, а значит и массу порохового заряда. Приведённые данные также
облегчают подбор нужного патрона из стандартных образцов.
Таблица, приведённая ниже, позволяет соотнести энергию отдачи оружия с физи-
ческими данными стрелка.
Таблица 17. Сравнительная таблица энергий отдачи
Патрон Вес пули, грамм Скорость пули, м/с Вес винтовки, кг Энергия отдачи, Дж
.222 Rem. 3,2 975 3,2 4,74
.243 Win. 6,5 935 2,95 16,95
6,5 914 3,4 13,47
.250 Sav. 6,5 853 3,4 11,63
.257 Rob. 6,5 914 3,4 13,47
7,6 807 8.0 12,2
7,8 853 3,4 14,23
.264 Mag. 9,1 975 3,6 27,8
.270 Win. 8,5 957 3,6 22,37
9,7 883 3,6 26,78
7x57 Mauser 9,1 853 3,75 20,34
11,3 762 3,4 22,37
7mm-08 9,1 853 3,75 20,34
7mm Mag. 9,1 975 3,6 27,8
10,4 944 8.5 31,18
.30-30 Win. 9,7 731 3,4 15,86
11 670 3,4 16,71
.300 Sav. 9,7 762 3,2 19,25
9,7 801 3,4 17,76
11,7 716 3,4 21,19
97
Продолжение таблицы 17.
.307 Win. 11,7 762 3,2 25,47
.308 Win. 8,1 883 3,2 19,66
9,7 792 3,6 18,53
9,7 853 3,4 24,02
10,7 822 3,2 25,72
11,7 792 3,2 27,45
11,7 795 3,6 24,27
.30-06 Sp. 9,7 883 3,6 26,78
11,7 822 3,6 27,12
.300 Mag. 11,7 890 3,6 35,93
11,7 1005 3,6 47,46
14,3 816 4,1 41,35
.32 Spec. 11 670 3,4 16,71
8mm Mag. 14,3 862 4,1 45,22
.338 Mag. 13 902 4,1 42,84
14,6 847 4,1 45,5
16,2 810 4,1 39,32
.35 Rem. 11,7 670 3,4 19,66
13 648 3,4 21,01
.357 Mag. 10,2 487 3,4 6,02
.358 Win. 13 768 4,1 25,76
.35 Whelen 13 822 4,1 32,54
16,2 731 4,1 35,93
.350 Mag. 11,7 868 3,4 36,61
13 826 4,1 32,61
.375 Mag. 15,2 822 4,1 40,35
17,5 819 4,1 53,96
.375 Mag. 19,5 771 4,1 59,66
450/400-3» 26 655 4,1 69,15
.405 Win. 19,5 688 4,1 42,03
.444 Mar. 17,2 640 4,1 31,86
.450 Mar. 22,7 587 3,0 49,08
98
Продолжение таблицы 17.
.45-70 19,5 548 4,1 33,9
19,5 548 4,5 25,76
22,7 640 4,6 42,37
22,7 670 4,5 48,13
26,3 405 4,1 25,08
26 609 4,5 52,2
32,5 548 4,5 59,66
.458 Mag. 22,7 752 4,1 67,8
32,5 621 4,1 81,36
32,5 621 5,0 74,58
Ружье 12 калибра 31,8 350 3,4 23,73
На ствол при выстреле действуют следующие силы:
1. Сила давления пороховых газов, вызывающая напряжения и деформации в стен-
ках ствола.
2. Осевая составляющая силы трения пули (снаряда) о поверхность канала ствола
и силы давления ведущего устройства на боевые грани нарезов.
3. Поперечная составляющая этих сил.
4. Силы инерции, возникающие в стенках ствола вследствие быстрого развития
давления газов или в результате ускоренного движения ствола.
5. Осевые силы, обусловленные способом крепления ствола в оружии.
Точный учет всех перечисленных сил делает решение задачи о расчете ствола на
прочность сложным. Поэтому при расчете стволов на прочность принимают ряд упро-
щающих допущений, позволяющих сложную задачу о расчете ствола свести к расчету
простой цилиндрической трубы.
Мы вынуждены предположить, что:
1. Силы трения пули о поверхность канала ствола вызывают пренебрежимо малые
осевые напряжения в стенках ствола.
2. Давление ведущего устройства на боевые грани нарезов, вызывает пренебре-
жимо малые напряжения кручения.
3. Нагрузки, испытываемые стволом при выстреле, носят статический характер.
4. Ствол состоит из большого числа цилиндрических участков,
имеющих соответствующие средние диаметры.
5. Материал ствола однороден и изотропен, давление в каждой точке нормально к
поверхности, форма участка при деформации сохраняется, а любое поперечное сече-
ние остается плоским.
Итак, задача расчета ствола сводится к расчету изотропной цилиндрической трубы,
подвергнутой внутреннему статическому давлению. В ряде случаев эта труба будет
открытой, иногда ее стенки будут испытывать осевое усилие, которое легко определя-
ется в зависимости от конкретной схемы крепления ствола в оружии.
Напряжения и деформации в стенках трубы. В курсе сопротивления материалов
выводятся следующие выражения для упругих напряжений в стенках толстостенной
цилиндрической трубы, подвергнутой действию внутреннего и наружного давления.
99
a=c+c2/r2 (1)
а=с1-е2/ г2 (2)
с1=( Р1г12-Р2|'22)/(|'22-''12) О)
c2=((Pi-P2)ri2r22/(r22-ri2) (4)
at о - тангенциальное и радиальное нормальные на-
пряжения соответственно.
с1 с2 - постоянные интегрирования дифференциаль-
ного уравнения равновесия элементарного объема,
выделенного в стенке трубы.
Р1 Р2- давления соответственно внутри и снаружи
труб ы.
г1 г2 - радиусы соответственно внутренней и наруж-
ной поверхностей трубы.
г - радиус рассматриваемого слоя, в котором опре-
деляются напряжения (текущий радиус).
Рис.74. Расчётная схема
ствола.
Зная размеры открытой трубы г1 г2 и давления Р1 и Р2, можно определить напряже-
ния at о. в любой точке, расположенной на удалении г от продольной оси трубы. Для
трубы с дном может быть определено осевое напряжение az, которое в соответствии с
принятыми допущениями, постоянно и равно сг
Для цилиндрической трубы с учётом принятых ранее допущений, напряжения at аг,
az, являются главными нормальными напряжениями.
Главные относительные упругие деформации можно выразить следующим обра-
зом:
е=[ at-p(a+ az)]/E (5)
е=[ ar-p(az+ at)]/E (6)
е=[ Gz-g(Gt+ or)]/E (7)
et, er, ez - тангенциальная, радиальная и осевая относительные упругие деформа-
ции соответственно.
Е- модуль упругости.
ц=1/3 - коэффициент Пуассона.
Приняв численное значение коэффициента Пуассона, можно выразить деформа-
ции следующим образом:
-для открытой трубы
et=[2c1/3+4c2/3r2]/E (8)
er=[2c1/3-4c2/3r2]/E (9)
е^-гс/ЗЕ (10)
- для трубы С ДНОМ OZ=C1
£=(С1/3+4с2/Зг2) (11)
ег=[с1/3-4с2/Зг2]/Е (12)
ez=Cl/3E (12) (13)
Исследование выражений для напряжений и деформаций, что при Р1/Р2<1, танген-
циальные напряжения и деформации всегда больше по величине соответственно ра-
диальных напряжений и деформаций. Наибольших по величине значений напряжения
и деформации достигают на внутренней поверхности трубы.
При выполнения условия 1 <Р1/Р2<г22/г12, радиальные напряжения и деформации больше
по величине соответственно тангенциальных напряжений и деформаций, но обратны им
по знаку. Наибольших значений они достигают на внутренней поверхности трубы.
В случае равенства нулю постоянной интегрирования ср то есть в случае, когда
P1/P2=r22/r12, тангенциальные напряжения и деформации равны по величине радиаль-
ным напряжениям и деформациям, но обратны им по знаку.
Если же нулю равна вторая постоянная интегрирования, то есть с2=0 (1=Р1/Р2), то
тангенциальные напряжения и деформации равны по величине радиальным напряже-
ниям и деформациям, совпадают по знаку и постоянны независимо от положения слоя
в стенке ствола (значения г).
100
Рис. 75. Распределение напряжений при Р2=0.
На основании изложенного выше, мож-
но сформулировать 2 правила:
1. Величина тангенциальных напряже-
ний больше, чем величина радиальных на-
пряжений для любой точки трубы, если
с( и с2 имеют одинаковые знаки.
Величина радиальных напряжений
больше, если с( и с2 имеют разные знаки.
Наибольших значений напряжения дости-
гают на внутренней поверхности ствола,
за исключением случая, когда Р^Р,,. Толь-
ко тогда напряжения равномерно распре-
делены по всей толщине стенок ствола.
Для практического расчёта нас инте-
ресует только один вариант загружения,
при котором величиной Р2 можно пренебречь. В самом деле, винтовочный патрон
развивает максимальное давление порядка 3200 кг/см2. Атмосферное давление - это
что-то около 1 кг/см2. Мы видим разницу давлений в три порядка, что даёт нам возмож-
ность приравнять Р2 к нулю, не совершив тем самым большой ошибки.
Теории прочности.
Теории прочности позволяют установить те характеристики сложного напряженно-
го состояния, по которым можно судить о прочности детали. В настоящее время суще-
ствует несколько теорий прочности. И всё же мы так до конца и не знаем истинных
причин разрушения материала. Тем не менее, грамотный инженер знает, в каком слу-
чае какой теорией прочности следует пользоваться.
По первой теории прочности (теории Рэнкина) за характеристику прочности при-
нимается наибольшее из нормальных напряжений. Применительно к трубе, нагружен-
ной внутренним давлением, наибольшим является тангенциальное напряжение на ее
внутренней поверхности, поэтому условие прочности имеет вид:
Rz > at1 , где Rz - допускаемое напряжение.
Поскольку эта теория прочности не учитывает сложное напряженное состояние,
она при расчете труб (стволов) не применяется. Ею пользуются только при одноосном
(простом) напряженном состоянии (при растяжении или сжатии).
По второй теории прочности (теории Сен-Венана) за характеристику прочности
принимается наибольшая из нормальных деформаций. Применительно к трубе, нагру-
женной внутренним давлением, наибольшей является тангенциальная деформация на
внутренней поверхности, поэтому условие прочности записывается так: Rz^Eet1.
Вторая теория нашла широкое применение при расчете стволов артиллерийских
орудий и стрелкового оружия, хотя она также не является совершенной.
Воспользовавшись выражениями (3), (4), (8) и приняв г=г1, Р2=0, получаем:
Eet=2P1(2r22+r12)/3(r22-r12) (14)
R > 2P1(2r22+r12)/3(r22-r12) (15)
По третьей теории прочности (теории Кулона) за характеристику прочности при-
нимается наибольшее касательное (скалывающее) напряжение. Применительно к тру-
бе, наибольшим является касательное напряжение на ее внутренней поверхности, и
условие прочности записывается в таком виде:
Tz>(Gt1-Gr1)/2(16)
где tz - допускаемое скалывающее напряжение.
Учитывая известную связь касательного и нормального напряжений при простом
растяжении т = а/2, и принимая во внимание выражения (1), (2), (3), (4) при г - г1 и
Р2=0, получаем:
Т1 =р1г27 r22-ri2 <17)
R> 2Р,г22/ г22-Г12 (18)
101
Третья теория прочности также иногда применяется при расчете стволов на проч-
ность, хотя она неточно отражает действительные условия разрушения при сложном
напряженном состоянии.
Кроме теорий, описанных выше, существуют еще так называемые «энергетические
теории прочности». Одной из таких теорий является теория Губера - Мизеса -Генки,
по которой за характеристику прочности принимается потенциальная энергия измене-
ния формы единицы объёма, а условие прочности имеет вид:
uz>u0(19),
где uz - допускаемая энергия изменения формы при простом растяжении.
Потенциальная энергия деформации единицы объёма тела при объёмном напря-
жённом состоянии выражается через главные нормальные напряжения и деформации
следующим образом:
и = (а1е1 + а2е2 + а3е3)/2 (20)
Подставив в выражение (20), аналитические представления для главных деформа-
ций (5), (6), (7), получаем:
и = [0^+ а22+ о32-2ц( + а2а3 + (21)
Уравнение (21) может быть приведено к следующему виду:
и =(1-2ц)(а+а2+а3)2/6Е + (1+ц)[(а1-а2)2+(а2-а3)2+(а3-а1)2]/6Е (22)
Первое слагаемое выражения (22) означает потенциальную энергию изменения объё-
ма, а второе слагаемое - потенциальную энергию изменения формы, поскольку в него
входят разности нормальных напряжений, определяющие собой касательные напряже-
ния, вызывающие изменения формы. Поэтому выписываем отдельно выражение для
потенциальной энергии изменения формы:
и0 =(1+ц)[(а1-а2)2+(а2-а3)2+(а3-а1)2]/6Е (23)
Применив выражение (23) к одноосному напряжённому состоянию (растяжению),
получим:
и0 =2(1+|д)о2/6Е (24), откуда следует:
1
° = [(а1-а2)2+(а2-аз)2+(а3-а1)2]05 (25)
Приравняв o2=or1, a3=az и пРиняв во внимание выражения (1) (2) (3) (4), а
также приравняв г = г1 и Р2=0, получаем:
а = 1 Г|2 ПРИ 0^(26)
п М + 4<
а = °---i— при а=0 (27)
Г2
Условие прочности приобретает вид:
/?г > Тзт; ПрИ a=Cl (28)
'г ч
„ л/X + ri
Rz - V 2 _ 2 при Oz=0 (29)
Г2 — Г1
Мы получили аналитические выражения для условий прочности, которые позволя-
ют нам произвести сравнительную оценку теорий прочности. Если подсчитать по раз-
личным
। — -7
теориям прочности величины отношения к = R при различных отношениях а=
Г\
то по результатам сравнения, представленным на рисунке, можно сделать вывод, что
при расчёте для каждой теории прочности следует брать своё допускаемое напряже-
ние или свой запас прочности.
102
При расчёте по второй теории прочности, за-
пас прочности надо брать больше, чем при рас-
чёте по четвёртой, а при расчёте по третьей тео-
рии - меньше, чем по четвертой.
В дальнейшем будем пользоваться четвертой
теорией прочности, как наиболее совершенной в
сравнении с другими теориями прочности.
Рядом работ по исследованию упругодефор-
мированного состояния металлов доказано, что
эта теория прочности достаточно хорошо отра-
жает условие пластичности в различных случаях
приложения внешних сил.
Условие пластичности как раз и представля-
ет интерес при расчете стволов на упругое со-
противление.
Принимаемые при этом запасы прочности,
гарантирующие отсутствие пластической дефор-
мации, являются в этом случае действительны-
Рис. 76. Сравнение теорий прочности.
ми запасами прочности, что выгодно отличает эту теорию прочности от других пере-
численных теорий.
Имея запас прочности, равный, например, 1,1, можно с достаточной достовернос-
тью утверждать, что начало пластической деформации наступит при увеличении при-
нятого давления в стволе на 10%, чего вовсе нельзя сказать, приняв, например, вто-
рую теорию прочности. К тому же, расчет по четвертой теории прочности значительно
проще расчета по второй теории.
Методика расчёта ствола. Определив расчётные предпосылки, меру их справед-
ливости и наивыгоднейшие способы расчёта ствола, нетрудно определить и процеду-
ру расчёта.
В качестве основной характеристики прочности металла ствола примем предел
текучести уд. Введём обозначения:
пРх=~рх, ^ = а
п 1 1 г\
где п - коэффициент безопасности или запас прочности. Тогда выражения (28) и
(29) для четвертой теории прочности можно будет переписать следующим образом:
а27з-
(Тл =-^—при c1=yz (30),
а -\
= при у=° (31)
Формула (30) для практических вычислений удобнее. Потому в дальнейшем ею и
будем пользоваться. Поскольку характерным случаем является az=0, к правой части
выражения (30) введём поправочный коэффициент гл, и перепишем формулу (30) так:
a2v3 — , 1
as - гДе m = \ l + (32)
а -1 V За
С увеличением а коэффициент m быстро убывает от своего максимального значе-
ния /г Д° 1- Для средних толщин стенок ствола (а=1,8-2,0) он мало отличается от
единицы, и без заметной погрешности можно брать т=1.
103
При расчёте ствола на прочность по фор-
муле (32), необходимо учитывать следующее:
1. Различные сечения ствола рассчитыва-
ются с учетом кривой давления газов. Место
максимального давления газов условно сме-
щается на 2-3 калибра, чтобы проектировщик
спал спокойно.
2. Запас прочности у казённого среза, учи-
тывая сопротивление гильзы, может быть взят
несколько меньше единицы, но не менее 0,9.
В случае применения безгильзовых боеприпа-
сов или раздельного заряжания, запас проч-
ности берется 1,05-1,2.
3. Расчёт целесообразно начинать с казён-
ного среза, как наиболее слабого сечения в
силу уширения каморы. На принятый запас
прочности (например, 0,95) умножается дав-
ление, действующее в рассматриваемом се-
чении ствола, и определяется расчётное дав-
ление пР^= Рх -Затем по формуле (30) в зави-
симости от предела текучести металла, оп-
ределяется наружный диаметр ствола:
а ^~^ЗтР и r2~ari (33>
В первом приближении можно принимать
т=1. Пользуясь формулами (32), можно уточ-
нить значения m и г2.
При , величины а и г2 обраща-
Рис. 77. Зависимость гп-а.
Рис. 78 Кривые давления и действительно-
го сопротивления стенок ствола.
ются в бесконечность, что означает неизбежность пластической деформации металла
внутренних слоёв. Этого можно избежать, увеличив ys, взяв более прочный металл.
Можно также уменьшить , что повлечёт за собой увеличение г2.
Затем очерчивается наружная поверхность ствола с учётом полученной величины
г2, конструктивных особенностей ствола, таких, как например способ крепления в ору-
жии и иногда особенностей теплоотвода. Обычно получается наружная поверхность,
состоящая из цилиндрических и конических поверхностей.
Для остальных сечений решается задача проверки прочности. Определяется рас-
чётное давление Л - гг 2 (34).
ту] За
В результате проделанных расчётов всех сечений с резкими переходами в очерта-
нии внутренней и наружной поверхностей ствола строится кривая действительного
сопротивления.
Наличие кривой давления газов и кривой действительного сопротивления pt по-
зволяет наглядно представить состояние прочности ствола и определить запас проч-
Л п-2
ности для любого сечения как отношение ординат указанных кривых 1 ~ р
104
Примеры расчёта.
Пример 1. Дано давление, действующее на стенки каморы 3200 кГ/см2.( Такое
давление соответствует патрону винтовки Мосина-Нагана образца 1891/30 года.) Тре-
буется определить наружные размеры казённой части ствола, изготовленного из угле-
родистой стали 50Г (as=75 кГ/мм2) при наибольшем диаметре патронника 12 мм.
Для решения задачи воспользуемся соотношениями (33), приняв в первом прибли-
жении т=1, п=0,95. Тогда:
Pl=nPi= 0,95 32 = 30,4 кГ/мм2
75
Q у 75 -30,4л/з
75
75-52,7
= 1,83
62=3(^ = 1,83x12=22 мм
Добавим, что стандартный размер армейской винтовки в данном сечении - 31мм,
что объясняется использованием сталей не очень высокого качества с as=55 кГ/мм2
или же увеличением запаса прочности до п=1,41.
Величина т=1,002 (определяется по а), уточняющего расчёта не требуется.
Поперечные размеры стволов стрелкового оружия в средней и дульной части вы-
бираются не из условий сопротивления стенок, а из конструктивных соображений,
условий охлаждения и служебной прочности. Поэтому в дульной и средней части за-
пасы прочности достигают величин порядка п=3-5.
Пример 2. Дано давление, действующее на стенки каморы 900 кГ/см2.Такое давле-
ние соответствует оружейным системам, рассчитанным на применение черного поро-
ха и свинцовой пули, например гладкоствольным ружьям и пистолетам 19 века. Отно-
сительно низкое давление в стволах этих оружейных систем определяется как свой-
ствами черного пороха, так и тем, что для проталкивания свинцовой пули по каналу
ствола без нарезки или со слабо выраженной нарезкой требуется значительно мень-
шее усилие, чем для проталкивания пули в оболочке.
Требуется определить наружные размеры казённой части ствола, изготовленного
из углеродистой стали не слишком высокого качества (as=30 кГ/мм2) при наибольшем
диаметре зарядной каморы 18 мм.
Для решения задачи воспользуемся соотношениями (33), приняв в первом прибли-
жении т=1, п=1,1.Коэффициент п=1,1, так как гильза тогда отсутствовала. Тогда:
Тх=пР{ =1,1-9 = 9,9 кГ/мм2
I 30 I 30
а = --------т= =---------= 1,53
V 30- 9,9V3 V 30-17,2
62=3(^=1,53x18=27,5 мм Таким образом, стенка зарядной каморы ружья 19 века
имела в районе зарядной каморы толщину порядка (27,5-18)/2=4,8 мм, что примерно
соответствует габаритам нарезных стволов того времени.
Пример 3. Дано давление, действующее на стенки каморы 2200 кГ/см2.( Такое дав-
ление соответствует патрону пистолета ТТ или Маузер С96.) Требуется определить
наружные размеры казённой части ствола, изготовленного из углеродистой стали 50Г
(ys=75 кГ/мм2) при наибольшем диаметре патронника 9 мм.
Для решения задачи воспользуемся соотношениями (33), приняв в первом прибли-
жении т=1, п=0,95. Тогда:
Р,=пР,= 0,95 22 = 20,9 кГ/мм2
75 75 1 до
а= ---------J------------= 1,39
V75-20,9V3 V 75-36,2
62=36^1,39x9=12,5 мм Толщина стенки патронника (12,5-9)/2=1.76 мм
105
Пример 4. Дано давление, действующее на стенки каморы 1350 кГ/см2.( Такое
давление соответствует патрону любой малокалиберной винтовки, патрон которой сна-
ряжен бездымным порохом и свинцовой пулей, например, .22 LR.) Требуется опреде-
лить наружные размеры казённой части ствола, изготовленного из стали 20Х (as=50 кГ/
мм2) при наибольшем диаметре патронника 7 мм.
Для решения задачи воспользуемся соотношениями (33), приняв в первом прибли-
жении т=1, п=0,95. Тогда:
~Рх=пР} =0,95-13,5 = 12,8 кГ/мм2
I 50 | 50 , . .
а = ---------7= = л-------= 1,34
V 50-12,8V3 V 50-22.2
d^ad^l ,34x7=9.4 мм. Толщина стенки патронника может быть (9.4-7)/2=1.2 мм
Автор рекомендовал бы всё же в повседневной практике оружейника увеличивать
запас прочности ствола как минимум процентов на 40 из расчёта на возможное ис-
пользование нестандартного боеприпаса с увеличенным зарядом, а также на возмож-
ные скрытые дефекты материала.
При необходимости просчета других сечений следует пользоваться давлениями,
развиваемыми конкретным боеприпасом в нужном нам сечении ствола.
106
ГЛАВА 9
ВЗАИМОДЕЙСТВИЕ ГИЛЬЗЫ И ПАТРОННИКА
Проектируя, изготавливая или используя любое оружие, мы должны быть твёрдо
уверены, что стенки гильзы выдержат огромный импульс давления, возникающий под
действием пороховых газов. Во многих образцах оружия это делается при помощи
запирающих устройств очень большой жесткости, которые удерживают затвор в закры-
том положении до тех пор, пока давление пороховых газов не упадёт до нуля или до
некой безопасной величины, что позволит безопасно открыть затвор. Однако, абсолют-
но жёсткая фиксация гильзы далеко не всегда обязательна, напротив, во многих случа-
ях смещение затвора и гильзы допустимо. Оно должно происходить в строгом соответ-
ствии с принципами работы автоматики оружия и в некоторых случаях используется
как источник энергии.
Какой бы ни была конструкция оружия, учитывать особенности совместной работы
патронника и гильзы во время выстрела необходимо. Их недооценка или игнорирова-
ние приводят к перечисляемым ниже явлениям:
1. Отрыв донышка гильзы.
2. Деформация гильзы.
3. «Прихватывание» гильзы в патроннике.
В результате:
1. При отрыве донышка гильзы возможен обратный прорыв пороховых газов, сопря-
жённый с риском для стрелка, становится крайне затруднительной перезарядка ору-
жия, возможны повреждения механизма.
2. Деформированная гильза может заклинить в механизме и затруднить эжекцию.
3. «Прихватывание» гильзы в патроннике серьёзно затрудняет экстракцию гильзы,
может вызвать поломку выбрасывателя и длительный перерыв в стрельбе.
Наверное, не стоит говорить, каковы могут быть последствия для стрелка.
В книге не рассматриваются особенности работы различных систем автоматики.
Но надо сказать, что наиболее остро проблемы взаимодействия гильзы и патрон-
ника проявляются в системах со свободным затвором, на примере которых они и
будут показаны.
Итак, автоматика называется работающей за счёт отдачи или работающей по прин-
ципу свободного затвора, если механизмы оружия получают энергию за счёт движения
гильзы назад. Во многих образцах оружия, рассчитанного на использование относи-
тельно слабого боеприпаса, всё функционирование систем автоматики обеспечивает-
ся чисто за счёт энергии отдачи, воспринимаемой затвором. В более мощных систе-
мах, работа систем автоматики оружия может обеспечиваться за счёт отдачи только
частично, или использовать энергию, полученную по-другому.
По большому счету, использование отдачи - это просто один из многих способов
утилизации части энергии пороховых газов. Гильзу можно рассматривать как своего
рода поршень, двигающийся под воздействием пороховых газов.
Движение гильзы под непосредственным воздействием пороховых газов - основ-
ной отличительный признак оружия, работающего за счёт отдачи. К этому типу может
быть отнесено любое оружие, в котором затвор двигается, пока в патроннике есть
давление. Степень использования энергии отдачи зависит от способа, при помощи
которого контролируется движение затвора, а также и от того, какая часть энергии
идущей на работу автоматики, взята от отдачи, а какая получена за счёт других спосо-
бов использования энергии пороховых газов.
При использовании энергии отдачи, основной проблемой становится контроль ве-
личины перемещения затвора. Величина допустимого перемещения затвора определя-
ется возможной величиной перемещения гильзы, которая, в свою очередь, ограничи-
вается условием обеспечения механической прочности последней и величиной дав-
ления пороховых газов на дно и стенки гильзы во время выстрела. Чрезмерное смеще-
107
ние гильзы во время действия пиковых значений давления может приводить как к
разрывам гильзы, так и к отрыву её донышка.
Если попробовать выделить самый важный фактор, характеризующий работу систе-
мы автоматики, действующей за счёт отдачи, то это будет именно поведение гильзы в
патроннике. При рассмотрении вопроса используются характеристики 20-миллиметро-
вой автоматической пушки и типового 20-мм боеприпаса, так как это характерный при-
мер автоматического стрелкового оружия большой мощности.
В принципе, во всех типах стрелкового оружия величина максимально возможного
давления в патроннике ограничивается величиной порядка 3500 кг/см2. Границу, кото-
рую не следует переходить конструктору боеприпаса, определяют возможные упругие
деформации узла запирания, а также трудности с эжекцией и экстракцией гильзы. Именно
поэтому максимальное давление пороховых газов в патроннике 3-линейной винтовки
составляет те же 3200 кг/см2, в ПТРС оно доведено до теоретического предела - 4000
кг/см2. Известно также, что величина максимального давления в патронниках большин-
ства известных винтовок лежит в пределах 2700-3200 кг/см2.
Во время выстрела происходит взрыв метательного заряда, что порождает быстро
изменяющиеся во времени и большие по величине давления. Численные значения
давлений и характер их изменений можно видеть на рисунке ниже.
Представленную на рисунке кривую давления можно рассматривать как более или
менее типичную для мощных боеприпасов сходного калибра. На рисунке 1 показано, что
максимальное давление 3200 кг/см2 пороховые газы создают спустя 0,0005 секунды
после удара бойка по капсюлю. При рассматриваемой длине ствола, всего через 0,0023
секунды, пуля покидает ствол, а давление в патроннике падает до 350 кг/см2. Давление,
остающееся в патроннике после того, как пуля вылетела из ствола, принято называть
«остаточным». Остаточное давление по мере выхода пороховых газов через дульный
срез падает очень быстро. Его падение описывается показательной функцией (экспонен-
той). Время, за которое остаточное давление становится равным нулю, составляет от
0,008 до 0,009 секунды с момента воспламенения инициирующего состава.
108
Как показано на следующем рисунке, давление пороховых газов действует внутри
гильзы во всех направлениях равномерно. Радиальная составляющая давления при-
жимает стенки гильзы к патроннику. Так создается своего рода заслонка, препятствую-
щая прорыву газов назад. Читателю следует хорошо понимать, что сила, действующая
на стенки гильзы, имеет большую амплитуду. Стенки гильзы настолько плотно прижи-
маются к патроннику и температуры в гильзе настолько велики, что существует опас-
ность возникновения точечных сварных соединений гильзы и патронника.
Результирующая сила осевого давления стремится сдвинуть гильзу назад, преодо-
левая сопротивление затвора.
пороховые газы
Рис. 80. Распределение сил давления пороховых газов в гильзе.
составляющая силы осевого давления,
вызывающая растяжение гильзы
Замечание:
орции гильзы, показанной
сунке, намеренно искажены
ы нагляднее показать эффекты
осевого давления. Искать
ветствия с каким-либо реально
Про
на
чт
сил
со
существующим типом патрона не
следует.
составляющая силы осевого давления,
вызывающая осевое перемещение гильзы
Рис. 81. Действие осевой составляющей давления пороховых газов.
109
Если гильза имеет возможность свободно скользить в патроннике, величина осе-
вой силы равна произведению площади поперечного сечения горлышка гильзы на ве-
личину давления в гильзе. При увеличении площади донышка гильзы, результирующая
сила, действующая на неё, не изменяется.
Чтобы доказать высказанное выше утверждение, предположим, что размеры гор-
лышка гильзы не меняются, а диаметр донышка увеличился. На рисунке показано, что
результирующая сила, действующая на донышко гильзы, не меняется, хотя и увеличи-
вается суммарное усилие.
Разница между суммарным и результирующим давлением на донышко гильзы расхо-
дуется на создание растягивающих напряжений в патроне.
Если затвор жестко заперт и отсутствует зазор между донышком гильзы и зеркалом
затвора, то энергия пороховых газов будет израсходована только на то, чтобы прижать
донышко гильзы к зеркалу затвора, а стенки гильзы - к патроннику. Если энергия отдачи
используется, затвор и гильза должны иметь возможность двигаться вдоль оси ствола
в течение некоего заранее определённого промежутка времени. Только таким спосо-
бом необходимая для работы системы автоматики энергия может быть передана зат-
вору. При использовании систем автоматики со свободным затвором, последний не
бывает жёстко заперт ни в какой момент времени и удерживается от перемещений
только собственной инерцией. Что касается движения гильзы, то оно может быть по-
делено на три фазы.
Фаза 1. Давление, возникающее в течение первых 0,0001 секунды после взрыва
пороха ещё относительно невелико, однако оно вполне достаточно, чтобы расширить
латунь в районе горлышка гильзы и прижать её к стенкам патронника. Так формируется
заслон на пути пороховых газов, стремящихся прорваться назад, в сторону донышка.
Радиальная составляющая сил давления невелика, а потому силы, препятствующие
смещению гильзы назад, на первом этапе незначительны. Силы трения между гильзой
и патронником также невелики. Поэтому осевая составляющая давления пороховых
газов смещает гильзу в патроннике назад, сначала выбирая зазор между донышком
гильзы и зеркалом затвора, а потом, также через донышко гильзы, начинает воздей-
ствовать непосредственно на затвор. Затвор получает импульс силы, направленный
назад, от патронника. Так как затвор инерционен и имеет большую в сравнении с гиль-
зой массу, скорость его перемещения на первом этапе низкая.
Замечание: в случае, когда зазор между донышком гильзы и затвором велик, сме-
щение гильзы может быть недостаточно, чтобы его выбрать. Это произойдёт только
после дальнейшего увеличения давления пороховых газов, во время 2 фазы.
Фаза 2. Движение патрона в патроннике происходит в момент достижения макси-
мальных значений давления пороховых газов.
В это время поведение гильзы в патроннике всецело зависит от того, насколько
качественно смазан патронник.
Если патронник не смазан или смазан недостаточно, то стенки гильзы с огромным
усилием прижимаются поверхности патронника. Крайне плотный контакт типа «металл-
металл» приводит к возникновению больших сил трения между гильзой и патронником.
Одновременное действие силы трения гильзы о стенки патронника и силы, воздей-
ствующей на донышко гильзы, приводит к возникновению в стенках гильзы растягиваю-
щих напряжений. Таким образом, во время действия максимального давления порохо-
вых газов, возможна ситуация, когда сила трения больше силы осевого давления. Рас-
тягивающие напряжения в гильзе резко возрастают. В такой ситуации передняя часть
гильзы силами внутреннего давления намертво прижимается к стенкам патронника. В
то же самое время донышко гильзы продолжает смещаться назад. Растягивающие на-
пряжения превышают предел пропорциональности, в металле начинают развиваться
уже не упругие, но пластические деформации.
Если в этот момент затвор не может оказать достаточного сопротивления смеще-
нию гильзы назад, то по достижении предельного для данной конструкции и материала
удлинения, происходит разрыв гильзы.
110
При стрельбе из оружия с плохо смазанным патронником, крайне отрицательное
влияние оказывает завышенный зазор между донышком гильзы и зеркалом затвора.
Если предположить, что во время 1 фазы, когда ещё действовали относительно не-
большие давления, зазор между гильзой и затвором всё-таки остался, то во время
действия максимальных давлений, гильза не будет поддерживаться затвором. В даль-
нейшем, в зависимости от величины оставшегося зазора, гильза будет либо просто
деформирована, либо разорвана.
Замечание: следует осознать, что силы, возникающие в патроннике во время дей-
ствия пикового давления, безмерно превосходят возможности сопротивления тонень-
кой латунной стенки гильзы. Под воздействием сил такого порядка гильза рвётся как
папиросная бумага.
Всё это может быть проиллюстрировано следующим образом: предположим, что
передняя часть гильзы жестко удерживается в патроннике силами трения. Тогда осе-
вая сила будет равна произведению максимального давления на площадь донышка
гильзы. Подставим численные значения применительно к 20-миллиметровому патро-
ну. Максимальное давление для этого боеприпаса 3200 кгс/см2. Площадь донышка гильзы
изнутри 3,23 см2. Результирующая сила осевого давления составит 10336 кгс. Площадь
стенок гильзы примерно равна 0,65 см2. Прочность на разрыв полутвёрдой латуни, из
которой делают гильзы (Л68 или Л70), равна 3515 кгс/см2. Иначе говоря, стенка гильзы
рассматриваемого боеприпаса может сопротивляться усилию 2285 кгс, а на неё воз-
действует сила в 10336 кгс.
Теперь мы видим ясно, насколько мала прочность стенок гильзы в сравнении с
силам, возникающими в патронниками. Также понятно, что разрыв стенки гильзы может
возникнуть уже при давлении в патроннике порядка 710 кгс/см2. л
Более того, при рассмотрении графика «давление-время», становится ясно, что
такое или даже несколько большее давление присутствует в патроннике в течение
всего периода прохождения пулей канала ствола. Добавлю, что на трение гильзы о
стенки патронника и растяжение гильзы, затрачивается часть, что уменьшает суммар-
ную энергию, которую гильза может передать затвору. Это означает, что последствием
неудовлетворительной смазки патронника, может быть, кроме разрыва гильзы, также и
плохая работа системы автоматики оружия.
Итак, мы рассмотрели, что же может происходить с гильзой в случае отсутствия
или плохой смазки патронника. Совершенно другая картина наблюдается при наличии
между стенкой гильзы и патронником достаточно толстого слоя качественной смазки.
И всё же не следует думать, что единственное предназначение смазки в патроннике -
это дать гильзе возможность «скользить». Истинная цель состоит в том, чтобы сфор-
мировать между стенками гильзы и патронником сплошную масляную плёнку, эффек-
тивно предотвращающую возникновение контакта типа «металл-металл», которого не
должно быть даже под воздействием экстремально высоких давлений, возникающих в
патроннике.
Если контакт металла гильзы с металлом патронника отсутствует, то не возникает и
явления «прихватывания» гильзы в патроннике. Скольжению гильзы вдоль патронника
будут препятствовать только 2 силы: сопротивления затвора и составляющая сил дав-
ления, стремящаяся продавить масляную плёнку.
Известные нам законы трения гласят, что силы, возникающие при скольжении двух
металлических поверхностей, разделённых масляной плёнкой, малы и, пока масляная
плёнка существует, практически не зависят от величины давления. Основными вели-
чинами, характеризующими трение смазанных поверхностей, являются площадь попе-
речного сечения масляной плёнки, вязкость смазки, скорость относительного движе-
ния поверхностей. Влияние силы, сжимающей поверхности, можно не учитывать. А
потому хорошо смазанная гильза будет практически одинаково легко скользить в пат-
роннике при любом действующем в ней давлении пороховых газов. Её не прихватыва-
ет в патроннике, и как следствие, не разрывает.
Вторая по значимости причина неприятностей - слишком большое перемещение
111
донышка гильзы во время действия максимальных давлений. Если это происходит,
патронник перестаёт удерживать стенки гильзы от радиальных перемещений. И тогда
высокое внутреннее давление может либо раздуть, либо разорвать гильзу. Более того,
при слишком больших перемещениях гильзы в патроннике, может быть нарушено обтю-
рирующее кольцо, образующееся в патроннике во время 1 фазы, и ничем не удержива-
емые пороховые газы попадут в затвор. Впрочем, то же самое произойдет и при про-
стом отрыве донышка.
Добавлю, что в большинстве скорострельных систем, прорыв некоторого количе-
ства пороховых газов в ствольную коробку неизбежен. Все зависит от объёма: если он
становится слишком велик, возможны повреждения механизма и возникновение опас-
ности для стреляющего.
Следует упомянуть о специфических сложностях, возникающих при использовании
боеприпасов, диаметр гильзы которых намного превышает диаметр пули, то есть име-
ющих гильзу в форме бутылки или с большой конусностью. В таких гильзах давление
пороховых газов всегда вызывает большие растягивающие напряжения, что можно лег-
ко увидеть на иллюстрации выше. При смещении гильзы бутылочной формы назад,
между стенками гильзы и патронником образуется свободный объём. Передняя часть
гильзы оказывается лишена поддержки. Силы внутреннего давления стремятся дефор-
мировать плечики гильзы, тем самым выбирая образовавшийся зазор. Если форма гильзы
коническая, то при её движении назад, между стенкой патронника и гильзой появляет-
ся зазор. Так как стенка гильзы перестаёт поддерживаться патронником, внутреннее
давление стремится деформировать гильзу, чтобы появившийся зазор заполнить.
Если зазор между донышком гильзы или смещение затвора чрезмерны, силы растя-
жения могут превысить предел прочности стенки гильзы. Становятся неминуемы де-
формации, разрывы, отрыв донышка гильзы, что влечёт за собой сложности с экстрак-
цией и эжекцией. Именно по этой причине в системах со свободным затвором пред-
почтительнее использовать патроны с цилиндрической или слегка конической гильзой.
Фаза 3. Последняя фаза движения гильзы в патроннике начинается, когда давление
снизилось и возникающие силы трения резко уменьшаются. Остаточное давление поро-
ховых газов продолжает толкать гильзу назад, но силы, возникающие в стенках гильзы,
уже не могут ни разорвать её, ни деформировать. Эта фаза заканчивается в момент,
когда давление пороховых газов падает до нуля, то есть через 0,008-0,009 секунды
после инициирования заряда. Несмотря на то, что в этот момент сила, воздействующая
на гильзу и затвор, становится равной нулю, они продолжают своё движение за счет
инерции. Далее происходит извлечение гильзы из патронника, выброс её из ствольной
коробки и выполняются операции, завершающие цикл работы автоматики.
Все особенности поведения гильзы в патроннике, рассмотренные выше, дают нам
возможность сделать следующее заключение:
Все основные затруднения в работе автоматики оружия, особенно со свободным
затвором, вызваны неоправданно большим перемещением гильзы в патроннике в пе-
риод действия максимального давления пороховых газов. Условия работы значитель-
но ухудшаются при отсутствующей или некачественной смазке патронника.
При проектировании оружия оба негативных фактора, упомянутые выше, должны
быть тщательно учтены.
Итак, основной причиной сложностей мы могли бы назвать высокое давление, воз-
никающее в патроннике. Естественно, уменьшение максимального давления приведёт
к уменьшению остроты возникающих проблем. Но хотим мы этого или нет, а большие
давления в патроннике это одна из базовых характеристик мощного патрона, а потому
снижение давления в патроннике, то есть уменьшение мощности стрелкового оружия,
не может быть основным способом решения поставленных перед оружейником задач.
Тем не менее, из соображений простоты и дешевизны, разработаны и успешно исполь-
зуются множество образцов стрелкового оружия, таких как пистолеты и пистолеты-
пулемёты, использующие боеприпасы предельно малых мощностей.
Кроме того, дополнительные сложности вызывает необходимость не допустить слиш-
112
ком большого перемещения гильзы во время действия максимального давления. Это
порождает дополнительные конструктивные затруднения, связанные с выполнением
противоречащих друг другу условий.
Источником энергии для оружия со свободным затвором является энергия, пере-
дающаяся гильзой затвору. Гильзу могут побуждать к движению только пороховые газы,
а потому жизненно важно, чтобы она двигалась, пока в патроннике есть давление. В то
же самое время, чрезмерное перемещение становится причиной деформаций гильзы,
отрыва донышка и, в конечном счете, отказа оружия. Если оружейник предпринимает
меры по ограничению подвижности гильзы, то у него всё равно остаётся необходи-
мость передачи затвору энергии, достаточной для устойчивой работы системы автома-
тики при сохранении заданного темпа стрельбы.
По высказанным выше соображениям, процесс проектирования любого оружия пре-
вращается в поиск компромисса между взаимоисключающими требованиями.
Значение смазки, соответствующей условиям работы системы патронник-гильза не
может быть преувеличено. Затруднения в работе оружия связанные с возможностями
прихватывания, разрыва и деформации гильзы, а также передачи затвору недостаточ-
ной энергии и плохой экстракции, рассматривались выше. В то же самое время, если
патронник должным образом смазан, степень остроты упомянутых выше проблем ста-
новится существенно ниже.
Таблица 18.
Расчётные значения коэффициента трения f между стенками гильзы и патронника
Состояние гильзы и патронника f
Чистый патронник с продольными канавками 0,1
Патронник и гильза смазаны 0,06
Патронник и гильза чистые 0,17
Гильза и патронник сильно загрязнены >0,3
В конечном итоге, после многочисленных экспериментов, оружейники пришли к
тем же выводам, что и профессор Н.П. Петров, который еще в 1883 году сформулиро-
вал основные требования, необходимые для замены сухого трения жидкостным:
«а) смазочная жидкость, занимающая зазор между скользящими поверхностями,
должна удерживаться в зазорах;
б) в слое смазки при относительном скольжении смазываемых поверхностей долж-
но возникать и поддерживаться внутреннее давление, уравновешивающее внешнюю
нагрузку, прижимающую скользящие поверхности друг к другу;
в) смазочная жидкость должна полностью разделять скользящие поверхности;
г) слой жидкости, находящийся между скользящими поверхностями, должен иметь
толщину не менее определённого минимального предела».
Во время практической эксплуатации оружия, действует множество факторов, зат-
рудняющих качественную и своевременную смазку патронника. Чтобы проиллюстриро-
вать данное утверждение, достаточно упомянуть о возможности боевых действий в
арктических регионах или затронуть вопрос транспортировки оружия на больших высо-
тах. В обоих случаях смазка густеет и перестает действовать должным образом. Сле-
дует помнить и о том, что на замасленную поверхность патронника может легко налип-
нуть песок и другие загрязнители и результатом этого будет нарушение целостности
масляной плёнки и неприятности, описанные выше. Эти проблемы непременно возни-
кают при использовании оружия в полевых условиях.
Конструктор должен подобрать смазку, подходящую как для условий, в которых
планируется применение оружия, так и выполняющую своё предназначение непосред-
ственно в оружии. Если данное условие выполнить не удаётся, целесообразно обра-
титься к другим принципам действия системы автоматики, для которых качество смаз-
ки патронника не так критично. Однако следует помнить и то, что систем, нечувстви-
113
тельных к качеству механической обработки и смазки патронника, не существует. О
катастрофических последствиях загрязнения патронника для систем автоматики мож-
но и не говорить.
Несмотря на то, что слово «смазка» ассоциируется у нас с маслом или жиром,
существуют вещества, которые, хотя бы с теоретических позиций, могут рассматри-
ваться как оружейные смазочные материалы. Так происходит только по той причи-
не, что оружейная смазка должна образовывать сплошную плёнку, усилие сдвига
которой должно быть меньше усилия, необходимого для разрыва стенок гильзы.
Чтобы соответствовать этому требованию, вещество не обязательно должно иметь
такую характеристику как «маслянистость» и быть скользким. То есть оно может
отличаться от стандартных смазочных материалов, используемых в целях уменьше-
ния сил трения в машинах и механизмах.
Материалов, чисто теоретически соответствующих приведенному выше требова-
нию, может быть предложено много. Это обстоятельство может подсказать нам невер-
ный вывод, что смазка, соответствующая любым возможным условиям эксплуатации -
не та проблема, о которой стоит говорить.
К сожалению, поиски совершенной смазки патронника активно и безуспешно ве-
дутся с 1898 года. За прошедшие с начала поисков 110 лет, конструкторами, изобрета-
телями, большими исследовательскими коллективами и специалистами-практиками было
предложено огромное количество вариантов решения задачи, каждый из которых ре-
шал задачу смазки патронника только частично. Среди предложенных материалов чис-
лятся воск, парафин, смеси на основе графита, громадное количество различных жид-
костей, а также различные твёрдые покрытия. Список опробованных материалов на-
столько велик, что даже простое перечисление их заняло бы много страниц. Однако
контрольные испытания и суровый опыт практической эксплуатации заставили отка-
заться от них всех.
Предпринимались и более радикальные попытки избавиться от прихватывания гиль-
зы. На роль панацеи претендовали хромовые покрытия, технологии нанесения канавок
различных форм, ступенчатые формы патронников. К сожалению, с тем же результа-
том.
Все предложенные материалы и технологические решения, разрешая одну пробле-
му, создавали множество других. К примеру, одно из покрытий, подходящее, казалось
бы, во всех отношениях, при подаче боеприпасов образовывало мельчайшую стружку,
в самом скором времени забивавшую механизм. Применение других веществ вело к
быстрому засорению патронника и так далее.
В результате, на сегодняшний день мы имеем те же результаты, что и в 1898 году.
Для смазки патронника подходят только густые смазки на жировой или полимерной
основе. Несмотря на присущие им недостатки, только эти смазочные материалы обес-
печивают приемлемый результат. Любой из них образует стойкую плёнку на стенках
патронника, которая обеспечивает нужное качество разделения поверхностей. Труд-
ности же, которые могут возникнуть при применении консистентных смазок, не столь
серьёзны.
Легкие масла, типа масла для швейных машин, непригодны для патронника. Конеч-
но, существовали возражения, сводящиеся к тому, что лёгкие масла так же, как и
тяжёлые, способны образовывать пленку, так же несжимаемы, а потому с тем же успе-
хом могут обеспечивать эффективное разделение поверхностей. Спорщиков рассуди-
ла практика. Было установлено, что применение легких масел и аналогичных им ве-
ществ с небольшой вязкостью не спасает от разрывов и деформаций. Как показано на
рисунке, масляная плёнка, образованная смазкой малой вязкости, полностью покрыва-
ет поверхность гильзы. К сожалению, пленка имеет небольшую толщину, а разделяе-
мые ей поверхности, а особенно стенки гильзы, шероховаты. Поэтому в момент, когда
гильза начнёт расширяться под действием пороховых газов, масло будет вынуждено
стекать с выступов во впадины.
114
Рис. 82. Влияние смазок различной вязкости на взаимодействие гильзы и патронника.
Но в тонкой плёнке мало масла. Его просто не хватит, чтобы полностью заполнить
объём впадин. С выступов же масло уйдет полностью и потому не сможет полностью
разделить стенку гильзы и патронник. Возникнет контакт металла с металлом.
Более вязкие масла образуют и более толстые пленки, на образование которых
затрачивается больший объём смазки. В момент, когда масло будет стекать во впади-
ны, его тем не менее хватит, чтобы выступы не оголились. Точечного контакта стенок
гильзы с патронником не возникнет.
У вязких смазок существует и другое преимущество. Во время выстрела есть очень
небольшой период времени, когда горлышко гильзы ещё не успело расшириться доста-
точно, чтобы работать как обтюратор и не пустить пороховые газы назад. Данное явле-
ние особенно ярко проявляется при использовании пуль с поясками, большими по диа-
метру, чем горлышко гильзы. Частично обтекающие гильзу пороховые газы стремятся
либо сжечь, либо высушить смазку, нанесённую на стенки патронника. Разумеется, лег-
кие масла значительно хуже сопротивляются действию раскалённых пороховых газов.
Толстые пленки вязких масел не только лучше сопротивляются высушиванию, но и со-
здают более серьёзное препятствие для проникновения пламени в сторону затвора.
Если вокруг горлышка гильзы есть толстый слой смазки, обратный прорыв газов
отсутствует, результирующее усилие, создаваемое ими, передаётся на масляную плёнку.
В это время гильза и масляная пленка работают как поршень, приводимый в действие
давлением пороховых газов, а сила, действующая на затвор равна произведению дав-
ления в патроннике, умноженному на площадь поперечного сечения патронника в мес-
те с наибольшим диаметром.
Таким образом, в случае применения вязкой смазки, сила, толкающая гильзу кони-
ческой или бутылочной формы назад, значительно больше, чем в отсутствии смазки.
Наличие смазки жизненно необходимо для обеспечения требуемого темпа стрельбы
из оружия, в котором, так или иначе, используется принцип свободного затвора.
Несколько слов необходимо сказать и о подборе патрона, хотя чаще всего при
проектировании нового оружия оружейник лишен возможности выбирать. В лучшем
115
случае, имеется возможность применить один из нескольких доступных патронов. И
совсем нечасто оружие и патрон создаются вместе.
Но если есть возможность выбирать из нескольких вариантов или участвовать в
создании нового патрона, то следует обратить внимание на следующие характеристики,
которые крайне важны для гильз, применяемых в системах со свободным затвором:
1. Следует выбирать максимально прочные гильзы, так как риск их разрыва или де-
формации велик. Один из путей достижения нужной прочности - утолщение стенок
гильзы в местах возможного отрыва. Второй путь - использование более прочных мате-
риалов. Вполне реально использовать для производства гильзы материалы вдвое и втрое
более прочные, чем классическая латунь. Примером могут служить стальные гильзы.
2. При выборе материала гильзы надо тщательно учитывать факторы, имеющие наи-
большее значение. Материал должен обладать упругостью, достаточной, чтобы после
воздействия на гильзу давления пороховых газов, пластические деформации были бы
минимальны. Это упрощает экстракцию гильзы. Кроме того, крайне желательно, чтобы
материал гильзы был способен выдержать возникающее под действием внезапно воз-
растающей нагрузки удлинение без разрывов.
3. Чтобы уменьшить возникающие при выстреле деформации, следует предпочесть
практически цилиндрические или слегка конические гильзы. Горлышко должно быть
минимальной длины или вовсе отсутствовать. Другими словами, использование гильз
бутылочной формы в системах со свободным затвором нежелательно.
4. Размеры гильзы и качество обработки её наружной поверхности призваны слу-
жить цели минимизации сил трения, препятствующих движению гильзы в патроннике.
Поверхность гильзы должна быть гладкой, без царапин, способных нарушить целост-
ность масляной плёнки. Площадь стенок гильзы должна быть как можно меньше. Тогда
и силы трения для любого заданного давления в патроннике, будут минимальны.
Все требования к конструкции гильзы, возможно выполнить далеко не всегда. Бо-
лее того, случается, что попытка создать патрон, хорошо пригодный для систем со
свободным затвором, приводит к дополнительным производственным сложностям или
ухудшает баллистические характеристики.
Сказанное выше можно рассматривать как дополнительную иллюстрацию к тому
факту, что профессия конструктора-оружейника, как и многие другие, есть путь комп-
ромисса между желаемым и возможным. В любом случае, требования к гильзе и усло-
виям смазки существуют и должны учитываться.
Данное утверждение относится не только к системам со свободным затвором. Сход-
ные проблемы встают перед оружейниками, проектировщиками и владельцами ору-
жия, работающего по любому известному принципу.
Служивые, замучившиеся выбивать гильзы из барабанов стареньких наганов, начи-
нали натирать патроны парафином. Барабан револьвера - это патронник. Парафин в
таком случае - один из вариантов густой смазки.
Если перечитать старые немецкие инструкции по пользованию пистолетами, таки-
ми, например, как Маузер и Вальтер, можно найти рекомендации смазывать их патрон-
ники любой густой графитсодержащей смазкой. Авторы большинства инструкций заве-
ряют, что однократной смазки хватает на отстрел двух обойм.
Для систем, ведущих огонь очередями, проблема смазки намного серьёзнее. В
условиях напряжённого авиационного или общевойскового боя разбирать оружие для
смазки патронника и ствола невозможно. Изобретатели предложили пути решения про-
блемы. В литературе можно встретить упоминания о смазывающей пуле Тарасова.
Существуют советские патенты №18155 1930 года и №24275 1931 года и чешский
патент 24275-19 1919 года на смазывающие патроны.
Принцип действия смазывающих патронов состоит в следующем: после воспламе-
нения заряда, пороховые газы давят на поршень, который начинает перемещаться, и, в
свою очередь, давить на жидкость. Последняя выталкивает свинцовую пробку и с си-
лой вырывается через отверстие, смазывая канал ствола и патронник.
Как уже отмечалось ранее, до образования обтюрирующего пояска, пороховые газы
116
стремятся попасть в зазор между гильзой и патронником. В упомянутых изобретениях
именно этот эффект и используется в целях обеспечения смазки патронника. Более
того, для получения более толстого слоя смазки в патроннике, смазывающие патроны
делали короче и несколько меньшего диаметра, чем штатные.
Рис. 83. Устройство смазывающего патрона.
117
ГЛАВА 10
ПАТРОННИК, ПУЛЬНЫЙ ВХОД И ДУЛЬНЫЙ СРЕЗ
Размеры патронника.
Размеры патронника выбираются по размерам патрона и гильзы. При этом должно
обеспечиваться свободное вхождение пат-рона в патронник при возможных отклоне-
ниях размеров в пределах поля допуска, а так-
же при возможных случаях загрязнения смазки
и запылении патронов. Сопряжение патрона с
патронником должно быть таким, чтобы обес-
печивалась обтюрация пороховых газов и проч-
ность стенок гильзы при выстреле. Обычный
для существующих образцов оружия диамет-
ральный допуск составляет 0,03-0,05 мм.
Продольные размеры патронника определя-
ются в зависимости от типа гильзы и способа
фиксации патрона в патроннике.
1. Патрон фиксируется закраиной.
При фиксации патрона выступающей закраи-
ной гильзы продольные размеры патронника а,
b берутся такими же, как и соответствующие раз-
меры гильзы. Длина патронника берется несколь-
ко больше соответствующего размера гильзы.
Размер dl находится у существующих образ-
цов в пределах 1 мм.
2. Патрон фиксируется скатом гильзы.
При фиксации патрона скатом подход к на-
значению продольных размеров патронника со-
вершенно другой.
Прежде всего, расчетным или опытным пу-
тём устанавливается размер «к», показываю-
щий, насколько можно допустить выступание
патрона из патронника, не опасаясь прорыва
пороховых газов через стенку гильзы при выс-
Рис. 84. Схема размеров патронника при
фиксации патрона закраиной.
Рис. 85. Схема размеров патронника при
фиксации патрона скатом.
треле.
Размеры патронника определяют так:
/, = l2-k-da
l3=l4-k-db
L = l-k + dl
До= 0,008 - 0,010 - минимальная относительная величина диаметраль-ного зазора
между гильзой и патронником.
а - угол между образующими ската патронника.
Величину dl практически во всех случаях принято назначать равной примерно 1 мм.
3. Патрон фиксируется выступом корпуса гильзы.
Особенностью данного типа фиксации является его преимущественное примене-
ние в армейских системах скорострельного автоматического оружия.
Ни в коем случае нельзя допустить, чтобы при выстреле гильза, пусть даже макси-
мально возможного в пределах поля допусков размера, вышла своей тонкой частью за
пределы патронника.
Размер к следует назначать с учётом максимально возможной упругой деформации
118
узла запирания и зазора между доныш-
кам гильзы и зеркалом затвора.
Поперечные размеры патронника
определяются по размерам гильзы с
учетом начального зазора
Допуски на продольные и попереч-
ные размеры назначаются в соответ-
ствии с установившейся практикой. До-
пуск на диаметральные размеры патрон-
ника берется обычно 0,05 мм.
4. Патронники с продольными ка-
навками и патронники с цилиндри-
ческими участками.
В практике встречаются патронники
с особыми формами, обусловленными
особенностями конструкции оружия или
условий работы автоматики.
К ним относятся патронники с про-
дольными и скошенными канавками (ка-
навками Ревелли) и патронники с цилин-
дрическими участками.
Зачастую патронники с канавками де-
лаются при модернизации автоматичес-
кого стрелкового оружия при приспособ-
лении его для стрельбы усиленным бо-
еприпасом. Примером может служить
применение продольных канавок в пат-
роннике винтовки СВТ-40, а также наклон-
ных канавок в патроннике пистолета ПММ,
рассчитанного на стрельбу усиленным
патроном 9х18ПМ.
Продольные канавки в патроннике
делаются для обеспечения прочности
гильзы при выстреле, легкой экстракции
ее после выстрела и устойчивой рабо-
ты автоматики.
Наклонные канавки предназначены
для замедления выхода под действием
пороховых газов стреляной гильзы из
патронника.
Канавки распространяются за срез
дульца гильзы, вследствие чего порохо-
вые газы при выстреле проникают по ка-
навкам на наружную поверхность гильзы.
От этого уменьшаются силы трения
гильзы о ствол при смещении ее в пат-
роннике и тем самым исключаются попе-
речные разрывы гильз в образцах оружия
с большой деформацией деталей узла за-
пирания и в оружии со свободным и по-
лусвободным затворами.
Образцы оружия с отдачей затвора
(свободного и полусвободного) и с так
называемым ранним отпиранием затво-
и
и
Рис. 86. Фиксация патрона
Рис. 88. Патронник с цилиндрическим участком у
казенного среза ствола
119
ра, как известно, чувствительны к изме-
нению условий трения гильзы в патрон-
нике (смазка, загрязнение и т. п.). Изме-
нение условий трения в этих случаях
сопровождается резким изменением ско-
ростей движения - основных звеньев
автоматики, что отражается на надежно-
сти действия оружия, прочности его де-
талей, а иногда и на меткости стрельбы.
Продольные канавки в патроннике
оказывают благоприятное действие в
этих случаях, уменьшая пределы изме-
Рис. 89. Патронник с уступом на первом конусе.
нения сил трения.
Однако прибегать к ним без особой необходимости не рекомендуется. Дело в том,
что канавки существенно усложняют изготовление ствола и затрудняют чистку его.
5. Патроники с цилиндрическим участком.
Наличие в патроннике цилиндрического участка, примыкающего к казенному срезу
ствола зачастую оказывается полезным в автоматическом оружии со свободным и по-
лусвободным затворами или с так называемым ранним отпиранием, как средство умень-
шения прорыва пороховых газов, и в оружии с большой деформацией деталей узла
запирания, как средство уменьшения заклинивания гильзы в патроннике.
В процессе смещения конусной гильзы назад при некотором давлении пороховых
газов в канале ствола последние проникают через увеличивающийся зазор между стен-
ками гильзы и патронника в механизмы оружия. При наличии цилиндрического участка
в патроннике гильза приобретает при выстреле также цилиндрическую форму.
При смещении такой гильзы назад в течение некоторого времени не происходит
увеличения зазора между ее стенками и патронником, вследствие чего и уменьшается
прорыв газов.
При конусном патроннике и большой деформации (осадке) деталей узла запирания
происходит заклинивание гильзы в патроннике. Оно объясняется тем, что при нараста-
нии давления пороховых газов отдельные участки гильзы смещаются назад и деформи-
руются в более широкой части патронника, а при спаде давления они смещаются си-
лой упругости узла запирания вперед, в более узкую часть патронника и заклинивают-
ся. Наибольшим смещениям и заклиниванию подвергаются участки донной части гиль-
зы, имеющие наиболее толстые стенки. Наличие цилиндрического участка в патронни-
ке исключает увеличение заклинивания гильзы вследствие ее смещения.
На рисунке выше показан патронник с уступом на первом конусе, позволяющим
несколько понизить максимальное давление пороховых газов и этим улучшить надеж-
ность работы оружия. Давление газов снижается вследствие того, что развитие давле-
ния сопровождается перештамповкой гильзы по форме патронника, выбором значи-
тельного зазора и увеличением объема каморы заряжания (запульного пространства).
Опыты стрельбы винтовочным патроном показывают, что если первый конус пат-
ронника развернуть до цилиндра, не увеличивая его наибольшего диаметра, то макси-
мальное давление газов понижается на величину порядка 300 кг/см2. Характерно, что
начальная скорость пули при этом практически не изменяется (характер кривой давле-
ния изменяется, а работа пороховых газов остается той же).
6. Форма и размеры пульного входа.
Пульный вход (в артиллерийских орудиях соединительный конус) соединяет патрон-
ник с нарезной частью канала ствола и служит для обеспечения плавности врезания
(форсирования) пули в нарезы ствола. Его форма образуется обычно двумя усеченными
конусами, один из которых гладкий, а другой имеет нарезы неполного профиля.
При вставленном в патронник патроне, в пульном входе должна свободно разме-
щаться (вписываться) выступающая из гильзы часть пули.
120
Рис. 90. Форма пульного входа при фиксации патрона закраиной или скатом.
При фиксации патрона в патроннике срезом дульца гильзы пульный вход всегда
состоит из одного усеченного конуса.
Продольные размеры пульного входа выбираются из условий плавности и надеж-
ного врезания пули в нарезы и соблюдения при этом прочности оболочки. Короткий
пульный вход не обеспечивает плавного врезания пули и прочности оболочки, а длин-
ный не обеспечивает надежного врезания. Пуля, получая значительную скорость по-
ступательного движения и обладая инерционным сопротивлением повороту, в поло-
гом пульном входе, с незначительной глубиной нарезов, может быть «обточена» граня-
ми нарезов и не получит необходимой угловой скорости вращения.
В практике установились размеры пульного входа, характеризуемые пределами от
1 до 3 калибров.
У пистолета ТТ, например, длина пульного входа 1 = 9,8 мм или 1,3d; у винтовки
обр. 1891/30 гг. - 21 мм или 2,76 d, причем I,- 3 мм, а 12 - 18мм.
Рис. 91. Форма пульного входа при фиксации патрона срезом дульца гильзы.
7. Дульный срез.
Форма дульного среза у стволов стрелкового оружия делается такой, чтобы пре-
дотвратить случайные повреждения поверхности канала ствола в дульной части, нару-
шающие меткость боя оружия. Лучше всего предохраняет канал ствола от поврежде-
ний раззенкованная дульная часть.
Такую форму придают обычно винтовочным стволам после износа нарезов в дуль-
ной части, ухудшающего меткость стрельбы.
Дульный срез в виде конуса или части сферы делается у стволов, сопрягаемых с
надульником (системы с отдачей ствола).
121
1 - закругленная 2 - с фаской
3 - со сферической 4 - с раззенковкой
выемкой
Рис. 92. Формы дульного среза ствола.
122
ГЛАВА И
О СВЕРЛАХ И СВЕРЛЕНИИ
Рассказывая об изготовлении ствола, невозможно обойти вопрос о сверлении от-
верстий.
Сверло представляет собой режущий инструмент для обработки отверстий в сплош-
ном материале, либо для рассверливания отверстий при двух одновременно происхо-
дящих движениях: вращении сверла вокруг его оси и поступательном движении пода-
чи вдоль оси инструмента.
Известны следующие основные типы сверл: спиральные, перовые, пушечные, ру-
жейные, для кольцевого сверления, центровочные, специальные. Сверла изготовля-
ются из быстрорежущей стали марок Р18, Р12, Р9, Р6МЗ, Р6М5, Р9К5 и др.
1. Спиральное сверло.
Спиральное сверло является основным типом сверл, наиболее широко распрост-
раненным в промышленности и домашних мастерских. Спиральным сверлом пользова-
лись все. Более того, многие предполагают, причем совершенно искренне, что сверло
только таким и может быть. Тем не менее, подробно о нём рассказать просто необхо-
димо.
Спиральное сверло используется при сверлении и рассверливании отверстий диа-
метром до 80 мм и обеспечивает обработку отверстий по 4—5-му классам точности с
чистотой поверхности 2—3-го классов. Спиральные сверла состоят из следующих ос-
новных частей: режущей, направляющей или калибрующей, хвостовика и соединитель-
ной. Режущая и направляющая части в совокупности составляют рабочую часть свер-
ла, снабженную двумя винтовыми канавками.
Рис. 93. Спиральное сверло.
Режущая часть спирального сверла состоит из двух зубьев, которые в процессе
сверления своими режущими кромками врезаются в материал заготовки и срезают его
в виде стружки.
Направляющая часть сверла необходима для создания направления при работе
инструмента. Поэтому она имеет две направляющие винтовые ленточки, которые при
сверлении соприкасаются с рабочей поверхностью направляющей втулки и со стенка-
ми обработанного отверстия. Направляющая часть имеет вспомогательные режущие
123
кромки - ленточки, которые участвуют в оформлении (калибровании) поверхности об-
работанного отверстия. Кроме этого, направляющая часть сверла служит запасом для
переточек инструмента. Она же обеспечивает удаление стружки из зоны резания.
Хвостовик служит для закрепления сверла на станке. Он с помощью цилиндричес-
кой шейки соединяется с рабочей частью сверла. Наиболее часто рабочая часть свер-
ла изготовляется из быстрорежущей стали, а хвостовик из стали 45. Рабочая часть и
хвостовик соединяются сваркой. В промышленности используются также твердосплав-
ные сверла. Режущая часть этих сверл оснащается пластинками твердого сплава либо
твердосплавными коронками. У твердосплавных сверл малого диаметра полностью
вся рабочая часть может изготовляться из твердого сплава.
Глубокое сверление отверстий сравнительно малого диаметра производится удли-
ненными спиральными сверлами. Наиболее удачными являются спиральные сверла с
отверстиями для подачи охлаждающей жидкости под давлением в зону резания, что
способствует улучшению отвода стружки и повышению стойкости инструмента. Однако
при сверлении на глубину, равную восьми диаметрам и более, стабильный отвод струж-
ки этими сверлами не обеспечивается.
Рис. 94. Универсальное спиральное твердосплавное сверло с системой охлаждения.
У спирального сверла 2 режущих кромки, а потому оно режет металл и другие
материалы быстрее любых других типов сверл.
В то же самое время, неточное расположение поперечной кромки приводит к воз-
никновению момента, изгибающего и уводящего сверло в сторону. В большей части
случаев, спиральные сверла затачиваются вручную, то есть неточно. В таких случаях
отверстие может получиться на 0,1-0,2 мм больше номинального диаметра сверла и
далеко не цилиндрической формы.
Отсюда следуют 2 вывода:
1. Пользование станочными приспособлениями для заточки спиральных сверл обя-
зательно. При желании получить точное отверстие, следует предусматривать дополни-
тельную обработку развёртками. Глубина отверстия не должна превышать 8d сверла.
2. Для сверления точных и глубоких отверстий, глубина которых больше 8d, спи-
ральные сверла не подходят.
2. Перовое сверло.
Перовые сверла являются наиболее простыми по конструкции. Они применяются
при обработке твердых поковок, а также ступенчатых и фасонных отверстий.
Рабочая часть этих сверл выполняется в виде пластинки, снабженной у торца ре-
жущей частью.
Режущая часть имеет две режущие кромки, угол между которыми 2ф принимается
равным 90° при обработке мягких материалов и 140° для обработки твердых материа-
124
лов. В результате пересечения задних
плоскостей обоих режущих кромок со-
здается поперечная режущая кромка.
Угол ее наклона обычно равен 55°—60°.
Для уменьшения трения калибрующая
часть сверла имеет фаску f шириной
0,2- 0,5 мм, вспомогательный боковой
задний угол а,= 5 - 8° и утонение по
диаметру в пределах 0,05—0,10 мм на
всю длину сверла.
К недостаткам перовых сверл отно-
сятся большие отрицательные передние
Рис. 95. Перовое сверло.
углы, плохое направление сверл в отверстии, затруднительные условия отвода струж-
ки, малое число переточек. Для улучшения процесса резания передняя поверхность
снабжается лункой, но это приводит к соответствующему снижению прочности режу-
щей части. Перовые сверла больших диаметров обычно изготовляются со вставной
рабочей частью. Для облегчения процесса резания у сверл больших диаметров на
режущих кромках делают стружкоразделительные канавки.
У перовых сверл достоинство, по большому счёту, только одно - минимальная
трудоёмкость изготовления.
3. Пушечные и ружейные сверла.
Технологические операции сверления глубоких и точных отверстий относятся к чис-
лу наиболее трудоёмких процессов, значительно более сложных, чем обработка наруж-
ных поверхностей. Однако технологические проблемы такого рода успешно решались
уже 3-4 века назад при помощи сверл, называемых теперь пушечными. Иначе просто не
было бы ни артиллерии, ни ружей, обеспечивающих приемлемую точность боя.
Как только мы говорим о сверлении отверстий длиной, превышающей пять-десять
диаметров - значит, речь идет о глубоком сверлении. И это не только стволы ружей и
орудий. В настоящее время детали с глубокими отверстиями обрабатываются на всех
предприятиях и для всех отраслей промышленности. В энергетике это - теплообмен-
ники, электрогенераторы и ряд других деталей для ТЭС, ГЭС и атомных станций. В
станкостроении - шпиндели станков и др. В судостроении - роторы, винты и валы
турбин. В машиностроении - пневмо- и гидроцилиндры, оси, втулки, бандажи, гильзы.
И даже в металлургии есть ряд задач, которые возможно решить лишь путем глубо-
кого сверления - производство и ремонт деталей для прокатных станов, например.
Сверление глубоких отверстий является технологической операцией, предопределя-
ющей дальнейшую обработку глубокого и точного отверстия. Сложность этой операции
связана с неблагоприятными условиями образования и удаления стружки из отвер-
стия и с требованием по прямолинейности оси.
Существует несколько основных современных методов глубокого сверления. Причем,
каждый метод предполагает использование широкого спектра различных инструментов.
Но объединяющим для них всех является наличие в инструменте базирующего участка
для направления инструмента в отверстии, а также обеспечение беспрепятственного
подвода охлаждающей жидкости к режущим кромкам и отвод СОЖ со стружкой.
Сверление глубоких отверстий связано с большими трудностями, вызываемыми
затруднительными условиями отвода стружки и необходимостью подвода смазываю-
ще-охлаждающей жидкости в зону резания, а также обеспечения точного направления
сверла при работе и т. п.
Выполнение этих требований к глубокому сверлению обеспечивается применени-
ем специальных сверл. Именно ним и относятся так называемые пушечные и ружей-
ные сверла.
Пушечные и ружейные сверла предназначены исключительно для обработки глубо-
ких и точных отверстий, к которым предъявляются высокие требования по прямоли-
нейности оси. Можно также сказать, что пушечное сверло - предок ружейного, так как
125
принцип резания у них одинаков - ра-
ботает одна режущая кромка, однако
пушечное сверло значительно хуже при-
способлено для сверления отверстий
малых диаметров, и, кроме того, пушеч-
ные сверла лишены отверстия для под-
вода СОЖ.
Пушечное сверло.
Рабочая часть пушечного сверла
представляет собой полукруглый стер-
жень, плоская поверхность которого
является передней поверхностью (рис.
47). На торце стержня создается режу-
щая кромка, перпендикулярно оси свер-
ла. Задняя торцевая плоскость сверла
затачивается под углом б = 10 -:- 20°.
Для лучшего направления сверло
имеет цилиндрическую опорную повер-
хность, на которой срезаются лыски под
углом. 30—45° и делается обратный ко-
нус порядка 0,03—0,05 мм на 100 мм
длины рабочей части. В результате это-
го уменьшается трение сверла о стенки
обрабатываемого отверстия. Пушечное
сверло работает в тяжелых условиях,
имеет неблагоприятную геометрию передней поверхности, не обеспечивает непре-
рывного процесса резания, так как для
выводить сверло из отверстия.
Ружейное сверло.
Более совершенными сверлами для
глубокого сверления являются ружей-
ные сверла.
Они имеют рабочую часть и стебель.
Рабочая часть представляет собой сво-
его рода трубку с продольным прямо-
линейным пазом. Через отверстие в
трубку под высоким давлением (до 60
бар.) подводится к режущей части свер-
ла смазывающе-охлаждающая жидкость,
которая выходит по продольному пазу
наружу, увлекая при этом и стружку.
Для облегчения резания и лучшего
направления вершина сверла смещена
относительно его оси на 0,25 диаметра
сверла. Сверло имеет одну режущую
кромку, состоящую из наружной и внут-
ренней частей. Угол в плане на обоих
участках кромки обычно принимается
равным 50° и 70°, а задний угол - 12-15°.
Для уменьшения трения сверла о
стенки отверстия на рабочей части де-
лается обратная конусность размером
0,1—0,3 мм на 100 мм длины, а также
снимаются лыски. К рабочей части ру-
Рис. 96. Пушечное сверло
удаления стружки приходится периодически
Рис. 97. Рабочая часть ружейного сверла.
126
жейного сверла припаивается стебель, представляющий собой профилированную сталь-
ную трубку.
Такие сверла по сравнению с пушечными сверлами имеют лучшее направление,
улучшенный отвод стружки и подвод к зоне резания смазывающе-охлаждающей жидко-
сти, что приводит к повышению стойкости инструмента. Они обеспечивают непрерыв-
ный процесс резания и высокое качество обработанной поверхности. Однако эти сверла
имеют лишь одну режущую кромку, что серьёзно снижает их производительность.
Сверление одноперыми сверлами - это всегда процесс глубокого сверления в
диапазоне диаметров от 0,6 до 80 мм. Технически возможна и хорошо отработана на
практике обработка отверстия с соотношением глубины отверстия к диаметру до 100xD.
Специально разработанные сорта твердых сплавов и покрытий позволяют выполнять
обработку на оптимальных режимах и с оптимальным стружкообразованием в процес-
се резания.
Подвод смазывающе-охлаждающей жидкости (СОЖ) производится через отверстия
в инструменте. Вывод СОЖ и стружки производится через отверстие, образованное
пазом в корпусе сверла и стенками обрабатываемого отверстия.
В связи с простым процессом подвода-вывода СОЖ к зоне резания, сверла могут
применяться как на специальных станках для глубокого сверления, так и на обрабаты-
вающих центрах всех типов. Ограничением при использовании сверл малых диамет-
ров является станция СОЖ, которая должна обеспечивать высокое давление подвода
смазывающе-охлаждающей жидкости.
Изготовление рабочей части ружейного сверла невозможно без наличия фрезерно-
го станка с делительной головкой, специальных фрез, прецизионного токарного станка
с четырехкулачковым патроном. Кроме того, Вам потребуются профилирующее уст-
ройство для изготовления стебля, кондуктор и сварочная горелка для пайки. Отметим,
что паять ружейные сверла следует только твёрдыми припоями.
Этапы изготовления ружейного сверла:
1. На токарном станке протачивается заготовка сверла.
2. Смещается ось вращения и сверлится отверстие для подвода СОЖ.
3. Шлифуется обратный конус сверла.
4. Фрезеруется продольный паз.В задней части сверла, предназначенной для креп-
ления стебля, продольный паз углубляется.
5. Фрезеруются угол в плане, задний угол, скосы.
6. Производится термообработка.
7. Сверло затачивается. Для заточки следует использовать пятикоординатный за-
точной станок (приспособление).
Существуют ружейные свёрла с твердосплавными режущими элементами. В таком
случае в процесс изготовления сверла добавляется операция пайки. Кроме того, сверла
с твердосплавными напайками несколько сложнее по конструкции, чем показанные
выше.
Рис. 98. Современные сверла с твердосплавным наконечником.
Диапазон диаметров сверления - от 4 до 40 мм.
Ружейное сверло - прецизионный режущий инструмент. История его создания и
разработки насчитывает как минимум три столетия. Это плод коллективного труда ору-
жейников многих стран.
Отсюда следует, что каждая конструктивная особенность этого инструмента имеет
серьёзное значение для качества будущего ствола, потому будьте предельно внима-
127
направления приложения нагруз-
ХСОЖ
тельны при изготовлении и заточке этого инструмента. Вообще-то на Западе принято
покупать такого рода инструмент в специализированных магазинах, каковых у нас не
наблюдается. Там ствольные сверла делают немногие оружейники, стремящиеся по-
лучить сверхвысокое качество своих стволов. Но это там...
Небольшое дополнение: в повседневной жизни мы все привыкли к тому, что при
сверлении отверстий вращается сверло, а не деталь. За примерами далеко ходить не
надо: мы часто видим дрели и сверлильные станки.
Однако при наличии высоких требований к прямолинейности оси, все делается не
так. Вращают не сверло, а деталь. Сверлу придаётся лишь поступательное движение.
В этом случае обычная бытовая логика даёт сбой - человек неподготовленный и не
слишком хорошо усвоивший теорию резания вполне может вспомнить старый армейс-
кий анекдот:
- Сколько прапорщиков нужно, чтобы закрутить лампочку?
- Минимум пятеро: один, стоя на столе, держит лампочку; четверо поднимают и
вращают стол.
И, тем не менее, многовековой опыт оружейников однозначен: вращается деталь,
сверло только подаётся, режущая кромка у ружейного или пушечного сверла может
быть только одна, иначе сверло не сможет самоцентрироваться в процессе сверле-
ния после прохождения участков с различными механическими свойствами.
Обычно считается, что металл ведёт себя как изотропный материал, то есть его
свойства не меняются в зависимости от
ки. Оружейники уже давно заметили, что
это далеко не так.
4. Шнековые сверла
Чтобы обеспечить удаление большо-
го количества стружки из обрабатывае-
мого отверстия, обработку производят с
периодическими выводами сверла. Этот
процесс характеризуется малой произ-
водительностью в силу значительной зат-
раты времени на периодические выво-
ды сверла из отверстия. Стремление
приспособить конструкцию стандартно-
го сверла для глубокого сверления не
приводит к желательным результатам.
При глубоком сверлении оказывает-
ся затруднительным одновременно
обеспечить надежный отвод стружки из
зоны резания и создать на режущей ча-
сти сверла требуемые величины геомет-
рических параметров. Поэтому более це-
лесообразно разработать конструкцию
сверла для глубокого сверления, у ко-
торой форма винтовой канавки опреде-
ляется исходя из условия обеспечения
нормального отвода стружки, а необхо-
димые геометрические параметры режу-
щей части создаются заточкой передних
Примером подобной конструкции могут служить шнековые сверла для обработки
отверстий глубиной до 30- 40 диаметров в чугуне. Оружейники зачастую используют
шнековые сверла для грубого рассверливания стволов.
В отличие от стандартных сверла шнековые имеют больший угол наклона винтовых
канавок со = 60° и увеличенную толщину сердцевины, равную 0,3—0,35 диаметра свер-
ла. Диаметр сердцевины не изменяется по длине сверла, в то время как у стандарт-
ЛП»«1Н«Я
тужи
Рис. 99. Принцип работы станка глубокого
сверления. .
Рис. 100. Шнековое сверло.
и
128
ных сверл он увеличивается при перемещении от режущей части к хвостовику.
Стружечные канавки шнекового сверла имеют в осевом сечении прямолинейный
треугольный профиль, имеющий закругление во впадине. Причем образующая рабочей
стороны канавки идет перпендикулярно оси сверла. Канавка сверла плавно переходит в
спинку зуба, идущую под углом к оси, образуя ленточку заданного размера. У шнековых
сверл ширина ленточки берется равной 0,5 - 0,8 ширины ленточки стандартного сверла.
Увеличенный угол наклона винтовых канавок и их соответствующий профиль обес-
печивают при глубоком сверлении надежное удаление стружки из зоны резания без
выводов сверла из отверстия. Требуемые величины геометрических параметров на
режущей части шнекового сверла создаются подточкой передней поверхности и заточ-
кой задней поверхности по плоскостям.
При обработке чугуна геометрические параметры принимаются равными: статичес-
кий передний угол 12—18°, задний угол 12 —15°, угол при вершине сверла 2<р- 120-130°.
При обработке стали передний и задний углы берутся в пределах 12—15°, а угол
при вершине 90°. Глубокое сверление высокопрочной стали типа 1Х18Н9Т производит-
ся шнековыми сверлами, имеющими угол наклона винтовой канавки со = 35°, угол при
вершине сверла 2<р = 120°, задний угол 8—10°, передний угол 12—15°.
5. Центровочные сверла.
Особую группу сверл составляют центровочные сверла, предназначенные для об-
работки центровых отверстий. Они бывают простые, комбинированные, комбиниро-
ванные с предохранительным конусом.
Простые спиральные сверла отличаются от обычных спиральных сверл только мень-
шей длиной их рабочей части, так как ими производится сверление отверстий неболь-
шой длины. Они применяются при обработке высокопрочных материалов, в то время
как комбинированные сверла часто ломаются.
Рис. 101. Центровочные сверла
129
Комбинированные сверла изготовляются двухсторонними и предназначены для
одновременной обработки как цилиндрической, а также и конической поверхностей
центрового отверстия. Это приводит к повышению производительности обработки.
Комбинированные сверла с предохранительным конусом позволяют обрабатывать
не только цилиндрическую и коническую поверхность центрового отверстия, но и по-
верхность предохранительного конуса с углом при вершине, равным 120°.
6. Дополнение. В любой мастерской иногда возникают досадные проблемы со сло-
манными сверлами. Конечно, поломка сверла в 99,9% случаев вызвана ошибками,
допущенными работником. Однако верно и то, что не ошибается только тот, кто не
работает. Так или иначе, засевшие в детали или обломанные сверла надо удалять. Для
этой цели существуют наборы особых сверхтвердых спиральных сверл из кобальто-
вых сталей. Направление нарезки таких сверл - левое. Один из таких комплектов пока-
зан на рисунке ниже.
Рис. 102. Комплект для высверливания сломанных сверл.
130
ГЛАВА 12
СТВОЛЬНЫЙ ИНСТРУМЕНТ
Для создания ствола требуется инструмент, изготовленный с высокой точностью.
Для того чтобы добиваться нужной оружейникам точности, инструментальщики разра-
ботали соответствующие технологии, приспособления и измерительный инструмент.
Работа современного инструментальщика требует высочайшей квалификации, од-
нако и любителю возможно научиться её выполнять.
Обратите своё внимание на главное после энтузиазма условие хорошо выполнен-
ной работы: мастерская, оснащенная качественным оборудованием.
Иногда становиться просто удивительно, насколько мало написано об изготовле-
нии инструмента, применяемого при производстве оружия и патронов. Задача полного
описания всех таких технологий и оборудования в одной главе - невыполнима. Здесь
рассматриваются только ствольные инструменты, изготовление которых потребует
максимальной точности и аккуратности.
Развёртки. Это один из самых важных инструментов, используемых для создания
стволов. Подробное описание конструкции развёрток само по себе могло бы занять и
три главы, и больше.
Назначение развёртки - образовывать гладкие и строго цилиндрические отверстия.
Именно поэтому режущие кромки развертки не только геометрически точны, но и не
имеют зазубрин. Для изготовления разверток применяют только рекомендованные сорта
инструментальной стали.
Основные дефекты развёрток - радиальное биение, недопустимо глубокие царапи-
ны на обрабатываемой поверхности, неправильная геометрия режущих кромок.
При производстве стволов используют три основных типа развёрток:
1. Грубые - для черновой обдирки отверстий.
2. Финишные - для чистовой отделки отверстий.
3. Полировочные.
Крепкие зубья режущих кромок и канавки достаточной для помещения стружки глу-
бины - общие свойства всех развёрток независимо от их назначения. Качество и стой-
кость разверток зависят от формы и количества зубов и соответствующих им канавок.
Изготавливая развертки для ствола и патронника, мы выбираем фактически всего
из двух вариантов. Финишная развертка хороша при количестве канавок не более шес-
ти, но не менее пяти. Для полировочной развёртки шесть канавок - это стандарт.
Развертки для грубой обработки следует делать с четырьмя канавками, что придаёт
такому инструменту дополнительную жёсткость. Поля режущих кромок финишных раз-
вёрток следует делать поуже. На рисунках ниже показаны все три типа развёрток.
1 .Развёртка для грубой обработки
(обдирочная).
2. Стандартная
развертка
(6 канавок).
3. Полировочная
развёртка с
несмещённым
профилем.
Рис. 103. Типы ствольных развёрток и соответствующие им профили фрез.
131
Фрезы, использующиеся при изготовлении развёрток, делят на радиусные или круг-
лые, и угловые.
Радиусные фрезы используют для выборки пазов на грубых и полировальных раз-
вёртках. Размеры таких фрез назначают в пределах одной пятой или одной шестой от
диаметра развёртки. Чаще всего, методом проб и ошибок.
Угловые фрезы, по причине более удобной формы зубов, часто применяют для
нарезки пазов на цилиндрической части ствольных развёрток. Наиболее употребитель-
ны угловые фрезы с углом 80°, слегка скруглённые у вершины. Применимы фрезы с
углами в 60° и 70°.
Труднее всего делать развёртки для полировки патронников. Они, в отличие от
чистовых разверток, не имеют направляющих, а наибольший слой металла, срезаемый
ими при обработке, колеблется между 0,02 и 0,05 мм. Следует точно придерживаться
той же последовательности действий, которая описана для изготовления ствольных
развёрток, за тем исключением, что они доводятся камнем сразу. После шлифовки
цилиндрической поверхности, допуск на доводку камнем должен составить примерно
0,05 мм, чтобы сформировать плоские и острые режущие кромки.
При нарезке канавок на развертках, они выполняются таким образом, чтобы у режущей
кромки образовывался отрицательный передний угол. Именно с этой целью фреза смеща-
ется от центра заготовки примерно на 0,010" (0,254 мм), как показано на рисунке выше.
Изготавливая некоторые развёртки, оружейник с целью обеспечения хорошего
отвода стружки при дальнейшей работе изготавливаемого им инструмента, вынуж-
ден «ломать канавки», то есть фрезеровать развертки под углом к центральной оси,
начиная паз у конца развёртки с рекомендованным смещением, в дальнейшем вы-
водя его к центру заготовки. Смещение пазов развёртки не должно превышать 0,002"
(0,05 мм).
Первый паз (канавка), нарезается с максимальной точностью. Затем поворачива-
ется делительная головка, а поперечный стол смещается на 0,05 мм к центру. Таким
же образом нарезаются все оставшиеся пазы. И поэтому все они будут смещены от
центра на величину 0,05 мм, что, собственно и требовалось.
Если пазы у развёртки спиральные, то их угол наклона к продольной оси выбирает-
ся примерно равным 10 градусам. Зачастую именно развёртки для финишной обработ-
ки стволов делаются со спиральными пазами. Такая форма финишных развёрток при-
знана наилучшей, поскольку биение инструмента резко уменьшается. Однако нарезать
спиральные пазы намного труднее. Кроме того, нарезка спиральных пазов потребует
приводной делительной головки или специального приспособления.
Полировальные развёртки изготавливают с несмещёнными пазами радиусной фор-
мы. Выбранная фреза должна быть достаточно широка и способна сделать паз требуе-
мой глубины. Способ изготовления полировочной развёртки показан на рисунке выше.
После .фрезерования канавок, развертки подвергаются нормализации, затем следу-
ют закалка и отпуск. Обратите внимание на обязательность снятия напряжений в ме-
талле, вызванных механической обработкой.
После термообработки производится шлифовка развёртки до придания ей цилинд-
рической формы. Предварительно обрабатываются режущие кромки. На режущих кром-
ках оставляются небольшие закругления. Припуск на последующую заточку принимает-
ся равным примерно 0,05 мм.
При обработке полировочных развёрток, шлифовка продолжается до получения
правильного шестигранника с острыми режущими кромками. Припуск на заточку тот же
- 0,05 мм.
Перед использованием развёртки в производстве, следует проверить правильность
размера отверстия, получающегося после прохода его развёрткой. Если отверстие ве-
лико, следует дополнительно полировать режущую кромку. Если мало, значит Вы уже
успели испортить развёртку.
Ствольные развёртки никогда не шлифуются на станке на нужный размер. Они до-
водятся на точильном камне, смазанном маслом, вручную. Доводочные операции пред-
132
полагают наличие абразивных брусков различной крупности зерна, твёрдой руки и дос-
таточной практики.
После окончания предварительной цилиндрической шлифовки развёртки, допуск
на дальнейшую обработку оставляется в пределах 0,01-0,03 мм. Затем каждый зуб
покрывается раствором медного купороса. Такой простой рабочий приём покажет в
любой момент обработки правильность движения точильного камня и укажет на рас-
стояние, оставшееся до режущей кромки. Всегда оставляйте небольшой припуск на
режущей кромке, пока не придёт черёд окончательной заточки.
На рисунках ниже приведены конструкции ствольных развёрток, прошедших суро-
вый отбор в ходе многолетнего применения ведущими оружейниками.
Рис. 104. Обдирочная (грубая) развёртка. Материал - закалённая инструментальная сталь.
М tj j
Рис. 105. Трубка подачи масла или СОЖ в развёртку. Материал - конструкционная сталь
Рис. 106. Спиральная финишная развёртка. Материал - закалённая инструментальная сталь.
133
ж
Рис. 107. Полировочная развёртка. Материал - закалённая инструментальная сталь.
Ствольные развёртки делаются коническими и имеют направляющие. Точность из-
готовления направляющей и конусности должна соответствовать требуемой точности
изготовления ствола. Длина направляющей может быть различна. Длина направляю-
щих последовательно падает от развёрток для грубой обработки к развёрткам для по-
лировки. Направляющая, для лучшего центрирования по отверстию, также делается с
небольшой конусностью.
Принято, что развёртка для черновой (грубой) обработки ствола снабжается на-
правляющей длиной примерно 300 мм. Сужение направляющего конуса - 0,12-0,17
мм. Кроме того, в развёртках устраивается небольшой обратный конус режущей части,
чтобы облегчить условия их работы в ствольной заготовке. Финальной операцией по
изготовлению фрезы становится доводка режущих кромок на смазанном масле точиль-
ном камне. Доводка не заканчивается до тех пор, пока на режущих кромках развёртки
остаются хотя бы малейшие следы от фрезы.
Перед термообработкой, на развёртках следует оставлять припуск порядка 0,5 мм.
Всё сказанное выше проиллюстрировано на рисунках 104-106, на которых изобра-
жены ствольные развёртки с направляющими на обоих концах. Представленная Ваше-
му вниманию конструкция развёрток практически полностью избавлена от поперечных
биений при работе и легко избавляет канал отверстия от выступов и впадин, остаю-
щихся при сверлении.
При подборе сортов стали и термообработке оружейник должен проявлять пре-
дельное внимание и аккуратность.
В работе следует уделять своё внимание регулярному измерению диаметра на-
правляющих, чтобы они не оказались чрезмерного размера при износе и переточке
режущих кромок развёрток. Иногда случается, что при обработке канала ствола, на-
правляющие развёрток заклинивают в отверстиях, после чего приходится тратить мно-
го сил и времени на их извлечение.
После некоторого износа развёртки, направляющие удаляются. С удалёнными на-
правляющими используются развёртки с прямыми пазами. Устройство таких развёрток
проще, однако, я всё же рекомендую развёртки, оснащённые направляющими. При
наличии измерительных колец-шаблонов, Вы никогда не допустите чрезмерного износа
режущей кромки.
В качестве универсального инструмента можно использовать круговую ствольную
развёртку, показанную на рисунке 108. Развёртки такого типа пригодны для обработки
прямых стволов практически любого калибра, начиная с нарезных калибра 0,22 (5,6
мм), и заканчивая стволами дробовиков. Техника их использования при изготовлении
нарезного оружия не меняется при изготовлении дробовых стволов, меняется лишь
то, что при изготовлении дробовых стволов универсальные развёртки протягивают
через ствол. По этой причине становится необходимым размещение направляющей на
круглой части инструмента вблизи хвостовика.
134
Рис. 108. Универсальная развёртка.
Таблица 26. Размеры С, D универсальной развёртки
Назначение развёртки Для грубой обработки Стандартная Чоковая
Размер С, мм 300 200-380 300
Размер D, мм 12 25 25
«Чоковая» развёртка предназначена для обработки «чоков» -
дульных сужений гладкоствольного оружия (преимущественно, дробового).
Таблица 27. Размеры А, В универсальной развёртки.
Калибр 8 10 12 16 20 28 410
Размер А, мм 17.17 16.41 15.24 13,54 12.34 10. 69 7, 14
Размер В, мм 18. 44 17.68 16,51 14.81 13,61 11,96 8,41
В качестве иллюстрации, рассмотрим развертку для винтовочного ствола калибра
0,22. Чтобы получить наилучшие результаты, следует изготовить 2 штуки: одну для
предварительной (грубой) обработки, вторую - для доводки (полировки), которая уда-
лит слой металла всего только около 0,07 мм. Обратите внимание, что развертка для
предварительной обработки будет снимать металл двумя режущими кромками из четы-
рёх, как показано на иллюстрации.
При наличии плоскошлифовального станка, изготовление квадратных развёрток -
достаточно простая задача. Сначала следует придать заготовке нужную форму на фре-
зерном станке, оставив примерно 0,4 мм как припуск на шлифовку. На одном из концов
квадрата следует сделать хвостовик длиной примерно в 40 мм, к которому в дальней-
шем можно будет приварить направляющую.
135
Длину рабочей части инструмента делают максимально возможной, при которой
ещё не возникают искривления при закалке и отпуске. Например, длина квадратной
развёртки для калибра 0,22, колеблется между 150 и 200 мм. При увеличении калибра,
длина развёртки увеличится.
Чем больше длина развёртки, тем выше точность обработки ствола за счёт увеличе-
ния площади поверхности трения между стволом и развёрткой.
Развертка для полировки делается примерно так же. Отличие состоит в том, что одна
из сторон имеет небольшой радиус закругления с противоположной от режущей кромки
стороны. Чуть ниже режущей кромки образуют небольшую площадку шириной 0,02 мм.
Подробные рекомендации по использованию желобчатых развёрток даны далее.
Надо добавить, что при изготовлении экспериментальных или единичных стволов
используется только такой инструмент.
Новые, только что изготовленные развёртки имеют большую склонность к попереч-
ным биениям, чем те, которые уже были в работе.
При чрезмерном уменьшении зазоров, развёртку «зажимает», она перестаёт резать
металл свободно, и быстрее изнашивается по причине повышенного трения о стенки
ствола.
Результатом работы в таком случае становится испорченный ствол, а также сло-
манная или намертво заклинившая развёртка.
Существенно облегчает работу наличие желобков на развёртках. У желобчатых раз-
вёрток режущий край делают более выпуклым, чем у плоских. Такое конструктивное
решение используется для всех ствольных развёрток. И этот тип развёрток дольше
удерживает свою геометрию при работе, чем любые другие развёртки.
Рис. 109. Желобчатая развёртка.
Наиболее трудны в изготовлении развёртки для патронников, особенно те из них,
которые предназначены для окончательной полировки. Развёртки для предваритель-
ной обработки патронников делаются подобно цековкам, однако они обрабатывают по-
лость патронника в несколько этапов. Такое конструктивное решение уменьшает коли-
чество металла, выбираемого режущим инструментом за один проход.
Как развёртки для предварительной обработки, так и развёртки для чистовой обра-
ботки, могут быть изготовлены со спиральными канавками, однако такое решение при
своей эффективности в работе, сложнее технологически. Например, в развёртке но-
мер 2, имеющей закрученные направо спиральные режущие кромки, при наличии хоро-
шо исполненной направляющей, наблюдается эффект усиления врезания режущих кро-
мок в металл за счёт крутящего момента, создаваемого станком, чем существенно
повышается чистота обработки.
И, тем не менее, чаще всего, при практическом изготовлении обдирочных и чисто-
вых развёрток, режущие кромки выполняют прямыми. Обдирочные развёртки зачастую
изготавливают нескольких номеров, с последовательно возрастающим диаметром об-
работки.
136
Рис. 110. Грубая развёртка патронника под Springfield 30-06.
Материал - полированная и закалённая инструментальная сталь.
Рис. 111. Хвостовик развёртки патронника.
Хвостовик для развёрток патронника - унифицированная деталь. На комплект раз-
вёрток может изготавливаться только один хвостовик.
137
Рис.112. Направляющая втулка и болт развёртки патронника под Springfield 30-06.
Материал - закаленная и отполированная инструментальная сталь.
Необходимость применения для направляющих развёрток втулок всецело опреде-
лена ускоренным износом направляющих. Втулку же, при первых признаках износа,
достаточно просто заменить. Изготовление втулки и болта из закалённой инструмен-
тальной стали объясняется теми же соображениями: обеспечить минимальный износ,
а значит и повышенную точность изготовления патронника.
Рис. 113. Финишная (чистовая) развёртка патронника под Springfield 30-06.
Материал - закаленная и отполированная инструментальная сталь.
138
Рис.114. Полировочная развёртка патронника под Springfield 30-06.
Материал - закаленная и отполированная инструментальная сталь.
На рисунке 98 мы видим, что режущие кромки полировочной развёртки патронника
выполняются точно так же, как и у ствольной развёртки - без смещения от оси. Еще
одна характерная черта полировочных развёрток - отсутствие направляющей. Это объяс-
няется тем, что металла срезается мало, кроме того, геометрия патронника уже в
основном сформирована грубой и финишной развёртками.
Рис.115. Развёртка для обработки пульного входа под Springfield 30-06.
Материал - закаленная и отполированная инструментальная сталь.
Чтобы процесс резания при обработке патронника был надёжно остановлен после
прохождения режущими кромками развёртки проектной длины, используются дистан-
ционные втулки, вариант исполнения которой показан на рис. 100. Особая износостой-
кость в таком случае не требуется, а потому втулки делают из обыкновенной конструк-
ционной холоднокатанной стали.
139
Рис. 116. Дистанционная втулка. Материал - холоднокатаная конструкционная сталь.
Наилучшими по конструкции следует признать развёртки для патронников, изобра-
жённые на рисунках 110, 113, 114, 115. При сохранении общего принципа конструиро-
вания, такие развёртки можно делать для любого типа патронника. Внешний вид раз-
вёрток при этом сохранится, просто на чертеже изменится оцифровка соответствую-
щих размеров.
На рисунке 117 показаны различные типы патронников с необходимыми для проек-
тирования развёрток размерами. Эти данные могут оказаться попросту бесценными
при реставрации оружия конца 19 и первой половины 20 веков.
Рис. 117. Размеры патронников для конструирования развёрток.
140
На рисунке 118 показан патронник винтовки Спрингфилда калибра 0,30 (7,62 мм)
модели 1903 года.
Рис. 118. Патронник винтовки Спрингфилда калибра 0,30 (7,62 мм) модели 1903 года (30-03).
Все патронники, представленные на рисунках, показаны без переходного участка
спереди; расстояние от уступа до конца патронника дано как справочный размер для
проектирования развёрток.
Представленные размеры позволяют определить конусность развёртки по конечным
точкам. Вам будет необходимо дополнительно определить размер переходного участка
между патронником и каналом ствола. Для этой цели придётся дополнительно уточнять
геометрические размеры патрона, которым Вы собираетесь снаряжать оружие.
К сожалению, крайне затруднительно представить Вам точные чертежи всех стан-
дартных патронов, использующихся в сочетании с представленными ниже патронника-
ми ввиду огромного их разнообразия и непрерывного появления новых модификаций
боеприпасов стандартных калибров.
Рис. 119. Справочные размеры патронников 7 мм и .303 British.
141
Рис. 120. Справочные размеры патронников .30 Magnum и .35 Whelen.
Рис. 121. Справочные размеры патронников .375 Magnum и 10,75 мм.
142
Рис. 122. Справочные размеры патронников .404 Magnum и .416 Rigby.
На следующем, 123-м рисунке, представлен патронник под максимальный (из ра-
зумных, так как противотанковые ружья мы не рассматриваем) винтовочный калибр .50
BMG. В России такие патроны используются в крупнокалиберном пулемёте КПВТ. Кстати,
если обозначение .50 BMG расшифровать, то перевод будет звучать так: «Патрон ка-
либра 0,5 дюйма для пулемёта Браунинга».
Рис. 123. Справочные размеры патронника .50 BMG.
143
В большинстве случаев вполне реально подобрать размеры патронника таким обра-
зом, чтобы оружие подходило для стрельбы патронами различных производителей.
Все современные производители придерживаются одних и тех же стандартов, поэто-
му размерные допуски у них хоть и отличаются, но в небольших пределах.
И всё-таки, перед тем как проектировать комплект развёрток, следует точно назна-
чить допуски, исследовав патроны максимально возможного количества производите-
лей, снаряжённые пулями различного веса.
Чтобы получить представление о том, как назначаются допуски, исследуйте чер-
тёж реально изготавливавшегося патронника, представленного на рисунке 108.
Рис. 124. Патронник Springfield 30-03- американского клона Mauser К98 в разрезе.
Вы сможете, сравнивая размеры патрона, изображённого на рисунке 125, опреде-
лить назначаемые на производстве допуски, и в дальнейшем, пользуясь величинами до-
пусков, вычертить патронник, предназначенный для любого желательного Вам патрона.
Рис. 125. Справочные размеры патрона Springfield cal.30 Model 1906.
144
Следует обратить особое внимание на тщательность изготовления развёртки для
чистовой расточки патронника. Ресурс этих развёрток при правильном изготовлении и
аккуратной заточке может составить несколько сотен стволов и многие годы работы.
Большинство стрелков - спортсменов предпочитают патронники с очень плотной
посадкой пули. Некоторые мастера изготавливают по три и более комплекта развёрток
для патронника, различающиеся по планируемой плотности посадки боеприпаса, вплоть
до такой плотной, что пули иногда приходится пригонять по длине и диаметру, пользу-
ясь токарным станком или специальными приспособлениями.
Широко распространенное у стрелков поверье гласит, что тугая посадка патрона и
врезание носика пули в края нарезов увеличивают точность стрельбы.
Проведённые опыты показали, что у этих поверий нет достаточных оснований. Уст-
раивались стрельбы из различных винтовок, стволы которых были изготовлены одинако-
во, а патронники отличались плотностью посадки пули. При стандартном боеприпасе,
преимуществ у тугой посадки патрона по сравнению со стандартной, выявлено не было.
Некоторое улучшение точности стрельбы винтовки с тугими патронниками показали
только при использовании специальных боеприпасов, пули у которых изготавливались
на особо точном оборудовании и снабжались специально изготовленной оболочкой с
эксцентриситетом не более 0,03 мм.
Размеры патронников, изображённых на чертежах, были выработаны на основании
данных о многолетней эксплуатации различных видов стрелкового оружия, и отвечают
самым жёстким требованиям стрелков-профессионалов. Практически все европейс-
кие и американские производители создают стволы под вновь разрабатываемые патро-
ны, придерживаясь в своей работе величин допусков, показанных на приведённых
чертежах.
Ствольные свёрла. Как мы уже упоминали ранее, свёрла, используемые для свер-
ления глубоких отверстий, сильно отличаются от используемых в большинстве мас-
терских привычных всем спиральных свёрл.
Насадки, создающиеся как режущий инструмент для сверления стволов, делаются
короткими. В дальнейшем они припаиваются к удлинителям, имеющим отверстия для
подвода масла и канавку для отвода стружки.
Зачастую удлинитель делают из формованной трубки соответствующего диаметра.
Сверло и насадка-удлинитель представлены Вашему вниманию на рисунках 126, 127 и
128.
В больших специализированных мастерских были и продолжают оставаться в упот-
реблении большие и тяжёлые держатели для трубок подачи масла в ствольные свёр-
ла. Они представляют собой очень тяжёлые, весом в десятки килограмм, тщательно
обработанные чугунные заготовки. Бесспорно, это лучшая конструкция, которая только
может быть придумана для целей быстро перестраиваемого поточного производства.
На рисунке 113 показана одна из таких профессиональных конструкций. Любителю про-
ще пользоваться держателями, рассчитанными на закрепление только одного сверла,
которые значительно легче, проще в изготовлении и значительно лучше приспособле-
ны к не слишком мощному станочному оборудованию.
145
Рис. 126. Ствольное сверло для калибра .30 (7,62 мм).
127. Переходник на шланг подачи масла и подводящую трубку.
Материал - конструкционная холоднокатаная сталь.
146
Рис. 128. Трубка подачи масла в ствольное сверло.
Материал - конструкционная холоднокатаная сталь.
Рис. 129. Универсальный держатель трубок подачи масла.
147
Таблица 28. Размеры отверстий для трубок подачи масла в зависимости от калибра.
Калибр .50 .45 .375 .32 .30 7 мм .25 .22
Выражение к-1/64" к-1/44" к-0,02" к-0,02" к-1/64" к-1/64" к-0.012" к-0.012"
Диаметр, мм 12,30 10,85 9,01 7,62 7,22 6,60 6,05 5,28
На рисунках 130,131 вы можете ознакомиться с конструкцией держателя для инстру-
мента, формирующего канавки на трубке и держателя для трубки, закрепляемого на плос-
кой поверхности направляющих специального сверлильного или токарного станка.
Рис. 130. Приспособление для формирования канавки на трубке подачи масла.
На рисунке 131 дан чертёж ролика, который помимо использования его при форми-
ровании трубок, может послужить в качестве заготовки для фрезы, при помощи кото-
рой обрабатываются пазы на ствольных сверлах.
Рис. 131. Ось, маслёнка и формирующий ролик.
148
Ствольные свёрла делаются из быстрорежущей инструментальной стали типа
Р9М4К8 или Р18. Эти сорта стали закаливаются при очень высоких температурах -
1220 и 1280°С соответственно.
Выбор этих материалов для изготовления ствольных сверл определяется необхо-
димостью сохранения сверлом острых режущих кромок при нагреве в процессе свер-
ления ствольных заготовок из легированных сталей.
После того, как заготовка сверла обточена на токарном станке, в ней следует про-
сверлить небольшое отверстие для подвода масла. Наиболее удобно выполнять эту
операцию, зажав сверло в V-образный держатель, закреплённый в резцедержателе
токарного станка.
Сверление этого самого маленького отверстия для подвода масла диаметром 1,74
мм на глубину более 50 мм - не самое простое дело. От оружейника - любителя эта
операция потребует кроме предельной аккуратности, ещё и некоторых приспособлений.
Во-первых, придётся сместить ось вращения заготовки, пользуясь либо четырёхку-
лачковым патроном, либо аналогичным самодельным приспособлением. Во-вторых,
надо будет изготовить пушечное сверло диаметром 1,78 мм и держатель для него.
Припуск при изготовлении свёрл следует оставлять достаточно большим, чтобы
сверла можно было бы шлифовать в центрах на токарном или сверлильном станках,
пользуясь для фиксации соответствующими сверлениями в заготовке.
Кроме токарных станков, для сверления масляных отверстий подходят высоко-
оборотные вертикально-сверлильные станки, оснащённые соответствующими приспо-
соблениями для зажима заготовок. После сверления масляных каналов, заготовка за-
жимается в патроне, и в ней сверлится центральное отверстие и размечается паз в
соответствии с заданными углами режущих кромок.
Оставьте достаточный припуск для последующих операций. После того, как раз-
метка паза сделана, заготовку сверла переворачивают и протачивают посадочное мес-
то для масляной трубы с выборкой для выхода стружки.
Затем Вам будет нужно сделать держатель сверла, который представляет собой
просто заготовку из проката сечением примерно 20x50 мм. Длина заготовки для держа-
теля сверла определиться нужной Вам полной длинной сверла. Вдоль длинной сторо-
ны заготовки близко к одному из краёв сверлится и разворачивается отверстие, соот-
ветствующее по диаметру ствольному сверлу. Затем полученное отверстие разделя-
ется продольным разрезом ножовкой или узкой фрезой на глубину 45 мм. Разрез жела-
тельно делать поуже, однако его ширина принципиального значения не имеет.
Не вынимая заготовку держателя из тисков
фрезерного станка, держатель следует профре-
зеровать в верхней части. Снимать следует
столько металла, чтобы открыть ранее просвер-
ленное отверстие на 1/4 часть его диаметра. Дер-
жатель ствольного сверла показан на рисунке 132.
Затем ствольное сверло укладывается в из-
готовленный держатель и зажимается в тисках
фрезерного станка. Укладывать сверло следует
таким образом, чтобы отверстие для прохода мас-
ла располагалось снизу.
При укладке сверла в держатель, не забудьте
зафиксировать его от продольного смещения,
уперев в держатель металлический цилиндр со-
ответствующего диаметра. Выставьте заготовку
сверла для обработки на фрезерном станке. Фре-
зу следует размещать так, чтобы она как можно
точнее совпадала с линией центра паза, разме-
ченной нами ранее.
Глубина обработки паза для отвода стружки
149
назначается с тем расчётом, чтобы после фрезерования оставался припуск на шли-
фовку порядка 0,05 мм. При фрезеровке следует также учитывать, что в дальнейшем
сверло будет шлифоваться и затачиваться. Поэтому глубину фрезерования придётся
увеличить на величину снимаемого при шлифовке и заточке металла.
После того, как проведена термообработка, сверло шлифуется и затачивается точ-
но на проектный размер. Лишь затем его можно припаять твёрдым припоем к трубке
подачи масла. Ствольное сверло и трубку перед пайкой следует, тщательно контроли-
руя соосность, зажать в специальный кондуктор, показанный на рисунке ниже.
Рис. 133. Кондуктор для пайки ствольного сверла и масляной трубки.
Сверло, зажатое в кондуктор таким образом, что выступает только хвостовик, пре-
красно защищено от пламени сварочной горелки, что полностью исключает риск отпус-
ка закалённой стали.
В то же самое время, кондуктор обеспечивает строго соосную фиксацию масля-
ной трубки. После полного остывания, не вынимая спаянное с трубкой сверло, удали-
те лишний припой при помощи напильника. Проверьте, свободно ли от припоя и струж-
ки отверстие для подачи масла. Вы должны быть твёрдо уверены в том, что масло для
охлаждения металла и отвода стружки будет подаваться свободно. Последние опера-
ции - это шлифовка и заточка режущей кромки сверла. После присоединения масляно-
го переходника можно приступать к сверлению ствольной заготовки.
Масляные трубки. Для изготовления сверл, развёрток и зенкеров должны исполь-
зоваться масляные трубки только наивысшего качества. Применяемые трубки должны
быть сделаны из высокоуглеродистой стали.
Такой выбор материала определяется большими продольными усилиями и крутя-
щими моментами, действующими на сверло. На рисунке 128 показана масляная труба
со сформированной канавкой.
На рисунке 130 представлен формирующий канавку инструмент. Углы заточки ро-
лика совпадают с углами наклона стенок паза, фрезерованного на сверла, поэтому
после сварки сверло и масляная трубка образуют единый канал возврата масла и отво-
да стружки.
Напряжения, возникающие в трубке при прокатке канавки, увеличивают её жест-
кость по отношению к исходной круглой трубе на 25%. Поэтому в качестве заготовки
может быть успешно применена холоднокатаная труба.
150
Трубки малых диаметров относительно дефицитны, однако, ищущий да обрящет. В
противном случае придётся точить заготовку, делать пушечное сверло и заниматься
глубоким сверлением, благо трубка подвода масла не требует столь же точной геомет-
рии отверстия, как ствол.
Масляные трубки, используемые оружейниками при изготовлении ствольных раз-
вёрток и свёрл, выбираются максимально жесткими и с самыми толстыми стенками,
которые ещё позволяют произвести профилирование. На рисунке 107 представлен
переходник для масляной магистрали, годный для использования в составе с нарез-
ными головками 0,22 и 0,30 калибров.
Переходники для других калибров делаются по тому же принципу. При работе в
составе зенкеров, масляные трубки должны быть максимально жёсткими, особенно для
инструмента калибра 0,22. Это вполне понятно: длина ствола практически не меняется,
а диаметр становится меньше, поэтому требования к жёсткости инструмента выше.
Изготовление стволов небольших калибров всегда технологически намного сложнее.
Развёртки, зенковки и головки для нарезки присоединяются к масляным трубкам
вместе с масляными переходниками. Пайка этих соединений должна быть очень проч-
ной, поэтому в процессе выполнения этой операции к соединениям приходится под-
водить много дополнительного тепла, чтобы дать припою возможность течь свободно.
Протяжки для нарезки ствола. Существуют два основных типа протяжек: с режу-
щей- частью в форме крючка и в форме скребка. На рисунках, предлагаемых Вашему
вниманию ниже, показаны, соответственно, две протяжки с режущей частью в форме
крючка для калибров 0,22 и 0,30, а также одна протяжка с режущей частью в форме
скребка для калибра 0,30.
Если мы внимательно рассмотрим чертежи протяжек для нарезки стволов 0,22 и
0,30 калибров, то сможем сделать вывод, что чертежи одинаковы во всём, исключая
размеры, которые пропорциональны калибру. Чертежи инструмента для нарезки ство-
ла такого типа могут быть переработаны под любой желательный калибр путём пропор-
ционального изменения размеров, указанных на чертежах.
Протяжки для нарезки стволов - один из самых трудоёмких типов инструмента в
изготовлении. Это воистину головная боль технолога даже на серьёзных специализи-
рованных предприятиях, которые, впрочем, теперь почти не пользуются такими инст-
рументами для нарезки стволов.
Я уже говорил, повторю ещё раз, что в эпоху миллионных армий стволы делают
методами холодной ковки, протяжки пуансона или электрохимическими способами.
Методы нарезки стволов, которые мы рассматриваем - это для оружия Мастеров и
восстановления раритетов, а вовсе не для орудий нелёгкого солдатского труда.
Для начинающих оружейников большинство авторов рекомендуют пользоваться
протяжками скребкового типа, которые намного проще в изготовлении. Некоторые даже
предполагают, что при помощи скребковых протяжек делаются самые точные стволы,
и это было бы правдой, если бы в качестве резца использовался бы никогда не тупя-
щийся алмаз.
Итак, приступаем к подетальному изучению протяжки с режущей частью в форме
крючка, используемой для нарезки стволов калибра .22.
I регулировочный болт
I резец протяжки х плунжер ч
f пружина
. ..-Л-
толкатель
клин х
Рис. 134. Протяжка крюкового типа в сборе. Корпус условно разрезан.
151
Протяжка крюкового типа, история которой восходит к середине 19 века, в своём
составе имеет следующие детали:
1. Корпус.(На рисунке специально не обозначен).
2. Регулировочный болт.
3. Толкатель.
4. Клин.
5. Резец протяжки. Именно благодаря специфической форме резца, рассматрива-
емый тип протяжек получил название «крюковой».
6. Плунжер.
7. Пружина.
При работе в корпус протяжки под давлением подаётся смазка. Подача производит-
ся со стороны пружины. Чтобы масло проходило беспрепятственно, в корпусе плун-
жера фрезеруется паз. Пружина зажимается в проектное положение после того, как в
корпус вкручивается не показанная на рисунке трубка подвода масла.
При отсутствии масляного насоса высокого давления, оружейники 17-19 веков ог-
раничивались и консистентной смазкой, однако приходилось более тщательно подхо-
дить к очистке ствола и инструмента от стружки, а процесс окончательной полировки
ствола становился более трудоёмким из-за неизбежных царапин.
Если внимательно рассмотреть рисунки, посвящённые головкам для нарезки ство-
лов 0,22 и 0,30 калибров, то поймём, что принципы пользования и регулировки голо-
вок крайне просты.
При настройке головку на новую глубину реза, достаточно повернуть регулировоч-
ный болт на небольшой угол. После поворота болта, толкатель подаст вперед клин,
резец поднимется вверх. При каждом следующем походе, глубину реза не следует
увеличивать больше, чем на 0,005 мм.
Все нарезы желательно обрабатывать при одинаковой настройке режущей головки.
И лишь затем режущую головку перенастраивают.
Протяжка - прецизионный инструмент. При повороте регулировочного болта на
один оборот, толкатель смещается на величину шага резьбы - 0,8 мм. При этом клин
поднимет резец всего лишь на 0,8хг#10° =0,14 мм. При работе величину подъёма резца
регулируют крайне аккуратно, по 1/16 оборота и менее, добавляя к глубине нареза
каждый раз примерно 5 микрон. Оптимальный вариант - при перенастройке протяжки
использовать поверенный микрометр с ценой деления 1 мкм.
Во время прохода головки через ствол, режущая головка находится в исходном
положении, затем клин сдвигается назад. Усилие пружины через плунжер стремится
сдвинуть резец назад. Режущая головка в задней части образует клин с углом 10' сни-
зу, и углом в 30’ сверху, которые соответствуют углам обработки других деталей го-
ловки.
Следует дополнительно сказать о некоторых особенностях работы протяжки. Во
время рабочего хода резец удерживается в горизонтальной плоскости за счёт плотно-
го прилегания своей боковой поверхности к пазу корпуса. От смещения в вертикаль-
ной плоскости резец удерживает плоскость клина и скос корпуса.
Нижняя часть резца в корпус не упирается. Этот зазор мал и плохо виден на рисун-
ке, однако он есть и его величина составляет 0,15-0,2 мм (чуть больше полной проект-
ной глубины нарезов), иначе при ходе назад резцу, отжав пружину, некуда было бы
опуститься.
152
Рис. 135. Корпус протяжки крюкового типа под калибр .22.
Материал - закаленная и шлифованная инструментальная сталь.
При первом же взгляде на рисунок становится понятно, что изготовление корпуса
протяжки начинается со сверления отверстия 03,45 мм на длину 136,5 мм, то есть
операции глубокого сверления. А потому - готовьте пушечное сверло и специализиро-
ванный станок. Подходящих метчиков в магазине Вы тоже не найдёте, а потому их
придётся сделать или заказать. Резьбу на обоих концах головки также следует делать с
предельной аккуратностью. Следует проверять, чтобы резьба была нарезана на полную
глубину и строго соосна по отношению к наружной части корпуса головки.
Дополнительные сложности возникают с обработкой внутренней поверхности кор-
пуса. Оптимально - изготовить набор разверток, после чего отполировать отверстие
изнутри при помощи свинцового притира, об устройстве и принципе работы которого
будет рассказано далее.
Скос под углом 30', показанный на продольном разрезе, потребует вдумчивой и
аккуратной работы надфилями и специально изготовленного узкого шаблона. К сожале-
нию, нет такой фрезы, которой можно было бы работать в таком узком пространстве
под нужным нам углом.
Рис. 136. Регулировочный болт протяжки cal. .22.
Изготовление регулировочного болта протяжки достаточно просто. Однако у Вас в
мастерской должен быть хорошо настроенный микротокарный станок. Кроме того, резьбы
на регулировочном болте протяжки всё же предпочтительнее было бы нарезать, пользу-
ясь комплектом плашек, а не резцом.
153
Рис. 137. Толкатель протяжки cal. .22.
Деталь для наглядности разрезана в зоне резьбового отверстия.
Клин протяжки и толкатель изготавливаются совместно, это работа, связанная с
кропотливой ручной подгонкой зубчатого зацепления. Дело в том, что в этом узле
недопустимы даже небольшие люфты, так как их наличие резко отрицательно сказыва-
ется на качестве нарезки ствола.
Выступ «А» необходим как направляющая, свободно скользящая в нижнем пазу кор-
пуса, однако препятствующая повороту клина. Назначение винта - облегчение опера-
ций сборки - разборки протяжки. Кроме того, винт протяжки можно использовать как
ограничитель глубины нарезов.
При нарезке стволов, изготовленных из твёрдой легированной стали, крайне зат-
руднительно сохранить остроту режущей кромке в течение всего рабочего процесса.
Режущий инструмент, выполненный по скребковому принципу, очень быстро изнаши-
вается, а значит и оставляет за собой неаккуратно выполненные нарезы.
Резец протяжки вполне может быть изготовлен и из быстрорежущей стали типа
Р18. Однако во время работы его придётся часто перетачивать, а потому наилучшим
конструктивным решением будет твердосплавная напайка, которая значительно более
износостойка, чем просто быстрорежущая сталь. А потому - надо паять! И обязательно
в муфельной печи. В результате нарезка ствола отнимет меньше сил и времени, а
результат будет превосходным. Разумеется, от мастера потребуется строжайшее со-
блюдение углов заточки инструмента.
Стволы, нарезанные твердосплавным инструментом, будут свободны от продоль-
154
ных канавок на дне нарезов, характерных для стального инструмента, который прихо-
дится часто затачивать, постоянно прерывая рабочий процесс. Мастера, которые при-
меняют для нарезания стволов алмазный или твердосплавный инструмент, получают
высококачественную продукцию и всеобщее признание.
Технологический паз, показанный на рисунке, служит для того лишь, чтобы удобнее
было вынуть резец из корпуса протяжки для заточки. Размеры паза можно назначать
достаточно свободно, ориентируясь в первую очередь на удобство в работе.
При необходимости изготовить головку для нарезки стволов .22 калибра, делают три.
Две из них практически гарантированно портятся в процессе термообработки. При
изготовлении головок для нарезки стволов больших калибров, достаточно изготовить
две; одна точно получится.
Рис. 140. Плунжер протяжки cal. .22.
Следующая серия рисунков посвящена протяжке крюкового типа, предназначенной
для обработки стволов калибра 7,62 мм (.30). Если возникает необходимость создать
протяжку крюкового типа (наиболее совершенную и долговечную), то за основу обычно
принимают конструкцию, представленную ниже.
155
сборочный болт
Разрез
.толкатель
^резец
пружина
КЛИН
плунжер
регулировочная втулка
Рис. 142. Протяжка cal. .30 крюкового типа.
Мы видим, что конструкция протяжки, показанной на рисунке выше практически во
всём подобна протяжке калибра .22. Однако присутствуют и отличия, а именно:
1. Дополнительный скос в корпусе протяжки.
2. Регулировочный узел состоит не из одной детали, а из двух - сборочного болта
и регулировочной втулки. Тем самым существенно упрощается сборка и регулировка
протяжки.
3. На рабочей части резца дополнительно выполнено скругление с радиусом, соот-
ветствующим радиусу канала ствола. (Хорошо просматривается на виде сверху.)
4. Уточнены углы заточки резца: передний угол заточки увеличен до 5’30; появился
угол заточки в плане, равный 3°.
Рис. 143. Корпус протяжки cal. .30 крюкового типа.
156
Рис. 144. Регулировочный узел протяжки cal. .30 крюкового типа.
Рис. 145. Регулировочная втулка протяжки cal. .30 крюкового типа.
02,80
левая резьба шаг 0,5
6,35 bg5,60. 31.8 . 6,00 .
« 44,15 ►
Рис. 146. Сборочный болт протяжки cal. .30 крюкового типа.
157
04.75
Рис. 147. Толкатель протяжки cal. .30 крюкового типа.
45,31
Рис. 148. Клин протяжки cal. .30 крюкового типа.
158
Рис. 150. Плунжер протяжки cal. .30 крюкового типа.
38,00
Рис. 151. Пружина протяжки cal. .30 крюкового типа.
159
В процессе обработки каждого из нарезов, головка продвигается по стволу столько
раз, сколько требуется, чтобы перестало ощущаться трение резца о металл, то есть до
полной выборки металла на данной установке головки. Подача масла осуществляется
через канавку в плунжере. Масло выходит в ствол из корпуса головки, обтекая резец.
Переходники для масляных трубок крепятся к передней части корпуса, сжимая пружину.
Ещё раз обратите внимание, что со стороны переходника трубки подачи масла резь-
ба правосторонняя.
После того, как мастер убеждается в нормальной работе головки, масляный пере-
ходник фиксируют пайкой.
На чертеже можно заметить паз в задней части резца. Этот паз сделан для того,
чтобы в него можно было вставить зацеп, и вынуть резец, например с целью заточки.
Изготовления клина и заготовки режущей головки требует оснащения фрезерного
станка вертикальной головкой или просто вертикально-фрезерного станка. Пазы дела-
ются при помощи инструмента, сделанного как минимум из быстрорежущей стали. Плос-
кие проточки расположены напротив друг друга, поэтому после изготовления одной из
них, делительную головку следует повернуть на 180°, и фрезеровать противополож-
ную проточку.
Изготовление клина и толкателя требует от оружейника высочайшей точности и
аккуратности. Между зубьями этих деталей люфты недопустимы. Также следует чётко
выдерживать размеры. Болт в переднем конце протяжки предназначен для извлечения
клина из корпуса головки. При неточностях изготовления, размеры становятся несог-
ласованными, что крайне серьёзно затрудняет сборку и разборку приспособления.
Для протяжек следует использовать высокоуглеродистые или быстрорежущие ин-
струментальные стали. Перед закалкой, следует при посредстве отжига снимать все
температурные напряжения, иначе в процессе закалки протяжки обязательно будут
деформированы, особенно в центральной части.
Далее изображена оправка для точной заточки резца по размеру и радиусу канавки наре-
за. Оправки такого типа требуются для каждого из калибров изготавливаемых стволов.
Протяжка для нарезки канала ствола без оправки для заточки резца превращается
в бесполезное железо.
Все отверстия резьбовые М2,5
Рис. 152. Оправка для заточки резца протяжки .30.
Представленные выше рисунки сделаны настолько подробно, насколько это вооб-
ще возможно. Они содержат всю необходимую для изготовления протяжек информа-
цию.
160
Пользуясь рисунком, на котором показана трубка для подачи масла в протяжку крю-
кового типа для калибра 7,62 мм, можно, пропорционально изменяя размеры, легко
нарисовать эскизы для трубок, рассчитанных для работы с протяжками любых других
калибров.
Далее мы разберем конструкции предельно упрощённых протяжек. Начнём с про-
тяжки скребкового типа. Во время работы такая протяжка нарезает канал ствола при
движении в обоих направлениях.
На рисунках, приведенных ниже видно, что конструкция протяжки существенно уп-
рощена, по сравнению с протяжкой крюкового типа. Однако это упрощение приводит к
появлению некоторых ограничений по чистоте обработки нарезов, делает работу с
протяжкой менее удобной и ограничивает в выборе числа нарезов.
Поясняю: усилие проталкивания пули в стволе сильно зависит от соотношения
ширины полей и нарезов. Классическое отношение - 1:2, иначе говоря, нарезы вдвое
шире полей. При диаметре по полям 7,62 мм, суммарная ширина полей и нарезов
составит 7,62x3,14=23,93 мм, значит на нарезы должно приходиться не менее 2х 23,93/
3=15,95 мм. Максимальная ширина скребковой протяжки равна 2,5 мм, следовательно,
применение скребковой протяжки заставит нас сделать не менее 6 нарезов. Применяя
протяжку крюкового типа с максимальной шириной режущей кромки 4,32 мм, мы впол-
не можем ограничиться и четырьмя нарезами.
При желании, резец крюковой протяжки всегда можно сделать меньшей ширины, к
примеру, в расчёте нарезать пять, шесть или большее число нарезов в зависимости от
замысла или заказа. Со скребковой протяжкой мы более стеснены в своём выборе.
Именно этим обстоятельством определено значительно более широкое использова-
ние протяжек крюкового типа.
Резец протяжки - достаточно простая в изготовлении деталь. Лучше всего делать
его из двух частей - опорной, которую проще всего изготовить из инструментальной
стали, и режущей - из керамики для токарных резцов.
Конечно же, при отсутствии твердосплавных вставок можно ограничиться и быст-
рорежущей сталью, однако результаты будут намного хуже. Резец будет быстро терять
остроту и оставлять в канале ствола продольные царапины.
161
Общий ВИД ySPPHYP
_ /ось фиксатора
Разрезан корпус L—--------------
Рис. 154. Скребковая протяжка .30.
Вид сверху
Рис. 155. Корпус протяжки .30 скребкового типа.
Рис. 156. Пружина резца протяжки .30 скребкового типа.
162
2.50
оежущая часть
Рис. 158. Резец-вставка протяжки .30 скребкового типа.
опорная
часть
На рисунках выше показана одна из самых простых в изготовлении протяжек. Регу-
лировочный болт выдвигает резец вверх за счёт перемещающегося внутри головки
клина. На рисунке 158 показано, под каким углом следует затачивать наиболее простой
в изготовлении прямой резец.
Если у Вас будет такая возможность, резец следует дополнительно сточить под
углом 20 или 30 градусов по отношению к режущей кромке. Возможно также придать
резцу радиусное закругление.
163
При нарезке ствола, выход резца из головки следует увеличивать за один раз не
более чем на 3-5 мкм. Количество проходов головки при нарезке ствола определяется
только нужной глубиной нарезов, которая колеблется от 0,1 до 0,15 мм. Спиральная
пружина, поддерживающая клин, в головках такого типа практически не имеет никакого
значения, а потому она в конструкции протяжки отсутствует.
Я предполагаю, что конструкция головки настолько проста, что технологию изготов-
ления можно приспособить под практически любое оборудование. Следует обратить
внимание только на одно обстоятельство: когда завершается изготовление резца, сле-
дует оставлять на режущей кромке необработанную плоскую площадку примерно 0,03
мм так же, как и при изготовлении полировочных развёрток.
Рис. 159. Фиксатор пружины протяжки .30 скребкового типа.
Далее мы перейдём к рассмотрению конструкции многолезвийных протяжек. Кон-
струкция их слегка напоминает описанные ранее, с тем лишь добавлением, что нарез-
ке подвергаются сразу все нарезы ствола без поворота делительной головки фрезер-
ного станка или станка для нарезания стволов.
Общий вид
-.........А
:|||Ж
Корпус условно разрезан
\клин-толкатель
Рис. 160. Многолезвийная протяжка cal. .30 скребкового типа
для одновременной обработки 6 нарезов.
164
Удивительно простой инструмент, состоящий всего из 2 деталей: корпуса и клина-
толкателя. Клин-толкатель используется в точности такой же, как и в ранее описанной
протяжке скребкового типа. А вот корпус - деталь многофункциональная, совмещаю-
щая в себе как свойства собственно корпуса, так и пружины, несущей на себе резцы.
А
Рис. 161. Корпус многолезвийной протяжки cal. .30 скребкового типа
для одновременной обработки 6 нарезов.
С одной стороны, такой подход упрощает дело, с другой порождает проблемы и
неизбежно ухудшает качество будущего ствола. Там, где нужно высочайшее качество,
универсальность себя не оправдывает никогда. Дело в том, что многолезвийные про-
тяжки требуют увеличения усилия и уменьшения глубины резания.
Чаще всего многолезвийные протяжки делаются из инструментальной стали, кото-
рая тупится значительно быстрее твердосплавных напаек. Значит, неизбежны продоль-
ные царапины по ходу нарезов.
Однако паять керамику к тонкой пружине из закалённой стали весьма проблематич-
но. Нужны специализированные кондукторы для пайки, и весьма квалифицированный
инструментальщик, чувствующий металл буквально спинным мозгом, иначе поводки
возникнут неизбежно. Протяжку может сильно деформировать, и для работы она ста-
нет непригодна. Кроме того, из-за некачественной пайки, может существенно разнить-
ся усилие резания на разных режущих кромках, а клин-толкатель будет подвергаться
изгибным деформациям. Это значит, что и нарезы получатся существенно отличающи-
мися по глубине, а мы ведь стремимся получать качественные стволы, не так ли?
Кроме того, нарезы получаются не совсем одинаковыми из-за неизбежных разли-
чий в заточке режущих кромок. Данное обстоятельство не имеет большого значения
при изготовлении валового продукта, но совершенно нетерпимо, если Вы задумали
эксклюзив.
165
Основной принцип многолезвийных протяжек - простота. Простота любой ценой.
Но именно она позволяет изготовить вполне работоспособный инструмент даже сред-
нему механику на посредственном оборудовании. Единственная трудность может воз-
никнуть при закалке быстрорежущих сортов стали, требующих для термообработки се-
рьёзного заводского оборудования. Однако в крупных городах достаточно просто ре-
шается и такой вопрос.
Многолезвийные протяжки, кроме всего прочего, могут быть использованы при чи-
стке заросших грязью стволов. Для этого его всего-навсего надо прикрепить к полиро-
вальной головке. И лично мне представляется, что это самое лучшее их применение.
Следует также дополнить сказанное о протяжках тем, что описанные выше конст-
рукции наиболее совершенны и имеют максимум преимуществ по отношению к любым
другим. Это инструмент профессионалов.
Однако есть и значительно более простые протяжки, применявшиеся в течение
многих десятков лет с почти таким же успехом.
Самые простые протяжки наши предки делали просто из деревянных палочек, куда
вставлялся резец. Нетрудно догадаться, что глубина выступания резца регулирова-
лась подложенной бумажкой. И сейчас так можно делать, если, например, реконструи-
руется некое историческое оружие. Но исключительно в целях аутентичного воспроиз-
ведения старинной технологии.
Рис. 162. Простейшая и самая старая конструкция ствольной протяжки.
Простейшие протяжки с той же лёгкостью, что и столетия назад, делаются под
любой калибр. Просто следует понимать, что деревянный корпус протяжки не должен
ни клинить, ни свободно болтаться в стволе. Резец протяжки может быть профилиро-
ван по радиусу ствола, но значительно чаще просто затачивается как зуб с углом при
вершине 80°, так как данная протяжка режет металл как при ходе вперёд, так и при ходе
назад. При работе под резец каждый раз подкладывают только один лист папиросной
бумаги и последовательно обрабатывают все нарезы.
Чуть более сложны любительские протяжки, использующие в своей конструкции
принцип подъёма резца клином. Они могли бы даже работать вполне удовлетворитель-
но, однако у таких протяжек есть неустранимый недостаток - нет возможности подать
в зону резания достаточное количество смазки. Приходится довольствоваться частым
нанесением консистентной смазки.
Хорошо известно, что когда-то удачные составы консистентных смазок, использо-
вавшихся при нарезании стволов, были одними из самых охраняемых секретов масте-
ров-ствольщиков. Теперь это уже давно не секрет: старые мастера добавляли в рас-
топленный свиной жир порошок графита. В автомобильной промышленности графит-
содержащие смазки применяются очень широко, чем и пользуются любители истори-
ческих реконструкций.
166
И, тем не менее, при использовании любых консистентных смазок резко падает
качество обработки нарезов. Однако возможность изготовления качественного ствола
не исчезает - недостатки несовершенной нарезки вполне успешно лечатся свинцовым
притиром. Так что даже в 21 веке совершенно списывать со счетов старинные спосо-
бы наверное, всё же рано. Кроме того, такого рода инструмент широко используют при
реставрационных работах.
корпус
(условно разрезан)
Рис. 163. Одна из возможных конструкций любительских протяжек.
При проектировании любительских клиновых протяжек всегда принимаются в рас-
чёт следующие обстоятельства:
1. Если клин-толкатель совмещает в себе свойства регулировочного болта и соб-
ственно клина, протяжка всегда делается с 2 резцами, чтобы уравновешивались силы,
действующие на клин, так как иначе тонкий клин с углом при вершине 20° было бы
достаточно просто погнуть.
2. Оставляется некоторый запас по ходу клина (обычно порядка 2 мм), выбирае-
мый по мере износа и последующих заточек резцов.
3. Режущие кромки резцов профилируют в соответствии с радиусом сверловки
ствола.
4. Угол заточки резцов принимается равным 40°. Резание происходит как при ходе
протяжки вперёд, так и при ходе назад.
5. Количество обрабатываемых нарезов всегда чётное.
6. Для каждого конкретного случая габаритные отверстия прямоугольного отвер-
стия для размещения резца полностью определяются количеством нарезов, отношени-
ем ширины полей и нарезов и углом заточки резца.
На рисунке ниже подробно показаны основные части любительской клиновой про-
тяжки. Размеры не проставлены, однако я предполагаю что, читателю не составит ни-
какого труда приспособить конструкцию протяжки под любой желательный ему калибр.
В завершение главы упомяну о таких режущих инструментах, как шпалер и много-
лезвийная протяжка. Эти инструменты применяются достаточно редко, так как шпалер
слишком сложен и дорог и труден в производстве, а многолезвийная протяжка не
всегда даёт нужное качество нарезки.
Шпалер по своей конструкции подобен крюковой протяжке, однако устроен несколько
сложнее: в нем вместо одного крючка имеется несколько резцов, расположенных по
винтовой линии, и вместо клинышка резцы выдвигаются стержнем, у которого сделана
наклонная плоскость под каждым резцом. Кроме того, крюковая протяжка режет, а
шпалер скоблит. Им снимается стружка толщиной приблизительно от 0,0008 мм до
0,001 мм. При этом металл настолько мелко раздроблен, что находится в пирофорном
состоянии, отчего шпалерная стружка, пропитанная маслом, иногда самовозгорается.
Необходимо упомянуть об основных особенностях многолезвийных протяжек. Из
условия плавности работы протяжки необходимо, чтобы в работе одновременно нахо-
дилось не менее 2 зубов. Из условия достаточности смазки, количество одновремен-
но задействованных зубов не должно превышать 6.
Шаг зубов рассчитывают таким образом, чтобы там могла поместиться вся образующа-
167
Корпус
оптимальный шаг резьбы
от 0,5 до 0,75 мм
резец профилировать
по радиусу ствола.
Ре
Рис. 164. Основные части любительской клиновой протяжки.
рабочая или конусная
часть поотяжки
ММ
зажимная часть
протяжки
калибровочная или
цилиндрическая часть
протяжки
вводная или
проверочная часть
протяжки
W
Рис. 165. Многолезвийная протяжка.
яся стружка, так как её удаление возможно только по окончании рабочего хода протяжки.
Так как при обработке ствола требуется повышенная чистота обработки и точность,
то во избежание дрожания инструмента, шаг зубов делают неравномерным.
К преимуществам многолезвийных протяжек относится возможность быстро обра-
ботать нарезы в стволе (всего лишь за 3-5 проходов).
К недостаткам - высокая стоимость комплекта протяжек (обычно требуется комп-
лект из 3-5 штук). Кроме того, необходимо использовать специальное оборудование с
достаточно большим усилием протягивания. Например, для ствола калибра 7,62 мм
усилие протяжки будет порядка 120 кГс.
Для сравнения: усилие, возникающее при классической нарезке ствола протяжкой
крюкового типа не превышает 6,5 кГс при толщине стружки 8 мкм и ширине нареза
около 5 мм.
168
ГЛАВА 13
КРАТКО ОБ ИСПОЛЬЗОВАНИИ МЕРИТЕЛЬНЫХ КАЛИБРОВ
Работа над любым образцом современного стрелкового оружия разбита на опера-
ции, число которых, в зависимости от сложности системы, доходит для некоторых
моделей до 1 500.
Лекала имеются трех родов: образцовые, поверочные и рабочие. Комплект лекал и
инструментов для производства включает в среднем: инструмента—1 600 номеров,
рабочих лекал—1 200, шаблонов к ним—1 800, поверочных лекал—500, шаблонов к
ним- 900, специальных резцов—200, лекал к ним- 300, шаблонов—300. Чистое время
работы в зависимости от модели—от 40 до 25 час, время прохождения по всем опера-
циям - около 5 месяцев.
Под лекалом или калибром инструментальщики и оружейники подразумевают такие
приспособления, которые используются в процессе измерений фиксированных раз-
меров, но не имеют шкал, могущих быть использованными при измерении других раз-
меров или углов.
Калибры используют в тех случаях, когда одни и те же измерения приходится вы-
полнять слишком часто, чтобы пользование универсальным мерительным инструмен-
том было удобно. В таких случаях предпочтительнее применять измерительные скобы
или калибры-пробки. При использовании фиксированного на одном размере калибра
(измерительного шаблона), меньше риск допустить неточность в постоянно повторяе-
мых измерениях, и как следствие, брак.
Сложные шаблоны, рассчитанные на контроль нескольких размеров, делать доро-
же, и пользоваться ими не так удобно, как простыми шаблонами. По этой причине, все
и всегда выбирают калибры наиболее простых типов. Например, для контроля макси-
мальной и минимальной длины патронника, обыкновенно изготавливают два калибра.
Весь мерительный инструмент может быть поделен на две больших группы:
1 .Для измерения длин
2 .Для измерения конусов и уклонов.
Внутри уже упомянутых двух больших классов можно выделить множество разно-
видностей мерительного инструмента, различающихся по конструкции.
Например, существует большая группа настраиваемых приборов, имеющих градуи-
рованные шкалы и использующихся для прямого получения значений измерений в мил-
лиметрах, дюймах или градусах. В то же самое время, существуют приборы другого
типа, могущие быть использованными только для проверки правильности жёстко опре-
делённых размеров.
Измерительные приборы также возможно поделить на грубые и прецизионные по
степени точности обеспечиваемых ими измерений.
Измерительные приборы, необходимые оружейнику: штангенциркуль с микро-
метрической шкалой, желательно, цифровой, микрометры, нутромеры, глубиномеры,
угломер-транспортир, синусная линейка, и так далее. С их помощью возможно изготов-
ление калибров, необходимых в работе оружейника, с требуемой точностью. При изго-
товлении измерительного инструмента следует учитывать влияние температурных на-
пряжений, возникающих в металле после закалки, на форму и размер калибров и изме-
рительных шаблонов.
Иногда, чтобы предотвратить появление неточностей в угловых и линейных разме-
рах шаблонов и калибров, их подвергают выдержке или искусственному старению.
Только потом инструмент подвергается доводочным операциям и ему придаются точ-
ные окончательные размеры.
Для снятия напряжений, заготовки, уже прошедшие предварительную механичес-
кую и термическую обработки, подвергаются естественному старению в течение дол-
гого времени или же выдерживаются в масле при температуре от 160°С до170°С в
течение 10 часов, что позволяет практически полностью снять внутренние напряже-
ния.
169
И, конечно же, можно воспользоваться старинным методом последовательного
нагрева детали в кипящей воде с последующим погружением её в ледяную воду. Таким
способом успешно снимаются все внутренние напряжения, и структура металла при-
обретает необходимую стабильность.
У читателя не должно создаться впечатления, что изготовление многочисленных
шаблонов абсолютно необходимо для маленькой частной мастерской, однако принци-
пы устройства такого типа измерительного инструмента желательно представлять.
Зачастую вполне практично изготовить несколько временных шаблонов из мягкой
стали для промера тех мест, в правильности обработки которых могут появиться со-
мнения.
Рис. 166. Эскиз образцового комплекта калибров для контроля основных размеров патронника.
Калибры-пробки необходимы для проверки размера канала ствола, особенно в тех
случаях, когда использовались развёртки, снабжённые направляющими. Такого типа
измерительный инструмент принят как стандартное для оружейников и машинострои-
телей средство измерений. Внутренние размеры ствола имеют определённые поля
допусков. Однако вы можете их уменьшить в соответствии со своими возможностями
и желаемой точностью изготовления ствола, изготовив соответствующие калибры-проб-
ки. Цилиндрические поверхности калибров-пробок шлифуются и полируются, чем до-
стигается предельно возможная точность их изготовления.
Конструкции калибров для проверки глубины нарезки канала ствола изготавливают-
ся различных конструкций. В том числе используются калибры-пробки, на наружной
поверхности которых выполнены спирали с соответствующим шагом. При конструиро-
вании калибров контроля нарезов следует учесть, что в практике оружейников на по-
верхности калибра принято делать только две контрольных спирали, расположенных
диаметрально противоположно. При пользовании калибром одновременно проверяет-
ся правильность геометрических параметров только двух противоположных нарезов.
Спиральные калибры изготавливаются на фрезерном станке, оснащённом делитель-
ной головкой. Нарезы выфрезеровываются по контуру при помощи высокооборотной
вертикальной головки концевой фрезой малого диаметра, после чего выбирается ме-
талл между уже профрезерованными пазами. Зазор между измерительным шаблоном и
полями нарезов следует принимать равным 0,3 мм.
После завершения фрезеровки, калибр следует доработать узкими «бархатными»
напильниками и отполировать. Только после термообработки и старения, шаблон сле-
дует обрабатывать в соответствии с диаметром контролируемых нарезов ствола.
В условиях крупного промышленного производства принято делать комплекты спи-
170
ральных пробок-калибров с шагом диаметра спирали 0,003 мм. С их помощью проверя-
ется наличие прослабленных или слишком тугих участков ствольной нарезки. В то же
самое время, мы получаем информацию о реальном диаметре ствола по дну нарезов.
Наряду со спиральными калибрами, для контроля глубины нарезов в процессе их изго-
товления, используются тонкие шаблоны из металла толщиной порядка 0,8 мм.
Рис. 167. Эскиз калибра для проверки глубины нарезов.
Оружейники в своих мастерских всегда имели различные проходные и непроход-
ные калибры-пробки для измерения ствола. С их помощью можно не только точно
замерить ствол, но и сделать вывод об износе развёрток. Калибры для промера наре-
зов были описаны ранее.
При изготовлении развёртки для патронника, с целью точно выставить синусную
линейку и получить нужный конус на развёртке, изготавливаются по два шаблона для
каждой развёртки. Наиболее точно конусность развёрток проверяется при помощи ко-
нусов. На рисунках, где представлены развёртки патронника, даны два размера, опре-
деляющих конусность развёртки. Поэтому в качестве шаблонов изготавливаются два
кольца, диаметры которых соответствуют диаметрам развёртки в конечных точках. Кольца
протачиваются на диаметры В и С и крепятся на шлифованной оси. Свободной остает-
ся длина, примерно на 40 мм превышающая максимальную длину любого патронника,
показанного на чертежах, приведённых в книге. Кольца подвергаются термообработке
с последующей шлифовкой на точный диаметр. Центральное отверстие ещё и полиру-
ется, чтобы дать кольцам возможность скользить по направляющей оси.
Размер А - это расстояние, на котором следует размещать контрольные кольца.
После того, как кольца разведены на расстояние А, синусная линейка, установленная
на угловой плите, закрепляется к разметочной плите. К нижней измеряемой точке при-
крепляется плоско-параллельная пластина. Небольшой остро заточенный индикатор
закрепляется в точке, где малое кольцо касается синусной линейки и концевой пласти-
ны. В дальнейшем, при шлифовке, Вы можете быть точно уверены в правильности
диаметра и конусности развёртки. Вам останется только оставить припуск порядка
0,03 мм на заточку инструмента. Метод измерения при помощи колец и синусной ли-
нейки очень точен, практичен, и избавляет оружейника от проведения множества точ-
ных измерений при помощи микрометра.
Тема контрольных измерений очень обширна, могла бы занять в книге не одну сот-
ню страниц, однако я всё-таки считаю целесообразным принять априори, что человек,
занимающийся точной механикой и реставрацией стрелкового оружия, уже имеет базо-
вые знания об измерительном инструменте и оборудовании. Потому я счёл возмож-
ным остановиться только на относительно малоизвестных сведениях.
171
Рис. 168. Контрольные размеры для изготовления шаблонов.
172
ГЛАВА 14
СВЕРЛЕНИЕ, РАЗВЁРТКА И РАССВЕРЛИВАНИЕ СТВОЛА
В этой и последующих главах искусство изготовление ствола будет рассмотрено с
различных точек зрения. Станки, использующиеся в массовом производстве, при рас-
смотрении вопроса подробно разбираться не будут, однако ствольный инструмент в
любом случае целесообразнее всего применять стандартной конструкции.
Я ограничу себя описанием использования при сверлении и развёртывании канала
ствола токарного станка, а также не слишком сложных самодельных приспособлений.
Оружейным мастерам давно известно, что несмотря на то, что многие операции дела-
ются на токарном станке, сверлить ствол всё же удобнее в специализированном при-
способлении.
Сотни лет стволы сверлили вручную, и весь технологический процесс охранялся
как величайший секрет. Теперь это всего лишь одна из технологических операций,
отличающаяся от прочих только своей значимостью. К отверстию в стволе предъявля-
ют два основных требования: концентричность и ровность. Ровность проверяется по
отражениям света и теням в стволе, когда в ствол смотрят со стороны казённой части,
а отражённый свет попадает в дуло.
Даже небольшие отклонения от концентричности световых пятен указывают на не-
обходимость правки или дополнительной обработки. Когда-то стволы правили при по-
мощи медных или свинцовых молотков, теперь предпочитают использовать специаль-
ные прессы. Детальное описание способа проверки концентричности и ровности ствола
будет дано в этой же главе, но чуть позже.
В наше время точность изготовления стволов достигла настолько высокого уровня,
что перестало иметь большое значение, является ли исполнение ствола особо точным
или только укладывается в величину стандартных допусков.
Мы уже упоминали ранее, что при сверлении и развёртывании, свёрла и развёртки
скользят параллельно направляющим токарного или специализированного сверлиль-
ного станка, а ствол приводится во вращение.
В качестве смазки когда-то применяли топлёный свиной жир, теперь - современ-
ные синтетические масла. Как мы уже говорили, их нагнетают через отверстия в инст-
рументе. Так смазываются режущие кромки сверла, внутренняя поверхность ствола,
отводится избыточное тепло и стружка. В некоторых случаях давление в подающих
масло магистралях достигает величин, больших 60 кг/см2.
После предварительной обработки, ствол подвергается черновой обточке по все-
му контуру или только по концам. Сверление может производиться на специализиро-
ванном станке для сверления стволов, по принципу «сразу через всё», за одну опера-
цию с одной стороны.
При работе на токарном станке, не доработанном специально для сверления ство-
лов, иногда заготовку сверлят с двух сторон. Бывает даже, что отверстия сходятся
точно по центру, однако это происходит только при высочайшей квалификации и пре-
дельной аккуратности оружейника. Так что технологию сверления ствола с двух сто-
рон, да ещё и на не сильно подходящем для такого ответственного дела оборудовании,
рекомендовать остерегаюсь.
Ниже помещены фотографии станка для сверления стволов. Станок достаточно
длинный, на одной фотографии показать его полностью невозможно, поэтому были
сделаны 2 фотографии с разных сторон. На территории бывшего СССР тоже произво-
дили подобные станки, называя их при этом «станками для глубокого сверления».
Как в промышленных, так и в самодельных станках для глубокого сверления, заго-
товка ствола размещается внутри шпинделя. Фиксация будущего ствола осуществляет-
ся при помощи зажимных приспособлений, расположенных по обеим сторонам шпин-
деля. Только таким способом можно достаточно точно выставить заготовку перед об-
работкой. Данное обстоятельство достаточно жёстко определяет разумные пределы
длин ствольных заготовок, которые могут быть обработаны на любой конкретной моде-
173
Рис. 169. Двухшпиндельный станок для сверления и развёртки стволов, изготовленный в конце
30-х годов. Используется до сих пор. Фотографии сделаны в Шотландии в январе 2006 года.
ли станка без замены шпинделя. По счастью, шпиндель - не слишком сложная, хотя и
прецизионная деталь, и в комплекте любительского сверлильного станка их часто бы-
вает несколько.
Кроме того, длина направляющих определяется длиной шпинделя, ствольного сверла
или развёртки плюс размер фиксирующих приспособлений, то есть она существенно
больше длины заготовки.
Стоимость станка растёт по мере увеличения его размеров сначала пропорцио-
нально квадрату длины, затем - пропорционально кубу. Связано это с ростом техноло-
гических сложностей по мере увеличения длины обрабатываемых деталей при сохра-
нении требований к точности.
На рисунке ниже представлен станок для сверления и развёртки стволов, создан-
ный энтузиастом-оружейником из США Веббом.
опорные подшипники
оснастка для сверления
шпиндель4
приводной шкив
шланги высокого
давления
зажимное
приспособление,
ёмкость для
сбора масла
станина
подача сверла
привод насоса
Рис. 170. Самодельное приспособление (почти что станок)
для сверления и развёртывания ствола.
резервуар
и масляные
фильтры
насос высокого
давления
174
Комментарии к рисунку 170:
1. Конечно, в качестве станины наилучшим образом подошла бы подходящая по
размеру станина какого-нибудь разукомплектованного токарного станка. Однако она
дорога, тяжела и неудобна в работе. Восстанавливать выработанную станину - сущее
наказание. А вот если станок будет стоять в отапливаемом помещении, то станину
вполне можно собрать из достаточно толстой водостойкой фанеры. На фанере закреп-
ляется шлифованный, а ещё лучше - пришабренный металлический лист толщиной 12
мм, создающий базовую плоскость.
2. В качестве направляющих были использованы специально отобранные макси-
мально ровные алюминиевые профили, изготовленные методом литья под давлением.
Чтобы окончательно выровнять направляющие, к ним были прикреплены текстолито-
вые или фторопластовые наделки, которые затем шабрились. Кстати, наделки из раз-
личных пластмасс использовались даже на серьёзных машиностроительных заводах
при ремонте металлорежущих станков. Износостойкость текстолита и фторопласта до-
статочно высока, особенно если направляющие смазывать и не оставлять на них стружки.
В то же самое время, пластиковые направляющие очень легко шабрить. В дальнейшем
данное обстоятельство позволяет надеяться на высокую точность обработки.
3. Подшипниковые узлы использованы стандартной конструкции, однако с подшип-
никами высокой точности, то есть имеющими минимальные биения. Подшипники клас-
са точности «Н» (нормальной точности) для создания станков непригодны. Следует
использовать только «П» (повышенной точности) или «В» (высокой точности).
4. Шкив приводного ремня размещён наиболее просто - за задним подшипником.
Это спорное техническое решение, так как увеличивается нагрузка на задний подшип-
никовый узел, однако оно же позволяет предельно упростить конструкцию шпинделя.
5. Зажимные приспособления использованы наиболее простые - в лучших тради-
циях 19 века. Заготовку ствола фиксируют 4 закалёнными болтами с мелким шагом
резьбы. Многолетняя практика показала, что это наилучший по точности позициониро-
вания заготовки способ крепления, несмотря на его простоту.
6. Привод масляного насоса использован независимый. Кроме упрощения конст-
рукции в целом, позволяет существенно разгрузить шпиндель. Так как станина не слиш-
ком жесткая, это важно.
7. Осуществлена многоступенчатая фильтрация циркулирующего в системе масла.
Применены: циклон, грубый сетчатый фильтр, отстойник с магнитной ловушкой и фильтр
тонкой очистки.
8. Приводной электродвигатель шпинделя запитан через инверторный регулятор
частоты вращения.
Можно также добавить, что информация о станке Вебба получена с сайта одного из
Интернет-аукционов. Последующие отзывы покупателя о работе купленного станка -
сугубо положительные.
Ниже представлена реконструкция шпинделя станка для глубокого сверления, пол-
ностью аналогичная представленной на фото конструкции Вебба.
Ориентировочная масса всех изображенных на рисунке деталей - 12,8 кг. Шпин-
дель, представленный на рисунке, рассчитан на сверление стволов длиной от 450 до
720 мм. Максимальный диаметр обрабатываемой ствольной заготовки принят при про-
ектировании равным 38 мм.
На рисунке 151 видно, что деталей в шпинделе относительно немного, все они
очень просты, однако всем, кто когда-либо настраивал сверлильный станок с само-
дельным шпинделем, обращались к специальной литературе по ремонту металлорежу-
щих станков. Там эта тема изложена во всей красе, сложности и многообразии возмож-
ных на пути начинающего станочника каверз. Всем, кто создавал свой станок, приходи-
лось добиваться одинакового расстояния от направляющих станка до осей вращения
подшипников. Однако, если люди проявляли настойчивость, то наградой им становил-
ся шпиндель с биением около 0,02 мм.
В случае, если имеющийся в мастерской токарный станок подходит для обработки
175
Рис. 171. Шпиндель приспособления для глубокого сверления.
Рис. 172. Детали, из которых состоит шпиндель.
176
стволов по диаметру отверстия и длине шпинделя, то его вполне можно доработать
для сверления и развёртывания ствола без снятия с него заготовки.
Лучший выбор - это токарный станок с отверстием в шпинделе диаметром 38-40
мм, оснащённый двумя кулачками. Такими же, как в станке Вебба, только приспособ-
ленными под шпиндель конкретного токарного станка.
С дальнего конца шпинделя удаляют крепёжную гайку и устанавливают кулачковый
патрон, или зажимное приспособление. В первой трети 20 века, электродвигатели
были ещё очень дороги, поэтому вместе с зажимным приспособлением устанавливал-
ся шкив для привода масляного насоса высокого давления. В наши дни для привода
насоса лучше использовать отдельный двигатель.
Затем на шпинделе крепится передний кулачковый патрон, сделанный из чугуна или
холоднокатаной стали. При изготовлении кулачковых патронов, для изготовления каждо-
го из них используются по четыре зажимных болта. Предпочтительнее применять болты
без выступающих головок, имеющие внутреннее шестигранное отверстие. Зажимные болты
используются для точной установки и выверки положения заготовки в станке.
Система крепления с зажимными болтами имеет некоторые преимущества по срав-
нению со стандартными трехкулачковыми патронами, которые склонны к появлению
перекосов кулачков при износе направляющей спирали. Кулачковые патроны, давая
некоторый выигрыш в производительности, требуют частой настройки и достаточно
быстро изнашиваются. В общем случае верно следующее: кулачковый патрон - для
серийного производства; зажим болтами в оправке - для штучного.
Чтобы собирать масло спереди и сзади станка, делают два подходящих поддона из
жести или листового металла. Кроме того, передний кулачок закрывается удлинённой
съёмной крышкой, которая будет препятствовать разбрызгиванию масла с подающей
трубки. Также устанавливается дополнительная ёмкость для сбора масла. Потребуют-
ся сетки, магнитные ловушки и фильтры на пути циркулирующего в системе масла,
чтобы исключить порчу насоса высокого давления и обрабатываемого ствола.
К сожалению далеко не каждый токарный станок имеет шпиндель с такими серьёз-
ными габаритами, а потому чаще всего приходится всё же делать приспособление для
глубокого сверления. Стволы небольшой длины и диаметра (например, пистолетные),
целесообразно сверлить на небольшом токарном станке, оснастив его дополнитель-
ной неподвижной опорой.
Независимо от того, на каком станке происходит сверление и развёртывание ство-
ла, в состав станка обязательно входит суппорт, приводимый в движение ходовым
винтом. Для удобства закрепления инструмента, на подавляющем большинстве суп-
портов есть Т-образные пазы, позволяющие использовать стандартную крепёжную ос-
настку.
Обычно инструмент крепят на угловой плите, закреплённой на суппорте, как пока-
зано на рисунке 173.
Угловая плита делается из чугуна или конструкционной стали. Конструкция угловой
плиты предусматривает регулировку положения инструмента по высоте, что позволя-
ет установить инструмент (сверло или развёртку) точно по центру заготовки ствола.
Отверстия в основании сверлятся в точном соответствии с шагом Т-образных пазов
суппорта. Размер Н равен расстоянию от плиты суппорта до оси вращения шпинделя
токарного станка или сверлильного приспособления.
Несмотря на легкость сверла и трубок, приходится делать деревянную раму для
поддержки трубки по центру и с краю с тем, чтобы исключить возможность прогиба.
Вместо рамы, бывает достаточно установить на направляющие токарного станка дере-
вянные бруски, которые должны иметь возможность двигаться вместе со сверлом или
развёрткой по мере того, как инструмент продвигается внутрь ствола. Между переход-
ником, припаянным к сверлу и масляным насосом высокого давления, закрепляется
достаточно тяжёлый армированный резиновый шланг, который следует зажимать быст-
росъёмными хомутами, чтобы облегчить смену инструмента при переходе от сверле-
ния к развёртыванию.
177
прижим
основание
Рис. 173. Угловая плита.
прижимной
болт
страховочный
болт
опорная
пластина
узел регулировки
по высоте
Для изготовления стволов редко используют заготовки диаметром больше 34 мм,
поэтому места для регулировочных винтов в зажимном приспособлении остаётся дос-
таточно много. Это позволяет закрепить заготовку с нужной для работы точностью.
Сначала следует выровнять заготовку с одной из сторон, используя соответствующие
регулировочные винты. Так же следует поступать и перед снятием задней бабки или
при установке угловой плиты, удерживающей сверло. Оружейники добиваются мини-
мального биения при помощи индикаторной стойки. Перед зажимными болтами остав-
ляют примерно 30 мм. Если абсолютной точности установки добиться не удалось,
допустимо (и даже рекомендуется) сточить прямой участок заготовки перед кулачками
на точный цилиндр, окончательно уточняя геометрию заготовки. С целью окончатель-
ной выверки геометрии ствола, не вредно будет проточить и противоположный конец
заготовки.
Перед тем, как сверлить, заготовку подвергают нормализации. Температура норма-
лизации чаще всего лежит в пределах от 732°С до 79СГС. После помещения заготовки в
печь и разогрева печи, рекомендованную температуру поддерживают в течение одного
часа, после чего заготовка остывает вместе с печью.
Наиболее удобно проводить нормализацию после обеда, оставляя заготовку осты-
вать вместе с печью до утра следующего дня. Точно так же необходимо снимать внут-
ренние напряжения в стволе после развёртывания и наружной обточки. Эти предосто-
рожности предотвращают возможные деформации ствола при стрельбе.
Особенно большое внимание следует уделять нормализации при приобретении за-
готовок в виде круглого прутка, который перед продажей подвергался рубке на гильо-
тинных или профильных ножницах. При неаккуратно проведённой нормализации, такие
заготовки имеют склонность к изгибу по концам.
Огромное влияние на склонность стволов к изгибу оказывает неправильная токар-
ная обработка и связанные с ней температурные напряжения, возникающие от работы
без подачи охлаждающей жидкости или тупым инструментом, который не режет, а скребёт
металл, усиленно нагревая заготовку. Некоторые стволы по описанным выше причи-
178
нам, увеличивают значение рассеивания при контрольном отстреле на дистанции 100
метров в нагретом состоянии на 150 мм и более, по сравнению с первыми группами
выстрелов из тех же стволов, но ещё холодных.
После того, как закончены все подготовительные работы, сверло зажато в V-образ-
ный паз угловой плиты и выставлено точно по центру заготовки, начинается сверление
канала ствола. Следует внимательно следить, чтобы просверливаемое отверстие не
забивалось стружкой. Поэтому особое внимание надо уделять работе масляного насо-
са и чистоте подаваемого в сверло масла. Первые признаки затруднений при сверле-
нии можно уловить, слегка придерживая корпус сверла пальцами.
Подавать сверло в заготовку надо медленно. Сверло не должно быть слишком сильно
или слабо зажато в фиксирующих приспособлениях. В случае непредвиденных затруд-
нений, вызванных перебоями масла или наличием в стволе участков металла с различ-
ной твёрдостью, сверло должно просто провернуться, но не засесть «намертво» в
заготовке. Стружка, выходящая из ствола, должна иметь форму очень узких и тонких
ленточек. Постоянно помните о необходимости контролировать правильность углов
заточки и остроту сверла.
На рисунке 174 показано, как затачивают ствольные сверла. Хорошо заметно, что
сверло затачивается таким образом, что в заострённой его части оставлена небольшая
плоская площадка. Такая заточка позволяет сверлу двигаться при сверлении точно по
оси заготовки и выйти на противоположном конце ствола точно в центре. Ось канавки
для отвода стружки устанавливается точно по центру заготовки, но в любом случае не
выше 0,05 мм по отношению к центральной оси ствола. Стружка должна беспрепят-
ственно выходить через канавку для её отвода и напоминать тонкую ленточку. Если
стружкой заклинивает сверло в стволе, все усилия оружейника пропадают даром, а
сверло остаётся в заготовке ствола. Если же такая неприятность всё же случится, стволь-
ную заготовку придётся аккуратно разрезать, чтобы вернуть себе сломанное сверло.
При сверлении легированных сталей, сверло на своём пути в металле может встре-
титься с участками различной твёрдости. Включения металла разной твёрдости стре-
мятся отклонить сверло от осевой линии заготовки. Однако при правильной заточке,
после прохода сложных участков, сверло само возвращается к заданному ему направ-
лению.
Чтобы иметь возможность соблюсти рекомендованные скорость подачи сверла и
обороты, следует пользоваться свиным жиром или специальными смазками наивыс-
шего качества. Особое значение качество смазочных материалов приобретает в силу
того обстоятельства, что для получения максимально прямолинейного канала ствола,
предпочтительнее, чтобы правильно заточенное сверло работало при максимально
возможной осевой нагрузке. В то же время известно, что максимальная осевая нагруз-
ка равносильна максимальной продольной подаче, а такие режимы работы инструмен-
та связаны с возникновением больших по величине сил трения и усиленным разогре-
вом сверла и заготовки.
Обратите внимание на принцип действия заточного приспособления. Мастера даже
не пытаются заточить ствольное сверло «на руках».
Масло, подаваемое к сверлу, должно свободно выносить стружку из просверлива-
емой заготовки. Поэтому оружейник всегда крайне внимательно отслеживает давле-
ние в масляных магистралях.
Частота вращения шпинделя токарного станка при сверлении ствола устанавлива-
ется на уровне 1500 оборотов в минуту. Если не применять составные масляные труб-
ки для удлинения ствольного сверла, то стандартный станок для сверления стволов,
оснащённый двумя головками, (смотри рисунок 169) может сверлить заготовки длиной
от 750 до 800 мм, и не более того. Если же сверлить ствол, используя описанную
выше технологию и нестандартные приспособления с длинными направляющими, то
таких ограничений нет.
После сверления, ствол подвергают операциям развёртывания, обточки и распрямле-
ния. Дополню, что в большинстве случаев можно обнаружить, что после сверления ось
179
Рис. 174. Заточка ствольного сверла в специализированной мастерской.
отверстия оказалась смещена на величину порядка 0,4 мм от геометрического центра
заготовки (большее смещение должно рассматриваться как брак в работе). В таком случае
правильным будет обточить ствол по наружному контуру, используя отверстие канала
ствола как центральную ось вращения заготовки. При обточке следует учесть, что вершина
конусного сужения ствола всегда должна быть обращена в сторону выходного отверстия.
Это значит, что сверлить следует от патронника к дульной части ствола, а потому и
заготовку надо размещать в шпинделе сверлильного приспособления соответствую-
щим образом.
После того, как со ствольной заготовки будет снята примерно половина металла,
оставленного на припуски, ствол проверяют на прямолинейность. Если ствол дефор-
мирован, его ровняют, после чего обязательно проводится нормализация по ранее
описанной технологии.
О методах рихтовки стволов следует говорить подробно, так как переоценить важ-
ность этой технологической операции невозможно. Если хорошо поняты основные тех-
нологические особенности, то особых сложностей при выполнении этой работы ни у
кого не возникает. Чтобы научиться ровнять стволы, надо просто этим заняться. Толь-
ко так можно научиться чему-нибудь путному, как, впрочем, и в любой другой области
человеческой деятельности. Начинают отработку приемов рихтовки ствола с наиболее
почтенных по возрасту методов, и только освоив их, переходят к более современным.
Старейший метод рихтовки стволов состоит в следующем: ствол выравнивается
ударами молотка, а в качестве индикатора прямолинейности используется туго натяну-
тая стальная проволока. Вместо проволоки лучше использовать тонкую гитарную стру-
ну. Сначала ствол выравнивается по одной стороне ударами медного или свинцового
молотка. Процесс повторяется до тех пор, пока проволока не будет плотно прилегать к
выбранной для рихтовки внутренней поверхности ствола. Затем точно таким же мето-
дом ровняют противоположную сторону ствола, также добиваясь плотного прилегания
струны. Контрольное приспособление, представленное на рисунке 154, может быть с
успехом применено при описанном способе рихтовки, как, впрочем, и при других.
Метод контроля ровности ствола по отражениям в нём, очень прост, быстр, но
удобен только при наличии некоторого опыта. Чтобы определить, насколько ровен ка-
нал ствола, ствол следует поместить в 10-15 сантиметрах от глаза в контрольном
приспособлении, показанном на рисунке 175 таким образом, чтобы дальний конец ствола
был направлен в верхнюю часть большого окна. Лучи света распространяются от окна,
в основном, горизонтально. Поэтому, если ствол находится под небольшим углом к
окну, примерно половина его будет затенена. Если тень распределена по длине ствола
неравномерно, можно сделать вывод, что ствол изогнут или искривлён.
По распределению теней, можно понять, в каком месте ствол искривлён и отрихто-
вать его при помощи свинцового или медного молотка. Рихтовать ствол можно только на
оправке, в которой сделана проточка по форме ствола. Как и молоток, оправка делается
из свинца или меди. В процессе рихтовки, можно также ориентироваться по характер-
ным зубцам тени. После приобретения некоторого опыта, любой сможет сделать ствол
идеально ровным при помощи всего лишь нескольких точных ударов молотка.
Привожу последовательность простейших действий для проверки ровности ство-
180
ла: ствол следует расположить в фиксирующем приспособлении под небольшим углом
к окну. Предварительно следует изготовить небольшую рамку, затянутую практически
прозрачной тканью или бумагой. Рамка закрепляется на расстоянии 1,5-2 метра от
дульной части ствола на большом и хорошо освещённом окне. Ствол направляется на
верхний край рамки.
Если всё сделано правильно, сразу же в нижней части ствола появляется тень.
Если при проворачивании ствола сохраняется ровность края тени, то ствол тоже ров-
ный. Кроме того, следует помнить, что если в любом месте между стволом и окном, но
примерно на 8 сантиметров ниже дульной части ствола, поместить сильный источник
света, то по нерегулярности в распределении теней можно легко решить, что ствол
изогнут. Однако если источник света убрать, то распределение теней станет первона-
чальным.
Рис. 175. Приспособление для проверки прямолинейности канала ствола.
Итак, попробуем разобраться, что же происходит, когда мы руководствуемся при
рихтовке ствола таким, казалось бы, ненадёжным методом контроля, как игра теней. В
процессе поверки, каждый из концов ствола вращается между двумя остро отточенны-
ми роликами. Игру теней и света в стволе мы наблюдаем именно во время вращения
ствола. Нам становятся заметны малейшие отклонения в распределении теней вдоль
длинной оси, чем и достигается недоступная при других методах контроля точность.
Действительно, каждая частичка внутренней поверхности ствола - это зеркало, и
отражения в нём подчиняются строгим оптическим законам отражения и преломления.
Если процесс рихтовки не завершён, то даже на малейшее отклонение от прямолиней-
ности укажет неровный, ломаный край отражения.
Рихтовать ствол, контролируя ровность оптическим методом, лучше всего после
завершения развертки ствола. После сверления, внутренняя поверхность неровная,
зеркального отражения нет. И не будет до тех пор, пока не будут выполнены операции
развёртки.Только после обработки полировочными развёртками, канал ствола стано-
вится зеркально-гладким, и распределение света и теней становится наглядным.
Отражения объектов, находящихся в стволе на некоторых расстояниях от нашего
глаза, происходят под достаточно малыми углами. На практике ствол не является тех-
нически безупречным зеркалом, однако отклонения более 0,02мм от прямолинейности
уже становятся различимы при наблюдении за отражениями света. Если ствол ров-
181
ный, картинка, наблюдаемая в нём, имеет искажения, определённые только формой
зеркала. Если в стволе имеются изогнутые участки, распределение света становится
искажённым, безошибочно указывая на дефект.
Когда мы смотрим через ствол, на внутренней поверхности виден светлый диск,
удаленный от глаза на длину ствола. Кроме того, нам видны расположенные на равных
расстояниях друг от друга светящиеся кольца, являющиеся результатом многократных
отражений света в стволе. Чтобы увидеть, каким образом изменяется вид вторичных
отражений, ствол следует медленно проворачивать в фиксирующем приспособлении.
На расстоянии, примерно равным двум третям от общей длины, отражений уже нет,
поэтому, отрихтовав ствол с одной из сторон, Вам придётся развернуть его в фикси-
рующем приспособлении так, чтобы свет попадал с обратной стороны, после чего
повторить проверку.
На рисунке 155 представлено наглядное пояснение к визуальному методу контроля
ствола. Если ствол ровный, в нём наблюдаются кольца в виде вытянутых по мере
приближения к вершине парабол, которые остаются симметричными при повороте ство-
ла. В самом начале ствола эти параболы видны в виде незначительно искривлённых,
почти прямых линий. Если ствол деформирован, Вы увидите, насколько сильно иска-
жается параболическая форма отражений.
1
j
Ровный ствол на фоне
матового экрана
Изогнутый ствол на фоне
матового экрана
Рис. 176. Проверка канала ствола на прямолинейность по внутренним отражениям.
Разумеется, только опыт может подсказать, насколько далеко от глаз находится
дефектный участок, однако этот опыт рано или поздно приходит ко всем. Опытный
мастер может точно положить указательный палец именно на нужную точку и удержи-
вать его там, пока ствол не будет перенесён в оправку или рихтовочный пресс. Только
опыт сможет подсказать, сколько нанести ударов рихтовочным молотком или как силь-
но надавить на приводной рычаг пресса, чтобы при рихтовке были учтены упругие
свойства стали.
Перед тем, как начали использовать поднятые над головой оружейника рихтовоч-
ные прессы, один из которых показан на рисунке 177, ствол укладывали в две V-
образные деревянные направляющие и направляли на окно, где была натянута прово-
лока. Как уже упоминалось, ровняли ствол точными ударами по месту изгиба, обяза-
тельно в профилированной оправке, куда укладывался свинец, чтобы не допустить
порчи уже почти готового ствола.
182
Рис. 177. Стандартный метод рихтовки стволов на оружейных заводах «Ремингтон».
Начало 20 века.
Если ствол изготовлен из металла хорошего качества и прошел качественную тер-
мообработку, то, хотя это и может показаться странным, его предпочтительнее рихто-
вать молотком.
Удар молотком из относительно мягкого материала значительно меньше влияет на
структуру металла, чем воздействие намного более мощного пресса для правки ство-
лов. Освоить правку при помощи молотка и профильной оправки для начинающего
всегда тяжко, однако времени на освоение этих навыков жалеть не стоит.
При правке стволов следует тщательно соразмерять силу ударов, чтобы, не слиш-
ком напрягаясь, именно править ствол, а не бесцельно гнуть его. Однако, любой ору-
жейник, однажды научившись править стволы, всегда будет делать это превосходно.
Вес и размеры стволов могут меняться значительно. Чем толще ствол и больше
изгиб, тем сильнее наносимый удар. Чем больше усилия, тем чаще следует проверять
результаты своей работы. Для тех, кто только учится, полезно обозначать точки рих-
товки при помощи мела и постоянно анализировать, насколько точно было выбрано
место для нанесения удара, и насколько эффективен был каждый нанесённый удар.
Практически все крупные предприятия до сих пор используют для рихтовки ство-
лов зажимные прессы. На рисунке 177 можно видеть пресс такого типа в работе.
Нижняя рабочая часть зажимного пресса состоит из двух массивных стальных рыча-
гов, разнесённых приблизительно на 150 миллиметров.
Ствол укладывается на нижние рычаги. Приводя пресс в действие, мастер через
силовую передачу приводит в движение рычаг, расположенный над стволом и нижни-
ми рычагами. Сила прижима регулируется усилием на колесе, приводящим в действие
силовую передачу.
Ствол направлен на хорошо освещённое солнцем окно, на котором видна четко
обозначенная проволокой, планкой или верёвкой прямая линия, отбрасывающая чет-
кую тень на нижнюю часть ствола. Если тень прямая, то и ствол прямой. Если неров-
ная, то мастер пользуется этими неровностями для определения точек рихтовки. Опыт-
ный мастер, внимательно наблюдая за тенью, может выровнять практически любой
ствол в течение нескольких минут.
Несколько слов о развёртке ствола. Давайте представим себе, что мы делаем ствол
183
калибра 0,25. При обработке ствола такого калибра, припуск на развёртку установлен
равным 0,012" (0,304 мм). Отсюда следует, что диаметр сверла будет равен 0,238" (6,04
мм). Диаметр развёртки для грубой обработки - 0,244" (6,197 мм). Соответственно, раз-
вёртка для чистовой обработки берётся диаметром 0,247" (6,274 мм). Остаётся припуск
0,003» (0,076 мм) для полирующей развёртки. Развёртка для грубой обработки показана на
рисунке 104. Изготавливается она по той же технологии, что и все остальные развёртки,
однако чистовые и полировочные имеют не четыре канавки для отвода стружки, а шесть.
Все развёртки необходимо крепить к трубке, подающей масло. Для того чтобы пра-
вильно спаивать развёртки с подающими трубками, следует сделать соответствующий
кондуктор, аналогичный тому, который применялся при пайке ствольного сверла. Трубку
подачи масла в развёртку крепят на суппорте токарного станка точно так же, как и при
закреплении ствольного сверла. После последовательных проходов ствола развёртка-
ми увеличивающихся диаметров, но до обработки полировочными развёртками, ствол
проверяют на ровность. На обработку полировочными развёртками должен оставаться
припуск порядка 0,08 мм.
Давление масла при развёртке ствола не должно быть таким же большим, как и при
сверлении, поэтому в состав системы для подачи масла заранее включают редукцион-
ный клапан. Поток масла регулируется мастером таким образом, чтобы он был достато-
чен для отвода стружки. Далеко не всегда обязательно применять показанные ранее
на рисунках спиральные развёртки.
Для решения стоящих перед оружейником задач вполне достаточно и обычных раз-
вёрток с прямыми канавками для отвода стружки. Конечно, они более склонны к вибра-
ции при неправильном изготовлении, однако это означает только то, что аккуратность
при изготовлении инструмента - непременное условие успешной работы.
При неточном изготовлении, развёртки, вибрируя в стволе, оставят после себя глу-
бокие выемки, которые будет невозможно убрать в дальнейшем. Ствол будет погублен.
Признаком качественно развёрнутого ствола является внутренняя поверхность,
следы инструмента на которой можно разглядеть только при помощи сильного увели-
чительного стекла. Уже после прохода чистовой развёрткой внутренность ствола дол-
жна выглядеть как почти готовое зеркало.
Однако, даже если ствол на первый взгляд, зеркальный, то при разрезании его на
части может выясниться, что царапины от работы инструмента всё равно есть. Эти
царапины могут быть удалены только при помощи полировочных развёрток. Чтобы ре-
зультат работы получился наилучшим, предпочтительнее всего сделать несколько по-
лировочных развёрток с шагом 0,02 мм.
Оружейник, только начинающий свой нелёгкий путь, может столкнуться со следую-
щими проблемами:
1 .Вибрации, возникающие оттого, что были дурно заточены режущие кромки или
неправильно отфрезерованы пазы.
2 . Пазы развёртки забивает стружкой из-за завышенной скорости вращения шпинделя.
3 .Стружка прилипает к режущим кромкам и делает их зазубренными. Причина та же
- завышена скорость вращения шпинделя станка.
4 . Диаметр отверстия после развёртки получается завышенным. Причин тут может
быть две:
а) диаметр заточки развёртки завышен
б) слишком сильно зажата трубка подачи масла. Следует использовать V-образную
державку и плавающий зажим.
Бороться с вибрацией развёрток трудно, но возможно. Например, пристальное вни-
мание должно уделяться их заточке. Развертку предварительно надо пробовать в рабо-
те на ненужном куске металла или заготовке.
Равномерная и тонкая сливная стружка, появившаяся в каждой из канавок инстру-
мента - признак правильности заточки развёртки. Всегда надо внимательно следить за
тем, чтобы подача масла была достаточной для полного отвода стружки и тепла.
Операции развёртывания всегда делаются на небольших оборотах. На крупных пред-
184
приятиях, при использовании специализированных станков, вращательное движение
сообщается развёртке.
При работе на токарном станке, развёртка неподвижна, вращается будущий ствол.
Обороты минимальные. Для чистовой развёртки надо подбирать частоту вращения шпин-
деля примерно вдвое меньше, чем для грубой. Подача масла должна быть достаточной
для отвода стружки. Перед обработкой следующей развёрткой, заготовку ствола следу-
ет тщательно протирать внутри хлопчатобумажной тканью.
После обработки чистовыми развертками, надо тщательно проверить ствол на ров-
ность, при необходимости отрихтовать его, после чего вновь проводится нормализация.
Полировочными развёртками до нормализации ствол обрабатывать ни в коем слу-
чае не следует. После сверления и правильно проведённой развёртки, ствол готов к
нарезке.
Рассверленные стволы. Увеличить диаметр старого ствола или снять с него ста-
рые нарезы с целью переделки под больший калибр достаточно просто при помощи
зенковок, специально изготовленного сверла с тремя режущими кромками. Иногда свёр-
ла такого типа называют стреловидными. Перед их использованием ствол следует пред-
варительно раззенковать.
I Общий ВИД
по диаметру трубки
для подачи масла
Местный разрез
отверстие для подачи масла
Рис. 178. Стреловидное сверло для рассверливания стволов.
Перед тем, как сверлить, но после зенковки, к дульной части рассверливаемого
ствола следует припаять вкладыш из ствольной стали. Перед пайкой обратите внима-
ние на то, что дульная часть должна быть плоской и вкладыш вставляется в ствол
точно по центру. Если это не так, отторцуйте дульную часть ствола при помощи токар-
ного станка.
Назначение вставки - не дать сверлу на выходе сделать отверстие в стволе похо-
жим по форме на колокол. Диаметр впаиваемой вставки подбирается таким образом,
чтобы её остатки были убраны только при окончательной обработке ствола развёртками.
После того, как вы рассверлите ствол, следует его выпрямить, подвергнуть норма-
лизации, и обработать развёртками. Затем в канале ствола делаются нарезы по только
что описанной технологии. Если всё сделано правильно, Вы получаете превосходный
новый ствол.
Стволы однозарядных винтовок калибра 0,22 обычно рассверливаются под патрон
калибра 0,25. Точно так же, стволы калибра 0,25 обычно имеют достаточный запас
прочности для того, чтобы быть рассверленными под патрон калибра 7 мм.
185
Аналогично, стволы калибра 6,5 мм рассверливаются до 7 мм, 7мм - под патроны
0,30-06 или 0,30-03; 0,30-06 Спрингфилд или Маузер- под патрон 0,35 Whelen.
К увеличению калибра следует подходить с крайней осторожностью. Например, не
следует рассчитывать на использование оболочечных пуль и мощных боеприпасов в
рассверленных стволах 0,22 калибра, сделанных из холоднокатаной стали. Максимум,
для чего могут быть использованы такие стволы, это патроны калибра 0,25, причём
обязательно снаряжённые свинцовой пулей. Никогда не следует рассчитывать на то,
что стволы, изготовленные из низкокачественной стали, можно будет использовать
для стрельбы мощными патронами с оболочечной пулей.
Прежде, чем рассверливать ствол, следует произвести хотя бы приблизительный
расчет по приведённой выше методике или проверить основные размеры по таблицам.
Множество старых стволов снабжены креплениями под оптические прицелы. Зача-
стую, при установке баз под прицелы в стволах старого оружия сверлились отверстия
намного более длинные, чем это было действительно необходимо, и фрезеровались
глубокие и длинные пазы.
В большинстве случаев, такие стволы для рассверливания непригодны. Более того,
потеря таким стволом точности - не самая большая неприятность. Ствол с местными
ослаблениями может при стрельбе мощным боеприпасом стать опасным для стрелка.
Мера пригодности ствола к переделке, определяется оружейником в каждом конк-
ретном случае, исходя из того, насколько ослаблен ствол, и в каких сечениях.
При подготовке к увеличению калибра, следует также знать, в какой мере будет
ослаблен металл вокруг нового увеличенного патронника.
Точность стрельбы из оружия с рассверленным стволом зависит только от аккурат-
ности проделанной работы, уровня квалификации мастера и применённого при работе
инструмента.
При рассверливании стволов дульнозарядного оружия, например, в ходе рестав-
рации, для снятия нарезов в стволе используется многолезвийная протяжка, показан-
ная на рисунке ниже.
Рис. 179. Многолезвийная протяжка для снятия нарезов дульнозарядного оружия.
После того, как ствол прошёл операции сверления, развёртки, нарезки и полиров-
ки, следует сделать патронник. Устройство патронника и свободного пространства нуж-
ного размера относятся к числу важнейших операций при изготовлении оружия. Для
того чтобы правильно сделать патронник и закрепить ствол в ресивере (ствольной
коробке), надо иметь навыки хорошего механика. Однако если кому-нибудь удалось
сделать собственно ствол, эти навыки у него уже есть. Так что бояться предстоящей
работы не следует.
Описываемые работы следует выполнять только в точном соответствии с инструк-
циями. В противном случае, неправильно изготовленное оружие способно стать ис-
точником опасности для стрелка и окружающих его людей, а также животных и имуще-
ства. Разумеется, с вполне определёнными последствиями для изготовителя.
Переоценить значение правильной посадки гильзы в патронник, точно изготовлен-
ной выточки в казённой части ствола и отсутствия следов обработки на поверхностях
патронника и затвора, невозможно.
186
Изготовление патронника заключается в обработке ствола со стороны казенной ча-
сти комплектом развёрток. Развёртки обязательно должны быть оснащены пазами для
отвода стружки. Размер развёрток для обработки полости патронника подбирается та-
ким образом, чтобы обеспечить зазор между гильзой и стенкой патронника, размер
которого будет лежать в пределах допуска на изготовление патронника.
При использовании двух первых номеров развёрток, следует выбирать минималь-
ные обороты шпинделя токарного станка. Полировка патронника и разворачивание пе-
реходного участка делаются после монтажа ударно-спускового механизма, с тем, что-
бы обеспечить правильную посадку пули и необходимую величину пульного входа.
Правильность изготовления патронника проверяется при помощи специально из-
готовленных калибров, которые позволяют проверить не только размеры патронника,
но и его концентричность по отношению к каналу ствола.
С целью обеспечить соосность изготовления патронника по отношению к стволу,
развертки первого и второго номеров, применяемые при изготовлении патронника,
делаются с направляющими. При этом полировочная развертка входит уже в достаточ-
но точно обработанное отверстие и на строго определённую глубину, которая контро-
лируется соответствующими калибрами. Размеры калибров зависят от конструкции удар-
но-спускового механизма и затвора.
При креплении ствола к ствольной коробке, обыкновенно используют резьбовое
соединение, как наиболее простое и технологичное. Могут использоваться дюймовая,
метрическая, трапецеидальная резьба. С точки зрения прочности соединения, пред-
почтительнее было бы использовать трапецеидальную резьбу, как это делалось, на-
пример, в сороковых годах в Америке. Однако и обычная метрическая или дюймовая
треугольная резьба тоже даёт приемлемую прочность соединения, поэтому большин-
ство производителей ими и удовлетворяются.
После нарезки резьбы, ствол вворачивается в ресивер. Индикатором того, что резьба
нарезана правильно, служит резкое возрастание усилия, возникающее, когда остаётся
ввернуть ствол примерно на 5 миллиметров. После того, как ствол завернут на место
с нужным усилием, следует отметить положение ствола нанесением на ствол и стволь-
ную коробку коротких совпадающих линий.
Обычно маркируют либо левую сторону ствольной коробки, либо её низ. Нужный
момент затяжки большинством оружейников определяется как «приличным ключом от
плеча». На крупных предприятиях, разумеется, контролируют момент затяжки.
В будущем, после того как ствол будет ввёрнут до совпадения меток, можно быть
уверенным в том, что зазор между донышком гильзы и зеркалом затвора будет в точно-
сти соответствовать указанному в чертеже.
Данное обстоятельство очень важно как один из факторов безопасности эксплуа-
тации оружия. Кроме того, наличие меток при заранее изготовленных базах прицела,
позволяет легко убедиться в вертикальности установки баз при сборке.
При фрезеровке ствола под базы для крепления оптики, необходимо также плотно
вворачивать ствол в ствольную коробку. В качестве центров полезно использовать
дульную часть ствола и заднюю часть ствольной коробки.
Для закрепления ствола и ствольной коробки полезно применять оправки из мяг-
кой стали. Перед тем, как фрезеровать ствол в сборе со ствольной коробкой, следует
убедиться в совпадении меток.
Как завершение главы, привожу таблицу размеров сверл и развёрток для изготов-
ления стволов различных калибров.
187
Таблица 21. Диаметры сверления, грубой, точной и каждой из 3 стадий обработки
полировочными развёртками в зависимости от калибра.
Калибр Диаметр сверления Грубая развёртка Точная (финишная) развертка 1 полиро- вочная развертка 2 полиро- вочная развёртка 3 полиро- вочная развёртка
.22 5,26/207 5,38/212 5,44/2145 5,45/2155 5,50/2165 5,52/2175
.25 6,05/238 6,20/244 6,27/247 6,30/248 6,32/249 6,35/250
6,5 mm 6,20/244 6,35/250 6,43/253 6,45/254 6,48/255 6,51/2563
.270 6,50/256 6,71/264 6,78/267 6,81/268 6,83/269 6,87/2703
.30 7,24/285 7,44/293 7,54/297 7,57/298 7,59/299 7,63/3003
.303 7,24/285 7,54/297 7,62/300 7,65/301 7,67/302 7,70/3033
.32 7,49/295 7,72/304 7,82/308 7,85/309 7,87/310 7,91/3113
.350 8,43/332 8,71/343 8,81/347 8,84/348 8,86/349 8,90/3504
.375 Mag. 8,89/350 9,14/360 9,25/364 9,27/365 9,30/366 9,33/3673
.404 Mag. 10,08/397 10.34/.407 10.44/.411 10.46/.412 10.49/.413 10.52/.4143
.405 9,86/388 10,11/398 10.21/.402 10.24/.403 10.26/.404 10.29/.4053
.45 10.92/.430 1125/.443 11.35/.447 11.38/.448 11.40/.449 11.44/.4503
Размеры в таблице приведены в виде дроби: размер в миллиметрах/размер в дюй-
мах.
188
ГЛАВА 15
КЛАССИЧЕСКИЕ СПОСОБЫ СОЗДАНИЯ ПАРЕЗОВ В СТВОЛЕ
О назначении нарезов в стволе уже говорилось. Сам же процесс изготовления
нарезного ствола всегда был немножечко загадкой, как для обыкновенного стрелка, так
зачастую и для квалифицированного инженера. Я не хочу затрагивать подробно спосо-
бы нарезки стволов, применяемые на крупных предприятиях: электрохимический, про-
талкивание профилированной протяжки и холодную оковку ствола, так как они непри-
менимы в небольшой мастерской и вызывают напряжения в металле, распределяющи-
еся совершенно непредсказуемым образом.
Это способы вооружения миллионных армий, не имеющие отношения ни к изготов-
лению прецизионных снайперских и спортивных стволов, ни к реставрации оружия.
Качество стволов, изготовленных упомянутыми методами, знатока и ценителя ни в
коем случае не удовлетворит.
Между тем, классических способов нарезки ствола существует всего лишь два:
1. С использованием копира.
2. При помощи синусной машины.
Переходим к подробному рассмотрению обоих способов.
Способ нарезки ствола при помощи копира настолько же стар, насколько стар на-
резной ствол. Вполне возможно, что появлению копиров для нарезки ствола мы обяза-
ны гению Леонардо да Винчи (1452-1519). Однако с большой степенью вероятности
можно предположить, что немецкие оружейники Коттер и Кёльнер нашли метод нарез-
ки стволов по копиру совершенно независимо от великого итальянца. По крайней мере,
известно, что нарезные стволы начали делать в Германии в период с 1480 по 1495
году, когда Леонардо было от 28 до 43 лет.
Лично я склоняюсь к мысли, что оружейниками всё-таки были воплощены в жизнь
идеи, высказанные автором «Джоконды».
Метод нарезки по копиру для того времени был революционным, потому что в 15
веке машины для изготовления винтовой резьбы ещё не существовали.
Винторезные станки будут созданы намного позже - во второй половине 19 века. А
до того при необходимости использования винта, ремесленник делал его сам, выпили-
вая винтовую канавку напильником по разметке, затем делая под полученный винт
соответствующую гайку. И только спустя почти что три века, в 1778 г. англичанин Д.
Рамедон разработал станки для нарезания резьб. Вдоль вращаемой заготовки по па-
раллельным направляющим передвигался алмазный режущий инструмент, скорость
перемещения которого задавалась вращением эталонного винта. Сменные шестерни
позволяли получать резьбы с разным шагом.
Идея изготовления винтовой нарезки, а нарезной ствол - всего лишь её частный
случай, высказанная Леонардо да Винчи, проиллюстрирована на рисунке, приведён-
ном ниже.
Принцип копирования образцовой резьбы, предложенный Леонардо да Винчи пре-
дельно прост: движение резца задается движением направляющего элемента, сколь-
зящего по спиральным канавкам шаблона. В общем-то современные токарно-винторез-
ные станки работают точно по тому же принципу, только в качестве направляющего
элемента используется маточная гайка суппорта, а в качестве шаблона - ходовой винт.
Ничего лучшего за прошедшие 5 веков придумать не удалось, изменилось только конст-
руктивное оформление.
Оружейники Германии, Франции, Англии, а впоследствии и Соединённых Штатов
Америки применили ноу-хау Леонардо для создания всё более совершенного оружия.
Старейшим, без всякого сомнения, является способ изготовления нарезных ство-
лов при помощи копира, изготовленного из подходящего бревна. Фотография, приве-
дённая ниже, сделана в Висконсине, в музее первопоселенцев.
Внимательно рассмотрите её! Такие машины позволили сделать оружие, защитив-
шее американцев от произвола их тогдашней метрополии и злых аборигенов.
189
приводной вал
копира
Xх шаблон
сЬиксатооы
\ заготовка
направляющим
Рис. 180. Принцип работы копировального станка Леонардо да Винчи.
Этот способ нарезки стволов применяют некоторые любители исторических рекон-
струкций до сих пор. Надо сказать, что качество стволов, изготавливаемых при помощи
деревянного копира, при известной аккуратности оружейника, может быть неплохим. В
этом мы убедимся далее.
При очень большом желании, в качестве копира может быть применён старый ствол
с нужным шагом нарезки. Однако результаты будут намного хуже.
Видите ли, старые мастера специально старались в качестве шаблона использовать
бревно потолще. И вовсе не от большого желания это самое бревно ворочать, но из того
лишь соображения, что небольшие ошибки при нарезке профиля резьбы на шаблоне
пропорционально уменьшаются при нарезке ствола, диаметр которого раз в 30 меньше.
Рис. 181. Старинный инструмент для нарезки стволов (сохранился частично).
Висконсин, музей первопоселенцев.
190
Если посмотреть на приспособление, сделанное для тех же самых нужд норвежски-
ми подпольщиками во время Второй Мировой войны, то становится просто удивитель-
но, насколько же прост и совершенен инструмент, придуманный в 15 веке. Кстати, на
фотографиях хорошо видно, что приспособление, сделанное в 18 веке, как бы это по-
мягче сказать, ну несколько аккуратнее выполнено, чем его аналог из века двадцатого.
Рис. 182. Приспособления для нарезки стволов (вверху справа). Норвегия, музей сопротивления.
Добавлю, что при изготовлении качественных стволов большой серией, до сих пор
целесообразно применять именно способ нарезки по копиру, подтвердивший свою
репутацию многовековой практикой оружейников всего мира.
А теперь посмотрите на станок фирмы «Pratt@Whitney», выпущенный в середине 30-
х годов прошлого столетия, и сравните его с древним бревном. Становится ясно, что
принцип, предложенный ещё гением Леонардо да Винчи, вполне благополучно живёт и
побеждает.
В Соединённых штатах Америки существует множество любителей исторических
реконструкций, которые не просто переодеваются в военную форму ушедших времён,
но и с успехом воссоздают в своих мастерских оружие прошлого. При этом они зачас-
тую используют технологии своих дедов и прадедов. Закон такой деятельности не
препятствует, потому что исторические реконструкции позволяют каждому гражданину
полнее ощутить чувство гордости за своих предков - первопоселенцев. И в самом
деле, тут есть чем гордиться. Именно пионеры отстояли своё право на независимость
от Великобритании, право самим устанавливать законы по которым следует жить, а
также право на владение оружием, в дальнейшем закреплённое знаменитой Второй
поправкой к Конституции США.
«Демократия есть пространство договорённости вооружённых мужчин»- © Джордж
Вашингтон. Хорошо сказано, не правда ли?
Несколько фотографий из мастерской одного из энтузиастов исторических рекон-
струкций привожу ниже.
При создании ствола мастеру требовалась качество продукции на уровне образцов
начала 19 века, а потому протяжка была сделана всего лишь из 4 деталей:
1. Стального прутка.
191
Рис. 183. Станок фирмы «Pratt@Whitney». На фото видна дата:01/21/2006.
Снимок сделан в Шотландии, в небольшой частной мастерской.
Техника прошлого века исправна и постоянно используется.
стадия 1 стадия 2 стадия 3
Заготовка одета на
стальной пруток.
На заготовке сделана
площадка.
В заготовку установлен
резец-протяжка готова.
Рис. 184. Стадии изготовления любительской протяжки.
2. Ненужной гильзы, подходящей по диаметру.
3. Круглой палочки из твёрдой древесины.
4. Вставки из быстрорежущей стали или керамики.
Процесс изготовления протяжки настолько прост, что ни в каких комментариях не
нуждается. Единственное, что стоит добавить, так это то, что после сборки протяжки
все её части были дополнительно зафиксированы поперечными стержнями. Во время
работы высота подъёма резца регулировалась подкладыванием под него листиков па-
пиросной бумаги.
192
Обточка заготовки для Мастер с самодельным
копира. копиром.
Рис. 185. Копир и ствол, изготовленные в домашней мастерской.
На приведённых выше фотографиях показаны основные части приспособления для
нарезки стволов методом копирования. Но показано далеко не всё - от рекламных
фотографий нельзя требовать слишком многого. Поэтому я решил смоделировать кон-
струкцию любительского копира полностью и прокомментировать основные особенно-
сти его конструкции.
зажимное и
Рис. 186. Копировальное приспособление для нарезки стволов.
Копировальное приспособление изображено в крайнем правом положении, соот-
ветствующем концу рабочего хода. Можно легко заметить, что длина основания копи-
ровального приспособления более чем втрое превышает длину обрабатываемой заго-
товки ствола. Основные части приспособления:
1. Основание.
2. Зажимное и делительное приспособление.
3. Узел протяжки.
4. Копир.
Узел протяжки имеет только одну существенную особенность конструкции - в нём
желательно применять карданный шарнир для компенсации возможных отклонений ко-
пира и ствольной заготовки от оси приспособления. При наличии в карданном сочле-
нении люфтов, на узел придётся одевать подходящую по размеру пружину или обрезок
резинового шланга, чтобы протяжка не «переламывалась» при подаче её вперёд.
193
Видсзади
Вид спереди
Рис. 187. Зажимное и делительное приспособление. Крышки подшипников условно не показаны.
Зажимное и делительное приспособление, представленное на рисунке, отличает-
ся как простотой конструкции, так и большими возможностями модификации. При из-
менении длины обрабатываемых ствольных заготовок, можно легко изменить и рассто-
яние между держателями. Причём перенастройку можно произвести следующими спо-
собами:
1. Развернуть держатели внутрь.
2. Установить сменные стяжки нужного размера.
Задний держатель дополнительно используется как делительная головка прямого
деления. В нужном для работы положении он удерживается при помощи подпружинен-
ного фиксатора. Правильность установки ствольной заготовки в держателях следует
тщательно контролировать при помощи микрометрической стойки.
Добавлю, что конструкция зажимного и делительного приспособления, изображен-
ная на рисунке, несколько осовременена. В те далекие времена, когда описываемый
способ создания нарезных стволов был основным, делительного приспособления чаще
не было вообще.
Оружейники просто пользовались тем обстоятельством, что ствольные заготовки
делались гранёными. Обычно шести- или восьмигранными. Поэтому старинные зажим-
ные приспособления состояли из двух половинок, в которых был выполнен многогран-
ный вырез, число граней которого соответствовало числу граней ствольной заготовки.
Оружейник при работе просто менял положение будущего ствола в вырезе, последо-
вательно поворачивая заготовку по- или против часовой стрелки.
Далее перейдём к разбору особенностей конструкции копира.
Рис. 188. Копир.
194
Принцип действия копира прост. Оружейник тянет за рукоятку, эталонный винт,
закреплённый в подвижных опорах, скользит назад и одновременно проворачивается,
приводя в движение протяжку, нарезающую ствол.
На обработку одного нареза при фиксированном вылете резца уходит пара минут,
так как протяжка должна совершить в канале ствола своё возвратно- поступательное
движение от 30 до 40 раз. Затем ствол поворачивается в делительном приспособле-
нии, и процесс повторяется до тех пор, пока не будут обработаны все нарезы. Потом
оружейник увеличивает вылет резца и всё снова повторяется до тех пор, пока все
нарезы не станут нужной глубины. Ствол в процессе работы регулярно протирается
мягкой хлопчатобумажной тканью и смазывается любой консистентной смазкой. Пол-
ностью нарезать ствол можно в течение двух-трёх часов.
На следующем рисунке представлен тот же самый копир, только в разобранном
виде.
Рис. 189. Составные части копира.
Длина нарезаемого ствола должна соответствовать длине резьбовой части эталон-
ного винта за минусом ширины неподвижной опоры. Кроме того, неподвижную опору
делают максимально широкой, так как она не только задает вращательное движение
протяжке, но и служит как продольная направляющая. Бруски, фиксирующие подвиж-
ные опоры, не только придают жесткость приспособлению, они ещё и страхуют его от
радиальных перемещений, опираясь на неподвижную опору и скользя по ней своей
боковой поверхностью. Конечно, остается возможность вывернуть приспособление
вверх, однако оружейники при нарезке ствола просто прижимают копир к нижним на-
правляющим, и всё получается просто наилучшим образом.
Кстати, модифицируя эталонный винт, можно создавать стволы не только с клас-
сической равномерной нарезкой, но делать и прогрессивную нарезку, у которой шаг
уменьшается по мере прохода пули через ствол. Это особенно полезно, когда реконст-
руируется старинное оружие, предназначенное для стрельбы мягкой свинцовой безо-
болочечной пулей. Полезно потому, что скорость вращения пули в стволе с прогрес-
сивной нарезкой, нарастает постепенно, тем самым уменьшая риск срыва с нарезов.
Можно заметить такую странную особенность конструкции, как применение двух осей.
Конечно же, предпочтительнее была бы одна ось, однако при большой длине эталонного
винта, в нем просто очень и очень неудобно сверлить длинное сквозное отверстие,
поэтому обычно ограничиваются простым засверливанием, достаточным для того чтобы
вставить направляющие осей (50-70 мм). Затем оси фиксируются саморезами и клеем.
Рукоятку в большинстве случаев сажают на валу через втулку или подшипник, просто
чтобы увеличить её срок службы и удобство работы с приспособлением.
При помощи копира ствол можно нарезать достаточно точно. Если приспособление
делается из качественных материалов и достаточно аккуратно, то неточность изготов-
195
ления и люфт в подвижной опоре суммарно не превышают 0,5 мм. Предположим, что
диаметр канала ствола меньше диаметра эталонного винта в 10 раз, тогда погрешность
изготовления нарезов составит всего-навсего 0.05 мм, что совсем даже неплохо. Осо-
бенно для конструкции, разработанной более пяти веков назад.
Ну а теперь самое время перейти к описанию синусных машин. Основное их пре-
имущество - возможность создания нарезов с любым разумным шагом при помощи
простой перенастройки станка. Во многих синусных машинах предусмотрена также и
смена направления нарезов. Кроме отсутствия потребности в комплекте эталонных
винтов, у синусных машин есть ещё одно неоспоримое преимущество - значительно
более высокая, по сравнению с копирами из дерева, точность воспроизведения требу-
емого шага нарезки.
Стоит еще учесть и то обстоятельство, что зубчатые рейки и шестерни массово
производятся машиностроительными заводами.
Длина синусных машин примерно в 1,5 раза меньше, чем аналогичных приспособ-
лений с копиром традиционной конструкции.
Дополнительным преимуществом синусных машин с горизонтально расположенны-
ми направляющими является то, что при перестановке направляющей, например спра-
ва налево, меняется и направление нарезки.
Рис. 190. Промышленный и самодельный синусные станки.
На рисунке показана промышленная синусная машина выпуска конца 19 века и вполне
современное синусное приспособление для нарезки стволов, сделанное неким Пер-
ком из Цинцинатти.
На обеих фотографиях прекрасно видны наклонные направляющие. На левой -
можно также разглядеть зубчатую рейку и зубчатое колесо, находящееся в зацеплении
с рейкой.
Хорошо понятно, что у промышленной машины для нарезки стволов возвратно -
поступательное движение инструмента осуществляется за счёт кривошипно-шатунно-
го механизма.
У любительской конструкции всё намного проще - точно такая же рукоятка, как и в
ранее описанном копировальном приспособлении.
А вот принцип действия так сразу и не поймешь, он требует для неподготовленного
читателя некоторых пояснений. Почему же все-таки эти машины - синусные?
Все просто. Предположим, что мы нарезаем ствол трехлинейной винтовки с шагом
нарезов 240 миллиметров. Это значит, что протяжка при её подаче на 240 миллимет-
ров должна совершить в канале ствола полный оборот. Калибр упомянутой винтовки -
7,62 миллиметра. Получается, что длина окружности, описанной протяжкой будет рав-
на 3,14x7,72=23,93 мм. Мы получили прямоугольный треугольник, гипотенуза которого
лежит под углом к большему катету под углом arctg 23,93/240=5°54', который называют
углом подъёма винтовой линии нарезки.
Именно на этот угол при нарезке ствола и будет поднята направляющая синусной
машины. А синусной она называется потому, что поделив шаг нарезки на синус угла
196
наклона винтовой линии, мы получаем путь, который пройдёт по направляющей тяга
зубчатой рейки при повороте протяжки в канале ствола на один оборот.
Ну в общем, такого рода приспособления с тем же успехом можно было бы назы-
вать и тангенсными. Но когда они появились, в арсенале инструментальщиков уже
были синусные линейки, а на фрезерных станках устанавливались синусные тиски.
Метод наладки всех упомянутых приспособлений одинаков - угол наклона приспособ-
ления устанавливается подъёмом наклонной направляющей длиной L на высоту, опре-
деляемую выражением Lsin(6). Отсюда и названия, в которых употребляются производ-
ные от слова «синус».
Принцип действия синусных машин удобно будет разобрать на примере любительс-
кой конструкции с горизонтальным расположением зубчатой рейки. Фотография дела-
лась в момент, когда конструкция не была полностью собрана, на ней отсутствует
узел, в котором устанавливается обрабатываемая ствольная заготовка и делительное
приспособление. Однако конструкцию этих узлов мы уже разбирали ранее. А потому
можем сосредоточиться на особенностях работы собственно синусной машины.
В показанной ниже конструкции мы видим уже третий вариант привода протяжки -
цепной. Что ни говори, у самодеятельных конструкторов фантазия богатая...
По продольной направляющей перемещается поперечная направляющая зубчатой
рейки. Зубчатое колесо, установленное в типовом подшипниковом узле, жестко закреп-
лено как на поперечной направляющей зубчатой рейки, так и на оси протяжки. Это зна-
чит, что при повороте зубчатого колеса, на такой же угол будет повернута и протяжка.
Рис. 191. Любительская синусная машина горизонтальной компоновки.
197
При перемещении подвижного узла «зубчатое колесо-рейка», меняется расстояние
между синусной и продольной направляющими. Зубчатая рейка, связанная с синусной
направляющей, смещается на величину изменения расстояния между направляющи-
ми, поворачивая жестко закрепленное на оси протяжки зубчатое колесо. Перемещение
и поворот передаются на режущий инструмент (протяжку). Просто и гениально.
Для синусной машины очень важна равномерность и плавность движения протяж-
ки, потому зубчатое колесо должно иметь не менее 24 зубов.
Широкое распространение синусных машин началось в последней трети 19 века, а
в военной промышленности станки такого рода использовались вплоть до Второй Ми-
ровой Войны. И до сих пор частные мастера используют в работе именно синусные
машины, либо сделанные самостоятельно, либо купленные на распродажах.
На рисунке ниже представлена синусная машина с горизонтальным расположени-
ем направляющей фирмы «Pratt@Whitney», выпущенная до начала 1 Мировой Войны, в
1910 году. На левой части рисунка изображена синусная машина, выставленная на
продажу, справа - она же через некоторое время в работе. Добавлю, что фирма
«Pratt@Whitney» всегда делала свою продукцию на совесть, а потому цена на этот ста-
нок, невзирая на его почтенный возраст, равнялась 60 000 долларов. Для частных
мастеров такая цена практически непосильна, а потому подавляющее большинство
делает синусные машины самостоятельно.
Рис. 192. Синусная машина выпуска 1910 года.
Слева - перед покупкой, справа - в работе.
Заканчивая рассмотрение приспособлений для традиционной нарезки ствола, можно
также упомянуть о существовании приспособлений для нарезки, использующихся в
составе универсальных фрезерных станков. Однако они тяжелы, очень дороги и прак-
тически не встречаются. Скорее, это своего рода техническая экзотика, подробно опи-
сывать которую нет никакого смысла.
Надо сказать, что расцвет традиционных ствольных технологий приходится на вто-
рую половину 19 века, когда английский стрелок Уильям Метфорд (Metford) разработал
новый вид нарезки, обеспечивающий увеличение скорости вращения пули во время
движения по стволу. Гироскопический эффект, возникающий при этом, был большим
шагом по пути улучшения кучности и точности боя.
Примерно тогда же американские ствольщики стали рекламировать свои новые типы
нарезки. Самой известной стала нарезка Гарри Поупа (Pope). Она имела мелкие наре-
зы, причем плоские поверхности полей нарезались с особой тщательностью. Стволы
Поупа имели такую кучность и меткость, что стрелки массово бросились переделывать
свое оружие под эту систему. Однако очень немногие из оружейников, буквально еди-
ницы, достигали того, чего так жаждали их заказчики.
На самом деле, секрет успеха Поупа заключался в том внимании, старательности и
времени, которые уделялись каждому стволу. Именно это делало их особо точными.
198
При таком подходе, обеспечивающем высочайшее качество обработки, сама по себе
форма нарезов уже не играет особой роли.
В начале XX века США и Великобритания приняли в качестве стандарта энфильдс-
кую нарезку (Enfield - по названию знаменитой королевской оружейной фабрики), в
которой радиус нарезов равнялся половине калибра пули. Так как этот метод был наи-
более прост для промышленного освоения, он постепенно стал преобладающим.
А перед началом второй мировой войны гениальный Чарльз Ньютон (Newton) пред-
ложил параболический вид нарезки «храповик», при котором нарезался лишь один край
каждого поля нареза. С подобным типом нарезки британские оружейники были знако-
мы и ранее. Но Ньютон первым разработал и выполнил ее так, что она оказалась наибо-
лее совершенной для своего времени.
По большому счёту, для казнозарядного оружия, форма и глубина нарезов опреде-
ляется боеприпасом. На величину давления в стволе, влияние имеет не глубина наре-
зов, а конструкция пули. Особенно большое увеличение ствольного давления вызыва-
ется оболочечными пулями. Из одних и тех же стволов можно с одинаковым успехом
стрелять как оболочечными, так и чисто свинцовыми пулями чуть большего, чтобы не
срывались с нарезки, диаметра. Современное оружие рассчитано на применение пуль
с жесткой оболочкой из медно-никелевого сплава, меди, и тому подобных материалов.
Поэтому конструкция ствола требует неглубоких, почти плоских нарезов. Чем ближе
диаметр ствола по нарезам к калибру, тем точнее стрельба из такого оружия.
Система нарезки Метфорда предполагает наличие широких канавок нарезов и узких
полей, или, по крайней мере, полей и нарезов одинаковой ширины. Шаг нарезки подби-
рают в зависимости от типа боеприпасов. Глубина нарезов однозначно определена в
0,10 мм.
На данный момент система Метфорда признана лучшей. Несмотря на усилия мно-
гих оружейников и даже больших коллективов, создать что-либо лучшее до сих пор не
удалось.
И тем не менее, до сих пор можно встретить сторонников полигональной оваль-
ной нарезки (аналогичной системе, примененной Уитвортом). Эта система когда-то
применялась для стрелковых систем больших калибров и ассоциируется с именем
Ланкастера. Но при применении системы Ланкастера в оружии, рассчитанном на
современные патроны большой мощности, точность боя оказывается неудовлетво-
рительной по сравнению с системой Метфорда. Добавлю, что многолетним опытом
установлено, что система нарезки Ньютона (не путать с великим физиком!) во мно-
гом аналогичная системе Ланкастера, также дала никаких существенных преиму-
ществ.
Следует упомянуть и о системе Ригби, которая характерна своеобразным видом
нарезки, похожим, как и система Ньютона, на храповое колесо, однако этот «храповик»
с ведущей стороны закруглён. Пуля в процессе её проталкивания через ствол, силь-
нее давит на закруглённую часть нареза. Идея системы Ригби - максимально возмож-
ное снижение аэродинамического сопротивления.
Такая система нарезки ствола оказалась не хуже придуманной Метфордом, но на-
много сложнее технологически.
Комбинация двух систем нарезки, сохраняющая плоский резец, разработанный на
предприятиях Энфилд для нарезки по Медфорду с радиусным закруглением на веду-
щей стороне нареза по Ригби, породила идеальную для стрелкового оружия систему
нарезки стволов стрелкового оружия, отвечающую всем основным требованиям, как
производителей оружия, так и стрелков.
Помните, что глубина нарезки ни в коем случае не должна быть больше, чем абсо-
лютно необходимо. Нарезка должна способствовать плотному запиранию ствола, пре-
пятствующему прорыву пороховых газов, и в то же время не приводить к сдиранию
оболочки с пули. Чем ближе будет форма пули после выхода её из канала ствола, к
точному цилиндру, тем меньшее она испытает в полёте сопротивление воздуха. В то
же самое время, пуле должно быть придано вращательное движение, которое сохра-
199
нится в течение всего времени полета и предотвратит опрокидывание пули потоком
набегающего на неё воздуха.
Пули различного веса при равной начальной скорости требуют одинакового шага
нарезов. Также подтверждено экспериментально, что при большей начальной ско-
рости, шаг нарезов следует увеличивать. Стрельба на дальние дистанции требует
уменьшения шага нарезки, на ближние - увеличения. Добавлю, что меньший шаг
спирали позволяет частично компенсировать неточности изготовления пуль. В то
же самое время, меньший шаг нарезки и широкие поля нарезов способствуют уве-
личению сил трения в стволе. А совсем узкие поля нарезов могут оказаться недо-
статочно прочными.
Задача определения оптимального шага нарезов и их ширины сложна, поэтому в
большинстве случаев мастера руководствуются либо уже опробованными конструк-
тивными решениями, либо пожеланиями заказчиков.
Станки для нарезки ствола, доступные в продаже - это почти исключительно агре-
гаты производства Pratt & Whitney. Несколько тысяч станков типа «Sine Ваг» были изго-
товлены вышеупомянутой фирмой перед 1 Мировой Войной для покрытия тогдашней
высокой потребности в стволах. Они были одношпиндельными, приводились в движе-
ние ремнями, весили около 1 тонны и были пригодны для установки на деревянные
полы мастерских того времени.
После Первой Мировой Войны многие из этих станков можно было купить доста-
точно дешево на рыке использованного оборудования. В период между двумя мировы-
ми войнами они стали стандартом для станков, нарезающих стволы по всему миру.
В начале Второй Мировой Войны, Pratt & Whitney, создали новые станки серии «В».
Они приводились в действие гидравликой и представляли из себя на самом деле два
станка на одном основании. Их вес составлял порядка трёх тонн, а потому для уста-
новки в мастерской было необходимо устройство бетонного пола, что к тому времени
стало обычной практикой. Чтобы покрыть новые потребности в винтовочных стволах,
таких станков было сделано около двух тысяч штук. Однако многие из них были утили-
зированы после войны или проданы странам третьего мира, создававшим собствен-
ную военную индустрию.
Очень немногие из этих машин впоследствии стали доступны на вторичном рынке,
но именно их используют такие производители стволов, как John Krieger и «Boots»
Obermeyer. В настоящее время гидравлических машин серии «В» значительно меньше,
чем значительно более старых универсальных «Sine Ваг».
Перед Второй Мировой Войной и во время её было разработано ещё несколько
способов нарезки стволов, которые очень ускорили и упростили процесс. Именно по
этой причине станки серии «В» фирмы Pratt & Whitney с гидравлическим приводом и
стали последними станками в истории для нарезания стволов традиционным спосо-
бом.
Так или иначе, но техника изготовления стволов традиционным способом не оста-
новилась с окончанием WW2. Во многом благодаря усилиям Обермайера, его разра-
боткам, производству и применению резцов в виде крючка, усовершенствованию кон-
струкции корпуса протяжки, стало возможным изготовление стволов исключительной
точности. Множество мастеров, в том числе и В.Лобаев, работающий в настоящее
время в Тарусе как частный производитель, училось традиционной технологии нарезки
ствола у Обермайера и Гонсалеса.
Несмотря на мое сдержанное отношение к современным методам поточного произ-
водства нарезных стволов, вкратце о них упомянуть всё же необходимо.
Считается, что способ получения нарезов с помощью пуансона был изобретен в
СССР в 1936 году. При этом готовый ствол получался за 1 минуту вместо 56. Как
вспоминал В.Н.Новиков, бывший заместитель наркома вооружений, этот метод разра-
батывался на Ковровском оружейном заводе, но до конца он был доведен на Ижевс-
ком машиностроительном заводе. В разработке принимали участие В. Н. Новиков (ру-
ководитель лаборатории), А.Фишер, Г.Панков. Во время отработки технологии было
200
стерто несколько тысяч пуансонов, в переплавку отправлено около 50 тысяч стволов.
Такой способ доводки технологического процесса под силу только заводу-гиганту, ка-
ким является Ижмаш.
Однако, если верить таким авторитетным авторам, как Colby или Vickery, опыты по
производству стволов методом протяжки делались крупными производителями ору-
жия ещё в конце 19 века. Сегодня это хорошо отработанный процесс холодной фор-
мовки, в ходе которого через просверленную и отхонингованную заготовку ствола про-
тягивается оправка из карбида вольфрама. Форма протяжки в точности соответствует
зеркальному отображению готового ствола. Поля нарезки на оправке во время её пе-
ремещения по стволу продавливают каналы нарезки.
Оборудование достаточно простое. Оправка для нарезки закрепляется на длинном
стержне из высокопрочной стали. Стержень проходит через ствольную заготовку. Сис-
тему приводит в действие гидравлика. Оправка закреплена на «головке для нарезки»
(аналоге образцового винта копира), которая вращает оправку с требуемым шагом на-
резки в процессе протяжки. Весь процесс изготовления нарезов занимает около од-
ной минуты.
Ухудшенный аналог процесса дорнирования, так сказать эрзац-технология - это
нарезка шпалером. Шпалер закрепляется на тянущем его стержне так, что ничто не
препятствует его повороту. Нарезы требуемого шага получаются сами собой, без об-
разцового винта, только за счет нужного наклона ведущих элементов шпалера. По этой
технологии делали стволы в осаждённом Ленинграде и теперь точно так же нарезают
стволы пистолета Макарова. Достоинство у такой технологии одно - простота, позво-
ляющая использовать обыкновенный токарный станок. Недостаток тоже один - крайне
низкая точность воспроизведения винтовой линии нарезки.
Поломка тянущего стержня или срыв оправки с головки - постоянные опасности
процесса протяжки. По этой причине существуют производители типа Hart, которые
предпочитают проталкивать протяжку через ствол. В таком случае, нет жесткого зак-
репления протяжки на стержне, который просто продавливает протяжку через ствол
под действием гидравлического пресса. Сложность состоит в том, чтобы избежать
изгиба стержня, на который крепится протяжка, при входе в ствол под действием
значительных нагрузок продавливания.
Существует широко распространённое мнение, что процесс протягивания оправки
- это предпочтительная технология. При протяжке нет риска изгиба тянущего стержня,
оправка движется строго по прямой. При продавливании существует слишком большая
вероятность, что оправка будет нарезать ствол неравномерно, изгибаясь и покачива-
ясь, что приведёт к большим отклонениям размеров по длине канала ствола. Энтузиас-
ты продавливания нарезки наличия такой проблемы вообще не признают.
Суть процесса протяжки проста, однако непросты технологические решения. Кро-
ме большой твёрдости, оправка должна обладать и прочностью, чтобы выдержать уси-
лие протяжки через ствол, достигающее примерно 5 тонн. Применяемые смазочные
материала должны защищать оправку от заклинивания в стволе в процессе протяжки.
Тайна состава смазок - один из самых больших секретов производителей стволов
методом протяжки.
По этой причине данная технология до середины прошлого века широко не распро-
странялась. Только в конце 1940-х годов она была доведена до совершенства на заво-
дах Remington в Ilion во многом благодаря усилиям Mike Walker,который использовал
для работы мастерскую Clyde Hart в окрестностях Lafayette. Изготовление стволов про-
тяжкой - процесс наиболее характерный для массового производства. В настоящее
время таким способом делается большинство стволов. За пределами России извест-
ны такие производители, как Hart, Lilja, Shilen, а также Douglas and Wilson Arms. Все он
протягивают изготовляемые ими стволы. Со временем технология распространилась.
В Австралии так работают Neville Madden (Maddco) и Dennis Tobler. В Германии мы
знаем фирму Anshutz.
Однако в Европе, для индустрии которой характерны крупные оружейные произ-
201
водства, не менее широко распространился метод холодной ковки.
Технология холодной ковки была разработана в Германии незадолго перед WW2. И
лишь потому, что пулемёт MG42, имевший прозвище «пила Гитлера», при темпе стрель-
бы 1200 выстрелов в минуту, практически «поедал» стволы. Первый станок для ковки
стволов был построен в Эрфурте в 1939 году. В конце войны он был перед лицом
наступающей советской армии перевезён в Австрию. Там американские инженеры и
получили возможность его подробно изучить.
Технология ковки предполагает, что заготовка ствола делается чуть короче, чем
надо. Размер, по которому сверлится и хонингуется заготовка, должен быть достато-
чен для помещения в неё оправки из карбида вольфрама. Оправка имеет точный про-
филь канала ствола в зеркальном отражении. Заготовка со вставленной в неё оправ-
кой интенсивно проковывается между двумя противоположно расположенными моло-
тами. Такой процесс называется круговой ковкой. Оковываемая заготовка ствола про-
давливается по оправке между молотами, как зубная паста, и в конце обработки стано-
вится процентов на 30 длиннее, чем была в начале.
Сегодня станки для оковки стволов делаются Gesellschaft Fur Fertigungstechnik und
Maschinenbau (GFM) в Steyr, Austria. Они стоят примерно полмиллиона долларов и дела-
ют ствол за время около трёх минут. Оборудование достигло высокой степени совер-
шенства и может не только обрабатывать внутреннюю поверхность ствола, изготавли-
вая каналы нарезов. Оно также способно обрабатывать наружную часть ствола и пат-
ронник, делая всё это за одну операцию. Но только очень крупные предприятия, имею-
щие бездонные карманы и ненасытных заказчиков, способны оплатить и эксплуатиро-
вать такое оборудование.
Спортсмены никогда не любили кованых стволов. Сторонники кованых стволов рас-
сказывают о преимуществах зеркальной внутренней поверхности и ударного упроче-
ния, которые позволяют увеличить срок службы ствола. Однако такой способ изготов-
ления приводит к большим отклонениям внутренних размеров по длине ствола. Ещё
следует добавить, что в процессе изготовления металл подвергается пластическим
деформациям по всей толщине. Потому возникают немалые радиальные напряжения,
которые не могут быть сняты традиционными способами. Нержавеющие стали более,
чем традиционные хромомолибденовые, склонны к образованию наклёпа и потере об-
рабатываемости в процессе ковки. Как следствие, нержавеющие стволы проковывать
очень затруднительно. Метод ковки применим только к 410 стали, отличающийся от
обычной для стволов 416, пониженным содержанием хрома.
И все же, большинство европейских производителей охотничьего оружия делают
стволы методом холодной ковки. К их числу относятся Sako and Tikka в Финляндии,
Heckler & Koch, Steyr и Sauer в Австрии. Недавно так же стала делать стволы фирма
Ruger в Америке.
Завершая главу, не могу не сказать об основных факторах, влияющих на точность
боя ствола. Известно, что некоторые стрелки, занимающиеся бенчрестом, хотят иметь
стволы, обработанные с максимально достижимой в практике оружейников точностью
около 3 микрон.
Однако золотое правило оружейника гласит, что ствол должен соответствовать
пуле по диаметру или быть чуть меньше, чтобы бой оружия был точен. И в общем-то
неважно, на сколько диаметр ствола меньше диаметра пули, на пару микрон или на
несколько сотых долей миллиметра, если он всё-таки меньше.
Как общее правило, принимается, что неглубокие нарезы предпочтительнее глубоких.
Неглубокие нарезы меньше повреждают пулю, начальная скорость пули, выпущенной из
таких стволов выше. Однако срок службы стволов с неглубокими нарезами меньше.
Есть также мнение, что чем тщательнее окончательная доводка ствола, тем лучше
ствол. Это правда, но только лишь в том случае, если доводка остановлена при дости-
жении шероховатости около 3 микрон. Если размер микронеровностей меньше, начи-
наются проблемы с трением. В стволе, имеющим оптимальные по размеру неровнос-
ти, пуля испытывает меньшие силы трения, чем в слишком гладком стволе с шерохова-
202
тостью менее 3 микрон. Уменьшение шероховатости увеличивает площадь трущихся
поверхностей. Сила трения возрастает, и внешне зеркальный ствол может воздей-
ствовать на оболочку пули как наждачная бумага. Так что необходима оптимальная
величина шероховатости металла канала ствола - в пределах от 3 до 6 микрон.
Многое можно услышать о том, что различные профили нарезов дают в итоге лучшие
или худшие результаты при стрельбе. Однако до сих пор нет окончательных аргументов
в пользу какой-либо системы нарезки ствола.
Что на самом деле важно - так это единообразие диаметров канала ствола и наре-
зов по всей длине ствола, одинаковость шага нарезов по длине ствола, строгая кон-
центричность полей нарезов и гладкой части ствола.
Также многие думают, что небольшой чок, всего порядка 2 десятых миллиметра,
поднимет точность. Однако соревнования по бенчресту показали, что чаще выигрыва-
ют стрелки, стреляющие из параллельных стволов. Исключение составляют стволы,
предназначенные для стрельбы чисто свинцовыми пулями типа 22LR и пневматичес-
кие ружья. Они действительно стреляют точнее, если ствол имеет небольшое дульное
сужение.
Очень важно, чтобы внутренние напряжения по окончании процесса изготовления
ствола были бы полностью сняты. В противном случае, при нагреве во время стрель-
бы сериями выстрелов, будет наблюдаться смещение средней точки попадания за
счёт изгиба ствола внутренними напряжениями.
Так каким же способом следует делать наилучшие стволы?
Когда требуется высочайшая точность стрельбы, следует применять стволы, наре-
занные традиционной режущей протяжкой. Основной проблемой является относительная
недоступность станков для механической нарезки - их практически невозможно найти
на аукционах. Также надо отметить, что для изготовления инструмента нужны инстру-
ментальщики высочайшей квалификации. Процесс изготовления тоже небыстр, и, так-
же как все старинные технологии, требует особого навыка. Эти факторы удорожают
стволы. С другой стороны, инструмент прост, делается на обычном оборудовании и
обладает очень большой технологической гибкостью при изготовлении различных ство-
лов по индивидуальным заказам.
203
ГЛАВА 16
ПОЛИРОВКА СВИНЦОВЫМ ПРИТИРОМ
Этот вид полировки крайне редок в практике крупных предприятий и широко рас-
пространен в малых мастерских. Полировка притиром делается после того, как в про-
цессе изготовления мастер уже получил зеркальный канал ствола, обработав его поли-
ровочными развёртками, и нанес на внутреннюю поверхность аккуратные нарезы.
Назначение полировки - счистить мельчайшую стружку, которая остаётся подня-
той на краях нарезов после их протяжки резцом. Эта работа может быть качественно
исполнена только абразивным инструментом.
Современные производители частенько считают данную процедуру совершенно из-
лишней. В самом деле, потребитель, заглянув в канал ствола в любом случае увидит
блестящую поверхность, а потому у маркетолога возникает резонный вопрос: зачем
напрягаться? Кроме того, ствол и сам притрётся после отстрела некоторого количе-
ства патронов. Однако, если делается изначально точное оружие со стабильными ха-
рактеристиками боя, то полировка притиром безусловно необходима.
Еще сильнее возрастает значение операции в том случае, когда нарезы в канале
ствола были сформированы протяжкой, конструкция которой не предусматривает по-
дачу масла в зону резания, что характерно для большинства любительских конструк-
ций. В этом случае дно нарезов всегда имеет небольшие неровности, которые сложно
убрать другим способом.
Технология изготовления и использования свинцового притира очень проста. Сна-
чала в стволе следует отлить притир из чистого свинца, предварительно уложив в
нарезы хлопчатобумажную бечёвку таким образом, чтобы она прошла так по всему
стволу. Приспособление для притирки Вы можете рассмотреть во всех подробностях
на рисунке. Бечёвка обматывается вокруг стержня притира, используя соответствую-
щие выемки, и затем притир аккуратно вставляется в ствол таким образом, чтобы за-
зубренный конец притира находился примерно на 10 миллиметров ниже дульного от-
верстия. Хлопчатобумажная бечёвка предотвращает стекание расплавленного свинца
вниз по каналу ствола.
Затем ствол следует зажать в тиски и нагреть его при помощи горелки до появления
светло-соломенного цвета окисной плёнки, соответствующего температуре, при кото-
рой свинец приобретает текучесть. Это единственный проверенный многовековой прак-
тикой способ получения качественного свинцового притира. Затем, в закреплённый вер-
тикально в тисках ствол, заливается расплавленный свинец. Свинца нельзя заливать
слишком много. Он ни в коем случае не должен вылиться из дульного отверстия.
Свинец застынет практически мгновенно. Затем получившийся притир должен быть
выдвинут вперед для осмотра. Если есть излишки свинца, которые могут в дальней-
шем помешать протянуть притир через ствол, их следует срезать острым ножом Никог-
да не следует полностью вынимать притир из ствола, пока работа не закончена.
После проверки качества поверхности отливки, на притир следует нанести слой
масла. Затем его следует протянуть к казённой части ствола, чтобы снять шнур и нане-
сти тонкий слой масло на внутреннюю поверхность ствола. Притир покрывают маслом
и корундовым порошком для полировки оптики, по крупности примерно соответствую-
щем номеру 320. Чтобы притир случайно не выскочил при работе, с дульного и казён-
ного конца следует установить стопорные приспособления.
Притирка ствола продолжается в течение пяти или десяти минут. Постарайтесь
чаще добавлять в ствол масло и абразив. Затем ствол промывается бензином, проти-
рается и осматривается.
Почему же для абразивной полировки используется свинцовый притир? Дело в
том, что свинец - мягкий металл. Более крупные зёрна абразива выступают над повер-
хностью притира выше, соответственно, испытывают более сильное давление при про-
тяжке притира через ствол, а потому и вминаются в свинец глубже. Более мелкие
зёрна абразива вминаются в свинец не так глубоко, как крупные.
204
Логично сделать вывод, что свинцовый притир способствует равномерной поли-
ровке ствола, недостижимой другими способами.
После извлечения притира, ствол обрабатывают полировочным стержнем, также
изображённым на рисунке ниже. Он состоит из серии тонких замшевых колец, между
которыми установлены шайбы из латуни. Сборка стянута соответствующей гайкой. В
некоторых случаях допустимо заменять замшу тонкой кожей. Максимальный диаметр
полирующих кожаных колец больше диаметра ствола на 0,02-0,05 мм. Рабочая часть
полировочного стержня делается с небольшим коническим сужением, так, чтобы на
конце диаметр стержня был в точности равен диаметру ствола. В качестве полиро-
вальных паст можно использовать пасту ГОИ и смеси оливкового масла с красным
полировочным порошком (крокусом или, иначе говоря, оксидом железа). Обработка
полировочным стержнем продолжается 1,5-2 часа.
Штанга для полировки кожей
Рис. 193. Приспособление для финишной полировки свинцом и кожей.
После окончания полировки, Вы получите наилучшую из возможных внутреннюю
поверхность ствола, которую надо только промыть бензином, тщательно протереть, и
смазать нейтральным оружейным маслом.
Точность боя стволов, подвергнутых обработке свинцовым притиром, существен-
но выше, а результаты стрельбы меньше зависят от настрела. Изнашиваются такие
стволы равномернее, и в конечном итоге, служат стрелку лучше.
205
ГЛАВА 17
ВОРОНЕНИЕ
Технологий воронения известно великое множество. Пожалуй, процессу вороне-
ния, как и многим другим важным технологиям, вполне можно было бы посвятить
отдельное исследование. В данном разделе изложены только наиболее простые мето-
ды нанесения покрытий на детали оружия. Сначала излагаются технологии, наиболее
востребованные частными оружейниками вне пределов нашей Родины, далее - техно-
логия, рекомендованная ещё в тридцатых годах для полковых оружейных мастерских.
Следует особо отметить необходимость принимать к исполнению все возможные
меры безопасности для защиты Ваших глаз и кожи от каустических растворов, особен-
но горячих. Рабочее место или часть мастерской, где проводится воронение и оксиди-
рование, следует оснащать вытяжной вентиляцией. При работе надо пользоваться рес-
пираторами.
При смешивании растворов для воронения, обычно пользуются ковшом на длинной
ручке, чтобы работающего ни в коем случае не достали брызги. Доливают воду в ра-
створы очень медленно.
Известно, что для быстрого воронения требуется значительно меньше оборудова-
ния, чем для нитратного, дающего голубоватый оттенок.
Действительно, для воронения по ускоренной технологии достаточно одной ёмко-
сти глубиной и шириной примерно 15
сантиметров. Длина ёмкости должна
быть чуть больше максимального разме-
ра детали, подлежащей воронению. Со-
суд для воронения может быть нагрет
даже на кухонной плите, если нет дру-
гого подходящего источника тепла. Од-
нако значительно более удобно сделать
три емкости на общей подставке с воз-
можностью отдельного нагрева любой из
них или всех емкостей вместе. Непло-
хо подойдут старые клапанные крышки
с автомобильной свалки. Промаркируй-
те ёмкости цифрами 1,2,3.
Ёмкость номер один предназначена
для снятия смазки (обезжиривания). Она
Рис. 194. Ёмкости для воронения.
должна будет содержать насыщенный
раствор каустической соды или tri-sodium phosphate (тринатрийфосфат кальция).
Такой раствор делается смешением одной чашки каустической соды примерно с 8
литрами воды.
Алюминиевые детали следует держать от раствора каустической соды подальше -
он их разъедает. Для обезжиривания алюминия следует использовать только бытовые
растворители.
Емкость номер два предназначена для нейтрализации, и содержит либо чистую
дистиллированную воду, либо воду с небольшой добавкой лимонной кислоты.
Третья емкость предназначена для кипячения деталей в воде при воронении по
ускоренной технологии. Заполняют ёмкость дистиллированной водой на глубину как
минимум 75мм. Обычную воду из-под крана применять нельзя, так как она почти всегда
содержит различные нежелательные примеси, вызывающие дефекты воронения.
Все детали перед воронением должны быть тщательно отполированы. Это сравни-
тельно просто. После того, как Вы уберёте с поверхности детали все неровности,
заусеницы и зазубрины при помощи напильника, последовательно применяйте всё бо-
лее мелкозернистые полировальные пасты, пока детали не будут отполированы до
блеска. По окончании полировки проверьте детали при ярком свете. Не должно быть
206
пропущенных при полировке участков и тусклых мест.
Перед воронением с поверхности деталей следует удалить смазку и загрязнения.
При проведении окончательной очистки деталей наденьте чистые хлопчатобумажные
перчатки, так как человеческая кожа выделяет жир и органические кислоты. Даже в
небольших количествах вещества, выделяющиеся с человеческой кожи, могут испор-
тить воронение, если Вы будете работать без перчаток.
Приготовьте ствол к воронению. Сначала сделайте для каждого из концов ствола
две плотные деревянные пробки, могущие также служить для подъёма и опускания
ствола в растворы. Используя токарный станок, проточите каждую из пробок так, чтобы
они заходили в ствол с натягом примерно в 0,15 мм.
Слегка смажьте проточенные концы пробок и вставьте их в ствол. Пробки следует
вставлять таким образом, чтобы и дульный срез ствола тоже подвергся воронению.
Если всё сделано правильно, раствор для воронения не попадёт внутрь ствола.
Остальные детали оружия поддерживаются во время воронения деревянными па-
лочками, вставленными в отверстия для осей. Подобным же образом, шурупы и болты
могут удерживаться во время воронения в отверстиях сделанных в деревянных плас-
тинках.
Воронение мелких деталей, не имеющих отверстий, представляет некоторую про-
блему, однако их можно привязывать жёсткой верёвкой или проволокой за те места,
воронением на которых можно пожертвовать.
Прежде чем начинать воронение, согните из толстой проволоки или из оббитых
электродов U-образные подвесы. Назначение подвесов - предотвращать контакт дета-
лей с дном бака. Кроме того, рекомендуется сделать крючки для того, чтобы детали
было удобнее помещать в ёмкости и извлекать из ёмкостей для воронения.
В процессе воронения можно использовать промышленно изготавливаемые смеси
для воронения, однако знать их состав с тем, чтобы при нужде иметь возможность
сделать - полезно. Ниже приводится состав для быстрого воронения.
750 Gr. Corrosive Sublimate (сулемы)
1000 Gr. Potassium Chlorate ( хлората калия)
1200 Gr. Potassium Nitrate (нитрата калия )
300 Gr. Ferric Chloride (хлорида железа)
150 Gr. Cupric Chloride (хлорида двухвалентной меди)
300 Gr. Sodium Nitrate (нитрата натрия)
Поместите перечисленные компоненты в стеклянную посуду. Возможно, вам дос-
танутся уже смешанные компоненты, поскольку хлорат калия в определённых услови-
ях взрывоопасен, и его трудно приобрести отдельно.
Нагрейте 1,7 литра дистиллированной воды до 55°С. Влейте воду в стеклянную
посуду с химикатами. Перемешивайте воду и химикаты, до тех пор, пока все компонен-
ты раствора для воронения не растворятся. Затем дайте получившемуся раствору
остыть.
Через 10 часов добавьте 175 мл свежего спиртового раствора селитры. Хоро-
шенько встряхните. Влейте раствор в посуду из тёмного стекла. Нанесите на посуду с
раствором надпись: « ЯД».
Это один из лучших составов для быстрого воронения. В нём процесс воронения
занимает около одного часа, покрытие получается стойким, если соблюдены все меры
предосторожности.
После того, как все детали, подлежащие воронению, хорошо отполированы, их
следует тщательно промыть, предпочтительнее негорючими моющими средствами.
Затем поместите детали в ёмкость №1, содержащую крепкий раствор кальциниро-
ванной соды (одна чашка на 8 литров воды). Уровень жидкости в баке №1 должен быть
не менее 7,6 см. Доведите раствор кальцинированной соды до кипения. Поместите
детали в кипящий раствор и кипятите их в течение 15 минут. На этом этапе будут
удалены все остатки масла и других загрязнений.
207
Промойте детали, встряхивая их в струе водопроводной воды, и поместите их в
ёмкость номер два, содержащую дистиллированную воду с небольшой примесью ли-
монной кислоты (около 30г на 8 литров воды). Доведите ёмкость №2 до кипения.
Залейте в ёмкость №3 дистиллированную воду на уровень 8-10 см. Если вы будете
использовать водопроводную воду, на воронёных поверхностях появятся полосы, по-
крытие будет бледным.
Возьмите тяжелый стеклянный кувшин ёмкостью примерно 0,6 литра с широким
горлом. Оберните горлышко кувшина толстой проволокой. При помощи этой проволоки
зафиксируйте кувшин в одном из углов третьей ёмкости. Дно кувшина должно стоять
на дне ёмкости. Залейте кувшин составом для воронения примерно наполовину. Ни в
коем случае не допускайте попадания воды в раствор.
Прежде чем Вы начнёте кипятить воду и нагревать на водяной бане кувшин с ра-
створом для воронения в ёмкости №3, вам необходимы два предмета: стальная щетка
и подвес для деталей.
Щетка должна быть сделана из самой тонкой стальной щетины. Подвес может быть
сделан из толстой стальной проволоки или пары деревянных реек.
Вскипятите воду в ёмкости №3. Погрузите детали, подлежащие воронению в ра-
створ, и оставьте их там примерно на пять минут. Выньте одну деталь и удалите с неё
остатки раствора для воронения продольными движениями кисти. Поместите кисть в
кувшин с составом для воронения, и держите её там до тех пор, пока она снова не
понадобится.
Как только на поверхности детали за счёт внутреннего тепла высохнет состав для
воронения, верните её в кипящий раствор на четыре или пять минут. Затем выньте,
удалите образовавшуюся ржавчину мягкой стальной щёткой.
Все операции по помещению деталей в раствор и удалению ржавчины следует
делать максимально быстро, пока деталь ещё тёплая. Максимальной эффективности
воронения можно достигнуть только в том случае, когда раствор воздействует на ещё
теплую сталь. Если же деталь остыла, пока Вы снимали с неё ржавчину, то перед
нанесение следующего слоя воронения поместите деталь на несколько минут в кипя-
щую воду.
Процесс нанесения воронения следует повторить шесть или семь раз. Некоторые
стали может потребоваться воронить в десять слоёв. Однако в большинстве случаев
семи слоёв вполне достаточно.
Удалите ржавчину с последнего слоя самой мягкой стальной щеткой с самой тон-
кой щетиной. Затем протрите хлопковой тряпкой. Ещё один последний раз прокипятите
в растворе для воронения. Удалите ржавчину, протрите тряпкой, слегка смоченной
жидким маслом, пока деталь не высохла.
Масло необходимо для нормального протекания некоторых химических реакций
между сталью и раствором для воронения. Через несколько минут удалите масло и
протрите воронёные поверхности раствором воска в скипидаре.
Состав для десятидневного процесса воронения:
1900 мл distilled \л/а1ег(дистиллированная вода)
180 мл tincture of ferric chloride (хлорида железа)
180 мл sweet spirits of niter (спиртового раствора аммиачной селитры)
30 мл nitric acid (азотной кислоты) 800 г corrosive sublimate (сулемы)
400 г copper sulphate (сульфата меди). Пригодны голубые кристаллы медного купо-
роса CuSO4x2H2O.
Смешайте компоненты, как было описано ранее. Поместите в стеклянную бутыль из
тёмного стекла. На бутыль обязательно нанесите маркировку: «ЯД».
Перед применением раствор должен отстояться не менее трёх суток.
Медленная технология воронения подобна процессу образования ржавчины. Про-
цесс получения качественного покрытия занимает примерно десять дней. Однако пра-
вильно проведённый технологический процесс даёт возможность получать вороне-
208
ние, превосходящее по качеству все остальные аналогичные технологии. Приготовьте
детали оружия к полировке, тщательно отшлифовав их и удалив загрязнения и масло,
как было описано выше.
Повторите операции, выполняющиеся в ёмкостях номер один и номер два при
нанесении воронения по ускоренной технологии. Кипятите воду в ёмкости номер три.
Раствор для воронения должен стоять на водяной бане, как было описано ранее. Ис-
пользуется примерно 300 мл состава. Ёмкость для воронения должна иметь объём
около 600 мл.
Поместите детали в кипящую воду примерно на пять минут. Затем детали надо
вынуть и чистой металлической кистью нанести раствор для воронения, затем оста-
вить на 8-10 часов, после чего снять ржавчину, как было описано выше. Потом следует
повторить процесс кипячения в третьей ёмкости. Кипятить пять минут, чтобы нейтра-
лизовать и удалить остатки химикатов из предыдущего слоя. Извлеките детали и, дав
им остыть, нанесите следующий слой состава для воронения.
Описанные операции следует повторять дважды в день в течение девяти или деся-
ти дней. Предполагается, что Вы дотошно соблюдаете все указания по ведению техно-
логического процесса, то есть используете только дистиллированную воду, тщательно
полируете поверхности деталей, уделяете самое пристальное внимание процессам
обезжиривания и нейтрализации.
Если влажность воздуха недостаточна для образования с нужной скоростью ржав-
чинной плёнки на поверхности деталей, сделайте подходящих размеров коробку, раз-
местите там детали, а на дно коробки поставьте поддон с водой.
Оружейники, работавшие в частях Советской Армии, очень уважали технологию
оксидирования. Поверхность деталей оружия оксидировалась с целью улучшения внеш-
него вида и частичного предохранения от коррозии.
Для получения качественного оксидного покрытия рекомендовалась следующая
схема технологического процесса:
1. Подготовка поверхности.
2. Оксидирование.
3. Последующая отделка.
Для того чтобы подготовить поверхность, детали обезжиривают в ванне следующе-
го состава:
кальцинированная или каустическая сода - 100 грамм
вода - 1 литр
Перед обезжириванием детали протираются от консервационной или технологи-
ческой смазки ветошью, пропитанной органическими растворителями, после чего про-
тираются насухо. Обезжиривание проводится при бурном кипении раствора в течение
20-30 минут. При обезжиривании на поверхность ванны всплывают жировые пятна и
другие загрязнения. Их следует периодически удалять. По мере израсходования, не-
обходимо добавлять свежий раствор.
После обезжиривания, детали промываются в проточной водопроводной воде пу-
тем трёх-четырёхкратного погружения.
Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода
покрывает поверхность детали не полностью, а собирается каплями, то процесс обез-
жиривания следует повторить.
При наличии следов ржавчины, детали следует протравить в слабом растворе со-
ляной кислоты с ингибитором или воспользоваться любым из современных преобра-
зователей ржавчины, после чего снова многократно промыть и протереть насухо. Ни в
коем случае не следует травить пружины, их можно только обрабатывать крацевальной
щёткой или некрупной наждачной бумагой.
Детали оксидируются в ванне, содержащей раствор следующего состава:
каустическая сода - 700 г
нитрат натрия - 100 г
нитрит натрия - 100 г
209
дистиллированная вода - 1 литр
Отметим, что в качестве окислителей одинаково пригодны как соли натрия, так и
соли калия. Технология достаточно неприхотлива. Можно использовать смеси солей
или любую соль в отдельности, то так, чтобы количество окислителя в любом случае
не превышало 200 граммов.
Приготовлять раствор надо в подогреваемой чистой посуде. Каустическую соду,
предварительно раздробленную на мелкие куски, размером 40-50 мм в поперечнике,
загружают в бак с водой, где и кипятят до полного растворения. Затем вводят нитрат и
нитрит натрия. После растворения компонентов оксидирующего состава, раствор ос-
тавляется в полном покое на 2-4 часа. Перед оксидированием деталей раствор вновь
подогревается до бурного кипения.
Детали, подготовленные для оксидирования, следует погружать в кипящий раствор
в корзинах или на подвесах, как было описано ранее. При погружении деталей в окси-
дирующий раствор, вся их поверхность должна омываться оксидирующим раствором.
При погружении деталей в ванну, температура раствора должна составлять 136-
138°С, перед извлечением деталей, температура раствора должна быть 142-145°С. Для
закалённых деталей температура ванны перед погружением - 140°С, а перед извлече-
нием - 145-146°С. Появление на поверхности металла налёта зелёного или жёлтого
цвета указывает на повышенную температуру раствора или повышенную концентрацию
каустической соды. При появлении этих признаков, в ванну следует добавить дистил-
лированной воды или воды из промывочной ёмкости.
Ванны для оксидирования должны оснащаться термометрами или электронными
контрольными приборами потому, что температура кипения раствора служит призна-
ком изменения концентрации раствора. Если рассматривать процессы, происходящие
в ванне при неизменном объёме, то понижение температуры кипения свидетельствует
об уменьшении концентрации раствора и наоборот. Оксидирование в растворе с не-
точной концентрацией реагентов, ведёт к ухудшению качества оксидирования, поэтому
температуру кипения раствора следует точно контролировать, и в случае необходимо-
сти добавлять каустическую соду.
Чтобы повысить температуру кипения на ГС, необходимо добавить 10 граммов
каустической соды из расчёта на один литр раствора. Добавлять каустическую соду в
раствор следует осторожно, в мелко измельчённом виде. Понижение температуры
кипения раствора достигается добавлением в ванну дистиллированной воды.
При оксидировании детали выдерживаются в ванне около полутора часов. В про-
цессе обработки, каждые 25-30 минут, детали следует вынимать из ёмкости для окси-
дирования и промывать их в ванне с дистиллированной водой, несколько раз погружая
их в воду и встряхивая после извлечения.
По мере пользования раствором, в ванне обязательно скапливается осадок гидра-
та окиси железа, который надо удалять при помощи железных скребков.
После оксидирования, детали погружаются в мыльный раствор, разогретый до тем-
пературы 80-9СГС. При составлении мыльного раствора, следует брать 20-30 граммов
твёрдого мыла на один литр воды.
Во избежание свёртывания мыльного раствора, его готовят на заранее прокипячен-
ной воде. При свёртывании мыльного раствора, немедленно заменяйте его новым.
Время выдержки деталей в мыльном растворе от трёх до пяти минут.
Детали, вынутые из мыльного раствора, просушивают на воздухе до полного удале-
ния влаги с поверхностей. Затем их погружают в ванну, содержащую веретённую смаз-
ку или нейтральное ружейное масло.
Масло следует нагревать до температуры 105-115°С. Время выдержки в масле - от
двух до трёх минут. Ни в коем случае не применяйте холодное масло. Горячие смазан-
ные детали помещают на столы для стекания излишков масла. По охлаждении их сле-
дует протереть от избытка масла и красноватого налёта.
Качество оксидирования контролируется внешним осмотром. Хорошо оксидирован-
ная поверхность должна иметь равномерную чёрную окраску. Небольшая разница в
210
цвете допускается только для грубо обработанных поверхностей и мест, подвергнутых
местной сварке или штамповке. На поверхности оксидированных деталей не должно
быть красного осадка или неокрасившихся мест. Детали с красным налётом следует
протереть дополнительно. Детали с незаоксидированными участками, следует оксиди-
ровать повторно. Для этого их после обезжиривания и промывки водой надо обрабо-
тать ингибированной соляной кислотой для снятия оксидной плёнки. После этой опе-
рации, детали тщательно промываются водой и повторно оксидируются по уже описан-
ной технологии. Если детали ржавеют в самой ванне, то ванну следует очистить, а
раствор для оксидирования обновить.
Внимание! Брызги щелочного раствора при попадании на кожу вызывают ожоги, при
попадании в глаза - могут стать причиной слепоты. Кроме того, они портят одежду.
Работать надо только в очках и защитной брезентовой одежде. Желательны кожаные
или резиновые фартуки и резиновые сапоги.
По окончании работы в помещении, где проводилось оксидирование, надо тщатель-
но помыть полы водой, накрыть ёмкости для оксидирования, во избежание загрязне-
ния, крышками.
211
СОДЕРЖАНИЕ
Глава 1. Предисловие........................................................3
Глава 2. Хронология развития ствольных технологий...........................7
Глава 3. Ствольные стали...................................................25
Глава 4. Термообработка....................................................31
Глава 5. Различные методы проверки твёрдости...............................53
Глава 6. Инструмент и приспособления.......................................57
Глава 7. Стандартная конструкция ствола....................................80
Глава 8. Расчёт ствола на прочность........................................97
Глава 9. Взаимодействие гильзы и патронника...............................107
Глава 10. Патронник, пульный вход и дульный срез......................... 118
Глава 11.0 сверлах и сверлении........................................... 123
Глава 12. Ствольный инструмент........................................... 131
Глава 13. Кратко об использовании мерительных калибров .................. 169
Глава 14. Сверление, развёртка и рассверливание ствола....................173
Глава 15. Классические способы создания нарезов в стволе................. 189
Глава 16. Полировка свинцовым притиром....................................204
Глава 17. Воронение...................................................... 206
Станислав САУКУМ
СУТЬ ОРУЖИЯ
Книга 1
Ствол
Технический редактор Л. Нарушевич
Обложка М. Балобанов
Подписано в печать 27.04.2009. Формат 60x84 1/16
Гарнитура PragmaticaCTT. Печать офсетная. Физ. печ. л. 26,7.
Усл. печ. л. 24,3. Тираж 200 экз. Зак. № 440.
Издательско-полиграфическое предприятие «Печатный дом»
Свидетельство ДК № 1732 от 29.03.2004.
г. Одесса, Итальянский бульвар, 1. Тел.: 32-82-04
E-mail: p_dom@tvweek.odessa.ua