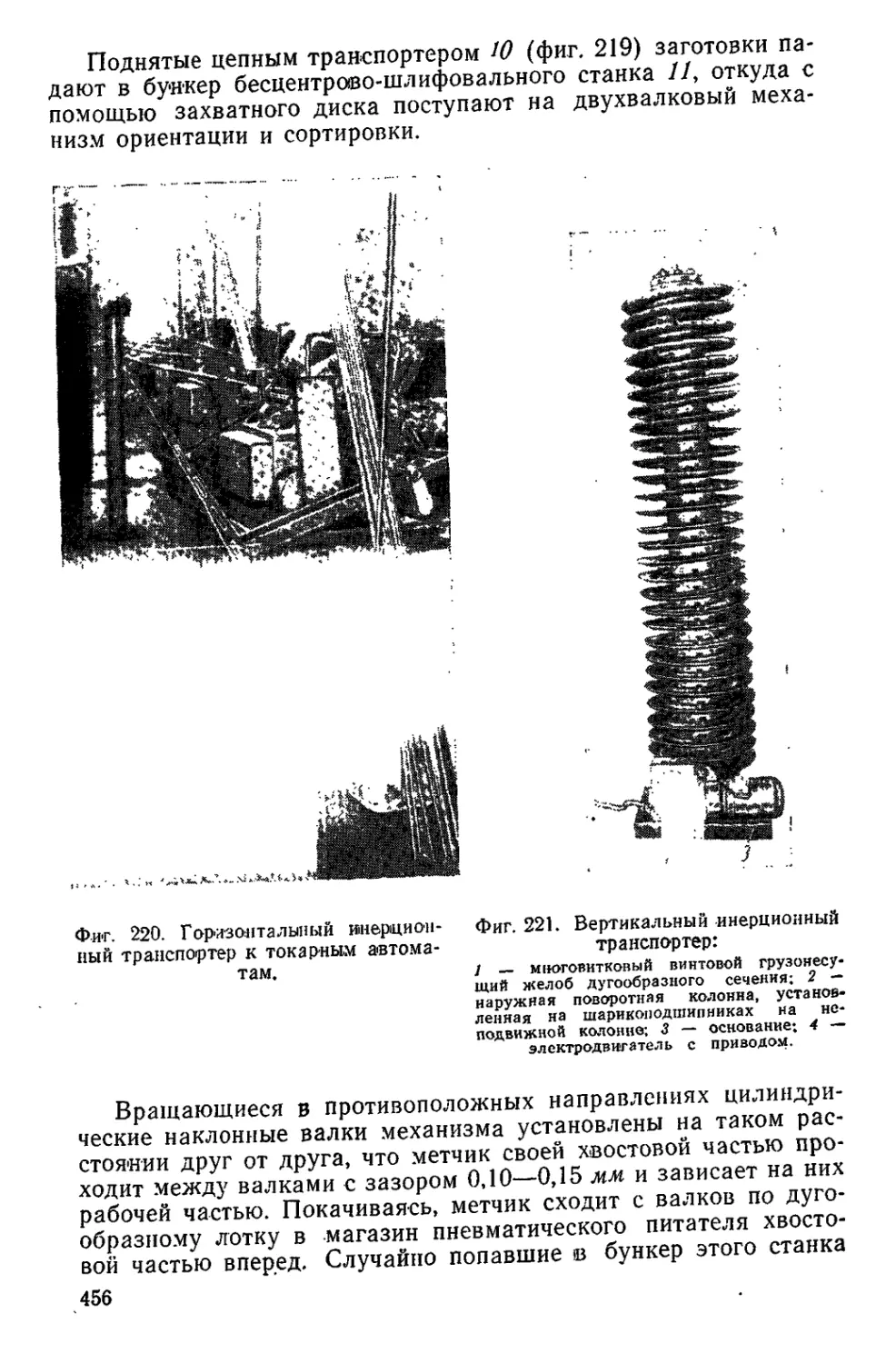
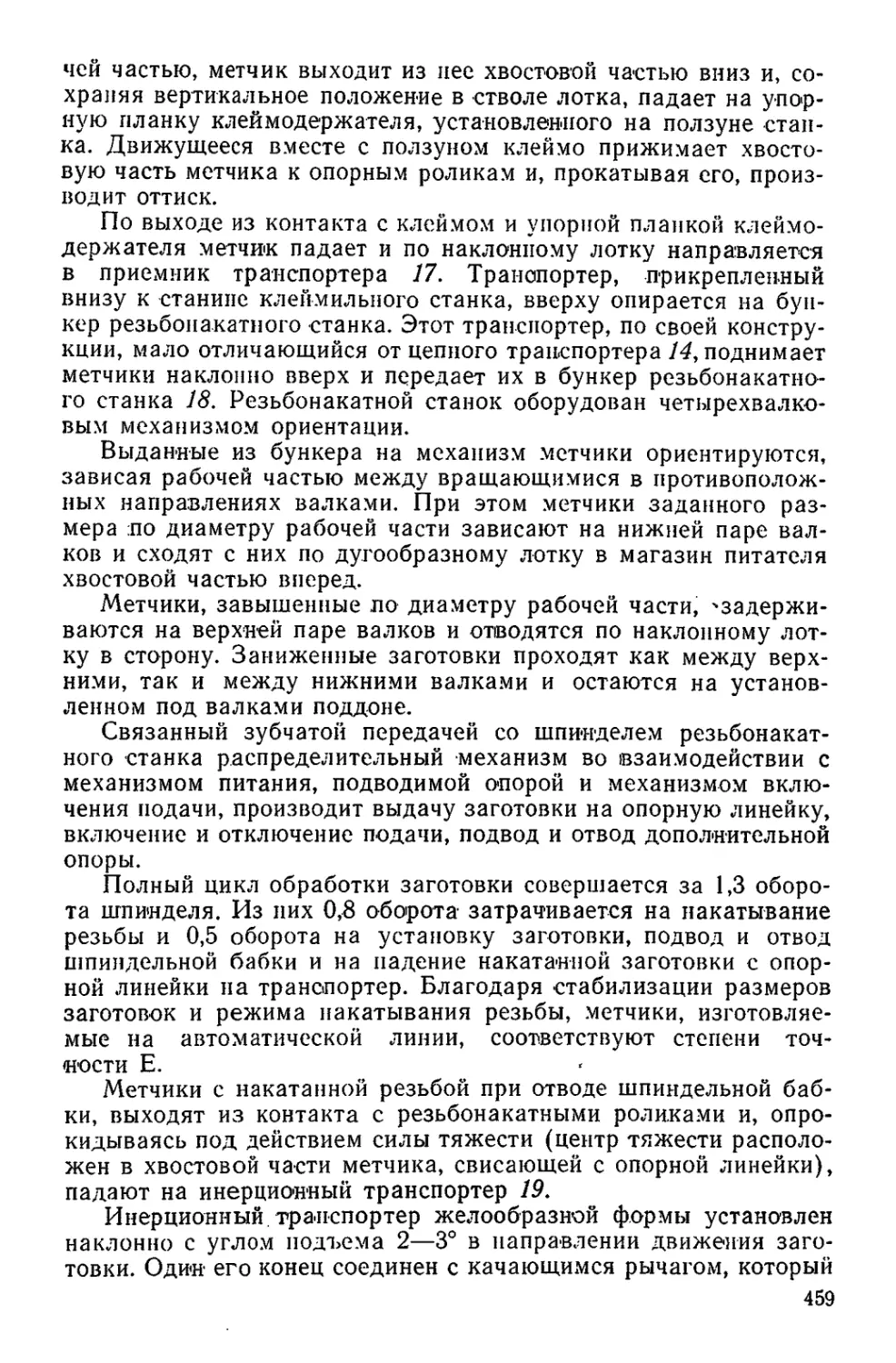
/

































































































































































































































































































































































































































































Текст
М. М. ПАЛЕЙ
Канд. техн, наук, доц.
ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА
РЕЖУЩЕГО
ИНСТРУМЕНТА
Допущено Министерством
высшего и среднего специального образования РСФСР
в качестве учебного пособия
для машиностроительных вузов и факультетов
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1963
УДК 6^1.755(0714)
В книге излагаются основы технологии производства
режущего инструмента, методы получения исходных за-
готовок операции общего назначения, способы крепления
режущих пластинок, термическая обработка, способы
повышения режущей способности инструмента, затачи-
вание и доводка; подробно излагаются особенности из-
готовления инструмента различных .видов: резцов, сверл,
фрез, резьбового, зуборезного, сборного. Рассматрива-
ются вопросы механизации и автоматизации технологи-
ческих процессов в инструментальном производстве.
Книга составлена в соответствии с типовой учебной
программой курса «Производство режущего инструмен-
та» для специальности «Технология машиностроения,
станки и инструмент» и является учебным пособием для
студентов соответствующих втузов. Она может быть так-
же использована специалистами инструментального про-
изводства.
Рецензенты: Кафедра станкостроения Ленинградского политехнического
института им. М. И. Калинина
и инж. Г. А. Алексеев
Редактор — инж. |5. В, Слшркоз|
Редакция литературы по холодной обработке металлов и станкостроению
И. о. зав. редакцией инж. С. Л. МАРТЕНС
ПРЕДИСЛОВИЕ
В годы пятилеток в нашей стране создана мощная инстру-
ментальная база, построены и реконструированы десятки спе-
циальных инструментальных заводов и значительно возросла
мощность инструментальных цехов машиностроительных заво-
дов.
Перед инструментальным производством стоит ответствен-
ная задача обеспечить выполнение решений XXII съезда КПСС
по резкому увеличению выпуска продукции машиностроительной
и металлообрабатывающей промышленности.
Июньский Пленум ЦК КПСС 1959 г. и ноябрьский Пленум
ЦК КПСС 1962 г. поставили перед советскими инструментальщи-
ками задачи резкого повышения уровня специализации инстру-
ментального производства, дальнейшего повышения качества и
снижения себестоимости изготовления инструмента.
Планируется коренная перестройка инструментального про-
изводства. За период 1961 —1965 гг. объем выпуска режущего
инструмента только специализированной промышленностью дол-
жен возрасти примерно втрое. Поставленные задачи могут быть
успешно выполнены только путем перехода на методы поточно-
массового производства инструментов с внедрением совершен-
ной технологии, механизацией и автоматизацией процессов про-
изводства, применением новых инструментальных сталей, спла-
вов и алмазов. Увеличивается выпуск специализированных и
специальных инструментальных станков-автоматов. Возрастает
количество поточных и автоматических линий. За семилетие бу-
дет создано и внедрено большое количество автоматических и
полуавтоматических линий для производства наиболее массовых
видов инструмента — метчиков, сверл, плашек, фрез и др.
Технологические сдвиги в инструментальном производстве
требуют соответствующей подготовки инженеров-инструменталь-
щиков.
3
Настоящая книга написана в соответствии с типовой учебной
программой курса «Производство режущего инструмента» для
специальности «Технология машиностроения, станки и инстру-
мент». 3 ней изложены технологические процессы изготовления
инструментов с различным характером производства. Книга
обобщает передовой опыт инструментальных заводов и цехов,
научно-исследовательских и проектных институтов, кафедр вузов
и опыт многолетней работы автора в инструментальном произ-
водстве.
Автор с большой признательностью примет все критические
замечания и пожелания, которые помогут в дальнейшей работе
над книгой.
ЧАСТЬ ПЕРВАЯ
ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО
ИНСТРУМЕНТА
ГЛАВА 1
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
1. ПОРЯДОК РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Технология производства режущего инструмента базируется
на общих принципах технологии машиностроения.
Наряду с этим в производстве инструмента имеются специ-
фические особенности, связанные с применением дорогостоящих
инструментальных материалов и сплавов; обработкой заготовок
высокой твердости и прочности; высокими требованиями к точ-
ности размеров и геометрической формы, к чистоте поверхности;
особенно высокими требованиями к физико-механическим свой-
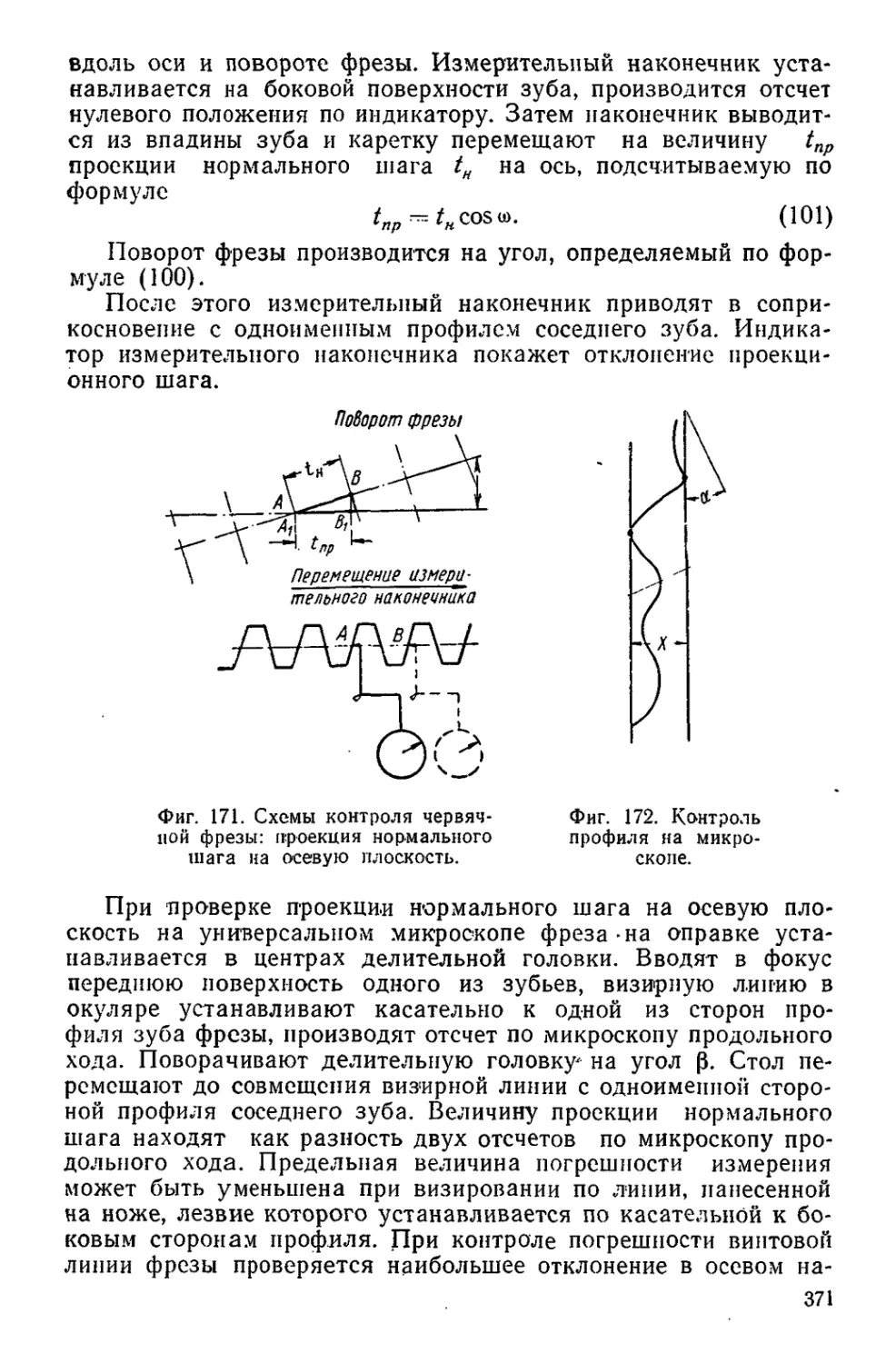
ствам инструмента.
Применение быстрорежущих и легированных сталей и спла-
вов вызывает необходимость максимальной экономии их. С этой
целью в инструментальном производстве широко распространено
изготовление составного инструмента, с использованием сварки
различных видов наварки, напайки; сборного инструмента с раз-
личными способами механического крепления режущей части к
корпусу (державке). Применяется также литой режущий инст-
румент. Все более широко внедряется обработка методами горя-
чей и холодной пластической деформации — штамповки, прокат-
ки, накатки и др.
Особенно высокие требования к точности размеров, геометри-
ческой формы и к чистоте поверхности обеспечиваются приме-
нением чистовых и отделочных видов обработки и специального
оборудования.
При разработке технологического процесса изготовления ин-
струмента должны быть решены основные задачи — соблюдение
технических требований к точности, качеству поверхности и фи-
зико-механическим свойствам инструмента и достижение произ-
водительности, экономичности и стабильности технологических
процессов.
Точность изготовления инструмента обеспечивается рядом
ф»акторов, главнейшими из которых являются: а) выбор техно-
логических баз обработки, что в основном должно обеспечить
правильность установки обрабатываемого инструмента на стан-
ке и точность размеров и взаимного расположения его поверхно-
стен; б) выбор методов и последовитгльпости обработки различ-
ных понерхпогтгй, что должно обеспечить, помимо точности раз-
меров, чистоту поверхности обрабатываемого инструмента; в) вы-
бор оборудования, приспособлений и инструмента второго по-
рядка, а также режимов резания, которые должны обеспечить
точность обработки, наряду с высокой производительностью.
Разработка технологического процесса изготовления инстру-
мента начинается с изучения рабочего чертежа и технических ус-
ловий изготовления инструмента. В соответствии с заданной про-
изводительностью определяется темп выпуска инструмента, на-
мечается последовательность и характер производственных про-
цессов и составляется маршрутная технологическая карта, со-
держащая перечень операций и оборудования с краткой харак-
теристикой. Назначение маршрута обработки зависит от конфи-
гурации обрабатываемого инструмента, технических условий, ме-
тода получения заготовки и ожидаемой средней точности обра-
ботки при каждом методе обработки.
Вначале находят методы обработки, обеспечивающие полу-
чение требуемого качества готового инструмента по каждой из
поверхностей. После этого сопоставляют допуски на заготовку
с возможностями выбранного метода обработки. Каждому ме-
тоду обработки присущи определенные точностные характери-
стики и экономичная величина припуска, которые приводятся в
справочной литературе. В большинстве случаев пока не удается
найти методы обработки, которые позволили бы непосредственно
перейти от черной (исходной) заготовки к готовому инструменту
по каждой поверхности. Обычно приходится обрабатывать за-
готовку с различным числом переходов при помощи различных
методов обработки.
Одновременно определяется метод получения и вид (исход-
ной) заготовки. Основным стремлением при этом является макси-
мальное приближение формы заготовки к готовому инструмен-
ту и, следовательно, сведение к минимуму операций механиче-
ской обработки. Предпочтение должно отдаваться, поэтому, про-
грессивным методахМ получения заготовки — калибровке, штам-
повке, литью в оболочковые формы, по выплавляемым моделям
или в постоянные формы, сварке и т. п.
Технологическими или установочными базами заготовки на-
зывают поверхности, линии или точки заготовки, ориентирующие
ее при установке для обработки на станке. Желательно, чтобы
технологические базы совпадали с основными или конструктив-
ными базами детали. Если это невозможно, технологические ба-
зы должны быть связаны с основными базами точными разме-
рами. Согласно принципу единства баз, установка заготовки дол-
жна производиться всегда на одни и те же технологические ба-
зы, от которых будет вестись вся обработка и проверка разме-
ров при контроле. Эти же базы должны быть сборочными база-
ми при сборке деталей в изделие. Для получения технологичес-
6
ких баз в самом начале процесса механической обработки на за-
готовке выбирают первичные черновые базы, позволяющие пра-
вильно ориентировать заготовку и обрабатывать с требуемой
•точностью технологические базы.
Зная вид и особенности заготовки, учитывая возможные по-
грешности ее и требования, предъявляемые к обрабатываемой на
первой операции поверхности, рассчитывают соответствующий
припуск и решают, снимать ли его сразу, или необходимо произ-
вести черновую и чистовую обработку, а иногда черновую, полу-
чистовую и чистовую обработку. После этого уточняют техноло-
гические процессы обработки поверхностей инструмента и произ-
водят расчет промежуточных припусков на обработку’и по всем
технологическим переходам подсчитывают промежуточные раз-
меры, начиная от готовой детали до черной заготовки. Допуски
на промежуточные размеры назначают с точностью, которую мо-
гут обеспечить способы обработки, выбранные для каждого из
переходов.
Для каждой операции составляется подробная операцион-
ная карта механической обработки с указанием типа и модели
станка и приспособления, с разбивкой на переходы и характери-
стикой режущего, вспомогательного и измерительного инстру-
мента, со всеми необходимыми данными и расчетом режима ре-
зания, нормой выработки, разрядом и расценкой работы.
2. ВЫБОР И ОБРАБОТКА ТЕХНОЛОГИЧЕСКИХ БАЗ
Режущий инструмент можно разделить на следующие основ-
ные группы: хвостовой, насадной и плоский инструмент. К хво-
стовому инструменту относятся: сверла, метчики, зенкеры, раз-
вертки, фрезы, протяжки круглые и шлицевые, долбяки хвосто-
вые; хвостовики могут быть коническими или цилиндрическими.
К насадному — инструмент с отверстием: зенкеры, развертки,
фрезы, долбяки, шеверы, резцы дисковые (круглые), плашки
круглые, резьбовые гребенки круглые, метчики насадные. К пло-
скому — резцы стержневые, призматические и пластин-
чатые, ножи для сборных зенкеров, разверток и фрез,
протяжки плоские, плашки плоские и тангенциальные, резцы зу-
бострогальные, гребенки зуборезные.
Технологическими базами хвостового инструмента являются
центровые отверстия или наружные центры (у мелкого инстру-
мента диаметром до 8 мм). Установка детали в центрах с хому-
тиком является вполне определенной, так как лишает ее всех
шести степеней свободы в пространстве. При обработке длинно-
го инструмента, во избежание прогиба, приходится использовать
дополнительные цилиндрические поверхности детали, которыми
она опирается на подвижные или неподвижные люнеты. Черновы-
ми базами хвостового инструмента служат наружные необра-
ботанные поверхности заготовки. Правильное положение послед-
7
пей па первой операции обеспечивается самоцентрирующими
устройствами.
Центровые отверстия с углом 60° по ОСТу 3725 образуются
при помощи центровочных сверл и зенковок в виде наборов (по
ГОСТу 6694-53 — 6 наборов), без предохранительного конуса или
с предохранительным конусом. Режущий инструмент понижен-
ной точности и малых диаметров изготовляется с центровыми от-
верстиями без предохранительного конуса. Инструмент высокой
точности обрабатывается на центровых отверстиях с предохра-
нительным конусом.
В условиях мелкосерийного производства центрование отвер-
стий производится комбинированным центровочным сверлом.
В крупносерийном и массовом производстве обработка отверстий
ведется в два перехода — сверлом центровочным и зенковкой
центровочной. Для предохранения от смещения сверла при цен-
тровании, торцовые поверхности заготовки должны быть строго
перпендикулярны ее оси и чисто обработаны. Подрезание торцов
заготовки производится на токарных или фрезерных станках.
С этой операции и начинается, особенно для инструмента высо-
кой точности, обработка технологических баз.
В крупносерийном и массовом производстве центрование осу-
ществляется на двухсторонних центровальных или фрезерно-
центровальных станках. Обработка на последних ведется в два
перехода — подрезание торцов заготовки по заданной длине, по-
том центрование. Применяются также отрезные автоматы и по-
луавтоматы, а затем центровальные станки. При меньшем мас-
штабе производства практикуются и другие способы отрезки за-
готовки.
Центрование коротких заготовок производится на центро-
вальных станках с зажатием в призмах. Длинные заготовки (пре-
имущественно протяжки, специальные развертки и т. п.) центру-
ются па токарных станках с зажатием одного конца в патроне и
поддержанием другого конца в люнете. Для точного центрования
заготовок из холоднотянутого металла или предварительно об-
работанных по наружной поверхности, используются специаль-
ные станки с цанговым зажимом и направляющей втулкой.
После термической обработки центровые отверстия могут
иметь деформации, забоины, окалину, прикипевшие соли и пр.
Исправление центровых отверстий производится на вертикалыю-
сверлильпых станках с помощью твердосплавного зенкера, па
круглошлифовальиых или специальных станках с заправленным
шлифовальным кругом.
При изготовлении разверток, протяжек и других режущих
инструментов повышенной точности центровые отверстия подвер-
гаются доводке с помощью чугунного притира и абразивной
пасты.
У насадного инструмента главной технологической базой яв-
ляется отверстие, вспомогательными служат два торца заготов-
8
кч. Основной черновой базой служит наружная необработанная
поверхность заготовки, а один из торцов может быть использо-
ван в качестве вспомогательной черновой базы. Правильное ори-
ентирование заготовки достигается при помощи самоцентриру-
гсщих устройств, захватывающих наружную поверхность. Оче-
видно, что чем правильнее будет предварительно подрезаны тор-
цы заготовки, тем точнее можно будет обработать технологиче-
ские базы насадного инструмента.
При дальнейшей обработке заготовка устанавливается отвер-
стием на оправку. Между отверстием заготовки и цилиндриче-
ской оправкой неизбежен зазор, а торец заготовки, в силу по-
грешностей при предварительной обработке, не будет строго пер-
пендикулярен оси отверстия.
Поэтому на цилиндрических оправках производится обычно
только предварительная обработка. Окончательную обработку
по наружному диаметру на цилиндрической оправке можно про-
изводить лишь тогда, когда длина отверстия не меньше двух его
диаметров при весьма малом зазоре между отверстием и оправ-
кой и весьма малых отклонениях торцов заготовки от перпенди-
кулярности к ее оси.
Надежнее установка заготовки с цилиндрическим отверстием
на коническую оправку с малой конусностью, так как при этом
можно обеспечить точное совпадение оси заготовки с осью оп-
равки. Соприкосновение отверстия заготовки с оправкой проис-
ходит в трех точках и ограничиваются три степени свободы.
Положение заготовки по длине остается неопределенным, но
это не сказывается на дальнейшей точной обработке. На кони-
ческих оправках обрабатывают режущий инструмент высокой
точности.
Цанговая односторонняя оправка также обеспечивает каса-
ние с отверстием заготовки в трех точках, точно ориентируя по-
следнюю по оси; в то же время, зажатие заготовки пружинящи-
ми частями цанги связывают и другие степени свободы, приводя
к большей определенности установки.
Наконец, цанговая разжимная оправка со встречными про-
резями и двумя коническими поверхностями ограничивает все
шесть степеней свободы и дает полную определенность уста-
новки.
Отверстия в заготовках для насадного инструмента обраба-
тывают по 3 или 2-му классу точности растачиванием и развер-
тыванием отверстия или протягиванием его. Далее заготовка за-
прессовывается или устанавливается па оправку для подрезки
или шлифования торцов. На полученных таким образом техно-
логических базах производится дальнейшая обработка. После
термической обработки, перед окончательной чистовой обработ-
кой, технологические базы должны быть исправлены. С этой
целью отверстия и торцы инструмента вновь обрабатывают по
2 или 1-му классу точности, а в ряде случаев и точнее 1-го клас-
9
са (долбяки, зуборезные фрезы), т. е. шлифуют или шлифуют
и доводят.
У инструментов с буртиками лучшие результаты получаются
на внутришлифовалыюм станке при совместном шлифовании
отверстия и торца, что обеспечивает перпендикулярность торца
оси отверстия. При отсутствии приспособления для подрезания
торца или при большой торцовой поверхности, сначала на плос-
кошлифовальном станке шлифуют один и другой торец, а потом,
используя торец как базу, шлифуют отверстие. Если торцы
(опорные поверхности) инструментов должны быть доведены, то
доводка производится перед шлифованием отверстия.
Доводимые отверстия подвергают хонингованию или притир-
ке. Последняя производится на сверлильном или доводочном
станке чугунным разжимным притиром и абразивным микро-
порошком. Припуск на притирку составляет 0,01—0,05 мм на
диаметр.
В тех случаях, когда после термообработки профиль фасон-
ного инструмента не подвергается шлифованию, для уменьшения
биения производится притирка нешлифованного отверстия со
снятием припуска 0,02—0,05 мм на диаметр.
У режущих инструментов с зубьями при шлифовании отвер-
стия принимают в качестве технологических баз наружные по-
верхности зубьев и установку производят в самоцеитрирующих
трехкулачковых или цанговых патронах. Затылованные инстру-
менты можно закреплять в приспособлениях с центрированием'
по затылкам зубьев с помощью трех роликов.
Технологическими базами плоского режущего инструмента
являются плоские поверхности. Главной установочной техноло-
гической базой служит самая большая поверхность. Направля-
ющей технологической базой является самая длинная поверх-
ность. В качестве опорной технологической базы используется
самая малая поверхность. Обработка технологических баз — не-
ниже 5-го класса чистоты по ГОСТу 2789-59. Черновыми техно-
логическими базами служат необработанные поверхности заго-
товки.
Технологические базы плоского режущего инструмента полу-
чаются путем фрезерования или плоского шлифования перифе-
рией круга на станках с прямоугольным или круглым столом.
При изготовлении инструмента высокой точности (например, зу-
бострогальпые резцы) базовые поверхности после шлифования
притирают. Технологические базы призматического инструмента
протягиваются.
После термической обработки базовые поверхности плоского-
режущего инструмента вновь подвергаются обработке для ис-
правления дефектов—шлифуются и доводятся притиркой, так
как обработка их поверхности должна быть не ниже 8—7-го-
класса чистоты.
10
3. ВЫБОР МЕТОДОВ ОБРАБОТКИ
Решающим для выбора методов обработки является тип про-
изводства, а также количество выпускаемых изделий.
При поточно-массовом изготовлении режущего инструмента
на инструментальных заводах технологический процесс опреде-
ляется в значительной мере темпом, т. е. равномерно повторяю-
щимся промежутком времени, затрачиваемым в процессе про-
изводства па выпуск единицы продукции. При заданном режиме
работы темп зависит исключительно от заданного выпуска и
подсчитывается по формуле
т
t -- -мин/шш, (1)
где i — темп работы в минутах на одну штуку;
Т — фонд рабочего времени в минутах (годовой, сменный
или за другой период времени);
N — выпуск в штуках за тот же период времени.
Штучное время каждой операции должно быть равно или
кратно темпу, что требует соответственной разбивки технологи-
ческого процесса на операции. Рабочие места поточной линии
связаны между собой транспортными устройствами, перемещае-
мыми либо вручную (тележки, рольганги, желоба и др.), либо
механически (конвейеры непрерывного или периодического дей-
ствия).
Во избежание перебоев в работе поточной линии предусмат-
риваются межоперациоппые заделы на рабочих местах. Но зато
никаких промежуточных складов не требуется, размеры неза-
вершенного производства снижаются и величина оборотного
фонда материалов и заготовок уменьшается. Производительность
труда, благодаря специализации на каждом рабочем месте, по-
вышается. Длительность производственного цикла сокращается,
значительно повышается оборачиваемость вложенных в произ-
водство средств.
В поточных линиях устанавливаются, кроме типичных для
массового производства станков разного назначения, специаль-
ные инструментальные станки высокой производительности, по-
луавтоматы и автоматы для отрезных, токарных, сверлильных,
фрезерных, шлифовальных, заточных, затыловочных, резьбовых
и различных других работ. Количество типоразмеров таких спе-
циальных станков составляет около двухсот и непрерывно увели-
чивается. Специальные станки снабжаются режущим, вспомога-
тельным и измерительным инструментом, подготовленным для
быстрой и точной наладки и смены.
В зависимости от темпа производства применяются различ-
ные способы работы на станках: а) последовательный способ —
когда обработка различных поверхностей заготовки произво-
дится одним инструментом последовательно от обработки одной
поверхности к другой. Этот способ относится также и к обра-
ботке поверхностей нескольких деталей, установленных на стан-
ке последовательно; б) параллельный способ — когда обработ-
ка поверхностей производится несколькими инструментами од-
новременно; в) параллельно-последовательный способ, при ко-
тором изделие обрабатывается несколькими инструментами в
каждом переходе, но сами переходы осуществляются последо-
вательно.
Обработка может производится при одноипструментной или
миогоинструмептной наладке станка. Построение операций тех-
нологического процесса, производится двумя методами: а) ме-
тодом дифференциации и б) методом концентрации. Метод
дифференциации характеризуется расчленением механической
обработки изделия па ряд простых операций, выполняемых на
простых операционных станках в массовом производстве. Метод
концентрации операций характеризуется объединением несколь-
ких простых операций в одну операцию. При этом методе вся
обработка выполняется па небольшом количестве настроенных
станков с многоинструментными наладками и многопозицион-
ной обработкой (параллельная концентрация) или одним ин-
струментом последовательно (последовательная концентрация).
Метод концентрации операций может применяться при всех ви-
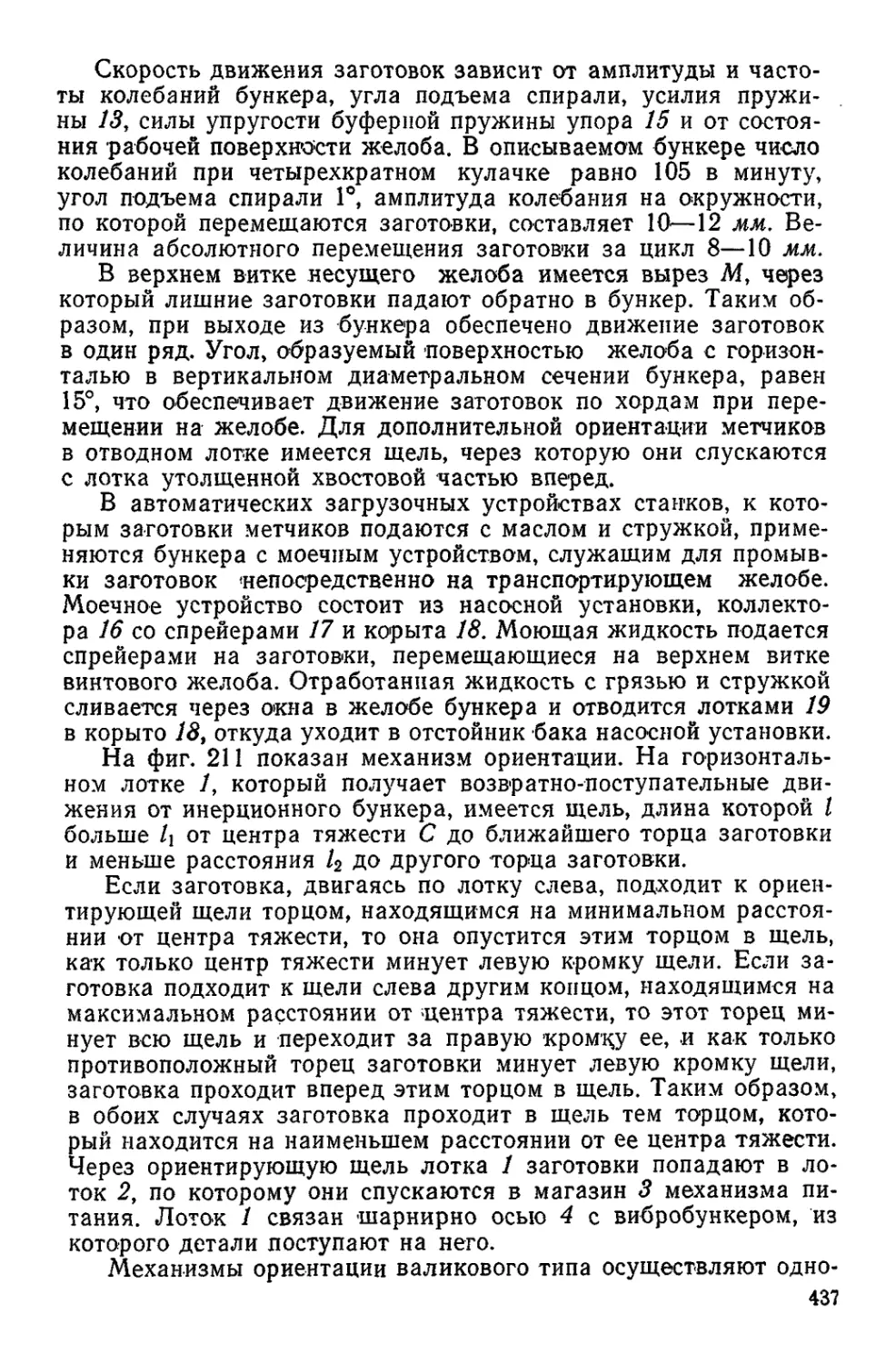
дах производства.
На выбор способа обработки влияют также форма, габарит-
ные размеры и вес изделия.
Для выбора операции обработки составляют варианты, из
которых исключают менее подходящие. С этой целью изучается
форма и размеры заготовки, устанавливается сколько и как
можно их разместить па столе станка или в приспособлении, ка-
кова будет сложность наладки, а при многоместной обработке,
насколько велики будут холостые хода. Возможность совмеще-
ния переходов зависит от расположения обрабатываемых по-
верхностей и возможного размещения обрабатывающих инстру-
ментов. Так как высокая точность и чистота поверхности могут
быть достигнуты только при отделочной обработке, ее выделяют
в отдельную операцию или, по крайней мере, в отдельный пе-
реход.
Методы обработки зависят от объема выпуска продукции,
а порядок намеченных переходов определяется окончательно при
расчете припусков на обработку с учетом вида и характера за-
готовки.
Для нахождения оптимального варианта операций, сравни-
ваются варианты, оставшиеся после отбора. Экономичность каж-
дого из них определяется по производительности и всем другим
признакам, которые могут быть приняты для поточной линии.
По выбранному варианту операции определяется тип станка
и его наладки (одноинструментной или многоипструмептной),
а также приспособления (одноместного или многоместного) для
установки обрабатываемых заготовок. Затем операция разраба-
12
тывается подробно с установлением модели станка, уточнением
вопросов установки, назначением переходов, инструмента, ре-
жима работы и прочих данных.
В массовом производстве, как правило, применяется способ
гвтоматического получения размеров, при котором обычно ис-
гользуют многоинструментные наладки. Эти наладки должны
быть запроектированы с размещением инструмента по перехо-
дам, расчетом режимов резания, конструированием оснастки и
составлением наладочной карты.
Технологические расчеты режимов резания сопровождаются
определением настроечных размеров, действующих сил, жестко-
сти системы станок — заготовка—инструмент, ожидаемой точ-
ности обработки при заданных установочных и измерительных
базах, величин рабочих и холостых ходов, чисел оборотов и пр.
Операции обработки при многостаночном обслуживании же-
лательно сбалансировать, чтобы время выполнения каждой опе-
рации в группе объединенных станков было равно или кратно
наименьшему и была обеспечена автоматичность выключения
подач и 'переключений на станках.
Условия массового производства позволяют достигнуть ис-
ключительно высокого качества и однородности изготовляемого
режущего инструмента при самой низкой, в то же время, себе-
стоимости его. Новые технологические процессы, высокопроиз-
водительное оборудование и оснастка, поточные и автоматиче-
ские линии, максимальная механизация и автоматизация транс-
портных и вспомогательных работ — все это, одновременно с
современной организацией производства на основе применения
счетно-решающих машин и других достижений кибернетики,
обеспечивает инструментальной промышленности возможность
полного удовлетворения потребности в высококачественном ре-
жущем инструменте.
Новые прогрессивные методы производства и соответствую-
щее оборудование в значительной мере могут быть использо-
ваны и при серийном производстве режущего инструмента, на-
пример, станки с программным управлением, механизирован-
ные и автоматизированные приспособления и др.
В серийном производстве можно создавать групповые поточ-
ные линии, объединяющие сходные по форме и размерам де-
тали разных наименований, имеющие общий технологический
маршрут. На групповых линиях заготовки обрабатываются пе-
риодически определенными партиями и линия работает как не-
прерывно-поточная после переналадки, если последняя тре-
буется.
Обрабатываемые заготовки для такой линии подбираются
по типу и размерам оборудования для основных операций, по
методу установки и типу приспособления, по требуемой точно-
сти и качеству обрабатываемых поверхностей.
13
При крупносерийном производстве со значительным объ-
емом выпуска групповые поточные линии объединяют близкие
по форме и размерам заготовки деталей двух-трех наименова-
ний; такие линии работают без переналадки. Если выпуск
меньше, на такой линии можно обрабатывать заготовки ряда
наименований с меньшей степенью технологического подобия.
И здесь можно не прибегать к переналадке при условии, что
за основу взят технологический маршрут наиболее сложных
и трудоемких заготовок, по которому располагается оборудо-
вание, другие же заготовки проходят по линии с пропуском
некоторых станков.
Линии, работающие с переналадкой оборудования и техно-
логической оснастки при переходе к обработке другой заготовки,
называются переменно-поточными. Иногда и на таких линиях
возможна обработка с одной наладкой нескольких технологиче-
ски близких заготовок. Переменно-поточные линии могут быть
и автоматическими.
Г руппы деталей, сходных технологически по основным
операциям, но из-за малой серийности выпуска не поддающих-
ся обработке на групповой поточной линии, целесообразно из-
готовлять по типовому технологическому процессу. В этом
случае можно использовать нормализованные приспособления
и инструментальные наладки, что повышает степень оснащен-
ности технологического процесса и ведет к снижению трудо-
емкости и себестоимости изготовления деталей. Типовые груп-
повые наладки, используемые как в групповых поточных лини-
ях, так и отдельно, следует рассматривать по отдельным типам
станков.
Групповые технологические процессы проектируются в сле-
дующем порядке. Подбирается группа подходящих деталей,
намечается общий маршрут обработки, даются ориентировоч-
ные схемы групповых наладок и ориентировочно определяется
основное время обработки. Разрабатывается наладка для
основных по объему выпуска и сложности деталей; к ним при-
соединяются остальные детали группы; определяется штучное
время и загрузка станка. Уточняются требования к станку и,
если требуется, устанавливается задание на модернизацию
или специализацию универсального станка или па проектиро-
вание специального станка. Разрабатывается конструкция при-
способлений и инструментальная наладка; уточняются пара-
метры режима и окончательно подсчитывается норма времени.
Составляется техническая документация со всеми данными для
обработки каждой заготовки и чертежи компоновки.
В серийном производстве групповая наладка дает возмож-
ность применить высокопроизводительные технологические
процессы, хорошо загрузить станок и исключить потерю вре-
мени на систематические переналадки.
Токарно-револьверные станки позволяют устанавливать
14
обрабатываемые заготовки в цанге или в патроне и обрабаты-
вать наружные, торцовые поверхности и отверстия. В револь-
верной головке и в резцедержателе суппорта можно установить
большое количество различных инструментов, работающих не-
зависимо, что обеспечивает всевозможные сочетания обработ-
ки разных поверхностей заготовок группы на различных пози-
циях.
На каждую заготовку настраивается только часть позиций
револьверной головки и суппорта, а на других позициях разме-
щаются инструменты для обработки других заготовок; некото-
рые позиции используются для обработки нескольких заготовок.
Для мелких и средних заготовок особенно удобны револьверные
станки с горизонтальной осью револьверной головки, в которой
много гнезд для инструментов, а перевод из позиций в позицию
происходит очень быстро.
На карусельно-токарных станках с револьверной головкой и
боковым суппортом групповые наладки подбираются так же,
как на токарно-револьверных станках.
На одношпиндельных токарных многорезцовых полуавтома-
тах либо на оправку устанавливаются две-три заготовки, либо
детали обрабатываются поочередно после замены резцовых
блоков или поворота их на суппорте.
Вертикальные многошпиндельные полуавтоматы налажи-
ваются для групповой обработки также при помощи сменных
или поворотных резцовых блоков.
На фрезерных станках для обработки плоских поверхностей
применяются групповые приспособления, причем разные заго-
товки можно фрезеровать одновременно или раздельно. Пере-
наладка фрезерных станков может производиться: при помощи
сменных подналадок, изменяющих положение установочных
баз; изменением положения стола по упорам или фрезерной
головки по высоте, в продольном или поперечном направлении;
снятием или заменой отдельных инструментов.
Многошпиндельпые сверлильные станки используются путем
оснащения только некоторых шпинделей инструментами для
каждой из обрабатываемых заготовок группы поочередно. Мож-
но также на универсальные сверлильные станки устанавливать
многошпиндельные головки, опять-таки пользуясь для каждой
из заготовок группы частью шпинделей. Некоторые из шпинде-
лей могут при этом обрабатывать и несколько заготовок.
Ниже приводится общая последовательность изготовления
режущего инструмента:
1. Обработка черной заготовки, включая операции отрезки,
ковки литья, штамповки, сварки.
2. Отжиг после горячей обработки.
3. Обработка технологических баз.
4. Обработка контура поверхности инструмента посадочных
мест и элементов крепления.
15
5. Обработка канавок для стружки. Для инструмента с при-
варенными или припаянными пластинками и сборного инстру-
мента обработка мест под пластинки или ножи.
6. Обработка затылка (в некоторых случаях ее совмещают с
обработкой стружечных канавок).
7. Обработка каналов для подвода охлаждающей жидкости
и вспомогательных мест.
8. Термическая обработка: у сборного паяного инструмента,
кроме того, пайка пластинок и зачистка припоя.
9. Исправление и обработка технологических баз.
10. Сборка корпусов с ножами сборного инструмента.
И. Проверка и исправление посадочных мест у сборного
инструмента в случаях деформации.
12. Затачивание передней поверхности (у сборного инстру-
мента передняя поверхность ножей обычно затачивается до
сборки).
13. Шлифование профиля (для хвостового инструмента шли-
фование также посадочных мест).
14. Затачивание затылка или задней поверхности на забор-
ной части; при изготовлении затылованного инструмента обра-
ботка профиля совмещается с образованием затылка.
15. Обработка стружкоразделительных, стружкозавиватель-
ных канавок.
16. Доводка передней и задней поверхностей.
17. Повышение стойкости инструмента — цианирование, элек-
троискровое упрочнение и др. Технологический процесс изго-
товления режущих инструментов включает все указанные
операции или часть их. Каждая операция, в зависимости от
конструкции изготовляемого инструмента, принятого метода
обработки оборудования может осуществляться по различным
вариантам обработки.
Для призматического однолезвийного инструмента (резцов,
ножей сборного инструмента) ряд операций исключается и тех-
нологический процесс строится в такой последовательности:
1) заготовительные операции; 2) обработка профиля; 3) обра-
ботка передней и задней поверхностей; 4) обработка мест под
пластинки (для инструмента с пластинками твердого сплава);
5) термическая обработка (для инструмента с пластинками
твердого сплава — пайка и очистка от припоя); 6) окончатель-
ная обработка профиля (включая образование рифлений);
7) затачивание и доводка передней и задней поверхностей.
После обработки базовых поверхностей производится обра-
ботка внешней поверхности (или исходного тела инструмента).
Наиболее распространенными поверхностями, применяемыми
в конструкциях режущих инструментов, являются: плоскости,
поверхности вращения и винтовые поверхности.
Режущие инструменты с плоскостями (резцы призматиче-
ские, плоские протяжки, зуборезные гребенки) предварительно
^6
обрабатываются фрезерованием, протягиванием или шлифовани-
ем. Строгание применяется в индивидуальном и мелкосерийном
производстве. Получистовая и чистовая обработка производится
шлифованием. Фасонные плоские поверхности шлифуются на
профилешлифовальных станках методом копирования или на
плоскошлифовальных станках фасонно заправленным шлифо-
вальным кругом.
Поверхности вращения, образованные прямой (фрезы, раз-
вертки, зенкеры, сверла), предварительно обрабатываются
точением и окончательно шлифованием.
Поверхности вращения с криволинейной образующей (кру-
глофасопные резцы, фасонные фрезы, фасонные зенкеры) до
термической обработки обрабатываются фасонным инструмен-
том или по копиру на токарных или токарно-затыловочных стан-
ках. После термической обработки фасонные поверхности шли-
фуют фасонно-заправленным шлифовальным кругом или по ко-
пиру.
Поверхности, не имеющие затылка (круглофасонные резцы),
шлифуют на круглошлифовальных или профилешлифовальных
станках. Затылованные поверхности шлифуют на универсаль-
ных или шлифовально-затыловочных станках. На затыловочных
станках могут шлифоваться «незатылованные поверхности вра-
щения при выключенном затыловочном движении суппорта.
Винтовые поверхности, используемые в качестве основных
для образования профиля (на круглом резьбонарезном и чер-
вячном зуборезном инструменте), предварительно обрабаты-
ваются на токарно-винторезном или резьбо-фрезерном станках,
а также методом зуботочения и накатки. Внутренние винто-
вые поверхности обрабатываются на токарно-винторезных стан-
ках и с помощью метчиков. После термической обработки
винтовые поверхности шлифуются на резьбошлифовальных
станках.
Винтовые поверхности на червячных фрезах, зуборезных дол-
бяках, резцах к резцовым голозкам для конических зубчатых
колес с круговыми зубьями должны обеспечить после переточки
неизменность формы при изменении положения их в простран-
стве, иметь достаточные боковые углы и сохранять их после пе-
реточки. Винтовые поверхности на червячных фрезах до терми-
ческой обработки затылуются на токарро-затыловочных стан-
ках, а после термической обработки шлифуются на универсаль-
ных или шлифовально-затыловочных станках.
Винтовые поверхности (по архимедовой спирали) на резцах
резцовых головок обрабатываются на специальных станках, на
затыловочных станках и в специальных приспособлениях к то-
карным и круглошлифовальным станкам. Винтовые эвольвент-
ные поверхности на зуборезных долбяках окончательно шлифу-
ются на специальных зубошлифовальных станках (с шпинделем,
17
устанавливаемым под углом наклона винтовой линии) или в
специальных приспособлениях.
Винтовые поверхности, предназначенные для получения бла-
гоприятного переднего угла и сохранения неизменности режущей
части, например на сверлах, обрабатываются на универсально-
фрезерных и универсально-заточных станках.
Винтовые поверхности, предназначенные для увеличения рав-
номерности резания (на фрезах, зенкерах, метчиках с винтовым
зубом), обрабатываются на универсально-фрезерных станках
до термической обработки и универсально - или специально зато-
чных станках после термической обработки.
Технологические процессы изготовления режущего инстру-
мента можно разделить на общие для инструмента различных
видов и характерные для отдельных видов. К общим технологи-
ческим процессам можно отнести:
а) заготовительные (получение черных заготовок);
б) термические;
в) повышения режущих свойств;
г) заточные и доводочные.
4. ТЕХНИКО-ЭКОНОМИЧЕСКИЙ АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ
ОПЕРАЦИИ
Оптимальный вариант технологического процесса или опера-
ции выбирают путем сравнения себестоимости различных ва-
риантов.
При определении себестоимости все затраты разделяют на
переменные и постоянные. К переменным относят расходы, раз-
мер которых зависит от годовой программы и изменяется про-
порционально количеству изготовляемого инструмента:
1. Затраты на основные материалы и полуфабрикаты.
2. Зарплата производственных рабочих с начислениями по
социальному страхованию и отпускам.
3. Расходы по эксплуатации станочного оборудования (за-
траты на ремонт станка, электроэнергию, смазочные и обтироч-
ные материалы и охлаждающую жидкость).
4. Расходы на эксплуатацию режущего инструмента и универ-
сальных приспособлений.
5. Амортизация универсального оборудования.
К постоянным расходам относят те расходы, объём которых
в единицу времени мало меняется при изменении программы:
1. Зарплата инженерно-технических работников, администра-
тивно-хозяйственного, счетно-конторского и младшего обслужи-
вающего персонала.
2. Расходы по переналадке станков.
3. Содержание зданий и сооружений, освещение и отопление.
4. Амортизация специальных станков, специальнйх приспо-
соблений, зданий и др.
18
Себестоимость (S) одной операции обработки инструмента
рсвна
S = V + -£-, (2)
N ’
где V — переменные расходы, приходящиеся на единицу (одна
штука) выпускаемого инструмента;
С — годовая сумма постоянных расходов;
N — годовая программа -выпуска инструмента (в шт.).
Для сокращения расчетов рекомендуется вести анализ поопе-
рацион’но и сравнивать между собой только те затраты, общий
объем которых существенно изменяется в себестоимости каж-
дого варианта. Например, когда в сравнимых вариантах приме-
няется одинаковая заготовка, то стоимость заготовки можно не
учитывать.
В тех случаях, когда годовая программа производства зада-
на, экономический анализ сравниваемых операций или процес-
сов сводится к сопоставлению приведенных величин себесто-
имости каждого из вариантов путем составления неравенства.
v1n + c1+^-<v2n+c2 + /2- <...
^пкз *пкз
...<VnN + Cn + -^, (3)
чгкз
где К — капитальные затраты;
tnK:i— срок погашения капитальных затрат1.
Прибавление величин —-— является условным, так как по-
^ПКЗ
гашение капитальных затрат в себестоимость не входят.
Себестоимость сравниваемых вариантов технологического
процесса будет одинаковой при определенной величине програм-
мы, называемой критической. Величина критической программы
в штуках может быть определена из равенства
s13=s2^v1 + -^- = v2+^.,
N кр N Кр
откуда
Для программы меньше критической рптимальным будет пе-
рвый вариант, при программе больше критической — второй.
Если по формуле величина N кр равна нулю, бесконечности
или отрицательна,— это значит, что применение одного из вари-
антов целесообразно при любой программе.
В тех случаях, когда для осуществления того или иного ва-
рианта технологического процесса требуются капиталовложения
1 Индексы 1, 2, ....п относятся соответственно к первому, второму, п-но-
му сравниваемым вариантам.
19
(на спецоборудование, механизацию и автоматизацию), должна
быть определена их экономическая эффективность.
Экономическая эффективность капитальных затрат тем выше,
чем меньше срок окупаемости. Срок окупаемости капитальных
затрат представляет собой период времени, по истечении кото-
рого годовая экономия от снижения себестоимости обработки
инструмента по принятому варианту станет равной первоначаль-
ным затратам на его осуществление.
&-S.J NT
откуда
<5>
где Si и S.2— первоначальная и новая себестоимость;
N — годовая программа инструмента;
Ток — число лет, в течение которых окупаются капи-
тальные затраты;
К — капитальные затраты.
При сравнении различных вариантов срок окупаемости опре-
деляется по формуле
т Kz—Kt
°К (51—Ss)V’’
где Ki и /С2— капитальные затраты по сравниваемым вариан-
там, приведенным к одному объему производства.
Коэффициент эффективности капитальных затрат
Е_. (St-SJK
Кг-Kt
При выборе варианта технологического процесса, кроме эко-
номической эффективности, должно учитываться решение на-
роднохозяйственных задач (увеличение выпуска того или иного
инструмента, сокращение длительности цикла, выработка на од-
ного работника, количество высвобождаемых рабочих), а также
улучшение условий труда работающих и повышение безопасно-
сти работ *.
5. РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
Величина припусков на обработку определяется следующими
факторами:
1) Размерами и формой обрабатываемого инструмента.
2) Методом и точностью получения заготовки, качеством по-
верхностного слоя материала заготовки и точностью уста-
новки при базировании.
1 Тнллес С. А. Экономика технологических процессов механической обра-
ботки. Машгиз, 1959.
20
3) Структурой технологического процесса.
4) Техническими требованиями к обрабатываемому инстру-
менту.
Форма и размеры обрабатываемого инструмента влияют на
величину припуска, так как с увеличением размеров и усложне-
нием формы увеличивается допуск на заготовку и уменьшается
точность базирования (при установке и ориентировании заго-
товки в приспособлениях).
Состояние поставляемого материала (кованый, штампован-
ный горячекатаный, холоднотянутый, шлифованный и пр.) влияет
на величину припуска. Припуск должен обеспечить снятие мест-
ных дефектов, получившихся в процессе ковки или проката в
виде вмятин, трещин, окалины, и обезуглероженного слоя, весь-
ма значительного на поверхности кованой и прокатанной инстру-
ментальной стали. Для быстрорежущей стали величина обезугле-
роженного слоя допускается в зависимости от размера от 0,4 мм
для 05—15 мм до 1,35 мм для 0100 мм. У холоднотянутой
быстрорежущей стали и шлифованной стали обезуглероженный
слой не допускается. Обезуглероженный слой, не снятый с по-
верхности заготовки режущего инструмента, при термической
обработке может привести к образованию трещин. Сохранив-
шийся на поверхности режущих кромок обезуглероженный слой
приводит к быстрому затуплению (посадке) готового инструмен-
та. Метод получения заготовок оказывает значительное влияние
на величину припуска па обработку, так как при разных мето-
дах получения заготовки точность геометрических размеров и
качество поверхности различны (табл. 1).
Таблица 1
Точность при различных методах получения заготовки
Вид заготовки Состояние ' поверхности Отклонение размеров в мм ।
Свободная ковка Штамповка в подкладных штампах Штамповка в закрепленных штампах Штамповка в вертикально-ковочном прессе На горизонтально-ковочной машине Горячая прокатка Горячая калибровка Холодная калибровка Чеканка .Литье в сырые формы Литье в сухие формы .Литье в оболочковые формы Литье по выплавляемым моделям Литье в постоянные формы Л Весьма грубая Грубая Менее грубая Менее грубая Менее грубая Грубая Получистая Чистая Чистая Весьма грубая Грубая Чистая Чистая Чистая LOO LOlO Tf СО - - * ~ ~ ~ О СО СО 04 04 04 00 0 - ~ - —’ , OWOOO ИН И . ДДТ I । , I ЮЮЮ’Ф Tf ю —’ О о СО 04 «Ч «ч ф. ф. еч i-H — OO ООООО ООО
21
При получении заготовок при помощи сварки необходимо
учитывать кривизну и смешение заготовок. Кривизна заготовки
после правки допускается в зависимости от диаметра заготовки
и ее длины 0,3—1,5 мм.
Технические условия на изготовление инструмента также
влияют на величину припуска. У инструмента высокой степени
точности применяется многократная последовательная обработ-
ка поверхностей, вследствие чего общий припуск в результате
суммирования операционных припусков получается значительно
большим, чем при одно- или двукратной обработке поверхностей.
В табл. 2 приведены допуски на биение некоторых видов ин-
струмента после термообработки и правки.
Таблица 2
Допуски на биение инструмента после термической обработки
и правки в мм
Вид инструмента Диаметр Длина Допустимое I биение
Сверла 5 до 10 До 150 1 0,15
Св. 150 до 170 0,20
Зенкеры Св. 10 до 20 До 250 0,25
Св. 250 до 350 0,30
Развертки » 20 » 30 До 25'0 0,25
Св. 250 до 500 0,30
Метчики » 30 » 50 До 250 ! 0,20
Св. 250 до 500 0,25
Протяжки До 10 250 до 500 0,30 ’
Св. 10 до 20 250 » 500 0,30
Св. 500 до 800 0,30 •
Св. 20 до 30 До 250 0,20
Св. 250 до 500 0,25
Протяжки » 500 » 800 0,30
I » 800 » 1200 0,30
» 30 « 50 • До 250 0,15
Св. 250 до 500 0,20
» 500 » 800 0,25
1 i » 800 » 1200 0,30
Расчет межоперационных припусков может производиться по
формулам проф. В. М. Кована [32].
Для симметричных припусков при обработке тел вращения
2г,т,„- 2[(«o + 7’a) + VG?+ll;
(6)
для асимметричных припусков при обработке плоских поверхно-
стей
Zl>mn — (На + Та) + (Ре + ’&)•
(?)
22
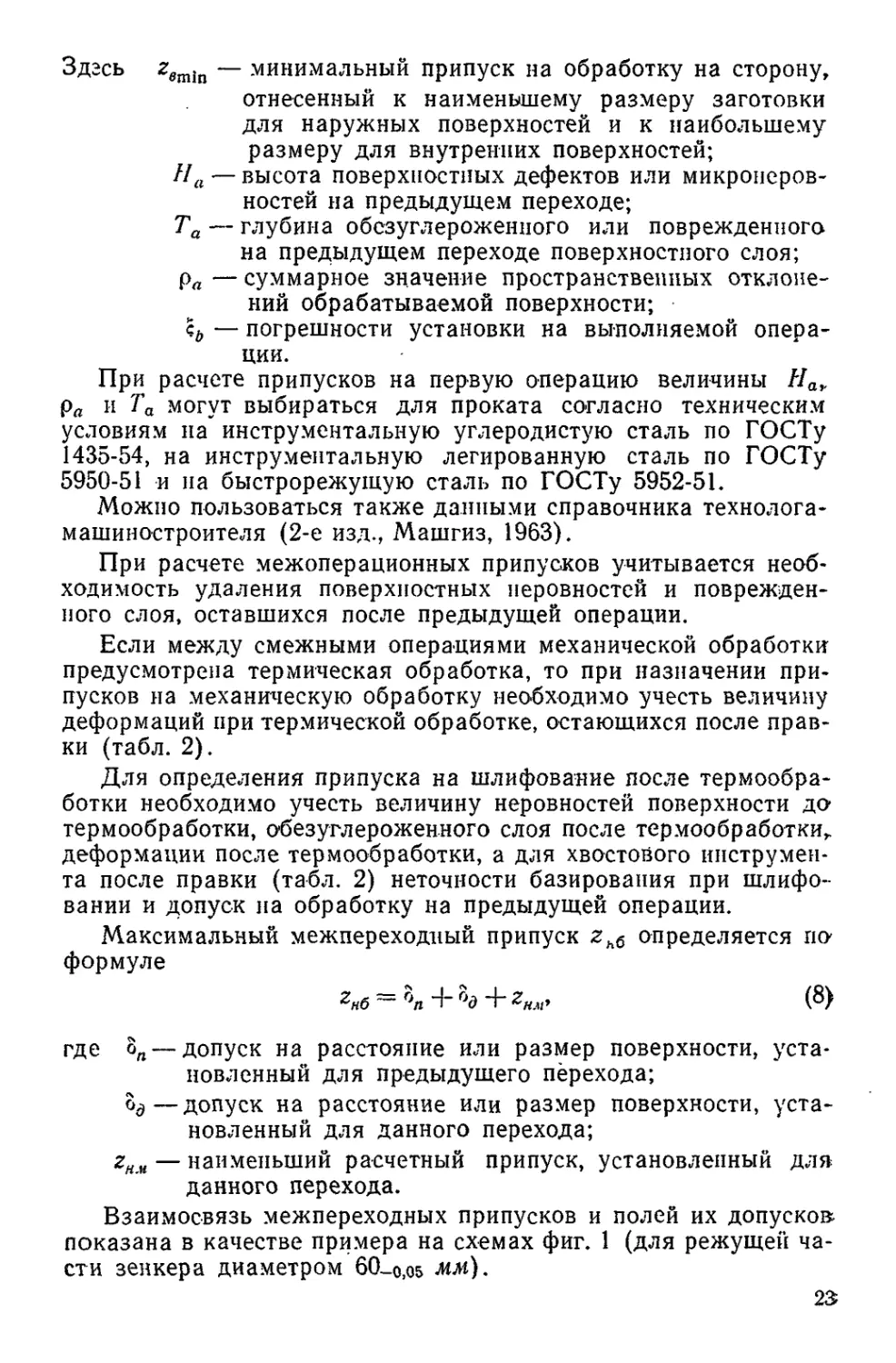
Здесь z8min — минимальный припуск на обработку на сторону,
отнесенный к наименьшему размеру заготовки
для наружных поверхностей и к наибольшему
размеру для внутренних поверхностей;
На — высота поверхностных дефектов или микронеров-
ностей на предыдущем переходе;
Та — глубина обезуглероженного или поврежденного
на предыдущем переходе поверхностного слоя;
ро—суммарное значение пространственных отклоне-
ний обрабатываемой поверхности;
— погрешности установки на выполняемой опера-
ции.
При расчете припусков на первую операцию величины На>.
рп и 7’а могут выбираться для проката согласно техническим
условиям на инструментальную углеродистую сталь по ГОСТу
1435-54, на инструментальную легированную сталь по ГОСТу
5950-51 и на быстрорежущую сталь по ГОСТу 5952-51.
Можно пользоваться также данными справочника технолога-
машиностроителя (2-е изд., Машгиз, 1963).
При расчете межоперационных припусков учитывается необ-
ходимость удаления поверхностных неровностей и поврежден-
ного слоя, оставшихся после предыдущей операции.
Если между смежными операциями механической обработки
предусмотрена термическая обработка, то при назначении при-
пусков на механическую обработку необходимо учесть величину
деформаций при термической обработке, остающихся после прав-
ки (табл. 2).
Для определения припуска на шлифование после термообра-
ботки необходимо учесть величину неровностей поверхности до
термообработки, обезуглероженного слоя после термообработки,
деформации после термообработки, а для хвостового инструмен-
та после правки (табл. 2) неточности базирования при шлифо-
вании и допуск на обработку на предыдущей операции.
Максимальный межпереходный припуск zh6 определяется по
формуле
zh6 г>п г>д
где о„ — допуск на расстояние или размер поверхности, уста-
новленный для предыдущего перехода;
—допуск на расстояние или размер поверхности, уста-
новленный для данного перехода;
гнм — наименьший расчетный припуск, установленный для
данного перехода.
Взаимосвязь межпереходных припусков и полей их допусков;
показана в качестве примера на схемах фиг. 1 (для режущей ча-
сти зенкера диаметром 6О_о,о5 мм).
23
Пользуясь подобными схемами, можно рассчитать межпере-
ходпыс размеры.
В общем случае размер на данном переходе зависит от нача-
ла отсчета:
^днв ~ ^пна + °5’ (9)
^нм = ^"нб ^ял’ (Ю)
где Dd>t6 — наибольший размер на данном переходе;
£>„йб — наибольший размер па предыдущем переходе;
— допуск на изготовление на данном переходе;
2днм — наименьший припуск на данном переходе.
Наибольший
Наименьший
Наибольший
Наименьший
Наибольший
• Наименьший
Наиболвазай диаметр заготовки
диаметр заготовки, 8ь(дранный па
~ гостироёанному сортаменту
Диаметр рабочей части
после обтачивания
Диаметр рабочей части после
предварительного шлифования
Диаметр рабочей части после
окончательного шлифования
Фиг. 1. Схема к расчету межпереходных припусков и допусков.
Общий припуск па обработку инструмента определяется, как
сумма межоперационных припусков
~ Zm* 0 О
1
Расчет припусков начинается с определения припуска на по-
следнюю операцию, после чего определяется припуск и допуск
на предшествующую операцию и последовательно по всем пере-
ходам обработки данной поверхности до заготовки.
Общий припуск в мм на обработку по наружному диаметру
на сторону для инструментов, имеющих форму тела вращения,
определяется по формуле
гобщ — ?з “Ь 5 4“ zc (12)
24
где Т3 — глубина обезуглероженного слоя и дефектов поверх-
ности заготовки;
« — точность центровки или базирования;
zc — припуск на обработку, предшествовавший термиче-
ской обработке;
ziu — припуск на шлифование после термической обработки.
Полученная величина удваивается и прибавляется к номи-
нальному размеру готового изделия. Размер заготовки опреде^
ляется путем округления до ближайшего большего размера по
сортаменту.
По приведенной методике рассчитаны и составлены, с учетом
опыта передовых инструментальных заводов, таблицы межопе-
рационных и общих припусков по видам инструмента [12].
Значительное влияние на выбор припусков хвостовых инстру-
ментов, обрабатываемых в центрах, оказывает погрешность тех-
нологической базы — смещение центровых отверстий относитель-
но геометрической оси заготовки. Погрешность центровки зави-
сит от погрешности формы заготовки, являющейся черновой
базой при центровке, от кривизны заготовки и погрешности на-
стройки центровального станка.
Для заготовок из проката, учитывая незначительное влияние
кривизны заготовки на точность центрования, рекомендуется
определение величины погрешности центрования вести по фор-
муле ________
р«-/д^+д£ (13)
где Дср— влияние погрешности формы базирующих поверхно-
стей при центровке на смещение оси центровых от-
верстий;
Дд — влияние погрешности настройки центровального
станка.
Погрешность формы заготовок инструмента укладывается в
половину допуска на размер. При наиболее неблагоприятном
расположении заготовки в призме с односторонней погрешно-
стью ось заготовки сместится на четверть допуска, т. е. на 0,256.
Погрешность настройки центровального станка укладывает-
ся в пределах 0,25 мм
рц = /(0,25б)2 + 0,252 = 0,25 У &+Т. (14)
При центровании сварных заготовок, для которых смещение
(Дс) свариваемых частей и их перекос являются частым явле-
нием, рекомендуется учитывать влияние этих отклонений. Тогда
формула будет иметь вид
рц = V (0,25с)2 + 0,252 + Д* . ' (15)
ГЛАВА II
ЗАГОТОВКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА
1. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К ИНСТРУМЕНТАЛЬНЫМ
МАТЕРИАЛАМ
В качестве заготовки для режущего инструмента применяют-
ся прокат, поковки, штамповки, отливки, сварные, напаянные и
наплавленные заготовки.
Выбор заготовки определяется конструкцией и качеством ин-
струмента, характером производства, соображениями экономии
режущей стали и себестоимостью инструмента. Заготовка долж-
на быть по форме и размерам возможно более близкой к форме
и размерам изготовляемого инструмента. Степень приближения
формы и размеров заготовки к готовому инструменту опреде-
ляется состоянием исходного материала и методом получения
заготовки. Размеры заготовки зависят от припусков и допусков,
необходимых для осуществления механической обработки, от
вида заготовки, а также от припусков и допусков на ее изготов-
ление.
В соответствии с действующими стандартами металлургиче-
ская промышленность поставляет инструментальную сталь в виде
прутков круглого, прямоугольного, квадратного сечения, листов,
штамповок, поковок и проката специальных видов для ножей,
плашек и других инструментов. Размеры сечений и допуски за-
готовок выбирают в соответствии с сортаментом по ГОСТам
1133-41 и 5650-51 для горячекатаной и кованой стали и по ГОСТу
2589-44 для стали повышенной точности и отделки (серебрянки),
а для специальных профилей по отраслевым нормалям. Прида-
ние заготовке соответствующей формы на металлургических за-
водах осуществляется ковкой, горячей штамповкой, холодной
протяжкой и шлифованием холоднотянутого металла на бесцен-
трово-шлифовальных станках.
Перед запуском в производство инструментальные материа-
лы подвергаются контролю по химическому составу и технологи-
ческим свойствам.
Инструментальная углеродистая сталь по ГОСТу 1435-54
подвергается контролю на прокаливаемость, для чего образцы
26
размерами 20 X 20 мм закаливают при 800е С, а затем по излому
классифицируют сталь на шесть групп по системе баллов.
Твердость стали в сердцевине должна быть в пределах HRC
32—42. Твердость поверхностного закаленного слоя должна от-
вечать техническим условиям для инструмента из углеродистой
стали. По микроструктуре проверяется наличие цементитной
сетки, которая повышает хрупкость инструмента; она характери-
зуется по пятибалльной системе.
Углеродистая сталь проверяется по микроструктуре для опре-
деления обрабатываемости и чистоты поверхности при механи-
ческой обрабоже. При наличии зернистого перлита чистота по-
верхности при обработке стали марок У10—У12 выше, чем при
обработке стали со структурой пластинчатого перлита. Инстру-
мент, имеющий в исходной структуре зернистый перлит, дает
меньшую деформацию при термической обработке. По данным
завода «Фрезер», для метчиков рекомендуется сталь марок У10—
У12 с микроструктурой, соответствующая эталонам № 3—7 по
ГОСТу 1435-54.
Наличие и величина обезуглероженного слоя проверяется на
термически необработанных образцах под микроскопом после
травления шлифов 3—4%-ным раствором азотной кислоты в ме-
тиловом спирте. Наличие обезуглероженного слоя после терми-
ческой обработки проверяется на микрошлифе.
Быстрорежущая сталь проверяется по химическому составу
и на карбидную неоднородность, обезуглероженность и трещино-
образование. Карбидная неоднородность характеризуется мест-
ным скоплением карбидов в структуре.
При повышенной карбидной неоднородности прочность режу-
щего инструмента резко снижается. Особенно неблагоприятны
для прочности инструмента расположение карбидов по границам
зерен и непрерывная карбидная сетка.
Карбидная неоднородность проверяется на продольном мик-
рошлифе и сопоставляется с эталонами. По ГОСТу 5952-51 уста-
новлена 10-балльная шкала карбидной неоднородности. Режу-
щий инструмент рекомендуется изготовлять с карбидной неод-
нородностью не выше 6 баллов, а червячные фрезы, протяжки,
долбяки, шеверы, резьбонарезной и разный мелкий инструмент —
только в пределах 1—3 баллов. Структуру быстрорежущей стали
с мелкими и равномерно распределенными карбидами можно
получить лишь при многократной перековке или прокатке стали.
Трещинообразование проверяется многократной закалкой образ-
цов и установлением наличия трещин.
Обезуглероженный слой заэвтектоидных и быстрорежущих
сталей определяется по различию в температуре и продолжи-
тельности превращения переохлажденного аустенита с различ-
ным содержанием углерода. Известно несколько способов опре-
деления обезуглероженного слоя. Наиболее распространенным
для быстрорежущей стали является метод В. Д. Садовского.
27
По этому методу испытываемый образец нагревают в течение
2—3 мин в раскисленной хлоробариевой ванне до верхнего пре-
дела температуры (/) закалки данной стали (для стали мар-
ки Р18 1280—1290°С), переносят его в масляную ванну с тем-
пературой немного выше точки (для стали Р18 180—195° С)
и выдерживают при этой температуре 5—10 мин. При этой тем-
пературе происходит. частичное мартенситное превращение в
обезуглероженном слое с сохранением аустенитной структуры в
сердцевине. После выдержки во второй ванне образец переносят
в третью ванну с температурой 550—600° С, выдерживают 10 мин
и охлаждают на воздухе. Выдержка в этой ванне сохраняет
аустенитную структуру в пеобезуглероженной части, но при этом
происходит отпуск мартенсита, образовавшегося в обезуглеро-
женном слое при охлаждении во второй ванне. При последую-
щем охлаждении на вбздухе с температурой 550—600° С сердце-
вина образца испытывает мартенситное превращение. В первич-
ном микрошлифе, протравленном в 2—4%-ном растворе азотной
кислоты, образовавшийся мартенсит закалки имеет вид светлых
участков, а отпущенный мартенсит (троостит) обезуглеро-
женного слоя протравливается сильнее и имеет вид темной
каемки.
Углеродистая инструментальная сталь имеет низкую тепло-
стойкость, закаливается в воде, имеет ограниченную прокали-
ваемость, повышенное коробление, низкую температуру отпуска.
Высокоуглеродистые стали обладают повышенной хруп-
костью.
Легированные инструментальные стали имеют несколько
большую теплостойкость и хорошую износостойкость при низ-
ких скоростях резания, закаливаются в масле и дают меньшую
деформацию при термической обработке, чем инструментальные
углеродистые стали.
Одним из основных технико-экономических показателей тех-
нологического процесса является коэффициент использования
материала К = , где Q — вес заготовки, Qi — вес готового
Qi
инструмента. Повышение коэффициента использования материа-
ла в серийном и массовом производстве инструмента достигается
выбором надлежащего материала и применением методов пла-
стической деформации или литья, а также рациональным выбо-
ром припусков на обработку. Повышение коэффициента исполь-
зования материала оказывает значительное влияние на себе-
стоимость заготовки. Затраты на материал, израсходованный на
изготовление единицы продукции (М), подсчитываются по фор-
муле
р р
№. - £ giqi — J ^2’ (16)
Z=1
28
где gi — масса ' материала каждой марки, расходуемого на еди-
ницу продукции, в кг;
Я\ — стоимость 1 кг материала;
g2 — масса отходов материала каждой марки в кг;
q2 — стоимость I кг отходов;
р — число различных марок материала.
2. ПРИМЕНЕНИЕ ЗАГОТОВОК РАЗНЫХ ВИДОВ
Холоднотянутая сталь применяется в тех случаях, когда по
своим размерам она близка к готовому инструменту. Она обра-
батывается на автоматах. Холоднотянутая шлифованная сталь
(серебрянка), изготовленная по 3—4-му классам точности, ис-
пользуется для изготовления мелкого инструмента без предва-
рительной обработки по диаметру с припусками только на шли-
фование.
Горячекатаная сталь применяется в тех случаях, когда сече-
ние ее соответствует профилю инструмента без больших припу-
сков. Значительная экономия стали может быть достигнута пу-
тем расширения применения сортамента проката специальных
профилей для инструмента.
Поковки из быстрорежущей стали диаметром выше 50 мм
применяются, когда предъявляются высокие требования по кар-
бидной неоднородности и в случаях весьма большой разницы
размеров в сечении проката и требующейся заготовки.
В условиях серийного и массового производства инструмен-
та, для приближения формы заготовки к форме изготовляемого
инструмента, заготовки получают методом пластической дефор-
мации: штамповкой заготовки (резцов, фрез, долбяков и др.)»
волочением, редуцированием, ротационным обжатием, попереч-
ной и винтовой прокаткой, завивкой (заготовки сверл).
В целях экономии быстрорежущей стали широко применяют-
ся составные заготовки для хвостового и призматического ин-
струмента, в большинстве своем получаемые методом сварки.
Находят применение заготовки, у которых режущая часть
изготовляется из проката, а корпус делается литой; при этом
обеспечивается получение качественного инструмента.
1 С i января 1963 г. в СССР введен в действие принятый в 1961 г. ГОСТ
9867-61 «Международная система единиц» (СИ), который устанавливает пред-
почтительное применение этой системы в пауке, технике и всех областях на-
родного хозяйства СССР.
В системе СИ, в частности, «килограмм» является единицей массы, а вес,
т. е., другими словами, сила тяжести, характеризуется единицей силы — нью-
тоном. Поэтому, в тех случаях, когда надо определить количество вещества,
например (как в данной формуле) — расход .материала на изготовление про-
дукции, под этим понимают массу материала и выражают ее в килограммах.
Если же, исходя из массы (в .прежней терминологии — веса) станка (или т.п.),
надо определить нагрузку на его фундамент, то имеют в виду силу тяжести
станка и выражают ее в ньютонах. (Прим, редакции).
29
Значительная экономия быстрорежущей стали достигается
также при сборной конструкции инструмента с корпусом из угле-
родистой стали и режущими зубьями из быстрорежущей
стали.
Для корпуса инструмента, не работающего на износ, выбор
марки стали определяется соображениями прочности и техноло-
гичности (свариваемостью, обрабатываемостью). Во многих слу-
чаях для корпуса инструмента применяется конструкционная
сталь 40, легированная 40Х или иизкоуглеродистые инструмен-
тальные стали, термически обрабатываемые до твердости HRC
28—32.
Для корпусов инструмента, работающего на износ (направ-
ляющие части сверл, зенкеров, разверток и др.), выбор марки
стали определяется соображениями получения высокой твердо-
сти в местах трения, для чего применяются инструментальная
углеродистая сталь У10, легированная 9ХС и цементуемые ста-
ли 20Х и др., термически обрабатываемые до твердости HRC
58—62.
Литьем могут быть получены заготовки, наиболее близко со-
ответствующие форме и размерам готового инструмента. Приме-
нение точного литья снижает расход металла до 50% на еди-
ницу инструмента и снижает себестоимость литых заготовок на
50—70% по сравнению с поковками.
При литье заготовок из быстрорежущей стали еще встреча-
ются трудности с обеспечением качественной структуры и ста-
бильной стойкости инструмента. Лучшие результаты получены
при литье заготовок в оболочковые формы с применением уско-
ренного охлаждения. Хорошие результаты получены при произ-
водстве хвостового инструмента в металлических формах с при-
менением метода центробежного литья. •
Эффективность применения литых заготовок зависит от орга-
низации производства, технологического процесса, оборудования
и оснастки. В массовом производстве целесообразно изготов-
лять заготовки методом литья в тех случаях, когда методы пла-
стической деформации не применяются, например для изготов-
ления сверл диаметром выше 40 мм, зенкеров, фрез больших
диаметров.
3. ПРАВКА
Для повышения прямолинейности прутки горячекатаной и хо-
лоднотянутой стали подвергают правке па специальных правиль-
ных станках. Правка производится двумя принудительно вра-
щающимися роликами с перекрещенными осями. Один ролик,
имеет вогнутую гиперболоидную поверхность, второй — выпук-
лую поверхность. После правки на правильно-калибровочных
станках кривизна прутков снижается до 0,5 мм на 1 м длины.
30
Скорость правки 1,5 м'^мин. Правка металла диаметром до 1 мм,
поставляемого в бухтах, производится на специальных станках.
Правка прутков длиной до 2 м и заготовок может прово-
диться также на прессах.
В тех случаях, когда заготовка зацентрована, место и вели-
чина прогиба определяются при установке на центрах, которые
затем отводятся, а заготовка опускается на жесткие опорные
призмы и подвергается правке с приложением давления со сто-
роны, обкатной прогибу. При отсутствии центров определение ве-
личины прогиба производится в призмах. Незацентрованные ци-
линдрические заготовки можно править на накатных станках с
гладкими плашками; этот метод обеспечивает высокую произ-
водительность.
4. ОТРЕЗКА ЗАГОТОВОК
Отрезка заготовок производится па ножовочных, токарных,
токарпо-отрезных станках, на токарных полуавтоматах и авто-
матах, на станках с дисковыми и ленточными пилами, абразивно-
отрезных, анодно-механических станках и механических или гид-
равлических прессах. Выбор способа резки заготовок зависит от
масштаба производства и наличного оборудования.
Основными показателями эффективности способов отрезки
являются размерная точность, получаемое качество поверхности
торцов, экономия металла и производительность. Размерная
точность и качество поверхности торцов зависят от способа от-
резки и базирования прутков, размера заготовки, положения
прутков и состояния прутка в процессе резания. Наиболее высо-
кая размерная точность достигается при отрезке на станках не-
сколькими инструментами, настроенными на размер (набором
фрез, набором резцов). При этом линейная точность заготовки
достигает 5-го класса точности.
Точность по длине заготовки, отрезанной на вертикально-от-
резном автомате, получается в среднем по 7-му классу; на то-
карно-отрезных станках и автоматах с горизонтальным шпин-
делем — по 8-му классу; на станках с дисковыми или ленточ-
ными пилами, ножовочных станках и на кривошипных прес-
сах— по 9-му классу.
Абразивные отрезные станки работают шлифовальными кру-
гами на вулканитовой или бакелитовой связке, шириной 3—6 мм,
зернистостью 50—25*, твердостью СТ1—СТЗ при скорости реза-
ния 50—70 м.{сек и подаче 135—150 мм[мин, с охлаждением и
без охлаждения. При работе с охлаждением чище поверхность
реза и выше стойкость круга.
В условиях серийного производства наиболее эффективно
применение рубки заготовок на прессах. Рубка заготовок
диаметром от 6 до 55 мм производится на эксцентри-
* Здесь и везде дальше зернистость шлифовальных кругов и материалов
дана по ГОСТу 3647-59 «Абразивные материалы в зерне».
31
ковых прессах с усилием «98—1570 кя* (10—160 т), а также на
фрикционных прессах. Диаметр заготовки, которая может быть
отрублена на прессе, приближенно определяется по формуле
D- м(мм), (17)
где Р — усилие пресса в н(кГ);
— предел прочности стали при растяжении в н/м2
(кГ/мм2).
Рубка производится в штампах. Профиль режущей части но-
жей должен соответствовать форме сечения разрезаемого прут-
ка. Для отрезки круглого сечения применяются ножи с круглым
или полукруглым профилем. Для свободной рубки прямоуголь-
ного сечения применяются плоские ножи прямоугольного се-
чения.
Для рубки круглого сечения применяются штампы закрытого,
полузакрытого и открытого типа. Закрытые штампы состоят из
двух втулок — подвижной и неподвижной, служащих ножами.
Неподвижная втулка является направляющей и служит матри-
цей, а подвижная втулка выполняет функцию пуансона. Преиму-
щество такого штампа состоит в точной ориентировке прутка,
что позволяет получать более ровный и чистый срез. К недостат-
кам таких штампов относится необходимость правки металла
и заправки концов, а также большого набора втулок. Такие
штампы применяются для рубки металла повышенной точности
в условиях крупносерийного производства. Более широкое при-
менение имеют штаммы с плоскими ножами с противогибочным
устройством, дающие удовлетворительные результаты. Такие
штампы могут применяться и в условиях мелкосерийного произ-
водства в инструментальных цехах машиностроительных заво-
дов. При настройке ножей значительное влияние па точность
среза имеет зазор между ножами. Экспериментально установле-
но, что зазор для быстрорежущей стали должен быть в пределах
1,5—2% от диаметра прутка. Быстрорежущую сталь диаметром
до 30 мм можно рубить в холодном состоянии без образования
трещин. Прутки более крупных размеров, во избежание трещин
* Выше уже упоминалось, что в международной системе единиц (СИ)
единицей силы является ньютон (приставка к выражает коэффициент, равный
ПО3).
Между единицами силы систем МКГСС и СИ, т. е. между единицей «ки-
лограмм-сила» (кГ) и единицей «ньютон» (н) существует следующее соотноше-
ние: 1 кГ = 9,80665 н, а соотношение между единицей механического напря-
жения «килограмм-сила на квадратный миллиметр» (кГ/мм2) и единицей
«ньютон на квадратный метр» (н/м2) составляет: 1 кГ/мм2 = 9 806 650 н/м2.
В этом труде приняты приближенные соотношения: 1 кГ = 9,81 н и
1 кГ/мм2 = 9 810 000 н/м2. В формуле (17) при использовании единиц СИ ре-
зультат получается в метрах. В последующем изложении везде после величин,
выраженных в единицах СИ, в скобках приводятся их значения в единицах
МКГСС. (Прим, редакции).
32
лучше подогревать до температуры 500—600° С. Для стали У12
зазор составляет 5—5,5%, для стали 45 — 3,5—4%.
Наибольшая производительность может быть получена при
рубке заготовок на прессах и отрезке на вертикально-отрезных,
автоматах, абразивно-отрезных станках и отрезных станках, наи-
меньшая — на ножовочных станках и ленточных пилах. Ленточ-
ные пилы дают тонкий и прямой пропил шириной 0,8—1 мм и-
пригодны для резки заготовок узких дисковых пил, трехсторон-
них и пазовых фрез.
Ножовочные станки применяют в инструментальных цехах,
при отрезке заготовок из быстрорежущей стали диаметром 40—
60 мм. На ножовочных станках мод. 872 можно производить рез-
ку заготовки диаметром до 220 мм с шириной реза до 3 мм. На
ножовочных станках может применяться многостаночное обслу-
живание.
5. ПОКОВКИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Ковку заготовок из быстрорежущей стали применяют для
улучшения структуры по карбидной неоднородности, а также с
целью уменьшения припуска на механическую обработку. По
данным ЗИЛа рекомендуется:
для I группы инструментов — плашек, протяжек диаметром
до 30 мм, метчиков, шеверов, резьбовых и червячных фрез, дол-
бяков и другого зуборезного инструмента применять сталь с бал-
лом 3 карбидной неоднородности.
Для II группы инструментов — фрез двух- и трехсторонних,
зенкеров, разверток, протяжек диаметром более 30 мм, ножей,
сборного инструмента применять сталь с баллом 3—5 карбидной
неоднородности.
Для III группы инструментов — резцов применять сталь с
баллом до 6 включительно карбидной неоднородности.
В тех случаях, когда сталь в состоянии поставки имеет балл
карбидной неоднородности, не соответствующий рекомендуемо-
му, заготовки обязательно подвергаются ковке.
Карбидная неоднородность устраняется тем значительнее,
чем больше степень деформации. Поэтому должна производить-
ся всесторонняя ковка заготовок путем переменной осадки и вы-
тяжки. Для улучшения структуры зуборезного и резьбонарез-
ного инструмента рекомендуется проведение многократной осад-
ки быстрорежущей стали с промежуточной вытяжкой, что улуч-
шает структуру стали, и стойкость режущего инструмента.
По данным Горьковского автозавода, для особенно ответст-
венных инструментов (шеверов, резьбовых фрез, резцов для кру-
гового протягивания и др. инструмента, работающего в тяжелых;
условиях) рекомендуется девятикратная осадка с вытяжкой. По-
сле многократной перековки структура стали может быть дове-
дена до 1-го балла по эталону.
Температура нагрева для ковки не должна, быть очень высо-
2 Палей М. М. 33»
кой во избежание излишнего окисления стали и коагуляции кар-
бидов при длительном прогреве заготовки. Рекомендуется верх-
ний предел нагрева заготовок из быстрорежущей стали под ков-
ку 1150—1200° С; нижний предел конца температуры ковки слит-
ков 975—1000° С и ковки проката 900—920° С.
В связи с малой теплопроводностью быстрорежущей стали
требуется медленный нагрев до температуры 750—850° С. При
посадке в печь заготовки дается выдержка при температуре
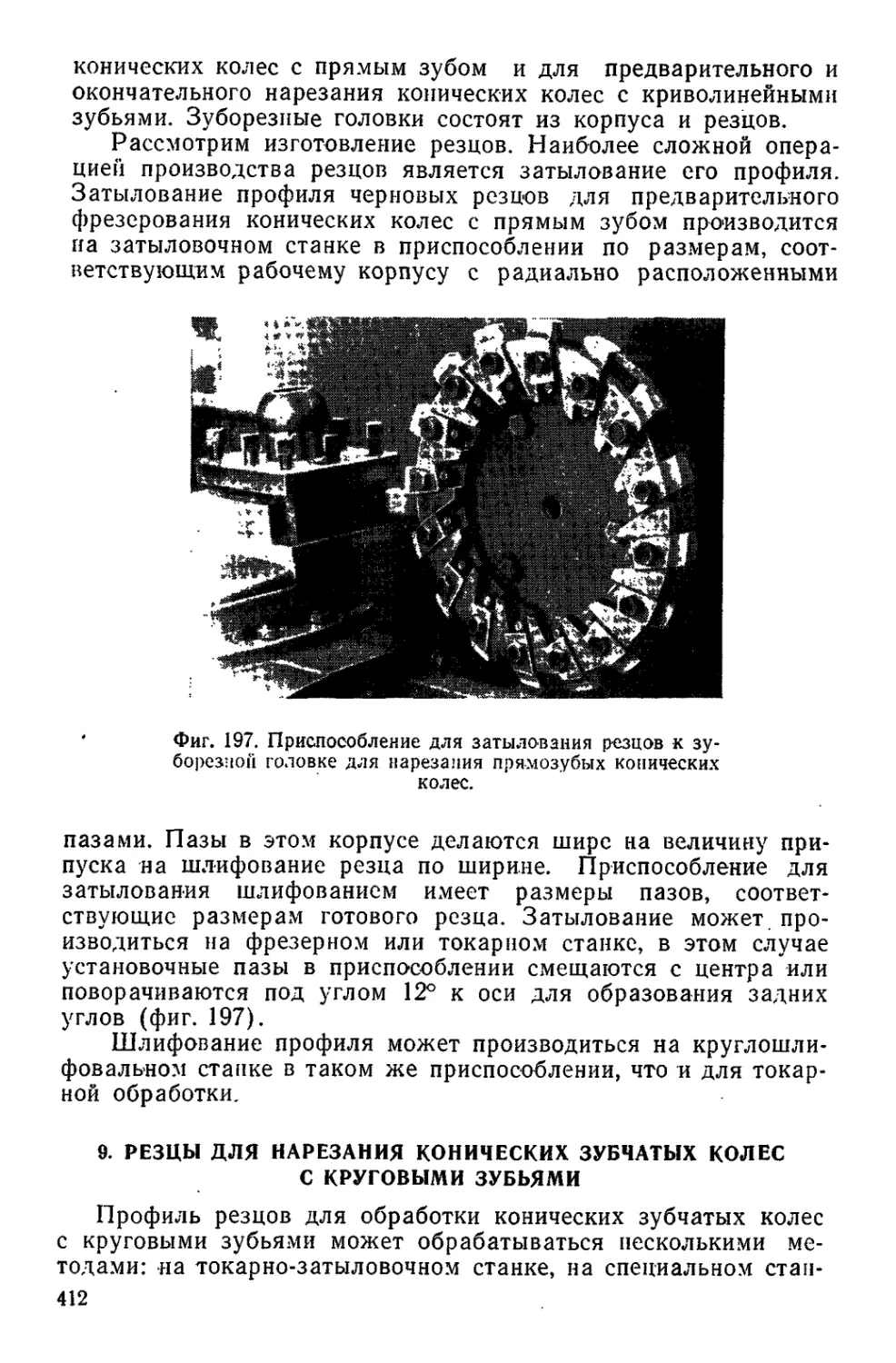
400—500° С. Продолжительность выдержки определяется из рас-
чета 10 мин на 10 мм диаметра слитка и 7—8 мин на 10 мм диа-
метра заготовки. Последующий медленный нагрев до темпера-
туры 850—875° С ведется со скоростью 10 мин на 10 мм сечения.
Выдержка при температуре 850—900° С необходима для круп-
ных заготовок. Для заготовок диаметром до 80—100 мм реко-
мендуется выдержка при температуре 750—800° С из расчета
7—8 мин на 10 мм сечения. Дальнейший нагрев до температуры
ковки надо производить ускоренно, из расчета примерно 5—
6 мин на каждые 10 мм сечения. Излишняя выдержка и замед-
ленный нагрев при высоких температурах усиливают окисление
и обезуглероживание.
6. ПОЛУЧЕНИЕ ЗАГОТОВОК ДАВЛЕНИЕМ*
Штамповка. В условиях серийного и массового производства
инструмента, для приближения формы заготовок к форме гото-
вого инструмента, рекомендуется применение штамповки заго-
товок инструмента. В настоящее время применяется горячая
штамповка резцов и насадного инструмента — долбяков, насад-
ных фрез и холодная штамповка дисковых отрезных пил, отрез-
ных резцов из полосы, гибка державок резцов. Применение
штамповки по данным ВНИИ повышает коэффициент использо-
вания металла на 25—50%. Значительно, на 2—3 балла, сни-
жается карбидная неоднородность металла, улучшаются меха-
нические свойства инструмента и снижается трудоемкость меха-
нической обработки за счет уменьшения припусков.
В качестве примера приведена схема двухручьевого штампа
для безоблойной горячей штамповки долбяков (фиг. 2).
Подготовительный ручей открытого типа для осадки
(фиг. 2, а) служит для уменьшения степени деформации в окон-
чательном ручье и создания центрирующего углубления, по ко-
торому производится фиксирование заготовки в окончательном
ручье. При осадке с нагретой заготовки удаляется окалина.
Окончательный ручей штампа закрытого типа с замком
(фиг. 2, б) обеспечивает получение безоблойной штамповки.
Штампы изготовляются сборной конструкции или цельные.
Для изготовления штампов применяется сталь 5ХВ5 или ЗХ2В8.
Твердость штампа HRC 45—48. Штамповочные уклоны для
* О поковках см. выше, раздел 5.
34
Фиг. 2. Схема штампа для долбяков;
—t подготовительный ручей; б — окончатель-
ный ручей.
внешних поверхностей 6—7°, для внутренних до 30°. Радиусы за-
кругления по контуру для быстрорежущей стали до 3 мм. Чисто-
вой ручей проектируется с учетом припуска на механическую
обработку 1—1,5 мм на сторону.
Материал заготовок—горячекатаная сталь. Размер заготов-
ки определяют исходя из объема металла, необходимого для
заполнения целиком окончательного ручья с учетом угара при
нагреве. При нагреве в
пламенной печи угар ра-
вен 3%, при индукцион-
ном нагреве—1%. Ис-
ходную заготовку по вы-
соте принимают в преде-
лах 1,5 диаметра. В связи
с тем, что штамповка ве-
дется в закрытом штампе,
к размерам заготовки
предъявляются повышен-
ные требования. Заготов-
ка имеет допуск по .длине
+1 мм. Длина заготовки
рассчитывается с учетом
допуска на диаметр.
Нагрев заготовок под
штамповку ведется в пла-
менных печах или на вы-
сокочастотной установке
МГЗ-108. Частота тока
8000 гц. Контроль темпе-
ратуры осуществляется
оптическим .пирометром
ОПП И Р-09. Нагрев ве-
дется до температуры
1150 + 50° С. Температура
конца штамповки в окон- «
нательном ручье 925 ±
± 25’ С.
Штамповки из быстрорежущей стали, во избежание трещин,
помещаются для остывания в сборник с температурой 500—
600° С и охлаждаются вместе с печью. После остывания штам-
повки подвергаются изотермическому отжигу. При получении
заготовки из листового материала для отрезных и прорезных
пил, сегментов, рубанков и др. применяется холодная штам-
повка.
Штамповка производится на кривошипных или фрикционных
прессах. Потребное усилие пресса Рвя (кГ) подсчитывается по
формуле
Р-1,25£зтс/„ (18)
35
2*
где L — периметр вырубаемого контура в м;
s —толщина материала в м;
tcp—предел прочности при срезе в н/м2 (кГ/мм2).
Для холодной штамповки применяются штампы последова-
тельного действия и совмещенные. На фиг. 3 приведен разрез
шта.мпа-компаунд для вырубки из листового металла заготовок
для дисковых фрез.
К числу прогрессивных методов обработки металла давлени-
ем относятся также редуцирование и ротационное обжатие.
Редуцирование — это процесс обработки по методу пластиче-
ской деформации, заключающийся в проталкивании исходной
Фиг. 3. Штамп-компаунд для вырубки из листового металла заго-
товок для дисковых фрез.
заготовки через редуцирующий твердосплавной фильер, умень-
шающий сечение и увеличивающий общую длину заготовки.
В инструментальном производстве редуцирование нашло
применение при изготовлении ручных и машинных метчиков из
инструментальной углеродистой стали У12, у которых получает-
ся уменьшенный хвостовик. Ведутся работы по редуцированию
быстрорежущей стали.
Расход стали с применением редуцирования сокращается па
15—18%. Трудоемкость изготовления метчиксов сокращается на
12—15%.
В качестве исходного материала для редуцирования загото-
вок метчиков рекомендуется применять сталь-ссеребрянку (ГОСТ
2589-44) или калиброванную сталь (ГОСТ 7417-57) 3 класса
точности, которые имеют повышенную отделку поверхности и по-
36
вишенную точность размеров, обеспечивающие получение каче-
ственных заготовок. Твердость стали У12 НБ-207; Р18 НБ-235.
Расчет исходной заготовки производится по сумме объемов ра-
бочей и хвостовой части заготовки метчика. Допустимый коэф-
фициент обжатия 35%. Удельное давление при редуцировании
достигает 2796000 кн)м2 (285 кГ[мм?).
Редуцирование может осуществляться на прессах или холод-
новысадочных автоматах. Более производительным является про-
цесс редуцирования на холодновысадочных автоматах по сле-
дующему циклу: подача прутка до упора, отрезка заготовки, пе-
ренос ее на линию редуцирования, заталкивание, редуцирование
и выталкивание. Производительность автомата 40—45 шт!мин.
Для уменьшения трения при редуцировании на поверхности
редуцируемого прутка образуют медную пленку путем смачива-
ния поверхности прутка насыщенным раствором медного купо-
роса. Желательно проводить редуцирование с применением суль-
фофрезола.
Ротационное обжатие. В производстве заготовок должен найти
широкое применение процесс ротационного обжатия или ради-
альной ковки, также представляющий собой разновидность об-
работки металла давлением. Сущность метода заключается в
том, что заготовка подвергается воздействию пульсирующей на-
грузки в. радиальном направлении и деформируется, приобретая
профиль, соответствующий профилю рабочего инструмента —
бойков.
Благодаря постепенности деформации, происходящей в усло-
виях трехстороннего сжатия, удается в один проход полу-
чить значительную степень деформации без разрушения мало-
пластичных инструментальных сталей.
При холодном ротационном обжатии стали Р18 с круга на
круг в один проход была получена степень деформации 64% при
относительном сужении 28%. У предварительно обработанных
заготовок после радиальной ковки в холодном состоянии чистота
поверхности была 9-го класса по ГОСТу 2789-59. При горячей
ковке на чистоту поверхности влияет окалина, из-за которой на
поверхности образуются раковины. Если окалину удалять или
применять безокислительный нагрев, то поверхность после ков-
ки имеет 7—9-й класс чистоты.
Точность изделий после ротационного обжатия зависит от
формы и размеров изделия. При диаметре изделия 20 мм и об-
работке в холодном состоянии отклонения“не превышают 0,1 мм,
а в горячем состоянии — 0,2—0,3 мм. Большое влияние на точ-
ность обжатия оказывает точность бойков.
Ротационное обжатие можно применять при образовании хво-
стовиков, конусов, канавок на метчиках и других режущих ин-
струментах, лучше с автоматизированным нагревом. Процесс от-
личается высокой производительностью и низкой себестоимостью
и обеспечивает большую экономию металла.
37
7. ПРОКАТКА ЗАГОТОВОК СВЕРЛ
Секторная прокатка. Заготовки из стали Р18 и стали 40 пред-
варительно свариваются, отжигаются и обтачиваются по наруж-
ному диаметру. Перед прокаткой заготовки нагреваются до
1050—1000° С с быстротой, не допускающей окисления и появ-
ления обезуглероженного слоя, на электроконтактном аппарате,
Фиг. 4. Стан для секторной прокатки заготовок сверл.
в соляной ванне или на высокочастотной установке с машинным
генератором. Прокатка заготовок сверл диаметром 12,1 —15,5 мм
осуществляется на стане мод. С-102 (фиг. 4), представляющем
собой двойную клеть дуо с двумя парами рабочих валков, полу-
чающих вращение от электродвигателя через редуктор.
На валках устанавливается и закрепляется с помощью клинь-
ев комплект из четырех пар секторов.
Первый ручей (фиг. 5) имеет форму ромба, для выполнения
предварительного обжатия круглых заготовок. Второй ручей —
38
для подготовки формы заготовки, приближающейся к оконча-
тельному профилю. Третий ручей предназначен для формирова-
ния окончательного профиля заготовки; одновременно образует-
ся ленточка в разъеме, с целью дать выход излишку металла,
который может получиться от неточности заготовки или режима
прокатки. Четвертый ручей имеет форму готового сверла с при-
пуском на шлифование по наружной поверхности.
Каждая пара секторов производит постепенное обжатие за-
готовки; общий коэффициент обжатия колеблется в пределах
2,7—3,6 в зависимости от размеров сверл. Сектор представляет
собой часть кольца. По окружности сектор имеет ряд участков,
отличающихся между собой по форме и технологии изготов-
ления. На одном участке сечение имеет форму дуги окружности
и служит для направления заготовки, далее сделана заходная
Фиг. 5. Ручьи стана секторной прокатки заготовок сверл.
часть (фиг. 6), служащая для захвата заготовки и образования
начала профиля канавки.
Следующий участок на секторе предназначен для профилиро-
вания рабочей части сверла. Для обеспечения постоянных раз-
меров по спинке и утолщения сердцевины профиль сектора, об-
разующий спинку, имеет постоянные размеры на всем протяже-
нии участка. Профиль сектора, образующий сердцевину сверла,
имеет постоянное падение, соответствующее утолщению сердце-
вины сверла; эта часть профиля формируется на токарно-заты-
ловочном станке. Оканчивается сектор участком, служащим для
калибровки профиля.
Производительность стана С-102 за 1 ч — 250—300 заготовок
сверл. Подобный стан секторной прокатки мод. С-100 приме-
няется для заготовок сверл диаметром 15—30 мм и мод. С-101 —
для заготовок сверл диаметром 25—50 мм; производительность
обоих станов по 250 шт. за час.
После прокатки заготовки сверл должны быть завиты на
одном из завивочных станков мод. КП-2 (фиг. 7) производи-
тельностью 750 шт. за час или мод. К086 производительностью
210 шт. за час для сверл диаметром 15,6—23,5 мм и 25—50 лм
соответственно. На первом из них заготовки, кроме того, пра-
вятся.
Завивочно-правильный станок модели К085 предназначен
для завивки и правки цельных и сварных сверл диаметром
39
Фиг. 7. Завивочно-правильный станок мод. КП-2 для прокатных за-
готовок сверл.
40
23,6—32,5 мм нормализованных длин. Завивка заготовок сверл
производится вгорячую при температуре 740—780° С, либо непо-
средственно после прокатки, либо после нагрева в соляной ванне
(операция высокого отпуска). Станок работает по полуавтома-
тическому циклу: правка скользящими кулачками, завивка эти-
ми кулачками, разведение кулачков, причем заготовка падает в
тару, возврат в исходное положение, останов. Головка охлаж-
дается сжатым воздухом.
Поперечная прокатка применяется в условиях массового про-
изводства, как операция профилирования винтовых поверхно-
стей канавок сверл диаметрами 6--12 мм. Особенностью способа
является совмещение операций прокатки, заливки и правки в
Фиг. 8. Стам для поперечной прокатки заготовок сверл, мод. МА-3.
одну на стане мод. МА-3 производительностью 2000 штук в час.
На жесткой станине (фиг. 8) установлен маховик с кривошип-
ным механизмом. С последним связан ползун, на котором уста-
новлена подвижная плашка, совершающая возвратно-поступа-
тельное движение. На станине установлена неподвижная плаш-
ка. Над плашками помещен бункер для заготовок с толкателем
и установка ТВЧ для нагрева заготовок перед прокаткой.
Поперечная прокатка осуществляется между двумя плоски-
ми плашками (фиг. 9). Каждая плашка состоит из заборного (а),
предварительного (б) и калибрующего (в) участков. Назначение
этих участков заключается в захвате и ориентации заготовки
перед началом прокатки, предварительном профилировании вин-
товой канавки и придании окончательного профиля заготовке,
сверла. Предварительный и калибрующий участки плашек име-
ют ручьи, наклонные к основанию. Профиль каждого ручья пере-
менного сечения, в соответствии с сечением заготовки сверла.
4
В индукторе заготовка нагревается до 1000—1200° С и по-
дается в заборную часть плашек. При перемещении подвижной
плашки параллельно неподвижной, заготовка захватывается,
накатывается на предварительные ручьи плашек, перекатывается
по ним и предварительно профилируется; затем она перекаты-
вается по калибрующим ручьям, где профилируется окончатель-
но. Наличие наклонных ручьев обеспечивает образование профи-
ля канавки по винтовой линии.
Продольно-винтовая прокатка. На заводе «Фрезер» экспери-
ментируется образование спиральных канавок сверл методом
прокатки в одну операцию между двумя парами противополож-
ных роликов, имеющих соответствующий негативный профиль
канавки и спинки в нормальной плоскости. Ролики устанавли-
Фиг. 9. Схема поперечной прокатки сверл.
ваются относительно оси заготовки с разворотом на угол подъ-
ема винтовой канавки.
Линия пересечения плоскостей установки каждой пары про-
тивоположных роликов взаимно-перпендикулярна и перпенди-
кулярна оси заготовки.
Все ролики получают принудительное синхронное вращение
в одинаковом направлении. В зоне контакта роликов с поверх-
ностью заготовки возникают силы трения, радиальные состав-
ляющие которых создают пару сил, вращающую заготовку, а
осевые составляющие обеспечивают ее осевое перемещение, в
результате чего заготовка перемещается относительно роли-
ков по винтовой линии.
Винтовое движение заготовок обеспечивает образование
винтовых канавок.
Продольно-винтовая прокатка обеспечивает получение сверл
с более прочной сердцевиной (без разрыхления) в одну опера-
цию в то время, как при изготовлении сверл методом секторной
прокатки требуется закручивание сверл.
8. ОТЛИВКИ
Применение литых заготовок является важным фактором в
экономии инструментальных материалов.
При изготовлении инструмента из проката или поковок вес
42
заготовок в 1,5—2,5 раза превышает вес готового инструмента
и в среднем 50% металла уходит в стружку. В табл. 3 приведе-
ны сравнительные данные и соотношения себестоимости кова-
ных и литых заготовок.
Таблица 3
Сравнительные данные кованых и литых заготовок
Наименование инструмента Масса заготовки Готовый инструмент Масса снимаемой стружки Соотноше- ние себе- стоимости поковки и от- ливки
поков- ка от- I ливка | поков- ка от- ливка
Фреза червячная модуль 5 10,5 4,1 1 2,55 1 7,95 1,55 12;2: 1
Зенковка с углом 90° . . . 5,3 2,15 0,7 4,6 1,45 7,8: 1
Фреза насадная 1,6 0,6 0,4 1,2 0,2 12,8: 1
Долбяк 2,34 1,86 0,66 1,68 1,2 6: 1
Фреза коническая . . . . 4 2,6 1,5 2,5 1,1 7,4 : 1
Фреза фасонная 3,8 2,5 1,4 2,4 1,1 7,3 : 1
Трудоемкость изготовления режущего инструмента из ли-
тых заготовок значительно ниже трудоемкости изготовления ин-
струмента из поковок или проката. Для фрез цилиндрических с
крупным шагом при диаметре фрезы 60 мм трудоемкость сни-
жается на 36,7%; при диаметре НО мм на 56%; для дисковых
трехсторонних фрез при диаметре фрезы НО мм — на 40,5% и
т. д. Себестоимость инструмента, изготовленного из отливок в
сухие формы, значительно ниже себестоимости инструмента, из-
готовляемого из поковок. При этом затраты на материалы сни-
жаются в 6—7 раз, зарплата на 25—50%, накладные расходы
на 30%.
Применение отливок дает возможность изыскания новых ста-
лей специальных составов и присадок, повышающих стойкосг-
ные и прочностные характеристики инструмента, например, с
повышенным содержанием углерода, с присадками бора и др.,
которые требуют коренного изменения технологии изготовления
инструмента, так как при этом исключается обработка давле-
нием и резанием за исключением шлифования. Литой инстру-
мент изготовляется цельнолитым, составным и сборным. Инст-
румент, имеющий небольшие габариты, надример малогабарит-
ные фрезы, зенкеры, развертки, долбяки, ножи сборного инстру-
мента, изготовляются целиком из одного металла.
Инструменты, имеющие небольшую режущую часть при
больших размерах остальной части (державки), целесообразно
изготовлять составными. Режущую часть отливают из быстро-
. режущей стали, а державку — из поделочной или легированной
стали. Составные литые инструменты представляют монолит-
ную массу, различающуюся химическим составом частей.
Составными изготовляются цилиндрические фрезы с мелким
43
зубом, резьбовые фрезы, дисковые долбяки малых модулей. Ин-
струменты средних габаритов при значительных размерах режу-
щей части целесообразно изготовлять с литыми корпусами из
углеродистой или легированной стали и с залитыми в них пла-
стинками из проката.
К сварному инструменту с литой рабочей частью относятся
концевые фрезы, сверла, концевые зенкеры. Рабочую часть этих
инструментов отливают с полным профилем зубьев и стружеч-
ных канавок.
Для сборного инструмента вместо заготовок из проката или
поковок используют литые пластинки для резцов и рифленых
ножей.
Литье в сырые песчаные формы изготовляется с большими
припусками на механическую обработку — 3—5 мм, Примене-
ние высококачественных формовочных материалов и машинной
формовки дает возможность повысить точность и чистоту по-
верхности отливок, получаемых в сырых формах; так на ЗИЛе
отливаются в сырые формы ножи с рифлениями. Литье в сухие
песчаные формы позволяет получать заготовки многолезвий-
ного инструмента и инструмента с винтовыми зубьями и от-
верстиями, с небольшими припусками на механическую обра-
ботку 1—3 мм, В сухие формы отливают пластинчатые инстру-
менты— ножи, пластинки, заготовки насадного инструмента —
фрезы, долбяки, зенкеры и др., заготовки рабочей части конце-
вого инструмента — фрез, сверл, зенкеров и разверток. При
литье в сухие формы меньше расход формовочных материалов и
выше точность и чистота поверхности заготовок по сравнению с
литьем в сырые формы, возможна механизация процесса.
В металлических формах отливают заготовки инструмен-
та главным образом простой формы — пластинки, шайбы,
диски.
Сложность изготовления металлических форм и быстрое
охлаждение металла затрудняют получение сложных и тонких
конструкции инструмента. Поэтому в инструментальном произ-
водстве литье в металлические 'формы не находит большого
практического применения.
Литье в оболочковые формы является одним из наиболее
эффективных способов литья инструмента. Заготовки имеют от-
клонение размеров в направлении, совпадающем с плоскостью
разъема форм в пределах 0.3—0,5 мм на 100 мм длины; в на-
правлении, перпендикулярном плоскости разъема — от 0,5 до
0,8 мм\ чистота поверхности отливки находится в пределах 3—
4-го классов. Это позволяет исключить механическую обработ-
ку нерабочих частей инструмента. В оболочковых формах могут
отливаться инструменты пластинчатой формы, многолезвийные*
хвостовые и специальные.
Наибольшая точность размеров и чистота поверхности по-
лучается при литье заготовок инструмента по выплавляемым мо-
44
долям. Чистота поверхности отливок, полученных этим спосо-
бом находится в пределах 4—5-го классов. Припуск на механи-
ческую обработку заготовок сложной конфигурации находится
з .пределах 0,4—0,7 мм, а для простого инструмента в пределах
0,2—0,5 мм. По выплавляемым моделям можно изготовлять за-
готовки инструмента наиболее сложной конфигурации с по-
следующей механической обработкой только шлифованием и
заточкой.
Наиболее распространенным дефектом литого инструмента
является выкрашивание режущих кромок и непостоянная стой-
кость.
Структура литого инструмента характеризуется неравномер-
ностью расположения карбидов, которая сохраняется и после
окончательной термической обработки. В стали, имеющей та-
кую структуру, практически не удается достигнуть равномер-
ного распада всего аустенита и распределения карбидов, даже
три максимальной выдержке под закалку. Структурные со-
ставляющие закаленной и отпущенной при 560° С литой бы-
строрежущей стали имеют различную твердость: ледебурит
7/V1027, мартенсит и продукты распада ЯУ825 и аустенито-
мартенсит 7/V841. Неоднородность структуры стали приводит к
тому, что литой инструмент после термической обработки имеет
пониженную и неравномерную твердость. Неоднородность мик-
роструктуры способствует развитию внутренних напряжений и
появлению трещин при закалке инструмента. Внутренние на-
пряжения, а также грубое строение и нафталиновый излом, на-
блюдаемый в разной степени у литого инструмента всех видов,
значительно снижают его прочность.
В ряде случаев удается улучшить структуру литого инстру-
мента специальной термической обработкой — двухкратной за-
калкой. Первая закалка производится до механической обра-
ботки при нагреве до температуры 1250—1260° С с продолжи-
тельностью выдержки 25—30 сек на 1 мм сечения, что в 5—6 раз
больше обычной выдержки при закалке фасонного инстру-
мента.
Высокая температура и длительная выдержка способству-
ют существенному изменению расположения карбидов. После
закалки проводится изотермический отжиг по режиму, установ-
ленному для быстрорежущей стали, а затем механическая об-
работка, окончательная закалка и отпуск. Окончательная за-
калка ведется с нагревом до температур, установленных для бы-
строрежущей стали; первый нагрев в электрических печах, вто-
рой — окончательный — в соляных ваннах. Выдержка при окон-
чательном нагреве 8—10 сек на 1 мм вместо 6 сек для кованого
инструмента.
Двойная термическая обработка способствует значительно-
му разрушению грубой скелетообразной сетки карбидов, они
распределяются при этом более равномерно.
45
Стойкость инструмента, обработанного двойной закалкой, на
30—50% выше стойкости литого инструмента, обработанного
однократной закалкой.
9. СВАРКА ЗАГОТОВОК
Стыковая сварка. В инструментальном производстве при из-
готовлении хвостового и стержневого инструмента широко при-
меняется электростыковая сварка быстрорежущей стали диа-
метром 6 мм и выше с углеродистой.
Процесс стыковой сварки осуществляется путем нагрева сва-
риваемых частей до пластического состояния или оплавления с
последующим быстрым сжатием. Сварка осуществляется на спе-
циальных электрических контактных сварочных машинах со-
противления. Наибольшее распространение получила сварка оп-
лавлением. Сущность ее заключается в нагреве свариваемых
концов заготовок путем соприкосновения свариваемых поверх-
ностей, находящихся под током, оплавления кондов и осадки
металла при выключенном токе.
.Заготовки, установленные в контактах сварочной машины,
нагреваются путем многократного замыкания и размыкания
тока до сварочной температуры; затем заготовки медленно
сводят, вызывая процесс оплавления и 'быстрым движением оса-
живают при выключенном токе.
Различают три способа сварки оплавлением:
1) Сварка непрерывным оплавлением без подогрева, сопро-
вождаемая большим искрообразованием. При таком методе
сварка непрерывным оплавлением — процесс высокой произво-
дительности. Недостатком его является повышенный расход ме-
талла на оплавление и осадку.
2) Сварка прерывистым оплавлением с подогревом, осуще-
ствляемая чередованием замыкания и размыкания свариваемых
заготовок под током. При этом способе сварки меньше расход
металла и ниже производительность.
3) Сварка с подогревом сопротивлением. При этом методе
свариваемые поверхности сводятся до соприкосновения, после
чего включается ток. После предварительного подогрева кон-
цов производят их размыкание и замыкание, вследствие чего
они оплавляются.
Наибольшее распространение имеет способ сварки с предва-
рительным подогревом путем прерывистого оплавления и зна-
чительно реже путем подогрева сопротивлением. Интенсивность
разогрева регулируется продолжительностью замыкания и их
числом. Средняя продолжительность замыкания 0,25—0,5 сек.
размыкания 0,2—0,25 сек. Сварка заготовок малого диаметра
производится более частыми и кратковременными замыканиями.
При сварке температура нагрева обеих свариваемых загото-
вок должна быть одинаковой, так как теплопроводность быстро-
режущей и углеродистой части различна: для быстрорежущей
46
стали Х = 2,3 дж!см- сек* (Л = 0,55 кал/см- сек), а для углеро-
дистой стали (с содержанием углерода 0,3%) Х =
= 0,418 дж!см • сек (X = 0,1 кал)см • сек).
Поэто>му вылет концов заготовки >из зажимов сварочного ап-
парата должен быть различным. Величина вылета заготовок за-
висит от разности между диаметрами свариваемых заготовок и
материала рабочей части. Во избежание подкалки сварного шва,
вследствие интенсивного отвода тепла в медные зажимы реко-
мендуется вылет заготовки из быстрорежущей стали устанав-
ливать не менее 8—10 мм.
Для сварки заготовок диаметром до 30 мм и при одинаковых
диаметрах рабочей части и хвостовика вылет быстрорежущей
части принимается равным диаметру d, но не менее 8 мм, а вы-
лет углеродистой части — равным 2,25—2,5 d. При разных диа-
метрах рабочей части и хвостовика вылет быстрорежущей ча-
сти принимают 1,25 d, а углеродистой — 2,5 d. При диаметрах
заготовки выше 30 мм вылет быстрорежущей части принимает-
ся равным 0,8 d, углеродистой — до 2 d. При неодинаковых
диаметрах с выточкой на рабочей части, вылет быстрорежущей
части до 1,25 d и углеродистой части до 1,5—2 d.
В процессе сварки при осадке часть окисленного металла
удаляется из зоны шва в виде грата и заготовки укорачиваются.
В связи с этим длину заготовки под сварку необходимо выби-
рать с учетом припуска на оплавление и осадку при сварке.
Длина заготовок быстрорежущей (z6) и углеродистой (zv)
частей под сварку определяется по формулам:
z$ — Iq а -{’- nv, (19)
zy = ly + b 4- m, (19')
где le и ly — длина соответственно быстрорежущей и углеро-
дистой части;
а и b — припуски на сварку;
т— припуск на протачивание торцов.
Заготовки под сварку должны иметь одинаковую форму и
размеры свариваемых концов. Допускаются отклонения в раз-
мерах в пределах ±0,5 мм. При сварке заготовок разных диа-
метров на большей заготовке делается шейка, диаметр которой
должен равняться диаметру меньшей заготовки, а длина за-
висит от диаметра последней, но не должна быть менее 10 мм
Торец заготовок должен быть перпендикулярен оси; допускается
отклонение до 1 мм. Перед сваркой торцовые и боковые кон-
тактные поверхности заготовок очищаются от окалины и грязи.
Очистка может быть произведена гидроабразивным способом,
галтовкой или механической обработкой.
Режимы сварки определяются мощностью сварочной маши-
* В системе СИ за единицу количества теплоты 'Принят джоуль (дж).
1 кал = 4.182 дж. Здесь имеется в виду 20-градуоная калория [15-традусная
калория равна 4,1855 дж. (Прим, редакции).
47
ны, ступенями силы сварочного тока, продолжительностью про-
цесса и общим количеством сожженного и расплавленного ме-
талла» Потребная мощность для сварки определяется в зависи-
мости от площади свариваемого сечения» Для площадей сече-
ния до 7-00 мм2 применяется стыковая сварочная машина
АСА-30; до 1260 мм2 АСА--60; до 2375 мм2 АСА-100»
Если мощность машины недостаточна для сварки нужного
сечения заготовок, допускается образование кольцевых торцов
путем сверления отверстий в торцах заготовок быстрорежущей
и углеродистой частей»
Для снятия напряжений, .возникающих в металле при сварке,
и уменьшения твердости сварного шва заготовки после сварки
должны медленно остывать в печи или в ящике с песком, после
чего заготовки подвергают отжигу. Лучшие результаты для
предотвращения брака по трещинам дает быстрое помещение
заготовок после сварки -в электрическую шахтную печь, в ко-
торой поддерживается температура 840—860° С. При 740—
760° С дается выдержка в течение 6—8 ч, после чего заготовки
вместе с печью остывают до 300—400° С и охлаждаются на воз-
духе. Твердость после отжига в зоне сварного шва на участке
быстрорежущей стали должна быть в пределах HRC22—24.
. При контроле сваренных заготовок проверяются их размеры
и прочность соединения. Допускаемые отклонения размеров: по
длине заготовки ±1 мм; смещение оси ±0,5 мм, по диаметру
до 18 мм ±1 мм, до 30 мм ±1,5 мм; для заготовок диаметром
выше 30 мм стрела прогиба 1 мм на 100 мм длины. Качество
сварного соединения проверяется внешним осмотром и выбороч-
но по структуре.
При сварке встречаются следующие виды брака по искаже-
нию формы заготовки и недостаточной прочности шва.
1) Смещение по шву — несоосность и кривизна (перекос)
заготовки вызываются плохим состоянием контактных губок,
неправильной установкой заготовок, а также непрочным или не-
правильным закреплением их в зажимах, в результате чего за-
готовки смещаются или перекатываются при сварке.
2) Поджоги па боковых поверхностях заготовки вызываются
плохим состояниехм губок, недостаточной очисткой заготовок пе-
ред сваркой. Поджоги на быстрорежущей части вблизи шва вы-
зываются малым вылетом заготовки из зажима.
3) Кольцевые трещины вблизи шва на быстрорежущей ста-
ли возникают при недостаточно медленном остывании заготов-
ки после отжига.
Уменьшение прочности сварного соединения вызывается на-
рушением технологии сварки. Этот вид брака определяется по
внешнему виду и по виду излома заготовки:
1) Часть поверхности излома окисленная, темного цвета;
грат на шве крупный с каплями. Причина брака — пережог при
сварке.
48
2) На поверхности излома литые окисленные места, шов
имеет мелкие свищи. Причиной брака является неустойчивое
ценообразование, перерыв его перед осадкой, преждевременное
отключение тока .перед осадкой.
3) Поверхность излома чистая, шов имеет перетяжки и сви-
щи; грат на шве мелкий. Причина брака — недостаточный пред-
варительный прогрев при сварке.
4) Расслоение по шву без окисления поверхности излома или
с незначительным окислением. Причина брака — недостаточная
осадка или перегрев заготовок из быстрорежущей стали, в
результате чего из шва не выдавлена расплавленная сталь.
5) В изломе светлые свищи (кратеры), не заполненные ме-
таллом. Причина брака — недостаточная осадка плохо подо-
гретых торцов, сварка на высокой ступени.
6) Непровар торцов. Причина брака — перекос заготовок
или косая обрезка торцов.
7) Излом на быстрорежущей стали на расстоянии 0,5—
1,5 мм от шва; поверхность излома чистая, зернистая. Причина
брака — недостаточный отжиг. При перегреве стали излом круп-
нозернистый.
Сварка трением. Сварка трением является разновидностью
сварки давлением. Сварное соединение методом трения обра-
зуется при вращении заготовок путем совместного пластично-
го деформирования свариваемых частей; нагрев для повышения
пластичности осуществляется теплом, .выделяемым трущимися
свариваемыми поверхностями.
Основными преимуществами процесса сварки трением по
сравнению с электросваркой являются: значительная экономия
электроэнергии, высокая производительность процесса, повы-
шенная точность сварки с меньшим процентом брака и легкость
автоматизации процесса при хороших механических характери-
стиках. При сварке трением улучшаются условия труда. По дан-
ным ВИНЭСО для сварки трением требуется мощности и энер-
гии в 5—10 раз меньше, чем при электрической контактной
сварке оплавлением той же производительности. Cos ф при элект-
росварке составляет 0,4—0,6; при сварке трением созф элект-
родвигателя равен 0,85.
При сварке трением тепловыделение строго локализовано и
происходит непосредственно на поверхности свариваемых изде-
лий, в то время как при электросварке большое количество
тепла теряется при подведении его к изделию и в результате
нагрева значительно больших объемов металла, чем необходимо
для сварки. Нагрев при электрической сварке зажимных
устройств приводит к быстрому износу их и уменьшению точно-
сти сварки. При оптимально выбранном режиме машинное вре-
мя сварки для диаметров до 50 мм колеблется в пределах 1,5—
30 сек.
49
Сварка трением в инструментальном производстве нашла
применение при стыковой сварке заготовок круглого стержнево-
го инструмента и сварке сломанного инструмента.
По данным инструментального завода им. Воскова, исследо-
вавшего образцы сварочного -соединения трением быстрорежу-
щей стали Р9 и Р18 со сталью 45, явления обезуглероживания
и обеднения карбидами сварочного шва меньше, чем при сты-
ковой электрической сварке. Вместо характерной для электро-
стыковой сварки ледебуритной структуры металла, в стыке
сварки трением структура металла представляет собой аусте-
нит с включением первичных карбидов. Металл отличается мел-
козернистостью, отсутствием окислов и макропороков в шве.
При сварке трением припуск на угар в четыре раза меньше,
чем припуск при электрической стыковой сварке. Допускается
сварка трением заготовок с перепадом диаметров до 4 мм.
В инструментальном производстве для сварки трением заго-
товок диаметром 10—18 мм применяется машина МСТ-1 и для
сварки заготовок диаметром от 18—30 мм гидрофицированпая
машина MCT-BI. Па заводе им. Воскова для сварки трением
и срезания грата разработан и применяется двухпозиционный
полуавтомат ПАСТ-В2 производительностью 200—300 сварок
в час.
Автоматизация сварки заготовок. В лаборатории сварки
ВНИИ [11] проведены работы по автоматизации процесса свар-
ки прерывистым оплавлением (подготовка торцов к оплавлению,
нагрев и оплавление их, а также осадка) с помощью автоприво-
да, монтируемого на сварочном аппарате. Автопривод состоит
из электродвигателя, редуктора, копировального устройства,
ленточного тормоза, связанного с электромагнитом (фиг. 10).
Подвижная головка сварочного аппарата связана с рычагом,
на конце которого находится ролик, входящий в копирный паз
барабана. Работа сварочной машины протекает следующим об-
разом. После установки и закрепления свариваемых заготовок
сварщик включает ток, при этом включается трансформатор
сварочной машины и электродвигатель автопривода. При вра-
щении копирного барабана происходит перемещение подвиж-
ной головки сварочного аппарата.
В начале процесса происходит медленное плавное движение,
при котором заготовки сближаются. Это движение необходимо
для оплавления неровностей на торцах заготовки, остающихся
после операций отрезки и очистки. Затем копировальное устрой-
ство сообщает подвижной головке несколько возвратно-поступа-
тельных перемещений, при которых торцы заготовок соприка-
саются и расходятся. При соприкосновении торцы заготовок
прогреваются в глубину током короткого замыкания. В случае
разрыва цепи на торцах выделяется дополнительная мощность,
создающая местный нагрев. Чередование замыканий и размьь
каний торцов позволяет быстро нагреть концы заготовок на до-
50
статочную глубину с более высоким разогревом участков
торцов. После этого подвижная головка получает главное .мед-
ленное перемещение, в результате которого происходит непре-
рывное оплавление свариваемых концов. Затем головка полу-
чает быстрое перемещение, во время которого ток выключает-
ся. При этом перемещении происходит осадка. После осадки
двигатель автоматически выключается, и сваренная заготовка
извлекается из сварочного аппарата. Для заготовок диаметром
Фиг. 10. Автопривод к стыковой сварочной машине.
32—50 мм время сварки 8—11 сек. Применение автопривода
позволяет повысить производительность и качество свариваемых
заготовок. Автопривод может присоединиться к любому сва-
рочному аппарату. При сварке заготовок с различным диамет-
ром применяются различные копиры.
Для полной автоматизации процесса подачи, установки, за-
крепления, сварки, освобождения и извлечения заготовки со-
зданы автоматы мод. ВНИИ-С2 для сварки заготовок диамет-
ром 8—16 мм, производительностью 350 шт.1ч, и мод. ВНИИ-СЗ
для заготовок диаметром 18—32 мм, производительностью
240 шт!ч.
51
10. ПРИВАРКА ПЛАСТИНОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Приварка пластинок из быстрорежущей стали на державки
из конструкционной стали производится с помощью сварочных
порошков, температура плавления которых близка к температу-
ре закалки привариваемой пластинки. В качестве компонентов
сварочного порошка применяются ферромарганец и переплав-
ленная бура; добавляют также ферросилиций, стальную и мед-
ную стружку в небольших количествах. По опыту ряда заводов
для приварки пластинок из стали марки РФ 18 рекомендуется
применять сварочный порошок следующего состава (по весу
в %): 70% ферромарганца марки Мп! и Мп2, 30% буры тех-
нической плавленной. Для приварки пластинок из стали Р9
рекомендуется применять сварочный порошок состава 60% фер-
ромарганца марки Мп1 и Мп2, 30% буры переплавленной и
10% меди.
Места проверки па державке и пластинке механически обра-
батываются. Неровности на привариваемых поверхностях до-
пускаются в пределах 0,2 мм.
Операция приварки состоит в том, что на основание паза
державки резца насыпают слой сварочного порошка толщиной
I мм, укладывают пластинку из быстрорежущей стали и допол-
нительно насыпают сварочный порошок в вертикальный шов
между пластинкой и державкой. Подготовленный резец предва-
рительно нагревают до температуры 850—900° С, после чего на-
гревают до расплавления порошка, прекращают нагрев и при-
жимают пластинку к державке. Прижатие пластинок обычно
производится при помощи ручного пресса, после чего следует
отжиг по режиму для быстрорежущей стали и закалка в мас-
ле с последующим двухкратным отпуском.
При нагреве на стыковых сварочных машинах державку с
пластинкой из быстрорежущей стали устанавливают так, чтобы
контакты располагались один со стороны торца, ниже пластин-
ки, а другой за пластинкой на корпусе резца сверху. На точеч-
ных сварочных машинах производится пря1мой нагрев электри-
ческим током и прижатие электродами; верхний электрод имеет
форму пластинки, а нижний делается по державке.
Приварка пластинок при изготовлении многолезвийного
инструмента. Способ Волгоградского тракторного завода
заключается в том, что быстрорежущие пластинки приваривают-
ся сварочными порошками к углеродистым корпусам в стадии
предварительной обработки заготовок; а затем инструмент от-
жигают, и дальнейшая обработка ведется по обычному техно-
логическому процессу, принятому для обработки целого инст-
румента. Такой технологический процесс обработки инструмен-
та с приваренными .пластинками осуществим благодаря возмож-
ности отжига припоя.
Сварочный состав должен обладать удовлетворительной об-
52
рабатываемостью и не терять своей прочности после отжига и
после повторного нагрева под закалку.
Волгоградский тракторный завод для пайки многолезвийно-
го инструмента применяет сварочный порошок, обладающий
удовлетворительной обрабатываемостью после отжига или изо-
термического отжига, следующего состава в % по весу:
Ферросилиций............................ 38—75%
Сода техническая............................ 10%
Медная стружка .........................10—15%
Стальная стружка углеродистая............... 10%
Бура переплавленная......................... 32%
Ферросилиций толчется и просевается через сито. Медная и
стальная стружка приготовляется фрезерованием. Перед пай-
кой в тщательно перемешанный состав добавляется для связки
раствор жидкого стекла в воде до образования теста. Жидкое
стекло обеспечивает удержание состава па поверхностях, подле-
жащих сварке. На пластинки и места приварки наносится спе-
циальной лопаточкой сварочный состав слоем 1—1,5 мм.
Места соединения ножей с корпусом имеют форму клина.
Зазор между ножом и пазом допускается до 0,15 мм, по дну па-
за — 1—1,5 мм.
По указанному способу изготовляют модульные, шлицевые
и резьбовые фрезы, зенкеры, развертки, метчики и др. Рассмот-
рим в качестве примера изготовление червячной фрезы с прива-
ренными гребенками (ножами).
Червячные фрезы диаметром 75 мм и выше изготовляются из
конструкционной стали 45 или 40Х е приваренными гребенками
(ножами) из быстрорежущей стали (фиг. 11).
По сравнению с цельными быстрорежущими фрезами расход
быстрорежущей стали сокращается при этом в 2—5 раза, в за-
висимости от размера фрез. Фрезы с гребенками обладают так-
же более высокой стойкостью, так как в быстрорежущих гре-
бенках карбидная неоднородность может быть полностью лик-
видирована.
Корпус фрезы при токарной обработке по наружному диа-
метру делается на 2 мм меньше номинального. По диаметру от-
верстия оставляется припуск 2—3 мм. При нарезании червяка
толщина зуба делается на 1,2—2 мм меньше номинальной.
Уменьшение толщины зуба делается для' того, чтобы при после-
дующей обработке инструмент имел свободный выход и не обра-
батывал места приварки, так как стойкость инструмента при
обработке шва резко снижается.
В корпусе фрезеруются клиновые пазы с углом 10° под бы-
строрежущие гребенки. Пазы фрезеруются в делительной голов-
ке на универсально-фрезерном станке под углом к оси фрезы.
Угол наклона пазов определяется из условия наименьшего от-
клонения передней поверхности от винтовой линии. У основания
53
паза величина его принимается равной Vs общей ширины зуба.
Смещение паза определяется из условий обеспечения после
сборки (радиального расположения передней поверхности гре-
бенки. Пазы проверяются калибром. Отклонение паза по шири-
не допускается до 0,1 мм.
После зачистки заусенцев производится сборка корпуса с
гребенками. Зазор между гребенкой и пазом должен быть в
пределах 0,5 мм. На три грани гребенки наносится сварочный
порошок слоем в 1—1,5 мм. после чего легкими ударами молот-
ка гребенка вставляется в паз. Она при этом не должна садить-
ся до дна паза, оставляя зазор, заполненный сварочным порош-
Фиг. И. Заготовки корпуса червячной фрезы и гребенок перед
приваркой и фреза с приваренными гребенками.
ком. Для контроля посадки гребенки на дно паза кладется про-
волока толщиной 1,2 мм, которая после сборки удаляется. Со-
бранная фреза обвязывается мягкой проволокой и просуши-
вается в течение 2—3 ч в теплом месте.
Приварка гребенок производится с предварительным нагре-
вом собранной фрезы в электрической печи до 700—800° С и
окончательным нагревом в пламенной лечи до 1280° С. При
нагреве фрезы укладываются на под печи по образующей фре-
зы. После прогрева заготовки с помощью специально изогнутого
стержня выносятся из печи, и гребенки 5—8 раз прокатывают-
ся на металлической плите. При этом они плотно салятся в
лазы, излишек расплавленного сварочного порошка выдавли-
вается. После кратковременного остывания производится отжиг
заготовок по режиму отжига быстрорежущей стали.
Отожженные заготовки проходят окончательную токарную
54
обработку. В отверстии оставляется припуск до 1 .ил*. Дальней-
шая обработка производится по технологическому процессу
изготовления цельных червячных фрез.
11. НАПЛАВКА РЕЖУЩЕГО ИНСТРУМЕНТА
Одним из способов, дающих большую экономию быстро-
режущей стали, является ее наплавка на корпус из углеродистой
или легированной конструкционной стали. Существуют два ви-
да наплавки: ручная (газовая и элсктродуговая) и автоматиче-
ская. Ручная наплавка применяется при восстановлении инстру-
мента и при изготовлении однолезвийного инструмента. Автома-
тическая электрическая наплавка под слоем флюса применяется
при изготовлении многолезвийного инструмента.
При ручной дуговой наплавке применяется как постоянный,
так и переменный ток. Постоянный ток дает хорошую устой-
чивость дуги. Для питания дуги постоянным током применяют-
ся сварочные преобразователи постоянного тока ПС и свароч-
ные машинные генераторы СМГ-2. Наибольшее распростране-
ние получил преобразователь ПС-500, который состоит из гене-
ратора постоянного тока и трехфазного двигателя. Для ручной
наплавки переменным током применяются сварочные трансфор-
маторы типов СТЭ и СТН.
Электроды при ручной наплавке применяются из быстроре-
жущей стали с обмазкой или из пизкоуглеродистой стали с ле-
гирующей обмазкой. Наибольшее распространение имеют элект-
роды диаметром 3—6 мм. В связи с недостатком горячекатаной
или холоднотянутой проволоки из быстрорежущей стали, стерж-
ни для электродов изготовляются методом горячей ковки или
литья. Электроды отливаются в землю или центробежным лить-
ем. Обмазка наносится окунанием или опрессовыванием в спе-
циальном приспособлении.
Заготовки под наплавку изготовляют из углеродистой стали
40 и 50 или легированной стали 40Х и др. Для формирования
режущей части при наплавке применяются медные или графито-
вые формочки. Наплавка может производиться в индивидуаль-
ные или в групповые формы.
Для концевого инструмента применяется шовный метод, при
котором наплавка производится слоями, как при обычной свар-
ке. Перед наплавкой деожавки подогреваются.
Существуют два способа изготовления наплавленного ин-
струмента: с изотермической закалкой и с последующим отжи-
гом. Простой инструмент, например резцы и ножи, изготов-
ляется с изотермической закалкой с последующей механической
обработкой абразивным инструментом. Заготовки, подлежащие
наплавке с изотермической закалкой, перед наплавкой нагрева-
ются до 500—600° С; эта температура должна выдерживаться в
течение всего процесса наплавки.
55
Второй способ предусматривает отжиг после наплавки с по-
следующей обработкой наплавленного металла режущим инст-
рументом, после чего производится термическая обработка.
Этим способом изготовляется многолезвийный инструмент. За-
готовки перед наплавкой нагреваются до 300—600° С, в зависи-
мости от размера заготовки. При наплавке крупногабаритного
инструмента для подогрева применяются специальные электри-
ческие устройства.
Автоматическая наплавка под слоем флюса может осуществ-
ляться несколькими способами: электродом из быстрорежущей
стали; электродом из низкоуглеродистой стали с легированием
наплавленного металла пастой; трубчатыми электродами, на-
полненными легирующими ферросплавами и флюсами.
При автоматической наплавке многолезвийного инструмен-
та применяются автоматы типов АДС и ОРГРЭС. Автомат
АДС-1000-2 состоит из сварочного трактора ТС-1, шкафа и сва-
рочного трансформатора. Автомат ОРГРЭС отличается от других
типов тем, что он не только осуществляет наплавку, но одновре-
менно изготовляет трубчатые электроды, сворачивая их из мяг-
кой стальной ленты и заполняя ее легирующими компонентами.
Наплавочный автомат состоит из наплавочной головки, карет-
ки, тележки для поперечных перемещений, пульта управления,
источника литания и сварочного трансформатора типа ТСД-500
и ТСД-1000. Наплавочная головка имеет привод и приспособле-
ние для сворачивания трубки и заполнения ее шихтой.
Для осуществления процесса автоматической наплавки, кро-
ме сварочного автомата, применяются различные устройства,
обеспечивающие наплавку инструмента определенной формы,
например, инструмента с винтовым зубом и наплавку круговых
валиков или дисков. В настоящее время распространены уста-
новки, смонтированные на. базе универсально-фрезерных стан-
ков и специальные установки с копировальным приспособлением.
Такая установка состоит из станины, сварочного автомата
для наллавки и приспособления для закрепления и вращения
заготовки инструмента с прямым и винтовым зубом диаметром
до 250 и длиной до 1000 мм. Приспособление для закрепления
заготовки имеет два шпинделя, соединенных зубчатыми колеса-
ми. С одним из шпинделей жестко соединен копир, а с другим
наплавляемая заготовка. При движении сварочного автомата
вдоль направляющих станины копирный палец, закрепленный
на нем, поворачивает копир и через зубчатую передачу вращает
наплавляемую заготовку (фиг. 12).
12. ПРИПАЙКА ПЛАСТИНОК ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Припайку пластинок из быстрорежущей стали на державки
резцов производят припоями ГФК, алюминиево-никеле-марган-
цовистой бронзой, медью на установке ТВЧ, в нефтяной или га-
56
зовой печи, в соляных ваннах и др., обеспечивающих нагрев ин-
струмента до 1260—1280° С. Припайку на многолезвийный
инструмент лучше производить в соляной ванне. Предваритель-
но пластинки быстрорежущей стали закрепляют в пазах корпуса
инструмента, укладывают на них припой и подогревают до 750—
800° С, после чего погружают в соляную ванну.
Инструмент в процессе пайки нагревают до 1240—1260° С
для стали Р9 и до 1260—1280° С для стали Р18. Перед закалкой
его охлаждают на воздухе до 1050—1100° С. Отпуск инструмен-
та производят по режимам, принятым для быстрорежущей
стали.
Фиг. 12. Автоматическая наплавка с помощью сварочного автомата.
На ряде заводов нашел применение припой ГФК следующе-
го состава:
Си 73—74%; Ni 4—5%; Fe 5—7%; FeMn 5-6%; FeSi 3—4%; Zn 6—8%
Припой ГФК обладает рядом преимуществ перед другими
припоями на медной основе:
1) Широкий температурный интервал пайки (935—1300° С)
дает возможность совмещать процесс пайки и термической об-
работки режущей части и позволяет производить пайку различ-
ных материалов.
2) Жидкотекучесть, высокая капиллярность и способность
диффундировать облегчает подготовку напайки и сам процесс
пайки.
57
3) Припой выдерживает повторный нагрев до температуры
на 20—25° С меньше температуры пайки.
4) Припой обеспечивает высокую прочность соединения
— 345 -н 442 Мн/м* (ав = 35 -е 45 кг/мм?).
При изготовлении многолезвийного инструмента на припое
ГФК ножи до пайки соединяются с корпусами с помощью ци-
линдрических или конических штифтов, иногда прихватываются
электросваркой или цилиндрической втулкой и подвергаются
окончательной обработке. На торце инструмента делается вы-
точка, образующая ванночку для расплавленного сварочного
состава. Процесс пайки и термообработки осуществляется в пла-
менных газовых или электрических печах с восстановительной
атмосферой, хлоробариевых ваннах, а также газовыми и паяль-
ными лампами.
Предварительный подогрев производится до 800—850° С. При
этом в специальную выточку на торце помещается бура. После
подогрева в выточку насыпается припой ГФК в виде мелкой
стружки и инструмент помещается в печь с температурой, необ-
ходимой для нагрева под закалку, после чего производится
охлаждение до 1000—1050° С на воздухе и до 100—150° С в
масле.
На Горьковском автомобильном заводе нашел применение
способ приварки пластинок при изготовлении инструмента с мел-
ким шагом между зубьями, когда недостаточно места для меха-
нического крепления пластинок. Пластинки делают из листовой
стали толщиной 3—5 мм и шлифуют по размеру паза в корпус
так, чтобы они могли входить в ваз от легкого удара молотка и
подчеканиваться. В качестве припоя применяется состав из
7—8% Ni; 7—8% Fe; 4—6% Мп; 3—5% Si; 3—5% Zn и Си —
остальное (по весу). Отлитый и измельченный припой смеши-
вается с размолотой бурой. Пайка ведется в пламенных печах.
Инструмент посыпается припоем и предварительно нагревается
до температуры 750—800°С, затем окончательно нагревается до
1260—1270° С. После окончательного нагрева инструмент вто-
рично посыпают припоем и бурой и подстуживают до 1000—
1050° С, а затем закаливают в масле; отпуск трехкратный. Пос-
ле термической обработки производится окончательная обработ-
ка абразивным инструментом.
На фиг. 13 показана конструкция крупномодульного долбяка
т = 10,5 мм, изготовляемого на Челябинском тракторном заво-
де; пластинки припаивают к корпусу припоем ГФК. Внедрение
такой конструкции позволяет экономить 23 кг быстрорежущей
стали на одном долбяке. На первом этапе механической обра-
ботки придается форма пластинкам из стали Р18, предваритель-
но обтачивается корпус и на нем нарезают зубья. Сверлят и раз-
вертывают отверстия под штифты одновременно в пластинках и
58
корпусе в специальном приспособлении. После запрессовки ко-
нических штифтов производят окончательную механическую об-
работку долбяка в сборе с припуском на шлифование.
Припайка пластин к корпусу совмещается с термической об-
работкой. Перед подогревом на каждый зуб долбяка кладут
буру и кусочек припоя ГФК. При нагреве под закалку долбяк
погружается в хлоробариевую ванну так, чтобы раствор касался
только основания припоя, находящегося на передней поверхно-
сти каждого зуба. Это делается для того, чтобы основная масса-
долбяка успела прогреться, а припой не расплавился раньше
Фиг. 13. Долбяк с пластинками, пришаявными припоем ГФК:
1 — пластинка; 2 — корпус; 3 — штифт.
времени. В таком положении долбяк выдерживают в течение
двух минут. После этого долбяк полностью погружают в хлоро-
бариевую ванну, где выдерживают в соответствии с расчетом.
Закалка производится в масле; отпуск двух- или трехкратный.
Закалка отверстия производится на установке ТВЧ с помощью
специального индуктора.
13. ПРИПАЙКА ПЛАСТИНОК ИЗ ТВЕРДЫХ СПЛАВОВ
В зависимости от условий работы инструмента, оснащенного
твердым сплавом, корпус или державка инструмента изготов-
ляется из стали различных марок. В тех случаях, когда инстру-
мент работает без направления, державки изготовляются из кон-
струкционной или низкоуглеродистой инструментальной стали
(резцы, фрезы). В случаях, когда инструмент работает с направ-
лением (сверла, развертки, протяжки и др.) для державок или
59
корпуса применяется средне-, высокоуглеродистая или низко-
углеродистая цементуемая сталь.
Твердосплавный инструмент изготовляется двух типов: с впа-
янными в державку пластинками твердого сплава и с механи-
ческим креплением пластинок.
Процесс изготовления твердосплавного инструмента делится
на две стадии. Первоначально раздельно обрабатывается корпус
и твердосплавные пластинки и после пайки производится окон-
чательная обработка режущей части инструмента и корпуса от
единой технологической базы. В ряде случаев после пайки обра-
батывается или исправляется технологическая база, например,
при обработке сверл.
При изготовлении корпуса перед пайкой необходимо соблю-
дать принцип выполнения наибольшего количества операций
обработки корпуса инструмента до пайки. Так, пазы под пла-
стинку твердого сплава фрезеруют после образования канавок
между зубьями в корпусе.
При необходимости резка твердосплавных пластинок произ-
водится электроискровым методом.
Электроискровая резка твердосплавных пластинок основана
на местном разрушении их действием импульсного электриче-
ского разряда, возникающего при прохождении электрического
тока через диэлектрик.
При электроискровой резке твердосплавная пластинка под-
ключается к положительному полюсу, а инструмент-электрод,
направляющий разряд на места реза,— к отрицательному полю-
су генератора импульсов. Электрод в виде тонкой медной пла-
стины толщиной от 0,2 мм и выше совершает поступательное
движение. Процесс осуществляется в среде керосина или мало-
вязком минеральном масле, которые вымывают разрушаемый
твердый сплав из .места реза. Разрезаемая твердосплавная пла-
стинка и электрод должны быть разделены межэлектродным
промежутком, необходимым для возникновения разряда; вели-
чина межэлектродного промежутка колеблется от 5 до 100 мк,
в зависимости от мощности импульсов, напряжения и размера
отрываемых частиц. Ширина реза зависит от ширины электро-
да, межэлектродного промежутка и размера вырываемых ча-
стиц, которые проходят по зазору и вызывают дополнительные
разряды, увеличивающие зазор. Величина зазора колеблется в
пределах 6,03—0,05 мм. Величина межэлектродного промежутка
зависит от напряжения, размера отрываемых частиц и от мощ-
ности разряда.
Твердосплавные пластинки перед пайкой проверяются на на-
личие трещин, сколов, вмятин и коробление. Для обеспечения
качественной пайки коробление пластинок по опорной плоско-
сти не должно превышать 0,05 мм; при пайке пластинок в закры-
том пазу коробление допускается в пределах 0,1 мм на каждой
стороне опорной пластинки.
60
Устранение поверхностных дефектов на опорных плоскостях
пластинок может производиться абразивным или электроискро-
вым шлифованием. Абразивное шлифование производится на
плоскошлифовальном станке кругами из зеленого карбида крем-
ния зернистостью 40—*25, твердостью Ml—М2 при скорости ре-
зания 18 м/сек для вольфрамовых сплавов и для титано-
вольфрамовых сплавов. При шлифовании твердосплавных пла-
стинок они крепятся в металлических рамках с помощью рас-
плавленной смеси, состоящей из 1 части парафина (или воска)
и 10 частей канифоли.
Непосредственно перед припайкой пластинки твердого спла-
ва обезжириваются путем промывки в четыреххлористом угле-
роде или бензине. Лучшие результаты получаются в бензине
под действием волн ультразвуковой частоты (30—40 кгц) в те-
чение 2—5 мин. Для проверки соответствия прочности твердого
сплава техническим условиям, пластинки проверяют на изгиб
выборочно.
Припой должен хорошо смачивать соединяемые поверхности
и затекать в зазор между ними. Он должен обладать достаточ-
ной прочностью и жаропрочностью при нагреве до температуры
400—600° С и пластичностью для снижения внутренних напря-
жений при охлаждении [предел прочности о« = 294 Мн,'м2
(<Ув = 30 кГ/мм2)] и относительное удлинение б не ниже 60%.
Применение высокопрочных припоев с 'пониженной пластично-
стью (ГФК и др.) приводит к образованию трещин на пластинке
твердого сплава. Наиболее распространенными припоями явля-
ются медь и ее сила вы.
Таблица 4
Припои
П й Припой i | Температу- : ра плавле- 1 ния в °C Си Химический состав в % | Ni Примечание
Zn | ' Al I I мп I
Медь 1083 99,9 — — — Пайка в пламен- ных печах и газовой среде
Латунь Л-62 898 905 60,5— 63,5 Осталь- ное — — — Индукционная контактная по- гружением
Латунь Л 68 909 938 67—70 । Осталь- ное —. — 1 — ! Индукционная погружением
Пр. Нмц 62-4-2 930 950 64—68 Осталь- ное —. 1- Индукционная контактная
ПрАНМц 0,6-3-2 1020-1050 Осталь- ное 0,6-1 1,5—2 I3-4 1 Индукционная для тяжело на* груженного инструмента
Флюсы должны обеспечивать растворение окислов на спаи-
ваемой поверхности и предохранять металл от возможного окис-
ления в процессе пайки. Для пайки вольфрамовых сплавов при-
61
меняют буру, переплавленную при 750° С. Для пайки титановых
сплавов применяют буру 80—70%, сплавленную с фтористым ка-
лием (20—30%) или сплав буры (60%) с борной кислотой
(30%), фтористым кальцием или фтористым литием (10%).
Пайка должна обеспечить достаточно прочное соединение
пластинки твердого сплава с корпусом и цельность пластинки
твердого сплава в процессе изготовления и эксплуатации инстру-
мента.
При пайке твердого сплава на стальные державки инстру-
мента из-за разных коэффициентов линейного расширения мате-
риала пластинки и державки возникают большие напряжения в
процессе охлаждения после пайки и нагрева при заточке, при-
водящие к возникновению трещин в твердом сплаве.
Для снятия или уменьшения напряжений в твердом сплаве,
напаянном на державки, в настоящее время рекомендуется при-
менять припои с низкой температурой плавления и достаточной
пластичностью; увеличивать толщину слоя припоя за счет при-
менения компенсационных прокладок или кернения поверхности
соединения; применять отпуск паяного инструмента при темпе-
ратуре 200—250° С в течение 6—10 ч; по возможности применять
открытые пазы и прикреплять пластинки твердого сплава по од-
ной грани.
Рекомендуется применение термической обработки паяного
инструмента для возникновения напряжений со знаком обрат-
ным напряжению, образующемуся при пайке. Выбор режима
термической обработки в зависимости от припоя, твердого
сплава и материала державки производится по эксперименталь-
ным данным. Компенсационные прокладки рекомендуется при-
менять также при тяжелых условиях работы инструмента и в
тех случаях, когда корпус инструмента должен подвергаться
термической обработке. Компенсационные прокладки изготовля-
ют в виде пористых пластинок толщиной 0,25—0,35 мм из желе-
зоникелевого сплава пермаллой (42—45% Ni) или из железной
сетки толщиной 0,55 мм со 100 отверстиями на 1 см2. Прокладки
кладутся по основным плоскостям соединений. Пазы под пла-
стинки твердого сплава делают открытые (резни, ножи), полу-
закрытые (резцы, зенкеры) и закрытые (сверла). Обработка
пазов производится на фрезерных станках. Открытые пазы на
резцах и ножах могут образовываться строганием. Пазы под
пластинки должны быть обработаны по 4—5-му классу чисто-
ты (ГОСТ 2789-59). Пластинка твердого сплава должна плотно
прилегать к опорной поверхности паза; допустимый зазор — не
более 0,05 мм. В углах пазов делают закругления, соответствую-
щие закруглению пластины, но не менее 0,5—1 мм. Диаметр
фрезы должен быть согласован с радиусом закругления пла-
стинки. Закрытые пазы изготовляют с учетом обеспечения плот-
ной посадки пластинок; зазор между плоскостями паза и пла-
стинки допускается в пределах 0,05—0,15 мм. В тех случаях,
62
когда при пайке применяются компенсационные прокладки ме-
жду пластинками твердого сплава и 'корпусом, размер паза дол-
жен быть увеличен соответственно размерам компенсационных
прокладок.
Пазы под пластинки твердого сплава у сверл располагаются
симметрично относительно оси и имеют равномерный зазор по
длине и глубине. Значительное смещение паза уменьшает жест-
кость и прочность сверла.
В корпусах зенкеров и разверток при фрезеровании паза под
пластинки рекомендуется оставлять тонкую перемычку по пе-
редней плоскости паза толщиной I —1,5 мм, которая удаляется
после пайки в процессе заточки. При сборке, перед лайкой, по
передней плоскости перемычки производится подчеканка, обес-
печивающая плотное прилегание пластинки к опорной плоско-
сти. Пазы в корпусах фрез с винтовым зубом могут быть откры-
тыми и полузакрытыми. Изготовление 'полузакрытых пазов вы-
зывает большие трудности. Вполне удовлетворительные резуль-
таты получаются при изготовлении открытых пазов с креплением
пластинок перед пайкой с помощью штифтов. При фрезерова-
нии пазов под винтовые пластинки должны быть обеспечены
прямые углы между дном и стенками паза, без завалов опорных
поверхностей. Для этого фрезерование осуществляется специаль-
ной дисковой угловой фрезой на универсально-фрезерном стан-
ке. Стол фрезерного станка поворачивается на меньший угол,
чем угол подъема винтовой линии. Угол установки стола под-
считывается по формуле
tg а — tg ш cos г, (20)
где а — угол поворота стола станка;
со — угол подъема винтовой линии зуба фрезы по среднему
диаметру;
8 — угол, образованный вертикальной плоскостью и каса-
тельной к поверхности резания, проведенной через ре-
жущую кромку дисковой фрезы.
Расположение дна паза должно обеспечивать припайку пла-
стинок под необходимыми углами с целью более рационального
использования пластинок и минимального съема твердого спла-
ва при изготовлении и переточке инструмента. Так, у резцов
дно паза располагается под углом, величина которого на 3—5°
больше переднего угла.
При шлифовании корпуса и твердосплавной пластинки,
вследствие различного сопротивления их резанию и разном
влиянии на деформацию станка, особенно в зазорах шпиндель-
ной бабки и направляющих, 'получаются различные размеры по
твердосплавной пластинке и по корпусу.
Для устранения указанного дефекта и с целью экономии спе-
циальных кругов из карбида кремния рекомендуется раздельно
шлифовать пластинки твердого сплава кругами из зеленого кар-
63
бида кремния, а участки корпуса из конструкционной стали —
электрокорундовымн кругами. Заточка также производится раз-
дельно. Для того, чтобы при заточке пластинки не задевался
корпус, заточка производится под двойным углом. По корпусу
производится заточка электрокорундовымн кругами под углом
большим, чем соответствующий угол, под которым затачивается
пластинка кругом из зеленого карбида кремния. Во всех слу-
чаях рекомендуется доводка твердосплавных пластинок, обеспе-
чивающая значительное повышение стойкости.
Оборудование для пайки. Пайка токами высокой частоты
производится на установках ТВЧ с ламповыми генераторами.
Рационально применять для напайки пластинок на инструмент
установки небольшой мощности. Нашей промышленностью вы-
пускаются генераторы типа ЛГЗ-ЗО с выходной мощностью
30 кет, потребляемой мощностью 50 кет и рабочей частотой то-
ка 2—2,5 X 105 периодов в секунду, предназначенные для пайки
инструмента с площадью полезного сечения до 750 лш2; ЛГЗ-60
с выходной мощностью 60 кет, потребляемой мощностью 100 кет
и рабочей частотой тока 2—2,5 X Ю5 периодов в секунду;
ЛГЗ-100 с выходной мощностью 100 кет, потребляемой мощно-
стью 160 кет н рабочей частотой тока I—1,5 X 105 периодов в
секунду. Ламповый генератор настраивается так, чтобы обеспе-
чить сквозной нагрев.
Нагрев корпуса инструмента с пластинками твердого сплава
производится в индукторе, подключенном к генератору. Индук-
торы изготовляются из отожженных медных трубок с наружным
диаметром 6—10 мм и толщиной стенок 1—2 мм. Применение
профилированных трубок квадратного или прямоугольного се-
чения снижает потери в индукторе и обеспечивает более равно-
мерный нагрев инструмента. Для пайки инструмента применяют-
ся петлевые или витковые индукторы.
Форма индуктора подбирается в соответствии с формой и
размерами напаиваемого инструмента. Рекомендуется приме-
нять петлевые индукторы, так как направление тока в изделии
должно быть параллельно плоскости пайки.
При многовитковых индукторах направление тока перпенди-
кулярно плоскости пайки, что приводит в ряде случаев к мест-
ному перегреву и появлению трещин в пластинках твердого
сплава. Для получения сквозного прогрева корпуса инструмен-
та и предохранения пластинок твердого сплава от перегрева не-
обходимо обеспечить зазор между трубкой петлевого индуктора
и инструментом в пределах 10—15 мм и зазор, равный двойной
толщине изделия, в витковом индукторе.
Пайка однолезвийного инструмента с открытыми пазами
производится в нижеследующем порядке. В паз насыпают не-
много буры, укладывают припой, посыпают его бурой и сверху
кладут пластинку твердого сплава, на которую также наклады-
вают припой и посыпают его бурой. Подготовленный таким об-
64
разом резец с пластинкой твердого сплава помещается в индук-
тор.
При напайке в петлевом индукторе (фиг. 14, а) корпус резца
укладывается на изолирующую прокладку из огнеупорного кир-
пича, устанавливаемую под индуктором, после чего включают
генератор. При нагреве необходимо следить за равномерным
повышением температуры, не допуская перегрева пластинок
твердого сплава, что достигается периодическим включением и
выключением тока. Скорость нагрева устанавливается из ра-
счета 4—5 сек на 1 мм толщины. Быстрый нагрев приводит к
трещинам корпуса и непропаиванию внутри паза из-за большой
разности температур между наружными и внутренними слоями
металла. Медленный прогрев увеличивает опасность окисления
пластинки и пережога державки.
Фиг. 14. Петлевые индукторы для напайки пластинок твердого сплава.
После расплавления припоя выключают ток, дают припою
затечь в зазор под пластинку, поправляют пластинку. Для пре-
дупреждения трещин на пластинках напаянный инструмент по-
мещают в печь, нагретую до 200—250° С, выдерживают 6—8 %
затем медленно охлаждают вместе с печью до 80—100° С.
В корпусах многолезвийного инструмента с шагом между
зубьями менее 20 мм припайка пластинок к корпусу произво-
дится одновременно на всех зубьях. Инструмент с полузакрыты-
ми и закрытыми пазами перед пайкой собирается. Пластинки
вставляются в пазы без качания и у сверл зачеканиваются с
торца; у зенкеров, разверток, мелких концевых фрез пластинки
закрепляются с 'помощью технологической перемычки и обвязы-
ваются шнуровым асбестом. Собранный инструмент с пластин-
ками и припоем помещается в кипящий водный раствор флюса.
Пайку рекомендуется вести в многрвитковом индукторе
(фиг. 14) с помощью приспособления, обеспечивающего гори-
зонтальное расположение многолезвийного инструмента, его
поворот вокруг оси и перемещение вдоль оси. Подготовленный
инструмент вводится в индуктор. Вначале медленно подогревают
хвостовую часть корпуса за пластинками до 800—900° С, после
чего вводят в индуктор рабочую часть инструмента с пластинка-
ми твердого сплава. Для равномерного прогрева и заполнения
всех зазоров припоем инструмент непрерывно вращают. После
з Палей м. М. 65
расплавления припоя и заполнения им зазоров, корпус выводят
из индуктора и продолжают вращать до затвердевания припоя;
затем инструмент помещают в теплоизолирующую среду. Если
корпус инструмента должен быть закален, то, не вынимая инст-
румент из индуктора, нагревают участок, подлежащий закалке,
до температуры закалки, установленной для стали данной мар-
ки, и охлаждают в селитре или в масле. Пластинки твердого
сплава не должны погружаться в охлаждающую среду. В кор-
пусах многолезвийного инструмента с шагом между зубьями бо-
лее 200 мм пайка пластин производится отдельно в каждый паз,
с нагревом каждого паза петлевым индуктором. Пайку сверл,
разверток и зенкеров можно производить после нагрева места
пайки до 950° С с помощью латунной ленты (латунь Л62 или
Л68), проводя концом припоя вдоль места спая. Соприкасаясь
с нагретым инструментом, припой расплавляется и затекает в
зазор между пластинкой и 11330.4.
Пайка твердосплавного инструмента п<ри индукционном на-
греве является одним из самых высокопроизводительных мето-
дов, легко поддающихся автоматизации.
Пайку на контактных сварочных машинах применяют для
инструмента, имеющего открытые пазы. Рационально паять та-
ким способом резцы и ножи к сборному инструменту. При пай-
ке на стыковой сварочной машине инструмент закрепляется за-
жимом на подвижной части стола, а в неподвижном зажиме
укрепляется медный контакт. Электроды, подводящие ток, .рас-
полагаются в отдалении от пластинки твердого сплава. Электри-
ческий ток проходит по державке между электродами парал-
лельно основанию гнезда под пластинку и нагревает державку.
Флюс, припой и пластинка нагреваются за счет тепла, отдавае-
мого державкой.
В крупносерийном производстве твердосплавного инструмен-
та .распространяется прогрессивный способ п ай к и в эл ектри-
ческих печах с газовой восстановительной сре-
дой. В качестве восстановительной среды применяют азотно-
водородную смесь (75% Н2 и 25% N2), получаемую при диссо-
циации аммиака. Водород является хорошим восстановителем
скислов на пластинке твердого сплава. Перед пайкой инстру-
мент с пластинками титано-карбидной группы собирают, укла-
дывают флюс, пластинку и припой и закрепляют асбестовым
шнуром или нихромовой проволокой. Пайка пластин вольфрамо-
карбидной группы может производиться без флюса.
Пайка производится отдельными партиями на поддонах из
жаропрочной стали в печи, нагретой до 850—900° С. Постепенно
температура печи повышается до 1150° С, после 10-минутной
выдержки снижается до 950° С, и инструмент помещается в ка-
меру охлаждения. В этой камере инструмент охлаждается до
200—300°С в течение 30—85 мин. >
Пайка с нагревом в соляных ваннах и одновре-
66
мен пой закалкой заключается в том, что в ванну поме*
щается тигель с припоем.
Инструмент погружается рабочей частью, оснащенной твер-
дым сплавом, в расплавленный припой, а остальная рабочая
часть, подлежащая закалке, находится в расплавленной соли;
расплавленный припой заполняет зазоры между пластинками и
корпусом инструмента, за счет чего и осуществляется пайка. За
это время корпус инструмента прогревается до температуры,
требуемой при закалке. Напаянный инструмент вынимается из
ванны, подстуживается и охлаждается в щелочи или селитре,
нагретой до определенной температуры.
Особенностью данного метода является то, что припой зате-
кает в зазоры и одновременно смачивает все пластинки твердого
сплава. Нагрев до температуры пайки происходит медленно, не
вызывает появления больших внутренних напряжений, что
уменьшает возможность появления трещин. Снижению напряже-
ний при закалке способствует применение в качестве охлажда-
ющей среды нагретой щелочи или селитры. При пайке погруже-
нием требуется хорошее закрепление пластинок в пазах корпуса
и тщательная сборка.
Для обеспечения наилучшей прочности спая, зазор между
стенками корпуса инструмента и пластинкой твердого сплава не
должен превышать О', 1 мм на сторону. Необходимо, чтобы пазы
в корпусе инструмента под пластинки были закрытой формы
или имели‘специальную конструкцию с технологическими стен-
ками или технологическими штифтами. Перед пайкой пластинки
зачеканиваются в корпусе и, в некоторых случаях, дополнитель-
но обвязываются шнуровым асбестом. Собранный инструмент
погружают в насыщенный кипящий водный состав флюса и
выдерживают в нем в течение 5—10 мин. После этого инстру-
мент подвергается сушке при 100—150° С, предварительному на-
греву и погружается в тигель с припоем.
Пайка погружением в расплавленный припой стержневого
инструмента отличается высокой производительностью и высо-
ким качеством паянных соединений.
На фиг. Г5 представлен общий вид опытного автомата для
напайки твердосплавных пластинок на ножи сборного инстру-
мента конструкции ВНИИ. Для облегчения процесса автомати-
зации, припой и флюс предварительно прессуются в соответст-
вующей пропорции в виде таблеток.
Ножи, твердосплавные пластинки и таблетки закладываются
в кассеты. В процессе работы автомата механизм сборки укла-
дывает в паз ножа твердосплавную пластинку, таблетку припоя
и флюса и выталкивает собранный нож на конвейер. Собранный
нож, двигаясь вместе с конвейером, проходит через индуктор,
в котором он нагревается до температуры пайки. Припой рас-
плавляется и затекает в зазоры между твердосплавной пластин-
кой и корпусом ножа. При выходе из индуктора твердосплавная
67
пластинка автоматически поправляется и припаивается к корпу-
су ножа, после чего инструмент’ сбрасывается в сборник. Все
механизмы автомата приводятся в движение от распределитель-
ного вала при помощи рычагов и копиров.
Автомат обеспечивает производительность 300—800 шт1ч,
что в шесть раз выше производительности контактных машин,
при высоком и стабильном качестве пайки и отсутствии трещин.
Прочность пайки при испытании на срез 215 Мн!м2 (22 кИмм2).
Фиг. 15. Автомат для припайки твердосплавных пластинок.
14. ПРИПАЙКА МИНЕРАЛОКЕРАМИЧЕСКИХ ПЛАСТИНОК
Перед пайкой минералокерамические пластинки шлифуются
абразивами для устранения кривизны, неплоскостпости и других
дефектов поверхности. Рекомендуется доводить .мииералокера-
мические пластинки на чугунной плите абразивным порошком
карбида кремния или карбида бора зернистостью 4—3, разве-
денным в смеси машинного масла и керосина. Доводка может
осуществляться вручную и с помощью приспособлений, в частно-
сти, к поперечно-строгальному станку. На стол станка устанав-
ливается чугунная плита, иа суппорте монтируется зажимное
устройство с кассетами и микропористой резиной на торце при-
жимной плиты. В процессе притирки резина осуществляет рав-
номерное прижатие пластинок к притирочной плите, независимо
от их толщины. Притирка идет при возвратно-поступательном
движении суппорта и автоматической поперечной подаче стола.
ВНИИ рекомендует производить пайку минералокерамических
пластин порошковым припоем следующего состава в % по весу:
65—70% окиси свинца; 10—5% окиси меди технической; 15%
.алюминия; 10% фтористого натрия.
68
Окись свинца вводится в припой в порошке, после переплав-
ки его в корундовом тигле. Окись меди в виде мелкого порошка
черного цвета, алюминий — в виде мелких опилок или мелкой
стружки, фтористый натрий — в виде порошка.
Напайку минералокерамических пластинок на державки ре-
комендуется производить в петлевом индукторе на высокоча-
стотной установке. На опорные поверхности паза насыпается
слой буры и слой припоя, устанавливается мипералокерамиче-
ская пластинка, сверху насыпается порошок припоя и покры-
вается бурой. Нагрев резца в индукторе начинают за пластин-
кой и после прогрева этого участка головку резца вводят в ин-
дуктор и медленно нагревают путем периодического включения
и выключения тока. Минералокерамическая пластинка, вследст-
вие отсутствия магнитных свойств, нагревается за счет теплоот-
дачи. Рекомендуется предварительно подогревать пластинку до
800° С. После нагрева пластинки до бледпорозового цвета при
850—900° С и расплавления припоя, ее поправляют и прижима-
ют к пазу державки резца.
Напаянные резцы медленно охлаждают. Прочность на срез
крепления пластинок с державками находится в пределах 29,7—
31,4 Мн/ж2 (3—3,2 /сД/W).
Для более полного использования режущих свойств минера-
локерамических пластинок, они предварительно металлизиру-
ются медью в вакууме и паяются твердым припоем. Прочность
на срез такой пайки достигает 89 Мн/м2 (9 кГ!мм2}. Сущность
процесса металлизации заключается в соединении титана, нане-
сенного в виде пасты на керамическую пластинку, с поверхност-
ным слоем минералокерамики и с расплавленным металлом,
применяемым для металлизации (медь, пермаллой, железо).
Так как титан при нагреве легко соединяется с азотом, водо-
родом и весьма активно с кислородом, то процесс металлизации
необходимо проводить в вакуумной среде. В результате указан-
ного процесса происходит диффузия титана в минералокера-
мику с частичным восстановлением окиси алюминия и образо-
ванием весьма прочного соединения металлизированного слоя
с поверхностью минералокерамической пластинки.
Процесс металлизации заключается в следующем: пластинки
промываются мыльной, потом чистой горячей водой. После про-
сушки пластинки промываются в анетоце и покрываются флю-
сом в виде пасты, состоящей из порошка титана (или гидрата
титана) и 3%-ного раствора целлулоида в амилацетате или
растворителе по ГОСТу 5630-51. Паста наносится кисточкой и
просушивается. После просушки на пластинку накладывают
кусочки медной фольги толщиной 0,1—0,15 мм и загибают края
фольги па торцы пластинки.
Пластинки помещают в баллон, в котором с помощью насо-
са создают вакуум 2- 102 мм рт. ст. Затем на баллон надвигают
69
электропечь, нагревают ее до температуры ИЗО—1150° С, при
которой плавится медь с титаном.
После охлаждения пластинки проходят гидроочистку. Пай-
ка металлизированных медью металлокерамических пластинок
ничем не’ отличается от пайки твердосплавных пластинок.
Пайка резцов производится латунью на высокочастотной
установке, в петлевом индукторе. После пайки резцы помещают-
ся в нагретую печь с температурой 350—400®С. Резцы охлаж-
даются вместе с печью.
15. КОНТРОЛЬ ИНСТРУМЕНТА ПОСЛЕ ПАЙКИ
Контроль качества инструмента с напаянными пластинками
производится: 1) внешним осмотром, 2) разрушением паяного
соединения, 3) люминесцентной дефектоскопией. После пайки и
термической обработки инструмент промывается в керосине и
подвергается очистке. Керосин проникает в мельчайшие поры и
трещины и обнаруживает на поверхности в виде темных линий
и пятен дефектные места — непропаи, мелкие трещины, поры.
Допускаются небольшие одиночные перерывы в пайке, имеющие
вид точек или черточек (1,5—2 мм) и не превышающие 10% об-
щей длины спая.
Толщина паяного шва не должна превышать 0,1 мм. Конт-
роль разрушейием паяного соединения проводится для проверки
прочности пайки. Перед испытанием на срез шлифовальным кру-
гом делается канавка между торцом пластинки и державки.
Испытание проводится под прессом до среза паяного слоя. Пре-
дел прочности паяного слоя на срез должен быть не ниже
98,1 Мн/м2 (10 кГ/мм2). Выборочно качество пайки проверяется
и срубанием пластинок зубилом. При нормальной прочности
крепления пластинка будет раскрашиваться, а при недостаточ-
ной— отскакивать целиком. Для об-наружения трещин на пла-
стинках твердого сплава перед пайкой и после нее, в ряде слу-
чаев применяется метод люминесцентной дефектоскопии. Работа
люминесцентного микроскопа основана на принципе облучения
исследуемой поверхности ультрафиолетовыми лучами. Перед
облучением пластинки погружают на 2—3 мин во флуоресци-
рующий .раствор из 10% автола, 90% керосина; затем их промы-
вают в течение 8—10 сек в воде или бензине. После просушки
под вентилятором пластинки опудривают магнезитовой пудрой
и облучают ультрафиолетовыми лучами. Под воздействием
ультрафиолетовых лучей пластинки приобретают темно-фиоле-
товый цвет, а раствор, проникший в трещины и смочивший пуд-
ру, ярко светится (флуоресцирует) и тем самым свидетельствует
о наличии дефекта. Этот способ дает возможность обнаружить
трещины шириной до 5 мк.
70
16. ЗАГОТОВКИ ФАСОННОГО МОНОЛИТНОГО ТВЕРДОСПЛАВНОГО
ИНСТРУМЕНТА
В промышленности находят все большее применение моно-
литный твердосплавный инструмент (сверла, фрезы, зенкеры»
развертки и др.) и коронки из твердого сплава. Вследствие труд-
ностей изготовления механической обработкой сложного инстру-
мента из спеченного твердого сплава, ВНИИТС и ВНИИ ведут
работы по приданию инструменту требуемой формы до спека-
ния твердого сплава.
Комбинат твердых сплавов в последние годы выпускает
спрессованные цилиндрические или призматические неспечен-
ные заготовки из пластифицированного твердого сплава. Пла-
стификатором служит парафин (до 7%). Пластифицированным
заготовкам придается соответствующая форма механической
обработкой обычным твердосплавным инструментом с увеличен-
ными передними и задними углами (у == 104-15°, а = 20'4-30°)
при скорости резания 50—150 м/мин с небольшими подачами.
Заготовки при спекании дают значительную усадку. При
расчете размеров заготовки учитывается процент усадки (25--
30%) и величина припусков, снимаемых до и после спекания.
Определение размеров заготовки можно производить по сле-
дующей формуле:
(21)
где Ai—размер заготовки;
А — окончательный размер инструмента;
С — сумма припускав и допусков на операции после спека-
ния;
К— коэффициент, учитывающий процент усадки .при спе-
кании;
— сумма припусков и допусков на операции до спекания.
При построении технологического процесса изготовления
инструмента из пластифицированных заготовок поверхности,
являющиеся базовыми до спекания, используются как базовые
после спекания.
ВНИИ разработал способ изготовления фасонных твердо-
сплавных инструментов методом прессования. При этом методе
фасонная заготовка изготовляется мз пластифицированного
сплава путем прессования в стальных пресс-формах. Методом
прессования изготовляют дисковые модульные, прорезные и ка-
навочные фрезы, винтовые пластинки и сверла.
Технология изготовления монолитных твердосплавных
инструментов состоит из следующих операций:
1) приготовление пластификатора;
2) замешивание порошка твердого сплава с пластификато-
ром;
3) прессование заготовок;
71
4 п 5) предварительное и окончательное спекание по режи-
му, зависящему от марки твердого сплава.
ВИИИТС разработал способ изготовления монолитного
твердосплавного инструмента методом прессования, названный
мундштучным. Твердосплавная порошкообразная смесь с пла-
стификатором прессуется в брикеты, которые помещаются в
специальный контейнер с твердосплавным мундштуком и про-
давливается через мундштук, из которого выходит .в виде заго-
товки требуемой формы. Эти заготовки подвергаются спеканию
в водородной атмосфере. Таким способом изготовляют мелкие
твердосплавные сверла, зенкеры, развертки .и др.
После спекания заготовки подвергаются шлифованию и за-
точке, которые рекомендуется производить мелкозернистыми
кругами из карбида кремния или алмазными кругами.
Для крепления режущей части мелких сверл рекомендуется
твердосплавную заготовку запрессовывать в державку из кон-
струкционной стали.
ГЛАВА III.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка инструмента предопределяет его
физико-механические свойства —'красностойкость, износостой-
кость и прочность. При изготовлении инструмента применяются
процессы отжига, закалки и отпуска, а также химико-терми-
ческой обработки.
1. ОТЖИГ.
Отжиг проводится для снятия внутренних напряжений и по-
нижения твердости после горячей обработки давлением (про-
катки, ковки) и сварки заготовок. Отжиг проводится также
перед повторной закалкой инструмента (если закалка и отпуск
оказались неудовлетворительными). Заготовки из быстрорежу-
щей стали отжигаются при температуре 830—850° С с выдерж-
кой 3—4 ч. Более высокая температура лаг-рева усиливает окис-
ление и обезуглероживание, увеличивает легир-ованность
аустенита, повышает устойчивость против распада в перлитной
области, что усложняет выполнение отжига. Продолжитель-
ность нагрева быстрорежущей стали при температуре отжига
влияет на красностойкость стали -после закалки -и отпуска. Це-
лесообразно уменьшать величину садки инструмента с целью
сокращения времени нагрева стали -при .высоких температурах.
Охлаждение заготовок после -выдержки при температуре от-
жига производится вместе с печью первоначально до темпера-
туры 750—760° С со скоростью 30—40 spadin, затем до 600°-С со
скоростью 40—50 град/ч и далее на воздухе.
Предпочтительно производить изотермический отжиг — на-
грев до 850—870°С, выдержка 3—4 ч, охлаждение до 720—
730е С со скоростью 40—50 град/ч, изотермическая выдержка
при этой температуре 2—4 ч,, охлаждение вместе с печью до
температуры 500—400е С и далее охлаждение на воздухе. При
изотермическом отжиге твердость получается выше, чем при
нормальном отжиге. Режим отжига сталей некоторых -марок при-
водится в табл. 5.
Режим отжига инструментальных сталей
Таблица 5
Марка стали Температура нагрева в °C Изотермиче- ское охлаж- дение в °C Выдержка в ч Условия охлаждения
У10А У12А 9ХС 750—770 780—810 640—680 680—720 1 2—3 До 300—400° С с печыо,
9ХВГ Р9, Р18 770—790 850—870 700—730 720—740 3-4 затем на воздухе До 500—400° С с печью,
затем на воздухе
Отжиг инструментальных сталей можно производить в ка-
мерных, шахтных и конвейерных печах. Печи должны иметь
автоматический контроль температуры. Наиболее совершенным
оборудованием для отжига являются печи с программным
управлением по заданному режиму отжига и с нейтральной
атмосферой для защиты от окисления и обезуглероживания.
Отжиг заготовок с малыми припусками на механическую
обработку рекомендуется производить ® ящиках, засыпанных
отработанным карбюризатором, древесным углем и чугунной
стружкой. Для отжита быстрорежущих и высокохромистых ста-
лей применяется смесь, состоящая из 50% древесного угля и
50% чугунной стружки.
Для облегчения процесса формоизменения быстрорежущей
стали в холодном состоянии (волочение, редуцирование, прокат
тонких листов, штамповка, рубка). рекомендуется проведение
термической обработки, заключающейся в нагреве до 720—
780° С с выдержкой после нагрева в течение одного часа; после
прогрева — охлаждение в масле или воздухе. Термическая об-
работка по указанному режиму повышает пластичность и вяз-
кость быстрорежущей стали и значительно улучшает процесс
ее формоизменения в холодном состоянии.
2. ОБОРУДОВАНИЕ ДЛЯ НАГРЕВА ПОД ЗАКАЛКУ И ОТПУСК
Нагрев режущего инструмента для закалки и отпуска произ-
водится в печах, печах-ваннах, печах с восстановительной или
пейтоальной атмосферой и на установках ТВЧ.
Камерные печи газовые, мазутные и электрические приме-
няют для подогрева инструмента при закалке и нормализации.
При .нагреве в газовых печах до 800°С окисление и обезуглеро-
живание инструмента незначительно, так как в них создается
атмосфера, близкая к нейтральной. В газовых двухкамерных
печах над одной горизонтальной камерой находится другая,
обогреваемая теплом отходящих газов и имеющая более низкую
74
температуру. Двухкамерные печи удобны для подогрева быст-
рорежущего инструмента под закалку. Верхняя камера служи?
для первого «подогрева при 400—600° С, нижняя—для второго
подогрева при 800—880° С. Электрические камерные печи при-
менять не «рекомендуется, так как в них происходит значитель-
ное окисление и обезуглероживание инструмента. Для оконча-
тельного напрева инструмента при закалке и отпуске реко«мен-
дуется применять электродные соляные ванны, снабженные
приборами для автоматического регулирования температуры.
Находят также широкое применение электрические газовые
или мазутные тигельные соляные ванны с наружным обогревом.
Соляные ванны в зависимости от температуры нагрева могут
быть .высоко-, средне- и »изкотем'пературмым-и. Высокотемпера-
турные электродные соляные ванны применяются для нагрева
под закалку инструмента из быстрорежущей стали. Состав
ванны — барий хлористый (BaCU) технический с температурой
плавления 960° С. Рабочая температура ванны 1050—1300° С.
Раскисление производится молотым ферросилицием (70—80%)
или бурой. Среднетемпературные соляные ванны, электродные
или тигельные с внешним обогревом применяют для окончатель-
ного нагрева при закалке инструмента из низколегированной
и углеродистой стали и для предварительного подогрева при
закалке инструмента «из быстрорежущей стали. В этих ваннах
применяются различные смеси «солей или сильвинит. Наиболее
универсальной является смесь состава: 77,5% BaCU +
+ 22,5% NaCl. В качестве раскислителя применяется бура,
иногда желтая кровяная соль.
Низкотемпературные соляные ванны по своему назначению
подразделяются на. а) ванны для охлаждения инструмента при
ступенчатой закалке и б) ванны для жидкостного отпуска
инструмента. В зависимости от назначения ванн и марки ста-
ли инструмента применяются различный состав солей и разная
температура нагрева. В интервале температур 400—560° С чаще
применяют калиевую и натриевую селитру (KNO3 и NaNO3), а
в интервале температур 160—220° С смесь их или расплав едких
щелочей (NaOH и КОН) в воде.
Высокочастотные установки. В настоящее время при термо-
обработке режущего инструмента применяется высокочастотный
напрев т. в. ч. При этом способе нагрева можно получить зака-
ленный слой высокой твердости на заданной глубине в сочета-
нии с повышенной вязкостью сердцевины. При рациональном
режиме термической обработки можно значительно уменьшить
деформацию инструмента по сравнению с обычной закалкой.
Нагрев т. в. ч. применяется для закалки инструмента из углеро-
дистой стали (метчики, напильники, ножовочные полотна) и для
закалки сегментов к пилам по металлу из стали Р9, для отпуска
пневматических зубил, хвостовиков инструмента и перемычек
плашек. Высокочастотный нагрев очень удобен, так как уста-
75
новки ТВЧ обеспечивают чистоту рабочего места и могут быть
легко встроены в поточные и автоматические линии. Установ-
ки ТВЧ рентабельны при условии высокой производительности
автомата, что определяется его конструкцией и допустимо!*
скоростью нагрева.
Допустимая скорость нагрева определяется -способностью
карбидов к превращению и скоростью диффузии элементов, пе-
реходящих из карбидов в аустенит. Скорость .нагрева влияет на
температурный интервал нагрева под закалку. Для определе-
ния параметров высокочастотного нагрева экспериментально
строят «структурные диаграммы при условии, что нижний предел
допустимых температур нагрева устанавливается моментом до-
стижения сталью достаточно высокой твердости, а верхний
предел появлением <в мартенсите игольчатости. Для углеро-
дистых -сталей допускается высокая скорость нагрева до 800—
1000 epadfceK и значительный интервал температур нагрева до
200° С.
Практически пользуются скоростью нагрева 200—
400 град/сек, так как при больших .скоростях затруднительно
точное выдерживание продолжительности нагрева и не обеспе-
чивается надлежащая глубина закалки.
ВНИИ разработаны полуавтоматы для закалки метчиков
диаметром 16—27 лш, производительностью около 1000 метчи-
ков в час и для закалки напильников с производительностью
200—500 напильников -в час и автомат для закалки метчиков
диаметром 6—14 мм с производительностью более 2000 метчи-
ков в час.
Инструменты, изготовляемые -из низколегированных и леги-
рованных сталей Х05, ХВ, ХГСВ, имеют широкий интервал
температур нагрева (200—250° С) и могут подвергаться закалке
на автоматах ТВЧ для углеродистой стали. При закалке высо-
колегированных сталей, например Х6ВФ, допустимая скорость
нагрева примерно в 6—8 раз ниже допустимой для углеродистой
и легированной стали. В ’высоколегированной стали после за-
калки получается большой процент остаточного аустенита,
который значительно снижает стойкость инструмента. Отпуск не
обеспечивает достаточного уменьшения аустенита без значи-
тельного снижения твердости. Высокочастотную закалку ста-
ли Х6ВФ можно- применять при условии решения вопроса пре-
вращения остаточного аустенита автоматическим способом.
Для быстрорежущей стали Р9 скорость нагрева находится
в пределах 50—100 град!се&\ при этом интервал закалочных
температур составляет 20—25° С, что требует при высокочастот-
ном нагрс-зе точной стабилизации напряжения. Во ВНИИ
спроектирован автомат со стабилизатором для закалки сегмен-
тов производительностью 360 шт/ч. На Киржачском инструмен-
тальном заводе при самом строгом контроле за режимом за-
калки до 8% сегментов получаются с оплавлением.
76
Сталь Р18 в цилиндрических образцах можно закаливать
при скорости нагрева 10—25 град!сек, т. е. при скоростях, кото-
рые можно получить .при нагреве в расплавленных солях. При
высокочастотном нагреве аге достигается повышения скорости
негрева.
Интервал температур допустимого нагрева для инструмента
составляет меньше 10—20° С. Выдержать эти пределы и обеспе-
чить надлежащую структуру закаленной быстрорежущей стали
в настоящее время не представляется возможным. Поэтому за-
калка инструмента из быстрорежущей стали Р18 ТВЧ в настоя-
щее время не рекомендуется.
Полуавтоматические агрегаты для закалки и отпуска»
В крупносерийном и массовом производстве нашли применение
полуавтоматические агрегаты для термической обработки инст-
румента. На многих инструментальных заводах применяются
агрегаты для термической обработки -круглых плашек, метчи-
ков, -сверл и другого инструмента. Полуавтоматический агрегат
для закалки круглых плашек [5], представляет собой поточную
линию с пластинчатыми роликовыми конвейерами, состоящую
из ряда ванн, камер и нагревательных печей, расположенных
в порядке технологического процесса: 1) загрузочный стол;
2) ванны обезжиривания состава 250' г NaOH и 15 г Na3PO4 на
. 1 л «воды с температурой до 100° С; 3) промывочная ванна с при-
точной водой; 4) шахтная газовая печь для подогрева до 300—
400° С; 5) электродно-соляная ванна для нагрева под закалку
с 44% NaCl и 56% КС1, обеспечивающая рабочую температуру
850—870° С; 6) щелочная закалочная ванна с охлаждением до
180—200° С; 7) промывочная ванна с горячей водой; 8) ванна
пассивирования состава 15% NaNO3 и 30% Na2CO3; 9) стол вы-
груз-ки.
Применение полуавтоматического агрегата ускорило про-
цесс. Производительность труда увеличилась на 80%; себестои-
мость термической обработки снизилась на 48%, производствен-
ный цикл сократился в 9 раз.
Л 'вт о мат для закалки ТВЧ. Автомат ВНИИ для за-
калки метчиков из углеродистой стали с нагревом т. в. ч. со-
стоит: из бункера с механизмом ориентации, индуктора, бака
с охлаждающей жидкостью и транспортного устройства. Из
бункера метчики по- одному подаются в механизм ориентации
из двух вращающихся в противоположные стороны валиков.
Расстояние между -валиками таково, что хвостовик метчика
проскакивает между ними. Метчик, попав в механизм ориента-
ции, принимает вертикальное положение, продвигается между
валиками, расположенными под углом 10°, попадает в верти-
кальную трубку и в нижней части ее удерживается заслонкой;
таким образом в трубке устанавливается несколько метчиков.
Под заслонкой установлен индуктор и с н-ижней стороны
индуктора -вторая заслонка из жаропрочной стали. Внутри
77
индуктора помещена трубка из жаропрочного фарфора. Мет-
чики по одному подаются в вертикальную трубку индуктора,
где автоматически шагреваются до закалочной температуры
и сбрасываются в закалочный бак. Из бака метчики подаются
транспортером в сборный ящик. Периодическое открывание
и закрывание заслонок производится с помощью реле времени.
Для метчиков из стали У12 установлен следующий режим
работы автомата: температура закалки 880°С при скорости на-
грева 150—200 град!сек и 900° С при скорости нагрева
200 град!сек. При указанном режиме обеспечивается высокое
качество закалки по глубине слоя, микроструктуре и твердости.
Деформация метчиков после закалки и отпуска при темпера-
туре 170° С не выходит за пределы допусков иа метчики степени
точности Е. Производительность автомата 1700 .метчиков М8
в смену.
3. ЗАКАЛКА
Нагрев. Температура закалки инструмента должна обеспе-
чить твердость, красностойкость и механическую прочность
инструмента. Высокая твердость (Я/?С65) быстрорежущей-
стали* может быть достигнута при температуре закалки 1150—
1175° С, но .при этом получается низкая красностойкость, так
как при последующем высоком отпуске твердость резко сни-
жается. Красностойкость быстрорежущей стали зависит от
перехода в твердый раствор углерода и легирующих элементов,
особенно вольфрама и ванадия. Переход легирующих элементов
в твердый раствор зависит от температуры нагрева и времени
выдержки. Лучшие результаты по красностойкости быстроре-
жущей стали Р9 получаются при нагреве под закалку до 1250°С
и стали Р18 до 1300° С.
Выбор температуры нагрева необходимо производить в за-
висимости от формы, размеров, назначения и условий нагруже-
ния инструмента. Мелкие инструменты, выходящие из строя
вследствие низкой прочности, целесообразно закаливать с тем-
ператур, дающих более высокую прочность при несколько по-
ниженной красностойкости.
Для инструментов большого сечения, испытывающих мень-
шие напряжения и удельные нагрузки, целесообразно применять
более высокую температуру закалки, обеспечивающую получе-
ние лучшей красностойкости. Для инструментов, работающих в
условиях повышенного нагрева режущих кромок и простой
формы, следует назначать температуры закалки, обеспечиваю-
щие получение максимальной красностойкости.
Рекомендуемая температура нагрева под закалку быстроре-
жущей стали наиболее распространенных марок Р18 и Р9 при-
* Марки быстрорежущей стали регламентированы ГОСТом 9373-60.
78
Таблица 6
Температура нагрева под закалку быстрорежущей стали [17]
Типы инструментов Температура в °C для сталей марок
Р18 Р9
Резцы. Сверла диаметром более 15—20 мм 1280—1300 1240—1250
Фасонные инструменты (фрезы, протяжки и др.) диаметром 10—70 мм. Сверла диаметром 5— 15 мм 1270—1290 1220—1240
Фасонные инструменты диаметром от 5 до 10 мм и более 70 мм 1260—1280 | 1210—1230
Фасонные инструменты диаметром менее 5 мм 1250—1270 1200—1220
ведома в табл. 6. Режимы термической обработки и некоторые
свойства марок быстрорежущей стали повышенной «производи-
тельности, применяющихся преимущественно для обработки
трудно* ^обрабатываемых -сталей и сплавов (жаропрочных,
нержавеющих и др.) и для работы со «скоростями резания от 50
до 100 м/мин, приведены в табл. 7.
Нагрев инструмента для закалки не должен быть очень быст-
рым, чтобы материал успел равномерно прогреться. Быстрый
нагрев приводит к образованию трещин. Слишком медленный
нагрев инструмента, особенно в окислительной атмосфере, вы-
зывает появление окалины и обезуглероженности поверхности.
Инструмент из быстрорежущей стали подвергается двум по-
догревам, до 400—500° С и 780—840° С для крупногабаритного
и фасонного инструмента и 780—840° С для остального инстру-
мента.
Продолжительность -подогрева и окончательного нагрева под
закалку зависит от различных факторов. Главные из них —
химический состав .стали, ее теплоемкость и теплопроводность,
продолжительность фазовых превращений и процессов раство-
рения карбидов «в аустените, температура и физические свойст-
ва напревающей среды, конфигурация -и величина нагреваемого
инструмента. Ориептиро'вочно принимают время выдержки при
окончательном нагреве быстрорежущей стали 6—7 сек на каж-
дый миллиметр сечения инструмента в хлоробариевых ваннах,
10—12 сек при нагреве в пламенных и электрических печах.
Рекомендуется производить расчет продолжительности нагрева
в зависимости от конфигурации инструмента, его габаритов
и нагревательной среды [12].
Температура нагрева и время выдержки должны тщательно
контролироваться, допустимое отклонение температуры от опти-
79
Режимы термической обработки и некоторые свойства быстрорежущей стали повышенной производительности
(по данным ВНИИ)
§ 5 s g SZ 5м Рч 23 Закалка © ?тво оста- аустенита акалки в % трехразовый жкой 1 ч О л
г та л и 1тура на 4 теле) и ? знамен °C Отжиг температура И ® О§ «6 4) О н <-» Первый подо- грев Второй подо- грев Оконча- тельный нагрев Охлаждающая среда § со; gS ть поел HRC н « Г° о о Й
1 Марка < i G. с;'—' Я Твердое женном НВ о 5 S О со о 2- Красное до твер, HRC 58
Темпе (в ЧИС конца ковки в °C Тверд закал] Коли1 точно после g 1 О ОЙ §>» 8g Н о
Р18Ф2 1170/900 255 1280— 63— 35 • 64,5- 650
1290 64,5 66
Р14Ф4 1150/900 255 1250— 62-64 39 64,5— 650
1260 66
; Р9Ф5 1150/900 241 1240— 580— 64,5— 645
1250 600 56
Р9КЮ 1150/900 • 1. Нагрев 860— 880, охлажде- \ 241 400— 500 830— 860 1230— 1240 1» Масло 2. Селитра при I 63— 64,5 30 64,5— 66 645
► ние с печью со скоростью 20— • 255 400—500е С за- тем на воздухе 650
Р18К5Ф2 1170/900 25 град)г 1280— 63,5— 27 64,5—
' 2. Нагрев 860— 1290 ; 64,5 66,5
880, выдержка 269
Р10К5Ф5 1150'900: 2—3 ч, охлаж- 1230— i 63—64 35 64,5— 650
дение с печью 740—760, вы- держка 6— 8 ч 1240 67
мальной — в пределах ±10° С. Повышенная температура нагре-
ва и излишнее время выдержки в печах окончательного нагрева
•под закалку приводят к укрупнению мартенсита, образованию
ледебуритной сетки. Укрупненная структура мартенсита не до-
пускается для сложного инструмента (метчиков, шеверов, про-
тяжек). Инструмент с укрупненной или крупной структурой
мартенсита может быть исправлен путем отжига и повторной
закалки. Повторная закалка без промежуточного отжига при-
водит >к образованию в структуре нафталинистого излома. Инст-
румент с ледебуритной сеткой исправлению не подлежит и
окончательно забраковывается. Нагрев инструмента под закал-
ку рекомендуется вести в ваннах с расплавленными солями или
в печах с восстановительной атмосферой.
Охлаждение. Охлаждение стали при закалку до температу-
ры мартенситного превращения должно быть быстрым, чтобы
аустенит по успел превратиться в промежуточные структуры.
Каждой марке стали соответствует своя постоянная скорость
охлаждения, при которой аустенит сохраняется до перехода
в м артенсит.
На практике эта скорость достигается охлаждением нагре-
тых сталей в различных средах: в воде, масле, солях, щелочах
и на воздухе. Переход аустенита в мартенсит сопровождается
изменением объема. При очень скором охлаждении этот пере-
ход совершается быстро и резкое изменение объема может -вы-
звать появление трещин и коробление инструмента. Во избежа-
ние этого в интервале температур мартенситного превращения
300—200° С охлаждение следует вести замедленно, применяя
комбинированные методы закалки.
Большое влияние на коробление инструмента оказывает спо-
соб погружения инструмента в охлаждающую среду. Для
уменьшения коробления стержневой инструмент погружается
строго по продольной оси, остальной—вдоль оси наименьшего
сечения.
Выбор метола закалки зависит от состава стали, сложности
инструмента и требуемых свойств. Закалка инструмента 1гростой
конфигурации из углеродистой стали производится -в одном
охладителе — воде. Инструмент из углеродистой стали сложной
конфигурации охлаждается в двух средах: сначала в воде, при-
мерно до температуры 250—300° С, затем в масле. Инструмент
сложной конфигурации для уменьшения •деформации подвер-
гается изотермической закалке. Ступенчатая закалка приме-
няется для инструмента сложной конфигурации, подлежащего
правке после закалки.
Быстрорежущая сталь получает лучшую красностойкость
при ускоренном охлаждении в области надкритических темпе-
ратур 900—950° С и в области перлитного превращения, так
как" замедление охлаждения при этих температурах способст-
вует выделению части карбидов из аустенита.
Я1
Различные способы охлаждения влияют главным образов
на величину напряжений -и деформаций в закаленном состоянии.
Охлаждение при закалке необходимо выбирать в зависимости
от формы и сечения инструмента. Инструмент простой формы
целесообразно охлаждать в масле. Инструмент небольшого
сечения до 3—5 мм целесообразно охлаждать на воздухе или
сжатым воздухом.
Ступенчатая закалка применяется для фасонного инстру-
мента, за исключением особенно крупных с большим отноше-
нием длины к диаметру, для снижения деформации инструмента
при закалке. Ступенчатая закалка проводится после нагрева
инструмента до оптимальных температур с кратковременной
выдержкой (2—5 мин в зависимости от сечения инструмента)
в области наибольшей устойчивости аустенита, путем охлажде-
ния .и выдержки в расплавленной соли с температурой 450—
550° С, с последующим охлаждением на воздухе. В качестве
соли для ступенчатой закалки с выдержкой при 450—550° С при-
меняют калиевую селитру KNO3. Менее желательно примене-
ние натриевой селитры NaNO3 из-за ее более сильного разъе-
дающего действия на закаливаемую сталь.
Изотермическая закалка значительно уменьшает напряже-
ния и деформацию. Рекомендуется применять изотермическую
закалку для инструментов сложной формы, крупных размеров
и большой длины. При изотермической закалке инструмент
охлаждают в расплавленной соли с температурой 200—300° С,
выдерживают в ней, а затем охлаждают на воздухе. Продол-
жительность -выдержки 40—60 мин при охлаждении в соли
с температурой 250—300° С и 30—40 мин при охлаждении в со-
ли с температурой 200—250° С. В качестве охлаждающей среды
применяется: а) смесь едких щелочей NaOH и КОП, при за-
калке в которой быстрорежущая сталь сохраняет светлую по-
верхность; б) смесь селитр KNO3 (56%) и NaNO3 (44%).
Светлая закалка. Нагрев инструмента в расплавленных со-
лях <и охлаждение его в расплавленных щелочах, а затем на
воздухе позволяет получить чистую поверхность светлосерого
цвета. Нагрев под закалку производится в хлорнобарисвых ван-
нах ВаСЬ или соляных ваннах составов NaCl или NaCl + КС!,
систематически раскисляемых древесным углем. Охлаждение
рекомендуется производить в расплаве, содержащем 80% КОИ
и 20% NaOH, на 100 частей которого добавляется 6 частей воды.
Для устранения «пригорания масла и загрязнений, остающихся
после механической обработки, и образования при этом пятен
на инструменте рекомендуется перед нагревом под закалку
обезжирить инструмент в горячем растворе из 250 г NaOH
и 15 г Ха3РО4 на 1 л воды и промыть в горячей воде при темпе-
ратуре выше 60° С. После этого инструмент подопревают до
400—500° С для удаления влаги и погружают в ванну с NaCl
для окончательного нагрева. После закалки и окончательного
82
охлаждения инструмент промывают в горячей воде, растворяю-
щей кристаллы щелочи, затем просушивают или производят
немедленный отпуск. Это предохраняет от -возможной коррозии.
4. ОТПУСК
Инструмент из углеродистой или легированной стали от-
пускается в масляной или селитровой -ванне из смеси калие-воа
и натриевой селитры (55% KNO3-f-45% NaNO3), либо в элек-
трических отпускных печах. В тех же печах -производится отпуск
инструмента из быстрорежущей стали. Выдержка при темпера-
туре отпуска зависит от .размеров инструмента. Температура и
среда отпуска инструментов из углеродистой -и легированной
стали приведены в табл. 8.
Таблица 8
Режим отпуска инструментов
из углеродистой и легированной стали (17]
Марка стали Температура в °C Среда
У10-У12 9ХС 150—160 150—200 Спокойный воздух
ХВГ ХВ5 Х6ВФ Х12Ф Х12М 140—160 ! 120—150 170—170 150—170 190—210 Масло, щелочь, селитра
Структура быстрорежущей стали после закалки состоит из
мартенсита, остаточного аустенита и карбидов. Отпуск быстро-
режущей стали необходим для превращения остаточного аусте-
нита, а также для отпуска первичного и вторичного мартенсита
и снятия при этом внутренних напряжений. Превращение оста-
точного аустенита в быстрорежущей стали достигается длитель-
ным отпуском при температуре 560—570° С в течение 3—4 часов
или многократным отпуском с более короткими выдержками*.
Это превращение тем полнее, чем больше количество отпусков.
При многократном отпуске полученный мартенсит более леги-
рован, так как превращения происходят при более низких тем-
пературах. Во время отпуска быстрорежущей стали при 525—
575° С .происходит превращение остаточного'аустенита и выделе-
ние мелкодисперсных и устойчивых против коагуляции карби-
дов, что вызывает дисперсионное твердение, называемое вторич-
ной твердостью. Высокая твердость, полученная при отпуске, со-
храняется при последующем нагреве до 600° С, что обеспечивает
красностойкость быстрорежущей стали. Многократный отпуск,
* Охлаждая инструмент непосредственно после закалк-и при температу-
ре минус 80 — минус 100° С (обработка холодом) можно после этого огра-
лиадться однократным отпуском.
83
не меняя красностойкости, повышает механическую прочность
инструмента за счет уменьшения напряжений, образовавшихся
при превращении остаточного аустенита.
Низкий отпуск до 400° С и высокий отпуск выше 600° С при-
водят к иопиженнио твердости быстрорежущей стали.
Для повышения чистоты .поверхностей не подвергаемых шли-
фованию при обработке 'их инструментом, применяется непол-
ная закалка инструмента с высоким отпуском — напрев до
920—950°С, охлаждение па воздухе или <в масле и -высокий от-
пуск при 700—720° С. После отпуска сталь имеет твердость
НВ 260—270.
Отпус-к быстрорежущего инструмента производят в электро-
воздушных .печах, селитровых ваннах и печах газовой цемента-
ции типа Ц-30 с атмосферой перегретого пара. При отпуске
в селитре обеспечивается более быстрый и равномерный прогрев
садки, примерно .в 2—3 раза быстрее, чем в воздушной среде.
Недостаткам является необходимость .химической очистки
инструмента травлением. При отпуске в воздушной среде на по-
верхности инструмента образуется окалина, которую необходи-
мо- удалять травлением или гидрополированием. Отпуск в атмо-
сфере пара является наиболее перспективным, так как обра-
зующаяся .в процессе отпуска оксидная пленка предохраняет
поверхность от окалины, »в результате чего ле требуется допол-
нительной очистки и антикоррозионной обработки, что сокра-
щает цикл обработки.
Основным способом контроля технологического процесса
термической обработки является контроль температуры на всех
операциях. Температуру закалочных соляных ванн контроли-
руют автоматическим радиационным пирометрам, отпускных
ванн — автоматическими электронными приборами.
Температурный режим закалки устанавливается по величи-
не зерна (ГОСТ 5639—51), а также по микроанализу, твер-
дости ’И излому пробных образцов. Качество отпуска быстроре-
жущей стали проверяется по твердости, структуре и на специ-
альных магнитных анализаторах (аустениметрах). Эта прибо^
ры основаны на принципе сравнительного измерения магнитной
проницаемости быстрорежущей стали.
Анализатор для плоского инструмента универсален и позво-
ляет выявить наличие остаточного аустенита в инструменте
любых размеров и формы с плоскими параллельными поверх-
ностями. Анализатор для круглого хвостового инструмента та-
рируется для каждого типоразмера.
5. ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ РАЗЛИЧНОГО
ИНСТРУМЕНТА
Сверла. При подогреве и нагреве сверл под закалку необхо-
димо предохранять их от деформации под влиянием собствен-
ного веса. Подогрев в камерной печи рекомендуется вести з
84
вертикальном положении. Сверла устанавливаются хвостовиком
кверху в специальные отверстия, высверленные в огнеупорном
кирпиче. Этот способ подогрева обеспечивает равномерный на-
грев и наименьшую деформацию при закалке. В тех случаях,
когда по размерам сверла нагрев необходимо 'вести в горизон-
тальном положении, пользуются подставками из огнеупорного
кирпича со специальными углублениями. Лучшие результаты
получаются при нагреве сверл в соляных ваннах в вертикаль-
ном •положении.
При охлаждении сверла должны опускаться в охлаждаю-
щую среду в строго вертикальном положении. Рекомендуется
производить ступенчатую закалку сверл в селитровой ванне при
температуре 450—500° С, или масляной ванне до температуры
150—200° С с последующим остыванием на воздухе. Хорошие
результаты для предохранения от искривления сверл диамет-
ром до 8—10 мм с цилиндрическим хвостовиком дает охлажде-
ние 'Прокатыванием между двумя плитами. Сверла больших
диаметров охлаждают на .воздухе в подвешенном состояни:!.
Отпуск производится двухкратно или трехкратно при 560° С.
У сверл с приваренным коническим хвостовиком из стали 45 ка-
лят лапку путем нагрева ее в ванне или на установке ТВЧ до>
температуры 830—850° С и охлаждения в масле. Твердость
лапки HRC 30—35.
Сверла, сваренные на рабочей части, изготовляются с при-
варенным хвостовиком из стали У10 или 9ХС. Для обеспечения
достаточной твердости рабочей части и минимальной переход-
ной зоны ® месте сварки рекомендуется вести термическую об-
работку по .следующему технологическому .процессу:
1. Нагрев (предварительный и окончательный) быстрорежу-
щей части в соляной ванне с погружением до сварного шва по
режиму для быстрорежущей стали.
2. Ступенчатая закалка и двух-, трехкратный отпуск.
3. Нагрев в соляной .ванне или па установке ТВЧ приварен-
ной части из стали У10 до 760° С, а .из стали 9ХС — до 860—
870° С.
4. Охлаждение приваренной части :из стали У10 в воде, а ид
стали 9ХС — в масле.
5. Нормализация хвостовика с нагревом в соляной ванне
и на установке ТВЧ.
6. Отпуск инструмента целиком при* температуре 160—
180° С.
Резьбообразующий инструмент изготовляется из быстроре-
жущей, легированной и углеродистой сталей. При термической
обработке резьбообрабатывающего инструмента должно обра-
щаться внимание на предохранение резьбы от обезуглерожива-
ния и окисления. Это особенно существенно для инструмента,,
у которого .резьба не шлифуется. Р е з ь б о о б р а б а т ы в а ю-
щий инструмент рекомендуется нагревать под закалку в
85
хорошо раскисленных соляных ваннах. При их отсутствии не-
обходимо защищать резьбу от окисления н обезуглероживания,
покрывая (.при нагреве) ее бурой или другими раскислителями.
Резьбообразующий инструмент из углеродистой стали можно
успешно нагревать на установках ТВЧ. При нагреве резьбооб
разующепо инструмента под закалку температура нагрева
должна соответствовать нижнему пределу, а время выдержки
должно быть наименьшее. Указанные меры принимаются для
того, чтобы резьба закалилась полностью, а сердцевина не
успела прогреться и оставалась вязкой. При таком состоянии
уменьшается возможность деформации резьбы и увеличивается
стойкость инструмента в работе.
Метчики из быстрорежущей стали сначала подогревают, а
окончательный .нагрев иод закалку производят в соляной ванне.
Охлаждение ведется в селитре до 450—500° С или в масле до
150—200° С с .последующим охлаждением на воздухе. Длинные
метчики охлаждаются на -воздухе -в подвешенном состоянии.
Отпускают их двухкратно с выдержкой по 1 ч после достижения
температуры 540—580° С. Закалку квадратов хвостовиков
сварных метчиков производят после закалки и отпуска режу-
щей части. Метчики из углеродистой и легированной сталей
нагревают в ваннах или ТВЧ для обеспечения быстроты на-
грева. Охлаждение метчиков из углеродистой стали диаметром
до 8 мм следует производить в масле, а '.метчики с большим
диаметром калить в воде до 150—200° С с переносом в масло.
Метчики .из легированной стали следует охлаждать в соли или
масле при температуре 150—200° С.
Тангенциальные плашки изготовляются из быстрорежущей
стали. Нагрев плашек под закалку производят в соляной ванне
с предварительным подогревом. В случае окончательного на-
грева в камерной печи, при подогреве до температуры 800°С
плашки покрывают слоем буры. Охлаждать плашки можно
в селитре при температуре 450—500° С или в масле при темпе-
ратуре 150—200° С, а затем на воздухе. Отпускают двухкратно
по 1 ч до достижения 540—580° С. Контроль твердости произ-
водится твердомером, а тарированным напильником произво-
дится определение обезуглероженного слоя.
Плоские накатные -плашки изготовляются из стали Х12М,
Х6ВФ и Х12Ф1, а также из стали ШХ15. Во избежание обез-
углероживания резьбы нагрев под закалку следует вести -в хо-
рошо раскисленной соляной ванне, охлаждение в горячем мас-
ле. При нагреве в камерной печи, после предварительного
подогрева до 720—750° С, резьба покрывается слоем буры и
сверху закрывается колпачком из тонкого листового железа. Во
избежание коробления не допускается провисание плашки в
печи. Окончательный нагрев плашек из стали Х12Ф1 при
1110—1120° С. Время -выдержки в -камерной печи одна минута
на один миллиметр сечения инструмента. Для уменьшения ко-
56
робления рекомендуется вести охлаждение под прессом между
плитами, охлаждаемыми водой. Отпуск при температуре 160—
170° С в течение 24 ч. Твердость плашек должна быть в преде-
лах HRC 59—61. Проверка плашки производится на твердомере,
а тарированным напильником проверяется наличие обезуглеро-
жен пости .резьбы.
Протяжки изготовляютя из быстрорежущей стали и леги-
рованных сталей «марок ХВГ, Х12М, ХГ и др. Для уменьшения
деформации длинные протяжки обычно обрабатывают терми-
чески три раза: 1) после предварительной механической обра-
ботки; 2) после окончательной механической обработки
и 3) .после шлифования. Нагрев и охлаждение протяжек сле-
дует производить в вертикальном положении.
Технологический .процесс .изготовления протяжек состоит из
следующих операций:
1) заготовка;
2) предварительная механическая обработка;
3) первая термическая обработка: а) напрев до температуры
закалки с предварительным подогревом; б) охлаждение в мас-
ле; в) отпуск при температуре 770—790° С; г) правка;
4) чистовая механическая обработка;
5) вторая термическая обработка: а) подогрев до 800—
850° С. Предварительный подогрев производится в вертикаль-
ных шахтных печах или соляных ваннах. При нагреве в шахт-
ных газовых печах, для уменьшения обезуглероженности и
окисления .поверхности, протяжку обертывают листовым
асбестом и после нагрева в течение 15—30 мин освобождают от
асбеста, а рабочую часть посыпают бурой и в течение несколь-
ких минут повторно нагревают для расплавления буры, после
чего переносят в печь для окончательного нагрева; б) оконча-
тельный нагрев протяжек из быстрорежущей стали до
1280—1290° С производят в шахтных электрических печах или
соляных ваннах; в) охлаждение в масле ® вертикальном поло-
жении до 300—400° С; г) горячая правка под прессом; д) охлаж-
дение на .воздухе в .подвешенном состоянии; е) двухкратный
отпуск по 1 ч при 550—580° С; ж) 'правка;
6) очистка-травлением;
7) нормализация хвостовой части;
8) шлифование;
9) отпуск в масляной ванне при температуре 200—250° С для
снятия внутренних напряжений, .возникающих при шлифовании
В тех случаях, когда протяжки изготовлены сварными с
хвостовиком из стали 40Х или 50, твердость хвостовика должна
быть в пределах HRC 35—45. Требуемая твердость хвостовика
может быть получена нормализацией или закалкой путем на-
грева в соляной ванне или на установке ТВЧ до 840—850°С,
охлаждения в масле и отпуска хвостовика в селитре.
87
При изготовлен'ии протяжек из легированной стали последо-
вательность операций технологического процесса сохраняется.
Вместо закалки с высоким отпуском (после предварительной
механической обработки можно производить отжиг в чугунной
стружке или угле. Остальные операции термической обработки
и правки производятся с режимами, измененными в зависи-
мости от марки стали. При термической обработке протяжек
необходимо соблюдать следующие .положения:
1) п>ри всех операциях (кроме плавки) протяжки должны
находиться в вертикальном положении в подвешенном состоя-
нии.
2) Окончательный нагрев протяжек малой длины следует
производить в соляной ванне, а длинных — в шахтной печи.
При отсутствии таковых ведут нагрев в горизонтальной печи
на подставках.
3) При охлаждении во время закалки подвешенную про-
тяжку следует перемещать вверх и вниз. Плоские протяжки
небольших сечений для уменьшения деформации рекомендуется
охлаждать зажатыми между охлаждаемыми плитами или под
прессом.
4) Правку после закалки и отпуска надо производить в го-
рячем состоянии.
5) Правка после очистки должна производиться при подо-
греве сварочной горелкой до температуры отпуска.
в. ПРАВКА
Инструмент, покоробившийся после термической обработки
выше допустимых •величин, подвергается правке одним из сле-
дующих способов:
1) Правка инструмента в горячем состоянии в процессе
охлаждения при закалке.
2) Правка -инструмента в штампах и зажимных .приспособ-
лениях в процессе закалки и отпуска.
3) Правка закаленных и отпущенных инструментов со спе-
циальным подогревом в интервале температуры отпуска стали.
4) Правка закаленного и отпущенного инструмента в холод-
ном состоянии.
Правку .инструмента в горячем состоянии производят в про-
цессе ступенчатой закалки .после достижения температуры мар-
тенситного превращения 200—350° С. Этот вид правки приго-
ден для сталей с малой критической скоростью закалки. Правка
производится при помощи пресса. Инструмент помещается на
двух опорах выпуклой частью вверх и нагружается до устране-
ния деформации. При этом учитываются упругие деформация
после снятия нагрузки. Правку производят в 2—3 раза и пре-
кращают по достижении температуры 60—40° С. Биение круг-
лых инструментов после правки проверяется © центрах при по-
88
мощи индикатора, а плоских изделии на плите 'При помощи
щупа.
Правка инструмента в штампах или зажимных приспособ-
лениях производится путем совмещения операций закалки и
правки или отпуска и правки. Инструмент, .нагретый .до темпе-
ратуры закалки или частично подстуженный, зажимается в
штампе и в зажатом состоянии охлаждается со скоростью, не-
обходимой для закалки стали данной марки. Иногда закален-
ный инструмент зажимают в штампе и вместе со штампом
подвергают отпуску. Так обрабатывают дисковые прорезные
пилы, плоские накатные плашки и др.
Длинный хвостовой инструмент протяжки, удлиненные свер-
ла, комбинированный инструмент и др., подвергается правке
с подогревом. Подогрев осуществляется в месте .наибольшего
прогиба инструмента газовыми горелками или т.в. ч. Инстру-
мент можно подогревать частично или полностью в ваннах или
печах. Температура подогрева не должна быть выше темпера-
туры отпуска. Статическая или динамическая нагрузка при
правке прилагается в месте, противоположном максимальной
деформации. Статическая нагрузка средней величины прила-
гается в течение длительного времени. Эффективно приложение
динамической нагрузки путем ударов непосредственно по месту
максимальной деформации.
Правка инструмента в холодном состоянии производится в
тех случаях, когда деформация незначительна. Инструменты
мелкого и среднего размера—сверла, развертки правятся на
закаленных стальных плитах слабыми ударами мягким “молот-
ком по месту максимальной деформации. У составного сварен-
ного инструмента большой длины правятся под прессом
незакаленные части. Цельный инструмент большой длины
правится путем сильных ударов острозаточенным рихтовальным
молотком. Применяются молотки весом около 14,8—29,5 н
(1,5—3 кг). Удары наносятся под углом 50—60° по .направле-
нию к осн инструмента непосредственно или через специальные
ножи по деформированной части. Описанные способы правки,
кроме правки в штампах, производятся вручную, что затруд-
няет автоматизацию термической обработки в целом.
7. ОЧИСТКА И ЗАЩИТА ОТ КОРРОЗИИ
К-
Целью очистки является освобождение инструмента от все-
возможных повреждений его поверхностей, а также накопив-
шихся на них посторонних веществ, загрязнений и пр. Длл
предупреждения дальнейших повреждений и образования кор-
розии и вместе с тем для улучшения товарного вида инстру
.мента производится антикоррозионная обработка.
После термической обработки инструмент подвергается
очистке от окалины и закалочных солей и антикоррозионной
89
обработке. Применяется очистка инструмента трех видов:
химическая, гидрополированнем или электрополированием.
Химическая очистка осуществляется для полного удаления
закалочных солей с поверхности 'Инструмента .по следующему
технологическому .процессу:
1) кипячение инструмента в горячей воде 20—30 мин;
2) травление в 15—18%-ной соляной кислоте;
3) промывка в холодной проточной воде;
4) промывка .в 1%-ном содовом .растворе при температуре
70—90° С в течение 5—10 мин;
5) промывка в содово-натриевом растворе. Необходимо сле-
дить за тщательной промывкой от кислот.
Химическая очистка проводится независимо от последующих
способов обработки, так как удаление солей из пор возможно
только путем химической очистки и не достигается другими спо-
собами обработки.
После химической очистки инструмент из углеродистых или
легированных сталей подвергается химическому оксидирова-
нию— покрытию тонким слоем окисла для предохранения от
коррозии. Инструмент .из быстрорежущей стали проходит
электролитическое оксидирование.
Гидрополирование. Сущность процесса гидрополирования
заключается в том, что струя рабочей жидкости со взвешенны-
ми в ней частицами абразива с большой скоростью сталкивается
с обрабатываемой поверхностью. В зависимости от скорости
и зернистости абразива меняется производительность процесса
и микрогеометр'ия поверхности.
Гидрополированные .поверхности обладают высокой чисто-
той, а также коррозионной устойчивостью в результате очистки
поверхности от окалины, коррозии, солей и образования пассив-
ной пленки из нитрата натрия, находящегося в рабочей жид-
кости. Гидрополирование служит, кроме того, для подготовки
деталей под гальванические покрытия. Рабочая жидкость при
гидрополировании имеет следующий состав:
Электрокорунд зернистостью 16—10............ 20 кг
Сода кальцинированная (Na2CO3).............. 200 кг
Нитрат натрия (NaNO2)....................... 0,75—1,0 кг
Вода........................................ 50л
Гидронол'ирование производится на агрегатах барабанного
или карусельного типа, обладающих высокой производитель-
ностью. После гидрополирования инструмент промывают в пас-
сивирующей жидкости—воде с 1,5—2% нитрата натрия и 0,3%
кальцинированной соды, в течение 5—6 мин при температуре
70—90° С.
Чистота поверхности после гидрополирования зависит от
зернистости абразива.
Электрополи.ро1ваиие представляет собой форму анодного
травления. При электрополировании металл очищается от
90
оксидных пленок и происходит сглаживание шероховатости по-
верхности. Кроме того, удаляется дефектный поверхностный
слой, неизбежно образующийся в процессе шлифования и за-
точки поверхностей 'инструмента.
Согласно гипотезе, 'Имеющей наибольшее раопростра'нение,
в процессе электрополирования .при прохождении электрическо-
го тока через электролит создаются продукты анодной корро-
зии, образующие .вязкую, плохо проводящую ток, пленку метал-
лических солей, которая покрывает впадины или углубления
между выступами, а незащищенные выступы подвергаются
электролитическому растворению. Явление электрополирования
наблюдается лишь в условиях интенсивной анодной поляриза-
ции.
Процесс электрополирования проводится в специальных
ваннах. Установка состоит из свинцовой ванны, стального кожу-
ха, 'Свинцовых катодов, генератора и измерительной аппара-
туры.
Лучшие результаты получены при применении сернофос-
фатных электролитов. Примерный состав ванн для электропо-
лцроваиня стали (в %):
Ортофосфорная кислота........................75
Серная кислота ............................. 15
Хромовый ангидрид............................10
Постоянная температура электролита поддерживается цир-
куляцией воды между свинцовой ванной и стальным кожухом.
Оптимальный режим гидрополировання быстрорежущей ста-
ли приведен в- табл. 9.
Таблица 9
Режим гидрополироваяия
Марка стали Плотность тока в а/дм? Напряжение в в • Продолжитель- ность в мин 1 Температура в °C
Р18 Р9 1 6—10 | 3, о—5 : 1 15—30 j 1 i 40—45
При электрополировании инструмента, .имевшего после за-
точки высоту гребешков 50 мк, в течение 15 мин высота гре-
бешков уменьшилась до 20 мк и по истечении 30 мин шерохо-
ватость не превышала 1—2 мк. *
ГЛАВА IV.
ПОВЫШЕНИЕ РЕЖУЩЕЙ СПОСОБНОСТИ
ИНСТРУМЕНТА
Основным средством повышения режущей способности
инструмента является химико-термическая обработка, пресле-
дующая цель изменения химического состава и свойств поверх-
ностных слоев стали. Эти изменения достигаются за счет диф-
фузии различных элементов из внешней среды в сталь. В ре-
зультате достигается высокая твердость и сопротивление изна-
шиванию поверхностных слоев при одновременном .повышении
общей .прочности инструмента за счет увеличения предела вы-
носливости.
Наибольшее значение из числа химико-термических методов
обработки 'имеет цианирование. Ведутся работы по вольфрами-
рованию, борированию и др. Из других методов нашел широкое
применение на специализированных инструментальных заводах
процесс термической обработки в атмосфере пара, а также хро-
мирование. Распространяется также метод электроискрового
упрочнения поверхности инструмента.
При выборе метода повышения режущей способности инст-
румента необходимо учитывать следующие требования: 1) со-
ответствие метода характеру технологического процесса и
скорости резания; 2) создание упрочняющих остаточных напря-
жений в режущей части инструмента, способствующих повыше-
нию износостойкости; 3) повышение твердости режущей кромки
инструмента; 4) повышение теплостойкости инструмента в ра-
бочем состоянии.
1. ЦИАНИРОВАНИЕ
Для повышения износостойкости быстрорежущего инстру-
мента применяется низкотемпературное цианирование—диф-
фузионное насыщение поверхностного слоя инструмента одно-
временно углеродом и азотом.
Применяется жидкостное, газовое и твердое цианирование.
Наибольшее распространение получило жидкостное цианирова-
ние. Жидкостное цианирование ведется в расплавленных циа-
нистых солях. В состав ванн для жидкостного цианирования
92
входит цианистый калий (KCN) и цианистый натрий (NaCN),
обычно по 50% каждого. Для изменения температуры плавле-
ния иногда добавляют соду.
Цианирование осуществляется >в электрических печах, печах-
ваннах или в газовых лечах в железных тиглях.
Цианистые соли являются сильными ядами и требуют спе-
циальных мер предосторожности в работе. Печи для цианиро-
вания -и шкафы снабжаются кожухами с плотно закрытыми
дворца,ми и мощной вытяжной вентиляцией. Жидкостное циани
рова-лие осуществляется в специальных изолированных поме-
щениях. После цианирования инструмент охлаждается в спе-
циальных шкафах на воздухе и промывается в проточной воде.
Процесс цианирования инструмента осуществляется при
температуре отпуска быстрорежущего инструмента после окон-
чательной термической и механической обработки. В зависи-
мости от состава .ванны и времени выдержки глубина цианирз-
saH'iioro слоя находится .в пределах 0,02—0,07 мм. Цианирован-
ный слой п.ри его высокой режущей способности обладает
повышенной хрупкостью.
Вследствие одновременного (насыщения передней и задней
поверхности, режущая кромка на определенной глубине циани-
руегся насквозь. Во избежание выкрашивания режущей кромки
инструментов с малыми углами заострения, цианирование долж-
но производиться <на минимальную глубину. Резьбо-нарезной
инструмент с мелкой резьбой не рекомендуется циаиировать.
В табл. 10 на основе экспериментальных данных приведена
рекомендуемая продолжительность выдержки при цианирова-
нии инструмента.
Рекомендуется цианировать в первую очередь инструмент,
изнашивающийся по задней .поверхности, например долбяки,
червячные фрезы, фасонные резцы и др., которые затачиваются
по передней поверхности и сохраняют цианирова-нный слой на
протяжении всего периода работы инструмента. Инструмент,
перетачиваемый по задним поверхностям, например резцы
и острозаточенные фрезы, должен подвергаться повторном)'
планированию после каждой заточки.
Наиболее рациональным и менее опасным способом является
газовое цианирование, которое осуществляется в смеси аммиака
(NH3) и науглероживающего газа. Применяют газы, богатые
углеводородами, например метан, или газы, содержащие окись
углерода в качестве основной составляющей, такие как газ
гидролиза керосина, каменноугольный или древесноугольнын
генераторный газ и широко .применяемый природный газ.
Твердое цианирование .производится -в смеси сухого древес-
ного угля (60—70%), желтой кровяной соли K4Fe(CN)e и угле-
кислых солей бария, «атрия и калия (ВаСОз, Na2CO3, К2СО3)
в определенной пропорции. Твердое цианирование производится
в цементационных печах в металлических ящиках при темпера-
93
Таблица 10
Продолжительность цианирования инструментов из быстрорежущей стали
Инструмент Диаметр или толщина в мм Выдержка
в среднепро- центной жид- кой ванне в мин при газовом цианировании I в ч
Сверла и зенкеры • 6 до 18 8 1
Св. 10 до 15 10 1,25
» 15 » 20 12 1,5
» 20 » 30 15 2
» 30 17—18 2,5
Развертки 10 до 15 9—10 1
«Св. 15 » 20 11—12 1,25
» 20 » 30 13—15 1,5
Метчики с шагом более 1,5 м 10 до 15 7 1
Св. 15 » 20 8 1.25
» 20 » 30 9—10 1,5
» 30 10—15 2
Протяжки 10 до 15 12 1
Св. 15 до 20, 14 1,25
» 20 » 30 15—18 1,5
» 30 20—25 2
Фрезы резьбовые 35—50 10—14 1,25
Св. 50 16—20 2
Фрезы червячные и шлицевые Св. 60 20—26 2
Долбяки — 15—18 : —
Плашки тангенциальные — 8—10 —
Фасонные и тангенциальные резцы — 12—20 1,5
Фрезы цилиндрические 55—75 11—12 1,5
Фрезы концевые — 13—14 1,75
туре 560° С. Время выдержки -колеблется ют 1 до 4 ч. .в зависи-
мости от размера инструмента -и слоя цианирования. Твердое
цианирование имеет ряд существенных недостатков, оно не мо-
жет применяться для сварного инструмента, имеет более дли-
тельный процесс выдержки. Инструмент -после сухого цианиро-
вания получается загрязненным.
2. ТЕРМИЧЕСКАЯ ОБРАБОТКА В АТМОСФЕРЕ ПАРА
Термическая обработка в атмосфере пара заключается «в до-
полнительном отпуске окончательно шлифованного и заточен-
ного инструмента в атмосфере перегретого пара при темпера-
туре 540—550° С.
Термическая обработка в атмосфере пара осуществляется
следующим образом. Инструмент загружают в герметично за-
крывающуюся электрическую печь с принудительной циркуля-
цией, нагревают до 350—370° С и выдерживают при этой темпе-
ратуре 20—30 мин для прогрева, затем в печь примерно в
течение 5 мин впускают перегретый пар для вытеснения воз-
духа. Дальнейший нагрев производят до 540— 560° С при непре-
94
рывпом .потоке перегретого пара. Инструмент выдерживается
при этой температуре в течение 30 мин, после чего охлаждается
на воздухе и в масле.
Перегретый пар, взаимодействуя с поверхностью стали при
температуре 540—550° С, способствует образованию тонкой
пленки, главным образом магнитной окиси железа (РегОз).
прочно сцепляющейся с основным металлом. Пленка магнитной
окиси железа предотвращает приваривание стружки к инстру-
менту в процессе резания. Пористая поверхность окисной плен-
ки лучше удерживает смазывающую и охлаждающую жидкость.
Уменьшение свариваемости снижает коэффициент трения,
вследствие чего в процессе резания выделяется меньше тепла
и дольше сохраняется высокая твердость режущей части.
При дополнительном отпуске в процессе обработки ларом
происходит снятие напряжений, вызванных шлифованием и за-
точкой.
В случае образования в процессе шлифования на поверх-
ности инструмента тонкого слоя аустенита вторичной закалки,
отпуск в атмосфере пара способствует превращению этого слоя
и восстановлению высокой твердости.
Толщина окисной пленки составляет 2,5—6 мк. Обработка
в атмосфере пара придает инструменту хороший товарный вид
и предохраняет инструмент от коррозии.
По результатам испытания на ЗИЛе, заводе «Фрезер» и во
ВНИИ стойкость инструмента увеличивается примерно на 30%.
не превышая, однако, стойкости циатаированного инструмента.
3. ХРОМИРОВАНИЕ
Электролитическое покрытие инструмента хромом обеспечи-
вает увеличение твердости и износостойкости режущей части
инструмента. Лучшие результаты дает покрытие тонким слоем
хрома 5—10 мк на инструментах, работающих при снятии ма-
лых стружек. Покрытие хромом значительно снижает налипа-
ние материала на -режущие поверхности, что наблюдается осо-
бенно при обработке вязких материалов (алюминия и др.).
Хромирование производится после шлифования и заточки
инструмента. Для лучшего сцепления хрома с инструментом и
повышения чистоты хромированного слоя рекомендуется поли-
ровать хромируемые места.
Инструмент, подлежащий хромированию, подвергается обез-
жириванию и декапированию. Лучшие результаты дает обезжи-
ривание электролитическим способом в -.ванне с водным раство-
ром серной кислоты (H2SO4) — 15 г!л, ортофосфорной кислоты
(Н3РО4)—25 г/л и декстрина 2 г!л. При плотности тока*
500 а/м2 (5 а/дм2) продолжительность процесса обезжиривания
* В системе СИ единицей плотности электрического тока является ампер
на квадратный метр (а/л2).
95
составляет 5—15 мин. При этом инструмент подвешен в ванне
как анод или катод. После обезжиривания инструмент промы-
вается в проточной воде.
Декапирование производится для стравливания слабых
структурных составляющих на поверхности инструмента с целью
обеспечения лучшей сцепляемоста хрома с основным материа-
лом. При декапировании применяется гальваническая ванна
следующего состава: 100 г хромового ангидрида' (СгО3) >
2—3 г серной кислоты (H2SO4) на 1 л» воды при плотности тока
500 а/м2 (5 а/дм2), температуре 18—20° С, времени выдержки
1 мин.
Хромирование осуществляется в гальванических ваннах с
электролитом, состоящим -из хромового ангидрида (СгОз)
150—200 г/л и серной кислоты (H2SO4) 1,5—1,9 г/л при темпе-
ратуре 50—60° С и плотности тока 2000—3500 а/м? (20—
35 а/дм2). Инструмент подвешивается на катодную шину. В ка-
честве анода применяются свинцовые пластины. В зависимости
от формы «инструмента анод может быть плоским, цилиндри-
ческим ‘ИЛИ фигурным.
Хромированный инструмент промывается и сушится, после
чего подвергается старению в масляной ванне в течение часа
при 180° С. Старение снижает хрупкость хромированного слоя,
так как при этом из него удаляется водород.
4. ЭЛЕКТРОИСКРОВОЕ УПРОЧНЕНИЕ
За последние годы получил распространение метод электро-
искрового упрочнения и наращивания инструмента. Сущность
метода заключается в воздействии на обрабатываемый металл
электрическим импульсным разрядом, который вызывают слож-
ные термохимические изменения поверхности металла. Если раз-
ряд протекает в газовой среде, он сопровождается переносом
материала с одного электрода на другой, а высокая температу-
ра способствует диффузии материала.
При упрочнении инструмента применяются установки высо-
кого напряжения. Для замыкания цепи .применяется непосред-
ственный контакт электродов. Питание установки происходит от
источника .постоянного пли переменного гока с применением
лампового, -селенового или другого выпрямителя. Контакт
электродов осуществляется с помощью вибратора. Вибратор
представляет собой электромагнитный механизм, помещенный в
корпус с рукояткой. Он сообщает электроду возвратно-поступа-
тельное движение, необходимое для обеспечения .последователь-
ных разрывов и замыканий цепи разрядного контура. Обычно
вибраторы состоят из якоря, «несущего упрочняющий электрод,
и магнитной катушки с сердечником. Катушка вибратора вклю-
чается в сеть переменного тока непосредственно или через по-
нижающий трансформатор, При прохождении электрического
96
тока через катушку возникает механическое колебание якоря.
Электрод колеблется вместе с якорем и совершает 100 колеба-
ний в 1 сек. Упрочняющим электродом является стержень либо
из твердого сплава Т15К6 или Т30К.4, либо из графита мар-
ки ЭГ2 или ЭГ4.
На интенсивность упрочнения и наращивания и на чистоту
получаемой поверхности существенное влияние оказывают па-
раметры электрического режима (напряжение, сила тока и
емкость), состояние •покрываемой поверхности и состав элек-
трода.
Повышение мощности электрического режима ведет к уве-
личению интенсивности разряда и способствует увеличению
количества переносимых частиц электрода на поверхность об-
рабатываемого образца и ухудшению качества поверхности.
В табл. 11 приводятся режимы электроискрового упрочнения.
Таблица 11
Рекомендуемые режимы электроискрового упрочнения
Режим Напряжение Емкость конденсатора в мкф Ток короткого замыкания, в а
1 Грубый Средний Мягкий .... - 1 100—200 50—80 10—30 100—300 юо—зоо 10—40 4 2 0,5
Электрод располагается перпендикулярно упрочняемой по-
верхности инструмента и перемещается по ней медленно, чтобы
обеспечить равномерное плотное упрочнение. Электрод устанав-
ливается на 0,2 мм от режущей кромки и проводится по пери-
метру режущей части. Инструменты с затылованными зубьями
упрочняются по затылку и передней поверхности, долбяки и
протяжки — по задней поверхности. Инструменты с острозато-
чевнььми зубьями упрочняются по задним поверхностям после
каждой заточки. Сначала затачивается я упрочняется задняя
поверхность, а затем передняя. Инструмент для предваритель-
ной обработки упрочняется твердым сплавом при средних режи-
мах. Инструмент для чистовой обработки упрочняется углегра-
фитом па мягких режимах.
4 Палей М. М.
ГЛАВА V
ЗАТОЧКА И ДОВОДКА ИНСТРУМЕНТА
1. ОБЩИЕ СВЕДЕНИЯ
Геометрическая точность, чистота поверхности и физико-
механическое состояние поверхностного слоя режущих инстру-
ментов, предопределяющие его точность и износостойкость, за-
висят от термической и механической обработки рабочих поверх-
ностей. Основой окончательной механической обработки рабо-
чих поверхностей режущих инструментов являются операции
шлифования, заточки и доводки.
В промышленности применяются разные способы абразивной
и безабразивной обработки рабочих поверхностей инструмента.
Наибольшее распространение имеет абразивная заточка шли-
фовальными кругами и пастами с применением различного рода
охлаждающих сред и вибрационных колебаний. Применяется
также электро химическая, анодно-механическая, электроискро-
вая и эл-ектроконтактная заточка.
Точность, чистота поверхности и образование дефектного
слоя на рабочей поверхности инструмента зависят от. способа
обработки, состояния оборудования, режима работ, характе-
ристики абразивного или иного инструмента и материала обра-
батываемого инструмента.
Важно не только изготовить качественно режущий инстру-
мент, но и поддерживать его работоспособность на самом
высоком уровне. Поэтому во всех крупных металлообрабатываю-
щих цехах должны быть центральные инструментально-заточ-
ные отделения, действующие по системе планово-предупреди-
тельной переточки режущего инструмента ® установленные
сроки.
Станки для заточки инструмента. Абразив-
ная заточка инструмента производится на станках различных
типов. По характеру и конструкции заточные станки подразде-
ляются на простые, универсальные и специальные. В некоторых
случаях для заточки, инструмента используются .кругло-, плоско-
и профилешлифовальные станки.
Простые станки имеют только вращательное движение шли-
фовального круга. На них обычно затачивают однолезвийный
98
инструмент, предварительная заточка ведется периферией кру-
га, а окончательная заточка торцом круга. Иногда к простым
станкам пристраиваются приспособления для заточки сверл и
зенкеров.
Универсально-заточные станки мод. ЗА64т применяются в
индивидуальном -и мелкосерийном производстве для затачива-
ния инструмента всех видов. Характерным для этих станков
является определенное положение затачиваемой поверхности
инструмента, перемещение' инструмента относительно шлифо-
вального круга по трем взаимно-перпендикулярным направле-
ниям: вертикальному — подъем шлифовальной бабки или стола,
горизонтальному (продольному или поперечному)—движением
стола. Кроме того, шлифовальная головка и верхний стол
станка ’могут поворачиваться вокруг вертикальной оси.
Универсально-заточные станки оснащаются: двух- трехпо-
воротными тисками, центровыми приспособлениями для затачи-
вания и доводки дисковых фасонных резцов, приспособлениями
для затачивания дисковых гребенок, метчиков по передней по-
верхности и затылованной поверхности, инструмента по перед-
ней поверхности на торце, трех- и четырехперых зенкеров,,
двойной заточки сверл и подтачивания передней поверхности
сверл, а также червячных фрез и сверл.
Специальные заточные станки подразделяются в основном в
зависимости от типа затачиваемого инструмента. Только спе-
циальные 'Станки для затачивания резцов подразделяются еще
в зависимости от материала затачиваемых резцов. В крупносе-
рийном и массовом производстве применяют специальные за-
точные станки, полуавтоматы и автоматы.
Физико-механические свойства шлифованной поверхно-
сти [11]. В процессе шлифования, в результате высоких ско-
ростей резания при отрицательных передних и задних углах
режущих зерен абразива, происходит сложная .пластическая
деформация металла, сопровождаемая большой работой трения
задних и боковых граней зерен о поверхность металла. При
пластической деформации стружки большая часть энергии пере-
ходит в теплоту. Образование тепла происходит также за счет
трепня связки абразива о шлифуемую поверхность, трения о
металл затупившихся зерен абразива, засаливания шлифоваль-
ного круга металлической стружкой и трения ее о поверхность
изделия. Все эти причины в совокупности 'вызывают местный
перегрев металла.
В результате тепловых процессов, происходит значительное
изменение твердости структуры и напряжений в поверхностном
слое.
Изменение микротвердюсти в поверхностном слое быстроре-
жущей стали Р9 при шлифовании крупом ЭБ40С1К показана
на фиг. 16.
99
Прецизионным, металлографическим и рентгеноструктурным
анализом и измерением микротвердости отдельных горизонтез
поверхности установлено наличие на шлифованной поверхности
слоя с измененной структурой, испытавшей в процессе шлифо-
вания вторичную закалку и высокий отпуск.
Самый верхний слой имеет структуру аустенита-мартенсита
закалки. Верхний, вторично закаленный слой, лежит на отпу-
щенном слое металла (троостит и троостит-мартенсит) и пере-
ходит в структуру исходного нормально термически обработан-
ного металла. Глубина вторично закаленного слоя и процентное
6)
г)
Фиг. 16. Изменение микротвердости в поверхностном слое детали из стали Р9
при шлифовании кругом ЭБ40С1К:
h — глубина измененного слоя; а — окружная скорость круга; v => 33,3 м}сек;
Продольная подача snp~ 1»5 м!мин; глубина резания /=0,02 мм; б — м!сек;
snp “ 1,5 м!мин; i = 0,02 мм; в - vKp = 16 м!сек; snp = 1,5 м!мин; i - 0,02 мм\
г — ъ -• 33,3 м‘;сек\ Sfjp - 4 м^мин; t = 0,02 мм.
содержание остаточного аустенита, а также глубина и интен-
сивность отпущенного слоя зависят от условий шлифования
и химического состава шлифуемой стали. При одинаковых
условиях шлифования легированные стали, обладающие высо
кой теплоустойчивостью структуры мартенсита, имеют меньшую
глубину и степень распада отпущенного слоя по сравнению с уг-
леродистыми сталями.
Поверхностный слой быстрорежущей стали Р18 и Р9 при
тяжелых режимах шлифования состоит из двух зон — вторично
закаленной и отпущенной. На глубину изменения поверхностно-
го слоя влияет режим обработки. С повышением скорости вра-
щения шлифовального круга по сравнению с оптимальной
100
глубина дефектного слоя увеличивается (фиг. 17). При средних
режимах шлифования поверхностный слой состоит из одной
зоны вторично закаленного слоя. Этот слой может быть сплош-
ным ;или прерывистым в зависимости от .режимов шлифования.
При легких режимах шлифования в поверхностном слое обра-
зуется зона с незначительным изменением твердости (на 1 —
3 единицы HRC) и с повышенным содержанием аустенита, об-
наруживаемая только рентген оструктурны м анализом.
Фиг. 17. Глубина измененного поверхностного слоя при заточке сталей Р9
и Р18 кругом ЭБ40С1К5:
а — продольная подача sпр - 15 м/мин; б — s = 4 м/мин; в — $пр « 10 м/мин;
Условные обозначения: — — окружная скорость круга vKp = 33.3 м/сек;
------------------v «ж 23,5 м/сек; -— — — — v„r> «= 16 м/сек.
др А ,9
При шлифовании углеродистых сталей, имеющих весьма -не-
устойчивое состояние мартенсита отпуска, под вторично зака-
ленным слоем имеется сильно отпущенный слой металла с уве-
личенной глубиной. В некоторых случаях дефектный слой может
иметь только одну отпущенную зону.
На глубину и объем структурных превращений влияют пло-
щадь и длина дуги контакта шлифовального круга с обрабаты-
ваемой поверхностью, так как величина работы, затрачиваемой
на преодоление силы трения, зависит от коэффициента трения и
от площади соприкосновения трущихся тел (.при постоянном
удельном давлении). Чем больше величина работы силы трения,
тем больше количество теплоты, выделяющейся при резании.
Применение охлаждения уменьшает величину слоя со струк-
101
турными превращениями. Повторные проходы при постоянном
режиме шлифования не изменяют глубины структурных превра-
щений. При оптимальных режимах шлифования повторными
проходами путем выхаживания можно устранить появляю-
щийся .-при первых проходах дефектный слой. Величина дефект-
ного слоя влияет на износостойкость и стойкость .режущего
инструмента.
Режим шлифования и заточки и выбор
ш л и ф о в а л ь н ы х к р у г о в. Стойкость режущего инструмен-
та зависит от режимов, условий заточки и характеристики шли-
фовального круга.
Режущие пластины из стали Р9 имеют наименьший износ
при заточке с окружной скоростью 16 м!сек, у заточенных с
окружной скоростью 33,5 м!сек удельный износ увеличивается
на 30%, а стойкость резцов уменьшается в два и более раза..
Рекомендуемые режимы заточки
Обрабатываемый инструмент и материал Торцовые фрезы, зенкеры, сверла диаметром свыше 15 мм
Т15К6, вкзм Т14К8, BK2 Т5К10. ВК8. ВК6, ВК4 Р9 । Р18 1
Характеристика шли- фовального круга КЗ . 40—25 М2;* М3 1 К 1 КЗ 40-25 1 СМ1; | СМ2 1 Б КЗ 40—25 CMI; СМ2 К КЗ 40—25 СМ1;С2 Б ЭБ 40—25 СМ2—С1 К ЭБ | 40—25 .СМ2—С1 1 5 . ЭБ 40—25 СМ!; СМ2 К
Рабочая поверхность круга Торец
Ширина рабочей по- верхности круга в мм 4—6 8—12 I 8—10 L. J 12—16 .1 6-8 10—12 6—8
1 Окружная скорость круга в м/сек И—13 17—19 1 13—15 । 21-25 | 20-22 25—28 1 22—25 1
Продольная подача в м/мин 5- -7 4— 6 i .1 3
Исходная величина понижающейся по- перечной подачи в мм/де ход Х0,1 — 0,15 0,15— 0,25 0,15— 0,25 0,15— 0,25 0,03— 0,06 1 0,05— 0,08 1 0,04— • 0,07 1
Охлаждающая жид- кость 2—3%-ный раствор соды или
Подача охлаждаю- щей жидкости в л/мин 5- -7 7-9
102
С увеличением глубины шлифования с 0,02 до 0,20 мм удельный
износ режущих пластинок увеличивается на 30%, а стойкость
уменьшается в два раза.
Выхаживание при заточке повышает износостойкость режу-
щих пластинок на 20% и стойкость инструмента в 1,5—2 раза
по сравнению с 'Износостойкостью и стойкостью .пластинок, за-
точенных без выхаживания.
При заточке кругами твердостью СТ2 в поверхностном слое
режущего инструмента возникают повышенные остаточные на-
пряжения и структурные изменения ino сравнению с заточкой
кругами СМ1, СМ2.
Экспериментальным путем могут быть подобраны оптималь-
ные характеристики кругов, режимы и условия шлифования и
заточки, не допускающие образования дефектного слоя.
В табл. 12 и 13 в качестве примера приведены данные для под-
Таблица 12
режущих инструментов
Развертки диаметром свыше 9 мм, метчики при заточке по передней поверхности Метчики при заточке по задней поверхности
Т15К6, Т14К8,ВКЗМ, ВК2 i Т5КЮ, ВК8. ВК6» ВК4 ! Р9 Р18 Р9 1 Р18 У12А
КЗ 25—16 М2: М4 К КЗ 25—16 СМ1; СМ2 Б КЗ 25—16 СМ1: СМ2 К КЗ 1 25—16 С1: С2> Б 1 ЭБ 25—16 СМ1: СМ2 К ЭБ 25-16 | СМ2—С1 1 Б 1 ЭБ 25—16 СМ1; СМ2 К ЭБ 25—16 СМ2 — С1 К ЭБ 25—16 Cl; С2 Б 25—16 СМ2—С1 К
2-4 11—13 8—10 : I I 17—18 ' 6—8 L 1 13—15 1 1 ю—12; 1 I 1 21—25 1 4-6 20—22 1 8—10 i 25—28 4—6 22—25 Периферия 1 - 1 - 1 - : 1 22—25] ! 28—30 25—28
5-7 4-6 3 5 3—5 I
— — — — — 1 — 1 —
3—5%-ный раствор эмульсола в воде
5 —7 7- -9 7—9
103
Таблица 13
Выбор абразивных кругов на бакелитовой связке при заточке и доводке режущего инструмента
Элементы характеристики кругов и режима работы Заточка 1 Доводка
Материалы, подлежащие обработке
Твердые сплавы 1 6 л Быстрорежущие стали Твердые сплавы Быстрорежу- щие стали
1 1 й « TI5K6.T5K10.I BKfi 1 Т30К4. BK2.I вк8 i ВКЗМ | К8 । gg Р18 Р9 i
Абразивный материал Зернистость Карбид кремния зеленый — КЗ 40—25 | 8—6 Электрокорунд, нормальный — Э, белый — ЭБ 40—25 Карбид кремния зеленый КЗ _ Карбид бора 1 8-6 —
! Твердость при ручной заточке Cl—С2 | СЗ—СТ1 СТ1 !—СТ2 [ С2-СТ1 | Cl—С2 j СМ1—СМ2
при механической заточке СМ 1—СМ2 | Cl—С2 С2—СТ1 | М3—СМ1
Охлаждаклца Подача охлаждающей я жидкость 2—3%-ный раствор соды или 3—5%-ный раствор эмульсола в воде
[ жидкости в л/мин. 4—6 | 1—2 1 3 6- -8 1 1 7 I to 1 1 Iе! ! Г1 । । ; । | 6—8
Окружная скорость шлифовального круга в м/сек, при ручной заточке при механической заточке 15—19 | 19—22 112—15 15—19 jlO—12 0—35 1 25-30 )
12-15 25-30 20-25 20—21 0,005—0
Поперечная подача в мм!дв.ход 0,03-0,08 | 0,02- J _о,с 2,0—4,0 | 1,0- быстрорежущей стали кругами на С ле значения скорости шлифовалыюз 1 14 _ 0, Об- ОЛ 0,03— 0,08 ,010
Продольная подача в м/мин Примечания: 1. Данные по заточке С 2. С применением охлаждения приведенн! вышены на 15—20%. -1,5 бак ел ГО К] 3—6 ! 1—2 гитовой связке приведены по заводским материалам. эуга, продольной и поперечной подач могут быть по*
бора режима шлифования м характеристики кругов при заточке
инструмента.
Для повышения производительности рекомендуется вести
шлифование и заточку инструмента с (переменной глубиной шли-
фования, в первый период вести шлифование с оптимальной
подачей, затем по достижении припуска, достаточно для уда-
ления прижога, снижать подачу и вести окончательное шлифо-
вание выхаживанием без подачи.
Основными факторами, влияющими на выбор характеристи-
ки шлифовального круга, являются: материал затачиваемого
инструмента, требования к чистоте и качеству поверхностного
слоя, величина снимаемого припуска и площадь контакта шли-
фовального круга с затачиваемой поверхностью.
Для заточки инструмента с (высоким сопротивлением разры-
ву из углеродистой, легированной .и быстрорежущей стали
рекомендуется применять шлифовальные круги из электроко-
рунда. Для заточки инструмента с низким сопротивлением раз-
рыву из твердого сплава и минералокерамики .рекомендуется
применять круги из карбида кремния. При заточке твердых ма-
териалов рекомендуется применять более мягкие круги, а твер-
дые круги применять при заточке более мягких материалов.
На выбор твердости круга влияют также величина поверх-
ности контакта круга с затачиваемой поверхностью, величина
зерна, требования к точности, состояние заточного станка и ре-
жимы заточки. С увеличением поверхности контакта шлифо-
вального круга с затачиваемой поверхностью круг должен быть
мягче. Чем мельче зерно, тем мягче должен быть шлифоваль-
ный круг. Для профильной заточки выбираются более твердые
круги. Во избежание прижогов нужно применять более мягкие
круги.
Зернистость и .структура круга .выбираются в зависимости от
требований к чистоте поверхности инструмента и размерной
стойкости круга. Для обдирочной заточки «и шлифования приме-
няются .крупнозернистые круги с открытой структурой. Для
чистовой заточки и шлифования применяются круги более мел-
козернистые. На -выбор зернистости круга влияют режимы
заточки и требования к качеству поверхностного слоя. С умень-
шением величины зерна растет (вероятность прижогов. Для
предварительной заточки инструмента рекомендуется применять
круги с зернистостью 50—63, для чистовой заточки — 40—25.
При заточке твердосплавного инструмента возникают высо-
кие мгновенные температуры. Вследствие низкой теплопровод-
ности твердого сплава и шлифовального круга отвод тепла из
зоны заточки затруднителен. Твердый сплав обладает малым
коэффициентом линейного расширения и под влиянием высоких
температур в нем возникают напряжения, которые приводят к
микротрещ'инам и глубоким трещинам. Для обеспечения ка-
чественной заточки необходимо обеспечить уменьшение темпе-
105.
ратуры .и ускорение отвода тепла из зоны резания еще «в боль-
шей мере, чем при заточке инструмента из стали. Достигается
это снижением режима заточки, улучшением 'режущих свойств
шлифовального круга, уменьшением площади и времени кон-
такта между кругам и обрабатываемой поверхностью, уменьше-
нием давления круга на обрабатываемую поверхность. Пр»
заточке твердосплавного инструмента шлифовальными кругами
из карбида кремния рекомендуется окружную скорость круга
(VKp) снижать до 8—15 м!сек и поперечную подачу (5П0/г) до
0,01—0,3 мм/дв. ход.
Улучшение режущих свойств шлифовального круга дости-
гается подбором его характеристики и условий работы. При за-
точке твердосплавного инструмента рекомендуется применять
более мягкие круги, чем для заточки стального инструмента.
Твердость кругов должна быть СМ1—СМ2 для вольфрамовых
сплавов и М2 — М3 для титановых сплавов.
Работа мягкими кругами увеличивает самозатачивание и
обеспечивает лучшие условия резания, уменьшение силы реза-
ния и теплообразования. Зернистость круга в значительной
степени влияет на самозатачивание, теплообразование и проч-
ность твердого сплава. С уменьшением величины зерна проч-
ность твердого сплава уменьшается. С увеличением окружной
скорости круга, поперечной подачи и твердости круга прочность
пластинок твердого сплава снижается. Улучшение самозатачи-
вания круга достигается также увеличением продольной пода-
чи, применением охлаждения и работой периферией круга.
При работе торцом шлифовального круга его связка и от-
дельные зерна работают на сжатие и выдерживают нагрузку
в 6—8 раз больше, чем на разрыв. При работе периферией
плоского круга или конической частью чашечного круга его
связка и отдельные зерна работают на изгиб и отрыв, что обес-
печивает лучшую самозатачиваемость круга. Работа перифе-
рией и конической частью чашечного круга уменьшает также
площадь и время контакта .между шлифовальным кругом и об-
рабатываемой поверхностью, что снижает теплообразование.
Уменьшение площади контакта при заточке торцом круга обес-
печивается его поднутрением под 10—15° или заправкой его по
радиусу. Для работы периферией круга с повышенными подача-
ми рекомендуется вести заточку инструмента в приспособлениях
на кругло- или плоекошлифовальных станках.
Для уменьшения величины контакта шлифовального круга
и шлифуемой поверхности рекомендуется при большой высоте
зуба вести поэтапную заточку, т. е. шлифовать не сразу по всей
высоте, а на части ее. Применение шлифовальных кругов с пре-
рывистой поверхностью также снижает площадь контакта круга
с затачиваемым инструментом.
В ПНР разработан, а в ЧССР улучшен и детально исследо-
ван способ заточки с пружинящим суппортом. Сущность этого
106
метода заключается в там, что затачиваемый инструмент (ре-
зец) прижимается к рабочей поверхности «руга под воздейст-
вием определенной силы, регулируемой натяжением пружины.
При заточке с пружинящим суппортом круг более интенсивно
самозатачивается, и в резание вступают все время новые неза-
тупившиеоя зерна абразивного материала, что ведет к уменьше-
нию силы резания и теплообразования.
Значительное уменьшение трения и увеличение самозатачи-
вания достигается применением нового процесса виброшлифо-
вания и виброзаточки. Виброзаточка заключается в накладыва-
нии на обычный процесс заточки вибрации с определенной
частотой и амплитудой колебаний параллельно или перпенди-
кулярно оси вращения круга.
Применение вибраций с высокими частотами (18000 гц) по-
вышает режущие свойства круга за счет быстрых колебательных
движений зерен круга, при этом резание происходит в направ-
лении главного движения круга и в направлении колебания.
У зерна круга, работающего различными поверхностями, будет
сохраняться или уменьшаться площадь затупления вершины
зерна.
При затачивании с вибрациями .на низких частотах (100—
25 гц) со значительными амплитудами колебания .происходит
постоянное и равномерное самозатачивание круга с меньшим
засаливанием. Вибрационные движения круга вызывают мини-
мальный контакт его зерна с одним и тем же местом обрабаты-
ваемой поверхности, что также снижает нагрев поверхности.
Заточку твердосплавного и минералокерамического инстру-
мента простой конфигурации целесообразно осуществлять кру-
гами из зеленого карбида кремния на бакелитовой связке.
Шлифовальные .круги .на бакелитовой связке лучше самозата-
чиваются. Съем металла кругами на бакелитовой связке (при
•одинаковых режимах работы) выше, чем кругами на керами-
ческой связке. Дефектный слой на поверхности, заточенной
кругами на бакелитовой связке, появляется при поперечных
подачах выше 0,18—0,25 мм/дв.ход. При оптимальных режимах
заточки чистота поверхности соответствует 8-му классу чистоты
и величина завалов не превышает 0,1—0,2 мм. При заточке
шлифовальными кругами на бакелитовой связке .рекомендуется
применять более жесткие режимы работы — окружная скорость
круга 16—25 м/сек, поперечная подача 0,15—0,20 мм/дв. ход
продольная подача 2,0—5 м/мин. Недостатком кругов на баке-
литовой связке является их повышенный расход по сравнению
с керамическими кругами.
Применение охлаждения способствует повышению качества
затачиваемой поверхности, износостойкости кругов и производи-
тельности операции. Охлаждающая жидкость поглощает часть
тепла и оказывает смазывающее действие, уменьшая силы тре-
ния, что также снижает общее количество выделяющего при
107
заточке тепла. Все это приводит к 'понижению температуры за-
тачиваемых кромок инструмента. Применение охлаждающих
жидкостей при заточке имеет ограниченное применение вследст-
вие разбрызгивания, загрязнения рабочего места и трудности
наблюдения за поверхностью заточки.
В последние годы ведутся работы по применению нового ме-
тода охлаждения, основанного на поглощении тепла, возникаю-
щего при резании шлифовальным кругом, не путем нагрева
жидкости за счет использования ее теплоемкости, а путем испа-
рения, т. е. использования скрытой теплоты парообразования.
Для этого жидкость и сжатый воздух под давлением 2—4 а?
предварительно смешивается и .подается в виде .воздушно-жид-
костной смеси через сопло с большей скоростью в зону заточки
в сильно .распыленном состоянии. Температура смеси резко сни-
жается до 4—12°С и даже ниже нуля. Мельчайшие частицы
жидкости, соприкасаясь с поверхностью затачиваемого инстру-
мента, превращаются в пар, поглощая при этом значительно
больше тепла, чем при обычном способе охлаждения инстру-
мента свободно падающей струей. На Горьковском автозаводе
этот способ применяется при затачивании фасонных резцов,
червячных фрез, круглых плашек и другого инструмента.
Контроль трещин на шлифованном или
заточенном инструменте. Выявление трещин произ-
водится несколькими способами: невооруженным глазом, микро-
скопом с увеличением X 45, химическим травлением с после-
дующей проверкой под микроскопом, магнитным и люми-
несцентным методами.
Рекомендуется производить травление 'инструмента в спир-
товом растворе азотной (HNO3) и соляной (НС1) кислоты по
следующему технологическому процессу: обезжиривание очи-
щенным бензином, сушка на воздухе в течение 2 мин, промывка
техническим спиртом, первое травление в 5%-ном спиртовом
растворе азотной кислоты в течение 1 мин, второе травление
в 12%-ном спиртовом растворе соляной кисдоты в течение
1 мин, .нейтрализация в 5%-ном растворе кальцинированной
соды, промывка в составе из 3,5% эмульсола, 0,4% кальциниро-
ванной соды, 0,5% жидкого стекла и воды (остальное), осушка
ветошью и просмотр под .микроскопом всех поверхностей.
Для выявления глубины трещин и измерения микротвер-
дости на разных горизонтах поверхности применяется после
обезжиривания бензином анодная обработка в электролите сле-
дующего состава: 29% фосфорной кислоты, 38% воды и 33%
глицерина. Анодная плотность тока 5000 а/м2 (50 а!дм2'}. Слой,
отравленный в течение 5 мин травления, равняется 4—6 мк.
Лучшие результаты дают физические методы. Магнитный
метод акад. Акулова состоит в том, что намагниченный образец
опускают в ванну с маслом, в котором взвешен магнитный
порошок — крокус. Края трещин, будучи полюсами магнита,
108
притягивают пылинки крокуса и на образце образуются линии
из порошка, рисующие направление и форму трещин.
Для обнаруживания трещин применяется также люмине
сцентпая дефектоскопия. Сущность люминесцентной дефекто-
скопии заключается в том, что на контролируемую поверхность
инструмента наносят флуоресцирующую жидкость, хорошо про-
никающую во все трещины и поры. После удаления с инстру-
мента избытка жидкости наличие трещин устанавливается по
интенсивному свечению раствора, вышедшему из трещин на по-
верхность инструмента, при освещении ультрафиолетовыми лу-
чами. В качестве флуоресцирующей' жидкости рекомендуется
состав из (примерно) 50% керосина, 25% бензина, 25% светло-
го минерального масла, 0,02—0,03% флуоресцирующего краси-
теля. Годятся также люминогены водно-голубой.
Технология люминесцентной дефектоскопии состоит в сле-
дующем: обезжиривание ® чистом бензине, .после просушки по-
гружение в ванну с флуоресцирующим раствором, просушка на
воздухе в течение 10—15 мин, промывка сильной струей воды
в течение 5—40 сек или протирка ветошью, смоченной в бензине;
•после промывки инструмента .в струе воды его сушат в струе
подогретого до 50—60° С воздуха, что способствует лучшему
выходу раствора из трещин. Для усиления выхода флуоресци -
рующего раствора из трещин инструмента, его посыпают тонко-
измельченным порошкообразным веществом, например, силика-
гелем, обладающим сильными адсорбирующими свойствами.
Для получения ультрафиолетовых лучей обычно применяются
ртутные лампы низкого давления, изготовленные из пропускаю-
щего короткие ультрафиолетовые лучи тугоплавкого стекла,
и ртутно-кварцевые лампы высокого и сверхвысокого давления.
Люминесцентная дефектоскопия применяется для проверки
•инструмента из стали и твердых сплавов.
2. ЗАТОЧКА РЕЗЦОВ
Для заточки резцов применяются простейшие заточные стан-
ки-точила с приспособлениями для установки резца под необ-
ходимым углом, универсально-заточные станки, специальные
заточные станки моделей 3625 и ЗБ625 для заточки резцов из
быстрорежущей стали и с пластинками твердых сплавов и стан-
ки 3628 для заточки резцов с пластинками твердых сплавов.
Для серийного и массового производства спроектирован и
проходит испытания заточной полуавтомат мод. 3624; спроекти-
рованы пятипозиционные полуавтоматы с круглым столом
мод. ВЗ-77 и ВЗ-78. ВНИИ проектирует полуавтоматическую
линию для заточки и доводки резцов.
При заточке резец устанавливается относительно шлифоваль-
ного круга так, чтобы затачиваемая поверхность была парал-
лельна рабочей поверхности шлифовального круга. Установка
109
Фиг. 18. Специальный одно поворот-
ный резцедержатель для заточки.
Фиг. 19. Универсальные трехповоротные тиски.
110
резца относительно шлифовального круга осуществляется с по-
мощью одноповоротных резцедержателей (фиг. 18), универсаль-
ных поворотных тисков (фиг. 19) при заточке на универсально-
заточных станках и резцовых головок на станках для заточки
резцов. Универсальные тиски и резцовые головки на заточных
Фиг. 20. Исходные положения
резца при его заточке в универ-
сальных тисках:
а - плоскости поворота резца; б —
исходное положение при заточке
задней поверхности; в — исходное
положение при заточке передней по-
верхности.
станках могут поворачиваться вокруг трех взаимно-перпендику-
лярных осей (фиг. 19). В резцовых головках одна из осей по-
ворота располагается вдоль тела резца (ось ох) а две другие
(оу и ог) — поперек его. В связи с этим плоскости поворота рез-
ца в приспособлениях не совпадают с теми плоскостями резца,
в которых задаются на чертеже его углы, определяющие поло-
жение поверхностей и режущих кромок.
При настройке резцедержателя или тисков производится пе-
рерасчет заданных на чертежах углов резца а, у, X и ф на углы
поворота резцедержателя или тисков. Необходимое положение
затачиваемой поверхности относительно шлифовального круга
может быть достигнуто поворотом резца в двух или трех пло-
скостях. ,
При заточке задней поверхности резца должны быть выдер-
жаны: задний угол а, угол в плане ф и угол наклона режущей
кромки X.
111
Повороты резцов производятся не в главной секущей пло-
скости, а в плоскостях вспомогательных — продольной I—I и по-
перечной II—II (фиг. 20). Соответствующие углы упр и уп,
апр и ап определяются по формулам:
(22)
Верхние знаки относятся к положительным углам наклона
л, нижние к отрицательным. Углы для вспомогательной режу-
щей кромки находят по тем же формулам, заменяя все обозна-
чения углов такими же, но с прибавлением индекса 1.
После того как вспомогательные углы по формулам (22)
подсчитаны, углы установки при заточке резцов и любых дру-
гих инструментов по плоскостям можно вычислить по следую-
щим формулам (табл. 14).
Таблица 14
Углы установки резцов О при заточке торцов круга
Вари-
анты
Передняя поверхность
фиг. 20, в
Задняя поверхность
Задняя вспомогательная
поверхность
фиг. 20, б
II
III
tgTnp
COS 0J5
ctge4
1пр
tg ел = —-----
sm «щ
In
cost
s 'Чгр
Sin
igtnp
tg Tn
при заточке отрезных
резнов с ср == 90°;
установка
невозможна
tg«rt
0
sin alrt
cos H
— произвольно
IV
Заточка периферией
круга
произвольно
Л/7
Примечание. Индексы А, Б и В у обозначения угла 0 соответствуют трем
шкалам А> В, В (фиг. 20. б и а).
112
У резцов с припаянными пластинками твердого сплава пред-
варительно затачивают державки по задним поверхностям в
следующем порядке:
заточка главной задней поверхности державки под углом
б) заточка вспомогательной задней поверхности под уг-
лом си +.6°.
Заточка державки по задним поверхностям производится
кругами зернистостью 50—40, твердостью С1—С2 на керами-
ческой связке для уменьшения засаливания круга во время за-
точки твердосплавной пластинки.
Заточка пластинок твердого сплава производится шлифо-
вальными кругами из зеленого или черного карбида кремния,
зернистостью 40—25 на керамической связке, твердостью
М2—СМ2 или на бакелитовой связке твердостью СМ1—С2.
Правильно
Неправильно
Фиг. 21. Положение резца с пластинкой твердого сплава пр.и заточке.
Порядок заточки пластинок твердого сплава резцов произ-
водится в следующем порядке:
1) Заточка передней поверхности под углом (у +2°).
2) Заточка главной задней поверхности под углом (а + 3%
3) Заточка вспомогательной задней поверхности 7
под углом ССХ.
4) Заточка фаски на передней поверхности под
углом т2.
5) Заточка вершины резца по радиусу г.
При наладке заточного станка резец располагается на 1—
2 мм выше осевой линии во избежание захватывания режущей
кромки кругом.
Направление вращения шлифовального круга — от режу-
щей кромки на державку.
Затачивание и шлифование инструмента с пластинками
твердого сплава необходимо вести с режущей кромки в тело
державки так, чтобы направление резания шло от режущей
кромки к затылку. На фиг. 21, а показана схема обработки при
шлифовании с режущей кромки в тело пластинки. При этом
равнодействующая сил резания направлена внутрь державки,
что вызывает сжатие твердого сплава. Твердый сплав выдержи-
вает большие нагрузки на сжатие и режущая кромка при этом
113
выкрашивается незначительно» При шлифовании в обратном
направлении (фиг. 21, б) режущая кромка получает нагрузки
на изгиб или растяжение и поэтому сильно выкрашивается.
Установлено, что при шлифовании сплава Т15К6 шлифоваль-
ным кругом 40 при обработке с затылка выкрашивание было
в 2,8 раза больше, чем при обработке с режущей кромки в те-
ло резца.
В зависимости от масштаба производства углы режущей ча-
сти резцов контролируются шаблонами, угломерами или при-
борами.
3. ЗАТОЧКА СВЕРЛ
Заточка сверл производится по задним поверхностям. При-
меняется три основных вида заточки: 1) по конической поверх-
ности, 2) по винтовой поверхности и
3) по плоскости. Заточ-
Фиг. 22. Схе.ма заточки сверл по методу:
а —? Уошборна; б — Вейскера.
ка по конической поверхности осуществляется двумя методами.
При обоих методах задняя поверхность каждого пера сверла
является частью конической поверхности.
Положение конуса заточки относительно сверла опреде-
ляется параметрами заточки — смещением оси конуса от
оси сверла на величину Д (для образования заднего уг-
ла), углом между осью конуса и осью сверла <у и расстояни-
ем от вершины конуса до оси сверла h (фиг. 22, а).
Известны два метода конической заточки: метод Уошбор-
на и метод Вейскера.
114
По методу Уошборна вершина конуса заточки располагает-
ся выше вершины сверла и острый угол между осями сверла
и конуса заточки (ст) равен 20 или 45°.
По методу Вейскера вершина конуса заточки располагается
ниже вершины сверла и ось конуса заточки перпендикулярна
оси сверла (фиг. 22, б). Вершина конуса заточки в этом случае
располагается ниже вершины сверла, а угол между осями
сверла и конуса заточки о = 90°.
Как видно из построений (фиг. 22, а), при заточке по ме-
тоду Уошборна с увеличением диаметра задние углы и
v.N1I (в сечениях, перпендикулярных режущей кромке) умень-
шаются, а при заточке по методу Вейскера (фиг. 22, б) зад-
ние углы и увеличиваются.
В сечении, перпендикулярном оси сверла, с уменьшением
диаметра задние углы увеличиваются при обоих методах за-
точки.
При заточке по методу Уошборна, широко применяемому
в промышленности, режущая кромка получается равнопрочной,
так как с увеличением диаметра передний угол увеличивается,
а задний угол уменьшается. Задний угол в сечении, перпенди-
кулярном оси сверла, заточенных по методу Уошборна, увели-
чивается быстрее, что улучшает условия работы сверла с очень
низкими скоростями резания. По методу Уошборна работают
станки моделей ЗБ652, 3657, МФ73. МФ201, Шток и др.
Заточка по винтовой поверхности производится на станке
мод. 3659А, для нее же предназначены полуавтоматы моделей
B3-37, B3-38, ВЗ-40 и автоматы моделей МФ 138, B3-32 и НИ-3-1.
По плоскости затачиваются сверла с твердым сплавом и мел-
шие быстрорежущие сверла.
На станках ЗБ652 для сверл диаметром 3—12 мм и 3657 для
сверл диаметром 10—75 мм вершина конуса расположена вы-
ше вершины сверла и удалена от оси сверла на расстояние
(1,8—1,9) D и в плане смещена параллельно оси на величину
(x/i5—V20) D. В зависимости от конструктивных особенностей
станка ось конуса составляет с осью сверла угол 45° на станке
ЗБ652 и угол 20° на станке 3657.
Заточка задних поверхностей каждого лера по конической
поверхности производится с разных установок поворотом свер-
ла на 180°. Заточка производится торцом шлифовального кру-
га, лежащего на образующей воображаемого конуса. Сверло
устанавливается в сверлодержателе в определенном положе-
нии. Сверлодержатель установлен на шпинделе. Ось шпинделя
сверлодержателя является осью конуса заточки. При колеба-
тельном движении сверлодержателя вокруг оси шпинделя зад-
няя поверхность сверла перемещается относительно торца шли-
фовального круга по конической поверхности. Установка пара-
метров конуса заточки относительно сверла осуществляется
115
узлом сгерлодержателя. Постоянный угол между осью сверла
и осью конуса предусмотрен конструкцией станка. Расстояние
от вернины конуса до оси сверла определяется положением
упора hi станке ЗБ652, а на станке 3657 величиной вылета
сверла. Смещение оси конуса от оси сверла производится путем
перемещения узла установки.
Имеет распространение заточка с помощью приспособлений
беспатрснного типа по одному из методов конической заточки
сверл. Сверла устанавливают на призмах и прижимают рукой.
Заточка с помощью таких «качалок» может производиться на
простых станках (типа точил) или универсально-заточных
станках.
Для заточки по методу Уошборна в приспособлениях реко-
мендуются следующие параметры: о = 45°; Л = 1,9.0; К —
по методу Вейскера: о =• 90°;
13 10
\13 10/
С це/.ью улучшения геометрии сверл рекомендуется допол-
нительно разворачивать сверло вокруг его оси на угол до 15°.
При тлоской заточке задняя поверхность каждого пера яв-
ляется ч»стью одной или двух плоскостей (фиг. 23). В нормаль-
ном сечении задний угол вдоль режущей кромки остается по-
стоянный. Для уменьшения возможности задирания задних
поверхностей обрабатываемой поверхностью в процессе сверле-
ния прогзводится заточка задней поверхности с увеличенным
задним углом для сверл 03—4 мм и заточка под двумя углами
для сверл больших диаметров.
Плоская заточка применяется при заточке твердосплавных
сверл на универсально-заточных станках с помощью двух пово-
ротных головок. В горизонтальной плоскости сверло устанав-
ливается режущей кромкой параллельно направлению подачи
и поворачивается вокруг горизонтальной оси на величину зад-
него у гл а.
Заточка сверл по плоскостям может производиться на уни-
версально-заточном станке с помощью универсально-заточной
головки. Для того, чтобы обеспечить получение заднего угла а
на периферии и угла наклона поперечной кромки ф каждый
зуб сверла затачивается по двум поверхностям /? и F
(фиг. 24, а).
Для случая, при котором линия пересечения параллельна
режущей кромке сверла и проходит через его ось, формулы
приведены в табл. 15.
При винтовой заточке задняя поверхность каждого пера
сверла является частью эвольвентной винтовой поверхности,
которая будучи развертывающейся линейчатой поверхностью,
может быть образована как плоскостью (торцом) круга, так
116
Фиг. 23. Схема образования
задней поверхности при пло-
ской заточке сверла.
Фиг. 24. Схема заточки сверл по двум плоскостям.
11?
Таблица IS
Углы установки при плоской заточке сверл
Вари- анты Заточка сверла по поверхности Заточка сверла^по поверхности
I ев = о tg^= tg0tg® tg^ =tgscoses ев = о tg04 = tgs(2ctg'b — tg0) tgex =tg®cos6>3
II ед = о tg£ А cos 1 ©д=0 tg©4 = tg0 — 2ctg£ t8e^ = -2s±_ A cos e>B
ш «л = о tgyB = ctge 0Л--О ctg0B = ctg4'= tg0 ,„w tge(2ctgj> —tg)
& cos bB fg0*~ COS*»’ £5
_ tgatg<j> —sinp. COS 1* где а —задний угол на периферии; 2? —угол при вершине сверла; d sin И - -у ; е = 90°-<?; d — диаметр сердцевины; D —диаметр сверла. Отсчет углов 0В производится от принятого начального поло- жения (фиг. 24,6).
•и цилиндрической или конической поверхностью круга. Схема
образования винтовой поверхности показана на фиг. 25.
Заточка сверл по винтовой поверхности производится не-
прерывно, поэтому ее удобнее всего выполнять на полуавтома-
тах и автоматах. Витебский завод заточных станков выпускает
полуавтомат мод. 3659А для заточки сверл и зенкеров диамет-
ром 10—80 мм. На полуавтомате производится заточка задних
поверхностей по винтовой линии и подточка передней поверх-
ности.
118
Заточка инструмента производится торцовой поверхность!»
кольцевого круга, заправленной на конус с углом при верши-
не 156°. Необходимая геометрия заточки обеспечивается сле-
дующими движениями: 1) вращение патрона с зажатым ин-
струментом вокруг своей оси; 2) возвратно-поступательное
движение шпинделя с кругом в направлении его оси. В ре-
зультате сложения этих двух движений задняя поверхность
инструмента затачивается по винтовой поверхности. Шлифо-
вальный шпиндель с кругом получает также планетарное дви-
жение в плоскости, перпендикулярной его оси, с перемещением
рабочей поверхности шлифовального крупа вдоль режущей
кромки сверла. Одновременно получается подточка поперечной
Фиг. 25 Схемы заточки сверл по винтовой поверхности:
а — на станке модели 3658; б — на станке модели 3659А.
режущей кромки сверла и обеспечивается равномерный износ
круга. Автоматическая подача инструмента осуществляется на-
круг в направлении, параллельном оси шлифовального круга.
Ось шлифовального шпинделя расположена эксцентрично
по отношению к оси гильзы и при вращении последней шлифо-
вальный круг получает планетарное движение. Возвратно-по-
ступательное движение шлифовального круга вдоль оси шпин-
деля осуществляется посредством трех торцовых кулачков,,
установленных на гильзе шпинделя. Шлифовальный круг при-
водится во вращение электродвигателем 2,8 кет с 1420 об {мин
через клиноременную передачу. От того же двигателя движе-
ние передается через ременную передачу и зубчатые колеса на
распределительный вал и от него через винтовые колеса и ко-
робку скоростей на винтовую пару и патрон с закрепленным
в нем инструментом.
Автоматическая подача каретки осуществляется от криво-
шипа, закрепленного на распределительном валу, и далее че-
11Э
рёз храповой механизм, червячную пару й эксцентриковый вал.
Вращаясь, эксцентриковый вал перемещает каретку. Величина
подачи меняется. В начале цикла, в процессе обдирки, подача
имеет наибольшую величину; перед окончательной заточкой
величина подачи уменьшается и в конце цикла, когда эксцент-
рик занимает крайнее положение, происходит выхаживание.
Автомат для заточки сверл диаметром 5—15 мм мод. B3-32
отличается в шесть раз большей производительностью, состав-
ляющей 165—250 шт/ч (фиг. 26).
Для улучшения режущих свойств сверл применяются допол-
нительные операции: двойная заточка, подточка поперечной
кромки (см. выше) и подточка ленточек.
Фиг. 28. Подточка ленточек сверл с помощью трехповоротной головки.
Двойная заточка представляет собой заточку задней по-
верхности по переходной режущей кромке с углом в плане
2<р —70 ч-75°'в дополнение к нормальной заточке под углом.
2<р = 116 4- 118°. Ее можно производить на тех же станках, на
которых ведется основная заточка, если они допускают на-
стройку на разные углы, или на универсально-заточных стан-
ках в специальных приспособлениях.
Подточку поперечной режущей кромки также можно вести'
на универсально-заточных станках в специальных приспособле-
ниях и на специальных станках. Полуавтомат для подточки
сверл поперечной режущей кромки диаметром 15—30 мм
мод. МФ 145 (фиг. 27) имеет производительность (при диамет-
ре сверл 20 мм) для твердосплавных сверл 250—300, для быст-
рорежущих 400—450 шт!ч.
Подточку ленточек можно производить на универсально-
заточных станках с помощью двух- или трехповоротной голов-
ки (фиг. 28). В исходном положении головку устанавливают
так, чтобы ось сверла была параллельна направлению продоль-
ной подачи, а режущие кромки располагались горизонтально.
Подточку ведут после настройки, повернув предварительно
121
шпиндель головки вокруг оси сверла на угол подточки ленточ-
ки, по одному из двух способов:
а) повертывают головку вокруг горизонтальной оси, пер-
пендикулярной оси сверла, на угол, близкий к углу наклона
канавок сверла, т. е. так, чтобы кромка ленточки на участке,
подлежащем подточке, оказалась примерно горизонтальной
(фиг. 28, а);
б) повертывают головку вокруг вертикальной оси на угол
2—4° так, чтобы приблизить вершину сверла к шлифовальному
кругу (фиг. 28, б).
Выбор способа зависит от конструкции головки. Оба спосо-
ба являются приближенными, но сделав пробные проходы,
можно добиться достаточной для практики точности выполне-
ния подточки ленточки.
Контроль размеров и геометрических параметров сверл осу-
ществляется различными методами и разными средствами.
Диаметры измеряются скобой, штангенциркулем или микро-
метром, длины — шаблоном, масштабной линейкой, штанген-
циркулем. Биение по ленточкам проверяется на призмах или в
приспособлениях с помощью индикатора..
Величина и симметричность угла при вершине, заднего уг-
ла и угла наклона поперечной кромки проверяются универсаль-
ным угломером, шаблонами, индикаторами, приборами и дру-
гими средствами.
Угол при вершине, нецентричиость поперечной кромки, осе-
вое биение режущих кромок и величина заднего угла могут
быть проверены на инструментальном микроскопе с применени-
ем специального столика. Этим путем могут проверяться пара-
метры геометрической формы режущей части инструментов с
хвостовиком (сверла, развертки, зенкеры) диаметром 3—20 мм.
Столик имеет основание, которое устанавливается и закреп-
ляется на столе инструментального микроскопа.
На основании размещены призмы для установки проверяе-
мого инструмента и наклоненная под углом отражательная
призма, которая предназначена для отражения лучей света под
углом 90° при проверке параметров с торца инструмента.
Измерение угла сверла при вершине производят в проходя-
щем свете. Поворачивая сверло, устанавливают его режущие
кромки в горизонтальное положение. Наблюдая в окуляр, сов-
мещают отфокусированное изображение режущей кромки с ви-
зирной линией и производят отсчет величины угла <pi по угло-
мерному окуляру. Аналогично определяют угол <р2-
Измерение нецентричности поперечной кромки производят
с помощью отражательной призмы. Поворотом сверла совме-
щают изображение поперечной кромки с визирной линией и
производят отсчет по микрометрическому винту. Поворотом
сверла на 180° вновь совмещают изображение поперечной
кромки с той же визирной линией и делают второй отсчет по
122
микрометрическому винту. Полуразность отсчетов по микро-
метрическому винту характеризует величину нецентричности
кромки.
Осевое биение режущих кромок определяется в отраженном
сзете, как разность отсчетов по микрометру положения точки
пересечения задней поверхности сверла и цилиндрической по-
верхности ленточки при повороте на 180°. Задний угол прове-
ряется в отраженном свете. Наблюдая в окуляр, совмещают
изображение точки пересечения задней и передней поверхно-
стей, видимое па ленточке с перекрестием. Поворачивают ви-
зирную линию до совмещения ее с линией пересечения задней
поверхности с цилиндрической поверхностью ленточки и произ-
водят отсчет величины угла а по угломерному окуляру.
4. ЗАТОЧКА МЕТЧИКОВ
Заточка задней поверхности режущей части метчиков может
производиться на специальном заточном станке мод. 3935, на
универсально-заточных или круглошлифовальных станках с ис-
пользовапием приспособления.
Заточка заборной части по задней поверхности со снятием!
затылка производится 'на
станке мод. 3935 при непре-
рывном вращении метчика. За-
тылование осуществляется за
счет того, что шпинделю вме-
сте с метчиком и задним
центром сообщается дополни-
тельное возвратно-поступа-
тельное движение в направле-
нии, перпендикулярном оси
метчика. Стол станка устанав-
ливается под углом заборного
конуса. Метчики длиной за-
борного конуса до 35 мм заты-
луются с поперечной подачей,
при более длинной заборной
части столу сообщается про-
дольное перемещение.
При затыловании метчика
на универсально-заточных
станках или круглошлифо-
вальных станках применяют-
ся приспособления, в которых
цилиндрической поверхности за
Фиг. 29. Схема затылования мет-
чика в приспособления на круг-
лошлифовальном станке.
затылование производится по
счет качания метчика вокруг
оси, смещенной относительно оси центров метчика на величину е
(фиг. 29). Величина заднего угла а может быц? изменена за счет
изменения эксцентрицитета заточки. Приспособление устанавли-
вается под углом заборного конуса.
123
Контроль величины затылования по режущей части метчика
осуществляется в центрах при помощи индикатора, при изме-
рении определяется спад затылка на ширине пера.
Заточка передней поверхности метчиков производится в цен-
трах. Шлифовальный круг заправляется по шаблону профиля
канавки метчика. Положение торца шлифовального круга отпо-
сительно оси центров определяется величиной переднего угла
метчика. При переднем угле, равном нулю, торец шлифоваль-
ного круга устанавливается по оси метчика. При наличии перед-
него угла у, шлифовальный круг смещается с оси метчика
величину Н = sin у, где D — наружный диаметр метчика.
на
При необходимости заточки передней поверхности под уг-
лом л, верхний стол заточного станка разворачивается под уг-
лом %. Деление при заточке производится с помощью делитель-
ной головки или с помощью упора, устанавливаемого на задней
поверхности пера метчика. При заточке должно обеспечивать-
ся плавное (без уступов) сопряжение передней поверхности с
поверхностью стружечных канавок.
Передний угол метчиков может быть проверен на приборе
ВНИИ. Прибор состоит из центров и измерительной головки
с балансиром. Измерительная головка может перемещаться
перпендикулярно оси и поворачиваться на угол до 30°. Прове-
ряемый инструмент устанавливают в центрах и поворачивают
до соприкосновения передней поверхности с измерительной по-
верхностью балансира, после чего производят отсчет величи-
ны измеряемого угла по шкале.
Прибор предварительно настраивается по эталону, пред-
ставляющему собой валик со срезом. При соприкосновении
балансира с поверхностью эталона стрелка должна показывать
угол, соответствующий углу эталона. При нулевом положении
стрелки измерительная поверхность балансира должна прохо-
дить через ось проверяемого инструмента.
Для измерения инструмента с различными диаметрами из-
мерительная головка может перемещаться перпендикулярно
оси центров. Перемещение производится микрометрическим
винтом. Величина перемещения определяется по шкале. При
проверке инструментов с винтовыми канавками измерительную
головку поворачивают на угол, соответствующий углу накло-
на винтовой канавки. Цена деления отсчетной шкалы 1°. Пре-
дельная погрешность прибора не превышает 1°.
На приборе можно проверять метчики, а также развертки
диаметром 10—80 мм с шагом между канавками более 5 мм,
имеющие длину прямолинейного участка не менее 1 мм. Углы
наклона канавок проверяемого инструмента — в пределах 30°;
диапазон величин проверяемых углов в пределах 20°.
124
5. ЗАТОЧКА КРУГЛЫХ ПЛАШЕК
Заточка круглых плашек производится по задней и перед-
ней поверхностям. Заточка задних поверхностей круглой плаш-
ки производится на специально заточном станке.
На фиг. 30 представлена кинематическая схема станка для
затылования зубьев заборной части круглых плашек диаметром
резьбы 3—36 мм. Шпиндель, кроме вращательного движения.
совершает поступательное движение вдоль оси с помощью ко-
пира, закрепленного с правой
кривой затылования с чис-
лом выступов, соответству-
ющим числу .перьев заты-
луемой плашки. Плашка за-
жимается в цанговом патро-
не и при .вращении шпинде-
ля совершает вместе с ним
движение по контуру затыл-
ка. Вращение шпинделя
осуществляется от электро-
двигателя через ременный
стороны. Копир имеет форму
привод и зубчатую переда-
чу. Число оборотов шпинде-
ля в минуту 80.
На суппорте станка при
затыловании до термичес-
кой обработки крепится ре-
зец или шлифовальный
шпиндель. При затылова-
нии суппорт разворачивает-
ся на величину половины
угла режущего конуса. За-
тылование плашек после
термической обработки про-
изводится шлифовальным
Фиг. 30. Кинематическая схема станка
для затылования зубьев заборной части
кругом ЭК 40-25, СМ. Диа-
метр круга на 2—3 мм
плашек.
меньше диаметра стружечного отверстия.
Заточка передней поверхности производится на заточном
станке с вертикальным шпинделем. Шпиндель совершает воз-
вратно-поступательное движение. Шлифовальный круг закреп-
ляется на шпинделе. Плашка устанавливается на столе станка
и подводится вручную к кругу.
Для заточки по передней поверхности плашек для резьбы
М10—М12 спроектирован автомат мод. МФ-161, а для заты-
лования каленых плашек с двух сторон — автомат мод. МФ-160.
При заточке круглых плашек с криволинейной передней
поверхностью шлифовальный круг берется обычно по диаметру
на 1 мм меньше диаметра стружечных отверстий.
125
При заточке круглых плашек с прямолинейными передни-
ми поверхностями применяется два способа заточки: на проход
и с помощью упора.
При заточке на проход шлифовальный круг не должен за-
девать соседний зуб. Диаметр круга определяется по формуле
dK — dt sin 3 sin (у -f- о). (23)
Круглые плашки размером выше М12 с прямолинейной пе-
редней поверхностью затачиваются на проход, так как при
меньших размерах требуется шлифовальный круг диаметром
менее 3 мм.
При заточке с помощью упора максимально допустимый
диаметр круга, позволяющий получить прямолинейную перед-
нюю поверхность, определяется по формуле
, sin 5
— 9
COS (7 + 6)
(24)
здесь: dx—максимально допустимый диаметр круга;
di
Т
6
— внутренний диаметр резьбы плашки;
— передний угол в торцовом сечении плашки на
внутреннем диаметре резьбы;
— половина центрального угла, соответствующего'
расстоянию между кромками б = ——------------
Z
z — число перьев плашки:
(3 — половина центрального угла, соответствующего
ширине пера В = — ;
^1
b —ширина пера плашки.
Подточка плашек для образования угла Л. может произво-
диться цилиндрическим или коническим кругом.. Для заточки
применяется приспособление, в котором плашка устанавли-
вается под углом наклона. Подточка цилиндрическим кругом
более производительна. При некотором соотношении диамет-
ров круга и стружечного отверстия круг используется не на всю
длину, что приводит к образованию завалов на режущей
кромке.
Конический круг представляет собой усеченный конус, диа-
метр нижнего основания которого равен заданному диаметру
цилиндрического круга, а угол конуса имеет величину, близ-
кую к углу £ = . Здесь © — 20 ч- 30°. Отклонение диамет-
ра круга при износе допускается в пределах 0,08 dx.
Заточку резьбонарезного инструмента рекомендуется про-
изводить кругами из электрокорунда нормального или белого
зернистостью 40—25, твердостью СМ1—СМ2, на керамической
или бакелитовой связке. Скорость резания для стали Р18 со-
ставляет 20—25 м/сек. Для стали Р9—18—20 м/сек, продольная
126
подача 4—5 м/мин, поперечная подача предварительная
$по„ — 0,02—0,03 мм/дв. ход, окончательная 0,005—0,01
мм/дв. ход, последних два-три прохода — выхаживание без по-
перечной подачи.
Доводка быстрорежущего резьбонарезного инструмента
производится кругами КЗ 8-6, М3—СМ1, на бакелитовой связ-
ке с режимом vKp = 25 -т- 30 м/сек-, snp — 1 м/мин-, snon —
— 0,005 -г- 0,01 мм/дв. ход.
Контроль заборной части и углов производится шаблонами,
специальными приборами и инструментальным микроскопом.
6. ЗАТОЧКА ПРОТЯЖЕК
Заточка круглых, шлицевых и плоских протяжек произво-
дится на специальном заточном станке мод. 360М (фиг. 31).
Заточка производится последовательно в три операции: 1) за-
i
Фиг. 31. Станок для заточки протяжек мод. 360М.
точка по передней поверхности: 2) шлифование спинки зуба;
3) заточка по задней поверхности.
Заточка круглой протяжки по передней поверхности произ-
водится конической частью тарельчатого круга (фиг. 32). Пе-
редняя поверхность круглых и шлицевых протяжек является
конической. Для обеспечения заданного переднего угла ради-
ус круга в сечении плоскостью, перпендикулярной оси круга,
должен быть меньше радиуса кривизны передней поверхности в
том же сечении. Это условие может быть обеспечено подбором
127
Соответствующего диаметра круга и угла его установки отно-
сительно оси протяжки. Расчет диаметра круга рекомендуется
производить по формуле
£) Dl Sin @ ~ 1)
* sin 7 ’
где DK — диаметр круга:
у — передний угол;
3 —угол установки оси шпинделя круга;
Di —диаметр, на котором расположены точки сопряже-
ния прямолинейных образующих передней поверхно-
сти с радиусной впадиной зуба; D\ = 0,85 D, где D —
диаметр протяжки.
Фиг. 32. Схема заточки передней поверхности зуба
круглой протяжки.
Угол установки шлифовального круга между осью протяж-
ки и осью круга рекомендуется выбирать в пределах 60°.
При заточке протяжки по передней поверхности шлифоваль-
ный шпиндель наклоняется на угол (3 = фЧ- у.
Здесь <р — угол наклона образующей конической поверхности
шлифовального круга.
Шлифовальный круг заправляется по радиусу сопряжения
передней поверхности со спинкой зуба. Протяжка получает
вращательное движение со скоростью vnpom = 10 ч- 15 м!мин.
Скорость круга vK — 20 ч- 25 м!сек для протяжек из стали Р18
и ХВГ; vK = 18 ч- 20 м!сек для протяжек из стали Р9. Подача
осуществляется вручную. Для заточки применяют круги ЭБ25,
СМ2 К, для доводки К36 С2Б.
Шлифование спинки зуба производится шлифовальным
кругом, заправленным по радиусу сопряжения спинки с осно-
128
ванием зуба. Шпиндель шлифовального круга поворачивается
на угол р = «pi — ср2- Здесь <pi — угол спинки зуба, а фг — угол
наклона образующей шлифовального круга.
Заточка зуба по задней поверхности может производиться
методом врезания на универсальном круглошлифовальном
станке поворотом стола на величину заднего утла протяжки.
Заточка зуба по задней поверхности на специальном заточном
станке производится торцом чашечного круга. Шлифовальная
головка поворачивается на величину заднего угла.
На передней поверхности при заточке штрихи располагают-
ся по кольцу или в виде пересекающихся окружностей. При
кольцевом расположении рисок чистота поверхности получает-
ся выше, чем при пересекающихся рисках и чистота протянуто-
го отверстия при этом получается значительно выше. Кольце-
вое расположение рисок может быть достигнуто при совмеще-
нии образующих конической поверхности шлифовального кру-
га и передней поверхности протяжки. Для этого ось шлифо-
вального круга должна пересекать ось протяжки.
Заточка плоских протяжек производится по передней и зад-
ней поверхности на том же заточном станке. В отдельных слу-
чаях заточка может производиться на плоскошлифовальном
или универсально-заточном станке.
При заточке передней поверхности применяется круг та-
рельчатой формы, заправленный по радиусу основания канав-
ки. Диаметр круга не имеет такого значения, как при заточке
круглых протяжек, так как при заточке происходит соприкос-
новение образующей конической поверхности с прямой пе-
редней поверхностью. Для образования передней поверхности
шпиндель шлифовального круга наклоняется на величину пе-
реднего угла. Подача при заточке осуществляется параллельно
передней поверхности при поперечном возвратно-поступатель-
ном перемещении шлифовальной • головки. Заточка протяжек
по задней поверхности производится чашечным кругом, накло-
ненным на величину заднего угла зуба. Заточка спинки зуба
протяжки может производиться отдельно или совмещаться
с заточкой передней поверхности. При совмещении заточки
передней поверхности и спинки шлифовальный круг должен
быть заправлен по форме впадины зуба протяжки.
Заточка протяжек с наклонным зубом производится при со-
вмещении передней поверхности с направлением подачи шли-
фовального круга, для чего протяжка устанавливается под уг-
лом (5 = 90° — to, где ю — угол наклона зубьев протяжки.
Плоские протяжки перед заточкой закрепляются в специ-
альном приспособлении, устанавливаемом на столе станка, в
тисках либо на магнитной плите.
Передний угол протяжки проверяется с помощью угломера
со сменными шаблонами для одновременной проверки радиуса
5 палей М. М. 129
впадины зубьев протяжки. Распространенным является угло-
мер МИЗ (фиг. 33).
Базой при измерении служат режущие кромки соседних
зубьев. При измерении прибор накладывают опорной плос-
костью шкалы на зубья протяжки, поворачивают державку
е шаблоном до совмещения измерительной грани шаблона с
передней поверхностью зуба протяжки и по шкале прибора
производят отсчет. Радиус впадины зубьев проверяется па про-
свет. Аналогично производится проверка универсальными уг-
ломерами и угломером Бабчипицера. Угломером Неприна
можно проверить только передний угол, так как установить
шаблон для проверки радиуса на нем невозможно.
Фиг. 33. Измерение перед-
него угла у и радиуса за-
кругления впадины протяж-
ки угломером МИЗ.
Фиг. 34. Измерение заднего угла а протяжки
угломером Бабчипицера.
Проверка заднего угла протяжек производится угломером
Бабчипицера. Прибор накладывают на зубья протяжки и го-
ризонтальный участок шаблона совмещают с задней поверх-
ностью зуба (фиг. 34). Отсчет величины заднего угла ведется
по левой стороне шкалы, против знака оо на дуге угломера.
7. ЗАТОЧКА ЗЕНКЕРОВ И РАЗВЕРТОК
Точность обрабатываемых зенкерами и развертками отвер-
стий зависит от величин геометрических параметров и качест-
ва режущих кромок, образуемых при заточке. Основные тре-
бования к заточке: минимальное биение зубьев, наименьший
радиус округления режущих кромок, отсутствие выкрашива-
ний на режущих кромках. У разверток, кроме того, поверхно-
сти, образующие режущую кромку, должны иметь высокую
чистоту.
Заточку целых быстрорежущих зенкеров рекомендуется
проводить в следующем порядке.
130
Заточка передней поверхности зубьев, шлифование ленточ-
ки на калибрующей части, заточка задней поверхности на ре-
жущей части.
Заточку разверток из быстрорежущей стали рекомендуется
вести в такой последовательности: а) доводка центров; б) за-
точка передней поверхности зубьев; в) предварительное шли-
фование ленточки на калибрующей части; г) шлифование лен-
точки на режущей части; д) предварительная заточка задней
поверхности зубьев на калибрующей части; е) окончательное
шлифование зубьев на калибрующей части; ж) шлифование
ленточки на участке обратной конусности; з) окончательная
заточка задней поверхности на режущей части; и) доводка лен-
точки и передней поверхности.
После затупления зенкеры и развертки затачиваются па
задней поверхности на заборной части. У сборных зенкеров
и разверток после перестановки ножей производится шлифова-
ние по наружному диаметру и заточка по задней поверхности
на калибрующей и режущей частях.
Заточка передней поверхности зуба развертки производит-
ся на универсально-заточном станке в одну операцию тарель-
чатым кругом — торцовой стороной при прямом зубе и кони-
ческой при винтовом зубе. В последнем случае ось круга долж-
на составлять с осью развертки угол, равный 90° — со (<о —
угол наклона винтовых зубьев).
Шлифование ленточки на калибрующей части ведется на
круглошлифовальных или, с помощью специального приспособ-
ления, на универсально-заточных станках за две операции —
предварительную и окончательную.
Заточка задней поверхности зуба на калибрующей части
производится в центрах на универсально-заточном станке. Ось
центров располагается параллельно направлению продольной
подачи, а вершина зуба в плоскости заточки устанавливается
с помощью упора ниже горизонтальной осевой плоскости раз-
вертки на величину
h sina„, (25>
где D — наружный диаметр развертки;
ат — заданный задний угол в торцовом сечении.
При заточке разверток с прямым з^бом упор требуется
только для деления. Поэтому он закрепляется на столе станка1
и перемещается вместе с разверткой. Опорное лезвие упора
должно касаться передней поверхности зуба как можно бли1-
же к режущей кромке (не далее 0,5 мм) и быть параллель-
ным ей.
При заточке задних поверхностей винтовых зубьев на ка-
либрующей части разверток используется упор для деления1
и для сообщения винтового движения зубу при перемещении
развертки относительно упора.. Упор устанавливается парал-
J3E
5»
лельно режущей кромке развертки, для чего опорная кромка
его шириной 3—4 мм разворачивается по отношению к верти-
кальной плоскости на угол, равный углу наклона винтового
зуба.
Контроль задних углов на цилиндрической части разверток
может быть произведен с помощью специального осветителя
для измерения углов по способу светового сечения на инстру-
ментальном микроскопе (фиг. 35, а). Осветитель (фиг. 35, б)
представляет собой наклоненную под углом к тубусу микро-
скопа трубку 5, в которой помещен источник света 4. На ниж-
ний конец трубки надет на-
конечник 2 со срезанным
под углом торцом. Наконеч-
ник имеет осевое перемеще-
ние. Свет от электролампы
переходит через линзу 3 и
1 D
Фиг. 35. Осветитель для проверки задних поверхностей инструмента
в световом сечений.
попадает на нож /, вследствие чего поле зрения микроскопа
разделяется на оснащенную и затемненную зоны.
При наклоне осветителя под углом 45° к направлению визиро-
вания углы, получаемые при измерении, равны действительным
углам, так как видимые в микроскоп проекции сторон светового
сечения равны действительной длине сторон измеряемого угла.
Проверяемый инструмент с цилиндрическим хвостовиком уста-
навливают на призму, а с коническим хвостовиком вставляют в
специальную контрольную втулку. В процессе измерения верти-
кальную пунктирную линию окуляра совмещают с границей тем-
ной и светлой зон изображения и по градусной шкале произво-
дят отсчет величины угла.
Предельная погрешность измерения не выше 40'.
132
8. ЗАТОЧКА ФРЕЗ
Заточка фрез с острозаточенны.м зубом. При из-
готовлении нового инструмента заточка острозаточенных фрез
производится в следующем порядке; затачивается передняя по-
верхность инструмента, затем шлифуется наружная поверхность,
после чего .производится заточка задней поверхности. В процессе
эксплуатации инструмента переточка обычно ведется только по
задней поверхности. В тех случаях, когда перед заточкой имеет
место значительное затупление задней поверхности, производит-
ся шлифование ленточки па круглошлифовальном станке.
Фиг. 36. Схема установки шлифовального круга для за-
точки передней поверхности:
а - Т = 0; б — т >0.
Затачивание острозаточенных фрез с прямыми зубьями по
передней поверхности производится тарельчатым шлифовальным
кругом (фиг. 36). При переднем угле у — 0 (фиг. 36, а) торец
шлифовального круга проходит через ось фрезы, а при у > 0
(фиг. 36, б) передняя поверхность фрезы смещается на величину
h = — sin у, (26)
2
где D — диаметр фрезы;
у — передний угол.
Если заточка ведется конической частью круга, то его смеще-
ние Л] относительно радиальной поверхности определяется по
формуле;
Ai = ysin(T-)-&), (27)
где р — угол заправки круга.
133
Правильная установка шлифовального круга при заточке пе-
редней поверхности фрез в зависимости от угла у производится
с помощью прибора, представленного на фиг. 37. Призма / при-
бора ставится на оправку фрезы, линейка 2, помещенная в пазу
призмы, устанавливается в нулевое положение, затем смещается
с помощью винта па величину h, после чего плоскость шлифо-
вального круга совмещается с боковой плоскостью линейки.
При заточке фрез с винтовым зубом используется коническая
поверхность круга, ось которого устанавливается под углом в к
оси инструмента, в = 90°— <о, где <» — угол наклона винтовых
зубьев.
Фиг. 3". Прибор для установки
шлифовального круга при за-
точке передней поверхности
прямого зуба.
относительно оси инструмента в
плоскости, перпендикулярной зубу фрезы, определяется по фор-
муле
(т-I-fl) ____, >28}
У cos4 (т + Р) 4- sin4 (у -г i) cos4 ’
где у — передний угол;
со— угол наклона винтовой линии;
(5 — угол между торцовой плоскостью шлифовального .круга
и образующей конической рабочей поверхности круга.
Установку рабочей поверхности шлифовального круга произ-
водят с помощью шаблона или приспособления, представленного
на фиг. 38. Определения у и со даны выше: D — диаметр затачи-
ваемой фрезы. Заточка передней поверхности производится в де-
лительных головках или в центрах с помощью упора, опираю-
щегося о заднюю поверхность зуба. Заточка передней поверхно-
сти инструмента может производиться без делительных приспо-
соблений, так как ошибка в шаге при сохранении ленточки на
цилиндрической части ле влияет на биение. Отклонение перед-
ней поверхности допускается в пределах ±2°.
Заточка задних поверхностей производится на универсально-
заточном станке, в центрах или в специальной головке, торцом
134
Вид A
Фиг. 38. Прибор для установки шлифовального круга при за-
точке передней поверхности винтового зуба.
Фиг. 39. Схема заточки задней поверхности зуба:
а — чашечным кругом; б — плоским кругом. ч
чашечного шлифовального круга (фиг. 39, а) или периферией
плоского круга (фиг. 39, б). При затачивании задней поверхно-
сти чашечным кругом режущая кромка затачиваемого зуба
должна быть опущена .ниже оси фрезы, .а при затачивании пери--
ферией плоского шлифовального круга — ниже оси круга на1
величину
Н = ~ sin а, (29)
где D — диаметр фрезы при затачивании чашечным кругом »
диаметр .круга при затачивании периферией плоского
круга;
а — задний угол.
Для уменьшения зоны контакта круга с затачиваемым ин-
струментом и вероятности прижогов на торцовой поверхности
чашечного круга производится поднутрение и оставляется лен-
точка 2—3 мм, а для того чтобы в работе участвовала одна сто-
рона круга, производят разворот оси шлифовальной головки на
1—2° относительно направления подачи.
С целью уменьшения опасности прижогов применяется также
замена торцовой поверхности конической. В этом случае торец
чашечного круга заправляется под двумя конусами. Образую-
щая внутренней поверхности заправляется под углом 30—35°,
образующая наружной — под углом 15°. При работе ось круга
разворачивается на 15°.
При заточке задней поверхности периферией шлифовального
круга задняя поверхность получается вогнутой. Это ослабляет
зуб и повышает опасность прижога режущей кромки. Увеличе-
ние диаметра круга уменьшает величину вогнутости, но при
этом возникает опасность, что при заточке может быть задет со-
седний зуб. Диаметр плоского шлифовального круга опреде-
ляется по формуле
Ом sin----
D„ =------------—» (30)
кр [ 180° \ ’ '
Sin (а —--I
\ Z /
где — диаметр круга, не задевающего при заточке сосед-
ний зуб;
— диаметр фрезы;
z — число зубьев фрезы.
При заточке режущих кромок, наклоненных к оси инструмен-
та (угловых фрез, фрезерных головок) стол заточного станка
устанавливается под углом в плане ф. Величина смещения ин-
струмента при заточке Н определяется величиной заднего угла
«я в плоскости, перпендикулярной режущей кромке. Между уг-
лом ан и главным задним углом а имеется зависимость tga —
= tgaw si n<p.
136
Фиг. 40. Прибор для установки упора
при заточке заднего угла зуба.
При определении величины Н для случая заточки угловых ре-
жущих кромок величину угла ая следует отсчитывать от каса-
тельной к эллипсу. Величина смещения режущей кромки опре-
деляется по формуле
н_ , (31)
У sin2 9 + sin2 a cos2 <р
где ф —угол в плане наклонной режущей кромки.
При заточке по задней поверхности зубьев, расположенных
на заборной конической части с углом в плане 10° и задним уг-
лом а< 10°, с достаточной для практики точностью величину
смещения упора определяют по формуле
Н = — sin (а 4- <»), (32)
где и — задний угол;
о) — угол наклона -винтовых зубьев.
Затачивание цилиндричес-
ких фрез с винтовым зубом
осуществляется при помощи
копира, закрепляемого на од-
ной оправке с фрезой. Копир
имеет число канавок и угол
наклона затачиваемой фрезы.
Кронштейн с упором крепится
к шлифовальной головке стан-
ка. Жесткий конец упора
скользит по канавкам копира
и осуществляется его поворот
при продольном движении
стола.
Установка упора по высо-
те для обеспечения величины
заднего угла при заточке фрез
периферией или торцом шли-
фовального круга производит-
ся при помощи штангенрейс-
маса или специального приспособления, представленного на
фиг. 40. Приспособление устанавливается на столе так, чтобы
ось центров' проходила через ось вращения поворотного диска
приспособления. Линейка, расположенная в пазу поворотного
диска, выдвигается на величину а радиуса затачиваемой фрезы
по делениям, нанесенным на линейке. С помощью поворотного
диска линейка поворачивается на величину заднего угла а фре-
зы. Вырез линейки при этом сместится па расчетную величину
(/?) и к вырезу подводится упор.
Заточка фасонных ф р е з. При заточке задней поверх-
ности зубьев фасонной радиусной фрезы -по радиусу применяют-
ся специальные приспособления. На фиг. 41 представлена в ка-
137
честве примера схема приспособления для заточки зуба по ра-
диусу. Заточка радиуса производится с качанием фрезы по отно-
шению к торцовой плоскости шлифовального круга вокруг оси,,
совпадающей с центром радиуса закругления вершины зуба
фрезы. Положение этой оси и величина радиуса качания могут
регулироваться. Образование задней поверхности осуществляет-
ся путем установки затачиваемого инструмента, как указано
выше.
На столе 1 заточного станка смонтировано основание 2; уста-
новленная на нем плита 3 может получать качательные движе-
Фиг. 41. Приспособление для заточки задних
поверхностей острозаточенных фрез по
радиусу.
ния от рукоятки 4. Салазки 5 и 6 на поворотном столе имеют
взаимно-перпендикулярное перемещение от винтов 7 и 8. На са-
лазках 6 закреплена стойка 9 с фасонной фрезой 10, ‘поджимае-
мой центром 11. Фиксация положения зуба производится пру-
жинным упором 12, к которому подводится передняя поверх-
ность зуба фрезы. Центр радиусного выпуклого контура должен
совпадать с осью поворота плиты 3. Для быстрой установки слу-
жит упор 13, который при заточке отводится в сторону.
Заточка задней поверхности фасонных фрез в зависимости от
формы профиля зуба и впадины производится различными спо-
собами. Фрезы с выпуклым и вогнутым профилем, очерченным
дугой окружности, могут затачиваться на приспособлениях, вос-
производящих вращение инструмента вокруг центра дуги про-
138
филя. Фрезы с профилем, состоящим из сочетания дуг, кривых и
прямых линий, могут затачиваться фасонным кругом, на копиро-
вальном приспособлении или на копировальном станке.
При затачивании задней поверхности фасонным кругом каж-
дый зуб фрезы затачивается по методу врезания. Ось круга
должна быть .выше осн фрезы для образования заднего угла.
При затачивании этим способом вызывает затруднение соблю-
дение допусков на биение по профилю. Копировальные приспо-
собления различной конструкции могут быть разделены на две
Фиг. 42. Приспособление
для заточки задних по-
верхностей фасонных ос-
трозаточенных фрез по
копиру.
группы: приспособления, па которых копируются только выпук-
лые профили и универсальные приспособления. Копиры к ним
могут быть выполнены в масштабе 1 :1 или в большем Масшта-
бе. При этом значительно повышается точность затачивае-
мого .профиля фрезы. На фиг. 42 представлен общий вид копиро-
вального приспособления для заточки фасонных фрез с копиром,
соответствующим профилю фрезы. Копир обкатывается относи-
тельно неподвижной линейки, причем зуб фрезы осуществляет
аналогичное обкатывание относительно периферии шлифоваль-
ного круга. Для получения профиля зуба, соответствующего про-
филю копира, необходимо расположить затачиваемый зуб так,
чтобы его профиль совпадал с .профилем копира, а периферию
круга так, чтобы режущая кромка затачиваемого зуба, образую-
щая шлифовального круга и торец упора, в который упирается
копир, находились в одной плоскости.
139
Профиль фрез, состоящий из вогнутых, выпуклых и прямоли-
нейных участков, может быть получен на копировальном при-
способлении, предназначенном для шлифования выпуклых про-
филей комбинированным способом, по методу касания профиль-
ным кругом вогнутых участков и по методу обкатки по копиру
выпуклых и прямолинейных участков.
Заточка фасонных острозаточенных фрез по задней поверх-
ности может производиться на станках типа Крейцберг (фиг. 43).
Шпиндель 4 с абразивным кругом 6 вращается в опорах, распо-
Фиг. 43 Схема заточки фасонной острозаточснной фрезы на станке тина
Крейцберг.
ложенных на хоботе 9 станка, который имеет ось качания. Хобот
со шпинделем уравновешивается грузом. На продольном столе 2
станка закрепляется .копирная стойка 5 с плоским копиром.
К контуру копира прижимается копирный палец 5, закреплен-
ный на шпинделе 4.
При поступательном перемещении стола 2 шлифовальный
крут получает вертикальное перемещение от копира и образует
соответствующий профиль на фрезе /. Радиус копирного паль-
ца 5 должен быть меньше минимального радиуса на копире. Пе-
риферия шлифовального круга заправляется по радиусу, равно-
му радиусу на копирном пальце. Поворот фрезы на торцовый
шаг осуществляется при помощи упора 7, закрепленного на крон-
штейне 8. Положение упора относительно оси фрезы определяет-
140
ся величиной заднего угла и рассчитывается по формуле (29).
Подача на глубину заточки осуществляется опусканием копира
при вращении винта 10.
На станках типа Крейцберг могут затачиваться по передней
поверхности затылованные фрезы с криволинейным дном впа-
дины. Витебский завод заточных станков выпускает копироваль-
но-заточной полуавтомат мод. ВЗ-71 для заточки задней поверх-
ности острозаточенных фрез с прямыми и винтовыми зубьями.
Завод «Фрезер» выпускает для заточки канавочных фрез станки
мод. МФ-88 и МФ-89.
Заточка твердосплавных вставных ножей. Вы-
сокая производительность и качество режущих кромок дости-
гается при заточке фасонных твердосплавных вставных ножей к
сборному инструменту на 'плоскошлифовальном станке в специ-
альных приспособлениях. На фиг. 44 представлена схема много-
местного приспособления для затачивания ножей по задним по-
верхностям.
Заточку по задней поверхности .производят раздельно по дер-
жавке и твердосплавной пластинке. Комплект ножей / из 8 шт.
устанавливается <в корпусе 2 приспособления и зажимается кли-
ном 3 и винтом 4. Шлифовальный круг при этом профилируется
в соответствии с контуром фрезы. Шлифование рекомендуется
вести абразивными или алмазными .кругами с применением ох-
лаждения. Продольная подача s„p=20-5-25 м!мин. При указан-
ном на фигуре направлении вращения шлифовального круга
силы резания Рг и Pv и равнодействующая Р будут действовать
на сжатие твердосплавной пластинки.
На станках с ограниченной продольной подачей, для ком-
пенсации возрастающих радиальных усилий при затуплении
шлифовального круга и резком увеличении количества тепла
при заточке, нашли применение приспособления с резиновой
прокладкой (фиг. 45). Резина при возрастании сил трения дает
возможность шлифуемому ножу несколько отойти от 'поверхно-
сти круга, в результате чего уменьшается нагрузка и снижается
температура в зоне резания. Шлифование и заточка твердо-
сплавного инструмента торцом круга дает значительные дефек-
ты в виде глубоких трещин или сколов пластинок. Шлифование
и заточка периферией крута в значительной степени уменьшает
количество дефектов. Хорошие результаты получаются при шли-
фовании торцовых ножей многолезвийногр инструмента на кару-
сельношлифовальном станке с горизонтальным шпинделем, ко-
торый работает периферией круга.
Контроль острозаточенных фрез. Контроль пе-
редних и задних углов острозаточенных фрез может произво-
диться с помощью штангенрейсмаса в центрах, угломерами Не-
пряма, Бабчиницера и др., накладными шаблонами на стацио-
нарных приспособлениях и с помощью инструментального мик-
роскопа. При измерении с помощью рейсмаса переднего угла
141
''(фиг. 46) фреза на оправке устанавливается в центрах, и штан-
-генрейсмасом измеряют высоту центром С и высоту А положе-
ния передней поверхности зубьев, находящейся в горизонтальной
;плоскости. Величина переднего угла определяется по формуле
у = arcsin t (33)
где С — высота центров в мм;
lllM
Фиг 44. Заточка задней поверхности
фасонных ножей торцовых фрез.
Фиг. 45. Приспособление с резиновой
прокладкой для заточки фасонных
ножей.
А — высота вершины контролируемого зуба фрезы в мм;
D — наружный диаметр фрезы в мм.
Задний угол проверяется при помощи специальной ножки.
Величина заднего угла определяется по формуле
а "= arcsin (34)
При измерении с помощью угломеров опорную линейку и из-
мерительную поверхность угломера накладывают на режущие
кромки двух смежных зубьев. Измерительная поверхность совме-
щается с проверяемой поверхностью инструмента и по шкалам
определяется величина угла.
142
Передние и задние углы фрез могут быть проверены и с по-
мощью маятникового угломера. Фреза на оправке помещается
на центрах и один из зубьев устанавливают на высоте центров
при помощи рейсмаса. Линейка угломера накладывается на пе-
реднюю поверхность при проверке переднего угла и на заднюю
поверхность при проверке заднего угла. Проверка передних и
задних углов на торцовых зубьях производится ла горизонталь-
ной выверенной плите. Проверяемая фреза кладется торцом на
• Фиг. 46. Контроль углов зуба фрезы с помощью
рейсмаса:
1 — винты для зажима оправки фрезы; 2 — тормозное
приспособление.
плиту и ребро линейки угломера прикладывают к соответствую-
щей поверхности.
Завод «Фрезер» выпускает стационарный прибор для одно-
временного контроля переднего и заднего углов многолезвийных
инструментов с режущими зубьями, расположенными на цилинд-
рической и конусных поверхностях. Наибольший диаметр прове-
ряемых фрез ПО мм, длина 300 мм, угол конуса 120°, угол на-
клона зубьев 25°. Длина .прямолинейных участков должна быть
не менее 1 мм. Погрешность прибора не превышает 1®.
Прибор ВНИИ (фиг. 47) служит для контроля биения, вели-
чины затылования и радиальности передней поверхности насад-
ных фрез. В направляющих станины / находится подвижный
143
ползун 2, который несет стойку S с державкой индикатора 4,
ползун перемещается рукояткой 5. Проверяемая фреза укреп-
ляется на сменной поворотной оправке, вращение которой произ-
водится с помощью угломерного лимба 6, наружная поверхность
которого снабжена зубьями. Угломерный лимб служит для от-
счета углов поворота проверяемой фрезы, что требуется для
определения величины затылования. Одна из приложенных к
прибору державок применяется при проверке биения режущих
Фиг. 47. Прибор ВНИИ для контроля биения, величины затыло
вания и радиальности передней поверхности фрез.
кромок, другая — при проверке радиальности передней поверх-
ности.
Заточка фрез с затылованным зубом. Заточка
затылованных фрез зависит от формы впадины зубьев, которые
выполняются с дном, параллельным оси и с дном, имеющим кри-
волинейный профиль.
Заточка затылованных фрез с прямым зубом производится по
передней поверхности торцом тарельчатого шлифовального кру-
га, заправленного с поднутрением 3—5°. Фрезы с винтовым зу-
бом затачиваются конической поверхностью круга. Для фрез с
прямым зубом при угле у = 0 торец круга должен проходить че-
рез ось фрезы, для фрез с углом у > 0 передняя поверхность зу-
ба должна быть смещена на величину #=-^-siny, где D — на-
ружный диаметр фрезы; у — передний угол. Установку торца
круга производят с помощью шаблона (фиг. 48). Затачивание
144
осуществляется с применением упора или с .помощью делитель-
ного приспособления. При затачивании с помощью упора фреза
на оправке устанавливается в центрах заточного станка с упо-
Фиг. 48. Шаблон для установки шлифоваль-
ного круга при заточке фрез с затылован-
ным зубом.
Фиг. 49. Затачивание затылованной фрезы с помощью
делительного диска:
1 — оправка; 2 — затачиваемая фреза; 3 — задняя баб-
ка; 4 — передняя бабка; 5 — делительный диск; 6 — регу-
лировочные винты.
рО'.м, прижатым к спинке затачиваемого зуба. У.пор должен пру-
жинить только в сторону вращения фрезы при перестановке для
заточки соседнего зуба. Заточка с минимальным биением зубьев
получается в делительных приспособлениях (фиг. 49).
145
Подача фрезы на глубину стачиваемого слоя должна осуще-
ствляться поворотом ее вокруг оси, что при заточке с помощью
упора осуществляется 'путем поперечного смещения его, а на де-
лительном приспособлении путем поворота делительного диска.
Заточка затылованных фрез, имеющих криволинейное дно
впадины, производится с помощью копировальных приспособле-
ний" или на специальном заточном станке типа Крейцберг с по-
мощью копира. На фиг. 50 приведена схема затачивания такой
фрезы. Шпиндель станка с шлифовальным кругом 8 может сво-
бодно перемещаться в вертикальной плоскости. На шпиндель 5
станка насаживается палец 6, который прижимается к контуру
копира 4, имеющему профиль, соответствующий .профилю дна
Фиг. 50. Приспособление для заточки фасонных фрез с .криволи-
нейным дном впадины.
впадины зуба. При движении продольных салазок с помощью
маховичка 7 одновременно перемещается вдоль оси фреза / и
кронштейн 3 с копиром, укрепленный на плите 2, который пере-
двигает шпиндель с шлифовальным кругом в вертикальном на-
правлении. На схеме пунктиром показано различное положение
шлифовального круга при заточке. Поворот фрезы па шаг зубь-
ев производится с помощью упора или делительного диска.
Заточка червячных фрез. Заточка червячных фрез
по передней поверхности производится на универсально-заточ-
ном станке с помощью специального приспособления, специаль-
ном заточном станке мод. ЗА642М, или на полуавтомате мод.
3662. При заточке передней поверхности червячной фрезы долж-
но быть обеспечено получение величины и постоянства шага
винтовой канавки, величина переднего угла и шага между винто-
выми канавками по окружности. Заточка передней поверхности
производится тарельчатым кругом.
146
Передняя поверхность зубьев представляет архимедову вин?
товую поверхность, которая не развертывается на плоскость; по-
этому она не может быть обработана .плоскостью, а должна об-
разовываться только линией. Заточка передней '-поверхности чер-
вячной фрезы производится конической поверхностью круга, ко-
торая соприкасается с винтовой поверхностью по прямой линии,
представляющей одновременно образующую конической поверх-
ности круга и винтовой .поверхности канавки фрезы.
Угол профиля шлифовального круга зависит от угла наклона
винтовой поверхности канавки. С увеличением угла наклона вин-
товой канавки угол профиля круга должен увеличиваться. Шли-
фовальный круг должен быть установлен относительно режущей
Фиг. 51. Схема приспособления для заправки шлифо-
вального круга но гиберболоиде при заточке фрез
с углом винтовой линии более 10°.
кромки, направленной по радиусу. Установка — смещение шли-
фовального круга с оси для получения радиального расположе-
ния 'Передней поверхности производится так же, как и при фре-
зеровании, с помощью приспособления. Ось шлифовального кру-
га устанавливается под прямым углом к направлению винтовой
канавки.
Для заточки передней .поверхности червячных фрез с углом
наклона винтовой канавки до 10° образующая конической по-
верхности шлифовального круга заправляется по прямой. При
углах наклона винтовой канавки больше 10° коническая поверх-
ность шлифовального круга вызывает зазвал передней поверхно-
сти и последняя получается выпуклой.
Для получения прямолинейной передней поверхности червяч-
ных фрез с углом наклона винтовой поверхности канавки более
10° образующая шлифовального круга должна быть заправлена
гиперболоидальнолинейчатой кривой.
Существует приспособление для фасонной заправки шлифо-
вального круга (фиг. 51). Приспособление состоит из оправки /
с помещенной на ней втулкой 2 с направлением для движка с
147
алмазом 3 и указателем для точной установки алмаза по оси
оправки. При заправке круга 4 оправка получает винтовое дви-
жение, соответствующее винтовой передней поверхности фрезы,
а алмаз — возвратно-поступательное движение по прямой, пер-
пендикулярной и проходящей через ось оправки. Прямая, обра-
зуемая перемещением алмаза и одновременным винтовым дви-
жением оправки, описывает в пространстве винтовую переднюю
поверхность фрезы.
На фиг. 52 представлена кинематическая схема станка мод.
ЗА642М. При заточке червячной фрезы по передней поверхности
ча станке осуществляются следующие движения: вращение шли-
Фиг. 52. Схема станка ЗА642М для заточки червячных фрез.
фовального круга, возвратно-поступательное движение фрезы,
поворот фрезы для образования винтовой передней поверхности
и подача фрезы на шлифовальный круг, поворот шпинделя для
заточки последующей канавки.
Возвратно-поступательное движение стола осуществляется
посредством перемещения поршня в цилиндре гидропривода /.
Поворот шпинделя делительной бабки 2 вместе с фрезой для
образования винтовой передней поверхности фрезы осуществ-
ляется следующим образом: на шпинделе 3 свободно установле-
но зубчатое колесо 6, находящееся в зацеплении с рейкой 10. На
конце рейки перпендикулярно ее плоскости установлен шарико-
подшипник 13, входящий в паз копирной линейки 16, которая
устанавливается под углом к направлению хода стола.
При движении стола рейка 10 совершает возвратно-поступа-
тельное движение и зубчатое колесо 6 соответственно поворачи •
вается, передавая поворот на шпиндель через защелку 8 и дели-
148
тельный диск 9. Делительный диск имеет число пазов, равное
или кратное числу стружечных канавок затачиваемой фрезы.
В крайнем положении стола упор, закрепленный «а столе, нажи-
мает на конечный выключатель, срабатывает электромагнит 7 и
шарнирно соединенная с ним защелка 8 вытягивается из гнезда
делительного диска. При подъеме защелка нажимает на конеч-
ный выключатель, который включает электродвигатель 4, сооб-
щающий через фрикционную муфту 5 вращение шпинделю 3.
В момент включения электродвигателя магнит 7 отключается, и
защелка падает на цилиндрическую поверхность делительного
Фиг. 53. Заточной полуавтомат .для червячных фрез мод. ХШ-200.
диска и скользит по ней до тех пор пока не подойдет следующий
паз диска, куда защелка западает под воздействием пружины.
Одновременно отключается электродвигатель 4.
Подача фрезы на шлифовальный круг производится поворо-
том фрезы. Поворот осуществляется дополнительным вертикаль-
ным перемещением салазок 17, на которых смонтирована копи-
ровальная линейка, причем через рейку осуществляется поворот
шпинделя. Перемещение салазок 17 производится от .винта 12
через храповое колесо 11 и собачку 14, приводимую в движение
электромагнитом 15, который автоматически включается один,
раз за полный оборот шпинделя делительного диска.
Заточка червячных фрез может 'производиться также на спе-
циальных приспособлениях к универсально-заточным станкам.
Для заточки по передней поверхности червячных фрез моду-
лем 10—42 мм служит полуавтомат ХШ-200 с коническим шли-
14»
фовальным кругом (фиг. 53). Возвратно-поступательное движе-
ние стола, деление на зуб и подача передней поверхности зуба
на шлифовальный круг производятся автоматически гидравличе-
Фиг. 54. Схема приспособления для контроля шага стружечных
винтовых канавок.
ской системой. Вращение шпинделя шлифовального круга осу-
ществляется от отдельного электродвигателя через клиноремен-
ную передачу. На станке имеется приспособление для заправки
шлифовального круга и механизм отключения подачи после сня-
тия заданного слоя металла.
Фиг. 55. Схема контроля окружного шага фрезы.
Контроль червячных зуборезных фрез после заточки по пе-
редней поверхности преследует цель проверки: шага (винтовых
стружечных канавок, нерадиальности передней поверхности и
окружного шага. Шаг винтовых канавок измеряется с помощью
универсального микроскопа на оптической делительной головке
или на специальном приборе (фиг. 54).
150
Радиальность и прямолинейность передней поверхности про-
веряется на центровых бабках с поперечным суппортом, на кото-
ром укреплено измерительное устройство (например, прибор
МИЗ типа КЗФ). Измерительный штифт перемещается в ради-
альном направлении и 'по .показаниям индикатора судят о вели-
чине отклонения от радиальности и прямолинейности.
Контроль окружного шага производится на делительной го-
ловке или на приборе с делительным диском и индикаторами с
ценой деления 0,01 мм (фиг. 55). Сначала получают относитель-
ные отклонения окружного шага, а затем рассчитывают накоп-
ленную погрешность окружного шага.
9. АНОДНО-МЕХАНИЧЕСКАЯ ЗАТОЧКА И ДОВОДКА
Анодно-механическая заточка и доводка основаны на комби-
нированном электротермическом, электрохимическом и механи-
ческом воздействиях на обрабатываемый инструмент, происхо-
Фиг. 56. Схема станка для анодно-механической заточки.
дяших в среде специального электролита. Процесс применяется
преимущественно для твердосплавного инструмента.
Затачиваемый инструмент и вращающийся заточной диск
присоединяются к источнику постоянного тока через регулируе-
мое сопротивление (фиг. 56). Промежуток между затачиваемой
поверхностью инструмента 1 и диском 2, т. е. межэлектродный
промежуток, заполняется электролитом. Под воздействием по-
стоянного электрического тока электролит образует на поверх-
ности инструмента нерастворимую пленку, которую сдирает вра-
щающийся диск 2.
Проведенными исследованиями установлено, что электротер-
мическое воздействие имеет основное значение, определяя произ-
водительность процесса. Электрический ток в зоне заточки про-
изводит тепловое действие, зависящее от силы тока и сопротив-
ления участков цепи. Наибольшее количество тепла выделяется
151
на выступах поверхности инструмента, которые ближе располо-
жены к диску. Концентрация тепла на отдельных участках не-
ровностей приводит к их оплавлению, а по мере удаления от по-
верхности происходит падение температуры с большой скоро-
стью. Таким образом тепловое воздействие распространяется на
незначительную глубину.
Расплавленные частицы металла уносятся из зоны заточки
вращающимся диском. На месте расплавленных выступов обра-
зуются лунки, которые заполняются электролитом. Применение
специального электролита позволяет образовывать .пленку, обес-
печивающую интенсификацию поверхностного термического
процесса. Наилучший состав электролита содержит 90% жид-
кого стекла и 10% азотнокислого калия. Электролит, приготов-
ленный на основе растворов силикатов натрия, является универ-
сальным для обработки любого металлического сплава. Опти-
мальная плотность электролита р* = 1300 кг/м3 (1,3 г/см3).
Межэлектродный промежуток определяет сопротивление
электролита между диском и пленкой. При большой величине
промежутка ток и съем металла незначительны. С уменьшением
размера промежутка сопротивление уменьшается, а сила тока и
скорость съема металла возрастают. При слишком малых про-
межутках прекращается образование анодной пленки и про-
цесса.
Величина межэлектродного промежутка зависит от давления
между электродами. Установлено, что наиболее высокая ско-
рость съема имеет место при давлении 49—147 кн/м2 (0,5—
1,5 кГ/см2) затачиваемой поверхности **.
Постоянство давления на анод достигается применением пру-
жинных амортизаторов на шпинделе станка. Окружная скорость
диска должна находиться в 'пределах 8—8,5 м/сек, чтобы обеспе-
чить своевременное удаление расплавленных частиц из зоны за-
точки. Если окружная скорость диска недостаточна, частицы
скопляются в зоне заточки с опасностью замыкания диска и ин-
струмента, что снижает скорость съема металла и ухудшает
чистоту поверхности. Скорость съема и чистота поверхности ре-
гулируются напряжением и силой тока.
При грубой обдирке твердосплавных пластинок имеет место
трещинообразование (микротрещины), а на поверхности инстру-
мента из углеродистой и быстрорежущей стали образуется бе-
лый, не травящийся слой.
При осуществлении доводочных операций, когда в основном
протекают электрохимические процессы без бурного выделения
* В системе СИ единицей плотности (объемной массы) является кило-
грамм на кубический метр (кг/ж3); 1 г/см3 = 103 кг/м3.
** В системе СИ единицей давления является ньютон на квадратный метр
(н/м2); 1 кГ/см2 = 98066,5 н/м2.
152
тёпла; дбёспёчйваётся высокая чистота поверх пости без замет-
ного разрушения кромки.
В настоящее время анодно-механическая заточка не получи-
ла широкого распространения .вследствие низкой производитель-
ности процесса.
Электроабразивна я обработка. На 1ГПЗ для;
уменьшения трещинообразования при обработке твердых спла-
вов применяется электроабразивная обработка, т. е. заточка и.
доводка с 'помощью токопроводящих абразивов в электролитиче-
ской среде.
Затачиваемый инструмент и вращающийся электроабразив-
ный круг присоединяются к источнику постоянного тока через
регулятор сопротивления. Абразивные зерна создают зазор меж-
ду электропроводной связкой круга и затачиваемым инструмен-
том. Зазор заполняется электролитом. При прохождении элек-
трического тока твердый сплав растворяется, а продукты рас-
творения удаляются с поверхности инструмента абразивными
зернами вращающегося электроабразивного круга.
Для доводки .применяются электропроводные круги, изготов-
ляющиеся из электрокорунда на бакелитовой связке с графито-
вым наполнителем, который обеспечивает требуемую электро-
проводность. Состав электроабразивных доводочных кругов сле-
дующий (в весовых частях): электрокорунд зернистостью 25—
120 частей, графит серебристый, чешуйчатый— 100, бакелитовый
лак — 45. Расход электроабразивных кругов в 4—5 раз меньше-
расхода обычных кругов.
В качестве электролита при доводке твердого сплава приме-
няется 1%-ный раствор буры. При работе кругами на металли-
ческой связке рекомендуется работа с охлаждением водным рас-
твором декстрина с добавкой 3% нитрита натрия и прибавлением
1% поваренной соли. Режимы доводки следующие: скорость
вращения электроабразивного круга икр = 20ч-30 .м/сек. Пред-
варительная доводка ведется.при напряжении 25—27 в и силе
тока 20—30 а, окончательная доводка — при напряжении 10—
15 в и силе тока 10—15 а. Чистота поверхности после доводки,
соответствует 10—11-му классам. Припуск под доводку 50—
70 мк.
Заточка производится на анодно-механическом станке.
10. ЗАТОЧКА И ДОВОДКА АЛМАЗНЫМИ КРУГАМИ
Алмаз свободно режет карбиды твердых соединений. Приме-
нение алмазных кругов для заточки и доводки твердосплавного
инструмента обеспечивает получение режущих кромок повышен-
ного качества с минимальным радиусом закругления (3—5 мк)
и минимальной глубиной разрушения .поверхностного слоя, а
также высокой степенью чистоты поверхности.
153
Стойкость твердосплавного инструмента, заточенного и дове-
денного алмазными кругами, на 40—50% для однолезвийного и
в 2 раза для многолезвийного инструмента выше, чем при заточ-
ке кругами из зеленого карбида кремния и доводке карбидом
бора. Производительность заточки алмазными кругами в 2 раза
выше .производительности абразивной заточки. Доводка алмаз-
ными кругами в 3—4 раза производительнее доводки карбидом
бора.
Алмазные круги ® процессе правильной эксплуатации имеют
незначительный износ, что обеспечивает высокую степень точно-
сти затачиваемого инструмента.
Алмазные круги характеризуются видом связки, зернисто-
стью и концентрацией алмазов. Алмазные круги изготовляются
на металлической, металлической пористой, органической, кера-
мической и электролитической связках. Круги на металлической
связке рекомендуются для заточки вручную и заточки стружко-
ломов, они требуют обильного охлаждения. Круги на металли-
ческой .пористой связке работают на повышенных скоростях, мо-
гут работать с органическим охлаждением и всухую, имеют по-
вышенную изнашиваемость. Круги на органической связке (ба-
келит) применяются для получения высоких классов чистоты по-
верхности, работают на высоких скоростях и также имеют повы-
шенную изнашиваемость. Круги на керамической связке приме-
няются для обработки труднообрабатываемых сталей и заточки
стружколомов. Круги на электролитической связке не правятся и
предназначены для обработки мелких, в основном фасонных ин-
струментов.
Зернистость алмазного круга выбирается в зависимости от
требуемой чистоты поверхности и величины припуска на заточку
и доводку. Круги зернистостью А6—А5 рекомендуется приме-
нять для получения микрогеометрии в пределах 8—9-го классов,
зернистостью АМ-40 и АМ-28 для 10—ll-го классов и АМ10 для
12 -13-го классов по ГОСТу 2789-59. Рекомендуемая твердость
алмазных кругов на бакелитовой связке — С2. Для кругов на ке-
рамической связке рекомендуется твердость С2 при шлифовании
без охлаждения и твердость СМ2 — С2 при шлифовании с охла-
ждением.
По количеству алмазов .на 1 мм3 алмазного слоя различают
круги 25%-ной (0,2-19 мг/мм3), 50%-ной (0,438 мг/мм3) и
100%-ной (0,878 мг/мм3) концентрации. Круги с 25%-ной кон-
центрацией рекомендуется применять при малых площадях кон-
такта с изделием, а также при профильном шлифовании, когда
основным требованием является сохранение профиля круга. Для
большинства заточных и доводочных операций НИИалмаз реко-
мендует применять круги с 50%-ной концентрацией алмазов.
Скорость алмазного круга должна быть не ниже 25 м/сек.
Чистота поверхности и производительность заточки и доводки с
увеличением скорости круга увеличивается, лучшие результаты
154
получаются при скорости резания 50 м/сек. По литературным
данным за рубежом применяется обработка алмазными кругами
на металлической пористой связке при скорости 90 м/сек. Про-
дольная подача рекомендуется 'в пределах 0,3—1,3 м/мин. По-
перечная подача в пределах 0,005—0,010 мм/дв. ход стола. За-
точка и доводка алмазными кругами должна производиться на
станках повышенной жесткости [в 1,5 раза выше жесткости обыч-
ных станков — 7870—8830 н/мм (800—900 кГ/мм) для заточных
и 1960—4730 и!мм (200—480 кГ/мм) для доводочных станков],
с минимальным биением шпинделя станка (в пределах 0,005—
0,010 мм), с механизмом, обеспечивающим поперечную подачу
0,005—0,010 мм!дв. ход. На станках требуется подпружинение,
обеспечивающее при заточке твердого сплава постоянное давле-
ние в пределах 98100- 294300 н/м2 (1—3 кГ/см2). Для алмазной
доводки резцов спроектирован полуавтомат ВЗ-80.
Для сокращения расхода алмазных кругов рекомендуется
применять алмазную заточку в качестве чистовой операции пос-
ле заточки твердосплавного инструмента кругами из карбида
кремния. Чистота поверхности после предварительной заточки
кругами из карбида кремния должна быть не ниже 7-го класса
чистоты, припуск на заточку алмазным кругом оставляется в
пределах 0,1 мм. Для ряда инструментов — резцов, фрез, сверл —
алмазная заточка может применяться как окончательная опера-
ция. В тех случаях, когда требуется особо высокая чистота по-
верхности, применяется доводка мелкозернистыми алмазными
кругами; на доводку оставляют припуск в пределах 0,03—
0,05 мм. Доводку рекомендуется производить на ленточке шири-
ной не более 2,5 мм.
При доводке фасок режущих поверхностей инструментов ал-
мазными кругами рекомендуются следующие режимы шлифова-
ния: ок/,= 25ч-30 м/сек, snp = 0,75 м/мин-, snorl = 0,005 ч-
ч- 0,010 мм/дв. ход. При заточке и доводке инструмент закреп-
ляется в приспособлении или подручнике. Запрещается прово-
дить доводку незакрепленного инструмента. Инструмент плавно
вводится в соприкосновение с алмазным кругом и режущая
кромка без нажима перемещается вдоль всей поверхности круга,
что обеспечивает .равномерное снятие металла и высокое каче-
ство заточки и доводки. Доводку твердосплавного инструмента
производят с охлаждением эмульсией, состоящей (в %) из:
тринатрийфосфата — 0,60; вазелинового масла — 0,05; бу-
ры— 0,30; кальцинированной соды — 0,25; нитрата натрия —
0,10; воды — 98,7.
Можно вместо эмульсии использовать пасту, состоящую из
двух частей вазелинового масла и одной части парафина.
Правка алмазного круга производится с охлаждением на ра-
бочих режимах при помощи абразивных брусков зернистостью
63СМ. Удаление загрязнений с алмазного круга производится
пемзой.
155
11. ДОВОДКА
Твердые сплавы обладают повышенной хрупкостью. Твердые
частицы сплава — зерна карбидов (карбиды вольфрама, титана
и др.), будучи недостаточно прочно связаны между собой цемен-
тирующим веществом (кобальтом), при шлифовании и в процес-
се обычной чистовой заточки выкрашиваются, режущие кромки
при этом получают пилообразный вид. При работе заточенным
твердосплавным инструментом неровности рабочих поверхностей
и зазубрины на режущих кромках приводят к интенсивному из-
нашиванию режущих поверхностей и уменьшению стойкости ин-
струментов.
Доводка твердосплавных инструментов, в процессе которой
получаются гладкие поверхности и геометрически правильное
сопряжение их режущих кромок резко повышает стойкость та-
ких инструментов в эксплуатации. Эффективность доводки зави-
сит от условий работы инструмента. Наибольшая эффективность
получается при прецизионном обтачивании и растачивании. Для
устранения геометрических неровностей и завалов и удаления
дефектного слоя, получающегося в результате шлифования и за-
точки, применяется процесс доводки инструмента.
Доводка твердосплавного инструмента осуществляется мел-
козернистыми порошками, пастами и мелкозернистыми кругами.
Сущность доводки .порошками заключается в следующем: твер-
дые мелкие кристаллы абразивного материала равномерно рас-
пределяются между обрабатываемым изделием и притиром,
обычно более мягким, чем обрабатываемый инструмент. Под не-
которым давлением абразивы шаржируются, внедряются в при-
тир. При движении притира относительно доводимой поверхности
абразивы срезают ее выступы. Доводка производится на специ-
альных-доводочных станках или приспособлениях. Операция до-‘
водки может рассматриваться как процесс резания, аналогич-
ный шлифованию, однако, в отличие от него, происходящий при
очень небольших давлениях, скоростях резания и температуре.
Доводка с помощью пасты ГОИ заключается в том, что под
влиянием химических реагентов на поверхности твердого метал-
ла создаются мягкие пленки, которые легко снимаются мягкими
притирами.
Доводка резцов производится шлифовальными кругами’ на
заточных станках мод. 3625 или 3528, а также абразивными по-
рошками или пастами.
Шлифовальные круги, применяемые для доводки, имеют сле-
дующую характеристику: абразивный материал — карбид крем-
ния зеленый, зернистость 8—6, твердость М3—СМ2, связка ба-
келитовая, форма круга ЧК (чашка коническая). Рекомендуется
применять следующий режим доводки: окружная скорость 20—
1 Доводка алмазными кругами, наиболее эффективная для твердосплав-
ного инструмента, описана выше в п. 10.
156
25 м/сек, поперечная подача snctt = 0,0054-0,010 мм/дв. ход, про-
дольная подача snp— 1,04-1,5 м/мин. Доводку следует произво-
дить с применением обильного охлаждения непрерывной струей.
Вращение шлифовального круга производится в направлении от
режущей кромки к державке резца.
При доводке резцов неукрепленным свободным абразивом
применяется абразивный порошок из карбида бора зернистостью
6—5 или паста.
Доводка резцов чугунным диском с нанесенной на него пас-
той производится на доводочном станке мод. 3818М. Доводоч-
ный диск из перлитного чугуна твердостью НВ 120—150. На-
правление вращения доводочного диска производится в направ-
лении от державки к режущей кромке. Режим доводки неукреп-
ленными абразивами или пастами: скорость диска v = 1,54-
4-2,5 м/сек, продольная подача snp = 0,84-1,0 м/мин, удельное
давление резца па диск р = 590004-78500 н/м2 (0,6—0,8 кГ/см2).
Доводка по главной задней поверхности производится по лен-
точке шириной 2—3 мм, а по передней поверхности по ленточке
шириной 1—2 мм.
Доводка разверток по передней поверхности осущест-
вляется на Горьковском автозаводе чугунным диском с автома-
тическим нанесением на него доводочной пасты. Доводка твердо-
сплавных разверток производится на универсально-заточном
станке в центрах с прижатием передней поверхности инструмен-
та к диску. Автоматическая подача доводочной пасты осущест-
вляется .с помощью приспособления (фиг. 57), установленного
над шпиндельной головкой станка. В корпусе приспособления
имеется шпиндель, на которо.м закреплен шаржирующий диск 1,
внутри которого имеется камера для доводочной пасты. На тор-
цовой поверхности диска сделаны отверстия. Шаржирующий
диск постоянно прижимается пружиной 2 к доводочному диску-?
и трением приводит его во вращение. При этом из отверстий
диска беспрерывно подается доводочная паста. Доводочный диск
вращается со скоростью 5—6 м/сек, шаржирующий диск со ско-
ростью 1,5—2 м/сек. Паста состоит из смеси порошка карбида
бора зернистостью 3 и технического глицерина. В смену дово-
дится 80—100 разверток. Заборная часть по конусу доводится
дюралюминиевым диском с пастой из карбида бора. Доводка
разверток значительно (в 5—10 раз) повышает их стойкость.
Доводка круглых и плоских- протяжек по пе-
редней и задней поверхности применяется на ряде заводов (ВгТЗ
и др.). Доводка круглых протяжек производится на токарном
станке с помощью доводочного приспособления, устанавливае-
мого на суппорте (фиг. 58). Электродвигатель вращает шпин-
дель доводочной головки с 2500—3000 оборотами в минуту. При-
тир закрепляется в 'пружинящем патрончике. Притиры изготов-
ляются чашечной формы с цилиндрическим хвостовиком из се-
рого чугуна. Доводку производят при следующих режимах:
157
vnp — 0,54-1 м!сек, .продольная подача s„„ = 0,54-1,5 м/мин, ско-
рость вращения протяжки v кр= 144-16 м/мин. Для круглых про-
тяжек vnp = З-е-10 м/мин-, для шлицевых протяжек после шлифо-
вания оставляют припуск 0,01—0,02 мм.
Фиг. 57. Приспособление для автоматического шаржирования доводочного
/ диска.
Доводка плоских протяжек по задней поверхности произво-
дится на заточном ста,нке мод. 360 с заменой шлифовальной го-
ловки доводочной (фиг. 59) или на специальном доводочном
станке- Плоскость притира устанавливается параллельно задней
поверхности. Движение притира «вращательное и возвратно-по-
стулатёльное.
158
Фиг. 58.. Приспособление для доводки круглой про-
тяжки.
Фиг. 59. Схема доводки плоских протяжек по
задней поверхности.
159
В зависимости от марки стали доводимых протяжек и вида
доводки применяются три вида пасты: карбид бора М20, паста
ГОИ средняя и паста ГОИ тонкая. Для черновой доводки про-
тяжек из стали Р9 и Р18 применяется карбид бора, для чисто-
вой паста ГОИ тонкая.
Доводка дает чистоту поверхности 8—10-го классов.
Доводка фрез со вставными ножами, оснащенными пла-
стинками твердых сплавов, производится по задней поверхности
на фаске 1,5—2 мм вдоль режущей кромки мелкозернистыми
кругами из зеленого карбида кремния на бакелитовой связке,
зернистостью 7—5 твердостью CI — С2 или с помощью пасты
карбида бора, нанесенной на чугунный диск. Доводка мелкозер-
нистыми абразивами производится на универсально-заточных
станках и в приспособлениях, находящихся в хорошем состоя-
нии, при отсутствии вибрации и с малым биением шпинделя.
Оптимальная окружная скорость круга при доводке 30—
35 м/сек. С увеличением скорости круга уменьшается толщина
срезаемого слоя и нагрузка на зерно, что повышает его стой-
кость. При высоких скоростях снижается интенсивность теплооб-
разования, так «как зерна круга быстрее проходят зону резания.
Поперечная подача при доводке не должна превышать 0,01 мм.
1,5 м/мин. Припуск на доводку
Скорость продольной подачи 1
30—60 мк. Завалы, зарезы и другие дефекты после заточки не
должны выходить за пределы припуска на доводку.
Доводка пастой карбида бора на вращающихся чугунных
дисках производится в приспособлениях к универсально-заточ-
ным станкам. Скорость вращения доводочного диска в пределах
1—2 м/сек. При доводке должно обеспечиваться постоянное дав-
ление на доводимую поверхность в пределах 14 700—19 600 н/м2
(0,15—0,2 кГ/см2). Продольная подача в пределах 0,5—
1,5 мм/сек.
Для доводки твердосплавных пластинок применяется паста'
из карбида бора.. Наибольшее распространение получили пасты
.на полутвердой основе парафина или стеарина. Растворителем
таких паст служит керосин. Примерный состав пасты 60—70%
зерен карбида бора и 30--40% /парафина по весу. Зернистость
абразива М40—М20.
Для доводки минсралокерамических пластинок применяется
карбид бора зернистостью 6-3 или паста из карбида кремния на
чугунных дисках. Работа ведется с охлаждением. Величина
съема твердого сплава при доводке карбидом кремния в 10—
15 раз меньше, чем при доводке карбидом бора. При доводке
зерном карбида кремния чистота доведенной поверхности со-
ответствует 9—10-му классу. Величина завалов на поверхности
твердого сплава в 2 раза больше, чем при доводке карбидом
бора при одинаковых режимах доводки.
Доводка твердосплавного и минералокерамического режуще-
го инструмента пастой и зерном карбида бора оправдывает себя
160
экономически и обеспечивает требуемое качество доведенных
поверхностей и режущих кромок инструмента.
ВНИИАШ разработан новый доводочный материал В1. Про-
изводительность материала В1 на 10—15% выше карбида бора,
а качество доводки соответствует качеству, полученному при до-
водке инструмента карбидом бора. Для доводки инструмента из
стали рекомендуется титановый корунд, из которого приготов-
ляется паста состава (в %):
Титановый корунд..........................55
Олеиновая кислота ....................... 25
Парафин..................................... 5
Стеарин .................................... 9
Керосин ................ 6
Доводка мелкозернистыми кругами на бакелитовой связке
применяется для однолезвийного и многолезвийного инструмен-
та. Она значительно более производительна, чем доводка абра-
зивными ластами и может осуществляться на обычных заточ-
ных станках. Режим доводки этими кругами следующий: окруж-
ная скорость круга при доводке быстрорежущих инструментов
• 20—25 мм/сек и твердосплавных 13—15 м/сек, продольная пода-
ча 1,5—2 м/мин, поперечная подача 0,005—0,015 мм/дв. ход сто-
ла. Чистота поверхности после доводки в пределах 9, 10-го клас-
сов.
Для доводки инструмента применяются также круги с гра-
фитовым наполнителем из белого или нормального электроко-
рунда зернистостью 6-5 с содержанием графита 10—40 весовых
частей на 100 весовых частей абразива. Твердость кругов СМ1 —
СМ2. Доводка кругами с графитовым наполнителем проводится
при режиме vKp = 304-32 м/сек, скорость перемещения стола
0,5—2 м/мин, поперечная подача 0,01—0,015 мм/дв. ход. Доводка
с графитовым наполнителем позволяет получить чистоту поверх-
ности до 12-го класса.
6 Палей М. М.
161
ЧАСТЬ ВТОРАЯ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
ГЛАВА 1
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВ
1. СТЕРЖНЕВЫЕ РЕЗЦЫ
Для стержневых резцов применяются черные заготовки сле-
дующих видов: прокат, поковки и штамповки в крупносерийном
производстве целесообразно применение калиброванного про-
ката. Резцы с изогнутой головкой в серийном производстве из-
готовляются из штамповки, в индивидуальном 'производстве из
поковки. Для стержней резцов применяются также отливки.
Стержень резца должен иметь прямолинейную опорную поверх-
ность с чистотой не ниже 4-го класса. Резцы, работающие с пред-
варительной настройкой на размер (па автоматах, многорезцо-
вых, револьверных и расточных станках), обрабатываются кру-
гом с чистотой поверхности не ниже 5—6-го классов.
За черновую базу обработки стержня прямоугольных и квад-
ратных резцов принимается верхняя и боковая поверхности. За
технологическую базу при обработке режущей части принима-
ются обработанные поверхности стержня.
Обработка стержня резцов прямоугольного и квадратного
сечения в зависимости от требуемой точности, характера заго-
товки, имеющегося оборудования и масштаба производства, ве-
дется на строгальных, фрезерных или шлифовальных станках.
В индивидуальном производстве обработка плоскостей произво-
дится на ‘поперечно-строгальных или горизонтально-фрезерных
станках в тисках. В условиях серийного производства резцов
применяются приспособления с пневматическим зажимом, зна-
чительно сокращающие вспомогательное время и облегчающие
условия труда. Целесообразно обработку плоскостей резцов
производить на вертикально-фрезерных станках торцовыми фре-
зами, оснащенными твердосплавными пластинками Т5К10 или
Т15К.6 на скоростных режимах.
Особенно эффективна обработка методом непрерывного фре-
зерования. Для закрепления заготовки применяется многопози-
ционное пневматическое приспособление непрерывного действия,
представленное на фиг. 60. Приспособление монтируется на
стандартный круглый поворотный стол. В корпусе приспособле-
ния расположено восемь самостоятельных секций с пневматиче-
скими мембранными патронами, между губками которых зажи-
маются заготовки. За счет системы рычагов усилие, передавае-
мое штоком, увеличивается в несколько раз и достигает 29 400 и
(3000 кГ). Смена обработанных заготовок производится во вре-
мя вращения стола, чем обеспечивается непрерывность процесса.
При изготовлении державок резцов из мерного проката
обработка опорных плоскостей с большой производительностью
может производиться на карусельно-шлифовальных станках, ра-
ботающих торцом круга. На магнитный стол станка одновре-
менно укладывается значительное число резцов. Шлифование
ведется сегментами крупного зерна 125—80 СТ2.
♦
Фиг. 60 Пневмати'чеакое шшгсхмеслное прж>ао>со>бление
для непрерывного фрезеровав и я плоскостей резцов.
Задние и передние поверхности головки резца обрабатывают-
ся на фрезерных станках в серийном и массовом производстве
и на строгальных станках в индивидуальном и мелкосерийном
производстве. Для совмещения обрабатываемой поверхности
резца с плоскостью резания применяются тиски со сменными
губками в виде клиньев и поворотные приспособления с поворо-
том в двух и трех взаимно-перпендикулярных плоскостях. В се-
рийном производстве применяются многоместные приспособле-
ния с пневматическим зажимом. На фир. 61 в качестве примера
показано приспособление для обработки задней и передней по-
верхностей резца. На схеме фиг. 61, а представлено приспособ-
ление для фрезерования задней поверхности резцов на горизон-
тально-фрезерном станке. Резцы относительно опорной поверх-
ности поворачиваются на величину заднего угла а.
На схеме фиг. 61, б представлено приспособление для фрезе-
рования задней поверхности у резцов на вертикально-фрезерном
станке торцовой фрезой.
163
Фиг. 61. Приспособление для фрезерования рабочих поверхностей
резцов.
164
На схеме фиг. 61, в представлено приспособление для фре-
зерования задней поверхности отогнутых резцов.
На схеме фиг. 61, г представлено многоместное приспособ-
ление для фрезерования передней поверхности резцов.
В условиях крупносерийного и массового производства целе-
сообразно штамповать головки резцов с образованием углов
режущей части, как у прямых, так и у отогнутых резцов.
На фиг. 62 представлен штамп для штамповки державок
двух резцов. Штамп состоит из верхней плиты 1, нижней пли-
Фнг. 62. Штамп для горячей
штамповки головок прямых
проходных резцов.
ты 2, нижнего пуансона 3, верхнего пуансона 4, пуансонодержа-
теля 5, направляющих колонок и втулок. Отрубленную заготов-
ку, рассчитанную на два резца, нагревают посередине симмет-
рично в обе стороны в индукторе, после чего направляют в
штамп, который штампует головки двух резцов. На НКМЗ для
образования задних поверхностей на державках крупных резцов
применили газовую резку. Для этой цели используют полуавто-
мат ПЛ2, предназначенный для резки стали толщиной до 100 мм.
Полуавтомат снабжен двумя резаками, закрепленными в суп-
порте вертикально под углом 40° по обе стороны от линии реза.
Скорость передвижения автомата плавно регулируется в преде-
лах от 130 до 700 мм/мин. Заготовки устанавливаются под
углом в плане с помощью поворотного приспособления. Резак
165
ставится под углом, равным заднему углу по отношению к опор-
ной поверхности. При обработке крупногабаритных резцов ме-
тод образования задних поверхностей огневой резкой в три-четы-
ре раза производительнее процесса строгания и фрезерования.
Пазы открытого типа под пластинки обрабатываются на
строгальных или фрезерных станках с помощью тисков с про-
кладками в виде клиньев, обеспечивающих установку державки
под углом, соответствующим переднему углу резца.
Обработка полузакрытых и закрытых пазов производится на
вертикально-фрезерных станках концевой фрезой. Диаметр кон-
цевой фрезы должен соответствовать радиусу закругления пла-
стинки. Для установки державки под соответствующими углами
применяются поворотные тиски или приспособления. В условиях
серийного производства резцов целесообразно для фрезерования
пазов под пластинки применять вертикально-фрезерные станки
мод. ЗФ С612, работающие на автоматизированном цикле, или
полуавтоматы мод. ДФ-92 и ДФ-160. Станки оснащаются трех-
поворотным пневматическим приспособлением для установки и
зажатия державки.
В условиях массового производства целесообразно образова-
ние на державках резцов и ножей гнезд под пластинки методом
холодной или горячей штамповки. К наиболее производитель-
ным способам обработки гнезд открытого типа относится холод-
ная высечка и протягивание.
ПКТИ Мосгорсовиархоза разработал проект автоматической
линии изготовления резцов путем безъоблойной штамповки и че-
канки державки с оформленной режущей частью и местом под
пластинку твердого сплава. Ниже приводится маршрутная тех-
нология изготовления стержневых резцов с пластинкой твердого
сплава.
2. ФАСОННЫЕ РЕЗЦЫ
Фасонные плоские и круглые резцы изготовляются для об-
работки фасонных профилей инструмента (и фасонных ‘дета-
лей) .
В серийном производстве профиль плоских резцов обрабаты-
вается до термической обработки фасонными резцами на попе-
речно-строгальных станках, или фасонными фрезами на горизон-
тально-фрезерных станках. Круглые фасонные резцы протачи-
ваются по шаблону с помощью фасонных резцов или подгоня-
ются по шаблону продольной и поперечной подачей.
После термической обработки рекомендуется профиль фасон-
ных резцов шлифовать. В связи с усовершенствованием процес-
са шлифования на универсальном оборудовании и с помощью
универсальных приспособлений, рационально шлифовать фасон-
ные профили даже в условиях мелкосерийного производства.
В индивидуальном производстве сложные профили резцов-
166
КАРТА 1
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РЕЗЦА
С ПЛАСТИНКОЙ ТВЕРДОГО СПЛАВА
Операционный эскиз
№ опера-
ции
Наименование
операции
Штамповка зад*
них поверхностей
I
1 ‘ * 1
3 I Шлифование ниж-1
| ней опорной плос-1
j кости I
I I
I
4 Шлифование вер-
хней опорной плос-
кости
5 Шлифование
опорной боковой
плоскости
Оборудование.
Приспособление.
Инструмент
Эксцентриковый
пресс усилием
588,6 кн (60 tn)
Штамп с противо-
I гибочным устройст-
j вом, упор, ножи
I Установка ТВЧ
для нагрева. Пресс.
Штамп
Вертикально-шли-
фовальный станок,
круглый магнитный
стол. Сегментный
круг
I Скоба
Вертикально-шли-
фовальный станок,
круглый магнитный
стол. Сегментный
круг. Скоба
167
Продолжение карты 7
№ опера- ции Наименование операции ।
6 Фрезерование пе- редней поверхности державки
7 Фрезерование гнезда под плас- тинку твердого сплава
8 Маркировка
9 । | Напайка пластин- ки
10 1 Гидроабразивная очистка от окалины и буры
11 Заточка передней поверхности
12 1 Заточка задней главной поверхно- сти по державке
13 Заточка задней вспомог атель ной поверхности по дер- жавке
Операционный эскиз Оборудование. Приспособление. Инструмент
° I °
! Горизонтально-
I фрезерный станок.
I Многоместное при-
‘ способление для
крепления загото-
вок, подкладки спе-
циальные,
торцовая
зубом,
шаблон
Вертикально-фре-
зерный полуавтомат
; ДФ-92. Приспособ-
ление. Фреза кон-
цевая. Шаблон
Фреза
с мелким
Угловой
Полуавтомат для
клеймения
Полуавтоматиче-
ская установка ТВЧ
или электросвароч-
ная машина мощ-
ностью 30 кет
Гидроабразивный
аппарат
Заточной полуав-
i томат 3624. Шлифо-
вальный круг КЗ 40
СМ1— СМ2 К
Заточной полуав-
томат 3624. Шлифо-
вальный круг. Шаб-
лон
Заточной полуав-
томат 3624. Шли-
фовальный круг.
Шаблон
168
Продолжение карты 1
X» опера-
ции
Наименование
операции
Операционный эскиз
Оборудование»
Приспособление.
Инструмент
14 I Заточка задней
। главной поверхно-
। сти по пластинке
I
!
15 j Заточка вспомо-1
। гателыюй задней
| поверхности по пла-
Iстинке
Заточной полуав-.
томат 3624. Шлифо-
вальный круг КЗ 40
СМ1. Шаблон
16 Заточка вершины
по радиусу
17
Доводка! задней
главной поверхно-
сти возле режущей
кромки- на участке
шириной 1—1,5 мм
и вершины по ра-
диусу
18
Доводка фаски
по передней поверх-
ности
Заточной полуав-
томат 3624. Шлифо-
! вальный круг КЗ 40
I ЗМ1. Шаблон
I
Заточной станок.
Шлифовальный
круг КЗ 40 СМ1—
СМ2 К
Доводочный по-
луавтомат ВЗ-80.
Алмазный круг
Доводочный по-
луавтомат ВЗ-80.
Алмазный круг
• Примечания: а) Операции 12 и 13 можно исключить, если пластинка твердо-
го сплава будет выступать относительно державки на * 1 мм.
| б) Операцию 16 и 2-й переход операции 17 (доводка вершины по радиусу) можно
I исключить при небольшом радиусе закругления вершины.
169
обрабатываются, до и после термической обработки, слесарно-
лекальным способом, подгонкой профиля по шаблону или по
профилю чертежа на проекторе. При наличии профилешлифо-
вального станка профиль фасонных резцов после термообработ-
ки шлифуется по чертежу, изготовленному в увеличенном мас-
штабе.
3. ШЛИФОВАНИЕ ПРОФИЛЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ
Шлифование профиля фасонных поверхностей режущего ин-
струмента производится в зависимости от его формы, размеров
и характера производства на универсальных плоско- и кругло-
шлифовальных станках или на специ-
альных профилешлифовальных стан-
ках.
Шлифование профиля ф а-
сонных поверхностей на уни-
/~~“X версальных станках произво-
Г дится несколькими способами:
J /^54^4 X К Плоским шлифовальным кругом.
2. Профилированным шлифоваль-
' ным кругом.
г \ 3- Кинематическим воспроизведени-
\ Jr \ ем профиля при движении обрабаты-
\ \ ваемой поверхности относительно шли-
\ фовального круга.
V4- Координатным способом.
5. По копиру.
Шлифование плоским кру-
гом. Плоским кругом шлифуются
Фиг. 63. Установка лекаль- поверхности, профиль которых Об-
ных тисков. разован прямыми линиями, в тех слу-
чаях, когда представляется возмож-
ным совместить шлифуемую поверхность с периферией или тор-
цом шлифовального круга. Для этой цели применяют лекальные
тиски, синусные линейки, призмы, магнитные плиты и специаль-
ные приспособления. Лекальные тиски изготовляются с высо-
кой степенью точности. Синусные линейки (простые и специаль-
ные) устанавливают по мерным плиткам до угла, не превышаю-
щего 45°; при больших углах пользуются дополнительной приз-
мой (фиг. 63). Удобны поворотные магнитные плиты, устанав-
ливаемые по синусной линейке. Применяются также магнитные
призмы.
Шлифование профилированным кругом. Про-
фильные поверхности, состоящие из сочетания прямолинейных и
криволинейных участков, шлифуются профилированным кругом.
В тех случаях, когда профильная поверхность расположена под
170
значительным углом, необходимо ее установить с помощью при-
способлений параллельно оси круга.
Профилирование шлифовальных кругов производится алма-
зами или профилирующими роликами. Для профилирования
круга алмазами применяются приспособления: для профилиро-
вания наклонных участков; для профилирования дуговых про-
филей; универсальные для профилирования по наклонным пря-
мым и по дугам окружностей; для профилирования по копиру.
Для профилирования наклонных прямых применяются синусные
линейки, синусные кубики и др. приспособления, у которых на-
правляющая поверхность устанавливается под соответствующим
Фиг. 64. Приспособления для профилирования шлифовальных кругов
•по радиусу:
а — с вертикальным шпинделем; б — с горизонтальным шпинделем.
углом к оси круга и круг профилируется возвратно-поступа-
тельным перемещением алмазодержателя. Для профилирования
дуговых профилей применяются приспособления, у которых
острие алмаза смещено с оси вращения алмазодержателя на ве-
личину радиуса заправляемой дуги. Для вогнутой поверхности
алмаз устанавливается выше оси вращения, для выпуклой —
ниже оси вращения.
На плоскошлифовальных станках с ручной подачей стола и
круглошлифовальных станках применяют приспособления с
вертикальной осью вращения (фиг. 64, а).
На плоскошлифовальных станках с гидравлической подачей
применяют приспособления с горизонтальной осью вращения
(фиг. 64, б). Алмаз для профилирования на нужный радиус
устанавливается с помощью калиброванной оправки и мерных
плиток. С целью избежать искажения профиля круга при профи-
лировании, приспособления должны быть установлены так, что-
бы перемещение острия алмаза лежало в плоскости, проходя-
щей через ’Ось вращения круга.
171
вдоль оси. Длина дуги при правке
Фиг. 65. Универсальное приспособление
для правки фасонного профиля шлифо-
вального круга.
Универсальное приспособление, показанное на фиг. 65, слу-
жит для профилирования шлифовального круга по дугам и со-
пряженным прямым. Приспособление имеет нижнюю плиту 1 и
верхнюю каретку 2 с направлением для суппорта. Каретка мо-
жет поворачиваться вокруг оси на 360°. Крестовый суппорт S
имеет стойку 4 с алмазодержателем 5. Вращением верхней ка-
ретки относительно оси правятся дугообразные участки профи-
ля. Величина радиуса устанавливается перемещением салазок
может ограничиваться с по-
мощью штифтов. Правка
прямолинейных участков
производится с помощью
суппорта, получающего
возвратно - поступатель-
ное движение. Наклон-
ные участки профилиру-
ются при установке верх-
ней каретки под соответ-
ствующим углом. Уста-
новку каретки под углом
производят по шкале 6
или по синусной линейке
с помощью мерных пли-
ток, устанавливаемых ме-
жду штифтами, находя-
щимися на нижней плите
и на каретке. Профили-
рование круга, составлен-
ного из трех прямых, у
которых две стороны пе-
ресекаются в одной точке
(фиг. 66, а), производит-
ся в следующем порядке:
сначала правят горизон-
устанавливают примерно на
тальный участок БВ. Затем алмаз
середине ширины круга, каретку поворачивают па угол а и за-
правляют сторону ДБ; поворотом каретки на угол Р заправляют
сторону ВГ; при этом прямые АБ и ВГ пересекутся в одной точ-
ке, лежащей на оси профиля. В тех случаях, когда боковые сто-
роны профиля пересекают ось профиля в разных точках К и
С, профилирование боковых сторон производится при различном
положении приспособления.
При профилировании стороны АБ приспособление до поворо-
та на угол необходимо переместить в продольном направлении
на величину DK — DB ctg (90° —«). Для этого между попереч-
ным упором и приспособлением устанавливается мерная плас-
тинка, равная величине DK. Для профилирования второго угло-
вого участка установка приспособления производится по блоку
172
мерных плиток размером DC = BDctg (90° — ft), после чего
каретка приспособления поворачивается на угол ₽.
При профилировании круга, состоящего из дуги окружности
и прямолинейных участков, первоначально профилируют дуго-
вой участок, после чего острие алмаза устанавливается на оси
вращения каретки и ведут правку прямолинейных участков.
Правка прямолинейных участков производится в зависимости от
-положения точки пересечения прямых линий с осью профиля.
В том случае, когда прямые пересекают ось профиля круга в
центре О дуги (фиг. 66, б), профилирование прямолинейных
участков производят после поворота каретки на соответствую-
щий угол профиля.
В тех случаях, когда прямая профиля пересекает ось круга
за пределами радиуса R (фиг. 66, в), после установки алмаза на
оси вращения смещают приспо-
собление в продольном направле-
нии с помощью мерных плиток на
величину, равную расстоянию ме-
жду центром О дуги и точкой пе-
ресечения К. В тех случаях, ког-
да точка пересечения прямой с
вертикальной осью профиля ле-
жит внутри радиуса R (фиг.
66,г), то алмаз перед поворотом
каретки для заправки прямой,
находящейся под углом, должен
быть приближен к шлифовально-
му кругу на величину ОК. Для
этого перед профилированием ду-
гового участка мерная пластинка
величиной ОК помещается меж-
ду поперечным упором и приспособлением и перед заправкой
углового участка снимается, после чего заправочное приспособ-
ление устанавливается вплотную к упору.
При профилировании шлифовального круга, состоящего из
сопряженных дуговых участков К и Ri, приспособление устанав-
ливается вплотную к продольному упору, производят профили-
рование профиля радиусом R, после чего между торцом приспо-
собления и продольным упором устанавливают мерную плитку,
равную расстоянию между центрами и производят профилиро-
вание радиусом Ri.
Профилирование кругов стальным роликом применяется в се-
рийном производстве. Профилирование шлифовального круга
производится с помощью приспособления (фиг. 67) вручную.
Накатной ролик, имеющий обратный профиль, подводится до
соприкосновения с шлифовальным кругом так, чтобы его ось
была смещена на 5 мм относительно оси круга в направлении
его вращения, и ролик с помощью рукоятки приводится во вра-
173
Фиг. 66. К расчету блоков мерных
плиток для профилирования шли-
фовального круга.
щение. Скорость вращения ролика 5—8 м!мин. Накатка произ-
водится с определенным давлением ролика на шлифовальный
круг, равным 785—1180 khJm2 18—12 кГ/см2) при непрерывном
Фиг. 68. Приспособление для заправки
шлифовального круга по копиру.
Фиг. 67. Приспособление для заправки шлифовального круга накатыванием:
/ _ накатной ролик; 2 — оправка; 3 — центра; 4 — зубчатые колеса.
охлаждении и смывании снимаемого абразива. Давление ролика
осуществляется подачей шлифовального круга на 0,02 мм за
каждый цикл при предварительном профилировании и 0,01 лш
за каждый цикл при окон-
чательном профилировании
круга.
Профилирование кругов
с помощью копировального
приспособления (фиг. 68)
производится в условиях
крупносерийного производ-
ства при шлифовании слож-
ных фасонных профилей.
Копировальные приспособ-
ления применяются в тех
случаях, когда касательная
к любой точке профиля кри-
вой fie выходит за пределы
45°. Точность профилирова-
ния шлифовального круга
зависит от точности копира, точности направляющих копиро-
вального приспособления, соответствия формы копировального
174
штифта профилю алмаза. При шлифовании сложных профилей,
состоящих из сопряжений кривых и прямолинейных участков,
шлифовальные круги профилируются по отдельным участкам
(/—II—Ш на фиг. 69, а и 6) *. При этом необходимо каждый
последующий участок выдерживать на определенном расстоя-
нии от предыдущего или от заранее профилированной базы.
Для этого размеры в верти-
кальной плоскости измеряют
блоком плиток и лекальной
линейной или индикатором со
стойкой. В горизонтальной
плоскости размеры выдержи-
ваются точной установкой шли-
фуемого фасонного профиля
относительно шлифовального
круга, которая достигается по-
перечным перемещением сто-
ла. С этой целью при профили-
ровании шлифовального кру-
га на нем предусматривается
база для измерения. Во многих
случаях за базу принимается
заправленный торец круга.
Установка шлифовального
круга в горизонтальной плос-
кости производится с помощью
измерительных плиток от упо-
ра на магнитной плитке до за-
правленного шлифовального
круга или до одной из плоско-
стей шлифуемого профиля.
Применение индикаторных упоров для вертикального пере-
мещения круга и горизонтального смещения стола во многих
случаях облегчает шлифование отдельных участков профиля.
В ряде случаев для обеспечения точных размеров по длине про-
филя изделия и правильного сопряжения отдельных участков
между собой производят последовательное их профилирование с
помощью мерных прокладок, устанавливаемых между продоль-
ным упором магнитной плиты и торцом шлифуемого изделия
или зажимного приспособления. При этом заправочное приспо-
собление должно сохранять неизменное положение в направле-
нии поперечной подачи стола станка. Для этого во время про-
филирования шлифовального круга основание приспособления
должно быть прижато к продольному упору магнитной плиты.
Размеры между участками по длине шлифуемого профиля могут
быть также обеспечены последовательным смещением основания
* На шлифовальном круге (фиг. 69,6) и резце (фиг. 69, а) одинаковыми
буквами обозначены одинаковые элементы профиля.
Фиг. 69. Профилирование шлифо-
вальных кругов для шлифования
фасонного резца:
а — резец; б — профили кругов.
175
“заправочного приспособления относительно продольного упора
магнитной плиты с помощью мерных плиток.
Дугообразные участки профиля могут быть прошлифованы
''кинематически путем вращения поверхности относительно цен-
’тра дуги. С помощью специальных приспособлений, закономер-
ным перемещением шлифуемой поверхности относительно шли-
фовального круга могут быть прошлифованы эвольвентные,
архимедовы и др. кривые.
Координатный способ применяется для шлифования
сложных профилей. Теоретическая кривая шлифуемого профиля
при этом заменяется весьма малыми прямолинейными отрезка-
ми, касательными к кривой. Шлифуемый профиль устанавли-
вается относительно шлифовального круга в системе прямо-
угольных или полярных координат с помощью приспособлений.
Шлифование фасонных поверхностей на плоскошлифовальных
станках может производиться на универсальных приспособле-
ниях координатным способом. Конструктивно универсальное
приспособление состоит из делительного устройства с горизон-
тальной осью вращения и крестового суппорта. С помощью дели-
тельного устройства шлифуемая поверхность может быть уста-
новлена под углом к горизонтальной плоскости. С помощью кре-
стового суппорта производится установка шлифуемой поверхно-
сти в прямоугольной системе координат. Вследствие большой
трудоемкости координатный способ имеет ограниченное приме-
нение.
Шлифование по копиру применяется на специальных
приспособлениях или специальных станках с применением копи-
ров в масштабе 1:1 и большем.
Шлифование фасонных поверхностей на
п р о ф и л е-ш лифовальных станках. Для шлифования
профиля фасонных резцов, шаблонов, роликов для фасонной
заправки шлифовальных кругов и .др. применяют специальные
профилешлифовальные станки. Наибольшее распространение
имеют оптико-шлифовальные станки и копировально-шлифо-
вальные станки. Оптические профилешлифовальные станки при-
меняются двух типов:
1. Станки с оптическим устройством в виде микроскопа и с
пантографом.
2. Станки с оптическим устройством в виде проектора мод-
К числу копировальных профилешлифовальиых станков от-
носится лрофилешлифовальный станок мод. ЗП95 с двумя панто-
графами и двойным параллелограммом.
Шлифование прямолинейных участков на оптических профи-
лешлифовальных станках осуществляется подачей шлифоваль-
ного круга параллельно шлифуемому участку профиля. Шлифо-
вание криволинейных участков производится перемещением ре-
жущей кромки шлифовального круга в системе прямоугольных
176
координат или фасонно-заправленным кругом. В процессе шли-
фования с помощью оптической системы производится непосред-
ственное сравнение шлифуемого профиля с профилем, вычерчен-
ным в увеличенном масштабе 50 :1.
Оптико-шлифовальный станок (фиг. 70, а) состоит из трех
основных узлов:
1) шлифовальной головки с устройствами, позволяющими
производить все установочные и рабочие перемещения шлифо-
вального круга;
2) координатного столика, служащего для закрепления об-
рабатываемого изделия и перемещения его в двух взаимно-пер-
пендикулярных направлениях с устройством для измерения этих
перемещений с точностью до 0,01 мм;
3) оптической системы для контроля участков шлифуемого
изделия методом непосредственного сравнения с точно увеличен-
ным чертежом изделия.
В верхней части шлифо-
вальной головки на вертикаль-
ных салазках смонтирован
шпиндель шлифовального кру-
га, совершающий возвратно-
поступательное движение с чи-
слом двойных ходов до 86 в
минуту. Длина хода салазок
Фиг. 70. Оптико-шлифовальный станок:
а — общий вид; б — схема пантографа и микроскопа.
до 50 мм, а длина шлифуемой поверхности, с учетом выхода шли-
фовального круга, 48 мм.
Шлифовальная головка опирается салазками на дуговые и
круговые направляющие. Путем поворота салазок можно вести
фасонное шлифование резцов с боковым поднутрением до ±10°
и уклоном к оси до 35°.
Под горизонтальными круговыми направляющими находятся
продольные верхние и поперечные нижние салазки. Это позволя-
ет ставить шлифовальную головку под углом к шлифуемой пло-
скости с точностью до шести угловых минут.
Шлифование профиля производится путем перемещения
шлифовальной головки. Прямолинейные участки шлифуются с
177
перемещением верхних или нижних салазок. Криволинейные
участки шлифуются с одновременным перемещением продоль-
ных и поперечных салазок.
Шлифование криволинейных поверхностей может также про-
изводиться фасонно-заправленным шлифовальным кругом. Ра-
бочее положение шлифовального круга и изделия постоянно
наблюдается с помощью микроскопа с 20-кратным увеличением.
Микроскоп располагается над рабочим столом станка в экс-
центричной втулке, на конце короткого плеча пантографа.
Центр микроскопа является крайней точкой короткого плеча
пантографа. Соотношение большого и малого плеча пантографа
50:1. При перемещении обводной иглы, расположенной на кон-
це длинного плеча пантографа по отрезкам контурных линий,
начерченных с точностью ±0,5 мм в масштабе 50:1, механизм
пантографа обеспечивает перемещение точки пересечения визир-
ных линий микроскопа по контуру шлифуемого резца с точно-
стью ±0,01 мм.
При шлифовании в поле зрения микроскопа находится часть
шлифуемого профиля и шлифовальный круг. Перекрестие мик-
роскопа отмечает точку на профиле инструмента, до которой
должен дойти шлифовальный круг (фиг. 70, б).
Последовательно перемещая обводную иглу по чертежу и
совмещая каждую точку профиля с перекрестием микроскопа за
счет снятия припуска, перемещением вручную верхних продоль-
ных и нижних поперечных салазок верхнего суппорта, несущего'
салазки со шпинделем шлифовального круга, производят шли-
фование всего профиля.
Полезный размер стола 500 X 500 мм; за одну установку
координатного столика может быть прошлифована площадь, ог-
раниченная квадратом 10 X 10 мм. Поверхности, выходящие за
пределы квадрата, шлифуются перестановкой острия штифта
большого плеча пантографа в начальную точку следующей кон-
турной линии, являющейся продолжением уже прошлифованно-
го фасонного профиля. Перемещением координатного столика
достигают совпадения точки пересечения визирных линий мик-
роскопа с конечной точкой смежного прошлифованного участка
профиля и продолжают процесс шлифования в пределах следу-
ющего квадрата.
При шлифовании круглофасонных резцов или роликов для
заправки шлифовальных кругов на координатный столик уста-
навливается специальное приспособление в виде центров с при-
водом для обеспечения вращательного движения шлифуемого
инструмента. Ось центров должна быть выверена так, чтобы ее
направление соответствовало направлению продольного переме-
щения координатного столика. Выключается возвратно-поступа-
тельное перемещение шлифовальной головки. Ось шлифоваль-
ного шпинделя устанавливается на одной высоте с осью приспо-
собления.
178
'оптическое устройство на станке луот ^фиг. i л}
более совершенным. Оно представляет собой проектор, располо-
женный над координатным столиком. Схема устройства пред-
ставлена на фиг. 72.
Фиг. 71. Профилешлифовальный оптический станок
мод. 395М. *"
От источника света 1 лучи падают на наклонно устано;
ный отражатель 2, который направляет их на обрабатывг
изделие S. От изделия поток лучей отражается в обратном
правлении и проходит через вдель 4 в отражателе и систем
личения 5, проектируется в прямом рабочем изображена
зеркало 6, которое отражает лучи на стеклянный экран 7
теж, вычерченный в увеличенном масштабе (50:1) закрепляется
между экранными стеклами. Профиль 8 обрабатываемого изде-
1
лия проектируется в виде резкого темного изображения на ярко
освещенном экране. Путем сошлифовывапия припуска 9 полу-
чается профиль изделия с точностью ±0,01 мм.
4. РАСТОЧНЫЕ РЕЗЦЫ
Большое место среди сборного инструмента занимает инст-
румент для расточных работ с резцами — борштанги, резцовые
блоки и расточные головки. В корпусах инструмента обрабаты-
ваются гнезда или посадочные места для резцов или пластинок,
их крепления и регулирования. Посадочные места делаются
круглой, квадратной или прямоугольной формы. Точность изго-
товления посадочных мест — второй класс. Резьбовые отверстия
для регулировочных винтов находятся обычно на одной оси с по-
садочными местами, а резьбовые отверстия для крепления режу-’
щей части перпендикулярны оси посадочных мест.
Для центрирования расточных пластинок и резцовых блоков
применяются штифты и сухари. Оси штифтов или сухарей долж-
ны проходить через ось вращения корпуса. Борштанги или
корпусы расточного инструмента изготовляются из конструк-
ционной углеродистой или легированной стали и подвергаются
нормализации или закалке с высоким отпуском. Направляющая
180
часть изготовляется со стальными закаленными или бронзовыми
пластинами.
Окончательная обработка посадочных мест под инструмент
производится после термической обработки. Обработка посадоч-
ных мест под инструмент и отверстий в корпусах производится
на универсально-фрезерных станках с вертикально-фрезерной
или долбежной головкой с помощью делительной головки.
В серийном производстве сверление производится на сверлиль-
ных станках с помощью координатного стола и делительной го-
ловки или специальных приспособлений. Круглые посадочные
отверстия развертываются на станке или вручную. В индивиду-
альном производстве отверстия под посадочные места сверлятся
на координатно-расточных станках.
Квадратные и прямоугольные посадочные отверстия обраба-
тываются на фрезерных станках с долбежной и делительной го-
ловкой или долбежных станках с помощью приспособлений
для установки корпуса. Квадратные и прямоугольные сквозные
отверстия калибруются прошивками. В глухих отверстиях для
выхода долбежного инструмента растачивают канавки.
Размеры и геометрия режущей части сборного расточного
инструмента получаются несколькими способами: шлифованием
и затачиванием режущей части инструмента в собранном виде;
шлифованием и затачиванием режущей части отдельно от кор-
пуса с последующей установкой в корпус без регулирования
размера и с регулированием размера при сборке.
Шлифование и затачивание режущей части вне корпуса
практикуется для стержневых и пластинчатых резцов. Шлифо-
вание в размер и заточка ведется на оправке с установкой от ба-
зы (обычно коническому отверстию или пазу). При сборке с
корпусом режущая часть устанавливается от базы, которая
использовалась при шлифовании.
Регулирование размера при сборке практикуется для рас-
точных оправок и регулируемых разверток. Для установки ре-
жущей части на размер применяются шаблоны, установочные
кольца и индикаторные приспособления. Поверхности на кор-
пусе, от которых производится проверка размера, шлифуются.
I
181
ГЛАВА II
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СВЕРЛ
Рассмотрим основные операции обработки сверл.
Токарная обработка сверл, в зависимости от масшта-
ба производства, ведется на полуавтоматах, автоматах и мо-
жет производиться на токарных станках.
Для обтачивания цилиндрической части сверл (а также раз-
верток и концевых фрез) диаметром 6—32,5 мм и конической ча-
сти с конусом Морзе № 1—3 применяются быстроходные токар-
ные полуавтоматы модели КТ-16 и КТ-15. Изготовляются новые
токарные автоматы модели ЗР-117 и ЗР-120 для обработки ра-
бочей и хвостовой частей концевого инструмента диаметром до
24 мм и автоматы моделей ЗР-118 и ЗР-119 Для обработки кон-
цевого инструмента диаметром 24—52 мм.
Протачивание конусов на токарных станках осуществляется
-с помощью копирной линейки или одновременной продольной
и поперечной подачей.
Завод им. Орджоникидзе выпускает токарно-копировальные
автоматы мод. МР-105 с наладкой для изготовления сверл, кон-
цевых фрез и другого концевого инструмента.
На фиг. 73 представлена, в качестве примера, схема токар-
ного полуавтомата КТ-15 для обтачивания конической части
сверл диаметром 6—32,5. Высота центров станка 160 мм, рас-
стояние между центрами 400 мм, наибольшая длина обрабаты-
ваемого конуса 113 мм, наименьшая — 65 мм. Обработка загото-
вок производится в центрах. Станок имеет два суппорта. Резец
•переднего суппорта обтачивает цилиндрическую шейку и конус,
резец заднего суппорта предназначен для обтачивания только
цапфы и радиуса закругления. Во время обтачивания конуса он
перемещается вместе с передним резцом. Обтачивание конусной
части заготовки инструмента производится одновременной про-
дольной и поперечной подачей. Передний и задний суппорты по-
дучают независимые подачи от отдельных кулачков. Продоль-
ная подача суппорта осуществляется от барабанного кулачка А,
закрепленного на валу /, поперечная подача от дисковых кулач-
ков, закрепленных на распределительном валу Л.
Цилиндрическая часть сверл диаметром 6—32,5 мм обтачи-
182
Насос смазки
Задний суппорт
А
(рта
Коробка подач
м~0,12ькбт
n=2Kf0ob/MUH
~—ы=*(,ькбт
п=1290об/мин *
Т
Редуктор скоро
ст ей шпинделя
^.N-UybKum *
n~ 2610 об/мин
Передний суппорт
Редуктор подач
Кулачок заднего
суппорта л
^Кулачок переднего
суппорта
вается на токарном полуавтомате модели КТ-16 с такой же вы-
сотой центров и расстоянием между ними.
Полная токарная обработка сверл, а также метчиков и сту-
пенчатых валов диаметром 20—90 мм с цилиндрическими, ко-
ническими и фасонными поверхностями, с производительностью
Фиг. 74. Гкдрюкопировальнын полуавтомат мод. МР-105.
600—700 шт. за смену может производиться на гидрокопиро-
вальном полуавтомате мод. МР-105 (фиг. 74) и на станке
мод. КТ-61с.
Завод им. Воскова выпускает токарно-копировальный полу-
автомат ВТ10 для обработки концевого инструмента диаметром
12—50 мм, длиной 80—350 мм. На токарно-копировальных стан-
ках возможна совмещенная обработка рабочей и хвостовой ча-
184
сти сверла. На базе станка ВТ10 спроектированы автоматы для
подрезки торцов мод. 2В10Т, для протачивания цапфы
мод. 2В ЮН,, для протачивания под сварку шва мод. 2В10С, для
протачивания сварного шва мод. 2В10Ш, для патронной обра-
ботки мод. 2В10 — П.
Образование лапок сверл. Лапки на конусах
сверл служат для выколачивания инструмента из патрона и, в
некоторых случаях, предохраняют его от проворачивания.
Предельное отклонение толщины лапки допускается по ходо-
вой посадке 5-го класса точности. Для конуса Морзе № 1 до-
пуск—0,18 мм, для конуса Морзе № 6 — 0,33 мм. Смещение оси
лапки относительно оси инструмента не должно превышать по-
ловины допуска на толщину лапки. Толщина лапки проверяется
шаблоном. Смещение лапки с центра проверяется комбиниро-
ванным калибром-втулкой.
Лапки на инструментах обрабатываются в приспособлениях
набором фрез. В мелкосерийном производстве лапки фрезеру-
ются на горизонтально- или вертикально-фрезерном станках; в.
крупносерийном и массовом производстве лапки фрезеруются
непрерывно на вертикально-фрезерном станке с круглым столом.
На приспособлении (фиг. 75) в каждом секторе ставятся по-
четыре заготовки. Закрепление заготовок инструмента и снятия
их после обработки производится при вращающемся столе 8.
Заготовки закрепляются вкладышами 5 и 6 с V-образными
гнездами. Двухсторонний клин 2, который подтягивается вин-
том 3, перемещает по окружности вкладыши 1 и 4, прижимаю-
щие заготовки к V-образным гнездам. Для получения опреде-
ленного размера фрезеруемой лапки служит неподвижный
упор 7, который установлен на участке, где производится креп-
ление заготовки. Фрезерование производится двумя трехсторон-
ними фрезами, посаженными на общей оправке, закрепленной в
шпинделе станка. Производительность приспособления не менее
100 инструментов в час.
Спиральные сверла с коническим хвостовиком диаметром до-
6 мм изготовляются цельными или с запрессованной и припаян-
ной конической частью; диаметром выше 6 мм — сварными. Ра-
бочая часть делается из быстрорежущей стали, а хвостовая
часть из конструкционной стали 45 при сварке на шейке или ин-
струментальной углеродистой стали У10 и легированной стали
9ХС при сварке на рабочей части сверла.-
За базу обработки сверл принимаются центровое отверстие
и обратный центр или центровые отверстия. Для центрования
заводом им. Воскова выпускается центровальный полуавтомат
мод. 2В11.
После сварки и отжига производится подрезание торцов и-
подготовка базы дальнейшей обработки.
При -изготовлении сверл должно быть обращено особое вни-
мание на обеспечение соосности рабочей части и хвостовика
185
сверла, форму и размер канавки, размер ленточки и на обрат-
ный конус на рабочей части сверла.
Обработка канавок сверл. В зависимости от раз-
мера сверл и масштаба производства канавки образуются: шли-
Фиг. 75. Многоместное приспособле-
ние для фрезерования лапок хвосто-
вого инструмента.
фованием (у сверл диаметром до 0,5 мм); фрезерованием по
методу копирования; фрезерованием по методу обкатки и мето-
дом пластической деформации в условиях массового производ-
ства.
186
Шлифование канавок мелких сверл производится с помощью
приспособлений или специальных полуавтоматов мод. МФ202
для вышлифовывания канавок сверл диаметром 0,1—0,45 мм
(фиг. 76). Мелкие сверла диаметром до 2,5 мм фрезеруются с
помощью специального приспо-
собления. Фрезерование сверл
по методу копирования произ-
водится в условиях индивиду-
ального и мелкосерийного про-
изводства на универсально-
фрезерных станках с помощью
делительной головки.
В условиях серийного про-
изводства сверл применяются
специальные автоматы (мод.
6787А, 6788, 6789, 6790) и по-
луавтоматы (мод. 679IV,
6792V, 6793V, 6794). Группа
этих станков' предназначена
для фрезерования сверл диа-
метром от 0,5 до 60 мм. Общий
вид автомата мод. 6790 пока-
зан на фиг. 77. Фрезерование
сверл по методу обкатки име-
ет пока ограниченное примене-
ние. В условиях массового про-
изводства сверл диаметром
выше 6 мм применяется попе-
речная прокатка, а диаметром
выше 10 мм — продольная про-
катка с последующим скручи-
ванием. Ведутся работы по
продольно-винтовой прокатке.
Фрезерование канавок на
универсально-фрезерном стан-
ке производится с помощью
делительной головки. Стол
фрезерного станка поворачи-
вается так, чтобы ось враще-
ния фрезы находилась под уг-
лом наклона винтовой линии.
Фиг. 76. Станок для вышлифовыва-
ния канавок сверл, мод. МФ202.
Делительная головка связывается с ходовым винтом подачи сто-
ла с помощью сменных зубчатых колес. Сменные зубчатые коле-
са подбираются по передаточному отношению
. s
где N — характеристика делительной головки;
187
s— шаг ходового винта;
S — шаг винтовой канавки сверла.
Для получения утолщенной к хвостовику сердцевины сверло
устанавливается с наклоном под углом к плоскости стола стан-
ка, определяемым величиной утолщения.
Фрезерование канавок производится специальными фрезами
с затылованным или острозаточенным зубом. У крупных сверл
диаметром свыше 36 мм канавки фрезеруются за два прохода.
Профиль фрезы определяется аналитически, графически
или графоаналитически.
Фиг. 77. Сверл о-фрезерный автомат мод. 6790.
Угол установки фрезы к оси сверла 0 отличается от угла
подъема винтовой канавки сверла. Он принимается на 1—2°
больше «или меньше угла наклона винтовой канавки со. Такой вы-
бор 'обеспечивает более чистую обрабатываемую поверхность и
препятствует подрезанию фрезой уже профрезерованной ка-
навки.
Положение точки S пересечения проекции оси оправки фре-
зы с осью сверла характеризует поперечное смещение фре-
зы при фрезеровании канавки; оно определяется при наладке
станка с помощью приспособления, схема которого приведена
на фиг. 78. Фреза устанавливается на оправку и размер Л, ха-
рактеризующий положение точки S, выдерживается с помощью
установочных шайб. Для фрезерования сверл малых диаметров
(1—5 мм) применяются специальные приспособления. Фрезеро-
вание может производиться со встречной или с попутной пода-
чей. При фрезеровании с попутной подачей чистота поверхности
188
выше. У сверл диаметром свыше 12 мм спинки фрезеруются на
универсально-фрезерных станках с делительной головкой с на-
Фиг. 78. Приспособление для установки фрезы при фрезе-
ровании канавки сверла.
стройкой, аналогичной описанной (фиг. 79). Фрезерование спи-
нок может производиться дисковыми трехсторонними, конновы-
ми или специальными фрезами.
Фрезерование канавок спиральных сверл диаметром 2—3 мм
производится твердосплавными монолитными фрезами. На за-
Фиг. 79. Фрезерование канавок сверл с помощью делительной
головки. ‘
воде «Фрезер» для этой операции используется твердый сплав
ВЕДОМ при следующем режиме резания; v— 75 90 м/мин,
s = 160 ч- 200 мм!мин. Стойкость монолитных твердосплавных
фрез в 10 раз больше обычных (до 45 ч).
Для фрезерования канавок и снятия затылка у сверл на ав-
томатах и полуавтоматах применяются следующие способы:
189
1) фрезерование одной канавки и одного затылка;
2) фрезерование одновременно двух канавок, затем двух
затылков;
3) раздельное фрезерование канавок, затем одновременное
снятие двух затылков;
4) одновременное фрезерование двух канавок и двух затыл-
ков.
В настоящее время наиболее распространенными станками
для фрезерования сверл являются автоматы и полуавтоматы»
Фиг. 80. Кинематическая схема автомата модели 6789 для фрезеровании
канавок сверл.
которые одновременно фрезеруют одну канавку и один затылок:
с последующим делением заготовки. На фиг. 80 приведена схема-
автомата мод. 6789, предназначенного для обработки правых,
спиральных сверл диаметром 2,5—6 мм с углом наклона винто-
вой канавки 23—26°.
Заготовки подаются к зажимному устройству шпинделя из
магазина. Цикл нарезания канавки и снятия затылка состоит из
грех переходов — быстрого подвода шпинделя с заготовкой к
фрезам, рабочего перемещения при фрезеровании и быстрого
отвода сверла от фрез. Для образования винтовой поверхности
заготовка сверла во время выполнения всех трех переходов по-
лучает одновременно поступательное и вращательное движения».
190
Затем шпиндель с заготовкой поворачивается на 180°, и перехо-
ды повторяются. Первой операции предшествуют следующие
автоматические движения: подача заготовки питателем магази-
на, зажатие заготовки в цанге шпинделя, установка фрез в рабо-
чем положении и отход питателя в исходное положение. По
окончании цикла цанга разжимается и профрезерованное свер-
ло выталкивается в приемник.
От электродвигателя (N = 1 кет, п = 1410 об!мин} движение
передается клиновыми ремнями приводному шкиву 1 вала /.
С вала I, через предохранительную муфту 6, цилиндрические
зубчатые колеса 42, 43, 8 и 9, зубчатую муфту 7 и зубчатые ко-
леса 2 и 3, движение передается на вал XII. На валу XII за-
креплены барабанный кулачок 4 для зажатия заготовки сверла
и кулачок 5 для ее подачи. Через систему рычагов кулачок 5
приводит в движение питатель магазина. С вала II, через кони-
ческие колеса 10, 11 движение передается далее в двух направ-
лениях: а) через сменные зубчатые колеса 14, 13, зубчатые ко-
леса 15, 16, обгонную муфту 17 и червячную пару 33, 34 на
шпиндель станка VI; б) с вала V через зубчатые колеса 35, 36,
37 и червячную пару 38, 39 на вал IX.
На валу IX закреплен барабанный кулачок 41 продольного
перемещения шпинделя и дисковый кулачок 40 для включения
муфты 12 быстрого вращения барабана. При вращении шпинде-
ля и его продольной подаче от барабана заготовка сверла полу-
чает движение по винтовой линии. При включении муфты 12
вращение от вала III передается непосредственно на червяк 38
и червячное колесо 39. Барабанный кулачок 41 получает при
этом быстрое вращение, во время которого осуществляются все
вспомогательные движения автомата. Быстрый ход включается
в момент окончания фрезерования сверла и выключается при
подводе к фрезам следующей заготовки. Полный цикл обработ-
ки фрезерованием двух винтовых канавок происходит за два
оборота копирного барабана.
Однооборотная муфта 7, приводящая во вращение кулачки
зажатия и подачи заготовки на валу XII, должна включаться
через каждые два оборота вала IX; это достигается благодаря
передаточному отношению 1:2 между зубчатыми колесами 45 и
44, соединенными с кулачком 46, который управляет включением
муфты 7. От вала IX, через зубчатые колеса 31 и 32 приводится
во вращение вал XXI, на котором закреплен кулачок 30 для от-
вода фрезерных головок от изделия. Привод фрезерных головок
осуществляется от вала 1 через зубчатые колеса 20, 21, 22, вал
XV и сменные колеса 24 и 23.
Шпиндель канавочной фрезерной головки получает вращение
от вала XV через сменные колеса 24 и 23 и винтовые колеса 19,
18. Шпиндель затылочной фрезерной головки от того же вала
XV приводится во вращение через сменные колеса 25, 26 и вин-
товые колеса 27, 28 и 29.
191
Установка глубины резания и отвод фрезерных головок про-
исходит при качательном движении канавочной фрезерной го-
ловки вокруг оси XVI и затылочной фрезерной головки вокруг
оси XVIII. При фрезеровании канавки сверла канавочная фре-
зерная головка плавно и медленно поднимается, благодаря чему
происходит утолщение сердцевины сверла. Подъем фрезерной
головки осуществляется кулачком 30. воздействующим через
систему рычагов на подъем головки. На станине устанавливают-
ся магазин и люнетная стойка, поддерживающая заготовки во
время фрезерования.
Шлифование сверл. В серийном производстве широко
применяется бесцентровое шлифование. Известны несколько
способов бесцентрового шлифования: на проход (продольной по-
дачей), поперечной подачей (врезанием), на проход до упора и
совмещенного профильного шлифования, являющегося соедине-
нием последних двух способов.
Шлифование на проход применяется для предварительного
шлифования сверл с цилиндрическим хвостовиком. При предва-
рительном шлифовании производится снятие излишнего припус-
ка и уменьшается кривизна термически обработанных заготовок.
Для уменьшения кривизны направляющий нож устанавливается
так, чтобы ось заготовки сверла совпадала с линией центров
кругов или была немного ниже ее; при этом по данным ВНИИ
величина радиального биения уменьшается на 50—60%. При
значительном биении заготовок сверл рекомендуется применять
рабочие круги по твердости на две единицы выше обычной, что
способствует уменьшению кривизны. Сквозное шлифование мо-
жет осуществляться непрерывно.
Предварительное и окончательное бесцентровое шлифование
сверл производится также методом поперечной подачи путем
радиального перемещения ведущего круга. Этот метод обеспе-
чивает достаточно высокую точность и производительность. Не-
достатком является прерывность процесса.
Высокая точность достигается при шлифовании рабочей ча-
сти сверла методом продвижения шлифуемой заготовки вместе
с опорным ножом относительно шлифовального круга. Сверла с
цилиндрическим хвостовиком диаметром 12—15 мм шлифуются
в следующем порядке: предварительное шлифование на проход
или поперечной подачей; окончательное шлифование рабочей
части с образованием обратной конусности; окончательное шли-
фование цилиндрического хвостовика методом поперечной пода-
чи. При шлифовании сверл диаметром 6—8 мм бывает трудно
выдерживать требования по биению хвостовой и рабочей части,
потому что круглое шлифование с базированием в центрах со-
провождается искривлением сверла вследствие неблагоприятно-
го соотношения длины и диаметра.
Раздельное бесцентровое шлифование с базированием сверла
по обрабатываемой поверхности или с использованием необра-
192
батываемой части в качестве технологической базы, в специаль-
ном приспособлении почти не уменьшает радиального биения, с
которым сверло поступает на шлифование. Для повышения точ-
ности по биению предварительно шлифуют рабочую и хвостовую
часть сверла в центрах, после чего производят окончательное
шлифование на бесцентрово-шлифовальном станке.
В мелкосерийном производстве сверла шлифуются в центрах.
Шлифование сверл с коническим хвостовиком в зависимости
от размера и объема производства производят на кругло-шлифо-
вальных станках с базированием в центрах или на бесцентрово-
шлифовальных станках. Применяется раздельное или совмещен-
ное шлифование конической хвостовой и рабочей частей.
Бесцентровое раздельное шлифование режущей и конической
хвостовой частей производится в различном сочетании предва-
рительного и окончательного шлифования с базированием заго-
товки по обрабатываемой поверхности. Совмещенное шлифова-
ние рабочей и хвостовой частей значительно повышает точность
по биению, особенно сверл с конусом Морзе № 1 и 2.
Для шлифования наружного центра витых сверл спроектиро-
ван полуавтомат мод. ХШ-207.
В серийном производстве получило распространение шлифо-
вание цилиндрических сверл на бесцентрово-шлифовальных
станках до упора. Метод шлифования до упора характеризуется
сохранением особенностей шлифования на проход с ограниче-
нием осевого продвижения сверла внешним упором, по достиже-
нии которого сверло удаляется из рабочей зоны. При шлифова-
нии до упора с образованием обратной конусности на рабочей
части сверла шлифовальный круг заправляют на конус (0,06—
0,08 мм на 100 мм длины). Сверло по опорному ножу подается в
рабочую зону и продвигается вдоль оси ведущим кругом, распо-
ложенным под углом. Из рабочей зоны сверло выходит хвосто-
виком вперед, доходит до упора, поднимается и падает в лоток.
Упор имеет два уклона — один служит для того, чтобы сверло
поднялось, а другое для того, чтобы отвести сверло в сторону от
шлифовального круга.
При наладке бесцентрово-шлифовального станка принимают
следующие параметры (фиг. 81): скорость ведущего круга / в
пределах 13—22 об/мин; угол наклона его оси а до 3°; угол
правки его он ~ 2,5°, угол правки на конус шлифовального круга
2 подбирают по величине обратной конусности рабочей части
сверла; высота h установки оси сверла над линией центров
кругов
V2Oe.K
где d,— диаметр сверла;
t)—диаметр шлифовального круга;
7 Палей М. М.
Dt.K — диаметр ведущего круга.
Угол скоса опорного ножа <р = 5 ч-15°.
Для лучшего удаления сверла из рабочей зоны опорный
нож 3 должен выступать на 3—6 мм за торец шлифовального
круга. Торцы шлифовального и ведущего кругов на выходной
части должны быть в одной плоскости. Средняя производитель-
ность для сверл диаметром 6—12 мм составляет 2500—1300 шт.
в смену, что в 1,5—3 раза выше производительности другого ме-
тода.
По такому методу работает также бесцентрово-шлифоваль-
ный автомат мод. ВШ-214 для предварительного и окончательно-
Фиг. 81. Схема определения параметров наладки бес-
центрового шлифования сверл на проход с упором.
го шлифования цилиндрических сверл диаметром 6—20 мм
(фиг. 82).
Для уменьшения отклонений от соосности может произво-
диться одновременное шлифование рабочей части и конического
хвостовика сверла на круглошлифовальных или бесцентрово-
шлифовальных станках по методу врезания с заправленными по
копиру шлифовальными кругами. Для шлифования сверл с ко-
ническим хвостовиком диаметром 10—60 мм выпускается станок
с широким кругом мод. ХШ-234.
В условиях крупносерийного производства находят примене-
ние приборы для автоматического контроля в процессе шлифо-
вания.
Для повышения стойкости сверл применяют полирование или
шлифование канавок. Особенно эффективно применение шлифо-
вания канавок, образованных методом пластической деформа-
ции. Полирование канавок производится фетровыми или кожа-
ными кругами с применением абразивных материалов, на уни-
версально-заточных станках. Шлифование канавок сверл про-
изводится эластичными шлифовальными кругами с профилем,
194
заправленным с помощью приспособления с копировальным уст-
ройством. В условиях крупносерийного производства применя-
ются специальные станки для шлифования канавок сверл с ав-
томатической заправкой профиля шлифовального круга и авто-
матическим циклом работы. Автомат для полирования канавок
сверл мод. МФ 133 гибкими абразивными кругами предназначен
для сверл диаметром 6—12 мм, полученных по методу попереч-
ного проката. Производительность его 650—980 шт/ч.
Фиг. 82. Бесцентрово-шлифовальный автомат мод. ВШ-2Н для сверл.
Ниже приводится маршрутная технология изготовления
сварных сверл с коническим хвостовиком, а также сверл, осна-
щенных пластинками твердого сплава.
Технологический процесс изготовления сверл диаметром до
0,5 мм с утолщенным хвостовиком из быстрорежущей стали-се-
ребрянки включает следующие основные операции:
1. а) обтачивание рабочей части; б) отрезка и одновремен-
ное обтачивание конуса в цанговом зажиме.
2. Термическая обработка — закалка в соляных электродных
ваннах и отпуск в электропечах. Химическая очистка.
3. Шлифование хвостовика сверла на бесцентрово-шлифо-
вальном станке.
195
?•
№ опера-
ции
КАРТА 2
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СВАРНОГО СВЕРЛА
С КОНИЧЕСКИМ ХВОСТОВИКОМ
Операционный
эскиз
Наименование
операции
Оборудование. Приспо-
собление. Инструмент
1 | Рубка
! быстрорежущей
части
2 Рубка угле-
родистой части
3 Протягива-
ние торцов
быстрорежущей
части
То же, угле-
родистой части
5 Протачива-
ние быстроре-
жущей части
под сварку для
создания оди-
наковых диа-
метров свари-
ваемых частей
J Очистка от
окалины (гал-
товка)
I Эксцентриковый
! пресс. Штамп с проти-
I вогибочным устройст-
I вом. Упор. Ножи
Эксцентриковый пресс.
Штамп с противогибоч-
ным устройством. Упор.
Ножи
Протяжной полуавто-
мат 7583С1. Протяжки.
Скобы
Протяжной полуавто-
мат 7583С1, протяжки,
скобы
Токарно-подрезной
полуавтомат 2В10С.
Патрон. Резец
Галтовочный барабан
196
Продолжение карты 2
I № опера-] ции Наименование операции Операционный эскиз Оборудование. Приспо- собление. Инструмент
I Сварка
7
8
9
10
11
12
13
14
15
Отжиг
Протачива-
i ние сварного
шва
Центровка с
I двух сторон
Контроль
кривизны
Правка
Обтачивание
по наружному
диаметру рабо-
чей части
Шлифование
рабочей части
до завивки
Нагрев
Центровальный авто-
мат 2В-11. Самоцентри-
рующее приспособление.
Центровое сверло
Сварочный автомат
ВНИИ С-2 или полуав-
томат для сварки тре-
нием ПСТ-В2
Печь с нейтральной
атмосферой
Токарный полуавто-
мат 2В1 ОШ. Патрон. Ре-
зец
Пресс гидравлический.
Центра
Токарный полуавто-
мат ВТ-10
Бесцентрово-шлифо-
вальный полуавтомат.
Шлифовальный круг.
Скоба
В
Контрольный автомат
Э лектроко нтактная
нагревательная маши-
на
197
Продолжение карты 2
Наименование
операции
I
Вальцевание .
17 Завивка
Операционный*
эскиз
Оборудование. Приспо-
собление. Инструмент
I
1 Вальцепрокатный
। стан
Завивочный стан
18 Отжиг
19 Шлифование
рабочей части
I после завивки
I
Печь с нейтральной
атмосферой
Бесцентрово-шлифо-
I вальный полуавтомат,
| Шлифовальный круг.
Скоба
Обтачивание
или шлифова-
ние наружного
центра со сто-
роны рабочей
части
Токарный полуавто-
мат 2В10Т или шлифо-
вальный полуавтомат
ХШ-207. Шаблон
I
21 I Обтачивание
I шейки, хвосто-
I вой части и
фаски
Токарный полуавто-
мат ВТ-10 или автомат
KT6L Резец. Калибр
198
Продолжение карты 2
. № опера- ции Наименорание операции Операционный эскиз Оборудование. Приспо- собление. Инструмент
22
23
24
25
26
27
28
Клеймение
Совмещенное
шлифование ра-
бочей и хвосто-
вой частей
Фрезерование
лапки
Полирование
канавок
Закалка, от-
пуск
! Гидроабразив-
• ная очистка
Правка
Фрезерный полуавто-
мат Гф-859. Фрезы. Ка-
либр
Полуавтомат для
клеймения
Термический агрегат
Гидроабразивный аппа-
рат
Пресс. Контрольные
центра
Полировальный полу-
автомат МФ-133. Гиб-
кий круг
Бесцентрово-шлифо-
вальный полуавтомат
ВШ-338. Приспособле-
ние для контроля бие-
ния. Шлифовальный
круг
199
Продолжение карты 2
№ опера-
ции^
Наименование
операции
Операционный
эскиз
Оборудование. Приспо-
собление. Инструмент
Шлифование
хвостовой час-
ти
!30 Заточка
Бесцентрово -шлифо -
вальный автомат. Шли-
фовальный круг. Ка-
либр
Заточной полуавто- ;
мат B3-37-40. Шлифо- :
вальный круг. Шаблон
Примечание. Операции 16 — Вальцевание и 17 — Завивка могут быть заме-
нены продольно-винтовой прокаткой.
200
КАРТА 2а
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СВЕРЛА
С КОНИЧЕСКИМ ХВОСТОВИКОМ, ОСНАЩЕННОГО ПЛАСТИНКОЙ
ТВЕРДОГО СПЛАВА
№ опера - ции Наименование операции Операционный эскиз Приспособление. Оборудование. Инструмент
1 Отрезка заготов-
ки с образованием
наружного центра
со стороны рабочей
части
Подрезка торца
и протачивание цап-
фы
3 Центровка со сто-
роны хвостовой ча-
сти
4 Предварительное
и окончательное об-
тачивание рабочей
части, шейки и ко-
нического хвостови-
ка
5
Маркировка
Центровальный
полуавтомат 2В11
Вертикально-от-
резной автомат
Токарно-подрез-
ной автомат 2В10Ц
Токарно-копиро-
вальный полуавто-
мат ВТ10П. Резцы.
Скобы, шаблоны
Накатной ста-
нок. Державка для
клейм, набор клейм
201
Продолжение карты 2а
№ опера-
ции _____
Наименование
операции
I
Операционный эскиз ♦
Приспособление.
^Оборудование.
Инструмент
6
Фрезерова-
ние лапки
‘ Фрезерный полу-
I автомат. Фреза для
лапок с конусом
Морзе. Контроль-
ная втулка
8
10
Фрезерова-
ние прямых
канавок
Шлифова-
ние рабочей
части
Фрезерова-
ние винто-
вых канавок
и затылка
Фрезерова-
ние гнезда
под пластин-
ку
Горизонтально-
фрезерный станок.
Головка делитель-
ная» патрон повод-
ковый, хомутик,
центр наружный,
центр внутренний,
срезанный. Фреза
специальная для
канавок сверл
Бесцентрово-
шлифовальный ста-
нок. Шлифоваль-
ные круги. Скоба
Сверло-фрезер-
ный полуавтомат.
Фреза фасонная для
канавок сверл. Фре-
за фасонная для
фрезерования за-
тылка. Микрометр
с острыми вставка-
ми
Горизонтально-
фрезерный станок.
Тиски со специаль-
ными губками. Фре*
за пазовая. Шабло-
ны
11
Обезжири-
вание голов-
ки корпуса и
пластинки
Ванна с четырех-
хлористым углеро-
дом
202
Продолжение карты 2а
Наименование
операции
Операционный эскиз
Приспособление.
Оборудование.
Инструмент
I
12 : Сборка пластин -
I ки и компенсацион-
ных прокладок с
корпусом. Биение |
по наружному диа- •
! метру пластинки!
допускается не бо-
лее 0,2 мм I
13
14
Кипячение кор '
пуса с пластинкой «
в водном растворе i
флюса |
Напайка плас-.
1 тинки: '
Приспособление
для контроля бие-
ния
Ванна с водным
। раствором буры
а)
б)
в)
Г)
15
а)
б)
16
подогрев корпуса I
до 800° С
нагрев головки |
инструмента до I
температуры
пайки " I
прогрев корпуса I
до температуры!
закалки и очист-1
ка головки кор-!
пуса от асбеста |
закалка в горя-|
чем масле '
Закалка лапки: j
нагрев лапки хво-;
стовика под за-
калку I
закалка лапки;
хвостовика в мае-1
ле
Гидроабразивная
очистка
Высокочастот ная
установка, мощ-
ность 20 кет. Печь
для отпуска. Ванна
под закалку. Ин-
дуктор. Приспособ-
ление для крепле-
ния инструмента
17 Правка
Шлифование цен-
трового отверстия
Аппарат для гид-
роабразивной очист-
ки. Пресс гидрав-
лический. Приспо-
собление для кон-
троля биения
Центрошлифо-
вальный полуавто-
мат. Патрон для
крепления шлифо-
вальной головки.
Головка шлифо-
вальная с углом
конуса 60°
203
Продолжение карты 2а
№ опера- ции Наименование операции Операционная эскиз Прис пособление. Оборудование. Инструмент
19 20 21 22 23 Снятие наружно- го центрадо плас- тинки твердого сплава Шлифование на- ружного центра по пластинке твердого сплава Шлифование хво- стовика на конус предварительное Снятие” техноло- гических стенок до пластинки твердого сплава Заточка передней поверхности по пластинке твердого сплава 1 Круглошлифо- вальный станок. Патрон трехкулач- ковый, втулка раз- резная. Круг шли- фовальный. Шаб- лон Универсальный круглошлифоваль- ный станок. Пат- рон трехкулачко- вый. Круг шлифо- вальный, КЗ Круглошлифо- вальный станок. Патрон поводко- вый,хомутик,центра . наружный и внут- ренний. Круг шли- фовальный Универсально- заточной станок. Приспособление. Круг шлифоваль- ный КЗ. Угломер Универсально- заточной станок. Переходная втулка.
j 1 Круг шлифоваль- ный К340. Угломер
204
Продолжение карты 2а
№ опера- ции Наименование операции Операционный эскиз Приспособление. Оборудование. Инструмент
24 25 26 27 28 Шлифование вспомогательной поверхности пря- мых канавок Полирование ка- навок Шлифование по наружному диамет- ру пластинки твер- дого сплава пред- варительное Шлифование по наружному диамет- ру пластинки твер- дого сплава окон- чательное Шлифование спинки по корпусу вдоль прямой ка- навки 1 I д 4 i О' д' | Г[7 Г‘ Кй г» 1 *-д А 1 L 4 У ниверсально-за- точной станок. Круг шлифовальный с профилем по шаб- лону ЭБ 40—25 Полировальная головка. Полиро- вальный круг Круглошлифо- вальный станок. Патрон поводко- вый, центра наруж- ный и внутренний. Круг шлифоваль- ный К340. Скоба Круглошлифо- вальный станок. Патрон поводко- вый, центра наруж- ный и внутренний. Круг шлифоваль- ный К340—25. Ско- ба Универсально-за- точной станок. Центр наружный и специальное при- способление с внут- ренним упором.
IA Круг шлифоваль- ный К340
205
Продолжение карты 2а
№ опера- ции Наименование операции Операционный эскиз Приспособление. Оборудование. Инструмент
29 30 31 32 33 цен Шлифование спинки по пластин- ке твердого сплава Шлифование кор- пуса сверла по на- ружному диаметру Шлифование хво- стовика на конус окончательное Плоская заточка задней поверхности Подточка попе- речной режущей кромки Примечание, One; тра. >ация 4-я может производиться с при У ниверсалъ но-за- точной станок. Центра наружный и внутренний, упор. Круг шлифоваль- ный К340 Круглошлифо- вальный станок. ; Патрон поводко- i вый, центра наруж- ] ный и внутренний. Круг шлифоваль- ный ЭК40. Скоба Круглошлифо- вальный станок. Патрон поводковый, центра наружный и внутренний; хому- тик. Калибр-втулка Универсально-за- точной станок. Спе- ’ циальное приспо- собление. Круг шлифовальный К340. Шаблон Универсально-за- точной станок. Спе- циальное приспо- собление. Круг шлифовальный К340. Микрометр с острыми вставками, шаблон менением рифленого
206
4. Доводка рабочей части сверла на специальном доводочном
бесцентровом станке. Принцип работы станка заключается в
следующем: вращающееся сверло опирается на канавку диска
люнета и сверху прижимается вращающимся в обратную сторо-
ну полировальным диском, который постепенно снимает с по-
верхности сверла тончайшую стружку. Полировальные диски мо-
гут быть из карбида кремния зернистости М28-М14, или из твер-
дого сплава. На полировальных твердосплавных дисках должны
быть нанесены мелкие наклонные риски под углом 30—35°. На-
несение рисок осуществляется на специальном станке. Произво-
дительность станка при полировании абразивом 800 деталей в
смену.
Чистота поверхности при обработке дисками из твердых
сплавов достигает 10—12-го классов, при обработке абрази-
вом — 8—10-го классов.
5. Шлифование винтовых канавок сверла на специальном
станке или в приспособлении. Шпиндель приспособления соеди-
нен с подающим винтом, имеющим шаг нарезки, соответству-
ющий шагу винтовой линии шлифуемого сверла. При вращении
винта в гайке осуществляется осевая подача шпинделя с закреп-
ленным в центре сверлом. Гайка имеет два паза, благодаря ко-
торым можно, после шлифования одной канавки, поворотом
сверла на 180° шлифовать вторую канавку. Для направления
сверла в процессе обработки па торце люнета вышлифовывается
канавка в форме полукруга. Сверло устанавливается по отноше-
нию к плоскости шлифовального круга под углом наклона вин-
товой канавки плюс 5—8°. Применяются шлифовальные круги
из белого корунда или зеленого карбида кремния зернистостью
М28-М14. Профиль шлифовального круга заправляется с помо-
щью приспособления.
6. Заточка сверл производится вручную в приспособлении с
применением микроскопа.
Специальные сверла с внутренним ох*
лаждением изготовляются с впаянными в каналы трубкам^
с впаянными в каналы полосками и с отверстиями. В условиях
мелкосерийного производства после фрезерования спинки свер*
ла осуществляется дополнительная операция фрезерования вин-
товых каналов в спинке пера. Фрезерование каналов произво-
дится радиусной фрезой на универсально-фрезерном станке с де-
лительной головкой.
Центральное отверстие сверлится на токарном станке. После
фрезерования каналов сверлятся два отверстия, соединяющих
центральное отверстие с каналами. В выфрезерованные в спинке
сверла винтовые каналы и отверстия, соединяющие каналы с
центральным отверстием, после термической обработки впаива-
ются медные или латунные трубки. Пайка производится припо-
ями, имеющими температуру плавления ниже температуры от-
пуска сверла.
207
Технологический процесс изготовления сверл со впаянными в
каналы полосками во многом сходен с процессом изготовления
сверл со впаянными трубками. В спинке сверла после фрезеро-
вания каналов радиусной фрезой в верхней части канала фрезе-
руют паз в виде ласточкина хвоста. В пазы после термической
обработки вставляют металлические полосы, которые впаивают-
ся, образуя отверстие для охлаждающей жидкости.
Во ВНИИ разработан новый технологический процесс изго-
товления спиральных сверл с отверстиями для внутреннего ох-
лаждения методом прокатки. По этому процессу прокатка стру-
жечных канавок осуществляется после сверления отверстий.
Длина заготовки рабочей части сверла выбирается с учетом ко-
эффициента вытяжки при прокатке 2,2, т. е. длина заготовки ра-
бочей части сверла в 2,2 раза короче рабочей части сверла. Диа-
метр отверстий для охлаждения в два раза больше наружного
диаметра сверла. После сверления производится прокатка пря-
мых стружечных канавок на ковочных вальцах и последующая
завивка на требуемый шаг винта на завивочном прессе. Для пре-
дохранения отверстия от сплющивания во время прокатывания
профиля, в него вводят наполнитель. В качестве наполнителя
применяются различные химические соединения металлов или
сплавов с температурой плавления, лежащей в интервале темпе-
ратур прокатки и термообработки, например, сернистое железо.
При нагреве заготовок до температуры закалки наполнитель вы-
плавляется, освобождая отверстия для охлаждения.
Контроль размеров конического хвостови-
к а и лапки. Контроль конусности производится по калибру,
при помощи приспособления с привернутыми ножами (фиг. 83,
а), накладного прибора с двумя индикаторами (фиг. 83, б) и
стационарного прибора с индикатором (фиг. 83,в). При
проверке по калибру рабочая поверхность калибра-втулки по-
крывается тонким слоем краски. Проверяемый конический хвос-
товик вводят в калибр-втулку и слегка поворачивают, при этом
краска должна покрыть всю поверхность хвостовика, количество
кольцеобразных разрывов должно быть не более двух. Ширина
разрывов должна быть не более 3 мм для конусов Морзе до № 4
и не более 2 мм — для конусов Морзе № 5 и 6.
При проверке с помощью приспособления с ножами произво-
дится настройка приспособления по эталонному калибру-пробке.
После этого проверяемый конусный хвостовик вставляют между
ножами и по световой щели определяют отклонение конусности.
При проверке накладным прибором с двумя индикаторами
прибор предварительно настраивается по эталонному калибру.
Наличие отклонения конуса проверяемого хвостовика характе-
ризуется разностью показаний индикатора, предварительно на-
строенных на нуль по эталону.
Контроль расстояния от базы производится при помощи ка-
либров-втулок по рискам или по контрольным плоскостям усту-
208
па на торце калибра без лапки. Это расстояние может быть про-
верено также на приборе с контрольными линейками по рискам
или уступам, нанесенным на одной из линеек. Контроль смеще-
ния лапки с оси производится по плоскостям срезов калибра-
Ю
Фиг. 83. Приспособления для контроля конусности хвостовика сверла:
а — с привернутыми ножами / и 2; б - накладное с индикатором; в — ста*
ционарное с индикатором,
втулки, при этом плоскости обеих сторон лапки не должны вы-
ступать над плоскостями калибра-втулки.
Контроль длины фрезерованного участка лапки производится
по торцу срезанной части калибра-втулки или с помощью шаб-
лона.
ГЛАВА Hl
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗЕНКЕРОВ
И РАЗВЕРТОК
По конструктивно-технологическим признакам зенкеры и раз-
вертки делятся на хвостовые и насадные, цельные и сборные, с
механическим креплением или неразьемным соединением плас-
тинок, быстрорежущие, твердосплавные или с минералокерами-
ческими пластинками. Зенкеры и развертки предназначены для
получистовой и чистовой обработки отверстий и должны обеспе-
чить в пределах допусков размер и чистоту поверхости обраба-
тываемого отверстия.
Для обеспечения размера отверстия должны быть выдержа-
ны диаметр калибрующей части и допуски на биение калибрую-
щей и заборной частей. Для получения чистоты поверхности от-
верстия должна быть обеспечена высокая чистота поверхности
в месте сопряжения заборной части с калибрующей и зубьев ка-
либрующей части, в связи с чем развертки должны доводиться.
Для повышения чистоты обрабатываемого отверстия развертки
изготовляются с неравномерным шагом.
Зенкеры изготовляются из быстрорежущей стали и с плас-
тинками твердого сплава или минерало-керамическими. Разверт-
ки, ручные изготовляются из углеродистой стали У10 и У12 и ле-
гированной стали ХВ5 или 9ХС. Машинные развертки изготов-
ляются из быстрорежущей стали, с пластинками твердого спла-
ва или минерало-керамическими пластинками.
Зенкеры и развертки диаметром до 30 мм снабжаются хвос-
товиками, а диаметром более 40 мм делаются насадными. За
технологическую базу у хвостовых зенкеров и разверток прини-
мают центры или центровые отверстия. У насадных зенкеров и
разверток за технологическую базу принимается коническое от-
верстие или цилиндрическое отверстие и торцы.
Токарная обработка зенкеров и разверток производится для
придания им надлежащей формы и размеров на полуавтоматах
и автоматах, револьверных или токарных станках.
Образование канавок на развертках и зенкерах, в зависимо-
сти от размера, осуществляется фрезерованием, шлифованием и
210
ведутся работы по образованию канавок методом пластической
деформации. Канавки разверток и зенкеров размером до 5 мм
шлифуются на универсально-заточных станках. Развертки и зен-
керы с прямым зубом размером выше 5 мм фрезеруются на про-
дольно-фрезерных станках с применением делительной головки.
Развертки и зенкеры с винтовым зубом фрезеруются на универ-
сально-фрезерных станках с применением универсальной дели-
тельной головки.
В индивидуальном и мелкосерийном производстве развертки
и зенкеры фрезеруются на одношпиндельных головках. В се-
рийном и массовом производстве фрезерование осуществляется
Фиг. 84. Полуавтомат для фрезерования канавок разверток мод. 6В1МР.
на многошпиндельных головках. Развертки диаметром до 6 мм
и выше 25 мм фрезеруются в трехшпиндельных головках; диа-
метром 7—16 мм— в семишпиндельных; дцаметром 18—25 мм в
пятишпиндельных головках. Фрезерование канавок у зенкеров в
условиях серийного производства осуществляется па трехшпин-
дельных головках. Находят широкое применение делительные
головки с автоматическим делением и пневматическим зажимом
заготовки.
В крупносерийном и массовом производстве применяются
специализированные станки и полуавтоматы мод. 6В1МР для
фрезерования прямых канавок (фиг. 84) и мод. ДФ-99 для вин-
товых канавок.
211
Канавки разверток фрезеруются одноугловыми, двухугловы-
ми, фасонными и специальными фрезами. При фрезеровании
разверток одноугловыми фрезами передняя поверхность полу-
чается недостаточно чистой; при фрезеровании двухугловыми
фрезами она получается более чистой.
Канавки фасонных фрез обеспечивают относительно больше
места для стружки при достаточной прочности зуба. При фрезе-
ровании разверток одноугловой фрезой, ее устанавливают тор-
цовой стороной по оси развертки до соприкосновения с наруж-
ным диаметром и опускают на глубину, равную высоте зуба.
При фрезеровании разверток двухугловыми фрезами настройка
станка зависит от угла фрезы. Величины поперечного (горизон-
Фиг. 85. Сборная
фреза для фрезе-
рования зубьев
разверток.
тального) смещения стола и подъема (вер-
тикального смещения) его для соответст-
вующей установки можно определять по
формулам из главы VI, используемым для
расчетов при фрезеровании фрез.
Неравномерный шаг зубьев развертки
может быть образован несколькими спо-
собами. При фрезеровании канавок с не-
равномерным шагом для соблюдения оди-
наковой ширины ленточки необходимо ме-
нять глубину канавки и расстояние между
осями развертки и фрезы для каждой новой
канавки.
Для упрощения процесса фрезерования
применяется специальная фасонная фреза,
образующая зуб развертки, причем шири-
на пера остается постоянной без изменения
глубины фрезерования. Фасонная фреза может быть заменена
набором из двух фрез, фиг. 85.
Канавки на развертках в условиях массового производства
можно фрезеровать на зубофрезерных станках по методу обкат-
ки червячной фрезой.
Расточные зенкеры фрезеруются на горизонтально- и универ-
сально-фрезерных станках с помощью делительных головок. При
фрезеровании зенкеров с винтовым зубом настройка универсаль-
но-фрезерного станка производится аналогично настройке при
фрезеровании сверл. Фрезерование трехперых расточных зенке-
ров осуществляется в два перехода — фрезерование канавок и
фрезерование спинок зубьев. Фрезерование канавок и задних по-
верхностей зубьев зенкеров с винтовым зубом производится спе-
циальными фрезами.
Подрезные зенкеры имеют зубья только на торце. Фрезерова-
ние торцовых зубьев производится па делительной головке, на-
строенной так же, как при фрезеровании зубьев на торцовой по-
верхности фрез. У зенкеров для цилиндрических углублений име-
ются канавки на цилиндре и торце. После фрезерования кана-
212
вок на цилиндрической поверхности фрезеруется задняя поверх-
ность торцовых зубьев с соответствующей настройкой делитель-
ной головки для фрезерования торцового зуба.
Зенковки фрезеруются угловыми фрезами с помощью дели-
тельной головки, установленной под нужным углом.
Поверхности канавок после фрезерования должны обладать
чистотой не ниже 4—5-го классов.
После термической обработки хвостовых зенкеров произво-
дится зачистка центровых отверстий, а у разверток — доводка
центровых отверстий на сверлильном или центрошлифовальном
станке. Качество центровых отверстий определяет точность фор-
мы шлифованной поверхности. Насадные развертки с кониче-
ским отверстием шлифуются на внутришлифовальном станке с
установкой шпиндельной бабки на угол конуса.
Шлифование насадных разверток и зенкеров с цилиндриче-
ским отверстием производится на внутришлифовальном станке
с подрезкой одного торца, что обеспечивает высокую точность по-
ложения торца относительно отверстия.
После заточки передней поверхности на универсально-заточ-
ных станках производится шлифование хвостовой и рабочей час-
ти разверток и зенкеров. Шлифование разверток и зенкеров по
наружному диаметру производится на универсальных кругло-
шлифовальных станках в два перехода — предварительное и
окончательное. Шлифование разверток производится на особо
точных станках. Предварительное шлифование можно выделять
в отдельную операцию. Сначала шлифуется калибрующая часть,
после чего с помощью разворота стола шлифуется обратный ко-
нус и заборная часть. Чистота поверхности калибрующей части
разверток должна быть не ниже 8—9-го классов чистоты. Особо
точные развертки доводятся по наружному диаметру; припуск
под доводку—5—9 мк. Контроль диаметра развертки произво-
дится индикаторным микрометром или оптиметром.
Заточка разверток производится по задней поверхности. На
калибрующей части оставляется ленточка шириной 0,05—0,30 мм
в зависимости от размера инструмента.
Комбинированный инструмент. Для совмеще-
ния нескольких операций или переходов применяется комбини-
рованный инструмент. Комбинированный инструмент может со-
стоять из инструментов одного и того же, типа, отличающихся
между собой только размерами, или различных типов.
Из первой группы наибольшее распространение имеют сту-
пенчатые зенкеры для растачивания отверстий по двум и больше
диаметрам, зенкеры для растачивания и подрезания торца, сту-
пенчатые развертки для одновременного развертывания двух или
нескольких отверстий, ступенчатые зенкеры или развертки для
снятия больших припусков. Из второй группы распространены
инструменты, состоящие из сверла и зенкера; зенкера и разверт-
ки; расточных резцов и развертки; сверла и метчика или дру-
213
гих комбинаций. Комбинированный инструмент изготовляется
цельным или сборным.
Важным требованием к комбинированному инструменту для
обработки отверстий является обеспечение соосности ступеней и
отсутствие биения торцовых режущих кромок. Обеспечивается
это условие при изготовлении цельного или сборного комбиниро-
ванного инструмента окончательным шлифованием и заточкой
его элементов от одной тщательно подготовленной базы — цент-
ровых, цилиндрических или конических отверстий. Вторым мето-
дом при изготовлении сборного инструмента является изготовле-
ние его составных частей с высокой степенью точности, обеспечи-
вающей соблюдение заданных допусков в собранном виде. При
изготовлении комбинированного сборного инструмента по второ-
му методу должно обращаться особое внимание на обработку
посадочных мест, а при окончательном шлифовании и заточке
на возможность использования посадочных мест в качестве тех-
нологической базы.
Типичной составной частью сборного комбинированного ин--
струмента является корпус с наружным и внутренним конусами.
Наружный конус служит для соединения со шпинделем станка,
а внутренний для соединения с другим инструментом, входящим
в набор. В ряде случаев на конусе имеется цилиндрическое или
коническое место для посадки и соединения с другими инстру-
ментами. Между наружным конусом и посадочными местами
должна быть обеспечена соосность в пределах 0,01—0,03 мм в
зависимости от вида инструмента. Соосность наружного и внут-
реннего конуса может быть обеспечена шлифованием внутрен-
него конуса на впутришлифовалыюм станке относительно от-
шлифованного наружного конуса. Для этого bs прошлифованную
на месте коническую втулку шпинделя внутришлифовального
станка вставляют наружный конус инструмента и поворачивают
на требуемый угол конуса шлифовальную бабку.
Иногда, для обеспечения соосности внутреннего и наружного
конусов, после шлифования внутреннего конуса его принимают
за базу, и наружный конус шлифуют на консольной конической
оправке или на конической оправке в центрах.. При шлифовании
в центрах оправка состоит из двух частей — конической поса-
дочной части и цилиндрической для контроля соосности центро-
вых отверстий оправки и шлифуемого конуса. Центровые отвер-
стия оправки и шлифуемого конуса должны быть шлифованны-
ми или доведенными. -При наличии на корпусе инструмента по-
садочных цилиндрических или конических поверхностей, они и
шлифуются с одной установки с наружным конусом или с двух
установок от одной базы. В тех случаях, когда на корпусе ин-
струмента имеется режущая часть, она должна шлифоваться от
одной базы с. наружным конусом.
ГЛАВА IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
РЕЗЬБООБРАЗУЮЩЕГО ИНСТРУМЕНТА
Резьбообразующий инструмент применяется двух типов —
резьбонарезной и резьбонакатной. К резьбонарезному инстру-•
менту относятся: метчики, круглые плашки, резьбонарезные го-
ловки и резьбовые фрезы; к резьбонакатному—накатные плаш-
ки и накатные ролики. На калибрующей части резьбообразу-
ющего инструмента имеется резьба, соответствующая резьбе из-
делия. На заборной части резьба имеет постепенный подъем,
заканчивающийся полным профилем резьбы. В процессе образо-
вания резьбы осуществляется винтовое движение резьбы инстру-
мента и относительное движение нарезаемой заготовки по вин-
товой линии. Резьба на инструменте располагается несколькими
способами: на винтовой поверхности (метчики, круглые плашки,
радиальные гребенки, накатные ролики); на развернутой винто-
вой поверхности (|Плоские накатные плашки); на кольцевой по-
верхности или развернутой кольцевой поверхности (резьбовые
фрезы, круглые гребенки, тангенциальные плашки). Инструмен-
ты с резьбой, расположенной на кольцевой поверхности или ее
развертке, в работе устанавливаются под угло-м так, чтобы резь-
ба касалась винтовой поверхности.
В резьбонарезных головках и резьбонакатных станках гре-
бенки и ролики располагаются по окружности на равном рас-
стоянии и для того, чтобы резьба каждой гребенки находилась
на винтовой поверхности, гребенка должна быть смещена отно-
сительно предыдущей на часть шага. Величина смещения зави-
сит от количества плашек или гребенок в комплекте. При двух
плашках смещение резьбы соответствует ’/2 шага. При четырех
плашках ’/< шага. Точность смещения резьбы должна находить-
ся в пределах допусков на шаг между двумя нитками. Смещение
шага резьбы обеспечивается соответствующими приспособления-
ми при изготовлении или подгонкой установочной базы. Чтобы
процесс резьбообразования проходил равномерно, заборная
часть на каждом пере инструмента должна находиться на оди-
наковом расстоянии от оси инструмента или изделия. Уменыне-
215
ние трения в процессе образования резьбы достигается создани-
нием обратного конуса на ряде инструментов (метчики, гребен-
ки) и затылованием резьбы (метчики, фрезы резьбовые).
На работоспособность резьбообразующего инструмента в
значительной степени влияет обезуглероженность на нешлифо-
ванном инструменте и прижоги резьбы на шлифованном инстру-
менте. Обезуглероженность резьбы зависит от нагревательной
и охлаждающей среды при термообработке. На прижоги резьбы
влияют характеристика шлифовального круга и режим шлифо-
вания.
1. ОБРАЗОВАНИЕ РЕЗЬБЫ
Резьба на инструменте, в зависимости от его конструкции,
требуемой точности и масштабов производства, образуется раз-
личными способами
Нарезание резьбы резцами и гребенками.
В условиях индивидуальною и мелкосерийного производства,
для нарезания наружных и некоторых внутренних резьб (диа-
метром 12 мм и выше) применяется обработка резьбы резцами
или гребенками на токарнс-винторезных станках. Образование
резьбы на токарно-винторезных станках резцами или гребенка-
ми применяется для нарезания метчиков, крупных круглых пла-
шек, накатных роликов, резьбы на сборном инструменте неко-
торых видов и червячных фрезах. Нарезание резьбы резцами и
гребенками отличается сравнительно низкой производительно-
стью и относительно высокой точностью получаемой резьбы..
Точность резьбы по шагу зависит от точности ходового винта
токарного станка. Точность профиля резьбы зависит от точности
профиля и установки резьбового резца или гребенки. Чистота
поверхности резьбы зависит от чистоты поверхности профиля
резца или гребенки, режима резания и охлаждающе-смазываю-
щей жидкости. Точность по среднему диаметру зависит от точ-
ности механизма подачи.
Применяются токарно-винторезные станки обычной точности
и прецизионные. Прецизионные станки имеют корригирующую
линейку, с помощью которой компенсируют ошибки шага ходо-
вого винта или вносят поправку к шагу нарезаемой резьбы с
учетом деформации шага при термической обработке. В усло-
виях крупносерийного производства для нарезания резьбы ин-
струмента с мелким шагом без последующей обработки при-
меняются прецизионный винторезный станок мод. С102 и токар-
ный резьбонарезной полуавтомат для метчиков мод. МФ 102
(фиг. 86). Точность по шагу на винторезных станках получает-
ся в пределах ±0,01 мм; на прецизионных станках с корриги-
рующей линейкой точность по шагу может быть достигнута в
пределах ±0,005 мм на длине 300 мм. Резьбовые резцы и гре-
бенки шлифуются и в некоторых случаях доводятся по профи-
лю. Заточка ведется по передней поверхности. Установка резцов
и гребенок производится с помощью установочных шаблонов, а
при нарезании резьбы с малым шагом и высокоточных резьб —
с помощью специальных приспособлений и микроскопов, уста-
навливаемых на станке.
Известны два способа подачи
радиальный в направлении,
перпендикулярном оси наре-
заемой резьбы, и боковой под
углом в направлении одной из
сторон профиля резьбы. При
нарезании резьбы с боковой
подачей резец затачивается с
положительным передним уг-
лом одной режущей кромки
резца, что облегчает образова-
ние и удаление стружки. На-
резание резьбы с боковой по-
дачей производится при пред-
варительном нарезании резьбы
с шагом больше 2 мм. Величи-
на подачи при черновых про-
ходах находится в пределах
0,02—0,50 мм. Радиальная по-
дача применяется при черно-
вом нарезании резьбы с шагом
меньше 2 мм, а также при чис-
товом нарезании. При чисто-
вом нарезании трехутолыюй
резьбы выбирается подача в
пределах 0,05—0,2 мм; наи-
меньшая величина выбирается
при последних проходах. Для
чистового нарезания резьбы
применяются резцы с нулевым
передним углом. При наличии
положительного переднего уг-
ла производится корригирова-
ние профиля резьбового резца
или гребенки.
Скорость резания влияет на
чистоту поверхности резьбы.
Чистая поверхность получает-
резца при нарезании резьбы —
Фиг. 86. Токарный резьбонарезной
полуавтомат для метчиков, мод.
МФ 102
ся при очень низких скоростях резания — меньше 1 м!мин или
на высоких скоростях резания — более 80—100 м)мин. Скорост-
ное нарезание резьбы производится твердосплавными резьбовы-
ми резцами.
При нарезании резьбы на углеродистых и быстрорежущих
сталях в качестве смазочно-охлаждающих жидкостей применя-
217
ют сульфофрезол, сульфофрезол с добавкой 10% керосина,
осерненное масло.
Фрезерование резьбы на поверхностях тел враще-
ния осуществляется на специальных резбофрезерных станках.
В условиях серийного производства на резьбофрезерных стан-
ках фрезеруется: резьба метчиков, крепежная резьба корпусов
сборного инструмента и резьба на червячных фрезах. Резьба с
мелким шагом на метчиках фрезеруется гребенчатой фрезой.
Ширина гребенчатой фрезы на 2—3 нитки больше фрезеруемой
резьбы. В процессе фрезерования резьбовая фреза или обраба-
тываемый инструмент получает осевое перемещение на величи-
ну, равную шагу нарезаемой резьбы. Резьба с большим шагом и
многозаходная резьба фрезеруется дисковой профильной фре-
зой. Дисковыми фрезами фрезеруется резьба на червячных фре-
зах. Фрезерование резьбы на поверхностях тел вращения обыч-
но производится, как предварительная операция.
На плоских поверхностях радиальных, тангенциальных и
плоских накатных плашек резьба фрезеруется гребенчатыми
фрезами на горизонтально-фрезерных станках. Установка фре-
зеруемых инструментов производится с помощью специальных
приспособлений. Фрезерование плоской резьбы обычно произво-
дится в качестве чистовой операции; состояние фрезерного
станка и режим фрезерования при этом должны обеспечивать
получение соответствующей чистоты поверхности и точности
резьбы. В тех случаях, когда процесс фрезерования не обеспе
чивает требования по чистоте и точности резьбы последующая
чистовая обработка выполняется шлифованием.
Накатывание резьбы. Наиболее производительным
способом обработки резьбы является накатывание резьбы пло-
скими плашками или круглыми накатными роликами. В настоя-
щее время накатыванием в инструментальном производстве об-
разуется резьба на метчиках, накатных роликах и червячных
фрезах. Накатывание резьбы осуществляется на специальных
резьбонакатных станках-полуавтоматах, автоматах мод. 5935,
РН-24 и др. или на приспособлениях к поперечно-строгальным
станкам плоскими плашками, и к токарным станкам — ролика-
ми. Накатывание резьбы плоскими плашками более производи-
тельно, однако наладка станков сложнее и стабильность разме-
ров резьбы меньше, чем при работе на станках с роликами. Боль-
шая точность резьбы при работе на станках с роликами полу-
чается вследствие большей жесткости станков и возможности по-
лучения резьбы большей точности на накатных роликах. Накаты-
вание резьбы производится, как окончательная операция на мет-
чиках из углеродистой стали У10 — У12 и накатных роликах из
легированной стали. При накатывании резьбы на метчиках из
сталей Р9 и Р18, обладающих меныпей пластичностью, чем мет-
чики из стали У12, накатывание резьбы производится как пред-
варительная операция с последующим шлифованием резьбы.
218
Шлифование резьбы. Шлифованию подвергается
резьба метчиков, резьбовых фрез накатных роликов, плоских
нарезных и накатных плашек высокой точности. При шлифова-
нии резьбы может быть достигнута точность по шагу ± (2—3) мк,
по половине угла профиля ± (2'30" — 3'30") и по среднему диа-
метру + (2,5—5) мк.
Шлифование может производиться однониточным или много-
ниточным шлифовальным кругом. Шлифование многониточным
шлифовальным кругом коротких резьб производится методом
врезания цилиндрическим шлифовальным кругом, а длинных
резьб на проход коническим шлифовальным кругом или кругом
с заборной частью. Производительность при шлифовании много-
ниточным шлифовальным кругом выше, чем производительность
при шлифовании однопиточным кругом, в 2—10 раз.
Точность при шлифовании многониточным кругом ниже точ-
ности шлифования однопиточным кругом. Так, при шлифовании
методом врезания многониточным цилиндрическим шлифоваль-
ным кругом отклонение по шагу 10 мк, па половину угла 10', по
среднему диаметру 10 мк; при шлифовании коническим много-
ниточным шлифовальным кругом на проход может быть достиг-
нута точность по шагу 8 мк, по углу профиля 8' и по среднему
диаметру 10 мк. Наиболее эффективно применение шлифования
многопиточным кругом при предварительном шлифовании.
Точность шлифованной резьбы зависит от ряда факторов, из
которых основными являются: конструкция, точность и состоя-
ние резьбошлифовального станка; характеристика шлифоваль-
ного круга, метод правки круга, режим шлифования и постоян-
ство температуры технологической системы. Точность резьбы по
шагу зависит от точности ходового винта механизма подачи стан-
ка и постоянства температуры технологической системы. Для
компенсации ошибок ходового винта в станках применяются кор-
ригирующие линейки. Для устранения влияния изменения тем-
пературного состояния технологической системы чистовое шли-
фование надо вести через 3—4 ч после пуска станка.
Точность резьбы по углу профиля при шлифовании цилинд-
рических инструментов зависит от точности установки шлифо-
вального круга или шлифуемого инструмента по углу подъема
резьбы, качества правки шлифовального круга, точности и со-
стояния приспособления для правки, точности и состояния шпин-
дельного узла и уравновешенности шлифовального круга.
Правка однониточного шлифовального круга производится с
помощью специального приспособления алмазом, которому при
вращении круга сообщают перемещения в направлениях, соот-
ветствующих заданному профилю резьбы. Правка может произ-
водиться вручную или автоматически. Правка круга при чисто-
вом шлифовании должна проводиться с малыми подачами.
На фиг. 87, а дана схема приспособления для автоматической
правки сторон резьбошлифовального круга. От электродвигате-
219
ля через червячную пару и палец, укрепленный на этой паре,
приводится в движение кулисный механизм, который через зуб-
чатые колеса сообщает возвратно-поступательное движение рей-
кам и ползунам с закрепленными в них алмазодержателями. На
фиг. 87, б показана схема правки вершины круга.
На некоторых резьбошлнфовальных станках имеются при-
способления для заправки многониточпого шлифовального кру-
га алмазом. Для нарезания резьбы на шлифовальном круге при-
меняют граненый алмаз с углом 40—45°. Алмаз при профили-
ровании режет только своей вершиной. Приспособление уста-
навливается на задней бабке станка или в центрах. Прифили-
Фиг. 87. Схема приспособления для правки одно-
ниточного резьбошлифовального круга:
1 — шлифовальный круг; 2 — кулиса.
рование производится после настройки станка на соответствую-
щий шаг.
Профилирование шлифовального круга происходит в резуль-
тате сложения продольного и поперечного перемещения алмаза.
Продольное перемещение осуществляется ходовым винтом, по-
перечное — специальным кулачком, осуществляющим возврат-
но-поступательное перемещение алмаза. На фиг. 88 представ-
лена схема приспособления для правки многониточного круга
алмазом. '
От ходового винта 1 вращение .передается через смен-
ные зубчатые колеса 2 на ходовой валик 3, который приводит
во вращение кулачок 4. Кулачок имеет форму двух встречных
архимедовых спиралей. Число оборотов кулачка рав-
но числу оборотов шпинделя передней бабки, т. е.
при перемещении стола на один шаг кулачок сдела-
ет один оборот. При перемещении стола на полшага алмаз 5 рав-
220
номерно переместится на величину, равную высоте профиля
резьбы, при дальнейшем перемещении на полшага алмаз пере-
местится в обратном направлении и вершина алмаза очертит обе
стороны профиля резьбы. Аналогичное по принципу приспособ-
ление может быть использовано при установке в центрах. При
этом кулачок приводится во вращение поводком передней бабки.
Заправка многониточиого круга производится также накаты-
ванием металлическим роликом. Накатные ролики изготовляют-
ся из высокоуглеродистой, легированной и быстрорежущей ста-
ли. Более стойки накатные ролики из стали Р18, термически об-
работанные до твердости HRC 63—65.
Для создания режущих кромок па ролике фрезеруются ка-
навки с неравномерным шагом
рядке отверстия. Форма и про-
филь накатного ролика соот-
ветствует прифилю и форме
заправляемой резьбы. Резьбо-
накатные ролики могут быть
цилиндрическими или коничес-
кими в зависимости от резьбы
инструмента. Кольцевая резь-
ба резьбонакатных роликов
шлифуется на резьбо-шлифо-
вальном станке однониточным
или сверлятся в шахматном по-
Фиг. 88. Схема приспособления для
правки многониточного резьбошлифр-
вального круга.
с одной нитки на другую. Для
абразивным кругом. Для по-
вышения точности резьбы на-
катного ролика, при его шли-
фовании рекомендуется не от-
водить стол при переводе круга
этого на резьбонакатных роликах делают выемку, а перевод
круга к следующей нитке осуществляется без отвода стола в тот
момент, когда выемка находится против круга. Для лучшего
использования резьбонакатных роликов ширина их делается
в 2—3 раза больше ширины заправляемого круга. Ролики шли-
фуются на оправках с точными полированными центрами и на
этих же оправках работают при заправке кругов. Длина оправ-
ки должна быть равна длине шлифуемого инструмента для того,
чтобы не сдвигать заднюю бабку.
При заправке круга ролик на оправке устанавливается в
центрах вместо шлифуемого изделия, подводится к шлифоваль-
ному кругу и при малой скорости вращения круга накатывает
резьбу путем выкрашивания отдельных зерен. Заправка произ-
водится при скорости круга 75—100 об!мин, при определенном
давлении порядка 787—1175 кн/м2 (8—12 кГ!см2), при непре-
рывном охлаждении и смывании снимаемого абразива. Для обес-
печения большой стойкости ролика и высокой точности резьбы
многониточных шлифовальных кругов ВНИИАШ рекомендует
правку кругов вести при определенной подаче и числе циклов, в
221
зависимости от характеристики круга и шага резьбы. Для пред-
варительной заправки рекомендуется глубина врезания ролика
за один цикл 0,02 мм; для шага резьбы 0,75 мм — 25 циклов;
для шага резьбы 1,5 мм — 50 циклов и для шага 2 мм— 65
циклов. Для окончательной заправки принимают глубину вреза-
ния ролика за один цикл 0,01 мм, количество циклов от 4 до 8.
Качество резьбы и производительность резьбошлифования в
значительной мере зависят от выбора характеристики шлифо-
вального круга, охлаждающей жидкости и режимов шлифова-
ния. При шлифовании резьбы применяются шлифовальные кру-
ги из белого электрокорунда и зеленого карбида кремния на ке-
рамической и органической связке.
Выбор характеристики шлифовального круга определяется
стойкостью профиля шлифовального круга, временем работы
круга до появления волнистости и прижогов на шлифуемой по-
верхности. Большая профильная стойкость шлифовального кру-
га достигается понижением номера зернистости и увеличением
твердости круга, но при этом возрастает тепловыделение и за-
саливание круга.
Шлифовальный круг изнашивается больше всего по вершине
профиля, что влияет на величину радиуса впадины шлифуемой
резьбы. Лучшие результаты получаются в том случае, если на
участке, профилирующем радиус, находится несколько зерен —
не менее трех.
Рекомендуется средний диаметр зерна выбирать исходя из
размера шага шлифуемой резьбы по формуле d=32S.wc, где
S — шаг шлифуемой резьбы. С уменьшением количества зерен
на радиусе круга твердость круга должна увеличиваться.
На условия шлифования оказывает влияние характер распо-
ложения зерен, зависящий от технологии производства кругов.
У шлифовальных кругов на керамической связке зерна могут
располагаться и по своей длинной оси; при этом круг работает
как бы с большим размером зерна.
Шлифовальные круги на органической связке в процессе из-
готовления прокатываются, что способствует расположению зе-
рен длинной осью вдоль резьбы. При прокатке получается так-
же измельчение зерен — наименее прочные зерна раскалывают-
ся и располагаются в теле круга по большей своей оси, т. е. па-
раллельно торцовым поверхностям.
Круги на вулканитовой связке лучше удерживают зерна, чем
на керамической.
При резьбошлифовании применяются круги диаметром 375—
500 мм. Для повышения размерной стойкости шлифовальных
кругов рекомендуется работать кругами большего диаметра, т. к.
при этом большее количество зерен принимает участие в реза-
нии и сохраняется стойкость кромки на большем протяжении по
периферии круга. На основании обобщенного производственного
222
опыта, рекомендуется выбор однониточных шлифовальных кру-
гов производить по табл. 16.
Таблица 16
Характеристика однониточных шлифовальных кругов в зависимости
от шага шлифуемой резьбы
Шаг резьбы в мм Предварительное шлифование Окончательное шлифование
Зернистость Твердость Зернистость | | Твердость
До 0,5 М28 С2 М20 С2
0,6—0,8 3 С2 М28 С2
1—1,25 5—4 С2 4 С2
1,5—1,75 5 СМ2 4 С1
2—2,5 6—5 СМ2-СМ1 5 СМ2
3 4 8—6 СМ2-СМ1 6—5 СМ2-СМ1
4,5—5,5 10-8 СМ1 8—6 СМ2-СМ1
6 10 СМ1 8 СМ1
При многониточном шлифовании выбирают круги на 1 —
2 степени твердости мягче, чем для однониточного шлифования и
на 1—2 степени зернистости мельче (табл. 17). Уменьшение
Таблица 17
Характеристика многоннточных шлифовальных кругов на керамической
связке в зависимости от шага шлифуемой резьбы и обрабатываемого
материала
Шаг резьбы в мм Углеродистая сталь Быстрорежущая сталь
Р18 Р9
Зернистость Твердость Зернис- тость Твер- дость Зернис- тость Твер- дость
0,75 М20 С1 М20 С2 М20 С1
1 М20 а М28 С2 М28 С1
1,25 М28 СМ2 М28 С1 М28 I С1
1,5 М20 СМ1 1 М40 С1 ! М40 1 СМ2
1,75 М40 СМ1 М40 СМ2 М40 СМ2
2 4 СМ1 L_4.__ РМ2 4 СМ2
твердости многониточного круга облегчает процесс его накаты-
вания при заправке; увеличение зернистости при этом должно
обеспечить его профильную стойкость. Применяются многони-
точные шлифовальные круги на керамической связке. Круги на
вулканитовой и бакелитовой связках не накатываются и для мно-
гониточного шлифования не применяются.
223
Резьбы с мелким шагом рекомендуется шлифовать в две опе-
рации—предварительную и окончательную. Такой способ дает
возможность для предварительной операции выбирать шлифо-
вальные круги с более крупным зерном и более мягкие, и вести
работу на более жестких режимах, не опасаясь прижогов и уве-
личенного радиуса закругления. На окончательную операцию
оставляют припуск 0,10—0,15 мм.
Образование и обработка резьбы с шагом 0,4—2,0 мм про-
изводится шлифовальным кругом «из целого» без предваритель-
ного нарезания.
Выбор режимов шлифования определяется ограничивающи-
ми факторами: стойкостью профиля заправленного круга и точ^
ностыо резьбы по профилю и шагу; появлением прижогов и ря-
би на шлифуемой поверхности и ухудшением чистоты обработки
за период работы до правки круга.
Расчетная стойкость однониточного круга между двумя
правками в среднем принимается 10—15 мин для чернового шли-
фования и 5 мин для чистового шлифования, для многониточ-
ных кругов — 20—30 мин.
При шлифовании режущего инструмента интенсивное выде-
ление тепла приводит к образованию прижогов и структурным
изменениям поверхностного слоя, что является в большинстве
случаев наиболее важным технологическим ограничением при
назначении режимов шлифования.
Режимы резьбошлифования характеризуются интенсивностью
съема металла в мм3)мин на 1 мм активной режущей кромки
шлифовального круга. Интенсивность съема металла условно,
характеризуется удельным съемом
еу5=юооо^,
где ик — скорость шлифовального круга в м!сек\
t — глубина шлифования в мм [39].
Элементы режима шлифования (ок ; t) влияют неодинаково
при разных ограничивающих факторах.
Существуют два способа шлифования резьбы — скоростной и
глубинный. Глубинный способ заключается в шлифовании с
большой глубиной и малой окружной скоростью изделия — до-
1—1,5 м/мин. Шлифование при этом проходит в два-три пред-
варительных прохода и один окончательный. Этот способ харак-
терен для работы с ручной подачей на глубину.
Скоростной способ заключается в шлифовании резьбы со
значительной окружной скоростью изделия — до 10 м!мин и не-
значительной глубиной резания с большим числом проходов —
до 8—20, в зависимости от шага резьбы. Этот метод применяется
при автоматической подаче. При скоростном методе интенсив-
ность съема, металла в 2—3 раза выше, чем при глубинном-
способе шлифования. Следует отдать предпочтение шлифованию*
с большой окружной скоростью изделия и с малой глубиной ре-
224
зания, т. с. при этом уменьшается время контакта шлифоваль-
ного круга с шлифуемым инструментом и уменьшается опасность
прижогов.
При скоростном шлифовании резко снижается время шлифо-
вания за один проход, но при этом возрастает время на холос-
тые хода. Для нахождения оптимальной скорости вращения шли-
фуемого инструмента рекомендуется формула (39]:
v ft к.
опт Д 5 1000’
(36)
где К — 1 для быстрорежущей стали, К = 0,67 для углеродис-
той стали;
L — длина резьбы в мм\
т — время на реверсирование, холостые хода и установку
на глубину на один проход в мин:
Dp — диаметр резьбы в мм:
S — шаг резьбы в мм.
На выбор режима шлифования оказывает значительное вли-
яние материал шлифуемого инструмента. Так, при шлифовании
быстрорежущей стали Р18 интенсивность съема металла долж-
на быть на 30—40% меньше, чем при шлифовании углеродистой
стали. При шлифовании быстрорежущей стали Р9 интенсивность
съема металла должна быть уменьшена на 25—30% по сравне-
нию со сталью Р18.
Скорость вращения обрабатываемого инструмента связана
с допуском на шаг. Чем меньше допуск, тем меньше должна
быть скорость шлифуемого инструмента. На предпоследних
проходах интенсивность съема металла должна быть у меньше
на, а последние проходы должны осуществляться выхаживани-
ем; при автоматической подаче 2—3 прохода производятся без
поперечной подачи, а при ручной глубинной подаче — один про-
ход без поперечной подачи.
Значительное влияние на производительность и качество по-
верхности шлифуемой резьбы оказывает применяемое охлажде-
ние. В качестве охлаждающей жидкости при резьбошлифова-
нии применяется сульфофрезол и раствор хромпика, разведен-
ный в горячей воде двухромокислый калий К2С2О7, обладаю-
щий большой прозрачностью.
Шлифование резьбы высокой точности на цилиндрической
или конической поверхности может производиться на универ-
сальном резьбошлифовалыюм станке мод. 5822.
На универсальном резьбошлифовальном станке 5822
(фиг. 89) можно производить шлифование одно- и многониточ-
ными кругами. Наибольший диаметр шлифования однониточ-
ным кругом 150 мм и многониточным кругом 120 мм. При внут-
реннем шлифовании— 125 мм.
Станок обеспечивает высокую точность шлифования по сред-
нему диаметру до 3 мк, по половине угла профиля ±5'; по шагу
8 Палей М. М. 225
226
ЛМ45 к8т; пмм «МЗдоб/мшу
Поводок блока шестерен.
Поводки шпинделя. J
Звено 9-х кратного увеличения шага
Ком пен со тор зазоров
в цепи шпиндель- хо-
довой бинт.
Сменные колеса ги^
тары шага—-^
Сменные колеса ги-
тары диференциала
Ы- 1/в
t=2
левая
1=36
2-х заходный левый
=02
2=32
<1
Ючф <!***”
Станина
Станина
Ш
>*,9 >=27
Пружина обратного
перемещения шлифо-
вальной бабки
!Ч=2,8кбт, п=2880об/мин.(привод-
однониточного круга)
N= У, Чквт; п=1йЧО об/мин. (привод
многониточного круга/---------
Салазки правящего устройства
2=36
1=60
Ф7д Ы72
г=30
2-х за ходоки
левый
левая
Шлифовальная водно
линейка
Сменные колесо гитары /
затылования—J
2-20.
Линейка конусного
шлифования
Кулачки для останова
'столо в крайних по-
ложениях.
Винт отключения
конусного шлифования.
Кулак затылования или
врезного шлифования—
2 = 33
^левоя
Z=2t
2=29
Винт поперечной подачи
г=66
г~50
' Рукоятка быст- г
рого отвода О
г=72к
’-Z=ft
Фиг. 89. Кинематическая схема резьбошлифовальмого станка мод. 5822.
величиной до 8 мм на длине 25 мм — 3 мк. Шлифовальная бабка
устанавливается на угол подъема резьбы до 7°. Настройка на
шаг осуществляется с помощью сменных зубчатых колес. Для
шлифования резьбы на метчиках с затылованием по профилю
на станке имеется устройство, позволяющее производить затьь
лование с падением затылка от 0,02 до 0,16 мм. Затылование
осуществляется с помощью кулачка, обеспечивающего колеба-
тельное движение шпиндельной головки.
Подобного рода работы производят также на резьбошлифо-
вальном полуавтомате мод. 5810, универсальном резьбошлифо-
вальном станке мод. ММ582 (точность по шагу по длине 25 мм
составляет 2,5 мк), станках МВ-13, МВ-14 и др.
2. МЕТЧИКИ ’
Метчики делятся на ручные, машинные, гаечные, конические,
плашечные, маточные и комбинированные. Ручные метчики из-
готовляются из углеродистой (У12А), легированной или быстро-
режущей стали. Машинные и гаечные метчики — из быстрорежу-
щей стали Р18. Гаечные метчики диаметром более 8 мм изготов-
ляются сварными. Метчики с шагом менее 0,3 мм изготовляют-
ся с нешлифованным профилем резьбы из углеродистой (У10)
или легированной стали.
Качество метчиков, в основном, обеспечивается соблюдением
требований технических условий на изготовление метчиков по
профилю и шагу резьбы, биению заборной части и отсутствию
обезуглероженности и прижогов резьбы.
За технологическую базу при обработке и контроле метчиков
принимаются наружные центры, а для метчиков диаметром вы-
ше 8 мм центровые отверстия.
Токарная обработка метчиков в зависимости от масштаба
производства, размера, материала заготовки производится на
токарных автоматах 112, 1117, 1261М и полуавтоматах мод.
КТ-Ю и КТ-16, а также на универсальных токарных станках.
В массовом производстве ручных метчиков применяется холод-
нотянутый металл, и обработка ведется на автоматах и полуав-
томатах.
Применение автоматов значительно повышает производи-
тельность. Например, обработка метчика М20 на автомате в
2,5 раза производительнее, чем на токарном станке. Метчики
542—М3,5 протачиваются по рабочей части, центрам и отреза-
ются. При обработке метчиков М4 — Мб производится только
отрезка заготовки с образованием наружных центров. У метчи-
ков М7—М8 протачивается хвостовик и наружные центры.
У метчиков М9—М24 снимается фаска хвостовика, производит-
ся зенкерование центра, обтачивание хвостовика и заборного ко-
нуса и отрезка заготовки. Гаечные метчики обтачиваются на по-
луавтоматах в центрах. Обтачивание рабочей части и хвостови-
227
в*
ка производится в два перехода или в две операции па разных
режимах. Обтачивание рекомендуется вести твердосплавным
инструментом на скоростных режимах.
Для сокращения вспомогательного времени применяются
центра различной конструкции для работы без хомутиков, план-
шайбы с убирающимися на ходу поводковыми пальцами для
безостановочной смены заготовок. Получивший . распростране-
ние центр для работы без хомутика при поджатии обрабатывае-
мой заготовки пинолью задней бабки утопает, а вращение за
готовки осуществляется зубьями рифленой чашки.
Образование квадратов. Точность изготовления
квадратов для инструмента соответствует допуску по 4-му клас-
су точности, увеличенному в 1,5 раза. Отклонение размера сто-
роны квадрата зависит от его величины; так, для квадрата со сто-
роной 2 мм допуск на изготовление 0,09 мм, а при размере сто-
роны квадрата 32 мм — допуск 0,25 мм. Смещение квадрата с
центра допускается в пределах половины допуска на размер
квадрата. Проверка квадрата на стержне производится с по-
мощью предельной скобы и кольца.
В условиях крупносерийного и массового производства квад-
раты метчиков (и другого) инструмента диаметром 2—16 мм
образуются холодной штамповкой на автоматизированных кри-
вошипных прессах или протягиванием на протяжных станках.
Квадраты метчиков диаметром от 18 мм и выше фрезеруются
двумя трехсторонними фрезами на вертикально-фрезерных стан-
ках методом непрерывного фрезерования на круглом столе или
на автоматизированных горизонтально-фрезерных станках с це-
лительным устройством. В условиях индивидуального и мелко-
серийного производства квадраты на инструменте образуются на
фрезерном станке с помощью делительной головки.
Образование канавок. Канавки на метчиках в зави-
симости от размера образуются шлифованием или фрезерова-
нием. Ведутся работы по образованию канавок методом пласти-
ческой деформации па ротационно-ковочных машинах.
У мелкоразмерных метчиков диаметром 0,1—0,3 мм канавки
вышлифовываются на плоскошлифовальных станках с помощью
приспособления или па специальном станке МФ-84.
Канавки метчиков размером Ml —Мб шлифуются без пред-
варительного образования («из целого») на универсально-за-
точном стайке или на полуавтомате завода «Фрезер» МФ-131;
винтовые канавки метчиков размером до 3,5 мм на станке мод.
МФ-96. Канавки метчиков размером выше 6 мм фрезеруются на
горизонтально-фрезерных станках с помощью делительных го-
ловок. В условиях серийного и массового производства применя-
ются многоцентровые делительные головки и головки с автома-
тическим делением. Завод им. Воскова выпускает полуавтома-
ты мод. 6В1 для фрезерования канавок метчиков диаметром
10—24 мм с шестицентровой делительной головкой. Горьковский
228
завод фрезерных станков выпускает специализированный ста-
нок мод. ГФ-485Н1 с многоцентровой делительной головкой для
фрезерования метчиков размером 18—52 мм. При фрезеровании
гаечных метчиков малых размеров рекомендуется применять до-
полнительную опору для уменьшения прогиба.
Фрезерование канавок метчиков производится в зависимос-
ти от их конструкции полукруглыми или специальными фасон-
ными фрезами с симметричным и несимметричным профилем.
Фрезерование канавок метчиков на многоцентровых головках
производится набором фрез. Допустимая разность диаметров
внутри комплекта 0,1 мм; допуск на ширину фрез и зажимных
колец 0,05 мм. Фрезы устанавливаются с помощью приспособ-
ления с шаблонами. Допуск на ширину пера и диаметр впадин
канавки при фрезеровании — 0,3—0,5 мм. Чистота поверхности
канавки не ниже 4—5-го классов по ГОСТу 2789-59. Для фрезе-
рования канавок метчиков применяются затылованные и остро-
заточенные фрезы. Последние дают более чистую поверхность ка-
навки. Для-заточки профиля острозаточснных фрез требуется
специальный станок или специальное приспособление.
На фиг. 90 показан гидрофицированный полуавтомат мод.
6В1М для фрезерования прямых канавок метчиков М10 — М50 и
других инструментов с равномерным и неравномерным шагом.
На полуавтомате возможно производить обработку одновремен-
но восьми заготовок диаметром до 24 мм. При обработке метчи-
ков большего диаметра количество одновременно фрезеруемых
заготовок уменьшается. Производительность полуавтомата —
для метчиков М10 — 3000 шт. за смену. Механизм подъема и
опускания фрезерной головки, механизмы деления и поджима
пинолей вдоль оси во время рабочей подачи осуществляется с
помощью гидравлической системы.
Шлифование метчиков по наружному диаметру
производится для обеспечения размеров рабочей части метчика
до образования резьбы и после термической обработки, а также
для подготовки хвостовика под клеймение и придания ему хо-
рошего внешнего вида после термической обработки. Шлифова-
ние производится на круглошлифовальных станках в центрах
или на бесцентрово-шлифовальных станках. Шлифование на
бесцентрово-шлифовальных станках значительно производитель-
нее, чем шлифование в центрах. В серийном и массовом произ-
водстве на бесцентрово-шлифовальных Станках производится
шлифование рабочей части и хвостовика всех метчиков с нешли-
фованной резьбой до и после термической обработки. Шлифова-
ние рабочей и хвостовой части машинных метчиков из быстро-
режущей стали можно производить совмещение широким
кругом на полуавтомате ХШ-10.
Метчики с шлифованной резьбой для обеспечения концент-
ричности среднего и наружного диаметра шлифуются от одной
базы в центрах. После термической обработки центры или цент-
229
Механизм подъема
фрезерной бабки
ровые отверстия должны доводиться. Для сокращения вспомога-
тельного времени при шлифовании наружного диаметра метчи-
ков в центрах применяются различные способы шлифования без
хомутиков — вращающиеся чашечные центры с внутренним риф-
лением или центры с привернутыми чашками с вырезом по раз-
меру квадрата. В ряде случаев используется поводковый пере-
движной палец на диске передней бабки шлифовального стан-
ка. Палец устанавливается так, чтобы он попадал в канавку
метчика и в процессе шлифования вращал его. При шлифова
нии метчиков до термической обработки чистота поверхности
Фиг. 91. Шлифование хвостовика метчика по методу врезания:
а — схема обработки; 6 — шлифование; в — съем детали с ножа; г — уда-
ление детали.
должна быть не ниже 6—7-го классов. После термической обра-
ботки чистота поверхности иа рабочей части должна быть не
ниже 8-го класса.
В серийном производстве при шлифовании хвостовиков мет-
чиков на бесцентрово-шлифовальных станках по методу вреза-
ния, используется ведущий круг, рабочая поверхность которого
профилирована по архимедовой спирали с нарастанием радиуса
в направлении, обратном вращению рабочего круга (фиг. 91).
Подача на глубину осуществляется ведущим кругом за счет при-
ращения радиуса спирали. Полный адкл шлифования заготовки
осуществляется за один полный оборот ведущего круга. Для сня-
тия метчика после окончания шлифования в ведущем круге
сделан паз.
Бесцентрово-шлифовальные станки оборудуются бункерны-
ми загрузочными устройствами. Заготовки метчиков навалом за-
231
гружаются в бункер, из которого они по одной, при помощи ме-
ханизма ориентации, попадают в механизм питания хвостовиком
к шлифовальным кругам. Механизм питания состоит из желоба,
накопителя и толкателя. Из накопителя заготовка посредством
толкателя, соединенного со штоком поршня пневматического
цилиндра, подается в зону шлифования. Но окончании шлифо-
вания заготовка выбрасывается из рабочей зоны пазом на веду-
щем круге. Управление пневматическим цилиндром осуществ-
ляется через золотник от кулачка, установленного на шпинделе.
Оборудование бесцентрово-шлифовальных станков автомати-
зированным бункерным устройством и осуществление подачи за
счет формы ведущего круга полностью автоматизирует работу.
Производительность станка увеличивается в 2—3 раза и его мо-
жно встраивать в автоматическую линию.
Резьба у метчиков в зависимости от марки стали, точ-
ности и масштаба производства образуется различными мето-
дами. В крупносерийном производстве метчики фрезеруются на
резьбофрезерных станках и накатываются плоскими плашками
или роликами. (В условиях индивидуального и мелкосерийного
производства метчики нарезаются резцом или гребенкой.)
Накатывание резьбы на метчиках является наиболее произ
водительиым процессом. В смену накатывается несколько ты-
сяч метчиков среднего размера. Накатывание метчиков па стан-
ке с плоскими плашками более производительно. Точность
резьбы, накатанной роликами, значительно выше. Точность
по шагу резьбы, накатанной роликами — в пределах 0,005—
0,010 мм. Точность угла профиля резьбы, накатанной плоскими
плашками, находится в пределах 30—40', а роликами в преде-
лах 10—15'.
Обратная конусность на резьбе метчиков при накатке роли-
ками достигается путем смещения в горизонтальной плоскости
неподвижной стойки, несущей ролик, па величину 0,02 мм на
100 мм длины. В этом случае оси двух роликов будут непарал-
лельны относительно друг друга, благодаря чему образуется об-
ратная конусность резьбы.
Заготовки метчиков перед накатыванием подвергаются шли-
фованию по наружному диаметру с допуском 0,02 мм. Диаметр
заготовки под накаткуа5ог определяется, как среднеквадратич-
ная величина наружного (dHap ) и внутреннего (deH ) диамет*
ров накатываемой резьбы:
Лзаг MUH- (37)
В заводской практике находит применение формула d3az =
= dcp — (0,07 -е- 0,09) мм, где dcp — средний диаметр накаты-
ваемой резьбы. Окончательный размер наружного диаметра за-
готовки определяется экспериментально путем пробной накатки
заготовок, близких по диаметру к расчетным.
232
Ведутся работы по накатыванию резьбы метчиков с затыло-
ванным профилем на обычных резьбонакатных станках с круг-
лыми роликами. Заготовки под накатку с затылованным профи-
лем должны иметь по наружному диаметру многогранный про-
филь со спадами, соответствующими величине затылования резь-
бы. Многогранная заготовка получается методом редуцирования
или шлифования на шлифовально-затыловочном станке, штам-
повкой и прокаткой.
Па качество накатки метчиков оказывает значительное влия-
ние структура заготовки. Для стали У10 — У12 структура заго-
товки должна состоять из мелкозернистого перлита с твердостью
НВ 179—207. Заготовки с крупнозернистым перлитом и цемен-
титной сеткой при накатке дают трещины и разваливаются.
При накатывании метчиков из быстрорежущей стали для по-
вышения пластичности рекомендуется производить термообра-
ботку заготовок путем нагрева до 700—750° С с кратковременной
выдержкой и сравнительно быстрым охлаждением в масле или
на воздухе.
Накатывание резьбы на метчиках М24—М42 накатными ро-
ликами производится на резьбонакатных станках мод. НР-3
(фиг. 92). Мелкие метчики Ml—М2 накатываются на автомате
мод. МФ-103.
Резьба метчиков из быстрорежущей стали шлифуется после
термической обработки. До термической обработки резьба на
метчиках из быстрорежущей стали образуется так же, как на
метчиках из углеродистой стали с припуском на шлифование.
У метчиков с шагом резьбы до 1,25 мм резьба предварительно
не нарезается, а шлифуется после термообработки «из целого».
Резьба у метчиков шлифуется однониточным и многониточ-
ным кругом. Рекомендуется шлифовать резьбу на метчиках на
резьбошлифовальных станках с устройством для затылования
по среднему диаметру.
Для шлифования метчиков в условиях крупносерийного про-
изводства предназначены резьбошлифовальные станки моде-
лей МВ-13 (фиг. 93) и МВ-14, работающие на полуавтоматиче-
ском цикле и, как уже упоминалось, резьбошлифовальные полу-
автоматы мод. 5810. Резьбошлифовальные автоматы могут
встраиваться в автоматические линии.
При шлифовании резьбы ось шлифовального круга накло-
няется по отношению к оси шлифуемого инструмента на угол
подъема шлифуемой резьбы.
Шлифование многониточным кругом производится несколь-
кими способами: установкой оси шлифовального круга парал-
лельно* оси шлифуемого инструмента, установкой оси шлифо-
вального круга под углом подъема резьбы. При шлифовании
конических резьб ось шлифовального круга дополнительно уста-
навливается параллельно образующей конуса.
233
// 12
‘34
При шлифовании резьбы многониточным шлифовальным
кругом, ось которого находится под углом к оси шлифуемого
инструмента, получается искажение диаметральных размеров
шлифуемой резьбы. Величина искажения диаметральных разме-
ров может быть определена при рассмотрении сечения многони-
точного круга плоскостью, параллельной плоскости подач. В этом
сечении шлифовальный круг приобретает форму эллипса, огра-
ниченного боковыми сторонами круга.
Наибольшее отклонение от цилиндра определяется величиной
н21 g21
40
(38)
Фиг. 93. Резбошлифовальный станок для мет-
чиков, мод. МВ-13.
где т — угол наклона оси круга;
Н — высота круга;
D — диаметр круга.
При шлифовании наиболее ходовых резьб на инструментах
величина отклонения укладывается в пределы допусков на сред-
ний диаметр.
Шлифование резьбы при параллельном расположении осей
шлифовального крута и оси шлифуемого инструмента приводит
к подрезанию и искажению профиля резьбы. Угол профиля в
пределах угла подъема резьбы не зависит от угла наклона круга
в процессе шлифования. Радиус впадины резьбы с увеличением
угла наклона круга уменьшается.
Наклон круга на угол подъема резьбы при его профилиро-
вании вызывает увеличение радиуса впадины резьбы. Стойкость
круга по величине радиуса впадины шлифуемой резьбы увели-
чивается с возрастанием угла наклона в пределах угла подъема
резьбы. Рекомендуется вести заправку однониточного и много-
ниточного шлифовального круга без наклона, а шлифование с
наклоном на полный угол подъема резьбы.
Шлифование конической резьбы. Шлифование
наружной конической резьбы производят на станках с качаю-
щимся столом, либо путем сложения двух движений — попереч-
ного перемещения шлифовальной бабки, производимого по копиру,
и перемещения стола от ходового винта (как, например, на станке
мод. 5822), либо на специальных резьбошлифювальных станках.
У станков с качающимся столом опора стола скользит по ли-
нейке, которая может быть установлена на требуемый угол, и то-
гда в процессе шлифования заготовка будет постепенно отхо-
дить от шлифовального круга, что дает возможность получить
коническую резьбу на детали. Ввиду того, что отход заготовки
от круга осуществляется посредством поворота качающегося
стола относительно неподвижных центров, происходит искрив-
ление образующей конуса и создается дополнительная погреш-
ность в шаге резьбы. При малых углах конуса шлифуемой резь-
бы эти погрешности малы и ими можно пренебречь. Поэтому на
станках с качающимся столом обычно шлифуют коническую
резьбу с конусностью не более V16- Если же требуется шлифо-
вать коническую резьбу с большей конусностью (например V4),
а других станков в распоряжении не имеется, то для этой цели
можно приспособить станки с 'качающимся столом. Для этого
необходимо определить, какое искажение образующей конуса по
среднему диаметру получается при данной настройке станка. На-
стройку станка на требуемую конусность производят путем уста-
новки специальной конусной линейки, позволяющей увеличить
угол наклона. После настройки станка на требуемый угол кону-
са производят предварительное шлифование профиля резьбы и
затем измеряют угол конуса и прямолинейность образующей на
синусной линейке. По результатам измерения прямолинейности
образующей определяют, какую кривизну нужно сделать па по-
верхности конусной линейки, чтобы образующая конуса на дета-
ли была прямолинейна. Требуемая кривизна рабочей части ли-
нейки достигается посредством доводки.
На фиг. 94 показана схема шлифования конической резьбы
на резьбошлифовальном станке с качающимся столом. На
фиг. 94, а изображено положение качающегося стола и заго-
товки относительно шлифовального круга в начале шлифования
резьбы. На фиг. 94, б изображено положение стола и заготовки
в конце шлифования. Из сопоставления этих фигур можно ви-
деть, что линия соприкосновения шлифовального круга с заго-
товкой в процессе шлифования проходит непараллельно оси за-
готовки и это вызывает искривление образующей конуса заго-
товки. Кроме того, при таком методе шлифования конической
236
резьбы происходит также искажение шага резьбы. Вследствие
дополнительного поворота заготовки при наклоне качающегося,
стола точка соприкосновения круга с заготовкой смещается на
величину kn, что вызывает погрешность в шаге на всей длине
резьбы ДЗ
AS -- kn tg а;
kn~ 2.(^-0B)(l-cos?);
AS —[ — 3/; — ОВ(1 — cos£)ltga, (39)
I 2 I
Фиг. 94. Схема шлифования резьбы на стайке с качающимся
столом.
' где D — наибольший диаметр конуса по среднему диаметру
резьбы;
ОВ — расстояние между центрами качающегося стола и цен-
трами заготовки;
|3 — угол поворота качающегося стола в град;
— угол поворота качающегося стола в рад\
a — угол подъема резьбы.
Угол поворота качающегося стола определяется по формуле
sin 3 —
(40)
2 . ОВ
d — наименьший диаметр конуса по среднему диаметру
резьбы.
При настройке станка на шаг резьбы необходимо ввести кор-
рекционный набор зубчатых колес, компенсирующий погреш-
ность шага.
Шлифование конической резьбы можно производить на обыч-
ном токарно-винторезном станке с конусной линейкой, если на
суппорте станка установить приспособление для шлифования
резьбы. В этом случае не возникают указанные выше погрешно-
237
сти шага резьбы и отсутствует искривление прямолинейности
образующей конуса. Недостатком этого способа является низкая
производительность шлифования — во много раз ниже, чем на
резьбошлифовальном станке.
Нарезание резьбы на метчиках через шаг.
При нарезании резьбы с мелким шагом и в вязких материалах,
для уменьшения заедания и поломки метчиков, рекомендуется
изготовлять их с удвоенным шагом и со смещением зубьев на
шаг на следующем пере. Уменьшение числа зубьев вдвое сокра-
щает площадь трения, а увеличенное расстояние между зубьями
создает лучшие условия для образования стружки. Получение
резьбы с зубом через шаг может быть осуществлено на резьбо-
шлифовальном станке мод. ММ 582 с устройством для затыло-
вания метчиков. Вместо кулачка для затылования устанавли-
вается специальный кулачок. При шлифовании одна половина
кулачка обеспечивает образование витка, а вторая половина —
срезание зуба. Станок настраивается так же, как для шлифо-
вания с затылованием. Зубчатые колеса гитары деления рассчи-
тываются так, чтобы за один оборот кулачка шпиндель сделал
два оборота.
Для контроля среднего диаметра и шага резьбы приме-
няется прибор конструкции Бюро взаимозаменяемости (фиг. 95).
На приборе измеряются метчики диаметром 11—52 мм с четным
числом перьев. В приборе использован контактный метод изме-
рения элементов резьбы.
Шаг резьбы метчика проверяется путем сравнения его с резь-
бовым эталоном с помощью измерительной системы. Измери-
тельная система состоит из неподвижного шарового наконечни-
ка 1 и подвижного наконечника 2, укрепленного на конце двух-
плечего рычага 3, второй конец которого соприкасается с
наконечником микронного миниметра 4. Отклонение среднего
диаметра определяется с помощью проволочки 5, на которую
опирается наконечник другого микронного миниметра 6. Для
базирования метчика применяется упорный язычок 7 специаль-
ной призмы и опорная стенка столика 5.
При настройке прибора устанавливают контактные элементы
(шаровые наконечники и резьбовые проволочки) и специальную
базирующую призму в соответствии с размерами контролируе-
мой резьбы метчика и по резьбовому эталону устанавливают
миниметры на нуль. Для установки и снятия метчика мини-
метр 6 с помощью педали отодвигается. Погрешности измерения
прибора составляют 3—5 мк.
Затылование метчиков. Затылование зубьев забор-
ного конуса метчиков производится на затыловочных станках,
специальных приспособлениях к шлифовальным станкам и на
специальных станках для затылования заборного конуса. На
фиг. 96 показана схема специального станка 4МТ завода «Фре-
зер» для. затылования метчиков диаметром 2—30 мм. Станина
238
СР
<D
Фиг. 95. Контроль резьбы по среднему диаметру и шагу
на приборе Бюро взаимозаменяемости.
&&
1=1 ММ
'Z-ЬО
^Кулачок сменный
по числу канавок
метчика
Фит, 96. Кинематическая схема станка для затылова
ния заборного конуса метчиков, мод. 4МТ.
станка несет па себе два суппорта и бабку шлифовального шпин-
деля. Верхний суппорт со шлифовальным шпинделем может быть
повернут вокруг вертикальной оси на величину 10°. Передняя
бабка станка предназначена для сообщения метчику вращатель-
ного и качательного движения. Вращательное движение сооб-
щается метчику вручную при помощи маховика через вал и пару
зубчатых колес; качательное движение сообщается кулачком,
связанным парой зубчатых колес с валом, приводящим метчик
во вращательное движение.
При вращении метчика и колебательном движении каретки
относительно шлифовального круга на задней поверхности за-
борного конуса получается спад по архимедовой спирали. Шли-
фовальный шпиндель поворачивается на угол заборного конуса.
Кулачок меняется в зависимости от числа перьев метчика. Ве-
личина спада затылка регулируется положением сухаря на ры-
чаге с помощью винта и гайки. Контроль величины спада при
затыловании осуществляется в приспособлении с центрами при
помощи индикатора. Ось измерительного наконечника проходит
через ось метчика. Наконечник индикатора устанавливается на
вершине зуба заборной части и вращением метчика определяют
спад затылка на ширине зуба. Величину затылования К опре-
деляют по формуле
(41)
arc sin --
где 6 — центральный угол между зубьями;
D — наружный диаметр метчика;
h — величина спада затылка на ширине зуба.
Для исключения влияния биения метчика, спад затылка про-
веряется на всех зубьях и за величину спада принимается сред-
нее арифметическое из результатов, полученных для отдельных
зубьев.
Ниже приводится маршрутная технология изготовления гаеч-
ных метчиков.
3. КРУГЛЫЕ ПЛАШКИ
Круглые плашки -изготовляются обычно из стали 9ХС. Токар-
ная обработка круглых плашек производится, в зависимости от
масштаба производства, на токарных автоматах с четырьмя,
шестью, восемью шпинделями, или на револьверных станках.
Затем шлифуется торец на плоскошлифовальпом станке, кото-
рый является технологической базой. В качестве другой техно-
логической базы служит наружная цилиндрическая поверхность;
ее шлифуют на бесцентрово-шлифовальном станке. Сверление
стружечных отверстий производится в кондукторе. В серийном
производстве сверление выполняется на многошпиндельных и
240
КАРТА 3
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ГАЕЧНОГО
МЕТЧИКА
Д-Д
Al
Al
| № опера- । ции Наименование операции
1 Отрезка заго- товки быстроре- жущей части
2 Отрезка заго- товки углероди- стой части
3 Обтачивание рабочей части заготовки под сварку
4 Очистка от окалины рабочей части и хвосто- вой части (гал- товка)
5 Сварка
6 1 Отжиг
Операционный эскиз
Оборудование.
Приспособление
Инструмент
Абразивно- отрез-
ной станок. Тиски.
Шлифовальный
круг
Абразивно-отрез-
ной станок. Тиски.
Шлифовальный
круг
Токарный полу-
автомат 2В10С. Па-
трон самоиентриру-
ю1ций. Резец про-
ходной. Скоба
Галтовочный ба-
рабан
Автоматическая
стыковая сварочная
машина ВНИИ-СЗ
или полуавтомат
для сварки трением
ПАСТ-В2
Отжигательная ।
печь с нейтральной !
атмосферой !
241
Продолжение карты 3
। № опера- ции Наименование операции Операционный эскиз ’ Оборудование. Приспособление. Инструмент
7
Обтачивание
сварочного шва
Токарный полуав-
томат 2В10Ш
8
Подрезка тор-
цов
9 Центрирова-
ние с двух сто-
рон
Токарный полуав-
томат. Патрон са-
моцентрирующий.
Резцы подрезные.
Шаблон
Центровальный
полуавтомат 2В11
10 Предваритель-
ное и оконча-
тельное обтачи-
вание хвостови-
ка, калибрую-
щей части, за-
борного направ-
ляющего конуса
с припуском под
шлифование
11 Штамповка
квадрата
Токарно-копиро-
вальный полуавто-
мат ВТ-10. Резец
проходной. Скобы,
шаблон
12
Накатывание
резьбы
Автоматизирован-
ный пресс. Штамп
Накатной полу-
автомат. Направ-
ляющая линейка.
Н ак атные ролики.
Резьбовой микро-
метр. Скобы
242
Продолжение карты 3
№ опера- ции i Наименование I операции Операционный эскиз Оборудование. Приспособление. Инструмент
13 Фрезерование канавок Горизонтально- фрезерный полуав- томат 6В-1М Комп- лект фрез. Шаблон
14 Клеймение 1, Накатной полу- автомат. Клейма
15
Термическая
обработка
Агрегат для тер-
мической обработки
16
Шлифование
центровых
верстий
от-
Полирование
канавок
Центровальный
полуавтомат. При-
способление. Шли-
фовальный круг
18
Шлифование
рабочей части
19
Шлифование
хвостовой час-
ти
Круглошлифо-
вальный полуавто-
мат. Центра. Шли-
фовальный круг.
Скобы
Круглошлифо-
вальный полуавто-
мат. Центра. Шли-
фовальный круг.
Скобы
243
Продолжение карты 3
№ опера-
ции_____
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент.
20
Заточка по пе-
редней поверх-
ности
Заточной станок.
Приспособление для
контроля передней
поверхности. Шли-
фовальный круг.
Ролик для заправ-
ки круга. Шаблон
21
Шлифование
резьбы с обра-
зованием затыл-
ка по профилю
и выдерживание
обратного кону-
са
Шлифование
затылка на за-
борном конусе
Доводка по
передней по-
верхности
Резьбошлифо-
вальный полуавто-
мат. Центра. Шли-
фовальный круг.
Накатной ролик.
Микрометр, инстру-
ментальный микро-
скоп
Автомат МФ 143
затыловочный. При-
способление для
контроля затылка.
Шлифовальный
круг
Специальный до-
водочный станок
244
Карта 4
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КРУГЛОЙ ПЛАШКИ
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
1
2
3
4
Правка прут-
ка
Резка прутка
на две части
Заправка кон-
ца на конус
Правйльный станок
Пресс эксцентрико-
вый. Штамп обрезной
с противогибом. Шаб-
лон
Специальный станок
Токарная об-
работка:
а) Обтачи-
вание наруж-,
ной поверхно-[
сти и центре-*
вание отвер-i
стия продоль-
ным суппор-'
том. Подреза-1
ние торца и;
надрезание ।
заготовки на!
одну плашку^
поперечным I
суппортом. 1
1. Шестишпиндель-
ный автомат мод. 1265,
настроенный на двух-
цикловую работу.
2. Резцы проходные;
резцы подрезные; рез-
цы фасонные; резцы
отрезные. Сверла цент-
ровальные с углом 90°;
сверла спиральные. Раз-
вертки. Калибры. Шаб-
лоны
б) Сверле-I
пие отверстия,
на одну плаш-’
ку продоль-:
ным у сунпор-'
том. Протачи-’
вание фаски
поперечным
суппортом.
в) Чистовое
обтачивание
наружной по-
верхности и
развертывание
отверстия под-
резьбу про-!
дольным суп-,
портом; отрез-
ка 3ai отовки|
на одну плат-5
ку попереч-
ным суппор-
том ;
245
Продолжение карты 4
№ опера- | ции Наименование операции Операционный эскиз Оборудование. Приспособление. Инструмент.
5
Шлифование
отрезанного
торца
\75 Кругом
6
7
8
9
10
11
12
Клеймение
Сверление
стружечных от-
верстий
Снятие
сенцев на
це
зау-
тор-
Снятие
сенцев в стру-
жечных отвер-
стиях
зау-
вдд
Размагничи-
вание
Фрезерование
паза
Зенкование
фаски отвер-
стия с двух
сторон
V4 Кругом
Метамичеасий
диск с канадками
Заусенец
Плоскошлифов а л ьный
станок. Плита магнит-
ная. Шлифовальный
круг секторный. Скоба
Размагничивающее
устройство
Г оризонтально-фре-
зерный станок. Присно
собление многоместное
Фрезы дисковые пазо-
вые. Шаблон
Вертикально-сверлиль
ный станок. Приспособ-
ление с быстродейству-
ющим зажимом. Зен-
ковка
Пресс гидравличе- <
ский усилием 98,1 кн
(10 т). Набор клейм. !
Клеймодержатель
Вертикально-сверлиль - >
ный станок. Приспособ-
ление. Сверло спираль- |
ное ;
Специальный
Металлический
канавками
Специальный
Прошивка
станок,
диск с
станок*
246
Продолжение карты 4
1 № опера-" | ции Наименование операции Операционный эскиз Оборудование. Приспособление. Инструмент
13
Нарезание
резьбы
Резьбонарезной ста-
нок. Приспособление с
быстродействующим
пан говым зажимом.
Калибр резьбовой
14
Затылование
заборной части
'76 Кругом
Станок затыловоч-
ный. Резец затыловоч-
ный. Шаблон
15
Сверление
боковых гнезд
Агрегатный сверлиль-
ный станок. Сверла
спиральные, заточенные
под углом 90°
16
Закалка
однократным
отпуском
с
Полирование
наружной по-
верхности
Бесцентрово-полиро-
< вальный станок
Камерная лечь для
подогрева. Соляная
ванна для окончатель-
ного нагрева. Закалоч-
ный бак с маслом или
селитрой. Поддоны. Пи-
рометры. Приборы для
контроля твердости
247
Продолжение карты 4
1 № опера- | ции Наименование операции I Операционный эскиз Оборудование. Приспособление. Инструмент
18i
Шлифование
торцов
JZZ.
19
Размагничи-
вание
20
Заточка пе-
редних поверх-
ностей перьев
21
22
Заточной
круг
Шлифование
заборного ко-
нуса
Прочистка
резьбы
Специальный станок.
Голозка полировальная.
Абразивная суспензия
Специальный заточ-
ной станок. Приспособ-
ление — рамка. Шлифо-
вальный круг. Шаблон
Затыловочный станок.
Шлифовальный £ круг.
Шаблон
1
J
Плоскошлифовальный
станок. Плита магнит-
ная Круг шлифоваль-
ный секторный. Скоба
предельная
Размагничивающее
устройство
248
агрегатных станках. В индивидуальном производстве — на одно-
шпиндельных станках. Образование резьбы является одной из
наиболее ответственных операций и от качества исполнения этой
операции, особенно от соблюдения геометрических параметров
резьбы и чистоты поверхности профиля резьбы, в значительной
мере зависит качество изготовляемой плашки. Образование резь-
бы в индивидуальном производстве выполняется на универсаль-
ных токарных станках в два перехода: нарезание резьбы пла-
шечным метчиком и калибрование резьбы маточным метчиком.
В серийном производстве для образования резьбы применяются
специальные станки одно- и многошпиндельные вертикального
типа. Вращательное и поступательное движение получает мет-
чик, плашка закрепляется неподвижно.
На ряде заводов для нарезания резьбы и калибрования при-
меняется комбинированный метчик, совмещающий элементы пла-
шечного (нарезного) и маточного (калибровочного) метчиков.
Комбинированный метчик изготовляется с винтовой канав-
кой с углом наклона, соответствующим углу подъема нарезаемой
резьбы. Нарезание и калибрование резьбы комбинированным
метчиком с винтовыми канавками может производиться после
сверления стружечных канавок, что значительно повышает стой-
кость метчиков.
В карте 4 приводится маршрутная технология изготовления
круглой плашки.
Приведенная маршрутная технология пригодна для серий-
ного производства значительного масштаба. В массовом произ-
водстве почти на всех операциях потребуются специальные стан-
ки, полуавтоматы и автоматы. В мелкосерийном производстве
будут преобладать универсальные станки; так, например, вме-
сто шестишпиндельного автомата может быть использован ре-
вольверный станок. Общая последовательность технологических
процессов с небольшими изменениями останется такой же.
4. ПРИЗМАТИЧЕСКИЕ ГРЕБЕНКИ ДЛЯ РЕЗЬБОНАРЕЗНЫХ ГОЛОВОК
Призматические гребенки изготовляются двух типов — тан-
генциальные и радиальные. В настоящее время наибольшее рас-
пространение имеют тангенциальные гребенки.
Порядок изготовления тангенциальных гребенок следующий.
Заготовки полосового проката или поковки делаются на ком-
плект гребенок; после отжига производится фрезерование с при-
пуском по 0,8 мм с четырех сторон; заготовка разрезается на
отдельные гребенки. Разрезанные гребенки подвергаются тер-
мическому улучшению — закалке с высоким отпуском до твер-
дости HR.C 28—32, после чего на плоскошлифовальном станке
с магнитным столом шлифуют плоскости и боковую опорную
поверхность.
249
_ --------------j 'ГГ J * w лгждхлд x>«vx^.,
чего фрезеруется резьба. Профиль резьбы у тангенциальных гре-
бенок образуется в специальных приспособлениях на • горизон-
тально-фрезерном станке гребенчатой фрезой (фиг. 97). При
фрезеровании гребенок должно быть обеспечено правильное по-
ложение профиля резьбы с обратным конусом 10—20' по отно-
шению к нижней опорной поверхности и смещение резьбы каж-
дой гребенки из комплекта относительно боковой опорной по-
верхности на !Д шага.
Фрезерование резьбы осуществляется специальной резьбовой
фрезой. Элементы профиля фрезы корректируются с учетом на-
Фиг. 97. Фрезерование тангенциальных гребенок в при-
способлении.
личия переднего угла у гребенки. Корректирование высоты резь-
бы гребенки (S' ) производится по следующей формуле
1г = (cos б — cos 7) + t2 cos у j cos у, (4f
где t/o—наружный диаметр резьбы, нарезаемый гребенкой;
Z'— высота профиля нарезаемой резьбы;
ф — вспомогательный угол;
. , d0 —2Z? .
sin Ф —----— sm г;
de
у — передний угол гребенки.
Передний угол у резьбовой фрезы принимается равным и
Для улучшения чистоты -поверхности при фрезеровании ин
передний угол фрезы делается положительным в предел;
В таком случае профиль резьбы фрезы должен корректирс
ся с учетом ее переднего угла.
250
Приспособление для фрезерования делается для последова-
тельного фрезерования комплекта гребенок. Технологическими
базами при фрезеровании гребенок являются нижняя и боковая,
расположенная под углом, опорные поверхности. Гребенки в
приспособлении устанавливаются нижней опорной поверхностью
и прижимаются зажимом 'к опорному ролику. Для обеспечения
смещения резьбы гребенки в комплекте на ’/4 шага поверхности
опорных роликов, к которым прижимаются гребенки, также име-
ют смещение на 'А шага.
Фрезерный станок, вспомогательный инструмент и приспособ-
ление для фрезерования должны иметь повышенную точность.
Боковое и радиальное биение фрезы не должно быть выше
0,01 мм. Приспособление устанавливается на станке по базовым
поверхностям с помощью индикатора, причем погрешность уста-
новки на длине фрезерования не должна иметь отклонения в
горизонтальной плоскости более 0,010—0,015 мм. Профиль и шаг
резьбы проверяется на универсальном микроскопе при помощи
приспособления. Смещение шага проверяется при помощи спе-
циального приспособления индикатором.
После термической обработки производится шлифование бо-
ковой опорной поверхности и заточка заборной части одновре-
менно у комплекта плашек. После этого затачивается передняя
поверхность.
При особо повышенных требованиях к точности, резьба у гре-
бенок шлифуется на специальных резьбошлифовальных станках
для плоских резьб или модернизированных плоскошлифоваль-
ных станках. Шлифование ведется многониточным шлифоваль-
ным кругом, заправляемым накатным роликом. Приспособление
.для установки гребенок такое же, как при фрезеровании про-
филя.
Радиальные гребенки. Различают три типа гребенок:
с прямолинейной, выпуклой и вогнутой затыловочной поверхно-
стью. Резьба у гребенок с прямолинейной затыловочной поверх-
ностью образуется путем фрезерования или шлифования.
Фрезерование осуществляется в специальном приспособлении,
в котором обрабатывается комплект гребенок, состоящий из че-
тырех штук. В приспособлении задняя поверхность плашек уста-
навливается в горизонтальной плоскости, и одна гребенка по от-
ношению к другой смещается на величину х, зависящую от раз-
мера нарезаемой резьбы. Величина смещения определяется по
формуле
Х..Л—
4 cos а
где S — шаг резьбы;
В—ширина плашки;
т — угол подъема резьбы;
а — задний угол.
251
Приспособление устанавливается к направлению подачи под
углом подъема резьбы.
Резьбовая фреза должна иметь коническую резьбу (30') для
образования обратной конусности на калибрующей части и
скорректированный профиль резьбы в зависимости от установ-
ленного переднего угла на гребенке и ее расположении в голов-
ке. Перед фрезерованием резьбы гребенка шлифуется с высокой
степенью точности. После термической обработки боковая базо-
вая поверхность притирается или .шлифуется с подгонкой смеще-
ния на !/4 шага у каждой последующей гребенки. У. гребенок с
шлифованной резьбой, с шагом 1,5 мм и меньше, резьба пред-
ваоительно не. нарезается. Шлифование резьбы производится в
приспособлении, аналогичном фрезерному, одно- или многони-
точным кругом.
У гребенок с выпуклой затыловочной поверхностью резьбы
предварительно и окончательно шлифуются на резьбошлифоваль-
ных станках в приспособлении барабанного типа. В шести ди-
сках устанавливается 96 гребенок. Пазы в дисках делаются на-
клонными к радиальной .плоскости. Угол наклона лаза в диске
равен заднему углу гребенки. Диаметры дисков, в которых 'рас-
положены гребенки, значительно больше размера гребенок и
при шлифовании однозаходной резьбы на гребенках не получит-
ся заданный угол подъема резьбы. Для обеспечения необходи-
мого угла подъема резьбы на гребенках производится шлифо-
вание многозаходной резьбы. Число заходов (Z) определяется
из условия
D Н
I ------,
d S
где D — средний диаметр резьбы;
d — диаметр дисков;
S — средний диаметр резьбы гребенки;
Н—шаг резьбы на диске при данном угле подъема.
Шлифование резьбы производится однониточным или много-
ниточным кругом. При шлифовании резьбы однониточным кру-
гом деление на заходы может производиться с помощью дели-
тельного диска, посаженного на одну ось с приспособлением для
шлифования, или с помощью индикаторного устройства, обес-
печивающего контроль смещения стола на величину шага между
заходами.
При шлифовании резьбы многониточным кругом представ-
ляется возможным производить шлифование профиля резьбы
одновременно всех заходов.
Шлифование резьбы должно обеспечить наличие обратного
конуса на калибрующей части 20—30', что достигается соответ-
ствующей настройкой резьбошлифовального станка при одно-
ниточном шлифовании и заправкой многониточного шлифоваль-
ного круга коническим роликом.
252 ' .
Заточка гребенок по заборной части производится в приспо-
соблениях, аналогичным применяемым при шлифовании.
В гребенках с вогнутой затыловочной поверхностью резьба
гребенок нарезается в комплекте метчиком. Гребенки устанав-
ливаются в приспособлении со смещением с оси, что обеспечи-
вает наличие заднего угла при последующем расположении гре-
бенки симметрично оси в резьбонарезной'головке.
После термической обработки у гребенок, установленных в
приспособлении симметрично оси, производится притирка резьбы
резьбовыми притирами.
5. ПЛОСКИЕ РЕЗЬБОНАКАТНЫЕ ПЛАШКИ
Фиг. 98. Приспособление для фре-
зерования плоских плашек.
Плоские резьбонакатные плашки изготовляются из стали
марок Х12, Х6ВФ по ГОСТу 5950-51, а также марок Х12ТФ и
Х12Ф1. Заготовки плашек подвергаются многократной переков-
ке и отжигу. После предварительного фрезерования со всех сто-
рон, с припуском на дальнейшую
обработку 0,8—1 мм, производит-
ся улучшение для получения чи-
стой резьбы при ее фрезерова-
нии. Улучшение ведется по режи-
му: закалка — нагрев до темпе-
ратуры 1050° С, охлаждение в
масле и отпуск при температуре
760—780° С до твердости H.RC
23—30.
После улучшения на магнит-
ной плите плоскошлифовальиого
станка шлифуются с четырех
сторон плоскости под углом 90°.
С рабочей стороны плашки со-
шлифовывается 0,4—0,6 мм, для
удаления обезуглероженного
слоя, который может получиться
в процессе улучшения.
Наиболее ответственной операцией при изготовлении накат-
ных плашек является фрезерование резьбы. После размагничи-
вания эта операция производится (фиг. .98) на горизонтально-
фрезерном станке повышенной точности гребенчатой фрезой с
помощью специального приспособления, обеспечивающего уста-
новку плашки в горизонтальной плоскости под углом подъема
винтовой нитки и смещение резьбы на '/г шага у одной из пла-
шек, входящих в комплект. Приспособление состоит из нижней
плиты 2, «а которой может поворачиваться вокруг оси зажим-
ное устройство 4. Поворот и установка на угол подъема резьбы
производится с помощью мерных плиток, устанавливаемых меж-
253
ротном устройстве.
Технологическими базами при фрезеровании являются ниж-
няя и боковая плоскости. Зажатие плашки производится с по-
мощью винтов 4, прижимающих плашку к боковой плоскости
приспособления. Для смещения на ’/г шага между боковой опо-
рой поверхности приспособления и плашкой устанавливается
мерная пластинка, имеющая ширину, кратную шагу плюс 7г ша-
га резьбы. Точность резьбы в первую очередь обеспечивается
точностью резьбовой фрезы, которая контролируется по всем
Фиг. 99. Заправка мнагониточного круга
для шлифования накатных плашек.
элементам профиля и должна быть по шагу на 30% точнее резь-
бы плашки. Угол профиля резьбы делается на 50' меньше с уче-
том некоторого обгорания резьбы при термической обработке.
Особое внимание должно обращаться на заточку фрез. Перед-
ний угол без перерасчета профиля не должен быть больше ну-
ля. Биение по наружному диаметру после заточки фрезы не
должно превышать 0,05 мм. Боковое биение на фрезерной оп-
равке не должно превышать 0,03 мм.
Волнистость резьбы на плашке не допускается. Причина-
ми волнистости могут быть биение фрезы, а также слиш
ком большая или недостаточно плавная подача при фрезе
ровании.
Профиль резьбы на плашке проверяется на микроскопе г
образцу или по слепку, снятому с фрезерованной плашки. Уг<
подъема проверяется на синусной линейке с помощью индик
тора. Смещение шага проверяется с помощью специальнс
приспособления. Боковая базовая поверхность клеймится.
254
При термической обработке должны приниматься меры к
предохранению плашки от деформации и резьбы от обезуглеро-
живания.
После термической обработки в специальном приспособле-
нии шлифуется заборная часть. Резьба притирается вручную с
помощью специального приспособления или на специальном
станке. Притирами служат фрезерованные чугунные пластины
из перлитного чугуна. Притирка производится микропорошком
зернистости М28—М14.
При наличии резьбошлифовалыюго станка для плоских резьб
высокоточные плашки шлифуются по резьбе. Шлифование резь-
бы производится однониточным или многониточным кругом.
Заправка мпогониточного круга осуществляется накатным
роликом (фиг. 99).
6. РЕЗЬБОНАКАТНЫЕ РОЛИКИ
Резьбонакатные ролики изготовляются к резьбонакатным
станкам и резьбонакатным головкам. В зависимости от положе-
ния оси ролика в работе резьба на них бывает винтовая и коль-
цевая. При параллельном расположении осей применяется вин-
товая резьба; при установке оси под углом подъема резьбы при-
меняется кольцевая резьба. Сталь для роликов должна обла-
дать высокой износоустойчивостью и малой деформируемостью
при термической обработке.
Лучшие результаты в настоящее время показали стали
Х12Ф и Х6ВФ. Заготовки подвергаются многократной пере-
ковке и после предварительной токарной обработки термическо-
му улучшению.
Базовое посадочное отверстие и торцы шлифуются с припус-
ком на дальнейшую обработку после закалки. При малых де-
формациях после термической обработки посадочное отверстие
подвергается только притирке; в этом случае оставляют при-
пуск на доводку в пределах 0,05 мм. При больших деформа-
циях после термической обработки и у роликов со шлифованной
резьбой оставляют припуск на шлифование. Резьба на роликах
больших диаметров образуется накаткой. Заготовки устанав-
ливаются на шпинделе резьбонакатного станка. Накатка осу-
ществляется накатными валиками, изготовленными из быстро-
режущей стали, термически обработанными до твердости
HRC 58—62.
Для накатки роликов с винтовой резьбой применяются на-
катные валики с винтовой нарезкой, для накатки роликов с
кольцевой резьбой применяются накатные валики с кольцевой
резьбой.
Расчет накатных валиков ведется из условия обеспечения
равенства окружных скоростей точек накатного валика и на-
’ 255
катного ролика, расположенных на средних диаметрах их
резьбы
яр _dp
пр de ’
где пе — число оборотов накатного валика;
п„ — число оборотов накатного ролика;
de — средний диаметр накатного валика;
dp — средний диаметр накатного ролика.
Отношение числа заходов накатного ролика к числу заходов
накатного валика, так же как и отношение среднего диаметра
накатного ролика к среднему диаметру накатного валика, долж-
но быть целым числом.
Кратность средних диаметров резьбы накатного валика и на-
катного ролика должна выбираться так, чтобы она была кратна
числу заходов ролика.
Диаметр заготовки ролика под накатывание
d-заг -'dp± °’05 мм> гДе dp du3k
Ролики после износа могут быть использованы многократно
путем стачивания резьбы. Накатные валики должны делаться
по шагу с учетом усадки накатных роликов при термической об-
работке на длине 25 мм от 0,02 до 0,025 мм « на длине 50 мм от
0,04 до 0,05 мм.
В некоторых случаях накатные валики устанавливаются
на шариковых подшипниках для уменьшения трения наружного
диаметра о направляющий нож.
Накатывание производится при определенном усилии в за-
висимости от шага накатываемой резьбы:
Шаг в мм Усилие в н (Усилие в кГ)
0,5 ДО 0,8 4915 500
Св. 0,8 до 1 7875 800
>1 » 1,5 9810 1000
2 11762 1200
Ролики с шагом резьбы 3 мм накатываются в 2—3 прохода.
Для снятия наклепа перед окончательной накаткой произ-
водится нормализация. У роликов с шагом больше 1,5 мм шли-
фуется наружный диаметр для снятия провалов по вершине
резьбы, образующихся в результате пластической деформации
металла и производится стачивание торцов .под углом 30°.
При повышенных требованиях к точности резьбы накатных
роликов производится шлифование резьбы. Наиболее эффектив-
но шлифование резьбы многониточным шлифовальным кругом.
Шлифование резьбы производится на универсально-затыло-
вочных станках или резьбошлифовальных станках. На фиг. 100
показана заправка многониточного круга, а на фиг. 101 шлифо-
вание накатного ролика шириной 100 мм на универсально-за-
тыловочном станке.
256
накатные ролики к резьбонакатным головкам имеют забор-
ную коническую резьбовую часть и калибрующую цилиндриче-
скую часть с кольцевой резьбой. Окончательное шлифование за-
боркой и калибрующей частей производится на резьбошлифо-
Фиг. 100. Заправка многопоточного круга для шлифова-
ния накатных роликов.
Фиг. 101. Шлифование накатного ролика многопоточ-
ным крутом.
вальном или круглошлифовалыюм станке методом врезания.
Резьбу шлифуют на оправке с базовым торцом, с полированны-
ми центрами и шлифованной резьбой под крепежную гайку.
Торец гайки шлифуется на резьбе оправки. Биение оправки по
наружному диаметру и базовому торцу не допускается.
9 Палей М. М. 257
Сначала производится окончательное шлифование калиб-
рующей части. Шлифуются все ролики одного номера. Затем все
ролики другого номера и в конце — третьего номера. Ролики
различаются между собой смещением на одну треть шага
резьбы.
При шлифовании, осуществляемом по методу врезания мно-
гониточного круга, проверяется в первую очередь величина сме-
щения опорного торца до впадины резьбы с помощью спе-
циального приспособления путем сравнения с эталоном. Под-
гонка смещения осуществляется продольным перемещением
станка по показаниям индикатора. По показанию индикатора
производится также смещение стола при переходе к шлифова-
нию ролика другого номера. При шлифовании роликов их сред-
ний диаметр проверяется гладким микрометром с проволочками
методом сравнения с эталоном; углы профиля резьбы, радиус
закругления впадины резьбы и шаг проверяются на микроскопе.
После окончания шлифования всей партии роликов по калиб-
рующей части производится шлифование заборной части у всех
роликов коническим многопиточным шлифовальным кругом. За-
правляется круг коническим накатным роликом, имеющим про-
филь резьбы, соответствующий профилю заборной части. На-
стройка смещения резьбы заборной части от базового торца
так же, как и при шлифовании калибрующей части, производит-
ся проверкой с помощью индикаторного приспособления путем
сравнения с эталоном.
7. РЕЗЬБОВЫЕ ГРЕБЕНЧАТЫЕ ФРЕЗЫ
Резьбовые гребенчатые фрезы изготовляют насадными и хво-
стовыми, с прямыми или винтовыми канавками с кольцевой резь-
бой. При изготовлении резьбовых фрез должны быть соблюдены
допуски на профиль: шаг резьбы, биение по наружному диамет-
ру и торцам, а у хвостовых фрез — на концентричность режущей
части и хвостовика.
Требования по точности обеспечиваются соответствующим
изготовлением посадочных мест и способом обработки резьбы.
Шлифованные резьбовые фрезы изготавливаются из хорошо
шлифуемой быстрорежущей стали Р18. Допустимая карбидная
неоднородость в пределах 3 баллов. Резьбовые насадные фрезы
изготовляют цельными либо с впаянными или запрессованными
пластинками из быстрорежущей стали. У фрез с впаянными или
запрессованными пластинками, наряду с большой экономией
быстрорежущей стали, износостойкость значительно выше в свя-
зи с тем, что у пластинок могут быть получены значительно луч-
шие результаты по карбидной неоднородности, чем у целых
фрез.
При термической обработке должно обращаться особое вни-
мание на отсутствие обезуглероженности и оплавления резьбы,
258
что достигается термической обработкой в хорошо раскислен-
ных соляных ваннах. При шлифовании резьбы необходимо об-
ращать особое внимание на отсутствие прижогов резьбы.
Затылование резьбовых фрез производится на токарно-заты-
ловочных станках. Затылование по верху производится с пода-
чей через ходовой валик.
Образование кольцевой резьбы у фрез с шагом резьбы до
1,25 мм производится только шлифованием после термической
обработки; у фрез с шагом 1,5 мм и выше — резьбовым резцом
или гребенкой. Наиболее производительным способом является
затылование гребенкой, ширина которой больше ширины фрезы,
при радиальной подаче. При затыловании резьбовым резцом или
гребенкой, ширина которой
меньше ширины фрезы, пе-
ремещение резца на вели-
чину шага, или гребенки на
величину, кратную шагу,
производится продольным
винтом суппорта или ходо-
вым винтом станка. Пере-
мещение на осевой шаг хо-
довым винтом производится
вручную с помощью при-
способления, устанавливае-
мого на гитару настройки
на шаг затыловочного стан-
ка.
Нарезание резьбы с руч-
Фиг. 102. Схема установки резца и суп
порта при затыловании с помощью ходи
вого винта.
ным перемещением на шаг
малопроизводительно. Бо-
лее производительным яв-
ляется способ настройки
станка для нарезания винтовой резьбы и суппорта станка на
косое затылование в сторону, противоположную подаче суппор-
та. Подбором угла суппорта получают равнодействующую пере-
мещения суппорта, обеспечивающую получение кольцевой резь-
бы (фиг. 102). Кольцевая нарезка получается при условии, что
составляющая
С —Кт sin р = S. t (45)
Угол поворота суппорта р, определяется по формуле
sz
tg и, — ----,
rPtga/
(46)
здесь S — шаг нарезаемой резьбы;
D — диаметр фрезы;
Z — число зубьев нарезаемой фрезы;
аь — задний угол фрезы;
259
величина затылования в направлении, составляющем
угол ц с перпендикуляром к оси фрезы;
(47)
где К—величина затылования в радиальном направлении.
После определения угла поворота ц находят величину заты-
лования
(48)
SI л U
Фиг. 103. Шлифование цилиндрической резьбовой фрезы
мн ого ниточным кругом.
определяется окончательно по подобранному
Угол поворота
кулачку по формуле
(49)
Точность этого метода зависит от точности угла поворота и точ-
ности затыловочного кулачка. Этот способ не может обеспечить
высокую точность нарезания и применяется для предваритель-
ного нарезания. Чистовая обработка профиля резьбовой фрезы
производится шлифованием.
Шлифование резьбовых фрез производится на универсально-
затыловочных станках с приспособлением для шлифования, со- .
стоящим из шлифовального суппорта, шлифовального шпинделя
со шлифовальным кругом и подставки с электродвигателем.
Шлифование профиля резьбовых фрез производится однони-
гочным или многониточным шлифовальным кругом. Перемеще-
ние на шаг производится с помощью продольного винта суппор-
Фиг. 104. Заправка много и и точного шлифовального круга
накатным роликом.
Фиг. 105. Заправка мпогонитомного шлифовального круга
алмазом:
1 —- фреза; 2 — шлифовальный круг.
261
га, изготовленного с высокой точностью. На конце винта наса-
живается делительный диск для точного отсчета величины пово-
рота винта и перемещения суппорта. Применение индикаторных
устройств для определения величины смещения суппорта не да-
ет высокой точности, т. к. индикаторная система часто разла-
живается.
Значительно более высокая производительность получается
при шлифовании многониточным шлифовальным кругом
(фиг. 103). В тех случаях, когда ширина круга больше ширины
фрезы, резьба- шлифуется радиальной подачей — врезанием. Ко-
гда ширина фрезы больше ширины круга, перемещение суппорта
производится на величину, кратную шагу. В настоящее время
для затылования резьбовых и пазовых фрез с приспособлением
для шлифования спроектирован полуавтомат КТ-71.
Заправка кругов производится накатными роликами, уста-
навливаемыми в центрах на оправке вместо шлифуемых фрез
(фиг. 104). Для повышения точности профиля резьбы и чистоты
поверхности на Горьковском автозаводе применяется метод за-
правки многониточного круга алмазом (фиг. 105). На шлифо-
вальном круге диаметром 80—100 мм, шириной 50 мм твердо-
сплавной шарошкой прорезаются канавки для выхода алмаза.
Ширина шарошки на 0,10—0,15 мм меньше шага резьбы фрезы.
Шлифовальный круг заправляется на удвоенный шаг резьбы и
шлифование резьбы производится в два приема через шаг.
Алмазное приспособление для заправки -круга устанавливается
в центрах в зависимости от угла профиля. Угол поворота ползу-
на настраивается по мерным плиткам. При заправке и шлифо-
вании перемещение круга на удвоенный шаг производится про-
дольным винтом суппорта.
ГЛАВА V .
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕК
Протяжки по конструктивно-технологическим признакам де-
лятся на внутренние и наружные, изготовляемые по профильной,
генераторной и прогрессивной схеме резания. Протяжки могут
быть целыми и сборными.
Протяжки предназначены для обработки изделий по 3—2-му
классам точности и 6—8-му классам чистоты поверхности. Вы-
сокие требования по точности и чистоте поверхности обрабаты-
ваемых протяжками заготовок предъявляет соответствующие
требования к самим протяжкам.
Специфические условия резания вызывают необходимость
соблюдения высокой точности подъема зубьев протяжек, осо-
бенно протяжек с профильной схемой резания, режущие элемен-
ты которых изготовляются по 1-му классу точности. Характер-
ной особенностью большинства протяжек является их значитель-
ная длина и большая величина отношения длины к диаметру
или к высоте. В связи с этим для обеспечения размеров обраба-
тываемой заготовки к протяжкам предъявляются высокие тре-
бования по соосности режущих и направляющих частей. Струж-
ка должна легко выходить из впадин. Материал для изготовле-
ния протяжек должен обладать высокой износоустойчивостью,
незначительной деформацией в термообработке и податливостью
при правке. Протяжки изготовляются из инструментальной ле-
гированной стали ХВГ, быстрорежущей стали Р18 и Р9 и с пла-
стинками твердых сплавов.
1. ВНУТРЕННИЕ ПРОТЯЖКИ
Протяжки для обработки отверстий изготовляются из леги-
рованной стали ХВГ, обладающей малой деформацией при тер-
мической обработке и достаточной износоустойчивостью при
обработке стали и чугуна с твердостью до НВ 217. Сложные и
блочные протяжки рекомендуется изготовлять из быстрорежу-
щей стали Р18. Крупные протяжки изготовляются из быстро-
режущей стали Р9, обладающей меньшей карбидной ликвацией.
263
Шлицевые протяжки диаметром более 60 мм могут изготовлять-
ся сборными.
В качестве технологической базы при обработке круглых
шлицевых и многогранных протяжек принимаются центровые
отверстия. Для протяжек с отношением длины к диаметру боль-
ше 12 применяется дополнительная установочная опорная база
в виде цилиндрической шейки, обрабатываемой в центрах. По-
сле обработки опорной базы дальнейшая обработка ведется в
центрах и люнете. Токарная обработка ведется в два перехо-
да— черновой и чистовой. После черновой обработки производят
проверку и правку. Режущая часть обтачивается на конус. Прп
конусности до 3° обтачивание производится путем смещения
задней бабки. При обтачивании протяжек с большим подъемом
Фиг. 106. Резец для разметки шага протяжки.
на зуб, для предохранения центровых отверстий от разбивания,
ведут обработку с применением копирной линейки.
После чистового обтачивания протяжки производится раз-
метка и протачивание выемок. Разметка ведется на токарном
станке резцом. В условиях серийного производства при шаге
зубьев до 20 мм и высоте 5 мм для разметки применяется комп-
лект дисковых резцов, собранных на общей оправке или спе-
циальный разметочный резец (фиг. 106); при шаге более 20 мм
используются блоки отрезных резцов, расстояние между кото-
рыми выдерживается при помощи мерных прокладок. Переме-
щение суппорта на шаг осуществляется с помощью набора
мерных плиток, устанавливаемых между упором и суппортом
вдоль направляющей станины.
Обработка профиля зубьев начинается с режущих зубьев,
которые обтачиваются на той же установке, на которой обта-
чивается конус. Калибрующие зубья обтачиваются без смеще-
ния заднего центра. Протачивание профиля зубьев производится
с подвижным люнетом, устанавливаемым возле каждого обра-
батываемого зуба.
Профилирование впадин между зубьями ведется фасонными
дисковыми или призматическими резцами. В условиях серийного
264
производства применяют блок резцов. Профилирование впадин
ведется в несколько переходов, количество которых зависит от
формы впадины. Резец перемещается в поперечном направлении
на высоту зуба, образуя при этом спинку зуба, и затем в про-
дольном направлении для образования переднего угла. В тех
случаях, когда профиль впадины состоит из сопряжения двух
радиусов и прямой, при продольном перемещении резца обра-
зуется прямая часть впадины. Профиль впадины проверяется
шаблоном или специальным угломером со сменной пластинкой
для контроля радиуса впадины. Глубина зуба проверяется глу-
биномером. В табл. 18 приведены допуски па обработку протя-
жек.
Допуск на высоту зуба для протяжек диаметром до 30 мм +
+ 0,2 мм; свыше 30 до 50 мм + 0,3 мм; свыше 50 мм + 0,3 мм.
Фиг. 107. Схемы фрезерования шестишлице-
вой протяжки на горизонтально-фрезерном
станке.
Фиг. 108. Схема фрезеро-
вания впадины протяжки
дисковой фрезой.
Допуск на передний угол при высоте зуба 3,5 мм ± 2°; свыше
3,5 до 7 мм ± 1,5°; свыше 7 мм ± Г.
Допуск на ширину пера при ширине его до 2,5 мм ± 0,2 мм;
свыше 2,5 мм ± 0,5 мм.
Допуск на радиус впадины до 2,5 мм ±0,2; свыше 2,5 мм
±0,5 мм.
Для автоматизации трудоемкого процесса профилирования
зубьев и впадин на круглых протяжках нашла применение бес-
копирная программная система АК-ЗП на токарном станке
мод. 1А 62.
Шлицевые протяжки. Шлицевые зубья на сырых
протяжках обрабатываются в индивидуальном и серийном про-
изводстве на горизонтально- или вертикально-фрезерных стан-
ках с помощью делительных головок. Прямобочные зубья обра-
зуются угловыми фрезами (фиг. 107, а и б) с последующим фре-
зерованием впадины дисковой фрезой (фиг. 107, в) или про-
фильной фасонной фрезой (фиг. 108) или без него. Эвольвент-
ные и елочные протяжки фрезеруются дисковыми двухугловы-
ми или фасонными фрезами, имеющими форму впадины.
В условиях крупносерийного производства применяется фре-
зерование на шлице-ф'резерных станках, работающих по методу
обкатки. При фрезеровании пря.мобочных протяжек применя-
ются червячно-шлицевые фрезы с усиками; при фрезеровании
265.
♦g Таблица 18
Припуски на шлифование и допуски на чистовое обтачивание протяжек по диаметру в мм
Диаметр протяжки Длина протяжки
До 300 Свыше 300 до 600 Свыше 600 до 900 | Свыше 900 до 1 200 Свыше 1200 до 1500
режущей части направ- ляющей | части режущей части направ- ляющей • част и режущей части направ- ляющей части 1 1 режущей части направ- ляющей части режущей части направ- ляющей части
10 ДО 18 °'6—0,1 °>8—0,1 0,6-0.! — 1 ' — — — —
Св. 18 до 30 0.6_о, 1 О,45_о>1 0>7-о,1 °’8—0,1 О,6_о, 1 0,9_ o,i О’8— 0,1 — ——
» 30 » 50 0’6—0,1 °* 5-0,1 О,65_о>1 о, 1 °’8— 0,1 0,6„о,1 0,85—о,5 °’8—0,1 1 0,2 0>3__0,2
» 50 » 80 °>е-о,1 0.5-0,! °>6-0, 1 0,1 О’8—0, 1 0,6_од О,85_о,|5 о,1 1 ’°—0,2 0,2
» 80 » 120 i 1 1 1 О,7_о °’8—0,1 0,6_од 1» 0—0,15 О’8—0,1 ^^—0,2 I >0—0,2
Таблица 19
Припуски на шлифование шлицевых зубьев в мм
Номинальный диаметр протяжки Припуски при длине протяжки
До 300 Свыше 300 до 600 Свыше 600 до 900 1 Свыше 900 до 1 1200 Свыше 1200 до 1500 Свыше 1500
Наим. 1 - • | Наим. г Наиб.
! Наиб. I Наим. j Наиб. Наим. Наиб. Наиб. Наим. Наим. I Наиб.
10 до 18 0,50 0,70 0,55 0,75 0,6 0,80
Св. 18 до 30 0,55 0,70 0,60 0,75 0,65 0,80 0,75 0,85 — —
» 30 » 50- 0,60 0,75 0,65 0,80 0,70 0,85 0,80 0,90 0,90 1,00 1,00 1,15
» 50 » 80 0,65 0,75 0,70 0,80 0,75 0,85 0,85 0,95 0,90 1,00 1,10 1,15
» 80 » 120 — — 0,70 1,00 = 0,80 1,00 1,00 1,20 1,10 1 1,40 1,10 1,60
эвольвентных протяжек применяются червячные модульные
фрезы. Протяжки с отношением длины к диаметру более 12 фре-
зеруются с применением люнета.
При фрезеровании оставляется следующий припуск на шли-
фование (табл. 19).
Допустимая непрямолинейность шлицевых зубьев протяжек
длиной L до 600 мм— 0,1 мм-, для L — свыше 600 до 900 мм —
0,13 мм; для L-— свыше 900 до 1200 мм — 0,15 мм;
Допустимая при фрезеровании конусность по внутреннему
диаметру шлицевых впадин при длине протяжки до 900 мм —
Фиг 109. Фрезерование шлицевой протяжки угловыми
фрезами;
0,1 мм; для L свыше 900 до 1200 мм — 0,15 мм; для L свыше
1200—1500 мм — 0,2 мм.
Допустимое отклонение в шаге шлицевых зубьев по окруж-
ности и смещение шлицев от оси не должны .превышать 0,1 мм.
Припуск на толщину зуба острошлицевых и эвольвентных
протяжек 0,4—0,5 мм на сторону.
Прямобочные шлицевые зубья контролируются микрометром.
Острошлицевые и эвольвентные протяжки контролируются при
помощи роликов. Окружной шаг и прямолинейность шлицевых
зубьев вдоль длины протяжки контролируется при помощи ин-
дикатора в центрах.
После термической обработки и правки производится шлифо-
вание или доводка центров протяжки. Состояние центров имеет
большое значение для дальнейшей обработки, так как они яв-
ляются технологической базой обработки и контроля. Поверх-
26?
иость центров должна быть ровной и гладкой с отклонением
рабочего угла ±10—15'. Шлифование центров производится на
сверлильном станке или на специальном шлифовальном станке
коническим абразивным карандашом. Абразивный карандаш
правится алмазной иглой при помощи приспособления. Шлифуе-
мая протяжка устанавливается на неподвижной центр, находя-
щийся на одной вертикальной оси с абразивным карандашем.
При шлифовании абразивный карандаш при помощи рукоятки
получает осевое перемещение. После шлифования одного цен-
тра протяжка переворачивается и шлифуется второй центр. При
доводке центров вместо абразивного карандаша применяется
чугунный притир и абразивный порошок с маслом. Центры про-
веряются шаблоном и визуально.
Фиг. ПО. Окончательная обработка профиля шлицевых про-
тяжек:
а — шлифование профиля.; б — прорезание канавки; в — поднут-
рение боковых сторон шлицев.
После шлифования или доводки центров затачиваются перед-
ние поверхности зубьев на специальном заточном станке. Круг-
лое шлифование протяжек производится на универсальном круг-
ло-шлифовальном станке. Вначале шлифуют место под люнет
и устанавливают его, затем шлифуют калибрующие зубья, зад-
ние и передние замковые и направляющие части. Режущие
зубья шлифуются по конусу. Конус образуется благодаря уста-
новке поворотного стола стайка на соответствующий угол. При
шлифовании протяжек с прогрессивной схемой резания режу-
щие зубья шлифуются по секциям. Задние поверхности зуба
протяжки шлифуются с установкой стола станка или бабки
шлифовального круга на величину заднего угла. Калибрующие
зубья шлифуют, оставляя по задней поверхности ленточки
согласно чертежу. Режущие зубья шлифуются до заострения.
Ленточка на режущих зубьях допускается не свыше 0,03—
0,05 мм.
Шлифование шлицевых зубьев протяжек производится на
плоскошлифовальных станках с помощью точных делительных
приспособлений (оптических и других) или на специальных
268
шлицешлифовальных станках. Специальные шлицешлифоваль-
ные станки с горизонтальной осью вращения круга и возвратно-
движущимся столом имеют автоматическое делительное уст-
ройство, поворачивающееся после шлифования каждой между-
шлицевой впадины зуба. В зависимости от числа шлицевых
зубьев их боковые стороны могут шлифоваться различными ме-
тодами: тарельчатым кругом, периферией круга или фасонно-
заправленным кругом (фиг. ПО, а). Шлифование шестишлице-
вых зубьев и с большим числом шлицев осуществляют фасонно-
заправленным кругом. У .протяжек с прямоугольным профилем
шлицевых зубьев после шлифования бо-
ковых сторон производится прорезание
канавок (фиг. 110, б) и шлифование под-
нутрения с оставлением ленточки на бо-
ковых сторонах. Поднутрение произво-
дится торцом шлифовального круга или
шлифовальным кругом, заправленным по
углу, меньшему угла профиля впадины
шлицевых зубьев на величину поднутре-
ния (фиг. 110, в).
Заправка шлифовального круга про-
изводится с помощью, приспособления,
схема .которого представлена на фиг. 111.
Перемещение алмазодержателя относи-
тельно -базового направления произво-
дится вручную. Базовое направление ус-
танавливается под углом к торцу круга
с помощью синусной линейки.
Контроль симметричности расположе-
ния шлицевых зубьев относительно оси
Фиг. 1'1'1. Приспособление
для заправки шлифо-
вального круга при шли-
фовании шлицевых -про-
тяжек:
/ —т алмаз; 2 — планка,
несущая алмаз; 3 -- на-
правляющая планка; 4 и
5 — фиксирующие штифты;
6 — плита.
проверяется по разности показаний индикатора на плоскостях
противоположных шлицевых зубьев. Прямолинейность шлице*
вых зубьев проверяется в центрах на контрольной плите с по-
мощью индикатора, устанавливаемого на концах зубьев. Конт-
роль окружного .шага производится при помощи индикатора и
оптической делительной головки. При шлифовании зубьев елоч-
ных и эвольвентных шлицевых протяжек, для образования зад-
них углов на боковых сторонах шрофиля, протяжки устанавли-
ваются в центрах так, чтобы задний центр был выше переднего.
Общая величина подъема заднего центра (h) рассчитывается с
учетом подъема каждого режущего зуба на величину 0,0015—
0,02 мм. Тогда
h (0,0015 — 0,02) Z • р (50)
где Z— общее число режущих зубьев протяжки;
L — общая длина протяжки;
I — длина режущей части.
269
Поднятие заднего центра протяжки при ее шлифовании вы-
зывает некоторое искажение протянутого профиля заготовки,
суживая его к основанию. В тех случаях, когда это искажение
выходит за пределы допусков, производится корригирование
профиля. Корригирование производят таким образом, чтобы
вершины всех шлицевых зубьев протяжки расположились на бо-
Фиг. 112. Схема корригирования угла профиля зу-
ба протяжки.
ковых сторонах теоретического профиля заготовки. Корригиро-
ванный угол профиля <рЛ подсчитывается (фиг. 112) по формуле
etg -- + -вс- ~ Т + ctg (51)
где hc — смещение зуба с наружным диаметром, равным dcp от-
носительно зуба с диаметром d. Величина
= (52)
где Zc — число зубьев, находящихся между зубом диаметра d
и зубом диаметра dcp .
При шлифовании эвольвентных протяжек, для улучшения
условий резания, в ряде случаев производят поднятие заднего
центра из расчета 0,02—0,03 мм на зуб.
В связи с трудоемкостью изготовления протяжек с корригиро-
ванным профилем для исправления искажения профиля, получа-
ющегося из-за поднятия заднего центра, на конце протяжки де-
лается калибрующая секция.
Боковые поверхности зубьев протяжек образуются эволь-
вентой или дугами окружностей. Профилирование шлифоваль-
ного круга дугами, заменяющими эвольвенту, производится ал-
мазом в специальном приспособлении. На верхней плите при-
способления имеются направляющие отверстия, положение осей
которых соответствует координатам центров радиусов заменя-
ющих окружностей и центра радиуса окружности впадин. Алма-
зодержатель вставляется направляющим штифтом в отверстие
верхней плиты и вращается вручную. Профилирование круга
270
производится алмазом, высшая точка которого установлена от
оси вращения алмазодержателя на расстоянии, равном заправ-
ляемому радиусу. Положение высшей точки алмаза устанавли-
вается регулировочным микрометрическим винтом по микро-
метру.
Для уменьшения трения боковых поверхностей эвольвентно-
го шлицевого зуба протяжки без искажения профиля изделия
применяют поднутрение режущих зубьев. У вершины зубьев
Фиг. 113. Шлифование эвольвентой протяжки и приспособление
для правки шлифовального круга.
оставляется ленточка с эвольвентным профилем шириной 0,8—
1 мм. Ниже ленточки у основания производится поднутрение на
глубину 0,2—0,5 мм. Поднутрение делается или тарельчатым
кругом с каждой стороны или фасонным кругом обеих сторон
одновременно. При выполнении поднутрения протяжка устанав-
ливается образующей параллельно направляющим стола.
На фиг. 113 представлен станок для шлифования шлицевых
протяжек с приспособлением для заправки эвольвентного про-
филя круга по методу огибания. К цилиндру, диаметр которого
равен диаметру основной окружности, прижимается двумя ро-
ликами линейка со стойкой и алмазом. При огибании линейкой
без скольжения поверхности цилиндра алмаз описывает эволь-
вентную кривую. При соприкосновении алмаза со шлифоваль-
ным кругом производится заправка одной стороны про-
филя.
271
Для заправки второй стороны алмазная державка перекиды-
вается вокруг оси на линейке на противоположную сторону.
Заправка периферии круга по радиусу осуществляется путем
вращения стойки с алмазом вокруг оси. Профиль шлифовально-
го крута может быть также заправлен по эвольвенте при помощи
приспособления, работающего по эвольвентному копиру, накат-
ным роликом, имеющим профиль впадины шлицевого зуба.
Профиль и шаг треугольного зуба шлицевых протяжек кон-
тролируется по кольцу, насаженному на конус задней направ-
ляющей части протяжки. После шлифования кольцо подвергает-
ся проверке па инструментальном микроскопе и комплексным
калибром.
Профиль эвольвентных шлицевых зубьев протяжек прове-
ряется по шаблону. Профиль и шаг шлицевых зубьев протяжек
высокой точности проверяется по контрольному кольцу, наса-
женному на конце задней направляющей части. После шлифо-
вания кольцо проверяется па эвольвентомере.
Средний диаметр треугольных и эвольвентных шлицевых
протяжек проверяется роликами.
Маршрутная технология изготовления шлицевых протяжек
приводится ниже.
Протяжки с прогрессивной схемой резания отличаются от
обычных наличием секций с одинаковым размером по диаметру,
зубья которых работают только на части периметра по принци-
пу раздельного срезания металла. Режущие участки каждого
зуба в последующей секции смещены относительно зуба преды-
дущей секции и осуществляют при этом срезание новых слоев с
перекрытием.
У круглых прогрессивных протяжек после токарной обра-
ботки производится разметка рабочих участков на зубьях сек-
ций, после чего на универсально-фрезерном станке с вертикаль-
ной головкой или на вертикально-фрезерном станке с помощью
делительной головки выфрезеровываются нерабочие участки на
зубьях.
Особенностью шлифования прогрессивных протяжек являет-
ся шлифование их по секциям.
При изготовлении шпоночных протяжек по прогрессивной
схеме резания шлифование фасок на первых зубьях секции про-
изводится на станке для заточки протяжек. Протяжка закреп-
ляется на магнитной плите, установленной в вертикальной
плоскости под углом наклона фаски и в горизонтальной плос‘
кости под углом, равным заднему углу на фаске.
Шлифование последующего зуба производится после переме-
щения стола.
При шлифовании фасок на шлицевых протяжках, ома уста-
навливается на приспособление в центрах. Для совмещения по-
верхности фаски с направлением подачи шлифовального круга
протяжка поворачивается вокруг оси, а получение заднего угла
272
КАРТА № 5
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ШЛИЦЕВЫХ
ПРОТЯЖЕК
Операционный эскиз
I № опера-
' ции
Наименование
операции
Оборудование.
Приспособление.
Инструмент
1 Отрезка заготов-
ки
2 Протачивание
торцов и центровка
с двух сторон
3 Проверка и прав-
ка заготовок
4 Обтачивание шей-
ки под люнет
5
Предварительное
обтачивание двух
концов
Контроль и прав-
ка
Обтачивание пе-
редней направляю-
щей части хвосто-
вика шейки и фас-
ки
Приводная ножовка.
Тиски. Ножовочное
полотно
Центровальный ста-
нок. Сверло центро-
вочное
Рихтовальный при-
водной пресс. Призмы.
Индикатор
Токарно-винторез-
ный станок 1А62. Пат-
рон поводковый, цент-
ра. Хомутик. Резец
Пресс рихтовальный.
Индикатор
Токарно-винторез-
ный станок. Патрон
поводковый, центра,
хомутик, люнет. Резец
273
Продолжение карты 5
№ опера-
ции______
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
8 Обтачивание зад-
ней направляю-
щей и калибрую-
щей части:
9 а) Обтачивание
режущей час-
ти на конус
б) Обтачивание
переходного
конуса
Нарезание режу-
щих и калибрую-
щих зубьев
Сверление и фре-
зерование паза под
клин и снятие фас-
ки
Токарный станок с
гидросуппортом. Резец
Токарно-винторез-
ный станок 1А62 с про-
граммной системой.
Патрон поводковый,
центра, хомутик, лю-
нет. Резец фасонный,
Шаблоны
Вертикально-фрезер-
ный станок. Делитель-
ная головка. Сверло
спиральное, фреза кон-
цевая, зенковка конус-
ная
274
Продолжение карты 5
№ опера- ции Наименование операции 1 Операционный эскиз | 1 Оборудование. При спо соблен ие. Инструмент
12 Фрезерование . Г оризонтально-фре-
впадин шлицевых зерный станок. Дели-
зубьев тельная головка. Фре-
за специальная
13 I Клеймение — Станок для клейме-
ния
14 Термообработка — Шахтная печь. От-
пускная ванна
15 Правка — . Пресс. Центра
16 Шлифование Центровально-шли-
центров с двух сто- фовальный станок.
рон Центр, зажимной пат-
рон . Шлифовальный
круг зернистостью
40—25, СМ1—СМ2
171 Шлифование Станок для заточки
предварительное протяжек. Патрон,
передней поверх- центра, хомутик. Круг
ности и спинки ка- шлифовальный 40—25 1
либрующих и режу- СМ1—СМ2. Шаблон j
щих зубьев
ыйьв
18 Шлифование — Универсальный круг-
< предварительное 1 ло-шлифовальный ста-
мест под люнет нок. Поводковый пат-
рон, центра, хомутик.
Шлифовальный круг
1 40—25, СМ1—СМ2
275
Продолжение карты 5
№ опера- ции Наименование операции Операционный эскиз 1 Оборудование. Приспособление. Инструмент.
19—1
20
Шлифование
предварительное
передней направ-
ляющей части.
Шлифование зад-
ней направляющей
части и калибрую-
щих зубьев
Шлифование пред-
варительное режу-
щих зубьев на ко-
нус. Шлифование
переходного конуса
I
Универсальный круг-
лошлифовальный ста-
нок. Патрон поводко-
вый, центра, хомутик,
люнет. Шлифовальный
круг 40—25, СМ1—
—СМ2. Микрометр
21
Шлифование чис-
тового места под
люнет
Универсальный круг-
лошлифовальный ста-
нок. Патрон поводко-
вый, центра, хомутик,
люнет. Шлифовальный
круг 40—25, СМ1—
-СМ2
22—
23
Шлифование
окончательное:
передней направ-
ляющей части; зад-
ней направляющей
части и калибрую-
щих зубьев; режу-
щих зубьев на ко-
нус
Шлифование зад-
ней поверхности
калибрующих и ре-
жущих зубьев
Универсальный круг-
лошлифовальный ста-
нок. Патрон поводко-
вый, центра, хомутик,
люнет. Шлифовальный
круг 40—25, СМ1—
—СМ2. Шаблоны
Универсальный круг-
лошлифовальпый ста-
нок. Патрон поводко-
вый, центра, хомутик,
лю н ет. Кру г шлифо-
вальный 40—25, СМ1—
—СМ2
276
Продолжение карты 5
№ опера-
ции _____
Наименование
операции
i
Операционный эскиз
Оборудование.
Приспособление.
Инструмент.
Шлифование
предварительное и
окончательное про-
филя шлицевых
зубьев
Шлицешлифоваль-
ный станок. Центра,
хомутик, люнет, при-
способление для правки
круга. Круг шлифо-
вальный 40, СМ1—СМ2
для предварительного
шлифования, 25—16,
СМ для окончательно-
го шлифования
I
।
I
I
Прорезание впа-
дин и поднутрение
шлицевых зубьев
III лицешлифова ль -
ный станок, делитель-
ное приспособление,
приспособление для
заправки круга. Шли-
фовальный круг,
• СМ1— СМ2
27 Прорезание стружкораздели- тельных канавок
i i ।
Полуавтомат для
шлифования стружеч-
ных канавок и выкру-
жек, мод. ВЗ-89,
патрон поводковый,
центра, шлифовальный
!круг на вулканитовой
связке, 25, СМ1
277
на фаске достигается регулировкой заднего центра по высоте.
Протяжки переменного резания — разновидность
протяжек, работающих по прогрессивной схеме резания, явля-
ются протяжками переменного резания. Конструкция
их отличается наличием на зубьях затылованных выкружек.
Глубокие выкружки получаются фрезерованием, а не глубокие —
до 2 мм на термически обработанных протяжках — шлифова-
нием после предварительной заточки и является предпоследней
операцией перед окончательной заточкой по передней поверхно-
сти. Шлифование выкружек производится на станке для заточки
протяжек в приспособлении. Приспособление для круглых и
шлицевых протяжек состоит из двух бабок—передней с дели-
тельным диском и задней, центр которой может перемещаться
Фиг. 114. Шлифование выкружек на протяжках:
а — на проход; б — врезанием.
вертикально. Бабки расположены относительно стола станка на
наклонной плоскости под углом затылования выкружек
(фиг. 114, а). Задний центр поднимается при этом на величину
// —Zfga, (53)
где I — длина протяжки;
a — задний угол выкружки.
Шлифование производится кругом ПВ (плоский, с выточкой),
дернистостью 25-16, твердостью С1—С2, диаметром, равным диа-
метру выкружки или несколько меньшим его. Шлифввальный
круг вместе со шпиндельной головкой повертывается на угол
так, чтобы не задевать протяжку. Шлифование производится при
продольном перемещении стола в пределах двух шагов
(фиг. 114, а). Шлифование выкружки может производиться ме-
тодом врезания — поперечной .подачей круга (фиг. 114, б). При
этом не требуется установки приспособления под углом, так как
задний угол может быть получен установкой шлифовального
круга. При шлифовании выкружки врезанием могут получиться
прижоги у основания выкружки.
278
Шлифование выкружек врезанием ведется шлифовальным
кругом, заправленным на конус.
Протяжки с винтовым зубом. Протяжки для глу-
боких цилиндрических отверстий и для протягивания отверстий
малой длины изготовляются с винтовым зубом. Протяжки для
глубоких отверстий изготовляются двух-трехзаходными с шагом
винтовой линии, приблизительно равным трем диаметрам отвер-
стия, и углом наклона винтовой линии 45—50°. Протяжки (и
прошивки) для отверстий малой длины изготовляются трёхза-
ходными с шагом винтовой линии, несколько меньшим диаметра.
Винтовые кромки протяжки располагаются па режущей части
на конической поверхности. Винтовые канавки в зависимости от
шага обрабатываются на токарно-винторезных станках, на-
строенных на обработку резьбы, с шагом, равным шагу винто-
вой канавки, или на универсально-фрезерных станках, настроен-
ных на фрезерование винтовых канавок. Заточка передней и
задней поверхностей у протяжек (прошивок) с небольшим ша-
гом винтовой канавки производится на токарно-винторезных
станках или универсально-затыловочных станках с шлифоваль-
ной головкой. Передняя поверхность затачивается конической
поверхностью фасонно-заправленного круга, установленного в
горизонтальной плоскости под углом, зависящим от величины
переднего угла, и в вертикальной плоскости под углом наклона
винтовой канавки. При шлифовании задней поверхности суп-
порт поворачивается в горизонтальной плоскости на величину
заднего угла, а в вертикальной плоскости на угол подъема вин-
товой канавки.
Заточка передней и задней поверхностей у протяжек с боль-
шим шагом производится на универсально-заточном станке или
на станке для заточки протяжек, с помощью упора, установлен-
ного на станине. При перемещении стола поверхность канавки
скользит по упору и поворачивает протяжку. При заточке перед-
ней поверхности фасонно-заправленный шлифовальный круг
устанавливается по отношению к направлению подачи под углом
наклона винтовой линии канавки и смещается с центра в зави-
симости от величины переднего угла. Задняя поверхность зата-
чивается периферией или торцом круга. Заточка передней и зад-
ней поверхностей протяжек с большим шагом винтовой канавки
может производиться на специальных станках или приспособле-
ниях для шлифования винтовых шлицев.' Винтовые шлицевые
протяжки применяются для обработки винтовых канавок; зубья
винтовых протяжек располагаются винтовыми рядами. Впади-
ны между зубьями кольцевые для малых углов винтовой линии
(10—12°) и винтовые для больших углов. Впадины выполняют-
ся нормально к направлению винтовой линии. Винтовые шлице-
вые канавки фрезеруются фасонной фрезой на универсально-
фрезерных станках, настроенных на фрезерование винтовых
канавок.
279
Шлифование винтовых шлицевых зубьев производится на
•специальных шлифовальных станках с поворотным шпинделем.
Для этой цели применяются также модернизированные плоско-
шлифовальные станки, у которых шпиндельная головка может
быть установлена под углом винтовой линии. Короткие протяж-
ки (прошивки) можно шлифовать на плоскошлифовальиых стан-
ках с установкой приспособления под углом наклона винтовой
линии.
На фиг. 115 представлена схема приспособления для шлифо-
вания винтовых протяжек с помощью барабана и лент. Приспо-
собление-состоит из передней и задней бабки, делительного ме-
ханизма, барабана обката /, лент 2 и кронштейнов 5, закреплен-
ных на станине станка. Барабан сидит на валу, связанном через
Фиг. 115. Схема приспособления с барабаном и лентами для шлифо-
вания винтовых протяжек:
/ - барабан; 2 — ленты; 3 — кронштейны; 4 -- сменные зубчатые колеса;
5 — сменный делительный диск; 6 — шлифовальная головка; 7 — электро-
двигатель.
•систему зубчатых колес со шпинделем передней бабки. К бара-
бану прикреплены натянутые ленты, другие концы которых
прикреплены к кронштейнам. При продольном перемещении сто-
ла барабан поворачивается, вызывая поворот шпинделя перед-
ней бабки и шлифуемой протяжки, связанной с ним хомутиком.
Диаметр барабана и сменные зубчатые колеса подбираются так,
•чтобы при продольном перемещении стола на величину шага
винтовой линии, шпиндель со шлифуемой протяжкой повернулся
на один оборот.
На фиг. 116 представлена схема другого приспособления для
шлифования винтовых протяжек.
Приспособление устанавливается на прецизионном плоско-
шлифовальном станке под углом наклона винтовой линии к оси
шпинделя. Приспособление состоит из передней и задней бабок,
установленных на общей плите, закрепленной на столе станка.
В корпусе передней бабки 1 расположено устройство с делитель-
280
ным диском. На заднем конце шпинделя закреплено зубчатое
колесо 2, вращающееся при продольных перемещениях зубчатой
рейки 3. К рейке прикрепляется сухарь 4, свободно скользящий
в пазу линейки 5. Линейка закреплена при помощи специальной
стойки на неподвижной части станка под углом а к направле-
нию движения стола. При перемещении стола сухарь скользит в
пазу линейки и -перемещает рейку, вращающую зубчатое колесо
и шпиндель передней бабки. При продольном перемещении сто-
ла протяжка получает продольное движение и одновременно
вращение, благодаря чему осуществляется шлифование боко-
вых .поверхностей по вин-
товой линии. Линейка ус-
танавливается с помо-
щью синусной линейки 6
на угол, вычисляемый по
формуле
tga =•
где р — угол винтовой
линии протяжки:
D — наружный диа-
метр протяжки;
d — диаметр дели-
тельной окруж-
ности зубчатого
Колеса. Фиг. 116. Схема приспособления с линейкой
Профиль шлифовали- для шлифования винтовых протяжек.
ного круга заправляется
с помощью специального заправочного устройства 7 по нормаль-
ному сечению протяжки. Для этого заправочное устройство ус-
танавливается сухарями в паз приспособления и поворачивается
по нониусу на угол подъема винтовой линии.
2. НАРУЖНЫЕ ПРОТЯЖКИ
Наружные протяжки имеют призматическую форму. К на-
ружным протяжкам, по сходству технологического процесса, мо-
гут быть отнесены шпоночные и пазовые протяжки.
Наружные протяжки изготовляются секциями длиной 350—
500 мм и крепятся к корпусу с помощью винтов или клиньев.
Для протяжек применяется легированная сталь марки ХВГ или
быстрорежущая сталь марок Р9 и Р18. Для обработки заготовок
из чугуна и цветных сплавов применяются протяжки с пластин-
ками твердого сплава. За технологическую базу плоских про-
тяжек принимаются нижняя опорная и боковая плоскости.
Обработка плоскостей производится на строгальных или
фрезерных станках. После предварительного шлифования базо-
281
вых плоскостей, с помощью приспособления фрезеруется уклон
режущей части. Сверление и зенкерование крепежных отвер-
стий рекомендуется производить по кондуктору до фрезерования
зубьев.
Впадины наружных, а также шпоночных протяжек, фрезе-
руются на вертикально-фрезерных или на универсально-фрезер-
ных станках с вертикальной головкой. Протяжку устанавлива-
ют в параллельных тисках или в универсальном приспособлении
(фиг. 117), в корпусе 1 которого она крепится с помощью пла-
нок 2. Для установки режущей части протяжки параллельно
плоскости стола, 'корпус может поворачиваться вокруг горизон-
тальной оси 5, а на угол <р подъема зубьев устанавливается при
помощи мерного валика S или пластин. Для фрезерования про-
тяжек с наклонным зубом верхняя плита 6 может быть повер-
4 в
Фиг. 117. Приспособление для фрезерования зубьев наружных про-
тяжек.
нута на оси 4 относительно основания приспособления и закреп-
лена под углом, равным углу наклона зуба протяжки.
Калибрующие зубья фрезеруются при горизонтальном поло-
жении приспособления. Перемещение протяжки на шаг осуще-
ствляется с помощью ходового винта продольной подачи по
лимбу. Протяжки с наклонными зубьями, установленные под
углом наклона со, перемещаются на величину нормального шага
tH = t0 cos о», где t0 — осевой шаг. Поворот шпинделя станка от-
носительно вертикальной оси на угол б производится с учетом
переднего угла протяжки у, угла подъема зубьев режущей части
протяжки ф и угла наклона образующей конуса фрезы, обращен-
ной к передней поверхности зуба протяжки (угла |3) и равен
8 р о — у. (54)
Наружные и шпоночные протяжки после термической обра-
ботки подвергаются правке на плите. Первой операцией после
282
правки является заточка передней поверхности и спинки. Пред-
варительное и окончательное шлифование плоскостей произво-
дится на плоскошлифовальном станке на магнитной плите. Пер-
воначально шлифуются боковые стороны. При шлифовании не-
обходимо равномерно снимать припуск с каждой стороны. Боко-
вая плоскость шлифуется с помощью приспособления или тисков
при горизонтальном положении шлифуемой плоскости. Режу-
щие зубья шлифуются поверху на магнитной плите, установлен-
ной на угол подъема зубьев протяжки. Боковые плоскости ре-
жущей части шпоночных протяжек шлифуются за два перехода.
Па первом переходе выдерживают размер от направляющей
плоскости до боковой поверхности. На втором переходе шлифу-
ют угол бокового поднутрения, соответственно установив маг-
нитную плиту или используя заправленный на угол поднутрения
шлифовальный круг. При шлифовании поднутрения оставляется
ленточка. Задний угол шлифуют на заточном станке чашечным
кругом, причем угол установки шлифовальной головки равен
заднему углу зуба протяжки и стружкоразделительные канавки
прорезаются вулканитовым кругом на заточном станке. После
окончательной обработки протяжки подвергаются размагничи-
ванию.
Фасонные протяжки для наружного протягивания
изготовляются преимущественно по генераторной схеме резания.
Они выполняются с прямолинейными главными режущими кром-
ками, переходящими во вспомогательные режущие кромки, фор-
мирующие профиль обрабатываемой поверхности. Подъем зубь-
ев и задние поверхности выполняются только на прямолиней-
ных участках главных режущих кромок; на криволинейной части
изменяется только высота зуба. На плоокошлифовальном станке
шлифуются нижняя опорная и боковая плоскости. Заточка пе-
редней поверхности и спинки зуба производится на специальном
заточном станке.
Режущая часть шлифуется на плоскошлифовальном станке.
Вначале от нижнего основания и бокового торца,
базами, шлифуется заправленным шлифовальным
филь протяжки, затем протяжка устанавливается
прокладок под углом подъема главных режущих
рые шлифуются на конус. При этом проверяется
глубина профиля в начале и конце протяжки. Задние поверхно-
сти шлифуются на заточном станке.
При шлифовании профиля протяжки, предназначенной для
протягивания очень вязких материалов, для предотвращения на-
липания металла, криволинейную часть выполняют с небольшим
снижением от начала к концу протяжки в пределах 3—5 мк на
каждый зуб, для чего под задний конец протяжки .подклады-
вается плитка. Профиль протяжки при этом искажается, образу-
ются ступеньки, расширение выпуклых и сужение вогнутых про-
филей. Однако в большинстве случаев получаемые отклонения
283
являющихся
кругом про-
с помощью
кромок, КОТО-
ПО шаблону
укладываются в поле допуска на изготовление детали, В тех
случаях, когда отклонения выходят за пределы допусков, произ-
водят корригирование профиля протяжки.
Фасонные протяжки с профильной схемой резания шлифуют-
ся фасонно-заправленным шлифовальным кругом.
На фиг. 118 показано в качестве примера шлифование риф-
лений на плоской протяжке.
Фиг. 118. Шлифование рифлений на плоской протяжке.
3. СБОРНЫЕ ПРОТЯЖКИ
Применение сборных протяжек даст большую — в 2—
5 раз — экономию быстрорежущей стали, позволяя использо-
вать заготовки небольшого сечения с незначительной карбидной
неоднородностью, что значительно повышает стойкость протя-
жек.
При изготовлении сборных протяжек необходимо путем под-
бора материала корпуса и термической обработки обеспечить
его прочность и отсутствие задиров и налипания на направляю-
щих частях. Для корпусов протяжек применяется сталь У10,
20Х, 40Х, 9ХС, ХВГ. Для уменьшения налипания и устранения
задиров практикуется хромирование направляющих частей.
У плоских наружных и шпоночных протяжек иногда к корпусу
из конструкционной стали привертываются пластинки из инстру-
ментальной стали. /
Плоские протяжки изготовляются с плоскими ножами и кли-
новым креплением. Пазы под ножи фрезеруются дисковыми фре-
зами в два перехода. На первом переходе фрезеруется паз по на-
правлению зуба протяжки; на втором — корпус протяжки уста-
навливается под углом клина для образования клинового паза.
284
Рифление в пазах образуется прошивками под прессом или стро
гается.
Крепление ножей запрессовкой при малом сечении протяжки
приводит к ее изгибу. Для уменьшения деформации расклини-
вание необходимо производить с противоположных сторон. Луч-
шие результаты могут быть получены при винтовом или комби-
нированном креплении ножей. Окончательное шлифование про-
тяжки производится после сборки.
Шлицевые сборные протяжки диаметром выше 80 мм состоят
из корпуса и вставных шлицевых зубьев в виде шпоночных про-
тяжек. Крепление шлицевых зубьев производится винтами. Тор-
цы крайних шлицевых зубьев сошлифовываются на конус и упи-
раются в конусные кольца или зажимаются клиньями с помо-
щью винтов. Пазы в корпусе образуются фрезерованием диско-
вой пазовой или концевой фрезой. Сверление крепежных отвер-
стий производится через накладной кондуктор. Нижняя опорная
и установочные боковые поверхности шлицевых зубьев перед
сборкой шлифуются в пределах допусков по 2-му классу точно-
сти. После сборки шлицевых зубьев с корпусом производится за-
точка передней поверхности, предварительное и окончательное
шлифование по наружному диаметру и шлицев.
Для повышения срока службы круглых протяжек применя-
ются сборные протяжки со сменной калибрующей частью. На
конце протяжки, за калибрующей частью, обрабатывается поса-
дочная часть для установки и крепления сменной калибрующей
насадки. Окончательное шлифование места под насадку произ-
водится после шлифования калибрующей части. Размер поса-
дочной части выдерживается по допускам 1-го класса точности.
При этом обращается особое внимание на перпендикулярность
опорного торца оси протяжки. Сменная калибрующая насадка
шлифуется и притирается по отверстию. От притертой базы на
оправке производится подрезание торцов и окончательное шли-
фование по наружному диаметру. Для протягивания отверстий
с допуском менее 20 мк насадка шлифуется снаружи после сбор-
ки. Крепление насадки производится сферическими шайбами и
гайками. Резьбовое соединение изготовляется с зазором для
уменьшения влияния неточности резьбы на перекос торца гайки
при зажатии.
Круглые протяжки по прогрессивной схеме резания диамет-
ром выше 70 мм изготовляются'сборными-(фиг. 119, а}. Корпус
протяжки 1 изготовляется из стали 9ХС или ХВГ, а режущие
рейки 2— из быстрорежущей стали. В корпусе протяжки прота-
чивается опорный конус и фрезеруются- посадочные пазы -под
рейки. При диаметре протяжки 80 мм в каждой секции выполня-
ются 12 пазов, по четыре паза по окружности. Последующие па-
зы смещены на 30° относительно предыдущих. Крепление реек
производится по торцам клиньями с помощью винтов. Отверстия
под крепежные винты сверлятся через накладной кондуктор.
285
—* после обработки плоскостей до и после термообра
ки обтачиваются, затачиваются и шлифуются по торцам на »
ниальной оправке (фиг. 119,6). Калибрующие зубья из четы,
колец крепятся в виде насадки на конце протяжки.
После сборки реек и зубьев с корпусом производится окон»»
тельное наружное шлифование по размерам режущих и кали
Фиг» 119. Сборная круглая протяжка:
а — общий вид; б — оправка для шлифования реек.
рующих зубьев. Диаметры зубьев периодически восстанавлива-
ются путем установки прокладок под рейки с последующим шли-
фованием по диаметру.
Применение сборных протяжек по прогрессивной схеме реза-
ния для обработки отверстия диаметром свыше 80 лии сокраща-
ет расход быстрорежущей стали по сравнению с цельной про-
тяжкой примерно в три раза.
ГЛАВА VI
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ФРЕЗ
По конструктивно-технологическим признакам фрезы делят-
ся на концевые и насадные, цельные и сборные с механическим
креплением и неразъемным соединением зубьев, с острозаточен-
ными и затылованными зубьями. В отдельную технологическую
группу могут быть отнесены специальные фрезы. — червячные и
резьбовые.
Технологической базой при изготовлении концевых фрез яв-
ляются центровые отверстия, а на отдельных операциях — при
фрезеровании, заточке торцовых зубьев—хвостовик, обработан-
ный от центровых отверстий, у насадных фрез в качестве чисто-
вой технологической базы принимают отверстие и торец.
Отверстие и торец фрез являются основными базами, исполь-
зование которых в качестве технологических на последних опе-
рациях повышает точность фрез.
Насадные фрезы, в зависимости от их размера и масштаба
производства, обрабатываются па токарных полуавтоматах и
автоматах многорезцовых карусельных, револьверных, а также
на токарных станках.
В условиях мелкосерийного производства целесообразно вес-
ти обработку насадных фрез на револьверных станках, на кото-
рых имеется возможность совмещать обработку по диаметру и
торца с последующей обработкой отверстия сверлением, зенке-
рованном и развертыванием. Обработка торца и отверстия с од-
ной установки повышает точность их относительного положения.
Производительность при револьверной обработке в 2—3 раза
выше токарной.
Для обработки корпусов сборного инструмента диаметром
более 300 мм производится аналогичная наладка карусельного
станка.
При обработке насадных фрез из прутка придерживаются
следующего порядка обработки. Протачивание торца прутка, по-
дача до упора, центровка под сверление, сверление отверстия и
обтачивание наружной поверхности, растачивание или зенкеро-
вание отверстия, протачивание канавки, обтачивание наружной
287
поверхности, предварительное и окончательное развертывание,
отрезка. Эта обработка выполняется на револьверном станке,
одношпинделыюм или многошпиндельном автомате.
При обработке насадных фрез из отдельной заготовки целе-
сообразно применять следующий маршрут: сверление, зенкеро-
вание и снятие фаски на вертикально-сверлильном станке, про-
тягивание отверстия на горизонтально-протяжном станке со
сферической самоустанавливающейся опорой, протягивание шпо-
ночного паза. У мелких фрез протягивание шпоночного паза
может производиться комбинированной протяжкой при протя-
гивании отверстия; в остальных случаях протягивание шпоноч-
ного паза производится с применением специального адаптера.
Предварительное и окончательное обтачивание наружной по-
верхности и подрезание торцов. Операция выполняется с бази-
рованием по отверстию на разжимной оправке или с запрессов-
кой фрезы на цилиндрическую оправку. Обтачивание по наруж-
ной поверхности и подрезание торцов может производиться н.а
токарно-многорезцовом полуавтомате и токарном станке. Фа-
сонные фрезы обтачиваются фасонными резцами или по копиру
на токарном станке с копировальным устройством.
I. ОБРАБОТКА ЗУБЬЕВ
Зубья инструментов создаются путем образования прямых
или винтовых стружечных канавок и обработкой задней поверх-
ности. Стружечные канавки на инструментах, имеющих форму
тела вращения (фрезах, зенкерах, метчиках, развертках, сверлах
и др.) и призматических (плоских протяжках), в большинстве
своем обрабатываются фрезерованием.
Прямые канавки фрезеруют на продольно-фрезерных стан-
ках, винтовые — на универсально-фрезерных станках. При фре-
зеровании применяются делительные головки и делительные
приспособления. В серийном производстве применяются много-
шпиндельные делительные головки. В крупносерийном произ-
водстве фрезерование стружечных канавок производят на авто-
матизированных фрезерных станках, полуавтоматах и автома-
тах. На мелкоразмерных инструментах стружечные канавки об-
разуются шлифованием.
На инструментах, имеющих форму тела вращения с располо-
жением зубьев перпендикулярно оси (па внутренних протяж-
ках), стружечные канавки образуются точением. На круглых
плашках стружечные канавки образуются сверлением.
Стружечные канавки, в зависимости от их формы в нормаль-
ном сечении, обрабатываются фасонными или угловыми фреза-
ми. Угловые фрезы имеют острозаточенные зубья, а фасонные
фрезы могут быть затылованными или с острозаточенными.
зубьями.
288
Острозаточенные фрезы более производительны и обеспечи-
вают лучшую чистоту поверхности. Для переточки фасонных ост-
розаточенных фрез требуются специальные станки или специ-
альные приспособления к заточным станкам, в связи с чем их
целесообразно применять в крупносерийном производстве.
Фрезы, предназначенные для обработки винтовых канавок,
•теоретически должны, иметь криволинейный профиль, определя-
емый при профилировании рабочей фрезы в зависимости от про-
филя обрабатываемого изделия в нормальном сечении, угла
подъема винтовой канавки и величины поворота стола фрезерно-
го станка. Профилирование фрез по кривой имеет существенное
значение для фрезерования затылованного инструмента с углом
подъема винтовой линии (более 10°) и цилиндрических фрез со
значительными углами подъема винтовой канавки.
Винтовые канавки с прямолинейным профилем во многих
случаях, с достаточной для практики точностью, фрезеруются
двухугловыми фрезами. Радиус кривизны двухугловой фрезы в
нормальном сечении должен быть меньше радиуса кривизны об-
рабатываемой винтовой канавки и соприкосновение такой фрезы
с изделием происходит подобно обкатыванию.
На ряде острозаточепных инструментов обработка стружеч-
ных канавок совмещается с обработкой спинки зуба за счет
формы рабочего инструмента. В некоторых случаях на сверлах
и расточных зенкерах вводится дополнительная обработка спин-
ки с оставлением направляющей ленточки.
Фрезерование прямых зубьев на цилиндрической поверхно-
сти производится одноугловыми или двухугловыми фрезами.
Двухугловые фрезы, благодаря наличию второго угла работают
в лучших условиях резания, обеспечивают более чистую поверх-
ность и имеют большую стойкость. Профиль фрез обеспечивает
получение зубьев с нулевым передним углом.
Фрезерование зубьев с положительным передним углом про-
изводится установкой рабочей фрезы относительно оси обраба-
тываемого изделия. Применяются два способа установки рабо-
чей фрезы относительно оси изделия — поворот рабочей фрезы
относительно оси обрабатываемого изделия на величину перед-
него угла и смещение вершины фрезы в горизонтальной и верти-
кальной плоскости. Образование переднего угла за счет поворо-
та оси фрезы под углом к оси обрабатываемого изделия приме-
няется в большинстве своем при фрезеровании зубьев на плос-
ких поверхностях.
При фрезеровании зубьев на цилиндрических и конических
поверхностях вершину рабочей фрезы устанавливают по оси об-
рабатываемого изделия, после чего производят смещение стола
фрезерного ставка по лимбам в вертикальной и горизонтальной
плоскости на величину, определяемую расчетом в зависимости
от геометрических размеров фрезеруемого зуба и параметров
рабочей фрезы.
40 палей М. М. 289
Для фрезерования зубьев концевых фрез диаметром 8—
10 мм (по цилиндрической поверхности) выпускается полуавто-
мат мод. 6В6.
В рабочем чертеже задаются размеры фаски, высота зуба и
величина переднего угла (57].
Фрезерование прямых зубьев одноугловой
фрезой при заданной высоте зуба А. а) С перед-
ним углом, большим нуля (фиг. 120,а). Величина горизонталь-
ного смещения е определяется как разность е = ej — г, но так
D .
как si = —sin -у, то
8 —-5. sin у — г. (55)
Фиг. 120. Схема расчета при фрезеровании прямых зубьев одноутло-
вой фрезой.
Величина вертикального смещения
И — h 4- х, но х = -у- (1 — cos у)
и, следовательно,
+ — cosy). (56)
б) С передним углом, равным нулю (фиг. 120,6). Вертикаль-
ное смещение Н равно высоте зуба h, а горизонтальное смеще-
ние 8 равно г, и передняя режущая кромка совпадает с верти-
кальной осью.
Фрезерование прямых зубьев двухугловой
фрезой при заданной высоте зуба Л. а) С перед-
ним углом, большим нуля (фиг. 121). Из точки О опускаем пер-
пендикуляр в точку С и проводим линию О А, параллельную ли-
нии DC. Диагональ квадрата ОАВС равна г'К 2. В &BDG сто-
290
рона BG = h sin 0. В AFOB сторона FB = гУ 2 sin (45°— 0k
В OjDK сторона OiK = — sin (6 4- y).
Величина смещения в горизонтальной плоскости от осевой
линии s = О]Л — BG — FB,
s = -у sin (б + 7) — h sin 0 —г /fsin (45° — 6). (57)
Величина вертикального перемещения _стола Н = Н\ — f; из
треугольника OF В катет OF = г V 2 cos (45° —0) и
f = OF-г,
f — г У 2 cos (45° — 0) — г -
= г |/2cos(45° —6) — 1].
— ОУ =
1 2
= KG = DK~ DG,
тогда
£ L
— /г cos б] __ r [y~2 cos (45o _
-0)-lj. (58)
б) С передним углом,
равным нулю. Величина го-
ризонтального смещения
e~ A sin 0 Фиг. ]21. Схема расчета при фрезеровании
_ прямых зубьев двухугловой фрезой.
— г/2 sin (45° — 9). (59)
Величина вертикального смещения
Н = —
2
-----— cos 0 — Л cos 0
2
— г [У 2 cos (45° — 0) — 1]. (60)
Фрезерование прямых зубьев двухугло-
вой фрезой при заданной величине фаски, а) С
передним углом, большим нуля (фиг. 122,а). Величина смеще-
ния стола фрезерного станка в горизонтальной плоскости
е = R [sin (0 4- 7) - sin el -2nX~_.f/.. (61)
I sin & J . ft
sin —
2
291
10*
Величина вертикального перемещения стола
Я = /1 — sin х)--|- [sin (» +1) — sin (ft +1) ~
V sin p [ z
sin (& + 7) — sin (о — X) . J < )
———----------sm & ctg p V — r
sin & J J
a
sin —•
2
1 ?• t- 360° Q Л . p. f
где X = e — i* — T;g== ——; p - & - 6; sin - - = -A-
<6 Z 4Z\
б) С передним углом, равным нулю. Из формул (60) — (61)
исключаются значения угла у.
Фиг. 122. Схема расчетов при фрезеровании прямых зубьев
с фаской заданной величины.
Фрезерование прямых зубьев одноугло-
вой фрезой при заданной величине фаски.
С передним углом, большим нуля (фиг. 122, б). Величина гори-
зонтального смещения
г -Р. sin у. (63)
Величина вертикального смещения
н = —-fl-----sln(8 — ?-А 4- sin т cig al — г [cig -И . (64)
2 [ sin$ J \ 2 )
Фрезерование винтовых канавок двухугло-
в.ой ф р езо й. Фрезерование винтовых канавок производится
двухугловыми фрезами (фиг. 123). Для образования винтовой
канавки стол фрезерного станка устанавливается под углом на-
клона винтовой линии ®. Во избежание подрезания зубьев при
фрезеровании винтовой канавки с большим углом наклона вин-
товой линии завод «Фрезер» рекомендует установку стола произ-
водить под углом ан, определяемым по формуле:
tg «j tg «) cos (0 4-'(), (65)
292
где б — угол рабочей фрезы, образующий переднюю поверх-
ность зуба;
у — передний угол обрабатываемого изделия в нормальном
сечении.
Для образования переднего угла величина горизонтального и
вертикального смещения фрезы определяется по формулам для
фрез с прямыми канавками с поправкой на косинус угла ©ь Для
фрезерования зубьев с передним углом у = 0 при заданной вы-
соте зуба h формулы примут следующий вид:
г — |-^-sinO— h sin 0 — гУ 2sin(45°— 0)jcosu>1; (66)
H — cos б — h cos 0 j — r [ 2 cos (45° — 6)— 1 ] cos o>r (67)
Фиг. 123. Фрезерование винтовых канавок двухугловой фрезой.
При фрезеровании винтовых канавок настройка станка про-
изводится в следующем порядке:
1) Устанавливают рабочую фрезу по оси обрабатываемой за-
готовки.
2) Поперечным движением стола смещают рабочую фрезу по
отношению к оси заготовки на величину е.
3) Поворотом стола универсально-фрезерного станка пово-
рачивают заготовку на угол сщ.
4) Вертикальным смещением стола устанавливают фрезу на
глубину Н.
Фрезерование зубьев угловых и торцовых
фрез. Нарезание зубьев торцовых, дисковых и угловых фрез
производится с помощью одноугловой фрезы. Для получения рав-
номерной фаски f (фиг. 124) при фрезеровании зубьев на кони-
ческих или торцовых поверхностях ширина и глубина впадины
между зубьями должны к середине уменьшаться. Это достигает-
ся установкой делительной головки под углом по отношению к
образующей поверхности. Величина угла установки делительной
головки при фрезеровании определяется в зависимости от числа
зубьев изготовляемой фрезы, угла профиля рабочей фрезы и уг-
ла конической поверхности для угловых фрез (фиг. 124,а).
293
Угол •0' — угол в градусах профиля фрезеруемой канавки в
плоскости АА, перпендикулярной ее основанию, 0 — угол кони-
ческой поверхности обрабатываемой угловой фрезы в градусах,
а — центральный угол между зубьями.
Угол наклона шпинделя делительной головки <р(- = ф — у.
Половина угла при вершине конуса заготовки tg ф = cos a etg 0.
Вспомогательный угол у определяется из выражения sin у =
= sin ф tga etg О.
Наибольшая глубина фрезерования
COS £
(68>
Фиг. 124. Схема установки делительной головки при фрезеровании зубьев:
а —» на конической поверхности фрезы; б — на торцовой поверхности фрезы.
где R — радиус обрабатываемой фрезы.
Высота зуба по торцу
Н = *•«*№ + ?<) . (69)
COS 3 • COS <fi
При фрезеровании зубьев, расположенных на плоской по-
верхности (фиг. 124, б), угол наклона шпинделя делительной
головки рассчитывается по следующей формуле:
cos у,- — tga etg ft. (70)
Установка фрез при фрезеровании зубьев производится с по-
мощью контрольных валиков и шаблонов. Одноугловые фрезы
могут устанавливаться по центру изделия с помощью угольника
и срезанного до оси валика по оправке с нанесенной по оси рис-
294
кой, с помощью специального шаблона (фиг. 125, а) или специ-
ального приспособления (фиг. 125, б). После установки фрезы
по оси, в центрах устанавливается обрабатываемый инструмент,
подводится до касания с фрезой и по лимбам производится сме-
щение стола в горизонтальной плоскости на величину е и подъ-
ем в вертикальной плоскости на величину Н.
Двухугловые фрезы устанавливаются по центру с помощью
валика и шаблона или приспособления (фиг. 125,6).
В крупносерийном и массовом производстве отрезных и про-
резных фрез фрезерование зубьев производится на зубофрезер-
Фиг. 125. Схемы уста
вовки угловых фрез:
а — с помощью шаблона;
б и в — с помощью при-
способления.
яых станках или специальных приспособлениях методом обкат-
ки. При этом применяется специальная двухзаходная червячная
фреза с затылованным под углом профилем 15°, с зубьями, рас-
положенными в шахматном порядке. Сочетание двухзаходности
фрезы с шахматным расположением зубьев обеспечивает полу-
чение на фрезах острых зубьев без фасок, вершины которых'оди-
наково удалены от центра изделия. Затылование под углом 15°
обеспечивает минимальный задний угол на профиле зуба в 4°.
Фрезерование фрез производится пакетом по 100—150 шт. в за-
висимости от толщины обрабатываемых заготовок. Фрезерова-
ние методом обкатки обеспечивает высокую точность шага меж-
ду зубьями и большую производительность по сравнению с фре-
зерованием в делительных головках. Высокая точность шага
295
КАРТА &
МАРШРУТНАЯ ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ТРЕХСТОРОННИХ ФРЕЗ
1 Отрезка заго-
товки для одной
фрезы
Отрезной станок.
Трехкулачковый
патрон. Пила дис-
ковая
2
а)
Револьверная
обработка:
подрезка
первого торца
I
I
I
| Револьверный
। станок. Трехкулач-
. ковый патрон, под-
I резной резец, шаб-
I лон
i
б)
в)
О
Д)
е)
ж)
з)
I
центрирова- I
ние |
сверление
отверстия '
растачива- |
ние отверстия
протачи-
вание канавки
протачива-
ние ступицы
снятие фас-
ки
развертыва-
ние отверстия
Сверло центро-
вальное; сверло
спиральное; резец
расточной; резец ка-
навочный; резец
подрезной; резец
фасонный; разверт-
ка машинная. Ка-
। либр. Шаблоны
296
Продолжение карты 6
№ операГ
ции
I
j
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
3
Шлифование
второго торца
i
Обтачивание !
по наружному1
диаметру с при-I
пуском на шли-1
фование ‘
| Плоскошлифо-
вальный станок.
I Магнитный стол.
I Сегментный шлифо-
! вальный круг. Ско-
| ба
Токарный станок.
Проходной резец.
Оправка
5а)
б)
Протачивание
канавки на вто-
ром торце
Протачивание
ступицы па вто-
ром торце
I Токарный станок.
! Трехкулачковый
I патрон. Резцы ка-
| навочный, подрез-
ной и фасонный.
| Шаблон
в) снятие фаски |
на втором торце ‘
6 Протягивание |
шпоночной ка-
навки ।
i 7 1 Фрезерование I
зубьев по на-I
ружному диа-
метру I
! I
। Протяжной ста- |
I нок. Шпоночная
। протяжка. Калибр
I
I I
[ Универсально- I
I фрезерный станок. ।
| Автоматизирован-
' ная делительная го- ।
ловка. Угловая
фреза. Шаблон |
I
297
_____________Продолжение карты 6
1 № опера- ции Наименование операции Операционный эскиз Оборудование, П ри способл ен и е. Инструмент
8
а)
б)
Фрезерование
зубьев на торце;
с одной
стороны
с другой
стороны
9 Клеймение
10 Термообработ-
ка
11 Шлифование
торцов
12
Шлифование
отверстия и сту-
пицы
13 I Шлифование
ступицы с дру-
гой стороны
Универсально -
фрезерный станок.
Автоматизирован-
ная делительная
головка. Угловая
фреза. Шаблон
Пресс для клей-
мения. Набор клейм
Агрегат для тер-
мической обработки
Плоскошлифо-
вальпый станок с
круглым столом.
Магнитная плита.
Шлифовальный
круг
Внутришлифо-
вальный станок.
Приспособление
для центрования по
отверстию. Шли-
фовальные круги.
Калибр
Плоскошлифо- *
вальный станок.
Шлифовальный
круг. Скоба, шаб-
лон
298
Продолжение карты 6
№ опера-
ции
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
14 < Заточка пе-1
редней поверх-
| ности по пери-
I ферии
У ниверсально-за-
точной станок.
Центровые бабки.
Шлифовальный
круг
15!
а)
б)
I
Заточка пе-
редней поверх-
ности зубьев на
торцах;
с одной
стороны по-
верхности
с другой
стороны по-
верхности
16
17
Шлифование
по наружному
диаметру
Заточка зад-
ней поверхности
зубьев по на-
ружному диа-
метру
18 Заточка зад- ней поверхности зубьев на тор- цах:
а) с одной стороны
б) с другой стороны
19 Цианирование
20 Маркирование
Универсально-за-
точной станок.
Центровые бабки.
Шлифовальный
круг
Круглошлифо-
вальный полуавто-
мат. Оправка, шли-
фовальный круг.
Скоба
Универсально-за-
точной станок. Оп-
равка, упор. Шли-
фовальный круг
ЧЦ
У ниверсально- за-
точной станок. По-
воротная головка.
Шлифовальный
круг
299
Фиг. 126.
Фрезерование зубьев на цилиндрической по-
верхности дзухугловой фрезой.
Фиг. 127. Фрезерование зубьев
одпоугловой фрезой на торцовой
поверхности.
300
между зубьями позволяет вести заточку фрез в пакете, что зна-
чительно повышает производительность заточки.
Фрезерование зубьев на цилиндрической поверхности двух-
угловой фрезой с помощью делительной головки на горизонталь-
но-фрезерном станке показано на фиг. 126. Подобная установка
для фрезерования торцовых зубьев одноугловой фрезой пред-
ставлена на фиг. 127. Винтовые зубья фрез обрабатываются
Фиг. 128. Фрезерование зубьев мелко-
зубых фрез.
двухугловой фрезой на универсально-фрезерном станке с дели-
тельной головкой (фиг. 128).
В карте 6 приводится маршрутная технология изготовления
дисковых трехсторонних фрез.
Технологические процессы изготовления сборных фрез отли-
чаются рядом особенностей и заслуживают поэтому отдельного
подробного рассмотрения.
2. СБОРНЫЕ ФРЕЗЫ
Фрезерование пазов в корпусах. Пазы для креп-
ления ножей сборного инструмента бывают различных конст-
руктивных форм. Наиболее распространенными являются креп-
ления: с помощью клина, запрессованного в корпус; клина, при-
вернутого винтами или гайками, и комбинированное. .
301
Пазы сборного инструмента, в зависимости от способа креп-
ления, изготовляются прямыми и клиновыми, гладкими или
с рифлениями, направленными параллельно (фиг. 129, а) или
наклонно (фиг. 129, б) к оси корпуса. По точности и чистоте
поверхности пазы должны быть изготовлены так, чтобы они
обеспечивали взаимозаменяемость ножей и жесткость и моно-
литность инструмента после сборки с ножами.
Пазы образуются фрезерованием. В настоящее время для
образования пазов спроектирован и испытывается полуавтомат
Фиг. 129. Рифления в корпусах сборных фрез:
а — осевые; б — радиальные.
мод. 6В1МФ. Пазы корпусов инструментов, у которых должна
быть обеспечена полная взаимозаменяемость ножей, без какой
бы то ни было обработки в сборе с корпусом в зависимости от
допусков на точность изготовления дополнительно калибруются
протяжками или шлифуются. Фрезерование пазов в корпусах
производится с помощью универсальных делительных головок,
а в серийном производстве — с помощью специальных приспо-
соблений. При фрезеровании в универсальных делительных го-
ловках, для более удобной установки фрезеруемого корпуса под
необходимым углом наклона, на столе станка ставятся клино-
вые установи. Фрезерование производится прорезными диско-
выми, пазовыми или трехсторонними фрезами.
Прямые пазы шириной 2—2,5 мм фрезеруются прорезными
фрезами, при ширине 6—8 мм — пазовыми затылованными, при
302
ширине 10 мм— дисковыми трехсторонними. Последние быстро
теряют размер при переточке. Фрезерование радиальных клино-
вых пазов производится одноугловыми фрезами; осевых клино-
вых пазов — пазовыми или трехсторонними фрезами. При фре-
зеровании пазов, имеющих уклон вдоль оси, делительная голов-
ка устанавливается под соответствующим углом. При фрезеро-
вании пазов, наклоненных относительно оси, стол фрезерного
станка или делительная головка разворачивается вокруг верти-
кальной оси на соответствующий угол.
Фрезерование радиальных пазов производится с одной уста-
новки угловой фрезой. Фрезерование пазов с осевым располо-
Передний торец,
корпуса фрезы
Фиг. 130. Схема определения угла по-
ворота при фрезеровании клинового
паза.
Фиг. 131. Схема расчета установки
при фрезеровании торцовой фрезы.
жением клина производится с двух установок пазовой фрезой,
ширина которой равна минимальной ширине паза. При первой
установке образуются прямоугольные пазы. При второй уста-
новке делительная головка или приспособление поворачивается
в горизонтальной плоскости на угол <pb обеспечивающий полу-
чение клиновой формы паза вдоль оси (фиг. 130)
tg<Pi = -^-- (71)
Положение пазов, обеспечивающее получение правильных уг-
лов резания, определяется установкой стола в горизонтальной и
вертикальной плоскости относительно оси обрабатываемой за-
готовки.
Смешение стола в горизонтальной плоскости при фрезерова-
нии призматического паза торцовой фрезы (фиг. 131). опреде-
ляется по формуле
Сг = R sin 4- z tg <i>, (72)
303
где 7? — радиус фрезы;
•yi — поперечный 'передний угол;
со— угол наклона ножа.
Расстояние от осевой плоскости до дна впадины
4 = Х1 —/7 —г-^- = 7?созТ1—(/7-hz-^V (73)
COS® \ COS® J
В формулах (72) и (73) z = q на переднем торце корпуса
фрезы п z = L — на заднем торце.
Смещение стола в горизонтальной плоскости при фрезерова-
нии паза трехсторонней фрезы с разнонаправленными зубьями
определяется (фиг. 132) по формуле
Фиг. 133. Схема определения смеше-
ния стола при фрезеровании паза
формы трапеции.
Фиг. 132. Схема определения смеще-
ния стола при фрезеровании трехсто-
ронней фрезы.
Смещение стола в горизонтальной плоскости при фрезерова-
нии паза формы трапеции определяется по формулам:
а) для наклонной стенки со стороны передней поверхности
зуба (фиг. 133, а)
С'г = (сг ~~~cos Хо + 1г sin (75)
\ cos ® /
где К — длина цилиндрической части фрезы:
В — толщина зуба;
Сг — ширина дна паза.
б) для наклонной стенки, со стороны, противоположной пе-
редней поверхности зуба (фиг. 133, б),
С’2 ( С. ) cos л0 — I, sin L, (76)
\ COS® /
где tg = .
COS 0)
304
При винтовом или комбинированном креплении ножей в кор-
пусах производится сверление и нарезание крепежных отвер-
стий, Сверление отверстий в прямых пазах производится с по-
мощью накладного кондуктора, вставляемого в паз корпуса с
базированием по пазу и торцу корпуса.
В тех случаях, когда крепежные отверстия смещены относи-
тельно паза, сверление производится по кондуктору или на де-
лительной головке до фрезерования паза, причем должно быть
обеспечено правильное положение рабочей фрезы относительно
отверстия. Установка может быть осуществлена с помощью
рейсмаса. Пазы и отверстия в корпусах сборных инструментов
больших габаритов (диаметром более 400 мм) фрезеруются и
Фиг. 134. Контроль величины смеще-
ния паза корпуса сборной фрезы.
Фиг. 135. Контроль угла на-
клона «паза корпуса сборной
фрезы.
сверлятся на фрезерных или горизонтально-расточных станках
с помощью круглого поворотного стола, дисковыми или конце-
выми фрезами. Установка стола под углом наклона паза осу-
ществляется клиновыми прокладками.
Контроль величины смещения паза осуществляется при на-
ладке станка. Проверяемый корпус устанавливают па оправке
в центрах и при помощи штапгенрейсмаса определяют величи-
ну 'смещения С = h — hc, как показано на фиг. 134. Угол накло-
на и ширину паза проверяют угломером или специальным шаб-
лоном (фиг. 135) с рисками, нанесенными на его узкой стороне.
Расстояние между рисками т соответствуегдопуску на ширину
паза в осевом сечении. Шаблон не должен иметь качки в пазе.
Паз считается годным по ширине, если его край находится меж-
ду рисками.
Образование рифлений. В сборных инструментах
широко применяются рифленые опорные поверхности для за-
крепления ножей в корпусах. Рифленые поверхности должны
обеспечить прочное крепление и многократное использование
корпуса. Поэтому они изготовляются с точностью обеспечиваю-
305
щей взаимозаменяемость ножей и пазов корпусов сборного
инструмента. По точности рифления должны удовлетворять
следующим техническим условиям: отклонения по углу профи-
ля— в пределах 30' на половину угла; по шагу между нитка-
ми— в пределах ±0,02 мм-, чистота поверхности по 5-му классу.
Точность рифления определяется точностью применяемого при
его образовании инструмента. Рифление открытых поверхностей
ножей осуществляется па строгальных станках специальными
резцами, на фрезерных станках — кольцевыми резьбовыми фре-
зами с углом профиля 90°, на протяжных станках — рифлеными
протяжками. При строгании или фрезеровании рифлений, в за-
висимости от конфигурации ножей, крепление их производится
в тисках или приспособлениях. При протягивании применяются
Фиг, 136. Резцы для образования рифлений в пазах фрез:
а — трехсторонних; б — торцовых.
специальные одно- или двухпозиционные приспособления для
установки ножей. На таких приспособлениях можно протягивать
плоскости под углом 5° до протягивания рифлений. В этом слу-
чае применяется плоская протяжка для наружного протягива-
ния с гладкими зубьями.
Перед нанесением рифлений паз проверяется и подгоняется
по гладкому калибру. Рифление пазов у трехсторонних фрез
направлено к центру, поэтому стороны пазов, подлежащие риф-
лению, должны быть подрезаны для выхода резца.
Рифление может производиться на долбежных или попереч-
но-строгальных станках. Корпус фрезы крепится в универсаль-
ной делительной головке или универсальном приспособлении.
Рифления наносятся специальным пластинчатым (фиг. 136, а)
или гребенчатым (фиг. 136, б) резцом. При долблении фрезы 1
пластинчатым резцом 2 применяются направляющие клинья 3,
имеющие угол наклона паза, которыми после каждого прохода,
регулируется подача. Рифления проверяются специальным риф-
леным клиновым калибром. При заходе возникает развал па-
за, который особенно заметен у широких фрез. Для удаления
306
развала по наружному диаметру оставляют припуск, который
снимается обтачиванием после образования рифлений.
Образование рифлений в осевых клиновых пазах, у которых
рифление направлено вдоль паза, производится на долбежных,
поперечно-строгальных и протяжных станках, в специальных
приспособлениях. На фиг. 137 показано приспособление к про-
тяжному станку, состоящее из корпуса / со штырем 2, на кото-
ром сидит заготовка 3. В протягиваемые пазы вставляется клин
4 для направления протяжки 5. Приспособление для протягива-
ния обеспечивает положение протягиваемой поверхности в гори-
зонтальной плоскости.
Фиг. 137. Протягивание рифлений в корпу-
сах фрез.
Протяжка имеет в начале несколько зубьев без рифлений
для калибрования по-
верхности и обеспечения
одинаковой величины
притупления рифлений.
Измерение рифленых
клиновых пазов произво-
дится специальным кли-
новым калибром. Калибр
должен входить в рифле-
ния при плотном приле-
гании сторон профиля
впадин и выступов. Глу-
бина паза контролирует-
ся рисками, нанесенными на узкой стороне калибра.
Особенностью конструкции сборных трехсторонних фрез с
раскошенным зубом является смещение рифлений в одинаково
направленных пазах корпуса на величину -j-, где 3 — шаг риф-
лений, a Z — число зубьев фрезы. Образование рифлений со сме-
щением требует последовательного смещения стола на указан-
ную величину при обработке каждого одинаково направленного
паза. Смещение стола может осуществляться по лимбу винтом
поперечной подачи стола. В условиях серийного производства, в
целях повышения производительности и точности, образование
рифлений в корпусах сборных трехсторонних фрез с раскошен-
ным зубом осуществляется на специальном приспособлении
(фит. 138). Приспособление состоит из поворотной плиты 3,
установленной на оси 2 нижней плиты /..Плита закрепляется
болта ми 4 посредством рукояток 5. На верхней части поворот-
ной плиты расположен корпус 7. На боковой стенке корпуса
имеется миллиметровая шкала 9, служащая для отсчета вели-
чины перемещения корпуса относительно поворотной плиты.
Шпиндель свободно поворачивается в отверстии корпуса и
служит для установки в нем оправки //, на которой крепится
гайкой 12 и быстросъемной шайбой 13 обрабатываемая фре-
за 20. К торцовой части бурта шпинделя 10 прикреплен подвиж-
307
ный кулачок 14, который поджимается пружиной 16 к неподвиж-
ному кулачку 15. Кулачки выполнены со спадом, равным шагу
рифлений. Винт 18 и стопор 17 служат для закрепления шпин-
деля при обработке пазов. Установка угла наклона пазов про-
изводится поворотом плиты 3 вокруг оси 2 до упоров 6 и фикси-
руется гайками 19. Корпус приспособления 7 с помощью вин-
та 8 перемещается в пазу плиты 3 до совпадения торца оправки
Фиг. 138. Приспособление для долбления «рифлений в пазах корпусов сборных
трехсторонних фрез.
с осью вращения плиты 2. Таким образом, установка угла нак-
лона пазов будет произведена относительно середины корпуса
фрезы. На долбежном станке с помощью гребенчатого резна »
направляющего клина наносят рифления в одном из пазов. Пос-
ле этого поворачивают корпус фрезы до следующего одинаково
направленного паза, при этом шпиндель, повернувшись вместе
с оправкой и заготовкой, переместится вдоль оси под действием
кулачков 14 и 15 на величину — . Для обработки пазов, имею-
щих другое направление, плита 3 поворачивается до противо-
положного упора.
Ножи для сборных инструментов бывают приз-
матической и клиновой формы с рифлением. Ножи изготовляют-
308
ся из быстрорежущей или углеродистой конструкционной стали
с пластинками твердого сплава и реже с пластинками из мине-
ралокерамики.
На некоторых заводах освоено производство литых ножей из
быстрорежущей стали с рифлением, но вследствие низкой стой-
кости литые ножи не получили широкого распространения.
Обычно в качестве заготовки используется прямоугольный или
мерный прокат. Заготовки из проката отрезаются или рубятся
на 4—10 ножей, в зависимости от длины иожа. Заготовки на не-
сколько ножей лучше ориентируются и зажимаются в приспособ-
Фиг. 139. Фрезерование ножей сборных фрез.
лениях. При больших припусках на обработку заготовки стро-
гаются или фрезеруются кругом. У клиновых ножей угол 5° фре-
зеруется с помощью клиновой прокладки. При наличии про-
фильного проката с припусками в пределах 1—1,5 мм произво-
дится шлифование обеих плоскостей на плоскошлифовальном
станке с помощью магнитной плиты и приспособления. Шлифо-
ванные заготовки фрезеруются по ребрам*в тисках или приспо-
соблениях.
Разрезка заготовки на отдельные ножи производится на го-
ризонтально-фрезерном станке набором прорезных фрез. Для
получения при разрезке углов на боковых сторонах ножей заго-
товки устанавливаются под углом по отношению к фрезам.
В крупносерийном производстве применяются многоместные-
приспособления для непрерывного шлифования или фрезерова-
ния плоскостей ножей под углом (фиг. 139). Плоскости и риф-
309
леиия протягиваются на горизонтально-протяжном станке со
специальными приспособлениями (фиг. 140). Приспособление
Фиг. 140. Протягивание ножей сборных фрез
служит для установки и крепления ножей, а также для направ-
ления протяжки в процессе работы. Для сокращения вспомога-
Л-4
Б-Б
"Фиг. 141. Кассета для протягивания плоскости и рифлений ножей сборных
фрез.
тельного времени в кассеты (фиг. 141) укладываются по 2—4
ножа. Крепление ножей в кассете осуществляется с помощью
310
болтов 1 и 2 и прихватов 3 и 4. Кассета вставляется в приспособ-
ление и закрепляется с помощью эксцентрика. Набор ножей в
кассеты осуществляет вспомогательный рабочий. Производи-
тельность протяжного станка 2—2,5 тысячи ножей в смену. Пр»
фрезеровании рифлений производительность 600—800 шт.' в
смену.
Шлифование передней плоскости и режущих поверхностей
производится на плоскошлифовальном станке с помощью мно-
гоместных приспособлений. У ножей с пластинками твердого'
сплава после разрезки на штучные заготовки производится фре-
зерование гнезда под пластинки на вертикально-фрезерном ил»
автоматизированном станке мод. Д-160 с помощью приспособле-
ний. Гнездо фрезеруется концевой фрезой. После пайки пласти-
нок шлифуются в две операции сначала -рабочая плоскость но-
жа кругами из корунда, а затем пластинки твердого сплава
кругами нз кабрида кремния. Ребра шлифуются на плоскошли-
фовальном станке в специальных приспособлениях — рамках.
Последними операциями являются протягивание опорной
плоскости под углом 5° и рифлений. На некоторых ножах дово-
дится передняя поверхность.
Ножи контролируются с помощью универсальных измери-
тельных инструментов и специальными калибрами. Угол клина
и толщина ножа проверяются специальным клиновым шаблоном,
на боковой стороне которого нанесены риски, определяющие
предельные положения ножа согласно допускам на его толщи-
ну. Величина отклонения угла определяется на просвет. Для оп-
ределения толщины ножа и отклонения угла клина с одним ил»
двумя уклонами применяются калибры-прокладки, имеющие-
форму клина с углами, равными углам ножа. Измеряется мик-
рометром размер, равный сумме толщин ножа и клина, от-
клонения кото-рого равны допустимым отклонениям толщины
ножа в основном сечении. Отклонение от параллельности пло-
скостей калибра и ножа характеризует отклонение угла ножа.
Для комплексной проверки рифленых ножей применяется риф-
леный калибр-прокладка.
Точность элементов рифления обеспечивается точностью ин-
струмента для образования рифлений. Выборочно угол и шаг
рифлений контролируется на инструментальном микроскопе.
Высоту профиля рифлений можно замерять с помощью прово-
лочек.
Сборка ножей с кор пу сом. При сборке ножей с кор-
пусом необходимо обеспечить нормальный припуск на дальней-
шую обработку, для чего при сборке в приспособлении прове-
ряется шаблоном вылет ножей. Клиновые ножи, или клинья,,
закрепляющие ножи, заколачиваются с помощью молотка, или-
запрессовываются на фрикционном (или ручном) прессе. Для-
уменьшения деформации корпуса при установке ножей, ил-и кли-
ньев, они должны запрессовываться с противоположных сторон.
31S
При этом иногда при небольших размерах корпусов, отверстие
корпуса деформируется. Для исправления деформации отвер-
стая оставляется припуск на доводку величиной 20—30 мк.
Представляют интерес приемы сборки сборного инструмента,
не подвергающегося больше обработке в собранном виде. Из-
воо
а)
Фиг. 142. Установка ножей сборных фрез:
а — по шаблону; б — по индикатору.
-вестны два основных метода: установка режущих элементов до
упора и регулирование режущих элементов по шаблону (фиг.
142, а) или индикатору (фиг. 142, б).
Для установки окончательно обработанных ножей в корпусы
в ряде случаев положение режущих кромок регулируется по
индикатору. Наиболее распространенными способами регулиро-
312
вания является использование клина и резьбовой пары. Иногда
применяется регулирование с помощью прокладок.
При сборке сборного инструмента по системе до упора долж-
но быть обеспечено строгое выполнение размеров и положения
посадочных мест в корпусе и выдерживание размеров и положе-
ния режущих кромок ножей от базовых поверхностей в преде-
лах допусков.
Ниже приводится маршрутная технология изготовления
сборной торцовой насадной фрезы.
3. ОСТРОЗАТОЧЕННЫЕ ФРЕЗЫ
Острозаточенные фрезы отличаются формой задней поверх-
ности зуба, прямолинейной в главной секушей плоскости. По-
этому после шлифования фрезы по наружному диаметру за-
точка и переточка острозаточенных фрез ведется по задней по-
верхности. Для уменьшения биения после заточки допускается
оставление на наружном диаметре ленточки 0,05—0,10 мм.
После токарной обработки кругом наиболее характерными
операциями изготовления цельных острозаточенных фрез яв-
ляется фрезерование зубьев и заточка зубьев по задним поверх-
ностям. Фрезерование зубьев острозаточенных фрез произво-
дится на горизонтально-фрезерных или универсально-фрезер-
ных станках с помощью делительной головки. Последние при-
меняются для фрез с винтовым зубом. В зависимости от объема
производства, при фрезеровании зубьев применяются универ-
сальные делительные головки и делительные головки прямого
деления; одноцентровые и многоцентровые с ручным и пневма-
тическим зажимом; с ручным делением и делением на зуб с по-
мощью пневматического устройства.
4. ЗАТЫЛОВАННЫЕ ФРЕЗЫ
Затылованными изготовляются преимущественно фасонные
и точные профильные фрезы. Они отличаются формой задней
поверхности зуба, обрабатываемой по кривой, у которой по всей
длине задний угол и профиль при переточке остаются постоян-
ными. Логарифмическая спираль обеспечивает соблюдение по-
стоянства заднего угла и профиля фрезы.
В связи с трудностями изготовления кулачков-копиров к за-
тылованным станкам по логарифмической спирали ее заменяют
архимедовой спиралью, имеющей малое изменение величины
заднего угла и весьма облегчающей изготовление фрез. Затыло-
вание осуществляется на специальных токарно-затыловочных
станках или затыловочных приспособлениях к токарным стан-
кам при образовании затылка до термической обработки и на
универсально-затыловочных станках =и шлифовально-затыловоч-
ных станках как после термической обработки, так и до нее.
313
КАРТА 7
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СБОРНОЙ ТОРЦОВОЙ
НАСАДНОЙ ФРЕЗЫ
Наименование
операции
2
3
4
а)
б)
в)
г)
Д)
е)
ж)
з)
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
Отрезка заго-
товки
Отрезной станок.
Тиски станочные.
Пила дисковая
Ковка зато-
товки от диа-
метра 175 мм и
выше
Отжиг заго- i
товки |
Револьверная i
обработка: |
подрезка тор- ’
ца |
сверление от-1
верстия
зенкерование
отверстия
обтачивание
по наружно-
му диаметру
снятие фаски
по наружно-
му диаметру
растачивание
выточки
протачива-
ние канавки
с выточкой
растачивание
отверстия
Молот пневмати-
ческий. Боек, мат-
рица
Печь с нейтраль-
ной атмосферой :
I Револьверный |
станок. Трехкулач-
ковый патрон.
Резец подрезной.
Сверла спираль-
ные; зенкер, резцы
проходной отогну-
тый, канавочный,
расточной, фасон-
ный; развертка на -
садная. оправка;
калибр
314
Продолжение карты 7
| Наименование о s| операции Операционный эскиз Оборудование. Приспособление. Инструмент
К)1
л) |
м)|
снятие фаски
по отверстию
снятие фаски
по выточке
развертыва-
ние отвер-
стия
б)
в)
6 а)
б);
в)
7
8
Обтачивание
по наружному
диаметру остав-
шейся части
подрезка
второго тор-1
ца и ступи-
цы !
снятие фаски j
по отверстию
со второй I
стороны i
окончатель-
ное. обтачи-
вание по на-
ружному
диаметру
подрезкатор-
ца ;
снятие фаски •
по наружно-
му диаметру
со второй
стороны
Фрезерование
торцового шпо-
ночного паза
Разметка под
фрезерование I
первого паза
Призма
Токарный ста-
нок. Оправка. Ре-
зец проходной ото-
гнутый;’ резец фа-
сонный
Горизонтально-
фрезерный станок.
Дискова я трехсто-
рон няя фреза
Токарный ста-
нок. Трехкулачко-
вый патрон. Резец
отогнутый
315
Продолжение карты 7
№ опера-
ции
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
9 : Фрезерование
прямых пазов
I для ножей под.
углом 10°
Универсально-
фрезерный станок,
j Автоматизирован-
I ная делительная
головка. Фреза па-
зовая. Калибр
10 ' Фрезерование .
клиновых пазов
для ножей под«
углом 5° |
I
Универсально-
фрезерный станок
Автоматизирован-
. ная делительная
! головка. Фреза дис-
! ковая трехсторон-
няя. Калибр
И Фрезерование стружечных ка- навок
12 1 ; 1 Протягивание и рифление па- зов для ножей
13 | Клеймение I ' корпуса
14 : ! Термообра- ботка i
Универсально-
фрезерный станок.
А втом атизирова н -
пая делительная
| головка. Фреза ра-
! диуспая
I
I
Протяжной ста- |
нок. Приспособле- ।
; иие. Протяжка с
рифлением. Специ- ;
| альный калибр j
I
' Пресс. Клейма j
I
316
Продолжение карты 7
I Хе опера- ции Наименование операции Операционный эскиз Оборудование. При спо собл ей ие. Инструмент
15 ’
а)
б)
в)
16
>17
а)
б)
в)
шлифование
отверстия
шлифование
торца ступи-
цы
шлифование
торцовой вы-
точки
Сборка корпу-
са с ножами.
Укорочение
двух ножей, ле-
жащих против
паза
Шлифование
ножей по
диаметру
шлифование
торца ножей
шлифование
фаски на
ножах
77777777777777777/777777777777777
мши
Внутришлифо-
вальный станок.
Трехкулачковый
патрон. Шлифо-
вальные круги. Ка-
либр
Верстак. Пресс
а)
6)
I
Кругло-шлифо-
вальный станок.
Оправка. Шлифо-
вальный круг
317
Продолжение карты 7
№ опера- ции Наименование детали 1 Операционный эскиз 1 Оборудование. Приспособление. Инструмент
18
Заточка зад-
ней поверхнос-
ти ножей по
наружному ди? -
метру
19
Заточка зад-
ней поверхности
! ПО торцу
У ниверсально-за-
точной станок.
Центровые бабки;
оправки, упор.
Шлифовальный
круг
Универсально-за-
точной станок.
Поворотная голов-
ка, упор, оправка.
Шлифовальный
круг
20
Заточка зад-
ней поверхности J
по переходной
кромке
Универсально-за-
точной станок.
Поворотная голов-
ка, оправка, упор.
Шлифовальный
круг
318
Затылованные фрезы затачиваются только по передней по-
верхности. Передний угол у затылованных фрез для обеспече-
ния точности профиля делается равным нулю. В тех случаях,
когда для облегчения процесса резания передний угол делают
не равным нулю, профиль фрезы должен корригироваться. Кор-
рекция профиля учитывается в чертеже, она может быть полу-
чена установкой под соответствующим углом затыловочного рез-
ца при шлифовании его профиля. При изготовлении и переточке
затылованных фрез необходимо уделять внимание точности ша-
га между зубьями, так как отклонение в шаге приводит к бие-
нию профиля и неравномерному процессу резания.
Затылованные фрезы изготовляются двух видов: с шлифо-
ванным и нешлифованным профилем. Для фрез с нешлифован-
ным профилем подбирается материал и технологический процесс
термической обработки, при котором (получается наименьшая
обезуглероженность и деформация. Для фрез с шлифованным
профилем при подборе материала должна обеспечиваться хоро-
шая обрабатываемость шлифованием. Токарная обработка ве-
дется на револьверных или токарных станках.
У фрез с нешлифовальным профилем шлифуются или развер-
тываются с припуском на доводку после термической обработ-
ки отверстие и торцы. Припуск на доводку отверстия устанав-
ливается в зависимости от его диаметра:
Диаметр в мм Припуск в мк
6—10 20
12—20 30
22—27 40
32—50 50
У фрез с шлифованным профилем оставляется припуск на
шлифование отверстий и торцов. Канавки образуются на фре-
резных или универсально-фрезерных станках в делительных
головках. Фрезерование производится одно- или двухугловыми
фрезами, профиль которых соответствует профилю канавки.
5. ЗАТЫЛОВАНИЕ
Затылование обтачиванием осуществляется на специальных
затыловочных станках моделей 96, 1810, 1811А, 1812А или при-
способлениях к токарным станкам. На рис. 143 представлена
схема универсального токарно-затыловочного станка мод. 96.
Суппорт станка имеет возвратно-поступательное движение. Со-
четанием вращательного движения обрабатываемого инструмен-
та и доперечно-поступательного движения суппорта с закреплен-
ным на нем резном или шлифовальным кругам обеспечивается
получение затылка по архимедовой спирали или другой кривой,
в зависимости от формы кулачка, подающего суппорт.
Затыловочный суппорт (фиг. 144) состоит из салазок 3, свя-
занных со шлицевым валом 1 затыловочного механизма, карет-
319
ки 8 с выточкой, в которой поворачивается плита 4 с направ-
ляющими и скользящим по ним ползуном 5. В ползун встав-
ляется упорный палец (см. фиг. 143), находящийся в соприкос-
новении с эксцентриковым кулачком 2. В передней части пово-
ротной плиты в отверстиях вставлены сильные пружины, упи-
рающиеся в ползун и прижимающие упорный палец ползуна к
кулачку.
При вращении кулачка ползун получает поперечное посту-
пательное движение на затылуемый инструмент. Возврат пол-
зуна в исходное положение обеспечивается пружинами, поме-
Фиг. 143. Кинематическая схема универсального токарно-затыловочного
станка мод. 96.
щепными з поворотной плите. На ползуне располагаются кресто
вый суппорт (поз. 6 и 7) резцедержателя, обеспечивающий по-
ворот вокруг вертикальной оси и перемещение в двух перпенди-
кулярных направлениях. При затыловании по копиру крестовый
суппорт заменяется специальным копировальным суппортом, а
при шлифовании — специальным шлифовальным суппортом.
Наличие на каретке поворотной плиты со шкалой дает воз-
можность установить ползун под любым углом относительно оси
затылуемого изделия и обеспечить затылование радиальное,,
косое или торцовое (рис. 145). При радиальном затыловании
шкала устанавливается на 0, при торцовом на 90°, при косом —
на соответствующий угол.
Величина затылования К зависит от формы кулачка и опре-
деляется по величине заднего угла, диаметру изделия и числу
320
Фиг. 144. Суппорт станка мод. 96.
Фиг. 145. Схемы затылования:
а радиального; б — косогор в- — осевого*
11 Палей М. М.
321
зубьев фрезы
(77)
где <х — задний угол;
D — диаметр изделия;
Z — число зубьев фрезы.
При наличии участков профиля, не параллельных оси фрезы,
величина затылования определяется по формуле
ъР tgg
Z cos ср 9
(78)
где <р — угол между направлением радиального затылования и
участком профиля.
Форма кулачка должна обеспечить поперечную подачу суп-
порта при затыловании зуба (за один оборот) и его отвод. Кула-
чок имеет форму архимедовой спирали и обеспечивает образо-
вание затылка зуба по этой же кривой.
Для обеспечения плавного отвода суппорта переходная часть
кулачка выполняется по плавной кривой. Величина этой нера-
бочей части кулачка выбирается в зависимости от величины
канавки между зубьями затылуемого инструмента. Обычно ве-
личина рабочей части принимается 4/s — и нерабочей части Vs
соответственно в градусах 288 и 72°. Стандартные кулачки
имеют величину нерабочей части 30; 45; 60°. На станке мод. 96
настройка на шаг t витков резьбы осуществляется с помощью
гитары шага резьбы по формуле
. ас t .
h = — . — =----i
b d 12,7
(79)
где t — шаг резьбы;
— передаточное отношение перебора.
Настройка на число зубьев Z затылуемого инструмента про-
изводится с помощью гитары деления по формуле
*1 «1
(80)
где ia — передаточное отношение перебора.
Настройка на шаг S винтовой канавки осуществляется с по-
мощью гитары дифференциала по формуле
Ь = ± — • -- = ± . (81)
5
При затыловании инструмента с прямыми канавками ше-
стерня дифференциала неподвижна. При затыловании червяч-
ных фрез перемещение суппорта и вращение шестерни диффе-
ренциала осуществляется от ходового винта (при затыловании
322
не червячного инструмента с винтовой канавкой перемещение
суппорта и вращение шестерни дифференциала осуществляется
от ходового валика).
При затыловании инструментов, профиль которых подвер*
гается шлифованию для уменьшения или ликвидации «седло-
вины», на одной трети ширины зуба от его нерабочей стороны
производится дополнительное затылование кулачком с увеличен-
ным спадом затылка.
Для повышения производительности при затыловании фрез,
профиль которых подвергается шлифованию, применяются ком-
бинированные кулачки специального профиля с двойным спадом
Фиг. 146. Настройка суппорта на косое затылование.
спирали, позволяющие производить затылование с двойным
затылком за один проход. У фрез с участками профиля, парал-
лельными оси и при незначительных наклонах отдельных участ-
ков профиля к оси производится радиальное затылование.
У фрез, имеющих участки со значительным наклоном профи-
ля относительно оси (более 10°), для обеспечения необходимой
величины заднего угла производится косое затылование. В слу-
чае косого затылования (фиг. 146) суппорт разворачивается от-
носительно оси так, что затылование осуществляется под углом
ф прямой, перпендикулярной к оси центров станка. Для торцо-
вых поверхностей, находящихся под углом 90° к оси
К • sin ф
где абок — задний боковой угол;
К — величина затылования;
323
11*
Z — число зубьев; ' ' 7
угол поворота суппорта;
&м— диаметр рассматриваемой точки.
У наклоненных под любым углом q>: •'
DM г. DM
где at — задний угол на вершине инструмента;
De — диаметр рассматриваемого участка профиля.
Угол поворота суппорта, в зависимости от необходимого зад-
него угла фрезы, определяется по формулам: для участка тор-
цовой поверхности, находящегося под углом 90° к оси фрезы,
sin 6 — tg «лок.
• K.Z
При одновременном затыловании по периферии и торцу
(82)
tg Зе
Величина затылования К для данного случая (в направлении
затылования) равна:
К = =-Y-/tg4 + tg4<wc>
где Ki и Ki—величина падения затылка соответственно по пе-
риферии и торцу.
Торцовое затылование применяется для обеспечения боко-
вых задних углов на участках профиля, перпендикулярных оси
фрезы, и при затыловании профиля на торцовой части осево-
го инструмента (фасонных зенкеров и др.).
Простые затыловочные станки имеют только гитару деле-
ния, обеспечивающух поворот затылуемой фрезы на один зуб.
На прочих затыловочных станках обычно устанавливаются
три гитары: шага, для настройки на осевой шаг винтовой ли-
нии; деления, для поворота на зуб; дифференциала, для попа-
дания затыловочного резца на вершину затылуемого зуба
фрезы.
Дисковые фрезы затылуются в зависимости от профиля и
ширины фрезы фасонными резцами без продольной подачи
или с применением ее. При затыловании на простом затыло-
вочном станке фасонным резцом суппорт имеет одно попереч-
ное возвратно-поступательное движение.
Фасонные фрезы затылуются фасонными резцами с профи-
лем, обратным профилю фрезы.
Положение затыловочного резца при затыловании фрез с
положительным передним углом определяется тем, как рассчи-
тан профиль резца и шаблона. Если профиль шаблона и рез-
ца построен по проекции профиля зуба фрезы на осевую пло-
скость (радиальное сечение), то резец устанавливается на вы-
324
соте линии центров. При этом профиль проверяется по шабло-
ну в осевом сечепии. Если профиль резца и шаблона постро-
ен в плоскости передней поверхности зуба фрезы, то резец дол-
жен быть установлен на высоте этой поверхности, расположен-
ной горизонтально, т. с. выше линии центров. При этом резец
должен иметь увеличенный передний угол. Контроль профиля
производится шаблоном по режущей кромке.
При обработке широких инструментов или обработке фа-
сонных профилей с помощью копира, при затыловании инстру-
ментов с прямым зубом па обычных затыловочных станках ка-
ретка получает продольное перемещение. При этом основное по-
перечное возвратно-поступательное движение резца совме-
щается с продольным перемещением суппорта вдоль оси станка.
Величина продольной подачи определяется подбором зубча-
тых колес в коробке подач или па гитаре шага с перебором
по формуле:
где t — осевой шаг;
i — передаточное отношение перебора.
При затыловании фрез с криволинейным профилем боль-
шой длины, когда не представляется возможности использо-
вать фасонный резец, затылование осуществляется с помощью
копировального устройства. Копирная линейка с копиром жест-
ко закрепляется на кронштейне, привернутом к вертикальной
плоскости станины со стороны, противоположной рабочему
месту. Копировально-затыловочный суппорт состоит из попе-
речных направляющих, по которым перемещается ползун с
копирным пальцем, прижатым пружинами к копиру.
Для облегчения процесса затылования фасонных дисковых
фрез целесообразно обтачивать фасонный профиль фрез па
токарном или токарно-затыловочном станке фасонным резцом
с оставлением припуска на затылование. Резцы для затылова-
ния фрез бывают призматической или круглой формы. Прй вы-
боре геометрии резца учитывается значительное изменение уг-
лов резца в процессе резания по сравнению с углами в стати-
ческом состоянии. В случае установки резца по центру радиаль-
ное движение резца в процессе затылования (К — спад затыл-
ка) уменьшает фактический задний угол на величину угла
затылования ав и увеличивает фактическую величину передне-
го угла ур на величину заднего угла затылка (фиг. 147):
а — а —ос».
При изменении положения резца относительно линии цен-
тров кинематические углы резца соответственно изменяются.
Задний угол затыловочных резцов делается 20—30°, передний
угол — равным нулю. При изготовлении затыловочного резца с
положительным передним углом профиль резца должен кор-
325
ригироваться или может быть получен соответствующей уста
новкой резца в процессе его шлифования.
Для повышения чистоты поверхности при токарном заты-
ловании профиля производится термическое улучшение па сле-
дующем режиме: нагрев до 800—820° С с последующим ох-
лаждением в масле; высокий отпуск при температуре 620—
660° С с выдержкой 1—1,5 ч; последующее охлаждение на воз-
духе. В результате такой термической обработки твердость за-
готовки фрез должна быть в пределах HRC 28—32.
С целью создания точной технологической базы для оконча-
тельной обработки затылованием зубьев заготовок, прошед-
ших улучшение, производится
калибрование отверстия протяж-
кой или шлифование отверстия с
припуском на окончательную
доводку и исправление торцов
подрезанием на токарном или
шлифовальном станке. Торцовое
биение не должно превышать
30 мк. Затылование профиля
производится на точных оправ-
ках. Профиль проверяется по
шаблону по одной из схем, опи-
санных ранее. При термической
обработке должно быть уделено
особое внимание защите от обго-
Фиг. 147. Уменьшение заднего уг- рання и чрезмерного окисления
ла в процессе затылования. отверстия и обезуглероживания
профиля. Лучшие результаты по-
лучаются при нагреве под закалку в соляных ваннах.
После термической обработки у фрез с нешлифованным
профилем доводится отверстие и зачищаются торцы. Зачистка
торцов может вестись на доводочной плите или путем повтор-
ного шлифования на оправке торцом круга, после чего зата-
чивается передняя поверхность на оправке, в центрах, по упо-
ру, с проверкой биения зубьев по индикатору. Допустимо бие-
ние в пределах 50—150 мк.
Затылование шлифованием. После затылования
резцами чистота затылованной поверхности обычно не превы-
шает 5—6-го классов. После термической обработки на рабо-
чей поверхности остается обезуглероженный слой, снижающий
стойкость инструмента.
Рекомендуется после термической обработки производить
окончательную обработку затылованных поверхностей шлифо-
ванием. При затыловании шлифованием чистота поверхности
может достигать 7—9-го классов. Шлифованием снимается
обезуглероженный слой металла, получившийся после терми-
ческой обработки, и достигается более высокая точность про-
326
Фиг. 148. К выбору диаметра
шлифовального круга для за-
тылования.
филя. Для свободного выхода шлифовального круга затыло-
ванные фрезы с шлифованным профилем в сыром (незакален-
ном) виде затылуются кулачком большого спада на величину
0,5—1 мм или производится затылование дополнительного за-
тылка кулачком большего спада. Величина кулачка для допол-
нительного затылования' принимается 1,5—1,75 от основной ве-
личины затылования.
Затылование шлифованием производится на универсально-
затыловочных станках повышенной точности или специальных
шлифовально-затыловочных станках. Затылование шлифова-
нием на универсально-затыловочных станках производят с при-
менением специальных приспособлений для шлифования.
Шлифовальное приспособление со-
стоит из шпинделедержателя, уста-
навливаемого вместо резцедержате-
ля, шлифовального шпинделя вы-
сокой точности и электродвигателя.
На шпинделедержателе, который
может поворачиваться вокруг вер-
тикальной и горизонтальной оси,
устанавливается приспособление
для заправки шлифовального круга
алмазом или накатным роликом.
Наибольший диаметр шлифо-
вального круга выбирается по дли-
не шлифовальной части зуба, при
условии, что шлифовальный круг
не должен задевать соседнего зуба.
Искомый диаметр круга может
быть определен также графически,
как показано на фиг. 148. Периферия
через точки В и D. К\ — спад затылка на шлифованном участ-
ке АВ-, К2 — спад второго затылка (участок ВС). В том случае,
когда диаметр круга будет больше полученного графически, дли-
на рабочей части зуба будет уменьшаться или будет образовы-
ваться «седловина».
круга должна проходить
Затылование шлифованием производится шлифовальными
кругами зернистостью 40—25, твердостью СМ1 — СМ2. Провер-
ка профиля производится по шаблону или на проекторе.
Профиль шлифовального круга для шлифования затылован-
ных фрез не совпадает с профилем фрезы в осевом сечении.
Рассмотрим определение зависимости между координатами
профиля круга и фрезы [64].
Для выяснения характера затылочной поверхности и опре-
деления математической зависимости между координатами
профиля фрезы и круга на фиг. 149, а изображены фреза и
круг в начальный момент затылования.
327
Так как шлифовальный круг совершает равномерное пря-
молинейное поступательное движение, а фреза — вращатель-
ное, то эти движения можно представить как качение окруж-
ности радиуса г, связанной с фрезой, по прямой, связанной с
шлифовальным кругом. За один оборот фрезы шлифовальный
Фиг. 149. Определение профиля шлифовального круга:
а — фреза и круг в начальный момент затылования; б — положение крута в мо-
мент касания определенной точки затылка зуба; в — определение профиля резца
для обтачивания накатного ролика.
круг переместится к центру О ф фрезы на величину KZ, где
К. — спад затылка на I зуб фрезы, a Z—число зубьев фрезы.
Радиус начальной окружности определится по формуле
r=
2г
Касание окружностей шлифовального круга и кривых за-
тылочной поверхности можно рассматривать как касание соц-
328 .
ряженных профилей, все нормали к которым' в момент каса-
ния в точках а, б и др. проходят через полюс зацепления Р и
ось шлифовального круга Ок . Следовательно, плоскость Ок Р
является нормальной плоскостью, в которой происходит каса-
ние поверхностей затылка и шлифовального круга. Поэтому
осевой профиль шлифовального круга совпадает с профилем
нормального сечения затылочной поверхности фрезы. Очевидно,
что высота профиля нормального сечения hK —АС отличается
от высоты профиля осевого сечения h#= АВ фрезы. Следует
также заметить, что лишь центр Ок круга в относительном
движении описывает архимедову спираль, а кривые затылоч-
ной поверхности являются к ней эквидистантными.
На фиг. 149,6 изображено положение шлифовального кру-
га радиуса рк в момент касания затылочной кривой в точке
М, лежащей в осевой плоскости фрезы. Очевидно, нормалью
будет прямая ОКР, проходящая через ось круга и составляю-
щая угол а с радиальной плоскостью, проходящей через пря-
мую ОфОк . Прямая ОфОк составляет угол 6 с прямой Оф О,
равной по величине начальному межосевому расстоянию /.
Кривая 00 к является спиралью Архимеда и траекторией
центра круга в относительном движении. Принимая 6 за пара-
метр, найдем формулы для определения радиуса-вектора точ-
ки фрезы и радиуса-вектора рк той же точки круга. Обозна-
чая через I межосевое расстояние в начальный момент заты-
лования и через <р отношение -у-, получим, согласно фиг. 149, б,
следующие зависимости:
etg а — -—— — <р — 0;
г
----: (84)
ф sin(a+0) cos0-f-(<p — 6) sin О
(Z-rO)sinO _ г _ 9 + (?-<>)* ) (85)
₽к " sin(*4-0) ’ cos[64-(v —6)] ’ 1
где г определяется по формуле
кг
г = -2—.
2-
Задавая произвольное значение 0,. можем определить зна-
чения рф и рк для общей точки касания профилей. Так как
Рф связан с рк через параметр б, который не может быть ис-
ключен ввиду трансцендентности уравнений (84) и (85), то
очевидно, необходимо создать специальные таблицы для Рф и
рк при значениях б в практически необходимых пределах.
Приближенно можно принять
I = Рф + RK —
'329
где —радиус наружной окружности фрезы;
радиус наружной окружности круга;
Ьф — наибольшая высота профиля фрезы.
Ввиду некоторой сложности такого способа расчета орди-
нат точек профиля шлифовального круга ниже приводится уп-
рощенный расчет профиля, который можно рекомендовать для
профилей, с высотой, не превышающей 35—40 мм. На
фиг. 149,в изображена фреза с центром в точке Оф. Затылоч-
ные кривые ВО и АЕ, как эквидистантные, могут быть заменены
концентричными окружностями, центр которых совпадает с
центром кривизны заменяющих окружностей. Как известно,
радиус кривизны архимедовой спирали у вершины зуба приб-
лиженно определяется по формуле:
Вф
Рр ♦
' cos а
где %ф—радиус наружной окружности фрезы;
а — задний угол у вершины зуба.
В этом случае, как видно из фиг. 149, в, центр Оа кривизны
затылочной поверхности будет лежать на точке пересечения
нормали ВО„ с прямой O#Oa . Очевидно, отрезок О#Оа =
= = и высота профиля круга hK будет совпадать с
высотой профиля нормального сечения затылочной поверхности
и определится, согласно фиг. 149, в, в следующем порядке:
1 Вф . Вф Иф
ctg« = -^; ctgocj =. \
где h-ф — высота профиля фрезы.
hK — ОаВ — OaF или hK — г (cosec a — cosec aj.
Таким образом, достигнуто максимально возможное упро-
щение расчета высоты профиля круга hK.
Ширина или абсциссы точек профиля круга переносятся
с профиля фрезы без изменения.
На основании анализа приближенного способа профилиро-
вания нетрудно предложить автоматический способ обтачива-
ния незакаленных накатных роликов фасонным резцом. Для
этого, как не трудно убедиться из фиг. 149, в, размеры накат-
ного ролика для шлифовального круга должны совпадать с
размерами поверхности вращения наружного радиуса р^. Про-
филь такого ролика в плоскости Оф В должен совпасть с про-
филем фрезы по передней поверхности. Таким образом, взяв
заготовку ролика с размером наружного радиуса, рассчитан-
ным по формуле р„ --- , и установив фасонный резец
1 COS а
(без переднего угла), имеющий профиль фрезы по передней
поверхности выше оси ролика на величину г, рассчитанную по
330
KZ
2~
формуле г ==
получим в радиальной плоскости ролика нуж-
ный профиль, совпадающий с профилем шлифовального кру-
га (фиг. 149, в). Следует, однако, указать, что диаметр ролика
и размер установки резца а должны быть выдержаны в срав-
нительно узких пределах точности.
6. ФАСОННЫЕ МЕЛКОЗУБЫЕ ФРЕЗЫ
В приборостроении применяются разнообразные фрезы ма-
лого диаметра. Диаметры таких хвостовых фрез бывают 0,5—
16 мм и насадных 8—40 мм с числом зубьев 100—400 и выше.
Профилирование заготовок для фасонных мелкозубых фрез
5
Фиг. 150. Кине-
матическая схе-
ма фрезерного
станка мод.
С-152.
Положе- Нулевое
ние80° полокецце
производится на токарных станках при помощи фасонного
резца. Контроль профиля фрез осуществляется на проекторе.
У фрез с шириной профиля более 5 мм профиль проверяется
шаблоном. Чистота поверхности профиля должна быть не ни-
же 6-го класса..
Фрезерование зубьев является наиболее сложной операци-
ей и осуществляется на специальных фрезерных станках. На
них ведется фрезерование прямозубых фрез с зубьями, распо-
ложенными в плоскости, проходящей через ось фрезы, с про-
филем любой формы, диаметром до 70 мм и шириной до 15 мм
с числом зубьев от 6 до 320. На фиг. 150 представлена кине-
матическая схема станка С-152. На станке может осущест-
вляться горизонтальное движение обрабатываемой фрезы, вер-
тикальное движение рабочей фрезы и планетарное вращение
шпинделя. Сочетанием горизонтального движения обрабаты-
331
Фиг. 151. Полуавтомат для фрезерова-
ния канавок фасонных фрез
мод. МФ 109.
ваемой фрезы и вертикального движения рабочей фрезы мож-
но произвести фрезерование любой угловой фрезы.
Обработка фрез с полу-
круглым выпуклым или во-
гнутым профилем произво-
дится при помощи плане-
тарного шпинделя. Фрезе-
рование зубьев на сложных
•профилях производится со-
четанием движения в гори-
зонтальной и вертикальной
плоскостях и планетарного
шпинделя. Управление дви-
жением осуществляется с
помощью распределитель-
ного вала, на котором ук-
реплены пять кулачков: ку-
лачок 1 подачи горизонталь-
ных салазок, вспомогатель-
ный кулачок 2 для подъема
вертикальных салазок при
холостом ходе горизонталь-
ных салазок и планетарного
шпинделя, кулачок 3 пода-
чи вертикальных салазок,
кулачок 4 делительного .при-
способления и кулачок 5 по-
ворота планетарного шпин-
деля. Поворот обрабатывае-
мой фрезы на зуб происхо-
дит от делительного кулач-
ка через рычаги и собачку,
которые поворачивают де-
лительный диск.
Подбор кулачков и на-
ладка полуавтомата произ-
водятся в зависимости от
формы и величины пути
движения центра рабочей фрезы, что определяется размером и
профилем обрабатываемой фрезы и диаметром рабочей фрезы.
Для фрезерования канавок на фасонных мелкомодульных
фрезах применяются специальные хвостовые мелкозубые фре-
зы, причем зубья получаются острыми и дальнейшей обработ-
ке не подвергаются. Более универсален полуавтомат для фре-
зерования канавок фасонных фрез с прямыми и винтовыми ка-
навками, мод. МФ109 (фиг. 151), позволяющий обрабатывать
изделия диаметром 0,5—50 мм с числом зубьев от 4 до 100.
ГЛАВА VII
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗУБОРЕЗНОГО
ИНСТРУМЕНТА
Зуборезный инструмент изготовляется с высокой степенью
точности и чистотой поверхности. Основная база, которая при-
нимается во многих случаях в качестве технологической базы
при окончательной обработке профиля инструмента, обраба-
тывается не ниже 2-го класса точности для чернового инстру-
мента и не ниже 1-го класса точности для чистового инстру-
мента.
Инструмент, работающий методом копирования — фасон-
ные фрезы, зубодолбежные головки, протяжки, фасонные рез-
цы, имеет профиль нарезаемой впадипы зубчатого колеса.
Профиль инструмента, работающего методом копирования, об-
разуется фасонным инструментом и фасонным шлифованием.
В зависимости от требуемой точности шлифовальный круг
заправляется по эвольвенте с помощью специальных при-
способлений или по дугам заменяющих окружностей. Инстру-
мент, работающий методом огибания, с центроидой в виде
прямой, имеет профиль рейки — гребенки, резцы, червячные
фрезы и др. На плоском инструменте — гребенках, резцах и др.,
профиль образуется на плоскошлифовальных станках установ-
кой инструмента под определенным углом в специальных при-
способлениях относительно прямолинейного профиля шлифо-
вального круга, или заправкой шлифовального круга по форме
рейки (гребенки модульные). На червячном инструменте про-
филь образуется заправленным шлифовальным кругом. Ин-
струмент, работающий методом огибания, с центроидой в ви-
де окружности — долбяки, шеверы и др.— имеет профиль эволь-
венты. Эвольвентный профиль для предварительного нарезания
образуется методом копирования. На инструменте, предназна-
ченном для чистовой работы, профиль образуется на специаль-
ных зубошлифовальных станках методом огибания. Зуборез-
ный инструмент должен сохранять свой профиль после переточ-
ки. Профилирование инструментов, имеющих форму тела вра-
щения,— фрезы, круговые головки и др.,— производится на
333
специальных токарно-затыловочных станках или с помощью спе-
циальных приспособлений на токарных и шлифовальных стан-
ках. Для. профилирования червячных конических фрез, круго-
вых головок, фрез, протяжек применяются специальные станки.
Заточка зуборезного инструмента производится на специ-
альных заточных станках или специальных приспособлениях к
универсальным заточньнм станкам. Контроль точности зубо-
резного инструмента осуществляется специальными приспособ-
лениями и приборами.
1. ДИСКОВЫЕ МЕЛКОМОДУЛЬНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ
Дисковые зуборезные мелкомодульные фрезы изготовляют-
ся с нешлифованным профилем. Важнейшими операциями из-
готовления мелкомодульных фрез являются подготовка базы,
фрезерование канавок и затылование профиля.
Растачивание отверстия и протачивание торца производят
ся на точном токарном станке. Допустимое биение торца для
фрез диаметром не более 10 мк до 20 мм, диаметром свыше
20 мм — не более 20 мк. Отверстие калибруется шариком с
припуском на доводку после термической обработки 10 мк. Ис-
пользуя калиброванное отверстие как базу на круглошлифо-
валыюм станке шлифуют торцы. Фреза насаживается на оп-
равку свободно и в процессе шлифования удерживается толь-
ко шлифовальным кругом. Рабочая кромка шлифовального
круга устанавливается так, чтобы она проходила через центр
заготовки.
Фрезерование канавок должно производиться с высокой
точностью. Допустимое отклонение от теоретического окруж-
ного шага для фрез диаметром до 20 мм — не более 10 мк, диа-
метром свыше 20 мм — не более 15 мк. Чистота поверхности
должна быть не ниже 6-го класса по ГОСТу 2789-59. Фрезеро-
вание канавок диаметром 8—20 мм производится на специаль-
ных полуавтоматах С103.
Затылование профиля мелкомодульных дисковых фрез про-
изводится па специальных затыловочных станках мод. 1810,
предназначенных для фрез диаметром 8—40 мм, модуля 0,05—
1 мм.
Для повышения точности затылования посадочная поверх-
ность оправки, на которую насаживается фреза, шлифуется
на затыловочном станке с помощью шлифовального приспособ-
ления или вместе со шпинделем станка на круглошлифоваль-
ном станке. При шлифовании шпиндель с оправкой закреп-
ляется в специальной призме, укрепленной на направляющих
станка.
Для затылования мелкомодульных фрез применяются дис-
ковые или призматические резцы. Дисковые резцы, в тех слу-
чаях, когда вершина фрезы может быть плоской, изготовляют-
334
ся составными из средней и двух боковых частей. Боковые ча-
сти резца профилируются на специальном профилешлифоваль-
ном станке. Цельные дисковые резцы профилируются с помо-.
щью маточных резцов.
2. ЧЕРВЯЧНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ ДЛЯ ЦИЛИНДРИЧЕСКИХ
КОЛЕС
По конструктивно-технологическим признакам зуборезные
червячные фрезы для цилиндрических колес делятся на мелко-
модульные— с модулем до 1,5 мм, среднемодульные — с мо-
дулем до 8 мм и крупномодульные — с модулем более 8 мм.
По конструкции различают хвостовые и насадные, цельные и
сборные червячные фрезы. По точности червячные фрезы в
соответствии с ГОСТом 9324-60 делятся на фрезы общего назна-
чения классов А, В и С и прецизионные класса АА; по числу
заходов — на однозаходные и многозаходные.
Червячные фрезы изготовляются с прямолинейной боковой
поверхностью в нормальном сечении, с прямолинейной боко-
вой поверхностью в осевом сечении и профилированные на ба-
зе эвольвентного червяка.
Наибольшее распространение в настоящее время имеют
червячные фрезы для зубчатых колес с архимедовой винтовой
поверхностью, которые имеют прямолинейную боковую поверх-
ность в нормальном сечении. Для червячных колес применяют-
ся червячные фрезы с прямолинейной боковой поверхностью в
осевом сечении.
Эвольвентные червячные фрезы не получили распростране-
ния вследствие трудности их изготовления и необходимости
специального' оборудования для их профилирования.
Червячные черновые фрезы изготовляются с нешлифован-
ным профилем. Для фрез с нешлифованным профилем можно
применять быстрорежущую сталь Р9. Фрезы диаметром более
50 мм могут изготовляться с приваренными к корпусу из угле-
родистой стали рейками из быстрорежущей стали. Фрезы
диаметром выше ПО мм рекомендуется изготовлять сборными.
Цельные червячные фрезы диаметром до 50 мм изготов-
ляются из проката, а выше 50 мм изготовляются из поковок.
Для улучшения структуры — уменьшения карбидной неодно-
родности и повышения стойкости фрез, заготовки подвергаются
трехкратной перековке с осадкой на половину высоты. Допу-
стимая карбидная неоднородность после ковки не должна быть
выше 3-х баллов.
Твердость поковок после отжига не должна превышать
НВ 250.
За черновые базы при обработке червячных фрез принима-
ют наружный диаметр и торец. За технологические базы при
обработке насадных червячных фрез на основных операциях
335
принимаются отверстие и торцы. При обработке конических
хвостовиков червячных фрез базами являются центровые от-
верстия и на некоторых операциях затылования уже обрабо-
танный конический хвостовик.
Червячная фреза представляет собой основной червяк, пра-
вильно сцепляющийся с зубчатым или червячным колесом,
снабженный режущими кромками и затылованный. Для обра-
зования режущих кромок на основном червяке прорезаются
винтовые канавки и боковые режущие кромки зуба фрезы
образуются пересечением боковых поверхностей витков основ-
ного червяка с поверхностью винтовой канавки. Задние углы
на вершине зуба и боковых сторонах получаются за счет за-
тылования.
Основным требованием к технологическому процессу изго-
товления червячных фрез является правильное образование
боковых режущих кромок на боковой поверхности основного
червяка и сохранение формы режущей кромки при переточке.
Сохранять неизменную форму режущих кромок при изменении
их положения может только винтовая поверхность, так как
в сечениях она дает режущие кромки, одинаково повернутые
по отношению к первоначальному положению.
Винтовая поверхность канавки фрезы в большинстве своем
изготовляется по архимедовой винтовой поверхности, образо-
ванной винтовым движением прямой, перпендикулярной оси
фрезы и пересекающей ее. Положение режущих кромок зубьев
фрезы вдоль канавки будет определяться постоянством шага
винтовой канавки. В связи с тем, что поверхности зубьев чер-
вячной фрезы затылованы, на положение режущих кромок
оказывает влияние и точность расположения канавок по окруж-
ности фрезы. Положение и форма боковых режущих кромок
зависят от точности винтовой поверхности червяка, постоянства
шага винтовой канавки и точности ее торцового шага по
окружности фрезы.
Токарная обработка, в зависимости от масштабов производ-
ства, производится на токарных полуавтоматах, револьверных
или токарных станках. Припуски и допуски на обтачивание
даны в табл. 20.
Таблица 20
336
Припуски на обработку червячных фрез по наружному
Номинальный
иаметр Фрезы
До 50
Св. 50 до 80
» 80 > 120
> 120 » 180
иаметру в мм
Припуск на чистово е
обтачивание и допуск
на обдирку |
Припуск на затыло-
вание и допуск на
обтачивание
3 >0—0,5
Припуск на шли-
фование и допуск
на затылование
Особое внимание должно уделяться обработке базы. Для
насадных фрез технологическими базами являются отверстие
и торцы. Отверстие обрабатывается по 2-му классу точности
растачиванием и развертыванием или протягиванием. От обра-
ботанного отверстия с помощью разжимной или напрессован-
ной оправки, в центрах, производится окончательное протачи-
вание торцов и буртиков с припуском на дальнейшую обработ-
ку. Допустимое биение торцов для среднемодульных фрез не
должно превышать 30 мк. Допустимое биение по наружному
Фиг, 152. Фрезерование червяка на резьбофрезерном
станке.
иаметру фрез
не выше 0,1 мм. Шпоночный паз рекомендует-
ся протягивать с помощью адаптера па протяжном станке.
В условиях индивидуального производства шпоночный паз
долбится по разметке.
Нарезание червяка производится различными способами.
В условиях серийного производства нарезание червяка модулем
1—6 мм производится на универсально-фрезерном или резьбо-
фрезерном станке острозаточенными дисковыми фрезами с боль-
шим числом зубьев (фиг. 152).
В индивидуальном производстве червяк может быть наре-
зан па токарно-винторезном станке резцами; заточенными по
профилю впадины червяка. Фрезерование витков червяка на
резьбофрезерных станках в несколько раз производительнее,
чем их точение на токарно-винторезных станках. Припуски и
допуски на обработку профиля зуба даны в табл. 21. Червяки
более крупного модуля можно фрезеровать на червячно-фрезер-
ном станке мод. КУ-40 (фиг. 153).
337
♦
*
Фиг. 153, Червячно-фрезерный станок мод. КУ-40,
*
I
Таблица 21
Припуски на обработку профиля зуба с углом зацепления 20°
в мм
Модуль
На толщину зуба после
фрезерования профиля
На толщину зуба
после затылования
Св. 2 до 6
в 6 в 10
Свыше 10
0,2
В условиях крупносерийного производства находит приме-
нение нарезание червяка на заготовках червячных фрез по
высокопроизводительному методу обкатки специальными или
стандартным зуборезным долбяком на станках для нарезания
червяков и червячных фрез, мод. ЕЗ-10А.
Для нарезания червячных фрез по методу зуботочения
Егорьевский станкозавод «Комсомолец» выпускает станки
мод. ЕЗ-10А для червяков и червячных фрез модулем до 6 мм
с наибольшим углом винтовой линии до 10°, и мод. 63-29 для
червяка и червячных фрез модулем от 4 до 12 мм. Нарезание
заготовок червячных фрез методом зуботочения осуществляет-
ся в серийном и массовом производствах. На фиг. 154 представ-
лена кинематическая схема станка ЕЗ-10А.
Инструмент имеет форму зуборезного долбяка с эвольвент-
ным профилем. Ось инструмента устанавливается под углом
наклона винтовой линии. Для нарезания винтовой поверхности
на станке осуществляется вращение заготовки вокруг оси и
качение инструмента вдоль оси заготовки. Качение инструмен-
та получается в результате суммирования двух движений —
вращения инструмента вокруг своей оси и перемещения оси
инструмента вдоль оси изделия, настраиваемого через гитару
обката и гитару подачи. Вращение нарезаемой червячной фре-
зы осуществляется от главного электродвигателя через гитару
скоростей, гитару дифференциала и гитару деления. Настройка
гитары деления производится по формуле
(86)
фрезы»
Z — число зубьев долбяка;
k — число заходов червячной фрезы.
Гитара дифференциала настраивается по формуле
а с 322,28903 • cos X В
mZ
(87)
л — угол подъема винтовой линии;
т — модуль.
339
£
Главный электро*
двигатель
№Ооб/мин
a
Электродвигатель
быстрого кода
0,6 нвт; 1ЬЬ0иЫмин
Гитара подач настраивается по формуле
64 „
—“ =-----• S,
В2 3
где s — подача в мм на 1 оборот червячной фрезы.
Гитара скоростей настраивается по формулам:
v — —--------------------—;
ВА -
na3rf = 191,6 4-^-.,
(88)
(89)
(90)
Здесь d — наружный диаметр изделия в мм;
Ппзд—число оборотов изделия в минуту;
v — скорость резания в м/мин.
Метод зуботочения червячных фрез обладает высокой про-
изводительностью, но необходим специальный инструмент для
каждого модуля червячной фрезы.
В условиях крупносерийного и массового производства на
заводе «Фрезер» применяется, образование червяков методом
пластической деформации — прокаткой. Поперечная прокатка
витков червячно-модульных фрез вместо резьбофрезерования
увеличивает производительность труда в 30—40 раз. Прокатка
улучшает структуру металла благодаря размельчению зерна,
происходящему при пластической деформации, снижает балл
карбидной неоднородности и дает возможность получить витки
с неперерезанными волокнами металла.
Поперечная прокатка заготовок из быстрорежущей стали
Р9 и Р18 до модуля 8—10 мм, а корпусов из стали 40Х до
модуля 15 осуществляется на специальном стане (фиг. 155,а).
Прокатка производится двумя валками / с винтовой или коль-
цевой нарезкой, оси которых установлены под определенным
углом а к оси заготовки. Расстояние между осями валков
в процессе прокатки сохраняется постоянным. Положение за-
готовки 2 в валках фиксируется двумя направляющими повод-
ками 3.
При применении валков с кольцевой нарезкой, кольцевые
выступы соответствуют профилю впадины, а их шаг равен шагу
прокатываемой фрезы в нормальном сечении (фиг. 155,6). Оси
валков должны быть развернуты на угол подъема фрезы по
среднему диаметру. Профиль валков с винтовой нарезкой так-
же соответствует профилю фрезы, а шаг равен или кратен
шагу фрезы. Угол подъема профиля на валках должен отли-
чаться от угла подъема прокатываемого профиля червячной
фрезы. При прокатке винтовыми валками возможны следую-
щие схемы процесса.
1) Угол подъема профиля прокатываемой фрезы (р^) мень-
341
ше угла подъема винтового профиля на валке (рв). В этом, слу-
чае угол разворота осей валков
а Ре — Рф-
2) Угол подъема профиля прокатываемой фрезы больше
угла подъема винтового профиля на валке. В этом случае угол
& ~ Зф Ре*
Фиг. 155. Поперечно-винтовая прокатка заготовок червячных
фрез:
а — схема процесса; б — валки для фрез модулем 5 мм.
Прокатка валками с винтовой нарезкой происходит при
меньших значениях угла а между осями валков и прокатывае-
мой заготовки.
Подаваемая в осевом направлении заготовка захватывает-
ся валками и, вращаясь, перемещается в осевом направлении
со скоростью и = v sin а, где v — окружная скорость валков
в мм! сек, а — угол между осями валков и заготовки.
При применении винтовых валков скорость подачи и вели-
чина обжатия при прокатке получаются меньше. Валки для
342
прокатки имеют заборный конус и цилиндрический калибрую-
щий участок. Заборный конус необходим для равномерной
деформации металла, производимой отдельными витками вы-
ступов, и для обеспечения захвата заготовки. При прохожде-
нии заготовок витков калибрующего участка валков устраняет-
ся овальность и повышается точность прокатываемого профиля
червячной фрезы.
При отсутствии принудительной подачи заготовки, для на-
дежного обеспечения захвата ее в осевом направлении необ-
ходимо, чтобы угол наклона образующего конуса был не боль-
ше величины угла трения. При принудительной подаче загото-
вок в валки угол наклона заборного конуса может быть
больше угла трения. В этом случае величина заборного конуса
определяется величинами допустимого радиального обжатия.
Величина обжатия зависит от требований к качеству прокаты-
ваемой заготовки и допустимых усилий при прокатке. Ширина
калибрующего участка должна обеспечить 3—4 оборота заго-
товки.
Ширина калибрующего участка (Вк ) и полная ширина
витков (В) определяются по формулам:
BK—2qst^z#—z (91)
(92>
Здесь q — число оборотов заготовки на калибрующей части
валков;
з — осевая подача за половину оборота заготовки
в мм;
t — шаг профиля в мм;
гф — число заходов прокатываемого профиля;
z—число заходов на валках;
D—катаемый диаметр заготовки в мм;
dK — диаметр катающего валка в мм;
Д — суммарная величина обжатия заготовки в мм;
а — радиальная величина обжатия заготовки в мм.
Диаметр валков определяется по конструктивным сообра-
жениям с учетом обеспечения жесткости и прочности щеки вала
и подшипниковых опор.
Для быстрорежущей стали рекомендуется величина обжа-
тия 0,15—0,3 за половину оборота. Скорость прокатки 25—
30 м/мин. Нагрев заготовки из стали Р18 до температуры
1150° С; температура конца процесса не ниже 970° С. Окалина
и обезуглероженность при нагреве не допускаются. Для умень-
шения образования окалины нагрев производится в трубах.
При прокатке рекомендуется применять смазку графитом, сме-
шанным с веретенным маслом. Припуски на обработку заго-
343
товки фрезы рассчитываются с учетом образования после от-
жига заготовки обезуглероженного слоя в 0,5 мм, Величина
шага валков должна корректироваться по опытным данным
усадки заготовки после охлаждения.
Винтовые канавки для образования зубьев фрезеруются
после образования червяка на универсально-фрезерном станке
с помощью делительной головки. Для получения винтовой
линии стол фрезерного станка поворачивается на угол наклона
винтовой линии; делительная головка связывается системой
зубчатых колес с ходовым винтом продольной подачи. За один
оборот делительной головки стол должен переместиться на
величину шага (Т) винтовой линии. Подбор сменных зубчатых
колес (я, Ь, с, d) универсально-фрезерного станка 6Н82 про-
изводится по формуле
а -- - . (93)
b d Т ' ’
После подбора зубчатых колес проверяется правильность
настройки путем подстановки в формулу ;
у, 320 • 6 • d .
а • с
отклонение от теоретического шага не должно превышать 5%
от Т.
Фрезерование винтовых канавок производится двухугловы-
ми симметричными дисковыми фрезами с острозаточенными
зубьями. При фрезеровании винтовых канавок с углом подъе-
ма до 10° применяются фрезы с прямолинейным профилем.
При фрезеровании многозаходных фрез с углом подъема вин-
товой канавки более 10°, для уменьшения выпуклости передней
поверхности зубьев фреза должна иметь специальную выпуклую
форму, определяемую графоаналитически или аналитическим
расчетом*. В ряде случаев, вследствие трудоемкости расчета,
кривую, образующую переднюю поверхность, определяют опыт-
ным путем методом подгонки.
Для получения заданного переднего угла стол станка дол-
жен быть смещен относительно фрезы согласно формулам
(57) —(62) главы VI.
Затылование червячных фрез. Червячная фреза
перед затылованием представляет собой червяк, прорезанный
рядом продольных наклонных канавок. Затылование червячных
фрез осуществляется в две операции — черновую и чистовую за
* См. расчет профиля в сборнике «Новое в конструировании металлоре-
жущих инструментов», Воробьев В. и Дольник Е., Профилирование дисковых
фрез для обработки винтовых канавок червячных фрез с большим углом
подъема. Машгиз, 1958.
344
несколько переходов. При черновой обработке производится
затылование вершин зубьев, впадин и профиля.
Затылование верши» червячных фрез мелких и средних мо-
дулей’ ведется широким резцом с прямолинейной режущей
кромкой. При этом на затыловочном станке настраиваются ги-
тары деления, шага ходового винта и дифференциала.
При затыловании крупных фрез модулем более 10 мм заты-
лование производится проходным резцом, работающим с не-
большими подачами суппорта, от ходового валика через диф-
ференциал. Затылование впадин ведется прорезным резцом при
настройке станка на ходовой винт.
Затылование профиля фрез до модуля 5 мм производится
профильным резцом, обрабатывающим правую и левую сторону
зуба одновременно.
Затылование боковых сторон профиля фрез модулем выше
6 мм производится раздельно двумя резцами для правой и ле-
вой стороны.
Для сохранения одинаковых кинематических заднего и пе-
реднего углов при затыловании правой червячной фрезы, имею-
щей винтовую канавку, обработку левой стороны производят
резцом, у которого статический задний угол делают увеличен-
ным с учетом угла наклона резьбы фрезы. Передний угол соот-
ветственно уменьшается. Правую боковую сторону обрабаты-
вают резцом, у которого статический задний угол уменьшается
па величину наклона резьбы. Статический передний угол уве-
личивается на эту же величину.
Затылование боковых сторон у фрез модулем более 20 мм
производится с разворотом верх»их салазок суппорта на угол
наклона боковой стороны профиля. При этом затылование ве-
дется с постепенным углублением затыловочного резца вдоль
боковой стороны зуба при каждом проходе. Затылование фрез,
подлежащих шлифованию по профилю, производится с при-
пуском и допуском по наружному диаметру и профилю в зави-
симости от размера фрезы по табл. 20 и 21.
Для предотвращения образования «седла» при шлифовании
фрез производят затылование по наружному диаметру и про-
филю кулачком, на 1 мм большим величины заданной по черте-
жу, или производят дополнительное затылование по профилю
и вершине с увеличенным кулачком на расстоянии 2/з ширины
зуба от передней поверхности. Величина спада второго затылка
К2 = 1,75)Кь Для образования повышенных боковых
задних углов, гарантирующих отсутствие седловины на профи-
ле, рекомендуется производить снятие второго затылка по про-
филю методом косого затылования с разворотом суппорта
на 15°.
Затылование насадных фрез производится па цилиндриче-
ской оправке с двумя конусами. Один конус вставляется в
345
шпиндель станка, а второй во втулку задней бабки, что обес-
печивает достаточную жесткость при затыловании.
Хвостовые фрезы затылуются в центрах. Лучшие результаты
получаются при установке хвостовика в шпинделе станка, а
второго конца во втулке задней бабки или на задний центр.
Для затылования применяются резцы круглого или призма-
тического сечения. Резцы круглого сечения устанавливаются
в призматическую державку и легче налаживаются. Резцы за-
тачиваются для каждого перехода или на весь профиль. Заты-
лование резцами всего профиля более производительно. Про-
верка профиля при затыловании производится по шаблону.
Чистота поверхности профиля фрезы должна быть не ниже
б-го класса по ГОСТу 2789-59 для фрез с нешлифованным про-
филем и не ниже 4-го класса для фрез, подлежащих шлифо-
ванию.
Для повышения чистоты поверхности при затыловании за-
готовки фрез подвергаются специальной термической обработ-
ке — улучшению — по режиму, указанному в процессе изготовле-
ния дисковых затылованных фрез.
Для создания вспомогательной технологической базы при
шлифовании отверстия, на затыловочном станке производится
протачивание буртиков.
Для повышения производительности при затыловании фрез,
профиль которых подвергается шлифованию, применяются ком-
бинированные кулачки специального профиля с двойным спа-
дом спирали, позволяющие производить затылование с двойным
затылком за один проход.
При затыловании червячных фрез скорость резания не пре-
вышает 6 м!мин. При чистовом затыловании применяются
меньшие скорости, обеспечивающие получение более чистой
поверхности. Скорость резания лимитируется числом ударов
суппорта, равным произведению числа оборотов шпинделя на
число зубьев затылуемой фрезы. При черновом затыловании
червячных фрез до модуля 8 применяется 120—130 возвратно-
поступательных ходов резца в минуту, а при чистовом затыло-
вании 80—90 ходов в минуту. Для фрез модулем выше 8 для
чернового затылования применяются 70—80 ходов резца в мину-
ту, а для чистового затылования 30—40 ходов в минуту.
Основными операциями, определяющими точность фрезы,
являются подготовка технологических баз, заточка передней
поверхности и чистовая обработка затылованных поверхностей.
При наладке станков фрезерного, затыловочного, заточного
и шлифовально-затыловочного должен строго выдерживаться
шаг винтовых канавок; разница в шаге пе должна превышать
10—15 мм. Для повышения производительности и точности чи-
стовых операций до термической обработки необходимо обеспе-
чить обработку канавок и профиля зуба без значительных
отклонений.
346
Технологические базы — отверстие и один торец после тер-
мической обработки шлифуются на внутришлифовальном
станке. Установка фрезы при шлифовании отверстия произво-
дится несколькими способами: по буртикам (фиг. 156,а), в цан-
говом патроне (фиг. 156, б) установкой по калибру или на план-
шайбе с выверкой по индикатору. Отверстие шлифуется по
2-му классу точности. Второй торец шлифуется н*а карусельно-
шлифовальном станке.
У фрез класса А отвер-
стие и торцы должны быть
доведенными. При шлифо-
вании отверстия на довод-
ку оставляется припуск 20—
50 мк. Отверстие доводится
мелкозернистым абразив-
ным порошком с помощью
разжимных чугунных при-
тиров на токарном или свер-
лильном станке. Торцы фре-
зы шлифуются па оправке
с доведенным отверстием в
качестве базы в центрах
круглошлифовального стан-
ка, после чего доводятся.
Заточку и шлифование
профиля зубьев червячной
фрезы необходимо произво-
дить на оправках высокой
точности. Центровые отвер-
стия на оправках должны
быть глубокими, шлифо-
ванными и притертыми,
иметь канавки для сбора
Буртики.
Фиг. 156. Приспособление для шлифова-
ния отверстия червячной фрезы:
а — с базированием по буртикам; б — в
цанговом патроне.
грязи. Наружный диаметр
оправок для шлифования
профиля фрез изготовляет-
ся по допускам посадки
скольжения 1-го класса точ-
ности. Биение по наружному диаметру и торцу оправки допу-
скается для фрез класса А в пределах 10 мк, для прецизионных
фрез в пределах 5 мк. Торец оправки шлифуется. Резьба в за-
жимной гайке притирается, торец зажимной гайки шлифуется
на оправке с шлифованной резьбой, торцы проставочных колец
шлифуются и доводятся.
Заточка передних поверхностей производится на специаль-
ных заточных станках мод. 3662 или на специальных приспосо-
блениях к универсально-заточным станкам. Высокая точность
347
заточки обеспечивается соосностью и незначительным _______
центров и точностью заточного станка.
Шлифование профиля фрез производится на универсально-
затыловочных станках мод 96 с приспособлением для шлифо-
вания (фиг. 157) или на специальных шлифовально-затыловоч-
ных станках моделей 1810 для фрез модулем до 0,8 мм с пря-
мыми канавками, МВ 10 для фрез модулем до 8 мм или МВ 15
для фрез модулем 3—16 мм (фиг. 158).
Фиг. J57. Шлифование профиля червячной фрезы на уни
версально-затыловочном станке.
Точность шага и профиля червячных фрез зависит от точ-
ности стайка и процесса шлифования.
На точность шага оказывает влияние большое количество
факторов:
1) точность ходового винта шлифовально-затыловочного
станка;
2) точность кинематической цепи шпиндель — ходовой винт;
3) точность цепи затылования;
4) вибрация системы в процессе затылования;
5) точность шлифовального шпинделя;
6) геометрическая точность узлов затыловочного станка;
7) качество шлифовального круга;
8) особенности материала, из которого изготовлена червяч-
ная фреза.
Геометрическая точность станка — биение шпинделя изде-
лия и отбойного ваивка, соосность переднего и заднего центров,
параллельность перемещения суппорта вместе со шлифоваль-
348
ным приспособлением должны быть доведены до высокой сте-
пени точности.*
Осевое биение ходового винта для шлифования прецизион-
ных фрез не должно быть выше 5 мк, а для фрез класса А пе
выше 10 мк.
Точность сменных зубчатых колес и посадка их на пальцах
и втулках должны быть в пределах 2-го класса точности. Для
шлифования прецизионных червячных фрез отбой суппорта дол-
жен быть мягким, без резких ударов, кулачки для затылования
Фиг. 158. Шлифовально-затыловочный станок для червячных фрез, мод. МВ15.
не должны иметь резкого перехода профиля. Радиальное и
осевое биение шлифовального шпинделя оказывают значитель-
ное влияние на погрешность шага и профиля шлифуемых
фрез — осевое биение не должно превышать 3 мк, а радиаль-
ное — 5 мк. Шлифованный шпиндель доджеп иметь высокоточ-
ные подшипники, исключающие осевое и радиальное биение
шлифовального круга. Шлифовальный круг необходимо баланси-
ровать. Для улучшения шлифуемости поверхности и уменьше-
ния склонности шлифовального круга к засаливанию точные
червячные фрезы следует изготовлять из быстрорежущей ста-
ли Р18.
* По данным завода МИЗ [58].
349
Профиль червячных фрез шлифуется дисковыми, чашеч-
ными и пальцевыми кругами (фиг. 159). Наибольшая произво-
дительность получается при шлифовании дисковым профили-
рованным кругом боковых сторон профиля фрезы. Однако этот
способ наименее точный. Чашечный круг дает лучшее прибли-
жение к архимедову червяку. Ось круга должна пересекать ось
червяка под углом аа—аа, где ая —угол между основанием
и образующей конуса круга, аа —угол осевого профиля чер-
вяка. Еще лучше повернуть ось круга относительно образую-
щей па угол Хкр , определяемый из выражения
*g4> = tgX0cosae,
Фиг. 159. Образование профиля зуба червячной фрезы шлифовальными
кругами:
а — дисковым; б —» чашечным; в — пальцевым.
где Хо — угол подъема на делительном цилиндре червяка. Наи-
большую точность обеспечивает шлифование профиля пальце-
выми кругами. Применение пальцевых шлифовальных кругов
ограничено их быстрым износом и малой скоростью шлифо-
вальных головок. Пальцевые круги применяются только для
крупномодульных червяков (zn>15 мм),
Работоспособность черячпых фрез зависит от неизменности
задних углов по всей длине зуба, которая определяется диа-
метром шлифовального круга и методом шлифования. Диаметр*
шлифовального круга должен обеспечивать шлифование профи-
ля на заданной длине зуба, причем круг не должен задевать
соседних зубьев: шлифовальный круг диаметрохм больше опре-
деленного не обеспечит получение шлифованного участка на
заданной длине зуба и образует «седловину». Седловина умень-
шает фактические задние углы зуба и искажает профиль зубь-
ев после переточек. На величину седловины влияет припуск на
шлифование. С увеличением припуска седловина увеличивается.
Затылование в сыром виде должно вестись с точностью, допу-
скающей оставление минимального припуска.
350
Характеристика точности станка
Таблица 22
Класс точности А -| Б 1 В
Погрешность не более в мк
Радиальное биение переднего цен- тра 3 6 10
। Несоосность переднего и заднего центров в двух перпендикулярных плоскостях на длине 300 мм 8 12 15
Радиальное биение отбойного ва- лика 3 6 10
Непараллельность перемещения суппорта по отношению к оси цент- ров на длине 300 мм 8 12 15
Шлифование вершин зуба червячных фрез средних модулей
торцом чашечного круга практически устраняет образование
седловины. Шлифование боковых поверхностей профиля чер-
вячных фрез производится дисковыми шлифовальными кругами,
минимальный диаметр которых равен сумме высоты профиля и
расстояния между шпинделедержателем и зубьями фрезы.
На фиг. 160, а показана схема шлифования вершин зубьев
фрезы дисковым кругом. Наибольшая величина радиуса круга
RK определяется из условия заданной длины шлифованной ча-
сти с по вершине зуба (от вершины до точки Л) и из условия
отсутствия срезания вершины следующего зуба в точке В. При
шлифовании вершин зубьев кругом, радиус которого больше
RK , будет получаться либо меньшая длина шлифованной ча-
сти с, либо, если будут выдерживать величину с, отклонение
затылка зуба архимедовой спирали з («седловина»).
При шлифовании боковых поверхностей зубьев диаметр
круга должен быть больше, чем при шлифовании вершин.
На фис. 160, б представлена схема шлифования — затыло-
вания боковых сторон профиля дисковым кругом минимального
диаметра (радиус R'K ). На участке /—// зуб на полной высоте
будет отшлифован правильно. На участке 11—111 правильно бу-
дет отшлифована верхняя боковая сторона зуба, а у ножки
зуба будет образовываться седловина или утолщение. За сече-
нием 111 профиль образуется непрофилирующим участком кру-
га и поэтому имеет значительные отклонения.
Шлифование боковых сторон профиля конической стороной
чашечного круга с поворотом шпинделя дает возможность поль-
зоваться кругами меньшего диаметра и уменьшать величину
седловины по боковым сторонам профиля зубьев.
351
Диаметр шлифовального круга влияет на его скорость. От
скорости круга зависит чистота шлифуемой поверхности и сох-
ранение профиля круга при шлифовании. Скорость круга под-
бирается в пределах 15—35 м/сек. Скорость вращения фрезы —
в пределах 1,5 м/мин. Глубина резания 0,02—0,001 мм.
Заправка профиля шлифовального круга производится ал-
мазным приспособлением, устанавливаемым в верхней части
Фиг. 161. Шлифование червячной
фрезы дисковым шлифовальным
кругом и приспособление для
заправки круга.
Фиг. 160. Схема шлифования и заты-
лования зуба червячной фрезы диско-
вым кругом:
а — по вершинам зубьев; б — по про-
филю зубьев.
шпинделедержателя. Применяются приспособления для заправ-
ки круга различной конструкции. Наиболее распространенным
является приспособление, у которого направляющая поверхность
может устанавливаться на требуемый угол по принципу сину-
сной линейки (фиг. 161). Направляющая алмазодержателя
может поворачиваться вокруг оси штифта и устанавливается на
требуемый угол при соприкосновении с неподвижным штифтом.
Угол этот может быть изменен установкой мерной плитки
между неподвижным штифтом и направляющей. Заправка кру-
га производится вручную перемещением алмазодержателя по на-
правляющим.
352
Профилирования шлифовальных кругов может производить-
ся методом накатки. Наибольшее распространение получило
профилирование накаткой шлифовального круга для шлифо-
вания радиусов вершин зубьев и для шлифования мелкомодуль-
«ых фрез многониточным кругом.
Характеристики шлифовальных кругов приводятся в табл. 23.
Характеристики шлифовального круга
Таблица 23
Модуль шлифуемых : фрез | | Предварительного шлифования | Окончательного шлифования
| Зернистость | Твердость | Зернистость | Твердость
1—1,25 12 I СМ2 10 С1
1,5—2,75 16 ! СМ2—СМ1 12 С1-СМ2
3—4,5 25 | СМ2—СМ1 16 С1—СМ2
5-8 25 СМ1 16 СМ2
Св. 8 1 40 | СМ1 25 СМ2
В обычных затыловочных станках с ходовыми винтами точ-
ность обработки червячных фрез по шагу ограничена точностью
изготовления ходовых винтов. В эксплуатации ходовые винты
быстро изнашиваются и, вследствие потери точности, требуют
частой смены. На фиг. 162 представлена кинематическая схема
шлифовально-затыловочного станка повышенной точности без
ходового винта, мод. МВ 10. Осевое перемещение шпинделя при
шлифовании осуществляется эвольвентпым кулачком, износ ко-
торого в процессе работы ничтожен. Эвольвентный кулачок
шлифуется на приспособлении, работающем методом обкатки.
Благодаря высокой точности изготовления копира, этот ста-
нок обеспечивает шлифование червячных фрез с минимальной
накопленной погрешностью шага. Различный шаг получается
за счет различной скорости вращения эвольвентного кулачка,
устанавливаемой сменными зубчатыми колесами. На станке
шлифуются однозаходные и многозаходные фрезы.
Особенностью станка является возможность шлифования
многозаходных червячных фрез повышенной точности. Суще-
ствующие методы шлифования многозаходных червячных фрез
основаны «а том, что сначала шлифуется один заход фрезы
и только после нескольких проходов производится деление для
шлифования следующего захода, при этом получается сравни-
тельно большая ошибка в шаге между заходами. В станке
мод. МВ-10 предусмотрено автоматическое деление на следую-
щий заход.
При изготовлении мелкомодульных фрез шагом более 1,5 мм
рекомендуется шлифовать профиль многониточным кругом.
Многониточный круг заправляется накатным роликом. Профиль
накатного ролика выполняется с учетом условий шлифования.
Шлифовальный круг касается затылованной поверхности зубь-
12 Палей М. М. 353
Гитара
шага
ев фрезы 'нормально к архимедовой спирали, а профиль фрезы
задан по передней поверхности, в связи с чем требуется пере-
считать профиль шлифовального круга с учетом заднего угла
на вершине фрезы.
kD
(94)
где К — величина падения затылка;
D — наружный диаметр фрезы;
Z—число канавок (реек) фрезы.
Угол профиля ролика (ар) для фрез с кольцевыми витками
tgq
cosae
где a — угол профиля фрезы.
Высота профиля ролика Нр и его головки hp
и
hp-—- I
Л cos ae f
(95)
(96)
Здесь Нф —высота профиля фрезы;
h# — высота головки фрезы.
Для червячных фрез с винтовыми витками углы профиля
ролика с правой и левой стороны различны, но сумма их рав-
на углу профиля впадины фрезы. С увеличением угла подъема
винтовой линии резьбы различие между углами профиля уве-
личивается.
На Томском инструментальном заводе (ТИЗ) применяется
шлифование стандартных червячных фрез до модуля 9 про-
фильными шлифовальными кругами, накатанными роли-
ками.
Фрезы модулем 1,5—1,75 мм шлифуются двумя нитками
круга на длине 1,5 шагов. Фрезы модулем 2—3,5 мм шлифу-
ются по профилю двух впадин на длине шага. Фрезы модулем
3,5—8 мм шлифуются по всему профилю зуба. У фрезы моду-
лем 9 мм и выше шлифуются боковые стороны и радиус закру-
гления.
На основании опытных данных ТИЗ рекомендует корриги-
ровать профиль 'накатных роликов для фрез модулем до 8 мм
с 20° зацеплением — угол правой стороны изготовлять величи-
ной 20° 45', угол левой стороны — 20°.
Многозаходные червячные фрезы имеют некоторые особен-
ности при затыловании профиля и заточке по передней поверх-
ности. При затыловании их необходимо обеспечить получение
профиля на всех заходах и размера шага каждого захода и
355
12*
между заходами. Настройка станка производится на затылова-
ние захода. Порядок затылования многозаходной фрезы остает-
ся таким же, как и при затыловании однозаходной фрезьь
Каждый проход выполняется на всех заходах.
Известны два основных метода перехода от одного захода к
другому: поворотом одной части планшайбы относительно дру-
гой (фиг. 163, а) или поворотом шпинделя (фиг. 163, б) произ-
водится поворот фрезы на угол при неподвижном суппорте. На
подвижной части планшайбы или на шпинделе наносятся
деления, по которым производится соответствующий поворот
Фиг. 163. Схема перехода при заты-
ловании многозаходной червячной
фрезы от одного захода к другому
поворотом:
а — плаяшайбы, б — шпинделя.
фрезы.
Второй метод заключается
в перемещении суппорта с рез-
цом на величину осевого шага
между заходами. Перемеще-
ние суппорта осуществляется
Фиг. 164. Устройство к ходовому для
деления на заходы:
I — зубчатое колесо гитары шага; 2 —»
вал; 3 — лимб; 4 — обрабатываемая за-
готовка.
ходовым винтом при помощи сменных зубчатых колес гитары
шага при отключенной передаче от шпинделя к обрабатывае-
мой фрезе (фиг. 164). На станке К96 имеется устройство для
деления на заходы. Деление на заходы с помощью ходового
впита является более точным, чем с помощью поворота изделия.
После деления на заход необходимо делать поправку на
отбой для совмещения начала затылования зубьев, для чего
заготовка поворачивается по лимбу на угол, рассчитываемый
по формуле,
360° • Z • t
где п — число заходов;
Т—шаг винтовой линии канавки;
356
t—шаг резьбы по оси;
Z — число зубьев фрезы.
Для затылования многозаходных фрез выпускаются заты-
ловочные станки моделей 1811А и 1812А с автоматическим де-
лением на заход.
Маршрутная технология изготовления зуборезных червяч-
ных фрез приводится ниже, в карте 8.
Me л к о м о д у л ьн ы е червячные фрезы из стали
9ХС изготовляются с нешлифованным профилем и из быстро-
режущей стали Р18 — с шлифованным профилем.
При токарной обработке обеспечивается высокая точность
отверстия и перпендикулярность торца к отверстию. Для фрез
диаметром до 25 мм биение торца допускается не более 0,01 мм,
а для фрез диаметром 30 мм не более 0,015 мм. После растачи-
вания отверстие калибруется шариком с припуском под довод-
ку 0,01—0,02 мм для фрез из стали 9ХС и 0,04—0,06 мм для
фрез из стали Р18.
Базируя заготовку калиброванным отверстием на оправке,
шлифуют торцы с допуском на биение 0,005 мм.
Фрезерование канавок производится на фрезерном станке по-
вышенной точности. Допускаемое отклонение в окружном шаге
+ 0,05 мм и по радиальности ± 0,05 мм.
Затылование по профилю производится на станке мод. К-96
повышенной точности или на специальном токарно-затыловочном
станке мод. 1810 (фиг. 165).
На станке 1810 производится затылование фрез с прямыми
канавками диаметром до 40 мм и длиной до 50 мм, с шагом резь-
бы 0,1—0,5 мм. Шпиндель станка получает вращение от элек-
. М
тродвигателя через пару зубчатых колес - через клиноре-
менную передачу
95
135
зубчатые колеса и сменные зубчатые
колеса гитары деления — ~. Продольная подача сообщается
л м
каретке со шпиндельной бабкой от вала IV через сменные зуб-
А В Д „ « 0
чатые колеса - • , сменный ходовой винт 3 и двухзаход-
Б Г Е
ный винт коррекционной линейки /7, обеспечивающий точность
продольной подачи в пределах 0,001 мм. Затыловочное движе-
ние сообщается от дискового кулачка Ж, закрепленного на валу
IV, через систему рычагов X и клинообразный кулачок Т. Гид-
равлический насос И обеспечивает постоянный контакт ролика
с дисковым кулачком С и автоматизацию процесса затылования.
Мелкомодульные фрезы с нешлифованным профилем заты-
луются на прецизионном токарно-затыловочном станке с коррек-
тирующим устройством дл? корректировки шага нарезки. Ра-
бочая оправка фрезы подгоняется по конусу станка и оконча-
тельно обрабатывается на затыловочном станке проточкой. Не-
357
КАРТА As 8
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЗУБОРЕЗНЫХ ЧЕРВЯЧНЫХ ФРЕЗ
Наименование
операций
Операционный эскиз
Станок. Приспособление.
Инструмент
1 Отрезка заго-
товки
Отрезной станок. Ти-
ски. Пила дисковая.
2 Ковка
Пневматический мо-
лот усилием 19, 62
кн (2 т)
3 Отжиг
Револьверная
обработка с одной
стороны:
сверление от-
верстия и пре-
дварительное
обтачивание
по наружно-
му диаметру
। до кулачков
6) предваритель-
1 ное протачи-
вание торца
в) I растачивание
| выемки
г) । снятие фаски
5 । Токарная обра-
I ботка. Предвари-
• тельное протачи- ’
вание второго то-
рца, обтачивание |
по наружному ди-
аметру со сняти-
ем фаски и рас-
тачивание отвер-
стия
Печь для отжига
Револьверный станок.
Патрон самоцентрирую-
щий. Сверло. Резцы —
проходной, подрезной,
расточной. Калибр
Токарно-винторезный
:: станок. Патрон само-
центрирующий. Резцы
проходной, подрезной,
расточной
358
Продолжение карты 8
№ опера-
ции
Наименование
операций
Операционный эскиз
Станок. Приспособление.
Инструмент
Протягивание
отверстия
Протяжной станок
усилием 98,1 кн(10 /и).
Приспособление самоус-
танавливающее. Про-
тяжка круглая
7 Протягивание
i шпоночной кана-
вки
8
9
I
I
Снятие заусен-
цев и фаски шпо-
ночной канавки
Запрессовка
оправки
Обтачивание
буртиков и окон-
чательное прота-
чивание торцов
с двух сторон
11 Окончательное
обтачивание по
наружному диа-
метру
Токарно-винторезный
станок. Оправка, цент-
ра, хомутик. Резцы под- i
резные, правый и левый, |
проходной
Токарно-винторезный
станок. Резец проход-
ной.
Протяжной станок,
Адаптер. Шпоночная
протяжка вручную
Пресс
121 фрезерование
! витков
Резьбо-фрезерный
станок. Оправка. Фре-
за дисковая специаль-
ная
359
Продолжение карты 8
13
14
I
I
I
i
15
Наименование
операций
Фрезерование
стружечных ка-
навок
Удаление не-
полных витков
Затылование
по наружному
диаметру дна
впадины, левой
и правой стороны
I профиля, допол-
| нительное заты-
। лование по на-
' ружному диамет-
1 ру и боковых сто-
1 рон профиля, об-
разование ради-
усов
Шлифование
отверстия и тор-
ца
Операционный эскиз
Станок. Приспособление.
Инструмент
Автомат для фрезеро-
вания канавок червяч-
ных фрез мод. ГФ-507.
Оправка. Фреза угловая.
Шаблон
Вертикально-фрезер-
ный станок. Приспособ-
ление. Фреза концевая
У ниверсально-заты-
ловочный станок. Оп-
равка. Резцы затыло-
вочные. Шаблоны
Внутришлифоваль-
ный станок. Приспособ-
ление. Калибр
360
Продолженные карты 8
I
2&|
Наименование
операций
Операционный эскиз
Станок. Приспособление.
Инструмент.
Шлифование
второго торца
Плоскошлифовальный
станок. Магнитный
стол. Шлифовальный
круг.
18 Доводка отвер-
стия
Доводочный станок.
Подставка. Притир. Ка-
либр. |
I
I
20
Заточка по пе-
передней поверх-
ности предвари-
тельная
Шлифование—
затылование по
вершинам зубьев
одной и другой
стороны профиля,
радиусов
Специальный заточ-
ной станок. Оправка.
Приспособление для
контроля передней по-
верхности.
Универсально-затыло- |
вочный станок. Шлифо-
вальный круг. Приспо-
собление, центра
Оправка, шлифоваль-
ный круг. Шаблоны, |
контрольное приспособ- |
ление
21
Окончательная
заточка передней
поверхности
Специальный заточ-
ной ♦ станок. Шлифо-
вальный круг. Конт-
рольное приспособление
331
достатком таких оправок является их быстрый износ. Приме-
няются также закаленные оправки.
Фиг. 165. Кинематическая схема станка мод. 1810 для затылования
мелкомодульных червячных фрез.
Посадочный конус оправки точно подгоняют по шпинделю
станка, после чего шпиндель вынимается и шейками устанав-
ливается в специальное приспособление — призму круглошлифо-
362
вального станка и от шеек шпинделя производится шлифование
рабочей части оправки.
Затылование производится в два перехода. В начале рез-
цом производится затылование по вершине (фиг. 166, а) и по-
сле перестройки станка производится затылование по профилю
дисковым профильным резцом (фиг. 166, б). Затылование до
О
Фиг. 166. Схемы установки резцов на станке мод. 1810.
половины профиля производится с подачей 0,02 мм, затем вели-
чина подачи постепенно уменьшается и на отделочных проходах
доходит до 0,002—0,003 мм. Последние проходы делают без по-
дачи. Профиль и шаг изготовляются в окончательный размер.
При изготовлении мелкомодульных фрез с шлифованным
профилем предварительно затылуют по профилю фрезы моду-
лем 0,3—1 мм. Фрезы до модуля 0,3 мм затылуют только по
наружному диаметру: по профилю затылование их осущест-
363
вляется после термической обработки шлифованием. Затылова-
ние производится по 3—4 фрезы на длинной оправке, посадоч-
ной конус которой входит в конусное гнездо шпинделя, а вто-
рой конец — в пиноль задней бабки.
Затылование производится за два перехода. Резцом с пода-
чей от ходового валика затылуют по наружному диаметру, а за-
тем специальной резьбовой гребенкой (фиг. 167) с подачей от
ходового винта затылуют профиль зубьев.
После затылования не допускаются биение и завалы профи-
ля, затрудняющие процесс шлифования.
Доводка отверстия после термической обработки произво-
дится на доводочной головке чугунным раздвижным притирохМ
с карбидом бора зернистостью М14—М12, разведенным на ма-
шинном масле.
Шлифование торцов и буртиков производится на круглошли-
фовальном станке на конусной оправке, устанавливаемой в
центрах. Заточка по передней поверхности производится на
станках мод. 3660 или 3662.
Допускаемое отклонение окружного шага — в пределах
0,02 мм. Контроль фрез после заточки по прямолинейности и
радиальности производится на инструментальном микроскопе.
Шлифование профиля производится на станках тех же ти-
пов, что и затылование, с помощью шлифовального устройства,
устанавливаемого вместо резцедержателя. Применяется шли-
фовальный шпиндель повышенной точности. Электродвигатель
и шлифовальный круг должны быть хорошо отбалансированы.
364
При шлифовании мелкомодульных червячных фрез приме-
няются шлифовальные круги из белого электрокорунда твер-
достью СМ1—СМ2 на керамической связке, 8-й или 9-й структу-
ры и в зависимости от модуля следующей зернистости: 20 для
модуля 1 лш; 10—8 для модуля 0,8—0,5 мм; б—5 для модуля
0,4—0,2 мм. Скорость резания — в пределах 25—30 м!сек. Шли-
фование производится однониточным или многониточным
кругом.
Изготовление сборных червячных фрез. На
ЗИЛе и ряде других заводов червячные фрезы диаметром выше
100 лии изготовляются сборными с механическим креплением
ножей. Ножи вставляются в клиновые пазы корпуса и удержи-
ваются в них с помощью двух гаек с коническими торцами. Кор-
пус фрезы изготовляется из конструкционной углеродистой ста-
ли 45. Ножи — из быстрорежущей стали Р18 или Р9. Корпус
фрезы представляет собой червяк с клиновыми пазами и двумя
резьбовыми цапфами. После термической обработки шлифуются
отверстие и торцы корпуса. Затем на оправке с помощью дели-
тельной головки на плоскошлифовальном или шлицешлифо-
вальном станке шлифуются клиновые пазы. Шлифование пазов
производится в два перехода заправленным шлифовальным кру-
гом. Ножи изготовляются из проката. После фрезерования кон-
тура ножи шлифуются по плоскостям на магнитной плите с об-
разованием клина. Ножи, набранные в приспособление, зажи-
маются хомутом '.и шлифуются по коническим торцам на уни-
версально-шлифовальном станке. Затем ножи набираются
в приспособление, имеющее форму и размеры корпуса фрезы,
и подвергаются фрезерованию по профилю червяка на резьбо-
фрезерном ставке и затылованию на универсально-затыловоч-
ном станке.
Термически обработанные ножи окончательно шлифуются по
плоскостям и торцам.
Сборка ножей с корпусом фрезы производится так, чтобы
каждый нож занял такое же положение, которое он занимал при
образовании витков и затыловании профиля. Для этого исполь-
зуется клеймо на ноже, указывающее его место в приспособ-
лении. Собранная фреза затачивается по передней поверхности
и шлифуется по профилю на затыловочном станке. Корпус фре-
зы может быть использован с заменой ножей до 10 раз.
На Минском тракторном заводе применяется другой вариант
изготовления сборных червячных фрез. Крепление реек осуще-
ствляется с помощью клина, в связи с чем пазы в корпусе фрезе-
руются трехсторонними фрезами с двух установок. Первый про-
ход делается параллельно оси, а второй — под углом клина 1°.
Корпус фрезы из стали 40Х подвергается термической обработке
до твердости HRC 28—32.
Рейки предварительно шлифуются по плоскостям с припус-
ком на окончательную обработку 0,4 мм. Фрезерование профиля
365
реек производится в тисках, имеющих подвижную и неподвиж-
ную губки и направление. К неподвижной губке крепится вин-
тами клиновая планка с углами 6 и <». Угол <в равен углу
подъема витков фрезы; установка приспособления на этот угол
производится с помощью индикатора, касающегося планки
с внешней стороны. Скошенная под углом сторона планки слу-
жит для сдвига реек в комплекте относительно друг друга. Угол
б определяется по формуле
(gQ), (98)
Zd
где toc — осевой шаг; а — угол наклона реек в приспособлении
(задний угол на вершине фрезы);
Z — число реек в комплекте;
b — толщина реек с припуском на шлифование.
Фрезерование производится в две операции: фрезерование
задней поверхности цилиндрической фрезой и фрезерование
профиля зубьев реек фасонной угловой фрезой.
Перемещение стола фрезерного станка на величину нормаль-
ного шага производится по мерным плиткам, помещаемым меж-
ду столом и специальным упором. Фрезерование впадин реек
производится одной фрезой или набором из двух-трех фрез. По-
сле термической обработки и шлифования плоскостей рейки со-
бираются в корпусе фрезы. В собранном виде производится за-
точка фрезы по передней поверхности и затылование шлифова-
нием профиля фрезы.
Острозаточеиные червячные фрезы. У инстру-
мента с затылованными зубьями задние углы боковых поверх-
ностей малы; они связаны с главным задним углом.
Червячные затылованные фрезы имеют обычно главные зад-
ние углы 8—12° и 3—4° у боковой поверхности. Для повышения
стойкости применяют фрезы с увеличенными задними углами —-
острозаточеиные. Острозаточеиные фрезы затачиваются по зад-
ним поверхностям. При заточке по задним поверхностям нет не-
обходимости сохранять зависимость между главными задними
углами и боковыми. Задние углы на боковых поверхностях вы-
бираются в интервале 8—15°.
Острозаточенная червячная фреза состоит из корпуса, в па-
зы которого вставлены ножи. Ножи прижимаются к базовому
упору фрезы с помощью сухарей, притянутых винтами. Для
обеспечения расположения режущих кромок ножей по винтовой
линии высота упоров для каждого паза делается различной. Раз-
ница в размерах для соседних пазов равна осевому шагу фрезы,
деленному на число пазов.
Корпус фрезы изготовляется из конструкционной легирован
ной стали по технологическому маршруту, принятому для цель-
ной фрезы. Профиль зуба корпуса выдерживается окончательно
на резьбофрезерном станке. После фрезерования канавок фре-
366
зеруются пазы под ножи с припуском под шлифование. После
термической обработки корпуса производится шлифование от-
верстия и торцов. На плоскошлифовальном станке с помощью
делительной головки и оправки лазы под ножи шлифуются
в размер. Ножи из быстрорежущей стали обрабатываются окон-
чательно отдельно. После термической обработки ножи подвер-
гаются шлифованию на плоскошлифовальном станке по габа-
ритным размерам с точностью до 0,01 мм. Шлифование (заточ-
Фиг. 168. Приспособление для шлифования ножей
острозаточенпых червячных фрез:
1 — корпус; 2 — упор; 3 — нож; 4 — винты крепления
корпуса; 5 — оправка; 6 — винты крепления ножей;
7 - кольцо.
ка) задних поверхностей производится на круглошлифовальном '
станке в специальном приспособлении (фиг. 168). Профиль шли-
фовального круга заправляется по шаблону с учетом шлифо-
вания ножей по радиусу вершины зуба.
При сборке допускаются: накопленная погрешность на'
3 шага — 0,03 мм; радиальное биение— 0,05 мм; отклонение
от теоретической винтовой линии — 0,07 мм. Один заточник со-
бирает и затачивает 5—6 комплектных фрез. Стойкость фрез
примерно 12—15 смен.
На ЗИЛе для получения боковых задних углов на червячных
фрезах в 8—12° осуществляют заточку червячных фрез по зад-
ним поверхностям на затыловочном станке осевым затылова-
нием. Такой способ не требует разборки и сборки ножей, но при
этом ножи выдерживают значительно меньшее число переточек.
367
На Челябинском тракторном заводе при изготовлении сбор-
ных червячных фрез с твердосплавными пластинками применен
оригинальный метод сборки окончательно обработанных ножей
с корпусом.
Ножи имеют с торца отверстие, в которое входит пружина,
постоянно закрепленная на корпусе фрезы. Ножи вставляют в
пазы корпуса и предварительно закрепляют с помощью сухаря-
клина. После этого окончательная установка производится с по-
мощью специального приспособления.
Стальной закаленный винт имеет шаг червяка, соответствую-
щий шагу собираемой червячной фрезы. Червяк помещается в
неподвижной гайке. На другом конце червяка крепится корпус
червячной фрезы. Вращением червяка зуб фрезы подводится
к шаблону до упора по передней поверхности. С помощью гайки
ослабляется крепление ножа и пружина, находящаяся в корпу-
се фрезы, дожимает режущие кромки ножа до поверхности
паза шаблона. Затем нож окончательно зажимается, а шаблон
отводится от режущих кромок. После этого корпус фрезы сов-
местно с винтом поворачивается для установки следующего
ножа напротив паза шаблона. После установки всех ножей про-
изводится проверка биения с помощью индикатора и рычажного
устройства. По данным ЧТЗ, время сборки фрезы М9 составляет
30 мин. Биение режущих кромок собранной фрезы находится
в пределах 50 мн.
Контроль червячных фрез. По ГОСТу 9324-60 уста-
новлены три группы проверки червячных фрез в зависимости от
класса фрез.
Для всех трех групп подлежат проверке: 1) отклонение тол-
щины зуба; 2) отклонение от радиальности передней поверхно-
сти; 3) радиальное биение буртиков; 4) торцовое биение бур-
тиков.
У первой группы контролируются, кроме того, следующие
элементы: 1) погрешность зацепления; 2) погрешность шага
винтовых стружечных канавок; 3) радиальное биение по наруж-
ному диаметру; 4) накопленная погрешность окружного шага
канавок.
Для второй группы дополнительными являются проверки
следующих элементов: 1) погрешность винтовой линии фрезы на
одном обороте, трех оборотах и от зуба к зубу; 2) погрешность
профиля;
Для третьей группы дополнительно контролируются: 1) по-
грешность профиля; 2) погрешность осевого шага или проекции
шага фрезы, измеренная вдоль рейки от зуба к зубу; 3) накоп-
ленная погрешность шага на длине любых трех соседних шагов;
4) накопленная погрешность окружного шага канавок или раз-
ность окружных шагов в пределах оборота; 5) радиальное бие-
ние по наружному диаметру; 6) погрешность шага стружечных
канавок; 7) конусность по наружному диаметру.
368
На фиг. 169 представлена схема универсального прибора
Московского инструментального завода (МИЗ). Прибор пред-
назначен для контроля червячных фрез классов А, В и С моду-
лей 2 — 15 жж, диаметром до 190 жж по следующим элементам:
1) разности предельных отклонений точек режущих кромок по
отношению к теоретической винтовой линии (измерение произ-
водится по точкам); 2) шагу канавки от 700 жж и более;
3) проекции нормального шага на ось; 4) углу профиля и пря-
молинейности; 5) окружному шагу; 6) радиального положения
передней поверхности.
В основу конструкции прибора положен принцип измерения
элементов червячной фрезы в производящих секущих плоско-
стях, т. е. на линиях, образованных пересечением двух винто-
Фиг. 169. Кинематическая схема универсального прибора МИЗ для контроля
червячных фрез.
вых поверхностей зуба фрезы — передней и затылованной боко-
вой. Осуществление этого принципа достигается тем, что кон-
тактная точка измерительного наконечника всегда расположена
в горизонтальной осевой плоскости центров. Перемещение изме-
рительного наконечника кинематически связано с поворотом
шпинделя прибора. Такая связь необходима при проверке про-
екции угла профиля в нормальном сечепии на осевую плоскость
и разности предельных отклонений точек режущих кромок от
теоретической винтовой поверхности. При измерении проекции
угла профиля измерительный наконечник с салазками переме-
щается под углом, определяемым по формуле
tg^cosw, (99)
369
где znp — проекция угла профиля в нормальном сечении на
осевую плоскость;
— угол профиля в нормальном сечении;
и>— угол подъема винтовой линии.
360°/
Шпиндель при этом поворачивается на угол (?=-;—(100)
5 io
Шаг измеряется или в нормальном сечении вдоль рейки, или
в проекции на ось, или в осевом сечении с учетом величины за-
тылования задних поверхностей зубьев.
Нормальным шагом (фиг. 170) называют шаг в нормальном
сечении фрезы, связанный с осевым шагом следующей зависи-
мостью t„ = /ocoso) или t0 где t„_ —нормальный шаг;
COSW
to — осевой шаг; <> — угол подъема винтовой линии канавки.
Проекционным шагом называется проекция расстояния между
одноименными режущими кромками соседних зубьев на осевую
Зависимость между нор-
осевым и проекционным
шагом.
ИЛИ tp =
Пр'
inp
канавки
шаг.
плоскость. Величина проекционного шага зависит от величины
осевого шага и шага винтовой канавки.
t __
пр
где S — шаг винтовой
tnp — проекционный
Шаг профиля фрезы предварительно может быть проверен
с помощью шаблонов. Окончательная проверка шага профиля
производится на приборах или на универсальном микроскопе.
При измерении с помощью универсального микроскопа по-
лучают проекционный шаг; при измерении на специальных при-
борах для проверки шага вдоль реек результатом измерения
может быть как проекционный, так и нормальный шаг, в зави-
симости от плоскости измерения.
Контроль проекции нормального шага tK (фиг. 171) на осе-
вую плоскость на приборах производится контактным методом
при продольном перемещении измерительного наконечника
370
вдоль оси и повороте фрезы. Измерительный наконечник уста-
навливается на боковой поверхности зуба, производится отсчет
нулевого положения по индикатору. Затем наконечник выводит-
ся из впадины зуба и каретку перемещают на величину tnp
проекции нормального тага tH на ось, подсчитываемую по
формуле
cos w. (101)
Поворот фрезы производится на угол, определяемый по фор-
муле (100).
После этого измерительный наконечник приводят в сопри-
косновение с одноименным профилем соседнего зуба. Индика-
тор измерительного наконечника покажет отклонение проекци-
онного шага.
Поборот фрезы
Фиг. 171. Схемы контроля червяч-
ной фрезы: проекция нормального
шага на осевую плоскость.
Фиг. 172. Контроль
профиля на микро-
скопе.
При проверке проекции нормального шага на осевую пло-
скость на универсальном микроскопе фреза-на оправке уста-
навливается в центрах делительной головки. Вводят в фокус
переднюю поверхность одного из зубьев, визирную линию в
окуляре устанавливают касательно к одной из сторон про-
филя зуба фрезы, производят отсчет по микроскопу продольного
хода. Поворачивают делительную головку- на угол р. Стол пе-
ремещают до совмещения визирной линии с одноименной сторо-
ной профиля соседнего зуба. Величину проекции нормального
шага находят как разность двух отсчетов по микроскопу про-
дольного хода. Предельная величина погрешности измерения
может быть уменьшена при визировании по линии, нанесенной
на ноже, лезвие которого устанавливается по касательной к бо-
ковым сторонам профиля. При контроле погрешности винтовой
линии фрезы проверяется наибольшее отклонение в осевом на-
371
правлении точек режущих кромок фрезы, лежащих на одном
цилиндре (на одном расстоянии от оси), соосном с отверстием
фрезы, от теоретической винтовой линии.
Проверка профиля производится на микроскопе, проекторе,
а также шаблонами. Контроль может производиться в нормаль-
ном сечении или в проекции на осевую плоскость фрезы и мо-
жет быть заменен контролем формы задней поверхности зубьев
в осевом сечении. Шаблоном производится обычно проверка
профиля на рабочем месте, при изготовлении фрез. Для фрез
, класса В и С шаблоном может производиться окончательная
проверка профиля. В зависимости от метода затылования ша-
блоны делаются на половину профиля впадины, если произво-
дится затылование каждой стороны в отдельности, или на весь
профиль впадины при затыловании всего профиля.
При измерении профиля в нормальном сечении шаблон ори-
ентируется относительно передней поверхности фрезы при по-
мощи стеклянной пластинки и .базируется относительно одной
или двух вершин зубьев.
Для червячных фрез с прямолинейным профилем в нормаль-
ном сечении и углом подъема винтовой линии канавки более 15°
профиль шаблона для измерения впадины между зубьями обыч-
но проектируются с углом профиля исходного контура рейки.
В тех случаях, когда шаблон является окончательным средст-
вом контроля профиля червячных фрез, его следует проектиро-
вать с учетом коррекции его угла по сравнению с углом про-
филя исходного контура рейки.
В тех случаях, когда профиль впадины фрезы проверяется
в осевой плоскости, угол профиля половины шаблона должен
быть рассчитан. Между углом профиля, заданным в нормаль-
ном сечении, и углом профиля в осевом сечении имеется приг
ближенная зависимость
etg а' — etg «<? • cos «>д, (102)
где а'— угол профиля в осевом сечении;
ад — угол профиля в нормальном сечении;
— угол подъема винтовой линии.
Затылование вызывает искажение углов профиля в осевом
сечении по сравнению с углом профиля незатылованной винто-
вой поверхности. Угол профиля затылованных поверхностей фре-
зы в осевом сечении определяется по формулам:
<103)
к?,
etg d“Me cfg a' +—’ <104)
здесь dUnpae — угол правой стороны профиля; duwe — угол ле-
вой стороны профиля; К — величина спада затылка; Т — шаг
продольной канавки; — число зубьев фрезы.
372
Для левозаходных фрез вторые члены имеют обратные знаки.
При проверке профиля в осевом сечении шаблон базируется
с помощью приспособления.
При контроле профиля на микроскопе предельное отклонение
определяется как расстояние х (фиг. 172) между параллельны-
ми прямыми, проведенными под утлом а профиля через его наи-
более отклоняющиеся точки.
Контроль погрешности винтовой линии производится
на специальных приборах для непрерывной проверки шага по
винтовой линии или универсальным микроскопом. Под непре-
рывной проверкой понимается такая проверка, при которой ме-
ханизм, перемещающий измерительный наконечник, кинемати-
чески связан с механизмом вращения шпинделя. Наиболее рас-
пространены приборы, основанные на применении синусной ли-
нейки или на применении эталонного винта. Погрешность винто-
вой линии может быть проверена на приборах или универсаль-
ном микроскопе одновременно с измерением осевого шага или
проекции профиля на ось. При проверке погрешности винтовой
линии осевой шаг или проекция профиля от зуба к зубу изме-
ряется по винтовой линии в пределах одного или трех оборотов.
При переходе от зуба к зубу шпиндель делительной головки по-
ворачивается на угол (3 = —, по микроскопу продольного
S -у- io
хода смещают фрезу вдоль оси на величину tz— — to, совме-
Р
щают визирную линию с боковой поверхностью и по микроскопу
продольного хода определяют фактическое смещение боковой
поверхности зуба
^Z
где z— число реек фрезы;
4— теоретическая величина изменения подъема;
{ф — величина фактического смещения;
t0— осевой шаг.
Погрешность винтовой линии характеризует сумму ошибок осе-
вого шага витков (зависящего от точности ходового винта)
и точности стружечных канавок (зависящей от точности заточ-
ки фрезы). Контроль погрешности винтовой линии производится
на одном обороте или трех оборотах или от зуба к зубу. При
контроле погрешности винтовой линии на приборе МИЗ салаз-
ки с измерительным наконечником перемещаются параллельно
оси фрезы. Каждому обороту фрезы соответствует перемещение
салазок на величину одного шага. При повороте фрезы на угол
Ф перемещение измерительного наконечника где
tnp — величина проекции нормального шага на ось.
373
Контроль шага винтовых стружечных канавок произво-
дится на специальных приборах, универсальном микроскопе и
универсальными средствами измерения. Проверка шага винто-
вых канавок производится при продольном перемещении изме-
рительного наконечника вдоль оси фрезы и повороте фрезы. Из-
мерение ведется по двум точкам винтовой канавки. Контроль
универсальными средствами ведется на плите. С помощью дели-
тельной головки производится поворот фрезы, а с помощью кон-
цевых мер перемещение рейсмаса с измерительным наконечни-
ком, и по показанию индикатора судят об отклонении шага. На
приборе непрерывного измерения вращение фрезы кинемати-
чески связано с перемещением измерительного наконечника, что
дает возможность определять неравномерность шага винтовой
канавки.
При проверке па универсальном микроскопе используется
делительная головка. Перекрестие микроскопа совмещается с
точкой, лежащей на режущей кромке у вершины. Делают на-
чальные отсчеты по микроскопу продольного хода и по дели-
тельной головке. Затем стол микроскопа перемещают и пово-
рачивают делительную головку до совмещения перекрестия
с точкой, лежащей на режущей кромке у вершины другого зуба.
После этого делают конечные отсчеты по микроскопу продоль-
ного хода и по делительной головке. Величину шага S рассчиты-
вают по формуле
(105)
где L — расстояние между двумя точками на режущих кром-
ках;
ср — угол поворота делительной головки. Торцовой шаг
стружечных канавок проверяется в центрах путем
сравнения с точным делительным диском или па при-
борах для сравнительных измерений окружного шага
КЗФ150.
Погрешность зацепления является результирующей всех по-
грешностей фрезы, непосредственно отражающихся на профиле
зубьев и шаге нарезаемого колеса.
Наибольшее отклонение точек режущих кромок, 'измеренное
от зуба к зубу вдоль винтовой линии в направлении линии за-
цепления (погрешность зацепления), проверяется на специаль-
ных приборах непрерывной проверки, у которых при вращении
фрезы измерительный наконечник перемещается вдоль линии за-
цепления. Одному обороту фрезы должно соответствовать пере-
мещение измерительного наконечника вдоль линии зацепления
на величину, равную шагу по нормали нарезаемого колеса.
374
3. ЧЕРВЯЧНЫЕ НЕЭВОЛЬВЕНТНЫЕ ФРЕЗЫ
Червячные фрезы для изготовления шлицевых валиков, елоч-
ных валиков, цепных колес, храповых колес, зубьев на инстру-
менте и ряде других изделий с неэвольвентным профилем, полу-
чаемым по методу обкатки или комбинированным методом об-
катки и копирования, относятся к червячным фрезам с неэволь-
вентным профилем.
Маршрутный технологический процесс изготовления червяч-
ных фрез для изделий с неэвольвентным профилем аналогичен
технологическому процессу изготовления червячных модульных
фрез. Особенностями его являются методы обработки и кон-
троля профиля, которые и описываются для некоторых случаев.
Фиг. 173. Шлифование шлицевой фрезы.
Шлифование шлицевых фрез. Шлифование про-
филя шлицевой червячной фрезы, работающей по методу обкат-
ки, производится на затыловочном станке с помощью приспособ-
ления для шлифования (фиг. 173). Профиль шлифовального
круга заправляется различными способами, в зависимости от
формы и точности заданной кривой профиля фрезы. В тех слу-
чаях, когда профиль фрезы задан одним радиусом заменяющей
окружности, профиль шлифовального круга заправляется алма-
зом с помощью приспособлений.
Если профиль образуется двумя радиусами, в приспособле-
нии растачиваются (на координатно-расточном станке) два от-
верстия для осей вращения державки алмаза. Величина радиу-
са устанавливается алмазодержателем по микрометру.
Когда профиль фрезы задан по кривой, заправка шлифоваль-
ного круга производится с помощью копировального приспособ-
ления с шаблоном, схема которого приведена на фиг. 174 или
с помощью пантографа, приведенного на фиг. 175.
375
3
4
Фиг, 174. Приспособление для заправки
шлифовального круга по копиру:
/ — алмаз; 2 — шлифовальный круг; 3 —
шаблон; 4 — установочные отверстия.
Применение пантографа дает возможность производить за-
правку круга по шаблону, изготовленному в увеличенном мас-
штабе в зависимости от соотношения плеч. Для заправки шли-
фовального круга шпиндель снимается со станка, устанавли-
вается в приспособлении, круг при заправке вращается от от-
дельного электродвигателя. Необходимость перестановки шпин-
деля усложняет процесс и вносит дополнительные ошибки. Про-
филь шлифовального круга может быть заправлен накаткой
фасонным роликом (фиг.
176). Закаленный ролик с
точным шлифованным
профилем и радиально
прорезанными пазами
свободно устанавливается
между центрами станка.
Ролик приводится в со-
прикосновение с заправ-
ляемым кругом, которо-
му вручную сообщается
вращение. Вследствие
трения и небольшого
скольжения зерна выкра-
шиваются и круг полу-
чает форму профиля ро-
лика. При заправке кру-
га шлифовальная голов-
ка круга устанавливается
в горизонтальное поло-
жение. После профилиро-
вания круга шлифоваль-
ную головку наклоняют
под углом, равяЫхМ углу
наклона винтовой канав-
ки. К недостаткам этого
способа относится необ-
ходимость изготовления обкаточных роликов. Этот способ за-
правки круга может применяться при изготовлении большой
партии фрез.
На фиг. 177 представлена схема приспособления для фасон-
ной заправки круга при шлифовании червячных фрез. По пря-
молинейным участкам круг заправляется передвижением вруч-
ную алмазной линейки между двумя роликами. Изменение угла
заправки достигается также подбором ширины линейки. При
шлифовании фланкированных фрез, образованных двумя прямо-
линейными участками, толщина линеек подбирается так, чтобы
при постоянном положении упоров можно было заправлять круг
под необходимыми углами. На приспособлении используются
универсальные алмазные линейки (фиг. 178), состоящие из двух
376
частей. Одна часть может перемещаться относительно другой и
устанавливаться под углом. С помощью изогнутой линейки мож-
но заправить шлифовальный круг по кривой, что используется
для исправления непрямолинейности профиля червячных фрез.
Заправка по радиусу производится специальной державкой,
вставляемой в отверстие серьги с заданным вылетом.
Для фрезерования шлицевых валиков с центрированием по
внутреннему диаметру и с углублениями у оснований впадин
применяются фрезы, работающие по методу комбинированной
обработки. Эти фрезы обрабатывают боковые стороны профиля
Фиг. 175. Схема заправки шлифовального круга Фиг. 176. Заправка
пантографом: шлифовального круга
1 — алмаз; 2 — шлифовальный круг; 3 — шаблон. НакатНЫМ рОЛИКОМ:
1 — ролик; 2 — шлифо-
вальный круг.
по методу обкатки, а впадину — по методу фасонного фрезеро-
вания.
Технологический процесс изготовления этих фрез такой же,
как и при изготовлении обычных шлицевых фрез, работающих
по методу обкатки. Дополнительно вводится обработка вершин
зубьев фрезы по профилю, соответствующему впадинам изде-
лия. Затылование боковых сторон и вершин зубьев производится
с одним и тем же кулачком. Затылование боковых сторон фре-
зы производится при осевом перемещении каретки, а затылова-
ние вершин зубьев при неподвижной каретке и подаче резца
перпендикулярно оси станка. Вершины зубьев затылуются в сы-
ром виде резцом, заправленным по профилю впадин. После тер-
мической обработки и шлифования боковых сторон вершины
шлифуются заправленным по профилю шлифовальным кругом
(фиг. 179).
При шлифовании вершин зубьев должно быть выдержано
расстояние между центром начальной окружности нарезаемого
валика и осью фрезы.
Контроль профиля червячных неэвольвентных фрез произво-
377
Фиг. 177. Заправка круга для шлифования шлицевых червячных
фрез:
1 - винт подачи алмаза на круг; 2 — постоянные ролики для заправки
круга под 35°; 3 — алмаз; 4 — шлифовальный круг; 5 — алмазная линейка;
6 — винт перемещения сережек; 7 — сережка; 8 — державка алмаза для
правки по радиусу.
Фиг. 178. Универсальная алмазная линейка для заправки шлифо-
вального круга:
4 ~ головка; 2 — ползун; 3 — болт; 4 — гайка; 5 — винт; б планкз;
7 — алмаз.
Фиг. 179. Шлифование червяч-
ной шлицевой фрезы по верши-
нам зубьев.
дится шаблонами на проекторе, универсальным микроскопом и
нарезанием образцов. При проверке профиля шаблоном в нор-
мальном сечении, на передней поверхности устанавливается
стеклянная пластинка, к которой прижимается шаблон. Допус-
кается равномерный просвет синего цвета между поверхностя-
ми профиля фрезы и шаблоном.
Профиль фрезы может быть проверен на проекторе путем
совмещения с чертежом, вычерченным в масштабе, увеличенном
в 50—100 раз.
В тех случаях, когда профиль фрезы задан в системе коорди-
нат, он может быть проверен на универсальном микроскопе.
Проверяемая фреза на оправке ус-
танавливается в центрах или на
призмах. При измерении на универ-
сальном микроскопе толщины зуба
фрезы с винтовой канавкой необхо-
димо учитывать, что при этом полу-
чается толщина зуба в проекции, ко-
торая связана с толщиной зуба в
нормальном сечении зависимостью
р x^s
S-t ’
где F — толщина зуба по нормали;
хо — толщина проекции зуба;
S — шаг винтовых канавок;
t — осевой шаг нарезки.
Остальные элементы фрез про-
веряются аналогично червячным
модульным фрезам.
В тех случаях, когда контроль
по элементам фрезы «не обеспечи-
вает получения изделия .в пределах
заданных допусков, окончательный
контроль фрезы производится путем
трольного образца по допускам на изделие. Неточности фрез мо-
гут быть исправлены различными способами в зависимости от
причины искажения.
нарезания и проверки кон-
4. ЧЕРВЯЧНЫЕ ЗУБОРЕЗНЫЕ ФРЕЗЫ ДЛЯ КОНИЧЕСКИХ КОЛЕС
Нарезание зубьев червячной зуборезной фрезы для кониче-
ских зубчатых колес при мелкосерийном производстве произво-
дится на токарно-винторезном или затыловочном станке по-
средством приспособления, устанавливающего образующую ко-
нуса фрезы параллельно центровой линии станка (фиг. 180).
Вращение фрезы, установленной в центрах специальной формы,
осуществляется посредством двух конических зубчатых колес.
379
Фрезерование канавок производится на универсально-фре-
зерном станке в специальной делительной головке, установлен-
ной на поворотном столе так, чтобы образующая фрезы заняла
Фиг. 180. Приспособление для нарезания зубьев конических червячных фрез
на токарном станке.
Фиг. 181. Приспособление для заточки ко-
нических червячных фрез на универсально-
заточном станке.
положение, параллельное столу станка. Фрезерование проводится
с двух установок поворотного стола для расширения канавок
по направлению к большему диаметру.
380
Затылование ведется на специальном станке или на уни-
версально-затыловочном станке при помощи приспособления,
аналогичного применяемому при нарезании профиля червяка.
Заточка осуществляется на специальном заточном станке
или на универсально-заточном станке с 'помощью приспособле-
ния (фиг. 181).
Шлифование профиля производится на специальном шлифо-
вальном станке типа Клингельнберг пальцевым кругом. Шлифо-
вать профиль можно и на универсально-затыловочном станке
при помощи приспособления, устанавливающего образующую
конуса фрезы параллельно оси станка. Для получения перемен
пой толщины зуба шлифование производится с помощью копи-
ровального устройства, меняющего положение оси шлифоваль-
ного круга относительно образующей конуса фрезы.
5. ЗУБОРЕЗНЫЕ ДОЛ БЯКИ
Долбяки по конструктивно-технологическим признакам де-
лятся на дисковые, втулочные и хвостовые; по размерам — на
мелко-, средне- и крупномодульные. По назначению — для наре-
зания зубчатых колес с наружным и внутренним, прямым и ко-
сым зубом. По точности различают долбяки классов А, В и С.
Долбяки изготовляются из быстрорежущей стали.
Для обеспечения высокой стойкости долбяков их заготовки
подвергаются трехкратной осадке с последующей вытяжкой. До-
пустимый балл карбидной неоднородности — 3—4. В условиях
серийного производства заготовки дисковых долбяков штам-
пуют. За технологические базы дисковых и втулочных долбя-
ков принимают отверстие и торец; у хвостовых долбяков база-
ми служат центровые отверстия и конус хвостовика. Токарная
обработка хвостовых долбяков производится в центрах. Диско-
вые и втулочные долбяки в индивидуальном и мелкосерийном
производстве обрабатываются на токарных станках. В серийном
производстве на револьверных станках обрабатываются поса-
дочное отверстие и выточки и после калибрования отверстия об-
работка ведется на токарных станках.
У мелкомодульных долбяков зуб образуется шлифованием
после термической обработки;' у долбяков модулем выше
1,5 мм — фрезерованием или долблением.
В индивидуальном и мелкосерийном производстве фрезеро-
вание ведется на горизонтально-фрезерном станке с помощью
делительной головки. Для получения задних боковых углов
зубьев долбяка ось делительной головки устанавливается под
углом к горизонтальной плоскости, равным величине заднего
угла на вершинах зубьев долбяка. Фрезерование производится
специальной модульной фрезой с учетом припуска на шлифова-
ние боковых поверхностей профиля зуба. По впадине зуба при-
пуск на шлифование не оставляется.
381
а условиях серийного производства образование зубьев про-
изводится по методу обкатки на зубофрезерном (фиг. 182) или
зубодолбежном станке. Образование боковых углов зуба при
зубофрезеровании обеспечивается суммированием вертикальной
и горизонтальной подач.
Имеющиеся соотношения вертикальной и поперечной подачи
на широко распространенном зубофрезерном станке «Комсомо-
лец-532» не обеспечивают получение нужных задних углов. Для
Фиг. 182. Фрезерование зубьев долбяка по методу обкатки на
вертикальном зубофрезерном станке.
получения зубьев долбяка с задним углом 6° в червячной пере-
даче, сообщающей движение ходовому винту, четырехзаходный
червяк и червячное колесо заменяются одпозаходными. Для по-
лучения любых задних углов (от 1 до 15°) вводится дополни-
тельная гитара подач. Промежуточный вал /, осуществляющий
поперечную подачу, разрезают и разрезанные концы соединяют
при помощи конических зубчатых колес с гитарой поперечных
подач. При замене числа зубьев червячного колеса с Z — 24 на
Z — 30 настройка гитары подач производится соответственно по
формуле (106), а гитары деления — по формуле (107).
320
27
tgae,
_ с—
b ' d
а с 24k
' d ~~ Z 9
(юе
(10
382
здесь ae— задний угол на вершинах зубьев долбяка;
k — число заходов фрезы;
Z— число зубьев долбяка.
Червячные фрезы, предназначенные для фрезерования зубьев
долбяков, должны иметь высоту зуба, обеспечивающую получе-
ние окончательного размера диаметра окружности впадин и
толщину зуба с учетом припуска на шлифование профиля дол-
бяков. Для долбяков с малым числом зубьев профиль фрезы
выполняется с фланкированной головкой, что предотвращает
подрезание основания зубьев долбяка. Задние углы червячных
фрез должны быть увеличены (из-за наклонного движения к оси
долбяка). Припуски и допуски по толщине зуба при фрезерова-
нии прямозубых долбяков в мм, следующие:
Модуль иа шлифование Допуск
1—2 0,45 0,1
2,25-4,5 0,55 0,1
5—8,5 0,65 0,1
9—12 0,90 0,1
После фрезерования зубьев допускаемое биение основной
окружности не более 0,1 мм.
Ниже приводится маршрутная технология изготовления зу-
борезных дисковых долбяков.
Производительным и сравнительно точным способом предва-
рительного образования зубьев у долбяков является зубодолбле-
ние, производительность которого выше, чем производительность
зубофрезерования. Точность и чистота поверхности зуба соот-
ветствует точности обдирочных долбяков класса В. Зубодолбле-
ние долбяков осуществляется с помощью специального приспо-
собления, обеспечивающего установку нарезаемого долбяка под
углом 6° к направлению хода штока.
Доводка торца и отверстия. Доводка наружной
опорной плоскости (торца) в индивидуальном производстве вы-
полняется на доводочной плите вручную, в серийном производ-
стве— на плоскодоводочном станке. Долбяки кладутся по не-
сколько штук на нижнюю доводочную плиту в гнезда ведущего
диска и прижимаются к ней верхним диском посредством пру-
жинящих штырей. Нижняя плита шаржируется абразивом и,
вращаясь, доводит нижнюю опорную плоскость долбяка. Для
равномерного износа доводочной плиты ведущий диск вращает-
ся эксцентрично, ведя за собой долбяки. ’ Контроль отклонения
наружной опорной поверхности производится точной лекальной
линейкой на просвет; допускается просвет, окрашенный цветами
спектра, порядка 1 мк.
Шлифование отверстия и внутреннего торца производится с
одной установки. Долбяк прижимается внешней опорной поверх-
ностью к отшлифованной плоскости планшайбы. Доводка отвер-
стия производится на вертикально-сверлильном станке чугунным
383
КАРТА 9
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ДОЛБЯКОВ
2
Наименование
операции
Отрезка заготов-
ки
Штамповка заго-
товки
Отжиг заготовки
Обтачивание по
наружному диамет-
ру до кулачков,
предварительная
обработка отвер-
стия и торна
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
Отрезной станок.
Тиски. Дисковая пила
Пресс. Штампы
Печь для отжига
Револьверный ста-
нок. Самоцентрирую-
щий патрон. Сверло,
зенковка, развертка,
резцы, подрезной, рас-
точной, проходной,
шаблон
384
Продолжение карты 9
№ опера-
ции
Оборудование»
Приспособление,
Инструмент
I
I
I
I
I
I
!
i
।
1
i
I
I
I
5 Обтачивание ос- । тавшейся части по наружному диамет- 1 ру, протачивание । торца, протачива- ние выемки и обта- чивание торца под углом 1 1 1 1 1
6 1 ! : 1 Обтачивание на- । | ружного диаметра 1 на конус । 1 ! ।
1 1 7 1 Фрезерование
, зубьев j
! Наименование |
Операционный Эскиз
| операции ।
Револьверный ста- <
ною Самоцентрирую- '
щий патрон, резец про-
ходной, резец проход-
ной отогнутый, резец
канавочный, резец уг-
ловой, зенковка, зен-
кер с направлением, I
специальный шаблон .
Шаблон, Токарный
станок. Оправка, Фа-
сонный резец. Шаблон
Зубофрезерный ста-
нок. Оправка. Червяч-
ная модульная фреза. ।
Зубомер I
8 Клеймение
Термообработка
10
Шлифование лен-
точки на переднем
торце и шлифова-
ние опорной пло-
скости
11 Размагничивание
I
Клеймильный ста- I
нок. Набор клейм I
I
Печь закалочная с ।
ванной '
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Шлифо-
вальный круг
Прибор для размаг-
ничивания
13 Палей М. М.
385
Продолжение карты 9
Av опера-
ции______
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление»
Инструмент
Доводка опорной
плоскости
Доводочный станок.
Приспособление. При-
тирочная плита. Ле-
кальная линейка
13
14 Доводка отвер-1
1 ст ия 1
i
।
15
i
. Доводочный станок. ;
Оправка. Притир. Ка- |
либр. Оптиметр <
Шлифование от-
верстия и внутрен-
ней опорной по-
верхности
Внутришлифоваль-
ный станок. Специаль-
ное приспособление.
Шлифовальный круг.
Калибр
Предварительная
заточка по перед-'
пей поверхности ;
Предварительное
шлифование профи-
ля с одной и дру-
гой стороны
| Плоскошлнфоваль-
| ный станок с горизон- ;
таль ним шпинделем и
’ круглым столом. Оп-
равка. Шлифовальный
круг. Шаблон
Зубош лифовал ь н ый
станок. Переходные и ’
проставочные кольца
Шлифовальный круг.
Эвольвентомер. Шаго-
мер
386
Продолжение карты 9
1 №опера- ции Наименование операции Операционный эскиз Оборудование, Приспособление. Инструмент
17 Окончательное 1 Зубошлифовальный
18 шлифование профи- ля с одной и дру- гой стороны i Шлифование по 1 f , -Нц. | ДХЩ, ') станок. Переходные и прост авоч ные кольца. 111 л ифова л ь ный круг. Эвольвентой ер. Шаго- мер Круглошлифоваль-
19 диаметру окружно- сти выступов Заточка по перед- П1г и . ный станок. Оправка. Шлифовальный круг. Микрометр. Штанген- зубомер Плоскошлифоваль-
ней поверхности 1— 1 ный станок с горизон- тальным шпинделем и круглым столом. Оп- равка. Шлифовальный круг. Шаблон
20 21 Шлифование ско- са Притупление вер- — । Круглошлифоваль- ! ный станок. Оправка. Шлифовальный круг Вручную
22 шин L Полирование про- Специальный ста-
23 филя * i Размагничивание а круг » * V. нок. Кожаный круг. Паста ГОИ Аппарат для размаг-
24 j Цианирование — ничивания Ванна для цианиро- вания
13* Палей М. М.
387
разжимным притиром, насаженным на оправку, закрепленную
в шпинделе станка. Долбяк при доводке прижимается к под-
ставке, пришабренной на месте строго перпендикулярно оси
Фиг. 183. Принципиальная схема работы
зубошлифовального станка для зуборезных
долбяков, мод. 5893.
шпинделя станка.
Шлифование профиля. Шлифование эвольвентного
профиля зуба может производиться по методу обкатки и по ме-
тоду копирования. Метод копирования применяется при шлифо-
вании мелкозубых долбяков. Наиболее распространенным яв-
ляется шлифование по методу обкатки на специальных станках
моделей 5892 и 5893 с помощью эвольвентного копира. Находят
применение станки и приспособления, образующие эвольвепт-
ный профиль с помощью
барабана и лент. Шлифо-
вание эвольвентного про-
филя зуба долбяка по
методу обкатки осущест-
вляется по принципу за-
цепления воображаемой
производящей рейки е
зубчатым колесом. При
математическом образо-
вании эвольвентного про-
филя любая точка на
производящей прямой
при качении без сколь-
жения по основной ок-
ружности опишет эволь-
венту. В том случае, ког-
да производящая прямая
остается неподвижной, а
основная окружность рав-
номерно вращается вокруг своего центра и одновременно с той
же скоростью перемещается поступательно 'параллельно непод-
вижной производящей прямой, точки, лежащие на производя-
щей прямой, образуют эвольвентные профили.
На фиг. 183 показана схема образования эвольвентного про-
филя на станке мод. 5893. Производящая прямая с'с' неподвиж-
на, а основная окружность радиуса г вращается равномерно во-
круг своего центра и в то же время движется поступательно па-
раллельно прямой с'с' со скоростью, равной окружной скорости
точки, лежащей на основной окружности. Роль касательной А'А'
к эвольвенте аоа играет плоскость шлифовального круга, роль
второй эвольвенты bob — профиль эвольвентного копира, соос-
ного со шлифуемым долбяком. Копир находится в постоянном
контакте с неподвижной касательной В'В', соприкасаясь с ней
в точке В, в то время как профиль аоа зуба долбяка катится по
касательной А'А', соприкасаясь с плоскостью шлифовального
круга в точке А.
388
Перемещение салазок параллельно производящей прямой не
применяется, так как при этом шлифовальный круг работал бы
одной окружностью, образуемой точкой Л, что привело бы к
быстрому износу круга и потере точности. При перемещении са-
лазок параллельно производящей прямой, диаметры основной
окружности копира и шлифуемого долбяка должны точно сов-
падать. Па станке мод. 5893 направляющие салазок вместе с
производящей прямой устанавливаются под углом к оси шпин-
деля шлифовального круга. При этом центр основной окружнос-
ти (фиг. 184) будет перемещаться по наклонной прямой O1O2, а
Фиг. J84. Схема образования эвольвенты на станке
мод. 5893.
профиль долбяка будет перемещаться по кольцевой поверхности
круга от точки Mi к точке М2, занимая последовательно поло-
жение «!«] — а2а2.
Под воздействием силы Q эвольвентный копир Ь\Ь\ прижи-
мается к неподвижной опоре ВВ. При вращении копира вокруг
его центра в направлении стрелки F (на фигуре показаны два по-
ложения центра О] и О2) его профиль (показан в двух положе-
ниях b\bi и Ь2Ь2), упираясь в неподвижную опору ВВ заставит
ползун Р двигаться по направляющим, находящимся под углом
к плоскости АЛ шлифовального круга. При перемещении ползу-
на основная окружность копира будет катиться по производя-
щей прямой С С. Пусть в единицу времени основная окружность
копира переместится из положения / в положение 2. Тогда ско-
389
13ф
рость ее поступательного движения относительно опорной плос-
кости ВВ, а равно и окружная скорость ее вращения вокруг
центра О будет выражаться величиной CiC2 = OtO2- Назовем ее
За эту же единицу времени центр О относительно плоскости
АА шлифовального круга удалится на величину GN2=M2N2—
— M\Ni = O2E. Отрезок GN2 будет выражать скорость удаления
центра долбяка от рейки (круг АЛ), а так же скорость переме-
щения точки зацепления по линии зацепления, перпендикуляр-
ной к рейке (кругу) и касательной к основной окружности дол-
бяка. Обозначим эту скорость через v и найдем из заштрихован-
ного треугольника О\О2Е следующее соотношение между v и
Vi:
» = v1cosaym, (108)
V
откуда cosa^m = - -
или
cosaym = -A-, (109)
UK
где dd —диаметр основной окружности долбяка; — диаметр
основной окружности копира; ауст —угол установки.
За счет изменения угла aycm одним копиром можно шлифо-
вать ряд долбяков. Изменение угла установки для использова-
ния одного копира при шлифовании долбяков с различными диа-
метрами основной окружности практически должно находиться
в пределах 16—25°.
Для сокращения количества копиров применяется косой
упор, что позволяет уменьшить фактический угол поворота са-
лазок. При применении косого упора угол установки опреде-
ляется по формуле
cosaym = -^cos₽, (НО)
где Р — угол косого упора;
— угол установки салазок;
dM— диаметр основной окружности долбяка;
DK —диаметр копира.
Применение роликовых упоров повышает износоустойчи-
вость копира. Для получения правильного профиля ось ролика
должна располагаться точно на касательной к основной окруж-
ности копира. Неточная установка салазок приводит к искаже-
нию профиля долбяка. При утолщении головки необходимо уве-
личить угол установки; при утонении уменьшить его. На про-
филь зуба долбяка у ножки влияет величина хода рабочей го-
ловки. В тех случаях, когда диаметр внутренней окружности
долбяка меньше диаметра основной эвольвенты, неэвольвентная
часть ножки образуется в виде прямой или удлиненной эволь-
венты.
390
На станке мод. 5893 можно шлифовать долбяки с фланкиро-
ванными зубьями (с утолщением ножки зуба) двумя способа-
ми — фланкированием по касательной и фланкированием по
огибающей. Фланкирование по касательной (фиг. 185, а) заклю-
чается в том, что шлифовальный круг, заправленный в виде
плоскости, в конечный момент шлифования ножки не доходит до
оси долбяка и располагается касательно к профилю зуба. Вслед-
ствие этого зуб на участке АВ педошлифовывается, т. е. флан-
кируется. Осуществляется этот способ путем регулирования
длины хода головки станка после пробных измерений профиля
зуба на эвольвентомере.
Более точным является фланкирование долбяка по огибаю-
щей (фиг. 185,6). При этом методе производится корректирова-
ние исходной рейки с углом а© путем дополнительного срезания
шлифовального круга под углом фланкирования cq. Величины
а) и Нф задаются чертежом. Фланкированный участок при этом
способе образуется по эвольвенте. Профиль зуба долбяка, пред-
назначенного для нарезания зубчатых колес под шевингование с
фланкированием ножки и утолщением у головки, образуется
шлифовальным кругом, профилированным по шаблону. Профи-
лирование шлифовального круга для фланкирования долбяков
производится на станке с помощью приспособления, показанно-
го схематически, на фиг. 186.
Для образования боковых задних углов при .шлифовании
долбяков, стойка со шлифовальным шпинделем поворачивается
на соответствующий угол. Угол поворота для прямозубых дол-
бяков рассчитывается по формуле
tgae$in«N, (111)
где — угол поворота шлифовального круга;
а, —задний угол на вершине зуба, равный 6°;
aw — профильный угол контура исходной рейки.
391
Фиг. 186. Приспособление для заправки шлифовального
круга при фланкировании.
I
I
I
i
Фиг. 187. Зубошлифовальный станок для долбяков
iii шеверов мод. 5893
392
Зубошлифовальный станок мод. 5893 (фиг. 187), как и
5892А, работает на полуавтоматическом цикле с периодическим
делением. За каждый цикл обрабатывается одна сторона зуба.
Шлифование зубьев рекомендуется производить в две операции:
черновое с применением шлифовального круга зернистостью
25-16, твердостью СМ, с припуском 0,15—0,20 мм и чистовое —
кругом зернистостью 16-10. твердостью СМ или М.
Станок мод. 5892 А предназначен для обработки долбяков
модулем 1—8 мм; станок мод. 5893 — для долбяков модулем
2—12 мм.
Фиг. 188. Кинематическая схема зубошлифозального полуавтомата мод. 5832.
Эвольвентный профиль мелкомодульных долбяков диамет-
ром не менее 20 мм и модулем менее 0,5—0,8 мм с достаточно
высокой степенью точности шлифуется методом фасонного шли-
фования по дуге, близкой к профилю окружности. Шлифование
ведется на плоскошлифовальном или универсально-заточном
станке, находящемся в хорошем состоянии, с помощью дели-
тельного приспособления. Делительное приспособление устанав-
ливают под углом 6°, равным заднему углу на вершине долбяка.
Точность долбяка по шагу зависит от 'конструкции и точности
делительного приспособления. Применяя делительные диски
большого диаметра по сравнению с диаметром долбяка, можно
соответственно уменьшить ошибку в шаге долбяка по сравнению
с ошибкой в шаге делительного диска. При шлифовании мелко-
модульных долбяков по методу фасонного шлифования достига-
393
ют отклонения по шагу не выше 0,002—0,003 мм и по профилю —
не выше 0,005—0,008 мм.
Заводом «Комсомолец» выпускается полуавтомат мод. 5832
(фиг. 188) конструкции советского изобретателя Васильчука
для шлифования эвольвентного профиля долбяков, шеверов и
зубчатых колес, работающий по принципу огибания с беспре-
рывным делением. Шлифование производится с помощью абра-
зивного червяка диаметром 380—450 мм, шириной 63 мм. Осо-
бенность этого способа заключается в шлифовании зубьев ин-
струмента двумя сторонами нескольких ниток абразивного чер-
вяка. В процессе резания участвует значительно более длинная
кромка и при этом происходит
обработка нескольких зубьев
одновременно, что обеспечива-
ет высокую производитель-
ность. На зубошлифовальном
полуавтомате можно шлифо-
вать инструменты с модулем
0,2—2 мм, диаметром 10—
200 мм. Заправка шлифоваль-
ного круга осуществляется на-
каткой. Для контроля профиля
абразивного червяка па стан-
ке установлен микроскоп. Аб-
разивный червяк может само-
устанавливаться и балансиро-
ваться на станке с помощью
виброметра.
При шлифовании долбяков
(фиг. 189) образование задних
Фиг. 189. Принципиальная схема
работы зубошлифовального
полуавтомата мод. 5832.
углов достигается за счет ус-
тановки передней поверхности долбяка В выше оси О шлифо-
вального круга (примерно на половину толщины долбяка) под
углом а к горизонтальной оси, равным заднему углу долбяка.
При этом подача каретки с суппортом направлена сверху вниз.
Шлифование зуба начинается с заднего торца и подача выклю-
чается по достижении заданного положения, что контролирует-
ся с помощью индикатора, установленного в пазу каретки суп-
порта изделия и упора, закрепленного на стойке станка. Конт-
роль глубины радиального врезания осуществляется с помощью
индикатора, устанавливаемого в паз горизонтальных направля-
ющих стойки станка и упора на станке.
В качестве абразивных червяков на станке 5832 применяют-
ся круги ПП 50x63x203 из белого электрокорунда на керами-
ческой связке, твердостью СМ—С1. Зернистость круга выби-
рается в зависимости от модуля по следующим данным:
Модуль.............. 1 0,7—0,8 0,6—0,5 0,5—0,4 0,3
Зернистость......... 12—10 8—6 5—4 4—3 М20—М10
394
При шлифовании долбяков по мере изнашивания червяка
производится 12—15 передвижек. Между передвижками шлифу-
ются 2—3 долбяка. У долбяков модулем 0,6 и выше зуб фрезе-
руется с припуском 0,4 мм. Шлифование профиля производится
в два перехода. На чистовое шлифование оставляют припуск
0,15—0,20 мм.
Контроль долбяков. Контроль профиля долбяков с
малым модулем (до 0,7) производится по шаблону или на про-
екционном аппарате; модулем выше 0,7 — на эвольвентомерах,
работающих по принципу воспроизведения схемы образования
эвольвенты.
Фиг. 190. Эвольвентомер для проверки профиля долбяка.
На фиг. 190 показан наиболее распространенный дисковый
эвольвентомер. На одной оси с проверяемым долбяком находит-
ся диск с диаметром, равным диаметру основной окружности
D0-^DH cos а, (112)
где DH — диаметр начальной окружности долбяка;
а —угол давления.
Диск находится в соприкосновении с линейкой. При переме-
щении линейки диск вместе с долбяком кйтится без скольжения
по линейке, при этом острие измерительного наконечника, нахо-
дящееся на уровне линейки, опишет эвольвенту. Измерительный
наконечник связан системой рычагов с индикаторным устройст-
вом или самописцем. При соответствии проверяемого профиля
теоретической эвольвенте стрелка индикатора будет неподвиж-
на, а самописец будет чертить прямую линию.
У мелкомодульных хвостовых долбяков при малых диамет-
рах основной окружности на шейке оставляют цилиндрическую
395
часть. Эта цилиндрическая часть при измерении заменяет смен-
ный основной диск.
На фиг. 191 представлена схема универсального эвольвенто-
мера, работающего одним основным диском радиуса /?, для про-
верки профилей с разными диаметрами основной окружности.
Катящаяся без скольжения по основному диску линейка 1 свя-
зана при помощи рычага 2 с линейкой 3, которая при этом бу-
дет катиться без скольжения по воображаемой окружности ра-
диуса -г. Точка А описывает эвольвенту, основная окружность
которой имеет радиус г. Меняя расстояние между линейками,
можно линейкой 3 обкатывать воображаемую окружность, со-
ответствующую радиусу основной окружности проверяемого
долбяка. В точке А игла измерительного штифта, связанного с
индикатором, соприкасается с проверяемым профилем.
Фиг. 191. Схема универсального эвольвенто.мера.
Контроль профиля долбяка включает проверку правильности
эвольвентного профиля зуба на рабочей части, начало и величи-
ну фланкирования и изменение профиля у долбяков, нарезаю-
щих зубья под .шевингование.
Рабочая часть профиля нормальных долбяков определяется
углом развернутости от основной окружности до окружности
выступов, если диаметр основной окружности больше диаметра
рабочей окружности и от рабочей окружности до окружности
выступов долбяка, если диаметр основной окружности меньше
диа'метра рабочей окружности.
Измерение эвольвентного профиля производится в расчетном
сечении, отстоящем на 2,5 мм от переднего торца. Для этого се-
чения и определяется угол развернутости. В зависимости от кон-
струкции эвольвентомера величина угла развернутости опреде-
ляется по углу поворота диска основной окружности (по шкале
на диске) или по величине перемещения обкаточной линейки
(по шкале на линейке).
Величина фланка определяется по отклонению от эвольвент-
ного профиля за рабочей окружностью, по показанию индика-
тора или по отклонению от прямой линии при записи самопис-
цем.
396
Наибольшая разность соседних окружных шагов и наиболь-
шая накопленная погрешность окружного шага проверяется с
помощью прибора, cxexia которого показана на фиг. 192. При-
бор состоит из неподвижного упора и рычага, связанного с ин-
дикаторным устройством. Долбяк крепится на втулку и вместе
с ней надевается на палец, один зуб доводится до упора, а вто-
рой касается конца рычага. После перестановки втулки долбяк
подводится другим зубом до упора и по разности показаний су-
дят о неравномерности окружного шага. После проверки всех
Фиг. 192. Контроль наибольшей на-
копленной погрешности окружного
шага долбяка.
Фиг. 193. Контроль толщины зуба
по общей нормали.
шагов определяют алгебраическую разность между наиболь-
шим и наименьшим показаниями, т. е. наибольшую накопленную
погрешность окружного шага.
Биение по начальной окружности проверяется в центрах. Ша-
риковый наконечник индикаторного прибора последовательно
вводится во впадины зуба и по разности показания индикатора
судят о биении по начальной окружности.
Контроль толщины зубьев между разноименными профиля-
ми по общей нормали производится (фиг. 193) скобами /, спе-
циальными микрометрами 2 или скобами с индикатором 3. Но-
минальная длина общей нормали L определяется по формуле
L — т cos ад j" (2п — 1) + Z01, (113)
397
где
т — модуль;
«а —угол давления;
Z — число зубьев проверяемого долбяка:
п — число зубьев, охватываемых скобой, определяемое
из выражения
_ j__1
180 2
6 — инволюта угла давления на делительной окружности, рав-
ная разности tga — а, где угол а выражен в радианах.
Наиболее удобным средством контроля толщины зубьев по
общей нормали является индикаторная скоба. Скоба настраи-
вается на размер номинальной длины общей нормали при помо-
щи блока концевых мер или специального эталона.
Определение толщины зуба измерением общей нормали меж-
ду разноименными профилями исключает влияние отклонения
наружного диаметра на результаты замера, что имеет место при
измерении зубомером.
Высота головки зубьев контролируется тангенциальным зу-
бомером или предельными скобами. За баз}7 при измерении зу-
бомером принимаются боковые поверхности зуба. Зубомер на-
страивается по эталонному зубу или по мерному ролику.
Диаметр мерного ролика w определяется по формуле
2т I - - cos — / sin
W - -----i---------------------
1 — sin
(П4)
где m — модуль;
%—угол давления;
/ — коэффициент коррекции высоты зуба.
Определение диаметра окружности, проходящей через точки
стыка переходной кривой у ножки зуба или фланкированного
участка с эвольвентным участком, производится по формуле
=-зКгоЧ-Д/х2, (115)
где — искомый диаметр;
го — радиус основной окружности:
Д/х =- — длина дуги развернутости, с которой на-
чинается эвольвентный участок;
«рг — угол развернутости.
В зависимости от конструкции эвольвентомера величина
угла развернутости определяется по шкале на обкаточной ли-
нейке или по шкале на обкаточном диске. Высота зуба от на-
ружного диаметра до начала эвольвенты определяется по
формуле
(116)
398
где ha — искомая высота зуба;
DH — наружный диаметр долбяка;
d9— диаметр окружности, проходящей через точку стыка
эвольвентного и неэвольвентного участков профиля
долбяка.
Задний угол проверяется от внешней опорной поверхности
долбяка с помощью угломера или шаблона.
Задний угол на боковых сторонах зубьев проверяется с по-
мощью специального приспособления, на котором долбяк уста-
навливают на оправке, боковой поверхностью доводят до не-
подвижного упора, и с помощью двуплечего рычага индикато-
ром определяют отклонение от эталона.
6. ЗУБОРЕЗНЫЕ ГРЕБЕНКИ
Профиль зубьев гребенки фрезеруется на горизонтально-
фрезерных станках в станочных тисках со специальными губка-
ми, обеспечивающими наклон гребенки на угол задней заточки.
Зубья фрезеруются двухугловыми фрезами, размер профиля ко-
торых соответствует размерам впадины гребенки в нормальном
сечении. По высоте впадина зуба фрезеруется на 1—2 мм боль-
ше высоты зуба гребенки с тем, чтобы не шлифовать дно впади-
ны. По профилю припуска на шлифование не оставляется и он
получается за счет смещения делительной прямой при шлифова-
нии задней поверхности. Толщина зуба проверяется зубомером
или по предельному калибру-ролику с помощью лекальной ли-
нейки. Высота зуба проверяется глубиномером. При фрезерова-
нии профиля зубьев деление иа шаг производится при помощи
поперечного ходового винта или при помощи плиток. На стани-
не станка и на салазках поперечной подачи устанавливаются
упоры, между упорами помещаются плитки, равные размером
шагу гребенки. После каждого прохода одна плитка убирается
и салазки придвигаются к следующей плитке. Шаг гребенки
проверяется шаблоном или шагомером.
Шлифование профиля гребенки до модуля 3 производится на
плоскошлифовальном или универсально-заточном станке в спе-
циальном приспособлении (фиг. 194). Шлифуемая гребенка на-
клоняется относительно вертикальной плоскости на величину
заднего угла. Шлифование производится профильным кругом.
Профиль круга соответствует профилю впадины зуба гребенки
по нормали. Перемещение приспособления на шаг осущест-
вляется с помощью мерной плитки высокой точности.
Шлифование профиля гребенок модулем больше 3 произво-
дится в специальном приспособлении. Гребенка устанавливается
под углом задней поверхности к горизонтальной плоскости. Бо-
ковую поверхность устанавливают под углом давления к торцу
круга в вертикальное положение. Шлифование производится
399
кромкой круга. Вначале последовательно шлифуются все зубья
с одной стороны, затем с другой стороны.
Шлифование профиля осуществляется в две операции —
черновую и чистовую. Припуск на окончательное шлифование
не оставляют, он получается за счет шлифования зубьев по зад-
ней поверхности.
При окончательном шлифовании зубьев по задней поверх-
ности на плоскошлифовальном станке выдерживается толщина
зуба. Проверка толщины, так же как и при фрезеровании, про-
изводится с помощью ролика и лекальной линейки. Угол про-
Фиг. 194. Приспособление для шлифования зуборез-
ной гребенки.
филя и шаг проверяется на специальном приспособлении или
на универсальном микроскопе.
При шлифовании косозубых гребенок в приспособлении пре-
дусматривается дополнительная установка гребенки относитель-
но плоскости шлифовального круга под углом наклона зуба.
При изготовлении косозубых гребенок вводится дополнительно
операция спаривания гребенок путем шлифования опорного
торца.
Заточка гребенок для обработки вязких материалов произво-
дится на заточном станке коническим шлифовальным кругом.
Ниже приводится маршрутная технология изготовления зубо-
резных гребенок.
7. ШЕВЕРЫ
Дисковые шеверы. Фрезерование зубьев дисковых ше-
веров, в зависимости от объема производства, выполняется на
универсально-фрезерных станках, в делительных головках, дис-
400
ковыми фрезами по методу копирования или на зубофрезерных
станках червячными фрезами по методу обкатки. Настройка
станков ведется аналогично настройке для фрезерования зуб-
чатых колес с косым зубом. При определении размера зуба фре-
зы должен учитываться припуск на дальнейшую обработку зуба
по толщине. Высота головки зуба фрезы делается меньше вы-
соты ножки зуба шевера на 0,4—0,5 мм. Уменьшение высоты
головки зуба фрезы делается для того, чтобы при сверлении
отверстия для выхода гребенки оставалась перемычка, предо-
храняющая от увода
сверла. Припуск по тол-
щине зуба после фрезе-
рования оставляется с
учетом шлифования про-
филя зуба шевера до и
после термической обра-
ботки. Величина общего
припуска после фрезеро-
вания для шеверов с
нормальным модулем 2—
2,75 составляет 0,5 мм;
для модуля 3—6 состав-
ляет 0,8 мм.
Сверление отверстий
для выхода гребенки при
долблении канавок мо-
жет производиться в де-
лительной головке или
на сверлильном станке, в
универсальном кондук-
торе.
С целью увеличения Фиг. 195. Приспособление для долбления
ширины впадины для вы- канавок шевера.
хода долбежного резца,
получения минимального и равномерного припуска, обеспечения
равномерной глубины канавок производится предварительное
шлифование профиля шевера на приспособлении или на зубо-
шлифовальных станках. Припуск на окончательное шлифование
по толщине зуба оставляется в пределах 0,2—0,3 мм.
Долбление канавок может производиться гребенкой на уни-
версально-фрезерном станке с долбежной головкой при помощи
делительной головки; при этом канавки’ получаются неодинако-
вой глубины. Более точные канавки получаются при долблении
на специальном станке или в специальном приспособлении,
обеспечивающем перемещение боковой поверхности зуба отно-
сительно гребенки по эвольвенте.
Приспособление состоит (фиг. 195) из двух реек 1 и обка-
точного зубчатого колеса 2, на одной оси с которым крепится
401
КАРТА 10
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗУБОРЕЗНЫХ ГРЕБЕНОК
> № опера- ции Наименование операции Операционный эскиз Оборудование. Приспособление. Инструмент
ки
заготов-
Ножовка приводная.
Тиски
2
3
4
5
6
Ковка заготовки
Отжиг заготовки
последующим
с
травлением
Фрезерование ши-
рокой плоскости с
двух сторон
Фрезерование уз-
кой плоскости с
двух сторон
Фрезерование
торцов с двух сто-
рон
[Молот усилием 3450 н
(350 кг). Нагреватель-
ная печь
Отжигательная печь.
Ванна с соляной ки-
слотой
Г оризонтально-фре-
зерный станок. Тиски
станочные. Цилиндри-
ческие фрезы сдвоен-
ные
LfH~gU
Г оризонтально-фре-
зерный станок. Тиски
станочные. Фреза тор-
цовая
Горизонтально-фре-
зерный станок. Тиски
станочные. Фреза ци-
линдрическая, сдвоен-
ная
402
Продолжение карты 10
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
8
Фрезерование плоскости заднего угла —
Фрезерование зубьев
Клеймение ^77777777777^7/7777^77777777^ i
Г оризонта льно-фре-
зерный станок. Тиски
станочные. Фреза ци-
линдрическая. Шаблон
10 Термообработка
Предварительное
шлифование широ-
ких плоскостей
Г ори зонтально- фре-
зерный станок. Авто-
матизированное дели* ;
тельное приспособле-
ние (или набор фрез
без делительного при-
способления)
Реечная модульная
фреза. Зубомер. Клей-
ми льный станок. На-
бор клейм
Печь закалочная с
баком
П лоскошл ифова л ь -
ный станок. Магнит-
ная плита. Шлифоваль-
ный круг
12 Предварительное
и окончательное :
шлифование опор-1
ного торца I
Шлифование ши-
роких плоскостей с
двух сторон, окон-
чательное
14 Шлифование фа-
сок на опорном тор- >
це
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Приспособ-
ление. Шлифовальный
круг, 40-25, СМ1— СМ2
Угольник
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Шлифо-
вальный круг, 40-25
СМ1— СМ2
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Приспособ-
ление. Круг шлифо-
вальный 40-25,
СМ1—СМ2
26*
403
Продолжение карты 10
№ опера- ции Наименование операции Операционный эскиз Оборудование. Приспособление. Инструмент
15 16 117 18 19 20 21 Шлифование про- филя зубьев пред- варительное Шлифование зубьев по задней поверхности пред- варительное Шлифование про- филя зубьев окон- чательное । Шлифование ра- диусов на верши- нах зубьев Заточка передней поверхности Размагничивание Цианирование 1 ГУ / Ю 1 1 — Гу у/у в VW ‘ 'ШЖ 3 •'1 Плоскошлифоваль- ный станок. Приспо- собление. Шлифоваль- ный круг, 40-25 СМ 1—СМ2. Шаблон, шагомер. Плоскошлифоваль- ный станок. Магнит- ная плита. Приспособ- ление. Шлифовальный круг, 40-25 СМ 1—СМ2, калибр, лекальная ли- нейка Плоскошлифоваль- ный станок. Приспо- собление. Шлифоваль- ный круг . 25-16 СМ 1— СМ2. Шагомер, прибор для контроля угла, лекальная линей- ка Универсально-заточ- ной станок.$ Приспо- собление. Шлифоваль- ный круг, 25-16, СМ1—СМ2. Запровоч- ный ролик Заточный станок. Приспособление шли- фовальный круг, 25 -16, СМ1— СМ2 Прибор для размаг- ничивания Ванна для цианиро- вания
404
шевер, державка гребенки и механизм автоматической подачи
гребенки. При долблении канавки движение обкатывания сооб-
щается шеверу через подвижную нижнюю рейку и зубчатое ко-
лесо. Возвратно-поступательное движение рейки осуществляется
от отдельного электродвигателя кривошипно-шатунным механиз-
мом. Диаметр начальной окружности зубчатого колеса пример-
но равен диаметру основной окружности шевера.
Для получения канавок, перпендикулярных оси шевера, при-
меняются косозубые гребенки с наклоном зубьев под углом <р
к ее основанию. В процессе работы гребенка, чтобы канавки
были перпендикулярны оси шевера, должна быть повернута на
этот угол по отношению к оси шевера. Для обеспечения одно-
временного начала резания всех канавок режущая кромка гре-
бенки затачивается под углом |5. Углы <р и (3 определяются по
формулам:
fg <рtg <л> cos а; (117)
tg? — tg«>sina. (118)
Здесь а — угол давления шевера в нормальном сечении;
<=> — угол наклона винтовой линии шевера на делитель-
ной окружности.
Шлифование профиля шеверов производится на станках для
шлифования зубчатых колес с винтовым зубом или на спе-
циальных зубошлифовальных станках мод. 5893. При этом угол
поворота шлифовальной головки о)0 определяется по формуле:
tg <u0 fg cos a^,
где as — угол зацепления в торцовом сечении;
• (И9)
cos <•>
Для исправления неточности профиля зубьев зубчатых колес,
получающейся при шевинговании шевером с правильной эволь-
вентой, применяется корригирование профиля шевера и путем
специальной заправки шлифовального круга по шаблону в при-
способлении. Форма шаблона для корригирования профиля оп-
ределяется экспериментально путем замера профиля обработан-
ного колеса и построения диаграммы отклонения профиля его
от теоретической эвольвенты. По оси ординат откладывают угол
обкатки профиля колеса Дт, а по оси абсцисс—величину откло-
нения профиля от теоретической эвольвенты в соответствующих
им точках. По диаграмме отклонений профиля колеса строится
обратная диаграмма корригирования профиля шевера. При по-
строении шаблона для заправки шлифовального круга необхо-
димо учитывать соотношение плеч рычагов заправочного при-
способления.
При шлифовании зуба шевера с вогнутой формой для шевин-
405
вания зубчатых колес с бочкообразным зубом шлифовальный
>уг заправляется под углом б, определяемым по формуле
tg8«---------, (120)
яж-1/
\ к 1/ л 4
,е Да — величина вогнутости шевера зуба;
—радиус шлифовального круга; , j
b — ширина зуба шевера.
Угол б практически колеблется в пределах 0,5—1,5°.
Ниже приводится маршрутная технология изготовления дис-
>вого шевера.
Червячные шеверы. Для шевингования червячных ко-
:с применяются червячные шеверы. Червячный шевер пред-
авляет собой эвольвентный червяк, витки которого снабжены
глкими режущими зубьями, снимающими небольшую стружку
>и чистовой обработке.
У режущих зубьев шевера задний угол отсутствует и угол
:зания равен 90°. Для обеспечения постоянного угла резания
> высоте зуба угол наклона боковых кромок режущих зубьев
оси должен быть приблизительно равен углу подъема винто-
)й линии на начальном цилиндре шевера. Каждый виток у
гнования снабжается канавками для выхода резца при долбле-
1и. Канавки для выхода резца протачиваются капавочным рез-
jm па токарном станке. Профиль шевера предварительно шли-
уется с припуском 0,2 мм на сторону. Нарезание режущих
'бьев разделяется на две операции — образование зубьев на
4линдрической поверхности и на боковой поверхности. Зубья
1 боковых поверхностях долбятся в специальном приспособле-
1и к затыловочному станку, имеющему делительный механизм.
Зубья на боковых поверхностях шевера в условиях индиви-
/алыюго производства нарезаются на универсально-фрезерном
анке с помощью долбежной головки. Шевер устанавливается
делительной головке, соединенной с механизмом продольной
едачи, обеспечивающим при делении на зуб перемещение бо-
евой поверхности по винтовой линии относительно резца. По-
учение наклонного положения режущего зуба достигается сме-
ением стола с оси перемещения долбежного резца или пово-
этом долбежной головки.
На цилиндрической поверхности наружного диаметра в
:евом направлении зубья фрезеруются угловой фрезой. Сбоку
сверху оставляют ленточки шириной 0,2—0,5 мм.
Шеверы шлифуются по профилю на универсально-затыловоч-
эм станке или на специальных шлифовальных станках, на ко-
)рых шлифуются червяки.
Нарезание канавок па боковых поверхностях производится
юциально заточенным резцом. Для обеспечения постоянной
6
КАРТА 11
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ДИСКОВОГО ШЕВЕРА
1 1
Ns опера- ции Наименование операции Операционный эскиз Оборудование. Приспособление. Инструмент
1
Обрезка заготовки
2
Ковка заготовки с
трехкратной осадкой
3
4
5
Отжиг
Печь для отжига
Предварительное об-
тачивание по наруж-.
ному диаметру, прота-
чивание торцов и об-'
работка отверстия:
а) Обтачивание по
наружному диаметру до
кулачков; б) протачива-.
ние торца; в) сверление,
отверстия; г) растачи-
вание отверстия; д) раз- ’
вертывание отверстия; I
е) снятие фаски в от-
верстии
Протачивание по вер-
ху оставшейся части,
протачивание торца и
снятие фаски
Отрезн ой стан ок.
Патрон самоцентриру-
ющий. Пила дисковая
Пневматический мо-
лот усилием 9,81 кн
Револьверный ста-
нок. Патрон самоиен-
трирующий. Сверло,
развертка, резцы: про-
ходной, подрезной,
расточной
Т окарпый стан ок.
Патрон самоцентри-
рующий. Резец про-
ходной. Резец подрез-
ной.
407
Продолжение карты 11
№ опера-
ции
Наименование операции । Операционный эскиз
Оборудование.
Приспособление.
Инструмент
6 Шлифование торцов предварительное
7 • Обтачивание по на-
ружному диаметру окончательное
8 Протягивание шпо- ночной канавки
9 Снятие заусенцев и фасок по шпоночной
канавке
10 । Фрезерование зубьев ।
Плоскошлифоваль-
ный станок. Магнит-
ный стол. Шлифоваль-
ный круг
Токарный станок.
Оправка. Резец про-
ходной
Протяжной станок.
Адаптер. Протяжка
шпоночная. Калибр
Вручную
Зубофрезерной ста-
нок. Оправка. Фреза
модульная червячная
408
Продолжение карты 11
Xs опера-
ции
Наименование операции Операционный эскиз
Оборудование.
Приспособление.
Инструмент
11 Сверление отверстий
для выхода гребенки
Вертикально-свер-
лильный станок. Кон-
дуктор . Спиральное
сверло
12 Прорезание перемыч-
ки
14 Термообработка
15 Шлифование торцов
с двух сторон
16 Размагничивание
17 Шлифование отвер- '
стия
Долбление канавок
на боковых сторонах
зубьев с двух сторон
Заточной станок.
। Приспособление. Вул-
I канитовый шлифо-
| вальный круг
I Специальный дол-
бежный станок. Спе-
циальная гребенка.
Шаблон.
Печь закалочная с
баком
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Шлифо-
вальный круг
Прибор для размаг-
ничивания
Внутришлифоваль-
ный станок. Планшай-
ба. Шлифовальный
круг. Калибр
409
Продолжение карты 11
№ опера- ции Наименование операции Операционный эскиз Оборудование. При способл ение. Инструмент
18 19 20 Доводка отверстия Предварительное и окончательное шлифо- вание профиля по эвольвенте с двух сто- рон Шлифование по на- ружному диаметру i Доводочный станок. Подставка. Притир чу- гунный. Калибр Зубошлифовальный станок. Втулка пере- ходная. Шлифоваль- ный круг. Шагомер, эвольвентомер Круглошлифоваль- ный станок. Оправка, центра, хомутик. Шли- фовальный круг. Мик- рометр, ролики, зубо- мер
♦ Примечание Перед профиля с двух сторон 13 операцией рекомендуется производить шлифование
410
ширины ленточки делается различная глубина канавки, увели-
чивающаяся по мере приближения к наружному диаметру, для
чего резец устанавливается под углом относительно боковой
поверхности режущего зуба.
8. ЗУБОСТРОГАЛЬНЫЕ РЕЗЦЫ
Фиг. 196. Магнитные призмы для шлифо-
вания зубострогальных резцов.
Технология изготовления зубострогальных резцов для наре-
зания прямозубых конических колес по методу обкатки
(ГОСТ 5392-50) следующая. После обработки кругом в усло-
виях мелкосерийного производства производится разметка кон-
тура и обработка его на поперечно-строгальных или горизон-
тально-фрезерных станках в станочных тисках с применением
специальных угловых подкладок. В условиях крупносерийного
производства фрезерова-
ние производится в спе-
циальных многоместных
приспособлениях.
Шлифование плоско-
стей производится на
плоско - шлифовал ь н о м
станке с помощью специ-
альных приспособлений,
в которых шлифуемая
поверхность устанавли-
вается горизонтально.
Широкое распростра-
нение получили приспособления в виде магнитных призм
(фиг. 196). Магнитные призмы могут быть комбинированными,
в которых можно шлифовать все плоскости резца. В условиях
серийного производства применяются отдельные призмы, в ко-
торых каждая плоскость шлифуется раздельно. Все плоскости,
кроме выемки, шлифуют предварительно и окончательно. Шли-
фование производится в следующем порядке: первоначально
шлифуется плоскость выемки, затем шлифуется плоскость осно-
вания со стороны державки и на плите плоскость со стороны
режущей части; в приспособлении шлифуется плоскость под
углом 73° и плоскость угла зацепления. Предварительное
шлифование может производиться на менее точных приспособ-
лениях и станках.
Контроль перпендикулярности основания к плоскости выемки
производится лекальным угольником. Плоскость под углом 73°
проверяется шаблоном и в специальном приспособлении микро-
метром проверяется расстояние этой плоскости от выемки. Угол
зацепления и ширина носика проверяются в специальной приз-
ме индикатором по сравнению с эталоном.
Зуборезные резцовые головки. Зуборезные рез-
цовые головки применяются для предварительного нарезания
411
конических колес с прямым зубом и для предварительного и
окончательного нарезания конических колес с криволинейными
зубьями. Зуборезные головки состоят из корпуса и резцов.
Рассмотрим изготовление резцов. Наиболее сложной опера-
цией производства резцов является затылование его профиля.
Затылование профиля черновых резцов для предварительного
фрезерования конических колес с прямым зубом производится
на затыловочном станке в приспособлении по размерам, соот-
ветствующим рабочему корпусу с радиально расположенными
Фиг. 197. Приспособление для затылования резцов к зу-
борезной головке для нарезания прямозубых конических
колес.
пазами. Пазы в этом корпусе делаются шире на величину при-
пуска на шлифование резца по ширине. Приспособление для
затылования шлифованием имеет размеры пазов, соответ-
ствующие размерам готового резца. Затылование может про-
изводиться на фрезерном или токарном станке, в этом случае
установочные пазы в приспособлении смещаются с центра или
поворачиваются под углом 12° к оси для образования задних
углов (фиг. 197).
Шлифование профиля может производиться на круглошли-
фовальном станке в таком же приспособлении, что и для токар-
ной обработки.
9. РЕЗЦЫ ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
С КРУГОВЫМИ ЗУБЬЯМИ
Профиль резцов для обработки конических зубчатых колес
с круговыми зубьями может обрабатываться несколькими ме-
тодами: на токарно-затыловочном станке, на специальном стан-
412
ке для обработки профиля и на универсальных токарных и шли-
фовальных станках. Токарное затылование осуществляется
в приспособлении, представляющем копию резцовой головки.
Резцы в приспособлении занимают такое же положение, как
и в резцовой головке в процессе нарезания колес. Затылование
Фиг. 198. Шлифование резцов для нарезания конических
колес с круговым зубом:
а — наружной поверхности; б — внутренней поверхности.
производится по вершине, наружной и внутренней сторанам
профиля.
Величина спада кулачка для затылования определяется для
наружных резцов по формуле
ьл -De tg а
cos®;
(121)
413
для внутренних резцов по формуле
2^tga cos
2
(122)
Здесь De и Dt —образующие диаметры резцовой головки;
а — задний угол на вершине резца;
<р — угол между направлением затылования и ли-
нией центров станка;
Z — число резцов.
Направление затылования может быть параллельным оси
центров станка. Поэтому пользуются верхним суппортом для
торцового затылования. Шлифование (затылование) профиля
производится в аналогичном приспособлении для крепления
резцов (фиг. 198). Резцы должны быть установлены с особой
Фит. 199. Схема расчета смещения резцов при затыло-
вании на универсальном круглошлифовальном станке.
тщательностью. В начале шлифуются вершины резцов, затем
рабочая сторона профиля, после этого нерабочая сторона и, на-
конец, радиус закругления вершин зубьев. Профиль шлифует-
ся в две операции — предварительно и окончательно. В процессе
шлифования профиль проверяется шаблонами.
Приспособление устанавливается на шпинделе передней баб-
ки. Шлифование боковых сторон профиля производится цилинд-
рическим или коническим кругом. Требуемые углы профиля по-
лучаются за счет поворота шлифовальной головки. Для шлифо-
вания внутренней стороны резцов пользуются приспособлением
для внутреннего шлифования. Вершины резцов шлифуются от-
дельно в приспособлении на плоскошлифовальном станке.
При затыловании профиля на универсальном круглошлифо-
вальном станке резцы закрепляются в специальном приспособ-
лении под углом, необходимым для образования заднего угла
414
(фиг. 199). Угол поворота в плоскости, перпендикулярной к оси
головки, равен заднему углу на боковой рабочей поверхности
резца. Положение резца в приспособлении характеризуется тан-
генциальным St и радиальным смещениями.
Из треугольника ОАС (фиг. 199, а) находим тангенциальное
смещение для головок с наружными резцами
St = sin а'бе, . (123)
е 2
радиальное смещение
Sr —cos а'б,, — (124)
el
Фиг. 200. Станок мод. 3666 для заточки резцовых головок.
для головок с внутренними резцами: >
тангенциальное смещение
S/ sina'6/, (125)
радиальное смещение е
Sr — -у cos а'б{ — lt. (126)
Здесь De и Di —образующие диаметры соответственно на-
ружных и внутренних резцов; *
Ле и li — базовые расстояния резцов;
аб£ и аб/ —задние углы на боковых рабочих поверхностях в
плоскости вращения головки.
415
Карта № /2
МАРШРУТНАЯ ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РЕЗЦОВ К ГОЛОВКАМ
ДЛЯ НАРЕЗАНИЯ КРУГОВЫХ ЗУБЬЕВ
НА КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕСАХ
№ 1 операции Наименование операций Операционный эскиз Оборудование. При способление. Инструмент
1 2 3 4 5 6 7 Отрезка заготов- ки на длину двух режущих частей резца Отрезка заготов- ки державки резца Очистка (галтов- ка) Сварка режущей части с двух сторон Отжиг Зачистка швов Шлифование (об- дирка) широких плоскостей *• ^1 Отрезной станок. Тиски. Шлифовальный круг вулканитовый Отрезной станок. Тиски. Шлифовальный круг вулканитовый Г алтовочный барабан Стыковая сварочная машина Печь отжигательная Точильный станок Плоскошлифоваль- ный станок с верти- кальным шпинделем и круглым столом. Стол магнитный. Шли- фовальный круг. Зер- нистость 80-40, твер- дость М2—М3
1
□
416
Продолжение карты 12
опорацми
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление-
Инструмент
I
9
10
Фрезерование
торцов
Разрезка заготов-
ки на два резца
под углом 12°
Фрезерование уз-
ких плоскостей
Горизо нтал ьно-фре-
зерный станок Тиски
станочные
Горизонтально-фре-
зерный станок. Тиски
станочные. Фрезы дис-
ковые трехсторонние
Г оризонтально-фре-
зерный станок. Тиски
станочные. Фреза от-
резная
11 Фрезерование
задней поверхности
под углом 12° и
скоса под углом 30е
Г оризонтально-фре-
зерный станок. Тиски |
станочные. Фреза ци- '
линдрическая !
№ i Фрезерование за-
1 плечика надержав-
! ке
Г оризонтально-фре-
зерный станок. При-
способление. Фреза ци-
линдрическая. Шаблон
417
Продолжение карты 12
SS
§
я
£
Наименование
операций
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
13
Фрезерование
верхней плоскости
державки
Г оризонтально-фре-
зерный , станок. При-
способление. Фреза ци-
линдрическая. Шаблон
14
Фрезерование ка-
навки
16, Сверление кре-
1 пежного отверстия
15 Фрезерование пе-
редней поверхности
171 Зенкование от-
верстия с 2-х сто-
I рон
Г оризонтально-фре-
зерный станок. Фреза
дисковая с полукруг-
лым профилем
Г оризон тально-фре-
зерный станок. При-
способление. Фреза
цилиндрическая. Шаб-
лон
Вертикально-свер-
лильный станок. Кон-
дуктор. Сверло
Вертикально-свер-
лильный станок. Зен-
ковка <90°
418
Продолжение карты 12
Наименование
операции
Операционный эскиз
Оборудование.
Приспособление.
Инструмент
18 Клеймение
Клеймильный ста-
нок. Набор клейма
19
Фрезерование
профиля
Вертикально-фрезер-
ный станок с поворот-
ным шпинделем. При-
способление. Фреза
концевая. Шаблоны
20 Термическая об-
работка
21 Шлифование ши- .
роких плоскостей I
с двух сторон ।
Печь закалочная с
баком
Плоскошлифоваль-
ный станок. Магнит-
ная плита. Шлифо- ।
i вальный круг, 40-25 !
| см1 — см2 :
I
Шлифование уз- «
ких плоскостей дер-
жавки с двух сто- ,
рон |
23; Шлифование ус-
тановочного запле-
чика
i
i
Плоскошлифоваль-
: ный станок. Магнит-
! на я плита. Шлифо-
I вальный кр\т, 40-25
| СМ1 — СМ2
I Пл оскошл и фокаль-
ный станок. Присно- ,
: собление. Шлифов а ль- [
! ный круг, 40-25, •
• СМ1 — СМ2. Шаблон i
27*
419
Продолжение карты 12
№ операции Наименование операции | Операционный эскиз i Оборудование. Приспособление. Инструмент
24 Снятие фасок на поверхностях режу- щей части резца * - 1 Плоскошлифоваль- ный станок. Шлифо- вальный круг, 40-25 СМ1 — СМ2
25 Доводка опорной плоскости — Доводочный станок. Притирочная плита. Абразивные порошки. Лекальная линейка
26
Сборка резцов
27
Шлифование
предварительное и
окончательное: тор-
ца, наружного про-
филя, внутреннего
профиля .
У ниверсально-заты-
ловочный станок или
специальный станок
, 1374. Приспособление,
оправка, Шлифоваль-
' ный круг, 40-25,
j СМ 1—СМ2 Шаблоны,
индикатор
28
Заточка передней
поверхности
Специальный заточ-
ной станок. Приспо-
собление. Шлифоваль-
ный круг, 40-16,
СМ1 — СМ2. Конт-
। рольное приспособле-
ние индикаторное, эта-
I лон
Тангенциальное смещение наружных резцов для праворежу-
щих головок направлено вправо (фиг. 199, а), для внутренних
резцов — влево (фиг. 199, б) при рассмотрении их с лицевой
стороны резцовой головки. Для леворежущих головок наоборот.
Резцы в приспособлении располагаются несимметрично относи-
тельно его оси. Для шлифования одного комплекта резцов двух-
сторонней головки требуются два различных приспособления.
Высокопроизводительная заточка резцовых головок для на-
резания зубчатых колес с круговыми зубьями может произво-
диться на полуавтомате мод. 3666 (фиг. 200). Черновые и чисто-
вые головки затачиваются торцом шлифовального круга по пе-
редним поверхностям резцов.
Ниже приводится маршрутная технология изготовления рез-
цов к головкам для нарезания круговых зубьев конических колес.
J4 Палей М* М,
.....ГЛАВА VIII ‘
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
< ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В ИНСТРУМЕНТАЛЬНОМ ПРОИЗВОДСТВЕ
Стандартизация и нормализация режущего инструмента по
Типоразмерам <и распределение производства его по укрупнен-
ным специальным инструментальным заводам и специализиро-
ванным цехам с высоким объемом выпуска создают возможно-
сти перехода на методы массового производства с максимальной
механизацией и автоматизацией технологических процессов.
Механизация и автоматизация инструментального производ-
ства должна осуществляться в следующих направлениях:
1. Разработка новых технологических процессов, способст-
вующих максимальному приближению заготовки к готовому из-
делию и сведению обработки до минимума.
2. Применение высокопроизводительных приспособлений, со-
кращающих вспомогательное время на установку, закрепление,
повороты, делительные перемещения и снятие заготовок де-
талей.
3. Модернизация станков и превращение универсальных
станков в специализированные с механизацией и автоматизаци-
ей подвода и отвода инструмента, цикла работы и контроля
размеров.
4. Использование механизированных и автоматизированных
приспособлений, загрузочно-разгрузочных и транспортных уст-
ройств.
5. Применение специальных полуавтоматов и автоматов, при-
способленных для выполнения определенных операций.
6. Организация поточных линий с гибкой транспортной
связью.
7. Механизация и автоматизация термической обработки,
контроля и прочих процессов.
8. Организация переналаживаемых автоматических линий
при массовом производстве инструмента нескольких типораз-
меров.
9. Организация комплексных автоматических линий.
422
1. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ОБОРУДОВАНИЯ
И ПРИСПОСОБЛЕНИЙ
В зависимости от масштабов производства применяются
различные технические 'решения.
В условиях серийного производства широко распространены
автоматизированные пневматические зажимные устройства и
делительные головки для фрезерования канавок разверток, зен-
керов, фрез.
На ряде заводов применяются пневматические делительные
головки для фрезерования торцовых зубьев на фрезах. Приме-
нение пневматических делительных головок в сочетании с модер-
низацией станков дает повышение производительности в 2—
3 раза.
На токарных работах оправдали себя копировальные уст-
ройства и бескопирные программные системы.
При обработке концевых инструментов со ступенчатым про-
филем — концевых фрез, сверл, разверток и др. применение ко-
пировальных устройств позволяет резко сократить вспомогатель-
ное время и внедрить многостаночное обслуживание при серий-
ном производстве инструмента. По данным завода им. Воскова,
применение гидрокопировальных суппортов позволило сокра-
тить штучное время от 20% до 3—4 раз, в зависимости от раз-
мера инструмента.
Бсскопирная система программного управления нашла при-
менение на модернизированном токарно-вннторезном станке при
производстве протяжек на МИЗе. В мелкосерийном производст-
ве возможно осуществление механизации и частичной автома-
тизации путем применения универсальных и специальных за-
жимных пневматических, гидравлических и других приспособле-
ний для механизации рабочих и вспомогательных перемещений
в станках с применением копировальных и бескопирных систем.
Целесообразность того или иного решения, связанного с ме-
ханизацией или автоматизацией, должна быть обязательно оце-
нена с технико-экономической стороны.
Модернизация оборудования ведется путем по-
вышения быстроходности и мощности станков для работы твер-
досплавным инструментом, а также посредством механизации
и автоматизации станков с целью сокращения вспомогательного
времени. Применение современных приспособлений расширяет
возможности станков.
В зависимости от масштаба производства, рекомендуется
производить модернизацию и автоматизацию на различном
уровне.
Для крупносерийного и массового производства необходимо,
осуществление автоматизации загрузки и крепления обрабаты-
ваемого инструмента с полной автоматизацией цикла.
Для серийного производства требуется осуществить механи-
зацию загрузки заготовок, автоматизацию перемещения заготов-
423,
14*
ки или инструмента, а также механизацию и частичную автома-
тизацию измерения обрабатываемого инструмента.
Для мелкосерийного производства следует осуществлять ме-
ханизацию с частичной автоматизацией перемещений инстру-
мента, механизацию загрузки и крепления обрабатываемого ин-
струмента. Для этого необходимо обеспечить станки универсаль-
ными загрузочными устройствами и быстродействующими уни-
версальными зажимными приспособлениями. В станках должна
быть предусмотрена механизация всех рабочих и вспомогатель-
ных перемещений механизмов и ускоренных перемещений при
холостых ходах.
Фиг. 201. Схема модернизации фрезерного станка.
В качестве примера рассмотрим проведенную на ЗИЛе мо-
дернизацию горизонтально-фрезерного станка для образования
гнезд под пластинки твердых сплавов в резцах (фиг. 201).
Вместо поддерживающего хобота установлена высокооборот-
ная вертикально-фрезерная головка 1 с отдельным приводом к
вертикальному шпинделю фрезы 2. Для ускоренного обратного
хода стола создан механический привод, состоящий из двух-
заходного винта, редуктора 11 и электродвигателя, который при-
.вернут к торцовой части стола 5. Для закрепления резцов при-
менены универсальные трехповоротные тиски 4 с пневматиче-
ским зажимом. Управление механизмом зажима тисков осу-
ществляется пневматическим регулятором 10 с соленоидом. Во
время работы регулируемый упор 7 на подвижном столе стан-
ка производит переключение конечных электрических выключа-
телей 8, которые через соленоид заставляют пневматический
регулятор пропускать сжатый воздух по трубопроводам 6 в ни-
424
линдр 3 тисков. При включении подачи стола упор 7 включает
конечный выключатель, вызывая зажим обрабатываемых рез-
цов в тисках.
Длина фрезерования регулируется установкой упоров 9, вы-
ключающих механизм подачи стола. При этом производится
одновременно включение редуктора ускоренного отвода стола
с обрабатываемым резцом из рабочей зоны в исходное положе-
ние и переключение пневматического регулятора, разжимающе-
го тиски.
На Московском инструментальном заводе зубья протяжек
обрабатываются на токарном станке 1А62 с бескопирным про-
граммным управлением (системы АК-ЗП). Профиль впадины
Фиг. 202. Варианты перемещений резца при профилиро-
вании зуба протяжки.
протяжки, состоящий из отдельных участков, образуется путем
совмещения продольной и поперечной подач фасонного резца по
вариантам фиг. 202 в один или несколько проходов. Програм-
мное управление осуществляется электрической схемой, связан-
ной с датчиками (барабанами), отсчитывающими перемещения
исполнительных органов и подающими соответствующие команд-
ные сигналы.
На фиг. 203 представлена принципиальная схема программно-
го устройства с отсчетными дисками. Диски 4 и 5 кинематически
связаны с ходовым винтом 2 и суппортом 1. Один оборот дис-
ка 5 соответствует 1 мм перемещения суппорта, диска 4 —
0,01 мм. Передаточное отношение между дисками 1 : 100. На
дисках имеются поворотные кольца 6 и 7 с кулачками, положе-
ние которых устанавливается соответственно заданному разме-
ру. При вращении дисков, по достижении размера, кулачки за-
мыкают или размыкают контакты 3 и 8 и тем самым включают
или выключают подачу исполнительного органа станка. Точ-
ность подачи импульса определяется ценой деления быстроход-
ного диска 4 и передаточным отношением к диску 5.
425
На фиг. 204 представлена кинематическая схема станка с
программным устройством. Продольное перемещение суппорта
осуществляется ходовым валиком 1,. соединяемым с коробкой
Фиг. 203. Принципиальная схема программного устрой-
ства с отсчетными дисками.
Фиг. 204. Кинематическая схема программного устройства АК-ЗП.
подач 2 муфтой 9 для перемещения каретки 4 влево и кулачко-
вой муфтой 1S для перемещения каретки вправо. Ходовой валик
получает ускоренное вращение от отдельного электродвигателя
426
мощностью 0,6 кет через редуктор, ременную передачу и обгон-
ную муфту 3. Включение прямой и обратной подачи производит-
ся электромагнитами М9 и М13, а быстрой подачи — электро-
магнитом МН. Поперечная подача суппорта осуществляется от
электродвигателя мощностью 0,5 кет через коробку поперечной
подачи, присоединенную к салазкам станка с задней стороны
станины. Включение поперечной подачи производится кулачко-
вой муфтой 10 посредством электромагнита М10. Реверсирова-.
ние суппорта в поперечном направлении осуществляется через
муфту 12 электромагнитом М12. Отсчет поперечных перемеще-
ний суппорта ведется датчиком 6, связанным кинематически с
винтом поперечной подачи 11. Отсчет перемещений каретки
в продольном направлении осуществляется датчиком-репетито-
ром 7, укрепленным на каретке и получающим (при включен-
ной фрикционной муфте 5) кинематическую связь с рейкой стан-
ка. Датчик 7 связан с электромагнитом МК. Суммарная длина
профилируемых зубьев набирается датчиком 8, постоянно свя-
занным с рейкой станка. По достижении набранного размера ку-
лачки на дисках осуществляют включение и выключение кон-
тактов и подачу импульсов электромагнитным муфтам в соот-
ветствии с программой обработки впадины протяжки.
Механизация зажима. Во всех видах производства
получает широкое применение механизация зажима. Для меха-
низации зажима используются механические, пневматические,
гидравлические и электрические устройства.
В пневматических, гидравлических и пневмогидравлических
устройствах используют стандартные или нормализованные
пневматические или гидравлические цилиндры, камеры, приво-
ды и другие части, пригодные для различных зажимных при-
способлений.
Пневматические устройства делятся на поршневые и мем-
бранные.
Поршневые вращающиеся цилиндры (по ГОСТ 3151-46) для
патронов и оправок токарных, револьверных и внутришлифо-
вальных станков изготовляются пяти размеров с усилием 2,74—
22,2 кн (280—2260 кГ). Стационарные цилиндры применяются
для фрезерных, сверлильных и других станков. Усилие, разви-
ваемое ими с усиливающим рычагом, достигает 4,91 кн
(5000 кГ).
Пневматические тиски с резиновой диафрагмой позволяют
с помощью сжатого воздуха произвести предварительный зажим
заготовки и быстрое закрепление ее в нужном положении с уси-
лием в 34,3 кн (3500 кГ). При изготовлении режущей части рез-
цов хорошо зарекомендовали себя универсальные трехповорот-
ные тиски с пневматическим зажимом.
Управление пневматическими механизмами может осуществ-
ляться пневматическими регуляторами с соленоидами и конеч-
ными выключателями. Пневматический регулятор устанавли-
427
вается на неподвижной станине станка и с помощью двух гиб-
ких резиновых шлангов соединяется с пневматическими каме-
рами.
Во время работы посредством регулируемого упора на по-
движном столе станка производится переключение конечных
выключателей, которые через соленоид заставляют пневматиче-
ский регулятор пропускать сжатый воздух в пневматический
цилиндр и производить зажатие или освобождение инструмента
в определенном положении.
Выбор типа привода определяется необходимым усилием за-
жатия, допустимыми габаритами привода, наличием гидравличе-
ского аккумулятора и сжатого воздуха в цехе, а также системой
привода на станке. При необходимости больших усилий зажа-
тия и малых габаритов приспособления, рекомендуется приме-
нять гидравлический привод.
Механизация загрузки. При изготовлении режуще-
го инструмента из отдельных заготовок, в зависимости от их
размеров и формы, вида обработки, конструкции станка и сте-
пени его автоматизации, применяются следующие загрузочные
428
устройства: а) подъемно-загрузочные; б) магазинные (полуав-
томатические); в) бункерно-магазинные; г) бункерные (авто-
матические).
Подъемно-загрузочные устройства предназначены для меха-
низации процесса установки заготовок на станке и съема обра-
ботанных заготовок со станка. Это тельферы, пневматические
подъемники, роликовые дорожки, механические руки, подвижные
опоры и др.
В магазинных загрузочных устройствах заготовки загружа-
ются в один ряд в накопитель (кассету, магазин) в определенном
положении, ориентированными заранее вручную или механиз-
мом, не входящим в состав загрузочного устройства. Все осталь-
ные движения и перемещения осуществляются автоматически с
помощью питателя и механизма поштучной выдачи (отсекате-
ля). Магазинные загрузочные устройства применяются для про-
стых и средней сложности заготовок.
На фиг. 205, а показан общий вид, а на фиг. 205, б схема ма-
газинного устройства сверло-фрезерного станка. Заготовки 1
для сверл загружаются в магазин 2 и под воздействием собст-
венного веса через определенные промежутки времени подаются
с помощью питателя 3 к патрону 4. Патрон с раскрытыми ку-
лачками подходит к заготовке, захватывает ее, а питатель от-
ходит в исходное положение.
На фиг. 206 показана схема магазина и пневматического пи-
тателя, который состоит из магазина / с заготовками 2, пневма-
тического цилиндра 3 с поршнем 4 и штоком 5, золотника 6 со
штоком 7, зажимного приспособления 11с упором 12.
При включении электрической цепи, ток поступает в обмот-
ку 8 электромагнита, управляющего золотником; при этом воз-
дух из сети проходит в правую часть пневматического цилинд-
ра и под давлением воздуха поршень 4 перемещается влево вме-
сте со штоком, который выталкивает из магазина заготовку и
перемещает ее в зажимное приспособление 11 до упора 12. Од-
новременно через золотник в пневматическую камеру 9 зажим-
ного приспособления поступает воздух и шток 10 пневматиче-
ской камеры перемещает зажимные элементы 13 приспособле-
ния, осуществляя закрепление заготовки. После окончания обра-
ботки воздух выпускается, зажимное приспособление освобож-
дает заготовку и поршень 1 со штоком 5 отходит в исходное
положение. Управление пневматическим питателем осуществ-
ляется с помощью конечных выключателей.
В бункерно-магазинных загрузочных устройствах запас за-
готовок сосредоточивается в бункере в несколько рядов и каж-
дой заготовке придается вручную или специальным механиз-
мам, не входящим в состав загрузочного устройства, определен-
ная ориентация. Приемник выполняется в виде лотка и ширина
его ограничивается длиной или высотой заготовки. Передача
заготовки в рабочую зону производится питателем и механиз-
429
мом пошгУ4110^ выдачи. На фиг. 207 представлена схема бун-
керно-ма'азннного загрузочного устройства с вращающимся
барабано'1 к бесцентрово-шлифовальному станку для подачи
сверл. В 5ункер 1 заготовки 3 закладываются в определенном
порядке. Вращающийся барабан 2 имеет несколько канавок.
В канавк^ из бункера западает заготовка, которая переносит-
ся бараб,ном в крайнее нижнее положение и укладывается на
призмати,еские направляющие 5. Из этого положения заготовка
фи. 206. Схема пневматического магазинного устройства.
выталкив£тся толкателем 6, кинематически связанным с вра-
щением б!Рабана и подается в зону шлифования т; кругам 7.
Движение толкателя 6 может быть осуществлено с помощью ку-
лачка 8, ^вводимого в движение от распределительного ва-
лика.
Бункер1Ые (автоматические) загрузочные устройства харак-
теризуютс1 тем> чт0 запас заготовок засыпается завалом в бун-
кер. Все сальные перемещения, захват, ориентация, отсекание
и питание осуществляются автоматически механизмом захвата
и ориента1ии или автоматом питания. Существует большое раз-
нообразие таких устройств. Например, на поточных линиях из
автоматиз!Рованных универсальных станков для изготовления
метчиков грименяются бункера двух типов: с диском и инерци-
онные.
430
На фиг. 208, а представлены бункер к бесцентрово-шлифо-
вальному станку для шлифования заготовок метчиков. На кор-
пусе 2 бункера закреплено дно 3 с ободом 4. Диск с валиком 5
приводится во вращение через червяк 6 и червячное колесо 7
от отдельного привода или от вала станка. Заготовки находят-
ся в беспорядочном положении в бункере с наклонным захват-
ным диском /. В этом диске, беспрерывно вращающемся в бун-
кере, имеются пазы, в которые заготовки западают, выносятся
Фиг. 207. Бункер с вращающимся барабаном для подачи заготовок
сверл к бесце нт рово-шлиф овально му станку.
в верхнее положение, поштучно выдаются в приемное окно,
имеющееся в корпусе бункера, проходят механизм ориентации
и по лотку попадают на винтовой питатель, который подает мет-
чик в зону шлифования.
Вращающийся в наклонной плоскости под углом 45° захват-
ный диск 1 (фиг. 208, б), по окружности которого расположены
зубья 2, закрепленные заклепками 3, для повышения коэффици-
ента заполнения соединен с шестилопастным перегружателем 7,
который переносит заготовки из нижней части бункера в верх-
нюю часть Л, падая откуда они заполняют пазы Б. Перегружа-
тель образован планками 4, закрепленными на диске винтами 5.
Кнопки 6 служат для съема и установки дисков при смене их.
431
432
Фиг. 208. Бункер с вращающимся захватным диском:
а бункер; б — захватный диск.
Механизм ориентации щелевого типа для ступенчатых дета-
лей различаются по принципу использования:
а) центра тяжести детали; б) разности диаметров ступеней;
в) разности диаметра цилиндрической части и квадрата.
Шнековый механизм питания (фиг. 209) имеет два параллель-
но расположенных винта 1 и 2, которые принудительно враща-
ются в разные стороны. Винт 1 имеет наружный винтовой вы-
ступ, а винт 2 винтовую канавку, в которую входит выступ вин-
та 1. Шаг винтовой линии на 5—10 мм больше длины метчика.
Заготовка, поступившая из лотка, получает поступательное дви-
жение от поверхности винта в направлении к рабочей зоне. Для
предохранения от сбрасывания при подходе торца метчика к
шлифовальному кругу у рабочей зоны установлен направляю-
щий механизм, который поддерживает заготовку до ее захвата
шлифовальными кругами.
Инерционные бункеры применены в качестве автоматизирую-
щих устройств к станкам для обработки метчиков диаметром 1 —
6 мм и сверл. Инерционный бункер (фиг. 210) с днищем 1 и вин-
товым несущим желобом 2 на внутренней поверхности его обода
установлен своим основанием 5 на подшипниках качения на
вертикальной неподвижной оси 6, жестко связанной с плитой 4.
Бункер приводится в движение дисковым кулачком 8, сидящим
на валу 7, который получает вращение через редуктор 10 от
электродвигателя 9. С кулачком соприкасается ролик 11 на
стержне 12, жестко связанным с движущейся частью бункера.
Пружина 13 связывает движущуюся часть бункера с неподвиж-
ной. На неподвижном основании имеется упругий упор 14.
Заготовки, принятые бункером, скатываются по конусной по-
верхности его дна к ободу. Бункеру сообщаются поворотно-воз-
вратные движения несимметричного цикла вокруг оси. При
движении в направлении подачи заготовок желоб совершает
ускоренное движение и, попавшая в желоб заготовка, перемеща-
ясь вместе с ним, приобретает ускорение. Затем следует мгно-
венный удар с остановкой бункера, а находящиеся в желобе
заготовки по инерции перемещаются по нему в направлении по-
дачи. Из таких элементарных перемещений складывается рабо-
чее движение заготовок по винтовому желобу. Дойдя до конца
верхнего витка желоба, заготовки поступают на лоток 15, уста-
новленный по касательной к окружности бункера и соединен-
ный с ним.
«Плавное движение бункера в направлении, обратном подаче
заготовок, происходит при движении ролика по участку I—II
многократного кулачка, очерченному по архимедовой спирали.
При этом пружина 13 растягивается (взводится). При спуске
ролика с участка II—I кулачка-осуществляется прямое ускорен-
ное движение бункера в направлении подачи заготовок. Перед
концом спуска ролика воздействием пружины 13 упор бункера
ударяется в неподвижный упор 15 и- бункер останавливается.
434
w
сл
4>иг. 209. Шнековой механизм питания.
Скорость движения заготовок зависит от амплитуды и часто-
ты колебаний бункера, угла подъема спирали, усилия пружи-
ны 13, силы упругости буферной пружины упора 15 и от состоя-
ния рабочей поверхности желоба. В описываемом бункере число
колебаний при четырехкратном кулачке равно 105 в минуту,
угол подъема спирали 1°, амплитуда колебания на окружности,
по которой перемешаются заготовки, составляет 10—12 мм. Ве-
личина абсолютного перемещения заготовки за цикл 8—10 мм.
В верхнем витке несущего желоба имеется вырез М, через
который лишние заготовки падают обратно в бункер. Таким об-
разом, при выходе из бункера обеспечено движение заготовок
в один ряд. Угол, образуемый поверхностью желоба с горизон-
талью в вертикальном диаметральном сечении бункера, равен
15°, что обеспечивает движение заготовок по хордам при пере-
мещении на желобе. Для дополнительной ориентации метчиков
в отводном лотке имеется щель, через которую они спускаются
с лотка утолщенной хвостовой частью вперед.
В автоматических загрузочных устройствах станков, к кото-
рым заготовки метчиков подаются с маслом и стружкой, приме-
няются бункера с моечным устройством, служащим для промыв-
ки заготовок 'непосредственно на транспортирующем желобе.
Моечное устройство состоит из насосной установки, коллекто-
ра 16 со спрейерами 17 и корыта 18. Моющая жидкость подается
спрейерами на заготовки, перемещающиеся на верхнем витке
винтового желоба. Отработанная жидкость с грязью и стружкой
сливается через окна в желобе бункера и отводится лотками 19
в корыто 18, откуда уходит в отстойник бака насосной установки.
На фиг. 211 показан механизм ориентации. На горизонталь-
ном лотке 1, который получает возвратно-поступательные дви-
жения от инерционного бункера, имеется щель, длина которой I
больше Z] от центра тяжести С до ближайшего торца заготовки
и меньше расстояния до другого торца заготовки.
Если заготовка, двигаясь по лотку слева, подходит к ориен-
тирующей щели торцом, находящимся на минимальном расстоя-
нии от центра тяжести, то она опустится этим торцом в щель,
как только центр тяжести минует левую кромку щели. Если за-
готовка подходит к щели слева другим концом, находящимся на
максимальном расстоянии от щентра тяжести, то этот торец ми-
нует всю щель и переходит за правую кромку ее, и как только
противоположный торец заготовки минует левую кромку щели,
заготовка проходит вперед этим торцом в щель. Таким образом,
в обоих случаях заготовка проходит в щель тем торцом, кото-
рый находится на наименьшем расстоянии от ее центра тяжести.
Через ориентирующую щель лотка / заготовки попадают в ло-
ток 2, по которому они спускаются в магазин 3 механизма пи-
тания. Лоток 1 связан шарнирно осью 4 с вибробункером, из
которого детали поступают на него.
Механизмы ориентации валикового типа осуществляют одно-
437
Фиг. 211. Механизм ориентации ступенчатых деталей щелевого типа.
временно сортировку заготовок по диаметрам хвостовика или
режущей части. На фиг. 212 показан двухвалковый механизм
ориентации с сортировкой по меньшему диаметру (хвостовика),
который устанавливается под приемным окном бункера. Основ-
ными элементами устройства являются два вращающихся вали-
ка / и 2, оси которых параллельны и лежат в наклонной к гори-
зонтали плоскости. Расстояние В между валиками зависит от
диаметров заготовок и определяется по формуле
B = dmax + b, (127)
где о'тах — максимально допускаемый диаметр хвостовика;
6 — зазор, с которым деталь входит в щель между вали-
ками (для метчиков б ---• 0,02 ч- 0,03 мм).
Если В становится меньше диаметра режущей части и боль-
ше диаметра хвостовика, а центр тяжести заготовки расположен
на хвостовой части, то заготовка устанавливается вертикально,
тонкой частью вниз.
Вращение валиков в противоположные стороны при их на-
клонном положении обеспечивает перемещение ориентированных
заготовок вдоль валиков по наклону вниз. Сойдя с валиков, за-
готовка через проем, образованный кольцевыми канавками, спу-
скается в лоток 3, ведущий в магазин питателя. Скорость пере-
мещения заготовок по валикам зависит от угла наклона валиков
и от скорости вращения их.
Обрабатываемые заготовки, у которых диаметр хвостовика
превышает верхний допускаемый предел больше, чем на величи-
ну б, перемещаются по валикам в лежачем положении и, мино-
вав упомянутый проем, проходят по поверхности втулок 4 до
следующего проема. Провалившиеся в него заготовки попадают
в приемник 5 и по лотку 6 падают в тару бракованных заготовок.
Валики / и 2 вращаются в опорах 7 и 8, укрепленных на ра-
ме 9. Опоры 8 валика 2 закреплены винтами 12 неподвижно.
Регулирование расстояний между валиками 1 и 2 производится
путем передвижения опор 7 винтами 13. Валик, на котором уста-
новлен приводной шкив 10 и коническое зубчатое колесо 11, вра-
щается в опорах, установленных в кронштейне 15.
Механизм приводится в действие от шпинделя станка или от
индивидуального электродвигателя с редуктором через ремен-
ную передачу и пару конических зубчатых колес 11 и 16. Оба
валика связаны парой цилиндрических зубчатых колес 17 для
передачи вращения валику 1. Высота зубьев этих колес должна
исключать возможность расцепления их при максимальном для
этого механизма расстоянии В между валиками. Снизу установ-
лен съемный поддон 14, защищающий шлифовальные круги от
посторонних предметов, которые могут случайно попасть на ме-
ханизм ориентации и пройти между валиками.
Угол наклона валиков к горизонтальной плоскости состав-
ляет 15°. Диаметр валиков 45 мм. Число оборотов 120 в минуту.
439
440
Механизация деления находит большое распре.t
пение при обработке канавок. Рассмотрим в качестве примера
трехшпиндельную делительную головку с автоматическим деле-
нием Томского инструментального завода для фрезерования
канавок червячных фрез с модулем 1,5 до 6 мм (фиг. 213 и 214)*.
На универсально-фрезерном станке 6Н83 цикл работы включает:
быстрый подвод заготовки к инструменту, переключение на ра-
бочую подачу, фрезерование канавки, переключение стола на
обратный ход с одновременной остановкой шпинделя станка, де-
Фиг. 213. Кинематическая схема трехшпипдсльной автоматической дели-
тельной головки.
ление, включение шпинделя станка. Шпиндель передней бабкг
приводится во вращение тремя червячными парами. В а.
(фиг. 213), на котором сидит червяк /, через коническую пару
и сменные зубчатые колеса 3 соединен с ходовым винтом 7. П[
вращении ходового винта стол станка перемещается и соотве
ственно поворачиваются шпиндели. На конце каждого шпинде
неподвижно закреплен делительный диск 16. Корпус фиксатор
и червячные колеса соединены друг с другом через гильз)
Шпиндель 8 проходит через гильзу 5. Положение шпинделя
носительно червячных пар определится фиксаторами 6. Дел<
осуществляется автоматически. Секторы 9, свободно сидящи
шпинделях, при своем повороте посредством плунжерных »
чек поворачивают делительный диск 16. Движение секто;
осуществляется зубчатой рейкой 10, соединенной со иг
поршня пневмоцилиндра 11. Во время рабочего хода воз
* На фиг. 213 и 214 единая нумерация позиций.
цилиндры поступает, как показано на схеме (фиг. 214). Диа-
фрагмы пневмокамеры 12 давят на фиксатор 6, поршень цилинд-
ра 11 находится в крайнем правом положении: при перемещении
рейки в. направлении стрелки а происходит поворот секторов и
плунжерные собачки входят в один из пазов делительного диска.
В конце обратного хода стола рычаг воздушного крана 13 натал-
кивается на кулачок 14 и поворачивает кран так, что пневмока-
меры и полость А цилиндра 11 соединяются с атмосферой, сжа-
тый воздух поступает в полость Б цилиндра. При этом фиксаторы
Фиг. 214. Пневматическая схема делительной головки, показанной на
фиг. 213.
освобождаются от давления диафрагм и пружинами 15 (фиг. 213)
выводятся из пазов делительного диска: рейка 10 перемещается
в направлении стрелки б и поворачивает через секторы и собач-
ки делительные диски на один окружной шаг.
Специальные станки, полуавтоматы и авто-
мат ы. В условиях серийного rf массового производства режу-
щих инструментов полная автоматизация рабочего процесса и
вспомогательных операций может быть наиболее успешно осу-
ществлена при использовании специализированных и специаль-
ных станков. За последние годы спроектировано более 200 типов
специальных станков, из них около 150 автоматизированных для
производства режущего инструмента. В семилетием плане пре-
дусматривается дальнейшее расширение типажа специализиро-
442
j
Фиг. 215. Автомат для накатывания резьбы
на метчиках, мод. МФ 1:28.
ванного оборудования в целях совершенствования технологии и
автоматизации процессов производства режущего инструмента.
Рассмотрим в качестве примера некоторые специальные станки.
В настоящее время применяются быстроходные токарные по-
луавтоматы мод. КТ-16 для
разверток и концевых фрез
и других инструментов.
Проходят испытания
разработанные новые то-
карные автоматы моделей
ЗР-117 и ЗР-120 для обра-
ботки рабочей и хвостовой
части концевого инструмен-
та диаметром до 24 мм и
автоматы моделей ЗР-118 и
ЗР-119 для обработки кон-
цевого инструмента диамет-
ром 24—52 мм.
Завод имени Орджони-
кидзе выпускает токарно-
копировальные автоматы
мод. МР-105 с наладками
для изготовления сверл,
метчиков и концевых фрез.
Завод им. Воскова выпу-
скает гамму токарных полу-
автоматов для обработки
концевого инструмента на
базе токарного копироваль-
ного полуавтомата ВТ-10:
токарный полуавтомат для
проточки под сварку 2В10С,
токарный полуавтомат для
подрезки торцов 2В10Т, то-
карный полуавтомат для
обточки сварного шва
2В10Ш и токарный полуав-
томат для патронной рабо-
ты 2В10П. Перечисленные полуавтоматы легко могут быть пре-
вращены в автоматы. Средневолжский станкозавод выпускает
токарный автомат КТ-61.
Для образования резьбы на метчиках диаметром 0,3—1 мм
завод «Фрезер» выпускает резьбонарезные токарные полуавтома-
ты мод. МФ-102. Для накатывания резьбы метчиков Ml—М2 ав-
томаты мод. МФ-103, для метчиков М2—Мб автоматы мод.
МФ-128 (фиг. 215). Вертикальные автоматы мод. МФ-141 для
прочистки резьбы в круглых плашках.
Для нарезания червяков и червячных фрез по методу обкатки
443
обтачивания рабочей части сверл,
и хвостовой конусной части этих
;—-- . У;"-.. 1
► : •• I
Т • i
завод «Комсомолец» выпускает специальные станки мод. ЕЗ-10А
для червячных фрез модуля 1 до 6 и мод. ЕЗ-29 для фрез мо-
дуля 4—12 мм.
Для шлифования резьбы на метчиках многопрофильным кру-
гом Московский завод координатно-расточных станков выпуска-
ет резьбошлифовальные полуавтоматы мод. МВ-13 для метчи-
ков диаметром до 12 мм и мод. МВ-14 для метчиков диаметром
до 52 мм.
Для затылования заборного конуса метчиков диаметром
М7 — М22 мм до термообработки заводом «Фрезер» выпускают-
ся станки мод. 4МТ, автоматы мод. МФ-143. Для затылования
круглых плашек диаметром до 36 мм выпускается полуавтомат
МФ-132. Для затылования центровочных сверл завод им. Воско-
ва выпускает полуавтомат мод. СИ-06.
Средневолжский завод выпускает для затылования мелкомо-
дульных фрез повышенной точности токарно-затыловочный полу-
автомат мод. 1810, для затылования с автоматическим рабочим
циклом — мод. 1812 и с автоматическим делением на заходы
спроектирован полуавтомат моделей 181IA и 1812А; для затыло-
вания резьбовых и пазовых фрез полуавтомат мод. КТ-71.
МЗКРС выпускает для шлифовально-затыловочных операций
станки мод. МВ-10 для червячных фрез модуля 1—4 мм и мод.
МВ-15 для червячных фрез модуля 4—10 мм.
Для фрезерования канавок сверл выпускаются сверло-фре-
зерные автоматы и полуавтоматы. Сестрорецкий завод им. Во-
скова выпускает автоматы моделей 6787, 6788, 6789 для фрезе-
рования сверл диаметром от 0,5 до 6 мм. Дмитровский завод
фрезерных станков выпускает автомат мод. 6790 для сверл диа-
метром от 5 до 10 мм и сверло-фрезерные полуавтоматы моделей
6791 У, 6792У, 6793У, 6794У для фрезерования канавок сверл от
10 до 60 мм.
Горьковский завод фрезерных станков выпускает полуавто-
маты мод. ГФ-485Н1 (фиг. 216) для фрезерования канавок мет-
чиков диаметром М18 — М52 мм.
Завод им. Воскова для фрезерования метчиков выпускает по-
луавтомат 6В1М и для разверток 6В1Р. Для фрезерования кана-
вок червячных фрез выпускается фрезерный полуавтомат с трех-
шпиндельной делительной головкой мод. ГФ-507. Для фрезеро-
вания винтовых канавок концевых фрез Дмитровский завод
фрезерных станков выпускает полуавтомат мод. ДФ-161. Для
фрезерования канавок пасадпых фасонных фрез с острозаточен-
ным зубом выпускаются станки моделей ДФ-84 и ДФ-86. Для
фрезерования винтовых канавок концевых фрез диаметром
3—14 мм завод им. Воскова выпускает полуавтомат 6В-6М. Для
фрезерования пазов в корпусах сборных фрез диаметром 75—
200 мк полуавтоматы мод. 6В1МФ. Завод «Фрезер» выпускает
полуавтомат мод. МФ-131 для шлифования канавок метчиков
размером Ml—Мб, полуавтомат мод. МФ-96 для шлифования
444
винтовых канавок метчиков диаметром до 3,5 мм-, станок мод.
МФ-202 для шлифования канавок сверл диаметром 0,1—0,45 мм,
автомат МФ-133 для полирования канавок сверл диаметром
6—10 мм. Для шлифования заборного конуса метчиков М0,3—
0,9 и разверток диаметром 0,12—3 мм выпускается станок мод.
МФ-84. Для полирования по наружному диаметру круглых пла-
Фиг. 216. Полуавтомат для фрезерования канавок мет-
чиков, мод. ГФ-485Н1.
шек выпускается станок мод. 19А (фиг. 217), работающий по
методу бесцентрового шлифования напроход.
Витебский завод заточных станков изготовляет двухпозици-
онный автомат B3-32 для заточки сверл с цилиндрическим хво-
стовиком диаметром 5—15 мм, полуавтомат B3-37 для заточки
сверл с коническим хвостовиком диаметром 6—15,5 мм, гидро-
фицированный полуавтомат мод. B3-38 для заточки сверл диа-
метром 15—40 мм и мод. ВЗ-40 для заточки сверл диаметром
40—80 мм.
Московский завод «Фрезер» выпускает для заточки сверл диа-
метром 2—5 мм автомат мод. МФ-138; для заточки сверл диа-
метром 0,1—1 мм станок мод. МФ-73. Для подточки поперечной
режущей кромки сверл станки моделей МФ-86 и МФ-145.
445
Для заточки резцов спроектированы полуавтоматы dj-, , ..
ВЗ-78 и для алмазной доводки резцов полуавтомат ВЗ-80. Для
заточки резцов испытывается полуавтомат 3624.
Для заточки разверток диаметром 3—8 мм Витебский завод
заточных станков выпускает автомат моделей ВЗ-49 и ВЗ-59;
Фиг. 217. Станок для полирования круглых плашек
мод. 19 А.
для доводки разверток станок мод. 3674. Для заточки торцовых
фрез диаметром 80—600 мм полуавтомат мод. 3667М.
Для заточки канавочных фасонных фрез с острозаточенным
зубом завод «Фрезер» изготовляет станки моделей МФ88
(фиг. 218) и МФ89 и Витебский завод заточных станков — полу-
автомат мод. ВЗ-71.
Харьковский завод шлифовальных станков выпускает круг-
лошлифовальный гидрофицированный автомат мод. ХШ-236 для
446
шлифования конической части сверл диаметром 12—32,5 мм и
круглошлифовальный гидрофицированиый полуавтомат мод.
ХШ-234 с широким кругом для шлифования рабочей части и ко-
нического хвостовика сверл. Для шлифования рабочей и хвосто-
Фиг. 218. Станок для заточки каиавочных фрез
мод. МФ88.
вой части метчиков и сверл — полуавтомат ХШ-10. Для шлифо-
вания поднутрения торцов отрезных и прорезных фрез диамет-
ром до 100 мм Московским станкостроительным заводом
выпускается специальный станок.
Для совмещенного шлифования хвостовой и рабочей части
широким кругом спроектированы автоматы бесцентрового типа
447
для сверл с конусом Морзе Ks 1 — ВШ332 и конусом Морзе
№ 2 — ВШ338. Для шлифования по наружному диаметру сверл
и метчиков Витебский завод шлифовальных станков изготовляет
бесцентрово-шлифовальные станки моделей ВШ-105 и ВШ-Г06
для сверл диаметром до 10 мм и моделей ВШ-111, ВШ-112,
ВШ-136 и ВШ-137 для метчиков. Завод «Фрезер» изготовляет
бесцентрово-шлифовальный станок мод. 63 для мелкого режу-
щего инструмента. Для образования стружечных канавок сверл
по методу пластической деформации Гомельским станкострои-
тельным заводом им. Кирова изготовляются прокатные станы
мод. С-100 для сверл диаметром 15—30 мм, мод. С-102 для сверл
диаметром 12—16 мм и мод. С-101 для сверл диаметром 30—
50 мм. Для завивки заготовок сверл после проката выпускаются
специальные станки моделей К006, К085 и К086, основанные на
свободном кручении прокатанных заготовок. ВНИИ разработан
завивочно-правильный станок мод. КП-2, основанный на прину-
дительном кручении, обеспечивающем более качественную за-
вивку сверл, чем при свободном кручении.
Спроектированы радиально-ковочные машины для канавок
метчиков В0627 и для обжатия хвостовиков В0625.
В табл. 24 приведены данные производительности некоторых
специальных станков.
Таблица 24
Производительность некоторых специальных станков
Наименование станка Завод-изго- товитель Модель Размер ин- струмента В ЛШ Производи- 1 тельность | в шт./час
Токарно-винторезный . Токарно-копировальный Токарно-копировальный Специальный сверлиль- ный для боковых гнезд плашек Полуавтомат для фре- зерования канавок метчи- ков Полуавтомат для фре- зерования разверток Полуавтомат для фре- зерования винтовых кана- вок разверток А втомат для фрезеро- вания лапок хвостовиков Токарно-затыловочный полуавтомат для плашек Полуавтомат для заты- лования метчиков * Специальное конструкторек жущего инструмента и оборудов «Фрезер» им. Воскова им. Орджо- никидзе «Фрезер» им. Воскова им Воскова Дмитровский ГЗФС «Фрезер» СКТБИ* :ое и технологи’ ания Мосгорсог МФ-122 ВТ-10 МР-105 ХА-118 6В1М 6В1МР ДФ-99 ГФ-555 МФ-132 МФ-143 МФ-150 1еское бюро тархоза. До 0 4 0 12—50 0.20—90 М8—М10 MIO—М24 0 10—40 0 10—30 0 6—32,5 Мб—М36 М7—М22 М24—М52 проектирована 1800 40—60 70—80 150 375 0 (для 015) 19 (для 016) 360 250—750 750 (М10) 310 (М24) я металле ре-
448
2. ПОТОЧНЫЕ ЛИНИИ
В условиях крупносерийного и массового производства режу-
щего инструмента применяются поточные и автоматические ли-
нии. Поточные линии отличаются последовательным расположе-
нием оборудования по ходу технологического процесса, закреп-
лением операций за оборудованием, передачей обрабатываемого
инструмента с одной операции на следующую, как правило, при
помощи специальных транспортных устройств, в частности, лен-
точных конвейеров пульсирующего действия. Характерной осо-
бенностью поточных линий является синхронизация операций и
передача полуфабриката с операции на операцию поштучно или
транспортными партиями.
В инструментальном производстве вследствие большой но-
менклатуры инструмента по типоразмерам, создаются преиму-
щественно переменно-поточные линии, на которых можно обра-
батывать инструмент нескольких типоразмеров со сходным тех-
нологическим процессом.
Обработка закрепленных за линией инструментов произво-
дится партиями через определенный промежуток времени. Пе-
ременно-поточная линия применяется тогда, когда штучное вре-
мя по операциям значительно меньше темпа выпуска и загрузить
оборудование обработкой инструмента одного типа невозможно.
Когда обработка определенной партии инструмента одного раз-
мера подходит к концу и станки начала линии освобождаются,
на них после переналадки подается заготовка инструмента дру-
гого наименования. Таким образом, на линии может обрабаты-
ваться инструмент одного или нескольких размеров, а выпу-
скается с линии в каждый момент инструмент одного размера.
При проектировании поточного производства руководствуют-
ся принципом дифференциации операций, т. е. разбивки их на
простейшие переходы и принципом концентрации, когда на од-
ном рабочем месте обрабатывается с одной установки несколь-
ко поверхностей. Применяется также смешанная технология.
В настоящее время в инструментальном производстве преобла-
дает принцип дифференциации операций.
В поточном производстве применяются универсальные стан-
ки со специальными приспособлениями и механизированными
или автоматизированными устройствами, специальные операци-
онные и специализированные станки. Выбор способа работы
типа станков и приспособлений определяется характером изде-
лий и темпом производства.
Поточное производство экономически эффективно, так как
оно отличается короткими производственными циклами, мини-
мальной трудоемкостью и низкой себестоимостью изготовления
инструмента. Закрепление операций за оборудованием, расстав-
ленным по ходу технологического процесса, и выполнение рабо-
чим длительное время одних и тех же операций способствует
449
повышению производительности труда рабочих поточных линий
Ликвидируются излишние транспортные и складские операции
требующие значительного числа рабочих, оборудования и пло
щадей. Упрощается система планирования, учета и управлени»
производством. Значительное влияние на снижение трудоемко'
сти и себестоимости при поточном методе производства сказы-
вает применение новых технологических процессов высокопроиз-
водительного оборудования и совершенной оснастки.
На поточных линиях инструментальных заводов организова-
но производство метчиков. Поточные линии снабжены специаль-
ными конвейерами. Конвейеры построены отдельно для линий
механической обработки до термической обработки и для линий
отделочных операций после нее. Большая часть конвейеров на-
польного ленточного типа с гидравлическим приводом, с пуль-
сирующим движением. Для транспорта применяется мерная
тара с отверстиями для метчиков.
На поточной линии применяются токарные автоматы, фрезер-
ные станки с многоцентровыми приспособлениями, бесцентрово-
шлифовальные, накатные и другие высокопроизводительные
станки. Широко применяется многостаночное обслуживание.
При поточном производстве резко сокращается производствен-
ный цикл.
Рассмотрим пример определения минимального количества
инструмента, которое целесообразно изготовлять на поточной
линии [23]. С этой целью подсчитывается коэффициент загрузки
станков по средней станкоемкости основных операций механиче-
ской обработки инструмента, выполняемых на универсальном
оборудовании.
Обозначим: Q — суточный выпуск изделий в штуках, t —
станкоемкость операции в минутах, f — расчетный суточный
фонд времени работы станка в минутах, п — число станков па
операции, т) — средний коэффициент загрузки .станков. Указан-
ные величины связаны зависимостью
Q/---MT). (128>
При п = I, т. е. при использовании одного станка на опе-
рации,
4 = -^-. (129}
Средняя станкоемкость tcp определяется, как среднее значе-
ние станкоемкостей основных операций обработки инструмента:
г
Z—I
где z — количество основных операций и станков в поточной
линии.
450
Между минимальным выпуском Q, средней трудоемкостью tcp
и количеством станков, п имеется зависимость:
Z
fnv - Qztcp = Q н- и + 4 + ... + tz) Q h, (131)
Л-1
следовательно,
Q = ^-. (132)
*ср
В том случае, когда на одном станке объединяется несколько
операций, п = zm. Кроме того, необходимо вычесть время на-
ладки станков из суточного фонда времени станка
Q=_fczb_> (133)
i=icpi
Ч = -у [ + •••*») + (134)
Нормальной величиной коэффициента загрузки для станков
поточной линии считается т) — 65 + 75%. Применение поточного
метода производства в среднем снижает трудоемкость на 35--
50% и выпуск соответственно увеличивается.
Технико-экономическая эффективность выбранного метода
организации производства и технологического варианта обра-
ботки проверяется по себестоимости изготовления инструмента.
Расширение номенклатуры и увеличение выпуска стандарт-
ного режущего инструмента, улучшение его качества, снижение
себестоимости требует комплексной механизации и автоматиза-
ции производственных процессов с применением прогрессивной
Таблица 25
Сопоставление трудоемкости изготовления режущего инструмента
в инструментальных цехах машиностроительных заводов и на
специализированных инструментальных заводах
Наименование инструмента Размеры инструмента в мм Материал инструмента Трудоемкость изготовления одной штуки в мин
на инстру- ментальных заводах в инструмен- тальных цехах машинострои- тельных заводов
Резец проходной ото- : гнутый Метчик ручной . . Плашка круглая . . Сверло спиральное Фреза дисковая трех- сторонняя 20 x30x 200 М16 М16 0 20 0 75 Твердый сплав Сталь У10 Сталь 9ХС Сталь Р9 Сталь Р9 6,81—11,22 13,1—20,2 9,1 19,9—20,1 .52,3—59,7 17,8—52 70,0—205 45,0—180 65,0—200 126—390*
451
технологии, программного управления станками, а также усовер-
шенствования организации производства. Поэтому следующим
шагом в развитии специализированного производства режущего
инструмента должен стать переход к испытанным и оправдав-
шим себя методам массового производства с учетом особенно-
стей изготовления инструмента.
В табл. 25 приведены сравнительные данные* по трудоем-
кости изготовления режущего инструмента при различных фор-
мах организации производства.
3. АВТОМАТИЧЕСКИЕ ЛИНИИ
Автоматические линии могут состоять из универсальных, аг-
регатных, автоматических или роторных станков. Выбор того
или иного типа оборудования диктуется объемом выпуска на
основе технико-экономического анализа соответствующих ва-
риантов.
Основными показателями технико-экономической эффектив-
ности автоматических линий служат:
а) себестоимость продукции;
б) повышение производительности труда и улучшение усло-
вий работы;
в) увеличение выпуска продукции с единицы оборудования
и площади;
г) повышение качества выпускаемых изделий;
д) срок окупаемости затрат на механизацию и автоматиза-
цию производственных процессов.
Для создания автоматической линии необходимо автоматизи-
ровать не только отдельные станки и машины, но и автомати-
зировать все связанные с их работой операции контроля, учета,
хранения заделов, а также связать их в единое целое транспорт-
ными устройствами, обеспечивающими работу линии с заданным
темпом.
По структуре линии могут быть автоматическими и полу-
автоматическими. Линии могут быть комплексными, когда все
операции осуществляются на линии, и не комплексными, когда
только часть операций технологического процесса выполняется
на линии.
На полуавтоматических линиях не на всех участках осуще-
ствляется автоматизация, а на некоторых участках работа
может быть организована как на поточной линии, например,
может быть не полностью автоматизирован контроль, транспор-
тирование и другие операции.
Полуавтоматические линии создаются в тех случаях, когда
технически или экономически нецелесообразно создание пол-
* Магазинер 3. Г. Воитросы развития отечественного инст1ру1ментально'ГО
производства, ЦБТИ Государственного Комитета Совета Министров СССР по
автоматизации и машиностроению, 1962.
452
ностью автоматизированной линии, например, при незначитель-
ной эффективности по производительности или большом сроке
окупаемости последней.
Выбор типа линии зависит от масштаба производства.
По типу оборудования различают:
а) Автоматические линии из модернизированных универ-
сальных станков (с автоматическим циклом работы, автомати-
зацией загрузки, установки, разгрузки, контроля и др.). Линии
такого типа имеют гибкую транспортную систему. Линии
из автоматизированных универсальных станков (сверлильных,
фрезерных, шлифовальных и др.) применяются при обработке
метчиков, отделочных операциях изготовления сверл и других.
2) Автоматические переналаживаемые линии из станков
широкого назначения с гибкой транспортной системой. Такие
линии могут применяться в производстве концевого режущего
инструмента (фрез, зенкеров, разверток), насадного инстру-•
мента (долбяков, корпусов фрез), на отдельных участках про-
изводства сверл и другого инструмента.
3) Автоматические линии из специальных станков для ин-
струментального производства. Специальные станки-автоматы
для инструментального производства могут работать как на
автоматических линиях, так и отдельно.
4) Роторные линии и линии из агрегатных многошпиндель-
ных станков непрерывного действия. Роторные линии высоко-
производительны, особенно .при обработке мелкоразмерного ин-
струмента. СКБ спроектированы роторные агрегаты для не-
скольких операций производства метчиков — агрегат Л32С и
круглых плашек—агрегат Л35СЛ.
Автоматические линии должны создаваться из типовых
станков инструментального производства, типового оборудова-
ния, типовых загрузочных, зажимных, контрольных и транспор-
тных систем и других типовых элементов. Применение типовых
станков и узлов при создании автоматических линий значитель-
но сократит их стоимость и время окупаемости и создаст воз-
можность быстрой переналадки их на производство других
типоразмеров инструмента.
Применение типовых устройств позволит внедрять автома-
тизацию производственных процессов даже при сравнительно
небольших партиях выпускаемого инструмента.
В зависимости от конструкции транспортных устройств,
автоматические линии выполняются трех типов.
1) Как неразрыв’ная цепь автоматически действующих тех-
нологических агрегатов с жесткой связью между ними, т. е.
непосредственной передачей заготовок с одной позиции на дру-
гую. Такие линии называются сблокированными.
2) Как система гибко связанных независимых технологиче-
ских агрегатов, где каждая гибкая связь представляет собой
устройство для приема, хранения и выдачи в соответствующее
15 Палей М. М. 453
время запаса заготовок. Линии эти называются расчлененными
на самостоятельные агрегаты.
3) Как система гибко связанных групп технологических
агрегатов, в каждой из которых технологические агрегаты сое-
динены между собой жесткой связью; гибкая же связь между
группами (участками) представляет собой устройства для при-
ема, храпения и выдачи запасов заготовок. Линии последнего
типа называются расчлененными на участки.
В инструментальном производстве находят применение ли-
нии второго и третьего типа. В условиях инструментального
производства целесообразно применение автоматических линий
с гибкой связью, дающей возможность переналадки линии на
другие типоразмеры инструмента. В качестве примера рас-
смотрим автоматическую линию для изготовления метчиков,
созданную на базе автоматизированных универсальных стан-
ков.
Автоматическая линия изготовления метчиков 7—8 мм. Опи-
сываемая автоматическая линия построена и внедрена на за-
воде «Фрезер» по проекту института Оргстанкинлром [66]. Она
состоит из автоматизированных универсальных станков, объе-
диненных транспортной системой, и предназначена для обработ-
ки заготовок ручных и машинных метчиков диаметром М7—
М8 мм из углеродистой и быстрорежущей стали, со шлифован-
ным и нешлифованным профилем резьбы.
На автоматической линии (фиг. 219) производятся следую-
щие операции:
•) обтачивание и отрезка заготовок с образованием наруж-
ных центров на токарных автоматах продольно-фасонного то-
чения Г,
2) промывка, контроль диаметра хвостовой части и общей
длины, подсчет заготовок на контрольно-сортировочном авто-
мате 3;
3) шлифование напроход рабочей части метчика под накат-
ку резьбы на автоматизированном бесцентрово-шлифовальном
станке 9 мод. 3180;
4) предварительное шлифование врезанием хвостовой части
на бесцентрово-шлифовальном станке 11 мод. 3180;
5) штамповка квадрата на эксцентриковом прессе 13 мод.
КП-10;
6) клеймение на автоматизированном клеймильном станке 16
мод. Т36;
7) предварительное накатывание резьбы заготовок ручных
и машинных метчиков со шлифованным профилем резьбы и
чистовое накатывание резьбы заготовок метчиков с нешлифо-
ванным профилем накатными роликами на резьбонакатном
станке 18 мод. Рее — Wie № 2;
8) чистовое шлифование напроход рабочей части метчиков
с нешлифованным профилем резьбы на автоматизированном
454
бесцентрово-шлифовальном станке 20 мод. 3180, оборудованном
автоматическим электроимпульсным счетным устройством 20\
9) фрезерование стружечных канавок метчиков на автомати-
зированных продольно-фрезерных станках 23 мод. 6В-1М;
10) снятие заусенцев механическим способом на специаль-
ном автоматическом станке, оборудованном счетным устрой-
ством с механическим приводом 27.
Автоматическая линия состоит из станков, находившихся
в эксплуатации до встраивания их в линию, от 10 до 15 лет.
Каждый из станков, входящих в состав автоматической линии,
оборудован бункерным загрузочным устройством, благодаря че-
му он может быть использован независимо от других стан-
ков, как в автоматической линии, так и вне ее. Бункерные за-
грузочные устройства позволяют также производить подналадку
и переналадку станков последовательно, не прекращая работы
всей линии. Возможность быстрой и легкой переналадки авто-
матической линии при обработке закрепленных за ней метчиков
является одной из главных ее конструктивных особенностей.
Автоматическая линия устроена и действует следующим
образом.
Заготовки метчиков, ручных или машинных, отличающиеся
между собой только наличием кольцевой канавки на хвостовой
части заготовки машинного метчика после.обтачивания и отрез-
ки на автоматах 1 принимаются лотками разгрузочных
устройств и передаются на поперечные склизы и по ним поступа-
ют па горизонтальный инерционный транспортер 2.
Обработанные заготовки по лоткам (фиг. 220) или склизам
поступают в грузонесущий желоб 2 транспортера с приводом 3,
который передает их в контрольно-сортировочный автомат 3 ли-
нии (фиг. 219). Здесь заготовки промываются, контролируются
по диаметра.м и длинам и подсчитываются. Годные заготовки по
горизонтально-инерционному транспортеру 4 передаются на верт
тикальный инерционный транспортер 5 (общий вид см. на
фиг. 221), который поднимает их на высоту 2 м и с помощью
приводимого им. в движение наклонного инерционного транспор-
тера 6 (фиг. 219) передает их в накопитель 7. Из него по наклон-
ному лотку 8 заготовки падают в бункер бесцентрово-шлифо-
вального станка 9. Захватный диск механизма загрузки поштучно
выдает заготовки на щель механизма рриентации, через кото-
рую заготовка, вследствие разности диаметров рабочей и хвос-
товой части, проходит хвостовой частью вперед и в этом положе-
нии подается шнековым питателем к шлифовальным кругам.
Прошлифованные по рабочей части заготовки поступают по
наклонному лотку в приемную часть цепного транспортера 10
(конструкцию см. на фиг. 222).
Бесконечная мотоциклетная цепь транспортера с вставлен-
ными между роликами пластинами несет прошлифованные за-
готовки метчиков.
455;
15?*
Поднятые цепным транспортером Ю (фиг. 219) заготовки па-
дают в бункер бесцентрово-шлифовального станка 11, откуда с
помощью захватного диска поступают на двухвалковый меха-
низм ориентации и сортировки.
Фиг. 220. Горизонтальный инерцион-
ный транспортер к токарным автома-
там.
Фиг. 22L Вертикальный инерционный
транспортер:
i — многовитковый винтовой груз «несу-
щий желоб дугообразного сечения; 2 —
наружная поворотная колонна, установ-
ленная на шарикоподшипниках на не-
подвижной колонне; 3 — основание; 4 —
электродвигатель с приводом.
Вращающиеся в противоположных направлениях цилиндри-
ческие наклонные валки механизма установлены на таком рас-
стоянии друг от друга, что метчик своей хвостовой частью про-
ходит между валками с зазором 0,10—0,15 мм и зависает на них
рабочей частью. Покачиваясь, метчик сходит с валков по дуго-
образному лотку в магазин пневматического питателя хвосто-
вой частью вперед. Случайно попавшие в бункер этого станка
456
метчики с завышенными размерами диаметра хвостовой части
сходят с валков по другому лотку в предназначенную для них
тару.
Пневматический питатель подает метчик на опорную линейку
до упора. Заправленный по архимедовой спирали чугунный ве-
дущий круг осуществляет поперечную подачу. Обработанная за-
готовка скатывается с наклонной плоскости линейки в фасон-
ную пройму ведущего круга и выносится им на 'наклонный ло-
ток, направленный в приемную часть транспортера 12. Полный
2
1
Фиг. 222. Цепной наклонный транспортер с верхним приводом:
1 — натяжное устройство; 2 — электродвигатель; 3 — редуктор; 4 — кронштейн;
5 — оси; 6 ~ боковые щитки; 7 — ограждение холостой ветви; 8 — шпильки.
цикл обработки заготовки совершается за один оборот ведущего
круга.
Цепной транспортер 12, ничем не отличающийся по своему
устройству от транспортера 10, передает метчики к эксцентрико-
вому прессу 13, снабженному теми же механизмами загрузки
и ориентации, что и бесцентрово-шлифовальный станок 11. Ори-
ентированные, как и на предыдущей операции, метчики поступа-
ют по дугообразному лотку в механизм питания.
Штамповка квадрата производится в два удара с поворотом
заготовки -на 90°. Полный цикл штамповки осуществляется за
три оборота эксцентрикового вала. Один из трех оборотов затра-
чивается на подачу обрабатываемой заготовки в штамп, вывод
из штампа и выдачу ее на отводной лоток. Распределительный
механизм, связанный цепной передачей с эксцентриковым ва-
457
лом пресса и системой рычагов с механизмом питания, осущест-
вляет, взаимодействуя с последним, выдачу обрабатываемой за-
готовки из магазина, подачу ее в штамп, поворот заготовки на
90° после первого удара, вывод из штампа и выдачу ее на от-
водной лоток.
Часть рассматриваемой линии — бесцентрово-шлифовальные
станки 9 и //, цепные транспортеры 10 и 12 и эксцентриковый
пресс /3 —показана на фиг. 223.
Ф’яг. 223. Часть автоматической линии обработки метчиков Ъ\7—М8.
По отводному наклонному лотку метчики со штампованными
квадратами поступают на цепной транспортер 14. Велосипедная
цепь транспортера снабжена пластинками прямоугольного се-
чения, вставленными в ее звенья между роликами. Электродви-
гатель через червячный редуктор, установленный па нижней ча-
сти станины пресса, приводит в движение цепь, транспортиру-
ющую метчики наклонно вверх и передающую их на желобооб-
разный склиз 15, по которому они поступают в бункер клеймиль-
ного станка 16.
Захватный диск выносит метчики в верхнюю часть бункера и
с помощью заслонки поштучно выдает их в горизонтальном по-
ложении на щель механизма ориентации. Зависая на щели рабо-
458
чей частью, метчик выходит из нее хвостовой частью вниз и, со-
храняя вертикальное положение в стволе лотка, падает на упор-
ную планку клеймодержателя, установленного на ползуне стан-
ка. Движущееся вместе с ползуном клеймо прижимает хвосто-
вую часть метчика к опорным роликам и, прокатывая его, произ-
водит оттиск.
По выходе из контакта с клеймом и упорной планкой клеймо-
держателя метчик падает и по наклонному лотку направляется
в приемник транспортера 17. Транспортер, прикрепленный
внизу к станине клеймильного станка, вверху опирается на бун-
кер резьбонакатного станка. Этот транспортер, по своей констру-
кции, мало отличающийся от цепного транспортера /4, поднимает
метчики наклонно вверх и передает их в бункер резьбонакатно-
го станка 18. Резьбонакатной станок оборудован четырехвалко-
вым механизмом ориентации.
Выданные из бункера на механизм метчики ориентируются,
зависая рабочей частью между вращающимися в противополож-
ных направлениях валками. При этом метчики заданного раз-
мера по диаметру рабочей части зависают на нижней паре вал-
ков и сходят с них по дугообразному лотку в магазин питателя
хвостовой частью вперед.
Метчики, завышенные по диаметру рабочей части, 'задержи-
ваются на верхней паре валков и отводятся по наклонному лот-
ку в сторону. Заниженные заготовки проходят как между верх-
ними, так и между нижними валками и остаются на установ-
ленном под валками поддоне.
Связанный зубчатой передачей со шпинделем резьбонакат-
ного станка распределительный механизм во взаимодействии с
механизмом питания, подводимой опорой и механизмом вклю-
чения подачи, производит выдачу заготовки на опорную линейку,
включение и отключение подачи, подвод и отвод дополнительной
опоры.
Полный цикл обработки заготовки совершается за 1,3 оборо-
та шпинделя. Из них 0,8 оборота затрачивается на накатывание
резьбы и 0,5 оборота на установку заготовки, подвод и отвод
шпиндельной бабки и на падение накатанной заготовки с опор-
ной линейки на транспортер. Благодаря стабилизации размеров
заготовок и режима накатывания резьбы, метчики, изготовляе-
мые на автоматической линии, соответствуют степени точ-
ности Е.
Метчики с накатанной резьбой при отводе шпиндельной баб-
ки, выходят из контакта с резьбонакатными роликами и, опро-
кидываясь под действием силы тяжести (центр тяжести располо-
жен в хвостовой части метчика, свисающей с опорной линейки),
падают на инерционный транспортер 19.
Инерционный, транспортер желеобразной формы установлен
наклонно с углом подъема 2—3° в направлении движения заго-
товки. Один его конец соединен с качающимся рычагом, который
459
приводится в движение от кулачка, установленного на шпинде-
ле неподвижной бабки резьбонакатного станка, другой опирает-
ся на бункер бесцентрово-шлифовального станка.
Под воздействием пружины транспортер, с находящимися на
нем метчиками, перемещается в направлении бесцентрово-шли-
фовального станка примерно на 8 мм и, ударяясь об эластич-
ный буфер, возращается в исходное положение с помощью ку-
лачка. При каждом ударе транспортера метчики по инерции пе-
ремещаются относительно транспортера на 4—б мм. Транспор-
тер совершает 240 дв. ход. в мин.
С инерционного транспортера метчики поступают на бесцен-
трово-шлифовальный станок 20 для шлифования рабочей части
после накатывания. Этот станок оборудован теми же автомати-
зированными устройствами, что и бесцентрово-шлифовальный
станок 2, на котором .производится шлифование рабочей части
под накатывание.
Прошлифованные метчики подаются по наклонному лотку
на цепной транспортер 21 и передаются им на распределитель-
ный транспортер 22, передающий на продольно-фрезерные стан-
ки 23 для фрезерования стружечных канавок. Эти станки также
встроены в автоматическую линию. Машинные и ручные мет-
чики из быстрорежущей стали поступают на фрезерование
стружечных канавок, минуя бесцентрово-шлифовальный ста-
нок 20, так как чистовое шлифование рабочей части этих мет-
чиков производится в центрах на круглошлифовальном станке
после термической обработки.
Метчики с фрезерованными стружечными канавками выда-
ются вибрационными лотками на инерционный транспортер 24
и поступают на вертикальный транспортер 25. Один из верхних
витков грузонесущего желоба вертикального транспортера име-
ет наконечник, обеспечивающий поштучную выдачу транспор-
тируемых заготовок на склиз 26, а затем на механизм ориента-
ции автоматического станка для снятия заусенцев 27. На нем
дисковый инструмент из пластмассы, алюминия или красной
меди снимает заусенцы, образовавшиеся при фрезеровании
стружечных канавок метчиков. Здесь же ведется автоматиче-
ский счет заготовки, обработанных на линии.
Автоматическая линия обслуживается тремя станочниками
и четырьмя наладчиками. Фактическая производственная мощ-
ность автоматической линии составляет 1700 метчики в час.
Автоматизация технологического процесса производства мет-
чиков обеспечила значительное повышение их качества за счет
стабилизации геометрических параметров и режимов, обработки
на автоматизированных операциях.
Производительность труда рабочего повышена в 6 раз. Срок
окупаемости затрат на автоматизацию менее двух лет.
Кроме описанной автоматической линии изготовления мет-
чиков М7—М8, на заводе «Фрезер» построено еще несколько
460
автоматических линий для изготовления метчиков других раз-
меров: 3—3,5 мм; 4—6 мм; 9—16 мм; 18—24 мм.
Производительность этих линий в штуках в час: 1800 (М3);
1600 (М10); 500 (М18).
Секция автоматической линии метчиков 18—24 мм показана
на фиг. 224.
Такие же автоматические линии изготовления метчиков по-
строены на Сестрорецком инструментальном заводе им. Воско-
ва, Томском инструментальном заводе <и других.
Фиг. 224. Секция автоматической линии обработки метчиков М18—М24:
/ — автоматизированный бесцентрово-шлифовальный станок мод. 3180; 2 — цепной
транспортер с верхним приводом.; 3 — автоматизированный бесцентрово-шлифовальный
станок мод. 3180; 4 - цепной транспортер с верхним приводом; 5 — автоматизирован-
ный горизонтально-фрезерный станок Цинциннати; 6 — цепной транспортер с нижним
приводом; 7 — автоматизированный клеймильный станок мод. Т-36; 8 — ценной тран-
спортер с нижним приводом; 9 — автоматизированный резьбонакатной станок Pee-Wee:
10 — инерционный транспортер; 11 — автоматизированный бесцентрово-шлифовальный
станок мод. 3180.
Технико-экономические показатели автоматических линий из
модернизированных универсальных станков благоприятны:
Качество изделий улучшилось за счет стабилизации их гео-
метрических параметров и режимов обработки на автоматизи-
рованных станках.
Производительность станков повысилась в два-три раза за
счет сокращения вспомогательного времени при автоматиче-
ской загрузке.
Выпуск продукции с единицы производственной площади
увеличился в 2,5 раза вследствие повышения производительно-
сти станков и усовершенствования технологического процесса, а
также освобождения части производственной площади, занятой
ранее напольными ленточными конвейерами.
Производительность труда возросла в три-шесть раз из-за
повышения производительности станков и организации много-
станочного обслуживания.
Срок окупаемости затрат на автоматизацию, благодаря сни-
жению себестоимости, включая опытные работы, на заводе
«Фрезер» составил менее 2-х лет, при увеличении заработка ра-
бочих в 1,5—2 раза. На прочих заводах — менее года, так как
они получали исправленные чертежи.
461
В табл. 26 приведены показатели эффективности автоматиче-
ской линии изготовления метчиков М7—М8 мм. Ценностные по-
казатели даны в масштабе цеп 1960 г.
Таблица 26
Показатели технико-экономической эффективности автоматической
линии изготовления метчиков М7—М8 мм
Показатели для
Наименование
показателей
Единица ।
измерения^
автоматичес-
кой линии
Эффективность
абсолютная
величина
Годовой выпуск
метчиков
Режим работы
оборудования
Количество рабочих
Выработано на
1 рабочего
Себестоимость
метчиков
Затраты, связан-
ные с автомати-
зацией оборудо-
вания
Окупаемость до-
полнительных ка-
питаловложений |
шт.
смен
чел. ::
шт./год
коп.
тыс. руб.
I
год I
4 300
3
18
238900
0,32
— 2 — 2
-15 —15
-j-1 194 435
I I
0,199 0,184 —0,122 —0,137
722,4 — —
1,4 .0,42 — —
—66,0—66,0
—83,з|-83,3
Увеличение
примерно
в 6 раз
—38,0—42,6
j
* Без типовых транспортных узлов.
Автоматические линии из специальных и роторных автоматов.
Наименьшая себестоимость режущего инструмента при высоком
качестве его и наивысшей производительности труда может
быть достигнута только на автоматических линиях, состоящих
из специально спроектированных станков-автоматов и роторных
автоматов, на основе новейшей технологии и последних дости-
жений в области автоматизации производства.
Проектные организации и заводы приступили к проектиро-
ванию таких автоматических линий. Оргстанкинпром совместно
с СКБ6 и СКТБ Московского городского совнархоза разрабо-
тали проект комплексной автоматизации производства метчиков
на заводе «Фрезер».
462
В проекте предусмот-
рена комплексная авто-
матизация производст-
венных процессов изго-
товления ручных и ма-
шинных метчиков из уг-
леродистой и быстроре-
жущей стали, начиная с
заготовки и кончая упа-
ковкой. На девяти пере-
налаживаемых автома-
тических линиях должны
изготовляться метчики
размером 3—52 мм и на
одной поточной линии —
конические «и муфтовые
метчики с общим годо-
вым выпуском 48,97 млн.
шт. Общее количество
типоразмеров метчик
ков — 106.
На четырех комплекс-
ных автоматических ли-
ниях будут обрабаты-
ваться метчики размером
3—10 мм из углеродистой
стали, включая термичес-
кую обработку на уста-
новках ТВЧ, антикорро-
зионные и упаковочные
операции. На одной ком-
плексной автоматической
линии для изготовления
метчиков диаметром 27—
52 мм из углеродистой
стали и на четырех ли-
ниях — для метчиков из
быстрорежущей стали
•предусмотрены такие же
операции, за исключени-
ем термической обработ-
ки, которая будет произ-
водиться на автомати-
ческом агрегате в терми-
ческом цехе. Последние
пять автоматических ли-
ний будут состоять каж-
дая из двух самостоя-
Условные обозначения:
^-операторы ^-вибрационный бункер Q-налабчики ь-_- -транспортные межоперационные средства О-маеазин(бункер,
тельных участков: линий механической обработки до термооб-
работки и линий отделочных операций после нее.
На фиг. 225 показана планировка комплексных автоматиче-
ских линий № 1 и 3 и линии № 9, состоящей из двух участков —
до и после термообработки. Усредненный такт работы всех рас-
сматриваемых линий от 0,79 до 28 сек. На линиях установлено
следующее оборудование.
Номер оборудования
по данным проекта
Наименование оборудования
Л и н и я № 1
1 2—3 4—9 10—11 12—14 15—16 17—18 19 20 21—25 26—27 28 29 Автоматизированный пресс для рубки метчиков Автомат для шлифования наружных центров Автомат для редуцирования рабочей части Автомат бесцентрово-шлифовальный для рабочей части Автоматизированный эксцентриковый пресс Автомат для накатывания резьбы и клеймения Автомат бесцентрово-шлифовальный для рабочей части Автомат для термоообработки Автомат бесцентрово-шлифовальный для хвостовика Автомат для прорезания канавок и заточки Автомат для шлифования затылка заборного конуса Специальное моечное устройство Автомат для упаковки Л и н и я № 2
55 56—57 58—59 60 Автоматизированный пресс для рубки метчиков Автомат для шлифования наружных центров Автомат для редуцирования хвостовика Автомат для шлифования рабочей части под накатыва-
61 62 63 64 65 66 ние резьбы Автомат для шлифования хвостовика Автоматизированный эксцентриковый пресс Автоматизированный гидравлический пресс Автоматизированный клеймильный станок Автоматизированный резьбонакатной станок Автоматизированный бесцентрово-шлифовальный станок
67—70 71 72 73 74—76 77 78 79 для рабочей части Автоматизированный станок для фрезерования канавок Автоматизированный станок для снятия заусенцев Автомат для термообработки Автомат бесцентрово-шлифовальный для хвостовика Автомат для шлифования канавок и заточки Автомат для затылования заборного конуса Специальное моечиое устройство Автомат для упаковки Линия № 3
116—127 128 129 130—132 133 134 135 136 137—138 Автомат токарный Автомат токарный Специальное моечное устройство Автомат для редуцирования хвостовика Автомат для правки хвостовика Пресс-автомат эксцентриковый для штамповки квадрата Автомат клеймильный Автомат круглошлифовальный для центров Автоматизированный бесцентрово-шлифовальный станок для хвостовика
139—142 143—144 Автомат круглошлифовальный Автомат для прорезания канавок и заточки
464
145 Автомат для шлифования затылка заборного конуса
146—158 Автомат для шлифования профиля резьбы
159 Специальное моечное устройство
160 Автомат для упаковки
Межоперационный транспорт работаете гибкой связью и про-
межуточными бункерами и магазинами со сквозным питанием,
т. е. с подачей заготовок в зону обработки, что сокращает вспо-
могательное время, требующееся на подачу заготовки. В линиях
должно быть 240 автоматических бункерных устройств.
Для принятых технологических процессов в проекте преду-
смотрено широкое применение метода пластической деформации
при редуцировании хвостовиков, штамповке квадратов, ковке
стружечных канавок на метчиках из быстрорежущей стали по
методу, проводимому ВНИИ на специальных радиальных ковоч-
ных машинах.
Помимо автоматов и автоматизированных станков для обра-
ботки снятием стружки, проектом предусмотрено применение
автоматизированных или автоматических прессов и ковочных
машин, сварочного, термического, моечного и упаковочного обо-
рудования, контрольных и счетных устройств. .
В качестве примера рассмотрим подробнее, как устроена и
работает одна из запроектированных линий изготовления мет-
чиков.
Автоматическая линия изготовления метчиков М4—Мб после
термической обработки. Для операций изготовления метчиков
размером М4—Мб после термической обработки СКТБИ разра-
ботана автоматическая линия 6Л32 для шлифования по наруж-
ному диаметру хвостовика, заточки и затылования по заборной
части. Линия состоит из бесцентрово-шлифовального станка, ро-
торного автомата MUI-177 (фиг. 226) для образования канавки
и заточки по передней поверхности, роторного автомата для
шлифования заборного конуса МШ-187, трех инерционных бун-
керов, четырех инерционных подъемников и транспортеров-рас-
пределителей.
После термической обработки метчики поступают в бункер
бесцентрово-шлифовального автомата Л32С06, изготовленного
на базе станка ЗГ182. Метчики из бункера с наклонным диском
через механизмы ориентации подаются в беличье колесо, кото-
рое надевается на ведущий круг. В беличьем колесе метчик ба-
зируется по наружной цилиндрической поверхности. После бес-
центрового шлифования метчики выдаются на инерционный от-
водящий транспортер, по которому поступают в бункер. Из бун-
кера с помощью транспортера-распределителя поступают в бун-
керы автоматов МШ-177. В бункерах автоматов установлено фо-
тореле, которое подает команду на открытие и закрытие клапа-
на на транспортере распределителя. При переполнении бункера
останавливается движение привода транспортера-распредели-
теля и подъемников.
465
и
Фиг. 226. Роторный автомат для шлифования канавок метчиков, мод. МШ177:
/ — коммутационное устройство!; 2 — колонна; 3 — механизм ориентации заготовки; 4 — бункер загрузки; 5 — бабка из-
делия; 6 — прибор правки; 7 — выгружатель; 8 ~ клещи; 9 — отводящий лоток; 10 — станина;// -• бабка шлифоваль-
ного круга; 12 ~ механизм подачи; 13 — кожух шлифовального круга; 14 — стол; 15 — планшайба; 16 — редуктор;
17 — отводящий лоток; 18 — загружатель; 19 — механизм компенсации; 20 — траверса.
Как только откроется одна заслонка, включается электродви-
гатель привода транспортера, и метчики продолжают поступать.
Из бункера метчики поступают в механизм ориентации, откуда
загружателем подаются к бабкам изделия и крепятся в центрах.
Автомат МШ-177 роторного типа, восьмипозиционный, имеет
шесть рабочих позиций .и по одной позиции для загрузки и раз-
грузки. Производительность автомата 750 шт/час. На станине
закреплена колонна, которая является опорой для траверсы.
На траверсе размещены редуктор привода стола с загружателем
и выгружателем и электродвигатель привода стола, стол, на ко-
тором размещены шлифовальные бабки и бабки изделия.
Фиг. 227. Схема обработки на станке МШ-177.
Во время шлифования кругу сообщается подача на врезание
(фиг. 227). Механизм подачи получает движение от кругового
копира, закрепленного на станине. Метчик при этом получает
вертикальное перемещение. Канавки метчика вышлифовываются
поочередно. Стол станка вместе с бабками -и механизмом пода-
чи во время шлифования непрерывно вращается. Размер канав-
ки обеспечивается заправкой круга, которая осуществляется в
зоне разгрузки. По окончании шлифования канавок призводит-
ся выгрузка метчиков выгружателем, который забирает их из
рабочей зоны и передает на отводящий транспортер, подающий
метчики в бункер затыловочного автомата МШ-187, для шлифо-
вания заборного конуса.
Из бункера метчики попадают в механизм ориентации, откуда
загружателем передаются в бабки изделия и крепятся в цент-
рах. При шлифовании заборного конуса метчик получает непре-
467
рывное вращательное движение, а шлифовальному кругу сооб-
щается прерывистое возвратно-поступательная подача. По окон-
чании шлифования заборного конуса, выгружатель подает мет-
чик на отводящий транспортер и моечный агрегат.
Автоматическая линия изготовления круглых плашек. На
заводе «Фрезер» предусмотрена комплексная автоматизация
производства круглых плашек размером 2—36 мм, начиная от
заготовки и кончая упаковкой плашек на специальном упаковоч-
ное автомате. Термическая обработка намечена на отдельном
агрегате в термическом цехе.
На линии (6Л35) до термической обработки будет произво-
диться:
1. Токарная обработка на автоматах.
2. Промывка после токарной обработки.
3. Шлифование противобазового торца.
4. Шлифование по наружной цилиндрической поверхности.
5. Комплексная обработка — клеймение, сверление стружеч-
ных отверстий, прошивка перемычек, фрезерование паза, заты-
лование.
6. Снятие заусенцев с торца.
7. Сверление боковых отверстий.
8. Нарезание резьбы.
9. Промывка.
Обработанные на токарном автомате заготовки скатываются
в ориентированном виде на отводящий транспортер, перемеща-
ются им в вертикальный инерционный транспортер до уровня
загрузки в моечную машину, где отмываются от сульфофрезола
и с помощью следующего инерционного транспортера (магази-
на-подъемника) передаются дальше. По инерционному лотку
транспортной системы заготовки загружаются в двухсторонний
плоскошлифовальпый станок мод. 6С145, проходят шлифование
противобазового торца и поступают на контрольный автомат.
Далее заготовки выгружаются на отводящий лоток, посту-
пают в магазин-подъемник и на бесцентрово-шлифовальный ста-
нок. После шлифования по наружной цилиндрической поверхно-
сти заготовки попадают на транспортер, подающий их в загру-
зочное устройство автоматического многопозициониото агрега-
та — комбайна мод. Л35С1 конструкции СКБ6 для комплексной
обработки круглых плашек* (фиг. 228). На многопозиционном
агрегате-комбайне обработка ведется в специальных приспособ-
лениях-спутниках. В каждом спутнике закрепляется по четыре
заготовки и обработка ведется без перестановки заготовок. На
агрегате смонтированы приспособления для фиксации и зажима
спутников и транспортная система.
На колонне агрегата смонтированы сверлильные, затыловоч-
ные, фрезерные и прошивочные головки, а также механизм за-
грузки и выгрузки. Установка для клеймения крепится сбоку ста-
нины. Сверху колонны установлена траверса, на которой смонти-
468
рованы два распределительных валика с кулачками и командо-
аппарат. Сверлильные, фрезерные и затыловочные головки име-
ют индивидуальные приводы шпинделей и подача их осущест-
вляется от кулачков распределительных валиков. Прошивная го-
ловка и установка для клеймения имеют гидравлический привод.
Такт работы агрегата 5 сек.. Агрегат имеет 21 позицию,
18 спутников, 7 .механических головок с 25 шпинделями. Клей-
мение производится от двух гидроцилиндров, каждый из кото-
рых клеймит по две заготовки одновременно. Сверление стру-
жечных отверстий производится последовательно четырьмя го-
ловками, одновременно сверлящими у четырех заготовок по
одному отверстию. Прошивание перемычек, оставшихся после
сверления стружечных отверстий и образования углов режущей
части, осуществляется специальным устройством, представляю-
щем собой корпус, в котором вмонтированы гидроцилиндры,
перемещающие оправки с прошивками. Прошивка направляет-
ся кондукторными втулками. Прошивание заготовок происходит
поочередно; в начале работают два цилиндра, обрабатывающие
две заготовки и по окончании их работы включаются следующие
два цилиндра, обрабатывающие другие две плашки. Фрезерова-
ние паза у четырех заготовок одновременно ведется профильны-
ми фрезами, установленными на одной оправке. Затылование
заборного конуса также осуществляется у четырех заготовок
одновременно четырехшпиндельной головкой. Затылование про-
изводится специальным зенкером. Для затылования с другой
стороны заготовки поворачиваются на 180° при помощи пово-
ротного .барабана, после чего они возвращаются в первоначаль-
ное положение.
Затем на двухштиндельном шлифовальном станке снимают-
ся заусенцы. Сверление баковых отверстий у двух заготовок од-
новременно ведется на восьмишпиндельном автомате Д35СЗ с
базированием по центральному отверстию и торцу. Резьба наре-
зается на шестишпиндельных автоматах мод. А35С2. Основной
принцип перемещения заготовок в линии 6Л35—инерционный,
по лоткам, посредством пружины и механического кулачка.
Автоматические линии изготовления сверл. Проект автома-
тизации производства сверл разработан СКБТИ для завода
«Фрезер». Предусматривается:
1) девять автоматических линий отделки фрезерованных
сверл с цилиндрическим хвостовиком, диаметром 3—6 мм, с об-
щей транспортной системой;
2) двенадцать автоматических линий отделки сверл с цилинд-
рическим хвостовиком поперечного проката, диаметром 6—
12 мм, с общей транспортной системой;
* Агрегат Л35С1 .предназначены для обработки плашек М8 (М7.и .М9), ас
заменой некоторых вспомогательных узлов пригоден для обработки плашек
MIO, М12, М14.
469
470
Фиг. 228. Мно-
гопозиционный
агрегат мод.
Л35С1 для об-
работки круглых
плашек.
3) три автоматических линии сверл поперечного проката па
операциях до термообработки;
4) восемь поточных линий изготовления сверл с коническим
хвостовиком фрезерованных, секторного и продольного ‘про-
ката.
Все девять автоматических линий отделки сверл диаметром
3—6 мм имеют постоянную настройку по длине; четыре линии
имеют постоянную настройку по диаметру, а пять линий пере-
налаживаются по диаметру один раз в месяц, имея от двух до
пяти закрепленных диаметров. Биение сверл после термообра-
ботки не должно превышать 0,05--0,06 мм.
Двенадцать автоматических линий отделки сверл диаметром
6—12 мм имеют сокращенное количество переналадок: пять ли-
ний охватывают сверла диаметром 6—7 мм; пять линий — свер-
ла диаметром 7,1—8 мм; две линии — сверла диаметром 8,7—
12 мм.
Транспортные и загрузочные устройства этих линий двух
типов: с безориентированпой подачей заготовок до автомата от-
резки прибыли и с ориентированной подачей заготовок. Такие
транспортные устройства толкающего типа обеспечивают беспе-
реналадочную подачу сверл всех размеров к цепным транспор-
терам.
Создание трех автоматических линий для производства сверл .
поперечного проката диаметром 6—12 мм предусмотрено в
штампо-прокатном цехе.
Рассмотрим подробнее, в качестве примера, одну из автома-
тических линий отделочных операций обработки цилиндриче-
ских сверл.
Автоматическая линия ИЛ-01 предназначена для отделки
сверл диаметром 3—6 мм по ГОСТу 887-60 длиной 70—100 мм.
На этой линии производятся следующие операции:
1) Окончательное шлифование цилиндрического хвостовика
и рабочей части с образованием обратной конусности.
2) Заточка по винтовой поверхности.
3) Клеймение.
Вне линии проводятся дополнительные операции:
1) Промывка, пассивирование и сушка.
2) Визуальный контроль.
Производительность линии 360 шт/час.
Годовой выпуск при двухсменной работе 15 млн. сверл. Ли-
ния обеспечивает рост производительности на 72%. Срок оку-
паемости линии 2,5 года. Станки в линии установлены по по-
рядку технологического процесса (фиг. 229). На автоматизиро-
ванном бенсцентровом станке мод. 3180 смонтированы крон-
штейн с вибробункером, механизм загрузки и лотки.
За бесцентрово-шлифовальным станком 1 установлены вер-
тикальный инерционный транспортер 2, стойка с вибробунке -
ром <3, автомат для заточки сверл 4 и автомат 5 для клеймения.
471
4^
to
ООН
Термически обработанные заготовки загружаются в чашу
вибробункера, установленного на бесцентрово-шлифовальном
станке. Вибробункер осуществляет поштучную выдачу и ориен-
тацию сверл хвостовиком вперед по команде механизма загруз-
ки. Сверла, проходя по наклонному лотку, попадают в механизм
загрузки. Последний поворачивает каждое сверло на 90° и с по-
мощью толкателя подает его в зону шлифования. Шлифовальный
круг заправлен на угол обратной конусности сверла. Шлифова-
ние осуществляется по методу продольной подачи до упора.
Когда хвостовая часть сверла при продольной подаче выйдет из
зоны шлифования, она наталкивается на скошенный упор, кото-
рый опрокидывает сверло в наклонный лоток. При шлифовании
рабочая часть получит обратную конусность за счет угла за-
правки шлифовального круга. Прошлифованное сверло по нак-
лонному лотку соскальзывает на желоб вертикального инерци-
онного транспортера, который поднимает его и по желобу подает
в вибро-бункер загрузки автомата для заточки сверл.
В верхней части вибрационного бункера производится про-
верка ориентации сверл и их поштучная выдача по команде
механизма загрузки. По наклонному лотку сверла поступают
хвостовиком вперед в приемную призму заточного автомата. Из
призмы заточного автомата сверло подается толкателем в шпин-
дель бабки изделия. В шпинделе положение сверла ориенти-
руется по стружечным канавкам с помощью специальных гу-
бок. Бабка изделия поворачивается в позицию обработки, на
которой производится заточка сверла. По окончании заточки
бабка изделия возвращается в позицию загрузки, а заточенное
сверло выталкивается новым сверлом и падает на наклонный
лоток, отводящий сверло к автомату для клеймения. Клеймение
осуществляется путем прокатывания сверл по плоскости. При
клеймении ведется подсчет сверл.
После клеймения сверла транспортером поднимаются на
ленточный транспортер сбора и подачи сверл на моечно-пасси-
вирующий агрегат. Отсюда сверла подаются на визуальный
контроль.
Моечно-пассивирующий агрегат принадлежит к числу уста-
новок вибрационного типа и представляет собой машину непре-
рывного действия. На основании расположена камера промывки
и сушки. Она соединена питающей трубкой с насосной установ-
кой. Основание представляет собой сварной'бак, в котором име-
ются электронагреватели, температурное реле-термометр, вен-
тиляторы, насос и трубопроводы подвода воды и слива раствора.
Камера промывки и сушки трехсекционная. В верхней секции
производится мойка. Лоток, по которому перемещаются сверла,
имеет подъем в сторону движения. Моюще-пассивирующий со-
став подается с верхней части лотка навстречу движению
сверл. Во второй и третьей секции сверла перемещаются по
горизонтальным лоткам, на которых осуществляется сушка.
• * 473
В третьей секции установлен вентилятор, который подает в сек-
ции воздух навстречу сверлам.
Автоматическая линия ИЛ-02 предназначена для изготовле-
ния цилиндрических сверл поперечного проката диаметром
6—12 лш. Для изготовления 4 млн. сверл на заводе «Фрезер»
устанавливаются девять линий ИЛ-02, объединенных одной
транспортной системой. На каждой такой автоматической линии
выполняются следующие операции:
1) Шлифование или полирование канавки па автомате
МФ 133.
2) Шлифование па бесцентрово-шлифовальном автомате
мод. 3180.
3) Заточка на автомате мод. B3-32.
Сверла передаются с полировального станка на бесцентро-
во-шлифовальный станок и далее на заточной станок и клей-
мильный станок склизами и типовыми толкательно-транспорт-
ными устройствами. Производительность па единицу оборудова-
ния по сравнению с существующей выше на 300%.
Автоматические линии изготовления ножей и корпусов сбор-
ных фрез. ЭНИМСом разработаны проекты автоматических ли-
ний для изготовления ножей из быстрорежущей стали и с пла-
стинками твердых сплавов к сборным фрезам (фиг. 230).
Для изготовления ножей с твердосплавными пластинками
используется горячекатаная полоса.
На линии производятся следующие операции:
1) Рубка заготовки на штамповочном прессе мод. КН6Г.
2) Протягивание заготовок по боковым сторонам и .опорной
поверхности на горизонтально-протяжном станке непрерывного
действия мод. МА-17.
3) Протягивание двух ребер и скоса на другом станке МА-17.
4) Фрезерование гнезда под пластинку твердого сплава тор-*
цовой фрезой у двух заготовок одновременно.
5) Пайка пластинок па агрегате автоматического действия.
6) Охлаждение.
7) Очистка.
8) Сортировка «по группам (для выравнивания припуска под
шлифование после пайки).
9) Шлифование державки на двухшпинделыюм автомате
торцом сегментного круга.
10) Шлифование на трехшпиндельном автомате передней по-
верхности пластинки твердого сплава.
11) Шлифование боковых и торцовой поверхностей твердо-
сплавной пластинки на двухшпиндельных автоматах.
12) Клеймение.
13) Протягивание плоскости под углом и рифлений па гори-
зонтально-протяжном автомате мод. МА-17.
14) Мойка.
474
Фиг. 230. /\втоматическая линия ЭНИМСа для обработки ножей торцовых фре.Т:
1 — пресс; 2 и 3 -- горизонтально-протяжной станок непрерывного действия (станок 3 на фигуре не показан); 4 и 5 —? вертикально-фрезер-
ный агрегат для фрезерования мест под твердосплавные пластинки; б — автомат для пайки; 7 — агрегат для охлаждения; 8 — агрегат
для очистки; 9 — сортировочный автомат (на фигуре не показан); 10 — шлифовальный автомат для шлифования державки; 11 — шлифо-
вальный автомат для шлифования передней поверхности твердосплавной пластинки (на фигуре не показан); 12—14 — шлифовальные авто-
маты для шлифования боковых .и торцовой поверхностей твердосплавной пластинка (автоматы 13 и 14 —- на фигуре не показаны); 15
автомат для клеймения; /6 — горизонтально-протяжной автомат непрерывного действия М17; 17 — моечный агрегат.
•+*.
Я
Транспортировка ножей 'Предусмотрена вибрационными
транспортными устройствами.
При выпуске 10 млн. ножей в год линия обеспечивает повы-
шение производительности в сравнении с существующей тех-
нологией в 3,2 раза и окупается в течение 1,6 года.
Другой проект автоматической линии для изготовления но-
жей с пластинками твердого сплава с образованием формы дер-
жавки ножа и места под пластинку методом безоблойной штам-
повки разработан ВНИИ. На автоматизированной линии с вы-
пуском 6 млн. ножей в год производятся «се операции, начиная
с рубки заготовок и кончая упаковкой.
Автоматическая линия состоит из трех взаимно-связанных
участков — заготовительного; пайки и термообработки; оконча-
тельной обработки.
На первом участке производятся следующие операции:
. 1) Промывка полосы.
2) Рубка полосы на штучные заготовки.
3) Двухстороннее шлифование заготовок по торцам на авто-
мате для двухстороннего беспрерывного шлифования штучной
заготовки в размер по длине. Шлифование производится для
обеспечения штамповки с точным дозированием металла.
4) Нагрев и горячая штамповка державок ножей в закрытых
штампах.
При штамповке на ребрах образуются задние поверхности,
а на передней поверхности гнездо под пластинку. Автомат на
базе чеканочного пресса мод. К843 с нагревом ТВЧ и подачей
заготовок из магазина обеспечивает производительность 1000
штук в час.
На втором участке производятся операции:
1) Пайка твердосплавных пластинок на автомате непрерыв-
ного действия.
2) Термообработка.
3) Очистка.
На третьем участке производятся операции:
1) Шлифование передней поверхности на автомате непрерыв-
ного действия.
2) Протягивание рифлений на автомате непрерывного дей-
ствия.
3) Промывка.
4) Пассивирование, сушка, клеймение, консервация и упа-
ковка.
Перед каждым станком и агрегатом имеется буйкер или
магазин с часовым заделом.
Производительность труда на линии повышается на 500% по
сравнению с существующим процессом. Себестоимость сни-
жается на 23%. Затраты на автоматическую линию окупаются
менее, чем за год.
476
ЭНИМСом запроектиро-
вана автоматическая линия
обработки корпусов торцо-
вых фрез диаметром 90—
150 мм. Заготовки для кор-
пусов фрез изготовляются с
отверстием по методу безоб-
лойной штамповки; На ли-
нии (фиг. 231) предусмат-
ривается:
1) токарная обработка
корпуса с двух сторон на
двух 4-шпи.ндельных (или
6-шпиндельных) токарных
автоматах модели 1265 П-4
или 1256 П-6;
2) фрезерование шпо-
ночного паза трехсторонней
фрезой;
3) фрезерование прямо-
го паза на фрезерном агре-
гате МА29 по методу вреза-
ния фрезой диаметром
275 мм;
4) фрезерование клино-
вого паза на агрегате МА29;
5) фрезерование стру-
жечных канавок на агрега-
те МА-30;
6) протягивание рифле-
ний в пазах на автоматизи-
рованном вертикально-про-
тяжном станке мод. 770-30;
7) снятие заусенцев по
электро-химическому мето-
ду на установке типа
МА-31.
Линия состоит из 18 аг-
регатов, связанных тран-
спортным устройством, рас-
положенным внизу перед
станками и состоящим из
непрерывно движущихся
стальных площадок, закреп-
ленных на цепях. Около
каждого станка установлен
питатель, подающий на ста-
нок заготовки с транспорте-
Фиг. 231. Автоматическая линия для обработки корпусов торцовых фрез до термообработки:
1 И 2 - токарные автоматы 1265 П-4 (на фигуре не показаны); 3 - фрезерный автомат для фрезерования шпоночного паза МА-28; 4 -
автоматический перегружатель; 5 — фрезерный агрегат для фрезерования прямого паза МА-29; 6 — фрезерный агрегат для фрезерования
клинового паза МА-29 (на фигуре не показан); 7 — фрезерный агрегат для фрезерования стружечных канавок МА-30 (на фигуре не
показан)- 8 —. вертикально-протяжной автомат 770-30; 9 - установка МА 31 для электро-химического снятия заусенцев.
477
ра и забирающий обработанные заготовки. Подача заготовки и
удаление обработанной заготовки производится устройством в
виде механической руки.
Заготовки, поступающие на обработку, помещаются в загру-
зочный бункер, установленный в начале линии, откуда периоди-
чески подаются на транспортер и перемещаются до отсекателя,
находящегося у первого станка. Отсюда питатель подает заго-
товку в патрон станка и одновременно забирают из него обра-
ботанную заготовку. Последняя укладывается питателем за от-
секателем и транспортируется дальше. Транспортирование заго-
товок происходит непрерывно. Управление последовательностью
никла осуществляется путевыми выключателями. Невыполнение
какой-либо операции приводит к остановке станка. Перед отсе-
кателями станков может находиться до 20 заготовок. Отсутствие
жесткого транспортного устройства позволяет не соблюдать
точную синхронизацию в работе станков.
Помимо автоматических линий изготовления режущего инст-
румента, о которых шла речь, проектируются и организуются
автоматические линии изготовления:
1) оверл больших диаметров секторного проката и других
видов до термической обработки и после нее;
2) концевых фрез;
3) машинных разверток и зенкеров.
4) ручных ножовок;
5) ленточных пил и других. ;
ИСТОЧНИКИ И ЛИТЕРАТУРА
1. Бала к ш и я Б. С. Основы технологии машиностроения. Машгиз, 1959.
2. Барсов Л. И. Технология режущего инструмента. Машгиз, 1957.
3. Б а т а л о в X. X. Экспериментальное исследование сферического шли-
фования подшипников, — «Станки и инструмент», 1959, Хе 1.
4. Б ранделис Л. М. Новая технология производства спиральных сверл.
Машгиз, 1953.
5. Бран дел и с А. М., Усовершенствование технологии поточного произ-
водства на инструментальных заводах. Машгиз, 1958.
б. Васи л ье в М. В., Волк о в М. М., М е й л е р Б. А. Новая технология
изготовления заготовок червячных фрез, — «Станки и инструмент», 1959, Хе 4.
7. Насилье в С. И. Производство отдельных видов зуборезного инстру-
мента. Оборонгиз, 1959.
8. ВНИИ. Высокопроизводительные конструкции зенкеров и разверток и
их рациональная эксплуатация, Машгиз, 1960.
9. ВНИИ. Технологические процессы изготовления металлорежущих ии-
струм е I гто в. В ы>п. III и IV, Ц1 >ТИ с т анк ост р. -и и и стру м. >ггр о-м ы ш л ei и t ос ти ,1959.
10. ВНИИ. Высокопроизводительные конструкции протяжек и их рацио-
нальная эксплуатация, Машгиз, 1960.
И. ВНИИ. Новая технология изготовления инструмента, Вып. 2. Маш-
гиз, 1961.
12. ВНИИ. Технология изготовления металлорежущих инструментов.
Выл. I, VI, VII, Машгиз, 1959—1960.
13. ВНИИ. Высокопроизводительные конструкции сверл, Ч. 2, 1961.
14. ВНИИ. Технология изготовления метчиков из быстрорежущей стали,
1961.
15. ВНИИ. Высокопроизводительные конструкции фасонных фрез и их ра-
циональная эксплуатация. Машгиз, 1961.
16. ВНИИ. Технология изготовления резцов. Машгиз, 1961.
17. Геллер Ю. А. Инструментальные стали, Металлургиздат, 1955.
18. Гл ясс В. Д. Резьбошлифование. /Машгиз, 1960.
19. Г у л я е в В. Д. Термическая обработка инструмента, Металлургиздат,
1954.
20. Д е г т я р е н к о Н. С. Развитие инструментального производства. —
«Ставки и инструмент» 1957, Хе 6; 1958, № 7; 1959, Хе 6.
21. Дегтяренко Н. С. Механизация и автоматизация в инструмен-
тальном производстве, МДНТП им. Дзержинского, 1959.
22. Дегтяренко Н. С. Вопросы комплексной механизации и автомати-
зации производства режущих инструментов, Вып. II, ОТИ ВНИИ, 1961.
23. Демьянюк Ф. С. Технологические основы поточного и автоматичес-
кого производства, Машгиз, 1958.
24. Дьяченко П. Е. Повышение стойкости инструмента. — «Станки и
инструмент» 1955, Хе 4.
25. Иванов Г. П. Электроупрочнение деталей и инструментов, .Машгиз,
1958.
479
26. И л ь в е р Г. Г. и'Эйдинов М. М. Изготовление мелкомодульного
зуборезного инструмента, ОТИ ВНИИ, 1960.
27. Ипполитов Г. М. Абразивные инструменты и их эксплуатация,
Машгиз, 1959.
28. Камышев П. А. Практика профильного шлифования, Горьковское
книжное издательство, 1962.
29. А в е р и н И. В., К а б а н о в Н. Н. Сварка трением в инструментальном
.производстве, Машгиз, 1959.
30. (Кауфман Л. М. Бескопирная программная система для токарной
обработки круглых протяжек.— «Станки и .инструмент», 1959, № 8.
31. К и х м а н, Фасонные фрезы. — «Станки и инструмент», 1958, Ns 12.
32. Кован В. М. Основы технологии машиностроения, Машгиз, 1959.
33. «К а р а т ы г и н А. М. и Коршунов Б. С. Заточка и доводка режу-
щего инструмента, Машгиз, 1963.
34. К о с м а ч е в И. Г. Технология быстрорежущего инструмента, Ленгиз,
1958.
35. Прогрессивная технология производства режущих инструментов, Сбор-
ник докладов западносибирской конференции инструментальщиков. Вып. 1,2,
серия VII, ГК СМ по автоматизации и механизации, ЦБТИ, 1962.
36. К у д р я ш о в А. А. Металлорежущие станки для инструментального
производства, Машгиз, 1961.
37. Ларин М. Н. Высокопроизводительные конструкции фрез и их ра-
циональная эксплуатация, Машгиз, 1957.
38. Левин, Изготовление сборных червячных фрез, — «Станки и инстру-
мент», 1957, Ns 2.
39. Лурье Г. Б. Режимы резьбошлифования инструментальных сталей,
1958.
40. Малкин Б. М.. Станки и приспособления для координатного шлифо-
вания, Машгиз, 1958.
41. Матюшин В. М. Зуборезные долбяки, Машгиз, 1948.
42. Машиностроение. Энциклопедический справочник, Т. 7 и 9, 1948 и 1949.
43. Металлорежущие станки и кузнечно-прессовое оборудование для ин-
струментального производства. Каталог-справочник, Машгиз, 1962.
44. Му цян ко В. И. Абразивная заточка и доводка металлорежущих
инструментов, Машгиз, 1961.
45. М е р п е р т М. П. Прецизионные резьбошлифовальные станки, Маш-
гиз, 1962.
46. Мурашкин Л. С. и Щеголев А. В. Заточные станки, Машгиз,
1949.
47. НТО машиностроительной промышленности, Конструкция режущих ин-
струментов и технология их изготовления, под ред. Дегтяренко Н. С., 1958.
’ 48. .Палей М. М. Совершенствование конструкции и технологии произ-
водства инструмента. Издание Министерства автомобильной и тракторной
промышленности СССР, 1947.
49. П а л е й М. М. .Волнистость поверхности при шлифовании и ее влияние
на износ, Академиздат, 1957.
50. П е к a ip с к и й М. Д., Ш л е й >м о в и :ч М. А., Клим о -в В. И. м др.
Металлорежущие инструменты. Справочник технолога, Машгиз, 1949.
51. ВНИИ. Методика и практика металлографических исследований ин-
струментальной стали, Машгиз, 1961.
52. П о д г у р с к и й Г. В., Усовершенствование технологии производства
инструмента, Трудрезервиздат, 1955.
53. Редько С. Г., О некоторых физических явлениях процесса шлифо-
вания.— «Станки и инструмент», 1954, № 1.
54. Родин П. Р. Проектирование и производство режущего инструмента,
Машгиз, 1962.
55. Рождественский Л. А. Расчет, конструирование и изготовление
кукурузных фрез. Издание МВТУ, 1944.
480
56. ВНИИ. Технология изготовления металлорежущего инструмента. Вып.
2. ЦБТИ ЭНИМС, 1959.
57. Семененко И. И. Режущий инструмент, Машгиз, т. 1, 1936 т. II,
1938; т. III и IV, 1944.
58. С е м е н ч е н к о Д. И., Пути повышения точности червячных фрез, —
«Станки и инструмент», 1957, № 4.
59. С е м е н ч е н к о Д. И. Изготовление червячных фрез и фрез-улиток,
ЦБТИ. Станкостроительной и инструментальной промышленности, 1955.
60. Справочник металлиста. Т. 5, Машгиз, 1.959.
61. С о к о л о в ски й И. А. Режущий инструмент для приборостроения
Машгиз, 1954.
62. Я е р н о у с е н к о А. П. Особенности заточки твердосплавного инстру-
мента. Сборник «Высокопроизводительный режущий инструмент», Машгиз, 1961.
63. Честнов А. Л. Технология изготовления измерительных инструмен-
тов и приборов, Машгиз, 1959.
64. Фрайфельд И. А. Профилирование накатных роликов и шлифо-
вальных кругов для затылования фасонных фрез. — «Станки и инструмент»,
1952, № 2.
65. Шлеймович М. А. и П оме-р а нцев Э. С. Производство зубо-
резного инструмента, Машгиз, 1949.
66. Яковлев Д. Г., Ну.дельман О. Э. Переналаживаемые авто-
матические линии из модернизированных универсальных станков для изготов-
ления метчиков, Машгиз, 1962.
ОГЛАВЛЕНИЕ
Предисловие ........................................... 3
ЧАСТЬ ПЕРВАЯ. ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
Глава I. Проектирование технологического процесса изготовления режу-
щего инструмента ....................................... 5
1. Порядок разработки технологического процесса ............. 5
2. Выбор и обработка технологических баз.................... 7
3- Выбор методов обработки ................................ II
4. Технико-экономический анализ технологических операций . . 18
5. Расчет припусков на обработку........................... 20
Глава II. Заготовки для режущего инструмента ................. . 26
I. Технологические требования к инструментальным материалам 26
2. Применение заготовок разных видов...................... 29
3. Прокат ................................................ 30
4. Отрезка заготовок .......................................31
5. Поковки из быстрорежущей стали.......................... 33
6. Получение заготовок давлением........................... 34
7. Прокатка заготовок сверл ............................... 38
8. Отливки ...............j.................• • . • •. • • 42
9. Сварка заготовок ....................................... 46
10. Приварка пластинок из быстрорежущей стали............... 52
11. Наплавка режущего инструмента........................... 55
12. Припайка пластинок из быстрорежущей стали............... 56
13. Припайка пластинок из твердых сплавов................... 59
14. Припайка минералокерамических пластинок ................ 68
15. Контроль инструмента после пайки ....................... 70
16. Заготовки фасонного монолитного твердосплавного инструмента 71
Глава III. Термическая обработка ............................... 73
1. Отжиг ..................................... . * . > 73
2. Оборудование для нагрева под закалку и отпуск........... 74
3. Закалка . ................................... < • • 78
4. Отпуск ................................................. 63
5. Особенности термической обработки различного инструмента 84
6. Правка ................................................ 68
7. Очистка и защита от коррозии.......................... 89
Глава IV. Повышение режущей способности инструмента ..........92
1. Цианирование ................................ 92
2. Термическая обработка в атмосфере пара................. 94-
3. Хромирование ................................ 95
4. Электроискровое упрочнение ............................. 96
482
Глава V. Заточка и доводка инструмента.........................,
1. Общие сведения . . .....................................
2. Заточка резцов ..........................................
3. Заточка сверл ...........................................
4. Заточка метчиков ........................................
5. Заточка круглых плашек ..................................
6. Заточка протяжек.................... . ............
7. Заточка зенкеров и разверток ............................
8. Заточка фрез ............................................
9. Анодно-механическая заточка и доводка ...................
10. Заточка и доводка алмазными кругами ...................
11. Доводка ...............................
98
98
109
114
123
125
127
130
133
151
153
156
ЧАСТЬ ВТОРАЯ. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА ...........................162
Глава I. Технология изготовления резцов ..........................162
1. Стержневые резцы . . ? ...............162
2. Фасонные резцы ................ . . .:... . . ...........166
3. Шлифование профиля фасонных поверхностей................ 170
4. Расточные резцы ....................................... 180
Глава II. Технология изготовления сверл .........................182
Глава III. Технология изготовления зенкеров и разверток...........210
Глава IV. Технология изготовления резьбообразующего инструмента 215
1. Образование резьбы .................................... 216
2. Метчики ............................................... 227
3. Круглые плашки ..........................................240
4. Призматические гребенки для резьбо-нарезных головок .... 249
5. Плоские резьбонакатные плашки ... ..... .................253
6. Резьбонакатные ролики.................................. 255
7. Резьбовые гребенчатые фрезы ........................... 258
Глава V. Технология изготовления протяжек ........................263
1. Внутренние протяжки ................................... 263
2. Наружные протяжки ...................... ................281
3. Сборные протяжки .................................... 284
Глава VI. Технология изготовления фрез 287
1. Обработка зубьев . . .. . ♦ .-. ...............288
2. Сборные фрезы ......................................... 301
3. Острозаточенпые фрезы ...................................313
4. Затылованные фрезы ................................. . ... 313
* 5. Затылование ............................................ 319
6. Фасонные мелкозубые фрезы ............................ . . 331
Глава VII. Технология изготовления зуборезного инструмента.......333
'1. Дисковые •мелко-мо'дуль'ные зуборезные фрезы........... 334
2. Червячные зуборезные фрезы для цилиндрических колес . . . 335
3. Червячные неэвольвентные фрезы ..........................375
4. Червячные зубо-резные фрезы для конических колес.........379
5. Зуборезные дол бяки ................................... 381
6. Зуборезные гребенки ................ t...................399
7. Шеве.ры .............................................. 400
8. Зубострогальные резцы .................................. 411
9. Резцы для нарезания конических зубчатых колес с круговыми
зубьями . ...........................*......................412
Глава VIII. Механизация и автоматизация технологических процессов
в инструментальном производстве ..................................422
1. Механизация и автоматизация оборудования и приспособлений 423
2. Поточные линии .................................. 449
3. Автоматические линии................................... 452
Источники и литература .................................. 479
483