/





























































































Текст
.. ч
Библиотечка
кузнеца-
новатора
-
Третье издание, переработанное и дополненное
Под общей редакцией
П. В. Камнева и А. П. Атрошенко
КОВКА
И ШТАМПОВКА
НА СПЕЦИАЛИ-
ЗИРОВАННОМ
ОБОРУДОВАНИИ
Выпуск 6
Ленинград
«Машиностроение»
Ленинградское отделение
1982
ББК 34.623
К56
УДК 621.73.043/.047
Б. П. Рудаков, А. Н. Силичев, Е. В. Степанов,
А. П. Атрошенко, В. С. Гоффеншефер
Рецензент И. А. Сапрыкин
К56 Ковка и штамповка на специализированном
оборудовании/Б. П. Рудаков, А. Н. Силичев,
Е. В. Степанов и др. Под общ. ред. П. В. Кам-
нева и А. П. Атрошенко. — 3-е изд., перераб. и
доп. — Л.: Машиностроение, Ленингр. отд-ние,
1982.—96 с., ил. — (Б-чка кузнеца-новатора).
30 к.
В книге даны сведения о способах обработки металлов давле-
нием с помощью специального оборудования: на ковочных вальцах,
ротационных, раскатных и профиленакатных машинах. Рассмотрены
специальные формообразующие способы прокатки, редуцирования,
а также применения горячештамповочных автоматов и сферодвиж-
ных прессователей. Изложены вопросы организации рабочего ме-
ста и техники безопасности.
В новое издание (2-е изд. 1964 г.) включен материал о формо-
образовании заготовок редуцированием и штамповке на автоматах
и сферодвижных прессователях.
Книга предназначена для рабочих-кузнецов. Может быть ис-
пользована инженерно-техническими работниками кузнечно-штам-
повочного производства.
2704030000-811
К 038(01)-82
ББК 34.623
6П4.2
© Издательство «Машиностроение», 1981 г.
ПРЕДИСЛОВИЕ
Решение задач по повышению производительности труда и
рациональному использованию трудовых и материальных ре-
сурсов, поставленных перед отечественной промышленностью, в
значительной степени может быть обеспечено внедрением прогрес-
сивных технологических процессов обработки металлов давле-
нием. Поэтому наряду с такими широко распространенными про-
цессами кузнечно-штамповочного производства, как горячая объ-
емная штамповка на прессах, молотах и горизонтально-ковочных
машинах, в последнее время все большее применение получают
технологические процессы получения заготовок на специализиро-
ванном оборудовании.
Примером эффективного использования специализированного
оборудования служит полугорячая закрытая раскатка кольцевых
заготовок, позволяющая снизить расход металла в 1,5—2 раза
по сравнению с горячей штамповкой на прессах.
Специализированное оборудование предназначено для полу-
чения, как правило, какого-либо одного вида заготовок: попереч-
но-клиновые станы — для изготовления ступенчатых валиков,
зубопрокатные станы — для накатывания зубьев на зубчатых ко-
лесах и т. д. Однако и это оборудование в рамках своей специа-
лизации является достаточно универсальным, что позволяет ис-
пользовать его не только в массовом и крупносерийном, но и в
мелкосерийном производстве.
Большинство рассмотренных в данном выпуске технологиче-
ских процессов отличается от горячей объемной штамповки де-
формированием не всего объема заготовки одновременно, а по-
следовательной деформацией отдельных ее частей. В специальных
технологических процессах реализуются такие схемы деформиро-
вания, при которых очаг деформации перемещается вдоль оси или
по периметру окружности заготовки, что обеспечивает высокую ее
точность. При этом за счет резкого сокращения площади кон-
такта между обрабатываемой заготовкой и инструментом удается
значительно уменьшить мощность и габариты деформирующего
оборудования, что особенно наглядно иллюстрируется на примере
сферодвижной штамповки.
Общим для всех рассмотренных в данном выпуске техноло-
гических процессов является то, что они обеспечивают получение
значительно более точных заготовок, чем при традиционных ме-
тодах обработки металлов давлением. Это, в свою очередь, дает
существенную экономию металла, снижение трудоемкости обра-
ботки резанием, улучшение условий труда рабочих, повышение
культуры производства.
Однако при всех преимуществах прогрессивных технологи-
ческих процессов и соответствующего оборудования практическое
их использование значительно отстает от желаемого уровня. Это
объясняется рядом объективных и субъективных причин. Произ-
водство некоторых видов специализированного оборудования еще
не освоено отечественной промышленностью (сферодвижные прес-
сователи, станы закрытой радиально-торцовой раскатки колец
и др.). Объем производства освоенных моделей специализирован-
ных агрегатов (радиально-обжимных машин, станов поперечно-кли-
новой прокатки и др.) очень мал в общем объеме выпускаемых
X*
кузнечно-прессовых машин, что объясняется, в частности, малым
количеством (либо отсутствием) заявок от предприятий на
специализированное оборудование. Специальные технологические
процессы обработки металлов давлением внедряются, как
правило, на действующих предприятиях как новые и редко пре-
дусматриваются на стадии технологической подготовки производ-
ства изделий при проектировании новых кузнечно-штамповочных
цехов. Такое положение в немалой степени обусловлено недоста-
точной осведомленностью рабочих и технологов о возможностях,
преимуществах и областях применения специализированных агре-
гатов.
Данный выпуск предназначен для популяризации и более ши-
рокого распространения прогрессивной технологии обработки ме-
таллов давлением.
Глава I
ВАЛЬЦОВКА ЗАГОТОВОК ПОД ШТАМПОВКУ
1. Оборудование и преимущества вальцовки
Из всей номенклатуры штампуемых поковок большое коли-
чество составляют поковки удлиненной формы и с резкой раз-
ницей в площадях поперечных сечений вдоль оси (шатуны, ры-
чаги, тяги, сошки рулевого управления, турбинные лопатки,
гаечные ключи и другие детали), которые штампуют в много-
ручьевых молотовых штампах.
Для перераспределения металла исходной заготовки по
длине применяют заготовительные ручьи — протяжной, подкат-
ной и др. Протяжка и подкатка на молоте являются очень тру-
доемкими операциями. Так, из общего числа ударов на штам-
повку, которое обычно при изготовлении подобных поковок
достигает 10—15, около 60—80% расходуется на работу в за-
готовительных ручьях (протяжка и подкатка) и лишь 20—
40%—в предварительном (черновом) и окончательном (чисто-
вом) ручьях.
Точность размеров фасонной заготовки, получаемой в заго-
товительных ручьях молотового штампа, невысока и зависит от
квалификации кузнеца-штамповщика. Это заставляет технологов
завышать размеры протяжного и подкатного ручьев, а следова-
тельно, идти на перерасход металла, чтобы гарантировать запол-
нение окончательного ручья штампа и получение качественной
поковки. Поэтому для разгрузки штамповочных молотов от за-
готовительных операций целесообразно переносить изготовление
фасонных заготовок на специализированные агрегаты, оставляя
за молотом окончательную их штамповку.
В условиях серийного и крупносерийного производства наи-
более рациональным и эффективным способом получения фасон-
ных заготовок для последующей штамповки их на молотах или
кривошипных горячештамповочных прессах (КГШП) является
вальцовка заготовок на ковочных вальцах.
Опыт промышленного внедрения технологии вальцовки в го-
рячештамповочных цехах Волжского автомобильного завода,
Павловского автобусного им. Жданова, Онежского тракторного,
Новосибирского инструментального, Минского тракторного и
других заводов показывает эффективность и высокую экономич-
ность такого способа подготовки заготовок для штамповки на
молотах и кривошипных прессах.
Ковочные вальцы являются простой и высокопроизводитель-
ной машиной, позволяющей механизировать и автоматизировать
процесс штамповки на молотах и кривошипных прессах, а также
значительно снизить затраты на изготовление поковок. Кроме
того, эксплуатация ковочных вальцов не требует высокой квали-
фикации и искусства кузнеца-штамповщика.
Для изготовления фасонных заготовок применяют одно-
клетьевые, двухклетьевые, многоклетьевые, двухопорные и вал-
ково-сегментные ковочные вальцы. В табл. 1 приведены тех-
нические характеристики наиболее распространенных ковочных
валыюв для получения фасонных заготовок под последующую
5
О) Таблица!. Технические характеристики ковочных вальцов
Характеристика Ковочные вальцы
одноклетьевые консольные двухклетьевые консольные валково-сегментные для поперечно-клиновой вальцовки
G1332 С1334 С1335 С1336 С1431 С1432 С1434 С1435 С3136 С3138 С3139
Номинальное уси- лие, мН (тс) 0,2 (20) 0.5 (50) 0,8 (80) 1(100) 0,12 (12,5) 0,2 (20) 0,5 (50) 0,8 (80) 0,1 (Ю) 0,25 (25) 0,63 (63)
Номинальное меж- осевое расстояние А, мм 160 250 320 400 125 160 250 320 400 630 800
Частота вращения валка, об/мин 85 65 55 45 85 85 60 40 60/50 25/32 25
Размеры валка под инструмент:
диаметр/длина, мм 90/160 140/220 180/280 225/360 70/55 90/75 140/95 180/120 300 300 640/630
Мощность электро- двигателя, кВт 14,77 27,27 40 47,3 18,5 18,5 40 75 27 58 110
Габаритные раз- меры (в плане, вы- сота), мм 1795Х ХН65Х Х1925 1900Х Х2420Х Х2015 2145Х Х2680Х Х2200 2350Х Х3035Х Х2485 1685Х Х2020Х Х1320 1685Х Х2020Х Х1320 2470Х X272UX Х1850 3800Х Х3415Х Х2150 1350Х Х2150Х Х2150 2520Х Х2540Х Х2600 3050Х Х2560Х Х2740
Масса, т 4,5 6,76 9,83 14,8 4,9 5,05 14,1 27,2 4,8 9,5 18,5
Рис. 1. Ковочные вальцы: а — консольные; б — двухопорные
•4
штамповку, изготовляемых Воронежским заводом кузнечно-прес-
сового оборудования им. М. И. Калинина (ВЗКПО).
Если для получения фасонной заготовки достаточно трех
или менее ручьев, то применяют консольные ковочные вальцы,
при большем количестве ручьев — двухопорные. У ковочных валь-
цов консольного типа (рис. 1,а) консоли рабочих валков выне-
сены за станину, что обеспечивает свободный доступ при валь-
цовке, а также при смене и наладке инструмента. Двухопорные
Рис. 2. Схема процесса вальцовки: а — ис-
ходное положение вальцовочных штампов;
б — установившийся процесс вальцовки
ковочные вальцы (рис. 1,6) более жесткие, но они менее удоб-
ны в обслуживании и более сложны для крепления и замены
секторов-штампов.
Ковочные вальцы состоят из станины, в которой размещены
валки, приводимые в движение от электродвигателя через кли-
ноременную передачу, и маховик. Фрикционная муфта пневма-
тического действия для выключения вальцов сблокирована с лен-
точным тормозом. Управление ковочными вальцами — педальное.
Процесс вальцовки заключается в деформировании исходной
заготовки 3 (рис. 2) в ручьях вращающихся верхнего 1 и ниж-
него 2 секторов-штампов, форма и размеры которых соответ-
ствуют форме и размерам поперечных сечений получаемой фа-
сонной заготовки. В исходном положении секторов между штам-
пами образуется просвет, куда по направляющим, укрепленным
на столе слева, вводится клещами исходная заготовка, фикси-
руемая упором 4. При включении вальцов валки вместе с за-
крепленными на них секторными штампами совершают оборот и
8
по мере вращения деформируют и выдают справа налево фа-
сонную заготовку по столу вперед на вальцовщика.
Вальцовка может осуществляться в один, два, три пропуска,
каждый из которых производится в соответствующем ручье, при-
чем при передаче из ручья в ручей заготовка кантуется на 90°.
В результате вальцовки из заготовки постоянного поперечного
сечения получается заготовка с переменным поперечным сече-
нием по длине. Площадь поперечного сечения этой заготовки
в любой точке продольной оси должна равняться сумме площа-
дей соответствующего сечения поковки и облоя, необходимого
для гарантированного заполнения полости ручья штампа при по-
следующей штамповке. Исходным материалом для получения
фасонных заготовок на ковочных вальцах служат мерные заго-
товки из сортового проката круглого, квадратного и прямоуголь-
ного сечений.
Одним из основных преимуществ изготовления фасонных
заготовок на ковочных вальцах по сравнению с протяжкой и
подкаткой при штамповке на молотах является высокая произво-
дительность процесса, которая обеспечивается за счет его не-
прерывности и высокой скорости деформирования с большими
обжатиями. Это обстоятельство дает возможность производить
штамповку непосредственно после вальцовки, т. е. без допол-
нительного нагрева, и намного сокращает трудоемкость изго-
товления поковок.
Включение ковочных вальцов в технологическую линию с
молотом и освобождение тем самым штамповочных молотов от
выполнения трудоемких заготовительных операций — протяжки
и подкатки, а также сокращение самого времени выполнения
заготовительных операций на ковочных вальцах благодаря по-
вышенной скорости формообразования фасонной заготовки по-
зволяют в 1,5—2,5 раза, а иногда и больше, повысить произво-
дительность штамповочного оборудования и более эффективно
использовать мощность молотов.
Вальцованные заготовки отличаются стабильными размера-
ми, что позволяет значительно сократить расход металла, иду-
щего в облой при окончательной штамповке. В зависимости от
размеров и конфигурации поковки экономия металла составляет
от 5 до 20%.
При точном распределении металла по сечениям и длине
вальцованной заготовки в облой в процессе штамповки вытес-
няются меньшие объемы металла, чем при штамповке поковки
из заготовки, получаемой в заготовительных ручьях штампа.
Вследствие этого происходит меньший износ ручьев. Кроме того,
на повышение долговечности ручьев штампов влияет более пол-
ное удаление окалины с заготовки во время ее вальцовки.
При изготовлении поковок из вальцованных заготовок моло-
товые штампы не имеют протяжных и подкатных ручьев, что
на 10—15% снижает их стоимость и улучшает условия работы
паровоздушных молотов благодаря отсутствию внецентренных
ударов при деформировании заготовки в заготовительных ручьях,
расположенных по краям штампа.
Штамповка на КГШП — наиболее прогрессивный способ по-
лучения поковок, позволяющий повысить производительность,
значительно снизить потери металла, улучшить качество
9
Рис. 3. Типовые поковки, штампуемые из фасонных заготовок, получаемых вальцовкой
и увеличить точность поковок. Однако постоянство хода криво-
шипного пресса исключает применение заготовительных подкат-
ных и протяжных ручьев. Поэтому при штамповке на КГШП
поковок с удлиненной осью получение фасонных заготовок целе-
сообразно осуществлять с помощью ковочных вальцов. Таким
образом, применение ковочных вальцов является важнейшим
условием повышения универсальности КГШП и расширения их
технологических возможностей. Кроме того, установка ковочных
вальцов, смонтированных вместе в агрегате КГШП, дает воз-
можность создавать автоматические и механизированные линии
по штамповке самых сложных поковок, в частности шатунов,
распределительных и коленчатых валов тракторов и автомоби-
лей, а также других деталей.
На рис. 3 приведены типовые поковки, которые штампуют
на КГШП в кузнечном цехе ВАЗа с применением вальцовки. Ис-
пользование ковочных вальцов позволяет вести профилировку
заготовки в темпе штамповки, не снижая производительности
кривошипного пресса.
Штамповка поковок на КГШП с применением ковочных
вальцов по сравнению с многоручьевой штамповкой на молотах
позволяет сократить расход металла на 10—25%, увеличить про-
изводительность в 1,5—3 раза и снизить себестоимость поковок
на 25%.
2. Определение необходимости применения
вальцовки
При штамповке поковок удлиненной формы вальцовка заго-
товок заменяет собой протяжку и подкатку, поэтому целесооб-
разность применения ковочных вальцов будет определяться не-
обходимостью использования протяжного или подкатного ручьев,
а также их сочетания для штамповки заданной поковки. Таким
образом, если окажется, что данная поковка не может быть из-
готовлена без применения протяжки или подкатки, то для по-
лучения фасонной заготовки необходимо применять ковочные
вальцы.
Для определения формы и размеров фасонной заготовки,
изготовляемой вальцовкой, строят расчетную заготовку (эпюру
диаметров), которая имеет круглые поперечные сечения с пло-
щадями, равными суммам площадей соответствующих сечений
поковки и облоя с двух сторон. Для поковки с прямой осью ее
строят по чертежу поковки; для поковки с изогнутой осью —
по чертежу ее геометрической развертки. Длина /э расчетной
заготовки равна длине 1п поковки, т. е. /э = In, а площадь каж-
дого ее поперечного сечения равна Гэ = Fno = Fn + 2ГО, где
F9 = Fno — площадь поперечного сечения расчетной заготовки в
любом месте; Fo — площадь поперечного сечения облоя; Fn —
площадь поперечного сечения поковки в произвольном месте.
Поскольку при вальцовке получаем стабильные и более точ-
ные размеры поперечных сечений фасонной заготовки, чем при
протяжке и подкатке, площадь поперечного сечения облоя при
штамповке из вальцованной заготовки может быть уменьшена и
в зависимости от штамповочного оборудования, а также харак-
тера заполнения металлом полости ручья штампа выбирается
следующим образом.
11
При штамповке на молотах и кривошипных горячештампо-
вочных прессах на участках поковок, имеющих поперечные се-
чения несложной формы (овал, прямоугольник и т. п.), где
заполнение полости ручья штампа происходит преимущественно
за счет осадки, площадь поперечного сечения облоя может быть
принята равной площади, соответствующей ширине облойного
Рис. 4. Диаграмма определения необходимости при-
менения вальцовки заготовок: А — зона штамповки,
где требуется применение вальцовки; Б — зона штам-
повки, где не требуется применения вальцовки
мостика. На участках сложной формы поперечных сечений по-
ковки (двутавр и т. п.), а также на участках головок, где за-
полнение полости ручья штампа происходит за счет выдавлива-
ния, площадь облоя при штамповке на молотах принимается
равной (1,54-3,0) FM, где Гм — площадь поперечного сечения
мостика облойной канавки молотового штампа, а при штамповке
на КГШП—(1,5 4-2,5) Гм, где Гм — площадь поперечного сече-
ния мостика облойной канавки прессового штампа.
Толщину облоя на участке мостика определяют по формуле
ho = 0,015 *\/ГпК, где Гпк — площадь проекции поковки на пло-
скость разъема штампа в мм2. Определив таким образом тол-
щину облоя h0, остальные размеры облойной канавки выбирают
по табл. 2.2 и 1.1 Ч Полученную площадь F9 = Гпо приравни-
вают к площади круга, диаметр которого d3 является диаметром
расчетной заготовки и может быть определен из формулы
dS - 1.1з 1
1 Приведены в вып. 4 и 5 настоящей библиотечки.
12
Определив значения d3 для характерных поперечных сечений
поковки, откладывают их в масштабе симметрично относительно
оси заготовки на перпендикулярах к оси в точках, соответствую-
щих выбранным характерным сечениям поковки, и, соединив
прямыми и плавными кривыми, получают чертеж расчетной за-
готовки, или эпюру диаметров L
Средний диаметр расчетной заготовки
^ = 1,13x0^=1,13 7?^,
где Уэ — объем расчетной заготовки; /э — ее длина; Гср — пло-
щадь сечения средней расчетной заготовки.
Для определения необходимости вальцовки заготовок поль-
зуются диаграммой, представленной на рис. 4. На основании по-
лученной расчетной заготовки (эпюры диаметров) предваритель-
но подсчитывают параметры, характеризующие сложность про-
цесса, а именно: а = dmax/dcp\ 0 = l3/dcp и массу поковки б?п.
Пользуясь диаграммой (рис. 4) и величинами а, 0 и <?п, уста-
навливают необходимость применения ковочных вальцов для по-
лучения фасонной заготовки при штамповке данной поковки.
Рассмотрим пример использования диаграммы.
Масса поковки Оп = 0,8 кг; параметры а = 1,37 и 0 = 3,25.
Из диаграммы следует (см. построение пунктирными линиями),
что для получения фасонной заготовки в данном случае нужно
применять ковочные вальцы.
3. Определение размеров исходной заготовки
На основании расчетной заготовки в характерных сечениях
определяют величины h3 = Гэ/Л1, где h3 — высота отрезков; М —
принятый масштаб по оси ординат.
Соединив концы отрезков, получают эпюру сечений расчет-
ной заготовки, т. е. диаграмму, каждая ордината которой в опре-
деленном масштабе представляет собой соответствующую пло-
щадь поперечного сечения расчетной заготовки. Объем расчет-
ной заготовки
УЭ = Упо = Уп + Ио,
где У9 = Упо — объем поковки Уп с облоем Уо, равный объему
расчетной заготовки.
Объем поковки Уп находят по поковочному чертежу как
сумму объемов отдельных частей (элементов) поковки. Объем
облоя Уо можно определить по формуле
Уо = ^м (Ln + ^Z),
где Ln — периметр поковки в плане; 5 — коэффициент, учиты-
вающий фактическую площадь сечения облоя (выбирается в за-
висимости от сложности формы поковки и качества подготовки
исходной заготовки вальцовкой); I — ширина мостика облойной
канавки. При штамповке на молотах £= 1,5 4-3, при штам-
повке на кривошипных прессах £ = 1,5 4-2,5.
Для упрощения производимых расчетов эпюру сечений рас-
четной заготовки следует строить по размерам горячей поковки.
Подробно изложено в вып. 4 настоящей библиотечки.
13
Исходя из эпюры сечений расчетной заготовки производят
построение эпюры сечений вальцованной заготовки (рис. 5), по-
сле чего конструируют вальцованную заготовку, которую необ-
ходимо получить на ковочных вальцах. При этом необходимо
руководствоваться следующими соображениями. В целях упро-
щения конструкции ручьев вальцованных штампов криволиней-
ные участки контура эпюры сечений расчетной заготовки (кон-
тур /) заменяют прямолинейными. Указанную корректировку
следует производить, пользуясь методом равенства объемов. Од-
нако для упрощения расчетов при нахождении контура эпюры
сечений вальцованной заготовки (контур 2) равенство объемов
элементов расчетной и вальцованной заготовок можно заменить
равенством соответствующих площадей эпюры сечений расчет-
ной и вальцованной заготовок.
Концевые участки контура эпюры сечений вальцованной за-
готовки выполняются в виде прямых линий, перпендикулярных
к оси заготовки, а длины этих участков во избежание «заку-
сывания» облойным мостиком и из соображений удобства
укладки заготовки в ручей штампа следует делать короче соот-
ветствующих участков эпюры сечений расчетной заготовки. Дли-
ны промежуточных участков эпюры сечений вальцованной заго-
товки и получаемой заготовки после вальцовки должны быть
равны.
Чтобы не было зажимов при вальцовке и последующей
штамповке, между отдельными участками вальцуемой заготовки
должны быть предусмотрены переходные участки Zi и /2 с уг-
лами а, равными 45—60°, и радиусами закруглений R, равными
5—20 мм (рис. 5, г). Для удержания клещами заготовки в про-
цессе вальцовки на одном конце заготовки необходимо оставить
клещевину (необжимаемый участок) длиной не менее 0,4—0,5
диаметра или стороны исходной заготовки, хотя это и приводит
к некоторому излишнему расходу металла. В целях экономии
металла для клещевины следует использовать большую головку
вальцованной заготовки.
Размеры исходной заготовки Fmax выбирают по максималь-
ной площади поперечного сечения эпюры сечений вальцованной
заготовки Fmax (рис. 5) с учетом процента угара у:
4ах = ^тах(Ю0 + г/)/Ю0-
Исходя из выбранной формы сечения исходной заготовки
подсчитывают для круглой заготовки ее диаметр по формуле
d = 1,13 д/F^ax, а для квадратной заготовки — сторону квад-
рата с = Fmax. По сортаменту выбирают ближайший размер
исходной заготовки с площадью поперечного сечения F3r. Поел*
окончательного выбора исходной заготовки необходимо внести
уточнение в длину необжимаемых участков вальцованной заго-
товки.
Объем Узг и длину /зг исходной заготовки подсчитывают
по формулам:
у = у 122 + У.. и /' = у ///
V ЭГ 100 зг |зг//зг»
14
Рис. 5. Конструирование вальцованной заготовки для поковки рычага: а — поковка рычага;
б — расчетная заготовка (эпюра диаметров); в — эпюра поперечных сечений) (1 — поковки,
2 — вальцованной заготовки); г — вальцованная заготовка (/с — длина стержня; /б. г — длина
большой головки; /м, г — длина малой головки; ZB. 3 — длина вальцованной заготовки)
где у — угар металла в % (при мазутном нагреве 2—3%; при
газовом — 1,5—2%; при индукционном — 0,5—1 %); Гзг — пло-
щадь поперечного сечения исходной заготовки в горячем состоя-
нии. Длина заготовки в холодном состоянии /зг = 0,985 /зг.
4. Определение количества пропусков
и размеров вальцованной заготовки
Количество пропусков вальцовки зависит от общего макси-
мального коэффициента вытяжки, который определяется по фор-
муле
^общ. max = ^зг/Fmln,
где Г8г и Fmin — площадь исходной заготовки и минимальная
площадь поперечного сечения вальцованной заготовки, которая
определяется по эпюре сечений (рис. 5). Коэффициент вытяжки
за каждый пропуск зависит от
ления количества пропу-
сков: / — зона вальцовки за
два пропуска; II —зона
вальцовки за три пропуска
тальной промышленности таких
90—95%.
отношения межцентрового рас-
стояния А валков к высоте hQ
исходной заготовки (вычислен-
ной по формуле hQ— д/Гзг),
а также от отношения осей
поперечного сечения заготов-
ки до вальцовки а0 = b0/hQ и
после нее ах = bit hi, где /г0,
hi, bo, bi — соответственно вы-
сота и ширина заготовки пер-
воначальная и после валь-
цовки.
На основании исследова-
ний ЭНИКмаша и внедрения
технологии вальцовки заготовок
при штамповке большого коли-
чества различных поковок на
автотракторных заводах стра-
ны показано, что подавляющее
большинство заготовок для
удлиненных поковок при
A/h0 = 44-6 может быть
получено не более чем за два
пропуска.
В номенклатуре авто-
транспортной и инструмен-
поковок насчитывается около
Экспериментальными исследованиями ЭНИКмаша установ-
лено, что средний коэффициент вытяжки за один пропуск не
должен превышать двух (%Ср 2). Однако, применяя профили-
ровку заготовок с интенсивными обжатиями, коффициент вытяж-
ки за один пропуск в зависимости от величины отношения A/ho
можно увеличить до трех-четырех.
Необходимое количество пропусков при вальцовке различ-
ных заготовок можно определить с помощью графика, представ-
ленного на рис. 6, где области применения двухручьевой и трех-
16
ручьевой вальцовки даны в зависимости от ХОбЩ max и отноше-
ния Л//10.
Если величина отношения осей поперечного сечения заго-
товки после первого пропуска для получения заданного коэф-
фициента ВЫТЯЖКИ Хобщ max будет МбНЬШе aimax, т. е. 01 01тах,
то вальцовку можно осуществлять за один пропуск. Макси-
мально допустимое значение отношения осей flimax поперечного
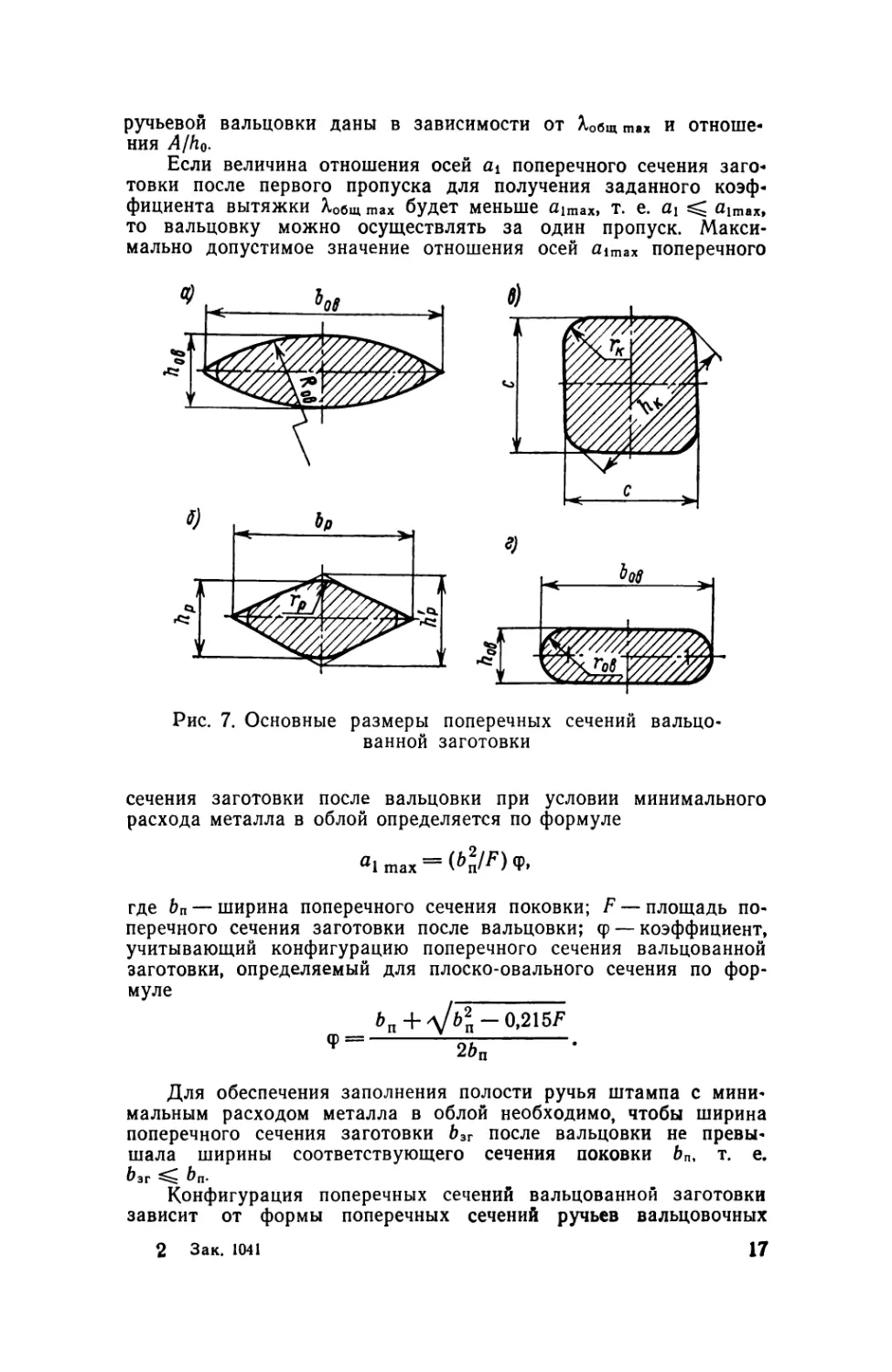
Рис. 7. Основные размеры поперечных сечений вальцо-
ванной заготовки
сечения заготовки после вальцовки при условии минимального
расхода металла в облой определяется по формуле
«1тах = (^)Ф.
где Ьп — ширина поперечного сечения поковки; F — площадь по-
перечного сечения заготовки после вальцовки; ср — коэффициент,
учитывающий конфигурацию поперечного сечения вальцованной
заготовки, определяемый для плоско-овального сечения по фор-
муле ___________
f’n + V^’n —°’215f
Для обеспечения заполнения полости ручья штампа с мини-
мальным расходом металла в облой необходимо, чтобы ширина
поперечного сечения заготовки 6ЗГ после вальцовки не превы-
шала ширины соответствующего сечения поковки Ьп, т. е.
Ьзг ^п-
Конфигурация поперечных сечений вальцованной заготовки
зависит от формы поперечных сечений ручьев вальцовочных
2 Зак. 1041
17
штампов. При двухручьевой вальцовке оправдала себя на прак-
тике система ручьев круг (квадрат) — овал — квадрат. Система
квадрат — овал и круг — овал обеспечивает наилучшую устой-
чивость заготовки при вальцовке.
При любой форме поперечного сечения исходной заготовки
поперечное сечение вальцованной заготовки при одноручьевой
вальцовке представляет собой плоский овал (рис. 7, г) с разме-
рами:
Ьов == /\j а_____Q 215 ’ ^ов = а^ов’ г°в — 1/2АОв-
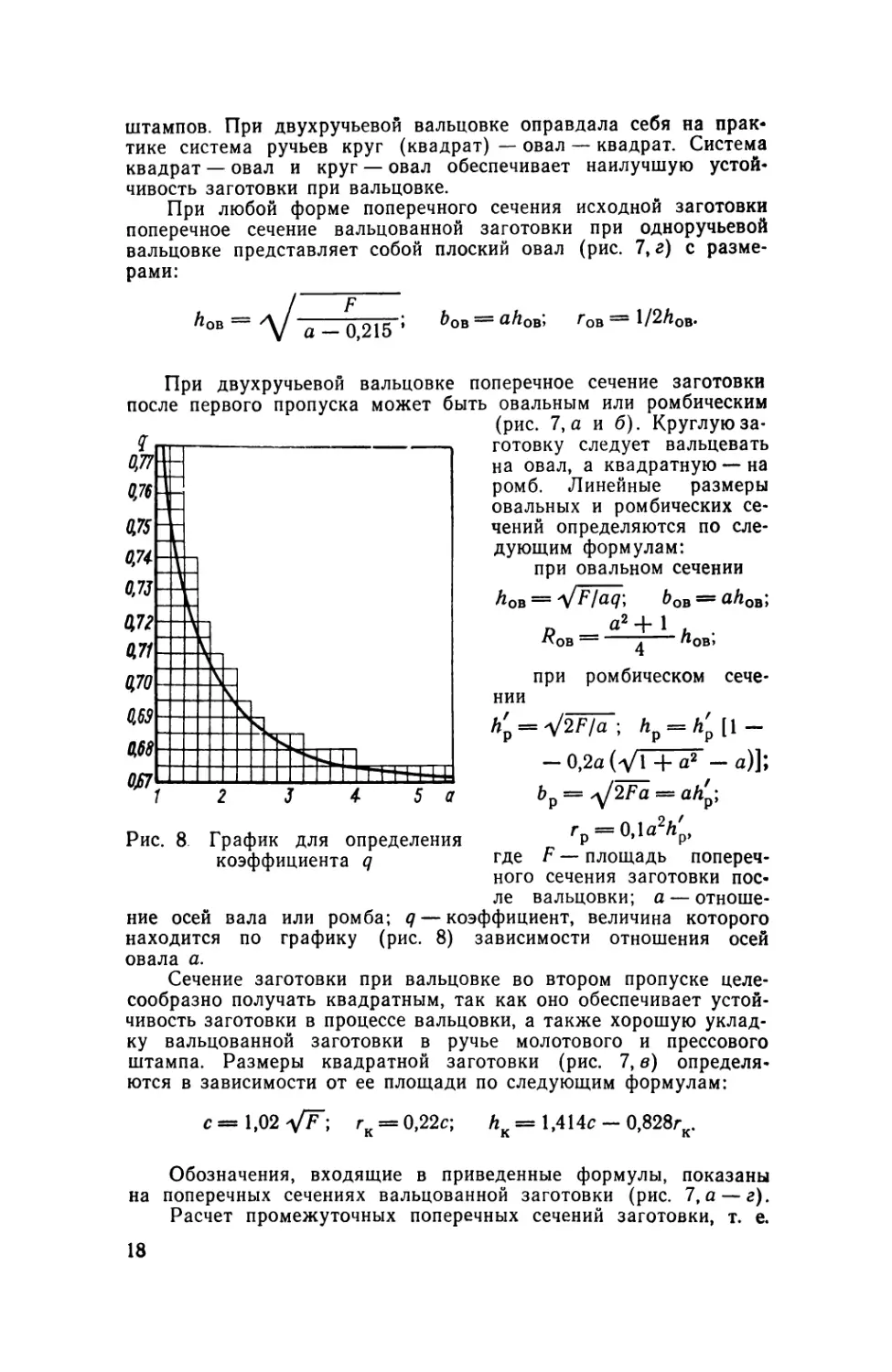
При двухручьевой вальцовке поперечное сечение заготовки
после первого пропуска может быть овальным или ромбическим
(рис. 7, а и б). Круглую за-
Рис. 8 График для определения
коэффициента q
готовку следует вальцевать
на овал, а квадратную — на
ромб. Линейные размеры
овальных и ромбических се-
чений определяются по сле-
дующим формулам:
при овальном сечении
Аов = д/ F laq\ Ьов = оАов;
R - “2+1 h
АОВ - «ов,
при ромбическом сече-
нии
Л'р = 7277Г; Лр = л;[1 —
— 0,2а (V1 + а2 — а)];
&p = y2Fa = aAp;
гр = 0,1а2Лр,
F — площадь попереч-
где
ного сечения заготовки пос-
ле вальцовки; а — отноше-
ние осей вала или ромба; q — коэффициент, величина которого
находится по графику (рис. 8) зависимости отношения осей
овала а.
Сечение заготовки при вальцовке во втором пропуске целе-
сообразно получать квадратным, так как оно обеспечивает устой-
чивость заготовки в процессе вальцовки, а также хорошую уклад-
ку вальцованной заготовки в ручье молотового и прессового
штампа. Размеры квадратной заготовки (рис. 7, в) определя-
ются в зависимости от ее площади по следующим формулам:
с =1,02 д/Т;
гк = 0,22с;
/гк= 1,414с - 0,828гк.
Обозначения, входящие в приведенные формулы, показаны
на поперечных сечениях вальцованной заготовки (рис. 7, a— г).
Расчет промежуточных поперечных сечений заготовки, т. е.
18
овальных сечении, получаемых после первого пропуска при двух-
ручьевой вальцовке, производится следующим образом. Зная
площадь поперечного сечения исходной заготовки Гзг и площади
конечных сечений вальцованной
заготовки Гк (в данном случае
квадрата), определяют для каждо-
го характерного сечения общий ко-
эффициент вытяжки Хобщ по фор-
муле Хобщ = Гзг/Гк, где FK —- ко-
нечная площадь характерного по-
перечного сечения вальцованной
заготовки.
Затем по номограмме (рис. 9)
в зависимости от общего коэффи-
циента вытяжки Хобщ и отноше-
ния A/h0 находят отношение осей
01 промежуточного овального се-
чения. По найденному значению
01 и отношению A/hQ по номограм-
ме (рис. 10) определяют коэффи-
циент вытяжки Xi при вальцовке
заготовки в первом пропуске.
Зная площадь поперечного сечения
исходной заготовки Гзг и коэффи-
циент вытяжки Xi, находят от-
дельно для каждого характерного
сечения площадь F\ промежуточ-
ного овального поперечного сече-
ния, которую получают в харак-
терном сечении после первого
пропуска согласно формуле Г1 =
= F Зг/Х1.
Номограммы (рис. 9 и 10)
разработаны ЭНИКмашем. Про-
дольные размеры отдельных участ-
ков вальцованной заготовки при-
нимают равными соответствующим
участкам эпюры сечений валь-
цованной заготовки, а продоль-
ные размеры отдельных участков
/уч промежуточного перехода оп-
ределяют по формуле /уч =
= Vy4/Fy4, где 1/уч — объем от-
дельного участка заготовки, кото-
рый подсчитывается по эпюре се-
чений вальцованной заготовки;
Fy4 — площадь поперечного сече-
ния заготовки на этом участке.
Если площадь поперечного се-
чения Гуч на отдельных участках
/1, /2, /з (рис. 5) эпюры сечений
Рис. 9. Номограмма для
определения отношения
осей овального сечения при
двухручьевой вальцовке
вальцованной заготовки из-
меняется, то ее следует подсчитывать как полусумму площа-
дей максимального и минимального поперечных сечений этого
участка.
2*
Рис. 10. Номограмма для определения
коэффициента вытяжки в первом про-
пуске
Рис. 11. Секторный (а) и кольцевой (б) штампы ковочных
вальцов
20
Рис. 12. Узлы крепления секторных (а) и кольцевых (б) штампов
ковочных вальцов
21
5. Вальцовочные штампы
Основным инструментом ковочных вальцов являются сек-
торы-штампы с наружным диаметром DH, равным межцентро-
вому расстоянию А валков, и внутренним диаметром dBH (рис. 11).
Секторы-штампы просты по конструкции, дешевы в изготовле-
нии и не требуют много времени для замены, а стойкость их
значительно выше стойкости молотовых штампов. В зависимо-
сти от длины вальцуемой заготовки вальцовочные штампы вы-
полняются либо секторными, когда центральный угол а рабочей
части штампа не превышает 180° (рис. 11, а), либо кольцевыми,
когда угол а рабочей части больше 180° (рис. 11,6). Каждый
ручей располагается на отдельном секторе или кольце.
Чтобы при резке кольцевой заготовки, из которой получают
секторы, не оставались остатки инструментальной стали, обычно
не используемые, угол а секторов-штампов принимают равным
90, 120 или 180°. Ширина секторов-штампов выбирается из учета
возможности размещения и надежного закрепления комплекта
на валках ковочных вальцов. Однако минимальная ширина сек-
торов-штампов должна быть равной ширине ручья плюс 4—5 мм.
Узлы крепления различных типов штампов на валках кон-
сольных ковочных вальцов показаны на рис. 12. Секторные
штампы (рис. 12, а) первого, второго и третьего пропусков кре-
пят на консоли вала 1 ковочных вальцов с помощью упорного
кольца 2, призматической шпонки 4, нажимного диска 3 и бол-
тов 5. Посредством шпонки, входящей в шпоночный паз секто-
ров-штампов, и вала ковочных вальцов осуществляется передача
крутящего момента при вальцовке, а кольцевые шпоночные со-
единения на боковых торцовых плоскостях секторов-штампов
предотвращают их смещение в процессе работы. Кольцевые
штампы (рис. 12,6) первого, второго и третьего ручьев на кон-
соли вала 1 ковочных вальцов крепят посредством шпонки 2,
нажимного диска 3 и болтов 4.
Секторы-штампы изготовляют из сталей 5ХНТ, 5ХНВ, 5ХВГ
и др. Возможно применение также сталей 40ХН и 40Х. Износо-
стойкость секторов-штампов составляет в среднем 50 000 заго-
товок до восстановления. Изношенные части ручьев восстанавли-
вают наваркой с последующей механической зачисткой. Износо-
стойкость между восстановлением составляет 30 000 шт., причем
каждый комплект может быть восстановлен многократно.
Глава 2
РАДИАЛЬНОЕ ОБЖАТИЕ
6. Сущность и особенности процесса
Радиальное обжатие представляет собой способ обработки
металлов давлением, при котором заготовку / (рис. 13), имею-
щую, как правило, вытянутую продольную ось, подвергают пуль-
22
сирующему обжатию бойками 2 под действием силы Р таким об-
разом, чтобы деформация распространялась равномерно по пе-
риметру поперечного сечения заготовки на небольшом участке
ее длины. Для получения высокого качества наружной поверх-
ности заготовкам круглого сечения придают вращение вокруг
продольной оси (возможно вращение бойков вокруг заготовки),
а перемещением заготовок вдоль этой оси обеспечивают их об-
работку по всей длине.
Для радиального обжатия характерно деформирование по
схеме, близкой к всестороннему сжатию, что позволяет значи-
тельно повысить пластичность хрупких материалов, таких как
инструментальные стали, металлокерамические материалы, мо-
либденовые и вольфрамовые стали и сплавы. Пульсирующие
Рис. 13. Схема процесса радиального обжатия
нагрузки обеспечивают снижение потребных усилий деформиро-
вания по сравнению с обжатием по схеме непрерывного нагру-
жения, что дает возможность успешно использовать радиальное
обжатие для обработки труднодеформируемых материалов.
Важной особенностью радиального обжатия, отличающей его
от ковки и штамповки, является обеспечение значительной вели-
чины деформации за один переход (одно перемещение заготовки
вдоль продольной оси) при относительно малых деформациях,
получаемых за одно отдельное обжатие. В отличие от ковки под
молотом, при которой инструмент деформирует заготовку до
полного израсходования его кинетической энергии, при радиаль-
ном обжатии величина хода инструмента строго регулируется
деталями привода радиально-обжимной машины. В отличие от
горячей штамповки на кривошипном оборудовании, где вся де-
формация осуществляется за один ход инструмента, при ра-
диальном обжатии деформирование производится за счет боль-
шого числа незначительных по величине обжатий, следующих
друг за другом с большой скоростью и обеспечивающих тре-
буемую суммарную деформацию. Если ход инструмента на кри-
вошипном горячештамповочном оборудовании достигает десятков
и сотен миллиметров, то при радиальном обжатии ход бойков
измеряется миллиметрами и менее.
В процессе радиального обжатия происходит уменьшение
поперечного сечения заготовки, может осуществляться изменение
его формы, а длина обрабатываемого изделия при этом увели-
23
чивается. Деформирование производят с нагревом и без нагрева
исходной заготовки — в зависимости от материала, размеров,
степени точности, требуемой шероховатости и других особенно-
стей изготовляемых деталей.
7. Технологические возможности
Радиальное обжатие позволяет выполнять различные техно-
логические операции — получать изделия с разнообразной фор-
мой наружной поверхности, оформлять внутренние поверхности
полых изделий, обжимать концы заготовок, калибровать прут-
ковый материал, осуществлять сборку изделий. В качестве ис-
ходной заготовки могут быть использованы слитки, прокат круг-
лого и квадратного профиля, трубы горячекатаные, холоднотя-
нутые и центробежно-литые.
Изделия, получаемые на радиально-обжимных машинах, мо-
гут быть самых разнообразных форм и размеров. В настоящее
время радиальным обжатием получают изделия диаметром от
0,4 до 500 мм, длиной от нескольких сантиметров до 20 м. Раз-
нообразная форма изделий (табл. 2) обеспечивается использо-
ванием различных технологических приемов: перемещением за-
готовок в направлении подачи с вращением или без вращения
вокруг продольной оси, изменением закрытой высоты между
бойками и шага подачи в процессе обжатия, изменением на-
правления подачи, применением подвижных и неподвижных опра-
вок и др. Технологические приемы и схемы обработки реали-
зуются обжимными машинами, имеющими различное конструк-
тивное исполнение: с одной или двумя зажимными головками,
с устройствами или без устройств для использования оправок,
с единой или раздельной регулировкой пар бойков и т. д.
Шероховатость поверхности и точность изделий, получаемых
радиальным обжатием, зависят от состояния и качества изготов-
ления инструмента, вида и состояния оборудования, способа и
режима обработки, состояния поверхности исходной заготовки.
При обработке без нагрева заготовок можно получить изделия
по пятому-шестому классу точности с шероховатостью поверх-
ности, соответствующей Ra от 0,08 до 0,32 мкм. Обработка за-
готовок в горячем состоянии по ряду причин, связанных с на-
гревом, не обеспечивает такой высокой степени точности, как
холодная обработка. Горячая обработка позволяет получать из-
делия по четвертому-пятому классу точности с шероховатостью
поверхности Ra от 1,25 до 2,5 мкм.
Высокий класс шероховатости поверхности при радиальном
обжатии достигается благодаря сплошному контакту инстру-
мента с деформируемым металлом в сочетании с частым (пуль-
сирующим) воздействием инструмента на заготовку. За счет
более частого контактирования бойков с заготовкой шерохова-
тость поверхности деталей получается более высокого класса на
роликовых машинах, имеющих в два-три раза большее число
обжатий в минуту, чем у кривошипно-шатунных обжимных ма-
шин. Высокая степень точности деталей, получаемых радиаль-
ным обжатием, обеспечивается строгим регулированием величи-
ны обжатия, высокой жесткостью ковочных механизмов и при-
менением (для полых деталей) точных и жестких оправок.
24
Таблица 2. Характерные виды изделий, получаемых радиаль-
ным обжатием
Вид изделия Эскиз
1. Сплошные
С гладкой поверхностью (попереч- ное сечение: круг, квадрат, прямо- угольник) ~1— —F
С одной или несколькими одно- сторонними ступенями 1
С одной или несколькими двусто- ронними ступенями
С одной или несколькими выем- ками | |T~f| -|j Г| |
С сочетанием ступеней и выемок L_В—. •• (Щ- —h
С сочетанием конических и цилин- дрических поверхностей I — Jf ——J
2. Полые
С гладкой внутренней поверхно- стью jriiT
25
Продолжение
Вид изделия
Эскиз
С односторонней ступенчатой вну-
тренней поверхностью
С двусторонней ступенчатой вну-
тренней поверхностью
С фасонной внутренней поверхно-
стью (винтовой, шлицевой и др.)
С гладкой внутренней и ступенча-
той наружной поверхностью
Со ступенчатыми внутренней и на-
ружной поверхностями
3. Сборные
^ZBZZZZX
26
В процессе радиального обжатия улучшается структура ме-
талла, повышаются его механические характеристики. Значитель-
ная проработка структурных составляющих материала заго-
товки, образование продольной текстуры, упрочнение металла
обеспечивают высокие эксплуатационные свойства изделий, по-
лучаемых радиальным обжатием.
К преимуществам технологии радиального обжатия отно-
сятся также достаточно высокая производительность, возмож-
ность получения изделий большой длины с незначительной кри-
визной, удобство механизации и автоматизации процесса.
8. Оборудование для радиального обжатия
Классификация обжимных машин. Машины для радиаль-
ного обжатия можно разделить на два основных типа: рота-
ционно-обжимные и радиально-обжимные (рис. 14).
Рис. 14. Классификация обжимных машин
К ротационно-обжимным относятся машины, в которых
шпиндель, несущий рабочий инструмент, или обойма с роли-
ками, воздействующими на бойки, совершают вращательное дви-
жение вокруг обрабатываемой заготовки. При этом в первом
случае бойки, обжимающие заготовку, вращаются вокруг нее,
а во втором — не вращаются (в этом случае при необходимости
вращение придают заготовке). Существуют машины, в которых
шпиндель с бойками и обойма с роликами вращаются одновре-
менно в противоположных направлениях.
27
К радиально-обжимным относятся машины, в которых ни
бойки, ни приводящие их в движение узлы не вращаются во-
круг заготовки. В этих машинах используются кривошипно-ша-
тунные механизмы, в которых движение от вращающегося во-
круг своей оси эксцентрикового вала (кривошипа) передается
шатуну (рычагу, тяге), а от него — рабочему инструменту. При
этом для получения изделий круглого сечения заготовке при-
дают вращение вокруг оси ковки.
По характеру рабочего (деформирующего) перемещения
бойков ротационно-обжимные и радиально-обжимные машины
можно разделить на машины с постоянной и переменной вели-
чинами обжатия. У первых бойки в конце хода не меняют своего
Рис. 15. Механизм обжатия ротационно-обжимных машин
положения относительно оси заготовки, а движение бойков в
радиальном направлении не зависит от величины подачи заго-
товки вдоль ее оси. У вторых величина рабочего хода бойков
в процессе обработки может изменяться, что позволяет полу-
чать изделия сложной конфигурации.
Обжимные машины, у которых все бойки в процессе обжа-
тия имеют одинаковую величину рабочего хода, относят к ма-
шинам простого действия. Они имеют одинаковую конструкцию
всех рабочих органов. Машины, у которых две пары бойков
имеют различную величину рабочего хода, относят к машинам
двойного действия. Такие машины более сложны по устройству,
так как движение их рабочих органов осуществляется от двух
различных по конструкции и не зависимых друг от друга при-
водящих механизмов. Однако их технологические возможности
значительно шире по сравнению с машинами простого действия:
возможно получение изделий прямоугольного сечения из круг-
лых заготовок, деформирование в горячем состоянии по схеме
круг — прямоугольник — круг и др.
По направлению подачи заготовки в зону деформации все
обжимные машины разделяются на горизонтальные и вертикаль-
ные. Преимущество вертикальных машин заключается в простоте
отвода окалины из зоны деформации при горячей обработке и
в отсутствии влияния на заготовку изгибающих нагрузок от ее
28
собственного веса. Однако на вертикальных машинах нельзя
обрабатывать заготовки значительной длины, затруднительно
применение эффективных средств механизации, в связи с чем
эти машины не получили широкого распространения.
Ротационно-обжимные машины. Рабочий механизм ротацион-
но-обжимных машин (рис. 15) включает следующие основные
элементы: ползуны 1 с укрепленными на них бойками 2, дефор-
мирующими заготовку 3\ шпиндель 4, в котором размещены пол-
зуны с бойками; обойму 5, воздействующую на ползуны через
ролики 6, расположенные в сепараторе 7; прокладки либо
клинья 5, регулирующие величину обжатия.
В шпиндельных машинах вращение сообщают шпинделю 4.
Ползуны / при соприкосновении с роликами 6 перемещаются
по направлению к заготовке, продвигаемой в сторону, указанную
стрелкой S, деформируя ее бойками 2. Существенным недостат-
ком машин такого типа является вращение вместе со шпинделем
рабочих элементов — ползунов, прокладок, бойков, что не позво-
ляет получать фасонный профиль на большой длине заготовок.
Шпиндельные машины применяются для обработки сплошных
и полых заготовок с постоянной величиной обжатия. Участки
Таблица 3. Характеристики отечественных ротационно-
обжимных машин шпиндельного типа
Характеристика Модель машины
В2116 В2118 В2122 В2226
Наибольший диаметр прутковой заготовки, мм 4,0 6,3 16,0 45,0
Число бойков, шт. 2 2 2 2
Число роликов, шт. 10 12 12 12
Частота вращения шпин- деля, об/мин 1200 950 550 240
Скорость подачи заготов- ки, м/мин 4-6 3,0 2,5 0,3
Вид устройств, регули- рующих положение бойков Клиновые
Габаритные размеры ма- шины, мм: длина ширина высота 1220 760 1220 925 510 1250 890 900 1375 1895 1090 1365
Масса машины, кг 520 755 985 2600
29
детали фасонного профиля на таких машинах получают длиной,
не превышающей длину бойка.
Технические характеристики отечественных ротационно-ко-
вочных машин шпиндельного типа приведены в табл. 3.
В кольцевых машинах вращается обойма 5 с сепаратором 7,
а рабочие элементы совершают только возвратно-поступательное
движение. Преимущество таких машин — в возможности полу-
чения изделий круглого и граненого сечения. Они позволяют
Рис. 16. Схема радиально-обжимной машины
также деформировать заготовки с переменной величиной об-
жатия.
В барабанных машинах шпиндель и обойма с сепаратором
могут вращаться в противоположных направлениях. Это обес-
печивает высокую частоту обжатия, что позволяет получать бо-
лее высокое качество поверхности обрабатываемых изделий. Од-
нако барабанные машины могут использоваться как кольцевые,
что расширяет их технологические возможности.
В СССР ротационно-ковочные машины изготовляются ПО
по выпуску кузнечно-прессового оборудования в г. Азове.
К общим недостаткам всех ротационно-обжимных машин
относятся ограниченные размеры обрабатываемых заготовок (как
правило, диаметром не более 50 мм) и высокий уровень шума,
создаваемого ими при работе.
30
Радиально-обжимные машины. Конструкция всех радиально-
обжимных машин включает два основных элемента: кривошип
(эксцентриковый вал), вращающийся вокруг собственной оси,
и шатун (тяга, рычаг) с укрепленным на нем инструментом, со-
вершающий колебательное движение. По принципу устройства
рабочего механизма радиально-обжимные машины похожи на
кривошипные прессы, однако отличаются от них большим числом
пар кривошип — шатун и возмож-
Рис. 17. Схема радиально-
обжимной машины шатун-
но-рычажного типа
ным отсутствием промежуточных
звеньев между шатунами и бой-
ками (ползунов). Отсутствие кон-
структивных элементов, вращаю-
щихся вокруг оси подачи заго-
товки, определяет существенные
преимущества радиально-обжим-
ных машин перед ротационно-
обжимными: высокую стойкость
рабочих органов, бесшумность
работы машины, возможность об-
рабатывать заготовки значитель-
ных диаметров и длин, обеспечи-
вая при этом высокую точность
получаемых изделий.
Радиально-обжимные машины
могут иметь такую конструкцию
(рис. 16), в которой движение от
эксцентрикового вала 2 пере-
дается на ползун 4 через кулис-
ный механизм 1, Эксцентриковые
валы приводятся в движение от
шестерен 5, одна из которых свя-
зана с приводом.
Шатунно-рычажные радиально-
обжимные машины наиболее про-
сты по устройству. Они приме-
няются для обжатия концов труб-
ных заготовок, что не требует больших технологических уси-
лий, а следовательно, позволяет упростить конструкцию, повы-
сить надежность и предельно сократить габариты машины. Схема
устройства шатунно-рычажной машины приведена на рис. 17.
Вал /, снабженный двумя эксцентриками, приводит в движение
рычаги 3 через шатуны 2. Величина обжатия может регулиро-
ваться смещением эксцентриковых втулок 5 посредством червяч-
ной пары 4.
Шатунные радиально-обжимные машины получили широкое
распространение благодаря совершенству конструкции и широ-
ким технологическим возможностям.
Они позволяют обрабатывать сплошные и полые заготовки
диаметром до 1000 мм, длиной 20 м и более, получать изделия
круглого и граненого сечения с гладкой, конической и ступенча-
той поверхностью. Радиально-обжимная машина, изображенная
на рис. 16, также относится к машинам шатунного типа. Тех-
нические характеристики шатунных радиально-обжимных машин
приведены в табл. 4.
31
Таблица 4. Характеристики радиально-обжимных машин
шатунного типа
Характеристика Модель машины
В4030 В4032 В4434П SX20 Австрия «GFM>
Номинальное усилие на 1 (100) 1,6 (160) 2,5 (250) 2,6 (260)
бойке, МН (тс) Наибольший диаметр об- рабатываемой заготовки, мм: прутковой 100 50 200 200
трубной 130 — 200 200
Количество бойков, шт. 4 4 4 4
Номинальное число ходов 1230 800 630 480
бойка в минуту Величина регулировки 25 30 45 67,5
сближения бойков, мм Скорость подачи заго- товки, м/мин: рабочая 0-2,4 0-2,2 0-8 0,6-6
холостого хода 6-24 9-29 30 30
Суммарная мощность 111 130 370 390
электродвигателей, кВт Габаритные размеры, мм: длина 8 000 7 000 20 000
ширина 7 250 8 820 11 000 —
высота 2 050 2 050 2 800 —
Масса установки, кг 50 000 40 000 100 000 102 000
Рис. 18. Принцип действия калибровочных радиаль-
но-обжимных машин
32
В СССР шатунные радиально-обжимные машины выпускает
Рязанское производственное объединение по выпуску тяжелого
кузнечно-прессового оборудования «Тяжпрессмаш».
В группе шатунных машин особое место занимают специа-
лизированные калибровочные или проходные радиально-обжим-
ные машины, предназначенные для горячего обжима заготовок
на один размер (калибровки) и успешно применяющиеся для
этих целей за рубежом. Бойки в таких машинах одновременно
с движением перпендикулярно оси заготовки перемещаются
вдоль ее оси на обжимаемом участке (рис. 18). Это позволяет
осуществлять подачу заготовки бойками — без использования
зажимной головки (манипулятора), причем скорость подачи мо-
жет достигать 20 м/мин.
Проходные машины позволяют обрабатывать заготовки та-
кой же большой длины, как при прокатке, но обеспечивают
большую, чем при прокатке, точность получаемых изделий.
9. Технология радиального обжатия
Как уже было отмечено, радиальное обжатие может прово-
диться без нагрева и с нагревом обрабатываемой заготовки.
Обработка без нагрева обеспечивает более высокие качество и
точность получаемых деталей, но практически не может приме-
няться для сплошных заготовок диаметром более 60—80 мм и
полых — более 100 мм. Поэтому для получения деталей более
указанных размеров применяют нагрев заготовок до требуемой
температуры. Образующаяся при этом окалина снижает каче-
ство получаемых изделий и повышает износ рабочих узлов ра-
диально-обжимных машин. Однако в процессе обжатия она уда-
ляется с наружной поверхности заготовки благодаря частому
пульсирующему воздействию бойков на эту поверхность.
При отсутствии требований к размерам внутренней поверх-
ности полых изделий их обжатие может проводиться без исполь-
зования оправок (дорнов). В этом случае для обеспечения по-
перечной устойчивости заготовки ее наружный диаметр должен
превышать толщину стенки не более чем в 35 раз. Применение оп-
равок, обеспечивающих внутренний подпор, позволяет получать по-
лые изделия со сложной внутренней поверхностью и переменной тол-
щиной стенки и достигать больших суммарных величин обжатия.
Технологический процесс получения изделий радиальным об-
жатием в общем случае включает следующие операции: 1) кон-
троль исходной заготовки; 2) нагрев заготовки (в случае го-
рячего обжатия); 3) обработку на радиально-обжимной ма-
шине; 4) отрезку технологических концов и (при необходимо-
сти) разрезку; 5) маркировку; 6) термическую обработку;
7) правку; 8) отделку и очистку; 9) контроль качества изделия.
Заготовка, поступающая на радиальное обжатие, может
быть получена отрезкой от прутка или трубы, штамповкой, свар-
кой, литьем и другими способами. Ее контроль проводят на со-
ответствие чертежу исходной заготовки по размерам, материалу,
твердости и требованиям к качеству поверхности.
Нагрев заготовок может быть пламенным и индукционным.
При массовом и серийном производстве, когда номенклатура
обрабатываемых заготовок невелика, целесообразно применять
3 Зак. 1041 33
индукционный нагрев, позволяющий обеспечить высокую произ-
водительность изготовления деталей. Кроме того, индукционный
нагрев, как малоокислительный, позволяет назначать меньшие
припуски на механическую обработку и получать поверхности
более высокого качества, чем при пламенном нагреве. Пламен-
ный нагрев применяют при изготовлении крупногабаритных из-
делий и изделий с большим диапазоном диаметров и длин, ко-
гда использование индукционного нагрева невозможно. Приме-
няемые в этом случае печи могут быть с непрерывной и перио-
дической загрузкой, из которых первые более предпочтительны,
так как они обеспечивают более высокую производительность и
непрерывность технологического процесса.
Для радиального обжатия используют оборудование, обес-
печивающее получение необходимых размеров заготовки и об-
ладающее требуемым усилием деформирования.
Обработку проводят по технологическому процессу, опре-
деляющему вид исходной заготовки, размеры заготовки после
обжатия, число переходов, величины обжатий по переходам,
температуру нагрева и другие параметры. Припуски по диамет-
рам изготовляемой детали назначают при необходимости после-
дующей обработки резанием. Из-за образования в процессе об-
жатия утяжки на торцах заготовки припуски, как правило, на-
значают и по длине. Число технологических переходов и способ
обжатия определяют в зависимости от длин участков заготовки
с разными диаметрами и суммарных величин деформации. Наи-
большая производительность обработки достигается применением
максимально допустимых обжатий за один переход.
Различают два способа радиального обжатия — по схеме
сжатия и растяжения. При движении устройства, подающего
заготовку в направлении ковочного механизма, обработка про-
исходит по схеме сжатия, при движении подающего устройства
(зажимной головки, манипулятора) в направлении от ковочного
механизма — по схеме растяжения. Обжатие сплошных загото-
вок большой длины при небольшом поперечном сечении реко-
мендуется проводить по схеме растяжения для предотвращения
их искривления.
При обработке полых заготовок с использованием оправки
различают обжатие на неподвижной и подвижной оправке.
В первом случае заготовка перемещается в направлении подачи
относительно бойков и оправки, а сама оправка остается непо-
движной, что позволяет получать изделия только с одинаковым
по всей длине внутренним диаметром. Во втором случае заго-
товка перемещается относительно бойков вместе с находящейся
внутри нее оправкой, что обеспечивает получение изделий со
ступенчатым внутренним профилем. Переменный внутренний про-
филь можно получить также на двух состыкованных подвижных
оправках.
При изготовлении одной заготовки на несколько деталей в
технологическом процессе помимо отрезки концов с утяжкой
предусматривают разрезку заготовки. Для этого рекомендуется
использовать высокопроизводительное оборудование — пилы,
пресс-ножницы и др.
Несмотря на то что изделия, получаемые радиальным обжа-
тием, имеют незначительное искривление продольной оси, при
34
повышенных требованиях по кривизне их подвергают правке.
Правку проводят в горячем и в холодном состоянии на гидрав-
лических правильных прессах и правильных машинах. Заго-
товки небольших размеров правят вручную или с использова-
нием вращающихся цилиндрических профильных валков, между
которыми помещают выправляемое изделие. После правки в хо-
лодном состоянии для снятия внутренних напряжений при не-
обходимости проводят отжиг.
10. Инструмент для радиального обжатия
К основному инструменту, определяющему форму и разме-
ры получаемых изделий, относятся бойки и оправки. Конструк-
ция и качество изготовления инструмента, деформирующего за-
готовку, определяют точность изготовления, качество поверхно-
сти обрабатываемого изделия и его качество в целом.
Рис. 19. Виды бойков, применяемых в ротационно-обжим-
ных машинах
Бойки, применяемые в ротационно-обжимных машинах, мо-
гут предназначаться для обработки только цилиндрических по-
верхностей (рис. 19, а), конических поверхностей небольшой
длины (рис. 19,6), конических поверхностей большой длины и
сложных ступенчатых поверхностей (рис. 19, в) и поверхностей
с квадратным сечением (рис. 19, г).
На неравномерность деформации, скорость подачи и условия
захвата заготовки влияют значения углов заходного конуса а
и охвата заготовки бойками 0, радиусы закругления н и гг,
которые назначают в соответствии с существующими рекоменда-
циями.
Поверхность калибрующего участка бойков может быть пло-
ской (рис. 19, г) или цилиндрической (рис. 19, а, в).
Бойки, позволяющие вести обработку при подаче заготовки
только в одном направлении, называются односторонними
(рис. 19,6). Если конструкция бойков позволяет обжимать
3*
35
заготовки при их подаче в обоих направлениях, то они называ-
ются двусторонними (рис. 19, а, г).
Бойки, применяемые в радиально-обжимных машинах, в
основном имеют конструкцию, аналогичную изображенной на
рис. 19, в, г.
Оправки, применяемые для радиального обжатия, обеспечи-
вают требуемые форму, размеры и качество внутренней поверх-
ности получаемых изделий.
По конструкции различают оправки короткие (неподвижные)
и длинные (подвижные), гладкие и со ступенчатой наружной
поверхностью, сплошные и полые, цельные и сборные. При го-
рячем обжатии обеспечивают охлаждение оправки за счет под-
вода в ее внутреннюю полость охлаждающей жидкости.
Для облегчения съема обработанного изделия с оправки на-
ружная поверхность последней может быть выполнена кониче-
ской с небольшим углом конусности.
Материалом для изготовления инструмента служат инстру-
ментальные марки стали и твердые сплавы. Для холодного об-
жатия используют стали У10, ХВГ, 5ХВ2С, Х12Ф1 и твердые
сплавы марок ВК-15, ВК-20. Для горячего обжатия применяют
стали 5ХНМ, 5ХНВ, ЗХ2В8 и др.
Стойкость бойков может быть существенно повышена за
счет наплавки рабочей поверхности твердыми сплавами.
Оправки изготовляют из тех же материалов, что и бойки;
кроме того, при горячем обжатии используют высокопрочные,
жаропрочные сплавы и легированные стали.
Глава 3
МАШИННАЯ РАСКАТКА КОЛЬЦЕВЫХ ЗАГОТОВОК
11. Сущность процесса и область применения
В современном машиностроении применяется большое коли-
чество деталей, изготовляемых из кольцевых заготовок различ-
ных профилей и размеров. Наиболее прогрессивным и высоко-
эффективным способом получения кольцевых заготовок является
раскатка их на специальных раскатных машинах (станах).
В процессе раскатки исходной полой заготовки (рис. 20)
происходят уменьшение толщины стенки заготовки и увеличение
ее наружного и внутреннего диаметров до требуемых размеров.
Ширина заготовки при этом увеличивается свободно либо, в
случае использования закрытых калибров или торцовых валков,
до размеров, определяемых инструментом.
Различают открытый и закрытый способы раскатки.
Открытый способ раскатки (рис. 20, а) характеризуется вра-
щением наружного 1 и внутреннего 2 валков в различных на-
правлениях и сближением их осей, за счет чего происходит де-
формирование заготовки X
36
Для придания заготовке устойчивости в процессе раскатки
используют опорные ролики 6 и 7 (рис. 22), оси которых пере-
мещаются под воздействием раскатываемого кольца. Один из
опорных роликов является одновременно контрольным и отклю-
чает нажимной механизм в момент достижения заготовкой за-
данного наружного диаметра.
Неравномерность уширения заготовки может быть исправ-
лена применением торцовых валков, обжимающих кольцо по
ширине и удерживающих его от смещения в калибре. Необхо-
димость перемещения торцовых валков в процессе раскатки
может быть исключена установкой их в непосредственной бли-
зости от зоны обжатия раскатными валками.
Рис. 20. Способы раскатки кольцевых загото-
вок: а — открытый; б — закрытый
Раскатные валки могут иметь открытые и закрытые кали-
бры. Раскатка в закрытых калибрах обеспечивает лучшее каче-
ство торцов обрабатываемых колец, но не исключает возможно-
сти образования заусенцев, утяжин и других дефектов, в связи
с чем более эффективно применение торцовых валков.
Закрытый способ раскатки (рис. 20, б) характеризуется вра-
щением матрицы 1 и внутреннего валка 2 в одинаковом направ-
лении и удалением их осей, в результате чего происходит рас-
катка заготовки 3 до наружного диаметра, равного внутрен-
нему диаметру матрицы.
К преимуществам этого способа раскатки относится устой-
чивое равновесие заготовки в процессе деформирования, поэтому
исключается необходимость использования опорных роликов.
Кроме того, за счет закатывания заготовки в матрицу наруж-
ный диаметр получаемых колец может быть обеспечен с высо-
кой точностью.
Однако большие усилия, требуемые для заполнения матри-
цы, ограничивают применение закрытого способа раскатки, так
как практически не позволяют получать изделия значительных
размеров.
К существенным недостаткам этого способа, также ограни-
чивающим его применение, относятся необходимость смены мат-
риц при обработке изделий разных размеров и невозможность
37
получения колец, профилированных по наружной поверхности.
Применение закрытого способа раскатки наиболее целесо-
образно для изготовления точных изделий небольших размеров
со сложным профилем по внутренней поверхности, таких, на-
пример, как кольца подшипников качения.
Машинная раскатка колец — прогрессивный процесс произ-
водства бесшовных изделий, позволяющий получать заготовки
ответственных деталей. Изготовление кольцевых заготовок рас-
каткой значительно рациональнее по сравнению со свободной
ковкой за счет большей производительности, меньшей трудоем-
кости, меньших припусков на обработку резанием.
а)_________ ______ _ ______
S)
Рис. 21. Профили колец, получаемых машинной раскат-
кой, для подшипниковой промышленности (а) и общего
машиностроения (б)
Большое распространение машинная раскатка получила в
производстве колец подшипников, к которым предъявляются
высокие эксплуатационные требования. Заготовки, полученные
раскаткой, полностью удовлетворяют этим требованиям. Кроме
того, обеспечивается высокая экономичность и производитель-
ность изготовления колец, что очень важно в массовом производ-
стве. Форма колец подшипников качения, получаемых машинной
раскаткой, может быть весьма разнообразной (рис. 21, а).
В машиностроении имеется большая потребность в кольце-
вых заготовках для деталей самого различного назначения: вен-
цов зубчатых колес, разнообразных обойм, колец и т. п., в том
числе крупных колец, достигающих диаметра 6 м. Примеры про-
филей колец, применяемых в машиностроении, приведены на
рис. 21,6.
12. Оборудование для раскатки
В СССР и за рубежом имеется большое разнообразие кон-
струкций станов для раскатки кольцевых заготовок. Раскатное
оборудование прежде всего делится на станы, работающие по
88
Таблица 5. Технические характеристики кольцепрокатных станов СССР
Характеристика Модель стана
250 300 450 500 1500 1800 2000 2800
Максимальный диа- метр раскатываемого кольца, мм 260 320 465 400 1450 1850 2250 3000
Максимальная ширина раскатываемого кольца, мм 60 80 165 120 130 156 220 260
Рабочее давление в ци- линдре, МПа (кгс/мм’1 50 (5) 5.10’ (50) 1540’ (150) 60 6.10’ (60) 2-103 (200) 1.10»(100) ЫО3 (100)
Мощность электродви- гателя, кВт 22 48 160 85 75 900 883 883
Частота вращения главного шпинделя, об/мин 225 85/136 27-138 96 40 88 41-82 60-120
Род тока Переменный Постоянный Переменный Посте янный
открытому и закрытому способу. Раскатные станы могут быть
одноклетьевыми и двухклетьевыми, с консольным и двухопорным
внутренним валком, с одним или несколькими опорными роли-
ками, с торцовыми валками или без них и т. д. По расположе-
нию раскатываемого изделия различают станы вертикального,
горизонтального и наклонного типа.
Станы, работающие по закрытому способу раскатки, не по-
лучили широкого распространения. В настоящее время ведутся
Рис. 22. Схема раскатной машины
модели РМ-650
работы по совершенствованию их конструкции и расширению
технологических возможностей.
Станы, работающие по открытому способу раскатки, ши-
роко применяются в нашей стране и за рубежом. Они класси-
фицируются по максимальному наружному диаметру раскаты-
ваемых колец.
Краткие технические характеристики отечественных кольце-
раскатных станов приведены в табл. 5.
Для раскатки колец средних диаметров (250—1300 мм) в
СССР большое распространение получили станы модели РМ
(РМ-250, РМ-300М, РМ-500, РМ-650, РМ-1100), имеющие верх-
нее расположение нажимного валка. Эти станы, кроме модели
РМ-1100, выполнены с наклонным расположением станины, что
обеспечивает удобство их обслуживания.
На рис. 22 приведена схема раскатной машины РМ-650.
Кольцо 1 раскатывается между опорным валком 2 и нажимным
40
валком 3, выполненными консольно. Нажимной валок вращается
от электродвигателя и перемещается в радиальном направлении
под воздействием гидроцилиндра 4, давление в котором созда-
ется пневмоцилиндром 5, работающим от заводской пневмосети.
Устойчивость заготовки в процессе раскатки обеспечивают по-
движные ролики — упорный 6 и контрольный 7. При достижении
кольцом требуемого наружного диаметра исполнительное уст-
ройство 8 отключает привод нажимного механизма.
Раскатные машины типа РМ надежны и просты в эксплуа-
тации, однако постоянная частота вращения приводного валка и
малая величина хода штока силового цилиндра ограничивают
их технологические возможности. В связи с этим в настоящее
время ведутся работы по совершенствованию конструкции ста-
нов для раскатки колец средних диаметров.
13. Технология машинной раскатки
При разработке технологического процесса раскатки кольце-
вых заготовок важным этапом является установление рацио-
нальных размеров и формы раскатываемого кольца. Чертеж рас-
катанной заготовки разрабатывают на основе чертежа готовой
детали. Целесообразно провести предварительную проработку
чертежа готовой детали на технологичность, обеспечив, где это
возможно, простую симметричную форму поперечного сечения,
образуемую плоскими и цилиндрическими поверхностями. Необ-
ходимо также учитывать возможность объединения двух деталей
в одну симметричного сечения и возможность введения необра-
ботанных поверхностей.
Форму и размеры раскатанной заготовки назначают воз-
можно ближе к форме и размерам готовой детали. Окончатель-
ные размеры заготовки (наружный диаметр и высоту) устанав-
ливают исходя из возможностей имеющегося на предприятии
раскатного оборудования.
При несимметричном поперечном сечении готовой детали
раскатанную заготовку необходимо проектировать на две или
несколько деталей, обеспечивая ее симметричность.
На рис. 23 изображена раскатанная заготовка, полученная
на стане РМ-300М завода «Тамбовполимермаш» для изготовле-
ния детали реборда.
Заготовка под раскатку может быть получена свободной
ковкой, штамповкой на прессах, молотах, горизонтально-ковоч-
ных машинах (ГКМ) и другими способами. Исходные заготовки
с наружным диаметром до 250 мм наиболее целесообразно по-
лучать на ГКМ. При назначении коэффициента обжатия К (от-
ношения площадей поперечных сечений заготовки до и после
раскатки) в пределах 1,3—1,6 исходную заготовку можно по-
лучить на ГКМ за один переход. Раскатка с К > 1,6 обеспечи-
вает лучшую проработку структуры материала, но приводит к
необходимости назначать меньший внутренний диаметр исход-
ной заготовки, что вызывает увеличение числа переходов при
штамповке на ГКМ и снижение производительности раскатных
машин. При общем коэффициенте обжатия К > 3 и сложном
профиле кольца раскатку проводят за два перехода, для чего
используют двухклетьевые станы.
41
Размеры заготовки под раскатку определяют из равенства
объемов заготовки до и после раскатки; при этом предполагают,
что высота кольца в процессе раскатки не изменяется. При опре-
Рис. 23. Чертеж заготовки, получаемой машинной
раскаткой для несимметричной детали: а — готовая
деталь; б—раскатанная заготовка
делении размеров исходной заготовки для раскатки колец с не-
симметричным профилем необходимо соблюдение равенства ко-
эффициентов обжатия всех элементов поперечного сечения за-
готовки. Масса исходной заготовки должна быть больше массы
Рис. 24. Раскатной инструмент стана модели
РМ-500: а — нажимной валок; б — центральный
валок
раскатанного кольца на величину угара от нагрева под рас-
катку.
Форма и размеры рабочего профиля раскатного инструмента
(валков) определяются формой и размерами раскатываемых ко-
лец с учетом их температурной усадки. Постоянные размеры
валков раскатного стана модели РМ-500 приведены на рис. 24.
42
Температура нагрева под раскатку, как правило, не превы-
шает 1000 °C. Нагрев до большей температуры нерационален,
так как приводит к интенсивному окалинообразованию и обез-
углероживанию металла на глубину до 0,8 мм. Только в отдель-
ных случаях при сочетании сложной конфигурации и небольших
размеров поперечного сечения раскатываемых колец заготовку
под раскатку нагревают до 1100—1200 °C.
14. Качество раскатанных колец
На качество раскатанных кольцевых заготовок влияют фак-
торы, зависящие от технологического процесса и используемого
оборудования. Значительное влияние на характер протекания
процесса и качество получаемых изделий оказывает режим рас-
катки, определяемый соотношением между скоростью сближе-
ния валков и скоростью их вращения. Правильно выбранный ре-
жим процесса обеспечивает устранение разностенности исходной
заготовки, заполнение калибра и получение кольца с требуемыми
размерами и формой.
К основным дефектам раскатанных колец относятся: заусен-
цы по внутреннему или наружному диаметру, кривизна по пло-
скости и конусность, разброс по диаметру, утяжка на торцах,
трещины.
Заусенцы по диаметру образуются при раскатке в закрытых
калибрах за счет вытеснения избытка металла в зазор между
калибрами. Величина заусенцев тем больше, чем больше коэф-
фициент обжатия К, и при К > 1,5 может быть весьма значи-
тельной. При раскатке в закрытых калибрах полностью предотвра-
тить образование заусенцев не удается, однако можно умень-
шить их величину за счет предварительной раскатки на стане
с торцовыми валками или точного дозирования объема исход-
ной заготовки.
Кривизна на плоскости и конусность образуются из-за не-
равномерности обжатия заготовки по ширине, что наблюдается
при непараллельности образующих наружной и внутренней по-
верхностей исходной заготовки. Конусность колец с прямоуголь-
ным сечением нередко вызывается непараллельностью осей вал-
ков. Различная величина обжатия отдельных участков сечения
колец с несимметричным профилем также вызывает кривизну и
конусность раскатанных заготовок.
Разброс по диаметру образуется в случае прекращения рас-
катки до получения требуемых размеров раскатанных колец.
Одинаковый диаметр колец обеспечивают быстрым разведением
валков при достижении требуемого диаметра изделия, причем
валки должны быть разведены с одинаковой для всех колец
скоростью. Необходимо учитывать, что при открытом способе
раскатки обкатка изделия в конце процесса без радиального пе-
ремещения нажимного валка приводит к некоторому увеличению
диаметра раскатываемой заготовки.
Утяжка на торцах появляется при раскатке с небольшим ко-
эффициентом обжатия. Обычно утяжка представляет собой ка-
навку в виде неглубокого желоба, расположенную на середине
торцов по всей окружности кольца. Образование утяжки можно
43
предотвратить увеличением обжатия, использованием исходной
заготовки с выпуклыми торцами, применением торцовых валков.
Трещины, как правило, образуются на внутренней поверх-
ности колец, что объясняется действием растягивающих напря-
жений в зоне сечения между средним и внутренним диаметром.
Кроме возможных дефектов металла и некачественного изготов-
ления исходных заготовок образование трещин вызывается осты-
ванием поверхности металла и распространением в глубь заго-
товки трещин, образующихся на заусенцах. Использование раз-
нообразных технологических приемов — раскатки в закрытых
калибрах, изменения соотношения диаметров валков, изменения
скорости обжатия и скорости раскатки — позволяет успешно бо-
роться с образованием трещин на получаемых изделиях.
Процесс машинной раскатки, как правило, наиболее рацио-
нальный способ получения профильных кольцевых заготовок, а
также крупногабаритных колец. Перевод производства колец с
ковки на раскатку позволяет снизить расход металла на 40—
50%. Так, внедрение раскатки заготовок детали реборда
(см. рис. 23) вмесо ковки позволяет уменьшить расход металла на
одну деталь с 57,8 до 30,2 кг, т. е. на 47,8%. При этом коэф-
фициент весовой точности увеличивается с 0,20 до 0,34, а коэф-
фициент использования металла — с 0,145 до 0,278.
Снижение себестоимости кольцевых заготовок, повышение
эксплуатационных характеристик изделий, экономия металла и
ряд других преимуществ технологии машинной раскатки вызы-
вают широкое распространение этого процесса в нашей стране
и за рубежом. В настоящее время в СССР ведутся работы по
совершенствованию технологии раскатки и конструкций раскат-
ных станов, разрабатываются новые способы раскатки, позво-
ляющие получать кольца несимметричного поперечного сечения
с широкими наружными и внутренними фланцами и другие из-
делия сложного профиля.
Г л а в а 4
ПРОКАТКА ЗУБЧАТЫХ КОЛЕС
15. Особенности и основные схемы процесса
В современном машиностроении широко применяются цилин-
дрические и конические зубчатые колеса с различным модулем.
Несмотря на высокое совершенство обработки резанием, тради-
ционно применяемой для получения зубчатых профилей, трудо-
емкость изготовления зубьев составляет до 20% общей трудо-
емкости изготовления зубчатого колеса. В связи с этим весьма
перспективно развитие методов обработки металлов давлением,
позволяющих получать на заготовке окончательный зубчатый
профиль либо требующих незначительной чистовой обработки
резанием. Один из таких методов — прокатка заготовок в холод-
ном или горячем состоянии зубчатым инструментом. Прокатка
44
зубчатых колес по сравнению с черновым зубофрезерованием
обеспечивает повышение производительности труда в пять раз
и более, экономию металла на 15—20%, повышение прочности
и износостойкости получаемых зубчатых профилей.
В процессе прокатки зубчатых колес на цилиндрической по-
верхности заготовки за счет пластического деформирования ме-
талла образуются зубья требуемых формы и размеров, что до-
стигается благодаря назначению определенных кинематических
соотношений между движениями заготовки и инструмента. В ос-
нове этих кинематических соотношений лежит принцип обкатки,
применяемый при получении зубьев обработкой резанием. В со-
ответствии с этим принципом для образования на заготовке про-
филя, взаимно сопряженного с профилем рабочего инструмента,
необходимо обеспечить равенство скоростей начальных окруж-
ностей заготовки и инструмента таким образом, чтобы эти
окружности перекатывались друг по другу без скольжения. При
этом каждый зуб инструмента получает ряд последовательных
положений, огибающая которых образует профиль зуба обраба-
тываемого изделия.
Кроме движения обкатки, происходящего при зацеплении ин-
струмента с заготовкой, инструмент или заготовка совершают
движение (подачу), обеспечивающее пластическое деформирова-
ние металла и получение зубьев требуемой высоты.
В процессе прокатки вершина каждого зуба образуется за
счет перемещения в нее металла из впадины зуба обрабатывае-
мого зубчатого колеса. Теоретически равенство объемов металла,
вытесняемых из впадин в вершины зубьев, обеспечивается в том
случае, когда диаметр D3 обрабатываемой заготовки соответ-
ствует делительному диаметру накатываемого зубчатого колеса.
Отсюда следует, что диаметр D3 заготовки под накатку должен
быть на два модуля меньше диаметра заготовки под обработку
резанием. Таким образом, при прокатке зубчатых колес, в отли-
чие от обработки резанием, металл из впадин зубьев не уда-
ляется в стружку, а используется для получения их вершин,
что обеспечивает значительную экономию металла, особенно при
обработке зубчатых колес крупных и средних модулей в массо-
вом и серийном производстве.
Важным преимуществом процесса прокатки зубчатых колес
является повышение механических свойств накатанных зубьев
по сравнению с фрезерованными. При нарезании зубьев фрезами
или долбяками происходит перерезание волокон металла заго-
товки, что ухудшает эксплуатационные характеристики зубча-
того венца. В процессе прокатки под воздействием инструмента
волокна заготовки не перерезаются, а деформируются так, что
огибают зубчатый профиль. Кроме того, материал заготовки
уплотняется, а макро- и микроструктуры поверхностных слоев
зубьев улучшаются. В результате зубья, полученные прокаткой,
даже после чистовой их обработки резанием имеют высокое
сопротивление поверхностному износу, усталостному поверхност-
ному выкрашиванию, статическому и динамическому изгибу, а
также усталостному излому. Данные различных исследований
позволяют сделать вывод, что прочность и износостойкость
зубьев колес, полученных горячей прокаткой, в среднем на
15—30% выше, чем у колес, полученных фрезерованием.
45
Для накатывания обычно используют зубчатые рейки или
зубчатые валки (накатники). Кроме того, могут использоваться
планетарные головки, ролики которых при вращении и обкатке
образуют на заготовке требуемый профиль.
Схема накатывания зубьев рейками приведена на рис. 25, а.
Две рейки, на заходных участках /3 которых высота зубьев по-
степенно увеличивается, движутся навстречу друг другу, произ-
водя деформирование заготовки. На калибрующем участке 1К
происходит окончательное накатывание зубчатого профиля. На-
катывание рейками применяют для получения эвольвентных и
остроугольных шлицев и шестерен малых модулей и небольшой
длины.
Для холодного накатывания зубьев небольшого модуля на
изделиях сравнительно большой длины применяют накатывание
Рис. 25. Схема прокатки зубьев: а — рейками; б — плане-
тарными головками
планетарными головками (рис. 25,6). Ролики 1 двух вращаю-
щихся головок одновременно внедряются в поверхность обра-
батываемой заготовки 2, образуя небольшой участок профиля
зуба. Кроме осевого перемещения заготовка вращается вокруг
своей оси, что обеспечивает накатывание профиля по окружно-
сти и длине заготовки.
Применение для накатывания эвольвентных зубчатых валков
позволяет получить прямозубые, косозубые и шевронные цилин-
дрические зубчатые колеса с модулем до 10 мм, а также кони-
ческие колеса с модулем до 12 мм. Для изготовления зубчатых
колес в холодном состоянии с модулем до 1,5 мм и в горячем
состоянии с модулем до 5 мм может применяться стопочное
(прутковое) накатывание, для которого характерна осевая по-
дача заготовок.
При стопочном накатывании обрабатываемая заготовка 1
(рис. 26) представляет собой стопу из восьми — десяти отдель-
ных заготовок, которые центрируются и фиксируются между со-
бой при помощи специальных выступов на одной стороне заго-
товок и углублений на другой их стороне. С одного из торцов
стопу прижимают мастер-шестерней 2, находящейся в зацеплении
с накатниками 3 и передающей вращение заготовке, когда она
46
еще не вступила в контакт с инструментом. В процессе осевой
подачи заготовка вместе с мастер-шестерней, имеющей число
зубьев и модуль такие же, как и накатываемые зубчатые коле-
са, перемещается между накатниками. При прохождении стопы
Рис. 26. Схема стопочной (прутковой) про-
катки шестерен с осевой подачей заготовки
Рис. 27. Схема штучной прокатки шестерен с радиальной пода-
чей валков
через заходную коническую часть инструмента на заготовке об-
разуется требуемый профиль зубьев, а в цилиндрической части
накатников происходит калибровка полученного профиля.
В отличие от стопочного накатывания при штучной прокатке
(рис. 27) осуществляется радиальная рабочая подача за счет
47
уменьшения расстояния между осями накатников. Заготовку /
нагревают до температуры 1100—1150 °C на глубину двух-трех
модулей в индукторе, питаемом токами высокой частоты. Для
центровки заготовки и придания ей необходимой жесткости во
время деформирования ее зажимают оправками 2. Вначале про-
изводят профилирование заготовки гладкими валками 3, что
обеспечивает благоприятные условия деформирования при на-
катывании зубчатого профиля. Зубчатый профиль образуется
при обкатке заготовки накатниками 4, движущимися одновре-
менно в направлении подачи так, что их межосевое расстояние
уменьшается. Окончательное оформление профиля и его кали-
бровка происходят в процессе обкатки после прекращения по-
дачи. Диски 5, установленные на накатниках, ограничивают те-
чение металла в торцовом направлении и определяют форму
торцов и высотные размеры изготовляемых зубчатых колес.
16. Оборудование и технология прокатки
зубчатых колес
Для накатывания цилиндрических зубчатых колес в холод-
ном состоянии используют три схемы: накатывание с осевой по-
дачей заготовок или инструмента, с радиальной подачей инстру-
мента и с тангенциальной подачей заготовки.
При накатывании зубьев с осевой подачей (см. рис. 26)
обеспечиваются стабильность размеров изготовляемых колес, вы-
сокая точность получаемого зубчатого профиля, высокая произ-
водительность прокатки.
Радиальная подача инструмента при холодной прокатке
зубчатых колес применяется редко, так как в этом случае, по-
мимо низких производительности процесса и стойкости инстру-
мента, не удается получить изделия высокой точности из-за ма-
лой жесткости кинематической цепи.
Тангенциальная подача заготовки осуществляется за счет
введения ее между вращающимися накатниками, межосевое рас-
стояние которых в процессе прокатки не изменяется. Кинемати-
ческая связь заготовки с инструментом отсутствует, что позво-
ляет использовать прокатку с тангенциальной подачей только
для получения зубчатых колес невысокой степени точности.
Для прокатки зубчатых колес в холодном состоянии ис-
пользуют специальные станки и универсальные токарные стан-
ки, оснащенные зубонакатными устройствами или головками.
В качестве инструмента применяют зубчатые рейки и накатники.
Из специальных станков, работающих с использованием ин-
струмента реечного типа, широко известны станки Рото-Фло
фирмы «Мичиган-Тул» (США), развивающие при накатывании
усилие до 0,5 МН (50 тс). Заготовка закрепляется в двух шпин-
делях, расположенных в жесткой станине. Взаимосвязь движе-
ния инструмента и заготовки осуществляется устройством, свя-
занным с одним из шпинделей и состоящим из двух реек и ше-
стерни. Перемещение инструмента производится с постоянной
скоростью одним или двумя гидроцилиндрами. Станки данного
типа позволяют накатывать шлицы, а также прямые и спираль-
ные зубья на изделиях диаметром 12,5—50 мм на длине до
100 мм.
48
Для накатывания валковым инструментом существует ряд
устройств, которые устанавливаются на токарном станке или в
револьверной головке токарно-револьверного станка. Отечествен-
ные конструкции таких устройств оснащены тремя валками и
предназначены для стопочной прокатки мелкомодульных зуб-
чатых колес.
Прокатка шестерен в горячем состоянии может проводиться
с подачей, осуществляемой за счет перемещения накатываемой
заготовки (см. рис. 25, а и 26) и перемещения инструмента
(см. рис. 27).
В первом случае оборудование имеет короткую кинематиче-
скую цепь, что обеспечивает повышенную точность накатывае-
мых изделий. К недостаткам прокатки с подачей за счет пере-
мещения заготовки относятся: сложность изготовления ин-
струмента и ограниченные размеры получаемых зубчатых колес
(диаметр до 250 мм, модуль до 5 мм).
Оборудование для прокатки с подачей, осуществляемой пе-
ремещением инструмента, отличается сложной конструкцией, что
вызвано необходимостью обеспечения сближения накатников и,
одновременно, синхронизации их вращения. Однако это обору-
дование позволяет получать зубчатые колеса диаметром до
600 мм и с модулем до 10—12 мм.
В зависимости от вида подачи специализированное оборудо-
вание для горячей прокатки разделяется на станы для накаты-
вания стопочным и штучным способами. Известны следующие
модели отечественных станов, производящих стопочную (прут-
ковую) прокатку.
1. Стан ЦКБММ-22, предназначенный для накатывания ци-
линдрических зубчатых колес диаметром 24—200 мм с прямыми,
косыми и шевронными зубьями модулем до 3 мм и высотой
пакета заготовок до 200 мм.
2. Стан ОС-1М для накатывания цилиндрических зубчатых
колес диаметром 40—250 мм с прямыми, косыми и шеврон-
ными зубьями модулем 2—5 мм и высотой пакета заготовок до
300 мм.
3. Стан АЛ11-С1 для накатывания цилиндрических зубча-
тых колес диаметром 20—190 мм с прямыми и косыми зубьями
модулем 1—3 мм, а также винтов с крупным шагом и червя-
ков длиной до 200 мм.
Из оборудования, применяемого для горячей штучной про-
катки, наибольший интерес представляет ряд станов типа ЗПС
конструкции ВНИИметмаша, позволяющих получать цилиндри-
ческие зубчатые колеса диаметром до 600 мм с модулем до
9 мм.
Технические характеристики станов типа ЗПС приведены в
табл. 6.
Ряд станов конструкции НИИТавтопрома (модели 535, 569,
2008, 2014) предназначен для накатывания в горячем состоянии
конических зубчатых колес диаметром 100—450 мм с модулем
7—12 мм.
Горячей прокаткой можно получать также зубья звездочек
цепных передач. Стан ЗПС-120 конструкции ВНИИметмаша,
специально предназначенный для этого, позволяет получать
звездочки диаметром 50—300 мм с шагом зубьев до 25,4 мм.
49
Таблица 6. Технические характеристики зубопрокатных станов
конструкции ВНИИметмаша
Характеристика Модель стана
ЗПС-30-200 3 ПС-120-320 ЗПС-300-600
Наибольший диаметр на- катываемого зубчатого ко- леса, мм Наименьший диаметр на- катываемого зубчатого ко- леса, мм Наибольший модуль, мм Наибольшая ширина зуб- чатого венца, мм Диаметр валков, мм Усилие радиальной пода- чи, МН (тс) Мощность главного при- вода, кВт Производительность, шт./ч Габаритные размеры ста- на, мм Масса стана, кг 200 30 3,5 60 200 0,15 (15) 10 100 1 700Х500Х Х2 000 4 000 320 120 7,0 50 270 0,30 (30) 55 40 4 470X2 920Х XI 370 14 500 600 300 6,5 70 500 0,40 (40) 100 30 8 000X4 500X ХЗ 800 35 000
Рис. 28. Схема обкатки за-
готовки гладкими валками
При расчете размеров заготовки под прокатку исходят из
того, чтобы накатанная заготовка имела минимальные припуски
под обработку резанием и обеспечивала получение зубчатых ко-
лес необходимых размеров. Необходимо также учитывать, что
объем металла, вытесняемый из
впадин, должен быть равен объ-
ему металла, заполняющего вер-
шины зубьев. Диаметр заготовки
d3 и ширина ее обода b для ци-
линдрических зубчатых колес оп-
ределяются по формулам:
d3 = dcp + 0,4/n;
b = bQ — (1 4- 3) мм,
где dcp — средний диаметр прока-
тываемой заготовки (между ок-
ружностями выступов и впадин);
т — Ьо — ширина обода
зубчатого колеса.
Заполнение вершин зубьев га-
рантируется избытком металла
(по сравнению с требуемым под
обработку резанием), который
вытесняется в облой в процессе предварительной обкатки заго-
товки 1 гладкими валками 2 (рис. 28). Обкатке обычно подвер-
гаются штампованные заготовки под прокатку зубчатых колес
с модулем 6—10 мм. Это улучшает процесс прокатки зубчатыми
накатниками 3, так как обкатка устраняет биение заготовки,
а последующее накатывание зубьев производится с той же уста-
50
новей обрабатываемого изделия (см. рис. 27). Кроме того, за
счет выпуклой поверхности накатников 2 поверхность заготовки
по образующей получается вогнутой, что облегчает течение ме-
талла у торцов зубчатого венца. Это исключает необходимость
приложения больших радиальных усилий для заполнения зубьев
у торцов накатываемой заготовки.
При прокатке важное значение имеет выбор правильного
соотношения между величиной подачи валков и скоростью их
вращения. Практически зубчатые колеса накатывают со ско-
ростью вращения валков 0,3—0,5 м/с при радиальной подаче,
составляющей 0,7—1,5 мм на 0,5 оборота заготовки в начале
прокатки и 0,15—0,3 мм — в конце прокатки. При осевой подаче
величина последней составляет 2—10 м/с.
Прокатку звездочек цепных передач проводят со скоростью
вращения валков 0,5—1,5 м/с и подачей 0,5—0,7 мм на 0,5 обо-
рота заготовки.
При горячем накатывании зубчатых профилей большое зна-
чение имеет применение эффективных смазок. Технологические
смазки позволяют улучшить качество получаемых изделий и по-
высить стойкость инструмента. Они должны хорошо сохранять
тепло нагретой заготовки, обеспечивать минимальный коэффи-
циент трения и надежную разделительную пленку между заго-
товкой и инструментом, сохранять свои свойства в условиях ра-
боты при температурах до 1200 °C и удельных усилиях до
600 МПа (60 кгс/мм2). Наиболее часто для горячей прокатки
используют смазки в виде суспензий графита в машинном мас-
ле, эмульсии, воде, жидком стекле и др.
17. Инструмент и его влияние на качество
прокатанных зубчатых колес
Качество зубчатых колес, накатываемых в холодном состоя-
нии, существенно зависит от качества изготовления накатного
инструмента, который должен быть выполнен с высокой точ-
ностью по шагу и профилю зубьев. Накатники, используемые
для прокатки с осевой подачей, представляют собой зубчатые
колеса с заходными участками со стороны торцов и калибрую-
щим участком в средней части зубчатого венца.
При проектировании инструмента важно правильно назна-
чить угол а заборного конуса (заходный участок).
Уменьшение угла а обеспечивает лучшее течение металла
в радиальном направлении, чем в осевом, что уменьшает торцо-
вые заусенцы, но значительно увеличивает радиальное усилие
прокатки и снижает стойкость накатника. Поэтому угол а дол-
жен быть оптимальным. Практически для накатывания заготовок
из стали принимают а = 10 4- 15°.
Накатники, работающие по схемам с радиальной подачей,
часто применяемой для прокатки в горячем состоянии, не имеют
заходного и выходного участков. Примеры конструктивного ис-
полнения накатников приведены на рис. 29.
Стойкость инструмента зависит от условий эксплуатации, ма-
териала, качества и технологии его изготовления. Сталь накат-
ников, применимых для холодного накатывания, должна глубоко
прокаливаться, быть устойчивой против отпуска и прижогов
51
при шлифовании, обладать высокой механической прочностью
в закаленном состоянии и высокой устойчивостью против исти-
рания. Сталь накатников, применяемых для горячего накатыва-
ния, кроме того, должна сохранять достаточную твердость при
нагреве до температуры 550—600 °C, иметь хорошую теплопро-
водность и стойкость против образования закалочных и разгар-
ных трещин. Накатники для холодной прокатки рекомендуется
выполнять из инструментальных высокохромистых сталей, леги-
рованных вольфрамом, ванадием, молибденом и кремнием.
Рис. 29. Конструктивные исполнения на-
катников для накатки шестерен: а — в
холодном состоянии с осевой подачей;
б — в горячем состоянии с осевой пода-
чей; в — в горячем состоянии с радиаль-
ной подачей
При изготовлении инструмента необходимо строгое выполни
ние всех требований технологического процесса. Заготовки накат-
ников необходимо предварительно проковать в различных на-
правлениях для обеспечения благоприятной структуры металла
и выравнивания его свойств по всему объему. Сопряжения всех
поверхностей зубчатого профиля должны быть выполнены плав-
но, сам зубчатый профиль должен быть изготовлен с высокой
точностью и шероховатостью рабочих поверхностей Ra от 0,08
до 0,16 мкм.
После накатывания зубчатых колес часто предусматривается
чистовая обработка резанием полученных зубьев. Это объясняется
тем, что горячая прокатка обычно не обеспечивает требуемой
точности зубчатого профиля изделия. На точность накатывае-
мых зубчатых колес кроме факторов, определяемых точно-
стью и качеством изготовления инструмента, влияют характе-
ристики оборудования и заготовки, а также колебания темпе-
ратуры при прокатке,
52
Рабочие усилия и крутящие моменты, действующие на вал-
ки в процессе прокатки, вызывают упругие деформации деталей
и узлов стана. Это приводит к угловому рассогласованию накат-
ников и заготовки, к изменению положения их осей. Поэтому
жесткость узлов стана оказывает значительное влияние на точ-
ность получаемых зубчатых колес. Наибольшую точность изде-
лий обеспечивает оборудование, имеющее короткую кинематиче-
скую цепь и высокую жесткость основных узлов.
В то же время величина упругих деформаций узлов обору-
дования зависит от температуры прокатки, значительно влияю-
щей на сопротивление материала заготовки пластическому дефор-
мированию, а значит, и на технологические усилия. Колебания
температуры нагрева заготовки приводят к колебаниям уси-
лий прокатки и, как следствие, к различным упругим деформа-
циям элементов кинематической цепи стана, что вызывает раз-
брос размеров накатываемых зубчатых профилей.
Кроме того, температура прокатки непосредственно влияет
на размеры зубьев инструмента и накатываемого изделия. Это
вносит дополнительные погрешности в процесс при нарушении
температурных режимов. Таким образом, для повышения точно-
сти зубчатого колеса, получаемого горячей прокаткой, необходи-
мо строгое соблюдение температурных режимов процесса.
Оптимальная глубина прогрева заготовки составляет два-три
модуля. Менее глубокий прогрев не обеспечит требуемой темпе-
ратуры деформируемого объема, а более глубокий может при-
вести к изменению в процессе прокатки внутреннего диаметра
изделия и искажению размеров зубчатого профиля.
Нагрев заготовки может быть осуществлен одним из трех
существующих способов: 1) предварительный нагрев в кольце-
вом индукторе с последующей передачей заготовки в накатники;
2) нагрев в секторном индукторе в процессе прокатки; 3) пред-
варительный нагрев в кольцевом индукторе с последующим по-
догревом секторным индуктором в процессе прокатки.
Применение первого способа возможно в случае такой дли-
тельности передачи заготовки из индуктора в накатники и после-
дующей прокатки, при которой заготовка не успевает остыть.
Второй способ ограничивает производительность станов и
снижает экономичность процесса в связи с меньшим к. п. д. сек-
торных индукторов по сравнению с кольцевыми.
Третий способ, обеспечивающий экономичный предваритель-
ный нагрев заготовки и подогрев ее в процессе прокатки, яв-
ляется наиболее рациональным, особенно в случае накатывания
зубьев с крупным и средним модулем.
Глава 5
СПЕЦИАЛЬНЫЕ ВИДЫ ПРОКАТКИ
18. Поперечно-клиновая прокатка
В процессе поперечно-клиновой прокатки заготовку деформи-
руют парой клиновых инструментов (рис. 30), которые по мере
движения перемещают очаг деформации вдоль оси заготовки в
63
соответствии с углом наклона деформирующих клиньев. Заго-
товка при этом вращается под воздействием инструмента во-
круг своей продольной оси, расположенной перпендикулярно дви-
жению клиньев. В результате обжатия и раскатывания металла
наклонными гранями инструмента происходят уменьшение диа-
метра деформируемого участка заготовки и увеличение ее длины.
Поперечно-клиновой прокаткой можно получать изделия типа
ступенчатых валов с разнообразной формой поверхностей, с про-
дольными и поперечными канавками, с резкими и плавными пе-
реходами между ступенями. Размеры обрабатываемых изделий
ограничиваются габаритами оборудования и, как правило, не
Рис. 30. Схема прокатки
плоским клиновым инстру-
Рис. 31. Схема прокатки
валково-сегментным инстру-
ментом
ментом
превышают 100 мм по диаметру и 800 мм по длине при обра-
ботке штучных заготовок. При обработке прутковых заготовок,
длина которых достигает 3—9 м, прокатанное изделие отрезают
от прутка специальными ножами, установленными на валках в
конце калибрующего участка.
Процесс поперечно-клиновой прокатки позволяет получать
точные заготовки с припуском под шлифовку либо с окончатель-
ными размерами. Так, для диаметров до 30 мм допуск может
составлять ±0,1 мм, а для диаметров до 100 мм — ±0,4 мм.
Однако обеспечение такой точности связано с высокими требо-
ваниями к инструменту, технологии и оборудованию. Поэтому
заготовки, получаемые клиновой прокаткой, как правило, обра-
батывают резанием с применением обточки по наружным по-
верхностям.
В зависимости от исполнения клинового инструмента разли-
чают следующие схемы прокатки: 1) плоскими клиньями (рис. 30);
2) клиньями, расположенными на наружной поверхности вал-
ков; 3) клиньями, расположенными на наружной поверхности
валка и на внутренней поверхности сегмента, — валково-сегмент-
ная прокатка (рис. 31).
К преимуществам прокатки плоскими клиньями относятся
простота изготовления и низкая себестоимость инструмента, бо-
54
лее высокая точность получаемых изделий, большая стойкость
инструмента и стабильное положение детали в зоне прокатки в
процессе деформирования. Однако из-за наличия холостого хода
плоского клинового инструмента процесс прокатки имеет мень-
шую производительность по сравнению с прокаткой по другим
схемам, а ограниченность хода деформируемых клиньев сужает
технологические возможности процесса.
К наиболее известному оборудованию, работающему по пер-
вой схеме, относятся станы модели UWQ производства ГДР, ра-
ботающие в ряде стран, в том числе и в СССР. В этих станах
плоский клиновой инструмент крепится к двум перемещающимся
навстречу друг друг плитам, расположенным вертикально, что
сокращает габариты оборудования в плане. Использование таких
станов позволяет получать изделия высокой степени точности:
для диаметров до 40 мм допуск составляет ±(0,1 4-0,2) мм, до-
пуск на длину до 400 мм составляет ±(0,2 4-0,5) мм.
Прокатка клиньями, расположенными на валках, за счет
отсутствия холостого хода инструмента более производительна
по сравнению с прокаткой по первой схеме. Однако валковый
инструмент более сложен в изготовлении, чем плоский.
Оборудование, работающее валковым инструментом, было
использовано и нашло широкое распространение в ЧССР (стан
модели UL-35).
В СССР такие станы разработаны ВНИИметмашем и Вол-
гоградским НИИТмашем (модели АСК 45/350, АСК 60/450).
Технические характеристики станов моделей АСК приведены
в табл. 7.
Таблица 7. Основные технические характеристики станов,
работающих валковым инструментом
Характеристика Модель стана
АСК 45/350 АСК 60/450
Расположение валков Вертикальное
Размеры валков, мм: диаметр 670 900
длина 460 550
Максимальный диаметр заготовки, 45 60
мм Частота вращения валков, об/мин 15 10
Мощность электродвигателя, кВт 55 125
Загрузка заготовок Автоматическая
Точность размеров прокатанной заготовки, мм: по диаметру ±0,2 ±0,3
по длине ±0,5 ±0,5
Габаритные размеры, мм: длина 6 655 10 000
ширина 2 685 3 712
высота 2 190 4 020
Наиболее производительным оборудованием являются ста-
ны, работающие валково-сегментным клиновым инструментом
(рис. 31). Прокатка в системе валок — сегмент позволяет произ-
55
водить загрузку последующей заготовки в момент окончания
прокатки предыдущей, что обеспечивает непрерывность процесса.
Кроме того, при валково-сегментной прокатке деформируемая
заготовка надежно фиксируется в клиновых калибрах, в связи
с чем нет необходимости удержания ее в зоне прокатки направ-
ляющими линейками, как при работе валковым инструментом.
Гамма станов для валково-сегментной клиновой прокатки,
технические характеристики которых приведены в табл. 8, разра-
ботана и изготовлена ЭНИКмашем.
Таблица 8. Основные технические характеристики станов,
работающих валково-сегментным инструментом
Характеристика Модель стана
С3136 С3137 С3138 С3139
Номинальное межосевое 400 500 630 800
расстояние, мм Максимальный диаметр 25 35 50 80
заготовки, мм Максимальная длина из- 250 315 400 500
делия, мм Частота вращения валка, об/мин Мощность электродвига- 60; 50 50; 40 32; 25 25
32 40 58 110
теля, кВт Загрузка заготовок Точность размеров прока- танной заготовки, мм: по диаметру Автомал 'ическая ±0,2 ±0,4
по длине — * ±0,8 ±0,9
Габаритные размеры, мм: длина 2 150 2 300 2 520 3 050
ширина 1 350 1 400 1 540 2 560
высота 2 150 2 400 2 600 2 740
Масса стана, кг 4 800 6 800 9 500 1 8 500
Валково-сегментные станы по сравнению с машинами анало-
гичного назначения обладают меньшими габаритами и массой и
не требуют специального фундамента.
Характерные виды заготовок с максимальным dmax и мини-
мальным rfmin диаметрами, получаемые валково-сегментной про-
каткой по классификации ЭНИКмаша, приведены на рис. 32.
В процессе поперечно-клиновой прокатки торцы заготовки
могут находиться между стенками ручья (закрытая прокатка),
препятствующими удлинению заготовки, либо быть свободными
от воздействия инструмента (открытая прокатка). Наиболее рас-
пространена обработка заготовок в открытых калибрах. Закры-
тые калибры применяют, как правило, для получения сфериче-
ских и конических участков обрабатываемого изделия.
Из всех параметров процесса поперечно-клиновой прокатки,
влияющих на стабильность технологии и качество получаемых
изделий, наибольшее значение имеют параметры клинового ин-
струмента, а особенности углы заострения 0 и наклона боковой
грани а (см. рис. 30).
Угол заострения 0 определяет скорость перемещения очага
деформации вдоль оси заготовки и размеры инструмента. Чем
56
больше угол заострения клина 0, тем рабочий инструмент ком-
пактнее, дешевле и проще в изготовлении. Однако при больших
углах Р затрудняется захват заготовки, увеличивается опасность
смятия или скручивания прокатываемого изделия, значительно
возрастает давление металла на валки.
Рис. 32. Характерные виды заготовок, полу-
чаемых валково-сегментной прокаткой: а —
симметричные по длине; б — несимметричные
по длине с монотонным расположением сту-
пеней; в — несимметричные по длине с немо-
нотонным (произвольным) расположением
ступеней
Угол наклона боковой грани а определяет размеры очага
деформации и оказывает значительное влияние на усилие про-
катки. Необходимое усилие прокатки и длина очага деформа-
ции уменьшаются с увеличением угла а.
При использовании валкового инструмента рекомендуется
назначать 0 = 54-10°, а = 30 4- 45°.
Для улучшения захвата заготовки инструментом на заход-
ных участках деформирующих клиньев часто выполняют насечку
(накатку), особенно в случаях прокатки со значительными об-
жатиями. Повышению стабильности процесса и качества прока-
тываемых изделий способствует также затыловка инструмента:
выполнение заходного участка клина с плавным подъемом.
Для изготовления клинового инструмента применяют штам-
повые марки стали — 5ХНВ, 5ХГМ, ЗХ2В8 и др., обеспечивающие
после закалки твердость HRC 44—52. Стойкость инструмента
при этом составляет 40 000—50 000 деталей до ремонта. Ис-
пользование вольфрамовых марок стали; Р18, Р6М5, 4Х4ВМФС
57
(ДИ-22), 5ХЗВЗМФС (ДИ-23) — повышает стойкость инструмен-
та до 100 000 деталей и более.
На стабильность процесса поперечно-клиновой прокатки и
качество прокатываемых деталей значительное влияние оказы-
вает температура нагрева заготовок. Для углеродистых сталей
наиболее рационален нагрев до температуры не выше 900—
1050 °C. При более высоких температурах нагрева заготовки
под прокатку ухудшаются условия ее захвата инструментом,
снижается качество деталей из-за влияния окалины и уменьше-
ния жесткости прокатываемого изделия.
Малая жесткость заготовки может привести к смятию ее
при захвате клиновым инструментом.
В процессе поперечно-клиновой прокатки на получаемых де-
талях могут возникать различные дефекты: поперечные и про-
дольные закаты, спиралевидные гребешки, недокат, торцовая
утяжина, осевая рыхлость и др.
Качественные изделия требуемой точности, без искажения
заданной формы и каких-либо дефектов могут быть получены
при условии правильного назначения всех параметров процесса
поперечно-клиновой прокатки и при строгом соблюдении разра-
ботанной технологии.
19. Поперечно-винтовая прокатка
Процесс поперечно-винтовой прокатки осуществляется ис-
ключительно валковым инструментом; при этом положение заго-
товки относительно валков во время деформирования такое же,
Рис. 33. Схемы поперечно- винтовой прокатки: а — ша-
ров; б — изделий с винтовой поверхностью
как и при поперечно-клиновой прокатке. Характерной особен-
ностью процесса является последовательное обжатие различных
участков длинной, как правило, прутковой заготовки, переме-
щающейся в винтовых калибрах вдоль своей оси за счет неко-
торого перекоса осей валков (рис. 33,а). В результате обра-
зуется периодический круглый профиль, который разрезают на
части для получения отдельных изделий либо их заготовок. Раз-
53
деление периодического проката на части может быть обеспе-
чено и в процессе прокатки, что широко применяется при полу-
чении шаров и коротких цилиндрических изделий.
Помимо фасонных периодических профилей, шаров и ци-
линдрических заготовок поперечно-винтовой прокаткой изготов-
ляют кольцевые и втулочные изделия, профилированные по на-
ружному диаметру трубы, изделия с винтовой наружной по-
верхностью (рис. 33,6).
Использование заготовок большой длины и отсутствие воз-
вратно-поступательного движения инструмента определяют вы-
сокую производительность процесса поперечно-винтовой про-
катки.
Для производства шаров, применяемых в шаровых мельни-
цах цементных заводов и горно-обогатительных комбинатов, в
СССР впервые был разработан и применен способ поперечно-
винтовой прокатки (рис. 33, а).
В процессе поперечно-винтовой прокатки шаров за 1,5 обо-
рота валков последовательно происходят захват части заготов-
ки, необходимой для образования одного изделия, формирование
сферы, калибровка шара и отрезка перемычки. В последней ка-
либрующей части валков осуществляют незначительную дефор-
мацию заготовки, достаточную лишь для сглаживания неровно-
стей на получаемом изделии. Для предотвращения образования
пустот или рыхлости металла в сердцевине шара необходимо
соблюдать соотношение D = £>ШК, где D — диаметр заготовки;
£)ш — диаметр прокатываемого шара; К — коэффициент.
Коэффициент К принимают равным 0,88—0,95, т. е. диаметр
заготовки должен быть несколько меньше диаметра прокатывае-
мого шара.
Температура нагрева под прокатку составляет 950—1050 °C.
Прокатку цилиндрических изделий с отношением длины к диа-
метру l/d = 2 4- 5 проводят между винтовым и гладким вал-
ками, что значительно упрощает настройку оборудования и со-
кращает расходы на инструмент. Цилиндрические детали диа-
метром 2—8 мм прокатывают без нагрева с подачей смазки или
эмульсии в очаг деформации.
Кольцевые и втулочные изделия получают из прутковых за-
готовок, предварительно прошиваемых на прошивном стане.
Прутки разрубают на прессе на мерные заготовки, нагревают
до 1300 °C и подают в двухвалковый стан для прошивки гильзы.
Гильзу без дополнительного нагрева прокатывают между вал-
ками и оправкой, продетой сквозь нее. В результате прокатки
могут быть получены штучные изделия или профилированные
трубы, представляющие собой ряд заготовок, соединенных тон-
кими перемычками.
Применение поперечно-винтовой прокатки для производства
шаров, цилиндрических кольцевых и втулочных изделий позво-
ляет сократить расход металла на 25—30% за счет повышения
точности заготовок и уменьшения припусков на обработку ре-
занием. Кроме того, в ряде случаев удается повысить эксплуа-
тационную стойкость изделий, получаемых поперечно-винтовой
прокаткой.
Этот процесс весьма эффективен также при изготовлении
изделий с винтовой наружной поверхностью: винтов с крупной
59
резьбой, червяков, ребристых труб для теплообменной аппа-
ратуры.
Прокатку винтовых поверхностей на заготовках осуществ-
ляют по двухвалковой и трехвалковой схемам. В первом случае
заготовку в процессе обработки удерживают между валками
специальными проводками или подвижными центрами.
Валки для поперечно-винтовой прокатки изделий с винтовой
наружной поверхностью могут быть с винтовыми и кольцевыми
Рис. 34. Схемы поперечно-винтовой прокатки
круглых периодических профилей: а — конусно-
дисковыми валками; б — коническими валками
калибрами; при этом в случае использования кольцевых кали-
бров шаг калибров принимают равным шагу прокатываемого
профиля, а перекос осей валков осуществляют на угол, равный
углу подъема профиля изделия.
Валки, не имеющие винтовых калибров (дисковые и кониче-
ские), применяются для поперечно-винтовой прокатки периоди-
ческих профилей круглого сечения по методу, разработанному
во ВНИИметмаше.
В соответствии с этим методом заготовку / (рис. 34) про-
катывают тремя валками 2, оси которых повернуты относитель-
но оси прокатки на небольшой угол. Перемещение заготовки
вдоль оси прокатки осуществляется со значительным ее натяже-
нием, которое может регулироваться натяжным устройством,
60
Таблица 9. Основные технические характеристики трехвалковых станов для поперечно-винтовой прокатки
периодических профилей
Характеристика Модель стана
10 20 50 70 80 120 220
Наибольший диаметр за- готовки, мм 12 20 50 70 80 120 220
Наибольшая длина заго- товки, мм 400 900 1600 1750 2000 2200 4000
Диаметр изделия, мм 5-12 8-20 15-50 20-70 30-80 40-120 135-220
Наибольшая длина изде- лия, мм 700 1200 2000 2500 2600 4000 5100
Максимальная скорость прокатки, м/мин 2 2 4 5 5 6 6
Производительность, т/ч 0,024 0,092 0,583 0,83 1,33 5,0 33,0
Наибольшее давление ме- талла на валки, МН (тс) 0,02 (2) 0,02 (2) 0,05 (5) 0,15 (15) 0,15 (15) 0,25 (25) 0,80 (80)
Наибольшее усилие на- тяжения, МН (тс) 0,01 (1) 0,01 (1) 0,04 (4) 0,08 (8) 0,10(10) 0.20 (20) 0,60 (60)
Мощность главного при- вода, кВт 7 14 60 60 105 290 1350
Масса стана, т 3 3,6 15 23 20,4 37 170
воздействующим на заготовку через свободно вращающийся пат-
рон 3. Прокатка изделий с переменным по длине диаметром обес-
печивается сближением и разведением валков специальным гидрав-
лическим приводом. Регулировка валков в процессе прокатки
производится с помощью гидравлической следящей системы, вы-
ставляющей требуемый межвалковый размер в соответствии с
профилем копировальной линейки, повторяющим профиль по-
лучаемого изделия.
Использование для прокатки конусно-дисковых валков
(рис. 34, а) не позволяет обеспечить обжатие заготовки с коэф-
фициентом более 1,7 в связи со значительным тангенциальным
скольжением между металлом и инструментом, возникающим в
процессе деформирования.
Применение конических валков (рис. 34, б) позволяет зна-
чительно уменьшить тангенциальное скольжение металла по по-
верхности инструмента, что обеспечивает значительно большие
величины обжатий и сокращает расход энергии на прокатку.
Для поперечно-винтовой прокатки по рассмотренному мето-
ду изделий диаметром 12—220 мм разработан ряд станов кон-
струкции ВНИИметмаша, технические характеристики которых
приведены в табл. 9.
Трехвалковые станы обеспечивают получение качественных
изделий с переменным по длине диаметром. Малая рабочая ши-
рина валков определяет малую протяженность контакта валков
с металлом вдоль оси заготовки, что позволяет проводить про-
цесс прокатки со сравнительно небольшими усилиями и полу-
чать однородные механические свойства по всему сечению изде-
лия. Осевое растягивающее усилие (усилие натяжения) способ-
ствует предотвращению разрушения в осевой зоне заготовки,
что позволяет проводить прокатку с большими обжатиями. Бла-
годаря этим преимуществам процесс поперечно-винтовой про-
катки круглых периодических профилей на трехвалковых станах
получает все большее распространение в промышленности.
Г л а в а 6
ВЫСОКОСКОРОСТНАЯ ШТАМПОВКА
20. Штамповка на высокоскоростных молотах
и ее преимущества
Основным оборудованием кузнечно-штамповочных цехов яв-
ляются паровоздушные штамповочные молоты, составляющие
около 60% всего парка кузнечных машин. Энергия удара штам-
повочных молотов зависит от массы падающих частей молота
и в большей степени от их скорости в момент удара. Скорость
бабы в момент удара у паровоздушных молотов составляет
6—8 м/с. Чтобы увеличить энергию удара, необходимо увели-
чить скорость падающих частей. С этой целью были созданы
высокоскоростные штамповочные молоты (ВСМ), основным от-
62
личием которых от обычных паровоздушных является повышен-
ная скорость бабы, находящаяся в пределах 8—20 м/с у серий-
ных молотов и 35—40 м/с — у специальных.
В Советском Союзе серийно выпускаются высокоскоростные
молоты с номинальной энергией удара 25, 63, 160 и 250 кДж
(2500, 6300, 16 000 и 25 000 кгс-м). Наиболее распространенным
в кузнечно-штамповочных цехах является молот модели М7352
с энергией удара 160 кДж (16 000 кгс-м), прошедший модер-
низацию и выпущенный в нескольких модификациях. Конструк-
тивно этот молот выполнен по бесшаботной схеме с использо-
ванием принципа встречного движения соударяющихся масс с
равным количеством энергии. Поэтому этот молот не требует
массивного фундамента и он в несколько раз легче экивалент-
ного универсального штамповочного молота.
Молот состоит из сварной станины, в которой по направ-
ляющим перемещается цельнокованая рама, изготовленная за-
одно с рабочим цилиндром и опирающаяся на пружинные амор-
тизаторы, установленные на нижней плите основания станины.
В направляющих рамы перемещается баба вместе со штоком,
который входит в цилиндр рамы. Подъем бабы в верхнее ис-
ходное положение осуществляется двумя подъемными цилин-
драми. Для удаления отштампованных поковок из ручья штампа
предусмотрен нижний выталкиватель с большим ходом.
Принцип работы молота заключается в следующем. Выпускае-
мый в рабочий цилиндр газ — азот высокого давления — расши-
ряется и разгоняет бабу с закрепленным на ней штампом до
высокой скорости. Одновременно газ воздействует на крышку
цилиндра, вызывая встречное перемещение второй бабы. При
этом сообщаемая подвижным частям энергия расходуется на
деформирование заготовки при их соударении. После каждого
удара газ снова сжимается. Первоначальное количество газа
используется многократно, так как потери его незначительны.
Давление азота в приводе обычно не превышает 11 МПа
(ПО кгс/см2), давление воздуха 7,5—8,5 МПа (75—85 кгс/см2).
Энергия соударения регулируется изменениями давления газа
в приводе и хода разгона бабы молота. При штамповке молот
работает в полуавтоматическом режиме, выполняя последова-
тельно все операции, кроме пуска на рабочий ход. Шесть стан-
дартных баллонов, заряженных азотом под давлением 15 МПа
(150 кгс/см2), при емкости 40 л каждый могут обеспечить около
1400 штамповочных операций. Точность энергии ударов молота
модели М7352 составляет ±2%.
Высокоскоростные молоты применяются для изготовления
поковок деталей сложной конфигурации, к которым относятся
различного вида поковки с продольными и торцовыми ребрами,
тонкостенные стаканы с глухой полостью и полусферы, турбинные
и компрессорные лопатки, диски с тонкими полотнами и высту-
пами, крышки, корпуса и фланцы, поковки типа тонких стерж-
ней с утолщениями и др. (рис. 35).
Основные технологические преимущества штамповки на вы-
сокоскоростных молотах по сравнению со штамповкой на обыч-
ных штамповочных молотах следующие.
1. Возможность получения у поковок более тонких стенок
(до 3—4 мм), ребер (до 1,5—2,5 мм), полотен (до 1—2 мм),
63
углов с малыми радиусами закругления, более чистой поверх-
ности поковки (из стали и титановых сплавов до 5—6-го клас-
сов, из алюминиевых сплавов — до 7—9-го), более четкого по-
верхностного рельефа и более точных размеров поковок с до-
пуском до ±(0,05 4-0,1) мм.
2. Наличие нижнего, а в некоторых моделях молотов и
верхнего выталкивателей, что позволяет получать поковки с ми-
нимальными штамповочными уклонами (до 30') или без уклона.
3. Повышенная (8—20 м/с) скорость деформирования, обес-
печивающая сокращение длительности процесса штамповки и,
следовательно, отдачи тепла деформируемым металлом штампу,
что создает благоприятные условия для изготовления особо
Рис. 35. Поковки, изготовляемые из алюминиевых сплавов на
высокоскоростном молоте модели М7352
сложных и точных поковок с тонкими ребрами и стенками, от-
ростками и другими сложными элементами, которые трудно по-
лучать на обычных штамповочных молотах.
4. Вследствие малого времени деформирования (нескольких
тысячных долей секунды) и выполнения его практически без
теплообмена, а также в результате повышения температуры за-
готовки за счет тепла, выделяемого вследствие внутреннего тре-
ния металла при деформировании, можно успешно штамповать
поковки сложной конфигурации из труднодеформируемых жаро-
прочных материалов, сплавов титана, высокопрочных алюминие-
вых сплавов и других материалов, характеризующихся пони-
женной технологической пластичностью и узким температурным
интервалом штамповки.
5. Уменьшение контактного трения способствует улучшению
заполняемости полости ручья штампа, предотвращает образова-
ние дефектов от неравномерной скорости истечения металла в
процессе деформации и позволяет получать более точные и ка-
чественные поковки.
6. Глубокое проникновение пластической деформации при
высокоскоростной штамповке гарантирует хорошую проработку
структуры металла, благоприятное расположение волокна и по-
лучение высококачественных поковок.
7. Высокоскоростные молоты позволяют осуществлять наи-
более прогрессивный технологический процесс штамповки вы-
64
давливанием, в том числе изготовление поковок в закрытых
штампах.
8. Относительно высокая скорость перемещения рабочих час-
тей молота, а также отсутствие массивных шабота и фундамента
(благодаря использованию схемы встречного движения масс)
резко снижают его металлоемкость и габаритные размеры; масса
высокоскоростного молота составляет примерно 0,1 от массы
обычного штамповочного молота.
9. Высокоскоростные молоты имеют широкий диапазон и
высокую точность регулирования энергии деформирования, по-
этому, например, на высокоскоростном молоте с энергией удара
160 кДж (16 000 кгс-м) можно изготовлять поковки, для кото-
рых необходимы паровоздушные штамповочные молоты с мас-
сой падающих частей 0,63—5 т или кривошипные горячештампо-
вочные прессы усилием 6,3—40 МН (630—4000 тс).
10. Указанная универсальность высокоскоростных молотов
особенно целесообразна при мелкосерийном производстве с ши-
рокой номенклатурой поковок, так как позволяет использовать
минимальное количество различного штамповочного оборудо-
вания.
Наряду с перечисленными выше преимуществами штамповка
на высокоскоростных молотах имеет и недостатки: поковки на
них, как правило, изготовляют в одноручьевых штампах за один
удар и высокоскоростные молоты невозможно применять для
многоручьевой штамповки. В результате появляется необходи-
мость установки дополнительного оборудования для выполнения
операций предварительного формообразования заготовок, а это
требует дополнительных производственных площадей и увеличе-
ния числа обслуживающих рабочих. Высокоскоростные молоты
не допускают большого эксцентриситета нагружения.
Большим тормозом на пути внедрения высокоскоростной
штамповки является низкая стойкость штампов, работающих в
условиях более высокого давления. Средние удельные усилия
при деформировании с большими скоростями обычно составляют
1500—2000 МПА (150—200 кгс/мм2), а в ряде случаев доходят
до 2500 МПа (250 кгс/мм2).
К недостаткам высокоскоростной штамповки следует отне-
сти также высокую стоимость и большую трудоемкость изго-
товления оснастки. Высокоскоростная штамповка требует более
тщательной подготовки заготовки перед штамповкой. Класс ше-
роховатости необрабатываемых поверхностей изготовляемых по-
ковок (деталей) целиком и полностью зависит от классов шеро-
ховатости обработки ручьев штампов и исходной заготовки под
штамповку.
Выпускаемые серийно отечественной промышленностью мо-
лоты имеют в настоящее время только нижний выталкиватель,
что затрудняет изготовление поковок, которые могут застревать
в верхней половине штампа, и вызывает необходимость уста-
новки на штампах съемников (что не всегда выполнимо) или
создания условий, при которых поковка оставалась бы в нижней
половине штампа. В последнем случае прибегают к увеличению
штамповочных уклонов на элементах поковки, оформляемых в
верхней половине штампа, а также к применению разъемных
матриц и обратной конусности в нижней половине штампа.
65
Во избежание жесткого удара, вызывающего разрушение
штампов и самого оборудования, иногда приходится давать на
поковки дополнительный припуск толщиной от 2 до 5 мм. Этот
технологически необходимый припуск несколько уменьшает ко-
эффициент использования металла. При одинаковой энергии
удара паровоздушного и высокоскоростного молотов стоимость
последнего выше, хотя капитальные затраты на его установку
меньше.
На высокоскоростных молотах с энергией удара 25—630 кДж
(2500—63 000 кгс-м) можно изготовлять стальные поковки мас-
сой от 0,5 до 30 кг. Производительность высокоскоростных мо-
лотов ниже производительности паровоздушных молотов и кри-
вошипных горячештамповочных прессов из-за значительного вре-
мени, расходуемого на вспомогательные операции, связанные со
смазкой, очисткой штампа и др. Экономический эффект от при-
менения высокоскоростной точной штамповки достигается пре-
имущественно за счет экономии металла (до 30—40%) и умень-
шения объема механической обработки поковок (до 60%).
21. Классификация поковок и разработка
технологического процесса штамповки
В зависимости от конфигурации поковок в плане и простран-
стве, а также сложности наружных и внутренних их очертаний
изготовляемые на высокоскоростных молотах поковки можно
классифицировать следующим образом.
I группа — поковки типа стержня с утолщением: поршни,
лопатки, диски с хвостовиками, штоки, разделители и др.
II группа — поковки с глухой и сквозной полостью: крышки,
кольца, стаканы и др.
III группа — оребренные поковки: крыльчатки, импеллеры,
вентиляторы, шестерни с оформленными зубьями и втулки с на-
ружными или внутренними ребрами толщиной 1—3 мм.
IV группа — плоские поковки типа дисков и полотен.
V группа — поковки с вытянутой осью: рычаги, кронштейны,
шатуны и др.
VI группа — поковки типа фитингов и кронштейнов.
VII группа — фасонные поковки: крышки, корпуса, фланцы
с тонкими стенками и полотнами фасонной формы.
VIII группа — поковки сложной конфигурации с боковыми
отростками: тройники, диффузоры, переходники и др.
Поковки I—IV групп изготовляют прямым, обратным и
комбинированным выдавливанием. Изготовление поковок V—
VIII групп производится осадкой и выдавливанием в открытых
и закрытых штампах.
При разработке технологического процесса высокоскорост-
ной штамповки необходимо: составить чертеж поковки, опреде-
лить форму и размеры исходной заготовки, выбрать мощность
молота, установить способ нагрева и выбрать нагревательное
оборудование, подобрать смазку и способ очистки заготовок от
окалины.
Разработку чертежа поковки при высокоскоростной штам-
повке производят по тем же правилам, что и при штамповке
на универсальном штамповочном оборудовании. Однако имеется
66
ряд особенностей, связанных со спецификой высокоскоростного
оборудования и приемами штамповки на нем.
При разработке чертежа поковки исходя из особенностей и
возможностей высокоскоростной штамповки определяются по-
верхности, которые можно получать без последующей механиче-
ской обработки. Для остальных поверхностей назначаются при-
пуски на механическую обработку. Припуски на поковки диа-
метром до 250 мм, изготовляемые из сталей, алюминиевых, ти-
тановых и медных сплавов, составляют 1—2 мм, что в среднем
на 30—50% меньше рекомендуемых ГОСТ 7505—74 для поковок
первого класса точности, но в отдельных случаях при штам-
повке поковок типа турбинных и компрессорных лопаток из
жаропрочных и титановых сплавов можно получать поковки с
припуском только под шлифование (до 0,05—0,1 мм).
Допуски на обрабатываемые поверхности поковок можно
назначать по первому классу точности (ГОСТ 7505—74). Штам-
повочные уклоны на поковки можно принимать в два — пять
раз меньше, чем рекомендуемые ГОСТ 7505—74. При штамповке
поковок выдавливанием (I группа) их, как правило, конструи-
руют без штамповочных уклонов. При штамповке поковок, из-
готовляемых в открытых штампах, плоскость разъема следует
выбирать таким образом, чтобы для предотвращения возможно-
сти подскока и смятия поковки она удерживалась в нижнем
штампе. Для этого штамповочные уклоны в верхней части по-
ковки делают несколько большими, чем в нижней. У выступаю-
щих элементов поковки при отношении высоты элемента к его
ширине до 15 штамповочные уклоны следует принимать: для
верхней части поковки — наружные 1,5—3°, внутренние 5—7°;
для нижней части — наружные 0—1°, внутренние 3—5°.
Наметки под отверстия и перемычки под проколку назна-
чаются, как и при обычной штамповке. В некоторых случаях
при отсутствии у штампа съемников приходится уменьшать
глубину наметки у верхней части поковки, так как поковки мо-
гут застревать в верхней половине штампа.
Объем и размеры исходной заготовки определяют по фор-
мулам облойной и безоблойной штамповки4. Выбор размеров
исходной заготовки при штамповке на высокоскоростных моло-
тах зависит от способа заполнения ручья штампа. При заполне-
нии ручья штампа осадкой принимают Н/Д = 0,8 4- 2,0 (где
Н и Д — высота и диаметр исходной заготовки), а при запол-
нении выдавливанием Н/Д = 0,2 4- 1,0. Во многих случаях по-
лучать мерные заготовки с указанными отношениями Н/Д (низ-
кие заготовки) непосредственно из штанги из-за значительных
потерь металла при резке неэкономично, поэтому заготовки на-
резают с большим отношением Н/Д (т. е. более высокие) и
перед штамповкой их осаживают.
При штамповке выдавливанием поковок типа стержня с
утолщением или фланцем (группа I), если требуемый коэффи-
циент вытяжки X > 10 4- 12, целесообразно применять штам-
повку в два перехода: выдавливание стержня и оформление
утолщения. Чтобы предотвратить образование зажимов и про-
стрелов, размеры заготовок в поперечном сечении при осадке
1 Приведены в вып. 4 настоящей библиотечки.
67
должны перекрывать рельеф на торцовых поверхностях матрицы
и пуансона. Выбор молота производится по энергии, необхо-
димой для деформирования металла, которая определяется по
формуле
E = klkeVt
где ki — коэффициент, учитывающий сложность конфигурации
поковки, равный 1,5—2,5; k — коэффициент, учитывающий к. п. д.
удара молота, равный 1,2—1,4; е — удельная энергия деформа-
ции, определяемая по графикам [20] в зависимости от степени
деформации для каждой марки материала, Дж/м3; V — объем
заготовки, м3.
При штамповке на высокоскоростных молотах следует строго
соблюдать температурный интервал штамповки, при этом глав-
ными критериями выбора являются величина зерна и механиче-
ские свойства детали (характеристики прочности, пластичности
и ударной вязкости) [3]. Необходимо обеспечить равномерный
нагрев заготовки по всему сечению и предотвратить полностью
или свести до минимума образование окалины, обезуглерожива-
ние у сталей и альфированного слоя у сплавов титана. При
одноручьевой штамповке очень трудно удалять окалину с по-
верхности заготовки, и она будет заштамповываться в тело по-
ковки; поэтому, чтобы исключить образование значительной ока-
лины при нагреве сталей, необходимо применять безокислитель-
ный или малоокислительный нагрев. Наиболее целесообразным
при высокоскоростной штамповке считается индукционный спо-
соб нагрева.
Большое значение при разработке технологического процесса
высокоскоростной штамповки имеет правильный выбор техноло-
гических смазок, которые должны способствовать уменьшению
удельных усилий на поверхности контакта деформируемой за-
готовки со штампом, повышению чистоты поверхности и точно-
сти поковки, снижению износа штампов и предохранению сли-
пания (схватывания) поковки со штампом.
При высокоскоростной штамповке поковок из алюминиевых,
углеродистых и легированных сталей можно применять те же
смазки, что и при штамповке на универсальном оборудовании,
т. е. масло вапор (ГОСТ 6411—76) или смесь масла вапор с
10—15% массовой доли графита.
При штамповке жаропрочных и титановых сплавов, а также
коррозионностойких сталей применяют стеклоэмалевые смазки
(покрытия), которые приготовляют в виде водной суспензии с
добавками небольшого количества связующего компонента (ка-
зеинового клея или жидкого стекла) и наносят на обезжирен-
ную поверхность заготовок пульверизатором, кистью или оку-
нанием. Подготовленные таким образом заготовки просушивают
перед загрузкой их в печь. При нагреве стеклоэмалевые покры-
тия расплавляются и хорошо защищают металл от воздействия
печной атмосферы, а при штамповке покрытия служат смазкой.
При штамповке поковок из коррозионностойких сталей приме-
няют стеклоэмаль ЭВТ-10, поковок из жаропрочных сплавов —
смесь стекол № 13В и № ЗС-11 (в пропорции 1:1), а поковок
из титановых сплавов — стеклоэмаль ЭВТ-24. Необходимо отме-
тить, что при штамповке поковок с тонкими ребрами из загото-
68
вок с обмазками стеклосмазка забивается в узкие полости ручья
штампа и ее трудно оттуда удалить без снятия штампа, что
приводит к снижению производительности штамповки и ухудше-
нию качества поковок.
Штамповку поковок из жаропрочных и титановых сплавов
следует проводить в штампах, нагретых до 200—300 °C. При
штамповке на высокоскоростных молотах поковок в открытых
штампах обрезку облоя, правку, охлаждение и очистку поверх-
ности поковок производят так же, как при изготовлении их на
обычных штамповочных молотах и прессах.
22. Конструкция штампов
Штампы при высокоскоростной штамповке работают в
сложных условиях кратковременного приложения больших на-
грузок. При начальной скорости деформирования 20 м/с время
удара находится в пределах от 0,001 до 0,003 с. Поэтому штам-
пы должны иметь жесткую конструкцию, возможно меньшее
количество деталей, свободный доступ к крепежным деталям
и быть простыми в изготовлении и эксплуатации.
При высокоскоростной штамповке наиболее часто применяют
закрытые штампы (рис. 36), которые обеспечивают получение
поковок высокой точности. Целесообразно применять штампы
напряженной конструкции, что позволяет повысить их стойкость.
При штамповке поковок сложной конфигурации и неточной ре-
гулировке энергии удара возможны подскоки бабы молота, ко-
торые могут привести к браку штампуемых поковок. Поэтому
полости для получения тонких элементов поковки (ребра и др.)
следует располагать в нижней половине штампа.
Матрицу и пуансон рекомендуется изготовлять цельными,
так как при штамповке, вследствие высокой пластичности, ме-
талл может затекать в любые небольшие отверстия и зазоры
и препятствовать удалению поковок из штампа. При штамповке
сложных ребристых поковок типа крыльчаток, вентиляторов, ло-
паток и др. необходимо предусмотреть в наиболее глубоких и
труднозаполняемых металлом полостях штампов под ребра, ло-
пасти и другие тонкие элементы отверстия диаметром 1—2 мм
для выхода воздуха и газов, образующихся от сгорания смазки.
Правильный выбор места расположения воздухоотводящих ка-
налов может в 1,4—1,7 раза уменьшить энергию штамповки,
требуемую для полного оформления поковки.
Перед началом деформирования пуансон должен войти в
полость (приемник) матрицы. Поэтому на внутренней поверх-
ности матрицы сверху следует делать заходной конус с углом
12—15° на глубину 7—12 мм, который играет роль ловителя
направления при входе пуансона в матрицу. На пуансоне не до-
пускаются резкие ступенчатые переходы. Опорная поверхность
пуансона должна быть по возможности большой, а радиусы
перехода от рабочей части к хвостовику пуансона следует при-
нимать не менее 5—10 мм. Высота рабочей части пуансона не
должна превышать трех его диаметров. Чтобы избежать за-
штамповки заусенца, выходящего в зазор между пуансоном и
матрицей, на торце пуансона делают фаски 2 X 45°.
69
При изготовлении матриц напряженной конструкции отдель-
ные вставки матриц запрессовываются в обойму по горячей по-
садке с натягом от 0,25 мм (для диаметра 60—80 мм) до 0,4—
0,45 мм (для диаметра 80—100 мм). При высоких удельных
Рис. 36. Штамп для закрытой штамповки поко-
вок типа крышек на высокоскоростном молоте
модели М7352:
1 — выталкиватель; 2— плита переходная; 3 —втулка;
4, 9 — корпуса (нижний и верхний); 5 — блок матрицы;
6, 10— клинья; 7 —матрица; 8 — пуансон; // — сухарь;
12, /3 —болты крепежные
усилиях 1200 МПа (свыше 120 кгс/мм2) натяг необходимо уве-
личить на 25—30%. Пуансоны в зависимости от размеров, час-
тоты смены и условий работы закрепляют боковыми болтами,
крепежными болтами и пуансонодержателем с помощью кольца
и накидной гайки. Матрицы закрепляют посредством фланцев
и болтов, а иногда прихватами. При последнем способе крепле-
ния, когда отштампованная поковка застревает в штампе и тре-
буется большая сила выталкивания, прихваты могут сдвинуться
с места.
70
При штамповке поковок сложной конфигурации применяют
открытые штампы (рис. 37). Размеры облойной поковки и ра-
диусы закругления кромок ручья необходимо выбирать в зави-
симости от энергии и скорости удара молота. Длина мостика
при штамповке на высокоскоростном молоте на 30—50% больше
Рис. 37. Штамп для открытой штамповки поко-
вок типа корпусов на высокоскоростном молоте
модели М7352Б:
Л 10 — сухари; 2 —плита переходная; 3, 6, 9 — болты кре-
пежные; 4, 7 — нижняя и верхняя вставки; 5, 8 — кольца
прижимные
длины мостика облойной канавки, применяемой при штамповке
на паровоздушном молоте с эквивалентной энергией удара, а
высота мостика соответственно на 20—30% меньше. Обычно
отношение длины мостика облоя к высоте находится в пределах
от четырех до шести. Такое соотношение размеров длины и вы-
соты мостика создает необходимое сопротивление течению ме-
талла в облой и обеспечивает четкое заполнение полости ручья
штампа. При превышении этого предела значительная часть
энергии деформирования расходуется на вытеснение металла в
облой.
71
Размеры штамповочного кубика при высокоскоростной штам-
повке выбираются в зависимости от габаритных размеров ручья
штампа и необходимой энергии удара молота. Во избежание
смятия площади соударения она должна быть не менее 0,12 см1
на 10 Дж (1 кгс-м) энергии удара молота. В пределах скоростей
деформирования 10—20 м/с оптимальной является площадь
зеркала штампа 0,1 см2 на 10 Дж (1 кгс-м) энергии. При этом
зеркало штампа должно достаточно равномерно располагаться
по периметру ручья. В качестве материалов для штамповочного
инструмента применяют высокопрочные стали с высокой удар-
ной вязкостью и термостойкостью. Материалы, рекомендуемые
для изготовления деталей штампов, и нормы их твердости после
термической обработки приведены в работах [3, 24].
Высокоскоростная штамповка позволяет получать поковки с
точностью до 3—4-го классов, шероховатостью поверхности до
5—7-го классов, с плотной структурой, ориентированным направ-
лением волокна и высокой конструктивной прочностью. Приме-
нение безокислительного нагрева заготовок и штампов с шеро-
ховатостью ручьев штампов 9—10-го классов, а также правильно
выбранная смазка способствуют получению высококачественных
поковок, точных и с высокой чистотой поверхности.
Повышение точности размеров и чистоты поверхности по-
ковок дает возможность максимально приблизить форму и раз-
меры поковки к окончательной форме и размерам чистовой де-
тали и тем самым снизить объем последующей механической
обработки, а в ряде случаев исключить ее совсем. Поэтому бо-
лее качественный поверхностный слой металла остается в окон-
чательно готовой детали, что улучшает прочностные свойства,
работоспособность и долговечность изделия.
Внедрение высокоскоростной штамповки позволяет, как ука-
зывалось выше, получить экономию металла в пределах 30—
40%, а в некоторых случаях даже до 80%. При этом Кяы по-
вышается в два-три раза по сравнению с изготовлением таких же
поковок на обычном штамповочном оборудовании.
Г л а в а 7
РЕДУЦИРОВАНИЕ
23. Сущность и особенности процесса
Процесс редуцирования представляет собой способ обработ-
ки металлов давлением, при котором заготовку / (рис. 38) про-
талкивают через матрицу 2, имеющую рабочий диаметр мень-
ший, чем наружный диаметр Do заготовки. При этом поперечное
сечение исходной заготовки уменьшается, а ее длина увеличи-
вается. Редуцированием получают сплошные и полые ступен-
чатые изделия с гладкой или шлицевой наружной поверхностью
на отдельных ступенях. Кроме того, редуцирование может при-
меняться для калибровки заготовок по наружному диаметру.
72
Для процесса редуцирования характерно всестороннее не-
равномерное сжатие в очаге деформации, что повышает плас-
тичность материала заготовки. Еще одной важной особенностью
является обжатие заготовки за счет перемещения вдоль ее оси
очага деформации, имеющего небольшую протяженность, что
позволяет осуществлять процесс при незначительных деформи-
рующих усилиях.
Редуцирование осуществляют на специальных и универсаль-
ных механических и гидравлических прессах, которые могут
быть в вертикальном, а иногда и в горизонтальном исполнении.
Рис. 38. Схемы редуцирования в жест-
ких матрицах: а — одностороннего; б —
двустороннего;
/ — заготовка; 2, 4—матрицы; 3—направляю-
щая; 5 — выталкиватель
Изделия, получаемые редуцированием, могут быть из самых
разнообразных материалов: углеродистых и легированных кон-
струкционных сталей, цветных сплавов, а также, вследствие бла-
гоприятной схемы напряженно-деформированного состояния, из
инструментальных и других малопластичных сталей и сплавов.
Поскольку операция редуцирования осуществляется протал-
киванием заготовки через матрицу и деформируемое изделие
подвергается осевому сжатию с усилием, равным усилию дефор-
мирования, максимальная длина заготовки не должна превы-
шать величины, определяемой из условия продольной устойчи-
вости.
Величина деформации заготовки при редуцировании харак-
теризуется коэффициентом обжима /п, который определяется по
формуле
т = D/Dq,
где Do и D — диаметры заготовки до и после деформирования.
Для полых заготовок коэффициент обжима т выражается
отношением соответствующих средних диаметров.
73
На усилие деформирования при редуцировании в общем
случае влияет множество факторов, однако основными явля-
ются: размеры исходной заготовки, величина обжима т, мате-
риал заготовки, геометрия рабочего профиля инструмента и
условия трения. При заданных параметрах исходной заготовки
и требуемой величине обжатия усилие деформирования может
быть снижено за счет использования эффективных смазок, вы-
бора оптимального рабочего профиля матрицы и разделения
требуемой величины обжатия на части (многопереходное реду-
цирование).
В процессе редуцирования происходит увеличение прочност-
ных характеристик материала заготовки: предел прочности
сплошных заготовок может быть увеличен на 20—50%, а пре-
дел текучести — в два-три раза. При этом изделия, полученные
в полированном инструменте, могут иметь точность диаметраль-
ных размеров соответствующую 3—2-му классу, и шероховатость
наружных поверхностей Ra от 0,08 до 0,63 мкм.
Применение редуцирования позволяет получать заготовки,
близкие по форме и размерам к готовым деталям, а также про-
водить окончательную обработку изделий, что обеспечивает эко-
номию металла и снижение трудоемкости изготовления изделий
различного назначения.
24. Калибрующее редуцирование трубных заготовок
В машиностроении большая номенклатура деталей типа
гаек, колец, втулок и других полых цилиндрических изделий из-
готовляется из горячекатаных (сортамент ГОСТ 8732—78) и
холоднотянутых (сортамент ГОСТ 8734—75) труб. Использова-
ние горячекатаных труб наиболее рационально, так как они зна-
чительно дешевле холоднотянутых. Однако широкие допуски по
диаметру и толщине стенки, а также большой интервал между
наружными диаметрами в сортаменте горячекатаных труб не
всегда позволяют выбрать трубную заготовку, достаточно близ-
кую по размерам к размерам получаемого изделия. В этом слу-
чае весьма эффективным может оказаться редуцирование труб-
ных заготовок с целью их калибровки по наружному диаметру,
что позволяет получать любой диаметр заготовки в промежутке
между диаметрами, предусмотренными сортаментом.
Процесс калибрующего редуцирования горячекатаных труб-
ных заготовок внедрен и широко используется при изготовлении
деталей трактора К-701 на производственном объединении «Ки-
ровский завод». Характеристики заготовок и показатели эконо-
мической эффективности внедрения редуцирования на этом
предприятии приведены в табл. 10.
Схема процесса редуцирования приведена на рис. 39. Жест-
кая матрица /, запрессованная в бандаже 2, помещается в блок
3 и закрепляется в нем винтами 4. В матрицу устанавливается
мерная трубная заготовка 5, которая проталкивается через нее
пуансоном 6, в результате чего наружный диаметр заготовки
уменьшается до диаметра цилиндрического пояска жесткой мат-
рицы, а длина заготовки соответственно увеличивается.
Для редуцирования трубных заготовок используют универ-
сальные гидравлические прессы, которые выбирают по усилию.
74
Таблица 10. Характеристики заготовок и показатели экономической эффективности внедрения редуцирования
трубных заготовок на производственном объединении «Кировский завод»
Номер и наименование детали Марка стали Размеры детали: DX*» мм Размеры заготовки: (DXtXZ. мм) по технологии Экономия металла, кг/компл Годовой экономиче- ский эффект, тыс. руб.
без редуци- рования с редуцированием
исходной редуцирован- ной
700.17.01.026-4/5 втулка распорная 40Х 74,9X7,5 83X14X41 83ХЮХ39 76X10X41 0,26 23,0
700.17.01.328-1 обойма 45 195X14 203X25X123 203X14X126 199X14X128 5,78
700.23.02.045 гайка кольцевая 45 230X18 245X30X130 245X22X127 234X22X130 5,22 46,8
700.23.02.047-1 гайка кольцевая 45 185X10 194X18X123 194X14X121 188X14X125 1,88
700.23.02.048-1 стакан 45 200X16 219X25X127 219X18X123 204X18X127 9,85
700А. 16.02.057 стакан 45 160X10 168X18X60 168X14X56 161,5X14X58 1,62 5,5
700.28.02.017 втулка 40Х 300X 7,5 325X25X125 325X16X120 306X16X125 17,02 46,7
Итого 41,63 122,0
Номинальное усилие пресса должно быть на 20—25% больше
расчетного усилия деформирования, определяемого по формуле
Р = kosnDQ cpf0,
где Os — предел текучести материала заготовки; DQ Ср — средний
диаметр исходной заготовки; to — толщина стенки исходной за-
готовки; k — коэффициент, зависящий от коэффициента обжи-
ма т: при tn = 0,85 k = 0,60; при т = 0,98 k = 0,21; для про-
межуточных значений tn коэффициент k определяется линейной
интерполяцией.
Редуцирование, как правило, осуществляется за один пе-
реход, однако это не всегда возможно. В случае сочетания боль-
шой величины обжима и тонкой стенки заготовки, когда пло-
Рис. 39. Схема процесса редуцирования
трубных заготовок
щадь контакта между пуансоном и торцом заготовки недоста-
точна для передачи деформирующего усилия, необходимо про-
водить редуцирование за два перехода. Иногда двухпереходное
редуцирование целесообразно для снижения усилия деформиро-
вания.
Типовой технологический процесс редуцирования включает
следующие операции: 1) резку труб на мерные заготовки; 2) вы-
борочный контроль качества реза; 3) редуцирование со смазкой
наружной поверхности заготовок; 4) выборочный контроль ка-
чества наружной поверхности и размеров редуцированных заго-
товок; 5) мойку заготовок.
Резка труб на заготовки должна быть производительной и
обеспечивать перпендикулярность торцов по отношению к оси
заготовки. Эти требования выполняются при использовании то-
карных трубоотрезных станков.
Операцию редуцирования необходимо проводить со смазкой
наружной поверхности заготовок, что снижает усилие деформи-
рования и повышает стойкость оснастки. В качестве смазки
можно использовать сульфофрезол или его заменители, близкие
к нему по вязкости.
Практика редуцирования в производственных условиях по-
казала, что очистка наружной поверхности трубных заготовок
от окалины, как правило, нецелесообразна. Окалина на горяче-
76
катаных трубах плотно прилегает к наружной поверхности, в
процессе редуцирования не отслаивается и не препятствует де-
формированию заготовок. Очистку поверхности от окалины необ-
ходимо проводить лишь в случае рыхлой окалины, легко отде-
ляющейся от заготовки при механическом воздействии. При этом
необходимо учитывать, что очищенная от окалины поверхность
трубной заготовки более склонна к схватыванию с поверхностью
матрицы, что существенно повышает усилие деформирования.
Расчет размеров заготовки под редуцирование проводят в
следующей последовательности.
Вначале определяют минимальный наружный диаметр Dmin
редуцированной заготовки по формуле
^min = ^дет +
где Рдет — наружный диаметр готовой детали; 6D — минималь-
ный припуск на обработку резанием по наружному диаметру.
Далее рассчитывают максимальный внутренний диаметр t/max
редуцированной заготовки по формуле
^тах = ^дет
где t/дет — внутренний диаметр готовой детали; 6d — минималь-
ный припуск на обработку резанием по внутреннему диаметру.
Минимальную длину редуцированной заготовки рассчиты-
вают по формуле
'mln = ('дет +2bll)N + dl2(N-l),
где /дет — длина готовой детали; б/i — минимальный односторон-
ний припуск на обработку резанием; б/2 — припуск на отрезку
(ширина реза); N — количество деталей, получаемых из одной
заготовки.
Значения величин 6D, 6d, б/i, б/2 выбирают в зависимости
от размеров заготовки и требуемой чистоты обрабатываемых
поверхностей.
Размеры исходной заготовки назначают по рассчитанным
ЗНачеНИЯМ Dmin, t/max, /mln.
Наружный диаметр Do исходной заготовки выбирается бли-
жайшим наибольшим из ГОСТ 8732—78 или ГОСТ 8734—75.
Толщину стенки /о исходной заготовки выбирают из тех же
ГОСТов ближайшей наибольшей по следующему условию:
+ Dmin + dmax
I л -------------------
где AD — допуск на наружный диаметр редуцированной заго-
товки, устанавливаемый на торцах и превышающий допуск на
середине высоты заготовки из-за краевого эффекта (определя-
ется экспериментально).
Длину исходной заготовки определяют по формуле
г __1 V^mln/^o mln — /omln/^mln । А/
*o — 4 mln ; i-------—-tr------------Г шо»
1 lo mIn/L'o min
где Do mln, to min — минимальные наружный диаметр и толщина
стенки исходной заготовки; А/о — отрицательный допуск на дли-
ну исходной заготовки, зависящий от точности резки.
77
После выбора размеров исходной заготовки определяют
размеры редуцированной заготовки, которые отличаются от рас-
считанных ранее.
Наружный диаметр D редуцированной заготовки принимают
раВНЫМ Z>min.
Внутренний диаметр d рассчитывают по формуле
d = D - 2/0 VDo/O.
Длину редуцированной заготовки определяют по формуле
/ = / 1 - t0/D0
° -/DiDt-tv/D ‘
Допуски на размеры редуцированной заготовки рассчиты-
вают с учетом допусков на размеры исходной заготовки.
Рис. 40. Бандажированная жесткая матрица
для редуцирования трубных заготовок
Рабочим инструментом при редуцировании являются жест-
кая матрица и пуансон. От геометрии рабочего профиля мат-
рицы зависят размеры и качество редуцированных заготовок.
Геометрические параметры матрицы (рис. 40) определяются на
основании опытных и литературных данных.
Угол конусной части принимают а =10 4-15°. Радиус за-
кругления Гм матрицы в месте перехода конической поверхности
в цилиндрический поясок определяют по формуле
где dM — диаметр цилиндрического пояска матрицы; to — тол-
щина стенки исходной заготовки.
При сопряжении конической части матрицы с калибрующим
пояском радиусом гм диаметр калибрующего пояска матрицы
без учета ее упругой деформации можно вычислить по формуле
</м = (Д-Л)+в“
78
где D — наружный диаметр редуцированной заготовки; П — при-
пуск на износ матрицы; бм — допуск на изготовление матрицы.
Высоту hK калибрующего пояска назначают в пределах
(0,05-е- 0,10) dM.
Наружные диаметры матрицы DM и бандажа DB выбирают
из конструктивных соображений, после чего проводят расчет на
прочность по существующим методикам.
Высоту /iH и диаметр dH направляющего пояска назначают
такими, чтобы заготовка при установке в матрицу не имела пе-
рекоса, препятствующего редуцированию. В случае редуцирова-
ния заготовок с Do > 1,5 Zo целесообразно использовать направ-
ляющие втулки, позволяющие увеличить hH без увеличения вы-
соты матрицы Ны.
Для изготовления матриц на производственном объедине-
нии «Кировский завод» используют легированные инструменталь-
ные стали 4Х5МФС и 4Х4ВМФС (Ди-22) ГОСТ 5950—73 с
азотированием рабочего профиля. Стойкость матриц при этом
составляет 6000—8000 заготовок. Материал бандажей — сталь
5ХНМ.
Процесс калибрующего редуцирования трубных заготовок
десяти наименований, внедренный по приведенной выше техно-
логии на производственном объединении «Кировский завод», по-
зволил сэкономить 850 т горячекатаных труб в год, что обеспе-
чило годовой экономический эффект в 124 тыс. руб. Однако
эффективность процесса может быть повышена за счет приме-
нения ступенчатых матриц (с несколькими постепенно умень-
шающимися по диаметру цилиндрическими поясками), а также
за счет оптимизации параметров рабочего профиля жестких мат-
риц, что позволит повысить точность редуцированных заготовок.
25. Редуцирование сплошных заготовок
в жестких матрицах
Жесткие матрицы могут успешно применяться для получе-
ния ступенчатых изделий типа валов, пальцев, осей, валов-
шестерен и т. п. Различают редуцирование одностороннее
(см. рис. 38, а) и двустороннее (см. рис. 38,6), с направлением
образующей (см. рис. 38, а) и без направления (см. рис. 38,6),
однопереходное и многопереходное.
Двустороннее редуцирование позволяет деформировать за-
готовку с двух концов за один ход пресса. При этом за счет
уменьшения заходного угла 2ai или величины деформации
в верхней матрице по отношению к нижней (2аг, е2) и, как
следствие, меньшего усилия деформирования в верхней матрице
вначале происходит редуцирование верхнего конца заготовки до
упора, а затем нижнего конца.
Редуцирование с направлением по образующей позволяет
обрабатывать заготовки с длиной Zo, большей длины Zmax, рас-
считанной из условия продольной устойчивости.
Величина деформации при редуцировании сплошных заго-
товок определяется по формуле
e = ^-D2/^=l-(D/D0)2,
79
где Do — диаметр заготовки до редуцирования; D — диаметр
редуцированной заготовки.
На первом и втором переходах предельную величину де-
формации назначают в пределах е = 0,25 -4- 0,30, а на третьем и
последующих — е = 0,30 4- 0,33. Общая величина деформации
при многопереходном редуцировании без промежуточного отжига
не превышает е = 0,65 4- 0,75.
Усилие деформирования при многопереходном редуцирова-
нии можно определить по формуле
?П = РпР п— 1»
где рп — среднее осевое напряжение в деформируемой части за-
готовки; Fn-i — площадь поперечного сечения заготовки на пре-
дыдущем переходе; п — номер перехода.
Средние осевые напряжения определяют по формуле
р = 2<тср [в (о,5 + 0,1 tg а + + 0,33 tg а + 2^-],
Рис. 41. Бандажированная
жесткая матрица для редуци-
рования сплошных заготовок
углах конусности уменьшает
(Уп—1 + <Уп 1
где аСр =-----2-------среднее сопротивление деформированию;
& = \п (Dn-JDn) — логарифмическая степень деформации; 2а —
угол конического профиля матрицы; hK — высота калибрующего
пояска матрицы; ц — коэффи-
циент трения.
Для редуцирования сплош-
ных заготовок используют бан-
дажированные жесткие матри-
цы (рис. 41), рабочий про-
филь которых имеет свои осо-
бенности. Кроме направляюще-
го пояска Ан, конической де-
формирующей части и калиб-
рующего пояска hK в матрицах
предусматривают направляю-
щую часть, предназначенную
для уменьшения искривления
деформируемой заготовки. Вы-
соту направляющей части
принимают Нп = (2 4- 3) D, а
диаметр DH = D + (0,15 4-
4- 0,20) мм.
Угол конусности 2а дефор-
мирующей части назначают
равным 25—30°. При меньших
усилие деформирования, но
увеличиваются размеры рабочего профиля матрицы; в случае
увеличения углов 2а значительно возрастает усилие деформи-
рования и увеличивается опасность осадки заготовки, а так-
же искривления ее продольной оси.
Высоту и диаметр направляющего пояска принимают соот-
ветственно равными Лн = (0,3 4- 0,5) Do и da = Do max +(0,15 4-
4- 0,20) мм.
80
Радиус /? перехода рабочей конической части матрицы в
калибрующий поясок выбирается таким же, как и другие ра-
диусы переходов рабочего профиля, а именно равным 1—2 мм.
Угол конуса 2di выходной части матрицы равен 5—10°.
Как правило, назначение наружного диаметра матрицы DM
вдвое большим диаметра dM калибрующего пояска, а наружного
диаметра бандажа Db вдвое большим диаметра матрицы Du
обеспечивает прочность бандажированных матриц. Однако при
редуцировании с предельными степенями деформации матрицы
и бандажи с заданными размерами DM и Db необходимо про-
верять на прочность расчетами по существующим методикам.
Матрицы для холодного редуцирования изготовляют из
стали марок Х12М, Х12Ф1, Р12 с термообработкой до твердо-
сти HRC 58—62. Бандажи изготовляют из стали марок 40Х,
40ХН, 5ХНВ с термообработкой до твердости HRC 28—40.
Стойкость матриц, изготовленных из указанных инструмен-
тальных сталей, составляет 30—50 тыс. заготовок. Весьма целе-
сообразно применение для матриц твердого сплава марок В К-15,
ВК-15М, что повышает их стойкость в 10—20 раз.
Глава 8
ГОРЯЧАЯ ШТАМПОВКА НА АВТОМАТАХ
26. Горячештамповочные автоматы
Холодновысадочные автоматы, появившиеся еще в 30-х го-
дах, используют в настоящее время для штамповки деталей из
Рис. 42. Комплекс изготовления поковок на горя-
чештамповочном автомате
прутка мягкой стали диаметром не более 25 мм. По мере со-
вершенствования средств нагрева были разработаны и освоены
первые горячештамповочные автоматы, начиная с однопозицион-
ной машины для высадки головок болтов. С середины 60-х го-
дов на отечественных заводах подшипниковой, метизной и авто-
мобильной промышленности получают распространение горяче-
штамповочные автоматы фирмы «Хатебур» (Швейцария) для
81
закрытой малоотходной штамповки кольцевых поковок из прутка
диаметром до 60 мм различных марок сталей. Производство
отечественных автоматов такого типа осваивается в настоящее
время Рязанским объединением «Тяжпрессмаш».
Комплекс для изготовления поковок на автомате (рис. 42)
включает автоматический стеллаж /, индукционную нагреватель-
ную установку 2, автомат 4 с механизмом 3 переноса полуфаб-
риката и двухрядный транспортер 5 для подачи поковок и от-
ходов штамповки в специальную тару. Комплекс обслуживают
два рабочих.
Ниже дана техническая характеристика двух моделей ав-
томатов.
Модель........................... AMP-30 АО341
Изготовитель.....................«Хатебур» ПО «Тяжпрессмаш>
Номинальное усилие МН (тс) .... 2,50 (250) 12,50 (1250)
Число ходов ползуна в минуту .... 70 — 120 35-70
Число позиций штамповки (без от-
резки) ................................... 3 4
Ход, мм:
ползуна............................. 160 320
ножа.............................. 165 260
выталкивателя матриц........... 55—70 130
выталкивателя пуансонов ....... — 50
Наибольшие размеры заготовки, мм:
диаметр.......................... 40 60
длина.......................... 72 135
Наибольший диаметр поковки, мм . . 70 120
Наибольшая масса поковки, кг ... . 0,6 3,0
Мощность главного двигателя, кВт. . 53 300
Габаритные размеры, мм:
длина.............................. 5100 9250
ширина........................... 3700 5900
высота над уровнем пола.......... 2000 3100
Масса, т............................. 30 165
Площадь комплекса, м2............... 100 180
Трехпозиционная модель АМР-30 получила в СССР наи-
большее распространение. Первый из четырехпозиционных оте-
чественных автоматов АО341, изготовленный в 1976 г., пущен
в эксплуатацию на ГПЗ-23, в г. Волжском.
Электродвигатели автоматов позволяют регулировать число
оборотов своего вала, что обеспечивает оптимальный темп штам-
повки с учетом массы поковки и необходимого усилия деформи-
рования. Автоматы имеют механизм подачи прутка с двумя па-
рами охлаждаемых водой рифленых приводных роликов, меха-
низм отрезки заготовки, отделяющий ее от прутка и подающий
на позицию осадки, и три или четыре расположенные горизон-
тально формоизменяющие позиции: осадки, формовки (одна
или две) и просечки отверстия. Пуансонодержатели закреплены
на ползуне, который перемещается в горизонтальных направляю-
щих, как на ГКМ, получая движение от коленчатого вала с
помощью шатуна. Привод механизмов подачи, отрезки, пере-
носа и выталкивания — кулачковый, от распределительных ва-
лов, параллельных направляющим ползуна. Все переходы, вклю-
чая отрезку заготовки, осуществляются одновременно, т. е. за
каждый ход ползуна получают одно изделие.
Основными узлами автомата управляют с единого пульта,
оснащенного системой сигнализации работоспособности всех
основных и вспомогательных механизмов. Автоматы имеют три
82
режима работы: толчковых ходов, одиночных ходов и автома-
тический. Надежная и устойчивая работа в автоматическом ре-
жиме достигается наличием блокировок, связанных с перегруз-
ками механизмов, их перегревом, давлением смазки, охлаждаю-
щей воды и сжатого воздуха. Система сигнализации позволяет
быстро установить место и причину нарушений в работе каж-
дого узла и устранить ее.
27. Штамповка на трехпозиционных автоматах
Комплекс сменного инструмента для штамповки поковок ко-
лец подшипников на автомате АМР-30 [21] представлен на
рис. 43. Исходным материалом являются горячекатаные прутки
из стали ШХ15. Нагретый пруток, поданный до жесткого упо-
ра 5, прижимается бойком / к неподвижному ножу 2. Подвиж-
ный нож 3 и прижимная планка 4 отделяют заготовку от прут-
ка, переносят ее на позицию осадки и удерживают до того мо-
мента, когда прижим 5, выдвинутый из пуансона 7, прижмет
заготовку к матрице 6. Затем пуансон совместно с прижимом
осаживает заготовку до заданной высоты.
Механизм переноса при помощи первой пары клещей пере-
носит осаженную заготовку на позицию формовки. Пуансон, со-
стоящий из прошивника 13 и втулки /2, вталкивает ее в мат-
рицу 10, причем рабочие торцы прошивника и втулки распола-
гаются в одной плоскости. Войдя в направляющий конус мат-
рицы, втулка останавливается, сжимая пружину, а прошивник,
продолжая движение вперед, прошивает отверстие на заданную
глубину, составляющую 0,75—0,80 высоты поковки. Металл за-
полняет матрицу и выдавливается в направлении, обратном
движению пуансона, причем высота кольца ограничивается тор-
цом втулки.
При обратном ходе ползуна втулка 12 удерживает полу-
фабрикат в матрице до тех пор, пока прошивник 13 не отойдет
на определенное расстояние. Затем выталкиватель 11, переме-
щаемый во втулке 9, выдает полуфабрикат из матрицы в зону
действия механизма переноса, который при следующем ходе пол-
зуна переносит полуфабрикат на позицию просечки отверстия
с помощью второй пары клещей.
Прижим 16, упираясь в наметку, удерживает полуфабрикат
при разжатии клещей и отделяет наметку от торца пуансона 15
после просечки в матрице 14. Поковку с пуансона снимает жест-
кий съемник /7, а с рабочей позиции удаляет сбрасыватель авто-
мата. Наметка удаляется по каналу блока матриц сжатым воз-
духом.
Тонкий слой окалины, образующийся при нагреве, очищается
подающими роликами, остатки осыпаются при резке. Попадаю-
щие в тару поковки ускоренно охлаждаются в среде водя-
ного тумана. Ускоренное охлаждение, необходимое для пред-
отвращения выпадания карбидной сетки по границам зерен,
одновременно препятствует образованию заметного слоя новой
окалины. В зависимости от требований, предъявляемых к поверх-
ности изделий, припуск на механическую обработку можно сни-
зить до 0,5—1,0 мм на сторону.
83
Инструмент формовочного перехода проектируют и нала-
живают таким образом, чтобы не допустить образования на
поковке торцового заусенца более 1—2 мм. Колебания объема
исходной заготовки отражаются на высоте поковки и величине
радиусов закруглений.
Рис. 43. Штамповый инструмент для автомата АМР-30
Рабочая зона пресса-автомата и инструментальный блок
обильно охлаждаются водой. К тыльным сторонам матриц вода
подводится по внутренней проводке, а все открытые части ин-
струмента непрерывно поливаются снаружи.
Пуансоны и матрицы изготовляют преимущественно из ста-
ли ЗХЗМЗФ и азотируют на глубину 0,2—0,3 мм, рабочие кромки
ножей и просечных пуансонов направляют сормайтом или стел-
литом. Стойкость наиболее нагруженных деталей оснастки —
противников, формовочных и просечных матриц — составляет
84
20—30 тыс. шт. поковок, что близко к сменной производитель-
ности автомата.
На автоматах АМР-30 изготовляют также гайки от М20 до
М36, с размером под ключ соответственно от 30 до 55 мм, без
припуска на механическую обработку наружных поверхностей
Рис. 44. Штампованные поковки шестерен
и поковки автомобильных шестерен с минимальными припус-
ками. Малоотходная штамповка в закрытых ручьях обеспечи-
вает выход годного не менее 0,75—0,80. При этом коэффициент
использования металла составляет 0,36—0,68 для шестерен,
0,66—0,78 для колец подшипников и 0,76—0,84 для гаек.
Рис. 45. Основные переходы штамповки крестовины кардана:
а — предварительная формовка; б — окончательная формовка;
в — крестовина после обрезки облоя
На Волжском автозаводе один автомат изготовляет поков-
ки шестерен пяти типоразмеров, а также два типоразмера по-
ковок крестовин. Всего их производят около 6 млн. шт. в год.
Штамповка производится из прутков горячекатаной стали, об-
точенных заводом-поставщиком с допуском ± 0,2 мм по диа-
метру. Технологический процесс изготовления шестерен (рис. 44)
включает отрезку от прутка, закрытую осадку, окончательную
формовку в закрытом ручье и просечку отверстия [25]. Пере-
ходы штамповки крестовины кардана из заготовки 0 30 X
X 40 мм показаны на рис. 45. С учетом затрат времени на
85
замену и наладку инструмента коэффициент использования ком-
плекса АМР-30 во времени составляет на ВАЗе около 0,6, а
средняя часовая производительность автомата — 3600 шт., что
в шесть — восемь раз выше, чем при штамповке аналогичных
поковок на универсальных КГШП или ГКМ.
С учетом экономии не менее 5% металла срок окупаемости
комплекса АМР-30 при крупносерийном производстве кольце-
вых поковок не превышает трех лет.
28. Штамповка на четырехпозиционных автоматах
На автомате GF-6 фирмы «Пельтцер» (ФРГ), установлен-
ном на ВАЗе, штампуют шестерни и фланцы шести типоразме-
$32.5
Рис. 46. Переходы изготовления поковок на четырехпозицион-
ных автоматах: а — шестерни; б — фланца; в — кольца под-
шипника
ров. Масса поковок находится в пределах 0,75—2,32 кг, выход
годного 0,82—0,92 и коэффициент использования металла 0,58—
0,78. Средняя часовая производительность автомата составляет
2000 шт. [25].
86
При штамповке шестерен (рис. 46, а) на первой позиции
заготовку осаживают до такой высоты, чтобы полуфабрикат
фиксировался в ручье второго перехода. На второй позиции пред-
варительно оформляется диаметр ступичной части, близкий к
размеру готовой поковки. Диаметр фланцевой части предвари-
тельно оформленного полуфабриката меньше, а толщина ее
больше, чем у поковки. Это создает условия для оформления
фланца на третьей позиции путем раздачи металла в радиаль-
ном направлении и его осадки.
Технология изготовления фланцев характерна более слож-
ным формоизменением на позиции окончательной штамповки
(рис. 46,6).
Кольца подшипников штампуют на автоматах АМР-70 фир-
мы «Хатебур» и АО341 по две поковки одновременно. Пере-
ходы нового процесса одновременной штамповки трех кольце-
вых поковок, освоенного на ГПЗ-1, приведены на рис. 46, в [7].
На первой позиции заготовка осаживается до диаметра, близ-
кого к размеру комплектного полуфабриката, формуемого на
второй позиции. На третьей позиции полуфабрикат разделяется
на два элемента, из которых наружный представляет собой по-
ковку, а внутренний передается на четвертую позицию, где раз-
деляется на две поковки и отход. Наряду с разделением полу-
фабриката, на третьей позиции выполняется гибка фланца на
угол 5° с целью обеспечения перпендикулярности торцов поко-
вок, получаемых на четвертом переходе, к их оси.
Средняя производительность автомата в результате внедре-
ния нового процесса была увеличена до 6000 шт. поковок в час.
Одновременно получена годовая экономия 360 т стали ШХ15.
Глава 9
СФЕРОДВИЖНАЯ ШТАМПОВКА
29. Общая характеристика и назначение
Сферодвижная штамповка является прогрессивным способом
обработки металлов, объединяющим в себе основные факторы
традиционной технологии и новый способ деформирования заго-
товки, в котором используется комплексное механическое дви-
жение 1.
Сущность сферодвижной штамповки состоит в том, что одна
из половин штампа получает в машине круговое сферическое
колебание, а рабочее давление при этом колебании передается
на малую часть поверхности заготовки, и деформация ее проис-
ходит по принципу торцовой раскатки, но без вращения обеих
частей штампа и заготовки.
В новом процессе штамповки сферическое колебание одной
половины штампа обеспечивает такую же работу, которая в
» А. с. 310718 (СССР).
87
торцовой раскатке достигается более сложной кинематикой (в
результате вращения двух валков и заготовки). Для реализации
сферодвижной штамповки не требуется сложного механического
устройства, поскольку колебательное движение придается одной
половине штампа.
Нашей стране принадлежит первенство в проведении фун-
даментальных работ для развития нового способа штамповки
и в создании «сферодвижного прессователя», предназначенного
для его выполнения. Советские специалисты нашли самостоя-
тельный путь решения проблемы, а начальные работы в этом
направлении относятся к периоду 1950—1960 гг.» так как в эти
годы был создан механический пресс с управляемым столом, на
котором осваивалась технология секционной штамповки загото-
вок и другие способы локального деформирования
В работе [1] приведен анализ технологических возможно-
стей сферодвижного прессователя, который может применяться
для выполнения различных операций.
30. Примеры освоения и выводы
Промышленное освоение нового процесса штамповки в на-
шей стране проводится силами отдельных творческих коллекти-
вов по заданиям различных отраслей производства.
На рис. 47 приведен общий вид сферодвижного прессова-
теля, разработанного силами ВПТИэлектро около десяти лет
назад.
По этой схеме была изготовлена опытно-промышленная уста-
новка для ПО «Светлана».
Сферодвижный прессователь (рис. 47) имеет вертикальную
станину /, внутри которой выполнены полости для размещения
двух гидроцилиндров. Главный гидроцилиндр 7 размещен в верх-
ней части станины, а вспомогательный гидроцилиндр 12 уста-
новлен внизу. Матрица 2 смонтирована на станине непосред-
ственно над вспомогательным гидроцилиндром.
В средней части станины размещен сферодвижный меха-
низм, являющийся главным рабочим органом прессователя. Кор-
пус 6 этого механизма выполнен в виде короба с толстыми
стенками, а внутри корпуса залито масло. В таком конструк-
тивном исполнении корпус механизма служит закрытым карте-
ром, в котором обеспечиваются обильная смазка и охлаждение
деталей при работе.
В корпусе 6 размещены главные детали и звенья сферо-
движного механизма — водило 9, червячное колесо со ступи-
цей 8 и два червяка 5. Водило 9, жестко соединенное с под-
штамповой плитой 4, и пуансон 10 образуют вместе исполнитель-
ное звено механизма. Кинематическая ось этого звена имеет
наклон 3° и пересекается с главной вертикальной осью меха-
низма в центре сферы.
Корпус 6 оснащен направляющими колонками <9, а на зад-
ней стороне его смонтированы переходная плита и два электро-
двигателя, имеющие соосное соединение с червяками 5. Сферо-
А.с. 99453 (СССР).
88
движный прессователь оснащен индивидуальным маслоблоком и
гидронасосом, которые обеспечивают действие гидроцилиндров 7
и 12. На рабочем участке около прессователя установлена ме-
ханическая рука или робот, предназначенные для механизации
вспомогательных операций по укладке и удалению заготовок.
В матрице 2 показана деталь 11, полученная в результате
штамповки.
Рис. 47. Конструктивная схема сферодвижного прес-
сователя
Главное отличие данной конструкции от других машин, раз-
работанных и освоенных в нашей стране и за границей, состоит
в том, что сферодвижный механизм размещен в системе ползуна
89
и функцию последнего выполняет корпус 6 этого механизма. Ука-
занная конструктивная схема обеспечивает лучшие условия для
механизации вспомогательных операций, ремонта и обслужива-
ния машины.
В настоящее время в нашей стране пока еще нет серийного
выпуска машин типа «сферодвижный прессователь»; рассмотрен-
ная схема позволяет осваивать новый способ штамповки на
имеющихся гидропрессах с применением сферодвижного меха-
низма на траверсе в виде съемного блока.
Ценный опыт был получен специалистами ВПТИэлектро и
ПО «Светлана» при освоении первого комбинированного устрой-
ства в промышленных условиях.
Штамповка изделий велась из прутковых, кольцевых, труб-
чатых и листовых заготовок, причем промышленное освоение к
настоящему времени было достигнуто в основном на операциях
холодной обработки металла давлением.
На рис. 47 показана штамповая оснастка в виде матрицы 2
и пуансона 10, а полученное изделие 11 имеет форму фланца.
Действие машины происходит следующим образом. Перед на-
чалом работы необходимо включить электродвигатели сферо-
движного механизма и гидронасосной системы. В сферодвижном
механизме вращательное движение от двигателей и червяков 5
передается на ступицу 8, а затем преобразуется в пространствен-
ное сферическое колебательное движение исполнительного звена,
состоящего из водила 9, плиты 4 и пуансона 10. Сферодвижный
механизм имеет постоянный режим работы, а исполнительное
звено получает непрерывное сферическое колебание.
В гидравлической системе прессователя исполнительными ор-
ганами служат гидроцилиндры 7 и 12, каждый из которых вы-
полняет самостоятельные функции. Главный гидроцилиндр 7
связан с корпусом 6 сферодвижного механизма и обеспечивает
пуансону 10 возвратно-поступательное движение по вертикаль-
ной оси. Гидравлическая система обеспечивает высокую опера-
тивность работы прессователя, однако наибольшая производи-
тельность достигается в режиме четырехфазного рабочего цикла,
т. е. при выполнении следующих действий главного гидроцилин-
дра 7: холостой ход вниз, рабочее давление, подъем и останов-
ка в верхней позиции.
Указанный рабочий цикл характерен для многих гидравличе-
ских машин и прессов и в соответствии с ним выполняется весь
процесс штамповки.
Укладка заготовки в матрицу 2 происходит в период, когда
сферодвижный механизм находится в верхней позиции. Формо-
образование изделия 11 осуществляется в фазе рабочего давле-
ния за счет комбинированных движений пуансона 10. При этом
сферическое колебание пуансон получает от внутренней кинема-
тической цепи механизма, а вертикальную подачу — через кор-
пус 6 от главного гидроцилиндра 7.
После штамповки и подъема сферодвижного механизма го-
товое изделие 11 выталкивается гидроцилиндром 12 из матри-
цы 2. Таким образом, в четвертой фазе рабочего цикла, когда
сферодвижный механизм занимает верхнее положение, прово-
дятся все вспомогательные операции.
90
В данном процессе штамповки главную работу деформиро-
вания выполняет сферодвижный механизм, и поэтому его дви-
гатели обеспечивают около 70% общей установленной мощности
прессователя.
Рис. 48. Фланцы, полученные сферодвиж-
ной штамповкой
Основное назначение сферодвижного механизма состоит в
том, что он сообщает исполнительному звену вместе с пуансо-
ном пространственно-сферическое колебание около заданного
центра.
В этом центре пересекаются осевые линии исполнительного
звена, пуансона и заготовки, а также две главные оси кинема-
тических пар, образующих этот механизм.
Кинематика исполнительного звена обладает сложной ха-
рактеристикой, так как в различных точках этого звена ско-
рость, ускорение и траектория колебания не одинаковы. Точки
рабочей поверхности пуансона совершают цикличное волновое
колебание вокруг центра, при этом воздействие пуансона на
металл заготовки происходит в локальной зоне.
На рис. 48 показаны трубопроводные фланцы, которые по-
лучены сферодвижной штамповкой.
Исходная заготовка представляет собой шайбу размером
290 X 130X 22 мм. При максимальном рабочем усилии 4000 кН
(400 тс) сферодвижной штамповкой получены фланцы с на-
ружным диаметром 307 мм. Штамповка фланца из стали СтЗ
проводилась с нагревом заготовки до 900 °C. Время деформиро-
вания — 8 с.
На рис. 49 показаны заготовки, полученные в промышлен-
ных условиях в ПО «Светлана» на установке усилием 1200 кН
(120 тс).
91
Приведенные примеры сферодвижной штамповки некоторых
типовых заготовок, а также и другие работы в этом направле-
нии позволяют сделать вывод о том, что по ряду важных по-
казателей новая технология обладает преимуществом в сравне-
нии с традиционными процессами обработки металла.
Рис. 49. Типовые изделия, освоенные в производстве
Сферодвижная штамповка снижает рабочие усилия для де-
формирования заготовок и обеспечивает сокращение габаритов,
массы и стоимости рабочего оборудования, а также затрат на
его монтаж, ремонт и эксплуатацию.
Сферодвижный прессователь обладает высокой удельной
мощностью (отношение мощности привода к массе машин) и в
этом отношении по сравнению с прессами его показатели в два-
три раза лучше.
К преимуществам сферодвижного прессователя относится
также его плавная и бесшумная работа, что позволяет устанав-
ливать его в любом производственном помещении совместно с
другими станками для механической обработки металла. Обыч-
ные кривошипные и эксцентриковые штамповочные прессы вызы-
вают при работе шум и вибрацию, поэтому их приходится раз-
мещать на отдельных участках.
В заключение важно отметить, что процесс сферодвижной
штамповки обеспечивает широкие возможности для управления
пластической деформацией и течением металла благодаря при-
менению различных режимов работы сферодвижного механизма,
а также использованию переменной скорости подачи.
СПИСОК ЛИТЕРАТУРЫ
1. Агеев Н. П., Пехота А. Д. Прогрессивные технологиче-
ские процессы штамповки обкаткой на сферодвижном прессовате-
ле.— В кн.: Пути повышения эффективности холодноштамповоч-
ного производства. Л.: ЛДНТП, 1977, с. 84—88.
2. Андреев Г. В. и др. Поперечно-клиновая прокатка.
Минск: Наука и техника. 1974. 154 с.
3. Атрошенко А. П., Федоров В. И. Горячая штамповка
труднодеформируемых материалов. Л.: Машиностроение, 1979.
287 с.
4. Барбарич М. В., Хоруженко М. В. Накатывание цилиндри-
ческих зубчатых колес. М.: Машиностроение, 1970. 220 с.
5. Васильчиков М. В., Барбарич М. В. Накатывание зубча-
чатых колес. — В кн.: Производство точных заготовок машино-
строительных деталей прокаткой. М.: НИИинформтяжмаш, 1968,
с. 11—69.
6. Деордиев Н. Т. Обработка деталей редуцированием.
Москва — Киев: Машгиз, 1960. 155 с.
7. Дюндин В. А., Гринфельд Л. А., Агеенко В. А. Техноло-
гические возможности производства кольцевых поковок на мно-
гопозиционных прессах.— Кузнечно-штамповочное производство.
1976. № 2, с. 17—19.
8. Заготовки точные стальные осесимметричные. Типовой
технологический процесс изготовления методом радиальной ков-
ки. РТМ 3-1088—77. 109 с.
9. Ковка и объемная штамповка стали: Справочник. Т. 2.
Под ред. М. В. Ст о рож ев а. М.: Машиностроение, 1968. 448 с.
10. Котельникова Л. П., Шалимов Г. Г. Прокатка крупнога-
баритных колец.— В кн.: Производство точных заготовок маши-
ностроительных деталей прокаткой. М.: НИИинформтяжмаш, 1968,
с. 155—203.
11. Любвин В. И. Обработка металлов радиальным обжати-
ем. М.: Машиностроение, 1975. 246 с.
12. Мансуров А. М. Технология горячей штамповки. М.: Ма-
шиностроение, 1971. 415 с.
13. Павлов Н. Н., Эдуардов М. С. Штамповка на горизон-
тально-ковочных машинах, прокатных станах и специальных ма-
шинах. М.—Л.: Машиностроение, 1964. 125 с.
14. Пономарев Н. И., Ревунов В. А. Прокатка кольцевых
заготовок. — В кн.: Оборудование для прокатки изделий слож-
ной формы./Под ред. М. В. Васильчикова. М.: Машгиз,
1963, с. 53—58.
15. Получение заготовок на ковочных вальцах под после-
дующую штамповку (руководящие материалы). ОНТИ, Воро-
неж, ЭНИКмаш, 1961. 36 с.
16. Радюченко С. Ю. Ротационная ковка. М.: Машгиз, 1962.
186 с.
17. Радюченко С. Ю. Ротационное обжатие. М.: Машиност-
роение, 1972. 176 с.
18. Расчет технологических процессов и проектирование
инструмента поперечно-клиновой вальцовки. Методические ре-
комендации. Воронеж, ЭНИКмаш, 1976. 99 с.
19. Силичев А, Н.м Екимов К» К. Кривошипный пресс с
93
электрогидравлическим управлением нижнего бойка. — В кн.: Из
опыта новаторов и стахановцев кузнечных и штамповочных цехов
ленинградских заводов. М.— Л.: Машгиз, 1951, с. 46—64.
20. Согришин Ю. П., Гришин Л. Г., Воробьев В. М. Штам-
повка на высокоскоростных молотах. М.: Машиностроение.
1978. 167 с.
21. Соков Н. П., Щербаков Ф. И., Жендринская А. Е. Штам-
повка заготовок колец подшипников на горячевысадочном
прессе-автомате.— Кузнечно-штамповочное производство, 1971,
№ 1, с. 22—24.
22. Тарновский И. Я., Смирнов В. К.» Коцарь С. Л. Продоль-
ная прокатка профилей переменного сечения. Свердловск: Метал-
лургиздат, 1962. 366 с.
23. Филимонов Ю. Ф. Развитие холодной и полугорячей объ-
емной штамповки.— Кузнечно-штамповочное производство, 1970.
№ 7, с. 4—7.
24. Холодная объемная штамповка: Справочник./Под ред.
Г. А. Навроцкого. М.: Машиностроение, 1973. 495 с.
26. Шнейберг В. М., Акаро И. Л. Изготовление поковок на
горячештамповочных автоматах.— Кузнечно-штамповочное про-
изводство Волжского автомобильного завода. М.: Машинострое-
ние, 1977, с. 193—221.
ОГЛАВЛЕНИЕ
Предисловие...............................................3
Глава 1. Вальцовка заготовок под штамповку (А. П. Атро-
шенко) ................................................ 5
1. Оборудование и преимущества вальцовки . . . —
2. Определение необходимости применения вальцовки 11
3. Определение размеров исходной заготовки ... 13
4. Определение количества пропусков и размеров
вальцованной заготовки............................16
5. Вальцовочные штампы............................22
Глава 2. Радиальное обжатие (Б. П. Рудаков, Е. В. Сте-
панов) .................................................—
6. Сущность и особенности процесса...............—
7. Технологические возможности...................24
8. Оборудование для радиального обжатия .... 27
9. Технология радиального обжатия................33
10. Инструмент для радиального обжатия............35
Глава 3. Машинная раскатка кольцевых заготовок
(Б. П. Рудаков, Е. В. Степанов)........................36
11. Сущность процесса и область применения . . . . —
12. Оборудование для раскатки......................38
13. Технология машинной раскатки...................41
14. Качество раскатанных колец...................43
Глава 4. Прокатка зубчатых колес (Б. П. Рудаков,
Е. В. Степанов)..........................................44
15. Особенности и основные схемы процесса . . . . —
16. Оборудование и технология прокатки зубчатых
колес..............................................48
17. Инструмент и его влияние на качество прокатан-
ных зубчатых колес.................................51
Глава 5. Специальные виды прокатки (Б. П. Рудаков,
Е. В. Степанов).........................................53
18. Поперечно-клиновая прокатка.............—
19. Поперечно-винтовая прокатка.............58
Глава 6. Высокоскоростная штамповка (А. П. Атрошенко) 62
20. Штамповка на высокоскоростных молотах и ее
преимущества................................—
21. Классификация поковок и разработка технологиче-
ского процесса штамповки....................66
22. Конструкция штампов.....................69
Глава 7. Редуцирование (Б. П. Рудаков, Е. В. Степанов) 72
23. Сущность и особенности процесса.........—
24. Калибрующее редуцирование трубных заготовок 74
25. Редуцирование сплошных заготовок в жестких
матрицах....................................79
95
Глава 8. Горячая штамповка на автоматах (В. С. Гоффен-
шефер)..................................... 81
26. Горячештамповочные автоматы...................—
27. Штамповка на трехпозиционных автоматах ... 83
28. Штамповка на четырехпозиционных автоматах . . 86
Глава 9. Сферодвижная штамповка (А. Н. Силичев) ... 87
29. Общая характеристика и назначение............—
30. Примеры освоения и выводы........................88
Список литературы.........................................93
ИБ № 2505
Борис Петрович Рудаков,
Александр Николаевич Силичев,
Евгений Викторович Степанов,
Алексей Петрович Атрошенко,
Виктор Самуилович Гоффеншефер
Ковка
и штамповка
на специализированном
оборудовании
(Библиотечка кузнеца-новатора, выпуск 6)
Редактор М. Г. Оболдуева
Художественный редактор С. С. Венедиктов
Технический редактор Г. Н. Вит о шине кая
Корректор И. Г. Жукова
Обложка художника Ю. И. Дышленко
Сдано в набор 23.02.81. Подписано в печать 11.01.82. М-28507.
Формат 84X108/32. Бумага типографская № 2. Гарнитура литера-
турная. Печать высокая. Усл. печ. л. 5,04. Уч.-изд. л. 6,1.
Тираж 6000 экз. Заказ 1041. Цена 30 коп.
Ленинградское отделение ордена Трудового Красного Знамени
издательства «Машиностроение»
191065, Ленинград, ул. Дзержинского, 10
Ленинградская типография № 2 головное предприятие ордена
Трудового Красного Знамени Ленинградского объединения «Тех-
ническая книга» им. Евгении Соколовой Союзполиграфпрома при
Государственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 198052, г. Ленинград, Л-52, Измайловский
проспект, 29.
БИБЛИОТЕЧКА КУЗНЕЦА-НОВАТОРА
Перечень выпусков
Выпуск 1. П. В. Камнев
Организация и планирование производства в кузнечных цехах
В ы п у с к 2. Г. Г. Немзер, А. Н. Шамов
Нагрев металла под ковку и штамповку
Выпуск 3. Л. Н. Петров, В. Ф. Касатонов, И. 3. Этин
Ковка на молотах и гидравлических прессах
Выпуск 4. А. П. Атрошенко, Е. П. Булат, В. С. Гоффен-
шефер, Б. П. Рудаков, В. Д. Спирин, С. М. Стельмаков
Штамповка на молотах, фрикционных и гидравлических прес
сах
Выпуск 5. А. П. Атрошенко, Е. П. Булат, В. Д. Спирин,
В. Н. Федоров
Штамповка на кривошипных горячештамповочных прессах и
на горизонтально-ковочных машинах
Выпуск 6. А. П. Атрошенко, В. С. Гоффеншефер, Б. П. Ру-
даков, А. Н. Силичев, Е. В. Степанов
Ковка и штамповка на специализированном оборудовании
Выпуск 7. В. Ф. Касатонов, В. С. Стрелков, Б. О. Темкин
Термическая обработка и очистка поковок
Выпуск 8. А. П. Атрошенко, К. К. Екимов, Л. Н. Петров,
И. 3. Этин
Средства механизации и автоматизации в кузнечных цехах