/










































































































































































































































































Автор: Егорова Е.И. Коптенармусов В.Б.
Теги: синтетические продукты полимеризации полимеризационные смолы синтетические каучуки органическая химия полимеры пластмассы
ISBN: 5-93808-100-9
Год: 2005



Текст
Санкт-Петербург
ХИМИЗДАТ
2005
УДК 678.746.222
Е 303
ББК 6П7.54
Егорова Е. И., Коптенармусов В. Б.
Е 303 Основы технологии полистирольных пластиков. -
СПб.: ХИМИЗДАТ, 2005. - 272 с.: ил.
ISBN 5-93808-100-9
Рассмотрена технология промышленного производства различ¬
ных видов полистирольных пластиков, занимающих лидирующее
место в производстве и применении инженерных пластмасс. При¬
ведено научно-техническое обоснование преимущественного разви¬
тия метода непрерывной полимеризации в массе с неполной кон¬
версией с кинетической точки зрения и на основании преимуществ
аппаратурного оформления процесса. Проанализирован марочный
ассортимент различных видов полистирольных пластиков с учетом
особенностей их деформационных, реологических характеристик и
механизма упрочнения полимеров и сополимеров стирола путем
модификации их структуры.
Книга предназначена для инженерно-технических и научных
работников, специализирующихся в области производства и пере¬
работки полистирольных пластиков, а также для преподавателей и
студентов соответствующих химико-технологических специально¬
стей.
2804070100-009
Е Без объявл. ББК 6117.54
050(01)—2005
© Е. И. Егорова, В. Б. Коптенармусов, 2005
ISBN 5-93808-100-9 © ХИМИЗДАТ, 2005
ОГПАВПЕНИЕ
Предисловие 5
Глава 1. РАЗВИТИЕ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ 9
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
1.1. Развитие промышленного производства 9
полистирольных пластиков
1.2. Виды полистирольных пластиков и области 12
их применения
1.3. Развитие технологических процессов получения 18
стирола и полистирольных пластиков
1.3.1. Развитие технологии получения стирола 18
1.3.2. Развитие технологических процессов получения 24
полистирольных пластиков
Глава 2. ЗАКОНОМЕРНОСТИ ПОЛИМЕРИЗАЦИИ 31
И СОПОЛИМЕРИЗАЦИИ СТИРОЛА
2.1. Физико-химические свойства стирола и сомономеров 31
2.1.1. Сомономеры стирола 33
2.2. Кинетика радикальной полимеризации стирола 37
на начальной стадии
2.3. Особенности радикальной полимеризации стирола 53
на глубоких стадиях
2.4. Закономерности эмульсионной полимеризации 62
стирола
2.5. Сополимеризация стирола 65
2.6. Прививочная сополимеризация стирола 72
и ее термодинамические особенности
2.6.1. Закономерности прививочной сополимеризации 72
стирола и сомономеров с полибутадиеном
2.6.2. Термодинамические и кинетические особенности 79
сополимеризации стирола в присутствии каучука
2.6.3. Влияние природы вещественных инициаторов 87
2.6.4. Влияние структуры и молекулярной массы 89
полибутадиена
2.6.5. Характеристика методов исследования прививочной 93
сополимеризации
2.7. Ионная полимеризация стирола 96
2.8. Псевдоживая радикальная полимеризация стирола 103
3
Глава 3. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ 109
ПРОЦЕССЫ ПОЛУЧЕНИЯ ПОЛИСТИРОЛЬНЫХ
ПЛАСТИКОВ МЕТОДОМ НЕПРЕРЫВНОЙ
ПОЛИМЕРИЗАЦИИ В МАССЕ
3.1. Особенности непрерывного процесса радикальной 109
полимеризации стирола
3.2. Анализ различных вариантов технологических схем 119
процесса непрерывной полимеризации стирола в массе
3.3. Технологические особенности получения полистирола, 142
модифицированного каучуком, методом непрерывной
полимеризации в массе
3.4. Тенденции развития технологических процессов 154
получения АБС-пластиков и сополимеров стирола
Г л а в а 4. ФИЗИКО-МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 168
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
4.1. Марочный ассортимент основных видов 168
полистирольных пластиков
4.2. Компаунды и композиции на основе полистирольных 181
пластиков
4.3. Вязкоупругие и реологические свойства 186
полистирольных пластиков
4.4. Деформация полистирольных пластиков 193
в стеклообразном состоянии
4.5. Термическая стабилизация полистирольных пластиков 207
4.5.1. Особенности деструкции полистирольных пластиков 207
и основные виды используемых для них
термостабилизаторов
4.5.2. Характеристика основных методов определения 211
термостабильности пластмасс
4.5.3. Особенности термостабилизации различных видов 217
полистирольных пластиков
Г л а в а 5. ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ 222
НА ОСНОВЕ ПОЛИСТИРОЛА
5.1. Особенности проницаемости полистирола 222
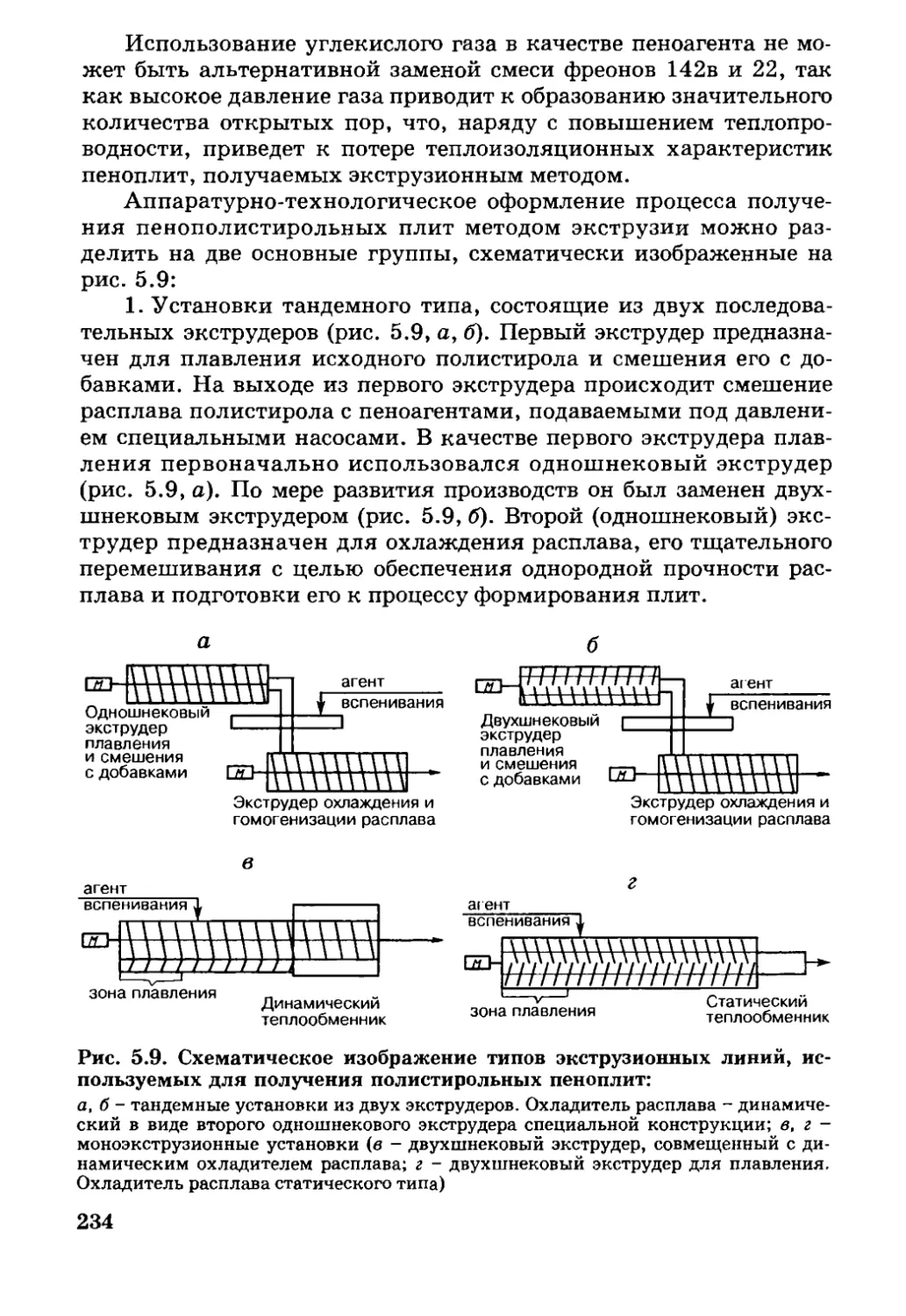
5.2. Получение теплоизоляционных материалов на основе 231
полистирола методом экструзии
5.3. Особенности получения вспенивающегося полистирола 247
5.4. Эксплуатационные характеристики полистирольных 256
пеноплит
Список литературы 264
ПРЕДИСЛОВИЕ
История развития промышленного производства полистироль-
ных пластиков насчитывает более 70 лет, тем не менее этот тип
конструкционных пластмасс продолжает непрерывно развивать¬
ся. Расширение производства полистирольных пластиков сопро¬
вождается усовершенствованием технологических процессов их
получения.
За последние 30 лет произошли принципиальные изменения в
технологии производства всех видов полистирольных пластиков.
В этот период преимущественное развитие получил метод непре¬
рывной полимеризации в массе с неполной конверсией, начали
создаваться промышленные процессы получения синдиотакти-
ческого полистирола, имеющего регулярную кристаллическую
структуру.
Монография Р. Хувинка и А. Ставермана "Химия и техно¬
логия полимеров", в которой подробно рассмотрены кинетичес¬
кие и технологические особенности получения различных видов
пластмасс, в том числе и пластиков на основе полистирола, была
издана в 1965 г. В более поздних монографиях ("Полистирол" -
С. А. Вольфсон, Г. И. Малкин - 1975 г.; "Ударопрочные пла¬
стики" - К. Б. Бакнелл - 1981 г.; "Радикальная полимериза¬
ция" - С. С. Иванчев - 1985 г.) рассмотрены кинетические осо¬
бенности полимеризации и сополимеризации стирола и отдельные
аспекты технологии. Однако со времени издания этих моногра¬
фий прошло более 30 лет. В обобщенном виде кинетические осо¬
бенности прививочной сополимеризации стирола с каучуками,
которые явились основой для развития технологических процес¬
сов получения таких важных видов полистирольных пластиков,
как ударопрочный полистирол и АБС-пластики, практически не
представлены в монографиях.
Развитие производства полистирола общего назначения за по¬
следние годы претерпело коренные изменения как с точки зрения
технологического оформления производства, так и в объемах его
выпуска среди других видов полистирольных пластиков. За по¬
5
следние 10-15 лет началось широкое использование полистирола
общего назначения для производства вспененных изделий раз¬
личного назначения: от теплоизоляционных плит до вспененной
упаковочной тары, что обеспечивает экономию энергосредств и
снижает материалоемкость изделий.
В предлагаемой монографии обобщен многолетний опыт оте¬
чественных химиков-технологов по изучению кинетических и
топохимических особенностей полимеризации и сополимериза-
ции стирола на различных стадиях процесса полимеризации и
созданию крупнотоннажных технологических процессов получе¬
ния различных видов полистирольных пластиков.
Книга состоит из пяти глав. В первой главе проанализирова¬
но развитие промышленных процессов получения стирола и по¬
листирольных пластиков, а также областей их применения за по¬
следние 30 лет.
Во второй главе подробно рассмотрены закономерности ради¬
кальной полимеризации стирола и его сополимеризации в широ¬
ком интервале конверсий. В обобщенном виде представлены зако¬
номерности прививочной сополимеризации стирола и наиболее
широко испльзуемых сомономеров с каучуками, включая термо¬
динамические особенности формирования композиционных по¬
лимеров непосредственно в процессе полимеризации ("in situ").
В обобщенном виде представлены особенности ионной и псевдо¬
живой полимеризаций стирола.
В третьей главе представлены особенности непрерывной (^по¬
лимеризации стирола и проанализированы различные непрерыв¬
ные технологические схемы получения полистирола, известные в
мировой практике. Рассмотрены особенности технологии получе¬
ния ударопрочного полистирола методом непрерывной полимери¬
зации в массе и основные тенденции развития современных тех¬
нологических процессов получения АБС-пластиков.
В четвертой главе приведен современный марочный ассор¬
тимент различных видов полистирольных пластиков, выпускае¬
мых в мировой практике. Рассмотрены особенности поведения
известных видов полистирольных пластиков в различных агре¬
гатных состояниях, а также особенности их поведения в процес¬
се деформации.
В пятой главе проанализированы особенности полистирола,
способствующие развитию производства уникальных теплоизоля-
6
дионных материалов на его основе. Рассмотрены свойства поли-
стирольных плит, получаемых различными методами.
Мы попытались рассмотреть технологические процессы полу¬
чения полистирольных пластиков и современного их марочного
ассортимента на основе единого подхода к кинетическим и техно¬
логическим особенностям процесса (со)полимеризации стирола с
другими мономерами и каучуками.
Сопоставление теоретических и практических результатов,
представленных в книге, делает ее полезной для различного круга
читателей: исследователей, занимающихся изучением особенно¬
стей полимеризации стирола, химиков-технологов и инженеров,
работающих в области производства и переработки полисти¬
рольных пластиков. Книга может быть полезной для студентов,
аспирантов и начинающих специалистов, занимающихся по¬
лимерами.
Считаем своим долгом отметить большой вклад в развитие
технологических процессов производства полистирольных пла¬
стиков кандидата технических наук В. В. Консетова - крупного
специалиста в области аппаратурно-технологического оформле¬
ния промышленных процессов производства полистирольных пла¬
стиков, с которым один из авторов тесно сотрудничал длительное
время.
Выражаем благодарность кандидатам химических наук
Т. О. Колосовой и Л. Ф. Докукиной, а также С. Г. Аннушкиной,
принимавшим непосредственное участие в подготовке мате¬
риалов и оформлении рукописи книги.
Особую признательность и благодарность выражаем А. Л. Кат¬
кову за систематическую поддержку при подготовке данной моно¬
графии к изданию.
Авторы посвящают монографию памяти Адольфа Павловича
Смирнова, много сделавшего для развития и переработки поли¬
стирола в России в 1998-2004 гг.
Е. И. Егорова и В. Б. Коптенармусов
ИСПОЛЬЗУЕМЫЕ СОКРАЩЕНИЯ
ПСП - полистирольные пластики
ПС - полистирол общего назначения
УП - ударопрочный полистирол
ВПС - вспенивающийся полистирол
АБС-пластик - акрилонитрилбутадиенстирольныи пластик
САН - сополимер стирола с акрилонитрилом
ПБТФ - полибутилентерефталат
ПА - полиамид
ПК - поликарбонат
ЭБ - этилбензол
СДЭБ - стирол, полученный методом дегидрирования ЭБ
СДМФК - стирол, полученный через фенилметилкарбинол
ПДК - предельно допустимая концентрация
АН - акрилонитрил
ММА - метилметакрилат
БА — бутилакрилат
ЭП - эмульсионная полимеризация
ККМ - критическая концентрация мицеллообразования
ПМЧ - полимерно-мономерная частица
БК - бутадиеновый каучук (полибутадиен)
ПБ - перекись бензоила
ТБПБ - тре/71-бутилпербензоат
НЛМ - нормальный лаурилмеркаптан
СПС - синдиотактический полистирол
PC - реактор смешения
РВ - реактор вытеснения
ЭПС - пеноплиты, полученные методом экструзии
ПСБ - пеноплиты, полученные из вспенивающегося полистирола
ГБЦД - гексабромциклододекан
ТТБНПФ - трис(трибромнеопентил)фосфит
ТДБПФ - трис(трибромпропил)фосфит
ДТА - дериватографический метод анализа
Г1; Г2; ГЗ; Г4 - категории горючести полимерных строительных матери¬
алов по ГОСТ 30244-94
ТКФ - фосфорнокислый кальций (трикальцийфосфат)
Г ПАВА 1
РАЗВИТИЕ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
1.1. РАЗВИТИЕ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
Основой технического прогресса XX века в важнейших облас¬
тях промышленности: автомобилестроении, авиации, приборо¬
строении, машиностроении, электронике, строительстве, произ¬
водстве современных предметов быта и т. п., - безусловно, явля¬
ются синтетические пластмассы и каучуки.
Промышленные производства этих новых материалов особен¬
но активно стали развиваться в 1940-1950-х гг. Теоретические
принципы процессов получения синтетических полимеров были
сформулированы в результате открытия Н. Н. Семеновым цепной
реакции [1].
Полистирол и пластики на его основе являются типичными
представителями синтетических полимеров и относятся к классу
конструкционных пластмасс 1-го поколения.
Впервые полистирол был получен в 1910 г. И. Остромыслен-
ским [2] сначала в России, затем его исследования в этой области
были продолжены и запатентованы в США [3].
Первые промышленные производства полистирола (ПС) были
созданы в начале 1930-х гг. в Германии на фирме "BASF" [4] на
основе исследований Г. Штаудингера [5]. 1950-е гг. характеризу¬
ются развитием промышленного выпуска полистирольных пла¬
стиков (ПСП), что обусловлено в первую очередь созданием в
США промышленных производств исходного сырья - стирола, а
также разработкой новых эффективных полимеров на основе сти¬
рола, таких как полистирол, модифицированный каучуком (УП),
сополимеры стирола, вспенивающийся полистирол (ВПС), акри-
лонитрилбутадиенстирольные пластики (АБС-пластик).
В 1960-х гг. полистирольные пластики в основном произ¬
водились в США, Западной Европе и Японии. Развитие их
производств характеризовалось высокими темпами роста: = 10-
12 % в год. В бывшем СССР первые промышленные производст¬
ва полистирола были созданы в середине 1950-х гг., а основное
9
Рис. 1.1. Динамика роста вы¬
пуска ПСП в мире с 1960 по
2000 г.
развитие происходило в
1960-1970-е гг. К началу
1980-х гг. в бывшем СССР
выпускалось 500 тыс. т по-
листирольных пластиков,
что соответствовало уровню
их производства в Англии,
Германии [6].
К 1980-м гг. темпы рос¬
та производства ПСП в ми¬
ре неипилько снизились и составили 5-6 % в год. Одновременно
стала выявляться тенденция существенного изменения распре¬
деления производств по регионам мира. В этот период высокие
темпы роста ПСП характерны для Тихоокеанского региона (Юж¬
ная Корея, Тайвань, Сингапур и др.).
1990-е гг. характеризуются высокими темпами роста произ¬
водства ПСП в Китае и Малайзии.
На рис. 1.1 [7, 8] приведена динамика роста объемов произ¬
водства ПСП, начиная с 1960 г. Несмотря на большой объем вы¬
пуска ПСП (=11 млн. т в 2000 г.), прогнозируется, что темпы их
роста сохранятся в перспективе на уровне 4-5 % в год.
Распределение объемов производства ПСП по регионам мира
по состоянию на 2000 г., представленное в табл. 1.1, показывает,
что Тихоокеанский регион вышел на лидирующее место в миро¬
вом производстве ПСП [7].
В качестве конструкционных материалов ПСП широко ис¬
пользуются в наукоемких отраслях и в социальной среде обита¬
ния человека. В связи с этим потребление ПСП на душу населения,
Таблица 1.1
Динамика распределения выпуска ПСП по регионам мира
Региоп
Соотношение выпуска ПСП
по регионам мира, %
1970 г.
1990 г.
2000 г.
Северная Америка
49
32
26
Западная Европа
27
23
20
Восточная Европа, включая Россию
5
12
4
Тихоокеанский регион, включая Японию
19
31
42
Прочие (Южная Америка, Индия и др.)
—
2
8
10
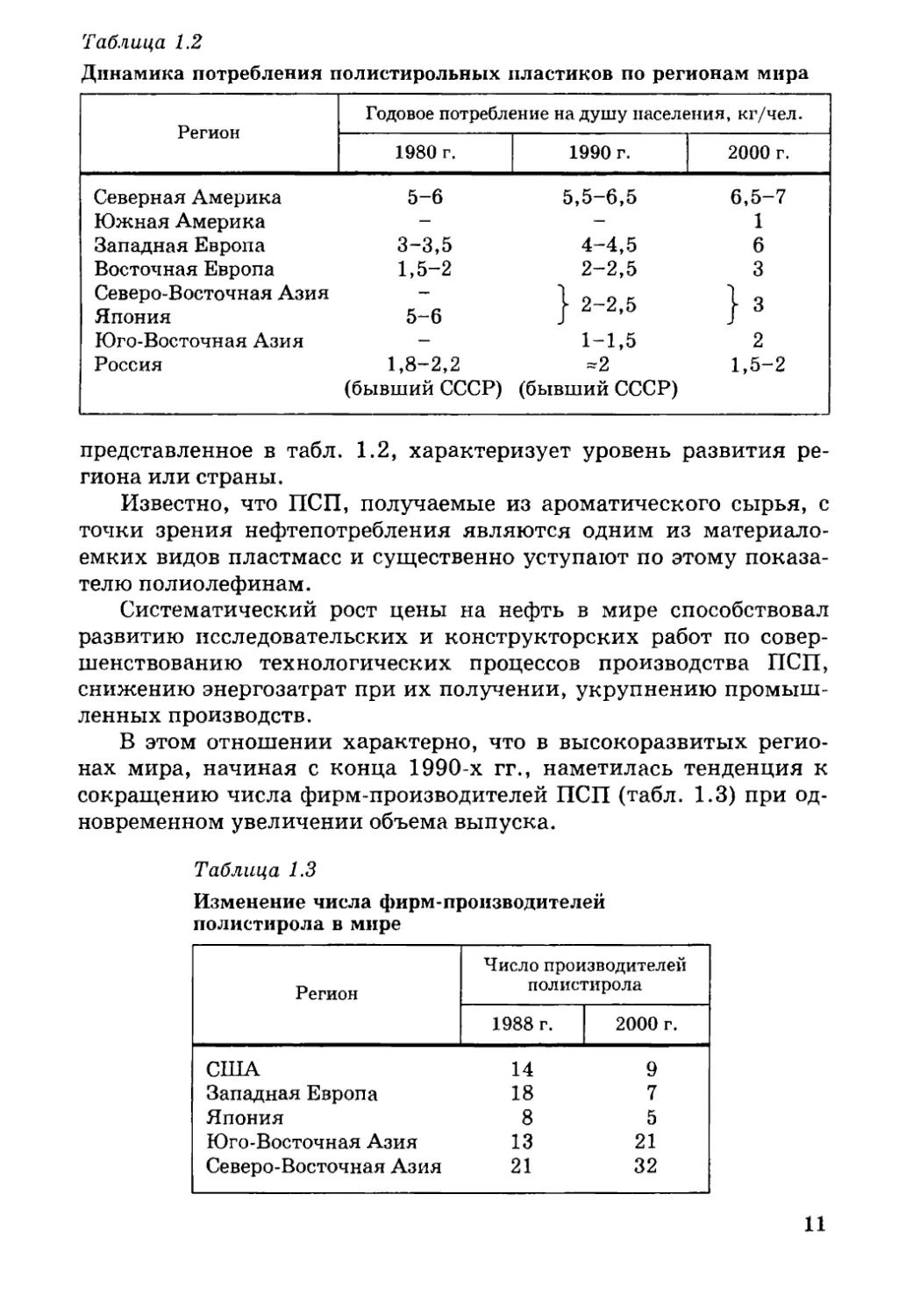
Таблица 1.2
Динамика потребления полистирольных пластиков по регионам мира
Годовое потребление надушу населения, кг/чел.
Регион
1980 г.
1990 г.
2000 г.
Северная Америка
5-6
5,5-6,5
6,5-7
Южная Америка
-
-
1
Западная Европа
3-3,5
4-4,5
6
Восточная Европа
1,5-2
2-2,5
3
Северо-Восточная Азия
Япония
5-6
} 2-2,5
Юго-Восточная Азия
-
1-1,5
2
Россия
1,8-2,2
-2
1,5-2
(бывший СССР)
(бывший СССР)
представленное в табл. 1.2, характеризует уровень развития ре¬
гиона или страны.
Известно, что ПСП, получаемые из ароматического сырья, с
точки зрения нефтепотребления являются одним из материало¬
емких видов пластмасс и существенно уступают по этому показа¬
телю полиолефинам.
Систематический рост цены на нефть в мире способствовал
развитию исследовательских и конструкторских работ по совер¬
шенствованию технологических процессов производства ПСП,
снижению энергозатрат при их получении, укрупнению промыш¬
ленных производств.
В этом отношении характерно, что в высокоразвитых регио¬
нах мира, начиная с конца 1990-х гг., наметилась тенденция к
сокращению числа фирм-производителей ПСП (табл. 1.3) при од¬
новременном увеличении объема выпуска.
Таблица 1.3
Изменение числа фирм-производителей
полистирола в мире
Регион
Число производителей
полистирола
1988 г.
2000 г.
США
14
9
Западная Европа
18
7
Япония
8
5
Юго-Восточная Азия
13
21
Северо-Восточная Азия
21
32
11
1.2. ВИДЫ ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
С химической точки зрения стирол относится к активным мо¬
номерам, сравнительно легко образующим полимеры всеми из¬
вестными методами радикальной полимеризации. Это явилось
основой развития промышленных производств полистирола.
Полистирол хорошо перерабатывается в изделия разнообраз¬
ной конфигурации всеми методами переработки: литьем под дав¬
лением, экструзией и прессованием. Энергозатраты при перера¬
ботке ПС значительно ниже, чем при переработке полиолефинов и
поливинилхлорида.
Изделия из ПС обладают высокой прочностью при разрыве,
отличной прозрачностью, низким коэффициентом диэлектриче¬
ских потерь, в том числе на частотах выше 1 МГц. К недостаткам
этого полимера следует отнести его повышенную склонность к
растрескиванию под действием напряжений, а также то, что ра¬
бочая температура изделий из ПС не превышает 90-95 °С.
Полистирол, не содержащий добавок и модификаторов, пред¬
ставляет собой хрупкий стеклообразный полимер, не обладающий
высокоэластичными свойствами, что ограничивало области его
использования.
Модификация свойств пластмасс и, в частности, полистирола
должна осуществляться при максимальном сохранении баланса
положительных качественных показателей исходного полимера
и, по возможности, без существенного повышения его стоимости.
Во второй половине XX в. наряду с созданием новых полимер¬
ных материалов, требующих больших затрат на получение исход¬
ного сырья, проводились систематические исследования по мо¬
дификации свойств "традиционных” полимеров, получаемых из
доступных мономеров. Значительный вклад в разработку прин¬
ципов модификации пластмасс и полистирола был внесен работа¬
ми В. А. Каргина и М. М. Котона [9]. Основными направлениями
такой модификации являются следующие:
- сополимеризация с другими мономерами;
- направленное изменение структуры полимера с целью ее
упорядочивания.
Сополимеризация стирола с другими мономерами, такими, как
метилметакрилат, акрилонитрил, а-метилстирол, обеспечиваю¬
щими получение статистических сополимеров стирола, получила
в мировой практике развитие почти одновременно с созданием
производств полистирола [10, 11]. Однако использование сомоно¬
меров, хотя и обеспечивает некоторое повышение температуры
размягчения полимера на 5-10 °С) и несколько улучшает хи¬
12
мическую стойкость полистирола, но одновременно снижает его
диэлектрические характеристики, а также ухудшает способность
полимера к переработке.
В связи с этим в технологических исследованиях в области
модификации ПСП направление упорядочивания структуры по¬
лучило наиболее широкое и разнообразное развитие.
Одним из возможных способов модификации структуры ПС
является метод насыщения полистирольной матрицы нераство¬
римыми в полимере низкомолекулярными соединениями (пентан,
изопентан, фреоны, спирты и др.), которые при переработке ком¬
позиции позволяют получать вспененные изделия с низкой плот¬
ностью (15 + 50) кг/м3. Получение пористых полимерных изделий
на основе полистирола было разработано фирмами "BASF" (Гер¬
мания) [12] и "Dow Chem." (США) [13]. Эти работы явились осно¬
вой для создания принципиально нового вида вспененных мате¬
риалов на основе полистирола, обладающих, благодаря пористой
упорядоченной структуре, тепло- и звукоизоляционными свойст¬
вами при одновременном значительном снижении расхода поли¬
мера при получении изделий (табл. 1.4).
Таблица 1.4
Физико-механические характеристики вспенивающегося полистирола
Наименование показателя
Единица
измерения
Величина
показателя
Объемная плотность
кг/м3
15-25
Относительная вязкость
-
1,5-2,2
Размер бисера
мм
0,4-2,0
Прочность на сжатие
МПа
0,05-0,2
Прочность на изгиб
МПа
0,07-0,35
Горючесть - самозатухаемость
с
3-4
Водопоглощение
%
2-3
Теплопроводность в сухом состоянии
Вт/(м • К)
0,037-0,042
Другой способ модификации структуры полистирола - упроч¬
нение матрицы полистирола эластомерами [13]. В качестве эла¬
стомеров первоначально использовались бутадиенстирольные кау¬
чуки, в дальнейшем были разработаны специальные марки бута¬
диеновых каучуков и блоксополимеров бутадиена со стиролом.
Введение каучука в матрицу полистирола позволяет создавать
двухфазную систему в виде полимер-полимерной эмульсии.
В этой системе полистирол играет роль непрерывной фазы, в
которой равномерно распределены частицы каучука, образующие
дискретную фазу. Эластомерная фаза в упрочненном каучуком
13
полистироле (УП) обеспечивает поглощение энергии, что придает
полимеру высокоэластические свойства и стойкость к ударным
нагрузкам. Величина дискретных частиц каучука, как правило,
соизмерима с размером крейз, характерных для полистирола
(0,5 -ь 3 мкм).
Способность УП к перерабатываемости сохраняется на уровне,
характерном для полистирола.
Упрочнение эластомерами получило свое развитие также при
модификации сополимеров стирола, в частности, с акрилонитри¬
лом и метилметакрилатом, что привело к созданию акрилонит-
рилбутадиенстирольных (АБС) пластиков [14,15], представляю*
щих собой новый вид конструкционных пластиков 2-го поколе¬
ния на основе полистирола.
Первоначально эластомерная фаза для модификации свойств
сополимеров стирола использовалась в виде латексов каучуков, а
АБС-пластики получали только методом эмульсионной полимери¬
зации. В середине 1970-х гг. начали проводиться исследования по
получению АБС-пластиков методом полимеризации в массе, при ко¬
тором в качестве эластомера используются каучуки, а не латексы.
Развитие производств новых конструкционных пластиков
3-го поколения (полифениленоксида, поликарбоната, полиалкил-
терефталатов и др.), обладающих высокой температурой размяг¬
чения, но переработка которых в изделия затруднена, способство¬
вало созданию компаундов на их основе с сополимерами стирола,
модифицированных эластомерами [16, 17].
В ряде случаев для улучшения совместимости УП или АБС-
пластика с конструкционными пластиками используются специ¬
альные совместители или комнатибилизаторы, например сополи¬
меры метилметакрилата с другими алкил акрилатами [18].
Развитие производств указанных компаундов обеспечило соз¬
дание инженерных конструкционных пластмасс 4-го поколения,
обладающих температурой размягчения 110-125 °С и способно¬
стью к переработке в изделия, близкой к УП или АБС-пластикам.
Эти компаунды широко используются в автомобильной и элек¬
тронной промышленности. Наиболее быстрыми темпами развива¬
ется производство компаундов АБС-пластиков с поликарбонатом.
Приблизительно 15 % (200 тыс. т в год) от мирового производства
поликарбоната используется в виде компаундов с АБС-пластика-
ми. В перспективе этот новый вид ПСП на основе АБС-пластиков
может быть дополнен компаундами с полибутилентерефталатом
(ПБТФ), так как его модификация АБС-п ластиками обеспечивает
снижение температуры эксплуатации ПБТФ до -40 °С. Введение
АБС-пластика в ПБТФ в виде дискретной фазы повышает удар¬
ную прочность компаунда при низких температурах [19].
14
Таблица 1.5
Основные направления использования полистирольных пластиков
Область потребления
Доля потреб¬
ления, %
Вид полистирола
Упаковка, включая упаковку
26
ПС-М, ВПС, АБС
пищевых продуктов
Строительство
20
ПС-М, ВПС, АБС
Бытовые приборы, холодильники
21
АБС, УП, ПС-М, ком¬
Автомобилестроение
12
паунды, сополимеры
АБС, компаунды
Электроника, связь, оргтехника
10
АБС, УП, компаунды,
Игрушки, спортинвентарь, пред¬
6
сополимеры
АБС, ПС-М, УП, ком¬
меты бытового назначения
паунды, сополимеры
Производство конструкционных
1
АБС
инженерных пластмасс
Прочие назначения
4
Таким образом, в начале XXI века в мировой практике в про¬
мышленном масштабе выпускаются следующие основные виды
полистирольных пластиков:
Полистирол общего назначения (ПС).
Ударопрочный полистирол (УП).
Акрилонитрилбутадиенстирольные пластики (АБС).
Сополимеры стирола (САН, МС).
Вспенивающийся полистирол (ВПС).
Компаунды АБС с поликарбонатом.
В табл. 1.5 приведены основные области применения различ¬
ных видов ПСП.
Соотношение выпуска указанных видов ПСП приведено в
табл. 1.6.
Таблица 1.6
Соотношение выпуска полистирольных пластиков по видам
Вид полистирольных пластиков
Выпуск каждого вида по годам, %
1970
1980
1990
2000
Полистирол общего назначения
37
15-10
15-18
31
Ударопрочный полистирол
37
50-55
49-45
10
АБС-пластик
14
20
22
28
Сополимеры стирола
2
2
2
10
Вспенивающийся полистирол
10
13
11
16
Компаунды
—
—
1-2
5
15
В середине 1990-х гг. произошло существенное изменение в
выпуске различных видов ПСП. Значительно сократился выпуск
УП и увеличился выпуск ПС. Это обусловлено повышением по¬
требления ПСП для упаковки пищевых продуктов. Повышение
цен на нефтепродукты вызвало необходимость снижения мате¬
риалоемкости упаковки. Вместо УП для упаковки перешли на
использование вспененных изделий, получаемых из полистирола
общего назначения путем его вспенивания непосредственно при
переработке в процессе экструзии. Теплоизоляционные материа¬
лы для строительства также в основном начали производить по
аналогичной технологии. Наряду с этим доля использования
АБС-пластиков в машиностроении, электронной и автомобильной
промышленности возросла по сравнению с УП в связи с необхо¬
димостью повышения надежности и долговечности эксплуатации
соответствующих приборов, агрегатов и автомобилей.
Характерные свойства основных видов ПСП приведены в
табл. 1.7. Эти данные наглядно показывают влияние модифика¬
ции на эксплуатационные характеристики полимеров.
Таблица 1.7
Физико-механические характеристики основных видов
полистирольных пластиков конструкционного назначения
Наименование
показателя
Единица
измере¬
ния
Поли¬
стирол
общего
назначе¬
ния
Ударо¬
прочный
полисти¬
рол
Сополи¬
меры сти¬
рола
АБС-
пластики
Компа¬
унды
АБС +
ПК
Плотность
г/см3
1,05
1,05
1,06-1,07
1,04-1,05
1,06
Водопоглощение
%
од
0,1
0,2
0,3
0,3
Показатель теку¬
чести расплава
г/10 мин
2-30
(200 °С,
5 кг)
2,5-20
15-30
(220 °С,
10 кг)
5-35
10-5
(240°С,
5 кг)
Предел текучести
МПА
-
35-25
-
45-30
-
Прочность при
растяжении
МПА
55-42
75-60
'
45-50
Относительное
удлинение
%
1-2
20-45
2-5
30-10
30-40
Ударная вязкость
по Изоду с надре¬
зом
кДж/м2
1,5-2,5
7-15
3,5-2,5
40-15
40-50
Модуль упругости
МПА
2700-3000
2500-2000
3000-3500
2300-2800
2500
Температура раз¬
мягчения по Вика
°С (5 кг)
100-83
90-80
105-100
105-90
110-125
Светопропускание
%
92-95
-
80-85
-
-
Блеск поверхности
%
-
10-40
-
20-70
-
Литьевая усадка
‘X)
0,3-0,6
0,4-0,6
0,4-0,7
0,1-0,2
16
Направленное изменение структуры стеклообразного поли¬
стирола, склонного к растрескиванию, обеспечило создание на его
основе полимеров, обладающих высокими ударной прочностью
(до 40-50 кДж/м2) и эластичностью (относительное удлинение от
30 до 40 %); при одновременном сохранении высокой прочности
при растяжении (45-50 МПА), характерной для полистирола.
При этом конструкционные компаунды на основе сополимеров
при их содержании 70-75 % обладают рабочей температурой экс¬
плуатации в широком диапазоне от -40 до 115-120°С. Перераба-
тываемость компаундов сохраняется на уровне, близком к тако¬
вому для сополимеров стирола.
Как уже отмечалось, инертность полистирола к алифатиче¬
ским растворителям позволяет получать на основе полистирола
модифицированные структуры, содержащие равномерно рас¬
пределенные поры, что придает полимеру высокие теплоизо¬
ляционные свойства с коэффициентом теплопроводности 0,03-
0,04 Вт/(м * К), что в 3-4 раза ниже, чем у древесины. При этом
плотность пористых изделий низкая - (25 -^45) кг/м3, что сокра¬
щает их материалоемкость.
Необходимость экономии энергозатрат и снижения экологи¬
ческого давления на окружающую среду при сжигании топлива
способствовала развитию производства пористых материалов на
основе полистирола, получаемых путем его экструзии в присут¬
ствии алифатических углеводородов и модификаторов-нуклеза-
торов.
Пеноматериалы, полученные из полистирола методом экстру¬
зии, по физико-механическим характеристикам существенно пре¬
восходят пеноизделия из вспенивающегося полистирола (табл. 1.8)
Таблица 1.8
Физико-механические свойства пеноизделий, полученных
на основе полистирола различными методами
Наименование показателя
Единица
измерения
Пеноизделия,
полученные
методом
экструзии
Пеноизделия,
полученные
методом тер¬
моформования
из полистирола
для вспенивания
Плотность
кг/м3
30-45
15-30
Прочность на сжатие при 10 % -й
МПА
0,25-0,7
0,15-0,2
деформации
Прочность при статическом изгибе
МПА
1,0-0,35
0,35-0,25
Водопоглощение за 24 ч
%
0,2
1,5-2,0
Коэффициент теплопроводности
Вт/(м • К)
0,028-0,030
0,035-0,040
2- 15 71
17
и в связи с этим находят широкое применение в строительстве
зданий, дорог, в качестве конструкционного теплоизоляционного
материала, а также для упаковки пищевых продуктов с целью
повышения их сохранности.
Таким образом, полистирол и пластики на его основе являют¬
ся важнейшими материалами нефтехимического синтеза, на базе
которых в современном мире строится развитие техники и техно¬
логий.
1.3. РАЗВИТИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ПОЛУЧЕНИЯ СТИРОЛА И ПОЛИСТИРОЛЬНЫХ
ПЛАСТИКОВ
1.3.1. РАЗВИТИЕ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ СТИРОЛА
Освоение в 1940-х гг. в США промышленного производства
синтетического бутадиенстирольного каучука явилось фундамен¬
том для развития полистирольных пластиков, так как была раз¬
работана технология получения стирола сравнительно дешевым
способом. В 1970 г. себестоимость 1 т стирола составляла 110$
США при себестоимости 1 т бензола 75 $ США [20].
Стирол - основное сырье для получения всех видов полисти¬
рольных пластиков. Источником сырья для стирола является бен¬
зол, получаемый при нефтехимическом синтезе.
Использование каменноугольного бензола для последующего
производства стирола в 1960-х гг. было прекращено из-за наличия
примесей, препятствующих получению стирола с чистотой более
99,4 %. Предварительная очистка каменноугольного бензола яв¬
ляется многостадийным и дорогостоящим процессом, что приво¬
дит к нерентабельности стирола, полученного на его основе.
Сырьем для стирола теоретически могут быть кубовые остатки
пиролиза нефти, которые содержат =2-3 % стирола. Однако вы¬
деление и очистка стирола из продуктов пиролиза нефти является
сложным процессом.
Основным традиционным методом синтеза стирола в промыш¬
ленном масштабе является каталитическое алкилирование неф¬
техимического бензола этиленом по реакции Фриделя - Крафтса
над безводными А1С13 или BFg и последующее каталитическое де¬
гидрирование этилбензола в стирол по следующей схеме:
18
Получение этилбензола. Алкилирование бензола может осу¬
ществляться как в жидком, так и в газообразном состоянии [21].
Большее распространение получил процесс жидкофазного алки¬
лирования с использованием в качестве катализатора безводного
хлористого алюминия при температуре 150-200 °С и давлении
4-7 ат. Полученный реакционный поток после охлаждения обраба¬
тывается гидроокисью натрия и водой для удаления катализато¬
ра. Очищенный продукт алкилирования поступает на ректифика¬
цию. На первой ступени ректификации полученный этилбензол
(ЭБ) отделяется от непрореагированного бензола, полиалкилбен-
золов и тяжелых примесей. На второй и третьей ступенях ректи¬
фикации содержание основного вещества в ЭБ последовательно
повышается до 99 и 99,8 %. Качество ЭБ, пригодного для произ¬
водства стирола и полистирола, приведено в табл. 1.9.
Таблица 1.9
Показатели качества этилбензола, пригодного
для производства полистирола общего назначения
Наименование показателя
Единица
измерения
Величина
показателя
Содержание основного вещества - этилбензола
%
99,8
Массовая доля изопропилбензола
%
0,01
Массовая доля диэтилбензола
%
0,0005
Цветность по Арна
-
10
Массовая доля перекисных соединений в пересчете
%
0,0005
на кислород
Массовая доля хлоридов
%
0,0005
Массовая доля серы
%
0,0003
Массовая доля железа
%
0,00001
Газофазный процесс алкилирования бензола проводят при бо¬
лее высоких температуре (250 - 300 °С) и давлении (42 ат) с ис¬
пользованием в качестве катализатора трехфтористого бора, нане¬
сенного на окись алюминия и/или окись кремния (процесс "ЮОП")
[22]. При газофазном алкилировании фтористый катализатор на¬
ходится в неподвижном слое. Очистка реакционного потока и вы¬
деление этилбензола осуществляются по аналогичной схеме с ме¬
тодом жидкофазного алкилирования. При этом следует отметить,
что при газофазном методе =10 % возвратного бензола необходимо
удалять для обеспечения безопасности процесса.
Успехи в области цеолитных катализаторов позволили фир¬
мам "АББ Луммус" [23] и "Луммус - Монсанто - ЮОП" [24] раз¬
работать и реализовать процесс алкилирования бензола на цео-
19
литных катализаторах. Цеолитные катализаторы обладают боль¬
шей активностью и селективностью по сравнению с А1С13 или BF3.
Использование цеолитных катализаторов открывает новые воз¬
можности усовершенствования процесса алкилирования бензола:
- Снижение содержания полиалкилбензолов до 4,5-6,5 %.
В этом отношении представляет интерес использование цеолита
МСМ-49 для жидкофазного алкилирования бензола [25].
- Создание комбинированного процесса дегидрирования этана
на сложном морденит-цеолитном катализаторе, содержащем Pt,
Ga, Zn. Полученная этан-этиленовая фракция без разделения ис¬
пользуется для алкилирования бензола в присутствии кислотного
цеолита [26]. Информация о разработке комбинированного про¬
цесса предоставлена фирмой "Dow Chem.".
- Совмещение процесса алкилирования бензола на цеолитных
катализаторах с процессом ректификации полученных продуктов
[27-29]. В этом процессе неподвижный слой кислотных цеолит¬
ных катализаторов служит одновременно ректификационной на¬
садкой. Бензол подается на орошение колонны-реактора, а этил¬
бензол отгоняется из кубового остатка. Указанный процесс разра¬
ботан фирмой "АББ Луммус Глобал" и реализован в промышлен¬
ном масштабе в 1994 г. в Японии, а в 1999 г. - в Аргентине и Ка¬
наде. Мощности установок от 140 до 480 тыс. т в год.
- Трансалкилирование бензола полиалкилбензолами [30-32].
Процесс может осуществляться как в газовой фазе, так и в жидкой.
-Получение этилбензола из 1,3-бутадиена путем его димери¬
зации в 4-винилциклогексен по реакции Дильса - Альдера и по¬
следующим дегидрированием в этилбензол. Процесс разработан
фирмой "DCM" [33, 34] и осуществляется по схеме:
СН=СН2 С—СН3 сн2—СН3
2СН2~СН—СН=СН2
Получение стирола. Основным процессом получения стирола
из этилбензола является каталитическое дегидрирование, которое
осуществляется в реакторных печах специальной конструкции.
Предварительно этилбензол смешивается с водяным паром. Де¬
гидрирование, как типичный процесс крекинга, является эндо¬
термической реакцией. Перегретый пар, смешанный с ЭБ, выпол¬
няет следующие функции:
- является источником теплоты;
- смещает равновесие реакции в сторону дегидрирования;
- снижает давление, при котором происходит процесс дегид¬
рирования;
20
- повышает эффективность действия катализатора дегидри¬
рования за счет уменьшения коксообразования на железо-
окисных катализаторах.
Полученный стирол-сырец подвергается многоступенчатой
ректификации (2-3 колонны). Выход товарного стирола достигает
87-90 %. В качестве побочных продуктов возможно образование
толуола и бензола за счет разрыва С—С связей этильной группы.
Продукты разрушения бензольного кольца отсутствуют.
Получаемый методом дегидрирования этилбензола стирол
(СДЭБ) имеет высокую степень чистоты - 99,8 + 99,9 % основ¬
ного вещества. Показатели качества стирола, получаемого мето¬
дом дегидрирования, приведены в табл. 1.10.
Классическим методом каталитического дегидрирования в
мировой практике к началу XXI века выпускалось 90 % стирола
(=15 млн. т, в том числе в России =300 тыс. т). Известно о созда¬
нии производства стирола методом дегидрирования с единичной
мощностью линии 500 тыс. т в год [35].
Некоторое развитие в промышленном масштабе получил ме¬
тод совместного синтеза стирола и окиси пропилена из ЭБ [36].
Таблица 1.10
Показатели качества стирола, соответствующего ГОСТ 10003—90
Наименование показателя
Единица
измерения
Вид стирола, величина по¬
казателя
СДЭБ
(дегидрирова¬
ние этилбен¬
зола)
СДМФК
(дегидратация
фенилметил-
карбинола)
Содержание основного вещества
%
99,8
99,8
Цветность по Хазену
%
10
10
Содержание полимера
%
0,001
0,001
Массовая доля карбонильных со¬
%
0,01
0,01
единений в пересчете на бензаль-
дегид
Массовая доля перекисных соеди¬
%
0,0005
0,0005
нений в пересчете на кислород
Массовая доля ацетофенона
%
-
0,001
Массовая доля гексеналя
%
-
0,001
Массовая доля дивинилбензола
%
0,0005
-
Основность
мг/(г сти¬
0,0006
0,0006
рола)
Содержание ингибитора трет-бу-
%
0,0005-0,001 0,0005-0,001
тилпирокатехина
21
Указанный процесс протекает по схеме:
сн2—СН3 НОО—СН—СН3
6
6
+ сн2=сн—сн3
кат
кат
но—сн—сн3
6
окись пропилена
6
сн=сн2
кат
-Н20
стирол СДМФК
Получение стирола по этой схеме, как правило, сопровождает
процесс направленного синтеза окиси пропилена. Процесс полу¬
чения стирола в этих условиях протекает в "мягком" режиме при
температуре 120 160 °С.
Стирол СДМФК обладает высоким содержанием основного
вещества (> 99,9 %), но имеет кислородсодержащие микроприме¬
си, которые неадекватно влияют на процесс полимеризации и на
качество получаемого полистирола [37]. По этой причине метод
получения стирола через фенилметилкарбинол не получил широ¬
кого развития в промышленности. В России существует производ¬
ство стирола СДМФК на предприятии "Нижнекамскнефтехим".
Учитывая различный характер примесей в стирол ах СДЭБ и
СДМФК, они не должны смешиваться, что предусмотрено ГОСТ
10003-90 (табл. 1.10).
В связи с тем что традиционное производство стирола СДЭБ
является энергоемким, цены на товарный стирол периодически
колеблются в широких пределах (рис. 1.2). Изменения цен на сти¬
рол сопровождаются систематическим повышением общего уров¬
ня себестоимости полистирола [38].
Уникальные свойства полистирольных пластиков вызывают
необходимость поиска альтернативных, более дешевых методов
получения исходного сырья - стирола. В основном эти усовершен¬
ствования направлены на повышение эффективности процесса
дегидрирования этилбензола.
Интерес представляет освоенный в промышленном масштабе
процесс "СМАРТ" [39], при котором теплота, необходимая для
проведения процесса дегидрирования, подводится за счет селек¬
тивного окисления водорода в слое катализатора. Это позволяет
22
1,6-1
Рис. 1.2. Динамика
изменения цен на сти¬
рол и полистирол в
Западной Европе
Годы
стирол
полистирол
исключить многоступенчатый нагрев реакционной массы в реак¬
торах дегидрирования, осуществляемый в стандартных процессах
производства стирола. В процессе "СМАРТ" обеспечивается сни¬
жение энергозатрат на эндотермический процесс дегидрирования
за счет использования теплоты, выделяющейся при экзотермиче¬
ской реакции окисления водорода в реакторном блоке [40]. Сни¬
жение энергозатрат в процессе "СМАРТ" составляет около 5 %.
Важным направлением усовершенствования процесса дегид¬
рирования этилбензола является повышение селективности и ус¬
тойчивости катализатора к зауглероживанию [41]. Эффективным
способом такого воздействия является процесс окислительного
дегидрирования этилбензола, при котором железоокисный ката¬
лизатор нанесен на цеолит. Окислительное дегидрирование этил¬
бензола получило широкое развитие [42, 43], так как его исполь¬
зование совместно с разработкой новых нанесенных катализато¬
ров позволяет снизить температуру процесса дегидрирования до
450-550 °С, повысить конверсию по этилбензолу до 80-90 %.
Фирмой "BASF" разработан процесс нестационарного окислитель¬
ного дегидрирования, при котором конверсия этилбензола уве¬
личивается до 97 %.
С целью поиска альтернативных "дешевых" методов синтеза
стирола продолжаются исследования по выделению стирола из
жидких продуктов пиролиза нефти. В этом направлении следует
отметить процесс "СТЕКС", разработанный фирмой "Торей" [45].
В качестве исходного сырья в этом процессе используется выде-
23
ленная при нефтепереработке фракция пироконденсата с темпе¬
ратурой кипения 120-150 °С, в которой содержится 30-35 %
стирола, 62 % ксилола и этилбензола и 8 % фракции С8-С9,
состоящей из непредельных и насыщенных углеводородов. Для
выделения стирола из фракции пироконденсата производится
ее предварительная химическая обработка для удаления неста¬
бильных полимеризующихся диеновых и ацетиленовых углево¬
дородов. Затем смесь стирола, ксилола и насыщенных фракций
С8-С9 подвергается экстрактивной ректификации в присутствии
селективного растворителя. Выделенный стирол после стадии
окончательной очистки имеет степень чистоты 99,9 %.
Метод "СТЕКС" в перспективе может стать одним из важней¬
ших сырьевых источников стирола с минимальными затратами
на его выделение.
1.3.2. РАЗВИТИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОЛУЧЕНИЯ
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
С химической точки зрения стирол является типичным ви~
нильным мономером, характеризующимся высокой активностью
к полимеризации, которая может быть осуществлена всеми из¬
вестными методами радикальной полимеризации: эмульсионным,
суспензионным и в массе (в ряде случаев с добавкой растворите¬
ля) [46]. При получении полистирола в промышленном масштабе
необходимо было решить важную техническую задачу - обеспе¬
чить надежный отвод теплоты, так как при полимеризации сти¬
рола выделяется 69,8 кДж/моль теплоты. При полимеризации
стирола без отвода теплоты даже в небольших объемах темпера¬
тура реакционной массы за короткое время может достичь 300 °С
и привести к тепловому взрыву.
Первоначально было создано производство полистирола эмуль¬
сионным методом, при котором полимеризация осуществляется в
водной эмульсии и надежный отвод теплоты обеспечивается вод¬
ной фазой. При эмульсионной полимеризации (рис. 1.3) мономер
диспергируется в воде в присутствии эмульгатора. Полимериза¬
ция протекает при 60-90 °С в каплях эмульсии с использованием
водорастворимых инициаторов (преимущественно персульфатов).
Соотношение водной и масляной фаз составляет (2 2,5): 1. По¬
лимер получается в виде латекса с размером частиц 0,2-0,5 мкм.
Непрореагированный мономер удаляется путем отпарки латек¬
са, который затем коагулируется, отжимается, промывается и
сушится.
Процесс получения полистирола эмульсионным методом, схема¬
тически представленный на рис. 1.3, является многостадийным pi
24
Рис. 1.3. Блок-схема эмульсионной полимеризации стирола:
1 - аппарат для приготовления раствора эмульгатора; 2 - эмульсатор - аппарат для
приготовления эмульсии стирола; 3 - реактор эмульсионной полимеризации; 4 -
испаритель - аппарат для отгонки остаточного мономера из латекса; 5 - коагуля¬
тор; 6 - барабанный вакуум-фильтр для отжима и промывки порошка полимера;
7 - сушилка; 8 - бункер хранения порошка; 9 - экструдер с уплотнителем порош¬
ка на входе и с гранулятором на выходе; 10 - бункер складирования гранул; 11 -
емкость для химочистки сточных вод; 12 - аппарат для отделения сточных вод от
шлама
сопровождается образованием большого количества сточных вод и
газовых выбросов, требующих очистки. Полимер, получаемый
эмульсионным методом, имеет порошкообразный вид с размером
частиц 100-200 мкм и склонен к образованию пыли, которая с
воздухом образует взрывоопасные смеси. При эмульсионном ме¬
тоде получения полистирола проблема взрывоопасности возника¬
ет на стадиях выделения и транспортировки пылевидного про¬
дукта. Известно, что тепловыделение при горении стирола очень
велико - 42 МДж/кг.
Вероятно, по этой причине в конце 1930-х гг. на фирме "BASF"
было создано производство полистирола непрерывным методом
полимеризации в массе с предварительной полимеризацией до
30-35 %-й конверсии в аппаратах емкостью 3-5 м3 с перемеши¬
ванием и окончательной полимеризацией в многозонных колоннах
(рис. 1.4). В колоннах происходит адиабатический разогрев реак¬
ционной массы от 100 до 200 °С. Процесс полимеризации осу¬
ществлялся в атмосфере азота. Время пребывания реакционной
массы в колонне достигало 28 ч. Полученный полимер из колонны
25
стирол со склада
[МЛЛААМЛМ
Рис. 1.4. Блок-схема полимеризации сти¬
рола в массе, существовавшая в про¬
мышленности в 1940—1950-х гг.:
1,2- форполимеризаторы; 3 - колонна окон¬
чательной полимеризации; 4 - внутренние
змеевики регулирования температуры; 5 -
экструдер с гранулятором; 6' - бункер хранения
готовой продукции; 7 - узел нагрева теплоно¬
сителя
самотеком в виде расплава поступал в
шнек, в котором после обработки поли¬
стирол гранулировался. Получаемый
полимер имел высокую прозрачность,
низкую желтизну по сравнению с
эмульсионным полистиролом, но об¬
ладал нестабильной молекулярной мас¬
сой и высоким содержанием остаточ¬
ного мономера - до 2 %. Производи¬
тельность агрегата составляла 5 тыс. т.
Аналогичные
производства по¬
листирола эмуль¬
сионным методом
и полимеризаци¬
ей в массе в ко-
гранулы ПС Лоннах в конце
на упаковку 1940-х гг. были
V
созданы в РФ на Кусковском и Жилевском заводах пластмасс.
Эти производства общей мощностью 24 тыс. т являлись первыми
промышленными производствами полистирола в бывшем СССР.
Технологические сложности в реализации промышленных
процессов получения полистирола методами полимеризации в
массе и эмульсии, а также соответствующие ограничения по каче¬
ству полимера, получаемого этими методами, способствовали то¬
му, что в 1950-х гг. в промышленности полистирола получил пре¬
имущественное развитие метод полимеризации в суспензии. Схе¬
матически этот процесс представлен на рис. 1.5. Суспензионная
(бисерная) полимеризация осуществляется в емкостных аппара¬
тах с перемешиванием при ступенчатом подъеме температуры от
80 до 115-120 °С. Полимеризация стирола проводится в каплях
мономера, диспергированных в воде. Стабилизация дисперсных
капель стирола обеспечивается стабилизаторами суспензий -
минеральными солями с добавкой поверхностно-активных ве¬
ществ. Соотношение мономерной и водной фаз составляет =1:1.
Процесс полимеризации протекает в атмосфере азота в присутствии
26
химочищенная минеральная соль краситель, антиоксидант
Рис. 1.5. Блок-схема процесса суспензионной полимеризации стирола:
1,2 - емкости для приготовления растворов минеральных солей - диспергаторов;
3 - реактор суспензионной полимеризации; 4 - буферная емкость раскисления
пульпы; 5 - центрифуга; 6 - сушилка; 7 - бункер для хранения бисера; 8 - скоро¬
стной смеситель; 9 - экструдер с гранулятором; 10 - бункер для хранения товар¬
ных гранул; 11 - емкость для химочнстки сточной воды; 12 - центрифуга отделе¬
ния шлама от сточной воды
маслорастворимых инициаторов - органических перекисей и гид¬
роперекисей. Температурный режим полимеризации управляем и
поддерживается стабильным, что обеспечивает выпуск полимера
стабильного качества с низким содержанием остаточного мономе¬
ра - первоначально до 0,5 %, а затем менее 0,1 %. Для полимери¬
зации в 1950-х гг. использовались реакторы емкостью 5-10 м3, а в
конце 1960-х гг. были разработаны реакторы объемом до 70 м3.
Процесс суспензионной полимеризации стирола является много¬
стадийным. После полимеризации водная суспензия "бисера" по¬
лимера размером 0,2-0,5 мм раскисляется для удаления стабили¬
затора суспензии, обезвоживается, промывается и сушится. Затем
полимер в виде бисера обрабатывается в экструдере, снабженном
зонами сжатия и плавления. Сточные воды, образовавшиеся в
процессе, требуют предварительной химической и биологической
очистки.
Однако существовавшие в 1950-1960-х гг. производства поли¬
стирола всеми указанными тремя способами: в эмульсии, суспен¬
зии и массе в колоннах, - не удовлетворяли требованиям разви¬
вающихся областей применения полистирола, в том числе -
для изделий бытовой техники и контактирующих с пищевыми
27
28
s 5 з о
Й Я о б
§ S 8
3 2 «
к s
л л аз
ib|§
l£ 1 i I
О q 53 3
x a s’ о
is in
►Ej н ft В 4
О
2
n
о
PQ
ft к
52 о
н о
- а
«
и
г
н
о
ф
JJ
о
ft
и
а
Сн
cd
н
о
о
ч
ф
аз
29
продуктами. Каждый из указанных способов полимеризации ха¬
рактеризуется специфическими химическими и технологически¬
ми особенностями, которые в обобщенном виде представлены в
табл.1.11.
Данные табл. 1.11 показывают, что метод непрерывной поли¬
меризации в массе обладает наименьшими затратами на сырье,
энергосредства, оборудование, не требует использования в техно¬
логическом процессе химически очищенной воды, очистки сточ¬
ных вод, но необходимо было разработать технические решения
по обеспечению надежного съема теплоты реакции полимериза¬
ции и обеспечить выпуск полимера стабильного качества с мини¬
мальным содержанием остаточного мономера.
В связи с этим, несмотря на преимущественное развитие до
1965 г. производства полистирола методом суспензионной поли¬
меризации, в конце 1960-х гг. усилия технологов были направле¬
ны на разработку нового непрерывного метода полимеризации в
массе с целью создания процесса с наименьшими затратами на
передел и обеспечения выпуска полимера регулируемого качест¬
ва, удовлетворяющего требованиям разнообразных областей по¬
требления, сформировавшимся к тому времени.
Проведение технологических исследований и разработок по
созданию высокопроизводительного метода получения полисти¬
рола полимеризацией в массе диктовалось экономическими сооб¬
ражениями, обусловленными ростом цен на исходное нефтехи¬
мическое сырье. Теоретические основы для выполнения этих
исследований базировались на изучении кинетики радикальной
полимеризации стирола, основные закономерности протекания
которой в широком диапазоне конверсий были сформулированы в
начале 1960-х гг.
Г ПАВА 2
ЗАКОНОМЕРНОСТИ ПОЛИМЕРИЗАЦИИ
И СОПОПИМЕРИЗАЦИИ СТИРОЛА
2.1. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА СТИРОЛА
И СОМОНОМЕРОВ
Стирол С8НЯ является неполярным винильным мономером
ароматического строения и имеет структурную формулу:
С химической точки зрения молекула стирола характеризует¬
ся высокой степенью сопряженности я-электронов двойной связи
винильной группы с я-электронами бензольного кольца. Наличие
я-электронного сопряжения в стироле облегчает раскрытие двой¬
ной связи винильной группы и является причиной спонтанного
протекания процесса полимеризации при температурах выше
температуры кристаллизации стирола (-30 °С). Для исключения
неконтролируемого процесса полимеризации при хранении сти¬
рола в него добавляются ингибиторы - вещества, препятствую¬
щие полимеризации мономера. Наиболее эффективным ингиби¬
тором стирола является /прет-бутилпирокатехин
содержание которого обычно ограничивается в пределах 5-
15 ppm.
При хранении стирола на воздухе происходит его окисление с
образованием бензальдегида и перекисных соединений. В связи с
этим синтез, хранение, транспортировка и использование стирола
в процессах полимеризации осуществляются в атмосфере инерт¬
ного газа.
С физической точки зрения стирол представляет собой бес¬
цветную жидкость, обладающую специфическим сладковатым
запахом. Он хорошо растворяется в алифатических и ароматиче-
,С(СН3)з
НО
ОН
31
ских растворителях, спиртах, кетонах, эфирах, хлорированных
углеводородах.
Стирол является хорошим растворителем для собственного
полимера, сополимеров с акрилатами и акрилонитрилом.
Стирол ограниченно растворим в предельных углеводородах и
плохо растворим в воде.
Растворимость стирола в воде при 25 °С не превышает 0,031 %,
а с повышением температуры до 80 °С увеличивается до 0,062 %.
Вода растворяется в стироле незначительно - 0,07 % при 25 °С и
0,18 % при 80 °С.
С экологической точки зрения стирол относится к III классу
токсичности по ГОСТ 12.1.005 [2J и является легко воспламе¬
няющейся жидкостью - пределы взрываемости 1,1-6,1 % (об.),
температура вспышки 30-34 °С, температурные пределы воспла¬
менения: нижний - 26 °С, верхний - 59 °С, температура самовос¬
пламенения 490 °С [3].
Стирол обладает общетоксическим действием, ПДК в рабочей
зоне - 5 мг/м3, в воздухе населенных мест - 0,003 мг/м3, в воде
водоемов - 0,1 мг/л [3]. При превышении ПДК пары стирола раз¬
дражают слизистые оболочки, вызывают нарушение функций
центральной нервной системы, печени, влияют на кроветворные
органы.
Анализ физико-химических характеристик стирола позволяет
объяснить и сформулировать основные особенности его поведения
в процессе полимеризации:
1. Высокая активность мономера и соответственно низкая ак¬
тивность радикала обеспечивают высокую реакционную способ¬
ность стирола в полимеризации, которая может протекать со зна¬
чительной скоростью как под воздействием инициаторов - ве¬
ществ, образующих свободные радикалы, так и без них, только
при термическом воздействии.
2. Процесс полимеризации сопровождается высокой экзотер-
мичностью, в связи с этим в реальном технологическом процессе
необходимо обеспечить надежный отвод теплоты реакции.
3. Способность полимера растворяться в мономере и низкая
активность стирольных радикалов снижают вероятность прояв¬
ления эффекта резкого возрастания скорости полимеризации по
мере ее протекания, что позволяет проводить процесс полимери¬
зации в массе.
4. Низкая растворимость стирола в воде обеспечивает возмож¬
ность протекания процесса полимеризации в водных средах (сус¬
пензии или эмульсии).
В обобщенном виде физические характеристики стирола и наи¬
более часто употребляемых сомономеров приведены в табл. 2.1.
32
Таблица 2.1
Физические характеристики стирола и сомономеров [1,3]
Наименование
показателя
Еди¬
ница
изме¬
рения
Стирол
ГОСТ
1003-90
Акрило¬
нитрил
ГОСТ
11097-86
марка А
Метилме¬
такрилат
ГОСТ
2037-74
Бутил¬
акрилат
а-Метил-
стирол
ТУ 38-
103679-
89
Содержание ос¬
новного вещества
%
99,8
99,5
99,8
-
99,7
Молекулярная
масса
Температура кипе¬
ния при давлении:
°С
104,14
53,03
100,11
127,11
119,14
760 мм рт. ст.
145,2
77,3
101
138-140
165,38
10 мм рт. ст.
32,4
-
-
35-37
-
20 мм рт. ст.
-
-
11
-
-
Температура кри¬
сталлизации при
760 мм рт. ст.
°с
-30,628
-83
-48
-54,5
Плотность при
20 °С
г/см3
0,906
0,806
0,945
0,911
0,88
(25 °С)
Коэффициент
9(\
преломления щ
1,5468
1,3911
1,4162
1,4190
1,5386
Вязкость при 20 °С
спуаз
0,78
-
0,63
-
0,80
Теплота испаре¬
ния
кДж/
моль
44,6
32,7
38,1
40,4
Удельная тепло¬
емкость
кДж/
(кг • К)
1,735
2,094
1,884
2,04
Дипольный мо¬
мент
D
—
0,4-0,6
1,8
1,85
—
Теплота полиме¬
ризации
кДж/
моль
67-73
72
54
2.1.1. СОМОНОМЕРЫ СТИРОЛА
В качестве модификаторов свойств полистирола наиболее ши¬
роко используются следующие акриловые мономеры: акрилонит¬
рил, метилметакрилат и бутилакрилат, а также а-метилстирол.
Акрилонитрил - нитрил акриловой кислоты C3H3N - поляр¬
ный мономер, имеющий структурную формулу:
СН2—СН—C=N
для которого, так же, как и для стирола, характерно наличие со¬
пряжения л-электронов. Группа —CN обладает высоким отрица¬
тельным индуктивным влиянием. При наличии л-сопряженных
3-1571
33
связей группа —CN оказывает также отрицательный эффект со¬
пряжения, обеспечивая смещение л-электронного облака по схеме:
Это приводит к возникновению частичного положительного
заряда на СН2-группе винильной связи.
В молекуле стирола эффект я-сопряжения носит противопо¬
ложный характер, в результате чего образуется незначительный
отрицательный заряд на СН2-группе винильной связи:
Указанные различия я-сопряжений в молекулах стирола и ак¬
рилонитрила (АН) способствуют протеканию реакции сополиме-
ризации между этими мономерами.
С физической точки зрения акрилонитрил является бесцвет¬
ной жидкостью, обладающей запахом горького миндаля. Он хо¬
рошо растворяется в органических растворителях, умеренно рас¬
творим в воде. При содержании 87,5 % акрилонитрил образует с
водой азеотропную смесь с температурой кипения 70,5-70,7 °С.
Образующийся при полимеризации акрилонитрила полиакрило¬
нитрил не растворяется в собственном мономере. В качестве инги¬
битора полимеризации, применяемого при хранении АН, предна¬
значенного для производства ПАН, используется аммиак, а для
АН, предназначенного для производства сополимеров стирола, -
/i-метоксифенол (35-50 ppm).
С экологической точки зрения акрилонитрил является ток¬
сичным веществом, относящимся ко II классу опасности [2]. Он
считается сильнодействующим ядовитым веществом (СДЯВ). ПДК
в рабочей зоне 0,5 мг/м3, в воздухе населенных мест 0,03 мг/м3, в
водоемах 2 мг/л. Акрилонитрил взрывоопасен, пределы взрывае¬
мости 3 -ь 17 % (об.).
Процесс полимеризации АН протекает с очень высокой экзо-
термичностью, так как тепловыделение достигает 1360 кДж/кг,
что в 2 раза выше, чем при полимеризации стирола.
Основным промышленным методом получения акрилонитри¬
ла является аммонолиз пропилена в присутствии катализатора по
схеме:
СН2=СН—CH3 + NH3+3/2°2 СН2=СН—CN + 3H20
Полимеризация акрилонитрила в массе является гетероген¬
ным процессом, что обусловлено нерастворимостью полимера в
собственном мономере. Характерной особенностью процесса по-
34
димеризации АН является захват растущих радикалов собствен¬
ным мономером. Окклюдированные растущие радикалы с повы¬
шением температуры приобретают подвижность, в результате чего
скорость реакции роста увеличивается.
Важной особенностью при полимеризации акрилонитрила, осо¬
бенно при высоких температурах, является склонность к взаимо¬
действию нитрильных групп с образованием сшитых структур:
Образование нитрильных циклов вызывает пожелтение поли¬
мера. Для исключения этого явления при полимеризации АН до¬
бавляются сомономеры. Гомополимеризация акрилонитрила, как
правило, проводится в присутствии растворителя, эффективного
как для мономера, так и для полимера, например диметилформа-
мида - (CH3)2NCHO.
Метилметакрилат - метиловый эфир метакриловой кислоты
(ММА) - имеет структурную формулу:
ММА, так же, как и АН, имеет частичный положительный
заряд на СН2-группе винильной связи за счет -М-эффекта группы
—СООСН3, влияние которого несколько ослаблено благодаря при¬
сутствию группы —СН3, проявляющей небольшой +/-эффект.
ММА - высокополярный мономер, его дипольный момент состав¬
ляет 1,78 D.
С химической точки зрения ММА является сложным эфиром,
а следовательно, для него характерны такие реакции, как час¬
тичный гидролиз в присутствии воды. При наличии кислоты
возможна переэтерификация ММА. Растворимость ММА в воде
=1 -г-1,5 % (мае.). Примеси могут вызывать самопроизвольную по¬
лимеризацию ММА, поэтому его хранение осуществляется в при¬
сутствии ингибитора (гидрохинона или л-метоксифенола) в коли¬
честве до 50 ррш.
ММА - бесцветная жидкость, обладающая наркотическим дей¬
ствием. Пары ММА раздражают слизистые оболочки. По экологи¬
ческому воздействию ММА относится к III классу опасности. ПДК
в воздухе рабочей зоны 5 мг/м3, населенных мест - 0,002 мг/м3.
Н2 Н2 Н2
С^Н/С^Н/С^Н
с с с
NN N
з*
35
ММА представляет собой легковоспламеняющуюся жидкость
с температурой воспламенения 10 °С, пределы взрываемости ММА
с воздухом 4,9-12,5 % (об.).
Способность ММА к полимеризации высокая, но, в отличие от
стирола, ММА не склонен к термической полимеризации. Поэто¬
му ММА полимеризуется в присутствии вещественных инициато¬
ров. Незначительные примеси кислорода в мономере могут вы¬
звать его "мнимую" термическую полимеризацию.
Для полимеризации ММА характерно наличие процесса авто¬
ускорения уже при конверсии 20 %, сопровождающийся повы¬
шением степени полимеризации с конверсией (гель-эффект, или
эффект Тромсдорфа). Обрыв растущей полимерной Цепи ММА
протекает в результате диспропорционирования двух растущих
полимерных цепей.
Бутилакрилат (БА) - бутиловый эфир акриловой кислоты -
имеет структурную формулу:
Это слегка желтоватая жидкость. Как мономер БА обладает вы¬
сокой полярностью, его дипольный момент составляет 1,85 D. Нали¬
чие относительно высокого положительного заряда на СН2-группе
винильной связи обуславливает высокую активность данного мо¬
номера в процессах сополимериации со стиролом. Наличие бутиль-
ного заместителя придает сополимерам со стиролом высокую эла¬
стичность и атмосферостойкость уже при содержании БА 5 -г- 7 % [4].
Полимеризация БА протекает по механизму вещественного
инициирования, гель-эффект проявляется в значительно меньшей
степени, чем при полимеризации ММА. Возможно, это обуслов¬
лено тем, что мономер БА является весьма плохим растворителем
для собственного полимера.
а-Метилстирол имеет структурную формулу:
Это бесцветная жидкость с резким запахом. Наличие электро¬
нодонорной метильной группы в a-положении нарушает л-элек-
тронное сопряжение в мономере и создает стерические затрудне¬
ния в процессе полимеризации.
Образование полимера из а-метилстирола возможно только
при инициированной полимеризации. Получаемый полимер об¬
ОС4Н9
СН3
36
ладает низкой молекулярной массой, что обусловлено высокой
скоростью реакции передачи цепи, характерной для аллильных
соединений. а-Метилстирол используется в качестве сомономера
при сополимеризации со стиролом с целью повышения темпера¬
туры размягчения сополимера до 105-110 °С.
а-Метилстирол с экологической точки зрения относится ко II
классу опасности [2], его содержание в воздухе рабочей зоны не
должно превышать 5 мг/м3, в воздухе населенных мест макси¬
мально разовая допустимая концентрация - не более 0,04 мг/м3,
содержание в воде - не более 0,1 мг/л. а-Метилстирол является
легко воспламеняющейся жидкостью.
2.2. КИНЕТИКА РАДИКАЛЬНОЙ ПОЛИМЕРИЗАЦИИ
СТИРОЛА НА НАЧАЛЬНОЙ СТАДИИ
Протекание процесса полимеризации, как и любой химиче¬
ской реакции, определяется термодинамическими и кинетиче¬
скими факторами.
Термодинамически самопроизвольный химический процесс
полимеризации при постоянном давлении и температуре возмо¬
жен только при условии снижения термодинамического потен¬
циала системы:
AG = (АЯ - TAS) < 0 (2.1)
где AG - изменение термодинамического потенциала (энергии Гиббса)
системы; АН - изменение энтальпии системы; Т - абсолютная темпера¬
тура; AS - изменение энтропии системы.
Процесс полимеризации стирола является экзотермическим,
т. е. АН < 0. Энтропия системы уменьшается благодаря ее упо¬
рядочению, т. е. AS < 0. Таким образом, образование полиме¬
ра возможно при условии, что изменение энтальпии системы,
т. е. тепловыделение, сопровождающее процесс полимериза¬
ции, больше величины TAS системы при данной температуре,
а именно:
| АН | > | TAS | (2.2)
Температура, при которой АН = TAS, называется предельной
температурой полимеризации (Тпр). При достижении Тпр в поли-
меризующейся системе устанавливается равновесие, поскольку
AG = 0.
Термодинамические параметры системы стирол - полистирол
изучены достаточно полно [1]. Известно, что изменение энтропии
системы стирол - полистирол AS(m - п) ~ -110 ДжДмоль • К). Те¬
плота полимеризации стирола с учетом теплоты растворения по¬
лимера в мономере АН(ы - п) ~ -70 кДж/моль.
37
Рис. 2.1. Зависимость от темпе¬
ратуры значений упругости па¬
ра стирола над мономером (1) и
полимером (2):
1 - —О; 2~-Ф-
На основании этих дан¬
ных расчетное значение Тпр
для стирола достаточно вели¬
ко и равно 355 °С.
Термодинамическая устойчивость системы мономер - поли¬
мер может быть также определена из температурных зависимо¬
стей упругости пара мономера над мономером и полимером (рис.
2.1) [5]. По этим данным для стирола Тпр = 350 °С.
Исследования процессов деструкции полистирола показыва¬
ют, что реальная предельная температура для полистирола не¬
сколько ниже: ~ 275 °С [6].
Значения предельных температур полимеризации очень важ¬
ны при создании реального технологического процесса получения
полимера.
Сравнение значений энтальпий полимеризации стирола и дру¬
гих мономеров (табл. 2.2) [5] показывает, что предельные тетипе-
ратуры полиметилметакрилата ниже, а полиакрилонитрила вы¬
ше, чем полистирола.
Таблица 2.2
Энтальпии полимеризации различных мономеров
Темпе¬
Темпе¬
ратура
Д^палим»
ратура
Д L7
1 иолим»
Мономер
полиме¬
кДж/
Мономер
полиме¬
кДж/
риза¬
моль
риза¬
моль
ции, °С
ции, °С
Стирол
25
69,5
Акрилонитрил
76,8
89,2
Метилметакрилат
25
54,0
Бутил метакрилат
76,8
56,5
76,8
58,1
Метилакрилат
76,8
78,3
а-Метилстирол
-
35,2
а-Метилстирол характеризуется низким значением предель¬
ной температуры полимеризации [7]. Представленные в табл. 2.2
данные позволяют высказать предположение, что бутилакрилат
по аналогии с метилакрилатом и бутилметакрилатом обладает
высоким значением энтальпии полимеризации (= 80 кДж/моль)
и, следовательно, высоким значением предельной температуры
полимеризации, что подтверждается на практике.
38
Кинетика полимеризации стирола изучена очень подробно. Как
уже отмечалось, в стироле происходит взаимодействие л-элек-
тронов винильной группы с л-электронами бензольного кольца.
Наличие л-электронной локализации обуславливает высокую ак¬
тивность мономера стирола в реакциях, протекающих по ради¬
кальному механизму.
Радикальная полимеризация представляет собой реакцию,
которая основана на способности свободных радикалов присоеди¬
няться к молекуле мономера путем взаимодействия радикала (R*)
с винильной группой мономера с раскрытием двойной связи:
Образовавшийся при таком взаимодействии радикал с высо¬
кой скоростью присоединяется к двойной связи другой мономер¬
ной молекулы, причем присоединение мономера к растущему
радикалу протекает по цепному механизму. Активность такого
радикала определяется главным образом природой последнего
присоединившегося мономерного звена и практически не зависит
от длины образующейся цепи.
Растущие полимерные цепи в результате столкновения друг с
другом могут реагировать путем реакции рекомбинации. В этом
случае дезактивация кинетической цепи приводит к образованию
полимерной цепи, длина которой примерно в два раза превышает
длину кинетической цепи. Другим возможным способом дезакти¬
вации кинетической цепи может быть реакция диспропорциони¬
рования, при которой радикал растущей кинетической цепи
реагирует с подвижным атомом водорода другого радикала. В ре¬
зультате такого взаимодействия образуются две практически ней¬
тральные полимерные цепи. В этом случае длина полимерной це¬
пи совпадает с длиной кинетической цепи.
При полимеризации стирола дезактивация кинетической це¬
пи происходит по реакции рекомбинации двух растущих цепей.
В общем виде процесс радикальной полимеризации протекает
через следующие основные элементарные стадии:
1. Инициирование полимеризации.
2. Рост полимерной цепи.
3. Обрыв полимерной цепи (рекомбинация, диспропорциони¬
рование).
4. Передача полимерной цепи.
Каждая из указанных стадий имеет характерные кинетиче¬
ские особенности.
R* + СН2=СН —»- R—СН2—СН
(2.3)
39
Реакция образования первичных радикалов, приводящая к
инициированию кинетической цепи, может происходить путем
образования радикалов в результате гомолитического распада спе¬
циальных веществ - инициаторов.
Под действием температуры или при фотохимическом воздей¬
ствии инициаторы распадаются на свободные радикалы. Эффек¬
тивными инициаторами являются перекиси, гидроперекиси. На¬
пример, перекись бензоила, которая способна образовывать бензо-
атные радикалы по схеме:
©-J-0-O-i-Q 2<^_с/' (2.4)
о*
(R*)
Скорость такой реакции Урасп описывается уравнением:
^расп = d [R’] /dt = -2 (d [I] /dt) = 2*рясп [I] (2.5)
где КрйСП - константа скорости распада инициатора; [R*] - концентрация
свободных радикалов; [I] - концентрация инициатора.
Образовавшийся первичный радикал инициатора R* взаимо¬
действует с молекулой мономера М, в результате происходит рас¬
крытие двойной связи мономера с образованием радикала RM* с
концевым мономерным звеном:
Взаимодействие первичного радикала инициатора с молеку¬
лой мономера зависит от природы мономера и характеризуется
эффективностью инициирования /, т. е. вероятностью взаимодей¬
ствия радикала инициатора с молекулой мономера, приводящего
к образованию свободного радикала с концевым мономерным зве¬
ном, являющегося началом кинетической цепи. В этом случае
скорость реакции инициирования полимеризации V„H выражается
зависимостью:
^ин = 2^расп[1] = ^ин[1] (2.6)
При полимеризации стирола, благодаря высокой активности
мономера, образование свободных радикалов может происходить
под действием температуры в результате столкновения молекул.
Предполагается, что образование радикалов стирола при термиче¬
40
ском воздействии происходит не по бимолекулярному механизму,
а в результате столкновения трех молекул [8]:
Анализ продуктов олигомеризации при термической полиме¬
ризации стирола показывает, что уже на начальных стадиях по¬
лимеризации наблюдается образование до 0,02 % 1-фенилтетра-
лина, с повышением степени конверсии его концентрация увели¬
чивается до 3-5 % [9].
Реакция роста кинетической цепи определяется скоростью
израсходования мономера и превращения его в растущую поли¬
мерную цепь:
Vv
RM* + пМ —R(M)„M# (2.8)
7р = -(d[M]/ctt) = *Р[М-][М] (2.9)
где Кр - скорость реакции роста и ее константа соответственно; [М#] -
концентрация радикальных цепей.
Реакция обрыва растущей цепи стирола преимущественно
происходит в результате взаимодействия двух полимерных ра¬
дикалов:
R(M)/tM* + R(M)ftM* R(M)„M - M(M)aR (2.10)
Vo = -(d[M]/dt) = K0[M']2 (2.11)
где V0wKQ - соответственно скорость реакции обрыва и ее константа.
Реакция передачи цепи протекает в результате взаимодейст¬
вия растущей цепи с низкомолекулярным соединением - агентом
передачи такого взаимодействия:
R(M)„M# + S В(М)л+1 + S* (2.12)
В результате образуется нейтральная полимерная цепь и низко¬
молекулярный свободный радикал. Вновь образовавшийся радикал,
в случае его достаточной активности, может инициировать появле¬
ние новой полимерной цепи. Более низкая активность нового ради¬
кала может привести к снижению скорости полимеризации. В ка¬
честве агентов передачи цепи могут выступать растворители, моно¬
мер, регуляторы, ингибиторы, стабилизаторы, иногда и полимер.
Скорость реакции передачи:
Vn = Ku[ M*][S] (2.13)
где [S] - концентрация агента передачи; Va и Кп - соответственно ско¬
рость реакции передачи и ее константа.
41
Общая скорость полимеризации может быть выражена через
скорости элементарных реакций при принятии следующих допу¬
щений:
- Выполнение условия стационарности, при котором скорость ре¬
акции инициирования равна скорости реакции обрыва:
V„„ = K0[M'f (2Л4)
При этом концентрация радикалов становится стационарной
величиной:
[М'] = (УНН/К0)]/2 (2.15)
- Реакционная способность радикальной цепи не зависит от ее
длины.
- Вероятность вступления радикальной цепи в реакцию с молеку¬
лой мономера близка к единице.
- Расход мономера определяется только реакцией роста цепи, а до¬
лей его расхода в остальных реакциях можно пренебречь, т. е.:
Vv = JTP[M*][M] = КР(УЯИ/К0У/2[Щ (2.16)
Указанные допущения справедливы для начальных стадий
полимеризации до 10-15 %-й конверсии, т. е. в том случае, когда
концентрация мономера велика.
Как уже отмечалось, реакция обрыва полимерной цепи может
происходить двумя путями: рекомбинацией или диспропорцио¬
нированием. Характер реакции обрыва влияет на среднюю длину
кинетической цепи (v), которая определяется как среднее количе¬
ство превращенного мономера на акт инициирования и, следова¬
тельно, равняется:
v = yp/y„„ = ^P[M]/X0[M-] (2.17)
причем К0 = Ко1 + Ко21 где Ко1 - константа скорости обрыва реком¬
бинацией радикалов, а Ко2 ~ константа скорости обрыва диспро¬
порционированием.
С учетом условия стационарности концентрации радикалов
выражение (2.17) принимает вид:
v = (ЛГр[М]2)/([Ко1 4- Ko2]Vv) = (Kp[M])/([Kol + Ko2]VHH)^ (2.18)
Поскольку при полимеризации стирола обрыв кинетической
цепи происходит в основном путем рекомбинации радикалов, то зна¬
чение средней степени полимеризации с учетом реакции передачи
цепи имеет вид:
- У„ *р[М]
VKH/2 + V02/2 + Vn V0/2 + VB JCn[S] + (K0/2)[M*)
gp[M]
^o[S] + |(^o/^HH)1/a
(2.19)
42
или
(2.20)
1 _ ^n[S] , (Kq/V»h)1/2
pn Kp[M] 2Kp[M]
При отсутствии реакции передачи цепи (Pn)0 = 2v.
Отношение Кп/Кр = Cs обычно называют константой передачи
цепи.
Наличие реакции передачи цепи снижает среднюю степень
полимеризации на величину Cs[S]/ [М]:
1
Рп
_1
(Рп) О
+ Cs
Ж
[М]
(2.21)
где (Рп)о - средняя степень полимеризации при отсутствии передачи
цепи.
Высокая активность стирола обусловила проведение много¬
численных исследований кинетических особенностей его поли¬
меризации на начальных стадиях, которые обобщены в ряде
монографий [1, 5, 10, 11]и могут быть представлены в виде сле¬
дующих выражений, полученных Матезоном и наиболее часто
применяемых при кинетических расчетах [5].
Значение константы скорости
реакции, л/(моль • с)
Зависимость
Аррениуса для lg К
Энергия акти¬
вации,
кДж/моль
Значение
константы
при 60 °С
Кр - реакция роста
6,92-1490 /Т
26-32
1,76 102
К0 - реакция обрыва
8,99-305 / Т
6-12
1,06- 10'2
КП - реакция передачи
6,45-2670 /Т
50-59
7,2 • 10'5
Кинм 6 - реакция веществен¬
ного инициирования пере¬
кисью бензоила при эффек¬
тивности / = 0,5 -ь 0,7
15,11-6670/Т
29-35
4,7 • 10'5
Суммарная энергия активации брутто-скорости полимеризации
стирола на начальной стадии принята равной 90-92 кДж/моль.
Скорость полимеризации на начальной стадии при использо¬
вании вещественного инициатора, кроме температуры, зависит от
концентрации инициатора, так как в этом случае
Vm = 2fK„„[l] (2.22)
где f - эффективность инициирования.
Одним из наиболее распространенных инициаторов полиме¬
ризации стирола является перекись бензоила, обладающая высо¬
кой эффективностью инициирования (/ = 0,85 0,9), для которой
зависимость скорости выражается уравнениями:
Гр = (10,69 - 4694/ Т) + V2lg Сп>б, моль/(л с)
(2.23)
43
или
Vp = (1586 - 4720 /Т) + l/2lg СпЛ, % в ч, (2.24)
где Сп б - концентрация перекиси бензоила, моль/моль стирола.
Инициирование полимеризации перекисью бензоила происхо¬
дит в результате присоединения радикала инициатора к двойной
связи стирола, которое осуществляется так, что радикальным
центром становится атом углерода, связанный с фенильной груп¬
пой:
<О^С—О—О—С-<^> (2.25)
Такое присоединение называется "голова к хвосту" и наиболее
выгодно энергетически и стерически. Образующийся при этом
присоединении замещенный бензильный радикал стабилизирован
сопряжением. Этим объясняется низкая активность радикала
стирола. На начальной стадии полимеризации зарождение поли¬
мерных цепей происходит путем присоединения радикала ини¬
циатора к молекуле стирола, а реакция передачи цепи на мономер
отсутствует, что подтверждается определением концевых групп
инициатора в полимере [12]. На начальной стадии полимериза¬
ции эффективность инициирования не зависит от концентрации
мономера [13]. Влияние температуры на скорость инициирован¬
ной полимеризации определяется периодом полураспада ини¬
циатора. При этом следует отметить, что в присутствии такого
активного мономера, как стирол, из-за индуцированного влия¬
ния эффективная температура распада инициатора снижается
на 5-7 °С. Основные вещественные инициаторы, используемые
при полимеризации стирола, и их характеристики приведены в
табл. 2.3 [14].
Обычно принято считать действие инициатора эффективным
при температуре, соответствующей его периоду полураспада в те¬
чение 1 часа.
До начала 1970-х гг. исследования кинетики инициированной
полимеризации стирола проводились с использованием моно¬
функциональных перекисных соединений, для которых спра¬
ведливы зависимости 2.10-2.13. В последней четверти прошлого
44
Таблица 2.3
Эффективные инициаторы для полимеризации стирола [14]
45
Продолжение
46
трет-Ьутилпер-
оксиизопропил-
карбонат (Trigonox
BPIC-75)
U
(СН3)2СН—О—С—О—О—С(СН3)3
трет-Бутил пербен -
зоат (Trigonox С)
О
О О С(СН3)3
Перекись ди {трет- (СН3)3С—0“О—С(СН3)3
бутила) (Trigonox В)
Гидроперекись ку-
мола (Trigonox К)
Гидроперекись
трет-бутила (Tri¬
gonox А-80)
_ СНз
<0^с-о-он
СНз
(СН3)3С—о—он
<1
1Y0,Z У,и»
194,2 8,24
146,2 10,94
152,2 10,51
90,1 17,75
117 1DU, ID
122 149,36
141 153,46
166 132,56
185 186,01
Полифунк¬
ционал ьный
перэфир
угольной КИ¬
СЛОТЫ
Монофунк¬
циональный
перэфир кар¬
боновой ки¬
слоты
Монофунк¬
циональная -
перекись
Монофунк¬
циональная
гидропере¬
кись
То же
столетия начали проводиться кинетические исследования с ис¬
пользованием полифункциональных перекисей [13]. Для поли¬
функционал ьных инициаторов, кроме стадии обычного иницииро¬
вания, характерна стадия реинициирования, или повторного ини¬
циирования, с образованием активных полимерных радикалов:
Р — 2R*
r; + m —► r/jm*
RJT + mM R„m;+1
RnM;+1 + r/1m;+1 — pT
Pj —► 2R*j и т. д.
Наличие стадии реинициирования повышает суммарную ско¬
рость полимеризации и одновременно позволяет получать поли¬
мер с повышенной молекулярной массой по сравнению с термиче¬
ской полимеризацией или при инициировании монофункцио¬
нальными инициаторами [15].
Агенты передачи цепи при полимеризации стирола. Поли¬
мерный радикал стирола обладает низкой активностью, в связи с
этим реакция передачи цепи при полимеризации стирола на рас¬
творители характеризуется низкими значениями констант пере¬
дачи Cs, которые приведены в табл. 2.4. Исключение составляют
Таблица 2.4
Значения констант передачи при полимеризации стирола [5]
Передатчик цепи
Температура, °С
cs 105
Бензол
60
0,24
100
1,6
Толуол
60
1,25
100
6,5
Этилбензол
60
6,7
100
16,2
Изопропилбензол
60
8,2
100
20
Метиленхлорид
60
1,5
Четыреххлористый углерод
60
920
100
1810
Четырехбромистый углерод
90
2,5-105
трет-Бутилмеркаптан
60
3,6 105
н-Бутилмеркаптан
60
2,2 106
/тгре/п-Додецилмеркаптан
60
1,9 106
Фенилфосфин
60
4,39 • 106
48
галогенсодержащие растворители и специальные соединения -
регуляторы роста. Обычно в качестве регуляторов роста исполь¬
зуются высшие меркаптаны, имеющие подвижную группу SH, а
также димеры и олигомеры стирола.
Ингибирование полимеризации. Для предотвращения некон¬
тролируемой полимеризации стирола используются ингибиторы.
Промежуток времени, в течение которого происходит израсходо¬
вание ингибитора и отсутствует процесс полимеризации, называ¬
ется периодом индукции.
Ингибиторами являются соединения, которые легко образуют
стабильные радикалы, реагирующие только с первичными ради¬
калами и неспособные к присоединению по месту двойной связи.
Ингибиторы, присоединяясь к первичным радикалам, образуют
сильно стабилизированные сопряжением инертные радикалы.
К таким соединениям относятся хиноны, нитросоединения, соли
переходных металлов, например железа.
Для хранения стирола обычно используются хиноны, среди
которых наиболее распространенным является /прет-бутилпиро-
катехин (ТБПК). Добавка ТБПК в количестве 5-15 ppm обеспечи¬
вает индукционный эффект в стироле в течение 30 сут при темпе¬
ратуре хранения 10-20 °С.
Механизм ингибирования стирола хинонами протекает по схеме:
R* + О
ОН —► R—О
С(СН3)3
ОН
С(СН3)3
(2.28)
Ингибирование стирола нитросоединениями описывается схе¬
мой:
~сн2-сн + <ПМ°2 — ОьС " ОЧ' (2,29)
OR OR
/-' /—Ч /0К /—\
<Г)У\ + R* ^ Су N\ ^<0/ NO + ROR (2.30)
OR L — OR J
49
Как правило, нитросоединения используются в качестве ин¬
гибиторов при синтезе стирола для предотвращения его полиме¬
ризации в процессе ректификации. Эффективным ингибитором,
используемым при синтезе стирола, является основание Ман-
ниха [16].
Ингибирование полимеризации стирола солями металлов пе¬
ременной валентности впервые было описано Бемфордом [17]. Ус¬
тановлено, что соли железа действуют как ингибиторы полимери¬
зации по схеме:
Эффективность солей железа в этом процессе зависит от их
растворимости. Хлориды при наличии влаги ингибируют полиме¬
ризацию стирола, а бензоаты железа играют роль замедлителей
полимеризации.
В связи с этим оборудование для производства полистироль-
ных пластиков изготавливается преимущественно из нержавею¬
щей стали. По этой же причине очень жесткие ограничения на¬
кладываются на примеси хлора в стироле, перекисях и других
видах сырья.
Кислород, сера и иод также обладают способностью к подав¬
лению полимеризации в результате взаимодействия, приводящего
к образованию соединений перекисного типа:
2 ~СН2—СН + 02 —► ~СН2—СН—О—О—СН—СН2~ (2.32)
С повышением температуры полимеры, содержащие группы
—О—О— или —S—S—, могут распадаться за счет гемолитическо¬
го разрыва по связям О—О или S—S соответственно, что приводит
к неконтролируемому изменению скорости полимеризации и мо¬
лекулярной массы полимера. В связи с этим хранение и полиме¬
ризация стирола осуществляются в атмосфере инертного газа -
азота, характеризующегося высокой степенью чистоты, не менее
99,9 %. В лабораторной практике в качестве инертного газа пред¬
почтительно использовать аргон, поскольку он, в отличие от азо¬
та, тяжелее воздуха. С учетом указанных выше особенностей воз¬
действия использование серы в качестве ингибитора при синтезе
стирола в 1970-х гг. было прекращено.
~СН2—СН + FeCl3 —► ~СН2—СНС1 + FeCl2
(2.31)
50
Молекулярно-массовые характеристики полистирола и их
взаимосвязь с кинетическими параметрами полимеризации. По¬
листирол, как любое высокомолекулярное соединение, состоит из
смеси макромолекул, обладающих полимОлекулярностью (поли¬
дисперсностью), т. е. характеризуется определенным набором длин
полимерных цепей, зависящим от кинетических параметров по¬
лучения полимера. В связи с этим молекулярная масса полимера
имеет среднее значение (М), а полидисперсность характеризуется
молекулярно-массовым распределением (ММР).
Общепринятыми характеристиками молекулярной массы по¬
лимера [19] являются: _
- среднечисленная молекулярная масса Мп> равная отношению
массы полимера к содержащемуся в нем числу молекул:
IXм'- IX
IX IX
(2.33)
где - число молекул с молекулярной массой Mt; ct - их масса.
- средневесовая молекулярная масса Мш, или второй момент мо¬
лекулярной массы полимера:
2Х.М- _ 2>,м,
5Х,м,"
- средняя молекулярная масса Мг, характеризующая наличие
сверхвысокомолекулярных фракций в полимере, или третий
момент молекулярной массы:
IXм.3 IXм-2
IX М? IX Л/f
(2.35)
ММР полимера определяют как отношение Mw к МпУ т. е.
ММР = -Мд- (2.36)
м„
Для полимеров, полученных на начальной стадии полимери¬
зации, ММР находится в пределах 1,5-2.
Методы определения молекулярно-массовых характеристик
развиты достаточно хорошо. Наиболее достоверные и полные зна¬
чения молекулярных масс полимера могут быть получены мето¬
дом гельпроникающей хроматографии [20, 21], который позволя¬
ет определять Мп1 М^ Мг.
_Первоначально Мп определяли осмотическим методом [19],
а Мш - методом измерения седиментации в ультрацентрифуге.
4*
51
Мг рассчитывалась по специальной методике на основании дан¬
ных, полученных при изучении седиментационного равновесия.
Наиболее доступным методом относительной характеристики
молекулярной массы полимера является вязкостной [19, 22], ос¬
нованный на определении удельной вязкости полимера в растворе
с концентрацией С:
Луд=-Ц^ (2.37)
Го
где t - время истечения раствора полимера; tQ - время истечения чистого
растворителя.
Отношение г}уд/С, приведенное к нулевой концентрации, по¬
лучило название характеристической вязкости [г|] (индекс Штау-
дингера), или предельного числа вязкости:
[Т)]= Urn (Пуд/С) (2.38)
С —> О
Характеристическая вязкость связана с молекулярной массой
полимера эмпирическим уравнением Марка - Куна - Хувинка:
[г|] = К{Мт\)а (2.39)
где К и а являются характеристиками системы полимер - растворитель
при определенной температуре и для каждой системы определяются не¬
зависимыми методами; Мц - средневязкостная молекулярная масса, ее не
следует отождествлять с Mw.
Известно, что Мп связана с Мп и Ми, соотношением:
мп<мц<мш
Значения коэффициентов К и а для растворов полистирола в
бензоле и толуоле приведены в табл. 2.5 [1].
Таблица 2.5
Значения К и а для полистирола
Растворитель
Температура,°С
К-103
а
Бензол
20
3,48
0,72
30
4,33
0,80
Толуол
25
17,0
0,69
30
11,0
0,725
Анализ вероятностных значений среднечисленных (Р„) и
средневесовых (Р J степеней полимеризации показывает, что со¬
отношение между ними зависит от типа реакции обрыва [5].
52
При протекании реакции обрыв по механизму диспропорцио¬
нирования:
Р ш = 2Р п, следовательно Ми, = 2Мп (2.40)
Если обрыв полимерной цепи происходит путем рекомбина¬
ции двух растущих цепей, то
Pw~ltbPnf или Mw~ 1,5М„ (2-41)
Зависимость степени полимеризации от кинетических пара¬
метров процесса полимеризации на начальной стадии выражается
зависимостью 2.19. Вследствие стационарности процесса полиме¬
ризации стирола на начальных стадиях молекулярно-массовые
характеристики полимера Mw и Мп не зависят от степени конвер¬
сии, а значение ММР = 1,65+ 1,9, что обусловлено преимущест¬
венным обрывом полимерной цепи за счет реакции передачи по
сравнению с реакцией обрыва путем рекомбинации растущих ра¬
дикалов. _ _
Высокие значения MJMW для полистирола связаны, как пра¬
вило, с образованием полимера при низких температурах. Можно
предположить, что это происходит в результате взаимодействия
растущих полимерных цепей с кислородом при хранении полиме¬
ра по реакции (2.32) и последующим разрывом связи О—О с об¬
разованием сверхвысокомолекулярных фракций. Использование
эффективного ингибитора и понижение температуры хранения сти¬
рола способствует отождествлению значений М2 и Mw.
2.3. ОСОБЕННОСТИ РАДИКАЛЬНОЙ ПОЛИМЕРИЗАЦИИ
СТИРОЛА НА ГЛУБОКИХ СТАДИЯХ
Закономерности полимеризации стирола на глубоких стадиях
превращения мономера в полимер имеют важное технологическое
значение, так как являются основой технологического процесса
получения полистирола. Изучение полимеризации мономеров при
глубоких конверсиях было предметом многочисленных исследо¬
ваний, начиная с 1940-х гг. [23-27]. Известно, что, начиная при¬
мерно с 10 %-й конверсии, принцип стационарности системы
нарушается, изменяется ее физическое состояние в результате
повышения вязкости и увеличения плотности. Вязкость системы
"раствор полистирола в мономере” при конверсии 85-90 % дости¬
гает 106 спуаз при температуре 200 °С. Физико-химические про¬
цессы, сопровождающие полимеризацию, безусловно, меняются
в этих условиях.
Анализ зависимости изменения конверсии стирола во времени
(рис. 2.2) показывает, что ее можно разделить на три области:
53
Рис. 2.2. Зависимость конверсии
от времени при термической по¬
лимеризации стирола до "глубо¬
кой" конверсии
I - стационарная до кон¬
версии =10%, характеризую¬
щаяся кинетическими зависи¬
мостями для "идеальной" по¬
лимеризации;
II - область существенного,
резкого повышения скорости (ав¬
тоускорения) полимеризации при конверсиях = от 10-15 до 80 %;
III - область снижения скорости полимеризации, характери¬
зуемая достижением системой некоторого предельного значения
конверсии при 95-99 %.
В работах Норриша, Смитта, Медведева, Тромсдорфа еще в
1940-х гг. дано качественное объяснение эффекта повышения
скорости полимеризации в области конверсий от 15-20 до 80%.
Его проявление обусловлено тем, что с ростом конверсии скорость
реакции обрыва уменьшается, так как она становится диффузи¬
онно-контролируемой. Эффект самоускорения процесса полиме¬
ризации, сопровождаемый ростом молекулярной массы полиме¬
ра, получил название гель-эффекта, или эффекта Тромсдорфа.
При конверсии выше 80 % (III область полимеризации) диф¬
фузионно-контролируемой становится не только реакция обры¬
ва, но и реакция роста, что приводит к снижению скорости по¬
лимеризации системы в целом. Если в классической химической
кинетике химическое взаимодействие протекает в том случае,
когда скорость диффузии реагентов много больше скорости соб¬
ственно химического взаимодействия, то в полимерных систе¬
мах в условиях высокой вязкости процесс полимеризации стано¬
вится диффузионно-контролируемым (эффект клетки) [20]. Франк
и Рабинович обосновали влияние "эффекта клетки", обусловлен¬
ного диффузионным затруднением и разделением реагирующих
частиц в вязком растворе, и предложили зависимость от коэффи¬
циентов диффузии константы скорости бимолекулярной реакции
в растворе, приводящей к обрыву кинетической цепи:
к Pexyj-E/RT)
° 1 +(Qexp (-£/RT)/(De + Db ))
(2.42)
где Р и Q - константы; Пя и Db - коэффициенты диффузии частиц (в на¬
шем случае мономера и полимера), зависящие от вязкости системы.
Матезон [18] и Фуджи [28], изучая полимеризацию стирола
при низких температурах (50 и 30 °С соответственно), показали,
54
что в интервале конверсий от 30 до 44 % константа скорости ре¬
акции обрыва уменьшается в 20 раз. Известно [26], что при поли¬
меризации метилметакрилата (ММА) гель-эффект проявляется
уже при конверсии 20-25 % и увеличение скорости полимериза¬
ции значительно выше, чем у стирола, несмотря на то, что тепло¬
та полимеризации ММА ниже.
Для полистирола, как правило, "автоускорение" полимериза¬
ции при термическом инициировании не сопровождается ростом
молекулярной массы, что, вероятно, обусловлено низкой актив¬
ностью радикала стирола и отсутствием полярных взаимодейст¬
вий в системе в отличие от полярного мономера ММА. Бутилак-
рилат, имеющий большую полярность, чем ММА (см. табл. 2.1),
при полимеризации проявляет склонность к гель-эффекту при
конверсии меньше 20 % .
Наличие предельного значения конверсии при полимеризации
на глубоких стадиях первоначально связывали с достижением
системой точки стеклования. Однако такое объяснение приемле¬
мо только при условии протекания процесса при температуре ни¬
же 120 °С. При термической полимеризации, протекающей на ко¬
нечных стадиях при температуре до 170 °С, также наблюдается
предельное значение конверсии при 95-97 %. Это явление не мо¬
жет быть обусловлено деструкцией, температура которой значи¬
тельно выше. Возможным объяснением предельного значения кон¬
версии, проявляющегося на заключительной стадии, может быть
различие между макровязкостью системы в целом и микровязко¬
стью отдельных агломератов системы [1, 13, 29], определяющей
подвижность сегментов полимерной цепи. Макровязкость системы
в процессе полимеризации возрастает значительно быстрее, чем ее
микровязкость. Это явление способствует удерживанию мономера
внутри отдельных агломератов макромолекул - фибрилл.
Соотношение трех кинетических областей процесса полимери¬
зации стирола зависит от температурных параметров и типа ини¬
циирования.
При термическом инициировании с повышением температуры
скорость полимеризации (брут-
то-скорость) во II области суще¬
ственно увеличивается (рис. 2.3).
Введение общего растворителя
Рис. 2.3. Зависимость брутто-ско-
рости полимеризации стирола от
температуры:
-О— без растворителя; -■— 5 % этил¬
бензола; -А- - 10 % этилбензола
о
I
О
600
Рис. 2.4. Зависимость молекулярной массы полистирола от конверсии
при различных температурах полимеризации:
-♦— вещественное инициирование; -о— термическое, 110 °С; -Д— термическое,
120 °С; -*— термическое, 130 °С; -*— термическое, 150 °С
для мономера и полимера, но обладающего низким значением
константы передачи цепи, снижает брутто-скорость и увеличивает
область начальной стационарной зоны полимеризации.
Изменение Мп с конверсией (рис. 2.4) показывает, что для
стирола при температуре выше температуры размягчения поли¬
мера (100—110 °С) молекулярная масса полимера сохраняется ста¬
бильной до конверсии 30-60 %. Причем с повышением темпера¬
туры молекулярная масса остается стабильной до более глубоких
конверсий. При температуре полимеризации ниже температуры
размягчения полимера возрастание Мц происходит уже при кон¬
версии 30 % и имеет явно выраженный характер. Эти данные
свидетельствуют о том, что для полимеризации стирола, несмотря
на резкое увеличение вязкости системы, проявление гель-эффекта
наблюдается при температуре ниже 120-130 °С, причем вещест¬
венное инициирование увеличивает эффект "автоускорения”.
Математическая обработка экспериментальных результатов за¬
висимости брутто-скорости термической полимеризации при раз¬
личных конверсиях показывает, что порядок зависимости брутто-
скорости от концентрации мономера изменяется с ростом степени
конверсии х от нулевого до второго:
F6p = f(T), при х < 0,4
Гбр = f(T)( 1 - *), при 0,4 < х < 0,8 (2.43)
V6p = f(T)(l-x)\ при х> 0,8
56
Расчеты показывают, что молекулярная масса полимера в ос¬
новном зависит от температуры, увеличение молекулярной массы
с ростом конверсии невелико и не превышает 10 %. Аналогичный
вывод сделан И. Квином при изучении термической полимери¬
зации стирола на глубоких конверсиях в интервале температур
100-200 °С [30].
Хроматографический анализ состава непрореагировавшего
стирола [9] на различных стадиях конверсии (рис. 2.5) позволяет
сделать ряд выводов об особенностях процесса полимеризации
стирола. Практически на всех этапах термическая полимериза¬
ция стирола сопровождается процессом олигомеризации с пре¬
имущественным образованием димеров. До конверсии =30 %
димеризация протекает с постоянной скоростью. В интервале
конверсий 30-60 % димеризация прекращается, а при конверсии
выше 60-70 % олигомеризация вновь протекает с постоянной
скоростью. Повышение температуры полимеризации увеличивает
скорость димеризации.
Такой характер процесса димеризации, протекающей парал¬
лельно с полимеризацией, свидетельствует о наличии реакции
передачи цепи на мономер на начальных стадиях. При переходе
процесса полимеризации в диффузионно-контролируемую область
снижается не только константа скорости реакции обрыва, но и,
как следует из представленных данных, практически прекра¬
щается реакция передачи цепи на мономер. В области высоких
конверсий, когда диффузионно-контролируемой становится также
Конверсия, %
Рис. 2.5. Влияние температуры на образование димеров:
-♦— 114 °С, инициатор - трелг-бутилпербензоат; -о— 120 °С, термическая поли¬
меризация; —А— 140 °С, термическая полимеризация; —* 180 °С, термическая
полимеризация
57
12
о
го
5
Рис. 2.6. Влияние качества стирола на образование димеров при поли¬
меризации:
-ф— стирол СДЭБ, 99,9 % основного вещества; -□— стирол СДЭБ, 99,7 % основ¬
ного вещества; —А стирол СДЭБ, 99,7 % с добавкой 15 % ЭБ; —о стирол
СДМФК, 99,9 % основного вещества, имеет кислородсодержащие примеси
реакция роста, константа реакции передачи цепи на мономер уве¬
личивается. Следует полагать, что именно повышение константы
реакции передачи цепи на мономер, приводящее к образованию
малоактивных радикалов стирола при высокой макровязкости
системы, является причиной появления предельного значения
конверсии.
Введение растворителя этилбензола способствует подавлению
реакции димеризации на начальной стадии полимеризации, а на¬
личие кислородсодержащих примесей в исходном стироле суще¬
ственно увеличивает скорость процесса димеризации (рис. 2.6).
Использование вещественных инициаторов не только снижает
молекулярную массу полимера в области 30-70 %-й конверсии
(рис. 2.4), но снижает скорость реакции димеризации (рис. 2.5).
Это явление можно объяснить повышением скорости иницииро¬
вания за счет распада инициатора.
Повышение Мп при конверсии выше 80 % (рис. 2.4) свиде¬
тельствует о возможности проявления эффекта "автоускорения" в
процессе полимеризации стирола при вещественном инициирова¬
нии. Действительно, увеличение концентрации инициатора при
полимеризации стирола в ряде случаев вызывает возникновение
эффекта "автоускорения" при конверсии 45-70 %, что приво¬
дит к резкому повышению вязкости системы и, следовательно,
к нарушению нормального протекания реального технологиче¬
ского процесса.
58
Как правило, при вещественном инициировании использу¬
ются системы инициаторов, распадающихся при различных тем¬
пературах: 85-90 °С и 110-120 °С. Это обеспечивает возможность
создания условий для протекания процесса полимеризации со
стабильной брутто-скоростью при ступенчатом подъеме темпера¬
туры реального процесса от 85 до 120 °С. Использование веще¬
ственных инициаторов с эффективным периодом распада при
115-120 °С позволяет повысить предельную степень конверсии
до 99,95 %.
Весьма перспективным для оптимизации полимеризации сти¬
рола на глубоких стадиях является использование полифункцио-
нальных инициаторов, что позволяет заменить два инициатора с
различной температурой распада.
Полифункциональные инициаторы не только повышают брут-
то-скорость полимеризации, но и способствуют росту как Мц|, так
и Мп получаемого полимера.
Для полимеризации стирола наиболее эффективными поли-
функциональными инициаторами являются Perkadox 12 и Tri¬
gonox 22 (табл. 2.6).
Таблица 2.6
Влияние полифункциональных инициаторов на полимеризацию
стирола [31]
Тип инициатора
Концен¬
трация,
ммоль /
100 г
стирола
Время
поли мери-
зации до
конверсии
85-90 %,ч
Молекулярно-массовые
характеристики полимера
Мш-10 3
М„103
ММР
Термическое иниции¬
9
340
105
3,2
рование
Trigonox 22
0,16
6
425
135
3,2
Perkadox 12
0,16
7
515
145
3,5
Trigonox BPIC-C75
1,0
-
245
90
2,6
трет-Бутилпербензоат
1,0
-
250
90
2,8
Trigonox 141
1,0
4
330
85
3,6
Перекись бензоила
1,0
5
250
90
2,8
Вещественное инициирование в технологическом процессе по¬
лучения ПСП используется преимущественно в процессах суспен¬
зионной полимеризации. Возникновение гель-эффекта в этих ус¬
ловиях приводит к агломерации системы и вызывает аварийную
ситуацию. Механизм протекания полимеризации стирола в сус¬
пензии реализуется с особенностями, характерными для процесса
полимеризации в массе. Можно предположить, что в полимери-
59
зующихся каплях мономера в суспензии различия в макро- и
микровязкостях проявляются в меньшей степени, благодаря это¬
му предельная степень конверсии при суспензионной полимери¬
зации не превышает 99,95 % .
В обобщенном виде особенности процесса полимеризации сти¬
рола на глубоких стадиях можно сформулировать в виде следую¬
щих основных положений:
1. Резкое возрастание макровязкости системы на 7-8 поряд¬
ков, при этом микровязкость повышается в меньшей сте¬
пени.
2. Влияние диффузионных факторов на константы скорости
элементарных реакций:
а) в области конверсии =10-70 % диффузионно-контролиру¬
емой становится реакция обрыва, что приводит к сниже¬
нию константы скорости обрыва и общему росту брутто-
скорости реакции;
б) при конверсии свыше 70 % диффузионно-контролируе¬
мой становится также реакция роста, в результате ко¬
торой происходит снижение общей скорости полимери¬
зации.
3. Несмотря на низкую склонность стирола к гель-эффекту
("автоускорение" полимеризации, сопровождаемое повыше¬
нием молекулярной массы), существует вероятность его про¬
явления при конверсии свыше 50 %.
4. Наличие предельного значения степени конверсии в про¬
цессе полимеризации, не связанного с деструкцией полиме¬
ра, а обусловленного различиями макро- и микровязкости в
системе.
5. Существенная скорость реакции димеризации, которая про¬
текает параллельно с полимеризацией. Исключение состав¬
ляют конверсии 30-60 %, при которых концентрация
димеров сохраняется постоянной. Скорость димеризации,
кроме температурных факторов, зависит от качества исход¬
ного стирола, наличия растворителя для мономера и поли¬
мера и типа инициаторов. Использование вещественных
инициаторов снижает скорость димеризации.
6. Сложность обеспечения надежного регулируемого теплоот¬
вода от полимеризующейся реакционной среды стирол -
полистирол. Экзотермичность реакции полимеризации сти¬
рола 67-70 кДж/моль.
С целью нивелирования отмеченных особенностей полимери¬
зации стирола на глубоких стадиях и на основании основных ки¬
нетических закономерностей "классической" радикальной поли¬
меризации общепризнанными являются некоторые технологиче-
60
ские принципы, важнейшие среди которых положены в основу
современных технологических процессов получения полисти¬
рол ьных пластиков:
- Проведение процесса полимеризации в изотермических усло¬
виях, причем аппаратурное оформление должно обеспечивать
регулируемый съем теплоты реакции и непрерывное переме¬
шивание реакционной массы, в том числе при высокой вязко¬
сти системы. Съем теплоты реакции обеспечивается испаре¬
нием мономера или использованием теплообменных поверхно¬
стей специальной конструкции.
- Изменение температурного профиля в реакционной системе,
достигаемое проведением процесса полимеризации в каскаде ре¬
акторов.
- Процесс полимеризации проводится в присутствии раствори¬
теля, общего для мономера и полимера, но обладающего низ¬
кой константой передачи цепи. Преимущественно используется
этилбензол. Это снижает увеличение вязкости системы.
- Проведение полимеризации до неполной конверсии - преиму¬
щественно 85-90 %. Непрореагированный мономер и другие
низкомолекулярные примеси удаляются под вакуумом в испа¬
рительных камерах специальной конструкции. При этом ис¬
ключается эффект предельного значения степени конверсии.
- Возможное ограничение процесса полимеризации до сущест¬
венно неполной конверсии - 45-50 %. Это позволяет снизить
вероятность проявления гель-эффекта, стабилизировать моле¬
кулярную массу полимера и ограничить образование примесей
димера.
- Качество стирола и другого сырья должно удовлетворять вы¬
соким и стабильным показателям, особенно по содержанию
примесей, содержащих кислород, хлор, железо, серу, а также
других веществ, способствующих высокой скорости реакции пе¬
редачи цепи или неконтролируемому ингибированию процесса
полимеризации.
- С целью снижения и стабилизации скорости реакции димериза¬
ции незаполимеризованный мономер, удаленный из раствора
полимера в мономере, перед повторным использованием не¬
обходимо подвергать очистке для удаления димеров и других
примесей.
- Использование слабых ингибиторов, позволяющих снизить влия¬
ние диффузионных факторов на скорость реакции обрыва в
области конверсий 10-70 %. В качестве слабых ингибиторов
можно использовать термостабилизаторы: фосфиты, замещен¬
ные фенолы. При этом слабый ингибитор должен обладать кон¬
стантой взаимодействия с полимерным радикалом в пределах
61
10 1 -г-10 ~2 л/(моль • с) [13]. При этом условии достигается наи¬
больший эффект действия слабого ингибитора.
Указанные технологические принципы составляют научно-
техническую базу, обеспечившую в конце 1970-х гг. переход к
развитию промышленных производств полистирольных пласти¬
ков от суспензионного метода к методу полимеризации в массе с
неполной конверсией, проводимому по непрерывной схеме.
Метод суспензионной полимеризации используется только при
получении полистирола, содержащего порообразователь (полисти¬
рол для вспенивания), так как в этом случае получаемый при по¬
лимеризации в суспензии бисер является товарным продуктом.
2.4. ЗАКОНОМЕРНОСТИ ЭМУЛЬСИОННОЙ
ПОЛИМЕРИЗАЦИИ СТИРОЛА
В техническом отношении эмульсионная полимеризация (ЭП),
протекающая в водных эмульсиях стирола, характеризуется обес¬
печением надежного отвода теплоты реакции через водную фазу.
Кинетические особенности ЭП стирола, протекающей в гетероген¬
ной среде, зависят от топохимических особенностей элементар¬
ных реакций полимеризации: инициирования, роста и обрыва
цепи, происходящих в дисперсионной среде.
Классическая ЭП стирола предполагает использование водо¬
растворимых инициаторов - персульфатов (персульфат калия -
K2S208) и ионогенных эмульгаторов - калиевых или натриевых
солей предельных жирных кислот С12-С17. В результате механи¬
ческого перемешивания образующаяся эмульсионная система со¬
стоит из мицелл эмульгатора, содержащих растворенный в них
мономер, и капель мономера. Известно [13], что скорость ЭП в
этом случае существенно зависит от концентрации эмульгатора, а
получаемый полимер имеет ММ, значительно превышающую ММ
при гомогенной полимеризации.
Влияние концентрации эмульгатора на скорость ЭП проявля¬
ется только начиная от его критической концентрации мицелло-
образования (ККМ). При ККМ молекулы эмульгатора объединя¬
ются в агрегаты - мицеллы, содержащие не менее 50 молекул
эмульгатора. Следовательно, 1-2 %-й раствор эмульгатора содер¬
жит ~10 мицелл на 1 см3. При добавлении к раствору эмульгато¬
ра мономера мицеллы эмульгатора, благодаря наличию гидро¬
фобной области, могут вобрать -100 молекул на мицеллу. Это
составляет лишь небольшую часть от общего содержания моно¬
мера. Остальной мономер будет диспергирован в виде капель
диаметром =3 • 10 4 см, стабилизация которых осуществляется за
счет удерживания на их поверхности небольшого количества
62
эмульгатора. Таким образом, в начале процесса полимеризации в
эмульсии мономер находится в системе в виде эмульгированных
капель, а эмульгатор в основном сосредоточен в мицеллах, ини¬
циатор растворен в водной фазе. Поскольку в начальный момент
количество мицелл с растворенным в них мономером велико, то
их поверхность существенно больше (= на 2 порядка) общей по¬
верхности мономерных капель. С повышением температуры ра¬
дикалы, образующиеся в результате распада персульфата, диф¬
фундируют из водной фазы к мицеллам эмульгатора и начинают
инициировать полимеризацию мономера, содержащегося в ми¬
целлах. Одновременно с исчерпанием мономера в мицеллах начи¬
нается процесс диффузии его из капель к мицеллам. Поверхность
полимеризующейся мицеллы непрерывно увеличивается, что вы¬
зывает увеличение количества эмульгатора на ее поверхности в
результате диффузии молекул эмульгатора от первичных мицелл.
Это приводит к исчезновению мицелл и превращению их в по¬
лимерно-мономерные частицы (ПМЧ). В основном процесс ЭП на
99 % протекает в полимерно-мономерных частицах, которые при
завершении процесса полимеризации превращаются в латексные
частицы. Количественная теория эмульсионной полимеризации
была развита Смитом и Эвертом [32], а также А. И. Юрженко [33]
и С. С. Медведевым [34]. Особенности ЭП подробно изложены в
ряде монографий [13, 34-36].
Основные закономерности основываются на том, что процесс
ЭП можно условно разделить на три основные кинетические фазы
[37, 38]:
1- я фаза - образование латексных частиц; длительность этой
стадии (fj) определяется временем, в течение которого весь эмуль¬
гатор адсорбируется на поверхности ПМЧ, а мицеллы эмульгато¬
ра исчезнут.
2- я фаза - прекращение образования новых ПМЧ. Радикалы,
возникающие в водной фазе при распаде водорастворимого ини¬
циатора, захватываются существующими ПМЧ. Диффузия моно¬
мера к ПМЧ происходит из капель мономера, так что концентра¬
ция мономера в месте протекания реакции полимеризации под¬
держивается постоянной. Учитывая, что время исчезновения двух
радикалов, вошедших в ПМЧ, на несколько порядков меньше
среднего промежутка времени между возможным вхождением
двух радикалов, можно считать что каждая ПМЧ содержит толь¬
ко один радикал. В случае вхождения нового радикала в полиме-
ризующуюся ПМЧ в ней мгновенно (=10“3 с) происходит бимоле¬
кулярный обрыв, это приводит к тому, что полимеризация про¬
текает в среднем в половине ПМЧ, т. е. среднее количество
радикалов на частицу равно 0,5.
63
Согласно теории Смита - Эверта [32], разработанной с учетом
отмеченных особенностей протекания процесса ЭП на второй ста¬
дии, скорость полимеризации выражается зависимостью:
= (2.44)
где N - число ПМЧ, образовавшихся на первой стадии.
Число ПМЧ (N) для стационарной стадии зависит от концен¬
трации эмульгатора и инициатора:
W=A(K„„/^5as[Sr5 (2.45)
где А - коэффициент, равный =0,4; VHH - скорость реакции образования
радикалов; р - скорость роста объема ПМЧ; as - площадь, занимаемая 1 г
эмульгатора; [S] - концентрация эмульгатора.
3-я фаза характеризуется исчерпанием мономерных капель и
протеканием полимеризации мономера, содержащегося в ПМЧ.
Обычно этот процесс протекает по первому порядку зависимости
от концентрации мономера. По мере исчерпания мономера ПМЧ
превращаются в латексные частицы размером 0,05-0,4 мкм. Про¬
странственное изолирование растущих полимерных цепей в ПМЧ
объясняет высокую скорость процесса эмульсионной полимериза¬
ции и повышенную молекулярную массу полимера по сравнению
с полимеризацией в массе.
Процесс эмульсионной полимеризации может осуществляться
путем инициирования маслорастворимыми инициаторами, а в
качестве эмульгатора могут использоваться неионогенные эмуль¬
гаторы, например оксиэтилированные спирты. При использова¬
нии маслорастворимых инициаторов генерирование радикалов и
инициирование процесса полимеризации протекает в мономерной
фазе. В таких условиях брутто-скорость полимеризации не зави¬
сит от количества ПМЧ, а симбатно повышается с ростом концен¬
траций эмульгатора и концентрации мономера в эффективном
объеме латексной частицы [13]:
nP3 = *[I][S][M] (2.46)
С. С. Медведев [34] предложил рассматривать эмульсион¬
ную полимеризацию как квазигомогенный процесс, при котором
несмотря на устойчивость ПМЧ их адсорбционные слои участвуют
в межфазном обмене. В результате такого явления процесс поли¬
меризации в ПМЧ в основном протекает в зоне адсорбционного
слоя эмульгатора. Протекание процесса полимеризации в поверх¬
ностном слое эмульгатора подтверждено в работах Д. Вильямса
[39], В. И. Елисеевой [35, 36]. Эти представления позволяют объяс¬
нить зависимость скорости ЭП от концентрации эмульгатора и ее
повышение при использовании маслорастворимых инициаторов.
64
Рис. 2.7. Влияние природы эмуль- ^
гатора на ЭП стирола, иницииро- <£
ванную персульфатом калия: о
Q.
-■— ионогенныи эмульгатор - пальми- ф
тат калия; -□— неионогенный эмульга- х
тор - оксиэтилированный тридециловый ^
спирт
При использовании неионо¬
генных эмульгаторов размер
мицелл эмульгатора несколько
больше за счет увеличения их
гидрофобной части. Это приво¬
дит к тому, что содержание сти¬
рола в таких мицеллах увеличивается по сравнению с ионоген¬
ными эмульгаторами. Предполагается, что в этом случае образо¬
вание ПМЧ протекает в две стадии [40]. На первой стадии ПМЧ
зарождаются в мицеллах эмульгатора. До конверсии 30-40 % по¬
лимеризация протекает с постоянной скоростью при стабильном
количестве ПМЧ. В дальнейшем в связи с израсходованием моно¬
мера и освобождением эмульгатора, ранее эмульгировавшего мо¬
номерную фазу, происходит вторичное образование ПМЧ, в ре¬
зультате скорость полимеризации повышается. В этих условиях
ПМЧ или латексные частицы, образующиеся при эмульсионной
полимеризации, на неионогенных эмульгаторах имеют бимодаль¬
ное распределение по размеру.
На рис. 2.7 наглядно представлены различия зависимости ско¬
рости ЭП при использовании ионогенных и неионогенных эмуль¬
гаторов в присутствии водорастворимого инициатора.
При получении различных видов полистирольных пластиков
процесс эмульсионной полимеризации используется только при
получении АБС-пластиков. Эмульсионная полимеризация при
этом имеет определенные особенности, так как протекает при
затравочной полимеризации на латексных частицах каучука.
В этом случае образование новых ПМЧ в основном не происходит.
Образуемые радикалы инициатора захватываются частицей ла¬
текса каучука, которая за счет диффузии мономера превращается
в ПМЧ. В этом случае скорость полимеризации практически не
зависит от концентрации инициатора.
2.5. СОПОЛИМЕРИЗАЦИЯ СТИРОЛА
Известно, что при полимеризации смеси мономеров образует¬
ся не смесь полимеров, а сополимер, состоящий из звеньев обоих
мономеров, которые могут образовывать разнообразные сочета-
5- 1571
65
ни я. Среди возможных структур сополимеров можно выделить
следующие, имеющие принципиальные различия:
... Ст Ст М Ст М М Ст Ст Ст М М М ... статический полимер
... Ст М Ст М Ст М ...
... (Ст)ЛМ), ...
... ммммммм ..л
Ст
Ст
Ст
Ст
Ст
Ст
альтернантный сополимер
с регулярным чередованием звеньев
блок-сополимер
привитой сополимер
... Ст Ст Ст Ст Ст ... ^
м
м
м
м
м
м
м
м
... Ст Ст Ст Ст Ст
сшитый привитой сополимер
Каждая из указанных принципиальных структур (кроме аль-
тернантной) может иметь вариации, характеризующиеся средней
величиной полимерного блока каждого из сомономеров. Струк¬
турные особенности макромолекул сополимеров зависят от усло¬
вий их получения. Разнообразие возможных структур сополиме¬
ров свидетельствует о том, что свойства получаемых сополимеров
могут изменяться в широких пределах.
Как уже отмечалось в главе 1, сополимеризация стирола с
другими мономерами является одним из основных направлений
модификации свойств полистирола. В данном разделе будут рас¬
смотрены основные особенности статистической сополимеризации
стирола с другими мономерами. Закономерности прививочной со¬
полимеризации стирола представлены в разд. 2.6. Среди блок-
сополимеров стирола практическое применение получили блок-
сополимеры бутадиена со стиролом различного строения, которые
находят широкое использование в производстве каучуков, резин и
представляют специфическую область полимерной химии. Хими¬
ческие особенности их образования рассмотрены в разд. 2.7 и 2.8.
Высокая активность стирола в процессе полимеризации яви¬
лась основой для его использования в качестве модельного моно¬
мера для изучения закономерностей статистической сополимери¬
66
зации практически со всеми известными мономерами. Основные
исследования процесса статистической сополимеризации ограни¬
чиваются изучением брутто-кинетики, состава сополимеров и по¬
следовательности чередования мономерных звеньев. Исследования
по изменению микроструктуры и молекулярно-массового рас¬
пределения в зависимости от степени конверсии практически
не проводились, что обусловлено чрезвычайными трудностями их
определения и отсутствием должной надежности при интерпрета¬
ции полученных результатов.
Впервые особенности статистической сополимеризации стиро¬
ла с сомономерами были изучены Г. Досталем еще в 1930-х гг. [41].
В работах Ф. Майо, Ф. Льюиса, Дж. Хэма, Т. Алфрея, Дж. Борера
и Г. Марка развиты теоретические принципы процесса сополиме¬
ризации, которые подробно рассмотрены в соответствующих обзо¬
рах и монографиях [42-48].
Кинетические закономерности процесса сополимеризации сме¬
си двух мономеров были выведены при следующих допущениях,
сформулированных Г. Досталем [41] и дополненных Майо и Льюи¬
сом [42]:
- Реакционная способность растущей цепи зависит только от
природы радикала на конце цепи. Влияние остальной цепи
не учитывается.
- Константы скоростей элементарных реакций, включая реак¬
цию роста, не зависят от молярного соотношения мономеров.
При полимеризации смеси двух мономеров (Ш1 и М2) возмож¬
но протекание следующих четырех реакций роста:
k 11
~м; + Mj —^ .
... м;
. *12
~м; + м2 .
.. м*2
~м’2 + м2 —► ... м;
. *21
~М2 + Mj .
- м*
При выводе уравнения мгновенного состава сополимера Майо
и Льюис [42] приняли, что в стационарном состоянии, характер¬
ном для начальных стадий, состав мономерной смеси сохраняется
постоянным, а скорости реакции перекрестного роста равны, т. е.:
*,2[М;НМ2] = kn [M2][Mj] (2.47)
Скорость расхода каждого из мономеров описывается уравне¬
ниями:
+ (2.48)
=*22[м;мм2] + *12[м;][м2] (2.49)
5*
67
Относительная скорость расхода мономеров 1 и 2 равна:
*п [Mi] ( г
dMi _ k\2 [М2 ]
(Ш2 Л22 [М2 ] ^
*21 [Mi]
(2.50)
Отношения констант роста мономера с собственным и чужим
радикалом принято называть константами сополимеризации со¬
ответственно: Гх = *n/*12; r2 = k22/k21.
При подстановке в уравнение (2.50) констант сополимериза¬
ции и молярного соотношения смеси мономеров т = М1 / М2 полу¬
чим уравнение состава для сополимеризации бинарной смеси мо¬
номеров, известное как уравнение Майо и Льюиса [43]:
гхт +1
(r2/m) +1
(2.51)
Константы сополимеризации гх и г2 могут быть рассчитаны по
уравнению (2.51), если определить состав сополимера, по крайней
мере, для двух различных составов мономеров при проведении со¬
полимеризации на малых степенях конверсии.
Анализ уравнения состава Майо и Льюиса показывает, что
при сополимеризации двух мономеров могут быть рассмотрены
следующие варианты, графически представленные на рис. 2.8.
1) ri <1; г2> 1. Сополимер обогащен мономером 2.
2) rx > 1; г2 < 1. Сополимер обогащается мономером 1.
Рис. 2.8. Диаграмма состава сополимеров при различных значениях г,
и г2 [42, 47]:
1 - г j < 1, г2>1;2-г1>1, г2 < 1; 3 - для системы стирол (Мх) - акрилонитрил
(М2) (гх <1,г2<1);4-г1>1, г2 > 1; А - линия азеотропного состава = г2
68
1*ис. 2.9. Изменение содержания стирола в сополимере и смеси моно¬
меров при сополимеризации стирола с акрилонитрилом для различных
массовых соотношений мономеров:
Стирол: АН = 90 : 10
- сополимер; - * - - смесь мономеров
Стирол: АН = 75 : 25
-А- (-А -) - азеотропный состав (одинаковый для сополимера и смеси мономеров)
Стирол: АН = 50 : 50
-♦— сополимер; - смесь мономеров
3) г1 < 1; г2 < 1. Присоединение мономеров осуществляется
предпочтительно к "чужому" радикалу. В этом случае
можно выбрать такое соотношение мономеров, при кото¬
ром состав сополимера совпадает с составом мономерной
смеси: Р - т. Такое соотношение называется азеотропным.
При этом
ш = (г2-1)/(г1-1) (2.52)
Выявлено, что при азеотропном составе мономеров зависи¬
мость (2.52) сохраняется до глубоких конверсий (рис. 2.9).
4) r1 > 1 ; г2 > 1 При этом оба мономера предпочитают присое¬
диняться к собственному радикалу. Подобные случаи в ра¬
дикальной полимеризации не выявлены.
5) В случае, если гг = г2, состав сополимера равен составу мо¬
номера при любой конверсии (линия азеотропного состава
на рис. 2.8).
Величина произведения гх • г2 характеризует степень чередо¬
вания мономерных звеньев. Если гх • г2 —► 0 (очень мала), то со¬
полимер характеризуется максимальным чередованием мономер¬
ных звеньев в полимерной цепи. В случае, когда гх • r2 ~ 1, тенден¬
69
ция к чередованию мономерных звеньев в сополимере практиче¬
ски отсутствует.
При радикальной сополимеризации константы сополимериза-
ции не зависят от температуры, а также от типа растворителя при
условии, что он является ,,xopoшим,, растворителем для обоих
соответствующих гомополимеров.
Определение констант сополимеризации для бинарной смеси
мономеров весьма трудоемко, так как требует проведения боль¬
шого количества опытов при различном составе исходной смеси и
надежных аналитических методов определения состава сополи¬
меров. Следует отметить, что уравнение Майо - Льюиса (2.51)
справедливо только для начальных стадий конверсии. При сопо¬
лимеризации до значительных степеней конверсии для определе¬
ния констант сополимеризации необходимо использовать уравне¬
ние состава в интегральном виде, которое в упрощенной форме
предложено Г. А. Штрайхманом и А. А. Ваншейдом [48], а также
Файнеменом и Россом [1]:
М\ (г о т\ Mi >( пи
Mi + М2 у nil + т2 J/ ^ Mi + М2 )ТП\ +тп2
м‘ .ГГ-Jgi— il/fi- *1-.
Мх +М2 ) утх + тп2 )/ у Mi + М2
где Мх и М2 - молярные доли мономеров 1 и 2 в смеси мономеров; тпх и
пг2 - молярные доли сомономеров 1 и 2 в сополимере.
На основании данных по составу смеси мономеров и определе¬
ния соответствующего состава сополимера графически можно оп¬
ределить гх и г2.
Несмотря на определенные экспериментальные трудности кон¬
станты сополимеризации стирола (Mt) определены для большого
числа различных сомономеров (М2), так как стирол, благодаря
высокой активности мономера, сополимеризуется практически со
всеми известными сомономерами.
В табл. 2.7 приведены константы сополимеризации стирола с
наиболее распространенными мономерами.
Из представленных в табл. 2.7 данных видно, что наибольшей
склонностью к чередованию звеньев обладают системы: стирол -
малеиновый ангидрид и стирол - акрилонитрилу так как для
этих систем произведение гх • г2 стремится к нулю или <0,1, что
для системы стирол - акрилонитрил подтверждается данными
рис. 2.9.
Чередование в системе стирол - малеиновый ангидрид обу¬
словлено различиями в полярности мономеров, которые при¬
водят к тому, что радикал малеинового ангидрида присоединяет
70
тх +т2
•О (2.53)
Таблица 2.7
Константы сополимеризации стирола (М() с сомономерами (М2) [1, 5, 43]
Сомономер М2
*1
г2
г\ ’ г2
Метилметакрилат
0,44-0,54
0,42-0,50
0,2
Метилакрилат
0,7
0,15
0,11
Акрилонитрил
0,37-0,42
0,04-0,05
0,016
Малеиновый ангидрид
0,04
0
0
Винилхлорид
17
0,02
0,34
Винилиденхлорид
1,85
0,085
0,16
Винилацетат
55
0,01
0,55
Бутадиен
0,58
1,35
0,78
а-Метилстирол
0,3
0,55
0,16
н-Хлорстирол
0,74
1,025
0,76
исключительно стирол. Для систем стирол - бутадиен и сти¬
рол - п-хлорстирол характерно образование статистических со¬
полимеров, так как произведение гх • г2 велико (0,78 и 0,76 соот¬
ветственно).
Для определения способности мономеров к сополимеризации
Алфреем и Прайсом была предложена полуколичественная зави¬
симость, согласно которой константы сополимеризации мономе¬
ров определяются параметрами Q и е [43], при этом Q характери¬
зует активность мономера или меру резонансной стабилизации
мономера, а е - полярность мономера.
Для стирола Q = 1, е = -0,8. Авторами приняты эти значения
как для стандартного мономера.
На основании значений Q и е константы сополимеризации
могут быть рассчитаны по эмпирическим уравнениям Алфрея -
Прайса:
П =-—-exp[-*!(*i -е2)]
(2.54)
гг =^ехр[-е2(е2 -*i)]
Новая эмпирическая модель для предсказания поведения со¬
мономеров при сополимеризации предложена А. Дженкинсом [49].
В качестве стандартных сомономеров выбраны стирол и акрило¬
нитрил. Автором предложена модель, позволяющая рассчитать
параметры Q и е для винильных мономеров с заместителем в
а-положении.
Несмотря на эмпирический характер уравнений (2.54), схема
Q - е позволяет с допустимой точностью предсказывать способность
мономеров к сополимеризации и ее полезность общепризнана.
71
Поскольку при сополимеризации происходит преимуществен¬
ное присоединение мономера к чужому радикалу, то в соответствии
с правилом Поляни - Семенова можно полагать, что теплота со¬
полимеризации больше теплоты соответствующих гомополимери¬
заций по абсолютной величине:
|ДЯ12 + ДЯ21|>|ДЯи+ДЯ22|
Высокая степень чередования сомономеров сопровождается
высоким значением теплоты сополимеризации.
Таким образом, по величине произведения гх • г2, характери¬
зующей чередование звеньев сомономеров, можно сделать выводы
о теплоте реакции сополимеризации. Например, теплота сополи¬
меризации системы стирол - акрилонитрил по абсолютной вели¬
чине выше, чем системы стирол - метилметакрилат, так как
произведение г, • г2 для первой системы меньше, чем для второй.
Рассмотренные закономерности процесса бинарной сополиме¬
ризации стирола с другими мономерами показывают, что в реаль¬
ном технологическом процессе на основании данных по значени¬
ям констант сополимеризации необходимо учитывать изменение
состава реакционной смеси с конверсией, а также повышенные
значения теплоты сополимеризации по сравнению с гомополиме¬
ризацией.
Для систем, характеризующихся константами сополимери¬
зации rx < 1 и г2 < 1, предпочтительно проводить сополимериза-
цию при азеотропном соотношении исходных мономеров. Учиты¬
вая повышенные значения теплоты сополимеризации и с целью
снижения композиционной неоднородности целесообразно при
сополимеризации использовать агенты передачи цепи с большим
значением константы передачи, чем при гомополимеризации.
При проведении процесса сополимеризации стирола с другими
мономерами в водной суспензии или эмульсии необходимо учи¬
тывать различную растворимость сомономеров в воде.
2.6. ПРИВИВОЧНАЯ СОПОЛИМЕРИЗАЦИИ СТИРОЛА
И ЕЕ ТЕРМОДИНАМИЧЕСКИЕ ОСОБЕННОСТИ
2.6.1. ЗАКОНОМЕРНОСТИ ПРИВИВОЧНОЙ СОПОЛИМЕРИЗАЦИИ
СТИРОЛА И СОМОНОМЕРОВ С ПОЛИБУТАДИЕНОМ
Прививочная сополимеризация представляет собой процесс
полимеризации мономера в растворе полимера. С технической
точки зрения наиболее важное значение имеет прививочная сопо¬
лимеризация стирола и его сомономеров с каучуками различного
состава (дивинильными, акрилатными, этиленпропиленовыми),
так как она является основой получения композиционных сопо¬
72
лимеров стирола, а именно, ударопрочного полистирола и раз¬
личных типов АБС-пластиков.
Прививка стирола к полибутадиену химически объясняется
тем, что макромолекулы каучука содержат аллильные звенья, ко¬
торые обладают способностью к реакции передачи цепи из-за высо¬
кой подвижности метиленового водорода [50] по следующей схеме:
сн2=сн—СН3 RH + СН2=СН—СН2 (2.55)
Аллильный радикал обладает невысокой активностью в связи
с наличием л - a-сопряжения. Этот эффект является причиной
высокой способности аллильных соединений к реакциям переда¬
чи, величина константы для которых достигает 15—24 [51].
Считается, что активность полимерного радикала в реакциях
передачи цепи близка к активности радикала, соответствующего
концевому мономерному звену [45].
Образование радикала полибутадиена может осуществляться
по различным механизмам:
1. Отрыв а-метиленового атома водорода:
Ro + ~СН2—СН=СН— СН2 ► R0H + ~СН— СН=СН— СН2~ (2.56)
2. Раскрытие двойной связи:
Ro + ~СН2—СН=СН— СН2 ~СН2—СН—СН—СН2~ (2.57)
Ro
С энергетической точки зрения наиболее предпочтительной
является реакция (2.56), так как энергия активации реакции от¬
рыва а-метиленового атома водорода равна 42 кДж/моль, а энер¬
гия раскрытия двойной связи 105 кДж/моль. Многочисленные
исследования [41, 46, 48, 52, 53] показывают, что прививка сти¬
рола к каучуку в основном протекает по реакции (2.56). Предпо¬
лагается, что отрыв атома водорода осуществляется первичными
радикалами, образующимися при распаде инициаторов или в ре¬
зультате термического воздействия на стирол. Исследования по¬
казывают, что при растворении полибутадиена в стироле, несмот¬
ря на повышение вязкости системы, скорость полимеризации
стирола уменьшается (рис. 2.10). Эффект снижения скорости за¬
висит от количества растворенного каучука, причем зависимость
имеет экстремальный вид (рис. 2.11), что обусловлено двойствен¬
ной природой влияния полибутадиена:
- образованием привитого сополимера;
- повышением вязкости системы.
Следует отметить, что этот вид зависимости при полиме¬
ризации стирола в присутствии полибутадиена сохраняется при
73
1
0,4
0,2
oJ . . ■ ■
О 2 4 б 8 10
Содержание полибутадиена
R, % (мае.)
Рис. 2.10. Влияние полибутадиена на полимеризацию стирола при
85 °С, инициатор - перекись бензоила, 2,5 • 1СГ3 моль/л:
—+- - стирол; —■— стирол + 5 % полибутадиена; —А— стирол + 5 % полистирола
Рис. 2.11. Зависимости относительной скорости (со)полимеризации ви¬
ни л ьных мономеров от содержания полибутадиена:
V0 - скорость полимеризации без каучука; VK - скорость полимеризации в присут¬
ствии каучука для систем:
—- стирол; —■ стирол + акрилонитрил - 75 : 25 % (мае.); —А стирол +
+ метилметакрилат
добавлении к стиролу сомономеров: акрилонитрила или метил¬
метакрилата (рис. 2.11). Однако скорость образования привито¬
го сополимера в широком интервале конверсий в зависимости от
Рис. 2.12. Изменение выхода привитого на полибутадиен сополимера
винильных мономеров с конверсией:
Сополимеризация с 5 % (мае.) БК, инициатор - перекись бензоила:
—♦ стирол; —■ стирол + акрилонитрил - 75 : 25 % (мае.); —А стирол +
ММА - 25 : 75 % (мае.)
Термическая сополимеризация с 7 % (мае.) БК - 120 °С:
—□— стирол
Рис. 2.13. Изменение вязкости реакционной системы с конверсией:
—- стирол + 5 % БК; —■— стирол + ММА + 5 % БК
74
состава смеси мономеров при одинаковом содержании каучука раз¬
личается (рис. 2.12).
Изменение вязкости системы в процессе полимеризации ви-
нильных мономеров в присутствии каучука в интервале от 2 до
20 % конверсии при наличии перемешивания носит сложный ха¬
рактер и сопровождается наличием минимума (рис. 2.13). Кон¬
версия, при которой наблюдается минимальное значение вязко¬
сти, зависит от природы винильных мономеров. Такое аномальное
изменение вязкости при (со)полимеризации стирола и его сомо¬
номеров в присутствии предварительно растворенного каучука
происходит только при наличии механического перемешивания и
обусловлено сложными термодинамическими фазовыми измене¬
ниями, происходящими в реакционной массе с ростом конверсии.
Анализ процесса полимеризации стирола в присутствии рас¬
творенного в нем каучука в фазовоконтрастном микроскопе пока¬
зывает, что первоначально каучук образует в стироле непрерыв¬
ную фазу в виде коллоидного раствора. По мере роста конверсии
стирола в непрерывной каучуковой фазе появляются частицы по¬
листирола в виде дискретной фазы. Благодаря разнице между по¬
казателями преломления полистирола и полибутадиена, появле¬
ние полистирола хорошо видно в фазовоконтрастном микроскопе
в виде темных агломератов на фоне светлого раствора каучука.
(Показатель преломления полистирола при 25 °С - п£5 =1,59 зна¬
чительно выше, чем у полибутадиена - п£5 = 1,512.)
С увеличением конверсии объем полистирольной фазы непре¬
рывно увеличивается. При наличии перемешивания при конвер¬
сии больше 10 % начинается процесс обращения (инверсии) фаз, в
результате которого каучук переходит в дискретную фазу, а поли¬
стирол становится непрерывной фазой. При отсутствии перемеши¬
вания инверсия фаз полностью не происходит. Для системы сти-
рол - полистирол - полибутадиен инверсия фаз является дли¬
тельным процессом и заканчивается при конверсии ~20 %. Наличие
в реакционной массе сомономеров - акрилонитрила или метилме¬
такрилата - приводит к тому, что инверсия фаз начинается при 6-
8 %-й конверсии и завершается быстрее (табл. 2.8). Размер дис¬
кретных частиц каучука также зависит от природы винильных
сомономеров и сопоставим с характеристической толщиной крей-
зы для конкретной матрицы полимера или сополимера.
Таким образом, (со)полимеризация стирола в присутствии рас¬
творенного каучука практически с самого начала процесса проте¬
кает в гетерогенных условиях. Гетерогенность процесса вызывает
определенные топохимические особенности полимеризации стирола,
обусловленные распределением мономера и других компонентов по
фазам, а также влияет на протекание элементарных реакций.
75
Таблица 2.8
Влияние природы винильных мономеров на формирование
дискретной фазы полибутадиена в процессе полимеризации
Состав мономерной смеси,
% (мае.)
Содержа¬
ние поли¬
бутадиена,
% (мае.)
Степень
конверсии
на стадии
инверсии, %
Средний
размер
каучуковой
фазы
в полимерной
матрице, мкм
Характери¬
стическая
толщина
крейзы
полистирола
или сополи¬
мера, мкм
Стирол - 100
5
12-18
5
1
Стирол - 100
7
10-13
2-4
\ 0,5-3
Стирол - 100
10
10-13
2-6
J
Стирол : АН - 75 : 25
5
8-12
2-3
1
Стирол : ММА - 75 : 25
5
11-13
3-4
1 0,5-0,7
Стирол : ММА - 44 : 56
5
6-8
2
Стирол : ММА - 25 : 75
5
5-7
1-2
J
Характерное понижение скорости полимеризации стирола в
присутствии каучука, несмотря на повышение вязкости системы,
объясняется тем, что до стадии инверсии фаз (рис. 2.10, 2.11)
каучуковая фаза является непрерывной и в этот момент в основ¬
ном протекает прививочная сополимеризация стирола или смеси
сомономеров к каучуку (рис. 2.12), скорость которой ниже скоро¬
сти гомополимеризации.
В этот период содержание свободного каучука в системе резко
уменьшается (рис. 2.14). Характер зависимости изменения со¬
держания свободного каучука с конверсией (рис. 2.14) показыва¬
ет, что каучук в рассматриваемых полимеризующихся системах
Рис. 2.14. Изменение содержания свободного каучука с конверсией [54]:
Сополимеризация с 5 % (мае.) БК:
—Ф— - стирол, термическое инициирование - 120 °С; —*- - стирол, инициатор -
перекись бензоила; Чк- - стирол + ММА, инициатор - перекись бензоила
76
играет своеобразную роль "слабого ингибитора". На начальных
стадиях конверсии (10—15 %) происходит активное инициирование
свободных радикалов на макромолекулах каучука и протекает в
основном прививочная сополимеризация. При дальнейшем уве¬
личении конверсии содержание свободного каучука сохраняется
на некотором стабильном уровне, величина которого зависит от
типа инициирования и природы сомономеров. Вещественные ини¬
циаторы существенно сокращают содержание свободного каучука
на глубоких стадиях конверсии. Образовавшийся привитой сопо¬
лимер на полибутадиене выполняет своеобразную функцию эмуль¬
гатора, стабилизирующего дискретный характер каучуковых час¬
тиц, образующихся на стадии инверсии фаз. При образовании
дискретных частиц каучука происходит частичный захват (окк-
людирование) мономерной фазы и образовавшегося к этому мо¬
менту полимера, которые при дальнейшем протекании процесса
полимеризации могут удерживаться в каучуковой фазе или диф¬
фундировать в непрерывную полимерную фазу-матрицу, а также
продолжить образование привитого полистирола или сополимера
с акрилонитрилом (рис. 2.12). При сополимеризации стирола и
метилметакрилата в присутствии каучука образование привитого
сополимера после стадии инверсии практически прекращается.
Полистирол, содержащийся в каучуковой фазе, в момент ин¬
версии принято называть окклюзиями первого рода. Полимер,
образовавшийся в каучуковых частицах после стадии инверсии,
называют окклюзиями второго рода. Наличие окклюзий способ¬
ствует тому, что объем полибутадиеновой фазы в конечном поли¬
мере увеличивается в 2,5-3,5 раза по сравнению с исходным кау¬
чуком.
Способность дискретных частиц полибутадиена удерживать
окклюдированный полимер зависит от количества привитого со¬
полимера и силы взаимодействия окклюзий с каучуком. Анализ
показывает, что при конверсии выше 60-70 % в дискретных час¬
тицах каучука происходит образование сшитых структур - гель-
фракции, способствующей сохранению дискретной фазы и увели¬
чению ее объема в конечном полимере.
Привитой сополимер, образовавшийся до стадии инверсии
фаз, играет также роль "эмульгатора", обеспечивающего взаимо¬
действие между каучуковой фазой и полимерной матрицей.
Таким образом, в результате сополимеризации стирола или
смеси сомономеров в присутствии полибутадиена образуется дис¬
кретная двухфазная система, в которой при несовместимости по¬
лимеров на микроуровне возникает квазистабильная, упорядо¬
ченная на макроуровне система. Г. Молау предложил называть
такую систему полимер - полимерной эмульсией (ППЭ) [55].
77
ППЭ отличаются от обычных эмульсий следующими основ¬
ными признаками:
1. Фазы имеют близкую или одинаковую поверхность.
2. Несмешиваемость растворов или расплавов обусловлена их
несовместимостью.
3. Образование таких эмульсий может происходить "in situ",
т. е. путем полимеризации раствора в присутствии раствора
другого полимера.
4. Роль поверхностно-активных веществ играют привитые со¬
полимеры, образующиеся непосредственно в процессе по¬
лимеризации.
ППЭ могут расслаиваться при недостаточном содержании при¬
витого сополимера. Отношение объемов фаз системы зависит от
степени полимеризации в момент инверсии фаз. В момент, когда
объемы фаз становятся равными, начинается обращение фаз.
Протекание этого процесса существенно зависит от количества
привитого сополимера. Увеличение содержания привитого сопо¬
лимера сдвигает инверсию фаз в сторону более низких конверсий,
что наблюдается при добавлении к стиролу полярных сомономе¬
ров - ММА или АН (рис. 2.12).
С термодинамической точки зрения инверсия фаз должна
быть мгновенным процессом, происходящим в момент равенства
объемов фаз. Практически очень часто инверсия фаз в системе
задерживается. Вероятной причиной замедления фазового пере¬
хода является массоперенос между фазами.
Сдвиговые напряжения в момент инверсии фаз, создаваемые в
системе в результате механического перемешивания, предотвра¬
щают образование ассоциатов при инверсии и препятствуют обра¬
зованию плотной упаковки полимерных частиц [56]. Влияние пе¬
ремешивания на размер частиц дискретной фазы весьма подробно
изучено Г. Ваноэном [57]. Автором показано, что минимальный
размер частиц дискретной фазы достигается при следующих ус¬
ловиях:
- равенство молекулярных масс каждого из компонентов;
- высокоэластические свойства дискретной фазы выше, чем
матрицы;
- высокая скорость потока в матрице.
В рассматриваемом нами случае под скоростью потока следует
понимать скорость полимеризации или более точно - соотноше¬
ние скоростей привитой и гомополимеризации.
Коллоидно-химический подход к образованию упорядоченных
структур смесей полимеров важен с технической точки зрения,
так как создает возможности для регулирования свойств смесей
полимеров путем направленного изменения их состава и структу¬
78
ры. Определяющим фактором при выборе технологических пара¬
метров формирования структуры композиционных полимеров яв¬
ляются термодинамические особенности системы. При получении
композиционных полимеров в процессе прививочной сополимери-
зации стирола в присутствии каучука термодинамические особен¬
ности непосредственно влияют на процесс полимеризации.
2.6.2. ТЕРМОДИНАМИЧЕСКИЕ И КИНЕТИЧЕСКИЕ ОСОБЕННОСТИ
СОПОЛИМЕРИЗАЦИИ СТИРОЛА В ПРИСУТСТВИИ КАУЧУКА
Известно, что в изолированной системе термодинамически
химический процесс возможен при условии минимального значе¬
ния свободной энергии Гиббса (уравнение 2.1).
Рассматриваемый процесс прививочной сополимеризации сти¬
рола к каучуку с позиции термодинамики отличается от обычного
процесса полимеризаци тем, что в данном случае энтропия сме¬
шения будет положительной величиной, так как наряду с поли¬
меризацией протекает смешение полимеров, способствующее раз-
упорядоченности системы.
Уравнение Гиббса для изотермического смешения имеет вид:
AGCM = AtfCM-7ASCM<0 (2.58)
Так как ASCM > 0 - энтропия смешения, то смешение полиме¬
ров возможно, если АНсм < TAS> т. е. процесс не обязательно дол¬
жен быть экзотермпчен. ,
Как правило, процесс смешения полимеров является эндотер-
мичным (АНсм > 0).
Таким образом, термодинамическая возможность смешения
определяется соотношением: AHctA < TASCM, что свидетельствует о
термодинамической несовместимости большинства полимеров.
Теоретическое обоснование аномального поведения растворов
полимеров было сделано П. Флори [58] еще в начале 1950-х гг.
Автор предложил характеризовать энтропию смешения полиме¬
ров с различной длиной цепи в общем растворителе через пара¬
метр взаимодействия. В дальнейшем в результате изучения пове¬
дения растворов каучуков в различных растворителях П. Флори
совместно с Б. Эйхингером [58] вывел уравнение изменения хи¬
мического потенциала взаимодействия полимера (щ) и раствори¬
теля (ц0):
^- = 1пФ0+(1-1/г)Ф,+х,0Ф? (2.59)
где Ф0 и Ф] - объемные доли растворителя и полимера соответственно; 2 -
отношение молярных объемов полимера и растворителя; %10 - параметр
взаимодействия полимера и растворителя.
79
Параметр взаимодействия полимера и растворителя (Хт)> как
было установлено Флори, зависит от химических потенциалов
каждого из компонентов, температуры, сегментальной подвижно¬
сти полимера, а следовательно, от молекулярной массы полимера.
Развивая теорию Флори, Л. Макмастер [59] предложил ис¬
пользовать уравнение Флори - Хаггинса для описания поведения
смеси полимеров в общем растворителе:
= lnOj + (1 - тп\/тп2)Фг + Х12Ф2 (2.60)
где пг1 и пг2 - соответственно степень полимеризации полимеров 1 и 2.
Параметр взаимодействия полимер - растворитель (Хю) зави¬
сит от параметров растворимости (5) в виде уравнения [59]:
Хю -
Ф1/М6, -5о)2
RT
(2.61)
В табл. 2.9 приведены теоретические значения параметров
растворимости для полистирола и полибутадиена в некоторых
растворителях.
Таблица 2.9
Значения параметров взаимодействия полимер - растворитель,
рассчитанные по значениям параметров растворимости [60]
Система полимер (1) -
- растворитель (0)
Температура, °С
Хю
г стирол
23
0,42-0,49
толуол
23
0,44
Полистирол i
циклогексан
циклогексан
23
60
0,60
0,48
гексан
23
2,67
,гептан
23
1,19
1
Г стирол
25
0,35
Полибутадиен ■<
бензол
25
0,31
\
1 толуол
25
0,3
Полиметилметакрилат j
г метилметакрилат
Lтолуол
25
25
0,47-0,55
0,45
Известно [58, 59], что, если Хю < то полимер смешивается
с растворителем в любых соотношениях независимо от Мп поли¬
мера; при Хю ^ 0,5 наблюдается ограниченное растворение поли¬
мера в растворителе. Температура, при которой Хю = 0,5, получи¬
ла название 0-температуры. Следует отметить, что Хю уменьшает¬
ся с повышением температуры.
На основании изучения фазового равновесия модельной сис¬
темы полистирол - полибутадиен в общем растворителе стироле
80
Р. Крузе [60] предложил для стационарных условий термодина¬
мического равновесия стирола в обеих полимерных фазах исполь¬
зовать уравнение Флори - Хаггинса в следующем виде:
<2-62>
где индексы: 1 - относится к стиролу; 2 - полистирол; 3 - полибутадиен.
Распределение стирола между полимерными фазами выража¬
ется уравнением:
eX12-XIS
М2
(2.63)
Использование уравнения (2.62) для полимеризующихся сис-
тем стирол (1) - полистирол (2) - привитой сополимер с поли¬
бутадиеном (3) позволяет определить на начальных стадиях со-
полимеризации (до 20 % конверсии) параметры взаимодействия
для реальной системы и сравнить их со значениями х, рассчитан¬
ными по параметрам растворимости (табл. 2.10).
Таблица 2.10
Параметры взаимодействия в системах стирол (смесь мономеров) —
полистирол (сополимер) — привитой сополимер полибутадиена [53]
%12
Xl3
Распреде-
Система, при содержании
исходного полибутадиена
7 % (мае.)
рассчи¬
танное
экспери¬
менталь¬
ное
рассчи¬
танное
экспери¬
менталь¬
ное
ление
мономера
между
каучуком
и поли¬
стиролом
Стирол (1) - полистирол
(2) - привитой сополи¬
мер стирола с полибута¬
диеном (3):
инициированная по¬
лимеризация, 85 °С
термическая полиме¬
ризация, 120 °С
Стирол + АН (1) - со¬
полимер САН (2) - при¬
витой сополимер САН с
полибутадиеном (3):
0,2
0,8-0,9
1-1.1
0,3-0,35
0,35-0,4
0,35-0,4
1,4-1,6
1,6-1,8
инициированная по¬
лимеризация
0,3
0,5-0,6
0,9-1,0
0,65-0,7
0,9-1,0
Стирол + ММА (1) - со¬
полимер МС (2) - приви¬
той сополимер МС с по¬
либутадиеном (3)
0,5
1,6
0,2
5,0
0,03
6-1571
81
До завершения стадии инверсии фаз полимеризация стирола в
присутствии полибутадиена протекает при существенном пере¬
распределении мономера к полибутадиеновой фазе. Это способст¬
вует увеличению объема каучуковой фазы. Причем при термиче¬
ской полимеризации эффект перераспределения стирола происхо¬
дит в большей степени, что вызвано соответствующим снижением
скорости прививочной сополимеризации в этом случае (рис. 2.12
и 2.14). Однако недостаточное содержание привитого сополимера
при термическом инициировании приводит к тому, что после ин¬
версии фаз содержание стирола в каучуковых частицах уменьша¬
ется. Для системы, содержащей, кроме стирола, акрилонитрил,
обе полимерные фазы при температуре 85 °С находятся в услови¬
ях, близких к 0-температурам, и полибутадиеновая фаза несколь¬
ко обеднена смесью мономеров. Такое изменение в распределении
мономерной фазы связано с тем, что при добавлении акрилонит¬
рила растворимость полибутадиена в сополимерной фазе ухудша¬
ется. Эти термодинамические особенности способствуют тому, что
стадия инверсии фаз начинается при более низких конверсиях,
протекает с большей скоростью и приводит к снижению размера
дискретных каучуковых частиц. Скорость образования привитого
на каучук сополимера также снижается.
Введение в мономерную фазу метилметакрилата при соотно¬
шении со стиролом 75 : 25 % (мае.) приводит к тому, что при со¬
полимеризации система становится термодинамически несовмес¬
тимой. Каучуковая фаза как бы "выталкивается" из мономерной
фазы. Это является причиной протекания инверсии фаз уже при
конверсии 5 %. Практическое отсутствие сомономеров в каучуко¬
вой фазе способствует прекращению процесса прививочной поли¬
меризации на стадии инверсии. Это резко снижает объем каучу¬
ковой фазы.
Повышение выхода привитого сополимера стирола с полибу¬
тадиеном при инициированной перекисью бензоила полимериза¬
ции обусловлено тем, что, как показали независимые исследо¬
вания, выполненные Дж. Локателли и Г. Риссом [61], а также
Л. Клепцовой [12], перераспределение перекиси бензоила и трет-
бутилпербензоата происходит к каучуковой фазе. Это способству¬
ет увеличению образования привитого сополимера.
Повышение образования привитого сополимера способствует
не только формированию равномерной структуры каучуковых час¬
тиц в полимерной матрице, но и, благодаря концентрации приви¬
того сополимера на границе раздела фаз, возрастанию стабильно¬
сти системы, так как привитой сополимер химически связан с
каучуковой фазой, а с матрицей - силами дисперсионного взаи¬
модействия и выполняет роль полимерного "эмульгатора" на гра¬
82
нице раздела фаз. Количество привитого сополимера, его распре¬
деление на поверхности каучуковой фазы, наряду с ее объемом,
являются определяющими факторами, обеспечивающими высокие
физико-механические характеристики композиционных систем,
получаемых непосредственно при полимеризации ("in situ").
Сложный характер термодинамических явлений, происходя¬
щих при сополимеризации стирола с каучуком, накладывает оп¬
ределенные особенности и ограничения на кинетику элементар¬
ных реакций в таких системах.
Кинетическая схема полимеризации стирола в присутствии
каучука исследовалась многими авторами [12, 53, 62-65]. Обще¬
признанной является следующая схема элементарных реакций
при вещественном инициировании:
Инициирование:
1)1
2) Г + R
2Г
R#
распад инициатора
инициирование прививочной
3) Г + М
Kj2t
IM#
сополимеризации на каучуке
инициирование гомополимеризации
4) R* + М
Kft
RM*
реинициирование - взаимодействие
5) R + М*
Knt
R* + MH
радикала каучука с мономером
передача цепи на каучук
Термическое инициирование:
Kit
зм м*
кп
R + М* —► R# + МН инициирование прививочной сополи¬
меризации
Рост цепи:
Хр
RM“ + лМ —► К(М)ЛМ* рост привитой цепи
КР
IM* + лМ —^ 1(М)ЛМ* рост гомополимера
Обрыв цепи:
1(М)ЛМ* + 1(М)АМ* —^ 1М(М)Л+ЛМ1 образование гомополимера
. . аКо
R(M)nM + I(M)ftM ^ RM(M)„+aMI образование привитого сопо¬
лимера
1C
R(M)nM + R(M)ftM RM(M)/l+AMR I образование сшитого привитого
Г сополимера
R(M)nlvr + R* ^ R(M)nMR J
6*
83
Суммарная скорость полимеризации в такой системе VR вы¬
ражается уравнением [61-69]:
Vr=VJ
1 +
<y(KR/Kf )[R]
<yjK^/KR+[ M]
(2.64)
где [R] - концентрация каучука, моль/л; [М] - концентрация мономера,
моль/л; V0 - брутто-скорость гомополимеризации; V{ = 2fKi\Y\ - скорость
ин ициирован ия.
Выражение (2.64) можно упростить, если принять, что на на¬
чальных стадиях полимеризации скорость реакции реиницииро¬
вания равна скорости передачи цепи на мономер, тогда
к, = сике
где См - константа передачи цепи на мономер.
Поскольку порядок реакции по инициатору для полимериза¬
ции в присутствии каучука равен 0,6-0,8 [53], то величина
K0(2fKl[l})
Отношение KR/ Кр обозначим как константу передачи цепи на кау¬
чук (CR). Так как CR = KR/Kp> то выражение (2.64) принимает сле¬
дующий упрощенный вид:
q(CRCM )[R]
[Mo ]
(2.65)
а степень полимеризации может быть выражена через уравнение
Майо:
Pr
JL + C Ш-
Ро Cr[M0]
(2.66)
Если рассматривать реакцию образования сшитого привито¬
го сополимера как частный случай реакции сополимеризации,
то константу относительной активности образования сшитого
привитого сополимера g по данным Алфрея [43] можно принять
равной:
g = а2 Сп (2.67)
Плотность сшивки р зависит от степени конверсии а в виде
уравнения [43]:
Р = -2 g
1 + 1п(1-а)
а
(2.68)
84
При этом установлено, что р = 1 /Рш. Тогда величина, харак¬
теризующая долю реакции обрыва, приводящую к образованию
привитого сополимера, может быть выражена зависимостью:
а =
1 +
In (1 - а)
(2.69)
Константы скоростей элементарных реакций прививочной
сополимеризации с каучуком для наиболее распространенных
и важных в техническом отношении систем представлены в
табл. 2.11.
Следует отметить, что если константа передачи цепи на поли¬
бутадиен незначительно зависит от природы мономерной фазы, то
скорость прививочной сополимеризации зависит от отношения
CR/CM и увеличивается с уменьшением передачи на мономер. До¬
ля реакции обрыва а и константа относительной активности обра¬
зования сшитого привитого сополимера g увеличиваются для сис¬
темы, содержащей акрилонитрил.
Эффективность использования каучука, характеризующаяся
отношением объемов каучуковой фазы на конечной стадии поли¬
меризации к количеству исходного каучука, имеет наибольшее
значение для системы стирол - каучук.
Мп матрицы при полимеризации стирола в присутствии кау¬
чука уменьшается по сравнению с гомополимеризацией. На за¬
вершающих стадиях конверсии (> 60 %) наблюдается некоторое
увеличение Мп матрицы полистирола (рис. 2.15). В то же время
Мш полистирольной матрицы, содержащей дискретный каучук,
после стадии инверсии фаз спонтанно увеличивается (зависи¬
мость 4У рис. 2.15).
При термической полимеризации стирола в присутствии кау¬
чука константы скоростей элементарных реакций выражаются
зависимостями, приведенными в табл. 2.12.
Рис. 2.15. Зависимость Мп и Mw от
конверсии при термической полиме¬
ризации^ _
— Мп (ПС); 2 —Mw (ПС); 3 -Д- -
Мя (ПС + БК); 4 —О- - Мш (ПС + БК)
85
Таблица 2Л1
Влияние природы матрицы на скорость прививочной сополимеризации с полибутадиеном
цис-транс-структуры (инициатор - перекись бензоила) [5, 53]
86
Таблица 2.12
Константы скоростей элементарных стадий реакции
прививочной сополимеризации стирола на ц-ис-тракс-полибутадиен
при термическом инициировании
Элементарная стадия
Выражение
Аррениуса
в логарифми¬
ческой форме,
(л/моль • с)
Энергия
актива¬
ции,
кДж
Реакция передачи цепи на каучук (Кя)
8,8-3180/7
61
Реакция обрыва привитого сополимера (аК0)
9,49-740/7
14
Реакция обрыва сшитого привитого сополиме-
ра (о2К0)
9,99-1175/7
23
Константа передачи цепи на каучук
(С к = KR/Kp)
1,9-1690/7
Реакция передачи цепи на мономер (Км)
6,45-2670/7
51
2.6.3. ВЛИЯНИЕ ПРИРОДЫ ВЕЩЕСТВЕННЫХ ИНИЦИАТОРОВ
Использование вещественных инициаторов увеличивает ско¬
рость прививочной сополимеризации стирола с каучуком (рис. 2.16).
Установлено, что при наличии прививочной сополимеризации,
наряду с гомополимеризацией стирола, порядок реакции по ини¬
циатору увеличивается до 0,6-0,8 вместо 0,5. Увеличение порядка
Рис. 2.16. Влияние природы вещественных инициаторов на прививоч¬
ную сополимеризацию стирола с 5 % (мае.) полибутадиена:
1 - термическая - ПО °С; 2 -А- - ПБ, 110 °С; 3 - ТБПБ, 110 °С; 4 -о- -
ВРЮ, 119°С;5-о--ПТБ, 110 °С; 6 -А--ГПК, 110°С; 7 —Trigonox 22, 116 °С
87
по инициатору свидетельствует о протекании процесса полимери¬
зации в гетерогенных условиях [5]. Степень влияния веществен¬
ных инициаторов зависит от их природы.
Так, например, перекись бензоила и /прет-бутилпербензоат уве¬
личивают скорость образования привитого сополимера, способст¬
вуют протеканию реакции сшивки привитого сополимера при
конверсии 55-60 % вместо 65-70 % при термическом иницииро¬
вании. Установлено, что скорость реакции обрыва и образования
привитого сополимера увеличивается, а отношение = 1,5.
Перекись третичного бутила и гидроперекись кумола практиче¬
ски не влияют на скорость прививочной сополимеризации стиро¬
ла к полибутадиену на начальных стадиях, но увеличивают обра¬
зование сшитого сополимера. Высокой эффективностью процесса
прививочной сополимеризации стирола к полибутадиену из по-
лифункциональных перекисей характеризуется /прет-бутилпер-
оксиизопропилкарбонат (Trigonox BPIC-75) и 1,1-ди(трет-бутил-
перокси)циклогексан (Trigonox 22) (рис. 2.16).
Обобщая данные по влиянию вещественных инициаторов на
процесс прививочной сополимеризации стирола с полибутадие¬
ном, можно сделать вывод о том, что образование привитого сопо¬
лимера увеличивается при использовании инициаторов, способ¬
ных отрывать а-метиленовый водород от молекулы каучука. Ини¬
циаторы, не обладающие способностью отрыва а-метиленового
водорода (ПТБ, ДИНИЗ), не влияют на эффективность прививки,
но обеспечивают повышение объема каучуковой фазы за счет уве¬
личения количества окклюдированного в каучуковой фазе поли¬
стирола и повышения скорости его образования, а также скорости
сшивки каучуковой фазы.
Воздействие вещественных инициаторов на процесс сополи¬
меризации стирола с каучуком имеет сложный, неоднозначный
характер. На различных стадиях процесса инициатор может вы¬
зывать антибатное действие на скорость процесса и формирование
структуры полимера:
- при наличии способности отрывать а-метиленовый атом водоро¬
да вещественное инициирование увеличивает эффективность
прививки;
- обеспечивает увеличение объема каучуковой фазы после стадии
инверсии фаз за счет повышения скорости полимеризации сти¬
рола, окклюдированного в каучуковой фазе;
- повышает стабильность каучуковой фазы путем направленного
регулирования скорости образования сшитых привитых струк¬
тур, обеспечивающих увеличение гель-фракции в фазе каучука;
- концентрация инициатора в процессах прививочной сополиме¬
ризации должна быть минимальной, так как ее отклонение от
88
оптимального значения не только вызовет снижение молеку¬
лярной массы гомополимера матрицы, но и приведет к образо¬
ванию координационных сшивок в каучуке (образование сши¬
вок между макромолекулами каучука) или сшивок при низкой
длине привитых цепей;
- превышение оптимальной концентрации инициатора может при¬
вести к нарушению метастабильного состояния композиционно¬
го полимера на основе полистирола и каучука.
2.6.4. ВЛИЯНИЕ СТРУКТУРЫ И МОЛЕКУЛЯРНОЙ МАССЫ
ПОЛИБУТАДИЕНА
Сравнение поведения полибутадиеновых каучуков различной
структуры в процессе прививочной сополимеризации со стиролом
показывает, что бутадиеновый каучук цис-структуры оказывает
большее влияние на снижение общей скорости полимеризации
стирола по сравнению с цмс-транс-полибутадиеном (рис. 2.17).
Однако эффективность прививки стирола к гщс-полибутадиену
существенно ниже, чем к каучуку цис-транс-структуры (рис. 2.18).
Увеличение содержания 1,2-винильных групп в каучуке цис-
транс-структуры способствует снижению скорости полимериза¬
ции стирола на начальных стадиях и одновременному повыше¬
нию эффективности прививки.
Время, мин
Рис. 2.17. Влияние структуры полибутадиена на прививочную соподи¬
меризацию со стиролом (7 % БК, термическое инициирование — 120 °С):
1 -А цис-трансЛу4-полибутадиен с 10 % 1,2-винильных звеньев; 2 —ш цис-
транс- 1,4-полибутадиен с 49 % 1,2-винильных звеньев; 3 —А— цис-1,4-полибутадиен
Рис. 2.18. Влияние структуры полибутадиена на эффективность при¬
вивки стирола (7 % БК, термическое инициирование — 120 °С):
1 —4 цис-транс-1,4-полибутадиен с 10 % 1,2-винильных звеньев; 2 —■ цис-
транс-1,4-полибутадиен с 49 % 1,2-винильных звеньев; 3 —А— цис-1,4-полибутадиен
89
Таблица 2.13
Зависимость макроструктуры полистирола, полученного при прививочной
Структурный состав
полибутадиена, % (мол.)
Кинематическая
вязкость 5 %-го
раствора каучука
в толуоле,с
(вязкость по Муни)
Молекулярная масса
каучука
звенья
цис-1,4
звенья
транс-1,4
1,2>вииильные
звенья
М„ 1(Г3
Mw 10'3
87-93
2,9
14(5)
10
160
87-93
-
2,4
180(52)
160
510
87-93
-
1,8
3700(115)
330
830
44
46
10
150(53)
210
300
20
30
49
160(55)
140
270
Сравнение особенностей макроструктуры полистирола, моди¬
фицированного полибутадиенами различной структуры (табл. 2.13),
показывает, что каучук гщс-структуры обеспечивает получение
большего объема каучуковой фазы при несколько меньшем сред¬
нем размере дискретных каучуковых частиц. Мп привитого сопо¬
лимера до завершения инверсии фаз при сополимеризации сти¬
рола с гщс-полибутадиеном в 1,5 раза выше, чем для цис-транс-
каучука. Различия в молекулярно-массовых характеристиках
гомополистирола при использовании каучуков различноймикро-
структуры менее существенны. Наблюдаемое увеличение Mw при¬
витого сополимера при конверсии 65-70 % для каучуков цис-
структуры подтверждает факт снижения скорости реакции обрыва
привитых цепей. Действительно установлено, что для цис-поли¬
бутадиена а снижается до 0,2-0,23 по сравнению с 0,28-0,3 для
цис-транс-полибутадиена.
Изучение влияния молекулярной массы полибутадиена гос¬
структуры в широких пределах (Мл-10'3 от 10 до 330) показы¬
вает, что, несмотря на существенное увеличение _исходной вяз¬
кости раствора каучука в стироле, с повышением Мп каучука на¬
блюдается снижение брутто-скорости термической полимери¬
зации стирола. Наименьшее значение имеет брутто-скорость
полимеризации при использовании цггс-полибутадиена с мак¬
симальной молекулярной массой. Эффективность прививки в
этом случае изменяется незначительно.
Молекулярно-массовые характеристики полистирола, обра¬
зующего матрицу, повышаются с увеличением молекулярной
массы полибутадиена (рис. 2.19).
90
сополимеризации с поли бутадиеном различной структуры
Макроструктура полистирола, модифицированного каучуком
Объем
каучуковой
фазы, %
(мае.)
Размер
(диаметр)
каучуковой
частицы,
мкм
Молекулярная масса ПС,
привитого на стадии
инверсии
Молекулярная масса ПС
матрицы на конечной стадии
полимеризации
Мп Ю“3
Мш 10'3
Мп Ю“3
Мц,10'3
24
3,3
90
210
130
310
16
2,9
150
240
120
300
7
3,5
170
370
180
360
11
4,1
90
120
120
260
Образовалась нерас-
170
320
170
340
творимая полусетка
Отмеченные особенности влияния структуры и молекулярной
массы каучука показывают, что каучуки цнс-структуры способст¬
вуют повышению скорости реакции роста привитого сополимера.
Этим объясняется снижение брутто-скорости сополимеризации
стирола с цыс-каучуком по сравнению с каучуком смешанной цис-
транс-структуры [66].
Повышенные значения молекулярно-массовых характери¬
стик привитого сополимера на цыс-полибутадиен по сравнению
Рис^_2.19. Влияние Мп цис- 1,4-полибутадиена на молекулярную мае-
су (М,„ MJ ■ 1<Г3 -
полистирола и привитого сополимера
—♦ Мп привитого сополимера; -□ Мп полистирола; —4
сополимера; —о— Мш полистирола
Mw привитого
91
с цис-транс-каучуком, определенные для сополимера, выделенно¬
го до стадии инверсии фаз, показывают, что эффективность взаи¬
модействия привитого сополимера на цнс-полибутадиене с поли¬
стиролом матрицы должна быть выше.
Увеличение содержания 1,2-звеньев в полибутадиене цис-
транс-структуры незначительно увеличивает эффективность при¬
вивки, но способствует росту числа привитых цепей на молеку¬
лу каучука (плотность прививки) [67]. При конверсии более
50 % это приводит к образованию сшитой структуры каучуко¬
вой фазы.
Особенности влияния структуры полибутадиена на процесс
прививочной сополимеризации к нему стирола позволяют сделать
вывод о том, что механизм взаимодействия стирола с полибута¬
диеном определяется структурой бутадиенового каучука:
-для ццс-структур 1,4-полибутадиена характерно образование
привитого полистирола за счет отрыва атома водорода от а-ме-
тиленовой группы молекулы каучука, т. е. по механизму пере¬
дачи цепи;
- 1,2-звенья в цис-транс- 1,4-полибутадиене обеспечивают проте¬
кание сополимеризации стирола с полибутадиеном за счет рас¬
крытия двойных связей в боковых 1,2-звеньях. Можно предпо¬
ложить, что транс-1,4-структуры мало эффективны для реак¬
ции передачи цепи.
Указанные различия в механизмах образования привитого
полистирола на полибутадиене различной структуры имеют
важное значение с практической точки зрения. Использование в
реальных процессах смесей каучуков различной структуры по¬
зволяет направленно регулировать структуру получаемого компо¬
зиционного полистирола и соответственно его механические ха¬
рактеристики [68, 69].
При получении композиционных полимеров на основе стиро¬
ла, кроме метода полимеризации в массе, используется процесс
эмульсионной сополимеризации при получении АБС-пластиков.
В конце XX в. метод полимеризации в эмульсии стали использо¬
вать только для получения графт-сополимеров АБС, содержащих
более 40 % йолибутадиена.
Основное преимущество эмульсионного метода сополимериза¬
ции стирола в присутствии каучука заключается в том, что в этом
случае обеспечивается возможность использования высокого со¬
держания полибутадиена, который вводится в смесь сомономеров
в виде латекса каучука.
После набухания латекса каучука в мономере процесс приви¬
вочной сополимеризации протекает в эмульсии в присутствии во¬
дорастворимых инициаторов или окислительно-восстановительных
92
систем. Закономерности процесса в этом случае подчиняются об¬
щим закономерностям эмульсионной полимеризации.
Как правило, латекс каучука, используемьщ для сополимери-
зации стирола с акрилонитрилом, имеет повышенный размер час¬
тиц, преимущественно 0,2-0,5 мкм, причем латексные частицы
обладают высокой степенью сшивки. В процессе эмульсионной
сополимеризации смеси стирола с акрилонитрилом в присутствии
латекса каучука привитой сополимер САН образует оболочку на
полибутадиеновых латексных частицах толщиной =0,1 мкм. Внут;
ри некоторых латексных частиц, имеющих оболочку САН, име¬
ются также инклюзии САН в виде включений диаметром до
0,1 мкм. В результате сополимеризации в эмульсии образуются
также частицы САН, не содержащие каучуковых ядер, но об¬
разование таких частиц САН наблюдается только при содержании
эмульгатора выше ККМ. При содержании эмульгатора ниже ККМ
весь сополимер САН образуется в виде инклюзий или внутри ла¬
тексных частиц каучука, а также в виде оболочки на их поверх¬
ности. Латексных частиц САН при этом не образуется. Образова¬
нию инклюзий сополимера САН в латексных частицах каучука
способствует использование, наряду с водорастворимыми инициа¬
торами, маслорастворимых перекисей, в частности гидропере¬
кисей.
Следует отметить, что эффективность использования каучука
при эмульсионной сополимеризации не превышает величину, ха¬
рактерную для полимеризации в массе. Основное преимущество
эмульсионного метода заключается в возможности получения по¬
лимера с высоким содержанием каучуковой фазы - до 40 %, что
проявляется в технических преимуществах конечного сополимера
АБС. При сополимеризации стирола с акрилонитрилом в присут¬
ствии каучука в массе или в растворе вязкость системы в процессе
полимеризации на порядок выше, чем для системы, содержащей
только стирол и аналогичный каучук. Поэтому в этом случае со¬
держание каучука в системе, содержащей стирол и акрилонит¬
рил, ограничивается 8-10 %.
2.6.5. ХАРАКТЕРИСТИКА МЕТОДОВ ИССЛЕДОВАНИЯ ПРИВИВОЧНОЙ
СОПОЛИМЕРИЗАЦИИ
Фазовая неоднородность, возникающая в процессе прививоч¬
ной сополимеризации стирола в присутствии каучука, а также и
топохимические особенности процесса требуют использования раз¬
нообразных специфических методов исследования структуры и
состава получаемых сополимеров. Описание этих методик под¬
робно приведено в монографиях [48, 71].
93
Исследование кинетики прививочной сополимеризации на
начальных стадиях конверсии (до 7-10 %) до инверсии фаз про¬
водится общепринятым дилатометрическим методом. Раствор
каучука в мономере приготавливается предварительно в атмосфе¬
ре инертного газа (аргона или азота с чистотой не ниже 99,9 %).
Каучук перед растворением очищается от стабилизатора методом
переосаждения. Переосажденный каучук перемешивается с мо¬
номером в колбе с мешалкой в атмосфере инертного газа. Полнота
растворения определяется по содержанию каучука в растворе.
При исследовании кинетики под действием вещественных ини¬
циаторов они вводятся в раствор каучука после полного растворе¬
ния последнего.
Температура при исследовании кинетики поддерживается ав¬
томатически с точностью ±0,05 °С. Степень конверсии определя¬
ется гравиметрически путем предварительного осаждения поли¬
мера в метиловом спирте.
Наиболее прогрессивным методом изучения кинетики являет¬
ся калориметрический. Этот метод позволяет изучить полимери¬
зацию в широком интервале конверсий. Специальная конструк¬
ция калориметра обеспечивает высокую точность исследований.
Изучение кинетики на стадии инверсии фаз и после ее проте¬
кания определяется методом отдельных проб в колбах или авто¬
клавах с фиксированной скоростью перемешивания. Полимери¬
зация проводится в атмосфере инертного газа.
Определение содержания свободного каучука проводится спе¬
циально разработанным методом турбодиметрического титрова¬
ния [71]. Количественное определение содержания свободного
каучука этим методом проводится на начальных стадиях конвер¬
сии (до 3 %). Метод турбодиметрического титрования для количе¬
ственного определения содержания свободного каучука основан
на наличии прямой пропорциональной зависимости оптической
плотности растворов от их концентрации и отсутствии перекры¬
вания области осаждения свободного каучука с областями осаж¬
дения других полимеров, образующихся в процессе прививочной
сополимеризации. В качестве растворителя рекомендуется исполь¬
зовать бензол, а осадителя - смесь ацетона с метиловым спиртом
в соотношении 9:1. Для предотвращения коагуляции осажден¬
ного полимера концентрация растворов не должна превышать
3 10 5 г/л.
Содержание свободного каучука определяется также методом
инфракрасной спектроскопии, основанном на определении отно¬
шений оптической плотности полос поглощения, характеризую¬
щих неплоские деформационные колебания С—Н-связи в транс-
1,4-конфигурации (967 см г), цис- 1,4-конфигурации (740 см-1) и
94
1,2-винильных групп (910 см"1) к оптической плотности полосы
поглощения при 1445 см'1, обусловленной колебаниями С—Н-свя-
зей в группе СН2.
Фракционный состав полимера определяют методом селек¬
тивной экстракции различных компонентов. Для отделения при¬
витого сополимера и свободного каучука от гомополимера в
качестве растворителя-осадителя используется смесь диметил-
формамида и гексана в соотношении 7,5 : 1. Для сополимеров с
акрилонитрилом рекомендуется использовать смесь хлороформа
со спиртом.
Содержание связанного каучука в привитом сополимере оп¬
ределяется методом бром-иодометрического титрования.
Привитой сополимер отделяется от каучука путем разруше¬
ния каучука гидроперекисью изопропилциклогексилбензола в
присутствии четырехокиси осмия.
Отделение геля от полимера проводится путем центрифуги¬
рования со скоростью (2-3) • 104 об/мин раствора полимера в бен¬
золе, при этом определяется объем геля и его масса.
Индекс набухания геля выражается отношением массы на¬
бухшей гель-фракции к массе ее сухого остатка.
Определение макроструктуры полимера в процессе приви¬
вочной сополимеризации проводится методом оптической микро¬
скопии с фазово-контрастной приставкой.
Структура композиционных полимеров определяется на сре¬
зах с полимера, предварительно обработанных четырехокисью ос¬
мия по методу Като [72].
Образование сшитых структур на стадии полимеризации кон¬
тролируется методом ядерного магнитного резонанса.
Размеры каучуковых частиц в полимере определяются с ис¬
пользованием счетчика Коултера [73], который позволяет опреде¬
лять частицы размером от 0,5 до 400 мкм. Принцип метода осно¬
ван на суспендировании частиц в стандартном электролите и оп¬
ределении изменения сопротивления при прохождении частиц
через маленькое отверстие между двумя электродами.
Определение вязкости раствора каучука и раствора полиме¬
ра проводится с помощью вискозиметра Хемплера при напряже¬
нии сдвига 10 МПа. Для относительной характеристики вязкости
полимера до конверсии 30-35 % информативным является метод
Фордуика, основанный на определении времени истечения опре¬
деленного объема полимера через пробирку (или трубку Фордуи¬
ка) заданного диаметра при ее быстром переворачивании.
Молекулярно-массовые характеристики полимера определя¬
ются методом гель-проникающей хроматографии [74]. Средне-вяз¬
костная молекулярная масса рассчитывается из значения харак¬
95
теристической вязкости по уравнению Марка - Куна - Хувинка
(2.39) для конкретной пары полимер - растворитель. Характе¬
ристическая вязкость определяется вискозиметрически с исполь¬
зованием каппилярных вискозиметров типа Уббелоде или анало¬
гичных.
Краткая характеристика методов изучения кинетики, струк¬
туры и состава полимеров в процессе прививочной сополимериза-
ции стирола показывает, что эти исследования проводятся с ис¬
пользованием разнообразных физико-химических методов, кото¬
рые являются специфическими, трудоемкими и требуют наличия
определенных навыков в работе с растворами полимеров.
2.7. ИОННАЯ ПОЛИМЕРИЗАЦИЯ СТИРОЛА
Известны три основные разновидности ионной полимериза¬
ции, особенности механизма которых определяются типом ката¬
лизатора:
- Катионная полимеризация, при которой растущий конец цепи
имеет положительный заряд. Катализаторами катионной поли¬
меризации являются вещества, способные образовывать катио¬
ны: галогениды бора, алюминия, железа, иод, серная кислота,
галогенводороды и другие вещества, проявляющие активность в
реакции алкилирования Фриделя - Крафтса.
- Анионная полимеризация, характеризуемая наличием отрица¬
тельного заряда на конце растущей цепи. Катализаторами ани¬
онной полимеризации служат металлоорганические соединения
на основе щелочных металлов: бутиллитий, натрийнафталин,
дифенилнатрий и другие.
-Анионно-координационная или стереоспецифическая полиме¬
ризация с использованием катализаторов Циглера - Натта: сме¬
си алюминийорганических соединений с хлоридами титана, ва¬
надия, а также металлоценов, нанесенных на цеолиты.
Механизм ионной полимеризации отличается от механизма
радикальной. Стадия инициирования протекает по реакции
взаимодействия катализатора с мономером с образованием ион-
мономера.
При катионной полимеризации инициирующими агентами
являются гидраты солей металлов; в частности дигидраты, кото¬
рые при взаимодействии с мономером образуют комплексы кар-
бониевых ионов с анионом катализатора [А] ', например:
Инициирование процесса
МеС1„ 2Н20 + М —► [НМ]+[MeCl/tOH]-+ Н20
где М - мономер; МеС1„ - галогенид металла.
96
(2.70)
Рост полимерной цепи при катионной полимеризации проис¬
ходит преимущественно путем присоединения мономерных звень¬
ев по ионной связи [НМ+][А] , где [А]' - анион катализатора:
[НМ]+[МеС1лОНГ +лМ [НМл+1][МеС1лОН]~ (2.71)
где [МеС1лОН]“ это [А]”; [НМ]+ - карбониевый ион.
Обрыв цепи преимущественно протекает путем передачи цепи
на мономер или растворитель:
[НМЛ]+ [МеС1„ОН]“ —► Мл + МеС1л Н20 (2.72)
[НМл]+[МеС]пОН] + М —► Мл 4- [НМ]+ [МеС1лОН] (2.73)
При катионной полимеризации стирола практически не уда¬
ется обнаружить концевых двойных связей, образование кото¬
рых характерно для обрыва цепи путем диспропорционирования.
В основном обрыв цепи протекает за счет реакции передачи цепи
на мономер или растворитель. Это подтверждается тем, что при
катионной полимеризации стирола образуются олигомерные со¬
единения или полимер с низкой молекулярной массой (до 20 * 103).
Передача цепи на мономер по реакции алкилирования Фриде-
ля - Крафтса может приводить к образованию фенилиндановых
группировок:
Образование индановых соединений наблюдается в процессе
катионной полимеризации стирола и его замещенных [75].
Способность мономера к катионной полимеризации определя¬
ется наличием электронодонорных заместителей у двойной связи
винильного мономера. Так, например, а-метилстирол под дейст¬
вием катионных катализаторов образует высокомолекулярный
полимер [1, 5]. Как отмечалось ранее, способность этого мономера
к радикальной полимеризации очень низкая.
Анионная полимеризация стирола преимущественно проте¬
кает в растворителях эфирного типа и в присутствии органиче¬
ских соединений щелочных металлов.
7-1571
97
Классическим примером анионной полимеризации стирола яв¬
ляется процесс, происходящий с использованием в качестве ката¬
лизатора нафталиннатрия в растворе тетрагидрофурана или диок-
сана. Известно [1], что в тетрагидрофуране ионная пара на основе
нафталиннатрия образуется практически мгновенно за счет пере¬
дачи электрона от натрия к нафталину с образованием анион-
радикала нафталина:
Na +
ТГФ
Na+ (2.75)
По реакции, впервые предложенной С. Вайссманом [76], про¬
исходит мгновенный обмен анион-радикала нафталина с моно¬
мером:
Объединенный анион-радикал стирола (М“*), как доказал
М. Шварц [77], способен проявлять свойства как карбаниона, так
и радикала, что обеспечивает образование "живых” полимерных
цепей при анионной полимеризации.
Радикал-анион мгновенно димеризуется с образованием ди¬
аниона:
2
СН— СН2
Na+
Na+ [НС—СН2—СН2—СН] Na+ (2.77)
6 6
дианион стирола ( [ММ] )
Реакция роста полимерной цепи происходит путем присоеди¬
нения мономерных звеньев по ионной связи:
Ме+ ~[ММ]"Ме+ + (д + k)M —► Ме+ -[М]ЛММ(М)'Ме+ (2.78)
В работах М. Шварца [77] по детальному изучению анионной
полимеризации стирола на натрийнафталине в растворе тетрагид-
98
рофураиа было установлено, что при анионной полимеризации
реакции обрыва и передачи цепи не происходят, а полимер сохра¬
няет способность к росту при добавлении свободного мономера.
Дезактивация полимерной цепи при анионной полимеризации
происходит путем взаимодействия со специальными стопперами,
например антиоксидантами, которые добавляются после завер¬
шения процесса полимеризации.
Основной особенностью анионной полимеризации является,
таким образом, образование "живых” полимерных цепей. Степень
полимеризации при анионной полимеризации выражается зави¬
симостями [77]:
Мп = Д[М] / [I]) для монофункциональных катализаторов (2.79
Мп = 2/г([М]/[Г]) для бифункциональных катализаторов (2.80
где [I] - концентрация катализатора; [Г] - концентрация бифункцио¬
нального катализатора.
ММР полимера, получаемого анионной полимеризацией, на¬
ходится в пределах 1,01 < ММР < 1,2. Высокой активностью к
анионной полимеризации обладают мономеры, имеющие элек¬
троноакцепторные заместители: акрилонитрил, метилметакри¬
лат, стирол. Под действием анионных катализаторов эти мономе¬
ры образуют высокомолекулярные полимеры [5]. Активность
стирола в анионной полимеризации ниже, чем у АН и ММА.
Полистирол, получаемый анионным методом, используется в
основном в качестве эталона при калибровке приборов для опре¬
деления молекулярной массы полимера, так как он обладает уз¬
ким ММР < 1,2.
Способность стирола образовывать ”живые" полимерные цепи
при анионной полимеризации явилась основой для создания раз¬
личных блок-сополимеров на основе стирола и дивинильных мо¬
номеров; в первую очередь - с бутадиеном. Такой принцип полу¬
чения блок-сополимеров был впервые сформулирован М. Швар¬
цем с сотрудниками [77, 78] и получил широкое промышленное
развитие, так как позволяет регулировать не только длину бло¬
ков, но и их расположение в блок-сополимерах, т. е. позволяет
регулировать свойства блок-сополимеров в широких пределах.
Так был создан новый вид блок-сополимеров стирола с бутадие¬
ном, получивший название термоэластопластов. Блок-сополимеры
бутадиена со стиролом широко используются в резинотехниче¬
ской промышленности, а также для модификации полистироль-
ных пластиков.
Ионно-координационная полимеризация протекает по ани¬
онному механизму. Отличительной особенностью ионно-коорди¬
7*
99
национной полимеризации является тенденция образовывать упо¬
рядоченные структуры полимерных молекул, что обеспечивает
получение полимеров кристаллической структуры [79]. Известно,
что при радикальной полимеризации получаемые полимеры име¬
ют аморфную структуру, близкую к структуре стекла [19]. Нали¬
чие отмеченной способности образовывать упорядоченные поли¬
мерные структуры в процессе ионно-координационной или сте-
реоспецифической полимеризации явилось решающим фактором
в развитии ее практического использования при полимеризации
винильных соединений, в первую очередь полиолефинов, а также
стирола.
Теоретически стирол в результате полимеризации может об¬
разовывать полимерные молекулы трех структур, определяемых
положением фенильной группы относительно основной полимер¬
ной цепи:
• • — СН2—СН—СНо—сн— СНо—сн— сн2—сн— • •.
6 6 6 6
изотактический полистирол
синдиотактический полистирол
атактический (аморфный) полистирол
Для изотактической структуры полистирола характерно рас¬
положение бензольных колец по одну сторону полимерной цепи.
Равномерное, чередующееся расположение фенильных групп по
обеим сторонам полимерной цепи получило название синдиотак-
тической структуры. Атактический полистирол характеризует¬
ся хаотичным, неоднородным расположением бензольных колец
относительно полимерной цепи.
100
Изо- и синдиотактические полистиролы обладают регулярной
пространственной структурой.
Изотактический полистирол впервые был получен Дж. Натта
[79] с использованием катализатора Циглера - Натта (смесь
триизобутилалюминия с четыреххлористым титаном). В качестве
растворителя был выбран гептан. При получении изотактического
полистирола в виде примеси образуется атактический полимер,
который отделяется от изотактического полистирола методом се¬
лективной экстракции в метилэтилкетоне.
Изотактический полистирол имеет кристаллическую структу¬
ру, плотность до 1,08, а его температура плавления увеличивается
до 200 °С, что значительно превышает температуру размягчения
обычного атактического полистирола (90^- 100 °С). Однако после
тепловой обработки кристаллизация изотактического полистиро¬
ла протекает очень медленно, в результате чего при изготовлении
изделий из него изотактичность нарушается [80]. В связи с этим
полимеризация стирола на катализаторе Циглера - Натта не на¬
ходила практического развития.
Установлено, что в процессе стереоспецифической полимери¬
зации образование регулярной структуры полимера происходит
на поверхности нерастворимого кристаллического соединения,
оказывающего влияние на строение макромолекул [81].
Создание металлоценовых катализаторов и их применение при
стереоспецифической полимеризации открывает новые возмож¬
ности для получения упорядоченных структур полимеров и, в ча¬
стности, полистирола [82, 83].
Основой металлоценовых катализаторов являются цикло-
пентадиенильные соединения общей формулы (С5Н5)2Ме или
(С5Н5)2МеХ, где Me - металлы Ti, V, Cr, Mn, Ni; X - Cl, Br, Н, ал¬
кил, арил. В качестве носителей металлоценовых катализаторов
используются цеолиты [81-84].
Известно [85], что металлоцены образуют сэндвич-структуры,
в которых атом переходного металла в степени окисления -1-2 за¬
ключен между двумя циклопентадиенильными кольцами, распо¬
ложенными антипараллельно:
Ф
Ме2+
Ф
Металлоценовые катализаторы обеспечивают получение по¬
лимеров с упорядоченной регулярной структурой.
101
В 1986-1987 гг. впервые появились публикации японских ав¬
торов [82-84] о синтезе на основе металлоценового катализатора
синдиотактического полистирола (СПС).
СПС, полученный на металлоценовых катализаторах, имеет
кристаллическую структуру, что обеспечивает полимеру высокие
температуру плавления (270 °С) и температуру коробления под
нагрузкой 1,8 МПА (250 °С), причем текучесть СПС выше, чем
у инженерных конструкционных пластмасс, например полифе-
ниленоксида и жидкокристаллических полимеров [86, 87]. Со¬
вместными усилиями фирм "Dow Chem." и "Идемитцу" [87-89]
в 1997-1999 гг. были созданы первые промышленные производства
СПС суммарной мощностью 40 тыс. т в год: в Японии - мощно¬
стью 5 тыс. т в год и в Европе в г. Шкопау (Германия) - 36 тыс. т
в год. Известно [88], что в 2000 г. выпуск СПС на фирме "Идемит¬
цу" в Японии увеличен до 10 тыс. т в год.
В Европе СПС выпускается фирмой "Dow Chem." под торговой
маркой "Qnestra" [90].
Анализ публикаций [90-93] показывает, что СПС "Questra"
представляет собой упорядоченную структуру, состоящую из син-
диотактической кристаллической части и атактического, аморф¬
ного полистирола, играющего роль полимерного пластификатора,
а также добавок: полифениленоксида и минеральных наполните¬
лей. Подобные состав и структура СПС "Questra" обеспечивают
высокую текучесть полимера и его гидрофобность. Преимущества
полимера сохраняются при его переработке в изделия. Сочетание
высокой температуры плавления с текучестью и гидрофобностью
на уровне ПС, а также высокие диэлектрические характеристики
обеспечивают конкурентоспособность СПС с инженерными конст¬
рукционными пластмассами. Фирма "Dow Chem." выпускает до
10 марок СПС "Questra", основные характеристики которых при¬
ведены в табл. 2.14.
Таблица 2.14
Физико-механические показатели синдиотактического полистирола
"Questra" [93]
Наименование показателя
Единица
измерения
Величина
для СПС
"Questra"
Показатель текучести расплава, 200 °С, 5 кг
г/10 мин
8-10
Плотность
г/см3
1,05-1,1
Температура тепловой деформации под нагруз¬
кой 1,8 МПА
°С
155-250
Температура плавления
°С
270
102
Стереоспецифическая полимеризация стирола на металлоце¬
новых катализаторах является предметом широких исследований
и патентов [89, 91-99]. Установлено, что процесс стереоспецифи-
ческой полимеризации стирола имеет первый порядок по концен¬
трации мономера. Молекулярная масса получаемого СПС зависит
от типа противоиона и его координационного поведения. Доказа¬
но [89, 99], что титаноценовый комплекс участвует в формирова¬
нии синдиоспецифической структуры полистирола.
2.8. ПСЕВДОЖИВАЯ РАДИКАЛЬНАЯ ПОЛИМЕРИЗАЦИЯ
СТИРОЛА
Псевдоживая, или контролируемая радикальная полимериза¬
ция стирола представляет собой новый перспективный путь син¬
теза полимеров заданной структуры за счет управления временем
жизни полимерных цепей.
Как отмечалось в разд. 2.3, при глубоких степенях конверсии
25-60 % реакция обрыва полимерных цепей стирола и других
мономеров становится диффузионно-контролируемой, что может
привести к автоускорению реакции полимеризации и в предель¬
ных случаях к неуправляемости процесса. Для предотвращения
этого эффекта используются активные агенты передачи цепи -
регуляторы роста, которые стабилизируют величину молекуляр¬
ной массы полимера в процессе полимеризации.
В начале 1990-х гг. было установлено, что эффективными спе¬
цифическими регуляторами процесса полимеризации стирола яв¬
ляются нитроксилы, в частности 2,2,6,6-тетраметилпиперидилок-
сил (ТЕМПО) [100-103]. Изучение инициированной радикальной
полимеризации стирола в присутствии ТЕМПО показывает, что
при малой концентрации ТЕМПО играет роль слабого ингиби¬
тора. При повышении его концентрации до величины несколько
большей концентрации инициатора [I] - [ТЕМПО] : [I] =1,2 на¬
блюдается рост Мп полистирола с конверсией при одновремен¬
ном сужении ММР до 1,3 [100]. Методом ЯМР [ЮЗ] установле¬
но, что полистирол при полимеризации в присутствии ТЕМПО
содержит концевые группы:
которые превращают полимерную цепь в живую. Наличие групп
ТЕМПО, естественно, приводит к некоторому снижению тем¬
С(СН3)з
С(СН3)3
103
пературы разложения полистирола (-на 15 °С) по сравнению с
обычным полистиролом. Кроме ТЕМПО аналогичный эффект
наблюдается при использовании оксопроизводного ТЕМПО, или
ТЕМОПО.
Добавка ТЕМПО при термической полимеризации стирола
при 110-140 °С приводит к появлению индукционного периода,
обусловленного взаимодействием первичных радикалов стирола
с двумя радикалами ТЕМПО с образованием соответствующих
диаддуктов [104]. Наличие растворителей (этилбензола, толуола,
кумола) влияет на скорость образования аддуктов и их выход дос¬
тигает 70 %. Введение бензойной кислоты снижает выход аддук¬
тов до 7 %, а добавка камфоросульфокислоты предотвращает их
образование.
Камфоросульфокислота при термической полимеризации сти¬
рола в присутствии ТЕМПО инициирует реакцию захвата расту¬
щего полимерного радикала радикалом ТЕМПО и последующую
реакцию реинициирования растущей цепи [103, 105].
Процесс радикальной полимеризации стирола в присутст¬
вии ТЕМПО сопровождается захватом растущих полимерных
радикалов радикалами ТЕМПО с образованием аддуктов по ре¬
акции обратимого ингибирования и последующим взаимодей¬
ствием полимерных аддуктов с растущими радикалами. Ука¬
занный процесс полимеризации получил в литературе название
"живой”, или "псевдоживой", полимеризации. Реакция обрати¬
мого ингибирования позволяет снизить, а в ряде случаев (на¬
пример, при полимеризации акрилатов) исключить, эффект ав¬
тоускорения на глубоких стадиях радикальной полимериза¬
ции [106].
В качестве источника радикалов, способных к реакциям обра¬
тимого ингибирования, кроме пиперидинилоксилов, проявляют
способность нитроны, нитрозосоединения [106-108], например
фенил-т?фет-бутилнитрон (ФБН), 2-метил-2-нитрозопропан (МНП),
нитрозо-третичный октан, а также дитиосоединения [109-111] -
бензил(диэтоксифосфорил)дитиоформиат, фенилэтилфенилдитио-
ацетат.
Следует отметить, что способность нитрозосоединений к обра¬
тимому ингибированию несколько выше, чем у ТЕМПО.
Анализ механизма псевдоживой полимеризации подробно
рассмотрен в обзоре [112] и кинетических исследованиях [113,
114].
Основной реакцией процесса обратимого ингибирования явля¬
ется взаимодействие растущего полимерного радикала (~Р*) с ве¬
ществами, способными образовывать стабильные радикалы по
схеме [106]:
104
~К + <Q>—CH=N-C(CH3)3 — ~Р„—CH-N-C(CH3)3 (2.81)
О O'
ФБН
С(СН3)3
~p;,+o^n^ -
с (СНз)з
ТЕМПО
О
А-
С(СН3)3
>D
’О
С (СН3)з
(2.82)
А*
~Р*п + А'
"Ря А
(2.83)
Взаимодействие по реакциям (2.81) и (2.82) приводит к обра¬
зованию полимерных стабильных нитроксильных радикалов - ад¬
дуктов, в спиновой ловушке которых заключена полимерная цепь.
Реакция (2.83) является обратимой и при благоприятных ус¬
ловиях "контролирует” рост полимерной цепи, что снижает и да¬
же исключает протекание гель-эффекта и обеспечивает плавный
рост полимерной цепи, сопровождаемый уменьшением ММР по¬
лимера. Квантовохимические исследования по влиянию нитро¬
ксильных радикалов на псевдоживую полимеризацию стирола и
акрилатов [106] показывают, что энергия связи -^С—О в аддук¬
тах [~Р„---А] для ФБН и МНП значительно ниже, чем для пипери-
динилоксилов. В то же время энергия лабильной связи [~РЛ---А]
для растущей цепи стирола выше, чем для цепи метилметакрила¬
та (табл. 2.15). Различия в энергии лабильной связи -^С—О для
Таблица 2.15
Влияние строения и длины цепи макрорадикала ~Р* на энергию
разрыва связи углерод—кислород в аддуктах (~Р„---А) [106]
Радикал ~Р*
Энергия разрыва связи, кДж/моль (расчет по методу РМ-3)
ФБН
ТЕМОПО
л звеньев
(п +1) звено
п звеньев
(л +1) звено
яММА
39,7
26,3
63,5
51,8
яБМА
39,7
9,6
65,6
55,2
лБА
89,9
86,5
97,8
94,1
пС
45,1
48,1
66,0
60,2
105
Рис. 2.20. Влияние добавки ре¬
гулятора обратимого ингибиро¬
вания (ФБН) на молекулярную
массу ПС и ПММЛ при псев¬
доживой полимеризации [106]:
Стирол, 70 °С:
- ДИНИЗ ОД % (мол.);
-Л--ДИНИЗ ОД % (мол.) + ФБН
0,01 % (мол.)
ММА, 60 °С:
-а- - ДИНИЗ ОД % (мол.);
- ДИНИЗ ОД % (мол.) + ФБН
0,01 % (мол.)
мономеров различного строения приводят к тому, что псевдожи-
вая полимеризация стирола протекает при температуре 70 °С и
выше, а для ММА - уже при 50 °С (рис. 2.20).
В общем виде кинетическая схема псевдоживой полимериза¬
ции стирола может быть представлена в виде следующих последо¬
вательных реакций [113, 114]:
I
Лрасп_
2R'
(1)
R* + М
RM"
(2)
АГр ^
RM* + пМ
rm„m’(~p;,)
(3)
RNT + T
Кпд ^
А- 1
*м.
А0 1
(4)
или RMnM* + Т
д • 1
А )
-р; + а-
Крек ^
т>
(5)
Рн
регулятор псевдоживой полимеризации.
Реакции (1-3) являются типичными при инициированной
радикальной полимеризации. Взаимодействия, описываемые ре¬
акциями (4, 5), являются специфическими для процесса поли¬
меризации, протекающей в условиях регулируемого роста поли¬
мерной цепи, т. е. по псевдоживому механизму. Исследования
кинетических особенностей инициированной полимеризации
стирола в присутствии ТЕМОПО показали, что при конверсии
40-60 % скорость реакции пропорциональна концентрации мо¬
номера [115].
На основании принципа Флори о независимости кинетических
констант от длины цепи В. Б. Голубевым и др. [114] методом спи¬
новой ловушки рассчитаны значения констант реакций (4, 5) для
инициированной полимеризации стирола в присутствии ТЕМПО.
Авторами показано, что константа скорости образования ад¬
106
дукта (ЯГад) по реакции (4) значительно превышает К?. Так, если
при 35 °С Кр = 80 л/(моль • с), то Кад = 4,6 103 л/(моль с). Значе¬
ние константы реакции обратимого ингибирования (Крек), опре¬
деленное методом спиновой ловушки [114], оказывается рав¬
ным 4 10б л/(моль с) при 35 °С. Учитывая обратимость реакции
(5), она является безактивационной и не зависит от температу¬
ры. Значение рек = 1 107 л/(моль с), определенное методом
ГПХ В. Б. Голубевым и др. [116] при полимеризации стирола в
присутствии ТЕМПО при 85 °С, позволяет полагать, что константа
скорости реакции (5) рекомбинации ~107 л/(моль с) для псевдо¬
живой полимеризации стирола, активированной радикалами
ТЕМПО, является реальным значением.
Изучение особенностей псевдоживой радикальной полимери¬
зации стирола в присутствии ТЕМПО, инициированной переки¬
сью бензоила, проведено М. Б. Лачиновым, В. Б. Голубевым [113]
в интервале температур от 110 до 140 °С.
Резкое уменьшение начальной концентрации ТЕМПО (рис. 2.21),
наблюдаемое авторами, свидетельствует о преимущественном взаи¬
модействии в этот период радикала нитроксила с радикалом ини¬
циатора, так как распад перекиси бензоила в исследованном диа¬
пазоне температур (110-140 °С) происходит мгновенно и имеет
место своеобразное "выгорание” инициатора. Можно предпола¬
гать, что, именно благодаря этому явлению, стационарная кон¬
центрация ТЕМПО увеличивается с повышением температуры
(рис. 2.21). Увеличение стационарной концентрации ТЕМПО при¬
водит к расширению ММР полимера в изученном интервале
температур от 1,3 при 110 °С до 1,9 при 140 °С. Отмеченные ре¬
зультаты показывают, что методом псевдоживой радикальной
полимеризации можно регулировать не только ММР полимера, но
и величину полимерного блока.
Развитие метода псевдоживой радикальной полимеризации
открывает широкие возможности для управляемого синтеза блок-
сополимеров различной природы и структуры.
Рис. 2.21. Изменение концен¬
трации ТЕМПО при псевдожи¬
вой полимеризации стирола при
различных температурах, ини¬
циатор - перекись бензоила,
[ТЕМПО]: [ПБ] = 1,2; [ТЕМПО] =
= 6 10 3 моль/л [113]:
-<♦- - 110 °С;—о- - 120 °С; -Д~ -
140 °С
107
Так, методом псевдоживой полимеризации стирола в присут¬
ствии ТЕМПО получены триблоксополимеры стирола, полисилок-
сана и л-метоксистирола [117]. В процессе инициированной по¬
лимеризации стирола при использовании в качестве обратимого
регулятора (1-фенилэтил)фенилдитиоацетата получены полимеры
стирола, имеющие гребнеобразную структуру [111].
Фирмой "Bayer" запатентован способ получения звездообраз¬
ных блок-сополимеров методом псевдоживой полимеризации [118].
Сополимеры стирола с дивинильными соединениями, полученные
в условиях псевдоживой полимеризации, обладают регулярной
структурой, которую можно регулировать в процессе полимери¬
зации [119]. Методом управляемой радикальной сополимериза-
ции могут быть получены блок-сополимеры стирола с жидкокри¬
сталлическими полимерами [120].
Приведенные примеры использования метода псевдоживой
полимеризации позволяют сделать предположение о перспектив¬
ности ее практического использования.
Г ПАВА 3
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПОЛУЧЕНИЯ
ПОПИСТИРОПЬНЫХ ПЛАСТИКОВ
МЕТОПОМ НЕПРЕРЫВНОЙ ПОЛИМЕРИЗАЦИИ
В МАССЕ
Успехи в развитии научных основ анионной и стереоспецифи-
ческой полимеризации винильных соединений в 1960-1970-х гг.
способствовали высоким темпам развития крупнотоннажных про¬
изводств полипропилена, обладающего регулярной структурой. Это
привело к тому, что в ряде областей применения (упаковка, детали
электробытовых приборов и др.) полипропилен начал успешно
конкурировать с полистирольными пластиками. Систематическое
повышение стоимости на исходное сырье увеличивало материало¬
емкость производства ПСП, что также приводило к снижению их
конкурентоспособности по сравнению с полиолефинами.
Производство ПСП методом суспензионной полимеризации,
существовавшее в 1960-х гг., стало уступать производству поли¬
пропилена не только по экономическим показателям, но и по
техногенному влиянию на окружающую среду, обусловленному
большим количеством сточных вод (5-7 м3/т). Это привело к то¬
му, что в конце 1960-х гг. внимание технологов было направлено
на преимущественное развитие в производстве ПСП метода не¬
прерывной полимеризации в массе. При разработке новых круп¬
нотоннажных производств ПСП важное значение приобретало
обеспечение минимального влияния технологического процесса
на окружающую среду.
3.1. ОСОБЕННОСТИ НЕПРЕРЫВНОГО ПРОЦЕССА
РАДИКАЛЬНОЙ ПОЛИМЕРИЗАЦИИ СТИРОЛА
Развитие метода непрерывной полимеризации стирола для
производства ПСП зависело от оптимального решения основных
кинетических особенностей (со)полимеризации стирола, характер¬
ных для него и подробно рассмотренных в главе 2.
Наиболее актуальными проблемами являлись следующие:
1. Обеспечение надежного контролируемого съема экзотерми¬
ческой теплоты реакции полимеризации стирола, включая
109
глубокие стадии конверсии в условиях высокой вязкости
реакционной массы.
2. Разработка технологических параметров, обеспечивающих
получение полимера с узким молекулярно-массовым рас¬
пределением.
3. Исключение фактора предельной величины конверсии, ха¬
рактерной для процесса полимеризации стирола на глубо¬
ких стадиях (выше 90 % конверсии) и ограничивающей
области применения полистирола (упаковка пищевых про¬
дуктов) из-за токсикологического воздействия.
4. Снижение негативного влияния процесса олигомеризации
(димеризации), сопровождающей полимеризацию стирола.
Наряду с решением отмеченных выше принципиальных фи¬
зико-химических аспектов при разработке эффективных техноло¬
гических процессов производства, необходимо было нивелировать
экономические проблемы и обеспечить снижение металлоемкости
основного оборудования и энергопотребления процесса. Оптими¬
зация этих показателей может обеспечить преимущества в затра¬
тах на производство полистирола по сравнению с другими поли¬
мерами.
Известно, что съем теплоты реакции может осуществляться
двумя путями:
- изотермическим, т. е. поддержанием постоянной температу¬
ры процесса полимеризации путем непрерывного отвода вы¬
деляющейся теплоты реакции;
- адиабатическим, при котором выделяющаяся при полиме¬
ризации тепловая энергия используется для непрерывного
повышения температуры реакционной массы.
Изотермические условия проведения реакции в непрерывном
режиме преимущественно обеспечиваются в реакторах идеального
смешения (PC), а адиабатические - в реакторах идеального вы¬
теснения (РВ). На практике, как правило, реальные реакторы от¬
личаются от идеальных.
Анализ показывает, что проведение непрерывного процесса
полимеризации стирола в адиабатических условиях приводит к
получению нестабильного по молекулярной массе полимера. Так,
при полимеризации стирола в аппаратах колонного типа при кон¬
версии свыше 40-45 %, в которых процесс в основном протекает в
адиабатических условиях, получается полимер, обладающий ши¬
роким ММР (>3,5). Это отрицательно сказывается на уровне его
механических показателей. В связи с этим основные исследова¬
ния были направлены на разработку процесса непрерывной поли¬
меризации в условиях, максимально приближающихся к изотер¬
мическим.
110
Кинетические особенности непрерывной полимеризации сти¬
рола впервые были проанализированы Денбаем [1] еще в 1947 г.
Автор приходит к выводу, что реакторы вытеснения следует рас¬
сматривать как гетеронепрерывные, в которых система инвари¬
антна во времени и вариантна в пространстве, так как состав ре¬
акционной массы изменяется по длине реактора.
В непрерывных реакторах смешения система является гомо-
непрерывной, она инвариантна во времени и пространстве и ее
можно рассматривать как находящуюся в стационарных услови¬
ях. Преимуществом PC в непрерывных условиях по сравнению с
РВ является высокая способность системы к адаптации при изме¬
нении скорости потока и температуры полимеризации, что спо¬
собствует повышению стабильности получаемого полимера.
Выход полимера с единицы объема в непрерывных условиях
для PC выражается зависимостью:
ac(0 = f <[М„]-[М]} (ЗЛ)
где и - скорость потока; w - объем реакционной массы; [М0] и [М] - кон¬
центрации мономера на входе в реактор и на выходе из него соответст¬
венно.
ММР полимера в гомонепрерывных (изотермических) услови¬
ях более однородно, чем в периодических [1], но в то же время
средняя длина полимерной цепи несколько ниже, так как стацио¬
нарная концентрация мономера в непрерывном процессе меньше
и равна окончательной концентрации мономера в реакторе. Опти¬
мизация непрерывных технологических процессов обеспечивает ис¬
ключение отмеченного негативного влияния непрерывности про¬
цесса полимеризации за счет использования следующих приемов:
- снижение степени конверсии в реакторе;
- уменьшение концентрации эффективных агентов передачи
цепи - регуляторов;
- повышение концентрации мономера путем снижения со¬
держания растворителя.
При высоких конверсиях в непрерывном реакторе наблюдает¬
ся снижение скорости полимеризации и соответственно длины
полимерной цепи, что объясняется переходом реакций иницииро¬
вания и обрыва в диффузионно контролируемую область на более
низких конверсиях, чем в периодическом режиме [2]. Этот эф¬
фект может способствовать образованию олигомерных примесей в
большем количестве, чем в периодическом режиме, что подтвер¬
ждается экспериментальными результатами [4].
Эффективность перемешивания в PC должна обеспечивать
максимальную однородность смешения не только на макро-, но и
111
на микроуровне. Известно, что макросмешение позволяет обеспе¬
чить стабильное во времени распределение элементов потока в
реакторе. Микросмешение способствует массообмену между эле¬
ментами потока, т. е. обеспечивает однородность протекания хи¬
мических процессов в реакторе.
Анализируя работу непрерывных реакторов различного типа
М. Харада и К. Танака [3] пришли к выводу, что в непрерывном
режиме даже в PC при высокой однородности смешения на мак¬
роуровне наблюдается наличие неоднородностей на микроуровне.
Этот эффект, по мнению авторов, приводит к тому, что в непрерыв¬
ных реакторах существует некоторый разброс по времени пребы¬
вания между отдельными элементами системы. Результатом этого
эффекта являются различия в степени конверсии реакционной
массы по объему реактора, которые выражаются экспоненциаль¬
ной функцией от времени пребывания в непрерывном реакторе:
а(t) = Ооехр (-t/т) (3.2)
где Оо - конверсия для периодического реактора; т - время пребывания
массы в реакторе.
При одних и тех же условиях полимеризации в непрерывных
реакторах смешения степень конверсии снижается в меньшей сте¬
пени, чем в реакторах вытеснения. Так, например, при т = 300 мин
конверсии в непрерывных реакторах вытеснения (ав) и смешения
(ас) по сравнению с периодическим реактором смешения (а0) для
полистирола имеют значения: ав = 0,55; ас = 0,7; а0 = 0,75.
Следует отметить, что существуют противоречивые данные по
влиянию непрерывности процесса на молекулярную массу поли¬
мера. Так, Т. Харада и др. [3], в отличие от Денбая, считают, что
при гомонепрерывной полимеризации стирола изменение времени
пребывания в реакторе меньше влияет на молекулярную массу по¬
лимера, чем в периодическом реакторе. Отмеченные противоречия,
вероятно, обусловлены особенностями влияния непрерывного про¬
цесса на константы скоростей элементарных реакций, а также
различиями в качестве сырья. При интерпретации эксперимен¬
тальных данных следует иметь в виду, что с увеличением степени
конверсии неоднородность системы на макро- и микроуровнях
даже в гомонепрерывных изотермических условиях увеличивает¬
ся и зависит от условий перемешивания в большей степени.
Наибольшее смешение на микроуровне как по степени поли¬
меризации, так и по молекулярной массе обеспечивается при ис¬
пользовании перемешивающего устройства в виде двухзаходного
спирального импеллера [3]. Такой тип перемешивающего устрой¬
ства создает наиболее равномерное распределение сдвиговых уси¬
лий по всему объему реактора.
112
Рис. 3.1. Влияние непрерывного процесса на изменение Мп и Mw поли¬
стирола (термическое инициирование - 120 °С):
— Мп при периодическом процессе; -о- - Мп при непрерывном процессе; -Д—
Мш при периодическом процессе; —ж М ш при непрерывном процессе
Сравнение молекулярных масс полистирола, полученного в
непрерывном и периодическом режимах в PC при термической
полимеризации на одном и том же сырье и в идентичных услови¬
ях, показывает, что до конверсии 50 % Мп и Mw в непрерывном
режиме снижаются ~ на 20-25 % (рис. 3.1) по сравнению с перио¬
дическим процессом. Следует отметить, что в непрерывном режи¬
ме наблюдается увеличение Мл, начиная с 25 % -й конверсии.
Отмеченные особенности связаны с наличием микронеоднород¬
ностей в непрерывном процессе, что может способствовать прояв¬
лению гель-эффекта в реакторе, особенно при отсутствии надеж¬
ного тепломассообмена.
Проведение прививочной сополимеризации стирола с полибу¬
тадиеном в непрерывном режиме способствует увеличению мик¬
ронеоднородностей в системе, так как в этом случае, начиная с
начальной конверсии, процесс полимеризации протекает в гетеро¬
генной системе. Постоянное поступление исходного раствора мо¬
номера в непрерывной системе может привести к нарушению фа¬
зовых равновесий в получаемом композиционном полимере, что
особенно проявляется в системах, находящихся в 0-условиях или
вблйзи них. Это относится, как уже отмечалось, к процессу сопо¬
лимеризации стирола с акрилонитрилом в присутствии каучука,
т. е. к получению АБС-пластика методом непрерывной полимери¬
зации в массе.
Действительно, для непрерывной (со)полимеризации стирола
в присутствии каучука характерно увеличение среднего размера
частиц каучука до 4-5 мкм при одновременном расширении их
Я—1571
113
Рис. 3.2. Влияние непрерывного процесса на размер частиц каучука в
матрице полистирола:
—- непрерывный процесс, термическое инициирование; -о- - непрерывный
процесс, инициатор ТБПБ; -Д— периодический процесс, термическое иницииро¬
вание
полидисперсности по сравнению с периодическим процессом
(рис. 3.2). Использование вещественных инициаторов позволяет
снизить отмеченные отрицательные аспекты в исследуемой системе.
Учитывая, что стадия инверсии фаз, происходящая при (^по¬
лимеризации стирола с каучуком, является обратимым процес¬
сом, систематическое добавление исходного раствора увеличивает
процесс реинверсии в системе на стадии форполимеризации и
приводит к проскоку неинвертированного раствора полистирола в
каучуке на более глубокие стадии полимеризации. Для исключе¬
ния этого явления рекомендуется поддерживать конверсию на
стадии форполимеризации не менее 40 %.
Снижение Мп и МЦ), характерное для непрерывной полимери¬
зации, приводит при (со)по;шмеризации стирола в присутствии
каучука к снижению Мп и Mw привитого сополимера, что неиз¬
бежно проявляется в уменьшении адгезии между полистирольной
матрицей и дискретными частицами каучука в готовом ударо¬
прочном полистироле.
Снижение скорости полимеризации, характерное для непре¬
рывного процесса, приводит к тому, что содержание полистирола
в каучуковой фазе в непрерывном процессе существенно снижает¬
ся (рис. 3.3).
Отмеченные отрицательные особенности непрерывной (^по¬
лимеризации стирола с каучуком приводят к тому, что эффектив¬
ность использования каучука в непрерывном процессе снижается
114
Рие. 3.3. Влияние непре¬
рывного процесса на при¬
вивочную сополимеризацию
стирола с ПБ:
- непрерывный процесс;
-о— периодический процесс
в 2 раза по сравнению с периодическим процессом. При получе¬
нии АБС-пластиков методом полимеризации в массе особенности
непрерывной полимеризации проявляются в значительно боль¬
шей степени, так как система находится вблизи 0-условий. С це¬
лью исключения негативного влияния непрерывности процесса
при получении ударопрочных сополимеров стирола, как правило,
содержание каучука в системе увеличивается = на 1-2 %, а также
весьма эффективным является использование смеси каучуков
различного строения и полифункциональных вещественных ини¬
циаторов.
Особенности непрерывной полимеризации по сравнению с пе¬
риодической и влияние условий смешения в непрерывных реак¬
торах на содержание микронеоднородностей привели к тому, что в
настоящее время общепризнанным является использование для
начальной стадии форполимеризации (до конверсии =45 %) изо¬
термических реакторов смешения, перемешивание в которых
максимально приближено к идеальным [5].
В реакторах смешения изотермические условия при непре¬
рывной полимеризации могут обеспечиваться двумя путями:
1) избыточная теплота реакции расходуется на испарение час¬
ти мономера или его смеси с растворителем за счет некото¬
рого снижения давления (300-500 мм рт. ст.);
2) избыточная теплота, выделяющаяся при полимеризации,
удаляется через теплообменные поверхности.
Каждый из указанных способов имеет свои преимущества и
недостатки.
Частичное испарение мономерной фракции, ее охлаждение в
выносных теплообменниках и возврат в процесс очень привлека¬
тельны с точки зрения надежности эксплуатации реактора, так
как регулированием давления обеспечивается надежное поддер¬
жание температуры в реакторе [6]. За счет углубления вакуума
можно за короткий срок прекратить процесс полимеризации в
случае возникновения нештатных ситуаций при эксплуатации
8*
115
установки. Однако в реакторах с испарением необходимо под¬
держивать определенный уровень заполнения, что снижает по¬
лезный объем реактора и может способствовать появлению на¬
липания в реакторе на границе между газовой и жидкой фа¬
зами.
Испарение и возврат охлажденного мономера создают допол¬
нительные неоднородности в реакторе по составу реакционной
массы, что сравнительно мало сказывается при получении поли¬
стирола общего назначения, но оказывает отрицательное влияние
при сополимеризации стирола с каучуком и недопустимо для по¬
лучения сополимеров стирола.
Использование выносных испарительных контуров для уда¬
ления избыточной теплоты полимеризации позволяет использо¬
вать реакторы цельного заполнения и исключить неоднородности
по составу, обеспечивая при этом преимущества использования
способа испарения для надежной эксплуатации реакторов в не¬
прерывных условиях [7].
Встроенные в реактор теплообменные поверхности для уда¬
ления избыточной теплоты полимеризации успешно применяют
в непрерывных процессах полимеризации стирола с 1950-х гг.
[8-10]. Однако наличие внутренних теплообменных поверхно¬
стей увеличивает возможность налипания на них реакционной
массы, что может нарушить теплообмен в реакторе, а также
явиться источником появления неконтролируемых неоднород¬
ностей в реакторе. В связи с этим в 1970-1980-х гг, использова¬
ние реакторов с испарением на стадии форполимеризации в не¬
прерывном процессе получения полистирола общего назначения
и ударопрочного полистирола стало приобретать преимущест¬
венное развитие.
Весьма перспективным для обеспечения надежной эксплуа¬
тации реакторов начальной ступени непрерывной полимериза¬
ции стирола является принцип циркуляции реакционной мас¬
сы через выносные теплообменники специальной конструкции
пи- Использование выносных теплообменников для циркуля¬
ции реакционной массы расширяет температурные режимы
надежной эксплуатации реактора и увеличивает возможности
управления процессом непрерывной полимеризации в таких
реакторах [12, 13].
Эффект снижения степени полимеризации в непрерывном
процессе приводит к тому, что предельная степень конверсии
проявляется в непрерывном процессе на более низких конверсиях
(=95 %), чем в периодическом процессе (=99 %). Для исключения
этого явления процесс непрерывной полимеризации целесооб¬
разно проводить до неполной конверсии, преимущественно до
116
85-90 %, с последующим удалением непрореагированного моно¬
мера и других примесей. Первоначально для этой цели использо¬
вались специальные валковые устройства [8, 14]. Впоследствии
были разработаны испарительные камеры специальной конст¬
рукции [5-17]. Удаление непрореагированного мономера и лету¬
чих примесей в этих емкостных аппаратах происходит в резуль¬
тате предварительного перегрева расплава полимера до темпера¬
туры, не превышающей предельную (Гпр), при прохождении через
трубки теплообменника и мгновенного расширения струи распла¬
ва при попадании его в емкостное пространство испарительной
камеры, в которой поддерживается глубокий вакуум (остаточное
давление не более 5-7 мм рт. ст.). Обогрев испарительных камер
осуществляется через рубашки. Полимер собирается в нижней
конической части испарительной камеры.
Использование испарительных камер позволило получать при
непрерывной полимеризации полистирол с содержанием остаточ¬
ного мономера менее 0,05 %, что превосходит возможности пе¬
риодического суспензионного процесса. Известны двухстадийные
схемы испарительных камер, в этом случае содержание остаточ¬
ного мономера снижается до 0,01 %.
Для транспортирования расплава полимера к испарительной
камере и от нее были созданы высоконапорные насосы шесте¬
ренчатого типа [18], обеспечивающие выгрузку высоковязкого
расплава полимера (107 спуаз при 230-240 °С) из-под вакуума и
создающие на выходе давление (до 150 ат), необходимое для
течения расплава по материалопроводу. В насосах шестеренча¬
того типа расплав полимера претерпевает своеобразную гомоге¬
низацию в тонком слое, что позволяет исключить обработку
полимера в экструдере. Исключение экструдера из технологи¬
ческой схемы непрерывной полимеризации позволяет снизить
потребление электроэнергии (на =40 %) и металлоемкость ос¬
новного оборудования.
Гранулирование расплава полимера в непрерывном процессе
осуществляется традиционным способом.
Учитывая, что в непрерывном процессе полимеризации сти¬
рола образование димеров и других низкомолекулярных при¬
месей происходит с большей скоростью, чем в периодическом
процессе, мономер и примеси, отогнанные из полимера в испари¬
тельных камерах, возвращаются в процесс после предваритель¬
ной очистки. Удаление олигомерных примесей может осущест¬
вляться как в газовой фазе (in situ), так и после предварительной
конденсации. Сконденсированный, отогнанный мономер очи¬
щается от олигомерных примесей путем скруббирования или
дистилляции.
117
В связи с тем что при конверсии более 60 % скорость образо¬
вания олигомерных примесей увеличивается, то при непрерывной
полимеризации стирола минимальное содержание их может быть
достигнуто путем прекращения полимеризации при достижении
конверсии 45-50 % и удаления непрореагированного мономера в
испарительных камерах. Такой процесс получил название суще¬
ственно неполной конверсии.
Проведение процесса до существенно неполной конверсии
возможно только для получения полистирола общего назначения.
При (со)полимеризации стирола с каучуком на глубоких стадиях
конверсии (более 50 %) протекает реакция сшивки каучуковой
фазы. В связи с этим непрерывный процесс получения компози¬
ционных сополимеров стирола с каучуком (УП, АБС) следует про¬
водить с перемешиванием до конверсии 75-85 %. В противном
случае неконтролируемая сшивка полимера может привести к
нарушению структуры композиционного полимера и образованию
нерастворимых сшитых примесей.
Химическая концепция эффективного непрерывного про¬
цесса полимеризации стирола в массе основывается на сле¬
дующих принципиальных особенностях, которые необходи¬
мо учитывать при реализации конкретной технологической
схемы:
- обеспечение максимальной однородности реакционной мас¬
сы на макро- и микроуровнях;
- необходимость обеспечения условий, предотвращающих сни¬
жение молекулярной массы получаемого полимера;
- проведение процесса полимеризации с оптимальной скоро¬
стью (8-10 % /ч);
- создание термодинамических условий, предотвращающих
приближение системы к 0-условиям, что особенно важно для
процессов прививочной сополимеризации стирола и его со¬
мономеров с каучуками;
- исключение фактора предельной величины конверсии путем
проведения полимеризации до неполной конверсии;
- изыскание условий, позволяющих снизить образование оли¬
гомерных примесей.
Технологические решения, обеспечивающие оптимизацию ос¬
новных особенностей процесса (со)полимеризации стирола в не¬
прерывных условиях, представляют собой "ноу-хау" процесса и
являются предметом патентования [9-11, 14, 17].
В табл. 3.1 в обобщенном виде представлено влияние техноло¬
гических параметров на качество получаемого полистирола при
полимеризации стирола в непрерывном процессе полимеризации
в массе с неполной конверсией.
118
Таблица 3.1
Влияние технологических параметров процесса
непрерывной полимеризации стирола в массе на показатели качества
получаемого полистирола
Технологические параметры процесса
температура
полимери¬
зации
содержание
этилбензола
скорость
общего
питания
температура
в испари¬
тельной
камере
давление
в испари¬
тельной
камере
Показатели
качества
полимера
Показатель
текучести
расплава
Температура
размягчения
по Вика
Прочность
при разрыве
Содержание
остаточного
этилбензола,
стирола
Примечание:
- синхронное увеличение показателя качества с возрастанием параметра;
- уменьшение показателя качества с возрастанием параметра;
—► - независимость показателя качества от параметра.
Ч
ч
ч
ч
—*•
Ч
ч
ч
ч
—
ч
ч
ч
ч
—
—
ч
ч
ч
3.2. АНАЛИЗ РАЗЛИЧНЫХ ВАРИАНТОВ
ТЕХНОЛОГИЧЕСКИХ СХЕМ ПРОЦЕССА
НЕПРЕРЫВНОЙ ПОЛИМЕРИЗАЦИИ СТИРОЛА В МАССЕ
Выбор технологической концепции процесса, кроме его хи¬
мических особенностей, базируется на общих технических прин¬
ципах;
1. Основного термодинамического условия разности потен¬
циалов.
2. Максимального использования исходных веществ.
3. Наиболее рационального использования энергосредств.
4. Наилучшего использования оборудования.
5. Обеспечения технологической соразмерности, заключающей¬
ся в выборе оптимальных решений для отдельных противо¬
речивых стадий процесса.
119
6. Наименьшего экологического воздействия на окружающую
среду.
Непрерывный метод полимеризации в массе с неполной кон¬
версией является основой оптимального решения технических
принципов, обеспечивающих получение различных видов поли-
стирольных пластиков. Процесс полимеризации протекает в кас¬
каде изотермических реакторов с перемешиванием до конверсии
=85-90 % с последующим перегревом реакционной массы на 20-
30 °С ниже предельной температуры для полистирола, последую¬
щего удаления незаполимеризовавшегося мономера и примесей
под вакуумом, выделения, очистки и возврата отогнанного моно¬
мера. Производительность существующих технологических линий
получения ПСП методом непрерывной полимеризации в массе с
неполной конверсией колеблется от 20 до 60 тыс. т в год. Следует
отметить, что работа технологической линии на производительно¬
сти ниже 75 % от проектной приводит к резкому увеличению экс¬
плуатационных затрат, что становится экономически нерацио¬
нальным. Стоимость полимера увеличивается = на 25 %, парал¬
лельно снижаются свойства полимера.
При организации промышленного производства получение
полистирола общего назначения и ударопрочного осуществляется
на одних и тех же линиях. Это обусловлено химическими особен¬
ностями процесса полимеризации и изменяющейся конъюнкту¬
рой рынка.
Технологические процессы получения сополимеров стирола и
АБС-пластиков методом непрерывной полимеризации в массе име¬
ют определенные конструктивные особенности стадии сополиме-
ризации в связи с более высокими экзотермичностью процесса
полимеризации и вязкостью реакционной массы на всех стадиях.
Следует отметить, что, несмотря на большой объем производ¬
ства ПСП, их выпуск осуществляется ограниченным числом фирм
(табл. 3.2) [19, 20].
В общем виде рассматриваемый технологический процесс не¬
прерывной (со)полимеризации стирола в массе с неполной конвер¬
сией состоит из следующих основных стадий:
1. Подготовка исходного сырья.
2. Полимеризация.
3. Удаление непрореагировавшего мономера и примесей под
вакуумом.
4. Выгрузка, транспортировка и грануляция расплава поли¬
мера.
5. Упаковка полимера.
6. Улавливание и очистка отогнанного мономера от примесей
и возврат его в процесс.
120
Таблица 3.2
Основные фирмы-производители полистирольных пластиков методом
непрерывной полимеризации в массе в 2000 г.
Фирма-производитель
Ориентировоч¬
ный объем
производства,
тыс. т
Виды выпускаемых
п о л и ст и ро л ь н ы X
пластиков
’’Dow Chem. Со”
2000
ПСС, УП, САН, АБС
"BASF AG"
1900
ПСС, УП, САН, АБС
"Nova"
1200
ПСС, УП
"Fina"
1000
ПСС, УП
"Chimei” (Тихоокеанский регион)
1100
ПСС, УП, САН, АБС
"BP Lummus"
400
ПСС, УП
"Enichem"
300
ПСС, УП, САН, АБС
"Bayer"
-550-600 |
САН, АБС
"General Electric Plastics"
-550-600 '
САН, АБС
7. Система создания вакуума.
8. Система обогрева основной линии.
9. Общие системы обеспечения производства.
При получении ударопрочного полистирола перед стадией по¬
лимеризации добавляется стадия растворения каучука в стироле.
Каждая из указанных технологических стадий имеет свои
особенности и некоторые различия в технических решениях в
процессах различных фирм-производителей.
В общем виде технологические процессы получения полисти¬
рола общего назначения, существующие на фирмах-производите¬
лях, условно могут быть представлены в виде четырех технологи¬
ческих схем (см. рис. 3.4, 3.6-3.8), принципиальные отличия ме¬
жду которыми в основном характерны для стадий полимеризации
и очистки отогнанного мономера.
Рассмотрим особенности каждой из основных стадий непре¬
рывного процесса получения полистирола общего назначения ме¬
тодом полимеризации в массе с неполной конверсией.
Подготовка исходного сырья. Данная стадия регламентиру¬
ет условия хранения и подготовки исходного сырья для подачи
на стадию полимеризации.
Основным сырьем для получения полистирола общего назна¬
чения являются:
- стирол;
- этилбензол, обычно используемый как растворитель;
- пластификатор - бесцветное минеральное масло;
-краситель голубой и/или отбеливатели, добавляемые в не¬
больших количествах (1-5 ppm) для нейтрализации жел¬
тизны полимера;
121
- термостабилизатор, обычно используемый для предотвраще¬
ния начала деструкции полистирола на высокотемператур¬
ных стадиях процесса.
Как правило, вещественные инициаторы не используются при
получении полистирола общего назначения, но применяются при
выпуске ударопрочного полистирола и АБС-пластика.
Основные требования к стиролу, пригодному для высокопро¬
изводительных технологических процессов получения полисти¬
рола - стабильность его качества, что достигается поддержанием
основных характеристик мономера на следующем уровне:
Содержание основного вещества, %, не менее 99,6
Цветность по Арна, не более 10
Содержание полимера, ppm, не более 10
Содержание перекисных соединений, ppm, не более 5
Содержание карбонильных соединений, ppm, не более 100
Содержание хлора, ppm, не более 5
Содержание ингибитора - mpcm-бутилпирокатехина, ppm 5-10
При сравнительно невысоком содержании основного вещества
(99,6 %) стирол должен обладать стабильным содержанием при¬
месей, оказывающих отрицательное воздействие на процесс по¬
лимеризации, так как она должна протекать с высокой стабиль¬
ной скоростью - 8-10 % /ч, что необходимо для получения поли¬
мера заданного качества.
Хранение стирола производится в алюминиевых емкостях при
температуре 5-10 °С в атмосфере азота. Охлаждение мономера
осуществляется путем циркуляции через охлаждающий теплооб¬
менный контур. Указанные условия хранения исключают само¬
произвольную полимеризацию стирола, приводящую к образова¬
нию высокомолекулярных примесей, способствующих повыше¬
нию Мг и оказывающих отрицательное воздействие на качество
получаемого полимера. Использование для хранения стирола ем¬
костей из алюминия или плакированных алюминием исключает
попадание примесей железа в мономер и, следовательно, влияние
микропримесей железа на процесс полимеризации, обеспечивает
стабильность цвета мономера и высокие диэлектрические харак¬
теристики получаемого полимера.
Использование этилбензола в качестве растворителя снижает
образование олигомерных примесей, появлению которых способ¬
ствует процесс термического инициирования полимеризации, а
также повышает стабильность полимера по молекулярной массе и
ММР. Это имеет принципиальное значение при получении высо¬
комолекулярного полистирола с показателем текучести расплава
(ПТР) менее 2,5 г/10 мин. Следует отметить, что существуют
122
коммерческие непрерывные процессы получения полистирола об¬
щего назначения и ударопрочного, в которых инертный раствори¬
тель не применяется.
Качество этилбензола, используемого при непрерывной поли¬
меризации в массе, также должно быть стабильным. Особое вни¬
мание следует уделять содержанию в растворителе микроприме¬
сей хлора, железа и перекисных соединений:
Содержание основного вещества этилбензола, %, не менее 99,7
Цветность по Арна, не более 10
Содержание перекисных соединений, ppm, не более 5
Содержание хлора, ppm, не более 5
Содержание железа, ppm, не более 0,1
Содержание изопропилбензола, %, не более 0,01
Содержание диэтилбензола, ppm, не более 5
Следует отметить, что при использовании в высокопроизводи¬
тельных технологических процессах стирола и этилбензола в них
ограничивается содержание серы на уровне не более 3 ppm.
Бесцветное минеральное масло типа ’ Plastic Oil 380" фирмы
‘Witco Chem. Со” используется при получении полистирола об¬
щего назначения и ударопрочного в качестве внутреннего пласти¬
фикатора, способствующего повышению однородности, вязкости
полимера на микроуровне и, следовательно, его пластичности.
В определенных, но сравнительно узких пределах пластификатор
регулирует ПТР полимера.
Для использования в процессах непрерывной полимеризации
в массе стирола бесцветное минеральное масло должно обладать
стабильной вязкостью и сохранять цвет при высоких температу¬
рах (до 280 °С), а именно:
Цветность по Арна, не более 10
Цветность по Арна после выдержки в течение 1ч 25
при 280 °С, не более
Вязкость при 40 °С, сСт 70-90
Удельная масса при 25 °С, г/см3 0,86
Содержание воды, %, не более 0,1
Учитывая, что полистирольные пластики широко использу¬
ются для упаковки пищевых продуктов и для изготовления изде¬
лий и деталей приборов, контактирующих с пищевыми продук¬
тами, бесцветное минеральное масло не должно обладать запахом
и должно иметь медицинский сертификат органов здравоохране¬
ния, разрешающих его применение в контакте с пищевыми про¬
дуктами и жизнедеятельностью человека.
В качестве термостабилизаторов, предотвращающих деструк¬
цию полимера, используются соединения, которые в малых кон¬
123
центрациях (=500 ppm) повышают температуру начала деструк¬
ции полимера до 270-280 °С и не оказывают влияния на процесс
полимеризации стирола. Наиболее часто используются для этих
целей фосфиты, например "Ирганокс В900"; замещенные фено¬
лы: ди-ттгре/п-бутилметилфенол, ди-щрет-бутилгидроксифенил-
пропионат ("Ирганокс 1010") или его триэтиленгликольное про¬
изводное ("Ирганокс 245"), а также другие аналогичные термоста¬
билизаторы.
Краситель голубой, добавляемый в процессе полимериза¬
ции стирола, должен сохранять цвет при температуре 280 °С,
обладать нейтральным значением pH и хорошо растворяться в
стироле.
Краситель и термостабилизатор предварительно растворяются
в стироле и из емкостей хранения насосами через фильтры дози¬
руются в процесс.
Пластификатор после предварительного разогрева до 35-40 °С
также, как правило, подается дозировочным насосом на стадию
полимеризации.
Исходный стирол из емкости длительного хранения через
фильтры насосами подается в расходную емкость, в которой авто¬
матически поддерживается стабильный уровень.
Этилбензол при нормальной эксплуатации практически не
расходуется и непрерывно возвращается в процесс с возвратным
мономером, поэтому хранение этилбензола осуществляется в рас¬
ходной емкости, в которой контролируется уровень. При пуске
технологической линии стирол из расходной емкости стирола че¬
рез фильтр непрерывно дозируется в трубопровод, в который не¬
прерывно также через фильтр дозируется в заданном количестве
этилбензол. При стабильном режиме этилбензол в необходимом
соотношении к стиролу непрерывно подается в виде смеси с воз¬
вратным стиролом из емкости хранения возвратного мономера.
Исходный стирол и возвратный стирол, содержащий этилбензол в
заданном соотношении, смешиваются в трубопроводе и поступают
в теплообменник, в котором в зависимости от технологических
особенностей процесса поддерживается постоянная температура
от -10 до 35 °С. Из теплообменника смесь исходного стирола с
этилбензолом и возвратным стиролом через фильтр непрерывно
поступает на вход реактора полимеризации. Следует отметить,
что соотношение потоков исходного стирола и возвратного стиро¬
ла, а также их стабильная температура на выходе из теплообмен¬
ника поддерживаются автоматически, а стабильное содержание
этилбензола в питающей смеси контролируется по данным хрома¬
тографического анализа его содержания в расходной емкости воз¬
вратного стирола.
124
Стадия полимеризации. Непрерывная полимеризация стиро¬
ла, которая уже рассматривалась в разд. 3.1, осуществляется в
реакторах смешения, снабженных мешалками с регулируемым
числом оборотов. Реакторы имеют рубашки, в которых циркули¬
рует высокотемпературный теплоноситель. Нагрев реакционной
массы в реакторе через рубашку осуществляется только при пуске
технологической линии. При нормальной работе линии в непре¬
рывном режиме рубашка реактора в основном играет роль актив¬
ной изоляции, особенно на первой стадии полимеризации - фор-
полимеризации - до конверсии 40-45 %. Время пребывания ре¬
акционной массы в реакторе 4-5 ч. Как правило, непрерывная
полимеризация осуществляется в каскаде последовательных ре¬
акторов, так как технологические линии обычно предназначены
для получения полистирола общего назначения или ударопроч¬
ного. Процесс получения полистирола общего назначения в прин¬
ципе может осуществляться в одном реакторе.
В оформлении стадии полимеризации существующих высоко¬
производительных процессов непрерывной полимеризации стиро¬
ла в массе условно можно выделить четыре схемы, принципиаль¬
но различающиеся системой теплосъема (рис. 3.4, 3.6-3.8).
Рассмотрим основные особенности стадии полимеризации ка¬
ждой из схем.
Схема 1. Процесс полимеризации протекает в каскаде реакто¬
ров: форполимеризаторе и последовательном горизонтальном по¬
лимеризаторе (рис. 3.4). Полезный объем полимеризатора мень¬
ше, чем форполимеризатора.
Рис. 3.4. Схема 1. Процесс получения полистирола методом полимери¬
зации в массе с неполной конверсией:
1 - форполимеризатор; 2 - полимеризатор; 3 - перегреватель расплава; 4 - двух¬
ступенчатая испарительная камера; 5 - выгрузное устройство; 6 - фильтр распла¬
ва; 7- гранулятор; 8(1, 2) - вакуумные насосы
125
Форполимеризатор представляет собой реактор смешения цель¬
ного заполнения с механическим перемешиванием, в котором
съем теплоты осуществляется путем охлаждения реакционной
массы через внутренние встроенные теплообменные поверхности.
Реактор имеет сложную конструкцию, характеризуется высокой
металлоемкостью из-за наличия внутренних теплообменных ста¬
канов большой поверхности (до 500-900 м2). Полезный объем
ректора уменьшается ~ на 25 % от его общего объема. Регулиро¬
вание температуры в таком реакторе характеризуется существен¬
ной инерционностью, так как даже при двухроторном типе ме¬
шалки, обладающей наибольшей эффективностью, коэффициент
теплоотдачи находится в пределах 150-500 Вт/(м2 ■ К) [21]. Пере¬
мешивающие устройства в форполимеризаторах с внутренними
теплообменными поверхностями являются сложными, потреб¬
ляющими высокую мощность, так как это необходимо для эффек¬
тивного перемешивания реакционной массы и исключения за¬
стойных зон около теплообменных стенок. Температура в фор-
полимеризаторе с внутренними теплообменными поверхностями
регулируется путем циркуляции в них теплоносителя, темпера¬
тура которого поддерживается автоматически на уровне, необхо¬
димом для поддержания требуемой температуры в реакторе. Ис¬
пользование в качестве охлаждающей жидкости воды не реко¬
мендуется, так как из-за большого градиента температуры между
стенкой охлаждающей поверхности и реакционной массой может
произойти налипание полимера на теплообменную поверхность.
Форполимеризаторы с внутренними теплообменными поверх¬
ностями надежно регулируют температуру полимеризации при
стационарном режиме, но не обеспечивают быстрого охлаждения
реактора, необходимость которого может возникнуть при нару¬
шении нормального технологического режима или в аварийных
ситуациях.
Экстренное охлаждение реактора с внутренними теплообмен¬
ными поверхностями возможно только путем эффективного раз¬
бавления реакционной массы растворителем, что приводит к об¬
разованию значительного количества жидких отходов.
Горизонтальный реактор - полимеризатор малого объема -
обеспечивает возможность регулирования конверсии стирола
при плавном изменении температуры. Это позволяет получать по¬
лимер с оптимальной молекулярной массой и относительно узким
ММР < 3 (рис. 3.5).
Схема 2. Стадия полимеризации состоит из форполиме-
ризатора и каскада горизонтальных полимеризаторов малого
объема, конструкция которых подобна полимеризатору в схе¬
ме 1. Основное отличие схемы 2 (рис. 3.6) заключается в том, что
126
X 0,81
1-й реактор 2-й реактор 3-й реактор
Рис. 3.5. Характеристика профилей изменения температуры (Т) и кон¬
версии (X) в каскаде горизонтальных полимеризаторов:
-о— Т; —♦— X
стирол+добавки
10(4)
10<2> ^!°<3> 12(1)
12(2)
регенерированный
мономер на очист¬
ку и возврат на
полимеризацию
5(2) 5(3) 4 / /L—
5(1) форполимер
5(4)
гранулы ПС
на упаковку
Рис. 3.6. Схема 2. Процесс получения полистирола методом полимери¬
зации в массе с неполной конверсией при съеме теплоты реакции на
стадии форполимеризации методом испарения:
1 - форполимеризатор; 2(1, 2) - полимеризаторы; 3 - перегреватель расплава 1-й
ступени; 4 - испарительная камера 1-й ступени; 5(1, 2, 3, 4, 5) - выгрузные уст¬
ройства; 6 - перегреватель расплава 2-й ступени; 7 - испарительная камера 2-й
ступени; 8 - фильтр расплава; 9 - гранулятор; 10(1, 2, 3, 4) - конденсаторы ото¬
гнанного мономера; 11 - емкость регенерированного мономера; 12(1, 2, 3) - ваку¬
умные насосы
127
1-й реактор - форполимеризатор - является реактором смешения
нецельного заполнения, в котором съем теплоты реакции осуще¬
ствляется за счет кипения реакционной массы при пониженном
давлении, создаваемом в реакторе. Испарившийся мономер или
его смесь с растворителем после конденсации в выносном тепло¬
обменнике возвращается в реактор. Регулирование температуры в
реакторе осуществляется путем плавного изменения остаточного
давления.
Подобные форполимеризаторы имеют простую конструкцию,
перемешивающие устройства не требуют высокой мощности, воз¬
можно использование многоярусных лопастных мешалок, импел-
лерных, листовых и т. п. Снижением давления в реакторе можно
затормозить процесс полимеризации и даже оперативно прекра¬
тить его без разбавления реакционной массы. "Захолаживание"
реактора при пониженном давлении в случае необходимости мо¬
жет протекать длительное время, что позволяет приостановить
работу линии на длительное время без нарушения ее устойчивости
при последующем пуске. Регулирование температуры в форполи-
меризаторах, работающих под вакуумом, может осуществляться в
широких пределах, что позволяет регулировать молекулярную
массу получаемого полимера.
Недостатком эксплуатации форполимеризатора, работающего
при пониженном давлении, является необходимость поддержания
уровня реакционной массы в аппарате и использования выгруз¬
ных насосов из-под реактора для транспортировки реакционной
массы. Кроме этого, в конденсате, образующемся в результате ис¬
парения мономера из форполимеризатора, происходит накопление
легкокипящих примесей, содержащихся в исходном сырье, что от¬
рицательно влияет на процесс полимеризации. Для предотвраще¬
ния этого явления производится разделение конденсата на низко-
кипящие и высококипящие примеси [23]. Высококипящие примеси
возвращаются в процесс, а низкокипящие подвергаются очистке.
Принцип снятия экзотермической теплоты реакции полиме¬
ризации путем испарения может быть использован с большей эф¬
фективностью в том случае, когда пониженное давление создает¬
ся не в реакторе, а в специальном циркуляционном контуре
[11]. В этом случае реактор используется как цельнозаполненный,
что повышает его полезный объем. Уменьшается проскок реакци¬
онной массы в реакторе, так как за счет циркуляции (5 * 10 : 1)
увеличивается вероятность ее пребывания при заданном темпера¬
турном режиме и исключается нарушение состава компонентов
реакционной массы в реакторе.
Процесс полимеризации по схеме 2 протекает в горизонталь¬
ных реакторах малого объема.
128
Транспортировка раствора полимера между полимеризатора¬
ми осуществляется насосами шестеренчатого типа.
Тихоходные мешалки в каскаде горизонтальных полимериза¬
торов приближают их к реакторам вытеснения. Количество реак¬
торов в каскаде определяется ассортиментом выпускаемой про¬
дукции. Как правило, при получении полистирола общего назна¬
чения используются два горизонтальных полимеризатора, а для
выпуска марочного ассортимента ударопрочного полистирола по¬
сле форполимеризатора процесс полимеризации происходит в трех
последовательных горизонтальных реакторах. В некоторых вари¬
антах этой схемы процесс полимеризации осуществляется в одном
горизонтальном адиабатическом реакторе с перемешиванием, име¬
ющем 3-4 температурные зоны, разделенные теплообменными
охлаждающими поверхностями.
Анализ температурно-временных параметров процесса поли¬
меризации стирола показывает, что использование каскада реак¬
торов с малым временем пребывания в них при конверсии выше
40 % позволяет осуществлять образование полимера с большей
средней скоростью, чем в одиночном реакторе смешения [22].
Следует отметить, что схемы 1 и 2 пригодны для проведения
процесса полимеризации при получении полистирола общего на¬
значения и ударопрочного, но не могут обеспечить получение со¬
полимеров стирола или АБС-пластиков, так как экзотермичность
процесса полимеризации в этих системах значительно выше, а
изменение состава компонентов недопустимо, так как это приво¬
дит к композиционной неоднородности сополимера.
Схема 3. Процесс полимеризации по схеме 3 протекает в двух
реакторах цельного заполнения с механическим перемешивани¬
ем, снабженных циркуляционными контурами [13] (рис. 3.7).
В первом реакторе - форполимеризаторе - регулирование тем¬
пературы осуществляется в циркуляционном контуре, состоящем
из выносного теплообменного устройства и циркуляционного на¬
соса специальной конструкции.
Во втором реакторе - полимеризаторе - выделяющаяся тепло¬
та реакции отводится путем испарения мономеров или их смеси с
растворителем в циркуляционном контуре, находящемся при по¬
ниженном давлении.
Основным преимуществом схемы 3 по сравнению с другими
является ее универсальность, так как она пригодна для произ¬
водств полистирола общего назначения, ударопрочного, сополи¬
меров стирола и АБС-пластиков [13], что подтверждается опытом
эксплуатации такого производства в Индии [24].
Реакторы имеют простую конструкцию, сравнительно невы¬
сокую мощность перемешивающих устройств. Такое оформление
9-15 71.
129
стирол+добавки
Рис. 3.7. Схема 3. Процесс получения полистирола методом полимери¬
зации в массе с неполной конверсией в каскаде реакторов смешения:
1 - форполимеризатор; 2 - теплообменник; 3 - полимеризатор; 4 - испарительный
контур; 5(1, 2, 3) - транспортирующие насосы; 6 - перегреватель; 7 - испаритель¬
ная камера; 8 - выгрузное устройство; 9 - фильтр расплава; 10 - гранулятор;
11(1, 2) - конденсаторы отогнанного мономера; 12 - емкость регенерированного
мономера; 13(1, 2)- вакуумные насосы
стадий форполимеризации и полимеризации характеризуется вы¬
сокой вариантностью системы при переходе с одной марки на дру¬
гую или с одного вида полистирольных пластиков на другой. Так,
например, полный обмен реакционной массы в каскаде при пере¬
ходе с выпуска полистирола общего назначения на производство
сополимера стирола с акрилонитрилом не превышает 8 ч. Для
обеспечения универсальности технологическая линия должна быть
оснащена надежной стадией очистки возвратных мономеров.
Схема 4. Процесс полимеризации осуществляется в одном ре¬
акторе и протекает до существенно неполной конверсии (45-55 %)
(рис. 3.8). По этой схеме возможно получение только полистиро¬
ла общего назначения. Процесс полимеризации протекает в ре¬
акторе цельного заполнения, снабженном эффективной двухро¬
торной мешалкой и развитой поверхностью внутренних тепло¬
обменников. Экзотермическая теплота реакции полимеризации
снимается за счет регулирования температуры реакционной мас¬
сы, поступающей в реактор, поток которой в два раза превышает
производительность линии по готовому полимеру. Существующие
в реакторе теплообменные поверхности обеспечивают не только
съем теплоты реакции, но и направленную циркуляцию раство¬
ра полимера в реакторе, что повышает инвариантность реак¬
тора по распределению времени пребывания реакционной мас¬
сы в нем.
130
Рис. 3.8. Схема 4. Процесс получения полистирола методом полимери¬
зации в массе при существенно неполной конверсии:
1 - теплообменник; 2 - полимеризатор; 3 - перегреватель испарительной камеры
1-й ступени; 4 - испарительная камера 2-й ступени; 5 - выгрузное устройство;
6 - перегреватель испарительной камеры 2-й ступени; 7 - испарительная ка¬
мера 2-й ступени; 8 - выгрузное устройство; 9 - фильтр расплава; 10 - гранулятор;
11(1, 2, 3) - конденсаторы отогнанного мономера; 12 - емкость регенерированного
мономера; 13(1, 2) - вакуумные насосы
К недостаткам этой схемы следует отнести высокую мощность
перемешивающего устройства и ограниченность ее использования
только получением полистирола общего назначения и сополиме¬
ров САН. При остановке технологической линии необходимо раз¬
бавлять реакционную массу большим количеством растворителя,
что приводит к увеличению жидких отходов.
Одновременно необходимо отметить, что получение полистирола
общего назначения при существенно неполной конверсии (схема 4)
обладает рядом преимуществ, обеспечивающих получение поли¬
мера стабильного качества. Процесс полимеризации в этом случае
происходит в условиях, исключающих образование высокомоле¬
кулярных фракций, что обеспечивает получение полимера с уз¬
ким ММР. Процесс полимеризации протекает при минимальной
скорости образования олигомерных примесей, оказывающих от¬
рицательное влияние на качество получаемого полимера и способ¬
ствующих образованию в полимере низкомолекулярных фракций.
Это позволяет упростить стадию очистки возвратных мономеров.
Установлено, что полистирол, полученный по схеме 4, имеет уз¬
кое ММР = 1,7 н- 1,9, в то время как остальные схемы позволяют
получать полимер с более широким ММР =2 + 3.
Следует отметить, что если схемы 1, 3, 4 предусматривают не¬
обходимость использования растворителя для снижения вязкости
У
131
системы и содержания олигомерных примесей, то схема 2 может
эксплуатироваться без использования растворителя в процессе
полимеризации, но в этом случае необходимо производить очист¬
ку возвратного мономера от олигомерных примесей.
Для всех четырех условных схем существующих процессов не¬
прерывной полимеризации стирола продолжительность процесса
собственно полимеризации составляет 5-8 ч при одновременном
обеспечении надежного отвода экзотермической теплоты полиме¬
ризации, выделяющейся при нормальной эксплуатации техноло¬
гической линии.
Стадия удаления непрореагированного мономера и примесей.
Как уже отмечалось ранее, непрерывная (со)полимеризация сти¬
рола в массе во всех коммерческих процессах проводится до не¬
полной конверсии. Этот прием является эффективным способом
преодоления фактора предельной величины конверсии, характер¬
ного для полимеризации стирола на глубоких стадиях. Общепри¬
знанным методом удаления остаточного мономера, растворителя
и других примесей является мгновенное испарение предваритель¬
но перегретого раствора полимера под вакуумом в специальных
емкостных аппаратах - испарительных камерах [15-17]. Для
обеспечения содержания остаточного мономера в полимере менее
0,05 % стадия удаления остаточного мономера производится в две
ступени (рис. 3.6-3.8).
Каждая из ступеней состоит из кожухотрубчатого теплооб¬
менника - перегревателя раствора полимера, вакуумного про¬
странства и выгрузного устройства. Феноменологическая теория
процесса кипения концентрированных растворов полимеров была
разработана В. В. Консетовым [15, 25]. Согласно этой теории тем¬
пература кипения (£кип) в концентрированных растворах полиме¬
ров является функцией от концентрации полимера f (с) и выража¬
ется следующей зависимостью [15]:
С _ Окип ~~ ^ Г (*^*^)
1 — С ^п (^ к )
где tn - температура раствора в перегревателе; £к - конечная температура
расплава полимера в нижней части испарительного пространства камеры;
см и сп - соответственно теплоемкости мономера (растворителя) и полиме¬
ра; г - теплота парообразования мономера, растворителя и примесей.
На основании обобщения экспериментальных данных и тео¬
ретических расчетов В. В. Консетовым с сотрудниками [15, 16]
было установлено, что коэффициент теплопередачи концентри¬
рованного раствора полимера в перегревателе находится в пре¬
делах 20-30 ккал/(м2 • ч ■ К), а оптимальный диаметр трубок -
30-32 мм.
132
Максимальное значение температуры раствора полимера (ta) в
перегревателе должно быть на 15-20 °С ниже температуры начала
деструкции полимера. С целью повышения величины возможной
температуры раствора полимера в него до перегревателя вводятся
термостабилизаторы, которые способны расширить зону эндотер¬
мического поглощения энергии при выдержке полимера при тем¬
пературах 220-260 °С.
Удаление мономера из концентрированного раствора полиме¬
ра происходит путем мгновенного испарения мономера из пред¬
варительно перегретого раствора полимера при его попадании в
емкостное пространство испарительной камеры, в которой под¬
держивается вакуум. Для обеспечения содержания остаточного
мономера не более 0,05 % остаточное давление в испарительной
камере не должно превышать 3 мм рт. ст. Расплав полимера пада¬
ет в нижнюю часть испарительной камеры, имеющей форму ко¬
нуса, к которому прифланцовано специальное выгрузное устрой¬
ство - насосы шестеренчатого типа, предназначенные для работы
в высоковязких средах (105-107 спуаз).
Температура расплава полимера (£п) в испарительной камере
поддерживается на уровне, необходимом для его надежной вы¬
грузки и транспортировки по материалопроводам, но не превы¬
шающем температуру деструкции.
Обогрев перегревателя расплава, емкости испарительной ка¬
меры и выгрузного устройства осуществляется путем циркуляции
теплоносителя с температурой 260-300 °С.
Испарительная камера 1-й ступени снабжена кожухотрубча¬
тым перегревателем, прифланцованным к ее верхней части.
При двухступенчатой схеме удаления остаточного мономера
перегреватель 2-й ступени испарения обычно расположен на мате-
риалопроводе между первой и второй ступенями испарения. В этом
случае в испарительной камере 1-й ступени поддерживается оста¬
точное давление =50 мм рт. ст., а содержание остаточного мономера
после испарительной камеры 1-й ступени составляет 0,1-1,0 %.
В испарительной камере 2-й ступени создается более глубокий
вакуум (давление менее 3 мм рт. ст.), что позволяет получать по¬
лимер с содержанием остаточного мономера менее 0,03 %.
При работе вакуумной камеры 2-й ступени под остаточным
давлением 1 мм рт.ст. в конечном полимере может быть достигну¬
то содержание остаточного мономера до 0,01 %. В условиях суще¬
ственно неполной конверсии (не более 60 %, схема 4) стадию уда¬
ления остаточного мономера и других примесей необходимо про¬
водить в две ступени.
Известны конструкции испарительных камер, в которых две
ступени совмещены в одном емкостном аппарате, имеющем две
133
зоны испарения, которые находятся под разным остаточным дав¬
лением. Использование совмещенных испарительных камер осу¬
ществляется преимущественно на установках, в которых стадия
полимеризации протекает без использования инертного раствори¬
теля. Первоначально в технологических линиях непрерывной по¬
лимеризации стирола по методу неполной конверсии выгрузка
расплава из-под вакуумной камеры осуществлялась устройствами
шнекового типа. Однако трудозатраты на изготовление выгруз¬
ных шнеков и затруднения в обеспечении стабильного поддержа¬
ния вакуума в испарительных камерах при прифланцовывании к
ним шнека способствовали разработке специальных насосов, пред¬
назначенных для выгрузки расплава полимера из-под вакуума и
обеспечивающих создание давления, необходимого для транспор¬
тировки расплава и продавливания его через фильерное устрой¬
ство.
Выгрузка и транспортировка расплава полимера по материа-
лопроводу из-под испарительной камеры конечной ступени осу¬
ществляется высоконапорными насосами шестеренчатого типа, раз¬
вивающими давление 150-160 ат. Это позволяет обеспечивать
выгрузку полимера через фильеру и исключить использование
экструдера из технологической схемы. Отказ от использования на
стадии выгрузки полимера экструдера обеспечивает экономию по¬
требления электроэнергии на технологической линии на 30-40 %.
Стадия выгрузки, транспортировки и грануляции расплава
полимера. Иногда в материалопроводах расплава полимера до
фильеры устанавливаются статические смесители, с помощью ко¬
торых можно смешивать расплав с добавками, дозируемыми на
вход статического смесителя.
Использование экструдеров, имеющих вакуумную зону испа¬
рения, для проведения полимеризации на последней стадии и уда¬
ления незаполимеризованного мономера привлекает внимание
исследователей до настоящего времени [26]. Однако при экстру¬
зии полистирола происходит систематическая "забивка" зоны ва¬
куумирования полимером, что нарушает непрерывную работу тех¬
нологической линии в целом. Высокие температуры, необходимые
для транспортировки расплава по шнеку экструдера, способству¬
ют образованию низкомолекулярных примесей и протеканию де¬
струкции полимера. Потребление электроэнергии, даже при работе
экструдера без зоны плавления, увеличивается на 70-100 кВт по
сравнению с электропотреблением высоконапорными шестерен¬
чатыми насосами.
Расплав полистирола, выдавливаемый из фильеры, после
охлаждения стренг в воде гранулируется в грануляторах стан¬
дартного типа. Первоначально на непрерывных линиях произво¬
134
дительностью до 30 тыс. т в год грануляция полимера производи¬
лась в грануляторах воздушного типа. Предварительное охлажде¬
ние стренг осуществлялось в водяных ваннах при температуре,
исключающей "закалку" полимера.
Увеличение производительности технологической линии по¬
требовало создания условий, повышающих надежность ее не¬
прерывной эксплуатации на всех стадиях, включая грануляцию.
В результате были разработаны и освоены в промышленном мас¬
штабе грануляторы подводного типа системы "Автоматик", вы¬
пускаемые, например, фирмой "Риттер” (Германия). В этих гра¬
нуляторах расплав полимера, выходящий из фильеры, охлажда¬
ется в стренгах, но под гидростатическим давлением воды, а затем
гранулируется в водном объеме.
Грануляторы подводного типа оснащены центрифугами и су¬
шилками, обеспечивающими удаление влаги с поверхности гра¬
нул и их сушку до остаточной влажности менее 0,1 %. Обессолен¬
ная вода, используемая для охлаждения стренг полимера, нахо¬
дится в замкнутом водооборотном цикле и ее расход не превышает
50 м3/год.
Сухие гранулы классифицируются на виброситах и по системе
пневмотранспорта через промежуточный поданализный бункер
поступают в бункер хранения. Из поданализного бункера система¬
тически отбирается проба полимера для определения его качества.
После вибросита, как правило, гранулы опудриваются по¬
верхностными смазками (акроваксы или стеараты), улучшающи¬
ми перерабатываемость полимера в изделия.
Стадия упаковки. Упаковка полимера осуществляется из бун¬
керов хранения на установках непрерывного действия в мешки по
25 кг и/или специальные контейнеры до 1 т.
Упаковка полимера осуществляется при работе узла упаковки
в течение 16 ч в сутки.
Стадия улавливания и очистки отогнанного мономера от
примесей и возврат его в процесс. Остаточный мономер и рас¬
творитель, отогнанные на стадии удаления непрореагировавшего
мономера, содержат примеси различной природы трех видов:
- неполимеризующиеся: бензол, толуол, изопропилбензол,
о-ксилол, этилтолуол, а-метилстирол;
- высококипящие реакционноспособные примеси, образующие¬
ся в результате побочных и окислительных реакций: фенил-
ацетилен, бензальдегид, дивинилбензол, ацетофенон, инден,
нафталин;
- олигомерные примеси: дифенил, дифенилметан, метилфе-
нилиндан, дифенилциклобутан, фенилтетралин, дифенил-
бутен, стильбен.
135
Содержание указанных видов примесей в возвратном стироле
различно (табл. 3.3) и зависит от технологических особенностей
промышленного процесса и качества исходного сырья. Так, со¬
держание неполимеризующихся примесей зависит от качества
исходного стирола и достигает =2 %, высококипящих реакци¬
онноспособных примесей - до 0,2 %, а олигомерных примесей -
до 10 %.
Таблица 3.3
Содержание примесей в возвратном стироле*, удаленном из расплава
в испарительной камере и очищенном дистилляцией [2—9]
Состав компонентов
Содержание примесей, % (мае.)
Исходный
товарный
стирол
Возвратный
стирол,
отогнанный в
испарительных
камерах
Возвратный
стирол после
дистилляции
Основное вещество - стирол
99,9-99,7
94,4-90,2
=98,8-98,1
Низкокипящие примеси
0,02
0,002-0,01
0,002-0,007
Бензол
0-0,001
0-0,005
-
Толуол
0-0,005
0-0,025
0,02
Этилбензол
0,06-0,2
0,4-1,8
1-1,3
Кумол
0,01-0,04
0,01-0,23
0,097-0,13
о-Ксилол
0-0,01
0,005-0,025
0-0,02
н-Пропилбензол
0,002-0,018
0,006-0,05
0,023-0,047
а-Метилстирол
0-0,04
0-0,04
0-0,04
Фенилацетилен
0-0,005
0-0,02
0,015
Этилстирол
0-0,001
0-0,02
0-0,006
Инден
0-0,001
0-0,04
-
Бензальдегид
0,0002-0,004
0,01-0,1
0,023-0,027
Дивинилбензол
0
0-0,02
-
Оксид стирола
-
<0,02
0-0,004
Ацетофенон
-
<0,03
0,011-0,026
Нафталин
-
0,01-0,05
-
Димеры стирола, в том числе
-
3,78-9,2
0,018-0,23
1-метил-3 фенилиндан
-
0,4-0,8
1-фенилтетралин и транс-
-
3,3-8
1,2-дифенилциклобутан **
1,3-дифенилбутен** и
-
0-0,2
2,4-дифенилбутен**
Неизвестные примеси
-
0,08-0,2
* Анализ примесей проведен при получении ударопрочного полистирола
без растворителя.
** Примеси, характерные для полимеризации стирола в присутствии поли¬
бутадиена.
136
Указанные примеси оказывают существенное и инвариантное
влияние на процесс полимеризации стирола, дестабилизируют
процесс непрерывной полимеризации и ухудшают качество полу¬
чаемого полимера. В связи с этим перед возвратом в непрерывный
процесс отогнанный стирол необходимо очистить от примесей.
Отогнанный мономер и примеси улавливаются путем конден¬
сации в двух последовательных конденсаторах:
1- й - охлаждается водой с температурой =40 °С;
2- й - охлаждается рассолом с температурой 1-5 °С.
После 2-й ступени испарительной камеры отогнанные при¬
меси конденсируются одноступенчато при температуре = 10°С в
конденсаторе-холодильнике, охлаждаемом рассолом.
Очистка сконденсированных примесей после обеих испари¬
тельных камер может осуществляться различными способами:
- ректификацией на стандартных колоннах;
- дистилляцией;
- методом скруббирования.
Неполимеризующиеся низкокипящие примеси могут быть
использованы в производстве лаков и красок. Кубовые остатки,
содержащие реакционноспособные примеси и олигомеры, сжига¬
ются в виде добавки к топливу в горелках нагрева теплоносителя
или в специальных печах.
Очищенные стирол и растворитель возвращаются в процесс
путем смешения с исходным стиролом.
При удалении незаполимеризовавшихся примесей в двух по¬
следовательных испарительных камерах конденсат после 1-й ис¬
парительной камеры, содержащий в основном стирол, раствори¬
тель и низкокипящие примеси, собирается и подвергается скруб-
бированию или дистилляции. Очищенный стирол и растворитель
смешиваются с исходным стиролом и подаются на стадию поли¬
меризации.
Конденсат, отогнанный из 2-й испарительной камеры в коли¬
честве =0,5 %, содержащий в основном высококипящие и олиго¬
мерные примеси, сжигается.
Наиболее прогрессивным способом очистки возвратного сти¬
рола от примесей, отогнанных в испарительных камерах, являет¬
ся метод "in situ", при котором удаление примесей производится
без их предварительной конденсации. Удаление высококипящих
примесей из паров, отогнанных во 2-й испарительной камере,
производится в контактных распылительных колоннах. Пары,
отогнанные из 1-й испарительной камеры, поступают в нижнюю
часть стрипперной колонны, в верхнюю часть которой пода¬
ются очищенные от тяжелых примесей пары с контактной ко¬
лонны и часть сконденсированного мономера, выделенного из
137
нижней части стрипперной колонны. Низкокипящие фракции
удаляются через верх стрипперной колонны и после конденсации
используются в качестве рабочей жидкости в системе создания
вакуума. Способ очистки паров "in situ" характеризуется сущест¬
венно меньшим расходом хладагента, который используется
только для конденсации той части паров, конденсат которой при¬
меняется для орошения контактной колонны. Конденсация паров
очищенного мономера и растворителя после стрипперной колон¬
ны производится в конденсаторе, охлаждаемом захоложенной
водой.
Система создания вакуума. Для создания вакуума в испари¬
тельных камерах используются бустерные насосы, имеющие жид¬
костные кольца для обеспечения высокого вакуума (давление ме¬
нее 3 мм рт. ст.). В качестве рабочего тела в жидкостных кольцах
вместо воды используется этилбензол с добавками низкокипящих
примесей конденсата, что исключает образование загрязненных
сточных вод. Обычно в системе создания вакуума предусматрива¬
ется резервный насос, необходимый для надежной работы этой
системы.
Создание вакуума в испарительных камерах может обеспечи¬
ваться эжекторными насосами, при работе которых в качестве
рабочей жидкости также используется этилбензол.
Система обогрева технологической линии. Обогрев техноло¬
гической линии осуществляется высокотемпературным теплоно¬
сителем - диэтилдифенилом марок "Даутерм", ' Мобилтерм 600"
и других с температурой кипения 315 °С. В системе обогрева теп¬
лоносителя обычно предусмотрено три замкнутых контура:
- высокотемпературный до 300 °С - для обогрева на стадии
удаления непрореагированного мономера, выгрузки и транс¬
портировки расплава;
- контур средней температуры до 180-200 °С - для поддержа¬
ния температуры на стадии полимеризации и транспорти¬
ровки раствора полимера;
- низкотемпературный до 130 °С - для пуска технологической
линии и поддержания температуры в форполимеризаторе.
Нагрев высокотемпературного контура теплоносителя произ¬
водится с помощью горелки, работающей как на газовом топливе,
так и на мазуте. Жидкие органические отходы, образующиеся
при эксплуатации технологической линии, добавляются в качест¬
ве топлива в мазут.
Нагрев остальных контуров теплоносителя осуществляется за
счет утилизации теплоты на выходе высокотемпературного кон¬
тура теплоносителя. Все контуры теплоносителя и емкости в его
системе должны быть герметичными и обескислороженными для
138
предотвращения осмоления теплоносителя и потери его эксплуа¬
тационных характеристик.
Общие средства обеспечения производства являются стан¬
дартными и состоят из систем:
- бесперебойного обеспечения электропитанием от двух неза¬
висимых источников;
- получения азота с чистотой 99,9 %, необходимого для под¬
держания "азотного дыхания" на стадиях хранения исход¬
ного сырья, его подготовки, полимеризации, выделения и
хранения возвратного мономера;
- обеспечения воздухом для КИП давлением 0,4-0,7 МПА;
- оборотной технологической воды, а иногда и захоложенной;
- охлаждения и циркуляции хладагента.
Все высокопроизводительные установки получения полисти-
рольных пластиков оснащаются системами дистанционного авто¬
матического управления.
Результаты анализа основных технологических схем, исполь¬
зуемых в коммерческих процессах получения полистирольных
пластиков, обобщены в табл. 3.4. Представленные данные пока¬
зывают, что метод непрерывной полимеризации в массе с непол¬
ной конверсией в присутствии некоторого количества раствори¬
теля (до 20 %) характеризуется высокой производительностью,
низкими затратами энергосредств и затратами на получение то¬
варной продукции. Использование герметичного оборудования
и отсутствие сточных вод делают эти процессы экологически
безопасными.
Сопоставление рассмотренных вариантов технологических схем
непрерывных процессов получения полистирольных пластиков
методом непрерывной полимеризации в массе с неполной конвер¬
сией позволяет сделать следующие выводы по наиболее опти¬
мальным техническим решениям:
1. Для производства, предусматривающего выпуск только по¬
листирола общего назначения, наибольшими преимущест¬
вами обладает схема существенно неполной конверсии (схе¬
ма 4, рис. 3.8).
2. При планировании периодического выпуска на линии по¬
листирола общего назначения и ударопрочного полистиро¬
ла оптимальным является использование схемы с тепло-
съемом на стадии форполимеризации путем испарения с
последующей полимеризацией в горизонтальных реакторах
малого объема (схема 2, рис. 3.6). Вероятно, испарение ре¬
акционной массы целесообразно проводить в специальном
циркуляционном контуре [11], а не непосредственно из ре¬
актора.
139
Таблица 3.4
Сравнительные данные различных вариантов непрерывного процесса получения полистирольных
пластиков методом непрерывной полимеризации в массе с неполной конверсией
140
i s S i „
£ Ч о q s
У О E- О я
I as aS
s s
£ J • s cc
& gist
*5 S JJ >‘ £
V TO Q. TO
« TO 2 ь ^
3*"’
1 TO
H, o S
dad,
W TO то о то
К S S к 2
TO TO TO
к*» CL TO
CL
c 2 Ф
So
TO
TO
h
о
TO
s
>.
S
s
TO
ft
c
TO
a
TO
*
о
S
X
H
TO
о
о
ч
то
я
141
3. Для производств производительностью до 30 тыс. т в год,
предназначенных для выпуска различных видов полисти-
рольных пластиков, включая сополимеры с акрилонитри¬
лом, наиболее предпочтительной является схема полимери¬
зации со съемом теплоты испарением (схема 3, рис. 3.7).
4. Использование испарительной камеры двухступенчатой кон¬
струкции на стадии удаления непрореагированных моно¬
меров и примесей является наиболее прогрессивным, так
как позволяет не только снижать расход энергосредств,
но и уменьшает возможность деструкции полимера при
транспортировке расплава полимера по материалопро-
воду.
5. Способ очистки возвратных (отогнанных) мономеров "in
situ" (без предварительной конденсации до очистки) позво¬
ляет существенно снизить расход хладагента и является
наиболее прогрессивным технологическим решением дан¬
ной стадии технологического процесса.
Различные варианты рассмотренных технологических схем
имеют отдельные оригинальные технологические решения, яв¬
ляющиеся предметом патентования. Техническое развитие этих
принципов создает условия для оптимизации технологии получе¬
ния полистирольных пластиков непрерывным методом полимери¬
зации в массе с неполной конверсией.
3.3. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПОЛУЧЕНИЯ ПО*
ЛИСТИРОЛА, МОДИФИЦИРОВАННОГО КАУЧУКОМ,
МЕТОДОМ НЕПРЕРЫВНОЙ ПОЛИМЕРИЗАЦИИ В МАССЕ
Химизм процесса получения полистирола, модифицированно¬
го каучуком (УП), основан на прививочной сополимеризации сти¬
рола к каучуку, сопровождаемой фазовыми переходами в системе,
особенности которой рассмотрены в главе 2.
Брутто-скорость полимеризации стирола в присутствии кау¬
чука [27] в общем виде описывается формальными уравнениями
(3.4) (рис. 3.9):
dx
d t
k(T)(l-Xx)
k(T)( l-X)
(l-X)2
ЦТ)-
l-X,
при X <Xi
при X\ < X < X2
при X > X2
(3.4)
свидетельствующими о том, что в процессе полимеризации в этом
случае можно выделить три стадии:
1-я стадия до конверсии X < Хх является реакцией нулевого
порядка;
142
о
20
40
60
80
100
Конверсия мономера,%
Рис. 3.9. Зависимость брутто-скорости полимеризации стирола от кон¬
версии и содержания каучука [27]:
Температура полимеризации 120 °С:
-♦— 3 % (мае.) каучука; -□— 9 % (мае.) каучука; -А— 12 % (мае.) каучука;
Температура полимеризации 130 °С:
- 3 % (мае.) каучука; —*— 9 % (мае.) каучука; —•— 12 % (мае.) каучука
2- я стадия в интервале конверсий Хх < X < Х2 характеризуется
первым порядком;
3- я стадия - при конверсии X > Х2 процесс полимеризации
протекает по второму порядку.
Значения конверсий Хх и X2t при которых происходит изме¬
нение порядка реакции, зависят от содержания каучука (рис. ЗЛО).
Представленные данные показывают, что конверсия, при ко¬
торой порядок реакции изменяется от нулевого к первому, увели¬
чивается с ростом содержания каучука в системе. Так, при содер¬
жании каучука 3 % изменение порядка реакции происходит при
конверсии =20 %, а при содержании каучука 9 % указанное из¬
менение порядка реакции
наблюдается только при |
конверсии 45-50 %. Сле- g-
дует отметить, что значе- “
ние конверсии Хи при ко- ^
торой скорость реакции
полимеризации переходит
Рис. 3.10. Влияние содержа¬
ния каучука R на изменение
порядка реакции полимери¬
зации стирола при 140 °С:
2 4 б 8 Ю 12 14
Я, %(мас.)
143
-Ф—ХЛЯ); —□— Х2 (R)
к первому порядку, практически не зависит от температуры, г
определяется содержанием каучука (рис. 3.9). Это свидетельству
ет о том, что первая стадия процесса сополимеризации стирола с
каучуком определяется термодинамическими особенностями про
цесса и характеризуется протеканием преимущественно процесса
прививочной сополимеризации к каучуку. Последнее подтвержда¬
ется тем, что скорость полимеризации до конверсии Х1 умень¬
шается с увеличением содержания каучука. Наблюдаемое сни¬
жение скорости полимеризации в зависимости от содержания
каучука в системе находится в противоречии с повышением ис¬
ходной вязкости при увеличении содержания полимера, обычнс
характерного для процесса полимеризации.
Влияние вязкости на повышение скорости полимеризации ъ
рассматриваемой системе начинает проявляться только при кон¬
версии выше Хх, Анализ зависимости (3.4) и данных, представ¬
ленных на рис. 3.9, показывает, что для реальных технологиче¬
ских процессов получения полистирола, модифицированного кау¬
чуком (УП), в котором содержание каучука превышает 6 %, про¬
цесс инверсии фаз заторможен и степень его обратимости велика.
Это явление приобретает особенно важное значение для процесса
непрерывной полимеризации, при которой происходит постоян¬
ное разбавление реакционной массы свежим раствором, что за¬
трудняет полноту протекания стадии инверсии фаз. Увеличение
содержания полибутадиена при непрерывной полимеризации не
следует рассматривать как способ повышения эффективности ис¬
пользования каучука.
С ростом концентрации каучука происходит увеличение со¬
держания привитого сополимера, но одновременно возрастает
конверсия, при которой завершается стадия инверсии фаз. Ана¬
лиз данных зависимости Х2 от R (рис. 3.10) показывает, что при
увеличении содержания каучука выше 9 % основное влияние на
процесс полимеризации оказывает повышение вязкости реакци¬
онной массы, что может способствовать проявлению гель-эффекта в
системе и неконтролируемому процессу сшивки каучуковой фазы.
Рассмотренные особенности процесса полимеризации стирола
в присутствии каучука позволяют сделать вывод о том, что в усло¬
виях непрерывной полимеризации увеличение содержания каучу¬
ка свыше 9 % нецелесообразно на основании термодинамических
и кинетических особенностей процесса.
При протекании процесса полимеризации в каскаде реакторов
молекулярная масса получаемого полимера и степень прививки
(N) зависят от распределения конверсии по реакторам [28]:
(3.5)
144
N,
(3.6)
A n t = l
где N - степень прививки, т. е. число молей привитого ПС на моль каучу¬
ка; п - число реакторов в каскаде; Хп - конверсия на выходе из каскада;
- прирост конверсии в t-реакторе; N-t - степень прививки в i-реакторе.
Зависимость степени прививки от конверсии и температуры
(рис, 3.11) показывает, что, начиная от конверсии 20 %, скорость
прививки уменьшается. Повышение температуры полимеризации
способствует увеличению степени прививки. Эти особенности при¬
вивочной полимеризации дают основание полагать, что увеличе¬
ние температуры полимеризации на начальной стадии или ис¬
пользование вещественных инициаторов способствует оптимиза¬
ции процесса получения ударопрочного полистирола.
В непрерывном процессе получения УП формирование дис¬
кретной структуры смеси полимеров происходит непосредственно
в процессе полимеризации. X. Ваноэн [30], изучая особенности
формирования дискретной структуры смеси полимеров в распла¬
ве, показал, что размер дискретных частиц дисперсной фазы оп¬
ределяется изменением поверхностного натяжения между дис¬
кретной фазой и матрицей при наличии направленного потока в
матрице и различии в высокоэластических свойствах компонен¬
тов системы и выражается зависимостью;
6(Дс.
-DI
(3.7)
где гк - радиус частиц дискретной фазы, в нашем случае - каучука;
DK nc - поверхностное натяжение между каучуковой фазой и матрицей
полистирола; D°K пс - соответствующее поверхностное натяжение при от¬
сутствии потока, т. е. в нашем случае при отсутствии процесса прививоч¬
ной полимеризации; о^, с^с - нормальное напряжение, характеризующее
эластичность соответствующего компонента.
Необходимым условием,
определяющим возможность
образования дискретной фазы,
является различие в высоко¬
эластических свойствах смеши¬
ваемых полимеров. В нашем
Рис. 3.11. Зависимость степени
прививки N от конверсии при
различных температурах:
Содержание БК - 6 % (мае.):
-Ф- - 120 °С; —D— - 130 °С; -А- -
150 С
10-1571
случае это условие выполняется, так как высокоэластические
свойства полибутадиена значительно превосходят эластичность
полистирола при температуре выше О °С. При существенных
различиях в высокоэластических свойствах системы, по дан¬
ным X. Ваноэна, дисперсная фаза образует хорошую струк¬
туру даже при минимальных сдвиговых напряжениях, а регу¬
лирование размера дискретных частиц обеспечивается изме¬
нением поверхностного натяжения при наличии потока в мат¬
рице.
При получении УП формирование структуры смеси поли¬
меров происходит непосредственно в процессе непрерывной по¬
лимеризации, поток в матрице при этом создается за счет раз¬
личия в скорости полимеризации, протекающей в каждой из
фаз.
Таким образом, необходимым условием снижения размера час¬
тиц дискретной фазы каучука является повышение скорости по¬
лимеризации.
Анализ влияния степени конверсии в процессе непрерывной
полимеризации на размер частиц каучуковой фазы показывает,
что при увеличении конверсии выше 38 % наблюдается возраста¬
ние диаметра частиц дискретной фазы (рис. 3.12), что приводит к
расширению их полидисперсности и снижению эффективности
использования каучука в целом.
Известно, что степень использования каучука в УП увеличи¬
вается с повышением объема каучуковой фазы, что достигается
путем образования и удерживания обратных эмульсий полисти¬
рола в дискретных фазах.
Рис. 3.12. Влияние сте¬
пени конверсии на сред¬
ний диаметр частиц ка¬
учука d (/) и_их поли¬
дисперсность D2 (2) при
непрерывной полиме¬
ризации при 120 °С.
Содержание каучука
7 % (мае.)
146
Условием образования обратных эмульсий по данным X. Вано-
эна является следующее:
б D2
(3.8)
Зависимость (3.8) показывает» что повышение степени при¬
вивки полистирола к каучуку приведет к снижению поверхност¬
ного натяжения между обратной полимерной эмульсией полисти¬
рола внутри каучуковой частицы и соответственно к снижению
размера частиц полистирола внутри каучука.
Известно [31, 32], что введение в раствор каучука в стироле
устойчивой эмульсии полистирола в каучуке (П-К), стабилизиро¬
ванной привитым сополимером, обеспечивает при последующей
полимеризации увеличение объема каучуковой фазы до 28-31 %
вместо 17-21 % без введения эмульсии П-К. Это свидетельствует
об образовании окклюзий в каучуковой частице в виде множест¬
венных эмульсий, удерживаемых в дискретной фазе БК. Размер
включений полистирола в множественной эмульсии при этом уве¬
личивается до 1 мкм вместо 0,4 мкм [32].
Основными особенностями непрерывного процесса получения
УП, приводящими к снижению свойств полимера, являются сле¬
дующие:
- незавершенность стадии инверсии фаз на начальной стадии
в реакторах смешения;
- образование дискретных частиц каучука при отсутствии или
низком содержании привитого полистирола:
- повышение диффузии полистирола, образующегося в кау¬
чуковой фазе, в непрерывную полистирольную матрицу;
- реинверсия фаз из-за непрерывного разбавления системы
питающим раствором;
- снижение молекулярной массы получаемого полимера.
Молекулярная масса полистирола, получаемого в присутствии
каучука, также зависит от степени конверсии в виде обобщенной
зависимости для Мп [27]:
Мл = М0(Т) + а(Т)(Х - 0,19) (3.9)
где М0 (Т) = пг ехр (А/Т); а(Т) = aY- а2 Т; а19 а2, А и пг - коэффициенты,
зависящие от концентрации каучука и регуляторов роста цепи, исполь¬
зуемых при полимеризации.
Анализ особенностей влияния каучука на степень полимериза¬
ции стирола и молекулярно-массовые характеристики ударопроч¬
ного полистирола показывает, что в идентичных условиях полиме¬
ризации ММР полимера расширяется по сравнению с гомополисти¬
ролом. Причем в непрерывном процессе ММР характеризуется
большим значением по сравнению с периодическим (см. рис. 3.1).
ю •
147
•10-;
со
150-1
Рис, 3.13. Влияние этил¬
бензола на молекуляр¬
ную массу УП (140 °С)
50_ Влияние негатив¬
ных особенностей про-
цесса полимеризации
0 5 ю 15 20 стирола в присутствии
Содержание этилбензола, % (мае.) каучука в непрерыв¬
ных условиях может
быть сведено к минимуму путем использования ряда технологи¬
ческих приемов:
1. Использование общего растворителя для каучука и поли¬
стирола, например этилбензола, способствует усреднению
размера частиц каучука, создает условия для проведения
процесса полимеризации при более высоких температурах,
способствующих повышению степени прививки (рис. 3.13).
2. Возврат рецикла форполимера и его смешение с питающим
раствором способствует повышению эффективности исполь¬
зования каучука в 1,8-2 раза.
3. Использование вещественных инициаторов, повышающих
степень прививки полистирола к каучуку. Эффективны¬
ми вещественными инициаторами для процесса получе¬
ния УП методом непрерывной полимеризации являются
перэфиры — соединения, имеющие период полураспада в
течение 1 ч при температуре 110-125 °С: трет-бутилпер-
бензоат, /прет-бутилпероксиизопропилкарбонат (ВР1С-75),
1.1- ди(трет-бутилперокси)циклогексан (Trigonox 22),
2.2- бис(4,4-ди-трс/7г-бутилпероксициклогексил)пропан
(Perkadox 12). тре/п-Бутилпербензоат является эффектив¬
ным инициатором прививочной сополимеризации стирола с
БК, но образующиеся при его распаде бензойная кислота и
бензальдегид оказывают отрицательное воздействие на каче¬
ство получаемого УП, снижая температуру начала деструк¬
ции полимера. Это ограничивает применение данного пер-
эфира в непрерывном процессе получения УП. Остальные из
указанных перэфиров не являются ароматическими соеди¬
нениями и потому не образуют продукты распада ароматиче¬
ской природы, оказывающие воздействие на полимер. Наи¬
большей эффективностью в прививочной сополимеризации
стирола к полибутадиену обладает перэфир ВР1С-75. Этот
перэфир обеспечивает активное протекание процесса при¬
вивки стирола к каучуку при 117-119 °С и по эффективности
существенно превосходит трст-бутилпербензоат.
148
4. Использование полибутадиенов различной структуры и
молекулярной массы позволяет регулировать размер обра¬
зующихся дискретных частиц каучука, степень прививки
полистирола и соответственно эксплуатационные характе¬
ристики УП. Добавка блок-сополимеров бутадиена со стиро¬
лом обеспечивает снижение размера дискретных частиц кау¬
чука в УП, что способствует повышению предела текучести
полимера.
5. Введение термостабилизаторов, т. е. соединений, образую¬
щих под действием температуры свободные радикалы, в
непрерывный процесс получения УП обеспечивает повыше¬
ние молекулярной массы (Мп) полимера в готовом полимере
(рис. 3.14) и препятствует началу деструкции полимера на
высокотемпературных стадиях непрерывного процесса. На
стадии форполимеризации при вещественном инициирола-
нии термостабилизатор также способствует повышению М^.
При термической полимеризации происходит снижение Мп
форполимера, что обусловлено снижением в этом случае
степени прививки (рис. 3.14). Это свидетельствует о том,
что термостабилизатор целесообразно вводить после стадии
форполимеризации, предпочтительно в последний реактор
каскада полимеризации. Процесс форполимеризации сле¬
дует проводить с высокой скоростью (8-12 %/ч), так как
это является необходимым условием формирования опти¬
мальной структуры и способствует образованию окклюзий в
каучуковой фазе. Необходимость поддержания высокой ско¬
рости процесса требует создания условий надежного съема
Рис. 3.14. Влияние_концентрации термостабилизатора Стс на мо¬
лекулярную массу (Мп) ПС в УП при непрерывной полимеризации на
стадии форполимеризации (/, 2) и в готовом полимере (3, 4):
1 — вещественное инициирование; 2 -□ термическое инициирование;
3 —А вещественное инициирование; 4 —к— термическое инициирование
149
теплоты при форполимеризации и предъявляет дополни¬
тельные требования к качеству стирола по содержанию
микропримесей, влияющих на процесс полимеризации.
6. На стадии полимеризации предпочтительным является
использование горизонтальных реакторов малого объема,
снабженных тихоходными мешалками. В этом случае обес¬
печивается плавное регулирование температуры реакции
(в пределах, не превышающих 5-10 °С) при переходе от од¬
ного реактора к другому (см. рис. 3.5). Молекулярная масса
получаемого полимера в этих условиях увеличивается на
10-15 % по сравнению с проведением стадии полимериза¬
ции в емкостных реакторах смешения.
Анализ технологических особенностей непрерывного процесса
получения ударопрочного полистирола показывает, что система
является многофакторной, а влияние отдельных параметров в
этой системе как на технологические параметры процесса, так и
на качество получаемого полимера носит неоднозначный харак¬
тер. В связи с этим зависимость свойств получаемого ударопроч¬
ного полистирола от параметров процесса можно представить
только качественно (табл. 3.5). Математические зависимости мо¬
гут быть получены только для конкретной технологической схе¬
мы процесса с учетом особенностей его отдельных стадий и опре¬
деленных температурно-временных параметров.
Следует отметить, что повышение ударной вязкости УП в за¬
висимости от увеличения содержания каучука и температуры на
стадии форполимеризации ограничено оптимальным значением
этих параметров, определяемых особенностями технологической
схемы конкретного процесса.
Увеличение предела текучести и относительного удлинения
УП может достигаться при использовании вещественных инициа¬
торов, введении эффективных термостабилизаторов и условий,
обеспечивающих повышение среднечисленной молекулярной мас¬
сы (Мп) получаемого полимера.
С точки зрения аппаратурного оформления процесс получения
ударопрочного полистирола отличается от схемы производства
полистирола общего назначения наличием дополнительной ста¬
дии растворения каучука.
В общем виде растворение каучука представлено на рис. 3.15.
Эта стадия является периодической.
Растворитель представляет собой емкостной аппарат с пере¬
мешиванием, снабженный рубашкой. Перед началом растворения
аппарат-растворитель продувается азотом, затем в него загружа¬
ется предусмотренное технологическим процессом количество сти¬
рола и растворителя. Включается мешалка и начинается процесс
150
151
152
брикеты
Рис. 3.15. Схема растворения каучука в стироле:
1 - дробилка каучука; 2 - растворитель; 3 - насос; 4 - теплообменник для охлаж¬
дения раствора каучука; 5 - буферная емкость для хранения раствора каучука; 6 -
роторно-иульсационный насос; 7 - фильтр грубой очистки; 8 - фильтр тонкой очи¬
стки; 9 - насос очистки фильтров
дробления каучука и подачи дробленой крошки в растворитель.
Каучук имеет товарную форму в виде брикетов массой по 25 кг.
Измельчение брикетов производится в специальных дробилках
шнекового типа, которые, как правило, располагаются над рас¬
творителем. Для предотвращения слипания крошки каучука при
дроблении каучука производится его опудривание пылью поли¬
стирола. Однородная крошка каучука размером 15-20 мм посту¬
пает непосредственно в растворитель. Растворение каучука в сти¬
роле осуществляется при температуре 15-25 °С в атмосфере азота.
Стирол является хорошим растворителем для полибутадиена, так
как параметр растворимости (%) каучук - стирол равен 0,35. Про¬
должительность растворения БК в стироле зависит от молекуляр¬
ной массы каучука, равномерности размера его крошки после
дробления, но, как правило, не превышает 6 ч.
Учитывая, что процесс растворения каучука является экзо¬
термическим, раствор каучука из растворителя выгружается на¬
сосом и охлаждается в промежуточном теплообменнике до темпе¬
ратуры 18-20 °С. Охлажденный раствор каучука загружается в
расходную емкость, снабженную мешалкой и циркуляционным
контуром с теплообменником охлаждения.
153
Перед подачей на стадию полимеризации раствор каучука в
стироле рекомендуется пропустить через специальный роторно-
пульсационный аппарат (РПА) с числом оборотов 1500 об/мин.
Обработка раствора каучука в РПА улучшает однородность
распределения дискретных частиц каучука при последующей по¬
лимеризации и способствует повышению физико-механических
характеристик УП. Этот эффект обусловлен незначительной ме-
хано-химической деструкцией полибутадиена, способствующей
росту привитого сополимера на стадии форполимеризации.
Анализ технологических особенностей непрерывного процесса
получения ударопрочного полистирола показывает, что он явля¬
ется сложным, многофакторным, сопровождаемым обратимыми
фазовыми переходами, которые влияют на протекание элемен¬
тарных стадий процесса полимеризации и качество получаемого
композиционного полимера.
Технологические параметры, обеспечивающие выпуск мароч¬
ного ассортимента УП, являются предметом "ноу-хау" фирм-про-
изводителей и зависят от особенностей технологической схемы.
Для конкретного производства при выборе технологических
параметров необходимо учитывать вариантность системы в целом
и взаимное влияние, в ряде случаев противоречивое, конкретных
значений переменных процесса на его различных стадиях и их
технологическую соразмерность с качеством получаемого поли¬
мера.
3.4. ТЕНДЕНЦИИ РАЗВИТИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ПОЛУЧЕНИЯ АБС-ПЛАСТИКОВ
И СОПОЛИМЕРОВ СТИРОЛА
Акрилонитрилбутадиенстирольный (АБС) пластик представ¬
ляет собой типичный композиционный материал, состоящий из
дискретной каучуковой фазы и матрицы - сополимера стирола с
акрилонитрилом (САН). С термодинамической точки зрения не¬
совместимость полибутадиена с матричным сополимером САН
существенно выше, чем в системе полибутадиен - полистирол.
Введение в раствор полибутадиена в стироле акрилонитрила спо¬
собствует тому, что система находится вблизи 0-условий. Форми¬
рование дискретной каучуковой фазы в такой системе начинается
уже при конверсии 3-5 % и заканчивается к 10-12 %-й конверсии.
При сополимеризации происходит своеобразное "выталкивание"
полибутадиена из полимерной матрицы САН. Размер частиц дис¬
кретной каучуковой фазы существенно снижается (до 0,5-2 мкм).
Если учесть, что степень прививки сополимера САН к полибута¬
диену также снижается, то эффективность использования каучука
154
в АБС-пластике значительно ниже, чем в УП. Даже при вещест¬
венном инициировании она не превышает 1,4-1,5. В аналогичных
условиях получения УП эффективность использования каучука
достигает величины 1,8-2. При конверсии более 50 % система по-
либутиадиен - сополимер САН в процессе сополимеризации прояв¬
ляет повышенную склонность к образованию сшитых структур,
приводящих к повышенному содержанию геля при сравнительно
низком содержании привитого сополимера. Термодинамические
особенности рассматриваемой системы и их влияние на скорости
элементарных реакций сополимеризации приводят к тому, что
стойкость полимер-полимерных эмульсий (ППЭ) в АБС-пластиках
ниже, чем в УП, несмотря на наличие дипольных сил межмоле¬
кулярного взаимодействия, характерных для сополимеров, со¬
держащих акрилонитрил.
В 1960-1970-х гг. основное развитие промышленной техноло¬
гии получения АБС-пластиков осуществлялось методом эмульси¬
онной полимеризации, при котором, в отличие от процессов по¬
лимеризации в массе и в суспензии, существует возможность уве¬
личивать содержание каучуковой фазы до 20 - 25 % и более по
сравнению с 7-12 % в альтернативных процессах. Высокое со¬
держание каучуковой фазы даже при низкой эффективности ее
использования обеспечивает высокие ударные свойства АБС-плас-
тика (ударная вязкость 35-40 кДж/м2).
Латекс полибутадиена или сополимера бутадиена со стиролом,
используемый при получении АБС-пластика эмульсионным мето¬
дом, традиционно имел размер 0,15-0,20 мкм, а содержание геля
в нем превышало 70 %.
В процессе эмульсионной сополимеризации стирола с акрило¬
нитрилом в присутствии предварительно полученного латекса кау¬
чука в качестве затравочной среды первоначально при эмульса-
ции латекса в смеси мономеров появляются полимерно-мономер¬
ные частицы (ПМЧ). В процессе эмульсионной полимеризации в
таких полимерно-мономерных частицах, содержащих каучук,
происходит процесс прививочной сополимеризации, в результате
которого привитой сополимер образует слой на поверхности кау¬
чука. Одновременно в системе протекает эмульсионная сополиме-
ризация стирола с акрилонитрилом с образованием матрицы САН.
Эмульсионный метод получения сополимеров АБС осуществ¬
ляется как периодическим методом, так и непрерывным и состоит
из следующих основных технологических стадий:
1. Приготовление эмульгатора.
2. Получение латекса полибутадиена или сополимера бута¬
диена со стиролом.
3. Хранение латекса каучука.
155
4. Смешение латекса каучука со смесью стирола с акрило¬
нитрилом.
5. Эмульсионная сополимеризация стирола с акрилонитри¬
лом и латексом каучука.
6. Отгонка незаполимеризовавшихся мономеров из латекса АБС.
7. Смешение латекса АБС с эмульсией термостабилизатора.
8. Сокоагуляция латексов АБС и термостабилизатора.
9. Отжим и промывка скоагулированного латекса АБС.
10. Сушка порошка АБС.
11. Смешение в скоростных смесителях порошка АБС с пласти¬
фикаторами, термостабилизаторами и другими добавками.
12. Экструзия и грануляция АБС-пластика.
13. Упаковка АБС-пластика.
14. Очистка сточных вод, отделяемых на стадии отжима и
промывки.
В общем виде технологическая схема непрерывного процесса
получения АБС-пластика эмульсионным методом приведена на
рис. 3.16.
Эмульсионный метод получения АБС-сополимеров, как любой
процесс полимеризации в эмульсии, характеризуется принципи¬
альными недостатками и особенностями, затрудняющими его
развитие, важнейшими среди которых являются:
- многостадийность процесса, сопровождаемая высоким рас¬
ходом электроэнергии;
- пожаро-, взрывоопасность производства, обусловленная вы¬
сокой склонностью порошка АБС к возгоранию и образова¬
нию взрывоопасных смесей с воздухом;
- большой расход обессоленной воды в технологическом про¬
цессе;
- высокое техногенное воздействие на окружающую среду из-
за наличия сточных вод и газовых выбросов, образующихся
при сушке АБС-пластика и при получении латекса каучука,
конверсия при котором не превышает 95 %.
Получаемый эмульсионным методом АБС-пластик обладает
невысокой текучестью расплава (ПТР не более 15 г/10 мин при
220 °С и нагрузке 10 кг), что затрудняет его переработку и требует
повышенных затрат электроэнергии при изготовлении изделий.
Наличие остаточных примесей эмульгаторов, содержащих кар¬
боксильные группы, способствует повышенной склонности АБС-
пластика к окислительной деструкции, а также появлению запа¬
ха, что ограничивает области его использования. Эти проблемы
особенно сильно выявились в начале 1980-х гг., когда начало раз¬
виваться применение инженерных конструкционных пластмасс
на основе компаундов поликарбоната с АБС-пластиками.
156
добавки: регулятор, персульфат и др.
о о о я о
м s д щ и
g я с 3 Я Я
S n «'S 8 «
S g,s&§ а
а??Й “ |
о £
Е- Е-
а Й I -
cd Он щ .
О cd '-Ч С ^
йС^ о й
.► О Я
Он Он |
1Г Мн l_i
|ээ
ь а
cd О
о а оо
Й а ...
Р I п
>> 1 о
Sco a
о -
Я О
!' а
ГО _ ф § Н
ей as *0 §
^ 5<
> *
sg
_ -J» Q. _ Он О
а 5 л и я
й°о й
о.
«!?Ча8ЙС
1аёШэ
З.Г Он
пн£§>.«
«§§§“£
g 5 К йт Зон
a 2 о ч со й ^
О Oi S о *-н Он •"■
е- Н О
Ss I
5 Я14 щ
Р а - S
ч
о
О 1 я
я*' И
>>« is s а" g
" а я S
2 О О
Он Н
н О
; §
i-gllJ
Sf s ,
m >» о 1
« Ю Й °> м
a I 5 - «
О VL И F
m ^ S Е-*
н *r о
t> cd
б u ■ ■ н w ~
ft*OStt-S
к “W
я <e<;
я ч
S’§ °
.5 о. 8
s gs в *8 а«
ggtfe^Si
| 8 S S I Э£
P Я S S cm •o* g
5 S 1) Л _ Я
c 9s §,ft®x
G 2 s & н § я
ь г q S я >; и
cd »£» о л P So
Я Я Ен 3
Sf|S
5 £ 1 '
^ нн О Я со о
Я pH H M *-< C\)
p.'b'g
c S=S
Я в °
£3
Первоначально для исключения негативного воздействия
эмульсионного метода получения АБС-пластика модификация его
марочного ассортимента осуществлялась путем получения при
экструзии композиций эмульсионного АБС-пластика с сополи¬
мером САН. Сополимер САН, используемый в качестве моди¬
фикатора, производился различными методами: эмульсионным,
суспензионным и в массе, но наибольшие преимущества были на
стороне непрерывного метода получения САН полимеризацией в
массе.
В конце 1970-х - начале 1980-х гг. разработка технологии по¬
лучения АБС-пластика методом полимеризации в массе приобре¬
тает приоритетное значение. В конце XX в. технологическими
процессами получения АБС-пластика непрерывным методом по¬
лимеризации в массе владели фирмы: ’ Dow Chem.” (собственная
разработка), ’’Bayer” (в результате приобретения завода фирмы
’’Monsanto”), "Enichem”, ”Тойо” иОНПО ’’Пластполимер” (Россия).
Процесс получения пластика АБС методом непрерывной по¬
лимеризации в массе с неполной конверсией в принципе состоит
из тех же технологических стадий, что и аналогичный процесс
получения ударопрочного полистирола. Однако аппаратурное
оформление и технологические параметры процесса сополимери-
зации при получении АБС-пластика имеют ряд принципиальных
различий по сравнению с УП, обусловленных следующими при¬
чинами:
- более высокое тепловыделение при сополимеризации стиро¬
ла с акрилонитрилом;
- вязкость системы в процессе сополимеризации достигает
= 5 • 107 спуаз, что превышает вязкость УП;
- повышенная склонность системы к расслоению в процессе
полимеризации из-за термодинамической несовместимости;
- пониженная скорость прививочной сополимеризации на на¬
чальной стадии;
- повышенная скорость гелеобразования;
- деструкция полимера под действием температуры и соеди¬
нений, содержащих карбоксильные и альдегидные группы,
начинает проявляться при более низких температурах, чем в
УП или ПСМ.
В общем виде схема получения АБС-пластика непрерывным
методом полимеризации в массе представлена на рис. 3.17.
Процесс получения пластика АБС методом непрерывной по¬
лимеризации производится в присутствии 15-25 % растворителя
и при вещественном инициировании. Вещественные инициаторы
в процессе образования свободных радикалов не должны приво¬
дить к появлению бензойной кислоты или бензальдегида, так как
158
о ex >> н о
8 о * 5 и
S н а ч g
Я <й Я я S
® »ss
« 3 Он 1 I 2
О Д- <и , - К
S 1Г-^1
&§»Я g
g St5 §•£
8 &r. а °
« *
ffg
I ct О
!>58sg
* a i 3.g
5 1 2 § «
S^Tlg 1
u g к g-e'
?Sss«j
?s| ' ?
^■e- ч § ia
5 § $2> $
to s §
- 2 S
<£«§
*8 *
g &'
« Q.TO
»Sg .
3 Gc^
;CM
1 £
5 в 4
H g 3
J pH CJ
3 ti о
5 « й
15 Й
- й *
?I3
эти примеси способствуют протеканию циклизации по —C=N-
группам, что приводит к пожелтению и ускоренной деструкции
полимера.
Стадия полимеризации реализуется в три этапа:
- предфорполимеризация до конверсии 5-7 %;
- форполимеризация до конверсии 32-37 %;
- полимеризация до конверсии 75-80 %.
Использование внутренних теплообменных поверхностей в
форполимеризаторе и полимеризаторе не допускается, так как это
может способствовать осаждению каучуковой фазы на охлаж¬
дающих поверхностях.
Введение регуляторов молекулярной массы, термостабилиза¬
торов и других добавок производится в полимеризатор, что необ¬
ходимо для поддержания степени прививки на максимальном
уровне. Термостабилизация реакционной массы перед стадией
удаления непрореагировавших мономеров и растворителя должна
быть более эффективной, чем при получении УП. Учитывая зна¬
чительное количество растворителя, используемого в процессе,
стадия удаления мономера и примесей осуществляется в две сту¬
пени. Температура реакционной массы в перегревателях перед
испарительными камерами и в вакуумном пространстве камер
поддерживается на 10-15 °С выше, чем при получении ударо¬
прочного полистирола. Выгрузные насосы, используемые для вы¬
грузки и транспортировки расплава из-под испарительных камер,
должны создавать давление на 10-15 ат больше, чем при получе¬
нии полистирола общего назначения и ударопрочного.
Учитывая повышенную растворимость воды в акрилонитриле,
целесообразно смесь мономеров подвергать предварительной осуш¬
ке пропусканием через цеолиты.
Пластик АБС, получаемый методом непрерывной полиме¬
ризации в массе, обладает высокой текучестью расплава - до
25 г/10 мин (220 °С, 10 кг), относительно высоким удлинением -
более 20 %, но средней ударной прочностью - =12-18 кДж/м2.
Получение сополимера САН непрерывным методом полиме¬
ризации в массе осуществляется на тех же технологических ли¬
ниях, которые предназначены для выпуска АБС-пластика. Ста¬
дии растворения каучука и предфорполимеризации при выпуске
сополимера САН исключаются из работы технологической схемы.
Получение сополимера САН методом непрерывной сополимериза-
ции в массе может осуществляться в одном реакторе до сущест¬
венно неполной конверсии (50-60 %) по схеме 4 (рис. 3.8).
Сравнительные данные технико-экономических и технологи¬
ческих показателей получения АБС-пластиков методами полиме¬
ризации в эмульсии и в массе приведены в табл. 3.6 и 3.7.
160
Отмеченные преимущества и недостатки каждого из методов
получения АБС-пластика способствовали тому, что развитие их
производств основными фирмами-производителями осуществля¬
ется обоими методами, а выпуск на потребительский рынок ши¬
рокого марочного ассортимента АБС-пластика обеспечивается пу¬
тем направленного смешения АБС-М с АБС-Э с высоким содержа¬
нием каучука и сополимером САН (рис. 3.18). Как правило, такое
смешение производится в отдельно стоящих двухшнековых экс¬
трудерах, причем компоненты смеси дозируются непосредственно
в экструдер без предварительного смешения.
Таблица 3.6
Сравнительные технико-экономические показатели процессов
получения АБС-пластиков различными методами
Наименование показателя
Традиционный
эмульсионный метод
Метод полимеризации
в массе с добавкой
растворителя
Мощность технологической
10-20
20-30 (имеются дан¬
линии, тыс. т/год
ные о мощности ли¬
Периодичность процесса
В промышленности
нии 50 тыс. т/год)
Непрерывный
Продолжительность пробега
реализован по не¬
прерывной и перио¬
дической схемам
6000 (остановки на
7920 (остановка на
линии при непрерывной
чистку через 600 ч)
чистку через 4000 ч
работе, ч/год
непрерывной работы)
Объем реакторов, м3/кол-во
16-20/3-4
12-20/2-3
штук
Съем продукции с 1 м3 ре¬
20-25
50-60
акционного объема,
кг/(ч • м3)
Расход добавок, кг/т
15-25
2-5
Расход обессоленной воды,
9-12
0,1 (охлаждение стренг
м3/т
на грануляции)
Расход оборотной воды,
200-240
80-120
м3/т
Расход э/энергии,
550-600
170-250
кВт • ч/т
Расход топливного газа,
4-5
160-170
Гкал/т
Удельные капитальные за¬
700-800
450-500
траты в основное производ¬
ство, включая утилизацию
и очистку отходов
11-1571
161
Таблица 3,7
Технологические особенности получения АБС-пластиков различными
методами
Метод
производства
АБС-пластика
Преимущества
Недостатки
Эмульсионный Возможность получения пла-
АБС-Э стиков с содержанием кау¬
чуковой фазы до 70 %.
Варьирование различных по
своей природе мономеров как
в производстве латексов кау¬
чука, так и при получении
АБС-пластика.
Получение латексов каучу¬
ка в едином производстве с
АБС.
Отсутствие термодинамиче¬
ских ограничений по варь¬
ированию размеров качу-
ковых частиц
В массе с до- Возможность получения как
бавкой раство- АБС-пластика, так и сопо-
рителя АБС-М лимера САН с высокими
реологическими характери¬
стиками.
Отсутствие запаха полимера,
т. к. расход меркаптана со¬
кращен до минимума, а ре¬
гулирование молекулярной
массы осуществляется рас¬
творителем.
Высокая единичная мощ¬
ность технологической ли¬
нии.
Рациональность создания
автоматической системы
дистанционного управле¬
ния.
Высокая взрыво- и по¬
жароопасность процесса
на стадиях сушки, транс¬
портировки и хранения
порошка АБС до грану¬
ляции.
Многостадийность про¬
цесса.
Энергоемкость процес¬
са.
Большой расход обессо¬
ленной воды.
Наличие неприятного за¬
паха.
Ограниченная возмож¬
ность варьирования рео¬
логических характерис¬
тик АБС.
Наличие в полимере при¬
месей кислотного харак¬
тера
Ограниченные воз¬
можности по содержа¬
нию каучука, не более
15 %.
Термодинамические
особенности процесса.
Высокая вязкость рас¬
плава 5 • 107 спуаз и не¬
обходимость поддержа¬
ния его температуры
230-240 °С.
Необходимость исполь¬
зования высоконапор¬
ных насосов специаль¬
ной конструкции для
вязких сред.
162
Продолжение
Метод
производства
АБС-пластика
Преимущества
Недостатки
В массе с до- Низкая энергоемкость про- Использование каучу-
бавкой раство- цесса. ка как товарного сы-
рителя АБС-М Отсутствие сточных вод. рья
Возможность получения со¬
полимеров стирола с акри¬
латами, используемыми в
качестве компатибилизато-
ров (совместителей) с поли¬
карбонатом, полиамидом и
ДР-
Отсутствие в полимерах
примесей кислотного харак¬
тера
Высокая эффективность рассматриваемой модификации
потребительских свойств АБС-пластиков достигается за счет
направленного усовершенствования эмульсионного метода по¬
лучения АБС-пластиков, что позволило разработать техноло¬
гические приемы, обеспечивающие получение латексов каучу¬
ков и АБС-Э с регулируемым размером частиц (от 0,1 до 5 мкм)
Базовые эмульсионные марки АБС (АБС-Э)
или графт-концентрат (ГК-АБС)
Повышение
ударной прочности
и эластичности
Базовые марки
АБС в массе
(АБС-М)
Повышение текучести,
химстойкости, блеска,
атмосферостойкости,
прочности на разрыв
Сополимеры САН
и/или с акрилатами,
полученные в массе
Повышение текучести, стабильности
цвета, теплостойкости, снижение
запаха, повышение матовости
Рис. 3.18. Принципиальная схема модификации свойств товарных ма¬
рок АБС-пластиков
и*
163
и получение пластиков АБС-Э с высоким содержанием каучу¬
ка (более 70 %), получивших название графт-концентратов АБС
(ГК-АБС).
Эти технологические исследования были выполнены в конце
прошлого столетия. Основные направления и результаты этих ра¬
бот заключаются в следующем:
1. Регулирование размера латексных частиц. Традиционные
способы регулирования технологических параметров процесса
эмульсионной полимеризации бутадиена и латекса АБС обеспечи¬
вают получение латексов с размером частиц от 0,1 до 0,2 мкм.
Дальнейшее укрупнение латексных частиц может быть достигну¬
то использованием "искусственных” приемов по их укрупнению
или агломерации.
Агломерация - это слияние нескольких полимерных частиц в
одну глобулу, которая не содержит водной фазы. В то же время
сохраняется общая коллоидная структура агломерированного ла¬
текса.
Известно, что агломерация латексов может осуществляться
различными методами:
- замораживанием - оттаиванием;
- механическим воздействием в результате создания перепада
давления [33, 34];
- химическим воздействием.
Укрупнение латекса каучука, предназначенного для получе¬
ния пластика АБС-Э, преимущественно производится химиче¬
ским методом. Об этом свидетельствуют многочисленные патенты
ведущих фирм: "BASF" [37 - 40], "Bayer" [41 - 45], "Dow Chem."
[46 - 48], "Митцубиси" [49, 50] и др.
Химическая агломерация представляет собой процесс укруп¬
нения латекса, происходящий в результате его дестабилизации
под воздействием водорастворимых полимеров - поливинилмети-
лового эфира, полиэтиленоксидов, полипропиленгликолей, сопо¬
лимеров акрилатов с метакриловой кислотой или акриламидами
[35, 36].
Так, например, в результате агломерации латекса каучука по-
лиэтиленоксидом с молекулярной массой 20 • 103 размер частиц
латекса увеличивается от 0,05 ^-0,1 до 0,05 -г- 5 мкм. Использова¬
ние агломерированного латекса при получении АБС-пластика
обеспечивает повышение его ударной вязкости до 35 кгс/см2 [51].
Широко используются для агломерации каучуковых латексов
сополимеры алкил акрилатов (бутил-, этилакрилаты) с метакри¬
ловой кислотой или метакриламидом. Так, например, фирма
"Митцубиси" [50] в качестве агломерирующего агента использует
сополимер бутилакрилата с метакриловой кислотой в соотноше¬
164
нии 85 : 15 % (мае.)* Смешение латекса каучука с акрилатным
латексом указанного состава в соотношении 7 : 3 обеспечивает по¬
вышение размера латексных частиц каучука до 0,3 + 0,4 мкм вме¬
сто 0,1 мкм.
Сополимеры алкилакрилата с метакриловой кислотой хорошо
прививаются к бутадиеновому латексу, образуя оболочку вокруг
полибутадиенового ядра. Степень агломерации в этом случае ха¬
рактеризуется экстремальной зависимостью от pH каучукового
латекса. Наиболее эффективно укрупнение латекса каучука про¬
исходит при pH = 7,5 -ь 9. Повышение pH при проведении процесса
агломерации латекса достигается добавкой к латексу каучука
неорганических электролитов: NaCl, СаС12 и др. в количестве
0,1-1 % (мае.).
Эффективным агентом химической агломерации бутадиено¬
вых латексов является уксусная кислота [37, 41]. Однако этот
способ агломерации требует тщательной отработки концентрации
агента агломерации и поддержания pH в узких пределах, так как
в противном случае происходит спонтанная агрегация и коагу¬
ляция латексов. Метод химической агломерации позволяет по¬
лучать бутадиеновые латексы с бимодальным распределением
латексных частиц, что является дополнительным приемом мо¬
дификации свойств АБС-пластика, получаемого эмульсионным
методом.
Использование агломерированного бутадиенового латекса при
получении АБС-пластика эмульсионным методом позволяет одно¬
временно улучшать и варьировать в широких пределах такие ан-
тибатные свойства пластика, как ударная вязкость, текучесть
расплава и блеск полимера.
2. Получение графт-концентратов АБС и их использование.
Многостадийность эмульсионного метода получения АБС-Э, по¬
вышенное энерго- и водопотребление и его техногенное воздей¬
ствие способствовали развитию работ по получению эмульсион¬
ным методом АБС-пластика с высоким содержанием бутадие¬
нового компонента - до 50-70 %. Этот тип АБС-Э получил
название графт-концентрата АБС или графт-каучука ГК-АБС.
Графт-концентраты АБС являются модификаторами ударопроч¬
ности и широко используются при получении композиций с сопо¬
лимером САН, АБС-М, а также как совместители (компатибили-
заторы) при получении компаундов АБС с поливинилхлоридом,
поликарбонатом, полиамидом [52].
Графт-концентрат АБС в основном состоит из полибутадиена,
к которому привит сополимер стирола с акрилонитрилом; содер¬
жание матричного сополимера САН в нем незначительно, меньше
20 % [53].
165
Каучуковая фаза в графт-концентрате представляет собой по-
либутадиеновое ядро, на поверхности которого привитой сополи¬
мер САН образует оболочку. Известно [54], что наиболее предпоч¬
тительным способом создания структуры "ядро - оболочка" в
латексе каучука является эмульсионная полимеризация, ини¬
циированная окислительно-востановительными системами, осу¬
ществляемая периодическим методом. В этом случае привитой
сополимер САН образует завершенную оболочку на полибутадие¬
не, которая, благодаря ионным силам, препятствует слипанию
каучуковых частиц в агрегаты.
Типичный способ получения ГК методом периодической эмуль¬
сионной полимеризации на окислительно-восстановительной сис¬
теме заключается в следующем. В реактор, предназначенный для
проведения эмульсионной полимеризации периодическим мето¬
дом, загружаются следующие компоненты (мас.ч.):
1. Бутадиеновый латекс с сухим остатком =35 % 50
2. Стирол 37,5
3. Акрилонитрил 12,5
4. Обессоленная вода 169
5. Декстроза 0,3
6. FeS04 7Н20 0,002
7. Пирофосфат натрия 0,03
8. Гидроперекись кумола 0,446
9. Третичный додецилмеркаптан 0,4
Процесс полимеризации протекает в течение 5 ч при темпера¬
туре не выше 50 °С. По окончании полимеризации добавляется
постстабилизатор следующего состава (мас.ч.):
Олеиновая кислота
0,05
Гидроокись калия
0,35
Обессоленная вода
8,84
Антиоксидант
1,0
Латекс ГК тщательно перемешивается с постстабилизатором и
антиоксидантом в течение 8 ч, а затем выдерживается в течение
48 ч для проникновения и равномерного распределения антиок¬
сиданта в латексных частицах каучука.
После этого производится коагуляция ГК разбавленной сер¬
ной кислотой и полимер отделяется от воды, промывается и су¬
шится. Следует отметить, что ГК из-за высокого содержания по¬
либутадиена обладает высокой склонностью к термической дест¬
рукции и самовозгоранию при хранении. Поэтому сушку ГК
следует проводить в ”мягких" условиях, при пониженных темпе¬
ратурах, а рецептура термостабилизации должна быть тщательно
отработана.
166
Перед упаковкой или хранением в бункерах ГК необходимо
тщательно охладить во избежание его самовозгорания.
С целью повышения стабильности графт-концентратов дис¬
персии получают на основе частично гидрированного бутадие¬
на [55].
Использование для получения графт-концентрата АБС пред¬
варительно агломерированного латекса полибутадиена позволяет
получать наиболее эффективные модификаторы, смешение кото¬
рых с сополимером САН или АБС-М создает возможности получе¬
ния товарных марок АБС, обладающих одновременно и высокой
текучестью расплава, и ударной вязкостью.
Если первоначально графт-концентраты использовались как
модификаторы сополимера САН, получаемого эмульсионным или
суспензионным методами, то с 1990-х гг. в мировой практике для
этих целей используется сополимер САН-М, полученный только
непрерывным методом полимеризации в массе в присутствии рас¬
творителя.
Модификация сополимера САН-М, обладающего высокой те¬
кучестью, графт-концентратом позволяет получать композицион¬
ный АБС, обладающий высокими ударной прочностью и текуче¬
стью при содержании ГК 15-18 %.
Графт-концентраты являются также эффективными модифи¬
каторами АБС-пластика, получаемого методом полимеризации в
массе, поликарбоната, полиамида и других инженерных пласт¬
масс.
Г ПАВА 4
ФИЗИКО-МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОЛИСТИРОПЬНЫХ ПЛАСТИКОВ
4.1. МАРОЧНЫЙ АССОРТИМЕНТ ОСНОВНЫХ ВИДОВ
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
Ассортимент различных видов полистирольных пластиков,
выпускаемых основными фирмами, производящими полимеры,
определяется особенностями маркетинга каждого вида ПСП.
Полистирол общего назначения ПС-М. Основными областями
применения (более 40 %) полистирола общего назначения являет¬
ся упаковка пищевых продуктов, получение теплоизоляционных
вспененных плит. Для этих целей используются марки ПС-М,
пригодные для переработки методом экструзии, обладающие по¬
казателем текучести расплава (ПТР) менее 5 г/10 мин (200 °С,
5 кг) - преимущественно (3 -ь 4) г/10 мин. Для получения элек¬
троизоляционных тонких двухосноориентированных пленок тол¬
щиной до 10 мкм в основном используется ПС-М, обладающий
ПТР (2,5 ч-1,8) г/10 мин.
ПС-М также широко применяется для изготовления детских
игрушек, изделий оргтехники, медицинской техники, комплек¬
тующих деталей холодильников, получаемых методом литья под
давлением. Для этих целей преимущественно используются марки
ПС с ПТР более 8 г/10 мин. Повышение производительности при
изготовления изделий методом литья под давлением и высокий
уровень автоматизации литьевых машин приводят к необходимо¬
сти повышения текучести расплава ПС до (20 ч- 25) г/10 мин при
минимальном снижении механических характеристик полимера.
Преимущественное использование ПС для изделий, непосред¬
ственно контактирующих с пищевыми продуктами и жизнедея¬
тельностью человека, предъявляет жесткие требования по содер¬
жанию остаточного мономера и других органических примесей в
полимере. Санитарно-гигиенические исследования изделий из ПС
показывают, что для изделий пищевого, медицинского назначе¬
ния и детских игрушек суммарное содержание указанных орга¬
нических примесей не должно превышать 0,03 %, так как в этом
случае обеспечивается выполнение требования по миграции орга¬
168
нических примесей в модельные среды и пищевые продукты ме¬
нее 0,01 мг/дм3.
Технологические процессы получения ПС методом непрерыв¬
ной радикальной полимеризации в массе с неполной конверсией с
использованием системы двухступенчататого удаления остаточно¬
го мономера и примесей в испарительных камерах обеспечивают
выполнение указанных требований по содержанию остаточного
мономера в готовом полимере.
Полистирол, получаемый методом радикальной полимериза¬
ции в массе, имеет атактическую структуру, характеризующуюся
хаотическим расположением ароматических звеньев относитель¬
но основной полимерной цепи. Полимер указанной структуры
является аморфным и характеризуется относительно низкой тем¬
пературой стеклования (97-117 °С), а его температура размяг¬
чения по Вика соответственно не превышает 102 °С при нагрузке
5 кг.
Основные физико-механические характеристики ПС-М, полу¬
чаемого методом непрерывной радикальной полимеризации в
массе, приведены в табл. 4.1.
Следует отметить, что ПС, получаемый существенно неполной
конверсией (схема 4, см. рис. 3.8), характеризуется узким моле¬
кулярно-массовым распределением и соответственно повышенным
значением предела прочности при разрыве - до 600 кг/см2 для
экструзионных марок полимера с ПТР не более 3,5 г/10 мин. По¬
листирол, полученный по схемам 1, 3 (см. рис. 3.4, 3.7), имеет
меньшее значение предела прочности при разрыве (рис. 4.1) при
сопоставимых значениях ПТР.
Полистирол относится к хрупким полимерным материалам, в
которых происходит локализация внутренних напряжений, обу¬
словленная ориентацией макромолекул с образованием фибрилл.
Локализация внутренних напряжений в полистироле приводит
к образованию микротрещин, или крейз [1, 2]. Наличие упорядо¬
ченных фибриллярных областей в аморфном полистироле препятст¬
вует образованию магистральных трещин, приводящих к хрупкому
разрушению полимера. Известно [3], что диаграмма растяжения
полистирола характеризуется линейным возрастанием напряже¬
ния до незначительного относительного удлинения (=2%), при
котором происходит хрупкое разрушение полимера (рис. 4.2).
Напряжение хрупкого разрушения полимера зависит от молеку¬
лярной массы полимера и увеличивается с ростом Мп полимера и
уменьшением величины его ММР при сопоставимых значениях
собственно молекулярной массы. Это объясняется тем, что ско¬
рость инициирования и распространения крейз в полистироле
зависит от его молекулярной массы и наличия в нем дефектов.
169
Таблица 4.1
Физико-механические
атактического (ПС-М)
характеристики основных марок полистирола —
и синдиотактического (СПС)
Наименование
показателя
Единица
измере¬
ния
Атактический полистирол (ПС-М)
Синдио-
тактиче¬
ский
полисти¬
рол (СПС)
"Questra"
[9]
литьевые марки
экструзионные марки
сверх¬
теку¬
чая
высо¬
котеку¬
чая
стан¬
дарт¬
ной
теку¬
чести
ДЛЯ
произ¬
водства
тонких
вспе¬
ненных
листов
ДЛЯ
произ¬
водства
пено-
плит
высоко¬
проч¬
ная
Плотность
г/см3
1,05 для всех марок
1,05-1,14
Показатель
г/10 мин,
25-30
12-15
8-10
4-5
3-3,5
1,8-2,5
8-10
текучести рас¬
200 °С,
плава (ПТР)
5кг
Предел проч¬
МПа
42-40
43-45
44-47
50-55
55-60
57-62
Степепь
ности при рас¬
кристал¬
тяжении
личности
25-40 %
Относительное
%
1,5
2
2
2-3
3,5-4
3,5-4
-
удлинение при
разрыве
Модуль упру¬
МПа
2600-
2800-
2600-
2800-
3000-
3100-
-
гости при раз¬
2500
2700
2800
3000
3200
3200
рыве
Ударная вяз¬
кДж/м
1,5
1,7
2
2
2
2
-
кость по Изоду
с падрезом
Температура
СС, 5кг,
83-84
84-86
90-95
95-98
100-101
100-102
200-250
размягчения
50 °С/ч
по Вика
Содержание
%
0,03-0,05 для всех марок
остаточного
стирола
Коэффициент
интегрального
светонропус-
кания
Тапгенс угла
диэлектриче¬
ских потерь
Диэлектриче¬
ская проница¬
емость
Коэффициент
теплопровод¬
ности
Коэффициент
линейного
расширения
Водопоглоще-
ние
%
при
1 МГц
Вт/
(м-К)
105 к-1
%
90-92 для всех марок
0,0002 0,0002 0,0002 0,0001
2,5-2,б для всех марок
0,17
8-9
0,17
8-9
Менее 0,1 для всех марок
170
Рис. 4.1. Зависимость преде¬
ла прочности при разрыве от
ПТР для полистиролов, по¬
лученных непрерывным ме¬
тодом по разным схемам:
-Ф— ПС, полученный по схеме 1
(рис. 3.4); -Д— ПС, полученный
по схеме 3 (рис. 3.7); -а НС
существенно неполной конверсии,
схема 4 (рис. 3.8)
Расширение ММР полимера можно интерпретировать как по¬
вышение его неоднородности по молекулярной массе, что, следова¬
тельно, способствует образованию "дефектных" зон низкой молеку¬
лярной массы, в которых скорость образования крейз увеличивается.
Установлено, что полистирол, полученный при существенно
неполной конверсии, обладает узким значением ММР (=1,7-1,9).
Полистирол при тех же значениях показателей текучести распла¬
ва, полученный по схемам 1, 3 (см. рис. 3.4, 3.7), характеризуется
более широким ММР (=2-2,8).
Полученный методом ионно-координационной полимеризации
полистирол СПС, обладающий степенью синдиотактичности 98 %
и кристалличности =48 %, имеет температуру плавления в интер¬
вале 227-269 °С.
Установлено, что кристаллическая часть СПС состоит из смеси
а- и p-кристаллических форм [6]. СПС обладает конформацион-
ной упорядоченностью в виде двух форм: плоской зигзагооб¬
разной и спиральной [1, 5, 6]. При кристаллизации зигзагообраз¬
ных конформаций образуются а- или Р-кристаллические модифи¬
кации соответственно гексагональной и орторомбической структур.
Рис. 4.2. Диаграммы растяжения различных видов полистирольных
пластиков:
-О— ПС, полученный при существенно неполной конверсии, схема 4; -О— ПС-М,
полученный по схеме 3; -Д— сополимер САН; —о ударопрочный полистирол;
-ж- - АБС-пластик
171
Рис. 4.3. Диаграммы сорбции то¬
луола пленками атактического и
синдиотактического полистиролов:
- атактический полистирол;
-п— синдиотактический полистирол
Спиральная конформация мак¬
ромолекул СПС при кристалли¬
зации образует у- и 5-кристал-
лические формы. у-Форма яв¬
ляется неустойчивой [1, б] и
при нагревании самопроизвольно переходит в а-форму.
Сравнительный анализ изотерм сорбции низкомолекулярных
веществ пленками ПС-М и СПС (рис. 4.3) [5] показывает, что, ес¬
ли в ПС-М значительное увеличение сорбции наблюдается при
Р/Р0 = 0,3, то для СПС увеличение сорбции наблюдается при
Р/Р0 > 0,8. Это свидетельствует о существенно меньшей склон¬
ности СПС к крейзообразованию по сравнению с ПС, что подтвер¬
ждается данными по сопоставлению их физико-механических ха¬
рактеристик (см. табл. 4.1) и повышением температуры эксплуа¬
тации изделий из композиций СПС с ПС до 250 °С.
Сопоставление термодинамических характеристик и теплоем¬
кости СПС с атактическим полистиролом при близких значениях
молекулярно-массовых характеристик показывает, что их значе¬
ния близки (табл. 4.2). Это свидетельствует о возможности изго¬
товления изделий из композиций СПС с атактическим полисти¬
ролом при параметрах переработки аналогичных атактическому
ПС. Уменьшение термодинамических характеристик СПС в высо¬
коэластическом состоянии свидетельствует о снижении реологи¬
ческих характеристик его расплава, что подтверждается литера¬
турными данными [7].
Таблица 4.2
Термодинамические характеристики АПС и СПС [1]
Температура, °С
Теплоемкость,
ДжДмоль • К)
Энтальпия АН°(Г),
кДж/моль
Энтропия
S°(T), ДжДмоль ■ К)
Атактический полистирол
25
126
19,4
141,7
227
228
57,0
236
Синдиотактический полистирол
25
129
19
131
227
219
55
219
172
Текучесть СПС выше, чем у полисульфоэфиров (ПСЭ) и жид¬
кокристаллических полимеров (ЖКП). Так, фирмой "Идемитцу"
разработана марка СПС, имеющая текучесть по спирали 87 мм
при 290 °С и 80 кг/см2, в то время как ПСЭ и ЖКП имеют даже
при 330 °С значительно меньшую текучесть: 53 и 77 мм соответст¬
венно [7].
Сополимеры стирола с акрилонитрилом (САН), как и поли¬
стирол, относятся к хрупким полимерам (рис. 4.2), склонным к
образованию крейз. Дипольные силы межмолекулярного взаимо¬
действия в сополимерах САН, обусловленные наличием полярно¬
го мономера - акрилонитрила, способствуют повышению предела
прочности при разрыве сополимеров САН и их температуры раз¬
мягчения по сравнению с полистиролом (табл. 4.3).
Таблица 4.3
Физико-механические характеристики сополимеров САН
Наименование
показателя
Единица
измерения
Литьевой
Повышенной
химстойкости
стандарт¬
ная
марка
высоко¬
текучая
марка
с повышен¬
ной меха¬
нической
прочностью
легкотеку¬
чий, с по¬
вышенной
механиче¬
ской проч¬
ности)
Содержание ак¬
% (мае.)
23-
-25
27-
о
со
рилонитрила
Плотность
г/см3
1,07
1,08
Показатель те¬
г/10мин,
18-20
25-30
20
30
кучести распла¬
220 °С,
ва (ПТР)
10 кг
Предел прочно¬
МПА,
65-68
64-66
75-78
70-73
сти при растя¬
5 мм/мин
жении
Относительное
%
2,5-3
3-3,5
удлинение
Модуль упруго¬
МПа
3550
3500
3600
сти при разрыве
Температура
°С, 5 кг,
105-108
100-105
108-110
106-108
размягчения по
50 °С/ч
Вика
Тангенс угла ди¬
при
0,007
0,01
электрических
1 МГц
потерь
Водопоглощение
%
0,2
0,3
173
Вязкость расплава сополимера САН увеличивается приблизи¬
тельно в 2 раза по сравнению с полистиролом, что требует повы¬
шения давления и температуры на 20-25 °С при изготовлении из¬
делий из сополимера [8].
Высокая полярность сополимера САН по сравнению с поли¬
стиролом способствует повышению содержания в нем влаги,
поэтому перед переработкой полимера его необходимо подсу¬
шить.
Основные тенденции в развитии ассортимента сополимеров
полистирола направлены на повышение значения показателя те¬
кучести расплава при одновременном сохранении прочностных
характеристик сополимера, его температуры эксплуатации, проч¬
ности и отсутствии желтизны.
Ударопрочный полистирол и АБС-пластики представляют со¬
бой композиционные полимерные материалы, модификация кото¬
рых происходит "in situ”, т. е. непосредственно в процессе приви¬
вочной сополимеризации, химические особенности которой были
рассмотрены в главах 2 и 3. В результате образования привитых
сополимеров "in situ" происходит диффузионное расслоение сис¬
темы полистирол (сополимер стирола с акрилонитрилом) - по¬
либутадиен на макроуровне и образуется квазигомогенная смесь
полимеров.
Наличие квазигомогенной каучуковой фазы в матрице поли¬
стирола или его сополимере придает стеклообразному полимеру
способность к проявлению вынужденно эластической деформации
(рис. 4.2) и стойкость к ударным нагрузкам.
Следует отметить, что вынужденно эластическая деформация
в ударопрочном полистироле имеет более широкую область, чем в
пластике АБС.
Ударные свойства ударопрочных сополимеров и величина вы¬
нужденно эластической деформации зависят от содержания кау¬
чуковой фазы и возрастают с его повышением (рис. 4.4).
Различия в ударно-эластических характеристиках ударопроч¬
ного полистирола и АБС-пластика объясняются термодинамиче¬
скими особенностями, обуславливающими формирование этих
композиционных систем. Так, в ударопрочном полистироле объем
каучуковой фазы, благодаря образованию инклюзий полистиро¬
ла, увеличивается = в4 раза по сравнению с массовой долей исход¬
ного каучука. В АБС-пластике из-за высокой термодинамической
несовместимости сополимера САН и полибутадиена эффективность
использования каучука в 1,5 раза ниже, чем в ударопрочном по¬
листироле. Это снижение обусловлено меньшими объемом каучу¬
ковой фазы и размером каучуковых частиц в АБС-пластике (0,5-
2 мкм) по сравнению с ударопрочным полистиролом (2-5 мкм).
174
Рис. 4.4. Зависимость относительного удлинения I и ударной вяз¬
кости А от содержания каучука R в ударопрочном полистироле
(1У 2) и в АБС-пластике (3, 4) при сопоставимых условиях полу¬
чения:
1 ~ I для УП; -п- 2 - А для УП; 3 - I для АБС; 4 - А для АБС
Повышение стойкости АБС-пластика к ударным нагрузкам на
практике достигается существенным увеличением содержания
исходного каучука (до 20 %), что обеспечивается проведением
процесса получения АБС-пластика методом полимеризации в
эмульсии, при котором содержание полибутадиена может до¬
стигать 40-50 %, а размер каучуковых частиц, благодаря тех¬
нологическим приемам по их укрупнению, увеличивается до
5-10 мкм. Использование этих приемов обеспечивает получение
сверхударопрочных марок АБС-пластиков с ударной вязкостью
40-45 кДж/м. Однако эластическая деформация АБС-плас¬
тика в этом случае уступает таковой для ударопрочного поли¬
стирола, так как относительное удлинение пластика в основ¬
ном не превышает 35 % для специальных экструзионных ма¬
рок. Эластичность ударопрочного полистирола достигает 50-
60 %.
Физико-механические характеристики марочного ассорти¬
мента ударопрочного полистирола и АБС-пластиков приведены в
табл. 4.4 и 4.5, 4.6 соответственно.
Широкое использование АБС-пластиков для изготовления
изделий внутренней отделки автомобилей потребовало от про¬
изводителей изыскать технологические приемы, обеспечиваю¬
щие получение разнообразного марочного ассортимента мате¬
риалов, сочетающих в ряде случаев антибатные характерис¬
тики, в том числе высокую ударную прочность с хорошей те-
175
кучестью, высокими блеском поверхности (до 75-80), модулем
упругости и температурой тепловой деформации под нагрузкой
более 100 °С. ~
Стандартный метод эмульсионной сополимеризации позво¬
лял получать АБС-пластики с высокой ударной прочностью (до
30-35 кДж/м) при сравнительно низкой текучести полимера (ПТР
не более 10 г/10 мин при 220 °С и 10 кг) и низком блеске изделий.
Развитие эмульсионного процесса в направлении регулирования
размера частиц исходного латекса каучука и изыскание условий
получения латексов с укрупненным размером частиц до 5-7 мкм
открыло возможности широкой модификации свойств АБС-пла-
стиков.
Методом непрерывной полимеризации в массе в присутствии
растворителей можно получать АБС-пластики с высокими теку¬
честью, блеском поверхности, но средней ударной прочностью.
Направленное смешение полимеров, полученных указанными
методами, способствует модификации свойств АБС-пластиков в
широких пределах и выпуску разнообразного марочного ассор¬
тимента, представленного в табл. 4.5 и 4.6. Этим, в первую оче¬
редь, объясняется существенное расширение областей приме¬
нения АБС-пластиков и рост объемов их производства в конце
XX в.
Замена полибутадиенового каучука при получении АБС-плас-
тика на предельные каучуки - акрилатные, этиленпропиленовые -
придает полимеру повышенную атмосферостойкость. Совмещение
АБС-пластика со стекловолокном в количестве 7-10 % снижает
литьевую усадку полимера до 0,1 %.
Особенностью АБС-пластиков по сравнению с другими ви¬
дами полистирольных пластиков является повышенная склон¬
ность к водопоглощению (до 0,3 %), что обусловлено наличием
полярных звеньев акрилонитрила. В связи с этим перед пе¬
реработкой этого полимера в изделия его необходимо тща¬
тельно подсушивать при 50-60 °С в течение 3-4 ч и непосред¬
ственно после подсушки по замкнутой системе направлять на
переработку.
Наличие акрилонитрила в АБС-пластике обеспечивает его
химстойкость к фреонам, алифатическим углеводородам, жирам,
кислотам и щелочам, что является важным преимуществом по
сравнению с ударопрочным полистиролом. Химстойкость АБС-
пластика обусловлена наличием дипольных сил межмолекуляр¬
ного взаимодействия в полимере.
Таблица 4.4
Физико-механические характеристики ударопрочного полистирола
12-1571
177
Таблица 4.5
Марочный ассортимент АБС-пластиков — литьевые марки
Марки общего
Показатель
качества
Метод
испыта¬
ния ISO
Условия
испыта¬
ния
Размер¬
ность
высокой текучести
с высо¬
ким
моду¬
лем
упру¬
гости
Плотность
1183
23 °С
Усадка при ли¬
тье
2577
Водопоглоще-
62
24 ч,
ние
23 °С
Блеск поверх¬
ности
1183
Угол 60°
Показатель те¬
1133
220 °С,
кучести распла¬
ва (по объему)
10 кг
Ударная вяз¬
180/1А
23 °С,
кость по Изоду
толщина
с надрезом
4 мм
Прочность при
527
5 мм/
разрыве
мин
Относительное
5 мм/
удлинение
мин
Модуль упруго¬
527
1 мм/
сти
мин
Температура
306/В50
5 кг,
размягчения по
Вика
50 °С/ч
Температура
75
Отжиг
тепловой де¬
80 °С, 4 ч,
формации
18,5 кгс/см2
Негорючесть,
UL-94
Толщина
самозатухае-
мость
3,2 мм
Физические
г/см3
%
1,05 1,05 1,05
0,4-0,6 0,4-0,6
1,04
%
Для всех
%
60
60
60
60
Реологические
см3/
10 мин
45
35
25
15
Механические
кДж/м2
15
18
20
10
МПа
40
35
40
55
%
20
20
25
15
МПа
2700
2700
2700
3100
Термические
°С
95
95
95
105
°с
92
92
94
100
класс
НВ
НВ
НВ
НВ
178
назначения
Специальные марки
высокоударо¬
прочные
с
повы¬
шен¬
ной
тепло¬
стой¬
костью
с вы¬
соким
бле¬
ском
для
метал¬
лиза¬
ции
мато¬
вые
высоко-
тепло¬
стойкие
с повы¬
шенной
текуче¬
стью
для
смарт-
карт
само-
затуха-
ющие
ДЛЯ
совме¬
щения
с ПВХ
атмо-
сферо-
стой-
кие
свойства
1,04 1,04 1,06
0,6-0,8 0,6-0,8 0,4-0,7
1,05
1,04
1,05
1,05
1,06 1,2 1,05 1,05
0,5-0,7 0,4-0,7 0,5-0,7 0,4-0,7
марок 0,3
-
-
>75
<20
-
80
-
-
-
свойства
10 5
5
15
17
10
б
9
45
5
35
свойства
30 35
12
20
15
12
8
25
8
30
15
30 25
40
35
410
25
45
32
33
35
45
30 30
15
15
15
20
20
10
5
20
20
2100 1700
2800
2400
2700
2000
2500
2300
2600
2400
2400
свойства
97 94
111
98
98
90
115
97
87
106
95
94 93
105
-
95
-
108
-
86
100
92
НВ НВ
НВ
НВ
НВ
НВ
НВ
НВ
VO
НВ
НВ
12
179
Таблица 4.6
Марочный ассортимент АБС-пластиков — экструзионные марки
180
4.2. КОМПАУНДЫ И КОМПОЗИЦИИ
НА ОСНОВЕ ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
В конце XX в. получили широкое развитие компаунды сопо¬
лимеров стирола с конструкционными инженерными пластика¬
ми: поликарбонатом, полиамидом и другими полиэфирами.
Компаунды, в отличие от композиций полимеров, получаются
путем смешения различных по своей природе полимеров в про¬
цессе экструзии с добавкой специальных соединений - компати-
билизаторов, преимущественно полимерного типа. Компатиби-
лизаторы способствуют снижению поверхностной энергии не¬
совместимых полимеров и являются промежуточной фазой,
обеспечивающей квазистабильную структуру компаунда. В каче¬
стве компатибилизаторов используются сополимеры: акрилатов, в
частности тройной сополимер метилметакрилата, этилакрилата и
глицидилметакрилата (МГЭ-10); стирола с малеиновым ангидри¬
дом и др.
Среди полистирольных пластиков для получения компаундов
наиболее широко используется АБС-пластик.
Основное развитие получили компаунды на основе поликар¬
боната (ПК) и АБС-пластиков [10]. Эти компаунды, наряду с вы¬
сокими механическими характеристиками, обладают температу¬
рой перерабатывав мости полимера на уровне, характерном для
АБС-пластика.
Выпуск компаунда АБС с ПК стал особенно быстро развивать¬
ся с организацией промышленных производств АБС-пластика
методом полимеризации в массе (АБС-М). АБС-М не содержит
примесей кислотного характера, имеющихся в АБС-пластике,
получаемом полимеризацией в эмульсии (АБС-Э). Карбоксил¬
содержащие примеси способствуют окислительной деструкции
поликарбоната, что сдерживало развитие процессов получения
компаундов АБС-Э с ПК.
Поликарбонат
СП3_
-О-гО-
СН3
II
О
п
представляет
собой частично кристаллический полимер, который обладает вы¬
сокой температурой эксплуатации, высокими механическими ха¬
рактеристиками, но имеет ряд недостатков, обусловленных его
химическим строением: низкая влагостойкость, склонность к тер¬
мическому и атмосферному старению, низкая способность к пе¬
реработке методом литья под давлением, что в ряде случаев дела¬
ет невозможным изготовление изделий сложной конфигурации
[11]. Повышенная склонность ПК к термодеструкции объясняется
181
гидролитическим расщеплением его макромолекул, которое ус¬
коряется карбоксилсодержащими продуктами распада. Появле¬
ние продуктов гидролиза увеличивает свободный объем полимера,
что способствует возникновению внутренних напряжений, приво¬
дящих к растрескиванию ПК.
Известно, что ПК непосредственно перед переработкой необ¬
ходимо тщательно высушить до остаточной влажности менее
0,01 %. Частично кристаллическая структура ПК, наряду с высо¬
кой микровязкостью полимера, также дополнительно способству¬
ет возникновению внутренних напряжений. Введение в ПК АБС-
пластика способствует образованию мелкосферолитной структуры
ПК, а наличие дисперсных каучуковых частиц снижает образова¬
ние трещин в полимере. Вязкость матрицы компаунда ПК - АБС
при температуре 240-250 °С снижается, что позволяет перераба¬
тывать компаунд при 250-260 °С вместо 280-300 °С, характерных
для ПК.
Компаунды АБС с ПК широко используются для изготовления
деталей автомобилей, корпусов компьютеров, мобильных телефо¬
нов, изделий телекоммуникаций, спортивных изделий и др.
Свойства компаундов АБС с ПК приведены в табл. 4.7.
АБС-пластик является также основой для получения компа¬
ундов с полиамидами (ПА).
Полиамиды - частично кристаллические полимеры, получае¬
мые конденсацией дикарбоновых кислот и диаминов:
Г—R —NH—С—R,—С—NH—I
и и
О О In
где Rm, R* - алифатические или ароматические радикалы с числом ато¬
мов углерода т = 4 12; /г = 0 -*■ 12.
Компаундирование ПА с АБС способствует снижению литье¬
вой усадки, тангенса угла диэлектрических потерь, повышению
предела прочности при растяжении, относительного удлинения,
ударной прочности, в том числе при низких температурах [12]
(табл. 4.7). Компаунды АБС с ПА широко используются в автомо¬
билестроении, для изготовления изделий аудио-, видео- и элек¬
тротехники.
Исследования показывают, что свойства кристаллических по¬
лимеров, к которым относятся ПА, могут быть модифицированы
путем создания в них дискретной фазы [13-16]. Для улучшения
ударной прочности и упругости ПА в качестве гетерогенной фазы
необходимо структурировать в нем эластомер [17]. Но для полу¬
чения качественных дисперсий эластомерная фаза должна быть
диспергирована в ПА в виде частиц размером 0,3-0,8 мкм и иметь
182
Таблица 4.7
Физико-механические характеристики компаундов АБС-плнстикин с инженерп
183
физико-химические связи с матрицей ПА. АБС-пластик в своей
структуре содержит дискретные частицы каучука размером 0,1-
1,0 мкм. Хорошая текучесть АБС облегчает смешение АБС с ПА в
расплаве, а наличие групп —C=N в акрилонитриле способствует
проявлению дипольного взаимодействия с группами —СО—NH—
в ПА. Однако в ряде случаев отмеченного взаимодействия недос¬
таточно для получения квазисовместимой системы ПА - АБС.
В качестве эффективных компатибилизаторов для этой систе¬
мы используются сополимеры стирола с малеиновым ангидридом
[18] или N-малеинимидом [19], а также АБС-пластик, в котором
вместо полибутадиена в качестве каучуковой фазы содержится
этиленпропиленовый каучук [20].
Содержание АБС-пластика в компаундах с ПА находится в
пределах 30-50 %, добавка компатибилизатора, как правило, не
превышает 10 %. В компаундах ПА-6 с АБС-пластиками и компа-
тибилизаторами обеспечивается неадекватное повышение удар¬
ной вязкости по Изоду с надрезом до 60-80 кДж/м2 вместо 5 и
40 кДж/м2 для ПА-6 и АБС соответственно.
Введение компатибилизаторов позволяет получить мелкодис¬
персную структуру композиции АБС с ПА, что обеспечивает си¬
нергетический эффект модификации свойств компаунда.
В компаундах АБС - ПА обычно используется полиамид-6 -
капролактам или полиамид-6,6 - полигексаметиленадипинамид;
предпочтительно использовать ПА с молекулярной массой в пре¬
делах (20 -*■ 35) • 103.
важный конструкционный материал, обладающий высокими проч¬
ностными характеристиками, стойкостью к ползучести, диэлек¬
трическими показателями. ПБТ превосходит поликарбонаты по
стой! ости к растрескиванию под действием напряжений и соот¬
ветственно к действию химических реагентов. Основными облас¬
тями потребления ПБТ являются разнообразные изделия элек¬
тротехнического назначения, в том числе для высоковольтных
линий, обладающие длительным сроком службы [23], а также та¬
ра для хранения пищевых продуктов. Существенный недостаток
ПБТ заключается в его повышенной хрупкости к ударным воздей¬
ствиям при низких температурах. Компаундирование ПБТ с АБС-
пластиками позволяет преодолеть этот недостаток.
ПБТ - быстро кристаллизующийся полимер с высокой степе¬
нью кристалличности (до 60 %). Он обладает высокой ударной
прочностью без надреза, но его сопротивление ударным воздей¬
ствиям при наличии надреза резко падает. Это свидетельствует
О
О
Полибутилентерефталат (ПБТ)
184
о том, что ПБТ характеризуется высокой стойкостью к крей-
зингу, но обладает низким сопротивлением к росту трещин, осо¬
бенно при температуре ниже О °С. Высокая степень кристал¬
личности ПБТ является причиной высокой скорости распро¬
странения трещин в полимере и его высокой температуры
хрупкости [24].
Использование АБС-пластика для модификации ПБТ стало
возможным после появления на рынке пластмасс АБС-М-пластика,
получаемого методом полимеризации в массе, в котором отсутст¬
вуют примеси ПАВ, регуляторов pH среды, коагуляторов [25].
Компаундирование ПБТ с АБС-М эффективно при наличии
компатибилизаторов. Наиболее предпочтительным совместителем
для рассматриваемой системы является тройной акриловый сопо¬
лимер МГЭ-10 [25]. Установлено, что при совмещении ПБТ с АБС
компатибилизатор МГЭ-10 не только улучшает совместимость по¬
лимеров путем реакции прививочной сополимеризации, но и спо¬
собствует ускорению реакций сшивки полимеров.
Наличие сшитой системы препятствует выделению дискрет¬
ной фазы и снижает текучесть компаунда. Для предотвращения
этого явления предлагается проводить компаундирование ПБТ с
АБС в две стадии [25]:
- на первой стадии экструдирования смешивают ПБТ с ком-
патибилизатором (МГЭ-10), в результате чего получают мо¬
дифицированный ПБТ, содержащий функциональные груп¬
пы, способные к прививке. Оптимальное содержание моди¬
фикатора составляет 3-5 % от смеси полимеров;
-на второй стадии экструзии модифицированный ПБТ со¬
вмещают с АБС-М или сополимером САН.
Двухстадийное компаундирование ПБТ с АБС-М обеспечивает
получение квазисовмещенного полимера с высокой ударной проч¬
ностью, превышающей значения каждого из полимеров, и с тем¬
пературой хрупкости на уровне пластика АБС-М (см. табл. 4.7).
Наряду с АБС-пластиками наблюдается увеличение использо¬
вания сополимера стирола с акрилонитрилом [10] для изготовле¬
ния компаундов с конструкционными пластиками.
Создание в 1997 г. промышленного производства синдиотак-
тического полистирола (СПС), обладающего высокой температу¬
рой плавления (270 °С) и повышенной стойкостью к диффузии
паров обусловило проведение исследований по получению компо¬
зиций на основе СПС. Показано, что СПС хорошо смешивается с
атактическим полистиролом, причем совмещение происходит на
нано-уровне.
Композиции, содержащие 30-50 % атактического полистиро¬
ла, обладают температурой эксплуатации до 150-170 °С.
185
Начаты исследования по получению компаундов СПС с кон¬
струкционными пластиками: ПК, ПА, полифениленоксидом
(ПФО) [26].
Компаунды СПС с ПФО состава 90 : 10, содержащие в каче¬
стве совместителя глицидилметакрилат или фумаровую кисло¬
ту, обладают повышенной стабильностью при термоформова¬
нии [27].
Получение сплавов СПС с полиэтилентерефталатом состава
85 : 15, обладающих высокой ударной прочностью (до 10 кДж/м2),
достигается при добавке в качестве компатибилизатора 2 % цин¬
ковой соли сульфированного СПС [28].
Развитие исследований по получению компаундов на основе
полистирольных пластиков, включая синдиотактический поли¬
стирол, расширяет границы применения пластмасс, а также мо¬
жет быть основой для практической реализации многочисленных
отходов пластмасс [29].
4.3. ВЯЗКОУПРУГИЕ И РЕОЛОГИЧЕСКИЕ СВОЙСТВА
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
Все основные виды полистирольных пластиков являются
аморфными полимерами и в зависимости от температуры могут
находиться в трех физических состояниях, каждое из которых
характеризуется деформационными особенностями:
1. Стеклообразное состояние до температуры размягчения
(Тс) =90-105 °С. В этом состоянии под действием внешних сил
в полимере происходит вязкоупругая деформация, характери¬
зующаяся частичным восстановлением формы после снятия
нагрузки.
2. Высокоэластическое состояние, проявляющееся в интерва¬
ле температур =100-190 °С, т. е. выше Гс, но ниже Тг - темпера¬
туры текучести. В этом диапазоне под воздействием нагрузки в
полимере возникает высокоэластическая деформация, характери¬
зующаяся высокой величиной деформации при сравнительно ма¬
лом изменении силы. Высокоэластическая деформация является
обратимой. Модуль упругости полимера в этом состоянии непре¬
рывно меняется, что свидетельствует о кинетической природе вы¬
сокоэластической деформации.
3. Вязкотекучее состояние наблюдается при температуре
выше 190-200 °С, т. е. выше температуры текучести Тт и со¬
храняется для полистирола до температуры 240-245 °С, так
как при температуре 250 °С начинается деструкция полистиро¬
ла, сопровождаемая выделением теплоты и приводящая к не¬
обратимым изменениям в полимере. Особенности поведения
186
полимера выше температуры текучести определяют его реоло¬
гические свойства, которые имеют важное практическое зна¬
чение, так как характеризуют способность полимера к перера¬
ботке.
Известно, что течение полимеров, в отличие от низкомоле¬
кулярных жидкостей, имеет неньютоновский характер, при
котором наблюдается нелинейная зависимость вязкости от
сдвиговых напряжений. Эта особенность вязкотекучего поведе¬
ния полимеров обусловлена неоднородностью их молекулярной
массы.
Полидисперсность ПСП, обусловленная получением их мето¬
дом радикальной полимеризации, проявляется в наличии необра¬
тимой деформации при их течении и соответственно неньютонов¬
ского поведения полимера в вязкотекучем состоянии.
Характерная особенность вязкотекучего состояния ПСП за¬
ключается в наличии широкого температурного интервала этой
стадии (=40-60 °С).
Частично кристаллический синдиотактический полистирол
при повышении температуры также претерпевает аналогичные
изменения фазового состояния от твердого через высокоэластиче¬
ское к вязкотекучему, но температуры перехода СПС определяют¬
ся его температурой плавления (220-250 °С). Это приводит к су¬
жению интервалов температур: высокоэластического состояния
до 190-220 °С и вязкотекучего - до 220-250 °С.
Деформационные процессы, протекающие в ПСП, имеют ре¬
лаксационный механизм, характерный для высокомолекулярных
соединений.
Наличие релаксационных явлений в полимере особенно силь¬
но проявляется вблизи температуры стеклования. В целом, в вы¬
сокоэластической области ПСП ведут себя как упруго-вязкие суб¬
станции. Упруговязкость или упругость расплава означает, что
расплав полимера обладает свойством упругого восстановления
при снятии напряжения. Следует отметить, что после снятия
напряжения деформация частично сохраняется. Вблизи темпера¬
туры стеклования со временем можно наблюдать полное восста¬
новление деформации, но это восстановление может иметь дли¬
тельный характер. Это свидетельствует о том, что величина вы¬
сокоэластической деформации зависит не только от величины
напряжения, но и от длительности его воздействия, т. е. имеет
релаксационный характер.
Наряду с релаксацией деформации в полимере в высокоэла¬
стическом состоянии может протекать релаксация напряжений,
проявляющаяся в снижении напряжения в закрепленном предва¬
рительно деформированном образце.
187
Ш(ПС),
Рис. 4.5. Обобщенная зависимость релаксационного модуля от времени,
приведенная к Т0= 100 °С; а, — фактор сдвига:
АБЦ; полистирол (ПС)
Напряжение, развившееся в полимере за время t по аналогии
с упругой деформацией, связано с деформацией зависимостью,
подчиняющейся закону Гука:
где E(t) - релаксационный модуль, характеризующий деформацию, раз¬
вившуюся за время t.
На рис. 4.5 [30, 31] представлена обобщенная зависимость мо¬
дулей релаксации от времени для полистирола и АБС-пластика в
приведенных координатах. Анализ этой зависимости показывает,
что существуют четыре характерные области поведения поли¬
мера:
I - стеклообразное состояние, для которого время релаксации
очень велико, а модуль эластичности имеет максимальное значе¬
ние. Необходимо отметить, что область стеклообразного состоя¬
ния в полистироле несколько больше, чем в АБС, несмотря на
близкие значения температур стеклования.
II - переходное состояние к вязкоупругой деформации. При
приближении к температуре стеклования снижение модуля упру¬
гости АБС-пластика происходит быстрее по сравнению с полисти¬
ролом. Область переходного состояния АБС-пластика несколько
шире, чем для полистирола.
III — область высокоэластичности или плато зацеплений. Для
этой области характерно образование лабильных связей благодаря
зацеплениям. Для ABC-пластиков она существенно шире и харак-
188
теризуется более высокими значениями релаксационного модуля.
Известно, что полистирол характеризуется минимальным значени¬
ем плотности узлов зацепления - 0,056 ммоль/см3 по сравнению с
другими полимерами конструкционного назначения [32]. Можно
предположить, что более высокая плотность узлов зацепления в
АБС-пластике обусловлена дипольными силами межмолекулярно¬
го взаимодействия и наличием привитого сополимера.
IV — область течения, в которой расплав начинает вести себя
как вязкая жидкость. Снижение модуля упругости АБС-пластика
в зоне течения происходит медленнее, чем у полистирола.
Особенности поведения полимеров в рассмотренных областях
имеют важное значение для процессов переработки полимеров.
Так, особенности области III определяют эластичность полимера,
его способность к термоформованию, стойкость к воздействию
химических сред, а область IV - особенности переработки поли¬
мера методами экструзии и литья под давлением.
Релаксационные процессы в полимерах играют решающую роль
в их поведении при эксплуатации. Причем, если релаксационные
спектры электромагнитных колебаний имеют определенный физи¬
ческий смысл, так как отражают энергетические особенности кон¬
кретных физических процессов, то механические релаксационные
спектры (PC) полимеров характеризуют сложные временные вяз¬
коупругие процессы, протекающие в полимерах на микроуровне и
не могут быть непосредственно определены [33]. Характеристики
механических PC рассчитываются математически путем разложе¬
ния функции ф(£) в ряд Фурье по временному аргументу (0):
<p(t) = jG(0)e~'/ede
О
где ср(£) - зависимость относительного напряжения от времени при мгно¬
венном задании постоянной деформации; G(0) - непрерывный спектр
релаксации напряжения.
По аналогии с молекулярно-массовыми характеристиками
А. Я. Малкин [33] предлагает в механике полимеров выделить
такие измеряемые характеристики PC, как мгновенный модуль
упругости Е0У наибольшая ньютоновская вязкость [г|0] и началь¬
ный коэффициент нормальных напряжений £0, которые пред¬
ставляют собой соответственно нулевой, первый и второй момен¬
ты PC, а именно:
£0=jG(e)de; [Ti0] = joG(e)dO; Со = Je2G(0)d0
0 0 0
где 0 - временной аргумент, равный обратному значению частоты (со),
т. е. 0 = со"1.
189
Математический анализ PC в механике полимеров важен для
прикладных исследований, так как является основой для расче¬
тов вязкоупругих свойств материала в любых условиях деформи¬
рования.
Указанные моменты PC характеризуют деформационные и
реологические свойства полимера, которые зависят от молеку¬
лярной массы (ММ) полимера и его ММР. Это, в первую очередь,
относится к характеристической вязкости полимера [rj], опреде¬
ление которой является доступным методом получения экспери¬
ментальных данных о ММ полимера.
Известно [34], что наиболее чувствительными к изменениям
ММ являются первый и второй моменты PC, а именно: [г|0] и £0>
которые зависят от ММ в степени 3,5 и 7 соответственно.
Наиболее распространенными реологическими характеристи¬
ками полимеров, измеряемыми практически, являются кривые
течения: зависимость скорости сдвига v от напряжения сдвига т, а
также зависимость эффективной вязкости р от скорости сдвига v.
Наибольшей ньютоновской вязкостью [г|0] является предель¬
ное значение эффективной вязкости, соответствующее нулевой
скорости сдвига, т. е. v —> 0. Зависимость г|0 от ММ полимера вы¬
ражается следующим уравнением [35]:
[Ло] = ое5
Полидисперсность полимера оказывает принципиальное влия¬
ние на его реологические свойства.
Полимеры с узким ММР остаются ньютоновскими жидкостями
в широком интервале скоростей сдвига. Для определенного значе¬
ния ММ монодисперсного полимера существует критическое на¬
пряжение сдвига тс, при котором полимер переходит в вынужден¬
ное высокоэластическое состояние, а его реологические характери¬
стики подчиняются поведению неньютоновских жидкостей [36].
Наглядно влияние полидисперсности на реологические харак¬
теристики полимера представлено на рис. 4.6 [34]. Значение
критического напряжения сдвига тс не зависит от ММ полиме¬
ра, а значение соответствующей тс критической скорости сдвига vc
Рис. 4.6. Логарифмическая зависи¬
мость скорости сдвига от напряже¬
ния сдвига для монодисперсных по¬
лимеров разной молекулярной мас¬
сы Mw(l) > Mw (2) [34]:
-4=.- полимер 1 с Ми, (1); — полимер 2
с Mw(2); -А— смесь полимеров 1 и 2
igx
190
Рис. 4.7. Зависимость эффективной вязкости от скорости сдвига в ло¬
гарифмических координатах при 200 °С: __
1 - полистирол, Мп = 130 ■ 103; -а- Г - полистирол, Мп = 230 • 103; 2 - УП,
Мп = 130 1 03; -ж- 3 - сополимер САН, Мп = 100 103; -о- 4 - пластик АБС-М;
—5 - пластик АБС-Э; 1 6 - ньютоновская жидкость
увеличивается с уменьшением ММ полимера. Смесь монодисперс-
ных полимеров переходит в неньютоновское течение при скорости
сдвига vs, равной критической скорости сдвига высокомолекуляр¬
ной фракции. Для неньютоновских жидкостей характерна нели¬
нейная зависимость скорости сдвига от напряжения сдвига или со¬
ответственно зависимость эффективной вязкости от скорости сдвига.
Для ньютоновских жидкостей эффективная вязкость является
константой, характеризующей жидкость при данной температуре
независимо от приложенного напряжения сдвига.
Как правило, полимеры являются полидисперсными по моле¬
кулярной массе, поэтому в широком интервале скоростей сдвига
они ведут себя как неньютоновские жидкости, характеризующие¬
ся снижением эффективной вязкости с увеличением скорости
сдвига (рис. 4.7).
Зависимость эффективной вязкости от скорости сдвига для
различных видов полистирольных пластиков, представленная на
рис. 4.7, показывает, что при близких значениях ММ наименьшее
значение эффективной вязкости имеет полистирол общего назна¬
чения. Увеличение ММ полистирола повышает его эффективную
вязкость при больших скоростях сдвига, но приводит к снижению
значения его критической скорости сдвига (кривые 1 и Г). Эф¬
фективная вязкость сополимера САН и АБС-пластиков значи¬
тельно выше по сравнению с полистиролом общего назначения и
ударопрочным. Это свидетельствует о необходимости переработки
этих видов полимера при больших давлениях.
Для АБС-пластиков, полученных методом полимеризации в
массе, характерно изменение эффективной вязкости в зависимости
от скорости сдвига, аналогичное сополимеру САН. Эмульсионный
191
-1
cr
D)
Рис. 4.8. Зависимость эффек¬
тивной вязкости ПСП от тем¬
пературы при скорости сдви¬
га 200 с1:
1 - полистирол; -о- 2 - УП;
-А- 3 - САН
АБС-пластик (кривая 5) обладает значительно большей эффектив¬
ной вязкостью при больших скоростях сдвига.
Температурная зависимость эффективной вязкости различ¬
ных видов ПСП (рис. 4.8) свидетельствует о том, что все полимеры
в рассмотренном интервале температур (150-250 °С) ведут себя
как неньютоновские жидкости. Следует отметить, что при темпе¬
ратуре, характерной для переработки (230-240 °С), значения эф¬
фективной вязкости всех рассмотренных полимеров близки меж¬
ду собой.
Особенностью реологических свойств ПСП, характерной для
высоковязких сред, является разбухание струи расплава при ее
вытекании из капилляра или фильеры [38]. Это явление известно
как эффект Вайсенберга.
При прохождении полимера через калибрирующее устройство
происходит его ориентация в потоке. На выходе из калибратора
полимер стремится возвратиться в неориентированное состояние,
что сопровождается разбуханием расплава. Однако резкое воз¬
растание вязкости при переходе полимера в стеклообразное со¬
стояние приводит к бесконечному возрастанию времени его ре¬
лаксации. В результате этого процесса возникают напряжения.
Повышение градиента скорости сдвига приводит к увеличению
ориентации полимера и увеличивает разбухание его струи при
выходе из калибратора-капилляра. Например, для полистирола
при выходе расплава из капилляра при 200 °С и высоких градиен¬
тах скорости сдвига наблюдается увеличение диаметра струи в 2,2
раза по сравнению с размером капилляра (рис. 4.9). Повышение
Рис. 4.9. Зависимость разбухания
экструдата В от содержания пла¬
стификатора (/, 3) и наполнителя
(2, 4) [37]:
Полистирол:
—О- 1 - пластификатор;
—А— 2 - наполнитель
УП:
3 - пластификатор;
4 - наполнитель
192
регулярности структуры, например, введением наполнителя (дву¬
окиси титана) или созданием макроструктуры в ударопрочном
полистироле снижает эффект разбухания расплава. Введение в по¬
лимер жидких наполнителей-пластификаторов увеличивает эф¬
фект разбухания струи. Известно, что разбухание струи увеличи¬
вается с увеличением Мп полимера.
Напряженное состояние, возникающее в полимере при его пе¬
реработке, влияет на прочность расплава полимера и может при¬
вести к разрыву потока полимера или "разрушению” его расплава.
Разрывы в потоке полимера при его течении возникают из-за
того, что слои полимера, находящиеся около стенок калибратора,
релаксируют очень быстро. Это приводит к тому, что внутри рас¬
плава полимера возникают высокие сдвиговые напряжения, ко¬
торые могут вызвать его разбухание и разрыв при недостаточной
эластичности материала. Разрушение расплава происходит в этом
случае аналогично разрыву твердого тела.
При переработке полимера существует критическое напряже¬
ние сдвига, ниже которого происходит ’’разрушение” расплава.
Критическое напряжение сдвига зависит от угла входа расплава в
калибрирующее устройство и увеличивается с уменьшением угла
входа. Повышение молекулярной массы полимера (Мп) и расши¬
рение его ММР повышают критическое напряжение сдвига. По¬
вышение температуры расплава мало влияет на величину крити¬
ческого напряжения сдвига.
Для предотвращения эффекта ’’разрушения” расплава в про¬
цессах переработки полимера, особенно в процессе экструзии,
важным фактором является однородность расплава при его по¬
ступлении в калибрационные устройства.
Снижение разбухания экструдата может быть достигнуто умень¬
шением скорости экструзии или путем увеличения скорости вы¬
тяжки. При этом необходимо учитывать, что повышение скорости
вытяжки может способствовать появлению ориентации в изделиях,
что снижает их эксплуатационные характеристики. Повышение
высокоэластических характеристик полимера позволяет повысить
стабильность его расплава. В этом отношении АБС-пластики обла¬
дают преимуществами по сравнению с полистиролом общего на¬
значения и УП.
4.4. ДЕФОРМАЦИЯ ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
В СТЕКЛООБРАЗНОМ СОСТОЯНИИ
Деформация полимеров в стеклообразном состоянии может
протекать по двум механизмам:
- хрупкого упругого разрушения, наблюдаемого при малых
напряжениях и высоких скоростях деформации;
13-1571
193
- вынужденной высокоэластичности, проявляющейся при вы¬
соких напряжениях и сравнительно низких скоростях де¬
формации.
Явление вынужденной эластичности представляет собой ха¬
рактерную особенность деформационных свойств полимеров в
стеклообразном состоянии [39]. При деформировании полимеров
при определенном значении напряжения деформации начинается
изменение ориентации полимерных молекул и/или полимерных
фрагментов. В результате полимер проявляет анизотропность
механических характеристик. Например, при одноосном растя¬
жении полимера со скоростью растяжения ниже значения, вызы¬
вающего его хрупкое разрушение, начинается процесс, при кото¬
ром напряжение о перестает увеличиваться, сохраняется посто¬
янным, а деформация полимера возрастает. Это свидетельствует о
переходе деформации полимера в стадию вынужденной эластич¬
ности. При этом происходит ориентация полимера в направлении
растяжения, сопровождаемая уменьшением сечения образца. Из¬
менение площади растягиваемого полимера может происходить
равномерно по всей длине или резким сужением в ограниченной
области, т. е. с образованием шейки.
Напряжение, при котором начинается процесс вынужден¬
ной эластичности, называется пределом текучести ат, а напря¬
жение, при котором наблюдается наибольшая вынужденно эла¬
стическая деформация, - пределом вынужденной эластичности
ан э. При образовании "шейки" в процессе растяжения полиме¬
ра ат > авэ. При деформации без образования "шейки", сопро¬
вождаемой равномерным уменьшением сечения растягиваемого
образца, от = ав э.
Схематически деформационные особенности поведения поли¬
меров в стеклообразном состоянии представлены на рис. 4.10.
Деформация полимера в стеклообразном состоянии складыва¬
ется из двух составляющих:
- упругой деформации - ек;
- вынужденной высокоэластической деформации - ев, которая
зависит от природы полимера и может достигать десятков
процентов.
Вынужденная высокоэластическая деформация после полного
перехода полимера в ориентированное состояние заканчивается
хрупким разрушением полимера. Если растяжение полимера
прекратить до его разрыва и снять нагрузку, то при нагревании
полимера до температуры стеклования подвижность полимерных
фрагментов возрастет и создадутся условия для высокоэласти¬
ческого восстановления. Это свидетельствует об упругом харак¬
тере ев.
194
Рис. 4.10. Схематическое изображение зависимости деформации от на¬
пряжения полимера в стеклообразном состоянии:
1 - хрупкое разрушение; 2 - вынужденная высокоэластическая деформация
Вынужденная высокоэластическая и хрупкая упругая дефор¬
мации зависят от температуры. Предел вынужденной эластично¬
сти, так же, как и предел прочности ахр, увеличивается с пониже¬
нием температуры. При этом наклон зависимости авэ(Т) всегда
больше, чем зависимости ахр(Т). Точка пересечения этих зависи¬
мостей представляет некоторую условную величину - температу¬
ру хрупкости (Тхр), зависящую от скорости воздействия силы и
вида деформации (рис. 4.11). При одинаковых скоростях дефор¬
мации для полимеров температура хрупкости !Гхр всегда меньше
температуры стеклования Тс. Разность значений (Тс- Тхр) опреде¬
ляет температурный диапазон вынужденной эластичности.
Таким образом, если температура стеклования Тс представля¬
ет собой верхний предел возможной эксплуатации полимера, то
температура хрупкости Тхр - нижний предел, т. е. ниже этой тем¬
пературы полимер при воздействии больших напряжений разру¬
шается хрупко.
Поведение различных видов ПСП в стеклообразном состоянии
характеризуется существенными различиями.
Полистирол общего назначения и сополимер САН относятся
к хрупким полимерам. Тем не менее их поведение при дефор¬
мации в стеклообразном состоянии
различается. Для полистирола об- £
щего назначения, благодаря высо- 2
кой жесткости цепи (10,8) и низкому 0
значению плотности узлов зацепле¬
ния (0,056 ммоль/см3) [32], темпера¬
тура хрупкости ниже температуры
Рис. 4.11. Зависимость предела вынуж¬
денной эластичности и хрупкой проч¬
ности от температуры для полистирола
13*
195
стеклования только на 10 °С. Это свидетельствует о том, что при
температуре эксплуатации полимер подвержен только хрупкой
деформации.
Сополимер стирола с акрилонитрилом имеет большее значе¬
ние прочности при хрупком разрыве, одновременно межмолеку¬
лярное взаимодействие в нем увеличено за счет дипольного взаи¬
модействия нитрильных групп, что способствует увеличению уз¬
лов зацепления. Как следствие, зависимость овэ(Т) будет иметь
меньший наклон по сравнению с полистиролом. Отмеченные осо¬
бенности сополимера САН увеличивают температурный интервал
вынужденной эластичности этого полимера.
Известно, что полиакрилаты обладают широким интервалом
температуры сохранения вынужденной эластичности -100 °С (до
+10 °С). В связи с этим сополимеры стирола с акрилатами, на¬
пример с бути л акрил атом, обладают способностью к вынужден¬
ной эластичности при комнатной температуре.
Модификация полистирола и его сополимеров эластомерами
позволяет коренным образом изменить высокоэластические свой¬
ства полимера и снизить температуру хрупкости композиционно¬
го материала практически до температуры стеклования эласто¬
мерной фазы.
Наиболее высокой способностью к вынужденной эластичности
обладает ударопрочный полистирол (УП), который, как было по¬
казано ранее, представляет собой композицию, полученную непо¬
средственно в процессе радикальной полимеризации и состоящую
из полистирольной матрицы и хаотически распределенной в ней
дискретной каучуковой фазы с размером частиц =(1-^10) мкм.
Дискретная фаза в свою очередь не является однородной, а содер¬
жит инклюзии полимера матрицы. Взаимосвязь и удерживание
каучуковой фазы в матрице обеспечивается наличием привитого
сополимера стирола с каучуком, находящегося на поверхности
дискретной фазы.
В отличие от полистирола общего назначения, в ударопрочном
полистироле при деформации развивается высокоэластическая
деформация более 30 %, т. е. на порядок выше. При одноосном
растяжении образца УП образование "шейки" не наблюдается,
поперечное сечение образца в области деформации от предела вы¬
нужденной эластичности до разрыва изменяется очень незначи¬
тельно. При этом происходит интенсивное побеление деформи¬
руемого полимера. Эти различия наглядно проявляются на диа¬
граммах растяжения (рис. 4.12).
Как показывает анализ эксплуатационных механических ха¬
рактеристик, явление вынужденной эластичности ударопрочного
полистирола проявляется не только в увеличении его деформации
196
■о-
10
20
30
40
£, %
т, °с
Рис. 4.12. Диаграмма растяжения при 20 °С:
— полистирол общего назначения; -□— ударопрочный полистирол
Рис. 4.13. Зависимость ударной вязкости по Изоду с надрезом от тем¬
пературы:
-ф- - полистирол общего назначения; -□— ударопрочный полистирол
под нагрузкой, но и в повышении стойкости к ударным нагруз¬
кам, особенно при испытаниях на образцах, имеющих предвари¬
тельный надрез.
Если полистирол общего назначения обладает низким зна¬
чением ударной вязкости (1,5-2 кДж/м) в широком интервале
температур (от -50 до +50 °С), то ударная вязкость УП при темпе¬
ратуре размягчения каучука (-50 -г- -60 °С) начинает плавно уве¬
личиваться. При температуре от 10-12 °С наблюдается резкое
увеличение ударной вязкости УП с ростом температуры. При этом
одновременно происходит побеление образца, особенно около ос¬
нования надреза (рис. 4.13).
АБС-пластик представляет собой композит, состоящий из мат¬
рицы сополимера САН и дискретной каучуковой фазы, также
связанной с матрицей привитым сополимером САН. Каучуковая
фаза в АБС вследствие термодинамических особенностей системы,
содержит значительно меньше инклюзий, чем в УП. Поведение
АБС-пластика при одноосном растяжении отличается от УП. Пе¬
реход АБС в область вынужденной эластичности сопровождается
образованием ярко выраженной "шейки”. В процессе деформации
происходит резкое побеление "шейки”. Разрушение АБС проис¬
ходит при меньших значениях вынужденной эластичности, чем
для УП. АБС-пластик, полученный методом сополимеризации в
массе, обладает большей способностью к вынужденной эластично¬
сти по сравнению с эмульсионным АБС. Эти различия, вероятно,
обусловлены большей степенью сшивки каучуковых частиц в
эмульсионном АБС и соответственно повышением модуля упруго¬
сти каучуковой фазы. В то же время стойкость эмульсионного
АБС к ударным нагрузкам выше, чем УП и АБС, полученного в
197
массе, причем эти различия нельзя объяснить только увеличени¬
ем содержания каучука в эмульсионном АБС.
Отмеченные особенности деформационных свойств различных
видов ПСП показывают, что поведение полимера под нагрузкой
зависит не только от природы полимера, его состава, способа при¬
ложения нагрузки, но и от предистории полимера, обусловленной
технологическими особенностями его получения.
Компаунды АБС-пластика с частично кристаллическими по¬
лимерами - поликарбонатом, полиамидом, полиэтилентерефтала-
том - обладают повышенной способностью к вынужденной эла¬
стичности, что проявляется как в увеличении способности АБС к
деформации под нагрузкой, так и к действию ударных нагрузок
(см. табл. 4.7). При этом изменение поведения компаундов на ос¬
нове АБС не является аддитивным.
Повышение способности компаундов аморфного АБС-пласти¬
ка с кристаллическими полимерами к увеличению деформацион¬
ных нагрузок, в первую очередь, связано с особенностями дефор¬
мации кристаллических полимеров, для которых характерно не
плавное изменение деформации под нагрузкой, а скачкообразное
(рис. 4.14). Участок роста деформации при стабильном напряже¬
нии, наблюдаемый после небольшой стадии упругой деформации,
обусловлен ориентацией кристаллитов и сопровождается образо¬
ванием "шейки”. Далее происходит увеличение деформации
переориентированного полимера в целом. Процесс образования
"шейки” при этом прекращается.
Полимерные кристаллиты в аморфной матрице АБС (напри¬
мер, для компаундов АБС с поликарбонатом) при высоких дефор¬
мациях играют роль включений, способных к высоким деформа¬
циям по механизму скольжения вдоль кристаллографических
плоскостей.
Особенности деформации компаундов зависят от степени же¬
сткости включений.
Включения, характеризующиеся большим модулем Юнга по
сравнению с матрицей, способствуют деформированию матрицы в
направлении, полярном по отно¬
шению к направлению вытяжки
[40]. При введении в матрицу
мягких включений или пор про¬
исходит ориентация включений
Рис. 4.14. Схематическая зависи¬
мость напряжения от деформации
кристаллического полимера (поли¬
амида) при комнатной температуре
198
и пор в направлении вытяжки и соответственно облегчается пла¬
стическое течение матрицы в экваториальных зонах с включе¬
ниями [40].
Различия в поведении отдельных видов полистирольных пла¬
стиков при деформации связаны с преимущественным воздейст¬
вием одного из двух возможных механизмов деформации: кави¬
тационного и/или сдвигового [41]. В процессе кавитации проис¬
ходит образование микротрещин (крейз, или "трещин серебра"),
пустот, которое сопровождается локальным уменьшением плот¬
ности.
Процесс сдвиговой деформации может состоять из диф¬
фузного сдвигового течения и образования локальных полос
сдвига. Сдвиговая деформация не сопровождается уменьше¬
нием межмолекулярной когезии и изменением плотности по¬
лимера.
Механизмы обеих видов деформации (кавитационной и сдви¬
говой) различаются по своей природе и закономерностям.
Кавитационная деформация. Деформацию полимеров, сопро¬
вождаемую процессом кавитации, принято называть крейзообра-
зованием. Хотя явление крейзообразования в полимерах было об¬
наружено еще в начале 1950-х гг., изучение закономерностей это¬
го процесса продолжается.
Крейзообразование является дилатантным процессом и пред¬
ставляет собой локализованный процесс течения. Крейзы, или
микротрещины - "трещины серебра" - можно наблюдать на по¬
верхности полимеров в стеклообразном состоянии.
В результате образования под действием напряжения большо¬
го числа крейз на поверхности полимера его прозрачность нару¬
шается и полимер становится матовым. Известны три варианта
образования крейз: на поверхности, внутри полимера и у вершины
магистральной трещины. Механизм образования микротрещин
во всех случаях не имеет принципиальных различий. Образова¬
ние микротрещин зависит от наличия микродефектов как на по¬
верхности, так и внутри полимера. Увеличение крейзообразова¬
ния может наблюдаться под влиянием органических веществ.
Такой крейзинг получил название "жидкого" [42], который, в
отличие от "сухого" крейзинга, характеризуется наличием ин¬
дукционного периода, обусловленного адсорбцией и диффузией
реагентов.
С началом роста магистральной трещины у ее вершины обра¬
зуются многочисленные "трещины серебра". Их появление связано
со значительными затратами энергии и соответственно в зоне их
образования происходит релаксация напряжений. Поверхностные
"трещины серебра" и крейзы у вершины магистральной трещины
199
Рис. 4.15. Микрофотография крейз на поверхности полистирола (а) и
схематическое изображение профиля крейзы (б) [41]
растут в направлении, перпендикулярном направлению растяжения.
Длина "трещин серебра” может достигать 10 мм, а ширина их ма¬
ла (0,1-1 мкм) и зависит от природы материала. Крейзы имеют
клиновидную форму глубиной 0,1-0,5 мкм (рис. 4.15). Иногда
поверхностные микротрещины прорастают на глубину до 2-5 мкм
от поверхности образца.
Возникновение внутренних крейз определяется механически¬
ми условиями нагружения полимера и наличием в нем микроне¬
однородностей. Направление роста этих трещин происходит пер¬
пендикулярно максимальному растягивающему напряжению.
С увеличением скорости деформирования число крейз увеличива¬
ется, а их длина уменьшается. Побеление образцов полистироль-
ных пластиков, наблюдаемое при их растяжении, свидетельствует
об образовании внутренних микротрещин.
Изучение микротрещин, проведенное оптическим методом
и с использованием электронной микроскопии [43-46], позволя¬
ет сформулировать основные выводы об их структуре:
1. Крейзы имеют губчатую структуру и состоят из микро-
пор и микрофибрилл, ориентированных в направлении растя¬
жения.
2. Диаметр микропор в крейзах полистирола 10-50 нм, а по¬
ликарбоната несколько меньше, 2-20 нм.
3. Микрофибриллы сильно ориентированы в направлении
деформирования, а их диаметр составляет 15-45 нм и с увели¬
чением деформации может увеличиваться до 200-300 нм. Так,
например, диаметр микрофибрилл в пленках полистирола зави¬
сит от толщины пленки и увеличивается до 4-10 нм для пленок
толщиной менее 100 мкм и до 150 нм при толщине пленок бо¬
лее 100 мкм.
4. Микрофибриллы в крейзах деформированы с высокой сте¬
пенью. В полистироле и его сополимерах деформация микрофиб¬
рилл достигает 150-200 % [47].
200
Образование крейз происходит при достижении критиче¬
ских параметров деформации ос и вс. В полистироле "трещины
серебра" образуются при деформации ес> О ,75 %. При сниже¬
нии температуры стеклования полимера величина критической
деформации крейзообразования (ес) уменьшается. Такое же влия¬
ние на образование крейз оказывает абсорбция низкомолеку¬
лярных веществ. Полимеры, обладающие пластической неста¬
бильностью, характеризуются повышенной склонностью к крей-
зообразованию.
Зарождение крейз в полимере происходит в результате ло¬
кальной пластической текучести полимера на микроуровне.
Склонность полимера к образованию крейз зависит от приро¬
ды полимера. Полимеры, содержащие бензольные кольца в ос¬
новной цепи - поликарбонат, полифениленоксиды, полиарилаты,
характеризуются небольшим значением критической деформации
крейзообразования ес, и образование микротрещин в них наблю¬
дается в узком интервале вблизи температуры стеклования. Поли¬
стирол и полиметилметакрилат, содержащие объемные заместите¬
ли в боковой цепи, имеют большее значение ес по сравнению с
полимерами первой группы [41]. При увеличении ориентации по¬
лимерных цепей, что характерно для кристаллических полиме¬
ров, критическое напряжение ас, необходимое для образования
"трещин серебра", возрастает.
Скорость крейзообразования увеличивается с повышением
температуры и ростом напряжения, действующего на полимер
(рис. 4.16) [48].
Критическое напряжение крейзообразования стг, начиная с
некоторого значения Мпс, не зависит от молекулярной массы
полимера. Это свидетельствует о наличии критической молеку¬
лярной массы Мп с, начиная от значения которой развивается
процесс крейзообразования, причем это значение равно удво¬
енному значению Мп, соответствующему образованию узлов за¬
цепления (Мл у). Для полистирола Мп>у ~ 35 • 103, а соответственно
Млс~ 70 • 103 [49]. Для полистирола с Мп > 70 • 103 характерно
увеличение напряжения разрушения с ростом молекулярной мас¬
сы полимера.
Рост крейз, так же, как и их инициирование, происходит в на¬
правлении, перпендикулярном максимальному главному напря¬
жению. Для изотропных полимеров, к которым относится поли¬
стирол, направление максимальных напряжений совпадает с на¬
правлением максимальной деформации. С увеличением времени
действия напряжения длина и ширина крейз увеличиваются до
некоторого предела, затем происходит стабилизация их размеров.
Рост "трещины серебра" обычно тормозится при ее пересечении
201
а
б
а = 24 МПа
30 °С
Рис. 4.16. Влияние температуры (а)
зования крейз [48]:
а: - 30 °С; -о- - 40 °С; - 50 °С; - 60 °С; -о- - 70 °С;
б: - 24 Д МПа; - 27,6 МПа; - 31,0 МПа; - 34,5 МПа
с зоной сдвиговой деформации. При анизотропии полимера или
при ее появлении в полимере направление роста крейзы может
изменяться. Для роста "трещин серебра" в продольном направле¬
нии характерно то, что их длина пропорциональна времени роста.
Интенсивность роста крейзы зависит от наличия жидких или
пластифицирующих сред. Проникновение жидкости происходит в
результате капиллярного течения в микропоры крейзы. Напря¬
жение на поверхности крейзы при этом уменьшается. Образова¬
ние значительного числа поверхностных "трещин серебра" пред¬
шествует макроскопическому разрушению полимера, которое мо¬
жет протекать по двум механизмам: внутри крейзы под действием
напряжения происходит разрыв микрофибриллы, в результате
чего образуется макропора, или же начинается разрушение вслед¬
ствие концентрации напряжений вблизи крейзы. Последний ме¬
ханизм аналогичен влиянию дефектов. Образование и увеличение
макропоры является источником разрушения полимера. Возник¬
новение макропоры равносильно образованию зоны повышенной
деформации, которая происходит в полимере внутри "трещин се¬
ребра" [50].
Образованию макропор способствует наличие примесей или
посторонних включений. Увеличение макропор и их объединение
приводит к образованию трещины, которая распространяется
202
в направлении, перпендикулярном приложенному напряже¬
нию. После того как трещина достигает некоторой длины, она
начинает распространяться вдоль поверхности крейзы по цен¬
тральной зоне с повышенной деформацией, а иногда по внеш¬
ней границе "трещины серебра". По мере развития этого про¬
цесса происходит постепенный разрыв микрофибрилл крейзы и
дальнейшее развитие трещин. Макроскопическое разрушение
полимера происходит в результате объединения ряда растущих
трещин.
Полистирол характеризуется высокой жесткостью полимер¬
ной цепи и высокой ориентацией фибрилл внутри "трещин сереб¬
ра", что способствует образованию крейз не только на поверхно¬
сти материала, но и внутри него [43].
Исследование методом электронной микроскопии ударопроч¬
ного полистирола и АБС-пластиков [51] показывает, что образо¬
вание крейз наблюдается вокруг частиц каучука. Все это свиде¬
тельствует о существенной роли крейзинга при деформации поли-
стирольных пластиков.
Концентрация напряжений вблизи крейзы способствует хруп¬
кому разрушению полимера. Этот тип разрушения под влиянием
крейз в основном происходит при низких температурах. В этом
случае разрушение начинается не внутри "трещин серебра", а за
счет их выхода на поверхность.
Сдвиговая деформация. Этот вид деформации представляет
собой изменение формы образца без существенных изменений
его объема. В кристаллических материалах сдвиговое течение
является локализованным по специфическим плоскостям сколь¬
жения. В аморфных полимерах процессы сдвига не локализо¬
ваны.
Под действием напряжения с малой скоростью деформации,
как уже отмечалось, процесс течения в полимерных материалах
начинается с образования "шейки". Образование "шейки" можно
рассматривать как локализацию сдвигового течения. После роста
"шейки" происходит разрыв образца. Механизм образования
"шейки" является сложным кинетическим процессом, протека¬
ние которого обуславливается различными причинами:
- локальное повышение температуры при превращении части
работы, совершаемой внешней силой, в теплоту за счет уп¬
руговязкого течения полимера:
- нарушение механического равновесия сил из-за случайной
неоднородности поперечного сечения;
- снижение температуры стеклования полимера до темпера¬
туры испытания за счет предполагаемого увеличения объема
испытуемого образца под действием сил растяжения.
203
Известно [52], что повышение температуры вблизи суживаю¬
щейся части образца в виде лопатки достигает 15 °С, в то же вре¬
мя появление "шейки” происходит при растяжении в изотерми¬
ческих условиях.
Наличие незначительных неоднородностей в полимере способ¬
ствует его деформационному размягчению, которое приводит к
образованию полос сдвига, т. е. тонких двумерных областей с вы¬
сокой степенью деформации. Полосы сдвига могут инициировать¬
ся в области концентрации напряжений.
Образование полос сдвига зависит не только от строения по¬
лимера, но и от термической предыстории образца, температуры
испытаний и скорости деформации.
Термическая предыстория оказывает существенное влияние
на переход от общей деформации к локализованной пластиче¬
ской.
В полистироле при медленном охлаждении полимера от тем¬
пературы стеклования Тс такой переход происходит при 65 °С.
При быстром охлаждении на воздухе температура перехода сни¬
жается до 55 °С. Процесс термообработки при Т < Тс получил на¬
звание "физического старения”. Его протекание связано с измене¬
ниями надмолекулярной структуры полимера. Механизм этих из¬
менений пока недостаточно ясен.
Образование полос сдвига в полистироле впервые было об¬
наружено при сжатии образцов полистирола [53]. Полосы
сдвига в виде микрослоев толщиной =1 мкм, образующиеся
под углом -40° к направлению сжатия, можно наблюдать в
проходящем поляризованном свете. Появление полос сдвига
происходит как при сжатии, так и при растяжении полимеров
(рис. 4.17). Сдвиговые деформации внутри полосы сдвига дос¬
тигают больших величин. Эти явления свидетельствуют о зна¬
чительной степени ориентации макромолекул внутри полосы
сдвига.
Полосы сдвига, образующиеся в полимере, являются резуль¬
татом локального сдвигового течения в некоторой области внутри
образца. При снижении скорости деформирования в материале
полосы сдвига становятся размытыми и появляются области, по¬
лучившие название диффузионного сдвига, или линий сдвига [41].
Появление линий сдвига наблюдается преимущественно в поли¬
мере, полученном при быстром охлаждении ("закалке”). Следует
отметить, что в полистироле при одноосном сжатии образца вклад
диффузионного сдвига в деформацию является основным. Образо¬
вание линий сдвига в результате наличия дефекта или "слабого"
места в материале приводит к неоднородной текучести полимера
под действием напряжения. Линии сдвига в полимере, как правило,
204
Рис. 4.17. Характерные сдвиговые деформации, возникающие в поли¬
стироле при сжатии [41]:
а - полосы сдвига; б - линии сдвига
находятся в плоскости максимальных сдвиговых напряжений.
Для полистирола характерно наличие аномалии, которая прояв¬
ляется в том, что направление линий сдвига не совпадает с плос¬
костью максимальных сдвиговых напряжений и, как правило, со¬
ставляет угол 50-57° с осью растяжения и 30-40° с осью сжатия.
Это явление, как показал Крамер [54], обусловлено появлением
локальной анизотропии полимера, которая предшествует распро¬
странению полосы сдвига (рис. 4.18).
Кинетический характер зависимости сдвиговой деформации и
текучести полимера от температуры описывается уравнением Эй-
ринга [41]. Теория Эйринга является развитием кинетической
теории Аррениуса для скоростей химических реакций. Пластиче¬
ская деформация и вязкое течение трактуются Эйрингом как про¬
цессы, при которых молекулы под действием напряжения должны
преодолеть потенциальный барьер. Наличие направленной силы
205
Рис. 4.18. Вклад различ¬
ных видов деформации в
общую деформацию поли¬
стирола при одноосном сжа¬
тии:
1 - общая деформация;
2 - диффузионный сдвиг;
-А- 3 - полосы сдвига;
4 - упругая деформация
снижает потенциальный барьер, который должны преодолеть мо¬
лекулы для перехода в состояние с меньшей потенциальной энер¬
гией, на величину ao/(kT). При движении молекул в обратном
направлении потенциальный барьер увеличивается на это же зна¬
чение. Величина а называется активационным объемом.
Учитывая, что aa»kT, кинетическое уравнение, предло¬
женное Эйрингом, в упрощенной форме для эффективной скоро¬
сти течения v имеет вид [41]:
v=—exp[-(AE-av)/kT] (4.1)
h
где АЕ - энергия активации текучести полимера; а - активационный
объем.
При деформации стеклообразных полимеров под действием
напряжений проявляются процессы, характерные как для сдви¬
гового течения, так и для крейзинга.
Так, образование "шейки”, наблюдаемое при растяжении по¬
листирола общего назначения при низкой скорости деформации,
свидетельствует о наличии сдвиговой деформации. В то же время
побеление полимера при растяжении, низкое значение относи¬
тельной деформации и хрупкость свидетельствуют о преимущест¬
венной роли крейзинга при разрушении полистирола общего на¬
значения.
Модификация полистирола каучуком приводит к повышению
сдвиговой деформации при растяжении ударопрочного полисти¬
рола, о чем свидетельствует высокое значение относительного уд¬
линения при его деформации. Но сдвиговая текучесть, вероятно,
обусловлена в УП не диффузионным сдвигом, а образованием ли¬
ний сдвига. Деформация УП, кроме сдвигового механизма, сопро¬
вождается образованием крейз вокруг дискретных частиц каучу¬
ка, что подтверждается активным побелением образца в процессе
растяжения. Практическое отсутствие "шейки" при растяжении
ударопрочного полистирола свидетельствует о преимущественном
влиянии крейзинга на процесс разрушения полимера.
206
В отличие от ударопрочного полистирола деформация АБС-
пластиков происходит в основном по механизму сдвига. Микро¬
скопические исследования показывают, что вблизи частиц каучу¬
ка в АБС наблюдается образование полос сдвига, а не ”трещин
серебра”. Подтверждением преобладания деформации сдвига при
растяжении АБС-пластиков является наличие явно выраженной
”шейки” и четкое проявление предела текучести на деформаци¬
онной кривой до начала процесса вынужденной эластичности.
Механическая прочность полимера существенно зависит от
его молекулярной массы и ММР. С возрастанием Мп увеличивает¬
ся модуль упругости полимера. Если одновременно с ростом Мп
сужается ММР полимера, то повышается статистическая, а следо¬
вательно, и усталостная прочность и улучшаются другие механи¬
ческие характеристики. Это подтверждается повышенной прочно¬
стью полистирола общего назначения, полученного по непрерыв¬
ному методу существенно неполной конверсии, реализованному
на заводе ”Пеноплэкс” в г. Кириши (Ленинградская область).
4.5. ТЕРМИЧЕСКАЯ СТАБИЛИЗАЦИЯ
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
4.5.1. ОСОБЕННОСТИ ДЕСТРУКЦИИ ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
И ОСНОВНЫЕ ВИДЫ ИСПОЛЬЗУЕМЫХ ДЛЯ НИХ
ТЕРМОСТАБИЛИЗАТОРОВ
В полистирольных пластиках, как и во всех органических со¬
единениях, при длительном воздействии даже невысокой темпе¬
ратуры происходит процесс ”старения” полимера, сопровождаю¬
щийся снижением его механических характеристик, а при темпе¬
ратуре выше 240-250 °С начинается процесс деструкции.
Деструктивные явления в полимере представляют собой хи¬
мические реакции, приводящие к разрыву химических связей в
основной цепи макромолекулы. В присутствии кислорода проис¬
ходит термоокислительная деструкция, при которой химическое
воздействие на полимер сопровождается не только разрывом ос¬
новной цепи, но и образованием кислородсодержащих групп в
полимерной цепи. Склонность полимера к деструкции зависит от
его химического строения.
Для полистирола и его сополимеров характерно протекание
процесса деструкции не в результате случайного разрыва основ¬
ной цепи, а путем последовательного дегидрирования концевых
фрагментов макромолекул с образованием лабильной системы со¬
пряженных олефиновых связей (типа ^C=C(Ph)—C=C(Ph)—•••).
207
Такой тип деструкции приводит к деполимеризации, сопровожда¬
ющейся образованием мономера и его последующим разложени¬
ем под воздействием высокой температуры (> 300 °С). Известно,
что активное протекание процесса деполимеризации начинается
при температуре выше некоторой предельной температуры (Тпр).
Тпр является температурой, выше которой скорость реакции депо¬
лимеризации превышает скорость полимеризации.
Расчетная температура деполимеризации Тпр для системы
стирол - полистирол достаточно велика и равна 350-355 °С
[2-1]. Наличие различных '’дефектов’1 и примесей в полимерной
цепи, например боковых цепей, влияет на температуру деструк¬
ции полимера. Исследование процесса термической деструкции
полистирола показывает, что даже при отсутствии кислорода фак¬
тическая предельная температура полимера равна =275 °С [2-6].
При воздействии температуры, равной фактической предель¬
ной температуре, в полистироле начинается процесс термической
деструкции, в результате которой первоначально образуется до
65 % мономера. Полимеры с регулярной, частично кристалличе¬
ской структурой имеют более высокое значение предельной тем¬
пературы. Можно ожидать, что предельная температура синдио-
тактического полистирола близка к 350-360 °С, но фактические
данные пока не приводятся в литературе.
Предельная температура системы полимер - мономер зависит
от природы мономера. Наличие заместителей в винильной цепи сни¬
жает энергию, необходимую для разрыва С—С-связи. Например,
для а-метилстирола предельная температура не превышает 170 °С.
Деструкция полиметилметакрилата протекает при 260-270 °С
и сопровождается практически полным распадом полимера до
мономера.
Для сополимеров стирола, содержащих акрилонитрил, при
возрастании температуры выше 200 °С в ИК-спектрах наблюдает¬
ся снижение интенсивности полосы связи C=N и появление групп
с сопряженными связями -—C=N—, что объясняется образовани¬
ем в основной цепи полиакрилонитрильных группировок:
/сн\ /сн\ /
сн сн
I I
—C=N—C=N—
Этот процесс сопровождается пожелтением полимера, образо¬
ванием небольших количеств аммиака и синильной кислоты. На¬
личие кислорода или примесей карбоксильных соединений спо¬
собствует ускорению распада связи C=N и может привести к обра¬
зованию темно-коричневых включений.
Наличие в ударопрочном полистироле и АБС-пластиках поли¬
бутадиена, содержащего двойные связи, существенно повышает
208
склонность полимера к химическим воздействиям, а при темпера¬
туре 250 °С начинаются деструктивные процессы. Известно, что
л-электронная С=С-связь обладает меньшей прочностью по срав¬
нению с а-электронной С—С-связью.
При длительном воздействии температуры на полистироль-
ные пластики, содержащие бутадиеновый каучук, первоначально
происходит процесс структурирования каучуковой фазы, сопро¬
вождающийся снижением высокоэластических и ударных харак¬
теристик полимера и его пожелтением.
В АБС-пластиках разрыв С=С-связей в каучуковой фазе уско¬
ряется разрывом связей C=N и образованием кислотно-щелочных
примесей, ускоряющих процесс деструкции полимера.
Присутствие примесей карбоксильного характера в АБС-плас¬
тиках, полученных эмульсионным методом, повышает скорость
деструкции и может привести к возгоранию полимера.
Наличие кислородсодержащих групп в основной цепи поли¬
мера, например в поликарбонате, способствует ускорению процес¬
сов термической деструкции. Эту особенность необходимо учиты¬
вать при разработке компаундов АБС-пластика с поликарбонатом.
По этой же причине предпочтительно использовать для таких
компаундов АБС-пластик, полученный полимеризацией в массе, в
котором отсутствуют кислородсодержащие примеси.
Устойчивость полимера к термическому воздействию харак¬
теризует его термостойкость, или термостабильность.
С кинетической точки зрения процесс деструкции полимера
подчиняется закону Аррениуса, протекает по цепному радикаль¬
ному механизму [55], а термостойкость полимера зависит от осо¬
бенностей соотношения скоростей радикальных процессов, проте¬
кающих в нем при температуре выше предельной фактической.
Добавка к полимеру специальных соединений - акцепторов
свободных радикалов - термостабилизаторов или антиоксидантов
является эффективным способом повышения термостабильности
материала. Преимущественное развитие высокоэффективных тех¬
нологических процессов производства полистирольных пластиков
методом непрерывной полимеризации в массе делает проблему по¬
вышения термостойкости ПСП особенно актуальной. В реальных
процессах (см. главу 3) на стадии удаления непрореагированных мо¬
номеров и растворителя полимер подвергается весьма длительному
воздействию повышенных температур (230-250 °С) и для предот¬
вращения развития термической деструкции необходимо вводить
термостабилизаторы непосредственно в технологический процесс.
Если полистирол общего назначения и сополимеры стирола
необходимо защитить от влияния высоких температур на стадии
удаления мономеров и транспортировки расплава, то при получе¬
14-1571
209
нии ударопрочного полистирола и АБС-пластиков термостабили¬
заторы следует вводить непосредственно в процесс полимеризации
для предотвращения преждевременного структурирования кау¬
чука. Кроме того, наличие каучуковой фазы в этих композицион¬
ных материалах способствует их повышенной склонности к
термической деструкции при изготовлении изделий. В связи с
этим необходимо дополнительно вводить термостабилизаторы в
расплав непосредственно перед грануляцией полимера.
При получении компаундов на основе АБС-пластика к рецеп¬
туре термостабилизации предъявляются особенно высокие требо¬
вания, так как переработка компаундов в изделия осуществляется
при температурах выше 250 °С для композиций, содержащих менее
50 % АБС-пластика, а эти температуры характеризуются высокой
скоростью деструкции полистирольного компонента. Эффектив¬
ность действия термостабилизаторов по предотвращению термиче¬
ской деструкции ПСП при их промышленном получении и перера¬
ботке определяется следующими основными требованиями к ним:
- отсутствие влияния на протекание процесса полимеризации;
- отсутствие летучести до температуры 250 °С;
- хорошая растворимость в стироле или его смеси с акрило¬
нитрилом;
- отсутствие появления желтизны под действием высоких
температур;
- легкость введения в расплав полимера.
Для предотвращения окислительной деструкции полимера
под воздействием солнечного света в полимер перед грануляцией
вводятся светостабилизаторы.
Ассортимент термо- и светостабилизаторов, выпускаемых раз¬
личными фирмами, очень разнообразен. Приоритетная, ведущая
роль в производстве веществ, предотвращающих деструкцию по¬
лимеров, принадлежит фирме "Ciba Geigy" (Швейцария), выпус¬
кающей антиоксиданты (АО) под товарной маркой "Ирганокс".
В качестве антиоксидантов наиболее широко используются
вещества, относящиеся к следующим классам соединений:
1. Затрудненные алкил-/пре/л-бутилфенолы.
2. Алкил- и арил фосфиты.
3. Производные эфиров, включая тиоэфиры.
4. Эпоксисоединения.
5. Циклические эфиры оксикислот - лактоны.
6. Алкилаты металлов 2-й группы (Са, Zn, Ва).
7. Производные аминосоединений, используемые в основном
как светостабилизаторы.
Кроме индивидуальных соединений выпускаются и широко
используются смеси веществ различного класса, обладающие си¬
210
нергетическим термостабилизирующим воздействием. Например,
смеси фосфитов, замещенных фенолов и/или лактонов. В табл. 4.8
приведены основные характеристики наиболее эффективных
термо- и светостабилизаторов, выпускаемых фирмой "Ciba Geigy "
и используемых для повышения термо- и светостойкости различ¬
ных видов полистирольных пластиков.
4.5.2. ХАРАКТЕРИСТИКА ОСНОВНЫХ МЕТОДОВ ОПРЕДЕЛЕНИЯ
ТЕРМОСТАБИЛЬНОСТИ НЛАСТМАСС
Несмотря на многочисленные исследования процессов старения
полимерных материалов под воздействием теплоты и света [55-58],
до настоящего времени не существует надежных экспресс-методов,
позволяющих оценивать и прогнозировать склонность полимера к
термоокислительной деструкции.
Классической характеристикой склонности полимера к термо¬
деструкции является уравнение Аррениуса для скорости термоде¬
струкции, получаемое в результате исследования кинетики этого
процесса. Теоретическое значение данной зависимости велико, но
она не обладает необходимой информативностью для практиче¬
ского применения.
Широко используемыми методами определения склонности
полимера к термодеструктивным процессам на практике являют¬
ся следующие: 1
1. Дифференциальная термогравиметрия (ДТГ), позволяющая
определить температуру максимальной потери массы об¬
разца. Однако в основном этот показатель зависит от при¬
роды и состава полимера и не позволяет выявить различия в
полимерах одного состава, содержащих различные модифи¬
каторы и антиоксиданты.
2. Длительная выдержка образцов полимера (не менее 1500 ч)
под воздействием температуры или солнечной радиации и
определение методом инфракрасной спектроскопии скорости
окисления полимера. Скорость окисления полимера в зави¬
симости от типа антиоксиданта различается на начальных
стадиях процесса, что с учетом продолжительности выдерж¬
ки не позволяет прогнозировать поведение полимера в про¬
цессе переработки и при длительной эксплуатации.
3. Определение изменения координат цветности литьевых об¬
разцов полимера в зависимости от изменения температуры
литья. Данный метод обладает большой погрешностью, кото¬
рая зависит, в первую очередь, от особенностей литьевых ма¬
шин и параметров изготовления изделий, а также от измене¬
ния цвета исходного полимера от партии к партии.
14*
211
212
213
Сложные
замещенные
фенолы
Сложные
замещенные
фенолы
Алкил- и
арилфосфи-
ты
Смеси фос¬
фитов с за¬
мещенными
фенолами
"Агидол 2"
(РФ)
(СН3)3С
он
он
С(СН3)з
"Ирганокс
245” ("Ciba
Geigy")
СН3
он
(СНз)зС^А^СНз
V
сн2-~сн2—с—<
сн3
■сн2—сн2—о—сн2-
"Полигард”
(РФ)
[c,Hlt-^-o-j P
"Иргафос
168” (”Ciba
Geigy")
(CH3)3c-<^-0- Ip
C(CH3)3J3
"Иргафос
126” ("Ciba
Geigy")
/Р=\ /°~CH2 ‘
(СН3)зС-О)“0-“Рч /
о сн2
L с(сн3)3 J
"Ирганокс
В-900" ("Ci-
ba Geigy")
"Ирганокс
В-561” ("Ci-
ba Geigy")
"Иргафос 168" - 4 мае. ч.
"Ирганокс 1076” - 1 мае. ч.
"Иргафос 168" - 4 мае. ч.
"Ирганокс 1010" - 1 мае. ч.
с
2
Бис(2-гидр-
окси-5-ме-
тил-3-трет-
бутилфе-
нил)метан
128
'
Бис[3-(4-
587
76-79
260-270
Порошок, обладает
гидрокси-3-
высокой стабиль¬
метил-5-
ностью цвета
трет-бутил-
фен ил) про¬
пионат]
триэтилен-
гликоля
Трис(4-
689
Жидкость, легко
нонил фе¬
нил )фосфит
гидролизуется
Трис(2,4-ди-
647
180-185
-
Порошок, устой¬
трет,-бутил-
фенил )фос-
фит
Бис[(2,4-ди-
mpem-бутил-
фенокси)
дифосфит]
пентаэрит¬
рита
604
' -
-
чив к гидролизу
50-80
Порошки, эффек¬
тивны как синер¬
гетические добавки
к антиоксидантам
Продолжение
214
215
Цикличе¬
ские эфиры
оксикислот
"Ирганокс
НР2921”
(”Ciba Gei-
gy")
Синергетическая смесь:
"Иргафос 168" - 57 %
"Ирганокс 1076" - 28 %
"Лактон НР136" - 15 %:
(СН3)3С-<^-0-С-^)-СНз
сн3 0 сн3
Алкилаты
металлов
Стеарат Са
Стеарат Zn
(С17Нз5СОО)2Са
(Ci7H35COO)2Zn
Стеарат Ва
(Ci7H35COO)2Ba
Производ¬
ные аминов
"Ирганокс
565” C'Ciba
Geigy")
С(СН3)з S-C8H17
HO-p-NH-^Л,
С(СН3)з S С8Н17
Производ¬
ные аминов
”Тинувин
765”
-
"Тинувин
622"
-
"Химассорб
119"
-
"Химассорб
944"
Гранулы или таб¬
летки НР-серии
антиоксидантов,
содержащих лак-
тоны, облегчаю¬
щие переработку
: полимеров
Порошки, обеспе¬
чивающие перера¬
ботку полимеров
2-(4-Гидр-
окси-3,5-ди-
тпрет-Ьуплл-
анил)-4,6-
дитиооктил-
1,3,5-три-
азин
589
91-96
270-280
-
-
-
150
Светостабилизато-
ры
-
-
-
270-280
-
-
-
270-280
-
-
240-250
4. Определение изменения вязкоупругих (реологических)
свойств расплава полимера в зависимости от температуры и
нагрузки. Этот метод не дает возможности оценить поведе¬
ние полимера при эксплуатации.
Использование метода дериватографического термического
анализа (ДТА) при изучении поведения полимера в широком ин¬
тервале температур до 700 °С позволяет получить разнообразную
информацию об изменениях, происходящих в полимере. Паибо-
лее важными показателями являются: соотношение эндо- и экзо¬
термических характеристик полимера, температур эндоминиму¬
ма, начала перехода в экзообласть, изменение массы образца в
зависимости от температуры. Сопоставление изменений указан¬
ных характеристик ДТА для различных полимеров, содержащих
антиоксиданты различной природы, позволяет оценить термо¬
стойкость полимера и интервал его переработки [59]. ДТА прово¬
дится путем нагрева на воздухе до 700 °С фарфорового тигля с об¬
разцом полимера в виде гранул. Скорость нагрева 6 град/мин при
чувствительности гальванометров ДТА - 1 : 5 и ДТГ -1:15.
Результаты ДТА различных исходных полимеров при добавке
в них антиоксидантов приведены в табл. 4.9 и на диаграммах
(рис. 4.19) [59].
При отсутствии термостабилизатора экзотермический макси¬
мум на кривой ДТА полистирола, полиэтилена, АБС-пластика
существенно превосходит эндотермический минимум. Это сви¬
детельствует об отсутствии у полимера способности поглощать
тепловую энергию в процессе переработки материала. Так, для
АБС-пластика с минимальной стабилизацией ионолом и пленки
нестабилизированного полиэтилена переход из эндообласти в эк¬
зообласть начинается при температуре 200-210 °С, что сущест¬
венно ниже температуры переработки полимеров.
Введение эффективных термостабилизаторов позволяет уве¬
личить глубину эндоминимума, существенно снизить экзомакси¬
мум и повысить температуру начала перехода из эндообласти в
экзообласть: для полиэтилена и АБС-пластика соответственно до
260 и 300 °С. Одновременно наблюдается повышение температу¬
ры на кривой ДТГ, при которой потеря массы полимера достигает
1 % (см. табл. 4.9).
Отмеченные особенности изменения дериватограмм полимеров
в зависимости от наличия различных термостабилизаторов позво¬
ляют рекомендовать величину соотношения глубины эндоминиму¬
ма к глубине эндомаксимума: Ктс = /rilin/7max, как характеристику
термостабильности полимера. Отношение температуры начала пе¬
рехода из эндообласти в экзообласть (Тэндо) к температуре, при
которой потеря массы достигает 1 % (Тх), следует рассматривать
216
а
б
Рис. 4.19. Типичные дериватограммы полистирола:
а - без термостабилизатора; б - содержащего "Ирганокс В-900"
как характеристику интервала переработки полимера. Полимеры,
для которых Twa0fQ/T1 > 1, обладают широким интервалом пере¬
работки; чем меньше отношение ТЭНЛОг0/Т1У тем уже интервал пе-
рерабатываемости полимера.
4.5.3. ОСОБЕННОСТИ ТЕРМОСТАБИЛИЗАЦИИ РАЗЛИЧНЫХ ВИДОВ
ПОЛИСТИРОЛЬНЫХ ПЛАСТИКОВ
ДТА-характеристики термостойкости полистирола общего на¬
значения (табл. 4.9) показывают, что ПС, даже при отсутствии
антиоксиданта, характеризуется сравнительно широким интерва¬
217
лом перерабатываемости, но его термостабильность невысокая,
так как Imin/Imax = 0,3. Выше 270 °С начинается процесс активно¬
го разложения полимера.
Таблица 4.9
Результаты полного дериватографического анализа
различных полимеров
Полимер, состав
композиции
Темпе¬
ратура
эндоми¬
нимума,
°С
Темпе¬
ратура
начала
перехода
в экзооб¬
ласть,
°С
Темпе¬
ратура
потери
массы
1%,7\,
°С
Величи¬
на эндо-
мини¬
мума,
Лп1л> ММ
Величи¬
на эндо-
макси¬
мума,
■^"тах» ММ
Коэффи¬
циент
термо¬
стойко¬
сти,
*«=
1пшг/7тях
Коэффи¬
циент
перера¬
батывае¬
мости,
К.=
= T^JT,
Полистирол
150
280
290
10
35
0,3
0,97
Полистирол
с "Ирганокс В-900"
200
300
290
21
14
1,5
1,0
Полиэтилен без
термостабилизатора
110-120
200
260
12
72
0,17
0,76
Полиэтилен с ан¬
тиоксидантом
200
260
300
18
60
0,3
0,74
Эмульсионный
АБС, стабилизиро¬
ванный ионолом
перед сушкой по¬
рошка
200
210
200
20
40
0,5
1,0
Эмульсионный АБС,
дополнительно
стабилизирован¬
ный перед грану¬
ляцией синергети¬
ческой смесью ан¬
тиоксидантов
240
300
300
26
22
1,18
1,0
Введение в ПС комплексного термостабилизатора "Ирганокс
В-900" повышает термостойкость полистирола до 290-300 °С, о
чем свидетельствует повышение Ктс до 1,5 (табл. 4.9). Термоста¬
билизатор при получении полистирола общего назначения следу¬
ет вводить на стадии полимеризации или перед подачей раствора
полимера на стадию удаления непрореагированного мономера.
При получении сополимеров стирола с акрилонитрилом анти-
окислительная добавка в виде ингибитора гидрохинона или трет-
бутилпирокатехина вводится на стадии полимеризации для пре¬
дотвращения образования окрашивающих циклов по —C=N-
группам, а в раствор полимера перед стадией удаления мономера
для предотвращения термоокислительной деструкции сополимера
вводятся замещенные фенолы.
218
В ударопрочном полистироле для стабилизации каучука тер¬
мостабилизаторы вводятся на стадии форполимеризации, а до¬
полнительная термостабилизация полимера осуществляется пу¬
тем введения замещенных фенолов в расплав полимера перед его
грануляцией. Это обеспечивает термостойкость полимера при его
переработке в изделия и их эксплуатации.
При получении АБС-пластика методом непрерывной полиме¬
ризации в массе, в отличие от ударопрочного полистирола, анти¬
оксиданты на стадиях предфорполимеризации и форполимери¬
зации не вводятся, так как их добавка приводит к снижению
образования привитого сополимера, а следовательно, и эксплуа¬
тационных свойств материала. Введение термостабилизаторов в
АБС-пластик производится на стадии полимеризации. Рекомен¬
дуется также предусматривать введение термо- и светостабилиза-
торов в расплав полимера перед грануляцией путем впрыска
жидких стабилизаторов с помощью специальных насосов или по¬
дачи расплава концентрата стабилизатора через боковой дози¬
рующий шнек, а смешение концентрата с расплавом полимера
производится в статическом смесителе, устанавливаемом на мате-
риалопроводе расплава перед грануляцией.
Предотвращение термоокислительной деструкции АБС-плас-
тика, получаемого методом эмульсионной полимеризации, явля¬
ется сложной проблемой, так как необходимо надежно защитить
сополимер, содержащий большое количество каучука, от термо¬
окислительной деструкции в процессе сополимеризации и предот¬
вратить возможное возгорание продукта при его сушке на возду¬
хе. Источником самовозгорания при получении АБС-пластика
эмульсионным методом является реакция термоокислительной
деструкции, протекающая с высокой скоростью. Поэтому введе¬
ние термостабилизаторов при эмульсионном методе получения
АБС-пластика производится многостадийно:
1. На стадии получения латекса каучука для предотвращения
его структурирования при хранении. Наиболее эффективными
антиоксидантами на этой стадии являются "Ирганокс Е201” (ви¬
тамин Е), а также "Ирганокс 3052”. Как правило, концентрация
термостабилизаторов на этой стадии ограничивается 0,01 % (мае.),
так как при этом не проявляется влияние антиоксиданта.
2. Перед стадией коагуляции латекса АБС. Для этого пред¬
варительно приготавливается эмульсия антиоксиданта, обычно
в том же эмульгаторе, который используется при получении АБС-
пластика. Затем осуществляется тщательное смешение латекса
АБС с латексом антиоксиданта в заданном соотношении и только
после этого производится коагуляция эмульсии. Антиоксидант,
введенный на этой стадии, должен обеспечивать защиту полимера
219
от термоокислительной деструкции при сушке полимера и при
хранении порошка в силосе. Эффективным термостабилизатором
на этой стадии является ионол. При получении АБС-пластика с
высоким содержанием полибутадиена (более 25 %) рецептура ста¬
билизации должна быть подобрана особенно тщательно.
3. На стадии смешения порошка АБС-пластика с пластифика¬
тором и другими добавками перед экструзией и грануляцией по¬
лимера. Выбор рецептуры термостабилизации на этой стадии за¬
висит от особенностей последующего использования АБС-пласти¬
ка в непосредственных изделиях.
Эффективными являются смеси антиоксидантов, обладающих
синергетическим воздействием, в частности смесь "Ирганокса
В-900" с "Ирганоксом 1010" и добавкой гидрохинона. Коэффици¬
ент термостабильности АБС-пластика повышается до 1,2 [60].
Высоким коэффициентом термостабильности обладает АБС-плас-
тик, полученный эмульсионным методом и стабилизированный
перед экструзией "Ирганоксом НР2921". Влияние различных тер¬
мостабилизаторов на термостойкость эмульсионного АБС-пластика
представлено в табл. 4.10.
При получении компаундов АБС с поликарбонатом использу¬
ются предварительно стабилизированные антиоксидантами гра¬
нулы АБС-пластика и поликарбоната.
Несмотря на это, непосредственно при компаундировании дан¬
ных полимеров дополнительно вводятся термостабилизаторы. Тип
выбираемого для этих целей антиоксиданта зависит от соотно¬
шения компонентов в компаунде. Так, при содержании поликар¬
боната до 15 % высокая термостабильность компаунда обеспе¬
чивается при использовании "Ирганокса В-900”. Увеличение
содержания поликарбоната требует использования более эффек¬
тивных антиоксидантов, например смеси "Ирганокса Е201” и
"Иргафоса 168" или "Иргафоса 126".
Термостабилизация полистирольных пластиков играет ре¬
шающую роль для обеспечения надежной эксплуатации полиме¬
ров. Введение термостабилизаторов позволяет сохранять ударные
и высокоэластические свойства в изделиях, находящихся в на¬
пряженном состоянии и предохранять их от механического раз¬
рушения в процессе длительной эксплуатации.
Конкретные результаты стабилизации и особенности введе¬
ния антиоксидантов определяются природой полимера и мето¬
дом его получения. Коэффициенты термостабильности полиме¬
ра (Кгс) и интервал переработки (Кп)> определяемые методом
ДТА, целесообразно использовать как характеристики эффек¬
тивности антиоксиданта и стабильности полимера при его экс¬
плуатации.
220
221
Г ПАВА 5
ТЕПЛОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ ПОЛИСТИРОЛА
5.1. ОСОБЕННОСТИ ПРОНИЦАЕМОСТИ ПОЛИСТИРОЛА
Одним из важных направлений применения полистирола яв¬
ляется получение на его основе пеноизделий, обладающих высо¬
кими тепло- и звукоизоляционными свойствами.
Уникальность полистирола при использовании в качестве пе¬
ноизделий обусловлена особенностями его структуры. Известно,
что полистирол в стеклообразном состоянии характеризуется низ¬
кой плотностью упаковки полимерных цепей. Доказательством
"рыхлой" структуры полистирола является экзотермичность про¬
цесса его растворения в этилбензоле, являющемся для полисти¬
рола гидрированным мономером.
Изменение энтальпии при растворении полистирола в этилбен¬
золе представлено на рис. 5.1 и в табл. 5.1. Анализ показывает, что
теплота, выделяющаяся при растворении полистирола в этилбензо¬
ле, достигает +3,8 кал/г [2-29] при Мл полистирола, равной 150 тыс.
Увеличение молекулярной массы полистирола способствует
повышению экзотермичности процесса растворения полимера в
этилбензоле (рис. 5.2). Эти данные свидетельствуют о том, что упа¬
ковка молекул полистирола и этилбензола различна. Полистирол
Рис. 5.1. Зависимость изменения энтальпии раствора от массового со¬
держания полистирола в этилбензоле
Рис. 5.2. Зависимость теплоты растворения Q полистирола в этилбен¬
золе от Мл полимера [2-29]
222
ведет себя по отношению к этилбензолу как микросорбент. Вслед¬
ствие этого энтропия этилбензола уменьшается в результате
образования в микропорах полистирола своего рода адсорбци¬
онных слоев, и процесс растворения сопровождается выделени¬
ем теплоты.
Повышение молекулярной массы полистирола способствует
увеличению "рыхлости” его упаковки, так как длинные молеку¬
лы за время охлаждения не успевают плотно упаковаться. Сопос¬
тавление данных по тепловым эффектам растворения этилбензола
в близких по своей природе растворителях (бензоле, толуоле) по¬
казывает, что в этом случае растворение является атермичным
или слабо эндотермичным процессом (табл. 5.1). Следует отме¬
тить, что даже при низкой молекулярной массе полистирола
(20 • 103) неплотность упаковки молекул полимера велика, так
как разница между теплотой взаимодействия полимер - раство¬
ритель и этилбензол - растворитель значительна (=4 кал/г).
Таблица 5.1
Теплота взаимодействия полистирола Qn и его гидрированного мономера
(этилбензола) QT с различными растворителями [2-29]
Полимер /
гидрированный
мономер
мц • ю3
полимера
Растворитель
Qn» кы/г
Qr, кал/г
Qn Qr,
кал/г
Полистирол
142
Этилбензол
+3,8
-1,0
4,8
142
Бензол
+4,0
-
-
20
Бензол
+3,69
-0,80
4,49
142
Толуол
+4,32
0
4,32
20
Толуол
+3,99
0
3,99
20
Циклогексан
-0,59
-5,32
4,73
Этилбензол
Бензол
-0,8
Толуол
0
Циклогексан
-5,37
Полибутадиен
Изооктан
-0,26
-1,49
1,23
Растворение полимера, находящегося в высокоэластическом
состоянии, благодаря наличию сегментальной подвижности по¬
лимерных молекул, сопровождается незначительным эндотерми¬
ческим эффектом, а энтропия каждого из компонентов системы
увеличивается, что наглядно видно на примере растворения поли¬
бутадиена в изооктане (табл. 5.1). Высокая гибкость молекул по¬
лимера, находящегося в вязкотекучем состоянии, способствует
повышению плотности упаковки полимерных молекул и прибли¬
жает ее к низкомолекулярным жидкостям.
223
Взаимодействие полимера с низкомолекулярными жидкостя¬
ми, не растворяющими, а только смачивающими его, является
атермичным или незначительно эндотермичным процессом. Та¬
кие жидкости принято называть адсорбционно-активными среда¬
ми (ААС) по отношению к полимеру.
Процессы получения теплоизоляционных материалов на ос¬
нове полистирола основаны именно на взаимодействии ААС с по¬
лимером. В качестве ААС используются фреоны, алифатические
углеводороды, инертные газы (азот, двуокись углерода), иногда
спирты.
Характер воздействия ААС на полимер зависит от ряда фак¬
торов:
- природы ААС и полимера;
- микроструктуры полимера;
- предыстории получения полимера;
- агрегатного состояния полимера;
- молекулярной массы полимера.
Основные особенности взаимодействия полимера с ААС опре¬
деляются проницаемостью полимера.
Процесс сорбции полимером ААС носит селективный характер.
При высокой сорбционной способности полимера по отношению к
диффундирующему веществу последнее может накапливаться в
полимере. При низкой сорбционной способности полимера ААС
может активно выделяться через поверхность полимерной пленки.
При отсутствии взаимодействия между полимером и сорби¬
руемым веществом равновесие устанавливается быстро и опреде¬
ляется скоростью процесса диффузии.
На основании общих законов диффузии проницаемость поли¬
мера можно характеризовать коэффициентом проницаемости П,
который определяется зависимостью:
П = -D(dC/dx) (5.1)
где D - коэффициент диффузии; (dC/cLr) - градиент концентрации ве¬
щества.
Растворимость газа в полимере подчиняется закону Генри и
пропорциональна его давлению:
С = ЬР (5.2)
где Р - давление газа; 5 - постоянная Генри, характеризующая сорбцию,
или коэффициент сорбции.
При градиенте давления (dP/dx) = 1, коэффициент проницае¬
мости определяется произведением коэффициентов диффузии и
сорбции:
П = П8[см2/(ат • с)] (5.3)
224
Таким образом, проницаемость полимера является результа¬
том последовательно протекающих процессов: взаимодействия газа
или ААС с поверхностным слоем полимера, диффузии низкомо¬
лекулярных веществ через полимер, их выделения и удержива¬
ния в полимере.
Коэффициент проницаемости представляет собой объем газа,
прошедший через единицу площади поперечного сечения плен¬
ки, при градиенте давления, равном единице, в течение одной
секунды.
Зависимость (5.3) справедлива только для тех случаев, когда
отсутствует набухание полимера в процессе сорбции и диффузии.
Данные, представленные в табл. 5.2, показывают, что наи¬
большей проницаемостью обладают полимеры, находящиеся в
высокоэластическом состоянии. Кристаллические полимеры (по¬
лиэтилен) обладают низкой проницаемостью. Полистирол среди
стеклообразных полимеров характеризуется наибольшей прони¬
цаемостью, что обусловлено его "рыхлой" упаковкой.
На примере натурального каучука показано (табл. 5.2), что
проницаемость полимера зависит от природы газа, а величина ко¬
эффициента проницаемости определяется не только скоростью
диффузии, но и значением постоянной Генри, которая характери¬
зует сорбционную способность низкомолекулярного соединения.
Таблица 5.2
Влияние природы полимера и газа на коэффициенты проницаемости,
диффузии и сорбции при 20 °С [2-29]
Полимер
Газ
п • ю8,
см2/(ат ■ с)
D ■ 106,
моль/(см • с)
8 • 102,
см3/(ат - моль)
Натуральный
Водород
30
7,2
4,2
каучук
Азот
5
0,9
5,5
Кислород
14
1,4
10,2
Двуокись
углерода
82
0,8
105
Полибутадиен
Водород
34
8,6
4
Полистирол
Водород
11,3
4,6
2,4
Полиэтилен
Водород
3,9
2,1
1,9
Полиизобутилен
Водород
5
2,4
2,1
Азот
0,9
Кислород
2,3
Двуокись
углерода
13
Поливиниловый
спирт
Водород
0,005
15-1571
225
Рис. 5.3. Зависимость Генри
растворимости некоторых газов
в полистироле от их давления
при температуре 188 °С:
- азот; -о углекислый газ;
-Л- - фреон 12
Сорбционная способность
полистирола по отношению
к различным газам в зави¬
симости от давления приве¬
дена на рис. 5.3.
Сопоставление данных табл. 5.2 и рис. 5.3 показывает, что во¬
дород обладает высокой проницаемостью по отношению к аморф¬
ным полимерам, находящимся в стеклообразном или высокоэлас¬
тическом состоянии. Причем проницаемость водорода обусловлена
его высокой скоростью диффузии. Двуокись углерода также облада¬
ет высокой проницаемостью, но она проявляется в результате высо¬
кой сорбционной активности этого газа. Азот обладает низкой про¬
ницаемостью как по отношению к полистиролу, так и к каучукам.
Высокая проницаемость полистирола наблюдается при воз¬
действии фреона. Увеличение давления повышает проницаемость
полимера (рис. 5.3).
Зависимость проницаемости от температуры определяется из¬
менением коэффициента диффузии, которое подчиняется уравне¬
нию Эйнштейна:
D =
RT
671Т|гЛ^а
(5.4)
где R - универсальная газовая постоянная; Т - абсолютная температура; г\ -
вязкость среды; г - радиус диффундирующей частицы; NA - число Авогадро.
Учитывая, что в полимерах тепловые процессы характеризу¬
ются временем релаксации и для их протекания полимерным мо¬
лекулам необходимо преодолеть потенциальный барьер, вероят¬
ность протекания процесса в этом случае определяется законом
Больцмана. Таким образом, коэффициент диффузии газов в по¬
лимерах зависит от температуры экспоненциально:
D = Ae~AU***/RT (5.5)
где Д£/дпф - энергия активации диффузии; А - предэкспоненциальный
множитель.
Поскольку зависимость проницаемости полимера от темпера¬
туры определяется соответствующим изменением коэффициента
диффузии, то:
П = П0е“Л1/п/RT
где AUn - энергия активации процесса проницаемости.
226
(5.6)
Зависимость газопроницаемости полимера от давления опре¬
деляется законом Генри и имеет линейный характер (рис. 5.3).
Проницаемость полимера определяется соотношением поляр¬
ностей полимера и низкомолекулярного вещества. Неполярные
полимеры, к числу которых относится полистирол, хорошо сор¬
бируют неполярные соединения. Предельные углеводороды, в ча¬
стности пентаны, галогензамещенные углеводороды - фреоны,
обладают высокой проницаемостью по отношению к полистиролу.
Переход полимера в высокоэластическое состояние увеличи¬
вает его сорбционную способность, так как повышается гибкость
полимерных цепей и соответственно проницаемость полимера.
В вязкотекучем состоянии жесткая структура в полимере от¬
сутствует и по подвижности звеньев в этом случае полимер анало¬
гичен низкомолекулярным жидкостям. Понятие пористости к
полимеру в вязкотекучем состоянии неприменимо. В этом случае
можно считать возможным возникновение ’’дырчатой" структуры
в вязкой жидкости. Понятие "дырка" свидетельствует о наличии
временно существующей неплотности, которая в результате теп¬
лового движения исчезает или возникает вновь. Появление "дыр¬
чатых" структур способствует повышению Генри растворимости
низкомолекулярных соединений полимерами, находящимися в
вязкоупругом состоянии.
Среди крупнотоннажных жестких полимеров полистирол в
стеклообразном состоянии обладает наибольшей проницаемостью,
что обусловлено его рыхлой упаковкой. Изотермы сорбции инерт¬
ных паров метилового спирта полистиролом (рис. 5.4) имеют зону
насыщения. Появление области насыщения обусловлено заполне¬
нием не всей поверхности сорбента, а только определенного объема
пор. Такой вид изотерм характерен для микропористых сорбентов.
Полистирол взаимодействует с ААС как "микропористый"
сорбент. Аналитические расчеты показывают, что микропорис¬
тость полистирола сравнительно невелика и на порядок меньше
микропористости активных углей, которая находится в пределах
0,2-0,6 см3/г. _
Увеличение Mw полисти¬
рола способствует повыше¬
нию его микропористости.
Например, увеличение Mw
Рис. 5.4. Изотермы сорбции
паров метилового спирта по¬
листиролом [2-29]: _
-+-1-MW = 450 ■ 103; -а- 2 - Mw «
= 130 10г
15*
227
Рис. 5.5. Зависимость парциального
коэффициента К от молекулярной
массы полистирола в среде фреона
и давлениях:
при различных температурах
1 - 120 °С / 68 кгс/см2; -о- 2 - 150 °С / 149 кгс/см2; -А- 3 - 180 °С / 234 кгс/см2
Рис. 5.6. Зависимость парциального коэффициента К от молекулярной
массы при давлении 23,6 МПа; среда - фреон 142в:
—А— 153 °С; -а— 181 °С
полистирола от 130 до 450 тыс. приводит к повышению суммарного
объема пор в полимере от 0,015 до 0,030 см3/г [2-29].
Изучение влияния молекулярной массы полистирола на про¬
цесс сорбции ААС, таких, как алканы (пропан, бутан, пентан) и
фреоны, в частности 1-хлор-1,1-дифторэтан (фреон 142в), система¬
тически привлекает внимание исследователей [2-4], так как имеет
важное прикладное значение.
Анализ, выполненный М. Хамеди с соавторами [4], показы¬
вает, что полистирол, находящийся как в высокоэластическом
(120 °С), так и в вязкотекучем (180 °С) состояниях в смеси с жид¬
ким фреоном 142в (рис. 5.5), характеризуется линейной зависи¬
мостью логарифма парциального коэффициента полистирола от
его молекулярной массы. Взаимодействие полистирола с фреоном
зависит от температуры и давления. Однако при повышении дав¬
ления свыше 20 МПа парциальный коэффициент полистирола
практически не зависит от температуры и уменьшается с увели¬
чением Мш полистирола (рис. 5.6).
В соответствии с этими исследованиями в высокоэластической
области, в отличие от стеклообразного состояния, сорбционная
способность полистирола по отношению_к фреону снижается
практически на порядок при увеличении Мш полистирола от 200
до 300 тыс.
При переходе полистирола в вязкотекучее состояние (рис. 5.6)
его сорбционная способность по отношению к фреону снижается и
для ее увеличения необходимо повышать давление. Повышение
Mw полистирола выше 250-300 тыс. не позволяет даже при давле¬
нии более 20 МПа достигнуть необходимой сорбционной способно¬
228
сти. Это свидетельствует о том, что влияние Mw полистирола на
его сорбционнукмшособность имеет предельное значение, которое
достигается при Мш полистирола, равном 250-300 тыс.
Неоднозначность влияния молекулярной массы полимера на
его проницаемость, вероятно, обусловлена снижением коэффици¬
ента диффузии с увеличением вязкости полимера, несмотря на
параллельное повышение "рыхлости" структуры полистирола с
повышением степени его полимеризации.
С физической точки зрения взаимодействие полимера с ААС
можно рассматривать как самостоятельный вид специфической
пластической деформации, которая в литературе называется крей-
зингом в жидких средах [5].
Процессы, происходящие в полимере в присутствии ААС,
схематически представлены на рис. 5.7 [6].
Ось вытяжки
III — стадия расширения крейз
IV — стадия коллапса крейз
IV — стадия коллапса крейз
Материал крейзы Недеформированный
полимер
Рис. 5.7. Схематическое изображение отдельных стадий крейзинга по¬
лимера в жидкой среде [6]
229
В присутствии жидких ААС под действием напряжения в ре¬
зультате деформации полимера происходит образование крейз. На
начальных стадиях деформирования полимера наблюдается пер¬
вая стадия крейзинга - инициирование. Процесс инициирования
крейз зависит от приложенного напряжения и природы ААС.
Повышение скорости растяжения приводит к росту числа зарож¬
дающихся крейз. Наличие дефектов в полимере, соизмеримых с
размером микропор в нем, способствует увеличению числа крейз.
Известно, что размер микропор в полистироле колеблется в пре¬
делах 0,5-1,0 мкм. Зависимость между напряжением деформации
и размером зарождающихся микропор подчиняется критерию Гриф¬
фита, который в аналитической форме имеет вид:
а2 * Еу12 / г (5.7)
где а - напряжение деформации; Е — модуль упругости полимера; у12 -
поверхностная энергия на границе полимер - жидкая фаза; г - радиус
микронеоднородности (дефекта).
Повышение количества дефектов, способствующих появлению
микронеоднородностей в полимере, увеличивает скорость иниции¬
рования крейз.
После стадии инициирования крейз следует стадия роста крейз.
Кинетика этой стадии зависит от величины приложенного на¬
пряжения и природы ААС.
После того как крейза пересечет поперечное сечение образца,
заканчивается стадия ее роста и начинается стадия расширения
крейзы в направлении приложенной деформации. На этой стадии
наблюдается эффективное проникновение ААС в микропоры де¬
формируемого полимера. В результате происходит своеобразное
диспергирование полимера на микроагрегаты ориентированных
макромолекул (фибрилл), разделенных микропорами, заполнен¬
ными жидкой средой. На этой стадии полимер представляет собой
высокодисперсную, весьма однородную по размерам микропорис¬
тую систему.
На последней 4-й стадии, характерной для жидкого крейзин¬
га, происходит коллапс крейз и соответственно образование по¬
ристой структуры полимера. На этой стадии размеры пор умень¬
шаются, часть ААС выделяется, а остальная доля ААС капсули-
руется в пористой структуре полимера.
Таким образом, в результате развития процесса "жидкого”
крейзинга при деформации полимера в жидкой среде обеспечива¬
ется доставка и удержание в объеме полимера низкомолекуляр¬
ных веществ в диспергированном до коллоидных размеров со¬
стоянии. Причем диспергированные ААС термодинамически не¬
совместимы с полимером.
230
Рассмотренные особенности проницаемости полистирола и его
сорбции низкомолекулярных соединений показывают, что адсорб¬
ционно-активными средами по отношению к полистиролу являют¬
ся: алканы С4-С6, преимущественно пентаны; спирты Cj-Сз; гало-
генпроизводные метана и этана - фреоны и частично углекислый
газ, обладающий высокой степенью проницаемости в полимер,
находящийся выше температуры размягчения.
Эти адсорбционно-активные жидкости находят широкое при¬
менение на практике при получении пористых полимеров на ос¬
нове полистирола.
5.2. ПОЛУЧЕНИЕ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
НА ОСНОВЕ ПОЛИСТИРОЛА МЕТОДОМ ЭКСТРУЗИИ
Высокая сорбционная способность полистирола к предельным
углеводородам и их галогенпроизводным (фреонам) явилась основой
для развития технологии пеноизделий. По сравнению с другими
крупнотоннажными пластмассами полистирол относительно легко
перерабатывается методом экструзии, так как требует меньших
энергозатрат и обладает более широким интервалом температур при
переработке по сравнению, например, с полиолефинами. Инерт¬
ность фреонов по сравнению с пентанами с точки зрения пожарной
безопасности также способствовала их внедрению в производство.
Первые производства пенополистирольных плит методом
экструзии были созданы фирмой "Dow Chem." в конце 1950-х гг.
В качестве пеноагентов использовалась смесь фреонов 11 и 12. Од¬
нако экологические проблемы, связанные с нарушением озоново¬
го слоя из-за широкого использования этих фреонов, привели к
необходимости их замены на озонобезопасные соединения, к ко¬
торым можно отнести:
1) неполностью галогенированные углеводороды: фреоны 142в,
22,134а и 152а;
2) нейтральные газы: азот и углекислый газ;
3) предельные углеводороды: бутан, пентан, изопентан.
Применение дешевых инертных газов - азота и углекислого
газа в качестве пеноагентов ограничивается их низкой Генри
растворимостью в полистироле. Так, для достижения растворимо¬
сти азота более 10 см3/г требуется давление свыше 200 кгс/см2
(см. рис. 5.3), что технически трудно обеспечить в экструзионном
оборудовании. В связи с этим азот используется в качестве пено-
агента только при получении из полистирола экструзионных вспе¬
ненных пленок толщиной до 500 мкм.
Углекислый газ, в отличие от азота, характеризуется удовле¬
творительной Генри растворимостью в полистироле (=15 см3/г при
231
давлении 80 кгс/см2). Однако низкий коэффициент диффузии С02
(см. табл. 5.2) снижает скорость его десорбции при формировании
пеноизделий на заключительных стадиях экструзии и приводит к
получению повышенной плотности изделий (более 40 кг/м3).
Углекислый газ применяют при производстве из полисти¬
рола методом экструзии листов толщиной 1-5 мм, а также как
добавку к фреону при выпуске пенополистирольных плит толщи¬
ной 20 мм и более с целью повышения их плотности и соответ¬
ственно прочности.
Высокое значение Генри растворимости углеводородов С4-С5 в
полистироле приводит к тому, что при формовании пеноизделий
часть пор становится открытыми. Это снижает теплоизоляцион¬
ные свойства пеноплит и их влагостойкость.
Использование предельных углеводородов С4-С5, обладающих
высокими сорбцией и диффузией по отношению к полистиролу,
затруднено практически, так как связано с необходимостью обес¬
печения условий взрывобезопасности экструзионного оборудова¬
ния, производственных помещений, включая склады хранения
готовых пеноизделий.
С точки зрения теплоизоляционных свойств пеноплит, полу¬
ченных на основе различных пеноагентов, существенными пре¬
имуществами обладают плиты, полученные на основе фреонов
(рис. 5.8), так как фреоны обладают наименьшим коэффициентом
теплопроводности среди рассмотренных пеноагентов.
Таким образом, использование галогенпроизводных углеводо¬
родов в качестве пеноагентов при получении теплоизоляционных
пеноплит является оптимальным, ибо в процессе экструзии обес¬
печивается получение пеноплит закрытой ячеистой структуры, в
которой длительное время сохраняется определенная доля фреона.
Низкая теплопроводность фреона обеспечивает пониженную теп¬
лопроводность пенополистирольных плит (ЭПС), получаемых на
его основе методом экструзии. Пеноплиты (ВПС) на основе смеси
пентана с изопентаном уступают им по этому показателю.
Наиболее широко рас-
* 0,041 пространенным пеноаген-
том, используемым в произ¬
водстве пенополистирольных
<^> плит, получаемых экстру¬
зионным методом, является
со
0,03
0,02
0,01-
фреон
142в, 22
фреон
152а, 134а
С02 воздух
Рис. 5.8. Диаграмма влияния
пеноагентов на теплопровод¬
ность пенополистирольных
плит
232
смесь фреонов 142в (CH3CC1F2) и 22 (CHC1F2) состава 60 : 40. Эта
смесь обеспечивает низкую теплопроводность пеноплит в течение
длительного времени (более 20 лет), благодаря низкой скорости
диффузии фреона 142в. 1
В качестве альтернативы смеси фреонов 142в и 22 представля¬
ет интерес смесь фреонов 152а и 134а в соотношении -70 : 30, об¬
ладающая меньшим парниковым эффектом.
Основные характеристики указанных смесей фреонов и угле¬
кислого газа приведены в табл. 5.3.
Таблица 5.3
Характеристики агентов вспенивания при получении
пенополистирольных плит экструзионным методом
Наименование показателя
Агент вспенивания
Смесь
фреонов
142а : 22/
60:40
Смесь
фреонов
152а : 134а/
70:30
Двуокись
углерода
Молекулярная масса
94,4
•76,8
44
Температура кипения, °С
-28
-25
-78,5
Давление, кгс/см2, при:
20 °С
5,5
5,5
57
80 °С
22
24
-
Теплопроводность газа при 25 °С, Вт/(м ■ К)
0,012
0,014
0,016
Пределы воспламеняемости на воздухе
Нет
Нет
Нет
Генри растворимость в полистироле при
16,3
7,9
-
80 °С, % (мае.)
Рекомендуемый расход, %
180
160
-
Разрушение озонового слоя
0,06
0
0
Парниковый эффект
1600
490
1
Смесь фреонов 152а и 134а по сравнению с фреонами 142а и 22
обладает в 2 раза меньшей проницаемостью по отношению к по¬
листиролу и повышенным коэффициентом теплопроводности.
С целью повышения растворимости в полистироле смеси фрео¬
нов 152а и 134а в качестве добавки, способствующей повышению
сорбции пеноагента полистиролом, используются спирты или кето¬
ны, например этиловый спирт [7-9]. Анализ патентов показывает,
что смесь фреонов 152а и 134а может быть эффективным агентом
вспенивания при получении пенополистирольных плит методом
экструзии, при этом увеличение теплопроводности плит не превы¬
шает 10 % и остается существенно ниже, чем для плит, получаемых
с использованием в качестве пеноагента воздуха или пентанов.
233
Использование углекислого газа в качестве пеноагента не мо¬
жет быть альтернативной заменой смеси фреонов 142в и 22, так
как высокое давление газа приводит к образованию значительного
количества открытых пор, что, наряду с повышением теплопро¬
водности, приведет к потере теплоизоляционных характеристик
пеноплит, получаемых экструзионным методом.
Аппаратурно-технологическое оформление процесса получе¬
ния пенополистирольных плит методом экструзии можно раз¬
делить на две основные группы, схематически изображенные на
рис. 5.9:
1. Установки тандемного типа, состоящие из двух последова¬
тельных экструдеров (рис. 5.9, а, б). Первый экструдер предназна¬
чен для плавления исходного полистирола и смешения его с до¬
бавками. На выходе из первого экструдера происходит смешение
расплава полистирола с пеноагентами, подаваемыми под давлени¬
ем специальными насосами. В качестве первого экструдера плав¬
ления первоначально использовался одношнековый экструдер
(рис. 5.9, а). По мере развития производств он был заменен двух¬
шнековым экструдером (рис. 5.9, б). Второй (одношнековый) экс¬
трудер предназначен для охлаждения расплава, его тщательного
перемешивания с целью обеспечения однородной прочности рас¬
плава и подготовки его к процессу формирования плит.
Ш-
Одношнековый
экструдер
плавления
и смешения
с добавками
ШУ
Экструдер охлаждения и
гомогенизации расплава
вспенивания
г^/ГПТТ/'ТОЬ
Двухшнековый
экструдер
плавления
и смешения
с добавками
Ш-
вспенивания
Экструдер охлаждения и
гомогенизации расплава
Рис. 5.9. Схематическое изображение типов экструзионных линий, ис¬
пользуемых для получения полистирольных пеноплит:
а, б - тандемные установки из двух экструдеров. Охладитель расплава - динамиче¬
ский в виде второго одиошнекового экструдера специальной конструкции; в, г -
моноэкструзионные установки (в - двухшнековый экструдер, совмещенный с ди¬
намическим охладителем расплава; г - двухшнековый экструдер для плавления.
Охладитель расплава статического типа)
234
Рис. 5.10. Влияние температуры и
содержания фреона на вязкость по¬
листирола:
1 - полистирол без фреона; 2 -
полистирол с 5 % фреона; -А- 3 - поли¬
стирол с 20 % фреона
Т, °С
2. Моноэкструзионные установки с использованием двухшне¬
ковых экструдеров (рис. 5.9, в, г) и статических смесителей для
стабилизации и охлаждения расплава.
Первоначально в производстве пеноплит появились именно
тандемные установки. Наличие независимого экструдера плавле¬
ния позволяет осуществлять смешение исходного полистирола в
расплаве с индивидуальными добавками: антипиренами, краси¬
телем, тальком, который играет роль физического зарод ышеобра-
зователя, способствующего образованию пор.
Смешение расплава полистирола с адсорбционно активными
средами, например с фреоном, приводит к снижению поверхност¬
ного натяжения на границе раздела расплав полимера - фреон и,
следовательно, к существенному снижению вязкости расплава
(рис. 5.10). Это позволяет обеспечивать транспортировку расплава
уже при температуре 110-140 °С вместо 180-190 °С, т. е. стабили¬
зация смеси полимера с пеноагентом происходит при высокоэла¬
стическом состоянии полимера.
Создание и развитие производств двухшнековых экструдеров
явилось технической базой для организации моноэкструзионных
установок получения пенополистирольных плит (рис. 5.9, в, г).
В этом случае экструзионная линия состоит из одного двухшнеко¬
вого экструдера, в котором первые зоны являются зонами плавле¬
ния полистирола и его смешения с добавками, затем после зоны
сжатия происходит охлаждение расплава, сопровождаемое пода¬
чей вспенивающего агента.
Наличие эффективных зон смешения расплава полимера с
агентом вспенивания в двухшнековом экструдере обеспечивает
однородность расплава и его надежную транспортировку при тем¬
пературе 120-140 °С.
Концентрация добавляемого агента вспенивания зависит от
толщины получаемых экструзионных изделий. Так, при произ¬
водстве вспененных пленок и листов толщиной до 3-4 мм содер¬
жание фреона находится на уровне -10 % (мае.). При получении
пеноплит толщиной более 20 мм содержание фреона увеличивает¬
ся до 16-18 % (мае.).
235
Первоначально в моноэкструзионных установках получения
пеноизделий охлаждение расплава производилось в динамических
теплообменных устройствах (рис. 5.9, в), совмещенных со шнеками
основного двухшнекового экструдера. Разработка эффективных
устройств смешения расплава в статических условиях позволила в
экструзионных линиях получения пеноплит на основе двухшнеко¬
вого экструдера (рис. 5.9, г) использовать для охлаждения расплава
статические смесители вместо динамических. Использование ста¬
тических смесителей для охлаждения и гомогенизации смеси рас¬
плава полимера с агентом вспенивания максимально снижает тур¬
булентность расплава и повышает его однородность по сравнению с
использованием экструдера для охлаждения расплава на тандем¬
ных установках. Статические смесители специальной конструк¬
ции, предназначенные для охлаждения и гомогенизации, непо¬
средственно прифланцовываются к двухшнековому экструдеру.
На стадии гомогенизации под действием напряжения, созда¬
ваемого экструдером, начинает развиваться процесс жидкого крей-
зинга в полимере под воздействием пеноагентов, играющих роль
ААС. Наличие направленного воздействия на полимер, создавае¬
мого во втором экструдере тандемных установок (рис. 5.9, а, б), вы¬
зывает нарушение ламинарности потока и может приводить к за¬
рождению неоднородной структуры на начальном процессе жид¬
кого крейзинга.
После гомогенизации смесь поступает в фильеру. На этой ста¬
дии начинается процесс формирования пеноизделий. Тип полу¬
чаемого пеноизделия определяется конструктивными особенно¬
стями фильеры:
- плоская фильера предназначена для получения пеноплит
толщиной 20-150 мм;
- кольцевая фильера - для производства пленок и листов тол¬
щиной 0,3-0,4 мм;
- профильная фильера - для изготовления декоративных про¬
филей;
- стренговая фильера - для изготовления гранул диаметром
до 4 мм.
Приобретение опыта по созданию производств концентратов
позволило отказаться от использования индивидуальных добавок
в производстве пеноизделий и перейти к применению их в виде
40-50 % -х концентратов на основе полистирола.
Использование добавок в виде концентратов с экологической
точки зрения обладает рядом преимуществ: снижается образова¬
ние пыли, повышается точность дозировки добавок, исключается
стадия предварительного смешения добавок с исходным полисти¬
ролом. В установках тандемного типа, имеющих одношнековый
236
экструдер плавления, использование концентратов для смешения
с расплавом полистирола невозможно, так как одношнековые экс¬
трудеры не обеспечивают однородного смешения.
Моноэкструзионные установки на базе двухшнекового экстру¬
дера, снабженного статическим охладителем и гомогенизатором
расплава, являются более прогрессивными по сравнению с уста¬
новками тандемного типа. Одним из основных производителей мо-
ноэкструзионных установок является фирма "LMP" (Италия), ко¬
торая выпускает установки производительностью до 600 кг/ч.
Технологическая схема моноэкструзионной установки произ¬
водства пенополистирольных плит методом экструзии представ¬
лена на рис. 5.11.
Технологический процесс получения пеноплит на моноэкстру-
зионных установках на основе двухшнекового экструдера состоит
из следующих основных стадий и узлов:
1. Хранение исходного сырья, добавок и отходов.
2. Предварительное смешение концентратов различных до¬
бавок.
3. Дозирование исходного сырья и смеси добавок в основной
двухшнековый экструдер.
4. Плавление исходного полистирола и добавок в двухшнеко¬
вом экструдере и смешение расплава с пеноагентом.
5. Охлаждение расплава в теплообменнике статического типа.
6. Гомогенизация расплава в гомогенизаторе статического типа.
7. Подготовка расплава к формированию пеноплит в фильере.
8. Формирование пеноплит в калибраторах.
9. Разрезание и обработка краев пеноплит.
10. Сбор, грануляция отходов и их возврат в основной процесс.
Хранение исходного полистирола в виде гранул осуществляется
в специальных цилиндрических емкостных силосах, снабженных
сигнализаторами верхнего и нижнего уровня и циклонами для улав¬
ливания пыли. Хранение отходов, образующихся при обработке пе¬
ноплит и утилизации некачественных изделий, получаемых при
пуске установки, также производится в силосах аналогичного типа.
В нижней конической части силосы оборудованы специальными
камерами всасывания, через которые с помощью вакуума осущест¬
вляется подача гранул в питающие бункеры основного производства.
Все добавки, необходимые для получения пеноплит, вводятся
в основное производство в виде 10-40 %-х гранулированных кон¬
центратов с полистиролом.
Гранулы исходного полистирола, возвратного полистирола и
концентратов должны иметь цилиндрическую форму с размера¬
ми: диаметр (2-3) мм, длина (3-5) мм. Возвратный полистирол
может иметь вид щепы.
237
и
tt
2
0
s
1
2
о
tt
5
X
X
- S
2
о
4
о
о
н
«
(d
S
X
X
a
В
ю
и
£
вом экструдере со статическим теплооб]
Хранение концентратов добавок осуществляется на складе в
мешках.
Агенты вспенивания или их смеси хранятся в специальных
емкостях при повышенном давлении (до 12 кгс/см2), которые
снабжены манометром, предохранительным клапаном и уровне¬
мером. Емкости хранения пеноагента имеют циркуляционный
контур, с помощью которого обеспечивается поддержание посто¬
янного давления при хранении и подаче пеноагентов в основное
производство.
Концентраты добавок в определенном заданном количестве
вручную загружаются из мешков в вертикальный предваритель¬
ный смеситель, снабженный мешалкой шнекового типа с импел¬
лером в нижней части. После кратковременного смешения смесь
концентратов добавок перегружается в промежуточный бункер
для смеси добавок (см. рис. 5.11).
Как правило, при получении пенополистирольных плит ис¬
пользуются концентраты талька, красителя и антипирена.
Дозирование исходного полистирола, возвратного полистиро¬
ла и смеси концентратов в питающую воронку основного экстру¬
дера из питающих бункеров производится с помощью непрерыв¬
ных весовых дозаторов шнекового типа. На входе в основной экс¬
трудер вмонтирован металлоискатель для удаления посторонних
металлических примесей. Система подачи твердых компонентов
должна быть сконструирована таким образом, чтобы исключить
образование пыли при транспортировке гранул. Наличие пыли
в исходном сырье нарушает работу непрерывных весовых доза¬
торов.
Дозирование агента вспенивания в зону смешения основного
экструдера производится специальным высоконапорным 3-х сту¬
пенчатым дозировочным насосом диафрагменного типа, создаю¬
щим давление до 100 кгс/см2. Непосредственная подача агента
вспенивания в зону смешения экструдера, находящегося под дав¬
лением 50-70 кгс/см2, производится игольчатым клапаном, от¬
крытие которого происходит автоматически - при достижении на
нем давления 100 кгс/см2.
Основной экструдер получения пеноплит представляет собой
двухшнековый экструдер с отношением длина : диаметр = 32, ко¬
торый имеет 8 зон регулирования температуры. Шнеки экструде¬
ра вращаются двигателем постоянного тока в одном направлении.
Шнеки состоят из наборных элементов различной конструк¬
ции по каждой из зон. Внутри шнека каждой зоны имеются спе¬
циальные проточки, предназначенные для циркуляции теплоно¬
сителя, обеспечивающего регулирование температуры по зонам
экструдера.
239
Непосредственно к экструдеру прифланцован теплообменник,
представляющий собой многозаходный статический смеситель
специальной конструкции, предназначенный для удаления избы¬
точной тепловой энергии из полимера и стабилизации температу¬
ры полимера. К теплообменнику примыкает гомогенизатор, яв¬
ляющийся также статическим смесителем простейшей конструк¬
ции. В гомогенизаторе происходит окончательная стабилизация
температуры расплава до величины, характерной для перехода по¬
лимера в высокоэластическое состояние, и обеспечивается одно¬
родность реакционной массы. После гомогенизатора расположена
щелевидная фильера, имеющая три зоны (корпус, головка и губы)
регулирования температуры. Температура на губах фильеры под¬
держивается на 10-15 °С ниже температуры размягчения поли¬
стирола, так как на этой стадии начинается формирование пено-
плит.
Регулирование температуры по зонам экструдера, в теплооб¬
меннике, гомогенизаторе и фильере осуществляется с помощью
специальных контуров охлаждения. В первом контуре в качестве
теплоносителя используется обессоленная вода, а в двух других -
высокотемпературный органический теплоноситель (ВОТ). Теп¬
лоносители в контурах охлаждения находятся в замкнутых цик¬
лах. Поддержание температуры теплоносителя в каждом контуре
обеспечивается за счет циркуляции захоложенной воды через теп¬
лообменные устройства, вмонтированные в эти контуры.
Первый контур охлаждения, работающий на обессоленной во¬
де и обладающий наиболее высокой теплопередачей, предназна¬
чен для регулирования температуры в зонах смешения расплава
полимера с агентом вспенивания (зоны 4, 5 экструдера), а также
на губах фильеры.
Второй контур, работающий на ВОТ с высокой температурой,
обеспечивает регулирование температуры в зоне плавления поли¬
мера и подачи пеноагента (зоны 2, 3 экструдера), а также в транс¬
портирующих зонах экструдера (6-8).
Третий контур регулирует температуру в теплообменнике, го¬
могенизаторе, корпусе и на головке фильеры.
В основном экструдере происходит ряд сложных физико-хи¬
мических процессов, необходимых для последующего формиро¬
вания пеноплит.
В первой зоне экструдера при температуре 200-210 °С проис¬
ходит плавление полистирола с добавками с целью перевода по¬
лимера в вязко-текучее состояние. Во второй зоне экструдера (зона
сжатия), где поддерживается температура 220-230 °С, происходит
смешение в расплаве полистирола с добавками, возвратным по¬
лимером и создается давление, необходимое для транспортировки
240
расплава полимера с добавками. В конце второй зоны экструдера
на шнеках имеются специальные сегменты, предотвращающие
появление обратных потоков и попадание во вторую зону экстру¬
дера агента вспенивания.
В третьей зоне экструдера (зона сжатия) при температуре 215-
220 °С под давлением осуществляется ввод агентов вспенивания.
В четвертой и пятой зонах экструдера температура расплава
снижается до 85-95 °С для предотвращения роста давления и
начинается процесс смешения расплава полимера с агентом
вспенивания. Растворимость пеноагента в расплаве полимера за¬
висит от температуры и давления, а также от природы агента
вспенивания и молекулярной массы исходного полимера. Введение
15-20 % фреона, являющегося агентом вспенивания, снижает
вязкость расплава полимера (см. рис. 5.10) так, что ее величина
при 120-130 °С становится равной вязкости расплава полистиро¬
ла при 180-190 °С. Это обеспечивает надежную транспортировку
полимера вблизи его температуры размягчения, т. е. в высокоэла¬
стическом состоянии. Наличие частиц талька в расплаве полимера
обеспечивает появление неплотностей или "дырок” в вязкой жид¬
кости, способствующих проникновению агента вспенивания и по¬
вышению его Генри растворимости.
В зонах 6-8 экструдера при постепенном снижении темпера¬
туры от 140 до 100-105 °С происходит динамическое смешение
расплава с пеноагентом и его одновременное охлаждение.
Окончательное охлаждение реакционной массы завершается в
теплообменнике - многозаходном статическом смесителе, в кото¬
ром поддерживается температура 85-95 °С. В данных условиях
агент вспенивания в виде жидкости на этой стадии уже начинает
играть роль адсорбционно активной среды (ААС), способствую¬
щей проявлению процесса жидкого крейзинга. Можно предполо¬
жить, что именно на этой стадии начинается процесс иницииро¬
вания крейз.
В гомогенизаторе при температуре 110-120 °С достигается ста¬
билизация структуры и состава расплава с целью повышения его
однородности и прочности. Возможно, на этой стадии происходит
рост крейз, инициированных ААС. После гомогенизатора поли¬
мер, находящийся в высокоэластическом состоянии, продавлива¬
ется через фильеру, в головке и корпусе которой поддерживается
температура =120 и 100 °С соответственно. Пребывание полимера
в гомогенизаторе и фильере в высокоэластическом состоянии спо¬
собствует не только повышению прочности расплава, но и увели¬
чивает сорбционную способность полистирола, повышая Генри
растворимость фреона в микронеоднородных структурных зонах
полимера.
16-1571
241
Важным фактором для обеспечения однородности расплава на
этих стадиях является приближение течения полимера к ньюто¬
новскому. Повышение однородности полимера по молекулярной
массе (сужение ММР) способствует его текучести как ньютонов¬
ской жидкости. Стабильность давления, действующего на поли¬
мер в гомогенизаторе и фильере, является важным фактором,
позволяющим исключить турбулентность при течении. В этом
отношении процесс охлаждения расплава полистирола в статиче¬
ских условиях обладает реальными преимуществами по сравне¬
нию с динамическим охлаждением в установках тандемного типа.
Использование двухшнекового экструдера в моноэкструзион-
ных установках для получения пеноплит обеспечивает лучшее
смешение расплава полистирола с добавками и агентом вспенива¬
ния по сравнению с одношнековым экструдером.
Стабилизированный при температуре 100-120 °С вязкий "рас¬
твор" полистирола после фильеры продавливается через ее губы
при температуре 75-85 °С. На этой стадии начинается формиро¬
вание пеноплиты, так как при выходе из фильеры агент вспени¬
вания мгновенно вскипает, что способствует охлаждению полиме¬
ра и его одновременному вспениванию. Температура губ фильеры
поддерживается несколько ниже температуры стеклования поли¬
мера для предотвращения его перехода в хрупкое состояние при
мгновенном охлаждении при вспенивании. Для предотвращения
налипания расплава губы фильеры имеют тефлоновое покрытие,
которое обновляется через 15-20 сут непрерывной работы линии.
С физико-химической точки зрения на выходе расплава поли¬
мера из губ фильеры под действием растягивающего напряжения,
создаваемого тянущими устройствами (волочильнями), заверша¬
ется процесс жидкого крейзинга. На этой стадии крейзинга
происходит коллапс крейз, приводящий к образованию микро-
пор, в которых капсулируется агент вспенивания.
Образование микропор при однородности расплава и его по¬
вышенной прочности протекает стабильно. Сужение ММР поли¬
мера и повышение его молекулярной массы способствуют получе¬
нию пор, однородных по размеру, с одновременным повышением
прочности их стенок.
После выхода с фильеры первоначально сформированная пли¬
та под действием напряжения, создаваемого волочильнями, про¬
ходит первую стадию созревания через систему трех калибраци¬
онных плит, нагретых до температуры, соответствующей хрупко¬
сти полимера (75-80 °С).
При калибрации протекает процесс дальнейшего образования
микропор с одновременной десорбцией агента вспенивания. По¬
верхность первого калибратора также имеет тефлоновое покрытие
242
для исключения налипания полимера. При калибрации на по¬
верхности пеноплит образуется тонкая пленка гомополимера, что
обеспечивает повышение прочности пеноплит.
После калибрации полученная пеноплита охлаждается при
транспортировке ее по роликовому каландру. Затем в специаль¬
ных камерах происходит разрезание плит по длине и обработка их
краев для обеспечения максимального удобства использования
полученных изделий в качестве эффективной теплоизоляции.
При получении пеноплит на тандемных установках в качестве
исходного полистирола используется полимер с более низкой мо¬
лекулярной массой, чем на моноэкструзионных установках. Это
обусловлено тем, что в одношнековых экструдерах не обеспечива¬
ется однородное смешение высокомолекулярного полистирола с
добавками.
Под действием сдвиговых напряжений, создаваемых в экстру¬
дере охлаждения на тандемных линиях, нарушается ламинарное
течение полимера. Это способствует появлению неоднородностей в
микроструктуре не только полимера в высокоэластическом состоя¬
нии при его транспортировке по экструдеру, но и при формирова¬
нии плиты. При этих условиях в плитах увеличивается число сла¬
бых мест, а снижение молекулярной массы используемого полисти¬
рола снижает прочность полимерных стенок, образующих поры.
В результате процесс созревания пеноплит, полученных на тандем¬
ных установках, протекает более длительно, чем на моноэкструзи¬
онных установках, а прочностные показатели пеноплит будут ниже.
Отходы, образующиеся при обработке краев пеноплит, соби¬
раются пневмотранспортом в емкости для отходов и поступают в
воронку специального экструдера для переработки отходов. После
предварительного уплотнения измельченные отходы расплавля¬
ются в зоне плавления экструдера. Экструдер для переработки от¬
ходов также имеет зону дегазации, в которой происходит удале¬
ние агентов вспенивания. После этого расплав сжимается и через
стренговую фильеру производится его грануляция. Гранулиро¬
ванный возвратный полимер, содержащий твердые добавки (тальк,
краситель, антипирен и др.), поступает в силос хранения отходов
возвратного полимера и добавляется к исходному полистиролу
при получении пеноплит.
При обработке полимера в основном экструдере и при перера¬
ботке отходов происходит механическая деструкция полимера, в
результате которой показатель текучести расплава возвратного
полимера увеличивается в 2-2,5 раза. С целью снижения дест¬
рукции целесообразно добавлять при получении пеноплит термо¬
стабилизаторы, наличие которых снижает разрушение полимера
под термическим и механическим воздействием.
1о*
243
Рис. 5.12. влияние струк¬
турных характеристик таль¬
ка на распределение микро-
пор в пенополистирольных
плитах. Содержание талька
2,3 %:
*“♦- 1 - размер микрочастиц
талька 120-140 мкм; 2 -
размер микрочастиц талька 30-
80 мкм; -Д- 3 - тальк с бимо¬
дальным размером микрочас¬
тиц: 30-80 и 120-140 мкм
Анализ показывает, что на установках тандемного типа меха-
но-химическая деструкция полистирола протекает в большей сте¬
пени, о чем свидетельствует увеличение показателя текучести
расплава возвратного полистирола в 3-3,5 раза.
Изучение влияния особенностей получения пенополистироль¬
ных плит на формирование их структуры позволяет выявить нали¬
чие корреляции между размерами микрочастиц талька и распреде¬
лением по размеру микропор, образующихся в плитах (рис. 5.12).
Наличие этой зависимости свидетельствует о том, что тальк явля¬
ется физическим нуклезатором и способствует образованию дефек¬
тов в расплаве полимера. В этих микродефектных зонах концен¬
трируется агент вспенивания. При переходе расплава полимера в
состояние высокоэластичности (на стадии охлаждения и гомогени¬
зации) возникшие микрообласти, содержащие агент вспенивания,
превращаются в зоны развития жидкого крейзинга. Анализ кон¬
центрации талька в полимере при получении плит показывает, что
каждая микрочастица талька размером 140 мкм образует в поли¬
мере до 104 пор аналогичного размера. Снижение размера микро¬
частиц талька до 20-30 мкм уменьшает размер пор и увеличивает
количество пор, образующихся в полимере, больше чем на поря¬
док. Улучшение микроструктуры пеноплит и снижение размера
микропор при одновременном повышении их однородности обес¬
печивают повышение прочностных показателей пеноплит [10].
Установлено, что снижение размера микрочастиц талька до 20-30
мкм обеспечивает получение пеноплит с прочностью при 10 %-м
сжатии до 0,5-0,6 МПа при плотности 40-42 кг/м3. Использование
талька с размером микрочастиц 120-140 мкм позволяет получать
плиты с прочностью не более 0,4 МПа. Использование в качест¬
ве промоторов веществ, обладающих высокой пористостью и соот¬
ветственно сорбционной способностью, например у-окиси алюми¬
ния в минимальных количествах (0,1 %) (рис. 5.13), повышает
однородность распределения микропор в пеноплитах. Увеличение
244
Рис. 5.13. Влияние добавки
промотора порообразования у-
окиси алюминия на распре¬
деление микропор в пенопо¬
листирольных плитах при со¬
держании талька 2,3 %:
1 -тальк без промотора; -о- 2
- тальк с промотором (у-окись
алюминия 0,1 %)
содержания талька при получении пеноплит способствует оптими¬
зации распределения микропор в пеноплитах (рис. 5.14).
Вещества, обладающие сорбционной активностью, например
у-окись алюминия, оказывают большее влияние на повышение
однородности микропор в плитах, чем тальк. Так, добавка 0,1 %
у-окиси алюминия по эффективности воздействия на микрострук¬
туру плит аналогична увеличению содержания талька с 2,3 до
2,7 %. Увеличение концентрации талька выше некоторой крити¬
ческой величины недопустимо, так как происходит нарушение
стабильности расплава.
При получении пеноплит на моноэкструзионных установках
существенное влияние на их качество оказывает температура в
гомогенизаторе, которую необходимо поддерживать на 10—15 °С
выше температуры размягчения полистирола. Эта температура за¬
висит от показателя текучести расплава полистирола. Плотность
получаемых пеноплит при этом уменьшается, так как повышает¬
ся прочность стенок и снижается количество дефектных пор, раз¬
рушающихся при созревании плит (рис. 5.15).
Стабильность вязкотекучего и высокоэластического состояний
полимера при получении пеноплит являются решающими пара¬
метрами для получения плит высокого качества. Об этом свиде¬
тельствует снижение плотности получаемых плит при повышении
скорости вращения экстру¬
дера (рис. 5.16) при сохра¬
нении неизменным его пита¬
ния. Это явление объясня¬
ется тем, что с увеличением
скорости вращения шнеков
Рис. 5.14. Влияние концен¬
трации талька на распределе¬
ние микропор в пенополисти¬
рольных плитах:
1 - содержание талька 2,3 %;
2 - содержание талька 2,7 %
245
ПТР, г/10 мин
£ Рис. 5.15. Зависимость темпера-
о туры в гомогенизаторе и плотно-
ь сти плит от показателя текуче-
^ сти расплава (ПТР) исходного
полистирола:
1 - температура в гомогенизаторе;
-О- 2 - плотность плит
основного экструдера повышается и стабилизируется давление
перед теплообменником. Прочность получаемых при этом пено-
плит несколько повышается и стабилизируется. Одновременно
происходит снижение плотности пеноплит.
Обобщение технологических особенностей получения пенопо¬
листирольных плит показывает, что использование статических
смесителей для охлаждения полимера и стабилизации его одно¬
родности на стадии высокоэластического состояния имеет ре¬
шающее значение для оптимизации производства пеноплит. Ана¬
лиз патентных данных [11] показывает, что использование стати¬
ческих смесителей в производстве пеноизделий является наиболее
перспективным. Так, фирма "Зульцер” [11] запатентовала процесс
смешения расплава полистирола с физическими нуклезаторами и
последующего насыщения расплава предельными углеводородами
в статических смесителях специальной конструкции. Грануляция
под давлением такого расплава полистирола с пеноагентом позво¬
лит получать полистирол для вспенивания в виде гранул, а в пер¬
спективе - совместить процесс получения полистирола и пено¬
плит в едином технологическом потоке.
со, об/мин
g Рис. 5.16. Зависимость плот-
рЕ ности плит ”Пеноплэкс-45м
§ (1) и производительности их
с выпуска (2) от скорости вра¬
щения шнека основного экс¬
трудера со:
i - плотность, кг/м3;
-Q- 2 - производительность, м3/ч
246
Сопоставление тандемных и моноэкструзионных установок при
получении пенополистирольных плит методом экструзии сви¬
детельствует о наличии ряда технологических преимуществ мо¬
ноэкструзионных установок на базе двухшнекового экструдера
со статическими смесителями на стадиях охлаждения и гомоге¬
низации:
- смешение полистирола с нуклезаторами и другими добавка¬
ми в двухшнековом экструдере характеризуется более высо¬
кой эффективностью по сравнению с одношнековым экстру¬
дером;
- степень механо-химического воздействия на расплав поли¬
стирола снижается, так как зоны плавления в двухшнеко¬
вом экструдере существенно меньше по длине;
- использование статических смесителей вместо экструдера на
стадии охлаждения расплава и обеспечения его однородно¬
сти перед формированием плиты позволяет исключить тур¬
булентность расплава и способствует повышению однород¬
ности микроструктуры пеноплит;
- снижение теплосодержания в расплаве полимера перед фор¬
мированием плиты за счет использования статических сме¬
сителей вместо второго экструдера охлаждения в тандемных
установках сокращает время созревания пеноизделий;
- прочностные показатели пеноизделий могут быть увеличены
путем использования полистирола с повышенной молеку¬
лярной массой (низким значением ПТР).
В установках тандемного типа верхнее значение молекуляр¬
ной массы полимера ограничено не только условиями его смеше¬
ния с добавками в одношнековых экструдерах, но и повышением
механо-химической деструкции полимера.
5.3. ОСОБЕННОСТИ ПОЛУЧЕНИЯ ВСПЕНИВАЮЩЕГОСЯ
ПОЛИСТИРОЛА
Вспенивающийся полистирол (ВПС) получают преимущест¬
венно методом суспензионной полимеризации. Принципиальная
схема процесса представлена на рис. 5.17. Общепринятым являет¬
ся использование на стадии полимеризации моноаппаратной схе¬
мы, при которой процесс и форполимеризации и собственно сус¬
пензионной полимеризации проводятся последовательно в одном
реакторе. Форполимеризация протекает в присутствии воды без
добавок стабилизаторов суспензии. Инициирование форполиме¬
ризации осуществляется вещественными инициаторами: переки¬
сью бензоила или 2,5-диметил-2,5-бис(2-этилгексаноилперокси)гек-
саном - "Триганоксом-141” и другими, обладающими периодом
247
полураспада 1 ч при 85-90 °С и обеспечивающими получение Мп
полимера ~ 85-90 тыс. При конверсии 35-40 % форполимериза-
ция завершается, в реактор вводится стабилизатор суспензии и
одновременно дополнительно вводятся инициаторы с периодом
полураспада 1 ч при 85-90 и 115-120 °С. Процесс полимеризации
завершается в суспензии.
Порообразователь добавляется при высокой конверсии (75-
85 %) перед подъемом температуры до 140 °С. В качестве порооб-
разователя используется преимущественно смесь пентана с изо-
или неопентаном. Процесс суспензионной полимеризации завер¬
шается под давлением до 12 ат при температуре 140 °С. Товарным
продуктом является бисер полимера, содержащий порообразова¬
тель. Реакторы, используемые для проведения процесса получе¬
ния ВПС, могут быть различными по объему: от 25 до 60 м3, но
должны удовлетворять следующим основным требованиям:
1. Рабочее давление 12 ат (расчетное давление 16 ат).
2. В качестве перемешивающего устройства рекомендуется ис¬
пользовать импеллерную мешалку с регулируемым числом оборотов
стирол со пентан
Рис. 5.17. Моноаппаратная схема процесса получения вспенивающегося
полистирола суспензионным методом:
1 - реактор суспензионной полимеризации; 2 - буферная емкость; 3 - центрифуга;
4 - сушилка; 5 - промужеточный бункер; 6 - сито для рассева; 7,8- бункеры рас¬
сеянного бисера; 9 - весовой дозатор бисера; 10 - смеситель поверхностной обра¬
ботки; 11 - приемный бункер обработанного бисера; 12 - конвейер; 13 - ковшевой
элеватор; 14 - секционный силос хранения бисера; 15 - емкость химочистки сточ¬
ной воды; 16 - устройство отделения шлама от сточной воды
248
в комплекте со специальными отражательными лопастями. Это
обеспечивает получение требуемого размера бисера ВПС -
(0,4 -г- 3,0) мм.
3. Отражательные лопасти имеют специальную форму и кре¬
пятся по три штуки в двух точках на крышке реактора. Необ¬
ходимо предусмотреть возможность поворота штанг для крепле¬
ния лопастей с целью изменения угла атаки потока реакционной
массы.
4. Внутренняя поверхность реактора, а также поверхности ме¬
шалки и отражательных лопастей полируются для исключения
образования комков и налипаний.
5. Корпус реактора выполняется из биметалла: углеродистая
сталь Ст20, которая с внутренней стороны реактора плакирована
нержавеющей сталью 12Х18Н10Т толщиной 2,0-*-2,5 мм. Изго¬
товление реактора из биметалла обусловлено тем, что теплопро¬
водность углеродистой стали составляет 42 ккал/(м2 • ч • К), а не¬
ржавеющей стали - 14 ккалДм2 • ч • К). Таким образом, реактор
из биметалла обладает существенно большей теплопередающей
способностью и меньшей массой.
6. Рубашку реактора рекомендуется выполнять из навитых
полутруб, что обеспечивает хорошую теплопередачу от теплоноси¬
теля к реактору.
7. Реактор должен быть герметичным, не иметь горизонталь¬
ного разъема в верхней части. На крышке реактора должны быть
вмонтированы предохранительный клапан и разрывная мембрана
перед ним, также предусматривается люк диаметром 500-550 мм
для монтажа мешалки и отражательных лопастей. В днище реак¬
тора монтируются грибковый клапан и штуцер для аварийной
разгрузки реактора. Реактор должен иметь штуцеры для монтажа
систем контроля температуры, подачи сырья, добавок, а также
приспособление для отбора проб.
8. Вал мешалки имеет двойное торцевое уплотнение. Охлаж¬
дение вала производится обессоленной водой. Двойное торцевое
уплотнение имеет рубашку для его охлаждения оборотной водой.
9. Двигатель перемешивающего устройства реактора выпол¬
няется во взрывозащищенном исполнении.
10. Охлаждение реактора от максимальной рабочей темпера¬
туры 140 °С до 100 °С должно осуществляться за 1 ч, для чего не¬
обходимо обеспечить теплопередачу -850 ккал/(м2 • ч • К).
После завершения процесса суспензионной полимеризации и
охлаждения реактора до температуры =40 °С реакционная масса
(рис. 5.17) через грибковый клапан перегружается в буферную
емкость, в которую в случае необходимости разрушения стабили¬
затора суспензии добавляется кислота. Пульпа, содержащая би¬
249
сер ВПС и воду, подается на центрифугу, где происходит отделе¬
ние бисера и его промывка. После центрифугирования бисер ВПС
поступает в сушилку. Высушенный бисер рассеивается на 4-5
фракций, различающихся по размеру. После рассева бисер в сме¬
сителях специального типа подвергается поверхностной обработ¬
ке с целью улучшения его способности к переработке. Учитывая,
что бисер ВПС содержит пожаро- и взрывоопасный порообразова-
тель — смесь изомеров пентана, обработка бисера и его хранение
производятся под азотной подушкой. Транспортировка бисера
осуществляется в атмосфере азота с помощью ковшевого элевато¬
ра специальной конструкции.
Силосы, в которых хранится бисер ВПС, должны продуваться
азотом и быть защищенными от воздействия солнечных лучей.
При проведении суспензионной полимеризации в качестве
стабилизатора суспензии используются органические или неорга¬
нические диспергаторы. Эффективными органическими диспер¬
гаторами являются винилпиролидон, поливиниловый спирт с со¬
держанием ацетатных групп 12 %, гидроксиэтилцеллюлоза. Из
неорганических диспергаторов наиболее широко используется
фосфорнокислый кальций в виде готовой формы, а иногда полу¬
чаемый "in situ" непосредственно из растворов солей.
Следует отметить, что все диспергаторы, за исключением го¬
товой формы фосфорнокислого кальция, позволяют получать би¬
сер ВПС с весьма широким распределением частиц по размерам
(от 3 до 0,2 мм).
Использование готовой формы трикальцийфосфата (ТКФ) с
добавкой в качестве полимерного электролита сульфированного по¬
листирола позволяет при оптимальной конструкции реактора и пе¬
ремешивающего устройства в нем получать заданный узкий грану¬
лометрический состав непосредственно в реакторе, причем содержа¬
ние основной фракции составляет 97-98 %. Этот эффект достигается
благодаря специфическим особенностям трикальцийфосфата как
эмульгатора-диспергатора суспензии при полимеризации стирола.
Эмульгирование органических суспензий в воде минеральны¬
ми диспергаторами-эмульгаторами происходит эффективно в том
случае, когда частицы эмульгатора собираются на границе разде¬
ла фаз. Это явление наблюдается при условии проявления диспер¬
гатором как лиофильных, так и гидрофильных свойств [12, 13].
Фосфорнокислый кальций (ТКФ) является специфическим
диспергатором, способным при определенных условиях изменять
электрокинетические характеристики [14].
Известно, что при pH = 6-^7 ТКФ активно адсорбирует полиме¬
ры независимо от заряда последних. Это явление, возможно, связа¬
но с образованием водородных связей между ТКФ и полимером.
250
Одним из основных требований к ТКФ как к эффективному
диспергатору суспензионной полимеризации является соотноше¬
ние Са0/Р205 = 1,35-ь 1,40. В этом случае точка нулевого заряда
ТКФ наблюдается при pH = 7 + 7,5. При изменении pH среды
происходит изменение заряда ТКФ.
Наличие примеси углекислого кальция (СаС03), являющегося
эффективным регулятором pH среды, приводит к ухудшению
эмульгирующих свойств готовой формы ТКФ при суспензионной
полимеризации стирола. Эта особенность объясняется тем, что при
наличии примесей СаС03 в ТКФ изменение заряда потенциал-
определяющих ионов ТКФ происходит при pH > 8 и эффективность
стабилизирующего действия ТКФ нарушается. В связи с этим в
ТКФ, используемом в качестве диспергатора при полимеризации
стирола, наличие примеси СаС03 недопустимо, так как при этом
изменяется pH точки нулевого заряда. Установлено, что примеси
СаС03 в ТКФ образуются при проведении на воздухе процесса
сушки ТКФ в ходе его синтеза.
По своей природе ТКФ является гидрофильным веществом.
Для повышения его способности эмульгировать органическую фа¬
зу необходимо модифицировать поверхность ТКФ с целью прида¬
ния ей гидрофобных свойств. Одним из путей такой модификации
является адсорбция анионо-активных ПАВ.
Степень адсорбционной активности ТКФ также является ха¬
рактеристикой его эффективности при стабилизации эмульсии
стирола в процессе суспензионной полимеризации. Выявлено, что
величина эффективной удельной адсорбции ТКФ должна быть в
пределах (7 8) • 1(Г5 моль/г [13].
Гидрофобизация поверхности ТКФ в процессе получения вспе¬
нивающегося полистирола методом суспензионной полимериза¬
ции достигается путем взаимодействия молекул сульфированного
полистирола, обладающего анионо-активными свойствами, с по¬
ложительно заряженными частицами ТКФ. Образование сульфи¬
рованного полистирола происходит путем введения незначитель¬
ного количества персульфата калия (~2ррт). Сульфирование по¬
листирола в этом случае происходит по схеме:
K2S208 2К+ + S2Of
S2Of — 2S04‘
М„М‘ + SO,* — М„М—О—SOj
растущая сульфированный
цепь ПС ион ПС
Анионный центр в свернутой полимерной молекуле полисти¬
рола ориентирован в сторону полярной неорганической фазы и
251
образует ионную пару с положительно заряженным ТКФ. Учиты¬
вая, что удельная адсорбция ТКФ характеризуется оптимальным
значением, добавка персульфата калия в процессе осуществляется
несколько раз в небольших количествах при определенной степе¬
ни конверсии стирола.
Указанная схема введения персульфата калия, обеспечиваю¬
щего гидрофобизацию ТКФ, способствует поддержанию необхо¬
димой удельной адсорбции ТКФ на поверхности полимерных час¬
тиц суспензии и стабилизирует их размер.
Кроме рассмотренных параметров, эффективность эмульгирую¬
щего действия ТКФ зависит от размера его частиц. Наибольшей эф¬
фективностью обладает ТКФ, имеющий весьма узкое распределение
частиц по размерам - приблизительно 5 + 8 мкм при pH = 7.
Таким образом, эмульгирование суспензии фосфатом кальция
при полимеризации стирола носит сложный физико-химический
характер, и для обеспечения стабильности системы, а также вос¬
производимости гранулометрического состава ТКФ должен удов¬
летворять следующим требованиям:
Соотношение СаО/Р205
Содержание примеси СаС03
Содержание влаги при сушке, % (мае.) при 70 °С,
не более
Содержание нерастворимых в НС1, % (мае.),
не более
Величина наиболее вероятного эквивалентного
радиуса частиц ТКФ в 0,4 % -й водной суспензии,
мкм
Величина удельной адсорбции ПАВ из растворов
ТКФ с концентрацией 1 • 10“3 моль/л, моль/г
pH точки нулевого заряда ТКФ
Время расслаивания эмульсии стирол/вода,
содержащей модифицированный ТКФ
1,35 + 1,40
отсутствует
1,5
ОД
5-8
(7-8) 1(Г5
7 + 8
бесконечно
велико
Получение ВПС с узким гранулометрическим составом при про¬
ведении суспензионной полимеризации с использованием в качестве
диспергатора ТКФ, удовлетворяющего указанным выше требовани¬
ям, достигается только при условии оптимального перемешивания в
реакторе с использованием импеллерной мешалки и отбойных ло¬
пастей с определенным углом атаки, подбираемым опытным путем.
Для обеспечения микроячеистой структуры вспенивающегося
полистирола, способствующей повышению теплоизоляционных и
механических свойств получаемых изделий, в полимер вводится
оксиэтиловый алкилфенол (С6Н5ОСН2)2 - "Синнопал DNP-10",
который добавляется в конце процесса полимеризации при введе¬
нии высокотемпературной перекиси - трет-бутилпербензоата.
252
Для улучшения вспениваемости ВПС одновременно с агентом
вспенивания при суспензионной полимеризации может быть введе¬
на добавка олигомеров окисей алифатических олефинов С2-С20 со
степенью полимеризации предпочтительно 5 + 50, например поли-
оксиэтиленамиловый эфир. Введение этих добавок снижает комко¬
вание бисера ВПС при его переработке в изделия и сокращает время
охлаждения изделий. Аналогичный эффект получен фирмой '’BASF"
путем добавки при суспензионной полимеризации (0,5 + 4,0) % эла¬
стомеров - диблоксополимеров, триблоксополимеров [15, 16].
Процесс поверхностной обработки ВПС широко распространен
с целью модификации свойств полимера для оптимизации пара¬
метров его перерабатываемости.
Этому способствовало использование в качестве стабилизатора
суспензии минеральных диспергаторов, например ТКФ. Бисер
ВПС, полученный на основе ТКФ, после промывки не содержит
остатков диспергаторов, что приводит к повышенной электризуе-
мости полимера, затрудняет его транспортировку и снижает дей¬
ствие сил сцепления между частицами бисера в процессе перера¬
ботки. В результате увеличивается продолжительность цикла по¬
лучения изделий и ухудшаются их свойства.
При использовании в качестве диспергаторов полимерных ор¬
ганических соединений (поливинилового спирта, поливинилпир-
ролидона) их остатки на поверхности бисера оказывают положи¬
тельное влияние на перерабатываемость ВПС.
Поверхностная обработка бисера ВПС производится после его
рассева.
Смесительное оборудование, используемое для поверхностной
обработки ВПС, представляет собой смеситель шнекового типа,
например ’СТМ” фирмы "Thyssen Henschel". Подача бисера ВПС
и добавок для поверхностной обработки производится весовыми
дозаторами непрерывного действия, а жидкие добавки дозируют¬
ся специальными насосами. Обработка бисера в смесителях про¬
изводится в атмосфере азота.
В качестве добавок для поверхностной обработки использу¬
ются:
1. Поверхностные смазки: стеараты цинка или кальция, а так¬
же этиленстеарамид. Эти добавки, способствующие сни¬
жению зарядов статического электричества на поверхности
бисера, обеспечивают повышение скорости спекания частиц
бисера между собой.
2. Антистатические добавки типа "Атмер" - алкилсульфаты
или глицеринстеараты - производства фирмы "Ciba Geigy",
обеспечивающие снижение зарядов статического электри¬
чества.
253
3. Глицеринстеарат магния ("Sophtenol 3979”), сочетающий
свойства замасливателя, поверхностной смазки и синерге¬
тической добавки, улучшающей антипиреновые характери¬
стики ВПС.
4. Фосфорнокислый кальций, способствующий снижению ско¬
рости охлаждения пеноизделий.
5. Антиоксиданты или соединения алюминия, играющие роль
синергетических добавок для повышения противопожар¬
ных характеристик изделий из ВПС.
6. Замасливатели, обеспечивающие повышение адгезии доба¬
вок с бисером ВПС: минеральное масло, производные гли¬
церина, или сахароглицерид пальмового масла - целлинол.
Необходимость введения поверхностных модификаторов в пер¬
вую очередь обусловлена широким использованием ВПС для упа¬
ковки, доля которой в общем объеме применения велика (40-60 %).
Типичный ассортимент ВПС приведен в табл. 5.4.
Таблица 5А
Основные характеристики ВПС и области их применения
Размер
гранул, мм
Мини¬
мально
допусти¬
мая плот¬
ность пред-
вспененно-
го бисера,
кг/ма
Плотность
готовых
изделий,
кг/м3
Специфические
характеристики
Типовое применение
1,1+ 2,4
13
11 + 13
Теплоизоляцион¬
Формованные изде¬
1,5 + 2,2
13
11 + 13
ный материал об¬
щего назначения
лия низкой плотности
для звукоизоляции
0,9-2,2
14
11 + 15
Изоляционные блоки
низкой плотности
0,9 ч-1,2
14
13 4-20
Изоляционные блоки
средней плотности
0,7 4- 0,9
15
15 4-30
Изоляционные блоки
высокой плотности
1,5 4- 2,2
14
114-15
Сорта с коротким
Изоляционные блоки
1,2-г 2,3
13
10 + 15
циклом формова¬
высокой плотности
0,9 4-1,2
14
11 + 20
ния
Тонкостенные упако¬
вочные изделия
0,7 ч- 0,9
15
18 + 30
Тонкостенные изделия
0,4 4- 0,7
17
20 + 40
упаковки, поддоны для
хранения рыбы
1,5 4- 2,2
13
10 + 15
Самозатухающие
Изоляционные блоки
0,94-1,5
15
13 4- 20
сорта
для звуко- и термо¬
0,7 4- 0,9
16
15 + 30
изоляции
254
Продолжение
Размер
гранул, мм
Мини¬
мально
допусти¬
мая плот¬
ность пред-
вспененно-
го бисера,
кг/м5
Плотность
готовых
изделий,
кг/м3
Специфические
характеристики
Типовое применение
1,2 -г 2,4
14
10 -г 15
Самозату х ающие
сорта с коротким
циклом формова-
Блоки низкой плотно¬
сти для звукоизоля¬
ции
1,6 -^2,3
14
9-г 15
ния
Наполнители для гиб¬
ких оболочек
0,9 -г 1,3
15
11 -г 20
Изоляционные блоки
влагостойкие
0,7 -г 0,9
16
20 -г 30
Изоляционные блоки
высокой плотности
0,4 -г 0,7
18
17-г 40
Плитка для потолков
2,2 -г 5,0
-
9-5-11
Специальные сор-
Дренажные плиты
0,4 -г 0,8
11
та для строитель-
Ячеистый кирпич
0,5-г 1,1
30
30-н 100
ства
Блоки сверхвысокой
плотности для специ¬
ального строительства
2,2 -г 5,0
9-1-11
Специальный сорт
с низкой плотно¬
стью для строи¬
тельства, самоза-
тухающий
Дренажные плиты,
гибкая пластиковая
оболочка
0,3-г 0,5
—
35 -г 45
Упаковочные сор¬
та для тонкостен¬
Подносы для мяса,
упаковка для яиц
0,3 + 0,5
25
50 -г 100
ных изделий
Чашки, формованные
изделия толщиной
1,2-5,0 мм
0,5 -г 0,7
22
20 -г 40
Формованные изделия
толщиной 2,5-8,0 мм
0,2 -г 0,4
20
20 -г 90
1
Самозатухающий
сорт для тонко¬
стенных изделий
Формованные изделия
повышенной плотно¬
сти
1,1-2,4
13
11-5-13
Высокая проч¬
Формованные изделия
0,9 -г 2,2
15
11-г 15
ность
низкой плотности
0,9-г 1,2
17
15 -г 22
Блоки высокой плот¬
ности для изоляции
полов
0,7 ^ 0,9
18
18-г 30
Ящики для рыбы, тол¬
0,7-г 1,1
18
19 -г 25
стостенные изделия
255
5.4. ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
ПОЛИСТИРОЛЬНЫХ ПЕНОПЛИТ
При получении пеноплит (ЭПС) на основе полистирола мето¬
дом экструзии стабилизация пеноструктуры достигается резким
повышением вязкости полистирольной матрицы при ее переходе в
стеклообразное состояние. В этом случае пеноизделия имеют за¬
крытую микроячеистую структуру, разделенную прочными по¬
лимерными стенками. Анализ микроструктуры таких пеноплит
показывает, что ячейки имеют структуру многогранников. Из¬
вестно, что в таких пенах удельная поверхность полимерной фазы
значительно больше, чем у газа и соответственно пена характери¬
зуется высокой дисперсностью. Степень дисперсности пеноизде-
лий в этом случае определяется структурой полимера, его моле¬
кулярной массой и природой нуклезаторов.
При получении пеноплит (ПСБ) из вспенивающегося полисти¬
рола формование изделий осуществляется путем нагрева выше
температуры стеклования полистирола в виде бисера, содержаще¬
го в своем составе пентан в виде "псевдорастворимого" углеводо¬
рода. Вспенивание полимера в этом случае происходит в высоко¬
эластическом состоянии. Стабильность образующейся пены ниже,
чем при получении плит экструзионным методом, а полидисперс¬
ность ее структуры выше. В результате пеноплиты из вспениваю¬
щегося полистирола содержат открытые поры, а прочность за¬
крытых пор снижается из-за уменьшения толщины стенки. Необ¬
ходимость снижения молекулярной массы вспенивающегося по¬
листирола, обусловленная технологическими особенностями как
процесса полимеризации, так и получения пеноплит, дополни¬
тельно снижает механическую прочность пеноплит ПСБ.
Высокая сорбционная способность пентана к полистиролу
позволяет получать из вспенивающегося полистирола пеноиз¬
делия с очень низкой плотностью: 12-25 кг/м3, что значитель¬
но меньше, чем при экструзионном методе. Возможность полу¬
чения сверхлегких изделий из вспенивающегося полистирола
является его основной особенностью. Сравнительно небольшие
затраты на оборудование для изготовления фасонных легких
изделий способствуют широкому применению ВПС для упаков¬
ки радиоэлектронной аппаратуры, компьютеров и т. п. Извест¬
но, что для изготовления упаковочных изделий используется
более 40 % ВПС.
Повышенная диффузия пентана из полистирола приводит к
тому, что ячейки ВПС заполнены воздухом. Вследствие этого ко¬
эффициент теплопроводности теплоизоляционных плит ПСБ в
сухом состоянии находится в пределах 0,035-0,037 Вт/(м К).
256
Рис. 5.18. Зависимость коэффициента теплопроводности X пеноплит ЭПС
от относительной влажности воздуха [13]:
1 - пеноплиты ЭПС марки "Пеноплэкс-35"; 2 - пеноплиты ЭПС марки
“Пеноплэкс-45"
При производстве пеноплит из полистирола методом экстру¬
зии в качестве агента вспенивания используются фреоны, обла¬
дающие низкой теплопроводностью. Благодаря этому теплоизо¬
ляционные характеристики пеноплит, полученных методом экс¬
трузии, на 10-15 % выше, чем плит ПСБ (рис. 5.18).
Особенности технологии переработки ВПС, при которой вспе¬
нивание осуществляется водяным паром, и наличие открытых
пор приводят к повышению исходной влажности пеноплит ПСБ
до 8-10 % (мае.). При использовании этих плит водопоглощение
через 24 ч достигает 2-3 % (об.). Это дополнительно снижает их
коэффициент теплопроводности до 0,037-0,040 Вт/(м • К).
Закрытая ячеистая структура экструзионных пеноплит ЭПС
обеспечивает сохранение их высокой теплоизоляционной способ¬
ности при длительной эксплуатации. Так, теплопроводность экс¬
трузионных пеноплит марок "Пеноплэксм и аналогичных им даже
во влажном состоянии является минимальной среди известных
теплоизоляционных материалов и не превышает 0,032 Вт/(м • К)
[17]. Увеличения теплопроводности пеноплит ЭПС при длитель¬
ной выдержке их в условиях повышенной влажности практиче¬
ски не происходит (рис. 5.18).
Закрытая структура плит ЭПС обеспечивает их высокую водо¬
стойкость. Равновесное водопоглощение плит ЭПС достигается
через 10 сут и не превышает 0,4 % (об.). Повышение относитель¬
ной влажности воздуха выше 90 % сохраняет равновесное влаго-
поглощение пеноплит ЭПС на низком уровне, не более 1 % (мае.)
(табл. 5.5) [18].
17 1571
257
Таблица 5.5
Характеристика водо- и влагостойкости пеноплит ЭПС
Водостойкость
Влагостойкость
продолжительность
выдержки в воде,
сут
водопоглощение,
% (об.)
относительная
влажность воздуха,
%
равновесное
влагопоглощение,
% (мае.)
1
0,2
60
0,3-0,4
3
0,3
80
0,3-0,5
10
0,4
90
0,4-0,6
20
0,4
97
0,7-0,9
30
0,4
Пеноплиты ЭПС, полученные экструзионным методом из по¬
листирола общего назначения, существенно превосходят пено¬
плиты ПСБ, полученные беспрессовым методом из вспенивающего¬
ся полистирола по механическим характеристикам, долговеч¬
ности, морозостойкости, стойкости к истиранию и воздействию
циклических нагрузок (табл. 5.6). Морозостойкость пеноплит оп¬
ределялась как относительное изменение прочности на сжатие
при циклических выдержках плит в течение 24 ч при 20 °С в воде,
а затем 24 ч при -10 °С на воздухе.
Все пеноплиты из полистирола, используемые в качестве теп¬
лоизоляции в строительстве, должны обладать определенными
противопожарными характеристиками, предусмотренными ГОСТ
30244-94 на строительные материалы, и не образовывать при го¬
рении горящих капель расплава.
В связи с этими требованиями в полимер вводятся антипири-
рующие добавки. Общепризнанным антипиреном при получении
как плит ЭПС, так и ПСБ является гексабромциклододекан (ГБЦД).
Его широкое использование обусловлено следующими характери¬
стиками:
высокое содержание брома
высокая температура плавления
(что предполагает сохранение его стабильности
в условиях изготовления ВПС и пеноплит ЭПС)
Однако испытание строительных пеноплит, содержащих ГБЦД в
качестве антипирена, по ГОСТ 30244-94 или DIN 4102 пока¬
зывает, что при горении плит наблюдается активный процесс об¬
разования горящих капель и значительное повреждение их по
длине образцов, превышающее 85 %. Кроме этого, после выдерж¬
ки пеноплит при температуре ниже минус 10 °С свойство самоза-
тухания образца при выносе его из пламени исчезает, материал
продолжает гореть с образованием коптящего пламени.
73 -г 75 % (мае.)
178 -г 183 °С
258
Таблица 5£
Физико-механические характеристики пенополистирольных плит ЭПС и ПСБ
17
259
Дериватографический анализ образцов различных антипиренов
показывает, что при температуре 150-220 °С происходит эффек¬
тивный процесс разложения антипирена (табл. 5.7). Это вызывает
химическую деструкцию полистирола, которая катализируется
ионами брома, образующимися при разложении антипирена. Ку¬
пирование полимера бромом вызывает недостаток кислорода в зоне
разложения и приводит к разложению полимера по механизму цеп¬
ной реакции. Известно, что полистирол обладает низкой температу¬
рой воспламенения (210-220 °С), а его интенсивное разложение со¬
провождается высоким тепловыделением (до 40 МДж/кг) и мо¬
жет под каталитическим воздействием происходить уже при
250 °С. Таким образом, разложение антипирена приводит к ин¬
тенсивной деструкции полистирола.
Таблица 5.7
Результаты дериватографического анализа различных антипиренов
и синергетических добавок
Тип антипирена или
синергетической добавки,
фирма-изготовитель
Вели¬
чина
эндо-
мини¬
мума,
мм
Темпера¬
тура пе¬
рехода в
экзооб-
Вели¬
чина
экзо-
макси-
мума,
мм
Температура, °С,
при которой потеря
массы составляет,
%
Темпера¬
турный
интервал
интенсивно-
го разложе-
ния, °С
ласть, °С
0
1
5
Тетрабромпараксилол,
Славогородский бромо¬
вый завод
9
202
44
110
120
155
165 -г 280
Гексабромциклододекан
(ГБЦД), "Great Lake"
3
180
60
160
170
180
200 -г 280
Гексабромциклододе¬
кан марки "Saytex
НР900Р", "Albe Marie"
28
420
10
180
200
220
280 -г 350
Трис(трибромнеопен-
тил)фосфит (ТТБНПФ),
"Albe Marie"
20
345
35
265
292
315
315 -г 335
Трис(дибромпро-
пил)фосфит (ТДБПФ)
22
340
20
260
300
320
320 -г 360
"Иргафос 168"* -
трис(ди-ягрет-бутилфе-
нол)фосфит, "CibaGeigy"
5
220
45
180
200
210
250-320
"Ирганокс В-900"*
(смесь "Иргафоса 168”
и "Ирганокса 1076"),
"Ciba Geigy"
20
420
25
240
250
320
320 -г 480
* Испытания проводились на 3 %-х концентратах полистирола.
260
Совокупность особенностей разложения антипиренов и склон¬
ности полистирола к воспламенению при сравнительно невысоких
температурах способствует тому, что уже при температурах 180-
220 °С при воздействии пламени начинается каталитическое разло¬
жение полистирола, ускоряемое образованием брома. Деструкция
полистирола сопровождается образованием мономера, что при горе¬
нии пеноплит из полистирола проявляется в виде горящих капель.
Таким образом, улучшение противопожарных характеристик
пеноизделий из полистирола необходимо осуществлять одновре¬
менно двумя путями:
1) увеличением стабильности антипирена;
2) повышением температур воспламенения и разложения по¬
листирола.
Известно, что наличие фосфорсодержащих групп повышает ста¬
бильность антипирена, о чем свидетельствуют температуры разло¬
жения трис(дибромпропил)фосфита и трис(трибромнеопентил)фос-
фита =300 °С (табл. 5.7).
Устойчивость полистирола к воздействию температуры выше
220 °С повышается при введении в полимер эффективных антиок¬
сидантов. Выявлено, что антиоксиданты комплексного типа, со¬
держащие как фосфитные группы, так и затрудненные фенолы,
обеспечивают повышение температуры эксплуатации полистиро¬
ла до 280-300 °С.
Так, введение антиоксиданта "В-900” фирмы "Ciba Geigy" непо¬
средственно при получении пеноплит ЭПС дополнительно к анти¬
пирену ГБЦД в концентрации не более 0,1 % обеспечивает получе¬
ние трудногорючих пеноплит с полным отсутствием каплепадения и
соответствующих категории Г-1 по ГОСТ 30244-94 (табл. 5.8) [19].
При получении самозатухающих марок ВПС антипирен ГБЦД
вводится непосредственно в процесс суспензионной полимериза¬
ции. Обычно в качестве синергетической добавки используется
перекись дикумила, которая также добавляется при суспензион¬
ной полимеризации. Однако пеноплиты ПСБ, полученные из са-
мозатухающего ВПС, характеризуются высокой склонностью к
горению с обильным каплепадением и по ГОСТ 30244-94 удовле¬
творяют требованиям категории Г-4 - легкогорючих материалов
(табл. 5.8) с обильным каплепадением.
Добавка антиоксидантов фенольного типа при полимеризации
стирола в процессе получения ВПС затруднена из-за возможности
протекания процесса гидролиза по фенольным группам, катализи¬
руемого наличием бромсодержащего антипирена ГБЦД. В связи с
этим введение синергетических добавок в самозатухающие сорта
ВПС предпочтительно осуществлять на стадии поверхностной обра¬
ботки бисера ВПС. Следует отметить, что в качестве бромсодер¬
261
жащих агентов самозатухания наиболее эффективными являются
гексабромциклододекан марки "Saytex HP 900Р" и трис(трибром-
неопентил) фосфит, выпускаемые фирмой "Albe Marie” (табл. 5.7).
Введение антиоксиданта, например ”В-900" в концентрации
=0,1 %, при поверхностной обработке бисера ВПС обеспечивает
получение на его основе самозатухающих пеноплит категории Г-2
или Г-3 с отсутствием кап л впадения (табл. 5.8).
Таблица 5Я
Характеристика горючести полимеров по ГОСТ 30244—94
Параметры горючести
Группа
горю¬
чести
Темпера¬
тура ды¬
мовых
газов,°С
Степень
повреж¬
дения
по длине,
%
Степень
повреж¬
дения
по массе,
%
Продол¬
житель¬
ность
самостоя¬
тельного
горения, с
Наличие
каплепа-
дения
горящих
капель
Соответствие
пеноплит
категории
горючести
Г1
<135
<65
<20
0
Отсутствует Плиты ЭПС
"Пеноплэкс-35”
Г2
<235
<85
<50
<30
Отсутствует
"Neopor"
ГЗ
<450
>85
<50
<300
Отсутствует Плиты ПСБ на
основе ГБЦД с
добавкой "В-900"
при поверхно¬
стной обработке
Г4
>450
>85
>50
>300
Обильное
каплепа-
дение
Плиты ПСБ на
основе ГБЦД
Физико-химические различия процессов получения пеноизде-
лий ЭПС и ПСБ обуславливают существенные особенности их ме¬
ханических и эксплуатационных характеристик (табл. 5.6), что
соответственно разграничивает области их использования в каче¬
стве теплоизоляционного материала.
Сочетание в пеноплитах ЭПС, например марок "Пеноплэкс",
высоких механических характеристик и долговечности с низкими
теплопроводностью и водопоглощением способствует их широко¬
му использованию в качестве конструкционного теплоизоляцион¬
ного материала.
Пеноплиты ПСБ из ВПС не являются конструкционными и
используются в строительных конструкциях в качестве среднего
слоя, защищенного от внешних воздействий.
Плиты "Пеноплэкс" широко используются в строительстве
для теплоизоляции крыш, подвалов, овощехранилищ, промыш¬
ленных холодильников, помещений для содержания скота и т. д.
262
Плиты ЭПС марок ”Пеноплэкс-45м, обладающие высокой
прочностью на сжатие и сохраняющие ее при длительном воздей¬
ствии циклических нагрузок (до 1 млн. циклов), широко исполь¬
зуются как конструкционный теплоизоляционный материал для
предотвращения вспучивания автомобильных и железных дорог,
при строительстве аэродромов, для изоляции магистральных газо-
и нефтепроводов, а также водоводов.
Плиты ЭПС в дорожном строительстве и для изоляции трубо¬
проводов применяются без дополнительной защиты. Так, при
строительстве дорог и взлетопосадочных полос аэродромов пено-
плиты ЭПС укладываются на песчаную подложку, толщина кото¬
рой значительно меньше, чем при традиционных конструкциях
дорог без пеноплит. Это снижает объем земляных работ в 5-8 раз
как при строительстве дорог, так и при прокладке магистральных
трубопроводов. Особенно эффективно использование пеноплит
ЭПС в качестве изоляции в районах вечной мерзлоты. В этом слу¬
чае можно предотвратить оттаивание грунта в основании насыпи
под теплоизолирующим слоем из пенополистирольных плит, а
высота насыпи сокращается на 1,5-1,8 м по сравнению с конст¬
рукцией дороги без пеноплит [20].
Пеноплиты ПСБ, обладающие существенно более низкой плот¬
ностью (до 15 кг/м3), преимущественно используются для изоля¬
ции стен в строительных конструкциях в качестве среднего слоя,
защищенного с обеих сторон конструкционными материалами.
Возможность получения из бисера ВПС разнообразных фасон¬
ных изделий делает этот полимер незаменимым для изготовления
упаковки, обеспечивающей сохранность при транспортировке из¬
делий оптической радиоэлектроники, вычислительной техники,
электробытовых приборов и др. Расширяется использование би¬
сера ВПС для изготовления пеномоделей, выжигаемых в процессе
точечного литья металлических деталей сложной конструкции.
Развитие применения полистирола для изготовления экструзи¬
онных пеноплит, происходящее с конца XX в., снижает техноген¬
ное воздействие жизнедеятельности человека на окружающую сре¬
ду, так как уменьшается выброс продуктов горения топлива бла¬
годаря уменьшению энергопотребления при отоплении зданий и
сооружений. Широкое использование экструзионных полистироль-
ных пеноплит для изоляции дорожных покрытий защищает их
от промерзания и повышает срок эксплуатации дорог. В районах
Крайнего Севера пеноплиты ЭПС защищают почву от оттаивания и
способствуют сохранению природы этих регионов.
Широкое использование полистирола для получения пеноматери-
алов, обладающих уникальными свойствами, способствует развитию
технологических процессов получения полистирольных пластиков.
СПИСОК ПИТЕРАТУРЫ
Глава 1
1. Семенов Н. Н. Цепные реакции, Л., 1934.
2. Остромысленский И. // ЖРФХО. 1911. Т. 44. С. 204.
3. Ostromislensky I. Пат. 1550523, 1550524, 1552875, 1683401-1683405
США.
4. Chem. Ingenier Technik. 1981. V. А6. № 1. Р. 53.
5. Штаудингер Г. Высокомолекулярные органические соединения.
ОНТИ, 1935.
6. Синтез и свойства полимеров и сополимеров стирола: Сб. статей / Под
ред. Е. И. Егоровой Л985. 180 с.
7. Химия и рынок. 2001. № 1-2.
8. Wagner D. // Kunststoffe. 2002. В. 92, № 10. S. 52.
9. Каргин В. А, Слонимский Г. Л. Краткие очерки по физико-химии по¬
лимеров. МГУ, 1960.
10. Пат. 2559155 США, 1953.
11. Пат. 27391142, 2745824 США, 1955.
12. Пат. 695826, 715100, 754513 Великобритании.
13. Пат. 2450436 США, 1952; 2515250 США, 1953.
14. Пат. 2694692 США, 1954.
15. Пат. 2820773 США, 1958.
16. Пат. 3383435 США, 1968.
17. Пат. 3130177 США, 1964.
18. Hale W. et al // Polymer. 1999. V. 40. P. 3621.
19. Химическая энциклопедия полимеров. 1998.
20. Малкин А. Я., Вольфсон С. А, Кулезнев В. Н., Файдель Г. И. Поли¬
стирол. Химия, 1975. С. 10.
21. Гайле А. А, Сомов В. Е.У Варшавский О. М. Ароматические углеводо¬
роды. СПб.: Химиздат, 2000. 543 с.
22. Нефть, газ и нефтехимия за рубежом. 1991. № 3.
23. Производство и использование эластомеров. 1998. № 1. С. 51.
24. Hydroc. process. 1999. V. 78, № 3.
25. Пат. 5334795 США, 1994; РЖХ 1996. 3 Н64П.
26. Пат. 5430211 США, 1995; РЖХ 1997. 2 Н69П.
27. Пат. 5085193 США, 1992; РЖХ 1994. 20Н67П.
28. Пат. 5446223 США, 1995; РЖХ 1997. 8Н43П.
29. Пат. 5476978 США, 1995; РЖХ 1998. 1Н52П.
30. Пат. 5087783 США, 1992; РЖХ 1994. ЗН46П.
31. Пат. 5600048 США, 1997; РЖХ 1998. 7Н65П.
32. Пат. 09-77696 Японии, 1997; С. А. V. 127, 33954.
33. Пат. 123082 ГДР, 1976; РЖХ 1977. 22Н103П.
34. Алимарданов X. М., Абдулаев А. Ф. Нефтехимия. 1995. Т. 35, № 6.
С. 526.
35. Europ. Chem. News. 2000. V. 72, № 1897. Р. 20.
264
36. Серебряков Б. Р., Масачутов Р. М., Правдин В. Е. и др. Новые про¬
цессы органического синтеза / Под ред. С. Н. Черных. Химия, 1989.
400 с.
37. Курбатов В. А Высокомол. соед. А.1982. Т. 24, № 7. С. 1347.
38. Roth Н. F. // Maak Business services. 1994.
39. Пат. 4435607 США, 1984; С. А. V. 100, 210623.
40. Пат. 4599471 США, 1986; С. А. V 106, 50774.
41. Chang W. S., Chen Y. S„ Iang В. L. // Appl. Catal. A. 1995. V. 124,
№2. P. 221.
42. Chang W. S., Park S. E., Park M. S. // Chem. Lett. 1997. № 11. P. 1123.
43. Сейфуллаева Ж. M.f Талышинский P. M. и dp. // Нефтехимия. 1994.
T. 34, № 6. C. 546.
44. Watzenberger 0.f Strofer E., Anderlohr A. // Chem. Ing. Techn. 1999.
B. 71, №1-2. P.150.
45. Yamanaka Y„ Morimoto H.t Tatsumi M. // Chem. Econ. And Eng. Rev.
1972. V. 4, №4. P. 27.
46. Хувинк P„ Ставерман А. Химия и технология полимеров. Т. II. Хи¬
мия, 1965. 508 с.
Глава 2
1. Малкин А Я., Волъфсон С. А. и др. Полистирол. Химия, 1975. 287 с.
2. ГОСТ 12.1.005-88.
3. Краткая химическая энциклопедия. Сов. Энциклопедия. 1967. Т. 1.
C. 88-89; Т. III. С. 188; Т. IV. С. 1069.
4. Кудрявцева Т. В. Автореферат диссерт. канд. техн. наук. Л., 1979.
5. Хувинк P.t Ставерман А. Химия и технология полимеров. Химия,
1965. Т. 1.675 с.
6. Савада X. Термодинамика полимеризации. Химия, 1979. 312 с.
7. Tobolsky АУ. // J.Polym. Sci. 1958. V. 31. Р. 126-137.
8. Майо Ф. Р. Доклад на симпозиуме по макромолекулярной химии. М.,
1960.
9. Булатова В. М„ Барболина Л. М. Сб. статей ОНПО "Пластполимер”.
Л., 1985. С. 45-53.
10. Френкель С. Я. Введение в статистическую теорию полимеризации.
Наука, 1965. 267 с.
11. Багдасарьян X. С. Теория радикальной полимеризации. АН СССР,
1959. 300 с.
12. Клепцова Л. Г. Автореферат диссерт. канд. хим. наук. Л., 1987.
13. Иванчев С. С. Радикальная полимеризация. Химия, 1985. 279 с.
14. Органические перекиси, проспект фирмы "Акзо Nobel”, 2000.
15. Estonoz D. A, Leal G. P.t Lopez Y. R. // J. Appl. Polym. Sci. 1996.
V. 62. P.917.
16. Борейко H. /7. Автореферат диссерт. доктора хим. наук. Казань, 1995.
17. Bamford С. H.t Jenkins A. D. // J. Polym. Sci. 1958. V. 29. Р. 355.
18. Matheson М. S., Auer E. E. // J. Am. Chem. Soc. 1951. V. 73. P. 1700.
19. Кобеко П. П. Аморфные вещества. АН СССР, 1952.
20. Yamamoto A.t Noda I. // Polymer J. 1970. V. 7. P. 304.
265
21. Будтпов В. П., Подосенова Н. Г., Егорова Е. И. Высокомол. соед.
1977. Т. А19, № 9. С. 2160.
22. Бреслер С. Е., Ерусалимский В. Л. Физика и химия макромолекул.
Наука, 1965. 509 с.
23. Norrish R., Smith R. // Nature, 1942. V. 150. S. 336-342.
24. Медведев С. С. и 5р. ЖФК, 1943. Т. 17. С. 391-396.
25. Trommsdorff Е. // Makromol. Chem. 1948. В. 1. S. 169-180.
26. Гладышев Г. П., Попов В. А. Радикальная полимеризация на глубо¬
ких стадиях превращения. Наука, 1974. 240 с.
27. Берлин А. А., Волъфсон С. А, Ениколопян Н. С. Кинетика полимери-
зационных процессов. Химия, 1978. 320 с.
28. Fuju S. // Bull. Chem. Soc. Japan. 1954. V. 27. P. 216-228.
29. Тагер А. А. Физико-химия полимеров. ГХИ, 1963. 521 с.
SO. Qin I. If Chem. React. Eng. and Technol. 2001. V. 17, № 4. P. 316-321.
31. Hosgester F. Симпозиум фирмы "Акзо Nobel”. Москва, 2000.
32. Smith W. V., Ewart R. H. // J. Amer. Chem. Phys. 1948. V. 16. P. 592.
33. Юрженко А И., Заяц H. H.t Вилъшанский В. А // ДАН СССР, 1968.
Т. 182, № 2. С. 398.
34. Медведев С. С. Кинетика и механизм образования и превращения
макромолекул. Наука, 1968. 240 с.
35. Елисеева В. И., Иванчев С. С. и др. Эмульсионная полимеризация и
ее применение в промышленности. Химия, 1976. 240 с.
36. Елисеева В. И. Полимерные дисперсии. Химия, 1980. 296 с.
37. Баррет К. Е. Дисперсионная полимеризация в органических средах.
Химия, 1979. 334 с.
38. Gardon I. // J. Pol. Sci. 1968. V. A-l, № 6. Р. 2859-2862.
39. Grancio М., Williams D. // J. Pol. Sci. 1970. V. A-l, № 8. P. 2617.
40. Piirma I., Chang M. // J. Polym. Sci., Polym. Chem. Ed. 1982. V. 20. P. 489.
41. Dostal H. // Mh. Chem. 1936. V. 69. P. 424.
42. Mayo F.t Lewis F. // J. Am. Chem. Soc. 1944. V. 66. P. 1594.
43. Алфреи T., Борер Дж., Марк Г. Сополимеризация. ИЛ, 1953. 266 с.
44. Баттерд Г., Трегер Г. Свойства привитых и блок сополимеров. Хи¬
мия, 1970. 216 с.
45. Берлент У, Хофман А Привитые и блок сополимеры. ИЛ, 1963. 230 с.
46. Цереза Р. Блок и привитые сополимеры. Мир, 1964. 288 с.
47. Голд Р. Ф. Многокомпонентные полимерные системы. Химия, 1974.
338 с.
48. Бакнелл К. Б. Ударопрочные пластики. Химия, 1981. 326 с.
49. Jenkins A. D. 38 Macromoiec. IUPAC Symp., Warsaw, 2001. Р. 163.
50. Flory Р. Principles of Polymer Chemistry. N.Y., 1953. 672 p.
51. Чернобай А В. // Высокомол. соед. 1977. T. Б. 19, № 5. С. 329.
Ъ2.Абкин А Д., Каменская С. Н., Медведев С. С. // ДАН СССР, 1953.
Т. 8, № 2. С. 269.
53. Егорова Е. И. Диссертация доктора техн. наук. Л., 1984. 320 с.
54. Баллова Г. Д. и др. // Высокомол. соед. 1969. Т. А11. С. 1827.
55. Molay G. // J. Polym. Sci. 1965. Т. АЗ, № 4. Р. 1267.
56. Freeguard G. // J. Appl. Polym. Sci. 1972. V. 16. P. 69.
57. Vanoene H. // J. Coll. Interface Sci. 1972. V. 40, № 3. P. 448.
266
58. Eichinger B.t Flory P. // Trans. Far. Soc. 1968. V. 64. P. 2035.
59. McMaster L. // Macromolec. 1973. V. 6, № 5. P. 760.
60. Kruse R // Soc. Angl. Calif. 1975. P. 141-147.
61. Locatelli J., Riess G. J. // J. Polym. Sci. 1973. V. B-ll. P. 257.
62. Vocks J. // J. Polym. Sci. 1955. V. 18, № 87. P. 123.
63. Minoura Y„ Mori Y., Imoto M. // Makromol. Chem. 1957. № 24. S. 205.
64. Даниелян В. A // Высокомол. соед. 1966. T. 8, № 11. С. 1866.
65. Brydon A, Burnett G.t Cameron G, // J. Polym. Sci., Polym.Chem. Ed.
1973. V. 11, № 12. P. 3255.
66. Таркова E. M. и dp. Сб. Полистирольные пластики. Л., 1979. С. 64.
67. Баллова Г. Д., Докукина Л. Ф. и др. Сб. Полистирольные пластики.
Л., 1979. С. 29.
68. Галенко Н. В. и др. // Пластмассы. 1967. № 10. С. 6.
69. Гинзбург Л. Я., Таркова Е. М. и др. А. с. 821448 СССР, 1979.
70. Гинзбург Л. Я., Таркова Е. М. и др. А. с. 1007387 СССР, 1981.
71. Гальперин В. М. Методы исследования ударопрочных полистиролов.
Химия, 1975. 75 с.
72. Kato К. // J. Polym. Sci., Polym. Lett. 1966. V. 4. P. 35.
73. James D. E. // Polymer Eng. Sci. 1968. V. 8. P. 241.
74. Рафиков С. P., Будтов В. П„ Монаков Ю. Б. Введение в физико-
химию растворов полимеров. Наука, 1978. 328 с.
75. Баллова Г. Д. Диссертация канд. хим. наук. Л., 1973. 151 с.
76. Paul D. Е., Lipkin D., Weissman S. I. // J. Am. Chem. Soc. 1956. V. 78,
P. 116.
77. Szwarc M. // J. Polym. Sci. A. 1998. V. 36. P. IX-XV.
78. Dawkins J. V. Block Copolymers. N. Y., 1973. 363 p.
79. Natta G„ Corradini P. // Macromol. Chem. 1955. B. 16. S. 17-34.
80. Gaylord N. G., Mark H. F. Linear and Stereoregular Addition. Polymers.
N.Y., 1959. 323 p.
81. Williams et al. // J. Am. Chem. Soc. 1957. V. 79. P. 1716.
82. Ishihara N., Kuramoto N., Seinya T. // Macromolecules. 1986. № 9. P. 2464.
83. Ishihara N., Kuramoto N., Unoi M. Пат. 4680353 Японии, 1987.
84. Пат. 2086563 РФ, приоритет Японии 13.12.1988.
85. Краткая химическая энциклопедия. Сов. Энциклопедия. 1967. Т. V.
С. 804.
86. Moore S. // Modern Plas. Ont. 1955. V. 25, № 3. Р. 24-26.
87. Kunststoffe. 1996. В. 86, № 11. S. 1634.
88. Ishihara N. // J.Synth. Org. Chem. Jap. 2000. V. 58, Ns 5. P. 376-377.
89. Kaminsky W. // J. Pol. Sci. A. 2001. V. 39, № 16. P. 2805-2812.
90. Kunststoffe. 1999. B. 89, № 2. S. 10.
91. Пат. 6169145 США, приоритет 12.01.99, опубл. 2001.
92. Woo Е. Ц Polymer. 2000. V. 41, № 3. Р. 883-890.
93. Kunststoffe. 1998. В. 88, № 12. S. 2270-2274.
94. Pellecchia С. // J. Am. Chem. Soc. 1995. V. 117, № 24. P. 6593-6594.
95. Foster P. // Polym. Prepr. 1996. V. 37, № 1. P. 258-259.
96. Duncalf D. // Macromolecules. 1996. V. 29, № 20. P. 6399-6403.
97. Пат. 6211106 США, приоритет 18.06.98, опубл. 2001.
98. Miniere G. // Macromolec. 2001. V. 34, № 8. P. 2459-2468.
267
99. Grassi A // Macromolecules. 1997. V. 30, № 17. P. 1884-1889.
100. Mardare D. // Polym. Prerp. (Am. Chem. Soc.) 1994. V. 35, № 2.
P. 557-558.
101. Georges М.Ц Polym. Prerp. (Am. Chem. Soc.) 1994. V. 35, N° 2. P. 870-871.
102. Hawker G. // J. Am. Chem. Soc. 1994. V. 116, N° 24. P. 11185-11186.
103. Georges M. // Macromolecules. 1994. V. 27, N° 24. P. 7228-7229.
104. Conolly T. // Tetrahedron Lett. 1997. V. 38, № 7. P. 1133-1136.
105. Georges M. // J. Phys. Org. Chem. 1995. V. 8, № 4. P. 301-305.
106. Гришин Д. Ф., Игнатов С. К., Разуваев А Г. и др. // Высокомол.
соед. 2001. Т. 43, N° 10. С. 1742-1749.
107. Catala J. М., Bubel F. etal. // Macromolecules. 1995. V. 28, N° 24.
Р.8441-8443.
108. Catala J. // Macromolecules. 2001. V. 34, N° 25. P. 8654-8656.
109. Goto A. // Macromolecules. 2001. V. 34, № 3. P. 402-408.
110. Lous M. // Macromolecules. 2001. V. 34, № 21. P. 7269-7275.
111. Quinn J. // J. Polym. Sci. A. 2002. V. 40, N° 17. P. 2956-2966.
112. Голубев В. M., Заремский М. Ю. Укр.-российский симпозиум по вы¬
сокомолекулярным соединениям. Донецк, 2001. Тезисы докл. С. 24.
113. Слонкина Е. В., Заремский М. Ю., Лачинов М. Б., Голубев В. Б. //
Высокомол. соед. 2001. Т. 43, № 10. С. 1873-1877.
114. Голубев В. Б., Максименко О. О., Зубов В. П. // Высокомол. соед.
2001. Т. 43, N° 12. С. 2112-2116.
115. Chem J. // Spectrosa and Spectral Anal. 2001. V. 21, № 1. P. 47-53.
116. Черникова E. B.f Леонова E. А, Гарина E. С., Голубев В. Б. // Высо¬
комол. соед. 2001. Т. 43, № 2. С. 383.
117. Ioshida Е, // Macromolecules. 1997. V. 30, N° 14. Р. 4018-4023.
118. Заявка на патент 10027744 ФРГ, 2000.
119. Королев Г. В., Когнева И. С. и др. // Высокомол. соед. 2002. Т. 44,
N° 9. С. 1484-1489.
120. Разина А. Б., Sedlakova Z. и др. // Высокомол. соед. 2002. Т. 44,
N° 9. С. 1469-1477.
Глава 3
1. Denbigh К. // Trans. Far. Soc. 1947. V. 43, N° 7. Р. 648-660.
2. Kwant Р. И J. Polym. Chem. Ed. 1979. V. 17, N° 10. P. 3397.
3. Harada M., Tanaka K. et al. // J. Chem. End. of Japan. 1968. V. 1,
№2. P. 148-152.
4. Шадрина H. E., Павлова В. Ф. и др. Сб.: Синтез и свойства полимеров
и сополимеров стирола. Л., 1985. С. 157-168.
5. Fan L., Shastry I. // Macromol. Reviews. 1974. V. 7. P. 155-187.
6. Консетов В. В. и др. Сб.: Полимеризационные процессы. ОНПО "Пла-
стполимер”. Л., 1974.
7. А.с. 1005429 СССР, 1982.
8. Пат. 2496653 США, 1950.
9. Пат. 2694692 США, 1954.
10. Пат. 5221552 Япония, 1971.
11. Пат. 1005429 РФ, 1993.
268
12. Хохлов В. А., Гусева С. Б., Консетов В. В. Сб.: Полистирольные пла¬
стики. ОНПО "Пластполимер". Л., 1974. С. 57-63.
13. Пат. 2114869 РФ, 1996.
14. Пат. 3668161 США, 1969.
15. Консетов В. ВГорфункелъ Ю. М., Козлова Г. И. Сб.: Полимериза-
ционные процессы. ОНПО "Пластполимер”. Л., 1974. С. 84-95.
16. Горфункелъ Ю. М., Козлова Г. И. и др. Сб.: Полимеризационные про¬
цессы. ОНПО "Пластполимер". Л., 1976.
17. Пат. 8821401 Италии, 1988; 1838328 РФ, 1989; БИ № 32. 1993.
18. Медведев В. Д., Козлов Ю. Я. и др. // Химическое и нефтяное маши¬
ностроение. 1973, № 4. С. 22-23.
19. Kunststoffe. 2001. В. 91, № 10. S. 267-269.
20. Kunststoffe. 2002. В. 92, № 10. S. 94. 96-98.
21 .Рубцова И. А. Сб.: Моделирование и аппаратурно-технологическое
оформление процессов получения полимеризационных пластмасс. Л.,
1982. С. 34-44.
22. Бретшнайдер С. Общие вопросы химической технологии / Под ред.
П. Г. Романкова. Химия, 1977. 308 с.
23. Пат. 6162880 США, 1998.
24. Химия и бизнес. 2000. № 39-40. С. 53.
25. Konsetow W. W. // Heat Transfer. 1966. № 49. Р. 1103-1108.
26. Пат. W095/17435, международная заявка. 1995.
27. Булатова В. М., Гинзбург Л. И., Будтов В. П. и др. Сб.: Полистироль-
ныепластики. ОНПО "Пластполимер". Л., 1979. С. 23-28.
28. Хохлов В. А. и др. Сб.: Полимеризационные процессы и математиче¬
ское моделирование. ОНПО "Пластполимер". Л., 1976. С. 65-76.
29. Никитин Ю. В. и др. Сб.: Синтез и свойства полимеров и сополиме¬
ров стирола. ОНПО "Пластполимер". Л., 1985. С. 115-120.
30. Vanoene Н. // J.Coll. Interface Sci. 1972. V. 40, № 3. Р. 448-467.
31. Cigna G. // J. Appl. Polym. Sci. 1970. № 14. P. 1781.
32. Булатова В. M., Барболина Л. М. и др. Сб.: Синтез и свойства полиме¬
ров и сополимеров стирола. ОНПО "Пластполимер". Л., 1985. С. 26-35.
33. Еркова Л. Н., Чечик О. С. Латексы. Химия, 1983.
34. J. Phys. Chem. 1998. V. 102, № 46. Р. 9267.
35. Пат. 3842025 США, 1974.
36. Шлютер. Процессы агломерации латексных частиц, основанные на
электролитической чувствительности. 1974. С. 99-115.
37. Пат. 629150 Германии, 1980.
38. Пат. 84106933 ЕП, 1985.
39. Пат. 4169869 Германии, 1990.
40. Пат. 1975133 Германии, 1999.
41. Пат. 617720 Германии, 1987.
42. Пат. 393172 США, 1983.
43. Пат. 4404749 Германии, 1995.
44. Пат. 4404750 Германии, 1995.
45. Пат. 19649255 Германии, 1998.
46. Пат. ROT, WO 83/02192, 1983.
47. Пат. 4524180 США, 1986.
269
48. Пат. 1713420 США, 1987.
49. Пат. 452117 Японии, 1973.
50. Пат. 4558099 Японии, 1986.
51. Пат. 2432953 Франции, 1975.
52. Mod. Plast Int. 1989. V. 19, N°10. Р. 184-188.
53. Пат. 4822858 США, 1989.
54. Пат. 4419492 США, 1983.
55. Заявка 10019215 Германии, 2000.
Глава 4
1. Лебедев Б. С., Смирнова Н. Я. // Высокомол. соед. 2001. Т. 43, № 12.
С. 2190-2211.
2. Бессонов М. И., Кувшинский Е. В. // Физика твердого тела. 1961.
Т. 3. С. 607.
3. Kambour Я Р. // J. Pol. Sci. 1964. V. А2. Р. 4159.
4. Kambour Я Р. // Nature. 1962. V. 195. Р. 1299.
5. Tsatsai К, Katsumata Г. et al. // Polymer. 1999. V. 40. P. 3815-3819.
6. Смирнова H. H., Лебедев Б. В., Белов Г. П. и др. // Высокомол. соед.
2001. Т. 43, № 2. С. 307-314.
7. Moore S. // Modern Plast. Int. 1995. V. 25, № 3. P. 24-26.
8. Мазин A. XПолонский В. С. и др. Сб. Полистирольные пластики.
Л., 1979. С. 119-121.
9. Пат. 5357014 США, 1994.
10. Lasche Я. // Kunststoffe. 2001. В. 91, N° 10. Р. 276-280.
И. Kunststoffe. 1998. В. 88, № 8. S. 1086.
12. Mod. Plast. World. Encycl. 2000.
13. Polymer Blends: PraqyeMect. Makromol. 1989. P. 17-20.
14. Cowie J. // Makromol. Chem. 1988. № 16. P. 103-112.
15. Menqes G. // Makromol. Chem. 1989. № 23. P. 13-35.
16. Beretta Weiss Я A. // Pol. Mater. Sci. and Euq. Proc. 1987. V. 56.
P. 556-559.
17. J. Appl. Pd. Sci. 1997. V. 66, N° 4. P. 777-787.
18. Заявка 0302510 ЕР, МКИ C08, 77/00.
19. Заявка 3 - 38301 Японии, 1991.
20. Пат. 3617720 Германии, 1987.
21. Kunststoffe. 1996. В. 86, N° 1. S. 98.
22. Пат. 4375532 США, 1983.
23. Полимерные материалы. 1999. № 5. С. 11.
24. Modern Plast. Encycl. 1995.
25. Hale W. et al. // Polymer. 1999. V. 40. P. 3665-3676.
26. Заявка 1118639 ЕПВ, 2001.
27. Пат. 6214909 США, 2001.
28. Wanq J. // Acta Polym. Sin. 2002. N2 2. P. 230-234.
29. Аглиетто M. 3-я Всероссийская конференция. Полимеры. МГУ,
2004. Тезисы докл.
30. Rusch К. С. И Makromol. Sci. 1968. V. В2. Р. 421.
31. Scalko E.t Musely Т. W. // J. Appl. Polym. Sci. 1968. V. 12. P. 1343.
270
32. Годовский Ю. К. 3-я Всероссийская конференция. Полимеры. МГУ,
2004. Тезисы докл.
33. Малкин А. Я. // Высокомол. соед. 2002. Т. 44, № 9. С. 1598-1605.
34. Малкин А. Я. // Высокомол. соед. 2002. Т. 44, № 9. С. 1720-1728.
35. Steeman Р. А. // Rheol. Acta. 1998. V. 37, № 6. Р. 583.
36. Виноградов Г. В., Малкин А. Я. и др. // Высокомол. соед. А. 1972.
Т. 14, № 11. С. 2425.
37. Чудинов П. Б., Никитин Ю. В. и др. Сб.: Полистирольные пластики.
Л., 1979. С. 122-127.
38. Шапиро Б. И., Никитин Ю. В. и др. // Пластмассы. 1978. № 7. С. 66.
39. Лазуркин Ю. С., Фогельсон Р. Л. // ЖТФ. 1951. Т. 21, № 3. С. 267-286.
40. Ошмян В. Г. и др. 11 Высокомол. соед. 2002. Т. 44, № 9. С. 1612.
41. Нарисава И. Прочность полимерных материалов. Химия, 1987. 398 с.
42. Волынский А. Л.. 3-я Всероссийская конференция. Полимеры. МГУ,
2004. Тезисы докл.
43. Ishikawa М. et al. // J. Macromol. Sci. Phys. 1981. V. B19. P. 421.
44. Beahan P. et al. // Phil. Maq. 1971. V. 24. P. 1267.
45. Beahan P. et al. // Proc. Roy. Soc. 1975. V. A343. P. 525.
46. Brown H.f Kramer E. // J. Macromol. Sci. Phys. 1981. V. B19. P. 487.
47. Michler G. // Colloidal Polym. Sci. 1985. V. 263. P. 462-474.
48. Maxwell B., Rahm L. // Ind. Euq. Chem. 1949. V. 41. P. 1988.
49. Feller J., Кее B. // J. Appl. Polym. Sci. 1974. V. 18. P. 2355.
50. Lauterwasser B. D., Kramer E. // Phil. Maq. 1979. V. A39. P. 469.
51. Matsuo H. // J. Polym. Euq. Sci. 1969. V. 9. P. 206.
52. Lazurkin J. S. // J. Polym. Sci. 1958. V. 30. P. 595.
53. Whitney W. // J. Appl. Phys. 1963. V. 34. P. 3633.
54. Kramer E. // J. Polym. Sci. (Phys). 1975. V. 13. P. 509.
55. Грасси H. Химия процессов деструкции полимеров. И. Л., 1959.
56. Фойгг. Стабилизация синтетических полимеров против света и тепло¬
ты. Химия, 1972.
57. Шляпников Ю. А., Кирюшкин С. Г., Марьин А. П. Антиокислитель-
ная стабилизация полимеров. Химия, 1986.
58. Денисов Е. Г. Кинетика гомогенных химических реакций. Высшая
школа, 1988. 364 с.
59. Заявка на патент 200118820 РФ, 2001.
60. Пат. 2196790 РФ, 2000.
Глава 5
1. Тагер А. А. и др. // Высокомол. соед. 1963. Т. 5. С. 94.
2. Kiran Е., Zhuang W. // Polymer. 1992. V. 33. Р. 5259.
3. Pradhan D., Chem C., Radosz M. // Ind. Eng. Chem. Res. 1994. V. 33
P. 1984.
4. Hamedi M., Desmarest Ph.t Cansell F., Tufen R. // Polymer. 1988. V. 39.
P. 347-352.
5. Волынский А. Л., Ярышева Л. M., Бакеев H. Ф. // Высокомол. соед.
2001. T. 43, № 12. С. 2289-2303.
6. Волынский А. Л., Аржакова О. В., Ярышева Л. М„ Бакеев Н. Ф. //
Высокомол. соед. 2002. Т. 44, № 9. С. 1701-1719.
271
7. Пат. 19531489 Германии, 1995.
8. Пат. 321366 США, 1994.
9. Пат. 95122772/04 Германии, 1993.
10. Пат. 2167061 РФ, 1999.
И. Пат. 0668139 В1 ЕР, 2001.
12. Maclay J. // Appl. Polym. Sci. 1971. V. 15, № 4. P. 867-888.
13. Клочкова О. В. Диссертация канд. хим. наук. Л., 1988.
14. Кучук В. И., Голикова Е. В. // Колл. ж. 1984. Т. 46, № 6. С. 1129-1135.
15. Пат. 5525636 США, 1995.
16. Пат. 5783612 США, 1997.
17. Бессонов И. В., Хлевчук В. Р. Отчет о НИР НИИСФ. Москва, 2000.
18. Тазцко И. В., Ковалевский В. Б. Отчет о НИР АО "ВНИИСТ”. Моск¬
ва, 2000.
19. Пат. 2190638 РФ, 2000.
20. Впгорушкин В. Н., Попов В. П. Пособие Ленаэропроекта. Л., 2001. 84 с.
Учебное пособие
ЕГОРОВА Екатерина Ивановна
КОПТЕНАРМУСОВ Владимир Борисович
ОСНОВЫ ТЕХНОЛОГИИ
ПОПИСТИРОПЬНЫХ ПЛАСТИКОВ
Переплет Е. Н. Березиной, Л. Н. Захарова
Редактор А. М. Комендантов
Технический редактор 3. Е. Маркова
Корректор Л. А. Яшина
Компьютерная верстка Т. М. Лебедевой
Компьютерная графика Е. Н. Березиной
Подписано в печать 07.04.05. Формат бумаги 60x88/16.
Бумага офсетная № 1. Печать офсетная. Уел. печ. л. 16,66.
Уч.-изд. л. 18,89. Заказ № 1571. С. 9.
ХИМИЗДАТ
191023, Санкт-Петербург, Апраксин пер., 4
Тел. коммерческой группы для оптовых покупателей
(812) 319-99-46
Отпечатано с готовых диапозитивов
в ООО "Типография Правда 1906”
195299, Санкт-Петербург, Киришская ул., 2
ЕГОРОВА ЕКАТЕРИНА ИВАНОВНА -
доктор технических наук. В течение 25 лет
являлась главным химиком по проблеме “По-
листирольные пластики” при Государствен¬
ном комитете по науке и технике в бывшем
СССР, а также заведующей соответствующим
отделом ОНПО “Пластполимер” Под ее на¬
учным руководством и при непосредственном
участии создана промышленность полистиро-
лов в нашей стране. Была инициатором и
одним из разработчиков крупнотоннажных
производств полистиролов, за что в составе
авторского коллектива удостоена Государст¬
венной премии.
В 90-е годы XX века в качестве научного
консультанта принимала непосредственное уча¬
стие в создании нового предприятия по про¬
изводству полистирола и теплоизоляционного
материала из него на Северо-Западе РФ.
КОПТЕНАРМУСОВ ВЛАДИМИР БОРИСО¬
ВИЧ - генеральный директор ООО “КИНЭКС”.
Длительное время работал главным инжене¬
ром крупных нефтеперерабатывающих пред¬
приятий в нашей стране и за рубежом. Об¬
ладает большим производственным опытом
по эксплуатации различных производств неф¬
техимического синтеза. В 90-е годы прошло¬
го столетия в должности генерального ди¬
ректора организовал и возглавил создание и
успешную эксплуатацию нового современ¬
ного предприятия ООО “Пеноплэкс”. Под
его непосредственным руководством “Пено¬
плэкс” превратился в эффективное крупно-
тоннажное производство полистирола и изде¬
лий из него.