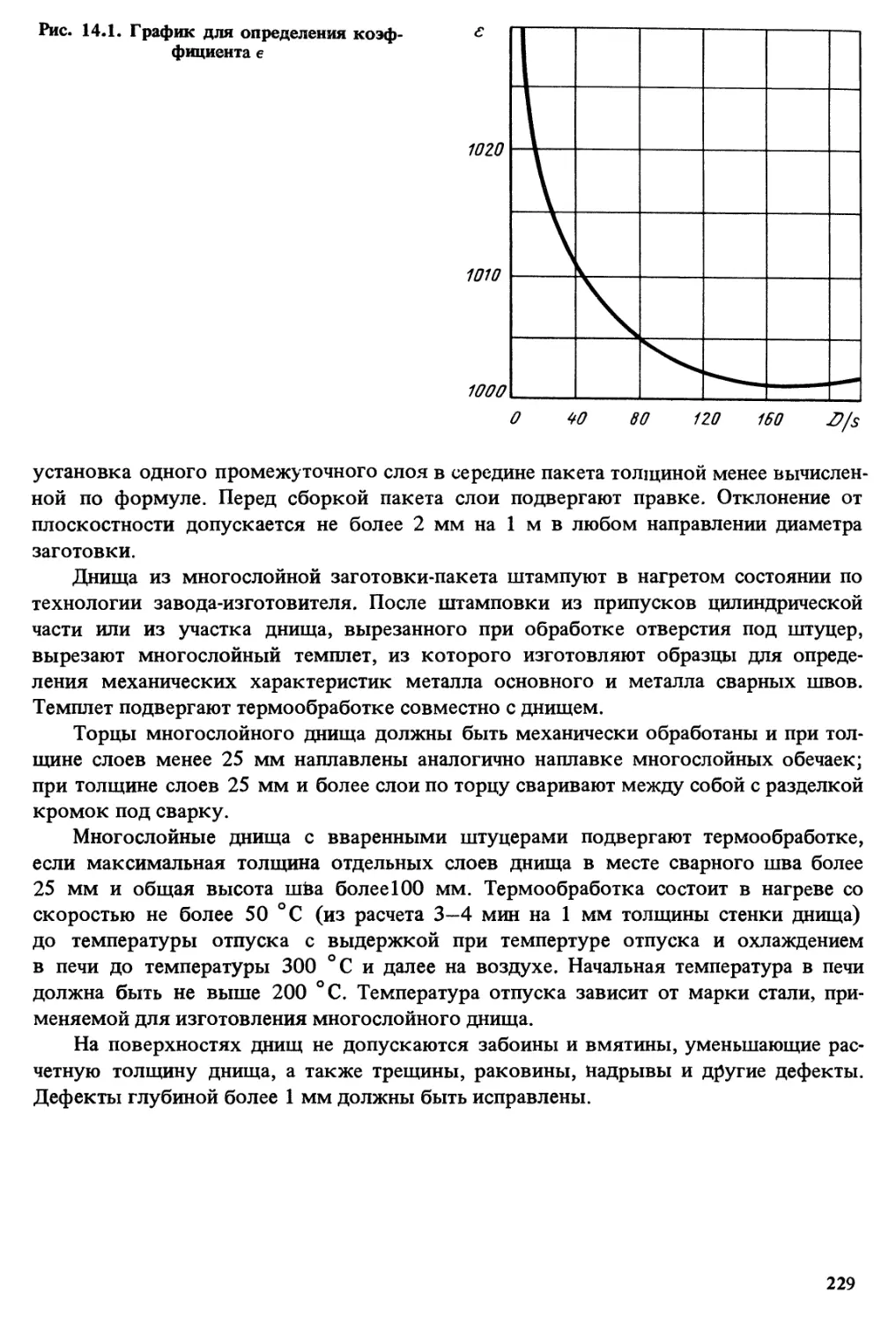
/




















































Автор: Хисматулин Е.Р.
Теги: транспортирование, распределение и хранение жидкостей и газов установки, оборудование и аппаратура основные процессы и аппараты химической технологии справочник сосуды трубопроводы
ISBN: 5-217-00402-9
Год: 1990




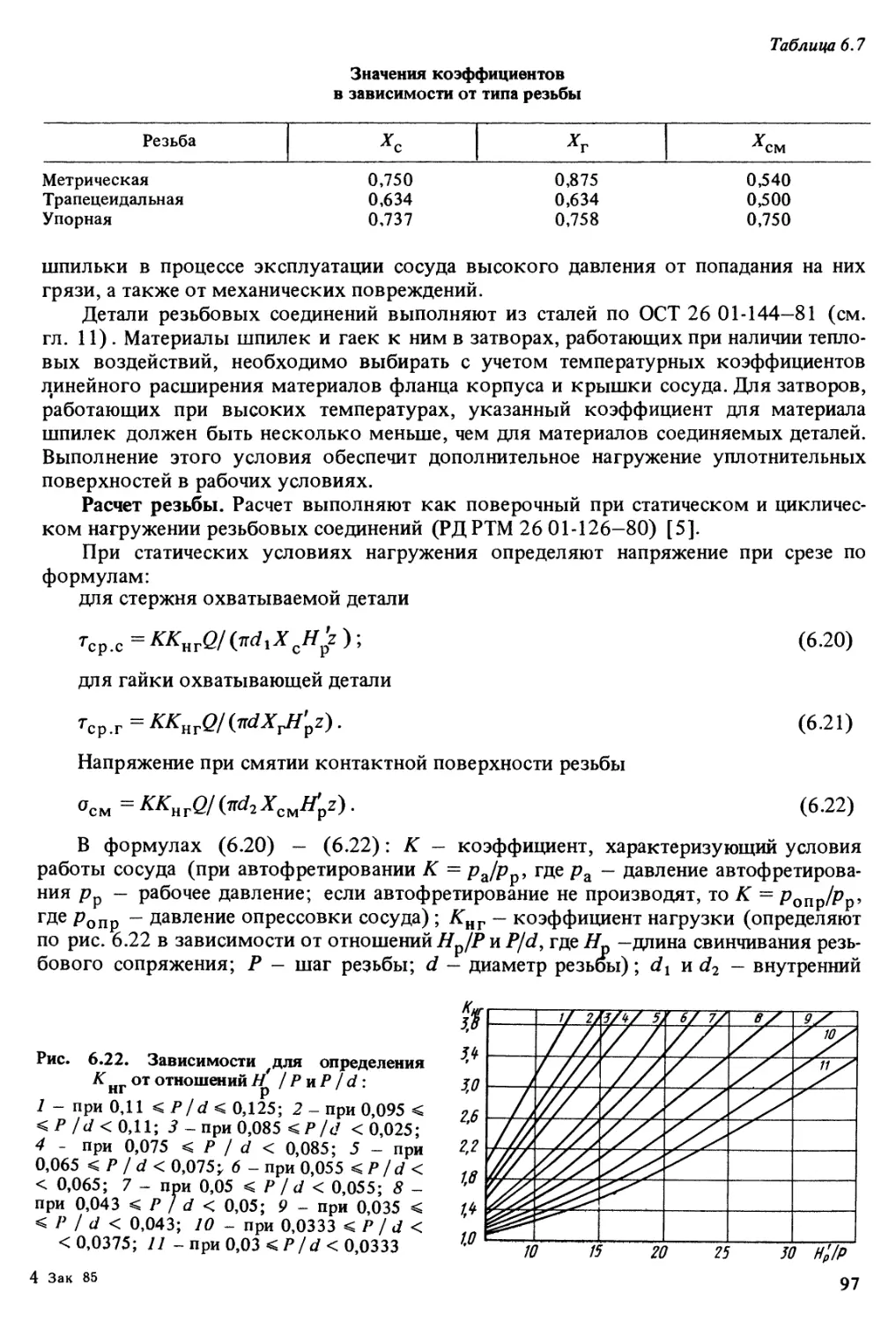
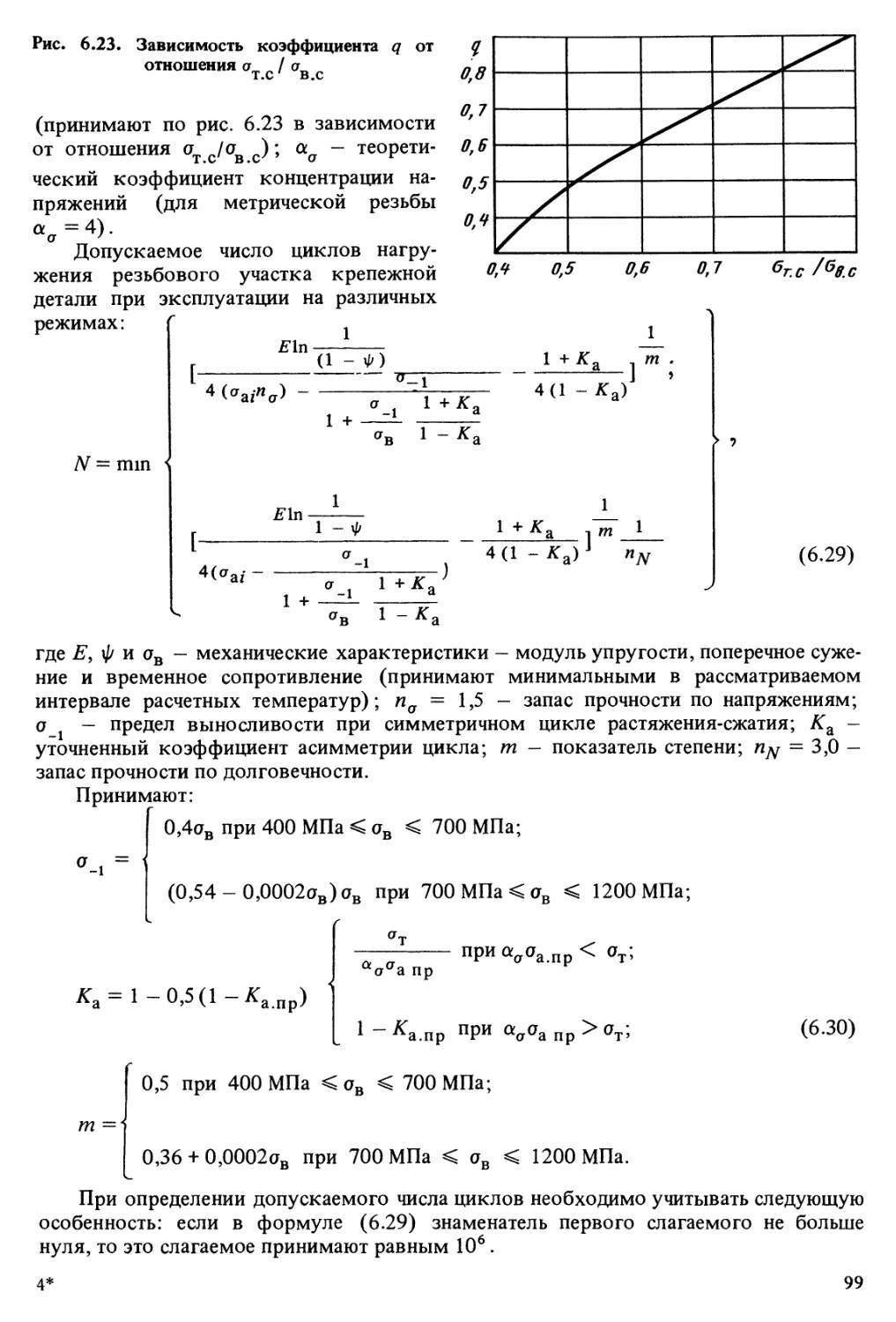
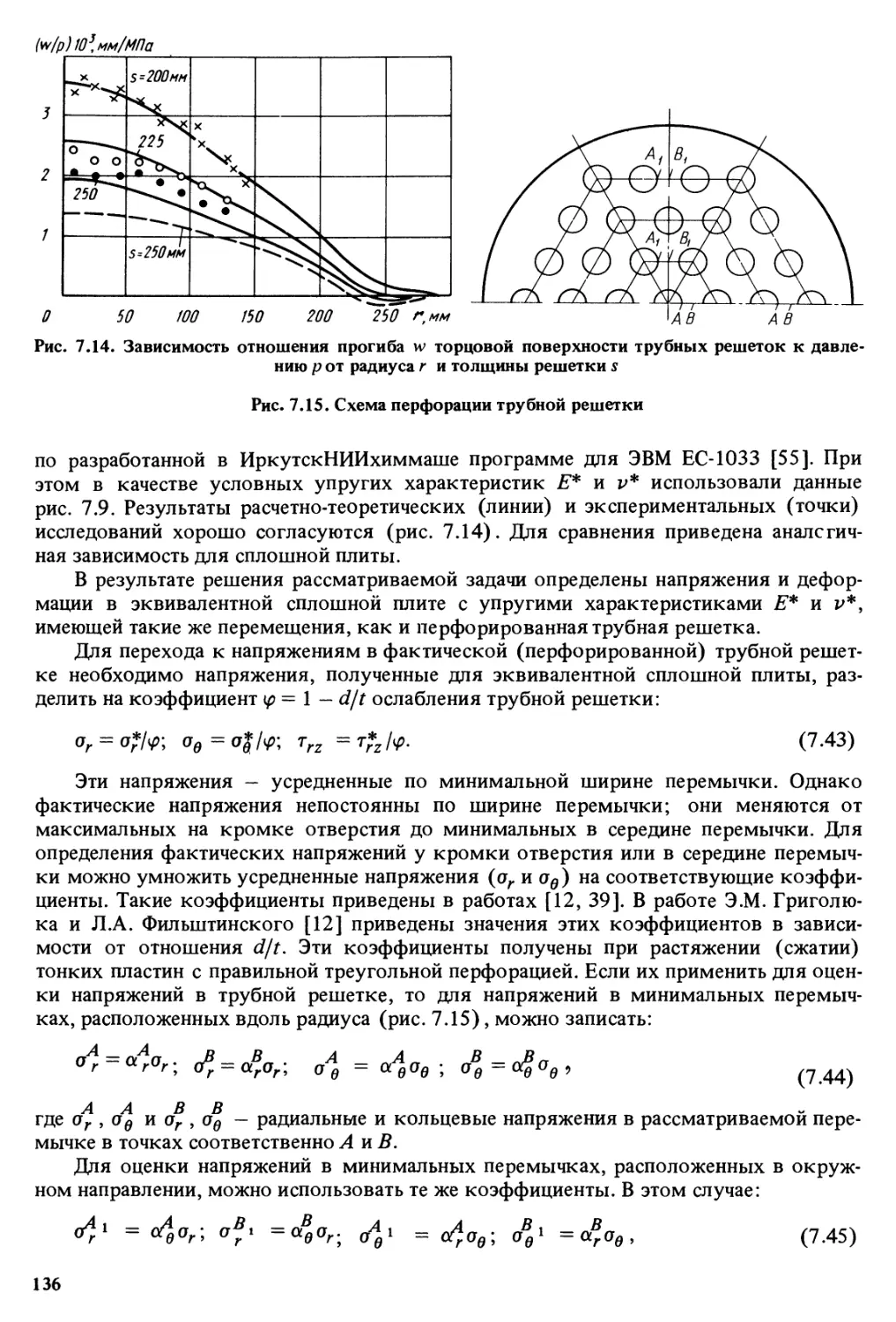
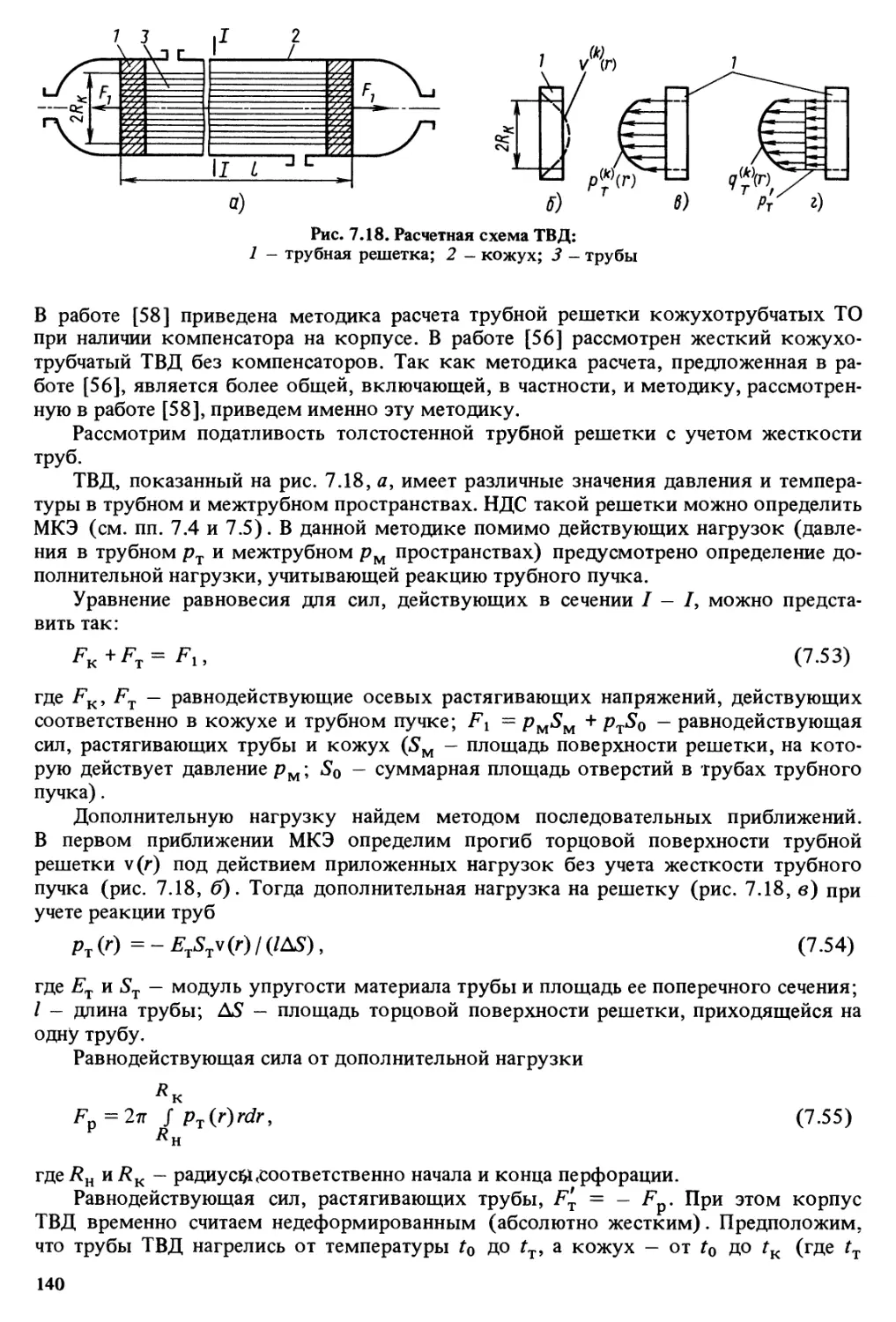
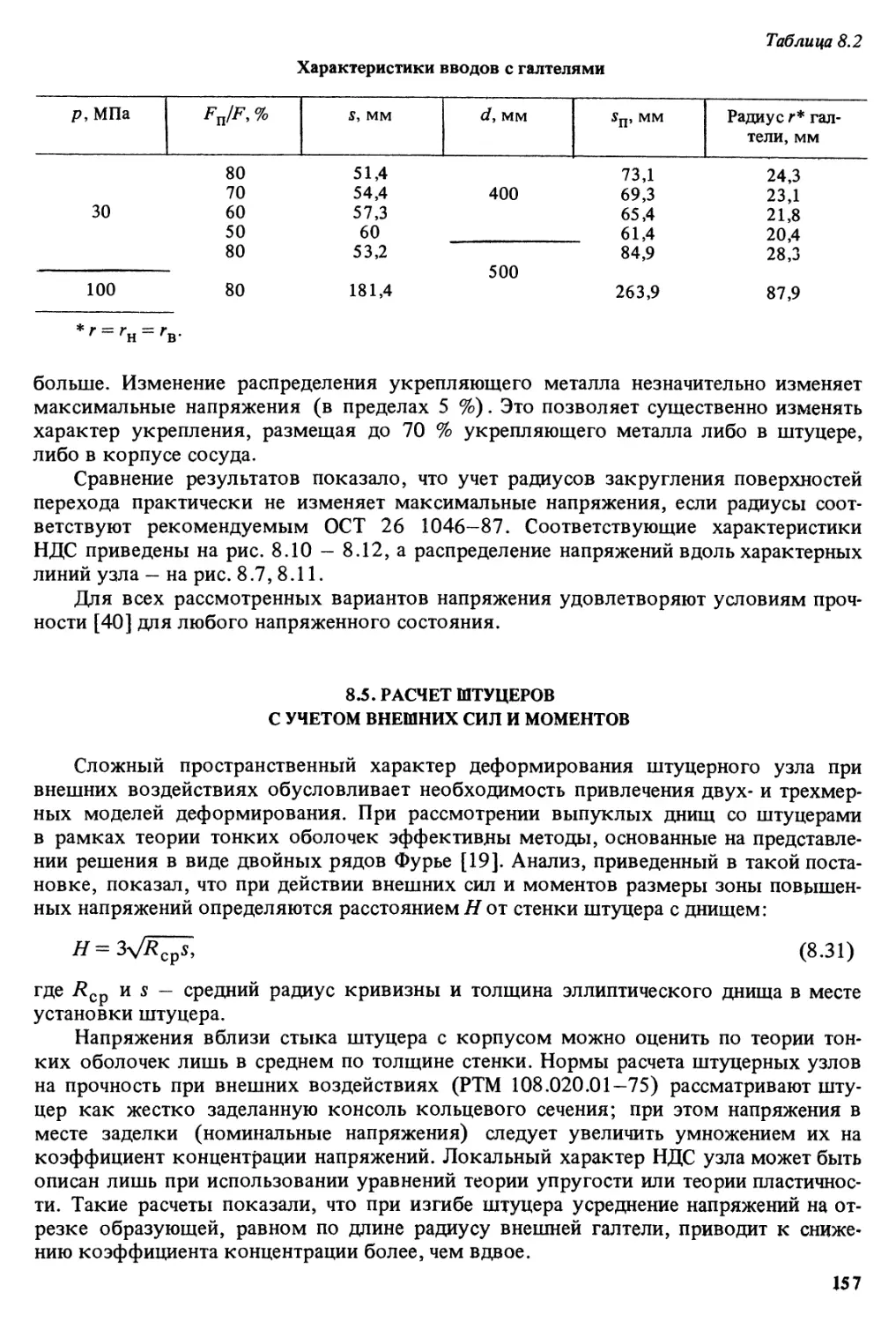
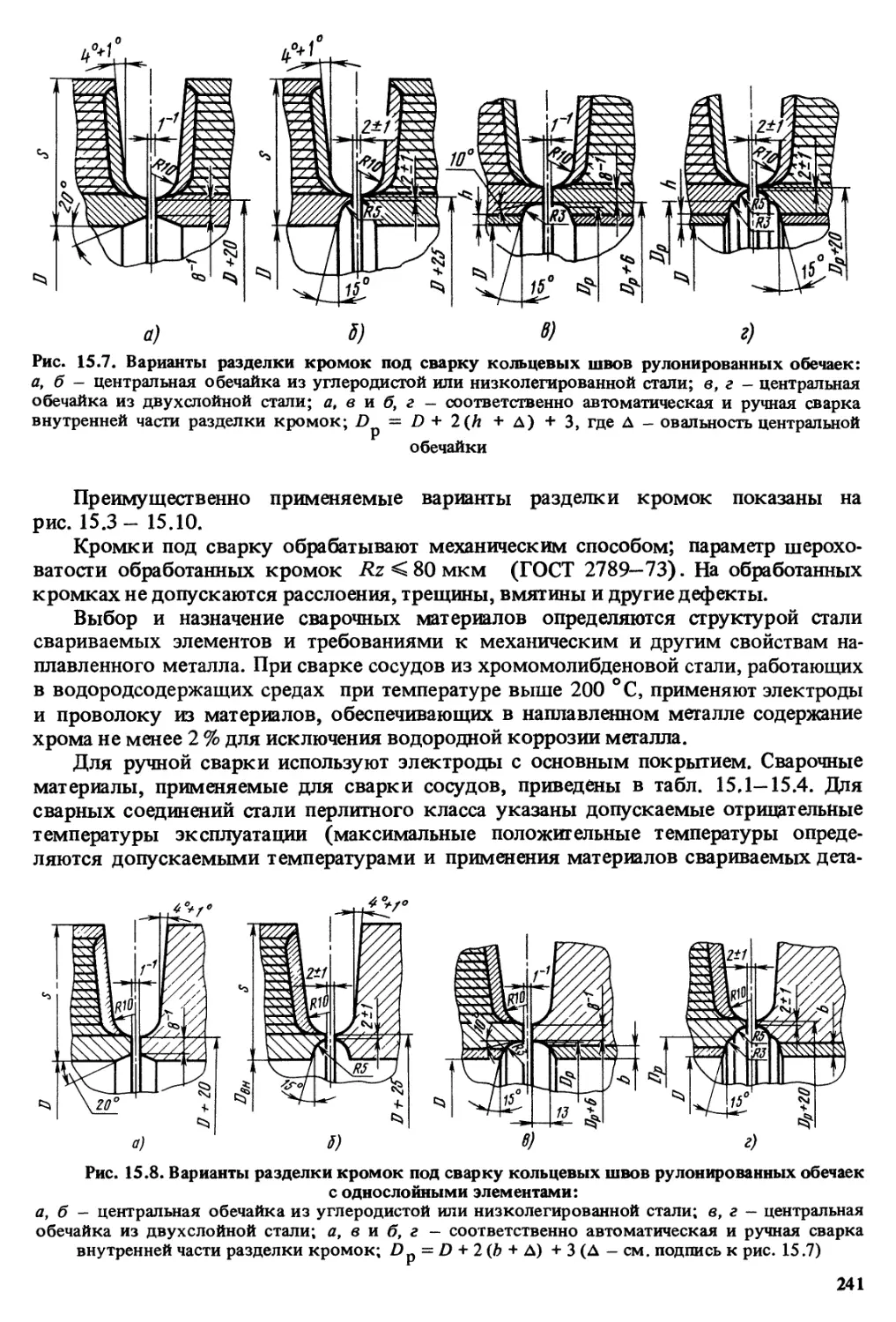
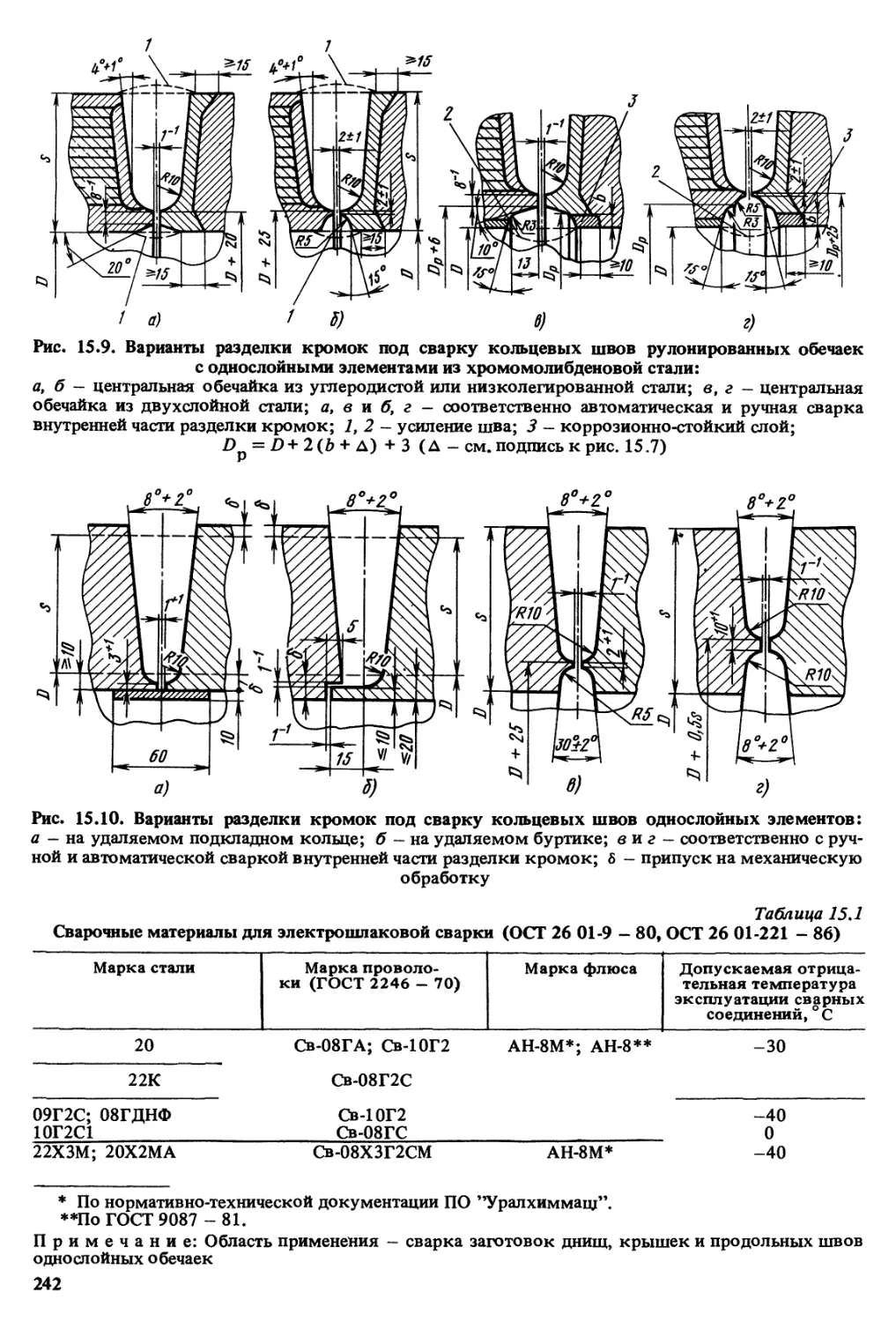
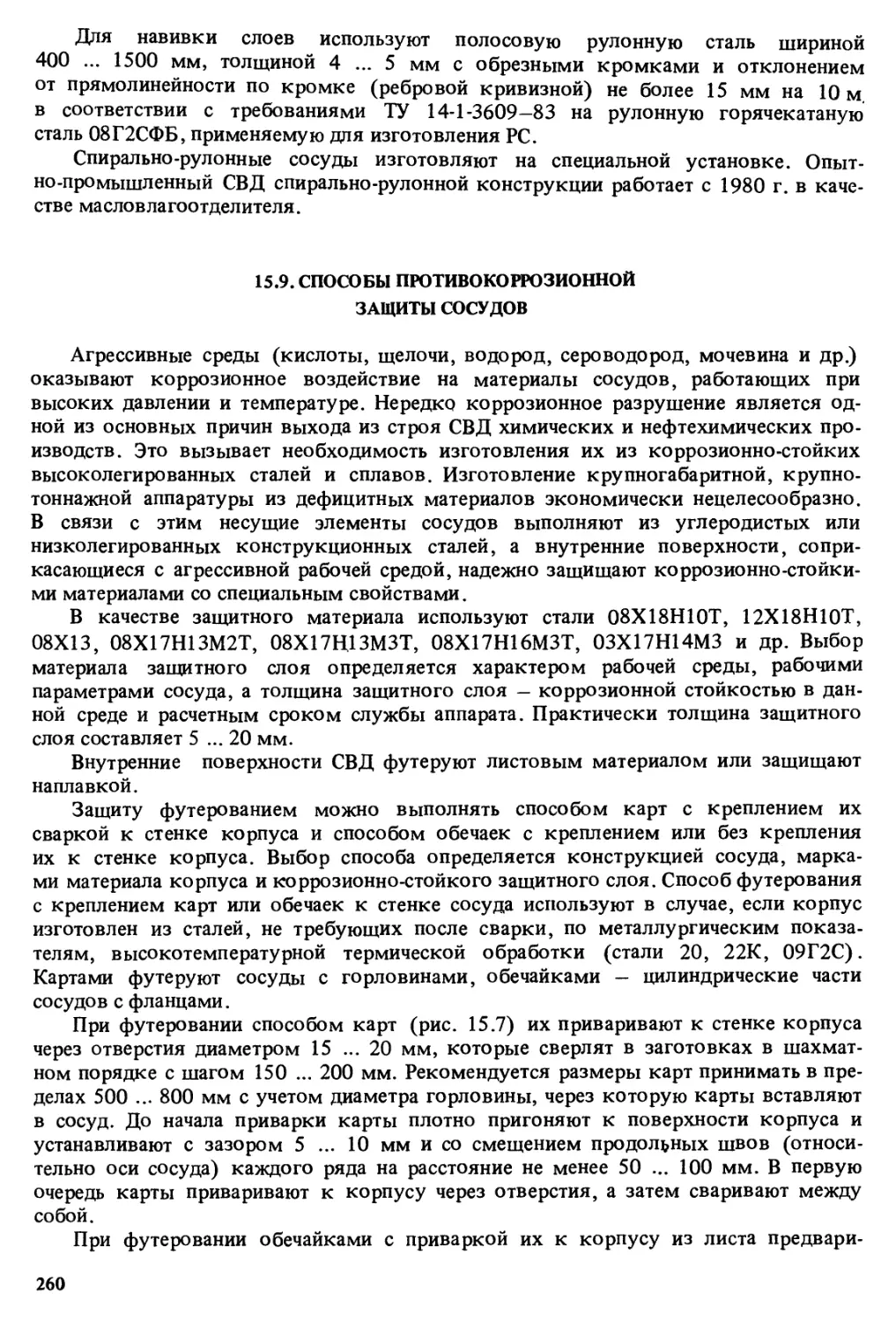
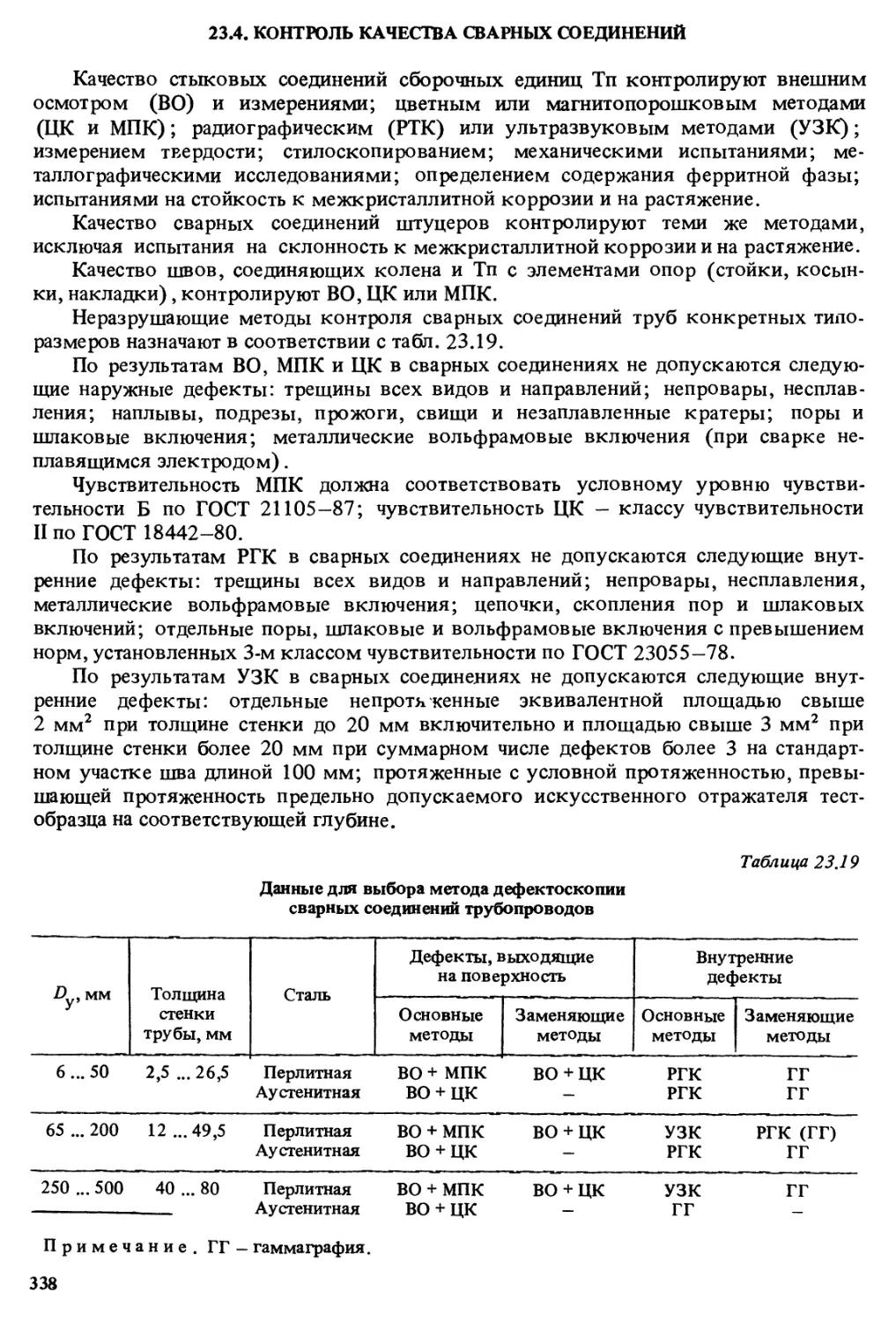
Текст
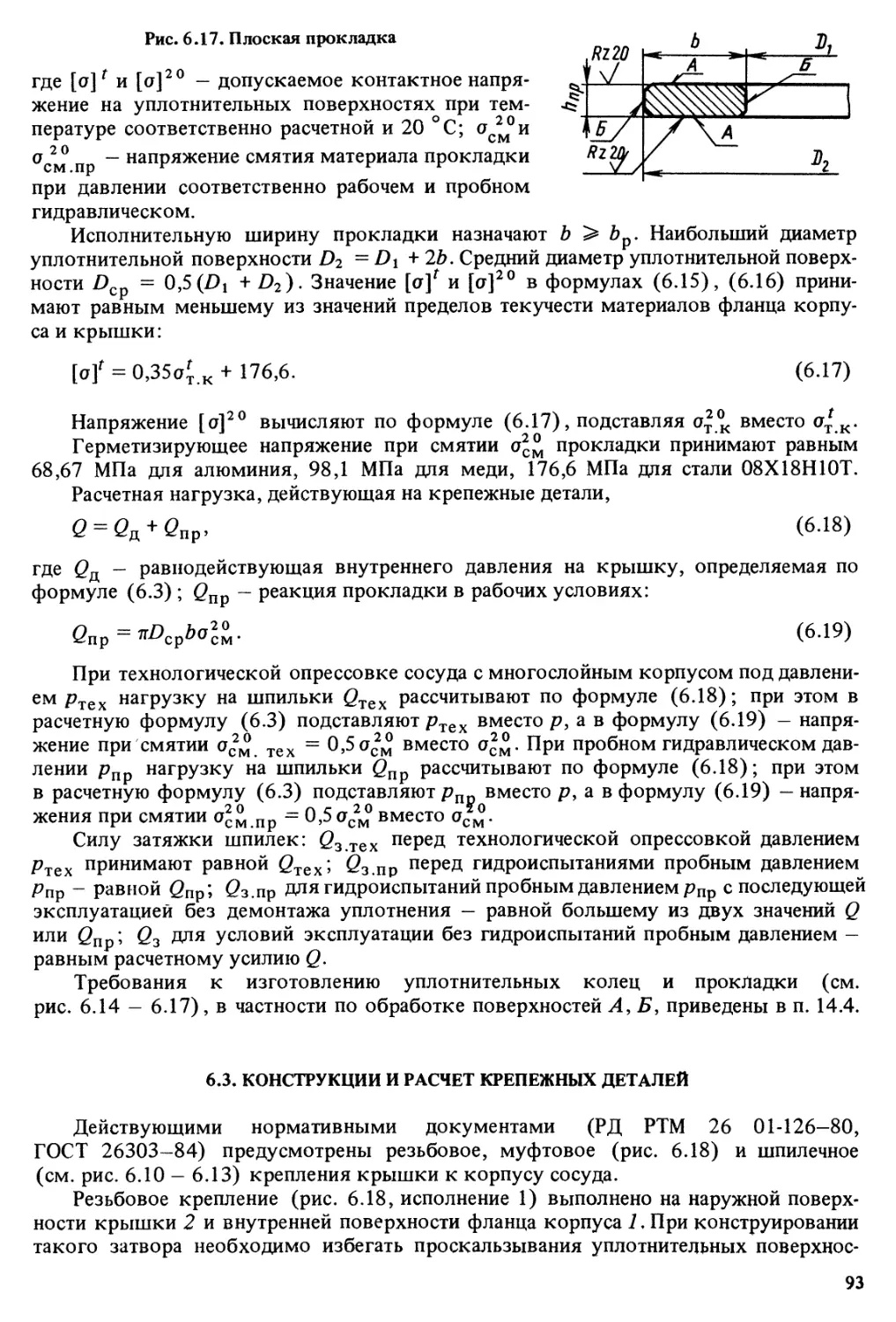
ft
; ■ . -■ ■ .
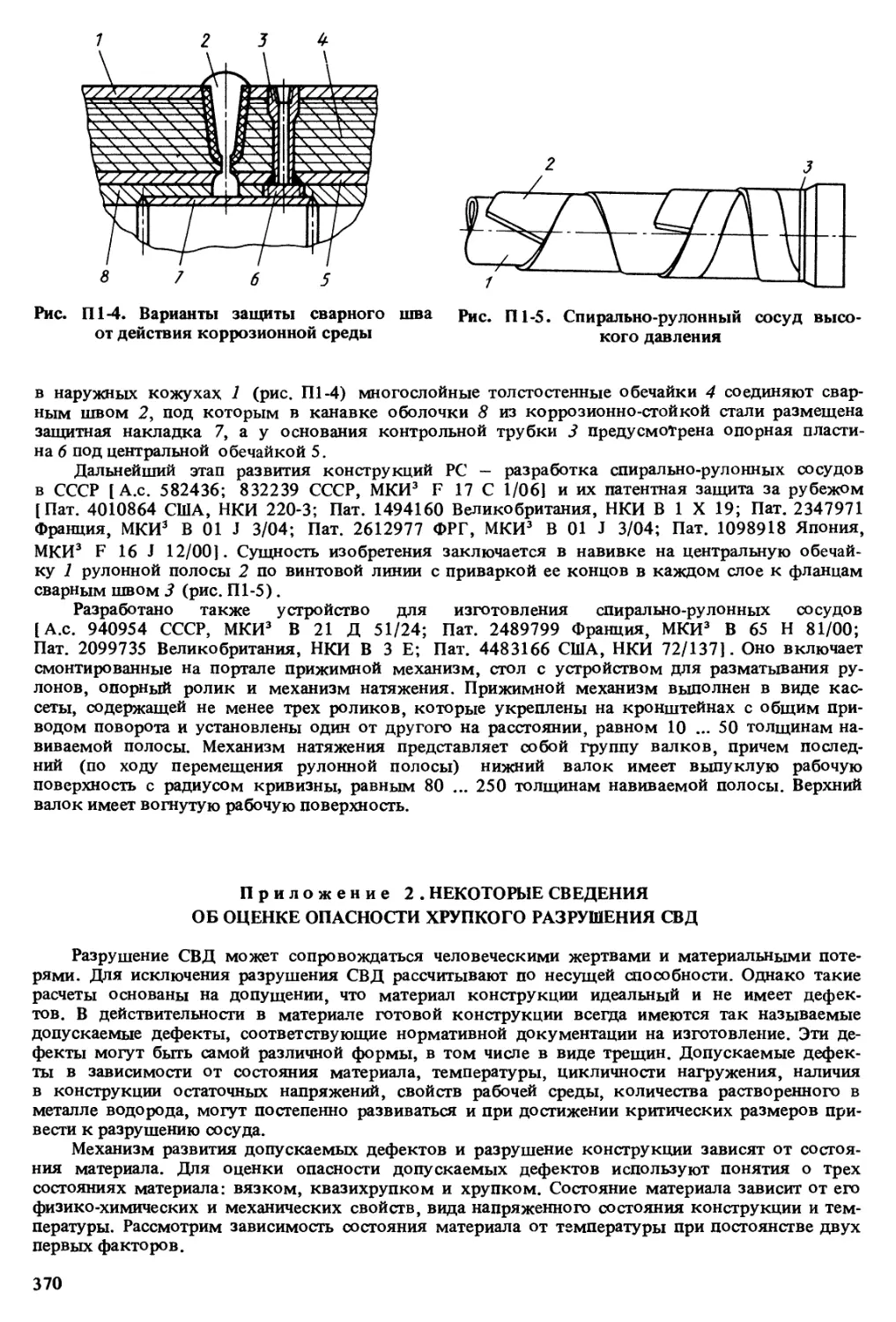
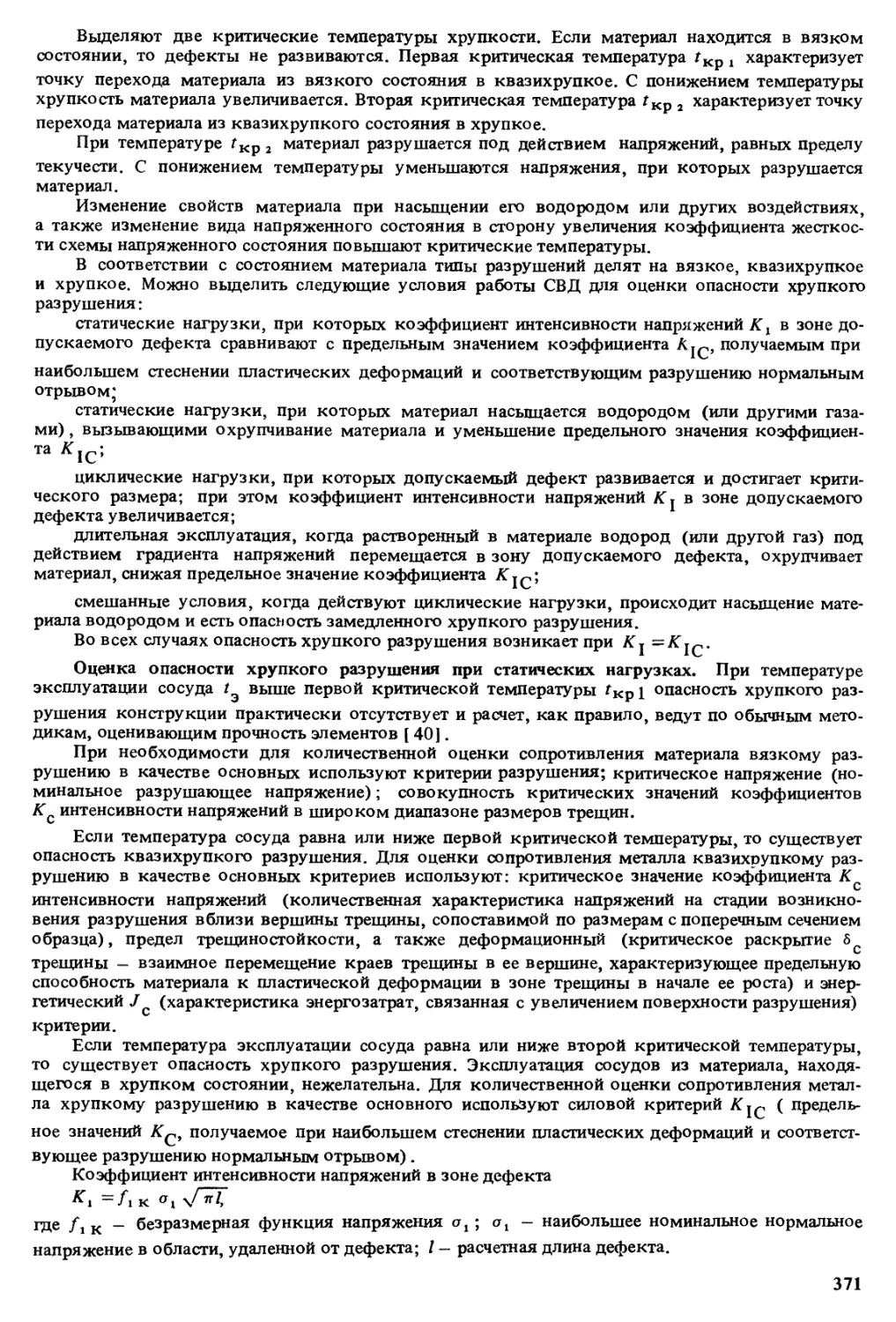
высокого
давления
СПРАВОЧНИК
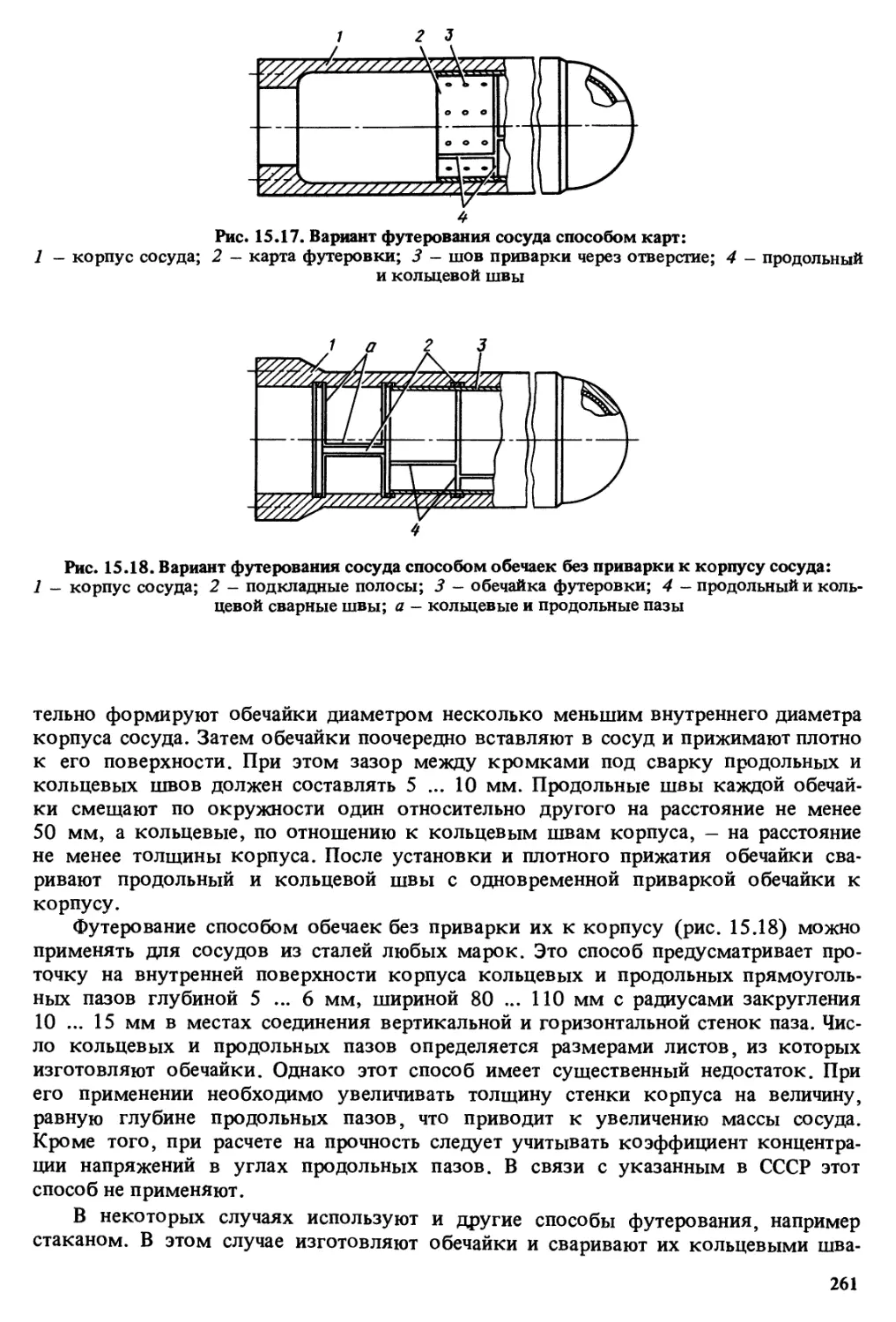
высокого
давления
СПРАВОЧНИК
ПЕРЕХОД К ОГЛАВЛЕНИЮ
Москва
«МАШИНОСТРОЕНИЕ»
1990
ББК35.114-5-02я2
С66
УДК 621.643/.644-987.001.24(035)
Авторы: ЕР. Хисматулин, ЕМ. Королев, В.И. Лившиц, P.M.
Романова, Л.М. Антипьева, П.Г. Пимштейн, ВЛ. Жукова, В.Г. Татаринов,
В.К Погодин, ВЛ. Вирюкин, Л.Б. Цвик, СИ Федотова, В.Д. Молчанова,
АЛ. Корчагин, В.В. Иванцов, АЛ. Новиков, В.Д. Троценко, А.Г. Кол-
маков, АЛ. Алябьев, В.И. Этингов, ЕЯ. Нейман, Б.А. Попов, БЛ. Дуд-
ко, ИЛ. Конькина, Г.Г. Коршунов, Г.С. Солодов, В.И. Черемных,
Б.Ф. Юрайдо
Рецензент ЯЛ. Хапонен
Сосуды и трубопроводы высокого давления: Справочник / E.P. Хисмату-
С66 лин, Е.М. Королев, В.И. Лившиц и др. — М.: Машиностроение, 1990. — 384 с: ил.
ISBN 5-217-00402-9
Описаны конструкции сосудов и трубопроводов высокого давления и их основных
элементов, изложены современные принципы конструирования и расчета, выбора
материала с учетом условий эксплуатации, способы изготовления и методы контроля. Приведены
справочные данные, необходимые для выбора конструкций и проектирования сосудов и
трубопроводов высокого давления.
Для специалистов, связанных с проектированием, изготовлением и эксплуатацией
сосудов и трубопроводов.
2702000000-507
С ■— 115-89 ББК35.114-5-02я2+39.71-022я2
038(01)-90
ISBN 5-217-00402-9 © Е.Р. Хисматулин, Е.М. Королев, В.И. Лившиц и др., 1990
ПРЕДИСЛОВИЕ
Интенсивное развитие химической и нефтехимической промышленности
обусловило резкое увеличение выпуска аппаратов и трубопроводов различных типов и
размеров, работающих при высоких давлении и температуре. Создание
крупногабаритных сосудов, а также крупногабаритных узлов и деталей трубопроводов,
предназначенных для оснащения высокопроизводительных и экономичных
технологических линий производства аммиака и других химических продуктов
потребовало нового подхода к решению конструкторских, прочностных,
металловедческих и технологических вопросов.
В справочнике обобщены результаты проведенных в этом направлении
теоретических и экспериментальных исследований, а также учтен опыт проектирования,
изготовления и промышленной эксплуатации сосудов и трубопроводов высокого
давления.
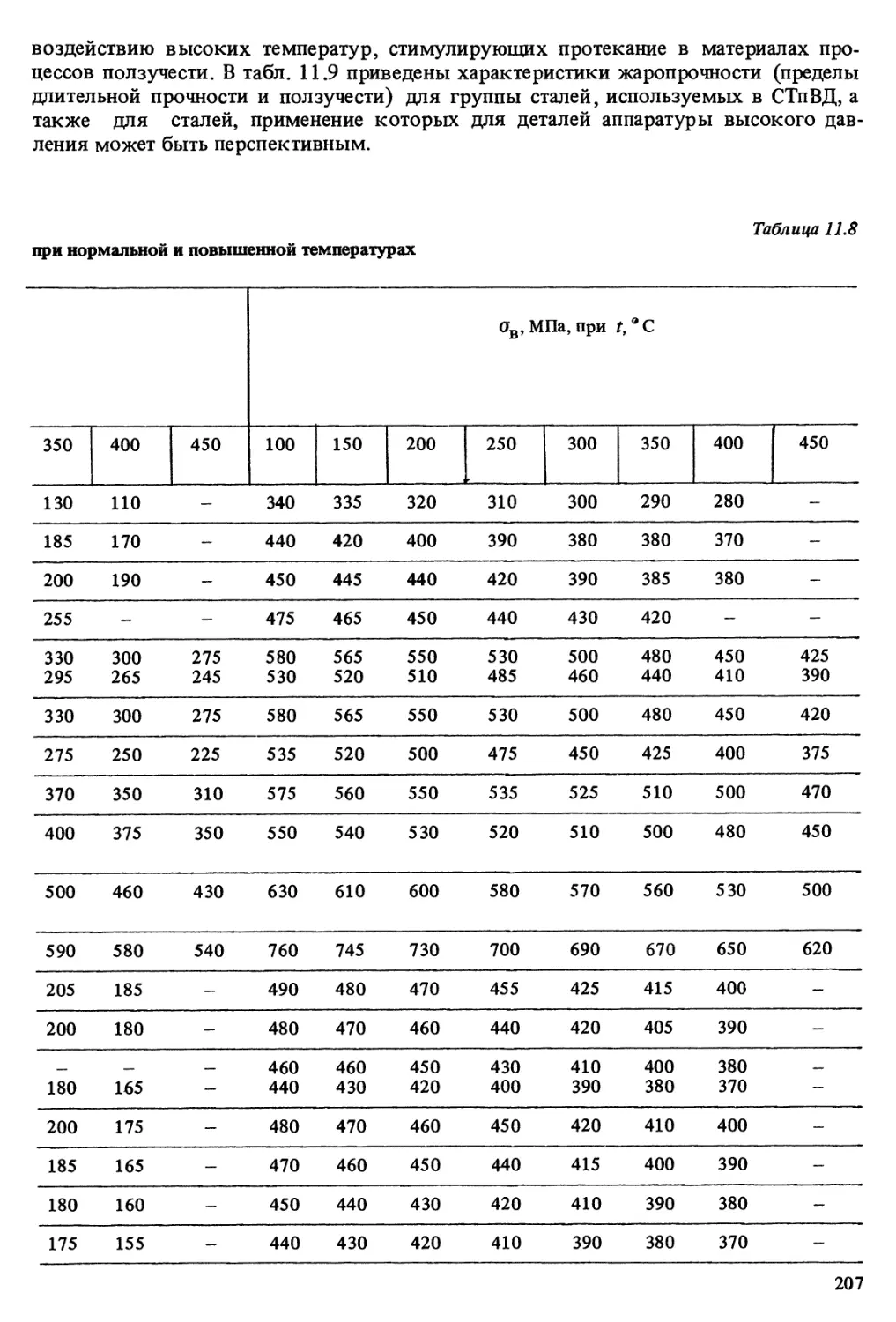
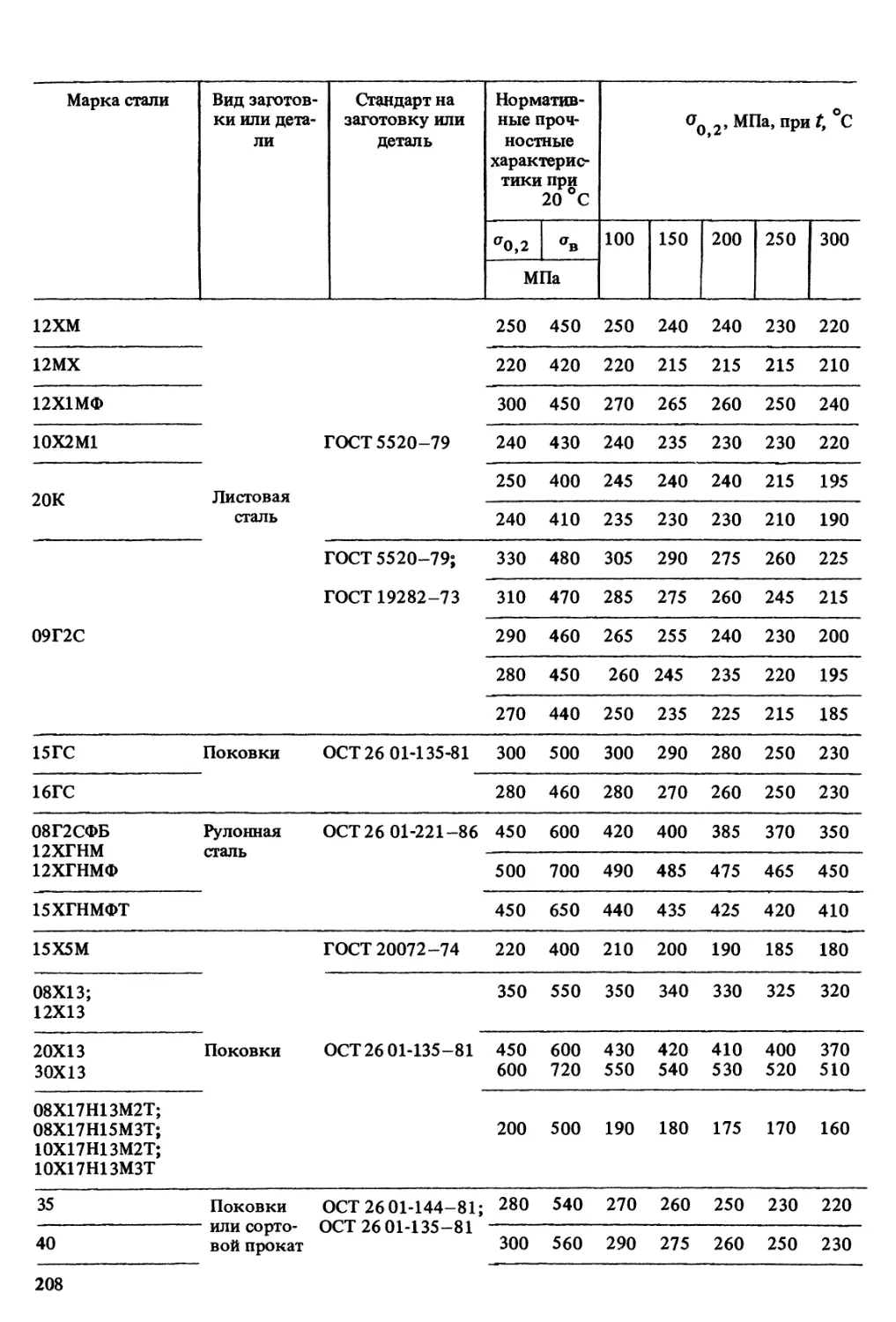
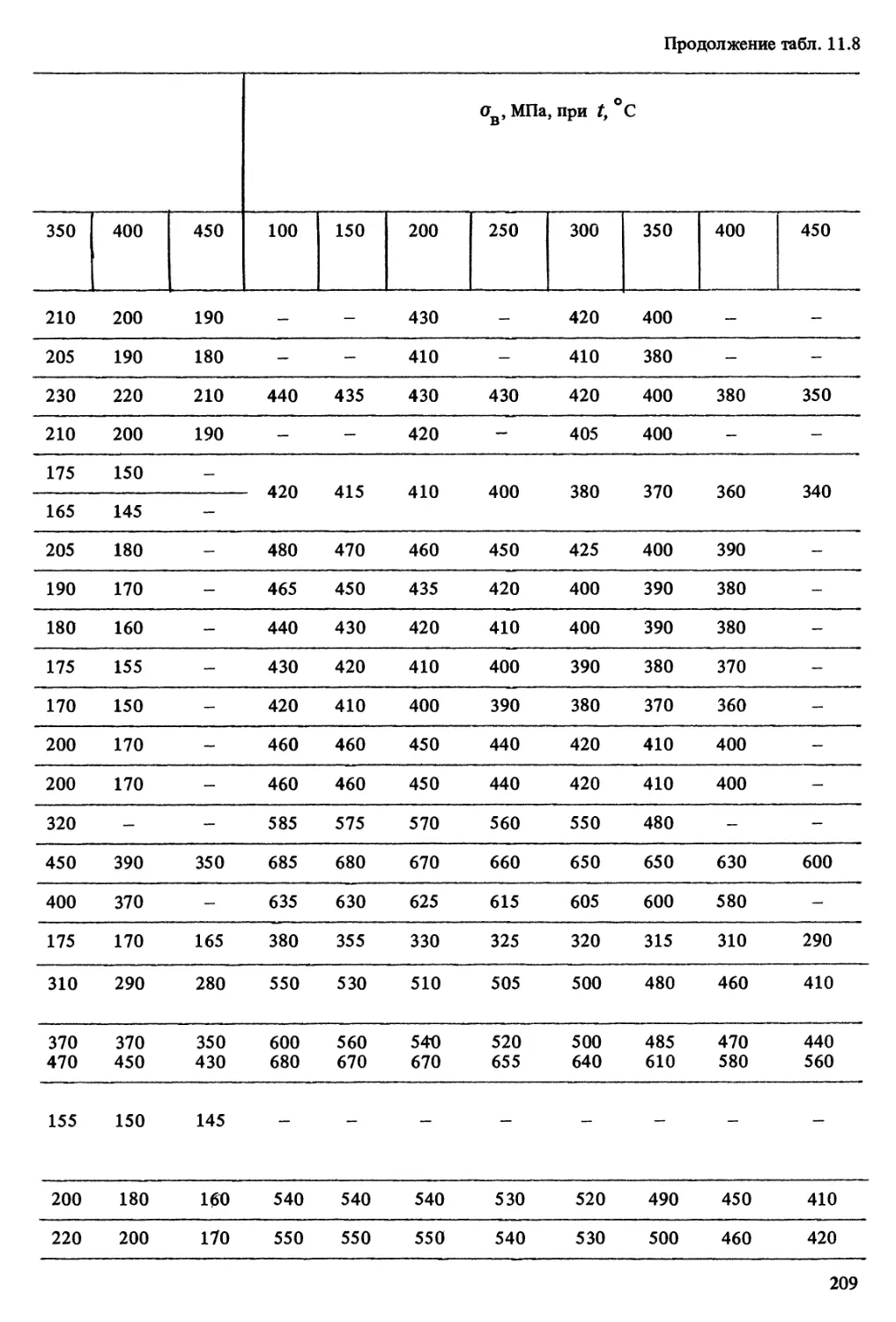
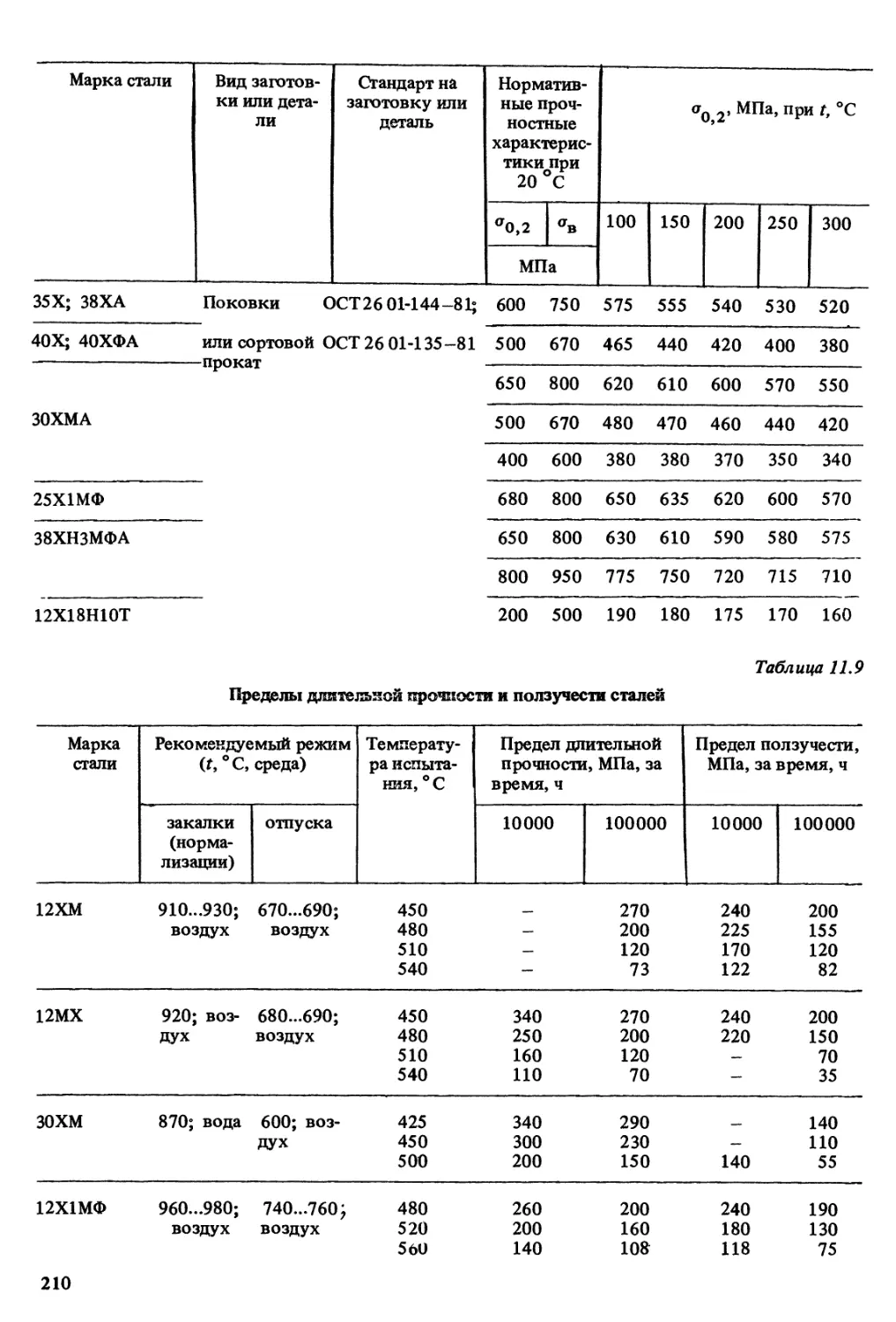
В справочнике приведены исходные данные, необходимые для выбора и расчета
конструкций элементов сосудов и трубопроводов высокого давления с учетом
параметров среды и условий работы, рекомендации по выбору материалов,
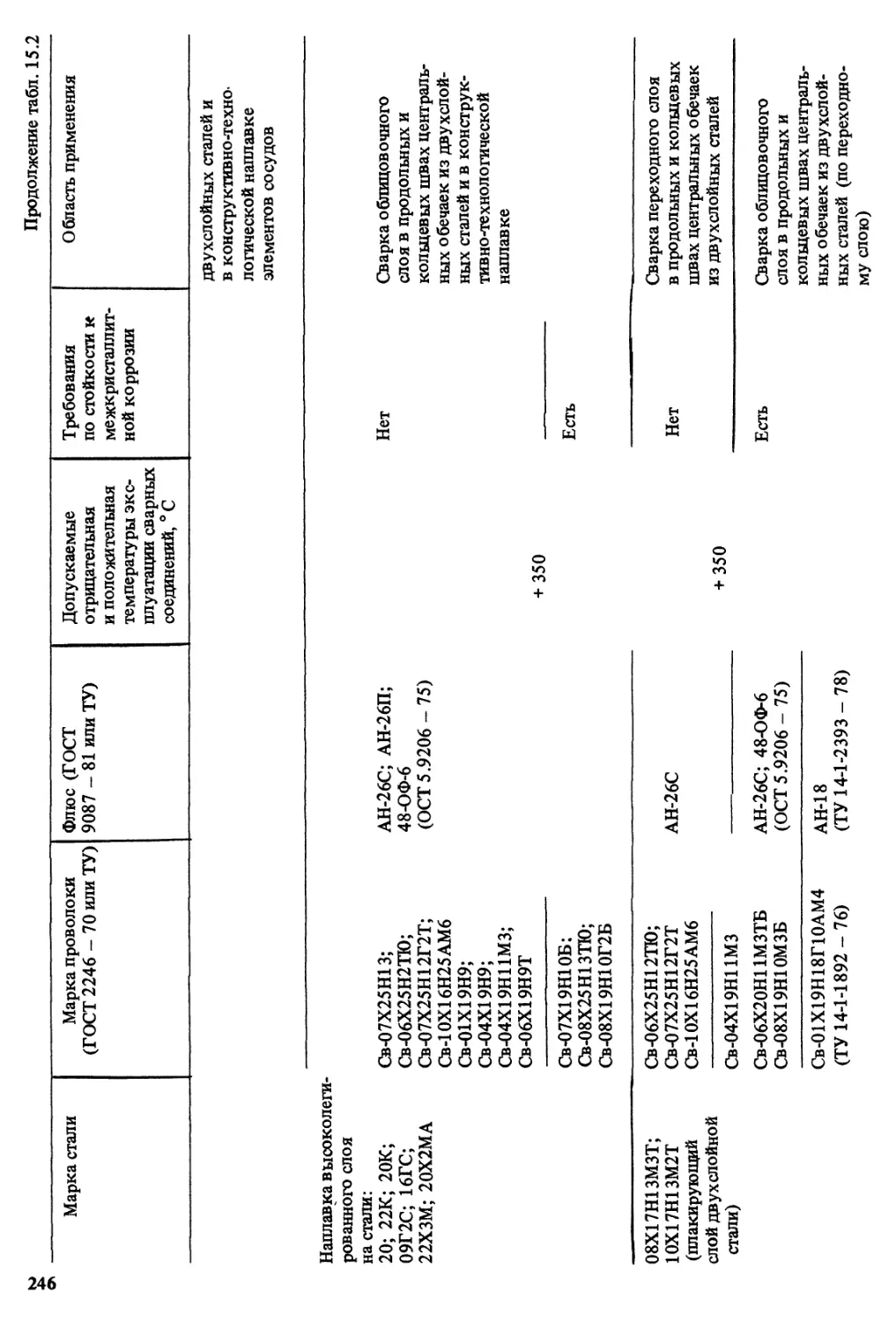
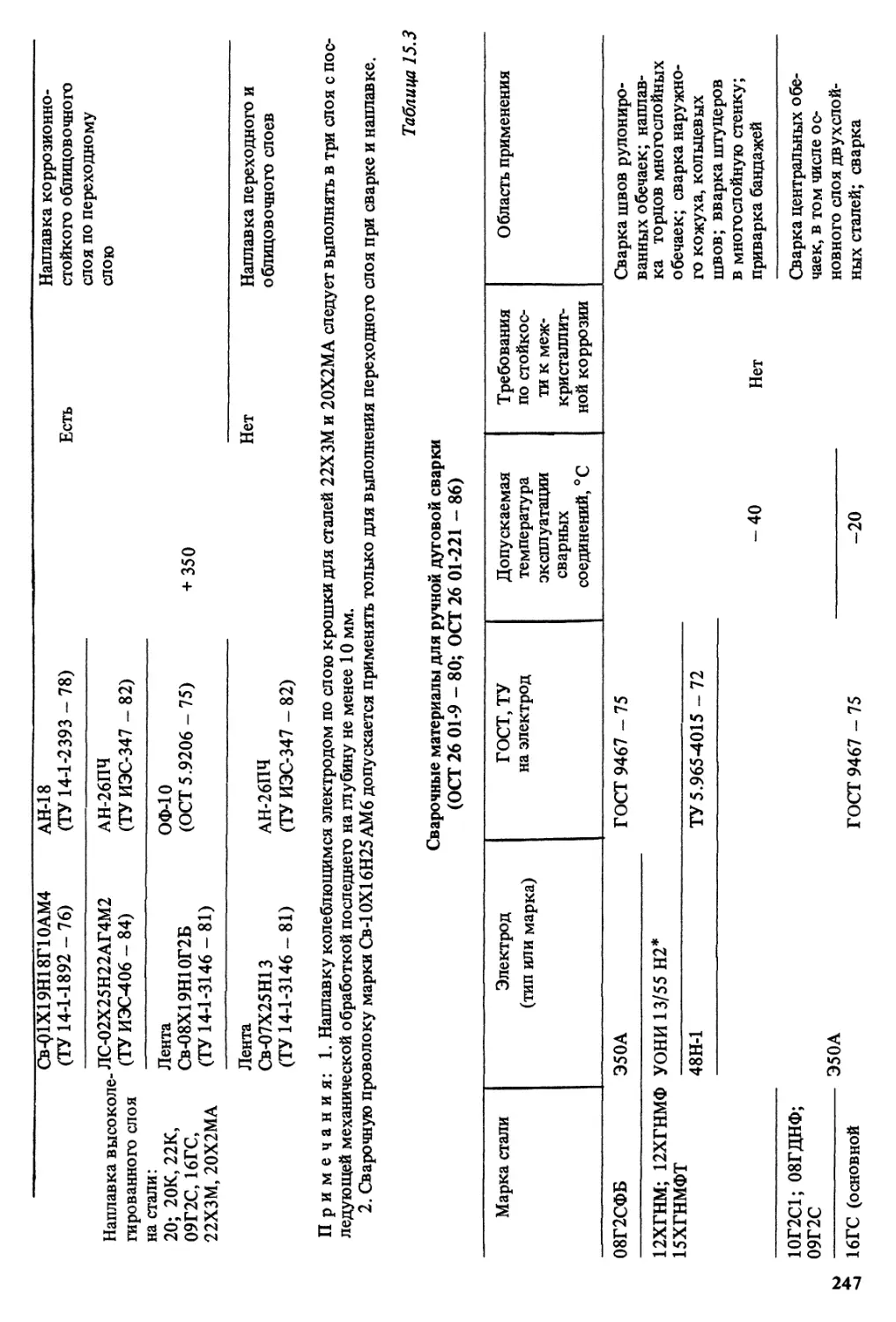
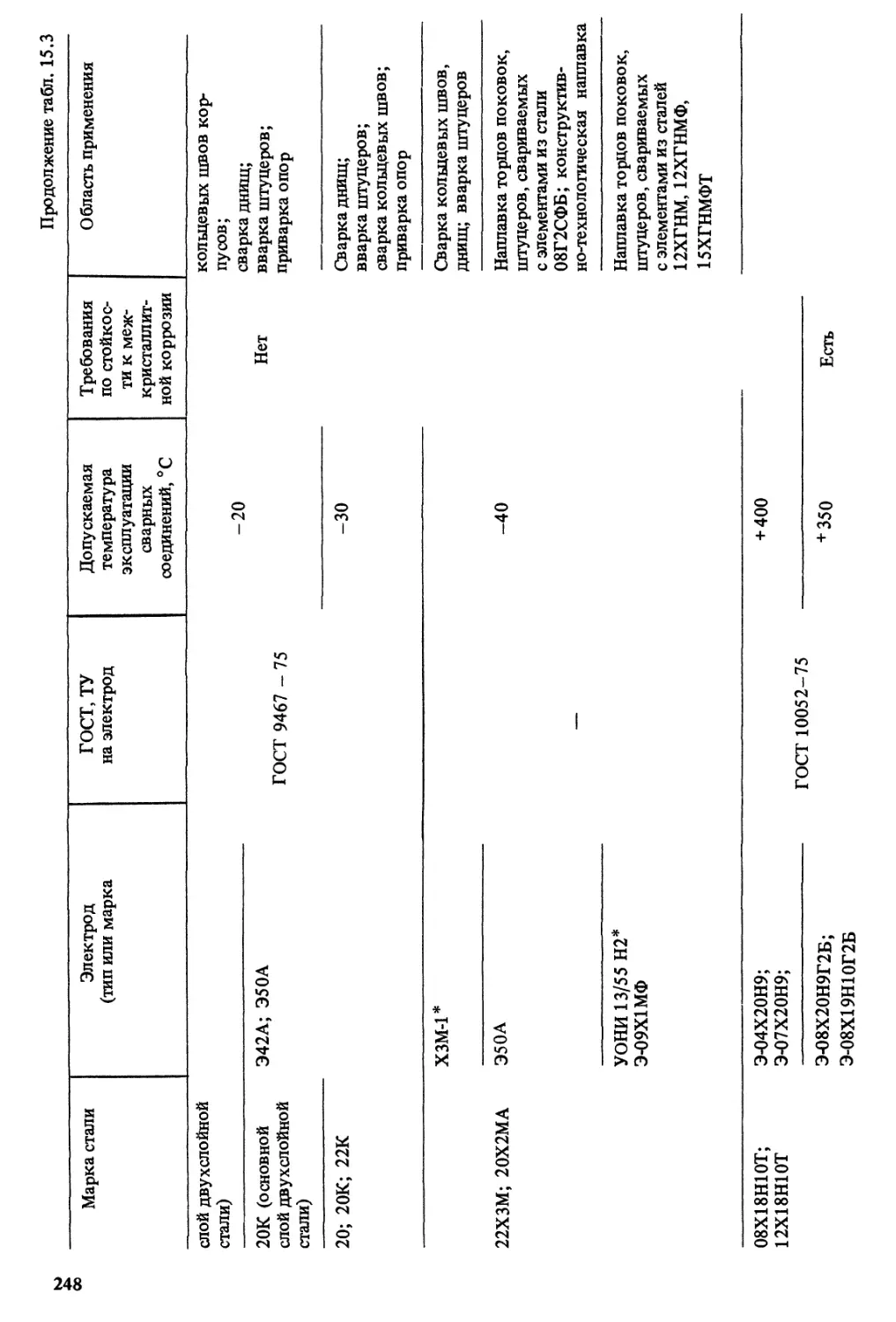
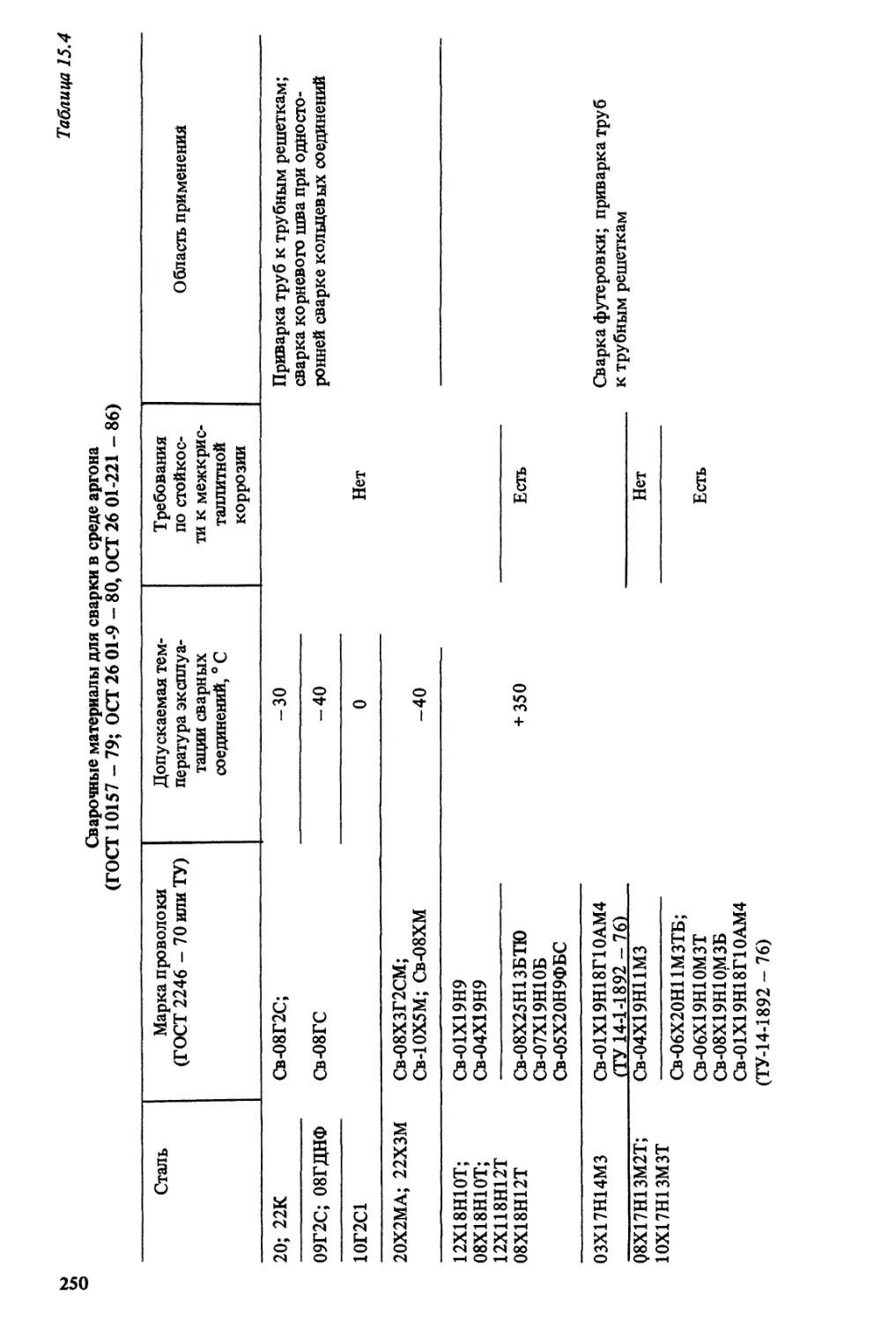
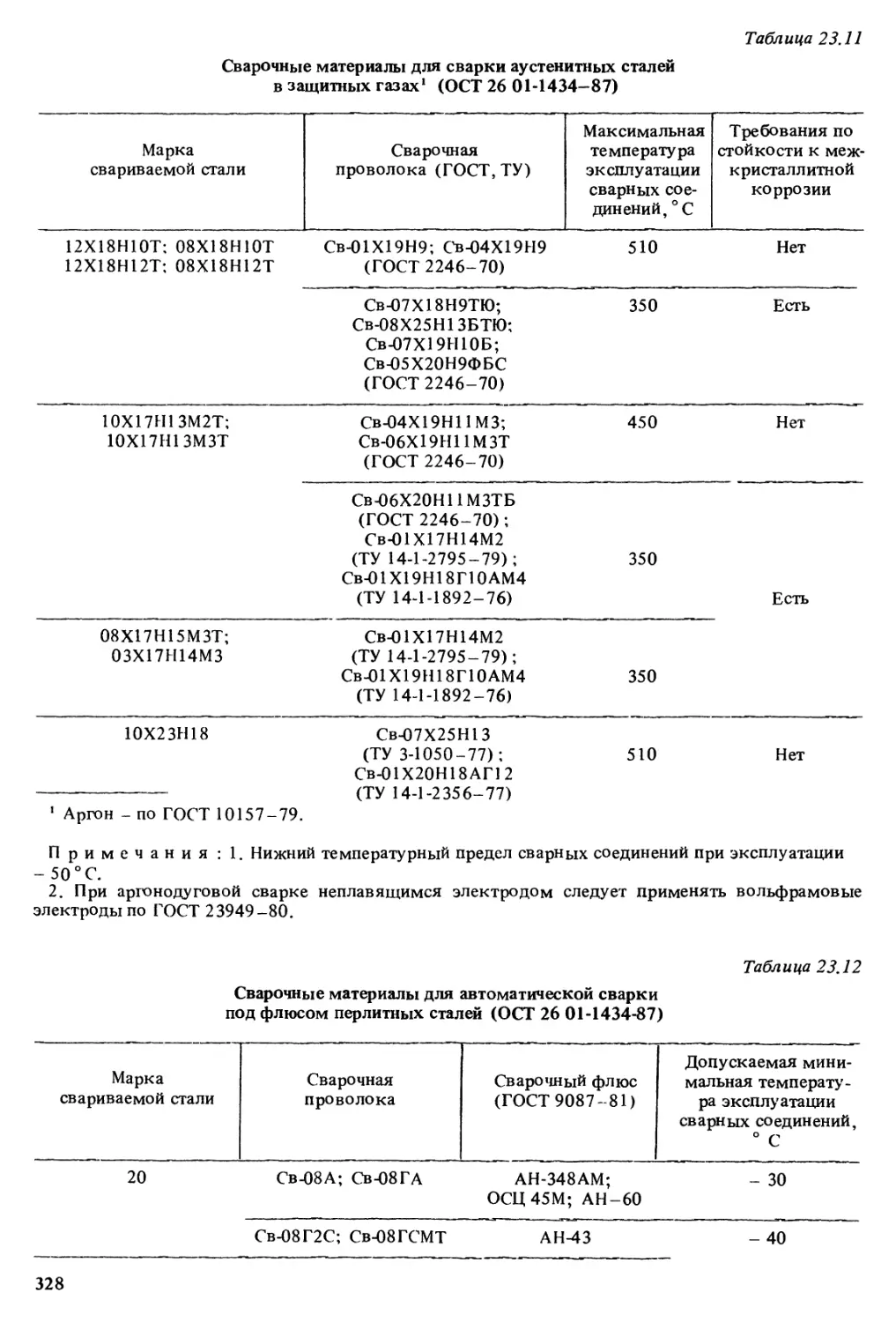
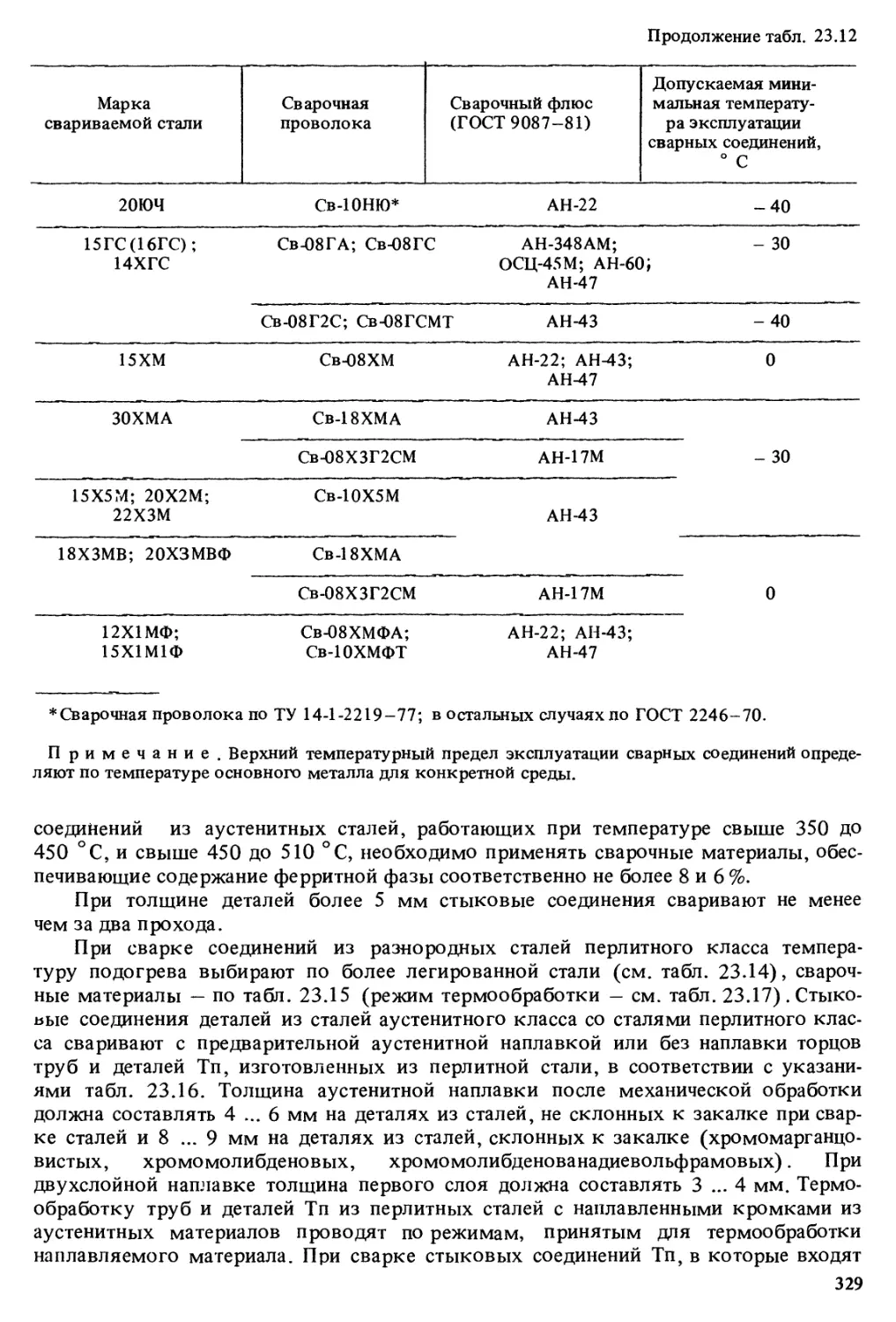
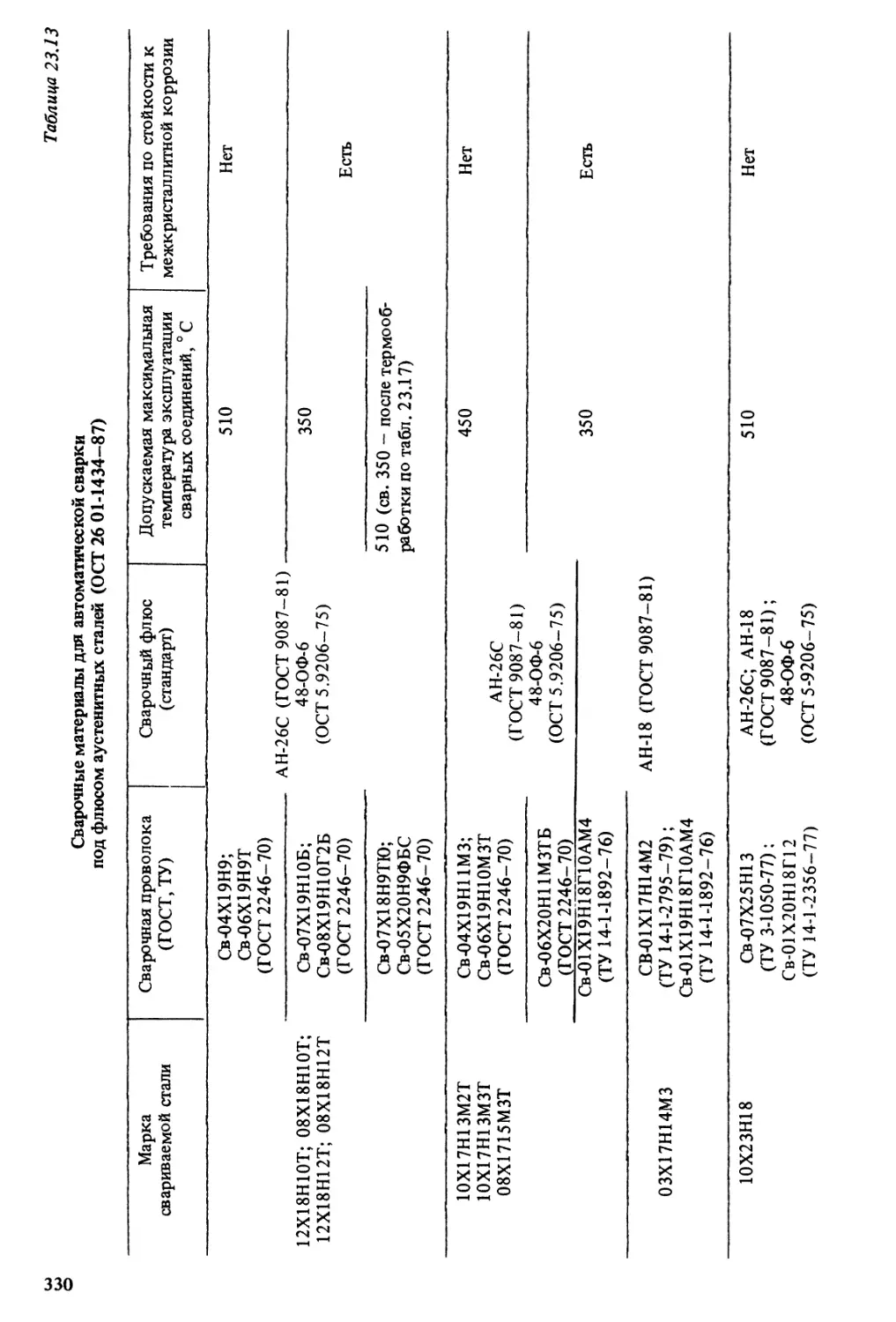
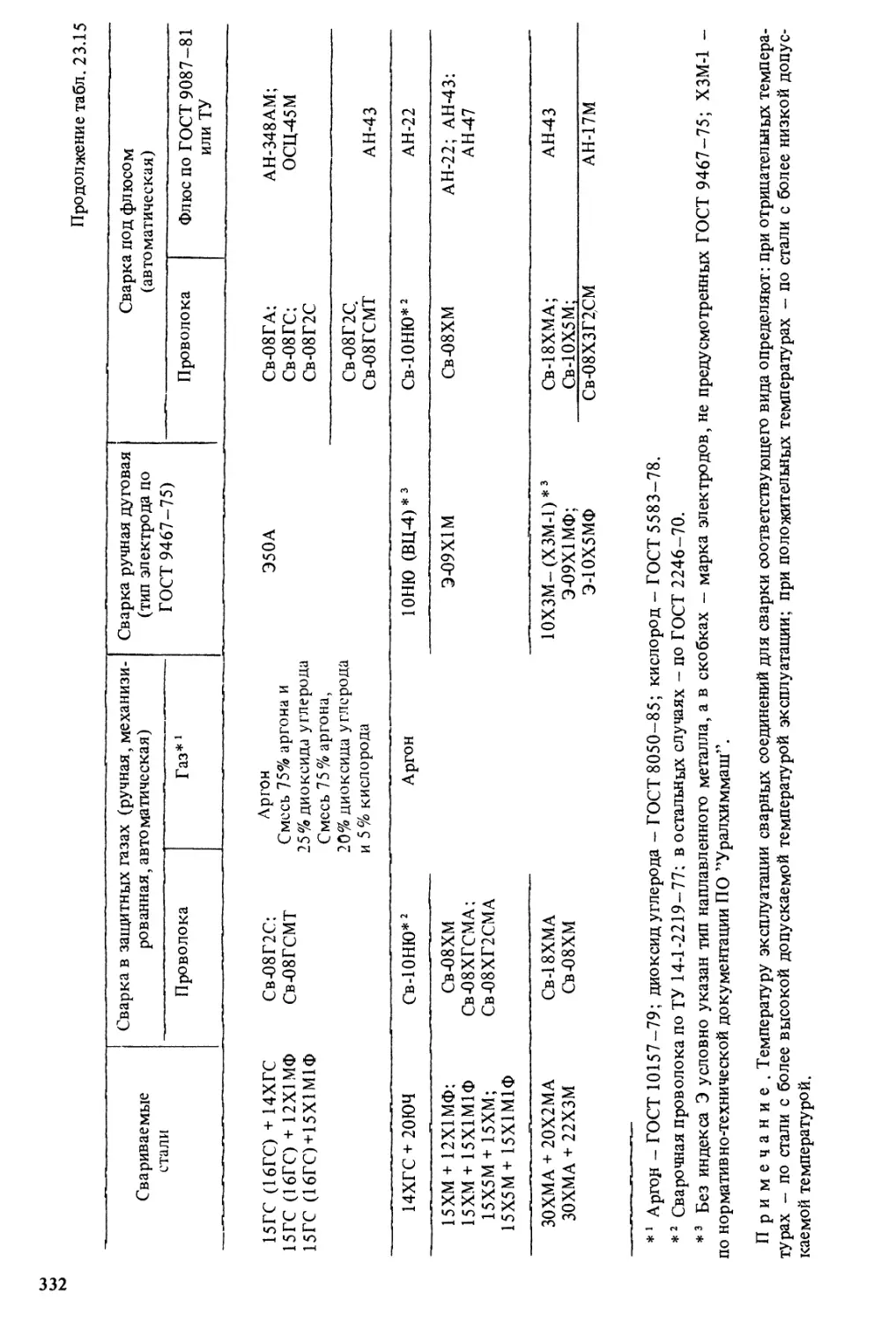
технические характеристики рекомендуемых сталей. Даны рекомендации по выбору
сварочных материалов, условий сварки и термообработки. Приведены требования к
изготовлению, рассмотрены методы неразрушающего контроля, даны краткие
сведения по технологии изготовления, эксплуатации, освидетельствованию и ремонту.
Справочник создан коллективом специалистов Иркутского
научно-исследовательского и конструкторского института химического машиностроения
(ИркутскНИИхиммаш). Использованы результаты собственных работ, а также
разработок, выполненных совместно с ПО "Уралхиммаш" и ИЭС им, Е.О.Па-
тона.
Стандарты приведены по состоянию на 01.01.90 г.
3
СПЕЦИАЛЬНЫЕ ТЕРМИНЫ
Корпус сосуда — основная часть сосуда без крышек, уплотнительных элементов,
шпилек и других присоединяемых деталей.
Обечайка — цилиндрический элемент корпуса сосуда, изготовленный из
листовой стали или поковки.
Центральная обечайка — обечайка, на которую наматывают слои листовой или
рулонной стали.
Многослойная рулонированная обечайка — цилиндрический элемент корпуса
сосуда, состоящий из центральной обечайки, навитых на нее по спирали слоев
рулонной стали и наружного кожуха.
Концевые элементы — днища, фланцы, горловины, которыми заканчивается
цилиндрическая часть корпуса сосуда. К концевым элементам относятся также
плоские и выпуклые крышки.
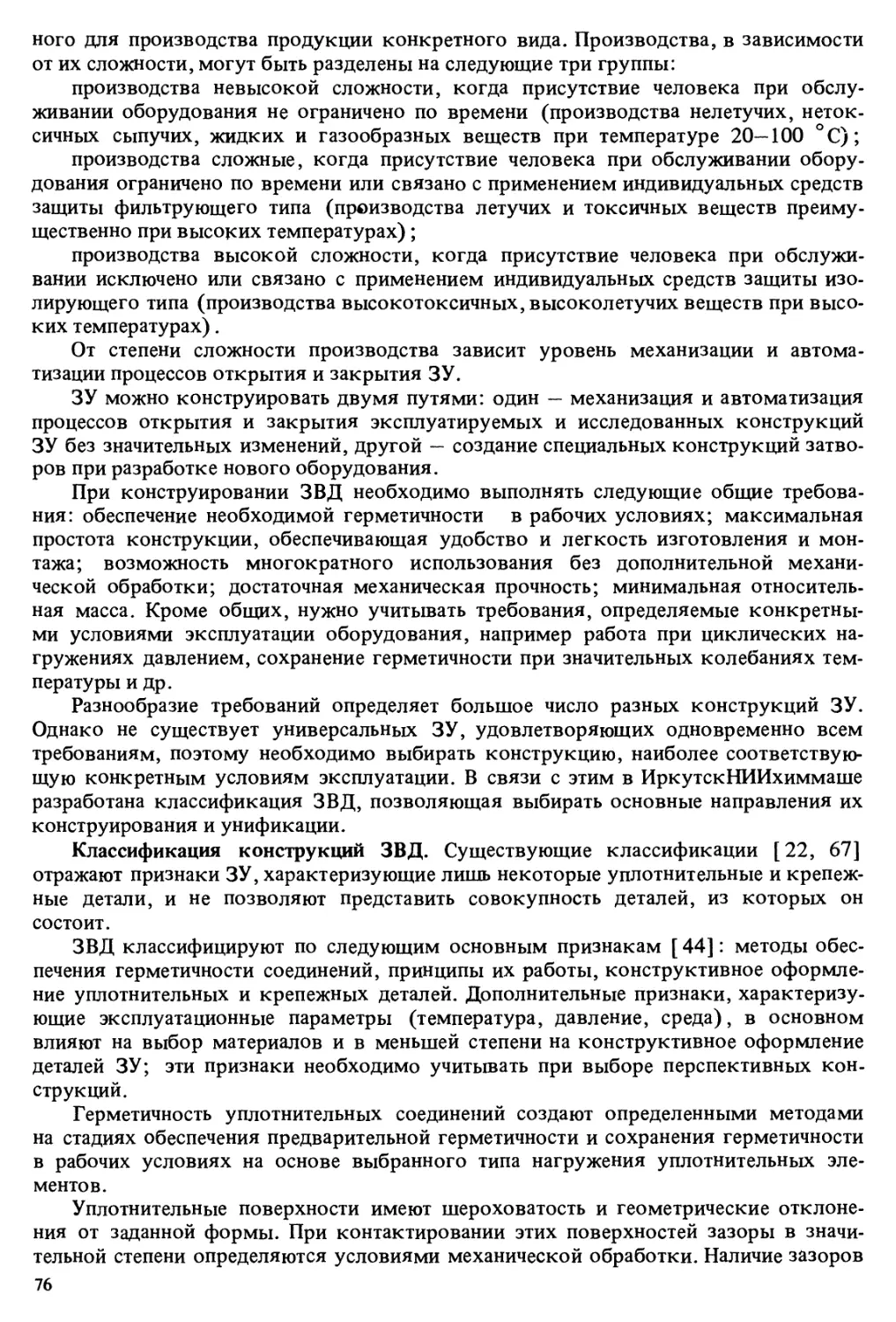
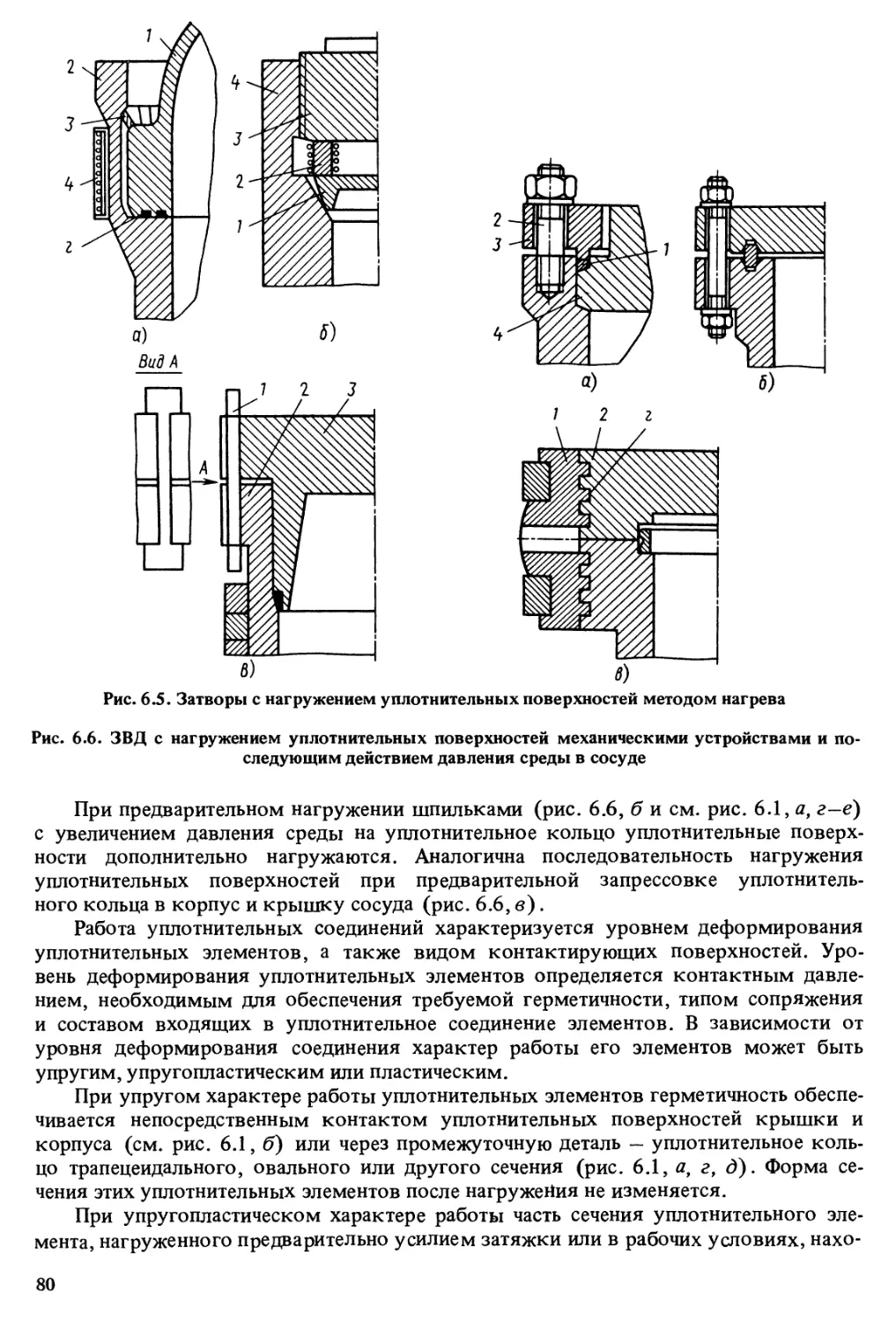
Затвор — совокупность конструктивных элементов, предназначенных для
открывания и закрывания сосуда и обеспечивающих герметичность места стыка
соединяемых деталей в условиях эксплуатации.
Уплотнительные элементы — элементы затвора, непосредственно
обеспечивающие герметичность места стыка.
5
Часть 1 . СОСУДЫ
Раздел 1. ОБЩИЕ СВЕДЕНИЯПО КОНСТРУКЦИЯМ
Глава 1 . КОНСТРУКЦИИ СОСУДОВ
СВД широко используют в различных химических и нефтехимических
производствах (аммиака, метанола, карбамида, синтетических жирных спиртов, при
переработке нефтепродуктов и т.д.), при получении искусственного кварца и
других продуктов.
Конструкции СВД определяются требованиями химико-технологического
процесса, эксплуатационными параметрами и характеристиками (давление,
температура, свойства рабочей среды, режим работы), производительностью, мощностью
и оснащенностью технологическим оборудованием заводов-изготовителей,
условиями транспортирования и монтажа.
В зависимости от назначения, условий и технологических особенностей
изготовления используют сосуды с монолитной стенкой (кованые, ковано-сварные,
штампосварные), многослойные (с концентрически расположенными слоями, ру-
лонированные, спирально-рулонные, витые).
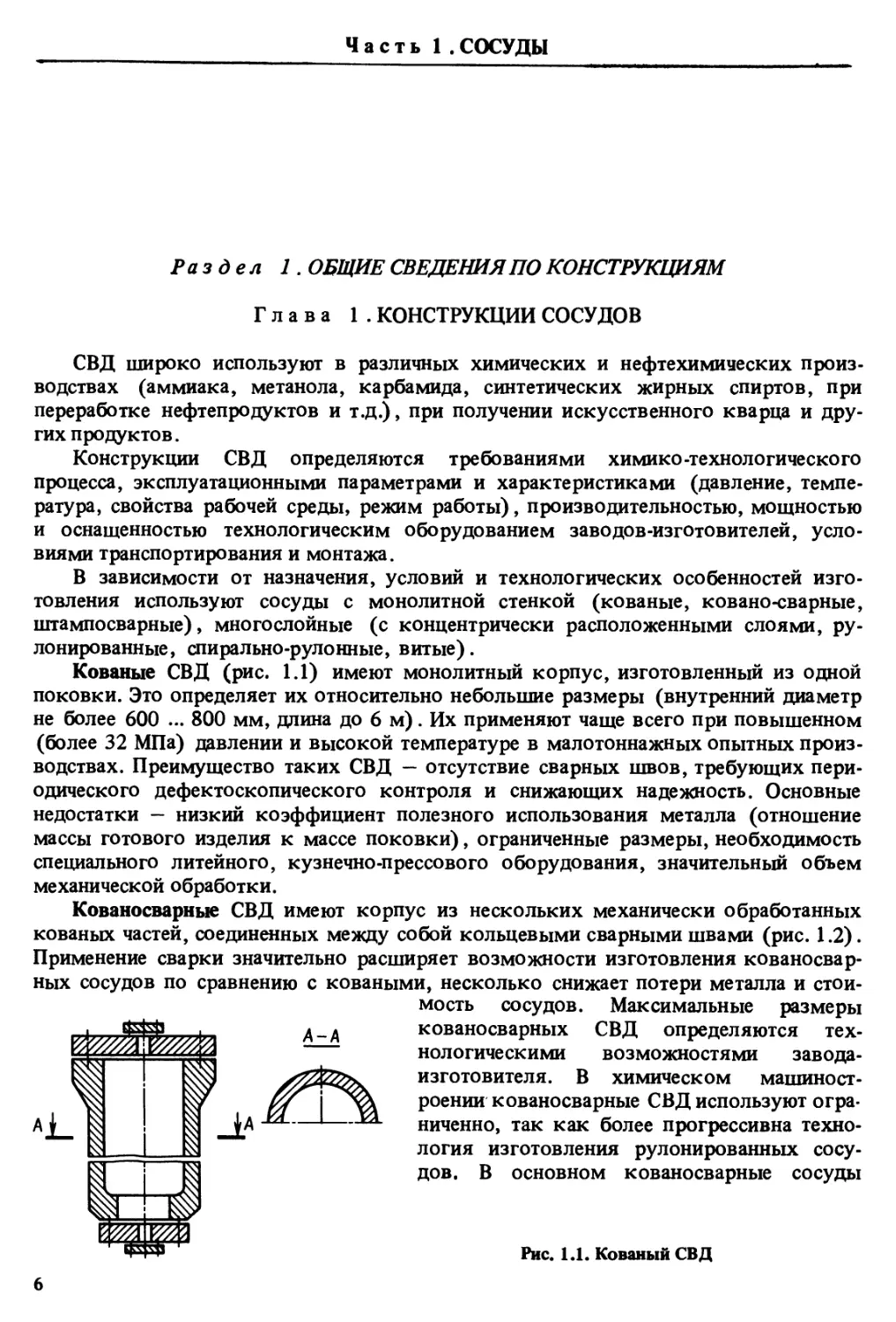
Кованые СВД (рис. 1.1) имеют монолитный корпус, изготовленный из одной
поковки. Это определяет их относительно небольшие размеры (внутренний диаметр
не более 600 ... 800 мм, длина до 6 м). Их применяют чаще всего при повышенном
(более 32 МПа) давлении и высокой температуре в малотоннажных опытных
производствах. Преимущество таких СВД — отсутствие сварных швов, требующих
периодического дефектоскопического контроля и снижающих надежность. Основные
недостатки — низкий коэффициент полезного использования металла (отношение
массы готового изделия к массе поковки), ограниченные размеры, необходимость
специального литейного, кузнечно-прессового оборудования, значительный объем
механической обработки.
Кованосварные СВД имеют корпус из нескольких механически обработанных
кованых частей, соединенных между собой кольцевыми сварными швами (рис. 1.2).
Применение сварки значительно расширяет возможности изготовления кованосвар-
ных сосудов по сравнению с коваными, несколько снижает потери металла и
стоимость сосудов. Максимальные размеры
кованосварных СВД определяются
технологическими возможностями завода-
изготовителя. В химическом
машиностроении кованосварные СВД используют
ограниченно, так как более прогрессивна
технология изготовления рулонированных
сосудов. В основном кованосварные сосуды
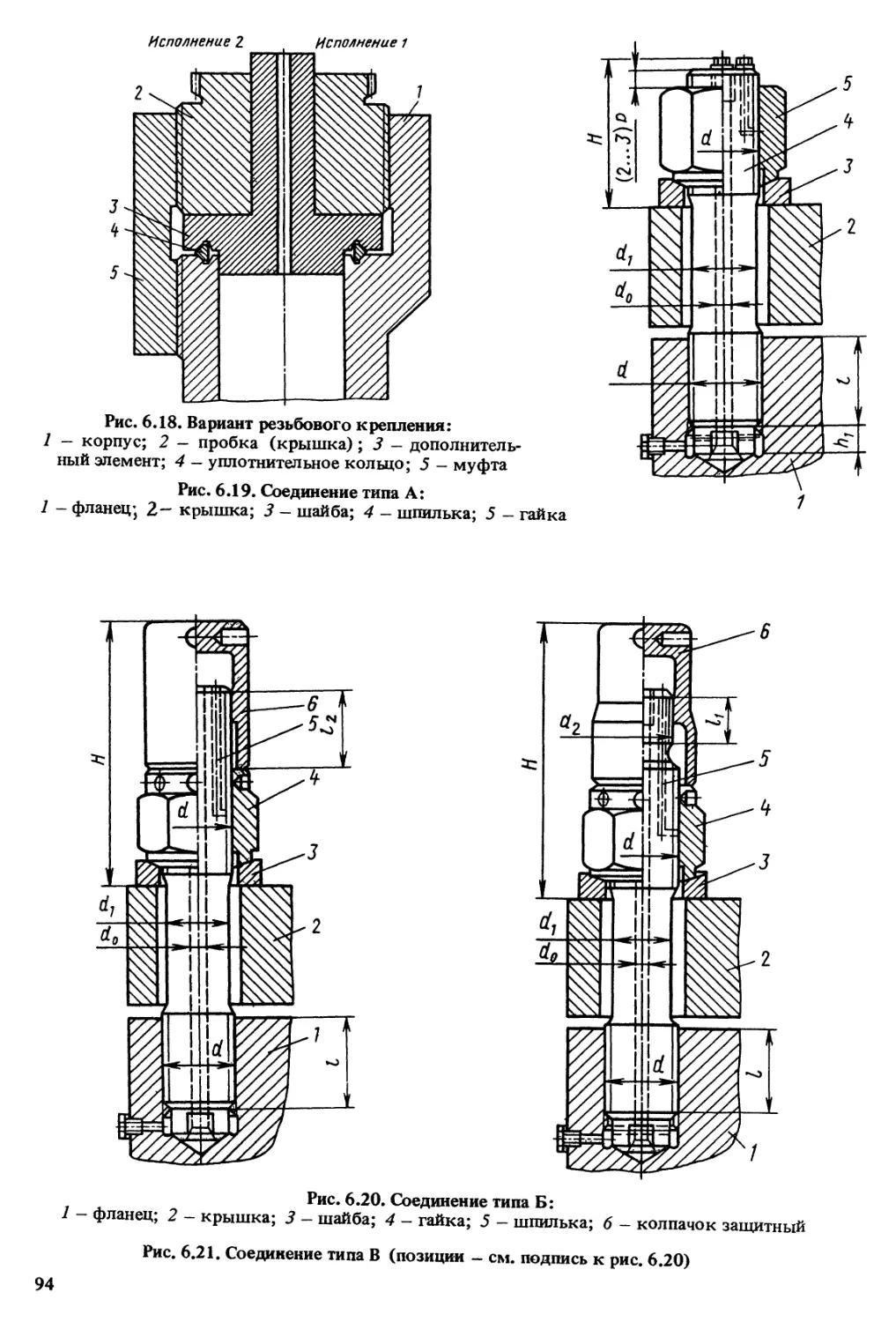
Рис. 1.1. Кованый СВД
^шШ///М
А-А
6
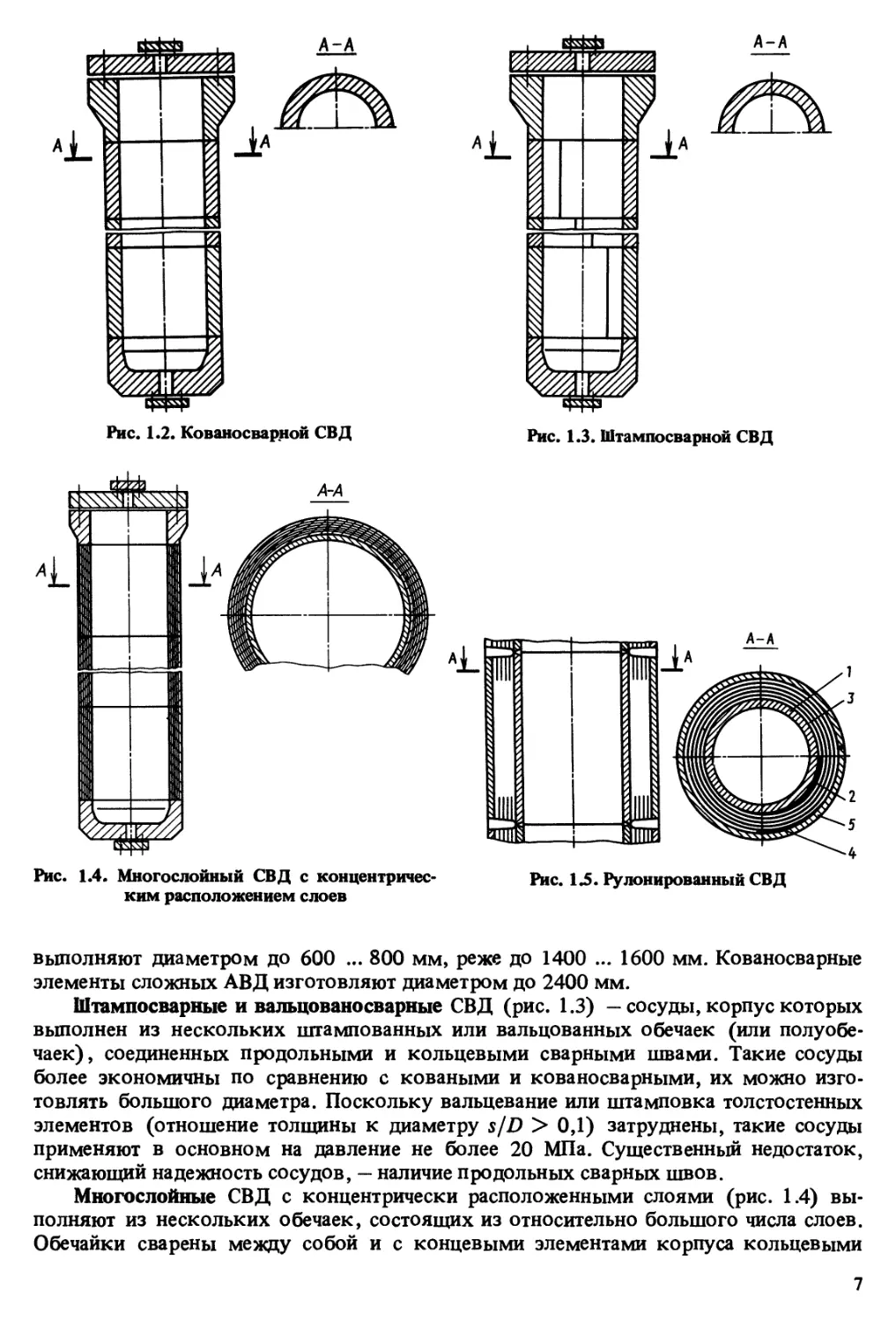
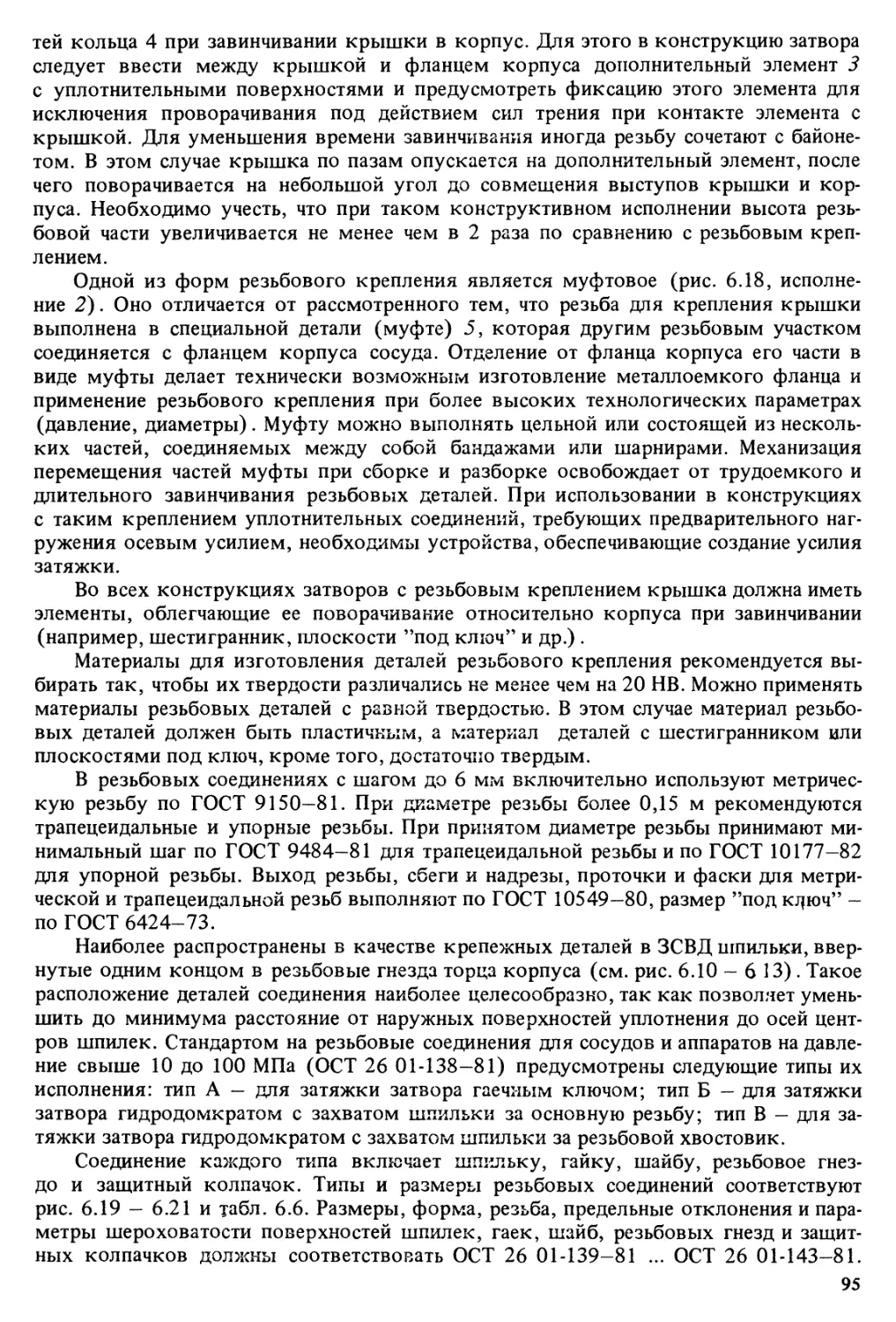
Рис. 1.2. Кованосварной СВД РйС. 1#з. Штампосварной СВД
Рис. 1.4. Многослойный СВД с концентричес- Рис. 1.5. Рулокированный СВД
ким расположением слоев
выполняют диаметром до 600 ... 800 мм, реже до 1400 ... 1600 мм. Кованосварные
элементы сложных АВД изготовляют диаметром до 2400 мм.
Штампосварные и вальцованосварные СВД (рис. 1.3) — сосуды, корпус которых
выполнен из нескольких штампованных или вальцованных обечаек (или
полуобечаек), соединенных продольными и кольцевыми сварными швами. Такие сосуды
более экономичны по сравнению с коваными и кованосварными, их можно
изготовлять большого диаметра. Поскольку вальцевание или штамповка толстостенных
элементов (отношение толщины к диаметру s/D > 0,1) затруднены, такие сосуды
применяют в основном на давление не более 20 МПа. Существенный недостаток,
снижающий надежность сосудов, — наличие продольных сварных швов.
Многослойные СВД с концентрически расположенными слоями (рис. 1.4)
выполняют из нескольких обечаек, состоящих из относительно большого числа слоев.
Обечайки сварены между собой и с концевыми элементами корпуса кольцевыми
7
швами. Концевые элементы корпуса выполняют из поковок или штамповок.
Диффундирующие через стенку центральной обечайки газы удаляются через дренажные
(контрольные) отверстия, просверленные в многослойной стенке до центральной
обечайки.
Преимущества этих СВД — возможность изготовления крупных аппаратов,
низкие удельная металлоемкость и стоимость по сравнению с рассмотренными. Из
недостатков следует отметить относительно высокую трудоемкость, большое число
сварных швов, в том числе продольных.
Производство СВД такой конструкции налажено в ряде ведущих стран мира;
в СССР освоена наиболее прогрессивная конструкция СВД — рулонированная.
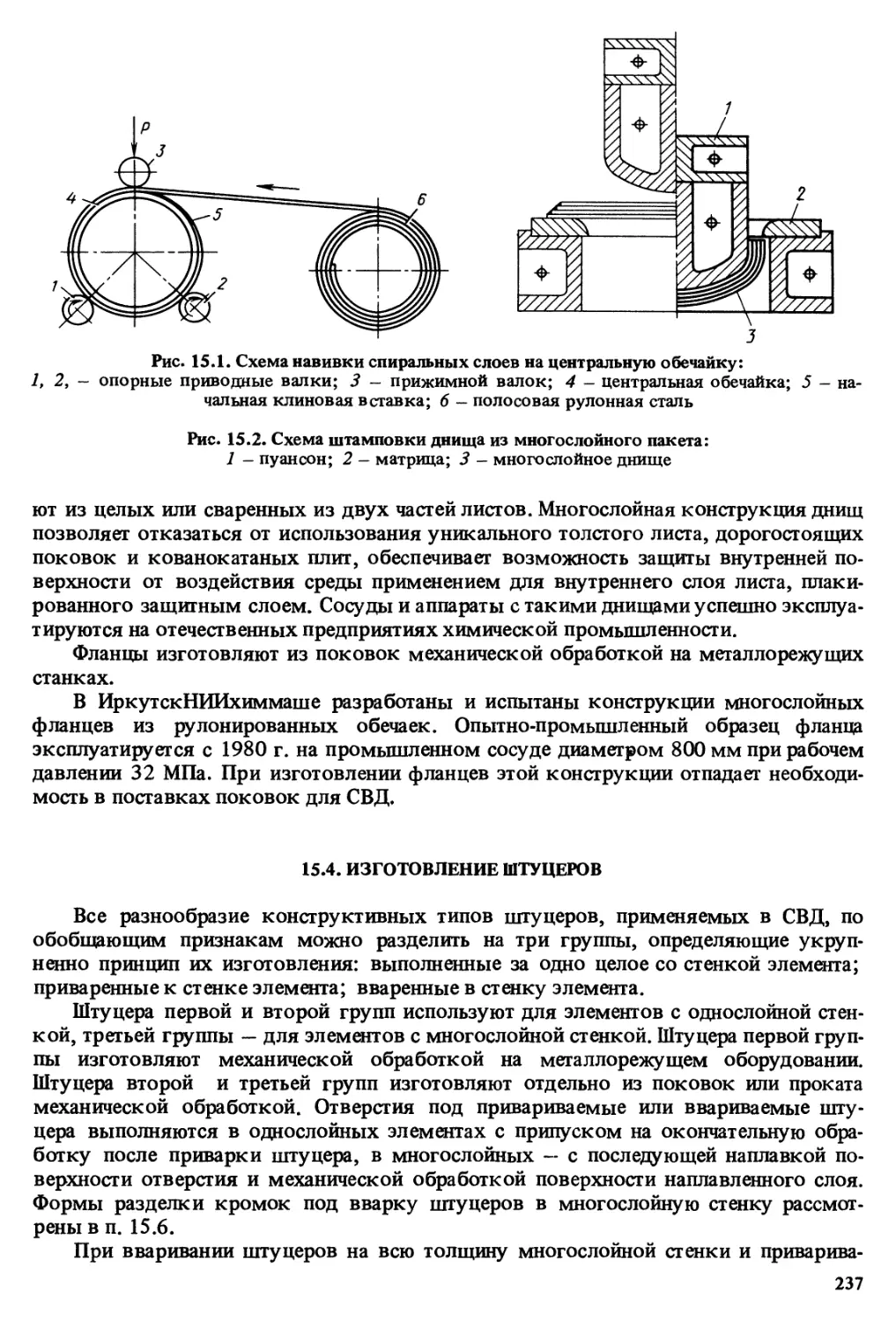
Рулонированный СВД (РСВД) имеет корпус из одной или нескольких
многослойных рулонированных обечаек, сваренных между собой и с концевыми
элементами корпуса кольцевыми сварными швами. Концевые элементы корпуса
выполняют из поковок или штамповок (рис. 1.5). Многослойная рулонированная обечайка
имеет центральную обечайку 1 и закрепленную на ней внутреннюю клиновую
вставку 2, к которой приварена рулонная полоса 3, наматываемая по спирали Архимеда
до необходимой толщины стенки корпуса. Конец полосы приваривают к
последнему слою по кривой линии для снижения напряжений [ А.с. 331614 СССР, МКИ3
B21D51/24] (см. гл. 15), а затем накладывают внешнюю клиновую вставку 4 и
наружный кожух 5.
Обечайку наматывают на валковой машине специализированной линии сборки
рулонированных обечаек.
Такие СВД выгодно отличаются от всех других конструкций СВД
технико-экономическими показателями; трудоемкость их изготовления в 1,6 раза, а
себестоимость в 2 раза меньше, чем для кованосварных СВД (см. табл. 15.9).
Создание РСВД позволило в короткие сроки организовать производство
крупногабаритных АВД для агрегатов аммиака высокой производительности [ 30].
Для совершенствования производства СВД, направленного на снижение
удельной трудоемкости, удельной металлоемкости и стоимости, разработана новая
прогрессивная конструкция — спирально-рулонная.
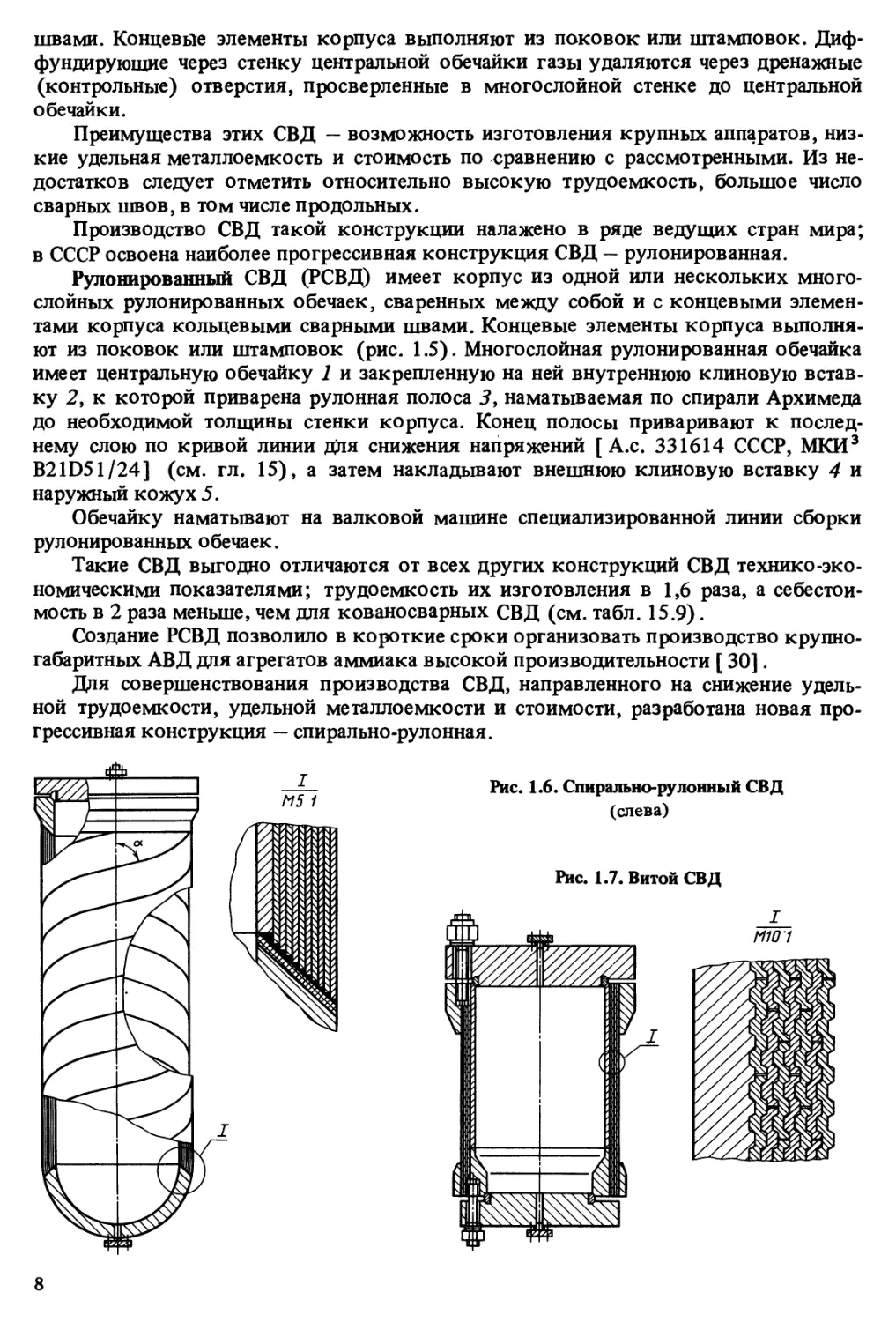
Рис. 1.6. Спирально-рулонный СВД
(слева)
Рис. 1.7. Витой СВД
8
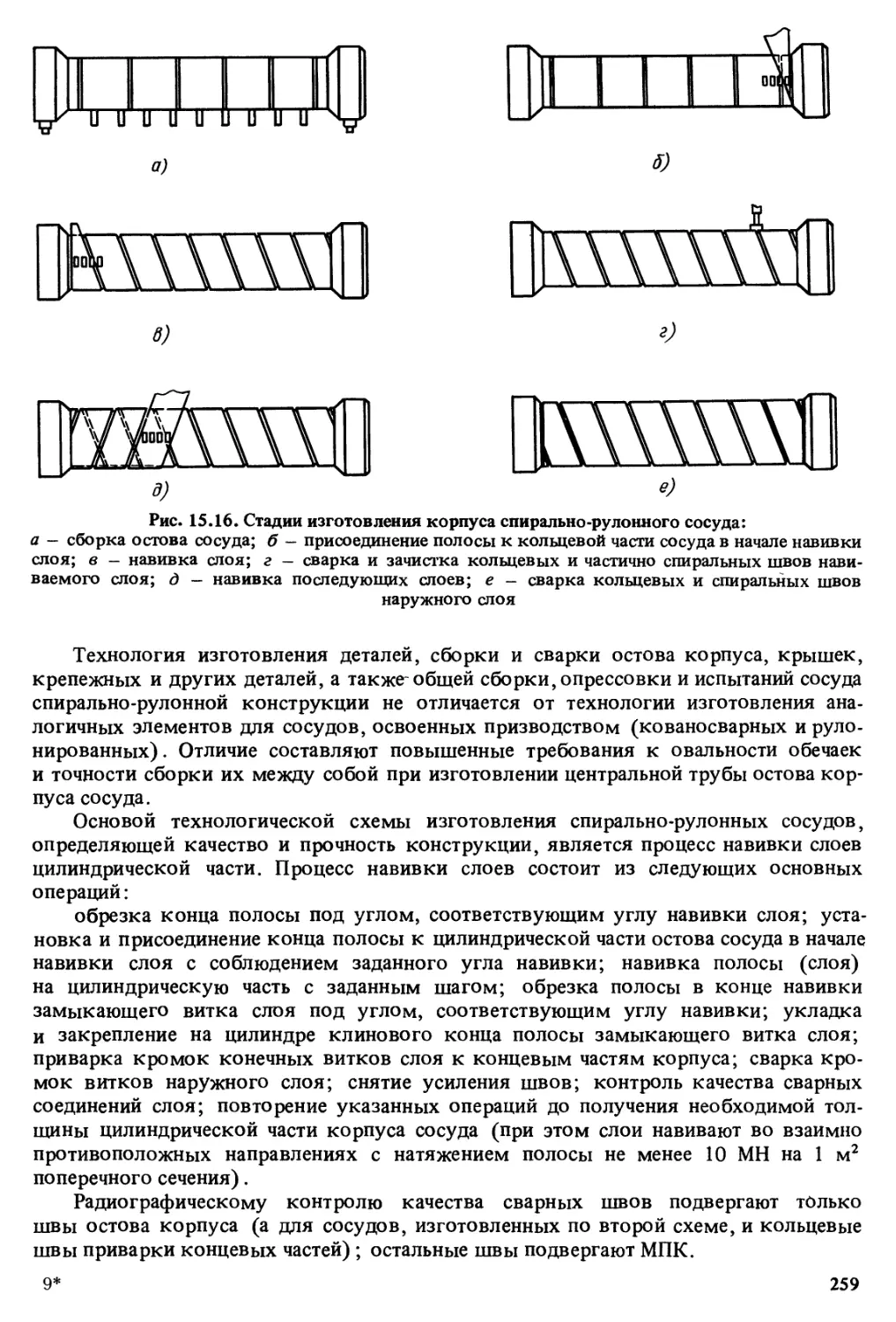
Спирально-рулонный СВД (рис. 1.6) — это сосуд, цилиндрическая часть корпуса
которого получена навивкой на остов по спирали с углом а к оси сосуда одной или
нескольких полос. Каждый последующий слой навивают в противоположную
сторону по отношению к предыдущему, кромки витков сваривают между собой. Для
обеспечения прочности в осевом направлении часть слоев сваривают по кромкам
винтовой спирали. Поверх навивки надевают кожух. Концевые элементы
выполняют из поковок или штамповок. Сортамент и марки материала центральной
обечайки, навивки и кожуха те же, что и для РСВД.
На такие СВД получены авторские свидетельства [ А.с. 582436 СССР, МКИ3
F 17 С 1/06; А.с. 517440 СССР, МКИ3 В 21 D 51/24; А.с. 832239 СССР, МКИ3
F 17 С 1/06] и патенты (США, Японии, ФРГ, Франции, Великобритании, ГДР).
Проведен комплекс научно-исследовательских и опытно-конструкторских работ,
разработана и изготовлена опытная установка, изготовлены и испытаны
экспериментальные и опытно-промышленные сосуды. Результаты испытаний положительные.
По технико-экономическим показателям эта конструкция превосходит СВД
других исполнений, в том числе РСВД (см. табл. 15.9).
Как один из вариантов многослойной конструкции можно отметить витые
СВД (рис. 1.7), корпус которых выполнен из специального проката узкой
стальной высокопрочной калиброванной профильной ленты, навитой на центральную
обечайку с проточкой на наружной поверхности под профиль ленты. Корпус собирают
на специальном механизированном навивочном стенде. Для увеличения плотности
навивки ленту предварительно нагревают. Осевые силы передаются за счет
сцепления слоев по выступам лент. Концевые детали выполняют дополнительной
навивкой или насадкой кованых фланцев.
К основным недостаткам витых СВД следует отнести сложность технологии
изготовления стальной калиброванной профильной ленты, а также центральной
обечайки, боковых штуцеров, а также относительно высокий уровень осевых
напряжений в кольцевых швах центральной обечайки. В СССР витые СВД не выпускают.
Глава 2 . КОНСТРУКЦИИ АППАРАТОВ
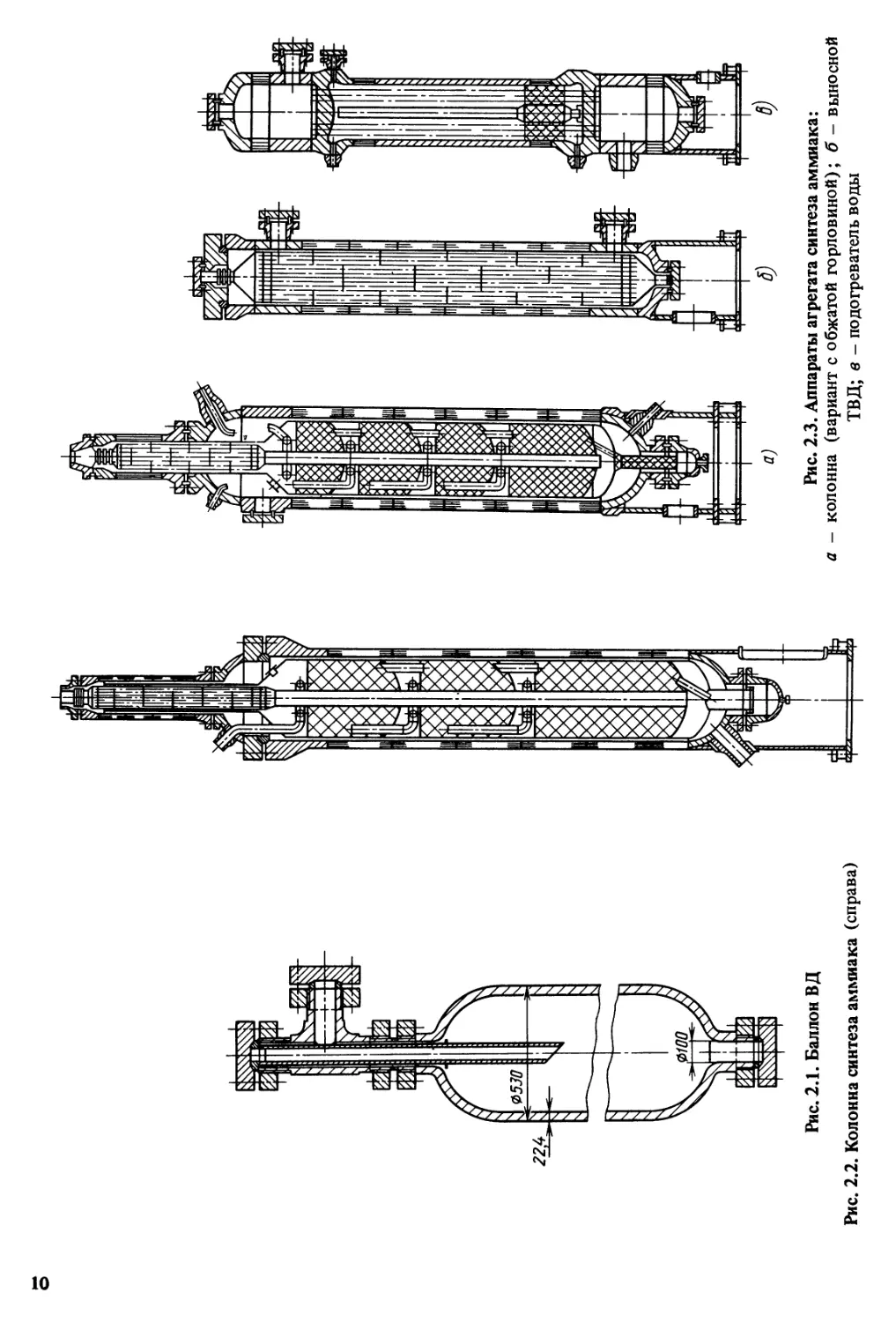
СВД можно использовать как без внутренних устройств в качестве баллонов,
резервуаров, аккумуляторов, ресиверов, каплеотделителей и др. (рис. 2.1), а также
элементов АВД, включающих, кроме сосуда, различные реакционные, теплообмен-
ные и другие устройства, размещаемые внутри корпуса.
На рис. 2.2—2.4 показаны основные АВД современного агрегата синтеза
аммиака суточной производительностью 1360 т [30]. Насадка колонны синтеза аммиака
(рис. 2.2) помещена внутри корпуса рулонированного СВД. Крышка и днище АВД —
выпуклой формы. Верхний разъем (диаметр 2400 мм) уплотнен двухконусным
кольцом. Общая масса колонны в сборе 550 т.
Колонна синтеза аммиака той же производительности и тех же размеров
показана на рис. 2.3, а. Корпус рулонированный. Днище и горловина выпуклые. Верхний
разъем имеет диаметр 1000 мм. Общая масса колонны в сборе 510 т. Корпус
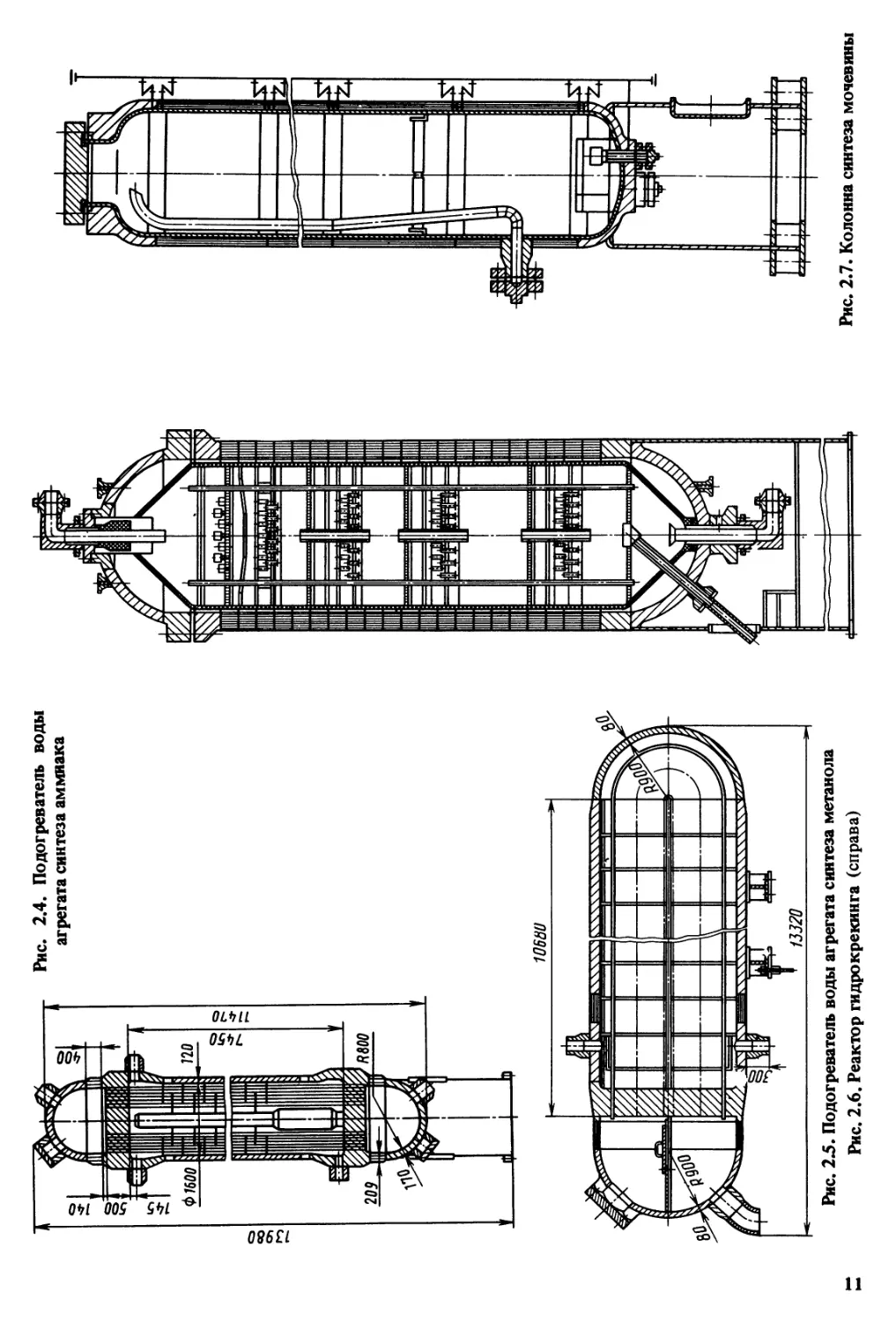
выносного ТВД (рис. 2.3, б) также в рулонированном исполнении. Подогреватели воды
размещены в корпусах СВД кованосварного исполнения с рулонированными
вставками (рис. 2.3, в и 2.4). Так же выполнен подогреватель воды для агрегата синтеза
метанола (рис. 2.5).
На рис. 2.6 показан реактор гидрокрекинга с внутренним диаметром 3000 мм,
рулонированный корпус которого имеет толщину стенки 165 мм. Крышка и днище
выпуклые.
9
«5
О
я
К I
г
НАД
а о с;
s к g
О О- Н
2 2«
8 * &
о> о д
л Й &
и ^ Н
- ю к
Й о i
8.° •
л н
в я д?
3 В «
г4 w
ш О
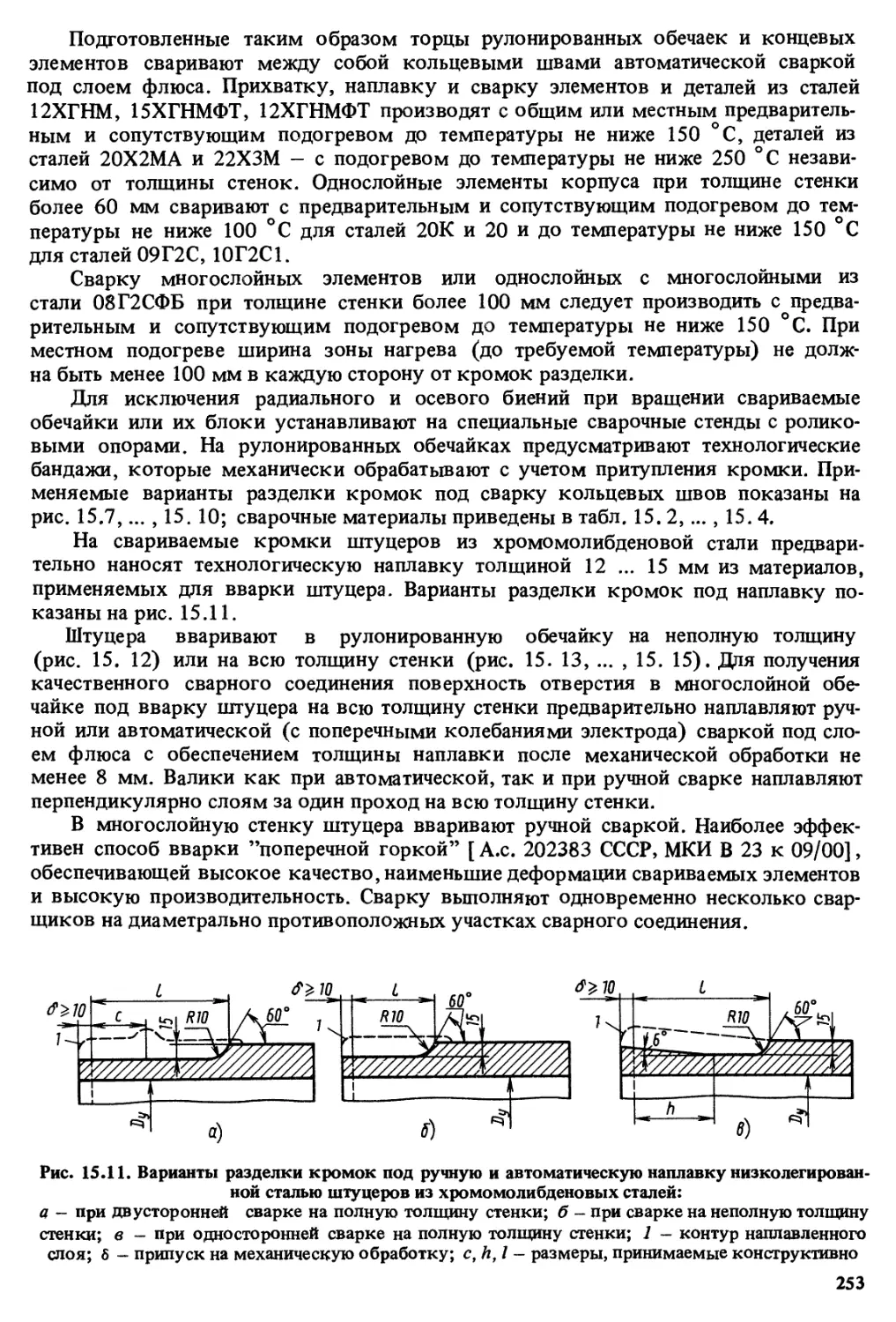
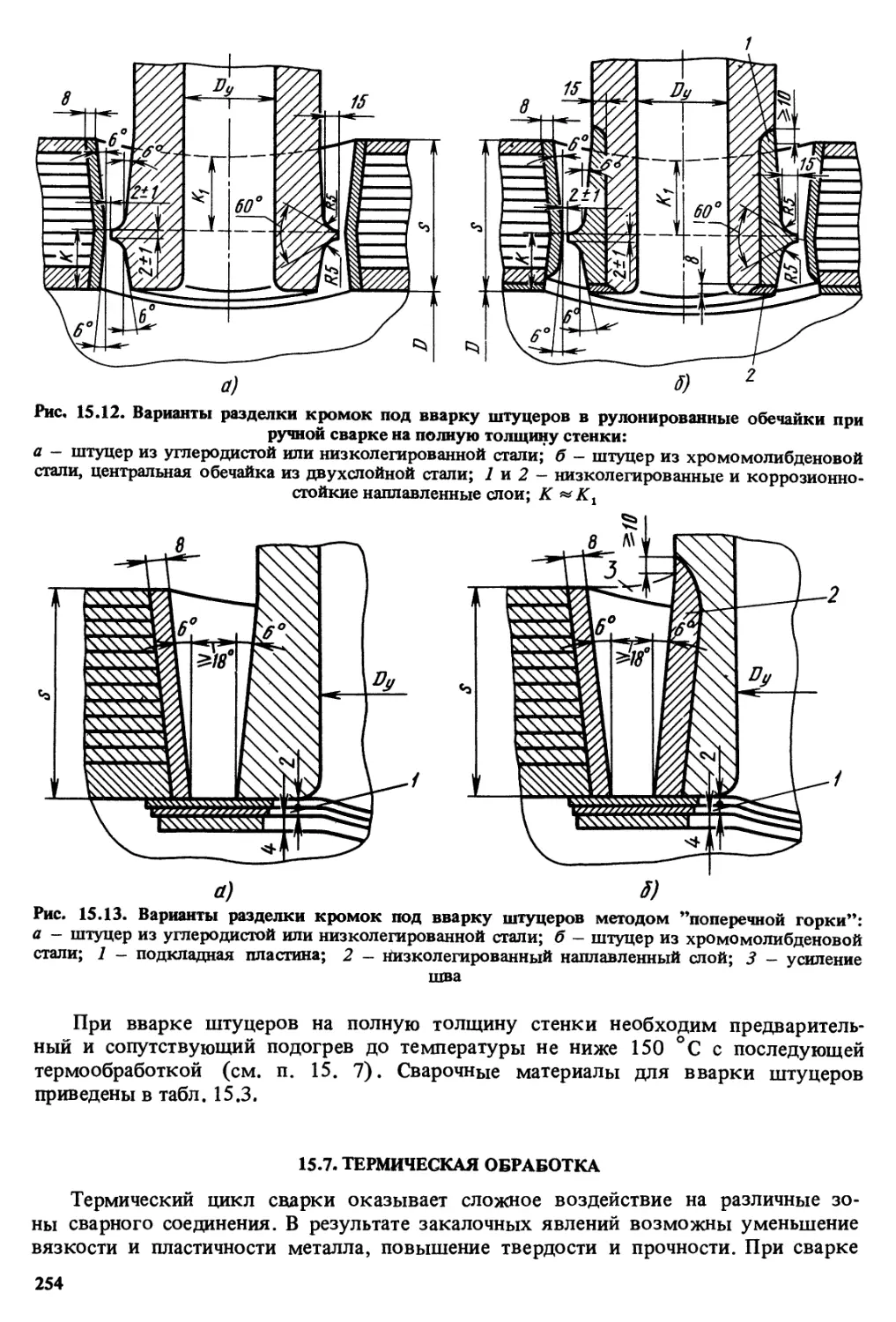
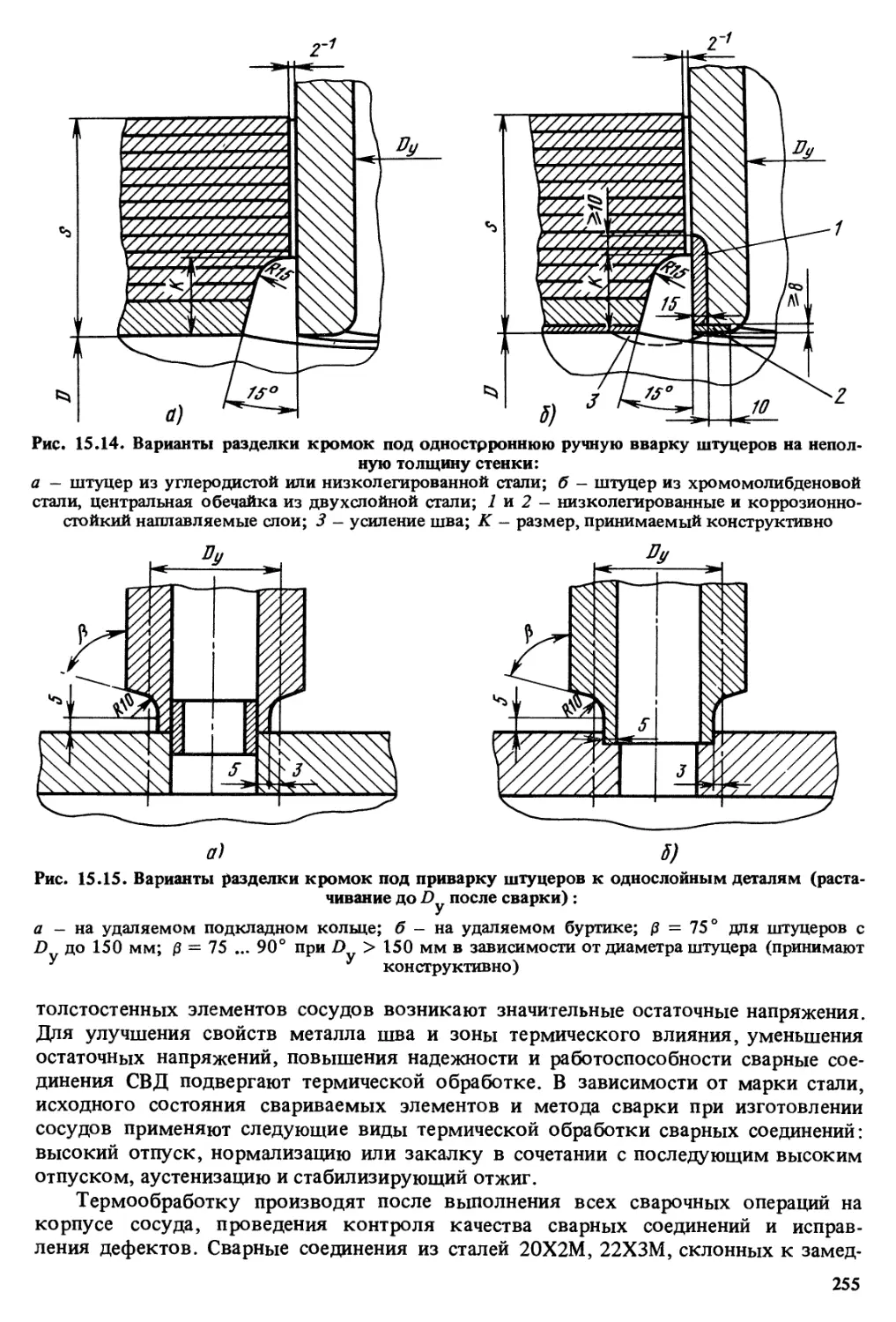
Р!
О
Ж
I
С
СО
Я
§
£
ю
I
Я
8
1
0S6£i
11
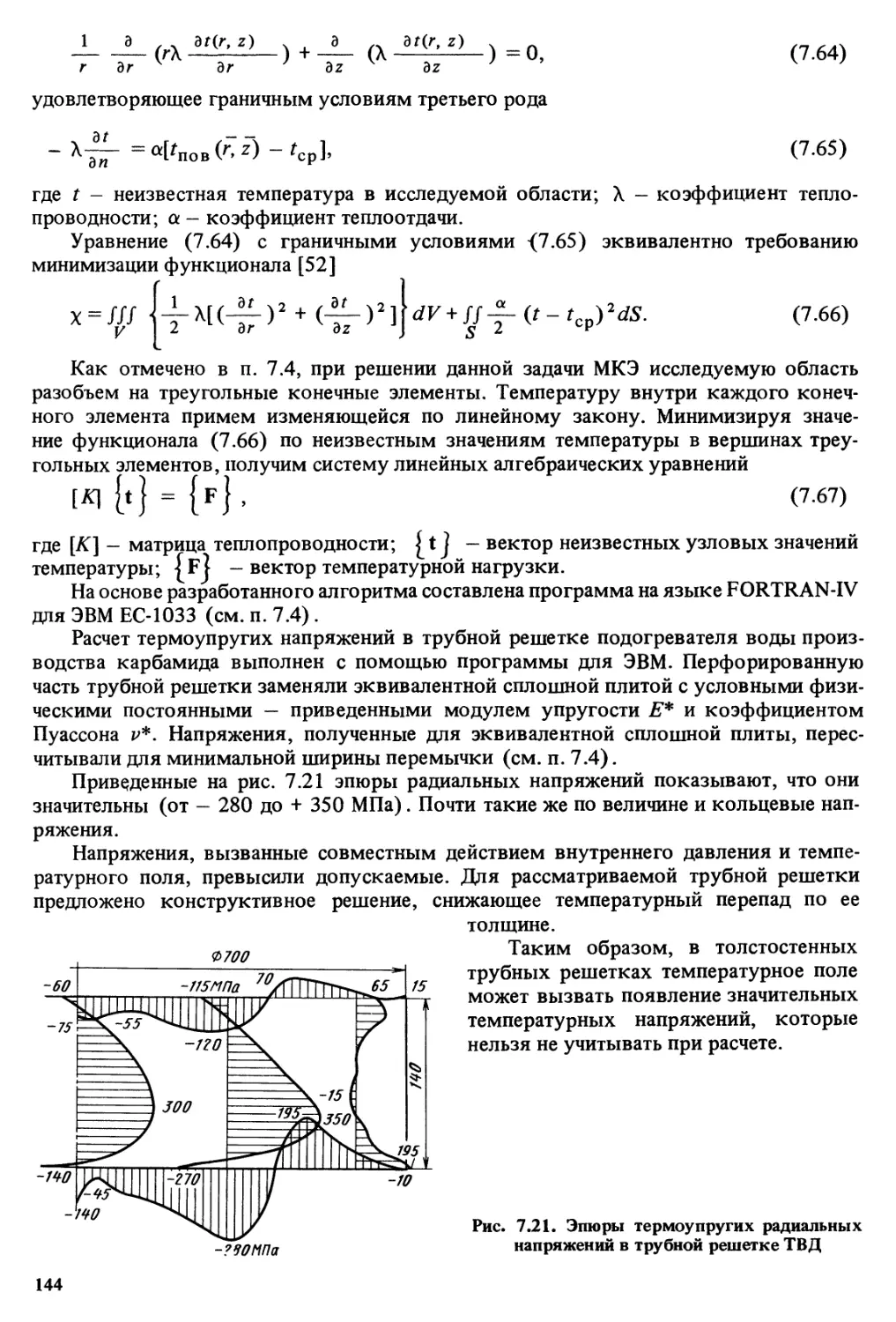
Ф1275 Рис* ^8. Подогреватель плава карбамида
СВД используют для агрессивных сред. Пример такого аппарата - колонна
синтеза мочевины (рис. 2.7). В ней нет сложных внутренних устройств, но высокая
коррозионная активность среды исключает возможность соприкосновения ее с
основным материалом корпуса и требует принятия мер к его надежной защите. Для
этого внутреннюю поверхность корпуса полностью покрывают защитным слоем
из стали 03Х16Н13МЗ. При попадании агрессивной среды под защитный слой
срабатывает специальная система контроля (дренажные патрубки в стенке корпуса,
соединенные с коллекторными трубками).
Для подогревания плава карбамида и других технологических целей
предназначен подогреватель, показанный на рис. 2.8.
12
Раздел 2. КОНСТРУИРОВАНИЕ И РАСЧЕТ
ОСНОВНЫХ ЭЛЕМЕНТОВ СОСУДОВ И АППАРАТОВ
Глава 3 . ОСНОВНЫЕ ПОЛОЖЕНИЯ
РАСЧЕТА НА ПРОЧНОСТЬ
3.1. ОСНОВНЫЕ ПОНЯТИЯ
Рассматриваемые методы расчета и конструирования распространяются на
элементы сосудов и аппаратов, работающих под внутренним избыточным давлением
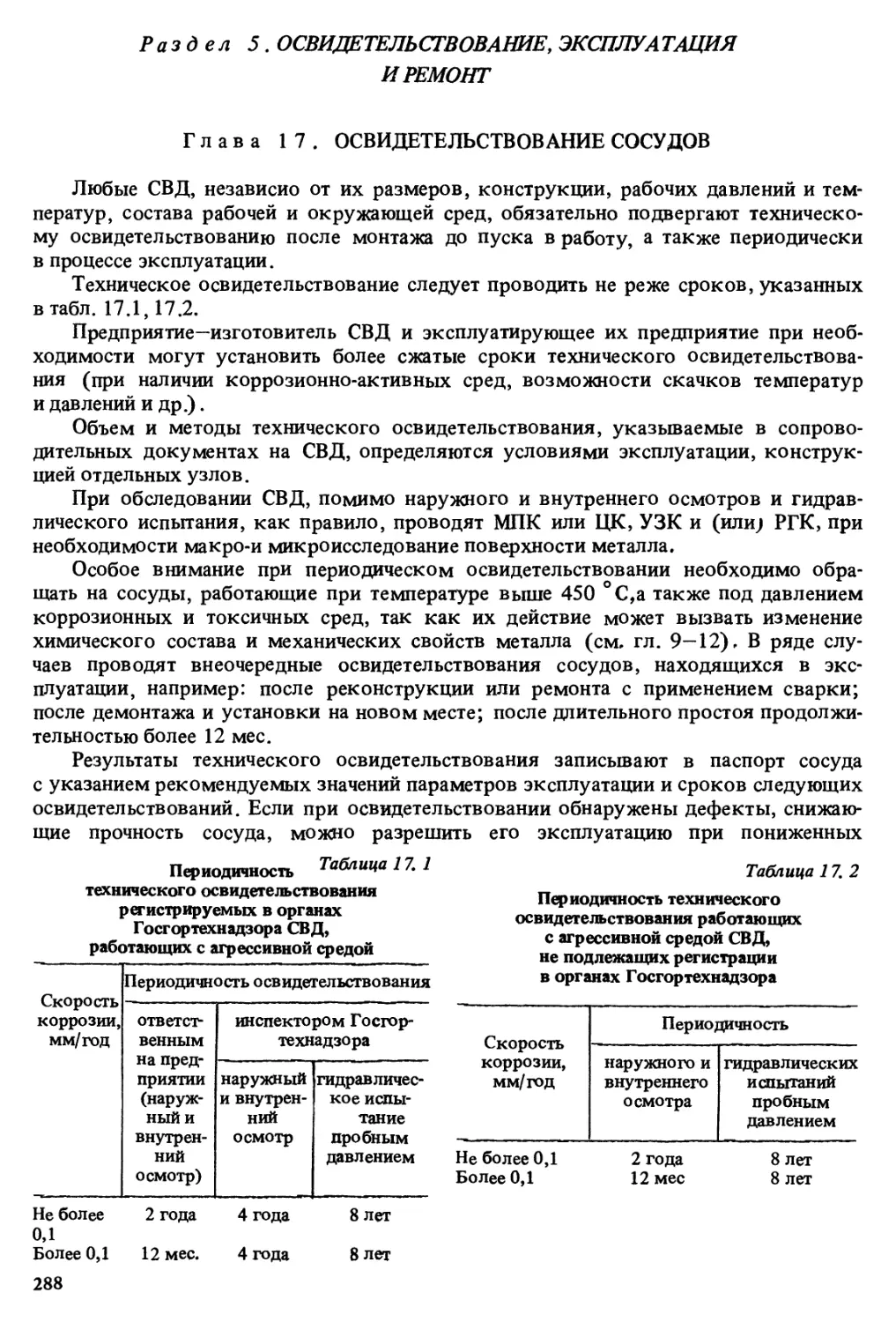
от 10 до 100 МПа и используемых преимущественно в химической, нефтехимической
и смежных отраслях промышленности.
При выборе конструкций и методов расчета элементов АСВД определяющими
характеристиками являются: рабочее, расчетное, пробное давления, давление опрес-
совки (при необходимости) , расчетная температура, условия нагружения.
Рабочее давление р для сосудов и аппаратов — наибольшее внутреннее
избыточное давление при нормальном течении рабочего процесса. При определении р
не учитывают гидростатическое давление среды и кратковременное повышение
давления при срабатывании предохранительного клапана или других
предохранительных устройств.
Расчетное давление р в рабочих условиях для элементов сосудов и аппаратов —
это давление, на которое рассчитывают их прочность. Расчетное давление принимают,
как правило, равным рабочему давлению. При повышении давления во время
срабатывания предохранительных устройств более чем на 10 %, по сравнению с
рабочим давлением, элементы сосудов и аппаратов следует рассчитывать на давление,
составляющее 90 % давления при полном открытии клапана или
предохранительного устройства.
Для элементов, разделяющих пространства с разными давлениями, за
расчетное следует принимать либо давление в каждом из этих пространств, либо давление,
которое требует большей толщины стенки рассчитываемого элемента. Допускается
также расчет по гарантированной разности давлений.
АСВД подвергают поверочному расчету на пробное давление рп , т.е. давление
при гидравлических испытаниях. Значения пробного давления регламентированы
правилами, утвержденными Госгортехнадзором СССР.
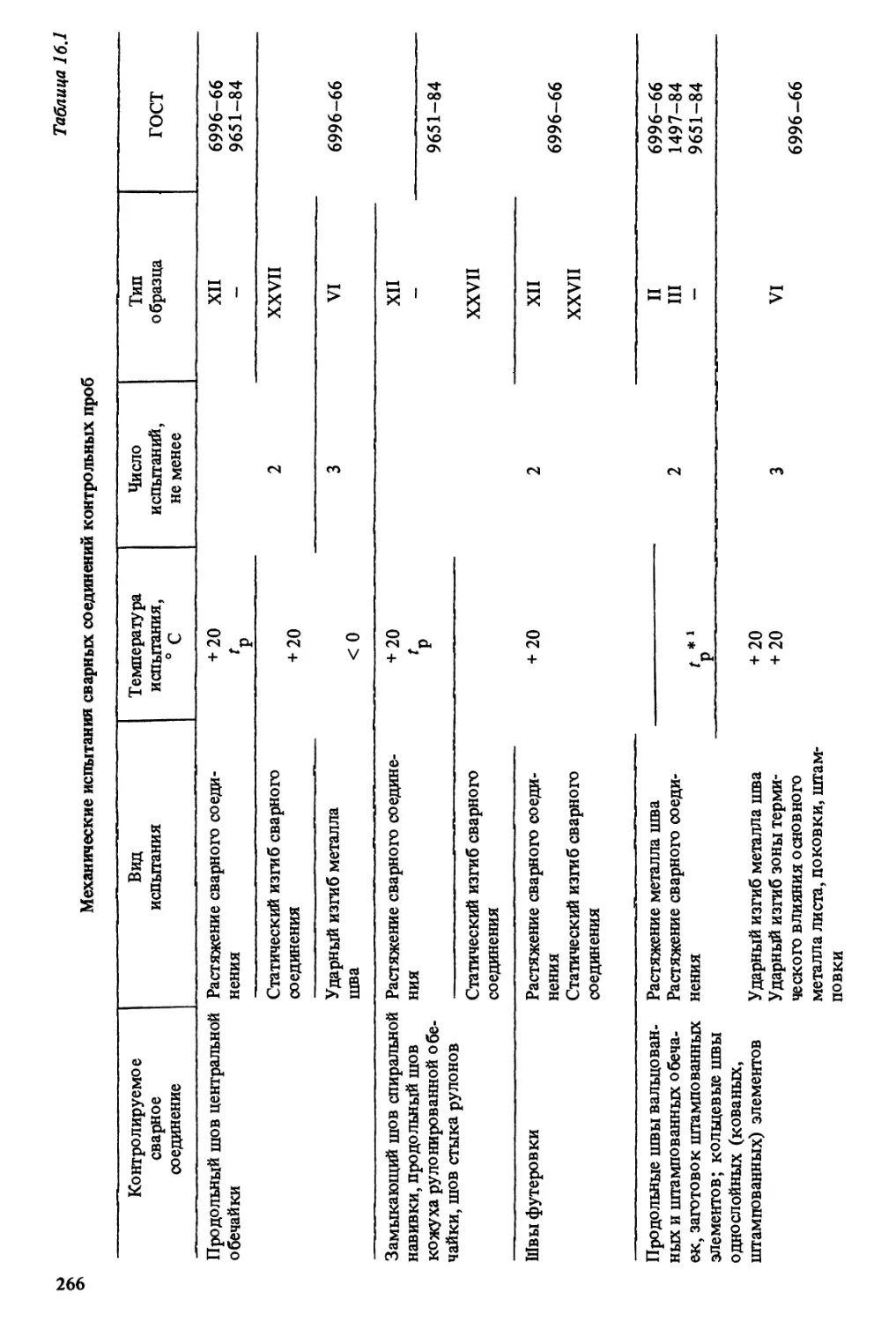
Для устранения зазоров между слоями и уменьшения остаточных напряжений
в сварных швах многослойных сосудов производят их опрессовку при повышенном
давлении рх. Значения рт и регламент проведения опрессовки определены
нормативно-технической документацией на изготовление многослойных сосудов (ОСТ 26
01-221-86).
Расчетную температуру, необходимую для определения физико-механических
характеристик материала и допускаемых напряжений, определяют на основании
тепловых расчетов или результатов испытаний. При положительной температуре
стенки за расчетную температуру принимают ее максимальное значение, при
отрицательных температурах — плюс 20 С.
При невозможности выполнения тепловых расчетов или измерений, а также
в случаях, когда при эксплуатации температура стенки повышается до температуры
среды, соприкасающейся со стенкой, за расчетную следует принимать наибольшую
температуру среды, но не ниже + 20 °С.
13
32. ПРИНЦИПЫ РАСЧЕТА И КРИТЕРИИ ПРОЧНОСТИ
Нормативные методы расчета на прочность СВД, которые работают при
температурах, не вызывающих ползучести материала, основаны на принципах оценки
по предельным состояниям (вязкое разрушение, охват всего сечения элемента
сосуда, аппарата пластической деформацией, возникновение макротрещин при
циклическом нагружении) . По ОСТ 26 1046—87 толщины элементов рассчитывают по
предельным нагрузкам, соответствующим предельным состояниям — вязкому
разрушению или пластической деформации по сечению элемента. При расчете по методу
предельных нагрузок расчетное давление р принимают в пт или п раз меньше значений
рт или ръ (рт, Рв — давления,при которых вся стенка элемента соответственно
переходит в пластическое состояние или разрушается; п , п — принятые коэффициенты
запаса прочности соотве1ственно пор илир ) .
Однако метод предельных нагрузок оказывается недостаточным для оценки
прочности деталей, имеющих зоны возможной локализации пластических
деформаций и значительные по размерам области повышенных напряжений, так как этим
методом нельзя определить напряжения в отдельных точках элемента. В этом
случае необходим расчет НДС элемента. Для оценки статической прочности при
сложном НДС используют критерии прочности, позволяющие перенести результаты
испытаний образцов при одноосном напряженном состоянии на случай сложного
напряженного состояния. Соответствие между сложным напряженным состоянием и
одноосным растяжением устанавливают с помощью эквивалентных напряжений о
Для пластичных материалов, применяемых в СВД, используют следующие
критерии прочности при статическом нагружении.
Критерий интенсивности напряжений о ve = а, < aD, где а — интенсивность
эк в / в /
напряжений; ов — временное сопротивление материала.
а, = -^ У(ах - оу? + (ау - oj + (аг - о J + 6(7^+т*г + т^)'; (3.1)
здесь ох, Оу, oz — нормальные напряжения; тху, ту2, т2Х —касательные напряжения.
Критерий максимальных касательных напряжений
аэкв = (71 ~a3<(V (3-2>
где ох и а3 — соответственно наибольшее и наименьшее напряжения.
Критерии возникновения пластической деформации при сложном НДС по
структуре аналогичны критериям разрушения, но ав заменяют на ат (предел текучести
материала при одноосном растяжении) .
3.3. КОЭФФИЦИЕНТЫ ЗАПАСА ПРОЧНОСТИ
И ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Известно, что коэффициент запаса статической прочности — это некоторая
величина, связывающая расчетное напряжение с предельным напряжением материала или
расчетную нагрузку с предельной нагрузкой, действующей на элемент сосуда.
В ОСТ 26 1046-87 при расчете на прочность СВД приняты значения
коэффициентов запаса прочности: п = 1,5; п = 2,4. Для шпилек принято только пт = 1,5.
При испытании сосудов пробным давлением принимают коэффициент запаса
прочности по пределу текучести п = 1,1 при температуре испытания.
При опрессовке многослойного сосуда повышенным давлением коэффици-
14
ент запаса прочности по пределу текучести при температуре испытаний должен быть
не менее 1,0 для шпилек и не менее 1,07 для других деталей. Указанную проверку не
проводят для многослойных цилиндрических обечаек и при расчете укрепления
отверстий.
При расчете элементов сосудов по предельным нагрузкам для углеродистых,
низко- и среднелегированных сталей допускаемое напряжение определяют из
условия
ат или о02 ов
[о] = mm ( — — ; ). (А-*)
"в
Следует учитывать, что термин "допускаемые напряжения" при расчете
элементов СВД по предельным нагрузкам принят условно для удобства расчетов.
Если неизвестно временное сопротивление при расчетной температуре,
допускается принимать его значение при температуре t = 20 °С для сталей с от/оъ ^0,75
(ат и ав — соответственно предел текучести и временное сопротивление при
t = 20 ° С). Для многослойной стенки со слоями произвольной толщины в расчете
используют среднее значение допускаемого напряжения [о] (см. гл. 4) .
3.4. ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА НА ПРОЧНОСТЬ
ЭЛЕМЕНТОВ СВД
Предварительно выполняют проектный расчет по предельным нагрузкам (по
ОСТ 26 1046—87) толщин стенок и основных размеров отдельных элементов
сосуда. В зонах сопряжения стыкуемых элементов сосуда для уменьшения краевых
напряжений учитывают конструктивные рекомендации, полученные на основе
анализа состояния материала в этих зонах.
После выбора основных размеров элементов при необходимости проводят
поверочный расчет на статическую и циклическую прочность, основанный на
анализе НДС.
При поверочном расчете температурные напряжения не учитывают в следующих
случаях: температура стенки внутри сосуда или аппарата не превышает 200 °С;
температура стенки внутри сосуда или аппарата выше 200 °С, наружная поверхность
теплоизолирована; в качестве защитного слоя для корпуса из углеродистой и
низколегированной стали использована аустенитная сталь при температуре стенки не выше
200 °С; температура внутренней поверхности многослойных сосудов не ниже
температуры наружной поверхности; скорость подъема температуры не более 30 °С/ч.
Удовлетворяющие этим условиям однослойные и многослойные сосуды и
аппараты со стандартными элементами могут быть допущены к эксплуатации без
проверки на прочность при малоцикловом нагружении с числом циклов не более 1000.
Это справедливо для многослойных сосудов с внутренним диаметром не более
1400 мм при внутреннем давлении не более 32 МПа. Многослойные сосуды при
давлении до 32 МПа с внутренним диаметром свыше 1400 до 1800 мм допускаются
для работы при числе циклов не более 500, а с внутренним диаметром свыше 1800
до 2400 мм - не более 200.
Для элементов однослойных сосудов и аппаратов, удовлетворяющих стандарту
по конструктивному оформлению и указанным условиям, но работающих с числом
циклов нагружении более 1000, проводят поверочный расчет на прочность при
малоцикловом нагружении; при этом должно выполняться условие
оа<[оа] или N<[N]. (3.4)
15
Амплитуду напряжений оа определяют упрощенным расчетом (ГОСТ 25859—83)
с учетом коэффициентов т? и £ для элементов СВД. Допускаемую амплитуду [оа]
или допускаемое число циклов [TV] определяют по ГОСТ 25859—83.
Если условие (3.4) при упрощенном расчете по ГОСТ 25859—83 не выполняется,
то необходим уточненный расчет напряженного состояния; после этого повторяют
проверку условия (3.4).
Если элементы однослойных и многослойных сосудов и аппаратов по
конструктивному оформлению отличаются от требуемых ОСТ 26 1046-87 или если
расчетное число циклов превышает указанное выше, то необходим также расчет НДС
элементов и проверка выполнения условия (3.4).
3.5. РАСЧЕТ ЦИКЛИЧЕСКОЙ ДОЛГОВЕЧНОСТИ
Расчет циклической долговечности необходим для элементов СВД, которые при
эксплуатации подвержены действию механических и тепловых нагрузок при числе
циклов нагружения до 5 • 105 за весь срок эксплуатации сосуда. Расчет проводят
после выбора основных размеров по соответствующим нормам конструирования и
определения статической прочности. При циклическом нагружении элементы
сосудов рассчитывают по предельным, соответствующим образованию трещин,
местным напряжениям для числа циклов, равного эксплуатационному, либо по
предельному числу циклов при напряжениях от эксплуатационных нагрузок.
Циклическую долговечность рассчитывают при условии, что расчетные
температуры не превышают значений, при которых происходит ползучесть материалов
(см. гл. И).
Расчет выполняют на основании анализа общих и местных напряжений
элементов сосуда. Местные напряжения опеделяют по данным упругого или упругопласти-
ческого расчета. Рассчитанную амплитуду максимальных эквивалентных напряжений
сравнивают с допускаемой амплитудой напряжений, определенной по расчетной
кривой усталости при требуемом в соответствии с условиями эксплуатации числе
циклов нагружения.
Таблица 3.1
Значения коэффициента %
Сталь (основной металл)
Сварка
Термообработка
после сварки
*
Углеродистая Ручная Без термообработки 1,1
Отпуск 1,0
Автоматическая Без термообработки 1,1
Отпуск 1,0
Электро шлаковая Нормализация- 1,25
отпуск
Низколегированная Ручная Высокий отпуск 1,0
Автоматическая То же 1,25
Электрошлаковая Закалка - отпуск 1,25
Аустенитная хромоникелевая Ручная Без термообработки 1,0
Автоматическая Стабилизирующий
отжиг или аустени-
зация
16
При расчете на циклическую долговечность учитывают следующие циклы на-
гружения: рабочие циклы (между пуском и остановкой рассчитываемого сосуда),
которые характеризуют режим нормальной эксплуатации сосуда; циклы нагруже-
ния при повторяющихся испытаниях давлением; циклы дополнительных усилий от
воздействия крепления элементов; циклы нагружения, возникающие в
результате неравномерного распределения температур или из-за различия температурных
коэффициентов линейного расширения материалов при нормальной эксплуатации
сосуда.
При расчете на малоцикловую усталость не учитывают циклы нагружения от
ветровых и сейсмических нагрузок, а также от нагрузок, возникающих при
транспортировании и монтаже. Расчет на циклическую долговечность элементов СВД
проводят по ГОСТ 25859—83 с учетом следующих требований.
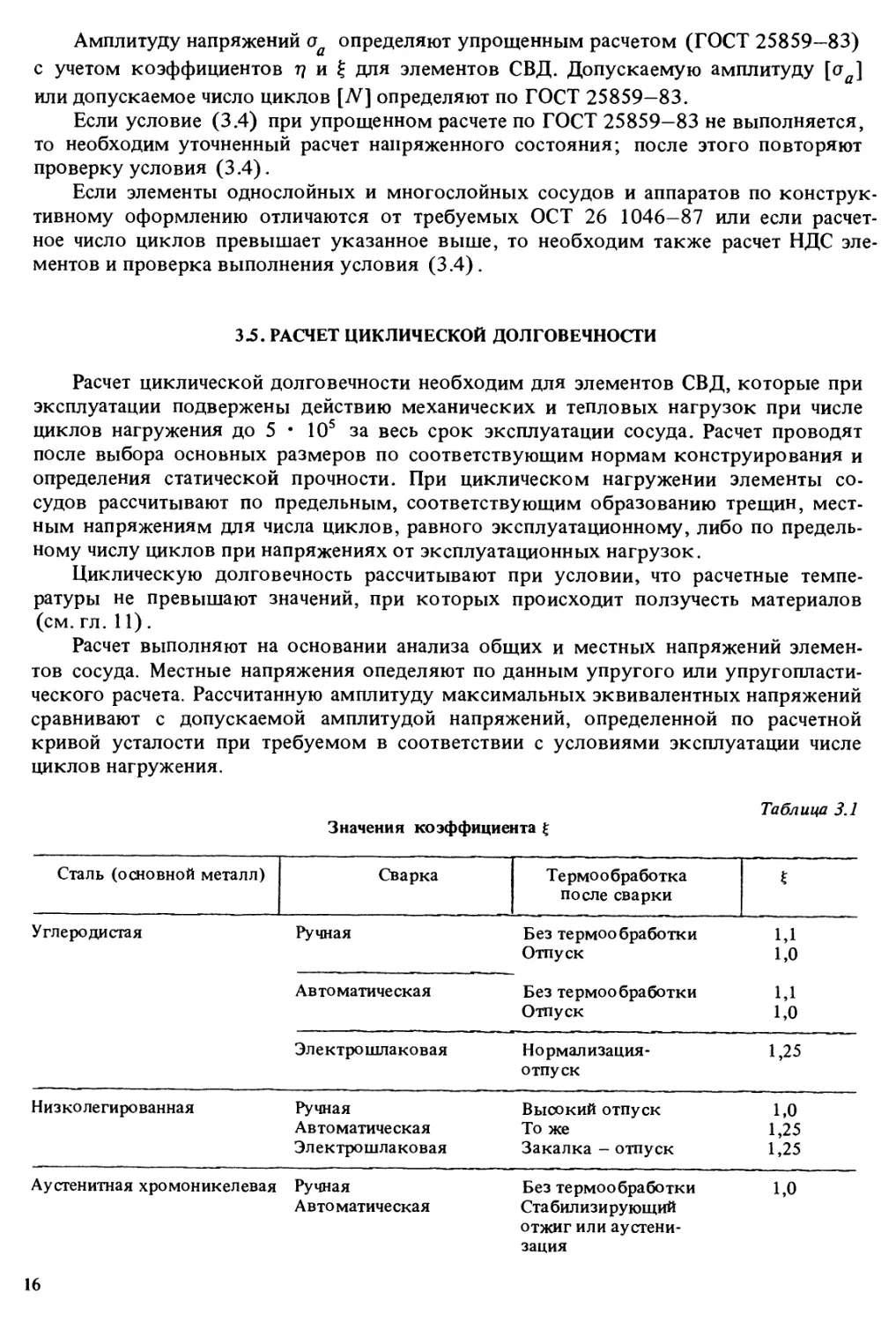
1. При определении допускаемого числа циклов по упрощенной методике
значения коэффициента £, учитывающего тип сварного шва, принимают по табл. 3.1,
а коэффициента т?, учитывающего местные напряжения — по следующим данным:
Гладкая цилиндрическая обечайка 1,7
Гладкая сферическая оболочка 1,5
Соединение выпуклого днища в виде сферического сегмента с
цилиндром при st /s > 0,5 3,0
Соединение эллиптического днища с цилиндром 2,5
Соединение фланца с цилиндром 2,0
Плоская крышка без отверстия 2,0
То же с отверстием 3,5
Выпуклое днище (сферическое) со штуцером 3,0
Однослойная цилиндрическая обечайка со штуцером 3,5
2. Если условие циклической долговечности при оценке по номограммам
(ГОСТ 25859—83, черт. 1—3) не выполняется, то необходим уточненный расчет
НДС каждого элемента конструкции и зон сопряжения элементов. После этого
допускаемое число циклов определяют либо по расчетным кривым усталости
(ГОСТ 25859—83), либо по расчетным формулам.
Глава 4 . ЦИЛИНДРИЧЕСКИЕ КОРПУСА
4.1. ОСОБЕННОСТИ КОНСТРУКЦИЙ
ЦИЛИНДРИЧЕСКИХ КОРПУСОВ
Монолитные корпуса могут иметь кольцевые и продольные сварные швы,
материал которых отличается по механическим свойствам от основного металла.
Поперечное сечение может иметь отклонения от круглости (например, овальность).
Многослойные корпуса с концентрическими слоями и рулонированные
выполняют из отдельных многослойных обечаек, свариваемых кольцевыми швами. В
каждом концентрическом слое обечайки находятся один или более продольных
сварных швов, расположенных в многослойной стенке равномерно по длине
окружности. От расположения продольных сварных швов в многослойной обечайке с
концентрическими слоями зависит общий коэффициент сварного шва
* = 1- (т/л) (!-</>,), (4.1)
17
где т — число сварных швов в секторе 5/л рад; п — общее число слоев; <pz —
коэффициент прочности сварного шва /-го слоя.
Толщина центральной обечайки многослойных конструкций обычно в 2—3
раза больше толщины навивки, а пластичность ее материала не должна быть меньше
пластичности материала навивки. Предел текучести наружного кожуха рулонирован-
ных обечаек о^ > 2ртех/(02 - 1).
Многослойные обечайки наплавляют по торцам и соединяют между собой
кольцевыми швами. По механическим свойствам материал кольцевых швов может
отличаться от основного металла. Учитывая укрепляющую роль многослойных
обечаек, допускают снижение механических характеристик наплавленного металла
кольцевых швов до 25 % по сравнению с характеристиками основного металла.
В многослойной стенке слои должны плотно прилегать один к другому.
Среднее расстояние между базами контактирующих слоев (средний зазор) должно быть
в пределах 0,05 ... 0,06 мм. Статистические данные измерений среднего зазора в
рулонированных обечайках показывают, что этому требованию удовлетворяют
86—92 % изготовленных обечаек.
Для уплотнения стенок и уменьшения сварочных напряжений в кольцевых
швах многослойные сосуды подвергают опрессовке технологическим давлением
Ртех, равным среднему арифметическому давлений, соответствующих переходу
за пределы текучести материала внутренних слоев и всей толщины стенки
однослойного цилиндра:
PTex = °TsK* + s). (4.2)
Эту приближенную формулу применяют при коэффициенте толстостенности
Р < 2 с погрешностью не более 5 %. При опрессовке технологическим давлением
допускается увеличение внутреннего диаметра многослойной обечайки до 0,6 %,
поэтому центральную обечайку следует изготовлять из материала с пределом
текучести, не превышающим предел текучести материала слоев, и относительным
удлинением не меньше такового для материала слоев.
Цилиндрическую часть многослойного корпуса спирально-рулонной конструкции
выполняют на всю длину сосуда без кольцевых швов. Кольцевые и продольные швы
имеются только на центральной обечайке. Кромки витков сваривают между собой
на расстоянии R от концевых деталей, к которым крепят концы навиваемых
полос. Для обеспечения осевой прочности часть слоев сваривают по кромкам
винтовой спирали.
В многослойных корпусах витых сосудов осевые силы передаются
зацеплением по выступам профилированной ленты. Концевые детали выполняют
дополнительной навивкой или насадкой кованых фланцев.
4.2. РАСЧЕТ ОДНОСЛОЙНЫХ
ЦИЛИНДРИЧЕСКИХ КОРПУСОВ
Определение толщины стенки. Толщину стенки цилиндрических корпусов всех
конструкций рассчитывают по предельным нагрузкам — давлению перехода рт
материала всей стенки в пластическую зону или давлению разрушения рв сосуда.
Предположим, что материал переходит в пластическое состояние при условии (гипотеза
пластичности Треска-Сен-Венана) <7тах - amin = aT, а разрушается, если
выполняется равенство (теория прочности максимальных касательных напряжений)
18
amax ~ amin = ав* Тогда из условия равновесия элемента цилиндра of - or = ro'r
найдем:
Рт= от\п(3; (4.3)
PB = aBln/3. (4.4)
Выражение для рв получено в предположении, что разрушение происходит
одновременно по всей толщине стенки. В действительности процесс разрушения
значительно более сложен и зависит от параметров кривой деформирования (см.,
например, [ 51]) . Формула (4.4) является приближенной и, как правило, дает запас
прочности. Исключение составляют никельсодержащие аустенитные стали и сплавы.
При содержании никеля менее 1 % давление разрушения
Рв = ко в1п0, (4.5)
где к = 0,9 + 0,1 th [8,5 От/ав - 0,65) ].
Из логарифмических выражений толщина цилиндрического корпуса
s=R[exp( — )-1] +с9 (4.6)
где с — суммарная прибавка к расчетной толщине.
При использовании различных приближенных выражений для логарифма
формула (4.6) может видоизменяться. Например, при
1п0~ 2(0-1)/(0+1) (4.7)
толщина стенки
(4.8)
Ч>[о\ ~ 0,5 р
Расчет напряжений от давления. Напряжения в цилиндре с различными упругими
свойствами в кольцевом, осевом и радиальном направлениях определим совместным
решением уравнения равновесия элемента цилиндра
at-ar = ra'r (4.9)
и уравнения совместности деформации
er-et = re't , (4.10)
где г — текущий радиус.
Используем обобщенный закон Гука, из которого исключены осевые
напряжения:
er= brr°r+brt°t -"„(** -<*')+«*;
(4.11)
et = brt°r+ bttat-ptz(ez-a0+«f,
здесь bkj = akj - akzajz / azz; akj = - vR] / E.\ vkj - коэффициент поперечной
деформации в направлении к от действия силы в направлении у; Е — модуль
упругости в направлении /; vkk = — 1; к, j = ry t, z.
19
Осевую деформацию (в бесконечном цилиндре постоянна по толщине стенки)
определяют из условия равновесия осевых сил для цилиндра с днищами,
нагруженного внутренним р и наружным рн давлением
/ oz27rrdr = 7rR2p- ттЯ2нрн9
(4.12)
где осевые напряжения
az=az'z ^z-anar-atz°t-at)-
(4.13)
Решим уравнения (4.9) — (4.13) совместно с краевыми условиями or{R) =- p;
аД/?н) = - р Напряжения от давления в цилиндре с днищами при Ef — Ez и
ог(г) =
ot{r) =
-Rm -
Rrn + *p_Rm + l
н rm - l
(RmH-1p-Rm-iPH)Rm + lRmH +
glm _ R2m
н
mm - 1
{R2m _R2m)rm +
(4.14)
n2m _ n2m
[Rm + lP + R^t + lPH+(Rn;i~1P
Rm + l Rm + l
где т= V bn/bn; r - текущий радиус.
Напряжения в изотропном цилиндре (формулы Лямэ; т = 1) :
or = [R2p-R2HpH-(p-pH)(RRJrf]/(Rl -R2);
ot = [R2p- R2HpH + (p- pH)(RRJrf]/ (R2H-R2);
a2=(R2p-R2HpH)/(R2H-R2); a, =л/Г(р-/>H) XR2R2J[(R2H - R2)r2 ] ;
о(-аг = 2(р-рн)Х
XR2R2J[(R2H-R2)r2]. (4.15)
В случае отклонения поперечного
сечения от круга (рис. 4.1) кольцевые и осевые
напряжения на внутренней поверхности
умножают на коэффициент увеличения
напряжений (при а < 1 %):
при овальности (рис. 4.1, я)
Рис. 4.1. Отклонения поперечного сечения
однослойного корпуса от круглости
20
0,06 0,032
г =1+я(0,02+ ); К =1+я(0,08+ ~ ); (4.16)
1 i3-l z /3—1
при угловатости (рис. 4.1, б)
0>044 , ,„ч
/:=1+^ (0,2+ ); (4.17)
г /3-1
при спрямлении (рис. 4.1, в)
0,056 0,033
К = 1+й (0,1+ ); К= 1+0 (0,06+ ). (4.18)
f р- 1 0-1
Значение а в выражениях (4.16) - (4.18) определяют по формулам
соответственно (см. рис. 4.1):
а = [2(Ь-а)/(Ь + а)] 100%;
a = [2(x0- Л)/(*о + Д)]100%;
0 = [2 (Л- х0)/(Д+*о)]100%.
В случае перехода части стенки однослойного (монолитного) цилиндра за предел
текучести по гипотезе пластичности Треска—Сен-Венана ot — or = от при идеальной
пластичности и учете несжимаемости материала в пластической зоне с внутренним
радиусом R и наружным радиусом текучести RT напряжения от внутреннего давления:
о =о_(\п -+1)-р; о =о In р\
1 т R r T R
а2 = ат(1п - + -) -р; рт = р - от \n(RT/R). (4.19)
R 2
Напряжения в упругой зоне с внутренним RT и наружным RH радиусами:
о = 1JL_J_ (1+ _н );
t R* - R* г2
р R2 R
°г =
RI - RI r
Н Т
т т (1 н ); ^ = р(о^ + ^} (420)
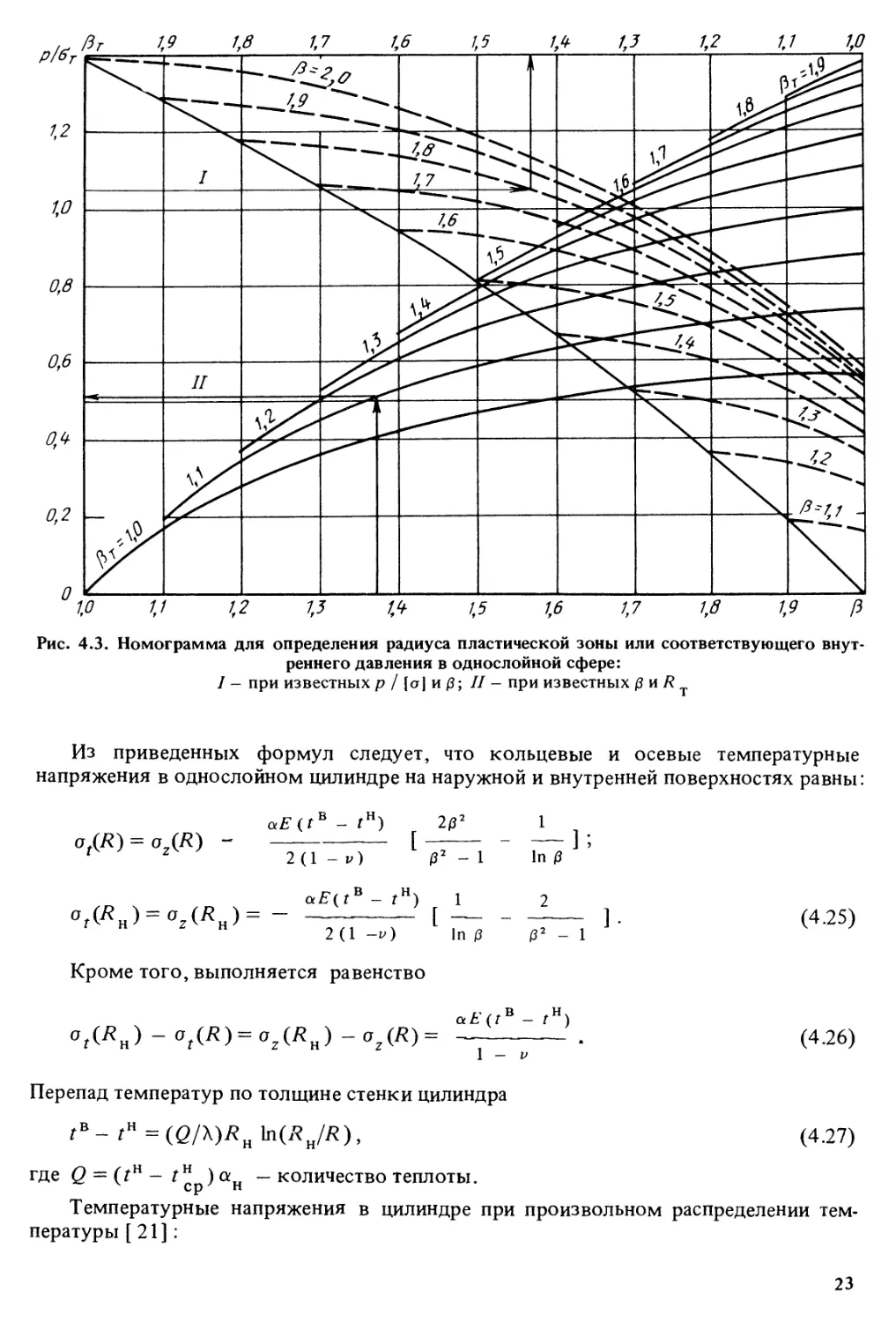
Радиус текучести Я т найдем из уравнения
\n(RT/R) + 0,5(1 -Rl/Rl) = p/oT, (4.21)
решение которого представлено номограммой (рис. 4.2).
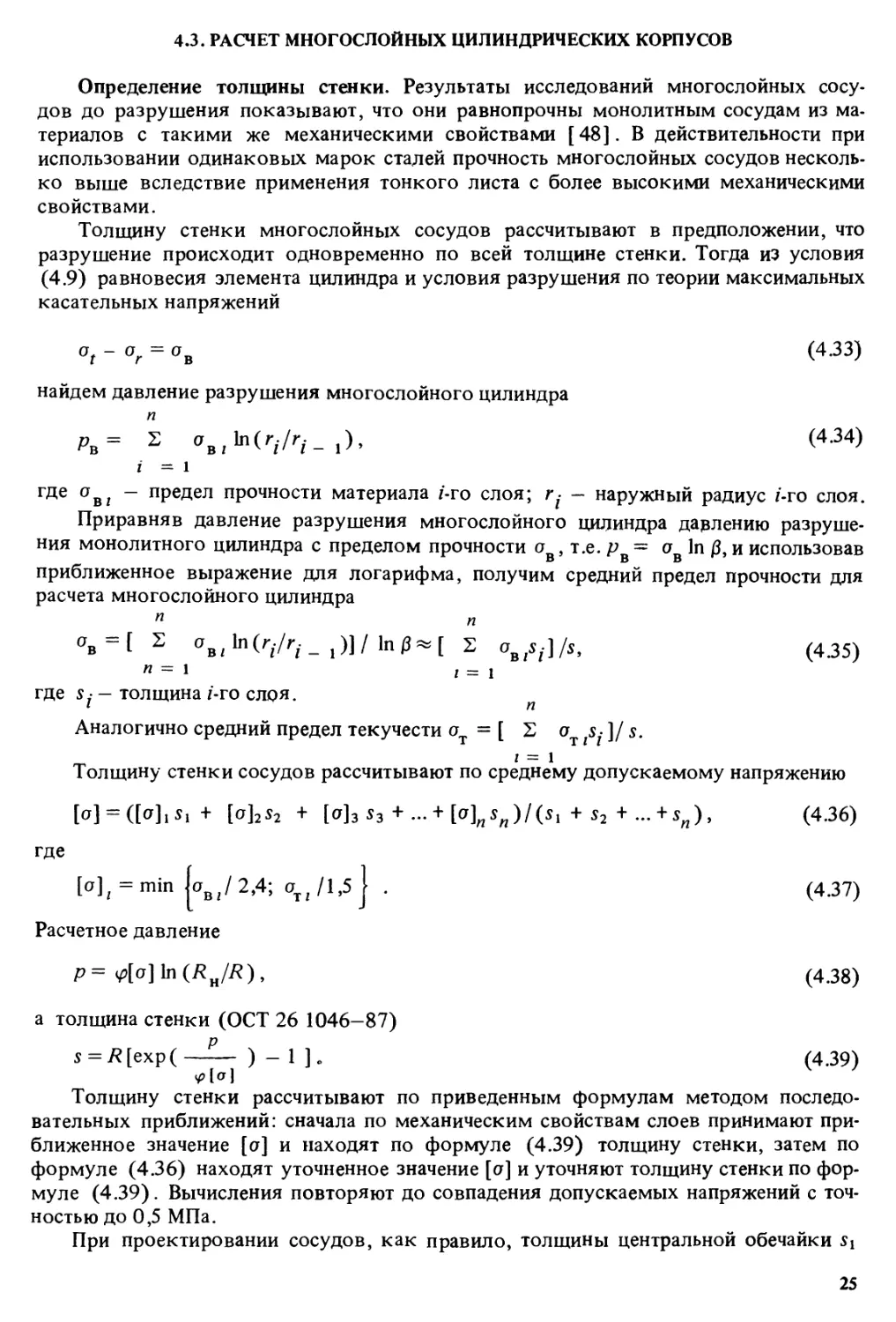
Аналогично решена упругопластическая задача для однослойной сферы
(рис. 4.3).
Температурное поле и температурные напряжения. При температуре наружной
среды г", температуре внутренней среды t* и коэффициентах теплоотдачи от
наружной ан и внутренней <*в поверхностей температура цилиндра на радиусе г при
стационарном режиме [ 33]
21
pfa
Рт 1,9 1,8 1,7 1,6 1,5 /,4 1,3 1,2 1,1 1,0
р/бт
1,0 1,1 1,2
U
1Л
0 1,6 1,7 1,8 1,9 ft
Рис. 4.2. Номограмма для определения радиуса пластической зоны или соответствующего
внутреннего давления в однослойном цилиндре:
/ - при известных/? / [о] иР; II - при известных р и R ; левая ордината - при arnov - a . = a .
i max min т
правая - при <* • = a
Г = Г
cp
<Гср ~ 'срЖ*!»*)-1 ^"''"(г/*)!
(aB/?)~1+X Mn^^)^^^)
-1
(4.22)
При температурах внутренней и наружной поверхностей цилиндра tB и tH
температура цилиндра и температурные напряжения при стационарном режиме:
t = tB- <7B- tH)]n(r/R)/\nP;
*E(tB-tH) 1п(Д /г) - 1 (Ru/r)2 + l
(4.23)
t _
ol =
2(1-^) In p p2 - 1
a£(fB - rH) r In {Rjr) (Rjr)2 - 1
];
[
2(1 - v) In p
*E{tB - rH) 2
2(1 -i>) /32 - 1
P2 - 1
21n(*H/r ) - 1
In p
] ;
1.
(4. 24)
где a[, a f a2r — соответственно кольцевые, радиальные и осевые температурные
напряжения.
22
pfiSrV 1,8 I?
1.6
1,5 1fi 1,3 1,2 V 1JD
Рис. 4.3. Номограмма для определения радиуса пластической зоны или соответствующего
внутреннего давления в однослойной сфере:
/ - при известных р / [а] и (3; II - при известных /3 и R
Из приведенных формул следует, что кольцевые и осевые температурные
напряжения в однослойном цилиндре на наружной и внутренней поверхностях равны:
at(R) = o2(R) -
aE(tB - Гн) 2/32
1
2(1 -v)
°г(Лн) = МЛн>=-
aE(tB - rH) 1
2 - 1 In /3
2
2(1 -v) in /3 ]32 - 1
Кроме того, выполняется равенство
аДЯн)-ог(Л)=02(Дн) -аг(Л) =
а£(/в - Гн)
1 - у
(4.25)
(4.26)
(4.27)
Перепад температур по толщине стенки цилиндра
t*-tn=(QI\)RH\n{RJR),
где Q = (гн - г" ) а - количество теплоты.
Ср Н
Температурные напряжения в цилиндре при произвольном распределении
температуры [21]:
23
t olE r2 + R2 RH r
°<= (77^; ( тггтп fR trdr -1«"- <г2у>
a'z= -^- (_i_ /Vrfr-r). (4.28)
н /c
При нестационарном режиме температура 7 в момент времени г описывается
выражением [21J:
~ н /в н ч 7»р' (1 ~ 7* In р)
ср ср ср' 72+ 7iP(1 _72lnPi)
оо
~2 S ^Wo(^p)e-"^; (4.29)
и = i
7, =«ВЛ/Х; р, = Л/Л„ ;
72=анЛн/Л; р =/■/*„;
с = ^<у"р-го>"°^Я>+р->-<?ср-?о>"о^5-> (430)
Здесь /0 - начальная температура цилиндра при т = 0;
«оСи)= - — [Ji(?HPi) + -•/о(^Р')]/ [у>(^)- -^(^)1:
"" vn vn
vn - корни уравнения &и1(у) = у2 "о (У) '■>
И|(«0=[Г|(»7>1)+ - ^0(^1)1^^)-1-/1(^1)-^0(^1)] ^iC);
Jk, Yк — функции Бесселя 1-го и 2-го рода к-то порядка.
Для грубых оценочных расчетов можно воспользоваться формулой
7 = t-(t-t0)e-k\ (4.31)
где t — температура при стационарном режиме; t0 — начальная температура
цилиндра.
Коэффициент
R„(а + а )
*_ V " в_'_ (4.32)
^м<Л£-ла>
где с — удельная массовая теплоемкость; р — плотность материала.
24
4.3. РАСЧЕТ МНОГОСЛОЙНЫХ ЦИЛИНДРИЧЕСКИХ КОРПУСОВ
Определение толщины стенки. Результаты исследований многослойных
сосудов до разрушения показывают, что они равнопрочны монолитным сосудам из
материалов с такими же механическими свойствами [48]. В действительности при
использовании одинаковых марок сталей прочность многослойных сосудов
несколько выше вследствие применения тонкого листа с более высокими механическими
свойствами.
Толщину стенки многослойных сосудов рассчитывают в предположении, что
разрушение происходит одновременно по всей толщине стенки. Тогда из условия
(4.9) равновесия элемента цилиндра и условия разрушения по теории максимальных
касательных напряжений
а, - ог = ов (4.33)
найдем давление разрушения многослойного цилиндра
Рв= S o.XVr,^), (4.34)
i = 1
где ов1 - предел прочности материала /-го слоя; г- - наружный радиус /-го слоя.
Приравняв давление разрушения многослойного цилиндра давлению
разрушения монолитного цилиндра с пределом прочности ав, т.е. р = ав In 0, и использовав
приближенное выражение для логарифма, получим средний предел прочности для
расчета многослойного цилиндра
п п
°в = 1 * <^,ta(Vr/-i)]/ta0*[ 2 авЛ.]Д, (4.35)
П = 1 1= г
где Sj — толщина /-го слоя.
Аналогично средний предел текучести ат = [ 2 ат s. ]/ s.
i = i
Толщину стенки сосудов рассчитывают по среднему допускаемому напряжению
M = ([tf]i*i+ М2*2 + [ohs3 + ..^[o]nsn)/(Sl + s2-^ ..^sn)t (4.36)
где
[aj^min Kz/2,4; aT,/l,5J . (4.37)
Расчетное давление
р= <р[а]1п(Дн/Д), (4.38)
а толщина стенки (ОСТ 26 1046-87)
s = R[exp( —— ) -1 ]0 (4.39)
<р[о]
Толщину стенки рассчитывают по приведенным формулам методом
последовательных приближений: сначала по механическим свойствам слоев принимают
приближенное значение [о] и находят по формуле (4.39) толщину стенки, затем по
формуле (4.36) находят уточненное значение [о] и уточняют толщину стенки по
формуле (4.39). Вычисления повторяют до совпадения допускаемых напряжений с
точностью до 0,5 МПа.
При проектировании сосудов, как правило, толщины центральной обечайки Si
25
и наружного слоя sn принимают конструктивно, а все остальные слои изготовляют
из одного материала ([а]2 = [а]3 =... = [о]п __ х = [а])с.
В этом случае искомая толщина стенки
Pi
s = rx [ехр ( ) - 1] + sx + s , (4.40)
где
Pi=P- [o]i In - - [а]п In 5— . (4.41)
R Rn~sn
Приведенные расчеты справедливы в предположении одновременного
разрушения цилиндра по всей толщине стенки. Если пластические свойства слоев
существенно различаются, то разрушение цилиндра может начаться со слоя, имеющего
низкую пластичность. При этом в более пластичных слоях напряжения значительно
меньше предела прочности. Пусть разрушение сосуда началось с А:-го слоя,
материал которого имеет предел прочности oBjc, предел текучести а к и деформацию б , ,
соответствующую временному сопротивлению. Обозначим интенсивности
напряжений, возникающих в /-м слое при разрушении А:-го слоя, через о . и определим
их, используя линейность истинной кривой деформирования и соотношения
е г2 = ekrf между деформациями при переходе всей стенки цилиндра за предел
текучести:
^,* = К^-^) ^,+--0+^)^,1/16,(1 + ^)]. (4-42)
Давление разрушения к-то слоя
п
i = 1
гдег„ =RH; r0 =Л.
Средняя интенсивность напряжений при разрушении А:-го слоя
п
ав = £ Б oBI*ln(Vri-i)l/ln^/ro)- (4.44)
I = 1
Затем по формулам (4.36) ... (4.39) найдем толщину стенки.
При расчетах по формулам (4.42) и (4.43) допускается упрощенно
рассчитывать общую интенсивность напряжений а ^ для группы слоев, изготовленных из
одного материала, если отношение наружного г* и внутреннего ^ _ радиусов
группы слоев не превышает 1,2. При этом в формуле (4.43) группу слоев заменяют одним
*~лоем.
Определим к-и слой, с которого начинается разрушение цилиндра. Наиболее
ьероятно (но не обязательно), что это — слой с самыми низкими пластическими
свойствами. Для проверки вычисляем для всех слоев (/ = 1, 2,..., п) отношения
«* = V*/(V?). (4-45>
где dk = min (5J .
(4.43)
26
Если условие
alk < 1 (4.46)
выполняется для всех / = 1,2, ... , я, кроме / = к, то разрушение начинается с к-го
слоя.
Если для каких-то у-х слоев а-к > 1, то необходимо вычислить отношение
а • = б гД(^гг^) дая всех i = 1> 2, ... , я. Разрушение начинается су-го слоя, если
для всех i = 1, 2,... , я, кроме / = у, выполняется условие а < 1.
Разрушение А:-го слоя не всегда приводит к разрушению всей стенки цилиндра.
Исключив к-к слой из рассмотрения, определим давление разрушения следующего
слоя (например, 1-го). Номер этого слоя определим анализом отношений (4.45)
по условию (4.46). Затем пересчитаем интенсивность напряжений при / = 1,2, ...
п и / Ф к по формуле
".,/-[(*,- Ч1 > °т, + ^ О +«fK,l/l«i(i + -^М (4-47)
r/ ri ri
и определим давление разрушения /-го слоя (при / Ф к)
п
рвГ 2 V/H'v/'V-i)- (4-48)
/= 1
Исключив из рассмотрения слои к и /, найдем давление разрушения следующего,
га-го слоя (при / ^ к; /^=/)
г = 1
Последовательно исключая из рассмотрения разрушенные слои, найдем
давления разрушения каждого слоя. Давлением разрушения всей стенки цилиндра
является максимальное давление из рассчитанного ряда
рв=тах(рв/); /=1,2,...,я. (4.50)
Следует отметить, что слои с высокими механическими свойствами могут быть
введены в многослойную конструкцию не для увеличения несущей способности,
а с другими целями (например, для увеличения жесткости конструкции или
уменьшения остаточных деформаций при пластическом деформировании внутренних
слоев) . В этом случае нецелесообразно при назначении толщины стенки требовать
сохранения запаса прочности пв = 2,4 по давлению разрушения, которое из-за
неодновременности разрушения слоев может даже уменьшиться.
Приведенные расчеты выполнены для многослойных сосудов с
концентрически расположенными слоями. Результаты испытаний до разрушения сосудов
различных конструкций показывают, что выведенные зависимости можно использовать
и для расчета многослойных сосудов других конструкций [48]. При этом
необходимо выполнять некоторые дополнительные расчеты и учитывать требования к
конструкции. При проектировании рулонированных сосудов предъявляют
требование, чтобы замыкающий слой навивки перекрывал начало навивки на
300—600 мм. Для сохранения цилиндрической формы обычно к расчетной толщине
стенки прибавляют еще один слой навивки.
27
При проектировании спирально-рулонных сосудов одни
параметры назначают из технологических и конструктивных условий, другие —
рассчитывают. Толщины центральной обечайки Si и сваренных наружных слоев s
угол навивки а и число несваренных слоев пн связаны между собой соотношением
\C(a)l(nafn) = 1; (4.51)
и
здесь X — коэффициент запаса сил трения;
^-1)(0+0,)(^0+(02 - 02) (l-sin2a) - (02 -1))
С(а)= ——- -— , (4.52)
In 0tgc* (2 0+ 0w_x+0t) (2 0- (5n_x -0,)
где p = RjR;pn_ г = (Лн - *с)/Л;
ft =(/?+ 5!>/Л; sina= //[3,14(13+ 1)/?];
In 0**2(ft- 1)/(/3+ 1); tga = sina/ V 1 - sin2a;
/ - ширина рулонной полосы; а < 1 — коэффициент плотности прилегания слоев;
/— коэффициент трения.
Соотношение (4.51) выведено из условия прочности спирально-рулонного
сосуда в осевом направлении
2л / o2rdr = irR2pB (4.53)
R
при осевых напряжениях в центральной обечайке и в сваренных слоях о7 = a +
гп тп в
+ ar, в несваренных слоях oz = о^ + о * при давлении разрушения, равном
давлению разрушения сосуда от кольцевых сил, т.е. рв = ов In /3: Здесь а^п и ajp — осевые
напряжения, возникающие в спиральной навивке соответственно при отсутствии
сил трения и от сил трения. В расчетах спирально-рулонных сосудов принимают
Л = 2,4ия/=0,1.
При заданных ft /, a, s; необходимую толщину свариваемых слоев определяют
по формуле:
\R (02 - 1 - In 0)
s, + s = s — — , (4.54)
с М0 +1)(1- sin а) - 3,14 afR tg a In 0/(^0)
где Sj - толщина рулонной полосы.
При заданных /3, /Зх, &п _ ^ и st угол навивки а находят по формулам:
sin a = sin 0,5 [arcsin ( V 0,25 Л2 + Я- 0,5 А) +
+ arctg ( V0,25 Л2 + В - 0,5Л)], (4.55)
где
1,5^/(02 -0,0„ _ y)R
/\ —
In р-
"«-!-«
>
- 1)
5= _^_Г "я-» "■ _ . (4.56)
28
При этом ширина полосы
/=3,14(13+1)Л sin a. (4.57)
При заданных j3, 0i , fin _ х, /, а максимально допускаемая толщина слоев
st = 3,14afR (Рп_г- ft )/[XC(a)]. (4.58)
При известных параметрах выполняют поверочный расчет коэффициента запаса
сил трения
Х = ЗД4в/ян/С(а)э (4.59)
гдес(а) определяют по формуле (4.52); Л>2,4.
Если прочность сварных соединений кольцевых швов центральной обечайки
и (или) сварных швов по кромкам спиральных слоев не превышает 90 % прочности
основного металла, то выполняют проверочный расчет прочности в осевом
направлении по формуле
р < min J
D{o^) D(oB)
пв
где
a (0,-1)10,+1- (^_1 + ^1)tg2«l+ac(0-0w_ )[0 + 0w_ Лрп_х+Рх )tg2 a)
D(o) = — ^2 •
1 - (P„ _ ! + Pi )tg2 <* ~ 3,14fl/fiH tga(/?2 lnPft - 1 -fi\_x+&\ )/(£„_ i - gt )(P* - О
02
(4.60)
Здесь ац и ас — пределы текучести (временные сопротивления) соответственно
центральной обечайки и сваренных слоев.
Если относительные удлинения сваренных слоев 5с и центральной обечайки 5
различаются больше, чем на 20 %, то временное сопротивление центральной
обечайки в формуле (4.60)
1 г2
о = . Г(б п~ 1 5 )о +
+
г*
п - 1
«с(1 + «ц)%Ь (461>
Напряжения в многослойной цилиндрической обечайке от внутреннего
давления.
1. Многослойная обечайка с концентрическим расположением слоев.
Основная особенность расчета напряженного состояния стальных многослойных
сосудов - необходимость учета расстояния 7, между неидеальными поверхностями
слоев, которое нелинейно зависит от контактного давления:
7^) = 70/11 + (^/^)^, (4.62)
где 7о — исходное расстояние между поверхностями контакта; рг — контактное
давление на радиусе г ; р*, а — эмпирические коэффициенты.
29
Многослойные обечайки с концентрическими слоями изготовляют со средним
натягом А (разность радиусов поверхностей контакта в свободных, т.е. разобранных
слоях обечайки). Перемещения /-го слоя рассчитывают как для
цилиндра,нагруженного внутренним давлением рг _ у и наружным давлением р£, с постоянной по
толщине стенки обечайки осевой деформацией е2, определяемой из условия равновесия
осевых сил 27Г / ozrdr = nR2p. Неизвестные контактные давления определяют из
R
условия сопряжения, которое для анизотропных цилиндрических слоев имеет вид
Ъ1ггОп- М+21 аи + х+ (Ъ\\ 1 - Ъ\г )Р[ = [у0 -
- У,(Р,)-А]/ г. + v;z e2t - и',;Чг1 + ,; /= 1,2,... ,п- 1.
После подстановки выражений для напряжений (через контактные давления)
условия сопряжения преобразуют в систему нелинейных алгебраических уравнений
относительно неизвестных контактных давлений р :
KiPi - 1 + Vz + Mi?i + I = Ni + \Уо - Уг(Рг)-
- A]/ rt; /=1,2,...,/1- 1, (4.63)
где Kv Lv Mt и Nt — коэффициенты, зависящие от вида кольцевых и радиальных
напряжений.
Точное решение задачи получают решением системы нелинейных уравнений
относительно контактных давлений рг, после чего напряжения в /-м слое определяют
как для однослойного цилиндра, нагруженного внутренним давлением р • _ х и
наружным давлениемр/} по формулам, приведенным на с. 20.
Приближенное решение задачи о напряженном состоянии многослойного
цилиндра под действием внутреннего давления с учетом контактной податливости можно
получить, если все слои изотропны, имеют одинаковые физические свойства и
функция контактной податливости аппроксимируется отрезком прямой
У = Уо-(Ар+ В). (4.64)
Тогда контактное давление на радиусе г
р(')=- i --зш
(р+ -ж-Г-'-Г-Ч —)от + ,] +
A R г
1
+ — [( ^»)« + 1 - 0« + »( - )*- »][ , (4.65)
А г R J
а кольцевые и осевые напряжения в /-м слое
°t№ = Tf1^— (1 \т > "< - . ~ rJ!r]_x (1+ Цт^-1 )р, '> (4-66)
°«.(г)= -j~r + - ,,_,, ■ (4-67)
11-1
30
Для многослойных сосудов обычно известно среднее расстояние у между
базовыми поверхностями, тогда коэффициент В следует заменить на Вх = В + у - у0.
Для расчета напряжений на внутренней и наружной поверхностях многослойной
обечайки можно воспользоваться формулами:
м ,оч <** +1)Р 2(1 -а) (Р* - р\)р
0^(R)= — +- ;
d2 - 1 (0\ - 1) (02 - 1)
°z (Л)= + ■ ;
е2 - 1 (е] - 1) (02 - 1)
оУ(Ян)=2Ьр/ (02-1);
1 - 2* (1 - *)
где для коэффициентов а и 6 на базе численных экспериментов методом наименьших
квадратов получены приближенные зависимости:
я = [1 + 1,8- Ю-^Ю5^)1'47^0'6337/^2,664]"1;
b = [1+9,119- 10'7(105 т/^)3,592^2,892/^6'154]-1, (4.69)
где у — средний зазор в многослойной обечайке, мм; п — число слоев в
многослойной обечайке.
2. Зона кольцевого шва, соединяющего две многослойные обечайки.
Расчет выполняют в предположении, что /-й слой деформируется как
автономный цилиндр, нагруженный внутренним давлением pt _ 1? наружным давлением
рг и краевыми силами q{ и моментами га/? которые определяют из условий
сопряжения многослойной обечайки с кольцевым швом. Перемещения кольцевого шва
рассчитывают, как в диске, нагруженном распределенными силами и
внутренним давлением. Условия сопряжения дают систему из 2п уравнений относительно
неизвестных сил q t и моментов т^.
Wm^> +Wm^> +WmK) = Wui^) +wm(^) +wm(m/)*> (4.70)
где i = 1, 2, ... , n; w и v — перемещения и углы поворота многослойной обечайки
(индекс м) и кольцевого шва (индекс ш).
Если углами поворота кольцевого шва можно пренебречь, то ml — qj (2kf)
и система сводится к п уравнениям относительно сил q . Решение системы получают
с помощью программы для ЭВМ ЕС-1033. Напряжения в зоне кольцевого шва
записывают в виде:
oti(r, х) = ot*\r) + Tl(x)lsl + 12ОД (7ё - г)Is?;
ozi(r, x) = ozt%r) + \2Мг(х) (7 - r)/s? , (4.71)
где Т% — сила, возникающая в /*-м слое на расстоянии х от шва; Kt иМ —
соответствующие моменты.
31
Tl{x) = —qlkiri e kix (cosktx + sin ktx) ;
Мг(х) = (0,5qt /kt) e~kix (cos &rv - sin k{x) ;
К (x) =иЦ (х); k]=2yJ3{\-v-)l {r]-r]_ ,);
7--0,50, + ^. !>.
Для грубой инженерной оценки напряжений на внутренней и наружной
поверхностях в зоне кольцевого шва, соединяющего две многослойные обечайки,
можно использовать формулы:
Rs, 2(1 -а) (р2 - 0] )р
Я\ = ;
кхг\ (0] - 1) (02 - 1)
_^п Hij^Ll^. (4.72)
кп'2п ?г ~ !
В частности, на стыке с кольцевым швом при х = 0:
(02 + 1) р 1,09(1 -а) (р2 - &\)р
o2(R) =
02 - 1 (Р] ~ 1) (Р2 " 1)
р 4,24(1 -а) (02 - р] )р
1 (р\ - 1) (02 - 1)
°ARh)= -~- [1+0,41(1-*)];
р2 -1
az(*H>= ~- [1+2,72(1-^)]. (4.73)
1 н /з2 - 1
3. Рулонированная обечайка.
Напряженное состояние рулонированной обечайки зависит от плотности
взаимного прилегания слоев в спиральной навивке (среднего зазора у) и сил трения на
поверхности слоев. При нагружении внутренним давлением слои спиральной
навивки при г < гс деформируются без проскальзывания, как многослойная обечайка
с концентрическими слоями. Слои спиральной навивки при г > гс деформируются
с проскальзыванием витков; напряжения в этих слоях зависят от коэффициента
трения:
°t=PcV*c-l)*~fi*~*c)>
°z= — — +"K+ar)> (4.74)
с
°r = pc[fvc(i-vciv) - i];
(1 - 2v) p
a2 - i
где f - коэффициент трения; <рс и кр — углы навивки спирали, соответствующие
радиусу проскальзывания rc = 0,5s^pj7r и текущему радиусу г = 0,5 s у/тт; р —
контактное давление на радиусе проскальзывания.
32
Контактное давление рс и угол проскальзывания ус находят из условий
сопряжения и проскальзывания слоев:
2 тг
П - 1
v (1 - 2i>)
In v (1 - 2i>) 27Г
I ^ W-^)otc.v (1^ v)pc- --^-p]= -(1-2,) X
X[(1+l')(Pc'-c-P/.-i''n-i)
с
F -
{Л
"-1""'** р] - V V[7o - 7fr)]ity);
02 -1
arc + Рс=&с*с
Проаппроксимировав функцию контактного сближения у = у(р) на участке
с проскальзыванием функцией у = 7о — (4iP + Z?i), а на участке без
проскальзывания функцией у — 7о — (У*2Р + #г) и воспользовавшись континуальным
приближенным решением для участка без проскальзывания, получим два уравнения
для определения </?с и рс:
А -' ♦
гс- -1
[2^-ЧР+ — )-5-(^ст + 1)1-
2(1 - »2)s0*
АХЕ
А 2 Аг
2FnP2Pn-i+ (т-1)#т+ т + 1
02 -02
/»21« _ !
# ♦
2nfR(l -v*) 1 "-1 с Кс 2nRf "*
2/и
[2^"»(Р+ -)- - (^т + 1)]
Л,
(»1- 1) {i1™ + т + 1
х[ г-^ + /*СГ!.
где Fn = [1 + (/Vc - 1) е->4. - i ~ *с> ] / (/„„ _ ,);
Vl+^/[(l-^)s]; ^c = rclR^ = RHlR>^n-l=rn-ilR-
т
После нахождения <^с и рс напряжения в зоне без проскальзывания вычисляют
по формулам:
°, = - +
ч. "F^
^4 - г т - 1 j. / гс_ \т + ь/и - ь __
\ A. R R
(ре+в-?-)[(—Г + 1+(-)т-1№ + 1]
*г
R
В,
°г =
А2
-т-—\(р+- )[(-.Уи-1-(^Уя + 1С"1] +
2 з
ак 85
33
+ (рс + т- Х^Г+ * - ( -)m ~ 'С+ 'J;
A 2 r R J
az= (l-2^)p/(j32 -l)+i; (af+ ar). (4.75)
При известном среднем расстоянии (зазоре) у между базовыми поверхностями
коэффициенты Вх и В2 следует заменить на Z?f = Вг + у- у0 и В% = Z?l2 + 7 - То •
4. Спирально-рулонный цилиндр.
Напряжения рассчитывают с учетом контактной податливости, как в
многослойном цилиндре с концентрическими анизотропными слоями. Упругие свойства
каждого слоя зависят от плотности прилегания слоев и сил трения между слоями.
Систему уравнений (4.63) решают методом итераций, в процессе которых уточняют
упругие постоянные слоев спиральной навивки. Центральную обечайку и наружные
сваренные по кромкам спирали слои рассчитывают, как изотропные цилиндры.
Температурные поля и температурные напряжения. Теплопроводность
многослойной стенки определяется контактной теплопроводностью [69]. Вследствие
неполноты контакта шероховатых металлических поверхностей и наличия зазоров
образуется промежуточный слой, по теплопроводности значительно уступающий
металлическим слоям. Теплопроводность промежуточного слоя зависит от
контактного давления и характеризуется дополнительным термическим
сопротивлением В [15]. Контактные термические сопротивления прокатанных поверхностей
выражают в виде функций контактного давления р:
О!
В(Р)= — ( — Г'П*— Г*', (4.76)
где 7о> Р*> ai — параметры контактной податливости; X — коэффициент
теплопроводности стали; cltp** — эмпирические коэффициенты.
Для стали 10Г2С1: 7о = 0,2165 Мм; р* = 0,1071 МПа; осх = 0£45; сх =
= 0,393; р„ = 5,214 • 10-з МПа.
Распределение температуры в цилиндрической многослойной стенке при
стационарном тепловом потоке представляют функциями:
Г" =ГВ - - ( + Б *•*-!* + 2 _«.); (4.77)
СР 2" *BR к=Х Ч к=х гк
п ■„/„/„ . п - 1
^2^cp-^cp)f~+ 2 ХП{Гк'Гк~1) + S ^/г,+ -_]-1;(4.78)
где г"— температура наружной поверхности /-го слоя; t* г" — температуры
внутренней и наружной сред; a , aH - коэффициенты теплоотдачи с внутренней и
наружной поверхностей; Хк — коэффициент теплопроводности к-то слоя; Вк —
контактное сопротивление на радиусе гк\ гк — радиус наружной поверхности /с-го слоя;
R=r0.
Поскольку контактные сопротивления зависят от контактного давления, то
распределение температуры в многослойной стенке также зависит от давления. Таким
образом, определение напряженного состояния многослойного цилиндра,
нагруженного внутренним давлением и перепадом температур, является связанной задачей
термоупругости. Неизвестные контактные давления определяют из системы
уравнений (4.63), полученной из условия сопряжения слоев. Систему решают методом
34
последовательных приближений с пересчетом на каждом шаге температурного поля
по формулам (4.76) ... (4.78) . Решение этой задачи нельзя представить в замкнутом
виде. Результаты численных расчетов, выполненных для сосудов с различными
параметрами (табл. 4.1), приведены в табл. 4.2. Для снижения температурных
напряжений, возникающих в наружных слоях при внутренк « обогреве, применяют
наружную теплоизоляцию. С помощью программы, разработанной для ЭВМ ЕС-1033,
можно определить оптимальную толщину теплоизоляции, которую рассматривают
как дополнительный слой с определенными физико-механическими свойствами.
Результаты расчетов показывают, что перепад температур в многослойной
стенке зависит от внутреннего давления и в 2—3 раза больше, чем в однослойной стенке.
1. Температурное поле в зоне кольцевого шва, соединяющего две
многослойные царги.
Теплофизические характеристики материалов кольцевого шва и многослойных
царг принимают одинаковыми. Исключение составляет коэффициент
теплопроводности X: для кольцевого шва его принимают равным коэффициенту
теплопроводности стали. Теплопроводность многослойной стенки в радиальном направлении
(г ) значительно меньше из-за контактных термических сопротивлений между
слоями, а в осевом направлении (z ) эквивалентна теплопроводности стали.
При известных перепаде температур и тепловом потоке в стенке
многослойного цилиндра средний коэффициент теплопроводности в радиальном направлении
\™ =qln(RH/R)/[2iT(tB- tH)]. (4.79)
Из-за различия теплопроводностей кольцевого шва и многослойной стенки
температура является функцией координат гиг, т.е. t — t (r, z) . Уравнение
теплопроводности для цилиндрической стенки в зоне кольцевого шва при стационарном
режиме имеет вид
1 At \ Л2 t
= 0, (4.80)
1
г
dt
дг
+
7^
д21
дг2
дг2
где X — коэффициент теплопроводности стали.
Задачу решают численным методом с граничными условиями:
на внутренней поверхности цилиндра задана температура
t(Rt z) = /B, (4.81)
на наружной поверхности задан коэффициент теплоотдачи ан
^4 = * =-^<'И-'2р>. (4-82)
д г г * н \ СР
на достаточном расстоянии от кольцевого шва принимают известное
распределение температуры в многослойном цилиндре
'CZ)U = 42, = 'нм(г). (4.83)
Заменив функцию и ее производные конечными разностями, получают
систему уравнений, которую решают методом итераций, так как коэффициент
теплоотдачи представляет собой нелинейную функцию температур среды и наружной
поверхности:
(гн + 273)4 - (Гн + 273) 4 /
«н = 4>5 Ц й^ — + 2>2 V<Н ~ Г" (4.84)
н 108(гн - rH ) СР
ср
2* 35
^
»
b
2
5
x
a.
a
S
a>
2
x
»
о
5
о
si
SB
—< CO 00 CM
V0<0 VO^H
»-ч »—t i—• CM
«O
. * On ON f-
Jg ч© v© «o
—* OO 00 rt
CO CO CO «-Ч
^H ^-4 ^H ^4
со rt О Tl-
ч© »o r^ со
^^ vH «-H CM
а
§
авто
1
^-
. л
я
s
й-
x
PQ
ндра на
s
иного щи
поело
для од
Л
S
<N
^
§
а
Табл
со ,-, со fjj
^н «*
-* ч© ^- —<
~ч т-< rf ч©
»о «л «о ^-
ул О О VO
£ —I Ю Ч©
^ ~н CM СМ
81SS
хс
о.
|&
»3
X
S
X
о
I
<>о
О о
5*
в S
« о
о х
к >х
х о
о ч
к «
>* 2
? ё
3 I
q й
сЗ a
5S
S
X
О)
Он
в
х
Та «
<u o i
й* Н
о £ о
о ь а
2 ^°&
X Ь CQ
§j а
* s с
§■* 1
О* X
* а
1 ы
ь
е
N
Ь
ь
1 о
ь
МПа
X
£ x
2s
о
03
I s
X
Й
о
2 I
^ 1
с
с
<
г- см -^- оо
Ч© Ч© Ч© Ч©
О О со О
(NOvoO
Ч©^Г"-^ ON 00
ч© ч© Os 00
»0 ч© »0 ч©
см см см см
*> ON «Л ^
ON ^ ON •""<
со^ ^ г-^ с-^
«о о »о ^
Г- *-н Г- ^н
I I I I
as со о »о
"* 12 *° 2
Tf О «О О
•о О см rt^
см" чо'со'чсГ
о 2 ° 2
rf «о тг »о
см см см см
о
о
со
см чо ^н тг
ч© \о ч© г-
гн Г- N С\
^ ^^ 00
*~* ^t •-• «о
I I I I
о см ^ г-
ЧО^ОО^
»о
см
I I
со -ч оо rf
со *о ^» г—
см см см см
Г- Ч© ON CM
00 О О «О
СМ СМ СО СМ
I I I I
ч£> On On ч©
1—1 СМ СМ СО
ON »Г>
«о о г- '
<-! Г- СМ '
^ *"t ^ °°«
О" Tf" ^н т^
со^ ч©^ ч©^ v^
т-Г СМ* СМ со"
ой
®я
ЧО »н^^-
0\н0н
-и см см см
о о
О СМ О СМ
1—4 1—1
СО *—• г—I Ч©
Tt- »П »0 «О
о
о
о
о"
о
о*
о
о
о
о*
о
о"
36
«о 1
V
«1
.¾
«d
со
3
евого ]
X
юне ко.
Г7
П
ЯСНОСТИ
&
ю
о
с
>я
о
1
>ч
нар
JQ
атур
пер
i
н
0>
X
S
5
8
<D
в-
2
£
s [
«Г I
с 1
1
2
о 1
Я
ч
л
3
5. 1
й
8.
О
fr4
о
s
я
i
о
а
cd
я
и
о |
8-1
В.;
1 в>
1 Н
с
<г
<
'^
ft;
2 i
ас 5
"^
<
о
^
<
ON
3
00
<
г-
<
to
<
<
со
^
<
СМ
•^
<J
^3
<1
«ол
о
<J
to
СМ
О
О
J2
S
S
1
3
СМ С—
CM ON
SO VO
CM CM
CM ^н
г- со
VO Г-
CM CM
«О «-*
-h'vO
t- r-
CM CM
О VO
to OO
r» r-
CM CM
00 vo
г» о
Г- 00
CM CM
ON^
0*CM
r* oo
CM CM
t-^co^
,-Гсо*
00 00
CM CM
со »o
CO ^-
00 00
CM CM
Ч.Ч.
tO*vO
OO 00
CM CM
CM О
^н CM
ON ON
CM CM
lO^CO
*^*см*
ON ON
CM CM
1 1
VO rt-
^н CM
1 ON ON
CM CM
op;
r
и
VO
°-
1 ©*
onoo^
tI**h*
vo r-
CM CM
CM «-H
On to
vo r-
CM CM
*—1 f—1 J
CO 00
r- r-
CM CM
со *o
VO О
Г» 00
CM CM
00 CO 1
OO CM 1
f* oo 1
CM CM 1
C^ VO 1
О со
00 OO
CM CM
«чч
см ri-
00 00
CM CM
со «о*
00 00
CM CM
00 CO
•o t—
00 00
CM CM
«ож^
*-Гсм*
On On
CM CM
oo r*^
-H CM*
ON ON
CM CM
1 1
On Г-
»-h CM
ON ON
CM CM
^
■Г
to
ол
©*
-i
cm^vo^
см*оо*
to ю
CM CM
VO VO
ON Tj-
tO vo
CM CM
00 VO
in On
vo vo
CM CM
"^- CO
О со
r- t-
CM CM
vo t-
CO v>
t- r-
CM CM
vo^
oCc-*
Г- t-
CM CM
oo^O
vo*oo*
Г- Г-
CM CM
оолг^
t-*oo*
f* Г»
CM CM
1-й On
On On
r- r»
CM CM
-^ON
r- C-*
00 OO
CM CM
OO tO^
r-* oo*
00 00
1 CM CM
' 'I00-
1 00*00*
00 00
CM CM
^H ON
00 OO
00 00
CM CM
OS
^•"l
CO* ON
ю »o
CM CM
^0¾.
o4
VO vo
CM CM
VO t—
VO ON
vo vo
CM CM
О CO
»-< CO
с- t-
CM CM
<эг-^ 1
^*tO I
с- t- 1
CM CM
oq,»-^
to*r-*
r- r-
CM CM
o^o^
Г-*00
r- r^
CM CM
ON^t^
t-*oo*
r* r-
CM CM
CM On
On On
t- c-
CM CM
*4°V
t-*r-*
00 00
CM CM
°1 **%>
t^ 00
00 00
CM CM
CM 00
oo*oo
00 00
CM CM
CO On
00 OO
OO OO
CM CM
o2
°°*
CM
CM
f-
о
о
г
in
о
о
4
CM ^
CM ~*
CO Tf
CM CM
со oo
OO ГГ
^ in
CM CM
со vo
00'CM
in vo
CM CM
CM О
CO VO
VO vo
CM CM
CM ^
in r*»
VO VO
CM CM
l> Tf
»гГг^
vo vo
CM CM
о^»ол
»o*r-
VO VO
CM CM
^vo
voV
VO vo
CM CM
t^ CM
VO 00
vo vo
CM CM
CM in
O0 On
vo vo
CM CM
VOO
сГсм
00 00
1 CM CM
1 CM «O^
1 hm"
00 00
CM CM
4VO
^HCM
00 00
CM CM
I V
Г*-
o
0*
1 c<
^4¾
«о*см
CO ^
CM CM
со vo
0 «0
in »0
CM CM
VO -и
On со
in VO
CM CM
^ Tt
rf VO
VO vo
CM CM
^14» 1
V"T Г*" I
vo vo 1
CM CM
CM VO 1
VO f-
vo vo
CM CM
4.1^
VO Г^
vo vo
CM CM
»O^ON
voV
vo vo
CM CM
1-Ч CO
r- 00
VO vo
CM CM
КП t-
00 ON
VO VO
CM CM
0 <мл
^CM*
00 00
CM CM
in r^
-4 CM
00 00
CM CM
t- 00
^ CM
00 00
CM CM
0
0*
ft
»0
0
0
■>
С^оол
00 VO
00 Г-
«—< 1-H
(T^»-^
00 00*
CO CO
CM CM
in Tf
vo vo
r^ r-
CM CM
»-H CO
CM CM
0 0
CO CO
Tf 00^
r* t^
*-4 »-H
CO CO
^00
in in
CM CM
CO CO
ON^
OO" ON*
CM CM
CO CO
о" о*
со со
со со
^oq
^Ц »—1
со со
со со
г-жож
CO*Tt*
со со
со со
С^со
in in
со со
| 00 ^
1 Tf «О*
in «о
со со
CM VO
in in
«0 »0
СО СО
о
О см
1—t
см©
COtJ*
in «0
in
1 см
0
0
т
о о
«О* On
00 On
t-< 1-<
СО О
VO On
со «^
см см
гГ «о
Г- 00
см см
О СМ
»^ On
0 0
со со
On vo
vo см
^ CM
CO CO
HO
ю 0*
CM CM
со со
c-^t-^
00* «4*
CM CO
CO CO
CO f"
О CM
CO CO
CO CO
Tf vo
h'co*
CO CO
CO CO
vo 00
CO in
CO CO
CO CO
On «-^
4frt«*
^- ^
CO CO
Г- *-H
Tfr t-
in in
CO CO
CM in
«o t^
»0 »0
CO CO
0
О CM
»—1
O^CM
T|*CO
to »o
CO
ол
о
t
ci
m
в
г
о
£
i
X
м
X
X
Й*
я
X
X
§
5
g
1
S
X
л
S
я
а
37
Таблица 4.4
Напряжения, МПа, в зоне кольцевого шва,
соединяющего две многослойные обечайки
Номер
сосуда
р, МПа
у, мм
Расстояние
от шва, мм
°t0
°z0
32
0,05
В шве
0
50
100
200
300
500
177
164
200
224
221
221
254,0
88,0
64,9
73,8
73,4
73,4
219,0
31,0
11,1
43,5
45,7
44,8
303,0
46,9
79,0
91,5
90,8
90,8
16
0,05
В шве
0
50
100
200
300
500
89,5
126
120
120
129
136
139
10,4
250
197
168
163
166
166
61,9
62,2
31,7
13,4
1,62
4,37
11,6
65,8
2,4
134
118
136
139
138
32
0,05
В шве
0
50
100
200
300
500
45,8
143
130
130
146
162
173
73,8
390
265
186
159
168
169
95,0
84,2
20,0
-20,8
-52,0
-49,6
- 32,4
64
456
201
142
182
198
196
120
0,013
В шве
0
50
100
200
300
500
88,6
- 141
- 139
- 142
- 146
- 146
- 146
23,1
747
517
462
476
476
476
153
- 373
-354
- 350
-353
-354
- 354
Примечание. Для шва указаны напряжения в середине шва, в остальных случаях
жения в слоях.
26,1
803
423
451
486
484
484
- напря-
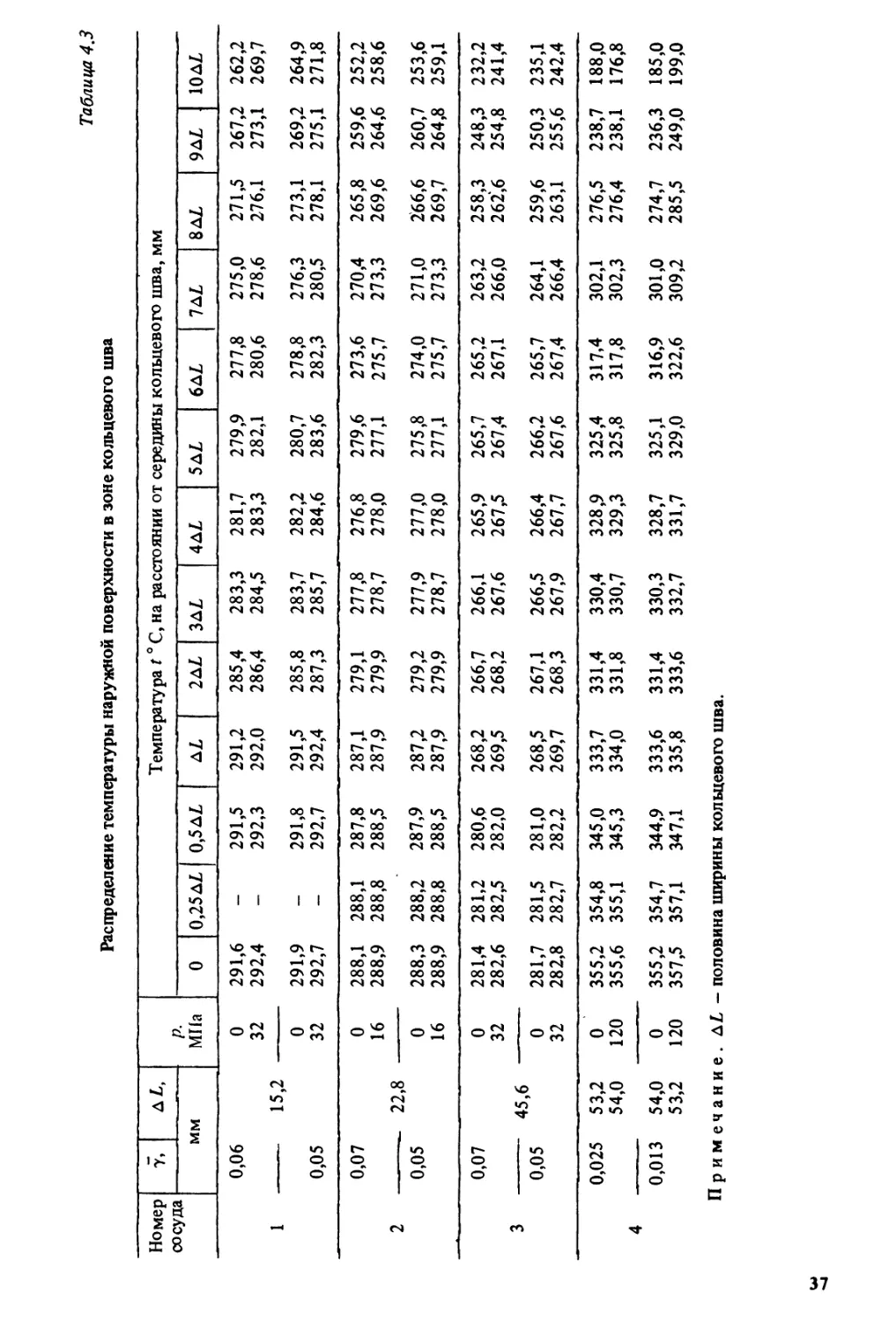
Из полученного распределения температур в зоне кольцевого шва видно, что
перепад температур в кольцевом шве меньше, чем в многослойной части стенки,
но больше, чем в монолитном длинном цилиндре. Это является следствием
передачи теплоты от шва в наружные слои многослойного цилиндра. Распределение
температуры наружной поверхности в зоне кольцевого шва для сосудов с
параметрами, указанными в табл. 4.1, приведено в табл. 4.3.
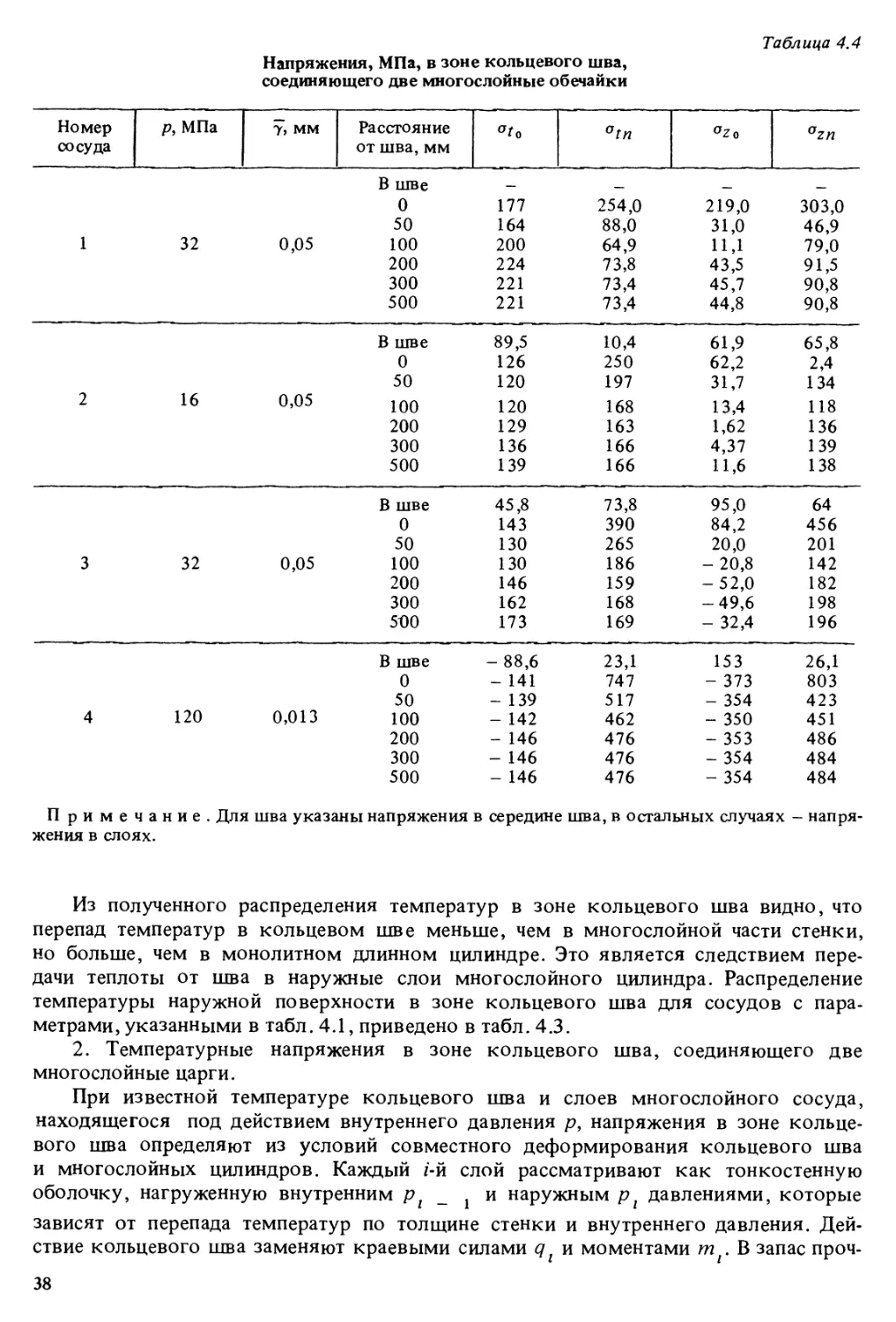
2. Температурные напряжения в зоне кольцевого шва, соединяющего две
многослойные царги.
При известной температуре кольцевого шва и слоев многослойного сосуда,
находящегося под действием внутреннего давления р, напряжения в зоне
кольцевого шва определяют из условий совместного деформирования кольцевого шва
и многослойных цилиндров. Каждый /-й слой рассматривают как тонкостенную
оболочку, нагруженную внутренним рг _ х и наружным рг давлениями, которые
зависят от перепада температур по толщине стенки и внутреннего давления.
Действие кольцевого шва заменяют краевыми силами q { и моментами т . В запас проч-
38
ности плавный переход от температуры шва к температуре слоев заменяют
ступенчатым. Угол поворота слоя в месте защемления считают равным нулю.
Из условий сопряжения кольцевого шва и многослойной стенки получают
систему уравнений относительно краевых сил q , которые зависят не только от
внутреннего давления, но и от перепадов температур по толщине стенки и между
кольцевым швом и многослойной стенкой.
При известных краевых силах q i и контактных давлениях р напряжения
определяют по тем же формулам, что и для сосуда под давлением.
В табл. 4.4 приведены напряжения в зоне кольцевого шва в наружном и
внутреннем слоях в сосудах, параметры которых даны в табл. 4.1. Расчеты показывают,
что при внутреннем обогреве уменьшаются напряжения во внутренних слоях и
несколько возрастают напряжения в недогруженных наружных слоях, т.е.
напряжения по толщине стенки в зоне кольцевого шва выравниваются. Таким образом,
температурное поле при внутреннем обогреве положительно влияет на
напряженное состояние многослойного цилиндра, находящегося под действием внутреннего
давления.
Глава 5 . КОНЦЕВЫЕ ЭЛЕМЕНТЫ
5.1. КОНСТРУИРОВАНИЕ И РАСЧЕТ
ДНИЩ, ФЛАНЦЕВ, КРЫШЕК
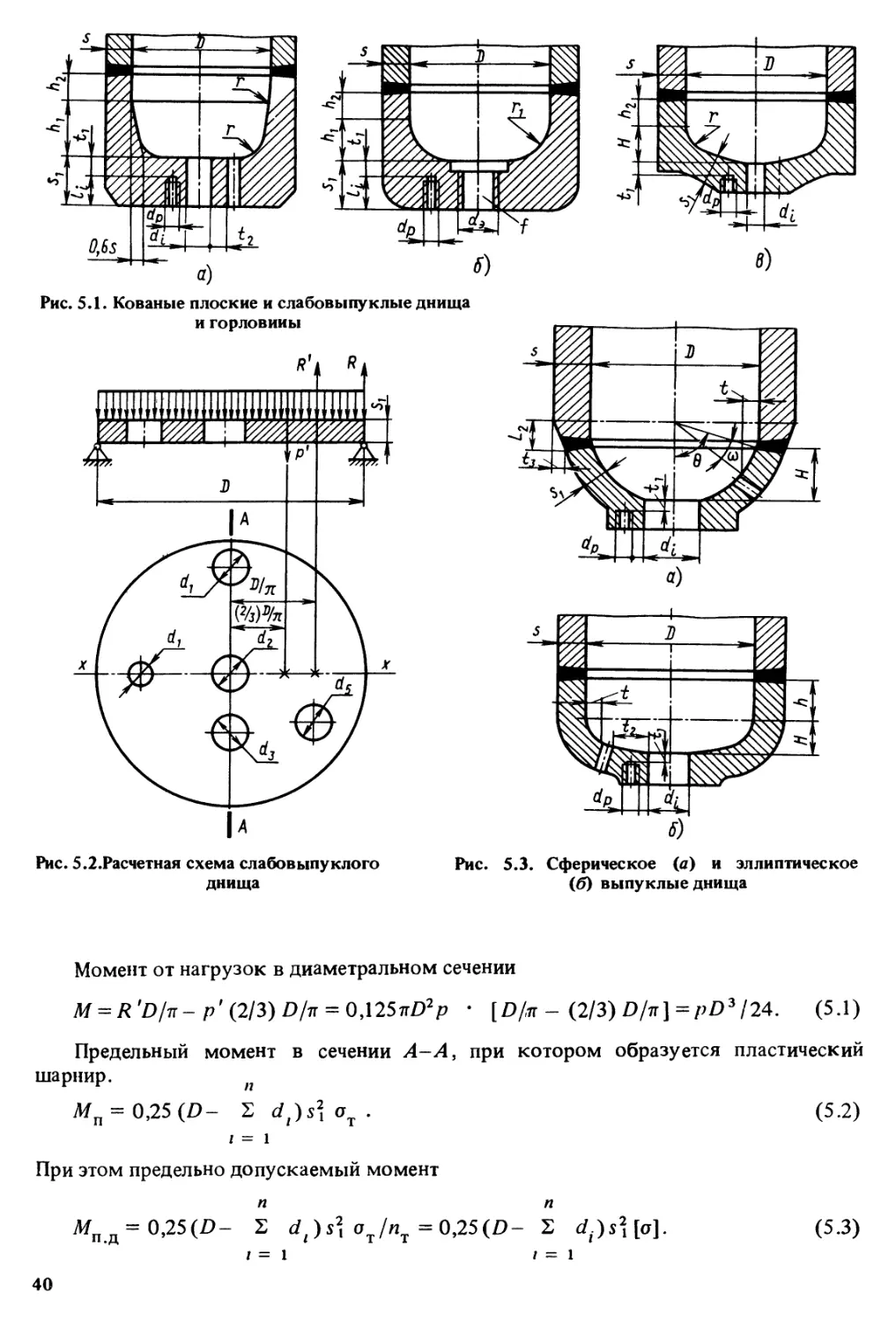
Для определения основных размеров различных конструктивных элементов СВД
в ИркутскНИИхиммаше разработана различная нормативная документация (РТМ
121—65; ГОСТ 25215—82 и др.). Ниже приведены основные типы конструкций
днищ, фланцев, крышек СВД, рекомендуемых к применению при внутреннем
давлении от 10 до 100 МПа. Конструкции и расчет этих элементов даны в соответствии
с требованиями ОСТ 26 1046-87, ГОСТ 14249-80.
Кованые плоские отбортованные и слабовыпуклые днища и горловины. На
рис. 5.1 показаны основные конструкции кованых плоских отбортованных днищ
(а), горловин (б) и слабовыпуклых днищ с H/D < 0,25 (в), рекомендуемых ОСТ
26 1046-87 для СВД. Для этих конструкций должны соблюдаться условия:
r^sR\rx > l,SsR;hi > 1,8sR ;/z2 >sR.
Расстояние t2 между кромками двух соседних отверстий, измеряемое по хорде,
должно быть не менее диаметра меньшего отверстия. Расстояние tx должно быть
не менее d + с.
В расчетной схеме (рис. 5.2) днище заменяют плоской круглой плитой с
наружным диаметром D, шарнирно опертой по контуру и равномерно нагруженной
внутренним давлением р.
Расчет такой плиты по предельному состоянию сводят к расчету шарнирно
опертой балки относительно диаметрального сечения А-А. Выбирают сечение с наиболь-
п
шей суммой диаметров отверстий ( £ d ) .
/ = 1
Для определения изгибающего момента, действующего в диаметральном
сечении А-А, рассмотрим правую от оси А-А половину круга. Точки приложения
равнодействующих R' и Р' реакции опоры и внутреннего давления лежат в этом случае
на оси х-х на расстояниях D/тт и (2/3) D/тт от оси А-А.
39
Рис. 5.1. Кованые плоские и слабовыпуклые днища
и горловины
R'
шли
Рис. 5.2.Расчетная схема слабовыпуклого
днища
Рис. 5.3. Сферическое (д) и эллиптическое
(б) выпуклые днища
Момент от нагрузок в диаметральном сечении
M = R'D/7t-p'(2I3)D/tt = 0,125ttD2p • [D/я - (2/3) D/тт] =PD3/24. (5.1)
Предельный момент в сечении А-А, при котором образуется пластический
шарнир. п
Л/п = 0,25(/)- Z dt)s\ oT .
/ = 1
При этом предельно допускаемый момент
(5.2)
П П
Мп.д =0^5^ S ^)*i ат/"т =0,25(/)- 2 rff.)s?M- (53)
/ = 1 / = 1
40
Приравняв (5.1) и (5.3), найдем необходимую толщину стенки плоского
днища
si > 0,41 Dy/pl([o] ф)у (5.4)
п
где ф = 1 — 2 (djD) — коэффициент ослабления днища отверстиями.
i = 1
В ГОСТ 25215—82 для расчета толщины плоских отбортованных и
слабовыпуклых днищ и горловин приведена аналогичная формула
slR = 0,45K0DR y/p/[o]9 (5.5)
I п п
где К0 = V[l - 2 (djDR? ]/[l - 2 (djDR)\, DR = D-r.
/=1 i = 1
При этом исполнительная толщина sx днища должна удовлетворять условию
S\ > Si r + с, где с — прибавка на коррозию.
Допускаемое давление
0,45 K0DR
Диаметры отверстий под шпильки для присоединяемых к днищу элементов
учитывают умножением d на коэффициент lljsi, где 1% — глубина /-го отверстия
(см. рис. 5.1). При /; > 0,55! принимают lljsx = 1,0. При ступенчатом отверстии
в формулу для определения ф [см. (5.4)] или К0 [см. (5.5)] в качествеd%
подставляют эквивалентный внутренний диаметр d^ определяемый из условия равенства
площади / фасонного сечения, вырезанного из днища (рис. 5.1, б),
произведению d^st, т.е. d3 = f/sx.
Выпуклые днища. На рис. 5.3 показано конструктивное оформление
выпуклых сферических (а) и эллиптических (б) днищ, рекомендуемых ОСТ 26 1046—87
и ГОСТ 25215—82. Расчет применим для сферических и эллиптических днищ при
соблюдении следующих условий: 1) H/D > 0,2; (si - с)/£><0,15; 2) расстояние
от края отверстия до внутренней цилиндрической поверхности t > 0,li>, 3) угол
между нормалью к внутренней поверхности на краю днища и осью сосуда или
аппарата в > 75 °.
Расстояние tx от внутренней поверхности днища до гнезда под шпильку должно
быть не менее d + с. Расстояние t2 между кромками двух соседних отверстий,
измеряемое по хорде, должно быть не менее диаметра меньшего отверстия. При
Sx < s должно соблюдаться условие Lt /t3 > 3.
Предельное состояние сферических днищ оценивают как для шарового сосуда
из идеально пластичного материала с внутренним радиусом R и наружным
радиусом RH.
Предел пластического сопротивления такого сосуда определяется
зависимостью
Рт=2ат1п0, (5.7)
где рт — предельное давление; 0 = Ян/Л _ коэффициент толстостенности шарового
сосуда.
41
Допускаемое давление
[p] = 2[a]ln0. (5.8)
Заменив в формуле (5.8) In /5« 2 (/3 - 1)/((3+ 1), получим
[Р] = 4[а](/3- 1)/((3+ 1). (5.9)
Предложенная замена является первым членом разложения In /3 в ряд и при
принятом ограничении (sx - с)/£><0,15 дает погрешность не более 0,6 %.
Представив ]3 в виде 1 + Si/R, после выполнения преобразований из формулы
(5.9) получим Si = pR /(2 [a]- 0,5 р).
При расчете на прочность элементов сосудов и аппаратов, имеющих сварные
соединения, в расчетные формулы необходимо вводить коэффициент <р,
учитывающий уменьшение прочности сварного шва по сравнению с прочностью основного
металла. В связи с этим окончательно формулу расчета толщины днища запишем
в виде
sir = PRl(2[o]<p- 0,5р);
Si>slR+c. (5.10)
Если днище выполнено в виде сферического сегмента с углом в и глубиной
днища Н (см. рис. 5.3, а), то внутренний радиус днища находят из геометрических
соотношений, соответствующих данной конструкции:
R=D2 /(8Я) +0,5#. (5.11)
Для эллиптического днища в ОСТ 26 1046-87 и ГОСТ 25215-82 предложена
та же расчетная формула, что и для сферического днища. При этом в качестве
расчетного радиуса принимают наибольший радиус кривизны рассчитываемого днища
(в точке пересечения контура эллипса с его малой осью) [ 8]
R=a2/b = 0,25D2/H, (5.12)
где а и Ь — большая и малая полуоси эллипса.
Значения R, определенные по формулам (5.11) и (5.12), совпадают при
Н = 0,5D и незначительно отличаются при 75 ° < в < 90°, причем значение R,
определенное по формуле (5.11), меньше рассчитанного по формуле (5.12). В связи
с этим для упрощения записи и в ОСТ 26 1046—87, и в ГОСТ 25215—82 расчетный
радиус и для сферического, и для эллиптического днища подсчитывают по
формуле (5.12).
Если длина цилиндрической отбортованной части эллиптического днища
h > 0,3 VD (sj - с), то толщина днища должна быть не меньше толщины
цилиндрической отбортовки, рассчитанной как обечайка. Если известна толщина стенки
днища, то допускаемое давление можно определить по формуле
[^1 = 2(^-^1^ + 0,5(^-с)].
Выпуклые днища, сопряженные с многослойными обечайками. На эти днища
распространяются все ограничения на соотношения геометрических параметров
и условия на конструктивное оформление, указанные выше для выпуклых днищ.
Сферические днища с углом сегмента 90° > в > 87° соединяют с
многослойной обечайкой непосредственно. Толщину днища рассчитывают по формуле (5.10).
Конструктивное оформление зоны перехода рекомендуется выполнять по
42
б) 6)
Рис. 5.4. Сферические (а) и эллиптические (б) выпуклые днища, сопряженные с многослойной
обечайкой без вставки
Рис. 5.5. Сферические днища с углом сегмента 87 ° > в > 75 °, соединенные вставкой с
многослойной обечайкой:
а - s = s- б - s> skh s Is > 1,2; e - s > sк и s/s < 1,2
Ivl IVI 1ЧЛ 1ЧЛ КД
одному из вариантов, показанных на рис. 5.4, а, при этом должно соблюдаться
условие L2/t3 > 3. Если s I < 0,8s , то необходим расчет НДС зоны сопряжения
многослойного цилиндра с днищем по методикам, описанным в пп. 5.5 и 5.6. После
этого выполняют проверку на статическую или циклическую прочность. Выпуклые
днища в виде сферического сегмента с 87° > в > 75^соединяют с многослойной
обечайкой однослойной цилиндрической вставкой (рис. 5.5) .
Толщину днища рассчитывают по формуле (5.10). Расчетную толщину
однослойной цилиндрической вставки определяют в соответствии с требованиями гл. 4
и принимают не менее sM. Длина Lx однослойной цилиндрической вставки должна
удовлетворять условию Lx > 0,4 yjDs. Конструктивно зону перехода от
однослойной цилиндрической вставки к днищу оформляют по рис. 5.5; при этом должно
выполняться условие /^Лз ^ 3.
При s > s (рис. 5.5, б) многослойную обечайку наращивают до толщины 5
дополнительными слоями на длине L > 0,4 \fETs. При s/s < 1,2 дополнительные слои
*• м
можно не вводить. При этом выполняют скос однослойной вставки (в соединении
с многослойной обечайкой) так, чтобы соблюдалось соотношение L2/t3 > 3
(рис. 5.5, в).
Толщину эллиптического днища, сопряженного с многослойной обечайкой
43
определяют по формуле (5.10). Зону сопряжения эллиптического днища с
многослойной обечайкой конструктивно оформляют в соответствии с рис. 5.4, б, с
соблюдением условия L2/t3 > 3. При Si > sM на многослойную обечайку наращивают
дополнительные слои на длине L > 0,4 \[Ш[. При sx/s„ < 1,2 можно не вводить
дополнительные слои. Если 5! < s , то необходимы расчет НДС зоны сопряжения
многослойного цилиндра с эллиптическим днищем по методикам, приведенным
в пп. 5.5, 5.6, и последующая проверка на статическую или циклическую прочность.
Фланцы. Конструктивное оформление кованых фланцев, сваренных с
однослойной или многослойной цилиндрической обечайкой, показано на рис. 5.6.
Необходимо соблюдать следующие конструктивные соотношения.
Диаметр окружности центров шпилек определяют по формуле
£>я > max
2, 2 d
D + 2d ; . P.
р 180
sin
z
где z — число шпилек.
Для затворов с плоской металлической прокладкой должно также соблюдаться
условие D3 > l,05D6 + ^р,где D6 — наибольший диаметр выточки под уплотнение.
Наружный диаметр фланца D2 ^D3 + 2d
Рекомендуемый угол наклона образующей конической части фланца а < 30°;
допускается 30° < а <45°.
Размеры h3 и Ив находят из следующих условий. При а < 30° : h3 > I + 0,25 d
и h6 > 0,7sR ; при 30° < а < 45° : h3 > I + 0,75с/ и h6 > sR . Значение /
определяют в соответствии с требованиями гл. 6.
Исполнительная толщина s стенки цилиндрической части фланца, стыкуемой
с обечайкой корпуса, должна быть не менее sR , определяемой по соответствующей
формуле гл. 4, и не менее толщины стыкуемой с фланцем обечайки. При s > sm
(рис. 5.6, б) толщину многослойной обечайки в месте стыка с фланцем следует
увеличить до толщины s введением дополнительных слоев на длине L > 0,4 \JI5s.
При s/s < 1,2 разрешается не вводить дополнительные слои; в этом случае на
фланце в месте стыка с многослойной обечайкой выполняют скос по аналогии с
конструктивным оформлением зоны сопряжения выпуклого днища с обечайкой
(см. рис. 5.4,6).
Прочность фланца оценивают по несущей способности. При этом для расчета
поперечное сечение фланца с коническим переходом заменяем прямоугольным
поперечным сечением (рис. 5.7, а) высотой hs = h3 + 0,25 (D2 - D - 2s)/tg а. При
расчете рассматриваем кольцо фланца, отсеченное от цилиндрической части
корпуса, с отверстием под шпильку с диаметром d на всю высоту фланца h5 (рис. 5.7,
б). Предполагаем, что несущая способность кольца фланца исчерпывается при
образовании пластического шарнира в диаметральном сечении фланца под
действием изгибающего момента и растягивающей силы. Материал фланца принимаем
идеально пластичным. При оценке прочности фланца проверяем, достаточна ли
конструктивно выбранная высота фланца h5. В результате расчета определяем условную
высоту фланца /г6, достаточную для того, чтобы выдержать нагрузку от
действующего на фланец внутреннего давления. После этого определяем предельно
допускаемый момент, который может выдержать оставшаяся часть фланца. Если этот
момент больше момента внешних сил, действующих на фланец, то рассматриваемый
фланец удовлетворяет условиям прочности. В противном случае необходимо
44
Рис. 5.6. Фланцы СВД;
кованые; б - кованые, сопряженные с
многослойной обечайкой
ш
Д»
ш
Ж
ш
ш
а)
Рис. 5.7. Расчетные схемы фланца:
а - фланец с корпусом; б - кольцо фланца,
выделенное для расчета; в - эпюра напряжений
при предельном состоянии фланца; г - схема
растягивающих сил Nn и изгибающего
момента М при предельном состоянии фланца
увеличить высоту й5 фланца и повторить проверку прочности фланца по несущей
способности.
Эпюры напряжений при потере несущей способности фланца приведены на
рис. 5.7, е. Разность равнодействующих растягивающих s' = oTFY и сжимающих
S" = о F2 напряжений должна быть равна предельной растягивающей силе Лп от
давления:
5'- S"= aT(F, - F2) = Nn = p • 0,5Dh5 «T ,
(5 13)
rue F, F, - площади поперечных сечений фланца, находящихся под действием
соответственно растягивающих и сжимающих сил; р - внутреннее давление;
«=15- коэффициент запаса прочности по пределу текучести.
Т Расстояние до нейтральной оси z0 определяем из выражения (5.13), учиты-
вая, что
F, = 0,5 (£>2 -D-2d\z0 и F2 = 0,5 (D2 - D - 2d X*s ~ zo) :
z0 = NJ [aT (D2-D- 2dv)] + 0,5A 5.
45
Зная предельную растягивающую силу N, определяем предельный момент Мп,
для рассматриваемого сечения фланца (рис 5 7, в)
Mn = 5'(*c-*i)+S>2-zc), (5,14)
где z — расстояние от оси х до центра тяжести сечения фланца, zx и z2 — расстоя
ния от оси х до точек приложения равнодействующих S' и S"
Обозначив Ъ = 0,5 (D2 - D - 2d ), можно представить выражение (5 14)
в виде (рис 5 7,г)
Мп = oTb(h5 - h2)[Q,5h5 - 0,5 (*s - й2)] + aTbh2[(hs - 0,5h2 ) - 0,5h5] =
= oTbh2(h5-h2) = S'\h5-h2)
Таким образом, если известна высота /г6 сечения фланца (рис 5 7, г), на ко
торой фланец переводится в пластическое состояние растягивающей силой N то
предельный момент
Mn = S"{hs - h2) = aTbh2(h5 - ft2), (5 15)
где h2 =0,5(/г5 - h6)
Значение h6 можно найти из условий Nn — p 0,5/)/г5«т и Nn = oTbh6 Отсюда
oTbh6 = 0,5pDh5nT , (5 16)
следовательно, h6 =рОИ5пт/(2отЬ)
Выражение (5 16) можно записать следующим образом
oTb = 0£p'D9p' = 2oTb/D9 (5 17)
где р' - давление, при котором материал тонкостенного цилиндра переходит в плас
тическое состояние
С другой стороны, из (5 16) и (5 17) следует р' =ph5nT/h6, отсюда
h6=PhsnJpf (5 18)
Таким образом, высоту h6 можно определить по известному расчетному дав
лению р и давлению, переводящему цилиндр с внутренним параметром D и толщиной
стенки b в пластическое состояние
Формулы (5 17) справедливы лишь для тонкостенных цилиндров Для толсто
стенных цилиндров предельное давление
p' = aTlnj8, (5 19)
где j3 = D2/D — коэффициент толстостенности рассматриваемого цилиндра
При определении давления р' по формуле (5 17) ослабление сечения фланца
отверстием под шпильку учтено введением b = 0,5 (D2 - D - 2d ) Учтем ослаб
ление фланца шпильками для толстостенного цилиндра Будем считать, что перемыч
ки между шпильками и шпильки не передают кольцевых напряжений, а передают
только радиальную нагрузку
Выделим во фланце три цилиндра (см рис 5 1,6) первый цилиндр с в нут
ренним диаметром D и наружным D , второй — с диаметрами D' и D , третий —
с диаметрами Ь" и D2 Пусть второй цилиндр, содержащий z шпилек и перемычек,
полностью передает радиальную нагрузку и не передает кольцевых напряжений
Обозначим давление на границе первогр и второго цилиндров рХ9 на границе вто
46
рого и третьего цилиндров р2. Тогда первый и третий цилиндры находятся в
предельном состоянии, если выполняются соотношения:
(p'-Pi) = oT ln/3';p2=aTln/3", (5.20)
где
P' = D'/D;P"=D2/D"; D'=D3-dp; Z>w = D3 + dp.
Из геометрических соотношений следует, р{ = p2D"/D'. Из формул
(5.20):
[p'-{D"/D')oT]np"] = oT\nP'.
Окончательно для цилиндра со шпильками предельное давление
p' = oT[]ntf + (D"/D')]nP"]. (5.21)
По этому значению/?' определим уточненное значение
h6=(p/p')h5nT. (5.22)
Предельный момент, как и ранее, найдем из соотношений (5.15) :
Mn = oTbh2(h5 - й2),
где h2 = 0,5(Л5 - h6).
Так как при определении предельного состояния элементов сосудов в
отечественных и зарубежных стандартах принято использовать наименьшую из двух
величин [от/пт; ов/пв | , то окончательно выражения для предельного давления и
допускаемого момента имеют вид:
p' = [o][lnp' + (p"/D')lnpr];
[M] = [o]bh2(h5-h2), (5.23)
где [a] = min jaT/«T; oBln\-
Теперь можно найти окончательное выражение для определения h6 :
ръ5
£>3 + d
[a](ln 0' + И In /3"
ph5
(5.24)
{ a](ln _J 11 + _J VL ln 1 )
D Db-dv D3 + dp
Подставив в выражение для изгибающего момента (5.23)
b = 0,5(D2-D - 2dp)nh2 =0,5(/г5-/г6),
получим допускаемый момент для рассмотренного сечения фланца
[М] = 0,125 [о] (D2-D- 2dp) (h\ - h\ ). (5.25)
47
Условие прочности фланца на изгиб в диаметральном сечении имеет вид
М<2[М],
(5.26)
где Л/ — изгибающий момент относительно диаметрального сечения фланца от
действия приложенных нагрузок.
Для определения изгибающего момента М введем следующие обозначения:
FB - расчетная осевая сила, действующая на шпильки при расчетном давлении;
F — осевая сила от действия уплотнительного кольца или прокладки; Fq х —
осевая сила, действующая на поперечное сечение стенки примыкающего к фланцу
цилиндра; Fq2 — осевая сила, действующая на участок торца фланца, заключенный
между внутренней поверхностью сосуда и средней линией уплотнительной
поверхности.
Для определения изгибающего момента, как и в плоском днище,
рассмотрим половину кольца фланца. Тогда равнодействующие указанных сил составят:
Rx = 0,5FB; R2 = 0,5F • R3 = 0,5/¾{ ; jR4 = Q,5Fq2; расстояния от точек их
приложения до диаметрального сечения:
/, =Д3/я; к =Dr/tt; /3=(0 + s)/ir; /4 =0,5(/) + DR)ln.
Изгибающий момент
М = (0,5/tt)[Fb D3-FQl(D+s)-
-FpDR-FQ20f(P+DR)]. (5.27)
Таким образом, расчет фланца по
предельному состоянию выполняем в
следующем порядке.
1. По формуле (5.27) находим
изгибающий момент М относительно
диаметрального сечения.
2. Определяем расчетную высоту
фланца/г 5.
3. По формуле (5.24) рассчитываем
высоту h6 условного цилиндра,
гарантирующую прочность фланца от действия
внутреннего давления.
4. По формуле (5.25) определяем
допускаемый момент [М].
5. Проверяем условие прочности
фланца на изгиб в диаметральном
сечении [см. (5.26)]. Если условие (5.26)
не выполняется, то необходимо
увеличить высоту h5 цилиндрической части
фланца или его наружный диаметр и
повторить расчет.
Рис. 5.8. Плоская крышка:
а - диаметральное сечение; б - схема нагрузок
48
Плоские крышки. Конструкция и расчетная схема плоской крышки
приведены на рис. 5.8. Плоская крышка на расчетной схеме представляет собой круглую
плиту толщиной #з с наружным диаметром £>4 • Эта плита шарнирно оперта по
диаметру D3 болтовой окружности, нагружена внутренним давлением р на кольце
диаметром DR и нагрузкой qp от действия уплотнительного кольца, равномерно
распределенной по окружности диаметром DR.
Введем обозначения: FB — расчетная сила, действующая на шпильки; FQ -
осевая сила от действия среды на крышку; F — осевая сила от действия
уплотнительного кольца;
FQ=0,25 7tD2Rp; (5.28)
FP = F*-FQ- (529)
Расчет плоской крышки по предельному состоянию, как и для плоского днища,
сводится к расчету шарнирно опертой балки относительно диаметрального сечения.
п
При этом выбирают сечение, в котором сумма диаметров отверстий ( 2 dt) мак-
симальна. ""
Для определения изгибающего момента, действующего в диаметральном
сечении А- А, рассмотрим правую от оси А- А половину круга. Точки приложения
равнодействующих реакции опоры R = 0,5FB, осевых сил от действия уплотнительного
кольца Rt = 0,5Fp и от действия внутреннего давления на крышку R2 = 0,5 FQ
в этом случае расположены на оси х-х на расстояниях от оси А-А соответственно
D3/n,DRl iTH(2/3)DR/<n.
Момент действующих нагрузок в диаметральном сечении
M=-JL -J --*--£ - -2 ± -A . (5.30)
2 it 2 n 2 3 7Г V '
Так как F = FB - Fq, to выражение (5.30) можно представить в виде
F« Въ (F* ~ Fn) Dp Fn Du 1
[3(D3-DR)FB+DRFQ].
м= -li — - B" Q R Q R -
2
= PVh [DR+3(D*-D^FJFQ^ (5'31>
Предельный допускаемый момент, который может возникать в сечении А-А,
п
[Mn] = 0,25(D4-2d0- S dt)HlR[o]. (5.32)
i = i
Приравняв (5.31) и (5.32), найдем расчетную толщину плоской крышки
У~1р £>т> + 3(£>, - DD)Fn/Fr>
JL __R L-! R) »' О . (5.33)
[а] п
D4 -2d0 - г tf|
/ = 1
49
Диаметры отверстий под шпильки для крепления присоединяемых к крышке
п
элементов входят в сумму Е dj умноженными на коэффициент 2///#3 (гДе
/ = 1
// — глубина /-го отверстия — см. рис. 5Я, а). При // > 0£#3 коэффициент 2///#3
принимают равным 1,0.
После окончательного конструктивного оформления крышки ее толщину
проверяют по формуле
Нъя
= 0,41/), У _Z!^13^-^>"b/^
н н "
[a)[(Z)4 -2d„ -D6) + (—)*(D6- £>,) + 6-^)2(£»5 - 2 d{)]
(5.34)
Фактическая толщина крышки
H3>H3R + с. (5.35)
Формула (5.34) получена аналогично формуле (5.33), но при определении
предельного момента учтена фактическая конфигурация плоской крышки.
Минимальная толщина крышки в месте расположения выточки под
уплотнение (в случае применения затвора с двухконусным кольцом)
H2R=0941DRy/ — —J * в g +1,5(-)2
\2 -
[о] DR * [о]
- 6Н\ -±—£ -° . (5.36)
DA
Фактическая минимальная толщина крышки должна удовлетворять условию
H2>H2R + c. (5.37)
Формула (5.36) выведена для предельного состояния крышки в сечении с
минимальной толщиной Н2 R •
Выпуклые крышки. Конструктивное оформление выпуклой крышки
рекомендуется выполнять в соответствии с рис. 5.9. При этом необходимо соблюдать
следующие условия: расстояние Г, измеряемое в проекции на поперечное сечение
корпуса сосуда, должно удовлетворять условию t > 0,Ш; расстояние t2 между
двумя соседними отверстиями, измеряемое по проекции, должно быть не менее
диаметра меньшего отверстия; радиус закругления г > 0,4$i; половина угла
сферического сегмента крышки должна быть в пределах 50° < в < 80°; для срединной
поверхности сегмента
в = arcsin [(D + —— )/(2Д + Si)], (5.38)
sin в '
где в' определяют по внутренней поверхности сегмента.
Расчет применим для выпуклых сферических крышек при использовании
затворов с двухконусными или дельтаобразными обтюраторами.
При этом выполняют проверку по предельному состоянию двух
рассмотренных ранее элементов: сферической части крышки и фланца.
50
Рис. 5.9. Сферическая крышка
Толщину стенки сферической части
выпуклой крышки определяют аналогично (5.10) :
slR = 1,25рД/(2[а]*-0,5р); sx>slR + с,
(5.39)
где [о] — допускаемое напряжение материала
сферической части крышки при расчетной
температуре.
В формулах (5.39), в отличие от формул
(5.10), введен коэффициент 1,25; это
объясняется значительно более высоким уровнем
напряжений в зоне сопряжения сферической
части крышки с фланцем по сравнению с зоной
сопряжения сферического днища с цилиндром.
Фланец выпуклой крышки рассчитывают по методике, описанной выше
(см. с. 44—48) . При этом изгибающий момент в диаметральном сечении фланцевого
кольца от действующих сил приравнивают к допускаемому моменту для этого же
сечения, и из полученного соотношения находят расчетную высоту фланца H3R.
Приравняв указанные моменты с учетом принятых обозначений, в данном случае
получим [ см. (5.25) ]:
M=2[M] = [o]0,25(D4 -D-2d0)(HlR -hi). (5.40)
Из формулы (5.24)
PH*R PH*R /С ,1,4
h6 = = , (5.41)
D3-d0 D3 + d0
M(ln + —
DA
D
D* - da
In
)
[o]k
D, + d0
где к = In
D,
D
In
Da
D, + dn
Подставив (5.41) в (5.40), найдем
H3R = 2k
M[o]
(5.42)
(M2*2 - p2)(D4 - D - 2d0)
При этом для фактической толщины фланца должно выполняться условие
H3>H3R +с. (5.43)
Расчетный изгибающий момент М в диаметральном сечении фланцевого кольца
определяют как для фланца, соединенного с цилиндром; расчетная формула при
этом аналогична формуле (5.27)
M=(0,5/n)[FBD3-FQl(D+ — ) -F DR- FQ20J(D+ DR)]. (5.44)
sin 0 F
51
5.2. ОПРЕДЕЛЕНИЕ НАПРЯЖЕННОГО СОСТОЯНИЯ
С ИСПОЛЬЗОВАНИЕМ МЕТОДОВ РАСЧЕТА
СТАТИЧЕСКИ НЕОПРЕДЕЛИМЫХ СОСТАВНЫХ КОНСТРУКЦИЙ
Как отмечено в гл. 3, основные размеры элементов конструкций сосудов
высокого давления предварительно определяют по формулам, приведенным в
нормативных документах. В ряде случаев окончательные размеры устанавливают после
поверочных расчетов на статическую и циклическую прочность. Для этого неоходимо
знать НДС рассматриваемых элементов конструкций. Наиболее просто
рассматриваемую задачу для различных конструкций днищ и фланцев, сопряженных с
однослойным цилиндром, выпуклых крышек и др. можно решать методами расчета
статически неопределимых систем (см.,например, [7, 20]). Именно этими методами
прежде всего и исследовали напряженное состояние днищ, крышек и фланцев СВД.
Рассматриваемые конструкции элементов СВД, например однослойный цилиндр
с выпуклым днищем и фланцем, представляют собой статически неопределимую
конструкцию, состоящую из сопряженных между собой осесимметричных
элементов (цилиндра, выпуклого днища, фланца), находящихся под действием
осесимметричных нагрузок. Для раскрытия статической неопределимости в сопряжениях
элементов составных конструкций используют метод сил или метод перемещений.
Рассмотрим метод сил, применяемый для определения НДС выпуклых днищ,
крышек и фланцев СВД. Заданную статически неопределимую систему освобождают
от дополнительных связей, как внешних, так и взаимных, а их действие заменяют
неизвестными силами и моментами. Их значения затем подбирают так, чтобы
перемещения соответствовали ограничениям, которые накладываются на систему
отброшенными связями. Для определения неизвестных силовых факторов составляют
систему канонических уравнений
S,i*i + 8|2*2+... + в|й*й+ Дф=0; /= 1,2,...,/1, (5.45)
где б . — перемещение в направлении /-й сила (момента) под действием
единичной /-й силы (момента) ; А — перемещение в направлении /-й силы (момента),
вызванное внешней нагрузкой.
После определения неизвестных краевых сил и моментов система становится
статически определимой и можно рассчитать напряженное состояние каждого из
элементов в отдельности по формулам, соответствующим данному элементу.
Ниже приведены результаты исследований днищ, крышек и фланцев с
использованием методов расчета статически неопределимых составных конструкций.
Выпуклые днища. Конструктивное оформление днищ, используемых в СВД,
показано на рис. 5.1, 5.3—5.5. Наиболее часто используют выпуклые днища
(сферические или эллиптические).
Рассмотрим расчет напряженного состояния выпуклых днищ, сопряженных с
однослойным цилиндром, на основе методов расчета статически неопределимых
систем. Расчет выпуклых днищ, сопряженных с многослойным цилиндром,
приведен в п. 5.5; расчет плоских и слабовыпуклых днищ можно выполнить на основе
методик, приведенных в п. 5.3.
Расчетная схема сосуда с выпуклым днищем в виде сферического сегмента дана
на рис. 5.10, а. В расчетной схеме зону соединения цилиндра с днищем расчленим
и взаимодействие их заменим осевой силой Рх, краевой силой Р0 и краевым
моментом М0.
Для определения неизвестных краевых силы и момента приравняем линейные
и угловые перемещения в точке А сферического сегмента и цилиндра. Перемещения
и углы поворота краев сферического сегмента и цилиндра под действием краевых
52
сил и моментов определим по формулам теории тонких упругих оболочек [ 20].
Систему уравнений совместности деформаций запишем в виде:
5Ц i^o + 5ц2Л/0 + 6ц з =5С1Л) + 5c2Afo + бсз + 6С4;
0Ц1Л>+ 0ц2^О=*с1Л> + 0С2^О + 0СЗ,
(5.46)
где 5 — перемещения в точке А; в — углы поворота в точке А; индексы ц и с
соответствуют цилиндру и сферическому сегменту, индексы 1, ..., 4 — действию
соответственно краевой силы PQi единичного краевого момента М0, внутреннего давления р
и распорной силы Р = 0,5 pr cos <p0.
После приведения подобных членов систему можно представить в виде
d\ iP0 + я12^o + <*i з = 0; а2 гР0 + а2 2М0 + а2 3 = 0.
Решив систему (5.47) и определив г
Р0 и Мо, можно найти напряжения в днище
по известным формулам.
Представляет интерес исследование
напряженного состояния цилиндра, сопря-
Рис. 5.10. Расчетные схемы сосудов со
сферическим (а) и эллиптическим (б) выпуклыми
днищами
Рис 5.11. Зависимость максимальных
эквивалентных напряжений а в сосудах с днищем в виде
сегмента от безразмерных конструктивных
параметров
(5.47)
р
9й
22
20
18
16
10
19
10
Я
6
it
?
Г\
\
\
V
\
ч
N
чч
ч>
^
\
\
V
\
>
\
ч
9=90°
\
>
V
Л
N
X
с^
X
Ч^
Ч
^1
0
*
s
?n
<5
Й
^¾^
2&~
<^
is
L—J
бэм
p
2k
22
20
18
16
/4
12
10
8
6
2
v
\
1
^
\
4^
s
4
^
.
\
V
V
s.
^
9-87°
\
K^ J
NJ
v~fcO
^b"
*4/8
p*
U
' I I I I LLA 2 '—'—i—"——J 2 '—'—I—'—UJ 2 I l I l г I l l I I i I i i i ' ■ '* i
0,50,6 0,70,8s,/s 0,50,60,70,8sf/s ¢50,60,70,8sf/s 0,50,60,70,8sf/s Ц5 0,6 0,7 0,6 $,/S 0,50,60,70,8 sr/s
53
женного с днищем в виде сферического сегмента, под действием внутреннего
давления в зависимости от безразмерных конструктивных параметров [ 61]. Для
рассматриваемой конструкции такими безразмерными параметрами являются: |3 =
= (r + s)/r — коэффициент толстостенности цилиндра; Si/s — отношение толщин
днища и цилиндра; 0 — угол сферического сегмента. При исследовании влияния
этих параметров на напряженное состояние рассматриваемой конструкции были
рассчитаны более 450 вариантов (Т.М. Климовой и С.Г. Татариновой) .
Результаты расчета максимальных эквивалентных напряжений аэ м в зоне
сопряжения цилиндра с днищем от действия единичного давления приведены на
рис. 5.11. При заданном коэффициенте толстостенности цилиндра /3 значения оэ м
растут с уменьшением угла в и отношения sly/s. С помощью этих графиков можно
найти значение аэ для конкретного СВД с днищем в виде сферического
сегмента. По нормативным требованиям определение фактического уровня напряжений
необходимо для оценки работоспособности конструкции при статическом нагру-
жении и особенно при циклическом (ГОСТ 25859—83).
Расчетная схема сосуда с выпуклым эллиптическим днищем (см. рис. 5.10,6)
совершенно аналогична расчетной схеме цилиндра с днищем в виде сферического
сегмента. Системы уравнений совместности деформаций для этих случаев также
аналогичны.
Как и для цилиндра с днищем в виде сферического сегмента, проведено
исследование напряженного состояния зоны сопряжения эллиптического днища с
цилиндром в зависимости от безразмерных конструктивных параметров. В данном
случае к ним относятся: 0 = (r + s)]r — коэффициент толстостенности цилиндра;
I I 1 1 о I 1 1 1 0 I 1 1 1 0 ' \LLJlL 1 32 I 1 1 I
0,6 ОМ 1fls,ls 0,6 0,8 1,0sf/s 0,6 0,8 1,0's,Is 0,6 0,8 fftSf/s 0,6 0,8 1,0sf/s
Рис. 5.12. Зависимость максимальных эквивалентных напряжений О в сосудах с
эллиптическим днищем от безразмерных конструктивных параметров
54
Рис. 5.14. Расчетная схема выпуклой сферической
крышки с непрямоугольным фланцем
Sx/s — отношение толщин днища и цилиндра; H/D — отношение глубины днища
к диаметру цилиндра.
Результаты расчета (выполнен С.Г. Татариновой и TJM. Климовой)
напряженного состояния цилиндра с эллиптическим днищем приведены на рис. 5.12. Как
видно из рис. 5.12, при заданном коэффициенте 0 значение аэ растет с уменьшением
отношений Si/s и H/D. Штриховые линии соответствуют эквивалентным
напряжениям в полюсе эллиптического днища, которые в ряде случаев могут быть
больше, чем в зоне краевого эффекта. С использованием рассмотренных графиков можно
определить напряженное состояние СВД с эллиптическим днищем различных
конструктивных вариантов.
Выпуклые крышки (расчеты выполнены Р.М. Романовой). Конструктивное
оформление выпуклой крышки, представленной на рис. 5.9, может быть выполнено
в двух вариантах с прямоугольным (рис. 5.13, а) и с непрямоугольным (рис. 5.13,
б) фланцем.
Расчетная схема крышки с непрямоугольным фланцем приведена на рис. 5.14
(крышка с прямоугольным фланцем является частным случаем рассматриваемой
задачи). В расчетной схеме сферическая крышка, нагруженная внутренним
давлением р, разделена на выпуклую часть в виде сферического сегмента и фланец. При
расчленении сферической крышки на расчетные элементы взаимодействие
выпуклой части и фланца в месте их соединения заменено осевой силой Рх, краевой
силой Р0 и краевым моментом М0. При этом выпуклая часть крышки нагружена
внутренним давлением р, краевыми силами Р1у Р0 и краевым моментом ЛТ0. К
фланцу крышки, кроме этого, приложены: усилие затяжки шпилек Q, осевая Р2
и радиальная Р3 составляющие сил взаимодействия фланца с уплотнительным
кольцом.
Рекомендации по определению сил Q, Рц и Р3 даны в ОСТ 26 1046—87. Для
определения неизвестных краевых сил и моментов приравнивают линейные и
угловые перемещения в точке Л сферического сегмента и фланца. Перемещения и
углы поворота края сферического сегмента под действием внутреннего давления
и краевых сил и моментов определяют по формулам теории тонких упругих
оболочек [ 20]. Радиальное и угловое перемещения фланца в точке А находят по
методике расчета деталей, имеющих форму кольца и нагруженных произвольной осе-
55
симметричной нагрузкой [ 7]. В итоге задача сводится к нахождению краевых сил
Р0 и момента М0 из системы уравнений, аналогичной системе (5.47) .
Расчетная схема для выпуклой крышки с прямоугольным фланцем идентична
приведенной на рис. 5.14. Систему линейных уравнений для определения
неизвестных краевых силы Р0 и момента М0 также приводят к виду (5.47), но формулы
для коэффициентов ах ь ах 2,... , ^2 з упрощаются.
Выпуклая часть крышки может быть в виде не только сферического сегмента,
но и эллиптического днища. Так как при штамповке эллиптическое днище
изготовляют с цилиндрической отбортованной частью, то в расчетной схеме (рис. 5.15)
выпуклую эллиптическую крышку разделяют на полусфероид, короткий цилиндр и
фланцевое кольцо прямоугольного сечения. В
сечениях стыкуемых элементов крышки, нагруженной
внутренним давлением р, действует осевая сила
/V краевые силы Р01, Р02 и краевые моменты
Моь М02. Краевые силы Р01 и момент М01
действуют в зоне сопряжения короткого цилиндра с
фланцем, а краевые сила Р02и момент М02 - в
зоне соединения короткого цилиндра с выпуклым
днищем. Из условия равенства перемещений и
углов поворота стыкуемых элементов в точках А х и
А 2 получим систему линейных алгебраических
уравнений для определения неизвестных Р01, Л) 2,
М01 иМ02 :
Рис. 5.15. Расчетная схема выпуклой эллиптической
крышки
Рис. 5.16. Зависимость а /р от II/s и в для сферической
крышки:
а - при (3 = 1,12 и 0. = 1,5; б - при /3 = 1,12 и0. = 1,8;
6' Э.м/Р
20
15
10
^
9=80°\
75
— 66
^-60
— 55
9=50°\
L_
*э.м/Р
МНМрб H/S
а)
в - при /3 = 1,15 и /3 . = 1,8
*Э.м1Р
20
15
10
6 (H/S)p H/s 2
1
в=во°\
^75
^.70
^-65
^60
^55
0=5О°\
4 (H/S)p6
ю
И/5
56
Рис. 5.17. Схема расположения тензорезисторов и эпюры напряжений прир = 16,5 МПа; линии -
расчетные данные (сплошные - меридиональные, штриховые - кольцевые); точки -
экспериментальные данные (темные - меридиональные, светлые - кольцевые)
ЯиЛ>1 + вцМо! + al3P02 + al4M02 + alS = 0; /= 1,2,...,4. (5.48)
Для исследования влияния различных конструктивных параметров на ЭВМ
рассчитаны 6000 вариантов выпуклых сферических крышек с прямоугольными
фланцами при следующих конструктивных параметрах: /3 = (r + s)/r -
коэффициент толстостенности выпуклой сферической части крышки; /Зф = л* н/г —
коэффициент толстостенности фланцевого кольца крышки; в — угол сферического
сегмента; H/s - отношение высоты фланца крышки к толщине выпуклой
части.
По результатам расчета на ЭВМ напряженного состояния выпуклых крышек
от действия единичного давления построены зависимости отношения оэм/Р
от#/$при0= 1,12; 1,15; /J. = 1,5; 1,8и0 =50...80° (рис. 5.16). Вид графиков
не меняется при других значениях 0 и /3, . Графики, охватывающие весь
диапазон изменения рассматриваемых конструктивных параметров, приведены в
ОСТ 26 1046-74.
Анализ результатов расчета показывает следующее.
1. При заданных значениях 0, 0. и в кривые оэм1р имеют характерный
минимум. Это позволяет при заданных конструктивных параметрах /3, 0ф и 0 подобрать
рациональное значение (H/s) p, при котором будет минимален краевой эффект в
зоне сопряжения выпуклой сферической части с фланцем.
2. С уменьшением угла сферического сегмента в при заданных значениях
(3, 0ф и H/s напряжения оэм в крышке уменьшаются.
3. Увеличение коэффициента толстостенности 0 выпуклой сферической части
крышки при заданных значениях р., в и H/s приводит к уменьшению аэм в
крышке.
4. При заданных значениях j8, в и H/s увеличение коэффициента толстостенности
фланца £, приводит к увеличению аэ м.
Правильным подбором конструктивных параметров выпуклых сферических
крышек можно свести к минимуму краевой эффект в зоне сопряжения выпуклой
части с фланцем; тогда напряженное состояние в выпуклой части крышки
приближается к безмоментному.
Характерная эпюра кольцевых и меридиональных напряжений, возникающих
в выпуклой крышке с соотношениями конструктивных параметров, близкими к
оптимальным, приведена на рис. 5.17. Отличие расчетных значений напряжений от
57
экспериментальных в зоне сопряжения объясняется наличием радиуса закругления,
который делает фактическую толщину крышки в этой зоне больше расчетной.
Влияние радиуса закругления на напряженное состояние можно учесть, используя
МКЭ (см. п. 5.3).
Рассмотрим влияние непрямоугольной формы поперечного сечения фланца на
напряженное состояние выпуклых сферических крышек. По изложенной выше
методике, на ЭВМ просчитаны три варианта выпуклых сферических крышек
(рис. 5.18).
В 1-м варианте внутренняя поверхность фланца составляла вместе с
внутренней поверхностью выпуклой части крышки полусферу радиусом rx = 1300 мм,
во 2-м — сферический сегмент радиусом г2 = 1400 мм, в 3-м — сферический сегмент
с радиусом гъ = г2 и прямоугольным фланцем. Приняты следующие значения
конструктивных параметров: |3 = 1,09; 1,12; 1,15; H/s =3,4, ... , 8.
Конструктивные размеры фланца, мм: г = 1300; г
об
1521;
б
1700; г = 1850
(рассматривали конструктивные варианты выпуклой крышки реактора гидрокрекинга).
На рис. 5.19 приведена зависимость отношения оэм/р максимальных
эквивалентных напряжений к давлению от отношения H/s при единичном давлении.
Цифры на кривых соответствуют номеру варианта расчета крышек. Результаты
расчета показывают, что из всех рассмотренных вариантов наиболее рациональна при
одинаковых H/s конструкция крышек, внутренняя поверхность выпуклой
части и фланца которых образует сферический сегмент (вариант 2 ). В этих
крышках максимальные эквивалентные напряжения наименьшие, а краевой эффект
минимален при меньшем (H/s) .
Конструкция выпуклой сферической крышки с фланцем непрямоугольного
сечения (вариант2) позволяет уменьшить размеры фланца за счет уменьшения
(H/s) и металлоемкость крышки по сравнению с крышкой, имеющей фланец
прямоугольного сечения. Таким образом, выпуклая сферическая крышка с фланцем
JWs)p t
Рис. 5.18. Конструктивные схемы расчетных вариантов сферических крышек
Рис. 5.19. Зависимость а от H/s для выпуклой сферической крышки при 0 — 1,09
(сплошные линии), р = 1,12 (штриховые линии) и /3 = 1,15 (штрихпунктирная линия)
58
Рис. 5.20. Схема расположениятензорезисторов и эпюры напряжений прир = 16,5 МПа uQ = Q0;
линии — расчетные данные (сплошая — меридиональные напряжения, штриховая — кольцевые);
точки - экспериментальные данные (темные - меридиональные напряжения, светлые -
кольцевые)
непрямоугольного сечения, с точки зрения прочности и металлоемкости, может
быть более рациональной, чем аналогичная крышка с фланцем прямоугольного
сечения. Однако при различных сочетаниях конструктивных параметров рациональную
форму выпуклой крышки с непрямоугольным фланцем необходимо каждый раз
подбирать на основе расчетов, аналогичных приведенным.
Характерная эпюра напряжений в выпуклой крышке с непрямоугольным
фланцем приведена на рис. 5.20.
На напряженное состояние эллиптической крышки влияют краевые эффекты,
возникающие в зонах сопряжения полусфероида с коротким цилиндром и
короткого цилиндра с фланцем (см. рис. 5.15). Основные безразмерные конструктивные
параметры для эллиптических крышек: 0 — (г + s)\r — коэффициент толстостенности
эллиптического днища; j3. = r Jr — коэффициент толстостенности фланца крышки;
0,5Ъ/г — отношение малой полуоси сфероида к большой оси; H/s — отношение
высоты фланца крышки к толщине эллиптического днища. На напряженное состоя-
ние эллиптической крышки влияет и длина цилиндрической части / = п V"rAs (см.
рис. 5.15), которая определяет взаимное влияние краевых эффектов, возникающих
в указанных двух зонах сопряжения.
Выполненные на ЭВМ расчеты более 100 конструктивных вариантов
эллиптических крышек позволили выявить зависимость напряженного состояния в крышках
от конструктивных параметров: |3 = 1,1; 1,15; 1,2; 0,5b/ r = 0,25; 0,35; H/s =
= 2,3,... ,8;l = ny/rAs,rnen= 0,5; 1,0; 1,5; 2,0-2,5.
Во всех просчитанных вариантах максимальные эквивалентные напряжения
возникали в зоне сопряжения цилиндра с фланцем. Зависимость о /р от
различных конструктивных параметров приведена на рис. 5.21. Анализ полученных
результатов показывает, что характер зависимости оэ„/Р от H/s аналогичен таковой для
сферических крышек. Увеличение отношения 0,5я/ г и длины / цилиндрической
части приводит к уменьшению максимальных эквивалентных напряжений в
эллиптической крышке. Наиболее значительное снижение напряжений наблюдается до
/ = 1,5 л/ гл s; при дальнейшем увеличении / напряжения уменьшаются
незначительно.
Фланцы. Конструктивное оформление фланцев СВД показано на рис. 5.6.
Рассмотрим расчет напряженного состояния фланца однослойного сосуда.
Фланец, сопряженный с многослойным цилиндром, можно рассчитать по методике,
изложенной в п. 5.5.
59
6зм1Р
50
k5
35
30
25
20
15
10
Ж
\л
2^
1
3^%
V 4
v \\
^
\
ч^5
^Ч
'^s.
IS
H/S
Рис. 5.21. Зависимость стэм в выпуклой эллиптической крышке (/3 = 1,1) от Н/s при 0,5 b/rB =
= 0,25 (сплошные линии); 0,5 b/rB = 0,35 (штриховые линии) и разных значениях /:
1 - при / = 2,5 \JrAs; 2 - при / = 2,0 \/гд s; 3 - при / = 1,5 yJT^s; 4 — при / = \Jr^s; 5 - при
1=0,5 yJrAs
Рис. 5.22. Расчетная схема сосуда с фланцем
5
k
3
г
1
о
биМПа
V
/
у*
1
л
S
/
'г
?
1
\
цА
^^
"2^
3
- —
-200 0 200 Ш 600 гмм
Ш/////////////Щ
Рис. 5.23. Эпюры напряжений в цилиндре с фланцем:
7-а,» 2-«,"; J-«/;<-«?
Рис. 5.24. Расчетная (сплошная линия) и экспериментальная (штриховая линия) эпюры
кольцевых напряжений в модели сосуда
60
Как и ранее, в расчетной схеме (рис. 5.22) зону соединения цилиндра с
фланцем расчленим и взаимодействие цилиндра и фланца заменим осевой силой Рх,
краевой силой Р0 и краевым моментом М0. Условия равенства угловых и
линейных перемещений в точке А позволяют получить, как и ранее, систему из двух
уравнений относительно неизвестных краевых сил и моментов.
С использованием ЭВМ рассчитаны различные конструктивные варианты
фланцев и выявлено влияние безразмерных параметров на напряженное состояние
фланцев. В качестве основных конструктивных параметров выбраны: |3; (Зф/0; #i/s<j)'>
Sg/s. и а (здесь /3 и /3, — коэффициенты толстостенности цилиндра и фланца;
#! — общая высота фланца; s, — толщина цилиндрической части фланца; $б -
расстояние от внутренней поверхности корпуса сосуда до оси болта; а — угол
наклона конической части фланца). Конструктивные параметры меняли в
следующих пределах: /3 = 1,2 ... 1,6; 0ф//3 = 1,15 ... 1,60; Hjs. = 1,6 ... 2,0; 5^«ф =
= 0,50 ...0,65; а = 30 ...75°.
Типичный характер распределения напряжений по длине цилиндра с фланцем
показан на рис. 5.23. Для расчета взят цилиндр с внутренним диаметром 1000 мм
и следующими конструктивными параметрами: J3 = 1, 2; $J 0 = 1, 15; Hi/s. =
= 1,6; Sq/s. = 0,55; а = 45°. Действие краевого эффекта выражается в
уменьшении эквивалентных напряжений в месте стыка фланца с цилиндром, а затем,
по мере удаления от стыка, в постепенном увеличении их до уровня напряжений
в бесконечно длинном цилиндре.
При жестком фланце (0ф//3 и H^/s. близки соответственно к 1,6 и 2,0)
напряжения в цилиндре возрастают. Однако краевой эффект при этом меньше, чем
в зоне стыка цилиндра с днищем или в зоне стыка фланца с выпуклой частью крышки.
Сравнение расчетных и экспериментальных значений кольцевых напряжений,
полученных на модели сосуда с внутренним диаметром 400 мм (рис. 5.24),
показывает их удовлетворительное совпадение.
5.3. РАСЧЕТЫ НАПРЯЖЕННОГО СОСТОЯНИЯ
НА ОСНОВЕ ЧИСЛЕННЫХ МЕТОДОВ
При оценке НДС ряда конструкций (днищ, крышек, фланцев СВД) нельзя
ограничиться методами, изложенными в п. 5.2, так как эти методы основаны на
известных решениях теории пластин и оболочек, которые имеют погрешность
порядка s/R. При коэффициенте толстостенности сосуда (3 > 1,2 эта погрешность может
стать весьма существенной. Приведенные в п. 5.2 методы не позволяют учесть
местного утолщения стенки элемента в зоне краевого эффекта (радиус закругления,
конический переход и др.). Этими методами нельзя определить напряжения в
концевых элементах сосудов, которые не являются элементами пластин или
оболочек (например, в днищах, показанных на рис. 5.1, в плоской крышке с учетом ее
реальной формы — см. рис. 5.8 — и др.). С использованием этих методов нельзя
определить температурные напряжения в концевых элементах СВД, так как
температурные поля в этих элементах являются функцией двух независимых переменных.
В связи с указанным, параллельно с методами, изложенными в п. 5.2 и
позволяющими быстро и оперативно выполнить многочисленные расчеты и выявить
влияние основных конструктивных параметров на НДС элементов сосудов разработаны
методы расчета таких элементов на основе численного решения осесимметричной
задачи теории упругости. Результаты определения НДС элементов сосудов
численными методами приведены в работе [ 54] и других более ранних работах автора.
61
Расчеты проводили с использованием конечно-разностных методов и МКЭ [16,
50].
Известно [ 13], что задача решения дифференциальных уравнений теории
упругости с заданными граничными условиями эквивалентна задаче об определении
минимума полной потенциальной энергии упругой системы.
При решении задачи теории упругости МКЭ всю исследуемую область
(поперечное сечение детали) разделяют на конечные элементы. Внутри каждого элемента
задают некоторые функции формы, позволяющие определить перемещения внутри
элемента по перемещениям в отдельных точках (узлах) конечного элемента. В
результате полная потенциальная энергия упругой системы становится функцией
неизвестных перемещений в узлах конечных элементов во всей рассматриваемой
области. Минимизацией полученного выражения для потенциальной энергии по
неизвестным узловым перемещениям получим систему линейных алгебраических
уравнений
[К][б}={р}, (5.49)
где [К] — матрица коэффициентов системы алгебраических уравнений (матрица
жесткости); |6l — вектор неизвестных перемещений в узлах рассматриваемой
области; { F } — вектор узловых сил.
Разработанная программа для ЭВМ предусматривает два варианта работы.
Для сравнительно простых исследуемых областей применяют вариант
программы, использующей только оперативную память ЭВМ. Для более сложных областей,
когда точность решения, полученная с помощью первого варианта программы,
недостаточна, реализуют второй вариант программы. В этом варианте при решении
системы линейных алгебраических уравнений используют внешние
запоминающие устройства.
В программе применяют автоматическую подготовку исходных данных. Всю
исследуемую область разделяют на несколько крупных четырехугольных элементов
с восемью узловыми точками [ 50], для которых небольшое количество
исходных данных программист готовит вручную. Для разбиения четырехугольников
на требуемое число конечных элементов, вычисления координат узлов и
подготовки всех необходимых исходных данных для работы программы предназначена
специальная подпрограмма.
Рис. 5.25. Эпюра эквивалентных напряжений в днище
Рис. 5.26. Конструктивная схема расчетных вариантов зоны сопряжения днища с цилиндром
(/-/ - сопряжение конического перехода с днищем; II-II и III-III - то же с цилиндром
соответственно с а2 = 45 ° на1 — 26,5 ° )
62
Рис. 5.27. Кривые изменения эквивалентных
напряжений в зоне сопряжения днища с
цилиндром при длине конического перехода Ъх
(сплошная линия) и Ь2 (штриховая линия):
I—I—III—III — см. подпись к рис. 5.26;
верхние и нижние кривые соответствуют
внутренней и наружной поверхностям
бзкв,МПс
wo
200
i
\т
"""^С^
"v^***»»,
//
/
/
'^„^
>'
■».^_
мм 160 ПО
120 100
\ш \п
о
10 20ос,°
Недостатком применения МКЭ с линейной функцией формы является то,
что получаемые компоненты напряжения и деформаций постоянны внутри
конечного элемента. В то же время из решений задач теории упругости известно, что
напряжения и деформации обычно максимальны на поверхности детали. В связи с
этим предпочтительнее определять напряжения и деформации в узлах конечных
элементов. Узловые значения рассматриваемых величин можно определить,
используя теорию сопряженной аппроксимации [ 50]. Эту методику реализуют с помощью
специальной подпрограммы.
Как отмечено, многие элементы СВД по форме нельзя относить к каким-либо
элементам, рассматриваемым теорией оболочек.
В качестве примера рассмотрим днище конденсатора-сепаратора,
изготовленного ПО "Уралхиммаш". Внутренняя поверхность днища эллиптическая, наружная
имеет сложную форму. Днище нагружено давлением р = 35 МПа; материал — сталь
22К. Эпюра эквивалентных напряжений приведена на рис. 5.25. Результаты расчетов
на ЭВМ позволили оценить статическую и циклическую работоспособность такого
днища.
Другой пример расчета напряжений в элементах сосудов, которые нельзя
определить по теории оболочек, — расчет напряжений в зоне сопряжения цилиндра с
днищем в виде сферического сегмента с учетом конструктивных параметров зоны
сопряжения.
С помощью разработанной для ЭВМ программы выполнены расчеты цилиндра
с внутренним диаметром 2000 мм и толщиной стенки 300 мм, сопряженного с
днищем в виде сферического сегмента с углом в = 70° и толщиной стенки 150 мм.
Рассмотрены три варианта конструкции сопряжения (рис. 5.26). В одном варианте
были выполнены на наружной поверхности плавный конический переход под углом
<*! = 26,5° длиной Ъх = 300 мм, а на внутренней поверхности на длине конического
перехода плавная выточка. Другой вариант — конический переход с углом а2 = 45°
и длиной Ъ2 = 150 мм и плавная выточка на длине Ъ2 • Третий вариант — зона
сопряжения с углом а2 = 45° без проточки на внутренней поверхности. Для сравнения
напряженное состояние рассматриваемого цилиндра с днищем было просчитано
по теории оболочек. Характер изменения напряжений вдоль контура
рассматриваемой конструкции для первого и второго вариантов показан на рис. 5.27. Для
первого варианта максимальные эквивалентные напряжения равны 346 МПа, для
второго 380, для третьего 403 МПа. При расчете зоны сопряжения по теории
оболочек максимальные эквивалентные напряжения составили 430 МПа. Таким
образом, учет конкретного вида конструкции сопряжения позволил определить уровень
максимальных эквивалентных напряжений, значительно отличающийся от значений,
полученных по методу теории оболочек. При такой оценке можно значительно
точнее определить статическую и циклическую работоспособность рассматриваемых
конструкций.
Приведем пример расчета с помощью программы, разработанной в Иркутск-
НИИхиммаше на основе МКЭ с квадратичной функцией формы. В качестве
конечного элемента при этом выбран треугольный элемент с щестью узлами: тремя в
вершине треугольника и тремя посередине сторон. По разработанной методике состав-
63
лена программа для ЭВМ ЕС-1033. С помощью этой программы проведен анализ
влияния радиуса закругления на напряженное состояние выпуклой крышки. При
этом рассмотрены три возможных значения радиуса г закругления между
выпуклой частью крышки и фланцем: 0,2$; 0,4s и 0,8s. Коэффициенты &экв концентрации
эквивалентных напряжений составили соответственно 4,25; 3,76 и 3,42. Таким
образом, напряжения минимальны при радиусе закругления г = 0,8s. Однако при
г — 0,4s напряжения меньше допускаемых, поэтому в проекте принят радиус
закругления г = 0,37s = 70 мм, так как при большем радиусе возникают трудности
с размещением гаек на шпильках.
5.4. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРНЫХ ПОЛЕЙ
И ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ
В толстостенных элементах СВД при повышенных температурах внутренней
среды возникают значительные температурные перепады. Эти перепады вызывают
появление высоких температурных напряжений, которые нельзя не учитывать при
оценке напряженного состояния таких деталей.
При медленном повышении температуры t внутренней среды для оценки
ср
максимальных температурных перепадов в элементах сосудов достаточно
ограничиться решением осесимметричной задачи стационарной теплопроводности.
Скорость повышения температуры среды для большей части химических процессов
составляет 10—30 °С в 1 ч. При этом нестационарную задачу теплопроводности
можно не рассматривать.
Для определения осесимметричного стационарного температурного поля
необходимо решить уравнение теплопроводности [ 28]
1 д д t (r,z) д2 t (r,z)
Т-^7^-7^)+—— =0' (5-50>
удовлетворяющее граничным условиям
dt/дп = -(a/X)[f (7,1) - rcp]. (5.51)
Уравнение (5.50) вместе с граничными условиями (5.51) эквивалентно
требованию минимизации функционала [58]
Х = /// [0,5{dtjdrf + 0,5 (dt/dz)2]dv + ff[(0,Sa/\).(t- tcv)2]ds. (5.52)
v s
Как и при решении задачи теории упругости, исследуемую область разделяют
на конечные элементы. Внутри каждого элемента задают линейные функции формы,
позволяющие определить температуру внутри конечного элемента по температурам
в его узлах. После минимизации выражения (5.52) по неизвестным узловым
значениям температуры в рассматриваемой области получают систему линейных
алгебраических уравнений
1*]{/]={f}, (5.53)
где [К] — матрица теплопроводности; [г? - вектор неизвестных узловых значений
температур; { Fj — вектор узловых сил.
В результате решения системы линейных алгебраических уравнений (5.53)
определяют неизвестные значения температур во всех узлах исследуемой области.
64
Конкретные формулы для вычисления коэффициентов матрицы
теплопроводности (основной и присоединенной), а также коэффициентов вектора нагрузки
приведены в работе [ 54]. Эти формулы использованы при разработке программы
для ЭВМ ЕС-1033 на алгоритмическом языке ФОРТРАН-IV.
Программа составлена аналогично программе решения задачи теории упругости
(см. п. 5.3) . При выполнении расчетов задают исходные данные для нескольких
крупных четырехугольных элементов, на которые разделена исследуемая область;
дальнейшая разбивка осуществляется ЭВМ. При решении системы линейных
алгебраических уравнений можно также использовать внешние запоминающие
устройства.
При решении задачи теплопроводности исследуемую область разделяют с той
же сеткой, что и при решении задачи теории упругости для той же детали. Это
необходимо для того, чтобы значения температуры в каждом конечном элементе при
решении задачи термоупругости были известны сразу после решения задачи
теплопроводности. Разработанная программа проверена на тестовых примерах
(сравнением с известными аналитическими решениями [ 33]).
После определения температурного поля в рассматриваемой области можно
решить задачу о напряженном состоянии исследуемой детали при совместном
действии давления и температуры. При этом используют программу (см. п. 5.3), в
которой вектор узловых сил зависит от давления и температурного поля.
С использованием разработанных методик и программ выполнены
многочисленные расчеты элементов СВД, подверженных одновременному действию
высокого давления и температуры.
Приведем пример расчета температурного поля и термоупругих напряжений
в плоской крышке и во фланце с цилиндром для промышленного автоклава.
При расчете температурного поля в плоской крышке (рис. 5.28) граничные
условия принимали следующим образом. Для верхнего торца крышки (граница 7)
по экспериментальным данным записаны граничные условия первого рода, т.е.
задана температура поверхности крышки. Для цилиндрической поверхности крышки
(граница II), поверхности, расположенной против торца фланца (граница III), и
поверхности, контактирующей с внутренней средой автоклава (граница IV), приняты
граничные условия третьего рода. Температура окружающего воздуха у
границы II принята равной 25 °. На границе III из-за ненадежной работы уплотнения
постоянно конденсировалась вода, и ее температуру (по экспериментальным данным)
приняли равной 100 °С. Температура перегретой воды в автоклаве у поверхности
крышки (граница IV) составила 314 °С. Коэффициент теплоотдачи а, Вт/(м2 • °С),
рассчитанный с использованием литературных данных, для границы II, III и IV
соответственно равен 34,9; 930 и 1123.
При принятых граничных условиях рассчитано стационарное температурное
поле в плоской крышке. На рис. 5.28 приведены построенные по результатам
расчета изотермы с шагом 10 °С. Как видно из рисунка, большой перепад температур
характерен для границы /// в зоне уплотнения. Это объясняется тем, что температура
перегретой воды внутри автоклава 314 °С, а температура конденсированной воды
за обтюраторным кольцом 100 °С.
Приведем результаты расчета температурного поля во фланце и цилиндре того
же автоклава. Внутренняя среда в рассматриваемом автоклаве нагревалась через
наружную цилиндрическую поверхность специальным нагревателем. Через
цилиндрическую поверхность, находящуюся за зоной нагревателя, и через фланец
происходила теплоотдача в окружающую среду (рис. 5.29),
При расчете температурного поля в цилиндре с фланцем приняты следующие
граничные условия. В зоне нагревателя (граница I) температуру наружной поверх-
3 Зак 85
65
235°C
30П\
Рис. 5.28.
Э гаоры т емпературного
крышке
поля в плоской
Рис. 5.29. Эпюры температурного поля во фланце
ности цилиндра приняли, по показаниям
термопар, равной 320 °С. На границе //также приняты
граничные условия первого рода (по
экспериментальным данным). На торцовой поверхности
фланца (граница ///), как и для
соответствующей зоны крышки, температуру окружающей
среды приняли равной 100 °С; коэффициент
теплоотдачи 930 Вт(м2 • °С). Для границы IV
температуру среды приняли 314 °С; коэффициент теплоотдачи, рассчитанный по
данным работы [33], составил 758 Вт/(м2 • °С). Для границы V принято условие
равенства нулю теплового потока.
Результаты расчета температурного поля приведены на рис. 5.29. Изотермы
построены с шагом 10 °С (в зоне нагревателя изотермы — с шагом 1 °С). Из
рассмотрения температурного поля видно, что градиент температур в зоне
нагревателя направлен от внутренней поверхности к наружной, а вне нагревателя — от
наружной к внутренней. Как и в плоской крышке, наибольший градиент возникает
на торцовой поверхности фланца в зоне, примыкающей к обтюраторному кольцу.
Рассмотрим эпюры напряжений в рассматриваемых деталях от действия
внутреннего давления (в данном случае 13 МПа) и температурного поля.
На рис. 5.30 приведены эпюры кольцевых напряжений в крышке, которые в
рассматриваемом случае были максимальны. Как и следовало ожидать,
температурные напряжения были максимальны в зоне обтюраторного кольца (в 5 раз больше
максимальных напряжений от внутреннего давления). Аналогичные эпюры
кольцевых напряжений во фланце приведены на рис. 5.31. Ив этом случае
температурные напряжения намного больше напряжений от внутреннего давления.
Приведенные примеры свидетельствуют о необходимости учета температурных
полей и термоупругих напряжений в элементах СВД. И хотя указанный перепад
температур среды (от 314 до 100 ° С) возникает редко, тем не менее многочисленные
расчеты реальных промышленных деталей СВД показали, что температурные
напряжения часто соизмеримы с напряжениями от внутреннего давления и их нельзя
не учитывать при оценке работоспособности сосудов.
66
тмпа
Л5МПа r-nn-ТТТП5
h' 1' i"i * i 'i"i' i * i"i wxp* ^1¾^ io
i-775,5 230 _,
[f8 iLLLLLLLLiLUJUHixu
^ fjH^f-H-M-1-11 " 111111111J
1
2¾^
"1
44,5
-26
-22,6
29,5Mfla
Рис. 5.30. Эпюры кольцевых напряжений в крышке от действия
давления (сплошные линии) и температуры (штриховые линии)
Рис. 5.31. Эпюры кольцевых напряжений во фланце от действия
давления (сплошные линии) и температуры (штриховые линии)
dllMh!0'5
В UMПа
Рис .532. Расчетная схема
3*
Рис. 5.33. Днище резервуара газонаполнительной станции
67
5.5. ОПРЕДЕЛЕНИЕ НАПРЯЖЕННОГО СОСТОЯНИЯ ОДНОСЛОЙНЫХ ЭЛЕМЕНТОВ,
СОПРЯЖЕННЫХ С МНОГОСЛОЙНЫМ ЦИЛИНДРОМ
Напряженное состояние зоны сопряжения выпуклого днища с многослойным
цилиндром определяется условием их совместного деформирования. Перемещения
каждого слоя многослойной цилиндрической оболочки (рис. 5.32) от внутреннего
давления р найдем с учетом нелинейной податливости зоны контакта слоев [41].
Перемещения и углы поворота всего цилиндра и его отдельных слоев под действием
краевых сил и моментов Qx, Мх, qv тг определим как для тонких оболочек. При
этом под действием силы Qi и момента Мх торец многослойного цилиндра
перемещается и поворачивается на угол и, как торец однослойного цилиндра. Для
нахождения перемещений и углов поворота днища (или другого концевого элемента)
под действием внутреннего давления р, единичной краевой силы и единичного
краевого момента решим осесимметричную задачу теории упругости с использованием
программы для ЭВМ, основанной на методе конечных элементов (см. п. 5.3).
Неизвестные краевые силы и моменты Qx, Mlt qr mv Q0, M0 найдем из условий
равенства сил и моментов, а также перемещений и углов поворота в зоне
сопряжения многослойного цилиндра с днищем (фланцем). Для определения этих сил
и моментов составим соответствующую систему линейных алгебраических
уравнений. При достаточно высоких силах трения для многослойного сосуда,
имеющего п слоев, такая система будет содержать (2п + 4) уравнения. Два уравнения
составим из условий равенства перемещений и углов поворота срединной
поверхности многослойного цилиндра, который в данном случае деформируется как
однослойный, и срединной поверхности днища (фланца). Из условия равенства
перемещений и углов поворота срединной поверхности каждого слоя и
соответствующей точки днища найдем еще 2п уравнений. Из условия равенства суммы краевых
сил и моментов, действующих на днище, сумме сил и моментов, действующих на
цилиндр, получим два последних уравнения.
Если силы трения недостаточно велики, то цилиндр не может деформироваться,
как однослойный, и первые два уравнения не выполняются. В этом случае
значения Qx и Mi можно определить через силы трения, а для нахождения неизвестных
сил и моментов qvmvQ0,M0— использовать остальные (2п + 2) уравнений.
Основные положения методики приведены в соответствующих
научно-исследовательских отчетах. В разработке методики и программ для ЭВМ принимали
участие В.Г. Татаринов, П.Г. Пимштейн, С.Г. Татаринова, В.Н. Жукова.
По разработанным методикам в ИркутскНИИхиммаше составлены программы
для ЭВМ ЕС-1033.
Рассмотрим в качестве примера напряженное состояние в зоне
сопряжения многослойного цилиндрического корпуса с полусферическим днищем
(рис. 5.33). Цилиндрический корпус имеет 14 слоев с внутренним диаметром
1400 мм; внутреннее давление 25 МПа.
Расчеты выполнены при трех значениях среднего межслойного зазора у, мм:
0,11; 0,057 и 0,038. Напряжения в зоне сопряжения полусферического днища с
более плотной царгой (7 = 0,038 мм) ^значительно меньше, чем для царги с 7 —
= 0,11 мм (рис. 5.34). При уменьшении 7 с 0,11 до 0,057_мм максимальные осевые
напряжения снижаются на 33 %, а при уменьшении у с 0,057 до 0,038 мм —
на 16%.
Приведенные на рис. 5.34 результаты получены без учета сил трения между
слоями цилиндра, которые заметно влияют на напряжения. Так, при
коэффициенте трения / = 0,2 и 7 ~ 0,038 мм максимальные напряжения в зоне сопряжения на
внутренней поверхности цилиндра снижаются в среднем на 10 % по сравнению
с напряжениями, рассчитанными при том же у без учета сил трения.
68
Рис. 5.34. Кривые распределения кольцевых и
осевых напряжений на внутренней (а®, а®) и
наружной (а", а^) поверхности при у = 0,11 мм
(сплошные линии) и т~= 0,038 мм (штриховые
линии); а и / - текущие координаты
соответственно для днища и цилиндра, измеряемые
от сварного шва:
1 В . 0 В . о Н ш А „Н
Значительно более высокий краевой эффект характерен для зоны
сопряжения многослойного цилиндра с днищем эллиптическим, слабовыпуклым или
представляющим собой сферический сегмент.
Для сравнения выполнен расчет рассмотренного многослойного цилиндра с
днищем толщиной 90 мм в виде сферического сегмента с углом в = 75 при тех же
значениях.
По характеру изменения осевые и кольцевые напряжения при этом аналогичны
предыдущему случаю (см. рис. 5.34), но по величине значительно больше. Так, при
7 = 0,11 мм максимальные осевые напряжения равны 697 МПа, а при у = 0,038 мм —
составляют 514 МПа. В многослойном цилиндре, по сравнению с однослойным
сосудом, максимальные осевые напряжения в зоне сопряжения возрастают на 64 %
при т~= 0,038 мм, на 70 % при у = 0,057 мм и на 73 % при у = 0,11 мм. В этом
случае заметное влияние оказывают силы трения; так, при у =0,038 мм максимальные
осевые напряжения снижаются на 20 % при коэффициенте трения / = 0,3, по
сравнению с вариантом без трения. При повышении коэффициента трения до/= 0,5
напряжения уменьшились бы на 33 %.
Таким образом, разработанная методика позволяет определить напряженное
состояние в наиболее опасной зоне — зоне стыка многослойного цилиндра с
однослойной деталью. Эта методика позволяет учесть основные факторы, влияющие на
напряженное состояние в этой зоне. К^ таким факторам прежде всего относится
межслойный зазор у. При уменьшении 7 с 0,11 до 0,038 мм максимальные
напряжения в многослойном цилиндре снижаются в 1,4 раза. Заметно влияет на
напряженное состояние и коэффициент трения материала слоев.
5.6. ОПРЕДЕЛЕНИЕ ТЕМПЕРАТУРНЫХ ПОЛЕЙ И ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ
В ЗОНЕ СОПРЯЖЕНИЯ ОДНОСЛОЙНЫХ ЭЛЕМЕНТОВ
С МНОГОСЛОЙНЫМ ЦИЛИНДРОМ
В п.5.5 приведена методика расчета напряженного состояния зоны сопряжения
многослойного цилиндра с однослойным днищем. Задача решена на основе условий
равенства перемещений и углов поворота в зоне сопряжения с использованием
известных решений теории оболочек. При этом НДС отдельного слоя под
действием приложенных к нему краевых сил и моментов рассматривали без учета
взаимодействия с другими слоями.
Ниже приведена методика расчета той же зоны сопряжения при условии, что
многослойный цилиндр является анизотропным с той же податливостью в радиаль-
69
ном направлении, что и многослойный, а днище — изотропным телом [ 59]. При этом
многослойный цилиндр рассматриваем как сплошное тело. Таким образом, если
подход, принятый в п. 5.5, дает верхнюю границу напряжений в зоне сопряжения,
то рассматриваемый здесь подход — нижнюю границу.
Кроме того, предложенная методика позволяет оценить температурное поле
и соответствующие термоупругие напряжения в исследуемой зоне сопряжения.
Это обстоятельство является очень важным, так как СВД обычно работает при
повышенной температуре внутренней среды.
Как отмечалось, перемещения многослойной цилиндрической стенки в
значительной степени определяются контактной податливостью слоев. Контактное
сближение слоев листового проката исследовано экспериментально; для его описания
предложены эмпирические зависимости:
8=Ара
или более точная [41]
5=7oOVP*)a/[l+ (Р/Р*ГЪ
(5.54)
(5.55)
где р — контактное давление на границе двух слоев; А, а, р * — константы,
характеризующие конкретный материал.
Возьмем пакет из п слоев, сжатый общим контактным давлением р (рис. 5.35);
перемещение верхнего края /-го слоя относительно верхнего края (/ + 1)-го слоя
A=ps/E + 8.
(5.56)
То же перемещение края /-го слоя относительно края (/ + 1)-го слоя можно
определить, рассматривая многослойный пакет как анизотропное тело. При этом
модуль упругости в направлении слоев остается прежним. Для перпендикулярного
направления можно записать
oss/Ex =oss/E+ 8, (5.57)
откуда модуль упругости в перпендикулярном направлении
E^so^/isa^ 8E). (5.58)
Многослойный цилиндр, как и многослойный пакет, можно считать
анизотропным телом.
Уравнения обобщенного закона Гука для тела, обладающего цилиндрической
анизотропией, имеют вид:
Ъ4
J
£
f Hi f t tli<mtt *
-щ.
шш/уш//;///////.
z
E
Ex
Je '
_ _a + -±.-
Ex Ex
6 E z Ex r
-^=^/0^(5-59)
Рис. 5.35. Многослойный пакет под действием общего
контактного давления
70
где Ей v—модуль упругости и коэффициент Пуассона материала листа; Ех — модуль
упругости в направлении радиуса г ; vx — коэффициент Пуассона цилиндрической
поверхности при сжатии в направлении радиуса; Gx — модуль сдвига в
плоскости rz.
Модуль Ех определяют для каждого слоя по формуле (5.58).
При сжатии в направлении радиуса напряжениями, равными ог, деформация
любого слоя многослойного цилиндра в осевом и кольцевом направлениях
ez=e0=VarlE- (5-6°)
Для данного анизотропного цилиндра в направлении радиуса принят модуль
Ех и коэффициент Пуассона vx. Для того чтобы при радиальном сжатии кольцевая
и осевая деформации на соответствующем радиусе для анизотропного цилиндра
были равны таковым для изотропного слоя многослойного цилиндра, должны
выполняться соотношения
ez=ee= vorlE = viar/Ei> (5.61)
откуда
vx = vEx/E. (5.62)
Модуль сдвига Gx определим из условия, что касательные напряжения на
границе контакта слоев не могут быть больше напряжений, определяемых силами
трения:
rrz<f°r> (5-63)
где/— коэффициент трения материала слоев многослойного цилиндра.
Решим задачу поэтапно.
1. По формулам (5.54) или (5.55) определим контактные сближения dt
/-го и (z + 1)-го слоев многослойного цилиндра. Для определения д( используем
методику, предложенную в работе [ 41 ].
2. По формулам (5.58), (5.62) найдем закон изменения модуля упругости £г
и коэффициент Пуассона vx по толщине цилиндрической стенки.
3. МКЭ решим задачу о напряженном состоянии многослойного цилиндра с
днищем (фланцем, горловиной). Многослойный цилиндр при этом рассматриваем как
анизотропное и неоднородное упругое тело, а днище — как изотропное и
однородное. Модуль сдвига Gx в первом приближении примем равным G (для
изотропного тела).
4. После решения задачи теории упругости проверим условие (5.63). Для
ячеек, в которых это условие выполняется, Gx = G. При невыполнении условия
(5.63) примем т//* = /а*1* и определим для этих ячеек модуль сдвига G ^ =
/ 7 * * ^ • После этого решим задачу во втором приближении. Процесс
последовательных приближений ведем до тех пор, пока напряжения в двух
последующих циклах не будут различаться на величину меньше заданной.
Для описанного алгоритма разработана программа для ЭВМ ЕС-1033.
В качестве тестового примера выполнен расчет НДС многослойного цилиндра
со следующими параметрами: внутренний диаметр 700 мм, диаметр центральной
трубы 720 мм, толщина рулонной полосы 5 мм, общее число слоев 15, наружный
диаметр цилиндра 795 мм. Модуль упругости и коэффициент Пуассона материала
листа цилиндра: Е = 2Д • 105 МПа; v = 0,3. Изменение модуля упругости Ех и
коэффициента Пуассона vx по толщине стенки цилиндра показано на рис. 5.36.
Из эпюр кольцевых oQ и осевых oz напряжений (рис. 5.37) видно, что напря-
71
Е-1(Г*,МПа
2,1 \
),1
1,0
о,б
0,2
0
L-^Щ
"Т—
„>J/
>
^'
^S
£
\
-Д
7|
I
1
0,016
оооь
100 120 ПО 160 г, мм
Рис. 5.36. Кривые изменения модуля упругости Ех
и коэффициента Пуассона vx по толщине стенки
многослойного цилиндра
Рис. 5.37. Кривые изменения напряжений по радиусу
многослойного цилиндра:
1-3 - кольцевые напряжения; 4-6 - осевые
напряжения; 1, 2, 4, 5 - многослойная стенка; 3, б -
однослойная стенка; 1, 4 - расчет по методике [41],
2,5- расчет МКЭ
жения, найденные МКЭ, практически совпадают с напряжениями, полученными по
ранее разработанной методике [41], и значительно отличаются от напряжений в
однослойном цилиндре. По программе, разработанной для ЭВМ, выполнен
расчет НДС зоны сопряжения многослойного цилиндра с полусферическим днищем
той же толщины, что и цилиндр.
Геометрические размеры цилиндра и значения упругих постоянных Е, v,Ex,v x
те же, что использованы в приведенном выше тестовом примере. Материал днища
принят изотропным с упругими константами Е и v, равными соответствующим
константам материала листа цилиндра.
Из эпюр осевых напряжений (рис. 5.38), построенных для рассматриваемого
сосуда и аналогичного однослойного цилиндра с днищем, видно, что осевые
напряжения в зоне краевого эффекта в
многослойной цилиндре более чем в 2 раза превышают
соответствующие напряжения в однослойном
цилиндре. Кольцевые напряжения в
многослойном цилиндре в зоне сопряжения также
отличаются от соответствующих напряжений в
однослойном цилиндре, но не столь
значительно, как осевые. Эквивалентные напряжения
в зоне сопряжения многослойного цилиндра
с днищем на 58 % больше напряжений в зоне
сопряжения днища с однослойным
цилиндром.
Таким образом, напряженное состояние
зоны сопряжения однослойных эле-
б2=5,$М/7а
Рис. 5.38. Эпюры осевых напряжений в многослойном
(сплошные линии) и однослойном (штриховые линии)
цилиндрах с днищем
72
ментов СВД с многослойными существенно отличается от напряженного состояния
в той же зоне однослойных сосудов, что необходимо учитывать при оценке
прочности таких конструкций.
Рассмотрим вопрос о построении температурного поля в зоне сопряжения
многослойного цилиндра с днищем.
В процессе исследований, проведенных в ИркутскНИИхиммаше, установлено,
что на температурный перепад в цилиндрической стенке многослойного цилиндра
значительно влияет термическое сопротивление зоны контакта соседних слоев.
Предложена эмпирическая зависимость термического сопротивления R от
контактного давления ркв виде
R=a(b + pK)c, (5.64)
где ау Ь, с — константы, численные значения которых получены экспериментально
для различных материалов, предназначенных для изготовления многослойных
сосудов.
С учетом этой эмпирической зависимости получены формулы для определения
закона изменения температуры по толщине стенки многослойного цилиндра,
найдены аналитические выражения для определения температурных напряжений в
многослойном цилиндре. Результаты расчета показали, что температурный перепад в
многослойной стенке примерно в 3 раза больше, чем в однослойной. Однако
полученные ранее зависимости применимы для многослойного цилиндра в
предположении, что температура по толщине стенки меняется только в направлении радиуса.
В зоне сопряжения многослойного цилиндра с однослойным днищем
температурное поле меняется не только в направлении радиуса, но и в направлении оси z.
Задача определения температурного поля в этом случае является двухмерной и
может быть решена только численными методами.
Для решения этой задачи разработана методика определения температурного
поля в таких конструкциях на основе МКЭ [ 60]. В отличие от методики,
изложенной в работе [ 54], температурное поле в многослойном цилиндре строят как в
анизотропном, с точки зрения теплофизических свойств, теле. В этом случае
коэффициент теплопроводности Xz в направлении оси z равен коэффициенту
теплопроводности материала слоев; а коэффициент теплопроводности \г в направлении
радиуса г определен с учетом термического сопротивления слоев и зоны контакта.
При этом для термического сопротивления /-го слоя с условным коэффициентом
\ri должно выполняться соотношение
1/Х„.= 1/Х + R._ ^\п(г./гг _ ,), (5.65)
где 1/Х — фактическое термическое сопротивление материала слоев;
Я/ _ 1 /*n (rj/ri _ 1) ~ сопротивление зоны контакта /-го и (/ — 1)-го слоев.
По предложенной методике разработана программа для ЭВМ ЕС-1033 и
просчитан тестовый пример, для которого известно аналитическое решение.
В качестве тестового примера выбран многослойный цилиндр (внутренний
диаметр 614 мм, наружный — 794 мм), состоящий из центральной трубы толщиной
12 мм и тринадцати слоев толщиной по 6 мм. С помощью зависимостей (5.64) и
(5.65) получен закон изменения условного коэффициента теплопроводности
(рис. 5.39) при двух значениях внутреннего давления в цилиндре.
Изменение температуры по толщине стенки цилиндра, рассчитанное по
предлагаемой методике (рис. 5.40, штриховые линии), носит плавный характер
вследствие непрерывного изменения коэффициента теплопроводности. Из рисунка
видно, что полученные температурные перепады по величине практически совпадают
с перепадами, рассчитанными по аналитическим зависимостям [41] (сплошные ли-
73
\Гу,Вп/(м-0С)
20
19
18
11
16
15
14
13
72
11
10
9 331
V Л
-<:?
361
гщмм
Рис. 5.39. Кривые изменения коэффициента
теплопроводности по толщине цилиндра:
1 - при р = 0; 2 - при р - 45 МПа
301
331
361 Г,ММ
Рис. 5.40. Кривые изменения температуры t по толщине стенки многослойного (кривые 1, 2)
и однослойного (кривая 3) цилиндров:
1 - прир = 0; 2 - при р = 45 МПа
27/?
250
£, MM t
к
0 6
1
Jl
1 40
Л
'Ч2
-
кз
20
Ь
0
—^
/
t
I k
У 0
<,°
т
\i
Рис. 5.41. Кривые изменения температуры по
контуру цилиндра с днищем:
1 - днище тоньше цилиндра; 2 - толщины днища
и цилиндра равны; 3 - однослойный цилиндр;
/-/, //-// - сопряжения конического перехода
соответственно с днищем и цилиндром
Рис. 5.42. Эпюры кольцевых термоупругих напряжений в многослойном (сплошные линии)
и однослойном (штриховые линии) цилиндрах
-и
74
нии), характер изменения которых ступенчатый. В обоих случаях полученные
перепады значительно больше, чем в однослойном цилиндре.
Выполнен расчет температурного поля в многослойном цилиндре,
сопряженном с однослойным полусферическим днищем. Параметры цилиндра и граничные
условия те же, что и в тестовом примере, внутренний диаметр днища 614 мм. Закон
изменения условного коэффициента теплопроводности аналогичен принятому в
тестовом примере (отсутствие внутреннего давления). Температурные поля
рассчитаны для двух вариантов (рис. 5.41): в одном толщина днища 5Д = 0,8зц
(где s — толщина цилиндра) , в другом s = s .
В зоне сопряжения полусферического днища с многослойным цилиндром
выявлено снижение температуры вдоль наружной поверхности, причем градиент
температуры практически одинаковый в обоих вариантах. Перепад температур в
этой зоне составляет около 30 °С. Для сравнения рассчитано изменение
температуры в зоне сопряжения полусферического днища с однослойным цилиндром. В этом
случае перепад температур на наружной поверхности в зоне перехода от днища к
цилиндру составил всего 3 °С.
Приведем результаты расчета термоупругих напряжений для варианта s_ =
= 0,8s Расчеты выполнены с помощью программы для ЭВМ ЕС-1033 (см. п. 5.4).
На рис. 5.42 приведены эпюры кольцевых термоупругих напряжений, вызванных
температурным полем. В многослойном цилиндре возникают большие сжимающие
кольцевые напряжения (— 94,0 МПа) на внутренней поверхности и высокие
растягивающие (56,5 МПа) на наружной. На наружной поверхности многослойного
цилиндра, в зоне стыка с днищем, где значителен градиент температурного поля
(см. рис. 5.41), кольцевые напряжения резко изменяются (от + 60,3 до — 1,7 МПа).
Аналогичный характер имеют и эпюры меридиональных напряжений.
Для сравнения на рис. 5.42 приведены эпюры кольцевых напряжений в такой
же конструкции, но с однослойным цилиндром. Кольцевые напряжения в
однослойном цилиндре значительно меньше, чем в многослойном, и резкого изменения
напряжений в зоне перехода от цилиндра к днищу не выявлено. Таким образом,
температурное поле и напряженное состояние в зоне сопряжения многослойного
цилиндра с днищем (или другой монолитной деталью) значительно отличаются от
таковых для однослойного сосуда. Это необходимо учитывать при оценке
работоспособности зон сопряжения многослойных цилиндров с монолитными элементами.
Глава 6 . ЗАТВОРЫ
6.1. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ ЗУ
Одним из основных узлов оборудования, работающего под ВД, является затвор,
обеспечивающий возможность открытия и закрытия сосуда и его герметичность при
эксплуатации. Детали ЗУ соединяют крепежными элементами, которые удерживают
уплотнительные элементы (уплотнительные кольца, прокладки и др.) в рабочих
условиях в требуемом положении один относительно другого.
Требования к затворам. От надежности затвора в значительной мере зависит
работоспособность и безопасность оборудования и обеспечение заданной
производительности; поэтому при конструировании ЗУ следует предусматривать сокращение
ручного труда, соблюдение требований охраны труда и техники безопасности.
Конструктивное оформление ЗУ в значительной мере зависит от условий, при
которых предполагается его использование в составе оборудования, предназначен-
75
ного для производства продукции конкретного вида. Производства, в зависимости
от их сложности, могут быть разделены на следующие три группы:
производства невысокой сложности, когда присутствие человека при
обслуживании оборудования не ограничено по времени (производства нелетучих,
нетоксичных сыпучих, жидких и газообразных веществ при температуре 20—100 °С);
производства сложные, когда присутствие человека при обслуживании
оборудования ограничено по времени или связано с применением индивидуальных средств
защиты фильтрующего типа (производства летучих и токсичных веществ
преимущественно при высоких температурах);
производства высокой сложности, когда присутствие человека при
обслуживании исключено или связано с применением индивидуальных средств защиты
изолирующего типа (производства высокотоксичных, высоколетучих веществ при
высоких температурах).
От степени сложности производства зависит уровень механизации и
автоматизации процессов открытия и закрытия ЗУ.
ЗУ можно конструировать двумя путями: один — механизация и автоматизация
процессов открытия и закрытия эксплуатируемых и исследованных конструкций
ЗУ без значительных изменений, другой — создание специальных конструкций
затворов при разработке нового оборудования.
При конструировании ЗВД необходимо выполнять следующие общие
требования: обеспечение необходимой герметичности в рабочих условиях; максимальная
простота конструкции, обеспечивающая удобство и легкость изготовления и
монтажа; возможность многократного использования без дополнительной
механической обработки; достаточная механическая прочность; минимальная
относительная масса. Кроме общих, нужно учитывать требования, определяемые
конкретными условиями эксплуатации оборудования, например работа при циклических на-
гружениях давлением, сохранение герметичности при значительных колебаниях
температуры и др.
Разнообразие требований определяет большое число разных конструкций ЗУ.
Однако не существует универсальных ЗУ, удовлетворяющих одновременно всем
требованиям, поэтому необходимо выбирать конструкцию, наиболее
соответствующую конкретным условиям эксплуатации. В связи с этим в ИркутскНИИхиммаше
разработана классификация ЗВД, позволяющая выбирать основные направления их
конструирования и унификации.
Классификация конструкций ЗВД. Существующие классификации [22, 67]
отражают признаки ЗУ, характеризующие лишь некоторые у плотнит ельные и
крепежные детали, и не позволяют представить совокупность деталей, из которых он
состоит.
ЗВД классифицируют по следующим основным признакам [44]: методы
обеспечения герметичности соединений, принципы их работы, конструктивное
оформление уплотнительных и крепежных деталей. Дополнительные признаки,
характеризующие эксплуатационные параметры (температура, давление, среда), в основном
влияют на выбор материалов и в меньшей степени на конструктивное оформление
деталей ЗУ; эти признаки необходимо учитывать при выборе перспективных
конструкций.
Герметичность уплотнительных соединений создают определенными методами
на стадиях обеспечения предварительной герметичности и сохранения герметичности
в рабочих условиях на основе выбранного типа нагружения уплотнительных
элементов.
Уплотнительные поверхности имеют шероховатость и геометрические
отклонения от заданной формы. При контактировании этих поверхностей зазоры в
значительной степени определяются условиями механической обработки. Наличие зазоров
76
Рис. 6.1. ЗВД с уплотнительными соединениями, обеспечивающими герметичность контактными
давлениями
Рис. 6.2. ЗВД с мембранными уплотнительными соединениями
в уплотнительном соединении приводит к утечкам среды [11, 46]. Для устранения
или уменьшения зазоров уплотнительные поверхности можно подвергать
воздействию контактного давления; кроме того, можно использовать сварку, пайку и
склеивание.
В большей части разборных уплотнительных соединений ЗВД предварительно
(до создания в сосудах давления), а также в рабочих условиях герметичность
обеспечивают контактным давлением, создаваемым на поверхностях контакта
уплотнительных элементов соединяемых деталей (рис. 6.1). Элементы, составляющие
уплотнительные соединения, могут иметь разную конфигурацию. Некоторые из них
показаны на рис. 6.1. Под действием контактного давления между уплотнительными
поверхностями в этих соединениях уменьшаются до значений, обеспечивающих
требуемую для конкретных условий герметичность. Созданием на уплотнительных
поверхностях контактного давления достигают герметичности в беспрокладочных
соединениях (рис. 6.1, б), а также в соединениях с уплотнительными кольцами и
прокладками (рис. 6.1, а, в-ё) .
Герметичность разборных уплотнительных соединений, для которых не
требуется частая и быстрая разборка, обеспечивают сваркой, пайкой или склеиванием.
В таких соединениях для герметизации часто используют мембраны 1 (рис. 6.2,
а—г) различной конфигурации, сваривая их между собой или с соединяемыми
деталями 2 и 3. При разборке таких соединений разрезают один из сварных швов.
77
В процессе пайки или склеивания зазоры между уплотнительными поверхностями
при соответствующей температуре заполняются припоем или клеем.
Затворы (рис. 6.2, д, ё) включают соединяемые и крепежные детали, а также
кольцевые мембраны 4 и 5, герметично приваренные отдельно к соединяемым
деталям 2 и 3 и имеющие такую форму поперечного сечения, при которой
сопрягаемые поверхности образуют кольцевой зазор заданной конфигурации. В
образованном мембранами 4 и 5 зазоре размещен припой 6 и нагревательные элементы 7
для герметичной пайки в период сборки затвора.
Клей в уплотнительных соединениях способствует уменьшению зазоров между
уплотнительными элементами при уменьшении требуемого усилия затяжки, что
позволяет при одинаковых рабочих условиях достичь более высокой герметичности
по сравнению с соединениями, в которых для обеспечения герметичности используют
контактное давление.
Сохранение герметичности уплотнительных соединений в рабочих условиях
происходит также в результате использования радиального, осевого или
комбинированного самоуплотнения.
В затворах с принудительным сохранением герметичности (см. рис. 6.1, б, в)
уплотнительные поверхности при помощи крепежных элементов предварительно
подвергают воздействию контактного давления, большего, чем требуется для
обеспечения герметичности. В рабочих условиях в результате действия рабочей среды
контактное давление на уплотнительных поверхностях за счет податливости крепежных
элементов уменьшается, но остается достаточным для сохранения требуемой
герметичности.
Герметичность в затворе с самоуплотнением сохраняется в результате нагруже-
ния уплотнительных поверхностей контактным давлением, создаваемым (полностью
или частично) под действием рабочей среды. В затворах с осевым самоуплотнением
(рис. 6.1, д) уплотнительные поверхности в рабочих условиях частично или
полностью воспринимают осевое контактное давление от давления рабочей среды. В
затворах с радиальным самоуплотнением (рис. 6.1, г) уплотняющий элемент (например,
уплотнительное кольцо), деформируясь в радиальном направлении под действием
давления, обеспечивает дополнительное контактное давление самоуплотнения.
Комбинированное самоуплотнение в затворах (рис. 6.1, а, ё) представляет собой
сочетание осевого и радиального самоуплотнений.
В сварных, паяных или клеевых соединениях указанные явления,
обеспечивающие герметичность в рабочих условиях, предотвращают разрушение соединений,
которое может произойти из-за податливости крепежных деталей затвора.
Примерами принудительного сохранения герметичности в таких соединениях могут
служить конструкции, показанные на рис. 6.2, а, б. Конструкции затвора, в которых
используется эффект самоуплотнения, со сварными и паяными соединениями (см.
рис. 6.2, в-е) позволяют уменьшить усилие затяжки крепежных деталей [ А, с.
875145 СССР, MKHF 16 С 15/02].
Нагружение уплотнительных поверхностей может быть механическим,
гидравлическим (пневматическим), термическим, механическим в сочетании с
гидравлическим, термическим в сочетании с гидравлическим [ 10, 44]. Механический способ
нагружения уплотнительных поверхностей обеспечивают с использованием
механических устройств, например гаечных ключей для нагружения шпилечных крепежных
деталей (см. рис. 6.1, б) или механического домкрата [А.с. 539169 СССР, МКИ
F 16 В 31/02] для нагружения уплотнительных поверхностей; в последнем случае
крепежные шпильки имеют два резьбовых участка разного диаметра с навернутыми
на них гайками (рис. 6.3). Для уменьшения прилагаемого усилия при
предварительном нагружении шпильки устройство снабжено втулкой 1 с внутренней конусной
поверхностью, расположенной соосно со стаканом 2 и контактирующей с его тор-
78
Рис. 6.3. Механический домкрат для нагружения у плотните льны х поверхностей
Рис. 6.4. Гидравлические домкраты для нагружения уплотнительных поверхностей
цом. Устройство снабжено набором распорных колец 3, 4 и 5, установленных между
гайкой и одной из соединяемых деталей 6 и взаимодействующих между собой
конусными торцами. Кольцо 4 разрезано в осевом направлении и его наружная конусная
поверхность взаимодействует с конусной поверхностью втулки.
Гидравлический способ нагружения уплотнительных поверхностей
предусматривает использование гидравлических или пневматических устройств (рис. 6.4, я),
устанавливаемых отдельно от затвора на одной из соединяемых деталей 1 с помощью
стойки 2. Гидроцилиндры 3 соединены тягой 4 и муфтой 5 с крепежными
шпильками 6. Гидродомкрат может быть выполнен как одно целое с затвором (рис. 6.4, б)
[А.с. 581351 СССР, МКИ F 17 С 1/08]. В этой конструкции крепежная шпилька 1
одновременно является штоком гидроцилиндра 2, который выполнен в одной из
соединяемых деталей 3.
Уплотнительные поверхности термически нагружаются нагревом и
последующим охлаждением фланца (рис. 6.5, а) [Пат. 114609 Великобритания, кл. 2Р]. В
зазор между крышкой 1 и разогретым фланцем 2 вставляют закладные элементы 3.
Фланец нагревается элементами 4. При охлаждении фланца через закладные
элементы происходит нагружение уплотнительных поверхностей г. Уплотнительные
поверхности нагружаются при нагреве затвора или отдельной его детали, выполненной из
материала, температурный коэффициент линейного расширения у которого больше,
чем у материалов других деталей затвора. На рис. 6.5, б нагреваемой деталью служит
кольцо 2, которое расположено на уплотнительном элементе 1 и удерживается в
затворном узле резьбовой пробкой 3, ввинченной в соединяемую деталь 4.
Другой вариант конструкции затвора (рис. .6.5, в) предусматривает предварительный
нагрев закладных элементов 7, размещаемых в пазах соединяемых деталей 2 и 3
[А.с. 539202 СССР, МКЙ F 17 С 13/08]. При охлаждении закладные элементы
стягивают соединяемые детали и нагружают уплотнительные поверхности, которые,
кроме того, нагружаются дополнительно под действием давления среды.
Уплотнительные поверхности могут быть нагружены механическими
устройствами и последующим воздействием давления среды в сосуде (рис. 6.6, а).
Конструкция затвора предусматривает предварительное нагружение уплотнительного
кольца 1 шпильками 2 через нажимное кольцо 3. С увеличением давления среды,
действующего на крышку 49 уплотнительные поверхности дополнительно
нагружаются.
79
Рис. 6.5. Затворы с нагружением уплотнительных поверхностей методом нагрева
Рис. 6.6. ЗВД с нагружением уплотнительных поверхностей механическими устройствами и
последующим действием давления среды в сосуде
При предварительном нагружении шпильками (рис. 6.6, б и см. рис. 6.1, а, г-е)
с увеличением давления среды на уплотнительное кольцо уплотнительные
поверхности дополнительно нагружаются. Аналогична последовательность нагружения
уплотнительных поверхностей при предварительной запрессовке уплотнитель-
ного кольца в корпус и крышку сосуда (рис. 6.6, в).
Работа уплотнительных соединений характеризуется уровнем деформирования
уплотнительных элементов, а также видом контактирующих поверхностей.
Уровень деформирования уплотнительных элементов определяется контактным
давлением, необходимым для обеспечения требуемой герметичности, типом сопряжения
и составом входящих в уплотнительное соединение элементов. В зависимости от
уровня деформирования соединения характер работы его элементов может быть
упругим, упругопластическим или пластическим.
При упругом характере работы уплотнительных элементов герметичность
обеспечивается непосредственным контактом уплотнительных поверхностей крышки и
корпуса (см. рис. 6.1, б) или через промежуточную деталь — уплотнительное
кольцо трапецеидального, овального или другого сечения (рис. 6.1, я, г, д). Форма
сечения этих уплотнительных элементов после нагружейия не изменяется.
При упругопластическом характере работы часть сечения уплотнительного
элемента, нагруженного предварительно усилием затяжки или в рабочих условиях, нахо-
80
дится в пластическом состоянии, т.е. напряжения в элементе превосходят предел
текучести материала, из которого он выполнен. Под действием усилия затяжки
уплотнительное кольцо треугольного сечения подвергается пластическим
деформациям (рис. 6.1, е) [27]. При пластическом нагружении уплотнительное кольцо,
выполненное из мягкого материала, доводят обжатием (обычно при сборке
соединения) до пластического состояния, и кольцо заполняет мельчайшие
неровности поверхностей твердых сопрягаемых деталей (рис. 6.1, а, в). Уплотнительные
поверхности элементов затвора могут контактировать по плоскости постоянной
ширины (рис. 6.1, а, б, в, д) или изменяющейся в процессе нагружения (рис. 6.1,
г,е).
Конструкции уплотнительных и крепежных деталей затворов можно
классифицировать по сочетанию групп признаков, характеризующих тип сопряжения,
состав у плотнит ельного соединения, тип крепежных элементов, степень механизации
сборки и вспомогательные устройства.
Уплотнительные поверхности выполняют в виде плоскости, конуса, сферы,
тора, цилиндра, острой кромки, что определяет форму контактирующих
поверхностей. Совокупность форм уплотняющей и уплотняемой поверхностей образует
сопряжение. На рис. 6.1 показаны некоторые типы сопряжений. Необходимо учитывать,
что не все сочетания форм уплотняющих поверхностей могут образовать
сопряжение; так, плоскость может образовать сопряжение только с плоскостью, тором
и острой кромкой; цилиндр — с цилиндром, тором и острой кромкой; конус — с
острой кромкой, конусом, сферой, тором; лишь острая кромка и тор могут
образовывать сопряжения с поверхностями всех других форм.
Герметичность уплотнительного соединения обеспечивают промежуточными
уплотнительные кольцами треугольного (рис, 6.1, е), трепецеидального (рис. 6.1, я)
или другого (рис. 6.1, г, д) сечения. В беспрокладочном соединении (рис. 6.1, б)
герметичность создается непосредственным контактированием соединяемых
деталей.
Для уменьшения усилий затяжки и повышения герметичности в прокладочных
уплотнительных соединениях предусматривают дополнительные мягкие
прокладки из меди, алюминия, резины, синтетических материалов или анаэробные
уплотняющие составы (герметики), которые при сборке, находясь между уплотняемыми
поверхностями, самостоятельно формируют и образуют уплотнительные прокладки
минимальной толщины [ 11]. Прокладки из мягких материалов устанавливают либо
непосредственно между уплотнительными поверхностями соединяемых корпусных
элементов (рис. 6.1, в), либо в сочетании со стальными уплотнительными кольцами
(рис. 6.1,а).
В последнее время широко применяют уплотнительные кольца, покрытые
электролитическим способом тонким слоем мягкого металла [29]. Если не требуется
частая разборка, в ЗВД нередко используют мембранные уплотнительные
соединения (см. рис. 6.2), способные обеспечить высокую надежность при малом
предварительном усилии затяжки.
Из элементов, удерживающих соединяемые детали одну относительно другой,
наиболее распространены шпильки (см. рис. 6.6, а). В зависимости от внутреннего
диаметра сосуда и рабочего давления диаметр шпильки может достигать 200 мм и
более. Используют также шпильки с гайками на обоих концах (рис. 6.6, б). При
давлении свыше 100 МПа в затворах устанавливают резьбовые удерживающие
элементы (см. рис. 6.5, б) чаще, чем шпилечные [ 67].
Резьба или кольцевые выступы муфтовых элементов удерживают крышку
[ 67]. Кольцевые выступы могут быть разной конфигурации. В затворе фирмы
"Сэмон Карвс" (Великобритания) муфтовые элементы 1 (рис. 6.6, в) и
крышка 2 имеют выступы г прямоугольной формы.
81
Созданы конструкции [ А.с. 412922 СССР, МКИ В 01 3/00] с крепежными эле-
ментами в виде рамы 1 (рис. 6.7, я), в которую вдвигают с помощью специальных
устройств сосуд 2, собранный предварительно с крышками 3 и 4. Рамы
воспринимают только осевую нагрузку и могут быть монолитными или составными. К
рамным относятся конструкции сосудов с внешним, относительно корпуса
сосуда 1, расположением шпилек 2 (рис. 6.7, б) [ 67].
В ЗВД используют и байонетное крепление [ 4]; при этом можно предусмотреть
поворотные крышки или поворотные кольца.
В конструкции, показанной на рис. 6.8, я, в качестве поворотного элемента
применено поворотное кольцо 7, в котором с верхней стороны выполнены пазы для
прохождения выступов крышки 2. Для приведения затвора в рабочее положение
кольцо поворачивают при помощи гидроцилиндра 3 на угол, при котором выступы
крышки и кольца совпадают. Поворотное кольцо одновременно является в этой
конструкции удерживающим элементом.
В последние годы разработаны конструктивные решения, в которых уплотни-
тельные поверхности удерживаются в контакте под действием сил трения на
цилиндрических поверхностях непосредственно между корпусом 1 и крышкой 2
(рис. 6.8, б). Исходный диаметр контактной поверхности горловины корпуса в
такой конструкции меньше исходного диаметра сопрягаемой поверхности крышки
на величину, которая обеспечивает натяг, необходимый для удержания крышки
в рабочих условиях силами трения. Затвор собирают и разбирают при одновременном
разогреве горловины корпуса и охлаждении крышки с помощью расположенных
в них термоэлементов 3.
Используют затворы с закладными элементами 1 (рис. 6.8, в), которые в
рабочих условиях удерживают крышку 2 во фланце 3 [А.с. 416495 СССР, МКИ F 16
J 13/02]. Закладные элементы могут
быть разнообразными по форме.
Применяют также конструкции,
в которых уплотнительные элементы
удерживаются крепежными
элементами и возникающей силой трения,
например, затворы с закладными (см.
рис. 6.5, в) или шпилечными (рис.
6.8, г) элементами. В послед-
Рис. 6.7. Бесшпилечные ЗУ с крепежным
элементом рамной конструкции
Рис. 6.8. Варианты бесшпилечных ЗУ
6) *)
а) *)
а) 5)
82
Рис. 6.9. Вспомогательные устройства
ней конструкции силы трения, которые препятствуют перемещению крышки 3,
возникают под действием давления на цилиндрических поверхностях при затяжке
шпилек, осевом перемещении нажимного кольца 1 и деформировании при этом
сыпучего материала 2, например песка [78]. Деформирование сыпучего материала,
распределенного по узкой кольцевой площади, значительно увеличивается от
действия в осевом направлении на всю площадь крышки давления среды. Сыпучий
материал способствует возникновению на цилиндрических поверхностях сил
трения, препятствующих перемещению крышки под действием давления.
Затворы собирают в основном вручную. Для ускорения и облегчения сборки и
разборки затворов со шпилечными крепежными элементами широко применяют
гидродомкраты или гидроключи. Иногда для этой цели используют
нагревательные элементы. В байонетных затворах для ускорения сборки применяют
гидроцилиндры (рис. 6.8, а ).
Затворы могут быть частично или полностью механизированными (в
зависимости от степени механизации операций сборки и разборки). Такие затворы чаще
всего используют в производствах, связанных с переработкой высокотоксичных
веществ, а также в случаях, когда требуется разборка при высоких температурах.
ЗВД могут работать без каких-либо вспомогательных устройств. Однако из-за
специфических особенностей работы затвора необходимы вспомогательные
устройства, в качестве которых можно использовать приспособления для контроля или
ограничения усилия затяжки, дополнительный уплотнительный контур для сбора и
измерения утечки, а также приспособление для блокировки крышки при работе
сосуда под давлением.
На рис. 6.9, а показана конструкция затвора, в которой, для обеспечения
требуемой герметичности, усилие затяжки создается шпильками 5 [ А.с. 712604 СССР,
МКИ В 01 J 3/00]. Для надежной работы в условиях циклического нагружения
затвор снабжен приспособлением, позволяющим при повторном нагружении создать
на шпильках усилия затяжки, равные по величине усилиям, возникающим под
действием давления, и при этом не допускать перегрузки уплотнительного
кольца 1. Для этого между шпильками в зазоре между фланцем 2 и крышкой 4
располагают комплекты клиновых элементов б, размещенных в рамке 7. Клиновые
элементы после первого нагружения шпилек усилием затяжки фиксируются
винтами 3.
Дополнительный контур для сбора или измерения утечки через стыки
уплотнительного соединения, образуют уплотнительное кольцо 1 (рис. 6.9, б) и
соединяемые детали 2 и 3. Для сбора утечки за основным уплотнительным кольцом 1
устанавливают второе уплотнительное кольцо 4. Форма уплотнительного кольца опреде-
83
ляется условиями эксплуатации, а также типом основного узла затвора. Для
отвода утечки из образованного контура в одной из соединяемых деталей выполнены
отверстия г.
На каждом сосуде должно быть предусмотрено приспособление (вентиль) для
контроля отсутствия давления в сосуде перед его открыванием. Быстросъемные
ЗУ следует снабжать предохранительными устройствами, исключающими
возможность создания в сосуде давления при неплотно закрытой крышке и открывание ее
при наличии в сосуде давления (рис. 6.9, в). Создать давление в сосуде с ЗУ такой
конструкции можно лишь в случае, если установлена крышка 1 и муфта 2
навинчена на корпус 4. При этом отверстие в корпусе 4 перекрывается иглой 3, на которую
в рабочем положении воздействует муфта 2. При снятии муфты 2 с корпуса 4
иглы 3 освобождается и отверстие д сообщается с выпускным отверстием е.
6.2. КОНСТРУИРОВАНИЕ И РАСЧЕТ
УПЛОТНИТЕЛЬНЫХ СОЕДИНЕНИЙ
Для успешного внедрения любой конструкции уплотнительного соединения
должны быть известны:
расчетные зависимости для определения усилий, действующих на детали ЗУ при
затяжке и в рабочих условиях;
результаты расчета НДС деталей ЗУ;
условия герметизации уплотнительного соединения ( зависимость утечки от
давления среды, контактного давления на уплотнительных поверхностях,
механические свойства материалов и геометрические параметры контактирующих
деталей) ;
материалы деталей затворного узла;
оптимальные геометрические соотношения размеров деталей;
технические требования к изготовлению уплотнительных поверхностей;
технические требования к сборке узла;
эксплуатационные показатели (усилие затяжки крепежных деталей,
многократность использования уплотнительного узла без проведения восстановительных
работ и др.).
Из огромного многообразия уплотнительных соединений подобные данные
известны лишь для немногих. К таким соединениям можно отнести конструкции
уплотнительных соединений с двухконусным, треугольным, восьмиугольным или
овальным кольцом и с плоской прокладкой.
Конструкции и материалы.
1. Уплотнительное соединение с двухконусным кольцом.
Это соединение широко применяют в промышленной аппаратуре с 1940 г.
Уплотнительное кольцо представляет собой стальное кольцо 1 с сечением в виде равно-
боковой трапеции (рис. 6.10). Конические уплотнительные поверхности кольца 1
прилегают в рабочих условиях к коническим поверхностям корпуса 3 и
крышки 2. В затянутом состоянии с внутренней стороны кольцо по всей высоте
охватывает цилиндрический выступ крышки. В свободном состоянии между внутренней
поверхностью кольца и выступом крышки имеется зазор, величину которого
определяют из условия обеспечения упругой работы кольца при наличии значительных
сжимающих кольцевых напряжений, возникающих в результате затяжки соединения.
Для облегчения доступа рабочей среды в зазор, когда затянутое кольцо прижато к
поверхности ограничительного выступа крышки, на последнем выполняют
кольцевые и продольные канавки. Уплотнительное кольцо поджато к крышке
прижимным кольцом 5 или выступом расположенного на наружной цилиндрической по-
84
Рис. 6.10. Уплотнителыюе соединение с двухконусным кольцом (в незатянутом состоянии)
Рис. 6.11. Уплотнительное соединение с кольцом треугольного сечения
верхности уплотнительного кольца. Геометрические размеры прижимного кольца
и выступа принимают конструктивно.
Практикуют сборку уплотнительного соединения с прокладками 4 на
уплотняющих конусах из листовой меди или алюминия. Толщину 5 прокладок следует
принимать (мм): 6 = 0,5 ... 1,0 при внутреннем диаметре сосуда D < 1200 мм;
6 = 10 1 5 при 1200 мм <£><2000 мм; 5 = 1,5 ... 2,0 при£>> 2000 мм.
При использовании прокладок на уплотнительных конусах кольца выполняют
по две кольцевые канавки. При D > 600 мм на каждой из торцовых поверхностей
уплотнительного кольца предусматривают два отверстия под рым-болты.
2. Уплотнительные соединения с кольцом треугольного сечения.
Соединение с кольцом такого сечения используют в промышленных аппаратах
с середины 50-х годов [ 22, 67]. Уплотнительное кольцо в нем выполнено в виде
равнобедренного прямоугольного треугольника, обращенного прямым углом
наружу; верхняя и нижняя кромки кольца закругленные. Кольцо расположено
в треугольных канавках торцов корпуса и крышки, вершины которых также
закруглены.
Требуемые шероховатость и форма уплотнительных поверхностей при
сохранении преимуществ соединения (малое усилие затяжки по сравнению с
соединениями других типов) достигнуты выполнением уплотнительного кольца с плоскими
торцами и углублений под него в корпусе и крышке с канавками для выхода
резца [14,17].
В измененной конструкции уплотнительного соединения (рис. 6.11) угол
85
Рис. 6.12. Уплотнителькое соединение с кольцом восьмиугольного сечения
Рис. 6.13. Уплотийтельное соединение с плоской прокладкой
между внешними уплотнителькыми поверхностями канавок и осью сосуда на 2
больше угла между уплотнителькыми поверхностями кольца 1 и осью сосуда. В
свободном состоянии между внутренней поверхностью кольца 1 и выступами
крышки 2 и фланца корпуса 3 должен быть зазор, величину которого определяют из
условия сохранения упругости кольца при затяжке. Корпус и крышка взаимно
сцентрированы благодаря выступу на крышке и специальной проточке во фланце
корпуса. Высоту уплотнительного кольца выбирают так, чтобы после затяжки был
гарантирован зазор между крышкой и фланцем корпуса.
3. Уплоткительное соединение с кольцом восьмиугольного сечения.
В таком соединении (рис. 6.12) уплотийтельное кольцо 1 расположено между
торцовыми поверхностями фланца корпуса 3 и крышки 2 в кольцевых канавках
трапециевидного сечения, боковые стороны которых скошены под углом 23 к оси.
В кольцевых канавках предусмотрены дополнительные углубления для выхода
режущего инструмента при выполнении уплоткительных поверхностей
Контактирование уплотнительного кольца с крышкой и фланцем корпуса в рабочих условиях
происходит одновременно по двум окружностям: внутренней и внешней. Если
кольцо при затяжке будет установлено на внутренний скос раньше, чем на наружный,
то при самоуплотнении может возникнуть неплотность до достижения герметизации
по наружному скосу; поэтому очень важно в такой конструкции выполнение
размеров уплотнительного соединения, которые обеспечивали бы при затяжке
предварительное касание по наружному скосу.
4. Уплотийтельное соединение с плоской прокладкой.
В таких соединениях (рис. 6.13) уплотнительные поверхности образованы
выступами на крышке 2 и выточками на фланце корпуса 3. Наименьший диаметр уплотни-
тельной поверхности принимают конструктивно. На торцовых поверхностях корпуса
86
Таблица 6.1
Параметры ушютнительных соединений
Тип соединения
Внутренний диаметр
аппарата, мм
Расчетное давление,
МПа
Расчетная температура,
° С
С двухконусным
кольцом
С кольцом треугольного
сечения
С кольцом
восьмиугольного сечения
С плоской прокладкой
200.
200..
400.
200.
.3200
. 1200
.. 1200
.1000
10..
20..
10.
10.
.120
.120
..40
..30
(-40) .
(-40) .
(-40) .
(-40) .
. (+ 420)
. (+ 420)
. (+ 420)
. (+ 200)
и крышки иногда выполняют несколько кольцевых канавок треугольного сечения
шириной до 1 мм, увеличивая тем самым поверхность контакта с плоской
прокладкой 1.
Тип уплотнительного соединения выбирают по табл. 6.1.
Материалы для изготовления шпилек, крышек, фланцев, ушютнительных колец
и прокладок следует выбирать в соответствии с рекомендациями гл. 11.
При этом уплотнительные кольца треугольного, восьмиугольного и двухконус-
ного сечения, непосредственно контактирующие с крышками и фланцами, и
ответные элементы с уплотнительными канавками под кольца (в крышке и корпусе)
следует изготовлять из сталей с различной твердостью. В этом случае
рекомендуется выбирать материал уплотнительного кольца таким образом, чтобы твердость
его по Бринеллю была не менее чем на 20 единиц меньше твердости материала
ответных деталей. Заготовки ушютнительных колец следует подвергать термической
обработке. Уплотнительные кольца нужно изготовлять из поковок, однако
допускается использовать и прокат. Окончательно механическую обработку
ушютнительных колец проводят после их термической обработки. Медные прокладки перед
сборкой подвергают отжигу. Алюминиевые и медные прокладки рекомендуется
изготовлять цельными, в исключительных случаях сварными. Отклонения по
толщине в зоне сварного шва после его зачистки, а также поры, подрезы, трещины любых
размеров и форм не допускаются.
Расчет основных размеров и усилий, действующих на крепежные детали.
Основные размеры ушютнительных колец и прокладок, а также ушютнительных
элементов крышки и фланца корпуса рассчитывают в соответствии с РД 26 01-168—88,
где предусмотрен также расчет усилий, действующих на крепежные элементы.
1. Уплотнительное соединение с двухконусным кольцом (см. рис. 6.10) .
Геометрические размеры кольца (рис. 6.14) приведены в табл. 6.2 и
соответствуют материалу уплотнительного кольца с пределом текучести (при температуре
20 °С) о\° > ЪАЗ МПа. При изготовлении ушютнительных колец из сталей с пределом
текучести о\° < 343 МПа рассчитывают только диаметральные размеры кольца.
Осевые размеры элементов соединения не рассчитывают, а принимают по нормативно-
технической документации. Толщину кольца Ъ определяют по формуле
(0,63Дср+0)(/4 -h2) м „ о*°
6.92Z)r
[2,42
-ср"
20
0CD+(Al-*2H
ср
(6.1)
где Ц
СЛ
D + 0,5(/г! - /*2)tg7 ~ средний диаметр уплотнительной поверхности;
а = 0,Г6 м; а^м - напряжение при смятии промежуточной прокладки (для алюминия
-см 68>6 МПа> дая мепи асм = 98*1 МПа).
г20 __,
При необходимости выполнения в крышке выточки (см. рис. 6.10) или при
соединении уплотнительного кольца с выпуклой крышкой минимально необходимая
87
Таблица 6.2
Геометрические размеры
двухконусного уплотнительного кольца, мм (см. рис. 6.10,6.14)
D
200
300
400
500
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
h\
30
35
45
50
60
70
85
100
115
135
150
165
180
200
220
235
250
270
h2
15
18
22
25
30
35
42
50
58
68
75
82
92
100
ПО
113
125
185
Ь
17
20
23
26
30
34
40
47
53
61
67
74
82
89
96
103
109
117
А> |
.--+0,0 72
-,«2+0,081
оал+0,0 8 9
466+0'097
561+о,1ю
756+0,125
948+0'140
1137+0,155
133о+0,195
1522+0,230
П15+0,2 30
1905+О,280
2094+0,2 80
2290+о,ззо
2478+о,ззо
2670+о,ззо
2864+о,ззо
3050+о,ззо
t
3
4
5
6
8
10
12
h
2,5 1
3
4
5
6 '
7
Я
10
12
13
14
15
16
17
18
19
h I
3 1
3,5
5
6
9
11
13
15
18
20
21
25
27
30
33
35
! 39
*з
0,5
1
1,5
^1
2
3
4
5
R2
4
5
6
7
8
Г *з
1
1,5
2,5
толщина Ь\ упорного кольца должна быть не менее 9.75 толщины Ъ уплотнительного
кольца.
Расчетная ширина уплотнительной поверхности /р = 0,5 {hx - u2)cos7. Внутренний
диаметр кольца принимают равнымD0 = D + (ht ~- h2)tg? - 2b.
Диаметральный зазор 5 между внутренней поверхностью кольца и наружной
поверхностью упора крышки
5=А,а?0/(1,1О,
где Е%° — модуль упругости материала при температуре 20 °С.
Г=30°\!7 15°
±
4
1
I
1
\
If
f\
A.
Ш
jKM
Г "i,
ч
\ i\
*\JL 1
J2 h.
Рис. 6.14. Двухконусное уплотнительное кольцо
88
Диаметр наружной поверхности упора крышки Dx — D0 — 5, Высота кольца по
средней линии уплотнительных поверхностей h = 0,5 (hx + h2).
Внутренний диаметр прокладки принимают Dn B <Z) + b/3.
Расчетная сила, действующая на крепежные элементы в рабочих условиях,
Q = Qa + QB, (6.2)
где <2Д - равнодействующая внутреннего давления р на крышку; QB - осевая
составляющая равнодействующей внутреннего давления на уплотнительное кольцо;
(2д = 0,25тг/)срр; (63)
QB=kl095irDcphcpptgy. (6.4)
Здесь 7 = 30° ~ угол конуса уплотнительных поверхностей (угол между осью
вращения детали и образующей уплотнительной поверхности); кх - коэффициент,
учитывающий влияние силы предварительной затяжки на расчетное усилие {к\ =
= 4 - 0,102р при расчетном давлении р< 29,4 МПа; кх = 1,0 при р > 29А МПа).
Приближенно можно принимать
QB=0,06k1Q^ (6.5)
При пробном гидравлическом испытании давлением рпр нагрузку на шпильки
бпр определяют по формуле (6.2); при этом в расчетные формулы для бд и QB
подставляют рпр вместо р. При технологической опрессовке сосуда с многослойным
цилиндрическим корпусом гидравлическим давлением ртех нагрузку на шпильки
£?тах определяют по формуле (6.2). При этом в расчетные формулы (6,3), (6.4)
подставляют ртех вместо р.
Силу затяжки шпилек Q3 перед гидравлическими испытаниями пробным
давлением рпр, давлением опрессовки ртех и перед эксплуатацией в рабочих условиях
определяют по формуле
Сз =
°2cM^Dcplpsin(l + P)/cosp,
(6.6)
где р - угол трения на уплотнительных поверхностях (принимают р = 15°).
2. Уплотнительное соединение с кольцом треугольного сечения.
Геометрические размеры такого уплотнительного соединения (см. рис. 6.11)
не рассчитывают, а выбирают по нормативным данным или по табл. 6.3 и рис. 6.15
для сосуда соответствующего диаметра.
Геометрические размеры уплотнительного соединения, указанные в табл. 6.4,
соответствуют материалу уплотнительного кольца с пределом текучести о\° >
> 186 МПа. При внутреннем диаметре сосуда D, отличающемся от табличного значе-
Геометрические размеры уплотнительного кольца
треугольного сечения, мм (см. рис. 6.11,6.15)
Таблица 63
D
Do
D^
D,
200
300
400
500
600
800
1000
1200
219
320
423
528
628
828
1037
1237
226
328
432
537
637
837
1048
1248
220
321
424
529
629
829
1039
1239
13
15
16
18
20
24
26
30
89
Таблица 6.4
Геометрические размеры (мм) уплотнительного кольца
восьмиугольного сечения при 225 МПа < от < 294 МПа
(см. рис. 6.12,6.16)
D
р, МПа, не более
Д
ср
D*
400
500
600
31,4
19,6
31,4
470
590
660
710
455
571
646
687
15
19
14
23
24
28
22
32
800
1000
19,6
31,4
19,6
31,4
880
930
1100
1180
882
900
1078
1142
18
30
22
38
28
42
36
53
8
10
1200
19,6
31,4
1320
1410
1293
1365
27
45
42
64
12
ния, геометрические размеры сечения уплотнительного кольца и ответных канавок
под него следует принимать соответствующими ближайшему табличному значению
D. Высоту направляющего выступа крышки и соответствующей выточки корпуса
принимают конструктивно, но не менее высоты h0 уплотнительного кольца.
Расчетное усилие, действующее на крепежные детали в рабочих условиях,
определяют по РД 26 01-168-88 или по формуле (6.2), причем
Сд=0,25*Д*р; (6.7)
<2В = 0,5irDKhoptgyK , (6.8)
где DK - диаметр контакта ушютнительных поверхностей; ук = 47° — угол конуса
уплотнительной поверхности крышки и фланца корпуса сосуда.
Приближенно можно принимать
бв =0,05¾.
(6.9)
Рис. 6.15. Уплотнительное кольцо треугольного
сечения
Рис. 6.16. Уплотнительное кольцо
восьмиугольного сечения
R1,5
90
Таблица 6.5
Геометрические размеры (мм) уплотнительного кольца
восьмиугольного сечения при о\ > 294 МПа
(см. рис. 6.12, 6.16)
D
р, МПа, не более
Яср
£>з
ь
*о
h\
400 31,4 460 468 14 20
500 31,4 570 552 18 24
— 6
19,6 600 646 14 20
600
31,4 685 665 20 24
19^6 870 854 16 24
800
31,4 910 884 26 36 8
19,6 1090 1070 20 32
1000
31Д П40 И08 32 42 10
19,6 1300 1276 24 36
1200 ~
31,4 1370 1332 38 50 12
Примечание. Пример условного обозначения уплотнительного кольца для сосуда
или аппарата с внутренним диаметром 800 мм, на давление 31,4 МПа, типа 3: уплотнительное
кольцо 3-800-31,4.
При пробном гидравлическом испытании давлением рп усилие на шпильки
Qn определяют по формуле (6.2) после подстановки в формулы (6.7) и (6.8) рп
вместо р. При технологической опрессовке сосуда с многослойным цилиндрическим
корпусом давлением ртех усилие на шпильки (?тех определяют по формуле (6.2)
после подстановки в формулы (6 7), (6.8) ртех вместо р.
Усилие затяжки шпилек Q3 перед гидравлическими испытаниями пробным
давлением рпр, давлением опрессовкиртех и перед эксплуатацией в рабочих условиях
Q3=7rDKq3, (6.10)
где q3 = 588 кН/м - герметизирующее усилие затяжки на единицу длины периметра
уплотнения.
3. Уплотнительное соединение с кольцом восьмиугольного сечения (см. рис. 6.12).
Геометрические размеры уплотнительного кольца, показанного на рис. 6.16,
приведены в табл. 6.4, 6.5 и соответствуют материалам уплотнительного кольца с
пределом текучести 225 МПа < ат° < 294 МПа и ат° > 294 МПа. При внутреннем диаметре
D сосуда, отличающемся от табличного значения, геометрические размеры сечения
уплотнительного кольца и ответных канавок под него следует принимать для
ближайшего табличного значения D. Для материалов уплотнительных колец с aj0 <225 МПа
геометрические параметры следует рассчитывать по приведенным ниже зависимостям
(РД 26 01-168-88).
Средний диаметр уплотнительного соединения D > /)/(1 - \,16р/о*°).
Ширина уплотнительной поверхности уплотнительного кольца / = 0,155Dc р/о2т°.
Толщина уплотнительного кольца Ъ — 0,25 Dc p/o2T°. Ширина перемычки в корпусе
сосуда Т > 0,515 Dcpp/o2T°.
Высоту hx цилиндрической части уплотнительного кольца принимают в
зависимости от внутреннего диаметра D сосуда:
91
D мм 400-800 800-1000 1000-1200
л|,мм 6-8 8-10 10-12
Глубина конической части канавки под уплотнительное кольцо
И2 = 0,5 (А0 - hx) + 0,0Q5Z)cos7 + h \,
где у= 22° 30 - угол конуса уплотнительных поверхностей; h\= 1,0 ... 1,5 мм при
ZX600 мм; h\= 1,5 ... 2,5 мм при£>>600 мм.
Полная высота уплотнительного кольца h0 = hx + 2/COS7. Полная глубина
канавки Нъ под уплотнительное кольцо Нъ — h2 + А2', где h\ = 0,005 D, но не менее 3 мм.
Расчетное усилие, действующее на крепежные детали, определяют по формуле
(6.2), где равнодействующую внутреннего давления вычисляют по формуле (6.3),
а осевую составляющую QB реакции уплотнительного кольца - по формуле
бв = ^срО cM/sm(? + P)/cosp, (6.11)
где а^м = 1,2 о\° - герметизирующее напряжение при смятии уплотнительного
кольца в условиях эксплуатации; / — ширина уплотнительной поверхности; р =
= 11°40' - угол трения на уплотнительных поверхностях.
При пробном гидравлическом давлении рпр усилие на шпильки определяют по
формуле (6.2); при этом в расчетную формулу (6.3) подставляют рпр вместо р,
а в формулу (6.11) - напряжение при смятии С7с2^пр = 0,8 а20. При
технологической опрессовке сосуда с многослойным корпусом давлением ртех нагрузку на
шпильки <2тех определяют по формуле (6.2); при этом в расчетную формулу (6.3)
подставляют ртех вместо р, а в формулу (6.11) - напряжение при смятии а^ тех =
= 0,8а2т°
Сила затяжки:
перед технологической опрессовкой давлением ртех
Q3 тех = 0,25тг^р[ртех + 0,58111(7 + ptfcosp]; (6.12)
перед гидроиспытаниями пробным давлением рп и последующей
эксплуатацией при расчетном давлении р
0з пр =0 257rZ)JpP[l,25aJ0/<^ + 0^sin(7 + p)/cosp]; (6.13)
перед эксплуатацией при расчетном давлении р (без гидроиспытаний)
£3 =0,257гЯ*рР[1 +0,75sm(7 + p)/cosp], (6.14)
где о*т - предел текучести материала уплотнительного кольца при расчетной
температуре, МПа.
4. Уплотнительное соединение с плоской прокладкой.
Геометрические размеры элементов соединения (см. рис. 6.13) рассчитывают
по РД 26 01-168—88. Толщину прокладки (рис. 6.17) принимают конструктивно
/гпр =2 ... 5 мм. Наименьший диаметр уплотнительной поверхности Dx следует
принимать конструктивно или определять по соотношению Dx = D + 5 мм. Расчетную
ширину Ьр металлической прокладки принимают равной большему из двух значений,
определяемых по формулам:
bp =0a5pDl/([o]t -a*° -0,25p); (6.15)
*p=025pDI/([al2O-^np-0,25^^), (6.16)
92
Рис. 6.17. Плоская прокладка
где [о]* и [а]20 — допускаемое контактное
напряжение на уплотнительных поверхностях
пературе соответственно расчетной и 20
жение на уплотнительных поверхностях при тем-
о20 — напряжение смятия материала прокладки
при давлении соответственно рабочем и пробном
гидравлическом.
Исполнительную ширину прокладки назначают Ъ
1
#
J
RlW
Ь
« Б 1
>£Ш^ 1
«Ну
>
Z?p. Наибольший диаметр
уплотнительной поверхности D2 = Dx +2b. Средний диаметр уплотнительной
поверхности Dcp = 0,5(£>! + D2). Значение [о]* и [а]20 в формулах (6.15), (6.16)
принимают равным меньшему из значений пределов текучести материалов фланца
корпуса и крышки:
[а]' = 0,35<к + 176,6. (6.17)
Напряжение [а]20 вычисляют по формуле (6.17), подставляя о*°к вместо о£к.
Герметизирующее напряжение при смятии а2£, прокладки принимают равным
68,67 МПа для алюминия, 98,1 МПа для меди, 176,6 МПа для стали 08Х18Н10Т.
Расчетная нагрузка, действующая на крепежные детали,
где Q„ - равнодействующая внутреннего давления на крышку, определяемая по
формуле (6.3) ; <2пр - реакция прокладки в рабочих условиях:
епр = ^срКм-
(6.19)
При технологической опрессовке сосуда с многослойным корпусом под
давлением ртех нагрузку на шпильки бтех рассчитывают по формуле (6.18); при этом в
расчетную формулу (6.3) подставляют ртех вместо р, а в формулу (6.19) -
напряжение при смятии а™. тех = 0,5 а™ вместо а2°. При пробном гидравлическом
давлении рпр нагрузку на шпильки Qnp рассчитывают по формуле (6.18); при этом
в расчетную формулу (6.3) подставляют рПр вместо р, а в формулу (6.19) -
напряжения при смятии а2м.пр = °>5 ас2м вместо аСм•
Силу затяжки шпилек: <23.тех пеРеД технологической опрессовкой давлением
Ртех принимают равной <2тех; £?з.пр перед гидроиспытаниями пробным давлением
Рпр - равной 2пр; бз.пр для гидроиспытаний пробным давлением рПр с последующей
эксплуатацией без демонтажа уплотнения - равной большему из двух значений Q
или <2пр; <23 ДПЯ условий эксплуатации без гидроиспытаний пробным давлением -
равным расчетному усилию Q.
Требования к изготовлению уплотнительных колец и прокладки (см.
рис. 6.14 — 6.17), в частности по обработке поверхностей А, Б, приведены в п. 14.4.
6.3. КОНСТРУКЦИИ И РАСЧЕТ КРЕПЕЖНЫХ ДЕТАЛЕЙ
Действующими нормативными документами (РД РТМ 26 01-126-80,
ГОСТ 26303-84) предусмотрены резьбовое, муфтовое (рис. 6.18) и шпилечное
(см. рис. 6.10-6.13) крепления крышки к корпусу сосуда.
Резьбовое крепление (рис. 6.18, исполнение 1) выполнено на наружной
поверхности крышки 2 и внутренней поверхности фланца корпуса 1. При конструировании
такого затвора необходимо избегать проскальзывания уплотнительных поверхнос-
93
Исполнение 2 Исполнение 1
\V7>
Рис. 6.18. Вариант резьбового крепления:
1 - корпус; 2 - пробка (крышка); 3 -
дополнительный элемент; 4 - уплотнительное кольцо; 5 - муфта
Рис. 6.19. Соединение типа А:
/ - фланец; 2- крышка; 3 - шайба; 4 - шпилька; 5 - гайка
^Шк^^{
Рис. 6.20. Соединение типа Б:
1 - фланец; 2 - крышка; 3 - шайба; 4 - гайка; 5 - шпилька; 6 - колпачок защитный
Рис. 6.21. Соединение типа В (позиции - см. подпись к рис. 6.20)
94
тей кольца 4 при завинчивании крышки в корпус. Для этого в конструкцию затвора
следует ввести между крышкой и фланцем корпуса дополнительный элемент 3
с уплотнительными поверхностями и предусмотреть фиксацию этого элемента для
исключения проворачивания под действием сил трения при контакте элемента с
крышкой. Для уменьшения времени завинчивания иногда резьбу сочетают с байоне-
том. В этом случае крышка по пазам опускается на дополнительный элемент, после
чего поворачивается на небольшой угол до совмещения выступов крышки и
корпуса. Необходимо учесть, что при таком конструктивном исполнении высота
резьбовой части увеличивается не менее чем в 2 раза по сравнению с резьбовым
креплением.
Одной из форм резьбового крепления является муфтовое (рис. 6.18,
исполнение 2). Оно отличается от рассмотренного тем, что резьба для крепления крышки
выполнена в специальной детали (муфте) 5, которая другим резьбовым участком
соединяется с фланцем корпуса сосуда. Отделение от фланца корпуса его части в
виде муфты делает технически возможным изготовление металлоемкого фланца и
применение резьбового крепления при более высоких технологических параметрах
(давление, диаметры). Муфту можно выполнять цельной или состоящей из
нескольких частей, соединяемых между собой бандажами или шарнирами. Механизация
перемещения частей муфты при сборке и разборке освобождает от трудоемкого и
длительного завинчивания резьбовых деталей. При использовании в конструкциях
с таким креплением уплотнительных соединений, требующих предварительного наг-
ружения осевым усилием, необходимы устройства, обеспечивающие создание усилия
затяжки.
Во всех конструкциях затворов с резьбовым креплением крышка должна иметь
элементы, облегчающие ее поворачивание относительно корпуса при завинчивании
(например, шестигранник, плоскости "под ключ" и др.) .
Материалы для изготовления деталей резьбового крепления рекомендуется
выбирать так, чтобы их твердости различались не менее чем на 20 НВ. Можно применять
материалы резьбовых деталей с равной твердостью. В этом случае материал
резьбовых деталей должен быть пластичным, а материал деталей с шестигранником или
плоскостями под ключ, кроме того, достаточно твердым.
В резьбовых соединениях с шагом до 6 мм включительно используют
метрическую резьбу по ГОСТ 9150-81. При диаметре резьбы более 0,15 м рекомендуются
трапецеидальные и упорные резьбы. При принятом диаметре резьбы принимают
минимальный шаг по ГОСТ 9484-81 для трапецеидальной резьбы и по ГОСТ 10177-82
для упорной резьбы. Выход резьбы, сбеги и надрезы, проточки и фаски для
метрической и трапецеидальной резьб выполняют по ГОСТ 10549—80, размер "под ключ" —
по ГОСТ 6424-73.
Наиболее распространены в качестве крепежных деталей в ЗСВД шпильки,
ввернутые одним концом в резьбовые гнезда торца корпуса (см. рис. 6.10 -6 13). Такое
расположение деталей соединения наиболее целесообразно, так как позволяет
уменьшить до минимума расстояние от наружных поверхностей уплотнения до осей
центров шпилек. Стандартом на резьбовые соединения для сосудов и аппаратов на
давление свыше 10 до 100 МПа (ОСТ 26 01-138-81) предусмотрены следующие типы их
исполнения: тип А — для затяжки затвора гаечным ключом; тип Б — для затяжки
затвора гидродомкратом с захватом шпильки за основную резьбу; тип В — для
затяжки затвора гидро домкратом с захватом шпильки за резьбовой хвостовик.
Соединение каждого типа включает шпильку, гайку, шайбу, резьбовое
гнездо и защитный колпачок. Типы и размеры резьбовых соединений соответствуют
рис. 6.19 — 6.21 и табл. 6.6. Размеры, форма, резьба, предельные отклонения и
параметры шероховатоста поверхностей шпилек, гаек, шайб, резьбовых гнезд и
защитных колпачков должны соответствовать ОСТ 26 01-139-81 ... ОСТ 26 01-143-81.
95
Таблица 6.6
Размеры резьбовых соединений, мм
Номинальный диаметр
резьбы d
Шаг резьбы Р
Размер
"под ключ"
S
Высота Я соединения типа
А
Б
В
1-й ряд
56
64
72
80
90
100
ПО
125
140
160
190
200
2-й ряд
J5
60
68
76
85
95
,5 85
90
95
100
105
ПО
115
125
130
140
145
105 6 150
115
120
130
150
170
190
155
170
175
180
185
200
210
225
240
255
270
290
120
125
130
135
140
145
155
160
165
175
190
195
200
205
205
210
215
235
245
265
275
280
290
300
190
200
210
215
225
235
250
260
270
280
295
310
320
325
330
340
350
375
395
425
450
465
480
500
-
210
220
230
240
250
265
270
280
295
310
320
325
335
340
350
360
390
410
440
460
475
495
505
Примечание. Размер Н дан для справок.
Следует указать, что соединение типа А применяют только для диаметров резьб
до М64 X 6 включительно. Однако если установка гидродомкрата на шпильке
невозможна (например, мешает патрубок), соединение типа А можно использовать при
диаметре резьб больше М64 X 6.
Нарезкой или накаткой на шпильках выполняют метрическую резьбу диаметром
d с шагом 6 мм. Диаметр гладкой средней части шпильки несколько меньше
внутреннего диаметра резьбы; переходы к участкам с резьбой должны быть плавные.
В центре шпильки предусмотрено сквозное отверстие для подачи смазочного
материала во ввернутую часть резьбы; в этом отверстии можно также размещать
контрольный стержень при определении нагрузки на шпильку по ее удлинению. При наличии
дренажных отверстий во фланце корпуса сосуда шпильку можно выполнять без
центрального осевого отверстия. Ввернутый конец шпильки имеет концевой гладкий
участок длиной hx с конической фаской и входит до упора в соответствующее
коническое углубление резьбового гнезда фланца корпуса. В зону расположения
гайки смазочный материал поступает по предусмотренным в теле шпильки отверстиям
и каналам.
Возможный изгиб шпильки (при перекосе крышки во время монтажа)
самопроизвольно устраняется благодаря тому, что опорный торец гайки и прилегающая
к нему поверхность подкладной шайбы выполнены сферическими. Для обеспечения
необходимого поворота гайки в процессе затяжки затвора гидродомкратом в
теле гайки предусмотрены радиальные отверстия для размещения в них специального
воротка. Защитные колпачки предназначены для предохранения резьбовых частей
96
Резьба
Метрическая
Трапецеидальная
Упорная
Значения коэффициентов
в зависимости от типа резьбы
*с
0,750
0,634
0,737
хг
0,875
0,634
0,758
Таблица 6.7
^см
0,540
0,500
0,750
шпильки в процессе эксплуатации сосуда высокого давления от попадания на них
грязи, а также от механических повреждений.
Детали резьбовых соединений выполняют из сталей по ОСТ 26 01-144-81 (см.
гл. 11). Материалы шпилек и гаек к ним в затворах, работающих при наличии
тепловых воздействий, необходимо выбирать с учетом температурных коэффициентов
линейного расширения материалов фланца корпуса и крышки сосуда. Для затворов,
работающих при высоких температурах, указанный коэффициент для материала
шпилек должен быть несколько меньше, чем для материалов соединяемых деталей.
Выполнение этого условия обеспечит дополнительное нагружение уплотнительных
поверхностей в рабочих условиях.
Расчет резьбы. Расчет выполняют как поверочный при статическом и
циклическом нагружении резьбовых соединений (РДРТМ 26 01-126-80) [5].
При статических условиях нагружения определяют напряжение при срезе по
формулам:
для стержня охватываемой детали
гср.с=^нге/(^,АГсЯ^);
для гайки охватывающей детали
Tc^T=KKwQ/(mlXTH'pz).
Напряжение при смятии контактной поверхности резьбы
oCM=KKHrQ/(ml2XCMHLz).
(6.20)
(6.21)
(6.22)
В формулах (6.20) - (6.22): К - коэффициент, характеризующий условия
работы сосуда (при автофретировании К = pjpp, где ра — давление автофретирова-
ния р - рабочее давление; если автофретирование не производят, то К = ропр/Рр,
где ропр - давление опрессовки сосуда); Кнг — коэффициент нагрузки (определяют
по рис. 6.22 в зависимости от отношений HJP и P/d, где Н~ —длина свинчивания
резьбового сопряжения; Р — шаг резьбы; d - диаметр резьбы); dx и d2 - внутренний
Рис. 6.22. Зависимости /для определения
К от отношенийН /PuP/d :
1 - при 0,11 < P/d < 0,125; 2 - при 0,095 <
<Р /</<0,11; 3 -при 0,085 </>/</ < 0,025;
4 - при 0,075 < Р I d < 0,085; 5 - при
0,065 <Р I d< 0,075;, б - при 0,055 <P/d<
< 0,065; 7 - при 0,05 < Р /d < 0,055; 8 -
при 0,043 < Р / d < 0,05; 9 - при 0,035 <
< Р I d < 0,043; 10 - при 0,0333 <Р / d <
< 0,0375; // -при 0,03 <P/d < 0,0333
4 Зак 85
fir
10
2,6
2,2
н
10 \
//
\////
W/,
w
1/ 2/
%6
&&
W А
у/
,//
v^
'б/ У
'//
^
8/
9/
/ ю/
/ 11/
10
15
20
25
50 HUP
97
и средний диаметры резбы; Хс, Хг, Хсм — коэффициенты полноты резьбы,
зависящие от типа резьбы (принимают по табл. 6.7); Яр — расчетная длина свинчивания
резьбового сопряжения (ориентировочно принимают для крепежных шпилек Н' >
> 0,6Яр, для муфт и поворотных фланцев Яр > 0,ЗЯр); z - число крепежных
элементов (для муфт, резьбовых крышек и фланцев z = 1) .
Допускаемое напряжение при срезе резьбы для материалов деталей резьбовых
соединений принимают
[т.]ср = тш0,48 |а2г°с; о*»},
где Gj°c, Oj°r — пределы текучести материалов соответственно стержня и гайки при
температуре 20 °С.
При расчетных напряжениях,, меньших или равных допускаемым, принимают
выбранный тип резьбы и производят конструктивное оформление элементов
резьбового соединения при t = 20 °С. Если условие прочности не выполняется, то
расчет повторяют, изменяя длину свинчивания Я' и шаг резьбы Р (при проведении
расчета допускается изменять диаметр резьбы d).
При циклическом нагружении резьбового элемента определяют приведенные
упругие напряжения в стержне:
после затяжки
"np.min = 4*i е,/И4 - Ф*]; (6-23)
при работе сосуда под давлением
Опр.тах = 4К-,Л:е/[1г(<£ - d2B)z], (6.24)
где Кх - коэффициент, учитывающий неравномерность распределения нагрузки на
участвующие в работе резьбовые соединения (шпильки) и зависящий от способа
затяжки (ГОСТ 26303—84) (для единичного крепежною соединения z = 1, например
для муфты, и Кх = 1); dH и dB — наибольший и наименьший размеры наиболее
слабого сечения резьбовой части крепежного элемента; К — коэффициент, зависящий
от давления при нагружении (принимают К — I при давлении р; К —рпр/р при
пробном давлении рпр; К = ртех/р при технологическом давлении опрессовки ртех;
К = pjp при давлении автофретирования ра; значения ртех и ра определяют по
РДРТМ 26 01-126-80).
Амплитуда приведенного упругого напряжения в стержне
аа.пр = °>5 Onp.max ~ anp.min) • (6.25)
Коэффициент асимметрии цикла
^а.пр = % min/anp.max > (6-26)
Амплитуда местного условного упругого напряжения в зоне расположения
витка резьбы
ffa/=^aaa.np> (6-27)
где Ка - коэффициент концентрации условных упругих напряжений.
Если местные напряжения, с учетом концентрации, не превышают о^, то
коэффициент концентрации
Ka = l+q(aa-l)9 (6.28)
где q — коэффициент чувствительности материала к концентрации напряжений
98
Рис. 6.23. Зависимость коэффициента q от q
0,8
отношения о I о
т.с' в.с
0,4
(принимают по рис. 6.23 в зависимости '
от отношения отс1овс)\ аа ~ теорети- 0,6
ческий коэффициент концентрации на- 05
пряжений (для метрической резьбы
«а=4>-
Допускаемое число циклов нагру-
жения резьбового участка крепежной
детали при эксплуатации на различных
режимах:
[
(1 - *)
4 ("а/Игт)
1 +
"_! 1+*а
>в 1 - *а
N — mm \
Е\ъ-
4(1 -Кл)
1
т
> •>
1 -ф
1 + **
1
~^Г 1
4(*а
4(1 -Л-.)-
4N
о_х 1+*а
1 +
бг.с /б8.с
(6.29)
где Е, ф и ав — механические характеристики — модуль упругости, поперечное
сужение и временное сопротивление (принимают минимальными в рассматриваемом
интервале расчетных температур); п0 = 1,5 - запас прочности по напряжениям;
а - предел выносливости при симметричном цикле растяжения-сжатия; Кг -
уточненный коэффициент асимметрии цикла; m — показатель степени; nN = 3,0 —
запас прочности по долговечности.
Принимают:
[ 0,4ав при 400 МПа < ав < 700 МПа;
о
(0,54-0,0002ав)ав при 700МПа<ав < 1200 МПа;
*а = 1-0,5(1-Я )
aaffa пр
пРи<*ааа.пр< <V>
m
L 1~Л:а.пр ПРИ %пр>ат;
0,5 при 400 МПа < ав < 700 МПа;
0,36 + 0,0002ав при 700 МПа < ав < 1200 МПа.
(6.30)
При определении допускаемого числа циклов необходимо учитывать следующую
особенность: если в формуле (6.29) знаменатель первого слагаемого не больше
нуля, то это слагаемое принимают равным 106.
99
Условие прочности при нестационарных режимах нагружения
где Nt - число циклов нагружения на /-м режиме при эксплуатации с напряжениями
ааГ> \N\ — допускаемое число циклов нагружения, определяемое по расчетной
формуле (6.29) при уровне напряжений ста/ /-го режима; к — число режимов
нагружения; а - накопленное усталостное повреждение (я не должно превышать 1, так как
aN=l).
Расчет основных размеров шпилек. Расчетный диаметр стержня шпильки (см.
рис. 6.19 - 6.21 и ГОСТ 26303-84)
dx >у/6К2К30/(тот.ш) +tfo, (6. 32)
где К2 — коэффициент, учитывающий наличие тангенциальных напряжений,
возникающих в шпильке при затяжке (К2 = 1; в случае затяжки шпилек уплотнительного
соединения с плоской прокладкой с приложением к шпильке крутящего момента
К2 - 1,1) ; К3 — коэффициент, учитывающий неравномерность распределения
нагрузки между шпильками (принимают при неконтролируемой затяжке с приложением
к шпильке крутящего момента К3 = 1,5; при затяжке осевой вытяжкой шпильки
с последующим доворачиванием гайки Къ = 1,3; при равномерной затяжке всех
шпилек с контролем удлинений или усилий, обеспечивающих их отклонения в
пределах 10 %, Къ = 1,1); Q — расчетное усилие, действующее на все шпильки
(определяют по соответствующим формулам п. 6.2); z - число шпилек в затворном узле
(принимают из ряда чисел 4; 6; 8; 10; 12; 16; 20; 24; 28; 32); ат ш —предел
текучести материала шпильки; d0 — диаметр центрального отверстия в шпильке
(выбирают конструктивно или назначают по ОСТ 26 01-139-81).
Диаметр d резьбы шпильки определяют по ГОСТ 24705—81 в зависимости от
шага резьбы Р, приняв d < 0,5 (dc + dB), где dc и dB — средний и внутренний
диаметры резьбы.
Расчетную длину / свинчивания резьбы для сопряжения шпилька - гнездо
корпуса определяют исходя из соотношений механических характеристик резьбовой пары:
/ = l,25d при овш/овк < 1,5; / = 0,5^(1 + овш1овк) при 1,5 < овш/овк < 2,0;
здесь ов ш и ов к — временное сопротивление материала соответственно шпильки
и фланца корпуса (для последнего при расчетной температуре) .
Расчет применим для резьбовых соединений при выполнении следующих
условий: d/P < 2,0 при 3 <Р < 6; d/P < 33 при Р = 6.
Конструкция и размеры шпилек должны соответствовать ОСТ 26 01-139—81,
рекомендующему определять длину резьбы ввертного конца шпильки из условия
ов ш1ов к < 1,7. Конструкция и размеры резьбовых гнезд под шпильки должны
соответствовать ОСТ 26 01-142-81.
Длину свинчивания резьбового сопряжения хвостовика шпильки с тягой
диаметром d2 гидродомкрата для шпильки типа В (см. рис. 6.21) при ^в.ш^вл* ^ Ь^
(где ов т - временное сопротивление материала тяги гидродомкрата при
температуре 20 С) следует принимать 1Х — 0,9d2 . Для шпилек типа Б длину резьбы
определяют с учетом длины свинчивания под резьбовое сопряжение хвостовика шпильки с
тягой гидродомкрата, которую принимают l2 = 0,9<2. С учетом этого защитные
колпачки на хвостовики шпилек выполняют по ОСТ 26 01-143-81.
Длину шпилек выбирают так, чтобы резьбовая часть диаметром d для шпилек
типов А и В выступала из соединения с гайкой на (2 ... 3)Р, а для шпилек типа Б —
на0,9с/+ (2 ... 3)Р.
При автофретировании сосуда или его технологической опрессовке шпильки
100
проверяют на прочность. При этом принимают запас прочности по пределу текучести
пт = 1,1. Во всех других случаях используют формулу
пт = атлпяг(</? - <#)/(4*3е)> (633)
где Q определяют по формуле (6.2) подстановкой ра илиртех вместо р.
Если это условие не выполняется (пт < 1,1), то необходимо увеличить диаметр
шпильки или принять материал шпильки с более высоким пределом текучести отш.
Для резьбового сопряжения шпилька—гайка длину свинчивания для всех
типоразмеров принимают / = 1,1 tf; при этом соотношения механических характеристик
материалов шпильки и гайки должны составлять: 1,1 < <*в %ш/°в.г ^1,3 при диаметре
резьбы, меньшем или равном М120; 1.1 < ов ш1ов г < 1,25 при диаметре резьбы
больше М120 (где ав г — временное сопротивление материала гайки при
расчетной температуре). При этом конструкции и размеры гаек должны соответствовать
ОСТ 26 01-140—81. Конструкции и размеры используемых в этих соединениях шайб
принимают по ОСТ 26 01-141-8 L
6.4. ОБЩИЕ ПРИНЦИПЫ РАСЧЕТА УСИЛИЙ В ЗУ
С УЧЕТОМ ПОДАТЛИВОСТИ ДЕТАЛЕЙ
Для уточнения размеров крепежных деталей и уплотнительных колец, а также
для определения НДС фланцев корпуса и крышек должны быть известны
действующие в ЗУ усилия. Последние подразделяют на усилия, воспринимаемые деталями при
предварительном обжатии уплотнительных колец (при затяжке), и усилия,
возникающие в рабочем состоянии (под давлением). Связь между усилиями,
воспринимаемыми крепежными деталями Qm, уплотнительными кольцами Qn и усилием
QR от давления среды на крышку при затяжке и давлении можно представить
зависимостями:
при затяжке
<2ш.з=0п.з'> (6.34)
при действии давления
2ш.д=Сп.д + ед- (635>
Результаты исследований механизма работы ЗУ [27] показывают, что
определение усилий без учета взаимной деформации деталей приводит к значительным
погрешностям. Деформации деталей ЗУ можно учесть, рассматривая условия
совместности деформаций систем прокладки и крепежных деталей. Под системой прокладки
понимают совокупность деталей, предварительные деформации сжатия и изгиба
которых уменьшаются при увеличении давления в сосуде. К этой системе относятся
уплотнительные кольца, прилегающие к ним зоны сжатого материала корпуса и
крышки, а также детали, расположенные между крышкой и фланцем и
обеспечивающие предварительное нагружение уплотнительного кольца в затворах типа Казале.
Под системой крепежных деталей подразумевают детали, препятствующие
разгрузке уплотнительного кольца при нагружении сосуда давлением среды.
Деформации этих деталей увеличиваются с ростом давления среды. Например, в затворе со
шпилечными крепежными деталями такие деформации имеют свободная от резьбы
часть шпильки и ее участки, сопряженные с гайкой и резьбовым гнездом корпуса
сосуда, опорные поверхности гайки и шайбы, а также крышка и фланец
(вследствие их изгиба и сжатия). В ЗУ с муфтовыми крепежными деталями эти
деформации имеют свободная часть муфты и ее участки, сопряженные с резьбами на крышке
и корпусе сосуда; кроме того, муфта получает деформации изгиба.
101
Условие совместности деформаций деталей ЗУ выражается в том, что система
прокладки, переходя от затянутого состояния в рабочее, должна компенсировать
деформации крепежных деталей, получаемые от воздействия внутреннего
давления р, т. е.
Д(2Д0Ш=Д(2:Д/)П. (6.36)
Суммарные деформации систем деталей можно представить выражениями:
Д(2Д/)Ш = (2У)ш.дСш.д - (2У)ш.збш.з; (6.37)
Д(2Д/)П = (2У)п.деп.д ±(SI%.3 G„3, (6.38)
где (2У)ШД, (210ш.з» (2*0п.д> (2У)ПЗ - единичные осевые деформации (частные
коэффициенты податливости) систем деталей при затяжке и под давлением.
Подставив в зависимости (6.34) и (6.35) значения деформаций систем, получим:
еп.д = *бш.з + вбд; (6-39>
еш.д = ^ш.з + (1 + ^)ед> (6.40)
где ф = [(2У)Ш.3 + (2У)п.з1/[(2У)ШЛ + ff!On.J; « = (2У)Ш.Д/[(2У)Ш.Д +
+ (ГУ)„.д]; 1 +<*= (2У)п.д/[(2Г)ш.д + (250п.д1-
Коэффициент ф трансформации силовых воздействий характеризует условное
относительное уменьшение усилия затяжки, которое может произойти в результате
изменения схемы нагружения деталей затворного узла при нагружении их давлением
среды. Коэффициент а жесткости соединения характеризует уменьшение или
увеличение осевого усилия на прокладку в результате воздействия давления среды.
Определение усилий в ЗУ с уплотнительными кольцами различных типов.
Структура формул (6.39), (6.40) и выражений для коэффициентов ф и ос определяется
группой признаков обеспечения герметичности ЗВД. Конструктивные исполнения
уплотнительных элементов в затворах со шпилечными крепежными деталями,
показанные на рис. 6.1, соответствуют следующим типам обеспечения герметичности:
принудительному уплотнению, осевому, радиальному и комбинированному
самоуплотнению.
Для затвора с принудительным характером обеспечения герметичности
(рис. 6.24, а) формулы (6.39), (6.40) имеют вид:
здесь
еП.Д = ^'Сш.З-«'<2д. (6.41)
еш.д = *'еш.э-о-«')ея; (6-42)
здесь
У' + у' + у' у' + Y*
.1 L K.3 J Ш.З J П.З / *Ш.ДТ^К.Д
* = ~' ^ ZT- \ а =
у' + у' + у' ' у' + у* + у'
1к.д+2ш.дт/п.д 2к.д ^ хш.д ^ 2п.д
где Ук, Уш' и Уп' - податливости соответственно крышки, шпильки и прокладки
при затяжке (индекс з) и под давлением (индекс д).
Учитывая, что Y'm 3 = ^ш.д = Уш> ^п.з ~ ^п.д = ^п> а податливости крышки
У^ з и ^кд значительно меньше податливостей Уш и Уп, получим: ф' — 1; а =
= Ущ/(УШ + Уд) • Для этой конструкции ЗУ формулы (6.41), (6.42) примут вид:
Сп.д = 0ш.з-«'ед; (6.44)
102
Рис. 6.24. Затвор с принудительным уплотне- Рис. 6.25. Затвор с осевым самоуплотнением
нием (а) и расчетная силовая диаграмма (б) (а) и расчетная силовая диаграмма (б)
бш.д = бш.з-0-«')бд' (645>
Графическая интерпретация уравнений (6.44) и (6.45) представлена на рис. 6.24,5,
где прямая 1 отражает изменение усилий Qn д действующих на прокладку, а прямая
2 - соответствующее изменение усилий (?шд на шпильки при увеличении давления
среды в сосуде. При этом а' ■= tgj3n, а 1 -ос' = tg(iin, где а < 1.
В ЗУ с осевым самоуплотнением (рис. 6.25, а) деформации крепежных шпилек
и прокладки при (?д < Qm 3 не зависят одна от другой. Рабочую нагрузку на
шпильки определяют из условия совместности деформаций с учетом того, что прокладка
в данной конструкции относится к системе шпилек, а опорный выступ корпуса при
действии давления разгружается подобно тому, как разгружается прокладка при
принудительном типе обеспечения герметичности (деформациями изгиба фланца,
крышки и сжатия зоны уплотнительного выступа фланца, которые относятся к
системе шпилек, здесь можно пренебречь) :
(6.46)
(Д/
ш.д
Д/Ш.з) + (Д/пд -&пз) = (А/вл-А/В.д),
При затяжке ЗУ крышка прижимается к выступу корпуса с усилием Сш>3 =
= (2п.з = бв.з- ПРИ увеличении давления выступ корпуса разгружается. При этом
податливость опорной поверхности выступа корпуса мала по сравнению с податли-
востями шпилек и прокладки. Тогда а.' = (Ym + ^п)/(^щ + Y'n + 7B) «1,а
усилия в ЗУ:
*^в д ^ш.з *^Д'
*Ли.д ~ ^ш з ~ ^п.д*
(6.47)
(6.48)
При 2Д > бш.з нагрузка на выступ корпуса равна нулю, а сила, действующая
на шпильки и прокладку, равна £?д.
Для ЗУ с радиальным самоуплотнением (рис. 6.26) осевую силу на шпильках
Qm и торцах корпуса и крышки QT при (?д < Qm 3 определяют по зависимостям,
справедливым для ЗУ с осевым самоуплотнением:
ет.д = 2ш.з-ед; (6.49)
Яш .д бц
(6.50)
При 2Д < Сщ.з Усилие на торцах корпуса и крышки равно нулю, а усилие,
действующее на шпильки, равно £?д.
103
ОщД;Ята
i
Рис. 6.26. Затвор с радиальным
самоуплотнением (а) и расчетная силовая диаграмма (б)
Рис. 6.27. Уплотнительные соединения:
а - с двухконусным кольцом; б - с кольцом
треугольного сечения; в - с кольцом
восьмиугольного сечения; сплошные и штриховые
линии - положение кольца до и после затяжки
Радиальное удельное контактное усилие, обеспечивающее герметичность этого
ЗУ, можно определить из уравнения совместности деформаций системы фланец —
уплотнительное кольцо
Д/,
Фд
Д'фз = А/у д
■д/,
у.з,
(6.51)
где Д/ф, Д/у — радиальные деформации соответственно фланца и уплотнительного
кольца при давлении (индекс д) и затяжке (индекс з) .
Радиальная деформация Д/у#3 возникает в результате запрессовки
волнообразного уплотнительного кольца в крышку и во фланец корпуса с натягом 6.
Контактное удельное усилие зависит от формы и геометрических размеров ЗУ. С ростом
давления радиальное контактное усилие увеличивается. Диаграмма изменения усилий
приведена на рис. 6.26, б.
ЗУ с комбинированным самоуплотнением различаются принципом работы,
который определяется наличием или отсутствием ограничителя (упора)
перемещений уплотнительного кольца при затяжке. Рассмотрим работу ЗУ при отсутствии
ограничителя, а также при наличии ограничителя в радиальном направлении. В Ир-
кутскНИИхиммаше при разработке таких затворов наиболее широко применяют
методику, разработанную В.И. Лившицем [27]. В соответствии с этой методикой
принимают, что контактные деформации малы по сравнению с радиальными
перемещениями сечения уплотнительного кольца и ЗУ характеризуют общими
геометрическими параметрами (рис. 6.27).
Для расчета примем следующие обозначения: Dc — диаметр центра тяжести
сечения; DK - средний диаметр контакта; D0 - внутренний диаметр уплотнительного
кольца; 5 — конструктивно возможное радиальное перемещение при затяжке;
у — угол наклона образующей уплотнительной поверхности корпуса и крышки к
104
Яго Г
Рис. 6.28. Схемы сил, действующих на уплотнительные поверхности:
а — в процессе затяжки; б — при увеличении давления; в — при уменьшении давления
оси сосуда; р — угол трения; 2а - высота уплотнительного кольца, на которой
действует неуравновешенное внутреннее давление.
Схемы сил, действующих в уплотнительном соединении при затяжке крепежных
деталей, при увеличении и уменьшении давления среды, соответствующие трем
конструктивным вариантам, показанным на рис. 6.27, приведены на рис. 6.28. При этом
учтено, что при смещении уплотнительного кольца под действием возрастающего
давления направление сил трения меняется на противоположное по сравнению с тем,
которое было при затяжке, и совпадает с ним при уменьшении давления.
Основные соотношения между составляющими контактного усилия q,
действующего на единицу длины окружности контакта DK, для схем, приведенных на
рис. 6.28:
sin(7 + p) sin(7-p) , , sin(7 + p)
#Z3 -QN3
Чгз ~ 4N3
cosp
cos(7 + p)
cosp
*zp
irp
'^Np-
QNp-
cosp
COS(7 - P)
cosp
; Я:
zp
QNp-
*rp
QNp-
cosp
cos(7 + p)
cosp
: qr3tg(y + p); QZv=cirn4(y-p); qzd = <7™tgCy + p).
(6.52)
*zp ^rp'-ov/ h/ > HZp чгр1
При затяжке усилие Qm3, создаваемое шпильками, уравновешивается суммой
сил qZ3,T. е.
бш.з = ffflK^3 = nDKqr3tg(y + p) . (6.53)
При этом уплотнительное кольцо деформируется в осевом (6Z0) и радиальном
(8го) направлениях:
°zo Лго^гз»
(6.54)
го = \оЯгз ПРИ бг-о < 5;
^гоУгзо ^roy W/-3
■Ягзо) ПРИ Sro > б>
где Xzo, Xro и \оу — податливости уплотнительного кольца соответственно осевая,
радиальная без упора и с упором; qr3Q — радиальное удельное усилие,
соответствующее затяжке до момента соприкосновения с радиальным упором.
Определим силовые зависимости вначале для конструкции ЗУ, у которого
податливости крышки, фланца и осевая податливость уплотнительного кольца малы
по сравнению с радиальной податливостью уплотнительного кольца и осевой
податливостью шпилек. В этом случае удельные усилия на уплотнительных поверхностях
при действии давления создаются напряжениями сжатия уплотнительного кольца
и давлением, действующим на его внутреннюю поверхность:
105
при Sro < 5
<lrp=brol\o+PaDo/DK>
при 8ro > 8
flffp = (8ro-e)/Vo.y + 8/Xro+P^o/^K. (6'55)
Условие совместности деформаций шпилек и уплотнительного кольца при
деформации последнего, равной 8rp , имеет вид
(а
ш.д
Сш.з) ^ш 0$tgy = 8ro-8
гр-
(6.56)
Решив это уравнение относительно 8го и подставив полученное выражение в
формулу (6.55), с использованием соотношений (6.52) получим два варианта:
уплотнительное кольцо контактирует с упором
tg(7 - р) м'у
NXI
Л\
р;
tg(T + P) -у -у
уплотнительное кольцо не контактирует с упором
2ш.д = [
бш.з (N ~ »
N'
р)
е3о tg(7
#' tg(7 + p)
N
Л
+ —P,
TV
где
ЛГ
1 +
/Vv = i +
7fDl
т
ttZL
viii
v-oy
*тоу
N = 1+-
ttD,
■tgrtg(7-p);
tgytg(7 + /fc
tg7tg(7~p); ^=1 +
Л = 0,25itD2k + 7rZ)0a(tg7 - p) ;
5,
Сзо =
7rDKtg(7 + p).
(6.57)
(6.58)
2
—— tgrtg(T + p);
(6.59)
(6.60)
(6.61)
(6.62)
Для определения £?шд при снижении давления следует в формулах (6.59),
(6.60) сменить знак минус перед углом трения на плюс. В связи с этим в
дальнейшем будем использовать выражение
A' = 0,25ttZ% + irD0atg(y + p) .
(6.63)
Формулы (6.57), (6.58) аналогичны по виду формуле (6.40). В формулах
(6.57), (6.58) Ny/Ny и N /N представляют собой коэффициенты трансформации
силовых воздействии, обозначенные в формуле (6.40) через ф. Вторые слагаемые
в сравниваемых формулах отличаются тем, что в формуле (6.40) они разрешены
относительно <2Д = 0,25nD£p, а в формулах (6.57) , (6.58) — относительно р.
Формулы (6.57), (6.58) для затворов с комбинированным самоуплотнением
более рациональны, так как позволяют установить, при каком давлении
уплотнительное кольцо отходит от радиального упора и при каком давлении направление
сил трения меняется на противоположное. Изменение направления сил трения -
106
Рис. 6.29. Диаграмма сил Q и q^ действующих в ЗУ Q
на различных стадиях работы при увеличении (сплош- q
ные линии) и уменьшении (штриховые линии) давления
реверс сил трения в ЗУ — происходит в начале
смещения уплотнительного кольца от его
положения после затяжки, а также на начальной
стадии уменьшения давления (рис. 6.29).
Условие, при котором происходит реверс
сил трения при увеличении давления, имеет
вид 2ш.д(р1) = Сш.з- Из этого условия
давление, при котором происходит реверс сил
трения,
Рз ртах
(6.64)
Pi = (6m.3A4)n-tg(T-p)/tg(T + p)].
Условие, при котором происходит реверс сил трения при уменьшении давления:
*иы.д#тах ~~ ^ш дрз> (o.ojJ
^ш.дртах
'ш дрз>
где бш.дртах и бш.дрз ~~ усилия на шпильках ЗУ при давлении соответственно
максимальном ртах ир3-
Из этого условия давление р3:
уплотнительное кольцо находится в контакте с упором
^У г, rNY
A Nv
tg (7 - Р)
tg (7 + Р)
!] + ■
N'
N*
'У "У
уплотнительное кольцо не контактирует с упором
Рз = К?ш.:
N'
1 Q
— +
ш.зо
N'
N'
][-
N
tg(7 - р) N'
N tg(7 + p) A'
(6.66)
A N'
— , Ртах • (6.67)
N А
Давления р2 ир4, соответствующие моментам выхода уплотнительного
кольца из контакта с упором при повышении давления и вступления в контакт при
снижении давления, определим из условия равенства усилий Qm д для соседних стадий:
J_ Qul^{N,y/Ny-NtlN) + (Qm з - бш,зо)/^ tg(T - Р)
А
Рг
N"
N~
tg(7 + Р)
Ра
е„
:ш.зо
К
АГу-ЛГ'
(6.68)
(6.69)
(6.70)
Из уравнения равновесия всех сил, действующих на детали ЗУ,
еш.д = *ЯкЪр+°.25я/£Р-
Из соотношений (6.52) определим удельное контактное усилие qNp на единицу
длины периметра уплотнения, нормальное к уплотнительной поверхности при
повышении давления:
прир = р,
<2ш.д = <2ш.з и «Np = [бш.з/(«°к) - 0,25DkPi ]cosp/sin(? - р); (6.71)
107
прир >р\\ уплотнительное кольцо контактирует с упором
п _ г Сш.з ^у tg(7-p) A DK
F nDK Ny tg(7 + p) nDKNy 4 sin[7 - P)
прир >Pi; уплотнительное кольцо не контактирует с упором
<бш з Г— + г- > + — Р
N N. tg(7 + p) iV TV
i),, cosp
--Г-Р] —t r- • <6-73)
4 J sin (7 - p)
Аналогично при снижении давления:
уплотнительное кольцо контактирует с упором
Q... A D*, cosp
^=(-^+- Р- — Р) . (6.74)
у ttDk Ny7rDK 4 sin(7 + p)
уплотнительное кольцо не контактирует с упором
N' - I л 1 ч А'
(Сш.з — + Сш.зо—> +~7 р
, TV N N DK cosp
^ = [ JS р] . (6.75)
^ ttDk 4 ^J sin(7 + P)
Стадии работы ЗУ графически представлены на рис. 6.29.
Силовые зависимости следует выводить с учетом влияния податливостей
крышки, фланца, шпилек и осевой податливости уплотнительного кольца на основании
рассмотрения условия совместности деформаций
0,5 (5mtg7 + 5zotgT + 5ZKtg7 + 6Z(J)tg7 + дгфУ =
^гзо "го»
(6.76)
где 5Ш, 5zo, 5ZK и 52ф - осевые перемещения соответственно шпильки,
уплотнительного кольца, крышки и фланца; 8гф - радиальное перемещение фланца.
Значения этих перемещений можно получить численными методами или
экспериментально.
Для получения аналитических силовых зависимостей допустим, что перемещения
крышки и фланца прямо пропорциональны давлению в сосуде:
5zk = КкР'> 5zqb = КфР> 5гф = КфР- (6.77)
Отклонение от прямой пропорциональности при определении перемещений от
£?ш.д и Qn мало> и его следует учитывать только при малом давлении р среды.
Деформация уплотнительного кольца в осевом направлении 5zo = \zoAqz, что
соответствует его радиальному перемещению
«го = 0f582Otg7 = 0,5XzoA?zotgr (6.78)
Подставив значения перемещений в уравнение (6.76), разрешим его
относительно 5,.0. Введем значение 8Г0 в формулу (6.55), используя соотношения (6.52), и
получим:
для случая, когда уплотнительное кольцо контактирует с упором,
N'yz tg(7 - Р) Аоу
108
>yz tg(7 + p) -yz
Рис. 6.30. Зависимость расчетных (штрихпунктирная
линия) и измеренных значений Q для затвора с кольцом
Н1*Д
треугольного сечения (ф 225 мм) от давления при его
снижении (светлые точки) и повышении (темные точки)
где
лоу=л
'^ку ~~^фу ^zy>
^ку
7rDK xZKl&y + хгк
^Фу
2
irDT
Лгоу
tg(r - р) ;
tg(7 + р) ;
Лгоу
А =
^zy
irDi
Voy
tg(T-p);
Ь0 р,МПа
(6.80)
/vyz = /vy + -
tg(T-p); К
yz
/4 m.
tg(7 + p) ;
то у 'voy
для случая, когда уплотнительное кольцо не контактирует с упором,
Сш-д^Юи
N
Ш 3Q-. 1У Z
*z
tg(7 — Р)
tg(7 + Р)
+ ^,.
*z
(6.81)
(6.82)
где
А0 = А
~АК Аф
лк =
*dk хгкх8У + хгк
Аф =
2
7rDt
*то
Х2ф1&У + Хгф
- tg(7 - р) ;
tg(7-p); az =
7г£>
Vo
tg(7-p):
(6.83)
N =/v+_^-tg(7-p); N'Z=N' +
tg(7 + p)-
(6.84)
Соответственно и другие формулы для (2ШЦ> Я^, Pi, P2, Рз> Р* справедливы
при условии замены А на Аоу или А0 и ЛГу на Ny2, Nfy на Wyz, /V на NZ9 N на /Vr.
Результаты экспериментальных исследований на СВД и моделях ЗУ
подтвердили правильность формул, определяющих усилие <2Ш д по характеру и величине его
изменения с повышением и снижением давления (рис. 6.30). Результаты
многочисленных расчетов ЗУ с комбинированным самоуплотнением показывают, что для
промышленных сосудов при давлении свыше 20 МПа (?ш д можно определять по
упрощенной формуле
0Ш.Я=АР; (6-85)
при этом погрешность не превышает 5 ... 6 %.
Уточненный анализ работы ЗУ необходим при разработке новых конструкций
уплотнительных элементов, а также при оценке герметичности. В этом случае
требуется определение контактных удельных усилий qN, на которые существенно влияют
109
податливости не только шпилек и уплотнительного кольца, но и крышки и фланца.
Определение усилий при тепловых воздействиях. В результате тепловых
воздействий в ЗУ возникают дополнительные нагрузки Qt, зависящие от распределения
температур в деталях ЗУ, а также от соотношения температурных коэффициентов
линейного расширения материалов, из которых выполнены эти детали.
Дополнительную нагрузку Qt определяют после выполнения проектных
расчетов. Оценка дополнительной тепловой нагрузки позволяет выявить необходимость
изменения конструктивного оформления ЗУ, материалов его деталей, теплового
режима аппарата для обеспечения надежной работы ЗУ и сосуда в целом.
Применяемые методики расчета дополнительной тепловой нагрузки [5, 40]
предполагают, что максимальные температуры в его деталях не превышают значений,
при которых проявляются явно выраженные процессы ползучести материалов. В
этом случае [5]
С,= 2 (<*М -аоМ/ Z \ , (6 86)
/= 1 i= 1
где а, Г, / — соответственно температурные коэффициенты линейного расширения
материалов деталей, температуры и длины в исследуемом (индекс 0 и исходном
(индекс о) состояниях; X — податливость деталей в направлении действия Qt.
Для ЗУ с комбинированным самоуплотнением (двухконусным, треугольным
и восьмиугольным уплотнительными кольцами — см. рис. 6.10 — 6.12) значение
Qt определим из условия, при котором в качестве исходного принят ЗУ после
затяжки резьбовых соединений; при этом t0 — 0, az- = a0, // = /о. Тогда
Qt = .2 («&/,)/(Хш + *пР + Хф + *кР +W' (6.87)
где
2 (<*М) = «пр'пр (*ср + A/tg7) + «кр'кр (Якр ~
- 0,5DK/tg7) - %%0JSDK/tgy + Ощ бГшб/гшб - Ощ^/щ
(здесь hc , #кр, DK, /гшб, /ш - геометрические параметры деталей ЗУ - см.
рис. 6.10 - 6.12); Хш, Хпр, Хф, Хкр, Хшб - осевые податливости соответственно
шпилек, прокладок, фланца, крышки и шайбы.
Для ЗУ с плоской прокладкой (см. рис. 6.13) зависимость (6.86) имеет вид
<2r = J i (<*М) /(^ш+Ч^кр^шб)' (6.88)
где
п
.2 (<*М) = апр^пр^пр + <*кр'крЯкр + «шб^шб^шб ~ «ш^ш'ш
(здесь /2пр, #кр, Лшб, /ш - геометрические параметры деталей ЗУ — см. рис. 6.13).
На температуру деталей значительно влияют конструктивные особенности ЗУ:
число, форма, размеры, расположение деталей и их взаимодействие между собой;
расположение (внутреннее или внешнее), вид, мощность и режим (стационарный
или нестационарный) работы источников температурного воздействия; наличие
или отсутствие средств тепловой защиты (изоляции); условия и продолжительность
эксплуатации,
Для стационарного режима работы при наличии наружной тепловой изоляции
температуры в деталях можно принять равными (tn = *ш = fф = *Кр = *шб) •
ПО
и—'
i
\
-—h
/
0
/
,ь
У
Рис. 6.31. Схема действия изгибающего момента на уплот-
нительное соединение:
1 - трубопровод; 2 - крышка; 3 - шпильки; 4 - фланец
корпуса сосуда
Рис. 6.32. Схема к расчету изгибающего момента
На основании результатов экспериментальных исследований ИркутскНИИхим-
маша для стационарного режима работы при внутреннем источнике нагрева,
отсутствии теплоизоляции и размещении сосуда в открытом блоке можно принять
следующие соотношения температур деталей ЗУ относительно температуры внутренней
среда t : ,пр = rcp; tm = гшб = (0,80 ... 0,82)/ср; tKp = гф = (0,83 ... 0,85)fCD.
Наиболее опасны условия работы ЗУ при нестационарном режиме разогрева
или охлаждения аппаратов, когда возможны значительные расхождения между
температурами деталей; это может привести к перегрузкам уплотнительных
соединении и крепежных деталей. В ответственных случаях соотношения температур
деталей ЗУ можно определить экспериментально или рассчитать. При необходимости
учета теплового воздействия в формулы (6.2), (6.18) для определения Q
необходимо вводить Qr
Для ЗУ, приведенных в ОСТ 26 01-86-88 и РД 26 01-168-88, значения Qt
необходимо определять в следующих случаях:
для уплотнительных соединений всех типов при расчетной температуре t > 300 °С;
для уплотнительных соединений с двухконусными, треугольными и
восьмиугольными уплотнительными кольцами, выполненными из аустенитных сталей и других
материалов с температурным коэффициентом линейного расширения,
отличающимся от значения этого коэффициента для сталей, из которых выполнены шпильки
крышками корпус сосуда, более чем на 2,5 • КГ6 1/ °С при расчетной температуре
для уплотнения с плоской прокладкой при расчетной температуре t > 200 °С.
Определение усилий при действии изгибающих моментов. При действии
внешнего изгибающего момента на крышку между уплотнительными поверхностями
фланца 4 корпуса и крышки 2 образуется некоторый угол <р (рис. 6.31). При этом со
стороны раскрытия стыка нагрузка на крепежные детали увеличивается при
одновременном уменьшении контактного давления на уплотнительных поверхностях.
При определенной величине изгибающего момента контактное давление на
уплотнительных поверхностях в месте раскрытия может настолько уменьшиться, что
произойдет разгерметизация ЗУ. Для обеспечения надежной герметизации
предварительное нагружение шпилек должно быть выполнено с учетом нагрузки QM, расходуе-
111
мой на создание внутренних сил, которые уравновешивают приложенный к ЗУ
внешний изгибающий момент. Эту нагрузку можно рассчитать [9] при следующих
допущениях:
размеры и форма уплотнительных поверхностей неизменны;
шпильки можно заменить эквивалентным им по упругим свойствам полым
цилиндром 1 (рис. 6.32), средний радиус гх поперечного сечения которого равен
радиусу болтовой окружности с площадью F поперечного сечения, равной
суммарной площади поперечных сечений всех шпилек;
реакция прокладки отлична от нуля в любой точке окружности радиуса г2;
площадь уплотнительного кольца 2 в сечении, перпендикулярном оси сосуда,
F0 - nDKb (где Ъ - ширина уплотнительного кольца) для профильных
уплотнительных колец двухконусного, треугольного и восьмиугольного сечений можно
определить из условия замены их сечений прямоугольным высотой 2а (см. рис. 6.27)
и принять ширину Ъ = FK/(2a), где FK - площадь поперечного сечения
профильного уплотнительного кольца.
При действии изгибающих моментов в двух плоскостях (см. рис. 6.31)
суммарный момент
M = y/Mx+Mv>
(6.89)
где Мх и Му - изгибающие моменты, действующие в плоскостях соответственно
xOz иуОг.
Условие равенства внешнего момента Ми и суммарных моментов сил 8QUI
и 3Qn (рис. 6.33) позволяет получить
^и = [(Хш + XKp) ~1Ал XnV' ]<Л (6.90)
где Хш, Хкр, Хпр - податливости соответственно шпильки, крышки, уплотнительного
кольца.
Максимальные увеличение напряжения Аатах в шпильке и уменьшение
удельного давления Д#тах на прокладке:
^max=r2W(XnpF0).
(6.91)
(6.92)
После введения в выражение (6.92) значения угла </?, определенного из
равенства (6.90), получим
М
М„
F*r2 \\{rx /г2 )2 + 1
Приняв QM = AqmaxF0, получим
Qm
Mv
(6.93)
(6.94)
r2[Mri/r2)2 + 1]
гдеХ = Хпр/(Хш+Хкр).
Рис. 6.33. Схема возникающих в ЗУ внутренних
сил, уравновешивающих момент М
112
Из выражения (6.91), после подстановки в него значения из (6.90) с учетом
(6.92), получим
**max = MC?W^m)№o)-
(6.95)
При Хш > Хпр и Хкр > Хпр можно принять X «* 0. Для таких ЗУ расчетные
формулы примут вид:
Д?тах=Ми/(^с/2); Д<>тах=0-
(6.96)
(6.97)
Действие изгибающего момента на крышку учитывают при определении Q,
вводя значение QM в зависимости (6.2), (6.18).
Определение осевой податливости деталей ЗУ. Распределение действующих сил
по деталям ЗСВД зависит от степени деформации этих деталей, т. е. от их
податливости. Податливостью детали (элемента детали) называют деформацию детали (ее
элемента) под действием единичной нагрузки.
Значения осевой податливости деталей (элементов деталей) ЗСВД необходимы
при расчете режимов предварительной затяжки шпилек затворов.
На распределение усилий в деталях затворов наибольшее влияние оказывают
крепежные шпильки и уплотнительные кольца.
Осевая податливость шпильки представляет собой сумму осевых податливос-
тей стержня шпильки и двух участков резьбовых соединений типов шпилька -
гайка и шпилька — гнездо корпуса СВД, т. е.
Х'ш(0=Х'ст+Х'р(0.
Осевая податливость стержня шпильки
(6.98)
(6.99)
где х - коэффициент удельной осевой податливости стержня (выбирают для
шпильки соответствующего типоразмера по табл. 6.8); /ст — расчетная длина стержня
шпильки (равна длине шпильки от торца фланца корпуса сосуда до нижнего витка
резьбы гайки — рис. 6.34) ;
/ст=/г3+#кр+Яшб. (6.100)
Таблица 6.8
Коэффициент х удельной осевой податливости стержня шпильки
Резьба
Х-10 ,мкм/(Н-м)
Резьба
Х'1Г,шм/(Н-м)
М56Х 5,5
М60Х 5,5
М64Х 6
М68Х
М72Х
М76Х
М80Х
М85 X
М90Х
М100 X 6
М105 X 6
0,287
0,242
0,215
0,186
0,162
0,143
0,126
0,110
0,099
0,078
0,069
М110Х 6
М115 X 6
М120 X 6
М125 X 6
М130 X 6
М140 X 6
М150 X 6
М160 X 6
М170Х 6
М180 X 6
М190 X 6
М200 X 6
0,062
0,057
0,052
0,047
0,043
0,037
0,032
0,028
0,024
0,021
0,019
0,017
113
Рис. 6.34. Фланцевое соединение АСВД:
1 - корпус; 2 - крышка; 3 - двухконусное
кольцо; 4 - шпилька; 5 - гайка; 6 - шайба
Осевую податливость стержня
шпильки можно также определить по формуле
/
F )
(6.101)
где Ет -
шпильки;
ст' ^ и
модуль упругости материала
7Ш — площадь поперечного
сечения шпильки.
Осевая податливость стержня шпильки
не зависит от нагрузки.
Суммарная осевая податливость
резьбы двух резьбовых участков шпильки
Х'(0, представляющих собой резьбовые соединения типов шпилька - гайка и
шпилька — гнездо корпуса, при соответствующей нагрузке на шпильку Q можно
определять по табл. 6.9.
Таблица 6.9
Суммарная осевая податливость \'р (Q) резьбовых соединений
шпилька - гайка и шпилька - гнездо корпуса
dp, мм
Значения \р 02), нм/Н, при нагрузке на резьбовое соединение Q , МН
ОД
0,2
0,4
0,6
0,8
1,0
М56 X 55
М64Х 6
М68Х
М72Х
М80Х
М90Х
М100Х
М110Х
М120Х
М130Х
М140Х
М150Х
М160Х
М170Х
М180Х
М190Х
0,6355
0,6242
0,5121
0,5029
0,4090
0,4029
0,3641
0,3601
0,3429
0,3305
0,3315
0,3223
М200 X 6
0,6110
0,5976
0,5814
0,5722
0,5569
0,5437
0 5314
0,5192
0,5080
0,4957
0,4814
0,4682
0,4559
0,4917
0,4789
0,4687
0,4529
0,4416
0,4299
0,4172
0,4049
0,3998
0,3804
0,3672
0,3560
0,3423
0,3957
0,3856
0,3744
0,3641
0,3549
0,3438
0,3351
0,3243
0,3142
0,3050
0,2953
0,2856
0,2749
0,3534
0,3438
0,3345
0,3244
0,3141
0,3040
0,2948
0,2867
0,2764
0,2673
0,2570
0,2516
0,2374
0,3275
0,3182
0,3080
0,2989
0,2886
0,2774
0,2688
0,2586
0,2489
0,2392
0,2290
0,2191
0,2070
0,3141
0,3029
0,2928
0,2815
0,2713
0,2601
0,2488
0,2387
0,2285
0,2173
0,2060
0,1954
0Д857
Продолжение табл. 6.9.
с?р, мм
Значения \р (Q), нм/Н? при нагрузке на резьбовое соединение Q , МН
1,2
1,6
2,0
2,4
2,8
3,2
3,6
М56 X 55
М64Х 6
М68Х 6
М72Х 6
М80Х 6
М90Х 6
М100 X 6
М110Х 6
0,3244
0,3142
0,3049
0,2932
0,2805
0,2724
0,3132
0,3030
0,2917
0,2804
0,2664
0,2594
-
—
-
0,2831
0,2580
0,2509
-
—
-
0,2691
0,2530
0,2459
-
—
-
0,2644
0,2479
0,2403
-
—
-
0,2449
0,2378
-
—
-
0,2429
0,2353
114
Продолжение табл. 6.9.
/7 КДКЛ
С* , IV1IV1
Р
М120Х 6
М130Х 6
М140Х 6
М150Х 6
М160Х 6
М170Х 6
М180Х 6
М190Х 6
М200 X 6
Значения ?f (Q), i
1,2
0,2597
0,2479
0,2367
0,2254
0,2162
0,2040
0,1917
0,1805
0,1705
1,6
0,2458
0,2337
0,2205
0,2082
0,1983
0,1857
0,1735
0,1618
0,1503
им/Н^при нагрузке на
2,0
0,2363
0,2236
0,2113
0,1928
0,1867
0,1756
0,1623
0,1501
0,1374
2,4
0,2317
0,2174
0,2054
0,1868
0,1807
0,1684
0,1550
0,1425
0,1294
резьбовое соединение
2,8
0,2267
0,2127
0,2000
0,1828
0,1766
0,1633
0,1489
0,1370
0,1233
3,2
0,2234
0,2085
0,1949
0,1785
0,1725
0,1601
0,1449
0,1329
0,1204
Q\ MH
3,6
0,2214
0,2257
0,1928
0,1745
0,1704
0,1560
0,1429
0,1298
0,1164
Осевая податливость резьбового соединения зависит от действующей на него
нагрузки из-за нелинейной зависимости деформации микронеровностей на рабочих
поверхностях витков резьбы от нагрузки. Вследствие этого и осевая податливость
шпильки в целом зависит от действующей на нее нагрузки,
Осевая податливость группы шпилек
*ш02)=*ш(е)/*>
(6.102)
где / - число шпилек в группе.
Уплотнительное кольцо двухконусного сечения может находиться в свободном
положении относительно цилиндрического упора крышки сосуда или контактирует
своей внутренней цилиндрической поверхностью с упором крышки. Этим
положениям уплотнительного кольца соответствуют два вида осевой податливости.
Значения осевой податливости двухконусного свободного кольца X°i и
двухконусного кольца, прижатого к упору крышки, Х^ выбирают по табл. 6.10 или
рассчитывают по формулам:
для свободного кольца
X?=Dcp/[w£,0F0tg(r + p)tg7];
для кольца, прижатого к упору крышки,
Х\ =2(1 -ju)/[^0/2cptg(7 + p)tg7],
(6 103)
(6 Л 04)
где Е0
кольца; h
модуль упругости материала кольца; FQ ~ площадь поперечного сечения
средняя высота уплотнительного кольца; у - угол наклона уплотни-
тельной поверхности; р — угол трения на уплотнительных поверхностях кольца.
Под действием силы затяжки двухконусное кольцо, деформируясь в радиальном
направлении, подходит к цилиндрическому упору крышки. При этом осевая
податливость уплотнительного кольца изменяется от XCi до Хуь где Хс{ - осевая
податливость свободного уплотнительного кольца; Х^ — осевая податливость
уплотнительного кольца, прижатого к упору крышки. Эти изменения происходят при затяжке
группы шпилек номера z .
Для расчета текущих значений усилий нагружения шпилек при затяжке (см.
п. 6.5) при порядковом номере группы шпилек z < z следует использовать осевую
податливость свободного уплотнительного кольца, а при z &* z - осевую
податливость уплотнительного кольца, прижатого к упору крышки.
Значение zy, при котором уплотнительное кольцо, деформируясь в радиальном
направлении под действием силы затяжки Qy, заполняет диаметральный зазор S
между его внутренней поверхностью и упором крышки, определяют по формуле
115
Внутренний диаметр
аппарата или горловины,
мм
200
300
400
500
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3200
Осевая податливость уплотнительных колец
Значения податливости, i
двухконусного сечения
X?
1,148
1,139
1,136
1,132
1,110
0,985
0,866
0,750
0,675
0,572
0,529
0,484
0,437
0,398
0,364
0,342
0,326
0,300
tf
0Д67
0,142
0,112
0,100
0,084
0,072
0,059
0,050
0,044
0,037
0,033
0,031
0,028
0,026
0,023
0,022
0,021
0,019
™/Н,
Таблица 6.10
для кольца
треугольного сечения
\2
0,111
0,096
0,091
0,081
0,072
0,060
0,056
0,048
-
-
-
-
-
-
-
-
-
-
Осевая податливость \з узла уплотнения
с кольцом восьмиугольного сечения
Таблица 6.11
Внутренний диаметр
аппарата или горловины,
мм
Давление р, МПа
Значения \3> нм/Н, при а*, МПа
230 300
>300
400
1200
32
20
32
0,0482
0,0172
0,0180
0,0405
500
600
800
1000
32
20
32
20
32
20
32
0,0425
0,0380
0,0407
0,0246
0,0244
0,0176
0,0215
0,0340
0,0310
0,0283
0,0238
0,0215
0,0182
0,0176
0,0161
0,0142
* Предел текучести материала кольца при температуре 20 °С.
116
Zy
:су/[еи(явс + 1)-еувс]. (6Л05)
где Q — окончательное усилие, приходящееся на одну группу шпилек в конце
процесса затяжки (см. п. 6.5); ас — коэффициент относительной податливости
свободного уплотнительного кольца (прокладки) —см. п. 6.5.
Суммарное усилие Qy, при котором внутренняя поверхность двухконусного
кольца доходит до упора крышки,
Gy=8/(Xftg7). (6.106)
Значения осевой податливости \2 уплотнительных колец треугольного сечения
для аппаратов соответствующих диаметров приведены в табл. 6.10; их также можно
рассчитать по формуле
Х2 =2(1 -M)/[7rV*tg(7 + p)tg7]. (6.107)
Значения осевой податливости Х3 уплотнительных колец восьмиугольного
сечения (узлов уплотнения: фланец корпуса сосуда - восьмиугольное кольцо -
крышка сосуда) для аппаратов соответствующих диаметров приведены в табл. 6.11.
Осевая податливость определена для уплотнительных колец двух размеров
сечений (ОСТ 26 01-86-88), соответствующих заданным механическим свойствам
материалов. Значения осевой податливости можно рассчитать по формуле
1 h I ATcos7
[—+4,25-—-——] , (6.108)
nDc Eq В sirvysin(7 + p)
где Dc - средний диаметр уплотнения; hx,h - размеры уплотнительного кольца;
В - толщина уплотнительного кольца; К — коэффициент.
K = BI(h-hi) -0 5tg7- (6.109)
Осевая податливость плоской металлической прокладки (см. рис. 6.17)
*4=hBpl(EnpFnp), (6.110),
где hn - толщина прокладки; Епр — модуль упругости материала прокладки;
Fnp - площадь прокладки;
Fu=0 25ir(D22 -D]), (6.111)
где Z>! и D2 - соответственно внутренний и наружный диаметры прокладки.
Приведенные зависимости и значения податливости для уплотнительных колец
справедливы лишь для процесса затяжки. Для случая действия на уплотнительное
кольцо только давления приближенные значения осевой податливости для
уплотнительных колец двухконусного, треугольного и восьмиугольного сечений (см.
рис. 6.27) можно определить по формуле [27]
\zp=a(DJDK)tg(y~p). (6.112)
Значения осевой податливости для крышки и фланцев корпуса СВД можно
определить в процессе расчета их НДС (см. гл. 5) .
6.5. ПРЕДВАРИТЕЛЬНОЕ НАГРУЖЕНИЕ (ЗАТЯЖКА)
КРЕПЕЖНЫХ ДЕТАЛЕЙ
Требования к предварительному нагружению. Предварительное нагружение
(затяжка) крепежных деталей необходимо для обеспечения герметичности
уплотнительного соединения в рабочих условиях.
117
В СВД в качестве крепежных деталей в основном используют шпильки.
Широкому использованию затворов с этими крепежными деталями способствовало
следующее: простота и технологичность в изготовлении; надежные методы расчета и
проектирования; многолетние традиции проектирования и изготовления СВД. Недостатки
этих затворов — высокая трудоемкость переборок, связанная с длительностью
завинчивания соединяемых резьбовых деталей, а также трудность механизации и
автоматизации процесса сборки и разборки затвора из-за большого числа шпилек.
Стремление к снижению трудоемкости процесса переборок и его механизации привело к
созданию большого многообразия конструкций специальных устройств для
предварительного нагружения (затяжки) шпилек. Классификация этих устройств
приведена в работе [10] где также рассмотрены перспективные конструкции устройств
для производств разной сложности.
В процессе затяжки все крепежные детали (шпильки) должны быть нагружены
заданным усилием затяжки. При этом усилие должно быть равномерно распределено
на все крепежные детали. При соблюдении данных условий обеспечивается
равномерное распределение контактного давления по всей уплотнительной поверхности
соединения и шпильки гарантированы от перегрузки.
Применяемые в настоящее время, способы предварительного нагружения
крепежных деталей подразделяют на три типа: затяжка приложением
ударно-вращательных импульсов к гайке; затяжка приложением крутящего момента к гайке;
затяжка приложением осевых усилий к стержню шпильки. Наиболее широко
распространены два последних способа.
Основные преимущества способа затяжки крепежных деталей приложением
крутящего момента заключаются в его универсальности, простоте и высокой
производительности. Недостатки — довольно низкий КПД (лишь 10 % всей
затрачиваемой на затяжку резьбового соединения работы приходится на создание осевой силы)
и возникновение в процессе 'затяжки в шпильке напряжений кручения, снижающих
несущую способность резьбовых соединений.
При затяжке соединения момент Мкр, прикладываемый к гайке, расходуется
на преодоление трения торца гайки о неподвижную опорную поверхность
соединяемых деталей и трения контактирующих поверхностей витков резьбы гайки и
шпильки:
Мкр=Мт+Мр, (6.113)
где Мт — момент трения торца гайки о неподвижную опорную поверхность
соединяемых деталей; ЛГр - крутящий момент в резьбе;
МТ~/Т{23ДТ> (6.114)
где/т - коэффициент трения на торце гайки; Q3 - усилие затяжки; RT - условный
радиус трения гайки;
Дт = (1/3) (р* - <4б)/Фг - <4б) , (6-115)
где DT - диаметр наружной опорной поверхности гайки; с?шб - внутренний диаметр
шайбы.
Крутящий момент в резьбе
Mp = Q3(P/27r+fpd2/2), (6.116)
где Р - шаг резьбы; /р — коэффициент трения в резьбе; d2 — средний диаметр резьбы.
Для резьбовых соединений при смазывании контактирующих поверхностей
индустриальным маслом и отсутствии на них электролитических покрытий/т = 0,12,
/р=0,20.
118
От недостатков рассмотренного способа свободен способ затяжки резьбовых
соединений приложением осевых усилий к стержню шпильки. Метод заключается
в растяжении стержня шпильки специальным устройством (гидродомкратом) с
последующим свободным завинчиванием гайки для фиксации стержня шпильки в
растянутом состоянии.
Особенность метода состоит в том, что после довертывания гайки без
приложения крутящего момента ненагруженными остаются элементы соединения: резьба
соединения шпилька — гайка и микронеровности сопряжений гайка - шайба и
шайба - крышка. Вследствие этого после снятия растягивающей шпильку нагрузки
происходят нагружение этих элементов и их деформация, в результате которой
уменьшается остаточное усилие затяжки. Степень уменьшения усилия в шпильке
оценивают коэффициентом разгрузки. Коэффициент разгрузки шпилек учитывает
уменьшение усилия в шпильках при переносе нагрузки на основную гайку после
снятия нагрузки нагружающего устройства и равен отношению усилия,
растягивающего шпильку, к остаточному усилию в ней.
В связи с тем, что при затяжке ЗУ практически нагружается одновременно лишь
одна или несколько шпилек (группа шпилек) то необходимо соблюдать
определенную последовательность при затяжке каждой шпильки или отдельных групп
одновременно затягиваемых шпилек.
Соблюдение определенной последовательности при затяжке шпилек обусловлено
особенностями затяжки группового резьбового соединения, которые состоят в
следующем. Затяжка шпилек ЗСВД приводит к осевому смещению уплотняемой
поверхности крышки вследствие уменьшения линейных размеров уплотнительно-
го кольца в осевом и радиальном направлениях, деформации микронеровностей
контактирующих поверхностей, к сжатию материалов фланца корпуса сосуда и
крышки в зоне уплотнительных поверхностей и к другим деформациям. В
результате этих деформаций происходит осевое перемещение плоскости крышки, на которую
опираются гайки основного крепежа.
Верхняя плоскость крышки перемещается при затяжке каждой отдельной
шпильки или группы шпилек вследствие дополнительной деформации уплотнительного
кольца при появлении дополнительной нагрузки от вновь нагруженных шпилек.
Вследствие этого при затяжке последующих шпилек происходит разгрузка
шпилек, которые были затянуты ранее, так как степень их осевой деформации
уменьшается на величину очередного осевого перемещения крышки. Величина разгрузки,
т. е. уменьшение осевого усилия в стержне шпильки, зависит от соотношения
осевых податливостей стягиваемых деталей (уплотнительного кольца, крышки) и
шпилек (стержень шпильки, резьба) .
Таким образом, текущее усилие нагружения каждой шпильки или группы
шпилек должно быть больше усилия, которое данная шпилька или группа шпилек
воспринимает в конце процесса затяжки. Текущее значение усилия нагружения следует
выбирать так, чтобы после затяжки последней шпильки или группы шпилек
расчетным усилием затяжки все остальные шпильки, затянутые ранее соответствующим
усилием, превышающим расчетное, разгрузились до расчетного усилия затяжки.
В результате должна быть обеспечена заданная равномерная нагрузка на всех
шпильках.
Следовательно, понятие "силовой режим затяжки" предусматривает выбор
текущих значений усилий нагружения, которые в определенной последовательности
прикладывают к каждой нагружаемой группе шпилек за один или несколько
следующих один за другим циклов нагружения (обходов) с целью обеспечения
равномерного нагружения всех шпилек соединения расчетным усилием затяжки.
Режимы нагружения шпилек затвора подразделяют на единовременный и
групповой.
119
Наиболее быстрым, надежным и идеальным с точки зрения обеспечения точности
и равномерности нагружения является метод единовременной затяжки всех шпилек
соединения. При этом все шпильки соединения нагружаются одновременно
усилиями равных текущих значений.
При невозможности создания единовременного режима нагружения используют
групповые режимы.
При групповом режиме затяжки все шпильки затворов делят на группы
одновременно затягиваемых шпилек. Группы шпилек должны быть равномерно
распределены по периметру болтовой окружности. Число шпилек в группе должно быть
кратно общему числу шпилек затвора. Групповой режим затяжки может быть од-
нообходным и многообходным. При однообходном режиме нагрузку
прикладывают последовательно к каждой группе одновременно затягиваемых шпилек только
один раз. При этом нагрузка на шпильки каждой группы изменяется от
максимальной (для первой группы) до расчетного усилия затяжки (для последней группы).
Преимущество такого режима затяжки: сравнительно малая продолжительность
процесса затяжки шпилек, а также более высокая точность нагружения (по
сравнению с многообходным режимом), вследствие большого числа обходов и связанных
с этим погрешностей нагружения. Основной недостаток — относительно большое
усилие нагружения шпилек первой группы по сравнению с усилием нагружения
последней группы (нередко различаются в 8 - 10 раз) .
В связи с этим препятствием для использования однообходного режима
затяжки могут быть: недостаточная мощность нагружающего устройства; недостаточная
прочность монтажного хвостовика шпильки, которая должна соответствовать усилию
нагружения щпилек первой группы.
В таком случае применяют многообходный режим групповой затяжки. Этот
режим заключается в проведении нескольких, следующих последовательно один за
другим обходов нагружения шпилек всех групп соединения. Усилие нагружения
шпилек при этих обходах зависит от принятого варианта многообходного режима
затяжки. Наиболее распространенный вариант многообходного режима затяжки -
пообхо дно-уравнительный.
Расчет режимов затяжки шпилек. Единовременный режим затяжки шпилек
представляет собой частный случай однообходного группового режима затяжки,
при котором число групп шпилек п = 1, т. е. все шпильки затвора нагружают
одновременно.
При однообходном режиме затяжки шпилек текущее усилие нагружения
очередной группы шпилек (РД 26-01-122-89)
Qz=KzlQn(na+ l)/(za+l), (6.117)
где Kz - коэффициент разгрузки шпилек соответствующей группы (см. с Л 21);
Qn - окончательная сила затяжки шпилек последней группы; п = m/i — число групп
шпилек в затворе; т — число шпилек в затворе; / — число одновременно
действующих нагружающих устройств (гидродомкратов); z — порядковый номер
нагружаемой группы шпилек затвора.
Окончательная сила Qn, приходящаяся на одну группу шпилек в конце
процесса затяжки,
Qn=QJ"> (6.118)
где Q3 — суммарная сила затяжки всех шпилек затвора.
Коэффициент относительной податливости уплотнительного кольца (прокладки)
« = W(0. (6119)
120
где Х0 и Хш (0 - осевые податливости уплотнительного кольца и группы шпилек
(см.с. 113-117).
Текущее значение силы нагружения одной шпильки соответствующей группы
Qz = Qzll> (6.120)
Текущее значение силы нагружения одной шпильки первой группы Q'z = x
сравнивают с допускаемой нагрузкой на одну шпильку [£?']; при этом должно соблюдаться
условие
02= 1<[<?1 (6.121)
Допускаемую нагрузку на одну шпильку [(?'] принимают равной меньшему из
двух значений:
из условия обеспечения прочности монтажного участка резьбы шпильки
[Q']<o2T°ulFJl,25> (6.122)
где о^.ш - предел текучести материала шпильки при температуре 20 °С; Fm -
площадь поперечного сечения монтажного участка шпильки;
по рабочему усилию нагружающего устройства (гидродомкрата)
[б']<е„.у (6.123)
Если не выполняется условие (6.121), то необходимо рассчитать пообходно-
уравнительный режим затяжки шпилек, причем текущее значение усилия нагружения
очередной группы шпилек при соответствующем обходе
,N - 1 N
Qnm=[Q]
(z-l)(n-l)'
1 ^ . (6Л24)
[1+(/2- l)af l (1 +/!<«)
где [Q] - допускаемая нагрузка на группу шпилек; N - порядковый номер обхода;
[С] = '[<?']• (6.125)
Необходимое число обходов
Kz2Qn
(1 vwr^i1 +па> < п
«-■«I Л'-.,, -умт^^пг'• <"*>
где Kz2 - коэффициент разгрузки шпилек при пообходно-уравнительном режиме
затяжки (см. далее).
Коэффициент разгрузки шпилек зависит от соотношения осевых податливостей
деталей затвора (резьбовых уплотнительных соединений). В связи с тем, что
податливость микронеровностей зависит от нагрузки, а микронеровности есть как в
резьбовых соединениях, так и в узлах уплотнения, то, следовательно, и осевые
податливости резьбовых соединений и узлов уплотнения зависят от нагрузки. С увеличением
нагрузки осевые податливости деталей затвора уменьшаются, а следовательно,
уменьшается и коэффициент разгрузки шпилек. В связи с этим коэффициенты разгрузки
шпилек разных групп соединения различны. Для первой группы шпилек, которую
нагружают максимальной нагрузкой, коэффициент разгрузки минимален; для
последней группы шпилек коэффициент разгрузки максимален.
Максимальные значения коэффициента Кп разгрузки шпилек при однообход-
ном режиме затяжки для уплотнительного кольца соответствующего типа
приведены ниже:
121
Кольцо двухконусное 1,4
Кольцо треугольного сечения 1,45
Кольцо восьмиугольного сечения 1,38
Прокладка плоская 1^4
Коэффициент разгрузки для группы шпилек соответствующего порядкового
номера
Kz = ф2Кп, (6,127)
где ф2 — коэффициент, зависящий от типа уплотнительного кольца, числа групп
шпилек в затворе и порядкового номера группы (рис. 6.35, 6.36) .
Для затворов с уплотнительным кольцом восьмиугольного сечения и с плоской
металлической прокладкой принимают ф2 = 1, так как разность усилий нагружения
групп шпилек невелика и, следовательно, коэффициент разгрузки практически
постоянен и равен максимальному значению Кп.
Коэффициент разгрузки шпилек для первого обхода при
пообходно-уравнительном режиме затяжки определяют, как и для однообходного режима затяжки.
При последующих обходах коэффициент разгрузки для каждой группы шпилек
принимают равным коэффициенту разгрузки для последней группы шпилек первого
обхода.
Если нагружающее устройство (гидродомкрат) снабжено механизмом для
завинчивания гаек с контролем крутящего момента, то при растянутой шпильке
этот момент определяют по эмпирической формуле
MKpz = 7.7 • 106Fmdp , (6.128)
Фг
095
090
0,85
0,80
Г2\
1
W
и
^^
12^
8
10
п=!2
10
11
Фг |
0,995\
0,990
0,985
0,980
0,975
0,970
0,965
/7=2
Г7?
//
V/,
V
У
' 5/
/
б/
V
л
/'
'
у4
У
п=ю\
Рис. 6.35. Зависимость, коэффициента ф
от числа п групп и порядкового номера z
группы для фланцевого соединения с
двухконусным кольцом
5 6 7 8 9 z
Рис. 6.36. Зависимость коэффициента ф
от числа п групп и порядкового номера z
группы для фланцевого соединения с
уплотнительным кольцам треугольного
сечения
122
где MKpz — в Н • м; Fm — площадь сечения шпильки, м2; d - диаметр резьбы
шпильки, м.
При этом коэффициент разгрузки шпилек
£ZM=(Kz- 00,85 + 1. (6.129)
Глава 7. ТРУБНЫЕ РЕШЕТКИ
7.1. КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ТВД
Основные конструкции наиболее часто встречающихся кожухотрубчатых ТВД
можно разделить на следующие группы: жесткой конструкции (рис. 7.1); с
компенсаторами на трубах (рис. 7 2) ; с компенсаторами на кожухе (рис. 7.3) ; с U-об-
разными трубами (рис. 7.4)
Рис 7.1. ТВД жесткой конструкции Рис. 7.2. ТВД с компенсаторами на трубах
Рис. 7.3. ТВД с компенсаторами на кожухе Рис. 7.4. ТВД с U-образными трубами
Кроме того, их можно подразделить по способу крепления трубной решетки с
кожухами трубного и межтрубного пространства на теплообменники;
с жестким креплением трубной решетки с обоими кожухами (рис. 7.1, 7.2);
с жестким креплением с одним кожухом и шпилечным затвором с другим
(рис. 7.3,7.4);
с креплением шпилечным затвором с обоими кожухами.
Такая классификация необходима для определения нагрузки, действующей на
трубную решетку.
7.2. ОПРЕДЕЛЕНИЕ ОСНОВНЫХ РАЗМЕРОВ
Предварительную толщину трубной решетки можно определить, рассматривая
ее как плоское днище или как плоскую крышку с отверстиями. При этом если
трубная решетка жестко связана с корпусом (рис. 7.5), то ее толщину s можно
рассчитать как для плоского днища по формуле
[а](1 - nd/D)
123
Рис. 7.5. Трубная решетка, жестко связанная Рис. 7.6. Трубная решетка, связанная с кожу-
с кожухом хом шпилечным затвором
где D - внутренний диаметр аппарата; р — наибольшее из давлений в трубном или
межтрубном пространстве; [о] - допускаемое напряжение для материала трубной
решетки; п — максимальное число отверстий в диаметральном сечении; d -
диаметр отверстия в трубной решетке.
Если трубная решетка связана с пространством, в котором большее давление,
шпилечным затвором (рис. 7.6), то толщину трубной решетки можно определить
как для плоской крышки по формуле
s = О 41Д
/-
М
DC + 3(D6-DC)FB/FQ
D' - 2d0 - nd
(7.2)
где Dc - средний диаметр плоской прокладки; FB - усилие, действующее на
шпильки при расчетном давлении; Fq — 0,25 itD\p — осевая сила от действия давления
среды на трубную решетку; D' - наружный диаметр трубной решетки; d0 - диаметр
отверстия под шпильки.
Если в кожухотрубчатом ТВД с двумя решетками (см. рис. 7.1 - 7.3) давление
максимально со стороны межтрубного пространства, то в формулы (7.1) , (7.2)
вместо давления р нужно вводить приведенное давление рп:
при жестком соединении трубной решетки с корпусом
рп=р(1- nd2JD2);
при соединении шпилечным затвором
pn=p(l-nd2JDl),
(7.3)
(7.4)
где dH - наружный диаметр труб.
Для кожухотрубчатого ТВД без компенсаторов (см. рис. 7.1) в формулы (7.1),
(7 2) подставляют приведенное давление и в том случае, если давление максимально
со стороны трубного пространства:
при жестком соединении трубной решетки с корпусом трубного пространства
Рп=Р[1~"
/Г (Sx + SK)
];
(7.5)
при соединении шпилечным затвором со стороны трубного пространства
124
Pu =P[1 - пЦ- — ], (7.6)
где dB - внутренний диаметр труб; 5К - площадь поперечного сечения кожуха;
Si — суммарная площадь поперечного сечения труб.
7.3. РАСЧЕТ НАПРЯЖЕННОГО СОСТОЯНИЯ ТРУБНОЙ РЕШЕТКИ
С УЧЕТОМ УСЛОВИЙ СОВМЕСТНОСТИ
ДЕФОРМАЦИЙ СТЫКУЕМЫХ ЭЛЕМЕНТОВ
Рассмотрим методики расчета толстостенных трубных решеток, основанные
на известных аналитических решениях теории пластин и оболочек, а также на
решениях для деталей, имеющих форму кольца при произвольной осесимметричной
нагрузке. При таком подходе конструкцию разделяют на ряд типовых элементов и
составляют условия равенства перемещений и углов поворота этих элементов. Из
полученной системы линейных алгебраических уравнений находят неизвестные
краевые силы и моменты. После этого определяют напряженное состояние каждого из
рассмотренных элементов.
Методики разработаны для трех ранее описанных основных типов соединений
трубной решетки с кожухами трубного и межтрубного пространств: жесткого
соединения трубной решетки с кожухами трубного и межтрубного пространств
(рис. 7.7, а); жесткого соединения трубной решетки с одним кожухом и
соединения шпилечным затвором с другим (рис 1.7,6); соединения шпилечным затвором
с обоими кожухами (рис 7.7,в).
Рис. 7.9. Зависимость ртношения Е* / Е и v*
от отношения d / t по данным работ [39}
(сплошные линии) и [ 12] (штриховые линии), а также
по экспериментальным данным, полученным в
ИркутскНИИхиммаше (точки)
Расчетная схема трубной решетки,
жестко связанной с кожухами трубного и
межтрубного пространств, приведена на рис.7.8.
Схема включает четыре элемента: / —
перфорированная область решетки;
Я—сплошной обод (кольцо); /Z7 — кожух трубного
пространства (цилиндр); IV — кожух
межтрубного пространства (цилиндр).
Перфорированная решетка в расчетной схеме заменена эквивалентной
сплошной плитой, характеризуемой условными физическими постоянными: модулем
упругости Е* и коэффициентом Пуассона v*. Постоянные Е*, v* зависят от
коэффициента ослабления трубной решетки у = 1 - djt [39], где d - диаметр отверстий в
решетке; t — расстояние между осями отверстий. Значения Е* и v* можно найти по
графикам, приведенным в работах [12, 39] (рис. 7.9).
Все элементы рассматриваемой расчетной схемы находятся под действием
внешней нагрузки и неизвестных краевых сил и моментов, определяемых из условий
совместности деформаций этих элементов.
Перфорированная область трубной решетки нагружена давлениями р* и рм,
поперечной силой QY. действующей на единицу длины окружности радиуса rl9 и
неизвестными краевыми силами Q и моментамиМ (см. рис. 7.8).
Приведенное давление р* определяется отношением суммарной нагрузки на
трубную решетку со стороны трубного пространства к площади круга радиуса rx.
Указанная суммарная нагрузка является суммой равнодействующей от внутреннего
давления рт и вертикальной нагрузки, передаваемой трубами. Последняя зависит
от наличия или отсутствия компенсатора, а также от того, где он расположен (на
кожухе или на трубах).
Приведенное давление рм определяется нагрузкой, действующей на трубную
решетку со стороны межтрубного пространства. Нагрузку <2i найдем из условия
равновесия элемента / в осевом направлении. На кольцо // действуют поперечная сила
<2i, равнодействующие Q2 от осевых напряжений цилиндра III, Q3 от осевых
напряжений цилиндра IV, (?4 от давления в трубном пространстве Qs от давления
межтрубного пространства, а также неизвестные краевые силы Q, Fx, F2 и моменты
М, Мг, М2. На цилиндр III действуют внутреннее давление рт, краевая сила FL и
момент Мг, на цилиндр IV - внутреннее давление рм> краевая сила F2 и моментМ2.
Рассмотрим условия равенства перемещений А и углов поворота в стыкуемых
элементов в точках А, В и С.
Эти условия дают шесть линейных алгебраических уравнений относительно
шести неизвестных Q9 Fl9F2i M, Mi9M2:
Ат(0 +Дт(Лр) + Ат(р( ) =- Д5(С) +A5(F0 +A^(F2); (7.7)
- ДЦ1 (Л) + АЦ1 (МО + ДЦ1 <рт) = - Д§ (0 + Д§ (FO + AKB (F2) -
126
О 0,1 0,2 0,3 0,Ь 0,5 0,6 0,7 0,8 0,9d/t
-Д5(ЛО+Д§(^1)-А5(Д/2)+Д5&[^(/?1)]--А§[АГ(/г,2)]-Д§[Д/(е/)]; (7.8)
- ДЦ2 (F2) + ДЦ2 (М2) + ДЦ2 <рм) = - Д£(0 + Д^(^) + AKC(F2) +
+ Д£ (Л/) - Д£ (Л/!) + Д£ (Л/2 ) - AKC[M{FX ) ] + Д£[М(^2 ) ] + Д£[Л/(2;) ]; (7.9)
вт(М) + <9т(Др) = 0К(М) -^K[M(F1)] + (9K[M(F2)]-
-eK(Af1)+eK(Afa)+eK[Jlf(e/)]; (7.10)
-0ul(^i) + 0ul(^i) = 0K(M) -fl*^) +
+ 0К(М2) -вк[л/(^)] + вк[М(^2)] + 0к[М(е/)]; (7.П)
0U2(F2) -0Ц2(Л/2) = 0К(М) -0K(Mi) +
+ вк(М2) -dK[M(Fl)] + 6K[M(F2)]+ eK[M(Q;)]. (7.12)
Уравнения (7.7) - (7.9) - условия равенства радиальных перемещений Д в
точках А, В, С, уравнения (7.10), (7.11) — условия равенства углов поворота 0 в тех
же точках. Радиальные перемещения Д примем со знаком плюс, когда их направление
совпадает с положительным направлением оси г и со знаком минус - в
противоположном случае. Углы поворота 0 примем со знаком плюс при повороте в
направлении против хода часовой стрелки, со знаком минус - в противоположном случае.
Рассмотрим подробнее приведенные уравнения.
Уравнение (7.7) представляет собой условие равенства линейных перемещений
перфорированной части трубной решетки / и сплошного обода // в точке А.
Слагаемые левой части уравнения - это перемещения края срединной поверхности
перфорированной части решетки на наружном радиусе перфорации rx. Эти перемещения
найдем как в эквивалентной сплошной плите с условными упругими постоянными
Е* и v* (см. рис. 7.9) от действия краевой силы Q, перепада давлений Ар и давления
внутри труб Pi [39]:
Дт (6)=— (!-*>*) 2; AT(Ap) = (vrl/E)0,5(pT+pM);
E*s
АТ(Р,) = (/■,/£)[(£/£*) (1 - v*) -(1- *)*>/• (7.13)
Слагаемые правой части уравнения (7.7) - перемещения сплошного обода в
точке А под действием краевых сил Q Fx и F2 . Эти перемещения рассчитаем как
для толстостенного цилиндра [20]:
Д3(б)=4г !? 2, [(1-^ + 0 + ^)-1-,
Е s(R* - r\) /-,
к . _ 2 *V5 Rrt K _ 2 Еггс Rr,
Ь <-F^~T —Г~ **_,? ' Аа(Р2)--Т—7-ТТТТ' (714)
где R — наружный радиус обода (кольца).
127
Уравнение (7.8) представляет собой условие равенства радиальных
перемещений сплошного обода II и цилиндра /// в точке В. Слагаемые левой части - это
перемещения точки В цилиндра /// под действием краевой силы Fx, краевого момента
Мх и давления в трубном пространстве рт. Радиальные перемещения точки В
цилиндра под действием краевых сил и моментов определим по теории тонкостенных
оболочек, а под действием внутреннего давления - как для толстостенного цилиндра
[20]:
Д (Fl)= , / F,; (7Л5)
ДЦ1 (Л/,) = 7Г—МХ; (7.16)
2 2
ДЦ1 (Рт) = 4г л% [О - 2v)rB + (1 + v) ^- ]; (7.17)
здесь kx = \Д(1 - v2 )l>jr^si.
Слагаемые правой части Aj? (0, А§ (Fx), А# (F2) — радиальные перемещения
кольца (сплошного обода) под действием краевых сил - определим как
перемещения толстостенного цилиндра [20]:
1 2
д5 Ш) = ~ -^Г—Г- [О - v)rB + О* v) — ];
Л s {K - r i ) rg
Ag (/¾) = -^- 'У 2 [(1 ~ ^)¾ + (1 +y) — ]■ (7.18)
Слагаемые А#(М), Aj?(Mi), A#(M2) — радиальные перемещения кольца в
точке В под действием краевых моментов [63]:
Д»0Ю= — ; А8(У0= 2 * ;
6М2гг
А§(М2) =—5 Ь . (7.19)
По аналогии с формулами (7.19) найдем выражения для слагаемых /^[M(Fi)]9
A$[M(F2)]9 Ag[M(G/)] [радиальные перемещения кольца от крутящих моментов,
вызванных силами Fl9F2 и (¾ (6i, •••> Qs) ]•
A%TO,)J~ _,, ','. 7 • (7.20)
128
Уравнение (7.9) является условием равенства радиальных перемещений кольца
II и цилиндра IV в точке С. Это уравнение аналогично уравнению (7.8), и пояснения
к нему не требуются.
Рассмотрим уравнения (7.10) - (7.12), являющиеся условиями равенства
углов поворота стыкуемых элементов в точках А, В и С. Уравнение (7.10) отражает
равенство углов поворота перфорированной части трубной решетки / и кольца II
в точке А. Слагаемые левой части — это углы поворота срединной поверхности
перфорированной части решетки на наружном радиусе перфорации rx. Углы поворота
эквивалентной сплошной плиты под действием краевого момента М и перепада
давлений Ар [39]:
вт(М) =-i^L (l-v*)M;
вт (Ар) = -L -^-5- (1 - v*) (pi - р»). (7.21)
В правой части уравнения (7.10): вк(М), вк(Мх)9 вк (М2) - углы поворота
сплошного обода в точке А под действием краевых моментов М, Mi и М2;
6K[M(Fi)], 6K[M(F2)] — углы поворота обода в точке А под действием моментов
от сил Fi и F2 ; вк[М(Qj) ] — угол поворота обода под действием приведенного
момента от сил Qi ... Q5. Углы поворота сплошного обода рассчитаем по формулам
[63]:
вк{М)=— ; вк(М1)
Es3ln(.R/ri) Es^ln^R/ri)
0K(M2) = , af ; 0K[M(F,)] =
Es3ln(R/rl) Es2ln(R/rt)
6F2rr „ l2Mnnrnn
eK[M(F2)] = —2 £ ; вк[М«2{)] = — "HL£E_, (7.22)
Es2la(R/ri) Es3ln(R/rl)
где
Mnp = -^- (- C,r, + <2ггв - Q,rc - Q4 -^p- + Cs ^-P~ ) • (7-23)
Уравнение (7.11) — это условие равенства углов поворота кольца IIи цилиндра
/// в точке В. В этом уравнении 0Ц1 (/^), 0Ц1 (М\) — углы поворота цилиндра в
точке В под действием краевых сил Fx и моментов Mi [20]:
0*lPi)=-^ir-Fil 0^(Mi)=—^-Mi, (7.24)
где*! =^3(1-^)/^7^
Выражения для углов поворота обода в правой части уравнения (7.11)
приведены выше — см. формулы (7.22).
Уравнение (7.12) является следствием равенства углов поворота обода Я и
цилиндра IV в точке С Это уравнение аналогично уравнению (7.11) ив подробных
комментариях не нуждается. Решение системы уравнений (7.7) - (7.12) позволяет
определить неизвестные краевые силы Q, F\, F2 и краевые моменты М9 Mi M2,
после чего для каждого из рассматриваемых элементов расчетной схемы (см. рис. 7.8)
5 Зак 85 1**
n
Рис. 7.10. Расчетная схема трубной решетки, жестко связанной с кожухом трубного или
межтрубного пространства
Рис. 7.11. Расчетная схема трубной решетки, связанной с обоими кожухами шпилечным затвором
можно определить напряженное состояние. Выше приведены зависимости для
расчетной схемы, соответствующей жесткому креплению решетки с цилиндрами
трубного и межтрубного пространств (см. рис. 7.7, а).
Рассмотрим основные расчетные соотношения для конструктивного
исполнения трубной решетки, показанного на рис. 7.7, б. Расчетная схема для этого случая
(рис. 7.10) включает три элемента: / - перфорированная область решетки; II -
сплошной обод (кольцо); IV - цилиндр межтрубного пространства.
Нагрузки, действующие на перфорированную часть трубной решетки / и на
цилиндр IV межтрубного пространства, - аналогичны нагрузкам, рассмотренным
для этих элементов выше (см. расчетную схему на рис. 7.8). Вместо сил и
моментов Fx, Q2, Mi, возникающих при совместном деформировании цилиндра /// (см.
рис. 7.8) и кольца //, на радиусах гв и г^1 появляются силы Q,2>Qb,F\ и момент
Mi, зависящие от конструкции ЗУ. Остальные нагрузки, действующие на сплошной
обод, такие же, как в рассмотренном случае (см. рис. 7.8).
Условия равенства радиальных перемещений и углов поворота стыкуемых
элементов в точках А и С приводят в этом случае к четырем линейным
алгебраическим уравнениям, [преобразованным из (7.7), (7.9), (7.10) и (7.12)] относительно
четырех неизвестных - Q, F2. М и М2 .
В преобразованных уравнениях Fj и Мi — известные величины, которые в виде
произведения на соответствующий коэффициент входят в свободный член.
Коэффициенты при неизвестных определим по формулам (7.13) - (7.24).
Решение уравнений (7.7) - (7.10), (7.12) позволяет определить неизвестные
краевые силы и моменты: QiF2^M,M2 . После этого напряженное состояние каждого
из трех рассматриваемых элементов можно определить независимо одно от другого.
130
Рассмотрим, наконец,основные расчетные соотношения для конструктивного
исполнения трубной решетки, показанного на рис 7.7. в.
Расчетная схема (рис. 7.11) в этом случае состоит из двух элементов: / -
перфорированная область решетки; II — сплошной обод. Нагрузки, действующие на
перфорированную часть трубной решетки /, в этом случае такие же, как в двух
рассмотренных случаях. Нагрузки, действующие на сплошной обод II, включают усилия от
шпилечных затворов, действующих со стороны трубного и межтрубного пространств.
Это - равномерно распределенные по длине окружности силы Qe 7 Fx ^ Ql7 F2 и
моментов Mi, M2 Остальные нагрузки, действующие на сплошной обод, такие же.
как в двух рассмотренных случаях.
Условия равенства радиальных перемещений и углов поворота стыкуемых
элементов в точке А приводят к двум линейным алгебраическим уравнениям,
преобразованным из (7.7) и (7.10) , относительно двух неизвестных Q и М.
После решения системы (7.7), (7.10) определяют силы Q и моментыМ,и
напряженное состояние каждого из двух рассматриваемых элементов может быть
исследовано независимо одно от другого. При определении напряженного состояния
отдельных элементов расчетной схемы (см. рис. 7.8. 7.10, 7.11) используют известные
решения теории пластин и оболочек, а также методы расчета круговых колец,
находящихся под действием осесимметричной нагрузки.
Напряжения в перфорированной части трубной решетки, определяемые как для
эквивалентной сплошной плиты, можно рассчитать по формулам, предложенным в
работе [39]. Радиальные ог и кольцевые ов напряжения от действия краевой силы
Q и момента М в любой точке поверхности сплошной плиты:
or (Q) = ов (Q) = Q/s; or (М) = ов (Л/) = ± 6M/s2 ; (7.25)
здесь знаки плюс и минус относятся к поверхностям трубной решетки,
соответствующим трубному и межтрубному пространствам.
От действия перепада давлений Ар радиальные и кольцевые напряжения на
любом радиусе г на поверхностях эквивалентной сплошной плиты:
оД^)=Т-1(-^-)*(3 + ./*)[1-(-^)2]Др; (7.26)
О S Г j
ов(Ар) = +~ (-^-)2[(3 +v*) -(1-3v*)(-^- )2]Др, (7.27)
где верхний знак относится.к поверхности ,на которую действует большее давление.
Напряжения на любом участке эквивалентной сплошной плиты от действия
давления в трубах или отверстиях трубной решетки:
трубы полностью развальцованы в трубной решетке
h t - h - 2tT
or(p) =ов(р) = — —j^-Yt PT\ (7.28)
трубы не развальцованы в трубной решетке или развальцованы частично
°Г(Р) =°е(Р) =Т" "Чг~Рм' (7'29)
где h — расстояние между отверстиями; t - шаг перфорации; Гт - толщина стенки
трубы.
В некоторых случаях температурный градиент по толщине перфорированной
плиты можно приближенно аппроксимировать ступенчатым изменением
температуры металла около поверхности плиты (фактический закон изменения температуры
131
5*
по толщине плиты - см. п. 7.7). При этом значительные температурные напряжения
возникают только в поверхностном слое плиты, где существенно изменяется
температура, а температурными напряжениями в остальной части плиты пренебрегают
[39] При таком допущении температурные напряжения на любом участке
поверхности эквивалентной сплошной плиты равны, т. е.
°!=°Ъ =-*--(ti-h)f (7.30)
1 - v*
где tx - средняя температура плиты, за исключением поверхностного слоя; t2 -
температура поверхностного слоя.
В соответствии с требованиями нормативной документации [39, 40] по
напряжениям, рассчитанным для конструкции, находят ряд категорий интенсивности
напряжений, для каждой из которых задано определенное допускаемое напряжение.
Соотношения допускаемых напряжений, принятые при оценке прочности элементов
сосудов высокого давления, приведены в табл. 7.1.
Категории интенсивности напряжений для перфорированной части трубной
решетки можно определить по следующим зависимостям [39].
1. Интенсивность общего мембранного напряжения
он = \ ч/(^^-)2 + (а;Г2, (7-31)
h s
rmor = or(Q) +or{p).
Коэффициент t/h в формуле (7.31) введен для перехода от эквивалентной
сплошной к перфорированной плите.
Как следует из табл. 7.1, интенсивность общего мембранного напряжения при
нормальных условиях эксплуатации не должна превышать номинального
допускаемого напряжения [а].
2. Интенсивность общих или местных мембранных и общих изгибных напряже-
Таблица 7.1
Допускаемые напряжения
при интенсивности напряжений различных категорий
Условия
эксплуатации
Допускаемые напряжения при расчете
общих
мембранных напряжений
общих или
местных мембранных
и общих изгибных
напряжений
.
размаха общих
или местных
мембранных, общих
и местных
изгибных, общих
температурных
напряжений
амплитуды
общих или
местных
мембранных,
общих и местных
изгибных, общих
и местных
температурных и
местных
напряжений в зонах
концентрации
Нормальные [о] 1,5[а] 2,3[а] [аа]
Нарушенные 1,2 [от] 1,6 [а]
Аварийная ситуация 1,4[а] 1,8(а] Не определяют
Гидроиспытания 1,4[а]тг 1,8(а]тг
Примечание [а]т г - номинальные напряжения, определенные по механическим
свойствам материала при температуре гидроиспытаний.
132
к
1,8
1,6
',*
10
<:"'
0
«-/
^
/\
-1,0 -0,6 -0,Z О 0,2 0,6 Л 10fl5 «/ 0,2 <& 0.6 0,8 ф
Рис. 7.12. Зависимость коэффициента к от коэффициента двуосности 0
Рис. 7.13. Зависимость коэффициента ттах концентрации напряжений от коэффициента
ослабления трубной решетки у и коэффициента ц вида напряженного состояния
ний, определяемая по напряжениям, усредненным по минимальной ширине
перемычки [39],
oi2=k(t/h)om, (7.32)
где к - коэффициент, учитывающий влияние вида напряженного состояния на
интенсивность напряжений (определяют по рис. 7.12 в зависимости от коэффициента
двуосности -l<|3<l);am- напряжение, равное большему из двух значений - от t
иот2:
От 1 = ов (0 + ов (М) + ов (Ар) + ов (р) ;
Отг = ог (0 + or(M) + ог(Ар) +ог(р). (7.33)
Коэффициент двуосности
\от21от1 при |amii> \om2\
[omilom2 при \omi\<\om2l
Напряжения от1 яот2 рассчитывают для той поверхности, где они максимальны
по абсолютной величине.
Как следует из табл. 7.1, при нормальных условиях эксплуатации
ал < 1,5[а]. (734)
3. Интенсивность общих и местных мембранных и изгибных напряжений и общих
температурных напряжений
ot3=k(t/h)o'm, (7.35)
где к — см. рис. 7.12;
о'т=от+о<в. (7.36)
133
Из табл. 7.1 следует ограничение для а3:
а/з <2,3[а]. (7.37)
4. Интенсивность напряжений, обусловленных всеми видами нагрузок в зонах
концентрации напряжений,
°i"4=7max('/A)°m +*V (7-38)
где)тах - коэффициент концентрации напряжений (рис. 7.13), учитывающий
концентрацию напряжений возле отверстий в трубной решетке в зависимости от
коэффициента у = 1 — d/t и коэффициента т? вида напряженного состояния (коэффициент
т? определяют аналогично коэффициенту j3 с учетом температурных напряжений);
ps — наибольшее из давлений в трубном или межтрубном пространстве.
Значение а4 не должно превосходить удвоенной допускаемой амплитуды [а*]
при заданном числе циклов. Указанную амплитуду можно определить либо по
специально построенным кривым усталости для рассматриваемой стали, либо по
расчетным формулам [40].
7.4. НАПРЯЖЕННОЕ СОСТОЯНИЕ ТРУБНОЙ РЕШЕТКИ
КАК НЕОДНОРОДНОГО ОСЕСИММЕТРИЧНОГО УПРУГОГО ТЕЛА
Предложенная в п. 7.3 методика расчета трубных решеток носит приближенный
характер. Эта методика основана на известных результатах теории пластин и
оболочек, а также на теории кручения круговых колец, которые имеют определенную
погрешность по сравнению с точными результатами теории упругости. Эта погрешность
мала для тонкостенных деталей и возрастает с ростом их толстостенности. Кроме
того, по этой методике температурный перепад в трубной реШетке и
соответствующие температурные напряжения оценивают по весьма приближенным формулам.
Более точные методики расчета напряженного состояния трубных решеток и
возникающих в них температурных перепадов можно построить, используя
численные методы решения задач теории упругости и теории теплопроводности. Один
из наиболее эффективных численных методов решения подобных задач — МКЭ
[16, 50]. В ИркутскНИИхиммаше разработана методика расчета трубных решеток
СВД на основе решения осесимметричной задачи теории упругости МКЭ [55 — 58].
Как отмечено в п. 7.3, решение задач теории упругости в этом случае сводится
к решению системы линейных алгебраических уравнений
[£]£«} = {r] , (7.39)
где [К] — матрица жесткости для всей исследуемой области; £ S} — вектор
перемещений узлов конечных элементов в исследуемой области; j R] — вектор внешних
узловых сил.
Для отдельного треугольного элемента матрицу жесткости определяют по
следующим зависимостям:
для сплошной области
[К]е = 2тг ff[B]T[D][Bydrdz; (7.40)
для перфорированной области
[К*]е = 2тг ff[Bf[D*][B]rdrdz, (7.41)
е
s
134
где [В] - матрица преобразования; [В]т - транспонированная матрица
преобразования; [D] и [Z)*] — матрицы упругости соответственно для сплошной и
перфорированной областей.
Матрица упругости
[D} =
Е{\ -v)
(1 +i0 (1 - 2v)
1
V
1 - V
V
1
1
V
-
V
V
V
1 - V
V
1 - V
1
о
1 - V
о
о
о
1 - lv
2(1 - •>)
(7.42)
Матрица [D*] имеет такой же вид, но значения Е и v нужно заменить на условные
упругие постоянные Е* и v*.
С учетом условных упругих характеристик выше рассмотрено напряженное
состояние тонкостенных трубных решеток, которые можно рассчитывать по теории
пластин [12]. При этом условные упругие характеристики Е*, v* определены либо
расчетным, либо экспериментальным путем.
По данным работ [12, 39], условные упругие характеристики Е* и v* зависят
от отношений d/t и s/t (здесь d - диаметр отверстия; t — шаг между отверстиями;
s - толщина трубной решетки). Условные упругие характеристики Е* и *>*,
определенные при растяжении, отличаются от значений Риу*, найденных при чистом
изгибе. Это объясняется тем, что трубная решетка является
конструктивно-анизотропным (трансверсально-изотропным) телом, упругие свойства которого в
плоскости перфорации и в перпендикулярном ей направлении различны. Однако, как
показано в ряде работ, при s/d > 2,5, условные упругие характеристики, полученные
при растяжении и при чистом изгибе, практически совпадают. Для трубных решеток
всех ТВД отношение s/d > 2,5.
На рис. 7.9 приведены экспериментальные зависимости, полученные в Иркутск-
НИИхиммаше при чистом изгибе шарнирно-опертых балок. При этом определено
отношение прогибов сплошных и перфорированных балок, равное отношению Е*/Е.
Исследовали балки длиной 390 мм с поперечным сечением размерами 10 X 25 и
5 X 25 мм. Отношение s/d и d/t меняли в следующих пределах: 1,25 < s/d < 10;
0,3 < d/t < 0,8. Полученные экспериментальные данные хорошо согласуются с
определенными при растяжении результатами работ [12, 39]. Предложенная методика
расчета толстостенной трубной решетки проверена экспериментально [55].
Прогиб трубных решеток исследовали на моделях решеток, перфорированных
по вершинам равностороннего треугольника с отношением d/t = 0,59. Трубные
решетки с наружным диаметром DH = 580 мм, диаметром перфорации Dn = 284 мм и
толщиной s = 250; 225 и 200 мм устанавливали на СВД с внутренним диаметром
D = 350 мм. Для обеспечения герметичности перфорированной области трубной
решетки отверстия выполняли с обеих сторон с перемычками толщиной h = 20 мм
в срединной плоскости решетки.
В процессе гидравлических испытаний индикаторным приспособлением измеряли
прогибы наружной поверхности трубных решеток на различных расстояниях R
от центра решетки до конца перфорированной области. Испытания проводили,
изменяя давление ступенчато: 10; 16; 22; 28; 34 МПа. Результаты экспериментальных
исследований сравнивали с расчетно-теоретическими значениями прогибов,
полученными для рассматриваемых моделей. Расчеты НДС трубных решеток МКЭ проводили
135
Нр)Ю5,мм/МПа
Lx
Го -^
о о
| * Л щ
I"-?5J
s=200mm
хХх
225
s=250mm
Ч
^>ч
^^ч
V
^
50
/00
150
200
250 г мм
Рис. 7.14. Зависимость отношения прогиба w торцовой поверхности трубных решеток к
давлению р от радиуса г и толщины решетки s
Рис. 7.15. Схема перфорации трубной решетки
по разработанной в ИркутскНИИхиммаше программе для ЭВМ ЕС-1033 [55]. При
этом в качестве условных упругих характеристик Е* и v* использовали данные
рис. 7.9. Результаты расчетно-теоретических (линии) и экспериментальных (точки)
исследований хорошо согласуются (рис. 7.14). Для сравнения приведена
аналогичная зависимость для сплошной плиты.
В результате решения рассматриваемой задачи определены напряжения и
деформации в эквивалентной сплошной плите с упругими характеристиками Е* и v*9
имеющей такие же перемещения, как и перфорированная трубная решетка.
Для перехода к напряжениям в фактической (перфорированной) трубной
решетке необходимо напряжения, полученные для эквивалентной сплошной плиты,
разделить на коэффициент \р = 1 - djt ослабления трубной решетки:
ог = о*1*р\ ов=о$/<р; rrz = т*2/*р.
(7.43)
Эти напряжения — усредненные по минимальной ширине перемычки. Однако
фактические напряжения непостоянны по ширине перемычки; они меняются от
максимальных на кромке отверстия до минимальных в середине перемычки. Для
определения фактических напряжений у кромки отверстия или в середине
перемычки можно умножить усредненные напряжения (ог и ов) на соответствующие
коэффициенты. Такие коэффициенты приведены в работах [12, 39]. В работе Э.М. Григолю-
ка и Л.А. Фильштинского [12] приведены значения этих коэффициентов в
зависимости от отношения d/t. Эти коэффициенты получены при растяжении (сжатии)
тонких пластин с правильной треугольной перфорацией. Если их применить для
оценки напряжений в трубной решетке, то для напряжений в минимальных
перемычках, расположенных вдоль радиуса (рис. 7.15), можно записать:
оАг = <4ог. о^ = а?а,.;
А
°в
А В
<*е°в ; ов
<4°в>
(7.44)
где ог , ов и or , oQ - радиальные и кольцевые напряжения в рассматриваемой
перемычке в точках соответственно А и В.
Для оценки напряжений в минимальных перемычках, расположенных в
окружном направлении, можно использовать те же коэффициенты. В этом случае:
c4l = c$or\ aft =авваг; 0Ав
<4°е'>
В
(7.45)
136
где of l, Oq 1, or l, oel — радиальные и кольцевые напряжения в "окружной"
перемычке в точках соответственно Ах иВг.
Так как при решении осесимметричной задачи для эквивалентной сплошной
плиты радиальные и осевые напряжения являются главными, т. е. максимальными
или минимальными из нормальных напряжений в плоскости трубной решетки, то
определять напряжения при других расположениях минимальных перемычек не
требуется.
Применение коэффициентов неравномерности напряжений по перемычке,
полученных при равномерном растяжении пластин [12], для исследования трубной
решетки, находящейся в условиях сложного напряженного состояния, требует
экспериментального подтверждения. Такое подтверждение получено в ИркутскНИИхиммаше.
7.5. РАСЧЕТ ТОЛСТОСТЕННЫХ ТРУБНЫХ РЕШЕТОК
С УЧЕТОМ КОНСТРУКТИВНОЙ АНИЗОТРОПИИ
Как показано в п. 7.4, толстостенную трубную решетку с достаточной степенью
точности можно представить в виде симметрично нагруженного неоднородного
упругого тела вращения. При этом перфорированную часть решетки рассматривают
как сплошную эквивалентную плиту с условными физическими постоянными
(модулем упругости Е* и коэффициентом Пуассона *>*), а неперфорированную часть
решетки и корпус ТВД — как сплошную плиту с упругими постоянными Е, v.
В действительности перфорированная часть решетки обладает конструктивной
анизотропией. Решетку можно рассматривать как эквивалентное сплошное тело с
определенными упругими свойствами в плоскостях, параллельных срединной
поверхности решетки (плоскость изотропии), и другими свойствами в перпендикулярном
направлении. Такое анизотропное тело, называемое трансверсально-изотропным,
характеризуют пятью независимыми упругими постоянными [26]: Е*9 v* — модуль
упругости и коэффициент Пуассона в плоскости изотропии; Е - модуль упругости
в направлении, перпендикулярном плоскости изотропии; v — коэффициент
Пуассона, определяющий поперечное сжатие в плоскости изотропии при растяжении в
нормальном к плоскости изотропии направлении; Gf — модуль сдвига в плоскости,
перпендикулярной плоскости изотропии.
Значения модуля упругости Е* и коэффициента Пуассона v* определены при
растяжениях пластин с треугольной перфорацией в работах [12, 39] и приведены в
виде зависимостей от d/t на рис. 7.9.
Модуль упругости Е' при растяжении (сжатии) в направлении, нормальном к
плоскости изотропии, связан с модулем Е основного материала как отношение
площади торцовой поверхности перфорированной области решетки к площади
поверхности сплошной плиты тех же размеров. Для треугольной перфорации
4--17F <т>'- <746>
Коэффициент Пуассона v принят равным коэффициенту v основного
материала решетки. Модуль сдвига G' является независимой константой. Для некоторых
трансверсально-изотропных материалов можно предложить приближенную
формулу [26]
G' = ***' „, ■ (7.47)
#*(1 +2v ) +E
137
w /
1,3
и
V
in
w
бр/Ь
\\
\
/
w
105
№
0,2 Qfi 0,6 0,8 d/t
'7wa
1,1
1,0
L—чв*—.
^-
0.1
0,2
OJ
OA s/D
1.05
1,02
1,01
100
Рис. 7.16. Зависимость отношений максимальных прогибов и напряжений для изотропных и
анизотропных плит при s ID = 0,5
Рис. 7.17. Зависимость отношений максимальных прогибов и напряжений для изотропных и
анизотропных плит при d /1 = 0,8
При Е* = Е' — Е и v - v эта формула превращается в известную формулу для
изотропного материала
G =
2(1 + *)
(7.48)
Для анализа влияния конструктивной анизотропии на результаты расчета при
различных d/t и s/D (здесь d — диаметр отверстия; t — шаг перфорации; s — толщина
решетки; D — диаметр решетки) рассчитаны изотропные (Е*, v*) и трансверсально-
изотропные (Е*9 Е\ v*9 v\ G') толстые плиты по аналитическим зависимостям
С.А. Амбарцумяна. Определены перемещения срединной поверхности изотропных
(н>и) и анизотропных (wa) плит, а также напряжения для круглых плит,
нагруженных равномерно распределенной по торцовой поверхности плиты нагрузкой q и
свободно опертых по контуру срединной поверхности.
На рис. 7.16 приведены зависимости отношений прогибов срединной
поверхности wH/wa и радиальных напряжений с^/о* на торцовой поверхности в центре плиты
при s/D = 0,5- Аналогичные зависимости приведены на рис. 7.17 при d/t = 0,8-
Полученные результаты показывают, что при s/D > 0,3 и d/t >0,7 следует учитывать
конструктивную анизотропию. Однако применить аналитические зависимости С.А.
Амбарцумяна для расчета толстостенных трубных решеток невозможно, так как они
получены для полностью перфорированной плиты, шарнирно опертой по контуру
срединной поверхности. Реальные трубные решетки имеют неперфорированное
кольцо на периферии, а иногда и в центре. Они либо жестко соединены с цилиндрами
трубного и межтрубного пространств, либо испытывают нагрузки от ЗУ, кроме
того, сравнение прогибов круглой изотропной плиты, полученных по
приближенным формулам С.А. Амбарцумяна, с точным решением Лява показывает, что в
рассматриваемом диапазоне изменения s/D погрешность определения прогибов
срединной поверхности 2 %, прогибов наружных поверхностей плиты более 20 %.
В связи с этим для расчета толстостенной трубной решетки как неоднородного
анизотропного (трансверсально-изотропного) упругого тела разработана программа
на основе МКЭ для ЭВМ ЕС-1033. Необходимо отметить, что приведенная в п. 7.4
методика расчета трубных решеток не может быть применена при v* > 0,5 (по дан-
138
ным работы [12] такие значения v* соответствуют d/t > 0,81)- Методика расчета
трубной решетки как анизотропного тела позволяет провести ее расчет и для таких,
возможных в практике, конструктивных соотношений.
Для трансверсально-изотропного осесимметричного тела задача теории упругости
с использованием МКЭ сводится к решению системы линейных алгебраических
уравнений [16, 571
[*]Ы = Ы , (7.49)
где [К] — матрица жесткости исследуемой области;
лов конечных элементов в исследуемой области;
вых сил.
Для отдельного треугольного элемента матрица жесткости
— вектор перемещении уз-
— вектор внешних узло-
[К*]е = 2я ff[B]T[D*][B]rdrdz,
е
s
(7.50)
транспонированная матрица преобразо-
где [В] — матрица преобразования; [Bf
вания; [D*] — матрица упругости.
В случае трансверсально-изотропного тела матрица упругости
[/>*] =
где
Б'
(1 + v*)a
1-
Ъ
Ъ
0
- 1>*
ъ
с
d
0
Ъ
d
с
0
0
0
0
та
а= 1 -v*+2n(v')2; b =nv'{\ + v*); с =п[\-n{v'f\,
d = n(v* + n(v')2); n=E*/E'; m = G'/E'.
(7.51)
(7.52)
Предварительный анализ вопроса, при каких конструктивных параметрах (s/D
и d/t) необходим учет конструктивной анизотропии, выполнен с использованием
зависимостей С.А. Амбарцумяна. Для окончательного решения проведена серия
экспериментов на трубных решетках с различными конструктивными параметрами.
Результаты расчета по разработанной методике на основе МКЭ удовлетворительно
совпали с экспериментальными значениями.
7.6. ВЛИЯНИЕ ЖЕСТКОСТИ ТРУБНОГО ПУЧКА
НА НДС ТРУБНОЙ РЕШЕТКИ
В пп. 7.4 и 7.5 рассмотрено НДС трубных решеток без учета жесткости трубного
пучка. Трубные решетки теплообменных аппаратов на давление до 6 МПа принято
рассчитывать как пластину на упругом основании. При этом трубный пучок
рассматривают как упругое основание, жесткость которого существенно влияет на НДС
трубных решеток.
В толстостенных трубных решетках жесткость трубного пучка также может
значительно изменить НДС трубной решетки, хотя, видимо, несколько в меньшей
степени, чем в тонкостенных решетках (из-за большой жесткости толстостенных
решеток).
В работах [56, 58] предложены методики, учитывающие влияние жесткости
трубного пучка на НДС трубной решетки при силовых и температурных воздействиях.
139
Рис. 7.18. Расчетная схема ТВД:
1 - трубная решетка; 2 - кожух; 3 - трубы
В работе [58] приведена методика расчета трубной решетки кожухотрубчатых ТО
при наличии компенсатора на корпусе. В работе [56] рассмотрен жесткий кожухо-
трубчатый ТВД без компенсаторов. Так как методика расчета, предложенная в
работе [56], является более общей, включающей, в частности, и методику,
рассмотренную в работе [58], приведем именно эту методику.
Рассмотрим податливость толстостенной трубной решетки с учетом жесткости
труб.
ТВД, показанный на рис. 7.18, а, имеет различные значения давления и
температуры в трубном и межтрубном пространствах. НДС такой решетки можно определить
МКЭ (см. пп. 7.4 и 7.5). В данной методике помимо действующих нагрузок
(давления в трубном рт и межтрубном рм пространствах) предусмотрено определение
дополнительной нагрузки, учитывающей реакцию трубного пучка.
Уравнение равновесия для сил, действующих в сечении I — I, можно
представить так:
FK+FT= Fl9 (7.53)
где FK, FT — равнодействующие осевых растягивающих напряжений, действующих
соответственно в кожухе и трубном пучке; Fx = pMSM + pTS0 - равнодействующая
сил, растягивающих трубы и кожух (5М — площадь поверхности решетки, на
которую действует давление рм; S0 - суммарная площадь отверстий в трубах трубного
пучка).
Дополнительную нагрузку найдем методом последовательных приближений.
В первом приближении МКЭ определим прогиб торцовой поверхности трубной
решетки v(r) под действием приложенных нагрузок без учета жесткости трубного
пучка (рис. 7.18, б). Тогда дополнительная нагрузка на решетку (рис. 7.18, в) при
учете реакции труб
pT(r)=-ETSTHr)KlAS), (7.54)
где Ет и ST — модуль упругости материала трубы и площадь ее поперечного сечения;
/ - длина трубы; AS — площадь торцовой поверхности решетки, приходящейся на
одну трубу.
Равнодействующая сила от дополнительной нагрузки
Fp=2tt f pT(r)rdr, (7.55)
RH
где RH и RK — радиусу ^соответственно начала и конца перфорации.
Равнодействующая сил, растягивающих трубы, F^ = — Fp. При этом корпус
ТВД временно считаем недеформированным (абсолютно жестким). Предположим,
что трубы ТВД нагрелись от температуры t0 до tT, а кожух — от t0 до tK (где tT
140
и tK — средние температуры труб и корпуса). Найдем равнодействующую
дополнительной нагрузки FRi сжимающей (растягивающей) трубы и вызванной разностью
температурных расширений труб и кожуха;
Fa = (OjAt,. - <xKAtK)ETSTn, (7.56)
где ctj. и ак - температурные коэффициенты линейного расширения материалов
соответственно труб и кожуха; ДГТ = (tT - t0) ; AtK = (tK - t0) ; n — число труб.
Если кожух ТВД под действием приложенных сил получил деформацию е, то
такую же дополнительную деформацию (из условия совместности деформаций)
получат трубы. Тогда равнодействующие нагрузок
F*' = eETSTn; FK = eEKSK, (7.57)
где Ft"h Fk — равнодействующие сил, растягивающих трубы и кожух при
деформации на величину е; Ек и SK — модуль упругости и площадь поперечного сечения
кожуха.
Окончательно равнодействующая нагрузок, приложенных к трубам,
FT=F;+F;'-FA. (7.58)
Подставив (7.56) - (7.58) в уравнение равновесия (7.53), определим
деформацию кожуха.
Fx - F^ + (атДГт - <xKAtK)ETSTn
EKSK + ETSTn
(7.59)
Теперь можно определить дополнительную нагрузку, вызванную жесткостью
трубного пучка и действующую на перфорированную часть трубной решетки
(рис. 7.18,г):
яЛг)=Рт(Г)-Рт> (7-60)
Так как НДС трубной решетки определяют МКЭ, то значения дополнительной
нагрузки qT (г) подсчитаны в m узлах торцовой поверхности решетки.
Дополнительные узловые силы, вызванные распределенной нагрузкой qT (r), определим, приняв
линейный закон ее распределения между соседними узлами/,/. Используя известные
соотношений [16], найдем эти узловые силы
{F]e = /[tff {gjdS, (7.61)
S
где { F$ e — вектор узловых сил; [Nf — транспонированная матрица функций
формы; £g I - вектор линейно распределенной поверхностной нагрузки.
Проинтегрировав это выражение, получим узловую силу Fz (г) в i-м узле
торцовой поверхности решетки:
^(0 =~j-iRi* i -Ri)l<lz(Q (ЗЛ/+Л/+ г) + «,</+ i> (Л/ + Л,+ ,)] +
+ -=- (R( + Л, _ ,) [qz (i _ ,) (R( _ j + Rt) + qz (0 (Rt _ , + Щ) ], (7.62)
где qz (q — нагрузка qT (г) в i-м узле.
Дополнительную нагрузку Fz ^ суммируем с узловыми силами от действия за-
141
данной внешней нагрузки, определенными ранее. После этого рассчитаем - НДС
трубной решетки во втором цикле последовательных приближений. Процесс
итераций прекращаем при выполнении условия
д(к) = (l),-. (/) < А, (7.63)
где 8* ' — точность в к-м цикле; v^y и v|*)" ** — перемещения /-го узла торцовой
поверхности решетки соответственно в к-м и (к — 1)-м циклах последовательных
приближений; А — заданная точность решения.
Эту методику можно применить для расчетов трубных решеток ТВД с
компенсатором на кожухе межтрубного пространства. В этом случае дополнительные
узловые силы нужно вычислять по предложенной выше схеме, приняв при этом модуль
упругости материала кожуха ЕК = 0. Несколько другая расчетная схема для ТВД
с компенсатором на кожухе предложена в работе [58].
По рассмотренной методике разработана программа для ЭВМ ЕС-1033 на
языке ФОРТРАН-IV, с использованием которой выполнены расчеты НДС ряда
конструкций ТВД.
7.7. ТЕМПЕРАТУРНЫЕ ПОЛЯ И НАПРЯЖЕНИЯ
В ТОЛСТОСТЕННЫХ ТРУБНЫХ РЕШЕТКАХ
Толстостенные трубные решетки находятся в условиях сложных силовых и
температурных воздействий. Например, в подогревателе воды агрегата синтеза
аммиака рабочая температура по газу меняется от 333 до 212 °С, а по воде — от 102 до
286 °С. Таким образом, разность температур рабочих сред одной трубной решетки
около 50 °С, другой ПО °С. В некоторых ТВД разность между температурами сред,
контактирующих с трубной решеткой, может достигать и большей величины. Так,
в одном из подогревателей воды технологической линии производства метанола
годовой производительностью 750 т температура воды, контактирующей с трубной
решеткой со стороны трубного пространства, 109 °С, а температура пара,
контактирующего с этой решеткой со стороны межтрубного пространства, 320 °С. При
большой толщине трубных решеток ТОВД совершенно необходим учет возникающих
в них температурных полей и соответствующих термоупругих напряжений.
Оценку температурных напряжений в трубных решетках предусматривает и
КОД ASME [39], где приведены упрощенные аналитические зависимости для
расчета температурных напряжений, полученные из условия, что весь температурный
перепад в трубной решетке сосредоточен в очень тонком поверхностном слое,
жесткость которого пренебрежимо мала по сравнению с жесткостью самой решетки. Но
даже для использования этих формул нужно знать температурный перепад по
толщине трубной решетки. Этот перепад по существующим аналитическим
зависимостям [28, 33] можно оценить как для плоской стенки. Однако при таком расчете
температурного перепада не учитывают, что максимальной поверхностью теплообмена
для трубной решетки является внутренняя поверхность теплообменных труб.
В ИркутскНИИхиммаше предложен метод определения температурного поля
в трубных решетках с учетом теплообмена с контактирующими средами и по
торцам трубной решетки, и по внутренней поверхности теплообменных труб. При этом
рассмотрена регулярная типовая ячейка трубной решетки, включающая теплообмен-
ную трубу. Определение температурного поля в решетке сводим к решению осесим-
метричной стационарной задачи теплопроводности, которую ранее решали методом
конечных разностей. В дальнейшем для решения этих задач более эффективным ока-
142
Рис. 7.19. Схема разбивки трубной решетки Рисг 7.20. Составной цилиндрический элемент
на однотипные призмы трубной решетки
зался МКЭ. Рассмотрим методику расчета температурного поля, предложенную в
работе [54].
Трубная решетка ТВД представляет собой толстостенную перфорированную
плиту с вваренными в каждое отверстие трубами (рис. 7.19, а). Всю трубную
решетку можно разбить на одинаковые шестигранные призмы с внутренней
цилиндрической полостью (рис. 7.19, б). Условия теплообмена во всех шестигранных призмах,
кроме призм, примыкающих к неперфорированной зоне решетки, можно считать
одинаковыми. Это предположение подтвердили результаты эксперимента. Верхний
торец шестигранной призмы и внутренняя цилиндрическая полость связаны
граничными условиями теплообмена с трубным пространством. Нижний торец
шестигранной призмы связан условиями теплообмена с межтрубным пространством. На
наружной поверхности шестигранной призмы тепловой поток равен нулю.
Сведем рассматриваемую температурную задачу к осесимметричной; для этого
заменим наружную поверхность шестигранной призмы цилиндрической
поверхностью с диаметром цилиндра D. Диаметр цилиндра принимаем таким, чтобы
площадь соответствующего круга была равна площади шестигранника. При этом,
естественно, объем шестигранной призмы равен объему соответствующего полого
цилиндра с наружным диаметром D. Если в таком цилиндре задать те же граничные условия,
что и в призме, то температурное поле в нем практически не отличается от
температурного поля в соответствующей призме.
Таким образом, для определения стационарного температурного поля в
толстостенной трубной решетке решим осесимметричную задачу теплопроводности для
составного цилиндра (рис. 7.20). Этот цилиндр состоит из четырех цилиндров с
различными коэффициентами теплопроводности: / — труба; // - сварной шов; III —
воздушная прослойка; IV — трубная решетка. Разработанные методика и
программа для ЭВМ позволяют определить температурное поле в трубной решетке и при
любом другом способе крепления трубы в трубной решетке (развальцовка трубы по
толщине трубной решетки или развальцовка трубы у верхней и нижней торцовой
поверхностей решетки и др.).
Для построения температурного поля в рассматриваемом элементе трубной
решетки необходимо решить дифференциальное уравнение осесимметричной задачи
стационарной теплопроводности [28]
143
1 Э df(r, z)
г Ъг v Эг
■)+■
(x
Э/(г, z)
)=0,
dz ч az
удовлетворяющее граничным условиям третьего рода
- X
= Фпов(г'*) "'ср!'
(7.64)
(7.65)
где t - неизвестная температура в исследуемой области; X - коэффициент
теплопроводности; а - коэффициент теплоотдачи.
Уравнение (7.64) с граничными условиями <7.65) эквивалентно требованию
минимизации функционала [52]
х = Ш
V
-т-М(—):
2 lv Ъг
ъг
+ (^г)2]
dz
s 2
(t-tCD)2dS.
•ср/
(7.66)
Как отмечено в п. 7.4, при решении данной задачи МКЭ исследуемую область
разобъем на треугольные конечные элементы. Температуру внутри каждого
конечного элемента примем изменяющейся по линейному закону. Минимизируя
значение функционала (7.66) по неизвестным значениям температуры в вершинах
треугольных элементов, получим систему линейных алгебраических уравнений
[Jq [t] = {f}, (7.67)
где [К] - матрица теплопроводности; [t] - вектор неизвестных узловых значений
температуры; (FJ - вектор температурной нагрузки.
На основе разработанного алгоритма составлена программа на языке FORTRAN-IV
для ЭВМ ЕС-1033 (см. п. 7.4) .
Расчет термоупругих напряжений в трубной решетке подогревателя воды
производства карбамида выполнен с помощью программы для ЭВМ. Перфорированную
часть трубной решетки заменяли эквивалентной сплошной плитой с условными
физическими постоянными - приведенными модулем упругости Е* и коэффициентом
Пуассона р*. Напряжения, полученные для эквивалентной сплошной плиты,
пересчитывали для минимальной ширины перемычки (см. п. 7.4).
Приведенные на рис. 7.21 эпюры радиальных напряжений показывают, что они
значительны (от - 280 до + 350 МПа). Почти такие же по величине и кольцевые
напряжения.
Напряжения, вызванные совместным действием внутреннего давления и
температурного поля, превысили допускаемые. Для рассматриваемой трубной решетки
предложено конструктивное решение, снижающее температурный перепад по ее
толщине.
Таким образом, в толстостенных
трубных решетках температурное поле
может вызвать появление значительных
температурных напряжений, которые
нельзя не учитывать при расчете.
Ф700
-?90МПа
Рис. 7.21. Эпюры термоупругих радиальных
напряжений в трубной решетке ТВД
144
Г л а в а 8. ШТУЦЕРА И ОТВЕРСТИЯ
8.1. КОНСТРУКЦИИ ШТУЦЕРНЫХ УЗЛОВ
Вопросам нормирования прочности (ОСТ 26 1046-87; ГОСТ 24755-81;
ГОСТ 14249—80) и особенностям конструирования укрепления отверстий посвящено
много работ [65, 66, 71, 72]. Отверстие, через которое рабочая среда попадает в СВД
(ввод) , может иметь штуцер и другие укрепляющие элементы.
Вариантов оформления штуцерных узлов в СВД (ОСТ 26 1046-87) существенно
меньше, чем для сосудов низкого и среднего давлений (ГОСТ 14 249—80). В
частности, в СВД не применяют приварные усиливающие накладки, как правило, не
используют штуцера с некруговым отверстием и др. Конструктивное оформление
штуцерного узла зависит от ряда факторов: относительного диаметра отверстия;
места расположения (в днище или цилиндрической стенке корпуса); расстояния от
отверстия до других концентраторов напряжений; конструкции стенки корпуса;
возможности размещения укрепляющей части штуцера внутри аппарата; характера
нагружения. Основные характеристики штуцерного узла — безразмерные
параметры 4/D и d/\/Ds, где d и D — внутренние диаметры отверстия и сосуда; s — толщина
стенки корпуса (днища).
Рассматриваемые ниже методы расчета распространяются на отверстия без
штуцеров, а также на отверстия, укрепленные штуцерами, ось которых отклоняется от
нормали к поверхности корпуса (днища) не более чем на 15°.
Для диаметров вводов принята следующая классификация (ОСТ 26 1046-87).
К вводам малого диаметра при сплошном соединении штуцера и корпуса (рис. 8.1)
относятся вводы, диаметр отверстия которых удовлетворяет условию
d< d0 -2cn, (8.1)
145
Для цилиндрических корпусов и эллиптических днищ
^0=0,25^^, (8.2)
для сферических днищ
d0=0,4y/D^9 (8.3)
где Sp — расчетная толщина стенки корпуса (днища).
Неравенство (8.1) ограничивает область малых диаметров также для вводов
в виде отверстия в однослойной стенке без штуцера.Такие вводы выполняют с
фланцевым разъемом, примыкающим непосредственно к стенке корпуса (рис. 8.2).
Для вводов со штуцерами, приваренными к корпусу не по всей толщине его стенки,
условие (8.1) заменяют неравенством
d<d0-2sn, (8.4)
где sn — исполнительная толщина стенки штуцера.
Такие вводы в однослойную или многослойную стенку корпуса (рис. 8.3)
снабжают герметизирующей фиксирующей накладкой 1.
К вводам среднего диаметра при сплошном соединении штуцера и корпуса
(по всей толщине стенки) (см. рис. 8.1) относятся вводы, удовлетворяющие
ограничению
d0 - 2си < d < 2,5rf0 - 2сп. (8.5)
При неполном проваре вводами среднего диаметра считают вводы с
отверстием, диаметр которых удовлетворяет условию
d0 - 2sn < d < 2,5tf0 - 2sn. (8.6)
Отверстия вводов среднего диаметра укрепляют как металлом корпуса, так и
металлом штуцера.Избыточный металл в стенке штуцера учитывают при расчете
укрепления только штуцеров со сплошным соединением (см. рис. 8.1). Утолщение
несущих стенок может быть местным. В цилиндрическом корпусе укрепление
выполняют также в виде пояса усиления (рис. 8.4) .
Вводы с отверстиями больших диаметров со сплошным соединением штуцера
и корпуса удовлетворяют условию:
2,5d0 - 2сп < d < 0,3/). (8.7)
При переходе от малых к средним и от средних к большим диаметрам нормы
конструирования и оценки прочности штуцерных узлов несколько ужесточают.
Это связано с тем, что при нерациональном размещении укрепляющего металла
напряжения в элементах вводов могут существенно возрастать с увеличением
диаметра отверстия. Для вводов, показанных на рис. 8.1 — 8.4, с учетом условий
прочности и опыта эксплуатации определен ряд конструктивных требований. Переход
от внутренней поверхности корпуса сосуда к внутренней поверхности патрубка
должен быть плавным. При этом наружный и внутренний радиусы переходов должны
удовлетворять неравенствам соответственно:
гн > 5П/3, но не менее 15 мм; (8.8)
гь < sn/3, но не менее 10 мм. (8.9)
Для конструкций с поясом усиления (см. например рис. 8.2, 8.4) его толщина
должна быть не больше исполнительной толщины стенки корпуса, т. е.
146
Рис. 8.3. Вводы с несплошным соединением штуцера и корпуса
Рис. 8.4. Вводы в цилиндрическую одно- и многослойную стенки корпуса с поясом усиления
5б<5; (8.10)
при этом длина плавного или конического перехода должна удовлетворять условию
/б1 > 3s6. (8.11)
При многослойном укрепляющем поясе длина бандажа (см. рис. 8.4) /б >
>0,5rf + /6l.
Расстояние от границы кольцевого шва корпуса (днища) до границы сварного
шва вводов всех типов должно быть не менее расчетной толщины sp стенки корпуса,
а до оси отверстия ввода — не менее 0,9d.
Выбор значений /б, sp, sn, s - см. п. 8.2.
При размещении нескольких близко расположенных вводов расстояние между
кромками двух отверстий в цилиндрическом корпусе должно быть не менее 1,4
полусуммы диаметров этих отверстий; кроме того, должны выполняться
требования укрепления двух близко расположенных отверстий (см. п. 8.2). В выпуклом
днище расстояние между кромками двух соседних отверстий, измеряемое по хорде,
должно быть не меньше диаметра наименьшего из этих отверстий.
При размещении ввода в многослойной рулонированной стенке граница сварного
шва ввода должна быть смещена относительно начального и замыкающего
продольных швов рулонированного корпуса. Это смещение должно составлять не менее
30° по дуге окружности корпуса. Для любой конструкции штуцерного узла
необходимо соблюдение неравенства [40]
sn < s, (8.12)
где sn и s — исполнительные толщины стенок соответственно штуцера и корпуса.
8.2. РАСЧЕТ УКРЕПЛЕНИЯ ОТВЕРСТИЙ
В отечественных и зарубежных нормативах расчет толщин несущих элементов
штуцерного узла основан на принципе компенсации. Для формулирования
принципа рассматривают величины Fn, FK(FJ]) и F (рис. 8.5) - площади сечения
соответственно "избыточного" металла штуцера, корпуса (днища) и компенсируемая (т. е.
подлежащая восстановлению) площадь сечения металла, удаленного из стенки
сосуда для получения отверстия ввода. Под "избыточным" понимают необходимый для
укрепления отверстия металл в сечении стенки корпуса или штуцера, расположен-
147
Рис. 8.5. Схема к расчету укрепления
отверстия (F и F - компенсирующие площади
соответственно корпуса и штуцера; F -
компенсирующая площадь; s и s - расчетные
толщины стенок корпуса и штуцера; / и / -
к п
расстояния до границ укрепляющих зон
соответственно корпуса и штуцера; d0 -
расчетный диаметр наибольшего отверстия,
допускаемого без укрепления)
ный вне соответствующих расчетных толщин $ , sn и не выходящий за границы
зоны укрепления /к, /п. Расстояния до границы зоны укрепления определены ниже.
Расчетные толщины sp, sn p определены по ГОСТ 25215—82 для корпуса и штуцера
независимо, т. е. без учета их взаимодействия и ослабления корпуса отверстием.
Условие компенсации Fn + FK >F должно выполняться для всех сечений,
проходящих через ось штуцера.
Вариант укрепления отверстия может быть и более сложным, чем приведенный
на рис. 8.5. Отверстие можно укреплять дополнительным поясом (см. рис. 8.4),
либо частью штуцера, пропущенной внутрь корпуса (днища) сосуда. При этом и
металл пояса усиления, и металл пропущенной в корпус части штуцера следует
учитывать как компенсирующий (укрепляющий).
Различные отечественные и зарубежные нормы отличаются способами
определения FK, Fn и F. В частности, по-разному определяют границы зоны укрепления в
штуцере /п и корпусе /к, наибольший расчетный диаметр неукрепляемого отверстия
d0. В работе [66] экспериментально показано, что, не снижая несущей способности
сосуда с вводом, допустимо в площадь F не включать площадь сечения отверстия
диаметром d0. Значение d0 определяют также по-разному.
Различным образом сочетают и конструктивные требования. Так, в
соответствии с [39] требуется, чтобы две трети укрепляющего металла располагалось в
непосредственной близости от кромки отверстия. При этом место расположения
укрепляющего металла (в стенке штуцера или в стенке корпуса) не имеет значения.
По ОСТ 26 1046—87 с увеличением диаметра отверстия предусмотрено увеличение
доли металла, расположенного в корпусе сосуда. Особенности регламентации каждых
норм сбалансированы и проверены опытом эксплуатации. В настоящем справочнике
изложен вариант принципа компенсации, наиболее близкий к используемому в
ОСТ 26 1046-87. В описываемом варианте компенсация является единственной
основой выбора толщин несущих элементов при отсутствии циклического нагружения.
В отечественных нормах [40] принцип компенсации дополнен поверочным расчетом
напряжений. В соответствии с [39] принцип компенсации может быть заменен
анализом напряжений в зоне ввода.
Основные соотношения. Для одиночных вводов малого диаметра, т. е. при
выполнении условий (8.1) или (8.2), допустимо применять вводы без дополнительного
укрепления отверстия. При этом должны выполняться соотношения
s > 5р + ск; sn > 5пр+сп> (8ЛЗ)
где 5р, sn p - расчетные значения толщин стенок соответственно корпуса (днища)
и штуцера, определяемые по ГОСТ 25215-82; ск - суммарная прибавка к
расчетной толщине корпуса (днища).
Под одиночным понимают ввод, кромка отверстия которого удалена от кром-
148
ки ближайшего отверстия или иного концентратора напряжений на расстояние не
менее 2\f{D + s) (s - с) (OCT 108.031.02-85) .
При использовании штуцеров с несплошным соединением (см. рис. 8.3)
минимальная высота сварного шва штуцера (ОСТ 26 1046-87)
h > l,5sn. (8.14)
Для отверстий среднего диаметра, т. е. при выполнении неравенства (8.5) или
(8.6), отверстие следует укреплять либо металлом штуцера, либо металлом
одновременно штуцера и корпуса. При использовании вводов среднего диаметра (см.
рис. 8.1, 8.4, 8.5) должны выполняться неравенства:
Fn > 0,2F, (8.16)
где Fq - площадь сечения пояса усиления (см. рис. 8.4).
Площади F, Fn, FK и F6 определяют по формулам, приведенным далее.
Неравенство (8.15) является условием компенсации. Условие (8.16) обеспечивает
наличие укрепляющего металла в стенке штуцера. Размещение всего укрепляющего
металла в стенке корпуса приводит к тому, что штуцер недостаточно эффективно
сопротивляется усилиям, возникающим в месте соединения штуцера и корпуса
[66]. Эти усилия возникают при нагружении сосуда внутренним давлением, и для
отверстий среднего диаметра существенно повышают напряжения в месте стыка
штуцера и корпуса. Кроме того,размещение всего укрепляющего металла в корпусе
сосуда недостаточно рационально с точки зрения металлоемкости. При постоянной
толщине стенки корпуса это приводит к ее увеличению на значительном расстоянии
от отверстия.
Для однослойных корпусов (днищ) без приварных штуцеров (см., например,
рис. 8.2), а также вводов с несплошным соединением штуцера и корпуса условие
компенсации имеет вид
FK+F6>F. (8.17)
При этом минимальное расстояние t\ (см. рис. 8.2) от внутренней поверхности
корпуса (днища) до резьбового гнезда под шпильку должно быть не меньше
диаметра этого гнезда, т. е.
tx > dp+c, (8.18)
где с — суммарная прибавка на коррозию, допуск при изготовлении и др.
Условие компенсации (8.15) должно выполняться для всех сечений,
проходящих через ось штуцера. В связи с этим для обеспечения прочности сечений,
содержащих резьбовые гнезда под шпильки, площадь F укрепляющего металла,
расположенного в этом сечении, должна быть уменьшена на площадь гнезд, попадающих в это
сечение.
Вводы с отверстием большого диаметра [ см. (8.7) ] следует укреплять металлом
и корпуса (днища), и штуцера (см., например, рис. 8.4, 8.5). При этом должно
выполняться условие (8.15) , а также соотношения
^k+F6 > 0,35F; (8.19)
Fn > 0,2F. (8.20)
Неравенство (8.19), обязательное для рассматриваемых вводов, отражает тот
факт, что для отверстий большого диаметра при размещении всего укрепляющего
металла в стенке штуцера принцип компенсации не обеспечивает необходимой несу-
149
щей способности штуцерного узла. Для толстостенных корпусов СВД (с
коэффициентом толстостенности |3 = 1,2 ... 1,3) этот факт подтвержден большим числом
экспериментальных данных.
Определение площадей, входящих в условие компенсации. Площадь
укрепления штуцера
^п = 2/пр (¾ " *п.Р ~ *п)Хп> (8.21)
гДе ^пр ^ V^(sn - сп)» но не более исполнительной длины штуцера; хп ~
коэффициент, учитывающий различие пределов прочности металлов штуцера и корпуса.
Г Мп/Мк ПРИ Мп < [о]к\
ХП = S (8.22)
L l ПРИ [°\п > Мк'
где [а]п и [а]к — допускаемые напряжения для металлов соответственно штуцера
и корпуса.
Расчетные толщины стенок штуцера и корпуса, а также допускаемые напряжения
следует определять по ГОСТ 25215-82.
Укрепляющая площадь корпуса
FK = 2/K(s-sp-cK), (8.23)
где /к < y/D(s — cK), но не более расстояния до ближайшего кольцевого шва
фланца, днища, трубной решетки или иной существенной конструктивной
неоднородности стенки корпуса.
Площадь сечения пояса усиления
^б = (2/б.р - >к)*бХб, (8.24)
где /бр< y/D(s - ск), но не более величины исполнительной длины /б
укрепляющего пояса - см. рис. 8.4; s6 - толщина укрепляющего пояса (см. рис. 8.4); Хб ~
коэффициент, учитывающий различие временных сопротивлений металлов корпуса
и пояса усиления;
Г Мб/Мк ПРИ Мс < [а]к;
Хб = < (8-25>
I 1 при [а]б > [а]к,
где [а]б — допускаемое напряжение металла пояса усиления (ГОСТ 25215—82).
Площадь F, подлежащая компенсации, не включает площадь сечения отверстия
диаметром d0:
F=(d-d0)sp9 (8.26)
где d0 — расчетный диаметр наибольшего отверстия, допустимого без укрепления
[см. формулы (8.2), (8.3) ].
Металл сварного шва, соединяющего штуцер и корпус, в соответствии с
рекомендациями большинства применяемых норм (ГОСТ 24755—81; ОСТ 108.031.10—85)
следует учитывать при расчете укрепляющих площадей FK, F6, Fn (см. рис. 8.5).
При использовании конструкций вводов со сплошным соединением и с
круговым отверстием, отличающихся от показанных на рис. 8.1 - 8.5 (например,
штуцера, пропущенные внутрь корпуса; штуцера с отбортовкой или коническим
переходом; штуцерные узлы с местным утолщением корпуса и др.), необходимо
выполнять следующие условия:
150
компенсация площади сечения отверстия во всех сечениях, проходящих через
ось отверстия;
расположение укрепляющего металла стенки корпуса на расстоянии от
внутренней поверхности ввода не более \/D(s — ск) + sn;
расположение укрепляющего металла стенки штуцера на расстоянии от
внутренней поверхности корпуса не более y/d(su - си) + sp.
При укреплении отверстия, не являющегося одиночным, т. е. в случае, если
кромка отверстия удалена от кромки другого ближайшего отверстия или иного
конструктивного концентратора напряжений на расстояние меньше
r=V(£> + s)(s-cK), (8.27)
необходимо, чтобы половина площади, нужной для укрепления наиболее
ослабленного сечения, размещалась между отверстием и соседним концентратором. Такое
правило укрепления отверстия, не являющегося одиночным, предусмотрено, например,
ГОСТ 24755—81. В этом случае при вычислении F по формуле (8.26) принимают
d0 = 0. Это обеспечивает сохранение несущей способности сосуда с несколькими
близко расположенными отверстиями, каждое из которых формально [т. е. по
условию (8.1) или (8.4), относящемуся к случаю одиночного отверстия] не требует
укрепления. При этом произвольное число близко расположенных отверстий может
быть укреплено как некоторое эквивалентное отверстие, диаметр которого равен
сумме диаметров отверстий отдельных вводов.
Изложенную методику расчета применяют при проектировании вводов в СВД
химических производств. Эта методика в некоторых деталях отличается от
аналогичных правил, используемых в нормах на более низкое давление (ГОСТ 24755-81)
и на энергетическое оборудование (ОСТ 108.031.10-85) [40]. Такие же отличия
характерны и для наиболее широко распространенных зарубежных норм [39]. Так,
в ГОСТ 24755—81 максимальный диаметр одиночного отверстия, допускаемого
без укрепления, во всех случаях
^0=0,4^51 (8.28)
В нормах на энергетическое оборудование [39] применяют аналогичную
формулу, но вместо коэффициента 0,4 используют коэффициент 0,25. В отечественных
нормах на ядерные энергетические реакторы [40] этот коэффициент равен 0,2; кроме
того, обязателен поверочный расчет максимальных напряжений. В нормах ASME
для ядерных реакторов коэффициент равен 0,14, но поверочный расчет не
обязателен. Более жесткие требования предъявляют к укреплению: при вычислении
укрепляемой площади F площадь сечения отверстия диаметром d0, допустимого без
укрепления, не вычитают из общей площади сечения металла, удаленного из расчетной
толщины стенки при выполнении отверстия диаметром d. Полная компенсация в
нормах ASME требуется при проектировании как в займов лияющих вводов, так и
одиночного ввода. При этом две трети укрепляющего металла должно быть расположено
в непосредственной близости к кромке отверстия. В частности, в срединной
поверхности стенки корпуса эта зона ограничена расстоянием (0,5J + Q,36\/Ds) от оси
отверстия.
Нормы ASME требуют также существенно более близкого к кромке отверстия
расположения укрепляющего слоя металла патрубка, что снижает концентрацию
напряжений на кромке отверстия. С другой стороны, нормы [39] применимы для
вводов не только с круглыми, но и эллиптическими, продолговатыми и другими
отверстиями. Не обязателен и поверочный расчет. Это сопоставление иллюстрирует
то обстоятельство, что упомянутые нормы содержат ряд сбалансированных требова-
151
ний, выверенных комплексом экспериментальных исследований и опытом
эксплуатации; поэтому произвольное объединение ряда схожих рекомендаций из
различных норм в общем случае недопустимо.
8.3. НАПРЯЖЕННОЕ СОСТОЯНИЕ ЗОН ОТВЕРСТИЙ И ШТУЦЕРОВ
В ЦИЛИНДРИЧЕСКИХ СТЕНКАХ
Напряжения в зоне отверстия в цилиндре, как правило, близки к допускаемым
напряжениям для материала корпуса, что требует тщательного анализа напряжений
в этой зоне.
Определение напряжений вблизи отверстия требует [32] решения либо
двухмерных краевых задач теории оболочек, либо [65, 71, 72] трехмерных задач статики
твердого деформируемого тела. Известные методики решения таких задач реализуют
только с помощью ЭВМ. Результаты решения представляют при этом в виде
распределения напряжений для конкретных конструктивных вариантов. Эти
результаты относятся, как правило, к узкому диапазону геометрических параметров и не
могут служить основой для инженерной методики общего характера.
При d/D < 0,5 (для цилиндрического корпуса с коэффициентом толстостенности
Р < 1,05) решение задачи о пересечении двух взаимно перпендикулярных
цилиндров описано в работе [32]. Для цилиндрического штуцера с р = 1,05 (при d/D =
= 0,20 ... 0,35) коэффициент концентрации мембранных кольцевых (для
штуцера) напряжений увеличивается с 1,5 до 2,1.
Рассмотрение штуцерного узла с использованием осесимметричной расчетной
схемы [68] позволило выявить влияние на НДС узла ряда конструктивных
параметров при d/D < 0,25. В этом случае реальную трехмерную конструкцию штуцерного
узла можно представить в виде соединения штуцера с кольцевой плитой, равной
по толщине стенке корпуса; наружный радиус плиты равен 4,2 радиуса отверстия
штуцера. Проведение числовых расчетов МКЭ позволяет исследовать коэффициент
#0 концентрации кольцевых напряжений на внутреннем радиусе гх перехода от
поверхности штуцера к поверхности корпуса. В частности, по результатам расчета
напряжений для серии вариантов определена регрессионная зависимость К* от
параметров sn/s, rx/s, r2/s, где sn и s — толщины стенок соответственно штуцера и
корпуса; гх и г2 - радиусы перехода на внутренней и внешней галтелях штуцерного узла.
При выборе серии вариантов использованы методы математического
планирования эксперимента. В результате при d/D = 0,074 для К% получено уравнение
регрессии
к* = 2,582 - l,353sn/s + 0,431^/s - 0,929r2/s + 0,256(5 Js) (rx/s) +
+ 0,219 (sjs) (r2/s) + 0,608 (sn/s)2 - 0,602 (rt/s)2 + 0,498 (r2/sf. (8.29)
При этом номинальное напряжение а0 вычисляли по формуле а0 = (pD) / (2s),
где D - диаметр срединной поверхности цилиндрического корпуса. Приведенная
формула справедлива при: 0,4 < sn/s < 0,8; 0,1 < rx/s < 0,5; 0,4 < r2/s < 0,8.
Погрешность формулы (8.29) не превышает 10 %.
Установлено, что напряженное состояние в зоне отверстия наиболее
благоприятно при sn/s = 0,8; rx/s — 0,1; r2/s = 0,8. В работе [68] сделан вывод, что при
фиксированных значениях г2 и sn коэффициент К* уменьшается по мере уменьшения
радиуса перехода rx.
Численными методами рассмотрено [71] также крестообразное пересечение двух
толстостенных цилиндров одинаковых диаметров. Как и у штуцеров малого диамет-
152
Рис. 8.6. Кривые распределения
коэффициента К концентрации кольцевых напряжений по
краю отверстия при d / D = 0,5, коэффициенте
толстостенности корпуса 0 = 1,16 и различных
значениях коэффициента толстостенности
штуцера /3 (а - угловая координата точки,
отсчитываемая от края отверстия в плоскости,
перпендикулярной оси корпуса):
7 - 0П = 1Д98; 2 - (Зи = 1,307; 3 - 0П = 1,376
ра, максимальные напряжения возникают при этом на кромке отверстия (радиусы
переходов в расчете не учитывали) в плоскости осей пересекающихся цилиндров.
Для цилиндров с (5 = °°; 4; 2; 1,333 коэффициент К% концентрации кольцевых
напряжений составил соответственно 2,5; 3,5; 5,3; 8,0.
При d/D = 0,5 максимальные напряжения могут возникать не в плоскости осей
штуцера и цилиндрического корпуса, в вдоль кромки отверстия. На рис. 8.6
приведены построенные по экспериментальным данным кривые распределения
коэффициента концентрации кольцевых (для штуцера) напряжений. Данные получены тен-
зометрическими исследованиями внутренней поверхности упругодеформируемого
корпуса с D = 205 мм и d = 101 мм. Анализ распределения деформаций при
удалении от кромки отверстия показал, что различие между максимальными
деформациями и напряжениями на кромке отверстия и в точках замера (на расстоянии 6 мм
от кромки) не превышает 15 %. С увеличением коэффициента толстостенности
штуцера коэффициент концентрации максимальных напряжений в исследованных
случаях уменьшается с 2,6 ... 3,0 до 1,3. При этом точка максимальных напряжений
располагается на кромке отверстия в плоскости, проходящей через ось штуцера
и образующей угол 10 - 20° с плоскостью осей корпуса и штуцера.
Для вводов в многослойные цилиндрические корпуса получено значительно
меньше данных о НДС, чем для однослойных корпусов. В работе [66] приведены
результаты тензометрии экспериментального сосуда со стенкой из 13 слоев. Сосуд
с внутренним диаметром 600 мм имел два ввода с диаметром отверстия 150 мм,
укрепленных в соответствии с принципом компенсации площадей. Максимальные
напряжения выявлены у кромки отверстия при нагружении сосуда пробным
давлением 550 ... 570 МПа. При опрессовке сосуда вблизи отверстия образовывалась зона
пластического деформирования. После сброса давления опрессовки в местах
максимальных деформаций возникали остаточные напряжения обратного знака,
достигавшие предела текучести материала штуцера из стали 09Г2С. Вследствие этого
при повторном нагружении сосуда пробным давлением, несмотря на большой размах
напряжений (550 ... 570 МПа), материал ввода работал упруго. При разрушении
сосуда статическим давлением очагом разрушения была зона сварного шва,
соединяющего штуцер и корпус. Характерно, что в этой зоне коэффициент жесткости
напряженного состояния
П= (ох + о2 +o3)loi9 (8.30)
представляющий собой отношение инвариантов тензора напряжений, составил
0,8 ... 0,1 и был больше, чем у кромки отверстия (0,6 ... 0,7). Остаточные
деформации разрушения у кромки отверстия составляли 24 ... 30 %, что примерно вдвое
превышало остаточные деформации вблизи очага разрушения. Оба ввода успешно
153
выдержали 1000 циклов нагружения пробным давлением. Давление разрушения
сосуда соответствовало расчетному.
В центральной обечайке многослойного сосуда возникают более высокие
напряжения, чем в аналогичном сплошном корпусе. Вследствие этого коэффициент
концентрации для многослойного сосуда отражает сложный характер совместного
деформирования многослойной стенки с вводом и не позволяет непосредственно
оценить максимальные напряжения в узле. Более показательно в этом смысле
отношение максимальных напряжений к допускаемым напряжениям материала ввода.
В рассматриваемом случае это отношение составило 3,1 ... 3,3, что близко к
экспериментальным данным о напряженном состоянии вводов в сплошные цилиндрические
корпуса.
В целом НДС штуцерных узлов СВД изучено недостаточно полно, особенно при
многослойной стенке корпуса. Расчетное определение НДС сдерживается сложностью
построения соответствующих программ для ЭВМ. Прочность зоны штуцера в
диапазоне геометрических и силовых параметров, предусматриваемых нормами расчета
на прочность (ОСТ 26 1046—87), обоснована для осесимметричных вводов
расчетным путем, для боковых вводов (неосесимметричных) — экспериментально. Для
оценки и прочности зоны штуцера за пределами диапазонов параметров,
предусмотренных нормами, необходимы специальные расчетные и экспериментальные
обоснования.
8.4. НАПРЯЖЕННОЕ СОСТОЯНИЕ ЗОНЫ ШТУЦЕРА
В СФЕРИЧЕСКОМ ДНИЩЕ
Рассмотрим результаты исследований влияния конструктивного оформления
на напряженное состояние узлов сопряжения днищ со штуцерами при действии
внутреннего давления. Для расчетов использовали программу, реализующую МКЭ для
осесимметричных задач теории упругости на основе изопараметрического
тороидального четырехугольного элемента с билинейной интерполирующей функцией
(программа разработана в ИМАШ АН СССР под руководством д-ра техн. наук
Б.А. Щеглова). При использовании четырех элементов по толщине стенки (рис. 8.7)
обеспечивается удовлетворительная сходимость решения МКЭ. Приведенные
результаты по напряжениям (рис. 8.7 — 8.12) отнесены к центрам элементов. При
интерполяции на внутреннюю и наружную поверхность результаты изменяются для
использованных сеток МКЭ не более, чем на 10 %. Расчеты выполняли для штуцерных
узлов как с плавными переходами от поверхности штуцера к поверхности днища,
так и с острой кромкой отверстия.
Для оценки напряжений в диапазоне параметров, соответствующем
ОСТ 26 1046—87, вычисления выполняли для давлений р = 30; 65 и 100 МПа и
отношений внутреннего диаметра ввода к внутреннему диаметру днища d/D = 0,2;
0,3; 0,4; 0,5. В табл. 8.1 и 8.2 приведены исходные данные для вариантов
конструкции вводов, удовлетворяющих принципу компенсации, сосуда с внутренним
диаметром D = 1000 мм из стали 09Г2С с механическими свойствами, МПа: ав = 433,3,
ат = 263и[а]=175.
Исследовано также влияние на напряженное состояние распределения площади
укрепляющего металла между штуцером и днищем. Расчеты выполнены при
различном отношении площади Fn укрепляющего металла штуцера к общей площади F
укрепляющего металла. Для вводов с галтелями наружный и внутренний радиусы
галтелей принимали в соответствии с ОСТ 26 1046-87: гъ = rH = sn/3, где гв и гн -
радиусы внутренней и наружной галтелей.
Напряженное состояние узла оценивали в соответствии с нормами [40] по мем-
154
Рис. 8.7. Кривые распределения эквивалентных напряжений аэкв при р = 30 МПа, D = 1000 мм,
s = 51,4 мм, d — 400 мм,5п = 73,1 мм
Рис. 8.8. Зависимость о от расчетного внутреннего давления р при d — 400 мм и различном
отношении FIF:
1 - FJF =80 %; 2 - Fn/F = 70 %; J - FJF = 60 %; 4 - FJF = 50 %
бранным от и приведенным а2 напряжениям и размаху приведенных
напряжений oR.
Из анализа приведенного напряжения о2, учитывающего только местные
мембранные напряжения, следует, что в опасном сечении о2 не превышает 1,5 [а] (см.
рис. 8.8, 8.9, 8.11). Численные эксперименты показали также, что при укреплении
вводов с меньшим внутренним диаметром при прочих равных условиях напряжения
155
1
1
1
1
1
1
1
1
1
1
1
1
1
1 1
1 1
1 1
1
1
бЭкВ,МПа
300
200
100
Рис. 8.11. Кривая распределения а ^ по толщи-
экв
не стенки (s = 0 — внутренняя поверхность) в
опасном сечении для варианта с галтелью (s —
= 65,4 мм; d = 400 мм; р = 30 МПа, D =
= 1000 мм, s = 57,3 мм); точки - численное
решение (светлые - разбиение на четыре
элемента по толщине стенки, темные - разбиение
на восемь элементов)
ЦП*
К-
Й5--
0
' 50
100
150
100.
0 100 201
5о\
100 *
150 *<
J4
^чг
&С200 У*
Зэнв»
,МПа
35$
С350
°эк8\
200
150
,МПа
±
550У
150
115
L,mm
Рис. 8.12. Кривые распределения эквивалентных напряжений для варианта с галтелью (#=400 мм;
sn = 73,1 мм; р = 30 МПа; D = 1000 мм; s = 51,4 мм)
Таблица 8.1
Характеристики вводов без галтелей
р,МПа
Fn/F9%
dy мм
sn, мм
30
80
70
60
50
47,6
51,7
55,0
61,8
200
200
300
300
45,8
37,2
63
51,8
80
70
60
50
80
70
60
50
80
70
60
50
80
70
60
50
80
70
60
50
51,4
54,4
57,3
60,0
53,2
56,9
60,5
63,9
111,7
116,1
120,4
124,5
114,5
120,2
125,7
130,9
177,7
183,1
188,4
193,4
400
500
400
500
400
73,1
69,3
65,4
61,4
84,9
80,8
76,6
72,2
143,5
137,5
131,4
125,1
170,1
163,3
156,9
150,2
219,6
212,0
204,3
196,5
65
100
80
70
60
50
181,4
188,5
195,3
201,9
500
263,9
255,6
247,1
238,5
156
р, МПа 1
30
100
*г = гн = гв-
Характеристики вводов с галтелями
FJF, %
80
70
60
50
80
80
S, ММ
51,4
54,4
57,3
60
53,2
181,4
d, мм
400
500
sn, мм
73,1
69,3
65,4
61,4
84,9
263,9
Таблица 8.2
Радиус г*
галтели, мм
24,3
23,1
21,8
20,4
28,3
87,9
больше. Изменение распределения укрепляющего металла незначительно изменяет
максимальные напряжения (в пределах 5 %). Это позволяет существенно изменять
характер укрепления, размещая до 70 % укрепляющего металла либо в штуцере,
либо в корпусе сосуда.
Сравнение результатов показало, что учет радиусов закругления поверхностей
перехода практически не изменяет максимальные напряжения, если радиусы
соответствуют рекомендуемым ОСТ 26 1046-87. Соответствующие характеристики
НДС приведены на рис. 8.10 - 8.12, а распределение напряжений вдоль характерных
линий узла — на рис. 8.7,8.11.
Для всех рассмотренных вариантов напряжения удовлетворяют условиям
прочности [40] для любого напряженного состояния.
8.5. РАСЧЕТ ШТУЦЕРОВ
С УЧЕТОМ ВНЕШНИХ СИЛ И МОМЕНТОВ
Сложный пространственный характер деформирования штуцерного узла при
внешних воздействиях обусловливает необходимость привлечения двух- и
трехмерных моделей деформирования. При рассмотрении выпуклых днищ со штуцерами
в рамках теории тонких оболочек эффективны методы, основанные на
представлении решения в виде двойных рядов Фурье [19]. Анализ, приведенный в такой
постановке, показал, что при действии внешних сил и моментов размеры зоны
повышенных напряжений определяются расстоянием Я от стенки штуцера с днищем:
Н^Зу/rZs,
ср°
(8.31)
где Rcv и s — средний радиус кривизны и толщина эллиптического днища в месте
установки штуцера.
Напряжения вблизи стыка штуцера с корпусом можно оценить по теории
тонких оболочек лишь в среднем по толщине стенки. Нормы расчета штуцерных узлов
на прочность при внешних воздействиях (РТМ 108.020.01-75) рассматривают
штуцер как жестко заделанную консоль кольцевого сечения; при этом напряжения в
месте заделки (номинальные напряжения) следует увеличить умножением их на
коэффициент концентрации напряжений. Локальный характер НДС узла может быть
описан лишь при использовании уравнений теории упругости или теории
пластичности. Такие расчеты показали, что при изгибе штуцера усреднение напряжений на
отрезке образующей, равном по длине радиусу внешней галтели, приводит к
снижению коэффициента концентрации более, чем вдвое.
157
Уточненный анализ напряжений в штуцерных узлах цилиндрических корпусов
выполняют, как правило, с использованием программ для ЭВМ, реализующих
численное решение задач в трехмерной теории упругости [65, 72]. Такой анализ
показал, что для тонкостенных корпусов приближенные формулы, рекомендуемые
РТМ 108.020.01—75 и основанные на применении теории тонких оболочек,
существенно завышают коэффициент концентрации максимальных напряжений в узле, а
для толстостенных корпусов — занижают. Рассмотрен [72] типовой узел с D = 600 мм
и d = 400 мм. Расчетом МКЭ получено значение коэффициента концентрации К =
= 3,92; по приближенным формулам (РТМ 108.020.01-75) определено К = 2,79,
по экспериментальным результатам, полученным методом фотоупругости, К =
= 4,15. Таким образом, погрешность методов, основанных на теории тонких
оболочек, для толстостенных штуцерных узлов может быть существенной и направленной
не в запас прочности. Максимальные напряжения для рассмотренного случая
возникают на внутренней кромке отверстия в плоскости действия момента.
Изменение радиуса наружной галтели приводит в этом случае к незначительным
(5 ... 7 %) изменениям коэффициента концентрации максимальных напряжений.
Разработка обоснованной инженерной методики на основе уточненного
трехмерного анализа штуцерного узла требует разработки специальных программных
комплексов для автоматического построения необходимых сеточных исходных данных.
При этом эффективен подход [65], при котором первоначально строят сетки на
внутренней и внешней поверхностях штуцерного узла, имеющие одинаковую
топологическую схему. Затем вычисляют координаты промежуточных точек, лежащих на
отрезках, которые соединяют одинаково расположенные узлы сеток внутренней и
внешней поверхностей. Для обоснования инженерной методики расчета в качестве
входных данных для программ выделяют три безразмерных параметра: D/d; h/d\
hD/(Hd), где h, H и d, D — соответственно толщины стенок и внутренние диаметры
штуцера и цилиндрического корпуса. Нагрузки на штуцер и корпус задают в виде
линейно распределенных по торцам напряжений. Конечно-элементная разбивка
штуцерного узла содержит около 3500 элементов, что обеспечивает практически
необходимую точность решения трехмерной задачи теории упругости. Для варианта
/)=110 мм, h = 15 мм, d = 100 мм установлено: при действии осевой силы
коэффициент концентрации напряжений К = 2,76 [65], при действии момента в плоскости
тройника К — 1,85; при действии момента из плоскости К = 1,74. Приближенная
формула, рекомендуемая РТМ 108.020.01—75, для всех этих случаев дает
одинаковое существенно заниженное значение К = 1,02.
Приведенные результаты показывают, что при необходимости определения
максимальных напряжений, например, при оценке малоцикловой усталости, следует
использовать методы, основанные на решении трехмерных задач теории упругости.
158
Раздел 3. ВЫБОР МАТЕРИАЛОВ
Глава 9. ПОВЕДЕНИЕ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ И ВОЗДЕЙСТВИИ
КОРРОЗИОННЫХ СРЕД
9.1. ПРОЧНОСТЬ И РАБОТОСПОСОБНОСТЬ МАТЕРИАЛОВ
ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ
Технологические процессы, осуществляемые при ВД, протекают, как правило,
при повышенной температуре (200 ... 500 °С и выше); при этом длительность
температурного воздействия на металл СТпВД может достигать 100 000 ч и более. В этих
условиях свойства и работоспособность материалов приобретают основное значение,
поскольку по прочностным характеристикам сталей при рабочих температурах
рассчитывают допускаемые напряжения и срок службы элементов конструкции.
Механические характеристики материалов при повышенной температуре,
определенные без учета временного фактора, могут служить критерием оценки их
работоспособности лишь до определенного уровня температур.
Опыт выбора сталей для конструкций ВД показывает, что оценка
работоспособности при повышенной температуре по прочности и пластичности, определенным при
испытаниях металла на кратковременный разрыв (без учета временного фактора),
допускается при температуре, °С, не выше: для углеродистой стали 380; для
низколегированной стали 420 ... 450; для аустенитной стали 525. При более высоких
температурах эксплуатации прочностные и пластические характеристики сталей следует
оценивать с учетом влияния длительности воздействия статических нагрузок и
температур. В этих условиях для оценки работоспособности стали используют
следующие характеристики:
предел длительной прочности — напряжение, вызывающее в условиях ползучести
разрушение через заданный промежуток времени;
предел ползучести — максимальное, длительно действующее напряжение, при
котором деформация достигает некоторого допускаемого значения;
максимальную пластичность при разрушении.
Процесс ползучести стали определяется:
деформацией ползучести — пластической деформацией, полученной деталью за
данный промежуток времени;
скоростью ползучести — пластической деформацией, отнесенной к единице
времени;
условным пределом ползучести ап — напряжением, при котором скорость
ползучести на установившемся участке кривой ползучести или суммарная деформация
ползучести за определенный промежуток времени достигают условленных значений
Оценка работоспособности металла СТпВД по характеристикам ползучести
необходима в случаях, когда нарастающая деформация может нарушить
взаимодействие деталей в конструкции. Испытания материалов на ползучесть
регламентируются ГОСТ 3248-81.
159
Для надежной эксплуатации АВД при повышенных температурах важное
значение имеет способность материала длительное время выдерживать без разрушения
действие напряжений — длительная прочность. Предел длительной прочности
представляет собой напряжение, вызывающее разрушение металла за определенное время
испытания при постоянной температуре. Обозначение предела длительной прочности
включает температуру испытания (°С) и заданную продолжительность (ч)
испытания до разрушения; например aio7o°oo — напряжение, вызывающее разрушение при
t = 570 °С за 10 000 ч (ГОСТ 10145-81) .
При подготовке испытаний, планировании и обработке результатов
эксперимента можно использовать рекомендации ОСТ 108.901.102-78. Зависимость между
напряжением и средним временем до разрушения графически представляют в
логарифмической или обычной системах координат. Используя зависимости, построенные
по данным нескольких испытаний относительно небольшой продолжительности,
интерполяцией или экстраполяцией определяют значения предела длительной
прочности материала за любой заданный промежуток времени. Пластичность материалов
при разрушении определяют по относительному удлинению и относительному
сужению после разрыва испытанных образцов. Пределы длительной прочности и
ползучести материалов, применяемых при изготовлении деталей СТпВД, приведены в
табл. 11.9.
В металле ряда конструктивных элементов СТпВД (шпильках, гайках) с
течением времени реализуются релаксационные процессы. Вследствие релаксации в
металле снижаются механические напряжения при сохранении первоначальных
размеров детали. Скорость протекания релаксационных процессов существенно зависит
от температуры эксплуатации конструкции. Механизм релаксации подобен
механизму ползучести, так как сущность процесса состоит в частичном переходе
первоначально заданной упругой деформации в пластическую. Условия развития
пластической деформации в этих процессах существенно различны, так как при ползучести
суммарная деформация образца (упругая и пластическая) непрерывно растет, а при
релаксации напряжений — остается постоянной. Способность материалов
противостоять релаксации называется релаксационной стойкостью, которую оценивают
отношением о0/ок (где а0 - начальное напряжение; ок — конечное напряжение после
релаксации).
Работоспособность сталей в конструкциях СТпВД, эксплуатируемых при
высокой температуре, их теплоустойчивость обеспечивают легированием.
Особенности легирования теплоустойчивых сталей заключаются в
использовании структурного упрочнения двух видов: образования твердого раствора
введением элементов, повышающих температуру рекристаллизации и снижающих
интенсивность диффузионных процессов в сплаве; получения высокодисперсной смеси фаз
закалкой и отпуском стали. Для структурного упрочнения первого вида обычно
используют хром, молибден и вольфрам, второго вида — карбиды ванадия, ниобия и
титана. Для длительной службы, как правило, используют малоупрочненные стали,
имеющие в исходном состоянии относительно низкую жаропрочность, но более
устойчивую структуру. Для сварных конструкций предпочтительно структурное
упрочнение первого вида, так как твердые растворы замещения позволяют получить
менее прочный, но более пластичный металл в зоне термического влияния при сварке
по сравнению с карбидным упрочнением.
Хромомолибденовые теплоустойчивые стали наиболее часто применяют для
сварных конструкций, как обладающие структурной стабильностью в процессе
длительной работы при высоких температурах; поэтому основные легирующие
элементы в теплоустойчивых сталях — хром и молибден. Легирование теплоустойчивых
сталей металла шва хромом (0,5 % и более) предотвращает графитизацию стали и
металла шва в процессе эксплуатации при t = 400 °С и выше. Молибден применяют
160
для легирования с целью повышения теплоустойчивости сталей. Сопротивление
ползучести стали и металла шва наиболее резко возрастает при добавке 0,5 ... 1,0 %Мо.
Введение 0,4 ... 1,3 % Мо в сталь и в металл шва обеспечивает их удовлетворительную
прочность при t — 600 °С. Вольфрам, как и молибден, повышает температуру
рекристаллизации. Однако для достижения удовлетворительной длительной прочности
в сталь надо вводить вольфрама примерно в 2 раза больше, чем молибдена.
Для реализации структурного упрочнения второго вида в сталь вводят карбидо-
образующие элементы — ванадий, ниобий и углерод (в соответствующем
количестве). Ванадий и ниобий положительно влияют на жаропрочность, если находятся в
стали в виде высокодисперсных карбидов; поэтому теплоустойчивые стали с
карбидным упрочнением подвергают термической обработке (закалке на мартенсит
и высокому отпуску).
Марганец не применяют для легирования теплоустойчивых сталей, работающих
при температуре выше 350 °С, так как при содержании Мп более 1 % возрастает
склонность стали и металла шва к тепловой хрупкости в процессе эксплуатации при
t = 400 °С и выше. Для сталей, работающих при t < 350 °С, марганец применяют
как легирующий элемент. С увеличением его содержания в сталях улучшаются их
прочностные свойства и снижается критическая температура хрупкости. Кроме того,
марганец используют как элемент, уменьшающий вредное воздействие серы. В связи
с этим вводят 1,0 ... 1,5 % Мп в теплоустойчивые стали и в металл шва, которые
работают при t < 350 °С.
Никель также не рекомендуется применять как легирующий элемент для
теплоустойчивых сталей, работающих при t > 350 °С, так как с увеличением содержания
никеля несколько уменьшается предел длительной прочности стали. Для
теплоустойчивых сталей, работающих при t < 350 °С, никель используют как легирующий
элемент, повышающий сопротивляемость сварных конструкций хрупкому
разрушению.
В настоящее время в нашей стране разработано большое количество марок
теплоустойчивых сталей (ГОСТ 20072—74), применяемых для изготовления реакторов,
парогенераторов, трубопроводов и других конструкций.
Механические характеристики при повышенных температурах сталей,
используемых при изготовлении элементов СТпВД, приведены в гл. 11.
9.2. ОСНОВНЫЕ ВИДЫ КОРРОЗИИ СТпВД
ПРИ ВЫСОКИХ ДАВЛЕНИИ И ТЕМПЕРАТУРЕ
Коррозия — это разрушение металлов вследствие их взаимодействия
(химического или электрохимического) с коррозионной средой. Виды коррозионного
воздействия на металлы крайне разнообразны; их классификация приведена в
ГОСТ 5272—68. В процессе эксплуатации материал СТпВД может подвергаться как
отдельным видам коррозионного воздействия, так и их совокупности.
При выборе материалов для СТпВД и разработке конструктивных и
технологических решений следует учитывать возможность коррозии местной (щелевой) — под
прокладками, в зазорах, в резьбовых соединениях, ножевой (в зоне сплавления
сварных соединений при наличии коррозионных сред), избирательной и равномерной
коррозии.
Наибольшую опасность для СТпВД представляют водородная и карбонильная
коррозия металлов при повышенных температурах, коррозионное растрескивание
под напряжением, межкристаллитная коррозия, азотирование металлов. Именно
эти виды коррозионного воздействия наиболее неблагоприятно влияют на
работоспособность и надежность материалов, используемых в СТпВД.
6 Зак 85 161
Заметная коррозия металлов в газовых средах начинается при температурах
выше 200 ... 300 °С. Разрушающее воздействие на стали при высоких температурах
оказывают: газообразный водород и аммиак (под давлением), оксид углерода,
диоксид серы, хлористый водород, хлор и др. При температуре 100 ... 200 °С газы,
даже при содержании в них паров воды, не опасны, если при этом не происходит
конденсации жидкости и, следовательно, не протекают электрохимические процессы.
Металл элементов СТпВД, соприкасающийся в процессе эксплуатации с водой,
может подвергаться коррозионному растрескиванию. Разрушение металла при
коррозионном растрескивании происходит при совместном воздействии механических
напряжений растяжения и среды с образованием трещин внутри кристаллов и по их
границам.
Питательная вода обычного состава не вызывает коррозионного
растрескивания сталей. Рекомендуемый состав (мг/л, не более) питательной воды для
оборудования теплотехнических установок:
Кислород 0,15 Оксиды железа 0,02
Хлориды 0,03 Оксиды меди 0,01
На практике питательная вода, используемая в теплообменниках высокого
давления, может иметь повышенное содержание кислорода, стимулирующего процессы
коррозионного растрескивания металла.
Гнутые элементы холодильников ВД типа "труба в трубе", изготовленные из
труб ф 40 X 12 мм из стали 20ХЗМВФ-Ш и труб ф 146 X 43 из стали 30CrNiMo8,
выходят из строя вследствие образования трещин через 5 ... 60 тыс. ч эксплуатации на
установках производства полиэтилена высокого давления [73]. Гнутые элементы
изготовляли без подогрева и последующей термической обработки; остаточные
напряжения растяжения в металле изогнутых участков труб достигали 0,7 предела
текучести материала. Повреждение металла произошло вследствие коррозионного
растрескивания при совместном воздействии высоких остаточных напряжений
растяжения и питательной воды с повышенным (по сравнению с приведенными
данными) содержанием кислорода.
Коррозионному растрескиванию подвержен металл СВД из хромомолибдено-
ванадиевых сталей с температурой стенки 300 ... 400 °С при работе в контакте со
средами, содержащими водные растворы щелочей. Длительные (6 ... 7 тыс. ч)
исследования влияния концентрации щелочи на свойства сталей при t = 350 ... 400 °С
показали, что коррозионное растрескивание этих материалов начинается при
концентрации щелочи в растворе более 5 % [24].
Опасный вид коррозионного разрушения — растрескивание элементов СТпВД
из аустенитных сталей в водных растворах, содержащих хлориды. Основные меры
защиты металла СТпВД от коррозионного растрескивания: сведение к минимуму
уровня напряжений, снижение местной концентрации напряжений, подбор
соответствующих материалов, систематический анализ и контроль содержания кислорода,
хлоридов, щелочей в составе рабочей среды [42].
В характерных условиях эксплуатации (производство мочевины, гидрокрекинг
и др.) металл СТпВД может подвергаться межкристаллитной коррозии. Процесс
межкристаллитной коррозии протекает по границам зерен вследствие их
повышенной химической активности и концентрационной неоднородности. Аустенитные
коррозионно-стойкие стали проявляют склонность к межкристаллитной коррозии
после сенсибилизации в результате нагрева до t = 510 ... 790 °С из-за обеднения
границ зерна хромом в результате выделения в осадок карбида хрома на этих
границах. Обедненные хромом области по границам зерен корродируют вследствие
функционирования локальных гальванических пар.
162
Восприимчивость аустенитных коррозионно-стойких сталей к межкристаллит-
ной коррозии можно снизить уменьшением содержания углерода до 0,03 %,
введением стабилизаторов, термической обработкой (аустенизацией или стабилизирующим
отжигом).
9.3. ВОДОРОДНАЯ КОРРОЗИЯ СТАЛЕЙ
Серьезную опасность для оборудования ВД, эксплуатируемого в химической
промышленности, представляют технологические среды, содержащие газообразный
водород или его соединения и вызывающие водородную коррозию металла
элементов СТпВД.
Водородная коррозия стали происходит в результате гидрогенизации ее
карбидной фазы водородом, поглощенным металлом в процессе его контакта с водородсо-
держащими технологическими средами. В результате водородной коррозии
меняется структура стали, происходит межкристаллитное растрескивание; прочностные,
пластические и вязкостные характеристики стали необратимо ухудшаются, приводя
к преждевременным поломкам и разрушениям элементов СТпВД.
Водород становится химически активным при температуре выше 200 °С.
Процессу гидрирования карбидной фазы предшествует стадия растворения
(абсорбции, "окклюзии") водорода в металле, которая в свою очередь определяется
процессами адсорбции молекул газообразного водорода на поверхности и его
диссоциацией на атомы.
Растворимость водорода в стали. Заметная диссоциация при контакте водорода
с железом наблюдается уже при t = 200 ... 300 °С. Количество растворенного в стали
водорода зависит от парциального давления атомарного водорода на границе газ -
металл, которое определяется общим давлением газа и константой равновесия
реакции Н2 ^ 2Н. В общем виде количество S растворенного в стали водорода в
зависимости от его давления в газовой фазе и температуры можно описать соотношением
S = tf0exp{-Atf/[2/?(f + 273)]}v^ (9.1)
где К0 — коэффициент; АН — теплота растворения; R — универсальная газовая
постоянная; Рц — парциальное давление водорода в газовой фазе; t — температура.
Это соотношение, а также значения К0 и АН (табл. 9.1) свидетельствуют о том,
что определяющее влияние на растворимость водорода оказывает температура:
с повышением температуры концентрация водорода в металле возрастает в
соответствии с экспоненциальной зависимостью, тогда как с ростом давления она
изменяется линейно. Однако при весьма высоких давлениях водорода в газовой фазе (более
100 МПа) в стали растворяется значительное его количество (до 10 см3/100 г и
более) и при нормальной температуре. Растворенный в стали водород стремится
концентрироваться по границам зерен, в дефектах кристаллической решетки, в
различного рода макро- и микронесплошностях.
Таблица 9.1
Значения К0 и Д# для различных сталей [2]
Сталь
Г,°С
*о
Д#, кДж/моль
30ХМА 400...600 16,17 40,2
12Х2МФБ 400 ... 700 9,04 36,4
20X13 400...700 11,70 40,2
08Х18Н10Т 500 ...900 14,30 15,9
15Х14Н14В2М2 400 ...900 10,27 14,25
6*
163
Механизм водородной коррозии сталей. Химическое взаимодействие
растворенного в стали водорода с ее карбидной фазой (водородная коррозия) начинается не
сразу, а через некоторый период, в течение которого видимых признаков
водородной коррозии стали не наблюдается. Промежуток времени от момента начала
взаимодействия водорода с поверхностью металла до появления признаков
обезуглероживания называют индукционным; для ряда марок сталей получены [1]
эмпирические зависимости, по которым можно рассчитать продолжительность индукционного
периода в зависимости от температуры и давления водорода в газовой фазе. Для
сталей 35, 20, 30ХМА и 12МХ эти зависимости имеют вид соответственно:
го = 1,26 • 10-5рн2 ехр[13 350/(f + 273)];
r0 = 1,48 • 10-5p£273exp[13 500/(f+ 273)];
го =0,646^¾08 exp[ll 800/(f+ 273)];
го = 2,82 • 10"9 (р#5 - 0,03) ехр[22 000/(t + 273) ],
(9.2)
(9.3)
(9.4)
(9.5)
где г0 - время до начала водородной коррозии (индукционный период), ч.
Продолжительность индукционного периода определяет период безопасной
эксплуатации оборудования и высокотемпературном газообразном водороде высокого
давления. Для обеспечения эксплуатационной надежности металла СТпВД,
работающих в водо родео держащих средах, следует отдавать предпочтение материалам,
индукционный период которых превышает расчетный срок службы оборудования.
Механизм водородной коррозии определяется реакциями: С + 4H -> СН4 и Fe3C +
+ 4Н -> СН4 + 3Fe. Термодинамические расчеты показывают, что равновесие реакции
обезуглероживания при высоком давлении водорода и температуре 200 ... 600 °С
смещается в сторону образования металла и распад цементита происходит в полном
объеме.
Результаты металлографических исследований показывают, что процесс
обезуглероживания начинается по границам зерен, в приграничных объемах (рис. 9.1).
Продукты реакции (метан и атомарный водород, рекомбинирующий в молекулы)
могут накапливаться первоначально в порах и микропустотах в приграничных
объемах металла. Имеющийся в стали водород стремится концентрироваться в зонах с
максимальной свободной энергией, особенно по границам зерен металла. Трещины
зарождаются в зоне максимальных растягивающих напряжений в вершинах пустот,
расположенных вблизи поверхности металла и по
границам зерен.
Обезуглероживание отдельного перлитного
участка происходит следующим образом.
Вначале перлитный участок обезуглероживается со
всех сторон или только со стороны, ближайшей
к фронту обезуглероживания. После
растрескивания этой прослойки и отвода продуктов
реакции начинается обезуглероживание
собственно перлитного участка. Под
действием градиента концентраций углерода в
микрообъемах внутри зерна происходит
диссоциация цементита и перлита и выделившийся
Рис. 9.1. Схема процесса обезуглероживания стали
164
углерод диффундирует к пограничным участкам, где взаимодействует с водородом.
Химическая реакция взаимодействия водорода с углеродом сопровождается рядом
физических процессов, однако именно скоростью реакции образования метана
лимитируется процесс обезуглероживания стали.
Скорость водородной коррозии стали определяется совместным действием
многих факторов: температуры, парциального давления водорода, химического
состава стали, толщины стенки конструкции, возникающих в ней напряжений. На
практике температура и парциальное давление водорода, как правило,
регламентированы технологией того или иного химического процесса, толщина стенки и
напряжения в ней определяются условиями механической прочности. В связи с этим
основной способ повышения стойкости стали к водородной коррозии — введение сильных
карбидообразующих элементов, повышающих устойчивость цементита.
Влияние легирования на водородную коррозию стали. Основные принципы
легирования сталей с целью повышения их стойкости к водородной коррозии,
систематизированы [77] в следующих аспектах: влияние легирующих элементов и
комплексного легирования, роль термической обработки.
Результаты исследований влияния легирующих элементов на водородоустойчи-
вость стали [1] при давлении 10 ... 30 МПа, температуре до 600 °С,
продолжительности 100 ... 300 ч показали, что легирование некарбидообразующими элементами
(кремнием, никелем и медью) не влияет на водородоустойчивость. Такие стали
(как и углеродистые) обезуглероживаются при температуре 250 ... 350 °С.
Легирование стали хромом, молибденом, титаном, ванадием резко повышает стойкость
к водородной коррозии.
Зависимость водородоустойчивости стали от содержания хрома исследована
на металле опытных плавок (табл. 9.2) с 0,1 ... 0,72 % С и 0,85 ... 19,8 % Сг.
Водородоустойчивость хромистых сталей исследована при парциальном давлении
водорода рн = 40 МПа и температуре 600 °С в течение 1000 ... 4000 ч. Изменение
содержания углерода и механических свойств сталей после опытов отражают данные
табл. 9.3. Стали 1 и 2 полностью обезуглеродились и утратили пластичность через
1000 ч. Стали 4 и 6 обезуглеродились частично. Стали 11, 12, 15, ..., 17 полностью
обезуглеродились и утратили пластичность через 2000 ч. Стали 5 и 8, содержащие
Таблица 9.2
Содержание основных элементов в исследованных сталях
Номер стали
1
2
3
4
5
6
7
8
9
10
11
Содержание, % |
С
0,11
0,08
0,18
0,19
0,15
0,21
0,18
0,15
0,23
0,21
0,29
Сг
1,45
2,05
3,00
4,50
5,30
5,40
5,96
8,40
9,40
12,60
1,63
Номер стали
12
13
14
15
16
17
18
19
20
21
22
Содержание, %
С
0,30
0,26
0,27
0,41
0,39
0,40
0,46
0,40
0,44
0,42
0,72
Сг
4,0
9,80
13,30
0,85
2,59
4,00
8,00
9,40
15,70
19,80
19,20
Примечание. Термообработка сталей 1, ..., 8,11,12,16, ..., 18 - нормализация при t =
= 900 °С (1 ч) + отпуск при t = 700 °С (1 ч), сталей 10, 13, 14, 20, ..., 22 - нормализация при
1000 °С (2 ч) + отпуск при t = 720 °С (2 ч), сталей 9 и 19 - нормализация при t = 960 °С (2 ч) +
+ отпуск при t = 720 °С (2 ч), стали 15 - нормализация при t — 870 °С (1 ч) + отпуск при t =
= 600°С (1ч).
165
OS
I
°
I
*
-i
to
Содержание С, %
f
(
<
С
s
~
и
l-H
w
-
«
►-H
l-H
-
(см. табл. 9.2)
00 L ^
N rt «
CO I
k- 3 « *- Iv©
|«n 2 2 o> jjs
ON
ON
^ ^н ;_; oo
v© О
О <^
г- oo
с- о
SO о
00 Г-
оо"
со
1- I
о о
СО С4
тЧ СО
IO IO
00 СО
ON
ON
О
СО l-H
чо
»о
CN
»о
*о
<Ч
00
I •
00
V©
со
,—1
т—1
тг
г^
-ч-
V£>
со т-н
f-H СО
й
5
•о «о
т-Н т-Н
О О
ю 2
© 5
*-н ^н «N
166
0\
3
s о
ss
о s
IS
Я a>
t* S
8 §
2 g
я g
и и
H •**
«О
е4 00
е и
о X
в сх
о ;:
«U
So
lii
si-
я^
8 Ё
« *
§§
u x
CI
о
I
*
-i
b"
Содержание С, %
i
с
J
1
<
я
-
в
h-H
и
-
a
-
1-4
-
(см. табл. 9.2)
I I I I
о о »o
I »o oo en
C— f- t—
Си
s
I ^
О О со
, О 00 \D
I O v© CN
i-H <N CO
Г^ p-t VO
^- н со
VO «O VO
^ го О О О <-> «
ю»-нсот|-о9£г"-г--с>1оо
С— t—i <N ON <N v
q м o^ vo o\ <s «о м ю о
и и ^ (N О IO M ^ N 0\
r-VOiOiOC-^VOvOiOTi-CO
"4. °\ ^K ^ *Ч ^ °„ °l oo
*-h On C^ i-H u-^ I ri OO «O '
О
о
о
чаев
Оч
s
r^OOiOiOOqcNCNVOTf^VO
o^ vo «о vo
tj-ioo «on
«o v© г- vo r-
ON Г- «O ON
ТГ ^" ЧО 00
v© v© f- ч©
о о о о
«О 00 00 Г- 00 Г- 00 t^ ON 00
lOCOOVOVO CO ^- i—i CN
1-HCNCNCNCN | CO^ -<t тГ Г^
ooooo oooo
«OCO«-HV©r-v©OTfrcNcN
иж °i <4 N, ^1 Ч Ч Ч Ч f":
о о о" о о о о о о о
<*эочОсот1-00О\О*-«С4
167
0,15 % С и соответственно 5,3 и 8,4 % Сг, в данных условиях можно считать водородо-
устойчивыми. В обезуглероженной стали не содержится карбидной фазы. По
структуре полностью обезуглероженная сталь представляет собой феррит с
локальными микроскопическими трещинами или со сплошным растрескиванием по
границам зерен.
Проведена серия опытов в более жестких условиях : при рц2 =80 МПа и t =
= 600 °С в течение 1600 и 4000 ч. Результаты испытаний для сталей 3,..., 6
приведены в табл. 9.4. Эти стали оказались полностью обезуглероженными, и их
механические свойства резко снизились. Обезуглероживание^ этих сталей сопровождалось
полной потерей пластичности.
Увеличение давления с 40 до 80 МПа при t = 600 °С приводит к разрушению в
водороде среднелегированных сталей с 3 ... 6 % Сг. В этих условиях стойки к
воздействию водорода стали с 0,1 ... 0,2 % С и 9 ... 21 % Сг.
Основные факторы, определяющие водородоустойчивость хромистых сталей:
природа карбидной фазы; содержание углерода и хрома; наличие второго металла
в карбидной составляющей. Результаты исследования [1] влияния режима
термической обработки стали с 0,18 % С и 3 % Сг на ее стойкость к водородной коррозии
при t = 500 °С ирц2 = 80 МПа приведены в табл. 9.5.
Экспериментально установлено, что после испытания в водороде закаленная
сталь, подвергнутая отпуску при t = 700 °С, имеет более высокое содержание хрома
и углерода в карбидной фазе, т. е. меньшую скорость обезуглероживания, чем сталь,
отпущенная при / = 600 °С. Таким образом, кроме химического состава на
водородоустойчивость стали влияет также термическая обработка, позволяющая изменить
фазовый состав и концентрацию отдельных компонентов в карбидах.
В химической и нефтеперерабатывающей промышленности широко применяют
стали с 3 и 6 % Сг. Из стали с 5 ... 6 % Сг обычно изготовляют трубы для печей и
коммуникаций, эксплуатируемых при температуре до 600 °С и повышенном
давлении. Изучено влияние водорода на свойства 3 ... 6 %-ных хромистых сталей,
легированных Mo, W, V, Ti, Nb.
Испытания этих сталей при t = 600 °С и рП2 = 40 МПа показали, что все хромо-
вольфрамовые и хромомолибденовые стали, а также стали, содержащие
дополнительно около 0,5 % ванадия и ниобия, подвержены обезуглероживанию, которое
сопровождается растрескиванием в структуре металла и снижением пластичности.
Дополнительное легирование сталей с 3 % Сг молибденом более эффективно, чем ле-
Таблица 9,5
Содержание углерода и хрома в термически обработанной стали (0,18 % С, 3,0 % Сг)
после испытания при t = 500 °С в течение 8000 ч
Термическая обработка
Содержание, %
Сг в карбидной фазе
Отпуск при г = 600 °С (1 ч)
Отпуск при t = 650 °С (1 ч)
Отпуск при t = 700 ° С (1 ч)
Отжим при f = 920 °С (30 мин)
0,17 (0,33)
0,35 (0,54)
0,36 (0,75)
0,38 (0,75)
Следы
0,067
0,07
Во всех случаях перед отпуском или отжигом сталь подвергнута закалке с t = 1000 °С
в масло.
Примечание. В скобках указано содержание Сг до испытания.
168
Рис. 9.2. Зависимость допускаемой рабочей
температуры в водороде от парциального давления
водорода и степени легирования стали:
1 - углеродистой; 2-е 0,25 % Мо; 3 - с 0,5 %
Мо; 4 - с 2,0 % Сг и 0,5 Мо; 5 - с 3,0 % Сг и
0,5 % Мо; 6 - с 6,0 % Сг и 0,5 Мо
™0 i" 10 15 р„г,МЛа
гирование их вольфрамом. В этих условиях стойки стали с добавкой свыше 1 %
одного из элементов — титана, ванадия, ниобия или молибдена. Увеличение давления
водорода с 40 до 80 МПа приводит к растрескиванию в водороде хромомолибдено-
вой стали, содержащей 1,3 % Мо. Неустойчивы в этих условиях стали с 3 % Сг,
дополнительно легированные 0,45 V и до 0,65 Nb; стойки к действию водорода стали с
3 % Сг и 2 % V, Nb или Ti. Дополнительное легирование стали с 6 % Сг ниобием (1,1%)
и ванадием (2 %) придает ей устойчивость к воздействию водорода при г = 600 °С
и давлении 80 МПа.
Хромистые стали с 3 ... 6 % Сг, дополнительно легированные Ti, Nb и V в
количествах, достаточных для связывания всего углерода в карбиды МеС, не подвержены
водородной коррозии при t = 600 °С и р = 80 МПа.
Исследованиями влияния легирующих элементов на водородоустойчивость стали
установлено, что этот показатель определяется фазовым составом стали и главным
образом природой карбидной фазы. Так, для придания хромистой стали водородо-
устойчивости необходимо вводить в нее хром в таком количестве, чтобы связывать
весь углерод в карбид Сг23С6.При введении других сильных карбидообразующих
элементов в состав стали углерод должен быть связан в карбиды типа МеС.
На устойчивость стали к воздействию водорода при высоких температуре и
давлении значительно влияет структура стали, зависящая от условий термической
обработки. Сталь с мартенситной структурой наименее устойчива. Практически мартен-
ситная структура может образоваться вблизи сварного шва, если сталь сваривают
без последующей термообработки. Наибольшая водородоустойчивость достигается
после закалки и высокого отпуска. Температура отпуска, обеспечивающая
оптимальную водородоустойчивость, обычно составляет 650 ... 720 °С.
Г.А. Нельсон [77] обобщил зарубежный опыт эксплуатации оборудования при
повышенных температуре и давлении водорода и вывел зависимость водородоус-
тойчивости различных сталей от условий эксплуатации (рис. 9.2). По мере
накопления данных о поведении сталей в водородсодержащих средах в условиях
промышленного производства этот график периодически уточняется.
После выдержки в течение 1700 ч при рН2 = 200 МПа и t = 400 ... 500 °С не
выявлены признаки водородной коррозии у сталей аустенитных, малоуглеродистых
титановых (0,04 ... 0,06 % С и 0,34 ... 0,43 % Ti) и среднелегированных хромистых
(0,1 ... 0,2 % С и 5 ... 10 % Сг). У сталей, экономно легированных хромом и
ванадием (0,2 % С, 0,2 ... 1,2 % Сг, 0,01 ... 0,15 % V), первые признаки водородной коррозии
обнаружены после 50 ... 100 ч после начала водородного воздействия;
низколегированные стали (0,1 ... 0,4 % С и 0,6 ... 1,1 % Сг) подвергаются интенсивной
водородной коррозии.
В табл. 9.6 систематизированы данные по допускаемым температурам
применения (из условия отсутствия водородной коррозии) ряда сталей при парциальном
давлении водорода до 70 МПа.
По данным М.Мольстада, степень легирования стали существенно влияет на
индукционный период в условиях водородного воздействия при г = 500 °С и рн =
= 100 МПа (табл. 9.7).
t,c
600
500\
400
300
9ПП
169
OS
170
СО
И
2
sf
а
X
о
С
\£
о>
вг
ее
СО
о
to
о
чз-
о
со
о
СМ
«о
i-h
о
1-Н
to
to
см
т-4
*"1
о
арка стали
2
»5
8
£
>*
2
S
S
1 А
S
а
с
to
см
см
о
^t
СМ
«о !
СМ
VO
с*
5
го
е
со
«о
о
00
i-h
•о
00
1-Н
о
Оч
о
о
см
о
с^
о
СМ
см
о
со
с*
о
VO
СМ
<=> !
00
см
ON
CM
20; 25; 15
09Г2С; 10
О 0Л
• -40
00 ^
О .*
£> СМ
О СМ 1
195
to
о
см
1 <=>
см
см
«о
со
см
о
«о
см
о
ON
см
о
со
«о
со
о
о
*•
о
to
■*■
•о
*"
2
х
см
1-Н
их
S «о
CM fH
1-Н
«2
XX
О СМ
СО *-Н 1
280
о
со
о
f-H
со
о
см
1 ***
•о
см
со
о
со
со
о
00
со
о
«О |
"*"
о
со
«о
400
1 °
1 *-<
п-
о
со
рг
о
to
г*
о
VO
Tfr
о
00
Tf
см
bfr
о
to
Г4"
о
г*
Ьг
00
г1"
о
о
to
о
см
to
о
^-
to
о
«о
«о
<=>
***
V)
е
i-h
*—• 1
X
to
1—1
е
3
см
»-н '
3
со
х
см
см
Б; 25Х2М1Ф;
©
й
см
»—1 1
VO
е
«
со
х
00
о
»-н
to
см
to
to
CM
to
о
со
to
о
^
to
о
1
о
to
to
CM
to
о
^
to
о
to
to
о
г*
to
о
оо
to
о
ON
to
о
to о
tO ЧО
1
о
о
VO
е
«
со
х
о
см 1
e
to
x
to
Л
s
3
to
о
CM
о
to
Tfr
в стали:
H13M2T
2 <*> гЧ
«XX
о оо о
X + +
До о
Rcm см|
о
оо
^
н
о
i-н
2^о
1-н 221
хЗ
8Й
+ +
2 t-<
СМ ЧО
я
X
X
оо
1-Н
X
см
Н
о
1-Н
Я
00
1-Н
X
н
о
X
е
2
Ж
PQ
см
X
е
2
см
03
см
*-н
X
о
X
о
см
X
о
X
00
о
а-:
О ||
ев Си
^§
е II
с
§
I
8.8.
4
4
H
1»
i|
I
ffl g
s s
э g
К а.
S
*
H
О
ID
03
Q*
Ю
О
О
a,
C* 00
l> О
О
О
I I
I I
vo ю о
os »o 41
о о «
I I
I *t
H
2
>»
ffl
S
я
О
Он
Он
о
«
о
о
Он
§
о
ffl
&
оо
»
I
2
о
ffl
8
§
s
я
§•
>s
s
s
s
I
8
X
00
О -н
о
Он
§
о
ffl
О OS «О
т-н О О
о о о
VJ О •, SO OS
(N «О Я 1-й i—i
»
о
о
о
а
X
Я
2
X
Он
I
8-
в
I
I
&
S
II
£
о
1-4 Л
о к
Я я
8 s
о о
о о
чо <Ч
^- «о
я*
гч о
о о
00 Г»
CS ГО
о о
1-4 СО
СО rt
<<
ей
о о
со »о
<N CN
о о
и-> оо
Sx
171
Для определения возможности применения сталей при высоких температуре и
давлении водорода необходимы сведения о его влиянии на водородоустойчивость
сварных соединений.
Водородоустойчивость сварных соединений. Водородоустойчивость сварных
соединений оценивали по результатам исследования состояния сварных швов
эксплуатируемых аппаратов, а также испытаний трубчатых и "закладных"
(помещаемых в трубчатые) образцов под давлением водорода при высоких температурах
в лабораторных условиях. Проведенными в ИркутскНИИхиммаше исследованиями
влияния водорода на свойства сварных соединений центральных труб витых
аппаратов установлено, что коррозионному растрескиванию подвергается металл сварных
швов и наплавок. При испытании трубчатых образцов, изготовленных из сварного
соединения с подваркой, при рн = 60 МПа и t = 350 °С коррозионного действия
водорода не установлено. При t = 450 °С трубчатый образец разрушился в зоне
термического влияния через 293 ч. В связи с этим при исследованиях водородоустой-
чивости соединений сталей, сваренных различными способами (дуговой,
автоматической, электрошлаковой сваркой), изучено влияние химического состава основного
металла и металла шва и термической обработки сварных соединений при
различных давлении водорода и температуре.
При рн = 60 МПа и t = 350 °С для определения водородоустойчивости сварных
соединений кованосварных сосудов исследовано сварное соединение стали типа
20ХЗМФ (0,20 % С; 2,56% Сг; 0,46 % Мо; 0,35 % V). Сварные соединения
изготовлены ручной дуговой сваркой электродами марки ХЗМ с предварительным и
сопутствующим подогревом и последующим отпуском при t = 650 ... 680 °С. Содержание
элементов в металле шва: 0,10 % С; 2,14 ... 2,49 % Сг; 0,25 ... 0,32 % Мо. Трубчатые
образцы диаметром 20 мм, длиной 250 мм имели сварной шов, который обеими
границами сплавления размещался в расчетной части образцов. Напряжение в
стенках образцов создавали близким к напряжению в стенке сосуда. Закладные
образцы загружали в трубчатые. Сварные трубчатые образцы с напряжением в стенке
460, 208 и 200 МПа, испытанные под давлением водорода в течение 2100, 2115 и
1296 ч, не разрушились. Исследованием свойств сварного соединения в исходном
состоянии и после испытания под давлением водорода установлено, что сварное
соединение стали 20ХЗМФ, по степени легирования равноценное основному металлу,
стойко в указанных условиях.
Изучена водородоустойчивость сварных соединений сталей 22ХЗМ, 20Х2МА,
25ХЗНМ, выполненных электрошлаковой сваркой, с различными степенями
легирования металла шва, а также сварные соединения стали 22ХЗМ, изготовленные
автоматической сваркой после различной термообработки. Испытания прирн = 60 МПа
йГ= 350 °С продолжительностью от 4000 до 7000 ч выполнены на закладных и
трубчатых образцах. Экспериментально установлено, что сварные соединения не
подвергаются коррозионному воздействию водорода, если сварка выполнена с
предварительным и сопутствующим подогревом до t = 300 °С, с последующим высоким
отпуском при t = 650 ... 680 °С, а металл шва содержит не менее 2,0 % Сг.
Для определения температуры водородоустойчивости сварных соединений
сталей 20, 30ХМА, 20Х2М, 14ХГС, 22ХЗМ, 20ХЗМВФ, применяемых для изготовления
с СТпВД, оценивали стойкость к водородной коррозии сварных соединений из этих
сталей, выполненных ручной дуговой сваркой. Трубчатые и закладные образцы,
изготовленные из основного металла и темплетов сварных соединений, испытывали
ПРИ Рн2 = 40 МПа и Г = 200 ... 550 °С.
На основании экспериментальных данных рекомендуются предельно
допускаемые температуры применения сталей и сварных соединений Тп, после сварки
подвергнутых отпуску при t = 630 ... 650 °С (табл. 9.8).
172
Длительная прочность сталей в среде водорода. Водород, растворяясь в стали
при высоких давлении и температуре, может существенно снижать сопротивление
стали разрушению в условиях длительного воздействия постоянного напряжения.
Предел длительной прочности — важнейшая характеристика при оценке возможности
применения стали в водородсодержащей среде.
На длительную прочность стали в водороде испытывают трубчатые образцы под
внутренним давлением водорода до разрушения. Одновременно при этих же
температурах и близких давлениях испытывают образцы под внутренним давлением
азота или аргона.
Под давлением водорода исследована длительная прочность сталей
углеродистых, низколегированных, содержащих марганец, низколегированных, содержащих
хром и молибден, среднелегированных, высоколегированных (табл. 9.9).
Наибольшему воздействию водорода подвергаются углеродистые и низколегированные
стали, у которых в результате водородной коррозии снижается межкристаллитная
прочность, определяющая предел длительной прочности сталей. Введение в сталь
небольшого количества легирующих элементов - 1 ... 2 % Мп (стали 16ГС, 09Г2С)
и 1,0 ... 1,5 % Сг с добавками 0,5 % Мо (стали 30ХМА, 12МХ, 12ХМ, 12Х1МФ) -
приводит к значительно меньшему снижению пределов длительной прочности в вр-
дороде по сравнению с углеродистыми сталями. Предел длительной прочности для
среднелегированных сталей, содержащих 2 ... 3 % Сг с добавками Mo, V, W, Nb, при
повышенных температурах в среде водорода значительно больше, чем для
углеродистых. При увеличении содержания Сг до 6 % пределы длительной прочности стали
Х6МВФ в водороде и в инертной среде практически не отличаются. Сталь с 12 % Сг
и добавками Mo, W, V водородоустойчива. При t = 600 °С пределы длительной
прочности стали 15Х12ВМФ в водороде и азоте практически одинаковы.
Влияние водорода на длительную прочность трубчатых образцов из стали
12Х18Н10Т исследовано в водороде и аргоне под давлением соответственно 20 и
40 МПа при температуре 600 ... 800 °С. Повышение давления водорода не снижает
длительную прочность стали 12Х18Н10Т по сравнению с испытаниями ее в
аргоне. Однако при испытаниях стали 12Х18Н10Т в водороде меняется характер
разрушения трубчатых образцов (в водороде разрушение начинается на внутренней
поверхности, а в аргоне — с внешней).
Защита сталей от водородной коррозии. Интенсивность химического
взаимодействия с карбидной составляющей стали зависит от температуры и давления
водорода, определяющих его растворимость и концентрацию в металле, и степени
легирования стали карбидообразующими элементами.
Способы предотвращения водородной коррозии металла СТпВД, основанные
на использовании соответствующих легирующих элементов, рассмотрены выше.
Следует учитывать, что применение сталей, легированных хромом, молибденом и
другими дорогостоящими компонентами, может значительно повысить стоимость
СТпВД, и не всегда приемлемо по техническим причинам, например из-за
отсутствия поковок необходимых размеров из легированной стали.
Защиту стали от водородной коррозии можно реализовать и другим способом.
Сущность его состоит в уменьшении давления водорода в зоне его контакта со
сталью при сохранении давления водорода в газовой фазе в соответствии с заданным
технологическим процессом. Давление водорода на границе контакта с металлом
следует уменьшить до такой величины, при которой количество водорода,
растворенного в стали, недостаточно для протекания реакции гидрогенизации карбидной фазы
углеродистой или низколегированной стали.
Для уменьшения давления водорода можно футеровать или плакировать сталь
металлом, обладающим низкой водородопроницаемостью; при этом необходимо
подбирать соотношение толщин защитного слоя и защищаемого материала. Водоро-
173
Таблица 9.9
Влияние водорода
на предел длительной прочности ад сталей
[25]
Марка стали;
термообработка
Среда
р,МПа
Г,°С
Значения стд, МПа, при
длительности испытаний, ч
100
1000
10 000
16ГС; поковки; Н (920°С) Азот 12 450 210 195 128
Водород 15 400 200 120 68
09Г2С; поковки; Н(920°С) Азот
и 0 (920° С)
Водород
15
450
230
140
205
115
175
92
12ХМ; поковки; в состоя- Азот
нии поставки
550
149
170
20ХЗВМФ; трубы;
3(1020°С; масло);
0(660 ...690° С; масло)
Азот
Водород
Азот
Водород
45 ... 65
22 ... 65
30 ...55
33...50
550
575
400
300
280
230
12Х18Н10Т; поковки;
3 (1100 °С, вода); О (800 °С)
Аргон
Водород
Аргон
Водород
20
55
40
800
58
90
105
300
190
213
170
33
37
70
78
30ХМА; поковки;
3(880°С; масло);
0(650° С; масло)
15Х2МФ; листы;
Н(1000°С); 0(750
°С)
Водород
Азот
Водород
Азот
Водород
15
10,8 ... 46,0
23,6 ... 46,0
15 ... 35
8,0...21,8
600
500
500
600
145
318
250
340
122
56
266
167
270
97
20
224
112
210
78
220
125
160
112
Х6МФБ; поковки
3(950°С; масло);
О (660° С)
15Х12ВМФ;
листы 3(1000° С;
О(680°С)
масло);
Азот
Водород
Азот
Водород
25 ... 35
17,5 ...31,0
60
54
600
600
190
180
220
140
ПО
185
90
65
160
20
23
ХН - нормализация; 3 - закалка; О - отпуск.
допроницаемость определяется комплексом физико-химических процессов,
сводящихся к проникновению газа через металл.
Приведенные ниже данные по водородопроницаемости при повышенных
температуре и давлении получены в основном в ЛенНИИнефтехиме. Общее
количество газа, диффундирующего в единицу времени через образец, приводят к
нормальным условиям. Количество V водорода, продиффундировавшего через единицу
поверхности на глубину 1 мм за единицу времени, см3/(см2 • ч • мл1),
174
V=VHh/F,
(9.6)
где VH — количество газа, продиффундировавшего за 1 ч через поверхность
образца при нормальных условиях, см3/ч; h — толщина стенки трубчатого образца, мм;
F — расчетная площадь поверхности образца, см2.
Водородопроницаемость сплавов на основе Fe пропорциональна корню
квадратному давления водорода в газовой фазе; зависимость водородопроницаемости
от температуры (в интервале 200 ... 700 °С) является экспоненциальной:
V=V0exv[-E/RT], (9.7)
где V0 — предэкспоненциальный множитель; Е — кажущаяся энергия активации.
Расчетные значения констант уравнения (9.7) для ряда материалов приведены
в табл. 9.10 [70].
Для сталей ферритного и ферритно-мартенситного классов обнаружено резкое
замедление диффузии водорода при сравнительно низких температурах, которое
объясняется несовершенством кристаллической решетки металла (сегрегацией
водорода в дефектах решетки). В связи с этим не рекомендуется экстраполировать
данные по водородопроницаемости, полученные при температуре выше 300 °С, на
область t = 200 ... 250 °С.
Основные закономерности проникновения водорода в металлы, установленные
для области низких давлений и высоких температур, справедливы и при ВД (для
сталей ферритного,ферритно-перлитного, мартенситного и аустенитного классов).
Аустенитные стали имеют более низкую водородопроницаемость, чем
углеродистые и низколегированные стали [3]. В работе [36] исследована скорость
проникновения водорода через спаянные двухслойные образцы стали при давлении 10 МПа
и температурах 400, 450 и 500 °С для образцов 20К + 08X13 и при температурах
526, 550, 575 и 600 °С для образцов 12МХ + 08X13. Предварительно установлено*
что скорость проникновения водорода через сталь 08X13 на порядок меньше, чем
через стали 20К и 12МХ. Для двухслойного образца 20К (10 мм) + 08X13 (2 мм)
выявлено, что скорость проникновения сквозь него водорода не зависит от того,
с какой стороны к образцу подводится водород. Водородопроницаемость
v = <«
Фн2/(8/Я),
(9.8)
где рц — давление водорода; 5 — толщина металла; К — постоянная
водородопроницаемости металла при давлении водорода 0,0981 МПа.
Полагая, что отношение б /К характеризует сопротивление, оказываемое
металлом проникновению через него водорода, можно записать для двухслойных
образцов
v = V&(Si/*i+52/K2), (9.9)
где индексы 1 и 2 соответствуют плакирующему и основному металлам.
Константы уравнения (9.7)
Таблица 9.10
Марка стали
20
30ХМА
12МХ
20X13
12Х18Н10Т
*,°С
200 ... 500
200 ... 600
350 ...475
300 ... 700
400 ... 900
К0Ю"3,
3 2
см / (см • ч • мм" )
1,39
1,089
0,83
0,62
14,07
Е, Дж/моль
-^37 710 ±419
- 38 548 ± 838
- 35 196
- 43 576 ± 838
-72 487 ±1257
175
Экспериментальные данные удовлетворительно согласуются с этим условием.
Н.П. Черных с сотрудниками в качестве основного металла использовали стали
СтЗ, 20 и 20Х2М. Защитным слоем во всех случаях была коррозионно-стойкая
сталь 12Х18Н10Т. Скорость проникновения водорода через исследованные
двухслойные образцы контролировали по водородопроницаемости стали 12Х18Н10Т.
Так, при t = 500 °С отношение водородопроницаемостей сталей СтЗ и 12Х18Н10Т
составило « 20. При испытаниях мембран 12Х18Н10Т + СтЗ (соотношение толщин
слоев плакирующего и основного металла 3 : 7) в течение 3000 ч под давлением
газообразного водорода 30 МПа и t — 500 °С водородной коррозии стали СтЗ не
обнаружено, а однослойная мембрана толщиной 6,4 мм из стали СтЗ в аналогичных
условиях водородного воздействия полностью обезуглероживается за 600 ч.
Для защиты углеродистых и низколегированных сталей от воздействия
водорода применяют двухслойные стали с защитным слоем из стали 12Х18Н10Т.
Плакирующий слой из коррозионно-стойкой стали либо является защитным для основного
металла, либо во много раз снижает агрессивное действие водорода, поскольку
постоянная водородопроницаемости для плакирующего металла во много раз
меньше, чем для основного. В этом случае значительно уменьшается концентрация
диффундирующего водорода на границе плакирующий слой — основа. Для оценки
эффективности защцтного покрытия стали от воздействия водорода используют
постоянные водородопроницаемости и эффективные давления водорода.
При выборе зависимости, определяющей давление на границе перехода от одного
металла к другому, сделано допущение: при воздействии водорода на двухслойный
металл необратимых процессов (обезуглероживания) не происходит и
устанавливается стационарный поток газа через стенку.
Эффективное давление водорода рЭф за слоем плакирующего металла для
плоской стенки
Рэф=Рн2/П + (8i/fi2)(*2/*i)f ■ (9.10)
В этом случае парциальное давление водорода за основным металлом
принимают равным нулю.
Для расчета эффективного давления в межслойном пространстве двухслойного
цилиндра формулу (9.10) приводят к виду
p*=ph,/[i + 4t ZrIL f' (911)
где гх и г2 - внутренний и внешний радиусы внутреннего цилиндра; Rx и R2 -
внутренний и внешний радиусы наружного цилиндра.
Если парциальное давление водорода за основным металлом (например, за
центральной биметаллической обечайкой рулонированного сосуда) равно 0,1 МПа, то
формула (9.13) приобретает вид
, *2 lg(r2/ri) ./ri K2 lg(r2/r!)
Водородопроницаемость сталей, применяемых для изготовления СВД, по данным
ряда авторов, указана в табл. 9.11.
Для обеспечения надежной эксплуатации оборудования в средах, содержащих
высокотемпературный газообразный водород или его соединения, при изготовлении
СТпВД допускается применение только таких сталей, которые по степени
легирования не подвергаются водородной коррозии в течение всего срока службы. В
противном случае необходимо плакирование или футерование материалом с низкой водо-
родопроницаемостью.
176
Таблица 9 Л
Постоянная водородопроницаемости К
при давлении водорода 0,1 МПа
Марка стали
Значения К, см / (см2 • ч ♦ мм ), при температуре, ° С
300
350
400
450
500
550 | 600
20; 09Г2С; 10Г2С1 0,05 0,09 0,15 0,20 0,30 0,40 0,50
12МХ; 12ХМ; 1Х2М1; 22ХЗМ 0,035 0,05 0,09 0,14 0,27 0,35 0,47
20X13 0,006 - 0,024 - 0,05 - 0,1
12Х18Н10Т; 10Х17Н16МЗТ 0,0024 0,0009 0,003 0,007 0,017 0,032 0,06
Практические рекомендации по применению сталей в высокотемпературных
водородсодержащих средах (см. табл. 13.1) основаны на этом принципе исключения
водородной коррозии стали, связанной с процессами возникновения структурных
изменений в стали в результате гидрогенизации карбидной фазы.
Влияние водорода на механические свойства сталей. Водород, проникший при
повышенных давлении и температуре в сталь и растворившийся в ней, не вызывает
ее водородной коррозии, если она легирована соответствующими элементами в
необходимых пропорциях. Однако растворенный в стали водород отрицательно
влияет на ее механические свойства, вызывая охрупчивание и разупрочнение; при этом
охрупчивание стали, абсорбировавшей водород при высокой температуре,
проявляется в наибольшей степени после охлаждения металла до нормальной температуры.
Из практики эксплуатации ТпВД известно, например, что трубы из стали типа
20ХЗМВФ, длительное время (до 63 000 ч) эксплуатируемые под давлением 32 МПа
(парциальное давление водорода 28 МПа) при t - 400 °С, хрупко разрушаются при
комнатной температуре и давлении около 17 МПа. Водородная коррозия металла
труб не выявлена, но зафиксировано высокое содержание водорода в стали (до
14 см3/100 г).
Степень водородного охрупчивания принято оценивать по изменению
механических характеристик стали, испытанной на растяжение до и после
высокотемпературного водородного воздействия (табл. 9.12). Наибольшие изменения при этом
претерпевают характеристики пластичности стали (относительные удлинение и
сужение) , а также временное сопротивление. Сведения об изменениях механических
характеристик сталей под влиянием растворенного в них водорода (в условиях, когда
не происходит обезуглероживания стали) обобщены в справочной литературе [25].
Водородное охрупчивание в большой степени определяется напряженным
состоянием материала, содержащего водород.
Пластическую деформацию, предшествующую разрушению содержащей водород
стали, с учетом вида напряженного состояния можно определить из соотношения
е;=Ае-аП, (9.13)
где ej — пластическая деформация при разрушениц; А, а — коэффициенты,
зависящие от физико-механических свойств стали и количества растворенного в ней
водорода; П = (oi + о2 + оъ)1о1 — критерий жесткости напряженного состояния в
интерпретации Смирнова-Аляева {о\,о2,оъ — главные напряжения, зависящие от
конфигурации детали и схемы действующих на нее сил; az- — интенсивность напряжений).
Соотношение (9.13) справедливо при различном содержании водорода в стали
(0,5 ... 20,0 см3/100 г) и позволяет вычислить степень деформации, предшествующую
разрушению содержащей водород стали, практически для любой схемы
напряженного состояния из реализующихся в элементах СТпВД при их нагружении.
177
Si
I
3
I
0)
2
s
I
I
-Э-
b°
Условия наводороживания
«и
с
С
i
<
с
<
!
<
1
с
(
с
ч
*
МПа
ВТ
<->
о
ее
3
н
5
i
з
е
3
»-«'
•S'
«О «О Г* ^ CM ,
О «о со ^ с- ,
со см »-* со см
о о о о о о
00 ОО ON 00 Г- V©
Tf Tf СО CM Tj- CM
о о о о о о
00 »0 «О «О ч* t-н
CM CM CM CM CM CM
О О О ж
о о о Л о
I О О О О О
1 ооо^Й
, о о о о о
I оо^оюоо
CM CM CO 4/ 4/
I ~ со со «о v>
и
о
о
см
on
о
см
I I I
»о оо см
Г- Ю т*
О ON тГ
со см см
о о о
*-н »-н с^
«О «О 4/
о о о
см о о\
со со см
2 <=>
о о
I «о о
I со со
см со со г-*
*- 1> г- и-)
см vo с- г»
СО СМ СМ СМ
о о о о
Г-* VO Tt ЧО
4/ т!- tj- со
о о о о
см см см см
о о о
о о о
о о о
о о о
I <оО»о
I <ою<о
я
о
см
X
4;
со | | |
со с^ с^
С- V© Г-
^ Г~ т4 .
ним I
о о о о
IO V© СО *-Ч
С- С- V© Tt
о о о о
fOHHTt
VO ЧО «О CM
о о о
о о о
о о о
, о о о
I О О «О
4/ »о */■>
I *о «о »о
о
R
о
ее
2
. «ч
О
о
00
оо
>w
ГО
<
2
ЗОХ
/—s
о
к
о
ее
k.
Л
О
о
О
«О
О
S '2
V© i-ч Г-
Г*- 00 VO
О VO Tf
со см со
о о о
ним
О О О
CM ON СО
т* СО СМ
о о
о о
| О О
о о
I о »о
•о «о
I «о «о
о
о
OvOH
ON i4 ,
vo со
^ "со
^^^
a^.
о о
о о
о о
о
о
о
г-
о
«о
V©
о
V©
ON
Я
.~
е
s
й
1—1
о
т-Н
ГО
е
PQ
2
со
X
о
см
I I I
с*- О Г-
С- СМ »4
Г- Tj- ON
Ю СМ 1-н
о о о
VOVOH
vo vo vo
о о о
СМ СМ 4;
со со со
■а§
о о
I О О
VO vo
I
со
X
о
о
я
CJ
о
ю
О
1—4
^-^
СО
. Л
н
о о
н О
До
00 О
*4 О
Х°°
2о
О
в*
со
S
Я
?
Л
О
S
|
Я
Таблица 9.13
Зависимость деформации е^ при разрушении наводороженной стали
от вида напряженного состояния
Марка стали;
структура
ЗОХМА; перлит
20ХЗМВФ; сорбит
отпуска
20ХЗМВФ; сорбит
закалки
Количество
водорода в
стали,
см3/100 г
0
5
0
20
0
10
кручении
(Я=0)
1,61
1,35
1,30
0,90
0,95
0,65
Значения е^ при
одноосном
растяжении
(Я =1,0)
1,30
1,10
1,09
0,65
0,80
0,40
двухосном растяжении
#=1,73
1,01
0,75
0,85
0,30
0,65
0,19
Я =2,0
0,92
0,64
0,75
0,22
0,55
0,09
Значения коэффициентов А и а определяют экспериментально по результатам
испытаний содержащей водород стали при простейших напряженных состояниях;
при кручении П = 0,6, при осевом растяжении П = 1,0. При напряженных состояниях
с преобладанием компонентов сжатия (П < 1) сталь, содержащая водород (даже
при весьма высоких количествах), подвергается охрупчиванию в значительно
меньшей степени (табл. 9.13), чем при напряженных состояниях с преобладанием
компонентов растяжения (Л > 1), когда пластичность стали после водородного
воздействия многократно снижается по сравнению с пластичностью в исходном (ненаводоро-
женном) состоянии.
Один и тот же материал, при одном и том же содержании водорода в зависимости
от реализуемого напряженного состояния подвергается водородному охрупчиванию
в разной степени. Наводороженный металл, располагая определенным запасом
пластичности в условиях одноосного и плоского растяжения, может полностью
утратить свои пластические свойства в местах концентрации напряжений, где
реализуется объемное напряженное состояние (трехосное растяжение). Известны случаи,
когда металл труб, вышедших из строя в процессе эксплуатации в водородсодержащей
среде вследствие макрохрупкого разрушения стенки в местах концентрации
напряжений (скопления неметаллических включений или дефектов на внутренней
поверхности стенки), при испытаниях на одноосное растяжение образцов из стенки труб
характеризовался достаточным запасом пластичности.
Аналитически зависимость между деформацией et металла при разрушении,
критерием жесткости напряженного состояния П и содержанием с водорода в
металле можно аппроксимировать соотношением вида [74]
е( = е2/ехр[Црпо02 (1 +М7) ] - е, (9.14)
где е2, £, М — параметры, зависящие от свойств материала и условий наводорожива-
ния; рп - давление водорода, сегрегированного в микропустотах стали; oQ2 -
предел текучести стали;
(а02/£-)ехр[1,5(рп/а02) - 1] при рп> (2/3)а02;
(9.15)
=<
l,5pJE при Рп< (2/3) а02.
Для определения параметров, входящих в выражение (9.14), должны быть
известны экспериментальные данные о деформации при разрушении наводороженной
179
стали (например, при растяжении ер1 и кручении ек1 металла с содержанием
водорода сх; при кручении ек2 металла с содержанием водорода с2), а также предел
текучести металла oQ2 . Тогда
% = \2[1п(ек2 + e*H*Ki +ei)]pnl + Рп2> (9.16)
где в! и е2 - параметры, рассчитываемые по соотношению (9.15), при концентрации
водорода в металле соответственно сх и с2; pm и рп2 - давление водорода в
микропустотах стали при содержании его в металле соответственно сх ис2.
Давление водорода в микропустотах аналитически связано с его содержанием
в металле уравнением Фрагмена:
с = 20lVp7/[exp(3450 - 0,725pn) {t + 273) ]. (9.17)
В, соотношении (9.14):
*г= (*ю + Оехр(£рп1/а02); (9.18)
ln[ez/(epl +eO)
*Рп 1/^0,2 '
Выражения (9.14) ... (9.19) позволяют расчетным путем оценить пластичность
содержащей водород стали при разных видах напряженного состояния.
Наблюдения за поведением материала СТпВД в наводороживающих средах,
изучение условий и причин повреждений СТпВД в процессе эксплуатации
показывают, что сопротивление стали охрупчивающему воздействию водорода связано с
направлением деформирования (текстурой) при обработке металла давлением,
остаточной пластической деформацией, временным сопротивлением, содержанием
неметаллических включений.
Хромомолибденованадиевые стали (типа 20ХЗМВФ) в улучшенном состоянии
(240 ... 255 НВ) после холодной пластической деформации на 1,5 ... 5,0 % и
последующей выдержки в водороде (t = 350 °С; р = 60 МПа) растворяют водород в
количестве до 13 ... 18 см3/100 г и снижают свои пластические свойства в направлении
текстуры материала на 20 ... 25 %. В направлении, нормальном текстуре металла,
пластичность наводороженной стали резко уменьшается (более чем в 2 раза) после
предварительной пластической деформации порядка 2 %; при исходной твердости стали
до 330 ... 380 НВ ее пластичность в этом направлении практически снижается до нуля.
Водород, растворенный в стали и вызывающий ее охрупчивание, может быть удален
из нее нагревом и последующим охлаждением; при этом пластичность стали
восстанавливается практически до исходного значения. Это явление достаточно широко
используют на практике: для исключения хрупкого разрушения элементов СТпВД
из-за водородного охрупчивания их медленно охлаждают для удаления водорода
из стали. С этой же целью детали СТпВД после длительной эксплуатации в водород-
содержащих средах подвергают восстановительной термической обработке
(отпуску или закалке с отпуском) .
9.4. КАРБОНИЛЬНАЯ КОРРОЗИЯ СТАЛИ
В технологических средах производства метанола, бутиловых спиртов и
некоторых других содержится значительное количество оксида углерода, который,
взаимодействуя с металлической поверхностью деталей СТпВД, образует карбонильное
соединение с железом — пентакарбонил железа Fe(CO)5. Продукты коррозии посте-
180
Рис. 9.3. Зависимость скорости
коррозии сталей (см. табл. 9.14) в
смеси СО + Н2 (1:1) от температуры
прир = 25 МПа {а) ир= 70МПа (б)
у/, мм/год
пенно переходят с поверхности
металла в газовую фазу.
Карбонильная коррозия
представляет собой разновидность
поверхностной коррозии
материала в газовой технологической
среде, содержащей СО, и
сопровождается уменьшением
толщины стенки деталей СТпВД.
Образование карбонила железа
начинается при t = 125 °С
(максимальное количество
образуется при t — 150 ... 200 °С)
и прекращается при г = 300 °С.
Разбавление оксида
углерода водородом уменьшает
образование карбонилов. На
рис. 9.3 приведена зависимость
скорости карбонильной
коррозии исследованных
сталей (табл. 9.14) в смеси газов от температуры, полученная за 72 ч при высоких
давлении и температуре. При давлении смеси газов 25 МПа скорость коррозии
углеродистой стали максимальна при t = 260 °С, а при давлении 70 МПа — при t = 280 °С.
Скорость карбонильной коррозии зависит от химического состава стали; с
увеличением содержания хрома стойкость стали в среде СО возрастает.
Результаты исследований карбонильной коррозии конструкционных сталей в
средах с объемной долей оксида углерода 15 ... 75 % при давлении 32 и 20 МПа,
температуре 100 ... 300 °С приведены на рис. 9.4 [49].
Таблица 9.14
Содержание элементов
3S0t,<
°)
Сталь
Номер
кривой
на
рис. 9.3
Содержание, %
С
а
Si
Мп
Мо
Ni
Углеродистая
N5
V13F
V5M
V17F
ЫСтЗ
FF30
1
2
3
4
5
6
7
0,12
0,1
0,12
0,2
0,10
0,15
0,05
-
3,0
13,0
14,0
17,5
24,0
28,0
0,05
0,3
0,5
0,7
0,5
2,0
0,6
0,05
0,8
0,4
0,5
0,5
0,8
0,5
-
0,5
-
-
-
-
-
-
-
0,5
0,5
0,5
19,0
-
181
v, мм/год
==^7^¾
1 Z 3 4 S6
100
v, мм/год
200
300
t,°C
a)
0,1
^K^_—*
ш
200
0
£T
^ мм/год
^V/
100
v, мм/год
ZOO
6)
t°c
I л^ *
i"^\Nsl
rt7<7
20tf
4)
4°г
Рис, 9.4. Зависимость скорости коррозии сталей и бронзы в ретурном газе от температуры при
различных давлении и объемной доле СО:
а-в - при р = 32 МПа; г - при р = 20 МПа; а, г - 75 % СО; 5 - 35 % СО; в - 15 % СО; 2-6,
8 - стали (2 - 20, 2 - 30ХМА, J - Х5М, 4 - 22ХЗМВФ, 5 - Х8В, б - 2X13, 8 - 12Х2С1МФ);
7 - бронза
Основные факторы, определяющие стойкость стали в среде оксида углерода:
парциальное давление СО, температура и химический состав стали. Наиболее стойки
в среде СО стали, содержащие 18 % Сг и более (12Х18Н10Т, Х21Н5Т, Х25Т).
Достаточно высокую стойкость в газовых средах, содержащих оксид углерода, имеют
медь, бронза, латунь. Алюминий практически не подвергается карбонильной
коррозии.
Для определения коррозионной стойкости сварных соединений трубопроводов
установки производства метанола исследована карбонильная коррозия сталей и их
сварных соединений на лабораторной установке при давлении смеси (СО + Н2)
р = 40 МПа и объемной доле оксида углерода 30; 40 и 60 %, а также в
промышленных условиях при р = 37 МПа, t = 140 °С в течение 3500 ч [34]. Исследована
стойкость сталей: углеродистых Aq42, Aq45, St45.29, C30 (до 0,25 % С),
низколегированных АС (0,22 % С, 1,0 ... 1,5 % Мп), среднелегированных Р5 (0,15 % С, 4 ... 6 % Сг,
0,45 % Мо), а также 20, 30ХМА, 18ХЗМВФ и 12Х18Н9Т. Сварные соединения
деталей из этих сталей выполнены комбинированной сваркой с проваром корня шва
в защитном газе и с последующим заполнением разделки ручной дуговой сваркой.
Скорость карбонильной коррозии исследованных материалов зависит от
химического состава стали, температуры и парциального давления СО в газовой смеси.
Основной металл и металл шва, имеющие одинаковые степени легирования, корро-
182
у, мм/год
Рис. 9.5. Зависимость скорости коррозии в газовой смеси СО + Н2 с 60 % СО от температуры
для стали:
1, 2, 3,8 - углеродистой (< 0,25 % С) ; 4 - углеродистой (> 0,25 % С); 5, 6 - с 0,22 % С, 1,0 ...
1,5 % Мп; 7 - с 0,15 % С, 4 ... 6 % Сг, 0,45 % Мо; 9 - 08Х18Н9Т; 10 - 30ХМА; 11 - 20; 12 -
18ХЗМВФ
Рис. 9.6. Зависимость скорости коррозии в газовой смеси СО + Н2 с 60 % СО от температуры
для сварных соединений труб из сталей:
1, 2 - углеродистой (< 0,25 % С); 3 - углеродистой (> 0,25 % С); 4 - углеродистой (> 0,25 % С
и 0,22 % С, 1,24 % Мп); 5 - с 0,22 % С, 1,24 % Мп; б - с 0,27 % С, 1,24 % Мп; 7 - с 0,15 % С,
4 ... 6 % Сг, 0,45 % Мо; Я - 30ХМА; 9 - 20; /0 - 18ХЗМВФ
даруют с одинаковой скоростью. Все исследованные материалы устойчивы в газовой
среде с долей СО до 30 % при давлении смеси 37 ... 40 МПа. Скорость коррозии
углеродистых и низколегированных сталей максимальна при доле оксида углерода
60 % (рис. 9.5, 9.6) в интервале температур 175 ... 225 °С.В газовой
среде,содержащей до 60 % СО, устойчивы стали с 3 ... 6 % Сг и их сварные соединения; совершенно
не корродирует сталь 12Х18Н9Т и ее сварное соединение.
Примесь сероводорода к оксиду углерода усиливает процесс карбонильной
коррозии. В присутствии 0,1 % H2S при парциальном давлении оксида углерода 12 МПа
скорость карбонильной коррозии резко возрастает (табл. 9.15) и для сталей 20 и
ЗОХМА при t = 200 °С достигает 12,6 ... 11,7 г/(м2 • ч) .
183
Таблица 9.15
Влияние примеси Н2 S к СО
на скорость карбонильной коррозии металлов
Сталь
20 1
30ХМА
20ХЗМВФ
15Х5М
Х8В
20X13
Х17Т
12Х18Н10Т
Х14Г14НЗТ
Х21Н5Т
100
Скорость коррозии, г/ (м
РСО
0,470
0,460
0,096
0,112
0,029
0,12
-
-
-
0
200
300
= 10,5 МПа
2,120
1,630
0,428
0,560
0,148
0,140
-
-
-
0,002
0,410
0,183
0,090
0,125
0,090
0,026
-
-
-
0
• ч), при температуре, ° С
100
РСО +
4,82
4,78
1,38
1,08
0,938
-
0,047
0,006
0,003
1 °
200
3,1%H2S=]
12,6
11,7
2,4
1,83
1,18
—
0,094
-
0,005
0
300
12 МПа
3,68
3,08
1,56
1,28
0,795
—
0,016
0,048
0,002
0
Для предупреждения карбонильной коррозии на трубных и фасонных деталях
из низколегированных сталей с 2 ... 5 % Сг необходимо уплотнительные поверхности
и линзы наплавлять аустенитным электродом (12Х18Н10Т) ; это особенно
необходимо при наличии в технологической среде примеси сероводорода. Для исключения
утечек в линзовых уплотнениях на уплотнительные поверхности линз, труб и
фасонных деталей наносят электролитическим способом слой кадмия или цинка. Важно
соблюдение геометрических размеров уплотнительных поверхностей деталей. В
местах недостаточного контактного давления даже при использовании коррозионно-
стойких сталей, а также наплавке уплотнительных поверхностей аустенитным
электродом, разуплотнение происходит из-за образования сквозных свищей.
9.5. АЗОТИРОВАНИЕ СТАЛИ
Металл СТпВД установок синтеза аммиака в процессе эксплуатации может
подвергаться азотированию. Сущность этого явления состоит в том, что содержащийся
в технологической азотоводородоаммиачной среде газообразный аммиак
диссоциирует при повышенной температуре по реакции NH3^ ЗН + N с образованием
атомарного азота. Степень термической диссоциации аммиака зависит от его парциального
давления в газовой фазе и температуры, а также от условий работы установок
синтеза аммиака.
Атомарный азот адсорбируется металлом и диффундирует в его поверхностные
слои; взаимодействуя с железом и легирующими элементами стали, он образует
нитриды, придающие высокие твердость и хрупкость азотированному слою.
Азотирование стали сопровождается значительным увеличением объема металла
насыщенного азотом слоя: образовавшийся поверхностный азотированный слой вызывает
появление значительных напряжений растяжения в материале под азотированным
слоем. Характерные случаи повреждений металла реакторов ВД в процессе
эксплуатации в высокотемпературных средах, содержащих пары аммиака под давлением,
рассмотрены в работе [18]. В связи с созданием установок синтеза аммиака большой
мощности (табл. 9.16) требования по стойкости металла к азотированию
существенно возрастают.
Изучение азотирования широкой гаммы сталей в лабораторных и
производственных условиях показывает (табл. 9.17), что заметное азотирование перлитных
184
5
о
о
си
§
о
ffl
SPQ
- н я
S|8H-
>. п Л *
^ 5 о
и и
^4
о
о
о
п
ЧО
О
Я
О
Н
О
52
оо
X
П
*0
Оч
О
п
о
О
ЧО
О
40
О
о
о
X
о
о
о
о
н
о
о
ч*
о
чо
о
о
4t
д
со
я
о
н
о
и
00
X
I
о
со
в а
5 S3
1 I
§ £
5 з я
Н Й Л
£g &
о I 2
S & S
&|я
€ о§
&gs
нею
§
2
х
X
о
к
о
X
Ё
§
I
о
I
о
о
ЧО
185
Таблица 9.17
Условия и результаты испытаний сталей в азотоводородоаммиачной среде
Марка стали
20
30ХМА
12Х1МФ
20Х2МА
22ХЗМ
18ХЗМВ
20ХЗМВФ
15Х5М
12Х18Н10Т
20Х23Н18
08Х17Н16МЗТ
Температура,
°С
300
300
380
320
380
380
420 ... 450
520 ... 540
380 j
350
450
440
520...540
560
I 440
520
540
560
520...540
1 380
475
425...450
500...525
1 410
540
560
440
560
Давление
среды,
МПа
32
20
32
32
14
32
22
14
14
1 32
30
30
32
32
32
14
14
32
14
Парциальное давление, МПа
аммиака 1
8,0 |
8,0
8,0
8,0
8,0
13,0
13,0
2,5 !
8,0
8,0
20,0
1,5
2,5
0,8
; 1,5
1,0
0,8
0,8
2,5
30,0
30,0
1,3
5,5
8,0
0,8
0,8
1,5
0,8
азота
6,0
—
6,0
6,0
7,5
3,2
7,5
| 5,0
3,2
3,2
-
1 6,0
3,2
3,2
7,5
3,2
1
водорода
18
_
18
18
23
10
22 1
16
10
10
-
18
10
10
23
10
Продол-
китель-
ность
испытаний, ч
1312
786
3428
1168
3428
1664
14 400
21500
1684
1028
1930
1000
21500
1000
21500
1200
2340
14 400
17 000
1410
1000
Скорость
азотирования,
мм/год
0
0
2,3
0
5,00
1,50
0,70*
1,35*
1,20
0,40
6,10
4,70
1,50*
7,20
2,54
1,20
3,75
5,60
0,10*
0,30
1,70
0,08*
0Д2*
1 0,15
0,86
1,20
0,53
1,05
* Результаты испытаний в промышленных колоннах синтеза аммиака.
сталей начинается при t = 350 ... 380 °С. Аустенитные стали подвержены
азотированию в меньшей степени; первые признаки азотирования для сталей этого класса
выявлены при температуре выше 400 °С. Скорость азотирования сварных
соединений сталей 20ХЗМВФ, 15Х5М, 12Х18Н10Т, выполненных по режимам промышленной
сварки, практически равна скорости азотирования основного металла.
С увеличением продолжительности испытаний скорость азотирования имеет
тенденцию к уменьшению, о чем свидетельствуют результаты испытаний материалов
в промышленных условиях в течение более 20 000 ч. Замедление азотирования
с течением времени обусловлено уменьшением интенсивности диффузии атомарного
азота в глубь металла по мере увеличения толщины азотированного слоя.
В пределах азотированного слоя образуется тонкий (до 0,05 мм)
подповерхностный видимый под микроскопом нитридный слой (твердость порядка 650 НВ).
186
Под нитридным слоем располагается переходный, насыщенный атомарным азотом,
слой толщиной в пределах 1,5 ... 3,5 мм; твердость переходного слоя 430 ... 650 НВ.
При нагружении в хрупком азотированном слое возникают трещины (надрывы),
распространяющиеся на всю его толщину и переходящие в основной металл. Эти
трещины, являясь концентраторами напряжений, существенно снижают
деформационную способность неазотированного металла и показатели пластичности.
Поскольку технологические среды, которые могут вызвать азотирование, содержат и
водород, охрупчивающий металл, отрицательное влияние азотированного слоя на металл
усугубляется.
На основании данных табл. 9.17, а также результатов исследований изменения
механических свойств и микроструктуры сталей установлено, что наибольшей
коррозионной стойкостью как к азотированию, так и к охрупчиванию металла водородом
обладает сталь 08Х17Н16МЗТ. Эта сталь после 1000 ч испытаний при t = 560 °С
в азотоводородоаммиачной среде (парциальное давление аммиака, азота и водорода
соответственно 0,8; 3,2 и 10 МПа) проазотировалась на глубину 0,12 мм.
Азотирование выявлено по увеличению микротвердости поверхностного слоя до 35 ...
40 МПа. Другие свойства стали не изменились. Сталь 20Х23Н18 по стойкости к
азотированию практически не отличается от стали 08Х17Н16МЗТ. При тех же условиях
испытаний азотирование произошло на глубину 0,14 мм. Процесс азотирования
стали 20Х23Н18 зависит от температуры. При t = 440 °С поверхностный слой металла
насыщается атомарным азотом. Микротвердость азотированного металла 45 ...
55 МПа. При t = 560 °С на поверхности металла образуется нитридный слой с
микротвердостью 90 ... 100 МПа. В соответствии с условиями работы установок синтеза
аммиака стали 08Х17Н16МЗТ и 20Х23Н18 рекомендованы к применению до t =
= 560 °С Скорость азотирования сталей 20Х2М, 22ХЗМ, 18ХЗМВ и 20ХЗМВФ при
t = 350 °С и парциальном давлении аммиака 8 МПа порядка 0,04 ... 0,45 мм/год.
Сталь 20 и низколегированные стали не подвергаются азотированию при t < 300 °С.
Исследование напряжений растяжения в металле под азотированным слоем
выполнено на стали 20ХЗМВФ [35]. Трубчатые образцы выдерживали при давлении
аммиака 20 ... 25 МПа, t — 400 ... 450 °С в течение 1745 ... 3190 ч. Напряжения в
кольцах, вырезанных из трубчатых образцов после испытаний и разрезанных по
образующей, определяли по увеличению размеров:
o = AlEh/[7r(l-v2)D2cpl (9.20)
где А/ — изменение диаметра кольца в процессе испытаний; Е — модуль упругости;
h - толщина кольца; v — коэффициент Пуассона; Dcv - средний диаметр кольца.
w e * Таблица 9.18
Условия и результаты испытании трубчатых образцов
из стали 20ХЗМВФ при давлении 20 МПа
и высоких температурах
Л, мм
t,°C
т, ч
А/, мм
а, МПа
6, мм
Ь/h
11 1745 0,844 150 0,68 0,062
7 2,000 255 0,77 0,110
400
6 3190 2,788 314 0,82 0,136
5 3,582 349 0,86 0,172
8 1,263 178 0,76 0,095
6 425 2190 2,522 284 0,86 0Д43
4 4,813 385 0,92 0,230
8,5 1,860 285 1,25 0,147
6 450 1970 2,910 378 1,27 0,212
187
6, МПа
/о
1°
1
/
/
к
л/о
/о
г—п
/ 1
/ |
у а
Рис. 9.7. Зависимость напряжений растяжения на наружной
поверхности трубчатых образцов от относительной толщины
азотированного слоя
В табл. 9.18 и на рис. 9.7 приведены условия и
результаты испытаний различной продолжительности г
трубчатых образцов из стали 20ХЗМВФ под давлением
аммиака при высоких температурах. Из приведенных
данных видно, что при Ь/h = 0,062 (отношение
толщины б азотированного слоя к общей или
начальной толщине h стенки трубчатых деталей)
напряжения растяжения на наружной поверхности трубчатых
образцов составляют 150 МПа. При увеличении bjh
напряжения резко возрастают до 385 МПа. Так как
степень насыщения металла водородом и его охрупчи-
вание возрастают с увеличением напряжений
растяжения, то дополнительные напряжения от
распирающего действия азотированного слоя не должны превышать 1,0 ... 1,5 МПа, что
соответствует bjh = 0,05.
Приведенные данные свидетельствуют о том, что металл СТпВД работает в
весьма сложных условиях, подвергаясь силовому, тепловому и коррозионному
воздействию технологических сред, используемых в нефтехимических производствах.
Основные принципы выбора материалов для изготовления СТпВД,
обеспечивающие их работоспособность, с учетом влияния рассмотренных факторов приведены
в гл. 10.
V
0,1 <Г/к
Глава 10. ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА МАТЕРИАЛОВ
ДЛЯ ИЗГОТОВЛЕНИЯ СТпВД
Анализ конструкций и условий эксплуатации СТпВД показывает, что при выборе
конструкционных материалов для их изготовления необходимо учитывать
следующие факторы:
назначение и конструктивное исполнение детали, сборочной единицы или
изделия;
условия работы (давление и температура рабочей среды, степень ее
коррозионной активности), характер приложения нагрузки (статический, малоцикловый,
циклический):
механические характеристики материала при заданных условиях эксплуатации;
стоимость материала (с учетом экономного использования дефицитных
легирующих элементов);
возможность обеспечения поставки материалов металлургической
промышленностью.
Эксплуатация СТпВД связана с повышенной пожаро- и взрывоопасностью,
поэтому материалы, применяемые для их изготовления, должны обеспечивать их
надежную работу в течение расчетного срока службы.
При выборе материалов для СТпВД, предназначенных для установки на
открытых площадках или в неотапливаемых помещениях, необходимо учитывать влияние
на свойства материалов минимальной температуры окружающей среды для данного
района в случае, если температура стенки при работе СТпВД может стать
отрицательной от воздействия этой среды.
188
Для изготовления СТпВД следует применять материалы по соответствующей
нормативно-технической документации Минтяжмаша СССР с указанием стандартов
Минчермета и Минтяжмаша СССР. Применение материалов, приведенных в
технической документации СТпВД, при параметрах, выходящих за установленные пределы,
а также применение материлов, не указанных в нормативной документации,
допускается на основании разрешения Минтяжмаша.
Качество и свойства материалов и полуфабрикатов должны удовлетворять
требованиям соответствующих стандартов и технических условий и подтверждаться
сертификатами заводов-поставщиков металла. В сертификате указывают способ
производства металла, режим его термической обработки, химический состав,
результаты исследований технологических и механических свойств. При отсутствии
сертификата все необходимые испытания металла, регламентированные стандартом или
техническими условиями на поставку, проводятся на заводе — изготовителе СТпВД.
Замену материалов в проекте, необходимость в которой может возникнуть на стадии
изготовления и монтажа СТпВД, а также при их эксплуатации и ремонте, следует
согласовать с проектной организацией.
Для изготовления СТпВД применяют поковки, рулонную сталь, листовой и
сортовой прокат, двухслойную сталь, трубы.
Поковки. Для изготовления поковок применяют углеродистые (спокойные),
низко-, средне- и высоколегированные стали, выплавленные в мартеновских или
электрических печах, а также полученные способами электрошдакового переплава.
При изготовлении поковок операции, связанные с ковкой и термической
обработкой, рекомендуется выполнять на одном заводе; допускается окончательную
термическую обработку проводить на другом предприятии. Чистовую механическую
обработку поковок выполняют после их окончательной термической обработки,
дефектоскопии, контроля макроструктуры и испытаний механических свойств.
Механические свойства поковок определяют на тангенциальных образцах.
Макроструктура травленной поверхности поковок не должна иметь трещин,
флокенов, усадочных раковин и др.
Рулонная сталь. Сталь для изготовления рулонной полосы, применяемой для
навивки центральных обечаек многослойных СВД, выплавляют преимущественно в
кислородных конвертерах, разливают в слябы способом непрерывной разливки и
прокатывают в полосу толщиной 4 ... 6 мм, шириной 1400 ... 1700 мм.
Рулонная сталь должна обладать малой чувствительностью к наклепу, высокой
пластичностью и необходимыми механическими свойствами в зоне термического
влияния сварных соединений без последующей высокотемпературной обработки.
По условиям свариваемости и старения сталь должна быть низкоуглеродистой [37].
Для достижения высоких и равномерных по длине полосы механических свойств
и теплоустойчивости рулонной стали ее легируют марганцем, кремнием, ванадием,
ниобием, хромом, никелем, молибденом и титаном, а также подвергают полосу
термомеханической обработке в процессе прокатки или термической обработке в
проходной печи.
Сталь поставляют в рулонах, готовых для процесса навивки рулонированных
обечаек, с гарантированными показателями качества. Отклонения номинальных
размеров по толщине рулонной полосы при определенных приемах навивки не
препятствуют достижению заданной плотности рулонированных обечаек. Тонкий слой
окалины, а также поверхностные дефекты в виде рисок и волосовин не снижают
ее качества, если толщина полосы не выходит за минимальные пределы.
Толстолистовой прокат (толщина до 160 мм) из низколегированной стали
применяют для изготовления штампованных днищ и горловин СВД. Особенность
толстолистового проката — возможность пороков в виде расслоений, неметаллических
включений, а также неравномерность механических свойств по толщине листа. Для
189
деталей СВД отбирают только такой металл, который после тщательного контроля
качества неразрушающими методами, исследования макроструктуры, проверки
механических свойств отвечает требованиям технической документации на СТпВД.
Для центральных обечаек и наружных кожухов рулонированных СВД применяют
листовой прокат из низколегированных сталей повышенной прочности со
стабильными механическими свойствами в широком температурном интервале и хорошей
свариваемостью.
Двухслойная сталь. Двухслойную листовую горячекатаную сталь с плакирующим
слоем из коррозионно-стойкого металла применяют для защиты центральных
обечаек СВД от агрессивного воздействия рабочей среды.
При особо агрессивных средах (например, плав карбамида) внутреннюю
поверхность сосуда футеруют листами из хромоникельмолибденовых сталей с пониженным
содержанием углерода (08Х17Н13М2Т, 08Х17Н13МЗТ и др.), а также применяют
наплавку специальными сварочными материалами. Коррозионно-стойкую сталь
применяют для футеровки в горячекатаном состоянии, после термической
обработки, травления поверхности и контроля стойкости к межкристаллитной коррозии.
Стали для деталей резьбовых соединений и элементов уплотнений. Для
обеспечения нормального свинчивания гайки и шпильки следует изготовлять из сталей
разных марок. При изготовлении крепежных изделий из стали одной марки
твердость шпильки должна превышать твердость гайки не менее чем на 12 НВ. Все
заготовки для шпилек диаметром М72 и более подвергают неразрушающему контролю
методом УЗД.
Основания для рекомендации сталей новых марок к применению в СТпВД.
Отличительные особенности работы металла в СТпВД — высокая температура,
длительное непрерывное или с кратковременными перерывами действие нагрузки при
наличии газовой среды, которая может, в свою очередь, оказать химическое и
механическое воздействие на металл. СТпВД могут работать при низких температурах,
в этих случаях нельзя не оценивать сопротивление материала хрупкому разрушению.
Рабочие среды химических производств отличаются высокой коррозионной
активностью. Наиболее активные коррозионные агенты газовых рабочих сред — водород,
оксид углерода, азот, сероводород. В связи с указанным на стадии проектирования
СТпВД значительное внимание следует уделять соответствию выбираемых материалов
параметрам и свойствам рабочей среды.
При рекомендации сталей новых марок для изготовления СТпВД должны быть
представлены данные об их механических, физических и технологических
свойствах, полученные при испытании образцов промышленной плавки. Для сталей аусте-
нитного класса необходимы также данные о стойкости к межкристаллитной
коррозии.
Механические свойства определяют в интервале от t = 20 °С до температуры,
не менее чем на 50 °С превышающей максимальную рекомендуемую рабочую
температуру. При высоких температурах (t > 450 °С), вызывающих ползучесть,
необходимы полученные опытным путем данные по пределу длительной прочности и
условному пределу ползучести при рабочих температурах. При испытаниях на
длительную прочность новых материалов, предназначенных-для работы при t > 450 °С,
должна быть проверена длительная пластичность. Для жаропрочных материалов важными
показателями являются также относительные удлинение 8 и сужение ф при
испытаниях на длительную прочность.
Чувствительность сталей к старению определяют по изменению ударной
вязкости стали, подвергнутой старению (деформации и нагреву), по сравнению с ударной
вязкостью в исходном состоянии.
Способность стали к свариваемости подтверждают результатами испытаний
сварных соединений, выполненных по рекомендуемой технологии (обеспечение
190
необходимых прочностных, пластических и других свойств сварных соединений).
Возможность применения стали должна быть подтверждена данными по ударной
вязкости стали и сварных соединений с определением критической температуры
хрупкости, т. е. температуры, соответствующей переходу металла из вязкого
состояния в хрупкое. Критическую температуру хрупкости, или порог
хладноломкости, определяют по результатам серии испытаний на ударный изгиб надрезанных
образцов.
Если сталь предназначена для работы в коррозионной среде, то необходимы
опытные данные о коррозионной стойкости стали и сварных соединений в рабочих
условиях.
Для стали новой марки должны быть известны модуль упругости, средний
температурный коэффициент теплового линейного расширения и теплопроводность
при рабочих температурах.
Номенклатура материалов, применяемых в настоящее время для изготовления
деталей СТпВД, область их применения и физико-механические свойства
приведены в гл. 11.
Глава 11. ОБЛАСТЬ ПРИМЕНЕНИЯ
И ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
ДЛЯ ИЗГОТОВЛЕНИЯ СТпВД
Элементы конструкций СТпВД в зависимости от их назначения и условий
эксплуатации изготовляют из разных материалов.
Марки сталей, используемых при изготовлении основных деталей СТпВД, и
температурные границы их применения указаны в табл. 11.1 — 11.5; химический состав
сталей дан в табл. 11.6. Таблица 11.1
Стали для поковок
Марка стали (ГОСТ, ОСТ, ТУ)
Детали
Стандарт на
изделие
Температура
стенки, ° С
20 (ГОСТ 1050 - 74) Сосудов ОСТ 26 01-9-80; -30 ... + 380
ОСТ 26 01-221-86
Трубопроводов ГОСТ 22790 - 89 -40 ... + 450
фу 6 ... 200 мм)
22К (ТУ 24-3-15-365 - 75)
15ГС (ОСТ 108.030.113-87)
16ГС (ГОСТ 19282-73)
09Г2С (ГОСТ 19282-73)
Сосудов
Трубопроводов
фу 6 ... 200 мм)
Сосудов
ОСТ 26 01-9-80;
ОСТ 26 01-221-86
ГОСТ 22790-89
ОСТ 26 01-9-80
ОСТ 26 01-221-86
- 30.
-40.
-20.
-40.
.+ 380
. + 400
.+ 380
. + 380
14ХГС (ГОСТ 19282-73) Трубопроводов ОСТ 26 01-49-82 -40... + 250
фу 250 ... 400 мм)
Трубопроводов ГОСТ 22790-89 - 50 ... + 400
фу 6 ... 200 мм)
30ХМА (ГОСТ 4543-71) - 50 ... + 475
Продолжение табл. 11.1
Марка стали (ГОСТ, ОСТ, ТУ)
Детали
Стандарт на
изделие
Температура
стенки, °С
20Х2М (ТУ ПО
"Уралхиммаш")
Трубопроводов ГОСТ 22790 - 89
(Dy 6... 200 мм)
Трубопроводов ОСТ 26 0149-82
(Dy 250... 400 мм)
-40.
-40.
.+475
.. + 350
Сосудов
ОСТ 26 01-9 - 80
-40...+420
22ХЗМ (ТУ 108.838 - 79)
Сосудов
ОСТ 26 01-9 - 80;
ОСТ 26 01-221-86
Трубопроводов ГОСТ 22790 - 89
(Dy 6 ... 200 мм)
Трубопроводов ОСТ 26 01-49 - 82
(Dy 250 ...400 мм)
-40...+420
-40...+475
-40...+ 350
15Х2МФА; 18Х2МФА;
25Х2МФА; 25ХЗМФА
(ТУ 108.131 - 86)
Сосудов
ОСТ 26 01-221-86;
ОСТ 26 01-9 - 80
15Х5М (ГОСТ 20072 - 74)
12Х18Н10Т; 10Х17Н13МЗТ;
10Х17Н13М2Т; 08Х17Н15МЗТ
08Х17Н15МЗТ
(ГОСТ 5632-72)
Трубопроводов ГОСТ 22790 - 89
(Dy 6 ... 200 мм)
0...+420
18ХЗМВ (ГОСТ 20072 - 74) ;
20ХЗМВФ (ГОСТ 20072 - 74)
38ХНЗМФА
(ГОСТ 4543 -71)
Трубопроводов
(Dy 6 ... 200 мм)
Сосудов
ГОСТ 22790 - 89
ОСТ 26 01-9 - 80;
ОСТ 26 01-221 - 86
-50...+475
-40...+420
-40...+510
-50...+510
Листовая и рулонная сталь
Таблица 11,2
Марка стали (ГОСТ, ТУ)
Назначение
ОСТ на изделие
Температура
стенки,0 С
20К (ГОСТ 5520-79)
16ГС (ГОСТ 19282 - 73;
ГОСТ 5520 - 79)
09Г2С (ГОСТ 19282 - 73;
ГОСТ 5520 - 79)
10Г2С (ГОСТ 19282 - 73;
ГОСТ 5520-79)
08Г2СФБ
(ТУ 14-1-3609-83)
Центральные обечайки
Центральные кожухи и
центральные обечайки
многослойных рулониро-
ванных сосудов.
Штампованные днища,
обечайки
Спиральные слои обечаек
12ХГНМ; 12ХГНМФ
(ТУ 14-1-3226 - 81)
26 01-221-86
-20... + 400
-40... + 400
-40...+400
-40...+400
-40...+ 350
-40...+420
192
Продолжение табл. 11.2
Марка стали (ГОСТ, ТУ)
Назначение
ОСТ на изделие
Температура
стенки, ° С
15ХГНМФТ
(ТУ 14-105-450 - 81)
Спиральные слои
обечаек
-40...+400
12Х1МФ (ГОСТ 5520 - 79)
12Х2МФА (48ТС-2)
(ТУ 108.131 -75)
Штампованные днища,
обечайки штампосварных
корпусов
26 01-9 - 80
-20...+420
0...+420
Двухслойная сталь по ГОСТ 10885 - 75
для изготовления центральных обечаек
многослойных рулонированных сосудов
Таблица 11,3
Марка стали
ГОСТ
Температура
стенки,0 С
09Г2С+12Х18Н10Т;
09Г2С + 08X18H10T;
09Г2С+10Х17Н13М2Т
16ГС+12Х18Н10Т;
16ГС+08Х18Н10Т;
12МХ + 08Х18Н10Т;
12МХ+12Х18Н10Т
10Х2М1 + 08Х18Н10Т
19282 - 73
5632 - 72
10885 - 85;
5632-72
10885 - 85
-40...+ 350
20К+12Х18Н10Т;
20К + 08Х18Н10Т;
20К+10Х17Н13М2Т
12ХМ + 08Х18Н10Т;
12ХМ+12Х18Н10Т
5520 - 79;
5632-72
20072 - 74;
5632-72
-20 ... + 350
0... + 420
20...+420
Стали для труб
Таблица НА
Марка стали (ГОСТ, ТУ)
20 (ГОСТ 1050 - 74)
15ГС (ТУ 14-3-460 - 75);
ТУ 14-3420 - 75)
14ХГС (ГОСТ 19282 - 73)
30ХМА (ГОСТ4543-71)
15ХМ (ГОСТ 4543-71)
12Х1МФ
ТУ на трубы
14-3-251 -74;
14-3460-75
14-3460 - 75;
14-3420 - 75
14-3433 - 75
14-3-251 -74
14-3460 - 75
Температура
стенки, ° С
-40...+450
-40... + 400
-50...+400
-40... + 450
-40... + 510
-20... + 510
7 Зак 85
193
Продолжение табл. 11.4
Марка стали (ГОСТ, ТУ)
ТУ на трубы
Температура стенки, ° С
15Х1М1Ф
14-3420-75;
14-3-460 - 75
-20...+ 510
18ХЗМВ (ГОСТ 20072 - 74) ;
20ХЗМВФ (ГОСТ 20072 - 74)
14-3-251 -74
-50...+475
12Х18Н10Т (ГОСТ 5632 - 72)
12Х18Н12Т (ГОСТ 5632 - 72)
14-3-731 -78
14-3460 - 75
Стали для деталей фланцевых соединений
трубопроводов и аппаратов
-50...+ 510
Таблица 11.5
Марка стали
(ГОСТ, ТУ)
Назначение Стандарт на изделие
Температура
стенки, °С
20 (ГОСТ 1050 - 74)
35; 40 (ГОСТ 1050-74)
45 (ГОСТ 1050 - 74)
Линзы
Гайки
Фланцы
ГОСТ 10493 - 81
ОСТ*
ГОСТ 9399 - 81
-40..
-40..
-40
. + 200
.+420
..200
30Х (ГОСТ4543-71)
35Х (ГОСТ4543-71)
Гайки
ГОСТ 10495 - 80
Фланцы ГОСТ 9399 - 81
Шпильки ГОСТ 10494 - 80
ОСТ*
Гайки
ГОСТ 10495 - 80
ОСТ*
-50... + 200
-40...+420
-50...+400
-40... + 420
38ХА; 40Х
(ГОСТ 4543-71)
Шпильки ГОСТ 10494 - 80
Фланцы ГОСТ 9399-81
-50... + 200
Гайки
ОСТ*
ГОСТ 10495 - 80
ОСТ*
-40.
-50.
-40.
.+420
..+400
..+420
-50...+400
40ХФА (ГОСТ4543-71)
Шпильки
Гайки
ГОСТ 10494 - 80
ОСТ*
-40...+420
14ХГС (ГОСТ 19282 - 73)
15ХМ (ГОСТ4543-71)
30ХМА
(ГОСТ 4543-71)
Линзы
ГОСТ 10493 - 81
Шпильки ГОСТ 10494 - 80
ОСТ*
-50... + 200
-50... + 400
-40...420
194
-50 ...510
Продолжение табл. 11.5
Марка стали
(ГОСТ, ТУ)
Назначение
Стандарт на изделие
Температура
стенки,0 С
ЗОХМА
(ГОСТ 4543-71)
Гайки
ОСТ*
Фланцы ГОСТ 9399 - 81
Линзы
ГОСТ 10493 - 81
-40...+420
-50...+400
35ХМ (ГОСТ 4543 -71)
Шпильки ГОСТ 10494 - 80
Фланцы ГОСТ 9399 - 81
-50...+400
Гайки
ОСТ*
ГОСТ 10495 - 80
ОСТ*
-40.
-50.
-40.
. + 420
. + 510
.. + 420
-50...+400
20ХНЗА
(ГОСТ 4543 -71)
34ХНЗМ
(ТУ 108.1029 - 81)
38ХНЗМФА
(ГОСТ 4543 -71)
25Х1МФ
(ГОСТ 20072 - 74)
Шпильки
Шпильки ОСТ*
-40...+420
ГОСТ 10494 -
ОСТ*
ГОСТ 10495 -
-80
-80
-50.
-40.
-50.
.. + 510
..+420
. + 510
25Х1МФ
(ГОСТ 20072 - 74)
20ХЗМВФ
(ГОСТ 20072 - 74)
20Х1М1Ф1ТР;
20Х1М1Ф1БР
(ГОСТ 20072 - 74)
Гайки
ОСТ*
25Х2М1Ф
(ГОСТ 20072 -
18ХЗМВ
(ГОСТ 20072 -
-74)
-74)
Фланцы
Шпильки
Фланцы
Линзы
ГОСТ 9399 - 81
ГОСТ 10494 - 80
ГОСТ 9399 - 81
ГОСТ 10493 - 81
Фланцы ГОСТ 9399 - 81
ГОСТ 10493 - 81
Шпильки ГОСТ 10494 - 80
-40... + 420
-50...+ 510
12Х18Н10Т
(ГОСТ5632-72)
10Х17Н13МЗТ;
08Х17Н15МЗТ
(ГОСТ 5632-72)
Линзы
Шпильки
Линзы
ГОСТ 10493 -
ОСТ*
ГОСТ 10493
-81
-81
-50.
-70.
-50.
.. + 200
..+420
.. + 200
-40... + 510
7*
ОСТ 26 01-144 -81.
195
3
8
00
H
о
о
о4
£
О
о4
о
3
о
сГ
о
со
о
о4
^э
Z
^
S
о
и
о
сГ
V
о4
V
о
V
о
V
о
о"
о
о"
V
о
сГ
V
о
о
о
^-
о4
о
I
о
н
8
00
Оч
Н
U
О
(-4
о
3
«о
со
О
о"
О
3
о
со
о
га
о
о4
о
4543
ГОСТ
035
о
5520
ГОСТ
040
о
040
о
о"
V/
о"
V
о
оол
о"
о
V/
о
V
о
о
00
о:2
оо _г
о
00
00
о4
и
196
о4
о
о"
о
о
о4
сЧ
о4
CS
о"
о
8
8
ё
о"
о"
00
гЧ
о*
о"
о
о
о"
Оч
со
о"
о"
X
СО
<
х
00
I CO
з
со °o
о о
о о
о
о4
V
о0
^.00
О о
о
со
X
е
и
00
о
О 1-4
По
О \п
о
00
о
о
00
со
ол
!
со
о*
о
2
й
^
r-
1
C->
О
О
00
1
vo
<s
сч
en
О
о4
о
V
ЧО
О*
сГ
о4
чо
о4
ON
о
о4
о
о
о
о
о
V
о
V
о
О vo
I
о
о
о
о4
н
8
Г-
О
О
сч
Н
U
О
о
8
О
СО
О
с?
о
о4
о о
00
о
о
о
чо
о
о
о4
*-Н
о4
о
о4
2
а
е
s
я
ен
X
cs
Н
е
s
я
J-H
X
W)
о
о4
о
V
«О С*
о
• «о
«О СО
сГ
о"
о
ю
о4
о:2
о
«о
с«
о
ЧО
о4
о
со
о
со
о"
«о
«N
©л
о
г-
о4
«о
со
<э
о
ЧО
00
о
о
сГ
ю со
5°
«о со
-о
О
о4
О 00
о
о"
о
о"
• «о
1-3
6S
о
О
о4
ЧО
сч
о"
2
<N
X
о
гН
£
<N
X
о
<N
сол
О
©л
00*
т-Н
о"
о"
ЧО
т-Нл
о"
с*
X
с-
о"
С*
X
о
CN
со
X
о
V
О \г>
о
со"
197
s
I
&
с
8
О
О
§
о
с?
£
О
5е
о оо
-о
2-е-
ю
о
о
о"
о о
VO 00
о4 о"
о
00л
о"
V
CN
о
ю
1—1
о
е
«
£
со
X
о
<N
CS
О
с*
<ч
о
<
е
s
го
X
lO
СЧ
о
00
I
0\
с*
о
о
о4
о
го
о
о4
• «о
*• о
о
о"
о
о"
о
о
о"
о*
со
о4
|>
о
о
н
(-4
о*
г-
I
со
ЧО
Ю
н
о о
О «О
о
Q
«о
сГ
о"
О*
о
сГ
о
со
о
с?
• о
чсГ
х
о
о"
о
V
о
о
00
о4
V
о
о
о"
о
I
о
о?
о
V
X
00
о4
V
сГ
«о
со
о
°
со
«-Н
х
о
1 со
00
о
о"
V
н 1
о
т-1
д
00
тН
X
00
о 1
о
I
U
co^irT
О О
<4V
3S
оо"
ti-
V
<ч
тН
о
V
Н
о
1—J
18Н
X
<ч
со
о
о
V
1¾
rt1
7Н1
й
со
о
V
Н
о*
198
CM
Г"»
VO
Ю
H
l-H
VO
О
I
~o
о о
см"
V
00
сГ
V
<J
О
I
£
В
я
e
я
5
!
H
CO
X
00
о
о
V
H
со
со
T-l
ё
PQ
ОС
^
« DO
ее н U
« wo
О -
О) Я ed
2 * л
g н >>
So н
о
* о
« ID
О
II
_. . я
§г g
CM
H
и
о
о
о
о о
см оо
ON VO
О О
о »о
ON ^£,
о
о
о
ON
о о
Д О
О о
«О о
со о
<
см
X
о
.«00
I СО
00 .-)
~ см
00
VO ^
оо со
I *—4
2s
£8
см
о
о
VO
О О
CM CN
ON Г»
О О
ON Ю
ОО VO
X О
а
о
о
о о
,-Н ГМ
ON Г-
о о
0О >0
со О
00
»о о
И О
о
о
00
о
со
650
540
rf
580
440
ON
О VO
О
о :
2о
о
о
<
е
s
см
X
<
е
s
(N
X
6.
о
*
!Ш
Я
о *
С о
3 э
II
я
о
о
3
К
«i
Ef
£
о
8
>»
с
Си
о
*
о
,03 >»
я я
« 3
* Я
э!
cf s
игфлан
горлов
5зн «j
§ э
й 2
о- я
* «
зав.
о « « «_
окованы
са, обеча
L, ГбрЛОВ]
ки,титуц
3 ё? i Э
i=; л я а
V О Ж Л
^^5¾
я
*
а
3
о-
«
199
с
X
^
О -
Й * Й
£&|
о
« я 8
£ * о
5 я ю
IS 2
СО
11
W Я о
I
оо
1
•-ио
<N СО
00 ,-н
SO о
и>» СЧ
о
00
^
CN
СЧ
г—1
СЧ
сч
со
ю
*""'
о
»о
VO
о
о
КГ)
/—s /—s
о о
»-« г»
ON SO
о о
00 СО
00 VO
>w >*•
ас о
о
о
со
S
со
X
«о
сч
/—N>"~^
о о
1—1 Г-
ОЧ^>
о о
оо съ
00 VO
W >-^
го О
о
о
г-
7s?
2«
vo-Г
is
<?£
ТУ 24
OCT
1
о
VO
i
»o
CO
о
СЧ
О
CN
-*■
о
wo
CO
/—4 /—S
о о
СЧ -н
ON f-
o о
^ On
On Ю
xo
о
*o
«o
e
ж
^
u
\ oo
; °
о
о
»o
о
г-
со
/—s '"^
о о
CN *-l
ON Г*-
о о
^Н ON
On »0
w ч-^
го О
О
О
«О
а
/-s /~ч
о о
сч о
ON Г-
О с±>
оо о
оо v©
*•»• w
ас О
о
о
сч
700
SJ8
°?2
«о J.,
Т* О
°?vo
ТУ 24
ОСТ 2
ON
Г-
*■"
СО
сч
о
оо
тГ
о
сч
о
тг
чг
о
сч
сч
/~\*~*
о о
СЧ О
ON Г-
о о
00 О
00 ЧЭ
W1 v""/
го О
о
о
w>
»
о
сч
сч
сч
о
о
S
«
о
о
II
0 1
О sf
aSi
I
PI
о
о
сч
149.,
о
V©
1
Г-
500
320
. 930)
о
о
го
(масса
550
14ХГС
.. 560)
0(540.
н
со
§
ON
Г—
120,,
45 60
сч
460
300
. 930)
., 660)
3(910,,
(масса
500
09Г2С
0 (640..
н
со
а
оо ю
со о
О О
,-н ,—с
о *о
^- со
tJ- О
со со
in rj-
о о
со со
О О
Г- Г-
.. 900)
.. 680)
Н (890.
0(650.
...500
... 800
О О
со v>
О
сч
о
о
о
оо
о
о
X
if
1
Я
а
ю
>>
о.
н
200
~7
я©
vo H
СЧ (J
HO
о
. о
I I I
О iO О
со <о со
CO <N <N
OOO
CO ,—I U">
со rf ^
<o «o »o
О Tj- r-
СЧ <N <N
О
О
О
I
00
0 ^
on г-
00
00 on
со О
о
8
о
«о
о oo
<=> 2
° 9
о ^
X X
00 CN
О ~-t
00
I
о
VO
<N
H
8
I
00
I
<N
Г-
o
о
H
CO
4
ON
o
VO
о
о
о
vo
о
о
о о
о со
On Г-
оо
со о
со О
о о
On VO
О О
О со
ON vo
ДО
о о
Оч Г-
о о
On «о
00 VO
я о
о
о
vo
оо
г--. On
on^
о о
со О
о
о ^
о :
о
со vo
о
о
VO
in о
о г-
о о
о4©
о£,
о
о
SS
X
о
2
со
X
«
S
со
X
оо
е
«
со
X
о
н
8
г- . on
00 ч г-
о
vo
оо
° Г!
On f-
со О
о
о
о
«о
2
X
«о
-*
о о
ON VO
2°-
со О
«о о
i—< Г--
оо
о о
о ^о
2*
XX
ОО С4
О ^
52
««
И
S
Its
о л а
в о >,
>» и я
201
г^
r-i
*-♦
ё
ed
Н
<D
К
3
*
к
о
я
о
CU
с
D
и
М
-S-
СО
&
«J
«
а
«»
е
ю
к
о
I 1
«
ь
<м
о
ь
8
i
s
s
«
^
S
£о 1
£"°л
н >,
о н
Н
л
Я
Толш
рка |
«
S
я
«
л 2
Ю
* g
« о
а ю
8 S
о *
^ «
Й S
" S 1
али 1
В
. S
заго
товк
зделие 1
5
г-»
1
V)
СТ\
<<*
Н
гос
1 1
1 «^
00
см
1 OS
*-*
ОСТ
U
о
OS
о
о
ДО
S < «
Ж
2 К
^5
8¾
«о
<
i—I
с*
<
в
Я
S
О Я
е с;
н
О
о
о
3
со
«о
см
402
245
со
см
402
235
•
460
305
см 1
О 1
1— '
■* 1
325
о
см
09Г2С
16ГС
J о
см
_
а.*
н «
ж «
Я IO
а о
я£§
»о
00
1
00
00
о
т—<
со
г-
1
см
оо
см
Os
1-Н
н н
ии
оо
&н U
см
О
СМ
СМ
Н
О
££
Ж оо
О —i
смх
00
Н
о
Ь4 оо
о ,-<
со
+ »о
«53
х
оо
О
;« В
Уж
см
оо
1-4 ^
° оо
о
ю
о
§.;
ж * 2>
202
I
oo
oo
О
H
О
I
о
см
О
(-4
О
VO
VO
о
о
oo
о
00
1
1609-
00
226-
H
о
о
о
H
H ro
+ 2 + s
Г1 oo Г» jr
U< ^ц (-< Jtl
ON S> ON *J
—* oo
О
H
H ro
+ 2 + s
VO Г, vo C-
^ g^X
О oo
о
•1.9 §
H
+ 2
sac
x2
2x
о
^1-
+ 2
x2
2x
~* CM
H H
+ о о
S я ^x
X ooSoo
OO CM
о
pi
©x
о
£
о
о
о о
CM CM
ON Г-
X О
I
о
о о
о о
X О
I I I I I
I I I I I
I I I I
го оо о г- о
rf го ^J* еО сО
On О ON О О
о со о со о^
VO vo vo VO vo
О CO ON CO On
CM CM «-Ч CM -H
О
oo
О
s
s
^
X
О
L-, f-н со со Э
и H row *
В Д 22«;
x x22<-
£2 xxa
©-«§
*-<
0> J£
»6
к 2
5 8
§ *
я" Я
5s ^a
I*
« « s
£ a о
203
о
и
о
Я
р5
&
g s а.
о
я с
* о
03 Ю
8 S
2 *.
8 S
2 g
й н д
* Я о
8
I
о
8
(-4
I I I
О О О
lO т*- СО
rt Tf <«■
»о uo *o
00 Г- ЧО
<N О* i-н
I
СО
Н
- оо
" I
о
i I I
1
Я
к
рма
о
0В0'
С
2
шта
о
о
о о
ЧО 00
со
со
t—I
ЧО
рева
и
>го на
Я
ЧО
оо
и
CN
U
ON
о
8 2
О О
ЧО lO
оо -
s§
o> а.
з а
s ^ з
° S §
с ^ я
5 a °
* К е
3 а ь
о4
*о
/—ч lO
о :
чо :
<*> _
wO
WS
О
о о
ЧО О
оо «/у
Ч^' v_/
со о
о о
оо to
00 ЧО
со о
со ?о
<
е
X
о
-ч-
<
2
X
о
со
О О О О
ОО rj- lO ЧО
ОО I/") ОО lO
N—' N—' S»^ <W
со О со О
а
о
о
о
00
«5
i Is
со X
К X
rf 00
о о
о
о
е
X
X
с^
1
со
Tf
»о
Tf
1
тг
1—1
о
ЧО
ОН
U
8
О
о
<^
CN 1^ 00 X
^-)| СО О
СО
ЧО СО
«о чо
Оч ОЧ
«О Tf
t- ON
uo О
CO rj-
Л
О
x " « о
о я 2 л
s
*
(Я
204
00
1
»—i
Tf Г-
^-
J—1
1—1
о
|
СО
Tf
»о
чо ^
<Ч
Н
Н
8
ОС
00
<*
CN
«О
о о
г:чо
оо *о
° 2
го О
00 £>
со О
о о
•О ЧО
On Ю
СО О
О
го ?о
<
е
2
ОХ д
X
о
8§g
1
205
Механические свойства материалов (в соответствии с нормативной
документацией) применительно к конкретным конструктивным элементам сосудов
(трубопроводов) даны в табл. 11.7, расчетные прочностные характеристики при
нормальной и повышенной температурах — в табл. 11.8.
В процессе эксплуатации конструктивные элементы СТпВД могут подвергаться
Расчетные прочностные характеристики сталей
Марка стали
20
22 К
09Г2С
14ХГС
20Х2М
22ХЗМ
18X3MB
15Х2МФА;
25Х2МФА
18Х2МФА;
25ХЗМФА
20ХЗМВФ
10Г2С1
16ГС
Вид
заготовки или
детали
Поковки 0
Листовая Г
сталь
Г
Стандарт на
заготовку или
деталь
СТ 26 01-135-8
ОСТ 19282-73
ОСТ 5520-79
Нормативные
прочностные
характеристики при
20°С
мЫ
170
220
300
320
450
400
1 450
400
450
440
540
680
340
330
330
300
320
300
290
ав
340
440
460
500
600
550
600
550
600
580
650
800
490
480
460
440
420
480
470
100
170
220
285
300
425
385
425
380
435
430
530
660
310
300
275
300
280
270
О0 2,МПа
150
165
210
275
290
415
370
415
365
425
425
525
645
290
285
260
290
270
260
200
160
200
260
280
400
355
400
350
400
420
520
630
275
265
245
275
260
250
}при t
250
150
195
240
270
380
340
380
325
390
410
510
610
255
250
225
255
240
230
°С
300
140
190
210
260
350
310
350
300
380
405
505
600
235
220
200
220
205
200
206
280 460 260 250 240 220 195
воздействию высоких температур, стимулирующих протекание в материалах
процессов ползучести. В табл. 11.9 приведены характеристики жаропрочности (пределы
длительной прочности и ползучести) для группы сталей, используемых в СТпВД, а
также для сталей, применение которых для деталей аппаратуры высокого
давления может быть перспективным.
Таблица 11.8
при нормальной и повышенной температурах
350
400
450
ав,МПа, при Г, вС
100
150
200
■■
250
300
350
400
450
130 110 - 340 335 320 310 300 290 280
185 170 - 440 420 400 390 380 380 370
200 190 - 450 445 440 420 390 385 380
255 - - 475 465 450 440 430 420
330 300 275 580 565 550 530 500 480 450 425
295 265 245 530 520 510 485 460 440 410 390
330 300 275 580 565 550 530 500 480 450 420
275 250 225 535 520 500 475 450 425 400 375
370 350 310 575 560 550 535 525 510 500 470
400 375 350 550 540 530 520 510 500 480 450
500 460 430 630 610 600 580 570 560 530 500
590 580 540 760 745 730 700 690 670 650 620
205 185 - 490 480 470 455 425 415 400
200 180 - 480 470 460 440 420 405 390
- - 460 460 450 430 410 400 380
180 165 - 440 430 420 400 390 380 370
200 175 - 480 470 460 450 420 410 400
185 165 - 470 460 450 440 415 400 390
180 160 - 450 440 430 420 410 390 380
175 155 - 440 430 420 410 390 380 370
207
Марка стали
Вид
заготовки или
детали
Стандарт на
заготовку или
деталь
Нормативные
прочностные
характеристики при
20 °С
а0,2
ав
МПа
100
Oq 2, МПа, при/; °С
150
200
250
300
12ХМ
12МХ
12Х1МФ
10Х2М1
20К
Листовая
сталь
ГОСТ 5520-79
ГОСТ 5520-79;
ГОСТ 19282-73
09Г2С
250 450 250 240 240 230 220
220 420 220 215 215 215 210
300 450 270 265 260 250 240
240 430 240 235 230 230 220
250 400 245 240 240 215 195
240 410 235 230 230 210 190
330 480 305 290 275 260 225
310 470 285 275 260 245 215
290 460 265 255 240 230 200
280 450 260 245 235 220 195
15 ГС Поковки
16ГС
ОСТ 26 01-135-81
270
300
280
440
500
460
250
300
280
235
290
270
225
280
260
215
250
250
185
230
230
08Г2СФБ
12ХГНМ
12ХГНМФ
15ХГНМФТ
Рулонная
сталь
ОСТ 26 01-221-86 450 600 420 400 385 370 350
500 700 490 485 475 465 450
450 650 440 435 425 420 410
15Х5М
08X13;
12X13
20X13
30X13
Поковки
08Х17Н13М2Т;
08Х17Н15МЗТ;
10Х17Н13М2Т;
10Х17Н13МЗТ
ГОСТ 20072-74 220 400 210 200 190 185 180
350 550 350 340 330 325 320
ОСТ 26 01-135-81 450 600 430 420 410 400 370
600 720 550 540 530 520 510
200 500 190 180 175 170 160
35
40
Поковки ОСТ 26 01-144-81; 280 540 270 260 250 230 220
илисорто- ОСТ 26 01-135-81
вой прокат 300 560 290 275 260 250 230
208
Продолжение табл. 11.8
350
400
1
450
ав, МПа, при t, °C
100
150
200
250
300
350
400
450
210 200 190 430 - 420 400
205 190 180 410 - 410 380
230 220 210 440 435 430 430 420 400 380 350
210 200 190 420 405 400
175 150
420 415 410 400 380 370 360 340
165 145
205 180 - 480 470 460 450 425 400 390
190 170 - 465 450 435 420 400 390 380
180 160 - 440 430 420 410 400 390 380
175 155 - 430 420 410 400 390 380 370
170 150 - 420 410 400 390 380 370 360
200 170 - 460 460 450 440 420 410 400
200 170 - 460 460 450 440 420 410 400
320 - - 585 575 570 560 550 480
450 390 350 685 680 670 660 650 650 630 600
400 370 - 635 630 625 615 605 600 580
175 170 165 380 355 330 325 320 315 310 290
310 290 280 550 530 510 505 500 480 460 410
370 370 350 600 560 540 520 500 485 470 440
470 450 430 680 670 670 655 640 610 580 560
155 150 145
200
220
180
200
1043
170
540
550
540
550
540
550
530
540
520
530
490
500
450
460
410
420
209
Марка стали
Вид
заготовки или
детали
Стандарт на
заготовку или
деталь
Нормативные
прочностные
характеристики при
20 °С
а0,2
ав
МПа
100
а0 2' МПа' ПРИ *> °С
150
200
250
300
35Х; 38ХА
40Х; 40ХФА
30ХМА
25Х1МФ
38ХНЗМФА
Поковки ОСТ26 01-144-81; 600 750 575 555 540 530 520
-прокат
500
650
500
400
680
650
800
670
800
670
600
800
800
950
465
620
480
380
650
630
775
440
610
470
380
635
610
750
420
600
460
370
620
590
720
400
570
440
350
600
580
715
380
550
420
340
570
575
710
12Х18Н10Т
200 500 190 180 175 170 160
Пределы длительной щючпост и ползучести сталей
Таблица 11.9
Марка
стали
Рекомендуемый режим
(Г, ° С, среда)
закалки
(нормализации)
отпуска
Температура
испытания, ° С
Предел длительной
прочности, МПа, за
время, ч
10000
100000
Предел ползучести,
МПа, за время, ч
10000 100000
12ХМ
12МХ
910...930; 670...690;
воздух воздух
920; воз- 680...690;
дух воздух
450
480
510
540
450
480
510
540
-
-
—
-
340
250
160
ПО
270
200
120
73
270
200
120
70
240
225
170
122
240
220
-
-
200
155
120
82
200
150
70
35
ЗОХМ
870;
вода
600;
дух
воз-
425
450
500
340
300
200
290
230
150
-
140
140
НО
55
12Х1МФ
960...980;
воздух
740...760;
воздух
480
520
560
260
200
140
200
160
108
240
180
118
190
130
75
210
Продолжение табл. 11.8
О , МПа, при t, С
350
400
450
100
150
200
250
300
350
400
450
500
375
510
390
340
540
570
700
480
370
480
370
330
500
560
690
460
360
440
340
300
460
550
675
735
645
790
660
580
790
750
890
725
620
785
655
560
785
735
875
720
610
780
650
540
780
720
860
700
600
770
645
520
770
710
855
680
580
740
620
500
740
700
840
620
560
710
595
490
710
680
770
560
500
660
550
470
660
620
770
500
-
600
500
420
600
-
735
155
150
145
Продолжение табл. 11.9
Марка
стали
Рекомендуемый режим
(Г, ° С; среда)
закалки
(нормализации)
отпуска
Температура
испытания,0 С
Предел длительной
прочности, МПа, за
время, ч
10000
100000
Предел ползучести,
МПа, за время, ч
10000 100000
25ХШФ
25Х1М1Ф
25Х2М1Ф
18ХЗМВ
880...900;
масло
900;
масло
1050;
воздух
890...910;
масло
640...660;
вода
640...660;
воздух
680...700;
воздух
660...680
450
475
500
525
550
450
480
500
525
550
550
450
500
550
-
-
260
—
100
440
-
260...310
230...280
205
160...220
_
-
-
-
-
170
115
60
390
-
220...260
180...220
150
-
_
-
-
-
-
-
-
90
-
-
-
-
-
-
230
120
75
230
145
80
53
30
29
22
140...150
125
95
70
160
-
-
211
Продолжение табл. 11.9
Марка
стали
Рекомендуемый режим
(t, ° С; среда)
закалки
(нормализации)
отпуска
Температура
испытания,0 С
Предел длительной
прочности, МПа, за
время, ч
10000
100000
Предел ползучести,
МПа, за время, ч
10000 100000
20ХЗМВФ
20ХЗМВФ
20ХЗМВФ
38ХНЗМФА
34ХНЗМ
1000;
масло
1050;
масло
1030...
1080;
масло
820...830;
масло
860;
масло
670
680;
воздух
660...700;
воздух
670...680;
воздух
580...620;
воздух
475
500
550
560
580
600
450
500
525
550
560
580
600
500
550
580
450
500
550
450
500
550
295
250
200...240
210
170
110
445
370
340
210...240
210
170
110
340
200
140
350
190
120
330
115...155
70
260
210
180
170
130
70
400
340
300
180
170
130
70
300
160
100
260
130
75
230
60...78
40
260
250
—
-
-
—
_.
—
—
-
-
—
—
180
130
—
_
160
54
300
100
32
150
120
90...110
90
60
22
250
175
—
90...110
90
60
22
150
100
50
200
100
19
160
35
12
15Х5М
12ХГНМ
12ХГНМФ
950...980;
воздух
920;
воздух
920;
воздух
840...880;
воздух
700;
воздух
700; воз-
Дух
480
540
450
560
560
180
100
500
60
130
150
75
460
-
105
65
-
-
70
40
-
-
12X13
20X13
1030...
1050;
масло
1000...
1020;
воздух
680...700;
воздух
720...750;
воздух
400
425
450
500
600
450
475
500
_
300
250
145
47
30
-
19,5
—
270
220
120
-
26
-
16
95
123
105
57
128
7,6
4,8
212
Продолжение табл. 11.9
Марка
стали
30X13
12Х18Н10Т
12Х18Н9Т
Рекомендуемый режим
(f, ° С; среда)
закалки
(нормализации)
отпуска
1000; воз- 650;
воздух дух
1050...
1080;
вода
(воздух)
1030...
1080;
вода
Температура
испытания, ° С
530
550
400
450
600
650
500
525
550
575
600
625
Предел длительной
прочности, МПа, за
время, ч
10000
10,5
-
—
150
80...100
250
210
190
155
135
НО
100000
7,6
-
—
ПО
200
170
150
130
100
80
Предел ползучести,
МПа, за время, ч
10000
_
-
_
—
-
-
_
-
-
100000
_
3,0
134
84
75
30...40
—
-
—
75
-
Для сталей, применяемых для изготовления крепежных изделий (шпилек, гаек
и др.), работающих при повышенных температурах, существенное значение имеют
релаксационные свойства. Сведения о релаксационной стойкости сталей,
используемых в деталях крепежа, даны в табл. 11.10.
При проведении прочностных расчетов деталей СТпВД необходимы сведения
о модуле упругости конструкционных материалов (табл. 11.11).
Значения температурных коэффициентов линейного расширения материалов при
различных температурах, необходимые для проведения теплофизических расчетов
при конструировании СТпВД, даны в табл. 11.12. Значения истинной теплоемкости
и теплопроводности для ряда сталей приведены в табл. 11.13,11.14, а пределы
изменения их плотности — в табл. 11.15.
213
i
!
I
eS
&
I I
CO IT)
О О
о с-
о о
о о
Tfr СО
ON
ч©
с*
о
о
I
ЧО
00
ё
I I
О 00
о о
t^ чо
cs со
о о
wo О
со -^
(N 00
со чо,
со О
S
I I I
WOO
Tj" WO «О
С- О Tf
о о о
lO »0 О
t-H CSJ ^Н
I I
;?
о о
•О О
о
о
о о
г- «о
со О
Р^ОЮ
оо г- о
cs со с*
О СО ГО
СО 00 О*
С* ОЛ ЧО
о о о
«о «о »о
<S «-ч <М
о
«о
ЧО
о
о
2
X
о
wo ©> О
ЧО ON СЧ
о о о
V) «О V0
гН СЧ СО
Г- 00
г-Ч ОО
ЧО
о о
«о wo
о
ОО
ЧО
о
«о
ЧО
о
оо
г- сч о
wo o> wo
оюо
Г- <Ч 00
1-Н <Ч
о о о
(S «О «О
HNfO
/—S
о
«о
ЧО
^^
О
* л
/—ч
о
<ч
о
«о
ЧО
>»•
О
,—«,
о
о
о
о о о
г- со о>
00 CS «О
f^ WO *-н
00 WO WO
00 С- СО
о о о
CN «О «О
HfSCO
о
о
ЧО
чо
оо
оо
е
1—I
X
«о
214
о
00
о
о
см
С^ 00 WO
WO ON СМ
00 О О
с- см vo
о о о
wo wo wo
H(SfO
о
00
о
о
см
О ОО
о см
CM СМ
VO W0
CM CM
о о
О wo
го го
см со
тг wo
wo
О О
О wo
со со
о
о
о
о*
со
о
wo
4t
о
о
I I
со см
ON О
СМ СО
о
wo
VO
о
о
д
о
00
VO
о
wo
VO
О О wo
ОО О СМ
Г- rt 00
ON CM rfr
см wo wo
CO ЧО On
о о о
О wo О
CM CM CO
I I
..1000)
..670)
о о
wo wo
ON VO
масло]
©о
OO О
ON Г-
ДО
e
e
i-H
s
><
wo
ON CO Г-
г-н 00 WO
О со r»
CM CM CM
r- © oo
О wo oo
N (N (N
О О О
wo О wo
CM CO CO
i-H CM CM
CM On On
OOHTf
CO 00 CM
On CM VO
H(N(N
О О О
wo О wo
CM CO CO
о
О
О
wo
го О
е
s
1-4
X
о
см
омоо
Г- *н Tf
00 О О
00 CM VO
H(N(S
00 О W0
ON Tf Г-
р-н CM CM
О О О
чо см г-
см со со
О wo wo
VO 00 О
*Н т-Н СМ
г- г- wo
VO ON CM
1-н *н СМ
oo wo wo
г- О со
«-I СМ СМ
о о о
wo О wo
см со со
On
VO
о
wo
о
О ,~ч
со О
О О
1-н vo
X О
0Н
W
1—I
е
т—I
я
о
215
*—<
с;
Ю
Н
О
Я
Я
s
5
о
о
О.
С
л
« 0)
я g>
g «
Ifc
я 3
0> Н
о о
SS
V
я G
ж
5 и
о
ID
се
ю
о
3
к
о
(D
У
5
S
Оч
О
н
о
и
0
се
Си
н
53
а
о
Я
S
Й
И
се
ст
ооон
vo го га
оо со оо
о- w> го
VO СО 00
00 VO Tt
о о о
о ю о
СО СМ СМ
о
о
4t
о
о
5
о
оо
гЧ С*-
: ^
со О
О 00
1-Н VO
со О
1ЛГГ ON Н
t (sooo
о о о о
о ю о ю
СО СМ СМ гЧ
ее
о
°£
: ^
СО О
о оо
со О
X
га
I I I I
W0 О О О
ON C^ VO СО
о о о о
СО t—I Г*- СО
(N N н н
о о о о
1ЛО>ЛО
СО СО СМ СМ
о
о
о
см
га
00
»о »о о
*-< On 00
о о о
«О СО 1—1
о о о
ю о »о
СО СО СМ
о
о
о
со
с-
о
см
о
X
о
см
мм
Tf 00 Tf VO
0\ VO VO rf
о о о о
о ич о »о
СО СМ СМ гН
о
•о
OS
vo
CM
о
/-»ч
о
о
о
»-4
S
8
>»
С
О
|
О
«Г
о
о
о
rf
*
л
3»
,000
ё
2
ж
i S
со ">
216
о
SO
о
о
ЧО
i
I
о
о
uo
о
о
о
о
о
о
О
о
о
I I
I I
I I
о о
о »о
, о »о
I чо «о
«О О О О
чо г- г- чо
Q »0 «О
г- с- t-
«о о о ю
Г- СО 00 VO
»о о о о
ОО ON ON Г"»
© U0 to О О О
00 00 ON О О 00
т-Н т-Н т-Н СЧ <Ч т-Н
о *о
ON On
т-Н т-Н
О v> О О
оона»
(NtSMH
«о«л ю о «о о
ON О ОннО
т-Н CN СЧ СЧ <N СЧ
о о о «о о »о
О т-i ннмО
СЧ <N СЧ СЧ СЧ СЧ
I
СО
X
х:
—' C^i W СЛ *-+
СО ~ СО
r e r ж
: H £ £ £
rt «л >о 00
* * * о
<->
о
о
н
о
СЧ
О
Он
й
Он
емпе
н
(але
в интерв
и
*-
т-Н
о
т-Н
3
sr
ие зна
«
<D
Он
о
Сталь
700
650 1
о
о
VO
о
«о
wo
о
о
«о
о
ю
тГ
о
о
Tf
о
чо
со
о
о
со
о
»о
СЧ
о
о
еч
о
W0
гН
о
о
о
1
1
^
Tf
rH
СЧ
4t
т-Н
О
rf
т-Н
С©
со
*-Н
3,6
т-Н
тГ
со
Т-Н
т-Н^
СО
т—1
00^
ci
т-Н
»о
сч*
т—I
СЧ
CSI
т-Н
11,9
wo
т-Н
rH
«
TO
S 3
дистая
егаров;
о 5
Он О
a> ^
R со
1
1
О
СЧ
т-Н
ON
т—1
t—1
00
T-H
т-Н
t^
т-Н
T-H
1,5
т-Н
Tfr
f-T
т-Н
<s
т-Н
т-Н
О
t—(
т-Н
00
©"
i—i
ЧО
О
*""*
10,3
о
о
т-i
6
Он
Он «
стая ко
-стойка
к о
2 X
X S
18,8
оо"
т-Н
«О
оо"
т-Н
-¾
об
т-Н
<N
оо"
т-Н
О
оо"
т-Н
7,8
т-Н
ЧО
Г^
т-Н
Tf
Г*^
т-Н
сч
1>
т-Н
о
t>
т—J
оол
чо
т-Н
ЧО
чо
Tt
ЧО
т-Н
о
ж
о
Он
итная х
вая
X 4>
Й К
н о
Ъ х
< X
т-Н
т-Н
т-Н
т-Н
абл.
н
i
1
5
и
Он
(.3
5?
Т1
то
ST
ри ме
С
о
о
г-
о* чо со on
. Tfr СО . »-Н О
I ON VO I ON 00
О О О О
I 1 I
ОООО^Н
TJ- 00 СО СЧ
ON OO^ON 00
о о4 о о
00 On 00 тГ Tf Tf
. 00 «О 00 ON CN Г"»
I ON 0> ON lO ^ ^
О О О О О О
О
О
т П" tj- ^ о
ЧО С- СО . «ЛМ .
W*^ l> W0 I Г-; С^ I
о о о о о
Tf00COTfr<SCO^<N©rl- OCO
. ^лcooo«ocn^o^'H^^ ono
I с^г^с-г-с^с^г-оо^С""-^ wo чо
о" о о о о" о4 о" о о о о о~
о
о
r^*O0N40©0N0NONC*-C0»O00^f»O»-HC04Ot-<
00lOVOV0r-V000 4000lOOWOt^H0NO00V0
I VO W0 WO^ ЧО ЧО WO W0 WO VO VO ЧО ЧО VO t> ЧО l> ЧО W0
00000000000000^0000
uo wo
6o
о
о
OOcOONt-HON»OON»Ot-HTj-ONi-«CSr-OUOVOOO Tf О
HNWHHONrOHfOHa'tHOinrJHHrf rf Tl*
6 dddd6 о о о о о о о о о о о о о do
о
о
со
00 ^t ON т-Ч
С- 1-Н . ЧО ЧО
W0 W*^ I WO W^ I
о" о" do
Ю«0^«Л^нОЛНгЧ^) ЧО <N
.ЧОЧООЧООгНЧОЧОЧОСО СООО
I W^ W0 ЧО «/^ Чр^ ЧО W^ UO^ W^ W"£ W">^ »/^
©"dodo'dodod о4 о"
^ . r»fS00H(SC0HHfH000NH«O<HH00ONON»O W*> W)
Q r-CO0000COCSI000000CNr-«4OCN|CO4Orvli-<rHr- гН г-н
Q I TfWOTf^W^WOTr^^WOW^WOWOWOWO^WO^WOWOWO "7, Ч">,
о о о о о о о" о о о о о о о о о о о о о" ол
о
о
W">i-H\OV)OTrwOW->W*>TfCOC*-WOWOC<JcOCSCO<5fr ЧО <Ч
40000040C40N404©400NC-»©40C0Or^00t"^0N 0000
оо©ооооооо©©©ол©оо©о do
wo со wo чо
. ЧО 00 . ЧО 00
do do
I I I
<N 00 CO rfr
00 Tt Г- tJ- ,
Th ^ Tf rfr 1
О О О О
00 СО <N CO
, Tfr С- «О Г-
1 "Ф ТГ Т|" ^
О О О О
о о
ЧО ЧО
«fr rt
о о
н
ол
X
оо
X
О <s
еее
§£££ хх
^SSSScococooooo
?Si—«r-<C4COrHt-Hi-HrHrH
ххихяххххххххх
Ow^OW^W-)OOr<lOO<NCSW0W0OOOO^<N<N
PQ S
rt wo
ri- чо
>< X
w-> со
^ о
Коэффициент теплопроводности Л. конструкционных сталей [31]
Таблица 11.14
Сталь
10
15
20
25
30
35
40
45
20К
22К
20Г
ЗОГ
40Г
09Г2С
10Г2С1
20Х
40Х
38ХС
40ХФА
12МХ
15ХМ
20ХМ
30ХМА
35ХМ
12ХГНМ
12ХГНМФ
15ХНМФТ
12Х1МФ
25Х1МФ
15Х1М1Ф
25Х1М1Ф
25Х2М1Ф
20Х2М
22ХЗМ
10ХЗМВФ
34ХНЗМ
Х5М
12X13
20X13
30X13
40X13
08Х18Н10Т
12Х18Н10Т
12Х18Н12Т
36Х18Н25С2
20Х23Н18
20Х12ВНМФ
18Х12ВМБФР
37Х12Н8Г8МФБ
45Х14Н14В2М
31Х19Н9МВБТ
ХН35ВТ
ХН35ВТЮ
ХН78Т
ХН77ТЮР
ХН75МВЮ
08Г2СФБ
100
57,7
53,4
51,0
51.1
50,3
49,4
50,6
48,1
50,7
49,4
77,8
75,4
59,5
44,5
44,5
50,2
46,0
-
52,3
44,5
44,2
41,9
41,9
40,6
46,5
46,5
46,5
44,2
39,8
41,5
40,6
32,8
37,1
37,2
35,7
41,0
36,6
27,6
25,1
25,1
27,6
16,3
16,3
16,3
15,0
15,9
-
-
17,2
15,5
15,1
13,4
15,5
14,6
13,8
10,0
45,0
Значения \, Вт/ (м • °С),
200
53,5
53,3
48,5
48,9
48,6
49,1
48,1
46,5
48,6
49,8
66,6
64,5
53,2
43,5
43,3
46,0
42,7
35,6
41,9
43,1
41,3
42,7
40,7
39,8
45,0
45,0
45,0
43,7
38,8
41,5
39,8
32,0
37,7
37,8
33,2
37,7
35,8
27,6
27,6
25,5
28,9
17,6
17,6
17,5
-
-
24,7
21,8
18,4
16,7
16,3
15,5
17,6
16,7
15,1
11,72
43,8
300
49,4
49,3
44,4
46,1
45,0
46,5
45,6
44,0
46,1
45,6
47,7
52,3
-
41,9
41,8
41,9
39,4
-
45,2
40,9
40,7
42,1
39,6
38,5
43,4
43,4
43,4
41,8
37,9
41,1
39,0
30,2
36,6
36,8
36,5
33,9
35,3
28,0
28,0
25,5
29,3
18,8
18,8
18,8
-
39,7
25,5
23,9
19,7
18,8
18,4
17,2
19,2
18,4
17,2
13,4
42,5
при температуре, °С
400
44,8
46,0
42,7
42,7
42,3
43,7
41,9
41,0
42,3
43,5
-
43,9
46,9
39,8
39,7
40,2
35,6
34,8
41,9
38,7
39,0
40,2
38,4
37,3
41,1
41,1
41,1
39,7
36,9
39,8
37,7
28,6
35,1
34,7
30,7
30,6
34,4
28,0
27,6
-
28,9
21,4
21,4
21,3
-
-
25,9
25,7
21,4
20,0
20,1
18,8
20,9
20,5
18,8
15,1
39,9
500
40,2
42,8
39,3
-
39,8
40,6
38,1
38,5
40,7
41,4
-
-
23,9
37,1
37,0
38,1
-
33,5
-
36,9
36,0
37,8
-
-
37,9
37,9
37,9
37,2
35,9
37,7
36,0
28,1
33,8
33,1
29,8
-
33,4
28,0
27,2
25,5
28,5
23,0
23,0
23,0
22,19
-
26,4
26,4
23,0
20,9
21,8
20,5
22,6
22,6
20,9
17,6
37,2
600
38,1
39,1
35,6
-
-
37,9
36,0
36,0
-
-
-
—
-
33,7
33,7
-
-
-
-
34,6
33,7
35,8
-
-
34,3
34,3
34,3
35,0
34,8
36,2
33,9
26,5
32,8
30,9
29,4
-
-
28,0
-
-
28,0
24,7
24,7
24,7
25,12
21,8
26,8
27,4
24,7
24,3
25,1
22,2
24,7
24,7
23,4
20,1
33,8
219
8
О
О
о
о
as
' ON
• ♦-< • ON
00 00 ON CO
• "* * ON
<N CO CO CO
CO ^- ЧО r-i
о
о
00
^t to
4rC
Ю Tt
: oo :^- : on : сч
CO cO VO'* c°tJ- OcN
г*» с** с** г*»
О
о
г-
• ON ♦ ©
со to ю to
^ Tf
^q^
: со -оо
со «о ^" ем
О * "Л "
„ I— л f-
оо
?t-
а,
о
о
чо
-1¾ ': ™
• 00
to rl-
оо _-
С: »о
О СО
S
&
о
о
to
-: *»
О «о
00 "
- С--
г-
: чо
со ^
г* ~
• |>
г*-
• <Ч
t-H %n
ON ~
* C*-
C^
i »-Ц
»—« чо
»-< ^л
« f-
00
• i—t
1 -*
VO «
• r-
r-
о
о
CO to
i on
: чо
.^ . чо
«О io «O VO
C"- 00
ON Tt
X
CO
о
о
• to
00 с-»
C*"* ~
« r-
f*
i On
vo to
00 "
- P-
r-
: cn
оо ю
• О : *—i : CO
О vo On t** со »o
00 00 Г*
о
о
^ 00
00л|>
О vo
ON "
: to
r- oo
^ VO
CO г-*
00
00 to
о
о
оол с^
-J ^
со чо
^Г to
оол -
gS.
1> 00
оо оо
со чо
ОО л
И R У (В
< R Ю <1 СГ
220
Глава 12. ЗАЩИТА ОТ КОРРОЗИИ
При проектировании сосудов, аппаратов и трубопроводов необходимо учитывать
влияние рабочей среды на их работоспособность и принимать меры по снижению
коррозионного воздействия среды.
Способы снижения коррозионного воздействия среды подразделяют на
конструктивные, технологические, химические (введение ингибиторов) и физические
(анодная защита).
Помимо выбора оптимальных конструктивных решений необходимы
правильный выбор материалов, обеспечение хорошей гидродинамики протекающих в
аппарате процессов и соответствующего качества изготовления аппаратуры, ограничение
нежелательных или чрезмерно высоких нагрузок.
Ниже приведены основные рекомендации по защите от коррозии.
1. В области конструирования:
выбранные материалы должны обладать достаточно высокой коррозионной
стойкостью, обеспечивающей надежную эксплуатацию изделия в течение всего срока
службы;
материалы, применяемые в конструкции и контактирующие между собой,
должны быть подобраны с учетом их электрического потенциала;
внутренние полости аппаратов и трубопроводов должны быть хорошо
дренированы для исключения возможности скопления жидкой фазы;
аппараты не должны по возможности иметь застойных зон;
тепловой режим работы аппарата должен быть по возможности равномерным;
нежелательно образование зон с высоким температурным градиентом;
внутренняя поверхность аппаратов, работающих в агрессивных средах, должна
быть качественно обработана (вплоть до полирования), заусенцы и острые кромки
сняты;
механические нагрузки, вызывающие растяжение металла в средах, которые
могут вызывать коррозионное растрескивание, должны быть максимально снижены
или сведены к нулю;
для элементов, наиболее подверженных коррозии, должна быть предусмотрена
возможность их замены в процессе эксплуатации;
во время эксплуатации должен быть предусмотрен контроль параметров,
наиболее серьезно влияющих на скорость коррозии;
аппараты, подверженные воздействию коррозионно-активной среды, должны
иметь доступ для осмотра или контроля внутренней поверхности; при
невозможности непосредственного осмотра внутренней поверхности авторы проекта должны
предусмотреть возможность оценки состояния поверхностей, недоступных для
контроля косвенными методами;
принятая прибавка на коррозию должна гарантировать возможность
эксплуатации сосудов и трубопроводов в течение всего срока службы.
2. В области технологии изготовления:
При изготовлении аппаратов и трубопроводов должны быть приняты
технологические меры к снижению остаточных напряжений, в том числе возникающих при
сварке;
после выполнения технологических операций, вызывающих появления
остаточных напряжений, необходима термическая обработка (отжиг);
термическая обработка должна обеспечивать максимальное снижение остаточных
напряжений.
3. В области эксплуатации:
оборудование должно быть оснащено средствами регулирования рабочих пара-
221
метров и состава рабочей среды в пределах, установленных технологическим
регламентом и зафиксированных в паспортах на оборудование;
при длительных остановках оборудования (в случае возможного в этих услр-
виях коррозионного поражения) необходимы продувка его инертными газами и
удаление влаги;
в технологическом цикле следует использовать химически очищенную воду с
минимальным содержанием хлоридов;
периодичность освидетельствования оборудования должна соответствовать
установленной Правилами Госгортехнадзора СССР при определенной скорости
химической коррозии.
Изложерные мероприятия по защите от коррозии носят характер общих
рекомендаций и, естественно, не являются исчерпывающими. Проектируя какой-либо
объект высокого давления, конструктур обязан предвидеть возможности
коррозии оборудования и в каждом конкретном случае обеспечивать его надежную
эксплуатацию.
Глава 13. МАТЕРИАЛЫ, УСТОЙЧИВЫЕ В ГАЗОВЫХ
ТЕХНОЛОГИЧЕСКИХ СРЕДАХ ПРИ ВЫСОКОМ ДАВЛЕНИИ
Общие принципы конструирования и выбора материалов для создания деталей
СТпВД, устойчивых к коррозионному воздействию технологических сред, изложены
в гл. 12. В гл. 9 показано, что металл СТпВД может подвергаться различным видам
коррозионного воздействия рабочих сред.
Многие коррозионные процессы в металле СТпВД протекают в соответствии с
механизмами, хорошо изученными и достаточно подробно описанными в литературе.
В то же время специфической особенностью производств и технических процессов,
осуществляемых под высоким давлением, является применение технологических
сред, содержащих коррозионно-активные компоненты в газовой фазе (водород,
аммиак, оксид углерода). Многолетний опыт эксплуатации оборудования высокого
давления показывает, что степенью воздействия именно этих компонентов на металл
деталей СТпВД во многих случаях определяется их срок службы и надежность.
Условия применения материалов в различных технологических средах,
содержащих водород, аммиак, оксид углерода, определяются РД РТМ 26 01-28-86
"Трубопроводы и аппараты высокого давления производств аммиака, метанола. Марки
сталей. Условия применения".
Область применения сталей в средах, содержащих водород, оксид углерода,
аммиак, определяется данными табл. 13.1—13.3.
Таблица IS. 1
Максимально допускаемая температура1 t применения сталей
в водородсодержащих средах
Марка стали
Значения t, °C, при парциальном давлении водорода, МПа
1,5
2,5
5
10
20
30
40
20; 20К; 15ГС; 22К; 16ГС; 290 280 260 230 210 200 190
09Г2С; 10Г2С1
14ХГС 310 300 280 260 250 240 230
30ХМА; 12ХМ; 15XM; 12Х1МФ 400 390 370 330 290 260 250
1 Максимально допускаемые температуры приняты не выше рабочих температур,
установленных РД РТМ 26 01-28-86.
222
Продолжение табл. 13.1
20Х2М
Марка стали
Значения t, ° С, при парциальном давлении водорода, МПа
1,5
2,5
5
10
20
30
40
480 460 450 430 400 390 380
10Х2М1; 12Х2МФА; 15Х1М1Ф; 510 490 460 420 390 380 380
25Х2МФА
20ХЗМ; 25ХЗМФА 510 500 490 475 440 430
420
18ХЗМВ
510
500
470
450
20 + 12X18H10T; 09Г2С +
+ 12Х18Н10Т; 16ГС+12Х18Н10Т
12МХ + 12X18H10T; 12ХМ +
+ 12X18H10T
380
350
400
390
370
Примечания. 1. Условия применения двухслойной стали установлены для отношения
толщин основного и плакирующего слоев не более 9 при парциальном давлении водорода за
основным слоем не более 0,1 МПа.
2. Для сталей 20ХЗМВФ, 15Х5М, 12Х18Н10Т; 08Х17Н13М2Т; 08Х17Ш5МЗТ; 10Х17Н13М2Т;
10Х17Н13МЗТ максимально допускаемая температура в водородсодержащих средах 510° С
(при парциальном давлении водорода до 40 МПа).
3. Максимально допускаемые температуры, указанные в таблице, относятся также к сварным
соединениям, если по содержанию легирующих компонентов металл шва не уступает основному
металлу.
Таблица 13.2
Максимально допускаемое парциальное давление р
оксида углерода
Стали
Значения р, МПа,
при температуре, ° С
до 100
св. 100
Углеродистые и низколегированные с содержанием хрома
до 2%
Низколегированные с содержанием хрома св. 2 до 5 % 24
Коррозионно-стойкие аустекитного класса 24
Примечание. Данные при скорости карбонильной коррозии не более 0,5 мм/год.
Не рекомендуется
10
Таблица 13.3
Максимально допускаемая температура t применения сталей
в средах, содержащих аммиак
Марка стали
Значения t, °С, при парциальном давлении
аммиака, МПа
св. 1 до 2 св. 2 до 5 св. 5 до 8
20; 20Х; 22К; 09Г2С; 10Г2С1; 15ГС; 16ГС
300
14ХГС; 30ХМА; 12МХ; 15ХМ; 12Х1МФ
340
330
310
223
Продолжение табл. 13.3
Марка стали
Значения /, ° С при парциальном давлении
аммиака, МПа
св. 1 до 2
св. 2 до 5
св. 5 до 8
15Х1М1Ф; 20Х2М; 10Х2М1; 22ХЗМ; 12Х2МФА; 360 350 340
15Х2МФА; 25Х2МФА; 25ХЗМФА; 18ХЗМФ;
20ХЗМВФ; 15Х5М
12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13МЗТ; 560
08Х17Н15МЗТ; 08Х17Н13М2Т
Примечание. Данные при скорости азотирования не более 0,5 мм/год.
224
Раздел 4. ИЗГОТОВЛЕНИЕ СОСУДОВ И ИХ ЭЛЕМЕНТОВ
Глава 14. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ
14.1. ОБЩИЕ ТРЕБОВАНИЯ
К изготовлению СВД предъявляют высокие требования. Технологические
процессы, методы испытаний и неразрушающего контроля должны обеспечивать высокое
качество изготовления и безопасную эксплуатацию сосудов при высоких давлении и
температуре с их коррозионными средами.
СВД и их элементы следует изготовлять на предприятиях, оснащенных
средствами, которые обеспечивают качество изготовления в полном соответствии с
требованиями "Правил устройства и безопасной эксплуатации сосудов высокого давления"
Госрортехнадзора СССР, ГОСТ 11879-81 и ОСТ 26 01-9-80 (для кованых и ковано-
сварных сосудов), ОСТ 26 01-221—86 (для многослойных рулонированных стальных
сосудов), чертежей и технических условий, утвержденных в установленном порядке.
Предприятие должно иметь разрешение Госгортехнадзора на изготовление СВД
и их элементов. Разрешение выдается управлениями Госгортехнадзора округов или
союзных республик, не имеющих в своем составе управлений округов.
При доизготовлении нетранспортабельных сосудов из крупных блоков (частей)
на месте монтажа предприятием-изготовителем или привлеченной им
специализированной монтажной организацией ответственность за качество доизготовления
и оформления требуемой Правилами Госгортехнадзора документации несет
предприятие-изготовитель.
Разрешение на изготовление оформляют в соответствии с "Инструкцией по
надзору за изгртовлением объектов котлонадзора", утвержденной Госгортехнад-
зором СССР 16 февраля 1982 г.
Для получения разрешения на изготовление предприятие-изготовитель должно
подготовить в соответствии с инструкцией полный комплект документов,
отражающих подготовленность инженерно-технических работников, работников отдела
технического контроля, сварщиков, дефектоскопистов, техническую
обеспеченность технологическим оборудованием, оснасткой, инструментом, средствами
контроля, технологическими процессами, инструкциями, техническими условиями и др.
Госгортехнадзор СССР контролирует соблюдение Правил при изготовлении и
эксплуатации СВД.
Государственную приемку оборудования ВД на заводах-изготовителях
осуществляют в соответствии с ГОСТ 26964—86 и РД 50-612—86, а также требованиями
нормативно-технической документации на выпуск и применение, согласованной
или утвержденной в установленном порядке. Органы Госприемки при
необходимости могут привлекать представителя регионального отдела Госгортехнадзора.
Представители Госприемки должны записывать в паспорт СВД результаты
наружных, внутренних осмотров и гидравлических испытаний СВД, поставляемых
заказчиком в полностью собранном виде. При выполнении указанных условий,
при отсутствии внешних повреждений в процессе транспортирования и установки
на место, а также соблюдении сроков и условий консервации сосуды пускают в
работу без предъявления инспекторам Госгортехнадзора для внутреннего осмотра.
Госстандарт СССР и Госгортехнадзор СССР, в соответствии с решением от 27
декабря 1986 г о взаимодействии органов Государственной приемки и Госгортех-
8 Зак 85
225
надзора СССР на предприятиях промышленности, осуществляют постоянно обмен
информацией, нормативными и руководящими документами.
Сосуды и их элементы следует изготовлять по технологии, разработанной
заводом-изготовителем. Технологические процессы разрабатывают на все виды работ
с включением операций технического контроля на всех этапах изготовления
деталей и элементов сосудов.
Отдел технического контроля завода-изготовителя должен обеспечить
поэтапный контроль качества изготовления заготовок и деталей, сборки, сварки,
термообработки, испытаний и осуществлять приемку с составлением документации в
соответствии с Правилами Госгортехнадзора, государственными, отраслевыми
стандартами и другой нормативной документацией.
Технические проекты сосудов должны быть согласованы с головной
организацией по СВД, заводом-изготовителем, представителем монтажной организации
и при необходимости с другими заинтересованными организациями. Изменения
и отступления от технических проектов, влияющие на работоспособность и
прочность сосудов, согласуются заводом-изготовителем с автором технического
проекта и головной организацией по СВД.
Корпуса и другие элементы сосудов следует сваривать при температуре воздуха
не ниже О °С в закрытом помещении. Вырезку заготовок деталей можно выполнять
любым промышленным методом. При термической резке заготовок сталей,
склонных к закалке, а также аустенитных сталей необходимо предусматривать припуски
на последующую механическую обработку для полного удаления зоны
термического влияния.
Требования к изготовлению сосудов и их элементов конструктивных испол-.
нений, не предусмотренных ГОСТ 11879-81, ОСТ 26 01-9-80 и ОСТ 26 01-221-86,
устанавливаются чертежами и техническими условиями, разрабатываемыми и
утверждаемыми в установленном порядке.
Листовые материалы, прокат, поковки, предназначенные для изготовления
деталей сосудов, рассчитываемых на прочность, перед пуском в производство
подвергают входному контролю. По сертификатам завода-поставщика материала
проверяют соответствие его качества и характеристик требованиям стандартов и
технических условий по ГОСТ 7566-81. При отсутствии в сертификатах необходимых
характеристик материала их определяет завод-изготовитель сосудов. Независимо
от наличия сертификата, листовые, рулонные и двухслойные стали подвергают
испытаниям для определения химического состава, механических и коррозионных свойств
с учетом условий применения материала.
Процесс сварки и качество выполнения сварочных работ во многом определяют
надежность работы СВД. В связи с этим к сварке и наплавке сосудов и их элементов
допускаются только аттестованные сварщики, прошедшие обучение и испытания в
соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнад-
зором СССР. К аттестации допускают сварщиков в возрасте не моложе 18 лет. Перед
аттестацией сварщики должны пройти специальную теоретическую и практическую
подготовку с учетом специфики выполнения работ по специальным программам,
утвержденным соответствующим министерством (ведомством). Комиссии по
аттестации сварщиков создают на предприятии (организации), имеющем необходимую
производственную базу и инженерно-технических работников по сварочному
производству. Состав комиссии согласуют с местным отделом Госгортехнадзора.
226
14.2. ДНИЩА, ГОРЛОВИНЫ, ФЛАНЦЫ,
КРЫШКИ, ОБЕЧАЙКИ
Днища, горловины, фланцы, крышки и обечайки можно изготовлять из
поковок, а выпуклые днища, горловины и крышки — из кованых и кованокатаных
плит (ОСТ 26 01-135-81) или толстолистовой стали (ГОСТ 19282-73). Обечайки
и выпуклые днища можно изготовлять многослойными из листовых сталей.
По форме и размерам поковки должны соответствовать рабочей документации
на готовые детали, причем должны быть учтены припуски на механическую
обработку и вырезку проб для механических испытаний материала поковки, а также
допуски на точность изготовления по соответствующим стандартам.
Поковки и кованокатаные плиты подвергают МПК (либо ЦК или УЗК),
исследованиям макроструктуры и механическим испытаниям, поковки и плиты из
аустенитных сталей кроме того — испытаниям на стойкость к межкристаллитной
коррозии при наличии требований технического проекта.
Общие технические требования, правила приемки и методы испытаний поковок
для деталей СВД установлены ОСТ 26 01-135—81.
Заготовки выпуклых днищ, крышек, горловин допускается изготовлять
сварными из частей. Сварные соединения подвергают термической обработке, в
зависимости от марки материала и толщины листа, и контролю качества сварного
соединения.
В штампованных деталях допускается утонение стенки до 15 % исходной
толщины заготовки. При этом толщина стенки в месте утонения не должна быть менее
расчетной. Допуски на внутренний диаметр и овальность штампованного днища,
крышки, горловины не должны превышать 0,5 % номинального диаметра.
Внутренние поверхности днища, фланца, горловины, обечайки и крышки при
необходимости защиты их от воздействия рабочих сред футеруют листовой
коррозионно-стойкой сталью или наплавляют соответствующими
коррозионно-стойкими материалами.
Резьбовые гнезда во фланцах и горловинах под шпильки крепления крышек
сосудов следует изготовлять в соответствии с требованиями ОСТ 26 01-144 - 81.
Цилиндрическую часть корпуса PC изготовляют из многослойных рулонирован-
ных обечаек. При необходимости можно применять обечайки-вставки, выполненные
из поковок.
Толщину стенки центральной обечайки принимают равной не менее утроенной
толщины рулонной стали, используемой для навивки спиральных слоев
многослойной обечайки, толщину огенки наружного кожуха — не менее удвоенной толщины
рулонной стали. Наружный кожух можно выполнять в виде двух концентрических
слоев, изготовленных из рулонной стали. В зависимости от условий работы сосуда
центральную обечайку можно изготовлять из углеродистой низколегированной
или коррозионно-стойкой стали либо из биметалла с коррозионно-стойким
плакирующим слоем.
Число слоев рулонной стали в многослойной обечайке не должно быть менее
семи. При изготовлении рулонированных обечаек из двух и более рулонов сварные
швы, соединяющие конец одного и начало другого рулона, должны быть стыковыми.
На поверхности центральных обечаек не допускаются риски, царапины, вмятины и
другие дефекты с превышением норм, установленных требованиями на поставку
листа.
Фактическая овальность рулонированных обечаек по внутреннему диаметру при
сборке их между собой и с коваными элементами под сварку кольцевых швов не
должна выводить смещение кромок за пределы норм (см. п. 14.3), установленных
8*
227
OCT 26 01-221—86 или техническими условиями проекта на сосуд. Основные
требования к качеству изготовления рулонированных многослойных обечаек —
обеспечение плотности взаимного прилегания слоев. Для контроля межслойных зазоров в
рулонированных обечайках используют щуп. Щупом измеряют зазоры по торцам
обечайки, а также проверяют объем межслойного пространства пневматическим
методом в соответствии с ОСТ 26 01-221—86 по методике, принятой на
заводе-изготовителе.
Торцы рулонированных обечаек должны быть механически обработаны под
наплавку, наплавлены и вновь обработаны с приданием торцу необходимой формы
разделки кольцевого сварного шва. Механическую обработку торцов и сверление
отверстий следует выполнять без использования охлаждающей жидкости. Длина
рулонированной обечайки в чистом виде определяется шириной и качеством
рулонной стали, поставляемой металлургической промышленностью, а также
стабильностью технологического процесса навивки слоев обечайки.
При наличии требований по коррозионной стойкости внутренний слой
многослойного днища изготовляют из биметаллического листа. Используемую для
изготовления многослойных днищ низколегированную и углеродистую листовую сталь
толщиной более 15 мм перед пуском в производство подвергают УЗК. Качество
листа должно отвечать требованиям соответствующих стандартов и ОСТ 26 01-221—86.
Заготовки слоев для днищ можно изготовлять сварными из отдельных частей:
при этом толщина свариваемых листов в слое не должна отличаться более чем на 2 %
номинальной толщины листа. Сварные швы должны быть стыковыми, удалены от
оси днища на расстояние не более 0,2 внутреннего диаметра днища, но не менее
чем на 200 мм, по возможности не пересекать швы вварки штуцеров в днище и
отвечать по качеству требованиям к аналогичным швам многослойных
рулонированных сосудов.
Заготовку-пакет днища собирают из круглых дисков-слоев разного диаметра с
уменьшением диаметра заготовки от наружного слоя к внутреннему. Суммарная
толщина заготовки-пакета, набранного из отдельных слоев, должна соответствовать
расчетной толщине стенки днища. Толщину (мм) слоев определяют по следующим
зависимостям: для наружного и внутреннего слоя днища 5 = £>3.ср/60; для
промежуточных слоев б = D3Cp/100; здесь £>3.ср — диаметр заготовки для слоя,
расположенного посередине толщины заготовки-пакета, мм.
Для эллиптического днища
Я3.сР = 2VW>cp(/*u +/*0+0,345eZ)cp);
для полушарового днища
Дз.сп = VXO (й0 + 0,5£>ср),
где X = 1,04 — коэффициент разнотолщинности стенки; Dcp = D + S — средний
диаметр днища, мм; /*ц — высота цилиндрической части днища; h0 — припуск на
подрезку цилиндрической части (принимают не более толщины стенки); е —
коэффициент, учитывающий толщину стенки днища и зависящий от D/S (рис. 14.1).
Диаметр остальных слоев пакета назначают конструктивно с учетом катета
сварного шва, скрепляющего по периметру слои между собой. Швы должны обеспечивать
прочное скрепление слоев. Для получения пакета необходимой толщины допускается
228
Рис. 14.1. График для определения
коэффициента в
1020
1010
1000
О 40 80 1Z0 160 D/s
установка одного промежуточного слоя в середине пакета толщиной менее
вычисленной по формуле. Перед сборкой пакета слои подвергают правке. Отклонение от
плоскостности допускается не более 2 мм на 1 м в любом направлении диаметра
заготовки.
Днища из многослойной заготовки-пакета штампуют в нагретом состоянии по
технологии завода-изготовителя. После штамповки из припусков цилиндрической
части или из участка днища, вырезанного при обработке отверстия под штуцер,
вырезают многослойный темплет, из которого изготовляют образцы для
определения механических характеристик металла основного и металла сварных швов.
Темплет подвергают термообработке совместно с днищем.
Торцы многослойного днища должны быть механически обработаны и при
толщине слоев менее 25 мм наплавлены аналогично наплавке многослойных обечаек;
при толщине слоев 25 мм и более слои по торцу сваривают между собой с разделкой
кромок под сварку.
Многослойные днища с вваренными штуцерами подвергают термообработке,
если максимальная толщина отдельных слоев днища в месте сварного шва более
25 мм и общая высота шва более 100 мм. Термообработка состоит в нагреве со
скоростью не более 50 ° С (из расчета 3-4 мин на 1 мм толщины стенки днища)
до температуры отпуска с выдержкой при темпертуре отпуска и охлаждением
в печи до температуры 300 °С и далее на воздухе. Начальная температура в печи
должна быть не выше 200 °С. Температура отпуска зависит от марки стали,
применяемой для изготовления многослойного днища.
На поверхностях днищ не допускаются забоины и вмятины, уменьшающие
расчетную толщину днища, а также трещины, раковины, надрывы и другие дефекты.
Дефекты глубиной более 1 мм должны быть исправлены.
229
14.3. КОРПУСА СОСУДОВ
Свариваемые торцы кованых, штампованных деталей и рулонированных обечаек
корпусов сосудов перед сборкой под сварку подвергают механической обработке.
На обработанных торцах не "допускаются расслоения, трещины, вмятины. Дефекты
удаляют зачисткой, при необходимости заваривают; места исправления дефектов
контролируют на отсутствие трещин.
При сборке рулонированных обечаек под сварку кольцевых швов продольные
швы центральных обечаек смещают по окружности один относительно другого не
менее чем на 100 мм. При сборке рулонированных обечаек между собой и с
поковками под сварку кольцевых швов смещение кромок по внутреннему диаметру
свариваемых элементов не должно превышать 5 мм для стыкуемых элементов из
углеродистых, низколегированных и высоколегированных сталей и 3 мм, если
центральные обечайки выполнены из биметалла с плакирующим слоем из аустенитной стали.
При использовании термических способов резки (кислородной,
воздушно-дуговой, плазменно-дуговой и др.) для удаления временных крепежных деталей
необходимо соблюдать требования, определенные соответствующими нормативными,
документами.
Прихватку и приварку технологических приспособлений следует выполнять
по технологии и с использованием материалов, применяемых для сварки основных
несущих швов.
Отклонение от прямолинейности оси внутренней цилиндрической поверхности
корпуса для сосудов и аппаратов без внутренних устройств или футеровки
допускается 2 мм на 1 м, но не более 30 мм на всю длину корпуса. Для сосудов и
аппаратов с внутренними устройствами допускается отклонение от прямолинейности оси:
для кованых и кованосварных 0,5 мм на 1 м длины корпуса, но не более 4 мм
при длине корпуса L < 10 м , 5 мм при 10 < L < 15 м, 6 мм при 15 < L < 20 м;
для многослойных рулонированных 1 мм на 1 м длины корпуса, но не более
10 мм при/* < 10 м, 15 мм при/, > 10 м.
Сосуды с футеровкой и внутренними устройствами, требующими соблюдения
особой точности выполнения внутренних геометрических размеров корпуса,
заданных отклонений формы и расположения поверхностей, изготовляют по
специальным техническим условиям, согласованным с предприятием-изготовителем.
Предельные отклонения внутреннего диаметра корпуса принимают по Н15
(ГОСТ 25347—82). Относительная овальность по внутреннему диаметру корпуса
PC a = [2(Z>max - #min)/(Z>max + Anin)l 100 % не должна превышать 1 %.
Р&знотолщинность корпуса кованого, кованосварного сосуда допускается 3 мм
при толщине стенки 6 < 100 мм и 4 мм при б > 100 м.
В стенке корпуса СВД располагают штуцера различного назначения.
В кованых и кованосварных корпусах штуцера, как правило, приварные,
в многослойных - вварные. Зырезку отверстий и вварку штуцеров с
внутренним диаметром 200 мм и более в многослойной обечайке следует выполнять
после приварки к ней смежных элементов корпуса сосуда для
уменьшения искажения формы обечайки и утяжки ее торцов. Отверстия под штуцер,
ввариваемый на полную толщину стенки рулонированной обечайки, и скосы
дополнительных слоев укрепления отверстия должны быть наплавлены и
механически обработаны.
Опоры и другие элементы следует приваривать к нагруженным внутренним
давлением частям корпуса до его гидравлических испытаний.
Сварные соединения корпусов в зависимости от применяемых материалов
и толщины стенки кованосварных и рулонированных сосудов подвергают термо-
230
обработке (см. п. 15.7). Вид и режимы термической обработки корпусов и их
составных частей указывают в паспорте на сосуд.
Изготовленные корпуса после сборки сосудов и аппаратов подвергают
гидравлическому испытанию пробным давлением: для корпусов кованых и кованосвар-
ных в соответствии с Правилами Госгортехнадзора СССР, а для корпусов
многослойного рулонированного исполнения — повышенным давлением, указанном в
техническом проекте.
Правила приемки и методы контроля в процессе изготовления корпусов
сосудов и аппаратов должны соответствовать требованиям ГОСТ 11879 - 81,
ОСТ 26 01-09—80, ОСТ 26 01-221—86 и техническим условиям на изготовление.
14.4. ЭЛЕМЕНТЫ ЗАТВОРОВ
Элементы затворов изготовляют в соответствии с ОСТ 26 01-86-88. Уплотнигель-
ные кольца выполняют из поковок (можно из проката). Заготовки уплотнигельных
колец подвергают термической обработке.
Твердость стали по Бринеллю НВ для уплотнигельных колец треугольного и
восьмиугольного сечения должна быть не менее чем на 20 единиц меньше твердости
стали для уплотнигельных поверхностей корпуса и крышки. Твердость
контролируют не менее чем в трех точках, расположенных равномерно по окружности кольца.
На двухконусном уплотнительном кольце допускается один поперечный сварной
шов. Разность значений НВ для основного металла и сварного шва не должна
превышать 50 единиц. При этом на сварном соединении не допускаются трещины, поры,
подрезы, шлаковые включения любых размеров и форм. По результатам внешнего
осмотра на уплотнигельных поверхностях колец, крышек и корпусов не
допускаются риски, царапины, забоины и другие дефекты.
После окончательной механической обработки геометрические размеры и
шероховатость уплотнигельных поверхностей должны соответствовать требованиям,
указанным в табл. 14.1, 14.2.
Таблица 14.1
Требовании к изготовлению элементов уплотнения
(ОСТ 26 01-86-88)
Параметр
Контролируемая
поверхность
(см. рис.
6.14...,
6.17)
Значение параметра для уплотнения
с двухко-
нусным
кольцом
с кольцом
треугольного
сечения
с кольцом
угольного
сечения
с
плоской
кладкой
Отклонение угла конуса уплотнитель-
ной поверхности , не более,':
корпуса и крышки
кольца
Отклонение от прямолинейности
образующей конической уплотнительной
поверхности, мм
Поле допуска номинальных
размеров, не указанных на рис. 6.14 -
6.17
А, Б
+ 15
-15
±30
±30
0,03
H14;hl4
+ 15
- 15
231
Продолжение табл. 14.1
Параметр
Контроли-
руемая
поверхность
(см. рис.
6.14,...
6.17)
Параметры шероховатости уплотни-
тельных поверхностей сосудов для
сред:
жидких А
газообразных А
Параметр шероховатости поверх-
—
Значение параметра для уплотнения
с двухко-
нусным
кольцом
с кольцом
треугольного сечения
1,25
1,25 0,63
4и*
с кольцом
угольного
сечения
с
плоской
кладкой
0,63
20*
20*
20*
ностей, не указанных на чертеже,
не более
Примечания- 1. Значения параметра шероховатости Rz (ГОСТ 2789-73) даны со
звездочкой, Ra - без звездочки.
2. Направление микронеровностей на поверхностях 4, Б кругообразное.
Таблица 14.2
Предельные отклонения формы
и расположения уплотнительных поверхностей (ОСТ 26 01-86-88)
Интервал номинальных диаметров, мм
Отклонение, мм от
круглости
соосности
От 200 до 400
Св. 400 до 800
" 800 " 1200
и1200 " 2000
" 2000 " 3200
0,03
0,04
0,05
0,06
0,08
0,12
0,16
0,20
0,25
0,30
Таблица 143
Допускаемое отклонение от параллельности торца крышки
и фланца корпуса по наружному диаметру (ОСТ 26 01-86-88)
Наружный диаметр фланца корпуса, мм
Отклонения, мм, для уплотнения
с двухконусным
кольцом
с кольцом
треугольного
и
восьмиугольного сечений
с плоской
прокладкой
До 400
Св. 400 до 800
" 800 " 1000
" 1000 " 1200
" 1200 " 1400
"1400 "1600
" 1600 " 1800
0,6
1,0
1,5
2,0
2,5
3,0
3,5
0,3
0,4
0,5
0,6
0,7
0,8
0,9
0,3
0,4
0,6
0,8
1,0
1,2
-
232
Продолжение табл. 14.3
Наружный диаметр фланца корпуса, мм
Отклонения, мм, для уплотнения
с двухконусным
кольцом
с кольцом
треугольного
и
восьмиугольного сечений
с плоской
прокладкой
" 1800" 2200 4,5 1,0
"2200 "2600 5,5
" 2600 " 3600 6,0
" 3600 и 4400 6,5
Примечание. Отклонение от параллельности определяют как разность максимального и
минимального зазоров между крышкой и корпусом и измеряют с точностью до 0,1 мм.
Перед сборкой уплотнительные поверхности, резьбы гаек, шпилек и резьбовых
гнезд под шпильки, опорные поверхности гаек в соответствии с ОСТ 26 01-86—88
смазывают следующими противозадирными смазочными материалами в
зависимости от максимально допускаемой рабочей температуры t: при t = 100 °С — ВНИИ
НП-232 (ГОСТ J4068-79); при t = 150 °С - ВНИИ НП-212 (ТУ 38-101594; при
t = 300 °С - ВНИИ НП-225 (ГОСТ 19782-74); при t = 350 °С - ВНИИ НП-213
(ТУ 38-1-01-81-75); ВНИИ НП-229 или ВНИИ НП-269 (ТУ 38-40158-73). Гайки,
крепящие крышки сосудов, затягивают равномерно.
Отклонение от параллельности торца крышки и фланца корпуса сосуда после
затяжки шпилек не должно превышать значений, указанных в табл. 14.3.
14.5. КРЕПЕЖНЫЕ ДЕТАЛИ
Шпильки, гайки, шайбы и защитные колпачки изготовляют в соответствии с
ОСТ 26-01-144—81 из поковок или сортового проката.
Для обеспечения свободного свинчивания шпильки и гайки выполняют из
сталей разных марок или из стали одной марки, но различной твердости. При этом
твердость шпильки должна превышать твердость гайки не менее чем на 12 НВ.
Твердость сферической поверхности шайбы должна составлять 40—50 HRC3. Предельные
отклонения диаметров резьб принимают по ГОСТ 16093—81; для шпилек по 6g, для
гаек по 6Н, резьбовых гнезд и защитных колпачков по 7Н.
Отклонения формы и расположений поверхностей после механической
обработки должны соответствовать повышенной степени точности (ГОСТ 18126—72). При
этом в соответствии с ГОСТ 24643—81 торцовое биение ввертываемого конца
шпильки допускается в пределах 11-й степени точности, радиальное биение концов шпильки
по 10-й степени точности, отклонения от перпендикулярности опорной поверхности
и оси отверстия шайбы — по 12-й степени точности, опорной поверхйости и оси
резьбы гайки — по 11-й степени точности.
Отклонение от прямолинейности стержня шпильки не должно превышать ОД мм
на 100 мм длины. Правка стержней шпилек после окончательной механической
обработки не допускается.
При сверлении центрального отверстия с двух сторон стержня шпильки
отклонение от соосности отверстий не должно превышать 1 мм при длине шпильки до
1000 мм; 2 мм при длине шпильки свыше 1000 мм.
233
Глава 1 5. ИЗГОТОВЛЕНИЕ ОСНОВНЫХ ЭЛЕМЕНТОВ
15.1. ХРАНЕНИЕ, ПОДГОТОВКА
И РАСКРОЙ ЛИСТОВЫХ МАТЕРИАЛОВ
Конструкционные листовые материалы и полосовую сталь в рулонах,
поступающие с металлургических заводов и используемые для изготовления СВД, снабжают
сертификатами, подтверждающими их качество, и подлежат строгому учету и
хранению. Материал хранят на материальном складе, оборудованном стеллажами и
средствами для перемещения материалов.
Листовые материалы используют для изготовления элементов СВД, как правило,
без механической обработки поверхностей; поэтому при хранении и
транспортировании необходимо исключить механические повреждения поверхностей листов и
попадание на них атмосферных осадков и грязи. Это особенно относится к листовым
материалам из коррозионно-стойких сталей или с плакирующим слоем из этих
сталей.
Материалы классифицируют по маркам, размерам и хранят раздельно с
обеспечением возможности сличения нанесенной на материал маркировки с сертификатами
и доступа транспортирования.
Неровности и отклонение от плоскостности листов исправляют на правильных
вальцах и правильно-гибочных прессах. Рулонную сталь правят в процессе навивки
многослойных рулонированных обечаек.
На листах для изготовления деталей, определяющих прочность сосудов,
сохраняют маркировку предприятия—поставщика металла. Если лист разрезают на части,
то на каждую из них наносят маркировку, заверенную клеймом ОТК
завода—изготовителя сосуда. На листы из коррозионно-стойкой стали маркировку наносят
электрографическим, химическим методами или несмываемой краской на стороне листа,
которая не будет соприкасаться с рабочей средой в сосуде. Маркировку располагают
в углу раскроенного листа на расстоянии 300 мм от кромки.
При разметке и раскрое листовой материал располагают горизонтально на полу
или специальных столах, покрытых деревянными настилами, в зависимости от марки
и требований к качеству поверхности раскраиваемых материалов. На листах
размечают детали с кернением по линии реза. Для раскроя листов на заготовки деталей
применяют наиболее производительные способы: механический (резка на
гильотинных нажницах) и термический (воздушно-плазменная и газокислородная резка).
Механический способ, как правило, применяют для получения заготовок с
окончательными (чистовыми) размерами из сталей всех классов. Толщина разрезаемого
этим способом листа зависит от механических свойств материала, длины реза и
мощности гильотинных ножниц. При термической резке заготовок склонных к
закалке сталей перлитного класса и аустенитных сталей предусматривают припуски
на последующую механическую обработку для полного удаления зоны термического
влияния.
15.2. ИЗГОТОВЛЕНИЕ ЗАГОТОВОК
МЕТОДАМИ ДЕФОРМИРОВАНИЯ МЕТАЛЛА
При изготовлении СВД для получения заготовок деталей широко используют
различные методы деформирования металла — ковку, штамповку и вальцовку.
Ковкой получают заготовки: корпусов кованых сосудов, обечаек, фланцев,
горловин, днищ, кованосварных и многослойных сосудов, крышек, шпилек, гаек,
шайб, уплотнительных колец и штуцеров всех конструкций. Штамповкой, как более
234
прогрессивным методом по сравнению с ковкой, изготовляют выпуклые днища,
горловины и крышки из катаных листов или кованокатаных плит и многослойных
пакетов из листовой стали. Вальцовкой получают заготовки центральных обечаек
рулонированных сосудов.
При определении размеров поковок по номинальным размерам готовой детали
учитывают припуски на механическую обработку, допуски на номинальные размеры
поковок (по ГОСТ 7829—70 для поковок из углеродистой и легированной стали,
изготовляемых ковкой на молотах, и по ГОСТ 7062—79 для поковок массой до 100 т
из тех же сталей, изготовляемых свободной ковкой на прессах). Предусматривают
припуск на вырезку проб для механических испытаний материала поковок. Для
поковок массой более 35 т из высоколегированных сталей и сплавов с особыми
физическими свойствами, а также для поковок из слитков, полученных в вакууме,
припуски и напуски устанавливаются предприятием — изготовителем поковок.
Поковки изготовляют из слитков, слябов и катаных заготовок, от качества
которых в большой степени зависит качество поковок. Для обеспечения высокой
пластичности с незначительным сопротивлением деформированию при ковке и
штамповке и исключения перегрева и пережога металла, отрицательно сказывающихся на
механических характеристиках, процесс ковки и штамповки следует начинать приоп-
ределенных температурах металла, т.е. в определенном для стали каждой марки
температурном интервале. Поковки обязательно подвергают термической
обработке и контролю качества в соответствии с ОСТ 26 01-135—81.
Штамповку листов, как правило, можно проводить на всех штамповочных, в
некоторых случаях на ковочных прессах.
Крупногабаритные днища и другие элементы сосудов изготовляют из двух или
трех листов или кованокатаных плит, сваренных между собой электрошлаковым
или другим способом.
При изготовлении элементов сосудов штамповкой учитывают: припуски для
удержания заготовок под прижимным кольцом, кривизну переходов с одной
поверхности на другую, припуски под механическую обработку (если она
предусмотрена), припуски под устройства, необходимые для транспортирования или
извлечения заготовки из матрицы. Новые технологические процессы и оснастку для
штамповки крупногабаритных эллиптических и полушаровых днищ, как правило,
проверяют и отрабатывают при штамповке первых образцов днищ.
Заготовки перед штамповкой подвергают контролю качества материала. После
штамповки элемент сосуда следует подвергать термообработке и контролю
качества материала и сварных соединений. Дефекты сварных соединений удаляют
механической обработкой и заваркой с последующим контролем.
Центральные обечайки PC изготовляют вальцовкой листовых заготовок из
одного или более сваренных листов с размерами развертки, соответствующими чертежу
обечайки. Длина вальцованной обечайки определяется шириной рулонной стали,
используемой для навивки рулонированных обечаек. Возможности отечественного
оборудования для изготовления обечаек многослойных СВД практически не
ограничены.
15.3. ИЗГОТОВЛЕНИЕ ОБЕЧАЕК, ДНИЩ, ФЛАНЦЕВ
Обечайки, или цилиндрические части, кованосварных сосудов изготовляют из
поковок механической обработкой по внутреннему и наружному диаметрам с
припуском на окончательную обработку после сварки и термообработки корпуса.
Торцы обечаек обрабатывают окончательно с учетом формы разделки кромок под
сварку кольцевыми швами обечаек между собой и с концевыми частями. Максималь-
235
ные размеры и масса изготовляемых обечаек и цилиндров определяются
возможностями металлорежущего оборудования. Изготовление обечаек и цилиндров из
поковок характеризуется низким (до 0,5) коэффициентом использования металла и
высокой трудоемкостью механической обработки.
В соответствии с ГОСТ 25347—82 отклонения свободных размеров для
механически обрабатываемых поверхностей отверстий принимают по Н14, валов по Ы4,
необрабатываемых поверхностей отверстий по Н16, валов по Ы6.
Центральные обечайки, в зависимости от назначения и конструкции корпуса
РСВД, изготовляют из черного, коррозионно-стойкого биметаллического листового
проката толщиной 10...40 мм в зависимости от внутреннего диаметра сосуда.
Заготовку центральной обечайки вальцуют на листогибочных вальцах соответствующей
мощности, сваривают продольный шов, удаляют усиление шва, калибруют, при
необходимости подвергают термической обработке и контролируют качество
сварного шва. Заготовка обечайки может быть изготовлена из двух сваренных листов.
Отклонение длины развертки обечайки допускается не более ± 3 мм, а разность
длин противоположных сторон и диагоналей не более 3 мм.
В сваренной продольным швом обечайке разность длин окружностей,
измеренных по торцам обечайки, допускается не более 4 мм.
Клиновые вставки изготовляют из листа толщиной, равной толщине полосовой
стали для многослойной части строганием или протачиванием цилиндрических
заготовок-обечаек на конус с последующей их резкой и вальцовкой по радиусу, равному
наружному радиусу центральной или рулонированной обечайки. Клиновые вставки
устанавливают ка центральную обечайку перед началом навивки и за последним
спиральным слоем.
Навивку спиральных слоев на обечайку (рис. 15.1) и укладку кожуха
выполняют на специальной трехвалковой установке. На специальной установке
предприятия, изготовляющего РСВД, можно навивать обечайки диаметром 600...5000 мм,
длиной до 3600 мм, массой до 160 т.
Начальную клиновую вставку и конец полосы приваривают к центральной
обечайке. Для навивки слоев используют рулонную сталь толщиной 4...7 мм, шириной
1500 ... 1700 мм. После навивки заданного числа витков устанавливают
замыкающую клиновую вставку и кожух рулонированной обечайки из одной или двух
частей, заготовки которого вырезают из листовой стали толщиной не менее двух
толщин основных слоев.
После навивки торцы рулонированной обечайки механически обрабатывают,
наплавляют и повторно механически обрабатывают по форме разделок кромок
под кольцевые сварные швы. Овальность внутреннего диаметра готовых рулони-
рованных обечаек обычно не превышает половину допуска на диаметр по HI5
(ГОСТ 25347—82). Многослойные рулонированные обечайки характеризуются
высоким (0,8 и более) коэффициентом использования металла и сравнительно
низкой трудоемкостью механической обработки.
Плоские днища изготовляют из поковок с последующей механической
обработкой до размеров чертежа. Эллиптические и полушаровые днища получают
штамповкой из листового проката или кованокатаных плит. Такие днища имеют
технико-экономические преимущества по сравнению с днищами, изготовляемыми из
поковок, благодаря более высокому коэффициенту использования металла и
меньшим затратам на механическую обработку. В некоторых случаях, по требованию
чертежа, штампованные днища подвергают полной или частичной механической
обработке.
Эллиптические и полушаровые днища многослойного исполнения штампуют
из пакета, набранного из двух и более слоев (рис. 15.2). Заготовки слоев выполня-
236
Рис. 15.1. Схема навивки спиральных слоев на центральную обечайку:
1, 2, - опорные приводные валки; 3 - прижимной валок; 4 - центральная обечайка; 5 -
начальная клиновая вставка; 6 - полосовая рулонная сталь
Рис. 15.2. Схема штамповки днища из многослойного пакета:
1 - пуансон; 2 - матрица; 3 - многослойное днище
ют из целых или сваренных из двух частей листов. Многослойная конструкция днищ
позволяет отказаться от использования уникального толстого листа, дорогостоящих
поковок и кованокатаных плит, обеспечивает возможность защиты внутренней
поверхности от воздействия среды применением для внутреннего слоя листа,
плакированного защитным слоем. Сосуды и аппараты с такими днищами успешно
эксплуатируются на отечественных предприятиях химической промышленности.
Фланцы изготовляют из поковок механической обработкой на металлорежущих
станках.
В ИркутскНИИхиммаше разработаны и испытаны конструкции многослойных
фланцев из рулонированных обечаек. Опытно-промышленный образец фланца
эксплуатируется с 1980 г. на промышленном сосуде диаметром 800 мм при рабочем
давлении 32 МПа. При изготовлении фланцев этой конструкции отпадает
необходимость в поставках поковок для СВД.
15.4. ИЗГОТОВЛЕНИЕ ШТУЦЕРОВ
Все разнообразие конструктивных типов штуцеров, применяемых в СВД, по
обобщающим признакам можно разделить на три группы, определяющие укруп-
ненно принцип их изготовления: выполненные за одно целое со стенкой элемента;
приваренные к стенке элемента; вваренные в стенку элемента.
Штуцера первой и второй групп используют для элементов с однослойной
стенкой, третьей группы — для элементов с многослойной стенкой. Штуцера первой
группы изготовляют механической обработкой на металлорежущем оборудовании.
Штуцера второй и третьей групп изготовляют отдельно из поковок или проката
механической обработкой. Отверстия под привариваемые или ввариваемые
штуцера выполняются в однослойных элементах с припуском на окончательную
обработку после приварки штуцера, в многослойных — с последующей наплавкой
поверхности отверстия и механической обработкой поверхности наплавленного слоя.
Формы разделки кромок под вварку штуцеров в многослойную стенку
рассмотрены в п. 15.6.
При вваривании штуцеров на всю толщину многослойной стенки и приварива-
237
нии к однослойным элементам из сталей, склонных к закалке и трещинообразова-
нию, применяют предварительный и сопутствующий подогрев.
Сварные соединения и наплавки штуцеров подвергают термообработке и
контролю качества (см. пп. 15.7 и 16.2).
15.5. СБОРКА КОРПУСОВ СОСУДОВ
Корпуса кованосварных сосудов можно собирать из деталей и сборочных
единиц (обечайки или днища с приварными штуцерами), прошедших окончательную
механическую обработку или предварительную (по внутреннему и наружному
диаметрам) , с припусками на окончательную механическую обработку по внутреннему
и наружному диаметрам после сборки, сварки и термообработки корпуса.
Из деталей можно собирать корпуса сосудов и аппаратов без внутренних устройств
или футеровки коррозионно-стойкими листовыми материалами. Корпуса PC
собирают из готовых элементов и сборочных единиц.
В зависимости от числа элементов, составляющих корпус, сборку можно
выполнять по двум технологическим схемам: последовательное приваривание элементов
(деталей); сборка и сварка укрупненных блоков и последующая сборка из них
корпусов.
При сборке по первой схеме увеличивается цикл изготовления корпуса. Сборка
по второй схеме позволяет организовать несколько рабочих мест и выполнять
параллельно однотипные операции сборки и сварки блоков и одновременно операции
сварки двух и более кольцевых швов собранного из блоков корпуса; это
значительно сокращает цикл сборки и сварки.
При сборке корпусов важно обеспечение минимального смещения
кромок стыкуемых элементов (под сварку кольцевого шва) и минимальных
отклонений от прямолинейности образующей корпуса по внутреннему
диаметру.
Элементы корпусов собирают с использованием прихваток, технологических
планок, скоб. Места приварки планок, скоб после их удаления подвергают зачистке
и контролю.
Сборку корпуса и сварку кольцевых швов выполняют на специальном сбороч-
но-сварочном роликовом стенде, конструкция которого учитывает требования к
точности сборки и обеспечивает стабильность положения и равномерность вращения
корпуса во время сварки кольцевых швов.
При сборке корпуса с монолитными элементами из хромомолибденовых сталей,
склонных к закалке и трещинообразованию, технологические крепления
приваривают с предварительным подогревом. Цилиндрическую часть кованосварных
сосудов до или после приварки концевых частей и термообработки (в зависимости
от размеров корпуса и возможностей станочного оборудования) при необходимости
подвергают окончательной механической обработке.
В процессе изготовления корпуса контролируют качество сборки, сварки и
термообработки. Для гидравлических испытаний готовый корпус передают на сборку
сосуда. При сборке вворачивают шпильки, устанавливают уплотнительные элементы,
крышки, заглушки и уплотняют их, затягивая гайки,
15.6. СВАРКА
Сварка — один из ведущих технологических процессов при изготовлении
толстостенных СВД, Основной тип сварного соединения в СВД — стыковое. Угловые
соединения применяют для присоединения штуцеров, труб к трубным решеткам
238
и различных накладных элементов к корпусам сосудов. Как правило, элементы
корпуса, воспринимающие нагрузку от давления, сваривают с двух сторон на всю
толщину соединяемых элементов. При односторонней сварке на полную толщину
применяют подкладные кольца, пластины, технологические буртики и другие
элементы, которые удаляют механическим способом после окончания сварки. В
технически обоснованных случаях при односторонней сварке кольцевых
замыкающих монтажных швов аппаратов (например, ТВД) подкладные кольца можно не
удалять.
При изготовлении СВД применяют следующие способы сварки: ручная, дуговая
покрытыми электродами; автоматическая дуговая под слоем флюса; ручная и
автоматическая дуговая в инертном газе; электрошлаковая для сварки однослойных
(сплошных) элементов.
Наиболее распространена автоматическая сварка под флюсом, которая
характеризуется высокой производительностью и обеспечивает высокое качество сварных
соединений. Этим способом сваривают кольцевые швы корпусов, продольные швы
обечаек, плоские заготовки элементов сосудов, приваривают штуцера, наплавляют
коррозионно-стойкий и технологический слои. Автоматическую сварку под флюсом
кольцевых швов выполняют как с наружной, так и с внутренней стороны корпуса.
Сварку с внутренней стороны применяют преимущественно при внутреннем
диаметре сосуда более 1200 мм. Ручную сварку используют при небольшом объеме
сварочных работ или в местах, где невозможно применить автоматический способ сварки.
В среде инертных газов сваривают корень шва, приваривают трубы к трубным
решеткам, а также футеровку из листовой коррозионно-стойкой стали для сосудов,
работающих в агрессивных средах. Электрошлаковую сварку применяют главным
образом для выполнения продольных швов вальцованных обечаек, штампованных
полуобечаек и продольных швов заготовок под штамповку днищ и других элементов.
Сварку СВД выполняют в соответствии с заводскими технологическими
процессами по инструкциям, разработанным на основе отраслевой технической
документации.
Каждому сварщику присваивают личное клеймо, которое он наносит на все
выполненные им швы корпуса сосуда. Клеймо наносят на расстоянии 20...50 мм от
кромки сварного шва с наружной стороны. Если шов с наружной и внутренней
сторон выполняют разные сварщики, то клеймо ставят только с наружной стороны
в виде дроби: в числителе — клеймо сварщика, выполнявшего сварку с наружной
стороны шва, в знаменателе — клеймо сварщика, работавшего с внутренней
стороны. На продольных швах клеймо ставят в начале и в конце шва на расстоянии 100 мм
от кольцевого шва. Место клеймения заключают в хорошо видимую рамку,
выполняемую несмываемыми красками. Ручную сварку выполняют сварщики с разрядом
не ниже 5-го, автоматическую — не ниже 4-го.
Форму и размеры разделки кромок свариваемых элементов выбирают из
условия обеспечения высокого качества сварного соединения и минимального объема
наплавленного металла, что является важным фактором при сварке сосудов больших
размеров с толщиной стенки до 300 мм. Должны быть обеспечены также свободные
доступ и манипулирование электродом в разделке кромок, а также удобное
удаление шлака.
При ручной и автоматической дуговой сварке толстостенных сосудов применяют
стыковые соединения с общим углом разделки кромок 6...15°. Электрошлаковую
сварку выполняют без скоса кромок на свариваемых элементах.
Конструктивные элементы и размеры разделки кромок под наплавку и сварку
установлены ОСТ 26 01-9-80, ОСТ 26 01-221-86, ГОСТ 5264-80, ГОСТ 8713-79,
ГОСТ 14771-76.
239
Рис. 15.3. Вариант разделки кромок под сварку
продольного шва кожуха (7 - наружный кожух)
*50
1
\
if
V
■*-
Ч N
~^3
i ~Л
t
1 4
*50
?
\
\
2
Рис. 15.4. Вариант разделки кромок под сварку
замыкающего шва спиральной навивки:
1 — замыкающий шов; 2 - конец рулона; 3 — клиновая
вставка; D - внутренний диаметр обечайки; s —
толщина стенки обечайки; / - ширина рулонной полосы
А-А
Wtl
50... 130
<*-*
Рис. 15.5. Вариант разделки кромок под
автоматическую наплавку торцов рулокированных обечаек
Рис. 15.6. Варианты разделки кромок под автоматическую наплавку торцов однослойных
обечаек и концевых деталей из хромомолибденовых сталей:
а - для наплавки низколегированной стали; б - для наплавки коррозионно-стойкой стали
(размер D для сосудов, работающих в контакте с водородсодержащими средами, рассчитывают, в
остальных случаях принимают В > 10 мм); 1 — низколегированный слой; 2 - контур
коррозионно-стойкого слоя; б - припуск на механическую обработку
240
а) В) в) г)
Рис. 15.7. Варианты разделки кромок под сварку кольцевых швов рулонированных обечаек:
а, б - центральная обечайка из углеродистой или низколегированной стали; в, г - центральная
обечайка из двухслойной стали; а, в и б, г — соответственно автоматическая и ручная сварка
внутренней части разделки кромок; D — D + 2 (h +Д) + 3, где Д - овальность центральной
обечайки
Преимущественно применяемые варианты разделки кромок показаны на
рис. 15.3- 15.10.
Кромки под сварку обрабатывают механическим способом; параметр
шероховатости обработанных кромок Rz < 80 мкм (ГОСТ 2789—73). На обработанных
кромках не допускаются расслоения, трещины, вмятины и другие дефекты.
Выбор и назначение сварочных материалов определяются структурой стали
свариваемых элементов и требованиями к механическим и другим свойствам
наплавленного металла. При сварке сосудов из хромомолибденовой стали, работающих
в водородсодержащих средах при температуре выше 200 °С, применяют электроды
и проволоку из материалов, обеспечивающих в наплавленном металле содержание
хрома не менее 2 % для исключения водородной коррозии металла.
Для ручной сварки используют электроды с основным покрытием. Сварочные
материалы, применяемые для сварки сосудов, приведены в табл. 15,1-15.4. Для
сварных соединений стали перлитного класса указаны допускаемые отриидтельные
температуры эксплуатации (максимальные положительные температуры
определяются допускаемыми температурами и применения материалов свариваемых дета-
а) S) У г)
Рис. 15.8. Варианты разделки кромок под сварку кольцевых швов рулонированных обечаек
с однослойными элементами:
а, б - центральная обечайка из углеродистой или низколегированной стали; в, г - центральная
обечайка из двухслойной стали; а, в и б, г - соответственно автоматическая и ручная сварка
внутренней части разделки кромок; Dv = D + 2(b + A) +3(Д- см. подпись к рис. 15.7)
241
Рис. 15.9. Варианты разделки кромок под сварку кольцевых швов рулокированных обечаек
с однослойными элементами из хромо молибденовой стали:
а, б - центральная обечайка из углеродистой или низколегированной стали; в, г - центральная
обечайка из двухслойной стали; а, в и о", г - соответственно автоматическая и ручная сварка
внутренней части разделки кромок; 1,2 - усиление шва; 3 - коррозионно-стойкий слой;
D = £>+ 2(Ь + А) + 3 (А - см. подпись к рис. 15.7)
Рис. 15.10. Варианты разделки кромок под сварку кольцевых швов однослойных элементов:
а - на удаляемом подкладном кольце; б - на удаляемом буртике; виг - соответственно с
ручной и автоматической сваркой внутренней части разделки кромок; б - припуск на механическую
обработку
Таблица 15 J
Сварочные материалы для электрошлаковой сварки (ОСТ 26 01-9 - 80, ОСТ 26 01-221 - 86)
Марка стали
20
22К
09Г2С; 08ГДНФ
10Г2С1
22ХЗМ; 20Х2МА
Марка
проволоки (ГОСТ 2246 - 70)
СВ-08ГА; Св-10Г2
СВ-08Г2С
Св-10Г2
Св-08ГС
Св-08ХЗГ2СМ
Марка флюса
АН-8М*; АН-8**
АН-8М*
Допускаемая
отрицательная температура
эксплуатации сварных
соединений, ° С
-30
-40
0
-40
* По нормативно-технической документации ПО "Уралхиммащ".
**По ГОСТ 9087-81.
Примечание: Область применения - сварка заготовок днищ, крышек и продольных швов
однослойных обечаек
242
«О
Ǥ
s
о
о
2
а
е[
2
в «-v
N- ^
ё °f
а 1
ев
Я Я
«Ч
О wm*
хо
5 н
so
§*
9»
к 1
&^
•9 о
Йчо
Я ^
Л&н
* П
н U
л о
sS
а>
л
Я
У
о
&
а
т
и
н
г Я
0*н
я я
к ^
X
Он
2 х
£ S
л?
9 о
cd со
в 8.
А 3
I 5
a r
188
is.
§
9-&'
§ I
я§р
S
ЕС
О
VO
Я
..<
< ..
оо *о
^ т
тй
ки
<о
СО
-*■
i
<
<
!-.
о
т-Н
б
<
t-t
00
9
5
о
(-4
00
9
е
о
I
оо оо
99
ее
о
I
о
Я
!
a
a
X
и
00 00
99
ее
a
X
«
о
X
a
a
X
< cs <s _,
U Рн &н <
00 00 00 ОО
9999
ееее
[-4 I-H
00 00
99
ее
8
&Ч
On
ии
<м с*
00 О
О *н
н
Я
..ее
я я я
XX
й
243
I
и I «
« Б 5 1
BlSl
<8 § S «
<D ° * «
л о £ о
H В 2 S
г S
S3
—■ i
Is
о к
§£
л ^
О I
л '
IS
о
I
8
п »
S э
а «
б
ч
»1.
л
Л
О
н
X
о
2
<и
1=;
55
&
Я
м
о
я
>>
о
о
о
Й
13
арн
8
о
; свар-
корпу-
я w я
el0 а
J) HI g
leg
зйя
арка
льце
агот<
§ § s
Си «J я*
в 2 8
ковок
, свари-
О Я
2 8-
Й «>
II
8 а
9 1
§8.
ы X
X х
О
I
S
X
оо
о
е
•-в е
Ess
и и ж
U. f-. U
XXX
<N <N ir>
о
f-4
б
и
cs
00
9
s
5 2
о 5
5 *
all
о
tfc
..<
oo «o
"*■ t
CO ^
S8
5
00
9
б
111
Si!
a
о
т* О
го чо
00
о
Й
и
&н
00
<
и
О
т-Н
<
и
00
9
а
3
о
<
<
в
<
00
9
б
е
s
о
I
4fr
г-
о
О
<N
Ен
СО
9
б
б
х
к
о
3
244
3
д
a
M Si
&§
О £2
Он в
x и е
j) «in
riiDOO
woo
&l
S|s
§ofg
llii
a 2 5 a
Д 9 S В
8.8
w
Д
W
la
8.1
" X
; 8
i 9
e e « x
rt m ® 3
9*« Э 5
- 0 5 -
б
5§
О
CM
I
3
О
oo
rt О
CO VO
44
<
00
9
«
CM
X
о
CM
X
о
I
о
<3 <sT
£< Д S
a00 T* Й
00 00 О О 00
9 9 л-но
eeSss
g
a
69
fe6
5
ем
ем **
si
00 О
'"Ф CM
• »°*
1 </■>
Й
см H
On On *h
Я Я Я
on on »0
HH(S
Tf vo ЧО
999
SS6
о о
ЯЯ
00 00
XX
00 см
О тЧ
..8P
i-Ч т-< i-Н
Пи Д Д
ON ON «О
т-Ч ^Н СМ
XXX
t> 00 00
999
&QQ
Я Н
СЛ СО
§2
О »н
1—I i—I
ЯЯ
ON О
тН СМ
XX
00 V£>
99
es
н
ел
S
ел
гЧ
Я
г^
1-»
X
о
*н
н
см
S
ел
»-•
Я
г-
1-Н
X
00
о
1£
2 7
fe <^
22 on
к2
2-й
х
ел ем СМ ю
т-1 *-< тН СМ
Д Я Д Д
«о ю in vo
CM CM CM t-H
999-Г
6S6S
Д Д 3*
хх &?
00 см S ё
о *ч й О
245
S3
2 5 ы :-
8 § 1 £
a
ев
~ i
§»§ s
*
S ° a
p Й 8
2
H S S Й
S | | 5
st§£
8*13 S
к a m
б
«
о
e
V©
cn
<
[-26C
Я
<1
-ОФ-6
00
4fr
r»
1
206
ON
CT5.
О
.J О ON <S
i Я <N О <S
<
гн н <N
Д Я Д
«о v> чо
<S <S т-4
XXX
vor-o
Л i
3¾
о is ж x
о >g
§ ss
lis
о &3
65§Й
w
00 О
го со
я3
t-« О
i-H t-H
Kffi
О ON
XX
V£> 00
99
ее
<
5
246
w
о
00
г-
1
со
Os
го
<N
i—1
33
sSe
>AM4
76)
S 1
ON •
2^
x 4
1-4 i—l
Cb-0
(ТУ
/*-S
<M
00
1
f-
П"
CO
§й
< ь
eM
5Н22АГ
-406-8
>1S
<n S
ЛС-0
(ТУ
О
О ^
g00H
00
4>
О W
II
ас £
5 о о S
« .«tn X
rtOO\(S
Я <N О <N
О
о
я
о
w
ело
я
Р<
Н
А
л
нят
iro
в
л
т
н
О)
следу
<
ем
X
о
ем
Я
го
X
«м
ем
«
стале
о
*
9
к
S
а>
X
Си
сва
Н.
с
«
о
5
2
дно
о
рех
о
с
«
б
§
К
Э
«
) ДЛЯ
0¾
«О
»-ч
5
3
йбл
к
о
2
ai
« н?
*1
Б g
о з
я
&
Н
£
Си
ее
S
Я
§
К
о о
a & 5 rt
5 s § g
姧й
я
о
I
о
ем
I
OS
Н
CJ
О
о
1-н
X
ем
а я
XX
ем <о
е
U
00
о
ЧЧ
ем ем
U U
О ON
*-i О
SO
247
X
о
s
О*
X
л
s
ев
ё
о
|Ш1
О о v О
о 5
(-4 С*
а
° э
В
ей
3 g к X «s
S " « S В.
о >»
X С
М С
Н
U
О
(-4
о
л
с*
О
X
<
о
Г)
S
со
<N
Я
Ю
»o
CO
s
e
s
T—1
ON
09
>» О
о
о
+
w
о
о
H
О
и*
• л ♦•»
on о\
Я Я
о о
<N CN
XX
*• с^
99
г> о
.«
W
CN
(-Н
0\
Я
о
<N
X
00
9
л
W
<N
u<
о
1—С
Я
ON
i—f
X
00
9
л
о о
яя
оо оо
XX
00 СМ
о ^н
248
м
о
Си
В
•е*
О.
и
и
Б
w
о> О
Л Ж
1=1 О
«J 5
О Л о q>
я 8 л о
О iff У Я
* II S
й 5 Й 3
° S Б с
g « gg
ЯЯ Я О
о
о
о
о
н
о
е ..е
<N <N <N
fe^S
£} гч со
S U (-н
f-H Tt «—1
t—l 1—1 1—I
III
СТ\ О СТ\
нг)н
XXX
Г- <N On
о о о
Г> D Л
нлн
со <ч|
SS
со со
*-Н i—I
К X
г-- г*
т-Н 1-4
X X
О 00
1-4 О
«2
<N S
£<
<N vo
U t-ч
О oo
t—* v4
Я ffi
on on
*—1 *-H
X X
ON <N
о о
лл
C4
CO
Я
Ю
oa
X
о
&н
<
»o
<N
ac
Ю
*—1
X
*—i
H
о
Г-«
ж
oo
X
00
о
П
H
о
Я
00
X
п
i3 n
° 2
5 5
A .
s I
Й о о
3 « н
8 S S
д- И О
rS°2
g 11 i
ю о я о
О X К X
В
3 в
и «
Й Р
R & Q
§11
8 1 5
3 § £
И Я *
м g 2
1 S S
* о <и
ж я с
е
U
Я Ж Я-
© О On
XXX
"3- г- г*
999
СЪ О F)
О
§£
Л О
Г* ^ U
U. О g
Д К |г
СЧ ^н 2
х х 3
оо оо !£■
О О
Г) О П
■г<
Ж
on
X
о
к on X
ж 3 о о
§ В -^
ogSs
В* м ™ ГО
fn О '«^
а> к о cs
g S
в а
о
3
£2§
IS
8
il
« ■
PQ
О
ее PQ
о 3
?^sg
Я
° 5 б
Й F °
з * s
Й о о
III
111
я я и
S « о
а т я
3s^
>»
я
в
я
О
W
я
я
Э
w
я
о.
о
X
X
сь
я
Он
я
О
5
2
о
о
X
I I
§ g
si
й
VO
00
•'
I**
«s
8.2
is
H
О
u
H
&4
.«та
« 2
&a
б
w
со О в
»чнО\
»ооло
00 Г- «О
999
ххх
00 ГЧ 00
i-H О 1-4 О
Й оо
3 **\
Х^
31
X
со со со z; so
<-н О О 00 I
i—I rH i-Ч *-Ч
И И И И g
О СТчОчОЛ g
CN r-f *-» i-н "3
X XXX 3
VO VO00 »Н ^
9 99«? £
е<збб£
н н
«ч со
SS
со со
*Н гН
к к
г- г-
ч-4 т-4
X X
оо о
©•^4
250
лей). Для сварки сосудов следует применять сварочные материалы, проверенные
на соответствие требованиям стандратов или технических условий на их
изготовление.
Сварка многослойных PC отличается от сварки сосудов из однослойных
элементов. Основные сварные соединения корпусов PC: продольные швы центральных
обечаек, наружного кожуха, соединения рулонов, приварки начала рулона к
центральной обечайке; замыкающие швы спиральной навивки; кольцевые швы,
соединяющие рулонированные обечайки между собой и с монолитными обечайками или
концевыми элементами; швы вварки штуцеров. Продольные швы центральных
обечаек, стыковки рулонов и замыкающие швы спиральной навивки выполняют
ручной дуговой сваркой покрытыми электродами или автоматической сваркой
под слоем флюса. Кромки продольных швов центральных обечаек и стыков
рулонов разделывают по ГОСТ 5264—80, ГОСТ 8713—79, а кромки продольного шва
кожуха и замыкающего шва спиральной навивки — в соответствии с рис. 15.3, 15.4.
Конструкция сварного соединения и технология сварки кольцевых швов
определяются конструктивными особенностями рулонированных обечаек: многослой-
ностью стенки, наличием межслойных зазоров и меньшей, по сравнению со сплошной
стенкой, жесткостью в осевом и радиальном направлениях. Межслойные зазоры
могут привести при сварке к образованию подрезов, шлаковых включений, "усов"
(продолжение зазоров в металле шва, примыкающего к зазорам). Недостаточная
жесткость многослойной стенки приводит к увеличению деформаций в области
сварного шва. Для предупреждения образования дефектов и уменьшения
деформаций торцы многослойных обечаек предварительно наплавляют. Перед наплавкой
внутри многослойных обечаек устанавливают кольца жесткости вблизи
наплавляемого торца. Толщина наплавленного слоя после механической обработки должна
быть не менее 8 мм, для обечаек с внутренним диаметром до 1400 мм и не менее
10 мм для обечаек с внутренним диаметром свыше 1400 мм. При этом
рекомендуется широкослойная наплавка с поперечными колебаниями электрода по слою
металлической крошки (сечением 1,6X2 мм, 2X2 мм, 3X1,5 мм) из сварочной
проволоки или без слоя крошки. При использовании крошки наплавку выполняют за один
проход, без использования крошки - за два прохода. Разделка кромки под наплавку
показана на рис. 15.5; рекомендуемые режимы наплавки указаны в табл. 15.5,
сварочные материалы — в табл. 15.2.
Для выхода газов из межслойных зазоров во время наплавки в рулонирован-
ной обечайке сверлят дренажные отверстия диаметром 8 ... 10 мм, глубиной до
первого слоя навивки на расстоянии 50 ... 130 мм от наплавляемого торца; число
отверстий (4 ... 8) зависит от диаметра обечайки.
Торцы однослойных элементов из сталей 22ХЗМ и 20Х2МА перед сваркой с
рулонированными обечайками наплавляют низколегированными сварочными
материалами (см. табл. 15.2, 15.3) для снижения температуры предварительного
и сопутствующего подогрева при сварке, возможности исключения немедленной
термообработки после сварки и для снижения температуры термообработки
кольцевого сварного соединения.
При сварке деталей из стали 08Г2СФБ толщина наплавленного слоя после
механической обработки должна быть не менее 12 мм. При этом содержание хрома
в последнем слое не должно быть более 0,3 ... 0,6 %. При сварке со сталями 12ХГНМ,
12ХГНМФ, 15ХГНМФТ толщина наплавки должна быть не менее 10 мм, содержание
хрома в последнем слое - не более 1,5 %. Наплавку выполняют автоматической
сваркой: одним электродом - под слоем флюса, двумя - расщепленной дугой или
при поперечных колебаниях электрода по слою металлической крошки. Разделка
кромок под наплавку и режимы наплавки — см. соответственно рис. 15. 5 и
табл. 15.6, 15.7.
251
«о
■о
3
S
X
I
ft
«
о
X
8
2
I
2
ч
1
о
«
s
И
8
9
Я
о
со
о
о
о
on
о
о-
о
«о
о
о
о
ON
о
00
о
о
«о
о
о
§Ё?|
И I
s s e
о ^ о
н I 8
иди IfcS S
1>ч
«о
S3
2Г
а
Й
§
3
§
I
о
&
S
!
§
<
1
Я
со
X
<N
<S
oo
oo
oo
2
a
OS
ON
ICO
О
ON
О
ON
3
о
§
5
О
С
О
Я
о
a
а
о
&
2
2
2
о
2
&
О
I
252
Подготовленные таким образом торцы рулонированных обечаек и концевых
элементов сваривают между собой кольцевыми швами автоматической сваркой
под слоем флюса. Прихватку, наплавку и сварку элементов и деталей из сталей
12ХГНМ, 15ХГНМФТ, 12ХГНМФТ производят с общим или местным
предварительным и сопутствующим подогревом до температуры не ниже 150 °С, деталей из
сталей 20Х2МА и 22ХЗМ - с подогревом до температуры не ниже 250 °С
независимо от толщины стенок- Однослойные элементы корпуса при толщине стенки
более 60 мм сваривают с предварительным и сопутствующим подогревом до
температуры не ниже 100 °С для сталей 20К и 20 и до температуры не ниже 150 °С
для сталей 09Г2С, 10Г2С1.
Сварку многослойных элементов или однослойных с многослойными из
стали 08Г2СФБ при толщине стенки более 100 мм следует производить с
предварительным и сопутствующим подогревом до температуры не ниже 150 °С. При
местном подогреве ширина зоны нагрева (до требуемой температуры) не
должна быть менее 100 мм в каждую сторону от кромок разделки.
Для исключения радиального и осевого биений при вращении свариваемые
обечайки или их блоки устанавливают на специальные сварочные стенды с
роликовыми опорами. На рулонированных обечайках предусматривают технологические
бандажи, которые механически обрабатывают с учетом притупления кромки.
Применяемые варианты разделки кромок под сварку кольцевых швов показаны на
рис. 15.7,... , 15. 10; сварочные материалы приведены в табл. 15. 2,..., 15. 4.
На свариваемые кромки штуцеров из хромомолибденовой стали
предварительно наносят технологическую наплавку толщиной 12 ... 15 мм из материалов,
применяемых для вварки штуцера. Варианты разделки кромок под наплавку
показаны на рис. 15.11.
Штуцера вваривают в рулонированную обечайку на неполную толщину
(рис. 15. 12) или на всю толщину стенки (рис. 15. 13, ... , 15. 15). Для получения
качественного сварного соединения поверхность отверстия в многослойной
обечайке под вварку штуцера на всю толщину стенки предварительно наплавляют
ручной или автоматической (с поперечными колебаниями электрода) сваркой под
слоем флюса с обеспечением толщины наплавки после механической обработки не
менее 8 мм. Валики как при автоматической, так и при ручной сварке наплавляют
перпендикулярно слоям за один проход на всю толщину стенки.
В многослойную стенку штуцера вваривают ручной сваркой. Наиболее
эффективен способ вварки "поперечной горкой" [ А.с. 202383 СССР, МКИ В 23 к 09/00],
обеспечивающей высокое качество, наименьшие деформации свариваемых элементов
и высокую производительность. Сварку выполняют одновременно несколько
сварщиков на диаметрально противоположных участках сварного соединения.
<?>1С
ГЧ
V
1-см
L
to. R10
1 \J
>////////ЛУ//Л
.у г г г г г
1
<=?
S>
АХ
1\
шш
\ 1
1 а)
Рис. 15.11. Варианты разделки кромок под ручную и автоматическую наплавку
низколегированной сталью штуцеров из хромо молибденовых сталей:
а - при двусторонней сварке на полную толщину стенки; б - при сварке на неполную толщину
стенки; в - при односторонней сварке на полную толщину стенки; 1 - контур наплавленного
слоя; б - припуск на механическую обработку; cth,l - размеры, принимаемые конструктивно
253
a) S)
Рис, 15.12. Варианты разделки кромок под вварку штуцеров в рулонированные обечайки при
ручной сварке на полную толщину стенки:
а - штуцер из углеродистой или низколегированной стали; б - штуцер из хромо молибденовой
стали, центральная обечайка из двухслойной стали; 1 и 2 - низколегированные и коррозионно-
стойкие наплавленные слои; К &КХ
а) 5)
Рис. 15.13. Варианты разделки кромок под вварку штуцеров методом "поперечной горки":
а - штуцер из углеродистой или низколегированной стали; б - штуцер из хромомолибденовой
стали; 1 - подкладная пластина; 2 - низколегированный наплавленный слой; 3 - усиление
шва
При вварке штуцеров на полную толщину стенки необходим
предварительный и сопутствующий подогрев до температуры не ниже 150 °С с последующей
термообработкой (см. п. 15. 7). Сварочные материалы для в варки штуцеров
приведены в табл. 15.3.
15Л. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термический цикл саарки оказывает сложное воздействие на различные
зоны сварного соединения. В результате закалочных явлений возможны уменьшение
вязкости и пластичности металла, повышение твердости и прочности. При сварке
254
Рис. 15.14. Варианты разделки кромок под однострроннюю ручную вварку штуцеров на
неполную толщину стенки:
а - штуцер из углеродистой или низколегированной стали; б - штуцер из хромомолибденовой
стали, центральная обечайка из двухслойной стали; 1 и 2 - низколегированные и коррозионно-
стойкий наплавляемые слои; 3 - усиление шва; К - размер, принимаемый конструктивно
а)
Рис. 15.15. Варианты разделки кромок под приварку штуцеров к однослойным деталям
(растачивание до D после сварки):
а _ на удаляемом подкладном кольце; б - на удаляемом буртике; & = 75° для штуцеров с
D до 150 мм; 0 = 75 ... 90° при D > 150 мм в зависимости от диаметра штуцера (принимают
у у конструктивно)
толстостенных элементов сосудов возникают значительные остаточные напряжения.
Для улучшения свойств металла шва и зоны термического влияния, уменьшения
остаточных напряжений, повышения надежности и работоспособности сварные
соединения СВД подвергают термической обработке. В зависимости от марки стали,
исходного состояния свариваемых элементов и метода сварки при изготовлении
сосудов применяют следующие виды термической обработки сварных соединений:
высокий отпуск, нормализацию или закалку в сочетании с последующим высоким
отпуском, аустенизацию и стабилизирующий отжиг.
Термообработку производят после выполнения всех сварочных операций на
корпусе сосуда, проведения контроля качества сварных соединений и
исправления дефектов. Сварные соединения из сталей 20Х2М, 22ХЗМ, склонных к замед-
255
ленному разрушению, следует термообрабатывать сразу после окончания сварки.
При этом температура металла шва и зон термического влияния сварного
соединения после сварки или наплавки и до начала термической обработки не должна
быть ниже 200 °С.
Основной вид термической обработки при изготовлении СВД — высокий
отпуск.
В процессе производства сосудов некоторые сварные соединения можно
подвергать промежуточному отпуску для исключения образования трещин.
Температура промежуточного отпуска может быть на 30 ... 50 °С ниже температуры
окончательного отпуска.
Отпуск обязателен для следующих сварных соединений:
однослойных элементов из углеродистых сталей при толщине стенки
8 > 36 мм, из низколегированных кремнемарганцовистых сталей при 5 > 30 мм,
из сталей 20Х2М, 22ХЗМ, прошедших перед сваркой окончательную
термическую обработку и сваренных ручной или автоматической сваркой под слоем флюса
независимо от толщины;
вальцованных обечаек, если толщина стенки обечайки б > 0,009 фвн + 120);
корпусов PC из сталей 12ХГНМ, 12ХГНМФ, 15ХГНМФТ;
блоков, состоящих из однослойных элементов и многослойных рулонирован-
ных обечаек из стали 08Г2СФБ с 6 > 160 мм;
многослойных рулонированных обечаек из стали 08Г2МФБ с вваренными
штуцерами при толщине сварного шва более 100 мм;
центральных обечаек, независимо от толщины их стенки, при отсутствии доступа
к внутренней поверхности сосуда в процессе эксплуатации;
корпусов сосудов, работающих при температуре стенки t < — 20 °С;
соединений, выполненных автоматической сваркой проволокой 08ХЗГ2СМ
под флюсом АН-42.
Нормализации или закалке с последующим отпуском подвергают сварные
соединения, выполненные электрошлаковой сваркой. Аустенизацию и
стабилизирующий отжиг применяют для соединений деталей из хромоникелевых аустенитных
сталей с целью повышения коррозионной стойкости и пластических свойств при:
работе в средах, вызывающих коррозионное растрескивание; температуре
эксплуатации выше 350 °С, когда предъявляют требования по стойкости к
межкристаллизационной коррозии; соответствующих требованиях технического проекта.
Рекомендуемые режимы термической обработки сварных соединений СВД
приведены в табл. 15.8.
Как правило, сварные соединения СВД подвергают объемной термической
обработке в печах. В обоснованных случаях допускается местная термическая
обработка (отпуск) кольцевых швов сосудов.
При этом следует обеспечивать равномерное нагревание и охлаждение шва по
всей длине и прилегающих к нему с каждой стороны зон шириной, равной
двум-трем толщинам стенки сосуда. Для контроля температуры при местной
термообработке непосредственно на изделие устанавливают термопары с внутренней
и наружной сторон. При газопламенном способе нагрева термопары изолируют
от воздействия пламени. Перепад температур по толщине стенки при нагревании
и охлаждении не должен превышать 50 °С.
При термической обработке корпус сосуда устанавливают так, чтобы
исключалась возможность его деформирования под действием собственной массы.
Параметры режима термической обработки фиксируют самопишущими
потенциометрами на диаграммах, которыми снабжают паспорт на сосуд. Термическую
обработку проводят по инструкциям и технологическим процессам
завода-изготовителя.
256
о S<m о о
U&i
5<
о сч
о s
5 *
So
2^
«
S
СО Н
О
О
VO
о с?
go go «
U «Ом s
о
о
V©
о
с*
о
о
vo
о
к
о
с*
vo
о
о
ак 85
257
15.8. ИЗГОТОВЛЕНИЕ СПИРАЛЬНО-РУЛОННЫХ СОСУДОВ
Рулонированные СВД, как и многие другие многослойные конструкции СВД,
имеют общий недостаток при изготовлении — большой объем сварочных работ
при наплавке и сварке кольцевыми швами между собой обечаек
цилиндрической части корпуса. Выполнение кольцевых сварных швов больших толщин при
кой части корпуса. Сварка кольцевых швов больших толщин при любой
конструкции сосуда связана с необходимостью предварительного и сопутствующего
подогрева, снятия остаточных сварочных напряжений и выполнения сложного контроля.
Спирально-рулонная конструкция выгодно отличается по экономическим
показателям изготовления от рулонированной и кованосварной (табл. 15.9). Такая
конструкция позволяет максимально механизировать и автоматизировать
технологический процесс изготовления цилиндрической части корпуса.
Технологический процесс изготовления корпусов СВД спирально-рулонной
конструкции может быть построен по двум принципиальным схемам:
изготовление остова и навивки на его цилиндрическую часть слоев из полосовой рулонной
стали; изготовление многослойной цилиндрической части корпуса и приварка
к ней концевых частей корпуса. По первой схеме целесообразно изготовлять
сосуды длиной более 10 м, по второй — сосуды длиной менее 10 м, так как заготовку
многослойной цилиндрической части можно получить одновременно в расчете на
несколько корпусов с последующей резкой ее на части.
Изготовление сосуда по первой схеме (рис. 15.16) состоит из этапов:
изготовление концевых деталей, центральной трубы, сборка и сварка остова корпуса;
навивка слоев на цилиндрическую часть остова корпуса; изготовление прочих
деталей (шпильки, гайки, крышка, детали уплотнений и др.); сборка,
технологическая опрессовка, испытание.
Изготовление сосуда по второй схеме включает этапы: изготовление
центральной трубы на один или несколько сосудов; навивка слоев на центральную трубу
и при необходимости резка заготовки на части; изготовление концевых частей
(фланец, днище или горловина) корпуса и других деталей; приварка концевых
частей к многослойному цилиндру корпуса; сборка, технологическая опрессовка
и испытание.
Недостаток изготовления по второй схеме — необходимость сварки двух
кольцевых швов сравнительно большого сечения; изготовление по первой схеме
позволяет полностью реализовать положительные особенности конструкции.
Таблица 15. 9
Относительные экономические показатели
производства сосудов различных конструкций
Сосуд
Элемент
сосуда
-,-
Масса
Стоимость
материала
Трудоемкость
изготовления
Себестоимость
Кованосварной Цилиндр 1,0 1,0 1,0 1,0
Корпус
Цилиндр 0,26 0,47 0,34
Рулонирован- 1,0
ный Корпус 0,44 0,60 0,50
Цилиндр 0,21 0,08 0,15
Спирально- 1,0
рулонный Корпус 0,42 0,43 0,36
258
у и и и и и
а)
nrv
п
ЯП
б)
tool
в)
о
Рис. 15.16. Стадии изготовления корпуса спирально-рулонного сосуда:
а - сборка остова сосуда; б - присоединение полосы к кольцевой части сосуда в начале навивки
слоя; в - навивка слоя; г - сварка и зачистка кольцевых и частично спиральных швов
навиваемого слоя; д - навивка последующих слоев; е - сварка кольцевых и спиральных швов
наружного слоя
Технология изготовления деталей, сборки и сварки остова корпуса, крышек,
крепежных и других деталей, а также-общей сборки,опрессовки и испытаний сосуда
спирально-рулонной конструкции не отличается от технологии изготовления
аналогичных элементов для сосудов, освоенных призводством (кованосварных и руло-
нированных). Отличие составляют повышенные требования к овальности обечаек
и точности сборки их между собой при изготовлении центральной трубы остова
корпуса сосуда.
Основой технологической схемы изготовления спирально-рулонных сосудов,
определяющей качество и прочность конструкции, является процесс навивки слоев
цилиндрической части. Процесс навивки слоев состоит из следующих основных
операций:
обрезка конца полосы под углом, соответствующим углу навивки слоя;
установка и присоединение конца полосы к цилиндрической части остова сосуда в начале
навивки слоя с соблюдением заданного угла навивки; навивка полосы (слоя)
на цилиндрическую часть с заданным шагом; обрезка полосы в конце навивки
замыкающего витка слоя под углом, соответствующим углу навивки; укладка
и закрепление на цилиндре клинового конца полосы замыкающего витка слоя;
приварка кромок конечных витков слоя к концевым частям корпуса; сварка
кромок витков наружного слоя; снятие усиления швов; контроль качества сварных
соединений слоя; повторение указанных операций до получения необходимой
толщины цилиндрической части корпуса сосуда (при этом слои навивают во взаимно
противоположных направлениях с натяжением полосы не менее 10 МН на 1 м2
поперечного сечения).
Радиографическому контролю качества сварных швов подвергают только
швы остова корпуса (а для сосудов, изготовленных по второй схеме, и кольцевые
швы приварки концевых частей) ; остальные швы подвергают МПК.
9* 259
Для навивки слоев используют полосовую рулонную сталь шириной
400 ... 1500 мм, толщиной 4 ... 5 мм с обрезными кромками и отклонением
от прямолинейности по кромке (ребровой кривизной) не более 15 мм на Юм
в соответствии с требованиями ТУ 14-1-3609-83 на рулонную горячекатаную
сталь 08Г2СФБ, применяемую для изготовления PC.
Спирально-рулонные сосуды изготовляют на специальной установке.
Опытно-промышленный СВД спирально-рулонной конструкции работает с 1980 г. в
качестве масловлагоотделителя.
15.9. СПОСОБЫ ПРОТИВОКОРЮЗИОННОЙ
ЗАЩИТЫ СОСУДОВ
Агрессивные среды (кислоты, щелочи, водород, сероводород, мочевина и др.)
оказывают коррозионное воздействие на материалы сосудов, работающих при
высоких давлении и температуре. Нередко коррозионное разрушение является
одной из основных причин выхода из строя СВД химических и нефтехимических
производств. Это вызывает необходимость изготовления их из коррозионно-стойких
высоколегированных сталей и сплавов. Изготовление крупногабаритной,
крупнотоннажной аппаратуры из дефицитных материалов экономически нецелесообразно.
В связи с этим несущие элементы сосудов выполняют из углеродистых или
низколегированных конструкционных сталей, а внутренние поверхности,
соприкасающиеся с агрессивной рабочей средой, надежно защищают
коррозионно-стойкими материалами со специальным свойствами.
В качестве защитного материала используют стали 08Х18Н10Т, 12Х18Н10Т,
08X13, 08Х17Н13М2Т, 08Х17ЩЗМЗТ, 08Х17Н16МЗТ, 03Х17Н14МЗ и др. Выбор
материала защитного слоя определяется характером рабочей среды, рабочими
параметрами сосуда, а толщина защитного слоя — коррозионной стойкостью в
данной среде и расчетным сроком службы аппарата. Практически толщина защитного
слоя составляет 5 ... 20 мм.
Внутренние поверхности СВД футеруют листовым материалом или защищают
наплавкой.
Защиту футерованием можно выполнять способом карт с креплением их
сваркой к стенке корпуса и способом обечаек с креплением или без крепления
их к стенке корпуса. Выбор способа определяется конструкцией сосуда,
марками материала корпуса и коррозионно-стойкого защитного слоя. Способ футерования
с креплением карт или обечаек к стенке сосуда используют в случае, если корпус
изготовлен из сталей, не требующих после сварки, по металлургическим
показателям, высокотемпературной термической обработки (стали 20, 22К, 09Г2С).
Картами футеруют сосуды с горловинами, обечайками — цилиндрические части
сосудов с фланцами.
При футеровании способом карт (рис. 15.7) их приваривают к стенке корпуса
через отверстия диаметром 15 ... 20 мм, которые сверлят в заготовках в
шахматном порядке с шагом 150 ... 200 мм. Рекомендуется размеры карт принимать в
пределах 500 ... 800 мм с учетом диаметра горловины, через которую карты вставляют
в сосуд. До начала приварки карты плотно пригоняют к поверхности корпуса и
устанавливают с зазором 5 ... 10 мм и со смещением продольных швов
(относительно оси сосуда) каждого ряда на расстояние не менее 50 ... 100 мм. В первую
очередь карты приваривают к корпусу через отверстия, а затем сваривают между
собой.
При футеровании обечайками с приваркой их к корпусу из листа предвари-
260
1
2 J
w
■a
V////SSS/.
%k
m
V//////////<L
о о о |П
assa.
Рис. 15.17. Вариант футерования сосуда способом карт:
1 — корпус сосуда; 2 — карта футеровки; 3 — шов приварки через отверстие; 4 - продольный
и кольцевой швы
Рис. 15.18. Вариант футерования сосуда способом обечаек без приварки к корпусу сосуда:
1 - корпус сосуда; 2 - подкладные полосы; 3 - обечайка футеровки; 4 - продольный и
кольцевой сварные швы; а - кольцевые и продольные пазы
тельно формируют обечайки диаметром несколько меньшим внутреннего диаметра
корпуса сосуда. Затем обечайки поочередно вставляют в сосуд и прижимают плотно
к его поверхности. При этом зазор между кромками под сварку продольных и
кольцевых швов должен составлять 5 ... 10 мм. Продольные швы каждой
обечайки смещают по окружности один относительно другого на расстояние не менее
50 мм, а кольцевые, по отношению к кольцевым швам корпуса, — на расстояние
не менее толщины корпуса. После установки и плотного прижатия обечайки
сваривают продольный и кольцевой швы с одновременной приваркой обечайки к
корпусу.
Футерование способом обечаек без приварки их к корпусу (рис. 15.18) можно
применять для сосудов из сталей любых марок. Это способ предусматривает
проточку на внутренней поверхности корпуса кольцевых и продольных
прямоугольных пазов глубиной 5 ... 6 мм, шириной 80 ... ПО мм с радиусами закругления
10 ... 15 мм в местах соединения вертикальной и горизонтальной стенок паза.
Число кольцевых и продольных пазов определяется размерами листов, из которых
изготовляют обечайки. Однако этот способ имеет существенный недостаток. При
его применении необходимо увеличивать толщину стенки корпуса на величину,
равную глубине продольных пазов, что приводит к увеличению массы сосуда.
Кроме того, при расчете на прочность следует учитывать коэффициент
концентрации напряжений в углах продольных пазов. В связи с указанным в СССР этот
способ не применяют.
В некоторых случаях используют и другие способы футерования, например
стаканом. В этом случае изготовляют обечайки и сваривают их кольцевыми шва-
261
ми, образуя стакан (цилиндр), по длине равный цилиндрической части корпуса,
с наружным диаметром несколько меньшим внутреннего диаметра
цилиндрической части корпуса. Затем стакан вставляют в корпус сосуда. При больших
размерах сосуда реализовать такой способ сложно.
Для достижения необходимой плотности прилегания футеровки к
внутренней поверхности целесообразно после сварки корпуса механически
обрабатывать его внутреннюю поверхность или обеспечивать смещение кромок по
внутренней поверхности сосуда в сварных швах не более 1,0 ... 1,5 мм с последующим
выравниванием усиления шва шлифовальной машиной. Разделку кромок
футеровки под сварку следует выполнять механическим способом. Футеровку
сосудов, предназначенных для производства мочевины, рекомендуется сваривать ручной
или автоматической сваркой в среде аргона.
В многослойной конструкции СВД противокоррозионную защиту корпуса
обеспечивают центральной обечайкой из материала, стойкого в данной среде при
рабочих параметрах. Чаще всего центральную обечайку изготовляют из двухслойной
стали, что значительно упрощает технологию изготовления многослойных сосудов.
Рассмотренные способы противокоррозионной защиты сосудов относятся в
основном к его цилиндрической части. Для защиты днищ, горловины, крышек,
трубных решеток, штуцеров можно применять следующие способы: раздельную
штамповку днища (горловины) и нанесение защитной футеровки с последующей
механической обработкой и сборкой; штамповку днища из двухслойной листовой
стали; штамповку днища из многослойного пакета с внутренним слоем из
двухслойной стали; футерование готового днища лепестками из коррозионно-стойкой
стали; наплавку.
При использовании первого способа штампуют раздельно два днища
(основное и защитное) из листовой коррозионно-стойкой стали с припуском на
механическую обработку, для чего используют более толстый лист (б « 20 ... 28 мм).
Отштампованное защитное днище механически обрабатывают по специальному
копиру до заданной толщины по наружной поверхности и затем используют в
качестве копира для обработки внутренней поверхности основного днища. После
механической обработки защитное днище вставляют в основное; при этом
обеспечивается хорошая плотность прилегания. Если коррозионно-стойкое защитное днище
штампуют в нагретом состоянии, то после штамповки его подвергают
термической обработке для восстановления защитных свойств.
Способ изготовления днища из многослойного пакета изложен в п. 15.3. При
этом внутреннее днище при сборке пакета изготовляют из
биметаллического листа с коррозионно-стойким слоем или из листовой коррозионно-стойкой
стали.
При футеровке лепестками из коррозионно-стойкой стали изготовляют
лепестки, которым штамповкой придают кривизну днища. Полученные таким образом
лепестки укладывают с основное днище. Лепестки можно приварить
непосредственно к днищу или к подкладкам в пазах, как это делают при футеровании
цилиндрической части сосудов способом обечаек. Для защиты плоских крышек, трубных
решеток применяют наплавку или плакировку методом взрыва.
Штуцера защищают запрессовкой цилиндрических обечаек либо наплавкой.
Штуцера малых диаметров полностью изготовляют из коррозионно-стойких
материалов.
Преимущество противокоррозионной защиты способами футерования листовым
материалом состоит в возможности контроля и своевременного выявления
нарушений сплошности сварных швов или основного металла футеровки сосуда.
Однако этот метод футерования является трудоемким процессом, при котором
262
может быть нарушена сплошность сварных соединений в местах крепления
футеровки к корпусу из-за разности температурных коэффициентов линейного расширения
материалов корпуса и футеровки, особенно при высокой температуре эксплуатации.
Современный уровень технологии сварки и разнообразие сварочных материалов
позволяют выполнить противокоррозионную защиту способом наплавки. Наплавку
достаточно легко нанести на заготовки и детали со сложными поверхностями
(днища, горловины, крышки, штуцера, трубные решетки). Использование при этом
соответствующих сварочных материалов позволяет получить качественное сварное
соединение и наплавленный металл заданного химического состава с требуемыми
механическими характеристиками и защитными свойствами. Наплавку выполняют
как минимум в два слоя. Первый (переходный) слой наплавляют из материалов
с повышенным содержанием никеля, второй — из материалов, обеспечивающих
требуемую коррозионную стойкость.
При отсутствии требований по стойкости к межкристаллитной коррозии
и достаточной стойкости наплавленного металла в данной среде наплавку можно
выполнять в один слой материалами, применяемыми для переходного слоя
наплавки. В этом случае толщина наплавляемого слоя должна быть не менее 8 мм, а при
двухслойной наплавке толщина облицовочного противокоррозионного слоя — не
менее 5 мм. Рекомендуемые сварочные материалы для защитной наплавки
приведены в табл. 15.3, 15.4.
15.10. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
На каждый сосуд предприятие-изготовитель составляет паспорт в соответствии
с требованиями ГОСТ 25773—83, содержащий:
общие данные (об изготовителе, заказчике, сосуде) ;
технические характеристики и параметры сосуда;
данные о предохранительных клапанах;
данные об основной арматуре;
данные об основной арматуре для измерения, управления, сигнализации,
регулирования и автоматической защиты; данные об основных и присадочных
материалах, использованных при изготовлении основных элементов сосудов, работающих
под давлением;
карта измерений корпуса; результаты испытаний и контроля сварных
соединений; результаты других испытаний и исследований;
данные о термообработке;
заключение.
В процессе изготовления сосудов и их элементов на все виды контрольных
испытаний оформляют соответствующую техническую документацию,
необходимую для составления паспорта.
В паспорты сосудов и аппаратов заносят сведения о несущих деталях,
рассчитываемых на прочность (перечень этих деталей указывают в техническом проекте).
С каждым сосудом или аппаратом заказчику отправляют: паспорт в одном
экземпляре; сборочные и монтажные чертежи; чертежи крышек, основных крепежных
деталей (шпилек, гаек, шайб), уплотнительных колец и прокладок — в двух
экземплярах; требования к монтажу и эксплуатации; упаковочный лист;
комплектовочную ведомость; инструкцию по затяжке основных крепежных деталей; схему
строповки сосуда или аппарата.
На предприятии-изготовителе подлинники технической документации и
результаты контроля сосуда, аппарата хранят в течение 20 лет.
263
Глава 16. КОНТРОЛЬ КАЧЕСТВА
16.1. ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ И ДРУГИХ СВОЙСТВ
СВАРНЫХ СОЕДИНЕНИЙ
Для проверки механических свойств, проведения металлографических
исследований, определения стойкости к межкристаллитной коррозии, измерения
содержания а-фазы сварных соединений в процессе изготовления СВД выполняют
контрольные пробы. Контрольные пробы сваривают по той же технологии, что и
контролируемые швы. Контрольные пробы ^должны быть идентичны
контролируемым производственным сварным соединениям (по маркам стали, толщине листа
или размерам труб, форме разделки кромок, методу сварки, сварочным
материалам, положению шва, режимам и температуре подогрева, термообработке) и
выполнены тем же сварщиком, на том же сварочном оборудовании одновременно с
контролируемым соединением.
Пробы для контроля качества продольных швов рекомендуется сваривать
таким образом, чтобы шов контрольной пробы являлся продолжением шва
изделия. Число контрольных проб должно быть не менее 1 на все однотипные сварные
соединения каждого сосуда. Однотипными считают сварные соединения с
аналогичной разделкой кромок, из сталей одной марки, с одинаковыми сварочными
материалами, режимами сварки и термической обработки. При автоматической сварке
на каждый сосуд сваривают одну контрольную пробу, при ручной — по одной
пробе на сосуд, изготовленной каждым сварщиком. Если в течение рабочей смены
по одному технологическому процессу сваривают несколько однотипных сосудов,
то разрешается на всю партию сосудов, сваренных в данной смене, изготовить
одну контрольную пробу.
При серийном изготовлении сосудов и сплошном (100 %-ном) контроле
сварных соединений УЗК или РГК число контрольных проб можно уменьшить в
порядке, предусмотренном правилами Госгортехнадзора.
При серийном изготовлении однотипных сосудов в случае сплошного
контроля стыковых сварных соединений УЗК или РГК допускается на каждый вид
сварки выполнить по одной контрольной пробе на всю партию сосудов. При этом
в одну партию можно объединить сосуды, аналогичные по назначению, типу,
изготовлению, из одного вида металлопродукции (лист, поковка) одной марки,
с одинаковыми формами разделки кромок, выполненные по единому
технологическому процессу и подлежащие термообработке по одному режиму, если цикл
изготовления всех изделий по сборочно-сварочным работам, термообработке и
контрольным операциям не превышает 3 мес.
При изготовлении одной контрольной пробы на партию сосудов толщину
свариваемых элементов пробы выбирают по изделиям с наибольшими толщинами
для сварного соединения данного вида. Для кольцевых швов сосудов или их
партии, представляющих собой сочетание "рулонированная обечайка (рулон) + ру-
лонированная обечайка", "рулонированная обечайка + кованые элементы
(поковка)", "рулонированная обечайка + штампованные элементы (штамповка)", можно
изготовлять только две пробы "рулон + поковка" и "рулон + штамповка", а для
сочетания "кованые элементы + кованые элементы", "кованые элементы +
штампованные элементы" и "штампованные элементы + штампованные элементы" —
одну пробу "поковка + штамповка".
Внутренний диаметр кольцевой контрольной пробы должен быть не менее
внутреннего диаметра корпуса сосуда, а при его диаметре более 600 мм — не
менее 600 мм. Для выполнения кольцевых проб следует предусматривать припуск
264
на свариваемых элементах сосудов или изготовлять специальные заготовки по
принятой технологии изготовления контролируемых элементов.
Температура, число испытаний и типы образцов, использованных при
механических испытаниях сварных соединений контрольных проб, приведены в табл. 16.1,
схемы расположения образцов — в табл. 16.2.
При испытании металла шва на растяжение определяют временное
сопротивление ав, предел текучести ат и относительное удлинение б; при повышенной
температуре испытаний — только ов и ат. При испытании сварных соединений на
растяжение при температуре + 20 °С и повышенных температурах определяют
только ав. Механические свойства сварных соединений СВД должны удовлетворять
требованиям, указанным в табл. 16.3.
Для кольцевых швов сосудов, соединяющих монолитные элементы,
допускается уменьшение временного сопротивления и предела текучести на 10 %
по сравнению со значением для основного металла, а для кольцевых швов,
соединяющих рулонированные обечайки с рулонированными или с монолитными
элементами, — на 25 % по сравнению со значением для рулонной стали.
Металлографические исследования проводят на темплетах, вырезанных поперек
сварного соединения из каждой контрольной пробы. Исследования проводят для
выявления внутренних дефектов, определения структуры и твердости всех зон
сварного соединения. Контролируемая поверхность должна включать сечение
шва с зонами термического влияния и прилегающими к ним участками
основного металла.
Для металлографических исследований сварных соединений штуцеров
сваривают плоскую угловую пробу, размеры которой установлены технической
документацией на изготовление сосуда.
Твердость определяют в соответствии с ГОСТ 6996—66 и табл. 16.4. Твердость
по Бринеллю зон термического влияния и металла шва сварных соединений при
макроисследовании не должна превышать значений, приведенных в табл. 16.5.
Механические свойства сварных соединений определяют как среднее
арифметическое результатов испытаний отдельных образцов. Если хотя бы на одном из
образцов при испытании на растяжение, статический изгиб или сплющивание
получен результат ниже установленных норм более чем на 10 %, то общий результат
испытаний считают неудовлетворительным. При испытании на ударный изгиб
результаты считают неудовлетворительными, если хотя бы для одного образца получен
результат ниже указанного в табл. 16.3.
При получении неудовлетворительных результатов по одному из видов
механических испытаний этот вид испытаний повторяют на удвоенном числе образцов,
вырезаемых из того же контрольного стыка. При невозможности вырезки
образцов из указанных стыков повторные механические испытания можно проводить на
выполненных тем же сварщиком производственных стыках, вырезанных из
контролируемого изделия. Если при повторном испытании хотя бы на одном из
образцов получены показатели, не удовлетворяющие установленным нормам,
качество сварного соединения считают неудовлетворительным.
Объем механических испытаний и металлографических исследований сварных
соединений можно уменьшить по решению министерства (ведомства),
согласованному с Госгортехнадзором СССР, в случае серийного изготовления однотипных
изделий при неизменном технологическом процессе, специализации сварщиков на
работах определенных видов и высоком качестве сварных соединений,
подтвержденном результатами контроля за период не менее 6 мес.
Испытания на стойкость к межкристаллитной коррозии сварных соединений
аустенитного класса и коррозионно-стойкой наплавки проводят в соответствии
265
1
н
и
о
О
!
i
к
8
й
i
S
II
2g
« а
8
S
VO 00
I I
VO »-Н
ON «О
ON VO
VO ON
X
vo
VO
I
VO
ON
ON
VO
vo
ON
vo
VO
I
vo
ON
ON
VO
С о
X
s I
VO 00 00
I I I
vo r* *-<
On On «o
ON Tf VO
VO rH ON
VO
vo
I
VO
On
ON
VO
дЗ i
о о
ш
в
о
в.
о ю
% Е
ей п
8 *
1 li
1 g i I
266
о
V
ев*4
1
ев
s
к
ета
2
ю
зги
К
ияния
«
в
2
§
о
иче
S
« &
»4
£
а
>»
н
3
ж
о
со
ста,
йога
r
ев
С*
g
в
2
ж
о
5
О
чо ^
ЧО 00
I I
ЧО Г-
ON ON
ON ^-
ЧО ^
00
I
t—1
*о
vo
Оч
ЧО
I
чо
ON
ON
ЧО
о
ё
X
S
J
S
8
I
BS
<2
О
о
V
11
5 § я
s В Е В
Ч § 111
* (D з s о
<58££*
§|
о 3
Он X
й«
§1
я!
111
я° I
§ я «
л i
о
Su
267
I
00
8«
о л
о g
о
s
Ю
о
I
Ш
fa
/7/
"7,
II
oo
II
«
8 °
l=t я
1 ejl '
^&
E
«
О
О
е-
о 2
v Ж
о п
1§
В 5 «
5 «
СП «
S
S
Я
н
Я
S
*
ее
268
F
1 Jg6°
]~Hr
Щ
7*"
S
К
Y
II
*Я7
+
o
<L>
5
О
.8
.«to *
<o о
/-, ^Г к
• : о
II
II
о о
2
я
«
я
5
269
н
&
8.
с
еры
6
i*
J i—1 r-H t—I
^+ + +
" - «.
<•> ^ ? «^
II II ,|
о я
Si
и
К
PQ
со <о <о
CN <S CS
0 00«
I
Ц с И
со ^
по"
* Г ^
F—
ijo
'*"'
s *
2
s
со
Я
270
Я"
3
Ю
о
s
+ I
и г
I
»0
+
^
»o
0
11
0
<N
+
^
«O
О
(1
О
SzS
5
rf
Tt
I
M
~H~ ~~H"~
I ГГ
1 1 1
I if
' 5
\?
»4
I
+
о
II
rf
+■
I
J' i
i 1 1 '
и и
5 ц!
6 у *
]
1
!
я
I
eg
271
1
I1
s
о я
II
as
,* о
S
§
Я
ъ о
о ^
I! "*
о"
С* во
II "
+
+ ^
11 -
Б
2
о
X
о.
ев
Я
Е
3*
В
S
С
08
272
Таблица 16. 3
Механические свойства сварных соединений
Сталь
Углеродистая
Кр емнемарганцовистая
Хромомолибденовая
Хромоникелевая, хромоникельмолиб-
деновая
Угол загиба ° не менее,
при толщине, мм
< 20
100
80
50
100
>20
100
60
40
100
Ударная
вязкость, МДж/м2
(приГр = +20°С),
не менее
0,5
0,7
Примечание. Временное сопротивление, предел текучести и относительное удлинение
вн<
С - не менее
при t > 20° С должны быть не менее соответствующих характеристик для основного металла
по» стандартам или техническим условиям; ударная вязкость при t < - 21
0,3 МДж/м2. р
Расположение точек измерения твердости
по сечению сварного соединения (ОСТ 26 01-221-86)
Таблица 16.4
Сварной шов
Свариваемые
элементы
Схема расположения точек
измерения твердости
Кольцевой
Рулонированная
обечайка из
углеродистой или
низколегированной стали и
однослойный элемент из
хромомолибденовой
стали
Шов дуговой сварки
Однослойные элементы
из углеродистых,
низколегированных и хромо-
молибденовых сталей
*£>гГ-
'
1 '
<
1 ,
[zdl№
Чн^5
11 1 vn
1Н
ДЯ Т т.
ШД^
f
( и
1
1
f
Шов электрошлаковой
сварки
>25
Щ
273
Продолжение табл. 16. 4
Сварной шов
Свариваемые
элементы
Схема расположения точек
измерения твердости
Кольцевой1
Корпус из
углеродистых,
низколегированных и хромомолибде-
новых сталей
Ы-
i
4-
25
Штуцер и рулонирован-
ная обечайка из
углеродистой или
низколегированной стали
Шов вварки штуцера на Штуцер из хромомолиб-
неполную толщину ценовой стали с наплав-
стенки рулонирован- кой, центральная обечай-
ной обечайки ка из двухслойной стали
Шов вварки штуцера на Штуцер и рулонирован-
неполную толщину ная обечайка из углеро-
стенки рулонирован- диетой или низколегиро-
ной обечайки с наплав- ванной стали
ленной поверхностью
отверстия
Штуцер из хромомолиб-
деновой стали,
центральная обечайка из
двухслойной стали
274
Продолжение табл..16. 4
Сварной шов
Свариваемые
элементы
Схема расположения точек
измерения твердости
Шов вварки штуцера на
полную толщину
стенки рулонированной
обечайки
Штуцер и рулонирован-
ная обечайка из
углеродистой или
низколегированной стали
+
1
17
-с
-с:
. 1
т 1
SI
1—
U15
U
X
л.
0
7/ «oj
i s
■»75
i
/к
i J«o
i
Я
- 4
«о
~ 1
1
Штуцер из хромо
молибденовой стали,рулониро-
ванная обечайка из
углеродистой или
низколегированной стали
Шов приварки штуцера
к однослойным
элементам корпуса
Штуцер из хромо
молибденовой стали,
центральная обечайка из
двухслойной стали
>7*
i
см
-с:
^
"*■
*
с?}
8* 1
Ч t
1
'
«о
-с:
J 1
Щ
1 с$|
—1
И
2
чА?
ll
2р
чД
ILJ^75-
Jr Ц
<
Ъ
I A
7T
T
t
—1—1
1
Штуцер и корпус из
углеродистых,
низколегированных и хромо
молибденовых сталей
275
Продолжение табл. 16. 4
1 Измерение по наружной поверхности корпуса сосуда в трех точках окружности через 120 °;
при автоматической сварке /= 1,0 ... 1,5 мм, при злектрошлаковой / = 2 ... 5 мм.
Примечание, s — толщина стенки элемента сосуда; К и Ъ — толщина наплавки
соответственно на поковке и рулонированной обечайке; sx — толщина центральной обечайки; 8 -
толщина рулонной полосы; s3 - толщина стенки штуцера; 1 — линия расточки после сварки
Таблица 16. 5
Допускаемая твердость металла шва
и зоны термического влияния сварных соединений
Марка стали
НВ, не более
Марка стали
НВ, не более
20 180 12ХГНМ; 12ХГНМФ; 240
22К 200 15ХГНМФТ
09Г2С; 10Г2С1 225 20Х2МА; 22ХЗМ 270
08Г2СФБ 235 08Х18Н10Т; 12Х18Н10Т; 220
03Х17Н14МЗ
с ГОСТ 6032-84. Необходимость контроля и содержание ферритной фазы в
наплавленном металле определяется техническим проектом. Содержание
ферритной фазы измеряют альфа-фазометрами или металлографическим методом по
ГОСТ 11878—66 на образцах, вырезанных из контрольных проб.
Результаты механических испытаний, металлографических исследований,
определения стойкости к межкристаллитной коррозии, измерения ферритной
составляющей заносят в паспорт сосуда.
16.2. КОМПЛЕКСНЫЙ НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Качество основного металла и сварных соединений в производстве сосудов,
работающих под ВД в различных агрессивных средах и при высоких температурах,
имеет особое значение. Листовой сортовой прокат, поковки и сварные соединения
могут содержать различные дефекты. Для их надежного выявления и оценки
проводят комплекс методов неразрушающего контроля. При выборе метода контроля
или сочетания методов учитывают физические свойства материала
контролируемого изделия, геометрические размеры, форму поверхности, характер
происхождения и виды предполагаемых дефектов.
Комплекс дефектоскопии СВД включает следующие основные методы
неразрушающего контроля: ВО — внешний осмотр; ЦК — цветной контроль; МПК —
магнитопорошковый контроль; УЗК — ультразвуковой контроль; РГК —
радиографический контроль.
ВО и ЦК применяют для выявления дефектов, выходящих на поверхность.
МПК используют только для магнитных материалов для выявления дефектов,
выходящих на поверхность, и в отдельных случаях для выявления
подповерхностных дефектов на глубине до 2 мм. УЗК и РГК применяют для выявления
внутренних дефектов.
Внешний осмотр выполняют в соответствии с ГОСТ 3242—79. Его осуществляют
визуально, невооруженным глазом или с применением лупы с увеличением от
3 до 10. При контроле кованых заготовок, штамповок, проката ВО применяют для
выявления дефектов различного типа (трещин, заковов, закатов, плен, раковин,
276
расслоений), при контроле сварных соединений — для выявления трещин, подрезов,
наплывов, свищей, пор и шлаковых включений, незаплавленных кратеров,
прожогов.
Цветной контроль основан на капиллярном проникновении индикаторных
жидкостей в полости поверхностных и сквозных несплошностей материала
объекта контроля и регистрации образующихся индикаторных следов визуально или
с помощью преобразователей. При контроле на деталь наносят специальную
смачивающую жидкость (проникающую жидкость, индикаторный пенетрант), которая
под действием капиллярных сил заполняет полости поверхностных дефектов.
Дефекты обнаруживают по ярко окрашенным индикаторным следам, которые
проявляются адсорбирующим покрытием.
Чувствительность метода определяется минимальными размерами (шириной
раскрытия, длиной и глубиной) надежно выявляемого дефекта типа трещины и
зависит от состава индикаторной жидкости, проявителя, шероховатости
поверхности и условий контроля. Класс чувствительности ЦК зависит от минимального размера
дефекта (ширины раскрытия) 5:
б, мкм <1 1 ... 10 Св. 10 до 100 Св. 100 до 500
Класс I II lit IV
Для выявления дефектов в сварных соединениях, наплавке и деталях СВД в
проектной документации устанавливают классы чувствительности II и III.
Поверхность металла, подлежащая ЦК, должна быть очищена от масел и загрязнений
бензином, ацетоном или водными очистителями с последующей протиркой сухой
ветошью.
Основные требования по ЦК определяются ГОСТ 18442—80.
Магнитопорошковый контроль основан на регистрации с помощью
ферромагнитных частиц магнитных полей рассеяния, возникающих над дефектами.
Основные положения МПК определены ГОСТ 21105—87. Разработана методика
контроля сварных соединений стальных сосудов и аппаратов, работающих под
давлением.
МПК позволяет выявить тонкие поверхностные и подповерхностные
дефекты на глубине до 2 мм типа волосовин, трещин, флокенов, расслоений,
закатов, непроваров. Чувствительность МПК, определяемая шириной выявляемой
трещины, соизмерима с параметром шероховатости контролируемой поверхности.
Это следует учитывать при оценке чувствительности метода для конкретных
изделий. Магнитный порошок наносят на поверхность контролируемого изделия в сухом
виде или в виде суспензии.
По результатам ВО, ЦК или МПК в сварных соединениях и наплавках не
допускаются следующие дефекты: трещины всех видов и направлений; свищи и
поры; подрезы и непровары; наплывы, прожоги, незаплавленные кратеры.
Ультразвуковой контроль основан на явлениях, связанных с прохождением
(поглощением, рассеянием) и отражением ультразвуковых колебаний от
внутренних неплотностей в материалах. УЗК позволяет обнаруживать внутренние
объемные и плоскостные дефекты типа трещин, расслоений, раковин, пористости.
При изготовлении СВД УЗК применяют для сварных соединений, поковок,
штамповок, листового проката, двухслойного листового проката, наплавок; УЗК
выполняют в соответствии с ГОСТ 14782-86; ОСТ 26 2044-83; ОСТ 26 01-163-84.
Параметры УЗК стыковых сварных соединений кованосварных сосудов даны
в табл. 16.6»
В сварных соединениях по результатам УЗК не допускаются дефекты:
отдельные непротяженные с превышением норм, указанных в табл. 16.7; отдельные
непротяженные эквивалентной площадью 20 мм2 более одного на участке сварного
277
Таблица 16. 6
Параметры УЗК стыковых сварных соединений кованосварных сосудов
Толщина сварного
соединения,
мм
От 40 до 60
Св. 60 до 90
Св. 90 до ПО
Св. НО до 150
Св. 150до 200
Св. 200 до 250
Угол
наклона
акустической оси
преобразователя, °
50; 40
40
40; 30
Рабочая
частота,
МГц
2,5
2,5
(1,8; 1,25]
Предельная
чувствительность,
мма
7
1 10
Способ
контроля
Прямым лучом
Ширина зоны
перемещения
преобразователя, мм
0 ... 130
Прямым и
однократно отраженным 0... 150
лучом
Прямым лучом;
однократно
отраженным лучом
Прямым лучом
0... 200
0... 135
0... 180
0 ... 240
0 ... 300
Примечание. При контроле допускается уменьшение рабочей частоты до значений,
указанных в скобках, при условии обеспечения требуемой предельной чувствительности.
Таблица 16. 7
Данные для оценки качества стыковых и угловых сварных соединений
по результатам УЗК для отдельных непротяженных дефектов
Толщина
сварного
соединения, мм
Наименьшая
фиксируемая площадь
дефекта Sl9 мм2
Максимально
допускаемая эквивалентная
площадь дефекта Sa, мм 2
От 20 до 30 3 5
Св. 30 до 40 5 7
Св. 40 до ПО 7 10
Св. ПО до 250 10 10
Примечания :1. Суммарное число отдельных дефектов определяется суммой дефектов
эквивалентной площадью St и более.
2. Расстояние между дефектами по поверхности сканирования не должно быть менее
условной протяженности большего из соседних дефектов на соответствующей глубине.
3. Суммарное число отдельных дефектов на участке шва длиной 300 мм — не более 3.
шва, длина которого равна десятикратной толщине стенки; протяженные,
условная протяженность которых превышает условную протяженность искусственного
отражателя площадью S2 (см. табл. 16.7) на соответствующей глубине; цепочки
или скопления дефектов.
Протяженные дефекты следует оценивать при максимальной амплитуде
отраженных сигналов, составляющей 0,5 и более амплитуды сигнала от искусственного
отражателя площадью Si (см. табл. 16.7) на соответствующей глубине.
УЗК сварных соединений многослойных сосудов, в том числе наплавки на
многослойный торец, имеет определенные особенности. Многослойность стенки не
позволяет производить УЗК со стороны многослойной стенки. Контроль кольцевых швов,
соединяющих монолитные элементы с многослойными обечайками, наплавок, а
также швов вварки штуцеров выполняют со стороны монолитного металла.
278
Таблица 16.8
Параметры УЗК1 наплавки
Наплавка
Тип преобразователя
Угол наклона
акустической
оси, °
Предельная
чувствительность S0>
мм2
Торцов многослойных обечаек 1
по слою металлической крошки
Торцов многослойных обечаек Раздельно-совмещенный; 50 2
проволокой наклонный
Торцов кованых обечаек 5
Зона сплавления с центральной Наклонный 40 2
обечайкой
1 Способ контроля прямым лучом; рабочая частота 2,5 МГц.
Таблица 16. 9
Данные для оценки качества сварных соединений
по результатам УЗК отдельных непротяженных дефектов
(ОСТ 26 01-221-86)
Сварное
соединение
Толщина
сварного соединения,
мм
Наименьшая
фиксируемая
эквивалентная площадь
дефекта St, мм2
Максимально
допускаемая
эквивалентная площадь
дефекта S2, мм2
Максимально
допускаемое
суммарное число отдельных
дефектов на
участке длиной 300 мм
Стыковое и угло- До 110 7 10 3
вое Св. ПО 10 20 1
Центральной обе- От 8 до 12 1 2
чайки и наружно- Св. 12 до 20 2 2,5
го кожуха Св„ 20 до 30 2,5 3 3
Св. 30 3 5
УЗК сварных соединений РСВД следует выполнять в соответствии с
требованиями ГОСТ 14782-86, ОСТ 26 01-163-84, ОСТ 26 01-91-78, ОСТ 26 2044-83 и
ОСТ 26 01-221-86.
Параметры УЗК кольцевых швов, соединяющих кованые элементы с
многослойными обечайками, аналогичны приведенным в табл. 16.6.
УЗК сварных соединений вварки штуцеров выполняют в два этапа: контроль
наплавки на поверхности отверстия под вварку штуцера; контроль сварного шва
вварки штуцера (по его внутренней поверхности).
В сварных соединениях монолитных деталей, монолитных деталей с
многослойными, угловых швов вварки штуцеров и наплавках по результатам УЗК не
допускаются следующие дефекты: отдельные непротяженные с превышением норм,
указанных в табл. 16.9 и 16.10; протяженные, условная протяженность которых
превышает условную протяженность искусственного отражателя с площадью #2
на соответствующей глубине; скопления дефектов.
Радиографический контроль основан на регистрации ослабления ионизирующего
излучения, проникающего через контролируемый объект. Степень ослабления
зависит от толщины и плотности материала контролируемого объекта. При наличии
в контролируемом объекте (изделии) дефектов, отличающихся по плотности от
основного материала, изменяются интенсивность и энергия проходящего излучения.
В качестве детекторов изображения неплотности просвечиваемого изделия при
279
Таблица 16. 10
Данные для оценки качества наплавки по результатам УЗК
отдельных непротяженных дефектов
Наплавка
Минимальная
фиксируемая
эквивалентная
площадь
дефекта Sl, мм2
Максимально
допускаемая
эквивалентная
площадь
дефекта S2, мм2
Максимально допускаемое
суммарное число отдельных дефектов на
участке наплавки площадью, мм2
100 X100
1000 X 1000
Торцов многослой- 13 5
ных обечаек по слою
металлической
крошки
Торцов многослой- 2 3 2 4
ных обечаек
проволокой
Торцов кованых де- 5 7 4
талей
Примечания: 1. Суммарное число отдельных дефектов определяется суммой дефектов
эквивалентной площадью St и более.
2, Допускаемое расстояние между дефектами 30 мм.
радиографии широко применяют рентгеновскую фото чувствительную пленку. РГК
используют для выявления в сварных соединениях таких внутренних дефектов,
как трещины, непровары, усадочные раковины, поры, шлаковые, вольфрамовые,
оксидные и другие включения. РГК выявляют также недоступные для ВО
наружные дефекты. Минимальный размер б (раскрытие) выявляемых непроваров и
трещин указан ниже:
Св. 40 до 100
0,2
Св. 250 до 300
0,6
Св. 100 до 150
0,3
Св. 300 до 350
0,7
Св. 150 до 200
0,4
Св. 350 до 400
0,8
s, мм До 40
б, мм 0,1
s, мм Св. 200 до 250
6, мм 0,5
Чувствительность РГК (соответствующая наименьшему диаметру проволочки,
выявляемой на снимке проволочного эталона, или наименьшая глубина
канавки, выявляемой на снимке канавочного эталона, или наименьшая толщина
пластинчатого эталона, при которой на снимке выявляется отверстие диаметром, равным
удвоенной толщине эталона) не должна в соответстии с ГОСТ 7512—82 превышать
значений, приведенных в табл. 16.11.
ГОСТ 23055-78 устанавливает максимально допускаемые размеры дефектов,
выявляемые при РГК.
В соответствии с ОСТ 26 01-9-80 в сварных соединениях кованосварных
СВД по результатам РГК не допускаются дефекты: трещины всех видов и
направлений; непровары, расположенные в сечении сварного соединения, между слоями
шва и в корне шва, несплавления основного металла с металлом шва; цепочки,
скопления пор и шлаковые включения независимо от размеров; отдельные поры
и шлаковые включения с превышением норм, указанных в табл. 16.12.
При оценке качества сварных соединений РСВД в соответствии с
ОСТ 26 01-221-86 не допускаются те же виды дефектов, что и для сварных
соединений кованосварных сосудов.
Максимально допускаемые размеры пор и шлаковых включений оценивают
по следующим данным:
280
Соединение Стыковое Стыковое Угловое
Толщина, мм <50 > 50 Любая
Класс дефектности
(ГОСТ 23055-78) 2 2 3
Чувствительность РГК должна соответствовать 2-му классу по ГОСТ 7512-82.
Для контроля сварных соединений СВД используют высокоэнергетические
источники излучения. Наиболее оптимально, с точки зрения обеспечения
чувствительности и технико-экономических показателей для контроля изделий толщиной 200 ...
400 мм, применение бетатронов с энергией излучения 25 ... 35 МэВ. Для контроля
используют бетатроны Б-5Д и Б-35/8 (табл. 16.13). табли а 16 11
Максимально допускаемая чувствительность РГК
Толщина контролируе-
установки эталона
чувствительности, мм
До 5
Св. 5 до 9
"9" 12
" 12" 20
" 20 " 30
" 30 " 40
" 40 " 50
" 50 " 70
" 70 " 100
" 100 " 140
" 140 " 200
" 200 м 300
Чувствительность, мм, при классе чувствительности
1
0,10
0,20
0,20
0,30
0,40
0,50
0,60
0,75
1,00
1,25
1,50
2,00
2
.- -
одо
0,20
0,30
0,40
0,50
0,60
0,75
1,00
1,25
1,50
2,00
2,50
3
0,20
0,30
0,40
0,50
0,60
0,75
1,00
1,25
1,50
2,00
2,50
-
Таблица 16.12
Данные для оценки качества стыковых и угловых сварных соединений
по результатам РГК дефектов типа отдельных пор и шлаковых включений
Толщина
сварного
соединения,
мм
Максимально допускаемый
размер дефектов, мм
Ширина
(диаметр)
Длина
Максимально
допускаемая
суммарная длина,
мм, отдельных де-
фектрв на
участке шва длиной
300 мм
Требуемая
чувствитель-
мм
От 20 до 30
Св. 30 до 40
Св. 40 до ПО
30
40
50
Основные технические характеристики бетатронов
0,5
0,6
1,5
Таблица 16. 13
Тип
бетатрона
Максимальная
энергия
тормозного
излучения
Е- 1012,Дж
Мощность
экспозиционной
дозы
излучения на
расстоянии 1 м от
мишени, Гр/мин
Мощность,
кВт
Размеры блока
излучения,
мм
Масса
блока
излучения,
кг
Б-5Д
Б-35/8
Б-18
ПМБ-6
4,0
5,6
2,9
0,96
0,70
2,50
0,10
0,02
15
35
8,0
3,5
1200 X1200 X1200
1510X1570X1050
500 X 600 X 750
500 X 400 X 400
2500
5000
500
100
281
Рекомендуемые параметры
контроля бетатронами Б-5Д, Б-35/8
Таблица 16. 14
Толщина
сварного
соединения,
мм
100
150
200
250
Требуемая
чувствительность
контроля, мм
1,5
2,0
1 С
Энергия
тормозного
излучения,
Е* 1012,Дж
3,2
4,0
5,6
Мощность
дозы
излучения на
расстоянии 1 м,
Гр/мин
0,5
1,2
2,5
Схема
зарядки
кассет
1,5П2
2ПЗ
Время просвечивания,
мин, при использовании
пленки
РТ-1
РТ-5
0,15 1,3
0,5 5
1,5
0,7 7,0
1,8 12
300 2,5 17
Рекомендуемые параметры контроля сварных швов с толщиной стенки до
300 мм приведены в табл. 16.14. Применяемая при контроле схема зарядки
кассет пленкой, например, 2ПЗ, означает: свинцовый передний экран толщиной 2 мм,
одна пленка, свинцовый задний экран толщиной 3 мм.
Глубину залегания дефекта в изделии определяют методом двойного
просвечивания со смещением источника излучения и применением свинцовых
меток.
Комплекс методов контроля сварных соединений сосудов назначают в
соответствии с табл. 16.15.
Дефектоскопический контроль поковок. Поковки контролируют методами:
ВО,МПКилиЦК,УЗК.
Каждую поковку подвергают ВО для выявления поверхностных дефектов до
и после механической обработки. На механически обработанных поверхностях
поковок не допускаются трещины, раковины любых размеров, обнаруженные ВО,
а также МПК или ЦК. МПК или ЦК проводят выборочно в тех местах, где ВО
обнаружены дефекты, а также в местах исправления наружных дефектов.
УЗК кованых заготовок для деталей, как правило, проводят прямым и
наклонным преобразователями после термической обработки, предварительной
механической обработки, ВО, МПК и ЦК.
Технические требования, правила приемки, методы испытаний и контроля
поковок деталей СТпВД определены ОСТ 26 01-135-81, ОСТ 26 01-134-81.
В СВД УЗК подвергают кованые заготовки днищ, фланцев, крышек,
обечаек, трубных решеток, шпилек и др. Контролируют также заготовки деталей Тп:
угольники, тройники, заглушки, корпуса штуцеров, линзы, линзовые
диафрагмы, отводы и др.
УЗК выявляют в заготовках дефекты эквивалентной площадью S0
(табл. 16Л6). Заготовки, подлежащие контролю, должны иметь простую
геометрическую форму: цилиндр сплошной или полый, кольцо, параллелепипед, плита с
параллельными поверхностями, куб.
Поверхность заготовок, со стороны которой выполняют УЗК, должна
иметь шероховатость Rz < 20 мкм (ГОСТ 2789-73) .
По результатам УЗК в поковках не допускаются следующие дефекты:
отдельные непротяженные эквивалентной площадью от S0 до Si, превышающие
нормы, указанные в табл. 16.16, 16.17;
282
Таблица 16. 15
Комплекс неразрушающих методов
контроля сварных соединений СВД
Сварное соединение
Метод контроля для выявления дефектов
пов ерхно сгных
внутренних
Кованосварные сосуды
Кольцевые соединения корпуса
Штампованных и кованых днищ, крышек, горло-
вин, фланцев, трубных решеток
Кольцевые и продольные соединения футеровки
Соединения вварки штуцеров (вводов)
Соединения приварных элементов к наружной
и внутренней поверхности
Коррозионно-стойкая наплавка
Конструктивная и технологическая* наплавка
ВО + МПК (ЦК) с
наружной и внутренней
поверхностей
ВО + МПК (ЦК)
ВО + ЦК
ВО + ЦК (МПК)
ВО + МПК (ЦК)
ВО + ЦК
ВО + ЦК (МПК)
УЗК (РГК)
РГК (при сварке вне
корпуса)
УЗК (РГК)
УЗК
Рулонированные сосуды
Кольцевые соединения многослойных обечаек:
наружная поверхность
внутренняя поверхность
корень шва
полная толщина
Кольцевые соединения кованых обечаек с
многослойными:
наружная поверхность
внутренняя поверхность
корень шва
полная толщина
Соединения штампованных и кованых днищ,
крышек, горловин, фланцев и трубных решеток
Продольные соединения центральных обечаек
Продольные промежуточные и замыкающие
соединения рулонированных обечаек
Наплавка торцов рулонированных обечаек
Наплавка торцов кованых обечаек
Конструктивная и технологическая наплавка
Коррозионно-стойкая наплавка
Соединения опор и приварных элементов с
поверхностью корпуса
Соединения вварки штуцеров (вводов) в
многослойную стенку
Приварка клиновой вставки
Продольные соединения наружного кожуха
УЗК*
УЗК*
ВО + МПК (ЦК)
ВО + ЦК (МПК)
ВО + МПК (ЦК)
ВО + ЦК (МПК)
ВО + МПК (ЦК)
во + цк
ВО + МПК (ЦК)
во + цк
ВО + ЦК (МПК)
во + цк
во + цк
ВО + ЦК (МПК)
УЗК
РГК
УЗК
РГК (УЗК)
УЗК (РГК)
РГК (УЗК)
УЗК
УЗК
УЗК*
УЗК*
УЗК (РГК)
УЗК (РГК)
УЗК
*При наличии доступа для контроля.
Примечание.В скобках указан заменяющий метод контроля.
283
Предельная чуствителыюсть контроля
(минимальная площадь отражателя)
Таблица 16. 16
Сталь
Прео бразователь
Толщина заготовки в
направлении контроля, мм
S0 у мм2,
не менее
Ферритная, перлитная
Аустенитная
Прямой
Наклонный
Прямой
Наклонный
До 250
Св. 250 до 500
Св. 500
До 70
Св. 70 до 150
Св. 150 до 200
Св. 200
До 30
Св. 30 до 250
Св. 250 до 500
Св. 500
До 150
Св. 150 до 200
5
7
10
3
5
10
20
5
10
20
40
10
20
Таблица 16. 17
Данные для оценки качества поковок по результатам УЗК
для сталей углеродистых низколегированных, легированных,
вакуумированной (22К)
Масса
поковки, т
Толщина
поковки, мм
Преобразователь
Минимальная
фиксируемая
эквивалентная
площадь
дефекта S0,
мм2
Максимально дрпуска-|
емая
эквивалентная
площадь
дефекта,
S%9 мм2
Максимальное допускаемое
число дефектов при
площади участка
В0 = 0,09 м2 Вх =1 м2
До 12
Св. 12 до 30
Св. 30 до 85
Любая
До 30
Св. 30 до 40
Св. 40 до 250
Св. 250 до 500
Св.500
До 250
Св. 250 до 500
Св. 500
До 500
Св. 500
До 30
Св. 30 до 70
Св. 70 до 150
Св. 150 до 200
Св.200
Прямой
Наклонный
5
7
10
7
10
15
3
5
10
20
5
7
10
15
20
15
20
25
30
5
7
20
30
3
5
10
20
30
20
30
3
5
ш
15
20
20
40
60
40
60
-
15
20
30
284
Данные для оценки качества поковок
по результатам УЗК для аустенитных сталей
Таблица 16. 18
Толщина
поковки, мм
Преобразователь
Минимальная
фиксируемая
эквивалентная
площадь
дефекта S0, мм2
Максимально
допускаемая
эквивалентная]
площадь
дефекта S,, мм:
Максимально допускаемое число
дефектов при площади участка
В0 = 0,09 м2
В1=1м2
До 30
Св. 30 до 40
Св. 40 до 250
Св. 250 до 500
Св. 500
До 30
Св. 30 до 70
Св. 70 до 150
Св. 150 до 200
Св. 200
Прямой
Наклонный
10
20
40
10
20
40
20
40
60
10
20
40
60
10
5
10
протяженные, превышающие условную протяженность искусственного
отражателя площадью Si при чувствительности контроля S0;
отдельные непротяженные эквивалентной площадью более S0 (табл. 16.17,
16.18) до Si = 50 мм2 числом более 2 на квадратном участке площадью В0 =
= 0,09 м2 и более 3 на участке площадью Bi = 1м2, если расстояние между
дефектами, измеряемое в одной плоскости, менее 50 мм при толщине поковки более
250 мм (для углеродистых, низколегированных и легированных сталей) .
Указанное в табл. 16.17, 16.18 суммарное максимально допускаемое число
дефектов, выявленных при контроле прямым и наклонным преобразователями,
не должно превышать допускаемого числа дефектов, выявленных при контроле
прямым преобразователем.
16.3. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ИЗГОТОВЛЕНИИ
Завод-изготовитель организует и обеспечивает обучение работающих
безопасным методам проведения производственных процессов на основе системы
стандартов безопасности труда (ССБТ). Производственные процессы изготовления
сосудов и их элементов разрабатывают с учетом требований безопасности в
соответствии с ГОСТ 12.3.002-75.
Производство сосудов должно быть обеспечено средствами коллективной
защиты безопасности труда в помещениях и на рабочих местах, а работающие -
индивидуальными средствами защиты глаз, рук, головы, лица, органов дыхания,
специальной обувью и одеждой, средствами защиты от падения с высоты и другими
предохранительными и защитными средствами в соответствии с ССБТ.
Используемые в производстве оборудование, приборы, приспособления,
инструмент, а также рабочие места и средства индивидуальной защиты
периодически проверяют на соответствие требованиям безопасности.
Для оебспечения безопасной работы на нестандартном оборудовании и
специализированных установках на заводе-изготовителе разрабатывают специальные ин-
285
струкции по технике безопасности на основе требований ССБТ с учетом
особенностей выполняемых работ.
Общие основные требования безопасности труда, являющиеся основой
обучения и обеспечения безопасных условий работы на производстве, изложены в
следующих государственных стандартах:
ГОСТ 12.0.004-79. ССБТ. Организация обучения работающих безопасности
труда. Общие положения;
ГОСТ 12.0.005—84. ССБТ. Метрологическое обеспечение в области
безопасности труда. Основные положения;
ГОСТ 12.1.001—83. ССБТ. Ультразвук. Общие требования безопасности;
ГОСТ 12.1.002—84. ССБТ. Электрические поля промышленной частоты. До-
пустимые уровни напряженности и требования к проведению контроля на
рабочих местах;
ГОСТ 12.1.003-83. ССБТ. Шум. Общие требования безопасности;
ГОСТ 12.1.004—85. ССБТ. Пожарная безопасность. Общие требования;
ГОСТ 12.1.005—88. ССБТ. Общие санитарно-гигиенические требования к
воздуху рабочей зоны;
ГОСТ 12.1.007—76. ССБТ. Вредные вещества. Классификация и общие
требования безопасности;
ГОСТ 12.1.,008-76. ССБТ. Биологическая безопасность. Общие
требования;
ГОСТ 12.1.010-76. ССБТ. Взрывобезопасность. Общие требования;
ГОСТ 12.1.019-79. ССБТ. Электробезопасность. Общие требования и
номенклатура видов защиты;
ГОСТ 12.2.003-74. ССБТ. Оборудование производственное. Общие
требования безопасности;
ГОСТ 12.2.061—81. ССБТ. Оборудование производственное. Общие требования
безопасности к рабочим местам;
ГОСТ 12.3.002— 75. ССБТ. Процессы производственные. Общие требования
безопасности;
ГОСТ 12.3.003-86. ССБТ. Работы электросварочные. Требования
безопасности;
ГОСТ 12.3.004—75. ССБТ. Термическая обработка металлов. Общие трбова-
ния безопасности;
ГОСТ 12.3.005-75. ССБТ. Работы окрасочные. Общие требования
безопасности;
ГОСТ 12.3.006-75. ССБТ. Эксплуатация водопроводных и канализационных
сооружений и сетей. Общие требования безопасности;
ГОСТ 12.3.008-75. ССБТ. Производство покрытий металлических и
неметаллических неорганических. Общие требования безопасности;
ГОСТ 12.3.009-76. ССБТ. Работы погрузочно-разгрузочные. Общие требования
безопасности;
ГОСТ 12.3.010—82. ССБТ. Тара производственная. Требования безопасности
при эксплуатации;
ГОСТ 12.3.020-80. ССБТ. Процессы перемещения грузов на предприятиях.
Общие требования безопасности;
ГОСТ 12.3.023—80. ССБТ. Процессы обработки алмазным инструментом.
Требования безопасности;
ГОСТ 12.3.024-80. ССБТ. Изготовление форм и стержней из песчано-смоля-
ных смесей. Требования безопасности;
ГОСТ 12.3.025-80. ССБТ. Обработка металлов резанием. Требования
безопасности;
286
ГОСТ 12.3.026-81. ССБТ. Работы кузнечно-прессовые. Требования
безопасности;
ГОСТ 12.3.027-81. ССБТ. Работы линейные. Требования безопасности;
ГОСТ 12.3.028—82. ССБТ. Процессы обработки абразивным и эльборовым
инструментом. Требования безопасности;
ГОСТ 12.3.032-84. ССБТ. Работы электромонтажные. Общие требования
безопасности;
ГОСТ 12.3.036—84. ССБТ. Газопламенная обработка металлов. Требования
безопасности.
При организации и проведении работ неразрушающими методами контроля
необходимо, дополнительно к требованиям стандартов, выполнять требования
следующих документов;
правила техники безопасности при эксплуатации электроустановок
потребителей;
правила безопасности и производственной санитарии для операторов
ультразвуковой дефектоскопии;
лечебно-профилактические мероприятия по улучшению состояния здоровья
и условий труда операторов ультразвуковой дефектоскопии;
санитарные правила при проведении рентгеновской дефектоскопии;
санитарные правила по изотопной дефектоскопии;
санитарные правила размещения и эксплуатации ускорителей электронов
с энергией до 100 МэВ;
нормы радиационной безопасности (НРБ-76);
основные санитарные правила работы с радиоактивными веществами и другими
источниками ионизирующих излучений (ОСП 72/80);
правила безопасности при транспортировании радиоактивных веществ
(ПБТРВ-73).
287
Раздел 5. ОСВИДЕТЕЛЬСТВОВАНИЕ, ЭКСПЛУА ТАЦИЯ
ИРЕМОНГ
Глава 17. ОСВИДЕТЕЛЬСТВОВАНИЕ СОСУДОВ
Любые СВД, независио от их размеров, конструкции, рабочих давлений и
температур, состава рабочей и окружающей сред, обязательно подвергают
техническому освидетельствованию после монтажа до пуска в работу, а также периодически
в процессе эксплуатации.
Техническое освидетельствование следует проводить не реже сроков, указанных
в табл. 17.1,17.2.
Предприятие—изготовитель СВД и эксплуатирующее их предприятие при
необходимости могут установить более сжатые сроки технического
освидетельствования (при наличии коррозионно-активных сред, возможности скачков температур
и давлений и др.).
Объем и методы технического освидетельствования, указываемые в
сопроводительных документах на СВД, определяются условиями эксплуатации,
конструкцией отдельных узлов.
При обследовании СВД, помимо наружного и внутреннего осмотров и
гидравлического испытания, как правило, проводят МПК или ЦК, УЗК и (или; РГК, при
необходимости макро-и микроисследование поверхности металла.
Особое внимание при периодическом освидетельствовании необходимо
обращать на сосуды, работающие при температуре выше 450 С,а также под давлением
коррозионных и токсичных сред, так как их действие может вызвать изменение
химического состава и механических свойств металла (см, гл. 9—12), В ряде
случаев проводят внеочередные освидетельствования сосудов, находящихся в
эксплуатации, например: после реконструкции или ремонта с применением сварки;
после демонтажа и установки на новом месте; после длительного простоя
продолжительностью более 12 мес.
Результаты технического освидетельствования записьюают в паспорт сосуда
с указанием рекомендуемых значений параметров эксплуатации и сроков следующих
освидетельствований. Если при освидетельствовании обнаружены дефекты,
снижающие прочность сосуда, можно разрешить его эксплуатацию при пониженных
Таблица 17. 1
Периодичность
технического освидетельствования
регистрируемых в органах
Госгортехнадзора СВД,
работающих с агрессивной средой
Скорость
коррозии,
мм/год
Периодичность освидетельствования
ответственным
на
предприятии
(наружный и
внутренний
осмотр)
! инспектором
Госгортехнадзора
наружный
и
внутренний
осмотр
гидравлическое
испытание
пробным
давлением
Таблица 17.2
Периодичность технического
освидетельствования работающих
с агрессивной средой СВД,
не подлежащих регистрации
в органах Госгортехнадзора
Скорость
коррозии,
мм/год
Периодичность
наружного и
внутреннего
осмотра
гидравлических
испытаний
пробным
давлением
Не более 0,1
Более 0,1
2 года
12 мес
8 лет
8 лет
Не более 2 года 4 года 8 лет
0,1
Более 0,1 12 мес. 4 года 8 лет
288
параметрах (давление, температура), подтвержденных расчетом на прочность.
При выявлении дефектов, причины и последствия которых установить невозможно,
необходимо проведение специальных исследований или заключение
специализированной организации.
Техническое освидетельствование сосудов, для которых невозможно
проведение внутреннего осмотра или гидравлического испытания, следует проводить
согласно разработанной в проекте инструкции по монтажу и эксплуатации сосуда, в
которой указаны методика, периодичность и объем контроля.
Сосуды, работающие с вредными веществами 1-4-го классов опасности по
ГОСТ 12.1.007—76, обязательно следует подвергать пневматическим испытаниям
воздухом или инертным газом под рабочим давлением.
При поставке сосудов в собранном и законсервированном виде и выполнении
требований безопасной эксплуатации условий и сроков хранения, указанных в
паспорте и в инструкции по монтажу гидравлические испытания не проводят, а
выполняют только наружный и внутренний осмотр.
Если наружный и внутренний осмотр, а также гидравлические испытания на
заводе-изготовителе проведены представителем Госприемки, техническое
освидетельствование сосуда перед пуском в работу не требуется, если он не получил
внешних повреждений и соблюдены условия и сроки хранения.
Более подробные сведения о техническом освидетельствовании СВД
приведены в соответствующих инструкциях и отраслевых документах.
Глава 18. ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ СВД
Надежная эксплуатация промышленных СВД, особенно крупногабаритных,
имеет большое значение не только для бесперебойного производства различных
важнейших продуктов, но и для обеспечения безопасных условий работы
обслуживающего персонала. Следует учитывать, что любой СВД является мощным аккумулятором
энергии сжатого газа. Например, потенциальная энергия газа, сжатого до давления
32 МПа в реакционной колонне синтеза аммиака с внутренним диаметром
1200 м и высотой 18 м составляет 85ГДж. В 1957 году на Северодонецком
химкомбинате вследствие обезуглероживания сварного шва под действием водорода
произошел разрью такого СВД. В результате был полностью разрушен
железобетонный блок и железобетонные плиты массой до 5 т были отброшены на
расстояние до 140 м [23]. Предприятие понесло огромный материальный ущерб. В
современных крупнотоннажных реакционных колоннах производства аммиака
потенциальная энергия сжатого газа в десятки раз выше указанной в этом примере.
Следовательно, и возможный материальный ущерб в случае разрушения сосуда будет
во много раз значительнее. Создание устройств для защиты от последствий взрывов
практически невозможно; поэтому для исключения аварийных ситуаций
необходимо строго соблюдать установленные требования по эксплуатации СВД с учетом
особенностей их конструкций, параметров работы, свойств материалов и рабочих
сред.
Разрешение на ввод сосуда в эксплуатацию выдается инспектором Госгортех-
надзора (в случае регистрации сосуда в органах Госгортехнадзора СССР) после его
регистрации, технического освидетельствования, проверки организации
обслуживания и надзора. Разрешение на ввод в эксплуатацию сосуда, не подлежащего
регистрации в органах Госгортехнадзора СССР, выдается лицом, ответственным за
техническое состояние и эксплуатацию сосудов, на основании документации
предприятия-изготовителя после технического освидетельствования и проверки организации
обслуживания.
10 Зак 85 289
Руководство предприятия обязано обеспечить содержание сосуда в исправном
состоянии и безопасные условия работы. Ответственность за исправное состояние и
безопасное действие сосуда должна быть возложена на инженерно-технического
работника, которому подчинен персонал, обслуживающий сосуд. К обслуживанию
сосудов допускаются лица не моложе 18 лет, получившие положительное
медицинское заключение, обученные по соответствующей программе, аттестованные и
имеющие удостоверение на право обслуживания СВД. Аттестацию персонала,
обслуживающего сосуд с быстросъемными крышками, проводит комиссия с участием
инспектора Госгортехнадзора; в остальных случаях участие инспектора в работе
комиссии не обязательно.
На предприятии должны быть разработаны инструкции по режиму работы и
безопасному обслуживанию сосуда, инструкция о порядке вывода его из рабочего
состояния, необходимые схемы.
При пуске в работу РСВД особое внимание следует обращать на скорость
повышения и снижения давления (не более 4,9 МПа за 20 мин), скорость повышения и
снижения температуры стенки (не более 30 °С за 60 мин), своевременное удаление
пробок из контрольных отверстий, строгое соблюдение температурного режима.
При аварийных ситуациях сосуд должен быть немедленно отключен; к
таким ситуациями относятся:
повышение давления выше разрешенного несмотря на меры, принятые
персоналом;
неисправность предохранительных клапанов;
неплотности, разрыв прокладок;
неисправности манометра и невозможности определения давления по другим
приборам;
неисправность предохранительных блокировочных устройств;
возникновение пожара, непосредственно угрожающего находящемуся под
давлением сосуду.
При эксплуатации СВД необходимо руководствоваться требованиями "Правил
устройства и безопасной эксплуатации сосудов, работающих под давлением",
инструкциями предприятия — изготовителя сосуда по монтажу и безопасной
эксплуатации, инструкцией по режиму работы и безопасному обслуживанию сосуда,
а также отраслевыми инструкциями.
Глава 19. КРАТКИЕ СВЕДЕНИЯ О РЕМОНТЕ СОСУДОВ
Ремонт сосудов выполняют предприятия,имеющие резрешение органов
Госгортехнадзора и располагающие техническими средствами для обеспечения
качественного ремонта. Ремонт сосудов производят в соответствии с требованиями
"Системы технического обслуживания и ремонта оборудования предприятий
химической промышленности".
В большинстве случаев ремонт сосудов осуществляют ремонтные службы
эксплуатирующих их предприятий. Ремонт, связанный со сваркой, механической
обработкой или заменой частей и деталей сосудов, при необходимости можно
проводить с привлечением специализированных организаций.
Полный перечень работ, подлежащих выполнению при ремонте конкретного
сосуда, определяется предприятием, эксплуатирующим сосуд.
О проведенном ремонте в паспорте на сосуд делают соответствующую
запись. К паспорту прикладывают сертификаты металла, электродов, акты приемки
и испытаний, протоколы механических испытаний образцов, заключения по нераз-
рушающему контролю, необходимые расчеты, чертежи и копии удостоверений
сварщиков, выполнявших сварочные работы.
290
Ниже приведены некоторые рекомендации и требования при выподаении
ремонтных работ.
До начала ремонтных работ сосуд должен быть освобожден и очищен от
заполнявшей его рабочей среды.
Ремонт кованых, кованосварных, штампосварных сосудов и их элементов, а
также центральных обечаек PC в зависимости от размера, характера и глубины
залегания дефекта можно проводить механической обработкой и сваркой.
Повреждения и дефекты (вмятины, коррозионные разрушения, трещины и др.)
на наружной и внутренней поверхностях кованых, кованосварных, штампосварных
сосудов и центральных обечаек PC, которые не снижают расчетную прочность,
можно устранять механической зачисткой (например, шлифовальной машиной) без
последующей заварки. При этом повреждения разделывают до правильной овальной
формы, по возможности близкой к сферической. Ширина разделки должна быть
в 3 и более раза больше глубины; края разделки должны быть скруглены.
Надежность удаления поверхностных дефектов контролируется магнитопорошковой или
цветной дефектоскопией до и после гидроиспытаний сосуда. Повреждения,
снижающие расчетную прочность, подлежат исправлению с применением сварки.
Сварку и термообработку дефектного участка выполняют по технологии,
аналогичной технологии сварки и термообработки при изготовлении сосудов и
согласованной с заводом-изготовителем или специализированной
организацией по СВД.
Для исправления дефектов можно применять местную заварку либо заменять
отдельные элементы корпуса. Сварочные работы должны выполнять
дипломированные сварщики после сварки и приемки контрольной пробы. Последнюю
изготовляют из материала той же марки, что и ремонтируемый элемент сосуда, по
технологии, разработанной для заварки данного дефекта.
Дефектные места готовят под сварку механическим способом до полного
удаления дефекта с последующим контролем. Сварочные материалы аналогичны
применяемым при изготовлении сосуда. Сварку проводят с соблюдением условий,
указанных в табл. 19.1.
При проведении сварочных работ на открытой площадке место сварки должно
быть защищено от непосредственного воздействия дождя, снега, ветра.
Сварные соединения сосудов, из сталей, не склонных при сварке в подка-
ливанию при глубине заварки более 36 мм, и из сталей, склонных к подкаливанию
Таблица 19.1
Условия выполнения сварочных работ
Свариваемые стали
Допускаемая
минимальная температура
окружающего воздуха,
°С
Температура
предварительного и
сопутствующего подогрева,
° С
Углеродистые с содержанием углерода
менее 0,24 %
Углеродистые с содержанием углерода
0,24-0,28 %, низколегированные,
марганцовистые и хромомолибденовые с
содержанием каждого легирующего элемента
до 1%
Хромомолибденовые с содержанием
каждого легирующего элемента более 1 %
Высоколегированные аустенитного класса
-20
-10
0
-20
+ 100...+ 150
+ 150... + 200
+ 250... + 300
Без подогрева
10*
291
Таблица 19. 2
Допускаемые размеры дефектов на уплотнительных поверхностях
Дефект
Размер дефекта, мм
Ширина
Глубина
Длина
Риски продольные (кольцевые) 0,5 0,1 110
Точечная коррозия _ 0,15 -
Вмятины 2,0 1,0 2,0
Риски поперечные несквозные 0,3 0,3 0,4*
со стороны большого и малого
диаметров уплотнитёльной
поверхности
♦Ширина уплотнитёльной поверхности.
Примечание. Вмятины и точечная коррозия по направлению образующей не должны
превышать 1/6 ширины уплотнитёльной поверхности.
независимо от глубины заварки, следует подвергать общей или местной
термической обработке (отпуску). При местной термической обработке цилиндрические
элементы нагревают по кольцу. Метод качества сварки и термообработки
назначают так же, как при изготовлении сосуда, с учетом условий эксплуатации.
Уплотнительные поверхности корпусов, крышек и уплотнительных колец
сосудов из сталей, требующих термической обработки после сварки, в большинстве
случаев ремонтируют механической обработкой всей поверхности уплотнения.
Отдельные (единичные) дефекты можно устранить пайкой серебряными припоями
марок ПСр40 и ПСр50 (ГОСТ 19738-74). На уплотнительных поверхностях не
допускаются забоины, риски, следы коррозии, размеры которых превышают
указанные в табл. 19.2.
На уплотнительных поверхностях и радиусах сопряжения для уплотнений с
кольцом треугольного сечения не допускаются выходящие на поверхность
радиальные и винтовые риски, забоины и другие дефекты.
Отклонения геометрической формы посадочных элементов уплотнений, а также
параметры шероховатости уплотнительных поверхностей должны соответствовать
требуемым при изготовлении (см. гл. 14) .
Ремонт резьбовых гнезд под шпильки крепления крышки при увеличенном
среднем диаметре выполняют калибровкой специально изготовленными метчиками
1-, 2- или 3-й ступени, а в некоторых случаях высверливанием старой и нарезанием
новой резьбы увеличенного размера. В этом случае изготовляют новую шпильку
с размерами резьбового соединения.
Необходимую ступень ремонта следует определять по табл. 19.3 и рис. 19.1,
Таблица 19. 3
Размеры, мм,для выбора ступени ремонта резьб
Резьба
1-я ступень
Ad
а
2-я ступень
Ad
а
3-я ступень
Ad
а
Св.М56 1,333 0,333 2,666 0,666 4,0 1,00
доМбО
Св.М64 1,666 0,416 3,333 0,833 5,0 1,25
до М200
Примечание. Ad- увеличение среднего диаметра; а - толщина снимаемого слоя.
292
St
i
Ok
!
I
I
&
8-
t
Oh
V©V©io»0*QW>«0»OW">»0»0
10>0<ОЮ<0<0<0<0>0»0<Л1Л<0
s
ч* oft —7 iX" ON rri «ft frt" fift fft'on"^ OOfOOOCOOOOOOOOOOOOOOOOO
SSoooooooo2222222222222h
kA <~T **Г «л4 <>f vrT _T u-T __T vX *-• ^ Т-Г vo" f-Г vo *-« «-Г f-Г *-Г i-T ,-Г i-Г i-Г
f^ КО <-£<** OO f*l <lf ~J V?-S \J5 *~* VOHVOHVOVOVOVOVOVOVOVO
Co vo vo Co ^vo со со со со ^^ ^l^^^V^l *1 ^1^1^ ^1 ^^
e*T ^sT ifT /-C ^T on*4 prC <vT ггГ rx? COOOCOOOCOOOCOCOCOCOCOCOCOCO
2?4ovo??SSSSno^22S^!22222S^;22S
£io$Sv3g£g££&222£2222:22£22
SSSScn^SSSSS^^^vovovovo^vovovo^vo
^Г-Ю^'*'*^?-^?-^ ^1^1^1^1^1^1^1^1^1^1^1^1^1
cn~ ^^ u-Г on со" r-Г rsf r-Г rsT r-Г ^ r^ cn c--csc^c-*r-r-t^r-t-t^
cocorococorovovovo^404040404©4040404040404©4040
commmCOcoCoCoCoCo^^OVO^vovovovovovovovovOVO
ЯсоЯсосоЯчою vovo ЧЧЧЧЧЧЧЧЧЧЧЧЧЧ
rC^i^oCco^rC^vo'^w^^vOT^vo^v©^,^,^,^^^,-*.-^
K3SSPt^5S£os22£3222222£228
сГ^с^»-Г«о oCe*f aTc*f oo'cf «Г? op^o0^*0*?00?!?^00!?*0
lO*O*OVOV0VOt^f*-0000ON0N
OOrHi-HCSCOTt»OVOr-OOON
oooocococococococococo
cococococococococococococo
ooooooooooooo
VOO^OONsOOViOiO
«OVOVOVOf-r-OOOOONON
o«oo«oo»ooooooooo
©©THr-lCNOJCOTj-lOVOt-OOarN©
"Ч»1^ vovovovovovovovovovovovovovo
io^ovovovovovovovovoxxxxxxxxxxxxxx
xx x x xx xx xxov)ov)0<0oooooooo
ЧО © Tf" 00 Ol VO © */"> © */"> f* '""* -4 —* ^41 ^41 гЛ '■* *^ ^° •"—■ *** ^14 '""*
«OVOVOVOr^C^OOOOONON'
XX X X <* X XX XX©V>©«0©«0©©©©©©©©
vo©Trao<sivo©«o©«o©©^Hi-HCScscor|-»ovot^ooaN©
S-QB
s
ж
ев
о
s
s
с
293
Рис. 19.1. Профиль резьбы (d - средний диаметр
исходной резьбы; d + Ad - средний диаметр
ремонтной резьбы; а = 0,5 Дс? sin 30° - толщина
снимаемого слоя)
в зависимости от увеличения средне! о диаметра или растяжения витков
ремонтируемой резьбы.
Размеры и допускаемые предельные отклонения наружных, внутренних и
средних диаметров резьб по ступеням ремонта для гнезда и ввертываемого в гнездо
конца шпильки указаны соответственно в табл. 19.4 и 19.5.
Для резьбовых гнезд крепления крышки к корпусу (для резьб М56 ... М200)
возможность увеличения диаметра резьбы по сравнению с диаметром резьбы после
ремонта 3-й ступени определяют для каждого аппарата в отдельности, исходя из
минимально допускаемых размеров фланца, рассчитанных по ОСТ 26 1046—87.
Несквозные дефекты футеровки, выявленные при освидетельствовании,
подлежат исправлению шлифованием до полного удаления дефектов с последующей
М56Х5,5
М60Х5,6
М64Х6
М68Х6
М72Х6
М76Х6
М80Х6
М85Х6
М90Х6
М95Х6
М100Х6
М105Х6
М110Х6
М115Х6
М120Х6
М125Х6
М130Х6
М140Х6
М150Х6
М160Х6
Ml 70X6
М180Х6
М190Х6
М200Х6
294
Допускаемые предельные отклонения диаметров резьб
(ГОСТ 16093-81) после ремонта
Таблица 19,5
Исходная
резьба
Отклонение, мм, для диаметра
наружного
Гнездо
Шпилька
среднего
Гнездо
Шпилька
внутреннего
Гнездо
Шпилька
- 0,075
- 0,635
+ 0,450
- 0,075
- 0,340
+ 0,475
- 0,080
- 0,360
■ 0,080
0,680
+ 0,500
+ 0,080
+ 0,380
+ 0,530
- 0,080
-0,395
+ 0,950 - 0,075
+ 1,000
- 0,080
их заваркой. Поверхностные дефекты в виде коррозионных разрушений, пор,
кратеров, раковин, свищей, подрезов, трещин и др., распространяющиеся на глубину
не более отрицательного предельного отклонения на толщину листа, можно
устранить шлифованием с плавными переходами к поверхности листа. Дефекты,
которые невозможно исправить шлифованием и сваркой, устраняют приваркой
накладок или вставок.
Выбор сварочных материалов, заварку дефектных мест и контроль сварных
соединений проводят так же, как при изготовлении.
При значительном износе или наличии разрушений, которые невозможно
устранить ремонтом, футеровку или ее элементы заменяют. Внутренняя поверхность
футеровки после ремонта должна быть ровной, без резких выступов и вмятин. На
поверхности футеровки не допускаются трещины, расслоения, поры, брызги и наплывы
от сварки, оксидная пленка и др.
295
Часть 2.ТРУБОПРОВОДЫ
Глава 2 0 . ОБЩИЕ СВЕДЕНИЯ
Основное назначение Тп — транспортирование газообразных и жидких
продуктов между аппаратами или агрегатами производственных установок. В
зависимости от расположения по отношению к оборудованию Тп могут быть разделены
на внутренние и внешние. Внутренние Тп расположены внутри агрегата и связывают
в единое целое его элементы (аппараты, компрессорные машины и др.)- Внешние
Тп связывают отдельные агрегаты в единый производственный комплекс.
По функциональному назначению Тп делят на транспортные и
технологические. К технологическим относятся Тп, расположенные в пределах промышленного
предприятия и транспортирующие различные вещества, в том числе сырье,
полуфабрикаты, конечные продукты и отходы производства, необходимые для ведения
технологического процесса или эксплуатации оборудования. В данном справочщке
рассмотрены вопросы, относящиеся только к технологическим Тп.
В химической промышленности суммарная длина технологических Тп
достигает десятков километров, а их стоимость составляет до 20 ... 25 % стоимости всего
оборудования; поэтому основные требования при проектировании Тп — их
надежность и минимальные затраты при изготовлении и эксплуатации. Требования к
надежности и безопасной эксплуатации Тп содержатся в специальных нормативных
документах [38,45]. В них определены области применения материалов и труб
производств различных видов, требования, предъявляемые к монтажу, сварке,
термообработке, гидравлическим и пневматическим испытаниям, контролю,
освидетельствованию и ремонту.
При эксплуатации Тп испытывают воздействие различных механических и
тепловых нагрузок. Транспортируемая среда, опоры, арматура и другие различные
трубопроводные устройства создают различные динамические нагрузки. При
эксплуатации на Тп действуют нагрузки: от давления транспортируемой среды,
распределенные по длине Тп и вызывающие в его материале деформации растяжения; от
массы труб, транспортируемой среды и тепловой изоляции, распределенные по
длине Тп; от арматуры, опор и других элементов, сосредоточенные в точках
приложения и вызывающие в материале Тп деформации изгиба и кручения (в
зависимости от конфигурации Тп). На Тп действуют компенсационные нагрузки от
температурного удлинения, вызывающие также деформации изгиба и кручения.
Деформация кручения возникает в пространственных Тп. В период монтажных работ Тп
испытывают нагрузки от давления гидроиспытаний, при пуске — нагрузки от
неравномерного прогревания. Кроме того, возникают нагрузки от защемления Тп
в опорах или чрезмерного трения в них.
Нагрузки от давления транспортируемой среды относятся к внутренним, все
остальные нагрузки являются внешними. Внутреннее давление считается основной
нагрузкой, остальные — дополнительными. Толщины стенок элементов Тп
определяют при расчете на прочность от действия внутреннего давления.
Расчеты элементов Тп нормированы. Нормы и методы этих расчетов изложены
в гл. 24. Расчеты Тп в целом, с учетом всех нагрузок, действующих при
эксплуатации, выполняют для выбора трассы, мест установки опор и выбора их конструкций.
296
При этом определяют и нагрузки от Тп на штуцера соединяемых элементов
(аппаратов, компрессорного оборудования и др.). Эти сложные расчеты выполняют
с использоанием ЭВМ, что позволяет достичь оптимальной металлоемкости при
обеспечении надежности Тп в целом. Разработанные программы расчетов при
совместном действии нагрузок подробно изложецы в литературе (см., например, [38, 47]).
Поскольку эти расчеты достаточно специфичны, в настоящем справочнике они
не рассмотрены.
При изготовлении Тп особое внимание уделяют унификации и стандартизации.
Элементы Тп (трубы, колена, тройники, угольники, фланцевые соединения, трубные
сборки и др.) изготовляют, как правило, по государственным и отраслевым
стандартам. Благодаря этому снижается стоимость и обеспечивается надежность Тп.
Проектирование Тп сводится к подбору отдельных стандартизованных элементов.
Государственные стандарты на элементы Тп основаны на двух характеристиках:
условный проход и условное давление. Для конкретных установок химических
производств разработаны отраслевые стандарты. В последних отраслевых
стандартах в качестве основной характеристики принято не условное, а рабочее давление.
Это сделано для исключения излишних запасов прочности и удобства
использования нормативных документов. Отраслевые стандарты включают номенклатуру
материалов и деталей, не вошедших в государственные стандарты, но необходимых
для изготовления конкретных установок.
Под условным проходом D понимают величину, условно характеризующую
внутренний диаметр элемента Тп (в миллиметрах) и не обязательно совпадающую
с его действительным внутренним диаметром.
Условный проход определяют по уравнению расхода
/ 0,785 V
у 3600v
/ 0,785 GT
или D = V ,
у 3600v р
где V — объемный расход, м3/ч; v — скорость потока среды, м/с; G — массовый
расход, кг/ч; р - плотность среды, кг/м3.
Условный проход принимают из ряда условных проходов по СТ СЭВ 254—76.
В ТпВД с учетом СТ СЭВ 254—76 рекомендуется принимать следующие условные
проходы, мм: 3; 6; 10; 15; 20; 25; 32; 40; 50; 65; 80; 100; 125; 150; 200;
250; 300; 400; 500 и 600.
Условное давление р — это наибольшее избыточное давление при температуре
среды 20 ° С, при котором допустима длительная работа деталей Тп с заданными
размерами, обоснованными расчетом на прочность при выбранных материалах и их
прочностных характеристиках, соответствующих температуре 20 °С. Для ТпВД
рекомендуются значения условного давления принимать из следующего ряда, МПа:
1,00; 12,50; 16,00; 20,00; 25,00; 32,00; 40,00; 50,00; 63,00; 80,00 и 100,00.
Рабочее давление P^q ~~ это наибольшее избыточное давление, при котором
обеспечивается заданный режим эксплуатации деталей Тп. Пробное давление
рп — это избыточное давление, при котором следует проводить гидравлическое
испытание деталей Тп при температуре не ниже 5 и не выше 70 °С. Требования
к методам проведения гидравлических испытаний установлены соответствующими
стандартами или нормативно-технической документацией на конкретные изделия.
Значения условного, пробного и рабочего давлений для деталей Тп, изготов-
297
Условное ру и рабочее рр давления для Тп
из различных сталей (по ГОСТ 22790-89)
Таблица 20. 1
Сталь
20
р , МПа
20
32
200
20
32
Значения р МПа, при температуре среды, ° С
250
300
350
18 15 13,5
28 24 22,0
400
450
475
11,5 7,8
17,0 11,9
510
-
14ХГС; 15ГС
30ХМА;
18ХЗМВ;
20Х2М; 22ХЗМ
20ХЗМВФ
12Х18Н10Т;
10Х17Н13М2Т
10Х17Н13МЗТ
08Х17Н15МЗТ
25
40
50
63
25
40
63
80
32
50
80
100
20
32
40
25
40
50
63
25
40
63
80
32
50
80
100
20
32
40
23
35
49
54
23
36
56
70
30
47
74
94
19
29
37
19
36
37
48
22
35
54
69
29
46
72
92
18
28
35
17,0
26,0
33,0
40,0
21,0
33,0
53,0
67,0
28,0
49,0
70,0
90,0
16,5
16,0
33,0
15,0
23,0
29,0
37,0
20,0
32,0
51,0
69,0
26,0
41,0
69,0
82,5
19,0
24,0
30,0
_
-
—
-
18,0
30,0
47,0
62,0
24,0
37,0
60,0
75,0
14,0
23,0
28,0
—
-
—
-
_
28
44
56
22
33
52
66
13
22
26
—
—
—
-
_
-
—
-
17,0
29,0
45,0
58,0
11,5
17,0
23,0
Примечания:1. Сталь 30ХМА применяют до 450 С.
2. Определение температуры среды - см. ГОСТ 356-80.
3. При выборе материалов следует учитывать коррозионные свойства рабочих сред (см.
гл. 11,21).
Таблица 20. 2
Условное и пробное давление
для деталей Тп разного исполнения (ГОСТ 22790-89)
Сталь
20
14ХГС; 15ГС
30ХМА; 18ХЗМВ;
20Х2М; 22ХЗМ
20ХЗМВФ
Исполнение детали
1
2
1
2
3
4
1
2
3
4
1
2
3
4
Ру, МПа
20
32
25
40
50
63
25
40
63
80
32
50
80
100
Рпр,МПа
30
45
35
56
65
80
35
56
80
100
45
65
100
125
12Х18Н10Т;
10Х17Н13М2Т;
10Х17НВМЗТ;
08Х17Н15МЗТ
20
32
40
30
45
56
298
ленных из сталей различных марок, приведены в табл. 20.1, 20.2. При определении
условного давления по рабочему, не указанному в таблице, допускается
превышение рабочего давления по сравнению с его ближайшим указанным в таблице
значением, не более чем на 5 %. Если рабочее давление превышает указанные в
таблице значения более чем на 5 %, то условное давление принимают по следующей
более высокой ступени.
Температуру среды принимают равной температуре, при которой происходит
длительная эксплуатация изделия, без учета кратковременных отклонений,
допускаемых соответствующими стандартами или нормативно-технической
документацией.
Значения рабочих давления и температуры не должны выходить за пределы
применения материалов, установленные Правилами Госгортехнадзора СССР.
При известных условном проходе и номере исполнения по ГОСТ 22791-83 ...
ГОСТ 22826—83 выбирают требуемую деталь (колено, тройник и др.). Для труб
и деталей Тп, работающих в условиях пульсаций давления, переменных температур,
повышенных вибраций, частых гидравлических ударов, специфических свойств
среды, рабочее давление следует определять с учетом поправочных коэффициентов
и дополнительных прибавок к толщине стенки труб и деталей Тп.
Глава 21. ВЫБОР МАТЕРИАЛОВ
ТпВД характеризуются действием высоких температур, напряжений от
давления среды и температурных деформаций Тп, различных нагрузок, а также
коррозионным воздействием среды. Подобные условия эксплуатации определяют
высокий уровень требований к механическим свойствам металла, применяемого для
изготовления ТпВД. Выбор оптимального химического состава с определением
механических свойств и коррозионной стойкости недостаточен для обеспечения
надежности работы. Металл Тп должен обладать высокими технологическими
свойствами, т.е. иметь хорошую свариваемость, достаточную пластичность при ковке,
штамповке, гибке и др.
Основные положения выбора материалов для ТпВД, влияние высоких
температур и газовых коррозионных сред на свойства конструкционных сталей
изложены в гл. 9 и 10.
В данной главе приведены общие сведения о конструкционных материалах,
применяемых для изготовления Тп в химической, нефтехимической и других
отраслях промышленности.
В табл. 21.1 — 21.3 приведены температурные границы применения сталей,
химический состав которых дан в табл. 11.6 и 21.4. В табл. 21.5 — 21.6 приведены
механические свойства сталей (для изготовления ТпВД) и их прочностные характеристики
при рабочих температурах. ^^ 2/ %
Температурные границы применения сталей для труб
Марка стали (ГОСТ, ТУ)
20 (ГОСТ 1050-74)
15 ГС (ТУ 14-3-460-75)
14ХГС (ГОСТ 19282-73)
ТУ на трубы
14-3-251-74
14-3-460-75
14-3-460-75
14-3-420-75
14-3-251-74
Температура стенки, ° С
-40... + 450
- 40 ... + 400
- 50 ... + 400
299
Продолжение табл. 21.1
Марка стали (ГОСТ, ТУ)
ТУ на трубы
Температура стенки, ° С
ЗОХМА (ГОСТ 4543-71)
14-3-433-75
-40... + 450
15ХМ (ТУ 14-3-460-75)
12ХШФ (ТУ 14-3-460-75)
15Х1М1Ф
(ТУ 14-3-460-75)
14-3-460-75
14-3-420-75
14-3-460-75
40...+ 510
-20... + 510
18ХЗМВ
20X3 МВФ
(ГОСТ 20072-74)
02Х25Н22М2АГ
(ТУ 14-1-3976-85)
14-3-251-74
20X3 МВФ (Ш)
(ГОСТ 20072-74)
12Х18Н10Т
(ГОСТ 5632-72)
12Х18Н12Т
(ГОСТ 5632-72)
03Х17Н14МЗ
(ГОСТ 5632-72)
14-3-407-75
14-3-731-78
14-3-460-75
14-3-1130-82
14-3-396-75
14-3-1374-85
50... + 475
-50...+ 510
Температурные границы применения сталей для деталей TnBJQ
Марка стали
(стандарт, ТУ)
20
(ГОСТ 1050-74)
15ГС
(ОСТ 108.030.113-87)
14ХГС
(ТОСТ 19282 7Т1
ЗОХМА
(ГОСТ 4543-71)
20Х2М
(ТУ ПО "Уралхиммаш")
22ХЗМ
ГГУ 108 838 79^
18ХЗМВ
(ГОСТ 20072-74)
/>у, мм
6... 200
250 ... 400
6... 200
250 ... 400
6 ... 200
250... 400
Стандарт
на изделие
ГОСТ 22790-89
ОСТ 26 01-49-82
ГОСТ 22790-89
ОСТ 26 01-49-82
ГОСТ 22790-89
ОСТ 26 01-49-82
Таблица 21. 2
Температура
стенки, ° С
- 30 ... + 380
- 40 ... + 400
- 40 ... + 250
- 50 ... + 400
- 50 ... + 475
- 40 ... + 475
- 40 ... + 350
- 40 ... + 475
-40...+ 350
- 50 ... + 475
300
Продолжение табл. 21. 2
Марка стали
(стандарт, ТУ)
20ХЗМВФ
(ГОСТ 20072-74)
15Х5М
(ГОСТ 20072-74)
12Х18Н10Т;
10Х17Н13МЗТ;
10Х17Н13М2Т;
08Х17Н15МЗТ
(ГОСТ5632-72))
Dy, мм
6... 200
Стандарт
на изделие
ГОСТ 22790-89
1— — ■■■ — '- ■ ■ — -
Температура
стенки, °С
-50...+ 510
-40... + 510
-50...+ 510
Примечание. Технические требования к поковкам по ОСТ 26 01-135 - 81.
Температурные границы применения сталей
для деталей фланцевых соединений ТпВД
Таблица 21. 3
Марка стали
Деталь
ГОСТ на изделие
Температура
среды,0 С
20
(ГОСТ 1050-74)
Линзы
10493-81
40 ... + 200
35; 40; 45
(ГОСТ 1050-74)
30Х
(ГОСТ 4543-71)
35Х
(ГОСТ 4543-71)
Фланцы
Гайки
Фланцы
9399-81
10495-80
9399-81
- 50 ... + 200
Шпильки
Гайки
Шпильки
10494-80
10495-80
10494-80
-50.
-50.
. + 400
. + 200
38Х; 40Х
(ГОСТ 4543-71)
Гайки
Фланцы
10495-80
9399-81
40ХФА
(ГОСТ 4543-71)
Шпильки
10494-80
- 50 ... + 400
14ХГС
(ГОСТ 19282-73)
15ХМ
(ГОСТ 4543-71)
30ХМА
(ГОСТ 4543-71)
Линзы
Шпильки
Гайки
Фланцы
Линзы
10493-81
10494-80
10495-80
9399-81
10493-81
50... + 200
- 50 ... + 400
50...+ 510
- 50 ... + 400
301
Продолжение табл. 21.3
Марка стали
Деталь
ГОСТ на изделие
Температура
среды, ° С
35ХМ
(ГОСТ 4543-71)
25Х1МФ
(ГОСТ 20072-74)
Шпильки
Фланцы
Гайки
Шпильки
Гайки
10494-80
9399-81
10495-80
10494-80
10495-80
25Х2М1Ф
(ГОСТ 20072-74)
фланцы
Шпильки
Фланцы
10494-80
10494-80
9399-81
50... + 400
-50...+ 510
-50... + 400
Содержание элементов, %, материалов,
30Х 0,24 ... 0,32
15ХМ ГОСТ 4543-71 0,11 ... 0,18
35ХМ 0,32 ... 0,40
0,17...0,37
0,50 ... 0,80
0,40... 0,70
15Х1М1Ф
20ХШ1Ф1ТР
20ХШ1Ф1БР
25Х2М1Ф
ТУ 14-3460-75 0,10 ... 0,16
ГОСТ
20072-74
0,17 ... 0,24
0,18...0,25
0,22 ...0,29
0,37 *
0,50*
0,5 ... 0,8
0,4 ... 0,7
Марка стали
45
15ГС
ГОСТ, ТУ
ГОСТ 1050-74
ТУ 14-3460-75
С
0,42 ... 0,50
0,12...0,18
Si
0,17...0,37
0,70 ... 1,00
Мп
0,50 ... 0,80
0,90...1,30
а
0,30*
0,80...1,10
1,10...1,40
0,9...1,4
1,0...1,5
2,1 ... 2,6
02Х25Н22М2АГ ТУ 14-1-3976-85 0,08*
0,4*
1,5...2,5
24 ... 26
♦Содержание элемента не более указанного .
** Расчетные значения .
Механические свойства материалов,
Марка стали
Наименование заготовки
детали
ГОСТ, ТУ
Термическая обработка1
(температура, ° С)
20
Поковки ГОСТ 22790-89
ОСТ 108. 030.113-87
Трубы ТУ 14-3-251-74
Н (920 ... 950)
302
ТУ 14-3-460-75
Продолжение табл. 21. 3
Марка стали
Деталь
ГОСТ на изделие
Температура
среды, ° С
18ХЗМВ
(ГОСТ 20072-74)
20X3 МВФ
(ГОСТ 20072-74)
Линзы
Фланцы
10493-81
9399-81
-50...+ 510
12Х18Н10Т;
10Х17Н13МЗТ;
08Х17Н15МЗТ
(ГОСТ 5632-72)
Линзы
10493-81
- 50 ... + 400
20ХШ1Ф1ТР;
20ХШ1Ф1БР
(ГОСТ 20072-74)
Шпильки
10494-80
40...+ 510
Таблица 21. 4
применяемых для TnBj
Ni
Mo
Д
V
w
Ti
В
S
Р
не более
0,30*
0,40 ... 0,55
0,15 ... 0,25
0,025
0,040
0,035
0,025
0,25* 0,90...1,10 0,20...0,35
0,025
0,8...1,1 0,7...1,0
0,30* 0,8...1,1 0,7...1,0
0,9 ... 1,1 0,3 ... 0,5 -
0,005**
0,06"* 0,005** 0,030
0,025
0,030
21...23 2,0...3,0
0,020
0,035
Примечания: 1. Сталь 20Х1М1Ф1БР - содержание ниобия 0,015 ... 0,15 %, церия
(расчетное) 0,05 ... 0Д0 %.
2. Сталь 02Х25Н22М2АГ - содержание азота 0,10 ... 0,18 %.
Таблица 21.5
применяемых для изготовления ТпВД
а0,2
200
220
МПа
<*в
440
420
«5
15
15
*
Ф
34
КСи,Дж/см2-
40
50
НВ
123 ... 167
240
220
420
23
24
111 ...156
50
45
303
Марка стали
Наименование заготовки
детали
ГОСТ, ТУ
Термическая обработка1
(температура, ° С)
35
40
45
Фланцы
ГОСТ 9399-81
3 (860 ... 880) ; 0(560...540)
3(850 ...870); 0(560...640)
3 (840 ... 860); О (560 ... 540)
15ГС
Поковки ГОСТ 22790-89;
ОСТ 108.030. 113-87
Трубы ТУ 14-3-420-75
ТУ 14-3460-75
3 (900 ... 930; масло) ; О (630 ... 660)
14ХГС
Поковки
Линзы
Трубы
ГОСТ 22790-89
ГОСТ 10493-81
ТУ 14-3-251-74
ТУ 14-3-433-75
3(950 ...970; вода);
0(560... 600; вода)
30Х
Фланцы
Гайки
ГОСТ 9399-81
ГОСТ 10495-80
3 (880 ... 870; масло) ; О (580 ... 640)
35Х
Шпильки
Гайки
ГОСТ 10494-80
ГОСТ 10495-80
0(500...540)
0(560 ... 600)
38ХА; 40Х
Шпильки
Фланцы
Гайки
ГОСТ 10494-80
ГОСТ 9399-81
ГОСТ 10495-80
3(850 ...870);
0(530...580)
0(560...600)
40ХФА
15ХМ
Шпильки
Трубы
Линзы
ГОСТ 10494-80 3 (870 ... 890; масло); О (630 ... 660)
ТУ 14-3-460-75
ГОСТ 10493-81
3 (900 ... 960; масло); 0(680 ... 730)
25Х2М1Ф
Шпильки
Фланцы
ГОСТ 10494-80
ГОСТ 9399-81
Н (1080 ... 1050) ; О (950 ... 970)
18X3 MB
20ХЗМВФ
15Х5М
20Х2М
Поковки
Линзы
Трубы
Поковки
Фланцы
Трубы
Линзы
Поковки
ГОСТ 22790-89
ГОСТ 10493-81
ТУ 14-3-251-74
ГОСТ 22790-89
ГОСТ 9399-81
ТУ 14-3-251-74
ГОСТ 10493-81
ГОСТ 20072-74
ГОСТ 22790-89
3 (950 ... 979, масло); О (680 ... 700)
3 (1030 ... 1060) ; О (660 ... 680)
0(700...720)
-
3 (920 ... 950, масло); О (630 ... 650)
22ХЗМ
12Х18Н10Т
Линзы
Трубы
ГОСТ 10493-81
ТУ 14-3-731-78
3 (890 .
3 (1050 ..
..910,масло); 3(660.
.1100; вода)
.. 680)
304
Продолжение табл. 21. 5
а0,2
%
МПа
б5
Ф
%
KCU, Дж/сма
НВ
280 540 16 - 60 156...197
300 500 18 45 60 149...207
320 500 17 - 60 149...207
340
400
600
500
600
500
650
240
280
680
630
750
670
750
670
800
450
800
15
14
16
14
16
13
21
12
-
-
-
-
-
50
-
60
60
60
60
60
60
60
50
187 ... 229
235 ... 277
212 ... 248
235 ... 277
212...248
248 ... 293
-
248...293
600 16 - 60
450 650 18 - 120 197...241
680
500
500
220
400
450
200
220
200
800
800
700
400
550
600
500
500
540
14
14
16
22
16
—
35
35
35
-
50
-
-
-
-
-
60
60
-
120
60
-
-
100
-
248 ... 293
241 ... 285
223 ... 262
-
197...241
-
-
-
305
Марка стали
Наименование заготовки
детали
ГОСТ, ТУ
Термическая обработка1
(температура, ° С)
ЗОХМА Поковки ГОСТ 22790-89 3 (850 ... 880; масло)
Трубы ТУ 14-3-351-74 О (660... 680)
ЗОХМА; 35ХМ Шпильки ГОСТ 10494-80 0(530...580)
Фланцы ГОСТ 9399-81 3 (850 .. 3 (850 ... 880; масло)
Гайки ГОСТ 10495-80 О (590... 630)
12Х1М1Ф
15Х1М1Ф
25Х1МФ
25Х1М1Ф1ТР
20Х1М1Ф1БР
12Х18Н12Т
Трубы
Трубы
Шпильки
Фланцы
Гайки
Шпильки
Трубы
ТУ 14-3-460-75
ТУ 14-3420-75
ТУ 14-3460-75
ГОСТ 10494-80
ГОСТ 9399-81
ГОСТ 10495-80
ГОСТ 10494-80
ТУ 14-3460-75
Н (950 ...480); 0(720...750)
Н(1020 ... 1050) ; 0(780 ... 760)
0(620...660)
3(930...950)
0(680...720)
3 (970 ... 990) ; 0(680...720)
3 (1030 ... 1050) ; О(700 ... 720)
3(1100... 1200; вода)
Поковки ГОСТ 22790-89
08Х17Н15МЗТ Линзы ГОСТ 10493-81
10Х17Н13М2Т ГОСТ 9940-81 3 (1050... 1100; вода)
10Х17Н13МЗТ Трубы ГОСТ 9941-81
03Х17Н14МЗ ТУ 14-3-1130-82 3(1050... 1100, вода)
02Х25Н22М2А ТУ 14-3-1374-85
1 Н - нормализация; 3 - закалка; О - отпуск.
Расчетные прочностные характеристики сталей, используемых
Сталь
Нормативные
прочностные
характеристики при Г=20° С
а0,2
ав
МПа
100
150
200
а02,МПа,приГ,°С
250
300
350
400
450
500
20 200 440 200 195 190 175 160 140 120 100
220 420
240 420 220 215 210 200 180 160 140 120
35; 40;
45
15ГС
280
300
540
500
270
300
260
290
250
280
230
250
220
230
200
200
180
170
160
-
-
-
306
Продолжение табл. 21.5
аО,2
400
МПа
%
600
«5
16
9
Ф
9
~
KCU, Дж/см2
80
нв
197...241
650
600
800
750
13
15
60
60
235 ... 277
235 ...277
500
280
320
680
500
680
220
670
450
500
800
670
800
540
16
21
18
16
13
16
15
35
-
55
50
-
-
50
55
60
50
60
60
60
-
212...248
-
-
248...293
212...248
229
200
200
220
200
200
260
500
520
500
550
35
35
40
40
100
для ТпВ Д при нормальной и повышенной температурах
Таблица 21.6
ств,МПа,приГ,°С
100
150
200
250
300
350
400
450
500
440
420
540
470
435
415
540
460
430
410
540
450
420
400
530
440
405
380
520
420
390
370
490
410
375
360
450
400
350
340
410
-
-
-
-
307
Сталь
Нормативные
характеристики при f= 20° С
°0,2
ав
МПа
а02,МПа,приГ,°С
100
150
200
250
300
350
400
450
500
14ХГС
320
340
500
300 290 280 270
260
250 230
зох
35Х
38ХА;
40Х
40ХФА
15ХМ
400
600
500
600
500
650
240
280
630
750
670
750
670
800
450
370
575
465
575
465
620
240
355
555
440
555
440
600
240
335
540
420
540
420
585
240
320
530
400
530
400
575
230
305
520
380
520
380
565
220
300
500
375
500
375
540
210
295
480
370
480
370
520
200
-
460
360
460
360
500
190
-
-
-
-
165
30ХМА
ЗОХМА;
35ХМ
400
650
600
500
600
800
750
670
380
620
570
480
380
610
560
470
370
600
550
460
350
570
530
440
340
550
510
420
340
510
470
390
330
480
440
370
300
440
410
340
250
300*
12Х1МФ 280
15Х1М1Ф 320
680
25Х1МФ 500
20Х1М1Ф1ТР;
20ХШ1Ф1БР
680
25Х2М1Ф 680
18ХЗМВ 450
450
500
800
670
800
800
600
650
270
310
650
480
640
670
435
265
300
635
465
625
665
425
260
290
620
455
610
660
400
250
280
600
440
600
640
390
240
270
570
420
590
630
380
230
260
540
395
580
610
370
220
240
500
370
570
590
350
210
230
460
340
560
570
310
185*
205*
400*
290*
520*
545*
280
680
500
800
800
660
485
645
470
630
465
610
450
600
440
590
435
580
425
540
400
510*
365*
15Х5М
20Х2М
550
220
450
400
700
400
600
550
535
210
425
385
520
200
415
370
510
190
400
355
495
185
380
340
485
180
350
310
475
175
330
295
470
170
300
265
435
165
275
245
410*
145*
250
220
308
Продолжение табл .21.6
afi, МПа,приГ,°С
100
150
200
250
300
350
400
450
500
475 465 450 440 430 420 400
620
735
645
735
645
790
440
595
725
630
725
630
780
435
580
720
620
720
620
770
430
570
700
610
700
610
750
430
565
680
600
680
600
725
420
545
620
580
620
580
660
400
525
560
560
560
560
600
380
-
500
500
500
500
575
350
-
-
-
-
290*
580 560 550 540 520 500 490 470 420
790 785 780 770 740 710 660 600
740 735 730 720 690 670 620 560
660 655 650 645 620 595 550 500 440*
440
500
790
660
760
780
575
760
665
380
580
530
435
500
785
655
740
770
560
745
650
355
565
520
430
500
780
650
720
760
550
730
640
330
550
510
430
480
770
645
710
750
535
700
610
325
530
485
420
480
740
620
690
740
525
690
605
320
500
460
400
450
710
595
680
730
510
670
585
315
480
440
380
420
660
550
650
690
500
650
570
310
450
410
350
400
600
500
630
660
470
620
540
230
425
390
290*
380*
530*
430*
580*
610*
410
560*
490*
250*
400
365
309
Сталь
Нормативные
прочностные
характеристики при f= 20° С
42
*в
МПа
100
150
200
а02,МПа,при?,°С
250
300
350
400
450
500
450 ¢00 425 415 400 380 350 330 300 275 250
22ХЗМ 400 550 380 365 350 325 300 275 250 225 200
12Х18Н10Т
12Х18Н12Т
276 - 261 252 240 231 222 216 205 198 190
10Х17Н13М2Т
10Х17Н13МЗТ
08Х18Н10Т
08Х18Н12Т
252 - 234 222 210 198 184 169 154 148 142
08Х17Н13М2Т
08Х17Н15МЗТ
*При Г<510°С. Примечание. Для сталей 12Х18Н10Т, 12Х18Н12Т,
ведены значения расчетного предела те-
Глава 22. КОНСТРУКЦИИ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
22.1. ТРУБЫ
Трубы являются элементом любого Тп. Их изготовляют специализированные
заводы Министерства черной металлургии СССР по ГОСТам и ТУ. Трубы
характеризуются наружным диаметром, толщиной стенки, длиной, материалом, а также
способом изготовления и качеством. В технике ВД используют трубы бесшовные
холодно- и горячсдеформированные. К горячедеформированным относятся
горячекатаные трубы, а также трубы, изготовленные непрокатными методами (например,
прессованные). К холоднодеформированиым относятся трубы, полученные холодной
прокаткой, волочением или редуцированием.
Качество труб во многом зависит от качества заготовок, применяемых для их
изготовления, а также от способа производства самих труб. Для производства труб,
предназначенных для работы под ВД, как правило, применяют кованые или катаные
заготовки. Для устранения осевой рыхлости эти заготовки следует подвергать
сверлению, а снаружи обрабатывать на токарных станках. Удалением осевой рыхлости
и поверхностных дефектов повышают качество металла по сечению трубы.
Металл особо ответственных труб, к чистоте которого предъявляют повышенные
требования, подвергают электрошлаковому переплаву, рафинированию или очистке
другими способами от загрязнений неметаллическими выключениями.
Для изготовления Тп, работающих под ВД, рекомендуется применять
бесшовные трубы, поставляемые по следующим техническим условиям:
ТУ 14-3-251-74 на трубы из сталей 20, 14ХГС, 18ХЗМВ, 20ХЗМВФ, 30ХМА,
15ХФ, 1Х8ВФ;
ТУ 14-3-433-75 - на трубы из сталей 14ХГС, 30ХМА и 20Х2МА;
ТУ 14-3-731-78 - на трубы из стали 12Х18Н10Т;
ЭЮ
Продолжение табл. 21.6
а МПа,приГ,°С
100
150
200
250
300
350
400
450
500
580
535
565
520
550
500
530
475
500
450
480
425
450
400
420
375
400
340
10Х17Н13М2Т, 10Х17Н13МЗТ, 08Х18Н10Т, 08Х18Н12Т, 08Х17Н13М2Т, 08Х17Н15МЗТ при-
кучести а1 0.
ТУ 14-3-1335—85 — на трубы размером 194 X 36 мм из стали 15Х5М.
В химической и нефтехимической промышленности широко используют
котельные трубы, изготовляемые по следующим техническим условиям:
ТУ 14-3-460-75 - на трубы из сталей 20, 15ГС, 15ХМ, 12Х1МФ, 15Х1М1Ф,
12Х2МФСР, 12Х11В2МФи 12Х18Н12Т;
ТУ 14-3-923—75 — на трубы из конструкционной стали.
Для конкретных условий производства можно использовать трубы и по другим
нормативным документам. При этом качество труб и объем проводимого контроля
должны соответствовать требованиям указанных технических условий.
При нагреве используемых в технике ВД труб в проходных печах партию
комплектуют из труб одинаковых размеров и одной плавки, прошедших одинаковую
термообработку. Трубы с толщиной стенки 5 мм и более испытывают на твердость.
Каждую трубу, термообработанную в проходных печах, испытывают на твердость
с одного конца. Если термообработку проводят в камерных печах, то 50 % труб
испытывают на твердость с одного конца, остальные 50 % — с другого.
Для контроля механических свойств из партии отбирают 5 % труб, но не менее
двух. От каждой взятой для контроля трубы отрезают образцы для испытаний на
растяжение, ударную вязкость, сплющивание и загиб. Кроме механических испытаний
проводят испытания на макроструктуру. По требованию потребителя определяют
предел текучести при температуре + 450 °С и ударную вязкость при
температуре — 40 °С. Твердость является браковочным показателем. Трубы с отклонением
по твердости следует подвергать механическим испытаниям. При положительных
результатах этих испытаний твердость для таких труб не является браковочным
показателем. Образцы вырезают холодным способом. Каждую трубу подвергают
неразрушающему контролю методом УЗК, Допускаются к использованию трубы
с внутренним диаметром менее 14 мм, не прошедшие УЗК, но подвергнутые МПК.
311
В макроструктуре готовых труб не должно быть следов усадочных раковин,
пустот, трещин, пузырей, расслоений. Макроструктуру металла контролируют для
труб с толщиной стенки 15 мм и более на поперечных протравленных темп-
летах.
Металл труб подвергают контролю на содержание неметаллических включений
типа сульфидов, оксидов и силикатов. Особенно опасно превышение нормы
неметаллических включений при эксплуатации труб в водородсодержащих
средах.
Трубы поставляют в термообработанном и протравленном состоянии.
Допускается поставка труб без травления, если они прошли термическую обработку
в защитной атмосфере.
На наружной и внутренней поверхностях труб не допускаются плены, трещины,
закаты и волосовины. Эти дефекты удаляют шлифованием или другим способом.
В местах ремонта толщина стенки не должна выходить за пределы допускаемых
отклонений. Ремонт подваркой и зачеканкой не допускается. Все трубы должны
быть испытаны гидравлическим давлением.
Образцы труб из аустенитных сталей по требованию потребителя
дополнительно подвергают испытанию на межкристаллитную коррозию (МКК) .
Трубы поставляют как мерной, так и немерной длины. Длина труб зависит
от наружного диаметра и толщины стенки. Чем больше наружный диаметр и
толщина стенки, тем меньше длина поставляемых труб. Мерная длина
поставляемых труб обычно 4 ... 12 м.
Каждую поставляемую трубу необходимо осмотреть и обмерить. Внутренние
поверхности труб диаметром от 15 мм и более подвергают контролю
перископом.
Размеры поставляемых труб из углеродистых, легированных и коррозионно-
стойких сталей и их массы приведены в табл. 22.1-22.3, предельные отклонения по
толщине стенки и наружному диаметру - в табл. 22.4. Размеры котельных труб по
ТУ 14-3-460—75 и ТУ 14-3-923—75 в данном справочнике не приводятся; при
необходимости использования этих труб следует руководствоваться непосредственно
техническими условиями и подтверждениями заводов-изготовителей о
возможности их поставки.
Dу, мм
5
6
10
15
25
Трубы из углеродистой и легированной сталей
по ТУ 14-3-251-74
£>Хб,мм
11 ХЗ
И X 2,5
12X3
15 X 4,5
11 X 2
20 X 4,5
25 X 7
25X5
35 X 9
35 X 5
45X9
45X10
50X12
Масса 1 м, кг
0,592
0,524
0,666
1,166
0,444
1,720
3,107
2,466
5,771
3,699
7,990
8,632
11,24
i
Dy9MM
32
40
50
65
DX6,mm
45 X 6,5
50X9
57X12
68X16
57X7
68 Х12
68X14
83X19
76X9
83X14
102 X 20
102 X 22
89X11
102X16
114X22
127 Х28
Таблица 22.1
Масса 1 м, кг
6,171
9,110
13,32
20,52
8,632
16,57
18,64
29,99
14,87
23,82
40,45
43,40
21,16
33,93
49,92
68,36
312
Продолжение табл. 22.1
D мм
Dх б,мм
Масса 1 м, кг
/>у,мм
ЯХб,мм
Масса 1 м, кг
80
100
125
114X14
127 Х18
140 X 25
159 X 36
127 X 14
140 X 20
159X28
180 X 40
159X18
180X28
194 X 36
34,53
48,39
70,90
109,2
39,01
59,19
90,46
138,1
62,59
104,9
140,3
125
150
200
219X48
194 X 20
219 X 32
245 X 45
273 X 60
245 X 25
273 X 38
299 X 50
202,4
85,82
147,5
221,9
315,2
135,6
220,2
307,1
Примечание .D-
б - толщина стенок.
наружный диаметр;
Таблица 22Л
Трубы из легированных сталей
по ТУ 14-3433-75
400
Таблица 22.3
Трубы из коррозионно-стойкой стали
12Х18Ш0Т ло ТУ 14-3-731-78
D мм
300
350
£>Хб,мм
402X56
426 X 48
465 Х56
465 X 60
Масса 1 м, кг
508,1
477,1
601,8
673,9
£у,мм
1>Х б, мм
Масса 1 м, кг
530X65
793,9
Предельные отклонения наружного диаметра D
и толщины б стенки труб
6
10
15
25
32
32
40
50
65
80
100
125
ИНОГО ЛИ
15 X 4,5
25 X 7
35X9
45 X 9
50X9
51 XII
68X12
83X14
102 X 16
127X18
140 X 20
180 X 28
аметпа D
1,179
3,146
5,843
8,090
9,214
10,98
16,78
24,12
34,36
48,99
59,93
106,3
Таблица 22 А
ТУ
Дмм
Отклонения D для труб
формированных
горячекатаных
б, мм
Отклонения б, %, для труб
формированных
горячекатаных
14-3-251-74;
14-3-460-75
14-3-731-78
До 30
От 30 до 50
Св.50
До 273
273
и более
До 30
±0,3 мм
± 0,4 мм
± 0,8 %
-
±0,3 мм
-
±1%
+ 1,25%
-1%
-
До 14
Св.14
До 7
±10
±8*
-
+ 12,5
-10
+ 15
-10
+ 15**
-8
+ 20
-5
+ 15**
-8
-
313
Продолжение табл. 22.4
ТУ
14-3-731-78
14-3-433-75
14-3-1335-85
3-923-75
Дмм
Св.30
До 140
Св.140
402...530
194
480 ... 600
601 ... 700
701 ... 800
Отклонения D для труб
формированных
±1%
4
горячекатаных
-1,25% -
-1,75%
±1,5%
+ 1,25%
-1%
"
_ +
± 0,8 %
+ Змм
- 2 мм
3,5 мм
- 2 мм
+ 4 мм
-2 мм
6, мм
Св.7
До 20
Св.20
56 ... 65
36
15 ...45
45 ... 200
Отклонения 6
формированных
±10
-
-
-
-
+
%, для труб
горячекатаных
± 15
+ 12,5
-15
+ 20
-5
+ 15
-5
+ 12
-4
(1,5 ... 7,5)
(0,5 ... 2,0)
* При б > 5 мм по ТУ 14-3-251-74
** По ТУ 14-3-251-74
£у,мм
6
10
15
25
32
Размеры труб для соединения с деталями различного исполнения
по ГОСТ 22790-89 ... ГОСТ 22826-83
Исполнение
2
2
4
2
2
4
2
2
4
1
2
2
3
4
1
2
1
2
3
4
1 DXS I
11X2,5
12 X 5,0
15 X 4,5
18 X 3,5
20 X 4,5
25 X 7,0
25 X 4,5
25 X 5,0
35X9,0
35 X 5,0
38 X 6,0
45 X 9,0
45 X 10,0
50 X 12,0
45 X 6,0
51 Х11,0
45 X 6,5
50 X 9,0
57 X 12,0
68 X 16,0
Dyt мм
40
50
65
80
100
Исполнение
1
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
Таблица 22.5
! DX8
56 X 7,0
57 X 7,0
68X12,0
68 X 14,0
83 X 19,0
76 X 9,0
83 X 14,0
102 X 20,0
102 X 22,0
89 Х11,0
102 X 16,0
114X22,0
127 X 28,0
114X14,0
127 X 18,0
140 X 25
159 X 36,0
127 X 14,0
140 X 20,0
159 X 28,0
180 X 40,0
314
Продолжение табл. 22.5
Dy,MM
125
150
Исполнение
1
2
3
4
1
2
DX6 1
159X180
180 X 28,0
194 X 36,0
219 X 48,0
194 X 20,0
219 X 32,0
Г Dy, мм
150
200
Исполнение
3
4
1
2
3
DX8
245 X 45,0
273 X 60,0
245 X 25,0
273 X 38,0
299 X 50,0
При проектировании конструктору обычно известны условное давление и
исполнение детали. Исходя из этих характеристик, размеры труб рекомендуется
выбирать по табл. 22.5. Размеры труб можно выбирать также с учетом повышенного кор-
розионно-эрозионного изнашивания. При заказе небольшого количества труб
определенного размера необходимо предусмотреть возможность замены труб одного
сортамента другим, более широко используемым в проектируемой установке.
В любом случае трубы выбранного сортамента должны удовлетворять условию
прочности и обеспечивать стыковку с деталями Тп по ГОСТ 22791—83 ... ГОСТ 22826—83.
22.2. ФАСОННЫЕ ДЕТАЛИ Тп
Все основные детали ТпВД химических производств унифицированы и
стандартизованы. Их конструкции, размеры и требования к изготовлению изложены в
следующих государственных и отраслевых стандартах: ГОСТ 22790—89 ... ГОСТ
22826-83; ГОСТ 9400-81; ГОСТ 9399-81; ГОСТ 10493-81; ГОСТ 10495-80;
ГОСТ 10494-80; ГОСТ 11447-80; ОСТ 26 01-20-82 ... ОСТ 26 01-22-82; ОСТ 26
01-24-82 ... ОСТ 26 01-30-82; ОСТ 26 01-33-82 ... ОСТ 26 01-49-82.
Колена, отводы, угольники (рис. 22.1 - 22.3) - широко применяемые детали
Тп. Они служат для изменения направления трассы Тп в плоскости и в
пространстве. Эти детали весьма разнообразны по конфигурации и технологии изготовления
(от традиционной гибки на трубогибочпых станах до ковки угольников и
механической обработки внутренних и наружных поверхностей).
Рис. 22.1. Колена и отводы:
а - колено двойное с фланцами
(ГОСТ 22798-83) ; б - колено с углом 90°
с фланцами (ГОСТ 22794-83); в - то же
с опорой (ГОСТ 22795-83) ; г - отвод
гнутый с фланцами (ГОСТ 22817-83)
315
Рис. 22.2. Колено (а) с углом 90° по
ГОСТ 22818-83 и тройник переходный
(б) по ГОСТ 22822-83
Рис. 22.3. Угольники:
—|- а - с карманом под термометр
сопротивления по ГОСТ 22810-83; б - с
ответвлением и фланцами по ГОСТ 22800-83;
в - с фланцами по ГОСТ 22799-83;
г - то же по ГОСТ 22820-83
МТЕе
Шшу/А
в)
Рис. 224. Тройники:
а - проходной с фланцами по ГОСТ 22801-83; б -
переходный несимметричный с фланцами по ГОСТ 22803-83;
в - проходной с ответвлением и фланцами по ГОСТ
22802-83; г - тройник-вставка с фланцами по ГОСТ
22805-83
Колено отличается малым отношением радиуса RT гиба к наружному
диаметру А Для колен (рис. 22.1, 22.2, а) применяемых в технике ВД, обычно отношение
Rr/D < 2. Как правило, колена изготовляют штампованными из трубных
заготовок. В качестве заготовок используют утолщенные трубы или ковано сверленые
трубные заготовки. Штамповку производят в две стадии. На первой — после
316
нагрева трубу-заготовку изгибают до заданного радиуса; при этом колено
сплющивается в плоском изгибе. После второго нагрева производят осадку колена в
перпендикулярной плоскости (до превращения сечения в круглое) и калибровку его
размеров. При этом на стенках внутри колена могут образоваться небольшие
наплывы, практически не препятствующие движению среды. Сечение штампованного
колена почти круглое, а разностенность существенно меньше, чем при гибке трубы
другими способами. Стандартные колена обычно поставляют с приваренными к ним
опорами (см. рис. 22.1, в).
Гнутые отводы (см. рис. 22.1, г) изготовляют гибкой на трубогибочных
станах. В качестве заготовок используют те же трубы, что для основного Тп, или
трубы с большей толщиной стенки (усиленные трубы). Отводы получают без
нагрева (холодная гибка) либо с предварительным нагревом всей заготовки или
изгибаемого участка. Изгибаемый участок нагревают током высокой частоты.
При гибке отводов возникают значительная овальность и утонение стенки
поперечного сечения в месте гиба. Для уменьшения разностенности сечения отводы
изготовляют радиусом гиба не менее 2,5 ... 3,0 наружных диаметров трубы. Для
уменьшения овальности применяют различные технологические методы, например
заполняют внутреннюю полость изгибаемой трубы сухим крупнозернистым песком или
другим наполнителем. Распространен метод гибки на дорне (сердечнике) или
подачей трубы "на рог". При непосредственном нагревании изгибаемого участка в
процессе гибки овальность уменьшается (до 1 ... 2 %), но значительно
увеличивается разностенность (до 30 %). В технике ВД стандарты строго регламентируют
предельные овальность и разностенность отводов. Стандартные отводы, как
правило, имеют прямые участки, длина которых определяется условиями закрепления
трубы в процессе гибки.
Освоен метод изготовления крутоизогнутых толстостенных колен
электрошлаковым литьем. В лабораторных условиях изготовлена опытная партия колен
из сталей 14ХГС, 30ХМА, 20Х2МА; металл был подвергнут всестороннему
исследованию. Часть колен испытана внутренним давлением до разрушения.
Результаты исследования показали, что изготовление колен этим методом весьма
перспективно.
Тройниковые соединения служат для отвода части транспортируемой Тп
среды к другому потребителю.
Тройниковые соединения выполняют в виде тройников-поковок (рис. 22.2, б,
22 А) либо непосредственно врезают ответвляемый Тп в основную трубу. В
технике ВД врезка ответвляемого трубопровода допускается, если его условный проход
не более 0,6 ... 0,7 условного прохода основной трубы. Ослабление основной
трубы врезкой ответвляемого Тп компенсируют за счет резерва прочности
основной трубы либо вваривают специальные усиленные штуцеры (рис. 22.5).
Воротниковые укрепления в оборудовании ВД не применяют. При выборе
размеров укрепления необходимо учитывать, что кроме внутреннего давления на трой-
никовое соединения могут воздействовать внешние нагрузки в виде
изгибающих и крутящих моментов, растягивающих сил.
Тройники из поковок, как и угольники, изготовляют механической
обработкой. Отверстие в кованых тройниках укрепляют увеличением толщины стенок
в месте соединения.
В стандартах тройники различают в зависимости от конструкции и
назначения (см. рис. 22.4): проходные и переходные; проходные с ответвлениями;
переходные несимметричные; тройники-вставки.
Переходы и другие детали. Переходы предназначены для изменения
проходного сечения Тп. По конструкции переходы бывают концентрическими и
эксцентрическими. В технике ВД в основном применяют концентрические переходы,
317
Рис. 22.5. Штуцера по ОСТ 26 01-35-82:
a-D 6...40 мм; б- D 50... 125 мм
тшт>,
е)
Рис. 22.6. Переходы:
по ГОСТ 22826-83; б - с фланцами по
ГОСТ 22806-83
Щ
тшт
а)
5)
Ш1|1
Рис. 22.7. Отвод под термометры
сопротивления и термоэлектрические термометры по
ГОСТ 22811-83
Рис. 22.8. Заглушки фланцевые:
а - до ГОСТ 22815-83; б - со вставкой
а)
которые изготовляют механической
обработкой из кованых заготовок или
штамповок из труб (рис. 22.6).
Трубопроводы снабжают и
другими деталями: отводами под
термометры сопротивления и
термоэлектрические (рис. 22.7), заглушками
фланцевыми (рис. 22.8), отводами
линзовыми (рис. 22.9) и др.
Рис. 22.9. Отводы линзовые:
а - отвод с фланцами по ГОСТ 22808-83;
б - линза с двумя отводами и фланцами
по ГОСТ 22809-83
318
Глава 2 3. СОЕДИНЕНИЯ ЭЛЕМЕНТОВ ТРУБОПРОВОДОВ
Элементы Тп и арматуры предпочтительно соединять сваркой. Фланцевые
соединения используют в случаях, когда применение сварки по каким-либо причинам
нецелесообразно. Основные причины замены сварных соединений фланцевыми
следующие:
применяемые материалы трудносвариваемые невозможны или
нецелесообразны сварка и термообработка; по условиям эксплуатации или монтажа
необходимы разъемные Тп;
подсоединение Тп к арматуре, измерительному устройству или другому
оборудованию, имеющим фланцевые разъемы;
необходимо часто разбирать Тп для освидетельствования, ремонта или других
целей; разъем Тп расположен в месте, недоступном для сварки.
Фланцевое соединение надежно работает только в том случае, если оно
правильно спроектировано, выполнено из соответствующих материалов и тщательно
собрано. Несоблюдение этих условий приводит к тому, что фланцевые соединения
становятся одним из наиболее уязвимых мест Тп и для их ремонта приходится
останаливать основные агрегаты производства.
23.1. ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Фланцевые соединения состоят из фланцев, прокладок и шпилек с гайками.
Прокладку устанавливают между двумя фланцами и сжимают шпильками для
достижения необходимого контактного усилия. В ТпВД применяют фланцевые
соединения с линзовой овальной, конической и плоской прокладками (рис. 23.1 -
23.4). Фланцевые соединения с резьбовыми фланцами и с линзовой прокладкой
стандартизованы (ГОСТ: 22790-89; 9400-81; 9399-81; 10463-81; 10495-80;
10494—80, 11447—80). Фланцевые соединения с приварными фланцами и овальной
прокладкой стандартизованы соответствующими отраслевыми документами.
23.2. СВАРНЫЕ СОЕДИНЕНИЯ
Сварка. Трубы и детали ТпВД в химическом машиностроении обычно
соединяют сваркой в соответствии с требованиями ОСТ 26 01-1434-87, который
распространяется на сварку в заводских условиях сборочных единиц стальных
технологических Тп с условным проходом D < 500 мм включительно, работающих
при внутреннем давлении 10 МПа < р < 100 МПа и температуре - 50 °С < t <
< + 510°С.
При изготовлении Тп допускается резка труб любым допустимым для
материала труб промышленным методом. Кромки под сварку окончательно
обрабатывают механическим способом. Параметр шероховатости обработанных кромок
Rz < 80 мкм (ГОСТ 2789-73).
Термическую резку труб из стали 14ХГС при температуре воздуха t < 0 °С
следует выполнять с предварительным подогревом места реза до температуры
100 ... 150 °С, для хромомолибденовых, хромомолибденованадиевых и хромо-
молибденованадиевовольфрамовых сталей — до температуры 200 ... 250 °С. При
термической резке труб нужно предусматривать припуск на механическую
обработку. Припуск на механическую обработку после термической резки, мм, не
менее (считая от максимальной впадины реза); 3 - для труб из углеродистых,
кремнемарганцовистых и хромокремнемарганцовистых сталей; 10 — для труб
из хромомолибденовых, хромомолибденованадиевых, хромомолибденованадие-
вовольфрамовых сталей; 2 — для труб из аустеиитных сталей.
319
ЪЪг,,. ,-,t#J
Рис. 23.1. Фланцевые соединения:
а, б - с компенсирующей линзой; в - с линзовым
отводом
Рис. 23.2. Фланцевые соединения с плоской
металлической прокладкой:
а - типа "шип-паз"; б - типа "выступ-впадина"
а)
Рис. 23.3. Фланцевое соединение с фасонной уплотнитель-
ной прокладкой
Рис. 23.4. Фланцевые соединения с кольцом-заглушкой:
а - с овальными (или восьмиугольными) прокладками;
б - с фасонной уплотнительной поверхностью
320
Таблица 23.1
Размеры, мм, сварных1 швов (ОСТ 26 01-1434-87)
Вид сварного шва
s
1
номинальное
значение
предельное
отклонение
g
+ 2
15+0>5
+ 3
+ 4 2,0¾0
+ 6
1 Сварка ручная дуговая, в защитных газах вольфрамовым и плавящимся электродом, меха-
низированная^ автоматическая комбинированная.
Примечания: 1. Форма и размеры разделки кромок под сварку - в соответствии с
ГОСТ 22790-89 (тип А) .
2. Усиление корня шва Кхт мм, не более, при D мм:
£ 1,0 1,5 2,0 2,5
D < 15 25 ... 40 50... 150 > 150
У
3. Вогнутость корня шва К2 = 0,5 мм при толщине стенки трубы б = 4,5 ... 8,0 мм,Я"2 = 0,1s,
но не более 1,5 мм при б > 8 мм.
Отклонение от перпендикулярности обработанного под сварку торца трубы
или детали относительно продольной оси, мм, не менее: 0,5 — при D 6 ... 65 мм;
1,0 - при Dy 80 ... 150 мм; 1,5 - при Dy 200 ... 500 мм.
Форма и размеры разделки кромок под сварку должны соответствовать:
ГОСТ 22790-89 для труб и деталей Тп до Dy 200 мм; ОСТ 26 01-21-82 для труб
и деталей Тп с Dy 250 ... 500 мм; ГОСТ 22811-83 и ОСТ 26 01-35-82 для сварных
соединений приварки штуцеров. Допускается на заводе—изготовителе сборочных
единиц Тп применять для стыковых швов формы разделки кромок под сварку
в соответствии с ГОСТ 16037-80 и табл. 23.1-23.7. Форма и размеры поперечного
сечения стыковых сварных швов должны соответствовать ГОСТ 16037—80 и
табл. 23.1—23.7. Значения Кх и К2 определяют на макрошлифах из контрольной
пробы.
Стыковые сварные соединения Тп выполняют без подкладных колец.
Стыкуемые под сварку трубы и детали Тп, обработку кромок которых под
сварку выполняют в соответствии с ГОСТ 16037-80 или табл. 23.3-23.7, следует
подбирать по внутренним диаметрам, разность которых допускается до 4 %, но
не более 1,0 мм. При большей разности необходима расточка меньшего диаметра
4,5
5
6
7
8
9
10
12
14
16
18
20
9
10
11
13
14
15
16
19
21
23
25
27
1 1 Зак 85
321
Таблица 23.2
Размеры, мм, сварных1 швов (ОСТ 26 01-1434-87)
Вид сварного
шва
Номинальное
значение /
22; 24; 26
28; 30
32; 34; 36
38; 40; 42;
44,46
48; 50; 52; 54
56; 58; 56
31
35
38
41
43
2±2
3+2
3-3
65
47
1 Сварка ручная дуговая, автоматическая или механизированная в защитных газах,
комбинированная.
Примечания: 1. Форма и размеры разделки кромок под сварку - в соответствии с
ГОСТ 22790-89 (тип Б) и ОСТ 26 01-21-82.
2. Значения КуиК2 - см. примечание к табл. 23.1.
Таблица 23.3
Размеры, мм, сварных1 швов при вертикальном положении
стыка в пространстве (ОСТ 26 01-1434-87)
Конструктивные
элементы
Номинальное значение / , при а,с
15
20
9; 10; 12
17
19
14
16; 18
21
22
2 ± 2
20; 22
24
26
24
26; 28; 30
30
32
27
34; 36; 38
34
3+2
40; 42; 44
46
30
37
42
48; 50; 52
54
33
47
36
56; 58; 60
1 Сварка ручная дуговая, в защитных газах вольфрамовым и плавящимся электродом,
механизированная, автоматическая, комбинированная.
Примечание. Значения Кх иК2 - см.примечание к табл. 23.1.
322
Размеры, мм, сварных1 швов при вертикальном положении
стыка в пространстве (ОСТ 26 01-1434-87)
Таблица 23.4
$0,5
10; 12
14; 16
18: 20
22; 24
26
31
35
31
33
28; 30;- 32
34
41
36; 38; 40
39
42
47
44; 46; 48
43
52
50; 52; 54
47
56
56; 58; 60
49
60
1 Сварка ручная дуговая, механизированная или автоматическая, в защитных газах,
комбинированная. Корень шва выполняют в защитных газах вольфрамовым электродом без присадки.
Примечание. Значения К1 - см. примечание к табл. 23.1.
, Таблица 23.5
Размеры, мм, сварных1 швов при вертикальном или горизонтальном
положении стыка в пространстве (ОСТ 26 01-1434-87)
KoHCTiWK-тивнкте
элементы
-,.У+У3
«о
1
~~^П
щ
.J
4-1
|j7.^5"
*6
//nX^njSV
L*5*
i
S -
19.
24.
34.
44.
56.
*i
..22
.32
.42
.54
.60
Номинальное
значение /
27
31
35
39
43
g
номинальное
значение
2
3
предельное
отклонение
± 2
+ 2
- 3
1 Сварка ручная дуговая, автоматическая или механизированная, в защитных газах,
комбинированная.
Примечание. Значения Ki и Кг - см. примечание к табл. 23.1. 323
II*
Таблица 23.6
Размеры, мм, сварных * швов при горизонтальном положений
стыка в пространстве (ОСТ 26 01-1434-87)
Конструктивные
элементы
номинальное
значение
предельное
отклонение
4,5
5
6
10
11
12
+ 2
1,5
+ 1,5
-1,0
13
+ 3
9
10
12
14
16
18
20
+ 4
14
16
18
22
25
27
2 0+ 2'°
+ 5
20
29
+ 7
1 Сварка ручная дуговая, механизированная, автоматическая, в защитных газах,
комбинированная.
Примечание . Значения К1 и К2 - см. примечание к табл. 23.1.
Размеры, мм, сварных1 швов при горизонтальном
положении стыка в пространстве (ОСТ 26 01-1434-87)
Таблица 23. 7
Конструктивные
элементы
Номинальное
значение /
7,5+0,5
22.
30.
38.
48.
58.
..28
.. 36
..46
..56
..60
31
36
41
46
49
2±2
о+2
1 Сварка ручная дуговая, механизированная, в защитных газах, комбинированная.
Примечание. Значения Ку и К2 - см. примечания к табл. 23.1.
324
под углом 12 ... 15 при условии сохранения расчетной толщины стенки. Смещение
внутренних кромок допускается в пределах 10 % толщины стенки, но не более
0,5 мм. Смещение наружных кромок из-за различия наружных диаметров не
должно превышать 30 % толщины стенки более тонкостенной трубы, но не более 5,0 мм.
При смещении, превышающем допускаемое значение, на трубе или детали Тп
большего диаметра выполняют скос под углом 12 „. 15 °. При сборке труб и деталей Тп,
на которых не должно быть скоса, применяют переходники, обеспечивающие
смещение кромок в указанных пределах.
Отклонения от прямолинейности на расстоянии 200 мм по обе стороны от оси
шва не должны превышать 1,5 мм. Измерения выполняют в трех местах,
равномерно расположенных по окружности. При этом не учитывают предусмотренное
техническими условиями отклонение от прямолинейности на изготовление труб.
Для закрепления кромок труб и деталей Тп при сборке применяют швы-
прихватки. Для стыковых соединений, свариваемых в среде защитных газов и
комбинированной сваркой, прихватку необходимо выполнять аргонодуговым
способом.
Допускается сборка стыковых соединений с помощью временных
технологических креплений. Сварные швы приварки креплений следует располагать не ближе
30 мм от кромок разделки. Крепления, привариваемые к деталям из аустенит-
ных сталей, должны быть изготовлены из хромоникелевой стали типа 12Х18Н10Т,
привариваемые к деталям из перлитной стали - из сталей 20 или СтЗ, 09Г2С,
10Г2С1, 16ГС. При сборке стыковых соединеий Тп из аустенитных сталей с
толщиной стенки менее 8 мм при наличии требований по стойкости к межкристаллитной
коррозии временные технологические крепления рекомендуется приваривать
аргонодуговой сваркой.
При изготовлении сборочных единиц допускаются следующие виды сварки:
ручная дуговая покрытыми электродами; ручная, механизированная или
автоматическая в защитных газах; комбинированная с проваром корня шва ручной
аргонодуговой сваркой неплавящимся электродом и последующим заполнением
разделки дуговой ручной, механизированной или автоматической сваркой в
защитных газах или под слоем флюса.
К сварочным работам могут быть допущены сварщики, выдержавшие
теоретические и практические испытания в соответствии с "Правилами аттестации
сварщиков" (утвержденными Госгортехнадзором СССР) и имеющие удостоверение на
право выполнения соответствующих сварочных работ.
Сварочные материалы и диапазоны рабочих температур сварных соединений
следует принимать в соответствии с табл. 23.8—23.13, температуру предварительного
и сопутствующего подогрева при сварке — в соответствии с табл. 23.14. Ширина
зоны подогрева до температуры, указанной в табл. 23.14, должна быть равна
удвоенной толщине стенки, но не менее 100 мм; зона нагрева должна быть
расположена относительно шва.
Температура сварных соединений из сталей 20Х2М, 22ХЗМ, 30ХМА, 15Х5М,
18ХЗМВ и 20ХЗМВФ после окончания сварки и до начала термической обработки
должна быть не ниже температуры подогрева при сварке (см. табл. 23.14). Для
сталей 15ХМ, 12Х1МФ, 15Х1М1Ф это требование распространяется на сварные
соединения при толщине свариваемых деталей 36 мм и более. При меньших толщинах
период между окончанием сварки и началом термообработки не должен быть
более 72 ч. Для сварных соединений из перлитных сталей, работающих в водород-
содержащих средах при температуре выше 200 °С, следует применять сварочные
материалы, обеспечивающие в наплавленном металле содержание хрома не менее
его минимального содержания в свариваемой стали, соответствующего
требованиям стандартов; технических условий или технического проекта. Для сварных
325
Таблица 23.8
Сварочные материалы для ручной электродуговой сварки
перлитных сталей (ОСТ 26 01-1434-87)
Марка свариваемой стали
Тип электрода
(ГОСТ 9467-75)
Допускаемая
минимальная
температура эксплуатации
сварных соединений,
° С
20
Э42А; Э50А
20ЮЧ
15 ГС; 14ХГС
Э50А; (ВП-4)*
Э50А
40
15ХМ
15Х5М
Э-09Х1М
Э-10Х5МФ
30ХМА; 20Х2М; 22ХЗМ
10ХЗМ (ХЗМ-1)*
Э-10Х5МФ; Э-09Х1МФ
30
18ХЗМВ; 20ХЗМВФ
Э-10Х5МФ; Э-10ХЗМ1БФ
12Х1МФ; 15Х1М1Ф
Э-09Х1МФ; Э-09Х1М
* Без индекса Э условно указан тип наплавленного металла, а в скобках - марка элеметро-
дов, не предусмотренных ГОСТ 9467-75; ХЗМ-1 - по нормативно-технической документации
ПО "Уралхиммаш".
Примечания :1. Верхний температурный предел эксплуатации сварных соединений
определяют по температуре основного металла для конкретной среды.
2. Для сварки труб и деталей Тп из стали 20ЮЧ, работающих в содержащих сероводород
средах, применять электроды марки ВП-4.
Таблица 23.9
Сварочные материалы для ручной дуговой сварки
аустенитных сталей (ОСТ 26 01-1434-87)
Марка
свариваемой стали
Тип электрода
(ГОСТ 10052-75)
Допускаемая
максимальная температура
эксплуатации сварных
соединений,0 С
Требования по
стойкости к межк ристал -
литной коррозии
12Х18Н10Т
08Х18Н10Т
12Х18Н12Т
08Х18Н12Т
Э-0819Н10Г2Б
Э-02Х19Н9Б
510 (св. 350 после
термообработки по табл.
23.17)
Э-08Х20Н9Г2Б
450 (св. 350 после
термообработки по табл.
23.17)
Э-04Х20Н9
Э-02Х21Н10Г2
450
Э-07Х20Н9
510
Есть
Нет
10Х17Н13М2Т;
10Х17Н13МЗТ;
08Х17Н15МЗТ
Э-09Х19Н10Г2М2Б
Э-02Х19Н18Г5АМЗ
350
Есть
326
Марка
свариваемой стали
10Х17ШЗМ2Т;
10Х17Н13МЗТ;
08Х17Н15МЗТ
Продолжение табл 23 9
Тип электрода
(ГОСТ 10052 75)
Допускаемая
максимальная температура
эксплуатации сварных
соединений. ° С
Требования по
стойкости к межкристал-
литной коррозии
Э-06Х19Н11Г2М2
Э-07Х19Н11МЗГ2Ф
510
Нет
03Х17Н14МЗ
Э-02Х19Н18Г5АМЗ
Э-02Х20Н14Г2М2
Есть
350
10Х23Н18
Э-10Х25Н13Г2
510
Нет
Примечание Нижний температурный предел эксплуатации сварных соединений - 50 ° С.
Таблица 23.10
Сварочные материалы для сварки перлитных сталей
в защитных газах (ОСТ 26 01-1434-87)
Марка
свариваемой стали
Сварочная
проволока
Защитный газ*
Допускаемая
минимальная температура
эксплуатации
сварных соединений,° С
20
15ГС (16ГС);
14ХГС
20ЮЧ
12Х1МФ; 15Х1М1Ф
Св-08Г2С
СВ-08ГС
СВ-08Г2С
Св-08ГСМТ
Аргон,
Смесь 75 % аргона и
25 % диоксида углерода
Смесь 75 % аргона, 20 %
диоксида углерода и
5 % кислорода
Св-ЮНЮ**
15ХМ
15Х5М
30ХМА; 20Х2М
22ХЗМ
18ХЗМВ;
20ХЗМВФ
Св-08ХМ
СВ-08ХГСМА
СВ-10Х5М
Св-08ХМ
СБ-18ХМА
Св-10Х5М
СВ-18ХМА
СВ-08ХЗГ2СМ;
Св-10Х5М
СВ-08ХМФА
СВ-08ХГСМФА
Аргон
40
30
* Аргон - ГОСТ 10157-79; диоксид углерода - ГОСТ 8050-85; кислород - ГОСТ 5583-78.
** По ТУ 14-1-2219-77; в остальных случаях - по ГОСТ 2246-70.
Примечания: 1. Верхний температурный предел эксплуатации сварных соединений
определяют по температуре основного металла для конкретной среды.
2. При аргонодуговой сварке неплавящимся электродом применяют вольфрамовые
электроды по ГОСТ 23949-80.
327
Таблица 23.11
Сварочные материалы для сварки аустенитных сталей
в защитных газах1 (ОСТ 26 01-1434-87)
Марка
свариваемой стали
Сварочная
проволока (ГОСТ, ТУ)
Максимальная
температура
эксплуатации
сварных
соединений,0 С
Требования по
стойкости к меж-
кристаллитной
коррозии
12Х18Н10Т: 08Х18Н10Т
12Х18Н12Т: 08Х18Н12Т
Св-01Х19Н9; Св-04Х19Н9
(ГОСТ 2246-70)
СВ-07Х18Н9ТЮ;
Св-08Х25Н13БТЮ;
СВ-07Х19Н10Б;
СВ-05Х20Н9ФБС
(ГОСТ 2246-70)
510
350
Нет
Есть
10Х17Н13М2Т;
10Х17Н13МЗТ
СВ-04Х19Н11МЗ;
СВ-06Х19Н11МЗТ
(ГОСТ 2246-70)
СВ-О6Х20Н11МЗТБ
(ГОСТ 2246-70);
Св-01Х17Н14М2
(ТУ 14-1-2795-79);
Св-01Х19Н18Г10АМ4
(ТУ 14-1-1892-76)
08Х17Н15МЗТ;
03Х17Н14МЗ
CB-01X17H14M2
(ТУ 14-1-2795-79);
СВ-01Х19Н18Г10АМ4
(ТУ 14-1-1892-76)
450
350
350
Нет
Есть
10Х23Н18
Св-07Х25Н13
(ТУ 3-1050-77);
СВ-01Х20Н18АП2
(ТУ 14-1-2356-77)
Аргон - по ГОСТ 10157-79.
510
Нет
Примечания : 1. Нижний температурный предел сварных соединений при эксплуатации
-50° С
2. При аргон оду гов ой сварке неплавящимся электродом следует применять вольфрамовые
электроды по ГОСТ 23949-80.
Таблица 23.12
Сварочные материалы для автоматической сварки
под флюсом перлитных сталей (ОСТ 26 01-1434-87)
Марка
свариваемой стали
Сварочная
проволока
Сварочный флюс
(ГОСТ 9087-81)
Допускаемая
минимальная
температура эксплуатации
сварных соединений,
° С
20
СВ-08А; СВ-08ГА
АН-348АМ;
ОСЦ45М; АН-60
30
Св-08Г2С; Св-08ГСМТ
АН-43
-40
328
Продолжение табл. 23.12
Марка
свариваемой стали
Сварочная
проволока
Сварочный флюс
(ГОСТ 9087-81)
Допускаемая
минимальная
температура эксплуатации
сварных соединений,
° С
20ЮЧ Св-ЮНЮ* АН-22 _40
15ГС(16ГС); СВ-08ГА; Св-08ГС АН-348АМ; -30
14ХГС ОСЦ-45М; АН-60;
АН-47
Св-08Г2С; Св-08ГСМТ АН-43 - 40
15ХМ Св-08ХМ АН-22; АН-43; 0
АН-47
30ХМА Св-18ХМА АН-43
СВ-08ХЗГ2СМ АН-17М - 30
15Х5М; 20Х2М; Св-10Х5М
22ХЗМ АН-43
18ХЗМВ; 20ХЗМВФ Св-18ХМА
СВ-08ХЗГ2СМ АН-17М 0
12Х1МФ; Св-08ХМФА; АН-22; АН-43;
15Х1М1Ф Св-ЮХМФТ АН-47
*Сварочная проволока по ТУ 14-1-2219-77; в остальных случаях по ГОСТ 2246-70.
Примечание. Верхний температурный предел эксплуатации сварных соединений
определяют по температуре основного металла для конкретной среды.
соединений из аустенитных сталей, работающих при температуре свыше 350 до
450 °С, и свыше 450 до 510 °С, необходимо применять сварочные материалы,
обеспечивающие содержание ферритной фазы соответственно не более 8 и 6 %.
При толщине деталей более 5 мм стыковые соединения сваривают не менее
чем за два прохода.
При сварке соединений из разнородных сталей перлитного класса
температуру подогрева выбирают по более легированной стали (см. табл. 23.14),
сварочные материалы — по табл. 23.15 (режим термообработки — см. табл. 23.17). Стыко-
ьые соединения деталей из сталей аустенитного класса со сталями перлитного
класса сваривают с предварительной аустенитной наплавкой или без наплавки торцов
труб и деталей Тп, изготовленных из перлитной стали, в соответствии с
указаниями табл. 23.16. Толщина аустенитной наплавки после механической обработки
должна составлять 4 ... 6 мм на деталях из сталей, не склонных к закалке при
сварке сталей и 8 ... 9 мм на деталях из сталей, склонных к закалке (хромомарганцо-
вистых, хромомолибденовых, хромомолибденованадиевольфрамовых). При
двухслойной наплавке толщина первого слоя должна составлять 3 ... 4 мм.
Термообработку труб и деталей Тп из перлитных сталей с наплавленными кромками из
аустенитных материалов проводят по режимам, принятым для термообработки
наплавляемого материала. При сварке стыковых соединений Тп, в которые входят
329
Oo
s
I
is
a i
**
li
£
■§.
1
я
apo
б
&
a
i
s
С
О /~ч
5
О
о
2
&
н
о
осл
1
1
о
»о
СП
8
S-/
/—s
Г**
«—1
со
ё
cd
Н
О
И
Я
N
8.
СО
I ^
С^ lO
со г-
О |
On чо VO
u со ю
ЧО О
сч ^
X
•~ Г"1 t^
ON OS I
XX vo
On On ^j-
*-* *~* гм
xx£j
2o i
X -4 V£>
£ x ^
2^я
x
X H
5^½
X =
x*
si
xx
н е i
0> On vo
X X Tt
OOON
r-t <N <N
XXh
C- lO rj
uub
w
о
to
и
CO
1
vO CO
<N
X
<
о
On
H
8
Uh
^"^
ЧО
ё
9
CO
^
1
1
NO
о
<N
OS
Ю*
О
со сп О
»-н О I
^н ,Гц V©
^ = 3
ххн
990
Н Н г,
«scon
ss5
со со «
,-н ,-н «О
х х £
^ О" r-J
К £$ <»
о о о
из
^ ч£>
х *■
X <N
о <^
X Г)
н
и
о
X
со
*= vo
2 '
ON
со
On ,
^н -^
Х-
ч^ 2j <- с^
Г- t"- »—4 ■
-< <? X ^
9^x2
w >> £ >»
а
тГ
г—I
X
г-
X
со
«—I
X
СО
<N
X
о
СО ^ lO
^ £ А °
0g9<?
VD , СО «О
X о V
СО '
со
д и -
«о о .__ (
гч to X ,
X ° °
q> со >s
в
Цй
330
&
о
оз
о о
а ■
«s
О)
В о
счо
U CN
О .
t=I :
go
W
РЗ
О О
&°
& •
§о
п "°
<U О
£<Я
О .
П :
go
~ °
Я ™
о
о
со
О
lO
CN
Цч
а
о
о
S
2
CQ
ч
£
Я CJ
1о
о
о
и
Он
«^ «О £4
гч ^ S
х х
о о
со cni
X
00
I
4t
о
Н
CJ
О
1
I
'5
X
о
О*
о
X
Си
Я
о-
&
о
&
5
Сварка под флюсом
(ав то матиче екая)
Флюс по ГОСТ 9087-81
йУгиТУ
Проволока
Сварка ручная дуговая
(тип электрода по
ГОСТ 9467-75)
Сварка в защитных газах (ручная,
механизированная, автоматическая)
Свариваемые
* 1
сЗ
Проволока
i
< S о
~: *° vo
oo rt- i
СО 00
о о
« л
±
<
со
О
б
<<
гч О
Г) Г)
2
Си •
а
gss S
л.
58 3 *
Hi
о о
оо о
б
о ^о о + i
^7"'SoS
331
a
M
3 s
«* P
Cti 3
« W
и
о
н
о
с;
о
л
а
а «
о
о
О)
а> —
аз ^
а G
СП
«
< ю
^ а"
д о
и и и
оо оо оо
999
00 Й М
U О U
д
<
оо
<
О
Л <L> rt
х р ж
о - Р
и >. и
гя ef Л
*£
Р^ 3
►a S л
О £Ч О
о ч о
оо 5
off;
и -Я Z!
^ •*• с
-ч VO VO
too
К и и
Д г»
.-Д
Д
<
X
9
3s
оо О
<з
*7
йГ
го _:
х
i
S
со
X
о
X
On
q>
О
е
X
о
I--I
Г)
ж
a
<
S 25 б
Хрр»
оо UIh
9 X X
оо оо
99
pq а
О U
б
• •е е
+ + S +
"5 *5? ^ S
ХХ*2
*=£ го
X
X
со
оо
*0 о
m ^
H I
О ^
r ^
I H
* У
*■?
с: о
0 с
s ,
.„ x
оо S
1 >.
E|
I О
ев П
«
и. on
Cf CM
8 j,
Si
1 5
^ s
2 §
Н о
U Л
О в
и с*
i Й
] X I
1 £е
со
X
I
с—
On
н
и
о
и
н
1
Ж
Й
s s
Ж сЗ
« >>
n г
a?
S ж
о Я
ж «
Й О
о «
5 8
>> у
Г) ж
8 g
ё о
й ж
ж «
s g
8 2
ua p.
о
« ж
* о
с
й«
332
детали из перлитных сталей с кромками, наплавленными аустенитными
материалами, подогрев и термическую обработку не выполняют.
Сборочные единицы Тп, транспортирующие агрессивные среды, следует
сваривать аргонодуговым или комбинированным способом со сваркой корня шва
первым из указанных способов на высоту не менее 5 мм.
23.3. ТЕРМООБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
Назначение термической обработки сварных соединений ТпВД и СВД
аналогичное. В большинстве случаев при изготовлении трубных сборок в цеховых
условиях сварные соединения подвергают объемной термической обработке в
стационарных нагревательных печах. При отсутствии средств нагрева для объемной
термообработки в монтажных условиях, на промышленных площадках сварные
соединения можно подвергать местной термической обработке. При этом стыковые
кольцевые сварные соединения, соединения вварки штуцеров и наплавленных торцов
труб и деталей Тп нагревают по кольцу трубы. Ширина участка, нагреваемого до
требуемой температуры, должна быть не менее 50 мм и не менее двух толщин стенок
свариваемых труб или деталей Тп в каждую сторону от края кольцевого шва или
шва приварки штуцера. В качестве источника нагрева при местной термообработке
рекомендуется использовать гибкие кольцевые электронагреватели, устройства
для индукционного нагрева током промышленной частоты и другие источники,
обеспечивающие необходимый режим и равномерный нагрев по всему периметру
кольца на заданной длине.
Термическую обработку проводят после контроля сварных соединений внешним
осмотром и исправления выявленных при этом поверхностных дефектов.
Для соединений из аустенитных сталей не допускается нагрев газовыми
горелками, а при нагреве в газовых печах не допускается прямое воздействие пламени
на термообрабатываемые узлы.
Термическая обработка обязательна для:
стыковых сварных деталей из углеродистой и кремнемарганцовистой стали
с толщиной стенки 36 мм и более;
стыковых сварных соединений деталей из кремнемарганцовистой стали с
толщиной стенки 30 мм и более;
сварных соединений штуцеров с трубами из углеродистых и кремнемарган-
цовистых сталей при толщине стенки штуцера 25 мм и более;
стыковых сварных соединений и сварных соединений штуцеров с трубами из
стали 20ЮЧ, предназначенных для эксплуатации в средах, содержащих
сероводород, независимо от толщины стенки;
стыковых сварных соединений деталей из хромокремнемарганцовистых,
хромо молибденовых, хромомолибденованадиевых и хромо молибденованадиевольфра-
мовых сталей независимо от толщины стенки деталей;
труб и деталей Тп из хромомолибденовых и хромомолибденованадиевых сталей
после наплавки свариваемых кромок из аустенитных сварочных материалов;
колен из перлитных сталей с приварными опорами независимо от толщины
стенки колен;
стыковых сварных соединений деталей из перлитных и аустенитных сталей для
работы в средах, вызывающих коррозионное растрескивание, а также Тп из
аустенитных сталей для работы при температурах выше 350 °С при наличии требований
по стойкости к межкристаллитной коррозии.
Вид и режимы термической обработки сварных соединений назначают в
соответствии с табл. 23.17 и 23.18.
333
Сварочные материалы и условия сварки сталей
Сталь
перлитная
Число
слоев
наплавки на
стали
перлитного класса
Температура
подогрева
при наплавке,
° С
для
ручной дуговой
сваркой [ тип
электрода (ГОСТ, ТУ) ]
20; 14ХГС;
15ГС (16ГС)
<10
Без
наплавки
20; 14ХГС;
15ГС (16ГС)
> 10
Без
подогрева и
термообработки
Э-10Х25Н13Г2
(ГОСТ 10052-75)
Э-11Х15Н25М6АГ2
(ГОСТ 10052-75);
10Х25Н25МЗГ2
(АНЖР-ЗУ)
(ТУ 14-168-23-78)
08Х24Н40М7Г2 (АНЖР-2)
(ТУ 14-4-598-75)
< 10
Без
наплавки
15ХМ; 12Х1МФ;
15ХШ1Ф
>10
150...200
15ХМ; 30ХМ;
20Х2М; 22ХЗМ
200 ... 250
30ХМА; 20Х2М;
22ХЗМ
15Х5М
Э-08Х24Н40М7Г2
(ТУ 14-4-598-75)
Для первого слоя :
10Х25Н25МЗГ2
(АНЖР-ЗУ)
(ТУ 14-168-23-78);
Э-10Х15Н25М6АГ2
(ГОСТ 10052-75).
Для второго слоя:
Э-06Х19Н11Г2М2;
Э-07Х19Н1ШЗГ2Ф
(ГОСТ 10052-75)
Э-08Х24Н40М7Г2
(ТУ 14-4-598-75)
Стали 12Х18Н10Т; 08Х18Н10Т: 12Х18Н12Т; 08Х18Н12Т; 10Х17Н13М2Т; 10Х17Н13МЗТ;
334
аустенитных' с перлитными (ОСТ 26 01-1434-87)
Таблица 23.16
Сварочные материалы
наплавки
аргонодуговой
сваркой [
проволока (ОСТ, ТУ)]
для сварки
ручной дуговой
сваркой [ тип
электрода (ГОСТ, ТУ) 1
аргонодуговой
сваркой I
проволока (ГОСТ, ТУ) ]
Допускаемая
максимальная
температура
эксплуатации
сварных
соединений,0 С
Э-08Х24Н40М7Г2
(АНЖР-2)
(ТУ 14-4-598-75)
СВ-06Х25Н40М7
(ТУ 14-1-1001-74)
Э-10Х25Н13Г2
(ГОСТ 10052-75);
Э-ПХ15Н25М6АГ2
(ГОСТ 10052-75):
ЮХ25Н25МЗГ2
(АНЖР-ЗУ)
(ТУ 14-168-78)
Св-07Х25Н13:
СВ-10Х16Н25АМ6
(ГОСТ 2246-70)
Св-07Х25Н13
(ГОСТ 2246-70 или
ТУ 3-1050-77)
Э-07Х20Н9;
Э-04Х20Н9
Э-02Х21НЮГ2
(ГОСТ 10052-75)
Св-01Х19Н9
Св-04Х19Н9
Св-06Х19Н9Т
(ГОСТ 2246-70)
400
350
Св-10Х16Н25АМ6
(ГОСТ 2246-70)
Э-06Х19Н11Г2М2;
Э-07Х19Н11МЗГ2Ф
(ГОСТ 10052-75)
СВ-04Х19Н11МЗ
СВ-06Х19НПМЗТ
(ГОСТ 2246-70)
400
Св-06Х25Н40М7
(ТУ 14-1-1001-74)
СВ-06Х25Н40М7
(ТУ 14-1-1001-74)
Э-11Х15Н25М6АГ2
(ГОСТ 10052-75);
ЮХ25Н25МЗГ2
(АНЖР-ЗУ)
ТУ 14-168-23-78
СВ-10Х16Н25АМ6
(ГОСТ 2246-70)
08Х24Н40М7Г2
(ТУ 14-4-598-75)
СВ-06Х25Н40МТ
(ТУ 14-1-1001-74)
Э-06Х19НПГ2М2
Э-07Х19Н11МЗГ2Ф
(ГОСТ 10052-75)
СВ-04Х19Н11МЗ
СВ-06Х19Н11МЗТ
(ГОСТ 2246-70)
350
510
Св-10Х16Н25АМ6
(ГОСТ 2246-70)
350
CB-04X19H11M3;
CB-06X19H11M3T
(ГОСТ 2246-70)
Св-06Х25Н40М7
(ТУ 14-1-1001-74)
Э-06Х19Н11Г2М2;
Э-07Х19Н1ШЗГ2Ф
(ГОСТ 10052-75)
СВ-04Х19Н11МЗ;
СВ-06Х19Н11МЗТ
(ГОСТ 2246-70)
08Х17Н15МЗТ. Примечание к табл. 23.16 - см. с. 336
475
510
335
. о
^ «S
™ О
ё Ё
н « а
о л а>
я й с
Ой*
* ° в
а> а>
о g
§
It
в
j
cd
я
я
о я
Оч Я
Ж еЗ
еЗ СЬ
§ н
СО
Ю
я Й
ж к
О) О)
ж Й
Я Й
§ я
8 &
Й °
3 я
ж &
&
н
и
о
о
о
el
§
о
И
а
ю
о
а>
S о
Й 2
н
n a5 °
«» я § 5
г» Я с?
Sgg5
й 5 a w к
8 3 2 g §
* «» w Д .¾
2
! «
^1
л Я »- ^
я « я
л - ж Q w
ш
я 2
Ж *>. а>
* * 2
>- л\ й>
gig
о о S
С <Ч «"СО rf*
I
Г-
00
I
со
о
чО
I
I
I
я
H
8
2
i
0 о л
* *8
о я
« й> О
§ g П
° 5 я
° U
0 к
н о °
m ^
Рч <L>
сЗ ^ °
1 Ю СО
8.!
Я°
Я О
« о
о о о о
ГЧ «О Г- ЧО
Г- Г- ЧО ЧО
о о о о
СГ\ СО Ю ^
ЧО Г- ЧО ЧО
о
о с
..и
о и
<N «О
со
ч-j ^ <! га
»—1 СО (-Ц
X
о
сч
g о
у и
а.-
62
О
Г-
ON
I
0)
8.x-
О Й л}
Й Ч w
° Й я
^ 2
о ° 5
о о
о о о
СО »-Н
£ й>о
g,QO
Йю со
(Я
о о
ж «
си ~
О «J
* я
О а)
а>
9, 5
30°
со О
Я -н
I
е
Ю Ол
О
сч О
О г-Н
о о
О ON
о чэ
II
О
стьк
ско
1-8
S g
R S
" н
о""""
8?
^>ю
г*
о
Ct а>
о
<U Q
РчЮ
ЭС ж
сг
и
о
О
енее
2
Ж
ОСТЬЮ
о
X
зду
о
ж
а>
Я
Ж
а>
ажд
5
Оч О
Я 2
со Л
Я
ю
а
и
X ^
336
X
к
со
о
я
а>
4 о
2
*со
2о
v/ +
64 о
Я VO
я ^
lO.
о"
2
2
о
Л
со
Я
я
о
о
я
я
а>
В
<
S3 со
их
о ^
I
X
я
я
н
о
1
>>
н
«я
пер
S
00
"-ч
53
з-
з
абл
ы
п
о
Он
о
я
о
я
я
J2
бот
а
Си
*
я
я
и
о
О
го
О
см
ев
Я
Я
я
я
я
о
я
5
S
со
Я
зН
Я
Я
0)
Я
5
сое,
х
3
5
о<
я
о
«
о
>>
я
н
О
н
чае
л
я
СП
ев
Я
X
W
ев
3
со
В
чня
О
н
>»
^-'
U
Р-н
Я
^ §
2 н
1 °
~ со
$ а
ев Я
II
2 й В 8
о о
И
ев Я
<N СО СО
со со ir> s^
X X EX о)
х х х2
о о со
^н ^н О
5 ^
ев £
СО Оч
Я >^
s §.
О* С
н
" &
Я
З-Г •• ьц г-<
Н
«ох
Я ев £
*£|
л н 2
,- ев Я
^ Оч Я
S | я
Я в> °
я
г-
00
4
со
Н
О
I
I
I
S
н
О
и
чо 3"*
о
— сч
+
о
.-ЧО
J + «О
о
Он
So
о
чо
e
Sx
x2 +
*-« + Cj
0UVO
о u
cs to
e
£ *° x
<N ,-4 cvj
ххй
— *-< ю
55
XX
«o *o
t—( *-4
+ +
X »o
О
I
О
C4
I
Я
О
н
2
СП
Я
S
а
о
в
1
и
U
X
s s
s S
* н
2 «
ю
е-
*
я
5
8|
В8
.-2 со
<£Х
x<n<^
о + +
-хх
со ^
II
I
я
ев*£
* |&
« S |
Я ев о>
« А2
о> а> Я
2 S ев
Я£ X
С oi
337
23.4. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
Качество стыковых соединений сборочных единиц Тп контролируют внешним
осмотром (ВО) и измерениями; цветным или магнитопорошковым методами
(ЦК и МПК); радиографическим (РТК) или ультразвуковым методами (УЗК);
измерением твердости; стилоскопированием; механическими испытаниями;
металлографическими исследованиями; определением содержания ферритной фазы;
испытаниями на стойкость к межк ристал л итной коррозии и на растяжение.
Качество сварных соединений штуцеров контролируют теми же методами,
исключая испытания на склонность к межкристаллитной коррозии и на растяжение.
Качество швов, соединяющих колена и Тп с элементами опор (стойки,
косынки, накладки), контролируют ВО, ЦК или МПК.
Неразрушающие методы контроля сварных соединений труб конкретных
типоразмеров назначают в соответствии с табл. 23.19.
По результатам ВО, МПК и ЦК в сварных соединениях не допускаются
следующие наружные дефекты: трещины всех видов и направлений; непровары,
несплавления; наплывы, подрезы, прожоги, свищи и незаплавленные кратеры; поры и
шлаковые включения; металлические вольфрамовые включения (при сварке не-
плавящимся электродом).
Чувствительность МПК должна соответствовать условному уровню
чувствительности Б по ГОСТ 21105-87; чувствительность ЦК - классу чувствительности
II по ГОСТ 18442-80.
По результатам РГК в сварных соединениях не допускаются следующие
внутренние дефекты: трещины всех видов и направлений; непровары, несплавления,
металлические вольфрамовые включения; цепочки, скопления пор и шлаковых
включений; отдельные поры, шлаковые и вольфрамовые включения с превышением
норм, установленных 3-м классом чувствительности по ГОСТ 23055—78.
По результатам УЗК в сварных соединениях не допускаются следующие
внутренние дефекты: отдельные непроторенные эквивалентной площадью свыше
2 мм2 при толщине стенки до 20 мм включительно и площадью свыше 3 мм2 при
толщине стенки более 20 мм при суммарном числе дефектов более 3 на
стандартном участке шва длиной 100 мм; протяженные с условной протяженностью,
превышающей протяженность предельно допускаемого искусственного отражателя тест-
образца на соответствующей глубине.
D
У
6.
65.
250
Пр
338
мм
Толщина
стенки
трубы, мм
. 50 2,5 ... 26,5
. 200 12 ... 49,5
.. 500 40 ... 80
и меч
а н и е . ГГ -
Данные для выбора метода дефектоскопии
сварных соединений трубопроводов
Сталь
Перлитная
Аустенитная
Перлитная
Аустенитная
Перлитная
Аустенитная
гаммаграфия.
Дефекты, выходящие
на поверхность
Основные
методы
ВО + МПК
ВО + ЦК
ВО + МПК
ВО + ЦК
ВО + МПК
ВО + ЦК
Заменяющие
методы
ВО + ЦК
ВО + ЦК
ВО + ЦК
Таблица 23.19
Внутренние
дефекты
Основные
методы
РГК
РГК
УЗК
РГК
УЗК
гг
Заменяющие
методы
ГГ
ГГ
РГК (ГГ)
ГГ
гг
Измерение твердости проводят на сварных соединениях Тп из хромокремне-
марганцовистых, хромомолибденовых, хромомолибденованадиевых и хромомолиб-
денованадиевовольфрамовых сталей непосредственно на сварных узлах и
макрошлифах из контрольных сварных соединений.
Измерению твердости подвергают:
15 % термообработанных в течение месяца данным нагревательным
устройствам однотипных сварных стыковых соединений труб, деталей Тп и сварных
соединений штуцеров из хромокремнемарганцовистых сталей, но не менее двух;
100 % сварных стыковых соединений труб, деталей трубопроводов и сварных
соединений штуцеров из хромомолибденовых, хромомолибденованадиевых и
хромомолибденованадиевовольфрамовых сталей.
Твердость сварных стыковых соединений необходимо измерять на двух
участках по окружности и не менее чем в пяти точках на каждом участке: по
центру шва, в зоне термического влияния, на расстоянии 1 ... 2 мм по обе стороны
от границы сплавления и на основаном металле на расстоянии 10 — 20 мм от
границы сплавления.
На сборочных единицах с наружным диаметром менее 50 мм допускается не
измерять твердость сварных соединений. В этом случае твердость измеряют на
контрольных сварных соединениях по ГОСТ 6996—66 в поперечном сечении
образца на макрошлифах. Твердость сварных соединений штуцеров измеряют в одном
из доступных мест. Для штуцеров, размеры и конструкция которых не позволяют
выполнять эту операцию, твердость контролируют на контрольных сварных
соединениях на макрошлифах.
Среднее значение твердости металла в любой зоне сварного соединения не
должно превышать следующих значений для различных сталей: 14ХГС - 230 НВ;
12Х1МФ, 15Х1М1Ф, 15ХМ - 240 НВ; 15Х5М - 250 НВ; 20Х2М, 22ХЗМ, 30ХМА,
18ХЗМВ - 270 НВ; 20ХЗМВФ - 300 НВ.
Значения твердости, получаемые при каждом измерении, не должны
превышать установленные нормы более чем на 5 %.
Стилоскопированию на наличие основных легирующих элементов,
определяющих марку стали, необходимо подвергать основной и наплавленный металл, если
соответствие использованных материалов назначением вызывает сомнение либо
после повторной термической обработки твердость сварного соединения не
соответствует установленным требованиям.
Механические испытания сварных соединений на контрольных образцах про-
водят для каждой партии однотипных стыковых соединений Тп. В партию можно
объединять сваренные в течение более трех месяцев 100 однотипных стыковых
соединений Тп с Л < 100 мм или 50 стыковых соединений с D 125 ... 500 мм.
Однотипными считают соединения: из сталей одной марки, выполненные по
единому технологическому процессу и отличающиеся по толщине стенки не более
чем на 50 %. По условному проходу однотипными считают стыковые соединения
cDy, мм: 6 ... 25; 32 ... 60; 70 ... 100; 125 ... 200; 250 ... 400; 450 ... 500.
Результаты механических испытаний стыковых сварных соединений должны
соответствовать требованиям, приведенным в табл. 23.20. Для механических и
металлографических испытаний образцов сваривают контрольные стыковые
соединения, число п которых определяется условным проходом:
D мм 6 ... 15 25 ... 100 125 ... 500
п 5 2 1
Из контрольных сдаточных стыковых соединений вырезают образцы поперек
шва, число которых составляет, не менее: 2 - для испытаний на статическое растя-
339
Таблица 23,20
Механические свойства сварных соединений
Т
Сталь
Угол изгиба, °, не менее,
при толщине стенки, мм
20
j_
20
Ударная
вязкость, Дж/см2
(при
температуре испытаний
|+ 20° С) ,не менее
Углеродистая
100
100
Кремнемарганцовистая
80
60
Хромокремнемаргандовистая
Хромо молибденовая, хромо моли бдено-
ванадиевая, хромо молибденованадие-
вольфрамовая
70
50
50
40
50
Хромоникелевая, хромоникельмолибде-
нотитановая
100
100
70
Примечания: 1. Временное сопротивление о при t — 20 ° С сварного соединения должно
быть не менее нижнего предела а для основного металла.
2. При температуре испытаний - 20 °С и ниже ударная вязкость должна быть не менее
30 Дж/см2.
жение сварного соединения при температуре + 20 °С; 2 - для испытания на
статический изгиб; 3 - для испытаний на ударный изгиб при + 20 °С с надрезом по центру
шва; 3 - для испытания на ударный изгиб при отрицательной температуре
сборочных единиц Тп, работающих при температуре стенки - 20 °С и ниже, с надрезом
по центру шва (температуру испытаний указывают в техническом проекте); 3 —
для испытаний на ударный изгиб при температуре + 20 °С сварного соединения
деталей из аустенитной стали с деталью из перлитной стали с надрезом по зоне
термического влияния на перлитной стали; 1 — для металлографических исследований
сварных соединений из перлитных сталей; 2 — для металлографических
исследований сварных соединений из аустенитных сталей и соединений из сталей разных
структурных классов; 4 — для испытаний на межкристаллитную коррозию соединений из
аустенитных сталей (два основных и два контрольных) .
Заготовки для образцов следует вырезать методами, не изменяющими
структуру, механические и коррозионные свойства металла.
Испытания на растяжение сварных стыковых соединений Тп с D < 15 мм
проводят на целых соединениях после снятия усиления сварного шва (образцы
типа XVIII по ГОСТ 6996-66). Испытания на растяжение сварных соединений с D
25 мм и более проводят на плоских образцах типа XII, XIII и XV по ГОСТ 6996-66.
Сварные соединения испытывают на статический изгиб на образцах типа
XXVII или XXVIII по ГОСТ 6996- 66. Испытания на статический изгиб сварных
соединений с наружным диаметром труб до 102 мм можно заменить испытанием
целых стыков на сплющивание. Испытания следует проводить на двух образцах
типа XXIX по ГОСТ 6996—66. Результаты испытаний на сплющивание считают
неудовлетворительными, если в сварном соединении образуется трещина до получения
просвета между стенками, равного 0,4 наружного диаметра трубы.
При толщине стенки трубы 30 мм < 5 < 50 мм испытание на статический изгиб
необходимо выполнять изгибом образцов сечением 20 X s.
При s > 50 мм испытания проводят изгибом образцом сечением 30 X 50 мм
(размер 50 располагают параллельно диаметру трубы).
340
Испытания сварных соединений на ударный изгиб проводят на образцах типа VI
по ГОСТ 6996—66 для стыковых соединений с толщиной стенки 12 мм и более.
Металлографические исследования проводят на темплетах из контрольных
образцов с целью выявления недопустимых внутренних дефектов и структур
сварного соединения. В образцы для металлографических исследований должны входить
все участки сварного соединения: металл шва, зоны термического влияния по обе
стороны от линии сплавления и прилегающие к ним участки основного металла.
В темплет должны входить участки шва, выполненные всеми способами сварки.
Для стыковых соединений темплеты вырезают из контрольных образцов,
предназначенных для механических испытаний, а для партии из не более 50 однотипных
сварных соединений штуцеров, выполненных в течение не более трех месяцев,
сваривают специальную контрольную пробу.
Для изготовления контрольной пробы на партию однотипных сварных
соединений штуцеров выбирают трубу и штуцер с максимальным отношением диаметра
штуцера к диаметру трубы для данной партии. При этом торцы трубы в
контрольной пробе должны выступать относительно штуцера не менее чем на 50 мм с каждой
стороны.
Образцы для микроисследований сварных соединений элементов с толщиной
стенки 25 мм и более могут включать лишь часть сечения соединения. При этом
расстояние от линии сплавления до краев образца должно быть не менее 12 мм, а
размеры контролируемого сечения не менее 25 X 25 мм.
Если при металлографических исследованиях на темплетах обнаружены
недопустимые дефекты, не выявленные РГК или УЗК, то этими методами контролируют
повторно все соединения, проверенные тем же оператором в течение двух
последних месяцев. При этом контроль должен выполнить более квалифицированный
дефектоскопист.
Содержание ферритной фазы в сварных соединениях Тп из аустенитных сталей
определяют альфа-фазометром любой конструкции для всех швов,
предназначенных для работы при температуре выше 350 °С или при наличии соответствующих
требований в проекте. Содержание ферритной фазы не должно превышать 8 и 6 %
при температуре эксплуатации сварных соединений соответственно 350 ... 450 и
451 ...510°С.
Измерения проводят не менее чем в трех точках на каждой из двух
диаметрально расположенных на стыковом шве площадках размером не более 10 X 10 мм.
Шероховатость поверхности, подготовленной под измерения, не должна быть
более Rz = 20 мкм (по ГОСТ 2789-73).
Содержание ферритной фазы в контрольных сварных соединениях определяют
на темплетах, предназначенных для металлографических исследований.
Измерения проводят не менее чем в пяти точках на каждом из участков: по центру сечения,
в корневой части и в усилении шва.
Испытания на стойкость к межкристаллитной коррозии сварных соединений
из аустенитных сталей проводятся по ГОСТ 6032—84 на образцах, вырезанных из
контрольных проб. Необходимость проведения испытаний и метод устанавливается
техническим проектом по ГОСТ 6032-84.
Испытания на прочность сварных соединений сборочных единиц проводится
гидравлическим давлением в соответствии с ОСТ 26 01-136-81.
341
Глава 2 4. РАСЧЕТЫ НА ПРОЧНОСТЬ
24.1. ОБЩИЕ ПОЛОЖЕНИЯ
Расчет элементов Тп сводится к определению толщин стенок и конструктивных
размеров в зависимости от внутреннего давления и температуры среды. Расчет Тп
отличается от расчета СВД рядом особенностей, связанных с дополнительными
нагрузками, различной конфигурацией элементов, масштабным фактором, более
широкой гаммой используемых материалов и др. В данной главе изложены нормы
и методы расчета на прочность элементов ТпВД (РД РТМ 26-01-44-78), а также
результаты исследований, проведенных в ИркутскНИИхиммаше в последние годы.
Основной нагрузкой при расчете Тп является внутреннее давление. За расчетное
внутреннее давление р, как правило, принимают рабочее давление р . Если во время
срабатывания предохранительного клапана давление в Тп повышается по сравнению
с рабочим более чем на 10 %, то за расчетное давление следует принимать большую
из двух величин: л или 0,9;?, где р - давление в Тп при полном открытии
р кл кл
предохранительного клапана. При расчете деталей Тп проверяют их прочность при
пробном давлении р (ГОСТ 356-80) . В расчетные формулы вместо р подставляют
рп , при этом допускаемое напряжение
[о] = о*0/1,1, (24.1)
где о2т° — предел текучести при температуре 20 °С.
Все характеристики материалов принимают при температуре 20 °С.
В расчетах на прочность необходимо учитывать температуру рабочей среды,
протекающей по Тп.
За расчетную температуру принимают наибольшую температуру стенки детали,
которую определяют тепловым расчетом или экспериментально. Если эту
температуру невозможно определить, то принимают наибольшую температуру среды,
соприкасающейся со стенкой. Если Тп обогревается электронагревателями,
открытым пламенем или горячими газами с температурой не ниже 250 °С, то за расчетную
температуру рекомендуется принимать температуру среды, повышенную на 50 °С,
но не ниже 250 °С. Если Тп защищен внутренней изоляцией, то расчетная
температура равна температуре изоляции, повышенной на 20 °С.
При отрицательной температуре стенки (не ниже — 50 °С) для определения
допускаемых напряжений расчетную температуру принимают равной 20 °С.
Допускаемое напряжение рассчитывают по одной из формул:
[о] = овЩв; [а] = ат/лт; [о] = Ор/п^ [а] = ап/лд. (24.2)
Механические характеристики принимают по стандартам и техническим
условиям, а также по данным гл. 11, 12, 21. При расчете детали, изготовленной из стальных
отливок или методом литья, допускаемые напряжения, определяемые по формулам
(24.2), должны быть уменьшены умножением на коэффициент т? = 0,75 ... 0,85,
рекомендуемый ОСТ 108.031.08-85. При температуре t < 20 °С (но не ниже
— 50 °С) допускаемое напряжение материала принимают равным его значению при
Г = 20°С.
Расчетную формулу для определения допускаемых напряжений в зависимости
от типа стали и расчетной температуры можно выбрать по данным табл. 24.1;
значения коэффициентов запаса прочности для шпилек указаны в табл. 24.2.
342
Si
1
§
£
i
3
Ё*
§
s
*
ft
4
S3
в
о
i
a.
о
V/
я
ft
H
о
Л
ft
сн «Г
н н
3
S,
&
§
a
s
V/
n
s
8
§
8
,*- с
CO
ffl О А
S * C[
Он _Г О
^ ^ X rr<
„" a< q. ft
л S о «
*§. S G 5
ft Й s н
о и
о о
S °
О О
^- rt
V/ Л
«"* ••-*
5 я
и сз
О С4
<N r-T
II II
£
i
о
»1
hQ
6.
>»
ю
9
1
К
£
Я
а
6
I
S
<N i-t
0
О
ft
о
«
со
Я
ас
*
343
Таблица 24.2
Коэффициент запаса прочности лт
для шпилек в зависимости от отношения
°в1ат и размера шпильки
в' т
Значения ит для шпильки
до М22
более М22
> 1,5 2,5 2,25
<1,5 3,0 2,5
Таблица 24.3
Коэффициент </?
Шов
Кольцевой
Продольный
Сталь
Любая
Углеродистая,
низколегированная
марганцовистая, хромомо-
либденовая, аустенит-
ная
Хромомолибденована-
диевая,
высокохромистая
Значения <р
1,0
1,0
0,8
При расчете сварных соединений в формулы вводят коэффициенты кр (при
растяжении) и у (при изгибе), учитывающие ослабление сварного соединения по
сравнению с основным материалом. Значения коэффициентов принимают по
табл. 24.3 и 24.4.
Расчетные значения модуля упругости Е и температурного коэффициента
линейного расширения а при повышенных температурах принимают по данным гл. 11.
При выборе окончательных размеров деталей расчетные значения
увеличивают на прибавку с, которая включает: прибавку сх на коррозионный износ
внутренней поверхности детали в условиях длительной эксплуатации; прибавку с2 на
коррозионный износ наружной поверхности; технологическую прибавку с3, ком-
пенсирующую допуски на размеры при изготовлении детали; прибавку с4,
компенсирующую эрозионный и другие неучтенные виды износа, а также
технологические (например, при гибке труб) или конструктивные особенности
изготовления.
Таким образом
c = ct + с2 + с3 + с4. (24.3)
Значения сх и с2 устанавливаются проектирующей организацией с учетом
скорости коррозии и расчетного срока службы Тп. Технологические допуски на размеры
принимают по стандартам и техническим условиям на изготовление деталей.
Детали Тп, как правило, работают при переменных напряжениях,
многократно изменяющихся в процессе эксплуатации (профилактические мероприятия,
аварийные ситуации и др.). В связи с этим^ если число смен нагружений (число
циклов N) с амплитудой напряжений, превышающей 15 % расчетного уровня,
удовлетворяет условию N < 1000, то считают, что Тп работает в условиях
повторно-статических нагрузок и выполняют статический расчет деталей по механическим
характеристикам, полученным при статических испытаниях. При этом определяют
Таблица 24.4
Коэффициент кр для кольцевых швов
Сталь
Значения у?и для труб
катаных
механически
обработанных
Хромомолибденована- 0,6 0,7
диевая (при t > 5 30 ° С) ;
аустенитная;
высокохромистая
Хромомолибденована- 0,8 0,9
диевая (при t < 510 ° С) %
углеродистая;
низколегированная
марганцовистая и хромомо-
либденовая
344
размеры деталей. При числе циклов N > 1000 нагружение считают циклическим
и после выбора размеров деталей рассчитывают их циклическую прочность при
переменном нагружении с учетом предела выносливости материала. Порядок учета
циклических нагрузок для труб и элементов Тп аналогичен изложенному в гл. 3.
24.2. РАСЧЕТ ЭЛЕМЕНТОВ Тп ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
Трубы. Расчет начинают с определения размеров трубы при ее работе под
действием внутреннего давления р.
Толщина стенки трубы (РД РТМ 26 01-44-78)
:*i(*p + 0,
(24.4)
т
где Кх = 1/(1 — 0,015^ — коэффициент, зависящий от минусового допуска Ьх
на изготовление по толщине стенки (рис. 24.1); s - минимальная расчетная
толщина стенки [при заданном наружном диаметре D толщина s = 0,5£)(/3 - 1)/0 ,
при заданном внутреннем диаметре d толщина s = 0,5 (d + 2ci)(j3 - 1); здесь
В - коэффициент толстостенности трубы]; с = сх + с2 + с4 (сь с2, сА - см. п. 24.1).
Коэффициент толстостенности трубы
0 =ехР _ (24.5)
где р - расчетное давление; у - см. табл. 24.3; [о] - см. табл. 24.1.
Наружный диаметр трубы
DT = d + 2sT. (24.6)
Значения толщины стенки sT и диаметра D трубы, вычисленные по формулам
(24.4) и (24.6), округляют до ближайших значений s и D, имеющихся в сортаменте
поставляемых труб. При этом необходимо выполнение условия s/D > s /D . Для
труб, сваренных встык: толщина стенки s' в месте расточки s' = s + cx.
Допускается утонение в месте стыка до 10 % s , но при этом суммарная длина расточенного
участка не должна превышать 5s или 0,5D (рис. 24.2).
Диаметр расточки d* = K2D - K3s, где К2 = 1/(1 - 0,01 б2) и Къ = 2/(1 +
+ 0,016!) — коэффициенты, зависящие соответственно от плюсового допуска 62
X,
1,2
V
/
10
15
*„%
7.7
Рис. 24.1. Зависимость коэффициентов А',
и Кг от минусового допуска по толщине
стенки трубы
Рис. 24.2. Концы труб, подготовленные под
шш.
Ьш
щ
1
—ч*
\
ш
Ш:
1
1
щ_
сварку
1
#ш
i | *S
1 —-!?
УгУгУ<У<УЛ
С:
5
Ш////////Л
ш
Щ
«о
- *Ъ
\
1
Н
*
345
на изготовление по наружному диаметру и минусового допуска д t на изготовление
по толщине стенки (рис. 24.1, 24.3). Если допуск б2 задан в миллиметрах, то
диаметр расточки d\ = (D + 82 ) - &з 5-
Допускаемое давление в трубе
D - 2с2
[р] = ф]1п . (24.7)
Если на трубу, кроме внутреннего давления, действуют температурные
нагрузки, то выполняют проверочный расчет напряжений от совместного действия
внутреннего давления и температуры [ 20].
Температурная нагрузка возникает при перепаде температур А г по толщине
стенки. Возможны следующие два варианта.
1. Наружный обогрев (tx < t2 ; At <0, где tx и t2 - температуры
соответственно внутренней и наружной стенок трубы; А Г = tx - t2 - температурный перепад
по толщине стенки трубы).
Наиболее напряженной при наружном обогреве является внутренняя
поверхность трубы.
Эквивалентные напряжения аэ® в на внутренней поверхности трубы от
действия внутреннего давления и температуры
02
аэкв = yZT~x ^3p2 + 3*>miA'+ 0"i A')2, (24.8)
где 0 = D/d - коэффициент толстостенности трубы; т^ = aEaxl{\ - v) [здесь
tfi = (02 - 1)/(2/32In)3) - 1 - параметр (рис. 24.4); v - коэффициент
Пуассона] .
2. Внутренний обогрев (rx > t2 ; At > 0). При внутреннем обогреве в
зависимости от конкретных значений р и At наиболее напряженными могут оказаться
и внутренняя, и наружная поверхности; поэтому проверяют напряжения по
формуле (24.8) при At > 0 и рассчитывают эквивалентное напряжение на наружной
поверхности
аэкв = ^ГП^*2 + 3Pm*At+ О2ДО2, (24.9)
где т2 = аЕа21{\ - v) [здесь а2 = (02 - 1)/(21п0)- 1 - параметр (см.
рис. 24.4)].
Эквивалентные напряжения, полученные по формулам (24.8) и (24.9),
должны удовлетворять условиям (ОСТ 26 1046-87) :
"зквЧ/1-1; Св^т/1'1- (24.10)
Если условия (24.10) не выполняются, необходимо уменьшить температурный
перепад (например, ввести теплоизоляцию).
Проектируемый Тп непрямолинейной конфигурации, предназначенный для
работы при повышенной температуре, рассчитывают на самокомпенсацию
температурных расширений. При расчете определяют расположение опор, нагрузки
на них и дополнительные нагрузки в Тп: осевую силу N9 изгибающий момент М и
крутящий момент A/R. После определения дополнительных нагрузок выполняют
проверочный расчет трубы на прочность от совместного действия этих
нагрузок и внутреннего давления. При проверочном расчете должно удовлетворяться
условие предельного состояния трубы, нагруженной внутренним давлением,осевой
346
Рис. 24.3. Зависимость коэффициента К2 от плюсового
допуска на изготовление по наружному диаметру
Рис. 24.4. Зависимость параметров ах и а2 от
коэффициента /3 толстостенности трубы
силой, изгибающим и крутящим моментами,
рассчитанными с учетом допускаемых пластических
деформаций:
(24.11)
-а,;аг
/,о!
«^
о,з
0,2
0,1
о
й2{\
~?У
10 7,2 7,4 7,6 1,8 ft
где р, N, М , М — соответственно внутреннее дав-
и к
ление, осевая сила, изгибающий и крутящий
моменты при их совместном действии; ре, 7V°, АР, АР -
предельные соответственно давление, осевая сила, изгибающий и крутящий
моменты при их раздельном действии; п = 1Д 5 — коэффициент запаса прочности.
Предельное значение р е при действии на трубу одного давления
Ре=Рт£р,
Где р = о (02 - 1)/(02 \/Т) - давление, соответствующее началу процесса
текучести на внутренней поверхности трубы; £ - коэффициент, зависящий от
коэффициента р толстостенности трубы (рис. 24.5).
Предельная осевая сила, когда остальные силовые факторы равны нулю
(ре=М€и=Мек=0),
№ = 025iTOTd2(P2 - 1).
Предельный изгибающий момент (при равенстве нулю остальных силовых
факторов)
е т и ^и'
где % - коэффициент, зависящий от Р и предела текучести материала а£ при
расчетной температуре (табл. 24.5); <ри - коэффициент прочности сварного шва
(см. табл. 24.4).
Для промежуточных значений Р и ат коэффициент £и определяют линейной
интерполяцией ближайших значений с округлением в сторону меньшего
значения.
347
Таблица 24.5
Коэффициент £и
t
о •
МПа
200
300
400
500
600
700
800
900
1000
1,1
1,30
1,28
1,27
1,25
1,24
1,22
1,21
1,20
1,19
1,2
1,35
1,33
1,31
1,29
1,27
1,25
1,24
1,23
1,22
1,3
1,39
1,36
1,34
1,32
1,30
1,29
1,27
1,26
1,24
1,4
1,42
1,39
1,37
1,35
1,33
1,31
1,29
1,27
1,25
Значения £ при 0
1,5
1,45
1,42
1,39
1,37
1,35
1,33
1,31
1,27
1,26
1,6
1,47
1,44
1,41
1,38
1,36
1,33
1,32
1,29
1,27
1,7
1,49
1,45
1,42
1,39
1,37
1,34
1,33
1,29
1,27
1,8
1,51
1,47
1,43
1,40
1,38
1,35
1,33
1,30
1,27
1,9
1,52
1,48
1,45
1,41
1,39
1,35
1,33
1,30
1,28
2,0
1,53
1,49
1,46
1,42
1,39
1,35
1,34
1,30
1,28
Изгибающий момент, который вызывает появление на наружной
поверхности трубы напряжений, равных пределу текучести материала, Ми = °TWX, где
осевой момент сопротивления трубы Wx = nd3(P4 — 1)/(32)3).
Предельный крутящий момент при действии на трубу одного крутящего
момента
Мк = М*£ ,
е т * кр
где М* = (a I \/~~3)2Wx — крутящий момент, который вызывает появление на
наружной поверхности трубы напряжений, равных пределу текучести материала;
\ - коэффициент, зависящий от (5 (см. рис. 24.5).
Если условие (24.11) не выполняется, необходимо уменьшить
дополнительные нагрузки до допускаемых (например, изменением конфигурации Тп,
оптимальной расстановкой опор и др.).
Криволинейные элементы Тп. Расчет колен, двойных колен и отводов связан
с определением толщин стенок в ряде сечений по формулам, полученным на
основе оценки предельного состояния криволинейного элемента. Толщина стенки
криволинейного элемента (рис. 24.6) на гнутом участке должна быть не менее
(РДРТМ 26-01-44-78):
на боковой поверхности
5 = 0,5(с/ + 2с1)(]Зр-1)+с;
на вогнутой поверхности
Si=0,5(tf + 2c1)(y1jSp-l)+c;
на выпуклой поверхности
s2=0,5(d + 2cl)(J2Pp-l) +c,
где В — расчетный коэффициент толстостенности элемента, определяемый по
формуле (24.5) для толстостенного цилиндра; Jlf J2 — коэффициенты,
характеризующие соответственно необходимое утолщение стенки в сечении толщиной sx и
допустимое утонение стенки в сечении толщиной s2 по сравнению с прямой трубой
(рис. 24.7).
Для обеспечения необходмых размеров криволинейного элемента в месте ги-
ба толщина стенки s3 используемой заготовки должна удовлетворять условию
348
%р'Хкр\
15
V
1.0
*р
^кр
рис. 24.5. Зависимость коэффициентов £ и % от
коэффициента /3 толстостенности трубы
Рис. 24.6. Схема к расчету толщины стенок
криволинейного элемента Тп
' 7,0 7,2 7,4- 7,6 7,5 ^
s3> maxiojSd^p - 1)
8«г-1
8«г+ 1
; 5 г,
где ат = Rr/D — относительный радиус кривизны элемента; [RT — радиус гиба
элемента по нейтральной оси (см. рис. 24.6) ; D = d + 2 s - наружный диаметр
прямолинейного участка колена].
Наружный диаметр заготовки D3 = d + 2 s .
Допускаемое рабочее давление для готовой детали рассчитывают, как для
прямой трубы, по формуле (24.7).
Тройники и угольники. Приведенные ниже
формулы применимы для расчета кованых трои- ^'^г[
ников и угольников двух конструктивных
исполнений (ри. 24.8, 24.9). Наружные диаметры
Z>i и D2 цилиндрических участков деталей
(рис. 24.8 и 24.9) определяют, как для
толстостенной прямой трубы, нагруженной
внутренним давлением (см. с. 345—346).
Диаметры DTl и DT2 укрепленных
участков с разными условными проходами D
(РДРТМ 26 01-44-78): У
1,20
V*
7,72
1,08
Щ
А-1 = Vi (dx + 2 сх ) , но не менее Dx;
^т2 -Vi(d2 + 2 Ci), но не менее D2 .
(24.12) Щ
Рис. 24.7. Зависимость коэффициентов J x (кривые 1-4)
и J2 (кривые 5, б) от а и j3 :
1 - при 1,10 < /3 < 1,20; 2 - при 1,20 < fl < 1,35; 3 -
при 1,35 < /3 < 1,55; 4 - при 1,55 < в< 2,0; 5 - при
1,10 < р^< 1,55; 6 - при 1,55 < 6< 2,0
7,0
0,96
ОМ
ч /
V
/♦
/3
v2
Х5
1
~l
7
5 otr
349
Рис. 24.8. Расчетная схема кованого тройника (угольника) типа 1
7?
Ь^
^
Ф
'А
Рис. 24.9. Расчетная схема кованого тройника (угольника) типа 2
Расчеты длины укрепления основной трубы L х и отвода L2 :
L2 = DT2/a1 + 0,5(Z>T1- DT2).
(24.13)
В формулах (24.12) и (24.13) коэффициенты ^и^ функционально связаны
с отношением р/ [о] (рис. 24.10, 24.11).
Допускаемое напряжение [о] определяют по табл. 24.1.
При расчете деталей с равными D (dx = d2 = d) формулы (24.12) и (24.13)
принимают вид:
DT1=DT2=DT =vi(d^2cx);
Lx =L2 =Z,=£T/<*i
Конструктивно размеры Bx и В2 для тройников и угольников типа 1 (см.
рис. 24.8) допускается принимать для деталей с разными Dy: Bx = 0,45/¼.^
В2 = 0,9Z)Tr, для деталей с равными Dy:Bt= 0,45 DT\ B2 = 0,9DT. При этом долж
ны выполняться условия: в первом случае Вх > 0,5Dx\ В2 > Dx; во втором
Вх >Q,5D; B2>D.
350
3,7
3,3
2,9
V
2,7
V
/, J
in
0 0,1 0,1 0,3 Ofi 0,5 0,6 pi[6]
1,38
w
1,30
1,26
1,22
1,18
1,14
1,11
%
2,6
2,2
h*
Ifi
hO
ft/
0,2 0,3 0,<t 0,5 0,6 p/[6]
°4
1,36
1,32
1,28
7,24
1,20
1,16
1,12
1,08
w
1,0
Рис. 24.10. Зависимость коэффициентов tj, и рИс. 24.11. Зависимость коэффициентов щ и
ах от отношения р/ [о] для кованых тройников ах от отношения р/ [а] для кованых тройников
(угольников) типа 1 (угольников) типа 2
Если по конструктивным соображениям требуется уменьшить габариты детали
(например, длину L ), то выполняют проверочный расчет, который позволяет учесть
коррозионный износ внутренней поверхности и убедиться в правильности выбора
конструктивных размеров.
Необходимое условие прочности имеет вид
f/(F+f)>B,
(24.14)
где / - площадь сечения металла на расчетной длине L (L ь L2), определенная с
учетом коррозионного износа; F — площадь действия рабочей среды на той же длине;
/ — площадь корродирующего металла (см. рис. 24.8 и 24.9); В — параметр,
определяемый по рис. 24.12 или по формуле
В = 1,2р/[а]/(1-0,6р/[а]).
Если условие (24.14) не выполнется, необходимо увеличить диаметры DT1
или Z)T 2.
Допускаемое рабочее давление в готовой детали
г 1 М
[Р] = —
/
1,2 F+/c+0,5/
Конические переходы. Толщины Si и s2 стенок перехода (рис 24.13) должны
быть не менее толщин стенок прямых труб соответствующих внутренних
диаметров; значения sx и s2 определяют по формулам (РД РТМ 26-01-44-78) :
51=0,5(flf1+2c1)(^K-l)+c;
s2 =0,5(d2+2Cl)((3vK-l)+c,
351
>,2
ЬО
0,8
о,в
Ofi
0,2
Рис. 24.12. Зависимость параметра В от
отношения Р/[ а]
PffpSSsWla
0,7 0,1 0,3 Qfi 0,5 0,6 р/[6]
Рис. 24.13. Конический переход
где dx, d2 — внутренние диаметры соответственно большого и малого
цилиндров; я = exp [p/(^[a] cos ак)] «- расчетный коэффициент толстостенности пере-
хода (<р - принимают по табл. 24.3; [о] - по табл. 24.1; ак - угол между осью
и образующей конуса; рекомендуется принимать ак < 45 ).
Допускаемое рабочее давление в готовой детали
[p] = V[o]\n[D1l(d1+2c1)],
где/)! = dl + 2si.
Приварные штуцера. Приварка штуцера к трубе вызывает ослабление сечения
основной трубы. Для восстановления прочности соединения до исходной прочности
цельной трубы к ней приваривают штуцер, имеющий большую, чем
присоединяемая труба, толщину стенки.
Экспериментальными исследованиями установлена зависимость прочности от
увеличения толщины стенки штуцера, Толщина 5Щ стенки штуцера (рис 24-14)
должна быть не менее (РД РТМ 26-01-44-78)
S = S + С,
ш шр
где s — расчетная толщина стенки штуцера:
шр
0,5(^ + 2^)(^-1),
Рис. 24.14, Расчетная схема приварного
штуцера
352
' 0,2 0,3 0,4 0,5
Рис. 24.15. Зависимость критерия формы J
где dm - внутренний диаметр штуцера; 0Ш = ехр [(авт/авш) X In?] - коэффициент
толстостенности штуцера (авт и авш — временные сопротивления материалов
соответственно трубы и штуцера при расчетной температуре; q — коэффициент
толстостенности условного штуцера).
Коэффициент q = 1,1/0 , где /L — коэффициент толстостенности трубы,
рассчитываемый по формуле (24.5) для материала штуцера; / - критерий формы,
определяемый по графику (рис. 24.15), полученному экспериментально при dmld —
= 0,25 ... 0,75.
Высоту Н штуцера рекомендуется принимать конструктивно из условия
H>2,5d .
Допускаемое рабочее давление в готовом сварном соединении со штуцером
D
[Р]
= min-4 </> [а
]1п
d + 2с,
где [а] и [а] — допускаемые напряжения материалов соответственно трубы и
штуцера (см. табл. 24.1); Dm - наружный диаметр штуцера.
24.3. РАСЧЕТ ФЛАНЦЕВЫХ СОЕДИНЕНИЙ
Фланцевые соединения используют для соединения отдельных участков Тп.
В ТпВД применяют главным образом резьбовые фланцы (рис, 24.16) и цельные
с конической втулкой (рис. 24.17 и 24.18). Можно использовать и накидные фланцы
или сочетание в одном соединении фланцев разных типов. Для уплотнения
соединения при ВД применяют металлические прокладки (плоские, овальные,
восьмиугольные) , а также сферические и конические линзы.
Расчет фланцевых соединений зависит от типа фланца и прокладки; сущест-
Рис. 24.16. Резьбовое фланцевое соединение
Рис. 24.17. Фланец с конической втулкой
и овальной прокладкой
12 Зак 8Г>
353
Рис. 24.18. Фланцевое соединение с
конической втулкой и плоской прокладкой
Рис. 24.19. Элементы фланцевых соединений
с прокладками
вуют также некоторые общие рекомендации, которых следует придерживаться
при проектировании:
диаметр прокладки должен быть по возможности минимальным;
шпильки должны быть расположены по возможности ближе к прокладке;
длина шпильки должна быть достаточной, чтобы длина ее части, выступающей
за гайку, составила (0,20 .,. 0,25) <2ш, где d — диаметр резьбы шпильки;
в упорных шпильках длина ввинчиваемого резьбового конца должна быть
не менее 1,5 d¥
ш>
> d ;
г ш3
если соединение подлежит час-
высоту гайки принимают из условия h ,
той сборке и разборке, высоту гайки увеличивают;
материал шпилек должен быть прочнее материала гаек, а его твердость
больше твердости материала гаек на 20 ед. НВ и более;
если фланцевое соединение работает при высокой температуре, для его
деталей необходимо выбирать материалы одного класса с близкими
температурными коэффициентами линейного расширения.
Определение размеров прокладок. Расчет фланцевого соединения начинают
с определения силы, растягивающей шпильки в рабочих услових. Для расчета этой
силы необходимо знать размеры уплотнительной прокладки, которые назначают
конструктивно, по аналогии с нормализованными и с поправкой на проектные
параметры.
Размеры прокладок рекомендуется принимать в зависимости от их типа
(рис. 24.19),
1. Линзовая прокладка [ 9].
Наружный диаметр линзы (рис, 24Л9, a) DR> Z>H, где Dn — наружный диаметр
уплотнительной поверхности; ширина линзы
hn = 2( у/к2 - (0,5</л)2 - V*2 ~ (0,5£>л)2)+ с
где R — радиус сферы линзы, определяемый из условия DK = 2R sin a [DK = 0,5 (Z>H +
+ d) — диаметр контактной поверхности; а = 20° — угол наклона уплотнительной
354
поверхности]; dn = d — внутренний диаметр линзы; с — конструктивная
прибавка.
Расчетный диаметр прокладки Du — DK.
2. Овальная и восьмиугольная прокладки (РД РТМ 26 01-44-78),
Высота* прокладки (рис. 24.19, б и 24.17) hn » 5,6 л/^ф/10; ширина
прокладки b & 4,0 V с?ф/10;- ширина и глубина канавки под прокладку
соответственно б » 4,4 yfd^flO- 0,5 и £ « 2,5 у/ d^j 10 (см. рис. 24.17). В этих выражениях
<2ф — внутренний диаметр фланца, мм.
Прежде чем окончательно принять размеры, прокладку с гнездом необходимо
прочертить и убедиться в том, что обеспечено касание прокладки и гнезда.
За диаметр Dn принимают средний диаметр D прокладки.
3. Плоская прокладка (РД РТМ 26 01-44-78).
Высота й и ширина b прокладки приведены в табл. 24.6 в зависимости от
условного прохода D (см. рис. 24.18). Диаметр £>д принимают равным среднему
диаметру прокладки. Место расположения гнезда под овальную и плоскую
прокладки и внутренний диаметр прокладок принимают конструктивно.
Определение расчетного усилия. В общем случае расчетное усилие на шпильки
(РДРТМ 26 01-44-78)
G = Gi+ G2+ бз+ Q4
(24.15)
где Qx — сила от давления рабочей среды; Q2 — усилие уплотнения прокладки в
рабочих условиях; <23 ~~ нагрузка, возникающая под действием изгибающего момента
от самокомпенсации температурных расширений Тп; QA — нагрузка, возникающая
от неравномерного нагрева рабочей средой деталей фланцевого соединения.
Нагрузку (?4 учитывают при температуре t > 300 °С, если детали соединения
изготовлены из однородных материалов, и при t > 100 °С, если детали изготовлены
из разнородных материалов (например, углеродистой и аустенитной стали),
Нагрузки Q3 и Q* можно рассчитать, если известны размеры фланцевого
соединения; поэтому расчет проводится в два этапа (см. рис. 24.16 ... 24.19).
Первый этап расчета.
Qt = 0,25тг£>пр.
Для линзы
для овальной, восьмиугольной и плоской прокладок
Q2 =*Dnb^mp ,
(24,16)
(24.17)
12*
Размеры, мм, прокладки
Таблица 24.6
Размер
hn
Ъ
Значения h и Ъ при D
15
25
2
10
1 -
32 ... 80
100
2... 3
125 ... 300
350 ... 500
3...4
»
25
355
qy ИI мм
wo
?nn
50
100
Рис. 24.20. Зависимость удельной
нагрузки q от условного прохода D
где q - удельная нагрузка на
единицу длины контактной линии
(рис. 24.20); Ьэ - эффективная
ширина прокладки (для овальной и
восьмиугольной прокладок
150 Dy,MM
Ьэ — 0,25 Ь; для плоской прокладки Ьэ = Ъ при Ъ < 10 мм и Ьэ =10л/бд1Гпри
Ъ > 10 мм); т — коэффициент, зависящий от материала прокладки.
Ниже приведены значения коэффициента га в зависимости от материала про
кладки:
Алюминий . .
Медь
Сталь типа 08 "
Сталь типа 12X13
Аустенитная хромоникелевая сталь типа 08Х18Н10Т
4,0
4,8
5,5
6,0
6,5
Q3=4KM/Dn,
где К - коэффициент, зависящий от типа прокладки; М - внешний изгибающий
момент, определяемый при расчете Тп на самокомпенсацию.
Если момент М не задан, то его принимают равным допускаемому при изгибе
трубы максимальному моменту:
М=[М]= — d3
32
04
1 о
~ *и ( — "
И 1,5
);
(24.18)
где |3 — коэффициент толстостенности трубы; </>и принимают по табл. 24,4; о = ат
для ступени I и а = а для ступени II (см. табл, 24.1).
Ниже приведены значения коэффициента К в зависимости от типа прокладки:
Линзовая
Овальная, восьмиугольная
Плоская
0,5
0,6
1,0
Общее расчетное усилие
(24.19)
где К' = 1,1 ... 1,2 - коэффициент, компенсирующий неучтенную температурную
нагрузку £)4 (если Q4 не учитывают, то К' = 1).
Исходя из полученного по формуле (24.19) расчетного усилия, определяют
диаметр шпильки d и толщину h . тарелки фланца. Остальные размеры принимают
конструктивно.
Второй этап расчета,
Уточняют нагрузку Q3 и рассчитывают Q4 (РД РТМ 26 01-44—78)[ 6, 9]:
Q
AM
е4=Д//(Лш + хп + хт+лф),
(24,20)
(24,21)
356
где Dm — диаметр окружности центров шпилек; X = ХД/(Х + X,) — упругая
постоянная фланцевого соединения; Хд, Хш, X, , Хт — коэффициенты податливости
соответственно прокладки, шпилек, фланцев и трубы (коэффициенты податливости
фланцев, как величины малые, учитывают только при необходимости); Д/ —
разность температурных удлинений шпилек и соединяемых ими деталей.
ффф ппп шш ш
где h . _ толщина фланца; /, , t и t — средние температуры соответственно
фланцев, прокладки и шпилек; а,, ад и ащ — температурные коэффициенты линейного
расширения материалов соответственно фланцев, прокладки и шпилек при рабочей
температуре; h — высота прокладки (для линзовой прокладки h = h л; / =
2Лф
+ h — расчетная длина
ШПИЛЬКИ.
Коэффициенты податливости деталей [ 6]:
X
А п
хф
- *п . X -
*nV Ш
(d + s )г
= 2 0,4(1-
Ь^^; хт
-п)
*ср°'5<Дш-
*фйф1ёфф'
= 1ж1
Е.
'V
"*„
F
т т
>
где F — контактная площадь прокладки [для овальной, восьмиугольной и
плоской прокладок F- = ttDnb ; для линзовой прокладки F = nD m ; для жесткой
XX XX s7 XX *ч хч
линзы тк = (7,2//Гп) oTR, где ат — предел текучести материала линзы; значения
т приведены ниже]; Е , Е , Е_ и £\ — модули упругости при расчетной
температуре материалов соответственно прокладки, шпилек, трубы и фланцев; d —
диаметр гладкой части (стержня) шпильки; z - принятое число шпилек; F =
= 0,25 rrd* - площадь поперечного сечения одной шпильки; FT - площадь
поперечного сечения трубы (F = nD s при резьбовом фланце; FT = 7rZ> sB при
цельном фланце)-т? — коэффициент, учитывающий деформацию кручения фланца.
Ниже приведены значения тк, мм, для компенсирующей линзы в зависимости
от D» мм:
Dy . . . 40 50 65 80 100 125 150 200
т„ . . . 4,5 4,5 5,0 6,0 6,5 7,0 9,0 10,0
к
Коэффициент
^[1+0,82(-^)^^2. lgf> ]"1,
s D d .
ср ср ф
где s и D — средние толщина и диаметр стенки трубы (при резьбовом фланце -
см. рис. 24.16 - s = s и D = с/ + s; при цельном фланце s = 0,5 (sB + s) и
D = d + s ; здесь sB - наибольшая толщина втулки); d. - внутренний диаметр
фланца.
357
При определении расчетного усилия с учетом Q4 следует рассматривать два
варианта: установившийся режим работы фланцевого соединения и режим
прогревания. Температурная нагрузка составляет значительную часть общего расчетного
усилия, особенно в момент прогревания. Для уменьшения этого усилия в
шпильках рекомендуется: теплоизолировать фланцевые соединения, работающие при
высоких температурах; разогревать соединение медленно для уменьшения разности
температур деталей; рабочее давление создавать после прогревания,при
установившемся режиме работы соединения.
Для установившегося режима работы температуры деталей гд, t , t .во
фланцевом соединении с теплоизоляцией рекомендуется принимать по данным [ 9] •
В процессе прогревания соединения разность температур деталей принимают
в 3—4 раза больше, чем при установившемся режиме [6]. Запасы прочности для
материалов шпилек и фланца при прогреве можно уменьшить по сравнению со
стационарным режимом до значений: пт = 1,5; п — 1;5.
Окончательное значение расчетного усилия определяют по формулам (24.15) —
(24.17), (24.20), (24.21), затем уточняют размеры dQ и h . . Расчетные размеры
не должны быть больше принятых более чем на 5%. Если это условие не выполняется
принятые размеры увеличивают и выполняют перерасчет соединения, при этом
следует учитьюать, что с ростом размеров соединения повышается температурная
нагрузка. В связи с этим при проектировании фланцевых соединений важную роль
играет правильный выбор материалов деталей, в частности шпилек и фланцев.
Лучшим следует считать такой вариант, при котором материалы шпилек и фланцев
имеют близкие механические свойства и одинаковые температурные коэффициенты
линейного расширения.
При проверке прочности фланцевого соединения пробным давлением
значения <2з и (?4 принимают равными нулю и расчет выполняют по Q = Qx + Q2 •
Расчет шпилек. Диаметр d шпильки рассчитывают по усилию Q [см. (24Л9)]
и уточняют по значению £), найденному из уравнения (24.15) :
dv= >/4е/(я2[а]ш), (24.22)
где [а]ш — допускаемое напряжение материала шпилек (см. табл. 24.1).
Число шпилек z рекомендуется принимать в зависимости от Dv:
Dу, мм 3 ... 40 50 ... 100 125 ... 200 250 ... 400 400 ... 500
z 3;4 6; 8 8; 12 12; 16 16; 20
358
Рис. 24.23. Накидные фланцы:
а - бурт с конической шейкой; б - бурт
с цилиндрическим воротником
Диаметр dc стержня шпильки
(диаметр гладкой части шпильки или
внутренний диаметр резьбы) и
диаметр dm резьбы шпильки (рис. 24.21)
принимают по нормативным
документам на шпильки; при этом должно быть выполнено условие dc >d
Расчет фланцев. Все размеры фланца, кроме h . , принимают конструктивно из
условия размещения шпилек. Рекомендуется принимать (рис. 24.22, 24.23):
диаметр отверстия под шпильку dQ = d + (1 ... 3); диаметр описанной окружности
гайки dv, соответствующей шпильке принятого диаметра, — по ГОСТ 10495-80;
наружный диаметр фланца/), = £>ш + dy + (1 ... 5). Остальные размеры выбирают
в зависимости от типа фланца.
Для цельного фланца (см. рис. 24.17 и 24.22, а) :
Ф
d\
Dm > nW
'-TT.'W'C'.".*
Lsin -
где sB = (2 ... 3)5 (меньшие значения sB принимают для овальных прокладок,
большие - для плоских); г в = (0,4 ... 0,6)sB - радиус закругления втулки; i = {s -
- s)/h = 1/3 — уклон втулки (где h в — высота втулки); допускается принимать
/= 1/2,5.
Для резьбового фланца (см. рис. 24.16 и 24.22,б) : d. = D .где/) - наружный
диаметр резьбы трубы;
Г 2,2 d )
180
sin
где с — конструктивная прибавка, принимаемая по следующим данным:
с, мм
;12
4
14
6
16; 20; 22
8
24 ... 100
10
Для накидного фланца (рис. 24.23, а, б): d. = d + 2(sfi + гв) - бурт с
конической шейкой; d. = D+ с — бурт с цилиндрическим воротником;
Dm > max
359
диаметр бурта D^ назначают конструктивно из условия размещения прокладки и
фланца.
После определения размеров фланца рассчитывают толщину h . его тарелки
по формуле (РД РТМ 26 01-44-78)
(24.23)
где v, к и w — параметры.
Параметр
w= 1+0,5(Яф-<*ф)//2-/>ф/Дш,
где /2 = 0,5[/)ш - (d + s)]; /2 = 0,5 (Ош - Z)g) и /2 = 0,5 (£>щ - D) -
соответственно для цельных, накидных и резьбовых фланцев.
Параметры v и к завися г от типа фланца.
Для цельного фланца
[о] /
v = 0,372 ш
£>.
^[г~ +0,7^ (-J? )2 ];
' _£_ _J_ при 7 > 1
2'. «^
•<
_4 L_J при т< 1,
2L d2
где /, = 0,5 (£>ш - £»п); T = 2¾ /чЛ*ф (sB - s) ;
^=(1--) [(^- 2/'42
/.
)2 + i ] + o,2 - ; D„ = D (см. рис. 24.17).
Для цельного фланца с цилиндрическим воротником (sB = s)
K = _Jt
2/, </i
Для резьбового фланца
[о] z
v = 0,336 S- — ; к = 0; </> = 1
'Ф
2<*
Ф Ф
Для накидного фланца тарелку рассчитывают, как для резьбового; высоту
бурта h б определяют по формуле (24.23) ; при этом
[о] /, р
v = 0,336 — -Ш [ z - + 0,7 1//
/а
параметры ^/и к находят, как для цельного фланца;
360
Допускаемые напряжения материалов фланца [сг], и бурта [а]б определяют
по габл. 24.1.
После определения h , и h б проверяют условия, которые должны быть
выполнены при проектировании: sB < h . ; sB < h ^.
24.4. РАСЧЕТ ПЛОСКИХ ЗАГЛУШЕК
Расчет приваренной к трубе заглушки (рис. 24.24) сводится к расчету
защемленной по контуру пластины, нагруженной равномерно распределенной
нагрузкой [ 6].
Толщина 5Х заглушки должна быть не менее
5j = 0,45(^
+ 2сг)у/
Фг[о]
+ ^,
где фх = 1 - 2 d /d - коэффициент ослабления днища отверстиями (п - число
/ = 1
отверстий); d - диаметр отверстия в заглушке); [о] - допускаемое напряжение
материала заглушки (см. табл. 24.1) .
п
Если 2 djd > 0,6, то принимают коэффициент фх = 0,4. Число отверстий
/ = 1
Расстояние между кромками двух отверстий должно быть не менее полусуммы
диаметров этих отверстий.
Если sx <s, то принимают sx = s.
Толщина s2 сечения кольцевой выточки (рис. 24.24, б) должна быть не
менее (ОСТ 108.031.09-85)
s2 = 0,35(^+ 2сх)у/ р/[о] + с.
При необходимости для принятой заглушки можно вычислить допускаемое
давление
5(s, - с)2
[Р] = —— [а]фг . (24.24)
<«/ + 2с,)2
Если заглушка и присоединяемая деталь изготовлены из разных материалов,
то в формуле (24.24) принимают значение [о] для наименее прочного из этих
материалов. /
Радиусы закруглений г должны
соответствовать соотношениям,
указанным к подписи под рис. 24.24
(РДРТМ 26 01-44-78).
Рис. 24.24. Варианты приварки заглушки
к трубе:
а - г > s; б - г > s /3; г > 5 мм
361
Глава 2 5. ИЗГОТОВЛЕНИЕ ТРУБОПРОВОДОВ
25.1. ОБЩИЕ ПОЛОЖЕНИЯ
При современном способе строительства машиностроительные заводы
поставляют оборудование на монтажную площадку в виде комплектных технологических
линий с максимальной заводской готовностью. Для таких производств Тп
поставляют также комплектно укрупненными сборочными единицами с последующим
доизготовлением Тп на монтажной площадке. Монтажная организация выполняет
укрупнительную сборку сборочных единиц в блоки Тп. Затем эти блоки
устанавливают в проектное положение. Собирают сварные и фланцевые соединения. Укруп-
нительная сборка сокращает сроки монтажа, поскольку ее можно вести параллельно
со строительными работами, когда по состоянию строительной готовности не
представляется возможным начать монтаж Тп. Так как укрупнительную сборку ведут
на специально оборудованной сборочной площадке, где можно механизировать
операции, достигается более высокая производительность труда, повышается качество
и безопасность. Максимальные габаритные размеры сборочных единиц заводской
готовности не должны превышать установленный габарит погрузки на
железнодорожном транспорте: для сборочных единиц, собранных в одной плоскости,
11 X 2,6 м; для сборочных единиц пространственных - 11 X 2,6 X 1,1 м.
Степень заводской готовности Тп характеризуют коэффициентом блочности
К^ = ЛГб/ ХМ, где Мб — масса Тп, собранного в сборочные единицы; ХМ - общая
масса Тп. Например, при общей массе Тп 600 т масса собранных в сборочные
единицы Тп составляет 300 т; тогда коэффициент блочности К^ = 300/600 = 0,5.
Заводы Минхиммаша поставляют Тп с коэффициентом блочности 0,4 ... 0,6.
После укрупнения сборочных единиц в монтажные блоки коэффициент блочности
обычно составляет 0,6 ... 0,8. Габаритные размеры и массу монтажных блоков
выбирают в зависимости от: размеров монтажных проемов; удобства установки
в проектное положение; устойчивости монтажных блоков при сборке и установке;
грузоподъемности транспортных средств; возможности выполнения сварочных работ
и термической обработки сварочных стыков, а при наличии фланцевых
соединений — их сборки.
Необходимо стремиться включать в состав сборочных единиц и блоков
максимальное число деталей, но не включать детали, которые во время монтажа могут
быть повреждены или помешать установке блоков. Приваренные штуцеры и
выступающие части арматуры необходимо защитить от возможных повреждений при
транспортировании и монтаже.
Изготовление Тп индустриальным методом начинают на машиностроительном
заводе и заканчивают на монтажной площадке. В этом процессе участвуют
несколько организаций и ведомств; поэтому работа в целом должна быть хорошо
продуманной и заранее спланированной. Монтажные стыки должны быть размещены
в местах, удобных для сборки и сварки. Разделение Тп на сборочные единицы
выполняет организация, разрабатывающая технический проект, и согласовывает с
представителем организации, монтирующей трубопроводы. При согласовании
устанавливают места расположения монтажных стыков, их размеры и припуски.
Машиностроительный завод изготовляет и поставляет Тп по ОСТ 26 01-136—81,
согласно которому поставку осуществляют линиями Тп.
Линии Тп с D в ... 32 мм поставляют в виде комплекта труб, деталей,
арматуры, крепежных изделий, прокладок, сварочных материалов. Линии Тп с D 40 ...
500 мм поставляют в виде сборочных единиц, а также комплекта деталей,
арматуры, крепежных изделий и прокладок, не вошедших в сборочные единицы. Эти
362
сборочные единицы комплектуют сварочными материалами, а также отрезками
труб, необходимыми для сварки контрольных стыков.
В комплект поставки входят опоры и подвески для установки и
закрепления Тп, а также заглушки, крепления и другие детали, необходимые для
гидравлических испытаний. Трубы, детали Тп, арматура и другие изделия,
предназначенные для изготовления Тп, должны удовлетворять требованиям, указанным в
проекте, стандартах и технических условиях.
25.2. ВХОДНОЙ КОНТРОЛЬ ТРУБ, ДЕТАЛЕЙ И АРМАТУРЫ
Все комплектующие изделия, поступающие на завод—изготовитель сборочных
единиц, перед пуском в производство подвергают входному контролю. В
производство допускают материалы и изделия только при наличии сертификатов,
паспортов или других сопроводительных документов от заводов-поставщиков. При
неполных сертификатных данных или отсутствии сертификатов материалы можно
применять после проведения испытаний и исследований, подтверждающих их
соответствие требованиям стандартов или технических условий.
Завод—изготовитель Тп должен осуществлять входной контроль качества
материалов труб и деталей, поступающих для изготовления Тп, в объеме,
установленном техническими условиями. Проверяют наличие и содержание маркировки.
При этом проводят наружный осмотр и измеряют каждую трубу. На наружной и
внутренней поверхностях труб не допускаются плены, трещины, закаты и
волосовины. Эти дефекты должны быть полностью удалены. В местах зачистки толщина
стенок не должна выходить за пределы допускаемых отклонений.
Каждую партию труб подвергают контролю механических свойств металла
в объеме, предусмотренном техническими условиями на трубы, но не менее
двух труб от партии.
При резке труб на каждый вновь образованный конец наносят маркировку
предприятия—поставщика труб (номер партии и марку стали) и заверяют
клеймом ОТК предприятия—изготовителя сборочных единиц. В месте реза измеряют
наружный диаметр и толщину стенки трубы.
Детали Тп, входящие в сборочные единицы, подвергают контрольной
проверке на соответствие их техническим требованиям на поставку. Проверке
подлежат: паспорта на детали (на партию), подтверждающие соответствие деталей
требованиям стандартов и рабочих чертежей; маркировка; наружные и внутренние
поверхности на отсутствие повреждений при транспортировании и разгрузке;
поверхность на отсутствие коррозии и дефектов металла (трещин, раковин, забоин);
места уплотнения и кромки под сварку на качество обработки; резьбы
присоединительных концов и гнезд под упорные шпильки (внешний осмотр, прокручивание
резьбовых фланцев или шпилек).
Все детали из легированных сталей проверяют стилоскопом на наличие
основных легирующих элементов. Проверяют геометрические размеры уплотнитель-
ных прокладок (2 % каждой парии, но не менее двух прокладок) .
Контролируют состояние резьбы на шпильках и гайках, резьбовых фланцах
каждого изделия (резьбовыми калибрами, внешним осмотром). Резьбовые концы
труб, деталей под резьбовые фланцевые соединения должны соответствовать
ГОСТ 9400-81.
Арматуру, входящую в сборочные единицы, на предприятии - изготовителе
сборочных единиц подвергают контролю на соответствие ее техническим
требованиям стандартов на поставку. Необходимо проверять все элементы, указанные выше
для деталей Тп, а также состояние резьб на присоединительных концах для арма-
363
гуры с резьбовыми фланцами (прокручиванием фланцев) , наличие предусмотренных
в арматуре пломб, подвижность штоков вентилей и комплектность арматуры
(наличие штурвалов, ответных фланцев и т.д.).
25.3. СБОРКА И СВАРКА СБОРОЧНЫХ ЕДИНИЦ
Трубы, детали и узлы Тп собирают в сборочные единицы в соответствии с
чертежами проекта. Перед сборкой необходимо очистить трубы и детали от
консерванта, ржавчины, окалины и посторонных предметов. Соединяемые концы труб,
деталей и арматуры перед сборкой и сваркой должны быть очищены от загрязнений,
ржавчины и оксидов по кромкам и прилегающим к ним наружной и внутренней
поверхностям на ширину 10 ... 15 мм. Очистку выполняют вручную
металлическими щетками, напильниками, абразивными кругами или специальными
приспособлениями. Отклонения от параллельности торцов крайних деталей или от
соосности допускаются в пределах ± 1,0 мм на 1 м длины, но не более 8 мм для
сборочных единиц длиной 8 м и более. Смещение вертикальной оси арматуры от
проектного положения допускается в пределах ± 0,5°. Остальные отклонения должны
соответствовать указанным в технических условиях на изготовление деталей.
Для сборки под сварку соединяемые детали устанавливают на специальные
опорные металлические конструкции. Во время сварки и термообработки стыков
опорные конструкции должны находиться от стыков на расстоянии не более 1 м.
При расположении стыков на расстоянии более 1 м от опорных конструкций на
период проведения сварки и термообработки устанавливают дополнительные
временные опоры, исключающие провисание и расцентровку труб. В условиях завода
трубы, детали и узлы следует собирать на специальных стендах, оборудованных
приспособлениями для установки деталей и их закрепления в заданном положении.
Сборочные стенды и приспособления должны обеспечивать равномерное
распределение смещений кромок и зазоров по периметру стыка.
Детали, элементы и узлы Тп собирают под сварку на прихватках, которые
представляют собой короткие сварные швы, располагаемые равномерно по периметру
стыка. Число и длина прихваток зависят от диаметра труб и деталей Тп.
Прихватки должны обеспечивать жесткость соединения в процессе межоперационного
перемещения собранных деталей, а также во время сварки. При диаметре Тп до 300 мм
следует делать три прихватки, при диаметре более 300 мм — не менее четырех
прихваток. Высота прихваток должна быть не более высоты первого слоя шва, длина —
не более 40 мм.
25.4. МАРКИРОВКА
Сборочные единицы маркируют ударным способом с указанием шифра
технологической установки, номера Тп по спецификации поставочного блока и номера
сборочной единицы по рабочему чертежу. Маркировку наносят в двух
диаметрально противоположных местах на расстоянии не менее 200 мм от одного из
присоединяемых торцов. Схема маркировки должна быть единой для всех Тп
выполняемого заказа. Места маркировки обводятся яркой несмываемой краской и
покрывают бесцветным лаком.
В маркировке указывают: шифр технологической установки (номер данной
технологической линии и год поставки); номер поставочного блока; номер линии
по монтажной спецификации; номер сборочной единицы; число сборочных единиц
в данной линии.
364
Детали и арматуру, не вошедшие в сборочные единицы, маркируют
несмываемой краской, указывая номер линии по монтажной спецификации. Каждое
упаковочное место труб, "поставляемых метражом" и входящих в поставочный блок,
маркируют с указанием шифра технологической установки, номера поставочного
блока, номера линии Тп.
На каждом грузовом месте, кроме транспортной маркировки, наносят на
ярлыки или, непосредственно на торцовые и боковые стенки ящиков, номер грузового
места и число грузовых мест данной линии Тп. С каждой линией Тп потребителю
направляют: сборочный чертеж трубопроводной линии; паспорт на сборочные
единицы трубопроводных линий; паспорта на арматуру и покупные изделия;
комплектовочную ведомость; упаковочный лист.
25.5. ГИДРАВЛИЧЕСКИЕ ИСПЫТАНИЯ ТРУБОПЮВОДОВ,
ИХ СБОРОЧНЫХ ЕДИНИЦ И ДЕТАЛЕЙ
Гидравлическим испытанием для проверки прочности и плотности подлежат:
все готовые детали Тп (детали, прошедшие сплошной УЗК, допускается не
испытывать; в этом случае прочность детали при давлении гидроиспытания должно
гарантировать предприятие-изготовитель; для деталей, подвергаемых гидравлическим
испытаниям, МПК или ЦК следует проводить после испытания) ;
сборочные единицы Тп (гидравлические испытания сборочных единиц не
обязательны, если все составляющие детали подвергнуты гидравлическим испытаниям,
а все выполненные при их изготовлении сварные соединения проверены УЗК и РГК
по всей протяженности; и в этом случае предприятие-изготовитель гарантирует
прочность сборочных единиц при давлении гидроиспытания) ;
Тп со всеми их элементами и арматурой после окончания монтажа.
Гидравлические испытания Тп проводят после проведения УЗК, РГК,
устранения выявленных дефектов и термообработки сварных стыков. Допускается
проведение гидравлических испытаний деталей и сборочных единиц совместно с Тп, если
отдельно от Тп их испытать невозможно. Арматуру, детали Тп необходимо
испытывать пробным давлением в соответствии с ГОСТ 356—80. Пробное давление
полностью смотированного трубопровода установлено проектом и должно составлять
не менее: 1,5Р для Тп, работающих при температуре стенки выше + 400 °С;
1,25 Р для Тп с температурой стенки ниже + 400 °С.
Обвязочные Тп аппаратов до ближайшей отключающей арматуры испытывают
совместно с аппаратами.
Давление при испытании Тп должно соответствовать давлению испытаний
аппарата. Испытуемый Тп можно заливать водой непосредственно из водопровода или
насосом при условии, что давление, создаваемое в Тп насосом, не превышает
пробного давления. При заполнении Тп водой необходимо обеспечить полное удаление
воздуха из его внутренней полости. В верхних отметках конструкции Тп должны
быть предусмотрены специальные воздушники. Воздушники перекрывают только
после выхода из них воды без воздушных пузырьков. Необходимое давление
создают гидравлическим прессом или насосом, подсоединяемым к трубопроводу через
два запорных вентиля. После достижения заданного пробного давления Тп
отключают от пресса или насоса. Пробное давление выдерживают в течение 10 мин, после
чего снижают до рабочего, при котором проводят наружный осмотр. После этого
давление вновь повышают до пробного и выдерживают еще 5 мин. Далее опять
снижают давление до рабочего, при котором Тп вторично тщательно осматривают.
После окончания гидравлических испытаний Тп полностью освобождают от воды
через спускные штуцера.
365
Одновременное гидравлическое испытание нескольких Тп, смонтированных
на общих несущих строительных конструкциях или эстакаде, допускается только
в том случае, если это разрешено проектом. Для гидравлического испытания
следует использовать воду температурой не ниже + 5 °С. Давление необходимо
увеличивать и уменьшать постоянно. Тп и его элементы считают выдержавшими
гидравлическое испытание, если: не обнаружены признаки разрыва, запотевание видимых
остаточных деформаций; не уменьшилось давление (по манометру), не
обнаружены течи в сварных швах, корпусах арматуры и фланцевых соединениях.
Глава 26 ЭКСПЛУАТАЦИЯ ТРУБОПРОВОДОВ
Надежную и безопасную работу ТпВД в процессе эксплуатации обеспечивают
наружным осмотром, выборочной и генеральной ревизиями, а также
периодическими испытаниями. Порядок и содержание этих работ определяют специальными
инструкциями, разработанными на основании "Правил устройства и безопасной
эксплуатации трубопроводов для горючих, токсичных и сжиженных газов" (ПУГ—69)
с учетом специфики конкретного производства.
Наружный осмотр ТпВД проводится обслуживающим персоналом не реже
1 раза в сутки. При этом проверяют: состояние сварных швов (при отсутствии
изоляции); состояние фланцевых соединений; правильность работы опор;
состояние и работу компенсирующих устройств; состояние дренажных устройств;
состояние изоляции и защитных покрытий; вибрацию Тп. Опоры и крепления Тп,
подверженные вибрации, а также фундамент под опоры следует осматривать не
реже 1 раза в три месяца.
Кроме того, ТпВД 1 раз в год подвергают контрольному осмотру специально
назначенными лицами. Такие осмотры приурочивают к одному из очередных
ремонтов. Замеченные во время осмотра дефекты, а также их устранение фиксируют
в паспорте Тп.
Выборочную ревизию Тп, предназначенную для оценки его состояния в целом,
выполняют перед планово-предупредительным ремонтом отдельных агрегатов или
остановочным ремонтом группы цехов или всего завода. Периодичность
выборочной ревизии зависит от специфики производства, коррозионных свойств среды,
результатов наружного осмотра, стабильности технологического процесса и
составляет 1 ... 4 года. Первую выборочную ревизию проводят через 2 года после
ввода Тп в эксплуатацию.
Для выборочной ревизии назначают не менее двух участков Тп, работающих
при температуре до + 400 °С, и один участок, работающий при температуре + 400 °С
и выше. При этом выбирают такие участки, которые в процессе эксплуатации больше
всего подвергаются коррозионно-эрозионному изнашиванию, вибрации или
другому воздействию, снижающему прочность и надежность Тп. Из намеченных
участков для ревизии отбирают по одной детали (отвод, колено, угольник) .
Примерный перечень работ, выполняемых при выборочной ревизии:
наружный осмотр Тп; простукивание Тп молотком (при отсутствии
изоляции) ; осмотр внутренний поверхности с использованием различных средств (для
этого при отсутствии фланцевых соединений вырезают участок Тп, работающий
в особо тяжелых условиях и подверженный износу глубиной до 0,5 мм в год);
измерение труб и определение толщин стенок на концах и в наиболее утоненной
части (для этого можно использовать ультразвуковые толщиномеры) ;
проверка состояния фланцевых соединений, уплотнительных поверхностей,
крепежных фасонных деталей и арматуры.
366
Таблица 26J
Рекомендуемая периодичность генеральной выборочной ревизии Тп
некоторых производств
Производство
Периодичность
ревизии, годы, при
температуре
эксплуатации,0 С
до 200 св. 200
Производство
Периодичность
ревизии, годы, при
температуре
эксплуатации, ° С
до 200 св. 200
16
15
10
10
3
18
6
—
8
8
Карбамида:
Тп плава карбамида
от колонны синтеза
до дросселирующего
клапана
Тп аммиака от
подогревателя до
смесителя
Тп диоксида углерода от
компрессора до
смесителя
для углеаммонийных
солей (кар бо маты)
Аммиака
Метанола
Калролактама:
Тп водородсо держащих
смесей
Тп оксида углерода - 8 Тп аммиака от подо- 10
Синтетических жирных
спиртов:
Тп водород со держащих
смесей
Тп для пасты
(катализатор с метиловыми
зфярами)
На отбракованных деталях контролируют: химический состав металла на
внутренней поверхности; механические свойства металла труб или деталей на
продольных образцах; макро- и микроструктуру металла на образцах, взятых из разных
мест по длине трубы и толщине стенки. Аналогично проверяют фланцы, линзы,
крепежные детали и др.
Полученные результаты заносят в паспорт Тп и сопоставляют с
первоначальными данными, после чего составляют акт выборочной ревизии. Результаты ревизия
считает удовлетворительными, если обнаруженные дефекты не выходят за
пределы допускаемых.
При утонении стенки трубы или детали возможность дальнейшей
эксплуатации Тп определяют расчетом толщины стенки по РД РТМ 26 01-44—78.
Собранные после ревизии участки Тп подвергают гидравлическим и
пневматическим испытаниям. Результаты испытаний также заносят к паспорт Тп.
При неудовлетворительных результатах выборочной ревизии контрольных
участков проводят генеральную выборочную ревизию Тп, а также участков других
трубопроводов, работающих в аналогичных условиях, с разборкой их до 30 %.
Независимо от результатов выборочной ревизии генеральную выборочную
ревизию Тп следует проводить в сроки, указанные в табл. 26.1.
При неудовлетворительных результатах генеральной выборочной ревизии
администрация предприятия назначает полную ревизию, при которой Тп полностью
разбирают и проверяют состояние всех труб, деталей и арматуры. Результаты
генеральной выборочной и полной ревизии Тп, а также данные о проведенных заменах
труб, деталей и арматуры заносят в паспорт Тп.
Периодически Тп подвергают гидравлическим и пневматическим
испытаниям (табл. 26.2). Таблица 26.2
Периодичность испытаний ТпВД
Назначение Тп
Температура
эксплуатации, ° С
Периодичность
испытания, годы
Для азотоводородсодержащих смесей
Для водород со держащих смесей с оксидом
углерода
200 ... 400
До 200
200 ... 400
До 200
367
Приложение 1. КОНСТРУКЦИИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ PC,
ЗАЩИЩЕННЫЕ АВТОРСКИМИ СВИДЕТЕЛЬСТВАМИ И ПАТЕНТАМИ
Широкое использование в химических и нефтехимических производствах процессов,
протекающих при высоких давлении и температуре, потребовало создания соответствующего
оборудования, в частности СВД.
Основные технические решения по конструкции и технологии изготовления СВД
защищены авторскими свидетельствами и патентами. Изучение этих материалов позволяет
проанализировать последовательность развития СВД в целом и отдельных элементов.
На основании анализа внутренних функциональных связей корпусов РСВД можно
выделить: рулонированные обечайки с клиновыми вставками, сварные швы, соединяющие
обечайки, отверстия в обечайках для контроля утечки и отвода рабочей среды при повреждении
центральной оболочки или диффузии через нее водорода.
Первые конструкции РСВД разработаны в начале 40-х гг. в СССР и США.
В 1941 г. заявлен в СССР способ изготовления РСВД с натяжением между витками,
приближающимся к нулевому, при наматывании рулонной полосы на вращающийся барабан;
последний удаляют после изготовления рулонированной обечайки [А.с. 71464 СССР, МКИ3
В 21 С 47/04].
В 1942 г. получены патенты на способ изготовления РСВД [Пат. 2268961 США, НКИ 220-3;
Пат. 2273736 США, НКИ 29-407]. Изобретениями предусмотрена непрерывная намотка
рулонной полосы на центральную относительно тонкую обечайку с предварительным натяжением
слоев от максимального во внутренних слоях до минимального во внешних.
В дальнейшем патентование активизировалось в 60-е гг. Запатентована рулонированная
обечайка (рис. П1-1, а) в Японии (акцептованные заявки 38-9826 НКИ 65 А 13; 39-12688 НКИ
65 А 13; 39-17584 НКИ 65 А 13; 44-6919 НКИ 65 А 13), США (пат. 3163183 НКИ 138-144),
ФРГ (Пат. 1400504 МКИ3 F 16 L 9/04), Великобритании (Пат. 990369 НКИ F2P), Италии
(Пат. 653592 НКИ F 25J), Франции (пат. 1302822 НКИ В 21 Д). Особенность этого
изобретения - установка спирально навитой полосы 1 с клиньями 2 между центральной оболочкой 3
и наружным кожухом, сверление контрольно-дренажных отверстий г в спиральных слоях и
наружном кожухе, а также размещение в них контрольных трубок для сообщения
наружной поверхности центральной обечайки с внешней средой. Для повышения качества кольцевых
сварных швов, соединяющих рулонированные обечайки, кромки рулонной полосы, а также
торцы центральной оболочки и наружного кожуха снабжены наплавками 4 из легкосвариваемого
материала.
Предложен способ изготовления рулонированных обечаек (рис. П1-1, б) намоткой на
оправку 1 рулонной полосы 3 с клином 2, предварительно изогнутой до радиуса кривизны
меньше диаметра навитой обечайки с помощью нажимных роликов 4,5 [Пат. 377995 СССР,
МКИ3 В 21 Д 51/24; Пат. 156176 ВНР, НКИ 7 в 1-13; Пат. 139919 ЧССР, НКИ 7 в 21; Пат.
3528162 США, НКИ 29-473; Пат. 3698223 США, НКИ 72-146].
Для устранения клинообразных пустот, образующихся в начале и в конце наматывания
на центральную обечайку 1 (рис. П1*1, в) рулонной полосы 4, изобретателями США и Японии
разработаны различные варианты клиновых вставок 2 и их крепления сварным швом 3
[например, акцептованная заявка 38-5931 Япония, НКИ 65 А 13; Пат. 3092148 США, НКИ 138-151;
Пат. 900664 Великобритания, НКИ 83 (2) ].
В СССР создана [А.с. 296357 СССР, МКИ3 В 21 С 47/06] машина для изготовления
рулонированных обечаек (рис. П1-2). Машина состоит из гидроцилиндров, механизма натяжения
полосы 4, наматываемой на оправку 3, подвижных опорных катков 5 с клиновинтовыми
приспособлениями для предварительного прогиба нажимного валка 6 и траверсы / с силовым
приводом 2. Машина запатентована в ведущих странах [Пат. 1309371 Великобритания, МКИ3 В 21
С 47/06; Пат. 2101435 ФРГ, МКИ3 В 21 С 37/15; Пат 47-18756 Япония, МКИ3 В 21 С 37/06;
Пат. Р 92896 ГДР, МКИ3 В 21 Д 51/24].
Для равномерного распределения напряжений замыкающий сварной шов, которым
приваривают конец рулонной полосы к предыдущему слою, выполнен в виде кривой,
симметричной относительно продольной оси полосы [А.с. 331614 СССР, МКИ3 В 21 Д 51/24]. Для
уменьшения расхода сварочных материалов при наплавке торцовых поверхностей рулонированной
обечайки, полученной намоткой на центральную обечайку 1 (рис. П1-3, а) рулонной
полосы 2, между внутренним буртом в центральной обечайки и буртом г наружного кожуха 3 в
спиральных слоях предусмотрены кольцевые проточки д с углом а скоса разделки и толщиной h
наплавляемого металла [А.с. 698359 СССР МКИ3 F 17 С 13/00].
Для повышения качества наплавки и эффективности использования тепловой мощности
сварочной дуги при наплавке под слоем порошкообразного присадочного материала и флюса
регулируют скорость наплавки и силу сварочного тока [А.с. 747035 СССР, МКИ3 В 23
К 9/04].
368
°) 6) в)
Рис. П1-1. Рулокированные СВД
6 д г
Рис. П1-3. Варианты сварки кольцевых швов
Способ многослойной сварки кольцевых швов рулонированных обечаек [А.с. 1143553
СССР, МКИ3 В 23 К 31/06J предусматривает пересечение электродом 4 в сварочной ванне
по меньшей мере одного слоя спирали, образованной при намотке на центральную
обечайку 1 (рис. П1-3, б) рулонной полосы 2 и помещенной в наружный кожух 3, Для этого
электрод 4 смещают от зенита в направлении вращения обечаек и наклоняют в плоскости кольцевого
сварного шва 5 в сторону, противоположную направлению вращения обечаек. При этом
расстояние t между концом электрода и торцом свариваемого слоя принимают равным 2,0 ... 2,5
диаметрам электрода.
Способ повышения эксплуатационной надежности многослойных СВД при работе с
коррозионными средами предложен в СССР [ А.с. 1247618 СССР, МКИ3 F 17 С 1/101. Установленные
369
Рис. П1-4. Варианты защиты сварного шва Рис. П1-5. Спирально-рулонный сосуд высо-
от действия коррозионной среды КОГо давления
в наружных кожухах 1 (рис. П1-4) многослойные толстостенные обечайки 4 соединяют
сварным швом 2, под которым в канавке оболочки 8 из коррозионно-стойкой стали размещена
защитная накладка 7, а у основания контрольной трубки 3 предусмотрена опорная
пластина б под центральной обечайкой 5.
Дальнейший этап развития конструкций PC - разработка спирально-рулонных сосудов
в СССР [ А.с. 582436; 832239 СССР, МКИ3 F 17 С 1/06] и их патентная защита за рубежом
[Пат. 4010864 США, НКИ 220-3; Пат. 1494160 Великобритания, НКИ В 1 X 19; Пат. 2347971
Франция, МКИ3 В 01 J 3/04; Пат. 2612977 ФРГ, МКИ3 В 01 J 3/04; Пат. 1098918 Япония,
МКИ3 F 16 J 12/00]. Сущность изобретения заключается в навивке на центральную
обечайку / рулонной полосы 2 по винтовой линии с приваркой ее концов в каждом слое к фланцам
сварным швом 3 (рис. П1-5).
Разработано также устройство для изготовления спирально-рулонных сосудов
[А.с. 940954 СССР, МКИ3 В 21 Д 51/24; Пат. 2489799 Франция, МКИ3 В 65 Н 81/00;
Пат. 2099735 Великобритания, НКИ В 3 Е; Пат. 4483166 США, НКИ 72/137]. Оно включает
смонтированные на портале прижимной механизм, стол с устройством для разматывания
рулонов, опорный ролик и механизм натяжения. Прижимной механизм выполнен в виде
кассеты, содержащей не менее трех роликов, которые укреплены на кронштейнах с общим
приводом поворота и установлены один от другого на расстоянии, равном 10 ... 50 толщинам
навиваемой полосы. Механизм натяжения представляет собой группу валков, причем
последний (по ходу перемещения рулонной полосы) нижний валок имеет выпуклую рабочую
поверхность с радиусом кривизны, равным 80 ... 250 толщинам навиваемой полосы. Верхний
валок имеет вогнутую рабочую поверхность.
Приложение 2. НЕКОТОРЫЕ СВЕДЕНИЯ
ОБ ОЦЕНКЕ ОПАСНОСТИ ХРУПКОГО РАЗРУШЕНИЯ СВД
Разрушение СВД может сопровождаться человеческими жертвами и материальными
потерями. Для исключения разрушения СВД рассчитывают по несущей способности. Однако такие
расчеты основаны на допущении, что материал конструкции идеальный и не имеет
дефектов. В действительности в материале готовой конструкции всегда имеются так называемые
допускаемые дефекты, соответствующие нормативной документации на изготовление. Эти
дефекты могут быть самой различной формы, в том числе в виде трещин. Допускаемые
дефекты в зависимости от состояния материала, температуры, цикличности нагружения, наличия
в конструкции остаточных напряжений, свойств рабочей среды, количества растворенного в
металле водорода, могут постепенно развиваться и при достижении критических размеров
привести к разрушению сосуда.
Механизм развития допускаемых дефектов и разрушение конструкции зависят от
состояния материала. Для оценки опасности допускаемых дефектов используют понятия о трех
состояниях материала: вязком, квазихрупком и хрупком. Состояние материала зависит от его
физико-химических и механических свойств, вида напряженного состояния конструкции и
температуры. Рассмотрим зависимость состояния материала от температуры при постоянстве двух
первых факторов.
370
Выделяют две критические температуры хрупкости. Если материал находится в вязком
состоянии, то дефекты не развиваются. Первая критическая температура Гкр х характеризует
точку перехода материала из вязкого состояния в квазихрупкое. С понижением температуры
хрупкость материала увеличивается. Вторая критическая температура ^кр2 характеризует точку
перехода материала из квазихрупкого состояния в хрупкое.
При температуре Гкр 2 материал разрушается под действием напряжений, равных пределу
текучести. С понижением температуры уменьшаются напряжения, при которых разрушается
материал.
Изменение свойств материала при насыщении его водородом или других воздействиях,
а также изменение вида напряженного состояния в сторону увеличения коэффициента
жесткости схемы напряженного состояния повышают критические температуры.
В соответствии с состоянием материала типы разрушений делят на вязкое, квазихрупкое
и хрупкое. Можно выделить следующие условия работы СВД для оценки опасности хрупкого
разрушения:
статические нагрузки, при которых коэффициент интенсивности напряжений Кх в зоне
допускаемого дефекта сравнивают с предельным значением коэффициента Ат^, получаемым при
наибольшем стеснении пластических деформаций и соответствующим разрушению нормальным
отрывом;
статические нагрузки, при которых материал насыщается водородом (или другими
газами) , вызывающими охрупчивание материала и уменьшение предельного значения коэффициен-
та К1С;
циклические нагрузки, при которых допускаемый дефект развивается и достигает
критического размера; при этом коэффициент интенсивности напряжений К* в зоне допускаемого
дефекта увеличивается;
длительная эксплуатация, когда растворенный в материале водород (или другой газ) под
действием градиента напряжений перемещается в зону допускаемого дефекта, охрупчивает
материал, снижая предельное значение коэффициента Кт^;
смешанные условия, когда действуют циклические нагрузки, происходит насыщение
материала водородом и есть опасность замедленного хрупкого разрушения.
Во всех случаях опасность хрупкого разрушения возникает при Кт =Ктг.
Оценка опасности хрупкого разрушения при статических нагрузках. При температуре
эксплуатации сосуда / выше первой критической температуры *кр1 опасность хрупкого
разрушения конструкции практически отсутствует и расчет, как правило, ведут по обычным
методикам, оценивающим прочность элементов [ 40].
При необходимости для количественной оценки сопротивления материала вязкому
разрушению в качестве основных используют критерии разрушения; критическое напряжение
(номинальное разрушающее напряжение); совокупность критических значений коэффициентов
KQ интенсивности напряжений в широком диапазоне размеров трещин.
Если температура сосуда равна или ниже первой критической температуры, то существует
опасность квазихрупкого разрушения. Для оценки сопротивления металла квазихрупкому
разрушению в качестве основных критериев используют: критическое значение коэффициента К
интенсивности напряжений (количественная характеристика напряжений на стадии
возникновения разрушения вблизи вершины трещины, сопоставимой по размерам с поперечным сечением
образца), предел трешиностойкости, а также деформационный (критическое раскрытие б
трещины - взаимное перемещение краев трещины в ее вершине, характеризующее предельную
способность материала к пластической деформации в зоне трещины в начале ее роста) и
энергетический / (характеристика энергозатрат, связанная с увеличением поверхности разрушения)
критерии.
Если температура эксплуатации сосуда равна или ниже второй критической температуры,
то существует опасность хрупкого разрушения. Эксплуатация сосудов из материала,
находящегося в хрупком состоянии, нежелательна. Для количественной оценки сопротивления
металла хрупкому разрушению в качестве основного используют силовой критерий K^q (
предельное значений К~9 получаемое при наибольшем стеснении пластических деформаций и
соответствующее разрушению нормальным отрывом).
Коэффициент интенсивности напряжений в зоне дефекта
Ki -/ik °x \/"*Т
ще /г к _ безразмерная функция напряжения ох; ot - наибольшее номинальное нормальное
напряжение в области, удаленной от дефекта; / - расчетная длина дефекта.
371
Для внутреннего дефекта, находящегося в трехмерном бесконечном теле, имеющего острые
края (трещина) и расположенного по окружности радиусом R = /, функция Д к = 2/ тт.
Отсутствие опасности хрупкого разрушения при статических нагрузках можно определить
для всех режимов эксплуатации из условия
К, <К1с/пг ,
где «J - коэффициент запаса прочности по коэффициенту интенсивности напряжений
(принимают «J = 2 ... 4 в зависимости от ответственности конструкции).
Коэффициент К^с необходимо использовать для материала, который длительное время
(исходя из срока службы конструкции) находился в эксплуатации и претерпел возможные
изменения от различных влияний внешней и внутренней сред (насыщение металла водородом
и др.).
В работе [40] сопротивление хрупкому разрушению оценивают по допускаемым
напряжениям. При температуре эксплуатации ниже первой критической температуры рекомендуют
допускаемые напряжения определять по формуле
1а1 = а0,2/Пхр'
где п - коэффициент запаса прочности,
хр
Оценка опасности хрупкого разрушения при циклических нагрузках. Как правило,
конструкция сосуда работает при повторно-статических или циклических нагрузках. В этих условиях
дефекты могут развиваться от изменения напряжений в зоне дефекта. Скорость роста
усталостной трещины определяют по известной степенной зависимости
dl/dN=C6AKn*9
где / - длина трещины; N - число циклов натружения; С0, п0 - опытные коэффициенты,
определяемые при температуре f0 ; АК - изменение коэффициента интенсивности напряжений
за цикл.
В работе [75] описан подход к оценке опасности хрупкого разрушения при циклических
нагрузках.
Допускаемое число циклов для рассматриваемого дефекта определяют по формуле
[N) = m'm{Na/nN ; Nb/nN} ,
где Прт - коэффициент запаса прочности по числу циклов (принимают п„ = 10 ... 20);
1 а'с l-z.a'b1 n
N = ~ ^~ / ( Г=т— ) da';
а C0(s/M0a Л _iuLa* Va
А о °
1 b'c l-z,iV
соли". ./.^1 *'. ^b
3nb
2~ni
2-nn
о
.,Л~ * (t,>' -"'■'' ,—•
0
2 -nn
b'=](b>0)2 +z2[(a>)2 -(O l ][ *-"o . ** = Эпа/ЭпЬ.
372
о - изменение напряжений в изделии без учета концентрации напряжений от дефекта; Эп i -
энергия разрушения единицы объема материала при одноосном растяжении; Эпа и Эц^ -
энергия разрушения единицы объема материала в зоне дефекта в вершинах эллипса; а90 и Ь% -
начальные расчетные размеры дефекта; z, - коэффициент, учитывающий ослабляющее действие
дефекта; <f^ = min {0,5 s; / I и fc* - min I s; l\ (здесь lQ - расчетный размер дефекта,
обеспечивающий надежную работу при статических нагрузках; определяют для оценки опасности
хрупкого разрушения при статических нагрузках; s - толщина стенки оболочки конструкции).
Оценка опасности замедленного хрупкого разрушения. Под действием градиента
напряжений растворенный в материале водород перемещается из зоны с меньшими напряжениями в зону
с большими напряжениями. В результате в зоне допускаемого дефекта увеличивается
количество растворенного водорода и усиливается охрупчивание небольшой зоны материала,
прилегающей к дефекту. По размерам эта зона соизмерима с радиусом пластической зоны гт вблизи
трещины:
/ (о, /а У
г /(%/ _ &2 _1)f
l-("i/*0,2>
где а, - нормальные напряжений в изделии; / - расчетный размер трещины.
В результате увеличения количества водорода в зоне дефекта происходят охрупчивание
материала этой зоны и уменьшение критического значения коэффициента интенсивности
напряжений ЛГ J £.
При К* = Kwq происходит разрушение материала. Поскольку в пластической зоне
дефекта наиболее напряженное состояние, то через критическое время тох после разрушения
пластической зоны произойдет первое скачкообразное удлинение трещины от 2/ до 2(/ + г, ). После
этого кончик трещины оказывается в материале с меньшим содержанием водорода и ее развитие
приостанавливается. Второй скачок трещины произойдет через время т02, причем т02 < т01.
Таким образом, трещина развивается до тех пор, пока ее длина не станет равной предельному
значению, после чего произойдет катастрофическое разрушение материала. Общее время до
критического разрушения
п
о oV
I = 1
где п - число скачков до критического разрушения.
Оценив опасность замедленного хрупкого разрушения, можно определить срок службы
аппарата
т„ = г In ,
с о ' т '
где п — коэффициент запаса прочности по времени.
Скорость до критического развития трещины dl/dr является функцией коэффициента
интенсивности напряжений:
dl/dT= ПКХ).
Эта функция равна нулю при К, < KL (где KL - пороговый коэффициент интенсивности
напряжений (76]), а при К, > К'^ она монотонно возрастает с увеличением К*. Для
пластичных металлов отношение KL) К*„ обычно близко к единице, а для высокопрочных и хрупких
сплавов — гораздо меньше единицы.
Таким образом, опасность замедленного хрупкого разрушения можно оценить по
коэффициенту К Л:
Kl<KC/nS>
где я« - коэффициент запаса прочности по пороговому коэффициенту интенсивности
напряжений («у = 2 ... 4).
373
В работе (76] даны рекомендации по экспериментальному определению значений К'с при
замедленном хрупком разрушении.
Оценка опасности хрупкого разрушения при смешанных условиях. При одновременном
воздействии среды, циклических нагрузок и замедленном хрупком разрушении опасность этого
разрушения можно оценить из условия накопления повреждений
тс"т'то+ 1^1/^=1.
откуда срок службы конструкции
тс=(1-[ЛП/Л^)(га/лг),
где [N] - допускаемое число нагружений; N — минимальное число нагружений (см.с. 372),
при котором дефект увеличивается от допускаемых размеров до критических.
374
СПИСОК ЛИТЕРАТУРЫ
1. Арчаков Ю.И. Водородная коррозия. М.: Металлургия, 1985.192 с.
2. Арчаков Ю.И. Насыщение стали водородом при повышенных температурах и высоких
давлениях // Изв. вузов. Черная металлургия. 1967. № 3. С. 122-126.
3. Арчаков Ю.И., Гребешкова И.Д., Теодорович В.П. Определение скорости диффузии
водорода через сталь Х18Н10Т при высоких температурах и давлениях //Журнал прикладной химии.
1969. Т. 34. №4. С. 821-825.
4. Байонетные затворы аппаратов / В.М. Макаров, В.И. Невесенко, А.В. Плейкин и др. М.:
Машиностроение, 1980. 223 с.
5. Биргер И.А., Иосилевич Г.Б. Резьбовые соединения. М.: Машиностроение, 1973. 256 с.
6. Биргер И.А., Шорр Б.Ф., Иосилевич Г.Б. Расчет на прочность деателй машин:
Справочник. М., Машиностроение, 1979. 701 с.
7. Бояршинов СВ. Основы строительной механики машин. М.: Машиностроение, 1973.
456 с.
8. Бронштейн ИЛ., Семендяев К.А. Справочник по математике. М.: Наука, 1980. 974 с.
9. Волошин А.А., Григорьев Г.Т, Расчет и конструирование фланцевых соединений:
Справочник. Л.: Машиностроение, 1979. 125 с.
10. Гармазов Ю.Л., Погодин В.К. Повышение быстродействия затворов в технике высокого
давления // Химическое и нефтеперерабатывающее машиностроение. М.: Изд. ЦИНТИхимнеф-
темаш. 1987. 30 с
11. Герметичность неподвижных соединений гидравлических систем / В.Г. Бабкин, А.А. Зай-
ченко, В.В. Александров и др. М.: Машиностроение, 1977. 120 с.
12. Григолюк Э.И., Фильштинский Л.А. Перфорированные пластины и оболочки. М.: Наука,
1970.556 с.
13. Демидов СП. Теория упругости. М.: Высш. шк. 1979. 432 с.
14. Древин А.К., Погодин В.К., Лившиц В.И. Исследование надежности работы "дельта"-
затвора // Химическое и нефтяное машиностроение. 1978. № 5. С. 7-8.
15. Жукова В.Н. Исследование температурных полей и напряжений в многослойных
цилиндрах с учетом контактной теплопроводности: Дис. канд. техн. наук. М.-Иркутск, 1980. 16 с.
16. Зенкевич О. Метод конечных элементов в технике: Пер. с англ./ Под ред. Б.Е. По бедра.
М.:Мир, 1975.541 с.
17. Исследование работоспособности новой конструкции "дельта"-затвора / В.И. Лившиц,
В.К. Погодин, А.К. Древин, А.В. Тасевич // Химическое и нефтяное машиностроение. 1980.
№5. С. 26-27.
18. Исследование работоспособности сварных соединений в процессе азотирования / Ф.С. Се-
редюк, Ю.Л. Беззубое, В.Г. Мороз и др. // Эксплуатация, модернизация и ремонт оборудования.
М.: Изд. ЦНИИТЭнефтехим, 1980. № 1. С. 18-20.
19. Канаун С.К., Зверьков Б.В. Расчет допускаемых нагрузок на патрубки в днищах
сосудов давления // Энергомашиностроение. 1983. № 7. С. 12-14.
20. Канторович З.Б. Основы расчета химических машин и аппаратов. М.: Машгиз, 1960.
743 с.
21. Коваленко А.Д. Основы термоупругости. Киев: Наук, думка, 1970. 239 с.
22. Кольман-Иванов Э.Э. Конструкции затворов сосудов и аппаратов высокого
давления . М.: Изд. ЦИНТИхимнефтемаш, 1982. С. 30.
23. Королев Е.М. Вопросы надежности сосудов высокого давления // Вопросы прочности
сосудов высокого давления. Иркутск, 1969. Вып. 1. С. 3-21 (Сб. статей / ИркутскНИИхиммаш).
24. Коррозионное растрескивание и работоспособность материала сосудов
гидротерминального синтеза кварца под влиянием технологической среды / А.П. Корчагин, В.Г. Корчинский,
Л.Л. Макарова и др. // Физико-химическая механика материалов. 1985. № 1. С. 110-111.
25. Коррозия и защита химической аппаратуры: Справочник-руководство. Л.: Химия,
1974,4. 1.Т. 9. 576 с.
26. Лехницкий С.Г. Теория упругости анизотропного тела. М.: Наука, 1977. С. 416.
375
27. Лившиц В.И. Исследование усилий в элементах затворов высокого давления с ради-
ально-самоуплотняющими обтюраторами // Вопросы прочности сосудов высокого давления.
Иркутск, 1969. Вып. 1. С. 177-199 (Сб. статей /ИркутскНИИхиммаш).
28. Лыков А.В. Теория теплопроводности. М.: Высш. школа, 1967. 600 с.
29. Майкселл, Браун. Применение основных критериев уплотнения в самонапряженной
прокладке // Конструирование и технология машиностроения: Пер. с англ. / Под ред. А.Б.
Кириллова. 1969. № 3. С. 26-35.
30. Макаров В.М., Зисельман Б.Г. Рулонированные сосуды высокого давления. М.:
Машиностроение, 1985. 238 с.
31. Марочник сталей и сплавов: Справочник / В.Г. Сорокин, М.А. Гервасьев, Е.В. Кубачек
и др.; Под общ. ред. В.Г. Сорокина. - М.: Машиностроение, 1989. 640 с.
32. Методы расчета оболочек / А.Н, Гузь, И.С. Чернышенко, Вал. Н. Чехов и др. // Теория
тонких оболочек, ослабленных отверстиями. Киев: Наук, думка, 1980. Т. 1. 636 с.
33. Михеев М.А., Михеева И.М. Основы теплопередачи. М.: Энергия, 1973. 320 с.
34. МолчановаВ.Д., Зубаренков Е.И. Карбонильная коррозия некоторых сталей в
оборудовании синтеза метанола. М.: Изд. ЦНИИТЭнефтемаш. 1969. № 4.
35. Мороз В.Г., Беззубое Ю.Л., Середюк Ф.С. Определение тангенциальных внутренних
напряжений в трубчатых образцах при высоких давления и температурах // Химическое и
нефтяное машиностроение. 1975. № 12.
36. Мороз В.Г., Зеленцов П.Н. Водородопроницаемость двухслойных сталей при высоких
давлениях и температурах во до ро до содержащей среды. Пермь: Изд. Пермск. ун-та. 1968. № 194.
С. 154-169.
37. Низколегированная рулонная сталь марки 08Г2СФБ для изготовления сосудов высокого
давления / В.Д. Молчанова, Е.И. Зубаренков, А.Г. Колмаков // Многослойные сварные
конструкции и трубы. Киев: Наук, думка, 1984. С. 112-118 (Материалы I Всесоюз. конф.).
38. Никитина И.К. Справочник по требопроводам тепловых электростанций. М.: Энерго-
атомиздат, 1983.176 с.
39. Нормы американского общества инженеров-механиков для котлов и сосудов высокого
давления // Элементы ядерных энергетических установок / ЦНИИатоминформ., М., 1974. Вып. 5.
Разд. 3. 85 с. Пер. с англ. / Под ред. О.А. Шатской.
40. Нормы расчета на прочность элементов реакторов, парогенераторов, сосудов и
трубопроводов атомных электростанций, опытных и исследовательских ядерных реакторов и
установок. М.: Металлургия, 1973. 408 с.
41. Об аппроксимирующей функции сближения шероховатых контактирующих
поверхностей в многослойных конструкциях / А.А. Тупицын, П.Г. Пимштейн, Л.Б. Цвик // Изв. вузов.
Машиностроение. 1983. № 2. С. 3-9.
42. Плудек В. Защита от коррозии на стадии проектирования: Пер. с англ. / Под ред.
А.В. Шрейдера. М.: Мир, 1980. 438 с.
43. Повышение надежности и качества материалов энергооборудования // Тр. ЦКТИ. Л.,
1978. В. 160. 96 с.
44. Погодин В.К. Классификация затворов высокого давления. М.: Изд. ЦИНТИхимнеф-
темаш, 1984. № 1.С. 16.
45. Правила устройства и безопасной эксплуатации требопроводов для горючих, токсичных
и сжиженных газов: СПУГ-69. М.: Недра, 1970. 167 с.
46. Расход газа через стык контактирующих поверхностей / Н.Б. Демкин, В.А. Алексеев,
В.Б. Лемберский, В.И. Соколов // Изв. вузов. Машиностроение. 1976. № 6. С. 40-44.
47. Расчет и конструирование трубопроводов: Справ, пособие / Б.В. Зверьков, Д.Л. Кос-
товецкий и др.; Под ред. Б.В. Зверькова. Л.: Машиностроение, 1979. 246 с.
48. Рулонированные сосуды высокого давления // Тр. НИИхиммаш. Иркутск, 1973. Выл. 63.
49. Савицкая ОЛ. Карбонильная коррозия стали // Химическое и нефтяное
машиностроение. 1965. №8. С. 23-26.
50. Сегерлинд Л. Применение метода конечных элементов: Пер. с англ. / Под ред. Б.Е. По-
бедра. М.: Мир, 1979. 392 с.
51. Смирнов-Аля ев Г.А. Сопротивление материалов пластическому деформированию. М.-Л.:
Машгиз, 1961.463 с.
52. Смирнов В Л. Курс высшей матерматики. М.: Наука, 1974. Т. 4. 336 с.
53. Сопротивление материалов / Г.С. Писаренко, В.А. Огарев, А.Л. Квитка и др. // Киев:
Вищашк., 1979.694 с.
54. Татаринов В.Г. Определение стационарного температурного поля в осесимметричных
деталях методом конечных элементов // Исследования по механике деформируемых сред:
Иркутск, 1982. С. 121-126 (Сб. научн. тр. / Иркутск, политехи, ин-т) .
55. Татаринов В.Г. Дорохов В.П. Определение податливости толстостенных трубных
решеток // Химическое и нефтяное машиностроение. 1984. № 6. С. 28-29.
376
56. Татаринов В.Г., Дорохов В.П. Оценка прогибов толстостенной трубной решетки //
Энергомашиностроение. 1984. № 9. С. 10-12.
57. Татаринов В.Г., Дорохов В.П. Расчет толстостенных трубных решеток с учетом
конструктивной анизотропии // Исследования в области прочности химического оборудования. Иркутск,
1985. С. 51-56 (НИИхиммаш).
58. Татаринов В.Г., Дорохов В.П., Татаринова СХ. Влияние трубного пучка на прогиб
толстостенных трубных решеток // Химическое и нефтяное машиностроение. 1984. № 2, С. 22-23.
59. Татаринов В.Г., Татаринова С.Г. Расчет напряженного состояния однослойных элементов
сосудов, сопряженных с многослойным цилиндром // Химическое и нефтяное машиностроение.
1987. №6. С. 1-3.
60. Татаринова С.Г. Построение температурных полей в выпуклых днищах сосудов
высокого давления, сопряженных с многослойным цилиндром. // Химическое и нефтяное
машиностроение. 1987. № 7. С. 7-9.
61. Татаринова С.Г., Климова Т.М. Влияние особенностей сопряжения выпуклых днищ с
корпусом на напряженное состояние // Химическое и нефтяное машиностроение. 1986. № 4.
С. 8-9.
62. Тимошенко СП. Сопротивление материалов. М,: Наука, 1965.Т. 1. 363 с.
63. Тимошенко СП. Сопротивление материалов. М.: Наука, 1965. Т. 2, 480 с.
64. Физические свойства сталей и сплавов, применяемых в энергетике: Справочник7 Под
ред. Б.Е. Неймарка. И.-Л. Энергия, 1976. 308 с.
65. Фрадкин Б.В. Головин В.В., Русакова Е.М. Исследование напряженного состояния
толстостенных тройниковых соединений // Обоснование прочности и надежности строительных
конструкций и технологического оборудования АЭС. 1984, Вып. 93.С. 70-79 (сб. науч. тр./
Гидропроект).
66. Цвик Л.Б., Пимштейн П.Г., Борсук Е.Г. Экспериментальное исследование напряженно-
деформированного состояния многослойного цилиндра с монолитным вводом // Проблемы
прочности. 1978. № 4. С. 74-77.
67. Циклис А.С. Техника физико-химических исследований при высоких и сверхвысоких
давлениях. М.: Химия, 1976. 432 с.
68. Численное исследование влияния геометрии патрубка на его напряженное
состояние / Ю.А. Необердин, Б.А. Масленок, М.Ф. Егоров и др. // Энергомашиностроение. 1982. № 1.
С. 9-11.
69. Шлыков Ю.П., Ганин Е.А., Царевский СИ. Контактные термические сопротивления.
М.: Энергия, 1977. 328 с.
70. Шрейбер А.В., Шпарбер И.С, Арчаков Ю.И. Влияние водорода на нефтяное и химическое
оборудование. М.: Машиностроение, 1976. 144 с.
71. Штерншис А.З. Концентрация напряжений в соединении толстостенных труб //
Машиноведение. 1984. № 6. С. 107-110.
72. Экспериментальные и численные исследования напряженного состояния тройниковых
соединений / В.П. Малявин, А.И. Дикарев, И.В. Щелканов и др. // Исследование напряженного
состояния и прочности строительных конструкций АЭС методом фотоупругости и численными
методами. М., 1982. № 188. С. 35-49. (Сб. тр. / МИСИ им. В.П. Куйбышева) .
73. Эксплуатационная надежность гнутых элементов труб высокого давления установок
производств полиэтилена / М.И. Миль, А.П. Корчагин, Л.Л. Макарова и др. // Нефтепереработка
и нефтехимия. 1985. №2. С. 33-35.
74. Юрайдо Б.Ф., Корчагин А.П. О методике аппроксимации экспериментальной
зависимости пластичности наводороженной стали при различных напряженных состояниях //
Физико-химическая механика материалов. 1980. Т. ] 6. № 4. С. 63-66.
75. Юрайдо Б.Ф. Методика оценки развития дефектов в кольцевом сварном шве рулониро-
ванного сосуда высокого давления при циклическом нагружении // Многослойные сварные
конструкции и трубы: Киев: Наук, думка, 1984. С. 344-350 (Материалы I Всесоюзной конф.).
76. Hyspeska L. Fragilisation par hydrogenc des asiers pour appareils sous pression // Hydrogen
Metals Proc. : 2-nd Int. Congr. - Pans, 1977, Vol. 1: Oxford.
77. Nelson G.A. Werkstoffe und Korrosion. 1963. Bd. 14, N. 2. S. 65-69. it
78. Patsch H., Heugebauer G. Materialeinsparungen bei Hochdruckbehaltern durch einen neuar-
tigen Sandverschluss // Chemische Technik. 1980. Vol. 32. N. 1. fi. 22-25.
377
ОГЛАВЛЕНИЕ
Предисловие (Е.М. Королев, Е.Р. Хисматулин) 3
Основные обозначения 4
Принятые сокращения .. 4
Специальные термины 5
ЧАСТЬ 1. СОСУДЫ 6
Раздел 1. Общие сведения по конструкциям 6
Глава I. Конструкции сосудов (Е.М. Королев, В.И. Лившиц 6
Глава 2. Конструкции аппаратов (Е.М. Королев, Е.Р. Хисматулин) 9
Раздел 2. Конструирование и расчет основных элементов сосудов и аппаратов 13
Глава 3. Основные положения расчета на прочность (В.И. Лившиц, P.M. Романова, Л.М. Ан-
типьева) 13
3.1. Основные понятия 13
3.2. Принципы расчета и критерии прочности 14
3.3. Коэффициенты запаса прочности и допускаемые напряжения 14
3.4. Последовательность расчета на прочность элементов СВД 15
3.5. Расчет циклической долговечности 16
Глава 4. Цилиндрические корпуса (П.Г. Пимштейн, В.Н. Жукова) 17
4.1. Особенности конструкций цилиндрических корпусов 17
4.2. Расчет однослойных цилиндрических корпусов 18
4.3. Расчет многослойных цилиндрических корпусов 25
Глава S.Концевые элементы (В.Г. Татаринов) 39
5.1. Конструкции и расчет днищ, фланцев, крышек 39
5.2. Определение напряженного состояния с использованием методов расчета
статически непределимых составных конструкций 52
5.3. Расчеты напряженного состояния на основе численных методов 61
5.4. Определение температурных полей и термоупругих напряжений 64
5.5. Определение напряженного состояния однослойных элементов, сопряженных
с многослойным цилиндром 68
5.6. Определение температурных полей и термоупругих напряжений в зоне сопряжения
однослойных элементов с многослойным цилиндром 69
Глава 6. Затворы (В.К. Погодин, В.П. Вирюкин, В.И. Лившиц) 75
6.1. Конструктивное оформление ЗУ 75
6.2. Конструирование и расчет уплотнительных соединений 84
6.3. Конструкции и расчет крепежных деталей 93
6.4. Общие принципы расчета усилий в ЗУ с учетом податливости деталей 101
6.5. Предварительное нагружение (затяжка) крепежных деталей 117
Глава 7. Трубные решетки (В.Г. Татаринов) 123
7.1. Конструктивные особенности ТВД 123
7.2. Определение основных размеров 123
7.3. Расчет напряженного состояния трубной решетки с учетом условий совместности
деформаций стыкуемых элементов 125
7.4. Напряженное состояние трубной решетки как неоднородного осесимметричного
упругого тела 134
7.5. Расчет толстостенных трубных решеток с учетом конструктивной анизотропии . . 137
7.6. Влияние жесткости трубного пучка на НДС трубной решетки 139
7.7. Температурные поля и напряжения в толстостенных трубных решетках 142
Глава 8. Штуцера и отверстия (Л.Б.Цвик, СИ. Федотова) 145
8.1. Конструкции штуцерных узлов 145
8.2. Расчет укрепления отверстий 147
378
8.3. Напряженное состояние зон отверстий и штуцеров в цилиндрических стенках . . . Х52
8.4. Напряженное состояние зоны штуцера в сферическом днище 154
8.5. Расчет штуцеров с учетом внешних сил и моментов 157
Раздел 3. Выбор материалов 159
Глава 9. Поведение конструкционных материалов при высокой температуре и воздействии
коррозионных сред (В.Д. Молчанова, В.В. Иванцов, А.П. Корчагин) ....'. 159
9.1. Прочность и работоспособность материалов при высокой температуре 159
9.2. Основные виды коррозии СТпВД при высоких давлении и температуре 161
9.3. Водородная коррозия сталей 163
9.4. Карбонильная коррозия стали 180
9.5. Азотирование стали 184
Глава 10. Основные принципы выбора материалов для изготовления СТпВД (В.Д.
Молчанова, А.П. Корчагин) 188
Глава 11. Область применения и физико-механические свойства материалов для
изготовления СТпВД (В.Д. Молчанова, А.П. Корчагин) 191
Глава 12. Защита от коррозии (В.Д.Молчанова, В.В. Иванцов, А.П. Корчагин) 221
Глава 13. Материалы, устойчивые в газовых технологических средах при высоком
давлении (В.Д. Молчанова) 222
Раздел 4. Изготовление сосудов и их элементов 225
Глава 14. Требования к изготовлению (А.Н. Новиков, В.Д. Троценко , Е.Р. Хисматулин) . . 225
14.1. Общие требования 225
14.2. Днища, горловины, фланцы, крышки, обечайки 227
14.3. Корпуса сосудов 230
14.4. Элементы затворов 231
14.5. Крепежные детали 233
Глава 15. Изготовление основных элементов (А.Н. Новиков, А.Г. Колмаков,В.Д.
Троценко, А.П. Алябьев Е.Р. Хисматулин) 234
15.1. Хранение, подготовка и раскрой листовых материалов 234
15.2. Изготовление заготовок методами деформирования металла 234
15.3. Изготовление обечаек, днищ, фланцев 235
15.4. Изготовление штуцеров 237
15.5 Сборка корпусов сосудов 238
15.6. Сварка 238
15.7. Термическая обработка 254
15.8. Изготовление спирально-рулонных сосудов 258
15.9. Способы противокоррозионной защиты сосудов 260
15.10 Техническая документация 263
Глава 16. Контроль качества (А.Н. Новиков, В.И. Этингов, А.П. Колмаков, АЛ. Алябьев) . 264
16.1. Определение механических и других свойств сварных соединений 264
16.2. Комплексный неразрушающий контроль 276
16.3. Техника безопасности при изготовлении 285
Раздел 5. Освидетельствование, эксплуатация и ремонт 288
Глава 17. Освидетельствование сосудов (Е.М. Королев) 288
Глава 18. Особенности эксплуатации СВД (Е.М. Королев) 289
Глава 19. Краткие сведения о ремонте сосудов (А.Н.Новиков) 290
ЧАСТЬ 2. ТРУБОПРОВОДЫ 296
Глава 20. Общие сведения (Е.Я. Нейман) 296
Глава 21. Выбор материалов (В.Д. Молчанова) 299
Глава 22. Конструкции элементов трубопроводов (Е.Я. Нейман, Г.Г. Коршунов) 310
22.1. Трубы 310
22.2. Фасонные детали Тп 315
Глава 23. Соединения элементов трубопроводов (Б.А. Попов, А.Г. Колмаков, В.И.Этингов,
А.Н. Новиков, А.П. Алябьев, Е.Я. Нейман, Е.Р. Хисматулин) 319
23.1. Фланцевые соединения 319
23.2. Сварные соединения 319
23.3. Термообработка сварных соединений 333
23.4. Контроль качества сварных соединений 338
Глава 24. Расчеты на прочность (Б.Н. Дудко, И.П. Конькина) 342
24.1. Общие положения 342
24.2. Расчет элементов Тп при статическом нагружении 345
379
24.3. Расчет фланцевых соединений 353
24.4. Расчет плоских заглушек 361
Глава 25. Изготовление трубопроводов (Е.Я. Нейман) 362
25.1. Общие положения 362
25.2. Входной контроль труб, деталей и арматуры 363
25.3. Сборка и сварка сборочных единиц 364
25.4. Маркировка 364
25.5 Гидравлические испытания трубопроводов, их сборочных единиц и деталей .... 365
Глава 26. Эксплуатация трубопроводов (Г.Г. Коршунов, Е.Я. Нейман) 366
Приложение 1. Конструкции и способы изготовления PC, защищенные авторскими
свидетельствами и патентами (Г.Г. Солодов 9 В.И. Черемных) 368
Приложение 2. Некоторые сведения об оценке опасности хрупкого разрушения СВД
(Б.Ф. Юрайдо) 370
Список литературы 375
Предметный указатель (Е.М. Королев) 381
380
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегаты синтеза аммиака 9,10
— мочевины 12
Азот 184,186,187,190
Аккумуляторы 9
Аммиак 184 - 186,367
Анализ НДС 52
Анизотропия 30,137
Аппараты ВД 9 - 11,144
Аргон 173,174, 327
Баллоны 10
Блоки 238
В
Вальцевание 235, 236
Ванадий 160, 161
Водород
— постоянные проницаемости 177
— проницаемость 174, 175
— растворимость 163
Вольфрам 160,161,321
Вставки клиновые 8, 203
Вязкость ударная 190, 191
Гайки 95,191,
Горловина 40
301
д
Давление опрессовки 13
— пробное 13
— парциальное 222
-рабочее 13,297,298,342
— разрушающее 18
— расчетное 13, 342
-условное 297,298
Детали крепежные 75, 93, 94, 213
— сосудов 7, 17, 39, 75, 93, 123, 145
-трубопроводов 298, 315, 348, 363
Дефекты внутренние 277
— допустимые 280
— наружные 276
— недопустимые 280
— отдельные 278
— площадь эквивалентная 278
— протяженные 278
Деформация относительная 20
Днища многослойные 235, 237
— плоские 33, 39, 236
— сферические 40, 192, 193, 236
— эллиптические 40, 236
Документация 263, 288
3
Заглушка 318, 361, 363
Затворы ВД
— классификация 76
- материалы 84, 201, 202
- расчеты 87
- типы прокладок 87, 88
Затяжка 117
Защита противокоррозионная 173,177,221,260
И
Изготовление днищ 235
- корпусов 235, 238
- крышек 235
- обечаек 235
-трубопроводов 319, 362
- узлов затворных 231, 233
- фланцев 235
- штуцеров 235, 377
Испытания аппаратов, сосудов 288
- трубопроводов 365, 366
К
Колонны гидрокрекинга 11
- синтеза аммиака 10
- синтеза мочевины 11
Колпачки защитные 92
Конструкции элементов СВД 8,145
-ТпВД315
Контроль качества СТпВД входной 264, 363
- материалов 190, 264
- неразрушающими методами 276, 311, 338
- нормы оценки 338
- сварных соединений 264, 338
Коррозия водородная 161, 163, 165, 169,171,
175,176
-карбонильная 161,180- 182,184,222
- классификация 161
- межкристаллитная 161,162, 312
- методы защиты 173, 177
- под напряжением 162, 221
- химическая 161
- электрохимическая 161
Коэффициент запаса прочности 14, 343, 371
- интенсивности напряжений 371
- концентрации напряжений 152
- прочности сварного соединения 16, 42, 344
- расширения температурного 217
- толстостенности 14, 18,41
Критерии прочности 14
Крышки 39, 49, 50, 93
Л
Легирование стали 141,160, 222
М
Материалы для изготовления СТпВД 189, 191,
199,222,298,311
- прокладочные 202
- сварочные 242, 250, 326, 330
Метан 163, 164
Метанол 180, 222
Методики расчета 14,52, 125,145, 345,349
381
Методы дефектоскопии
- внешний осмотр 276, 363, 365, 366
- магнитопорошковый 277, 311
- радиографический 279
- ультразвуковой 277
- цветной 277
Методы получения заготовок
- ковка 235
~ рулонирование 236
- штамповка 235
Модуль сдвига 137
- упругости 137, 217
Н
Нагрев 21,35,346
Нагрузки внешние 40,157, 296, 342
- внутренние 296
Наплавка 251, 260, 263
Напряжения 14, 19,53, 131,152,154, 346
Натяг 235
Нормы оценки качества 264, 276, 278 — 281
338,366
~ расчета 13 — 15
О
Обезуглероживание 164
Обечайки 154,199, 200, 202, 227
Обработка механическая 235
-термическая 254, 235,311, 312, 333, 364
Оксид углерода 162,180,182,183, 222
Операции сварочные 238, 239, 325
Отбор проб 264
П
Параметры СВД 7, 8
- ТпВД 297
- дефектоскопического контроля 276, 278,
279,282
Пластичность 191
Плотность материалов 220
Подогреватели 144
Ползучесть 159
Поля температурные 21, 34, 43, 64
Предел длительной прочности 210 — 213, 343
- прочности 199 — 205
- текучести 199 — 205
Принципы компенсации 147
- конструирования СВД 39, 84, 123,145
- конструирования ТпВД 310, 315, 319
Прокладки 354
Прочность материалов 159, 207
-СВД 14
-ТпВД 342, 345
Проход условный 297
Р
Размер дефекта 278
Разрушение хрупкое 371
Распределение температуры 21, 34, 64, 142
Растворимость 163
Расчет деталей трубопроводов 342,345,353,361
- днищ 39 - 43
— затворов 84, 93,101
— затяжки 117
— корпуса многослойного 15, 25
— корпуса однослойного 15,18
-крышек 49, 50, 73
— оценочный опасности хрупкого разрушения
371,373
— поверочный 14
— проектный 27, 28, 39,123
— прочности циклической 16, 372
— соединений фланцевых 353
— статической прочности 371
— укрепления отверстий 147
-фланцев 39,44,353
Резьбы 93
Режимы термообработки 254, 257, 333, 336
Релаксация 160
Ресурс пластичности 160,177
— эксплуатации 373
Решетки трубные 123
С
Сборка 238, 364
Сварка 238, 319, 363
Свойства материалов 189,190,191
Соединения сварные 319
— фланцевые 319, 366
Состояние материала вязкое 370
— напряженно-деформированное 51, 125,
152,154
— хрупкое 370
Сосуды кованые 7
— кованосварные 7
— многослойные 7
— рулонированные 8
— спирально-рулонные 8
— штампосварные 7
Сплавы алюминиевые 202
Сроки освидетельствования СВД 288
— ТпВД 366, 367
Срок службы 373
Сталь
— водородоустойчивость 161, 165, 168, 169,
172,222
— двухслойная 190
— легирование 160,161
— марки, химический состав 196 — 198
— назначение, механические свойства 199 — 205
— пределы длительной прочности и ползучести
210-213
— рулонная 189
— свойства физические 213
— стойкость релаксационная 214 — 216
— условия применения 191
— характеристики расчетные 206 — 209
Схемы расчетные 39, 40, 125, 349, 350, 352
Т
Твердость допускаемая 276
— по Бринеллю 199 - 205
Температура допускаемая 15
— критическая 371
382
- предельная 371
- расчетная 15
- хрупкости 371
Теплоемкость 218
Теплообменники 10, 11, 123
Теплопроводность 34, 219
Термообработка 254, 311, 312, 333, 364
Техника безопасности при изготовлении
289
- при испытаниях 289
- при эксплуатации 289
Технологии прогрессивные 258
Трубопроводы 296, 315, 317, 318, 345,
Трубы 299, 311, 317, 363, 364, 366,
У
Узлы уплотняющие 76
Унификация 297
Уплотнения 76
Усилие затяжки 117
Ф
Фаза карбидная 168, 169, 177
- ферритная 168
Фланцы 39, 227, 319, 353, 359
Формула Ляме 20
Футеровка 260
X
Характеристики аппаратов 9
- материалов 159
- сосудов 7-9
— теплофизические 213
— узлов штуцерных 145
Хрупкость водородная 177,180, 371
Ш
Шпилька для СВД 93,194, 195
-ТпВД301,358
Штуцера 145,317,318,352
Э
Эксплуатация СВД 289
- ТпВД 366
Электроды 247, 249, 326
Элементы затворов 76
— крепежные 93
-СВД 8, 18, 39,44,49,76
-ТпВД 315, 318, 348
Эпюры напряжений 57, 59, 144
Эффект краевой 57,59
СОСУДЫ И ТРУБОПРОВОДЫ ВЫСОКОГО ДАВЛЕНИЯ
Справочное издание
Хисматулин Енвер Рахматуллович,
Королев Евгений Михайлович, Лившиц Владимир Исаакович и др.
Редактор О.В. Маргулис
Переплет художника Л.Л. Михайлова
Художественный редактор В.В. Лебедев
Технический редактор Г.Г. Семенова
Корректоры Л.В. Тарасова, Г.Л. Сафонова, Т.П. Бровкина
ИБ№5775
Сдано в набор 13.03.89. Подписано в печать 31.01.90. Т-01721.
Формат 70 X 100 1/16. Бумага офсетная № 2. Гарнитура Пресс Роман. Печать офсетная.
Усл. печ. л. 31,20. Усл. кр.-отт. 31,20. Уч.-изд. л. 32,35.
Тираж 23 300 экз. Заказ85. Цена 1 р. 90 к.
Ордена Трудового Красного Знамени издательство "Машиностроение",
107076, Москва, Стромынский пер., 4
Отпечатано в московской типографии № 4 Союзполиграфпрома
при Государственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 129041, Москва, Б. Переяславская, 46
с оригинала-макета, изготовленного в издательстве "Машиностроение"
на наборно-пишущих машинах