/






























































Автор: Горлов М.И. Кретов О.Д.
Теги: электроника видеотехника сборник статей конференция видеомагнитофоны издательство видеофон
Год: 1993
Похожие




Текст
СОСТОЯНИЕ И ПУТИ
ПОВЫШЕНИЯ1 НАДЕЖНОСТИ ВИДЕОМАГНИТОФОНОВ
VII НАУЧНО-ТЕХНИЧЕСКАЯ ОТРАСЛЕВАЯ “КОНФЕРЕНЦИЯ Март"1993 г.
Тезисы докладов
г. Воронеж
СОСТОЯНИЕ И ПУТИ ПОВЫШЕНИЯ НАДЕЖНОСТИ ВИДЕОМА1ИИТОФОНОВ
УП научно - техническая отраслевая конференция март 1993 г.
Тезисы докладов
-г.Воронеж
Составители:
МЛ .Горлов - доктор технических наук, профессор О.Д.Кретов - кандидат технических наук
АООТ "Видеофон", 1993 г.
ПУТИ ПОВЫШЕНИЯ КА ЧЕСТВА И НАДЕЖНОСТИ ВИДЕОМАГНИТОФОНОВ И К0ШШЕКТУ1ДИХ ИХ БЛОКОВ И УЗЛОВ
С.Д Кретов, А.В. Кулаков
СОСТОЯНИЕ И ПЕРСПЕКТИВЫ РАЗВИТИЯ ВИДЕОТЕХН11КИ
Формирование внутреннего потребительского рынка изделий видеотехники, несмотря на повышенный спрос, начинает осложняться непрерывным ростом цен на комплектующие, падением покупательской способности населения и ограниченны?.! количеством моделей в серийном производстве. Кроме того, уже сейчас большой парк бытовой видеотехники у населения составляет аппаратура производства зарубежных фирм. Поэтому для увеличения объема продаж и поддержания рентабельности необходима разработка новых моделей видеомагнитофонов (ВМ) с новыми потребительскими качествами, меньшим количеством элементной базы, повышенной надежностью и конкурентоспособных на мировом рынке.
В настоящее время АООТ "Видеофон” выпускает три модели ВМ: "Электроника BM-I2", "Электроника BM-I8" и "Электроника ВМ-23". На стадии освоения находятся модели "Электроника ВМ-27" и "Электроника ВП-25". Заканчиваются работы по подготовке производства видеомагнитофона "Электроника ВМ-22" и видеоплейера "Электроника BR-I2" с возможностью записи. С освоением этих моделей отечественная промышленность должна поэтапно сократить существующий разрыв в техническом уровне отечественных бытовых ВМ с зарубежными. Технический уровень мбдели "Электроника ВМ-22" значительно выше, чем у моделей BM-I2, BM-I8, ВМ-23 и ВМ-27.
Модель ВМ-22 разработана с учетом достижений передовых зарубежных фирм. В частности, в ней обеспечено замедленное и ускоренное воспроизведение видеозаписи за счет применения микропроцессора. Оптимальная конструкция электронных блоков и их расположение позволили уменьшить количество проводов в жгуте почти в два раза. Введена цифровая система управления и регулирования на ИС со оверх-' высокой степенью интеграции на базе 8-разрядных микропроцессоров.
3
На основе анализа лучших зарубежных образцов разработаны 22 новыо ИС. ВМ-22 практически не уступает зарубежным образцам, а по некоторым характеристикам и функциональным возможностям превосходит модели VK-8220 фирмы "Самсунг” и I7V-GI2 фирмы "Мацусита”. ВМ-22 является базовой моделью в АООТ "Видеофон” для дальнейшего наращивания выпуска видеотехники. Развитие данного класса ВМ идет пс пути снижения энергомассогабаритных характеристик и материалоемкости, улучшения качества изображения и звука, расширения функциональных возможностей, улучшения характеристик ремонтопригодности, сервисного обслуживания. Предполагается широко внедрять поверхностный монтаж, полуавтоматическую и автоматическую сборку узлов и блоков.
С целью снижения себестоимости продукции АООТ "Видеофон" проводит разработку аппаратов на серийно освоенной отечественной элементной базе с высокой степенью унификации узлов и блоков с серийно выпускаемыми моделями. Это модель видеоплейера ВП-25, находящаяся в освоении, видеоплейер ВП-12 и две видеомагнитолы на базе ТВ "ВЭЛС 54ТЦ-492" и ВМ-22 и ВП-25, находящиеся в стадии под-
готовки производства.
АООТ "Видеофон" ведет работы по повышению качества изображения путем создания ВМ с раздельными каналами яркости и цветности, повышенной четкостью до 300 лшый, что будет реализовано в модели ’’Электроника Ш-24".
В связи с ростом популярности ВМ с высокой разрешающей способностью (400 линий) по стандарту £- VH5 нашим предприятием начаты работы по созданию ВМ указанного стандарта. Имеется значительный задел и по разработке полностью цифрового ВМ.
Последние разработки АООТ "Видеофон" защищены авторски ли свидетельствами, значительное число технических решений как отдельных узлов, так и систем в целом ориентированы на создание конкурентоспособной аппаратуры.
Номенклатура разработок предусматривает усовершенствование всех основных технических параметров изделий, уменьшение их энер-’ гомассогабаритных характеристик и материалоемкости, расширение их функциональных возможностей, повыпюпие комфортных характеристик, 1 надежности и качества.
* По уровне основных технических характеристик проводимые разработки достигают показателей зарубежных моделей и полностью отвечают спросу потребителя.
и
В.Т.Грищенко, А.В.Кулаков
О ыданости В ЭКСПЛУАТАЦИИ ВИДЕОМАГНИТОФОНОВ "ЭЛЕКТРОНИКА НДЦ-8220"
По контракту с южно-корейской фирмой "Самсунг” в 1990 г. было получено 320 тыс.комплектов узлов, плат видеомагнитофонов, которые собраны, настроены, прошли испытания и отправлены потребителям в количестве 306 892 штук. По состоянию на 1.01.93 г. предторговый ремонт составил 0,36%, гарантийный - 1,87%, что ниже данных по отечественным ВМ, но выше данных по видеомагнитофонам
ТЕЕ, закупленным по контракту о японской фирмой Panasonic в 1987 г. Данные об отказах в зависимости от времени отказов приведены в табл.1.
Таблица I
I— Время до отказа' в эксплуатации,! 3 мес. ! Г 1 "I 6 —I 1 i ! 9 i 12} 15 I ! 1 ! I [18 j 2lj ! ! I 24 J 27. i • * . _ 30; 33
Количество от- ! казавших ВМ |17 • г 1 : 4? ;II2i 72j 109 • • ill I • • • [I72iI04| 64 i 19 > • • • 8
Сведения об основных блоках, узлах, деталях, отказавших в ВОД-8220, представлены в табл.2 по результатам анализа отказов 200 ВМ на предторговом и 700 ВМ на гарантийном ремонтах.
Таблица 2
Наименование отказавшего узла блока,? Количество отказов, %
I (На предторговом jремонте ! на гарантийном } ремонте • , . ... ъ -
Плата А 26 20,3
Плата В 13,5 14,6
Плата "Таймер” 3,5 I '
МП 22,5 29,6
Регулятор 13,5 15
Дека II 12
Пульт ДУ —< 0,7
Прочие 5 6,8
ГиЗ 5
Таким образом, надежность в эксплуатации ВМЦ-8220 является достаточно высокой, распределение отказов в зависимости от вызвав-
ших их причин практически идентично распределению отказов отечественных ВМ.
С.Д.Кретов, В.И.Кузнецов, В.Н.Елхов
КОНТРОЛЬ КОМПЕНСАТОРОВ ВЫГАДВНИИ СОБРЕ? ИНННХ ВИДЕОМАПЖТОФОНОВ
J
Совериенствован'ие технических характеристик видеомагнитофонов (ВМ), рост объемов производства, разработка новых моделей ВМ, а также необходимость сертификации производимых ВМ в соответствии с международными нормативами (в целях обеспечения конкурентоспособности) неразрывно связаны с обеспечением процесса регулировки и контроля ВМ современными измерительными магнитными лентами (ЛИМ).
Этим вопросам посвящены рекомендации МЭК (Публикация № 95) по использованию определенных типов и структур измерительных сигналов для комплексной регулировки и контроля параметров ВМ формата -таз .
Существующие ЛИМ с записью стандартных ТВ-сигналов не обеспечивают контроль ВМ в полном объеме, необходимую точность измерений, являются причиной большой трудоемкости на отдельных операциях, требуют высокой квалификации регулировщика.
Один из существующих блоков, не подвергающийся контролю и регулировке в процессе сборке и на финишной проверке, - это компенсатор выпадений сигнала.
В докладе на основе анализа рекомендаций МЭК (Публикация $95) рассматриваются требования к структуре измерительного сигнала (ИС) ЛИМ контроля компенсатора выпадений видеомагнитофона и принципы построения аппаратуры записи ЛИМ.
В соответствии с рекомендациями МЭК измерительный сигнал, предназначенный для проверки и регулировки компенсаторов выпадений ВМ, должен состоять из набора пяти видов строк в каждом поле полного видеосигнала и, кроме того, сигнала управления величиной ’ тока записи (рекомендуется минимум три разных пониженных уровня тока записи). •
Учитывая сравнительную сложность формирования каждого иЗ ука
6
занных локальных сигналов (наличие радиоимпульсов с различными частотами заполнения и пьедесталами), их многообразие (пять видов измерительных ТВ-строк плюс четыре управляющих током записи сигнала), а также расстановку локальных сигналов с периодическим повторением внутри поля, формировать комплексный измерительный сигнал целесообразно с помощью программируемого цифроаналогового процессора.
В докладе рассмотрены принципы построения стенда "ТЕСТ-100" формирования измерительного сигнала контроля компенсатора выпадений видеомагнитофона и приведены результаты экспериментальных испытаний новой ЛИМ типа 12 ЛИЛ.Е.2.
А. Г. Коше лев
ДВУХКАНАЛЬНАЯ ВИДЕОГОЛОВКА ДНЯ ДВУХФОРМАТНОЙ ВИДЕОЗАПИСИ
Современные бытовые видеомагнитофоны формата VHS , получившие широкое распространение в мире, существуют уже более 16 лет и по техническому уровню морально устарели. Однако наличие у населения огромного парка таких видеомагнитофонов и видеокассет к ним делает практически нереальным их замену на наиболее перспективные модели, использующие новые методы видеозаписи и обеспечивающие высокое качество воспроизводимого изображения.
Решение данного противоречия видится в создании двухформатного видеомагнитофона, один формат которого является форматом VHS а другой - более перспективным, например, форматом записи видеоинформации на раздельные дорожки для цвета и яркости
В работе предлагается конструкция двухканальной видеоголовки, позволяющей работать видеомагнитофону в двух форматах - VHS и компонентной записи.
Разработка и серийное производство двухканальной видеоголоЕ-ки даст существенный вклад в создание новых видов бытовых видеомагнитофонов повышенной четкости изображения.
7.
В. С.Скоробогатов,В.Н.Федос ов
ВЛИЯНИЕ КИНЕМАТИЧЕСКИХ ПОГРЕШНОСТЕЙ ЛПМ НА ВИДЕОСИГНАЛ
Неточность формы ведущего вала ЛПМ при его вращении с угловой скоростью Л приводит к неравномерност i в скорости I/ движения ленты. Если максимальное отклонение формы вала от кругового цилиндра радиуса Г мало, то приближенно
JJCOSSZt). (I) •
В данной работе получена аналитическая связь между и искажениями видеосигнала.
Пусть огибающей сигнала отвечает намагниченность ленточного носителя, локализованная по Ох в интервале Л . Эту огибающую можно задать гауссовой кривой
/ "/> (2)
В фурье-разложении (2) с учетом формулы (I) получается следующая временная зависимость:
co^krJ^cosfuh^EsinJ^t), ujzkrjl, (3)
Индуцируемая э.д.с. есть
_ QO 2
£~^<7Г jexp(~(4) о О
где Ttfo - геометрический фактор с размерностью потокосцепления, а Ц, н Г72/Л - характерная частота сигнала.
"Амплитудной" модуляцией под интегралом в (4) можно пренеб-
речь ( £ « i ). Тогда
е=< sin$ У ыр[' i +£sinsi t}z]. (5)
Зависимость от времени в (5) довольно громоздкая, но один общий’ вывод из этой формулы сделать можно. Сигнал мало искажается при • Поскольку функция (5) мала при { > Wo t то
8
для J2« U)q влияние погрешности формы сводится к замене Ш на (4+&)Ь^О • Пути корректирования такого частотного сдвига оче7
видны.
Н.Г.Шаталова, В.П.Загребельный, Р.И.Акфлатсв
0РГАШЗАЦ110ШЮ-1ЛЕТ0ДИЧЕСК0Е ОБЕСПЕЧЕНИЕ ВНЕДРЕНИЯ СИСТЕМЫ ГОСТ И ПРОГРАММ РАБОТ ПО СЕРТИФИКАЦИИ ОСНОВНЫХ ВИДОВ ашгГРООБОРУДОВАНИЯ НА ПРЕДПРИЯТИЯХ ОТРАСЛИ
В связи с введением системы ГОСТ по сертификации продукции в соответствии с Законом “0 защите прав потребителя” и обязательной для всех производителей продукции сертификации на соответствие требованиям стандартов по безопасности необходимо провести своевременную подготовку предприятий отрасли, выпускающих ИЭТ, БРЭА, электробытовые изделия, к проведению сертификации на соответствие требованиям стандартов по безопасности, повышение на этой основе качества и конкурентоспособности продукции и принятие необходимых мер по предупреждению экономических санкций за невыполнение требований безопасности.
Реализация поставленных задач обеспечивается на основе выполнения комплекса работ по следующим основным направлениям:
- создание и аккредитация сети независимых испытательных лабораторий по сертификации продукции на соответствие требованиям стандартов безопасности;
- подготовка ПЩ РНИИ. "Электронстандарт" к аккредитации в качестве независимого испытательного центра однородных видов продукции на соответствие требованиям безопасности в Системе сертификации ГОСТ;
- подготовка экспертов-аудиторов по соответствующим направлениям и обучение обслуживающего персонала методам проведения испытаний;
’ о
- разработка НТД и методических материалов для сертификации продукции,
- организация информационно-справочного обеспечения предприятий отрасли по вопросам сертификации в системе ГОСТ;
— разработка, ведение и актуализация фонда НТД, используемых
при сертификации» на основе анализа соответствия действующих в отрасли НТД по видам продукции требованиям стандартов (ГОСТ) по безопасности. Проведение, при необходимости, определительных испытаний;
- создание программ работ по сертификации основных видов электрооборудования, РЭА, БРЭА, электробытовых приборов и ПЭТ по номенклатуре предприятий отрасли.
Реализация программ сертификации будет осуществляться на предприятиях, выпускающих продукцию, подлежащую обязательной сертификации.
Таким образом, проведение обязательной сертификации РЭА, БРЭА и электробытовых приборов, выпускаемых на предприятиях отрасли, позволит значительно уменьшить экономические санкции за несоответствие продукции требованиям безопасности. Экономическая эффективность обусловлена также повышением качества и конкурентоспособности продукции при подготовке к сертификации и аттестации производства.
О.Б.Ага, Р.И.Акбулатов,
В.В.Коротков, Н.П.Крель
ПОВЫШЕНИЕ ТЕХНИЧЕСКОГО УРОВНЯ И СОЗДАНИЕ КОНКУРЕНТОСПОСОБНОЙ БРЭА ЗА СЧЕТ ВНЕДРЕНИЯ СКВОЗНОЙ СЕРТИФИКАЦИИ АППАРАТУРЫ, КОМШЕКТУКВДХ ИЭТ И КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Задача обеспечения повышенных потребительских свойств и создания перспективных видов товаров народного потребления в настоящее время становится актуальной в связи с развитием рыночных отношений в РФ и открытием российского рынка для импортной аппаратуры, что ставит перед разработчиками элементной базы и аппара- |
туры новые требования.
Поставленные задачи могут быть решены за счет внедрения сквоз-. ной сертификации, включающей в себя совершенствование материалов, элементной базы, схемно-конструктивных решений, конструкторской разработки и технологических процессов изготовления всех комплектующих изделий и аппаратуры в целом. |
1
10
Основными критериями и характеристиками, используемыми при сертификации, являются:
- технический уровень и качество используемых материалов;
- соответствие требованиям разработчиков и изготовителей ИЭТ и ТНП;
- технический уровень и качество комплектующих ИЭТ;
- соответствие требованиям МСС ЭК МК;
- технический уровень и качество ТНП;
- соответствие требованиям МЭК СЭ и стандартам ведущих зарубежных фирм;
* система обеспечения качества;
- соответствие требованиям МС ИСО 90CU (для предприятий-разработчиков) или МС ИСО 9002 (для предприятий-изготовителей).
О.Б.Ага, Р.И.Акбулатов, В.В.Коротков, А.А.Перевезенцев
АНАЛИЗ КАЧЕСТВА ИЭТ, БЛОКОВ, УЗЛОВ И БРЭА,
А ТАКЖЕ СОСТОЙСЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА НА. ОСНОВЕ СТАЖИЙЧЕСКОГО МОДЕЛИРОВАНИЯ ИНФОРМАТИВНЫХ ПАРАМЕТРОВ.
Существующие методы оценки технических и эксплуатационных характеристик бытовой радиоэлектронной аппаратуры (БРЭА) я комп • лектующих блоков и узлов на предприятиях-изготовителях цветных телевизоров и видеомагнитофонов основаны на анализе потока отказов на различных этапах производства, в процессе испытаний и эксплуатации.
По мере усложнения аппаратуры и повышения ее качества и надежности данной информации становится недостаточно. Внедрение вычислительной техники и автоматизация процессов измерения параметров аппаратуры и ее составных частей в технологическом процессе позволяют использовать для работ по повышению качества и надежное- » ти большие многопараметрические информационные массивы.
Методики многопараметрического анализа качества ИЭТ, узлов и БРЭА, а также критерии и алгоритмы оптимизации технологических процессов, разработанные на их основе, позволяют на различных эта7 пах технологического процесса по совокупности параметров объекта, а также по тенденции их изменения предложить оптимальные режимы.
различных воздействующих факторов, оценить качество продукции и предложить необходимые технологические маршруты.
Реализация предлагаемых методов и методик, апробация их на предприятиях-изготовителях БРОД позволят стабилизировать качество ’ИЭТ, блоков, узлов и аппаратуры в целом, обеспечить интересы потребителей и изготовителей БРиА.
В.А.Белов,С. Д. Кретов *
НЕКОТОРЫЕ БОПРОСи АВТОМАТИЗАЦИИ
ТЕХ1ЮЛОГЛЧЕСКИХ ОПЕРАЦИЙ В ПРОИЗВОДСТВЕ ЗИДЕО^ШШТОХЖОВ
Необходимость значительного повышения уровня автоматизации технологических операций диктуется в насюящее время в основном следующими требованиями: повышение степени воспроизводимости результатов обработки (сборки), существенное снижение численности работающих относительно объема выпускаемой продукции, потребность ' в автоматизации управления производством.
Эти требования в последнее время приобрели особую значимость, во-первых, из-за необходимости постоянного повышения качества выпускаемых изделий в связи с возросшей конкуренцией, во-вторых, из-за изменения ситуации с оплатой ” рабочей силы" в сторону значи-
тельного ее повышения.
Рассматривая эти вопросы во взаимосвязи друг с другом, можно говорить также и о необходимости привнесения в разрабатываемое оборудование элементов гибкости, т.е. обеспечения возможности быстрой переналадки его на изготовление других модификаций изделий (в рамках определенной номенклатуры).
Особенно актуальными эти вопросы становятся на данном этапе, когда осуществляется одновременный запуск в производство нескольких моделей видеомагнитофонов.
Анализ с этих позиций, например, конструкций функциональных узлов лентопротяжного механизма, а также проведенные работы по созданию устройств автоматизации некоторых вспомогательных операций позволили поставить на практическую основу задачу разработки полуавтоматического и автоматического оборудования.
Для объектов сборки, самоориентация которых затруднена, и, - следовательно, автоматическая загрузка-выгрузка их пока технико-
.12
экономически неэффективна, разработаны полуавтоматические установки сборки. Это оборудование для сборки разного рода кронштейнов, планок, рычагов, имеющих неразъемные соединения (развальцовка, клепка, запрессовка). Вместе с тем, для сборки несложных узлов и для отдельных вспомогательных операций разработаны эксперименталь • ные образцы автоматического оборудования. Это автоматы для сборки зубчатого колеса, сборки прижимного ролика, розки экранированного провода. Конструктивное исполнение этого оборудования осуществлено по модульному принципу. Это позволяет при видоизменении собираемого изделия или перекомпоновать узлы (модули) автомата, иди быстро произвести их модернизацию в соответствии с измененными деталями узла. Типовой состав оборудования - 2-3 модуля загрузки (бункерная, кассетная), 2 модуля подачи и ориентации элементов изделий, модуль позиционирования элементов.
Однако опыт эксплуатации оборудования показывает, что надежность работы отдельных модулей недостаточно высока. Основная причина - отклонение размеров некоторых элементов деталей, входящих в сборочный узел (загибов пружин, отверстий из-за остатков облоя и т.п.).
В связи с этим, при послановке задачи автоматизации того или иного процесса особое внимание стало уделяться анализу и отбору как объектов сборки, так и технологических операций в целом - сложности узла, его комплексности, характеру соединения, широте поля отклонений размеров деталей и их элементов.
В перспективе при наращивании объемов и номенклатуры выпуска видеомагнитофонов стоит задача более широкой автоматизации технологических процессов, а также использования в различных производствах промышленных роботов. Роботизация технологических процессов в современных условиях производства вновь приобретает особое значение. Вопреки достаточно широкому мнению о том, что автоматизацией и роботизацией необходимо заниматься только при очень больших объемах выпуска продукции, нужно сказать, что выше названные требования к современному производству обусловливают эту необходимость.
Я.Монден в книге "Тоёта - методы эффективного управления", обосновывая Замену людей промышленными роботами, .приводит две основные причины: все большее увеличение заработной платы, которая в последнее время становится соизмеримой с показателями стоимости и окупаемости робота, и возрастающее разнообразие выпускаемой
продукции.
13
IJ
\ 4
С другой стороны, постановка работ по,автоматизации и роботи- ь зации технологических процессов на постоянную основу создает условия для автоматизации управления и перевода всего производства в автоматизированный цикл, что в конечном результате позволит значи- * тельно снизить затраты на единицу выпускаемой продукции.
В. Ф. Ушаков, К.И.Столповский
СИСТЕМА УПРАВЛЕНИЯ
КОМПЛЕКСОМ АВТОМАТИЗИРОВАННЫХ СКЛАДОВ НА БАЗЕ ПЕРСОНАЛЬНЫХ ЭВМ
Сложившаяся система управления производством, в частности система обеспечения производств материалами, заготовками и комплектующими, не позволяет реализовать в полном объеме концепцию единой для всего завода автоматизированной транспортно-складской системы Поэтому был выбран путь создания комплекса автоматизированных складов. Функционально кавдый склад управляется соответствующей службой предприятия, административно склады объединены в одно подразделение, обеспечивающее эксплуатацию, ремонт и обслуживание оборудования и программных средств. Каждый автоматизированный склад состоит из высотной складской зоны, обслуживаемой, в зависимости от количества проходов, одним или несколькими кранами-штабелерами, и транспортно-накопительной системы, обеспечивающей подачу товара к месту загрузки в склад и доставку выдаваемого из склада товара к рабочим местам в предзоне склада. Каждый склад имеет собственную автономную систему управления, имеющую двухуровневую структуру. Нижний уровень - это контроллеры, непосредственно управляющие исполнительными механизмами кранов-пн абелеров и транспортных систем по заданиям, получаемым с верхнего уровня. Верхний уровень управления - это программный комплекс на базе персонального компьютера. На верхнем уровне формирую-iся управляющие задания по загрузке и выгрузке склада, поддерживается информационная база, протоколируются все производимые на складе манипуляции q товаром. I
Центральным файлом управляющего комплекса является "портрет склада". Это файл, в котором отражено актуальное состояние каждого складского места в любой момент времени. Он содержит определен
н
14
ное фиксированное число записей, каждая из которых соответствует одной ячейке склада. Изменение содержания записей происходит программным путем в ходе выполнения заданий по загрузке и выгрузке склада. Пользователю предоставляется возможность просматривать содержимое “портрета склада”, используя различные критерии отбора информации, блокировать (делать недоступными для загрузки/выгруз-ки) отдельные ячейки склада в исключительных случаях, при авариях, непосредственно с экрана изменять содержимое записей.
Работа комплекса строится по следующей схеме управляющих маню:
Вход с регистрацие.
Управление Управление Контроль Обслуживание Окончание
заданиями данными состояния системы работы
установок
Основным режимом всего комплекса является “управление заданиями". В этом режиме осуществляется непосредственно управление загрузкой и выгрузкой товара на складе. Процедура управления складывается из следующих этапов, реализуемых соответствуй мими программными функциями:
- формирование очереди на загрузку;
- формирование очереди на выгрузку;
- обслуживание очереди на загрузку;
- обслуживание очереди на выгрузку;
. . - управление транспортно-накопительной системой;
- ручное управление краном-штабелером*
Склад условно разделен на зоны, каждая из которых приписана определенной группе товара. При загрузке система в первую очередь старается положить товар в рекомендуемую зону. За счет такого зонального разбиения можно добиться различных целей, например, обеспечить компактное хранение определенной номенклатуры или быстрый доступ к часто используемым товарам и более долгий - к редко используемым. При выгрузке в первую очередь выбирается товар заданной номенклатуры, положенный раньше.
Сформированное в ходе диалога с оператором задание передаетг-ся через последовательный порт в стандарте из-232 на коммуникационный процессор СР-525 устройства автоматизации s 5-115U.
15
Все операции по загрузке-выгрузке товара протоколируются и периодически передаются в файл-сервис локальной сети, в которую объединены АРМ управленческого персонала и ЭВМ верхнего уровня управления складами. По этой же сети от АНИ поступают лимитные карты, происходит согласование данных справочника материалов и комплектующих изделий.
Таким образом, использование автоматизированной системы управления складами и транспортно-накопительными системами позволяет:
- эксплуатировать высотные склады большой емкости, обеспечивать бесперебойную выдачу товара в условиях массового производства;
- оптимизировать работу складского оборудования, повысить интенсивность обработки грузов;'
- существенно снизить затраты ручного труда в предзоне склада при загрузке и выгрузке;
- обеспечить автоматический, достоверный учет движения материальных ценностей на складе и оперативную передачу этой информации в АРМ управленческого персонала.
В.Ф.Ушаков , В.А Белов, В.Кулаков
ОРГАНИЗАЦИЯ ЕДИНОЙ СИСТЕМЫ МА1ЕРИАЛОПОТОКОВ НА БАЗЕ ВЫСОТНОГО СКЛАДА
При производстве таких высококомплексных изделий, каким является видеомагнитофон, возникают существенные проблемы по приему, хранению и перемещению материалов, комплектующих изделий, оснастки, инструмента. При увеличении объемов выпуска изделий и для выполнения все более разнообразных функций по организации и учету материалопотоков требуется создание целостной автоматизированной системы.'На первом этапе был разработан проект автоматизированного высотного склада с объемом4 L х S х Н = 48 м х 24 м х 18 м. В настоящее время выполнен второй этап данной работы, включающий разработку укрупненного проекта комплекса автоматизированной транс-рортно-складской системы (АТСС), структурной схемы управления ‘данным комплексом и окончания пусконаладочных работ одного из трех окладов центрального материального склада (ЦМС). Данный автоматизированный высотный склад включает в себя:
16
- стеллажи для размещения грузовых единиц 7 грузопакетов;
- автоматизированный высотный кран-штабелер;
- оборудование для загрузки-выгрузки материалов;
- технологическое оборудование для разделки материала;
- систему управления складским комплексом.
Параметры склада:
Емкость, ячеек 1318
Грузоподъемность ячейки, т I
Производительность штабелера, цикл/ч 25
Размеры грузопакета, мм 1000x1200x700 (для 326 ячеек);
2100x1200x700 (для 496x2 ячеек)
В результате анализа входящих на склад и выходящих в производственные подразделения материалопотоков разработан технологический процесс формирования и движения грузов, охватывающий не только функционирование собственно материалопотоков, но и взаимодействие их с прискдадским технологическим оборудованием для раскроя поступающих материалов и комплектования грузопакетов. Схема обработки материалопотоков реализуется в автоматическом режиме в следующем порядке.’ материал, поступающий в предзону>высотного скла да, перекладывается с помощью манипулятора на ножницы раскроя через специальный шариковый стол. После процесса раскроя и достижения определенной высоты грузопакета листы подаются роликовым транспортером в высотный склад либо для последующего раскроя с использованием автоматизированной поперечной тележки. Далее сформированный грузопакет устанавливается на поддон, находящийся на роликовом транспортере, взвешивается и передается на подвижную платформу,которая перемещает, на прискладскую транспортную систему.
Грузопакет контролируется считывающим устройством (проверяются' его масса и габариты). Если контрольные измерения подтверждают данные, заложенные в ЭВМ, то пакет передается на ближайшую свободную ячейку склада.
Документооборот склада осуществляется в соответствии с банком данных, хранящимся в )Ш склада. / z
Пропускная способность-склада составляет III пакетов в смену по поступлению и столько же по выдаче.
Учитывая объемы и специфику обработки грузов, оказалось целесообразным с организационно-технической точки зрения сформиро-вать специальную производственную единицу для управления системой грузооборота.
1/
АТСС является отдельным подразделением предприятия, которое включает в себя:
- центральный материальный склад,
- оперативно-технологическую складскую систему,
- транспортную систему, систему управления.
Прием и выдача грузов осуществляются по видам материалов и по документам, подписанным руководителями групп или соответствующих служб, входящих в структуру подразделения АТСС.
Передача материальных ценностей осуществляется с терминальных мест непосредственно на позициях выдачи товара. Вся информация о наличии и перемещении в АТСС поступает в диспетчерскую. Пользователь при наличии соответствующего "пароля" может получить интересующую информацию через терминальные места, установленные в цехах в службах.
Таким образом, организация единой системы обработки грузов на базе высотного склада позволяет оперативно решать задачи снабжения производственных подразделений завода, постоянно поддерживать потенциальные возможности снабжения на необходимом уровне, своевременно реагировать на возможные изменения плана и объемов производства.
В. Ушаков, В.А.Голубев, А.В.Кулаков
ЖСПЕТЧИРОВАНИЕ РАБОТЫ АВТОШтаТОВАШЮЫ ТРАНСЛОРТПО-СКЛАЛСКОП СИСТЕМЫ НА БАЗЕ ЛОКАЛЬНОЙ СЕТИ ПЕРСОНАЛЬНЫХ ЭВМ
Внедрение в производство автоматизированной транспортно-складской системы (АТСС) вызывает необходимость автоматизации . большинства функций диспетчеризации. Монтаж и запуск центральных материальных складов (ЦМС) в составе АТСС, где каждый из складов управляется от персональной ЭВМ, создает новые условия для учета и анализа движения материалов. Соединение автоматизированной сис-‘ темы управления АТСС посредством локальной сети с существующими уже на предприятии автоматизированными рабочими местами (АРМ) управленческого персонала на базе PC ХТ/АТ позволяет резко увели-.чить оперативность диспетчерского управления.
18
f
Обмен данными между АРМ управленческого персонала и АСУ АТСС позволяет системе у11равления складами иметь данные с составе лимитных карт на материалы и комплектующие изделия, выдаваемые службами ОКиК и OJTC в производство. При данном условии ввод ищормации с лимитных карт при получении со складов ЦМС материалов и комплектующих изделий возможен на диалоговой основе, упрощен для пользователя и гарантирует от большинства ошибок ввода. Обмен данными между АРМ управленческого персонала и АСУ АТСС позволяет также вести единый справочник материалов и комплекту ю-^их изделий. Отпадает необходимость вести громоздкую систему классификации и кодирования.
Вся работа с даннши может вестись на основе наименования материала , комплектующего изделие, так как наименования в системе АТСС и в системах АРМ управленческого персонала становятся идентичными и могут служить ключевым реквизитом, Это не только ликвидирует работу со справочниками на твердом носителе (бумаге) по кодированию и материалов,и комплектующих изделий, но и резко сокращает трудоемкость, одновременно повышая достоверность обработки данных. Интенсивно-сть обмена данными АРМ управленческого персонала и АСУ АТСС невелика. ’ Обр этный обмен очень интенсивен, и высоки требования к оперативности информация, ото данные о приходе и расходе материалов и ко.мплектудагх изделий, а также данные о текущих остатках на складах ЦМС. Наличие таких данных в дРМ управленческого персонала ОКиК и OMTG позволяет решать вопросы диспетчеризации работы АТСС со стороны служб снабжения и комплектации. На основе текущих остатков материалов и комплектующих изделий, а также потребности в них определяются дефицит и сверхнормативные запасы. Это позволяет ускорить решение оперативных вопросов снабжения предприятия.
Таким образом, использование локальной сети персональных ЭВМ для диспетчирования работы ДТСС позволяет.
- повысить достоверность сбора информации;
- облегчить контроль и уменьшить ввод данных;
- повысить оперативность получения информации;
- решить вопрос снабжения руководства объективной информацией о состоянии дел по снабжению предприятия материальными и комплектующими изделиями;р
- осуществлять непосредственно из служб ОКиК, ОМТС диспетчирование работы АТСС.
• 19
Е.С.Подвальный, В.И.Фролов
АДАПТИВНЫЕ ДИАГНОСТИЧЕСКИЕ МЕТОДЫ ДЛЯ Ж АЬЛЕНИЯ КАЧЕСТВОМ В СИСТЕМАХ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
Всякий объект диагностики автоматизированного процесса (вычислительная машина, технологическое оборудование, сложный узел ИЭТ) обычно характеризуется вектором технических характеристик JC* и допустимым диапазоном их изменения A X без потери в соответствии с техническими условиями (ТУ).
Прямое использование кортежа &Х> непосредственно в процессе диагностики при автоматизированном производстве очень затруднено. Это связано с рядом методических и практических обстоятельств, уточнению которых посвящено настоящее сообщение.
Во-первых, следует выяснить, имеется ли один уровень качества (сорт для выходной продукции) или их может быть несколько. Особенно это касается технологического оборудования, которое несмотря на "смещение” своих характеристик на границу < Jf *, А > либо даже за его пределы не приводит к потере качества ИЭТ.
Во-вторых, сама форма области <5*, л X > может быть разной и далеко не всегда она известна. Фактически ТУ на изделие и технологическое оборудование для его производства в явном или неявном виде постулирует следующие два факта: JT* единственно, выход за область Д Xgen. эквивалентен выходу вектора измерения X за пределы допустимого гипермногогранника области гарантированного качества. Исследования для реальных систем показали, что фактически этот постулат никогда не соблюдается. Поэтому следует осуществить статистический анализ производства для получения необходимой области гарантированного качества в форме некоторой модели. Основу предлагаемой методики составляет адаптивный алгоритм многоинтеративной циклической комбинации трех базовых процедур: кластерного анализа для установления дисперсного анализа для определения
и метода проекции Многомерного распределения для установления модели области гарантированного качества с заданной вероятностью с учетом корреляции < Xi Xj > для разных составляющих качества и коррелшда < Xi У к > между характеристиками технологического оборудования и качеством ИЭТ. Начальные значения Х*в> устанавливаются на основе экспертных оценок.
В составе автоматизированного технологического процесса алгоритм легко реализуется на управляющей ЭВМ* и адаптивно уточняет в каждый момент времени форму < X*, лХ> и ее проекцию на область параметров измерения X . Как показывает практика, это, как правило, гиперэллипсоид,центром которого является найденное текущее
X * (t) , , а диапазон дрейфа X * №) лежит в более узкой области между обобщенными фокусами этих эллипсоидов. Далее приводятся таблицы и графики реальных и имитационных экспериментов, оценки точ*эсти диагностики и влияние дрейфа характеристик оборудования (7* на качество продукции .
С.Н.Мальгин
ТЕХНИЧЕСКИЕ СИСТЕМЫ В ЭЛЕКТРОННОМ МАШИНОСТРОЕНИИ
Объединение всех технических средств производства изделий электронно^ техники (ИЭТ) в класс "Электронное машиностроение"(ЭМ) и применение к нему теории систем позволяет разработать подход к созданию технических средств, не связанный с конкретным объектом техники. В рамках этого подхода можно изучат^» развитие ЭМ, разрабатывать методы конструирования и анализа надежности, изготовления и эксплуатации. Для ЭМ характерно иерархическое построение. Оно состоит из типов и видов оборудования, каждый из которых включает энергетические, передаточные и исполнительные устройства, имеющие, в свою очередь, большое многообразие.
Первым этапом в разработке системного подхода к ЭМ является создание иерархии элементов, связей, отношений системы, т.е. уровней сложности ЭМ.
В качестве методологической основы определения множества технических систем, элементов, их иерархии разработана спираль причинно-следственных связей.
Предложенный анализ относится к I-му уровню иерархии. Он позволяет упорядочить классификацию типов оборудования ЭМ.
* Подвальный Е.С., Фролов В.Н. Моделирование процэсса принятия решений в компьютерных диагностических системах. - Б сб.: Информационные технологии и системы. - Зорбнсж,1992. - С. 132.
21
Систему ЭМ можно представить в виде:
I. Совокупности технических средств, служащих для изготовления какой-либо группы ИЭТ (развитие по горизонтали), например, оборудование для производства полупроводниковых приборов, радио-деталей и т.д. I,'тожество этих технических систем охватывает все многообоазие ИЭТ1 *
2. Совокупности технических систем, служащих для последовательного преобразования материалов и заготовок в ИЭТ на основе определенной технологии.
В результате такого представления получаем множество технических систем охватывающих все 01.1. Каждая система из
полученного видового множества может быть представлена совокупностью более простых систем, над которыми можно продол'<ить следующий цикл исследований и получить системы 2-го уровня иерархии.
Таким образом, используя системный подход к исследованиям ЭМ, можно расширить возможности в создании С/Л? электронного оборудования, исследовать его элементы на любом уровне сложности й моделированием всевозможных структур выбирать те из них, которые соответствуют заданным заказчиком критерия:,:.
С.И.ыальгин
МЕТОЛ СИНТЕЗА ФУ1ВД1С1Ш1ЫЩл И МОР Ю-ЮГИЛьСгЛХ СТРУКТУР СЛОКШХ ГЕШ1 CECIvIX’ СИСТЕМ
В ЭЛЕКТРОННОМ LlAUUIQCTPOEITffl
Объединение всех технических средств производства изделий электронной техники (ИЭТ) в класс ’’Электронное машиностроение" (»М), автоматизация их проектирования требуют введения и разработки структур ЭМ. В сложных технических системах наиболее часто используются функциональные и морфологические структуры.
Под функциональной структурой (ОС.) будем понимать совокупность функций, упорядоченных и организованных таким образом, что позволяет обеспечивать выполнение основной технической функции системы, т.е. ФО определяет способ действия системы.
Морфологическая функция (МФ) - упорядоченная и организованная совокупность элементов, реализующих заданный ФС способ дейст--
22
и
вия. МС определяет принципы действия элементов и подсистем, их взаимосвязь и упорядоченность в пространстве.
Процесс функционального синтеза структур должен отражать отношение цель - средство, поэтому общая цель процесса проектирования разбивается на ряд подцелей и определяются средства для их реализации в виде структур технологического процесса. Таким образом формируется дерево основных целей. Такой подход разбивает сложную задачу большой размерности на последовательно решаемые группы задач малой размерности. Процесс создания структуры проводится снизу вверх (восходящее проектирование), от простейших элементов, через их связи, к общей структуре. Проектирование технической системы (ТС) как задача структурного синтеза включает в себя три основных этапа: генерацию возможных исходных структур и выбор варианта структуры по математической модели, оценку выбранного варианта,,, принятие решения о необходимости поиска новых вариантов.
Реализация такого подхода в силу большого объема баз данных возможна на основе имитационного моделирования, которое пред’ эла-гает проведение вычислительных и логических процедур на ЭВМ. Поскольку процесс проектирования структур сложных ТС не поддается полной формализации, автоматизация проектирования носит диалоговый характер, ранее принятые решения улучшаются за счет итерационных процессов.
Апробирование метода проведено при проектировании роторнби линии для изготовления переменного резистора.
Программное и информационное обеспечение реализовано для ПЭВМ PC/AT на языке ТУРБО-С.
Разработанный метод синтеза функциональных и морфологических структур сложных технических систем имеет универсальный характер и может быть использован для создания систем любой сложное.-* ти.
• t
)
Е.С.Подвальный
CICrjKLUIH^THEb ФУНКЦИИ да текуче,, jjimiociTE<i акиш;; систем
Анализ различных диагностических правил и процедур показал, что большинство из них в явном или неявном виде использует аппарат линейных дискриминантных Функций (ЛдФ):
rt
Ro :Z а.: X; J'i lJ J
*/&)
(I)
Как правило, правая часть решающего правила (I) постоянна, что наряду с гипотезой нормальности многомерного распределения < Х[ Х/> является теоретической гагантией допустимости применения аппарата
ДО.
Поскольку на самом деле исходные гипотезы не соблюдаются, то применение правила (I) требует адаптивной корреляции. J3 основе предлагаемого подхода лежит адаптивное уточнение центра X *(tj гиперэллипсоида диагностики, а такяе формы ее проекции на плоскость измерений JC . Если эта процедура будет осуществляться в соответствии со статьей*, то остается уточнить Л (Ъ) .на основе к атрицы ковариаций, после чего процедура принятия-решения'будет иметь
вид:
ность применения аппарата ДЦФ и в итоге
М (i)x ($*($ (2)
с условием постоянства на некотором временном интервале
7"// / z 7^ . Такое "замораживание" < /, С > обеспечивает устойчивость алгорифма диагностики.
Введение процедуры адаптации позволяет обеспечить коррект-
повыслть точность диагнос-
тики.
В заключение приводятся результаты имитационных экспериментов и их оценки с точки зрения точности и оперативности диагностики, оценки устойчивости процедуры адаптации и диагностик;!.
36 Подвальный Е.С., Фролов В.Н.
Адаптивные диагностические методы для управления качеством в системах автоматизации производства (см.настоялщй сборник).
«24
МЕТОДЫ ПОВЫШЕНИЯ КАЧЕСТВА И НАДЕЖНОСТИ КОШДЕКТУЩИХ ИЗДЕЛИЙ ВИЛЕ0..1АПГЛТОМНОВ
Ы. И. Горлов, В. Т. Грищенко, С.Д.Кретов, А. В.Кулаков
О КАЧЕСТВЕ И НАДЕЖНОСТИ ИЭТ, ПРИЖкЕМЫХ В ВИДЕОМАГНИТОФОНАХ
Известно, что при большой сложности отечественных видеомагнитофонов электронная часть, например, видеомагнитофона "Электро-нг^д BM-I2" состоит из 360 активных изделий электронной техники (ИЭТ), a BM-I8 - из 253 ИЭТ. При общем уменьшении процента гарантийного ремонта ВМ учитываемые статистические данные по отказам активных ИЭТ в BM-I2 на гарантийном ремонте показывают, что по вине ИЭТ на гарантийном ремонте отказало 31,8%, соответственно в 1991 г. и 1990 г. - 30 и 32%.
Расчетная доля отказов по вине ИЭТ на 1000 выпущенных В.Л по методике, предложенной в работе*, показана в табл.1. Видно, что доля отказов ИЭТ уменьшилась по сравнению с 1991 г. в два раза.
Из всех отказов ИЭТ 51% приходится на долю ИС, что несколько ниже уровня 1991 г. (56%). Среди них 74,8% составляют ИС типов KPI005BEI, КРЮ05ВИ1, KPI42EH2B, KPI005XA2, KPI005XA7.
На транзисторы приходится 40,3% отказов всех ИЭТ. Среди них основную часть отказов составляют транзисторы КТ805ДМ, КТ818Б, КТ639В, на долю которых приходится 58,8% отказов всех транзисторов.
Для сравнения - расчетная доля отказов по вине ИЭТ по итогам 1990 г. составила 61,32.
8а прошедший год предприятиями, выпускающими ИС типов KPI005BEI, КР1005ВИ1, КР142ЕН2Б, KPI005XA7, не приняты должные ме-_________________о
^Горлов М.И., Грищенко В.Т., Ячный Ю.В. К методике расчета надежности видеомагнитофонов по данным гарантийного ремонта// Тезисы докладов У1 научно-технической конференции "Состояние и пути повышения надежности видеомагнитофонов? Март 1992, г Новгород. - С.7-9.
25
Таблица I
Год : Количество: Количест- Количество ВМ. вы-:Количест-:Расчетная
:ВМ, прожданных и :учитываемых на : гарантий-:ном ремон-: те :во ВМ, :прошедших :гарантий-:ныи ре-:монт • • • • пущенных в преды- :во ВМ, :доля отказов по :вине 'ИЭТ :на 1000 :выпущен-:ных ВМ • *
дущем году, но прошедших гарантийный ремонт в этом году :отказав-:ших по :вине ак-:тивных :ИЭТ •
1991 7428 889 579 459 52,91
1992 31470 1155 731 509 25,17
ры по повышению качества и надежности указанных микросхем. Об ухудшении качества ИС типа KPI005BEI на входном контроле говорят такие данные: е ноябре-декабре были проведены отбраковочные испытания путем термотренировки в течение 72 часов при температуре +85°С и получен уровень отказов 1,6% у изделий, изготовленных в 1991 г., и 3,3%-в1992 г. Ухудшилась надежность ИС типа KPI005XA2, которая заняла четвертое место по ненадежности, хотя в предыдущие годы не входила в пятерку ненадежных ИС (табл.2).
Таблица 2
Номер места по ненадежности Г оды
1988 : 1989 : 1990 : 1991 : 1992 • ♦
I K56ITB1 KPI005BEI КРЮОХАЗ KPI005BEI KPI005BEI
2 KPI005XA3 KPI005XA5 KPI005BEI КРЮ05ВИ1 КР1005ВИ1
3 KPI005BEI KPI005XA3 KPI005XA5 KPI005XA5 КР142ЕН2Б
4 КР1005ХА5 KPI005XA7 KPI005XA7 КР142ЕН2Б KPI005XA2
5 . KPI005XA6 KPI005XA6 KPI42EH2B KPiooqw KPI005XA7
Из табл.2 видно, что в течение последних лет предприятие-изготовитель ИС типа KPI005XA5 приняло необходимые конструктивнотехнологические меры по резкому повышению надежности данных ИС.
Распределение ненадежных транзисторов, занявших первые пять мест, в течение последних лет представлено в табл.З.
Из табл.З видно, в течение 1991-1992 гг. практически не стало отказов в эксплуатации транзисторов KI3I5P, КТ361Г, что указывает
Таблица 3
Номер: Г о д н
йо°* : 1988 ? 1989 : 1990 : 19Й : ’ 1992
ЦиЙЯ*'1'» J I •
Де»-;: : : : :
ностя: : : : :
~~Т KT3I5F KT3I5P ЙЛЭР КТ805ДМ КТ805ДМ
2 КТ8Й9А КТ361Г КТ646В КТ618Б КТ818Б
3 КТ36ХГ КТ818Б 1Т815Б КТЭ102Ш КТ639В
4 KT639BI KT3I02BM КТ639В КТ645Б КТ646В
5 КТ639И1 КГ829А КТ8О5ДМ КТ639В КТ829А
на достаточно отработанную технологию выпуска этих транзисторов. Принятие предгфиятием-изготс вителем конструктивно-технологические мерр по повышению надеяй^тя.трййибТбров КТ8О5ДМ в начале 1992 г. не сказал! вь пока на рёвульта ж гарантийного ршонта в этом году. Окддаем снижение отказов т^йаиоторов КТвОЭДМ в 1993 г. Прадприя-тжёт-йэготййм4> транзисторов КТ818Б (г.Ульяновск) не устранило конструкТиВнс ?о недостатка по Ненадёжней пайке кристаллов на крис-i аллодержатёль.«
В Докладе тайке раст^атриваютсй причины отказов конкретных ИЭТ и йеббходйк^е меры по повышению и£ качества й надежности.
С.Д.Дунаев, А.А.Сычев
ОЖАТИШЯ СНЕЙКА КАЧЕСТВА ЛОГИЧЕСКИХ МИКРОСМ
На юдм коя тше потребителя
Органиведвя входного контроля на предприятиях-потребителях ИМЭ требует существенных производственных затрат. В связи с урезанным, в большинстве случаев такой контроль либо полностью отсутствует (доверяясь качественным показателям гарантированным предприятиями-изготовителями ИМЭ), либо осуществляется выборочный контроль по наиболее "слабым* элементам, что в конечном итоге' приводит к снижению уровня качества готовой продукции
В данной работе рассматриваются особенности организации контроля качества предприятием-потребителем логических микросхем 133, 134, 155 , 531 и других .серж; насыщённого типа по амплитудным эна-
27
чениям динамического тока потребления. Белее корректный вариант -осуществление контроля качества по плонади динамического тока потребления - требует существенных затрат при обеспечении оперативности и точностных характеристик измерительной, техники.
Информативность динамического тока потребления, используемого в качестве параметра - критерия качества и надежности логических микросхем, обоснована в ряде работ выше указанных авторов, а актуальность поставленной задачи подтверждается отраслевым руководящим документом РД II 0682-89.
Обращаясь к номенклатуре используемых логических микросхем при изготовлении видеотехники, с точки зрения подхода к организации контроля, их целесообразно разделить на две группы по функциональному назначению: комбинационного (базовые логические элементы, сумматоры, дешифраторы, компараторы и др ) и последовательного (Триггеры, счетчики, регистры и др.) типов. Особое место, с точек зрения функционального назначения и организации контроля качества, занимают микросхемы типа АЦП и ЦАП, которые могут рассматриваться как частный случай общей задачи.
При контроле качества микросхем комбинационного типа целесообразно принять следующую последовательность: измерение максимума амплитуды динамического тока потребления и определение величины отклонения указанного максимума от максимума заведомо качественной (эталонной) микросхем аналогичного функционального назначения и работающей в оптимальном режиме с параметрами: частота и длительность тактовых управляющих импульсов, вид соединений управляющих входов и режим питания*
При контроле качества микросхем последовательностного типа за исходный критерий качества целесообразно принять максимум амплитуды динамического тока потребления ИС аналогичного функционального назначения (эталонная ЙС), работающей в оптимальном режиме с точки зрения получения максимума значения суммарной амплитуды. Величина отклонения максимумов суммарных амплитуд динамического тока потребления контролируемой и эталонной ИС и является критерием оценки качества.
Проведенные исследования и статобработка Данных ИС серии 134 позволяют выработать общий критерий определения качества микросхем независимо ст их функционального назначения: величина отклонения максимумов суммарных амплитуд динамического тока потребления контролируемой и эталонной ИС не должна превышать 30%. При ,28
этом, важное значение приобретает определение оптимального режима работы ИС в зависимости от функционального назначения* В част^
ногти, прц оценке качества четырехразрядного двоичного счетчика 1ипа 134 Ж5 целесообразно использовать режим двоичного счета, в котором при окончании восьмого тактового управляющего импульса амплитуда суммарного динамического тока потребления у качественной ИС должна быть порядка четырех значений амплитуд динамического тока потребления базового J-K-триггера; при опенке качества двоично-десятйчного счетчика типа 134 ИЕ2 целесообразно использовать режим двоичйо-десятичного счета, при котором, как и в предыдущем случае, максимум суммарной амплитуды динамического тока потребления будёт по окончании восьмого тактового импульса; при оцетгхе качества универсального четырехразрядного сдвигового регистра типа 134 ИН целесообразно использовать режим параллельной загрузки, в этом случае амплитуда суммарного динамического тока потребления должна быть равной четырем значениям амплитуд собственного (базового) j-К-триггера. Любые другие режимы работы не только мало информативны, но и трудоемки с,Точки зрения организа-
ции контроля*
Л. Н. Крутяков, Б. М. Пишлянн.иков
ПРИЧИНЫ ОТКАЗОВ ИС КРШБЖБ
В ПРОЦЕССЕ ПРОИЗВОДСТВА BlTOOhUTHlITOIOHOB
Интегральные схемы КР142ЕН2Б входят в группу комплектующих ИЭТ, к надежности которых потребителями этих ИС предъявляются большие претензии.
Для Выяснения причин, стоящих за отказами этих приборов, необходимо иметь ответ на ряд вопросов:
- попадают ли потребителю после гарантируемого ТУ 10С$-ного выходного контролй схемы, содержащие скрытые дефекты;
- какова вероятность того, что дефектные ИС могут быть (при наличии входного контроля) установлены в видеомагнитофоны;
- не работает ли ИС в блоке в режимах, являющихся опасными
для ее элементов.
Основной предпосылкой для проведения исследования в таком
29
контексте являлось убежден ае, что любой дефект структуры элемента ИС, сказывающийся на характеристиках этого элемента, делает интегральную схему потенциально ненадежно! вне зашсдмости от того, значимо ли его влияние на характеристика устройства, в котором интегральная схема работает * ' ' ' \ -
Ответ на вопрос о скрытых дефектах был получен об-
разом. Из партии интегра^ыш^ схем объемом в ПШё штук были отобраны 244 с аномальными ВАХ вх даой цепи схемы • (выводы -г Приборы с повышенна таком потребления. У сортированной выбзд были исследованы ВАХ основных ценен й транзис юрой 'регулйр^здего элемента стабилизатора. По виду отклонений ВАХ от 'й д ^ртных приборы были объединены в группы с Вдентичнжг признаками; дефектно^ сти элементов. Далее приборы прошли контроль ш фужцйайирование в составе основной скемы.вклк юния ПО ТУ,-? со тйве бйомёCH-I г у приборов были измерены ток потребления и нееШбидь&ОСТь по напряжению. Заключительна этапом тестирования был контроль неизменности ВАХ цепей и элементов. ИО. ”
Для иден-Тйфикации вада дефекта, определения причины W9 появления от одной до трех ЙС ив каждой группы со сходными характеристиками препарировались. Удаление корпусу позволило дополнительно убедиться ц отсутствии на поверхностикристалла нарушений, связанных с электрическим воздействием.
Упомянутая методика позволил? выявить .33 схемы, имеющие дефекты элементов, то есть дала положительный ответ на первый вопрос -потребителю поступают приборы, имеющие скрытые дефекты*- Наибольшую группу - 18 приборов - составляют ИС с дефектами фотолитографии в области мощного выходного транзистора (TI3 по ТУ), в результате чего цепь эмиттер-база имеет. Каналу течки, ток через, который у отдельных Приборов достигает 12 мА при и -7 В. В остальных ИС найдены разрывы золотой проволоки в зоне крепления к внешнему выводу, коррозия металлизации, дефекты элементов схемы, определяемые низким качеством исходного материала.
Из указанной группы приборов только десять были. забракованы при входных испытаниях на функционирование в составе блока CH-I. Дополнительно следует признать дефектными четыре прибора по результатам измерения нестабильности по напряжению.
Задача получить ответ на третий вопрос в рамках данной работы не ставилась. Тем не менее, эксперимент позволяет убедиться в том, что входной контроль у потребителей ИС КР142ЕН2Б, проводимый
30 •
как контроль функционирования в составе блока CH-I, позволяет выявить примерно треть схем, имеющих производственные дефекты. Оставшиеся две трети поступают в производство; дефекты в них и являются основной причиной отказа этих ИС. ♦
М. И.Горлов, В.Т.Грищенко, В.И.Кондобаров, В. Л. Белов, Г.М.Черняев
О ДЕФЕКТАХ МИКРОСХЕМ, ВЫЯВЛЕННЫХ даТТЕНЭТЕЛЕВР13И011НЫ1,1 КОНТРОЛЕМ
Как известно, рентгенотелевизионный контроль, как один из методов неразрушающих испытаний, позволяет обнаруживать дефекты конструкции изделий электронной техники, не всегда пр<являющиэся при измерениях электрических параметров. Вместе с тем, скрытые дефекты, обнаруживаемые рентгенотелевизионным контролем, могут привести к отказам при длительной работе, особенно в условиях воздействия внешних факторов.
Приведены данные по контролю интегральных микросхем (ИС), годных по электрическим параметрам, применяемых в видеомагнитофоне ’’Электроника В 1-18”, на рентгенотелевизионном микроскопе типа МТР-7. Ниже описаны конструктивно-технологические недостатки ряда ИС, выявленных при этом контроле.
I. У ряда ИС наблюдается технически необоснованный выбор размера кристаллодержателя относительно размера кристалла.
Например, у ИС типа KPI015XK3, КР10051Щ2 размеры кристаллодержателя меньше размера кристалла. Отдельные точки приварки внутренних выводов приходятся на часть полупроводникового кристалла, выходящего за площадь кристаллодержателя, что создает дополнитель ные напряжения в кристалле. Размеры кристалла ИС типа KPI043XA2 более чем в 2 раза меньше размеров кристаллодержателя, что при ручной напайке кристалла дает его различные смещения относительно центральных осей. Отсюда длина внутренних выводов у различных ИС различна и может быть более 5 мм.
2. Некачественное исполнение приварки внутренних золотых выводов.
Например, у И.’ типа каблюпзл- :ь провисание одкого вы-
вода С бОЛЬШИГ ДОПОЛЧПт'ёЛЧ!!«’ ИЗГИБОМ,
31
3. Дефект напайки (неполное смачивание припоем кристалла) наблюдался у ИС типа КС573РФ2.
4. В ряде ИС в пластмассовых корпусах (например, у ИС типов KPI043XAI, KPI043XA2, К561ЛЕ5, К561ЛЕ10) применена алюминиевая проволока вместо золотой, что снижает, как известно, устойчивость конструкции ИС к длительным воздействиям окружающей среды.
В. В.Корчевский,М.В.Машина, А.Г.Растворов, Д.В.Тряпша
ПРЕДЕЛЬНЫЕ ЭПЕКТИНЕСКИЕ Р!» ЭКСПЛУАТАЦИИ К1ЛОП-МИКРОСХЕМ СЕРИИ K56I
Техническими условиями на И?ЛС серии K56I установлены режимы питания от 3 до 15 В. В то же время,согласно данным по эксплуатации данных микросхем в различных условиях,конструктивный запас позволяет использовать их в более широких диапазонах.
В данной работе были исследованы граничные режимы эксплуатации КМОП-микросхем серии K56I, при этом базовым объектом исследований были микросхемы типа К561ЛА7. Изучены как верхние граничные электрические режимы работоспособности IC1C, так и нижние. Для определения граничных значений были использованы стандартные методики граничных испытаний путем ступенчатого изменения напряжений. Только испытания проводили не до отказа одной микросхемы из выборки , а до отказа всех микросхем в выборке.
Полученные результаты показали, что в области температур до 85°С верхние граничные значения напряжения питания составили 19,4 В, а входного сигнала - 18,1 Вс доверительной вероятностью 0,999. Анализ отказавших в ходе верхних граничных испытаний IE1C позволил классифицировать основные причины отказов следующим образом. 26$ от общего числа отказавших микросхем имели параметрические отказы. Наиболее часто уровень выходного сигнала уменьшался до значений, меньших 0,7 от первоначального значения. Однако через некоторое время (не более 100 часов) пребывания в нормальных условиях такие ИГИС полностью восстанавливали свои параметры. В 44% от общего числа наблюдалось выгорание шин ’’питание’’ и ’’земля” , а в ИГЛС K56IJIA7 еще и истоков п -транзисторов выходных инвер-.торов 1-го и,4-го логических элементов. Следует отметить, что та
32
кие отказы наиболее вероятны для уровней напряжений менее 24 В. Свыше этого уровня наиболее часто встречается полное выгорание металлизации по всей поверхности кристалла. Такие отказы составили 30$ от общего числа. Используя метод испытаний со ступенчато изменяющейся температурой, было получено, что энергия активации процесса выгорания шин "питание” и "земля" равна 0,55 В.
Проведенные испытания по определенно порогового напряжения питания показали, что с доверительной вероятностью С, 999 пороговое напряжение питания составляет 2,1 В. При этом напряжении предельная частота пропускаемого ИМС сигнала была равна 900 кГц.
Таким образом, с доверительной вероятностью 0,999 диапазон изменения напряжений питания КМОП-микросхем серии K56I, в котором данные 1ЫС сохраняют свою работоспособность, составляет 2,1...18,IB.
М.И.Горлов, В.В.Ксрчевский, Д.В.Тряпша
ВОЗДЕЙСТВИЕ ЭЛЕКТРОСТАТИЧЕСКИХ ЗАРЯДОВ НА 1Щ0П-МИ1КР0СХЕ.4П СЕРИИ K56I
Проведенный на заводе "Сштав” анализ микросхем серии K56I, отказавших у потребителей за период 1986-1990 гг., показал, что около 35$ от .общего числа зарекламированных ИМС потеряли свою работоспособность вследствие воздействия электростатических разрядов (ЭСР). На приемосдаточных испытаниях по этим же причш ам было забраковано порядка ЗС$ от общего числа бракованных изделий. В то
же время практически отсутствуют какие-либо сведения о значениях ЭСР, приводящих к потере работоспособности микросхем данной серии, и о тех элементах микросхем, которые наиболее подвержены воздействию ЭСР.
В настоящей работе проведена оценка предельного уровня ЭСР, приводящего к отказу различных типов ИМС серии K56I, а также изучено влияние многократного воздействия ЭСР уровня, разрешенного ТУ, на работоспособность этих же микросхем,
Результаты испытаний показали, что предельный уровень ЭСР, приводящий к полному отказу ИМС, для различных типов ИМС изменяется от 3 кВ для К561ЛП2 до 7 кВ для К561ЛЕ5. Однако изменения электрических параметров начинаются при напряжениях на 20-30$ ниже пре
дельного уровня. Из результатов физико-химического анализа отказавших ИМС следует, что в основном воздействие ЭСР приводит к пробою окисных слоев (чаще подзатворных окислов), но наблюдаются и обширные выгорания шин "питание” и "земля”. Наиболее чувствительными к воздействию ЭСР оказались цепи "вход логических элементов, расположенных вблизи "шины питания" и "шины земля". Исключением являются микросхемы К561ЛА7, у которых слабым местом является цепь "шина питание" - "шина зелля”.
Многократное воздействие (не менее IQ0 раз) ЭСР уровнями, меньшими 150 В, нё приводило ни к каким изменениям параметров.ИМС. Однако при напряжении 200 В уже при 20-кратном воздействии проис-
ходит возрастание входных токов логических элементов, прилегающих к "шине питания". В течение поел» дующих десяти воздействий происходит дальнейший незначительный рост токов, но полный отказ не наблюдается и при 100-кратном воздействии. При физико-химическом анализе каких-либо заметных изменений структуры не было обнаружено. Не отмечено также и восстановление электрических параметров после 100 часов выдержки ИМС в нормальных условиях.
Л.В.Зелен, В.В.Корчевский, А.И.Кузьменко
ИССЛЕДОВАНИЕ ТЕПЛОВЫХ ПОЛЕЙ В ЛОГИЧЕСКИХ КМ0П-М11КР0С КЕМАХ
Знание тепловых режимов ИМС имеет большое значение как для оценки надежности самих ИМС, так и РЭА, в которых они используются. В то же время в научно-технической литературе отсутствует информация об уровнях температур, до которых нагреваются КМОП-микросхемы в процессе эксплуатации.
Данная работа посвящена изучению процесса тепловыделения КМОН-микросхем типа К561ЛА7 в различьях электрических режимах При этом производили измерение как интегральной температуры микросхем с помощью термопар, вмонтированных в корпус ИМС, так и снятие тепловых полей с поверхностк функционирующей микросхемы. Снятие тепловых полей осуществляли с помощью автоматизированной установки для измерения тепловых полей микросхем. В основу действия установки положен принцип сканирующего микропирометра ИК-излучения
3'4
с механической модуляцией. В качестве детектора ПК-излучения использовали фотодиод ФД-257, охлаждаемый жидким азотом. В установка сканирование осуществлялось путем перемещения объекта относительно, пирометра посредством координатного столика, управляемого ЭВМ. Эта же ЭВМ производила отработку зарегистрированного ПК-излучения, а также обеспечивала вывод информации на дисплей или на графопостроитель. Данная установка обладала разрешающей способностью по температуре 0,75°С и пространственной разрешающей способностью 30 мкм.
Проверенные измерения показали, что максимальные температуры на поверхности микросхемы Т связаны с напряжением питания и , частотой входного сигнала f и емкостью нагрузки со следующим соотношением:
Т=А+КсfU2
(I)
где А и К - коэффициенты, численные значения которых различны для разных микросхем и зависят от индивидуальных свойств микросхем. Связь интегральных температур с этими же параметрами описывается ' также выражением (I) только с другими значениями коэффициентов А и К. При предельных режимах эксплуатации ИМО, установленных в ТУ, т.е. при напряжении питания 15 В, частоте входного сигнала I Мгц, емкости нагрузки 500 пФ, максимальная разность между температурой поверхности ИС и окружающей среды может достигать порядка 30°С.
На поверхности функционирующей микросхемы наябольпуг температуру имеют п -канальные транзисторы выходных инверторов логических элементов, наименьшую - контактная площадка вывода "земля”. Разность температур между ними при предельных режимах эксплуатации составляет 9°С. При этом наблюдается разница температур между контактными площадками со стороны шины ’ питание" и со стороны шины "земля” порядка 1-2°С. При превышении напряжения питания 15 В эта разница резко возрастает. При этом возникает разность температур и между п -каналъшгш транзисторами выходных инверторов.
Установлено, что между приращением интегральной температуры и потребляемой микросхемой мощностью существует связь, описываемая выражением с погрешностью не более 10$ при доверительной вероятности 0,95:
Т-0,031lb ,
(2)
35
1де и -напряжение питания в В; 1 -потребляемый ток в мА.
Результаты данного исследования могут быть положены в основу методики прогнозирования надежности ИМС.
В.И.Бойко, С.К).Королев
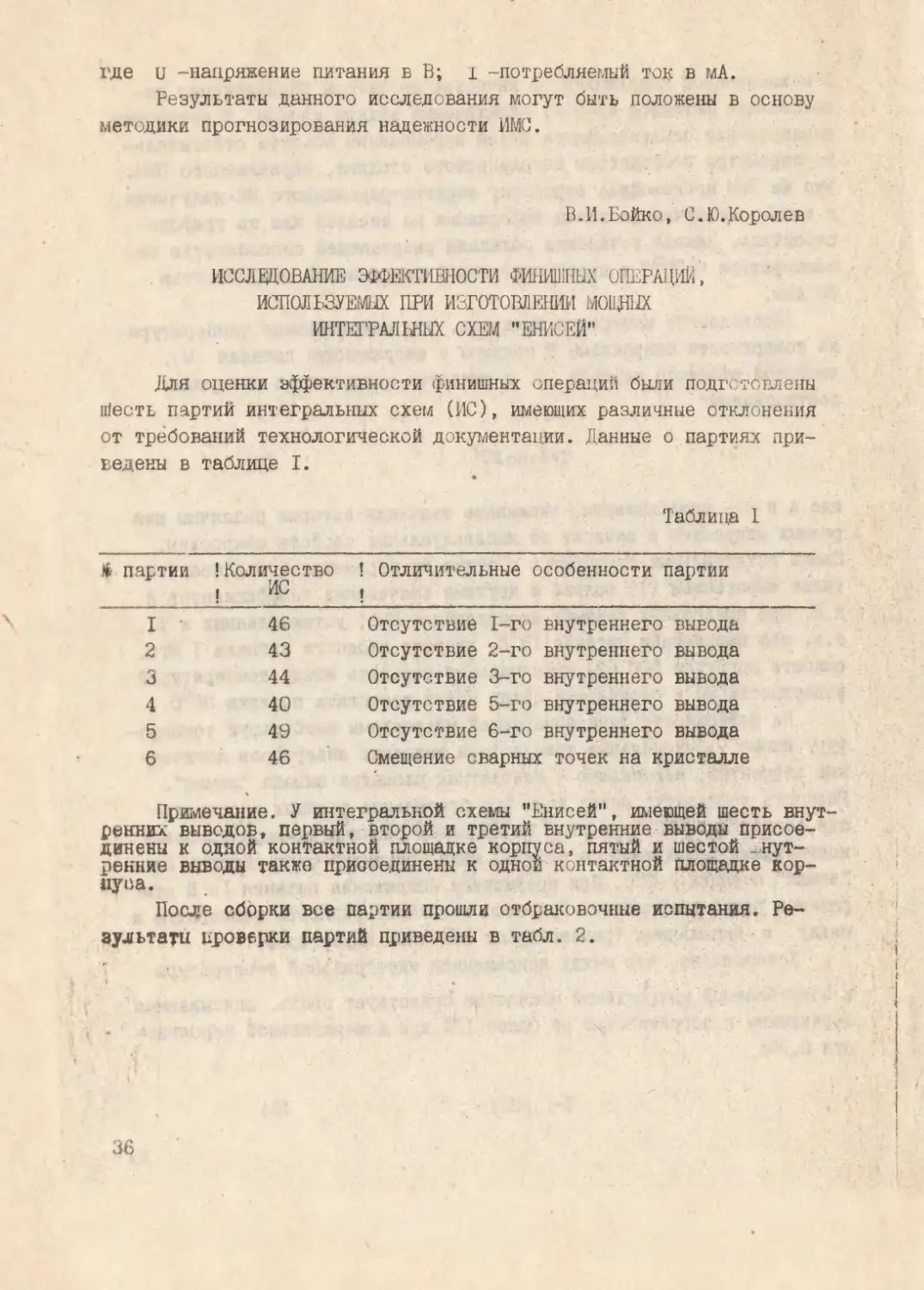
ИССЛВДОВАНИГ ЭФФЕКТИВНОСТИ ФИНИШНЫХ ОПЕРАЩ'Ш , ИСПОЛЬЗУЕМЫХ ПРИ ИЗГОТОВЛЕНИИ моплых ИНТЕГРАЛЬНЫХ СХЕМ "ЕНИСЕЙ"
Для оценки эффективности финишных операций были подг< топлены Шесть партий интегральных схем (ИС), тлеющих различные отклонения от требований технологической документации. Данные о партиях приведены в таблице I.
Таблица 1
* партии ’Количество ! Отличительные особенности партии । НС t
I • 46 Отсутствие 1-го внутреннего вывода
2 43 Отсутствие 2-го внутреннего вывода
3 44 Отсутствие 3-го внутреннего вывода
4 40 Отсутствие 5-го внутреннего вывода
5 49 Отсутствие 6-го внутреннего вывода
6 46 Смещение сварных точек на кристалле
Примечание. У интегральной схемы "Енисей", имеющей шесть внутренних выводов, первый, второй и третий внутренние•выводы присоединены к одной контактной площадке корпуса, пятый и шестой внутренние выводы также присоединены к одной контактной площадке корпуса.
После сборки все партии прошли отбраковочные испытания. Результаты проверки партий приведены в табл. 2.
36
Таблица 2
№ партии ! Процент годных ИС
I 2 3 4 5 6 0 58 29,5 0 6,1 36,9
Приборы из партии № I, без I-го внутреннего вывода, были все забракованы на I-й классификации по электрическим параметрам. Приборы партии Л 4 были все забракованы из-за обрывов I-го или 6-го выводов.
Часть приборов из партий № 2, $ 3, $5, №6 выдержали все испытания. Отсюда следует, что существующий набор финишных операций, используемый для оценки качества ИС "Енисей”, не обеспечивает отбраковку всех схем, имеющих внутренние дефекты. Для обеспечения высокой надежности ИС "Енисей" необходимо проводить тщательный контроль качества сборки ИС до герметизации, а также необходимо разработать новые методы испытаний качества схем.
В.И.Бойко, 0.М.Золотухина, В.В.Шукалов
НОВЫЕ КОНСТРУКТИВНЫЕ РЕШЕНИЯ УПАКОВКИ ПОЛУПРОВОДНИКОВЫХ МОЩНЫХ ПРИБОРОВ С УЧЕТОМ
МЕХАШПЕСКПХ НА11ПШЕН1Й В КРИСТАЛЛАХ
Значительное увеличение стоимости меди как основного материала, применяемого при изготовлении мощных ИЭТ (КТ837, KPI42EHI2, KPI42EHI8 и др.), ставит задачу поиска новых, более дешевых материалов и конструктивных решений, альтернативных медным конструкциям упаковки приборов.
В связи с этим нами изучалась возможность замены медных подложек пластмассовых корпусов типа КТ-28 на подложки из материалов АмЦ М - 1,0; СТЮ - 1,2.
Не рассматривая в данной работе вопросы, связанки? с отводом
тепла от кристалла, в качестве критериальной опенки пригодности новых материалов к производству ИЭТ избраны механические напряжения, возникающие в кристаллах после монтажа на эти подложки.
Для получения численных значений механических напряжений применены розетки тензорезисторов (тензодатчики), изготовленные на кремнии (11!) в едином технологическом цикле создания исследуемых ИС и смонтированные на подложки в соответствии с действующим процессом монтажа приборов с помощью припоя П0С-40. Расчет показаний тензорезисторов в механические напряжения выполнялся в рамках уравнений теории прочности о нахождении главных напряжений для хрупких материалов. Эквивалентные напряжения рассчитывались по энергетической гипотезе Давиденкова Н.Н.
В качестве частного примера показываем, что максимальные механические напряжения для кристаллов площадью 5 мм2, напаянных на подложки из материалов: Моб, АМН М - 1,0, СТЮ - 1,2,- составили 30, 100, 20 МПа соответственно, а следовательно, в стальных конструкциях кристаллы испытывают меньшие механические нагрузки.
Кроме того, с помощью тензометрического метода установлены основные закономерности поведения мощных приборов в корпусе.
Таким образом, можно утверждать, что комплексный научно-практический подход к данной проблеме обеспечит высокую надежность мощных ИЭТ.
М.И.Горлов, В.Е.Гадыкин, А.А.Свешников
. К ?ЛЕТ0ДИК1. РАСЧЕТА НАДШЮСТП ЭЛЕМЕНТОВ КОНСТРУКЦИИ ГИБРИДНЫХ МИКРОСБОРОК
Проводится повседневная работа по повышению качества и надежности внутренних выводов гибридных микросборок (МСБ). Отказы на всех этапах применения и эксплуатации МСБ по внутренним выводам составляют по данным отечественных и зарубежных фирм от 4 до 60%.
Вызывает трудности количественное сравнение за какой-либо промежуток времени качества и надежности внутренних выводов различных МСБ, например, качество и надежность паек внутренних выводов, так как все исходные данные различные, что показано в таблице:
38
Тип !Кол-во ?Кад~$о отка4 Кол-во паек ! Кп j ПО fвнутренних вы—. vTr
/ . #•<
007 11355
J
004 55182
174
! Кп
! xIOOO
ЗОЙ 533
На наш взгляд, с учетам числа внутренних выводов
(отсюда и
Л’.'*',-' . _ * , • • •' С • . ' < А <
считывать коэффициент^ например, ненадежности паек (К п) внутрен-
Обратная величина коэффициента ненадежности пайки будет по-кбывать число кач^стжшад паек, приходящихся на одну некачественную пайку (обозначим ее К л ).
Расчетные величины Жй и Kzrj внесены в таблицу и по ним четко видно, Что качеотвя и надежность паяных соединений МСБ типа 004 в 1,8 раза вьшш-и- чем у МСБ типа 007.
Подобным обрей©!» можно провести сравнительные расчеты по оценке надежности и других элементов конструкции МСБ.
Б.Я.Львин, С.Л.Подвальный ,
ОБЕСПЕЧЕНИЕ НАДЕШХЖ ВСТРОЕННЫХ ПРОГРАММ АЖРОКОНТИШЕРО В ПУТЕМ Д 2 SL ТЕЛЬСТВА ИХ ПРАВШ1ЫЮСТИ
Последнее вреда широкое распространение при создании ИЭТ по-
лучили встроенные системы на основе однокристальных микроконтроллеров и» в частности^ да базе I8I6BE5I. С учетом необходимости
создания программ рншгнйого времени и требований прошивки их в ПЗУ общепринятая отлодазь программ становится совершенно недоста-
точной для обеспечений их надежности.
Поднять надежность программ можно за счет доказательства их правильности. К сожадешпв^ практические применения методов такого доказательства, преложенных Б. Флойдом, Э. Дейке Трой, Т.Хоаром, Д.Грисом и др./ I/я не подучили широкого распространения из-за их
39
громоздкости и отсутствия доступной программной поддержки. Реально их можно применять только к небольшим критическим частям программы, доказывая ее некоторые свойства и тем самым повышая ее надежность в целом.
Для микроконтроллеров применять эти методы стало возможно только в последнее время с появлением для них современных языков программирования высокого уровня типа Паскаля и Модули-2, для которых методы применимы Для микроконтроллера I816BE5I в ВРУ была разработана А.Ю.Черняком /2/ система програгя ирования, язык которой дает возможность производить такие доказательства.
Эта система программирования была использована для создания устройства приема импульсных сигналов по 16 однотипным линиям в параллель. Основная проблема - правильное опознавание ймпульсов, несмотря на дребезг и дефекты линий. Были сформулированы и экспериментально проверены (для разных линий, для новых и эксплуатировавшихся длительное время источников импульсных сигналов разных видов) самые слабые требования, которым должен удовлетворять принимаемый сигнал-
- импульсу должен предшествовать устойчивый низкий уровень сигнала не меньше определенной длительности;
- сам импульс должен представлять собой устойчивый высокий уровень сигнала не меньше определенной длительности;
- между этими устойчивыми уровнями могут в результате дребезга быть высокие (низкие) уровни сигнала меньшей длительности, не являющиеся импульсами
Программа была построена вместе с доказательством того, что она будет правильно определять образы импульсов С этой целью были получены инварианты циклов, проверены пред- и постусловия операторов. Это позволило гарантировать; что будут учитываться те и только те иглпульсы, которые удовлетворяют указанным требованиям.
Программа без отладки стала без сбоев учитывать импульсы для всех используемых источников и линий. Предшествующая программа, отлаженная для борьбы с дребезгом на новых источниках одного вида, стала давать сбои после износа источников на других источниках и линиях.
I. Грис Д. Наука программирования - М.: Мир, 1984.
2. Черняк А.Ю. Язык программирования для ОЭВМ 1816ВБ51 // Библиотека информационной технологии (БИТ). - Вып. 3, с. 190-198.
40
В.П.Шаповалов
УСТОЙЧИВОСТЬ ЭЛЕКТРОННО-ДЫРОЧНЫХ ПЕРЕХОДОВ
К ЛАВИННОМУ ПРОБОЮ ПРИ РАБОТЕ В ИМПУЛЬСНОМ РЕЖИМЕ
Напряжение включения и микроплазмеиных центров в области
пространственного заряда электронно-дырочных (э-д) переходов при их обратном смещении определяет электрическую прочность полупроводниковых приборов и ИС. В свою очередь, и микроплазмеиных
центров в э-д-переходах является функцией внешних факторов, обуславливающих темп генерации носителей в микроплазменной области.
Изучение количественных зависимостей Нвкл микроплазм от температуры й величины нарастания напряжения du/dt через э-д-переход представляет интерес для повышения эксплуатационной надежности полупроводниковых приборов и ИС.
Исследовалось фактическое напряжение включения микроплазм различных кремниевых диффузионныхи германиевых сплавов э-д-пере-ходов при обратном смещении их напряжением до 90 В с одновременной модуляцией этого напряжения одиночными импульсами пилообразно-но напряжения с амплитудой до 10 В. Измерения проводились на осциллографе CI-54; при постоянстве амплитуды модулирующего элект-
рического сигнала значение au/dt варьировалось за счет изменения длительности пилообразного импульса напряжения.
Получены типичные зависимости напряжения включения первой микроплазмы от au/dt. Для одной и той же микроплазмы фактическое напряжение включения существенно увеличивается с ростом du/dt
модулирующих импульсов перенапряжения с последующим выходом на насыщение при значениях du/dt *100 В/мс. При этом для низкочастотных микроплазм наблюдается более сильная, чем для высокочастотных, зависимость фактического напряжения включения от du/dt.
Полученные результаты объясняются исходя из представлений, о временной задержке включения микроилазм. определяется энергией и количеством свободных носителей, попадающих в область микроплазмы, характеризуемую мгновенной величиной напряжения на фронте пилообразного импульса. При достижении икоит в совершении акта ионизации определяющими становятся носители высокой энергии, возникающие под действием этого поля. Для больших значений du/dt (> 100 В/мс) выход иво на насыщение обусловлен тем, что скорость темпа термической генерации высокоэиерге.тических носителей,
41
включающих мякроплазму, соизмерима со ско)етью нарастания амплитуда импульса. При этом за время нарастаиия импульса высокоэнергетические носители не успевают попасть в область микроплазмы, включение микроплазмы определяется т лъко полевой зависимостью и происходит при достижении иКрИ7«
' Исследованы температурные зависимости ивкд микроплазм от различных значений du/dt. с повышением температуры ивкл увеличивается для всех значений dU/dt за счет интенсификации рассеяния носителей на тепловых колебаниях решетки.
При критических температурах 253 К для германиевых и 650 К для кремниевых э-д-переходов микроплазмы переходят из бистабильного состояния в стабильное включенное, что гриводит к переходу лавинного пробоя в термический;
Таким образом, в целях повышения устойчивости э-д-пёреходов к пробою при. эксплуатации в импульсном режиме целесообразно их использование, при прочих равных условиях/i режиме повышенных частот и малых фронтов нарастания импульсов вжйряжения,
Е»К.>ктров* Е.Н.Куршева
ЦйЯ
4Л
При работе высокочастотных транзисторов яа рассогласованную * нагрузку напряжение на коллекторе может превышать пробивное напряжение коллектор-база И поэтому возиажают катастрофические отказ» аппаратуры. В связи с этим необходим© обеспечивать, чтобы и изд превышало Для повышения и j^q обычно используются следующие метода: увеличение удельного сопротивления коллекторного слоя и увеличение радиуса закругления ояраешого кольца. Чрезмерное повышение удельного сопротивления не всегда желательно, так как приводит к уменьшению и Увеличение радиуса охранного кольца не всегда применимо технологически поскольку требует длительного диффузионного отжига.
В настоящем докладе обсуждается другой метод повышения V в котором предлагается достигать необходжых знячений Я кн) уменьшения поверхностной концентрации примесей в кольце при сред- ’ них радиусах закругления В настоящей работа рассчитш ают я про
42
него кольца и различными задаваемыми поверхностными концентрациями примесей ы в кольце. В приближении радиального растекания тока численным методом распределение поля и падение напряжения в области обедненного слоя находились из уравнения Пуассона. Разработан пакет прикладных программ на языке ФОРТРАН, основанный на использовании метода конечных элементов. В программе используется двухмерная модель распределения заряда в полупроводниковом приборе.
В качестве примера рассматривался транзистор с рабочими частотами 200 МГц... I ГГц, U пит = 28...40 В, тлеющий глубину залегания р-п-перехода охранного кольца 2,3 мкм. Распределение концентрации примеси в кольце апроксимировалось по закону Гаусса. Поверхностная концентрация акцепторной примеси варьировалась в пределах lO^-ICp^ при этом достигалось увеличение от 50 до 97 В. Таким образом, снижая п на порядок, можно получить увеличение пробивного напряжения почти в 2 раза, так как с понижением поверхностной концентрации примеси в кольце увеличива
ется ширина коллекторного р-п-перехода, и, следовательно, возрас-
тает пробивное напряжение
иКЕО-
В. 11. Шаповалов, В. И. Матюшин,
В.И.Лищенко, А.В.Томашевский
ОБРАБОТКА КРгЛПШЕВЫХ СТРУКТУР С р-n -ПЕРЕХОДАМИ В АТОМАРНОМ ВОДОРОДЕ С ЦЕЛЫ:- УЛУЧШЕН!!,!
ИХ ЭЛЕКТРОФИЗИЧЕСКИХ ПАРАМЕТРОВ И НАДЕЛЮСТИ
Многофакторность проявления атомарного водорода (II) при взаимодействии с Si и различие экспериментальных результатов обуславливают необходимость получения дополнительных количественны?; характеристик влияния II на реальные структуры, что и явилось предметом настоящих исследований. Исследовалась гетерограница si-SiO2 (n-si <р> ,(III), hstOo= О»6 на П-Ре^лет возможности управления ее зарядовым состоянием. Установлены количественные характеристики изменения заряда (Q) гетерограницы Si-SiOP от температуры и времени обработки в Н. Показано, что можно уменьшить Q границы раздела Si-Si02 при воздействии Н, при этом оптимальными являются Т = 35С°С я t = 20 мин. Обработка в этих ре-
43
жимах позволяет уменьшить величину Q в 5,2 раза. Эти результаты объясняются исходя из механизмов образования летучих ридрцДов и-пассивации Н оборванных валентных поверхностных связей с образованием ковалентных связей Нс Si. При исследовании изменения электрической прочности кремниевых р+-п-переходов под воздействием Н: при комнатной температуре установлена зависимость изменения u0(jp от времени обработки Нобр = Показано, что по мере увеличения t электрическая прочность р+-п-перехода монотонно возрастает проходит через максимум (при t - 20...30 с обработки в Н) и далее монотонно уменьшается. Эти результаты объясняются с позиции протекания конкурирующих процессов с образованием летучих гидридов с одновременной пассивацией Н оборванных связей границы выхода р+-п-перехода на поверхность и, с другой стороны, накопительными процессами образования твердых солеобразных гидридов, проявляющих ионную активность. Полученные количественные зависимости могут быть использованы в технологии микроэлектроники для повышения электрической прочности p-n-переходов и для управления зарядовым состоянием границы раздела Si-siO2 при производстве дискретных кремниевых полупроводниковых приборов и интегральных схем.
С.Д.Дунаев, Е< В.Бондоренко
ПРОБЛЕМЫ ЭЛЕКТРО ЛАПШБОЙ СОВЖТШЮТИ ИНТЕГРАЛЬНЫХ СХЕМ РАЗЛИЧНОГО ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ
Одна из основных задач, стоящих перед разработчиками и эксплуатационниками микроэлектронной аппаратуры (МЭА), - обеспечение ее работоспособности в данных условиях внешней среды. Другими словами, МЭА должна быть совместима с внешней средой, являющейся источником,. снижающим ее надежность. К основным дестабилизирующим факторам внешней среды относятся климатические, механические, радиационные и электромагнитные воздействия. Совмест тюсть в отношении первых трех факторов обеспечивается выполнением требований ряда стандартов, регламентирующих группы жесткости этих воздействий. Проблема же совместимости МЭА с электромагнитными Полями различной физической природы на сегодняшний день практически не нашла конкретной оценки.
Очевидно, что .для достижения необходимой надежности МЭА раз-44 '
личного функционального назначения целесообразно ограничивать в технически обоснованной степени допускаемую восприимчивость элементной базы МЭА к внешним электромагнитным помехам и допустимые уровни помех, создаваемых самими элементами МЭА.'Обе упомянутые задачи составляют основное содержание проблемы обеспечения электромагнитной совместимости (ЭМС) МЭА с внешней средой.
Таким образом, ЭМС целесообразно рассматривать в виде критерия устойчивости МЭА к различным типам внешних и внутренних помех.
Обращаясь к литературным данным* причины возникновения помех как в МЭА» так и в самих интегральных схемах (в первую очередь, в БИС и СБИС) можно условно разбить на две группы:
- отражения в сигнальных линиях связи от несогласованных нагрузок и неоднородностей, перекрестные наводки между сигнальными линиями связи, искажения сигнала (формы) в линиях связи, паразитные связи между ИС по цепям питания и заземления;
- наводка от внешних магнитных полей "постороннего" происхождения, наводки электромагнитных излучений "соседних" ИС друг на друга;и наводки функциональных элементов, являющихся компонентами -однокристальных монолитных или гибридных интегральных схем.
Первая группа-помех достаточно хорошо изучена, разработаны зко рсретные рекомендации по их устранению (или снижению их влияния)-; вторая группа представляет трудоемкую задачу как с теоретической, так и экспериментальной точек зрения*
В общем ваде проявление электромагнитных помех в МЭА и ИС может привести к образованию нежелательных с точки зрения преобразования полезного сигнала вторичных эффектов(остаточных и переходных), таких как усиление внутренней или внешней помехи, пробой элементов схемы, самовозбуждение устройства и т.п*
Для исследования эффектов, перечисленных выше, необходимо определить основные параметры, характеризующие как исследуемое устройство (МЭА или ИС), так й возмущающее воздействие. Клим'относятся: максимальный размер электронного устройства d/D ; его электрофизические параметры/магнитная и-диэлектрическая проница^-емость и проводимость (^Z, S и 6* )/как функция координат; спектральная -плотность излучения 3*(О)) или форма импульса помехи; верхняя граничная частота возмушающего воздействия, определяемая из энергетических соображений:
if j ад I rfu// ад1 а О
где K$€ /0,1/ - коэффициент, характеризующий долю энергии излучения в диапазоне частот от 0 до 10“? с"^ (при расчетах
обычно полагают К36 - 0,95).
Поскольку заранее обычно невозможно предсказать конкретные параметры электромагнитного излучения в данной точке пространства, то расчет его влияния на МЭА (или ИС) необходимо производить из наихудшего для данного устройства случая, выбирая соответствующим образом ориентацию и максимальные значения векторов напряженностей.
А.И.Кудинов
ОБ ОЛЛОЙ ОСОБЕННОСТИ ОТКАЗА ОЛУ ТЕЛЕВИЗОРОМ
Один из видов отказов системы дистанционного управления телевизором (СДУ) имеет особенность, заключающуюся в потере функционирования лишь в малом интервале (0,1...О,25 В) значений напряжения источника питания в пределах допустимого ТУ диапазона питающего напряжения 6...9 В.
Как показал анализ, эта особенность обусловлена специфичным характером отказа входящей в состав СДУ ИС КС1566ХЛ1. Специфика заключается в том, что в указанном интервале Епит кодовая последовательность импульсов командного слова пропорционально сжимается во времени в 2...4 раза, в результате чего приемное устройство в телевизоре *’ не понимает" переданную команду, что квалифицируется как отказ СДУ.
Статистически установлено, что между годными и отказавшим^! ИС имсчтся различия в форме импульсов на выводе ИС, являющемся выходом внутреннего генератора. Эти различия заключаются в том, что на фронте и (или) на спаде импульса в отказавших ИС расположены тонкие пики величиной меньше амплитуды импульса, которые при изменении Е„т,т изменяются по своей высоте, а также изменяется и вел, чина пит провала между основным импульсом и этими пиками. Тогда, если эти импульсы, пройдя через тлеющуюся внутреннюю R-с-цепочку на вход логической части ИС, сохранят в определенной мере эту особенность, то логическая часть ИС в зависимости от величины Епит среагирует на пики напряжения в соответствии с величиной порога срабатывания и тем самым фактически умножит частоту импульсов генератора, на основе которых формируется командное слово.
Конструктивно ИС выполнена так, что емкость R-с-цепочки рас-
46
положена между "шиной питания" и выходом генератора» расчетная величина которой равна 14 пФ. Было предположено, что величина этой емкости мала для сглаживания импульса. Это предположение было проверено от противного: в годных ИС механическим путем была уменьшена эта емкость на 16, 25, 30 и 40$, после чего появилось явление сжатия во времени командного слова.
Следующим шагом было изменение конструкции кристалла в части увеличения емкости на 40$, для чего были проведены две диффузионные партии, поделенные каждая на две части, в одной из которых структуры были изготовлены с применением измененных фотошаблонов. Затем была проведена сравнительная проверка функционирования ИС на макете, имитирующем условия работы в СДУ. Оказалось, что доля неработоспособных ИС измененной конструкции составила всего лишь 0,72$, тогда как неизменной конструкции - 9,1$. Учитывая, что обе Части диффузионных партий изготавливались в одинаковых условиях, уменьшение доли неработоспособных ИС измененной конструкции более чем на порядок полностью обусловлено увеличением емкости между "шиной питания" и выходом генератора.
Следует особо подчеркнуть, что противоречивые требования к геометрическим размерам емкостей на кристаллах аналоговых ИС могут приводить к возникновению подобных эффектов и во многих других типах ИС, применяемых в видеотехнике.
И. К). Урывская, И. Н. Сорокин, А.А.Чуриков, Ю.И.Урывский
СНИКЕИИЕ ТМЕРАТУРЫ ПАССИВАЦИИ - ОДИН ИЗ ПУТЕЙ ПОВЕШЕНИЯ НАДЕЖНОСТИ ШЕГЕГРАЛЫШ СХЕМ
В настоящее время можно считать освоенным производство интегральных схем (ИС) с размера и элементов структур I мкм с применением фотолитографических методов. Имеются опытные образцы ЙС, литографический размер элементов которых составляет 0,7-0,8 мкм. К середине 9О-х годов предполагается освоение производства схем с размером элементов 0/5 мкм, а к 2000-2010 годам - 0,1 j км, что приближается к предельным физическим возможностям кремниевой технологии. Иными словами, ожидается значительнее увеличение плотности размещения элементов на кристалле. Если в Настоящее время максимальное число транзисторов, в СБИС равно I :.лн. штук, то к 2060-2010 годам оно составит I млрд.штук. 4"
/
Увеличение плотности размещения элементов на кристалле неизбежно должно привести к формированию сложной системы металлической коммутации элементов в многослойном исполнении либо конструи-• рованию ИС с минимальным числом коммутаций.
Однако как в том, так и в другом случае неизбежно возникает проблема поисков новых изолирующих материалов и новых методов формирования слоев из этих материалов. Громе того, здесь следует учитывать и. то обстоятельство, что всякого рода технологические обработки структур ИС при повышенных температурах неизбежно повлекут за собой ухудшение их параметров и снижение надежности. Таким образом. приоритетными могут считаться низкотемпературные методы формирования диэлектрических слоев.
К перспективным материалам микроэлектроники относятся крем-нийорганические олиго- и полиорганосилоксаны, позволяющие существенно упростить процесс нанесения тонкопленочных покрытий на полупроводниковые подложки за счет использования метода центрифугирования олигомеров из растворов с последующей термообработкой при температуре 150...200°С.
В настоящей работе рассматриваются пленкообразующие свойства 43$-ного раствора олйгоокситлетилсилметиленсилоксисилана в смеси ацетона и толуола, в результате чего:
I) определены зависимости толщины пленок олигомера от скорости вращения вала центрифуги при постоянном времени центрифугирования;
2) исследованы изменения толщины пленок в процессе термообработки;
3) определены оптимальные режимы нанесения,
4) определены зависимости механических напряжений в пленках от режимов формирования.
Анализ экспериментальных результатов позволяет сделать следующие выводы:
I. Невозможность получения т лщины пленки олигооксиметилсил-метиленсилоксисилана методом центрифугирования менее 0,48 мкм позволяет наметить возможные области применения данного материала в микроэлектронике - пассивирующие слои и изолирующие слои при многослойной коммутации.
2. Сравнительно низкие величины кратности изменения толщин пленок при термообработке свидетельствуют о высс <ой степени наполненности. растворов.
3. Оптимальным режимом нанесения пленок олигооксиметилсилме-
48
тиленсилоксисилана является статический режим нанесения пленок при центрифугировании с мгновенной остановкой ротора центрифуги, поскольку этот режиги позволяет получать пленки с минимальным раз-’ бросом толщине по пластине и наименьшей дефектностью.
4. Отсутствие механических напряжений свидетельствует в пользу выбранного нами материала с точки зрения его эластичности и механической прочности.
А.А.Щетинин, А.И.Дунаев, В.В.Корчагин,
Е. П.Новокрещенова, Е.А.Барамзина
ТЕНЗОЧУВСТВИТЕЛЬЧЫЕ W/IEHTU НА ОСНОВЕ НК КРЕГАНИЯ
Одной из наиболее актуальных задач метрологического обеспечения технологических процессов является создание чувствительных, надежных, быстродействующих, совместимых по выходному сигналу с управляющей ЭВМ (или измерительным блоком) первичных преобразователей (ПП), контролирующих различные технологические параметры (температуру, давление и т.д.). Чувствительные элементы таких ПП можно создавать на основе нитевидных кристаллов (НК) кремния, обладающих высокой механической прочностью в широком интервале температур и благоприятной морфологией.
В работе рассматриваются возможные пути создания тензочувот-вительннх элементов (ТЧЭ) ПП на основе НК кремния с воспроизводимыми характеристиками, изготавливаемых методами технологии микроэлектроники. ТЧЭ со стабильными и воспроизводимыми электрическими характеристиками изготавливаются по технологии, включающей получение НК кремния с заданными геометрическими размерами и электрическими свойствами и проведение их послеростовой обработки. Использование НК кремния в качестве ТЧЭ обусловлено совпадением ориентации оси роста кристалла с направлением максимальной тензочувстви-тельности для p-Si < III > .
Приводятся экспериментальные результаты, устанавливающие связь электрических характеристик НК Si с технологическими условиями их выращивания. Стабильность работы ТЧЭ ПП оценивалась по величине изменения электросопротивления и смещению положения RlT?<n характеристики R(T) кристаллов кремния, подвергнутых токовой тренировке максимальным неразогревающим током ~ 2 мА в течение
ф*
49
1000 часов.
Показано, что послеростовая обработка оказывает существенное влияние на уменьшение разброса электрофизических характеристик кристаллов кремния, использующихся для ТЧЭ ПП, Токовая тренировка исходных кристаллов кремния приводит к смещению t зависимости fi(T) на величину ~ 30 К в сторону более низких температур и изменению сопротивления в интервале температур 120...420 К на ^2-20%. Аналогичная тренировка предварительно отожженных (Тотж = 1470 К) в течение 18 часов кристаллов показывает, что происходит стабилизация Rmin зависимости н(Т),при этом уход сопротивления во всем температурном интервале составляет *^0,5^.
ТЧЭ на основе НК Si использовались для измерения остаточных напряжений кристаллов интегральных микросхем после формования -пластмассовых корпусов*. Для этого готовые ТЧ ) соединяли с токовыми выводами технологической рамки и. запрессовывали методом трансферного литья при Температуре 450 К и давлений ^2 МПа в j многокомпонентный пластмассовый компаунд на основе эпоксидной смолы.
Основные параметры ТЧЭ на основе НК кремния:
Длина (диаметр) ТЧЭ, мм zw3(~ 3 10“^)
Удельное сопротивление при Т - 298 К, 0м-м ~ 10~4
Сопротивление ЧЭ прр Т = 298 К, кОм 0,1-1,0
Интервал рабочих температур, К 80-600
ТКС свободного ЧЭ, % 0,03-0,09
Коэффициент тензочувствительностп в направлении с III > 80-100
Предельная относительна^ деформация, % 1,0
Б.К.Петров, В.В.Воробьев
ЙАКСИ1ШЫЩЕ ТЕМПЕРАТУРЫ ПРОВОЛОЧНЫХ МЕЖСОШНВДЙ МОЩНЫХ ВЧ-ТРАНЖТОРОВ В < КС WAT АНИОННЫХ РВОТАХ
> *
Как известно, максимально допустелые токи транзистора обычно определяются на основе тока плавления проволочек. Справочные дан -ные содержат максимально допустите постоянные токи эмиттера, ба
*КроЙчик Р.Н., Барамзина Е.А., Корчагин В.В. Оптимизация сборочных процессов ИС с использованием тензорезисторов на’ нитевидных кристаллах кремния// Ж ВИСИ, - Воронеж,. ВГУ, 1991. - С.16-17.'
зы и коллектора, однако при работе в эксплуатационных режимах нагрев проволочек может быть значительно выше, чем на постоянном токе. Поскольку литературные данные по этому вопросу отсутствуют, представляется интересным рассчитать распределение температуры в проволочных межсоединениях в зависимости от реального режима ра- . боты на высокой частоте. Результаты расчетов могут быть применены для корректировки областей безопасной работы и анализа отказов.
В качестве модели проволочки используется стержень, отвод тепла с боковой поверхности которого отсутствует. Мощность в стержне выделяется при протекании постоянной составляющей тока, а также первой и второй гармоник с учетом скин-эффекта. Соотноше--нгл между гармониками и постоянной составляющей определяется режимом работы транзистора. Граничные условия задаются температурами на концах стержня с учетом тепловых сопротивлений между концами стержня и окружающей средой.
. С помощью полученных выражений можно рассчитать распределение температуры в проволоке в зависимости от материала, длины и диаметра проволоки-, температур ее концов, частоты и режима работы.
В качестве примера проведен расчет распределения температуры в эмиттерных проволочках транзистора КТ930Б на частоте 400 МГц в режиме класса В. Длина проволочек 2 мм, диаметр 60 мкм, материал -алюминий. Один конец проволочки расположен на кремнии (МОП-конден-сатор), другой - на окисле sxo2 толщиной 2 мкм (активная структура). Соответствующие тепловые сопротивления составляют 72 °С/Вт И 530 °С/Вт.
При работе в согласованном режиме амплитуда первой гармоники составляет I А, а максимальный перегрев проволоки равен 33°С (температуры кристалла и ШТ-ковденсатора одинаковы). Если температура p-n-переходов выше 130°С (температура МОП-конденсатора 40°С), то максимальная температура проволоки становится равной темпера- * туре р-п-перехода.
При рассогласовании с нагрузкой токи, протекающие через транзистор, возрастают в несколько раз, а температура р-п-переходов > достигает 280-300°С. Ток. перегорания проволоки в этом случае
= 5,8 А.
*»
51
Б.К.Петров, Н.Г.Гвоздевская, В.И.Артемов
МОДЕЛИРОВАНИЕ ВЫСОКОЧАСТОТНОГО ТОКОРАСПРЕЦЕЛЕНИ/ ВО ВХОДНЫХ ЦЕН X СВЧ МОП-ТРАНЖТОРОВ
При конструировании мощных СВЧ МОП-транзисторов разработчиками обычно не учитывается неравномерное перераспределение высокочастотных токов, имеющее.место, как показали наши исследования, в системе внутренних соединительных проводников входных цепей, что может отрицательно сказываться на надежности приборов и приводит к снижению эксплуатационных параметров Рвых> Кр в критическом усилительном режиме.
С целью анализа этого немаловажного фактора нами разработан аналитический метод расчета высокочастотного токораспределения в проволочных межсоединениях МОП полевых транзисторов на основе предложенного нами контурного подхода с учетом действующих суммарных электромагнитных полей от всех проводящих элементов контуров. При этом достаточно корректно исключаются из процесса дальнейшего рассмотрения при моделировании встречные компенсирующие друг друга электромагнитные потоки.
Математическое моделирование токораспределения сводится к составлению в систем по m линейных алгебраических уравнений относительно токов в затворно-истоковой цепи конкретного прибора. Применительно к структуре СВЧ-транзистора с симметричным расположением контуров по отношению к центральной оси, уравнения составляются для одной симметричной половины. В качестве матрицы коэффициентов используется соответствующая матрица индуктивностей элементов образующих контура. На основе свойства эквипотенциальности контактных областей исходная система путем исключения ЭДС в конту-
рах, а также нормированием всех токов к одному из них, упрощается и решается стандартными методами (Гаусса, Краута-Холецкого и др ) для относительных значений амплитуд истоковых и затворных токов. Построение диаграмм с использованием полученных результатов дает наглядную картину высокочастотного токораспределения в проволочных межсоединениях входной цепи прибора и позволяет оценить в процентном соотношении степень неравномерности растекания токов.
В качестве иллюстрации рассчитано токораспределение во входной цепи СВЧ МОП-транзистора типа 2П911 с Рвых = 10 Вт на частоте У = I ГГц (ОИ) при наличии 5 соединительных истоковых проволочек
52
длиной 1,84 мм, диаметром 40 мкм и четырех затворных проволочек длиной 1,78 мм того же диаметра.
Установлено, что даже для простейшей конструкции МОП ПТ с малым количеством истоко-затворных соединений имеется значительное С'4'2С$) превышение токов в крайних истоковых проводниках. Следовательно, в более сложных мощных структурах (с 10 и более соединительными проводниками) нельзя пренебречь этим фактором.
Предложенный нами метод теоретического анализа предполагает управление токораспределением в системе соединительных проводников во входных цепях на стадии проектирования приборов данного класса с целью обеспечения надежности их работы при опт гадальных выгодных параметрах.
О.М.Булгаков, Б.К.Петров
РАСПРЕДЕЛЕНИЕ М01Ш0СТИ В I {НОГОСТРУКТУРНЫХ ВЧ-ТРАНЗИСТОРАХ
Одной из причин, приводящих к ограничению выходной мощности ВЧ-транзисторов и снижению их устойчивости к рассогласованию с нагрузкой; является присущее этим транзисторам неравномерное распределение мощности по отдельным транзисторным структурам. Как было ранее установлено, основным фактором, вызывающим неравномерное распределение мощности, является взаимная индукция внутрикорпусных элементов входных контуров мощных ВЧ-транзисторов.
-Нами предложена методика расчета расдределения входной PBXj и выходной Pj мощности по отдельным структурам мощных ВЧ-транзисторов, дающая более точное, по сравнению с использующимися в настоящее время методиками, совпадение расчетных результатов с экспериментальными, а также позволяющая детально рассмотреть влияние отдельных конструктивных, технологических и эксплуатационных параметров на неравномерность распределения РвхТ и Pj.
В основе методики лежит вычисление трансформированных значений входных имцедансов отдельных транзисторных структур в месте присоединения соответствующего входного электрода (проводника или ленточного вывода) к обкладке конденсатора первого звена входной согласующей цепи. Вследствие взаимной индукции во входных контурах мощных ВЧ-транзисторов • значения индуктивности общего вывода LQ и полной эквивалентной входной индуктивности • отдельных тран
53
зисторных ячеек различны, что приводит к неоднородности значении
резонансных частот входных контуров и параметров передаточных ха
рактеристик соответствующих во-звеньев. Методика проиллюстриро-
вана на примерах расчетов Pj и PBXj
транзисторов КТ909Б, КТ930А,
Б, КТ976А, КТ984А и других, Показано, что, помимо конструктивных
параметров, определяющее влияние на распределение Pj оказывает схема включения транзистора (08 или ОБ). Наличие внутреннего согласующего LC-звена в ряде конструкций приводит к качественному изменению характера распределения Рр При оптимальной настройке входных и выходных цепей ВЧ транзисторного усилителя степень не-
однородности распределения мощности по транзисторным структурам невелика ( 15%), причем максимум Pj может приходиться как на
центр ряда структур, так и на его края. Степень неоднородности увеличивается при рассогласовании с нагрузкой (до 50-70% и более), максимум Pj приходится преимущественно на края ряда структур.
Правильность полученных расчетным путем результатов подтверждается данными измерений температур транзисторных структур при работе ВЧ-транзисторов в динамическом режиме.
, 1
О.М.Булгаков, Б.К.Петров
ЗАВИСИМОСТЬ РАСПРЕДЕЛЕНИЯ МОЩНОСТИ ПО (ТРУКТУРАМ ВЧ-ТРАНЗИСТОРА ОТ ЧАСТОТЫ ВХОДНОГО СИГНАЛА И КОЛЛЕКТОРНОГО НАПРЯЖЕНИЯ
Современный мощный ВЧ-транзистор содержит до нескольких десятков включенных параллельно транзисторных структур. Индуктивное взаимодействие контуров, образованных при протекании рабочих то-*ков транзисторов по внутрикорпусным элементам, приводит к различию значений индуктивности общего вывода &0 отдельных транзисторных структур и индуктивностей связанных с ними внутренних согласующих' ьс-звеньев 1^. Это, в свою очередь, вызывает неоднородность значений входных импедансов транзисторных структур и параметров передаточных характеристик соответствующих ъо-звеньев, что в конечном счете приводит к неравномерному распределению мощности по транзисторным структурам.
На основе решения систем линейных уравнений для входных токов отдельных структур ВЧ-транзисторов, нами было исследовано распределение мощности по транзисторным структурам в зависимости 54
от частоты fc входного сигнала и коллекторного напряжения uR. Максимум Pj приходится на структуры, входящие в состав контуров, резонансные частоты которых совпадают с f , поэтому в широкополосных транзисторах распределение Pj мало изменяется при изменении fc в пределах реализуемой полосы рабочих частот. В случае , когда входные контуры имеют значение добротности Q 5, зависимость распределения Pj от fQ становится более ярко выраженной, и имеет место перемещение максимума Pj с ростом f от центральных структур к крайним, и наоборот, в зависимости от схемы включения транзистора (с ОБ или с ОЭ). Аналогичная картина наблюдается при изменении UR, причем уменьшение ик, как это имеет место при рассогласовании с индуктивной нагрузкой, приводит к увеличению неравномерности распределения Pj. Причиной изменения распределения Pj по транзисторным структурам является зависимость от fc и ик импедансов транзисторных структур, а также амплитудно-фазовых соотношений между эмиттерным и базовым токами.
Точное моделирование работы мощных ВЧ-транзисторов при рассогласовании с нагрузкой и настройке усилителей позволяет повы- ч сить эффективность использования конструктивных средств повышения надежности этих приборов.
И.Ю.Урывская, И.Н.Сорокин, А. А, Чуриков, Ю. И. Урывский А
‘ЭЛЕКТРОФИЗИЧЕСКИЕ СВОЙСТВА
ПЛЕНОК ОЛИГООКСИШЭДС^^^
Проблема повышения надежности интегральных схем - элементной базы современной электронной техники - решается, как известно, по самым разным направлениям, в том числе в направлении поиска новых ’ материалов, позволяющих создавать интегральные схемы на полупроводниковых пластинах в более благоприятных для них условиях, включая режим термообработки*. Одним из перспективных, на наш взгляд, диэлектрических материалов является рассматриваемый здесь олигомер, применение которого позволяет существенно снизить температуру термообработки схем при формировании межслойной изоляции и их пассивации.
Для- определения влияния режимов формирования пленок олигоок-
55
сдаетилсилметиленсилоксисилана на их диэлектрические свойства бы-
лр проделаны следующие эксперименты.
Методом центрифугирования на разных скоростях - 3000, 5000, J0000 об/мин - были нанесены пленки олигомера на кремниевые подложки и сформированы три одинаковые партии. В качестве исходного материала использовался 5СЙ-ный раствор олигооксиметилсилметилен-силоксисиланас После чего проводилась сушка пленок в течение 15 минут, причем
1-я партия обрабатывалась при температуре 100°С;
2-я партия - при температуре ±50°0;
3-я партия - при температуре 200°С.
Зависимость величины диэлектрической проницаемости £ от режимов-формирования демонстрирует, что повышение температуры обработки пленок влечет за собой увеличение диэлектрической проницаемости. Было отмечено, что вариация режимов формирования пленок не влияет на величину тангенса угла диэлектрических потерь, которая составляет 0,003 при частоте I МГц.
Предполагаемые перспективы применения пленок олигооксиметил-силметиленсилоксисилана в технологии микроэлектронных приборов, в качестве межслойных изоляционных слоев в случае создания многоэтажных систем электрических связей, а также в качестве пассивирующих покрытий выдвигают проблему поиска технологических приемов улучшения электрофизических свойств этих пленок, в частности, повышения электрической прочности и диэлектрической проницаемости.
В ходе проведения поисковых экспериментов было обнаружено, что выдержка кремниевых пластин с пленками олигооксиметилсилмети-- ленсилоксисилана в 25^-ном растворе КОН при комнатной температуре в течение разных временных, интервалов с последующей тщательной промывкой в деионизованной воде приводит к повышению как напряженности поля пробоя, так и диэлектрической проницаемости этих пле-
нок.
Определение ширины запрещенной зоны д Е исследуемого материала производилось по УФ-спектру поглощения пленки из этого материала, нанесенной на Кварцевую подложку Для этого методом центрифугирования при и/ 5D00 об/мин и при Тц « 3 с были нанесены пленки на кварцевые пластины. Затем проводилась их термообработка при Т = 150°С и t = 15 мин, после чего часть пластин прошла обработку в плазме кислорода в течение т 2,5, 10, 15 мин.
Для пленок олигооксиметилсилметиленсилоксисилана величина &Е составила 5,4 эВ. Также было отмечено, что обработка в плазме кислорода не влияет на величину ширины запрещенной зоны. 56
t
A. В. Томашевский, В. П. Шаповалов, В. М. Матюшин
ИСПОЛЬЗОВАНИЕ ПОСЛЕДОВАТЕЛЬНОГО КРИТЕРИЯ ВАЛЬДА ПРИ ИСПЫТАНИЯХ НА НАДЕЖНОСТЬ '
Различные виды испытаний на надежность РЭА, ИЭТ обычно требуют проведения проверки статистических гипотез относительно испытываемых партий изделий. Пусть X - параметр, значения которого измеряются при испытаниях и 3~(Х> - функция распределения X ,
где $ - параметры распределения. Считается, что партия прошла испытания, если при заданных значениях риска поставщика «X, и риска потребителя получаемые при испытаниях значения , Х%, • *.» Хп принадлежат генеральной совокупности с распределением %,). Если значения Х^ , Х% , ..., Хп принадлежат генеральной совокупности с распределением то считается,
что партия испытаний не прошла. Данная задача решается проверкой статистических гипотез относительно результатов испытаний и является классической задачей теории надежности. На основе ее решения разработаны методы однократной, двукратной выборок, метод последовательных испытаний. Особенностью метода последовательных испытаний является то, что он при прочих равных условиях требует- минимального количества изделий для испытаний. Тем самым сокращаются затраты на проведение испытаний. Этот метод достаточно полно разработан для случая нормального распределения контролируемого параметра. Однако в реальности встречаются параметры испытуемых изделий, закон распределения которых отличен от нормального.
В настоящей работе предлагается использовать последовательный критерий Вальда для решения задачи проверки статистических гипотез при испытаниях на надежность в случае, когда контролируемый параметр подчиняется гамма-распределению. Следует отметить, -что • критерий Вальда также может быть использован для довольно обшйр кого класса распределений.
Исходными данньми для плана контроля на основе последователь ! ного критерия Вальда являются: X - риск поставщика; J** - риск* потребителя; &0 , 6/ - параметры распределения JT , при которых партия считается прошедшей или не прошедшей испытаний соответст-" венно. Сущности критерия Вальда следующая. Выдвигается нулевая” гипотеза при альтернативной . При уело-’
вии независимости выборочных значений вероятность получения х1 ,
....хп равна /(tn. , если
57
верна Нс и равна Р1п &)'f(*2 >&/)’' fl) • есл“
верна Hj . Для известной функции плотности распределения &J несложно определить - £п(Рт / Pon) • Нулевая гипотеза принимается, если £п i fn [(7 » альтернативная, - если * Zfy * tn Г^б/(1-А/] , и испытания продолжаются, если
tn fo-*flM Xn* tnfflfl- Л)].
Для гамма-распределения функция плотности распределения
У(х, й, b, ( а ?ХР ( а )*
где fl , к , с - параметры масштаба, формы и сдвига;
Г (•) - гагша-функция.
С помощью предложенного критерия могут быть проверены гипотезы относительно й , Ь , с . Для проверки гипотез относительно изменения формы распределения (т.е. относительно параметра к ) для Хп получено
Z„= f ffij.
is /
Проверка заканчивается при принятии гипотезы или при неко^ тором М , представляющим собой число изделий, взятых для испытаний. В данной работе получены’ также выражения для , необходимые при проверке гипотез относительно Я и С .
Описанная методика предлагается для использования при испытаниях на надежность ИЭТ, РЭА, контролируемые параметры которых п<дчиняются гамма-распределению.
А.Ф.Гнездилов, В.Т.Грищенко, С.В.Чугаева
О КАЧЕСТВЕ МИКРОСБОРОК
Для комплектации видеомагнитофона "Электроника BM-I8" используется 253 активных изделий электронной техники (ИЭТ), из них 23 микросборки (МС), что составляет всего 9$. Однако по количеству отказов МС занимает далеко не последнее место. Так, в 1991 г. процент отказов МС от общего числа отказов-составил 39, в 1992 г. -23 . Статистические данные отхода МС, имеющих наибольший процент отказов, следующие: 58
Тип МС Среднемесячный процент отказов за
1991 г. 1992 г.
MC-I.3 1,0 1,76
MC-I.II 1 1,1 1,17
MC-I.I4 3,6 2,3
МС-2.3 3,2 2,3
По MC-I.I4 и МС-2.3 этот процент как в 1991 г., так и в 1992 г. является наибольшим.
Однако на ПО "Полюс** значительная доля отказов в производстве приходится на MC-I.I3. Так, в начале 1992 г. на этом предприятии, производящем сборку ЕВ, тлелся брак порядка 13^.'ПО "Полюс" совместно с ПО "Восход" был проведен анализ МС, забракованных в процессе производства блоков БВ, и выявлены следующие дефекты MJ-I.I3: дефекты фотолитографии, нарушение металлизации на кристалле, пережог алюминиевой металлизации. С целью повышения достоверности выходного контроля в августе 1991 г. на ПО "Восход" внедрена на MC-I.I3 проверка на граничных значениях частоты тест-сиг-нала.
Для микросборок МС-2.3, МС-2.6, МС-2.7 основными дефектами являются: обрыв, непропай и пересортица конденсаторов, переменный контакт в цепи транзисторов, обрыв термокомпрессионных соединений, пережог алюминиевой дорожки. Кроме того, для МС-2.3 и МС-2.6 характерны?.! дефектом в настоящее время являются утечки диодов КЦ522Б. Этот факт указывает на недостаточный объем отбраковочных испытаний изделий, входящих в состав т.^кросборок, а также на необходимость введения в ТУ на МС контроля величин обратных сопротивлений (утечек диодов КЦ522Б).
В 1991 г. наблюдались отказы 1.1C-I.I4, МС-2.7 по причине утечек по компаунду. Наличие подобных отказов явилось для изготовителя блоков неожиданностью. Так, забракованные в процессе производства 1ЛС за время хранения при комнатных условиях с момента их забракования до момента проведения анализа могли восстанавливаться по параметрам и при анализе проявлять себя как годные. После растворения компаунда св некоторых случаях МС восстанавливали работоспособность, а причиной являлось наличие посторонних частиц, приводящих к утечкам и короткому замыканию. Нет никакой гарантии, что подобные МС со временем не будут ухудшать своих параметров из-за утечек по току. Поэтому работы по выявлению таких микросборок и дефектов в них должны продолжаться.
59
Вышеизложенные факты говорят о несовершенстве методик проверки микросборок, указанных в технических условиях. Для ряда микросборок необходимо введение дополнительных контрольных операций в процессе производства, что ведет за собой .корректировку технических условий. На предприятии-изготовителе но микросборкам MC-I.I, MC-I.II, MC-I.I4 для исключения брака по пересортице и непропаю конденсаторов введена 100%-ная проверка конденсаторов на функционирование. Внесены изменения в ТУ на MC-L.I, МС-2.2, МС-2.3, МС-2.7, МС-2.9.
О необходимости корректировки ТУ на Ж-1.3 с целью обеспечения выявления брака на входном контроле ПО "Полюс” говорит тот факт, что при производстве блоков БВ в 1У кв. 1992 г. наблюдался массовый отход (до 8С$) МС, которые не соответствовали требованиям, предъявляемым к блоку видеоканала по параметру ”АЧХ усилителя тока записи”. При этом микросборки оказывались соответст]ующими ТУ.
При анализе установлено, что данные дикросборки имеют заниженное входное сопротивление по>выводу 3 и в составе блока шунтируют входной сигнал, уменьшая его в 1,5-2 раза по частоте 7 МГц. Методика измерения, данная в ТУ, не обеспечивает измерение коэффициента усиления на частотах 7-8 МГц. Причиной забракования блоков по АЧХ является повышенное значение емкости коллекторного перехода транзистора KT3I70 микросборки MC-I.3 (нарушение поставщиком транзисторов условий поставки). Для исключения случаев аналогичного забракования введена 100%-ная проверка по на частоте
8 МГц. Кроме того, на заводе-изготовителе направлены предложения по корректировке методики входного контроля ino параметрам и вых. 9-2 и ивых. 9-3 ’
60
В.Т.Грищенко
ОПТИМАЛЬНАЯ СТРАТЕГИЯ ВХОДНОГО КОНТРОЛЯ
Начальным пунктом работ является установление реалистичных и достаточно жестких требований к качеству и надежности поставляемых ИЭТ. В качестве исходных требований могут быть предложены требования к минимальному проценту выхода годных изделии при их производстве или к макеиглалъной доле дефектных изделий на миллион проведенных, т.е. процент отказов к числу проверенных изделий.
Традиционные выборочные методы испытаний приводят к тому, что размер выборки должен увеличиваться по мере повышения качества и надежности изделий, что , в свою очередь, резко увеличит за-трихы на проведение входного контроля. Для того, чтобы уменьшить затраты на испытания, свести объем выборки к минимуму, критерии приемки целесообразно выбирать такими, чтобы единичный отказ вызывал забракование партши
Модель входного контроль ИЭТ, используемых для комплектации РЭА, можно представить в вида схемы потока изделий показанной на рисунке.чАнализ базируется: на предположении, что стоимость ремонта блоков, входящих в состав РЭА, оптимизирована, в то время как стоимость входного контроля и последующего ремонта эквивалентны стоимости, оцененной беч учета преимуществ, даваемых входным контролем.
61
Стоимость входного контроля партий ИЭТ эквивалентна величине: C-nC,Q.
.где П - величина выборки из партии для испытаний на входном контроле;
С< - стоимость входного контроля одного изделия;
Q - процент испытываемых изделий к числу поставленных.
Стоимость отказов изделий на одну печатную плату, в которой ИЭТ не проходили входного контроля, определяется произведением стоимости ремонта, умноженной на разность между общим количеством ИЭТ на плате и количеством ИЭТ на плате, успешно прошедших вход-. ной контроль. Экономическая целесообразность проведения входного контроля определяется условием:
где JC - затраты на входной контроль ИЭТ, установленных в блоках; у< - затраты на ремонт блока в случае, если был проведен входной контроль ИЭТ;
- затраты на ремонт блока с ИЭТ, которые не проходили входного контроля.
В общем виде это соотношение может быть записано в виде:
где У - общее количество изделий в рассматриваемом блоке;
Рс - доля выборок ИЭТ, не имеющих дефектов;
Сд - затраты на ремонт, отнесенные к одному дефектному изделию;
/Ц - количество изделий в партии без изделий выборки после входного контроля;
Pi - доля изделий без дефектов после входного контроля.
Для выборочных испытаний возможны три случая:
- выборка прошла испытания с нулем отрицательных результатов;
- выборка прошла испытания с числом отрицательных результатов, недостаточным для забракования партии;
- выборка забракована.
Решая уравнение для граничного случая, когда ограничивается
62*
. и
экономическая целесообразность входного контроля, и принимая соотношение /С^ t получим для первых двух случаев значе-
ние Q = 0, а для третьего случая - Q-У//-/^.
Это единственный случай, когда входной контроль экономически целесообразен. Это характерно для случаев, когда качество изделий, подвергаемых входному контролю, достаточно низкое. Величина выборки, которая подвергается испытаниям, зависит от величины поставляемой партии и соотношения методу стоимостью ремонта печатных плат и стоимостью входного контроля.
» В.Т.Грищенко, М.И.Горлов, В.А.Степанйов’
ИНФОРМАЦИОННАЯ БАЗА
АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ ОБЕСПЕЧЕНИЯ И КАЧЕСТВОМ ИЗДЕЛИЙ ВИДЕОТЕХНИКИ
Важной составной частью компьютерно-интегрированного производства видеотехники является автоматизированная система обеспечения И управления качеством (CAQ - Computer-aided quality assurance). При рассмотрении производственного процесса как сложной управля*:. емой системы применительно к произвольному К -му элементу процесса среди всего множества переменных от значений которых зави^ сит качество выпускаемой продукции, выделим следующее:
X**- ( ) - вектор входных переменных, Харак-
теризующих качество и количество исходных комплектующих изделий' и
материалов;
,..., ) - вектор входных переменных-, 'харак-
теризующих случайные, неконтролируемые возмущающие воздействия’ (нестабильность) исходных комплектующих изделий и материалов;
В<К/- ( • • • > ) - вектор конструктивных переменных;
характеризующих параметры используемого оборудования;
НК/ г с(^
(К/ _
- вектор входных переменных, характеризующих состояние применяемого оборудования;
“ вектор управляемых пефёг’йнных (режимов технологических процессов), т.е. таких независйЧйс перечтенных, которые можно с некоторой долей точности перевести в одно из состояний заданного интервала и поддерживать в этом состоянии' эн- ’ ределейное время;
т , (к) (W ,
\J = { tUZK ) - вектор входных процедурных перемен-
ных, которые описывают действия, являющиеся дискретными событиями, и которые используются для управления и регулирующих воздействий на переменные управления с целью компенсации нестабильности тех-
нологчи;
вектор выходных переменных, в частности переменных состояния процесса, переменных качества полученной продукции (исправности, работоспособности, технологичности, надежности, устойчивости к воздействию факторов окружающей среды и т.п.), а также переменных производительности и экономических переменных.
1Сачество выпускаемой продукции, являясь общим фактором, связывающим рассмотренные переменные, в значительной степени обусловливает выбор применяемых материалов, комплектующих изделий, инструментов, оборудования и технологических режимов. Нестабильный уровень качества комплектующих изделий и материалов, а также нестабильный характер технологии усложняют сбор информации о состоянии объекта управления в реальном масштабе времени и затрудняют реализацию адекватных управляющих воздействий. Источниками информации о состоянии объекта управления служат результаты всех видов контроля комплектующих изделий, материалов, блоков и выпускаемых изделий в целом - входного, статистического (межоперационного), выходного, начальным этапом которого является режим перво
го включения а также контроль параметров состояния инструментов и оборудования и технологических режимов. Исследование содержания информации о состоянии объекта управления показало, что все мно- . . жество информации содержит относительно постоянные данные о ^о- стоянии объекта и переменные знания об изменяющемся состоянии объекта, которые представляют собой информационную базу текущего-состояния качества объекта.
В целях обеспечения и управления качеством видеотехники в • состав информационной базы текущего состояния качества объекта необходимо включить следующие компоненты:
- статистические данные о характерных дефектах и их. распределении применительно к каждому типу используемых комплектующих электрорадиоэлементов, блоков, изделий;
- статистические данные об уровнях и характере дефектов, вносимых на технологических операциях в процессе производства;
- модели отказов изделий видеотехники, учитывающие характер . j дефектов и позволяющие осуществлять их поиск и устранение; ’|
.64 *
- модели анализа и оптимизации процессов контроля, включая выбор вида, структуры, методов, объема и средств контроля.
Эффективное использование указанной информации для обеспечения и управления качеством предполагает наличие систем сбора, хранения и обработки данных и знаний; т.е. автоматизированного банка данных и знаний, на базе которого формируется интеллектуальная система обеспечения и управления качеством видеотехники.
В.Т.Грищенко, М.И.Горлов, В.А.Степанцов
ЛОДЕЛИРОВАНИЕ ОТКАЗОВ ИЗДЕЛИЙ ВИДЕОТЕХНИКИ В ЗАДАЧАХ ДИАГНОСТИКИ ДЕФЕКТОВ
Техническое состояние изделий видеотехники и их составных частей с достаточной полнотой характеризуется допустимыми значе-
I ниями их входных и выходных переменных. Определив нижние и верхние значения допустимого интервала на показатели качества, в частности исправности, работоспособности, точности, устойчивости к воздействиям внешней среды и т.п., перейдем к двоичной модели, ха-
1 рактерной для комбинационного автомата. функционирование комбинационного автомата описывается булевой функцией Y-FW,
где , Jf множество входных состоя*, тй; Y-/Y, 1-1Н)- множество выходных состояний. V v 9 " * ।
• При описании входных состояний задаются их вероятности Р(Х(к Функпдя F определяется структурой автомата, заданной на множестве его эле> ?нтов T*(Tjt .
- ’ 7 Оценка качества функционирования изделия по некоторому крите-
рию 9 (исправности, точности и другим показателям качества) осуществляется в виде
ь у*. .4, Q Q=£Ra, Qj , J r'* • где Qj - оценка элемента 7j по критерию Q ;
г 1 - коэффициент значимости. Коэффициент значимости элемента Т: по критерию •J
65
Q определяется как условная вероятность появления недопустимого выходного состояния У * при дефекте в элементе Ту
п п / V*/ . *1
где PAXiXtjV - условная вероятность, определяющая события,
J вытекающие из появления недопустимого выход-
ного состояния Y* при дефекте J в элементе Ту и входном состоянии .
Учитывая, что вероятность преобразуется через вероятность Р(Х;) появления входного состояния Х[ и вероятность Pfi(У*(j) появления недопустимого значения выходного состояния у* при известном входном и дефектном элементе Ту , коэффициент значимости представим в виде
R<J '-I
J L-1
В силу того, что значения вероятностей ^vfY*/y*7 определяют матрицу отказов Z размерности Г1хМ , для коэффициента
значимости имеем
f Pji P(Xi)]*Z>P(Xj-.
где элементы матрицы отказов А у определяются следующим образом:
Г I, если дефект в элементе Tj при входном состоя-X нии X г приводит к недопустимому состоянию Y ,
О - в противном случае .
Коэффициенты значимости для комбинационного автомата при накоплении дефектов определяются на основе дополнения матрицы дефектов g с учетом вероятностей появления дефектов в 2, 3,...^ элементах Ту , у г // . В конечном итоге коэффициенты значимости определяются по следующей формуле
[rJ=[£
J N
ХДе матрица дефектов имеет размерность М*2 .
..ее